
13 minute read
Innovazioni dalla fiera XYLEXPO 2022


AUTOMAZIONE FLESSIBILE E ROBOTIZZAZIONE PER PRODURRE ELEMENTI PER PAVIMENTAZIONI A BASE LEGNO di Domenico Adelizzi
Visitando l’ultima edizione della manifestazione dedicata alle macchine per la lavorazione del legno “Xylexpo 2022” tenutasi presso il polo fieristico Milano-Rho dal 12 al 15 ottobre 2022, si può affermare a ragion veduta che è giunta l’ora di accantonare i processi produttivi tradizionali e rigidi a favore di nuove strutture produttive che considerano maggiormente l’alta flessibilità.
Girando per gli stand, si è percepito il colpo di grazia al tradizionalismo che molte aziende produttrici d’impianti, macchine e utensili stanno dando, e che della programmazione “just in time” e la massima personalizzazione del prodotto ne fanno strategici punti di forza.
Il mercato delle macchine e degli impianti di fabbricazione negli ultimi anni si è profondamente trasformato e la spietata concorrenza dei Paesi in via di sviluppo ha costretto molte aziende produttrici di elementi di legno per pavimentazioni alla scelta d’impianti e macchine in grado di rispondere il più rapidamente possibile alle continue variazioni delle richieste della clientela.
Dalla visita alla Xylexpo 2022 e colloqui avuti sia con alcuni espositori e sia con produttori di elementi lignei da pavimentazione, i tempi brevissimi di produzione e i costi limitati sono sembrati essere i fattori più importanti da considerare nei nuovi processi tecnologici e anche la fabbricazione degli elementi lignei da pavimentazioni non sfugge a questa logica e a questi nuovi obblighi commerciali per cui, oggigiorno, si tende a completare il prodotto solo al momento della sua spedizione, anche perché i vantaggi si dimostrano eccellenti per la diminuzione delle scorte che determina la riduzione dello stoccaggio e del capitale investito.
Visitando gli stand dei padiglioni n.22 e n.24 della fiera, è emerso che la totalità degli impianti, macchine sono informatizzate e che i computer gestiscono con veloce flessibilità, sia lotti produttivi di rilevante entità sia più contenuti ed economici controllati da programmi le cui istruzioni sono talmente semplificate che chiunque, con un minimo tirocinio può programmarle seppure a volte siano complesse linee produttive.

Anche la robotizzazione di alcune fasi di trasformazione evidenziata dai centri di lavoro e dagli impianti logistici ha reso molto più flessibile ed economico il processo produttivo per il comparto delle pavimentazioni a base legno, siano esse costituite da elementi di legno naturale massiccio (monostrato) sia con struttura a multistrato grezzi o prefiniti costituiti con differenti tipi di pannelli anch’essi a base di legno.
I robot osservati qua e la tra gli stand, sono meccanismi ripetitivi di operazioni elementari il cui intervento rende elevata la produttività e il loro utilizzo ha dato un notevole incremento all’automazione industriale.
Alla Xylespo 2022, molte aziende italiane e internazionali hanno presentato robot cartesiani, ibridi e antropomorfi, la cui affidabilità è ormai garantita dalla precisione con cui eseguono le singole operazioni rispettando i requisiti stabiliti dalle normative internazionali in merito alla fabbricazione e alla sicurezza.
Il futuro -molto prossimo e prevedibile- appare essere la cosiddetta “fabbrica automatica” anche detta “fabbrica a luci spente” perché è in grado di offrire la gestione CIM (Computer Integrated Manufacturing).
Si è osservata una particolare attenzione per impianti e macchine utensili per la fabbricazione di elementi multistrato che ormai rappresentano oltre il 90% della produ- zione. L’avventura di questi tipi di elementi lignei inizia con la piallatura e troncatura del legno massiccio per la lamella dello strato di legno nobile che avviene su impianti di alto livello qualitativo adatti per ogni esigenza produttiva. Le troncatrici automatiche possono possedere un ottimizzatore per ridurre al minimo gli sfridi e, per chi realizza elevate produzioni, ci sono anche linee di troncatura eccellenti con ottimizzatore ideale veloce e semplice da usare (meno di 0,002 secondi per tutti i calcoli di taglio).
