


Estamos comemorando o início do 19º ano da revista Ferramental, um orgulho para nossa equipe e uma satisfação em contribuir intensamente com o crescimento do profissional ferramenteiro. Agradeço a dedicação de cada membro do nosso time, uma verdadeira família dedicada e proativa.
Nesta edição novamente brindamos você com diversos artigos riquíssimos, tanto em conteúdo prático quanto filosófico para reflexão.
Do extrato do Encontro Nacional de Ferramentarias até a verdadeira aula magna reportada por Etsujiro Yokota, passando por verdadeiros tesouros técnicos em artigos discorrendo sobre planejamento, produtividade e atitudes comerciais, até as visões estratégicas de Carlos Rodolfo Schneider e Paulo Roberto Haddad. Um elaborado compêndio de informações para crescimento profissional e pessoal de cada leitor.
E, com base na leitura deste material, reflito sobre a importância de enfrentar desafios, que não se limitam a nossa rotina empresarial, mas se repetem na vida pessoal, diária e eternamente.
A primeira percepção de um novo desafio é que ele interfere na zona de conforto, naquela posição tranquila que desfruto antes de ele chegar. Na sequência, se decido enfrentá-lo, penso em qual o nível de energia e comprometimento que vou dispender para resolver a situação. Por fim, após “gastar” os devidos recursos físico, mental e/ou financeiro, fica a sensação de que o próximo duelo está prestes a chegar.
Apenas para ilustrar o tema, as principais razões que fazem um indivíduo recuar no enfrentamento de pelejas são: autossabotagem, traduzida em medo de falhar, procrastinação e excesso de ansiedade; perfeccionismo, calcado em fazer apenas coisas na certeza do sucesso; e baixa estima, por falta de confiança e excesso de negativismo em relação a si próprio.
Entretanto, há maneiras de contor-

nar e superar estas “objeções” para que a caminhada seja mais “leve e assertiva”. Busque seguir uma trilha de:
• Traçar um plano – planejar é a primeira palavra-chave. Utilize as experiências e os padrões que se repetem em sua vida e identifique aquelas em que há maior dificuldade de enfrentamento. A partir daí, entenda o que vai acontecer se você resolver elas. E, satisfeito, trace o roteiro para atingir estes resultados monitorando com frequência a evolução do processo.
• Considerar os sentimentos – sentimentos reprimidos são grandes inimigos do sucesso. A baixa autoestima, autossabotagem e perfeccionismo podem ser sinais de que algo não anda bem com sua saúde. Busque resolver estes pontos para seguir a jornada com efetividade.
• Executar o plano – esta é a etapa que mais vai contribuir com a evolução do indivíduo. Se decidiu avançar, não recue, apenas faça eventuais ajustes necessários, a partir de um programa bem desdobrado e conciso.
• Selecionar ajuda – há sempre alguém próximo que pode contribuir com o sucesso do plano. E, normalmente, estas pessoas são abertas a colaborar. Não é vergonha se apoiar em quem tem mais experiência e vivência.
• Pensar grande – seja arrojado e consciente. O trabalho é o mesmo em pensar grande ou pequeno. Mas não fraqueje, e pratique a repetição na verificação e ajuste das ações.
Esta linha-mestre é útil e aplicável a qualquer situação, seja em casa, no bairro, na cidade, na empresa ou no
clube local. Também na esfera de um setor industrial.
Novamente as ações estão alinhadas com o conhecido PDCA, que prega o planejamento, a execução, a verificação e o ajuste.
Particularmente, estou muito satisfeito com as diversas ações em andamento para a recuperação e consolidação do setor ferramenteiro do Brasil. São ações com aplicações no curto, médio e longo prazos. São articulações com visão estratégica em uma frente e operacional na outra. Enfim, são “estacas” fincadas na “rocha” para o fortalecimento e perpetuação do setor.
Arrojo, coragem e planejamento, unidos a crença, determinação e realização formam as “ferramentas” necessárias de um time focado para atingir os resultados positivos que o setor nacional de ferramentaria conquistou nos últimos anos.
Bases fortes e estruturantes estão sendo construídas para que as certeiras crises vindouras não coloquem abaixo toda uma pesada e complexa rede produtiva, incluindo profissionais e ativos.
Parafraseando o texto bíblico de Mateus 7:25, “Caiu a chuva, transbordaram os rios, sopraram os ventos e deram contra aquela casa, e ela não caiu, porque tinha seus alicerces na rocha”.

54 GENTE & GESTÃO
Como vender mais, melhor e com lucro através das boas práticas do ouvir e escutar, entender e compreender
62 MEMÓRIAS
Há
64 ENFOQUE Novidades

68
70
71
72 OPINIÃO A

Quer ler todas as edições da revista Ferramental online?

A Revista Ferramental é distribuída gratuitamente em todo Brasil, bimestralmente. É destinada à divulgação da tecnologia de ferramentais, seus processos, produtos e serviços para os profissionais das indústrias de ferramentais e seus fornecedores: ferramentais, modelações, empresas de design, projetos, prototipagem, modelagem, softwares industriais e administrativos, matérias-primas, acessórios e periféricos, máquinas ferramenta, ferramentas de corte, óleos e lubrificantes, prestadores de serviços e indústrias compradoras e usuárias de ferramentais, dispositivos e protótipos: transformadoras do setor plástico e da fundiçao, automobilísticas, autopeças, usinagem, máquinas, implementos agrícolas, transporte, elétricas, eletroeletrônicas, comunicações, alimentícias, bebidas, hospitalares, farmacêuticas, químicas, cosméticos, limpeza, brinquedos, calçados, vestuário, construção civil, moveleiras, eletrodomésticos e informática, entre outras usuárias de ferramentais dos mais diversos segmentos e processos industriais. A Ferramental tem como pressuposto fundamental que todas as informações nela contidas provêm de fontes fidedignas, portanto, recebidas em boa fé. Logo, não pode ser responsabilizada pela veracidade e legitimidade de tais informações. Quando da aceitação para a publicação, o autor concorda em conceder, transferir e ceder à editora todos os direitos exclusivos para publicar a obra durante a vigência dos direitos autorais. Em especial, a editora terá plena autoridade e poderes para reproduzir a obra para fins comerciais em cópias de qualquer formato e/ ou armazenar a obra em bancos de dados eletrônicos de acesso público. As opiniões dos artigos assinados não são necessariamente as mesmas da revista Ferramental. A reprodução de matérias é permitida, desde que citada a fonte. Tiragem: 4.000 exemplares.
www.revistaferramental.com.br

ISSN 1981-240X
DIRETORIA
Christian Dihlmann - Jacira Carrer
REDAÇÃO
Christian Dihlmann
Jornalista Responsável
Gisélle Araujo Cemin - SC/02466 jornalismo@revistaferramental.com.br
COLABORADORES
Dr. Adriano Fagali de Souza
Dr. Cristiano V. Ferreira
Dr. Jefferson de Oliveira Gomes
Dr. Rolando Vargas Vallejos
Dr. Carlos Maurício Sacchelli
Luís Eduardo Albano
PUBLICIDADE
Coordenação Nacional de Vendas
Christian Dihlmann (47) | 99964-7117 christian@revistaferramental.com.br comercial@revistaferramental.com.br
GESTÃO
Administração
Jacira Carrer (47) 98877-6857 adm@revistaferramental.com.br Circulação e Assinaturas circulacao@revistaferramental.com.br
EDITORAÇÃO
B3 Marketing - contato@b3marketing.com.br
FOTO DE CAPA
Montagem artística. Imagem gerada pela revista Ferramental, de Joinville/SC
IMPRESSÃO
Tipotil Indústria Gráfica - www.tipotil.com.br
EDITORA GRAVO LTDA
Rua Jacob Eisenhut, 467 - Tel. (47) 3031-3900 CEP 89203-070 - Joinville/SC
Quer ter o seu artigo publicado na Revista Ferramental? Envie um e-mail para: contato@revistaferramental.com.br
A Rodada de Negócios Intermach será realizada dia 12 de julho, na Expoville. Compradores e vendedores participam de reuniões individuais, com interesses mútuos na demanda e na oferta de produtos e serviços. Cada empresa tem a oportunidade de participar de dezenas de reuniões em um único dia, com boas possibilidades de fechar negócios durante a rodada, além de iniciar um relacionamento que cria resultados a médio e longo prazos.
da Soma Solution, Ramon Grasselli.
As inscrições para a Rodada de Negócios podem ser realizadas no site da Intermach - www.intermach.com.br, que ocorre de 11 a 14 de julho em Joinville, Santa Catarina.

Fonte: Messe Brasil
A marca Volkswagen, pilar da montadora alemã de mesmo nome, anunciou um investimento de 1 bilhão de euros (1,09 bilhão de dólares ou 5,21 bilhões de reais na cotação atual) para o seu crescimento na América Latina, especialmente no Brasil, onde a empresa deseja crescer 40% até 2027.
O investimento, previsto até 2026, será especialmente destinado ao "desenvolvimento de motores de combustão a etanol" e ao lançamento de novos modelos, informou o grupo em comunicado.
Com um portfólio de produtos sempre muito inovador, a empresa alemã igus confirmou a renovação de sua participação na feira Fispal Tecnologia, que acontecerá de 27 à 30 de Junho, no São Paulo Expo. A empresa participará com um vasto portfólio que vai desde uma linha completa mecânica, com buchas autolubrificantes e mancais em base polimérica, guias lineares e robôs de baixo-custo até a linha elétrica, com as esteiras porta cabos em polímero, cabos especiais para uso móvel, conectores e sistemas completos de fornecimento de energia.
“A Messe Brasil utiliza de sua expertise de mais de 25 anos de relacionamento com o mercado da indústria metalmecânica para selecionais as melhores empresas e organizar as reuniões direcionadas de acordo com a demanda e produto ofertado, potencializando a realização de negócios e otimizando o tempo dos participantes”, comenta Richard Spirandelli, diretor da Messe Brasil.
A Soma Solution, empresa especializada em marcação, codificação e inspeção industrial de produtos, apresenta novidades na feira. Além da visibilidade das soluções de codificação e rastreabilidade, a empresa também está otimista diante das rodadas de negócios, que no ano passado, por exemplo, geraram cerca de R$ 300 MI. “Nosso intuito é atingir especialmente os segmentos de qualidade, manutenção, produção e, sobretudo, engenharia de produto e processos”, sublinha o gerente comercial
O projeto promoverá a comercialização de 15 novos modelos de veículos elétricos e "flex-fuel" (que aceitam vários combustíveis) até 2025. Também incluirá carros híbridos. A marca quer lançar neste ano seus primeiros modelos totalmente elétricos no Brasil, o Volkswagen ID.4 e o ID.Buzz.
Embora a meta da fabricante alemã seja alcançar um crescimento anual de 11% no mercado automobilístico sul-americano até 2030, o progresso em direção aos modelos elétricos continua lento.
Fonte: Revista Exame
A Igus é líder mundial em soluções de polímero de engenharia. A procura por soluções autolubrificantes com foco na redução de custos está crescendo rapidamente no mercado brasileiro. Quanto maior a necessidade do mercado em reduzir custos, aumentar a produtividade e eliminar a lubrificação, maior é a produtividade da igus. Graças a isso, a empresa tem experimentado um crescimento significativo em vendas e produção.
"Apesar de já contarmos com um catálogo com mais de 100 mil itens disponíveis, continuamos inovando a cada ano", afirmou Lucas Silva, especialista Packaging na igus. "Estamos constantemente lançando novidades, seja em novos materiais, novos tipos de produtos ou até mesmo em novas medidas. Recentemente, temos apresentado engrenagens, cremalheiras e processos de sinterização 3D para peças especiais". Segundo Marcelo Pimenta, CEO da empresa, o objetivo da empresa é também o de apresentar no evento soluções que demonstram como otimizar aplicações no setor reduzindo custos e promovendo um maior ganho produtivo e tecnológico. Segundo a empresa, seus produtos
sempre buscam modernizar equipamentos e aplicações onde o desgaste possa ser um problema. Seja no produto ou em linhas de produção.
custo”, uma automação possível e acessível à todos, com rápido retorno de investimento.
Com até seis graus de liberdade, carga útil de dois quilos e alcance de 90 centímetros, esses robôs já podem vir com sistema de controle integrados, são muito fáceis de configurar e podem ser utilizados em uma infinidade de aplicações. Suas engrenagens harmônicas são inteiramente feitas em polímero, sendo livres de lubrificação, muito leves e com precisão angular imbatíveis.
surgiu como resposta à demanda por maior qualificação da mão de obra. A iniciativa, que é realizada em parceria com o SENAI, oferece 40 vagas para os cursos técnicos de Mecânica e Eletrotécnica.

Um grande destaque que estará exposto no estande da empresa será o robô ReBel, que já está sendo comercializado no Brasil. Considerado um dos robôs colaborativos mais leves do mercado, com cerca de 8 kg, ele promete automatizar tarefas simples de forma rápida e muito eficiente. A promessa da empresa com esses modelos de braços robóticos, é promover a chamada “automação de baixo

Fonte: igus® do Brasil
A Teksid, divisão de Manufatura da Stellantis para a produção de peças fundidas em alumínio, criou o programa Formatek, de formação técnica para os seus profissionais. De acordo com a empresa, o programa
Segundo Glauber Fullana, vice-presidente de Manufatura da Stellantis para a América do Sul, trata-se de uma forma de estimular a capacitação progressiva e gerar oportunidades de crescimento profissional dentro da empresa. Metade dos colaboradores que participaram da primeira turma, que começou em 2021 e se formou em junho, já teve progressão de carreira durante o curso. E esse é o objetivo: investir na capacitação dos profissionais e oferecer um aprendizado que eles aproveitem por toda a vida”.
A seleção dos colaboradores é realizada pela Teksid e pelo SENAI, por meio de entrevistas e aplicação de prova com questões de Português e Matemática. Todos os empregados com ensino médio concluído e que
trabalhem há pelo menos seis meses na empresa podem se inscrever. A Teksid responde por 90% do custo da formação técnica para os aprovados no processo seletivo, além de fornecer transporte integral para que esses profissionais possam estudar após o expediente. Em breve, a empresa iniciará um novo processo de seleção de funcionários para a segunda turma, que começará em setembro de 2023.
Fonte: ABIFA – Associação Brasileira da Indústria de Fundição
5 CIRCUITO TECNOLÓGICO DE FERRAMENTARIA NA
EUROPA
A ABINFER – Associação Brasileira da Indústria de Ferramentais, em parceria com a Revista Ferramental, realizou mais uma etapa do Circuito Mundial de Tecnologia e Gestão, desta feita com participação em 2 feiras internacionais, visitas técnicas à ferramentarias e fornecedores além de reuniões institucionais e de relacionamento.
O objetivo é apresentar as tecnologias de última geração, demonstrar modelos de gestão eficiente, viabilizar a troca de experiências, oportunizar a divulgação de produtos, e integrar os participantes à rede mundial de ferramentarias desenvolvendo uma forte
rede de relacionamento internacional. Os participantes conheceram os principais atores da área de ferramentaria no mundo. Adicionalmente, a agenda de visitas permitiu conhecer empresas do setor com atuação internacional viabilizando o entendimento do nível de operação destas empresas.
A viagem, realizada de 10 a 22 de junho, contou com a presença de 11 empresários das empresas Gama Ferramentaria, New Tech Ferramentaria, Kobo Indústria e Comércio, Volkswagen do Brasil, Agile2 Consulting, e Diferro Aços.
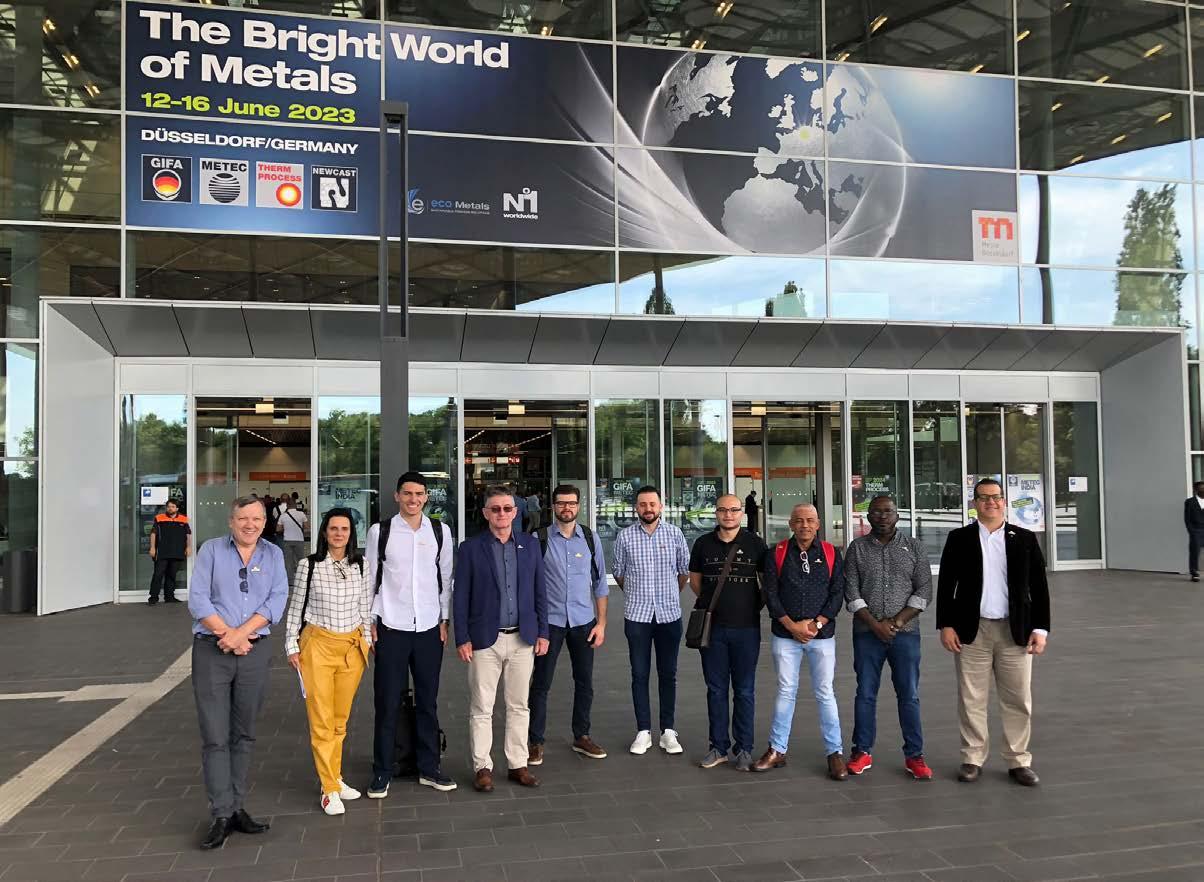
Na Alemanha, as visitas incluíram a presença na GIFA – maior feira para tecnologias de fundição do mundo, Moulding Expo – maior feira do setor de ferramentaria da Europa, ferramentarias Leonhard e Deckermann e Grob Werke, fabricante de máquinas operatrizes. Foram visitadas ainda, em Portugal, as ferramentarias Itecmo, Planimolde, Somema, Tecnijusta e Iberomoldes em Marinha Grande e Moldit e Simoldes em Oliveira de Azeméis. Completando o circuito, a visita às instalações da Cheto, fabricante de máquinas de furação profunda e ao Centimfe, Centro Tecnológico da Indústria de Moldes e Ferramentas de Portugal. No pilar institucional, houve ainda reuniões com a CEFAMOL –
Associação de Fabricantes de Moldes de Portugal (www.cefamol.pt) e com a empresa Yudo.
Fonte: CIMM
6 LANG TECHNIK ABRE FILIAL NO BRASIL
Após seu primeiro ano de atividades no mercado brasileiro, a fabricante alemã de sistemas de fixação Lang Technik resolveu instalar filial no País. Para tanto, fechou acordo com sua até então representante local, a MSB Technology, que passará a se chamar Lang Technik do Brasil.
De acordo com Maurício Portella Jr., diretor comercial da MSB e que acaba de assumir o mesmo cargo na nova empresa, a Lang Technik enxerga um grande potencial no mercado brasileiro para a aquisição e desenvolvimento de equipamentos de alta performance para usinagem. “Através da MSB Technology, a Lang passou a encarar o Brasil com um dos principais mercados do mundo para os seus produtos, comparando-se a países como Alemanha, EUA, França, Inglaterra e China”, diz. Isso porque, neste momento, na avaliação de Portella, as indústrias brasileiras estão buscando aumentar a produtividade e a competitividade. Para tanto, estão investindo em melhorar os processos de usinagem, “como o setup, o emprego de sistemas de fixação estáveis e confiáveis, inclusive com perspectivas futuras de maior automação de usinagem, segmento em que a Lang Technik tem planos a partir de 2024”.
O diretor explica que os produtos da Lang Technik tiveram boa aceitação no mercado brasileiro, tanto em empresas pequenas e médias como entre as de grande porte. “A demanda é crescente e acreditamos que deve se manter ao longo dos próximos anos”, informa Portella, acrescentando que a empresa tem conquistado muitos clientes nos segmentos automotivo, aeroespacial, bélico, de ferramentaria e fabricantes de próteses, entre outros.
Fonte: Usinagem Brasil












ALinha IV do Rota 2030 foi destaque pelo modelo de inovação em Hélice Tríplice, que envolve a colaboração entre Governo, Academia e Indústria, em busca de ampliar a competitividade da cadeia ferramental brasileira. Ao todo, por meio da política pública, as iniciativas envolvem mais de 150 empresas (ferramentarias, montadoras, sistemistas, startups , entre outros) e 30 Instituições de Ciência e Tecnologias (ICT’s). Foi gerado um ecossistema capaz de contribuir na solução das dificuldades de ferramentarias com baixa produtividade e defasagem tecnológica, capacitando a cadeia de produtos automotivos.
Segundo a gerente de Gestão de Programas da FUNDEP, Ana Eliza Braga, a experiência na execução do Rota 2030 demonstra a necessidade do setor ferramental de organizar um modelo colaborativo de desenvolvimento tecnológico e de atuação que permita o mercado nacional competir com os concorrentes internacionais. “O que propomos na Linha IV do Rota 2030 é construir um ecossistema com conexões fortes, aumentando a proximidade entre fornecedores e consumidores e otimizando demandas e ofertas para o ganho em escala. Esta indicação demonstra que estamos no caminho certo”.

VOTAR

A votação é aberta e online, até o dia 1º de setembro.
Os vencedores serão anunciados no dia 20 de setembro, no evento Automotive Business Experience . Para votar, acesse: https://pt.surveymonkey.com/r/premioab2023
VEJA AS INDICAÇÕES AO PRÊMIO AUTOMOTIVE BUSINESS 2023
• FUNDEP | Rota 2030: ampliando a competitividade do setor ferramental a partir do modelo de inovação Hélice Tríplice (indústria, governo e universidade)
• Mercedes-Benz | Atego 1730 autônomo, com Lume Robotics e Ypê
• CNH Industrial | XactPLanting - Plantio inteligente
• 99 | 1 ano de Aliança pela Mobilidade Sustentável

Aproposta “como tornar sustentável a indústria brasileira de moldes e matrizes – aprendendo com os erros do Japão”, tem um apelo profundo e estruturante. Aproveitar a experiência e inteligência de uma autoridade mundial como o Prof. Etsujiro Yokota é uma oportunidade ímpar.
Essa palestra foi realizada em 26 de maio de 2023 no ENAFER 2023 – 15º Encontro Nacional de Ferramentarias, promovido pela ABINFER – Associação Brasileira da Indústria de Ferramentais.
Foi definido o próximo encontro virtual para o dia 05/07/2023 (quarta-feira), as 20:00h. O título sugerido para a próxima reunião será definido mais à frente.
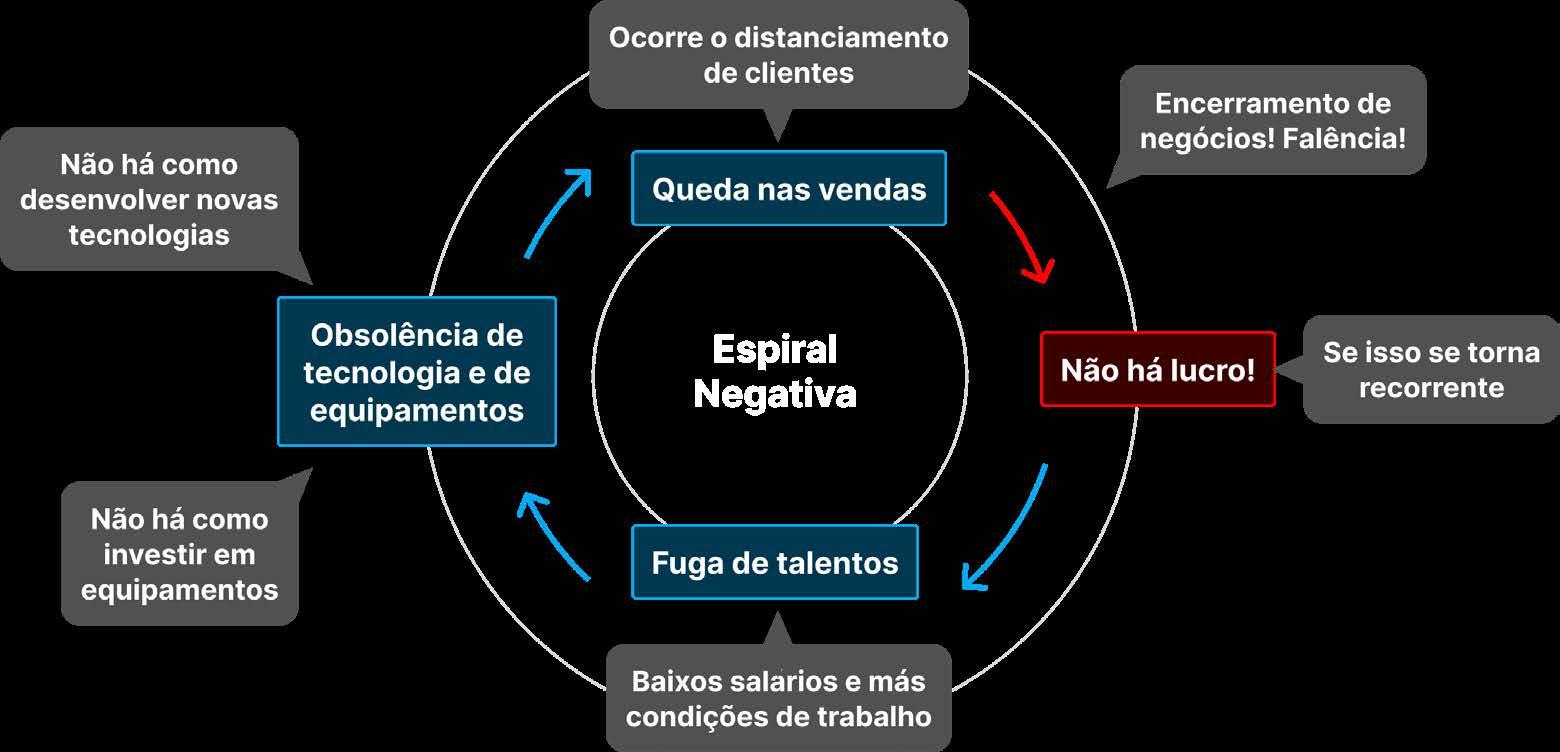
Algumas reflexões sobre a indústria de ferramentais do Japão são necessárias para entender o ciclo positivo e negativo naquele país e para extrair os “segredos” que direcionam ações para buscar a estruturação e perpetuação do setor.
A venda a preço baixo gerou uma espiral negativa na indústria de moldes e matrizes do Japão como demonstra a figura 1.
Entretanto, as empresas devem obter lucro para poder pagar salários que satisfaçam os funcionários
e permitam gerar a motivação ao desenvolvimento da empresa. Se esquecerem desse aspecto fundamental, não conseguirão administrar o negócio. O Japão acabou se esquecendo deste fator.
Conclui-se, portanto, que o objetivo a ser buscado pela indústria de moldes brasileira é o de se tornar uma indústria lucrativa, e essa espiral de crescimento está representada na figura 2. Primeiramente, deve haver lucro. Empresas que não geram lucro são apenas um fardo para a indústria.
Para tanto é necessário quebrar alguns paradigmas. O ambiente em torno da indústria de moldes que geralmente se acredita, é de uma produção em grande volume e pequena variedade. Mas essa “máxima” muda para produção em pequeno volume e grande variedade.
Até agora, na era do hemisfério norte, a Alemanha e o Japão lideram com base na capacidade tecnológica, mas não será por muito tempo. Os clientes globais da indústria de moldes, como indústria de conformação e processamento promoveram a robotização e automação dos processos para a produção em grandes volumes e pequenas variedades.
Em breve, a fabricação em grande volume será transferida para a regiões do sul do globo, de salários mais baixos como China, Índia, países africanos e outros, que possuem um grande mercado de clientes e abundância de mão de obra. Mais de 60% da população mundial está no hemisfério sul do planeta.
Dentre esses países somente o Brasil tem capacidade tecnológica para liderar. E a indústria de moldes do Brasil se tornará a número 1 das indústrias de molde do hemisfério sul e liderará a manufatura brasileira.

