Vertice Mondiale del Latte 2022: aumento della produzione in India
Analisi ordinarie e non: come indagare la qualità del latte

Scenario competitivo del comparto lattiero-caseario: TOP 30
Ottimizzazione energetica degli impianti industriali
numero 6 | DICEMBRE 2022 | VOLUME 72 ISSN 0390-6361 www.alimentinews.it
Proteggi la tua mozzarella con Lyofast CNB AP Anti Pseudomonas

Soluzioni naturali per valorizzare i tuoi prodotti caseari
Lyofast CNB AP è una miscela di Carnobacterium spp., testato contro un cocktail di Pseudomonas spp. da utilizzare direttamente in liquido di governo.


È in grado di ridurre la conta finale di Pseudomonas spp. senza influire sulle caratteristiche sensoriali del prodotto finito.
Caglio, Fermenti e Probiotici dal
1872 saccosystem.com

PUBBLICITÀ
TRAFFICO
PRODUZIONE
STAMPA
Aziende
Lente di ingrandimento
La stagionatura extra-lunga dei formaggi: qualità o gioco?

Normativa
Pillole legislative Tutela del benessere degli animali durante il trasporto 46 S. Checchi
Scienza

Scientific papers/Original article
Biogenic amine producer or antibiotic resistance reservoir: the case of Streptococcus thermophilus in Pecorino Toscano PDO cheese 52 Produttore di ammine biogene o reservoir di resistenza agli antibiotici: il caso di Streptococcus thermophilus nel formaggio Pecorino Toscano DOP A. Ricci, G. Bertani, L. Calani, V. Bernini, E. Neviani, C. Lazzi L’impatto delle nuove tecnologie di mungitura sulla caseificazione del latte in Parmigiano Reggiano DOP 59 The impact of new milking technologies on the cheese-making of milk into Parmigiano Reggiano PDO cheese P. Franceschi, E. Bortolazzo, F. Coloretti, P. Formaggioni, C. Scotti, M. Malacarne, A. Summer Dalle Aziende
Quine Srl - www.quine.it Scienza e Tecnica Lattiero-Casearia
Autorizzazione del Tribunale di Parma n. 377 del 31.03.1965 Iscrizione al ROC n. 12191 del 29.10.2005
Ai sensi dell’art. 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, i dati di tutti i lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblica zioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dagli art. 5-6-7 del GDPR. I dati potranno essere comunicati a soggetti con i quali Quine Srl intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Quine Srl, Via G. Spadolini 7 - 20141 Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui agli articoli 15-21 del GDPR.
RESPONSABILE Giorgio Albonetti DIRETTORE EDITORIALE TECNICO-INDUSTRIALE Vincenzo Bozzetti COMITATO EDITORIALE TECNICO-INDUSTRIALE Paolo Cernuschi - Clerici-Sacco Giovanna Contarini - CREA Lodi Maria Chiara Ferrarese - CSQA Ivana Gandolfi - Parmalat Massimo Malacarne - Università di Parma Chiara Marinuzzi - Studio Legale Forte Luciano Negri - Fattorie Cremona Erasmo Neviani - Università di Parma Luisa Pellegrino - Università di Milano Vittorio Emanuele Pisani - Consorzio Tutela Provolone Valpadana Valentina Pizzamiglio - Consorzio del formaggio Parmigiano Reggiano COORDINAMENTO EDITORIALE Chiara Scelsi c.scelsi@lswr.it - cel. 3490099322
Diletta Gaggia d.gaggia@lswr.it - cel. 3450586187 ABBONAMENTI abbonamenti.quine@lswr.it - Tel. 02 864105 Tel. 02 88184.117 www.quine.it Costo copia singola: 1,30 euro Abbonamento annuale:
DIRETTORE
REDAZIONE
30 euro
Costantino Cialfi – Direttore Commerciale c.cialfi@lswr.it - Tel. +39 3466705086
Ornella Foletti ornella.foletti@quine.it - cel. 3427968897
Antonio Iovene a.iovene@lswr.it - cel. 3491811231
Grafiche Printing Srl Peschiera Borromeo (MI)
4 E. Neviani
Piano
a fuoco A Nuova Delhi il Vertice Mondiale del Latte 2022 6 V. Bozzetti Focus Diritto e rovescio Non solo analisi ordinarie 14 M. Halker Economia Scenario
del comparto
20 A. Ferraro Ricerca scientifica internazionale 26 Mercato Prospettive agricole OCSE-FAO 2022-2031 30 M. Halker Tecnica Impiantistica Ottimizzazione energetica degli impianti nell’industria lattiero-casearia 34 F. De Vecchi Macchine&Impianti 38 Tecnologia applicata Toma Piemontese DOP, nella regione delle Tome e dei Tomini 40 G. Tallone
Primo
Obiettivo
competitivo
lattiero-caseario
News
68
70
IN
numero 6 DICEMBRE 2022 VOLUME 72 www.alimentinews.it delLatte2022: aumentodella produzioneinIndia indagarelaqualità dellatte & N. 6 DICEMBRE 2022 Testata Associata
La Grattugia La quadratura del cerchio 72 V. Bozzetti
QUESTO NUMERO

 ERASMO NEVIANI Presidente Comitato Italiano FIL-IDF
ERASMO NEVIANI Presidente Comitato Italiano FIL-IDF

La stagionatura extra-lunga dei formaggi: qualità o gioco?
Recentemente un importante quotidiano nazionale ha reso omaggio a un prodotto caseario “specia le”, il formaggio Storico Ribelle. Formaggio a stagionatura “lunghissima”. Il quotidiano riportava la notizia del prezzo di 300 euro al chilo chiesti per un’unica forma di formaggio Bitto Storico Ribelle stagionato e prodotto “come si faceva una volta” con il 20% di latte capra. Un prodotto, dunque, si curamente molto esclusivo che si rivolge necessariamente a un mercato di “amatori”. Questo caso non è comunque isolato ma si inserisce in un trend comune anche ad altri formaggi lungamente sta gionati, magari proposti senza raggiungere i 15 anni in casera, ma comunque prossimi al decennio. La notizia, a mio avviso, induce però almeno due riflessioni. Una stagionatura così prolungata è davvero utile a migliorare le caratteristiche del formaggio? La sensazione è che in questo caso si tratti più che altro di “resistenza alla maturazione” e forse sareb be addirittura più corretto chiamarla “resistenza all’invecchiamento”. L’unicità di questi formaggi li rende esclusivi, ma sono convinto che gli aspetti microbiologici, biochimici e chimici della stagiona tura non necessitino di tempi talmente prolungati. I pochi dati scientifici che descrivono l’andamento della maturazione di questi formaggi mostrano il rallentamento progressivo della liberazione degli amminoacidi, la cui curva raggiunge l’asintoto già dopo 3-4 anni. Il colore della pasta diventa tenden zialmente più scuro e il gusto prevalente rischia di diventare quello del glutammato. Queste stagionature extra lunghe non sono per altro storiche, o almeno ne manca la documentazio ne. Potrebbe essere interessante un approfondimento in merito al perché si sarebbe scelto in passa to di raggiungere tempi di maturazione così prolungati e sobbarcandosi i costi conseguenti. Una scelta, un caso o magari un errore?
Oggi questi prodotti appaiono più che altro come il divertissement di qualche produttore che cerca consumatori gourmand che godono per l’emozione, quindi con il cervello o non necessariamente con le papille. Non che la gioia di assaggiare un pezzo unico non abbia valore, anzi.
La seconda domanda riguarda il significato della scelta di impostare un mercato sulla produzione di pezzi unici di alto prezzo. In un mondo che si pone la necessità di produrre prodotti di qualità utili a nutrire una popolazione sempre crescente, in numero e in aspettative nutrizionali e organolettiche, lo spazio per queste “costose antichità” pare molto marginale. Quale dunque il senso di queste produ zioni?
La stagionatura extra-lunga di un numero limitato di forme che “resistono alla maturazione” mante nendo caratteristiche sensoriali apprezzabili può essere un veicolo di immagine, ma è importante sa pere che, in un certo senso, è solo un "gioco". Guardiamo dunque a queste produzioni con piena contezza che si tratta di formaggi di “lusso”, la cui valorizzazione è un “lusso” che la filiera si può co munque permettere nel contesto delle produzioni moderne a durata “regolare” della stagionatura.
4 Dicembre/2022
LENTE D’INGRANDIMENTO

A Nuova Delhi il Vertice Mondiale del Latte 2022
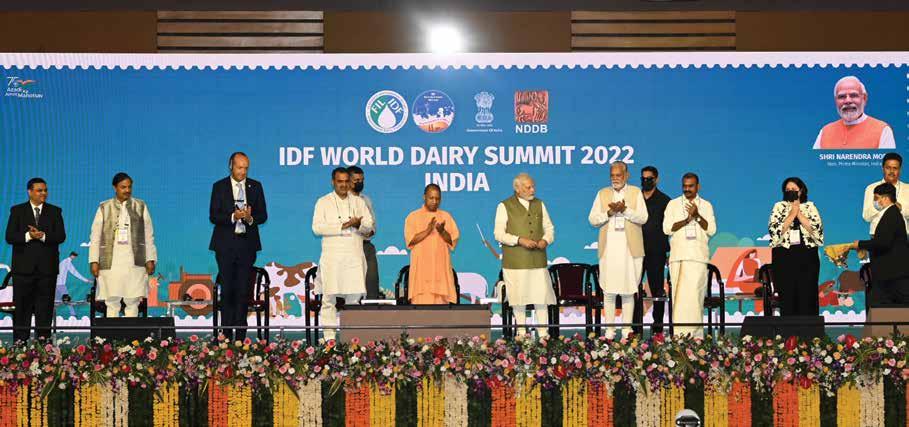
Il primo ministro dell’India Narendra Modi, ri cevuto e salutato dal Presidente della FILIDF Piercristiano Brazzale, ha partecipato al Vertice Mondiale del Latte, organizzato lo scor so settembre a Nuova Delhi. Nel discorso inau gurale Modi ha evidenziato l’importanza del comparto lattiero-caseario indiano: “Il poten ziale del settore lattiero-caseario non solo da impulso all’economia rurale, ma è anche una delle principali fonti di sostentamento per milio ni di persone nel mondo… La storia dell’indu

stria lattiero-casearia indiana, basata sulla coo perazione, è un grande successo che rappre senta circa il 23% del latte mondiale (210 milio ni di tonnellate all’anno), mantiene e sostiene economicamente più di 80 milioni di produttori di latte”. I numeri del Vertice Mondiale del Latte di Nuova Delhi, svoltosi presso l’India Expo Centre, sono impressionanti: oltre al primo mi nistro hanno presenziato una decina di ministri, 925 produttori latte, 776 iscritti, 114 espositori, 169 trasformatori artigianali, 6900 visitatori e 400 giornalisti, per un totale di 12000 parteci panti (9000 in presenza e 3000 a distanza). Du rante i lavori Jean-Marc Chaumet del Centre
National Interprofessionnel de l’Economie Lai tière (CNIEL) ha presentato il Bollettino FIL-IDF 518/2022 realizzato con l’Organizzazione Inter professionale olandese (ZuivelNL), l’OCSEOECD e Rabobank sulla situazione lattiero-ca searia mondiale, mentre il dr. RS Sodhi, diretto re generale di AMUL e Presidente dell’Associa zione Lattiero-Casearia Indiana, ha presentato le prospettive lattiero-casearie indiane per i prossimi 25 anni. Un’India che pensa di triplica re le produzioni per diventare leader nel com mercio mondiale, mentre l’Unione Europea, al le prese con la crisi energetica e le problemati che ambientali, riduce le produzioni di latte.
L’India triplicherà le produzioni di latte per essere leader nel commercio mondiale, mentre l’Unione Europea le diminuisce
Vincenzo Bozzetti
Piercristiano Brazzale, Presidente FIL-IDF, e Narendra Modi, primo ministro dell’India
6 Dicembre/2022 PRIMO PIANO OBIETTIVO A FUOCO
roduction





La produzione mondiale di latte nel 2021
La produzione mondiale di latte nel 2021 è aumentata da 911 milioni di ton. a 931, registrando un incremento del 2,1%. Gli incrementi percentuali per specie lattifera sono stati: latte vaccino da 737,4 a 749,5 +1,6%, latte bufalino da 138,7 a 145,9 +5,2 %, latte caprino da 20,9 a 21,1 +0,7 %, latte ovino da 10,5 a 10,6 +0,6 %. Un’ulteriore conferma degli sviluppi degli allevamenti bufalini nei paesi in via di sviluppo.
0 200 400 600 800 1 000 2015 2016 2017 2018 2019 Cow's milk Buffalo milk Other milk 2020 production (mln tonnes) 2021 production (mln tonnes) Growth 2020/21 (%) CAGR 2010/21 (%) Cow 737.4 749.5 +1.6% +2.0% Buffalo 138.7 145.9 +5.2% +4.2% Other 35.5 35.7 +0.7% +1.2% Goat 20.9 21.1 +0.8% +1.5% Sheep 10.5 10.6 +0 6% +0 6% Other 4.1 4.1 +0.3% +1.1% TOTAL 911.5 931 +2.1% +2.3% La produzione
latte, stima per il 2022 La
semestre 2022 prevede di arrivare a una produzione globale di 945
sui dati 2021: l’Unione Europea, USA, Brasile, Nuova Zelanda, Inghilterra e
flessione, mentre India, Cina, Russia, Messico, Argentina, Giappone e Kazakistan sono previste
Milk production Country Jan - Jul 2021 mln tonnes Jan - Jul 2022 mln tonnes Growth 2021/22 (%) EU 27 74,7 74,1 0.6% USA 52 2 51 8 0.7% China 15 4 16 7 +8 4% Russia 15 8 16 1 +1 4% Brazil 11 6 12 7 8.6% United Kingdom 8 7 9 1 7% New Zealand 9 8.5 5.5% Mexico 6.4 6.5 +2 1% Argentina 5.2 5.2 +1 0% Turkey 5.2 5.1 2.9% Canada 4.7 4.7 1.1% Australia 4 3.8 6.8% Belarus 3 8 3 8 0 1% Japan 3.8 3.9 +2 0% Kazakhstan 3.1 3.1 +1 1% Switzerland 1.5 1.4 3.3% Chile 1.1 1.1 0.1% Uruguay 1.1 1.1 1.9% World: outlook for milk production Trend in milk production (or deliveries) in first 6 months of 2022 500 600 700 800 900 1 000 2019 2020 2021 2022 mln tonnes +1.5% CAGR '15 '21: +2.3% +3.0% +2.1% 7 Dicembre/2022 OBIETTIVO A FUOCO PRIMO PIANO
mondiale di
stima basata sui dati realizzati nel primo
milioni di tonnellate, con un aumento medio del 1,5%
Turchia in
in aumento.
Milk production
Produzioni lattiero-casearie con latte vaccino, per macro-aree, nel 2021 Anche lo sviluppo della produzione del latte vaccino è registrato in Asia. Come mostra bene il grafico l’incremento asiatico viene da lontano ed è destinato a svilupparsi ulteriormente, al contrario di quanto avviene nei paesi sviluppati, vuoi per ragioni ambientali, per costi di produzione o per la crisi energetica. Di conseguenza i precedenti equilibri delle filiere produttive sono da rivedere.
Trasformazioni e produzioni lattiero-casearie nel 2021
Il burro, dopo gli importanti incrementi del passato, segna un consolidamento a 12,6 mln/ton con +0,9%. Il formaggio continua la tendenza positiva con +2,9% e registra 22,9 mln/ton; il latte in polvere intero aumenta dell’1,3% per 4,9 mln/ ton, mentre la polvere di latte magro flette dell’1,5% e pareggia i volumi a 4,9 mln/ton; il latte liquido resta a 123 mln/ton; il latte condensato cede 1,5% e si ferma a 4,2 mln/ton; la polvere di siero marca un netto +2,8% e arriva a 3,1 mln/ton.
Asia 33% EU 27 21% North and Central America 18% South America 9% Other Europe 10% Africa 5% Oceania 4% World total 2021: 749 billion kg +4.5% +0.7% +1.5% +0.2% +0.4% +1.8% 0.4% 0 60 120 180 240 300 Asia EU 27 North and Central America Other Europe South America Africa Oceania mln tonnes 2015 2016 2017 2018 2019 2020 2021 Cow ’s milk
Regional
milk
production (share by region)
development of cow ’s
production betw een 2010 and 2021
Dairy
20.5 20.9 21.5 21.7 22.2 22.9 15 17 19 21 23 25 2016 2017 2018 2019 2020 2021 mln tonnes +2.3% +2.9% +2.0% +3.1% +0.9% 4.8 4.8 4.8 4.9 5.0 4.9 1 2 3 4 5 6 2016 2017 2018 2019 2020 2021 mln tonnes +3.5% +0.8% -0.5% +0.7% 4.5 4.7 4.8 4.7 4.9 4.9 1 2 3 4 5 6 2016 2017 2018 2019 2020 2021 mln tonnes 1.4% +1.3% +3.9% +2.2% +3.5% 11.2 11.4 11.8 12.1 12.5 12.6 8 9 10 11 12 13 2016 2017 2018 2019 2020 2021 mln tonnes +0.9% +2.2% +3.0% +2.9% +3.3% SMP WMP Butter and butteroil Cheese N.B.: Countries included in total: 56 (butter); 55 (cheese); 54 (SMP); 51 (WMP). -1.5% 8 Dicembre/2022 PRIMO PIANO OBIETTIVO A FUOCO
products output
Dairy consumption
Consumi mondiali pro-capite dei prodotti lattiero-caseari Le stime dei consumi mondiali pro-capite dei vari prodotti lattiero-caseari, trasformati in “equivalente latte”, segnano un consumo medio di 118,2 Kg/pro-capite/anno, segnando un incremento del 1,4%. Il consumo informale (autoconsumi e commercio privo di trattamenti igienico-sanitari) è stimato pari al 49%. Il burro e il formaggio sono i prodotti consumati maggiormente.
Dairy trade
Quote di mercato dei maggiori esportatori in equivalente latte
Rispetto al 2020 gli Stati Uniti d’America hanno aumentati i volumi del 2%, mentre l’Unione Europea ha ceduto un punto percentuale. Gli altri paesi esportatori hanno registrato scostamenti decimali, statisticamente non significativi. Come sempre i valori dei paesi australi sono vincolati dalle condizioni atmosferiche, ovvero dalla crescita dei foraggi del pascolo. Il formaggio guadagna posizioni, mentre il burro flette e le polveri di latte pareggiano le posizioni ante-Covid.
Per capita consumption and population Dairy consumption breakdow n 104,5 109,6 111,7 113,2 114,8 116,6 118,2 6 500 6 800 7 100 7 400 7 700 8 000 95 100 105 110 115 120 2010 2016 2017 2018 2019 2020 2021 mln inhabitants kg Per capita consumption World population // +1.4% CAGR
+1
Informal 49% Fresh milk and milk products 14% Butter 15% Cheese 15% WMP 3% SMP 3% Other 1%
2010/21:
1%
13% 1% 2% 2% 2% 3% 4% 5% 16% 22% 29% 14% 1% 2% 2% 2% 4% 4% 5% 14% 22% 30% 14% 1% 2% 3% 2% 4% 6% 5% 12% 24% 29% 0% 5% 10% 15% 20% 25% 30% 35% Rest of world Türkiye Uruguay Saudi Arabia Argentina United Kingdom Australia Belarus United States New Zealand EU 27 2015 2020 2021 Export share development of key exporters 2010 2021 trade by dairy product (A) (A) Excluding EU 27 intra trade. 0,0 0,8 1,6 2,4 3,2 4,0 Butter/ oil Cheese SMP WMP 2015 2019 2020 2021 mln tonnes 4.0 3.2 2.4 1.6 0.8 0.0 9 Dicembre/2022 OBIETTIVO A FUOCO PRIMO PIANO
1974

1st IDF Summit in India India’s Milk Production : 26 MMTs
2022 2nd IDF Summit in India
23% of Global Milk Production
6% of Global Milk Production
Produzione del latte bovino e bufalino in India: 1950-2021 In India la produzione di latte espressa in “solidi” è accreditata per il 55% al latte bovino e per 45% al latte bufalino; i produttori di latte sono stimati essere oltre 80 milioni e in gran parte sono in capo alle donne indiane. Nel 1974, l’India produceva il 6% del latte mondiale, mentre nel 2022 produrrà il 23%. La disponibilità di latte giornaliera pro capite era 111 gr nel 1973, mentre nel 2021 è di 428 grammi.
India’s Milk Production : 209 MMTs Previsioni della produzione di latte in India nei prossimi 25 anni Negli Anni ’50, l’India era deficitaria nella produzione di latte e raggiunse l’autosufficienza solo a metà degli Anni ’90 (vedi box Verghese Kurien: il Padre della “Operation Flood”). Con politiche di potenziamento delle piccole produzioni (dalle quali dipendono 100 milioni di famiglie), migliorando la resa e la gestione delle lattifere, si prevede di arrivare ai 240 milioni di ton nel 2024,
17 20 21 23 32 54 66 71 74 78 84 88 113 164 176 188 198 209 0 50 100 150 200 1950 1960 1968 1973 1980 1990 1995 1996 1997 2000 2002 2003 2004 2006 2008 2009 2010 2011 2012 2014 2015 2017 2018 2019 2020 2021 MMT
240 325 442 628 0 100 200 300 400 500 600 700 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031 2032 2033 2034 2035 2036 2037 2038 2039 2040 2041 2042 2043 2044 2045 2046 Milk
MMTs 10 Dicembre/2022 PRIMO PIANO OBIETTIVO A FUOCORUPINDER SiNGH SODHi, Direttore generale di
e Presidente dell’Associazione Lattiero-Casearia Indiana
325 nel 2030, 442 nel 2037, 628 nel 2046.
Production in India is projected to grow at CAGR of 4.5% to reach 628 MMTs in next 25 years
AMUL
MMTs
1400
1200
1000
800
600
400
200
0
1600 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031 2032 2033 2034 2035 2036 2037 2038 2039 2040 2041 2042 2043 2044 2045 2046
India's milk production (MMT) World's milk production (MMT)
Previsioni della produzione di latte nel mondo e in India nei prossimi 25 anni Mentre i paesi occidentali sono alle prese con le economie di scala e la problematica delle emissioni, l’India programma di triplicare le produzioni nei prossimi 25 anni, ovvero di passare dagli attuali 209 milioni di ton, a ben 628 nel 2046, portandosi così dal 23% della produzione mondiale al 45%. In questo quadro previsionale la produzione mondiale di latte nel 2047 raggiungerebbe 1,4 miliardi di tonnellate annue.
India's Surplus for Export Global Dairy Trade MMTs
In the next 25 year, India will be Dairy to the world
Previsioni del commercio mondiale dei derivati latte nei prossimi 25 anni L’idea sarebbe semplice: nei prossimi 25 anni India diventerebbe la Latteria del Mondo! Triplicando la propria produzione avrebbe un surplus produttivo di un sesto del totale da destinare a paesi deficitari. Considerando un incremento del 50% del commercio mondiale dei derivati del latte, tra cinque lustri, dovrebbero sommare 150 milioni di ton/latte/equivalente, delle quali 110, pari al 73% circa, sarebbero indiane. Il condizionale è obbligatorio, ma questi sono i loro programmi!
In next 25 years, share of India in Global Milk Production will increase from 23% currently to 45% in 2047
23% 45%
3 20 61 111 93 111 133 149 -20 0 20 40 60 80 100 120 140 160 2022 2023 2024 2025 2026 2027 2028 2029 2030 2031 2032 2033 2034 2035 2036 2037 2038 2039 2040 2041 2042 2043 2044 2045 2046
11 Dicembre/2022 OBIETTIVO A FUOCO PRIMO PIANO
VERGHESE KURIEN: IL PADRE DELLA “OPERATION FLOOD”

Secondo alcuni osservatori durante il Vertice Mondiale di Nuova Delhi i vertici politici indiani hanno malcelato la voglia di riscrivere la Rivoluzione Bianca ideata dal Dr. Verghese Kurien e realizzata con l’“Operation Flood”. Negli Anni ’60 la
produzione di latte in India era deficitaria e l’inedia trionfava, in quel di Anand, allora piccola città, Il Dr. Verghese Kurien, fondatore della Cooperativa AMUL ebbe a dire: “Otto ore per il latte, otto ore per la famiglia, otto ore per riposare”. Così l’inondazione di latte indiano fu concepita in tre fasi: Prima fase (1970-1980), finanziata dalle vendite di latte magro in polvere, del burro e olio di burro donato dall’Unione Europea tramite il World Food Program dell’ONU.
Seconda fase (1981-1985), aumento da 18 a 136 impianti di produzione latte, espansione urbana dei punti di distribuzione da poche unità a 290, in modo che a fine 1985 fosse realizzato l’autosostentamento del sistema che comprendeva 43.000 piccole cooperative di villaggio che includevano a loro volta 4.250.000 piccoli produttori latte. Terza fase (1985-1996), consistente nel rafforzamento ed espansione delle strutture cooperative, oltre che al miglioramento delle infrastrutture necessarie per la raccolta del latte e la crescente distribuzione nel mercato
tramite 30.000 nuove cooperative per un totale di 73.000 centri di raccolta. A
Verghese Kurien, Presidente del National Dairy Development Board (NDDB) succedette Amrita Patel con il suo braccio destro Deepak Tikku, così, dopo l’idea iniziale e il suo sviluppo, si dovette provvedere alla regolamentazione, alla gestione e al controllo del mercato interno ed esterno. Così come sempre accade, l’idea iniziale deve saper e poter anche evolvere!
L’“essere” lattiero-caseario: potenziale illimitato, possibilità infinite. A Chicago il Summit FIL-IDF 2023, dove il confronto USA-India sarà vivace!
Appunt amento al 2023! 12 Dicembre/2022 PRIMO PIANO OBIETTIVO A FUOCO
Verghese Kurien Amrita Patel e Deepak Tikku, Teatro Regio di Parma

