Gli allevatori protestano nei Paesi Bassi
Migliore qualità con la bactofugazione

Impianti per ridurre l’impronta idrica
Linee Guida per l’etichettatura degli imballaggi
0390-6361
numero 1 | FEBBRAIO 2023 | VOLUME 73 ISSN
www.alimentinews.it
PRECISIONE, SEMPLICITÀ, COMPATIBILITÀ.
IN ALTRI TERMINI: THE 6X ®. ORA DISPONIBILE!
Il nuovo sensore di livello radar VEGAPULS 6X è così facile da usare che è un vero piacere. Ciò che ci guida è una tecnologia perfetta e l’obiettivo di rendere la misura a dabile e semplice. Non saremmo VEGA se la tecnologia di misura fosse il nostro unico valore.





VEGA. HOME OF VALUES.
www.vega.com/radar

DIRETTORE RESPONSABILE
Giorgio Albonetti
DIRETTORE EDITORIALE TECNICO-INDUSTRIALE
Vincenzo Bozzetti
COMITATO EDITORIALE TECNICO-INDUSTRIALE
Paolo Cernuschi - Clerici-Sacco
Giovanna Contarini - CREA Lodi
Maria Chiara Ferrarese - CSQA
Ivana Gandolfi - Parmalat
Massimo Malacarne - Università di Parma
Chiara Marinuzzi - Studio Legale Forte
Luciano Negri - Fattorie Cremona
Erasmo Neviani - Università di Parma
Luisa Pellegrino - Università di Milano
Vittorio Emanuele Pisani - Consorzio Tutela Provolone Valpadana
Valentina Pizzamiglio - Consorzio del formaggio Parmigiano Reggiano
COORDINAMENTO EDITORIALE
Chiara Scelsi
c.scelsi@lswr.it - cel. 3490099322
REDAZIONE
Diletta Gaggia d.gaggia@lswr.it - cel. 3450586187
ABBONAMENTI
abbonamenti.quine@lswr.it - Tel. 02 864105 Tel. 02 88184.117

www.quine.it
Costo copia singola: 1,30 euro
Abbonamento annuale: 30 euro
PUBBLICITÀ
Costantino Cialfi – Direttore Commerciale
c.cialfi@lswr.it - Tel. +39 3466705086
TRAFFICO
Ornella Foletti
ornella.foletti@quine.it - cel. 3427968897
PRODUZIONE
Antonio Iovene
a.iovene@lswr.it - cel. 3491811231
STAMPA
Aziende Grafiche Printing Srl
Peschiera Borromeo (MI)
Quine Srl - www.quine.it
Scienza e Tecnica Lattiero-Casearia
Autorizzazione del Tribunale di Parma n. 377 del 31.03.1965
Iscrizione al ROC n. 12191 del 29.10.2005
IN QUESTO NUMERO
Lente di ingrandimento
“Vero formaggio di vacca senza vacca”, non scherziamo! 4
E. Neviani
Primo Piano
Intervista
Alta tensione nei Paesi Bassi 6
V. Bozzetti
Innovazione
USA: stanziamenti importanti per il settore lattiero-caseario 11
M. Halker
Focus
Cerved
La panna, tutte le tipologie 12
L.A. Ferraro
Diritto e rovescio
Bactofugazione: per una migliore qualità del latte 16
S. Milanello
Laboratorio
Conteggio dei clostridi che formano acido butirrico: considerazioni e metodiche 22
S. Milanello Ricerca scientifica internazionale 25
Tecnica
Sostenibilità
Acqua: una risorsa da preservare 28
S. Milanello
Shelf life
Tecnologie di risanamento del latte alternative ai trattamenti termici 32
F. De Vecchi
Macchine&Impianti 36
Tecnologia applicata
Mozzarella di bufala campana DOP 38
Normativa
legislative
Scientific
papers/Original article
N. Renoldi, M. Marino, I. Gandolfi, E. Bandini, A. Goi, N. Innocente
Chemical composition and physico-chemical properties of milk from five dairy cattle breeds of north of italy 58

Composizione chimica e proprietà chimico-fisiche del latte di cinque razze bovine da latte del nord italia
Dalle Aziende
64
Ai sensi dell’art. 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti i lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dagli art. 5-6-7 del GDPR. I dati potranno essere comunicati a soggetti con i quali Quine Srl intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Quine Srl, Via G. Spadolini 7 - 20141 Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui agli articoli 15-21 del GDPR.
numero FEBBRAIO 2023 VOLUME 73 0390-6361 www.alimentinews.it Gliallevatori protestano neiPaesiBassi Migliore qualitàconla bactofugazione perridurre l’improntaidrica perl’etichettatura & N. 1 FEBBRAIO 2023 Testata Associata
Pillole
M. Halker Etichettatura
ambientale degli imballaggi 42
C. Marinuzzi
Oligosaccaridi
della letteratura
Scienza
e galattooligosaccaridi ottenuti da siero di latte: una revisione critica
48 Oligosaccharides and galactooligosaccharides from whey: a critical review of the scientific literature
Cultura Storia lattiero-casearia Quando il burro costava più del formaggio! 66 V. Bozzetti News 71 La Grattugia Misteri millenari 72 V. Bozzetti
G. Gaiarin, C. Scotti, MS. Mariani, P. Franceschi, P. Formaggioni, M. Malacarne

 ERASMO NEVIANI
ERASMO NEVIANI

Fonti
[1] https://vegnews.com/2021/6/ vegan-dairy-identical-cheese https://www.newculture.com
https://www.foodnavigator-usa. com/Article/2021/06/01/Animalfree-dairy-New-Culture-plans2023-launch-of-Mozzarellaminus-the-cows#
[2] https://www.nwo.nl/projecten/ nwa129219302
“
Vero formaggio di vacca senza vacca”, non scherziamo!
La startup New Culture di San Francisco afferma che lancerà entro il 2023 il suo primo prodotto caseario vegano. Un prodotto: “identico a quello ottenuto con latte”. L’azienda afferma di aver trovato un modo per creare la caseina utilizzando un processo di fermentazione di precisione che le consentirà di produrre ciò che viene descritto come “vero formaggio di vacca senza la vacca”[1].
Presso la Wageningen University & Research, nel frattempo, è in corso uno studio “Animal-free milk proteins” con termine previsto nel 2026[2] . Anche questo progetto si pone lo scopo di elaborare un’alternativa sostenibile per la produzione di proteine del latte, utilizzando un lievito modificato geneticamente, e assemblarle in micelle in modo da poterle utilizzare per produrre latticini.
La sintesi ricombinante delle proteine del latte, utilizzando un’ampia gamma di sistemi di espressione, sta pertanto ricevendo un crescente interesse.
Una breve riflessione. Ormai non è impossibile, anche se non semplice, pensare di riuscire a clonare in un microrganismo ed esprimere la sequenza proteica delle differenti frazioni caseiniche del latte. Differente e molto più ambizioso è però riuscire a ricostituire la micella nella sua complessità. Complessità fatta non solo della sommatoria di sequenze proteiche, ma anche di corrette conformazioni, di rapporti fra le differenti frazioni, di legami salini e, conseguentemente, di opportuna idratazione. Si può comunque pensare di arrivare vicino a questo obiettivo, o comunque di raggiungerlo a seguito di complessi e lunghi studi e lavori di biologia, genetica e biochimica applicate. I confini della scienza e delle sue conquiste sono infatti infiniti e non è il caso di precluderne possibilità e risultati, anche quando molto ambiziosi. Ma il latte non è solo caseina! È molto più complesso. Proteine, grassi, zuccheri, sali minerali, vitamine e altri componenti minori sono magicamente amalgamati in un fluido che è al contempo sospensione colloidale, emulsione e soluzione. L’evoluzione naturale ha impiegato molti anni a mettere a punto questo risultato. Dubito che si riesca a ricostituire tale complessità a partire da singoli componenti di sintesi! Ma anche qualora, un giorno, riuscissimo ad avvicinarsi a un fluido che assomiglia al latte, per favore utilizziamo un altro nome! Il “latte” è esclusivamente il prodotto della secrezione mammaria di mammiferi. Possiamo pensare che sia possibile ottenere un fluido ricostituito a partire da singole componenti che “assomigli al latte”. Possiamo sperare che questo risultato si possa ottenere tramite tecnologie sostenibili e con processi economicamente competitivi. Possiamo credere che questi prodotti potranno anche essere buoni dal punto di vista organolettico e sicuri dal punto di vista igienico. Ma non scordiamo che per i derivati del latte occorre il latte! E il latte lo producono i mammiferi!
Il resto è e rimarrà altra cosa.
Presidente Comitato Italiano FIL-IDF
4 2023 /Febbraio LENTE D’INGRANDIMENTO













www.lattepiu.it II Edizione Organizzato da ISSN 0390-6361 Rivista dell’Associazione Italiana Tecnici del Latte Journal of the Italian Dairy Science Association Italian Journal of Dairy Science and Technology A.I.Te.L. Associazione Italiana Tecnici del Latte Le varianti A1 e A2 della β-caseina non hanno un effetto significativo sul microbiota del latte The A1 and A2 β-casein variants have not impact on milk microbiota Registro delle Indicazioni Geografiche: intervista a Massimo Vittori, direttore di oriGin Report Gira Food: COVID-19 colpisce la filiera mondiale del latte Il lattiero-caseario italiano alla prova dell’emergenza COVID-19: il parere dei protagonisti www.stlcjournal.com Mozzarella: dati del settore, produzione e prospettive Innovazione nel trattamento delle acque reflue Sicurezza e automazione per Igor Gorgonzola Dal 23 al 25 maggio 2023 una serie di eventi online sui trend tecnologici, economici, ambientali e nutrizionali della filiera lattiero - casearia Economia, produzione e innovazione SAVE THE DATE 23, 24 e 25 maggio 2023 Latte PIÙ Convegno digitale di Scienza e Tecnologia Lattiero - Casearia
Alta tensione nei Paesi Bassi
Il governo olandese è deciso a ridurre le emissioni di gas serra. Gli allevatori tra ansie e incertezze protestano duramente. Nel mentre FrieslandCampina investe 1,5 miliardi di euro entro il 2030

Il 10 giugno scorso il governo olandese ha presentato un rapporto con precisi obiettivi di riduzione delle emissioni di azoto. Il rapporto conteneva una mappa a colori che indicava la categoria di riduzione dell’area stessa. Le categorie prevedevano le riduzioni del 12, 47, 58, 70% e persino del 95% nelle vicinanze della riserva naturale “Natura 2000”. In proposito il Primo Ministro Rutte con decisione ha dichiarato che: “con questo approccio, non ci sarà futuro per tutti gli agricoltori olandesi”, creando fortissime tensioni presso tutte le filiere della zootecnia da reddito.
Essendo l’Olanda nell’Unione Europea, abbiamo cercato di capire meglio cosa succede dove allevano le “frisone olandesi”, prima che accada qualcosa del genere laddove si allevano le “frisone italiane”. In tal senso abbiamo chiesto lumi al dr Michel de Haan che lavora presso il dipartimento di ricerca dell’Università di Wageningen, Olanda. Michel de Haan è un “senior project leader” di importanti e complessi sistemi di gestione integrata delle produzioni bovine, tra i quali “Koeien & Kansen- Vacche & Opportunità” (www. koeienenkansen.nl) e “KringkoopWijzer- Stima del ciclo annuale dei nutrienti” (vedi box SCAN: per la gestione ideale di NPC) .
Dottor Michel de Haan potrebbe riassumere per i nostri lettori le ragioni per le quali i produttori di latte olandesi devono ridurre il numero delle loro vacche da latte?
Una prima risposta alla domanda sta nella politica dell’Unione Europea, ovvero nella politica del Governo olandese orientata alla riduzione del carico di azoto (negli allevamenti zootecnici principalmente costituito dalle emissioni di ammoniaca), delle emissioni di metano e anche dei nitrati nelle acque sotterranee e superficiali, ma non – almeno per adesso – direttamente orientata alla riduzione del numero degli animali.
Vincenzo Bozzetti
BOERENPROTESTEN (FONTE: WDR / DPA) 6 2023 /Febbraio ii P ri M o P ia N o ii i NT er V i STa
Però sulla stampa e in televisione di questo si parlava…
In realtà, alcuni politici (dei partiti al governo) hanno detto che il numero degli animali dovrebbe essere ridotto severamente. Alcuni hanno menzionato di abbassare il numero degli animali del 50%, e questo non colpirebbe solo le vacche da latte,
bensì anche suini e avicoli. In realtà ci sono anche organizzazioni ambientali che chiedono la riduzione del patrimonio zootecnico, come modo migliore e maggiormente efficace per ottenere risultati ambientali significativi. Invero in Olanda abbiamo persino il ministero dell’azoto, che ha comunicato che il carico di azoto dovrebbe essere ridotto severamente, in alcune aree fino al 90 %.
E tutto ciò ha creato ansia e nervosismi presso gli allevatori, non è vero? Tutto ciò ha portato gli allevatori a protestare duramente durante i mesi estivi. Gli allevatori zootecnici non sono d’accordo con il Governo su alcuni aspetti. L’obiettivo della riduzione è eccessivo e ritengono che i calcoli siano sbagliati. Viene posta la domanda “perché noi allevatori?”, gli inquinatori sono da ricercare in altre direzioni, come le industrie dei trasporti (Porto di Rotterdam e Aeroporto di Schiphol).
Di certo gli inquinatori non sono solo allevatori. Però focalizzando l’attenzione
SCAN: PER LA GESTIONE IDEALE DI NPC
“KringloopWijzer” in olandese; “Annual Nutrient Cycling Assessment o ANCA” in inglese;
“Stima Ciclo Annuale Nutrienti o SCAN” in italiano. È uno strumento basato sul software che offre ai produttori di latte olandesi la valutazione interna dei risultati eco-ambientali delle loro aziende agricole. Lo strumento misura il ciclo dell’azoto (ammoniaca e protossido d’azoto), fosforo, gas serra e carbonio. E quantifica successivamente il valore delle escrezioni di azoto e fosforo dei singoli allevamenti da latte, l’assorbimento di azoto e fosforo dei foraggi raccolti e la resa totale della foraggicoltura. Lo strumento fornisce utili informazione per la gestione dei foraggi e dell’alimentazione delle lattifere. Così l’allevatore e l’eventuale consulente riceverà segnali e avvisi se l’alimentazione e la resa dei foraggi deve essere perfezionata, al fine di migliorare le perdite di minerali, i costi alimentari e l’impiego di fertilizzanti e letame.

sulle emissioni zootecniche, potrebbe approfondire i concetti ?
Parlando in merito alla riduzione del numero delle vacche da latte, sicuramente il tema ha a che fare con l’attuale situazione ambientale olandese. Il carico azotato deve essere ridotto, le emissioni di ammoniaco devono essere ridotte, le emissioni di protossido di azoto devono essere ridotte e la lisciviazione sotterranea dei nitrati nelle acque di superficie deve essere ridotta. Però ci sono opportunità innovative per migliorare i risultati sotto il profilo ambientale.
Quali sono dr. De Haan?
Mi riferisco alle innovazioni relative alle emissioni stabulazione, lavaggio aria, gestione delle deiezioni liquide e solide; ai miglioramenti di gestione tipo: maggior numero di vacche al pascolo, razione con minore proteine grezze, gestione separata delle deiezioni liquide e solide, spandimenti delle deiezioni con condizioni atmosferiche idonee; meno animali e un’idonea combinazione dei predetti accorgimenti possono migliorare i risultati.
Maggiori informazioni sono disponibili sul sito: https://www.verantwoordeveehouderij.nl/nl/mijnkringloopwijzer.htm
MICHEL DE HAAN
i NT er V i STa ii P ri M o P ia N o ii 7 Febbraio /2023
Senior project leader
Quindi la pressione sugli allevatori potrebbe essere abbassata?
Nei fatti alcuni politici e alcune organizzazioni ambientali ritengono che le innovazioni e il miglioramento gestionale non siano efficaci o che saranno una scusa per la zootecnia da reddito per mantenere le cose come stanno.
Come uscire allora dalla situazione?
Recentemente il Governo ha incaricato un esperto indipendente come “Negoziatore dell’azoto”, che ha presentato un rapporto con il quale suggerisce di “comprare per
Cosa pensa
chiudere” 5-600 allevamenti intensivi ritenuti “grandi inquinatori”. In breve, gli olandesi devono migliorare di molto i loro risultati ambientali, esistono motivi per parlare di riduzione del numero degli animali. Comunque, sino ad ora, non è stata emanata una legislazione o regolamentazione in merito alla riduzione del numero degli animali allevati.
Secondo Lei gli allevatori accetterebbero una legge in merito? Come sarebbe applicata ?
Gli allevatori non vedono di buon occhio una legge per ridurre il numero degli animali, ci sono solo poche idee e molte incertezze, è ancora troppo presto per parlare di scenari di riduzione del patrimonio zootecnico.
Cosa pensano al riguardo le società lattiero-casearie?
Le società lattiero-casearie di certo parteggiano per i produttori di latte, senza toni eccessivi nelle loro dichiarazioni pubbliche.
l’industria di trasformazione?
in 32 Paesi e distribuisce prodotti in 100 Paesi. Nel 2021 FrieslandCampina ha realizzato ricavi per 11,5 miliardi di euro, con un profitto lordo di 355 milioni e netto di 172. I risultati dei primi sei mesi 2022 registrano un calo della raccolta latte pari al 4,6%, un aumento dei ricavi del 19% e una stima sul prezzo del latte in aumento di quasi il 38%, sui dati del 2021.
novazione e la sostenibilità siano i modi migliori per ridurre le emissioni. L’innovazione e la sostenibilità potranno guidare tutte le componenti della filiera lattiero-casearia olandese verso un futuro sicuro e sostenibile nel lungo periodo. E noi, come FrieslandCampina, vogliamo essere alla guida!
In termini pratici FrieslandCampina come affronterà la situazione ?
HEIN SCHUMACHER
Prima di dare la parola al CEO di FrieslandCampina, Hein Schumacher, ricordiamo che la storia della cooperativa olandese risale al 1871 (recentemente ha festeggiato i 150 anni di fondazione), e oggi conta quasi 17.000 associati e circa 24.000 dipendenti. Raccoglie e trasforma 9.750.000 ton di latte/anno, circa il 3% in meno del 2020. Opera

Mr. Hein Schumacher la riduzione delle vacche da latte ridurrebbe le emissioni, ma ridurrebbe anche il giro d’affari delle società lattiero-casearie. Cosa pensa al riguardo?
Certamente le misure proposte da qualcuno in merito al carico di azoto potrebbero avere conseguenze significative sia per la cooperativa in generale, e per i nostri produttori latte in particolare, come anche sulle attività lattiero-casearie in termini di impatto sul latte raccolto. Per prima cosa, è molto importante per la nostra cooperativa mantenere le dimensioni, per questo abbiamo aperto la cooperativa a nuovi soci e avviato una campagna di reclutamento di nuovi associati. Ma crediamo anche che l’in-
Stiamo sperimentando anche altre soluzioni tecniche per ridurre le emissioni di azoto. Stiamo guardando oltre le aziende agricole dei nostri associati. Come parte attiva del nostro programma integrato per la sostenibilità “Nourishing a better planet - Nutrire un pianeta migliore” abbiamo pubblicato un piano “On the way to climate-neutral dairySulla strada della neutralità climatica lattiero-casearia” contenente obiettivi chiari e raggiungibili per ottenere tramite azioni concrete una filiera latte neutra nei confronti del clima prima e non oltre il 2050. La realizzazione del nostro piano climatico andrà oltre il corrente decennio e oltretutto richiederà investimenti aggiuntivi in termini di tempo, soldi e risorse. In questo senso
Grazie dr. Michel de Haan!
ii P ri M o P ia N o ii i NT er V i STa 8 2023 /Febbraio
CEO di FrieslandCampina
FrieslandCampina è impegnata a raggiungere l’obiettivo della neutralità climatica prevista dal piano stesso e per questo ha stanziato un finanziamento aggiuntivo di circa 1,5 miliardi di euro entro il 2030.
Grazie e buon lavoro Mr. Schumacher!
Chi volesse maggiori informazioni sui programmi di FrieslandCampina può visitare le pagine:
https://www.frieslandcampina.com/sustainability/better-climate/the-climate-plan/ FrieslandCampina and DSM take major step to reduce greenhouse gas emissions from dairy cattle | FrieslandCampina EN
ALLA “FIERA DELLE FALSITÀ”, C’È ANCHE IL “LATTE DI SCARAFAGGIO”
FrieslandCampina, Rabobank and Lely start pilot to reduce nitrogen | FrieslandCampina EN
https://www.frieslandcampina.com/ news/a-new-day/

https://www.frieslandcampina.com/news/ frieslandcampina-opens-its-doors-to-newmembers/
Da oltre un ventennio le falsità contrarie al latte abbondano! Ad esempio fu imputata alla filiera latte una falsa maggioranza di emissioni dei gas serra, il che non è vero! Con una razionale gestione delle deiezioni liquide e solide (separazione e digestione anaerobica) il protossido d’azoto e l’ammoniaca dell’allevamento vengono significativamente ridotti. Anche l’impatto del “metano bovino” non è così drammatico, il 95% viene restituito al suolo e sequestrato dalle piante, e solo il 5% rimane nell’atmosfera. In proposito si conferma che la capacità sequestrante dei vegetali è direttamente proporzionale alla crescita vegetativa, quindi prati e colture hanno lo stesso – o forse superiore – potere sequestrante delle foreste secolari. Con falsità e arrogante invidia qualcuno tentò di aggredire il mercato del latte e latticini con estratti vegetali o da fermentazioni, utilizzando in malafede denominazioni illegali. Nel mentre sono, però, arrivati i nodi al pettine del “veganismo”: a metà novembre scorso il suo azionariato ha pagato ribassi del 30-50% . In pratica gli investitori abbandonano il “falso latte e falsa carne”. Ora tremano anche coloro che praticano la cosiddetta “agricoltura di precisione”, che usano “fermentazioni creative” per surrogati e succedanei
falsità” c’è anche il “latte di scarafaggio”! Evviva?
etichettati.
i NT er V i STa ii P ri M o P ia N o ii 9 Febbraio /2023
falsamente
Alla “fiera delle
2019
LE PROTESTE DEI DURI “BOEREN” OLANDESI
BY KEES TORN (FONTE: WIKIPEDIA)

A ottobre 2019 scattarono le prime proteste degli agricoltori olandesi (Boerenprotesten) causate sostanzialmente da tre motivi: un disegno di legge per limitare drasticamente l’impatto del ciclo dell’azoto, l’occupazione di allevamenti di suini da parte di animalisti, la percezione di mancanza di rispetto verso gli operatori agroalimentari. La risposta agricola fu immediata e decisa, “Forza di difesa degli agricoltori” (www.farmersdefenceforce.nl) organizzò diverse manifestazioni, nelle quali migliaia di trattori bloccarono il traffico per migliaia di chilometri.

2020
A febbraio del 2020, una nuova protesta minacciata ma poi rientrata, fu causata dalla limitazione delle proteine grezze nell’alimentazione delle lattifere che sarebbe entrata in vigore a settembre 2020, con l’obiettivo di ridurre le emissioni azotate. Il provvedimento fu ritenuto dannoso e antieconomico dagli agricoltori. A luglio i “boeren” olandesi bloccarono l’aeroporto di Eindhoven. Nel frattempo le misure contro questa tipologia di manifestazioni furono incrementate.
2021
Nuove proteste – meno calde delle precedenti – in risposta alle proposte di riduzione delle emissioni di ossido d’azoto e ammoniaca sono state organizzate a Zwolle, Assen, Arnhem e Den Bosch.
2022
A giugno del 2022, il primo ministro Mark Rutte annunciò la riduzione del 50% delle emissioni olandesi di ossido di protossido di azoto e ammoniaca entro il 2030, includendo anche quelle zootecniche. La Forza di difesa degli agricoltori (in rapida diffusione in altri Paesi, come Germania e Polonia) fu autorizzata a entrare in città a L’Aia con una manciata di trattori. Nel mentre Johan Remkes, un esperto indipendente, fu incaricato dal Governo di mediare le posizioni contrapposte e di individuare i grandi inquinatori.
ii P ri M o P ia N o ii i NT er V i STa 10 2023 /Febbraio
JOHAN REMKES
USA: stanziamenti importanti per il settore lattiero-caseario
Negli Stati Uniti, il Programma di innovazione nel settore lattiero-caseario può contare su uno stanziamento di ben 22,9 milioni di dollari
Martina Halker
L’USDA, il Dipartimento dell’Agricoltura Statunitense, è l’agenzia federale che propone programmi e implementa politiche e regolamenti relativi all’agricoltura, alla silvicoltura, all’allevamento, alla qualità del cibo e alla nutrizione americani. Ha al suo interno importanti Agenzie Federali quali la Food Safety and Inspection Service (FSIS) e l’Animal and Plant Health Inspection Service (APHIS).
Il Dipartimento dell’Agricoltura Statunitense ha assegnato 22,9 milioni di dollari a sostegno del Programma di innovazione nel settore lattiero-caseario. Nello specifico, i fondi sono stati assegnati a quattro iniziative Dairy Business Innovation (DBI) presso l’Università del Wisconsin-Madison, Agenzia dell’agricoltura, del cibo e dei mercati del Vermont, l’Università del Tennessee e l’Università Fresno nello Stato della California.
LE INIZIATIVE DBI
I premi fanno parte degli stanziamenti annuali del 2022 previsti dal Congresso e sono in aggiunta agli 80 milioni di dollari in fondi
supplementari dal Piano di salvataggio americano (ARP). Secondo il Dipartimento dell’Agricoltura Statunitense, questo fondo consentirà alle iniziative DBI di incrementare la ricerca e continuare a sostenere i produttori, apportare miglioramenti in azienda, offrire assistenza tecnica.
Le iniziative DBI forniscono direttamente assistenza tecnica e contributi circa la produzione, le iniziative marketing, la distribuzione di prodotti alle aziende lattiero-casearie, anche quelle che producono latticini di nicchia, formaggio o altri derivati del latte, sia esso di vacca, pecora o capra.
Queste iniziative in particolare si concentrano su alcuni punti, in particolare:
Diversificare i mercati dei prodotti lattiero-caseari;
promuovere lo sviluppo di un business in grado di diversificare il reddito degli agricoltori attraverso l’innovazione di processo e marketing;
incoraggiare la produzione e l’utilizzo di latte regionale.
Secondo una relazione dell’USDA del gennaio
2022 al Congresso dal titolo “Status and Outcomes of the Dairy Business Innovation Ini-

tiatives”, l’approccio delle iniziative DBI di fornire assistenza tecnica e subpremi alle aziende lattiero-casearie funge da modello unico ed efficace, facilitando lo sviluppo di relazioni critiche con i produttori e trasformatori lattiero-caseari locali per supportare le loro esigenze sul campo. L’USDA ha affermato di aver ricevuto un feedback positivo su questo modello, quando ha discusso il programma in termini di flessibilità, perché indirizza le risorse in modo che soddisfino i bisogni regionali condivisi e costruendo mercati lattierocaseari locali e regionali. I subpremi possono essere offerti alle aziende lattiero-casearie che ricevono assistenza tecnica diretta per attuare le raccomandazioni individuate attraverso tale assistenza e possono anche identificare i destinatari del subpremio attraverso un processo di selezione competitiva.
“Il programma Dairy Business Innovation Initiatives è un modello unico ed efficace che mira a distribuire le risorse in modo da soddisfare le esigenze regionali condivise e si basa sui mercati lattiero-caseari locali e regionali”, ha commentato Jenny Lester Moffitt, sottosegretario dell’USDA per i programmi di marketing e regolamentazione.
11 Febbraio /2023 i NN o Va Z io N e ii P ri M o P ia N o ii
La panna, tutte le tipologie
Il prodotto confezionato fattura 335,6 milioni di euro nel 2021
La panna, definita anche crema di latte, è un’emulsione di grassi in acqua prodotta dalla lavorazione del latte attraverso il procedimento della scrematura.

Si identificano diverse tipologie a seconda dei trattamenti termici subìti:
panna pastorizzata: si ottiene facendo ricorso alla tecnologia della pastorizzazione, ossia il trattamento termico della crema di latte con un titolo di grasso intorno al 3036% a 82-90°C per pochi secondi, seguito da un rapido raffreddamento. Oltre alla panna pastorizzata classica, sul mercato sono presenti prodotti trattati con il metodo della pastorizzazione alta, che hanno le caratteristiche organolettiche della panna pastorizzata, ma con una durata superiore
(8/15 giorni la panna pastorizzata, 18/20 giorni la panna alta pastorizzata);
panna UHT: è identificata dalla tecnologia UHT (trattamento termico per iniezione diretta di vapore a 140°C) al fine di consentire un allungamento della durata del prodotto (4-6 mesi).
Inoltre è possibile classificare la panna a seconda degli impieghi a cui la stessa è destinata:
panna da caffetteria, con il 10% minimo di grasso;
panna da cucina, con il 20% minimo di grasso;
panna da montare (o per pasticceria) con il 30% minimo di grasso;
panna spray in bombolette sotto pres-
sione, generalmente costituita dall’80% di panna per pasticceria al 30% di grasso, zuccheri, latte magro.
La principale alternativa alla panna animale è la crema vegetale (impropriamente chiamata “panna vegetale”). Si tratta di un prodotto succedaneo, a base di ingredienti vegetali, utilizzato prevalentemente dalle pasticcerie al posto della panna da montare fresca o UHT e diffusa anche presso il consumatore finale. I grassi utilizzati derivano da processi particolari (il più delle volte poco salutari), quali il frazionamento, o nel peggiore dei casi, dall’idrogenazione.
La crema vegetale è favorita da un costo medio inferiore rispetto alla panna. La sostituzione interessa in particolare il canale
12 2023 /Febbraio ii F o CUS ii e C o N o M ia Cerved Market Intelligence : la piattaforma per conoscere i Mercati, davvero Approfondisci il Food&Beverage e i suoi 65 settori, sempre aggiornati. Scrivici a info.marketingsolutions@cerved.com
consumi settoriali però si posizionano su un livello inferiore al 2019 (Grafico 2). In forte sviluppo anche la domanda di panna UHT in termini reali (+13,3%), mentre a valore ha registrato un +12,2% rispetto al 2020 (Tabella 3). Anche l’andamento dei consumi reali di panna UHT vede un incremento nel canale utilizzatori ed un calo nella distribuzione moderna.
LUIGI ANTONIO FERRARO
professionale, dove il prodotto viene miscelato con altri ingredienti e le eventuali differenze di sapore vengono avvertite in minore misura rispetto alla pasticceria, dove la referenza è spesso usata tale e quale. Si stima che la crema vegetale copra il 21% circa dei consumi complessivi di panna e crema confezionata a volume (2021, Grafico 1).

