contamination control report
Offizielles Organ


Offizielles Organ
September 2024

n Integration der Filterintegrität
n Grünes FDA-Licht für Neuland und Aarau
n Annex 1 allüberall
n Lebendige Energieeffizienz von Green Deal bis TaxonomieVO

Höchste Präzision mit dem Luftkeimsammler MAS-100 Iso. Damit Sie sich auf das Wesentliche konzentrieren können.
www.mas100.com/iso
n Über 3 000 000 000 Jahre Vorsprung
Liebe Leserinnen und Leser, liebe Mitglieder der SwissCCS
Die Mikrobiologie ist eine faszinierende Wissenschaft. Mikroorganismen hatten mehr als drei Milliarden Jahre Zeit, sich an nahezu jeden Lebensraum der Erde anzupassen. So gibt es spezialisierte Mikroorganismen, die in kochendem Wasser überleben können. Andere haben sich an hohe Radioaktivität angepasst und besetzen Nischen in Kernkraftwerken. Wieder andere Keime konnten durch Resistenzbildung sowohl gegen Antibiotika als auch gegen Desinfektionsmittel widerstandsfähig werden.
Im Reinraum versuchen wir, mit hochentwickelter Technologie Keime zu minimieren oder gar zu eliminieren. Es ist ein fortwährender Kampf gegen neu eindringende Bakterien, Pilze und Sporen, die die Reinräume immer wieder befallen. Diese Sisyphus-Aufgabe verursacht erheblichen Aufwand und Kosten. Umso wichtiger ist es, eine ganzheitliche und systematische Kontaminationskontrollstrategie (CCS) anzuwenden (gemäss den EC Guidelines GMP Annex 1), die neben verschiedenen Parametern auch die Kontrolle von lebenden Partikeln, also Mikroorganismen, umfasst.
Die Strategie muss in der Lage sein, die Wirksamkeit von Kontroll- und Überwachungsmassnahmen zu beurteilen und ungünstige mikrobiologische Bedingungen rechtzeitig zu erkennen, um wirksame Korrektur- und Vorbeugemassnahmen einleiten zu können. Hierbei müssen kritische Kontrollpunkte gemäss Risikoanalyse festgelegt, die Anzahl der Probennahmestellen definiert und die geeignete Prüffrequenz berechnet werden. Die Wirksamkeit der Massnahmen wird im Rahmen eines Monitoring-Programms überprüft. Wenn der Reinraum nach ISO eingestuft ist, kann auch die EN 17141 als entsprechende Leitlinie herangezogen werden.
Einzelne Messwerte sagen beim Reinraummonitoring nur wenig aus. Nur ein langfristig angelegtes und möglichst immer gleich durchgeführtes Monitoringkonzept erlaubt es, Trends in den Ergebnissen rechtzeitig zu erkennen und entsprechende Massnahmen einzulei -

SwissCCS Committee Member
(Bild: SwissCCS/Dominic
ten. Auch für die Berechnung von Warnund Aktionsgrenzen ist eine robuste Datenbasis erforderlich. Messwerte, die über längere Zeiträume gesammelt und mithilfe statistischer Methoden bewertet werden (Trending), lassen Korrekturund Vorbeugemassnahmen ableiten.
Auch in Reinräumen kann es vorkommen, dass sich typische Mikroorganismen an die speziellen Umgebungsbedingungen anpassen und immer wieder auftauchen. Diese Keime werden als «Hauskeime» bezeichnet und sind besonders schwer zu eliminieren. Die Kenntnis über die genaue Spezies der gefundenen Keime ist dann wichtig, wenn die Kontaminationsquellen gefunden werden müssen, insbesondere nach Überschreitungen von Warn- und Aktionsgrenzen. Die Bestimmung sogenannter Indikatorkeime gibt wichtige Hinweise auf die mögliche Kontaminationsursache. Mikroorganismen sind uns oft einen Schritt voraus, und das Finden der Ursache kann manchmal eine wahre Detektivarbeit sein – kein Wunder bei drei Milliarden Jahren Vorsprung.
Herzliche Grüsse

