


Robert Collier diz que o sucesso é a soma de pequenos esforços repetidos diariamente. Muito me estranha quando pessoas propagam que atingiram o sucesso sozinhas. Afinal, uma frase conhecida já diz que andorinha sozinha não faz verão.
Penso que a sabedoria, a humildade e a honestidade devam fazer parte dos pilares da vida de cada cidadão. Portanto, devemos sempre refletir sobre nossas expressões e manifestações. Senão vejamos: Uma pessoa que nasce, cresce e atinge a fase adulta quase que certamente teve a dedicação dos pais para garantir seu desenvolvimento. Um atleta, por mais habilidoso, dedicado e competente que seja, foi orientado e treinado por colegas de profissão e especialistas. Um profissional que se destaca na empresa muito provavelmente foi alçado a posição importante por suporte de seus colegas de trabalho.
Nelson Mandela (1918/2013) foi um dos maiores líderes morais e políticos de nosso tempo e presidente da África do Sul. Aclamado internacionalmente por sua ferrenha luta em prol da liberdade, foi seguido e abonado por grande parte da população de seu país. Resultado: sucesso e conquistas. Quando da viagem do homem à lua, até a histórica “pisada” de Neil Alden Armstrong (1930/2012) em solo lunar, muita “água passou por baixo da ponte”. Um sem número de cálculos, centenas de horas de dedicação de cientistas e técnicos, milhões de dólares dispendidos, várias tentativas frustradas e, enfim, o pouso. Resultado: sucesso e conquistas.
Na pandemia (2020/2022) muito se elogiou os médicos. Independentemente da importância do inegável trabalho deles, nada seria possível
sem a ajuda dos enfermeiros, dos motoristas de ambulância, dos farmacêuticos, dos químicos, dos biólogos, dos engenheiros, dos mais diversos voluntários, das empresas privadas e instituições públicas. Resultado: sucesso e conquistas.
Nas eleições, sejam quais forem, nenhum candidato se elegeu sozinho. Todos, sem exceção, foram catapultados por parentes, amigos, colegas, simpatizantes.

Também a derrota não vem sozinha. Na eliminação do Brasil da última copa do mundo, não houve uma falha individual. Foram muitos responsáveis e vários motivos.
Enfim, Pelé (1940/2022) não é rei do futebol somente porque era autodidata e focado, Ayrton Senna (1960/1994) não foi campeão mundial no automobilismo apenas porque teve habilidades e méritos próprios, e Alberto Santos Dumont (1873/1932) não é o pai da aviação por acaso ou por esforço unicamente dele.
Todos têm algo em comum: foram parte de um time entrosado, dedicado, comprometido, engajado e competente. Adjetivos que são imperativos para qualquer grupo de pessoas que queira superar desafios e vencer com grande destaque.
Não sou contra reconhecer e elogiar as boas cabeças, os cidadãos dedicados, os técnicos competentes. Apenas espero que não esqueçam que o sucesso raramente vem sozinho, e que normalmente há um pequeno (ou grande) exército por trás do elemento bem-sucedido.
Então, da mesma forma, em nossa família, na sociedade ou na empresa, somos partes de um todo. E quanto mais partes boas temos, tanto maior é a sinergia e a probabilidade de sucesso.
Ou seja, é preciso dedicação e esforço para atingir o ápice do resultado positivo, é necessário comprometimento e conhecimento para unir equipes de alto desempenho, é fundamental ter resiliência e inteligência para coordenar projetos.
Vamos refletir sobre este tema como um quebra-cabeças de 5.000 peças. Somente com cada peça no seu devido lugar e bem colocada poderemos afirmar que o resultado foi conquistado. Se faltar uma única peça, o conjunto não estará completo.
Façamos de 2023 o ano da união em prol do sucesso. Cada um e todos pensando positivamente para construir juntos a conquista almejada.
Concordo plenamente com Collier de que o sucesso é a soma de pequenos esforços. Mas reforço que somos todos partes de um todo.
50 MEMÓRIAS
Aethra fornece estampos para o mercado automobilístico há quase quatro décadas
54
57 ENFOQUE Novidades

60 CIRCUITO BUSINESS Cursos,


62 CONEXÃO WWW Indicação
64 ESPAÇO LITERÁRIO Indicação
66 OPINIÃO
Quer ler todas as edições da revista Ferramental online?

Referente à matéria “Colaborar para competir? O desafio das ferramentarias do setor automotivo”, publicado nas páginas 30 a 34 da edição 104 (novembro/ dezembro 2022), informamos que tivemos uma falha na revisão final da diagramação. O nome do autor principal André Cherubini Alves não foi inserido na relação inicial dos autores e, portanto, não aparece abaixo do título principal, apesar de estar mencionado no fechamento do artigo. Lamentamos o ocorrido e pedimos desculpas por eventuais desconfortos causados.
A Revista Ferramental é distribuída gratuitamente em todo Brasil, bimestralmente. É destinada à divulgação da tecnologia de ferramentais, seus processos, produtos e serviços para os profissionais das indústrias de ferramentais e seus fornecedores: ferramentais, modelações, empresas de design, projetos, prototipagem, modelagem, softwares industriais e administrativos, matérias-primas, acessórios e periféricos, máquinas ferramenta, ferramentas de corte, óleos e lubrificantes, prestadores de serviços e indústrias compradoras e usuárias de ferramentais, dispositivos e protótipos: transformadoras do setor plástico e da fundiçao, automobilísticas, autopeças, usinagem, máquinas, implementos agrícolas, transporte, elétricas, eletroeletrônicas, comunicações, alimentícias, bebidas, hospitalares, farmacêuticas, químicas, cosméticos, limpeza, brinquedos, calçados, vestuário, construção civil, moveleiras, eletrodomésticos e informática, entre outras usuárias de ferramentais dos mais diversos segmentos e processos industriais. A Ferramental tem como pressuposto fundamental que todas as informações nela contidas provêm de fontes fidedignas, portanto, recebidas em boa fé. Logo, não pode ser responsabilizada pela veracidade e legitimidade de tais informações. Quando da aceitação para a publicação, o autor concorda em conceder, transferir e ceder à editora todos os direitos exclusivos para publicar a obra durante a vigência dos direitos autorais. Em especial, a editora terá plena autoridade e poderes para reproduzir a obra para fins comerciais em cópias de qualquer formato e/ ou armazenar a obra em bancos de dados eletrônicos de acesso público. As opiniões dos artigos assinados não são necessariamente as mesmas da revista Ferramental. A reprodução de matérias é permitida, desde que citada a fonte. Tiragem: 4.000 exemplares.
www.revistaferramental.com.br

ISSN 1981-240X
DIRETORIA
Christian Dihlmann - Jacira Carrer
REDAÇÃO
Christian Dihlmann
Jornalista Responsável
Gisélle Araujo Cemin - SC/02466 jornalismo@revistaferramental.com.br
COLABORADORES
Dr. Adriano Fagali de Souza
Dr. Cristiano V. Ferreira
Dr. Jefferson de Oliveira Gomes
Dr. Rolando Vargas Vallejos
Dr. Carlos Maurício Sacchelli
PUBLICIDADE
Coordenação Nacional de Vendas
Christian Dihlmann (47) 3202-7280 | 99964-7117 christian@revistaferramental.com.br comercial@revistaferramental.com.br
GESTÃO
Administração
Jacira Carrer (47) 98877-6857 adm@revistaferramental.com.br Circulação e Assinaturas circulacao@revistaferramental.com.br
EDITORAÇÃO
B3 Marketing - contato@b3marketing.com.br
FOTO DE CAPA
Montagem artística. Imagem gerada pela revista Ferramental, de Joinville/SC
IMPRESSÃO
Tipotil Indústria Gráfica - www.tipotil.com.br
EDITORA GRAVO LTDA
Rua Jacob Eisenhut, 467 - Tel. (47) 3025-2817 CEP 89203-070 - Joinville/SC
Quer ter o seu artigo publicado na Revista Ferramental? Envie um e-mail para: contato@revistaferramental.com.br
conhecer potenciais parceiros de serviço para que possa oferecer uma estrutura completa e funcional tanto em vendas como em serviços.
Dihlmann manifestou satisfação em visitar e conhecer em detalhes a fabricação dos equipamentos e mencionou que “certamente é mais uma boa opção de equipamentos para as empresas metalomecânicas do Brasil, uma vez que o mercado vem apresentando constante consolidação e projeta crescimento acelerado nos próximos cinco anos, principalmente nos segmentos agrícola, automotivo e da construção civil”. Na foto, da esquerda para a direita, Hendrik Fooke, Christian Dihlmann, Johannes Fooke e Daniel Marpert.
Durante a viagem para participação na feira K 2022 em Düsseldorf, Alemanha, o presidente da ABINFER Christian Dihlmann visitou algumas empresas, dentre elas o fabricante germânico de máquinas operatrizes Fooke, na cidade de Borken.
A FOOKE é uma empresa familiar de médio porte, fundada em 1904 e hoje administrada pela 4ª e 5ª geração da família, sendo diretores Johannes Fooke e seu filho Hendrik Fooke. Por mais de 30 anos, a empresa fabrica fresadoras CNC de cinco eixos para dimensões grandes e extragrandes. Em muitos casos, essas máquinas-ferramentas são usadas como fresadoras de portal, em várias configurações.
Clientes de diversos setores industriais contam com máquinas Endura® e máquinas FSW ( Friction Styr Welding – Solda Por Fricção) da marca. Entre outros, as máquinas Fooke são aplicadas nos setores

aeroespacial, ferroviário e automotivo, principalmente na construção de modelos e protótipos, bem como ferramentaria e fabricação de moldes com aplicação também na indústria automotiva e aeroespacial. As máquinas-ferramentas Fooke são caracterizadas por sua excelente qualidade de movimento e controle, determinadas pela mais alta dinâmica, precisão e qualidade na geração de superfícies. A confiabilidade, entrega técnica e segurança no processo, particularmente distinguem as máquinas Endura®.
A Fooke está estabelecida também nos Estados Unidos há vários anos através de sua própria subsidiária em Shelby Township, Estado de Michigan. Para expandir ainda mais no mercado das américas, a companhia vem se aproximando e se familiarizando com o mercado da América do Sul, e para isto conta com o suporte do engenheiro brasileiro Ronaldo Minowa. Juntamente com o técnico brasileiro, a empresa está interessada e procurando
Fooke-brazil@fooke-usa.com

(11) 98517-7265
www.fooke.de
TIMTOS 2023 VOLTA COM
TODA A FORÇA
Taiwan Trade Center apresenta a feira internacional de máquinas-ferramenta de Taiwan, a TIMTOS, que reunirá mais que 1.000 expositores que mostrarão os equipamentos e tecnologias durante os 6 dias do show. A feira terá 10 pavilhões temáticos:
• Corte de Metais
• Componentes e Acessórios
• Ferramentas de corte, Fixação
• Conformação de metais
• Processamento de chapas e tubos
• Soldagem
• Automatização e robotização
• Inspeção e medição
• Tecnologia avançada de usinagem
• Manufatura aditiva
TIMTOS é uma mega feira que reúne os maiores players mundiais do setor de usinagem de metais, um evento imperdível para quem procura produtos ou serviços confiáveis e inovadores, será a maior feira registrada após pandemia COVID-19 em Taiwan.
TIMTOS 2023 será de forma híbrida e a feira virtual ocorrerá entre 06/03 a 06/04, faça a agora sua inscrição e programe a visita!
Data: 06-11/Março, 2023
Local: Taipei, Taiwan Para mais informações : www.timtos.com.tw
A Marcopolo anunciou no final do ano passado investimento de R$ 20 milhões em uma nova fábrica em Farroupilha, no Rio Grande do Sul. A planta será responsável pela produção de peças poliméricas com tecnologia de ponta e desenvolverá também produtos com grafeno para a substituição dos itens feitos em aço.
Com previsão de inauguração neste primeiro semestre, a fábrica da Apolo Tecnologia em Polímeros – empresa controlada pelo grupo Marcopolo – terá área construída de cerca de 5 mil m², dentro do complexo industrial GreenTec, e capacidade para atender às demandas da Marcopolo e de outras indústrias.
Fundada em 2013, com sede em Caxias do Sul (RS), a Apolo reúne amplo conhecimento em polímeros e equipamentos de ponta. Seu parque fabril conta grande linha de injetoras de última geração, robotizadas, com capacidades de 160t a 1350t, equipadas com periféricos de ponta e toda estrutura para qualquer tipo de resina termoplástica e polímeros de engenharia.
“A Marcopolo é uma potência mundial, mas sua base é a Serra Gaúcha e nada mais justo do que seguirmos com possibilidades de crescimento para as cidades inseridas na região. Por isso, escolhemos Farroupilha, cidade que
faz parte do segundo maior polo metalmecânico brasileiro. Além disso, a proximidade com as rodovias facilita a logística para o transporte de nossas peças”, destacou James Bellini, CEO da Marcopolo.
Fonte: Usinagem Brasil
A Stellantis está desenvolvendo com o Senai um projeto de retrofit que visa converter veículos comerciais leves movidos a motor de combustão interna em veículos com propulsão à base de powertrains elétricos.
O projeto faz parte do programa Senai A3 do programa governamental Rota 2030 e, além da Stellantis, conta com a parceria das empresas Weg e FuelTech.
A proposta da Stellantis é oferecer uma solução inovadora de mobilidade sustentável (com emissão zero) e assegurar a qualidade do serviço de conversão de veículos com equipamentos originais de fábrica.
Para a companhia, o projeto significa também mais um passo no seu plano estratégico Dare Forward 2030, cujo objetivo é tornar todo o grupo neutro em carbono até 2038.
“O projeto com o Senai está, nesse momento, sendo desenvolvido apenas com veículos comerciais. Mas a nossa intenção é expandirmos para outros modelos, a fim de atender a todos os públicos nas próximas etapas”, afirma o diretor dos Programas e Planejamento de Produtos da Stellantis para a América do Sul, Breno Kamei.
O trabalho começou em 2022, envolvendo os modelos utilitários Fiat Fiorino e Peugeot Partner Rapid. Consiste basicamente na remoção do powertrain a combustão e a instalação do kit de conversão e o conjunto de baterias, que é alojado no compartimento de carga para evitar a necessidade de adaptação da estrutura.
Os testes dos carros já convertidos serão feitos em vias públicas, para identificar os principais fatores técni-
cos e econômicos envolvendo os componentes locais dos utilitários. Dados vão ser coletados para entender melhor o desempenho dos veículos e ajustar os parâmetros, caso necessário.
A proposta é oferecer aos profissionais da direção veículos elétricos acessíveis e confiáveis, capazes de uma utilização urbana diária média de 100 quilômetros. Os utilitários serão disponibilizados a partir de abril para os clientes B2B selecionados.
O Senai pretende aproveitar esta experiência principalmente para desenvolver competências em tecnologias voltadas para o processo de descarbonização, e posteriormente compartilhar este know-how com eventuais parceiros da indústria.
Fonte: Usinagem Brasil
5 COM ALTA DEMANDA, INTERMACH TERÁ
Evento ocorre a cada dois anos, mas mercado agitado fez organização fechar data da Intermach em 2023.
A 14ª Intermach – Feira e Congresso Internacional de Tecnologia, Máquinas, Equipamentos, Automação e Serviços para a Indústria Metalmecânica, já tem data marcada. O evento será de 11 a 14 de julho de 2023, em Joinville, Santa Catarina.
Referência em tecnologia para a manufatura industrial, a Intermach concentra lançamentos, tecnologias, inovações, tendências, e desenvolve negócios e relacionamentos, além de estimular o conhecimento. O evento reúne empresas fornecedoras para o mercado industrial e recebe visitantes nacionais e internacionais em busca tecnologias e soluções inovadoras.
Richard Spirandelli, diretor da Messe Brasil, organizadora da Intermach, comenta que tradicionalmente a feira é realizada a cada dois anos, mas em função da alta demanda do mercado, será realizada novamente em 2023.
“Após o período impactado pela pandemia, o mercado vem crescendo com os melhores patamares desde 2015, refletido no aumento de empre-
gos, busca por investimentos em tecnologia e inovação, retorno da China ao mercado brasileiro e interesse dos expositores que ficaram fora do evento no ano passado. Com tantos bons motivos, vamos fazer o evento dois anos seguidos e depois retomaremos a cada dois anos”, explica.
A renovação dos espaços da feira começou a ser feita pela equipe da Messe Brasil, em outubro de 2022, e 50% dos expositores já estão confirmados. “Para essa edição nossa expectativa é contar com 220 expositores e depois desse evento retomar a feira a cada dois anos, pois dessa forma o mercado agrega um volume maior de inovações e lançamentos, e seguimos o modelo das grandes feiras alemãs”, comenta Spirandelli
Sucesso da edição anterior
Na última edição, em 2022, 24 mil pessoas circularam pela feira, entre visitantes, expositores, congressistas e participantes da Rodada de Negócios.
A feira conectou representantes de 508 cidades e 20 estados, com destaque para os públicos de Santa Catarina, Paraná, São Paulo e Rio Grande do Sul.
Como importante vitrine de tendências e inovações para a indústria metalmecânica, a Intermach reuniu mais de 300 marcas nacionais e internacionais, que apresentaram máquinas e equipamentos de última geração, de fornecedores, nacionais e internacionais nas áreas de usinagem, soldagem, metrologia industrial, indústria 4.0, impressão 3D, manufatura aditiva e soluções AI/IoT.
Além de crescer 25% em relação à edição anterior, a Intermach 2022 ocupou todo o pavilhão de exposições da Expoville e gerou cerca de R$ 300 milhões em negócios, concretizados ao longo dos 12 meses seguintes à feira.
Perfil do público que visita o evento Para as empresas, tão importante quanto expor seu produto e sua marca, é atingir o seu público-alvo com assertividade. Na Intermach 2022, profissionais dos setores de engenharia das indústrias tiveram grande expressivi-
dade como visitantes do evento. Entre os setores que marcaram presença no evento, estão a indústria automotiva, indústria plástica, fundição e metalurgia, além de eletrônica, eletroeletrônica, eletrodomésticos, construção civil e agrícola.
Em relação ao tamanho, 60% das empresas visitantes são de médio porte, com até 500 funcionários. Outro importante dado está relacionado ao perfil do visitante da Intermach: 25% são de pessoas com poder de decisão final de compra. Do público total, sócios e proprietários de empresas representam 12% dos visitantes da feira, seguido por diretores e gerentes, que representam 20% do público.
Intermach 2023: datas e informações Intermach – Feira e Congresso Internacional de Tecnologia, Máquinas, Equipamentos, Automação e Serviços para a Indústria Metalmecânica
Data: 11 a 14 de julho de 2023
Horário: 13h às 20h
Local: Centro de Convenções e Exposições EXPOVILLE – R. XV de Novembro, 4315 – Glória, Joinville – SC Organização: Messe Brasil
Fonte: CIMM
6 STELLANTIS ANUNCIA PARCERIA COM A ARCHER PARA FABRICAR “CARRO VOADOR”
A Stellantis contribuirá com tecnologia e experiência de manufatura avançada, pessoal experiente e capital para permitir a fabricação das aeronaves.
A Midnight, aeronave elétrica de decolagem e pouso vertical (eVTOL) da Archer, será fabricada em parceria com a Stellantis. De acordo com a montadora, as empresas vão trabalhar para erguer a recém-anunciada instalação de fabricação da Archer em Covington, Geórgia, na qual planejam começar a fabricar a aeronave Midnight em 2024.
Projetada para ser segura, sustentável, silenciosa e, com carga prevista de mais de 1 mil libras (454 kg), a Midnight poderá transportar quatro
passageiros e um piloto. Com um alcance de 100 milhas (161 km), a aeronave foi otimizada para viagens ida e volta de curta distância, cerca de 20 milhas (32 km), com um tempo de carregamento de aproximadamente 10 minutos entre elas.
Essa parceria única no setor de mobilidade aérea urbana, segundo a gigante, aproveitará os respectivos pontos fortes e competências de cada empresa para levar a aeronave Midnight ao mercado. A Archer traz sua equipe de eVTOL de classe mundial, trem de força elétrico e especialistas em certificação, enquanto a Stellantis contribuirá com tecnologia e experiência de manufatura avançada, pessoal experiente e capital para a parceria.
O objetivo é que a Stellantis produza em massa a aeronave eVTOL da Archer como fabricante contratada exclusiva. Além disso, a empresa fornecerá até R$ 800 milhões em capital social para possível saque da Archer a seu critério em 2023 e 2024, sujeito ao alcance de determinados marcos de negócios que a Archer espera ocorrer em 2023.
“Trabalhamos em estreita colaboração com a Archer nos últimos dois anos e estou continuamente impressionado por sua engenhosidade e compromisso inabalável com a entrega”, disse Carlos Tavares, CEO da Stellantis. “Aprofundar a parceria com a Archer como um investidor estratégico com planos de aumentar nossa participação demonstra como a Stellantis está ultrapassando os limites para fornecer liberdade sustentável de mobilidade, das ruas e rodovias aos céus. Apoiar a Archer com nossa experiência em fabricação é outro exemplo de como a Stellantis liderará a maneira como o mundo se move”.
“O reconhecimento contínuo da Stellantis pelo progresso da Archer em direção à comercialização e o compromisso de recursos significantes para construir a aeronave Midnight conosco, coloca a Archer em uma posição forte para ser a primeira
no mercado”, disse Adam Goldstein, fundador e CEO da Archer. “As duas empresas estão dando passos importantes juntas para concretizar uma oportunidade única para redefinir o transporte urbano”.
Fonte: CIMM
PARA PRODUZIR NOVA
MONTANA NO ABC
A fábrica recebeu 4 mil m² de novas instalações; a principal novidade foi a instalação da mais rápida prensa da GM nas Américas.
A General Motors anunciou na última semana que sua unidade de São Caetano do Sul (SP) começou o processo local de produção comercial da Nova Montana. Segundo comunicado da empresa, mesmo sendo referência da indústria 4.0, o complexo industrial da GM na no ABC passou por atualizações que agregaram ainda mais qualidade, produtividade e eficiência.
As obras para receber a Nova Montana levaram mais de um ano para ficar pronta e foram executadas em etapas, no intuito de evitar prolongadas interrupções na linha, que já montava o Tracker e o Spin.
A fábrica recebeu 4 mil m² de novas instalações. Isso permitiu uma completa readequação do fluxo fabril, que tem cerca de quatro quilômetros de extensão e onde operam 274 novos robôs, elevando o nível de automação e a segurança dos operadores. Além disso foi instalada uma espécie de scanner no fim da linha que faz a conferência da montagem da carroceria usando um protocolo de inteligência artificial.
A principal novidade, segundo a empresa, foi a instalação da mais rápida prensa da GM nas Américas. Apenas esta máquina ocupa quase um quarteirão. São 96 metros de comprimento, por 12 metros de largura e 18 metros de altura, sendo sete
deles no subsolo. A nova prensa tem capacidade para estampar até 30 mil peças ao dia, como capô, para-lamas, portas e tampa traseira. Este volume representa duas vezes mais do que modelos tradicionais de geração anterior, consumindo aproximadamente metade da energia elétrica. Aliás, importante foco da reformulação foi o aumento dos índices de sustentabilidade nos mais variados processos, destaca a empresa.
Outra novidade é o carrinho autônomo específico para o transporte de peças de grande porte, que foi desenvolvido pela própria GM no Brasil.
Tanto a atualização da fábrica de São Caetano do Sul como o desenvolvimento da Nova Montana fazem parte do atual ciclo de investimento de R$ 10 bilhões da empresa a ser aplicado até meados da década no país.
As primeiras unidades do novo Montana serão destinadas aos consumidores que já adquiriram o produto em uma ação especial promovida no fim do ano passado. O modelo começa a chegar às concessionárias Chevrolet de todo país a partir de meados de fevereiro.
Fonte: CIMM
8 PRODUÇÃO
“Depois de um primeiro quadrimestre muito difícil em função da falta de semicondutores, o setor acelerou o ritmo e conseguiu atender parte da demanda reprimida nos mercados interno e externo”, afirmou Márcio de Lima Leite, presidente da Anfavea, na semana passada, ao apresentar o balanço do setor automotivo de 2022. O balanço apresentou números positivos de produção e exportação, e de estabilidade nas vendas.
Com as 191,5 mil unidades que deixaram as linhas de montagem em dezembro, o ano fechou com 2,37 milhões de unidades produzidas, alta de 5,4% sobre 2021. Segundo a entidade, contribuiu para este resultado a sensível redução das paralisações de fábricas no segundo semestre, com uma melhora parcial no fluxo de componen-
Para 2023, a expectativa da Anfavea é de aumento de 2,2% na produção de veículos, atingindo 2,42 milhões de unidades. A previsão é de alta de 4,2% para automóveis e comerciais leves e queda de 20,4% para caminhões e ônibus. Segundo a entidade, “o segmento de pesados será impactado pela mudança da regra de emissões para o Proconve P8, que deve provocar um inevitável reajuste de preços”.
Já as vendas no mercado interno totalizaram 2,104 milhões de unidades, 0,7% abaixo do número registrado em 2021, confirmando o quadro de estabilidade que já era previsto pela entidade desde a metade do ano. Automóveis e ônibus tiveram melhor desempenho que no ano anterior, mas a queda de caminhões e comerciais leves puxou para baixo o resultado geral.
Para 2023, a entidade projeta vendas de 2,17 milhões de veículos, alta de 3% sobre 2022. Mais uma vez, os leves deverão puxar o número, com elevação estimada em 4,1%, ante queda de 11,1% dos veículos pesados.
Este foi o indicador mais positivo da indústria automotiva em 2022. A entidade já projetava uma alta de 22% nas vendas externas, mas os 480,9 mil veículos exportados no ano representaram um crescimento de 27,8% sobre 2021. “O que não deixa de ser surpreendente, dadas as restrições de comércio exterior impostas pela Argentina em crise, nosso maior parceiro comercial”, segundo a Anfavea.
Em contrapartida, o sensível crescimento dos embarques para todos os outros mercados latino-americanos, em especial México, Colômbia e Chile, permitiram esse bom resultado no ano. Em valores, as exportações tiveram alta ainda maior, de 37,6%, por conta do envio mais significativo de veículos com maior valor agregado, como SUVs, caminhões e ônibus. Para 2022, a expectativa é de ligeira queda de 2,9% ainda puxada pela Argentina.
Fonte: Usinagem Brasil
Ferramentarias que participam de ações da Linha IV do Rota 2030 somam créditos que são utilizados para adquirir cursos totalmente gratuitos.
Segundo a Confederação Nacional da Indústria (CNI), cinco em cada dez indústrias brasileiras enfrentam a falta de trabalhador qualificado. Este cenário afeta diretamente a eficiência de empresas que necessitam alcançar cada vez mais a alta produtividade com menores custos.
Na ferramentaria não é diferente, a busca por maior competitividade passa pela qualificação dos profissionais para que consigam atender as necessidades das indústrias.
Pensando nisso, agora a o setor tem um aliado para superar este desafio. A Fundação de Apoio da UFMG (Fundep) desenvolveu o Rota in Curso, uma plataforma que irá oferecer cursos de formação e capacitação gratuitos não só focados no “chão de fábrica”, como também em processos de gestão. A iniciativa faz parte da Linha IV – Ferramentarias Brasileiras mais Competitivas, do programa Rota 2030.
Com investimento inicial de R$ 12 milhões, serão ofertados mais de 50 cursos totalmente gratuitos
e focados na formação técnica e gerencial nas modalidades presencial, semipresencial, EAD e EAD autoinstrucional. As capacitações são ministradas por reconhecidas instituições de ensino, como o Serviço Nacional de Aprendizagem Industrial (SENAI).
A gerente de programas da Fundep, Ana Eliza Braga, explica que a plataforma irá funcionar por meio de uma gamificação. “A Fundep desenvolveu a plataforma Rota in Curso, que funciona como um e-commerce, sem a circulação de
recursos financeiros em espécie. As ferramentarias que participam das diversas ações da Linha IV recebem créditos que serão utilizados para adquirir gratuitamente os cursos”, destaca.
Para participar, as ferramentarias precisam atuar ou ter atuados na cadeia automotiva nos últimos cinco anos, além de participar de ações da Linha IV do Rota 2030 para somar créditos.
O cadastro é simples! É preciso preencher um pequeno formulário e anexar um comprovante que a ferramentaria atendeu o setor automotivo no prazo citado. Esta comprovação pode ser feita por meio de uma ordem de serviço, contrato ou nota fiscal, por exemplo.