Selezionabile individualmente: 256 colori Misura in corso Commutazione del sensore Malfunzionamento nel processo Diamo colore alla vostra applicazione! Pressostato compatto con indicazione a 360° della condizione d’intervento www.vega.com/vegabar 15 cm Calibrazione con smartphone Sistema di adattatori igienici Design compatto
Non solo analisi ordinarie
Gli allevamenti di bovini da latte so no soggetti per legge a un rigido regime di autocontrollo per ga rantire al consumatore la qualità da un punto di vista sanitario e organolettico del latte. Gli allevamenti sono controllati attra verso i prelievi effettuati sul latte di massa e a livello di singolo animale. Il latte di
massa è controllato almeno mensilmente per garantirne la qualità igienico-sanitaria attraverso il conteggio delle cellule somati che, la conta microbica totale, il contenuto di aflatossina M1. Inoltre, è analizzata an che la composizione chimica e, in alcune filiere, la qualità tecnologica al fine di ca ratterizzare il valore economico del latte e

definire il prezzo all’allevatore. Si tratta di parametri come caseina, grasso, acidità titolabile, parametri di coagulazione, alcu ni dei quali servono per l’erogazione di fondi europei agli allevatori in relazione al la qualità del latte prodotto.
Le verifiche effettuate a livello di singolo animale rientrano nei controlli funzionali
Martina Halker
14 Dicembre/2022 DIRITTO E ROVESCIO FOCUS DIRITTO E ROVESCIO
Oltre a quelle routinarie, ci sono analisi che vengono fatte occasionalmente o nuove tecnologie che consentono di indagare più approfonditamente le caratteristiche igienico-sanitarie e qualitative del latte, anche in funzione dell’attitudine alla trasformazione
delle bovine in lattazione. Specificatamen te, ogni 40 giorni circa, un controllore dell’associazione regionale allevatori ef fettua una visita presso gli allevamenti iscritti per misurare la produzione per ca po e per il prelievo di un campione di latte da ogni vacca in mungitura. Questi cam pioni di latte sono analizzati per il conte nuto di grasso, proteine e per il conteggio delle cellule somatiche. Queste informa zioni sono fondamentali per raccogliere dati a livello di popolazione e operare in ambito di miglioramento genetico delle caratteristiche del latte bovino. Sono inol tre fondamentali per l’allevatore, al fine del monitoraggio qualitativo del latte prodotto da ciascuna bovina. Oltre a quelle routinarie, ci sono analisi che vengono fatte occasionalmente o nuove tecnologie che consentono di indagare più approfonditamente le caratteristiche igie nico-sanitarie e qualitative del latte, anche

in funzione dell’attitudine alla trasforma zione e alla lavorazione. Di analisi ordina
h I vantaggi della spettroscopia all’infrarosso

Sono ormai molti anni che stiamo osservan do una evoluzione di quelle che possono es sere le informazioni misurabili sul latte indivi duale e di massa. Una delle tecnologie più utilizzate e maggiormente promettente in ambito di analisi è la spettroscopia all’infra rosso. Questa tecnica si avvale di calibrazio ni che permettono la misura indiretta delle caratteristiche igienico-sanitarie e qualitative del latte. La spettroscopia all’infrarosso è ampiamente utilizzata lungo tutta la filiera lat tiero-casearia, sia sul latte che sul formaggio. Essa sfrutta la capacità da parte di una matri ce organica di assorbire energia se sottopo sta a un raggio luminoso. È una tecnica che
ci permette di poter ipotizzare un aumento delle informazioni disponibili sia per il latte che per il formaggio ogni qual volta sia di sponibile una calibrazione per una nuova ca ratteristica del latte. Per citare degli esempi, alcuni gruppi di ricerca stanno lavorando sull’uso di questa tecnica per predire l’effi cienza di trasformazione del latte in formag gio (es. resa casearia), ma anche per la quan tificazione delle frazioni proteiche e degli aci di grassi. Interessante sarebbe, inoltre, la possibilità prospettata da alcune tecnologie innovative di misurare, in modo rapido ed economico, il contenuto in minerali del latte. Da un punto di vista sanitario, in alcune re
rie, occasionali e innovative, abbiamo par lato con i nostri interlocutori.
il Dipartimento di Scienze Medico
15 Dicembre/2022 DIRITTO E ROVESCIO FOCUS
“Analisi sul latte anche per stimare l’impatto ambientale delle produzioni lungo tutta la filiera”
gioni d’Italia recentemente è stato introdotto un altro carattere relativo al conteggio delle cellule somatiche misurato durante i controlli funzionali: la conta differenziale delle cellule. Questa è espressa come proporzione dei po limorfonucleati e dei linfociti sul totale delle cellule somatiche e offre all’allevatore uno
strumento più accurato per la gestione delle mastiti negli allevamenti, con una riduzione dell’uso di antibiotici. Gli aspetti su cui invece si dovrà sempre di più prestare attenzione in futuro riguardano la sostenibilità ambientale delle produzioni. In ambito lattiero-caseario si sta già lavorando
per proporre delle strategie di monitoraggio dell’impatto delle produzioni. In questo sen so, sicuramente alcune caratteristiche misu rabili sul latte possono rappresentare dei markers importanti per stimare l’impatto am bientale delle produzioni lattiero-casearie lungo tutta la filiera.
Quasi tutte le tipologie di controlli applicabili al latte on farm sono impiegate solo in poche stalle e in modo saltuario, per cui i benefici che ne possono derivare sono sostanzialmente nulli per la maggior parte delle stalle italiane. Per quanto riguarda le caratteristiche chimi che e nutrizionali del latte, le apparecchiature analitiche più avanzate consentono di effet tuare la determinazione di ulteriori parametri che possono caratterizzare al meglio la qualità
h Tante utili analisi, ma eseguite in poche stalle

del latte, come, ad esempio, la determinazio ne del contenuto di caseina, la caratterizzazio ne delle tipologie di caseina presenti nel latte e l’analisi del profilo degli acidi grassi. La deter minazione quali-quantitativa del contenuto di caseina è di estrema importanza in un paese come l’Italia dove la maggior parte del latte è destinato alla produzione di formaggi. Ragio ne per cui la qualità del latte prodotto dovreb be essere valutata principalmente su questo parametro. Un’altra tipologia di analisi impor tante ai fini della caseificazione è l’esecuzione del tracciato lattodinamografico, che consen te di valutare e classificare le caratteristiche del latte prodotto dalla singola stalla rispetto al processo di caseificazione. Dal punto di vista igienico-sanitario è impor tante la ricerca di sostanze tossiche o conta minanti, che possono essere presenti nel latte, a seguito della loro ingestione con gli alimenti vegetali da parte delle bovine in lattazione. In questo ambito l’unica ricerca che viene ese guita, e in modo non sistematico, è quella dell’aflatossina M1, mentre il numero e la tipo logia dei contaminanti escreti con il latte è mol to più ampio comprendendo pesticidi, metalli pesanti e altre tossine di origine biogena.
Va sottolineato che la determinazione del conteggio di cellule sui singoli animali viene
effettuata solo nel 40% circa delle stalle ita liane, mentre questa tipologia d’analisi è di estrema importanza per la gestione e la pre venzione delle mastiti, che sono la prima causa di malattia nelle stalle bovine e deter minano un elevato consumo di antibiotico per il trattamento terapeutico. Se si aggiunge che la disponibilità dei dati delle cellule so matiche è necessaria per selezionare gli ani mali da sottoporre al trattamento antibiotico al momento dell’asciutta, si comprende qua le sia l’importanza di questo tipo d’analisi e la necessità che trovi una maggiore diffusione nelle stalle italiane.
Un’ulteriore tipologia d’analisi che consente una corretta gestione e prevenzione delle ma stiti è l’esecuzione dell’esame microbiologico del latte degli animali affetti da mastite clinica o subclinica, al fine d’individuare l’agente bat terico causale della mastite. Tale tipologia d’a nalisi è impiegata da un numero ancora ristret to di stalle e in modo saltuario. Va ricordato che oggi esistono sistemi diagnostici rapidi da effettuare direttamente in azienda, ottenendo l’esito in 12 ore circa. L’allevatore può atten dere l’esito del test prima di iniziare la terapia antibiotica della mastite, evitando l’impiego di antimicrobici quando non necessari e ridu cendone l’utilizzo del 30%.
Sezione Territoriale di PadovaSperimentale delle Venezie
“Determinazione di ulteriori parametri che possono caratterizzare al meglio la qualità del latte e metodi rapidi eseguibili on farm per risposte rapide”
16 Dicembre/2022 DIRITTO E ROVESCIO FOCUS DIRITTO E ROVESCIO
Le attività di controllo sul latte in stalla vengono effettuate dai caseifici produttori e il CSQA ve rifica, a sorpresa, ogni anno almeno 500 stalle. Il Grana Padano DOP si produce esclusiva mente con latte crudo, proveniente dalla zona di produzione, parzialmente decremato per af fioramento naturale, munto non più di due vol
h Un operatore sempre aggiornato
te al giorno da bovine alimentate secondo re gole precise. Quindi, il Consorzio Tutela Grana Padano verifica in autocontrollo i 142 caseifici produttori sul territorio di produzione tenendo conto di queste tempistiche.
L’attività esterna è affidata a tre prelevatori latte del Consorzio, che, oltre alla funzione di auto controllo e prelievo latte, hanno il compito di aggiornare gli operatori su tutte quelle che possono essere le novità alle modifiche del di sciplinare e alla loro concreta attuazione in ca seificio. Tra queste, una delle più significative è quella relativa ai valori previsti del rapporto grasso/caseina. I campioni di latte prelevati nell’anno 2021 sono stati n.1.846.
I caseifici stanno verificando l’adozione delle misure previste nei casi di non conformità rile vata, previo ulteriori campioni di riferimento che vengono eseguiti fino al raggiungimento dei parametri corretti. Le forme oggetto di non conformità sono contraddistinte e seguite per tutta la loro fase di maturazione e al nono mese
si effettuano le carotature necessarie a stabilire se i valori sono o meno rientrati. Nei casi in cui il prodotto risulti ancora non conforme si pro cede con la smarchiatura delle forme attraver so la retinatura.
Per quanto riguarda l’usuale attività di prelievo, lo scorso anno è aumentato il numero di cam pioni eseguiti rispetto a quelli previsti dal piano dei controlli, cambiando metodologia, orari, giorni e frequenza. È una linea che abbiamo adottato anche nel 2022.
Grazie alla presenza su tutto il territorio di pro duzione dei prelevatori latte del Consorzio di Tu tela, i caseifici trasformatori sono puntualmente assistiti e con estrema soddisfazione possiamo dire che il sistema sta funzionando senza rileva re anomalie o non conformità. I controlli in attivi tà di autocontrollo sono periodicamente verifi cati dalle strutture tecniche e scientifiche del Consorzio, anche in collaborazione con centri di ricerca. Quindi, il Consorzio punta a essere sempre aggiornato in questa attività.


Direttore Qualità e R&S di Gruppo Newlat e di Centrale del Latte
L’evoluzione tecnologica consente, oggi, di eseguire numerosi controlli direttamente al la stalla, prima che il latte venga caricato sulle cisterne per essere poi consegnato al le aziende di trasformazione. Dobbiamo dif ferenziare tra i controlli eseguiti dagli alleva tori e quelli eseguiti dal raccoglitore. Per ini ziare da quelli più semplici eseguibili dagli allevatori e, oramai, alla portata di quasi tut te le stalle: ricerca delle sostanze inibenti, ri cerca dell’aflatossina M1. Entrambe queste
ricerche vengono condotte con kit rapidi, che possono dare risposte in pochi minuti con una notevole attendibilità, spesso gli stessi utilizzati presso i laboratori controllo qualità presenti negli stabilimenti di trasfor mazione. Anche il controllo della conducibi lità è piuttosto diffuso negli allevamenti, eseguito durante la mungitura grazie a sen sori presenti nell’impianto stesso, e consen te una valutazione sullo stato sanitario della mandria.
h La tecnologia aiuta a rilevare moltissimi dati
17 Dicembre/2022 DIRITTO E ROVESCIO FOCUS
“Il sistema dei controlli sta funzionando senza rilevare anomalie o non conformità”
La disponibilità di biosensori a costi sempre più contenuti ha permesso la loro applicazio ne negli impianti di mungitura, in particolare negli impianti a robot che applicano la mungi tura meccanica senza l’intervento dell’uomo. Questi impianti permettono di rilevare moltis simi dati, che poi vengono elaborati per trarre informazioni sullo stato di salute, sull’efficien za produttiva, sulla qualità del latte. Grazie ai sensori e ai biosensori possono essere rileva te, già adesso, diverse informazioni: la quanti tà prodotta, il numero di cellule somatiche, la quantità di grasso, proteine e lattosio.
La continua evoluzione tecnologica consenti rà in futuro di rilevare altre informazioni utili, per esempio, a valutare lo stato di benessere degli animali o alterazioni del loro stato di sa lute e altro.
Il raccoglitore al momento del ritiro del latte controlla la temperatura, con termometri per verificare il corretto funzionamento delle sonde inserite nei refrigeratori, fa la prova
dell’alizzarolo per valutare la stabilità delle proteine del latte, misura il pH per valutare l’acidità del latte. Il controllo della temperatu ra del latte e del pH possono essere integra ti nei lattoprelevatori spesso presenti nelle cisterne utilizzate per il trasporto del latte. Sarebbe auspicabile che alcuni controlli fos sero maggiormente diffusi, per consentire agli allevatori di intervenire rapidamente in caso di problemi. Mi riferisco al controllo del la aflatossina M1 e delle sostanze inibenti, che come già detto oramai sono alla portata di tutti, sia dal punto di vista dei costi che da quello della loro esecuzione. Per la diffusione dei sensori e dei biosensori dovremo atten dere una riduzione dei loro costi, in modo ta le che possano essere integrati in tutti gli im pianti di mungitura. Oggi sono presenti so prattutto nei grandi allevamenti, anche se la diffusione degli impianti di mungitura robo tizzati nei piccoli medi allevamenti, aumente rà il loro utilizzo.

“Auspicabile una maggiore diffusione di alcuni controlli, per consentire agli allevatori di intervenire rapidamente”
18 Dicembre/2022 DIRITTO E ROVESCIO FOCUS DIRITTO E ROVESCIO
CONSULENZA TECNICA
Supporto nella produzione di fermenti lattici e probiotici



Migliorare e semplificare i processi produttivi.
Ottimizzare i substrati di crescita con caratteristiche diverse: standard, senza latte, senza glutine anche con certificazioni Kosher e/o Halal.
Incrementare la resa fermentativa, in relazione specificatamente all’attività fermentativa o alla concentrazione batterica nel prodotto finito.
Alpha Solutions è costituita da figure professionali di alto livello con oltre 35 anni di esperienza nell’industria alimentare e nella produzione di ingredienti biotech.

I nostri consulenti vantano esperienze pluriennali, in ambito locale ed internazionale, avendo ricoperto ruoli chiave quali: direzione industriale; responsabili R&S in ambito lattiero caseario; responsabili di produzione in linee specifiche di formaggi, burro e latti fermentati; responsabili di stabilimenti per la produzione di ingredienti biotech per l’industria lattiero casearia e della carne; responsabili R&S per la produzione di ingredienti biotech, nel campo di fermenti lattici e probiotici .
I nostri servizi
-
Affiancare e supportare lo sviluppo commerciale di nuovi mercati.
Supporto nell'industria delle salse alimentari
La ricettazione di prodotti clean label.

L’acquisto e l’avviamento di impianti produttivi. L’aumento delle rese produttive La riduzione dei costi di formulazione con ingredienti 100% naturali derivati dal pomodoro
Viale Mentana 150 | 43121 Parma | Italy | phone: +39 331 9344 701 | www.alpha solutions.it
Il
-Sviluppare nuovi prodotti.
-Risolvere i problemi nei processi produttivi.
-Acquistare e avviare impianti produttivi.
-Consolidare il know-how aziendale.
rapporto con i nostri clienti si basa sulla
fiducia e sulla trasparenza
.
L’obiettivo è diventare partner strategici nella risoluzione di problemi e nella gestione di progetti di crescita chiari e misurabili.
19 Dicembre/2022 DIRITTO E ROVESCIO FOCUS
Industria: Lattiero Casearia, BIOTECH e Salse Alimentari
Dott Marco Loguercio Consulente Tecnico Dairy mlo@alpha solutions it
Tecnologia di Formaggi Burro Latti Fermentati Panna Acida
Scenario competitivo del comparto lattiero caseario
In uno scenario che vede i consumi setto riali nel 2021 crescere dell’1,8% a valore e la produzione del 3,5%, trainata dal for te sviluppo dell’export (+13,4%), le TOP 30 del settore registrano una crescita genera lizzata del fatturato, a eccezione del Grup po Lactalis Italia e Sterilgarda Alimenti.
IL LEADER
di Luigi Antonio FERRARO
Specialista di analisi competitiva esperto del comparto lattiero-caseario Cerved Group
Il settore ha un leader indiscusso, la multi nazionale francese Lactalis (Tabella 1, Grafico 1), presente in Italia attraverso la fi liale Gruppo Lactalis Italia S.r.l. e la control lata Parmalat S.p.A. Il gruppo è leader mondiale del settore, oltre a essere il primo gruppo europeo in termini di latte raccolto (22 miliardi di litri). Presente in oltre 150 Pa

esi, possiede 270 stabilimenti in 52 nazioni diverse. Il fatturato consolidato di Lactalis nel 2021 si aggira sui 22 miliardi di €, in cre scita del 4,2% rispetto al 2020, grazie so prattutto alla continua espansione dell’a zienda tramite acquisizioni in molti paesi del mondo.

È proprio attraverso numerose acquisizioni che la multinazionale ha costruito negli an ni la sua posizione di leader nel settore lat tiero-caseario sul mercato nazionale. Dal 1998 ad oggi ha acquisito il controllo di storici marchi del caseario quali Locatelli, Invernizzi, Cademartori, Galbani, poi la scalata a Parmalat (2011) e infine l’acquisi zione nel 2019 dell’intero capitale sociale della società Nuova Castelli, uno dei princi pali esportatori di Parmigiano Reggiano nel
Cerved Market Intelligence : la piattaforma per conoscere i Mercati, davvero Approfondisci il Food&Beverage e i suoi 65 settori, sempre aggiornati. Scrivici a info.marketingsolutions@cerved.com
20 Dicembre/2022 FOCUS ECONOMIA
mondo e attiva nella produzione di formag gi italiani soprattutto DOP. Quest’ultima operazione ha rafforzato ulteriormente la leadership del gruppo in Italia. L’espansione di Lactalis non si limita al no stro Paese. Fra le ultime operazioni più im portanti si segnala la conclusione dell’ac quisizione, a ottobre 2021 (dopo l’approva zione dell’operazione da parte della Com missione europea ad agosto 2021), di Royal Bel Leerdammer NL, Bel Italia, Bel Deutschland, Leerdammer e tutti i relativi diritti. A fine novembre 2021 Lactalis ha completato l’acquisizione di alcune attività casearie e la licenza di alcuni marchi di Kraft Heinz per 3,3 miliardi di dollari. Con questa operazione Lactalis porta avanti la strategia di crescita in tutto il Nord Ame rica rafforzando la sua posizione in par ticolare nel mercato caseario statuni tense. Infine, a luglio 2022, la multina zionale francese ha annunciato l’accor do per l’acquisto dell’intero capitale del la società Ambrosi SpA (subordinato al le autorizzazioni da parte delle autorità competenti) che prevede anche la ces sione a Lactalis da parte di Gruppo Em mi della propria partecipazione (il 25% del capitale).
LE TOP 30
Dietro Lactalis si conferma il Gruppo Granarolo, uno dei principali player dell’agroalimentare italiano, che com prende due realtà diverse e sinergiche: un consorzio di produttori di latte (Gran latte), che opera nel settore agricolo e raccoglie la materia prima, e una società per azioni, Granarolo S.p.A., che trasfor ma il latte crudo acquistato da Granlatte e quello approvvigionato direttamente sui mercati nazionale ed estero. Nel 2021 le vendite del gruppo registrano un lieve crescita del fatturato (+0,1%).
Il Gruppo, di recente, ha attuato una svolta nelle strategie aziendali con la crescita per li nee esterne che si rifocalizza sul lattiero-ca seario: nel 2020 ha ceduto Pandea (Bakery) e Fattorie Giacobazzi (condimenti e aceti), ad aprile 2021 ha acquisito il controllo di Mu lino Formaggi S.r.l. (Parmigiano Reggiano e altri formaggi duri), e quello di Mario Costa S.p.A., storico produttore di Gorgonzola DOP con un fatturato di circa 15 milioni di Euro, a ottobre. Sempre a ottobre 2021 Gra narolo ha siglato un accordo per l’acquisto della Calabro Cheese (25 milioni di ricavi), produttore di formaggi freschi, in particolare ricotta e mozzarella, con l’obiettivo di farne anche una piattaforma per l’importazione negli USA di formaggi DOP.
Terzo player settoriale si conferma Caseifici Granterre, nuovo nome della società (a partire da marzo 2022) nata dalla fusione tra Parma reggio (70% del capitale) e Agriform (30%). In fatti, dal 1° gennaio 2021 è operativa l’acquisi zione di Parmareggio del controllo esclusivo del ramo d’azienda di Agriform Sca di Som macampagna (VR), attiva nella produzione, stagionatura e confezionamento di formaggi a indicazione geografica tipica, dopo essere sta ta formalizzata, ai primi di dicembre 2020, con la notifica all’AGCM. L’accordo fra il leader del Parmigiano Reggiano e la prima realtà veneta dei formaggi DOP (Grana Padano, Asiago, Piave e altri) ha dato vita alla più grande realtà italiana nel settore dei formaggi DOP dando il via a un polo caseario con un fatturato aggre

21 Dicembre/2022 ECONOMIA FOCUS
gato di oltre 610 milioni di euro, di cui 1/3 circa realizzati all’estero. Bonterre, che oltre a Casei fici Granterre controlla anche Grandi Salumifici Italiani, è un gruppo agroalimentare di matrice cooperativa, con ricavi complessivi superiori a 1,3 miliardi di euro.
Al 4° posto si posiziona Zanetti, con un fattu rato in crescita del 9,6% rispetto al 2020. L’a zienda è specializzata nella produzione di Gra na Padano e nella stagionatura, trasformazio ne e confezionamento di Grana Padano e Par migiano Reggiano e altri formaggi DOP italiani. Zanetti è tra i primi esportatori di formaggi DOP con una quota export sul fatturato totale 2021 che sfiora il 70%.
Al 5° posto nel 2021 sale Colla, azienda foca lizzata nel Parmigiano Reggiano e Grana Pa dano. Il fatturato complessivo registra una cre scita del 7,2% grazie in particolare alla forte crescita dell’export (+21%), che raggiunge una quota del 34% sul fatturato aziendale.
Al 6° posto, in calo di una posizione nel 2021, si colloca Ambrosi Industria Casearia, che registra un fatturato in crescita del 5,6% dovu to esclusivamente a una forte crescita sui mer cati esteri, in particolare in Francia (+18,5%),
paese che incide per quasi il 25% sulle vendi te aziendali. In ridimensionamento invece le vendite sul mercato nazionale. L’azienda, spe cializzata nel Grana Padano e Parmigiano e di versificata nei formaggi freschi, annovera nella propria compagine sociale l’azienda casearia svizzera Emmi che detiene una quota di parte cipazione del 25%.
In crescita Latteria Soresina, primo produtto re di Grana Padano, con ottimo posiziona mento anche nel mercato del burro, del provo lone, del latte alimentare e panna fresca. La cooperativa sale al 7° posto, registrando un in cremento del fatturato pari al 9,6%, dovuto so prattutto allo sviluppo delle vendite sui merca ti esteri (+20,4%) che nel 2021 hanno raggiun to i 91 Mn di fatturato.
Scende di una posizione Sterilgarda Alimenti (latte uht, panna e formaggi freschi) attestan dosi all’8° posto a causa di un calo del fattura to (-0,9%), dovuto in particolare al ridimensio namento delle vendite di latte alimentare.
Della TOP 10 fanno parte anche Consorzio Latterie Virgilio, le cui produzioni principali sono Grana Padano, Parmigiano Reggiano, burro e mascarpone, e il Gruppo Newlat.
Newlat è diventata protagonista nel panorama nazionale del lattiero caseario in seguito all’ac quisizione dei marchi Matese, Giglio, Polenghi, Sole e Torre in Pietra da Parmalat (2000), all’acquisizione della Centrale Del Latte Di Sa lerno (2014) e del gruppo Centrale del Latte d’Italia (2020). L’azienda è diversificata nei pro dotti da forno, pasta (gestisce il brand Buitoni), baby food, prodotti senza glutine e aproteici. A partire dal 1 gennaio 2021 è stato stipulato un contratto di affitto di ramo d’azienda tra New lat Food S.p.A. e Centrale del Latte d’Italia S.p.A., con cui la prima ha concesso in affitto alla seconda il ramo d’azienda Milk & Dairy di proprietà di Newlat Food. Tale ramo si occupa
di lavorazione di materia prima e di produzione di latte, formaggi e prodotti a base di latte. L’o perazione strategica consente l’integrazione dei rispettivi impianti industriali e la generazio ne di sinergie di costo, di approvvigionamento, nonché lo scambio di know-how industriale tra le due società. L’operazione permette inoltre di aggregare impianti industriali, strutture acces sorie e marchi con un’elevata riconoscibilità sia a livello regionale che nazionale.