A indústria de ferramental brasileira deve considerar os “erros” ocorridos em países como a Alemanha e o Japão, os quais lideraram o setor no hemisfério norte pela capacidade tecnológica. A sugestão é que planejem a construção de uma nova indústria de ferramental no hemisfério sul. Então, quais foram os erros do Japão?
JAPÃO
Uma série de falhas ocorreram no planejamento estratégico do Japão relativamente a indústria de moldes e matrizes. A seguir são relacionados e comentados os mais significativos.
A indústria japonesa de ferramentais entrou em uma competição de preços com o exterior, principalmente com a China. Lição aprendida: não há vencedores em uma competição de vendas a preço baixo. Ferramentarias, empresas clientes e consumidores, todos saem perdendo. A era de “boa qualidade e preço baixo” nunca chegará. No futuro, o Brasil enfrentará uma competição com a Índia, mas nunca deve se envolver em “competição pelo preço mais baixo”. O Brasil deve viver com base na ideia de que produtos brasileiros tem alta qualidade, portanto alto

valor. Atenção, na área de softwares, a Índia tem vantagem significativa. Assim sendo, a chave está em como aproveitar a Índia em suas competências.
Uma indústria sustentável precisa de alta lucratividade. E por que, atualmente, não se torna uma indústria lucrativa? Porque reduz os lucros ao vender a preços baixos. A mentalidade de priorizar os preços baixos arruinou o Japão. A responsabilidade pelo preço baixo não foi das pessoas (clientes). Os empresários ferramenteiros deveriam ter percebido logo, que eles mesmo induziram a baixa de preços. Não há fundamento no pedido dos clientes por preços menores. É um erro pensar que se não reduzir o preço, não conseguirá pedidos.
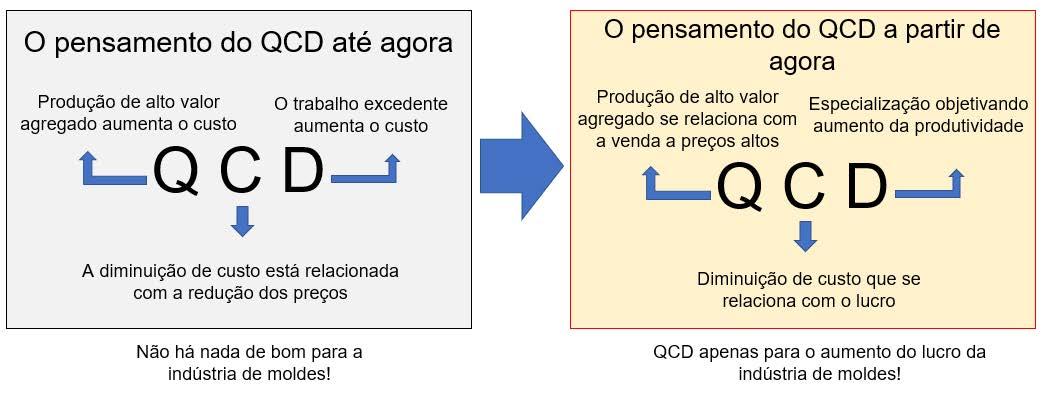
A busca pelo QCD (Quality, Cost and Delivery = Qualidade, Custo e Prazo) é realmente importante para a indústria manufatureira? Baratear as coisas boas é um conceito errado. Na verdade, coisas boas devem ser naturalmente caras. O
entendimento do QCD deve mudar para um novo conceito, conforme apresentado na figura 3.
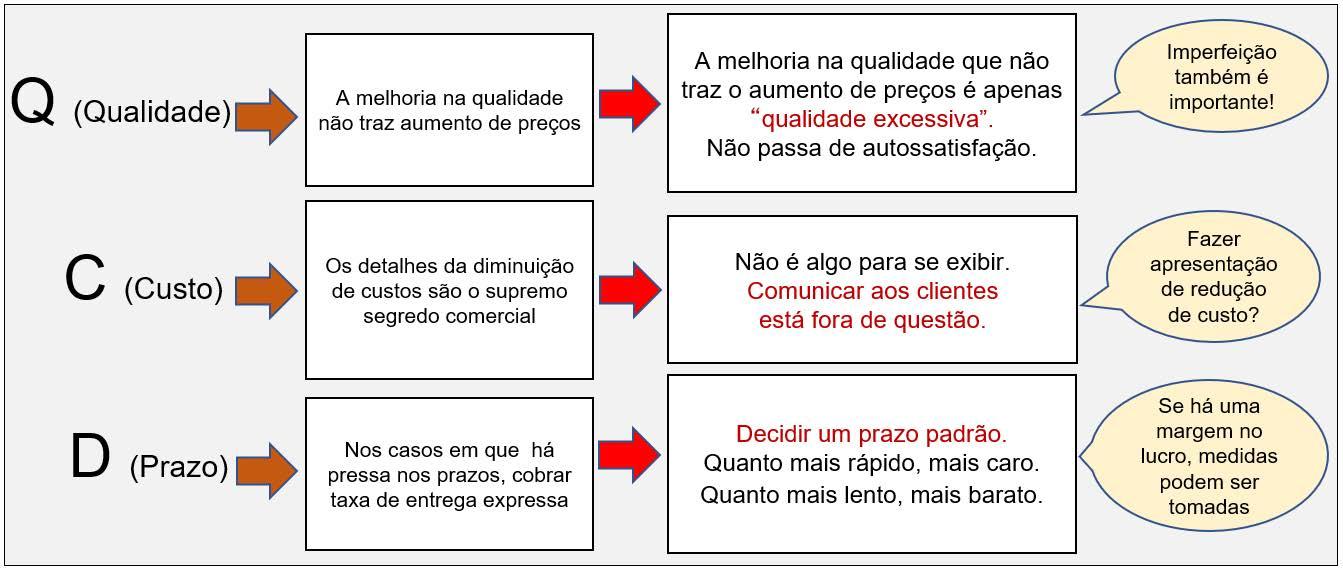
Analise com muita atenção e responsabilidade as sugestões expostas na figura 4 como ferramentas de competitividade e saúde de sua empresa.
Para que o setor de negócios seja lucrativo, não podemos esquecer que mesmo com redução dos custos, a produtividade (lucratividade) não aumenta. Entender que a atividade de Kaizen não é melhoria da produtividade. Para aumentar a produtividade (lucratividade) da empresa deve-se aumentar o valor da produção (vendas), sem aumentar equipamentos e pessoas. Não há outra forma. Para isso, deve-se focar em elevação do preço de venda do molde e conquista de novos mercados e novos clientes.
Adicionalmente, há muito o que se fazer com relação ao prazo de entrega. E o que é prazo de entrega? É o período
desde o momento em que o cliente desejou um produto até o momento em que realmente o obteve (figura 5). Não é, apenas, o período de fabricação do molde.
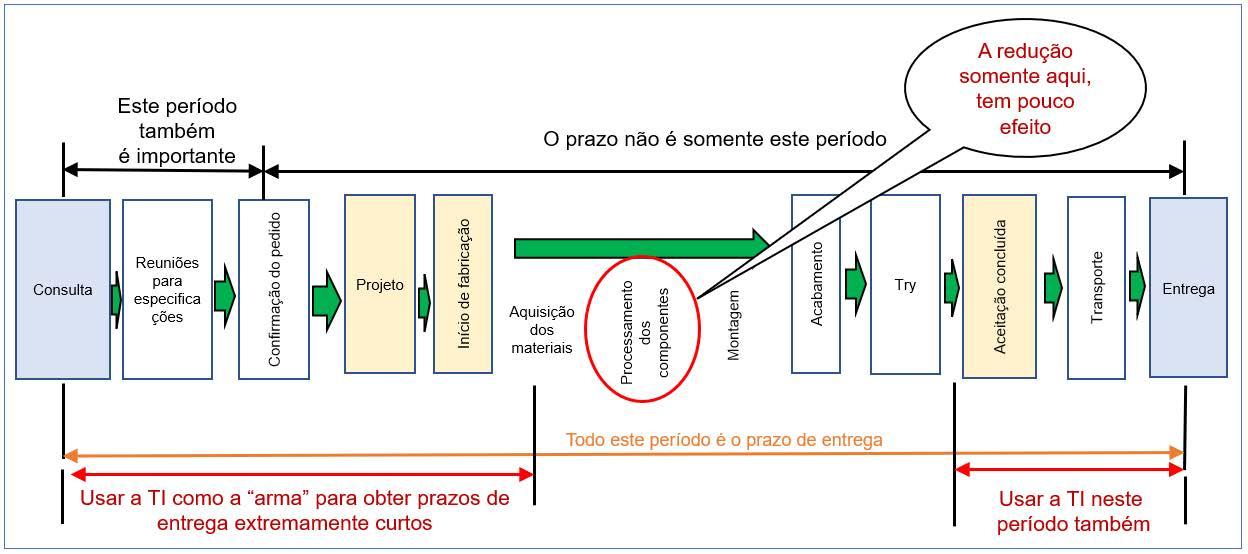
Na figura fica nítido que uma redução apenas na usinagem e fabricação dos componentes tem pouco efeito no prazo de entrega total.
Uma importante chave para reduzir o prazo de entrega é o uso de TI (Tecnologia da Informação) no departamento administrativo. Por uma perspectiva internacional, está claro que as empresas de moldes japonesas estão atrasadas em TI e, principalmente, na digitalização. Essencialmente nos departamentos comercial, administrativo e engenharias, o atraso chegou a um ponto crucial. Para promover a digitalização,
requer-se uma mudança da mentalidade dos administradores e gestores.
E como está o Brasil?
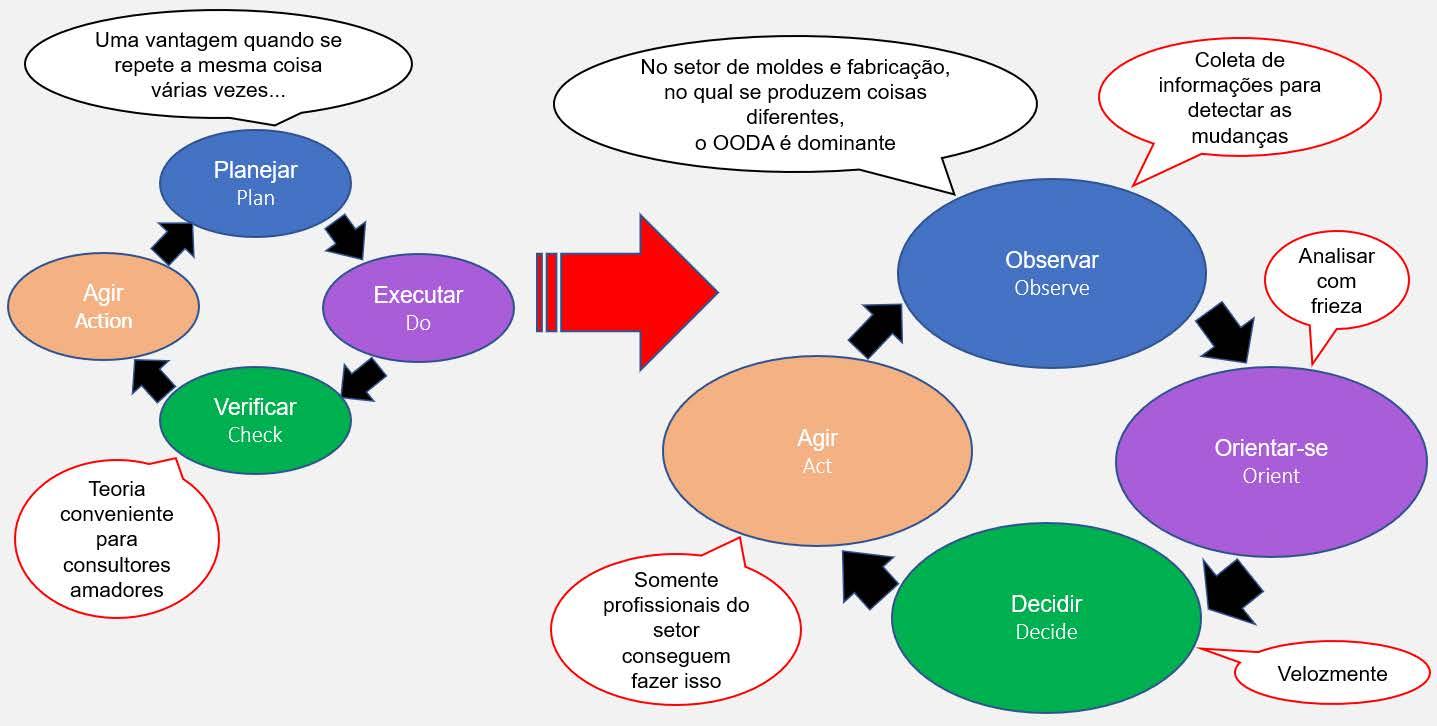
A difusão de uma percepção errada, que pregava a expressão “se eu fabricar bons produtos, alguém vai encontrar e comprá-los”. Não havia a consciência de enxergar o mercado. No ambiente de próxima geração, no qual o Brasil está inserido, deve-se repensar o que é "senso comum" também na indústria de manufatura atual. Em tempos de mudanças rápidas, é preciso mudar do PDCA para o OODA, a fim de aumentar a produtividade das ferramentarias.
Atualmente, a “ação observar” é a área na qual os países emergentes são mais fracos. Para o Brasil do futuro, o mais importante é observar, ou seja, aprimorar os recursos de marketing , incluindo informações sobre tendências globais.
Alguns pontos fracos da indústria de moldes e matrizes são a compreensão: das tendências dos clientes dos mercados interno e externo (empresas); sobre o campo de batalha; das tendências e capacidade tecnológica dos concorrentes nacionais e estrangeiros (forças adversárias). O setor particularmente é muito fraco quanto a “compreender as informações do exterior”. Sem compreender o mercado e seus adversários, não poderemos tomar nenhuma medida, pois seremos incapazes de montar uma estratégia.
Mas o que é preciso observar com muita atenção? Em primeiro lugar, coletar informações precisas desse setor industrial e entender a situação real. Por exemplo, itens abaixo são corretamente conhecidos no Brasil?
• Número de ferramentarias (com dedicação exclusiva/ como atividade secundária);
• Vendas (produção);
• Número de funcionários;
• Divisão do mercado de vendas.
A coleta destas informações é de responsabilidade da Associação que representa o setor. Outras informações são intrínsecas do gestor da ferramentaria, como:
• Tendências e capacidades tecnológicas no exterior;
• Tendências sobre as novas tecnologias, processos e materiais.
O uso da inteligência artificial (IA) para coleta e análise de informações é importante, porém para desenvolver IA, a própria empresa e os indivíduos devem continuar a aprimorar suas habilidades.
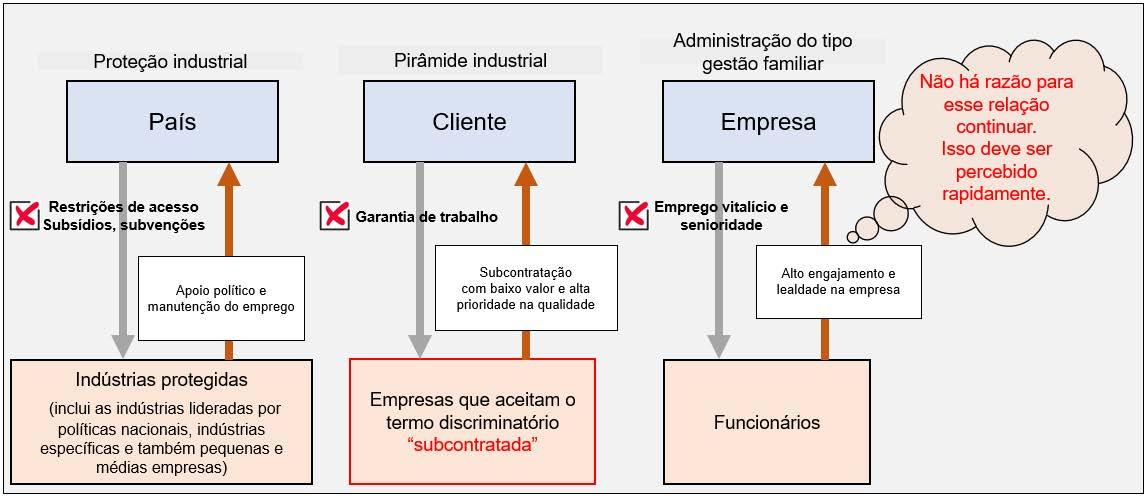
A concentração excessiva em clientes de setores específicos, especialmente na indústria automobilística, acabou se transformando em uma relação hierárquica, do tipo chefe versus serviçal. Em um futuro próximo, essa relação vai se desfazer. A figura 7 mostra alguns exemplos de relações leoninas cujo futuro está condenado.