Após validação dos dados, o acesso será liberado para a ferramentaria. É permitido um cadastro por empresa (CNPJ).
Toda a movimentação na plataforma deverá ser feita por um gestor designado pela ferramentaria, que será responsável por escolher e adquirir os cursos para os seus colaboradores de acordo com as necessidades de aperfeiçoamento.
Acesse a plataforma: rotaincurso.fundep.ufmg.br
Os créditos são somados quando as ferramentarias participam de ações da Linha de ferramentaria do Rota 2030. O simples fato de se cadastrar na plataforma ou ser uma empresa de micro, pequeno ou médio porte irá gerar créditos.
Também será possível receber mais pontos ao participar de eventos presenciais ou online, fazer parte de projetos de PD&I, responder pesquisas de mapeamento do setor e ou integrar outras iniciativas do programa Rota 2030. As ferramentarias associadas a ABINFER e do Sindipeças também recebem créditos extras.
Os pontos são gerados pela Fundep. Cada ferramentaria poderá acumular seus pontos e consultar o seu extrato pela própria plataforma.
Com o cadastro finalizado e créditos gerados, a empresa escolhe o curso de interesse e adquire o acesso. Automaticamente será gerada uma chave de matrícula e com o código, o colaborador da
ferramentaria deverá procurar a instituição de ensino para efetivar a sua matrícula gratuitamente.
São mais de 50 opções de cursos totalmente gratuitos para a formação técnica e gerencial nas modalidades presencial, semipresencial, EAD e EAD autoinstrucional. A carga horária varia entre 8 e 360 horas.
Em cursos presencias, a ferramentaria já deverá escolher a data de começo da turma. Neste momento inicial, as aulas poderão ser realizadas nas unidades do SENAI em Santa Catarina (Joinville, Jaraguá do Sul, Itajaí, Criciúma e Chapeco), São Paulo (São Bernardo do Campo, Guarulhos, Jundiaí, Santo André, Campinas, Limeira e Bragança Paulista), Rio Grande do Sul (Caxias do Sul), Paraná (Curitiba e São José dos Pinhais), Minas Gerais (Contagem) e Bahia (Salvador).
Um exemplo de curso, que poderá ser adquirido, é o “Preparação,
Programação e Operação de Torno CNC Aplicado a Ferramentaria”, que poderá ser realizado presencialmente nas unidades do SENAI em Santa Catarina. Ele custará 120 créditos, por matrícula, para as ferramentarias que participam da plataforma e sai totalmente gratuito. O investimento do profissional ou empresa neste curso, adquirindo por fora da plataforma, seria mais de R$ 1.800 por pessoa.
A ferramentaria que participar de dois eventos presenciais da Rota 2030, realizados pela Fundep, já consegue somar os 120 pontos necessários para o curso citado como exemplo.

Após o término de cada curso, a ferramentaria poderá realizar uma avaliação da capacitação. As informações são importantes para realizar uma revisão do modelo de capacitação e formação de profissionais para o setor de ferramentaria. O objetivo é oferecer cursos voltados para as reais necessidades do setor.
LINHA DE FERRAMENTARIAS DO ROTA 2030
Coordenada pela Fundação de Apoio da UFMG (Fundep), com coordenação técnica do Instituto de Pesquisas Tecnológicas do Estado de São Paulo (IPT), a Linha IV – Ferramentarias Brasileiras mais Competitivas, do Rota 2030, é uma iniciativa do Governo Federal com o objetivo é solucionar as dificuldades de ferramentarias com baixa produtividade e defasagem tecnológica, capacitando a cadeia de ferramental de produtos automotivos para atingir competitividade em nível mundial.

Saiba mais: rota2030.fundep.ufmg.br
Thiago Leão Líder de Comunicação do Programa Rota 2030 - Fundep thiagoleao@fundep.com.br

Relato da reunião virtual realizada em 16 de novembro de 2022 (20:00h às 22:00h) para alinhamentos de visões globais referentes ao setor de ferramentaria, principalmente para o período pós pandemia, com a presença do Prof. Etsujiro Yokota, do Japão, Presidente de Honra da ABINFER –Associação Brasileira da Indústria de Ferramentais.
Foi definido o próximo encontro virtual para o dia 8/2/2023 (quarta-feira), as 20:00h. O título sugerido para a próxima reunião é a continuação do tema: A indústria de ferramental do Japão é a primeira do mundo?

A reunião teve como tema principal a apresentação das atualizações tecnológicas implementadas pelo SENAI – Serviço Nacional de Aprendizagem Industrial, regional de São Paulo, para os cursos de Ferramentaria de Matrizes para Corte, Dobra e Repuxo (CDR) e de Ferramental de Moldes para Plásticos. A primeira parte, referente a moldes para plásticos, foi conduzida por Roberto Monteiro Spada, a segunda parte, referente a matrizes para CDR, por Luiz Schiavi, e na terceira parte uma ampla discussão sobre o projeto.
Roberto Spada mencionou, no início da apresentação, a mensagem colocada por Etsujiro Yokota sobre a competitividade das empresas:
"A competitividade de uma companhia está diretamente correlacionada com a competência de digitalização de seus processos".
Na sequência informou os nomes das unidades do SENAI que estão com os cursos em andamento, e que são selecionadas pela técnica de georeferenciamento: Guarulhos/SP (Escola
Celso Charuri), Jundiaí/SP (Escola Conde Alexandre Siciliano), e São Bernardo do Campo/SP (Escola Mário Amato). A estrutura dos cursos foi demonstrada com a explanação de que o novo conteúdo é composto de 3.200 horas/ aula, sendo divididos em “Projetista de Moldes para Plásticos” e “Construtor de Moldes para Plásticos”. No primeiro ano ingressam 48 alunos que, ao final do período estão prontos com a classificação de “Técnico em Usinagem de Moldes para Plásticos” e tem 1.600 horas/aula. Destes, os melhores 32 alunos seguem para o segundo ano, sendo 16 para o curso de Projetista e outros 16 para o curso de Construtor. Os 16 excedentes seguem para o mercado de trabalho. A figura 1 mostra o fluxo dos alunos para este modelo de formação profissional em moldes para plásticos.
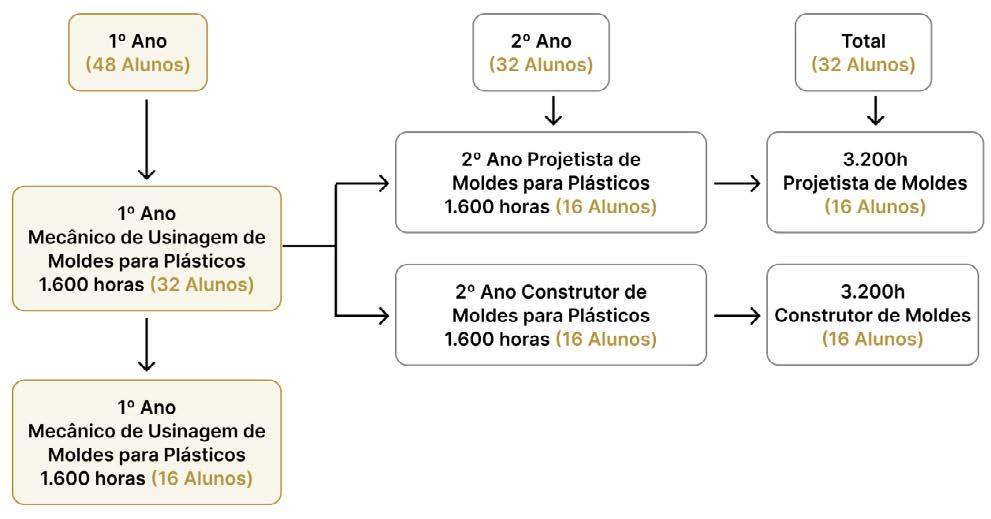
No segundo ano são aplicadas mais 1.600 horas/aula para cada “braço” do curso, totalizando, ao final do curso, 3.200 h/aula por aluno.
Spada demonstrou também a forte preocupação com a preparação dos instrutores, sendo esta a primeira etapa de todo o projeto de renovação.
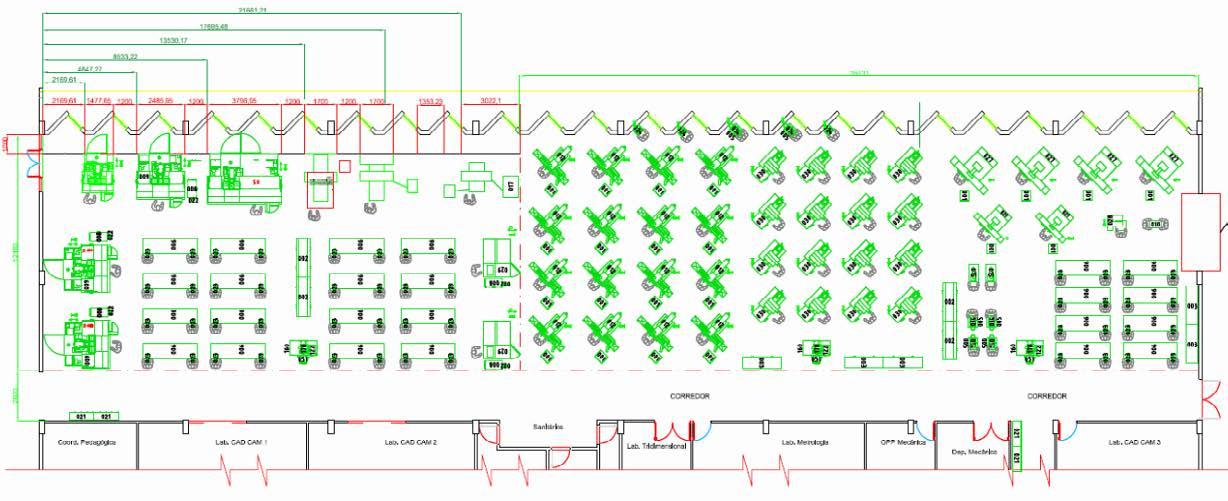
Também a preparação do ambiente de aula, com o redesenho do leiaute (figura 2) e a aquisição de diversos ativos novos (figura 3), dentre máquinas operatrizes, programas de computador, acessórios de máquinas, equipamentos de metrologia, e outros dispositivos necessários. Também a criação de todo uma gama de material bibliográfico objetivo, didático e moderno (figura 4).
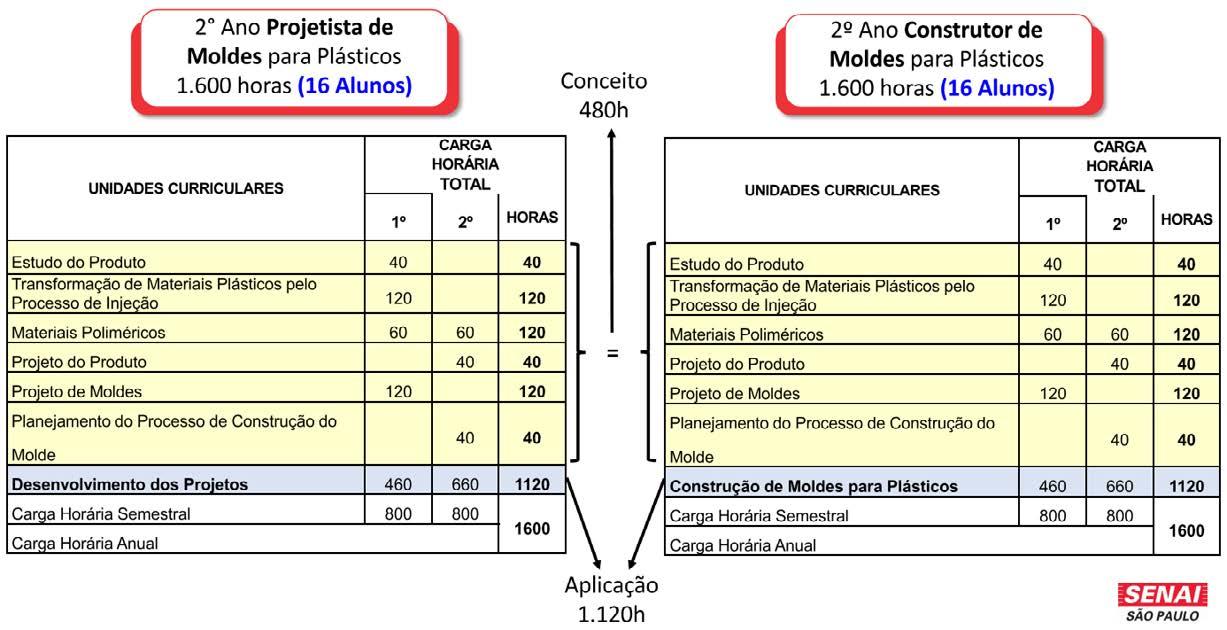
Na figura 5 está apresentada a grade curricular do curso de moldes para plásticos, com as disciplinas e a carga horária de cada uma.

CURSO CDR
Luiz Schiavi iniciou apresentando os nomes das unidades do SENAI que estão com os cursos em andamento: Bragança Paulista/SP, Campinas/SP (Escola Roberto Mange), Limeira/SP (Escola Luiz Varga) e Santo André/SP (Escola A. Jacor Lafer).
Também reforçou que o modelo de estrutura curricular segue o padrão do curso de moldes para plásticos, alterando apenas os conteúdos específicos da linha de ferramentais. Antes de mostrar o curso, Schiavi apresentou o comitê técnico que dá a orientação principal para os diversos cursos renovados (figura 6).
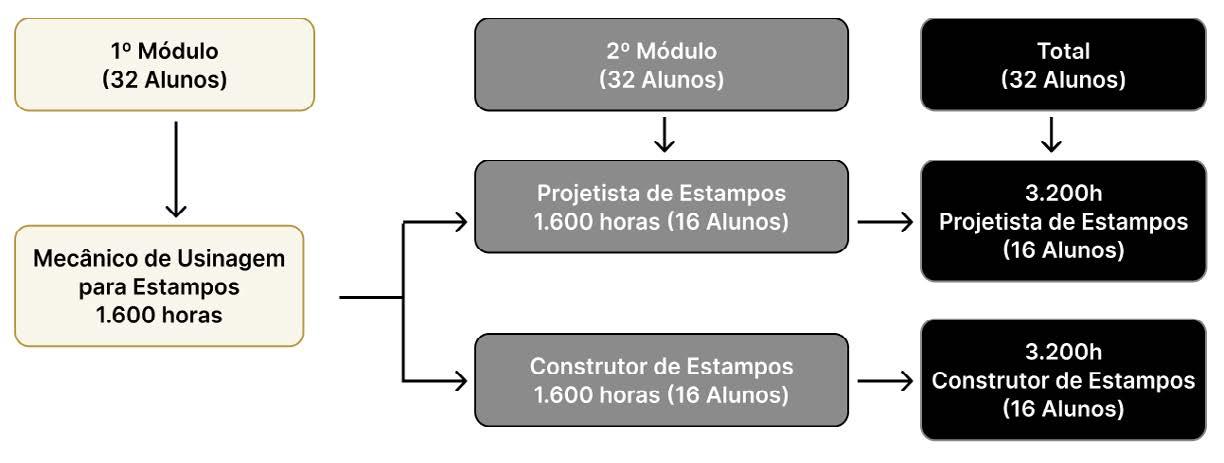
A estrutura dos cursos foi demonstrada com a explanação de que o novo conteúdo é composto de 3.200 horas/aula, para “Projetista de Matrizes de Estampagem” e “Construtor de Matrizes para Estampagem”. No primeiro ano ingressam 48 alunos que, ao final do período estão prontos com a classificação de “Técnico em Usinagem de Matrizes para Estampagem” e tem 1.600 horas/aula. Destes, os melhores 32 alunos seguem para o segundo ano, sendo 16 para o curso de Projetista e outros 16 para o curso de Construtor. Os 16 excedentes seguem para o mercado de trabalho. A figura 7 mostra o fluxo dos alunos para este modelo de formação profissional em matrizes para estampagem.
Ressaltou ainda a formação dos alunos em competências avançadas como simulação estrutural, de conformação, análise GD&T, equipamentos de suporte à produção, relatórios de produção e inovação.
Yokota menciona que ficou emocionado e positivamente surpreso com o projeto. Entende que o conteúdo é muito bom e que pode até se tornar um padrão mundial. Mencionou a importância dos equipamentos de usinagem e de metrologia.
Sugere que o modelo seja apresentado para o mundo, pois não conhece nada igual ou similar nem no Japão. Na próxima semana vai mencionar estas informações em uma palestra que vai ministrar. Sobre perguntas, gostaria de saber a quantidade de mulheres nos cursos e como são selecionados os primeiros 48 alunos. Spada respondeu que o percentual é de cerca de 20% de alunos do sexo feminino mas acredita que o número deva subir consideravelmente. Yokota menciona a importância da presença das mulheres no setor de ferramentaria pela experiência no preparo de atividades e pelo foco e concentração, e entende que elas devam ser o centro das atenções em futuro próximo principalmente nas atividades de ajustagem.
comentou da presença de duas empresas grandes do Brasil onde há participação considerável de mulheres na ferramentaria.
Christian mencionou a satisfação em escutar do Prof. Yokota que o Brasil está atrás apenas do Japão e Alemanha e que essa afirmação supera em muito a expectativa do próprio planejamento estratégico da ABINFER, que era em estar entre os três melhores do mundo por volta do ano 2025 a 2028. Comentou também a dificuldade de engajar os empresários para participar dos projetos da entidade e solicitou ao Prof. Yokota ajuda na mentoria sobre esse desafio.
Yokota convidou para a ABINFER organizar missão empresarial para participar da feira Intermold, juntamente com SENAI. E entende que o SENAI precisa divulgar mais
o novo modelo de formação técnica profissional, tanto em nível nacional como global.