Nella classifica segue la più grande cooperati va altoatesina, Latte Montagna Alto Adige (11°), le cui produzioni principali sono lo yo gurt, il mascarpone e il latte alimentare. La co operativa controlla Stella Bianca specializzata nei formaggi freschi.
Al 12° posto si colloca Gennaro Auricchio fo calizzato nel provolone e nei formaggi duri e semiduri della tradizione italiana con le sue controllate Caseificio Villa S.r.l. e Giordano S.r.l. (acquisizione perfezionata nel corso del 2020) , società operanti nel settore caseario con elevata specializzazione nell’ambito del mercato mozzarella.
Chiudono la TOP 15 la multinazionale Monde lez (13°), fortemente diversificata e focalizzata nei formaggi freschi (brand Kraft, Philadelphia, Fattorie Osella, Jocca), Danone (14°) multina zionale francese specializzata nello yogurt e dessert a base di latte e il gruppo svizzero Emmi (formaggi, dessert e gelati), che sale dal 18° al 15° posto grazie al forte sviluppo nel canale foodservice.
Infine, fra le altre aziende, si segnala il forte svi luppo di Bianchi Orizzonti (commercializza zione di materie prime, semilavorati e di deri vati per l’industria lattiero-casearia) che regi stra un +31,6% rispetto al 2020, collocandosi al 20° posto, e Valcolatte (+24,5%, 24° posi zione), azienda focalizzata nei formaggi fre schi, mozzarella in particolare.
22 Dicembre/2022 FOCUS ECONOMIA
Tabella 1. Le TOP 30 del settore lattiero-caseario (Fonte: Cerved)
Ranking Azienda Gruppo di controllo Fatturato totale (Mn. Euro) var % Tipologia bilancio 2021 2020 2020 2021 2021/2020
1. 1. Gruppo Lactalis Parmalat Gruppo Lactalis Italia(a)
Lactalis (F) Lactalis (F) Lactalis (F) 7.433,8 1.635,9 8.029,0 1.617,9 8,0 -1,1 Consolidato Consolidato 2. 2. Granarolo Granlatte 1.280,0 1.281,0 0,1 Consolidato 3. 3. Caseifici Granterre Bonterre 545,4 610,8 12,0 Esercizio 4. 4. Zanetti Fam. Zanetti 514,4 564,0 9,6 Consolidato 5. 6. Colla Fam. Colla 394,6 423,2 7,2 Esercizio 6. 5. Ambrosi Industria Casearia Fam. Ambrosi 396,3 418,5 5,6 Consolidato 7. 8. Latteria Soresina Cooperativa 364,2 399,0 9,6 Consolidato 8. 7. Sterilgarda Alimenti Fam. Ferrari 377,4 374,0 -0,9 Esercizio 9. 9. Consorzio Latterie Virgilio Cooperativa 301,2 306,3 1,7 Consolidato 10. 10. Centrale del Latte D’Italia(b) Newlat Group (CH) 180,6 283,4 56,9 Esercizio 11. 12. Latte Montagna Alto Adige Cooperativa 255,8 271,6 6,2 Consolidato 12. 11. Gennaro Auricchio Fam. Auricchio 257,6 270,0 4,8 Consolidato 13. 13. Mondelez Italia(c) Mondelez (USA) 739,2 770,7 4,3 Esercizio 14. 14. Danone Danone (F) 230,0 246,0 7,0 Esercizio 15. 18. Emmi Holding Italia Emmi (CH) 204,1 234,6 14,9 Consolidato 16. 16. Florentis Fam. Brazzale 207,4 233,8 12,7 Consolidato Brazzale Fam. Brazzale 190,3 216,4 13,7 Esercizio 17. 15. Trentin Fam. Trentin 212,2 233,3 9,9 Consolidato 18. 19. Zarpellon Fam. Zarpellon 198,4 227,2 14,5 Esercizio 19. 17. Cooperlat Cooperativa 208,7 214,8 2,9 Esercizio 20. 24. Bianchi Orizzonti Fam. Cavaliere 153,4 201,9 31,6 Esercizio 21. 20. Igor Fam. Leonardi 185,2 194,8 5,2 Consolidato 22. 21. Assegnatari Associati Arborea Cooperativa 185,0 191,0 3,2 Consolidato 23. 22 IN.AL.PI. Fam. Barattero 171,9 190,1 10,6 Esercizio 24. 27. Valcolatte Fam. Villa 146,0 181,8 24,5 Consolidato 25. 25. Latteria Sociale Mantova Cooperativa 153,3 173,6 13,2 Esercizio 26. 23. Sabelli Fam. Sabelli 161,5 170,3 5,4 Consolidato 27. 26. Pedania Alimenti Privati 148,4 167,2 12,7 Esercizio 28. 28. Boni Fam. Boni 144,8 160,6 10,9 Esercizio 29. 29. Ferrari Giovanni Industria Caseari Fam. G.P. Ferrai 136,4 144,5 5,9 Esercizio 30. 30. Biraghi Gruppo Luninvest 131,2 138,2 5,3 Esercizio a) Gruppo Lactalis Italia consolida le vendite delle controllate Nuova Castelli e Alimentare Valdinievole b) Dal 1 gennaio 2021 Centrale del Latte d’Italia gestisce il ramo d’azienda lattiero-caseario della controllante Newlat Food c) Mondelez Italia è fortemente diversificata. Il fatturato realizzato nel lattiero-caseario è stimato in 260 Mn di euro Fonte: Cerved
23 Dicembre/2022 ECONOMIA FOCUS
La pergamena del 13 aprile 1159 dove compare la parola "formadio" (Archivio di Stato di Modena, Corporazioni Religiose, Abbazia di Marola e Campagnola, b.2, n 17)
Bibbiano, la culla ideale del “Re dei formaggi”
Introdotto dal direttore del Consorzio del formaggio Parmigiano Reggiano dr. Riccardo Deserti: “C’è chi insegue ogni giorno qualcosa di nuovo e si ritrova senza radici e identità. Il Parmigiano Reggiano, tutto sommato, è rimasto fermo e ancorato da sempre alle sue tradizioni. Proprio questo “immobilismo” lo rende oggi un prodotto non solo della tradizione, ma anche “moderno” e “innovativo” per i nuovi stili di vita…”. Così il testo prende l’abbrivio per il suo grande atto d’amore nel testimoniare con preziose pergamene la prova della culla bibbianese. Orgogliosamente cercata, trovata e provata! Bravi!
Una primogenitura, come scrivono gli Autori, non fine a se stessa, bensì madre della diffusione del famoso formaggio prima in Italia e poi in Europa grazie all’antica rete delle comunicazioni romaniche. Di certo un valido libro storico con generosa e apprezzabile bibliografia a testimonianza delle tesi sostenute, ma anche degli studi e ricerche altrui.
Sicuramente un libro da leggere per aumentare le proprie conoscenze storiche, ma anche utilissimo per ulteriori approfondimenti che potrebbero, eventualmente, arrivare nel tempo.
Con i migliori complimenti agli Autori, chiudo la riflessione con una domanda – forse anche provocatoria – rivolta a tutti gli appassionati di storia lattiero-casearia: la nascita dei nostri due grandi formaggi da grattugia DOP, Grana Padano e Parmigiano Reggiano, pur anche con sfumature diverse, viene associata a monasteri e abbazie di pianura o di collina….
E se invece avessero entrambi in comune un’origine “alpina”? Vogliamo parlarne serenamente?
2014 è Presidente del Consorzio Bibbiano “la Culla” del Parmigiano Reggiano.
Gabriele Arlotti, originario di Castelnovo ne’ Monti nell’Appennino reggiano, giornalista e laureato in Scienze delle produzioni animali, è già in libreria con altri libri che parlano del Parmigiano Reggiano. Ideatore della “Nazionale del Parmigiano Reggiano”, grazie alla sua poliedricità è attivo negli universi della comunicazione, dei prodotti tipici e della montagna reggiana.
24 Dicembre/2022
Bibbiano, la culla ideale del “Re dei formaggi” Testi di Giuseppe Giovanelli, Umberto Beltrami e Gabriele Arlotti
ISBN978-88-7847-581-6
MUP
Editore, 2019, Euro 15
Giuseppe Giovanelli, nato a Vetto d’Enza (RE), è attivo sin dagli studi giovanili nel mondo giornalistico e nella ricerca storica, ha pubblicato una cinquantina di lavori riguardanti la resistenza, l’economia, la cultura e le istituzioni religiose reggiane. Umberto Beltrami, nato a Suzzara (nell’Oltrepo Mantovano, sempre in zona tipica), è sempre stato impegnato negli ambienti cooperativi e consortili; dall’agosto
GLI AUTORI
Vincenzo Bozzetti
FORMAZIONE RECENSIONI
INNOVAZIONI E BIOTECNOLOGIE AGROALIMENTARI
CULTURE MICROBICHE “MADE IN ITALY” PER LA VALORIZZAZIONE DELLA BIODIVERSITÀ
Bioagro offre una vasta gamma di starter per le produzioni casearie UNA GAMMA DI FERMENTI CHE PUÒ SODDISFARE LE DIVERSE ESIGENZE DEL CLIENTE IN TERMINI DI QUALITÀ ORGANOLETTICA, DI VELOCITÀ DI ACIDIFICAZIONE E DI SICUREZZA SANITARIA
Collaborazioni con molte tra le più importanti aziende agroalimentari italiane
Forte attenzione alle piccole produzioni locali
Colture “confezionate su misura” in esclusiva per i propri clienti
COLTURE STARTER PER FORMAGGI DI ALTA QUALITÀ

BIOAGRO S.r.l.
INNOVAZIONI E BIOTECNOLOGIE AGROALIMENTARI
Thiene - Tel. 0445.380793 - bioagro@bioagro.it
WWW.BIOAGRO.IT
Consulenza tecnica nella scelta delle soluzioni produttive migliori
25 Dicembre/2022 RECENSIONI FORMAZIONE
2 5 ANNI DI I NNOVAZION I E BIOTECNOLOGIE AGROALIMENTAR I
DOI: 10.1016/j.idairyj.2022.105504
refrigerata
Effects of refrigerated storage on the functional properties of processed cheese analogue with stretchability and its mechanisms. International Dairy Journal, disponibile online 21 settembre 2022

Sono state esplorate le modifiche funzionali dell’analogo del formag gio fuso durante la conservazione refrigerata (0-60 giorni) a 4°C e so no stati studiati i possibili meccanismi. I risultati hanno mostrato che l’elasticità, la fusione e il rilascio di olio libero dell’analogo del formag gio sono diminuiti durante la conservazione refrigerata, mentre la lun ghezza dello stiramento è diminuita da > 270 cm a 130,63 ± 8,24 cm dopo la conservazione refrigerata. Inoltre, le frazioni di azoto solubili a pH4,6, calcio e fosforo solubili e la frazione di acqua legata dell’analo
DOI: 10.1016/j.fpsl.2022.100932
Biofilm antimicrobici con citrale e caseinato di sodio microincapsulato per prolungare la shelf life del formaggio fresco
Antimicrobial biofilms with microencapsulated citral and sodium caseinate to extend the shelf life of fresh cheese. Food Packaging and Shelf Life, Volume 34, dicembre 2022
I. Yoplaca, A. Hidalgo, L. Vargas
È stato studiato l’effetto di biofilm antimicrobici preparati da caseinato di sodio (SC) diluito in acqua (5% p/p), sorbitolo (Sb) in rapporto 1:0,91 (SC:Sb) e microparticelle citrali (CM) a 1:0,95 (SC:CM) sul formaggio fre sco. Sono stati anche preparati biofilm con citrale libero (FC) in rappor to 1:0,13 (SC:FC). Sono stati valutati i profili fisici, sensoriali e microbio logici del formaggio fresco confezionato in biofilm con CM, biofilm con FC e buste di polietilene (controllo) e conservato a 6°C per un massimo di 14 giorni. Al termine della conservazione, il formaggio confezionato in biofilm con CM ha mostrato una conta microbica inferiore di 0,5 log
go del formaggio sono aumentate significativamente durante la con servazione refrigerata, mentre la β-caseina e la frazione di acqua libe ra sono diminuite. I risultati della microstruttura hanno mostrato che le proteine si sono gonfiate e schiacciate e hanno deformato i globuli di grasso durante la refrigerazione. In conclusione, i cambiamenti di fun zionalità dell’analogo del formaggio durante la conservazione refrige rata si sono verificati sotto gli effetti della proteolisi e dell’idratazione delle proteine, nonché della dissoluzione del calcio legato.
UFC/g, un miglior profilo sensoriale, una maggiore accettabilità e pH costante. Tuttavia, i formaggi confezionati in biofilm con CM e FC han no perso umidità, bianchezza e peso e hanno mostrato una maggiore differenza di colore. In conclusione, il biofilm con CM ha prolungato la durata di conservazione del formaggio fresco fino a 14 giorni in condi zioni accettabili. I biofilm antimicrobici attivi possono essere considera ti delle valide alternative per il confezionamento di alimenti deperibili.
26 Dicembre/2022 RICERCA INTERNAZIONALE
Effetti della conservazione
sulle proprietà funzionali dell’analogo del formaggio con elasticità e suoi meccanismi
M. Guo, Z. Sheng, P. Wang, Y. Zhang, X. Zhang, Y. Zhang, I. Man-Yau Szeto, Y. Wang, F. Ren, J. Luo













27 Dicembre/2022 RICERCA INTERNAZIONALE www.lattepiu.it II Edizione Organizzato da ISSN 0390-6361 Rivista dell’Associazione Italiana Tecnici del Latte Journal of the Italian Dairy Science Association Italian Journal of Dairy Science and Technology A.I.Te.L. Associazione Italiana Tecnici del Latte Le varianti A1 e A2 della β-caseina non hanno un effetto significativo sul microbiota del latte The A1 and A2 β-casein variants have not impact on milk microbiota Registro delle Indicazioni Geografiche: intervista a Massimo Vittori, direttore di oriGin Report Gira Food: COVID-19 colpisce la filiera mondiale del latte Il lattiero-caseario italiano alla prova dell’emergenza COVID-19: il parere dei protagonisti www.stlcjournal.com Mozzarella: dati del settore, produzione e prospettive Innovazione nel trattamento delle acque reflue Sicurezza e automazione per Igor Gorgonzola Dal 23 al 25 maggio 2023 una serie di eventi online sui trend tecnologici, economici, ambientali e nutrizionali della filiera lattiero - casearia Economia, produzione e innovazione SAVE THE DATE 23, 24 e 25 maggio 2023 Latte PIÙ Convegno digitale di Scienza e Tecnologia Lattiero - Casearia
DOI: 10.3168/jds.2022-22016
Limonene
nelle pecore:
Ingested versus inhaled limonene in sheep: A pilot study to explore potential different transfer to the mammary gland and effects on milk and Caciotta cheese aroma. Journal of Dairy Science, disponibile online 24 agosto 2022

M. Faccia, A. Maggiolino, G. Natrella, C. Zizzadoro, A. Mazzone, I. Poulopoulou, A. Bragaglio, P. De Palo
La concentrazione è un fattore determinante nell’impatto comples sivo positivo dei terpeni sull’aroma del latte e del formaggio; inoltre, la via di assunzione può influenzare le concentrazioni ottenibili di ter peni nel latte e nel formaggio. Lo studio esplora la possibilità che la quantità di monoterpene limonene trasferita al latte di pecora e al formaggio corrispondente potesse differire a seconda della via di assunzione così come il profilo aromatico di questi prodotti. A tal fi ne, 12 pecore da latte in lattazione sono state ripetutamente esposte al limonene per via orale o respiratoria durante un periodo di prova di 48 ore. Il contenuto di limonene è stato misurato in campioni di latte individuale e sfuso, in caciotte ottenute da quel latte, nel relativo sie ro e cagliata, e nell’aria inalata dalle pecore. Il latte sfuso e il formag gio fresco (1 giorno di età) sono stati sottoposti ad analisi sensoriale mediante valutazione orto-olfattiva. Entrambe le vie di assunzione
DOI: 10.1016/j.foodchem.2022.133419
Produzione di burro a basso contenuto di colesterolo con Lacticaseibacillus paracasei immobilizzato in sfere di alginato di calcio

Production of low-cholesterol butter with Lacticaseibacillus paracasei immobilized in calcium-alginate beads. Food Chemistry, Volume 393, 1 novembre 2022
hanno dimostrato il trasferimento del limonene al latte, ma la via re spiratoria ha trasferito il limonene con maggiore efficienza rispetto alla via orale. Quanto al destino del limonene durante la caseificazio ne, una parte importante di esso è andata perduta nel siero, forse per volatilizzazione. Le differenze tra latte e formaggio tendevano a dissiparsi nella cagliata e nel formaggio fresco e scomparivano completamente dopo 15 giorni di stagionatura. Infine, è stato possi bile distinguere tra le 2 vie di assunzione del limonene utilizzando l’a nalisi sensoriale, anche se non è stata identificata alcuna relazione diretta tra i diversi profili aromatici di latti e formaggi del gruppo ora le e respiratorio e il rispettivo contenuto di limonene. Queste osser vazioni possono contribuire allo sviluppo futuro di strategie per il controllo esterno e una migliore standardizzazione della presenza di composti odorosi nel latte e nel formaggio.
28 Dicembre/2022 RICERCA INTERNAZIONALE
ingerito e inalato
uno studio pilota per esplorare il potenziale trasferimento diverso alla ghiandola mammaria e gli effetti sull’aroma del latte e della caciotta
DOI: 10.1016/j.foodcont.2022.109241
Analisi dell’ocratossina A, dell’aflatossina B1 e dei suoi precursori biosintetici nel formaggio – Sviluppo di metodi e screening di campioni di mercato
Analysis of ochratoxin A, aflatoxin B1 and its biosynthetic precursors in cheese – Method development and market sample screening. Food Control, Volume 143, gennaio 2023
KL. Gützkow, C. Al Ayoubi, L. Soler Vasco, S. Rohn, R. Maul
La presenza di funghi Penicillium e Aspergillus durante la produ zione del formaggio può portare alla formazione di ocratossina A, aflatossine, nonché dei loro precursori biosintetici in parte mutageni. Tuttavia, i dati sulla presenza di queste tossine nel formaggio finale sono scarsi. Nel presente studio, è stato svi luppato e applicato un metodo di quantificazione per i composti tossicologicamente altamente rilevanti ocratossina A (OTA), aflatossina B1 (AFB1), sterigmatocistina (STC) e versicolorina A (VerA) per uno screening di campioni di formaggi a pasta dura e molle. Il metodo sviluppato si basa su un approccio QuEChERs con dimetilsolfossido come reagente keeper. Il metodo QuE ChERS, che sta per ‘Quick, Easy, Cheap, Effective, Rugged and Safe’, ovvero rapido, facile, economico, efficace, robusto e si curo, consiste in un’estrazione in fase solida dispersiva (dSPE) utilizzata per la preparazione dei campioni. Questo test di dilui
zione isotopica stabile per OTA, AFB1 e STC raggiunge un’ele vata sensibilità (limiti di rilevamento: 0,02 μg/kg per AFB1, 0,01 μg/kg per STC e 0,37 μg/kg per OTA). Tuttavia, in alcuni tipi di formaggio a pasta dura, le tossine hanno formato legami con la matrice, portando a tassi di recupero ridotti. Sono state rilevate quantità rilevabili di STC in otto su dieci campioni di formaggio duro grattugiato fino a 4,99 μg/kg e OTA in tre di questi campio ni fino a 26,56 μg/kg. Solo tre dei 53 ulteriori campioni contene vano quantità rilevabili di micotossina. Si può quindi presumere che lo stato di maturazione e il processo di grattugia favorisca no la presenza di OTA e STC nel formaggio, sulla base dello screening di 62 campioni. Sono necessari dati più completi per trarre conclusioni più dettagliate sui parametri che determinano la suscettibilità di alcuni tipi di formaggio alla contaminazione da micotossine.
Questo studio si è concentrato sull’applicazione di tre ceppi di Lacticaseibacillus paracasei per diminuire il colesterolo contenu to nella panna e nel burro. I ceppi sono stati immobilizzati in sfe re di alginato di calcio e incubati nella crema a 30°C per 15 ore. L’immobilizzazione delle colture di lattobacilli in sfere di alginato di calcio ha comportato una riduzione del 23% del colesterolo (p <0,05) nella crema, mentre una riduzione trascurabile è stata os servata nella crema fermentata con cellule libere. Il burro con una riduzione del 44% del colesterolo è stato prodotto da panna fer
mentata da L. paracasei L2A21K5 immobilizzata in sfere di algi nato. Non sono state osservate variazioni significative (p>0,05) nel profilo degli acidi grassi nel burro a basso contenuto di cole sterolo, a eccezione di un leggero, ma significativo aumento de gli acidi grassi n-3 (p<0,05). Inoltre, gli indici aterogenico e trom bogenico sono significativamente ridotti nel burro a basso con tenuto di colesterolo (p<0,05). I relatori hanno valutato il burro a basso contenuto di colesterolo buono per aspetto, consistenza e sapore.
29 Dicembre/2022 RICERCA INTERNAZIONALE
M.F.B. Teixeira, S.P.M. Silva, M.F.P. Domingos-Lopes, R.J.B.Bessa, J.A.M. Prates, H.J.D. Rosa, C.C.G. Silva,
Prospettive agricole O c S e -FAO 2022-2031

La
Martina Halker
L’OCSE-FAO Agricultural Outlook 2022-2031 fornisce una valutazione delle prospettive decennali per i mer
cati delle materie prime agricole e del pe sce a livello nazionale, internazionale e glo bale e può fungere da riferimento per l’ana
lisi e la pianificazione politica del futuro. Il rapporto deriva dalla collaborazione tra l’Organizzazione per la cooperazione e lo
30 Dicembre/2022 MERCATO REPORT
proiezione
prospettive
per
produzione
al consumo, ma
per adattarsi
dei consumatori
evidenzia
favorevoli
il settore lattiero-caseario, soprattutto riguardo alla
e
anche sfide
alle mutevoli preferenze
SI PREVEDE CHE UNA QUOTA CRESCENTE DI LATTE PRODOTTO SARÀ BIOLOGICO O DERIVANTE DA ALTRI SISTEMI DI PRODUZIONE NON CONVENZIONALI
sviluppo economico (OCSE) e l’Organizza zione per l’alimentazione e l’agricoltura (FAO), con i contributi dei paesi membri e delle organizzazioni internazionali di materie prime. Nell’Outlook di quest’anno, è stato valutato il livello di crescita della produttività necessaria per raggiungere l’obiettivo di svi luppo sostenibile 2 (SDG-2) delle Nazioni Unite su Fame Zero, nonché una notevole ri duzione delle emissioni di gas serra (GHG) entro il 2030. Gli attuali prezzi internazionali sono elevati per la maggior parte delle ma terie prime agricole a causa della ripresa della domanda in seguito allo scoppio della pandemia di Covid-19 e delle conseguenti interruzioni dell’offerta e del commercio, che sono state esacerbate dalla guerra della Russa contro l’Ucraina. La guerra sta già avendo un notevole impatto sui mercati agricoli e sui fattori di produzione, in partico lare per i cereali e i semi oleosi, per i quali Russia e Ucraina sono i principali esporta tori. Le proiezioni di Outlook tengono conto della riduzione della produzione in Ucraina e delle minori disponibilità all’esportazione sia dall’Ucraina che dalla Russia nella cam pagna di commercializzazione 2022/23. Il Report dedica un capitolo al latte e ai suoi derivati.
PRODUZIONE E CONSUMO
Le proiezioni per i mercati lattiero-caseari mondiali per il periodo 2022-2031 riguar dano il consumo, la produzione, il com mercio e i prezzi del latte, dei latticini fre schi, del burro, del formaggio, del latte
scremato in polvere e del latte intero in polvere. Il capitolo dedicato al latte e ai prodotti lattiero-caseari prende in esame anche i principali rischi e incertezze che potrebbero avere implicazioni per i merca ti lattiero-caseari mondiali nel prossimo decennio. La proiezione evidenzia pro spettive favorevoli per il settore lattiero-ca seario, ma anche sfide per adattarsi alle mutevoli preferenze dei consumatori. La produzione mondiale di latte (circa l’81% di latte di vacca, il 15% di latte di bufala e il 4% di latte di capra, pecora e cammello combinati) è aumentata dell’1,1% a circa 887 Mt nel 2021, trainata principalmente da un’espansione della produzione in India e Pakistan a causa di un continuo aumen to del numero di mandrie da latte e della disponibilità di foraggio, aiutato da piogge monsoniche favorevoli. La produzione di latte nei tre principali esportatori di prodot ti lattiero-caseari (Nuova Zelanda, Stati Uniti e Unione Europea) è variata rispetti vamente da un aumento marginale a mo desto a un leggero calo. In particolare, la produzione del secondo produttore mon diale di latte, l’Unione Europea, dovrebbe crescere a un tasso leggermente superiore a quello dell’Oceania, ma più lento rispetto al Nord America a causa delle politiche dell’UE mirate alla produzione sostenibile, all’espansione della produzione biologica e ai sistemi di produzione al pascolo. L’au mento del commercio mondiale di prodotti lattiero-caseari è stato trainato principal mente dalla forte domanda nella Cina, il più grande importatore mondiale di pro
dotti lattiero-caseari. Con l’aumento dei redditi e della popolazione, si prevede che a medio termine verranno consumati più prodotti lattiero-caseari. Complessiva mente, il consumo pro capite dovrebbe aumentare dello 0,4% annuo a 21,9 kg (equivalenti a solidi del latte) entro il 2031 nei paesi ad alto reddito rispetto al 2,0% annuo (21,2 kg) e 1,5% (5,4 kg), rispettiva mente nei paesi a reddito medio-basso e basso. La maggior parte della produzione lattiero-casearia viene consumata sotto forma di prodotti lattiero-caseari freschi, che non sono trasformati o solo legger mente trasformati (cioè pastorizzati o fer mentati) e si prevede che la loro quota nel consumo mondiale aumenterà nel prossi mo decennio. I fattori chiave di ciò sono la forte crescita della domanda in India, Paki stan e Africa. Nei paesi a basso e medio reddito, i prodotti lattiero-caseari freschi rappresentano oltre i due terzi del consu mo medio pro capite di prodotti lattierocaseari, mentre i consumatori nei paesi ad alto reddito tendono verso i prodotti tra sformati. Vi è una sostanziale variazione regionale nel consumo di prodotti lattierocaseari trasformati. Il formaggio è il secon do prodotto caseario più importante (dopo i latticini freschi). Il consumo di formaggio si verifica principalmente in Europa e Nord America, mostrando un trend in crescita in entrambe le regioni. In Asia, il burro non è solo il prodotto caseario trasformato più consumato, rappresentando quasi la metà di tutto il consumo di prodotti lattiero-ca seari trasformati, ma ha anche la maggiore
31 Dicembre/2022 REPORT MERCATO
crescita prevista, per quanto riguarda il consumo. In Africa, il formaggio e il latte intero in polvere (WMP) rappresentano la maggior parte del consumo di latticini tra sformati. Nel prossimo decennio, tuttavia, si prevede che il latte scremato in polvere (SMP) registrerà la crescita di consumi più elevata.
IMPORTAZIONI
ED ESPORTAZIONI
Si prevede che la Cina rimarrà il principale importatore di prodotti lattiero-caseari. Tale aumento della domanda di prodotti lattierocaseari nei paesi asiatici sarà guidato dalla crescita economica e demografica e dallo spostamento delle preferenze dei consuma tori verso i prodotti animali. Tuttavia, si pre
vede che il consumo pro capite rimarrà bas so rispetto ai tradizionali mercati di consumo di prodotti lattiero-caseari. Anche la Russia, il Messico, il Vicino Oriente e il Nord Africa (NENA) continueranno a essere importanti importatori di prodotti lattiero-caseari. Nel medio termine, l’Unione Europea, la Nuova Zelanda e gli Stati Uniti rimarranno i principali esportatori di prodotti lattiero-ca seari trasformati e si prevede che rappre senteranno insieme circa il 65% del for maggio, il 71% del WMP, il 74% del burro e l’80% delle esportazioni di SMP nel 2031. I flussi commerciali di prodotti lattiero-ca seari potrebbero essere influenzati dalle po litiche commerciali. Gli accordi commercia li internazionali, ad esempio Accordo glo bale e progressivo per il partenariato tran spacifico (CPTPP) e Accordo economico e
commerciale globale (CETA), creano oppor tunità per un’ulteriore crescita del commer cio di prodotti lattiero-caseari. Si prevede, infatti, che la quota dell’Unione Europea nelle esportazioni mondiali di formaggio sa rà di circa il 44% entro il 2031, sostenuta dall’aumento delle esportazioni di formag gio in Canada tramite l’accordo CETA e in Giappone a seguito della ratifica dell’accor do commerciale bilaterale nel 2019.
LA SOSTENIBILITÀ DEI
PRODOTTI LATTIERO-CASEARI
Le politiche di produzione sostenibili e le preoccupazioni dei consumatori potrebbe ro alterare le proiezioni per il settore lattie ro-caseario. In alcuni paesi, la produzione lattiero-casearia rappresenta una quota

32 Dicembre/2022 MERCATO REPORT
LA MAGGIOR PARTE DELLA PRODUZIONE
LATTIERO-CASEARIA VIENE CONSUMATA SOTTO FORMA DI PRODOTTI LATTIERO-CASEARI FRESCHI NON TRASFORMATI O SOLO LEGGERMENTE
sostanziale delle emissioni complessive di gas serra (GHG), dando luogo a discussio ni su come gli adeguamenti alla produzione potrebbero contribuire a ridurre tali emis sioni. Le politiche per affrontare i gas serra potrebbero avere un effetto significativo sulle regioni ad alta densità di allevamento, in particolare nei Paesi Bassi, in Danimarca e in Germania. D’altra parte, queste pres sioni potrebbero portare a soluzioni inno vative che migliorerebbero la produttività e la competitività a lungo termine. Il livello globale delle emissioni di gas serra dipen derà in gran parte da paesi quali l’India, con un’elevata popolazione di bovini e una produzione estensiva. Si prevede che il continuo interesse dei consumatori per le diete vegane e le preoc cupazioni per gli effetti ambientali della produzione lattiero-casearia e del benes sere degli animali rafforzeranno il consumo di sostituti lattiero-caseari a base vegetale, soprattutto in Asia orientale, Europa, Ocea nia e Nord America.
LA SITUAZIONE IN EUROPA
In Europa, così come nel Nord America, la domanda pro capite complessiva di pro dotti lattiero-caseari freschi è stabile o in calo, ma negli ultimi anni la composizione della domanda si è spostata verso i grassi lattiero-caseari, come il latte intero e la panna. I consumatori possono essere in fluenzati da studi recenti che hanno gettato
una luce più positiva sui benefici per la sa lute del consumo di grassi da latte, contra riamente ai messaggi degli anni ’90 e 2000. Inoltre, questo cambiamento può riflettere la crescente preferenza dei consumatori per gli alimenti meno trasformati.
Si prevede che i consumi di formaggio au menteranno sia nei paesi fortemente pro duttori, come Europa e Nord America, sia nelle regioni in cui tradizionalmente questo prodotto non faceva parte della dieta na zionale.
La produzione di latte nell’Unione Europea crescerà più lentamente rispetto alla me dia mondiale, a causa del calo delle man
drie da latte (-0,5% annuo). Inoltre, si pre vede che una quota crescente di latte pro dotto sarà biologico o derivante da altri si stemi di produzione non convenzionali. At tualmente, oltre il 10% delle vacche da lat te rientra nella produzione biologica, in Austria, Danimarca, Grecia, Lettonia e Svezia. Anche Germania e Francia hanno visto un aumento della produzione di latte biologico. Queste aziende agricole hanno una resa di circa un quarto inferiore rispet to alla produzione convenzionale e costi di produzione più elevati e costituiscono oltre il 3% della produzione di latte dell’Unione Europea.