É necessária a conscientização na relação com o cliente, passando de subordinado para uma relação em pé de igualdade. As melhores empresas já estão fazendo isso globalmente. Até agora, para a indústria de moldes, bastava obedecer "calado" às demandas do cliente. Porém, dessa maneira, não há evolução mútua. Daqui em diante, é necessário compartilhar conhecimentos e informações que cada parte possui, para fazer as melhores escolhas. Unir o conhecimento que a indústria de moldes possui, relativamente a mais recente tecnologia de ferramentais e de fabricação com o conhecimento que o cliente possui sobre as exigências mais recentes e futuras do mercado.
Paralelamente, haverá o início de uma "sociedade intensamente competitiva”, onde os competidores serão as empresas nacionais do mesmo ramo de negócios e empresas estrangeiras. Naturalmente, nessa competição ("batalha"), são necessários pontos fortes ("armas") para vencer. E daqui em diante necessitaremos de armas de ataque, não de defesa. As armas precisam variar de acordo com o concorrente. Não será uma arma só. Vai diferir muito, dependendo do mercado, do cliente, da tecnologia e know-how de cada empresa.
Perceba que a indústria de manufatura do Japão continuou perdendo porque não tinha uma arma forte. No caso de produtos eletrônicos de consumo e produtos diversos do cotidiano, o Japão usou "função e qualidade" como armas. Porém, foi derrotado pela arma do "preço baixo" de países estrangeiros. Mas, essa arma do "preço baixo" não durará por muito tempo. Em breve, o vencedor será derrotado por “um país ainda mais barato”. Essa é uma arma que a indústria de moldes jamais deve imitar.
Entretanto, a arma deve ficar claramente visível para o concorrente. E não tem sentido se não for específica para aquele embate.
As armas da indústria brasileira de moldes são claras. Em uma perspectiva internacional, o setor tem sustentabilidade certa. No futuro, a questão será como essa característica (arma) será divulgada ativamente nos mercados nacional e internacional? E ainda, outra condição: Novas características (armas) continuarão a ser criadas? E que armas necessitamos?
Na perspectiva de Prof. Yokota, primeiramente pensando sobre os pontos fortes (armas) da indústria de moldes do Brasil:
• Forte sentimento de confiança com a base de clientes;
• Posse de equipamentos numerosos para a fabricação de moldes;
• Combinação exclusiva de tecnologia alemã e italiana;
• Alta competência linguística das empresas de moldes;
• Instituições de formação de recursos humanos bem desenvolvidas;
• Variedade de setores de clientes líderes mundiais, incluindo o setor automotivo, o de aeronáutica e outros;
• E várias outras.
Já o cliente espera e a ferramentaria deve ofertar:
• Excelência em manutenção;
• Oferta de moldes com longa vida útil, qualidade superior e alta precisão;
• Presença de artesãos e técnicos talentosos;
• Excelência na capacidade de propor ideias;
• Capacidade elevada de coleta e análise de informações;
• Excelência na capacidade de marketing ;
• E muitas outras, mas...
Quais “armas” serão necessárias daqui em diante para que a indústria de moldes do Brasil assuma papel de liderança da região sul do globo? Espero que isso seja discutido dentro do setor.
Um grande atraso no desenvolvimento de tecnologia foi identificado, acarretando que somente os bem-sucedidos sobreviveram. A causa fundamental para isso está no fato de que o molde era visto como uma ferramenta. Precisamos de uma reforma na percepção em relação às ferramentarias e do que realmente é um molde.
A fabricação e venda de moldes com base na ideia, vista até aqui, de que molde é apenas um bloco de ferro não possibilita o aumento do preço de venda e, ao contrário, resulta em guerra de preços. A conversão precisa ser feita na direção do posicionamento de que um molde é um produto de alto valor agregado.
Senão, vejamos o exemplo do setor de máquinas-ferramenta. Antes do surgimento dos centros de usinagem por comando numérico, o preço das máquinas fresadoras e de perfuração era determinado com base no peso. Um cálculo aproximado era de 1 tonelada de máquina valia cerca de 1 milhão de ienes. Ou seja, posicionamento de máquina como “bloco de ferro”. A corrente generalizada pregava que o setor de máquinas-ferramenta não era lucrativo.
Após o surgimento dos centros de usinagem o preço passou a ser decidido pelo software e pela facilidade de
utilização. O valor por peso foi multiplicado pelo fator de 10, levando 1 tonelada de máquina para cerca de 10 milhões de ienes. O preço do produto é determinado com base na habilidade de projeto e design. É o fim da era do “é tudo igual, não importa quem faça”. Houve assim, mudança para alto valor agregado.
Também no caso da indústria moldes, não há nada que impossibilite essa reforma. Vamos então adotar que moldes não são ferramentas. Moldes são dispositivos. Qual é a diferença entre ferramenta e dispositivo?
Do ponto de vista da ciência dos mecanismos, a “ferramenta” é composta por algumas poucas peças. Já o dispositivo (ou equipamento) é definido como sendo composto por várias peças combinadas. Adicionalmente, para utilizar uma ferramenta é preciso conhecimento especializado (dependendo da pessoa, o efeito será diferente). Por outro lado, para utilizar um dispositivo, não é preciso conhecimento especializado (obtém-se o mesmo resultado qualquer que seja o usuário). Então, como se classificam os moldes?
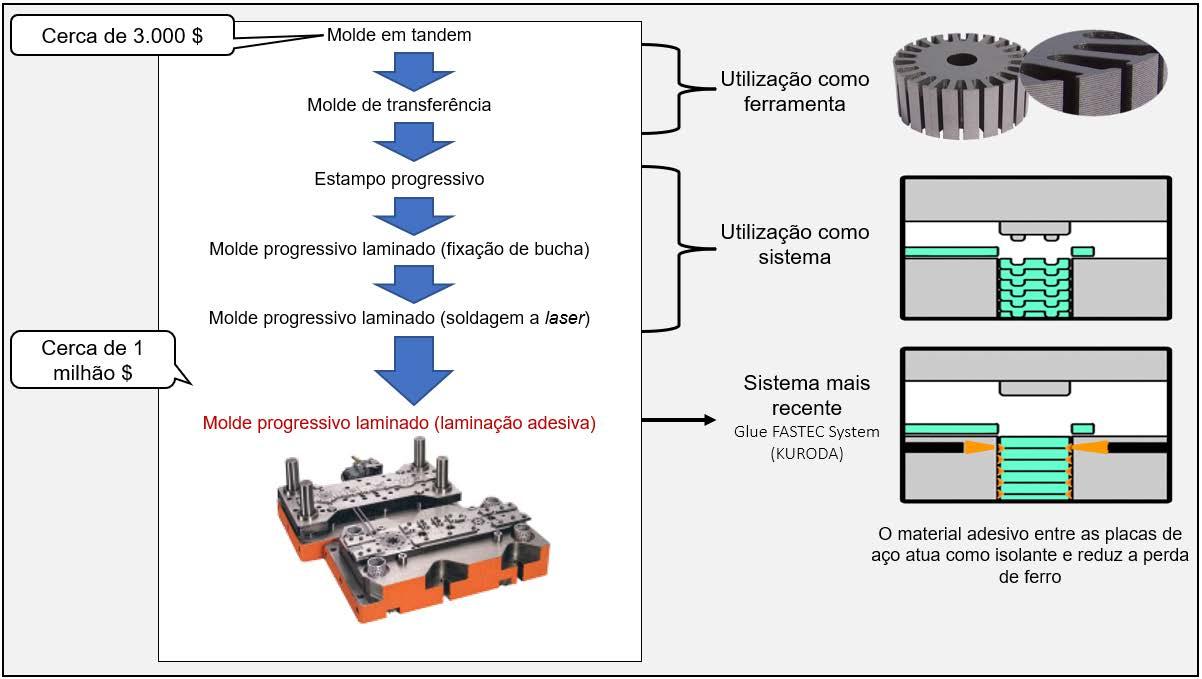
Naturalmente, os moldes são dispositivos (equipamentos), não são ferramentas! A diferença de pensamento entre molde como ferramenta e molde como sistema origina a diferença na evolução da tecnologia de moldes.
Um simples exemplo de mudança de um molde de ferramenta para sistema está apresentado na figura 8.
A indústria japonesa de ferramentais ficou à mercê do mercado do cliente, aceitando as normas impostas em excesso. Não conseguiu ter desprendimento (danshari), que é abandonar o que precisa ser abandonado.
Não só o setor de moldes, mas toda a indústria de manufatura do Japão sofreu com “normas impostas de cima para baixo". E ainda, empenhou-se seriamente em cumprir “padrões que não são mais úteis".
Agora chegou o momento de nos libertarmos desse feitiço.
As imposições à indústria de manufatura do Japão até aqui foram: Padrões e normas convenientes para os clientes; Padrões e normas de países europeus que não fazem sentido; Padrão de negócios conveniente para a cultura dos EUA. Aceitamos tudo isso simplesmente porque “mesmo sem entender direito, não havia escolha, era preciso manter a empresa viva”. Como resultado, a qualidade da fabricação japonesa foi perdida.
Daqui em diante, devemos revisar as normas, padrões e bom senso comercial que foram impostos. E questionar quais coisas realmente precisamos?
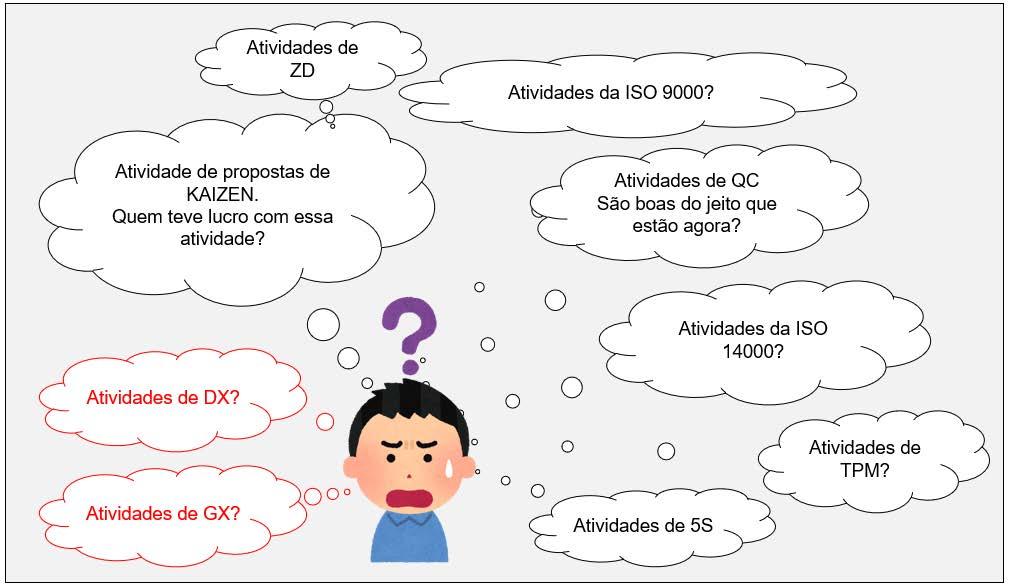
No ambiente da próxima geração, que é o novo campo de batalha, precisamos mudar a mentalidade para que atividades sustentáveis sejam lucrativas. Nenhuma das práticas demonstradas na figura 9 está diretamente ligada ao lucro, e são apenas atividades famosas mas sem substância.
Para resolver isso, é necessária uma mudança de consciência. A palavra-chave para a conscientização e mudança corporativa está no desprendimento (danshari).
No novo ambiente, todos os envolvidos no setor de moldes e matrizes devem romper com o senso comum que se vê até aqui e passar a ter uma nova maneira de pensar. Fazer a mudança de consciência. Isto é o mais importante.
Adicionalmente, outros erros foram ainda detectados:
• Expansão para o exterior sem estratégia bem definida - Expandir a operação para o exterior acompanhando a expansão da empresa cliente, sem ter nenhuma estratégia robusta. Não consegue se retirar depois, mesmo que o cliente saia, pois gera uma dependência intrínseca do país onde entrou e torna-se um débito inadimplente. Lição aprendida: As PMEs (pequenas e médias empresas) devem
ser cautelosas ao expandir sua operação para o exterior.
• Atraso na digitalização - Priorização excessiva da experiência e do conhecimento especializado, sem tomar o devido cuidado e atenção com a padronização de processos. Lição aprendida: As PMEs é que devem promover a digitalização.
• Excesso de confiança - Ideia pré-concebida de que as pequenas e médias empresas são maravilhosas. Lição aprendida: Observe atentamente o perfil de sua empresa e repense com frieza.
• Falta de estudo aprofundado por parte dos administradores - Lição aprendida: Antes do treinamento dos funcionários, vem o "treinamento dos administradores".
• Erros nas ações em relação à mídia - Ficam reclamando que a mídia não diz a verdade. Lição aprendida: Fortaleça as relações com a mídia e aumente as atividades de relações públicas no setor.
Com vistas à revitalização da indústria de moldes, a Associação da Indústria de Ferramental do Japão (JADMA – Japan Die and Mold Association) estabeleceu o Conselho Estratégico de Ferramental para examinar e promover estratégias visando tornar a indústria de ferramental japonesa uma indústria sustentável.
Foram estabelecidas sete diretrizes básicas para alcançar os objetivos desse projeto:
1. Manutenção da escala de valor de produção de moldes (superior a 1,5 trilhões de ienes);
2. Cooperação, coexistência com a indústria de infraestrutura (materiais, máquinas, ferramentas, energia, outras);
3. Aquisição e desenvolvimento de talentos para moldes;
4. Melhoria da consciência e moral de toda indústria de moldes;
5. Promoção do desenvolvimento de tecnologias de moldes de próxima geração;
6. Construção de uma relação sólida com o setor público através da cooperação com a indústria, governo e o setor acadêmico;
7. Fortalecimento de uma estrutura da secretaria como uma força de trabalho efetiva para tratar dos seis itens acima.
As metas estratégicas e táticas para alcançar os objetivos do Conselho Estratégico de Ferramental são apresentadas na tabela 1.
E essa é a proposta de direção que a indústria de moldes brasileira deve almejar. Uma indústria de ferramentais que conduz a indústria manufatureira do país. É a indústria que conduz o mercado de clientes. Uma evolução da tecnologia de ferramental que aumentará a produtividade do país.
Buscar o lucro não é algo de que se deva ter vergonha, é uma ação importante. Definitivamente, a indústria de moldes do Brasil tem o potencial para se tornar uma indústria líder no mundo. Para alcançar isso, é importante que o setor se uma e faça relações públicas externas ativamente.
Eu, Prof. Yokota, também continuarei a promover a "excelência dos moldes brasileiros"
(47) 3227-5290
abinfer.org.br

Aescolha de um aço adequado exerce importante influência no tempo do ciclo de injeção em moldes plásticos, e seleção de um aço com liga avançada pode dar um aumento substancial de produtividade no molde com um retorno financeiro superior ao normalmente praticado no mercado.
Para transmitir entendimento simplificado do processo de seleção do aço, abandonaremos a terminologia detalhada da nomenclatura envolvida e as fórmulas que não são o nosso foco dessa matéria. O interesse é que qualquer pessoa envolvida no processo de injeção de plástico, do projeto da peça à produção dela, possa entender de maneira simples o quanto a escolha de uma liga avançada pode produzir melhorias no processo de injeção e trazer melhores retornos ao investimento feito.
É comum que na confecção de moldes de injeção de plástico os aços mais utilizados para as cavidades da peça sejam os convencionais AISI P20, AISI H13 e o inox AISI420. O AISI P20 (que na norma alemã se assemelha mais ao WNr 1.2311) pode apresentar-se também como o WNr 1.2738 (basicamente, AISI P20 com adição de níquel). Trataremos eles simplesmente por P20 e 2738.
A comparação será referente ao uso do aço P20/2738 e do aço PMo Revolution®, uma moderna liga
atualmente utilizada em substituição ao P20 e ao 2738. O PMo Revolution® tem liga desenvolvida por processo de fabricação de última geração, com adição de microligantes que lhe proporcionam vantagens admiráveis. Vai na direção da sustentabilidade e ecologia que são contemporâneas. No índice que mede a troca térmica (W/m.K, referência de trabalho a 300 graus Celsius) o PMo Revolution® tem um desempenho muito melhor (troca calor mais rápido) que o P20. A redução de tempo no ciclo de injeção atinge cerca de 25% em comparação com o P20 convencional na grande maioria dos casos.
Uma redução de tempo tão grande, devido a uma liga mais moderna, com preço muito semelhante, entrega vantagem competitiva considerável no molde.
Os fabricantes de produtos plásticos injetáveis devem se aperceber das vantagens que possam ser facilmente obtidas nos processos de injeção. A utilização de nova liga de aço que preserve todas as vantagens do aço convencional P20 e inclua a vantagem de redução de tempo de ciclo de injeção não pode ser desconsiderada.
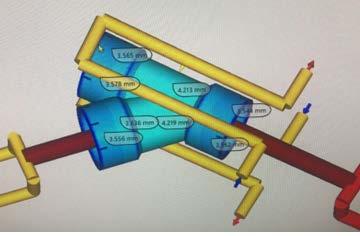
Nos testes que fizemos utilizando um software especializado de simulação de injeção (CAE - Computer Aided Engineering ), a solidificação da peça (figura 1) ocorre em tempo sensivelmente inferior no PMo Revolution® em comparação com o P20.
Uma peça em polipropileno foi submetida a análise de tempo de ciclo de injeção no aço 2738 (figura 2) e no aço PMo Revolution® (figura 3). A temperatura dos aços da cavidade foi estabelecida em 60 graus Celsius, ou seja, a peça deveria estar no máximo a esta temperatura para sua extração. O sistema de refrigeração utilizado foi idêntico para ambos os casos (água gelada a 12 graus Celsius).
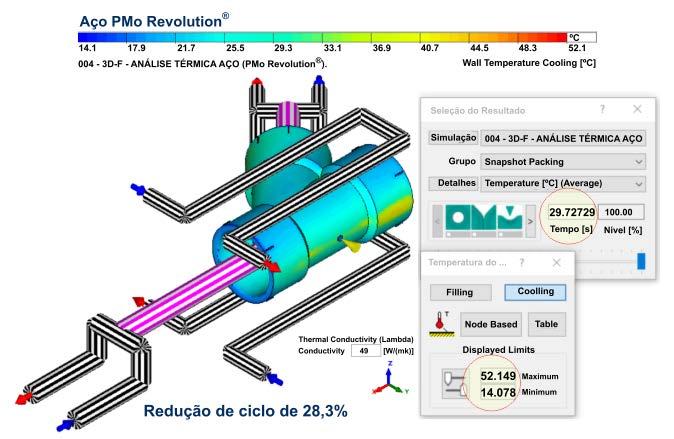
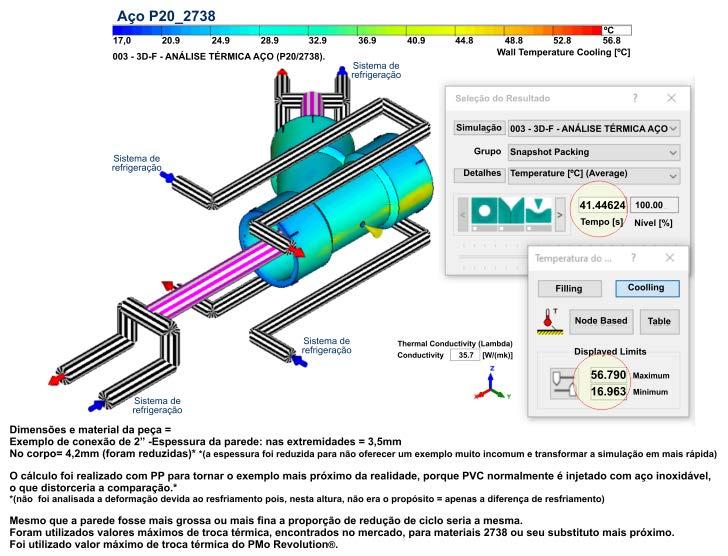
Os resultados foram surpreendentes. No aço 2738 a peça levou 41 segundos para sua solidificação completa, enquanto no PMo Revolution®, 29 segundos. Houve uma redução de tempo de ciclo de injeção de 28%. Isso significa um aumento de produtividade de 38%, ou seja, produzir 38% a mais com os mesmos custos.
A utilização de um aço mais moderno, em sua formulação, com vantagens adicionais em relação ao potencial substituto, especialmente melhor em sua troca térmica, pode dar um novo nível de alcance de produtividade na indústria de transformação de plástico.
A análise por software CAE especializado é uma ferramenta imprescindível para antecipar tais resultados, antes mesmo que uma placa de aço sequer tenha sido usinada. Peças com paredes mais grossas podem, ainda, ter diminuição maiores de ciclos.


 POR CARLOS RODOLFO SCHNEIDER
POR CARLOS RODOLFO SCHNEIDER
OBrasil é um país que tem crescido pouco e de forma errática. A evolução da renda per capita deixa isso claro. Segundo dados do Banco Mundial, de 1980 a 2019, o crescimento acumulado da renda per capita na América Latina foi de 74%, nos EUA, de 95%, nos países do Sudeste Asiático, de 342%, e no Brasil de apenas 34%. Realmente não temos o que comemorar nesse cenário.
De outro lado, observamos aqui o mais intenso processo de desindustrialização do planeta. De acordo com o Banco Mundial, a participação da indústria de transformação no PIB –Produto Interno Bruto caiu de 21,83% para 10,33% no Brasil, no período de 1991 a 2019. Na Europa o recuo foi de 18,91% para 15,33%, no Leste da Ásia, de 24,32% para 22,64%. Sabemos que os países que passam de um estágio de renda média para um de renda alta enfrentam um processo natural de redução da participação da indústria na economia em função da alteração do perfil do consumo da população, que passa a demandar mais serviços. É um processo gradativo e suave como o da Itália que caiu de 19,09% para 14,88% no período, da Suíça, de 19,74% para 17,92%, do Japão, de 23,46% para 20,05%, e da Alemanha, de 24,84% para 19,55%. Na América do Sul, e mais acentuadamente no Brasil, tivemos um processo muito mais forte e prematuro. A indústria saindo de cena antes de o país alcançar o
nível de renda alta. Significa que não é a mudança do perfil da demanda que está fazendo recuar a indústria e sim a competitividade da economia, que diminui a capacidade da nossa manufatura de disputar mercados. E isso cria um círculo vicioso no qual um ambiente hostil à produção sufoca a indústria, e esta, por sua vez, como setor mais dinâmico da economia, não consegue contribuir para que o país evolua para o próximo patamar de renda. É o que nos mantém presos ao que se convencionou chamar de armadilha da renda média.
Apesar de uma pequena melhora recente, os rankings de competitividade internacional têm classificado o nosso país numa posição nada confortável. A CNI - Confederação Nacional da Indústria, por exemplo, faz um levantamento do nosso potencial competitivo comparado ao de 17 países, cuja indústria compete mais diretamente com a nossa. No levantamento de dezembro de 2022 ganhamos uma posição, passando do penúltimo para o antepenúltimo lugar. O nosso pior desempenho está nos quesitos financiamento, tributação, ambiente macroeconômico, ambiente de negócios, infraestrutura e logística e mão de obra. É o conhecido Custo Brasil, uma bola de chumbo amarrada nos pés da indústria. A carga tributária mais elevada entre os países em desenvolvimento (32,5% do PIB contra média de 24,1% nos demais países do ranking), sistema de impostos
caótico, insegurança jurídica, excesso de burocracia, infraestrutura altamente deficiente, baixa qualidade da educação (não por falta de investimento, mas por alocações inadequadas), comprometem a nossa produtividade e capacidade de inovação.
Importante o esforço que o Sr. Vice-presidente da República e Ministro do Desenvolvimento, Indústria, Comércio e Serviços, Geraldo Alckmin, vem fazendo em defesa da indústria brasileira e da sua modernização, com incorporação das tecnologias de última geração. Ele sabe bem que a indústria ainda tem papel importante a desempenhar para que possamos entrar no rol dos países desenvolvidos. Mas para que isso possa acontecer temos que construir uma economia mais competitiva, isto é, um Brasil Eficiente. Ele também sabe disso. Tomara que os seus pares também enxerguem isso.
Empresário, um dos idealizadores do Movimento Brasil Eficiente (MBE). Membro do Conselho Político e Social da Associação Comercial de São Paulo – ACSP e do Comitê de Líderes da Mobilização Empresarial pela Inovação da Confederação Nacional da Indústria – CNI. crs@brasileficiente.org.br


Algumas ferramentas comuns no mercado e já com grande nível de maturidade estão disponíveis para aplicação imediata no gerenciamento da produção de ferramentais. A seguir vamos detalhar cada uma delas, permitindo ao leitor entender suas aplicações e avaliar a adequação à sua empresa.
Na ferramentaria, o orçamento é um dos grandes desafios a ser vencido, pois este deve ser realizado apenas com as informações do produto e do processo de produção dele.
O cliente espera receber uma proposta de forma rápida o que impede a realização do projeto, e a ferramentaria não pode se dar ao luxo de gastar horas de projeto com o risco de o cliente não fechar negócio. Até por que, a taxa de conversão de orçamentos em negócios é baixíssima, girando em torno de 3%.
Para melhorar a taxa de conversão a empresa deve focar melhor seu nicho de mercado e fortalecer seu relacionamento com seus clientes para que estes sejam recorrentes. Via de regra adquirir novos clientes custa mais que manter os clientes já desenvolvidos, entre custos de marketing, custos de adequação de projeto e produção, e redução de preço inicial para garantir o pedido, enquanto um cliente já satisfeito e com confiança conquistada não dará tanta importância ao preço do projeto, pois se sente seguro em fazer negócios com uma empresa com qualidade já conhecida.
Sem ter um projeto completo a assertividade do custo e rentabilidade do desenvolvimento de um ferramental é drasticamente diminuída. Para isso é preciso criar padrões de orçamentos e ter os custos e tempo alocada em cada etapa bem definidos. É neste ponto entra a
responsabilidade do departamento de Planejamento e Controle da Produção, que deve planejar as etapas conforme o orçamento, e controlar para que a execução seja feita dentro do planejado.
Porém como já mencionado, a assertividade do orçamento é baixa, então o PCP deve registrar todos os desvios de tempo e custo não orçados, para que ao final de um projeto seja possível comparar os parâmetros orçados com os indicadores registrados, e assim saber de fato quanto foi o resultado do projeto desenvolvido. Para que a melhoria contínua seja aplicada, é preciso criar um histórico dos resultados de projetos, para que no futuro estes sirvam como guias para um orçamento mais assertivo.
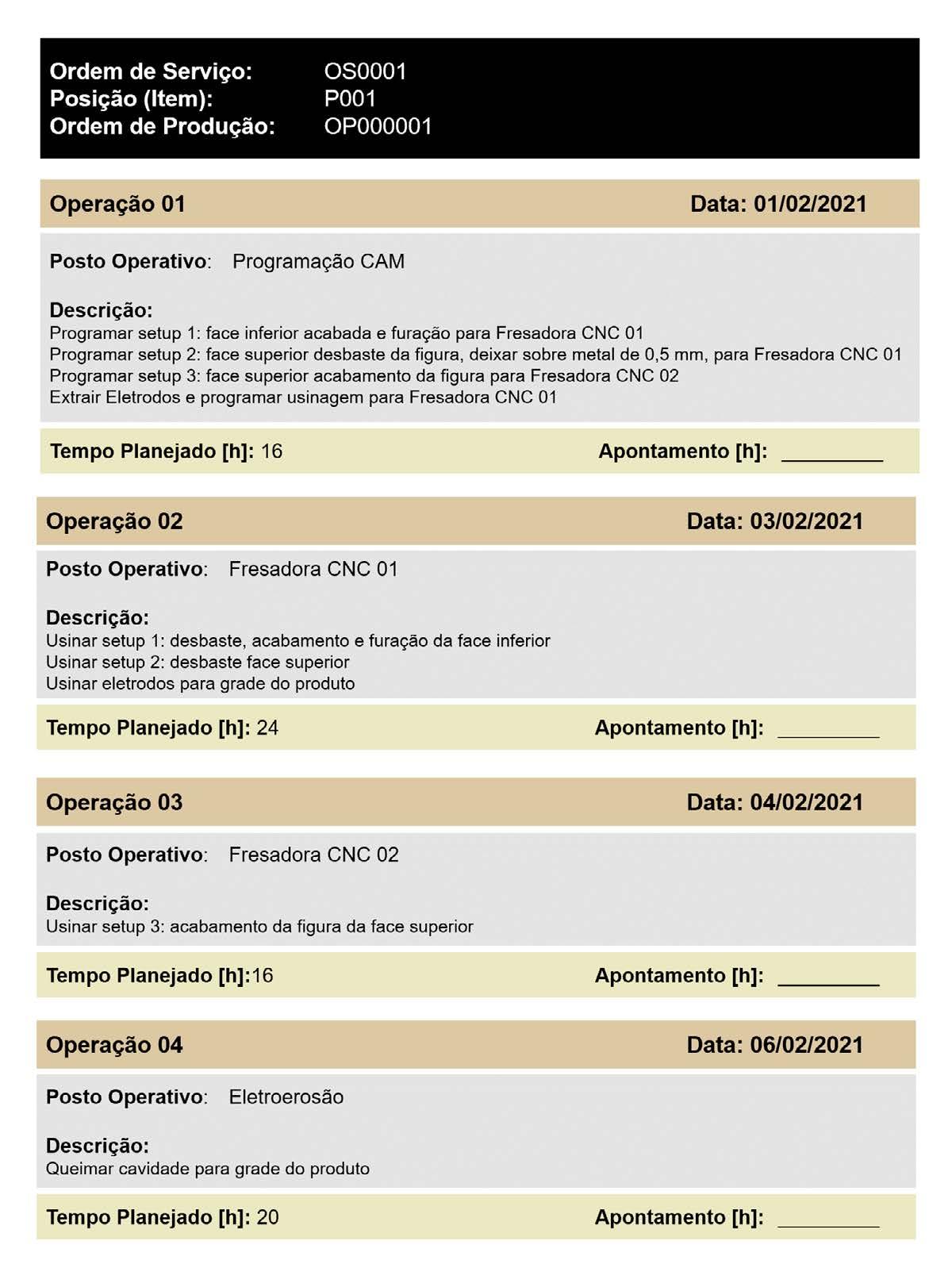
Durante o planejamento é importante que o encarregado de PCP defina quais os postos operativos que realizarão processos de fabricação, inclusive serviços de terceiros. No caso a seguir, é exemplificado o roteiro de fabricação de uma cavidade.
A forma mais comum de transferir estas informações para os Postos Operativos é gerando uma Ordem de Produção (OP) ou Ordem de Serviço (OS) que acompanha cada peça durante o processo de fabricação. Sendo necessário atribuir o tempo planejado para a execução de cada processo, para ser utilizado como comparação com o tempo real de execução.
Para cada Posto Operativo deve haver uma descrição das operações realizada nos processos de fabricação. Com estas definições fica fácil rastrear onde deve estar cada peça a qualquer momento durante a fabricação, dessa forma o encarregado de PCP deve verificar com frequência o andamento dos trabalhos a fim de definir se ações corretivas são necessárias para cumprir o prazo de entrega.