Christian fez os devidos agradecimentos, em nome da ABINFER, ao SENAI/SP e toda competente equipe pela forma de condução do processo e pela sempre gentil e pronta atenção as demandas do setor ferramenteiro nacional.
Camada uniforme dispensando retrabalho posterior
Dureza até 68 hrc

Camada de 1 até 150 micras
Auto Lubrificante
Níquel Duro-Químico
Níquel - Lub
Anodização Dura




Níflon
Cromo Duro
ABINFER (47) 3227-5290




abinfer.org.br


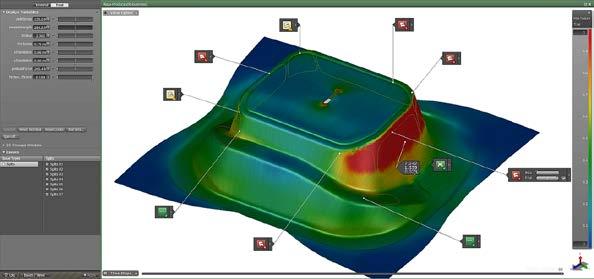
Odesenvolvimento de peças estampadas para a indústria é em geral considerado como um segmento já bem estabelecido, cujas tecnologias envolvidas (modelamento 3D, programação CNC e etc...) estão perfeitamente dominadas por pessoal treinado e experiente na execução das tarefas necessárias. Atualmente isto inclui até mesmo os sistemas de simulação computacional da estampagem, utilizados para a verificação antecipada da funcionalidade dos processos de estampagem em estudo através de sofisticados modelos de cálculo empregando o Método dos Elementos Finitos e avançadas representações gráficas dos resultados da conformação das chapas e sua montagem, no que é hoje conhecido como “Gêmeo Digital do Processo”.
Entretanto, a grande maioria dos tomadores de decisão que atuam nesta área, principalmente supervisores e gerentes dos departamentos envolvidos dentro de cada empresa, ainda tem formação mais antiga e trazem uma experiência anterior à disponibilidade dos recursos oferecidos pelo Gêmeo Digital. Como resultado, existe uma tendência a que os desenvolvimentos neste segmento ainda se atenham ao planejamento e aos procedimentos tradicionais, em geral utilizando o Gêmeo Digital do Processo apenas como uma espécie de “seguro” contra possíveis erros mais graves na definição dos processos e no projeto das ferramentas e dispositivos. Mas raramente se utiliza todo o potencial oferecido por estas tecnologias para a redução dos custos e prazos no desenvolvimento dos ferramentais ao mesmo tempo em que se busca a melhoria na qualidade das peças produzidas e da produtividade das próprias linhas de estampagem e de montagem dos conjuntos de peças de chapa estampada.
O objetivo deste artigo é então discutir a forma como o gerenciamento do desenvolvimento de peças e conjuntos estampados e seus ferramentais pode ser aperfeiçoado para permitir o uso mais abrangente dos recursos disponibilizados pelo Gêmeo Digital, garantindo o total aproveitamento das vantagens oferecidas por ele e maximizando os benefícios obtidos com sua utilização.
Serão apresentadas as potenciais aplicações destas tecnologias às diversas etapas necessárias para se obter a fabricação de componentes de chapa metálica e a sua montagem em conjuntos com qualidade e produtividade, e como sua aplicação deve ser prevista e coordenada com as demais atividades para maximizar o aproveitamento das importantes informações que podem ser obtidas através da sua utilização.
FASES
Tradicionalmente é o pessoal do departamento da engenharia do produto o responsável pelo desenvolvimento de peças e conjuntos estampados, trabalhando com o foco na adequação dos projetos em andamento às condições de operação dos produtos finais, sejam eles veículos, eletrônicos, eletrodomésticos ou qualquer outro bem que inclua este tipo de componente. E para isso a aplicação do Gêmeo Digital do Produto já é uma tecnologia bem estabelecida, sendo amplamente empregada em análises de resistência estrutural, vibrações, efeitos térmicos e etc. Contudo, em muitos casos os projetistas e engenheiros responsáveis pelos projetos possuem um conhecimento apenas limitado sobre os processos reais de fabricação de cada componente e conjunto pelos quais estão responsáveis, pois sua formação e experiência são focados na avaliação do funcionamento de cada um deles em operação mas não especificamente nos detalhes de sua manufatura.
É claro que algum conhecimento sobre a forma de produção é fundamental para o projeto de qualquer peça, mas exigir que os projetistas de produto conheçam em detalhes os processos de manufatura que serão empregados em cada componente que desenvolvem não é algo a que muitas empresas possam se dar ao luxo de fazer, até pela dificuldade em se encontrar pessoal com experiência suficiente. Assim sendo, muitos dos problemas encontrados no desenvolvimento dos processos de estampagem e montagem de peças de chapa metálica decorrem de detalhes muitas vezes simples que não fo -
ram previstos na concepção destas peças. Coisas como ângulos de parede, raios de dobra, profundidade de repuxo, especificações de tolerâncias e etc, poderiam muitas vezes ser facilmente alteradas na etapa inicial de projeto dos componentes sem que sua funcionalidade fosse afetada, com grande potencial para simplificar a manufatura e reduzir custos dos processos e ferramentais de produção, permitindo assim obter produtos finais mais baratos e com melhor qualidade. Isso caso os problemas de estampagem e montagem pudessem ser conhecidos de forma antecipada.
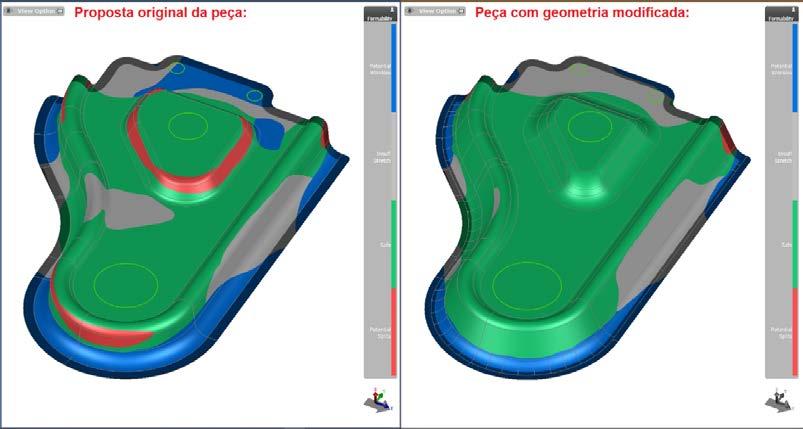
Neste momento a aplicação do Gêmeo Digital do Processo, mesmo que utilizando modelos simplificados, permite pelo menos avaliar rapidamente a adequabilidade do projeto em execução aos processos de manufatura e montagem pretendidos, permitindo otimizar cada peça também para as condições de manufatura e não apenas para as de operação. Se utilizada de forma adequada esta capacidade tem grande potencial de encurtar os prazos de colocação dos projetos em produção e reduzir os seus custos gerais, ao mesmo tempo em que aumenta a sua qualidade. A figura 1 abaixo mostra um exemplo de análise e otimização para manufatura de uma peça estampada através da utilização de um modelo de Gêmeo Digital:

Já a figura 2 a seguir mostra o estudo de montagem de peças estampadas unidas através de solda, permitindo avaliar antecipadamente o resultado dimensional do conjunto final e consequentemente determinar de forma mais assertiva as tolerâncias dimensionais que devem ser especificadas para cada um dos componentes individuais.



A implementação do gêmeo digital na Engenharia do Produto pode ser efetuada de diferentes formas, indo do treinamento dos próprios engenheiros e projetistas deste departamento no uso da tecnologia até a formação de uma equipe dedicada de especialistas para suporte a estas atividades, passando pelo apoio integrado da engenharia de manufatura ao departamento de engenharia de produto. Em termos de utilização, os modelos simplificados de Gêmeo Digital aplicáveis nesta etapa não exigem conhecimentos profundos de detalhes dos processos de estampagem e permitem a obtenção de resultados de forma bastante rápida, sendo que sua utilização em si não tende a afetar de forma significativa o desenvolvimento dos projetos. Contudo, sua implementação enfrenta dois obstáculos que precisam ser antecipados para permitir seu sucesso: A definição dos prazos de desenvolvimento e o descompasso temporal entre os investimentos necessários e o retorno obtido.
No caso dos prazos de desenvolvimento, eles são afetados não tanto pela aplicação do Gêmeo Digital em si, mas pelo fato de que uma vez identificados problemas de manufatura nas peças e conjuntos em desenvolvimento ser necessário alterar os projetos sem deixar de levar em conta todos os requisitos de montagem e operação. Isso evidentemente demanda tempo, estendendo consideravelmente os prazos de projeto embora no final apenas o mesmo número de peças/conjuntos planejado tenha sido efetivamente projetado. Desta forma, se analisada apenas do ponto de vista da própria engenharia do produto a implantação do Gêmeo Digital serve somente para atrasar os trabalhos do departamento. E isso evidencia o segundo obstáculo, que é o fato de que as vantagens do uso do Gêmeo Digital nesta etapa inicial não serão percebidas até que comecem os projetos das ferramentas ou que estas sejam colocadas em tryout e produção, em geral apenas muito depois da engenharia do produto ter dado por encerrados os seus trabalhos naquele projeto. Assim, apesar das evidentes vantagens que oferece, a implementação do conceito do Gêmeo Digital dos processos de manufatura nas etapas iniciais de projeto das peças e conjuntos estampados poderá parecer à primeira vista inconveniente e mesmo contraproducente, se apenas o próprio departamento de engenharia do produto for considerado. Caberá aos níveis mais altos de gerência, que tiverem a responsabilidade de cuidar do desenvolvimento dos produtos como um todo, indo até confecção dos ferramentais e à produção seriada, avaliar os benefícios que seu uso pode trazer às empresas e cuidar para que os cronogramas, os procedimentos e a integração entre os departamentos sejam adaptados de forma a permitir que as tecnologias disponíveis possam ser empregadas de forma adequada já na etapa inicial, visando alcançar posteriormente os grandes benefícios potenciais na preparação dos ferramentais e durante a produção.
A etapa de planejamento dos processos e orçamentação de peças e conjuntos estampados geralmente já é atribuída a pessoal com conhecimentos e alguma experiência nos processos de estampagem e montagem, que conhece razoavelmente os detalhes de cada um e consegue identificar quais serão as necessidades durante a produção. É bastante comum também que se utilizem o histórico preexistente de construção de ferramentas e fabricação para a realização de estimativas de custos, inclusive com o auxílio de planilhas customizadas e programas de computador dedicados.
Contudo, em geral as avaliações baseadas em dados históricos consideram apenas o tipo de peça, seu tamanho, material empregado e etc... , mas não avaliam aspectos mais específicos relativos à geometria e outras propriedades reais de cada componente ou conjunto. Desta forma muitas vezes detalhes importantes que vão afetar os custos do ferramental e de produção acabam não sendo considerados, além dos casos em que a nova peça possui um desenho ou material inovador que não se assemelha aos que já foram implementados anteriormente (algo comum em um momento de mudança drástica no mercado, como ocorre agora com a ampla eletrificação do setor automotivo).
Nestes casos a aplicação do Gêmeo Digital passa a ser uma importante ferramenta que permite garantir a assertividade das estimativas de forma objetiva, baseando-se nas características reais de cada nova peça a partir de seus modelos 3D e dados completos. Os modernos sistemas disponíveis para esta aplicação utilizam recursos que permitem identificar automaticamente as principais características de cada componente e definir processos específicos para a sua manufatura, indo até a estimativa do consumo de material para a construção das ferramentas, a geração da lista de peças dos ferramentais e a estimativa dos tempos de execução das tarefas necessárias. Isso permite não apenas fazer os orçamentos das ferramentas em si, mas também estimar a carga de trabalho das ferramentarias e planejar a distribuição das tarefas a serem executadas entre os fornecedores disponíveis, com grandes ganhos potenciais em custos e prazos de execução.
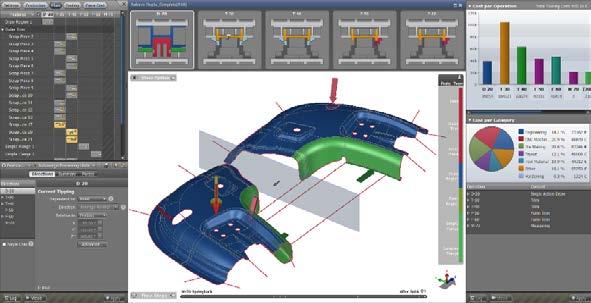
A implantação deste tipo de tecnologia, entretanto, também esbarra em dificuldades a nível gerencial. Primeiramente, é comum que o pessoal técnico envolvido no planejamento dos processos de conformação e montagem de peças de chapa metálica não tenha uma experiência mais significativa com sistemas avançados que utilizam modelamento 3D, sendo usuários basicamente de tabelas numéricas. Nem sempre é fácil ou mesmo possível treinar este pessoal para a utilização do Gêmeo Digital, que parte dos modelos geométricos 3D das peças para executar estimativas de prazos, consumo de materiais e etc, como se pode ver no exemplo da figura 3. E os gerentes precisam
ficar atentos a este tipo de dificuldade, que em certos casos pode tornar necessário transferir pessoal de outros departamentos, como da engenharia de manufatura ou do projeto de ferramentas, para juntá-los à equipe de orçamento.
tem desafios que as gerências das áreas de engenharia de manufatura, ferramentaria e tryout precisam enfrentar de forma a garantir que todo o potencial do Gêmeo Digital possa ser de fato aproveitado.
Outro ponto ao qual a gerência deve ficar atenta é com relação à interação entre o planejamento de processos e o projeto do ferramental em si. Detalhes de construção, montagem e operação das ferramentas podem exigir mudanças nos processos que causem impacto nos prazos e custos definidos na etapa de planejamento. Cabe à gerência garantir que exista uma integração efetiva entre as duas atividades (que em muitos casos podem até estar sendo desenvolvidas em empresas diferentes, pois é comum a subcontratação dos projetos de ferramentas) de forma a que potenciais de redução de custos possam ser aproveitados ou eventuais aumentos de custos e prazos que se mostrem necessários sejam analisados e incorporados ao planejamento.
FERRAMENTAS:
Uma vez que tenha sido decidida a construção do ferramental para a produção de peças e conjuntos em chapa metálica é necessário elaborar o projeto detalhado dos componentes e executar a sua construção. Nestas etapas o uso do Gêmeo Digital para a detecção e correção antecipada de problemas já está muito bem estabelecido, sendo esta uma tecnologia utilizada há mais de duas décadas. A otimização da geometria de cada ferramenta e dos parâmetros de processo para garantir a obtenção peças com a qualidade desejada sem a ocorrência de rugas, rupturas e outros problemas, a minimização do tamanho do blank para redução do custo da peça final, a modificação das superfícies a serem usinadas para compensar o retorno elástico do material garantindo o dimensional e outros estudos são já corriqueiramente efetuados aproveitando-se os recursos do Gêmeo Digital do processo de estampagem antes mesmo que o projeto detalhado das ferramentas seja iniciado.
Entretanto, mesmo esta tecnologia já sendo considerada madura para aplicação neste segmento ainda exis -
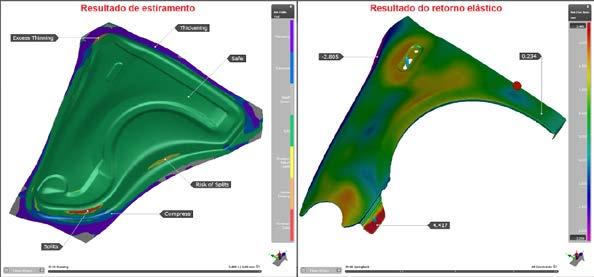
Tradicionalmente o planejamento do desenvolvimento de ferramentais de estampo buscava minimizar o tempo dedicado aos estudos conceituais e ao projeto em si, pois não havia como realmente prever o comportamento das ferramentas na prática antes delas estarem prontas para o tryout . Consequentemente, o objetivo era liberar as informações necessárias para a construção o mais rapidamente possível, de forma que elas pudessem ser preparadas com folga suficiente em relação ao prazo de entrega para que os ferramenteiros tivessem disponível o máximo de tempo possível para encontrar e corrigir eventuais problemas, minimizar a utilização de material e etc, durante o tryout , trabalhando com a “coisa real”. Contudo, com o advento de sistemas cada vez mais modernos e sofisticados que permitem gerar Gêmeos Digitais do processo de estampagem com elevada acurácia, já é hoje possível observar na tela do computador o comportamento da chapa durante a conformação de forma bastante realística e com elevada confiabilidade. Isto permite identificar antecipadamente quaisquer eventuais problemas e realizar de forma virtual praticamente todas as modificações e ajustes que antes só podiam ser executados na etapa do tryout físico. A figura 4 mostra alguns exemplos de resultados que podem ser obtidos com os recursos mais modernos para geração do Gêmeo Digital dos processos de estampagem, sendo que anteriormente, na figura 2, já havia sido apresentado um resultado equivalente para o processo de montagem.
Esta capacidade de prever antecipadamente o resultado da conformação e da montagem implica na necessidade de uma mudança radical no planejamento. Primeiramente, é necessário garantir que os recursos necessários em termos de ferramentas, pessoal qualificado e tempo estejam disponíveis de forma adequada para que a realização das simulações possa ser realizada adequadamente. Não faz mais sentido apressar a etapa de engenharia para ampliar o tempo disponível para o tryout, o ideal agora é dedicar mais tempo à etapa de simulação de forma a se poder realizar
com cuidado o “tryout virtual”, garantindo a máxima acurácia das simulações realizadas, e então otimizar o processo antes mesmo de que se comece a despender recursos com o projeto detalhado das ferramentas e sua construção. E depois cuidar para que a construção e ajuste das ferramentas seja feito seguindo realmente aquilo que foi simulado, o que nem sempre é algo simples como será discutido mais à frente.
Esta nova abordagem impõe novamente desafios do ponto de vista gerencial. Antes de mais nada deve-se selecionar com cuidado quem será responsável pela realização das simulações. De nada adianta implementar os mais sofisticados softwares computacionais e instalar computadores de última geração mas entregar sua utilização a pessoal sem experiência real na construção e operação dos ferramentais, nem lhes dar o tempo adequado para que possam realmente otimizar o projeto, algo que antes não era cobrado dos projetistas de ferramentas mas sim do pessoal responsável pelo tryout. Ainda é bastante comum que o pessoal com experiência em projeto de ferramentas tenha tido muito pouca oportunidade de se envolver diretamente com a construção, tryout e operação de ferramentas reais, e eles em geral não conhecem todos os “macetes” utilizados na prática para resolver os problemas típicos dos processos de estampagem. Em muitos casos inclusive o desenvolvimento do processo e consequentemente as simulações são terceirizados para outras empresas. Da mesma forma, é comum que o pessoal de ferramentaria e tryout não tenha familiaridade com os sistemas avançados de modelamento 3D e muito menos com as simulações sofisticadas que caracterizam o Gêmeo Digital, e tendam por isso a ignorar os resultados simulados considerando que eles não representam adequadamente uma realidade que somente eles vivenciam.
O desafio maior então é integrar estas duas áreas, relacionadas mas distintas, trazendo o conhecimento dos ferramenteiros para a etapa de conceituação do projeto do ferramental onde os engenheiros e projetistas atuam e garantindo também que eles compreendam, participem e se comprometam em seguir os resultados obtidos nas simulações. E isso pode ser bastante difícil, pois procedimentos consagrados de ferramentaria aplicados há décadas podem acabar por se converter em barreiras para que a integração desejada seja implementada da forma eficaz. Isso ocorre porque em geral os modelos empregados no Gêmeo Digital buscam representar o ferramental da forma como será utilizado na produção, após concluídos todos os ajustes e correções necessários, mas na realidade é ainda comum que as ferramentas sejam construídas de forma diferente do que foi considerado nas simulações, por motivos práticos.
Por exemplo, costuma-se não aplicar o polimento final nas ferramentas antes de completado o tryout, já que ele seria perdido caso fossem necessários ajustes das superfícies (o que é comum acontecer) e isso altera o coeficiente de atrito para valores diferentes do considerado na
engenharia. Também é comum que os quebra-rugas sejam usinados mais alto do que indicado pelas simulações, pois na prática é muito mais fácil rebaixá-los do que elevá-los caso isso se mostre necessário. O material da chapa empregada no tryout pode ainda possuir propriedades diferentes das nominais consideradas durante os cálculos, ainda que dentro das faixas de tolerância permitida pelas normas, ou o blank pode não estar recortado exatamente como projetado tanto por não estarem ainda disponíveis as ferramentas de corte quanto pela tentativa de se obter uma redução no consumo de material.
Na montagem, a sequência dos pontos de solda pode ser alterada devido a problemas de acesso ou tentativas de redução do tempo de produção. Também é comum que se exijam tolerâncias muito apertadas para todas as peças estampadas em uma tentativa de minimizar as distorções dos conjuntos após a soldagem, sendo que muitas vezes apenas algumas peças mais rígidas do conjunto é que definem suas dimensões finais, ou as deformações somadas das várias peças podem se anular mutuamente e gerar um conjunto adequado mesmo com peças fora do dimensional, o que poderia ser identificado no Gêmeo Digital do conjunto soldado.
Todos estes e muitos outros fatores que desde sempre foram considerados práticas normais no desenvolvimento de ferramentais para o segmento de estampados podem afetar de forma significativa a conformação da chapa e a montagem dos conjuntos, causando discrepâncias entre os resultados do Gêmeo Digital e os obtidos no tryout. E como resultado as ferramentas e dispositivos podem acabar sendo modificadas consideravelmente com relação ao que foi projetado com base nos resultados das simulações, tornando muito menos eficaz e eventualmente até mesmo inútil a aplicação do Gêmeo Digital, por melhor que ele tenha sido elaborado. O que impede o pleno aproveitamento de todos os ganhos potenciais que sua aplicação poderia proporcionar.
A solução para este tipo de descompasso tem que partir da gerência superior aos departamentos individuais (engenharia de manufatura, ferramentaria e tryout). Pode-se tomar diversos caminhos para isso, como a alocação de pessoal com conhecimento e experiência nos sistemas de simulação do Gêmeo Digital para acompanhamento da construção e do tryout, a criação de comitês incluindo o pessoal da ferramentaria, da qualidade e etc... que sejam corresponsáveis pelo desenvolvimento dos processos e elaboração das simulações, a introdução dos resultados das simulações no plano de FMEA, a orientação para que sejam preparados Gêmeos Digitais não apenas para as condições de produção mas também para as do tryout em si, sendo estes últimos usados como referência nos passos anteriores à entrega da ferramenta acabada, e etc.
Mas é necessário que os gerentes responsáveis se conscientizem de todo o potencial da aplicação do Gêmeo Digital do processo de estampagem, compreendam os
problemas de integração mencionados acima e demais dificuldades envolvidas e tomem as medidas que forem adequadas em cada caso para garantir que sua implementação alcance o seu máximo de benefícios possível e não fique limitada pela adesão a procedimentos antigos e não mais adequados, desenvolvidos antes que este tipo de tecnologia tivesse atingido o nível de desenvolvimento que já está disponível atualmente.
Em geral se imagina que uma vez construída a ferramenta física a utilidade do Gêmeo Digital termina, pois ele não seria mais necessário dado que a “coisa real” já está disponível e em operação, não havendo mais vantagens na sua utilização.
Entretanto, com o advento dos sistemas avançados de simulação passou a ser possível a realização de simulações estocásticas ou seja, com parâmetros de entrada definidos como variáveis e não mais apenas como valores fixos. Desta forma passou a ser possível incluir fatores que não são totalmente controláveis no mundo real (as chamadas “variáveis de ruído” como a espessura de chapa, a viscosidade do óleo lubrificante ou as propriedades do material) nos modelos que representam os processos de estampagem e soldagem, fazendo com que possam ser utilizados para avaliar o efeito destes fatores no resultado dos processos. Desta forma as simulações podem agora ser utilizadas para identificar a causa raiz de problemas de produção, bem como definir virtualmente os ajustes necessários dos parâmetros de processo que permitam eliminá-los sem a necessidade de se utilizar o custoso processo de tentativa e erro na linha de produção.
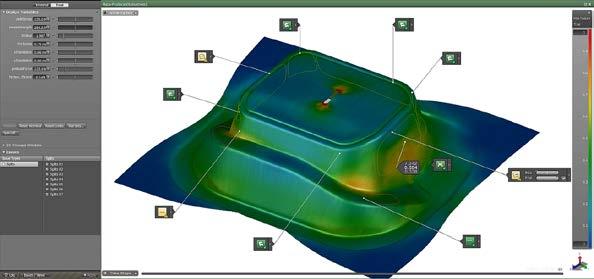
Este avanço possibilita a utilização dos sistemas avançados de Gêmeo Digital do processo de estampagem e da soldagem como ferramentas extremamente úteis para o gerenciamento das linhas de produção, capazes de fornecer as informações necessárias para minimizar as perdas durante os processos e maximizar a produtividade das fábricas. As figuras 5A e 5B mostram um exemplo de
aplicação do gêmeo digital na solução de problemas de manufatura:
Novamente neste caso, o maior empecilho para a aplicação desta tecnologia na prática é a dificuldade de se integrarem os diversos departamentos envolvidos no desenvolvimento do ferramental e na produção. Os modelos de simulação do Gêmeo Digital em geral são de responsabilidade da engenharia de manufatura, onde ficam alocados os especialistas em processos e projetos. Cabe a eles gerar o arquivo que incluirá todas as variáveis de ruído que podem afetar a produção, bem como as de processo que podem ser empregadas para resolver eventuais problemas.
Mas eles precisam receber informações completas e confiáveis do pessoal da produção sobre os valores admissíveis para as variáveis de ruído bem como as faixas de variação possíveis para os parâmetros de processo, de forma a poder montar simulações que representem adequadamente as condições de operação das linhas de produção. Da mesma forma, é necessário que quaisquer eventuais alterações efetuadas nas ferramentas durante sua construção, tryout e utilização sejam informadas à engenharia de manufatura e incorporadas aos modelos, para garantir que o Gêmeo Digital a ser empregado como ferramenta de gerenciamento da produção esteja representando adequadamente a realidade da fábrica.
Estes são cuidados que normalmente não passam pela cabeça das chefias de cada departamento, que tendem a trabalhar como silos isolados, e cabe novamente à gerência superior garantir que a integração necessária seja estabelecida e esteja funcionando inclusive no caso de serviços fornecidos por terceiros. No melhor caso, o próprio processo de aquisição das ferramentas para a produção de peças e conjuntos estampados já deveria incluir a exigência de que fosse entregue um modelo de simulação estocástica validado, que permitisse a sua operação utilizando os mais avançados recursos disponibilizados pelo Gêmeo Digital.
Vimos então que a evolução da tecnologia do Gêmeo Digital dos processos de estampagem e montagem de conjuntos de peças em chapa metálica avançou de forma muito significativa nos últimos anos, levando ao surgimento de sistemas computacionais bastante acurados e versáteis que permitem antecipar quase todos os problemas que podem surgir durante o desenvolvimento tanto das peças quanto dos ferramentais, indo até a previsão do seu comportamento durante a produção seriada. Contudo, os procedimentos e, por que não dizer, hábitos desenvolvidos ao longo das várias décadas em que se construíam as ferramentas e se fabricavam as peças antes do surgimento dos sistemas de simulação, podem acabar por se transformar em barreiras à implementação
mais adequada das avançadas tecnologias disponíveis atualmente para o segmento. Cabe então aos níveis superiores da administração das empresas compreender os benefícios potenciais proporcionados por estas tecnologias e induzir a integração dos diferentes departamentos e fornecedores envolvidos, bem como a criação de novos procedimentos que permitam aproveitar da melhor forma possível todas as vantagens que o Gêmeo Digital pode trazer a este segmento industrial em termos de redução de custos, minimização de prazos, melhoria da qualidade dos produtos finais e aumento da produtividade das linhas de fabricação.