La movimentazione e il trasporto raggiungono velocità elevatissime con accelerazioni e tempi di taglio rapidissimi e la possibilità di ottenere diverse misure mediante un semplice selezionatore automatico rende le troncatrici adeguate a qualsiasi esigenza del cliente.
Si sono osservate anche troncatrici assolutamente all’avanguardia per il taglio ottimizzato con rulli di traslazione automatici adatti a ogni pezzatura (grezzo o deformato) con velocità d’avanzamento di 240 m/min. e con lettore elettronico della larghezza e lunghezza per avere un resoconto dei volumi tagliati.
La scelta della troncatrice è subordinata alla sezione massima del legno massiccio da tagliare. Le linee automatiche non richiedono operatori specializzati e offrono un rendimento costante mentre la linea ottimizzata, rispetto a quella automatica, può garantire un’elevata resa (pochi scarti e forte produttività).
Le troncatrici con ottimizzatore sono regolarmente utilizzate per eliminare sprechi e velocizzare il taglio delle specie legnose pregiate ma, per la loro altissima velocità e rendimento, sono impiegate anche per specie legnose non particolarmente pregiate.
I difetti insiti nel legno sono spesso rilevati da scanner automatici o da fasci laser manovrati dall’operatore e possono avere traino a rulli, a tappeto o a spintore. Con dischi di diametro da 550 mm si possono eseguire troncature su masselli lignei larghi fino a 800 mm con spessore di venticinque (25) millimetri.
Da quanto osservato in fiera, il taglio delle lamelle destinate a formare lo strato superiore degli elementi multistrato può essere eseguito sia con lame a disco sia con lame a nastro sulle segatrici multilama, mentre le superfici delle lamelle sono già adatte per essere subito incollate al sottostante supporto ligneo.
Girando per gli stand fieristici si sono notati gruppi di lavoro per il taglio con controllo elettronico centralizzato che permette la perfetta precisione di taglio con minimo gioco (0,1 mm) e velocità d’avanzamento fino a 20 m/min.
L’utilizzo delle lame con moto alternativo consente una maggior produttività (20%) rispetto ai processi tradizionali ed è possibile anche tagliare lamelle da legni umidi, quando si devono incollare le stesse, a due o tre strati, con la tecnologia dell’incollaggio ad alta frequenza.
Le lamelle e i masselli per parquet e pavimenti tagliati con le lame a telaio possono essere ricavati da tavole troncate e lavorate sulle tre superfici (con regolo laterale o centrale) o sulle quattro (con guida in canali).
Sia le lamelle sia gli elementi di legno massello possono essere calibrati con portautensili flessibili posti alla fine del modulo di taglio, con una precisione di 0,05 mm.
Le lamelle lignee possono essere tagliate con uno spessore minimo di 3 mm con utensili in materiale stellite di 1,1 mm con un notevole aumento della produttività.
Mentre le unità di taglio a lame possiedono una velocità di avanzamento di 2 m/min., quelle a disco possono raggiungere anche 36 m/min. con uno spessore di 1,2 mm e possibilità di avere un incisore inferiore di soli 1,1 mm.
Ciò comporta una maggior resa di circa il 20% nella produzione di elementi per pavimentazioni lignee a più strati e che le macchine utensili viste in fiera possiedono il centro lavoro di piallatura preventiva in grado di calibrare, sui quattro lati i masselli con possibilità di inserire in linea, ovviamente, tavolette grezze.
I processi automatizzati sono in grado di iniziare la lavorazione del massello piallandolo e trasformandolo in lamelle, accoppiarle, pressarle ed essiccarle in continuo.
Le tavole si essiccano in celle sottovuoto con o senza piastre riscaldanti; la prima tecnologia è usata in celle cilindriche nelle quali il vuoto non solo essicca, ma esercita anche una pressione di 10 ton/mq. sulle tavole di massello con vantaggi sulla qualità e sulla velocità del processo.
Invece, il processo senza piastre si utilizza sia in celle cilindriche sia parallelepipedi con vuoto continuo o discontinuo con ventilazione ad aria calda; che è più adatto per cataste di legno listellato.