33 Dicembre/2022 REPORT MERCATO
Ottimizzazione energetica degli impianti nell’industria lattiero-casearia
Francesca De Vecchi
La sostenibilità dei processi dipende dall’equilibrio di più variabili: impatto ambientale e sociale, e sostenibilità economica dei processi produttivi. Il costo dell’energia e l’incertezza dei tempi in cui
viviamo oggi impongono un’ottimizzazione dei consumi a partire da un’analisi attenta dei processi e degli impianti di produzione, in modo da bilanciare diversi fattori coesi stenti: perdite di prodotto, consumi elettrici, consumi idrici e consumi termici. “Privile giandone uno si rischia di destabilizzare gli altri,” spiega Giuseppe Arienti, esperto di
impiantistica lattiero-casearia, intervenuto nell’ambito del convegno digitale LattePiù sul tema dell’ottimizzazione energetica de gli impianti nell’industria lattiero-casearia. In un’azienda del settore l’equilibrio fra le strategie di conduzione dei lavaggi e le pre stazioni, così come la gestione delle acque reflue e l’emissione di CO2 sono i punti di

34 Dicembre/2022 IMPIANTISTICA EFFICIENTAMENTO
partenza di un’analisi che non si presenta semplice da eseguire. Qual è l’approccio corretto per una valutazione puntuale dei possibili punti di intervento? “Una prima fase dovrebbe consistere nella realizzazione di un sistema di monitoraggio dei servizi,” spiega l’esperto, che potrebbe voler dire estendere anche ai servizi il siste ma di supervisione del processo già adotta to. L’intervento richiede un apposito audit di impianto, per individuare i punti dove pro cesso e servizi si interfacciano in modo da intervenire in maniera più efficiente. Per un controllo più accurato sarebbe bene integrare la corretta strumentazione (da un punto di vista di hardware, software, etc) e valutare l’opportunità di aggiungere sistemi tipo MES (Manufacturing Execution Sy stem), ovvero un sistema digitalizzato di ge stione che fornisce all’azienda il valore di in dicatori chiave di processo, consentendo una migliore gestione della pianificazione della produzione, ma anche l’analisi delle prestazioni e la tracciabilità dei prodotti. L’o biettivo è quello di acquisire in automatico e
in continuo una serie di valori di processo e dei servizi, fra loro correlati, consentendo di avere una reportistica, che è anche un po tente strumento per effettuare analisi e indi viduare dove e come intervenire. Quando si tratta di ottimizzazione energetica in aziende di lavorazione del latte si possono a grandi linee identificare dei punti critici per il recupero termico (in funzione del tipo di la vorazione), che sono trattati di seguito.
CENTRALI DEL LATTE
I punti da considerare per una valutazione del dispendio riguardano l’unità di pastoriz zazione e il trattamento UHT.
Unità di pastorizzazione
Se i recuperi termici sono troppo modesti, per esempio inferiori all’85%, potrebbe es sere il caso di valutare un incremento, rima nendo comunque entro il 90%. Questo inter vento richiede l’inserimento di un’ulteriore superficie negli scambiatori di calore, nuove tubazioni e infine l’intervento di un esperto di
automazione per il settaggio dei nuovi para metri di processo. Questa soluzione richiede che l’Unità operativa possa essere tenuta ferma per il tempo richiesto dall’intervento.
Unità UHT
Nel caso in cui l’unità UHT alimenti diretta mente le confezionatrici asettiche e se la portata è superiore a quella che le confezio natrici possono assorbire, il ritorno di pro dotto (di solito intorno al 10%) alle testate UHT implica a fine giornata un notevole di spendio energetico. Può valere la pena valu tare l’installazione di un polmone asettico per raccogliere momentaneamente il pro dotto in attesa di confezionamento. Questo potrebbe tradursi in un ulteriore abbattimen to dei costi di trattamento nei casi, sempre possibili, di fermo delle confezionatrici. La stessa considerazione si può fare per gli omogeneizzatori delle unità UHT. Sono ap parecchiature energivore, dai consumi elet trici proporzionali alla pressione applicata. Occorre quindi valutare se, per ragioni di tradizione, non si ecceda in un’eventuale
Figura 1. Raffreddamento siero con scambio termico per preriscaldamento del latte da avviare in pastorizzazione (G. Arienti - Ottimizzazioni energetiche nei processi lattiero-caseari. LattePiù, 26 maggio 2022, www.lattepiù.it)
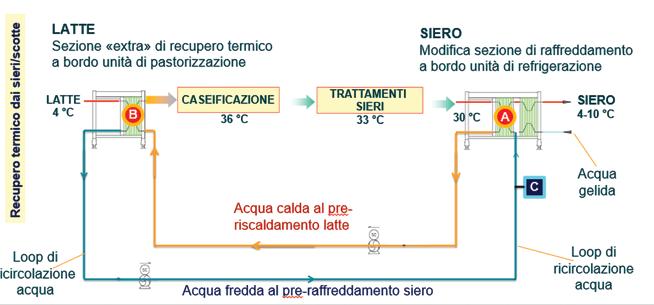
35 Dicembre/2022 EFFICIENTAMENTO IMPIANTISTICA
“sovra-omogeneizzazione” e quindi se si possa diminuire la pressione senza preclu dere la qualità finale del prodotto (in termini di affioramento a fine shelf life), arrivando in questo modo a risparmiare fino al 20% dei costi energetici.

CASEIFICI
In un caseificio l’area più critica di un im pianto di lavorazione, da un punto di vista del dispendio energetico e del possibile re cupero termico, è quella in cui avviene il trattamento del siero caldo. Nell’apposita unità di raffreddamento, infatti, dove si ope ra con acqua gelida e con acqua di pozzo o di rete, c’è una grossa dispersione di calorie (vedi figura 1 - sez A). Molti caseifici sono già intervenuti a questo livello, per il recupero termico, ma non è una pratica ancora suffi cientemente diffusa. A titolo di esempio, per un effettivo recupero di calore, è possibile collegare la parte dove avviene la dissipazione con l’unità di pasto
rizzazione dell’impianto: a quest’ultima si può aggiungere una nuova unità che “incro cia” il latte in entrata a 4°C in modo che le calorie asportate nel raffreddamento del sie ro vengano cedute per preriscaldare il latte. Nel circuito poi, possono essere inseriti ser batoi per immagazzinare l’acqua nelle fasi di inizio o fine lavorazione (quando si ha latte freddo in entrata che necessita di calore per il preriscaldamento e quando c’è siero da raffreddare), che fungono da polmone e mantengono l’acqua in temperatura da uti lizzare alla ripresa della lavorazione.
In alcuni caseifici è presente una fase di con centrazione tramite osmosi inversa, una tec nologia che ha lo scopo di concentrare il sie ro da 3 a 5 volte il volume originale. È un punto che, se ottimizzato, consente un recu pero energetico interessante. Questa opera zione apporta notevoli benefici in termini di:
» risparmio dei costi di trasporto perché la materia prima è concentrata; » risparmio nel trattamento del siero negli stabilimenti di concentrazione (consumi
termici per la concentrazione minore); » recupero di acqua in caseificio utilizzabi le per diversi scopi, anche sanitari (nei CIP o a contatto col prodotto, se trattata successivamente con un sistema di osmosi-polishing).
ALTRI STABILIMENTI PRODUTTIVI
In generale, fra i servizi presenti negli stabi limenti di produzione alimentare, i CIP sono fra i più energivori soprattutto per le moda lità di impiego di solito attuate, precisa Arienti. A loro è imputabile dal 10 al 20% dei consumi energetici totali dell’intero sta bilimento. Un valore non trascurabile e su cui intervenire, anche se l’ottimizzazione di un CIP è un’operazione complessa. Tutta via, prima di qualsiasi approccio correttivo dovrebbe essere portata a termine una va lutazione generale di alcuni aspetti, per ve rificare che le premesse per un buon funzio namento (anche dal punto di vista energeti co) siano verificate:
» corretta coibentazione dei serbatoi del le soluzioni calde;
» disegno degli oggetti da lavare (che as sicuri una pulizia corretta ed efficiente);
» efficienza energetica delle pompe in uscita;
» percorsi da/per i punti da lavare non ec cessivamente lunghi;
» programmi di lavaggio non sovradimen sionati in termini di portate, temperatu re, tempi;
» recuperi delle soluzioni sufficientemen te precisi.
Un giusto approccio all’ottimizzazione del consumo energetico di un CIP non può quindi prescindere dalla valutazione iniziale dei punti critici sopracitati che, se adegua tamente gestiti, possono sensibilmente ri durre la bolletta complessiva del sito di produzione.
36 Dicembre/2022 IMPIANTISTICA EFFICIENTAMENTO
Pompe sanitarie
Il parco pompe influisce significativamente sui costi energetici complessivi, soprattutto se non di recente produzione. “In passato si dice va che, fatto 100 il costo complessivo di una pompa, il 5% fosse il costo d’acquisto e il 95% quello di funzionamento,” racconta Arienti. Come primo intervento va controllato l’esat to dimensionamento della pompa. Oggi esi stono sul mercato modelli evoluti con una meccanica di maggior precisione, con mi gliori prestazioni, motori più efficienti. Anche l’offerta si è fatta più ampia e garantisce una scelta estesa di apparecchi con diverse con figurazioni (giranti, motorizzazioni, etc) in funzione di esigenze specifiche. Le case co struttrici inoltre dispongono di software in grado di individuare il “Punto della miglior ef ficienza”, cioè la combinazione portata/pre valenza più efficiente con minor consumo energetico. Il dimensionamento corretto di nuove pompe consente di ridurre i costi energetici anche del 20% e oltre.
Cogenerazione
La cogenerazione è un processo industriale con cui alcuni stabilimenti producono con temporaneamente in proprio energia elettrica ed energia termica, sotto forma di grandi
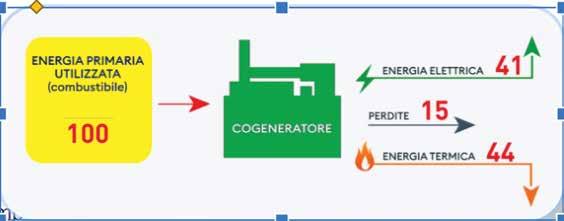
quantità di acqua a temperature elevate (ad alto gradiente), ad esempio 85-90°C, riutiliz zabile sia in produzione che in altre applica zioni (Figura 2).
È questa una soluzione che comincia a esse re usata almeno nei principali stabilimenti lat tiero-caseari. La cogenerazione non è un pro cesso di semplice implementazione ma è particolarmente indicata quando si riesce ad allocare convenientemente l’energia termica, che può avere diversi utilizzi a partire dal ri scaldamento di uffici o nella versione cosid detta trigenerazione, anche nella produzione di energia frigorifera. Per quanto riguarda il processo, ci sono almeno un paio di punti do ve la disponibilità di acqua calda può essere utile: per esempio a livello di unità di pastoriz zazione, dove il calore è d’aiuto per il riscalda mento del prodotto ma anche a livello di unità CIP, per il riscaldamento delle soluzioni da uti lizzare per il lavaggio. Per esempio, è ormai diffusa la pratica di mantenere le soluzioni CIP a una temperatura quasi pari a quella di utiliz zo. Creando un loop sul serbatoio (collegan dolo al circuito di cogenerazione) è possibile spostare le calorie dall’acqua di cogenerazio ne al serbatoio che contiene le soluzioni di acidi o di soda; questa soluzione necessità di un sistema di controllo che, in base alle rileva
zioni di sensori di temperatura, decida quan do far utilizzare l’acqua di cogenerazione e la sua portata energetica.
“Le infrastrutture lattiero-casearie,” conclude Arienti, “sono per la gran parte costituite dai cosiddetti ‘brown fields’, cioè sovrapposizio ni successive, per cui in uno stesso sito coa bitano apparecchiature, tecnologie e auto mazioni di epoche diverse”. Le nuove realiz zazioni sono rare, ma in un periodo dove il controllo del dispendio energetico risponde sia a esigenze contingenti di controllo della spesa ma anche all’esigenza di trasformare il processo in ottica di sostenibilità e circolarità dei processi, gli interventi di ottimizzazioni sono un approccio indispensabile. Questi in terventi devono convivere con una serie di condizioni limitanti come per esempio la ne cessità di mantenere le infrastrutture in attivi tà, senza interruzioni di produzione o la ge stione dello spazio o la scarsa conoscenza interna del funzionamento e delle potenzialità impiantistiche (memoria storica) e devono da un punto di vista della sostenibilità finanziaria poter usufruire di finanziamenti che siano re cuperabili in un tempo accettabile, eventual mente grazie al ricorso a incentivi per l’ade guamento e l’ammodernamento in chiave 4.0 del sito produttivo.
37 Dicembre/2022 EFFICIENTAMENTO IMPIANTISTICA
Figura 2. Immissione alla cogenerazione di combustibile equivalente a 100: nella trasformazione si producono il 41% di energia elettrica e il 44% di energia termica (G. Arienti - Ottimizzazioni energetiche nei processi lattiero-caseari. LattePiù, 26 maggio 2022, www.lattepiu.it)
Piccole piastre in microfilm per la quantificazione rapida di contaminanti in diversi campioni
Le nuove piastre in microfilm Microfast™ di PerkinElmer offro no la quantificazione efficace, efficiente e semplice della con taminazione aerobica totale, di Escherichia coli, enterobatteri acee, coliformi, lieviti e muffe, e Stafilococco aureo nei cam pioni di latte, carne/pollame, frutta, verdure, pane e superfici




ambientali. Tutte e sei le tipologie di piastre hanno ricevuto la certificazione PTM (Performance Tested Methods) dell’AOAC. Altamente sensibili e precise, sono caratterizzate da un sem plice flusso di lavoro in tre fasi, e da una notevole riduzione dei tempi necessari per l’ottenimento dei risultati.
PERKINELMER www.perkinelmer.com
Magazzini di stagionatura e tecnologia
Cheesetech, brand del gruppo Cle vertech, si occupa della produzione di impianti di automazione per i ma gazzini di stagionatura dei formaggi a pasta dura. Cheesetech, coniu gando l’esperienza nel settore alle innovazioni tecnologiche, è in grado di offrire soluzioni complete di linea che comprendono macchine per la rivoltatura, pulitura e carico/scarico delle forme di formaggio. Il tutto è corredato dalla macchina Tender AGV, cioè un mezzo auto pilotato che movimenta le forme di formag gio prelevandole dal carica/scarica e si muove autonomamente nei ma gazzini di stagionatura. Per maggiori informazioni, contattaci al numero 0522 912013

CHEESETECH www.cheese-tech.it
DALLE AZIENDE MACCHINE&IMPIANTI 38 DiCembre/2022
Fondere in continuo e in poco spazio pani di grasso, burro anidro e idrato
il fusore continuo TECNO 3, serie FCG per pani di grasso, burro anidro e grasso idrato (grasso vegetale, burro vaccino, etc.) è de stinato alle industrie dolciarie, lattiero casearie e alimentari. È do tato di un particolare sistema innovativo che garantisce un’eleva ta produttività, una riduzione dei costi energetici, tempi di fusione ridotti e un risparmio di manodopera. L’efficienza dello scambio




termico come risultato del lavoro meccanico dei rotori caldi, che operano un’azione raschiante sulla superficie dei pani, assicura un’eccellente fusione. Il ciclo di fusione in continuo garantisce un prodotto fuso a bassa temperatura e mantiene inalterate le carat teristiche qualitative della materia prima.
TECNO 3 www.tecno-3.it
Riempitrice asettica MUSTANG
raggiungere capacità operative estremamen te elevate per soddisfare le richieste del mer cato del BAG IN BOX. Ora è possibile grazie alla nuova riempitrice asettica a doppia testa di riempimento MUSTANG, completamente automatica e in acciaio INOX con capacità produttive fino a 1.200 sacchi/h. Progettata per il riempimento di una vasta gamma di prodotti, come latte e derivati, panna, basi per gelati, la nuova riempitrice MUSTANG uti lizza sacchi da 1,5 fino a 20 litri del tipo a mo dulo continuo e presterilizzati. Grazie alla sua notevole flessibilità, la riempitrice MUSTANG può lavorare con sacchi che utilizzano qua lunque tipo di bocchello disponibile sul mer cato del BAG IN BOX, inclusi i tappi con tubi “dispenser”.
FBR ELPO www.fbr-elpo.it
MACCHINE&IMPIANTI DALLE AZIENDE 39 DiCembre/2022
Toma Piemontese DOP

Nella Regione delle Tome e dei Tomini
Toma Piemontese DOP (credits: Consorzio per la tutela del Formaggio Toma Piemontese DOP)
40 Dicembre/2022 DIRITTO E ROVESCIO TECNICA TECNOLOGIA APPLICATA
Tabella 1. Caratteristiche del Toma Piemontese a latte intero. Forma cilindrica a facce piane e scalzo leggermente convesso

DIMENSIONI (in relazione alla stagionatura minima)

GUIDO TALLONe
Responsabile formazione lattiero-casearia AgenForm-Consorzio
Il Toma Piemontese DOP è un formaggio poliedrico e versatile.
Formaggio di latte vaccino, intero o semi grasso, crudo ed eventualmente igienizzato e inoculato con fermenti lattici e/o innesti naturali. Sono previste due tipologie: » il Toma Piemontese a latte intero; » il Toma Piemontese a latte semigrasso. Il territorio di produzione comprende l’intero territorio amministrativo delle province di: Novara, Vercelli, Biella, Torino, Cuneo, Ver bano Cusio Ossola e alcuni comuni delle province di Alessandria e Asti (compresi tra i comuni afferenti alla Robiola di Roccave rano DOP).
CARATTERISTICHE ORGANOLETTICHE
Peso: da 1,8 a 9,0 kg Scalzo: da 6,0 a 12,0 cm Diametro: da 15,0 a 35,0 cm
Crosta: non edibile, elastica e liscia, dal colore paglierino chiaro al bruno rossiccio a seconda della stagionatura.
Pasta: di colore bianco paglierino. Struttura: morbida, con occhiatura minuta e diffusa. Sapore: dolce e gradevole di aroma delicato.
Tabella 2. Caratteristiche del Toma Piemontese a latte semigrasso. Forma cilindrica a facce piane e scalzo leggermente convesso
DIMENSIONI (in relazione alla stagionatura minima)
CARATTERISTICHE ORGANOLETTICHE
Peso: da 1,8 a 9,0 kg
Scalzo: da 6,0 a 12,0 cm Diametro: da 15,0 a 35,0 cm
Crosta: non edibile, poco elastica, di aspetto rustico di colore che va dal paglierino carico al bruno rossiccio a seconda della stagionatura.
Pasta: di colore bianco paglierino. Struttura: elastica o semidura (con il progredire della stagionatura) e occhiatura minuta.
Sapore: intenso e armonico di aroma fragrante che diviene più caratteristico con la stagionatura.
Attualmente conta 15 caseifici e 23 stagionatori. La produzione per il 2021 è stata di n° 224.015 forme certificate, per un totale di circa 968.536,92 kg di for maggio certificato. L’ente di certificazione è INOQ (www.inoq.it).
41 TECNOLOGIA APPLICATA TECNICA
Affioramento
TRADIZIONE TRA BURRO E FORMAGGIO

Il Toma Piemontese, nato come formaggio tipicamente di aree montane e di fon dovalle, si è diffuso con il tempo nelle contigue zone di pianura grazie al fenome no della transumanza.

In un passato dove economicamente aveva più importanza il burro del for maggio, nelle vallate specialmente torinesi, era consuetudine mantenere il lat te in affioramento almeno per 12 ore dopo la mungitura sino ad arrivare a 24 e in casi particolari anche 48 ore. Quindi dalla tradizione, non solo piemontese, di recuperare una quota più o meno importante della fase grassa del latte, nasce la specificità del Toma Pie montese DOP a latte semigrasso.
Processo produttivo: lo schema tecnologico
Latte crudo (a una o più mungiture)
Eventuale scrematura per affioramento o meccanica
Impiego consentito di fermenti lattici e/o innesti naturali
Riscaldamento da 32 a 38°C
Aggiunta di caglio liquido di vitello, la quantità è in relazione a una durata di caseificazione variabile sino a un massimo di 40 minuti
Primo taglio della cagliata “grossolano”
Sosta breve per spurgo
Secondo taglio a dimensione di chicco di mais o riso (nella tipologia Semigrasso)
Eventuale semicottura sino a 48°C
Estrazione e formatura in stampi/fascere, con o senza tela
Dopo una prima pressatura, viene lasciata sgrondare dal siero superfluo in ambienti idonei per un minimo di 3 a un massimo di 24 ore per la tipologia a latte intero e dalle 3 alle 72 ore per la tipologia semigrasso. In questa fase viene applicato il marchio di origine impresso a mezzo di appositi stampi su una delle facce
Salatura in salamoia o a secco
Stagionatura minima di 60 giorni per le forme di peso superiore a 6 kg e di 15 giorni per le forme di peso inferiore. Deve avvenire in tradizionali grotte od in ambienti idonei con un’umidità dell’85% più o meno 13 punti percentuali e una temperatura positiva non superiore a 13°C
Affioramento
42 Dicembre/2022 DIRITTO E ROVESCIO TECNICA TECNOLOGIA APPLICATA
Taglio cagliata
Tabella 3.
Dichiarazione nutrizionale
Valori nutrizionali medi per 100 g
ENERGIA 1662/403 kj/kcal
GRASSI 35 g di cui acidi grassi saturi 24 g
CARBOIDRATI 0,6 g di cui zuccheri 0 g
PROTEINE 21 g
SALE 2,1 g
ETIMOLOGIA DI UN NOME PIÙ PICCOLO
A proposito dell’etimologia del nome “toma” scrive il vocabolario Zingarelli: “To ma (voce di etimologia incerta). Nome di formaggio fresco, conosciuto come piemontese, che si ottiene dal latte di vacca, pecora o capra”. Secondo il dizionario etimologico italiano il termine “toma” risalirebbe al XVII se colo e avrebbe avuto come centro di diffusione Marsiglia. L’etimo deriverebbe da un latino volgare “toma” che sembra risalire al greco “tomè” (taglio/ pezzo tagliato).
Dalla Provenza il termine si sarebbe poi diffuso in Francia (tomme de Savoie, ecc.) e in Italia dove si trovano le voci dialettali “tuma” (Piemonte, Sicilia, Cala bria), “tumin” (Piemonte), “tumazzu” (Sicilia) e “tumazzulu” (Calabria). Altri studiosi affermano che l’origine sarebbe da ricercare nel vocabolo piemon tese “tuma” che significa “caduta” e in questo caso starebbe a indicare la “pre cipitazione” subita dalla caseina nel latte per azione del caglio. Sicuramente il termine “toma” era già utilizzato nel Settecento anche nelle valli piemontesi, ad esempio nelle valli di Lanzo, luogo di origine di una “Toma” sti mata e citata dal famoso Pantaleone da Confienza autore del tomo Summa Lactocinorum. L’uso secolare del termine Toma (a definire formaggio) viene te stimoniato anche in certi tipi di testamenti in uso in quel secolo in cui il testato re fissava a favore della vedova, oltre all’usufrutto delle proprietà immobiliari, una annua pensione, a carico degli eredi, consistente soprattutto in generi ali mentari, ad esempio nel suo testamento del 12 giugno del 1717 Giovanni Pietro Riva Rosso di Viù (TO) stabiliva, a favore della moglie Maddalena Chiantor, la seguente pensione: “(...) Emine quindaci tra segla, et orzo, Rubbi due Tomme, Rubbo uno butiro, mezo Rubbo sale livre cinque oglio di noce”. In Piemonte si può asserire che il termine “Toma” frequentemente è impiegato come sinonimo di Formaggio, da qui derivano diminutivi vari “Tomette - Tomini” che intendono rappresentare la diversa struttura, normalmente più umida, della pasta casearia.