Leandro Guimarães Cardoso - Engenheiro mecânico formado pela Universidade de Brasília com pós-graduação em análise estrutural pelo Método dos Elementos Finitos na UFRJ-COPPE, com 30 anos de experiência na área de engenharia de desenvolvimento de produtos, implantação de sistemas CAD/CAE/CAM, análise estrutural, simulação de processos de manufatura e de linhas discretas de produção, tendo utilizado pessoalmente e supervisionado a implementação e aplicação destas tecnologias em diversas empresas dos setores automotivos, aeroespacial, de autopeças e outros. Trabalha desde 2011 na AutoForm do Brasil, como supervisor da área técnica responsável pelas atividades de pré-venda, treinamentos e suporte técnico aos usuários dos programas da empresa. leandro.cardoso@autoform.com.br


Aglobalização iniciou logo após o final da segunda guerra mundial e foi impulsionada principalmente devido a guerra fria, onde as potências globais tinham a intenção de exercer sua influência em outras nações para alcançarem vantagens estratégicas econômicas e militares.
Em 1944 o padrão libra-ouro foi substituído pelo padrão dólar-ouro através dos Acordos de Bretton Woods, e em 1971 os EUA, de forma unilateral, aboliu a conversibilidade do dólar em ouro, e fez surgir o sistema flutuante vigente até os dias atuais.

A guerra fria foi encerrada em 1991 com a dissolução da União Soviética, porém a integração do sistema econômico mundial já estava consolidada e havia se tornado uma tendência, onde as empresas buscam em outras nações, novos mercados consumidores para vender seus produtos.
Hoje a China é o símbolo da globalização, produzindo grande parte dos produtos comercializados no mundo. Inclusive a China é atualmente o maior parceiro comercial do Brasil, para quem exportamos U$ 63,4 bilhões e importamos U$ 35,3 bilhões no ano de 2019.
Dado este cenário é visível a enorme pressão que nosso mercado, e principalmente o setor de ferramentarias vem
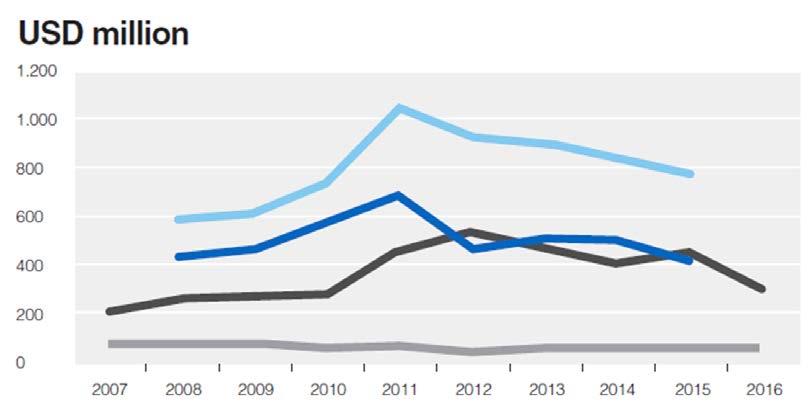
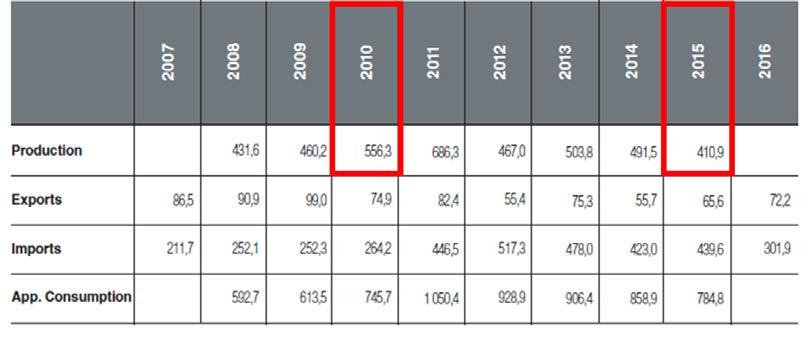
sofrendo nos últimos anos. O resultado disso é a acentuada desindustrialização que o Brasil vem passando nas últimas décadas. Em 1980 a indústria representava 40% do PIB (Produto Interno Bruto) brasileiro, em 1990 a participação foi de 32%, no ano de 2000 caiu para 23%, e chegando a apenas 18% em 2019. Na área de ferramentaria, segundo dados do Statistical Year Book 2017 da ISTMA (International Special Tooling and Machining Association), a produção caiu de U$ 556,3 milhões em 2010 para U$ 410,9 milhões em 2015, uma retração de 26% em 5 anos.
Dados da OCDE (Organização para Cooperação e Desenvolvimento Econômico) de 2018 indicam uma produtividade geral da indústria brasileira de 20%. Em termos de eficiência dos processos de usinagem, o Brasil se encontra com uma média de 29% e na ferramentaria apenas 23% segundo dados da ABINFER (Associação Brasileira da Indústria de Ferramentais), enquanto as melhores empresas mundiais do setor conseguem números de até 55% de eficiência.
O parque fabril das empresas tem em média 21 anos, já na China a idade média dos equipamentos produtivos é de 11 anos e na Alemanha apenas 7. Essa defasagem dos equipamentos piora ainda mais a nossa competitividade em nível global.
Para sermos mais competitivos é necessária uma profunda evolução no conhecimento das empresas modernas nas áreas técnicas, gerenciais e estratégicas. O entendimento dos custos é essencial para construção de uma empresa saudável, próspera e permanente.
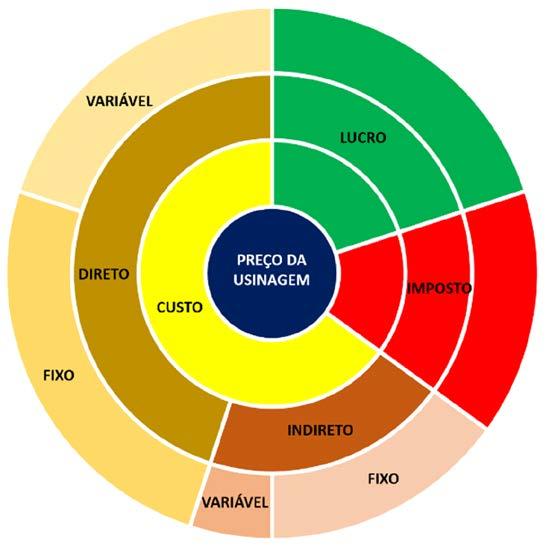
A formação do preço de produtos e serviços é bastante simples em teoria, bastando seguir a fórmula.
Preço = Custos + Lucro
Podemos entender que o preço é todo o valor monetário que entra na empresa, que os custos são todos os valores que saem da empresa, e que o lucro é o valor que fica retido na empresa.
A parte complicada desta equação é a prática de identificar todos os custos e alocá-los de forma coerente em cada produto fabricado ou serviço prestado. Para tanto é imprescindível utilizar metodologias bem estruturadas e ter a disciplina de contabilizar todas as transações financeiras da empresa.
Lucro
É um ganho auferido durante uma operação comercial ou no exercício de uma atividade econômica. Basicamente é um valor financeiro que o cliente pagará pelo trabalho e conhecimento agregado a um produto ou serviço. É com este valor que a empresa irá utilizar para investir em novas tecnologias mais produtivas, ou em aumento de capacidade produtiva, ou como reservas para sobreviver a futuras mudanças nas condições de mercado, como por exemplo a pandemia de COVID atual.
Impostos
É um tributo obrigatório cobrado por instituições governamentais, utilizado pelo governo para pagar seus custos administrativos e fazer investimento que elevem a qualidade de vida da população. O não pagamento destes valores pode gerar multas e até punições legais. Existem impostos federais, estaduais e municipais, que variam de acordo com o local onde a empresa se estabelece, com o ramo de atuação e com o porte da empresa.
Atualmente o sistema tributário brasileiro é bastante complexo, sendo necessário muito estudo para minimizar este impacto no preço final do produto. A maioria das empresas opta por terceirizar este trabalho com outras empresas especializadas no assunto. Dependendo do tributo, ele pode ser tanto fixo (IPTU) como variável (ICMS).
Para reverter o cenário atual são necessárias várias ações tanto da iniciativa pública quanto privada, mas não existe alternativa se não elevar a nossa eficiência e produtividade. Para sermos mais competitivos é necessária uma profunda evolução no conhecimento das empresas modernas nas áreas técnicas, gerenciais e estratégicas. O entendimento dos custos é essencial para construção de uma empresa saudável, prospera e permanente. Por isso nos capítulos seguintes serão abordadas as definições de alguns conceitos relativos a custos.
Custo direto
É um custo que pode ser atribuído a um serviço, produto, linha de produtos, centro de custos ou departamento.
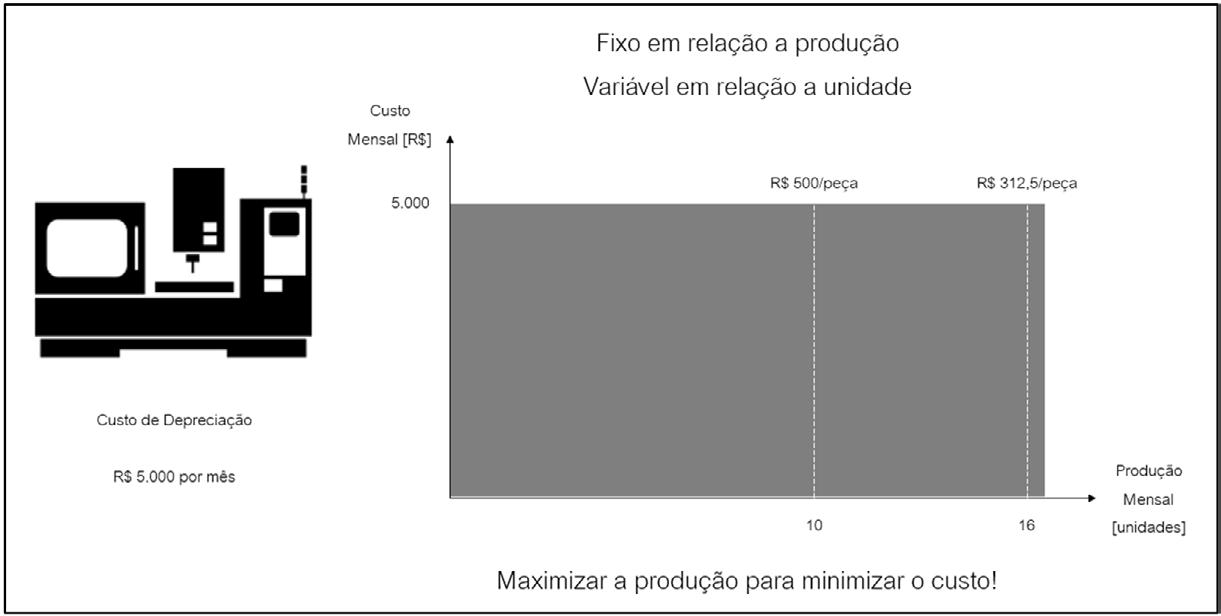
Exemplos na ferramentaria são: Custo da mão de obra de um operador de centro de usinagem, custo das ferramentas utilizadas em um processo, custo da energia elétrica consumida por um equipamento, custo de depreciação de um equipamento produtivo.
Custo indireto
É um custo que NÃO pode ser atribuído a um serviço, produto, linha de produtos, centro de custos ou departamento. Também pode ser chamado de despesa. Exemplos na ferramentaria são: custo com pessoal de vendas, custo com o gerente da fábrica, custo de serviços de internet, custos de ações de marketing.
Custo fixo
Todo custo que independe da quantidade de produto produzido ou serviço prestado. Exemplos na ferramentaria são: custo da mão de obra de um operador de centro de usinagem, custo de depreciação de um equipamento produtivo, custo de serviços de internet, custos de ações de marketing.
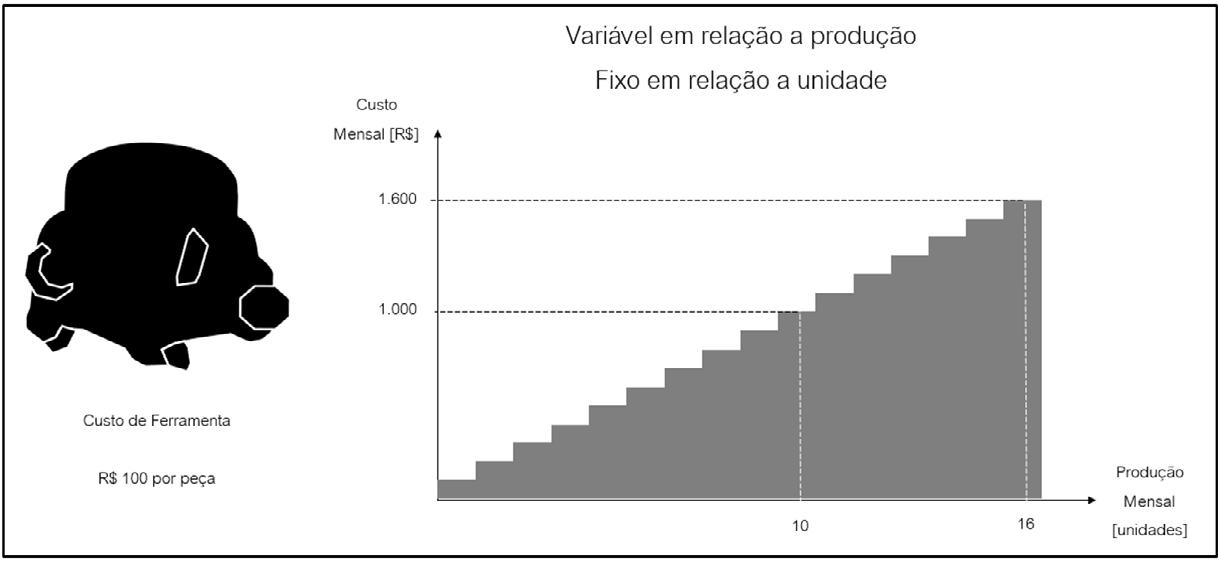
Todo custo que depende da quantidade de produto produzido ou serviço prestado. Exemplos na ferramentaria são: custo das ferramentas de corte utilizadas em um processo, custo da energia elétrica consumida por um equipamento, custo da matéria prima transformada, custo do fluido de corte utilizado.
Este é também conhecido como lucro bruto, obtido pela diferença entre a receita obtida na venda de um ou mais produtos e os seus respectivos custos variáveis (diretos e indiretos).
Então, se uma peça tem custo de fabricação de R$ 1.000 e é vendida por R$ 2.000, a margem de contribuição será de 50%, neste caso R$ 1.000. Assim para cada peça vendida, a empresa terá R$ 1.000 reais para cobrir seus custos fixos. Se o custo fixo da empresa for R$ 50.000, ela precisará vender 50 peças para não ter prejuízo nem lucro, este é chamado o ponto de equilíbrio operacional. Cada peça vendida a mais, resultará em um aumento de R$ 1.000 no lucro da empresa. Então, quando a empresa vender 100 peças neste cenário, ela terá um lucro de R$ 50.000.
Centros de custo
São departamentos dentro de uma empresa aos quais podemos alocar custos. Assim todos os custos serão custos diretos de algum dos centros de custos, tanto fixo como variável. Assim os gestores têm maior controle dos custos da empresa, sendo capazes de propor melhorias operacionais.
Os centros de custos podem e divididos em dois tipos, operacionais e administrativos.
Custo de rateio
Os centros de custos administrativos (não produtivos), ou seja, aqueles que não agregam valor ao produto ou serviço, devem ter seus custos inseridos dentro dos centros de custo operacionais (produtivos). Dessa forma, quando uma cotação ou orçamento for realizada para um cliente, todos os custos já estarão contabilizados no preço final. Caso este rateio não seja realizado, os centros de custos não produtivos irão impactar negativamente no lucro, resultando no lucro realizado diferente do lucro projetado.
Custo/hora
É um parâmetro muito utilizado na área da ferramentaria, pois facilita a realização de orçamentos. Para encontrar este valor deve-se dividir o custo total de um centro de custo pelas horas trabalhadas no período em que estes custos incorreram. Por exemplo, se um departamento custou a empresa R$ 500.000 em um ano, e trabalhou neste período 5.000 horas, o Custo/hora neste ano foi de R$100.
Se no próximo ano, o custo for mantido, porém por falta de serviço o departamento trabalhar apenas 4.000 horas, então
o Custo/hora será de R$125.
Custo de oportunidade
É o valor que um investidor abre mão ao tomar uma decisão. Caso decidirmos investir em ações de alto risco na bolsa de valores, o custo de oportunidade será deixar de acumular uma renda fixa mais segura em um banco. Este custo incorpora a fator de risco-retorno nas decisões de investimento.
Então se por exemplo, decidirmos investir em uma máquina CNC com custo de R$1.000.000, nosso retorno tem de ser maior que o retorno garantido pela renda fixa com juros de 5% ao ano. Sendo assim, temos de adicionar esta parcela de R$50.000 de custo fixo de oportunidade em nosso Custo/hora, se a máquina trabalhar 5.000 horas, a parcela será de R$10 em cada hora trabalhada.
Custo de reposição
É o valor que terá de ser usado para repor um ativo, por exemplo uma máquina, após esta chegar ao seu fim de vida útil. Este valor é calculado como o valor residual da máquina ao fim de sua vida menos o custo de compra de uma nova máquina semelhante.
Para calcular uma estimativa do custo da máquina no fim de sua vida útil podemos utilizar a equação que descreve o aumento de preços definido pela inflação. No exemplo a seguir consideramos que a máquina chegará ao seu fim de vida em 10 anos, e que neste período a inflação média será de 4% ao ano.
Equação matemática:
Onde:
MN30 é o preço da máquina nova no ano de 2030;
MN20 é o preço da máquina nova no ano atual de 2020;
IA é a inflação média no período de vida da máquina;
VU é o período de vida útil da máquina;
Considerando o exemplo, teremos os seguintes passos:
MN30=1.000.000*(1+0,04)10
MN30=1.000.000*(1,04)10
MN30=1.000.000*(1,48)
MN30=R$ 1.480.000
Dessa forma será necessário a valor de R$ 1.480.000 para a compra de uma nova máquina em 10 anos. Se considerarmos que a máquina ainda terá um valor residual, digamos de 30%, poderemos vendê-la por R$ 300.000, tendo que guardar R$ 1.180.000 para repor a máquina. Novamente este custo deve ser incorporado ao nosso Custo/hora, se a máquina trabalhar 5.000 horas por ano, ao final dos 10 anos terá trabalhado 50.000 horas. Então a parcela de reposição de máquina no Custo/hora será de R$ 23,60.
Cada empresa pode utilizar seus equipamentos pelo tempo que lhe convir. Entretanto, como boa prática, é muito utilizada a seguinte tabela de período de depreciação, que pode ser considerado como a vida útil do equipamento
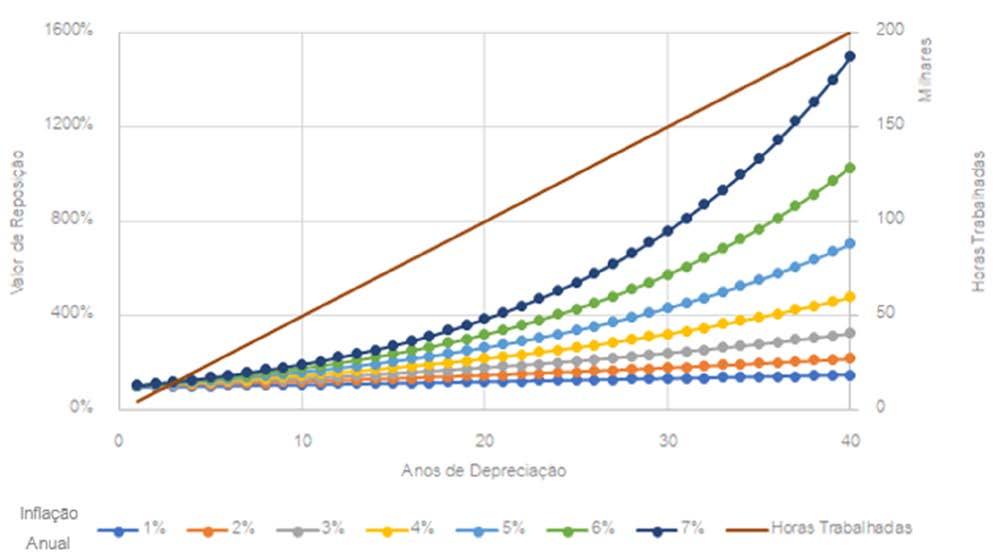
É necessária atenção na escolha deste período, pois aumentar a vida útil do equipamento nem sempre resultará em um custo/hora menor. No gráfico 1, são plotadas curvas com o valor de reposição de uma máquina de R$ 400.000 sem valor residual, em função do período de vida útil. Cada curva de cor diferente tem uma inflação média anual específica. Também é plotada a linha de horas trabalhadas acumuladas no período.
A curva de horas trabalhadas é de natureza linear, ou seja, se o período de vida útil dobra, a quantidade de horas trabalhadas também dobra. Já a curva de valor de reposição é de natureza exponencial, ou seja, quando o período de vida útil dobra, não necessariamente o valor de reposição dobra. Isso significa diferentes impactos no Custo/hora, quando dividirmos o valor de reposição pelas horas trabalhadas. No gráfico 2 foi feita esta divisão para que possamos expressar o Custo/hora em função do período de vida útil.
Para facilitar a visualização dos pontos mínimos o gráfico ampliado é mostrado a seguir no gráfico 3.
Para cada valor de inflação anual, existe um ponto em que o Custo Hora é mínimo. No caso de 7% de inflação anual, é ideal que a venda da máquina aconteça em 15 anos, pois assim a parcela no Custo Hora é de R$ 14,71. Já para inflação de 4%, em 25 anos
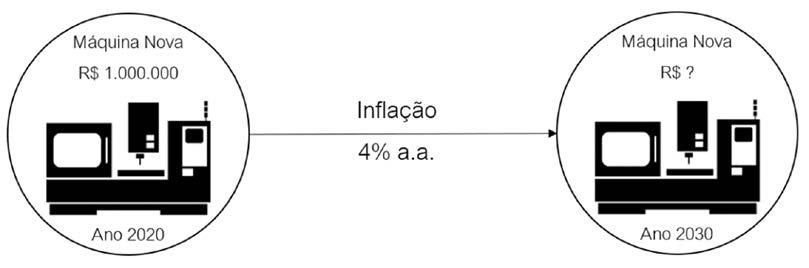
Gráfico 1
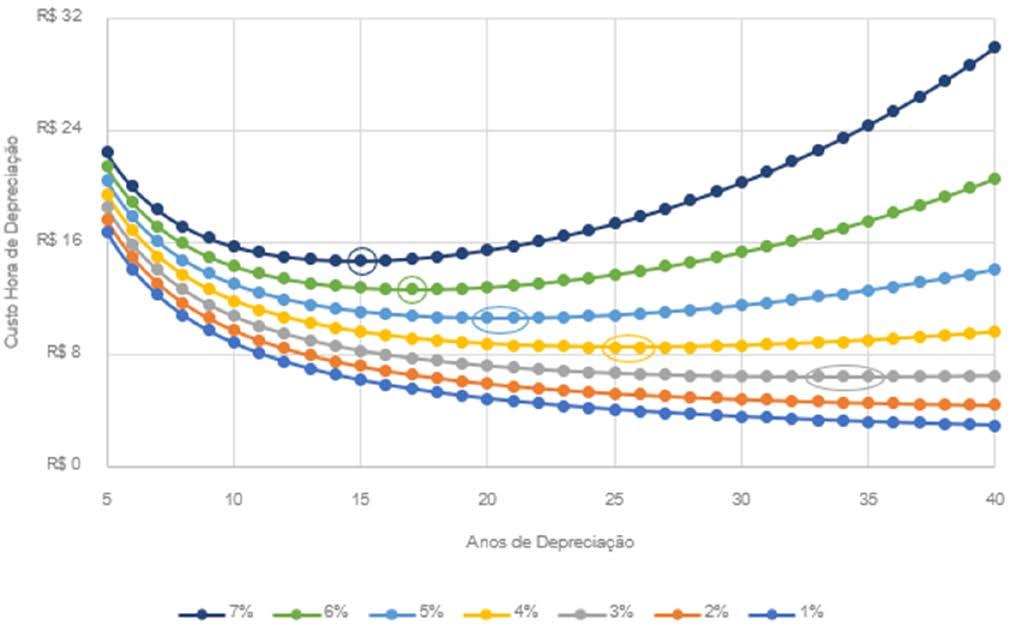
Gráfico 2
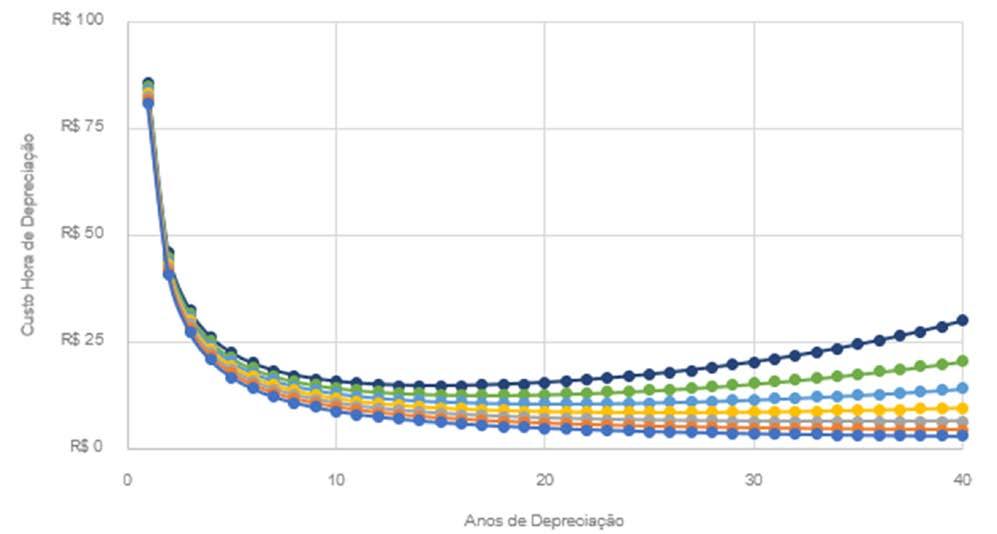
Gráfico 3
temos uma parcela de R$ 8,56 que é mais baixa que um período de 15 com parcela de R$ 9,61 e um período de 30 anos com parcela de R$ 8,65.
Previsão da inflação
Já vimos que a inflação faz parte do cálculo, porém não conseguimos prever o futuro. No exemplo anterior usamos 4% de inflação anual, porém entre os anos de 2000 e 2020 a inflação média foi de aproximadamente 6%. Então qual seria o impacto de errarmos a inflação média em nosso cálculo?
A diferença entre as duas curvas é o erro em nosso cálculo, que faria nosso custo calculado mais baixo que o realizado. Este erro aumenta para períodos mais longos, impactando cada vez mais a margem de lucro, como demonstrado nos seguintes gráficos.
O primeiro gráfico é o impacto no lucro anual, e o segundo o impacto no lucro após o período de vida útil da máquina. Neste exemplo, se tivéssemos escolhido um período de vida de 5 anos, nosso lucro seria R$ 10.000 menor que o planejado, e ao final dos 5 anos o lucro seria R$ 50.000 menor. Da mesma maneira para um período de 40 anos, o lucro seria reduzido em quase R$ 2.200.000 após o fim de vida da máquina.
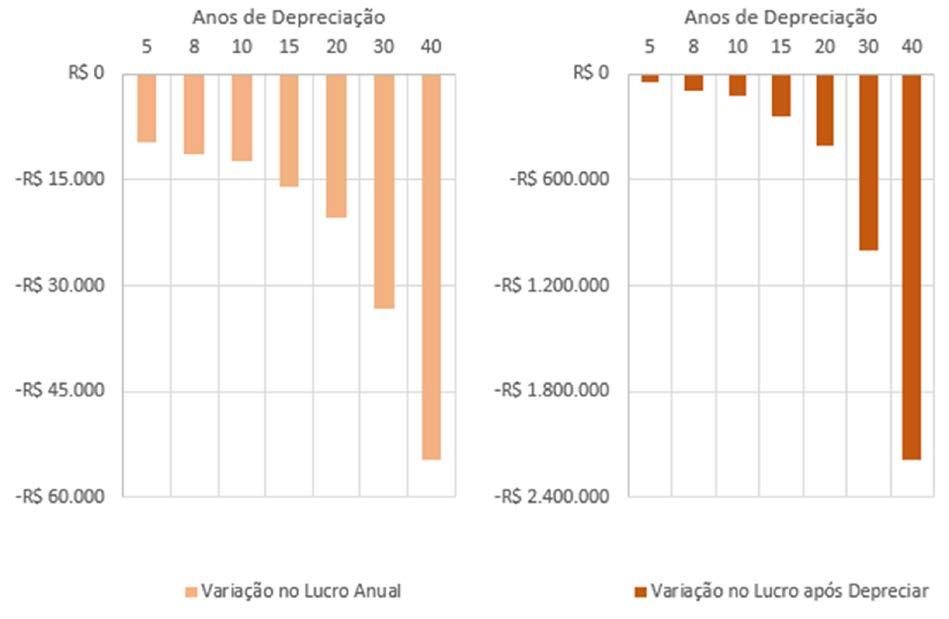
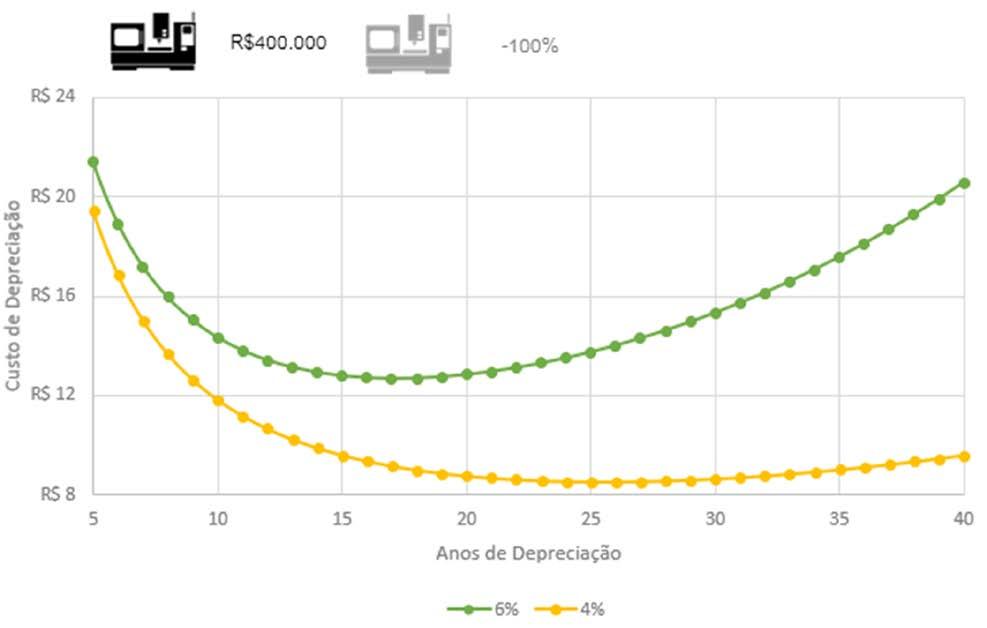
Também conhecida como atualização monetária, é o ajuste financeiro da moeda brasileira (real) em relação ao valor de outras moedas, a índices de inflação ou à cotação do mercado financeiro. O responsável por calcular o valor da correção monetária é o Banco Central.
OTIMIZAR O CUSTO PARA MELHORAR O PREÇO
Na próxima edição vamos tratar do tema “Trabalhando o melhor custo” onde vamos traçar algumas considerações sobre o impacto do melhor custo no preço final do ferramental.
A equipe da Ágile2 Consulting agradece a ABINFER – Associação Brasileira da Indústria de Ferramentais por financiar este estudo e viabilizar a disseminação do conteúdo para a indústria de ferramentais do Brasil como forma de preparar, capacitar e garantir a competitividade e consequente perpetuação do setor.