Michael Meier
n Plus de 3 000 000 000 années d’avance
Chère lectrice, cher lecteur, chers membres de la SwissCCS,
La microbiologie est une science passionnante. Les micro-organismes ont eu plus de trois milliards d’années pour s’adapter à presque tous les espaces naturels de notre planète. Ainsi y a-t-il des micro-organismes spécialisés qui peuvent survivre dans de l’eau bouillante. D’autres se sont adaptés à une radioactivité élevée et occupent des niches dans des centrales nucléaires. Enfin, d’autres germes sont devenus résistants tant aux antibiotiques qu’aux désinfectants.
En salle blanche, nous essayons de minimiser, voire d’éliminer les germes au moyen d’une technologie de pointe. C’est une lutte permanente contre les nouveaux organismes comme les bactéries, champignons et autres spores qui ne cessent d’envahir les salles blanches. Ce travail de titan entraîne des efforts et des coûts considérables. Il est d’autant plus important d’appliquer une stratégie globale et systématique de contrôle de la contamination (CCS) (selon les directives GMP européennes, Annexe 1) qui comprenne, outre différents paramètres, le contrôle de particules vivantes, soit de micro-organismes.
La stratégie doit nous permettre d’évaluer l’efficacité des mesures de contrôle et de surveillance et d’identifier à temps les conditions microbiologiques défavorables afin de mettre en place des mesures correctives et préventives efficaces. Pour cela, il faut déterminer les points de contrôle critiques selon l’analyse des risques, définir le nombre de postes d’échantillonnage et calculer la fréquence de contrôle appropriée. L’efficacité des mesures est vérifiée dans le cadre d’un programme de monitoring. Si la salle blanche est classée selon la norme ISO, la norme EN 17141 peut également être utilisée comme ligne directrice pertinente.
Les valeurs de mesure individuelles ne sont pas très significatives pour le monitoring des salles blanches. Ce n’est qu’à l’aide d’un concept de suivi à long terme et, si possible, toujours identique que l’on peut identifier à temps les ten -
dances dans les résultats et prendre les mesures adéquates. Aussi pour le calcul des limites d’alerte et d’action, il faut une base de données robuste. Les valeurs de mesure recueillies sur une longue période et évaluées à l’aide de méthodes statistiques (trending) permettent d’en déduire des mesures préventives et correctives.
Même dans les salles blanches, il peut arriver que des micro-organismes typiques s’adaptent aux conditions environnementales spécifiques et réapparaissent de façon continue. Ces germes sont appelés «germes domestiques» et sont particulièrement difficiles à éliminer. La connaissance de l’espèce exacte des germes détectés est importante lorsqu’il faut trouver les sources de contamination, notamment après le dépassement des limites d’alerte et d’action. La détermination des germes dits indicateurs donne des indications importantes sur la cause possible de la contamination. Les micro-organismes sont souvent en avance sur nous et en trouver la cause peut parfois être un véritable travail de détective - pas étonnant, avec trois milliards d’années d’avance.
Meilleures salutations,
Michael Meier
n A lead of more than 3,000,000,000 years
Dear Readers
Dear Members of the SwissCCS
Microbiology is a fascinating science. Microorganisms had more than three billion years in which to adapt to nearly every habitat on earth. There exist specialized microorganisms, for example, which can survive in boiling water. Others have adjusted to a high radioactivity and occupy niches in nuclear power stations. Yet other germs succeeded in building up resistances against both antibiotics and disinfectants.
In the cleanroom we try to minimize or even eliminate germs by means of highly developed techniques. It is a never-ending battle against the new ingress of bacteria, funghi and spore which keep infesting cleanrooms. This Sisyphean task calls for a significant effort and generates costs. It is all the more important, therefore, to apply a comprehensive and systematic contamination control strategy (CCS) (in accordance with the EC Guidelines GMP Annex 1) which includes among various parameters also the control of living particles, i.e. microorganisms.
This strategy must be able to assess the effectiveness of control and monitoring measures and to identify unfavourable microbiological circumstances in good time, in order to initiate effective correction and preventive measures. Hereby it is necessary to define critical inspection points as per risk analysis, the number of sampling points must be specified and
the appropriate testing frequency calculated. The effectiveness of the measures is verified within the framework of a monitoring programme. If the cleanroom is classified according to ISO, one can also rely on Standard EN 17141 as a suitable guideline.
In cleanroom monitoring, individual measured values are only of limited relevance. Only a long-term monitoring concept, as far as possible identically applied, permits to detect trends in the results in good time and to initiate suitable measures. A robust database is also required for the calculation of alert levels and action limits. Measured values collected over longer periods and assessed with the aid of statistical methods (trending) allow to deduce corrective and preventive measures.
That typical microorganisms adapt to special ambient conditions and keep recurring is also possible in cleanrooms. They are referred to as “in-house germs” and particularly difficult to eliminate. A knowledge of the exact species of detected germs is important if the sources of the contamination must be found, particularly when thresholds for warnings and actions are exceeded. The identification of so-called indicator germs is an important reference to the possible cause of the contamination. Quite often microorganisms are a step ahead of us, and finding their cause can be real detective work – not surprising, considering the lead of three billion years.
Sincerely yours
Michael Meier
18. Jahrgang. Erscheint 2× jährlich (und in Ergänzung alle 2 Monate der elektronische ccr-Newsletter). Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGImedia AG über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlages. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen. Copyright 2024 by SIGImedia AG, CH-5610 Wohlen ISSN 1662-1786
Herausgeber / Verlag
Anzeigenverwaltung
SIGImedia AG
Alte Bahnhofstrasse 9a
CH-5610 Wohlen
Telefon +41 56 619 52 52
Telefax +41 56 619 52 50 info@sigimedia.ch www.ccreport.com
Titelbild/Quelle: Shutterstock/IM Imagery
Redaktion
SIGImedia AG
Dr. Christian Ehrensberger
Alte Bahnhofstrasse 9a
CH-5610 Wohlen
Telefon +41 56 619 52 52
Telefax +41 56 619 52 50 redaktion@ccreport.com
Vorstufe
Triner Media + Print
Schmiedgasse 7
CH-6431 Schwyz
Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Druck
ZT Medien AG
Henzmannstrasse 20 CH-4800 Zofingen
Telefon +41 62 745 93 93 info@ztmedien.ch www.ztmedien.ch
Offizielles Publikationsorgan
Swiss Contamination Control Society
Schweizerische Gesellschaft für Reinraumtechnik
Société Suisse pour la prévention de la contamination www.swissccs.org