Si sono osservate sezionatrici verticali adatte per realizzare lo strato nobile dell’elemento da posa per parquet multistrato che possono essere inserite in una linea di produzione composta di una zona caricamento lamelle (con il vincolo della stessa larghezza mentre la lunghezza può essere variabile) seguite da una zona di composizione dell’elemento e successivo incollaggio con macchine a rullo, seguite da una zona di assemblaggio ed essiccazione ; il tutto definisce un listone unico e continuo dal quale si ricavano pezzature uguali composte, in base al modello di macchina utilizzata, da lamelle su due, tre o quattro file.

Le nuove linee per l’incollaggio dei singoli strati dell’elemento multistrato da posa a due o tre strati utilizzano spesso adesivi poliuretanici spalmati a 120/140°C o vinilici (70-80°C) per rendere l’assemblaggio sicuro e non soggetto a deformazioni di natura ambientale.
L’adesivo è applicato fuso sugli strati da pressare mentre per la produzione dell’elemento a tre strati si utilizza di sovente l’adesivo melamminico perché ha una migliore resistenza chimica e all’acqua.
Gli strati accoppiati sono, ovviamente, quelli di legno nobile esterno (da mm 3 a mm 6 di spessore) e l’altro o più realizzati con specie botaniche povere oppure da fogli di compensato (da mm 5 a mm 10 di spessore), oppure da pannelli di fibra ad alta densità (HD), listellari, paniforti e così via.
L’essiccazione dell’adesivo tra gli strati dell’elemento stratificato di legno massiccio, può avvenire rapidamente mediante un impianto ad alta frequenza con regolazione della potenza in stadi successivi (12 posizioni) e con triodi in ceramica.
Tra le profilatrici e squadratrici sempre più totalmente automatizzate, si evidenziano quelle con lunghezza albero portautensili di mm 110 e con velocità di avanzamento sino a 70 m/min., adatte per elementi da posa con larghezza variabile da mm 65 a mm 400 e con lunghezze fino a m 4 per elementi che presentano incastro tradizionale o a clic.
Si sono osservate unità di piallatura-levigatura accoppiate mediante le quali si possono risparmiare tempi morti tra le due tradizionali fasi di trasformazione.
Nell’ambito delle attrezzature logistiche per elementi da pavimentazioni e parquet, Xylexpo 2022 ha reso evidenti introduttori, caricatori e scaricatori automatici in grado di listellare pacchi per le lavorazioni successive.
Per la finitura, l’alternativa alla vernice è il rivestimento a caldo delle superfici dell’elemento monostrato o multistrato che, in un solo passaggio in continuo, evita alcune fasi di lavoro tradizionali (stuccatura, levigatura, applicazione del fondo riempitivo e levigatura) accorciando enormemente i tempi per la finitura.
Vi sono molti prodotti vernicianti che possiedono un’elevata stabilità ai raggi UV, un’eccellente resistenza agli urti, un’ottima durezza e buona resistenza chimica. Questi sono applicati liquidi mediante un prefusore e solidificano a temperatura ambiente e dopo tre- quattro giorni di stoccaggio possono essere profilate.
Per chi vuole utilizzare processi tradizionali, si sono viste e sono da qualche tempo disponibili vernici ad acqua, seppure la loro diffusione è a volte vincolata dalla maggior commerciabilità dei prodotti a solvente.
I sopraddetti impianti innovativi (anche posti in linea lunga 30-40 metri) sono progettati in funzione del tipo di vernice e della finitura che i produttori di elementi da pavimentazioni lignee e parquet desiderano, considerando anche l’eventualità di tintura leggera o pesante. I sistemi e i cicli d’applicazione e d’essiccazione sono dunque variabilissimi ma in fiera si sono viste macchine innovative, polivalenti e flessibili adatte a una rapida e conveniente predisposizione per la finitura desiderata. Un processo, ormai diffusosi in tutto il mondo, per la verniciatura degli elementi da pavimentazione utilizza tre applicazioni del fondo riempitivo a rullo, ognuna di 10 gr/mq che continua con la semi-polimerizzazione intermedia, polimerizzazione finale e susseguente levigatura intermedia; seguita da due applicazioni di finitura a rullo di 10 gr/mq. ognuna, con semi-polimerizzazione intermedia e polimerizzazione finale UV.