Stephan Dihlmann - Engenheiro Mecânico pela Universidade do Estado de Santa Catarina - UDESC. Realizou estágio na Euro-Fer de trabalho em ferro forjado em Castelgomberto - Itália e no Instituto Fraunhofer - Pesquisa e desenvolvimento na área de microprodução, na cidade de BerlinAlemanha. Atualmente trabalha como engenheiro de manufatura na Agile² Consulting. Sócio fundador da Agile2 Consulting. stephan@agile2.com.br
Alexandre Machado Júnior - Engenheiro Mecânico pela Faculdade de Engenharia Mecânica - UNIVILLE. Técnico em Mecânica pelo SENAI Norte. Amplo conhecimento em ferramentas e processos de usinagem. Atualmente trabalha como engenheiro de manufatura na Agile² Consulting. Sócio fundador da Agile2 Consulting. junior@agile2.com.br

Christian Dihlmann - Engenheiro Mecânico e Mestre em Engenharia Mecânica pela Universidade Federal de Santa Catarina - UFSC, Especialista em Administração de Empresas pela Fundação Educacional da Região de Joinville - FURJ/UNIVILLE. Diretor Presidente da SNBD Consultoria Ltda.; Editor-chefe da Revista Ferramental. Sócio fundador da Agile2 Consulting. Exerce ainda as funções de: Presidente da Associação Brasileira da Indústria de Ferramentais - ABINFER; VicePresidente da ISTMA - International Special Tooling & Machining Association; Vice-Presidente da VDI Brasil - Associação de Engenheiros Brasil-Alemanha SC - VDI Verein Deutscher Ingenieure. Lattes http://lattes.cnpq.br/0446222929419765. christian@agile2.com.br
Alexandre Machado - Técnico em Mecânica pelo CIS - Dário G. Salles. Larga experiência em processo de manufatura para construção de moldes de injeção de plástico e alumínio sob pressão, processo de usinagem de eletrodos de cobre e grafite, processo de usinagem de cavidades e componentes, e implantação e gerência de laboratório para montagens de ferramentas. Sócio fundador da Agile2 Consulting. alexandre@agile2.com.br
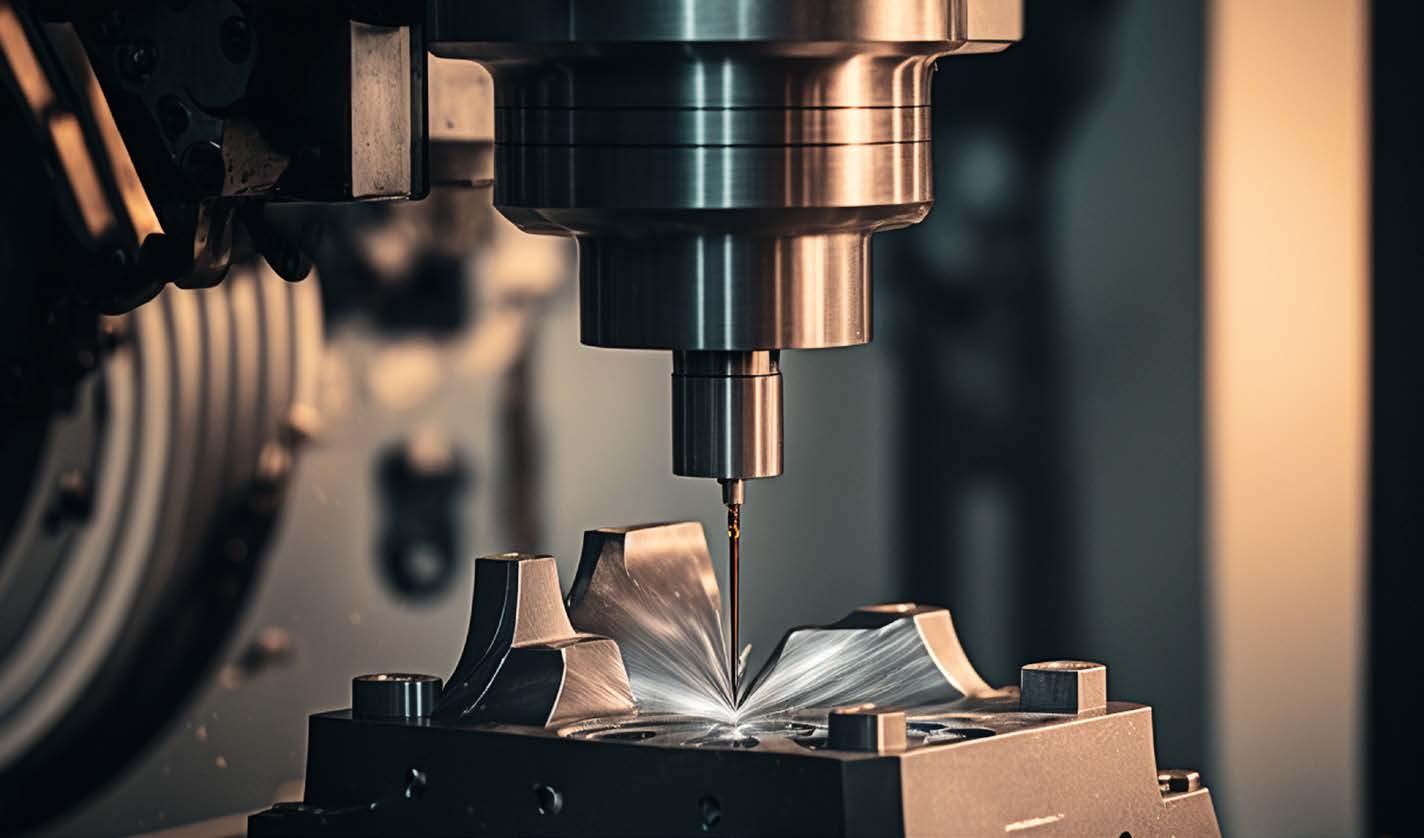
De fato, a vida de todos nós mudou de forma significativa no início de 2020. Repentinamente, tivemos que enfrentar uma das maiores questões desta geração. Como sociedade, tivemos perdas irreparáveis no âmbito social, na educação e nos negócios.
Após 2 anos do primeiro lockdown , parece que a vida voltou à normalidade, um novo normal, e novos desafios estão surgindo diante de nós.
Eu, particularmente, gosto de nutrir a mentalidade de que os desafios são feitos para serem superados. E, quando isso acontece, nos tornamos mais fortes, mais capacitados e adaptados no novo cenário que foi proposto pelas adversidades.
Para a indústria de forma geral, o mesmo conceito se aplica. Pois, num cenário de mudanças aceleradas e competitividade como estamos vivendo, a necessidade de adaptação se torna ainda mais vital para se manter ativo e em ascensão no mundo dos negócios.
Como disse Darwin: “Não é o mais forte que sobrevive, nem o mais inteligente, mas o que melhor se adapta às mudanças”. Gosto de aplicar esse mesmo pensamento no meio empresarial também.
Sei que estou alterando os fatores aqui, mas quero ressaltar desde o início que a capacidade de adaptação da sua empresa será o fator preponderante para vencer os degraus que precisam ser ultrapassados. Adaptação nos processos, no
uso de novas tecnologias, na capacitação das pessoas, ao novo modo de consumo e interação com o público e fornecedores.
A indústria de transformação, em geral, já não vinha performando com otimismo há um tempo antes da pandemia. Os indicadores mostram que a participação da indústria no PIB e a capacidade instalada vem caindo desde o início dos anos 2000. Apenas como referência para apoiar nosso raciocínio, segundo a Confederação Nacional das Indústrias (CNI), em 2006, a participação da indústria no PIB era de 27,7%, em 2021, foi de 22,2%. Ou seja, a participação da indústria tem sido cada vez menor ao passar dos anos. Fazendo
uma avaliação sobre os desafios antes da pandemia, quero destacar:
• Custo Brasil
• Educação
• Amadorismo
• Digitalização

• Inovação
A pandemia do Covid-19 veio como uma onda que quebra na praia causando um rebuliço. E foi exatamente isso que aconteceu com a demanda de alguns setores. Certos negócios estavam com a gestão madura ou minimamente estruturados, outros, tomaram um verdadeiro “caixote” e pereceram diante das circunstâncias externas.
Alguns tiveram uma explosão de pedidos para serem atendidos e outros viram a demanda ir a quase zero. Esse fenômeno gerou um descompasso na cadeia produtiva do dia para noite, causando a inflação dos preços e até mesmo a falta de matéria prima no mercado, cujos reflexos ainda podem ser sentidos.
Parece que todos os desafios já existentes ficaram mais nítidos, como se a maré baixasse e fosse
possível ver as pedras no fundo do mar. Acredito que a pandemia evidenciou a necessidade de tratar as demandas apresentadas acima. Claro que existem tópicos que fogem da capacidade resolutiva da indústria, como o Custo Brasil e a educação ou qualificação geral da mão de obra, pois dependem de políticas governamentais para serem solucionadas. Assim, o gestor deve procurar lidar da maneira mais assertiva com esses componentes e concentrar suas estratégias naquilo que ele pode controlar: sua empresa.
SÓ PODE SER RESOLVIDO POR VOCÊ
Conversando diariamente com lideranças de indústrias, reparo no amadorismo, mesmo o setor fabril sendo um mercado tão antigo. Muitas empresas não têm processos bem definidos, um erro elementar, o que mostra o quanto ainda há espaço para evoluir.
Processos básicos, como controle de produção e estoque, são uma dor comum entre as pequenas e médias indústrias do Brasil. A falta de planejamento e controle de execução são bem característicos do segmento, causado por diferentes fatores.
A você, leitor, quero propor o exercício de responder às perguntas com franqueza:
• Sua empresa faz a engenharia do produto antes de fabricar?
• Gera as ordens de produção e acompanha sua execução?
• Sabe quantas horas foram necessárias para a produção dessas ordens?
• Sabe quanto material foi necessário para execução da ordem de produção?
• Qual o saldo em estoque da sua matéria-prima?
Se sua resposta foi “não” para algumas dessas perguntas, sugiro que ligue o sinal vermelho, pois o nível de amadorismo na gestão está alto e isso pode impactar na sobre -
vivência da sua indústria no médio e longo prazo.
As causas para este cenário podem ser inúmeras, inclusive relacionadas à resistência da liderança e necessidade de investimento. Outro problema latente deste mercado é a escassez de mão de obra profissionalizada. Teremos um sério desafio causado pela lacuna na qualificação durante a pandemia, estudos já mostraram isso. Dados de 2022 da CNI, por exemplo, apontaram que será preciso qualificar 9,6 milhões de profissionais até 2025, considerando atualizações, posições inativas e novas vagas.
Já sabendo que será mais difícil encontrar mão de obra capacitada no mercado, você pode se preparar. Minha sugestão inicial é “ajudar” na formação de talentos no início de carreira, formando “em casa” tais trabalhadores para comporem o quadro de funcionários.
Como diretor de uma empresa de tecnologia especializada em indústria, tenho propriedade para dizer que o nível de digitalização está avançando, mas ainda muito lento. É isso que pesquisas apontam também. Essa também pode ser a causa da falta de performance da fábrica, que compete com negócios bem preparados. Enquanto outros setores investem pesado no digital, como serviços e o agronegócio, a pequena e média indústria se mostra tardia para ligar a chave e dar a partida para digitalização.
Uma lição com reflexo da pandemia é a necessidade de se ter informações para basear a tomada de decisão e essas precisam estar disponíveis instantaneamente. Assim, se popularizou a utilização de sistemas em nuvem, que permitem o acesso em qualquer lugar.
Ter um sistema de gestão ERP na empresa vai auxiliar na integração dos setores, registrar os processos e os dados. É indicado gerenciar pelo menos os recursos considerados
essenciais para o bom controle, que são: engenharia dos produtos, vendas, compras, produção, estoque e financeiro. É o mínimo recomendado antes de estruturar progressos em tópicos mais avançados.
A indústria metal mecânica é uma das que menos inova. Temos um paradigma de que a inovação precisa ser algo extremamente tecnológico ou com grande quebra de padrão. Porém, a inovação pode ser simplesmente na forma de como pensamos e fazemos uma atividade que já estamos acostumados.



Inovar é fazer diferente e melhor. Sempre haverá um jeito de fazer melhor. Quando essa mentalidade entra na cultura da empresa, as coisas
começam a mudar significativamente. Pois todos agem em direção à melhoria contínua, o que ajuda na produtividade e outros indicadores.





Claro que a inovação pode passar pela pesquisa e digitalização, mas é importante ficar claro que começa tudo na esfera do pensamento, na mentalidade, em eliminar os bloqueios para fazer diferente.