Na sequência é exemplificada uma ordem de produção, contendo parte do roteiro de uma cavidade
operativos ficarem ociosos devido falta de serviço planejado para determinado período.
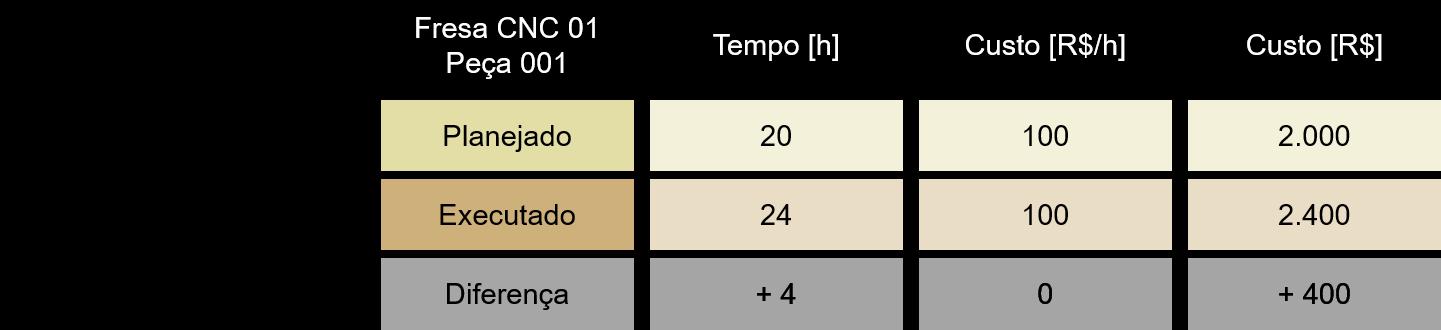
A seguir é mostrado um exemplo da comparação dos tempos planejado e executado para uma peça (Peça 001) no posto operativo Fresa CNC 01. É possível ver que o tempo executado é superior ao que foi planejado, podendo prejudicar o prazo de entrega. Esta informação deve ser evidenciada ao final do projeto e registrada para ser utilizada como referência em projetos futuros.
Comparar o tempo orçado contra o tempo executado irá mostrar qual foi o verdadeiro custo de produção e como isso afetou a margem de lucro e a rentabilidade de um molde. A partir disso é necessário criar um histórico de projetos para ser utilizado como referência nos orçamentos futuros.
A seguir temos um exemplo de uma ordem de serviço onde são comparados os tempos orçados contra os tempos executados, além de cada custo-hora orçado e executado. Neste caso a produção custou R$ 870 reais a mais que o orçado, diminuindo o lucro deste desenvolvimento de ferramental.
Alguns postos operativos tiveram seus tempos de execução superiores, já outros tiveram seus tempos de execução menores que os orçados. Cabe a equipe avaliar ao final do projeto de forma crítica, quais os motivos pelas discrepâncias registradas.
APONTAMENTO
É o indicador que mede e registra quanto tempo leva cada processo definido no roteiro de produção. O encarregado de PCP deve utilizar estes dados para montar um comparativo entre o que foi orçado, o que foi planejado e o que foi executado.
A comparação entre o que foi planejado e o que foi executado é importante para que no futuro o planejamento de tempo das atividades fique mais assertivo, reduzindo a chance de perder o prazo ou de postos
Neste caso, a razão pela qual a Fresa CNC 01 consumiu mais tempo poderia ser devido a necessidade de refazer alguma peça. A diminuição de custo-hora do torno convencional, pode ser devido a mudança de um operador por outro mais barato. Já a montagem o custo-hora subiu e o tempo de execução foi reduzido, talvez pela contratação de um ferramenteiro mais experiente.
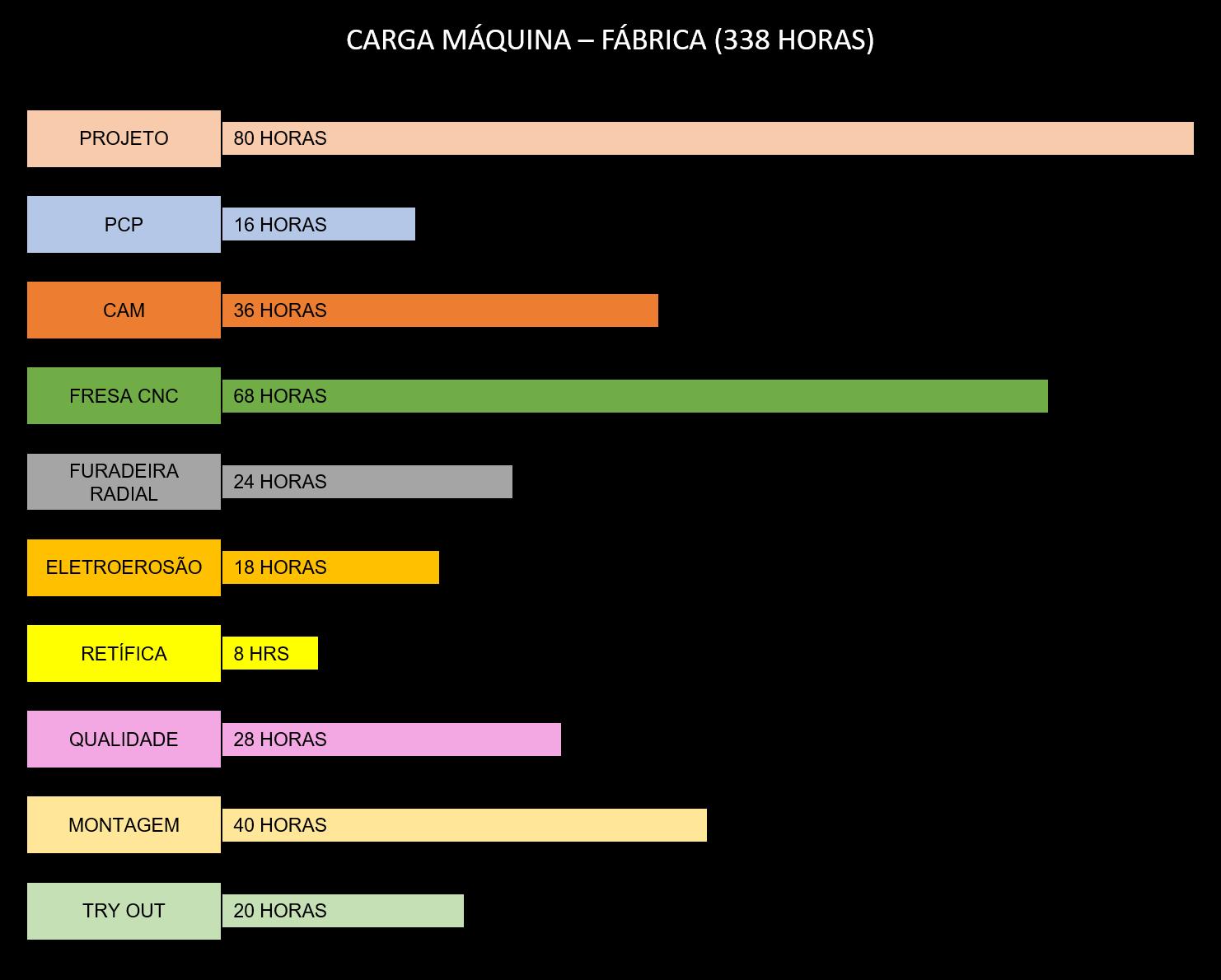
CARGA MÁQUINA

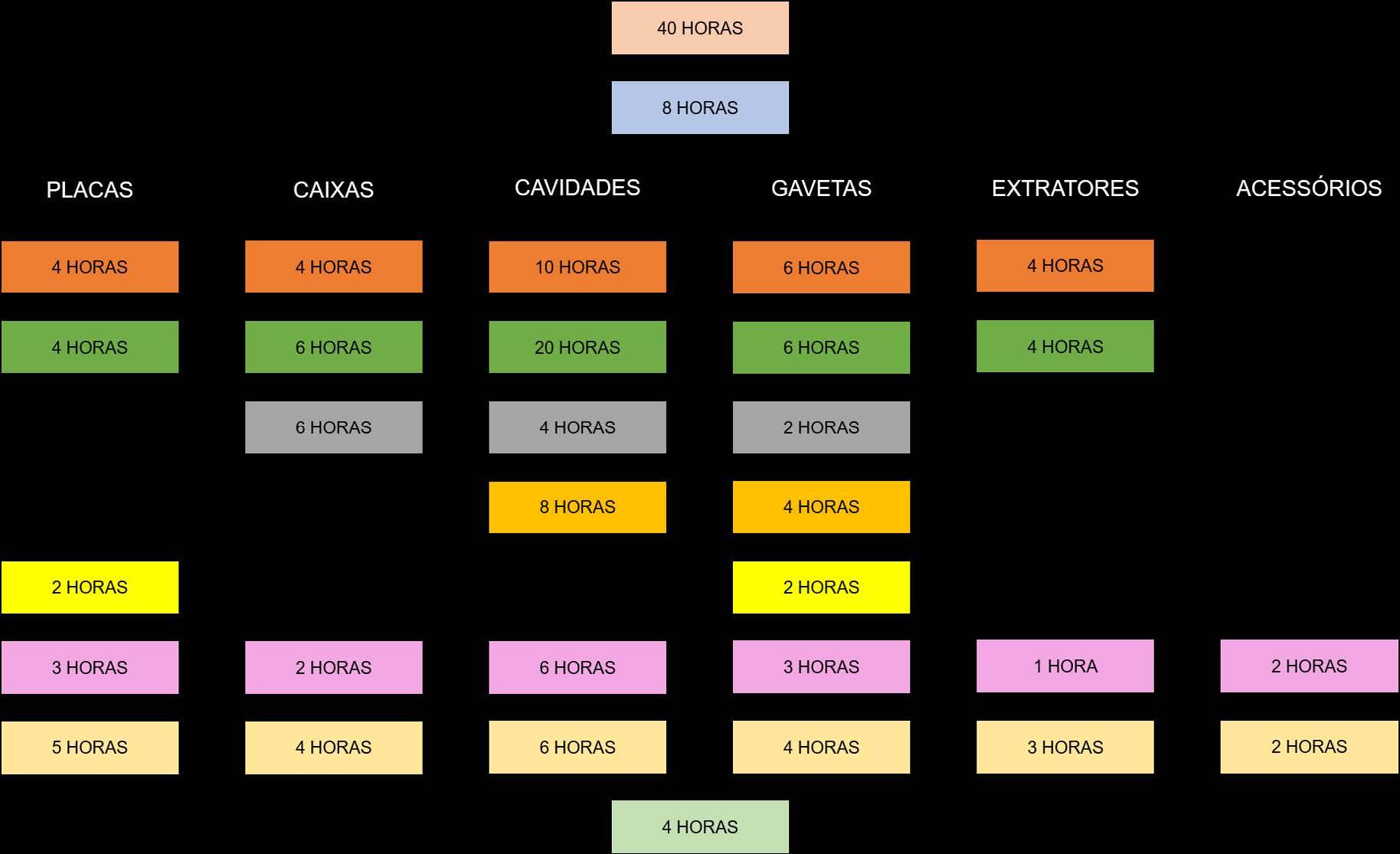
É o termo que denota a quantidade de tempo que um posto operativo será utilizado. Para o gestor de PCP é importante saber qual o Carga Máquina atual dos postos operativos da empresa, pois é com essa informação que ele poderá fazer uma previsão de data de entrega de um novo projeto, conforme o Carga Máquina necessário para aquele projeto. A seguir é dado um exemplo de Carga Máquina já alocado nos Postos Operativos da empresa.

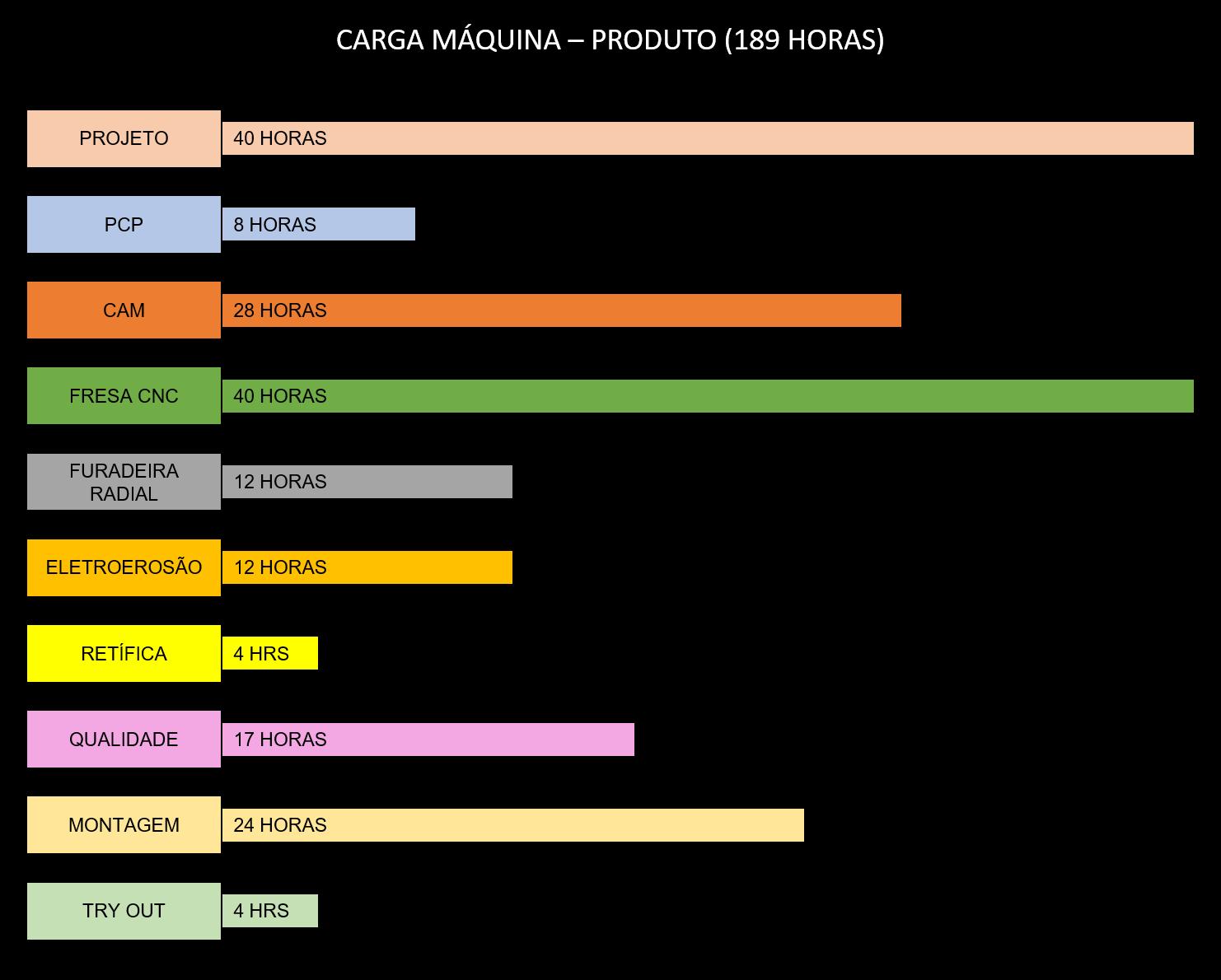
Considerando o Roteiro de Produção do desenvolvimento de um novo ferramental ilustrado abaixo.

Dessa forma o Carga Máquina a ser alocado é o seguinte. O encarregado pelo PCP deve comparar se a necessidade de prazo do cliente é possível de ser atendida com o Carga Máquina ainda disponível.
Após ter o roteiro de produção de cada peça a ser fabricada, é necessário que o encarregado de PCP defina a sequência de produção. Para fazer um bom sequenciamento, o encarregado deve conhecer a capacidade produtiva da empresa e quais são os gargalos existentes.
Existem diversas formas de sequenciar uma série de peças, isso quer dizer que algumas formas serão mais simples, outras serão mais eficientes, e outras serão mais seguras. O desafio é encaixar as peças a serem produzidas nas janelas de disponibilidade sem que haja ociosidade, e ainda, que a fabricação atenda o prazo do cliente.
Algumas regras são utilizadas como forma de auxiliar na decisão, porém a definição da melhor regra a ser usada pela empresa depende de sua estrutura, número médio de pedidos e tempo médio de fluxo.
PEPS
Sigla que abrevia “primeiro a entrar, primeiro a sair”. Quer dizer que o próximo pedido a ser processado é o que chegou primeiro na fila. Neste método, não são considerados os tempos de processo nem a melhor ordem de execução. Sendo assim, é uma regra bastante simples de ser seguida, porém não muito eficiente.
MTP
Acrônimo para “menor tempo de produção”. Com esta regra, a próxima peça a ser processada é a que leva menos tempo. Geralmente esta regra minimiza o tempo de fluxo total no Posto Operativo, porém não significa que ao final de todos os processos o tempo será o menor possível.
MDE
Significa “menor data de entrega”, as peças que serão processadas primeiro são aquelas que tem um prazo de entrega menor. Uma boa prática para pedidos sob encomenda, pois deve reduzir atrasos.
IPI
Utilizando o “índice de prioridade”, a empresa define qual a melhor estratégia para cada peça, se a prioridade for bem definida então o prazo de entrega será atendido, com um tempo reduzido (talvez não mínimo) e com segurança suficiente para mitigar os riscos envolvidos.
Este é o “índice crítico”, onde é calculada a razão entre o prazo de entrega e o tempo de processamento. Aquela peça que tiver o menor índice deve ser processada primeiro.
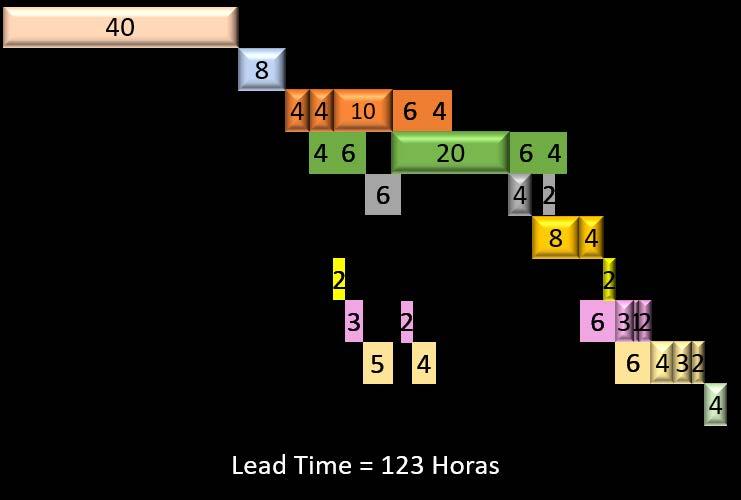
Utilizando o exemplo dado na seção anterior (Carga Máquina) podemos fazer o Sequenciamento de diversas maneiras. No primeiro exemplo a seguir, foi utilizada a regra PEPS, seguindo a sequência das peças mostrada no Roteiro de Produção.
E o planejamento foi realizado de frente para trás, as primeiras operações até a última, realizando o processo seguinte assim que o anterior é finalizado.
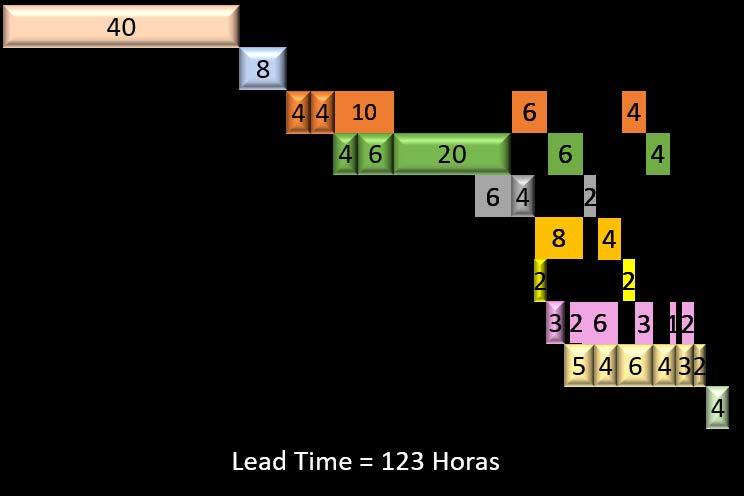
Para o próximo exemplo também foi considerada a regra PEPS e a mesma sequência de peças mostrada no Roteiro de Produção. Porém o planejamento foi realizado de trás para frente, utilizando o prazo de entrega para definir quando o processo deve iniciar, e assim por diante até chegar ao primeiro Posto Operativo.
Ambos os Sequenciamentos têm o mesmo Lead Time de 123 horas, que é o tempo previsto entre começo e fim do desenvolvimento. Porém, fazendo o planejamento de frente para trás, algumas peças são concluídas antecipadamente. Essa antecipação é vantajosa em caso de algum dos processos sofrer atrasos, reduzindo o risco de um atraso no prazo de entrega final. A vantagem de planejar de trás para frente é ter a data em que os processos terminam, ficando mais fácil de avaliar a necessidade de terceirização de processos.
Para comparação foi feito o Sequenciamento com a seguinte sequência de peças:
CAVIDADES – GAVETAS – CAIXAS – PLACAS – EXTRATORES – ACESSÓRIOS
Neste exemplo, o Lead Time ficou maior do que nos outros exemplos. Isso não quer dizer que iniciar pela peça mais demorada é um erro, o resultado depende de diversos fatores, como número de peças, Roteiro de Produção, disponibilidade do Carga Máquina, necessidade de Carga Máquina, entre outros fatores específicos de cada empresa e de cada desenvolvimento de ferramental.

Uma estratégia que tem grandes possibilidades de redução de Lead Time é a liberação parcial do projeto, assim o planejamento pode iniciar antes, bem como a produção de algumas peças. No exemplo a seguir, o projeto liberou as Placas e as Caixas na metade do prazo de entrega, o que resultou em uma redução de 12 horas de Lead Time
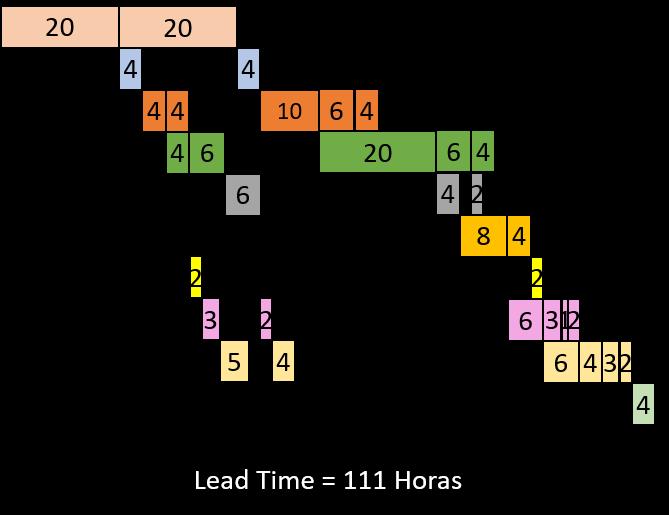

Geralmente as ferramentarias tentam liberar para a produção as Cavidades, pois estas são as peças mais demoradas. Esse é um risco que deve ser calculado, pois em alguns segmentos a chance de mudança de produto durante o desenvolvimento é alta. Para tomar essa decisão a ferramentaria tem de alinhar com seu cliente, qual prioridade do cliente, entregar mais rápido, ou diminuir chance de retrabalhos.
O Sequenciamento é demorado e por isso não deve ser refeito todos os dias, no máximo corrigido em alguns pontos específicos quando necessário. Para isso o encarregado de PCP deve estar diariamente controlando o processo para corrigir de imediato os desvios, evitando o acúmulo de desvios que invalidaria todo o planejamento e resultaria na perda de prazos.

Um dos algoritmos para agendar o conjunto de atividades de projeto é chamado Análise do Caminho Crítico (CPA). Neste método são atribuídos tempos para conclusão de cada fase ou etapa de um projeto, e em seguida são arranjadas em caminhos paralelos ou em série.
A sequência com maior duração é chamada de Caminho Crítico. Esse arranjo das tarefas permite que o gerente do projeto tenha uma visão de quais etapas são flexíveis e quais delas não são.
É possível que várias etapas estejam em atraso, mas ainda assim o projeto como um todo pode ser concluído no prazo, pois os atrasos aconteceram em etapas que não pertenciam ao Caminho Crítico. Por outro lado, se um projeto está atrasado e forem alocados recursos em etapas fora do Caminho Crítico, esse esforço não resultara em uma antecipação do projeto. Este método está diretamente ligado ao planejamento de tempo, e tem o objetivo de minimizar o tempo de entrega de um projeto.
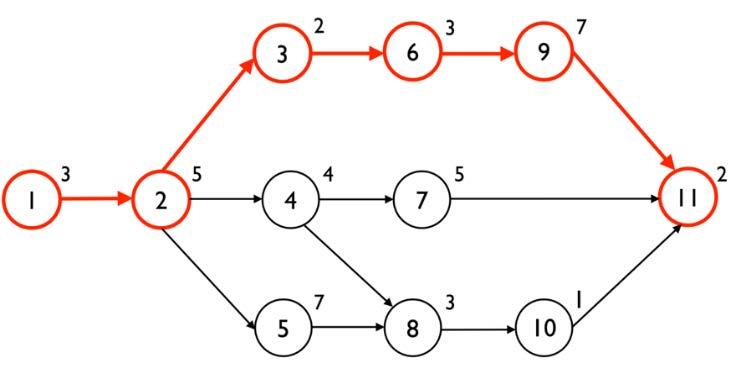
No exemplo abaixo, existem 4 caminhos necessários para a conclusão do projeto.
Podemos observar que a etapa número 4 tem flexibilidade em seu prazo, podendo atrasar em até 3 dias, pois a etapa número 5 é paralela e tem duração de 7 dias. A somatório dos atrasos do caminho 8 e 10 pode ser de até 1 dia em relação a etapa 7. E por fim, o caminho com etapas 4 e 5 podem ter somatória de até 3 dias em relação ao caminho crítico com as etapas 3-6-7.
Caminho Crítico (22 dias)
Utilizando análises matemáticas precisas e propriedades mensuráveis das filas, existe um ramo da probabilidade que estuda a formação de filas, a qual é chamada de Teoria das Filas.
Ela constrói modelos que demonstram previamente o comportamento de um sistema que ofereça serviços cuja demanda varia aleatoriamente, tornando possível dimensioná-lo de forma a satisfazer os clientes e ser viável economicamente para o provedor do serviço, evitando desperdícios e gargalos.

É uma ferramenta muito útil para ser utilizada nas empresas de manufatura, basta considerarmos que cada posto operativo é um prestador de serviço que deve atender as demandas de outros postos operativos que estão na sequência de fabricação de determinada peça.
O planejamento deve considerar também a compra e entrega das matérias primas para a produção das peças e componentes.
A fabricação de algumas peças necessita de serviços terceirizados, como exemplo tratamento térmico, texturização, polimento. Dependendo da estrutura da empresa, até mesmo operações de eletroerosão, ou projeto CAD. E ainda se um projeto exigir mais Carga Máquina que o disponível na empresa, pode ser necessário terceirizar operações como fresamento.
O encarregado de PCP deve então terceirizar e acompanhar a entrega junto aos fornecedores de serviço. A saída e entrada de peças em processo ( Work in Progress ) exige que sejam emitidas notas fiscais para o controle.
Muito se fala no setor de ferramentarias, que cada ferramental produzido é um produto diferente, o que impede que sejam realizadas as etapas de planejamento e controle de forma padronizada.
Entretanto, ferramentais podem ser classificados de diversas formas, seja pelos processos para os quais são desenvolvidos, tamanho, requisitos, complexidade, entre outras formas.