04
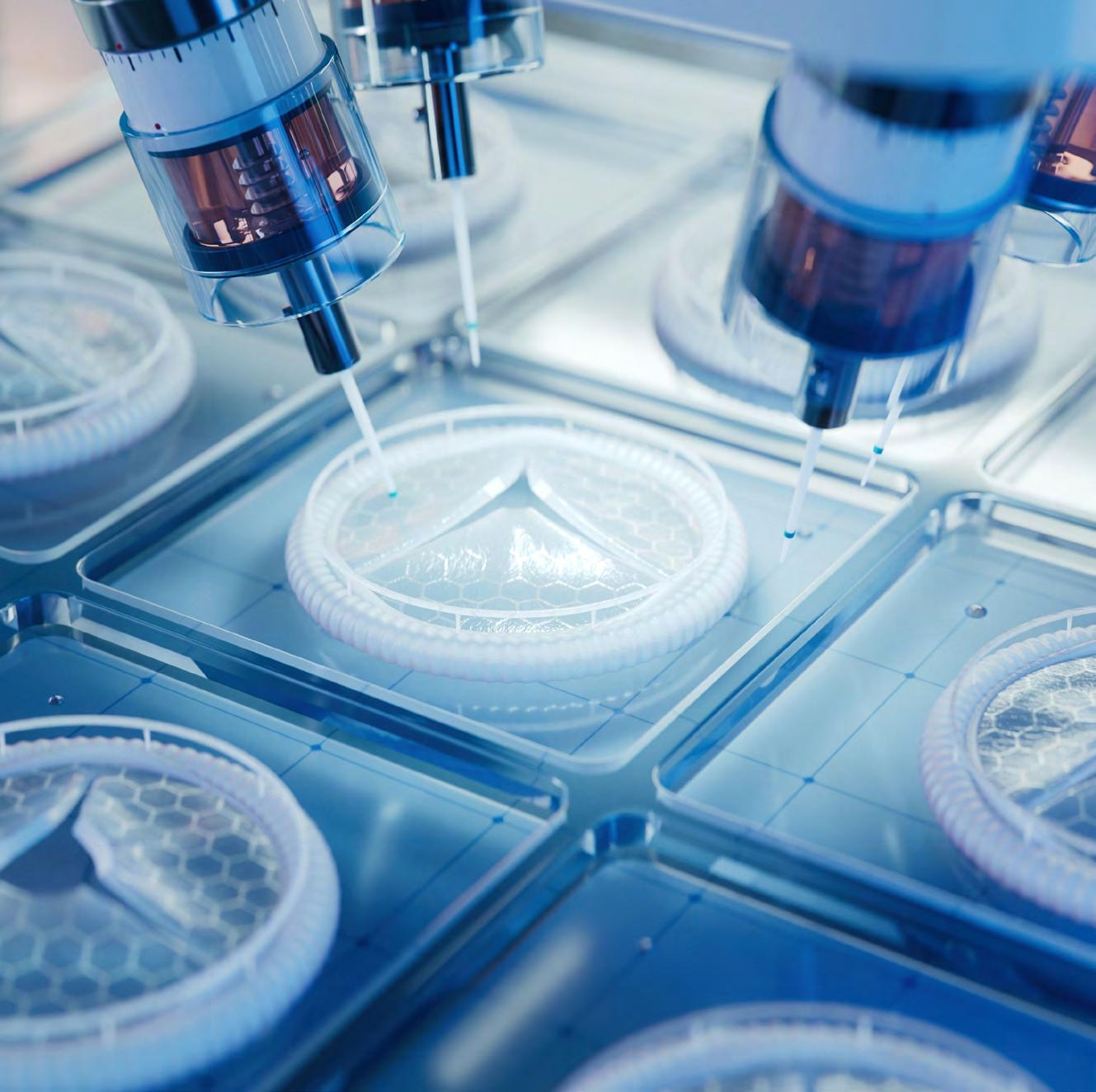
3D-Druckköpfe fürs
Bioprinting
Zum Aufbau dreidimensionaler biologischer Strukturen und für viele andere Anwendungen eignet sich die additive Fertigung. Noch interessanter machen sie jetzt Single-Use-Komponenten, die volumetrische Dosierung der (Bio-)Tinte und die Forschung an neuen Druckmaterialien.