Dizem que em extrema dificuldade é o ambiente ideal para inovação. Que as dificuldades passadas durante a pandemia do Covid-19 tenham nos ensinado a olhar nessa perspectiva e a agir ativamente, não apenas reagindo ao mercado.
Não importa o cenário externo e todas as variáveis que fogem do nosso controle. Encarar diariamente os desafios estimula a capacidade de nos adaptarmos e nos prepararmos
para vencê-los. Sem ilusões, mas também sem pessimismo, no ramo empresarial sabemos que outros momentos de crise podem surgir e, por isso, devemos estruturar a indústria metal mecânica. Como dizem, “mar calmo nunca fez bom marinheiro”.
Sucesso e forte abraço.
Existe um número muito grande de moldes que são feitos com aços de baixo preço (por exemplo = aço SAE 1045, SAE 4140, ou materiais recortados de sucatas de aços, que nada tem a ver com o processo...) por várias razões:
Às vezes, em virtude de não se conhecer o verdadeiro volume de uma peça a ser lançada no mercado;
Há ocasiões em que se lança mão disso por se acreditar, realmente, que o volume será pequeno justificando, desta forma, a utilização de produtos mais baratos na confecção do molde;
Muitas vezes, o que se vê é, realmente, a vontade forçada de economizar e desta forma, se utilizando de materiais com preço mais baixo, porém com propriedades inferiores, colocando em risco essa real economia ao expor o produto a um processo que, na grande maioria dos projetos, sequer será verdadeiramente rentável.
O maior exemplo disso é que nestes casos o que ocorre, na realidade, é uma perda de produtividade ocasionada por uma redução de vida útil do ferramental, provocando necessidade de paradas constantes para reforma ou ajuste da ferramenta de injeção. Além disso, a utilização de materiais, com composições químicas inadequadas ao projeto do molde, implica na maior dificuldade de usinagem, do aço do molde, acarretando em aumento de desgaste de ferramentas de usinagem com ênfase aumentada em brocas de furação que costumam ter um custo elevado e desta forma aumentando significativamente o custo da confecção da ferramenta, mesmo sem que o ferramenteiro perceba essa perda, por ter máquinas que enfrentam bem a dificuldade, ao mesmo tempo que gastam significativamente mais o ferramental de usinagem e ainda, ao realizarem um esforço maior exigem um gasto maior de energia elétrica que, nem sempre é perceptível imediatamente mas, vai aparecer na conta no final do mês.
É importante para o enxugamento do custo ( Lean Manufaturing ) que o material escolhido, para o molde, contribua como um todo, começando por uma melhor usinabilidade, ao possuir potencializada essa característica e não apenas seja um produto “barato”, mas que TAMBÉM seja barato.
Um fator quase sempre desconsiderado é a resistência mecânica do aço, que por ser considerada “Padrão” não é levada em conta quando o produto possui uma resistência ligeiramente maior (coisa que já existe, hoje em dia, diferenciando o produto da resistência “padrão”) que poderia provocar uma pequena redução no peso do material, pois pode-se usar uma placa com espessura inferior que tenha mesma resistência final, uma vez que um material que possua 20% mais resistência mecânica (limite de resistência) pode significar uma redução de até 20% na espessura da placa. Mesmo utilizando uma margem de segurança e aproveitando um ganho de apenas metade (10%), já seria uma redução de 10% no peso das placas utilizadas.
Depois de correr-se o risco do incremento de custo, por um incremento de desgaste de ferramental de usinagem, já durante a confecção da ferramenta de injeção, ao se escolher um material que não tenha uma troca térmica alta, (que possibilite um ganho de tempo de resfriamento durante a injeção da peça) vai se provocar outro incremento de custo durante a injeção plástica do produto ao se demorar mais para o processo de resfriamento de cada peça injetada , aumentando finalmente o custo durante toda a vida do molde , ao levar um tempo maior durante o processo de injeção, se comparado à utilização de materiais com melhor condutividade térmica, novamente incrementando, agora, ao se desconsiderar isso, o custo de mão de obra e de energia elétrica, desta vez: durante a produção da peça injetada.
A redução do ciclo de injeção merece ser detalhada. Um produtor de peças plásticas teve uma redução de ciclo de 26%; algo assombroso. Pois essa redução de ciclo permitiu que ele aumentasse a produção da peça, em questão, em cerca de 35% usando o mesmo tempo de máquina, com muito menor consumo de energia elétrica e grande redução de custo de operação total.
Vale a pena prestar atenção nesta conta:
Quando se reduz o tempo necessário para produção de algo, por exemplo, de 100 para cerca de 75 (segundos, minutos, horas etc.) temos que o aumento de produção, no mesmo período, será da ordem de 33% (ou seja= 1/0,75=1,333). O cliente percebeu que um aço de melhor qualidade em troca térmica lhe deu um aumento real de
35% de capacidade de produção.
Ou de outra forma, poderíamos dizer: para uma redução de ciclo de 26 %, na realidade, numa jornada de 8 horas ele produzia: 28800 segundos/ 100 segundos cada= 288 peças.
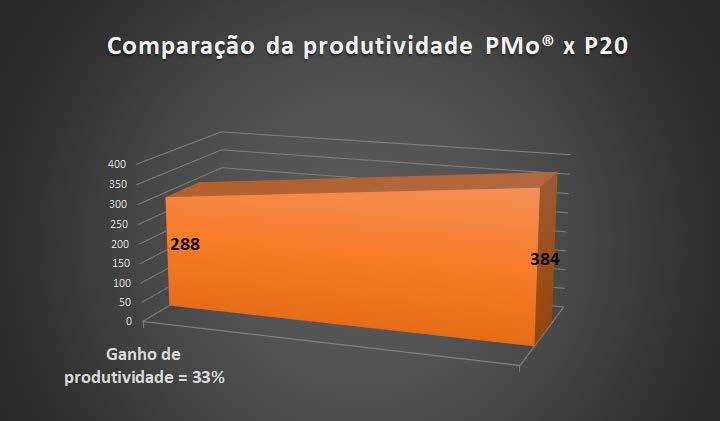
Após a substituição do aço P20, por exemplo pelo aço PMo Revolution® (vide detalhes do aço adiante) veio: 28800 segundos/75 segundos cada ciclo= 384.
Portanto 384 peças depois/288peças antes = 1,3333 ou 33,33% a mais de produção. Uma forma resumidamente fácil de se perceber esse fenômeno de redução é se pensar que 20 segundos em 100 são 20%, porém como a referência é de 60 segundos a cada minuto, a relação com o tempo fica 20/60 = 33,33%. Portanto o numero de peças sempre terá um incremento percentual bem maior em um determinado tempo do que a redução percentual do tempo de injeção de cada peça.
O preço do aço aqui passou a ser de menor importância, assim como deveria ser em todos os casos de escolha de aços para a construção de moldes. A economia de custos deve estar mais focada na produção e não na construção do molde (novamente a importância da Lean Manufaturing ). Mesmo porque os volumes de economia são muito diferentes e a favor da economia de produção.
Ainda assim, este usuário levou vantagem, já na compra do material, pois o aço utilizado tem um preço muito ajustado ao mercado, porém com qualidade muito superior
O que provoca a reforma ou ajuste do molde, normalmente, são amassamentos de cantos que tendem a ocasionar rebarbas nas peças, perda de brilho ou profusão de riscos na cavidade por desgaste prematuro e também, muito comum, perda de dimensional da peça, devido ao “movimento” do material por ceder aos esforços de injeção ( normalmente por excesso de pressão de injeção em paredes mais finas) perdendo alinhamentos e planicidades, por exemplo, tudo isso provocando paradas para manutenção da ferramenta.
Materiais que levam em conta a maioria destas características já estão sendo desenvolvidos e podem ser encontrados, onde se destacam por possuírem propriedades ligeiramente ou significativamente maiores do que o “padrão” de mercado ou segundo normas de testes usuais.
Dois casos de materiais foram desenvolvidos nos últimos 10 anos e podem ser encontrados no mercado. Eles são conhecidos pelos nomes de:
AÇO PROTOMOLDE HH®
www.acoespecial.com.br/catalogos/cata_protohh.pdf
AÇO PMo REVOLUTION®
www.acoespecial.com.br/catalogos/pmo-v2.pdf
AÇO PROTOMOLDE HH®
Esse aço possui algumas características, que o fazem:
-Ser um material totalmente feito com sucata proveniente de processos de usinagem interna e externa, sem necessidade da adição de muitas ferroligas, contribuindo assim para um uso sustentado do meio ambiente. A identificação e utilização dessa sucata, em um processo de classificação inovador, faz com que sejam aproveitados todos os residuais existentes nela como substitutos de 95% das ferro ligas normalmente utilizadas no processo de fabricação.
Composição Química média:
• C -0,51%
• Si ≤ 0,35
• Mn ≤ 1,60
• P ≤ 0,03
• S ≤ 0,06
• Cr ≤ 0,50
• Mo ≤ 0,35
• Ni ≤ 0,30
• + Microligantes
- Possuir um preço quase tão barato como um aço SAE 1045
- Tratar-se de um aço construção mecânica com várias características de aço ferramenta, devido à utilização de microligantes de última geração (metalurgia do século 21)
-Ser fornecido com uma dureza de 260 a 290 HB (aproxim. 27 a 30 HRc) GRÁFICO
- Ter uma usinabilidade muito melhor do que a do aço P20 e ligeiramente inferior à do SAE 1045 normalizado.
- Ter uma resistência mecânica média de 800 MPa contra cerca de 680 MPa do SAE 1045 Normalizado (ou cerca de 17%, a mais, na média). Portanto uma resistência na faixa mínima do aço AISI P20 (média de 880/1050 MPa) mas com custo muito menor e parecido com o do aço SAE1045.
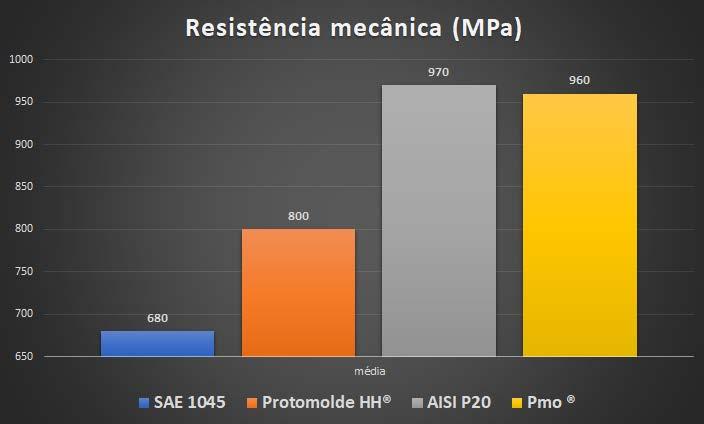
-Ter um limite de escoamento de 490 MPa contra 395 MPa do SAE 1045 normalizado. (ou cerca de 24%, a mais, na média)
- Ter uma troca térmica equivalente à do SAE 1045 de 53 W/m.K a 250 graus C.
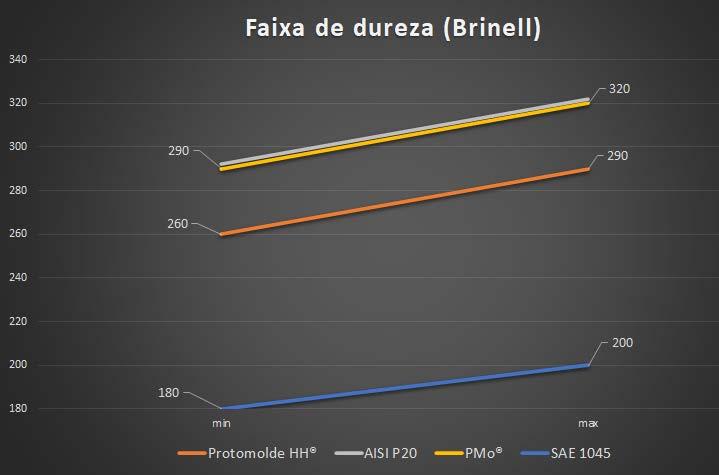
- Pela presença de residuais de liga no limite, apresenta uma melhor polibilidade do que o aço 1045 e muito semelhante ao aço P20 (WNr. 1.2311)
A utilização deste aço em matrizes que não se conheça o verdadeiro volume de uma peça plástica a ser lançada no mercado, ou ainda se acreditar, realmente, que o volume será pequeno justificando a utilização de produtos mais baratos na confecção do molde significará que, se o produto tiver boa aceitação o molde vai durar muito mais antes de necessitar qualquer reparo e o custo de fabricação desta matriz será muito parecido como se ela tivesse sido feita totalmente em aço 1045 normalizado, somando-se a economia em processo, tanto de fabricação da ferramenta como durante o processo de injeção, que potencializarão o lucro na peça plástica.
Outro aço que vai na linha econômica do aço PROTOMOLDE HH® é o aço PMo REVOLUTION® que tem as seguintes características:
PMO REVOLUTION®
-Também é um material totalmente feito com sucata proveniente de processos de usinagem interna e externa sem necessidade da adição de muitas ferroligas, contribuindo assim para um uso sustentado do meio ambiente. A identificação e utilização dessa sucata, em um processo de classificação inovador, faz com que sejam aproveitados todos os residuais existentes nela como substitutos, neste caso, de 85/90% das ferro ligas normalmente utilizadas no processo de fabricação.
-É ligeiramente mais barato do que um aço AISI P20 comum.
- Trata-se de um aço com baixíssima liga com todas as características de aço ferramenta, devido à utilização de microligantes de última geração (metalurgia do século 21)
- Possuir uma dureza de 290/320 HB (aproxim. 30 a 34 HRc) (Vide gráfico 3)

- Ter uma resistência mecânica média na faixa do aço AISI P20 (média de 880/1050 MPa) mas com custo muito menor. (Vide gráfico 4)
- Ter uma troca térmica de 49 W/m.K muito superior (50% a mais) à do aço AISI P20 (cerca de 32W/m.K). (Vide gráfico 5)
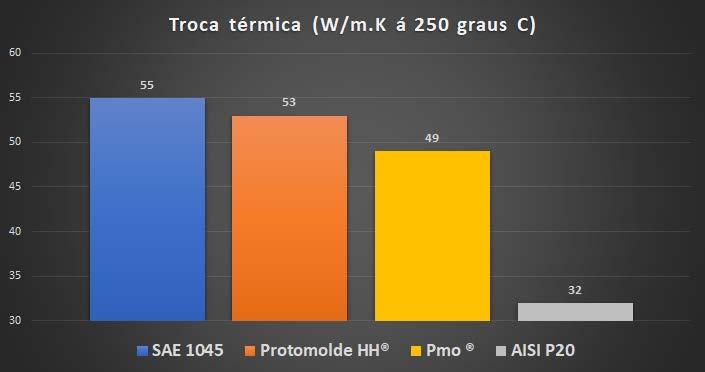
- Melhor soldabilidade do que o aço AISI P20 devido ao seu carbono equivalente mais baixo.
- Ter uma usinabilidade significativamente melhor do que a do aço AISI P20.
Na hipótese de utilização do aço PMo Revolution ® em substituição ao aço AISI P20 o projeto já terá um ganho significativo de redução de custo de injeção devido à muito melhor troca térmica e a garantia das demais propriedades como = custo igual ou mais barato do que o aço AISI P20 (empate ou redução na aquisição do aço) - Usinabilidade excelente (redução custo usinagem)
- Polimento equivalente ao AISI P20- GANHO EM PRODUTIVIDADE com a troca térmica excelente, durante toda a vida da matriz.
Paulo Sergio Ribeiro
Tecnólogo pela Universidade Estadual Paulista em Processos de Produção (em 1982), Pós graduado em Siderurgia pela FEI (em 2007), Msc. Eng. de Materiais pelo Mackenzie (em 2010), Diretor fundador da AÇOESPECIAL COML LTDA há 40 anos. Encabeçou a equipe que introduziu o aço AISI P20 no brasil há 50 anos pela antiga Uddeholm do Brasil. Trabalha em pesquisa no desenvolvimento de materiais desde 2002, com desenvolvimento de 6 diferentes ligas em 15 anos, já tendo realizado trabalhos com participação dos laboratórios de: IPT, UFMG, MACKENZIE e UNICAMP.
vendas@acoespecial.com.br

As Soft Skills são definidas como um conjunto de hábitos, traços de personalidade, qualidades sociais e habilidades cognitivas que, combinadas, auxiliam o profissional na maximização de sua eficiência no trabalho.
Apontadas como tão essenciais para o sucesso profissional quanto os conhecimentos técnicos-formais ( hard skills ), pesquisadores da área empenham-se no estudo de conceitos como o de autodesenvolvimento, autoconhecimento, comunicação, liderança, criatividade e inovação, aplicados no atual mercado de trabalho e no empreendedorismo de forma geral.
A metodologia Big Five é utilizada por setores de recursos humanos para identificar as potencialidades de determinado profissional e visa obter uma análise mais cuidadosa e certeira

de sua provável performance.
Baseando-se na Teoria dos Traços de Personalidade, a metodologia procura analisar a personalidade do (possível) profissional a partir de cinco pilares, sendo eles: abertura a experiências, consciência, extroversã o, neuroticismo e agradabilidade (simpatia), em busca de eficiência máxima, avaliações por competências, desenvolvimento de talentos e no recrutamento de novos profissionais.
Além disso, o mundo globalizado apequenou distâncias, democratizou o acesso à informação e transformou o mercado. Muitos trabalhos se tornaram obsoletos e alguns deixaram de existir. Consequentemente, a automação é o futuro que as diferentes Inteligências Artificiais tendem a entregar, uma vez que as máquinas são mais adequadas para tarefas rotineiras e manuais do que o ser humano, com a benesse de
uma maior economia às empresas à longo prazo.
Todavia, as soft skills são justamente o que as Inteligências Artificiais são incapazes de simular, de modo que a criatividade e pensamento crítico, enquanto habilidades cognitivas exclusivas do ser humano, são traços que tenderão a ser valorizados em todos os tipos de profissionais, para melhor integração entre o trabalho automático e o orgânico. Nesse sentido, pesquisas recentes vem apontando que, considerando que o valor do trabalho humano é diretamente relacionado ao seu conhecimento e atitudes, a demanda de empregos tenderá a crescer para trabalhos que necessitem cada vez mais de habilidades socioemocionais, e cada vez menos de habilidades direcionadas a atividades físicas e repetitivas.
Tendo isso em mente e tra -
zendo esses conceitos para o âmbito jurídico, será então que a assessoria jurídica da empresa deve compartilhar das mesmas habilidades para melhor atender a seus clientes (empresa e seus sócios)? A resposta é positiva. Isso porque, tão importante quanto o conhecimento técnico e experiência profissional do advogado (hard skills), é a sua capacidade de ter empatia com as situações trazidas pelo cliente, a boa comunicação e transparência no momento de passar uma proposta de honorários, a criatividade para encontrar soluções em situações críticas e a inteligência emocional para lidar com as acaloradas discussões entre sócios, disputas concorrenciais, problemas inesperados e demais questões relativas ao negócio.
Na condição de um verdadeiro “resolvedor de problemas”, o advogado trabalha diariamente com situações imprevisíveis e não lineares, o que exige uma enorme capacidade de adequação e criatividade, para que a solução produza o máximo de eficiência com o menor prejuízo possível. Sendo assim, quais habilidades o empresário deveria então observar quando da contratação de uma assessoria jurídica?
• 1. Negociação e resolução de conflitos: Um advogado com habilidades em negociações e elaborações de acordos com certeza será de grande valia para a empresa, uma vez que auxiliará o empresário no fechamento de novos negócios e acordos, minimizando custos e contribuindo para a criação de uma boa imagem da empresa perante terceiros.
• 2. Visão Sistêmica: Para atuar no direito empresarial, o advogado deve ter a habilidade de saber analisar o cenário como um todo, considerando as mais diversas áreas do direito, uma vez
que a demanda do cliente pode gerar riscos em outros setores.
• 3. Escuta Empática: Para uma boa relação advogado-cliente, especialmente no pós-pandemia, em que se tornou rotineira a realização de consultas e reuniões por meio virtual, é imprescindível que o advogado demonstre total interesse e atenção aos problemas relatados pelo cliente, se colocando no lugar do empresário, para a total compreensão de suas dores e para que seja possível definir as melhores soluções jurídicas possíveis.
Nossa sociedade vive em constante evolução e, para que o profissional consiga atender às atuais necessidades do mercado, é seu dever buscar sempre a evolução, repensando sua forma de atuação e se adaptando às novas tecnologias e demandas do mundo atual.
Bárbara Meira de Souza Advogada especialista em Direito Empresarial com atuação na área societária em Schramm Hofmann Advogados Associados


OAB/SC 38.711
João Vitor Gomes Cardim Carrandine - Acadêmico de Direito pelo Centro Universitário - Católica de Santa Catarina em Joinville e Estagiário Jurídico no escritório de advocacia Schramm Hofmann Advogados Associados.

OAB/SC 38.711
Maiores informações
contato@sh.adv.br
(47) 3027-2848
Fundada no ano de 1980 em um escritório de 3 m² em Dongkyo-dong, Seul, na Coreia do Sul, a Yudo Trading Co. completa 43 anos de atuação em um mercado altamente competitivo e estratégico para o setor produtivo mundial. Com a crescente importância do Brasil no cenário mundial de fabricação de moldes para transformação de materiais poliméricos, o grupo inaugurou, em 2011, na cidade de Joinville/SC, a Yudo SA South America

João Paulo Peixoto Lourenço, Diretor Geral do braço sul-americano da corporação, revela novidades planejadas para os próximos anos, apostando forte no desenvolvimento do mercado da América do Sul e na competência tecnológica e comercial da Yudo SA.
Como foi pensada a estrutura da companhia para atendimento ao mercado da América do Sul?
A Yudo SA foi planejada para se consolidar no Brasil e América do Sul como o principal fornecedor de sistemas de câmara quente para moldes de transformação de materiais poliméricos, destacando qualidade e atendimento ao cliente. O Brasil foi escolhido como sede por motivos óbvios, considerando ser o maior mercado e o país mais adequado em termos de disponibilidade de profissionais e fornecedores. Para tanto, projetou e implantou sede administrativa própria e centro tecnológico de excelência em fabricação de câmaras quentes, além de estruturar e oferecer suporte técnico a clientes de toda a América do Sul. Atualmente tem parque fabril com 3.000 m², com
um leiaute produtivo e capacidade de fabricar localmente grande parte dos componentes dos sistemas de aquecimento. A composição de áreas de projeto e produção conta com os mais diversos e avançados equipamentos de usinagem, processos de fabricação e controle de qualidade dos produtos.


Nestes 10 anos de presença no Brasil, a Yudo teve um crescimento robusto e constante, apesar das diversas “crises” enfrentadas. Como a companhia projeta o cenário para os próximos anos?
Nos últimos 5 anos a Yudo tem crescido de forma sustentada, com média de 20% ao ano. Estamos com 99 colaboradores, estoque completo em Joinville/SC, Contagem/MG, Sorocaba/SP e Recife/PE. Dentro do nosso planejamento estratégico para os próximos 5 anos, temos prevista a “quase” duplicação da nossa capacidade produtiva, por meio de ações de aumento de produtividade com redução de tempo de produção - lead time. As perspectivas para o mercado de trabalho no segmento são muito positivas para os próximos 2 anos. No setor automotivo teremos muitos lançamentos de novos carros, no setor de eletroeletrônicos e eletrodomésticos há expectativas altamente favoráveis e, já consolidada, a constante renovação dos produtos, caso idêntico para o setor de embalagens. Portanto, um cenário muito promissor e esperado pelo empresariado. Ademais, é notória a tendência de desglobalização frente a diversos fatores complicadores no ambiente mundial. Cada vez mais as montadoras e sistemistas querem produzir, localizar, moldes no Brasil em virtude do ambiente global inóspito como as incertezas geradas pela guerra Rússia-Ucrânia, pela política de gestão da COVID na China, pela tensão latente entre China e Taiwan, pela complexidade da logística, dentre outros fatores.
Pensar e calcular antes de construir fisicamente é uma fase importante no desenvolvimento de um sistema de câmara quente eficiente e preciso. Como a Yudo trabalha essa etapa para entregar o melhor resultado ao cliente? A Yudo oferece aos clientes a solução completa para o desenvolvimento de sistemas de câmara quente, pois possui departamento de projetos dedicado, usufruindo de softwares 3D de última geração, e time de profissionais dedicados às análises reológicas (flow e cooling) e simulações estruturais dos componentes. A presença global fortalece ainda mais a área de projetos, pois permite interagir com as melhores práticas aplicadas mundialmente com referências das tecnologias mais avançadas adotadas em inúmeros casos de sucesso. Por mais de 40 anos, a Yudo, com 16 fábricas e presente em 90 países, tem impulsionado a inovação na indústria de injeção de plásticos. Buscamos introduzir tecnologias diferenciadas que proporcionem alto desempenho e confiabilidade. Somos o maior fornecedor no mercado de câmara quente em nível global. Certamente esse “currículo” nos capacita a entregar o melhor para nossos clientes.
E quais estratégias a Yudo utiliza para “não deixar o cliente na mão”?
A unidade conta com um departamento de montagem e manutenção de controladores de temperatura, controladores sequenciais e câmaras quente em Joinville. Além disso, prezando por um atendimento rápido e eficiente aos clientes, possui um grande e variado estoque de peças de reposição, além de corpo técnico treinado e capacitado posicionado em locais estratégicos do país. As estruturas em SC, SP, MG e PE têm atendido com primazia as demandas dos clientes e garantido que produzam na melhor condição técnica possível.
Algum destaque especial em tecnologia que faça as empresas serem ainda mais produtivas?
Qual o principal segmento de atuação da Yudo? Há novos projetos para atendimento em segmentos diferentes do foco atual?
A Yudo domina o mercado automotivo e de linha branca em nível mundial e nos últimos 2 anos tem feito um trabalho forte de inserção no mercado de embalagens, cosméticos e multi cavidades. Neste mercado aplicamos, na construção do manifold ou distribuidor, a tecnologia , produto patenteado e denominado Yudo manifold ISO. Esta é uma técnica de soldagem, com ligação por difusão, em estado sólido usada no trabalho de metais, capaz de unir metais similares e dissimilares. Ele opera no princípio da ciência dos materiais da difusão em estado sólido, em que os átomos de duas superfícies metálicas sólidas se misturam ao longo do tempo sob temperatura elevada. A ligação por difusão é tipicamente implementada pela aplicação de alta pressão e alta temperatura aos materiais a serem soldados, é mais comumente usada para soldar sanduíches de camadas alternadas de folhas finas de metal e fios ou filamentos de metal. Esta tecnologia permite eliminar ponto morto nos canais do manifold , assegura o equilíbrio de balanceamento do sistema, possibilita gerenciar a rugosidade da superfície do canal, sendo excelente para uma mudança de cor suave e eficiente. Há um caso recente de um cliente que demorava 8 horas para trocar de cor com sistema convencional e que com o MF ISO conseguiu reduzir para menos de 5 minutos, com redução de scrap de 300 kg para 15 kg. Um resultado fantástico para o cliente e um orgulho para a Yudo.
No que concerne ao mercado automotivo, mais uma vez a Yudo chega primeiro no mercado com um novo divisor de águas, o Yudrive ECO, um sistema valvulado com servo motor ecológico. Cada vez mais a preocupação ambiental é uma realidade, e o Yudrive ECO permite reduzir o consumo de energia do sistema de câmara quente em até 90%. Tal como o carro elétrico que cada vez mais é uma realidade, o Yudrive ECO no curto e médio prazo substituirá o sistema valvulado convencional, sem aumento de preço para o cliente, sem necessidade de equipamento de controle e com possibilidades de processo muito mais amplo do que um sistema valvulado convencional. O Yudrive ECO vem pré-programado com 3 tipos de velocidades de abertura da agulha. O futuro é hoje, a penetração no mercado está sendo excelente dados os ganhos reconhecidos pelos nossos clientes. Acreditamos que o Yudrive ECO será o carro chefe da Yudo no mercado brasileiro e global.