 Stagionatura (credits: Stagionatura Quaglia Vittorio srl)
Stagionatura (credits: Stagionatura Quaglia Vittorio srl)
43 Dicembre/2022 TECNOLOGIA APPLICATA TECNICA
Stagionatura (credits: Stagionatura Quaglia Vittorio srl)
BIBLIOGRAFIA
I formaggi tipici del Piemonte e della Valle d’Aosta, Giovanni Delforno, Edizioni EDA, 1981
Disciplinare di produzione Formaggio Toma Piemontese DOP Vocabolario Zanichelli
https://www.etymologie-occitane.fr/2015/12/tome-tomme-fromage/ https://www.gazzettadalba.it/2021/02/ abitare-il-piemontese-scopriamo-il-significato-del-termine-toma/








Probabilmente molto rara tra le tecniche di formatura, nelle valli torinese di Susa e anche di Lanzo, si è tramandata una tecnica che non utilizza lo stampo ma solamente la tela. La perfetta manualità permette di ottenere forme di formaggio che hanno uno scalzo e dei piatti molto regolari e simili a quelli che si ottengono con stampi in plastica o in acciaio.
CURIOSITÀ SULL’USO DEL TERMINE TOMA IN DETTI E MODI DI DIRE
Integrando il termine TOMA in alcune frasi, i piemontesi (e non solo) hanno creato nel tempo detti ormai desueti, ma di un’esplicità esemplare.
Esse grand paid ën sòd ed toma (in italiano lo tradurremo con “alto come un soldo di cacio”), rivolto a ragazzini che ridicolmente vorrebbero emulare le azioni degli adulti. Capì Roma për toma, in italiano “prendere fischi per fiaschi“ oppure “prendere lucciole per lanterne”.
Fase 1 Fase 4 Fase 7 Fase 2 Fase 5 Fase 3 Fase 6 Fase
8
ANTICHE TECNICHE DI FORMATURA SENZA STAMPO DEL FORMAGGIO TOMA
Fasi di formatura del Toma senza stampo
44 Dicembre/2022 DIRITTO E ROVESCIO TECNICA TECNOLOGIA APPLICATA
Germano
ISBN 978-88-08-99976-4
CEA – Casa Editrice Ambrosiana Formato 19,7x27 cm; pp 288 colori; brossura; 35 euro.
Tecnologia caseariadall’empirismo all’industria
Senza ombra di dubbio è uno dei migliori libri del settore lattiero-caseario, valido per gli studenti (che vogliono studiare), per i ricercatori (che vogliono approfondire), per i tecnici (che vogliono affinare l’esperienza professionale).
Gli autori, partiti dai laboratori dell’Istituto Sperimentale Lattiero Caseario di Lodi e arrivati alle cattedre dell’Università di Parma, sono docenti che ben conoscendo la tecnica e l’arte dell’insegnamento – ovvero del semplificare per rendere immediati e comprensibili i concetti più ardui –, sanno anche stimolare la nascita di nuove domande, nuove curiosità, quali indispensabili basi del miglioramento in divenire. Due autori, tanto distanti nel carattere e nei modi di fare, come altrettanto vicini e sinergici nelle loro competenze quarantennali. Un dualismo olistico, simile all’antica filosofia dello Yin e Yang, dove l’uno insegue l’altro e lo completa. Esattamente come il sapere della microbiologia insegue e completa la chimica e la fisica e viceversa. Venendo al testo, ben ordinato in 8 capitoli, 25 paragrafi e 56 sottoparagrafi, dialoga con il lettore con ampie note a margine, riporta per ogni singolo capitolo la propria bibliografia, è arricchito da 2 appendici ed è completato da un utilissimo indice analitico. Quanto al contenuto mi limito a un paio di intriganti frasi riprese dalla premessa: “Il formaggio può essere descritto come il passaggio da un fluido, considerabile omogeneo nonostante la sua naturale tendenza a separare il grasso, a un solido, che racconta la storia di un gradiente di caratteristiche che inizia nel momento in cui il coagulo è tagliato e si ottengono cagliata e siero. Quale sia il formaggio, uno tra le migliaia di varietà catalogabili nel mondo, esso non sarà quasi mai un alimento completamente omogeneo di cui sia irrilevante la porzione che mangiamo, perché proprio a partire dal taglio del coagulo che, quale sia l’obiettivo, genera particelle di cagliata con forme e dimensioni irregolari, si creano le condizioni per avere gradienti di composizione, proprietà reologiche e di struttura che evolvono nel tempo, grazie al divenire delle molteplici fasi del processo di caseificazione, come la salatura e la stagionatura.” Ecco 135 parole che portano anche il maggior esperto caseario a ri-pensare e ri-valutare se non tutto, almeno in parte, il proprio “sapere”.
e tecnologie alimentari presso l’Università di Parma. Nel 2020 ha lasciato la cattedra, ma continua la sua pluridecennale attività di studio e ricerca nell’ambito delle tecnologie lattiero-casearie. Erasmo Neviani è professore ordinario di Microbiologia agraria presso l’Università di Parma, dove insegna Microbiologia degli alimenti. Ricopre anche il ruolo di Presidente del Comitato Italiano FIL-IDF (International Dairy Federation) per il quadriennio 2021-2024. Vanta una pluridecennale esperienza di ricerca nell’ambito lattiero-caseario.
45 Dicembre/2022
Mucchetti, Erasmo Neviani
Tecnologia casearia, dall’empirismo all’industria
Germano Mucchetti è stato professore ordinario di Scienze
GLI AUTORI
RECENSIONI TECNICA
Vincenzo Bozzetti
Tutela del benessere degli animali durante il trasporto
L’EFSA ha pubblicato alcune raccomandazioni
Nell’ambito della strategia “From Farm to Fork - Dal produttore al consumatore” elaborata nell’ambito del “Green Deal”, il benessere degli animali rap presenta un tema di fondamentale importanza rispetto al quale è anche prevista la revisione della vigente legislazio ne europea, attualmente disciplinata dal Regolamento (CE) n. 1/2005 sulla protezione degli animali durante il trasporto che si basa su un parere scientifico adottato nel 2002. Al fi ne di coadiuvare la Commissione europea in tale processo, è stato richiesto all’EFSA (Autorità europea per la sicurezza alimentare) di predisporre una serie di pareri scientifici che contengono alcune raccomandazioni per migliorare il be nessere degli animali durante il trasporto.
I cinque pareri scientifici elaborati dall’Autorità e pubblicati nel mese di settembre 2022 riguardano i piccoli ruminanti (ovini e caprini), gli equidi (cavalli e asini), i bovini (vacche e vitelli), i suini; nonché gli animali trasportati in contenitori, compresi i volatili domestici (polli, galline ovaiole, tacchini, ecc.) e i conigli.
LE RACCOMANDAZIONI DELL’EFSA
Per quanto concerne la tutela del benessere degli animali du rante il trasporto, le raccomandazioni EFSA riguardano prin cipalmente i seguenti aspetti: maggior spazio a disposizione per i singoli animali, temperature più basse, viaggi più corti. In

46 Dicembre/2022 NORMATIVA PILLOLE LEGISLATIVE
Avv. Sara Checchi Studio Legale Gaetano Forte

particolare, per quanto riguarda le temperature da rispettare durante il trasporto è stato evidenziato, attraverso il supporto di alcuni studi scientifici, che gli animali sono sottoposti a con dizioni di stress termico quando il veicolo adibito al trasporto raggiunge la cosiddetta “upper critical temperature (UCT)”; di conseguenza per ridurre questo rischio di stress, la tempera tura all’interno dei veicoli non deve superare la soglia prevista in base all’UCT. In relazione all’aumento dello spazio a dispo sizione per i singoli capi di bestiame, si tratta di una misura fi nalizzata a consentire agli animali di regolare la propria postu ra in risposta all’accelerazione e ad altri eventi che si possono verificare durante il trasporto. Relativamente al tempo del tra gitto, EFSA evidenzia che a seconda della durata più o meno estesa del viaggio, gli animali sono esposti a pericoli, pertanto sulla base delle prove scientifiche legate alla prevenzione del lo stress, della paura e dell’angoscia negli animali, la durata del viaggio dovrebbe essere ridotta al tempo minimo neces sario per raggiungere il luogo di destinazione. Per quanto riguarda nello specifico i bovini, secondo le indi cazioni elaborate dall’Autorità europea per la sicurezza ali mentare, deve essere riservato ai capi di bestiame (secondo una stima di un bovino di peso medio pari a 400 chilogrammi) uno spazio non inferiore a 1,79 metri quadrati e la temperatu ra durante il viaggio deve rispettare il limite di 25°C. Per gli ovini, invece, è prevista la messa a disposizione di uno spa zio pari ad almeno 0,43 metri quadrati (basato su una valuta zione di un animale di peso medio pari a 40 chilogrammi) e una temperatura massima pari a 32°C. Ulteriori parametri so no previsti per i suini da macello: spazio non inferiore a 0,62 metri quadrati per animali di peso medio pari a 110 kg e tem peratura massima pari a 25°C. Ogni cavallo necessita di uno spazio di 40 cm in più della sua larghezza e 40 cm in più del la sua lunghezza e temperatura massima pari a 25°C.
EFSA si è inoltre espressa sul trasporto degli animali (conigli e pollame) all’interno di contenitori raccomandando in modo particolare che il periodo complessivo di permanenza nel box non superi le 12 ore.
RACCOMANDAZIONI SPECIFICHE PER IL BENESSERE DEI BOVINI DURANTE IL TRASPORTO
Uno dei cinque pareri elaborati dall’EFSA riguarda la tutela dei bovini (compresi i vitelli) al fine di salvaguardare il loro benessere principalmente durante il trasporto su strada, ma sono stati valutati anche altri mezzi di trasporto (traghetti roll-on-roll-off e navi per il bestiame, trasporto aereo e ferroviario).
Nel documento in oggetto vengono descritte le pratiche at tuali relative al trasporto del bestiame durante le diverse fa si (preparazione, carico/scarico, transito e pause di viaggio) e in base alla durata e frequenza del tragitto sono state identificate undici conseguenze altamente rilevanti per il be nessere animale. Sono poi stati individuati alcuni specifici rischi, principalmente relativi a condizioni di guida inade guata, carenze strutturali dei veicoli, condizioni microclimati che e ambientali sfavorevoli e inidonee pratiche di alleva mento che possono determinare conseguenze negative sul benessere degli animali.
Vediamo nel dettaglio gli aspetti evidenziati nel parere scientifico redatto dal gruppo di esperti.
Per il trasporto su strada, che è la pratica di trasporto più comune, ogni fase è stata descritta in termini di pratica cor rente e valutata in termini di conseguenze sul benessere, in base alle cosiddette “animal-based measures (ABM)”. So no state proposte alcune raccomandazioni per prevenire i rischi sul benessere degli animali e correggere le eventuali conseguenze negative; sono state inoltre sviluppate speci fiche raccomandazioni in relazione alle soglie quantitative per le condizioni microclimatiche all’interno dei mezzi di tra sporto e per le soglie spaziali (spazio minimo consentito). Inoltre sono trattate, in un’apposita sezione del parere, le raccomandazioni relative al benessere durante il trasporto di vitelli non svezzati e vacche da latte: i vitelli devono avere almeno 5 settimane di età e un peso di 50 kg al momento del trasporto; devono avere a disposizione uno spazio suffi ciente per potersi sdraiare durante il viaggio e la temperatu ra all’interno dei veicoli non deve superare i 25° centigradi; inoltre la durata massima del viaggio dovrebbe tener conto del tempo trascorso dall’ultima somministrazione di alimen ti e in ogni caso non dovrebbe superare le 8 ore. Secondo i dati ricavati dal sistema TRACES, circa 4,3 milio ni di bovini sono stati trasportati tra gli Stati membri nel pe
47 Dicembre/2022 PILLOLE LEGISLATIVE NORMATIVA
riodo dal 2019 al 2021, utilizzando tutti i mezzi di trasporto. Il trasporto su strada costituiva circa il 90% del trasporto tota le di bestiame effettuato in questo periodo.
In base alla durata e alla frequenza del viaggio sono state identificate come altamente rilevanti per il benessere del be stiame undici conseguenze quali:
1. stress di gruppo; 2. stress da gestione; 3. stress da calore; 4. lesioni; 5. stress da movimento; 6. fame prolungata; 7. sete prolungata; 8. disturbi respiratori; 9. limitazione del movimento; 10. problemi di riposo; 11. sovra stimolazione sensoriale.
Il verificarsi delle diverse tipologie di rischio varia a seconda delle condizioni e del mezzo di trasporto impiegati. I bovini possono provare uno o più stati affettivi negativi associati al le suddette conseguenze sul benessere, inclusi paura, dolo re, disagio, frustrazione, affaticamento e angoscia.
Allo scopo di ridurre l’impatto dell’attività di trasporto sul be nessere degli animali e nel tentativo di ridurre l’esposizione ai rischi e alle relative conseguenze, si deve considerare che lo stress motorio e la sovra stimolazione sensoriale iniziano
non appena il veicolo inizia a muoversi e continuano mentre il veicolo è in movimento, generando nell’animale stanchez za, paura e angoscia. Le interruzioni del viaggio (ad esem pio, lo scarico degli animali in un posto di controllo) hanno la funzione di ridurre i pericoli a cui sono esposti durante il tra gitto e consentono loro di riprendersi dalle relative conse guenze sul benessere. Tuttavia, ai fini della tutela complessi va del benessere animale, occorre considerare che presso i posti di controllo esiste il potenziale rischio di esposizione degli animali a malattie infettive attraverso il contatto diretto o indiretto con altri animali e/o agenti patogeni infettanti.
CONCLUSIONI
È stata individuata un’ampia varietà di rischi che possono determinare diverse conseguenze sul benessere degli ani mali in relazione alle diverse fasi di trasporto e ai vari fatto ri spazio-temporali. Dalla disamina della letteratura scienti fica emerge che un aspetto della massima importanza è quello di accertare, prima della partenza, se gli animali sia no effettivamente idonei al trasporto; attualmente, non esi ste una definizione scientifica concordata del concetto di “idoneità al trasporto”. Al fine di evitare dubbi ed errori di classificazione degli animali in relazione alla loro idoneità al trasporto, i gruppi professionali (costituiti da agricoltori, al levatori, conducenti, trasportatori, ispettori e veterinari) do vrebbero raccogliere elementi idonei a riempire di contenu ti il concetto di “idoneità al trasporto” al fine di stabilirne una definizione.
Tra le raccomandazioni per migliorare il benessere degli animali costituiscono misure di facile attuazione in base ai dati scientifici sopra esposti: la messa a disposizione di maggiore spazio per ciascun capo di bestiame, il controllo della temperatura non oltre la soglia di criticità, la durata massima del tragitto. In ogni caso gli animali devono esse re trattati con cura da parte degli addetti al trasporto, sti mando che, secondo gli studi effettuati, avranno bisogno di essere abbeverati dopo 9 ore di viaggio e nutriti dopo 12 ore; è opportuno che nell’organizzazione del viaggio i tra sportatori tengano conto di tali tempistiche al fine di deter minare i tempi massimi di percorrenza. Per mitigare l’espo sizione ai pericoli del trasporto e per consentire agli anima li di mangiare, bere e riposarsi, questi devono essere scari cati dal mezzo di trasporto e collocati in spazi idonei al ristoro e al riposo.

48 Dicembre/2022 NORMATIVA PILLOLE LEGISLATIVE





49 Dicembre/2022 PILLOLE LEGISLATIVE NORMATIVA LA RIVISTA DELL’INDUSTRIA E DEI TECNICI DEL LATTE • IL RIFERIMENTO PER GLI OPERATORI DA OLTRE 50 ANNI • OPPURE ABBONATI ONLINE ALL’INDIRIZZO www.quine.it abbonamento annuale NON PERDERE QUESTA OCCASIONE COMPILA LA CARTOLINA QUI SOTTO E ATTIVA SUBITO IL TUO ABBONAMENTO A SOLI 30 € CAMPAGNA ABBONAMENTI Abbonati su www.quine.it o compila questo coupon e invialo a abbonamenti@quine.it Editore: Quine Srl Via Spadolini, 7 20141 Milano - Italia Tel +39 02 864105 Fax +39 02 70057190 LATTE TRASFORMAZIONE TECNOLOGIA QUALITÀ numero 1 | OTTOBRE 2019 | VOLUME 69 SSN 0390-6361 Rivista dell’Associazione Italiana Tecnici del Latte Journal of the Italian Dairy Science Association Italian Journal of Dairy Science and Technology A.I.Te.L. Associazione Italiana Tecnici del Latte Relazioni fra produttività di un allevamento, composizione chimica e proprietà igienicosanitarie del latte per la trasformazione in Parmigiano Reggiano Relationships between herd productivity chemical composition and hygiene parameters of milk for Parmigiano Reggiano cheese Valutazione preliminare della presenza di 3-cheto4-colestene in Parmigiano Reggiano DOP Preliminary evaluation of 3-keto-4cholestene in Parmigiano Reggiano PDO cheese Biodiversità di lieviti isolati da siero-innesto di produzioni casearie italiane Yeast biodiversity in natural whey cultures for italian cheese production I prezzi del latte in Europa: uno studio comparato Milk Prices in Europe: a comparative analysis www.stlcjournal.it Glicole propilenico per le lattifere: uso e abuso Utile in caso di chetosi non è consigliabile per trattamenti sistematici Vediamo perché World Dai y Summit numeri e trend del settore Innovazione efficienza e sostenibilità al centro del Vertice mondiale di Istanbul Parola di Caroline Emond Qualità del latte bovino le criticità emergenti A colloquio con Giuseppe Bolzoni direttore del Centro Referenza Nazionale Nome e Cognome Azienda Indirizzo Cap Città Telefono E-mail PEC (per fatturazione elettronica) Codice fiscale (obbligatorio) Partita IVA Codice destinatario (per fatturazione elettronica) Desidero sottoscrivere il seguente abbonamento: Abbonamento annuale Italia a € 40,00 (6 numeri). Abbonamento annuale Europa a € 80,00 (6 numeri). PAGAMENTO Bonifico Bancario IBAN IT88U0521601631000000000855 (allego fotocopia) Versamento su c/c postale N.60473477 intestato a Quine Srl - Via Spadolini, 7 20141 Milano (allego fotocopia) Addebito su carta di credito Visa Carta Sì Mastercard n. scadenza / CVC (CVC: ultime 3 cifre de numero che si trova sul retro, nello spazio della firma) Firma CONSENSO AL TRATTAMENTO DEI DATI Ai sensi dell’art 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 (GDPR), il sottoscritto _______________________________ esprime il proprio espresso e specifico consenso al rattamento dei dati ai fini di: Invio e mail promozionali e/o comunicazioni di marketing nonché e fettuazione di ricerche di mercato se autorizzato dal cliente da parte di Quine Srl o di socie à da essa controllate, collegate o partecipate; Esprimo il mio consenso Nego il mio consenso Invio e mail promozionali e/o comunicazioni di marketing se autorizzate dal cliente per finalità di profilazione (come ad es memorizzazione di abitudin di consumo) volte a migliorare le offerte nei confronti del cliente da parte di Quine Sr o di società da essa controllate, collegate o partecipate;
il mio consenso Nego il mio consenso Invio e mail promozionali e/o comunicazioni di marketing nonché ef ettuazione di ricerche di mercato e di profilazione se autorizzato da cliente per conto di società terze (appartenenti alle categorie editoria professionist della salute case farmaceut che ecc) non facenti parte di Lswr Group
il mio consenso Nego il mio consenso
il mio consenso al trattamento in base all’informa iva di
sopra
Esprimo
Esprimo
Esprimo
cui
Data Firma