Si è appreso che questo impianto può avere larghezza minima di 30 cm e le macchine utilizzate sono laccatrice a rulli fornita da rullo applicatore e rullo dosatore con tre comandi separati per consentire al dosatore di ruotare in senso contrario nel caso di minime applicazioni, essiccatoio a moduli UV che polimerizza in pochi secondi il prodotto verniciante al quale è aggiunto un fotoiniziatore e levigatrice-pulitrice che serve per spianare la superficie col fondo e per prepararla all’applicazione della finitura.
La tecnologia dei prodotti vernicianti UV consente un’elevata produttività permettendo di usare minime grammature con notevole risparmio di materiale.
Le aziende produttrici di vernici si sono ormai specializzate modificando i prodotti per tipo di finitura e per ciclo, così si possono trovare in commercio fondi e finiture per elementi multistrato per pavimentazioni su base acrilica e poliesteri UV, adatti per cicli brevissimi con elevate resistenze all’abrasione ed eccellente aderenza ed elasticità.
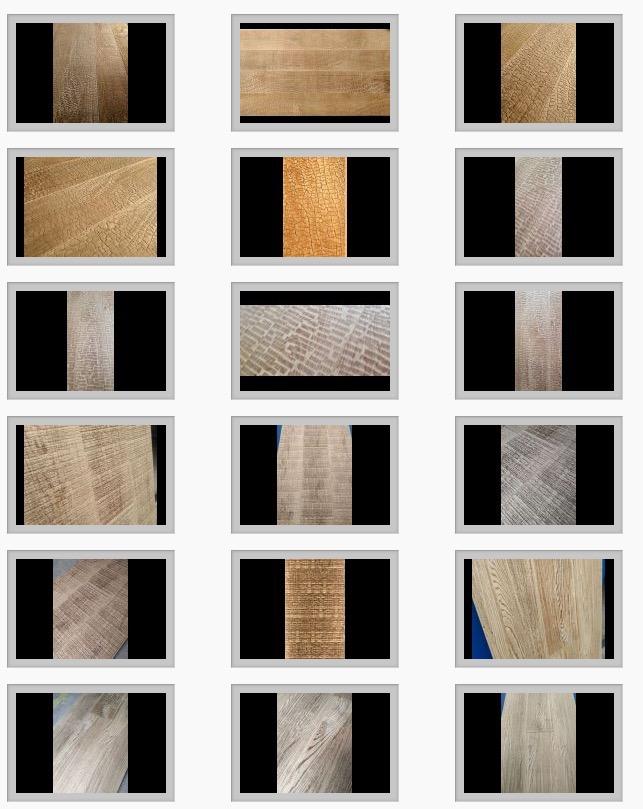
Altra innovazione osservata a Xylexpo 2022 è quella della riproduzione di superfici lignee da calpestare diversamente lavorate, ossia goffrate, spazzolate, irregolarmente scanalate, piallate o bombate e così via. In sintesi, si tratta di stampatrici a caldo e a freddo per produrre effetti speciali per la superficie degli elementi di legno per pavimentazioni.
Le macchine osservate in fiera sono state concepite per lo stampaggio su legno, sia tramite rulli riscaldati sia a freddo. I rulli per lo stampaggio a caldo (anche detta piro-scultura) presentano un disegno in rilievo e possono stampare in modo diretto sia su legno massiccio sia su derivati lignei. I rulli utilizzati per lo stampaggio a freddo presentano invece dei disegni cavi, che sono riempiti e stampati utilizzando “pasta di legno”; materiale essenziale per questa tipologia di processo a freddo. La “pasta di legno” è estrusa per mezzo di una pompa elicoidale direttamente sul pezzo in lavorazione a distanza ravvicinata dal rullo. La “pasta di legno” si attacca al supporto ligneo determinando un disegno tridimensionale. Una volta asciugata entro le 24 ore a temperature ambiente, la “pasta di legno” può essere trattata e rifinita come qualsiasi tipologia di legno ed oplà la superficie diversamente rifinita è servita!