DATI CHIAVE DELLA PANNA CONFEZIONATA
Complessivamente il settore della panna confezionata sviluppa un giro d’affari pari a 335,6 milioni di euro nel 2021. Sono circa 90 le aziende di dimensione industriale che producono panna, con addetti specifici stimabili in 600 unità (Tabella 1).
TREND E NUMERI DEL SETTORE
Il 2021 è stato caratterizzato da un sensibile incremento dei consumi complessivi di panna confezionata in termini reali (+12,3%). Nel dettaglio, si è assistito a una sensibile crescita dei volumi di vendita della panna pastorizzata (+11,1%), dovuta alla forte ripresa dei consumi fuori casa, soprattutto nei laboratori professionali. Leggermente inferiore la crescita a valore, pari all’8,9% (Tabella 2). I
Più contenuta la crescita della produzione (+5,2% a valore) a causa del forte incremento del prodotto d’importazione (+34,5%), e delle pessime performance dell’export (-18,3%).
SCAMBI COMMERCIALI
Le vendite sui mercati esteri di prodotti settoriali realizzati in Italia non raggiungono dimensioni significative. Superano di poco i 19 Mn di euro (2021) e riguardano quasi esclusivamente la panna uht.
Più importanti le importazioni di panna confezionata che nel 2021 sfiorano i 33 Mn di euro, con un’incidenza sui consumi del segmento del 16,2%. La Germania ha una rilevante quota di mercato nella panna, sia confezionata (circa 1/3 sul totale dell’import di panna confezionata) che sfusa (il 30% circa).
PREVISIONI 2022-2023
I consumi complessivi di panna confezionata, nel 2022, registrano una sostanziale stabilità a volume, con andamenti diversi tra i due segmenti: in lieve crescita la panna pastorizzata favorita dall’ulteriore crescita dei laboratori professionali, mentre registrerà un calo la panna UHT. Sensibile la crescita a valore di entrambi i segmenti per un anda-
mento dei prezzi in forte incremento. Il 2023 si preannuncia come un anno in ridimensionamento per il settore: le dinamiche saranno negativamente influenzate dai forti rincari dei costi dell’energia e dal mantenimento elevato delle quotazioni della materia prima, oltreché, dall’alto tasso di inflazione che porterà a un ulteriore calo del potere d’acquisto

Specialista di analisi competitiva esperto del comparto lattiero-caseario Cerved Group
35,0 21,1 43,9 Panna UHT 43.9 Panna pastorizzata 35.0 Crema vegetale 21.1 100.0 13 Febbraio /2023 e C o N o M ia ii F o CUS ii
Grafico 1. Ripartizione dei consumi di panna e crema vegetale confezionata per segmento, 2021 (incidenza % in volume)
IMPRESE RILEVANTI (NUMERO) 90
ADDETTI (NUMERO)
3.200
a) - mercato a valore Fonte: elaborazione Cerved su fonti qualificate
CONCENTRAZIONE SETTORE TOP 4 IMPRESE (%) (a)
PANNA UHT PANNA PASTORIZZATA
57,2 44,5
335,6
EXPORT/PRODUZIONE (%)
1,3
IMPORT/MERCATO INTERNO (%)
9,3
FATTORI CRITICI DI SUCCESSO
delle famiglie, evidenziando uno scenario nel breve termine che lascia prevedere un consolidamento degli atteggiamenti del consumatore su criteri di risparmio e attenzione alle diverse voci di spesa.
Comunque, complessivamente pur continuando ad avere ancora dei margini di crescita, di fatto, tali prodotti hanno già raggiunto sul mercato interno un elevato livello di
diffusione e penetrazione e le variazioni della domanda delle diverse tipologie sono collegate a processi di sostituzione tra i vari prodotti del segmento, più che allo sviluppo della stessa. Pertanto, sarà sempre più importante puntare su prodotti dalle prestazioni elevate, capaci di svecchiare l’offerta e stimolare la domanda, e su politiche di prodotto e di comunicazione mirate per canale.
Per il segmento della panna UHT, i fattori determinanti per il successo competitivo delle aziende sono la distribuzione (presenza nel punto vendita), il marchio e la specializzazione produttiva (sono un esempio Panna Elena o Debic). La notevole possibilità di variare qualitativamente il prodotto e la funzione prevalentemente edonistica dello stesso lasciano spazi di sviluppo a una politica basata sulla differenziazione del marchio e sulla segmentazione del mercato. Per il segmento della panna pastorizzata, le strategie sono differenti a seconda del mercato di destinazione del prodotto. Il canale extra-retail risulta particolarmente attento a fattori quali il servizio (capillarità distributiva, prodotti ad elevato contenuto di servizio, condizioni di pagamento personalizza-
VALORE DELLA PRODUZIONE (MN. €)
Previsioni Var. % Var. % 2020 2021 2022 21/20 22/21 Produzione e Mercato 135.0 147.0 166.0 8.9 12.9 Export e import n.s. n.s. n.s. 14 2023 /Febbraio ii F o CUS ii e C o N o M ia
Tabella 1. Dati chiave di settore Tabella 2. Il segmento della Panna Pastorizzata(a) Dati in milioni di euro (Fonte: elaborazione Cerved su fonti qualificate)
te), il prezzo, la costanza della qualità ed il presidio distributivo. Un’efficace organizzazione logistica e distributiva, unitamente a una forza vendita esperta, risulta fondamentale in considerazione dell’elevata frammentazione della domanda settoriale e delle difficoltà di approccio alla nuova clientela. Per la domanda retail, invece, è molto importante l’immagine di marca dell’azienda produttrice.
COMPETIZIONE NEL SETTORE
La competizione è elevata e in crescita, in particolar modo nel segmento della panna da cucina, dove è difficile dare valore aggiunto al prodotto. L’area d’affari della panna viene considerata dalla maggior parte dei produttori lattiero caseari e dalla distribuzione, non strategica.
Nel segmento della panna pastorizzata, le prime quattro aziende hanno una quota di mercato a valore del 44,5%, mentre nell’area della panna UHT la quota delle prime quattro sale al 57,2% (Grafico 1).
Nella panna UHT appare difficile ipotizzare marchi in grado di competere con Parmalat (Tabella 4), se non i brand della grande distribuzione, in continua espansione.
Nella panna pastorizzata la leadership è contesa da Granarolo e Padania Alimenti (Tabella 5), seguite a grande distanza da PARMALAT.
Tabella 4. TOP 5 nella panna UHT, 2021
Tabella 3. Il segmento della Panna UHT
Dati in milioni di euro (Fonte: elaborazione Cerved su fonti qualificate)
a) - incluso il ricarico degli importatori
Ranking Azienda Gruppo di controllo
1. Gruppo Lactalis Parmalat Gruppo Lactalis i talia
Lactalis (F) Lactalis (F) Lactalis (F)
2. Sterilgarda a limenti Fam. Ferrari
3. Frieslandcampina i taly Frieslandcampina (N e )
4. Cooperlat Cooperativa
5. Granarolo Granlatte
Fonte: elaborazione Cerved su fonti qualificate
Ranking Azienda Gruppo di controllo
1. Granarolo Granlatte
2. Padania alimenti Privati
3. Parmalat Lactalis (F)
4. Newlat Food(a) Newlat Group (CH)
a) - Il ramo d’azienda lattiero caseario di Newlat Food è gestito dalla controllata Centrale del Latte d’Italia
Previsioni Var. % Var. % 2020 2021 2022 21/20 22/21 Produzione 135.0 147.0 166.0 8.9 12.9 Import(a) n.s. n.s. n.s. n.s. n.s. Export 135.0 147.0 166.0 8.9 12.9 Saldo Commerciale n.s. n.s. n.s. n.s. n.s. Mercato interno 135.0 147.0 166.0 8.9 12.9 Export/Produzione (%) n.s. n.s. n.s. n.s. n.s. Import/Mercato (%) 135.0 147.0 166.0 8.9 12.9 Grafico 2. Trend dei consumi di panna confezionata per segmento, dal 2005 al 2022 45 50 55 60 65 70 2 0 0 5 2 0 1 0 2 0 1 5 2 0 1 6 2 0 1 7 2 0 1 8 2 0 1 9 2 0 2 0 2 0 2 1 2 0 2 2 F ( ' 0 0 0 d i t o n s ) PANNA UHT PANNA PASTORIZZATA
5. Cooperlat Cooperativa
Tabella 5. TOP 5 nella panna pastorizzata, 2021
15 Febbraio /2023 e C o N o M ia ii F o CUS ii
Bactofugazione: per una migliore qualità del latte
Si tratta di una tecnologia che consente di eliminare la quasi totalità delle spore e che viene applicata per debatterizzare il siero, il latte alimentare, quello destinato al caseificio per evitare problemi di gonfiore in stagionatura
La bactofugazione è stata sperimentata per la prima volta in Italia all’inizio degli anni Ottanta del secolo scorso presso la Latteria
Soresinese da Bottazzi e altri nel 1982, anche se in Belgio era già stata utilizzata da Simonart nel 1959. Si tratta di un processo fisico che sfrutta la
 IMPIANTO DI BACTOFUGAZIONE DI REDA S.P.A.
Stefania Milanello
IMPIANTO DI BACTOFUGAZIONE DI REDA S.P.A.
Stefania Milanello
16 2023 /Febbraio ii F o CUS ii D iri TT o e ro V e SC io
forza centrifuga come mezzo di risanamento del latte. Consente di separare dal latte parte dei microrganismi e delle spore, significativamente più pesanti. La bactofugazione è basata sull’impiego delle alte pressioni (1,4-1,5 bar) o una centrifuga ermetica ad alta velocità, che separa dal latte batteri, spore batteriche, e cellule somatiche, sfruttando il fatto che i microrganismi hanno un peso maggiore delle altre particelle presenti nel latte. Le bactofughe sono dotate di un sistema di ricircolo che limita al minimo la perdita di prodotto. Le moderne bactofughe sono “autopulenti”, ovvero effettuano lo scarico dei sedimenti che progressivamente si accumulano all’interno del tamburo in un’area denominata “camera fanghi”. Le bactofughe di tipo ermetico sono concepite per effettuare la separazione senza inglobamento di aria nel tamburo, assicurando quindi la massima
efficienza. La temperatura di debatterizzazione dipende dalla specifica applicazione. Nella maggioranza dei casi si lavora tra i 55-65°C. L’effetto battofugo elimina circa il 99% dei microrganismi e il 95% delle spore. La bactofuga è stata introdotta con lo scopo di migliorare la qualità del latte, mediante l’ottenimento di una bassa conta batterica e di cellule somatiche e della riduzione delle impurità. È in grado di rimuovere batteri termoresistenti e altri tipi di batteri dal latte prima della pastorizzazione, incluse le spore di batteri termoresistenti come Clostridia sp. e Bacillus sp., che possono rimanere attivi nel latte e nei formaggi dopo la pastorizzazione. Le bactofughe possono essere incorporate nel pre-trattamento del latte, dove vengono rimosse le spore, anche per migliorare la qualità delle polveri, del latte e della panna, del latte per consumo, per la concentrazione di
siero del latte e proteine. Sono pochi gli aspetti negativi legati a questa tecnologia: l’impossibilità di bactofugare i recuperi ad alto titolo di grasso (>4%) a causa dell’elevato tasso di sporcamento della macchina e il costo elevato per la produzione del latte che, oltre al processo di bactofugazione, deve considerare anche l’utilizzo della pastorizzazione seppure più blanda, perché la bactofugazione da sola non è in grado di eliminare tutte le spore presenti. L’impatto ambientale di questa tecnica è molto basso, visto che il bactofugato, in alcuni casi, dopo essere stato sottoposto a sterilizzazione, può essere riaddizionato al latte magro ed essere utilizzato in altre linee produttive. Abbiamo chiesto a due produttori di impianti (Tetra Pak Food Engineering SpA e Reda Spa) e a due utilizzatori (Granarolo e Caseificio Manciano) di parlarci della tecnologia e del suo utilizzo.
h A ci A scun A esigenz A produttivA il proprio impi A nto

Per quali prodotti viene utilizzata la bactofugazione in granarolo?
In Granarolo la bactofugazione è utilizzata sulle linee di pastorizzazione del latte ed è stata introdotta con lo scopo di migliorare la qualità del latte, mediante l’ottenimento di una bassa conta batterica e di cellule somatiche, e della riduzione delle impurità.
Che tipologia di impianti utilizzate?
Abbiamo diverse tipologie di impianti installati, che variano sia per la portata di latte (15.000-30.000 litri/ora) che la macchina è in grado di trattare sia per il costruttore dell’impianto. Questo perché esigenze produttive diverse hanno portato a diversificare la scelta dell’installato
facendo scegliere di volta in volta la soluzione tecnica più adatta al contesto produttivo del momento.
Quali sono i vantaggi e gli svantaggi della bactofugazione?
La forza centrifuga utilizzata per il processo fisico della bactofugazione migliora la qualità del latte crudo, consentendo la riduzione del 99% delle spore e del 75% delle forme batteriche vegetative/cellule somatiche, significativamente più pesanti, per cui il latte crudo raggiunge standard microbiologici più elevati prima del trattamento termico. Il vantaggio principale è quello di aumentare la shelf life dei prodotti, ridurre le temperature di pastorizzazione e quindi ridurre i costi a essa connessi.
D iri TT o e ro V e SC io ii F o CUS ii 17 Febbraio /2023
“Migliorare la qualità del latte e ridurre le impurità”
ALBERTO KULLOWITZ

Direttore di Tetra Pak Food
Engineering SpA, con sede a Monza
h
l A
b A ctofug A rimuove il 95-98% delle spore
Perché la bactofugazione?
L’industria lattiero-casearia del latte ha necessità di assicurare al massimo grado la salvaguardia della shelf life e la qualità dei prodotti finali. Il processo di bactofugazione si avvale di una apparecchiatura, la bactofuga appunto, appartenente alla categoria delle centrifughe, che si pone come obiettivo principale la rimozione delle spore dal latte in trattamento (desporificazione), oltre a una significativa riduzione della carica batterica (debatterizzazione). Essendo una centrifuga, rimuove anche i solidi sedimentabili (pulizia).

Dove viene applicata maggiormente?
A oltre 60 anni dalla sua introduzione, la bactofugazione ha trovato spazio in diverse applicazioni ed è tuttora in fase di espansione negli
stabilimenti lattiero-caseari. Oggi troviamo le bactofughe nei caseifici, in particolare nelle produzioni di formaggi semiduri e duri, dove provvede alla desporificazione delle spore anaerobiche e aerobiche. Nelle centrali del latte prevale la debatterizzazione, per estendere la durata commerciale del latte pastorizzato. Ancora: vi sono bactofughe anche nelle linee di produzione di polvere di latte. E ultimamente si assiste alla bactofugazione dei sieri di qualità, da avviare alla produzione di derivati per consumo umano.
Quali sono le caratteristiche salienti delle bactofughe?
Sin dagli albori della bactofugazione negli anni ’60 del secolo scorso, Tetra Pak è stata protagonista nel progresso del processo e delle sue applicazioni, al punto di aver svilup-
“La bactofugazione è di ausilio nel miglioramento della materia prima latte”
ii F o CUS ii D iri TT o e ro V e SC io 18 2023 /Febbraio
ESEMPIO DI BACTOFUGA A 1 FASE, PREASSEMBLATA SU SKID E COMPLETA DI QUADRISTICA TETRA PAK
pato due diverse tipologie di bactofughe, che permettono di selezionare la soluzione ottimale in funzione dello specifico caso industriale. La bactofuga per così dire “primigenia” separa il latte in uscita in due fasi (latte desporificato/debatterizzato) e latte concentrato (contenente spore e batteri). Quest’ultima fase viene reimmessa nella linea di processo per poi transitare di nuovo nella bactofuga: spore e batteri si accumulano nella camera sedimenti e quindi scaricati. Successivamente è stata sviluppata un’ulteriore tipologia a fase unica: in uscita il latte è già desporificato/debatterizzato. Praticamente una sorta di “superpulitrice centrifuga”, con spore e batteri scaricati dalla camera sedimenti.
Cosa si può dire delle prestazioni?
Siamo nel mondo dei microorganismi: le prestazioni non possono essere assolute. Nella rimozione spore (contraddistinte da densità sufficientemente elevate) si possono raggiungere risultati attorno al 95-98%. Per i batteri le prestazioni sono più ridotte, ad esempio nell’ordine del 75-85%. Dipende dalle varietà dei batteri.
Per concludere, qual è la sua personale convinzione sull’utilità della bactofugazione?
Anche se non tutti colgono l’importanza della rimozione di spore e batteri, è un processo
che apporta sempre dei benefici. Ovviamente bisogna tenere conto degli investimenti richiesti e dei costi di gestione. Ma ancora una volta: la bactofugazione è di ausilio nel miglioramento della materia prima latte.

h p erché impieg A re un sistem A di deb A tterizz A zione ?
Su cosa si basa il sistema di bactofugazione?
Il nostro sistema di debatterizzazione associa un sistema di centrifugazione in un rotore ad alta efficienza di separazione con un sistema di ricircolo del concentrato batterico al fine di minimizzare la perdita di prodotto nel processo. La speciale costruzione della zona di separazione interna al rotore, permette l’accumulo e la concentrazione della fase di retentato (concentrato batterico) in una

camera fanghi che risulta separata dalla zona di entrata del prodotto da debatterizzare. La bactofuga include anche un sistema PRS che riduce al minimo la perdita di proteine durante il processo.
Quali sono le applicazioni consigliate?
La bactofugazione si applica in vari settori del processo lattiero-caseario. Può essere sottoposto a bactofugazione il latte destinato alla caseificazione per evitare gonfiori tardivi nel-
GIOVANNI PIATTO
Amministratore Delegato di REDA SpA
ESEMPIO DI BACTOFUGA A DUE FASI TETRA PAK
D iri TT o e ro V e SC io ii F o CUS ii 19 Febbraio /2023
FABIOLA GIANNERINI
Responsabile del laboratorio interno del Caseificio Sociale Manciano
le paste a media e lunga stagionatura, con conseguente eliminazione di qualsiasi antifermentativo quali il lisozima ritenuto un allergene, ma anche il latte destinato alla caseificazione di formaggi freschi o paste filate in modo da abbattere pesantemente la flora batterica, anche se in presenza di una successiva pastorizzazione. Può essere applicata anche al trattamento del latte fresco pastorizzato per incrementare la shelf life senza intervenire sulla temperatura di pastorizzazione, determinando un raddoppio medio del tempo di scadenza del prodotto. Per i latti ESL, l’utilizzo della bactofugazione si traduce in un abbassamento della temperatura di pastorizzazione con corrispondente risparmio energetico e aumento della qualità del prodotto finale. Nel latte destinato alla sterilizzazio-
ne UHT, abbatte drasticamente l’eventuale flora sporigena termoresistente. Si riducono così al minimo i rischi di sterilità che spesso richiedono innalzamenti della temperatura di sterilizzazione con ritorni negativi sul prodotto finale e costi energetici rilevanti (come negli impianti UHT diretti). La bactofugazione può essere effettuata prima della concentrazione a membrana, di latte e siero destinati alla polverizzazione; per avere prodotto di alta qualità con riduzione del contenuto sporigeno nel prodotto polverizzato (utilizzo per baby-food). Infine, può trovare impiego nel trattamento del latte destinato alla produzione di latte microfiltrato per ridurre la carica intasante sulle membrane e la conseguente necessità di provvedere al lavaggio dell’impianto di microfiltrazione dopo un tempo di lavoro limitato.
h u n A lle A to contro
il gonfiore t A rdivo
Il Caseificio Sociale di Manciano è una cooperativa fondata nel 1961. Oggi è costituita da 250 aziende associate con circa 70.000 capi. Il caseificio produce e trasforma ogni anno circa 8.500.000 litri di latte di pecora. La produzione dei formaggi di pecora rappresenta il 90% della produzione e tra questi il 75% circa è Pecorino Toscano DOP. Il Caseificio Sociale Manciano ha testato la bactofugazione al latte di pecora utilizzato per produrre il Pecorino e ha valutato la qualità del latte prima e dopo il processo in esame. Secondo le analisi effettuate, si è visto che la bactofugazione del latte di pecora riesce a eliminare circa l’80% di spore di clostridi responsabili del gonfiore tardivo dei formaggi. La qualità del latte non risulta alterata da questo procedimento, così come non sono stati riscontrati effetti sulla resa casearia.
Per quali prodotti viene utilizzata la bactofugazione nel Caseificio Sociale Manciano?
Utilizziamo la bactofugazione per il latte ovino e vaccino destinati a tutte le nostre produzioni.
Quali sono i vantaggi e gli svantaggi della bactofugazione secondo la sua esperienza in caseificio?
Iniziando con gli svantaggi, direi il fatto che abbiamo dovuto applicare delle modifiche all’impianto preesistente in azienda. I vantaggi, invece, sono l’eliminazione delle spore dei clostridi eventualmente presenti nel latte crudo e responsabili del gonfiore tardivo sui formaggi.
“Molteplici utilizzi a tutto vantaggio della qualità dei prodotti lattiero-caseari”
ii F o CUS ii D iri TT o e ro V e SC io 20 2023 /Febbraio
“La qualità del latte non è alterata”
II edizione
SAVE THE DATE
Organizzato da

26-28 settembre 2023

La seconda edizione del convengo digitale di Scienza e Tecnologia Alimentare

Dal 26 al 28 settembre 2023 i protagonisti del settore si incontrano per discutere dei temi cruciali e delle principali sfide che attendono il mondo della produzione alimentare

D iri TT o e ro V e SC io ii F o CUS ii 21 Febbraio /2023
www.alimentipiu.it
Conteggio dei clostridi che formano acido butirrico: considerazioni e metodiche
La conta delle spore clostridiali può rappresentare un parametro aggiuntivo per il pagamento della qualità del latte

II LABORATORIO II METODI MICROBIOLOGICI 22 2023 /F EBBRAIO
Stefania Milanello
Esperta
“Enumeration of butyric acid forming (cheese spoiling) clostridia - methodical considerations” è un documento dell’IDF dello scorso ottobre, preparato dagli esperti del Comitato permanente per l’armonizzazione dei metodi microbiologici (SCHMM) – Gruppo d’azione H26 sulle considerazioni sui metodi per il conteggio delle spore dei clostridi che formano acido butirrico, che rovinano il formaggio. Nel documento si evidenzia che il gonfiore tardivo dei formaggi rappresenta un problema rilevante, soprattutto nella produzione di formaggi a pasta dura o semidura. Il deterioramento contribuisce allo spreco nella catena alimentare, diminuisce l’efficienza e genera gravi perdite economiche nella produzione di formaggio a pasta dura. I costi dei danni associati ai clostridi che rovinano il formaggio sono stati confermati significativi da diversi comitati nazionali dell’IDF durante un’indagine combinata per una nuova proposta di punto di lavoro per pubblicare un bollettino dell’IDF che si occupa dei metodi disponibili per l’enumerazione dei clostridi che formano acido butirrico.
IL GONFIORE TARDIVO
Il più grave difetto di deterioramento del formaggio a pasta dura e semidura, il cosiddetto gonfiore tardivo, è causato dall’attività microbica indesiderata dell’acido butirrico che produce clostridi durante la maturazione del formaggio. Questi batteri anaerobici che formano endospore, soprattutto la specie Clostridium tyrobutyricum, producono quantità eccessive di gas e acidi organici che causano rigonfiamenti, occhiature indesiderate, fessure e crepe nonché pronunciati odori sgradevoli nel formaggio. Il verificarsi del gonfiore tardivo è in qualche misura influen-
zato da parametri tecnologici, come la concentrazione di sale, il pH e le condizioni di maturazione. Tuttavia, l’influenza più importante sulla qualità del formaggio a pasta dura e semidura è la qualità del latte crudo. Le endospore clostridiali entrano nel latte crudo dall’ambiente della stalla durante la mungitura e non sono interessate da trattamenti termici come la pastorizzazione a causa della loro natura termodurica. Per i produttori di formaggi a pasta dura e semidura, quindi, è della massima importanza conoscere i livelli di contaminazione delle endospore clostridiali nel latte utilizzato per la produzione di formaggio. Pertanto, diversi Paesi hanno integrato il rilevamento e il conteggio delle endospore clostridiali nel latte nella valutazione di routine della qualità del latte crudo. Tuttavia, a causa della mancanza di metodi di rilevamento ed enumerazione standardizzati a livello internazionale, è attualmente in uso una pletora di procedure diverse.