Board and online submission and review system
EDITORS IN CHIEF
Milena Brasca (Consiglio Nazionale delle Ricerche-CNR, Milano)
Giovanna Contarini (Consiglio per la Ricerca in Agricoltura e l'analisi dell'Economia agraria-CREA, Lodi)
SCIENTIFIC EDITORIAL BOARD
Federico Baruzzi (Consiglio Nazionale delle Ricerche-CNR, Bari)
Luciana Bava (Università degli Studi di Milano)
Giovanni Cabassi (Consiglio per la Ricerca in Agricoltura e l'analisi dell'Economia agraria CREA, Lodi)
Cinzia Caggia (Università di Catania)
María Remedios Carrasco Sánchez (QueRed Zafra, Spain)
Bianca Castiglioni (Consiglio Nazionale delle Ricerche-CNR, Lodi)
Fabio Coloretti (Università di Bologna)
Roberto Consonni (Consiglio Nazionale delle Ricerche-CNR, Milano)
Maria Luisa Dettori (Università degli Studi di Sassari)
Paolo Formaggioni (Università degli Studi di Parma)
Piero Franceschi (Università degli Studi di Parma)
Elena Franciosi (Fondazione Edmund Mach, San Michele all’Adige)
Monica Gatti (Università degli Studi di Parma)
Giorgio Giraffa (Consiglio per la Ricerca in Agricoltura e l'analisi dell'Economia agraria-CREA, Lodi)
Yesid González Torres (Fundación Universitaria Juan de Castellanos, Tunja, Colombia)
Nadia Innocente (Università degli Studi di Udine)
Alejandra A.Latorre (Universidad de Concepción, Chillan, Chile)
Camilla Lazzi (Università degli Studi di Parma)
Massimo Malacarne (Università degli Studi di Parma)
Lucia Monti (Consiglio per la Ricerca in Agricoltura e l'analisi dell'Economia agraria -CREA, Milano)
Luisa Pellegrino (Università degli Studi di Milano)
Giovanni Piredda (Agenzia Regionale per la Ricerca in Agricoltura, Sassari)
Luca Settanni (Università degli Studi di Palermo)
Tiziana Silvetti (Consiglio Nazionale delle Ricerche-CNR, Milano)
Andrea Summer (Università degli Studi di Parma)
HONORARY BOARD MEMBERS
Giuseppe Losi
Scienza e tecnica lattiero casearia uses an online submission and review system for all papers evaluation. of the review process whenever they need to.
The link to the editorial system is http://stlcj.edmgr.com, it is also available on the Jour nal website: www.stlcjournal.it.
The Authors are invited to submit their manuscripts through the online editorial system; manuscripts sent by e-mail, post or fax are not considered for publication.
All the Authors should read carefully the Guide for Authors before starting their submissions. Full information about the man uscript preparation are available on the Jour nal website.
mation. Through a menu, a general topic area should be selected: these will help to match manuscripts to the best available editors and reviewers.
Reviewers will access papers via the editorial system platform and will be invited and sent to it by email.
forms are available on the Jour nal website: www.stlcjournal.it
Biogenic amine producer or antibiotic resistance reservoir:
in Pecorino
Toscano PDO cheese
*Corresponding author: Valentina Bernini
Parco Area delle Scienze 49/A, 43124, Parma, Italy E-mail: valentina.bernini@unipr.it
Abstract
Objective: The paper aims to in vestigate the production of hista mine and tyramine as well as to evaluate the antibiotic resistance of Streptococcus thermophilus strains used as starter for Pecorino Toscano PDO cheese.
Material and methods: S. ther mophilus strains were isolated from vat milk, curd and cheese during manufacturing. The hista mine and tyramine production was assessed by UHPLC-ESI-MS/MS analyses while antibiotic resist ance was evaluated by minimum inhibitory concentration (MIC).
Results and Conclusions: S. thermophilus strains isolated dur ing cheese manufacturing did not produce histamine and tyramine, in in vitro conditions, and showed
to be a reduced reservoir of antibi otic resistance indeed only one strain showed to be resistant to streptomycin (MIC=128 µg/mL) and tetracycline (MIC > 64 µg/ mL). Despite these data indicating that these two safety aspects could be not critical for the pro duction of Pecorino Toscano PDO cheese, they should be introduced as selection criteria and be moni tored overtime to exclude those microorganisms that could be a threat to human health.
Keywords:
J Pecorino Toscano microflora
J Streptococcus thermophilus
J Histamine production
J Tyramine production
J Antibiotic resistance
Received: Jun 28, 2022
Accepted: Oct 06, 2022 DOI: 10.36138/STLC.06.2022.01
Riassunto Obiettivo: Questo lavoro ha lo scopo di studiare la produzione di istamina e tiramina e di valutare la resistenza a vari antibiotici di cep pi di Streptococcus thermophilus impiegati come starter per la pro duzione di Pecorino Toscano DOP.
Materiali e metodi: I ceppi di S. thermophilus sono stati isolati da latte in caldaia, cagliata e formag gio durante il processo produttivo. La produzione di istamina e tirami na è stata valutata tramite l’impie go di UHPLC-ESI-MS/MS, mentre la resistenza agli antibiotici è stata valutata tramite MIC.
Risultati e Conclusioni: I ceppi di S. thermophilus non hanno mo strato capacità di produrre istami na e tiramina e hanno evidenziato una bassa resistenza agli antibioti
ci in quanto solamente un ceppo ha mostrato resistenza nei con fronti di streptomicina (MIC=128 µg/mL) e tetraciclina (MIC > 64 µg/mL). Nonostante questi dati in dichino che questi aspetti possano non essere critici per la produzione di Pecorino Toscano DOP, dovreb bero essere introdotti come criteri di selezione ed essere sottoposti ad un monitoraggio nel tempo per escludere quei microrganismi po tenzialmente dannosi alla salute dell’uomo.
Parole chiave:
J Microflora del Pecorino Toscano
J Streptococcus thermophilus
J Produzione di istamina
J Produzione di tiramina
J Antibiotico-resistenza
10.36138/STLC.06.2022.01
Scientific papers / Original article 52 Dicembre/2022 Scienza
e Tecnica Lattiero-Casearia / Vol 72, n.6, 52 - 58, 2022
58 © 2022 QUINE
DOI:
2022; (6)72: 52 -
Annalisa Ricci1,†, Gaia Bertani1,†, Luca Calani1, Valentina Bernini1*, Erasmo Neviani1, Camilla Lazzi1
the case of Streptococcus thermophilus
Produttore di ammine biogene o reservoir di resistenza agli antibiotici: il caso di Streptococcus thermophilus nel formaggio Pecorino Toscano DOP
1Affiliation: Department of Food and Drug, University of Parma, Associated Member of the JRU MIRRI-IT, Parco Area delle Scienze 49/A, 43124 Parma, Italy †These authors have equally contributed to this work
INTRODUCTION
Pecorino Toscano is a Protected Denomination of Origin (PDO) Ital ian cheese manufactured in the Tuscany region. Its composition and microbiological biodiversity are related to the production areas, prin cipally located in the middle and southern Italy. For the production the whole ewe’s milk is generally pasteurized and added with mixed starter cultures, natural or selected strains mainly belonging to Streptococcus thermophilus and Lactococcus lactis species, usual ly obtained from autochthonous strains isolated from milk and cheeses produced in the PDO area (1,2).
Beyond their technological traits, literature widely reported that starter lactic acid bacteria (LAB) species could generate toxic me tabolites, such as biogenic amines (BAs) and may act as reservoirs for antibiotic resistance genes leading to a possible risk to consum er health (3,4). It is extensively reported that several LAB strains, widely used as starter cultures in fermented food products, can be responsible for histamine and tyramine accumulation in dairy prod ucts (5,6). Simultaneously, previous works reported their potential resistance to one or multiple antibiotics (7,8). However, little is known regarding the species S. thermophilus, de spite its ubiquitous occurrence and its commercial importance in several fermented products (9).
This scenario forces scientists to turn their attention to the fact that all the population is at risk for BAs accumulation and for distribution and acquisition of antibiotic resistance by their choices in meal com position and food sources.
Following these considerations, this work aims to identify and inves tigate, from a phenotypic point of view, safety aspects, meaning the BAs production, in particular histamine and tyramine, and the antibi otic resistance of S. thermophilus strains isolated from Pecorino To scano PDO cheese production.
MATERIALS AND METHODS
Sampling
In order to investigate the species S. thermophilus regarding the potential ability to produce histamine and tyramine and the capa bility to serve as reservoirs for antibiotic resistances, this study was conducted on a total of 8 samples (collected in four different Pecorino Toscano dairy farms), including 3 vat milk, 2 curd and 3 cheese samples. The samples were obtained from the manufactur ers located in different areas and belonging to Pecorino Toscano PDO cheese production area. Immediately after collection, all the samples were cooled at 4°C until the analysis. Ten grams of solid
samples (curd and cheese) were homogenized 1:10 with sterile Ringer’s solution using a blender (STOMACHER, 400 circulator, UK) (Oxoid, Basingstoke, UK) for 3 min at 230 rpm. Instead, vat milk samples (1 mL) were 10-fold diluted in Ringer’s solution (Ox oid Ltd., Basingstoke, UK).
Microbiological analyses
The microbiological analyses were performed in M17 agar medi um (Oxoid Ltd., Basingstoke, UK) in anaerobic conditions (An aerogen, Oxoid Ltd., Basingstoke, UK) to determine the thermo philic cocci. The plates were incubated at 42°C for 48 h, the colo nies grown were microscopically observed (Olympus BX51TF, Olympus, Tokyo, Japan). The microbial concentration was quanti fied as CFU/mL or g, and the analyses were performed in dupli cate. Among the all colonies grown, 80 colonies (10 per sample) were purified by subsequent streaking on M17 agar (Oxoid) and maintained as frozen stock cultures in M17 broth (Oxoid Ltd., Basingstoke, UK) with 15% (v/v) glycerol at − 80 °C. Before use, each frozen stock culture was transferred twice (2% inoculum, v/v) in M17 broth (Oxoid) and incubated at 42 °C for 18 h under anaerobic conditions (Oxoid).
Identification of S. thermophilus strains and culture conditions
Each revitalized culture was centrifuged at 12,000×g for 5 min, pel lets were resuspended in TE buffer (10 mM Tris–HCl, 1 mM EDTA, pH 8.0) and genomic DNA was extracted using phenol/chloroform/ isoamyl alcohol (25:24:1) (10). The bacterial region V1-V8 of 16S rRNA gene was amplified according to Marchesi et al., 1998 (11) using universal specific primers 63F (5'CAGGCCTAACACATG CAAGTC 3') and 1387R (5'GGGCGGAGTGTACAAGGC 3'). PCR products were visualized by 1% agarose gel electrophoresis and the amplified DNAs were sequenced (Macrogen Europe, Meiberg dreef, Amsterdam, Netherlands). The taxonomic strain identifica tion was performed at the Blastn site of NCBI server (https://www. ncbi.nlm.nih.gov/https://blast.ncbi.nlm.nih.gov/Blast.cgi).
Evaluation of histamine and tyramine production by S. thermophilus strains by UHPLC-ESI-MS/MS
The strain ability to metabolize histidine and tyrosine and accumu late histamine and tyramine was determined in M17 broth added with 0.5% (w/v) lactose (LM17) (Oxoid Ltd., Basingstoke, UK) (12,13). Each strain was inoculated in the medium at a concentra tion of 6 Log CFU/mL and, after incubation at 42°C for 72 h in an aerobic condition, the grown culture was centrifuged at 8,000×g
Scientific papers / Original article 53 Dicembre/2022
10.36138/STLC.06.2022.01 2022; (6)72: 52 - 58 © 2022 QUINE
Annalisa Ricci, Gaia Bertani, Luca Calani, et al.
DOI:
for 10 min at 10°C. The histidine/tyrosine and histamine/tyramine concentrations in the supernatants were measured by Ultra high-performance liquid chromatography-electrospray ioniza tion-tandem mass spectrometry (UHPLC-ESI-MS/MS) analysis through a DIONEX Ultimate 3000 UHPLC coupled to a TSQ Van tage triple quadrupole (Thermo Fisher Scientific Inc., San Josè, CA, USA) fitted with a heated-electrospray ionisation (H-ESI II) probe (Thermo Fisher Scientific Inc., San Josè, CA, USA). All the analyses were performed in triplicate.
Histidine and histamine analyses
For method development a Xbridge BEH HILIC XP column 100x2.1 mm, 2.5 µm particle size and Acquity UPLC HSS T3 column 100x2.1 mm, 1.8 µm particle size were purchased from Waters (Milford, MA, USA), while Ultra Aqueous C18 column 100x2.1 mm, 3 µm particle size was from Restek (Bellefonte, PA, USA). The Xbridge BEH HILIC XP was used in the preliminary analyses be cause of high hydrophilic characteristics of histidine and hista mine. The mobile phase pumped at 0.4 mL/min with a constant 20% ammonium formate 20 mM in 1% formic acid, and water and acetonitrile both acidified with 0.2% formic acid. Unfortunately, histidine and histamine showed a very poor chromatographic be haviour with the HILIC column, with a chromatographic width close to 3 min. Any effect on peak width was obtained by increas ing acetonitrile as a sample diluent in order to reduce the strength of the water as diluent in a HILIC system. Thus, a reverse phase Ul tra Aqueous C18 column from Restek was tested with a binary sol vent gradient of water and acetonitrile both acidified with 0.2% for mic acid. This column was previously used to retain polar com pounds as amino acids (14). The starting gradient used in the re verse phase system was kept at 99% water and 1% acetonitrile ensuring the chromatographic retention of both histidine and hista mine. Ultra-Aqueous C18 column was compared with a HSS T3 reverse phase column, since the latter was previously used for analyses of very polar compounds (Anal Bioanal Chem (2017) 409:295–305). A similar chromatographic behaviour was obtained with Acquity UPLC HSS T3 column (Waters) with the same mobile phase used with Ultra Aqueous C18 column (Restek). However, the Acquity UPLC HSS T3 column was preferred than Ultra Aque ous C18 column because the lower particle size (1.8 µm vs 3 µm) ensured a higher chromatographic efficiency. All the samples were diluted 20-fold with 0.2% aqueous formic acid to improve the peak shape of histamine rather than the 5- and 10-fold dilution step (da ta not shown). The UHPLC-MS/MS conditions were detailed in the Supplementary Material.
Tyrosine and tyramine analyses
For UHPLC, mobile phase A was methanol/water 50:50 (v:v), mobile phase B was acetonitrile containing 0.2% formic acid, while mobile phase C was ammonium formate 20 mM containing 1% of formic acid. Separations were performed using an XBridge® BEH HILIC column (2.1 x 100mm, 2.5 μm particle size) (Waters, Milford, MA, USA). The UHPLC-MS/MS conditions were detailed in the Supple mentary Material.
Antibiotic Susceptibility Test
To determine the antibiotics susceptibility of the tested strains the minimum inhibitory concentration (MIC) was detected according to ISO IDF Standard 10932. Briefly, strains were grown on LAB sus ceptibility test medium (LSM) overnight at 37 °C (15), then diluted to approximatively 5 Log UFC/mL and added to the antibiotics, finally incubated at 37 °C under anaerobic conditions and examined after 48 h of incubation. The antibiotics, selected according to European Food Safety Authority (EFSA) guidelines (16), were tested in a range of six concentrations: ampicillin (0.25-8 µg/mL), vancomycin (0.25-8 µg/mL), gentamycin (4-128 µg/mL), streptomycin (4-128 µg/mL), erythromycin (0.25-8 µg/mL), clindamycin (0.125-4 µg/mL), tetracy cline (2-64 µg/mL) (Sigma-Aldrich, St. Louis, MO, USA) and chlo ramphenicol (1-32 µg/mL) (Mp Biomedicals, Solon, OH, USA). Strains were classified based on the cut-off values reported by EF SA (16): those with antibiotic values equal or lowest to the cut-off were considered sensible strains, instead, those showing higher an tibiotic values were considered resistant.
RESULTS AND DISCUSSION
Quantification and identification of S. thermophilus
The lactic microflora, isolated from vat milk, curd and cheese sam ples, was quantified and the thermophilic cocci were isolated. The bacterial concentration ranged between 9.30-9.53 Log CFU/mL or g, in line with data reported by Schirone et al. (2012) (17).
Among the 80 picked colonies, 19 strains were identified, by 16S se quences analysis by Blastn alignment tool, as S. thermophilus spe cies and were employed for the further analysis.
Evaluation of biogenic amines production and precursors consumption by S. thermophilus strains
No strain was able to metabolize tyramine and histamine being the amount of tyrosine and histidine comparable between the control sample (LM17 broth) and the inoculated one (Table I). The results
Scientific papers / Original article 54 Dicembre/2022 Scienza e Tecnica Lattiero-Casearia / Vol 72, n.6, 52 - 58, 2022
52 - 58 © 2022 QUINE
DOI: 10.36138/STLC.06.2022.01 2022; (6)72:
Table I. Tyrosine-tyramine and histidine-histamine concentrations detected in S. thermophilus cultures.
Values are expressed as µg/mL ± standard deviation. * standard deviation lower that 0.001.
Tabella I. Concentrazioni di tirosina-tiramina e istidina-istamina rilevate nelle colture di S. thermophilus.
I valori sono espressi come µg/mL ± deviazione standard. * deviazione standard inferiore a 0.001.
Samples
Tyrosine Tyramine Histidine Histamine 83 23.755 ± 4.988 0.091 ± 0.016 22.524 ± 0.341 0.027 ± 0.009 99 24.213 ± 0.221 0.052 ± 0.000* 23.757 ± 0.076 0.002 ± 0.000* 100 24.597 ± 0.248 0.050 ± 0.000* 25.623 ± 0.011 0.002 ± 0.000* 192 23.835 ± 0.264 0.048 ± 0.000* 23.191 ± 0.005 0.737 ± 0.014 201 27.701 ± 1.620 0.082 ± 0.008 27.786 ± 4.081 0.022 ± 0.004 211 25.181 ± 0.250 0.053 ± 0.000* 22.677 ± 0.017 0.002 ± 0.000* 526 24.963 ± 0.969 0.052 ± 0.000* 24.731 ± 0.028 0.002 ± 0.000* 4028 32.086 ± 0.726 0.105 ± 0.002 27.539 ± 0.532 0.023 ± 0.002 4029 21.602 ± 1.696 0.073 ± 0.006 22.943 ± 2.503 0.026 ± 0.010 4030 27.797 ± 3.917 0.101 ± 0.015 23.964 ± 4.692 0.025 ± 0.004 4031 22.332 ± 1.194 0.094 ± 0.005 23.901 ± 3.076 0.028 ± 0.000* 4032 26.757 ± 6.110 0.092 ± 0.023 24.804 ± 2.142 0.024 ± 0.004 4033 25.460 ± 5.791 0.097 ± 0.026 21.054 ± 3.097 0.020 ± 0.005 4034 23.241 ± 0.561 0.088 ± 0.012 24.173 ± 3.853 0.023 ± 0.009 4035 25.664 ± 1.838 0.085 ± 0.018 23.717 ± 1.879 0.025 ± 0.001 4036 18.033 ± 3.382 0.072 ± 0.013 19.815 ± 1.439 0.028 ± 0.012 4037 15.502 ± 2.327 0.064 ± 0.015 24.043 ± 0.690 0.027 ± 0.003 4038 23.620 ± 0.379 0.103 ± 0.007 16.666 ± 1.850 0.024 ± 0.005 4039 28.971 ± 2.269 0.102 ± 0.008 22.947 ± 1.924 0.027 ± 0.006
Control medium 25.543 ± 0.837 0.055 ± 0.007 26.522 ± 0.755 0.029 ± 0.001
clearly indicate that S. thermophilus strains, isolated from Pecorino Toscano PDO cheese, don’t represent a critical issue in term of his tamine and tyramine production in the conditions tested. In particular, none of them could accumulate histamine in in vitro conditions tested, differently from others S. thermophilus strains isolated from diverse dairy matrices (14,18,19). On the other hand, about tyramine production, our results were more in line with La Gioia et al. (2011) (13), that observed a low percentage (1.2 %) of S. thermophilus strains able to produce tyramine, and contrary to Gezginc et al. (2012) (19), who stated that all the 58 S. thermophi lus strains analysed could produce twelve different biogenic amines.
It has been reported that through BAs production the microorganism could obtain supplementary energy, thanks to the protonmotive force associated with the membrane, resulting in a cell’s benefit (20). Among the same species, not all the strains revealed genes involved in histidine/tyrosine decarboxylation, suggesting strains-dependant implications in food safety.
Different studies have suggested that the genes involved in histi dine/tyrosine decarboxylation could be involved in horizontal gene transfer, at both intraspecies and interspecies level, such as be tween Latilactobacillus curvatus and S. thermophilus (21). Therefore, the histamine and tyramine production risk could be extended to LAB involved in dairy manufacturing sharing the same ecosystem.
Scientific papers / Original article 55 Dicembre/2022
2022; (6)72: 52 - 58 © 2022 QUINE
Annalisa Ricci, Gaia Bertani, Luca Calani, et al. DOI: 10.36138/STLC.06.2022.01
Table II. Minimum inhibitory concentration (MIC) values of the eight antibiotics tested for the 19 S. thermophilus strains, isolated from Pecorino Toscano PDO cheese manufacturing. * EFSA FEEDAP Panel. 2018. S: susceptibility; R: resistance.
Tabella II. Valori di minima concentrazione inibente (MIC) di otto antibiotici testati per i 19 ceppi di S. thermophilus, isolati dal processo di produzione del Pecorino Toscano DOP. * EFSA FEEDAP Panel. 2018. S: sensibilità; R: resistenza.
Strain Ampicillin S/R Vancomycin S/R Gentamycin S/R Streptomycin S/R Erytromycin S/R Clindamycin S/R Tetracyclin S/R Chloramphenicol S/R 83 0.25 S 0.5 S 16 S 128 R ≤ 0.25 S ≤ 0.125 S > 64 R 4 S 99 ≤ 0.25 S ≤ 0.25 S 8 S 8 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 100 ≤ 0.25 S ≤ 0.25 S ≤ 4 S 8 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 2 S 192 0.5 S ≤ 0.25 S ≤ 4 S 16 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 201 0.5 S ≤ 0.25 S 16 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 211 ≤ 0.25 S ≤ 0.25 S 16 S 64 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 2 S 526 ≤ 0.25 S ≤ 0.25 S ≤ 4 S 8 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 2 S 4028 ≤ 0.25 S ≤ 0.25 S 8 S 16 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4029 0.5 S ≤ 0.25 S 8 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4030 0.5 S ≤ 0.25 S 8 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4031 0.5 S ≤ 0.25 S 16 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4032 0.5 S ≤ 0.25 S 8 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4033 0.5 S ≤ 0.25 S 16 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4034 0.5 S ≤ 0.25 S 16 S 16 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4035 0.5 S ≤ 0.25 S ≤ 4 S 16 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4036 0.5 S ≤ 0.25 S 16 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4037 0.5 S ≤ 0.25 S 16 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4038 0.5 S ≤ 0.25 S 16 S 32 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S 4039 0.5 S ≤ 0.25 S 16 S 64 S ≤ 0.25 S ≤ 0.125 S ≤ 2 S 4 S EFSA Breackpoint* 2 4 32 64 2 2 4 4
For this reason, this analysis could be introduced as an additional criterion in the steered selection of strains suggested by Pecorino Toscano PDO Protection Consortium, and could be useful to con trol the starter cultures over time, in order to assess changes of the prevalence during the years.
S. thermophilus antibiotic susceptibility
It is well known that antibiotic resistance represents a widespread problem in human and veterinary medicine. For this reason, the re
search on the prevalence of antibiotic resistance is mainly focused on bacteria of clinical interest. However, it is speculated that non-pathogenic microorganisms which are currently employed for food production, such as starter cultures, can act as reservoirs of antibiotic resistance that can be transferred to other microorgan isms. Indeed, the food chain, as well as the gastrointestinal tract, can be considered a fertile place for antibiotic resistance transmis sion across commensal and beneficial bacteria to pathogenic mi croorganisms (10, 22). Consequently, EFSA has provided the criteria
Scientific papers / Original article 56 Dicembre/2022 Scienza e Tecnica Lattiero-Casearia /
72, n.6, 52 - 58, 2022
58 © 2022 QUINE
Vol
DOI: 10.36138/STLC.06.2022.01 2022; (6)72: 52 -
for the employment of microorganisms in food production avoiding the risk of antibiotic resistance transmission (16, 23). The guidelines proposed for LAB suggest testing the susceptibility of different anti biotics providing specific breakpoints to distinguish resistant from susceptible microorganisms. Since S. thermophilus is the focus of this work, the susceptibility of eight antibiotics was investigated ac cording to EFSA (16). Among the 19 strains studied only one showed resistance to the antibiotics tested (Table II). Indeed, strain 83, isolat ed from vat milk, was resistant to streptomycin (MIC 128 µg/mL) and tetracycline (MIC > 64 µg/mL). Many authors reported that various strains, isolated from different dairy environments, were resistant to tetracycline, erythromycin, streptomycin, clindamycin, gentamicin,
CONCLUSIONS
S. thermophilus is widely used as starter culture in dairy tech nology with a long and safe history of application. Despite its technological importance and ubiquity in Pecorino Toscano starter cultures, little is known regarding its potential ability to produce BAs and its capability to serve as reservoirs for antibi otic resistances. The research performed indicates that, in Pecorino Toscano PDO cheese, the acquisition of antibiotic
ampicillin and vancomycin (22, 24-27). However, in the present study, the prevalence of strains showing antibiotic resistances is very low compared to other studies (24-27). Moreover, previous studies reported that S. thermophilus could be a carrier for antibiot ic resistance in dairy environments also suggesting that cheese fer mentation could be a susceptible process during which antibiotic re sistant bacteria could evolve and proliferate (24,27). For this reason, it is of crucial importance, during cheese manufacturing, the em ployment of starter cultures that do not have antibiotic resistances to avoid the risk of resistance genes transmission. To this end, all the strains studied in this work seems to be suitable as starters cultures for Pecorino Toscano PDO cheese production except the strain 83.
resistance and the histamine/tyramine production seems not to be a critical issue. However, since the transmissibility of genes involved in BAs’ productions and in antibiotic resistance may evolve in space and time, an accurate screening on start er cultures could be introduced to exclude undesired BAs’ producers and strains potentially able to spread antibiotic re sistance genes.
ACKNOWLEDGMENTS
We are grateful to the Consortium for the Protection of Pecorino Toscano PDO for supporting the research. The JRU MIRRI-IT (http://www.mirri-it.it/) is greatly acknowledged for scientific support.
CONFLICT OF INTEREST DISCLOSURE
All authors declare that they have no conflict of interest inherent the present paper.
REFERENCES
1. Schirone M, Tofalo R, Fasoli G, Perpetuini G, Corsetti A, Manetta AC, Ciarrocchi A, et al. High content of biogenic amines in Pecorino cheeses. Food Microbiology 2013; 34: 137-144.
2. Gobbetti M, Neviani E, Fox P. The Cheeses of Italy: Science and Technology. Ed. Springer International, 2018; Chapter 6.
3. Tabanelli G. Biogenic Amines and Food Quality: Emerging Challeng es and Public Health Concerns. Foods 2020; 9: 859.
4. Mathur S, Singh R. Antibiotic resistance in food lactic acid bacte ria--a review. International Journal of Food Microbiology 2005; 105:281-95.
5. Flasarová R, Pachlová V, Bu ňková L, Menšíková A, Georgová N, Dráb V, et al. Biogenic amine production by Lactococcus lactis subsp. cremoris strains in the model system of Dutch-type cheese. Food Chemistry 2016; 194:68-75.
6. Gatto V, Tabanelli G, Montanari C, Prodomi V, Bargossi E, Torriani S. et al. Tyrosine decarboxylase activity of Enterococcus mundtii: new in sights on phenotypic and genetic aspects. Microbial Biotechnology 2016; 9: 801– 813.
7. Guo H, Pan L, Li L, Lu J, Kwok L, Menghe B, et al. Characterization of Antibiotic Resistance Genes from Lactobacillus Isolated from Tradi tional Dairy Products. Journal of Food Science 2017; 82:724-730.
8. Ledina T, Mohar-Lorbeg P, Golob M, Djordjevic J, Bogovi č -Matijaši ć B, Bulajic S. Tetracycline resistance in lactobacilli isolated from Serbi an traditional raw milk cheeses. Journal of Food Science and Technol ogy 2018; 55:1426-1434.
9. Zarzecka U, Zadernowska, A, Chaj ę cka-Wierzchowska, W. Starter cultures as a reservoir of antibiotic resistant microorganisms, LWT 2020; 127:109424.
Scientific papers / Original article 57 Dicembre/2022
10.36138/STLC.06.2022.01 2022; (6)72: 52 - 58 © 2022 QUINE
Annalisa Ricci, Gaia Bertani, Luca Calani, et al. DOI:
10. De Los Reyes-Gavilán CG, Limsowtin GK, Tailliez P, Séchaud L, Accolas JP. A Lactobacillus helveticus -Specific DNA Probe Detects Restriction Fragment Length Polymorphisms in This Species. Applied and Environmental Microbiology 1992; 58:3429-3432.
11. Marchesi JR, Sato T, Weightman AJ, Martin TA, Fry JC, Hiom SJ, Dymock D, et al. Design and evaluation of useful bacterium-specific PCR primers that amplify genes coding for bacterial 16S rRNA. Applied and Environmental Microbiology 1998; 64:795-799.
12. La Gioia F, Rizzotti L, Rossi F, Gardini F, Tabanelli G, Torriani S. Identification of a tyrosine decarboxylase gene (tdcA) in Streptococ cus thermophilus 1TT45 and analysis of its expression and tyramine production in milk. Applied and Environmental Microbiology 2011; 77:1140–1144.
13. Tabanelli G, Torriani S, Rossi F, Rizzotti L, Gardini F. Effect of chem ico-physical parameters on the histidine decarboxylase ( hdcA) enzy matic activity in Streptococcus thermophilus PRI60. Journal of Food Science 2012; 77: 231–237.
14. Sardella R, Lisanti A, Marinozzi M, Ianni F, Natalini B, Blanch GP, et al. Combined monodimensional chromatographic approaches to mon itor the presence of d-amino acids in cheese. Food Control 2013; 34:478-487.
15. Klare I, Konstabel C, Müller-Bertling S, Reissbrodt R, Huys G, Van canneyt M, et al. Evaluation of new broth media for microdilution antibi otic susceptibility testing of lactobacilli, pediococci, lactococci, and bifidobacteria. Applied and Environmental Microbiology 2005; 71:8982–8986.
16. Rychen G, Aquilina G, Azimonti G, Bampidis V, Bastos ML, Bories G, et al. Guidance on the characterisation of microorganisms used as feed additives or as production organisms. EFSA Journal 2018; 16:5206-5230.
17. Schirone M, Tofalo R, Visciano P, Corsetti A, Suzzi G. Biogenic amines in Italian Pecorino cheese. Frontiers in Microbiology 2012; 3:171.
18. Rossi F, Gardini F, Rizzotti L, La Gioia F, Tabanelli G, Torriani S. Quantitative analysis of histidine decarboxylase gene ( HdcA) transcrip tion and histamine production by Streptococcus thermophilus PRI60
under conditions relevant to cheese making. Journal of Applied and En vironmental Microbiology 2011; 77:2817-2822.
19. Gezginc Y, Akyol I, Kuley E, Özogul F. Biogenic amines formation in Streptococcus thermophilus isolated from home-made natural yogurt. Food Chemistry 2013; 138:655-662.
20. Gardini F, Özogul Y, Suzzi G, Tabanelli G, Özogul F. Technological Factors Affecting Biogenic Amine Content in Foods: A Review. Fron tiers in Microbiology 2016; 7:1218.
21. Coton E, & Coton M. Evidence of horizontal transfer as origin of strain to strain variation of the tyramine production trait in Lactobacillus brevis. Food Microbiology 2009; 26:52–57.
22. Flórez AB, Mayo B. Antibiotic Resistance-Susceptibility Profiles of Streptococcus thermophilus Isolated from Raw Milk and Genome Anal ysis of the Genetic Basis of Acquired Resistances. Frontiers in Microbi ology 2017; 8:2608.
23. EFSA (European Food Safety Authority). Technical specifications for the harmonised monitoring and reporting of antimicrobial resistance in MRSA in food-producing animals and food. EFSA Journal 2012; 10:2897-2953.
24. Wang HH, Manuzon M, Lehman M, Wan K, Luo H, Wittum TE, Yousef A Bakaletz LO. Food commensal microbes as a potentially im portant avenue in transmitting antibiotic resistance genes. FEMS Mi crobiol Letters 2006; 254:226-31
25. Li Y, Li L, Kromann S, Chen M, Shi L, Meng H. Antibiotic Resistance of Lactobacillus spp. and Streptococcus thermophilus Isolated from Chinese Fermented Milk Products. Foodborne Pathogens and Disease 2019; 16:221-228.
26. Tarrah A, de Castilhos J, Rossi RC, Duarte VDS, Ziegler DR, Corich V, et al. In vitro Probiotic Potential and Anti-cancer Activity of Newly Isolated Folate-Producing Streptococcus thermophilus Strains. Fron tiers in Microbiology 2018; 9:2214.
27. Tosi L, Berruti G, Danielsen M, Wind A, Huys G. and Morelli L. Sus ceptibility of Streptococcus thermophilus to antibiotics. Antonie Van Leeuwenhoek 2007; 92:21-28.
Scientific papers / Original article 58 Dicembre/2022 Scienza e Tecnica Lattiero-Casearia / Vol 72, n.6, 52 - 58, 2022
52 - 58 © 2022 QUINE
DOI: 10.36138/STLC.06.2022.01 2022; (6)72:
Scienza e Tecnica Lattiero-Casearia / Vol 72, n.6, 59 - 67, 2022
Piero Franceschi1, Elena Bortolazzo2, Fabio Coloretti3, Paolo Formaggioni1, Cristina Scotti4, Massimo Malacarne1, Andrea Summer1
L’impatto delle nuove tecnologie di mungitura sulla caseificazione del latte in Parmigiano Reggiano DOP
1 Dipartimento di Scienze Medico-Veterinarie, Università degli Studi di Parma Via del Taglio 10, I-43126, Parma
2 Centro Ricerche Produzioni Animali (CRPA), Viale Timavo 43/2, 42121 Reggio Emilia, Italy;
3 Dipartimento di Scienze e Tecnologie Agro-Alimentari, Alma Mater Studiorum - Università di Bologna
4 Centro Lattiero Caseario e Agroalimentare (CLCA), via Torelli 17, I-43123, Parma Italy;
*Corresponding Author: Piero Franceschi
Dipartimento di Scienze Medico-Veterinarie Università degli Studi di Parma, Via del Taglio 10, I-43126, Parma E-mail: piero.franceschi@unipr.it
Andrea Summer
Dipartimento di Scienze Medico-Veterinarie Università degli Studi di Parma, Via del Taglio 10, I-43126, Parma E-mail: andrea.summer@unipr.it
Riassunto
Lo scopo della ricerca è stato quello di studiare l’influenza della mungitu ra automatizzata (AMS) nella produ zione del Parmigiano Reggiano. La ricerca ha coinvolto due allevamenti e i due rispettivi caseifici dove essi conferivano il latte. In ciascun alleva mento, metà delle vacche è stata munta con AMS, mentre l’altra metà è stata munta in sala di mungitura tradizionale (ST). Sono state esegui te 6 prove di caseificazione e, in cia scuna prova, sono stati lavorati pa rallelamente il latte dei due gruppi. Per ciascuna prova sono stati prele vati e analizzati il latte intero del mat tino, il corrispondente latte in caldaia e il formaggio ottenuto a 6 mesi di stagionatura. Il latte di allevamento AMS, rispetto a quello ST, ha mo
strato valori più alti di lattosio e acidi tà titolabile, più bassi di caseina e di cellule somatiche ed un maggiore tempo di rassodamento del coagulo. Inoltre, anche il latte in caldaia AMS, si è caratterizzato rispetto a quello ST per valori più alti di lattosio e più bassi di caseina e di cellule somati che. Le differenze tra i latti dei due gruppi, tuttavia, sono risultate troppo piccole per influenzare la proteolisi dei formaggi, che non hanno mo strato differenze statisticamente si gnificative per i parametri analizzati.
Parole chiave:
J Robot mungitura
J Composizione latte
Received: Oct 04, 2022 Accepted: Nov 03, 2022 DOI: 10.36138/STCL.06.2022.02
Abstract
The aim of the research was to study the influence of automated milking (AMS) in the production of Parmigia no Reggiano cheese. The research involved two farms and the two re spective cheese-factories where they delivered the milk. In each farm, half of the cows were milked with AMS, while the other half were milked in the traditional milking par lor (ST). 6 cheese-making trials were performed and, in each trial, the milks of the two groups were pro cessed in parallel. For each trial, the whole morning milking milk, the cor responding vat milk and the cheese obtained after 6 months of ripening were collected and analyzed. The AMS whole milk, compared to the ST one, showed higher values of lac
tose and titratable acidity, lower ca sein and somatic cells and, also, a higher curd firming time. Furthermo re, like the whole milk, the AMS vat milk was characterized, compared to the ST one, by higher values of lacto se and lower values of casein and somatic cells. However, the differen ces between the milks of the two groups were too small to influence the characteristics of the proteolysis of the cheeses, which did not show statistically significant differences among the parameters analyzed.
Key words:
J Automatic milking
J Parmigiano Reggiano cheese
J Cheese ripening
J Milk composition
DOI: 10.36138/STCL.06.2022.02
Scientific papers / Original article 59 Dicembre/2022
2022; (6)72: 59 - 67 © 2022 QUINE
The impact of new milking technologies on the cheese-making of milk into Parmigiano Reggiano PDO cheese
J Formaggio Parmigiano Reggiano
J Maturazione formaggio
INTRODUZIONE
Il Parmigiano Reggiano è un prodotto DOP, ovvero è un formaggio a Denominazione di Origine Protetta, che deve le sue peculiari carat teristiche ad una tecnologia di produzione artigianale, legata al ri spetto delle consuetudini e delle tradizioni consolidate nel tempo. L’operazione più critica nelle stalle di bovine che producono latte destinato alla trasformazione in Parmigiano Reggiano resta la mun gitura [1,2], in quanto questa operazione assorbe la maggiore quan tità di manodopera legata alle operazioni di stalla e, di conseguenza, vincola fortemente l’organizzazione aziendale [1,3]. La mungitura, infatti, viene eseguita in orari disagevoli e poco consoni ad una nor male vita sociale degli operatori ed, inoltre, oggigiorno, l’esigenza di manodopera specializzata per la mungitura spesso si scontra con la scarsa propensione a svolgere questo tipo di attività da parte delle persone [2,3].
Dagli anni ‘90, i sistemi di mungitura automatica (Automatic Milking System, AMS), sono diventati una realtà concreta sia negli alleva menti europei che in quelli italiani, con crescente diffusione soprat tutto nelle aree del Nord Italia [4]. Per gli allevamenti del comprenso rio del Parmigiano Reggiano, l’interesse nei confronti di queste tec nologie sta crescendo, anche per effetto della progressiva diminu zione dei loro prezzi, stimolata, a sua volta, dall’aumento della con correnza sul mercato.
Tuttavia, l’introduzione del robot di mungitura in un’azienda produt trice di latte per Parmigiano Reggiano, a causa della necessità di ri spettare quanto indicato dal Disciplinare di Produzione in merito alle due mungiture giornaliere e al rispetto del tempo massimo di mungi tura, pone maggiori problemi rispetto ad altre realtà [5].
Il Disciplinare, infatti, impone che le bovine debbano essere munte due volte al giorno, alla sera e al mattino. Il Disciplinare di Produzio ne, inoltre, impone che il tempo di ognuna delle due mungiture sia al massimo di 7 ore da quando iniziano le operazioni di mungitura a quando il latte arriva in caseificio. Inoltre, sempre il Disciplinare di Produzione, impone che la temperatura di raffreddamento del latte alla stalla non possa scendere al di sotto dei 18 °C [5].
Sotto questo punto di vista, l’uso di sistemi di mungitura automatici può influenzare sia la composizione chimica del latte [6] che le sue proprietà chimico-fisiche [4]. Questi cambiamenti riguardano princi palmente la diminuzione del contenuto di grasso del latte e del con tenuto di caseina [1], che, a sua volta, potrebbe influenzare negati vamente sia la resa casearia [7] che l’efficienza di caseificazione [8]. Inoltre, molti studi hanno preso in considerazione l’effetto del siste ma di mungitura sul contenuto di cellule somatiche del latte. I risul tati variano da ricerche che mostrano che l’uso di AMS non produce cambiamenti, o addirittura porta ad una diminuzione della conta del
le cellule somatiche nel latte munto [1,6], ad altri che riportano au menti del numero di cellule somatiche del latte [9,10].
Le cellule somatiche del latte sono uno dei parametri principali che definiscono la sua qualità per la produzione di Parmigiano Reggiano [2,11]. L’aumento delle cellule somatiche, infatti, è correlato ad una diminuzione del contenuto di caseina nel latte [12,13] e ad un peg gioramento delle sue proprietà fisico-chimiche [14], tali da compor tare la diminuzione della resa in formaggio [14,15].
Lo scopo della ricerca è stato, quindi, quello di condurre un’accura ta analisi dell’impatto della mungitura robotizzata (AMS) nella realtà produttiva del Parmigiano Reggiano, per verificare se il cambio di si stema di mungitura influisca oppure no sulle caratteristiche chimi che e tecnologico-casearie del latte e sulla composizione chimica e la proteolisi del formaggio.
MATERIALI E METODI
2.1. Disegno sperimentale
La ricerca è stata condotta operando presso due allevamenti mono razza di vacche Frisone Italiane e presso i due caseifici dove questi allevamenti conferivano il latte.
In ciascuno dei due allevamenti metà delle vacche è stata munta con un sistema di mungitura automatizzato (AMS), mentre l’altra metà è stata munta in una sala di mungitura tradizionale (ST).
Nella prima azienda circa 80 vacche in mungitura sono state munte per metà con il sistema di mungitura automatizzato Astronaut A5, della Lely e, l’altra metà, in una sala di mungitura tradizionale a spina di pesce. Invece nella seconda azienda circa 160 vacche in mungi tura sono state munte per metà con il sistema di mungitura automa tizzato Merlin 2, della Fullwood, mentre l’altra metà, è stata munta in una sala di mungitura tradizionale a pettine. Il latte prodotto da cia scun gruppo in ciascuna stalla è stato poi trasportato, separatamen te dagli altri, in caseificio e, quindi, è stato trasformato, sempre se paratamente dagli altri, in Parmigiano Reggiano.
Un giorno alla settimana, per un periodo di sei settimane, da marzo ad aprile, in ciascuno dei due allevamenti, durante la mungitura se rale, sono state prodotte due diverse masse di latte, una dalla tesi AMS e l’altra da quella ST. Il giorno dopo è stata eseguita la stessa procedura per il latte della mungitura del mattino.
Al caseificio, il latte della sera, scremato per affioramento naturale, è stato, quindi, miscelato con il rispettivo latte intero della mungitura del mattino per ottenere il latte in caldaia.
Dal latte munto con i due sistemi sono state, poi, ricavate undici for me di formaggio (6 da latte AMS e 5 da latte ST), che sono state
Scientific papers / Original article 60 Dicembre/2022 Scienza e Tecnica Lattiero-Casearia / Vol 72, n.6, 59 - 67, 2022
2022; (6)72: 59 - 67 © 2022 QUINE
DOI: 10.36138/STCL.06.2022.02
identificate e mantenute separate dalle altre forme di formaggio pre senti in caseificio.
2.2. Raccolta dei campioni
Per ogni azienda, durante ognuno dei 6 sopralluoghi, sono stati rac colti in parallelo due campioni di latte intero, rappresentativi della mungitura del mattino, uno dalla cisterna di raffreddamento del latte delle vacche munte con AMS, l’altro dalla cisterna di raffreddamen to del latte delle vacche munte in ST. successivamente una volta ar rivati in caseificio sono stati prelevati i due campioni di latte in calda ia, uno dalla caldaia ottenuta dal latte munto con AMS e l’altro dalla caldaia ottenuta dal latte munto in ST.
Infine, dopo 6 mesi di stagionatura, sono state campionate le forme di formaggio ottenute della ricerca e, da ciascuna di esse, è stato ot tenuto un campione, rappresentativo dell’intera forma, che è stato, poi, grattugiato e sottoposto ad analisi.
2.3. Metodi analitici
Su ogni campione di latte, sia intero che di caldaia sono state deter minate le frazioni azotate mediante Kjeldahl, utilizzando un digesto re DK6 ed un distillatore UDK126D della Velp. I contenuti di azoto to tale (NT), azoto solubile (NS) e azoto non proteico (NPN) sono stati determinati, rispettivamente, su latte tal quale, su siero acido a pH 4,6 e su filtrato dopo trattamento con acido tricloroacetico (TCA) al 12% [16-18].
Dai valori così ottenuti sono stati calcolati i parametri: proteina grez za (NTx6,38/1000), sieroproteina grezza (NSx6,38/1000), caseina ((NT-NS)x6,38/1000), indice di caseina ((NT-NS) x100/NT), NPNx6,38 (NPNx6,38/1000) e proteina vera ((NT-NPN)x6,38/1000) [19].
I contenuti di grasso e lattosio, sia sul latte intero che di caldaia, so no stati determinati mediante Milko-Scan della Foss [20]. Il conteg gio delle cellule somatiche è stato determinato con metodo fluoroopto-elettronico [21], mediante apparecchio Fossomatic (Foss Elec tric, DK-3400 Hillerød, Danimarca) mentre quello della conta micro bica totale è stato effettuato tramite citometria di flusso mediante apparecchio Bactoscan (Foss Electric, DK-3400 Hillerød, Danimar ca). Partendo dai valori di grasso e caseina del latte in caldaia è sta to, poi, calcolato il valore del rapporto grasso:caseina.
I valori di pH e dell’acidità titolabile del latte intero e di quello in cal daia sono stato ottenuti mediante potenziometro e mediante titola zione con soda 0,25 normale di 50 mL di latte secondo SoxhletHenkel [22], rispettivamente.
I parametri di coagulazione presamica sono stati determinati me diante lattodinamografo Formagraph della Foss, da cui si è ottenuto il valore del tempo di coagulazione, quello del tempo di rassoda
mento e quello della consistenza del coagulo dopo 30 minuti dall’ag giunta del caglio [23].
La sostanza secca (SS), del latte intero, di quello in caldaia e del for maggio stagionato 6 mesi è stata ottenuta mediante essiccamento in stufa a 102°C [24]. Partendo dai valori della sostanza secca del formaggio è stato, quindi, calcolato il valore del contenuto di umidi tà (100-SS).
Sul formaggio stagionato 6 mesi è stato, inoltre, determinato il con tenuto delle ceneri mediante calcinazione in muffola a 530°C [25]. Quindi, dalle ceneri sciolte con HCl 2N [26] e debitamente diluite, sono stati determinati i contenuti di fosforo, mediante metodo colo rimetrico [27], e i contenuti di calcio e magnesio, sodio e potassio mediante spettrofotometria di Assorbimento Atomico [26]. Infine, dal contenuto di sodio si è calcolato, stechiometricamente, il valore del sale (NaCl).
Inoltre, sul formaggio stagionato 6 mesi, sono stati determinati, sempre mediante Kjeldahl, i valori dell’azoto totale (NT) e quello dell’azoto solubile a pH 4,4 (NS), secondo il metodo proposto da Gripon [28]. Poi, dai valori delle frazioni azotate sono stati ricavati i valori di proteina grezza (NTx6,38) e quelli del coefficiente di matura zione (NSx100/NT).
Infine, tutti i valori dei paramenti del formaggio così ottenuti sono stati rapportati a 100 g di sostanza secca mediante proporzione.
2.4. Analisi statistica
I dati così ottenuti sono stati sottoposti ad ANOVA utilizzando il sof tware SPSS 27.0 e le medie stimate sono state calcolate utilizzando il seguente modello gerarchico:
yijkl = µ +Ti + Pj + Ak (Pj) + εijkl
Dove: yijkl = variabile dipendente; µ = valore medio; Ti = Tipo mungi tura (2 livelli: AMS o ST), i = 1, 2; Pj = Prova (6 livelli: un campiona mento alla settimana per 6 settimane), j = 1,…6; Ak = allevamento entro prova (8 livelli) per il latte mentre Ak = caseificio entro prova (8 livelli) per il formaggio, k = 1,….8; εijkl = errore residuo. Infine, la signi ficatività delle differenze è stata saggiata mediante il metodo di Bon ferroni.
RISULTATI E DISCUSSIONE
Nella tabella I sono riportate le medie stimate dei parametri di com posizione chimica, delle proprietà fisico-chimiche e di coagulazione presamica del latte intero di allevamento munto con sistema auto matizzato (AMS) ed in sala di mungitura tradizionale (ST).
Scientific papers / Original article 61 Dicembre/2022
10.36138/STCL.06.2022.02 2022; (6)72: 59 - 67 © 2022 QUINE
Piero Franceschi, Elena Bortolazzo, Fabio Coloretti, et al.
DOI:
Tabella I. Medie stimate dei valori dei parametri di composizione chimica, delle proprietà fisico-chimiche e dei parametri di coagulazione presamica del latte di massa di allevamento munto con sistemi di mungitura automatica (AMS) e in sala di mungitura tradizionale (ST).
Table I. Estimated means of the values of chemical composition parameters, physicochemical properties and rennet coagulation parameters of herd milk milked with automatic milking systems (AMS) and in traditional milking parlors (ST).
AMS (n1 =12) ST (n1 =12) SE2 P3
Sostanza secca, Dry matter g/100g 13,00 13,11 0,11 NS Lattosio, Lactose g/100g 5,01 4,88 0,01 *** Grasso, Fat g/100g 3,84 3,89 0,05 NS
Proteina grezza, Crude protein g/100g 3,31 3,59 0,04 ** Sieroproteina, Whey protein g/100g 0,74 0,81 0,01 *** Caseina, Casein g/100g 2,57 2,78 0,03 **
Indice di casein, Casein number % 77,60 77,43 0,05 * NPNx6,38 g/100g 0,13 0,13 0,01 NS
Proteina vera, True protein g/100g 3,18 3,46 0,04 ** pH Valore 6,70 6,69 0,01 NS
Acidità titolabile, Titratable acidity °SH/50mL 3,52 3,53 0,04 NS
Tempo di Coagulazione, Clotting time Minuti 19,57 19,64 0,42 NS Tempo di rassodamento, Curd firming time Minuti 3,18 2,59 0,10 **
Consistenza del coagulo, Curd firmness Millimetri 36,13 39,73 1,37 NS
Conta microbica totale, Total microbial count UFC/mL 33417 24917 9979 NS
Cellule somatiche, Somatic cells Cellule/mL 152545 248364 15202 **
1 Numero dei campioni, Number of samples
2 Errore standard, Standard error
3 Valori di P, Values of P: NS. P>0,05; * P≤0,05; ** P≤0,01; *** P≤0,001
I contenuti di proteina grezza (P≤0,01), sieroproteina (P≤0,001), caseina (P≤0,01) e proteina vera (P≤0,01) sono risultati signifi cativamente maggiori nel latte ST rispetto a quello AMS. Al contrario, l’indice di caseina è risultato più elevato nel latte AMS rispetto al latte ST (P≤0,05). Tra i parametri di coagulazio ne presamica, soltanto il tempo di rassodamento del coagulo ha mostrato differenze statisticamente significative tra il latte AMS ed ST (P≤0,05) con valori più elevati, quindi meno favore voli alla trasformazione in Parmigiano Reggiano, nel latte AMS rispetto a quello ST. Infine i contenuti di cellule somatiche e lat tosio sono risultati significativamente minore il primo e maggio re il secondo nel latte AMS rispetto a quello ST (P≤0,01 e P≤0,001, rispettivamente).
I contenuti di grasso del latte munto con AMS ed ST (3,84 e 3,89 g/100g, rispettivamente), sono risultati in linea con quanto riportato in letteratura da Summer et al. [2], che riportano, per il latte prodotto da bovine di razza Frisona Italiana allevate nella zona di produzione del Parmigiano Reggiano, un valore medio pari a 3,82 g/100g.
Anche i contenuti di proteina grezza del latte munto con AMS ed ST (3,31 e 3,59 g/100g, rispettivamente) sono risultati nella nor ma se paragonati con quanto riportato in letteratura, per il latte di Frisona Italiana, da Franceschi et al. [29], che riportano come va lori normali quelli compresi tra 3,30 e 3,77 g/100g.
Oltre al contenuto di proteina grezza, anche quello della caseina ha fatto registrare valori mediamente elevati sia nel latte del gruppo AMS che nel latte del gruppo ST (2,57 e 2,78 g/100g, rispettivamen te). In questo caso è da rilevare che il valore della caseina del latte AMS, pur risultando significativamente inferiore a quello ST, è da considerarsi superiore alla norma se paragonato a quanto riportato in letteratura per il latte di bovine di razza Frisona Italiana. Ad esem pio, sempre Franceschi et al. [29], riportano come contenuto medio di caseina nel latte intero il valore di 2,65 g/100g, con valori che va riavano da un minimo di 2,47 g/100g ad un massimo di 2,89 g/100g. Questi valori trovano conferma in molte ricerche condotte su bovine allevate nel nord Italia. Per esempio De Marchi et al. [30] riportano come media del contenuto di proteina del latte di Frisona Italiana il valore di 3,19 g/100g.
Scientific papers / Original article 62 Dicembre/2022 Scienza e Tecnica Lattiero-Casearia / Vol 72, n.6, 59 - 67, 2022 DOI: 10.36138/STCL.06.2022.02 2022; (6)72: 59 - 67 © 2022 QUINE
La differenza tra i valori di proteina grezza e caseina tra il latte AMS e quello ST è da considerarsi quindi all’interno della norma sia per quanto riguarda il latte prodotto da bovine di razza Frisona Italiana che per quanto riguarda il latte destinato alla trasformazio ne in Parmigiano Reggiano. Inoltre, la differenza tra i valori regi strati per il latte AMS e quello ST, probabilmente, è da attribuirsi alla diversa composizione delle mandrie dei due gruppi. Il latte AMS si è caratterizzato, rispetto a quello ST, anche per maggiori contenuti di lattosio (5,01 vs 4,88 g/100g, rispettivamen te) e per un più basso contenuto di cellule somatiche (152545 vs 248364 cellule/mL, rispettivamente).
In letteratura molte ricerche riportano che il contenuto di lattosio nel latte non sembra essere influenzato dal tipo del sistema di mungitura di per sé [1,4].
Sotto questo aspetto il più elevato contenuto di lattosio nel latte munto con AMS rispetto a quello ST, sarebbe da mettere in relazio ne con il più basso contenuto di cellule somatiche del primo latte ri spetto al secondo.
Infatti, il latte con elevato contenuto di cellule somatiche, rispetto a quello normale, ha un minor contenuto di lattosio visto che quest’ultimo diffonde parzialmente nel circolo sanguigno [12,13].
Inoltre, in generale, in letteratura esiste un consenso sulla relazione negativa esistente tra il contenuto di cellule somatiche del latte e la sua resa casearia in formaggio. Nella produzione del formaggio Cheddar, è stata segnalata una diminuzione della resa per il latte con più di 300.000 cellule/mL [31], e si è evidenziato che questa di minuzione del valore della resa casearia inizia già quando si supera il valore di 100.000 cellule/mL [32].
Allo stesso modo, nella produzione di Cottage (un formaggio a pa sta molle), Klei et al. [33] hanno evidenziato che l’efficienza della re sa casearia era del 4,34% inferiore nel latte ad alto contenuto di cellule somatiche (valore medio 872.000 cellule/mL) rispetto al lat te a basso contenuto di cellule somatiche (83.000 cellule/mL). Tuttavia per il Parmigiano Reggiano, la diminuzione della resa, mi surata 24 h dopo l’estrazione del formaggio dalla caldaia, inizia sopra le 300.000 cellule/mL [34].
Tabella II. Medie stimate dei valori dei parametri di composizione chimica, delle proprietà fisico-chimiche e dei parametri di coagulazione presamica del latte in caldaia ottenuto dal latte di allevamento munto con sistemi di mungitura automatica (AMS) e in sala di mungitura tradizionale (ST). Table II. Estimated means of the values of chemical composition parameters, physicochemical properties and rennet coagulation parameters of vat milk obtained from herd milk milked with automatic milking systems (AMS) and in traditional milking parlors (ST). AMS (n1 =12) ST (n1 =12) SE2 P3
Sostanza secca, Dry matter g/100g 12,35 12,58 0,06 NS Lattosio, Lactose g/100g 4,97 4,88 0,01 *** Grasso, Fat g/100g 3,12 3,27 0,03 ***
Proteina grezza, Crude protein g/100g 3,34 3,56 0,03 *** Sieroproteina, Whey protein g/100g 0,75 0,80 0,01 *** Caseina, Casein g/100g 2,59 2,76 0,03 *** Indice di casein, Casein number % 77,58 77,50 0,05 NS NPNx6,38 g/100g 0,12 0,13 0,01 NS
Proteina vera, True protein g/100g 3,21 3,44 0,04 ***
Rapporto grasso/caseina, Fat to casein ratio Valore 1,21 1,19 0,01 NS
pH Valore 6,70 6,71 0,01 NS
Acidità titolabile, Titratable acidity
°SH/50mL 3,44 3,51 0,02 NS
Tempo di Coagulazione, Clotting time Minuti 20,92 20,77 0,21 NS
Tempo di rassodamento, Curd firming time Minuti 3,45 3,27 0,11 NS
Consistenza del coagulo, Curd firmness Millimetri 33,38 35,11 0,79 NS
Conta microbica totale, Total microbial count
UFC/mL 31250 33000 4943 NS
Cellule somatiche, Somatic cells Cellule/mL 102667 158500 8446 **
1 Numero dei campioni, Number of samples
2 Errore standard, Standard error
3 Valori di P, Values of P: NS. P>0,05; ** P≤0,01; *** P≤0,001
Scientific papers / Original article 63 Dicembre/2022
10.36138/STCL.06.2022.02 2022; (6)72: 59 - 67 © 2022 QUINE
Piero Franceschi, Elena Bortolazzo, Fabio Coloretti, et al.
DOI:
Il minore contenuto di cellule somatiche del latte AMS rispetto a quello ST è, probabilmente, dovuto a una migliore qualità della mungitura dei sistemi automatizzati rispetto alla semplice mungi tura meccanica eseguita nella sala di mungitura tradizionale [1,6]. Infatti entrambi i sistemi AMS utilizzati in questa ricerca garantiva no il rispetto ferreo dei tempi delle fasi di mungitura in generale e della messa a latte in particolare. Questo, unitamente all’adozione di sistemi di stacco automatico personalizzato per singolo quarto presenti in entrambi i modelli degli AMS utilizzati nella ricerca, per mette di evitare traumi alla mammella dovuti alla sovra mungitura responsabili dell’aumento delle cellule somatiche nel latte [6]. Nella Tabella II sono riportate le medie stimate dei parametri di composizione chimica, delle proprietà fisico-chimiche e quelle di coagulazione presamica sia del latte in caldaia ottenuto dal latte di
allevamento munto con sistema automatizzato (AMS) che di quel lo munto in sala di mungitura tradizionale (ST).
I contenuti di grasso del latte in caldaia AMS ed ST (3,12 e 3,27 g/100g, rispettivamente), sono da considerarsi mediamente ele vati. Gli elevati contenuti di grasso del latte in caldaia AMS e di quello ST hanno influenzato i rispettivi valori del rapporto grasso:caseina (1,21 e 1,19 unità, rispettivamente). Tuttavia, è im portante osservare che pur risultando elevati sia i valori medi del contenuto di grasso sia i valori medi del rapporto grasso:caseina, essi rientrano all’interno di quanto previsto dal Disciplinare di Pro duzione del Formaggio Parmigiano Reggiano [5] e risultano in li nea con l’attuale tendenza dei casari del comprensorio a regolare il titolo di grasso del latte in caldaia su valori elevati per ottimizza re la resa casearia.
Tabella III. Medie stimate dei valori dei parametri di composizione chimica e del coefficiente di maturazione del Parmigiano Reggiano stagionato 6 mesi ottenuto dal latte munto con sistemi di mungitura automatica (AMS) e in sala di mungitura tradizionale (ST).
Table III. Estimated means of the values of the chemical composition parameters and of the ripening index of Parmigiano Reggiano 6 months ripened obtained from milk milked with automatic milking systems (AMS) and in traditional milking parlors (ST).
AMS (n1 =11) ST (n1 =12) Media ES2 Media ES2 P3
Valori espressi sul formaggio tal quale, Values expressed on the cheese as it is: Umidità, Moisture g/100g 32,72 0,20 32,36 0,21 NS N totale, Total N g/100g 4,572 0,01 4,604 0,01 NS N Solubile a pH 4,4, Soluble N at pH 4.4 g/100g 1,037 0,02 1,075 0,02 NS Proteina grezza, Crude protein g/100g 29,17 0,06 29,38 0,07 NS Indice di maturazione, Ripening index % 22,68 0,39 23,34 0,43 NS Ceneri, Ash g/100g 3,86 0,04 3,92 0,04 NS Fosforo, Phosphorus mg/100g 620,50 2,83 623,66 3,08 NS Calcio, Calcium mg/100g 993,32 6,96 993,97 7,57 NS Sodio, Sodium mg/100g 657,44 3,75 662,20 4,08 NS
Potassio, Potassium mg/100g 147,95 1,28 148,05 1,40 NS Sale (NaCl), Salt (NaCl) g/100g 1,67 0,01 1,68 0,01 NS
Valori espressi su residuo secco, Values expressed on dry matter:
Proteina grezza, Crude protein g/100g 43,36 0,13 43,43 0,15 NS
Ceneri, Ash g/100g 5,74 0,06 5,79 0,06 NS
Fosforo, Phosphorus mg/100g 922,25 4,15 922,07 4,51 NS
Calcio, Calcium mg/100g 1476,49 10,05 1469,71 10,93 NS
Sodio, Sodium mg/100g 977,15 6,17 979,11 6,70 NS
Potassio, Potassium mg/100g 219,90 1,72 218,91 1,86 NS Sale (NaCl), Salt (NaCl) g/100g 2,48 0,02 2,49 0,02 NS
1 Numero dei campioni, Number of samples
2 Errore standard, Standard error
3 Valori di P, Values of P: NS. P>0,05
Scientific papers / Original article 64 Dicembre/2022 Scienza e Tecnica Lattiero-Casearia / Vol 72, n.6, 59 - 67, 2022
2022; (6)72: 59 - 67 © 2022 QUINE
DOI: 10.36138/STCL.06.2022.02
Come per il latte di allevamento, anche per il latte in caldaia, i contenuti di proteina grezza, sieroproteina, caseina e proteina vera sono risultati significativamente maggiori nel latte ST ri spetto a quello AMS (P≤0,001). Anche il contenuto di grasso del latte in caldaia ottenuto dal latte di allevamento ST è risulta to più elevato (P≤0,001) rispetto a quello del latte in caldaia ot tenuto dal latte di allevamento AMS.
Al contrario, i contenuti di cellule somatiche e lattosio sono ri sultati significativamente minore il primo (P≤0,01) e maggiore il secondo (P≤0,001) nel latte in caldaia ottenuto dal latte di alle vamento munto con AMS rispetto a quello ST.
Ad esempio, Summer et al. [34] indicano come valore medio di caseina per il latte in caldaia quello di 2,52 g/100g con una de viazione standard di 0,12 g/100g. Questo dato indica un ampia variabilità del contenuto di caseina del latte, il cui valore nel 95 % dei campioni raccolti ha variato tra 2,28 e 2,76 g/100g.
Questi valori trovano conferma in molte ricerche condotte su bovine allevate nel nord Italia. Per esempio Pretto et al. [35] ri portano come contenuti normali di proteina valori che variano da 3,13 a 3,77, mentre per quanto riguarda il contenuto di ca seina riportano valori che variano da 2,33 a 2,92 g/100g. Nella Tabella III sono riportate le medie stimate dei parametri di composizione chimica considerati per il Parmigiano Reggiano stagionato 6 mesi ottenuto dal latte di allevamento munto con sistema automatizzato (AMS) ed in sala di mungitura tradizio nale (ST).
In questo caso è importante far notare che i principali parame tri di composizione chimica, quali i contenuti di proteina grezza,
CONCLUSIONI
In generale, la mungitura delle vacche con i sistemi AMS influisce sulla composizione chimica e sulle proprietà chimico-fisiche del latte.
Infatti, il latte di allevamento munto con AMS ha mostrato, rispet to a quello ST, un più alto contenuto di lattosio, un più basso con tenuto di caseina, un più alto valore di acidità titolabile e un rasso damento del coagulo più lento.
Tuttavia, il latte di allevamento AMS rispetto a ST ha fatto registra re un contenuto di cellule somatiche significativamente inferiore.
Inoltre, è importante notare che tutte le differenze registrate tra le
umidità e sale non hanno mostrato differenze statisticamente significative tra il Parmigiano Reggiano AMS ed ST nel formag gio stagionato 6 mesi.
In particolare, nel formaggio stagionato 6 mesi, i valori di protei na grezza sono risultati pari a 29,17 vs 29,38 g/100g per le tesi AMS ed ST, rispettivamente, mentre quelli dell’umidità sono ri sultati pari a 32,72 vs 32,36 g/100g per le tesi AMS ed ST, ri spettivamente.
Questi valori risultano in linea con Pecorari et al. [36], che ripor tano valori medi di proteina grezza e umidità, per Parmigiano Reggiano stagionato dai 5 ai 7 mesi, pari a 30,24 e 34,66 g/100g di formaggio, rispettivamente. I valori dell’umidità del formaggio trovano anche conferma in quanto riportato più re centemente da Malacarne et al. [37], che indicano, per l’umidi tà del Parmigiano Reggiano stagionato 18 mesi, valori attorno al 33%.
I valori del contenuto di sale nel formaggio stagionato 6 mesi sono risultati pari a 1,67 vs 1,68 g/100g per le tesi AMS ed ST, rispettivamente. Questi valori risultano nella norma, se parago nati con quanto riportato da Pecorari et al. [36], che indicano per il Parmigiano Reggiano stagionato dai 5 ai 7 mesi il valore di 1,76 g/100g. Infine, i valori del coefficiente di maturazione sono risultati me diamente pari al 22,68% vs 23,34%, nei formaggi stagionati 6 mesi AMS e ST, rispettivamente. Questi valori risultano in linea con quanto riportato da Pecorari et al. [36] e da Malacarne et al. [37], che indicano per il Parmigiano Reggiano stagionato 6 me si valori medi del 23% circa.
caratteristiche chimiche del latte AMS e quelle del latte ST sono ri sultate di entità troppo piccola per influenzare le caratteristiche del formaggio, i cui parametri di composizione chimica non hanno mostrato differenze statisticamente significative tra le due diverse tesi.
Ciò è probabilmente dovuto al forte impatto che esercitano sulle caratteristiche del formaggio le fasi tecnologiche di trasformazione del latte in Parmigiano Reggiano che, come in altre produzioni di formaggi DOP artigianali, tendono a ridurre l’effetto della variabilità delle caratteristiche del latte sulle caratteristiche del formaggio.
Scientific papers / Original article 65 Dicembre/2022
DOI: 10.36138/STCL.06.2022.02 2022; (6)72: 59 - 67 © 2022 QUINE
Piero Franceschi, Elena Bortolazzo, Fabio Coloretti, et al.
CONFLITTO DI INTERESSI
Non esistono conflitti di interesse di ordine economico o di altro tipo nell’articolo presentato.
BIBLIOGRAFIA
1. Jacobs JA, Siegford JM. Invited review: The impact of automatic milking systems on dairy cow management, behavior, health, and wel fare. J Dairy Sci 2012; 95:2227-2247.
2. Summer A, Franceschi P, Formaggioni P, Malacarne M. Characteris tics of raw milk produced by free-stall or tie-stall cattle herds in the Parmigiano-Reggiano cheese production area. Dairy Sci Techn 2014; 94:581-590.
3. Tse C, Barkema HW, DeVries TJ, Rushen J, Pajor A. 2018 Impact of automatic milking systems on dairy cattle producers’ reports of milk ing labour management, milk production and milk quality. Animal 2018; 12:2649-2656.
4. De Marchi M, Penasa M, Cassandro M. Comparison between auto matic and conventional milking systems for milk coagulation proper ties and fatty acid composition in commercial dairy herds. Ital J Anim Sci 2017; 16:363-370.
5. Council Regulation (EU) No PDO-IT-02202 of 14 November 2016. Off. J European Union of 13 April 2018, C132/17-19. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX :52018XC0413(01) (accessed on 15 November 2021).
6. Klungel GH, Slaghuis BA, Hogeveen H. The effect of the introduc tion of automatic milking systems on milk quality. J Dairy Sci 2000; 83:1998-2003.
7. Formaggioni P, Summer A, Malacarne M, Franceschi P, Mucchetti G. Italian and Italian-style hard cooked cheeses: Predictive formulas for Parmigiano-Reggiano 24-h cheese yield. Int Dairy J 2015; 51:52-58.
8. Franceschi P, Malacarne M, Formaggioni P, Cipolat-Gotet C, Stocco G, Summer A. Effect of season and factory on cheesemaking efficien cy in Parmigiano Reggiano manufacture. Foods 2019; 8:315.
9. Kruip TAM, Morice H, Robert M, Ouweltjes W. Robotic milking and its effect on fertility and cell counts. J Dairy Sci 2002; 85:2576-2581.
10. Hovinen M, Rasmussen MD, Pyörälä S. Udder health of cows changing from tie stalls or free stalls with conventional milking to free stalls with either conventional or automatic milking. J Dairy Sci 2009; 92:3696-3703.
11. Franceschi P, Malacarne M, Formaggioni P, Righi F, Summer A. Chemical composition, hygiene characteristics, and coagulation apti tude of milk for Parmigiano Reggiano cheese from farms yielding dif ferent milk levels. Rev Bras Zootec 2020; 49:e20180113.
12. Urech E, Puhan Z, Schällibaum M. Changes in milk protein fraction as affected by subclinical mastitis. J Dairy Sci 1999; 82:2402-2411.
13. Somers J, O’Brien B, Meany W, Kelly AL. Heterogeneity of proteo lytic enzyme activities in milk samples of different somatic cell count. J Dairy Res 2003; 70:45-50.
14. Franceschi P, Summer A, Sandri S, Formaggioni P, Malacarne M, Mariani P. Effects of the full cream milk somatic cell content on the characteristics of vat milk in the manufacture of Parmigiano-Reggiano cheese. Vet Res. Commun 2009; 33(Suppl. S1):281-283.
15. Franceschi P, Faccia M, Malacarne M, Formaggioni P, Summer A. Quantification of cheese yield reduction in manufacturing Parmigiano Reggiano from milk with non-compliant somatic cells count. Foods 2020; 9(2):212.
16. Association of Official Analytical Chemists AOAC. Nitrogen (total) in milk, method no. 991.20. In Official Methods of Analysis of AOAC In ternational, 18th ed.; Horowitz, W., Ed.; AOAC International: Gaithers burg, MD, USA, 2005; pp. 10-12.
17. Association of Official Analytical Chemists AOAC. Noncasein ni trogen content of milk, method no. 998.05. In Official Methods of Anal ysis of AOAC International, 18th ed.; Horowitz, W., Ed.; AOAC International: Gaithersburg, MD, USA, 2005; pp. 50-51.
18. Association of Official Analytical Chemists AOAC. Nonprotein ni trogen in whole milk, method no. 991.21. In Official Methods of Analy sis of AOAC International, 18th ed.; Horowitz, W., Ed.; AOAC International: Gaithersburg, MD, USA, 2005; pp. 12-13.
19. Franceschi P, Brasca M, Malacarne M, Formaggioni P, Faccia M, Natrella G, Summer A. Effects of the cooling temperature at the farm on milk maturation and cheesemaking process in the manufacture of Parmigiano Reggiano PDO Cheese. Animals 2021; 11:2835.
20. IDF Standard. Milk and liquid milk products, Guidelines for the ap plication of mid-infrared spectrometry; International Dairy Federation Standard 141/ISO9622: Brussels, Belgium, 2013.
21. IDF Standard. Milk, Enumeration of somatic cells, Part 2: Guidance on the operation of fluoro-opto-electronic counters; International Dairy Federation Standard 148-2/ISO13366-2: Brussels, Belgium, 2006.
22. Association of Official Analytical Chemists AOAC. Milk acidity, ti trimetric methods, method no. 947.05. In Official Methods of Analysis of AOAC International, 15th ed.; Helrich, K., Ed.; AOAC International: Arlington, VA, USA, 1990; pp. 805-830.
23. McMahon DJ, Brown RJ. Evaluation of Formagraph for comparing rennet solutions. J Dairy Sci 1982; 65:1639-1642.
24. IDF Standard. Milk, cream and evaporated milk - Determination of total solids content; International Dairy Federation Standard 21/ ISO6731: Brussels, Belgium, 2010.
25. IDF Standard. Determination of ash content of processed cheese product.; International Dairy Federation Standard 27: Brussels, Bel gium, 1964.
26. Malacarne M, Criscione A, Franceschi P, Tumino S, Bordonaro S, Di Frangia F, Marletta D, Summer A. Distribution of Ca, P and Mg and casein micelle mineralisation in donkey milk from the second to ninth month of lactation. Int Dairy J 2017; 66:1-5.
27. Allen RJL. The estimation of phosphorus. Biochem J 1940; 34(6): 858-865.
28. Gripon JC, Desmazeaud MJ, Le Bars D, Berg è re JL. Study of the role of microorganisms and enzymes in cheese ripening. II. Influence of commercial pressure. Lait 1975; 55:502-516.
Scientific papers / Original article 66 Dicembre/2022 Scienza e Tecnica Lattiero-Casearia / Vol 72, n.6, 59 - 67, 2022
59 - 67 © 2022 QUINE
DOI: 10.36138/STCL.06.2022.02 2022; (6)72:
29. Franceschi P, Malacarne M, Faccia M, Rossoni A, Santus E, For maggioni P, Summer A. New insights of cheese yield capacity between Italian Brown and Italian Friesian milks in the production of high mois ture mozzarella. Food Technol Biotechnol 2020; 58:91-97.
30. De Marchi M, Dal Zotto R, Cassandro M, Bittante G. Milk coagula tion ability of five dairy cattle breeds. J Dairy Sci 2007; 90(8):3986-3992.
31. Politis I, Ng-Kwai-Hang KF. Association between somatic cell count of milk and cheese-yielding capacity. J Dairy Sci 1988; 71:1720-1727.
32. Barbano DM, Rasmussen RR, Lynch JM. Influence of milk somatic cell count and milk age on cheese yield. J Dairy Sci 1991; 74:369-388.
33. Klei L, Yun J, Sapru A, Lynch J, Barbano DM, Sears P, Galton D. Effects of milk somatic cell count on Cottage cheese yield and quality. J Dairy Sci 1998; 81:1205-1213.
34. Summer A, Franceschi P, Formaggioni P, Malacarne M. Influence of milk somatic cell content on Parmigiano-Reggiano cheese yield. J Dairy Res 2015; 82:222-227.
35. Pretto D, De Marchi M, Penasa M, Cassandro M. Effect of milk composition and coagulation traits on Grana Padano cheese yield un der field conditions. J Dairy Res 2013; 80(1):1-5.
36. Pecorari M, Fossa E, Sandri S, Mariani P. Andamento della proteo lisi nel corso della maturazione del Parmigiano-Reggiano. Sci Tecn Latt-Cas 1997; 48:61-72.
37. Malacarne M, Summer A, Panari G, Pecorari M, Mariani P. Carat terizzazione chimico-fisica della maturazione del Parmigiano-Reg giano. Sci Tecn Latt-Cas 2006; 57:215-228.
Scientific papers / Original article 67 Dicembre/2022
2022; (6)72: 59 - 67 © 2022 QUINE
Piero Franceschi, Elena Bortolazzo, Fabio Coloretti, et al.
DOI: 10.36138/STCL.06.2022.02
Bioprotezione e shelf life, scegli le colture giuste!