Quanto menor for o portfólio de produtos que a empresa produz, maior a facilidade de a empresa definir processos eficientes e ágeis, facilitando também o controle e consequentemente a otimização.
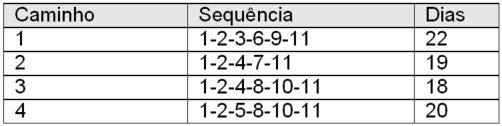
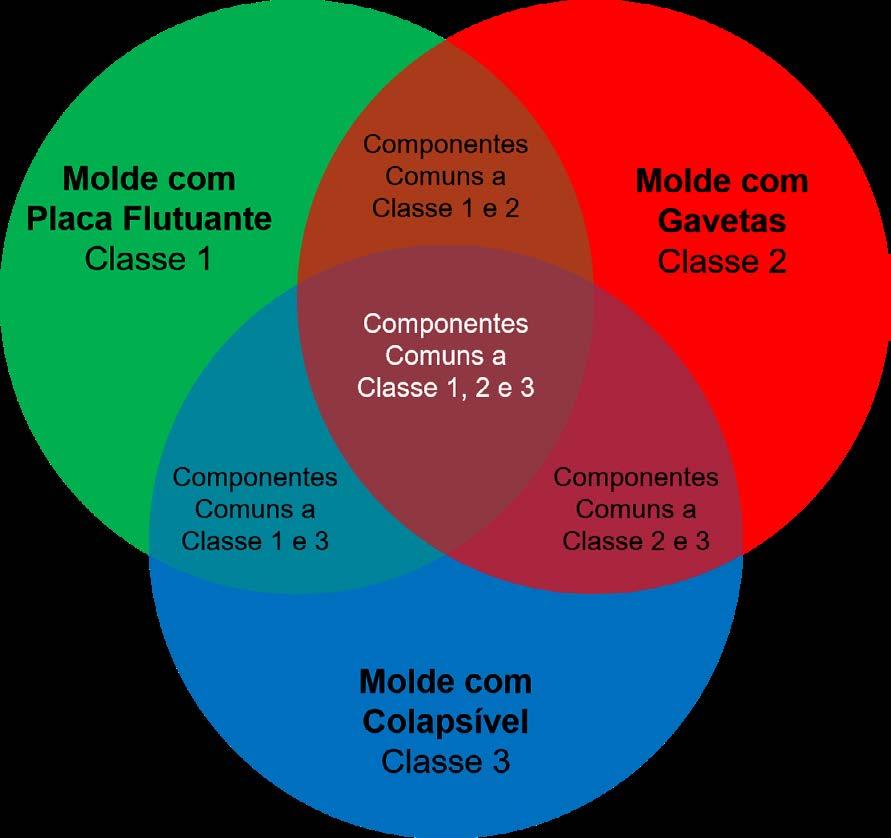
As classes de produtos definidos pela empresa, vão depender de sua estrutura e estratégia comercial. A seguir, é ilustrado o caso de uma empresa que definiu desenvolver apenas ferramentais para processo de injeção plástica.
Além disso a empresa conta com máquinas que comportam peças de até 1.000 mm por 800 mm por 500 mm, e tem equipamentos para movimentar no máximo 5 toneladas. No quesito componentes, trabalham com placas flutuantes, gavetas e colapsíveis A empresa não tem know-how para fazer automação, stack mold , sobre injeção ou superfícies classe A de uma forma eficiente, por isso definiu que não fará cotações para ferramentais com estes requisitos. Então a empresa criou 3 classes de produtos.
Na sequência a empresa criou a lista de componentes de cada classe de produto. Como no exemplo a seguir.

• Componente Padrão
Tem dimensões padronizadas pelo departamento de projetos, consequentemente o planejamento pode definir o Roteiro de Produção padronizado. O setup já é conhecido e o programa CAM já foi criado anteriormente, reduzindo o tempo de produção.
• Componente Parametrizado
A figura a seguir ilustra a sobreposição de componentes para os diferentes tipos de classes de produtos definidos.
Este tipo de componente não tem dimensões padronizadas, pode variar conforme a necessidade do projeto, sendo necessário um programa CAM específico para a usinagem desta peça. Entretanto, o componente é simples o suficiente e sofre pouca variação possibilitando criação de templates de programação com facilidade, já que o setup de fixação à máquina é conhecido e o Roteiro de Produção é sempre o mesmo.
Após definir quais os componentes existem em cada tipo de classe de produto, a empresa classificou cada componente conforme sua variabilidade produtiva, levando em consideração a variação na dimensão do componente, a variação do roteiro, a variação de setups em postos operativos, e a necessidade de programação CAM.
• Componente Adquirido
As dimensões são variadas do ponto de vista da ferramentaria, mas tem uma padronização especificada pelo fornecedor. Como é recebido pronto, não precisa de Roteiro de Produção, nem de setup ou de programação CAM para ser produzido.
• Componente Especial São especiais pelo fato de sua geometria e dimensão serem altamente dependente de cada projeto. Como a geometria muda drasticamente, pode ser necessário um setup totalmente diferente entre partes, e dessa maneira, o programa CAM é mais difícil de ser automatizado utilizando templates no software . Em geral são componentes que tem faces diretamente em contato com o produto que será produzido pelo ferramental, o que pode necessitar de diferentes requisitos superficiais, resultando em Roteiros de Produção variados.
Esta divisão em classes auxilia o encarregado pelo PCP a ser mais ágil no processo de planejamento e controle, assim como ajuda na previsibilidade das demandas e consequentemente no desenvol-
vimento de parcerias com fornecedores. Mesmo que estas peças não tenham a mesma geometria ou não sejam feitas do mesmo material em todos as classes ou entre produtos da mesma classe, ainda sim elas têm a mesmo roteiro de processo, o que permite que sejam criados templates para um simplificar e agilizar o processo de planejamento.
Como já deve ter ficado evidente para o leitor, o processo de planejamento é complexo, demorado, requer constante acompanhamento e ajuste. Para auxiliar nestes processos de elaborar Roteiros de Produção, contabilizar Carga Máquina, coletar dados de Apontamento, Sequenciar da melhor maneira possível, foram desenvolvidos softwares específicos para esta atividade. Estes produtos reduzem drasticamente o trabalho moroso, aumentam a confiabilidade de prazos, e geram valiosos dados para serem utilizados em melhorias.
Estes sistemas geram as Ordens de Produção de forma padronizada, que podem ser impressas, mas cada vez mais as empresas vêm adotando o modelo paperless (sem papel) de gestão. Ou seja, as ordens de produção estão salvas na rede de computadores e são acessadas através de PC ou tablets pelos operadores de Postos Operativos.
O Apontamento eletrônico também é um grande benefício deste tipo de sistema, pois pode ser feito através de leitores de códigos de barra, tags de RFID (identificador por rádio frequência), aumentando a confiabilidade de dados e os tabulando de forma automática e em tempo real.
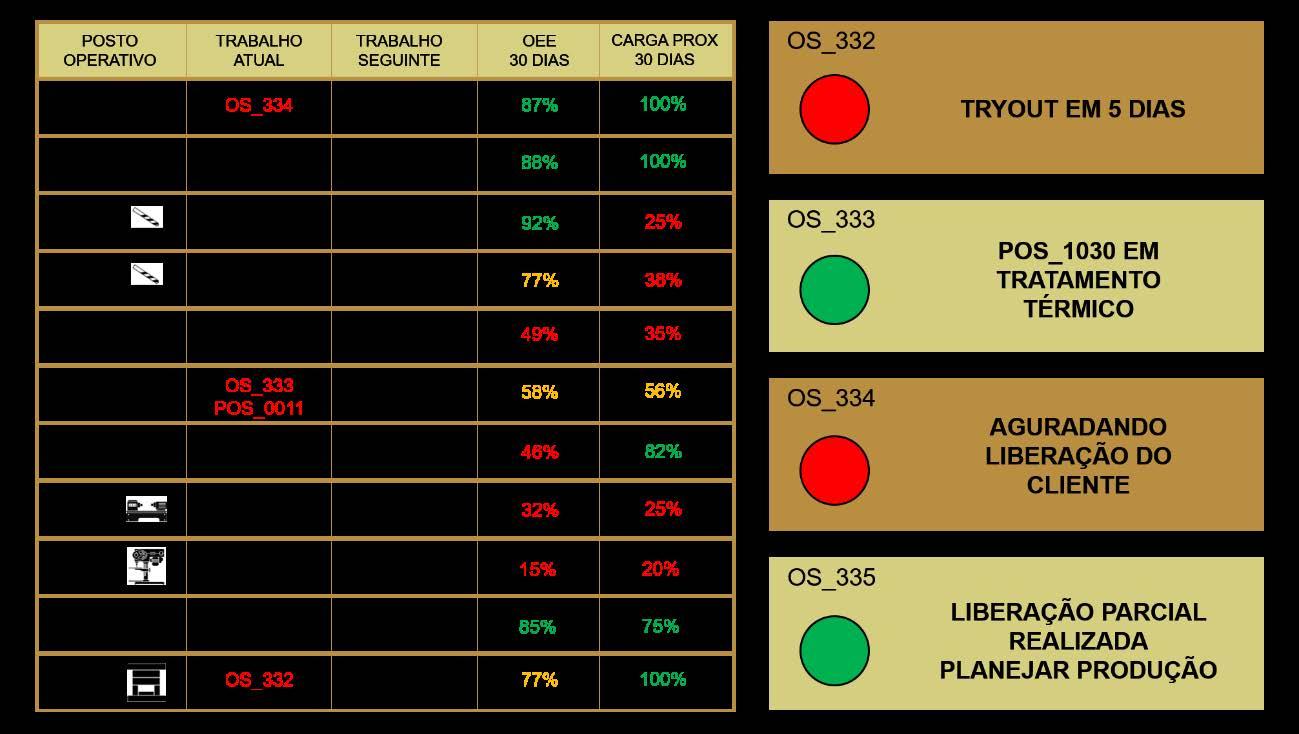
Alguns destes softwares conseguem apresentar o Carga Máquina da fábrica e detectam quais Postos Operativos não conseguem atender as demandas de novos projetos e avisam os coordenadores para tomarem as medidas necessárias.
Hoje, com o desenvolvimento de inteligência artificial, os
softwares são capazes de, cada vez mais, planejarem um Sequenciamento perfeito, com o mínimo de tempo perdido. São rápidos o suficiente para refazer o Sequenciamento toda vez que um evento não planejado acontece, como por exemplo, uma peça necessitar ser refeita, ou uma máquina necessitar de manutenção ou novos serviços necessitarem ser planejados, e automaticamente atualizam as Ordens de Produção. O que sinergia muito bem com a filosofia paperless, pois dessa forma não é necessário imprimir todas as Ordens de Produção novamente e substitui-las pelas desatualizadas.
Entretanto, para que estes sistemas funcionem de forma correta, é necessário que a base de dados seja mantida atualizada para refletir o real estado da empresa.
Outros softwares que existem para auxiliar no controle da fábrica são chamados MES (Manufacturing Execution System). Eles são capazes de dizer como as máquinas estão se comportando durante a operação.
Por exemplo, se o programa CAM foi feito com determinados avanços e rotações e por algum motivo o operador da máquina reduzir o potenciômetro, alarmes podem ser disparados para alertar o supervisor, ou até mesmo podem travar máquina para que seja necessário a presença do supervisor para que este verifique o problema de imediato.

Estes são quadros de gestão a vista que expõem as informações mais importantes de produção. Devido a elevada quantidade de informação apresentada, é bastante trabalhoso atualizar Dashboard manualmente, por isso um sistema informatizado de Planejamento e Controle Produtivo é tão importante para que a empresa possa tomar decisões rápidas e assertivas.
Todas as ferramentas, tecnologias e metodologias apresentadas podem ser aplicadas na ferramentaria, de maneira individualizada ou interconectada. Naturalmente, quanto maior a quantidade de ferramentas e a interação consistente entre elas, tanto maior a facilidade de obtenção de resultados positivos para a empresa.
Cabe ao empresário considerar estas ofertas de mercado, conciliando cada uma delas com a visão de futuro da companhia.
Para tanto, é mandatório construir um planejamento estratégico e de recursos, viabilizando a destinação de recursos financeiros e humanos para a aplicação e obtenção dos resultados desejados.
A equipe da Ágile2 Consulting agradece a ABINFER – Associação Brasileira da Indústria de Ferramentais por patrocinar este estudo e viabilizar a disseminação do conteúdo para a indústria de ferramentais do Brasil como forma de preparar, capacitar e garantir a competitividade e consequente perpetuação do setor.
Stephan Dihlmann - Engenheiro Mecânico pela Universidade do Estado de Santa Catarina - UDESC. Realizou estágio na Euro-Fer de trabalho em ferro forjado em Castelgomberto - Itália e no Instituto Fraunhofer - Pesquisa e desenvolvimento na área de microprodução, na cidade de BerlinAlemanha. Atualmente trabalha como engenheiro de manufatura na Agile² Consulting. Sócio fundador da Agile2 Consulting. stephan@agile2.com.br
Alexandre Machado Júnior - Engenheiro Mecânico pela Faculdade de Engenharia Mecânica - UNIVILLE. Técnico em Mecânica pelo SENAI Norte. Amplo conhecimento em ferramentas e processos de usinagem. Atualmente trabalha como engenheiro de manufatura na Agile² Consulting. Sócio fundador da Agile2 Consulting. junior@agile2.com.br

Christian Dihlmann - Engenheiro Mecânico e Mestre em Engenharia Mecânica pela Universidade Federal de Santa Catarina - UFSC, Especialista em Administração de Empresas pela Fundação Educacional da Região de Joinville - FURJ/UNIVILLE. Diretor Presidente da SNBD Consultoria Ltda.; Editor-chefe da Revista Ferramental. Sócio fundador da Agile2 Consulting. Exerce ainda as funções de: Presidente da Associação Brasileira da Indústria de Ferramentais - ABINFER; Vice-Presidente da ISTMAInternational Special Tooling & Machining Association; Vice-Presidente da VDI Brasil - Associação de Engenheiros Brasil-Alemanha SC - VDI Verein Deutscher Ingenieure. Lattes http://lattes.cnpq.br/0446222929419765. christian@agile2.com.br
Alexandre Machado - Técnico em Mecânica pelo CIS - Dário G. Salles. Larga experiência em processo de manufatura para construção de moldes de injeção de plástico e alumínio sob pressão, processo de usinagem de eletrodos de cobre e grafite, processo de usinagem de cavidades e componentes, e implantação e gerência de laboratório para montagens de ferramentas. Sócio fundador da Agile2 Consulting. alexandre@agile2.com.br












































































O Brasil está definitivamente inserido no circuito mundial dos fabricantes de ferramentais através das ações da ABINFER - Associação Brasileira da Indústria de Ferramentais. As ações contemplam a capacitação técnico/ administrativa, o desenvolvimento de parcerias internacionais, o aprimoramento das tecnologias de fabricação empregadas, além do fortalecimento da visibilidade desta indústria no cenário nacional e internacional.
ABINFER - Associação Brasileira da Indústria de Ferramentais www.abinfer.org.br
Comissão organizadora
Adriana S. Ledoux Villwock
Carlos Alberto Pereira Coelho
Christian Dihlmann
Etsujiro Yokota
Fabiano Caio José
José R. N. da Silva (Bigode)
Luís Eduardo Albano
Roberto Eiji Kimura
Roberto Monteiro Spada
Sansão Cadengue da Silva
Stephan Dihlmann
Colaboradores
Adriano Lanes
Amanda Pascoal
Antônio Darci Gaviraghi
Flávia Acciarito
Guina Moreira
Gustavo S G de Almeida
Jacira Carrer Dihlmann
José Victor Adri Leite
Orlando Antônio Marin
Paulo César da Silva Camargo
Ricardo Terra
Wilson Villwock
Período 25 a 26/maio/2023
Local
SENAI Mário Amato
Rua Vitória M M Ramos, 330
Assunção
São Bernardo do Campo/SP
A ABINFER reúne anualmente as empresas da cadeia de fabricantes de ferramentais no Brasil e realizou o 15º Encontro Nacional de Ferramentarias - ENAFER 2023. O evento é itinerante e ocorre nos Estados de São Paulo, Rio Grande do Sul e Santa Catarina. Este é o maior evento nacional na área de ferramentarias.
Tem como missão proporcionar um amplo fórum para apresentações e discussões críticas sobre a realidade atual e cenários futuros do setor, propondo e articulando ações em prol da perpetuação das ferramentarias e seus parceiros. Desta maneira, o ENAFER apresenta-se como um fórum apropriado no qual empresários e profissionais técnicos discutem temas em sintonia com as realidades brasileira e mundial.
Este evento ocorreu de 25 e 26 de maio de 2023, nas instalações do SENAI Mário Amato, na cidade de São Bernardo do Campo, SP, e teve apoio institucional da ISTMA - Associação Mundial de Ferramentaria e Usinagem, do Ministério da Economia, o SENAI/SP, da CSFM/ABIMAQ - Câmara Setorial de Ferramentaria e Modelação da Associação Brasileira da Indústria de Máquinas e Equipamentos, do SMABC - Sindicato dos Metalúrgicos do ABC, da FUNDEP - Fundação de Desenvolvimento da Pesquisa em Belo Horizonte, e do IPT - Instituto de Pesquisas Tecnológicas de São Paulo. Além de apoio de mídia da Revista Ferramental e da Aprem Comunicação.
O público superior a 800 participantes do Brasil e exterior foi participativo e eclético.
Muito nos honrou a participação de cada profissional, empresário, acadêmico e curioso no ENAFER 2023, que individual ou coletivamente contribuiu para fortalecer ainda mais nossa cadeia produtiva e projetar um Brasil rumo a maturidade empresarial no setor ferramenteiro nacional e mundial.
Já estamos ativos na preparação da próxima edição, que tem data marcada par 30 e 31/maio/2024 na cidade de Joinville/SC.
Contamos com sua sempre distinta atenção e colaboração, aguardamos esperançosos sua confirmação para estarmos novamente unidos no ENAFER 2024.
Afinal, JUNTOS SOMOS AINDA MAIS FORTES
Atenciosamente,
Christian Dihlmann Presidente
ABINFER - Associação Brasileira da Indústria de Ferramentais presidente@abinfer.org.br

1. JUSTIFICATIVA DO EVENTO
O 15º Encontro Nacional de Ferramentarias - ENAFER 2023 visa proporcionar o relacionamento mútuo de aproximadamente 800 profissionais do setor industrial e de serviços, com debate sobre o contexto atual do mercado e a inovação em direção à Indústria 4.0.
A realização do evento tem como objetivo fomentar a discussão, entre os empresários e órgão governamentais, sobre temas comuns ao setor ferramenteiro nacional. O encontro aborda as ações para a sustentabilidade do setor ferramenteiro nacional e mundial, validadas nos encontros anteriores. São discutidos temas como: problemas/entraves para a evolução tecnológica e gerencial do setor e implicações diretas no desenvolvimento da cadeia produtiva; formatos de capacitação técnica e administrativa; situação atual do programa ROTA 2030; adoção do conceito Indústria 4.0 nas ferramentarias.
O ENAFER 2022 tem como objetivos gerais a:
• Apresentação de modelos de “gestão inteligente e eficiente” com foco na perpetuação dos negócios familiares e profissionais;
• Consolidação do Brasil como um importante agente mundial produtor de ferramentais e;
• Articulação de rede de Pesquisa, Desenvolvimento & Inovação que envolve a indústria e centros de pesquisa mundiais.
•
Os principais objetivos pontuais são:
• Articular um ambiente empresarial favorável à consolidação e desenvolvimento do setor ferramenteiro nacional e internacional, que implique em crescimento e fortalecimento da cadeia produtiva
de ferramentais (ferramentaria, fornecedores e clientes);
• Informar e orientar sobre novas tecnologias com o propósito de fomentar a modernização das empresas do setor ferramenteiro nacional e internacional;
• Sugerir ações de pesquisa, desenvolvimento e inovação com a finalidade de permitir a constante evolução do nível tecnológico das empresas refletindo em resultados positivos também para os clientes;
• Sensibilizar o empresário de ferramentaria para a importância de planejar e construir um plano de negócios com metas e procedimentos que oriente a empresa na busca da gestão lucrativa e saudável e com a perpetuação dos negócios;
• Apresentar os diversos projetos em desenvolvimento no mundo com vistas a introduzir o setor nacional no circuito mundial de
fabricantes de ferramentais com base nas melhores práticas;
• Gerar demanda de ferramentais para o setor nacional e internacional por meio do contato entre clientes, ferramentarias e fornecedores;
• Fomentar a rede de relacionamento para fortalecimento do setor através da troca de experiências e da aplicação de boas práticas de gestão;
• Vislumbrar as novas tecnologias e metodologias na abordagem educacional com vistas a planejar a capacitação de profissionais em médio e longo prazo;
• Entender as melhores práticas na gestão dos resíduos fabris visando a preservação do meio ambiente;
• Divulgar a indústria de ferramentais sensibilizando a comunidade para a importância do setor e da profissão de ferramenteiro.
WORKSHOP TÉCNICO DO ENAFER 2023
25 de maio de 2023 - Local SENAI Mário Amato – São Bernardo do Campo/SP
Horário SALA 1 Empresa
08h30min Fabricação de aços especiais associados às demandas e tendências de mercados: da aciaria convencional à manufatura aditiva. Palestrante: Cristiane Sales Gonçalves
10h40min IIoT nas ferramentarias. Palestrante: Davi Assaf
VILLARES
FIT Tecnologia
14h00min Melhoria no projeto de ferramentas de injeção de alumínio. Palestrante: Carlos Sacchelli UFSC/UCS/ UDESC
16h10min Projeto ROTA 2030 – Montagem e tryout mais eficazes de moldes de injeção. Palestrante: Régis Scalice UFSC
Horário SALA 2 Empresa
08h30min Como as ferramentas de corte e revestimentos PVD podem melhorar a eficiência e a produtividade das ferramentarias brasileiras. Palestrante: Rafael Spinassi OSG
10h40min Desafios e Soluções para Orçamento de Ferramental. Palestrante: FUNDEP FUNDEP
14h00min Redução do setup e automação em ferramentarias. Palestrante: Thales Cortez SCHUNK
16h10min Ganho de produtividade com soluções de programação CNC.
Palestrante: Anderson Ferreira de Lima e Danilo Bonassi Lapastini
COSA
Horário SALA 3 Empresa
08h30min Fábrica digital integrada – Soluções inteligentes para ganho de produtividade no ambiente da ferramentaria. Palestrante: Fernando Pasquali
10h40min Benefícios do Pallet Handling System para moldes e matrizes. Palestrante: Felipe Abud
TOPSOLID
LIEBHERR
14h00min Sistema japonês de produção aplicado a ferramentarias: Desmistificando o lean manufacturing Palestrante: Ugo Ibusuki AOTS
16h10min Novas oportunidades de negócios em Injeção de Plásticos: Como as tecnologias de moldagem avançadas podem agregar valor aos moldes e produtos. Palestrante: Gilberto Baska Junior
Horário SALA 4
08h30min Maior performance na usinagem. Palestrante: Alexandre Machado Júnior
Plastic Experts
Empresa
AGILE2
10h40min História da Lasermold, tecnologias presentes para texturização em moldes. Palestrante: Fernando Rodorigo LASERMOLD
14h00min Tecnologia em usinagem e sistemas de câmara quente. Palestrante: André Barrant e Agenor Gualberto POLIMOLD
16h10min Transformando desafios em oportunidades: a abordagem e as tecnologias para a manufatura de estampados. Palestrante: João Henrique Corrêa de Souza e Cristiano Diefenthaler TECHNNOVA
Horário SALA 5 Empresa
08h30min Usinagem de alta performance. Palestrante: Alan Câmara MÁQUINAS E SOLUÇÕES
10h40min Projeto MOLDMAKER – De ferramentaria à fábrica de moldes. Palestrante: Sérgio Couto e Andre Sousa FORMA 3D
14h00min Ferramentas de corte: Métodos e processos. Palestrante: Rafael Verçosa YG1
16h10min Solução completa para montagem de ferramentas. Palestrante: José Kleber Zibordi Mabelini HAIMER DO BRASIL
Horário EXTERNO Empresa
08h30min Digital Twin - Do Design à Manufatura. Palestrante: Mauro Duarte HEXAGON
10h00min Tour técnico nas instalações da empresa GROB
10h40min
NX CAD integrado a otimização de processos de fabricação com scanner 3D
Palestrante: Wagner Pereira, Walter Jorge e Luis C. R. Junior PLMX
25 de maio de 2023 - São Bernardo do Campo/SP
19h00min Jantar confraternização ABINFER
Local: Restaurante Buenas – São Bernardo do Campo/SP
26 de maio de 2023 - Local SENAI Mário Amato – São Bernardo do Campo/SP
08h30min Recepção e credenciamento
09h00min Abertura oficial
09h40min
A indústria brasileira de ferramentais no pódio mundial –The Brazilian die and mold industry on the world podium
11h10min Renovação do Parque Fabril – Pilar de Competitividade
11h50min
A ferramentaria de qualidade é garantia de fidelidade do cliente –PBQP-F
12h50min Encerramento etapa matinal
13h00min Almoço
14h00min Abertura etapa vespertina
14h05min
A educação como solução – modernização do currículo de formação de profissionais ferramenteiros
14h50min Ferramentaria na era 4.0 – Agora ou nunca?
15h30min Intervalo para relacionamento
16h00min Vitrine Tecnológica Rota 2030: Conecta Mais Ferramentarias
Christian Dihlmann – Presidente ABINFER
José Roberto Nogueira da Silva – Diretor SMABC
Ricardo Figueiredo Terra – Diretor SENAI/SP
José Velloso Dias Cardoso – Presidente ABIMAQ
Vagner Freitas de Moraes – Presidente Conselho SESI
Luiz Marinho – Ministro de Estado do Trabalho
Etsujiro Yokota – Presidente Honra ABINFER
Palestra em japonês com tradução simultânea
Daniela Martins – Diretora Smart Business Group
André Penteado Pires da Silveira – CEO da Produto e Jairo Cukierman – Diretor da Tesis
16h50min
Painel memorial: Medalha Herói Ferramenteiro 2022
• Cláudio Rondini
• Paulo Polidoro Primo
• Gessimar Firmino da Silva
17h50min Encerramento
Roberto Monteiro Spada – Diretor SENAI/SP
Ari Costa – Consultor da VDI – Associação de Engenheiros Brasil Alemanha
Vitor Assun – FUNDEP
Evandro Alves – FUNDEP
Anderson L. Bobbo – Ferramentaria Stampway
Natália D´Ávila Consultora do Conecta Mais
Fábio Nápoli – Consultor do Conecta Mais Ferramentarias
Lucas Camargo – CPOP
Matheus Camin – SMOLDES
Maurício Tomazetti – GASPEC
Ferramenteiros “experientes”
Entrega de homenagem






































POR SKA AUTOMAÇÃO DE ENGENHARIAS
Tecnologia é aliada para monitorar e otimizar execuções de planos de corte de chapa no chão de fábrica
Hoje em dia, mesmo com o advento da indústria 4.0, muitas empresas ainda executam os seus processos industriais conforme o método tradicional, dispensando o uso de tecnologia para integrar os setores que compõem a sua estrutura.