E produzir no Brasil é gratificante?
O grupo Yudo tem muito orgulho de produzir no Brasil, que oferece profissionais competentes, engajados e humanos. Além disso, produzindo aqui somos SELO BRASIL, gerando emprego e renda no país. Essa condição nos permite contribuir ainda mais com o cliente comercializando nossos produtos na modalidade de FINAME, aumentando a competitividade dos usuários de sistemas de câmara quente.
Zona Industrial Norte
Joinville – SC (47) 3435-0022
www.yudosa.com.br

Equipe de vendas e pós-vendas
Edélcio Evaristo
Gerente Comercial +55 (47) 99639-7600
Charles Balak
Gerente Técnico
+55 (47) 99261-6466
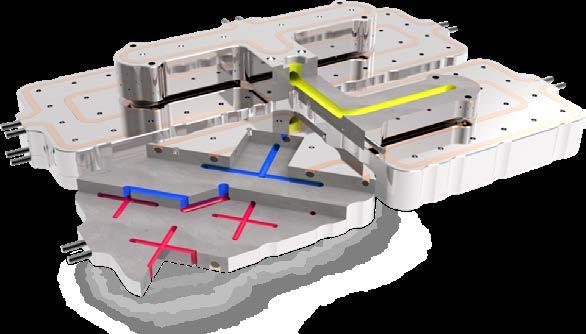

Em 1984, Pietro Sportelli fundava a Ferramentaria da Aethra Sistemas Automotivos. Um sonho idealizado e realizado por ele, que vibrava a cada estampo construído e entregue à montadora e estamparia da Aethra. A alegria era transmitida aos seus colaboradores e foi passada, também, de geração para geração. Hoje, Rafael Sporteli, filho de Pietro, é CEO da companhia e se inspira no legado construído pelo seu pai.
A empresa iniciou com o nome TEC Ferramentaria. A primeira unidade foi montada em um terreno alugado em Contagem, Minas Gerais, em um pequeno galpão de 400m². Na época, a organização contava com o trabalho dedicado de 15 funcionários. Neste local, a Ferramentaria rea -

lizava manutenções para estampos progressivos da planta de estamparia Hammer, além de melhorias para produção e modificações.
Quatro anos depois, em 1989, as instalações foram transferidas para um terreno próprio, ainda na mesma cidade, em uma área de 2.000m². Com a ampliação da unidade, novas máquinas copiadoras foram adquiridas, além de prensas para ajuste dos estampos. A partir dessas aquisições, foi possível iniciar a construção de estampos de médio porte para a Fiat, com estampagem das peças na Hammer e na recém-inaugurada unidade Aethra, em Betim/MG.
O primeiro ferramental construído em 1984 foi um estampo progressivo, mas poucas são as
informações a respeito. Pode-se destacar, então, dos primórdios da empresa, os estampos de peças de carroceria interna como reforços laterais e de assoalho construídos para as montadoras, no caso, para o Fiat Uno e para o Tempra, em 1990. No final de 1994, a TEC Ferramentaria foi transferida para Belo Horizonte, em uma área bem maior, com 10.000m². Mais uma vez, recebeu novos investimentos e foi a precursora na utilização de Computer-Aided Design (CAD) e da simulação no desenvolvimento dos processos de estampagem e cópia CNC dos estampos, recursos que possibilitaram o início de fornecimento de estampos de painel externo e de grande porte.
O nome Aethra Ferramentaria
surgiu em 2000, quando a empresa foi incorporada ao grupo Aethra, voltando à cidade de origem - Contagem, onde está até hoje. Dentre os aportes financeiros realizados após transferência, destacam-se: a compra de três copiadoras CNC Okuma, três fresadoras Zayer, além de duas outras copiadoras, a Waldrich (alemã) e Awea (coreana). A área de bancadas recebeu investimento em ferramentas pneumáticas; braços de carga giratórios foram dispostos na área para facilitar a montagem e desmontagem de itens dos estampos; e novas prensas foram instaladas para ajuste dos estampos de grande porte.
À medida em que aumentaram o número de maquinários e o volume produtivo, cresceram, também, as equipes de ferramentaria. Hoje, são 120 profissionais para construir estampos progressivos e transfer de pequeno, médio e grande porte para diferentes peças e processos.
E foi de acordo com a dimensão dos produtos e estampos produzidos que a Ferramentaria teve sua evolução tecnológica e a estrutura fabril adequada. Um exemplo histórico é a construção de estampos de lateral externa, com dimensões de mais de 4,5 metros de comprimento e peso acima de 30 toneladas. O objetivo de Pietro Sportelli, com a evolução técnica da Ferramentaria, era de construir estampos de painel externo
(lateral) para as montadoras, além de exportar estampos para o mundo, metas atingidas em 2002 com a modernização e investimentos obtidos.

“Atualmente, a empresa, com suas copiadoras e prensas, está dimensionada para construção de estampos de grande porte – painéis externos como lateral, capô, tampa traseira, teto, portas e para-lamas e, ainda, painéis internos de tampa traseira, portas e capô”, relata Rafael. A Aethra tem capacidade interna de 100.000 horas/ano de ferramentaria e capacidade interna instalada de 120.000 horas/ano.

Hoje, o maior cliente é a Stellantis – Fiat, Jeep, Peugeot e Citroen e, ainda, tem excelentes parcerias com a Volkswagen, Man, Toyota e Honda.
“No passado, construímos estampos para a Ford, Daimler Chrysler, Renault e Nissan”, comenta o gerente-geral, Oswander Marcos dos Santos.
Além de construir estampos para todo o Brasil, a empresa já exportou para os Estados Unidos, com o suporte da Honda Brasil, para operacionalizar todo o processo. No caso das importações, no período de 2018 até 2021, compraram da Coréia do Sul, estampos até a fase de fundição e de Usinagem 3D. Nos próximos anos, a Aethra pretende se consolidar ainda mais no mercado de construção de estampos, focando, principalmente, em painel externo de grande porte e exportação de estampos para Ásia, Europa e América do Norte.
 Pietro (fundador) e Rafael (CEO)
Pietro (fundador) e Rafael (CEO)
Para o CEO, o maior desafio é conciliar a falta de previsão de demanda e fluxo de caixa – dor comum às empresas do mesmo segmento. Além disso, reter mão de obra qualificada e realizar a renovação sem perder know-how . Outro ponto é se manter atualizado tecnologicamente, já que há baixo incentivo governamental ao investimento.
Rafael destaca que a área de Ferramentaria passou por grandes mudanças nestes quase 40 anos em que a Aethra está no mercado. Uma delas é a margem operacional, que está menor e com maior custo de operação. Além disso, o prazo de desenvolvimento do ferramental é bem menor que no passado, bem como as exigências de qualidade do produto estampado que não estão alinhadas com tecnologias da ferramentaria. A qualidade de acabamento de usinagem de cópia de superfície está melhor. Falando em mão de obra, ele acredita que, nos últimos anos, não está sendo renovada e precisa de incentivos governamentais.
Oswander, gerente geral de Ferramentaria na Aethra, relembra sobre um dos desafios enfrentados no passado: o idioma. A área sempre trabalhou com montadoras nacionais e internacionais, por isso, a interação nem sempre foi fácil. “Durante
um período, foi ministrado curso de inglês para os funcionários, afinal, com gestos ficava difícil explicar alguns procedimentos de usinagem, montagem tryout ou projetos. Não foram poucos os momentos de apuros e, após o entendimento, de risos sobre o que era entendido e o que foi falado”, destaca.
A Aethra enviou técnicos, ferramenteiros e engenheiros para conhecer os processos e disseminar o aprendizado em diversas viagens internacionais em empresas de ferramentarias, de modelação, fundição e usinagem nos Estados Unidos, México, Itália, Coreia e China. “É fundamental romper fronteiras em
busca de conhecimento e tecnologia”, reforça Oswander.
Um dos maiores legados da Aethra no segmento de Ferramentaria, desde sua fundação, é o investimento na formação de novos profissionais. Parcerias com o SENAI (MG) e a filosofia implementada pelo Sr. Pietro de que o “mestre” deve ensinar aos mais jovens, deram destaque à empresa na formação de talentos e profissionais que hoje estão no mercado nacional e internacional.
Todo trabalho iniciado em 1984, em um pequeno galpão, com apenas 15 funcionários, tornou a Aethra a maior Ferramentaria fora das montadoras. Essa história, ainda em construção, foi possível pela eficiência de um trabalho técnico, transparente e de muita seriedade e comprometimento.


Aethra Sistemas Automotivos

Av. Centauro, 234, Galpão D1/D2 –Jardim Riacho das Pedras
CEP:32.242-000 – Contagem/MG
+55 (31) 3045-9194
www.aethra.com.br

Cultura é um termo com sentido amplo que pode indicar tanto a produção artística quanto o modo de vida, o conjunto de saberes, a religião e outras expressões de um povo. Focando no termo cultura observado pelo viés da Sociologia e da Antropologia, segundo Afranio Silva em seu livro Sociologia em Movimento, ele afirma: “é por meio da cultura que buscamos soluções para nossos problemas cotidianos, interpretamos a realidade e produzimos novas formas de interação social”. A cultura é tudo aquilo que constrói a história de um povo, que faz com que ele seja reconhecido daquela maneira.
Assim como a cultura é importante para a sociedade, sendo uma espécie de identidade para o povo, o mesmo conceito se aplica a cultura organizacional, sendo possível entendê-la como a manifestação dos valores da empresa na prática, e que deve ser vista pelos gestores como um recurso que contribui
para alcançar as metas estabelecidas, tanto para as equipes quanto para o negócio como um todo.
A cultura organizacional envolve as atitudes no ambiente de trabalho, as regras formais e informais seguidas pelas equipes, as crenças, costumes, hábitos, visão, valores, normas, símbolos, linguagem, estrutura física, entre outros elementos que fazem da empresa o que ela é. A expressão da cultura é feita pelas pessoas envolvidas nos processos, especialmente, os colaboradores, e não pelas regras formais ou pelo que a empresa gostaria que fosse.
A importância da cultura organizacional é reconhecida pelos gestores. Uma pesquisa realizada pela Universidade Duke com 5 mil executivos americanos e europeus revelou que 90% acreditam que ela é importante para os resultados. Ainda assim, para apenas 15% deles, a cultura organizacional na empresa era adequada no momento do estudo. Por fim, uma nova pesquisa
conduzida por professores de Harvard demonstraram que quase 50% da diferença de lucro entre empresas concorrentes se deve a cultura organizacional delas. Ou seja, a cultura organizacional é fator determinante para o lucro entre duas ou mais empresas concorrentes de mercado.
Peter Druker é um mestre e referência internacional para todo executivo e empreendedor que almeja o sucesso profissional. E você já deve ter ouvido a máxima de Druker sobre a cultura organizacional que diz o seguinte: “A cultura come a estratégia no café da manhã”. E o que isso quer dizer? Que não importa que uma empresa tenha a melhor estratégia do mundo, quando não há uma cultura que a sustente.
E se a cultura é fator primordial de sucesso para uma estratégia, é relevante conhecer as diferentes correntes nessa área. É importante ter em mente que não existem propostas consideradas certas ou erradas, e sim fortes ou fracas,

e isso depende do quanto a proposta é alinhada com as ações adotadas. As empresas com culturas mais fortes são também aquelas consideradas mais bem-sucedidas, pois conseguem desenvolver a estratégia com mais eficiência. A seguir, descrevemos algumas correntes de culturas corporativas e como elas são desenvolvidas nos ambientes de negócios.
A cultura pessoal preza pelas estruturas horizontais, em que as pessoas são os bens mais valiosos da organização. Se valoriza como são conduzidos os negócios e os relacionamentos interpessoais com colaboradores, clientes e sociedade. Apesar de também valorizar esses relacionamentos, a cultura de mercado é focada na geração de resultados, com atenção à concorrência e a execução das atividades.
Nas culturas adaptativas e de adhocracia, são valorizadas as novas ideias e a individualidade dos membros das equipes, com aumento da liberdade na tomada de decisões e descentralização da gestão. No caso das correntes adaptativas, volta-se à ação e transformação, aumentando as chances de adequação em mudanças de cenário. Já a adhocracia está relacionada com uma proposta empreendedora e voltada à inovação e pioneirismo.
Essas correntes têm princípios comuns, que são o respeito à hierarquia organizacional e centralização nos líderes para tomada de decisão. Podem ser distinguidas das seguintes formas:
• Poder: alta concentração estratégica e funcional no papel do líder. Como o líder é uma figura central e todas as decisões são centralizadas, a organização pode ter dificuldade em se transformar com agilidade. Por isso, sobretudo em nichos que precisam se atualizar
constantemente, é importante se atentar a essa característica.
• Papéis: modelo burocrático no qual os colaboradores exercem funções operacionais e reportam-se aos líderes com foco na eficiência. Este tipo prevê que cada profissional tenha seu papel bastante definido e suas atividades dentro da companhia devem seguir um escopo pré-determinado para seu cargo. Os pontos negativos desse modelo é que há pouca flexibilidade e baixa capacidade de adaptação a imprevistos, tornando os colaboradores mais acomodados e menos preocupados com o crescimento da empresa.
• Hierarquia: semelhante à cultura de papéis, o foco é na eficiência e estabilidade, não proporcionando abertura à mudança.
Esses modelos são bastante comuns, mas é preciso atentar às características do negócio. Por exemplo, uma empresa que busca inovação e alinhamento às tendências de transformação digital dificilmente terá sucesso ao adotar essas correntes.
Nas culturas de tarefa e de clã, a base é um comprometimento coletivo com os objetivos do negócio. Na cultura de tarefa, o foco são as pequenas equipes especializadas para resolver demandas específicas, enquanto, na cultura de clã, a estrutura é mais familiar, com construção colaborativa e mentores.
O livro “A Organização Dirigida por Valores” foi escrito por Richard Barrett. O autor é especialista em cultura organizacional e é um líder reconhecido internacionalmente pelo seu estudo sobre a evolução dos valores humanos nos negócios corporativos e na sociedade. Nesta obra, o autor escreveu que o capital cultural é a nova fronteira da vantagem competitiva. Mas, o que isso quer dizer? Bem, Richard explica que não são as organizações que se transformam. Na verdade, quem se transforma são as pessoas.
Barrett acredita que a cultura deve ser compartilhada. Ou seja, ele acredita que ela é um fenômeno de grupo. A cultura organizacional deve ser:
• Difundida: Ela penetra em vários níveis, pois é assim que funciona a lógica da ação grupal;
• Duradoura: Vai dirigir os pensamentos e as ações por um longo prazo;
• Implícita: Precisa ter linguagem silenciosa, onde ninguém fala nada, mas todos entendem e praticam.
Quando Jeff Bezos criou a estratégia de longo prazo da Amazon, um dos elementos-chave era uma estrutura de custos mais enxuta. Nesse caso, a insistência da cultura na simplicidade faz todo o sentido.
Para uma empresa como a Apple, com uma estratégia que dependia da criação dos produtos mais bonitos e mais bem desenhados do mundo, a simplicidade seria contraproducente. Nem todas as virtudes combinam com todas as estratégias. A Apple é reconhecida pela sua inovação e tecnologia, mas, também é um exemplo de cultura organizacional, principalmente na construção de times e angariação de novos funcionários. O foco da empresa são funcionários diferenciados e que vão entregar um trabalho além do comum, buscando soluções únicas para os problemas que podem aparecer no meio do caminho.
Se o objetivo é obter uma vantagem estratégica para se tornar a empresa que inova com mais rapidez em todo o mundo, o lema original do Facebook, “Ande rápido e quebre tudo”, faz todo o sentido. Para a Airbus, que fabrica aeronaves, essa ideia não é tão boa. O Facebook aprecia a coragem, ousadia e inovação, mesmo que o funcionário não tenha experiência prévia. A empresa busca pessoas que querem trazer novas perspectivas e sair do convencional. Escolha as virtudes que ajudarão a sua empresa a cumprir a missão dela. Na Google, por exemplo, os artifícios para criar um pressuposto de leveza e descontração passam por refeições gratuitas, viagens e premia-
ções. A empresa acredita que garantir a motivação dos Googlers – como são chamados seus colaboradores – está diretamente ligada à qualidade dos serviços e produtos oferecidos. Seguindo as visões e valores da empresa, não são admitidos competitividade entre os funcionários: o foco é na colaboração entre times. A meta da companhia é tão voltado para essa aplicação de cultura que atualmente existe o cargo CCO –Chief Cultura Officer.
No Brasil, uma das companhias que mais se destacam quando o assunto é cultura é a Nubank. Com conceitos como inclusão, criatividade e descontração como base, a empresa não cobra dress code de seus colaboradores e a presença de pets é permitida no ambiente de trabalho. Dessa forma, a Nubank trouxe o oposto da cultura das instituições financeiras tradicionais, atraindo muitos jovens dessa área que buscam maior propósito e satisfação no trabalho.
O foco da companhia Netflix são os valores e habilidades de seus funcionários, onde a quantidade de horas trabalhadas não é tão importante quanto a produtividade. Eles tem autonomia para realizar suas tarefas da maneira que acham correto, desde que atendam às expectativas da empresa. Pregam a liberdade com responsabilidade, gerando processos e condutas flexíveis que reduzem custos desnecessários com controles excessivos.
A Ambev, empresa nacional com grande cultura organizacional, já foi muito criticada no passado por suas ações, mas, hoje mostra os resultados únicos. O foco é na meritocracia e trabalho árduo dos funcionários. Você sabia que os herdeiros dos fundadores não podem assumir cargos de alta patente? Além disso, é pregado a redução de chefes, o que facilita a decisão dos colaboradores e acelera os processos internos.
A Natura é um exemplo de empresa que foca no bem-estar dos funcionários e se destaca entre as organizações brasileiras com uma cultura organizacional forte. O lema “bem es-
tar bem” pode ser percebido também no ambiente interno, pois a companhia busca valorizar cada colaborador. A organização é um exemplo de people first, ou seja, coloca as pessoas em primeiro lugar e, em consequência disso, os resultados melhoram e a cultura se consolida, pois os funcionários se sentem valorizados e mais conectados com a companhia.
Na cultura organizacional da multinacional do ramo automobilístico Toyota, temos a organização como principal pilar. A atenção aos detalhes, a tecnologia de ponta e o atendimento rápido são elementos levados a sério pela empresa. Seu Sistema Toyota de Produção é mundialmente reconhecido e copiado ao redor do mundo.
Com quais exemplos de cultura organizacional sua empresa se identifica? Formal, informal, com gestão participativa ou focada na qualidade de vida dos colaboradores?
Como já mencionamos, não existe certo ou errado, existe o que faz sentido para a sua organização. Além do quê, a cultura organizacional não é estática. Ela se transforma e se aperfeiçoa de acordo com as exigências do mercado e o planejamento da organização.
No entanto, um dos maiores erros das organizações é pregar uma cultura moderna e, no dia a dia, ter regras e exigir comportamentos antiquados, como por exemplo: divulgar que apoia a qualidade de vida do colaborador, mas não permitir uma jornada flexível para que o profissional cuide da saúde física e mental. Esse desencontro entre o que é esperado do que acontece no dia a dia da cria frustração aos colaboradores, que ficam desmotivados e improdutivos. Definir e aplicar uma cultura organizacional permite que todos que interajam com a companhia entendam corretamente a maneira que a empresa funciona e se posiciona. Essas diretrizes auxiliam também na construção do senso de pertencimento e do senso de responsabilidade de cada colaborador, ajudando cada um a entender seu papel dentro do negócio e aumentando as chances de
crescimento dentro e fora da empresa. Pois acreditamos ainda que cultura é fator primordial de sucesso para o crescimento das empresas em todo o mundo, gerando riqueza coletiva, potencializando carreiras e antecipando cenários e sustentabilidade de forma democrática, competitiva e exponencial.
Tenha um excelente dia e hoje e sempre;
Pois o mercado é do tamanho da sua competência, influência e reputação.
- Administradora de empresas com MBA em marketing pela Fundação Getúlio Vargas. Atua na área de Customer Success, no relacionamento e comunicação direta com clientes, equipes internas e parceiros estratégicos. Em seu dia-a-dia busca contribuir para a retenção de clientes e entrega de valor percebido. Também possui experiência em liderança de equipes de Serviços e gerenciamento de projetos. Autora dos livros ATITUDE – A VIRTUDE DOS VENCEDORES – Best-seller com mais de 500.000 leitores, além de Coautora no livro Ser+ com Palestrantes Campeões e dos doze títulos da Coleção Atitude. michelle.silveira@totvs.com.br

Paulo César Silveira - Conferencista com mais de 2500 palestras em seus 21 anos de carreira, nas áreas corportamental, liderança, vendas consultivas, negociação, vendas técnicas e comunicação com base em influência. Foi contratado por mais de 200 empresas das 500 melhores empresas eleitas pela Revista Exame. Professor convidado da FGV/SP, FIA FEA/USP, UDESC e UFRGS. Consultor, empreendedor e articulista com mais de 900 artigos editados. Autor de 26 livros, destacando-se os best-sellers: A LÓGICA DA VENDA, ATITUDE – A Virtude dos Vencedores e o VENDA SUSTENTÁVEL – A Lógica da NEGOCIAÇÃO lidos por mais de 4,8 milhões de leitores. Está revolucionando o mercado com novas formas de pensar e treinar equipes comerciais, com formatos disruptivos e inovadores, trazendo resultados nunca antes alcançados! Sua experiência e conhecimento são amplamente compartilhados em livros e artigos. Esses não só fizeram sucesso entre os mercados corporativos, como também despontaram em vendas para o público geral, tornando alguns dos seus títulos como os mais aplicáveis e vendidos do segmento. Sendo ainda Mentor e líder do Projeto Liderança Made in Brazil. falecom@paulosilveira.com.br

A WALTER APRESENTA AS NOVAS FRESAS DE METAL DURO MD340 & 344 SUPREME
Apesar da tendência de construção leve, a usinagem de aço ainda tem uma participação significativa no mercado. Com as fresas de metal duro MD340 e MD344 Supreme, a Walter apresenta duas novas ferramentas para materiais ISO P. A MD340 Supreme (Ø 2–25 mm ou 1/16–¾ Inch) foi desenvolvida especificamente para desbaste, canais integrais ou fresamento dinâmico em materiais de aço. A extensa gama de produtos com 3, 4 ou 5 cortes a torna de aplicação universal. A MD344 Supreme com quatro arestas de corte e geometria especial da face frontal (Ø 6–20 mm) é concebida para mergulho a 90°, rampas ou plunging. A fresa de metal duro estabelece novos padrões, especialmente quando se trata de plunging e fresamento de bolsões em uma única operação. Em função do fato de nenhuma broca adicional ser necessária, os fabricantes de séries, em particular, podem economizar tempo de usinagem através de menos trocas de ferramentas, colocação de ferramentas na máquina e custos de recondicionamento.