Conclusioni
Dalla recente più che interessante visita a Xylexpo 2022 si capisce che oramai è sempre più vicino il futuro del processo produttivo che prevede la fabbrica automatica con la contemporanea gestione CAM (Computer Aited Machinary) e CIM (Computer Integrated Manufacturing); in pratica la “blind factory” , ossia la “fabbrica cieca” o “fabbrica a luci spente”.
E’ indubbio, che l’automazione flessibile, la robotizzazione di quasi tutte le di trasformazione, insieme ai centri di lavoro, agli impianti logistici innovativi, ai cicli e processi produttivi sempre più flessibili e personalizzati, impianti di movimentazione automatici e utensili sempre più precisi e “intelligenti”; porteranno a tanti e positivi vantaggi. Vantaggi sia in termini di produzione (tempi di fabbricazione sempre più bassi con rese di produzione sempre più alte e finiture sempre più pregevoli), sia in termini economici (costi fissi ridotti e razionalizzazione delle risorse) e sia in termini di scelte qualitative e commerciali degli elementi lignei; però, a mio avviso, tutto ciò non dovrebbe determinare la standardizzazione qualitativa degli elementi lignei da posa. Anzi, l’oggettiva e reale possibilità di avere singole attrezzature, macchine e linee di fabbricazione più innovative, dovrebbe essere un più che significativo incentivo per gli imprenditori per poter migliorare la qualità dei manufatti, i quali, seppure sono elementari nella forma, sono sempre il risultato di un progetto specifico che, attraverso un preciso ed analitico iter tecnico-produttivo che coinvolge in primis l’azienda produttrice, consente di trovare soluzioni personalizzate che non solo caratterizzano gli elementi monostrato o a struttura multistrato per parquet e pavimentazioni di legno, ma che principalmente ne caratterizzano e ne evidenziano le qualità degli utensili, delle attrezzature, delle macchine, degli impianti e delle linee che quotidianamente consentono la fabbricazione di milioni e milioni di lamelle, listelli, doghe, listoni e maxi listoni per tutti i generi e gusti.
Per averne avuta la conferma è bastato visitare Xylexpo 2022 e, per chi non ha potuto, consiglio vivamente di andare a visitare la prossima 28 a edizione che si terrà nel 2024 sempre nei padiglioni del polo fieristico Milano-Rho. Manifestazione dove certamente non mancheranno novità in fatto d’innovative macchine, impianti, utensili, sistemi di movimentazione e di automazione, programmi informatici per programmare controllare ed eseguire lavorazioni, sistemi di realtà aumentata e dell’universo metaverso che, attraverso internet si sovrappone al mondo fisico, permettendo agli operatori di interagire in modo virtuale direttamente alla fabbricazione pianificando, e programmando la progettazione e la fabbricazione d’infinite tipologie di elementi lignei da pavimentazione che soddisferanno tutte le necessità.
Bibliografia consultata: www.xylexpo.com www.scmwood.com https://borgonovo.com/ http://www.trabattonistampi.com/index.php?lang=it https://dalso.it/ https://www.biesse.com/it/legno/prodotti https://www.giardinagroup.com/it/legno/processi-legno-parquet/

Esempio
Materiali dell’elemento da posa
Piano di calpestio: larice, faggio, betulla, specie legnose tradizionali per parquet
Strato intermedio: legno resinoso
Terzo strato (strato di controbilanciatura): specie legnose di 2° qualità
Dimensioni elemento da posa
Larghezza min. 140 mm; max. 205 mm
Lunghezza min. 1.020 mm; max 2.400 mm
Spessore min. 12; max 22 mm
Tipo di profilo: tradizionale “maschio - femmina”
Produttività impianto
Max. 25pz./ min per lunghezza di 1.830 mm
Max. 3200 mq. / turno
Max 700.000 mq./ anno per turno di lavoro
Dimensioni barrellata d’entrata
Larghezza max. 205 mm
Lunghezza max 2.400 mm
Spessore min.12, max 22 mm
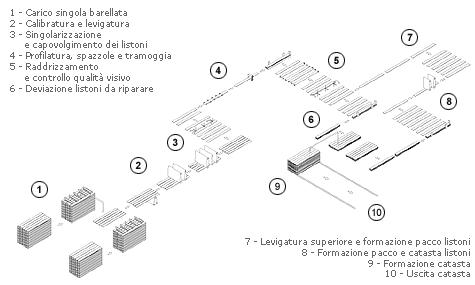
Macchine e processi realizzati
1 sistema di carico della linea con prelievo delle barellate.