IL
Solo poche o anche singole spore di clostridi per litro di latte crudo possono causare un grave deterioramento del formaggio a pasta dura. Per raggiungere limiti di rilevamento e quantificazione così bassi, è adatta una procedura del numero più probabile (MPN) (ISO 7218:2014). In generale, le configurazioni MPN possono essere adattate ai requisiti normativi e alle considerazioni pratiche. Uno dei parametri più importanti a questo proposito è il numero di provette o campioni, poiché l’incertezza di misura diminuisce con l’aumentare del numero di campioni. Per l’enumerazione dei clostridi, sono attualmente in uso varie procedure MPN. Un confronto tra le procedure più comuni è riportato nella Tabella 1
in tecnologie alimentari e divulgatrice scientifica
PRINCIPIO NUMERICO PIÙ PROBABILE PER IL RILEVAMENTO E IL CONTEGGIO DELLE ENDOSPORE CLOSTRIDIALI NEL LATTE
METODI MICROBIOLOGICI II LABORATORIO II 23 F EBBRAIO /2023
I clostridi sono i principali responsabili del gonfiore tardivo nei formaggi a pasta dura e semidura.
PAGAMENTI DI QUALITÀ
I metodi descritti nella Tabella 1 sono utilizzati in vari paesi membri dell’IDF per valutare un parametro aggiuntivo per il pagamento della qualità del latte. Poiché i risultati sono significativamente influenzati dal metodo utilizzato, è importante che i risultati delle spore e i limiti applicati per il pagamento della qualità siano considerati in relazione al metodo applicato per il test.
Metodo
ALTRE TECNICHE
Una tecnica di conteggio basata sulla conta delle colonie è la filtrazione su membrana, utilizzata principalmente in Svizzera. Le spore di Clostridium tyrobutyricum vengono quantificate dopo filtrazione a pressione del campione di latte crudo pastorizzato e preparato su una membrana filtrante e incubazione anaerobica per 3 giorni a 37°C in mezzo Clostridial rinforzato con cicloserina e fucsina acida (8-11). Questo metodo di filtrazione, tuttavia, non può essere automatizzato e non è applicabile né per il latte
butirrico
di bufala, pecora o capra né per l’analisi di campioni che sono stati congelati. I metodi molecolari, come la PCR quantitativa oi metodi di amplificazione isotermica mediata da loop semiquantitativi, consentono la rilevazione specifica del Clostridium tyrobutyricum. Questi metodi raggiungono un limite inferiore di rilevazione di circa 2000 spore/litro di latte. Tuttavia, a causa della necessità di rilevare livelli di spore fino a 100 per litro o anche meno, i metodi molecolari attualmente non sono idonei per monitorare adeguatamente la qualità del latte crudo.
Bryant and Burkey (CNERNA)
Dutch Standard (NEN 6877)
RCM lactate (VDLUFA M7.18.3.1)
Metodo AMP-6000
Abbreviazione BB NEN RL AMP
Terreno Brodo Bryant e Burkey (con resazurina) Latte-glucosio-lattato Agar clostridiale rinforzato modificato (pH 5,4)
AmpMedia cromogenico 666
Recipiente di reazione provette provette provette Piastre per microtitolazione, Microtubi
Pastorizzazione 75°C per 10 minuti 80°C per 10 minuti seguiti da 44-47°C per 15 minuti 75°C per 10 minuti 80°C per 20 minuti
Anaerobiosi Tappo di paraffina Tappo di paraffina Tappo di paraffina o agar Contenitore anaerobico
Incubazione 37°C+/- 1°C per 7 giorni
37°C+/- 1°C, 96 ore +/- 4 ore
Valutazione La produzione di gas solleva il tappo di paraffina La produzione di gas solleva il tappo di paraffina
Possibile automatizzazione
Paesi con laboratori accreditati per i rispettivi metodi
Preparazione e inoculazione del campione
Preparazione e inoculazione del campione
37°C+/- 1°C da 3 a 5 giorni
La produzione di gas solleva il tappo di paraffina o rompe l’agar
Preparazione e inoculazione del campione
37°C+/- 1°C, 48 ore +/- 4 ore
La crescita del clostriadiale induce il cambiamento di colore del brodo dal rosso al giallo
Preparazione del campione, inoculazione e valutazione del risultato
Osservazioni
Francia e Svizzera
Terreno granulato o in polvere disponibile. Non è richiesta alcuna regolazione del pH. Incubazione con rivestimento in paraffina. Basso numero di replicati testati con protocollo di routine.
Ampi intervalli di confidenza nonostante grandi campioni e volumi medi.
Specificità per Clostridium spp. 37%.
Olanda e Germania Germania Austria, Italia e Svizzera
Terreno economico. Il pH deve essere regolato. Incubazione con rivestimento in paraffina. Numero variabile di repliche e volumi testati con protocollo di routine. Breve durata di conservazione media (soluzione 24 ore di latteglucosio-lattato).
Specificità per Clostridium spp. 58%.
Terreno granulato o in polvere disponibile. Il pH deve essere regolato. Incubazione con rivestimento in paraffina. Basso numero di replicati testati con protocollo di routine.
Inoculazione rapida necessaria per evitare la solidificazione media.
Specificità per Clostridium spp. 39%.
Terreno pronto all’uso disponibile. Non è richiesta alcuna regolazione del pH.
Incubazione rigorosamente anaerobica in contenitori anaerobici.
Quantificazione delle spore clostridiali in un ampio intervallo di concentrazione. Elevato numero di repliche testate con protocollo di routine.
Materiale monouso. Altamente specifico per Clostridium spp. >95%.
Tabella 1: Caratteristiche dei metodi di conteggio dei clostridi che producono acido
II LABORATORIO II METODI MICROBIOLOGICI 24 2023 /F EBBRAIO
DOI: 10.1016/j.lwt.2022.114066
Utilizzo dell’ozono gassoso
nella stagionatura dei formaggi a pasta molle: effetto sui microrganismi
crosta e sulla qualità sensoriale
Use of gaseous ozone in soft cheese ripening: Effect on the rind microorganisms and the sensorial quality. LWT, Volume 170, 1 dicembre 2022
La crescita incontrollata di potenziali microrganismi deterioranti nelle superfici del formaggio può minacciarne la qualità, in particolare i funghi filamentosi. Questo studio mira a valutare l’effetto di diversi trattamenti con ozono gassoso durante la maturazione del formaggio a pasta molle sulla crescita di microrganismi della crosta. In un impianto pilota, i formaggi sono stati inoculati con potenziali microrganismi deterioranti (Mucor plumbeus, Kluyveromyces marxianus e Pseudomonas fluorescens), mentre su scala industriale sono stati valutati microrganismi naturalmente presenti. I trattamenti con ozono hanno mostrato un notevole effetto fungistatico sulle muffe superficiali del formaggio in entrambi i
DOI: 10.1016/j.jfca.2022.104784
casi. Tuttavia, l’effetto dell’ozono sulla crescita del lievito è stato osservato solo sull’impianto pilota, mentre Pseudomonas ssp. non è stato influenzato dalle concentrazioni di ozono utilizzate in questo studio. È stata inoltre valutata la qualità sensoriale del formaggio. La tipicità del formaggio non è stata influenzata dall’ozono gassoso. È stato riscontrato che i campioni ozonizzati avevano punteggi significativamente più alti rispetto ai campioni di controllo per l’aspetto e il colore della crosta. Pertanto, l’ozonizzazione può essere considerata un approccio alternativo per controllare la crescita di muffe nel formaggio a pasta molle durante la maturazione e prevenire lo scolorimento della crosta del formaggio.
Application of SPORT algorithm on ATR-FTIR data: A rapid and green tool for the characterization and discrimination of three typical Italian Pecorino cheeses. Journal of Food Composition and Analysis, Volume 114, dicembre 2022
F. Di Donato, A. Biancolillo, M. Foschi, AA. D’Archivio
Tre formaggi Pecorini certificati, a denominazione di origine protetta (DOP) Pecorino Romano, Pecorino Sardo DOP e Pecorino di Farindola (specialità Presidio Slow Food), prodotti nel Centro Italia, sono stati analizzati mediante spettroscopia infrarossa in riflettanza totale attenuata a trasformata di Fourier (ATR-FTIR) e classificati in base alla loro fabbricazione e/o al diverso processo di caseificazione a cui sono stati sottoposti. L’obiettivo è quello di discriminare i pecorini in base a tre diverse provenienze. Gli spettri ATR-FTIR sono stati elaborati mediante un’analisi parziale dei mi-
nimi quadrati (PLS-DA) da utilizzare come metodo di riferimento. Inoltre, è stata applicata la strategia multiblocco di preelaborazione sequenziale attraverso l’ortogonalizzazione (SPORT), basata sui minimi quadrati parziali sequenziali e ortogonalizzati (SO-PLS), per verificare se l’associazione di preelaborazioni di spettri potesse migliorare i tassi di previsione. Alla fine, i risultati migliori sono stati ottenuti con l’approccio multi-blocco, che consente di ottenere un’accuratezza del 98,33% (corrispondente a due campioni classificati erroneamente su 120) nella convalida esterna.
25 F EBBRAIO /2023 II RICERCA INTERNAZIONALE II
della
R. Tabla, I. Roa
Applicazione dell’algoritmo SPORT su dati ATR-FTIR: uno strumento rapido ed ecologico per la caratterizzazione di tre pecorini tipici italiani
DOI: 10.3168/jds.2022-22069
Effetti del conservante, del tempo di conservazione e della temperatura di analisi sulla composizione dettagliata
proteine del latte determinata mediante cromatografia liquida ad alte prestazioni in fase inversa
Effects of preservative, storage time, and temperature of analysis on detailed milk protein composition determined by reversedphase high-performance liquid chromatography. Journal of Dairy Science, Volume 105, ottobre 2022, pag. 7917-7925
 V. Vigolo, G. Niero, M. Penasa, M. De Marchi
V. Vigolo, G. Niero, M. Penasa, M. De Marchi
La conservazione e il congelamento del latte sono usati per prevenire la crescita microbica e la degradazione del latte, soprattutto quando l’elaborazione analitica immediata non è fattibile. Gli effetti dell’aggiunta di conservanti e procedure di congelamento sono stati studiati principalmente in relazione alla composizione chimica del latte attraverso la spettroscopia nel medio infrarosso. Questo studio mira a determinare se diversi conservanti (cioè senza conservanti, perossido di idrogeno, Bronopol e Azidiol), tempi di congelamento (cioè 0, 7 e 30 d) e temperature di analisi (cioè 5 e 21°C) influenzano la composizione delle frazioni proteiche del latte determinate mediante HPLC a fase inversa. Campioni di latte sfuso per l’analisi del profilo proteico sono stati raccolti da 5 aziende lattiero-casearie. I campioni senza conservanti avevano la quantità maggiore di tutte le frazioni protei-
che, mentre il latte conservato con Bronopol aveva la quantità più bassa. L’aumento del tempo di conservazione in condizioni di congelamento ha avuto un effetto dannoso non lineare sulle frazioni proteiche del latte. La temperatura di analisi ha contribuito in modo significativo alla variazione delle frazioni di κ-caseina, β-caseina, αS1caseina, β-lattoglobulina e α-lattoalbumina. Gli z-score sono stati calcolati per valutare la somiglianza tra il profilo proteico dettagliato del latte fresco senza conservanti analizzato a 5°C e il profilo proteico dettagliato del latte trattato secondo le condizioni testate. I risultati complessivi hanno suggerito un buon accordo tra diverse condizioni analitiche. Tuttavia, si raccomanda un breve tempo di conservazione in condizioni di congelamento per evitare la degradazione delle frazioni proteiche del latte e la conseguente sottostima analitica.
DOI: 10.1016/j.jenvman.2022.116149
Produzione combinata di bioidrogeno e poliidrossialcanoati da siero di latte di pecora mediante coltura microbica mista
Combined biohydrogen and polyhydroxyalkanoates production from sheep cheese whey by a mixed microbial culture. Journal of Environmental Management, Volume 322, 15 novembre 2022

II RICERCA INTERNAZIONALE II 26 2023 /F E bb RAIO
delle
DOI: 10.1016/j.fm.2022.104134
Applicazione di film di siero di latte con enterocina per ridurre la contaminazione da Listeria monocytogenes sul formaggio stagionato
Application of enterocin-whey films to reduce Listeria monocytogenes contamination on ripened cheese. Food Microbiology, Volume 109, febbraio 2023
 S. PM. Silva, J. A.Teixeira, Célia C.G. Silva
S. PM. Silva, J. A.Teixeira, Célia C.G. Silva
Una soluzione di siero di latte con enterocina, ottenuta coltivando Enterococcus faecalis L2B21K3 e L3A21K6 nel siero di latte dolce – soluzione di siero di latte con enterocina (EWS), è stata incorporata in film di gelatina/glicerolo, che sono stati testati per il controllo della Listeria monocytogenes . È stato dimostrato che i film contenenti enterocine prodotte da entrambi i ceppi (film EWS L2 e EWS K6) fungono da matrice adatta per il rilascio di batteriocina, preservando l’attività anti-listeriale fino a 90 giorni. Quando applicati nel formaggio, i film EWS L2 ed EWS K6 sono stati in grado di ridurre la contaminazione da L. monocytogenes a livelli non rilevati, rispettivamente dopo 20 o 30 giorni, e hanno impedito la migrazione di questo patogeno dai film al formaggio. L’incorporazione di EWS nei
film non ha influenzato (p <0,05) il contenuto di umidità, solubilità, permeabilità (vapore acqueo e limonene) e allungamento a rottura rispetto ai film di controllo (senza EWS). Tuttavia, lo spessore, l’indice di rigonfiamento e la resistenza alla trazione erano maggiori (p <0,05) nei film EWS. Questi risultati suggeriscono che i film di gelatina/glicerolo attivi EWS potrebbero essere un’applicazione efficace e sicura per controllare la L. monocytogenes nel formaggio. Inoltre, l’uso del siero di latte come mezzo di coltura per la produzione delle batteriocine, integrato con l’incorporazione nella formulazione di film come materiale da imballaggio, rappresenta un approccio alternativo per riutilizzare questo sottoprodotto della produzione di formaggio.
Il presente studio esamina la produzione combinata di bioidrogeno e poliidrossialcanoati (PHA) dal siero di latte di formaggio di pecora attraverso un bioprocesso a 3 fasi, ovvero fermentazione scura, selezione di microrganismi che immagazzinano PHA e accumulo di PHA. La fermentazione scura è una tecnologia indiretta in cui diversi generi di batteri (Clostridium ed Enterobacter) possono utilizzare carboidrati, proteine e lipidi come substrati per produrre H2, CO2 e acidi organici, attraverso la via acidogenica. In questo studio, sono stati eseguiti test di fermentazione scura in batch (Fase I) su siero di latte crudo in condizioni operative a pH diverso, evitando l’aggiunta di inoculo o pretrattamento del substrato per supportare la fattibilità economica e tecnica del processo proposto. Quindi la fermentazione scura è stata eseguita da microrganismi indigeni del siero di latte.
Le prestazioni della fase fermentativa sono state valutate in termini di rese di produzione di bioidrogeno e metaboliti solubili. L’effluente della fermentazione scura è stato utilizzato come materia prima organica ricca di acidi sia per selezionare e raccogliere PHA che immagazzina microrganismi da una coltura microbica mista senza l’aggiunta di fonti di nutrienti esterne (fase II) o per l’accumulo di PHA da parte della biomassa selezionata (fase III). I risultati dello studio supportano la possibilità di ottenere rese di recupero combinate di 5,3 L di bioidrogeno e 7,6 g di PHA per litro di siero di latte di pecora alimentato nel caso di un’impostazione ottimale del pH della fermentazione scura (pH = 6). Tali risultati sottolineano il potenziale non sfruttato del siero di latte di pecora per il recupero di bioprodotti ad alto valore aggiunto.
II RICERCA INTERNAZIONALE II 27 F E bb RAIO /2023
F. Asunisa, A. Caruccia, G. De Gioannisa, G. Farrua, A. Muntonia, A. Polettini, R. Pomi, A. Rossi, D. Spiga
Acqua: una risorsa da preservare
Milanello Esperta in tecnologie alimentari e divulgatrice scientifica
Le aziende lattiero-casearie utilizzano una grande quantità di acqua per i diversi processi produttivi, che vanno dalla produzione di mangimi per gli animali all’allevamento, al funzionamento di tutti gli
impianti di lavorazione del latte e dei suoi derivati. Negli ultimi anni, l’attenzione verso processi produttivi efficienti e volti al risparmio delle fonti energetiche e idriche sta assumendo un’importanza fondamentale nelle

L’ammodernamento degli impianti e la loro automazione concorrono a ridurre l’impronta idrica
Stefania
II TECNICA II SOSTENIBILITÀ 28 2023 /F EBB r AIO
scelte strategiche delle aziende lattiero-casearie, spinte da una forte attenzione ai temi della sostenibilità. In particolare, l’acqua è una delle principali risorse da salvaguardare, nonché il sesto dei 17 obiettivi di sviluppo sostenibile dell’ONU nell’agenda 2030. La FAO stima che circa il 69% di tutta l’acqua prelevata da risorse rinnovabili di acqua dolce sia utilizzata per l’irrigazione, l’allevamento e l’acquacoltura. Si prevede che i prelievi di acqua dolce aumenteranno con l’aumento della popolazione umana, peggiorando potenzialmente lo stress idrico in molte regioni. L’agricoltura ha quindi bisogno di strumenti avanzati per una gestione sostenibile dell’acqua. L’acqua viene utilizzata soprattutto nella produzione agricola primaria per l’irrigazione, nell’allevamento per abbeverare gli animali e per l’igiene degli stessi e delle attrezzature, comprese quelle per la mungitura. Secondo dati del CREA – Consiglio per la ricerca in agricoltura e l’analisi dell’economia agraria –, quello lattiero-caseario, escludendo la produzione di mangimi per animali e l’allevamento degli stessi, è il settore che consuma più acqua. L’utilizzo dell’acqua nelle aziende lattiero-casearie riguarda nella fattispecie la lavorazione del latte, il raffreddamento dei macchinari e, soprattutto, la pulizia e l’igienizzazione degli ambienti e degli impianti.
APPROVVIGIONAMENTO IDRICO E QUALITÀ DELL’ACQUA
L’acqua potabile è fornita alle industrie lattiero-casearie nella maggioranza dei casi da impianti pubblici, ma anche da acqua di superficie, acqua sotterranea, piovana e di mare, se desalinizzata. I trattamenti servono a eliminare microrganismi patogeni e impurità, attraverso l’utilizzo di materiali assorbenti, filtrazione dell’acqua ed eventuale aggiunta di disinfettanti a base di cloro. La qualità dell’acqua costituisce un prerequisito igienico-sanitario fondamentale per
le aziende lattiero-casearie e non deve rappresentare un fattore di rischio per la sicurezza dei prodotti alimentari. All’azienda spetta il compito di accertarsi che l’acqua usata durante la preparazione sia conforme al Decreto Legislativo n. 31 del 2 febbraio 2001, “Attuazione della direttiva 98/83/CE relativa alla qualità delle acque destinate al consumo umano”, modificato e integrato dal Decreto Legislativo n. 27 del 2 febbraio 2002. Quando l’approvvigionamento avviene dall’acquedotto pubblico, i controlli sono effettuati dal gestore del servizio idrico e dalle Aziende sanitarie locali fino al punto di
fornitura. Successivamente è l’azienda lattiero-casearia che deve monitorare e mantenere la potabilità dell’acqua. Le misure preventive riguardano la mappatura della rete idrica interna e dei punti di uscita dell’acqua, impianto idrico conforme ai requisiti legali, il monitoraggio e la manutenzione di eventuali impianti di trattamento dell’acqua potabile, il campionamento dell’acqua all’interno dello stabilimento, la sanificazione periodica della rete idrica interna, l’analisi e la pulizia di contenitori di acqua potabile come cisterne, pozzi, serbatoi di accumulo.

SOSTENIBILITÀ II TECNICA II 29 F EBB r AIO /2023
La filiera lattiero-casearia utilizza grandi quantità di acqua per la lavorazione del latte , il raffreddamento dei macchinari e l’ igienizzazione degli ambienti e degli impianti
WATER FOOTPRINT
Uno degli indici che consente di misurare il consumo di acqua necessario per la produzione di un determinato alimento è la “Water Footprint”, ovvero la misura della quantità di acqua dolce che ha partecipato al processo produttivo di quel bene. Il concetto di impronta idrica è stato sviluppato da un professore all’Università di Twente (Olanda), Arien Y. Hoekstra, nell’ambito di attività promosse dall’Unesco, prendendo spunto dal concetto di contenuto di acqua virtuale (virtual water content), pensato nel 1993 da John Anthony Allan.
L’impronta idrica consente di determinare dove vengono utilizzate maggiormente le risorse idriche e di valutarne le conseguenze sull’ambiente. L’impatto, infatti, non dipende solo dalla quantità di acqua utilizzata o inquinata, ma anche dal luogo di prelievo e dal momento. L’impronta idrica prende in considerazione sia l’uso diretto che indiretto dell’acqua. Si può fare un’ulteriore distinzione in tre componenti: green water, blue
water e grey water. Per green water si intende l’acqua piovana ed evapotraspirata. Ha un basso impatto sugli equilibri ambientali. La blue water è l’acqua di superficie (fiumi e laghi) o di sottosuolo (falde freatiche) utilizzata nel ciclo produttivo. Nel caso di prodotti lattiero-caseari è l’acqua utilizzata nell’irrigazione artificiale in agricoltura. In questo caso la blue water ha un notevole impatto ambientale. È su questo aspetto che le aziende lattiero-casearie sono chiamate a dare un contributo per la riduzione di acqua blu, ad esempio utilizzando prodotti a minore richiesta idrica o provenienti da zone avvantaggiate dal punto di vista climatico o delle risorse idriche. Infine, la grey water, ov-
vero l’acqua inquinata, è quantificata come il volume di acqua necessario per diluire gli inquinanti al punto che la qualità delle acque torni sopra gli standard di qualità. Anche in questo caso, le aziende lattiero-casearie possono adottare sistemi volti alla riduzione della quantità di acqua grigia.
RIDUZIONE DELL’IMPRONTA IDRICA
È possibile per un’azienda lattiero-casearia ridurre la blue water e la grey water grazie a filiere ecosostenibili che interessano tutte le attività produttive, allevamento compreso, evitando, ad esempio, l’irrigazione artificiale dei campi. In azienda è possibile adottare tecnologie che consentano il riciclo e il recupero di acqua. L’impronta idrica è diventata un importante indicatore di sostenibilità per i sistemi di produzione alimentare. Sono disponibili diversi metodi e strumenti per misurare l’uso dell’acqua lungo la filiera alimentare ed è necessaria una guida chiara per l’interpretazione dei risultati.
Come valutare l'impronta idrica
Per aiutare a migliorare l’impronta idrica del settore lattiero-caseario e quindi contribuire alla sostenibilità ambientale, l’International Dairy Federation (IDF) ha pubblicato, nel 2017, la guida alla metodologia dell’impronta idrica per il settore lattiero-caseario (“IDF Bulletin IDF Guide to Water Footprint Methodology for the Dairy Sector”), che fornisce i principi e i requisiti per la valutazione dell’impronta idrica descrivendo le fasi, i dati e i mo-

II TECNICA II SOSTENIBILITÀ 30 2023 /F EBB r AIO
È possibile riutilizzare l’acqua ricavata dal siero di latte per risciacqui e lavaggi intermedi di impianti e serbatoi di stoccaggio
delli necessari per i calcoli della valutazione del ciclo di vita (LCA). La guida dell’IDF mappa le varie metodologie di valutazione dell’impatto del ciclo di vita relativa all’acqua, fornendo raccomandazioni sull’uso delle risorse idriche. In particolare, la guida propone soluzioni per una migliore gestione dell’acqua attraverso l’identificazione dei punti critici di maggiore utilizzo. Secondo l’IDF, grazie a nuove tecnologie, è possibile ridurre il consumo di acqua da fonti primarie, ad esempio usando la pulizia automatizzata dei camion cisterna o operazioni automatizzate per la lavorazione del latte. I sistemi relativi al riutilizzo dell’acqua possono far risparmiare alle aziende lattiero-casearie fino al 40% dei costi totali associati alla produzione di acqua. In particolare, l’IDF fa notare come miglioramenti e ammodernamenti che riguardano il controllo e il processo delle pratiche di pulizia, possano ridurre il consumo di acqua e utilizzare una buona parte delle acque reflue, ad esempio, per l’irrigazione, riducendo così il consumo di acqua da fonti primarie. Il riutilizzo delle acque, grazie al riciclo, diventa sempre più importante nelle aziende lattiero-casearie per risparmiare l’acqua e ridurre i costi legati all’approvvigionamento idrico. Secondo la normativa vigente, l’acqua riciclata può essere utilizzata o per la trasformazione degli alimenti o come ingrediente, solo se ha gli stessi standard dell’acqua potabile.
Come depurare le acque reflue
Le acque reflue nelle aziende lattiero-casearie derivano dai processi di trasformazione del latte, dal lavaggio di attrezzature, cisterne dei mezzi di trasporto e di stoccaggio e dal lavaggio degli impianti e dei locali. Le aziende lattiero-casearie possono optare tra diverse tecnologie per la depurazione dei reflui, ottimizzando il consumo di acque e riducendo il volume di fanghi residui. I sistemi di depurazione più utilizzati prevedono sistemi di de-
purazione meccanici, chimici di flottazione e biologici. Di più nuova concezione è l’utilizzo di membrane di ultrafiltrazione applicate ai sistemi biologici a fanghi attivi, che consentono di separare i fanghi dall’acqua, che a fine processo sarà depurata, limpida e senza microrganismi e adatta a essere conferita in acque superficiali o su suolo, o per sottoservizi aziendali, ad esempio, come liquido di raffreddamento degli impianti.
Limitare i consumi idrici è possibile, grazie all’ottimizzazione dei processi produttivi esistenti in modo da ridurre l’utilizzo di acqua, alla messa a punto di tecnologie per riutilizzare l’acqua già usata, all’applicazione di processi innovativi per estrarre l’acqua dalle materie prime e riciclarla. Il monitoraggio dei consumi di acqua nelle diverse fasi di processo consente alle aziende di valutare le aree su cui intervenire, di individuare eventuali anomalie, perdite o malfunzionamenti degli impianti. Per la pulizia di linee e impianti è possibile optare, in alcuni casi, di sanificanti monoprodotto per evitare il secondo risciacquo e risparmiare notevoli quantità di acqua. Alcune aziende utilizzano l’acqua ricavata dal siero di latte, a seguito della concentrazione tramite membrane a osmosi inversa e successiva filtrazione di tutte le sostanze organiche, per essere riutilizzata per risciacqui e lavaggi intermedi di impianti e serbatoi di stoccaggio.
Abbeveraggio delle bovine da latte
Anche la razione alimentare delle bovine da latte sembra avere un peso non trascurabile sull’impronta idrica. Lo si evince da uno studio di Carlo Cosentino, docente di Zootecnia sostenibile presso la Scuola di Scienze agrarie, forestali, alimentari ed ambientali – SAFE – dell’Università degli Studi della Basilicata (“Low vs high “water footprint assessment” diet in milk production: A comparison between triticale and corn silage based
diets”, Emirates Journal of Food and Agriculture). Lo studio ha confrontato due gruppi omogenei di bovine da latte in produzione, la cui razione alimentare prevedeva, rispettivamente, l’uso di insilato di mais e di insilato di triticale. Sono stati valutati i consumi di acqua per abbeverare le vacche, per la miscelazione degli alimenti, per il lavaggio degli ambienti di allevamento ed è stata stimata l’impronta idrica per la produzione della razione alimentare delle vacche. È stato dimostrato che l’uso dell’insilato di triticale comporta un significativo risparmio idrico.
Ci sono anche piccole azioni che applicate all’interno di un’azienda lattiero-casearia possono fare la differenza e assicurare un sensibile risparmio idrico, come: ridurre le perdite, sostituire i vecchi rubinetti con apparecchi che ne riducono il flusso, informare i dipendenti ed educarli a comportamenti maggiormente sostenibili, utilizzare sistemi e attrezzature per la pulizia degli ambienti che riducono gli sprechi di acqua o che abbiano un ricircolo maggiore, irrigare gli spazi esterni alla sera per minimizzare l’evaporazione e così via. Le aziende lattiero-casearie che intraprendono iniziative per il risparmio idrico stanno avendo ottimi riscontri sia sul campo che di immagine.
SOSTENIBILITÀ II TECNICA II 31 F EBB r AIO /2023
L' azienda deve accertarsi che l’ acqua usata durante la preparazione sia conforme al Decreto Legislativo n. 31 del 2 febbraio 2001
Tecnologie di risanamento del latte alternative ai trattamenti termici
Francesca De Vecchi
Tecnologa alimentare OTALL e divulgatrice scientifica A

nche per una materia prima come il latte crudo è aperta la sfida per la ricerca di sistemi di trasformazione
sostenibili. Per far fronte alle necessità alimentari di una popolazione in crescita la Commissione europea (Agricultural outlook
La miglior performance è un appropriato abbinamento tra tecnologie diverse ma complementari
II TECNICA II SHELF LIFE 32 2023 /F E bbr AI o
RADIO FREQUENZE
report 2031) prevede nei prossimi 10 anni un aumento della produzione di latte dello 0,5%, soprattutto per soddisfare le richieste dell’esportazione. Quali sono le possibili soluzioni tecnologiche per far fronte a questa situazione, considerando che il latte crudo è una materia prima deperibile, che deve necessariamente essere sottoposta a un trattamento di risanamento per garantire l’idoneità al consumo e per estendere la sua shelf life?
Non si può non partire col considerare alcuni punti fermi che riguardano la sostenibilità economica e l’impatto ambientale dei processi. Ne ha parlato Paolo D’Incecco, Professore presso il Dipartimento di Scienze per gli Alimenti, la Nutrizione e l’Ambiente dell’Università Statale di Milano, nel corso di un seminario di approfondimento che si è tenuto durante il CibusTec Forum lo scorso 26 ottobre.
Il tema dello spreco alimentare per il latte fresco non è secondario: lavorare a un prolungamento della shelf life – che garantirebbe una maggiore disponibilità di tempo per l’acquisto o per essere commercializzato in paesi lontani – e valutare l’efficienza delle produzioni, producendo alimenti più nutrienti a parità di quantità prodotta, risponderebbe alle esigenze della transizione ecologica che dobbiamo obbligatoriamente affrontare nei prossimi anni.
Da un punto di vista di processo, il binomio tempo e temperatura e la reale shelf life di un prodotto dipendono dalla qualità del latte crudo di partenza, ma anche dall’intensità del trattamento, che deve prevenire i fenomeni di degradazione enzimatica e assicurare la salubrità microbiologica. Attualmente i principali trattamenti termici di risanamento si basano su due tecnologie: la pastorizzazione (che abbatte i patogeni a un livello di sicurezza igienica ideale, riduce carica batterica totale con minime alterazioni al prodotto) e la sterilizzazione UHT (che distrugge quasi tutti i microrganismi presenti e inattiva la maggior parte degli enzimi).
All’aumentare dell’intensità del trattamento termico si ottiene una maggiore stabilità in termini di shelf life, ma compaiono altri effetti in parallelo: la disattivazione della fosfatasi alcalina e della lattoperossidasi; una diminuzione delle sieroproteine solubili, con alterazione del profilo sensoriale e un maggiore aumento di furosina che si traduce in una minor disponibilità dell’amminoacido essenziale lisina). Una tecnologia alternativa e sostenibile, per il latte, dovrebbe invece garantire un equilibrio tra costi, l’obbligatoria sicurezza igienica e le qualità nutrizionali e sensoriali del prodotto finito.
Fra le tecnologie non convenzionali una macro-distinzione prevede la suddivisione in processi termici e non termici. Vediamo brevemente le caratteristiche principali dei processi non convenzionali oggi applicati anche nel settore lattiero-caseario, per arrivare a capire quali opportunità applicative permettono di conciliare le esigenze di sostenibilità economica e quelle di impatto ambientale.
Fra i trattamenti non convenzionali termici si annoverano il riscaldamento ohmico, i trattamenti a microonde e quelli a radiofrequenze.
Fra i non termici (a freddo) i trattamenti ad alte pressioni, i campi elettrici pulsati, la radiazione ultravioletta, gli ultrasuoni e la microfiltrazione.
TRATTAMENTI NON CONVENZIONALI TERMICI
Riscaldamento ohmico
Questa tecnologia prevede il passaggio di corrente elettrica attraverso elettrodi direttamente a contatto con il prodotto. C’è un riscaldamento istantaneo di tutto il volume di prodotto

e non ci sono superfici scaldate a contatto diretto con l’alimento. La ricerca ha evidenziato un miglior risultato in termini di distruzione dei patogeni rispetto, per esempio, alla pastorizzazione e una migliore disattivazione di enzimi con gruppo prostetico (la parte non proteica di un enzima, che attiva molte delle reazioni dell’enzima stesso). Tuttavia, il danno termico in termini di denaturazione di sieroproteine e formazione di furosina è risultato simile a quello che si ottiene nei trattamenti termici ad alta temperatura (120-140°C).
I meccanismi di inattivazione alla base del processo sono due: l’inattivazione dovuta alla temperatura e l’elettroporazione, cioè la formazione di pori sulla parete cellulare che poi portano alla lisi della cellula. Gli svantaggi di questa tecnologia sono legati alla composizione della matrice del prodotto: il grasso del latte è un isolante che causa un riscaldamento non uniforme. Si è visto che se i microrganismi sono presenti in prossimità dei globuli di latte, possono resistere al trattamento. Non esisto-
RISCALDAMENTO OHMICO
SHELF LIFE II TECNICA II 33 F E bbr AI o /2023
Una tecnologia alternativa e sostenibile deve garantire un equilibrio tra costi, sicurezza igienica e qualità nutrizionali e sensoriali del prodotto finito
no ad oggi impianti commerciali per il risanamento del latte.
Le microonde
La radiazione, in questa tecnologia, passa all’interno dell’alimento e genera calore secondo due meccanismi: la conduzione ionica e la rotazione dipolare. Il passaggio delle microonde fa sì che i composti ionizzabili trasferiscano la corrente e che le molecole ionizzate ruotino per adeguarsi al campo elettrico che si genera. Tutto questo frizionamento nell’alimento genera calore dall’interno. Ad oggi le uniche due frequenze consentite per scopi alimentari sono 915 e 2450 MHz. Garantiscono un buon livello di inattivazione nei confronti dei patogeni (fino a 5 log per Staphylococcus aureus ed Escherichia coli). Sono stati comunque riportati alcuni effetti negativi: una maggiore produzione di prodotti della reazione di Maillard e un effetto non dipendente dalla temperatura di maggior denaturazione sulle sieroproteine. Anche in questo caso la composizione della matrice è determinante, perché se non omogenea impedisce la corretta distribuzione del calore. Il riscaldamento non uniforme infatti è fra i principali svantaggi dell’applicazione di questa tecnologia per il trattamento del latte. E infatti ci sono impianti commerciali per lo scongelamento, l’essicazione, la
pastorizzazione, la sterilizzazione di alcune categorie di alimenti ma non per il latte.
Radiofrequenze
Nella tecnologia a radiofrequenze, il passaggio a ben definite lunghezze d’onda (per non interferire con le frequenze per il servizio militare) determina un riscaldamento volumetrico, per gli stessi meccanismi di base che caratterizzano le microonde.
Ci sono impianti commerciali per lo scongelamento, l’essicazione, la cottura per lo più di carne. Ancora poche sono le applicazioni su latte. Fra i vantaggi si annoverano il riscaldamento rapido e una maggiore penetrazione rispetto alle microonde; fra i principali svantaggi invece il riscaldamento non uniforme e gli alti costi di esercizio.
TECNOLOGIE NON TERMICHE
Nelle tecnologie non termiche, invece, l’inattivazione microbica non è attribuibile alla temperatura.
Alte pressioni (HPP high pressure processing)