14
Energieeffiziente Filter machen höheren Anschaffungspreis wett
Angesichts der steigenden Strompreise steht Energieeffizienz mehr denn je im Fokus der Betriebskostenoptimierung. Unifil löst diese drängende Herausforderung mit Taschenfiltern, welche zu 100% im aargauischen Niederlenz produziert werden.

33
Normenstrenge –Weite des Alls: Cannabis bis Weltraumpharmazie
Wie man mit Cannabis umgehen soll, wird von Land zu Land unterschiedlich bewertet – in Deutschland Teillegalisierung, in der Schweiz Forschung. Eines ist jedoch Konsens: Der Anbau von medizinischem Cannabis erfordert Reinräume.
4 10 13 17 20 33 38 41
fachartikel
Integration der Filterintegrität
3D-Druckköpfe fürs Bioprinting, demnächst sogar im Sterilbereich
kundenprojekt
Prüfstand für die Haltbarkeit
publireportage
Sind wir bei der Vermeidung von Feinstaub auf dem Holzweg?
Energieeffiziente Filter machen höheren
Anschaffungspreis wett
firmenberichte
Seite 4
Seite 7
Seite 10
Seite 13
Seite 14
Neues Testzentrum: Prozess und Scale-up in Kombination Seite 15
Maxi Reinigungsleistung, mini Fussabdruck Seite 16
Grünes FDA-Licht für Neuland und Aarau:
«no actions indicated»
Kombi: Partikelzähler und Luftprobenentnahme
Software für Sterilitätstests
veranstaltungen
Seite 17
Seite 18
Seite 19
Ergebnisse der Reinraum-Messe «Lounges» –Annex 1 allüberall Seite 20
Bemerkenswerte reinraumvelevante Akzente auf der Messe Achema
Genau zur rechten Zeit: Fachtagung
«Geopolitische Einflüsse»
Ilmac Lausanne: Alternative Proteine treiben Food-Bereich an
Seite 24
Seite 27
Seite 30 Reinraummesse Cleanzone diesmal schon im September
normierung
Normenstrenge – Weite des Alls: Cannabis bis Weltraumpharmazie
Lebendige Energieeffizienz von Green Deal bis TaxonomieVO
verband
SwissCCS-Generalversammlung für weitere Gespräche mit SWKI
«Ein Miteinander unserer Verbände bietet für beide Seiten viele Vorteile»
nachruf
Wegbereiter des Spritzgiessens im Reinraum 82-jährig verstorben
Seite 31
Seite 33
Seite 36
Seite 38
Seite 39
Seite 41
Bei der aseptischen Herstellung von Wirkstoffen kommt der Sterilfiltration eine Schlüsselfunktion zu, wobei aktuell Filterintegritätstests und ihre Integration in umfassende risikobasierte Ansätze einen höheren Stellenwert bekommen.
In der Praxis erweisen sich hier Filterintegritätstests als essentiell, denn ohne sie wäre eine qualitativ hochwertige Produktion nach den einschlägigen regulatorischen Vorgaben gar nicht möglich. Doch geht es nicht auch anders?
Es wäre so praktisch: Die Sterilisation kann einfach über Hitzeeinwirkung erfolgen. Damit liessen sich auch die Behörden ohne Wenn und Aber überzeugen. Aber Pharma- und Biotech-Unternehmen füllen ihre Pipelines mit Proteinen und anderen sensiblen Substanzen. Hitzeeinwirkung würde neben einer sicheren Abtötung potenziell pathogener Keime als Kollateralschaden auch das Produkt selbst zerstören, zum Beispiel einen Wirkstoff.
Die Alternative zur Hitzesterilisation stellt die Kaltsterilisation unter Verwendung von Sterilfiltern dar. Zur Sicherung ihrer Wirksamkeit bedarf es Filterintegritätstests (FIT); mit ihnen lässt sich das Vermögen des betreffenden Filters zur Rückhaltung potenziell schädlicher Mikroorganismen bestimmen. Der Königsweg besteht natürlich darin, eine Testflüssigkeit mit Bakterien hindurchzupressen und ihre Konzentration vor und nach dem Filter zu messen.
Sofern eine Korrelation des Bakterienrückhaltevermögens zur Porengrösse nachgewiesen ist, reicht es aber auch aus, diese zu messen. Im Alltag ist das leichter und praktischer.
Bubble-point- und Diffusionstest Der Standardtest zur Porengrössenbestimmung bei einem Filter sieht in seiner einfachsten Ausführung folgendermassen aus: Der mit Flüssigkeit benetzte Filter wird auf seiner Eingangsseite mit Druck beaufschlagt und dieser Druck nach und nach gesteigert. Auf der Ausgangsseite führt ein Schlauch in ein mit Flüssigkeit gefülltes Becherglas. Sobald dort Blasen kettenförmig nach oben perlen, ist der kritische Punkt erreicht («bubble point»): Die ersten Filterporen sind nun freigeblasen. Feine Drucksteuerungen und Sensoren zur Detektion des kontinuierlichen Luftstroms ermöglichen eine elegante Ausgestaltung des Bubble-point-Tests. Sobald der gemessene Druck einen vorgegebenen Grenzwert [in bar] überschreitet, ist der Filter zu verwerfen. Bei einem anderen Test, dem Diffusionstest («diffusion test»), wird ein konstanter
Druck unterhalb des kritischen Punkts angelegt und die Diffusion durch das Filtermedium gemessen. Überschreitet sie einen vorgegebenen Grenzwert [in mL/Min.], muss der Filter verworfen werden.
Unterm Strich misst der Bubble-point-Test die Anzahl grösserer Poren und der Diffusionstest Fehlstellen im Filter. So wird der Diffusionstest beispielsweise in der Abschlussfiltration von Getränken bevorzugt, weil die dort eingesetzten Filter grosse Membranoberflächen aufweisen. Dasselbe gilt allgemein für Vorfilter.
Auch wenn bei Hochdurchsatzverfahren in der Produktion asymmetrische Polyethersulfon-Membranfilter mit ihrer charakteristischen, vom Filtereingang bis zum Filterausgang abnehmenden Porengrösse verwendet werden, erhält der Diffusionstest den Vorzug. Alternativ dazu lassen sich mit halbautomatischen «Two-in-one»Kompaktgeräten beide Tests durchführen.
Sinnvolle Grenzwerte für «Six-packs» Eine andere Reaktion auf die Erfordernisse von Hochdurchsatzverfahren stellt die Parallelschaltung mehrerer produktdurch -