1 calibratrice inferiore.
1 calibratrice superiore.
1 levigatrice superiore.
1 squadratrice longitudinale.
1 squadratrice trasversale.
1 levigatrice superiore nel processo di riparazioni listoni.
1 sistema di scarico a pinze.
Automazione e messa in linea delle macchine. Gestione della linea tramite PLC.
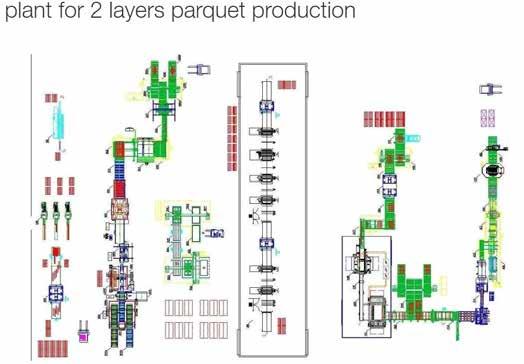
Lay Out dell’impianto
Linea per la fabbricazione di elementi multistrato
Linea di fabbricazione per elementi da pavimentazioni a due strati

Pressa automatica a ciclo continuo Sergiani LAS - SCM Group


Pressa per incollaggio componenti degli elementi multistrato a due o tre strati https://www.scmgroup.com/it/scmwood/products/piallatrici--scorniciatrici.c902/piallatrici-scorniciatriciautomatiche.903/superset-tx.563
Profilatrici parquet, pavimento e legno Celaschi TM - SCM Group Profilatrice longitudinale e trasversale per la produzione di pavimenti e rivestimenti in parquet.
Scorniciatrice per elementi di legno massiccio o multistrato http://www.trabattonistampi.com/index.php?option=com_content&view=article&id=33&Itemid=253&lang=it Esempi di superfici di elementi da pavimentazione diversamente lavorati https://www.dalso.it/it/applicazioni/parquet Linea d’incollaggio ed assemblaggio delle doghe da pavimentazione a struttura multistrato https://www.giardinagroup.com/it/prodotto/?famiglia=parquet&funzione=&processo=applicazione-a-spruzzo Pistola a spruzzo reciprocartice per rifinire ls superfice https://www.giardinagroup.com/it/prodotto/1vr-300/ Verniciatrice a spruzzo reciprocartice


Tékne
The art of “know-how”
Space C
Logica e irrazionalità si fondono per decorare ambienti residenziali o commerciali, dove la vita scorre continuamente miscelando l’agire, il pensiero e il sentimento.

Il Prezzario per il Restauro dei Beni Culturali 2023 è specificatamente dedicato ai costi dei materiali e delle opere necessarie per realizzare interventi di restauro dei beni culturali e raccoglie descrizioni e prezzi relativi al restauro di opere in pietra, paramenti murari a faccia vista, mosaici, dipinti murali, dipinti su tela, dipinti su tavola, intonaci, stucchi, calchi e opere in gesso, opere su carta, manufatti in rame e leghe di rame, manufatti ceramici.

L’edizione 2023 è stata complessivamente rivisitata sia nelle descrizioni sia per la revisione generale di tutte le analisi dei prezzi alla base delle quotazioni riportate sia per l’implementazione del numero delle voci con l’introduzione di nuove tecnologie e metodologie di restauro. Sono stati ampiamente implementati i capitoli relativi alla Sicurezza e ai mosaici. Numerose modifiche sono state introdotte nel capitolo delle opere su carta ed è stato inserito un nuovo capitolo riguardante i manufatti scolpiti in legno e le strutture lignee.
Il Prezzario è la base per una corretta redazione di un capitolato speciale d’appalto per interventi di restauro. Le voci del Prezzario fungono da check list per un corretto preventivo comprensivo di ogni passaggio procedurale di intervento. Il Prezzario consente la redazione di preventivi e perizie su manufatti di pregio dal valore inestimabile