È caratterizzata dall’applicazione di pressioni idrostatiche fra 100 e 1000 MPa. Il medium è
costituito da acqua o soluzione idroalcolica, mentre l’alimento deve essere confezionato in un materiale idoneo. Nel latte si ottiene quasi istantaneamente un riscaldamento. L’effetto potenziale che si può ottenere è di pastorizzazione con processi che hanno una durata massima di 30 minuti e una temperatura che solitamente non supera i 40°C. Dati scientifici hanno evidenziato che processi industriali a 600MPa per 5 minuti a 40°C sono in grado di distruggere microrganismi patogeni e di ridurre la carica batterica totale di 2 cicli logaritmici.
Si è vista però una bassa efficienza di inattivazione sulle spore, data la loro struttura che le mette in grado di resistere fino a 1000 MPa (necessiterebbero di temperature maggiori – fra i 60 e i 90°C – per essere inattivate). Si sono notate riduzioni delle sieroproteine e modifiche reversibili della caseina (perché la caseina è organizzata in micelle: durante l’applicazione delle HP il calcio colloidale passa alla forma solubile; cosa che provoca una disgregazione della micella che si riassembla quando viene meno l’applicazione della pressione).
I vantaggi di questa tecnologia comprendono le basse temperature, il fatto che il prodotto viene percepito come fresco, una migliore accessibilità del calcio, consumi di energia minori e l’approvazione della FDA americana. Si tratta però di un processo discontinuo (semicontinuo) che unitamente alle scarse garanzie di inattivazione delle spore e agli alti costi iniziali per l’installazione degli impianti, lo rendono ancora poco diffuso (per il trattamento del latte).
Campi elettrici pulsati
La tecnologia a campi elettrici pulsati invece è caratterizzata da un passaggio di corrente attraverso l’alimento senza che si produca un effetto termico, perché la corrente è somministrata a impulsi (di una durata dell’ordine di micro o nanosecondi) a elevata tensione (fino a 50 kV). L’effetto germicida si manifesta solo tramite elettroporazione, ma a causa dell’incapacità di quest’ultima di garantire la sicurezza igieni-
LE MICROONDE II TECNICA II SHELF LIFE 34 2023 /F E bbr AI o
ca, questa tecnica da sola non è ritenuta sicura. È una tecnologia costosa ma ha comunque alcuni vantaggi: il basso impatto sui componenti del latte e la possibilità di essere incorporata in impianti tradizionali tipo pastorizzatori.
Radiazione ultravioletta
Si basa sul passaggio di una radiazione UV di tipo C (fra 200 e 280 nanometri), che ha un effetto germicida maggiore rispetto alle radiazioni A e B. Provoca infatti un danneggiamento fisico alle molecole di dna o rna, bloccando i fenomeni di replicazione ed è considerata sicura perché non ha effetti ionizzanti. L’effetto potenziale che si ottiene è pari a quello della pastorizzazione o sterilizzazione, ma le variabili di processo sono tante e di difficile controllo (la frequenza usata nel range, la lampada usata per generare la radiazione, le variabili di prodotto e le caratteristiche microbiche – la dose letale è infatti specie specifica e ceppo specifica). È correntemente usata per la sterilizzazione delle superfici, mentre in caseificio si usa per la sterilizzazione delle acque. In un documento di Efsa questa tecnologia è dichiarata sicura solo se applicata dopo un processo di pastorizzazione. I risultati della ricerca scientifica sugli UV di tipo C applicati al latte hanno evidenziato la capacità della radiazione UV di inattivare i microrganismi, di provocare l’aumento della vitamina D3 e possibili modifiche qualitative a causa dell’ossidazione dei grassi. La radiazione inoltre è poco penetrante nei liquidi opachi, mentre è più adatta a liquidi trasparenti. Per questo motivo, è stata recentemente proposta la tecnologia a UV C per la pastorizzazione del latte solo se abbinata a flusso turbolento, fenomeno che dovrebbe garantire l’esposizione di tutti i batteri alla radiazione UV. Ha una maggiore efficienza energetica rispetto agli altri trattamenti, ma le ipotesi di utilizzo sono subordinate agli esiti di future ricerche che riescano a individuare lunghezze d’onda e dose di radiazioni ottimali capaci di garantire la sicurezza microbiologica richiesta.
Ultrasuoni
Questa tecnologia esplica il suo effetto grazie al passaggio di onde sonore all’interno dell’alimento con frequenza fra 100 kHz e 1 MHz; o a bassa frequenza (<100 kHz); la propagazione delle onde sonore crea bolle di vapore che si alternano a cicli di espansione e compressione fino ad arrivare alla completa implosione. L’effetto, definito cavitazione acustica, danneggia la parete cellulare dei batteri provocando un danno meccanico letale. Le pubblicazioni hanno evidenziato che questa tecnica non garantisce la sicurezza microbiologica del latte; trattamenti a 200 watt per 2’ denaturano le proteine, provocano la formazione di aromi indesiderati e l’ossidazione dei grassi. I vantaggi invece derivano dalla possibile combinazione con altre tecnologie, per esempio l’essicazione o l’omogeneizzazione.
CONCLUSIONI
Tornando alla domanda iniziale su quali possibilità tecnologiche favoriscano un aumento della shelf life del latte si può dire che, viste le performance delle tecnologie non convenzionali, l’unica – ad oggi – valida alternativa consista in un appropriato abbinamento tra tecnologie diverse ma complementari. Per esempio, l’accoppiamento fra un trattamento termico convenzionale e la tecnologia a campi elettrici
pulsati, le radiazioni UV C o gli ultrasuoni, per un significativo effetto sulla shelf life del prodotto.
Oggi si sfrutta una simile sinergia nei latti microfiltrati: la shelf life è aumentata per l’abbinamento di pastorizzazione e microfiltrazione, che elimina – quest’ultima – batteri e cellule somatiche, raggiungendo il 99,9% di trattenimento (la microfiltrazione non è selettiva nei confronti dei patogeni). La microfiltrazione è applicata anche al trattamento UHT con benefici ulteriori sulla stabilità. Alle cellule somatiche, infatti, sono abbinati gli attivatori dell’enzima plasmina del latte che esplicano la loro attività anche a lunghe shelf life.
“Facendo un passo ulteriore e nel rispetto delle istanze di sostenibilità dei processi,” conclude D’Incecco, “le prospettive future dovrebbero sfruttare le sinergie fra diverse tecniche per conseguire anche un minor impatto ambientale: un trattamento termico abbinato a campi elettrici pulsati o un trattamento termico affiancato all’uso di radiazioni UV C; oppure tecnologie non termiche ma a basso consumo energetico abbinate a una tecnologia termica condotta a temperature di sub-pastorizzazione (oggi la microfiltrazione è ancora abbinata a un trattamento tradizionale di pastorizzazione) per garantire una migliore sostenibilità economica dell’approccio, nel rispetto dei requisiti di qualità, salubrità e durabilità del prodotto in commercio”.

SHELF LIFE II TECNICA II 35 F E bbr AI o /2023
ALTE PRESSIONI (HPP HIGH PRESSURE PROCESSING)
La gestione dei piani di controllo Fusore per pani di grasso e burro
Tradurre in operatività il piano di controllo delle materie prime, dei prodotti intermedi e finiti è uno dei momenti più importanti per chi gestisce gli aspetti del controllo qualità, al fine di minimizzare i rischi legati alla sicurezza alimentare, ai costi e ai tempi di rilascio dei lotti. Il software AYAMA agevola le attività di predisposizione dei piani di controllo e facilità le attività di raccolta e valutazione dei dati analitici fornendo una base sicura per la rivalutazione periodica del piano di controllo.
Il fusore continuo TECNO3 per materie grasse in pani è destinato alle industrie dolciarie, lattiero casearie e alimentari in genere. È dotato di un particolare sistema innovativo che garantisce un’elevata produttività, una riduzione dei costi energetici e un risparmio di manodopera.

L’efficienza dello scambio termico è eccellente in conseguenza del lavoro meccanico di rotori caldi, che operano un’azione raschiante sulla superficie dei pani.
Il ciclo di fusione risulta notevolmente ridotto rispetto ai classici impianti statici, senza il ricorso a temperature troppo elevate, consentendo così di mantenere inalterate le caratteristiche qualitative della materia prima.



www.ayamasoftware.it
AYAMA
TECNO3 www.tecno-3.it II DALLE AZIENDE II MACCHINE&IMPIANTI 36 2023 /F E bbr AI o
Tappeto per la sanificazione di suole e di ruote di carrelli
Borin presenta Wave, il tappeto per locali interni specifico per la spazzolatura e la sanificazione di suole e di ruote di carrelli, soluzione per lo standard di certificazione BRCGS versione 9 del punto 4.6.6. Wave certifica il 99,94% di abbattimento della carica batterica. La disposizione a onda delle setole garantisce il massimo dell’igiene, indirizzando lo sporco in fessure di raccolta, grazie alle quali è possibile valutarne lo stato di pulizia. Grazie alle due chiavi di estrazione e alla struttura completamente sezionabile, i componenti vengono rimossi in sicurezza per agevolare la pulizia.
BORIN www.borinsrl.it




Il gonfiore tardivo è un problema significativo nella produzione di formaggi a pasta dura o semidura, perché contribuisce allo spreco alimentare, diminuisce l’efficienza e genera gravi perdite economiche all’industria casearia. La causa sono i clostridi butirrici; FIL-IDF ha confrontato i metodi di rilevazione (https:// tinyurl.com/mf9kc8pa) e quantificazione di questi batteri e il sistema AMP-6000 di SY-LAB, distribuita in esclusiva in Italia da Generon SpA, risulta di gran lunga più affidabile rispetto a quelli finora utilizzati. L’analisi è miniaturizzata, automatizzabile e richiede solo due giorni contro i tradizionali sette.

GENERON SPA www.generon.it
MACCHINE&IMPIANTI II DALLE AZIENDE II 37 F E bbr AI o /2023
Factsheet sui clostridi butirrici
Mozzarella di bufala campana DOP
Conosciuta e apprezzata in tutto il mondo, la Mozzarella di bufala campana DOP affonda le sue origini nel XII secolo, quando veniva offerta ai pellegrini, che si recavano in processione al monastero di San Lorenzo in Capua
Martina Halker Esperta in tecnologie alimentari e divulgatrice scientifica
Le origini della mozzarella sono direttamente legate all’introduzione dei bufali in Italia. Una delle ipotesi più accreditate sostiene che la diffusione in Italia meridionale sia avvenuta in epoca Normanna,

partendo dalla Sicilia dove i bufali erano stati portati verso la fine del X secolo, a seguito delle invasioni dei Saraceni e dei Mori. Intorno all’XI secolo si completa l’impaludamento delle pianure costiere del basso versante tirrenico – Piana del Volturno e del Sele – assumendo così quelle caratteristiche ambientali più adatte all’allevamento del bufalo. I primi documenti storici sulla mozzarella testimoniano, come nel XII secolo, i Monaci del mo-
nastero di San Lorenzo in Capua erano soliti offrire un formaggio denominato mozza o provatura, accompagnato da un pezzo di pane, ai pellegrini, che si recavano in processione. Al XV secolo risalgono le prime “bufalare”, caratteristiche costruzioni in muratura, dalla forma circolare con un camino centrale, dove si lavorava il latte di bufala per ricavarne provole, caciocavalli, burro, ricotta e naturalmente mozzarelle di bufala. Nel 1570, per la
38 2023 /Febbraio ii T e CN i C a ii T e CN o L o G ia a PPL i C aTa
prima volta appare il termine “mozzarella” in un testo famoso di Bartolomeo Scappi, cuoco della corte papale.

Nel XVIII secolo, le mozzarelle diventano un prodotto di largo consumo, anche grazie alla realizzazione nella provincia di Caserta, da parte dei Borboni, di un grosso allevamento di bufale con annesso un caseificio sperimentale per la trasformazione dello stesso latte. In un registro di stalla venivano annotati gli eventi più importanti delle bufale alle quali veniva attribuito un nome che di solito ricordava i personaggi di corte. Durante la dominazione spagnola la bufala fu utilizzata anche come animale da cacciare. Venivano infatti organizzate delle battute di “caccia alla bufala” in occasione delle quali la corte si recava nelle zone di allevamento della piana del Volturno e in quella del Sele.
Con l’unificazione d’Italia vide la luce ad Aversa, la “Taverna“: un vero e proprio mercato all’ingrosso delle mozzarelle e dei derivati caseari prodotti dallo stesso latte tra cui è bene citare la ricotta, che, quotidianamente, stabiliva le quotazioni in relazione alla produzione e alla richiesta. Il commercio era regolato sulla base di veri e propri contratti che entravano in vigore dal primo settembre al 31 agosto dell’anno successivo, stipulati tra il proprietario delle bufale che trasformava anche il latte e il “distributore“ dei prodotti.
UN NOME DA PROTEGGERE
La parola “mozzarella” è considerata dalla legislazione alimentare internazionale un termine generico (come pizza, pasta, etc.), utilizzato in tutto il mondo per prodotti senza nessun legame con le tradizioni storiche, culturali, artigianali. Diverso il discorso per la Mozzarella di Bufala Campana
DOP, che ha ottenuto il riconoscimento comunitario nel 1996. Secondo il disciplinare di produzione, essa può essere prodotta nel centro-sud Italia e precisamente: Campania (province di Caserta, Salerno, Napoli
e Benevento); Lazio (province di Latina, Frosinone e Roma); provincia di Foggia (Puglia); comune di Venafro (Molise). Le province di Caserta e Salerno rappresentano circa il 90% della produzione certificata DOP. Nell’area DOP insistono 3 Parchi Nazionali (Circeo, Cilento e Gargano) e ben 10 Parchi Regionali. Il disciplinare di produzione prevede esclusivamente latte di bufala intero fresco proveniente dagli allevamenti dell’area DOP. Occorrono circa 4 litri di latte di bufala per ottenere 1 kg di Mozzarella di Bufala Campana. L’attuale sede del Consorzio di tutela è presso le Regie Cavallerizze del Palazzo Reale di Caserta, un collegamento importante con i Borbone che svilupparono il primo caseificio sperimentale e un allevamento di bufale con registro di stalla, dove a ogni animale veniva dato un nome, che ricordava i personaggi di corte.
PROCESSO PRODUTTIVO
Latte di bufala, caglio, le sapienti mani del casaro, il bastone di legno (detto “menaca-
MATURAZIONE DELLA CAGLIATA
so”) e l’azione dell’acqua a 90 gradi circa, che viene aggiunta alla cagliata in un grande tino storicamente in legno, chiamato “cumpecina”, sono gli ingredienti per la perfetta Mozzarella di bufala campana DOP. È la filatura il momento-clou della produzione della Mozzarella di bufala campana DOP. Il latte deve essere lavorato entro 60 ore dalla mungitura, come prescrive il disciplinare della DOP. La lavorazione prevede l’utilizzo di latte crudo, eventualmente termizzato o pastorizzato. Per essere idoneo alla caseificazione deve possedere titolo in grasso minimo del 7,2% e un titolo proteico minimo del 4,2%. Il siero innesto: la coagulazione è preceduta dall’aggiunta nel latte, portato precedentemente a una temperatura tra i 33 e 39°C, di siero innesto naturale (detto “cizza”) proveniente dalla lavorazione del giorno precedente. Tale aggiunta serve a rendere il latte attivo e pronto per la immediata e successiva coagulazione che viene effettuata in caldaie o polivalenti in acciaio, mediante l’utilizzo esclusivo di caglio naturale di vitello.
T e CN o L o G ia a PPL i C aTa ii T e CN i C a ii 39 Febbraio /2023
La cagliata: dopo alcuni minuti che il latte è rappreso per l’intervento del caglio, si procede alla rottura degli stessi grumi di cagliata, con un attrezzo denominato “spino” che li riduce fino a una grandezza di poco più di una noce. A partire da questo momento si verifica la separazione tra la fase solida e la fase liquida del latte (sineresi). La fase liquida, allontanata mediante prelievo, è detta “siero dolce” da cui si ricava la Ricotta di bufala campana DOP), mentre la fase solida è detta cagliata. Quest’ultima è lasciata acidificare sotto siero fino a quando sarà definita “matura” e pronta per la filatura dal casaro, mediante il saggio di filatura. Il saggio di filatura: si tratta di una prova empirica, ma assolutamente attendibile, che consiste nell’aggiungere acqua bollente a circa mezzo chilogrammo di cagliata sminuzzata che, amalgamata fino a farla fondere, viene tesa con le mani e un bastoncino di legno: se si allunga uniformemente senza spezzarsi, è giudicata “pronta” per la fase successiva di filatura. La cagliata al giusto grado di maturazione viene posta su tavoli spersori dove avviene lo spurgo di tutto il
siero residuo. Successivamente viene tagliata a listarelle e riposta nelle “cumpecine”, dove viene aggiunta acqua bollente. Il contatto tra acqua bollente e cagliata provoca la fusione della massa che viene di continuo sollevata e tirata fino a ottenere un unico corpo omogeneo.

Le forme: nella stragrande maggioranza dei caseifici una parte non trascurabile della fase di formatura è effettuata manualmente dal casaro e dai suoi collaboratori. Il termine mozzarella deriva infatti dal verbo “mozzare”, che consiste nel taglio della pasta filata effettuato manualmente con indice e pollice. La restante parte prevede l’utilizzo di macchine operatrici dette formatrici che producono pezzature a peso predeterminato. La Mozzarella di Bufala Campana così prodotta viene dapprima lasciata in vasche contenenti acqua fredda per garantire un primo importante rassodamento, che si completa in altre vasche contenenti anche soluzione saline che conferiscono al prodotto il giusto grado finale di sapidità. I formati ammessi per la DOP comprendono trecce da 25 grammi fino a 3kg e forme ton-
de fino invece a 800 grammi. Anche in versione affumicata. Il prodotto infatti può essere affumicato solo con procedimenti naturali e tradizionali: in tal caso la denominazione di origine deve essere seguita dalla dicitura “affumicata”. Le caratteristiche del latte di bufala, insieme a un tipo di lavorazione ancora artigianale, sono alla base di un successo che il latte bovino, lavorato con tecniche industriali, ha ormai perso.
VALORI NUTRIZIONALI
La Mozzarella di Bufala Campana DOP è particolarmente nutriente, 288 kcal/100 g., per la presenza di 17 g. di proteine, 24 g. di grassi, soprattutto acidi grassi insaturi e acidi grassi a corta catena, facilmente trasportati nel sangue piuttosto che conservati nei depositi adiposi; il colesterolo non supera i 50/60 mg., inferiore a carne e uova e molto sotto il limite max dell’Organizzazione Mondiale della Sanità = 300 mg/giorno. Pochissimo il lattosio, inferiore a 0,4 g.
 RASSODAMENTO
RASSODAMENTO
ii T e CN i C a ii T e CN o L o G ia a PPL i C aTa 40 2023 /Febbraio
FORMATURA MECCANICA
CARATTERISTICHE ORGANOLETTICHE
Forma: oltre alla forma tondeggiante, sono ammesse altre forme tipiche della zona di produzione, quali bocconcini, trecce, perline, ciliegine, nodini, ovolini;
Peso: variabile da 10 g a 800 g, in relazione alla forma. Per la forma a trecce è consentito il peso fino a 3 kg;
Aspetto esterno: colore bianco porcellanato, crosta (pelle) sottilissima di circa un millimetro con superficie liscia, mai viscida né scagliata. Sulla superficie sono più o meno appariscenti dei rilievi, che indicano il punto di distacco manuale della mozzarella dalla massa di pasta.
Pasta: struttura a foglie sottili sovrapposte, che tendono a scomparire negli strati immediatamente sotto il primo, leggermente elastica nelle prime otto-dieci ore dopo la produzione e il confezionamento, successivamente tendente a divenire più fondente; priva di difetti quali occhiature, provocati da fermentazioni gassose o anomale; assenza di conservanti, inibenti e coloranti; al taglio presenza di scolatura in forma di lieve sierosità biancastra, grassa, dal profumo di fermenti lattici.
Flavour: la caratteristica principale della mozzarella è la freschezza, quindi si sentono note odorifere e aromatiche legate al latte e alla sua coagulazione. I profumi sono più intensi trattandosi di latte di bufala: il leggero acidulo, la panna e il muschiato.
Sapore: caratteristico e delicato; Grasso sulla sostanza secca: minimo 52%;
Umidità massima: 65%;
Conservazione: la Mozzarella di bufala campana DOP andrebbe consumata il giorno stesso dell’acquisto; altrimenti, è bene conservarla in ambiente fresco (10° ÷ 15°C), sempre immersa nel suo liquido di governo. Se messa in frigo occorre tirarla fuori con molto anticipo per consumarla a
temperatura ambiente e gustare tutto il suo sapore.
I DATI PRODUTTIVI
La mozzarella di bufala campana è il più importante marchio DOP del centro-sud Italia. Nel 2021 sono stati prodotti oltre 53.766.000
kg di Mozzarella di Bufala Campana (+7,5% rispetto al 2020). I principali Paesi per l’export sono Francia, Germania, Spagna, Regno Unito, Svizzera, Olanda e Stati Uniti. Gli ultimi dati disponibili, da gennaio a settembre del 2022, dicono che sono state prodotte 44.444 tonnellate di Mozzarella di bufala campana DOP.

I numeri della DOP 2018 2019 2020 Caseifici certificati nr. 96 89 80 Produzione certificata (tonn.) 49.398 50.176 50.707 e xport (% produz Dop) 33% 34% 37% Fatturato alla produzione (Milioni di euro) 400 425 405 Fatturato al consumo (Milioni di euro) 740 745 750 a llevamenti di bufale inserite nel sistema D o P (n. az. agricole in area D o P) 1338 1372 1318 Capi bufalini in allevamenti inseriti nel sistema D o P (n. capi in area D o P) 335.000 390.000 375.000* *93% su totale capi Italia a ddetti (stima) (incluso indotto) 11.000 11.000 11.000 MOZZATURA T e CN o L o G ia a PPL i C aTa ii T e CN i C a ii 41 Febbraio /2023
Etichettatura ambientale degli imballaggi
Le nuove Linee Guida

L’etichettatura ambientale degli imballaggi tiene desta l’attenzione degli operatori ormai da qualche tempo.
COSA DICE LA NORMA
Il Decreto Legislativo n. 116 del 3 settembre 2020 prevede che: “5. Tutti gli imballaggi devono essere opportunamente eti-
chettati secondo le modalità stabilite dalle norme tecniche UNI applicabili e in conformità alle determinazioni adottate dalla Commissione dell’Unione Europea, per fa-
II NORMATIVA II PILLOLE LEGISLATIVE 42 2023 /F E bb RAIO
AVV. CHIARA MARINUZZI

cilitare la raccolta, il riutilizzo, il recupero e il riciclaggio degli imballaggi, nonché per dare una corretta informazione ai consumatori sulle destinazioni finali degli imballaggi. I produttori hanno, altresì, l’obbligo di indicare, ai fini della identificazione e classificazione dell’imballaggio, la natura dei materiali di imballaggio utilizzati, sulla base della decisione 97/129/CE della Commissione [...]”
L’articolo 261 comma 3 del Codice dell’Ambiente prevede l’applicazione a carico di chiunque immetta sul mercato imballaggi privi dei requisiti di etichettatura, di una sanzione amministrativa pecuniaria da 5.200 a 40.000 euro.
È a tutti noto il travagliato percorso della norma in esame, entrata in vigore nel settembre 2019 e poi sospesa ripetutamente fino all’ultimo D.L. del 30 dicembre 2021 (c.d. “decreto milleproroghe”) che aveva rinviato gli obblighi degli operatori fino al 31 dicembre 2022.
LE LINEE GUIDA
Peraltro viste le difficoltà interpretative sono intervenute prima le Linee Guida del Conai, poi il decreto ministeriale n. 114 del 16 marzo 2022, recante le “Linee Guida sull’etichettatura degli imballaggi ai sensi dell’art. 219, comma 5, del Decreto Legisla-
tivo 3 aprile 2006, n. 152”, che in buona parte riprendeva le posizioni espresse dal Conai.
Il suddetto decreto, nel corso dell’iter di notifica alla Commissione europea, aveva ricevuto alcune osservazioni volte a evitare ostacoli alla libera circolazione delle merci. In particolare era stato suggerito che nel testo fosse prevista la possibilità di utilizzare i canali digitali per veicolare le informazioni in maniera più chiara ed esplicita e non, come invece ipotizzato, attraverso il rinvio a una precedente circolare ministeriale.
La questione si è risolta con l’emanazione del Decreto n. 360 del 28 settembre 2022 del Ministero dell’Ambiente e della Sicurezza Energetica (ex Ministero della Transizione Ecologica) che ha abrogato il precedente testo del DM 114/2022.
Il nuovo testo delle “Linee Guida sull’etichettatura degli imballaggi ai sensi dell’art. 219, comma 5, del Decreto Legislativo 3 aprile 2006, n. 152” recepisce infatti le osservazioni formulate dalla Commissione europea, ai sensi dell’articolo 5, paragrafo 2, della direttiva (UE) 2015/1535, con comunicazione TRIS/(2022) 02355, in tema di rafforzamento del ricorso alla digitalizzazione delle etichette con l’obiettivo di facilitare l’aggiornamento delle indicazioni ed evitare barriere al mercato interno.
L’art. 1 del D.M. in esame dispone infatti che: “3. Le informazioni obbligatorie di cui alle presenti Linee Guida sono rese con modalità tecniche, anche digitali, che garantiscono il rispetto del principio di libera circolazione delle merci”.
Tale versione delle Linee Guida potrà essere aggiornata o modificata periodicamente, alla luce di nuove disposizioni di legge (Nazionali e/o Comunitarie), nonché di nuove specifiche indicazioni, semplificazioni tecniche e modalità applicative dell’etichettatura, derivanti da successive consultazioni
e confronti con le Associazioni di imprese. L’elemento più significativo del documento, molto atteso dagli operatori, è costituito dalla possibilità di far ricorso a strumenti digitali.
Impiego di strumenti digitali
Sotto tale profilo il nuovo testo delle Linee Guida precisa infatti che: “[...] è opportuno considerare che in alternativa all’apposizione fisica di tali informazioni sull’imballaggio, è possibile renderle disponibili tramite canali digitali a scelta (es. App, QR code, siti web), al fine di semplificare i processi produttivi, operativi ed economici delle imprese che immettono tali imballaggi in più Paesi dell’Unione Europea e assicurare quindi il rispetto dei principi della libera circolazione delle merci garantiti dal Trattato sul Funzionamento dell’Unione Europea. Qualora si utilizzino canali digitali, devono essere rese facilmente note e accessibili all’utente le istruzioni per intercettare le informazioni obbligatorie sopra descritte. Ulteriori approfondimenti in merito sono riportati nel box dedicato a pagina 19 (in cui sono riportate le indicazioni del MITE sui casi particolari di cui alla Nota di Chiarimento del 17 maggio 2021 n.d.r.).
Sono state poi individuate alcune specifiche casistiche, per le quali risultano parti-
Per adempiere all’obbligo di etichettatura ambientale degli imballaggi, il ricorso a canali digitali è sempre consentito
PILLOLE LEGISLATIVE II NORMATIVA II 43 F E bb RAIO /2023
Studio Legale Gaetano Forte
Digitale (es. App, QR code,
Devono essere garantite idonee istruzioni all’utente su come reperire le informazioni tramite i canali digitali scelti
cile interpretazione. Si consiglia quindi di segnalare su tali canali, in modo evidente, l’imballaggio in questione, per rendere più facilmente reperibili e consultabili le informazioni al consumatore finale”.
CONCLUSIONI
In sintesi su tutti gli imballaggi (primari, secondari e terziari) i produttori devono indicare la codifica alfanumerica prevista dalla Decisione 97/129/CE:
colari limiti fisici e/o tecnologici, come nel caso degli imballaggi neutri, per i quali si forniscono, in queste linee guida, alcune alternative all’apposizione fisica dell’etichettatura sul pack, che prevedono l’utilizzo di supporti esterni. Approfondimenti in merito sono riportati nel box dedicato a pagina 18” (in cui sono riportate le indicazioni del MITE sui casi particolari di cui alla Nota di Chiarimento del 17 maggio 2021 n.d.r.).
Si ricorda che, in tema di ricorso al digitale il MITE, con Nota del 17 maggio 2021, aveva chiarito che: “Al fine di adempiere all’obbligo di etichettatura ambientale degli imballaggi, il ricorso a canali digitali è sempre consentito (es. App, QR code, siti web), in coerenza con il processo di innovazione tecnologica e semplificazione, aspetto oltretutto fondamentale previsto all’interno del Piano Nazionale di Ripresa e Resilienza (PNRR). Tali canali digitali possono sostituire completamente o integrare le informazioni riportate direttamente sull’imballaggio.
Questi strumenti possono essere utilizzati sia per facilitare la trasmissione delle informazioni obbligatorie lungo la filiera nei circuiti commerciali e industriali, sia per veicolare al consumatore finale la natura
dei materiali di imballaggio e le indicazioni sul corretto conferimento. Qualora l’imballaggio sia destinato al consumatore finale, il soggetto obbligato è tenuto a riportare sull’imballaggio o sul punto di vendita, sia esso fisico o virtuale a cui il consumatore abbia accesso, le istruzioni per consentirgli di intercettare le informazioni ambientali obbligatorie tramite i canali digitali previsti (App, QR code, siti web, etc). In alternativa, tali istruzioni possono essere diffuse e rese accessibili per il mezzo di canali di comunicazione tradizionali e digitali, attraverso campagne e/o iniziative promosse direttamente dalle aziende o con il contributo e la collaborazione delle associazioni maggiormente rappresentative del settore.
Per rendere disponibili le informazioni di etichettatura ambientale è quindi possibile utilizzare uno strumento digitale che rimanda a una pagina appositamente dedicata a veicolare i contenuti sull’etichettatura ambientale che riguardano lo specifico imballaggio, a patto che l’accesso all’informazione specifica per l’imballaggio in questione risulti facile e diretta, e che detta informazione sia puntuale e non di diffi-
� Tutti gli imballaggi devono essere etichettati nella forma e nei modi che l’azienda ritiene più idonei ed efficaci per il raggiungimento dell’obiettivo, per il quale è sempre consentito il ricorso ai canali digitali (es. App, QR code, siti web), che possono sostituire completamente o integrare le informazioni riportate direttamente sull’imballaggio.
� Sugli imballaggi destinati al consumatore devono essere presenti anche le diciture opportune per supportarlo nella raccolta differenziata.
È opportuno ricordare che le indicazioni in questione non si applicano ai farmaci e ai dispositivi medici per i quali la normativa di settore dispone già obblighi specifici, come chiarito dal Ministero nella recente risposta a un interpello.
II NORMATIVA II PILLOLE LEGISLATIVE 44 2023 /F E bb RAIO LE
IMBALLAGGI Canali Indicazioni Circuito domestico Circuito C&I Apposizione fisica dell’etichettatura sul pack X
MODALITÀ
siti web)
X Libretti istruzioni/Manuali d’uso Questi documenti
disposizione delle informazioni X Documenti di trasporto o altra documentazione che accompagni la merce X Pannelli informativi nel punto vendita X
possono rimandare a canali digitali per la messa a
Nome e Cognome
Azienda
Indirizzo
Cap Città
Telefono
E-mail
PEC (per fatturazione elettronica)
Codice fiscale (obbligatorio)
Partita IVA Codice destinatario (per fatturazione elettronica)
isolati da siero-innesto di produzioni casearie italiane Yeast biodiversity in natural whey cultures for italian cheese production I prezzi del latte in Europa: uno studio comparato Milk Prices in Europe: a comparative analysis