strömter Filterkerzen dar. Das Problem dabei: Ist nur einer der eingesetzten Filter nicht steril, so muss die gesamte Charge verworfen werden.
Andererseits ist es mit einem hohen Aufwand verbunden, jeden einzelnen der sechs Filter auf seine Integrität zu testen. Eine Alternative besteht darin, nicht die Filter separat zu überprüfen, sondern die gesamte Anlage. Ein sinnvoller Grenzwert für das «Six-pack» ist dabei in enger Zusammenarbeit von Anwender und Filterhersteller festzulegen.
Dem Trend zum Grossmassstab stehen hochwirksame Kleinststrukturen gegenüber: die Ultra- bzw. Nanofiltration. Testgeräte speziell für sie müssen zwar nicht grundlegend anders konstruiert werden, sind jedoch auf grössere Drücke auszulegen (bis zu 8000 statt nur 3000 bis 4000 Millibar). Ausserdem sollten sie über sensiblere Detektoren verfügen. Für den Einsatz in Reinräumen sind gegebenenfalls die Testsysteme selbst mit Filtern auszurüsten, um Staubentwicklungen vorzubeugen. Eine weitere Extremanforderung stellt stets der explosionsgeschützte Bereich dar. Hier empfehlen sich zum Beispiel FIT-Automaten mit Schnittstellen, wie etwa Profibus, für die Kommunikation mit den Düsen und Ventilen im explosionsgeschützten Bereich. Die Verantwortung für das ordnungsgemässe Funktionieren des Prozessschritts