Nas demandas de cortes de chapas, por exemplo, ainda é bastante comum encontrar fábricas que realizam a atividade da seguinte forma:
1. O projetista elabora o programa de corte para rodar na máquina CNC;
2. Na sequência, ele imprime várias folhas com o plano de corte e as entrega em mãos para o operador CNC;
3. Após o recebimento, o operador prepara a máquina e executa a demanda conforme as instruções do plano.
Acontece que, nesse processo manual, o operador realiza o plano de corte na ordem de sua preferência, sem respeitar uma prioridade definida pela programação CNC. Também pode ocorrer de alguma folha impressa ser extraviada e de o programador realizar atualizações no plano de corte que, por falha ou demora na comunicação com o operador, podem desvalidar a ordem de corte inicial recebida e gerar rejeitos, sucatas, dentre outras perdas à fábrica.
E foi a partir dessa problemática que a SKA desenvolveu a solução SKA Production for Lantek, cujo objetivo é integrar as áreas de programação e corte de chapas nas indústrias por meio de um sistema automatizado.
O QUE É O SKA PRODUCTION FOR LANTEK?
Conforme o Engenheiro de Aplicações da SKA, Vinícius Bloss, o

SKA Production for Lantek trata-se de uma solução sob medida para apontamento e monitoramento de máquinas que foi desenvolvida especificamente para o setor de corte de chapas.
“O nosso software digitaliza a informação que deve ser comunicada entre o setor de programação e corte, possibilitando que o operador entenda, de fato, o que está acontecendo na máquina e se o plano de corte planejado pelo programador está sendo executado corretamente”, explica.
O especialista ressalta que o fato do SKA Production for Lantek utilizar as informações do banco de dados do Lantek – Sistema da SKA para gestão de corte de chapas e perfis metálicos – confere mais rapidez na sua implantação, possibilitando que informações importantes sejam extraídas e utilizadas, tanto
para o apontamento dos planos de corte como para o monitoramento da produção.
Bloss complementa que a nova solução da SKA é ideal para empresas de pequeno e médio porte que não possuem um número tão grande de máquinas em suas linhas de produção. “Com o SKA Production for Lantek, a empresa conseguirá obter os apontamentos de sua produção e controlar todo o seu setor de corte de chapas com um valor acessível, dispensando a necessidade de instalação de diversos produtos em um projeto complexo”, destaca.

Considerando os principais gargalos que as fábricas possuem atualmente, especificamente no setor de corte de chapas, a nova ferramenta de tecnologia da SKA elimina os seguintes problemas:
• Falhas na execução do plano de corte;
• Retrabalho;
• Atrasos nas entregas;
• Desperdício de matéria-prima;
• Produção de rejeitos.
Em suma, a nova solução tecnológica de integração entre as áreas de programação e corte de chapas garante segurança na troca de informações entre os setores, assegu -
rando que as pessoas certas sejam comunicadas no momento certo.
Lembrando que o uso do Reports for Lantek da SKA é outra solução que pode ser implantada no chão de fábrica, em paralelo ao SKA Production for Lantek, para analisar os apontamentos e fornecer relatórios com informações estratégicas para a gestão do negócio.
SOBRE A SKA
Mais do que oferecer softwares líderes de mercado e desenvolver soluções personalizadas, a SKA se propõe a agregar soluções, promover o desenvolvimento e construir relações rumo a nova era da indústria brasileira.
A empresa possui softwares que atendem a todas as áreas da
Engenharia e manufatura, como CAD 3D, CAM, PLM, MES, manufatura aditiva, manufatura digital, ECAD e simulação. Com o propósito de transformar a indústria por meio da inovação sustentável, a SKA possui sede em São Leopoldo e mais de 14 escritórios instalados em diferentes estados do Brasil.
www.ska.com.br
ska@ska.com.br

O Lantek é uma solução completa e definitiva para manufatura de chapas, tubos e perfis metálicos. Oferece recursos desde o orçamento de corte e operações adicionais, gestão da programação CNC e gestão de fábrica, programação CNC para máquinas de corte de chapas, tubos, perfis metálicos e dobra. Apontamentos de produção e integração com sistemas MRP/ERP/APS garantem a gestão de ponta a ponta.
A solução auxilia as indústrias no ganho de matéria-prima e na redução do tempo de programação de nesting , colaborando também com a agilidade dos processos de manufatura como um todo, com a redução de sucata e, consequentemente, com a limpeza do ambiente fabril.
A empresa CELWA, que atua há mais de 30 anos no segmento de oxicorte de ferro e aço, obteve aumento de 40% no aproveitamento de matéria-prima após a implantação da versão atualizada do Lantek. Outro benefício alcançado pela companhia foi a redução no tempo de programação, por conta da interface amigável e intuitiva do sistema.
POR TOPSOLID
A TopSolid foi destaque durante o ENAFER 2023 pela participação ativa e integração com o público em temas relevantes para o setor, como a transformação digital e a capacitação de novos talentos
Acompanhar tendências é um dos diferenciais dos setores da indústria que crescem de forma estruturada, com inovação e tecnologia. E esse movimento não é diferente no segmento da ferramentaria.
Com o objetivo de trazer ao público os temas mais discutidos do mercado, a Associação Brasileira da Indústria de Ferramentais (ABINFER) realizou mais uma edição de seu evento anual – o Encontro Nacional das Ferramentarias – ENAFER.
Com a presença de mais de 800 visitantes, entre empresários, profissionais e representantes de entidades de classes do setor, o ENAFER 2023 abriu debate para temas como “a evolução tecnológica”, colocando em foco a gestão administrativa e a cultura empresarial como os principais entraves a serem superados para a evolução da indústria 4.0.
Além de destacar os desafios da indústria para a
formação de mão de obra capacitada e adequada para atuar com as novas tecnologias.
Atuando há mais de 40 anos no mercado global e há mais de 18 anos presente no Brasil, a TopSolid foi uma das empresas protagonistas na discussão desses temas, abordando especificamente os processos da Transformação Digital e como ter uma participação ativa e colaborar com a capacitação de mão de obra.
Para introduzir o tema Transformação Digital, movimento que visa levar a indústria para o modelo 4.0, a TopSolid trouxe um novo conceito para os processos produtivos das indústrias – o da Fábrica Digital Integrada.
E para desmistificá-lo realizou o workshop : “Fábrica Digital Integrada – Soluções inteligentes para ganho de produtividade no ambiente da ferramentaria”.
O workshop foi ministrado por Fernando Pasquali, Gerente de Marketing e de Operações da TopSolid Brasil, que apresentou o gráfico que traduz o ecossistema baseado em soluções digitais 360º para a indústria mecânica.
Pasquali demonstrou como as soluções evoluíram para o conceito de Fábrica Digital Integrada, a partir da aplicação dos softwares CAD/CAM/CAE/PDM/ERP, que atendem todo o processo produtivo industrial – desde a criação do projeto, processamento, até a entrega. Apesar de demonstrar o quanto essas soluções contribuem para que as indústrias caminhem para o modelo 4.0, durante o workshop , algumas questões levaram o público à reflexão, como:
• “Por que a Fábrica Digital Integrada será vital para qualquer indústria?”
• “Como ser bem-sucedido na implantação da Fábrica Digital Integrada numa ferramentaria?”
A apresentação contextualizou o que a ferramentaria era no passado e quais tecnologias utilizava para projetar, manufaturar, validar e fazer a gestão dos projetos.
A ideia foi mostrar a evolução e fazer com que o público também identificasse a atual posição de suas indústrias em termos de evolução tecnológica.
Fernado Pasquali conta um pouco da história e ressalta que, a princípio, os projetos eram desenhados de forma manual, com desenhos técnicos. Depois entra a era das pranchetas eletrônicas, o CAD 2D, e em seguida inicia-se a era do modelamento, com o CAD3D Genérico e depois o verticalizado.
“Com a entrada do software verticalizado, inicia-se a filosofia da TopSolid que propõe a aplicação simples e rápida de soluções dedicadas a ferramentaria e matrizarias que desenvolvem dispositivos, estampos, moldes e matrizes, seja para termoplásticos, elastômeros, ferrosos e não ferrosos. O propósito sempre é reduzir tempo do projeto e de fabricação, além de diminuir retrabalhos e não conformidades. Esses fatores elevam o desempenho dos processos e garantem maior produtividade”, explica.
LINHA DO TEMPO: OS FORMATOS DE ATUAÇÃO EM CADA MODELO DE INDÚSTRIA:
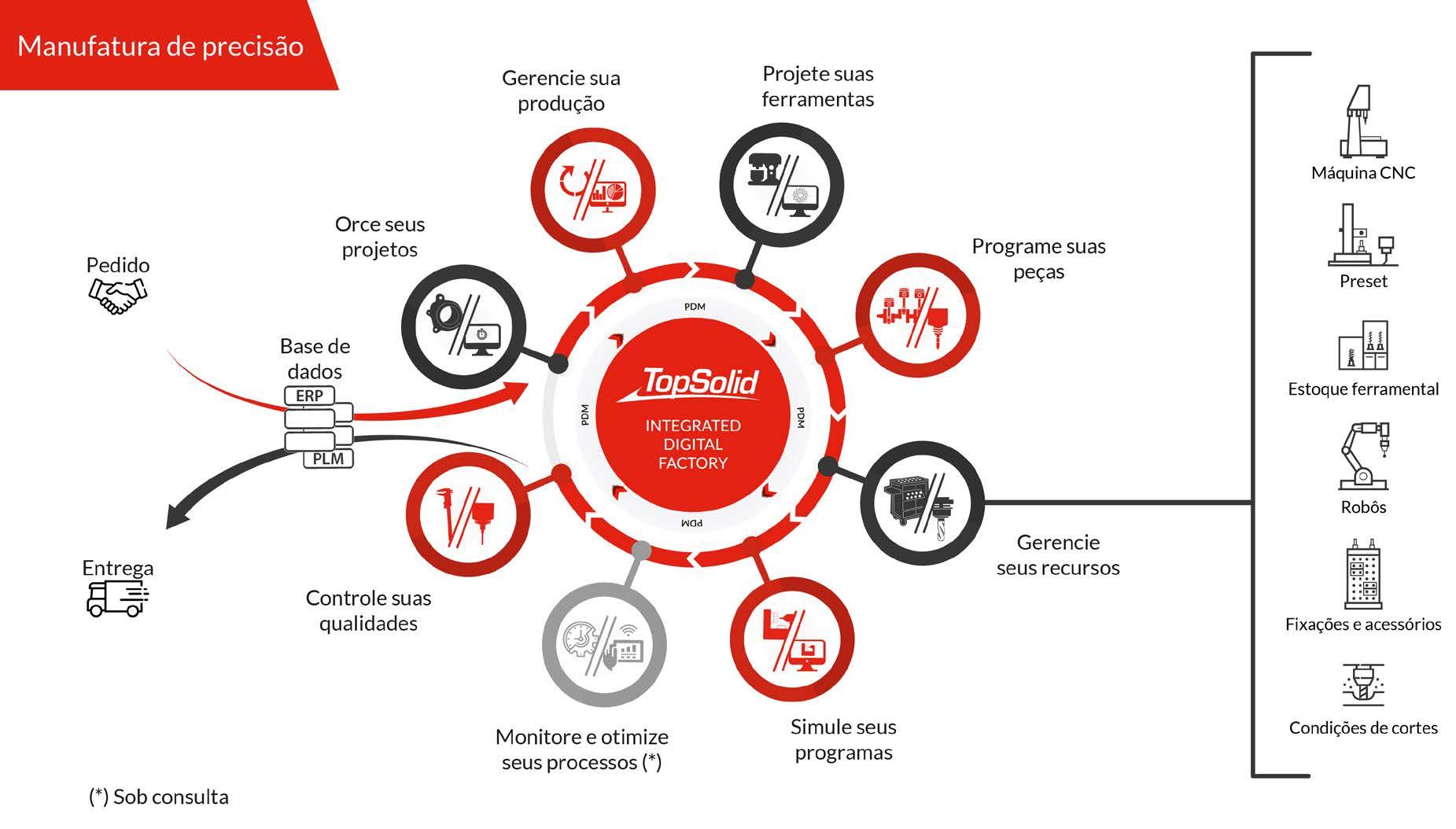
Indústria 1.0 – processos totalmente manuais. Indústria 2.0 – formato eletrônico, porém sem gestão de dados.
Indústria 3.0 – uso eletrônico, com plataformas 3D. Softwares não são integrados.
Indústria 4.0 – mundo ideal. TopSolid traz tecnologias para Fábrica Digital Integrada.
FERRAMENTARIAS
No mercado atual, as indústrias encontram diversas soluções para melhorar seus processos produtivos, porém a falta de integração das tecnologias retarda o avanço para o modelo 4.0.
O ideal é a aplicação de soluções integradas, que fecham todo o ciclo da indústria de precisão:
(engenharia simultânea). Disponibiliza bibliotecas digitais de porta ferramentas e componentes dos principais fornecedores nacionais e internacionais, contribuindo para criação de projetos de forma ágil e assertiva.
Orçamento/Pré-Projeto
TopSolid’Pdm
As soluções orçam por similaridade, agilizando a equivalência entre os projetos atuais e os existentes. Em um pré-projeto é possível aproveitar peças ou projetos existentes, oferecendo rapidez e ao mesmo tempo precisão ao projeto.
Projeto
TopSolid’Design (CAD)
Na fase inicial do projeto é essencial documentar as informações dos produtos, permitindo avaliar sua factibilidade, mensurar a qualidade do modelo 3D, recuperar regiões com defeito entre outros fatores para propor melhoria.
TopSolid’Mold
É uma ferramenta para pré-projeto que, através de bibliotecas e componentes inteligentes permite configurar um molde, com o objetivo de validar conceitualmente e construtivamente o projeto. Isso permite vincular informações e chegar a um custo aproximado do valor real do projeto, o que aumenta a credibilidade junto aos clientes e aumenta a chance de fechar negócios. A disponibilidade da biblioteca digital de porta moldes auxilia no desenvolvimento de projetos e ajuda a antever problemas que levam a retrabalhos, impedindo erros na manufatura.
TopSolid’Progress
O TopSolid’Progress é o mais avançado software de estampos do mercado, seja desenvolvendo o projeto com um único projetista ou de forma colaborativa
TopSolid’Electrode
Já reconhecido como o mais eficiente sistema de extração e detalhamento de eletrodos, o TopSolid’Electrode se destaca por auxiliar na automação da programação da eletroerosão CNC.

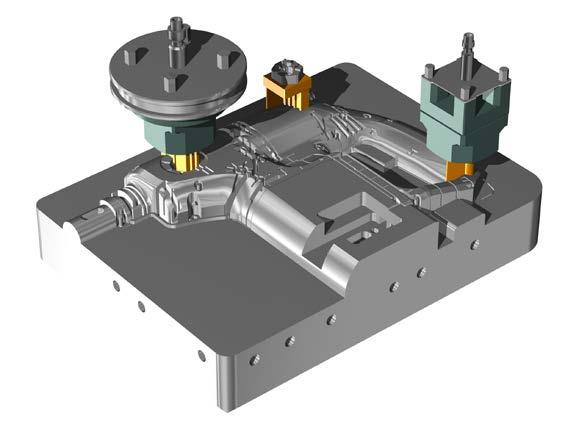

Manufatura
TopSolid’Cam
Oferece um conjunto de soluções integradas visando a automação de processos de manufatura via CAM. Composto por quatro gestores – TopMachine, para máquinas e
fixações; TopTool, para ferramentas e condições de cortes; TopProcess, para processos de usinagem; e TopFab, para documentações – auxilia e centraliza o know-how das empresas.
O software programa usinagens de 3 e 5 eixos de alta performance, ideais para aplicações de alto rendimento, além de atender demanda para outros processos como torneamento e máquinas multitarefas.
de forma consistente para a formação de profissionais para o setor.
Pela palestra “A educação como solução – modernização do currículo de formação de profissionais ferramenteiros”, o professor do Senai, Sr. Roberto Monteiro Spada, falou sobre a necessidade de motivação e investimentos para formar novos talentos.
Nesse ponto, o professor reconheceu a TopSolid como um parceiro para a formação de profissionais.
Reconhece automaticamente as geometrias e informações de processo diretamente do arquivo do projeto e escolhe a melhor tecnologia de corte, dependendo das variáveis configuradas em cada máquina, calibre de fio e rugosidade.
Para evitar retrabalho e perdas, antes de iniciar a fabricação é preciso validar os projetos por meio de softwares específicos, que auxiliam na otimização do processo e consumo de materiais das peças, garantindo ganho de produtividade.
Para finalizar o workshop , Pasquali volta às questões feitas inicialmente.
“Quando me perguntam por que a Fábrica Digital Integrada será vital para qualquer indústria, respondo de forma simples: Porque somente a integração das tecnologias pode atender a todas as etapas do processo, sem perda de performance e qualidade, do início ao fim. Não adianta ter a ideia, criar e fabricar o produto. A indústria precisa de tecnologias que garantam gestão, agilidade, precisão e que resultem em diferenciais competitivos”, destaca Pasquali.
Se a tecnologia foi um ponto forte durante o ENAFER 2023, saber quem vai operá-la foi um tema ainda mais debatido.
Colocando a educação no contexto do evento, o ENAFER trouxe o Senai, a instituição que tem atuado
“A TopSolid já investiu mais de 120 milhões em software para a formação desses alunos.” – Professor Spada. E para prestigiar esses alunos, o Senai expôs seus trabalhos e os colocou em evidência no palco principal do evento para contarem seus casos de sucesso.
A TopSolid foi patrocinadora Diamante do ENAFER 2023. O evento atendeu às expectativas da empresa tanto na exposição de assuntos que realmente fazem parte do dia a dia do setor, quanto no perfil dos visitantes e na presença de personalidades importantes de segmento da ferramentaria.
“O evento gerou boas oportunidades em networking e em novos negócios”, finaliza Fernando Pasquali.

Empresa francesa que há 40 anos disponibiliza softwares que garantem alta qualidade em todas as etapas dos processos da indústria de precisão, como o CAD/ CAM/PDM/ERP.
A TopSolid chegou no Brasil em 2006, ao reconhecer no país um polo de grande desenvolvimento industrial. Desde então tem contribuído com o desenvolvimento e crescimento do setor, seja por meio de suas tecnologias inovadoras, seja por meio de seus investimentos em treinamentos, com o objetivo de formar profissionais especializados e capacitados para atender as novas demandas tecnológicas do mercado.
Todos nós somos administradores, independente de nossos títulos, da classe social a que pertencemos ou do tamanho das organizações que nos empregam ou utilizam nossos produtos e serviços. Todos administramos a nós mesmos e nossas próprias tarefas. Todos administramos outras pessoas (oficialmente ou não) e todos podemos aumentar a nossa eficiência por meio de uma administração mais humana e inteligente.
A cada dia, neste país, os administradores provam que ocorre uma “falha de comunicação” não apenas em nossas próprias casas, mas também em qualquer lugar onde pessoas se reúnem com propósitos produtivos. Em todos os trabalhos que fizemos de consultoria em nossas carreiras afirmamos que as falhas de comunicação representam, hoje em dia, a maior ameaça para o equilíbrio dos ambientes corporativos, fazendo-se então necessário que a alta administração de uma empresa o resolva ou pelo menos o amenize de imediato – Mostraremos no decorrer deste artigo como fazer esse processo
com o mínimo de investimento e o máximo de aproveitamento para o ganho de todos.

A falta de comunicação acontece por duas razões: a primeira é que a variedade e a complexidade da plateia de um administrador tiveram um drástico aumento, assim como as tecnologias que trazem acesso a ela nos últimos anos. Tanto na comunicação para cima, para baixo, para os lados da organização quanto para fora dela, os administradores estão descobrindo que os receptores das suas mensagens tornaram-se mais argutos, mais sofisticados e mais exigentes em relação ao que recebem e percebem como mensagem. Os memorandos, briefings, discursos e conversas para levantar o moral usado no passado, na maioria das vezes hoje não são bem sucedidos. A comunicação deve ser cada vez mais congruente, objetiva e focada.
A segunda razão é que a comunicação é a atividade mais comum de qualquer administrador, pois este passa a maior parte de seu dia enviando e recebendo mensagens. Se você fizer um diário de seu dia a dia típico, desco-
brirá que passa três quartos de seu tempo escutando, conversando, lendo e escrevendo – enfim, comunicando-se. Portanto não é de se surpreender que “uma falha de comunicação” tenha sido diagnosticada como a praga da administração moderna, principalmente em áreas técnicas.
No entanto, alguns administradores encontraram um antidoto para essa doença e impulsionam as suas carreiras aprendendo a se comunicar, e praticando diariamente até se tornarem excelentes e influentes comunicadores. Eles atingem os resultados pretendidos sempre que falam ou escrevem independente da plateia. E sua capacidade de ouvir os mantém em constante contato com seus superiores, subordinados, pares, clientes ou qualquer outra pessoa. Eles se revelam invariavelmente como indivíduos que exprimem o que dizem e dizem o que pretendem dizer, e sabem o que os outros dizem e o que querem dizer com detalhamento e franqueza. Os administradores que carecem dessa capacidade – e que infelizmente representa grande parte da população em questão- olham seus colegas mais
eficientes com admiração e assombro, e muitas vezes até com uma certa “inveja”... “Como ele faz isso?”, e eles se perguntam em seu íntimo: “Gostaria de poder me comunicar com o mesmo êxito. Se ao menos eu pudesse usar o idioma tão bem, ou interpretar o que as pessoas falam com a mesma precisão e poder perceber a sutileza dos detalhes...”.
Abaixo abordaremos várias formas de como você poderá potencializar a sua capacidade de comunicação para evitar e tirar ruídos de comunicação de seu dia a dia ao passo que começará a influenciar as pessoas em seu meio. A partir deste artigo tenho certeza que as pessoas começarão a prestar atenção no que você fala, e você conseguirá perceber e prever com sensatez as intenções, assim como a comunicação verbal e não verbal em qualquer situação que seja necessária. Leia, aplique o que aprender e compartilhe deste conteúdo e perceberá o quão grata as pessoas ficarão ao perceber seu autodesenvolvimento, e principalmente o


aumento de seu respeito por elas – Pois comunicar-se bem, escutar bem, e ser escutado são complexos e úteis sinais de respeito na vida pessoal, assim como na profissional.
Aprendemos no decorrer de nossas carreiras 8 regras de ouro em relação a percepção da comunicação quem farão você vender mais, melhor e com lucro e são elas:

1. As habilidades de comunicação são todas inatas, portanto qualquer pessoa tem capacidade de aprender tanto escrever bem, como aprender a falar em público. Você nasceu chorando, não falando! Aprendeu a falar imitando os outros, e a escrever escutando os sons e praticando pela escrita – esse aprendizado não acabará nunca e à medida que aprende mais, mais prazeroso se torna aprender.
2. Suponha sempre que a próxima mensagem que vai transmitir seja mal interpretada. Desse modo você se comunicará com mais atenção, procurará feedback e examinará





primeiro, sempre que não obtiver resultados desejados.
3. Não se preocupe em ser claro ou “falar bonito”, preocupe-se em ser compreendido, sempre. Pergunte a si mesmo: Como posso transmitir essa mensagem de maneira a não ser mal interpretado? E se isso acontecer, o que posso fazer a respeito?

4. O sentido da maioria das palavras não pode ser encontrado em um dicionário. As definições estão nos dicionários; os sentidos estão nos costumes e nas crenças dos povos. Nós não transmitimos o sentido; transmitimos mensagens (palavras e comportamentos) que representam e evocam o sentido na mente de nossos ouvintes.


5. O sentido que as pessoas captam vem menos daquilo que você diz do que da maneira como diz e a velocidade como diz. Na realidade seu tom de voz e sua linguagem corporal (sua comunicação não verbal) são responsáveis por pelo menos


50 por cento do sentido captado.
6. Sempre que uma pessoa está na presença de outra, as duas se comunicam. Mesmo quando pensa que não está transmitindo mensagens, você o está fazendo. Talvez não sejam as mensagens que você quer transmitir, mas a outra pessoa as está recebendo. É impossível você não se comunicar em público, portanto procure saber se comunicar com tato.