Grazie all’uso di colture indigene e/o aggiunte che aiutano a contrastare lo sviluppo di microrganismi alterativi e pa togeni, la bioprotezione è una strategia efficace per pro lungare la shelf life, garantire sicurezza alimentare e pro porre alimenti più sani e con pochi ingredienti. Si tratta anche di una concreta risposta alla necessità di ridurre perdite e sprechi di cibo.
Avendo una lunga storia d’uso sicuro e comprovate atti vità antimicrobiche, i batteri lattici sono valide colture bioprotettive. L’efficacia della bioprotezione si basa sulla combinazio ne di diversi meccanismi, come: n modulazione e controllo dell’acidità con acidi organici deboli, metaboliti naturali della fermentazione; n sintesi di metaboliti, enzimi e altri composti naturali o prodotti di degradazione (ad esempio batteriocine); n competizione per nutrienti, ossigeno, spazio per la crescita, come la limitazione della crescita di Listeria monocytogenes da parte di Lactobacillus rhamnosus attraverso la competizione per il manganese (van Gijtenbeek et al., 2021).
Oltre a capire se queste colture sono sufficientemente efficaci contro patogeni e/o microrganismi alterativi in determinati alimenti, è fondamentale valutare eventuali effetti sulle proprietà sensoriali del prodotto finito.
Con oltre 35 anni di esperienza nel settore, i consulen ti di Alpha-Solutions potranno guidarti nella scelta del le colture bio-protettive giuste per sviluppare prodotti più sani e sostenibili.
ALPHA-SOLUTIONS
www.alpha-solutions.it
DALLE AZIENDE 68 Dicembre/2022
Foodcom cresce
Fine dell’anno, tempo di bilanci? Per Foodcom, il 2022 è senza dubbio un anno di svolta. Un anno decisivo in cui il mercato ha disegnato nuovi scenari, cambiamenti importanti, che hanno aperto nuove strade, nuove visioni e nuove opportunità. Per Foodcom il 2023 sarà l’anno del 20° anniversario e l’azienda si appresta a viverlo totalmente proiettata in avanti.
“Il percorso che stiamo tracciando,” spiega Simone Pegorini fondatore e Responsabile dell’assistenza tecnica, “è un piano industriale strategico che unisce investimenti verso nuovi mercati, investimenti struttu rali e investimenti in nuove competenze. La squadra si arricchisce: nuove figure commerciali e tecniche stanno entrando in squadra: risorse per l’azienda ma soprattutto per i nostri clienti. La nostra mission, in fatti, resta profondamente legata alla volontà di tra
sferire e condividere conoscenze e metodo con i no stri clienti, con i nostri partner. Avremo anche una ‘nuova casa’: la nostra sede raddoppia in dimensione con ampi e moderni spazi per gli uffici e accoglierà un nuovo laboratorio Controllo & Qualità e un diparti mento Ricerca & Sviluppo. Nuove e innovative tecno logie di automatizzazione della produzione dei fer menti liofilizzati consentiranno un’ottimizzazione dei tempi di produzione e dei costi”. Grandi ed entusiasmanti cambiamenti per Foodcom, dunque. Ma ci sono punti fermi, che non cambiano: il “metodo Foodcom”, competenze di campo e ap proccio sistemico; i prodotti: fermenti, enzimi e coa diuvanti altamente selezionati e di primissima qualità che garantiscono il risultato e il successo di ogni cliente.