Filterintegritätstests stellen eine unabdingbare Voraussetzung für die sichere aseptische Herstellung dar. (Bild: Ehrensberger)
«Sterilfiltration» gegenüber den Behörden liegt in jedem Falle beim Anwender, etwa einem Pharma- oder Biotech-Unternehmen. Das heisst unter anderem: Sterilfilter
in der Produktion müssen routinemässig auf Integrität getestet werden. Wenn der Filterlieferant die Sterilität seines Produkts garantiert und dieses vorschriftsgemäss in die Anlage eingebaut wird, ist aus Sicht des gesunden Menschenverstands ein separater FIT zu diesem Zeitpunkt entbehrlich. Wird allerdings ein Filter mehrfach verwendet und zwischendurch autoklaviert, so muss der Erfolg dieses Schritts durch einen FIT sichergestellt werden. Wer diesem Aufwand aus dem Weg gehen möchte, setzt Single-use-Filter ein und entsorgt sie nach einmaligem Gebrauch.
Ein risikobasierter Ansatz
Insbesondere bei der sterilen Herstellung von Arzneimitteln setzt sich zurzeit das sogenannte «Pre-Use, Post Sterilization Integrity Testing» (PUPSIT) auf der Grundlage einer Risikobewertung durch. Weist ein Filter nach der Sterilisation keine Integrität mehr auf? Könnten die Prozessflüssigkeit oder eine darin enthaltene Verunreinigung einen Filterdefekt maskieren? Durch ein umfassendes Konzept soll sichergestellt werden, dass sich beide Fragen mit «nein» beantworten lassen. Andernfalls müssen Gegenmassnahmen ergriffen werden (z.B. Filtertausch).
Bei PUPSIT handelt es sich um einen risikobasierten Ansatz – dazu ein Beispiel:

Die wichtigste Herausforderung bei Ihren Prozessen ist der Schutz von Mitarbeitern und Produkten. Mit unserem WIBO Safe Isolator gewährleisten Sie als Labor, R&D und Produktion höchste Sicherheit im Umgang mit kritischen Substanzen bis OEB-Level 6. Ob Wiegen, Umfüllen oder Qualitätskontrolle, der WIBO Safe Isolator ist die optimale Containment-Lösung für aseptische und nichtaseptische Anwendungen. Profitieren Sie von unserer Erfahrung für Ihre individuellen Anforderungen.