www.stlcjournal.it
Glicole propilenico per le lattifere: uso e abuso Utile in caso di chetosi non è consigliabile per trattamenti sistematici Vediamo perché World Dai y Summit numeri e trend del settore
Desidero sottoscrivere il seguente abbonamento:
Abbonamento annuale Italia a € 40,00 (6 numeri).
Abbonamento annuale Europa a € 80,00 (6 numeri).
PAGAMENTO
Bonifico Bancario IBAN IT88U0521601631000000000855 (allego fotocopia)
Versamento su c/c postale N.60473477 intestato a Quine Srl - Via Spadolini, 7 - 20141 Milano (allego fotocopia)
Addebito su carta di credito Visa Carta Sì Mastercard
n. scadenza / CVC (CVC: ultime 3 cifre de numero che si trova sul retro, nello spazio della firma)
Firma
CONSENSO AL TRATTAMENTO DEI DATI
Ai sensi dell’art 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 (GDPR), il sottoscritto _______________________________ esprime il proprio espresso e specifico consenso al rattamento dei dati ai fini di:
- Invio e-mail promozionali e/o comunicazioni di marketing nonché e fettuazione di ricerche di mercato se autorizzato dal cliente da parte di Quine Srl o di socie à da essa controllate, collegate o partecipate; Esprimo il mio consenso Nego il mio consenso
- Invio e-mail promozionali e/o comunicazioni di marketing se autorizzate dal cliente per finalità di profilazione (come ad es memorizzazione di abitudin di consumo) volte a migliorare le offerte nei confronti del cliente da parte di Quine Sr o di società da essa controllate, collegate o partecipate; Esprimo il mio consenso Nego il mio consenso
- Invio e-mail promozionali e/o comunicazioni di marketing nonché ef ettuazione di ricerche di mercato e di profilazione se autorizzato da cliente per conto di società terze (appartenenti alle categorie editoria professionist della salute case farmaceut che ecc) non facenti parte di Lswr Group Esprimo il mio consenso Nego il mio consenso Esprimo il mio consenso al trattamento in base all’informa iva di cui sopra
Data Firma
PILLOLE LEGISLATIVE II NORMATIVA II 45 F E bb RAIO /2023 LA RIVISTA DELL’INDUSTRIA E DEI TECNICI DEL LATTE • IL RIFERIMENTO PER GLI OPERATORI DA OLTRE 50 ANNI • OPPURE ABBONATI ONLINE ALL’INDIRIZZO www.quine.it abbonamento annuale NON PERDERE QUESTA OCCASIONE COMPILA LA CARTOLINA QUI SOTTO E ATTIVA SUBITO IL TUO ABBONAMENTO A SOLI 30 € CAMPAGNA ABBONAMENTI Abbonati su www.quine.it o compila questo coupon e invialo a abbonamenti@quine.it Editore: Quine Srl Via Spadolini, 7 20141 Milano - Italia Tel +39 02 864105 Fax +39 02 70057190 LATTE TRASFORMAZIONE TECNOLOGIA QUALITÀ numero 1 | OTTOBRE 2019 | VOLUME 69 SSN 0390-6361 Rivista dell’Associazione Italiana Tecnici del Latte Journal of the Italian Dairy Science Association Italian Journal of Dairy Science and Technology A.I.Te.L. Associazione Italiana Tecnici del Latte Relazioni fra produttività di un allevamento, composizione chimica e proprietà igienicosanitarie del latte per la trasformazione in Parmigiano Reggiano Relationships between herd productivity chemical composition and hygiene parameters of milk for Parmigiano Reggiano cheese Valutazione preliminare della presenza di 3-cheto4-colestene in Parmigiano Reggiano DOP Preliminary evaluation of 3-keto-4cholestene in Parmigiano Reggiano PDO cheese Biodiversità di lieviti
Innovazione efficienza e sostenibilità al centro del Vertice mondiale di Istanbul Parola di Caroline Emond Qualità del latte bovino le criticità emergenti A colloquio con Giuseppe Bolzoni direttore del Centro Referenza Nazionale