Si cambia passo, si guarda avanti.
FOODCOM www.foodcom.it
DALLE AZIENDE 69 Dicembre/2022
Promozione prodotti alimentari



il 28 ottobre solo due Paesi, Estonia e Malta, hanno votato a favore della proposta della Commissione Europea sul Programma di Lavoro Annuale 2023 per la promozione dei prodotti agricoli e alimentari. Dieci Paesi, tra cui Italia, Francia, Spagna e Portogallo, hanno votato contro. Gli Stati membri hanno quindi espresso chiaramente il loro rifiuto alla proposta della CE di penalizzare alcuni prodotti, come il vino e altre bevande alcoliche, la carne rossa e i suoi derivati. Si tratta di un’importante vittoria per le organizzazioni europee del settore agricolo e alimentare, tra cui oriGIn EU e oriGIn Italia, che si sono mobilitate contro questa proposta.
Nutri-score

i
l 26 ottobre, la Rappresentanza Permanente dell’Italia presso l’UE ha organizzato una tavola rotonda contro il Nutri-score con tutti i gruppi politici del Parlamento Europeo, che ha visto la partecipazione di oltre 25 eurodeputati. Forti preoccupazioni sulla rilevanza del Nutri-score e dell’etichettatura nutrizionale sono state espresse da molti eurodeputati, tra cui la Vicepresidente del PE Pina Picierno (S&D, Italia), Herbert Dorfmann (PPE, Italia), Ulrike Müller (Renew Europe, Germania), Martin Hlaváček (Renew Europe, Repubblica Ceca) e altri stakeholders. La Direttrice della Commissione Europea, Roser Domenech Amado (DG SANTE, Direzione A), ha manifestato chiari segnali volti a far intendere che la proposta legislativa prevista non è ancora stata finalizzata. La proposta della CE era attesa per la fine del 2022, ma non sarà presentata prima del 2023.
Nuove agevolazioni per imprenditoria giovanile e femminile
stato pubblicato in Gazzetta Ufficiale il decreto del Mipaaf contenente i nuovi incentivi per giovani imprenditori e donne nel settore agricolo. Le nuove misure agevolative consistono in mutui agevolati e contributi a fondo perduto, e sono rivolte a micro, piccole e medie imprese che subentrino a un’azienda agricola o che risultino già attive da 2 anni. L’obiettivo è quello di sostenere l’imprenditoria giovanile e femminile a fronte della presentazione di progetti di investimento, sviluppo e consolidamento della realtà operativa nel comparto agricolo, che abbiano un valore massimo di 1,5 milioni di euro. Le misure, che saranno gestite e concesse da ISMEA, consistono, nello specifico, in mutui agevolati, a tasso zero, della durata massima di 10 anni comprensiva del periodo di preammortamento e di importo non superiore al 60% della spesa ammissibile e in un contributo a fondo perduto fino al 35% della spesa ammissibile. Per poter rientrare tra i beneficiari, è necessario che le società siano amministrate e condotte da un giovane di età compresa tra 18 e 41 anni o da una donna, in possesso della qualifica di imprenditore agricolo professionale o di coltivatore diretto. Per quanto riguarda le PMI che subentrano nella conduzione di un’intera azienda agricola attiva da almeno due anni, esse devono essere costituite da non più di 6 mesi e risultare essere già subentrate da non più di 6 mesi alla data di presentazione della domanda. La procedura di domanda verrà avviata non appena sarà pubblicato il relativo bando
70 Dicembre/2022 NEWS ORIGIN INFORMA
È
Alternativa vegana
il 18 ottobre la Commissione Europea ha deciso di registrare un’“Iniziativa dei cittadini europei per un’alternativa vegana”. I promotori dell’iniziativa chiedono l’adozione di una normativa che imponga di rendere l’alternativa vegana esplicitamente disponibile negli spazi privati e pubblici che vendono alimenti e bevande in Europa. Gli stessi sostengono che ciò risponderebbe alla nuova consapevolezza collettiva dei diritti degli animali e che aiuterebbe a combattere la crisi climatica, incrementando il consumo di alimenti di origine vegetale e riducendo il costo del cibo. Se riusciranno a raccogliere un milione di firme in sei mesi in almeno sette Stati membri, la Commissione sarà tenuta a reagire e potrà decidere se dare o meno seguito alla richiesta, giustificando la decisione.

In arrivo una deroga alle misure ambientali della PAC
L’importo massimo della garanzia U35 aumenta a 62mila euro
i
l limite massimo per le operazioni di credito assistite dalla Garanzia U35 di Ismea è stato elevato da 35 mila e 62mila euro. Il via libera alla modifica è stato dato dalla Commissione Europea, in relazione alla Decisione inerente agli Aiuti di Stato dell’Italia “Garanzie sui prestiti a favore dei settori agricolo, forestale, della pesca e le imprese acquicole che hanno registrato un aumento di costi energetici”. L’innalzamento del limite massimo è stato infatti ritenuto in linea con le modifiche intervenute nell’ambito del Quadro Temporaneo sugli Aiuti di Stato. La Garanzia è rilasciata a fronte di finanziamenti bancari destinati alle PMI agricole e della pesca colpite dai rincari energetici, del carburante e delle materie prime. Copre al 100% le operazioni di credito di importo non superiore ai 62 mila euro e comunque entro il valore dei costi per l’energia, il carburante e materie prime registrato nel 2021, di durata fino a 10 anni, comprensivi di un periodo di preammortamento di almeno 24 mesi. U35 è gratuita e cumulabile con le altre garanzie rilasciate da Ismea. È possibile ottenerla in via automatica con modalità analoghe a quelle già sperimentate per le operazioni L25 COVID.

Le persistenti conseguenze della crisi ucraina hanno portato la Commissione Europea a proporre nuove deroghe agli impegni previsti nell’ambito della Politica Agricola Comune. A seguito di una richiesta degli Stati membri, la Commissione ha infatti avanzato la proposta di una deroga temporanea alle norme in materia di rotazione delle colture e mantenimento di elementi e superfici non produttive sui seminativi. La deroga è circoscritta all’anno di domanda 2023 ed è limitata a quanto strettamente necessario per affrontare i problemi mondiali di sicurezza alimentare derivante dal conflitto russo-ucraino. L’Italia ha aderito alla proposta per quanto riguarda l’applicazione delle norme relative alle Buone Condizioni Agronomiche ed Ambientali dei terreni e della Condizionalità rafforzata. Le deroghe consentono di esentare dall’obbligo della rotazione i seminativi soggetti a tale impegno, permettendo di utilizzare i terreni lasciati a riposo a fini produttivi, che, però, non potranno essere usati per la coltivazione di granturco, soia o bosco cedo a rotazione rapida.

71 Dicembre/2022 ORIGIN INFORMA NEWS
VINCENZO BOZZETTI

La quadratura del cerchio
Iprodotti con private label, detti anche prodotti a marca commerciale, risolvono più di un problema ai copacker, detti anche confezionatori per conto terzi. Un servizio che rappresenta una significativa quota di mercato anche nel settore lattierocaseario tricolore. In alcuni casi le società hanno scelto di produrre lasciando ad altri l’onere e l’onore della distribuzione, in altri casi invece dalla stessa porta escono prodotti leader e prodotti confezionati in conto terzi. Insomma, ognuno trova la propria soluzione. Non manca persino una fiera completamente dedicata a questa tipologia di affari, dove la GDO presenta e offre le sue ultime novità, i confezionatori presentano e offrono le loro. In alcuni casi accaparrarsi una fornitura significa saturare un impianto che altrimenti avrebbe difficoltà ad ammortizzarsi. Oggi però, a differenza del passato, tra le corsie delle fiere aumentano i mal di pancia: vita o morte nel giorno dell’ordine annuale con margini risicati, rigidi capitolati, rapporti qualità-prezzo al ribasso, cannibalismo tra prodotti, incrementi volumi in tempi ridotti, investimenti per potenziamento impianti e distanziamento dal consumatore. I malumori aumentano notevolmente quando il produttore realizza il nuovo prodotto che sarà testato e raffrontato direttamente con il concorrente. Potenza della GDO che con la marca commerciale tende all’efficienza del prezzo, mentre la marca privata tende a migliorare la qualità per costruire consapevolezza e fedeltà alla marca sul lungo periodo. Ma l’efficienza della GDO si sviluppa soprattutto nell’analisi delle abitudini di acquisto e degli stili di vita dei clienti, informazioni acquisite con programmi e carte fedeltà e si concretizza nel lungo periodo con la lungimirante strategia “imitazione della marca”. Una lunga transizione, spesso finanziata dal produttore con denari e sconti pagati per diventare leader di segmento, per poi ritrovarsi sostituito nel ruolo di leader dal distributore stesso. Un cerchio comprendente produttori, distributori e consumatori, da far quadrare e programmare nei tempi futuribili, anche se, come ben sappiamo, programmare il futuro non è da tutti, e soprattutto non interessa a tutti!
Volete dire la vostra? Scrivete a: editorialoffice.stlc@quine.it
72 Dicembre/2022
GRATTUGIA

Alitest Srl Via C. Fosse, 7 - 46019 Viadana -MN- Tel. 0375.780789 r.a. mail: info@alitest.it - www.alitest.it Alitest Soluzioni di Qualità
Una buona protezione a custodia della Qualità
CIP, è in grado di formulare rivestimenti protettivi utilizzando ingredienti ecosostenibili di derivazione vegetale che sono sia rinnovabili che compostabili.
CIP è da sempre impegnata nel continuo studio dei materiali per cercare di ridurre l’impatto ambientale, ricercando soluzioni ecologiche e migliorare la sicurezza alimentare, ed offrire prodotti di qualità al tempo stesso sostenibili.
Nella nostra ampia gamma proponiamo una nuova tipologia, Parafluid Natural, formulato per ridurre la quantità di plastica e proteggere la qualità del formaggio oltre a conferire un aspetto naturale molto gradevole.
Tra i nuovi prodotti abbiamo EDICOAT FOOD, un coating completamente edibile e naturale, costituito da materie prime appositamente selezionate derivanti da fonti vegetali, aromi che conferiscono un profumo e anche un colore alla superficie dell’alimento trattato, esenti da sostanze OGM e allergeni. Preparati con diverse viscosità per soddisfare le varie esigenze di applicazione.

CIP srl Via S.Bernardo, 25 26100 Cremona T. +39 0372 454247 0372 454183 cip@cip-antimuffe.it www.cip-antimuffe.it
CIP per il sociale

TECNOLOGIE APPLICATE PER TRATTAMENTI IN SUPERFICIE DI ALIMENTI NoOGM
menoplastica completamenteedibile
Un impegno verso la sostenibilità
e allergeni materie prime naturali