Entscheidend für den Patienten: Die Sterilabfüllung als letzter Schritt der Prozesskette muss funktionieren. (Bild: Ehrensberger)
Werden zwei gleiche Filter in Reihe geschaltet, so kann der eine den anderen schützen. Ist einer der beiden nicht funktionsfähig, dann dürfte der andere dennoch die Funktionsfähigkeit des Gesamtsystems sicherstellen. Das Gegenteil ist jedenfalls unwahrscheinlich. Ein weiteres
Beispiel: Die Wahrscheinlichkeit einer Maskierung von Filterdefekten lässt sich bei pumpengetriebenen Systemen über Druckmessungen abschätzen. Grosse Druckdifferenzen deuten auf eine Filterverstopfung hin, und damit steigt die Wahrscheinlichkeit für eine Defektmaskie -
rung. Ein ähnlicher Schluss lässt sich ziehen, wenn bei druckgetriebenen Prozessfiltrationen ein verringerter Durchfluss festgestellt wird.
Recht klar liegen die Verhältnisse bei der mikrobiologischen Belastung von Prozessflüssigkeiten: Zehn koloniebildende Einheiten pro 100 Milliliter dürfen es höchstens sein.
Für den Patienten, der ein bestimmtes Arzneimittel bekommt, ist es viel wichtiger, dass die Filter bei der Sterilabfüllung am Ende der Prozesskette ordnungsgemäss funktionieren, als dass in einer früheren Stufe – beispielsweise bei einer Pufferfiltration – eine Defektmaskierung für möglich gehalten wird. Bei einem risikobasierten Ansatz wie PUPSIT wird man daher besonders streng auf die Endabfüllung sehen. Eine zunächst vermutete Defektmaskierung während einer Pufferfiltration lässt sich dagegen – je nach Prozess und Arzneimittel – eventuell auch im Nachhinein über die Integrität der ausgebauten Filterkerzen als unwahrscheinlich klassifizieren (Maskierungs-Untersuchung). Es versteht sich von selbst, dass eine vollständige Risikobewertung ein umfassendes Verständnis der strömungsmechanischen Verhältnisse und der potenziellen biologischen Belastung in der Prozessflüssigkeit einschliessen müssen. Pharmaund Biotech-Unternehmen sollten ausserdem aktuelle regulatorische Änderungen im Blick haben. Das betrifft darüber hinaus viele andere Bereiche, in denen eine Kaltsterilisation durchgeführt wird, beispielsweise in der Lebensmittelherstellung oder der Produktion von Biodiesel.
Von der Produktion im Grossmassstab zu den kleinen Partikeln: Die Nanofiltration stellt einige spezielle Anforderungen an Filterintegritätstests. (Bild: Adpic)
Autor
Dr. Christian Ehrensberger
Zum Aufbau dreidimensionaler biologischer Strukturen und für viele andere Anwendungen eignet sich die additive Fertigung («3D-Druck»). Noch interessanter machen sie jetzt SingleUse-Komponenten, die volumetrische Dosierung der (Bio-)Tinte und die Forschung an neuen Druckmaterialien.
Der 3D-Druck von Biomaterialien, auch Bioprinting genannt, stellt eine attraktive Option zum Aufbau dreidimensionaler Strukturen von komplexen Geometrien dar. Dafür bieten sich diverse Materialien an. Die Herstellung von Biomaterialien ist kostspielig, da ihre Zusammensetzung stets einzigartig abgestimmt ist. Deshalb ist es besonders ärgerlich, wenn sie (immer noch) durch «Old-school»-Druckköpfe mit unzureichender Präzision und fehlender Wiederholgenauigkeit aufgetragen werden.
Kombination von Kartusche und Exzenterschnecke
Die sensitiven Biomaterialien müssen auch vor Verunreinigungen geschützt werden, damit die Anwender verlässliche und verwertbare Ergebnisse erhalten. Das würde für herkömmliche Druckköpfe bedeuten, dass sie nach jedem Durchgang hygienisch einwandfrei gereinigt werden müssten. Eine Alternative bieten auf die jeweilige Anwendung optimierte Druckköpfe, die zusammen mit Druckerkartu -
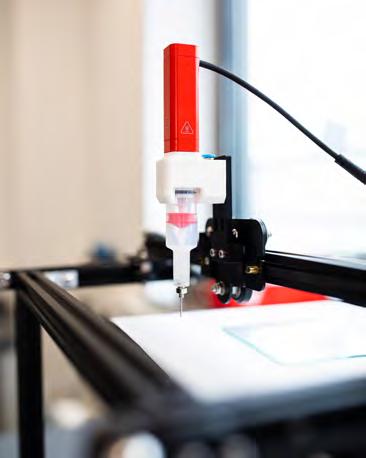
Abb. 1: System mit einem speziellen Druckkopf für die kommerzielle Herstellung biologischer Gewebe im 3D-Druck-Verfahren unter automatischer Kontrolle der Viskosität und gegebenenfalls Materialfluss-Nachsteuerung der Biotinte: Puredyne by Viscotec. (Bild: Viscotec)
schen als Einweg-Systeme angeboten werden.
Die neuartigen Druckköpfe lassen sich breit einsetzen (z.B. Maschinenbau, Elektronik), dennoch sind sie für das Applikationsspektrum von Biomaterialien entwickelt worden. Die Besonderheit der Single-Use-Druckköpfe besteht in der Kombination einer Kartusche mit einer Exzenterschnecke. Diese hat als volumetrisches Dosiersystem gegenüber den heute gebräuchlichen gravimetrischen Dosiersystemen den Vorteil einer besseren Kontrollierbarkeit gegenüber Umwelteinflüssen (z.B. Temperaturschwankungen, Luftfeuchtigkeit, unterschiedliche Druckverhältnisse). Auf dem Weg zum heute verfügbaren Kombi-System gelang es zum Beispiel, gegenüber früheren Varianten den Totraum zu verringern und die hygienische Sicherheit zu gewährleisten.
Vorarbeit für den Einsatz im sterilen Bereich geleistet «Die heute verfügbare Kartusche besteht aus FDA-konformen Materialien», resü -
• Mapping inklusive Report (USP1079/WHO Appendix 8)
• ISO 14644 Raumstatusvisualisierung

































• RBE Batch Release Reports

































• Kalibriermanagement (Übersicht mit Historie)




