Board and online submission and review system
EDITORS IN CHIEF
Milena Brasca (Consiglio Nazionale delle Ricerche-CNR, Milano)
Giovanna Contarini (Consiglio per la Ricerca in Agricoltura e l'analisi dell'Economia agraria-CREA, Lodi)
SCIENTIFIC EDITORIAL BOARD
Federico Baruzzi (Consiglio Nazionale delle Ricerche-CNR, Bari)
Luciana Bava (Università degli Studi di Milano)
Giovanni Cabassi (Consiglio per la Ricerca in Agricoltura e l'analisi dell'Economia agraria-CREA, Lodi)
Cinzia Caggia (Università di Catania)
María Remedios Carrasco Sánchez (QueRed Zafra, Spain)
Bianca Castiglioni (Consiglio Nazionale delle Ricerche-CNR, Lodi)
Fabio Coloretti (Università di Bologna)
Roberto Consonni (Consiglio Nazionale delle Ricerche-CNR, Milano)
Maria Luisa Dettori (Università degli Studi di Sassari)
Paolo Formaggioni (Università degli Studi di Parma)
Piero Franceschi (Università degli Studi di Parma)
Elena Franciosi (Fondazione Edmund Mach, San Michele all’Adige)
Monica Gatti (Università degli Studi di Parma)
Giorgio Giraffa (Consiglio per la Ricerca in Agricoltura e l'analisi dell'Economia agraria-CREA, Lodi)
Yesid González Torres (Fundación Universitaria Juan de Castellanos, Tunja, Colombia)
Nadia Innocente (Università degli Studi di Udine)
Alejandra A.Latorre (Universidad de Concepción, Chillan, Chile)
Camilla Lazzi (Università degli Studi di Parma)
Massimo Malacarne (Università degli Studi di Parma)
Lucia Monti (Consiglio per la Ricerca in Agricoltura e l'analisi dell'Economia agraria -CREA, Milano)
Luisa Pellegrino (Università degli Studi di Milano)
Giovanni Piredda (Agenzia Regionale per la Ricerca in Agricoltura, Sassari)
Luca Settanni (Università degli Studi di Palermo)
Tiziana Silvetti (Consiglio Nazionale delle Ricerche-CNR, Milano)
Andrea Summer (Università degli Studi di Parma)
HONORARY BOARD MEMBERS
Giuseppe Losi
Scienza e tecnica lattiero casearia uses an online submission and review system for all papers evaluation.
of the review process whenever they need to. The link to the editorial system is http://stlcj.edmgr.com, it is also available on the Jour nal website: www.stlcjournal.it.
The Authors are invited to submit their manuscripts through the online editorial system; manuscripts sent by e-mail, post or fax are not considered for publication.
All the Authors should read carefully the Guide for Authors before starting their submissions. Full information about the manuscript preparation are available on the Jour nal website.
mation. Through a menu, a general topic area should be selected: these will help to match manuscripts to the best available editors and reviewers.
Reviewers will access papers via the editorial system platform and will be invited and sent to it by email.
forms are available on the Jour nal website: www.stlcjournal.it
-
Renoldi Niccolòa*, Marino Marilenaa, Gandolfi Ivanab, Bandini Enricab, Goi Albaa, Innocente Nadiaa Oligosaccaridi
e galatto-oligosaccaridi ottenuti da siero di
latte: una revisione critica della letteratura
Oligosaccharides and galacto-oligosaccharides from whey: a critical review of the scientific literature
a Dipartimento di Scienze Agroculturali, Alimentari, Ambientali e Animali, Università degli Studi di Udine, Via Sondrio 2/A, 33100 Udine, Italia b Parmalat – Ricerca e Sviluppo, Sala Baganza, 43038 Parma, Italia
*Corresponding author:
Niccolò Renoldi
Dipartimento di Scienze AgroAlimentari, Ambientali e Animali Università degli Studi di Udine, Via Sondrio 2/A, 33100 Udine, Italia
E-mail: niccolo.renoldi@uniud.it
Riassunto
Il siero di latte è un esempio concreto di sottoprodotto con interessanti opportunità di impiego. La componente proteica del siero è già ampiamente valorizzata nella produzione di polveri, concentrati e idrolizzati con specifiche proprietà nutrizionali e funzionali. Un’ulteriore frazione residua, con notevoli potenzialità d’impiego nel campo degli alimenti funzionali e della nutraceutica, è rappresentata dagli oligosaccaridi (OS) e dai galatto-OS (GOS). Gli OS del latte sono sintetizzati nella ghiandola mammaria e quindi naturalmente presenti nel latte dei mammiferi. I GOS, invece, sono ottenuti per via enzimatica in presenza delle β-galat-
tosidasi. Gli OS assicurano molteplici effetti benefici per la salute e per questo motivo con questa revisione sono state descritte e discusse le diverse proprietà nutrizionali e funzionali dei diversi OS. Inoltre, gli aspetti strutturali e le tecniche di produzione degli OS sono stati presi in considerazione per riassumere le informazioni presenti nella letteratura scientifica.
Parole chiave:
J Oligosaccaridi
J Galatto-oligosaccaridi
J Propietà nutrizionali
J Lattosio
J Valorizzazione del siero
Received: Nov 11, 2022
Accepted: Dec 02, 2022
DOI: 10.36138/STLC.01.2023.01
Abstract
Whey is a dairy by-product with interesting technological opportunities. Over the years, the protein fraction of whey has been widely exploited in the production of powders, concentrates and hydrolysates with specific nutritional and functional properties. An additional residual fraction, with significant potential for use in the field of functional foods and nutraceuticals, is represented by oligosaccharides (OS) and galacto-OS (GOS). Milk OSs are synthesized in the mammary gland and therefore are naturally present in mammalian milk. GOSs, on the other hand, are obtained enzymatically in the presence of β-galactosidase
enzymes. The OSs ensure multiple beneficial effects for health and for this reason with this review the different nutritional and functional properties of the different OSs have been described and discussed. Furthermore, the structural aspects and manufacturing techniques of the OS have been taken into consideration to summarize the information present in the scientific literature.
Keywords:
J Oligosaccharides
J Galacto-oligosaccharides
J Nutritional properties
J Lactose
J Whey valorization
Scientific papers / Review 48 Febbraio/2023 Scienza e Tecnica Lattiero-Casearia / Vol 73, n.1, 48 - 57, 2023 DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
INTRODUZIONE
Il siero residuo della lavorazione casearia, come noto, presenta ancora un elevato valore biologico in quanto contiene quantità rilevanti di proteine e sostanze azotate non proteiche, componenti minerali e glucidi (lattosio e oligosaccaridi) (Tabella1).
il miglioramento sia delle qualità sensoriali, come flavour e colore, che di quelle tecnologiche, grazie alle proteine che contribuiscono alle caratteristiche strutturali e al lattosio coinvolto nelle reazioni di imbrunimento non enzimatico (reazione di Maillard). Gli usi più innovativi riguardano principalmente la valorizzazione della parte proteica per la produzione di integratori proteici, ottenuti prevalentemente attraverso processi di ultrafiltrazione: nel 1995, quindi ancor prima dell’impennata di richiesta di tali integratori, già il 7% della produzione mondiale di siero era destinato a trattamenti di ultrafiltrazione. La componente glucidica non trova invece ancora largo impiego, ma è di altrettanto interesse nutrizionale e il suo recupero permette di ottenere un’acqua residua a debole BOD (Biochemical Oxygen Demand), dato fondamentale se consideriamo gli elevati BOD (attorno a 20-60 g di O2 /L di siero) e COD (Chemical Oxygen Demand), attorno a 50-100 g di O2 /L (Sebastian-Nicolas et al., 2020), che rendono problematico lo smaltimento del siero.
Nonostante ciò, il siero è da sempre considerato un sottoprodotto e come tale ha un basso valore economico (5,00 €/1000 kg, fonte: CLAL 2021).
I dati Istat (Tabella 2) nell’intervallo temporale 2017-2021 evidenziano che le quantità di siero derivanti dalla produzione nazionale di latticini sono rilevanti e costanti, se non addirittura in lieve aumento, indicando l’importanza della valorizzazione e del recupero di tutte le frazioni di questo prodotto per contrastare uno spreco nutrizionale, per promuovere la sostenibilità ambientale e ridurre i costi di smaltimento. Infatti, il recupero e il riutilizzo di frazioni del siero ad alto valore aggiunto rappresenta un’eccellente strategia di economia circolare per l’industria lattiero casearia.
Negli ultimi trent’anni molti passi avanti sono stati fatti per la valorizzazione del siero: oltre che nella produzione di ricotta, il siero in polvere trova largo impiego nei prodotti panificati e in pasticceria per
Una frazione molto interessante della quota glucidica del siero è rappresentata dagli oligosaccaridi che potrebbero rappresentare degli ingredienti funzionali idonei ad essere utilizzati in diversi prodotti alimentari per specifici target di popolazione.
CARATTERISTICHE E FUNZIONALITÁ DEGLI OLIGOSACCARIDI DI ORIGINE MAMMARIA
Gli oligosaccaridi sono composti presenti naturalmente nel latte dei mammiferi e si dividono in tre gruppi: saccaridi non azotati, contenenti glucosio, galattosio e un metilpentoso (fucosio, ovvero 6-desossi-L-galattosio), saccaridi contenenti uno zucchero azotato (Nacetil-glucosammina) ed acidi sialici, ossia saccaridi contenenti acido neuraminico (Andreas et al., 2015; Bode, 2015).
Gli OS rientrano nella più ampia classe dei glucidi e sono molecole contenenti da 3 a 10 monomeri uniti covalentemente attraverso legami glicosidici, in forma lineare o con diverso grado di ramificazione (Mehra and Kelly, 2006). Normalmente si tende a escludere il dimero lattosio, considerando come oligosaccaridi le molecole con almeno 3
Scientific papers / Original article 49 Febbraio/2023 Renoldi Niccolò, Marino Marilena, Gandolfi Ivana, et al. DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
Tabella 1. Confronto tra valori medi di composizione del latte e siero bovino (adattato da Smithers, 2008).
Componenti Contenuto (% p/v) Latte Siero Caseine 2,8 < 0,1 Proteine del siero 0,7 0,7 Grasso 3,7 0,1 Ceneri 0,7 0,5 Glucidi (lattosio e oligosaccaridi) 4,9 4,9 Solidi totali 12,8 6,3
Table 1. Comparison of chemical compositions of bovine milk and whey (adapted from Smithers, 2008).
Tabella 2. Quantità di siero prodotto annualmente in Italia suddiviso per categorie (adattata da Istat 2017-2021).
2017 2018 2019 2020 2021 Siero di latte utilizzato per la produzione di ricotta (quintali) 7 946 706 8 141 189 8 987 402 8 530 597 8 522 687 Siero di latte utilizzato sotto forma liquida per l’alimentazione del bestiame (quintali) 22 494 001 22 640 443 23 480 677 22 819 936 23 003 499 Siero di latte utilizzato sotto forma concentrata (quintali) 12 616 211 13 284 606 14 096 443 14 402 563 14 368 008 Siero di latte in polvere e in pezzi (quintali) 7 658 811 8 132 896 9 129 630 8 719 030 8 865 584
Table 2. Categories of whey annually produced in Italy (adapted from Istat 2017-2021).
unità glucidiche. Si originano a partire dallo stesso lattosio per aggiunta successiva di monosaccaridi (L-fucosio, D-glucosio, D-galattosio, acido sialico, N-acetil-glucosammina) a opera delle β-glicosiltransferasi e delle glicosidasi. Tutti gli OS contengono il lattosio all’estremità riducente, ma la via biosintetica è ancora in larga parte sconosciuta. Inoltre, gli OS del latte si dividono in due grandi sottogruppi a seconda della presenza o meno di monomeri carichi. Secondo la classificazione, si definiscono oligosaccaridi neutri quei composti che non contengono residui di monosaccaridi carichi, mentre gli oli-
2021). Da un punto di vista quantitativo, la concentrazione nel latte bovino è molto inferiore rispetto al latte umano (Tabella 3). Gli effetti salutistici dei HMOs vengono comunemente attribuiti alla loro funzione prebiotica (Zivkovic and Barile, 2011), ovvero alla loro capacità di attraversare indigeriti il primo tratto gastrointestinale, di arrivare nell’intestino e di stimolare, soprattutto nel colon, principalmente la crescita e/o l’attività di bifidobatteri e, in misura minore, dei lattobacilli, che sono invece in grado di fermentarli (Bouhnik et al., 1997; Canfora et al., 2017; Torres et al., 2010). Gli HMOs resistono infatti al basso pH dello stomaco e non sono degradati dagli enzimi pancreatici e da quelli presenti sull’orletto a spazzola nell’intestino tenue. L’importanza degli HMOs può essere spiegata anche dai loro effetti inibitori sull’adesione di microrganismi alla mucosa intestinale e dall’espressione di geni coinvolti nell’infiammazione (Plaza-Díaz et al., 2018), come sintetizzato in Tabella 4.
gosaccaridi acidi contengono uno o più residui di acido sialico caricato negativamente (Sekerel et al., 2021).
Gli oligosaccaridi del latte sono sintetizzati nella ghiandola mammaria da specifici enzimi, le glicosiltransferasi. Poulsen et al. (2019), applicando la spettrometria di massa in combinazione con lo studio del genotipo bovino, hanno dimostrato come la struttura degli oligosaccaridi sia geneticamente determinata, proprio perché la sintesi di questa classe di composti coinvolge intere classi di enzimi.
Nel loro complesso, gli oligosaccaridi rappresentano una componente quantitativamente rilevante nel latte dei mammiferi, specialmente nel latte umano (Tabella 3), per il quale si stima un contenuto di tali molecole di 10-15 g/L (Bode, 2012) anche maggiore rispetto ai sali. Il contenuto è massimo nel colostro (20-25 g/L) e nel primo periodo post-parto, per ridursi poi nel corso della lattazione (5-20 g/L in pieno allattamento) (Petschacher and Nidetzky, 2016). Gli oligosaccaridi del latte umano (HMOs) e del latte bovino (BMOs) sono considerati strutturalmente e funzionalmente simili, anche se il latte umano rispetto al latte bovino (e caprino) presenta una maggiore complessità qualitativa (Bode, 2012; Dong et al., 2016; Sunds et al.,
Gli OS rispondono quindi alla definizione di prebiotico (Gibson et al., 2017). La letteratura indica che l’effetto prebiotico non è l’unico meccanismo d’azione ipotizzabile e che, in molti casi, nonostante il beneficio comprovato, non è ancora stato verificato il reale meccanismo d’azione (Jeroense et al., 2019; Whisner et al., 2013; Williams et al., 2016). Inoltre, diversi autori hanno evidenziato che solo 1% degli HMOs sono assorbiti nel tratto gastrointestinale entrando comunque in circolo in concentrazione sufficiente per esercitare effetti sistemici (Kunz and Rudloff, 2006; Zivkovic and Barile, 2011). Raggiungono quindi molti altri organi oltre all’intestino tra cui il fegato ed il cervello nonché l’apparato respiratorio ed urinario. Presentano molti effetti immunomodulatori e sembrano ridurre anche le reazioni allergiche a livello epidermico (Eiwegger et al. 2010; Sekerel et al., 2021; Zivkovic and Barile, 2011). Vengono poi escreti intatti nelle urine. È quindi ipotizzabile che gli HMOs contribuiscano ai benefici per la salute a lungo termine associati all’allattamento al seno. Anche i BMOs non vengono assorbiti e svolgono importanti funzioni biologiche a livello intestinale come prebiotici: in particolare modulano il microbiota intestinale e anche la funzionalità della barriera intestinale. È stato dimostrato, in vivo, che i BMOs promuovono la crescita di Bifidobacterium longum ssp. infantis, un commensale intestinale del neonato che conferisce benefici per la salute dell’ospite sia a livello intestinale che extra-intestinale (Meli et al., 2014). Uno studio su topi ha dimostrato che i BMOs sono in grado di modulare la funzione della barriera intestinale e proteggere le cellule epiteliali dalle citochine o da infiammazione indotta da sostanze di natura chimica, migliorando così la disbiosi del microbiota intestinale indotta da “dieta occidentale” e la funzione della barriera intestinale (Boudry et al., 2017). Tutte queste evidenze confermano che anche i BMOs sono in grado di promuovere la salute (Plaza-Díaz et al., 2018).
Scientific papers / Review 50 Febbraio/2023 Scienza e Tecnica Lattiero-Casearia / Vol 73, n.1, 48 - 57, 2023 DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
Tabella 3. Confronto tra latte umano e bovino (adattata da Bode, 2012).
Table 3. Comparison of human and bovine milk (adapted from Bode, 2012).
Proteine (g/L) 8 32 Grassi (g/L) 41 37 Lattosio (g/L) 70 48 Oligosaccaridi (g/L) 5-15 0,05 Numero di tipologie di oligosaccaridi identificati 100+ ≏40 % fucosilati 50-80 ≏1 % sialilati 10-20 ≏70
Latte umano (HMOs) Latte bovino (BMOs)
Tabella 4. Principali meccanismi d’azione degli HMOs (adattato da Zivkovic and Barile, 2011; Bode, 2012; Bode, 2015; Andreas et al., 2015; Kulinich and Liu, 2016; Plaza-Díaz et al., 2018).
Table 4. Main physiological mechanisms of HMOs (adapted from Zivkovic and Barile, 2011; Bode, 2012; Bode, 2015; Andreas et al., 2015; Kulinich and Liu, 2016; Plaza-Díaz et al., 2018).
Principali meccanismi d’azione degli HMOs
Effetto Meccanismo
Effetto prebiotico HMOs sono i primi prebiotici che l’uomo assume con la dieta. Sono importanti per modulare la composizione del microbiota del neonato promuovendo la crescita di bifidobatteri e lattobacilli. Sono substrati specifici per Bifidobacterium longum subsp. Infantis. Nel colon gli HMOs vengono fermentati e vengono prodotti gli acidi grassi a corta catena (SCFA), che svolgono effetti immunomodulatori in loco. Questo ambiente acidico favorisce lo sviluppo della flora bifidogena.
Effetto sull’adesione cellulare dei patogeni
La capacità di attacco al nostro organismo da parte dei microrganismi patogeni è strettamente legata alla possibilità di aderire alle cellule epiteliali delle mucose interne, grazie a legami tra le glicoproteine e i glicolipidi delle cellule epiteliali e le proteine (adesine) presenti sulla superficie di virus, batteri e protozoi. La formazione di tali legami dà inizio alla colonizzazione dei microrganismi ed è quindi il primo passo verso l’infezione o tossinfezione.
Diversi studi condotti su latte umano hanno evidenziato che gli oligosaccaridi entrano in competizione per la formazione di tali legami. Grazie alla varietà di strutture degli HMOs, l’attività anti-adesiva si esplica su microrganismi diversi, coinvolti in patologie a carico dei tratti intestinale, respiratorio e urinario.
Studi in vitro permettono anche di ipotizzare che gli oligosaccaridi non solo abbiano proprietà anti-adesive, ma anche che modulino l’espressione genica per le sialiltransferasi riducendo quindi i glicani sililati sulla superficie delle cellule epiteliali intestinali (Bode, 2012). Questo riduce le possibilità per Escherichia coli di formare legami e aderire quindi alle mucose.
Risposta anti-infiammatoria in vitro
Analisi di trascrittomica delle cellule intestinali hanno evidenziato il coinvolgimento di HMOs nella regolazione di diversi stati infiammatori legati all’espressione genica. Questo conferma che HMOs sono potenti mediatori che possono inibire o promuovere le espressioni dei geni dell’infiammazione in un intestino immaturo e influenzare così lo sviluppo dei processi infiammatori, critici per la salute del neonato.
GLI OLIGOSACCARIDI DI ORIGINE ENZIMATICA: I GALATTO-OLIGOSACCARIDI (GOS)
I GOS sono oligosaccaridi che si formano a partire dall’idrolisi del lattosio con una reazione di transgalattosilazione, catalizzata da β-galattosidasi, in cui il lattosio funge da accettore di una o più unità
di D-galattosio (Figura 1) (Rodriguez-Colinas et al., 2014). Il termine GOS è usato per oligosaccaridi β-legati con un grado di polimerizzazione (DP) da 2 a 9 che sono composti da galattosio con una unità di glucosio, tipicamente all’estremità riducente. Anche per i GOS, come per gli oligosaccaridi, normalmente si tende a escludere il dimero lattosio, considerando le molecole con almeno 3 unità glucidiche.
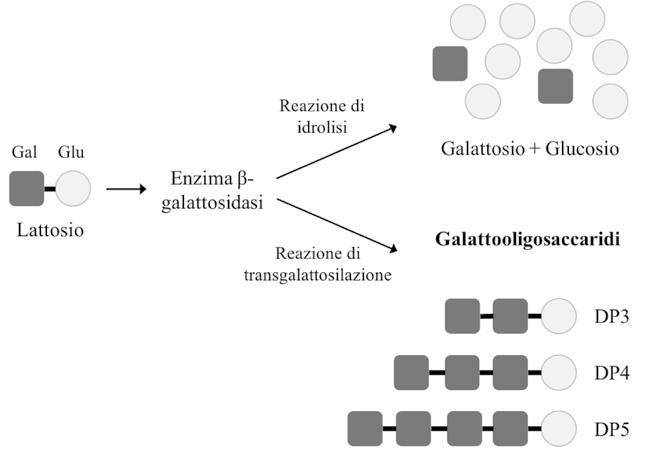
Scientific papers / Original article 51 Febbraio/2023 Renoldi Niccolò, Marino Marilena, Gandolfi Ivana, et al. DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
Figura 1. Reazioni di idrolisi e transgalattosilazione a carico del lattosio (modificata da Liburdi and Esti, 2022).
Figure 1. Catalytic reactions driven by β -galactosidase enzyme with lactose as substrate (modified from Liburdi and Esti, 2022).
Le β-galattosidasi possono essere di diversa origine microbica, a cui si associano diverse condizioni ottimali di attività (Zolnere and Ciprovica, 2017). Per esempio, l’utilizzo di microrganismi termofili in grado di produrre β-galattosidasi termostabili consente di ottenere specifici GOS, un migliore controllo della solubilità del lattosio come substrato e l’inibizione della contaminazione microbica, in quanto si utilizzano temperature relativamente alte di reazione (Liburdi and Esti, 2022). Le caratteristiche dell’enzima e le condizioni operative della reazione (concentrazione di lattosio, attività dell’acqua, temperatura, pH, ecc.) influenzano notevolmente la resa e la composizione dei GOS sintetizzati: la stabilità e l’attività dell’enzima a varie temperature (molto importante se è stabile a quelle basse) e il pH del mezzo, giocano un ruolo fondamentale. Il pH del latte è ottimale per l’attività di molte lattasi, mentre le β-galattosidasi stabili a basse temperature sono di alto interesse biotecnologico, in quanto sono destinate all’idrolisi del lattosio direttamente nel latte e nei prodotti caseari a bassa temperatura. In generale, la resa in GOS aumenta all’aumentare della concentrazione del lattosio e in condizioni ottimali è compresa tra il 30% e il 40% (p/p) (Zolnere and Ciprovica, 2017). Uno studio del 2014 conferma come la formazione di GOS nel latte scremato durante il trattamento con diverse β-galattosidasi commerciali vari in funzione del tempo di reazione, della temperatura di idrolisi e della concentrazione dell’enzima e che queste variabili portano a GOS con diversi gradi di polimerizzazione (Rodriguez-Colinas et al., 2014). Generalmente, la reazione di sintesi dei GOS segue un andamento ben specifico, con un punto di massima concentrazione seguito da
una progressiva diminuzione della quantità prodotta dovuta alla competizione tra le reazioni di idrolisi e di transglicosilazione. Il rendimento massimo di GOS dipende essenzialmente dalla concentrazione di lattosio e dalle proprietà intrinseche dell’enzima. Il tempo necessario per ottenere la massima resa di GOS è inversamente dipendente dalla quantità di enzima (Rodriguez-Colinas et al., 2014).
La letteratura, inoltre, evidenzia che tutte le lattasi sono in grado di produrre GOS. Tra le varie β-galattosidasi, quella da Kluyveromyces spp di origine fungina (mesofila) è tra le più utilizzate nell’industria lattiera per la sua elevata capacità di idrolizzare il lattosio. Tuttavia, questo enzima è poco termostabile ed ha una bassa capacità di transglicosilazione e quindi di produrre GOS (Liburdi and Esti, 2022).
Un lavoro del 2012, come mostrato in Tabella 5, evidenzia che tutti i campioni di latte lactose free (LF) LF-UHT contengono GOS, con concentrazioni di galattosio più basse nei campioni a più alto contenuto di GOS (Ruiz et al., 2012).
Caratteristiche funzionali dei GOS
I GOS presentano legami glicosidici che normalmente non vengono idrolizzati dalla lattasi presente sull’orletto a spazzola della parete intestinale umana, che è specifica per il legame β(1→4) e idrolizza pertanto il lattosio e il cellobiosio. I GOS raggiungono il colon dove incontrano le β-galattosidasi microbiche che, a differenza dalla lattasi umana, idrolizzano altri legami glicosidici, diversi dal β(1→4). Stimolano selettivamente la crescita di bifidobatteri e lattobacilli intestinali e rispondono alla più recente definizione di prebiotici,
Tabella 5.
e
di diversi campioni di latte commerciali senza lattosio UHT (adattato da Ruiz-Matute et al., 2012).
Table 5. Sugar content of different commercial lactose-free UHT milk samples (adapted from Ruiz-Matute et al., 2012).
a GOS totali includono: allolattosio, β-1-6-Galattobiosio, 6’-Galattosil-lattosio, 4’-Galattosil-lattosio, GOS non identificati. I campioni sono stati preparati e analizzati in doppio.
Scientific papers / Review 52 Febbraio/2023 Scienza e Tecnica Lattiero-Casearia / Vol 73, n.1, 48 - 57, 2023 DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
Contenuto in mono- e disaccaridi,
galattooligosaccaridi
Carboidrati (mg/L latte) Campioni commerciali di latte UHT delattosato 1 2 3 4 5 6 7 Galattosio 23 464 17 297 20 848 21 386 21 493 20 211 22 115 Glucosio 25 050 19 881 22 901 22 979 23 227 21 522 23 712 Fruttosio 132 111 76 185 118 106 94 Tagatosio 88 79 65 75 98 94 36 Lattosio 66 291 101 69 74 33 38 Allolattosio 283 841 446 229 349 139 151 β-1-6-Galattobiosio 339 747 409 248 335 166 191 6’-Galattosil-lattosio 936 1 703 1 070 687 805 271 302 4’-Galattosil-lattosio 42 39 31 254 28 31 32 GOS non identificati 635 1 020 669 546 487 349 355 GOS totalia 2 235 4 350 2 625 1 735 2 004 956 1 031
quali substrati che vengono utilizzati selettivamente dai microrganismi ospiti conferendo un beneficio per la salute, come il miglioramento dell’assorbimento dei minerali, l’inibizione dei patogeni e la modulazione del sistema immunitario (Gibson et al., 2017).
I GOS sono ampiamente utilizzati negli alimenti per neonati e nonostante le differenze strutturali rispetto agli HMO, la loro presenza favorisce la composizione del microbiota nelle feci del neonato e riduce le manifestazioni allergeniche (es. dermatite) e le infezioni durante i primi anni di vita (Rodriguez-Colinas et al., 2014).
Un recente studio in vitro ha evidenziato che HMOs e GOS mostrano una modulazione differente della composizione del microbiota, promuovendo rispettivamente la crescita di Bacteroides e Bifidobacteria, che ha portato a cambiamenti distinti nei profili di produzione degli acidi grassi a corta catena (SCFA) (Perdijk et al., 2019).
Gli SCFA sono il risultato della fermentazione da parte del microbiota intestinale a carico di frazioni glucidiche indigerite, quali HMO e GOS. I risultati, inoltre, mostrano che gli OS sialil derivati (SL) e i GOS possono entrambi modulare la funzione della barriera epiteliale inducendo la differenziazione delle cellule epiteliali e promuovendo la riepitelizzazione, una fase importante nella cicatrizzazione delle ferite, attraverso la produzione di SCFA (azione antiinfiammatoria).
In un recente studio è stato utilizzato un sistema semi-continuo in grado di simulare il tratto intestinale del colon infantile per verificare l’effetto del 2'-fucosil-lattosio (FL) sulla composizione del microbiota e sulla produzione dei relativi metaboliti microbici. I risultati hanno evidenziato la specificità del 2'-FL (HMO, fucosil derivato) come fonte di energia solo per alcuni microbi rispetto a GOS e lattosio, confermando che HMO e GOS sono in grado di modulare in maniera differente il microbiota intestinale (Salli et al., 2019).
PRODUZIONE DI BMOS E GOS A PARTIRE
DAL SIERO DI LATTE
Gli oligosaccaridi possono essere ottenuti dal siero di latte attraverso due modalità: recupero diretto mediante tecniche di filtrazione su membrana o conversione enzimatica del lattosio.
Estrazione diretta di oligosaccaridi da siero di latte
In merito al recupero degli OS, il principio di base è l’uso di membrane filtranti, che permettono di separare questi composti già presenti nel siero, senza l’uso di enzimi, con un contenuto dispendio di energia. In uno studio del 2019, gli autori hanno verificato l’efficacia di due separate e consecutive operazioni di concentrazione in continuo, operando in questo caso su siero di latte caprino (Sousa et al., 2019). Un pri-
mo step di ultrafiltrazione (pori da 10 kDa, separazione delle proteine) produceva un permeato utilizzato poi nel secondo step di nanofiltrazione (750 Da), dal quale concentrazioni rilevanti di oligosaccaridi (60-90% di quelli presenti a seconda dell’alimentazione dell’animale, al pascolo o meno, dal quale proveniva il latte e quindi il siero) venivano separate come ritentato (assieme però al lattosio). Gli autori hanno evidenziato come la tecnologia sia potenzialmente applicabile a livello industriale, con le dovute considerazioni su selettività e processo di fouling delle membrane (Sousa et al., 2019). L’efficacia della nanofiltrazione è stata peraltro sottolineata precedentemente da Oliveira et al. (2012), evidenziando il problema della separazione del lattosio. Questo ha infatti un peso molecolare simile e pertanto la nanofiltrazione, pur ottenendo una buona ritenzione di oligosaccaridi, non è efficiente nella loro purificazione quanto altri metodi, con particolare riferimento alla Size-Exclusion Chromatography. Gli autori hanno però dimostrato l’efficacia delle tecniche di filtrazione nella separazione degli OS da proteine e complessi lipidici (Oliveira et al., 2012).
Come sottolineato da un ulteriore studio, è fondamentale poter separare gli OS dagli zuccheri digeribili (lattosio, glucosio, galattosio), che hanno dimensioni molecolari vicine, ma non funzioni prebiotiche (Bell et al., 2017). Ottenere contemporaneamente un buon recupero di oligosaccaridi e un elevato grado di purezza non è facile. In tale ricerca si è quindi adottata una strategia integrata di tre processi applicati al permeato derivante da un’iniziale ultrafiltrazione (pori da 10kDa):
-idrolisi enzimatica tramite lattasi da Aspergillus oryzae per ottenere galattosio e glucosio dal lattosio;
-fermentazione completa dei monosaccaridi (controllo del processo attraverso misurazioni di densità) tramite Saccharomyces cerevisiae seguita da raffreddamento a 4°C e microfiltrazione tangenziale per rimuovere il lievito;
-nanofiltrazione (500-700 Da) per ottenere un ritentato con maggiore purezza possibile.
I ricercatori sono riusciti in questo modo a ottenere un’alta ritenzione (95%) e un’elevata purezza (99% rispetto alla presenza di zuccheri semplici). Lo studio ha previsto l’applicazione e l’analisi dei risultati del processo non solo a livello laboratoriale, ma anche su un impianto pilota, dimostrando come il processo sia potenzialmente applicabile nell’industria. A questo proposito sono fondamentali le valutazioni economiche riguardo alle spese di fermentazione (ad esempio l’aggiunta di estratto di lievito è un costo aggiuntivo che però velocizza l’attività di S. cerevisiae e quindi il processo) nonché all’applicazione di altri metodi dimostratisi ugualmente efficaci (gli autori riportano l’esempio dell’uso di pH alcalini durante la nanofiltrazione in una
Scientific papers / Original article 53 Febbraio/2023 Renoldi Niccolò, Marino Marilena, Gandolfi Ivana, et al. DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
ricerca di Cohen et al. del 2017). Come riportato da Sikder et al. (2012) in uno studio tecno-economico sulla produzione di acido lattico da matrice vegetale, lo step di fermentazione dei monosaccaridi rappresenterebbe circa il 36% delle spese, mentre gli step successivi di filtrazione e purificazione potrebbero contribuire circa al 2% dei costi dell’investimento, al quale si devono aggiungere i costi degli impianti e delle materie prime.
Produzione di oligosaccaridi per idrolisi enzimatica del lattosio presente nel siero
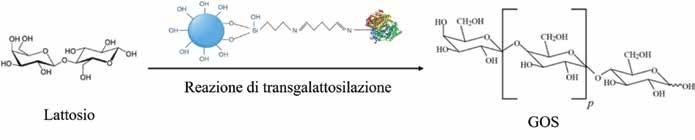
Trattando enzimaticamente il lattosio del siero, quest’ultimo si arricchisce in GOS, risultando un prodotto finale con BMOs, GOS e lattosio residuo. Come sperimentato da Eskandarloo e Abbaspourrad (2018), è interessante l’uso di un enzima quale la β-galattosidasi da Aspergillus oryzae per convertire il lattosio del
siero in oligosaccaridi. I due ricercatori hanno evidenziato come l’utilizzo di tale enzima sia particolarmente efficace quando viene fatto legare covalentemente ai gruppi silanolici (preventivamente attivati) di perle di vetro poste in una colonna a riempimento (Figura 2). Il legame permette di eliminare la fase di recupero dell’enzima dalla soluzione reagente (vale a dire il siero), inoltre l’immobilizzazione garantisce, come evidenziato dallo studio, una maggiore stabilità enzimatica a pH e temperatura. L’uso di velocità di flusso non elevate in colonna garantisce una maggiore conversione, dal momento che aumenta il tempo di residenza del substrato a contatto con l’enzima. La conversione viene favorita inoltre dal ricircolo del substrato, ottenendo una conversione di oltre metà del lattosio presente (risultati evidenziati grazie ad analisi eseguite con HPLC). Tale sistema permette infine il riutilizzo del materiale di riempimento, previo lavaggio, con una perdita minima della resa di conversione.
Figura 2. Schema di conversione del lattosio mediante enzimi legati a gruppi silanolici (modificato da Eskandarloo and Abbaspourrad, 2018).
Figura 3. Reattore a membrana in continuo su scala laboratoriale. M = membrana UF, P1-P2 = pompe peristaltiche (modificato da Foda and Lopez, 2000).
Figure 3. A laboratory-scale membrane reactor for continuos production mode. M = UF membrane, P1-P2 = peristaltic pumps (modified from Foda and Lopez, 2000).
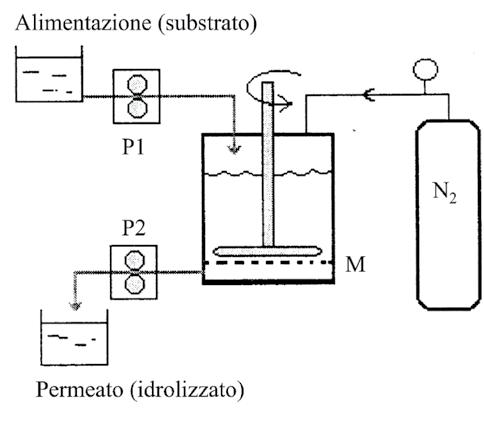
Scientific papers / Review 54 Febbraio/2023 Scienza e Tecnica Lattiero-Casearia / Vol 73, n.1, 48 - 57, 2023 DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
Figure 2. Conversion of lactose by enzymes linked to silanol groups (modified from Eskandarloo and Abbaspourrad, 2018).
Già nel 2000, Foda e Lopez avevano usato la β-d-galattosidasi da Kluyveromyces lactis in un reattore a membrana ultrafiltrante, quindi sempre con recupero di enzima: la dimensione dei pori (10000 Da) fa sì che solo glucosio, galattosio, oligosaccaridi e lattosio non reagito passino la membrana uscendo dal serbatoio (Figura 3). In questo caso il substrato rimaneva a contatto con l’enzima per 4 ore (Foda and Lopez, 2000).
Gli stessi autori hanno sperimentato il sistema anche su un impianto pilota con cartucce cave ultrafiltranti (Figura 4). La temperatura è stata mantenuta costante a 45°C e la pressione è stata controllata per ottenere il tempo di residenza desiderato di 4 ore. Nello studio si è ottenuto un flusso di 5,5 L/h di permeato impiegando 11L di sub-
strato: un’applicazione industriale richiederebbe capacità almeno 10 volte maggiori. Il permeato presentava una concentrazione di oligosaccaridi tra 4,4 e 6,2% (a seconda della quantità di enzima usato) partendo da una concentrazione di lattosio del 20%. Per aumentare la percentuale di GOS si può procedere in due modi: aumentare il contenuto di lattosio iniziale oppure, più semplicemente, usare la nanofiltrazione per ridurre mono- e disaccaridi.
Considerando che il contenuto di lattosio nel latte vaccino mediamente si attesta a 47-49 g/L e nel siero rimane comunque superiore al 4% sul peso totale, rappresentando il 40-50% della sostanza secca (Smithers, 2008), la sua conversione a oligosaccaridi rappresenta una interessante opportunità di valorizzazione.
Figura 4. Reattore a membrana in continuo su impianto pilota. HF = cartuccia a fibra cava, F = misuratore di flusso, HX = scambiatore di calore, P = pompa (modificato da: Foda & Lopez, 2000).
Figure 4. A pilot-scale membrane reactor for continuos production mode. HF = hollow fiber cartridge, F = flowmeter, HX = heat exchanger, P = pump (modified from Foda and Lopez, 2000).
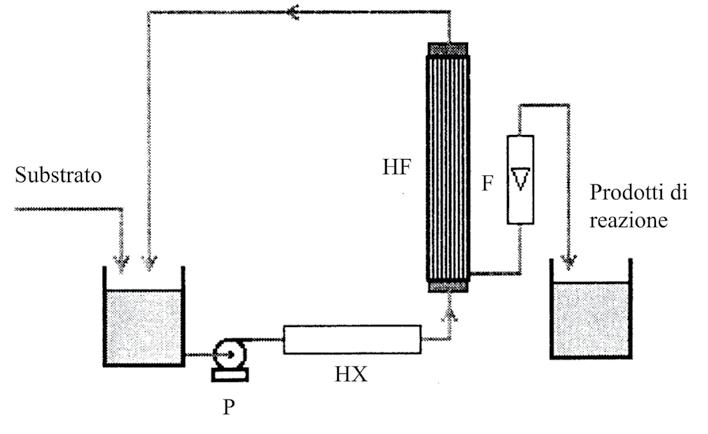
CONCLUSIONI
Le proprietà dei galatto-oligosaccaridi mostrano come questi composti costituiscano una quota glucidica indigeribile di alto interesse: agendo sulle cellule intestinali limitano l’adesione dei patogeni e migliorano la barriera intestinale, fungono da nutrimento per il microbiota commensale, riducono i processi infiammatori, migliorano l’assorbimento di ferro e calcio, facilitano lo sviluppo neuronale nei neonati. Tali effetti benefici, garantiti da quantità che possono rientrare nella comune dieta senza effetti collaterali, permettono agli oligosaccaridi di rientrare fra
quelli che sono definiti composti bioattivi. La produzione di alimenti funzionali caratterizzati dall’addizione di GOS rappresenta quindi una rilevante opportunità di valorizzazione del siero di latte, permettendo, in un’ottica di maggiore sostenibilità, il recupero di ulteriori frazioni oltre a quella proteica solitamente sfruttata. Si può optare per un recupero diretto degli oligosaccaridi oppure per la conversione enzimatica del lattosio presente in più larga quantità: in entrambi i casi si rende necessaria una ultrafiltrazione preliminare, seguita dalla nanofiltrazione.
Scientific papers / Original article 55 Febbraio/2023 Renoldi Niccolò, Marino Marilena, Gandolfi Ivana, et al. DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
BIBLIOGRAFIA
1. Andreas, N.J., B. Kampmann, and K.M. Le-Doare. 2015. Human breast milk: A review on its composition and bioactivity. Early Human Development 91:629–635. doi:10.1016/j.earlhumdev.2015.08.013.
2. Bell, J.M.L.N.D., J.L. Cohen, L.F.M.C. de Aquino, H. Lee, V.L. de Melo Silva, Y. Liu, P. Domizio, and D. Barile. 2017. An integrated bioprocess to recover bovine milk oligosaccharides from colostrum whey permeate. Journal of Food Engineering 216:27-35. doi:10.1016/j.jfoodeng.2017.07.022.
3. Bode, L. 2012. Human milk oligosaccharides: Every baby needs a sugar mama. Glicobiology 22:1147-1162. doi:10.1093/glycob/cws074.
4. Bode, L. 2015. The functional biology of human milk oligosaccharides. Early Human Development 91:619–622. doi:10.1016/j.earlhumdev.2015.09.001.
5. Boudry, G., M.K. Hamilton, M. Chichlowski, S. Wickramasinghe, D. Barile, K.M. Kalanetra, D.A. Millis, and H.E. Raybould. 2017. Bovine milk oligosaccharides decrease gut permeability and improve inflammation and microbial dysbiosis in diet-induced obese mice. Journal of Dairy Science 100:2471–2481. doi:10.3168/jds.2016-11890.
6. Bouhnik, Y., B. Flourié, L. D’Agay-Abensour, P. Pochart, G. Gramet, M. Durand, and J.C. Rambaud. 1997. Administration of Transgalacto-Oligosaccharides Increases Fecal Bifidobacteria and Modifies Colonic Fermentation Metabolism in Healthy Humans. American Society for Nutritional Sciences 127:444-448. doi:10.1093/jn/127.3.444.
7. Canfora, E.E., C.M. van der Beek, G.D.A. Hermes, G.H. Goossens, J.W.E. Jocken, J.J. Holst, H.M. van Eijk, K. Venema, H. Smidt, E.G. Zoetendal, C.H.C. Dejong, K. Lenaerts, and E.E. Blaak. 2017. Supplementation of Diet With Galacto-oligosaccharides Increases Bifidobacteria, but Not Insulin Sensitivity, in Obese Prediabetic Individuals. Gastroenterology 153:87-97. doi:10.1053/j.gastro.2017.03.051.
8. Cohen, J.L., D. Barile, Y. Liu, and J.M.L.N.D. Bell. 2017. Role of pH in the recovery of bovine milk oligosaccharides from colostrum whey permeate by nanofiltration. International Dairy Journal 66:68–75. doi:10.1016/j.idairyj.2016.10.016.
9. Dong, X., S. Zhou, and Y. Mechref. 2016. LC-MS/MS analysis of permethylated free oligosaccharides and N-glycans derived from human, bovine, and goat milk samples. Electrophoresis 37:1532–1548. doi: 10.1002/ elps.201500561.
10. Eiwegger, T., B. Stahl, P. Haidl, J. Schmitt, G. Boehm, E. Dehlink, R. Urbanek, and Z. Szépfalusi. 2010. Prebiotic oligosaccharides: In vitro evidence for gastrointestinal epithelial transfer and immunomodulatory properties. Pediatric Allergy and Immunology 21:1179–1188. doi:10.1111/j.1399-3038.2010.01062.x.
11. Eskandarloo, H., and A. Abbaspourrad. 2018. Production of galacto-oligosaccharides from whey permeate using β-galactosidase immobilized on functionalized glass beads. Food Chemistry 251:115-124. doi:10.1016/j. foodchem.2018.01.068.
12. Foda, M.I., and L.M. Lopez. 2000. Continuous production of oligosaccharides from whey using a membrane reactor. Process Biochemistry 35:581-587. doi:10.1016/S0032-9592(99)00108-9.
13. Gibson, G. R., R. Hutkins, M.E. Sanders, S.L. Prescott, R.A. Reimer, S.J. Salminen, K. Scott, C. Stanton, K.S. Swanson, P.D. Cani, K. Verbeke, and G. Reid. 2017. Expert consensus document: The International Scientific Association for Probiotics and Prebiotics (ISAPP) consensus statement on the definition and scope of prebiotics. Nature Reviews Gastroenterology & Hepatology 14:491–502. doi:10.1038/nrgastro.2017.75.
14. Jeroense, F.M.D., L. Michel, C. Zeder, I. Herter-Aeberli, and M.B. Zimmermann. 2019. Consumption of Galacto-Oligosaccharides Increases Iron Absorption from Ferrous Fumarate: A Stable Iron Isotope Study in Iron-Depleted Young Women. The Journal of Nutrition 149:738-746. doi:10.1093/jn/ nxy327.
15. Kulinich, A., and L. Liu. 2016. Human milk oligosaccharides: The role in the fine-tuning of innate immune responses. Carbohydrate Research 432:62–70. doi:10.1016/j.carres.2016.07.009.
16. Kunz, C., and S. Rudloff. 2006. Health promoting aspects of milk oligosaccharides. International Dairy Journal 16:1341–1346. doi:10.1016/j.idairyj.2006.06.020.
17. Liburdi, K., and M. Esti. 2022. Galacto-Oligosaccharide (GOS) Synthesis during Enzymatic Lactose-Free Milk Production: State of the Art and Emerging Opportunities. Beverages 8:1-11. doi:10.3390/beverages8020021.
18. Mehra, R., and P. Kelly. 2006. Milk oligosaccharides: Structural and technological aspects. International Dairy Journal 16:1334–1340. doi:10.1016/j.idairyj.2006.06.008.
19. Meli, F., G. Puccio, C. Cajozzo, G.L. Ricottone, S. Pecquet, N. Sprenger, and P. Steenhout. 2014. Growth and safety evaluation of infant formulae containing oligosaccharides derived from bovine milk: a randomized, double-blind, noninferiority trial. BMC Pediatrics 14:1-11. doi: 10.1186/s12887014-0306-3.
20. Oliveira, D. L., R.A. Wilbey, A.S. Grandison, L.C. Duarte, and L.B. Roseiro. 2012. Separation of oligosaccharides from caprine milk whey, prior to prebiotic evaluation. International Dairy Journal 24:102–106. doi:10.1016/j. idairyj.2011.12.012.
21. Perdijk, O., P. van Baarlen, M.M. Fernandez-Gutierrez, E. van den Brink, F.H.J. Schuren, S. Brugman, H.F.J. Savelkoul, M. Kleerebezem, and R.J.J van Neerven. 2019. Sialyllactose and Galactooligosaccharides Promote Epithelial Barrier Functioning and Distinctly Modulate Microbiota Composition and Short Chain Fatty Acid Production In Vitro. Frontiers in Immunology 10:1-14. doi:10.3389/fimmu.2019.00094.
22. Petschacher, B., and B. Nidetzky. 2016. Biotechnological production of fucosylated human milk oligosaccharides: Prokaryotic fucosyltransferases and their use in biocatalytic cascades or whole cell conversion systems. Journal of Biotechnology 235:61-83. doi:10.1016/j.jbiotec.2016.03.052.
23. Plaza-Díaz, J., L. Fontana, and A. Gil. 2018. Human Milk Oligosaccharides and Immune System Development. Nutrients 10:1-17. doi:10.3390/ nu10081038.
24. Poulsen, N.A., R.C. Robinson, D. Barile, L.B. Larsen, and B. Buitenhuis. 2019. A genome-wide association study reveals specific transferase as candidate loci for bovine milk oligosaccharides synthesis. BMC Genomics 20:1-15. doi:10.1186/s12864-019-5786-y.
25. Rodriguez-Colinas, B., L. Fernandez-Arrojo, A.O. Ballesteros, and F.J. Plou. 2014. Galactooligosaccharides formation during enzymatic hydrolysis of lactose: Towards a prebiotic-enriched milk. Food Chemistry 145:388–394. doi:10.1016/j.foodchem.2013.08.060.
26. Ruiz-Matute, A.I., M. Corzo-Martinez, A. Montilla, A. Olano, P. Copovi, and N. Corzo. 2012. Presence of mono-, di- and galactooligosaccharides in commercial lactose-free UHT dairy products. Journal of Food Composition and Analysis 28:164–169. doi:10.1016/j.jfca.2012.06.003.
27. Salli, K., H. Anglenius, J. Hiryonen, A.A. Hibberd, I. Ahonen, M.T. Saarinen, K. Tiihonen, J. Maukonen, and A.C. Ouwehand. 2019. The effect of
Scientific papers / Review 56 Febbraio/2023 Scienza e Tecnica Lattiero-Casearia / Vol 73, n.1, 48 - 57, 2023 DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
2'-fucosyllactose on simulated infant gut microbiome and metabolites; a pilot study in comparison to GOS and lactose. Scientific Reports 9:13232. doi:10.1038/s41598-019-49497-z.
28. Sebastian-Nicolas, J.L., L.G. Gonzalez-Olivares, G.A. Vazquez-Rodriguez, C.A. Lucho-Constatino, A. Castaneda-Ovando, and A.E. Cruz-Guerrero. 2020. Valorization of whey using a biorefinery. Biofuels Bioproducts and Biorefining 14:1010-1027. doi:10.1002/bbb.2100.
29. Sekerel, B.E., G. Bingol, F.C. Cokugras, A. Kansu, H. Ozen, and Z. Tamay. 2021. An Expert Panel Statement on the Beneficial Effects of Human Milk Oligosaccharides (HMOs) in Early Life and Potential Utility of HMO-Supplemented Infant Formula in Cow’s Milk Protein Allergy. Journal of Asthma and Allergy 14:1147-1164. doi:10.2147/JAA.S323734.
30. Sikder, J., M. Roy, P. Dey, and P. Pal. 2102. Techno-economic analysis of a membrane integrated bioreactor system for production of lactic acid from sugarcane juice. Biochemical Engineering Journal 63:81-87. doi:10.1016/j.bej.2011.11.004.
31. Smithers, G.W. 2008. Whey and whey proteins - From “gutter-to-gold”. International Dairy Journal 18:695–704. doi:10.1016/j.idairyj.2008.03.008.
32. Sousa, Y.R.F., D.F.S. Araújo, J.O. Pulido, M.M.E. Pintado, A. Martínez-Férez, and R.C.R.E. Queiroga. 2019. Composition and isolation of goat cheese whey oligosaccharides by membrane technology. International Journal of Biological Macromolecules 139:57-62. doi:10.1016/j.ijbiomac.2019.07.181.
33. Sunds, A.V., A. Bunyatratchata, R. Robinson, M. Glantz, M. Paulsson, D. Leskauskaite, A. Pihlanto, R. Inglingstad, T.G. Devold, G.E. Vegarud, B.E.
Birgisdottir, M. Gudjonsdottir, D. Barile, L.B. Larsen, and N.A. Poulsen. 2021. Comparison of bovine milk oligosaccharides in native North European cattle breeds. International Dairy Journal 114:1-22. doi: 10.1016/j.idairyj.2020.104917.
34. Torres, D.P.M., M.P. Goncalves, J.A. Teixeira, and L.R. Rodrigues. 2010. Galacto-Oligosaccharides: Production, Properties, Applications, and Significance as Prebiotics. Comprehensive Reviews in Food Science and Food Safety 9:438-454. doi:10.1111/j.1541-4337.2010.00119.x.
35. Whisner, C.M., B.R. Martin, M.H.C. Schoterman, C.H. Nakatsu, L.D. McCabe, G.P. McCabe, M.E. Wastney, E.G.H.M. van den Heuvel, and C.M. Weaver. 2013. Galacto-oligosaccharides increase calcium absorption and gut bifidobacteria in young girls: a double-blind cross-over trial. British Journal of Nutrition 110:1292-1303. doi:10.1017/S000711451300055X.
36. Williams, N.C., M.A. Johnson, D.E. Shaw, I. Spendlove, J. Vulevic, G.R. Sharpe, and K.A. Hunter. 2016. A prebiotic galactooligosaccharide mixture reduces severity of hyperpnoea-induced bronchoconstriction and markers of airway inflammation. British Journal of Nutrition 116:798-804. doi:10.1017/S0007114516002762.
37. Zivkovic, A.M., and D. Barile. 2011. Bovine Milk as a Source of Functional Oligosaccharides for Improving Human Health. Advances in Nutrition: An International Review Journal 2:284–289. doi:10.3945/ an.111.000455.
38. Zolnere, K., and I. Ciprovica. 2017. The comparison of commercially available β-galactosidases for dairy industry: review. Food Science 1:215222. doi:10.22616/rrd.23.2017.032.
Scientific papers / Original article 57 Febbraio/2023 Renoldi Niccolò, Marino Marilena, Gandolfi Ivana, et al. DOI: 10.36138/STLC.01.2023.01 2023; (1)73: 48 - 57 © 2023 QUINE
Gianpaolo Gaiarin1*, Cristina Scotti2, Maria Simona Mariani2, Piero Franceschi3, Paolo Formaggioni3, Massimo Malacarne3
Chemical composition and physico-chemical properties of milk from five dairy cattle breeds of north of italy
Composizione chimica e proprietà chimico-fisiche del latte di cinque razze bovine da latte del nord italia
1 Fondazione Edmund Mach (FEM), Via E. Mach 1, 38010 San Michele all’Adige, Italy;
2 Centro Lattiero Caseario e Agroalimentare (CLCA), via Torelli 17, I-43123, Parma Italy;
3
*Corresponding Author:
Gianpaolo Gaiarin
Fondazione Edmund Mach (FEM)
Via E. Mach 1, 38010 San Michele all’Adige, Italy.
E-mail: gaiarin.giampaolo@gmail.com
Piero Franceschi
Dipartimento di Scienze Medico-Veterinarie, Università degli Studi di Parma,Via del Taglio 10, I-43126, Parma
Tel: 0521-032615
E-mail: piero.franceschi@unipr.it
Abstract
Samples of herd milk (506) were analysed to evaluate the performance of chemical composition, physico-chemical properties, hygiene characteristics and rennet coagulation aptitude of milk from five different breeds destined to Trentingrana cheesemaking. Samples were collected from 23 mono breed dairy herds in the Trento province during a period of 2 years. The five cattle breeds were Italian Brown (4 herds), Alpine Grey (5 herds), Italian Red Pied (5 herds), Rendena (5 herds) and Italian Friesian (4 herds). For each milk sample, the following traits were determined: lactose, fat, crude protein and casein, casein number, Soxhlet-Henkel titratable acidity, total bacterial count, so-
matic cells count, clostridia spores MPN and rennet coagulation properties. The Italian Brown breed presented high values of lactose, crude protein and casein contents, and titratable acidity. This milk had a best quality characteristics for cheese-making. Alpine Grey milk had intermediate fat and protein contents and Rendena milk showed a higher rate of samples with optimal rennet coagulation aptitude and lower total bacterial count.
Key words:
J Bulk milk characteristics
J Milk physico-chemical properties
J Milk chemical composition
J Dairy cattle breeds
J Local breed
Received: Nov 14, 2022
Accepted: Dec 15, 2022
DOI: 10.36138/STLC.01.2023.02
Riassunto
Sono stati analizzati 506 campioni di latte di allevamento per valutare composizione chimica, proprietà fisico-chimiche, caratteristiche igieniche e attitudine alla coagulazione presamica del latte di cinque diverse razze destinate alla caseificazione a Trentingrana. I campioni sono stati raccolti da 23 allevamenti monorazza da latte della provincia di Trento in un periodo di 2 anni. Le cinque razze bovine erano Bruna Italiana (4 allevamenti), Grigio Alpina (5 allevamenti), Pezzata Rossa Italiana (5 allevamenti), Rendena (5 allevamenti) e Frisona Italiana (4 allevamenti). Per ogni campione di latte sono state determinate le seguenti caratteristiche: lattosio, grasso, proteina grezza e caseina, indice di caseina, acidità titolabile Soxhlet-Hen-
kel, carica batterica totale, cellule somatiche, MPN delle spore di clostridi e proprietà di coagulazione presamica. La razza Bruna Italiana presentava elevati valori dei contenuti di lattosio, proteina grezza, caseina e acidità titolabile. Questo latte aveva le migliori caratteristiche qualitative per la caseificazione. Il latte della Grigio Alpina presentava un contenuto intermedio di grassi e proteine e il latte della Rendena mostrava una maggiore frequenza di campioni con attitudine alla coagulazione presamica ottimale e carica batterica totale più bassa.
Parole chiave:
J Allevamenti da latte
J Proprietà fisico-chimiche del latte
J Razze bovine da latte
Scientific papers / Original article 58 Febbraio/2023 Scienza e Tecnica Lattiero-Casearia / Vol 73, n.1, 58 - 63, 2023 DOI: 10.36138/STLC.01.2023.02 2023; (1)73: 58 - 63 © 2023 QUINE
Dipartimento di Scienze Medico-Veterinarie, Università degli Studi di Parma Via del Taglio 10, I-43126, Parma, Italy.
1.INTRODUCTION
Breeding of local breeds has an important role in the protection of the biodiversity and in the enforcement of the economies of marginal areas through the enhancement of their typical products.
In the north east of Italian alpine area, typically, milk is destined to cheese-making and it is produced from small farms rearing dairy or dual purpose breeds. The two most diffused dairy breeds raised are the cosmopolitan ones, Italian Friesian (IF) and Italian Brown (IB) cows. Along with these, also other breeds are reared: Italian Red Pied (IRP), a dual purpose breed for production of milk and meat, and two local cow breeds, Rendena (R) and Alpine Grey (AG). These latter are characterised by animals with lower milk production, compared with the Italian Friesian one [1] and, for this reason, their number decreased in the last years. Thus, during the same years, the number of Holstein Friesian cows has increased in alpine zone [2].
However, their gap in production, and thus their profitability, compared with Italian Friesian, is increasing, and their risk of extinction is growing. It is very interesting to investigate on these local breeds, in order to understand their milk cheese-making ability.
In general, the quality of the milk plays an important role for all typical dairy products, for its repercussion both on cheese yield and on cheese quality [3]; since the cheese-making process consists in the creation of a casein micelles net in which fat globules are entrapped, the two main parameter that characterise the quality of milk destined to cheese-making are casein and fat contents [4].
Moreover, cheese yield is also influenced by the physico-chemical properties of milk, so a parameter such as the titratable acidity, together with milk casein content, can strongly affect milk rennet coagulation properties, i.e. clotting time, curd firming time and curd firmness, that, in turn influence also the amount of fat retained in curd [5]. Furthermore, together with the milk chemical composition and physico-chemical properties, also the milk hygiene characteristics can affect the cheese yield and its quality. Indeed, somatic cell count is an important parameter of milk quality, both for safety and for technological milk characteristics. As to safety, a high milk somatic cells count indicates an inflammation of the mammary gland of the bovine. The response to the inflammation is characterised by a transfer of some components of the blood into the milk [6] and by a decrease of the secretory activity, that can lead to a reduction of milk yield [7]. Moreover, the milk produced is characterised by alterations of its chemical composition [7,8] and its physicochemical properties [7,9,10].
The main important alteration regards the decrease of milk casein content and the worsening of milk coagulation properties, which are associated to a decrease of cheese-making efficiency [11], with a reduction of cheese yield capacity [12-15].
Overall, the aim of this research was to compare chemical composition, physico-chemical properties, hygiene characteristics and rennet coagulation aptitude of milk produced by Italian Brown, Alpine Grey, Italian Red Pied, Rendena and Italian Friesian cattle breeds, to promote the diffusion of the alpine local cattle breeds raised in the marginal areas.
2.MATERIALS AND METHODS
2.1. Experimental design
Samplings were made in the Trento province, within the milk quality payment system program (11 sampling per herd per year), during a period of 2 years. Herd milk samples were collected from 23 mono breed dairy herds: 4 of IB, 5 of AG, 5 of IRP, 5 of R and 4 of IF. A total of 506 herd milk samples were collected: 88 IB, 110 AG, 110 IRP, 110 R and 88 IF.
2.2. Milk samples and analytical methods
For each milk sample, the following parameters were determined: lactose, fat, crude protein and casein by infrared analysis [16] with Milko-Scan (Foss Electric, DK-3400 Hillerød Denmark), from which casein number (casein x100/crude protein) was calculated. The titratable acidity was determined by titration of 50 mL of milk with 0.25 N sodium hydroxide according to Soxhlet-Henkel method [17].
Moreover, the total bacterial count and the somatic cell count were determined by flow cytometry method [18] with BactoScan (Foss Electric, DK-3400 Hillerød Denmark) and by fluoro-opto-electronic method [19] with Fossomatic (Foss Electric, DK3400 Hillerød Denmark), respectively. The number of Clostridia spores was determined on milk by the Most Probable Number (MPN) method, after incubation for 7 days [20].
The rennet coagulation properties were assessed with Formagraph (Foss Electric, DK-3400 Hillerød Denmark) [21]. The lactodynamographic profiles obtained were first classified according to Annibaldi et al. [22] and then grouped in 2 classes according to Pecorari [23] (optimal, including A, B, C, EA, EB, EC types; non optimal, including E, D, EF, DD FE, F, FF types). The content of Clostridia spores was grouped in 2 classes according to Pecorari [23](up to 100 spores/L; more than 100 spores/L). Somatic cell count and total bacterial count were grouped in 2 classes each one according to the CEE 853/2004 Regulation (up to 400 103 cells/mL and over 400 103 cells/mL; up to 100 103 CFU/mL and over 100 103 CFU/mL, respectively).
Scientific papers / Original article 59 Febbraio/2023
Gaiarin, Cristina Scotti,
Mariani, et al. DOI: 10.36138/STLC.01.2023.02 2023; (1)73: 58 - 63 © 2023 QUINE
Gianpaolo
Maria Simona
2.3. Statistical analysis
Statistical significance of the differences between mean values of the different breed milk parameters were analysed by ANOVA and tested by Bonferroni method with statistical package SPSS (Release 19.0, 2012; SPSS Inc., Chicago, IL 60606, USA) after control (Levene test) of variance homogeneity, using the following model:
yijkl = µ +Bi + Sj + Yk + εijkl
where: yijkl = dependent variable; µ = overall mean ; Bi = Breed (5 levels), i = 1,...5; Sj = Season (4 levels: Winter from January to March; Spring from April to June; Summer from July to September; Autumn from October to December), j = 1,...4; Yk = year (2 levels), k = 1, 2; εijkl = residual error. The differences between the lactodynamographic type classes and between Clostridia spores, somatic cells and total bacterial counts classes were tested by chi-square method.
3.RESULTS AND DISCUSSION
The chemical composition, physico-chemical properties and hygiene characteristics of IB, AG, IRP, R and IF milks are shown in Table I and the results of the chi-square test on total bacterial, somatic cell, Clostridia spores and lactodynamographic classes of IB, AG, IRP, R and IF milks are shown in Table II.
Lactose, fat, crude protein, casein and casein number showed significant differences between the five breeds, all with P<0.001.
Lactose content resulted higher in AG-milk and IB-milk, lower in IFmilk and intermediate in IRP and R-milk. Fat content resulted higher in IB and IRP-milk, lower in R-milk and intermediate in AG and IFmilk; this result is in agreement with that reported by De Marchi et al. [1], which, in a research carried out on 506 samples collected during the year 2001, showed mean fat values between 3.82 g/100g, in the milk produced by Italian Brown and Italian Red Pied, and 3.39 g/100g in the milk produced by Rendena breed. Crude protein and casein
Table I. Chemical composition, physico-chemical properties and hygiene characteristics of milk from five cow breeds (Least Square Mean ± Standard Error); IB= Italian Brown, AG= Alpine Grey, IRP= Italian Red Pied, R= Rendena, IF= Italian Friesian.
Tabella I. Composizione chimica, proprietà chimico-fisiche, caratteristiche igieniche del latte di cinque razze bovine (Media ± Errore standard); IB= Bruna Italiana, AG= Grigio Alpina, IRP= Pezzata Rossa Italiana, R= Rendena, IF= Frisona Italiana.
Cow breeds – Razze bovine
Scientific papers / Original article 60 Febbraio/2023 Scienza e Tecnica Lattiero-Casearia / Vol 73, n.1, 58 - 63, 2023 DOI: 10.36138/STLC.01.2023.02 2023; (1)73: 58 - 63 © 2023 QUINE
P2 IB AG IRP R IF N1 =88 N1 =110 N1 =110 N1 =110 N1 =88 MeanSE3 MeanSE3 MeanSE3 MeanSE3 MeanSE3 Lactose, Lattosio g/100g4.84± 0.01 c4.85± 0.01 c4.80± 0.01 b4.83± 0.01 b4.75± 0.01 a*** Fat, Grasso g/100g3.83± 0.03 c3.61± 0.02 b3.80± 0.02 c3.45± 0.02 a3.64± 0.03 b*** Crude protein, Proteina grezza g/100g3.41± 0.02 d3.28± 0.01 c3.19± 0.01 b3.26± 0.01 c3.15± 0.02 a*** Casein, Caseina g/100g2.67± 0.02 c2.56± 0.01 b2.47± 0.01 a2.54± 0.01 b2.45± 0.02 a*** Casein number, Indice di caseina % 78.42± 0.07 c78.25± 0.05 bc77.43± 0.05 a78.03± 0.05 b77.78± 0.07 a*** Titratable acidity, Acidità titolabile °SH/50mL3.48± 0.02 b3.43± 0.02 b3.30± 0.02 a3.47± 0.02 b3.24± 0.02 a* Total bacterial count, Carica batterica totale 10 3 CFU/mL74±51a267±43c75±43a 44 ±43a175±51b*** Somatic cells count, Cellule somatiche 103 cells/mL 290±23b228±20b170±20a243±20b295±23b*** Clostridia spores, Spore di clostridi Spores/L207±88193±74105±74585±74237±88NS 1 Number of milk samples, Numerosità dei campioni 2 Values of P, NS. P > 0.05; a, b, c, d different for *P≤0.05 and ***P≤0.001. Valori di P, NS. P >0.05; a, b, c, d differenti per *P≤0,05 and ***P≤0,001. 3 Standard Error.
Table II. Effect of the breed on the distribution of total bacterial, somatic cell, Clostridia spores and lactodynamographic types (LDG) classes distribution (chi-square test); IB= Italian Brown, AG= Alpine Gray, IRP= Italian Red Pied, R= Rendena, IF= Italian Friesian.
Tabella II. Effetto della razza sulla distribuzione delle classi di carica batterica totale, cellule somatiche, spore di clostridi e tipi lattodinamografici (LDG) (test del chi-quadrato); IB= Bruna Italiana, AG= Grigio Alpina, IRP= Pezzata Rossa Italiana, R= Rendena, IF= Frisona Italiana.
Cow breeds – Razze bovine
contents and casein number values resulted higher in IB-milk, lower in IF-milk and intermediate in AG-milk, IRP-milk and R-milk. Both crude protein average value and its trend between the five cow breeds are in agreement with De Marchi et al. [1]; instead average casein content and casein number value resulted in agreement with Malacarne et al. [24] that, in a research carried out on 13 comparative cheesemaking trials to Parmigiano Reggiano, showed average values of milk casein content and milk casein number falling within a range between 2.37 g/100g and 77.10 %, respectively (Italian Friesian), and 2.71 g/100g and 77.51%, respectively (Italian Brown).
The titratable acidity values resulted higher in IB, AG and R milks and lower in IRP and IF-milks. The average titratable acidity observed for IB, AG and R-milks can be considered optimal and suitable for the manufacture of hard cooked cheese (3.50 °SH/50mL), as reported by Mariani et al. [25]. On the other hand, the average titratable acidity observed for IRP and IF-milks resulted in general low, and lower than that reported by Mariani et al. [25]. The value registered for IF-milk must be considered in agreement with those observed by Summer et al. [26] (3.24 °SH/50mL) and by Franceschi et al. [27] (3.25 °SH/50mL). These studies describe the seasonal trend of some parameters of the milk quality in the Parma province from 2002 to
2005, and the differences between the properties of milk produced in hill or plain zones in the Reggio Emilia province, respectively. Total bacterial and somatic cell counts showed statistically significant differences between the milks from the five breeds, all with P<0.001. IB, IRP and R-milks were characterised by a lower total bacterial count compared with IF-milk (175 103 CFU/mL) and AG-milk. The bacterial count average values observed for IF and AG-milks were in general high, and higher than those suggested by 853/2004 CE Regulation [28], that reports that the rolling geometric average of raw milk total bacterial count, calculated over a period of two months, must not exceed the limit value of 100 103 CFU/mL. This observation can be confirmed by the higher percentage of samples with more than 100 103 CFU/mL observed in IF an AG-milk samples (25 and 30%, respectively) compared to those observed in the IB, IPR and R-milk samples.
Chi-square test showed that only total bacterial count and lactodynamographic classes had significant differences between IB, AG, IRP, R and IF milks, all with P<0.001. R-milk resulted characterised by lower rate of samples with more than 100 103 CFU/mL and higher rate of samples with the optimal lactodynamographic type classes (96.4%; P≤0.001), compared with IB, AG, IRP and IF milks.
Scientific papers / Original article 61 Febbraio/2023
Gaiarin,
et al. DOI: 10.36138/STLC.01.2023.02 2023; (1)73: 58 - 63 © 2023 QUINE
Gianpaolo
Cristina Scotti, Maria Simona Mariani,
P2 IB AG IRP R IF N1 =88 N1 =110 N1 =110 N1 =110 N1 =88 N% N% N% N% N% Bacterial count, Carica batterica > 100 103 CFU/mL2326.1b33 30.0 b1917.3a1210.9a2225.0b*** Somatic cells, Cellule somatiche > 400 103cells/mL1213.61614.576.4 1614.51415.9NS Clostridia spores, Spore di clostridi > 100 spores/L1112.511 10.0 65.5 2018.2910.2 NS LDG3 Optimal 7989.8b10090.9b8274.5ab10696.4c5360.2a*** 1 Number of milk samples, Numerosità dei campioni 2 Values of P, NS. P> 0.05; a, b, c different for *P≤0.05 and ***P≤0.001. Valori di P, NS. P >0.05; a, b, c differenti per *P≤0,05 and ***P≤0,001. 3 Lactodynamographic profiles classes,
lattodinamografici
Classi dei profili
The difference in the total microbial count values of the milk between the different breeds could be related to the corresponding different content in somatic cells.
Indeed, the Rendena, Grigio Alpina Italian Brown and Italian Red Pied breeds are characterised by lower milk production than the Italian Friesian one, with a consequent lower stress on their udder of and on their teat sphincters. In general, this leads to an udder that is more resistant to infections, resulting
in lower somatic cell and total milk microbial counts in the produced milk.
The result that the best rennet coagulation properties are observed for R-milk is in agreement with that reported by De Marchi et al. [1], which observed a lower clotting and curd firming times and higher curd firmness, measured at 30 minutes after rennet addition, in Rendena milk compared to Italian Brown, Alpine Grey, Italian Red Pied and Italian Friesian milks.
4.CONCLUSIONS
In conclusion, since cheese yield is determined by chemical composition and physico-chemical properties of milk and, in particular, varies in direct relationship with fat and casein contents, the Italian Brown breed had the higher potential cheese yield, having the highest fat, protein and casein contents and the most suitable titratable acidity, compared with the other considered breeds.
On the other hand, among to the local breeds, the Italian Red
CONFLITTO DI INTERESSI
Pied milk showed the lowest content of somatic cells and Rendena the highest rate of samples with optimal rennet coagulation aptitude, both compared with Alpine Grey, but also a lower milk fat content than milk Alpine Gray milk.
Finally, it must be noted that the local breeds are often identified by robustness, fertility, longevity, and adaptability to the mountain environment that, at least in part, can compensate for their lower level of milk production.
There are no conflicts of interest of an economic or other nature on the paper presented.
REFERENCES
1. De Marchi M, Dal Zotto R, Cassandro M, Bittante G. Milk coagulation ability of five dairy cattle breeds. J Dairy Sci 2007; 90(8):3986-3992.
2. D e Marchi M, Bittante G, Dal Zotto R, Dalvit C, Cassandro M. Effect of Holstein Friesian and Brown Swiss breeds on quality of milk and cheese. J Dairy Sci 2008; 90:4092-4102.
3. Franceschi P, Malacarne M, Formaggioni P, Righi F, Summer A. Chemical composition, hygiene characteristics, and coagulation aptitude of milk for Parmigiano Reggiano cheese from farms yielding different milk levels. Rev Bras Zootec 2020; 49:e20180113.
4 Formaggioni P, Summer A, Malacarne M, Franceschi P, Mucchetti G. Italian and Italian-style hard cooked cheeses: Predictive formulas for Parmigiano-Reggiano 24-h cheese yield. Int Dairy J 2015; 51:52-58.
5. Emmons DB, Dubé C, Modler HW. Transfer of protein from milk to cheese. J Dairy Sci 2003; 86:469-485.
6. Urech E, Puhan Z, Schällibaum M. Changes in milk protein fraction as affected by subclinical mastitis. J Dairy Sci 1999; 82:2402-2411.
7. L e Maréchal C, Thiéry R, Vautor E, Le Loir Y. Mastitis impact on technological properties of milk and quality of milk products - A review. D airy Sci Technol 2011; 91:247-282.
8. Franceschi P, Faccia M, Malacarne M, Formaggioni P, Summer A. Quantification of cheese yield reduction in manufacturing Parmigiano
Reggiano from milk with non-compliant somatic cells count. Foods 2020; 9(2):212.
9. Summer A, Franceschi P, Formaggioni P, Malacarne M. Characteristics of raw milk produced by free-stall or tie-stall cattle herds in the P armigiano-Reggiano cheese production area. Dairy Sci Techn 2014; 94:581-590.
10. Franceschi P, Summer A, Sandri S, Formaggioni P, Malacarne M, Mariani P. Effects of the full cream milk somatic cell content on the characteristics of vat milk in the manufacture of Parmigiano-Reggiano cheese. Vet Res. Commun 2009; 33(Suppl. S1):281-283.
11 Franceschi P, Malacarne M, Formaggioni P, Cipolat-Gotet C, Stocco G, Summer A. Effect of season and factory on cheesemaking efficiency in Parmigiano Reggiano manufacture. Foods 2019; 8:315.
12 Politis I, Ng-Kwai-Hang KF. Effects of somatic cell count and milk composition on cheese composition and cheese making efficiency. J Dairy Sci 1988; 71:1711-1719.
13. Politis I, Ng-Kwai-Hang KF. Association between somatic cell count of milk and cheese-yielding capacity. J Dairy Sci 1988; 71:1720-1727.
14. B arbano DM, Rasmussen RR, Lynch JM. Influence of milk somatic cell count and milk age on cheese yield. J Dairy Sci 1991; 74:369-388.
15. Klei L, Yun J, Sapru A, Lynch J, Barbano DM, Sears P, Galton D. Ef-
Scientific papers / Original article 62 Febbraio/2023 Scienza e Tecnica Lattiero-Casearia / Vol 73, n.1, 58 - 63, 2023 DOI: 10.36138/STLC.01.2023.02 2023; (1)73: 58 - 63 © 2023 QUINE
fects of milk somatic cell count on Cottage cheese yield and quality. J Dairy Sci 1998; 81:1205-1213.
16. IDF Standard. Milk and liquid milk products, Guidelines for the application of mid-infrared spectrometry; International Dairy Federation Standard 141/ISO9622: Brussels, Belgium, 2013.
17. A ssociation of Official Analytical Chemists AOAC. Milk acidity, titrimetric methods, method no. 947.05. In Official Methods of Analysis of AOAC International, 15th ed.; Helrich, K., Ed.; AOAC International: Arlington, VA, USA, 1990; pp. 805-830.
18. IDF Standard. Milk Bacterial Count: Protocol for the Evaluation of Alternative Methods; International Dairy Federation Standard 161/ ISO16297; IDF Standard: Brussels, Belgium, 2013.
19. IDF Standard. Milk, Enumeration of somatic cells, Part 2: Guidance on the operation of fluoro-opto-electronic counters; International Dairy Federation Standard 148-2/ISO13366-2: Brussels, B elgium, 2006.
20. IDF Technical Specification. Enumeration of the Specially Thermoresistant Spores of Thermophilic Bacteria; International Dairy Federation Technical Specification 228/ISO/TS 27265; IDF Standard: Brussels, Belgium, 2009.
21. McMahon DJ, Brown RJ. Evaluation of Formagraph for comparing rennet solutions. J Dairy Sci 1982; 65:1639-1642.
22. A nnibaldi S., Ferri G., Mora R. Nuovi orientamenti nella valutazione tecnica del latte: tipizzazione lattodinamografica. Sci Tecn LattC as 1977; 28:115-126.
23. Pecorari M. Aspetti tecnici ed operativi del pagamento del latte a qualità in provincia di Parma. Sci Tecn Latt-Cas 1984; 35:231-244.
24. Malacarne M, Summer A, Fossa E, Formaggioni P, Franceschi P, Pecorari M, Mariani P. Composition, coagulation properties and Parmigiano-Reggiano cheese yield of Italian Brown and Italian Friesian herd milks. J Dairy Res 2006; 73:171-177.
25. Mariani P, Summer A, Formaggioni P, Malacarne M, Battistotti B. Rilievi sui principali requisiti tecnologico-caseari del latte per la produzione di formaggio grana. Sci Tecn Latt-Cas 2001; 52:49-91.
26 Summer A, Sandri S, Tosi F, Franceschi P, Malacarne M, Formaggioni P, Mariani P. Seasonal trend of some parameters of the milk quality payment for Parmigiano-Reggiano cheese. It J Anim Sci 2007; 6(Suppl. 1):475-477.
27. Franceschi P, Malacarne M, Nordera B, Vergnani M, Ghizzoni PG, Formaggioni P, Mariani P Summer A. Effect of pedoclimatic conditions on physico-chemical characteristics, hygienic-sanitary quality and coagulation properties of milk for Parmigiano-Reggiano cheese. Milchwissenschaft 2012; 67:166-169.
28. Regulation (EU) No 853/2004 of 29 April 2004. Available online: https://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2004:139:0055:0205:en:PDF (accessed on 3 November 2022).
29. Franceschi P, Malacarne M, Bortolazzo E, Coloretti F, Formaggioni P, Garavaldi A, Musi V, Summer A. Automatic milking systems in the production of Parmigiano Reggiano cheese: effects on the milk quality and on cheese characteristics. A griculture 2022; 12(1):104.
Scientific papers / Original article 63 Febbraio/2023
Mariani, et al. DOI: 10.36138/STLC.01.2023.02 2023; (1)73: 58 - 63 © 2023 QUINE
Gianpaolo Gaiarin, Cristina Scotti, Maria Simona
Conosciamo meglio il Caglio
Comunemente detto “Caglio”, questo particolare mix enzimatico è la sostanza che innesta la coagulazione del latte e ne permette la lavorazione. È l’unico coadiuvante tecnologico a essere presente in tutte le tipologie di formaggi, che siano freschi o stagionati.
Cos’è esattamente il Caglio e come funziona?
È una miscela di diversi enzimi come la chimosina di tipo A, B e C e vari tipi di pepsina che, per la rilevante concentrazione sono solitamente estratti dai tessuti dell’abomaso del vitello lattante e hanno la proprietà di scindere le catene proteiche della kappa-caseina, in proteine più semplici portando visivamente il latte a coagulare, rendendolo quindi lavorabile.
In parole povere, gli enzimi attuano una parziale digestione del latte. Mentre la chimosina ha una proprietà coagulante selettiva (agisce principalmente sulla proteina del latte detta Kappa-caseina), la pepsina è caratterizzata da una carica proteolitica molto più elevata ed estesa a un più largo spettro di proteine presenti nel latte. L’alta carica proteolitica della pepsina agisce sulle proteine nel tempo, anche durante la maturazione del formaggio. Questo la rende preferibile nei formaggi freschi, poiché agendo su tutte le proteine rende la cagliata più saporita. Recenti sperimentazioni empiriche confermano, inoltre, l’utilità della pepsina come additivo nella preparazione del siero innesto usato per Formaggio Grana e Parmigiano Reggiano, riducendo le proteine in peptoni infatti facilita e sostiene la fermentazione del siero
che dovrà attivare la fermentazione nella cagliata. Per la sua attività più selettiva, la chimosina, al contrario, è ideale nei formaggi a media e lunga maturazione, perché non altera la struttura del formaggio; o per quei formaggi freschi (come la mozzarella) in cui deve prevalere il sapore del latte e la tonicità della struttura deve rimanere inalterata.