7. Mais de sessenta por cento das informações armazenadas na mente das pessoas entraram através dos olhos. Quando suas palavras não estiverem congruentes com suas ações, seu ouvinte acreditará em suas ações.
8. A comunicação é um processo complexo, contínuo, dinâmico e mutável. Ela não é a simples troca de palavra que a maioria das pessoas pensa que é. Mais coisas podem dar errado do que certo quando nos comunicamos. E desintegrarão suas amizades,
sua influência, seu convívio social e seu emprego caso você não aprenda a dominá-la em todas as suas formas. – Comunicar-se bem trará autoconfiança e autoestima de imediato a você, e se já as têm também terá influência e projeção imediata onde quer que esteja.
Existem várias formas de aprender a comunicar-se, compartilharemos as mais práticas, fáceis e com pouco ou nenhum investimento a não ser disciplina e boa vontade de aperfeiçoar-se.
a. Peça feedback. É provável que haja várias pessoas próximas de você o bastante para observar suas comunicações com regularidade. Pergunte-lhes como pensam que você está indo. Há a possibilidade de elas terem armazenado várias observações que compartilharão gratuitamente. Seja específico nos seus pedidos, de modo que elas também o sejam no feedback. Não
fique na defensiva quando estiver recebendo a resposta.
b. Procure o feedback. Se você for uma pessoa muitíssimo observadora, que se preocupa com seu impacto sobre os outros, raras vezes terá que pedir feedback a alguém. Você saberá como está se saindo observando as reações verbais e, em especial, as não verbais de outras pessoas em relação a você. Muitos de nós receiam reconhecer esse feedback por medo do que irão perceber.
c. Grave a sua voz em um gravador digital. Aí está uma boa maneira de aferir a pronúncia, a velocidade, o tom e a variação vocal de sua fala. Faça experiências com a voz para obter novos efeitos. Entretanto, esteja preparado para a insatisfação quase certa quando ouvir pela primeira vez sua voz reproduzida. Essa é uma reação normal, continue praticando e com o tempo acostumará com o retorno.
d. Grave sua imagem em vídeo. Quase
tão grande quanto o medo de falar em público é o medo de se ver falando em público. Não são muitas as pessoas interessadas em ver-se em vídeo, provavelmente porque esse exercício revela muitas falhas. Você descobrirá maneirismos e padrões de fala que nunca pensou ter. - Seja inteligente e se antecipe ao que precisa ser mudado. e. Olhe-se em um espelho. Verifique a sua imagem corporal total em um espelho de corpo inteiro. Observe o impacto de suas roupas, o tamanho e o estilo de seu cabelo, sua postura, a expressão global de seu rosto, e assim por diante. Essa é a imagem corporal que deseja transmitir? O que pode fazer a respeito?

f. Ouça a si mesmo. A maioria de nós precisa gravar a voz a fim de ouvi-la porque enquanto falamos estamos tão ocupados pensando no que vamos dizer em seguida que, na verdade, nunca ouvimos nossas próprias palavras. De vez em quando, preste atenção em sua voz. Suspenda o pensamento e diminua a velocidade o suficiente para ouvir como fala para outras pessoas e a fim de se dar uma oportunidade para depurar palavras e sons indesejáveis, transmitindo assim através de sua comunicação a pessoa distinta e agradável que é.
Nesta última parte do artigo descreveremos a diferença entre Ouvir e Escutar, Entender e Compreender Ouvir é a mesma coisa que escutar? Existe diferença entre entender e compreender? Veja esta importante comparação sobre o uso dessas palavras.
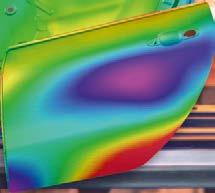
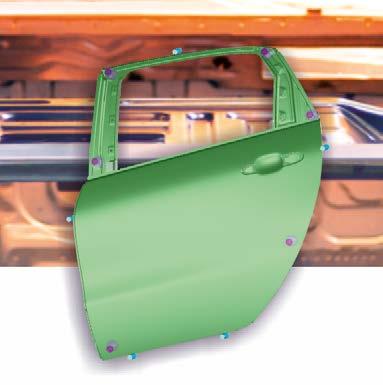
O cliente pergunta ao vendedor:Vendedor, você ouviu direito a objeção?
O vendedor responde: - Ouvi sim, eu só não escutei o que o senhor quis dizer com ela.
Pode parecer engraçado, mas há uma grande diferença entre os dois verbos. Como pode alguém ouvir e não escutar?
Ouvir refere-se aos sentidos da audição, é um processo biológico e quase automático. A pessoa ouve apenas, mas pode ou não interpretar a comunicação.



Escutar requer mais que ouvir, ou seja, a pessoa tem que prestar atenção ao assunto, entender do que se trata, perceber o que foi dito, sentir as palavras, memorizar o assunto, opinar, levar em consideração e agir ou não em conformidade de propósito.
Para quem deseja ter sucesso nos estudos, progredir profissionalmente, alavancar sua carreira, escutar é a melhor opção e haverá necessidade de prática. Nos dias de globalização, competição acirrada, as pessoas pouco escutam e desejam mais falar do que ouvir. No entanto, saber ouvir é um sábio conselho milenar que requer treinamento. Uma comunicação perfeita e sem ruídos requer atenção e bons ouvintes antes de qualquer coisa.
Havendo falha na comunicação haverá falhas nas relações, sejam elas conjugais, empresariais, escolares, associativas, entre outras. Pesquisas indicam que atualmente um dos maiores problemas de comunicação nas empresas é o fato dos colaboradores de todas as hierarquias estarem mais preocupados consigo mesmos, com seus problemas, não ouvindo seus parceiros e isto tem gerado infinitos conflitos que poderiam ser minimizados se as pessoas apenas escutassem mais ao invés de apenas ouvir.
Darei em seguida alguns porquês é essencial aprender a ouvir e escutar, e praticar ambos nas relações sociais para assim entender e compreender anseios próprios e alheios. Ouvir e escutar são essenciais em nosso crescimento integral e equilíbrio diário por que:



• Evita problemas. Um bom ouvinte presta atenção em instruções, sugestões e avisos. Raras vezes as pessoas têm motivo para se indispor com alguém que presta atenção nelas.
• Esclarece situações. A vida é uma experiência magnífica e de aprendizagem total. Há coisas acontecendo à sua volta todo o tempo. Quanto mais você ouvir e compreender essas coisas, mais aprenderá pessoal e profissionalmente com sua experiência e com a experiência alheia.
• Aumenta a sua competência e o


respeito que os outros têm com você. Quanto mais informações você tiver sobre seu trabalho, com mais êxito o realizará. Ouvir é uma maneira segura de obter mais conhecimento e respeito do que a maioria dos outros tem.
• Faz você parecer inteligente. Isso é certo! Ouvir e escutar não apenas aumentam a sua inteligência, mas também faz você parecer uma pessoa inteligente e mais interessante para estar perto. Considere as qualidades que você atribui a uma pessoa de poucas palavras e muito conteúdo. É provável que seja sabedoria, jamais presunção ou estupidez.
• Aumenta gradativamente seu poder de influência. “Conhecimento é poder”, como diz o ditado. O poder do conhecimento obtido ao ouvir os outros é devido ao fato de que você acaba tendo mais informações, fatos e dados à sua disposição. Ser um bom ouvinte propicia que suas ações sejam mais fundamentadas, apropriadas e respeitadas em qualquer meio que esteja.
• Ajuda-o a respeitar e compreender os outros. Há algo mais essencial e importante do que compreender as necessidades, motivações, crenças e valores daqueles a sua volta? Isso é fundamental quando se deseja fazer com que um subordinado ou um superior reaja de um modo determinado e favorável a todos. Que maneira melhor existe para descobrir o que motiva as ações das outras pessoas do que ouvi-las para poder servi-las e a tornarmos melhores do que são hoje?
• Confere respeito por você, pelo que faz e pela “marca” que você representa. Quantas vezes já não lhe disseram: “Pelo menos ele me ouviu”? Você não percebeu o respeito auferido pela pessoa que de fato foi capaz de ouvir?
• Negocia por você e te traz poder nas negociações. As duas chaves para você obter o que deseja de outros são saber o que eles estão
dispostos a dar e o que será necessário para fazê-los dar mais ou menos. A única maneira de descobrir isso é ouvir com atenção, direcionar ao remetente a escuta com o máximo de respeito e detalhes. Lembrando que negociação é uma linha tênue entre o “vendedor” e o “comprador” em cada transação.
• Neutraliza a raiva dos outros e ameniza danos a sua pessoa ou imagem de quem representa. A resposta mais eficaz a uma explosão emocional é dada inicialmente com os ouvidos. Quando damos atenção a uma pessoa irada, passamos a compreender a causa da ira, demonstramos nossa empatia e possibilitamos o desabafo que, no final, permitirá a pessoa dominar-se. É loucura tentar argumentar contra a raiva antes de poder compreendê-la, ter empatia por ela e aplaca-la. A maioria dos colaboradores chave de uma empresa a deixam porque seu gestor direto não tem capacidade ou empatia de escutá-lo. Em relação a clientes, mais de 80% deles deixam sua empresa sem prévio aviso depois de perceber que não será escutado. Ele simplesmente muda de marca e vai para onde for mais bem interpretado.
• Desenvolve autoestima, autoconfiança e amor-próprio nos outros. Quando você para o que está fazendo para escutar alguém, você está dizendo: “Sinto estima por você e pelo que você tem a dizer”. Essa é uma das maneiras mais seguras de desenvolver o amor-próprio em seus subordinados, seu cônjuge, nas suas crianças, e na maioria das pessoas de sua vida.
• Traz consideração, equilíbrio e amor à sua vida. A expressão de amor e consideração mais convincente é ouvir com atenção, fazer a pessoa falar mais demonstrando tudo que aprendeu acima em forma de escuta ativa e interativa. Afinal de contas, quem se detém para escutar quem não gosta? Além do mais, uma das maneiras mais rápidas e inteligentes de fazer
com que as pessoas o tenham em consideração é dar-lhes ouvidos e tempo para desenvolvê-las. E isso começa na mais tenra infância. Note que as crianças medem o amor dos pais pela demonstração que dão de interesse por elas ao ouvi-las com total interação e ótimos sentimentos. Na vida adulta também é assim, e tenho certeza que toda a sociedade evolui quando escuta e interage com respeito aos interesses alheios.
Assim como ouvir e escutar são palavras parecidas, mas com um sentido diferente e mais amplo, entender e compreender também são. Embora nos dicionários as palavras sejam sinônimas, elas apresentam diferenças cruciais e importantes.
As pessoas podem entender algo e não compreendê-lo, bem como não saber explicá-lo também.
Ter compreensão sobre os assuntos fará uma profunda diferença para subir os degraus de sucesso ou não de qualquer empreendimento em qualquer esfera da vida de um indivíduo. Compreender requer questionamento, perguntas e a busca pelas respostas. Para compreender não se pode ser apático, conformado, estagnado.
A dúvida e a busca da resposta fazem parte do ser racional. A natureza por si só fez do homem, um ser questionador, sempre procurando desvendar os mistérios da vida. Por esta razão a civilização fez e tem feito grandiosas descobertas. No entanto, a modernidade e a revolução tecnológica têm feito algumas pessoas se acomodarem e pararem no tempo.
Compreensão requer atenção, questionamento, interação, decisão e principalmente tempo para pensar, analisar e conquistar o verdadeiro entendimento em todos os assuntos. É ela que nos torna pessoas melhores, mais ativas e especiais ao nosso meio.
Temos que aprender a entender e compreender para ter paciência, escuta ativa e a colocar-se no lugar do outro de forma empática, por pior
que esta seja. Pois quem escuta e compreende tem o dom de se colocar na mesma situação, ganha o direito de ser respeitado, faz entender e dissipar os problemas, e dá força para que juntos encontrem a solução, estabeleçam ótimos acordos e vivam em equilíbrio e harmonia na sociedade.
A Natureza nos fez perfeitos, e cabe a nós aperfeiçoarmos a nossa “perfeição”. Nossos traços representam nossas dívidas e nossas dádivas... Lembre-se que os traços dominantes da sua personalidade são os compromissos que você tem com a sua própria vida, e o zelo que você
têm com os outros lhe trará frutos e liderança durante toda a sua vida. Tenha um excelente dia e hoje e sempre; Pois o mercado é do tamanho da sua competência, influência e reputação.

Michelle Borchardt Silveira - Administradora de empresas com MBA em marketing pela Fundação Getúlio Vargas. Atua na área de Customer Success, no relacionamento e comunicação direta com clientes, equipes internas e parceiros estratégicos. Em seu dia-a-dia busca contribuir para a retenção de clientes e entrega de valor percebido. Também possui experiência em liderança de equipes de Serviços e gerenciamento de projetos. Autora dos livros ATITUDE – A VIRTUDE DOS VENCEDORES – Best-seller com mais de 500.000 leitores, além de Coautora no livro Ser+ com Palestrantes Campeões e dos doze títulos da Coleção Atitude. michelle.silveira@totvs.com.br

Paulo César Silveira - Conferencista com mais de 2500 palestras em seus 21 anos de carreira, nas áreas corportamental, liderança, vendas consultivas, negociação, vendas técnicas e comunicação com base em influência. Foi contratado por mais de 200 empresas das 500 melhores empresas eleitas pela Revista Exame. Professor convidado da FGV/SP, FIA FEA/USP, UDESC e UFRGS. Consultor, empreendedor e articulista com mais de 900 artigos editados. Autor de 26 livros, destacando-se os best-sellers: A LÓGICA DA VENDA, ATITUDE – A Virtude dos Vencedores e o VENDA SUSTENTÁVEL

– A Lógica da NEGOCIAÇÃO lidos por mais de 4,8 milhões de leitores. Está revolucionando o mercado com novas formas de pensar e treinar equipes comerciais, com formatos disruptivos e inovadores, trazendo resultados nunca antes alcançados! Sua experiência e conhecimento são amplamente compartilhados em livros e artigos. Esses não só fizeram sucesso entre os mercados corporativos, como também despontaram em vendas para o público geral, tornando alguns dos seus títulos como os mais aplicáveis e vendidos do segmento. Sendo ainda Mentor e líder do Projeto Liderança Made in Brazil. falecom@paulosilveira.com.br

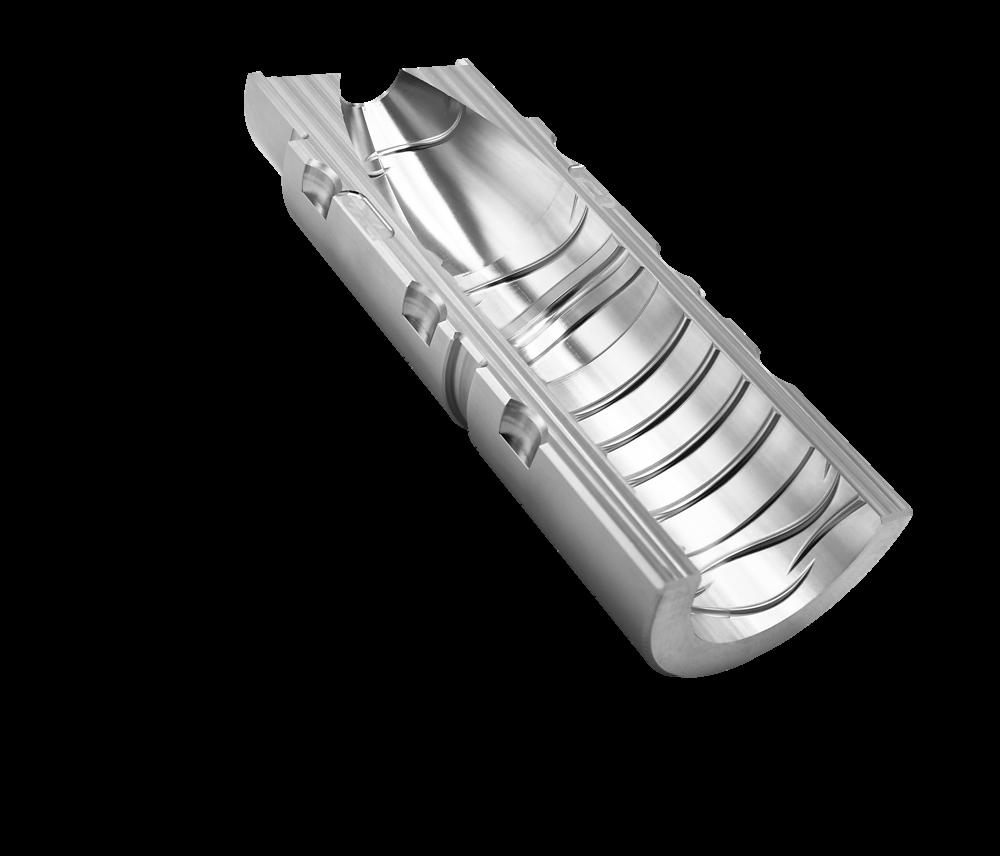
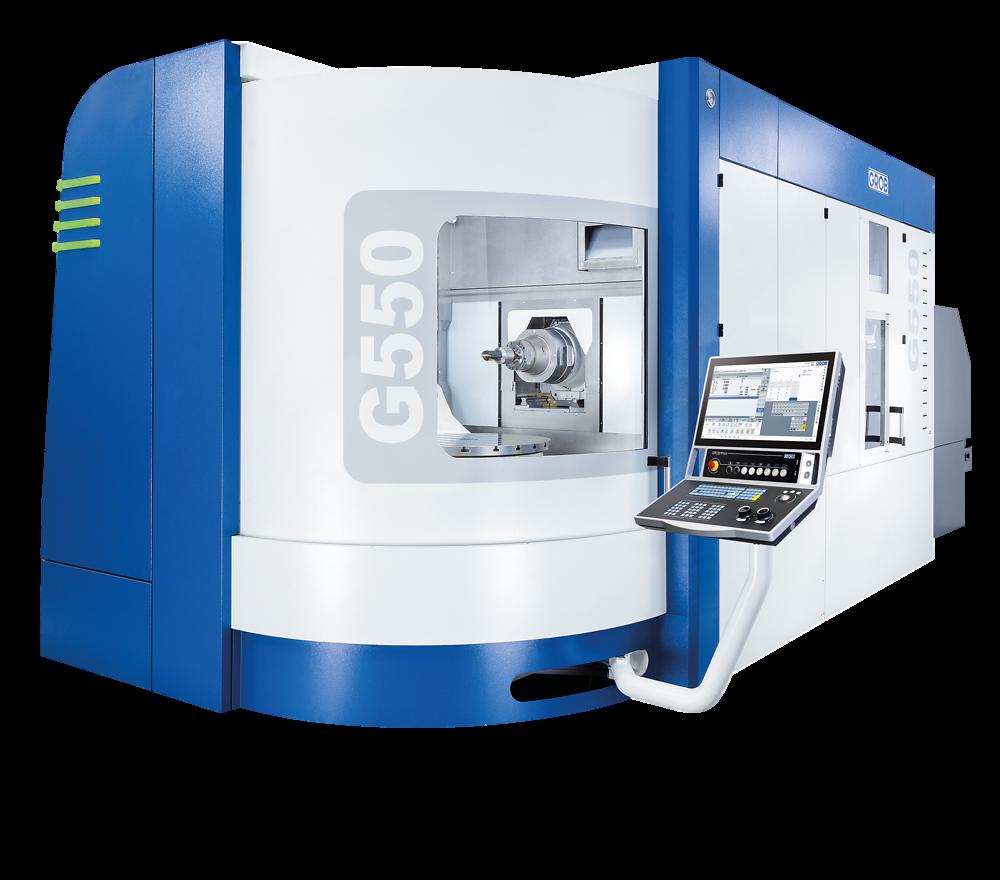

Com quase 100 anos de presença global e mais de 60 contribuindo para a inovação e modernização da indústria sul-americana, a GROB do Brasil avança no mercado buscando pelo alto desempenho de seus sistemas de produção e automação, sempre preparada para o futuro e com um repertório tecnológico de sistemas flexíveis de usinagem e montagem, bem como tecnologias para a eletromobilidade e iniciativas 4.0 para uma produção mais tecnológica.
Mercados e produtos bem estabelecidos há mais de 60 anos
Sempre posicionada como uma das maiores fornecedoras de sistemas flexíveis de manufatura para a indústria automobilística, a GROB do Brasil cria soluções, desde o planejamento, passando pela engenharia à colocação em funcionamento, na forma de linhas de usinagem e montagem.


Esta expertise é aplicada na fabricação de centros de usinagem 5 eixos, que oferecem ao mercado possibilidades quase ilimitadas na usinagem, fresamento e torneamento de peças dos mais diversos materiais.
A GROB como parceira para os ferramenteiros
A colaboração entre clientes e fornecedores, ao longo de toda a cadeia de processos é crucial para enfrentar os desafios da fabricação de moldes e matrizes.
1. Consultoria e suporte de aplicação
Moldes e matrizes são peças de alta precisão e complexidade, exigem conhecimento técnico avançado, com uma abrangência para tamanhos de peças, materiais e requisitos de precisão. A GROB desenvolve estratégias eficientes desde o protótipo até a produção em série.

2. Estratégia de usinagem
Durante a cadeia de processos, a GROB atua no desenvolvimento da estratégia ideal, acompanhada por programação e simulação adequadas antes da usinagem na máquina. As tecnologias dos centros de usinagem horizontais da GROB apresentam vantagens na usinagem de cavidades profundas e superfícies complexas, assim como furações profundas ao longo do eixo Z. Além disso, as extensas opções de configuração,aumentam as possibilidades, garantindo alta eficiência de usinagem durante operações de desbaste e acabamento, resultando em economia de tempo e proporcionando excelentes resultados desde a primeira peça usinada.
3. O conceito de máquina ideal
Os centros de usinagem de 5 eixos, G150, G350, G550 e G750 são máquinas de alta potência e podem ser configuradas de acordo com suas necessidades. São modelos especialmente desenvolvidos para a fabricação de moldes e matrizes, possuem uma cinemática horizontal para uma usinagem simultânea de 5 eixos eficientes. A disposição única dos eixos, combinada com alta estabilidade da máquina, apresenta características únicas - perfeita queda de cavacos e maior vida útil da ferramenta, aumentando a segurança e produtividade e permite a integração de processos de furação profunda de forma econômica e sem colisão, garantindo uma produção eficaz e integrada à diversas soluções de automação.
Vista aérea da planta da GROB localizada em São Bernardo do Campo - SP há mais de 65 anos. São 85.000 m² com estrutura completa de engenharia, fabricação e assistência técnica local com cerca de 800 colaboradores.

O conceito de 5 eixos simultâneos com motofuso horizontal promove ampla acessibilidade para a peça de trabalho, permitindo trabalhar com ferramentas mais curtas e, consequentemente, garantir maior estabilidade do processo.


A produtividade é um fator cada vez mais importante para os fabricantes de moldes, matrizes e ferramenteiros em geral. E a escolha da máquinaferramenta ideal é um componente essencial para aumentar a competitividade da indústria.




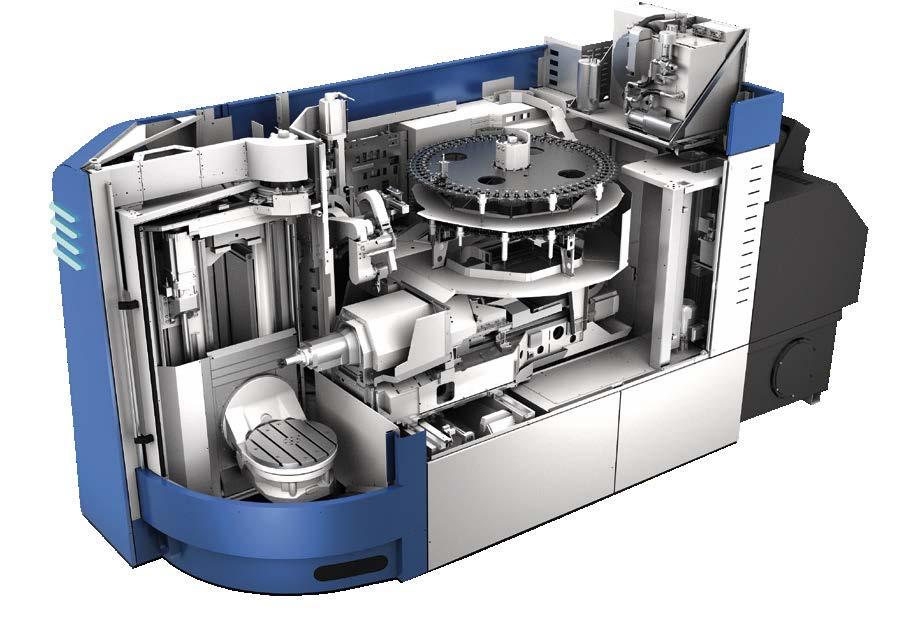

Conheça mais sobre os produtos disponíveis e traga seu desafio para a GROB.
Fundada em 1991, a Injetaq Indústria e Comércio Ltda. tem suas atividades voltadas para o fornecimento de peças injetadas de plásticos. Os idealizadores da empresa e até hoje sócios, Domingos Tabone, Edgard Gomes e Edson Abrell, na fundação, apostavam nas suas três máquinas injetoras para entrarem no mercado de peças plásticas. Eles trabalharam em várias montadoras automobilísticas onde tiveram diversas experiências. Quando se conheceram, decidiram se unir para novos desafios no mundo empresarial.

A Injetaq iniciou as atividades em um prédio em São Bernardo do Campo, com um espaço reduzido e contava com apenas cinco profissio -
nais atuando, mas isto não limitou a conquista de importantes clientes como Volkswagen, Fiat e General Motors, os quais começaram fornecendo serviços na área de projetos de ferramentas, modelos de fundição e ferramentaria
Atualmente, atende principalmente as indústrias automobilística, de eletrodomésticos e de brinquedos, com serviços nas áreas de projeto e desenvolvimento, modelação, ferramentaria, controle dimensional e injeção de plástico, bem como na confecção de peças, protótipo-experimentais confeccionadas em chapa de aço, resinas ou plástico. “Com a necessidade do mercado, fomos ampliando a ferramentaria para atende principalmente na área
de ferramentas de corte e repuxo, dispositivos de controle e montagem e pequenos moldes de injeção”, ressalta Domingos.
Uma grande conquista para os gestores foi a mudança para o novo endereço, em 2001, em um prédio maior, na cidade de Diadema, em São Paulo, em uma área construída de 8.000 m² e terreno de 17.000 m², onde conseguem chegar a um volume de produção de 18.000 horas/ mês para atender seus clientes, que hoje são: Stellantis, Volkswagen, General Motors, Mercedes-Benz, Toyota, Honda, Nakata, Maxion, Gestamp, entre outros.
Além de atuar fortemente no mercado nacional, a Injetaq, eventualmente, exporta para o Mercosul.
“Contamos com equipamentos altamente especializados, com diversas máquinas operatrizes de usinagem e prensas para construir ferramentais de médio e grande porte. Além disso, prezamos pelo aprimoramento técnico e profissional dos funcionários, mantendo-os sempre atualizados com as novas técnicas disponíveis no mercado de trabalho”, acrescenta Edson.
Os sócios relatam que hoje o maior desafio é concorrer com as empresas externas, principalmente as dos países asiáticos. “A área da ferramentaria no Brasil é muito difícil, devido aos altos impostos, comparando com os fornecedores externos”, lamenta Domingos.
Entre o planejamento para os próximos anos, os gestores falaram da importância de um plano de sucessão. A empresa também pretende continuar investindo em tecnologia moderna para atender o mercado interno e se aprimorar em novos conceitos tecnológicos.
Injetaq Indústria e Comércio Ltda.