Ambas as especialistas em aço possuem revestimento de TiAlN e ZrN de múltiplas camadas, próprio da Walter, bem como rebaixo do pescoço. Isto faz com que as fresas Supreme garantam que a usinagem de materiais ISO P se realize com o mais alto nível. Para
a abertura e usinagem de bolsões e cavidades com uma única ferramenta, a MD344 Supreme pode até ser vista como referência. As principais vantagens das fresas MD340 e 344 Supreme são o alto nível de economia e longa vida útil da ferramenta na usinagem de ISO P. A espiral variável, bem como o passo e o número de cortes, são coordenados entre si, o que garante performance acima da média e suavidade operacional. Além disso, a qualidade superficial é otimizada de forma significativa por um passo espiral adaptado ao número de cortes.
(15) 3224-5700 walter-tools.com
KUKA
KUKA EXPANDE A FAMÍLIA DE ROBÔS KR SCARA

“Tanto os robôs modelo standard quanto os de sala limpa, estão disponíveis em três alcances diferentes: em 650, 750 e 850 milímetros. Os modelos standards possuem os melhores tempos de ciclo, de apenas 0,40 segundos a um máximo de 0,42 segundos. As versões cleanroom também se concentram em maior velocidade e atingem tempos de ciclo de apenas 0,42 a 0,44 segundos. Para poder realizar tarefas especiais de embalagem ou coleta de materiais, o KR SCARA com um alcance de 750 milímetros está disponível na variante Z600 com um eixo Z extra longo. Isso significa 200 milímetros a mais do que todos os outros robôs KR SCARA na classe de carga útil de até 12 quilos. Possuem alta repetibilidade e precisão e podem ser instalados em ambientes entre 0º e 45º C”, reforça o diretor da KUKA Roboter do Brasil, Edouard Mekhalian. A versão standard a versão cleanroom contém a proteção IP54, contra poeira e contra projeções de água, e a ISO 5, terceira mais alta classificação de uma sala limpa. Ambas as versões são operadas com o controlador de robô KR C5 e o smartPAD KUKA.
kuka.com/pt-br
A KUKA Roboter desenvolveu sete novas versões da família de robôs KR SCARA, sendo quatro modelos standard e três cleanroom, com capacidade de carga de até 12kg.
Segundo a empresa, estes novos equipamentos são indicados para tarefas que necessitam maior precisão e agilidade no processo, como funções de montagem e junção, pick and place, testes e parafusamento na montagem de peças eletrônicas.
Além disso, contam com as vantagens da família KR SCARA, com tempos de ciclo mais curtos e eficientes, alta repetibilidade e design compacto.
SKA
CONHEÇA A NOVA VERSÃO LANTEK, MAIS RECURSOS PARA IMPULSIONAR AINDA MAIS RESULTADOS
A Lantek, dentre suas diversas áreas de atuação dentro da indústria de transformação, vem ano após ano fortalecendo sua posição como provedora de soluções que englobam desde a pequena indústria, que tem uma máquina de corte destinada a atender uma demanda interna, até o grande fabricante de máquinas e equipamentos ou prestador de serviços de corte, que processam milhares de toneladas de aço mensalmente.
Ser referência em um setor traz responsabilidades! Proporcionar tecnologia através de software para que os clientes atinjam os mais elevados níveis de confiabilidade e eficiência. Essa responsabilidade pode ser, de forma simplificada, traduzida como correções no sistema, melhorias no sistema, novos recursos e novas soluções.
O Lantek 2022 traz dezenas de novidades, que vão desde melhorias na performance do sistema a novos recursos, que podem ser categorizados em 4 grandes grupos:
1. Lantek Integra: soluções para orçamentos, vendas, compras e terceirização.
2. Lantek MES Manager: soluções para a gestão de fábrica, planejamento da produção, apontamentos de produção e gestão avançada de estoque.
3. Lantek Expert: soluções para programação de máquinas CNC (Laser, Plasma, Oxicorte, Jato d´água, puncionadeira e guilhotina).
4. Lantek Flex3D: soluções para programação de máquinas para processamento de tubos e perfis.
5. A SKA, como distribuidora oficial do Lantek no Brasil há mais de 20 anos, categorizou as principais novidades nas 4 categorias.
Com o Lantek 2022 agora estamos preparados para:
• Atender qualquer máquina do mercado, tanto para processamento de chapas como para tubos e perfis;
• Integrar o Lantek a qualquer sistema ERP/MPR ou MES, via protocolos padronizados para comunicação entre os sistemas;
• Apoiar nossos clientes prestadores de serviços de corte, desde os orçamentos, com recursos inovadores, até apontamento de produção, controlando toda a cadeia produtiva;
• Continuar evoluindo com as soluções de programação CNC, com recursos indispensáveis
para o dia a dia de um programador CNC.
0800 510 2900 ska.com.br
TRUMPF
TRUMPF LANÇA TECNOLOGIAS QUE TORNAM PRODUÇÃO METÁLICA
MAIS PRODUTIVA
Líder mundial em processamento de chapas metálicas, a TRUMPF apresentou soluções para reduzir o consumo de materiais e de energia, expandiu o portfólio de máquinas de entrada com a TruBend série 1000, lançou o Multigripper para célula de dobra automatizada e elevou a potência da TruLaser 5000 para surpreendentes 24 kW, triplicando a velocidade de corte.
Essas novidades foram mostradas na EuroBLECH (maior exposição comercial da indústria de processamento de chapas do mundo, que aconteceu em outubro, em Hanover, na Alemanha) e têm o objetivo de tornar o processamento de chapas metálicas mais simples, mais produtivo e sustentável.
Entre os destaques, a empresa fez o lançamento do novo “Eco Cooler”, sistema de refrigeração para máquinas de corte a laser que reduz em 80% o consumo de energia de resfriamento, além de dispensar o uso de aditivos químicos. Ao oferecer métodos de processamento de chapas metálicas mais sustentáveis e com menor emissão de carbono, a TRUMPF ajuda as empresas a lutarem de forma mais eficaz contra as mudanças climáticas e reduzirem o custo de materiais e fabricação.
Outra novidade apresentada na EuroBLECH foi o novo módulo do Oseon - software de planejamento e controle de produção, que é capaz de identificar e reduzir atividades de baixa produtividade nos processos produtivos. Os visitantes do estande também puderam saber mais sobre a Smart Factory Consulting GmbH, subsidiária integral criada pela TRUMPF para ajudar as empresas a otimizar seus processos por meio da digitalização.
TRUMPF expande portfólio de máquinas de entrada com TruBend série 1000 Para quem está iniciando no mercado de dobra, a TRUMPF apresentou a nova TruBend série 1000. A máquina possui as mesmas funções das outras séries TruBend, porém com menos opcionais, o que a torna mais acessível como máquina de entrada no segmento. A nova TruBend 1000 inclui a versão demo do software de programação TecZone Bend, que é capaz de planificar desenhos 3D já utilizando as informações das ferramentas disponíveis criando um modelo real, além de executar o programa de dobra. Ela pode ser programada a partir do comando da máquina ou do escritório em plena operação, aumentando ainda mais a produtividade.
Novo Multigripper aumenta produtividade para os processos de dobra
Outra inovação apresentada é o novo Multgripper, substancialmente mais rápido e fácil de configurar. Instalado no braço robótico do BendMaster, o novo multigripper oferece manuseio de peças dentro da célula de dobra de forma eficiente e versátil. Apresenta uma articulação que gira 180 graus, permitindo que o Multigripper vire as peças sem ter que colocá-las no chão. É ideal para empresas que possuem uma célula de dobra e buscam aumentar ainda mais a sua produtividade.
TruLaser série 5000 agora com a opção de 24 kW de potência
Na linha de corte a laser, a TRUMPF lançou a TruLaser série 5000 equipada com o novo laser TruDisk 24001, com potência de 24 kW, capaz de processar chapas metálica até três vezes mais rápido. Dependendo do material e da aplicação, a TruLaser série 5000 atualizada pode processar até 80% mais chapas de metal por hora. Além disso, a TruLaser série 5000 de 24kW é capaz de cortar aço-carbono com espessura de até 20 milímetros usando nitrogênio como gás de corte, mantendo a face livre de oxido. Isso elimina a necessidade do retrabalho que surge quando o oxigênio é usado, permitindo aumentar a produtividade. Ao mesmo tempo, o aumento da
potência do laser melhora a qualidade das peças cortadas, especialmente para espessuras de chapas médias e altas.
Para atender a tendência de operações automatizadas e a demanda por aumento de eficiência, a Mitsubishi Materials desenvolveu o inserto WWX400, em formato otimizado de alta espessura (até 9 mm), bifacial, para fresamento a 90°, com base no conceito de “estabilidade e segurança”.
Segundo a fabricante, os principais diferenciais da fresa são a alta rigidez e a resistência à fratura. “Também focamos no formato da aresta de corte para obter melhor qualidade da superfície acabada e eficiência na expulsão de cavacos”, informa a empresa.
Entre os destaques da ferramenta, a Mitsubishi Materials aponta o fato de o inserto ter sido projetado com geometria “tipo X”, que oferece acabamento superficial de alta qualidade e economia; a aresta principal de corte do inserto para usinar paredes a 90°; e a aresta alisadora com raio grande que proporciona ótimo acabamento superficial. Além disso, a geometria otimizada “tipo X” – com 6 arestas – contribui para a redução dos custos de ferramenta.
E ainda: a alta rigidez do inserto por ser mais espesso (9 mm). Outra característica é que, devido à excelente resistência à fratura, o inserto pode ser fixado diretamente na fresa, dispensando o uso do calço.
No desenvolvimento foram utilizados recursos de análise CAE. Com isso, a aresta principal de corte evoluiu do formato reto convencional para uma geometria curva. Além disso, a otimização da aresta de corte e da face de saída controlam a dispersão de cavacos, evitando danos à superfície do fundo e à parede usinada. O resultado é um ótimo acabamento superficial e o aumento da eficiência.
mmbr-carbide.com.br
COLIBRI SPINDLES
COLIBRI SPINDLES LANÇA O FUSO HSM MICROJET 90°

A Colibri Spindles, empresa israelense especializada em projeto e fabricação de fusos compactos, está trazendo ao mercado brasileiro o HSM MicroJet 90°. O novo modelo trabalha com ferramentas até 3 mm, conta com carcaça sólida de titânio e é montado a partir de apenas seis peças.
O produto foi desenvolvido para a realização de trabalhos precisos em espaços pequenos e de difícil acesso (o diâmetro de furo mínimo é de 40 mm, enquanto o alcance do fundo do furo máximo é de 13 mm).
O HSM Microjet 90° oferece velocidades de 35 mil a 53 mil rpm e também pode ser usado como um eixo adicional, minimizando o risco de colisão.
Indicado nas operações de microusinagem para semiacabamento e acabamento como: fresamento de ranhuras, cantos e perfil, furação, rosca, gravação, chanfro e rebarbação, executando trabalhos em peças com muito mais velocidade e precisão.
Segundo a fabricante, o produto é ideal para fresadoras e tornos, mas encontra maiores vantagens em tornos, devido ao aumento de velocidade e conversão de suportes estáticos em suportes vivos. Também é indicado para a utilização em máquinas menores, onde a otimização do espaço é uma prerrogativa. Além disso, “o uso do refrigerante da máquina para acionar o fuso proporciona uma opção de usinagem de alta velocidade ininterrupta”.
A linha de fusos Microjet deve ganhar novas versões no início do próximo ano. São elas: 00°, 35° e 45°. Todos os fusos dessa linha têm opções e dimensões de integração idênticas, permitindo a gestão eficiente do inventário e dos serviços.
Os produtos da Colibri Spindles são comercializados pelo grupo IMC que composto pelas empresas: Iscar, Ingersoll, Tungaloy e TaeguTec.
(19) 3826-7100
iscar@iscarbrasil.com.br iscardobrasil.com.br
MARÇO 2023
10 a 12 - Brasília - DF, Brasil
12º Congresso Brasileiro de Engenharia de Fabricação - COBEF (21) 2221-0438 eventos.abcm.org.br/cobef2023
27 a 31 - São Paulo - SP, Brasil Plástico Brasil 2023 plasticobrasil.com.br
MAIO 2023
09 a 13 - São Paulo - SP, Brasil EXPOMAFE 2023 - Feira Internacional de Máquinas-Ferramenta e Automação Industrial expomafe.com.br
25 a 26 - São Bernardo do CampoSP, Brasil
15º ENAFER - Encontro Nacional de Ferramentarias 2023 (47) 99661-9555 enafer.com.br
JUNHO 2023
13 a 16 - Stuttgart, Alemanha Molding Expo 2023 - Feira Internacional de Fabricação de Ferramentas e Moldes messe-stuttgart.de/moulding-expo
JULHO 2023
11 a 17 - Joinville - SC, Brasil Intermach 2023 - Feira e Congresso de Tecnologia, Máquinas, Automação e Serviços para Indústria MetalMecânica (47) 3451-3000 intermach.com.br
SETEMBRO 2023
05 a 08 - Milão, Itália
PLAST - Exposição Internacional das Indústrias de Plásticos e Borrachas plastonline.org
18 a 23 - Hannover, Alemanha EMO Hannover 2023 - O principal evento da Indústria Metalúrgica do mundo deutschemesse.co.uk/emo
25 a 27 - Joinville - SC, Brasil Metalurgia - Feira e Congresso de Tecnologia para Fundição, Forjarias, Alumínio e Serviços (47) 3451-3000 metalurgia.com.br
OUTUBRO 2023
17 a 21 - Milão, Itália Fakuma 2023 - Feira Internacional de Processamento de Plásticos fakuma-messe.de/en
CURSOS ONLINE E PRESENCIAIS
FEVEREIRO 2023
TK Treinamento Industrial
04 - CAD SolidWorks Básico
04 - Programação de Fresamento CNC Básico
04 - Leitura e interpretação de desenho mecânico
06 - CAD SolidWorks Básico
06 - Programação de Fresamento CNC Básico
06 - Leitura e interpretação de desenho mecânico (47) 3027-2121 tktreinamento.com.br
Ferramental - Jundiaí - SP
09 - Gestão de Custos na Ferramentaria Moderna
(47) 9120-4426
(47) 3202-7280
MARÇO 2023
Ferramental - Belo Horizonte - MG
02 - Gestão de Custos na Ferramentaria Moderna
(47) 9120-4426
(47) 3202-7280
TK Treinamento Industrial
11 - Metrologia Básica
11 - Programação de Torno CNC Básico
11 - CAD SolidWorks Avançado Projeto de Moldes
18 - Tecnologia de ferramentas para torno e fresadora cnc (47) 3027-2121 tktreinamento.com.br
Ferramental - Caxias do Sul - RS
16 - Gestão de Custos na Ferramentaria Moderna (47) 9120-4426 (47) 3202-7280
ABRIL 2023
Ferramental - Joinville - SC
05 - Gestão de Custos na Ferramentaria Moderna (47) 9120-4426 (47) 3202-7280
SOB CONSULTA
FIT Tecnologia Cursos para a área metal-mecânica (15) 3500-9392 fit-tecnologia.com.br
Udemy – Cursos de diversos temas com preços acessíveis
Custo: pago udemy.com
Faber-Castell – Cursos sobre desenho e caligráfica
Custo: gratuito cursos.faber-castell.com.br/courses
Sebrae – Cursos sobre empreendedorismo e negócios
Custo: gratuito sebrae.com.br/sites/PortalSebrae/ cursosonline
FBV Cursos Cursos sobre empreendedorismo e negócios
Custo: gratuito fbvcursos.com
Segredos da simulação
Custo: pago repuxando.com.br/curso-segredosda-simulacao
Programação CNC para Torneamento Custo: pago render.com.br
A Interação Homem-máquina Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Big Data e Inteligência Artificial como Sabedoria Tecnológica da Indústria
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Conceitos e Fundamentos da Inovação
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Cultura para a Inovação na Transformação Digital
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Estratégia para a Indústria 4.0
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Gestão Financeira por Fluxo de Caixa Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Colégio Técnico - Campinas, SP
Curso: Injeção de termoplásticos e projeto de moldes para injeção de termoplásticos
(19) 3775-8600
cotuca.unicamp.br/plasticos
CTA - São José dos Campos, SP
Auditores da qualidade, gestão da qualidade, normalização, ultra-som, raio-X
(12) 3947-5255
ifi.cta.br
Escola LF - São Paulo, SP
• Operação de máquinas de sopro e injetoras, análise de materiais e processamento, projeto de moldes
• Injeção de plásticos
• Decoração e gravação
• Máquina sopradora
• Manutenção de injetoras
• Máquinas injetoras
• Setup em máquinas injetoras
• Segurança em máquinas injetoras
• Projeto de moldes 2D e 3D
• Metrologia e desenho
• Câmara quente
• Extrusão de filme
• Processamento de PET
• Preparador técnico em máquinas de sopro
• Processos de extrusão
(11) 3277-0553 escolalf.com.br
Escola Técnica Tupy - Curitiba, PR Técnico em plásticos
(41) 3296-0132 sociesc.com.br
Faculdade Tecnológica Tupy - Curitiba, PR Tecnólogo em polímeros e Pós-graduação em desenvolvimento e processos de produtos plásticos (41) 3296-0132 sociesc.com.br
FC Educa - Joinville, SC
• Lean Manufacturing
• Administração de Compras e Fornecedores
• Como Planejar Ações na Área Comercial
• Consultoria em Vendas
• Desenvolvimento de Lideranças
• Estratégias de Negociação e Vendas (47) 3422-2200. fceduca.com.br
INPAME - São Paulo, SP Operador de prensas e similares ( in company )
(11) 3719-1059 inpame.org.br
IMA - Rio de Janeiro, RJ Especialização em processamento de plásticos e borrachas
(21) 2562-7230 ima.ufrj.br
Intelligentia - Porto Alegre, RS Racionalização de processos de manufatura, desenvolvimento gerencial
(51) 3019-5565 intelligentia.com.br
PLMX Soluções - São Caetano do Sul, SP, Brasil
Treinamentos: Solid Edge (11) 3565-3808 plmx.com.br
Sandvik - São Paulo, SP
Técnicas básicas de usinagem, tecnologia para usinagem de superligas, otimização em torneamento e fresamento (11) 5696-5589 sandvik.com.br
SENAI - Joinville, SC
Tecnologia em usinagem, mecatrônica, ferramentaria (47) 3441-7700 sc.senai.br
SENAI Mário Amato - São Bernardo do Campo, SP
• Materiais, moldes, processamento de plásticos
• Projetista de moldes para injeção de termoplásticos (11) 4344-5028 meioambiente.sp.senai.br
SENAI - Jundiaí, SP
Tecnologia de moldes, operador de extrusora, técnico em plásticos (11) 4586-0751 sp.senai.br/jundiai
SENAI Roberto Mange - Campinas, SP Técnico em construção de ferramentas (19) 3272-5733 sp.senai.br
Utilize o QR CODE para ver todos os eventos em nosso website.

!
As informações publicadas nesta seção são repassadas à Editora Gravo pelas entidades e empresas organizadoras. A Editora Gravo não se responsabiliza por alterações de data e local dos eventos.
1 CHATGPT
O ChatGPT foi criado pela OpenAi, uma organização sem fins lucrativos, que desenvolve pesquisas na área de inteligência artificial.
É um grande marco na área da inteligência artificial para textos. Você só precisa digitar um comando e o ChatGPT faz o resto. O chatbot pode criar desde uma frase simples e genérica até um trabalho de faculdade.
Este é um software de aprendizado de máquina: em um mês, será mais inteligente; em um ano, será ainda mais inteligente. Você pode utilizar o ChatGPT através do link abaixo: chat.openai.com
Utilize o QR CODE ao lado para acessar o site
2 WETRANSFER
O WeTransfer oferece uma maneira simples de enviar arquivos grandes para outras pessoas.
Basta digitar seu e-mail, o e-mail do destinatário e uma mensagem curta opcional e pronto, pode compartilhar até dois gigabytes de arquivos.
wetransfer.com
Utilize o QR CODE ao lado para acessar o site

A arte de lidar com pessoas é um livro charmoso, que une a habilidade com a filosofia nos relacionamentos.
É imprescindível que nos coloquemos como eternos aprendizes, repensando nossos paradigmas, renovando os nossos valores e conceitos. Deixe-se conduzir através das páginas desse livro e embarque na viagem proposta por ele para aprimorar a sua inteligência interpessoal.
O livro foi publicado em 2021 e possui 144 páginas.
Abordando a gestão financeira de maneira inédita, Morgan Housel apresenta casos de sucessos e fracassos que demonstram a importância do fator psicológico nas finanças, oferecendo aprendizados para administrar e fazer o dinheiro render em busca do maior objetivo de todos nós: a felicidade.
O livro foi publicado em 2021 e possui 304 páginas.
Os princípios de vida e trabalho de um dos maiores investidores e empreendedores do mundo Entre as centenas de lições do livro, erguidas em torno de seus alicerces de “verdade radical” e “transparência radical”, Dalio oferece uma abordagem clara e direta para a tomada de decisões e ensinamentos valiosos para a formação de equipes sólidas e eficientes.
O livro foi publicado em 2018 e possui 592 páginas.

Os planos mais bem elaborados do mundo não valem o papel no qual foram escritos se você não conseguir realizar nada. E é sobre isso que fala este livro. Execução é bem escrito e dá conselhos práticos e sensatos sobre como cumprir metas e fazer as coisas acontecerem. Se você quer ser CEO –ou se você quer manter seu emprego – leia este livro e coloque os princípios em prática. O livro foi publicado em 2019 e possui 288 páginas.

Oconceito da sustentabilidade e a sigla ESG ( Environmental, Social and Governance = Ambiental, Social e Governança) tem dominado grande parte da pauta de encontros empresariais, seminários e congressos de negócios. O discurso garante não ser apenas mais um modismo, como tantos outros no passado, e sim um conceito que teria vindo para ficar, até porque não teríamos escolha, se quisermos salvar o planeta. Além disso, as gerações Y e Z estão mais atentas ao assunto e cobrando maior responsabilidade ambiental, social e de governança das empresas. O mercado financeiro e as certificadoras também observam esse novo momento para oferecer vantagens e reconhecer as companhias que demonstrarem maior comprometimento com a sustentabilidade.
Para maior compreensão e melhor avaliação, é importante entender a amplitude do conceito, que pode ser olhado em três horizontes. No primeiro, no extremo, deveríamos repensar valores da sociedade, padrões de consumo, o conceito da obsolescência planejada, e nos perguntarmos até quando o planeta suporta esse modelo, que é hoje o motor do crescimento.

No segundo, num plano intermediário, as empresas passam a redefinir os seus modelos de negócios, com mudanças importantes direcionadas pela tecnologia, onde a sustentabilidade seja um vetor
relevante. Nesse horizonte estão as tecnologias disruptivas, como a inteligência artificial, a internet das coisas, a computação quântica, o blockchain e o metaverso, que vem permitindo inovações transformadoras em processos, produtos e modelos. É um cardápio que permite variadas combinações e distintas abrangências.
Num terceiro horizonte, uma realidade mais próxima e mais difundida, estão os esforços crescentes para desenvolver soluções e iniciativas que olhem o ESG. É a inovação incremental que permite essa evolução. A pauta ambiental, por exemplo, oferece inúmeras dores e oportunidades para a busca de soluções novas. Já se criou até o termo inovabilidade para se referir à inovação que busca a sustentabilidade. A inovação aberta, parcerias com startups , como as ESG Techs, podem ajudar as empresas. E aqui é necessário frisar a importância da aprovação da Lei das Startups (Lei Complementar nº 182/2021) no ano passado.
Nessa pauta, um dos principais desafios é desenvolver tecnologias que sejam sustentáveis, tanto economicamente viáveis quanto atraentes para o mercado. Hitendra Patel, diretora do IXL Center da Hult International Business School , e que no Brasil é parceiro da Revista Amanhã em um ranking de inovação, criou o termo greenovations para essas soluções, e destaca a necessidade da viabilidade
financeira para o assunto ganhar relevância entre as empresas. Patel publicou, já há quinze anos, o livro “ Greenovate ! – Companies Innovating to Create a More Sustainable World ”, em que afirma que boas ideias e tecnologias não são suficientes para criar produtos e serviços ambientalmente sustentáveis. É preciso torná-los lucrativos e atrativos, criando um círculo virtuoso. Greenovation , segundo Patel, é o que “cria e captura valor ao atender as necessidades do presente sem comprometer a capacidade de as futuras gerações atenderem às suas próprias necessidades”.
As empresas precisam transformar essa pauta em cultura para que ela permeie os novos modelos de negócios. Os setores público e privado devem trabalhar juntos para evitar excessos na legislação, buscar eficiência nos licenciamentos, equilíbrio e ponderação nas fiscalizações e oferecer estímulos à inovabilidade.
É a melhor maneira de transformar o que muitas vezes ainda é visto como moda, ou como um fardo a carregar, em um compromisso espontâneo e duradouro.