Gamma Caglio Bellucci

Grazie a più di 80 anni di attività nel settore lattiero-caseario, Caglio Bellucci ha sviluppato una profonda conoscenza dei bisogni degli operatori che vi operano. Questa si concretizza in un’ampia gamma di prodotti ottimizzati per ogni tipologia di formaggio. Il Caglio in polvere, che beneficia dell’alta presenza di Chimosina rispetto alla pepsina, è l’ideale per formaggi da stagionare o per quelli nei quali il sapore di latte deve prevalere. È disponibile in apposite varianti per prodotti Biologici, Halal, produzioni a “chilometro 0” per Parmigiano Reggiano, per formaggi freschi, medi o stagionati. Il Caglio liquido disponibile in diversi mix enzimatici è un prodotto versatile che viene miscelato in base alle necessità del cliente per garantire la migliore espressione del proprio formaggio. Il caglio in pasta, infine, è ideale per conferire il tipico sapore pungente a formaggi piccanti normalmente ottenuti da latte di pecora.
Ricerca e innovazione
Il caglio naturale è tutto uguale? L’esperienza professionale e recenti test di laboratorio sostengono di no.
L’origine è la medesima: l’abomaso di vitello lattante. Ma la provenienza della materia pri-
ma e il modo in cui questa viene estratta influiscono profondamente sul prodotto finale. Per questo Caglio Bellucci seleziona il bestiame in tutto il mondo, allo scopo di garantire la miglior resa, qualità e stabilità del prodotto. Dato che le abitudini alimentari delle diverse razze bovine influiscono sul mix enzimatico ottenuto, Caglio Bellucci è l’unico produttore sul mercato che suddivide l’origine geografica della materia prima in funzione alla tipologia di caglio a cui è destinata e, quindi, in base alle caratteristiche del formaggio a cui è indirizzato.
Anche la metodologia di estrazione del prodotto rappresenta un punto di forza. L’innovativo impianto brevettato di filtrazione selettiva permette la separazione degli enzimi dalle altre proteine in modo naturale, conservandone l’autenticità e le proprietà iniziali.
Esperienza ed evoluzione tecnologica nella microfiltrazione, poi, fanno del Caglio Bellucci, il prodotto più naturale e controllato tra tutti i concorrenti di origine animale.
II DALLE AZIENDE II PRODOTTI E SOLUZIONI 64 2023 /F E bb RAIO
CAGLIO BELLUCCI www.cagliobellucci.it
Facciamo un po’ di chiarezza sui test rapidi di screening
Oggi sul mercato ci sono tantissimi test rapidi per il rilevamento delle diverse famiglie antibiotici nel latte, proposti a un prezzo di lancio molto accattivante. Tuttavia solo pochi di essi riescono in modo affidabile a determinare e rilevare le diverse famiglie di antibiotici al di sotto dei limiti MRL EU.
A tal proposito è molto importante provvedere a sistemi di autocontrollo affidabili con verifiche quotidiane in allevamento o in caseificio, che si aggiungono a quelli del sistema di pagamento del latte in base alla qualità e, ancora, agli interventi dei controlli ufficiali per le differenti finalità.