Rua Capistrano de Abreu, 306 – Jardim
Fraternal
CEP: 09940-470 – Diadema/SP
+55 (11) 4070-5656
injetaq.com.br
 Foto interna da empresa
Foto interna da empresa
CASAFER
As buchas-guia com esferas recirculantes Bolexp, comercializadas pela CASAFER, são constituídas de um invólucro de aço para rolamento, temperado e retificado, que mantém esferas correndo dentro de um a gaiola de bronze de alta resistência.
O sistema de deslocamento consiste em diversas fileiras onde as esferas de precisão circulam infinitamente. A grande novidade das buchas de guia Bolexp é que as esferas não correm em paralelo com a direção de movimentação, mas com um suave ângulo, ampliando assim a área de contato com o eixo e permitindo maior capacidade de carga.
Este sistema patenteado representa uma inovação absoluta no mercado de guias lineares. Uma estrutura totalmente em metal faz com que as buchas sejam resistentes a altas temperaturas.
As buchas são fornecidas em três opções de formas exteriores, todas equipadas com a mesma estrutura interna. A coluna de guia Bolexp é feita de aço 1.5732 com superfície temperada, obtendo dureza de 62-64 HRC em uma espessura de 1,00 a 1,20 mm, deixando o núcleo maleável o suficiente para absorver os esforços que possam ser necessários.
Na fabricação das guias algumas características são essenciais, incluindo qualidade do aço, dureza superficial, precisão e qualidade de acabamento. A determinação do tamanho da bucha Bolexp é baseada nas especificações da ferramenta a ser
construída e na capacidade de carga necessária, como também na vida útil das buchas e segurança de operação.
47 3027-1019 casafer.com.br
COSA INTERMÁQUINAS
Comercializada pela COSA INTERMÁQUINAS, a afiadora 6 eixos Gemini TAP modelo NGM, fabricada pela Schneeberger, a revolucionária máquina para produzir ferramentas e machos.
Existem 6 eixos no total, 5 dos quais possuem motores lineares. Esta máquina se destaca devido à sua ergonomia moderna e precisão absoluta em conjunto com o novo gerenciamento de software.
As principais características técnicas do equipamento são: cursos acionados por CNC em x, y e z de 460 x 360 x 200 mm com resoluções de 10 nanômetros; cursos acionados por CNC em A e C de 0,000045º e cone SK40 no eixo A com altura de centros igual a 210 mm além de ângulo no eixo C igual a 290º; curso acionado por CNC em W com 5 mm e resolução de 10 nanômetros.

SIMPLIX

Para empresas que trabalham por projetos, conseguir entregar seus projetos nos prazos prometidos é sempre um desafio e esse é um dos pontos que mais influenciam na sua reputação junto aos clientes. Um único caso já pode comprometer esta imagem arduamente construída.
19 3886-3003 cosa.com.br
Se por um lado, ter uma boa reputação é importante, por outro, se manter competitivo também é fundamental. E para se manterem competitivas, as empresas que trabalham por projetos também precisam reduzir o lead-time (duração de seus projetos) e, consequentemente, aumentar sua produtividade aumentando o número de projetos entregues por ano.
A SIMPLIX foca no aumento da performance de empresas que trabalham por projetos e, para isso, desenvolve uma metodologia própria, onde analisa a realidade de cada cliente e propõe soluções sob medida, acompanhada de uma ferramenta (desenvolvida pela própria empresa ou por terceiros, dependendo do caso).
Os resultados são a redução significativa do lead-time dos projetos e o aumento expressivo na quantidade de projetos entregues no prazo, o que permite um aumento significativo no número de projetos entregues por ano. Isso significa mais receita, mais clientes satisfeitos e, consequentemente, mais vendas. Alguns resultados

gerados em atuais clientes Simplix em um período de 1 ano de operação: redução em quase 50% o lead-time dos projetos, ou seja, a duração dos projetos caiu pela metade.
Este indicador influencia diretamente na capacidade da empresa de aumentar o número de projetos por ano; duplicação do número de projetos entregues dentro do prazo prometido para os clientes.
Este indicador tem impacto direto na satisfação dos clientes; elevação de mais de 25% na quantidade de projetos entregues por ano, impactando positivamente na receita da empresa, na sua competitividade. Indicador impacta na satisfação de todos os colaboradores!
47 98423-1660 simplix.net.br
A GÜHRING oferece uma gama abrangente de rebarbadores padrão para acabamento mecânico de entrada e saída de furo, inclusive para saída de furos cruzados, e as primeiras ferramentas sólidas de metal duro do mundo, utilizadas na rebarbação mecânica da entrada e saída de furo.
a galerias de óleo em motores modernos de alta performance, em que uma vazão excelente depende da rebarbação perfeita de saída.
Também se exige cada vez mais a rebarbação de alta precisão e a produção de chanfro em virabrequins, sistemas de injeção, caixas de direção, carcaças de transmissão, elementos de acionamento, bicos injetores, ABS e cilindros mestre.
Enquanto a rebarbação da entrada do furo dificilmente causa problema, a rebarbação de saída requer, em muitos casos, uma operação complexa, que muitas vezes é executada manualmente, além de demorada e cara.
Nesse caso o alargador de rebarbar EWR 500, encontra aplicação. Com um grande número de cortes/facas para rebarbação, a Gühring já oferece possibilidades diversas para a solução mecânica de necessidades complexas.
Isso não significa apenas uma economia considerável de custo e tempo para a produção, mas, o mais importante, a melhoria da qualidade e confiabilidade do processo.
Além disso, dispõe de fresa rebarbadora para rebarbação externa, adequada às tarefas específicas do cliente.
11 2842-3069 guhring.com.br
Em vez de se ter um trabalho manual demorado e caro, o tempo de usinagem é reduzido com a rebarbação mecânica em um processo operacional totalmente automatizado. Notadamente, a rebarbação de saída do furo está ganhando cada vez mais importância na qualidade da peça, em especial para as aplicações onde há furos cruzados.
Isso se aplica, por exemplo,
A FOOKE Endura® 700 Linear é uma fresadora de 5 eixos de última geração com design de pórtico compacto com tecnologia de acionamento de motor linear e 5 eixos simultâneos controlados por CNC.

A máquina-ferramenta é particularmente adequada para o acabamento eficiente de 5 lados de peças feitas de plásticos, materiais compósitos (CFRP, GFRP), materiais de bloco de construção modelo (Ureol) e alumínio, bem como para a usinagem em alta velocidade

(HSC) de materiais de ferro fundido e aço. Caracteriza-se pela alta rigidez estrutural, apresenta máxima dinâmica e alcança as mais altas precisões.
uma superfície lisa na superfície aparente; adequado para produtos de televisão e monitor com composição de gate estreito; ponta fina permitindo projeto flexível de molde e refrigeração; excelente equilíbrio térmico através do controle individual do controlador; e projeto multinível para manter a velocidade e a pressão adequadas.
47 3435-0022 yudosa.com.br
mercializado pela TECNOSERV tem ampla aplicação em ferramentais de estampagem. Permite realizar maiores forças de pressão com máxima potência. É eficiente, pois possui excelente precisão operacional por guia prismático e maior segurança na produção devido às tolerâncias rigorosas e alta precisão.
Essas propriedades resultam em ótimo controle de movimento e máxima produtividade. Apesar de seu design compacto e pequena área de ocupação, a máquina oferece uma grande área de usinagem. Também pode ser montada sem uma fundação. Com uma aceleração de até 5 m/seg², a Fooke Endura® 700 Linear é uma das mais avançadas fresadoras de alta velocidade.
Ronaldo Minowa
11 98517-7265
fooke-portalfraesmaschinen.de/en
YUDO
O sistema de injeção Tina DC, produzido pela YUDO, é adequado para aplicações domésticas, principalmente em componentes da linha de televisões e computadores pessoais, uma vez que opera com injeção reversa, no lado traseiro do produto, permitindo uma aparência mais suave das marcas de injeção.
O Oxinitrol é um tratamento fornecido pela COMBUSTOL que protege a superfície de moldes e matrizes, reduzindo o ataque de metais fundidos na superfície do aço ferramenta. Para moldes em final de vida útil, o processo mostra grande eficiência nessa proteção, reduzindo custos de retrabalho (menos rebarbas) e de manutenção.
O “estado-da-arte” em proteção de moldes e matrizes para trabalho a quente pois combina perfeitamente a camada nitretada isenta de descontinuidades com a oxidação controlada, rica em S (Enxofre), gerando uma camada de alta resistência à fadiga térmica e à erosão.
As principais aplicações: moldes e matrizes para fundição sob pressão de alumínio; moldes e matrizes para forjamento à quente; moldes e matrizes para processamento de zinco e ligas de cobre; e processos à quente em geral. Também é altamente recomendável para recuperação de moldes em final de vida proporcionando uma sobrevida até a fabricação de um novo ferramental.
11 3906-3000 combustol.com.br
TECNOSERV
Tem como vantagens grande superfície de trabalho, espaço de instalação bastante reduzido, excelente precisão operacional por guia prismático, conformidade com VDI-BAK, de simples manuseio, tipo de construção extremamente robusto, batente deslizante amortecido removível. mola a gás substituível sob a prensa, forças de retração extremamente altas, forças de pressão muito altas, placas deslizantes de metal sinterizado, e adequado para folhas normais, espessas e de alta resistência.


11 4053-8660 tecnoserv-moldes.com.br


CONTE AÇOS
As principais características do sistema são: bico longo fornecido como um sistema dedicado à injeção por trás; injeção por trás garante
Especialmente para espaços estreitos devido à redução de 30% de profundidade de instalação, o carro cunha aéreo compacto PowerMax® 2.0 modelo SN5650-PMOK, da fabricante alemã Strack Normalien e co -
Aço pré-endurecido, para moldes plásticos de espessura até 1.200 mm, super clean, o Keylos 2002 fornecido pela CONTE AÇOS é tenaz e homogêneo. Tem excelente usinabilidade e polibilidade, além de ótima resposta a fotogravura e nitretação. Com baixo teor de Carbono, propicia perfeita soldabilidade. Suas aplicações mais frequentes incluem moldes para injeção de plástico para indústria automobilística e linha branca, com ótima relação de custo-benefício e resposta a usinagem. Oferece ainda elevada resis -
tência mecânica e características excelentes de acabamento superficial. Com sua versatilidade, pode ser usado em matrizes de conformação com a nitretação adequada. Permite fácil furação profunda e ideal para moldes de alta polibilidade.
47 3033-2800
conteacos.com.br
LIEBHERR
A necessidade de uma solução de automação para a própria linha de fabricação fez com que a LIEBHERR desenvolvesse seu próprio produto: um sistema de automação modular, abrangente e ao mesmo tempo escalável e com diversos opcionais de personalização. O manipulador de paletes PHS Pro foi criado nesse cenário. Com vistas à possibilidade de levar à solução a muitas outras indústrias, a empresa tornou o sistema modular, desenvolvendo, então, o PSH Allround. Com conceito modular, combina as vantagens de um produto standard com opções de expansão para automatizar diferentes Centros de Usinagem, conforme a demanda do cliente.

Está disponível com três classes de peso e vários opcionais para se ter acesso frontal a área da máquina. Tem carregador de paletes duplo, para menor tempo de troca de paletes e elevador de paletes extralongo, para maior quantidade de prateleiras de paletes.
sem operadores.
12 2131-4200
liebherr.com
A TECNOLSOL DO BRASIL foi fundada em 2002 iniciando suas atividades focada na área de soldas técnicas, especializada em micro soldagem GTAW, GMAW e laser.
O paletizador manipula peças para serem usinadas, fixadas a um palete padrão. Isto torna este tipo de automação ideal para a produção de pequenos lotes ou de lotes uniformizados, inclusive ferramentarias. Com este tipo de sistema, os custos unitários podem ser reduzidos em até 40%, e a produtividade das máquinas (OEE) pode alcançar aos 90%. Outra vantagem é a possibilidade de turnos
Possui inspetores de soldagem com formação técnica mecânica e experiência de 35 anos na área de fabricação de moldes garantindo uma solução eficaz, desenvolvendo assim, uma solução em soldagem de cavidades texturizadas, juntamente com materiais e processos certificados. Executa também serviços técnicos de cromagem de matrizes de extrusão e recuperação de peças onde exigem revestimento com cromo duro, manutenção industrial, usinagem, retífica, ensaio de líquido penetrantes, polimento e jateamento.
47 3434-5572
EVENTOS, FEIRAS E WEBINARS
JULHO 2023
11 a 17 - Joinville - SC, Brasil Intermach 2023 - Feira e Congresso de Tecnologia, Máquinas, Automação e Serviços para Indústria MetalMecânica (47) 3451-3000 intermach.com.br
AGOSTO 2023
08 a 10 - Serra - ES, Brasil
MECSHOW 2023 - Feira da Inovação Industrial (27) 3434 0626 mecshow.com.br
15 a 18 - Pinhas, PR, Brasil Induspar - Feira de Tecnologias e Soluções para a Indústria (41) 3075-1100 feirainduspar.com.br
21 a 22 - São Paulo, SP, Brasil Fórum de Manufatura 2023 (11) 99170-9895 novo.forumdemanufatura.com.br
SETEMBRO 2023
05 a 08 - Milão, Itália
PLAST - Exposição Internacional das Indústrias de Plásticos e Borrachas plastonline.org
18 a 23 - Hannover, Alemanha
EMO Hannover 2023 - O principal evento da Indústria Metalúrgica do mundo deutschemesse.co.uk/emo
25 a 27 - Joinville - SC, Brasil
Metalurgia - Feira e Congresso de Tecnologia para Fundição, Forjarias, Alumínio e Serviços (47) 3451-3000 metalurgia.com.br
17 a 21 - Friedrichshafen, Alemanha Fakuma 2023 - Feira Internacional de Processamento de Plásticos fakuma-messe.de/en
17 a 20 - Caxias do Sul, RS, Brasil Mercopar 2023 - Feira de Inovação Industrial (51) 3067-5750 mercopar.com.br
24 a 26 - São Paulo, SP, Brasil MI.EXPO - Feira Internacional de Tecnologia em Montagem Industrial (11) 3231-3784 miexpo.com.br
NOVEMBRO 2023
06 a 10 - Cidade do Cabo, Africa ISMTA World 2023 - Conferência mundial e exposição de ferramentas especiais e usinagem sbs.co.za/istma2023
28 a 02/12 - Tóquio, Japão IPF - Feira Internacional do Plástico ipfjapan.jp/english
CURSOS ONLINE E PRESENCIAIS
JULHO 2023
TK TREINAMENTOS
03- CAM Machining Strategist
15- CAD CAM Cimatron
17- Programação CNC fresamento básico
17- CAD Solidworks modelagem avançada de peças
22- Programação CNC torno básico
22- Tecnologia de ferramentas para torno e fresadora CNC (47) 3027-2121 tktreinamento.com.br
UniSenaiPR
24- Administração
24- Engenharia mecânica
24- Engenharia mecatrônica
24- Gestão da produção industrial 0800 648-0088 unisenaipr.com.br
AGOSTO 2023
TK TREINAMENTOS
05- Metrologia básica
19- Programação CNC fresamento básico
19- CAM WorkNC (47) 3027-2121 tktreinamento.com.br
UniSenaiPR
7- Gerenciamento de projetos
28- MBA em indústria 4.0 0800 648-0088 unisenaipr.com.br
SOB CONSULTA
Udemy – Cursos de diversos temas com preços acessíveis
Custo: pago udemy.com
Faber-Castell – Cursos sobre desenho e caligráfica
Custo: gratuito cursos.faber-castell.com.br/courses
Sebrae – Cursos sobre empreendedorismo e negócios
Custo: gratuito sebrae.com.br/sites/PortalSebrae/ cursosonline
FBV Cursos Cursos sobre empreendedorismo e negócios
Custo: gratuito fbvcursos.com
Segredos da simulação
Custo: pago repuxando.com.br/curso-segredosda-simulacao
Programação CNC para Torneamento Custo: pago render.com.br
A Interação Homem-máquina Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Big Data e Inteligência Artificial como Sabedoria Tecnológica da Indústria Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Conceitos e Fundamentos da Inovação
Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Cultura para a Inovação na Transformação Digital Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Estratégia para a Indústria 4.0 Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Gestão Financeira por Fluxo de Caixa Custo: gratuito faculdadesdaindustria.org.br/ ielgratuito
Colégio Técnico - Campinas, SP
Curso: Injeção de termoplásticos e projeto de moldes para injeção de termoplásticos
(19) 3775-8600
cotuca.unicamp.br/plasticos
CTA - São José dos Campos, SP Auditores da qualidade, gestão da qualidade, normalização, ultra-som, raio-X
(12) 3947-5255
ifi.cta.br
Escola LF - São Paulo, SP
• Operação de máquinas de sopro e injetoras, análise de materiais e processamento, projeto de moldes
• Injeção de plásticos
• Decoração e gravação
• Máquina sopradora
• Manutenção de injetoras
• Máquinas injetoras
• Setup em máquinas injetoras
• Segurança em máquinas injetoras
• Projeto de moldes 2D e 3D
• Metrologia e desenho
• Câmara quente
• Extrusão de filme
• Processamento de PET
• Preparador técnico em máquinas de sopro
• Processos de extrusão
(11) 3277-0553 escolalf.com.br
Escola Técnica Tupy - Curitiba, PR Técnico em plásticos (41) 3296-0132 sociesc.com.br
Faculdade Tecnológica Tupy - Curitiba, PR Tecnólogo em polímeros e Pós-graduação em desenvolvimento e processos de produtos plásticos (41) 3296-0132 sociesc.com.br
FC Educa - Joinville, SC
• Lean Manufacturing
• Administração de Compras e Fornecedores
• Como Planejar Ações na Área Comercial
• Consultoria em Vendas
• Desenvolvimento de Lideranças
• Estratégias de Negociação e Vendas (47) 3422-2200. fceduca.com.br
INPAME - São Paulo, SP
Operador de prensas e similares ( in company )
(11) 3719-1059
inpame.org.br
IMA - Rio de Janeiro, RJ Especialização em processamento de plásticos e borrachas (21) 2562-7230
ima.ufrj.br
Intelligentia - Porto Alegre, RS Racionalização de processos de manufatura, desenvolvimento gerencial (51) 3019-5565
intelligentia.com.br
PLMX Soluções - São Caetano do Sul, SP, Brasil
Treinamentos: Solid Edge (11) 3565-3808
plmx.com.br
Sandvik - São Paulo, SP
Técnicas básicas de usinagem, tecnologia para usinagem de superligas, otimização em torneamento e fresamento (11) 5696-5589
sandvik.com.br
Utilize o QR CODE para ver todos os eventos em nosso website.
As informações publicadas nesta seção são repassadas à Editora Gravo pelas entidades e empresas organizadoras. A Editora Gravo não se responsabiliza por alterações de data e local dos eventos.



O movimento Santa Catarina pela Educação, criado em 2012, é uma iniciativa da FIESC – Federação das Indústrias do Estado de Santa Catarina, em parceria com outras instituições, com o propósito de estimular a ampliação da escolaridade e qualificação profissional dos trabalhadores catarinenses.
Em 2020 iniciamos um novo ciclo, voltado para o desenvolvimento social e econômico, com vista a contribuir para a retomada da economia e a melhoria da qualidade de vida das pessoas.
Essa plataforma tem o objetivo de ser um canal de comunicação entre as pessoas que estão procurando emprego e empresas que estão disponibilizando vagas, além da oferta de trilhas de aprendizagem, inicialmente com cursos focados em temas transversais, proporcionando mais chances para as pessoas se qualificarem e se recolocarem no mercado de trabalho.
movimentosc.com
Um mecanismo de conhecimento computacional que responde a perguntas e realiza cálculos.
O Wolfram Alpha é capaz de computar conhecimento nas mais diversas áreas, conforme exemplificado na própria página, como matemática, estatística, finanças, geografia e nutrição.
Wolfram Alpha se baseia no Mathematica, uma plataforma computacional ou toolkit que abrange álgebra computacional, computação simbólica e numérica, visualização e recursos de estatística.
wolframalpha.com

A vivência dos autores no mundo metalomecânico tem mostrado a necessidade de respostas relativamente rápidas para questões técnicas que envolvam diferentes áreas do conhecimento. Outra preocupação dos autores é com a qualidade da resolução, ou encaminhamento dos estudos necessários em situações de mudanças que envolvam projeto/ produto/material/tratamento térmico, onde a conceituação teórica e a versatilidade prática devem caminhar juntas.

Em vista disso, decidiu-se reunir informações e conceitos úteis para contribuir com o meio industrial no atendimento de suas demandas, tendo quase sempre o tempo como inimigo. Dessa forma, os autores optaram por selecionar e descrever nesta primeira edição, os termos técnicos metalúrgicos que consideram mais aplicados no setor metalomecânico, com foco nos ferrosos incluindo a arte dos tratamentos térmicos.


O livro possui 392 páginas e foi publicado em 2021.
O autor mostra a formação do preço do Homem-Hora, através de exemplos práticos, ajudando o leitor a assimilar a metodologia. Para se constituir uma empresa, seja de prestação de serviços ou para fabricação de produtos, é necessário um conhecimento amplo sobre o trabalho envolvido, e para mantê-la, de forma duradoura e saudável financeiramente, há um fator determinante que deve ser tratado com cuidado: a formação do preço que será cobrado pelo serviço prestado ou pelo produto vendido. E a definição do valor do homem-hora é imperativa.

Neste livro, o autor lembra que uma empresa é criada para gerar lucro e empregos. E chama a atenção para este fato que, apesar de não ser desconhecido, não é colocado em evidência do modo correto: o preço ofertado deve ser sempre justo para o comprador e adequado para a sobrevivência da empresa.
O livro possui 68 páginas.
Os economistas, quando são convocados para elaborar e implementar uma política pública, quase sempre se deixam guiar pelos princípios da eficiência. Definem os objetivos da política; quantificam esses objetivos em metas; selecionam os instrumentos de intervenção mais apropriados para que os objetivos sejam atingidos; e estabelecem mecanismos de controle e avaliação para acompanhar a eficiência e a eficácia da política. Uma atitude tipicamente panglossiana ou ingênua de quem acredita que uma fórmula aritmética seja capaz de eliminar os conflitos distributivos em torno da escala e da composição dos gastos públicos.
Tudo isso produz um sistema coeso e exato, que permite aos economistas falarem sobre a política, com otimismo, sobre os resultados esperados. Esse otimismo leva-os, quase sempre, a despir a política econômica de redundâncias protetoras. As redundâncias, que normalmente são interpretadas como formas de desperdício, são, na verdade, salvaguardas corretivas dos rumos usualmente menos adotados.
A pobreza, por exemplo, pode ser considerada uma falta de redundância. Um país que não dispõe de alternativas para resolver um mesmo problema é um país pobre: somente uma única estrada para ir do ponto A ao ponto B; falta energia em uma região e não há dispositivos compensatórios de abastecimento; etc. Desastres e catástrofes socioeconômicas resultam, normalmente, da falta de redundâncias para resolver problemas. Um bom exemplo de redundâncias protetoras está na Constituição de 1988: se não houver melhoria na distribuição da renda e da riqueza no País, as políticas sociais compensatórias irão funcionar como salvaguardas corretivas.
Os economistas, cada vez mais, estão trabalhando profissionalmente com modelos abstratos, que incorporam, cada vez menos, componentes institucionais e psicossociais da realidade sobre a qual intervêm e, portanto, diminuem significativamente a sua capacidade de predizer as mudanças que podem ocorrer a partir dos instrumentos que controlam. Ao formular uma política econômica não são capazes de perceber quais serão as demandas políticas necessárias e as negociações inevitáveis para a sua implementação.
Por isso, é sempre recomendável que, na concepção das políticas econômicas, se substituam as normas de eficiência por normas de confiabilidade, as quais se orientam mais para evitar o fracasso do que para garantir um retumbante sucesso. O uso das normas de confiabilidade estimula uma participação mais ampla de atores com formação profissional diferenciada para abrir os horizontes dos economistas, com suas ideologias primárias da realidade social, construídas a partir de modelos abstratos da macroeconomia das quantidades globais. Permite, também, cobrir as políticas econômicas de redundâncias protetoras, tornando-as mais resistentes a choques exógenos, a efeitos inesperados e às falhas comuns nas predições condicionais. Para cada proporção normativa de política econômica deve haver uma ressalva que possa proteger o País das incertezas do futuro econômico, das instabilidades políticas, dos interesses velados.
No caso do controle dos gastos públicos, creio que a Emenda Constitucional nº 95, que criou o Novo Regime Fiscal dos Orçamentos Fiscal e da Seguridade Social da União, foi uma decisão correta, consensualizada e conscientizada politicamente entre os três Poderes
da República. A partir da experiência realizada com sua implementação, em um contexto de pandemia e de recessão mundial, há algumas salvaguardas corretivas que se fazem necessárias. A principal seria a de incluir um parágrafo em que “as despesas primárias podem ter um acréscimo de até 10%, mediante aprovação do Congresso Nacional, em situações que configurem catástrofes ambientais ou sociais, recessão econômica ou profunda crise da economia mundial”.
A grande vantagem desse Regime Fiscal é a sua simplicidade para fins de controle político; para acompanhamento pela opinião pública e pelos meios de comunicação; principalmente, para evitar que o Poder Executivo fique no campo de incertezas quanto aos recursos fiscais que irá dispor no início de cada ano, submetido a novas condicionantes aritméticas para prever as negociações políticas necessárias face à avalanche de demandas que virão para reduzir os problemas de reconstrução institucional de uma administração pública que foi desmantelada, das desigualdades sociais e regionais que se aprofundaram, da modernização da infraestrutura econômica e social, etc.
O primeiro ano da atual administração vai sendo tomado principalmente pelas discussões para o fortalecimento do questionável modelo fiscal expansionista, enquanto se aprofundam assimetrias sociais de uma sociedade dividida e de uma economia semiestagnada.
Paulo Roberto Haddad Presidente da Phorum Consultoria imprensa01@grupovervi.com.br

Molas a gás nitrogênio para ferramentais de alta produção

Flexibilidade, desempenho e segurança para todos os segmentos industriais.

Carrinhos de cunha terrestres e aéreos, porta-punções, pilotos, roletes de dobra, elevadores de chapa, transportadores de cavaco e muito mais.
Otimize seus projetos, facilite a manutenção e reduza seus riscos utilizando nossa ampla gama de componentes padronizados.
A Casafer amplia sua gama de soluções para estampo