Le esigenze aziendali oggi richiedono test rapidi, semplici da utilizzare e affidabili.
Rapidi: non sempre si possono attendere 3 ore, occorre lavorare il latte prima, per questo motivo sono nati i test rapidi.
Semplici: tutti gli operatori possono usarli, più passaggi ci sono più è alto il rischio di errore.
Affidabili: per affidabilità si intende la capacità di un test di garantire il risultato. Capiamo bene che l’affidabilità è legata al-
la capacità del test di rilevare il maggior numero di farmaci, alle sensibilità di rilevamento e alla ripetibilità dei risultati; tutte qualità che si possono ottenere solo utilizzando test con incubazione a T° controllata, non soggetti quindi alle forti variazioni della T° ambientale.


Proprio per questi punti fondamentali che i Test Charm sono test rapidissimi (a partire da un solo minuto di attesa), a singolo passaggio (basta pipettare il latte) e riconosciuti in tutto il
mondo per la loro estrema qualità. Il problema non è quante sensibilità rileva, ma come vengono rilevate. Se non rispettano i limiti MRL EU, non c’è garanzia del prodotto finito, scegliere un test sicuro e di qualità garantisce certezza e tranquillità. Oggi Charm propone dei nuovi test combinati, in questo modo si evitano di eseguire più test a costi improponibili, si pensi al Charm MRL QUAD1, test combinato che rileva 4 famiglie (Betalattamici, Tetracicline, Sulfamifdici e Chinoloni), con un solo Strip, la garanzia di un controllo unico del suo genere. Da affiancare al Quad1, il leader di mercato di Alitest rimane il Test MRL Aflatossina M150ppt, test rapido che in soli 15 minuti restituisce un risultato quantitativo. Test ormai comparabile al metodo HPLC. Combattere la disinformazione scientifica non è mai una battaglia semplice, ma è una delle missioni che Alitest persegue da oltre 24 anni, offrendo servizi di assistenza e consulenza tecnica ai suoi clienti. La qualità è una scelta seria e consapevole. Chi investe nella qualità vince sempre!
ALITEST www.alitest.it PRODOTTI E SOLUZIONI II DALLE AZIENDE II 65 F E bb RAIO /2023
Quando il burro costava più del formaggio!
Nel 1828 a Milano, il burro costava 1,40 Lire m./kg
e il formaggio di sei mesi 1,10 Lire m./kg.
Giovanni Burger descrive le attività casearie al tempo del Regno Lombardo-Veneto

 Vincenzo Bozzetti
Vincenzo Bozzetti
L’AUTORE E IL QUADRO STORICO Nel 1843, con le note del dr. Giuseppe Moretti, fu dato alle stampe in edizione postuma, la versione in italiano del libro “Agricoltura del Regno Lombardo-Veneto”, 66 2023 /Febbraio ii CULTU ra ii ST oria L aTT iero -C a S earia
JOHANN BURGER (FONTE: WIKIMEDIA)
scritto dall’agronomo carinziano Johann Burger (1773-1842), nato a Wolfsberg, in Carinzia, nelle Alpi orientali dell’Austria meridionale. Figlio di un medico, studiò medicina a Klagenfurt e Vienna affermandosi prima come medico generico, poi appassionatosi agli studi botanici, affittò nel 1804 una piccola fattoria nella natia Wolfsberg, trovando la sua strada nell’agricoltura scientifica del tempo. Johann Burger pubblicò diversi trattati di agraria, tra i quali spicca il suo lavoro principale il “Libro di testo sull’agricoltura” in due volumi. Il primo apparso nel 1819, il secondo nel 1821. Grazie alla chiarezza linguistica e del sistema logico dei due volumi, oltre alla stampa in tedesco, apparvero così anche le edizioni in polacco, russo, svedese, francese e inglese. Nel 1843, a Milano, il Governatore del Regno Lombardo-Veneto (1815-1866) era il feldmaresciallo Josef Radetzky (17661858), e in quegli anni l’economia agricola era la spina dorsale delle nazioni e quella della pianura padana era, già allora, tra quelle maggiormente efficienti. Nella presentazione iniziale redatta dal Moretti si legge: “Noi abbiamo molte eccellenti opere italiane che si versano o parzialmente o in modo universale su questa ricca e preziosa fonte del nostro benessere, ma ci mancava un libro il quale ritragga in piccolo quadro la condizione attuale della nostra agricoltura in tutti i vari rami che la rappresentano”. E per far ciò l’autore ha ripartito le sue osservazioni in otto capitoli: 1 - Dell’agricoltura propriamente detta, 2Della coltura delle viti, 3 - Della coltura degli ulivi, 4 - Della coltura degli aranci, de’ castagni ed altri alberi da frutto, 5 - Della coltura dei gelsi e dell’allevamento dei bachi da seta, 6 - Delle praterie, della loro coltura e de’ loro prodotti, 7 - Del bestiame da lavoro e delle vacche, 8 - Della fabbricazione del formaggio detto parmigiano.
In queste poche pagine cercheremo di riassumere quanto scritto dal Burger in merito agli ultimi tre capitoli di interesse lattiero-caseario.
LA PRATICOLTURA
“Non c’è nulla che dia tanta meraviglia all’agronomo viaggiatore, come la quantità di terre sottoposte alla irrigazione nella Lombardia. Non son già solo alcuni prati, o quelli di parecchi comuni, ma sì bene le terre di intere provincie, campi e prati ad un tempo, tutti irrigati e che offrono lo stupendo spettacolo di una grandissima fertilità.” Con queste entusiastiche parole Johann Burger inizia il sesto capitolo dedicato alla praticoltura con particolare attenzione ai sistemi d’irrigazione. Annotando fiumi e canali, evidenzia che mentre il Ticino, l’Adda e l’Oglio “non crescono che a rilento”; il Piave, il Tagliamento e l’isonzo “in poco giro d’ore sorgono a spaventevole altezza”.
Nel fare la storia dell’irrigazione lombarda l’autore austriaco non dimentica di omaggiare i Monaci di Chiaravalle e Vicoboldone abili gestori delle acque del ex-Vettabia
(due Navigli e Olona). Privilegio donato dal Barbarossa e riconfermato dal nipote Federico II (1194-1250 ). Quindi, una gran parte delle campagne lombarde erano irrigate sin dai secoli remoti, in virtù di un’antica legge che intestava la proprietà delle acque ai principi. Essi le potevano incanalare dove ritenevano opportuno, anche attraversando altrui proprietà mediante indennizzo. Il secolare sistema lombardo d’irrigazione fu molto apprezzato tanto da far scrivere al Burger che “la mancanza di un codice rurale che protegga gli interessi dell’agricoltura è motivo che l’irrigazione va affatto trasandata in Germania”. Più avanti parla con meraviglia dei prati a marcita: “atteso che questi prati devono essere di continuo irrigati da un’acqua corrente; se ciò non fosse, le porzioni di prato lasciate scoperte, quelle che stessero troppo poco sommerse o sulle quali l’acqua corresse troppo lenta, andrebbero sottoposte a gelare e a perire, se accadesse un insolito freddo”. Infatti, l’acqua che scorre sotto terra ha una temperatura costante tra i 10-12° gradi Réaumur, pari a 12,5-15°C. Aggiungendo qualche pagina

ST oria L aTT iero -C a S earia ii CULTU ra ii 67 Febbraio /2023
PRATO A MARCITA (FONTE: CENTRO STUDI PIM)
dopo: “L’acqua costituisce un articolo di speculazione in Lombardia”. Per i prati asciutti l’affitto costava 6-10 lire alla pertica e l’acqua 12-40. In merito alla coltivazione dei prati, distingueva i prati di rotazione dai prati perenni e dai prati da inverno o a marcita; diversificava la coltura maggenga dalla coltura agostana, oltre al trifoglio rosso (Trifolium pratense) da quello bianco, detto anche trifoglio ladino (Trifolium repens). Nella marcita invece cresceva la loglierella o pajettone (Lollium perenne)
LA PRODUZIONE DEL LATTE
In apertura del capitolo 7 - Del Bestiame, l’attento studioso riporta due tabelle, la prima relativa agli anni 1753 e 1768 e recante il numero dei caseifici (casoni), delle vacche e dei formaggi prodotti nel milanese, nel pavese e nel lodigiano; la seconda con la consistenza delle “bestie da corna e dei montoni”, presenti in Lombardia nel 1823. L’incrocio dei dati secondo il Burger “offre un bello e sorprendente contrasto”.
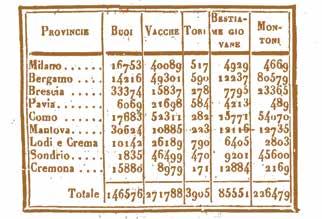
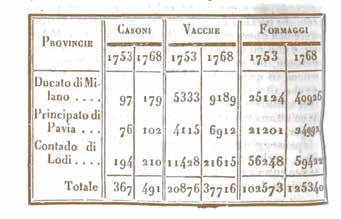
Motivando: “Giusta ogni apparenza la cifra numerica delle vacche accennata nel primo prospetto per il contado di Lodi è erronea; poiché, mentre nella provincia di Pavia non è salita che poco più del 50%, l’avrebbe toccato quasi il doppio in quella di Lodi, la
qual cosa non avrebbe potuto accadere, se si confronta la cifra col numero de’ formaggi fabbricati nel corso dell’istesso anno. Ora siccome la quantità de’ formaggi non è cresciuta che del 5% dal 1753 al 1768, non è da presumere che l’aumento del numero delle vacche abbia tenuto un’altra proporzione”. Parole che dipingevano molto bene l’ancestrale avversione statistica dell’agricoltura italiana. Il bestiame era allevato sostanzialmente per tre attitudini: lavoro (buoi e cavalli), carne (vacche, buoi e cavalli ) e latte (vacche). Le stalle dei maggiori proprietari consistevano in 80 capi, e il valore venale medio del bestiame riportato in generose tabelle era indicativamente: 85 fiorini per buoi e tori, 37 per le vacche oltre un anno e 13 giovenche e manzi sotto un anno. Quanto ai prezzi a fine carriera, valeva il proverbio: “si ricavano tanti scudi d’una vacca vecchia quanti zecchini è costata da giovane!”. Laddove la differenza di valore tra scudo e zecchino era del 40% circa. Il testo riporta anche le quantità di latte prodotto dalle lattifere giornalmente (in media 24 boccali, pari a 18 litri circa, con punte di 35-38 boccali, pari a 27-29 litri) e le produzioni annuali (in media 26 brente, pari a circa 20 hl, mentre nei prati a marcita salivano a 45 brente, pari a circa 34 hl), gli uni e
gli altri molto diversificati da un proprietario all’altro.
LA PRODUZIONE DEL FORMAGGIO
Il capitolo 8 - Della fabbricazione del formaggio parmigiano inizia così: “Il formaggio che si fabbrica nelle province irrigate di Lombardia è conosciuto, in Germania sotto il nome di formaggio parmigiano. Questo è anche il nome che gli si dava altre volte in Italia; ma di presente si chiama in Lombardia formaggio di Lodi (Formaggio Lodigiano). Un formaggio con notevoli doti di serbevolezza da far scrivere: “è de’ più ricercati tanto a cagione del buon sapore che lo distingue, come a motivo della sua facile conservazione senza che pigli mai né quel gusto, ne quell’acre odore, né quel che di marcio che prendono nella maggior parte degli altri formaggi più molli”. Nel dettaglio produttivo l’autore della Carinzia precisava che le mucche erano munte due volte al giorno, la prima all’alba e anche prima, spesso alle due e mezza dopo la mezzanotte e alle cinque di sera. La precoce munta mattutina avveniva “per iscopo di lasciare al latte della mattina il tempo necessario perché una parte del fior di latte possa raccogliersi in superficie; allora si leva insieme al fiore
TABELLA 1. ENUMERAZIONE DE’ LUOGHI DOVE SI FABBRICA IL FORMAGGIO (CASONI), DELLE VACCHE E DE’ FORMAGGI
ii CULTU ra ii ST oria L aTT iero -C a S earia 68 2023 /Febbraio
TABELLA 2. PROSPETTO DELLE BESTIE DA CORNA E DEI MONTONI ESISTENTI NELLE PROVINCIE LOMBARDE NEL 1823
precedente dal latte munto la sera per farne il burro”. Il latte si lasciava ad affiorare in luogo fresco, entro ampi bacini larghi e poco fondi, con una capacità di 6-7 misure (circa 30 litri). Il “latte sfiorato” veniva versato in caldaia con “fuoco a vampa”, sino alla temperatura di 22-25° Rèamur (pari a 27,531°C), dopo di che veniva aggiunto “un pezzo di caglio grosso come un uovo di gallina”. La preparazione del caglio in pasta avveniva tagliando a pezzetti il ventricolo del vitello seccato al sole o vicino al fuoco, impastandoli con sale e ponendo la miscela ottenuta in un vaso chiuso ermeticamente. Alcuni per aumentare “la forza del caglio” aggiungevano un poco di aceto, altri 2 once (circa 58,75 gr) di buon formaggio ogni 28 once (circa 822,47 gr) di presame e un’oncia (circa 29,37 gr) di pepe. Il dosaggio medio del caglio in peso era intorno a 3 once (circa 88,12 gr) per 12 brente (906,6 lt) di latte. Il latte era coagulato in un’ora, un’ora e un quarto. Dopo la coagulazione si accendeva nuovamente il fuoco, mentre il casaro: “se-
MISURE E MONETE (S.E.O.)
Boccale – misura di volume per liquidi = 0,787 litri
Staio o staia – misura per liquidi = 25,184 litri
Staio o staia per aridi = 18, 279 litri
Brenta – misura per liquidi= 75,554 litri
Grano – misura di peso = 0,064 grammi
Oncia – misura di peso = 29,374 grammi
Libbra (libbra metrica) – misura di peso = 762,517 grammi
Libbra milanese o grossa (28 once) –misura di peso = 822,47 grammi
Libbra o misura di Vienna – misura di peso = 427,009 grammi
Fiorino – moneta = 3,383 lire m.
Lira milanese (Lira m.) – moneta = 20 soldi
guita sempre ad agitare la massa con un bastone guernito di punte messe di traverso: la quale operazione ha per iscopo di dividere bene tutte le parti della sostanza cagliata. Raggiunto il qual punto si getta nella caldaia dello zafferano in polvere, 30 grani (circa 1,92 gr) per 600 misure di Vienna (256,2 kg)”. Si passava quindi a un successivo riscaldamento: “Fatto questo accende un altro fuoco per riscaldare a gradi il liquido, a tanto che non si possa più tuffarvi la mano; la temperatura si solleva a 42 e 44° Rèamur (pari a 52,5-55°C). E, qui il Burger critica con decisione casari e proprietari agrari: “[...] se fossi io proprietario comanderei certamente l’uso di questo istromento al mio casaro, poiché il soccorso del termometro senza dubbio contribuire moltissimo a ridurre il formaggio più omogeneo in tutte le sue parti: non l’ho visto usare da nessuno”. Raggiunta la temperatura di 4244° Rèamur, la cagliata veniva lasciata riposare per un quarto d’ora, quindi il casaro dopo aver gettato un secchio di acqua fred-
da, impastava con entrambe le mani la cagliata. Tramite una tela fatta passare tra la caldaia e la cagliata veniva sollevata e posta in un piccolo tino bucato e passata un’ora, veniva posta nella forma legno stretta con giro di corda ai lati. In alcuni casi, sopra la forma si poneva una tavola di legno con peso. Il formaggio restava nella forma per 4 giorni, dopo di che iniziava la salatura: il sale marino sparso sulla forma per i primi 20 giorni, rivoltandolo tutti i giorni. Nei secondi 20 giorni le operazioni di salatura e rivoltamento avvenivano a giorni alterni. Il sale assorbito dal formaggio si aggirava intorno ai ¾ di oncia per ogni libbra grossa di formaggio (2,6 % circa). Dopo i 40 giorni di salatura, entrava in magazzino dov’era rivoltato e strofinato con olio di lino, inizialmente tutti i giorni, poi ogni due giorni. La vendita del formaggio avveniva due volte l’anno, a San Pietro (29 giugno) e a San Michele (29 settembre). Alcune forme pesavano 70 libbre milanesi (57 kg circa), quelle piccole 30 (circa 24-25 kg).
REGNO LOMBARDO-VENETO (FONTE: DI JOSEPH MEYER - BIBLIGRAPHISCHEN INSTITUTS ZU HILDBURGHAUSEN, PUBBLICO DOMINIO)
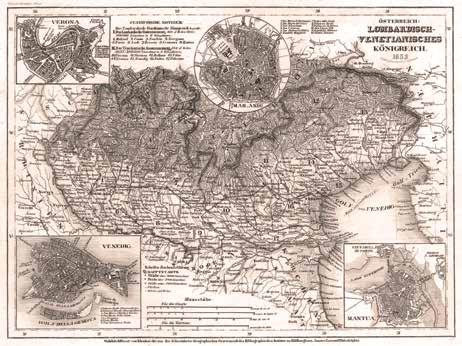
ST oria L aTT iero -C a S earia ii CULTU ra ii 69 Febbraio /2023
PRODUZIONI, RESE E VALORI
Fare raffronti tecnici su rese e produzioni a distanza di due secoli potrebbe essere fuori luogo o improponibile; però con un minimo di scaltrita prudenza si può avere un’idea dei contesti di riferimento in quegli anni.
Le vacche autoctone o meno, con parti stagionali, erano incrociate con i tori disponibili.
Le quantità medie giornaliere di latte prodotto erano 24 boccali, circa 18 litri circa, con punte di 35-38 boccali, circa 27-29 litri. Le produzioni annuali erano intorno alle di 26 brente, circa 20 hl, mentre nelle stalle alimentate con i prati a marcita salivano a 45 brente, circa 34 hl.
Il latte disponibile veniva trasformato in formaggio dal proprietario, sovente a giorni alterni, o ceduto ad altri per poi suddividere il formaggio prodotto o ceduto al “casaro” al prezzo concordato tra le 6-8,5 lire a brenta (brenta per liquidi: 75,55 litri)
Resa in burro in estate: 2 staia di latte (circa 50,368 lt), 1,5 libbre (circa 1,14 kg); Resa in burro d’inverno: 2 staia di latte (circa 50,368 lt), 2 libbre (circa 1,525 kg);
Resa in formaggio: d’estate con 1 staio di latte (circa 25,184 lt), 2 libbre (1,525 kg);
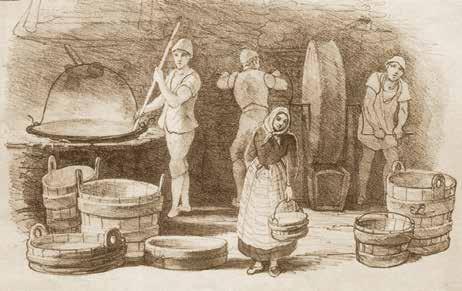
Resa in formaggio: in aprile e settembre 3 staia di latte (circa 75,552 lt), 7 libbre (5,337 kg); Resa media in formaggio: 100 libre di latte (circa 76, 251 kg), 8-10 libbre (6,1-7,625 kg);
VENDITORE DI FORMAGGIO, G. M. MITELLI, SEC. XVII (FONTE: LIBRERIA ANTIQUARIA BOURLOT)

Resa media per vacca: 200-230 libbre di formaggio (152,5-175,37 kg) e 82-95 libbre di burro (62,526-72,439 kg)-
CASEIFICIO CON ATTREZZI IN LEGNO, G. ELENA, SEC XVIII
1 boccale di latte scremato veniva venduto a Milano a 3 soldi (0,15 Lire m.);
1 boccale di fior di latte (panera) realizzava 16-18 soldi (0,80-0,90 Lire m.);
1 libbra di burro costava 25- 28,5 soldi (circa 1,25-1,42 lire m./kg).
Il formaggio di 6 mesi era valutato circa 100-110 lire m./q.le; a 8 mesi realizzava 120 Lire m./q.le; a 3 anni 175 Lire m./q.le, a 4 anni 200 Lire m./q.le.
Il formaggio lodigiano o parmigiano, esportato nel 1824, arrivò a 28.490 q.li, per un valore di 959.711 fiorini (circa 1,11 Lire m./kg).
CASARO IN CASCINA, INCISIONE SEC. XVIII
ii CULTU ra ii ST oria L aTT iero -C a S earia 70 2023 /Febbraio
LA COMMISSIONE APPROVA IL PIANO STRATEGICO DELL’ITALIA
Secondo il Piano Strategico italiano della nuova Politica Agricola Comune, dal 1° gennaio 2023, le piccole e medie aziende italiane riceveranno un pagamento redistributivo per ottenere un sostegno finanziario più equo. Inoltre, circa 800mila agricoltori riceveranno finanziamenti specifici per partecipare a strumenti di gestione del rischio, in modo da fronteggiare meglio i numerosi eventi climatici avversi. Nell’ambito dei suoi impegni ambientali, il Piano dell’Italia mira ad aumentare la superficie coltivata secondo il metodo di produzione biologico al 25% del totale dei ter-



reni agricoli. Inoltre, il Piano promuoverà strategie di sviluppo locale che raggiungono il 56% della popolazione rurale attraverso i gruppi d’azione locali (GAL). Il nostro Paese sarà anche tra i primi ad attuare la nuova condizionalità sociale della PAC per garantire la sicurezza sul lavoro e arginare lo sfruttamento dei lavoratori. Infine, 1,1 miliardi di euro saranno destinati ad aiutare i giovani agricoltori. L’Italia beneficerà complessivamente di oltre 35 miliardi di euro, di cui oltre 26 miliardi provenienti dall’Unione Europea e i restanti di dotazione nazionale.
FIT FOR 55: REGOLE PIÙ SEVERE PER LE EMISSIONI DI GAS SERRA NELL’UE
Il Parlamento Europeo e il Consiglio dell’Unione Europea hanno raggiunto un accordo provvisorio sulla revisione del regolamento sulla condivisione dello sforzo (Effort Sharing Regulation - ESR), adottato nel 2018 al fine di stabilire obiettivi nazionali per ridurre le emissioni di vari settori, tra i quali l’agricoltura. L’accordo raggiunto in sede di trilogo persegue l’aumento dell’obietti-
vo obbligatorio di riduzione dei gas a effetto serra per il 2030 a livello UE dal 30% al 40% rispetto ai livelli del 1990. Per la prima volta tutti gli Stati membri dovranno ridurre le emissioni tra il 10 e il 50%, basando gli obiettivi di ciascuno Stato sul PIL pro capite e sul rapporto costo-efficacia. Per raggiungere tali obiettivi, ciascun Paese dovrà garantire ogni anno che non vengano superati i limiti annuali, definiti da una traiettoria di valori annuali indicativi di assorbimenti ed emissioni che termina nel 2030. Nell’accordo è stato raggiunto un equilibrio tra la necessità di flessibilità per i Paesi europei al fine di raggiungere i loro obiettivi, garantendo al contempo una transizione corretta e socialmente equa per tutti, e la necessità di colmare le lacune affinché la legge sul clima non sia compromessa. Tale equilibrio è stato raggiunto limitando le possibilità di trasferire, prendere in prestito e risparmiare le assegnazioni di emissioni. Flessibilità accordata, invece, per sostenere gli Stati
membri che incontrano difficoltà nel conseguire i loro obiettivi a causa di eventi naturali, come incendi boschivi, organismi nocivi, effetti dei cambiamenti climatici e dei suoli organici sulle emissioni, a condizione che l’Unione raggiunga il suo obiettivo per il 2030. I Paesi dell’UE saranno autorizzati a utilizzare il meccanismo di flessibilità fino a un limite fisso, a condizione, tra l’altro, che presentino prove alla Commissione. L’accordo introduce, inoltre, un meccanismo di governance, comprese le misure da adottare se uno Stato non raggiunge il suo obiettivo nazionale. Entro sei mesi dal primo bilancio globale nel quadro dell’accordo di Parigi, la Commissione presenterà una relazione sull’inclusione delle emissioni di gas a effetto serra diverse dalla CO₂ rilasciate dall’agricoltura, nell’ambito di applicazione del regolamento e sulla definizione di obiettivi post 2030 per il settore che utilizza il suolo. L’accordo politico del trilogo dovrà ora essere formalmente adottato dal Consiglio e dal Parlamento, cosicché la nuova legge possa entrare in vigore.
ORIGIN INFORMA II NEWS II 71 F E bb RAIO /2023
Misteri millenari
Com’è noto i formaggi italiani sono numerosi e molto diversificati nelle loro caratteristiche organolettiche. Basti ricordare che 15 formaggi DOP su 55 sono prodotti con caglio in pasta di agnello e/o di capretto. In aggiunta ai primi si aggiungono 1 su 2 formaggi IGP e qualche centinaio malcontato su un totale di seicento formaggi locali PAT.
In due parole: il caglio in pasta è stato usato da millenni per la produzione di formaggi italiani, infatti l’estrazione industriale del caglio di vitello è datata a fine Ottocento, mentre la produzione di enzimi coagulanti da fermentazione risale solo alla fine del Novecento.
È sufficiente pensare che a fine Ottocento anche il latte destinato alla produzione di formaggio grana Lodigiano o Parmigiano era ancora coagulato – in un’ora circa – con l’aggiunta della quantità di approssimativamente “un uovo” di caglio in pasta. Per altro veniva preparato con tecniche veramente pittoresche.
Oggi, invece, il caglio in pasta è prodotto con tecnologie impeccabili ed è disponibile sul mercato in diverse formulazioni (agnello, capretto e ovi-caprino), con attività lipolitiche moderate o intense. Ogni produttore di caglio offre le proprie specialità diversificandole nelle formulazioni e nei risultati che garantiscono al prodotto finito. Alcuni Consorzi di Tutela, per garantire agli associati l’origine della materia prima, producono in proprio il caglio in pasta previsto dal disciplinare della DOP.
Per quanto è dato conoscere oggi, si ritiene che la chimosina e la pepsina siano gli agenti della coagulazione e che le lipasi pre-gastriche siano responsabili dello sviluppo della sensazione trigeminale piccante nel formaggio. Per approfondire tale aspetto diamo un’occhiata al contenuto di 100 grammi di caglio di capretto in pasta che, secondo un apprezzato esperto, è composto da: 50÷70 mg di chimosina, 15÷30 mg di pepsina, 10÷20 mg di lipasi, 20÷30 g cloruro di sodio, e per differenza 70÷80 g della parete dell’abomaso e acqua.

In passato la scienza lattiero-casearia ha studiato in più riprese, e con diverse finalità, l’attività coagulante, proteolitica e lipolitica dei tre o quattro enzimi noti (considerando anche la gastricsina). Però se stimiamo un’umidità media del caglio in pasta del 50% circa, nel setaccio del casaro, in un modo o nell’altro, sono dispersi anche 35-40 grammi di tonaca abomasale. Grammi, non milligrammi!
A questo punto sorgono dubbi e domande del tipo: questo abomaso macerato cos’altro contiene e che reazioni si innescano dalla coagulazione in poi? Che ruolo gioca nel caglio in pasta il corredo enzimatico dei citocromi della sacca dell’abomaso? Quali e quante catepsine sono liberate dal tessuto della parete dell’abomaso?
C’è qualcuno che può e vuole svelare questi misteri millenari?
Volete dire la vostra?
Scrivete a: editorialoffice.stlc@quine.it
VINCENZO BOZZETTI
GRATTUGIA 72 2023 /Febbraio


Alitest Srl Via C. Fosse, 7 - 46019 Viadana -MN- Tel. 0375.780789 r.a. mail: info@alitest.it - www.alitest.it Alitest Soluzioni di Qualità
Igiene delle superfici
Bioluminometro
Strumentino portatile che rileva in tempo reale la contaminazione da ATP+AMP+ADP, indicatori del grado di pulizia delle superfici.
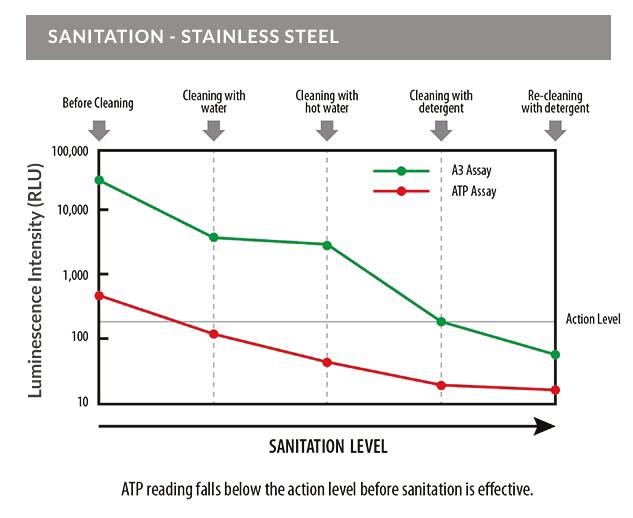
Kairosafe propone il Lumitester Smart abbinato ai tamponi Lucipac A3, con i quali si preleva il campione dalle superfici. Il test, rapido e preciso, è utilizzabile per il controllo della sanificazione in tutti gli ambiti, alimentare, sanitario, HO.RE.CA, industriale ecc
Per ordinare:
codice 61324 - Lumitester Smart

codice 1702671-60361 - Lucipac A3 Surface, tamponi
Il sistema evidenzia la presenza di sostanza organica e si rivela molto utile poichè garantisce una lettura immediata e un utilizzo semplice. Essenziale per il confronto prima e dopo la pulizia.
Il Lumitester rileva il segnale luminoso emesso dalla reazione tra il campione e il reagente presente nel tampone (luciferasi).
La luce prodotta è misurata e convertita in un valore numerico (RLU) visualizzato sul display. Il test offre una sensibilità più elevata tramite la tecnologia brevettata A3, che offre il vantaggio di rilevare l’ATP e i suoi prodotti didegradazione, distinguendosi dai test che invece rilevano solamente l’ATP con possibili falsi negativi.
il nostro e-shop e scarica gli approfondimenti tecnici
KAIROSafe Srl Tel. 040 299502-2907149 info@kairosafe.it www.kairosafe.it SOLUZIONI PER IL CONTROLLO QUALITA’ KAIROSAFE
Visita
---------------------
---------------------