Präzise Mess- und Überwachungslösungen für Reinräume.
Das Rotronic Monitoring System (RMS) bietet höchste Datenverfügbarkeit und maximale Flexibilität durch einfaches Einbinden von Fremdgeräten. RMS entspricht den Empfehlungen nach GAMP5 und ist FDA CFR 21 Part 11/EU Annex 11 konform. Erfahren Sie mehr unter Rotronic.ch/rms oder ProcessSensing.com






























miert Felix Gruber, Business Development Manager bei der Viscotec Pumpen- u. Dosiertechnik GmbH, Töging am Inn. «Wir bieten unser System zurzeit zwar noch nicht ab Lager für den sterilen Bereich an, aber die Vorarbeit dafür ist schon geleistet.»
Für die Logistik eröffnen sich mehrere Wege: Der Hersteller liefert die Kartusche an den Anwender und dieser befüllt sie, zum Beispiel mit vor Ort hergestellter Biotinte, wie eine Arbeitsgruppe um Philipp Fisch an der ETH Zürich. Wer seine Druckertinte nicht selbst produziert, kann auf ViscoTec-Partnerunternehmen zurückgreifen (z.B. Humabiologics, USA; Bioink, Belgien). Ein anderer Weg, der in Zukunft möglicherweise beschritten wird, wäre der folgende: Die Partnerunternehmen beziehen die Kartusche selbst, übernehmen die Befüllung mit Druckertinte und verkaufen dann weiter an Anwender.
3D-Bioprinting eines Ohrs für Mikrotie-Patienten
Der Erfolg einer Anwendung hängt stets an zwei Voraussetzungen: An der allgemeinen Druckbarkeit von Biotinten und an der Bewertung der Druckqualitäten. Forscher an der ETH Zürich haben es sich zum Ziel gesetzt, das 3D-Bioprinting vom Labormassstab hin zur automatisierten
und schlussendlich zur klinischen Herstellung von Gewebeäquivalenten voranzutreiben. Ein Pionier in diesem Bereich ist Auregen Biotherapeutics, ein aus der ETH Zürich ausgegründetes Start-up im Bereich künstlicher Knorpelregeneration, das bereits erste klinische Studien gestartet hat.
Bei diesem Unternehmen werden 3D-Bioprinting Verfahren bereits im klinischen Einsatz getestet. Das Ziel besteht in einer Behandlung für Mikrotie, eine angeborene Fehlbildung des äusseren Ohres. Dabei ist die Ohrmuschel nur teilweise oder gar nicht vorhanden. Aktuelle Behandlungsmöglichkeiten, wie die Implantation eines harten Kunststoffes als Knorpelersatz oder die Transplantation von patienteneigenem Rippenknorpel während der Kindheit, führen oft zu Komplikationen oder werden vom Patienten als Fremdkörper wahrgenommen.
Biologische 3D-Druckverfahren ermöglichen jedoch einen komplett neuen Ansatz zu diesem Problem. Patienteneigene Zellen werden aus einem kleinen Knorpelbiopsat gewonnen und im Labor vermehrt. Diese Chondrozyten werden dann mit einer Biotinte vermischt und, passend für den Patienten, in Form einer Ohrmuschel gedruckt. Die Biotinte, ein Polymergemisch, wird dann zu einem Hydrogel ver-
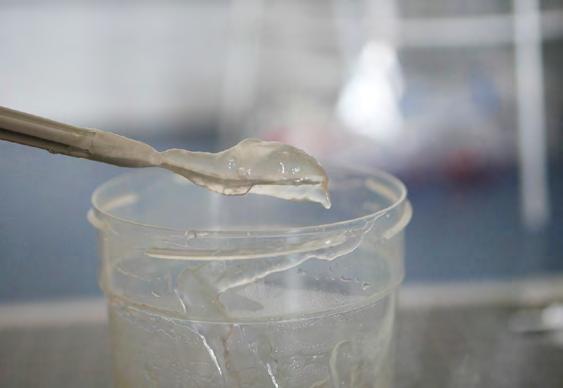
Abb. 2: Eine auf Alginat basierte Hydrogel-Biotinte, wie sie in Forschungsprojekten bei Auregen eingesetzt wird: Im Gegensatz zu newtonschen Flüssigkeiten, wie beispielsweise Wasser, ist die Biotinte ein nichtnewtonsches Fluid, und ihre Viskosität ist abhängig von der Belastung – wie Zahnpasta, die bei Druck aus der Tube fliesst, aber danach ihre Form behält. (Bild: Auregen)
festigt und bietet eine ideale Umgebung für die darin eingebetteten Zellen. Durch die biologischen Prozesse der Zellen wird das gedruckte Konstrukt danach in Knorpelgewebe umgewandelt. Dieses kann dem Patienten eingesetzt werden. Da es sich um ein lebendiges Stück Gewebe handelt, nutzt sich das Implantat mit der Zeit nicht ab und braucht später auch nicht ersetzt zu werden – ganz wie körpereigener Knorpel erhält es seinen Zustand. Um sicherzustellen, dass die Qualität des Prozesses und das finale Produkt den Ansprüchen an ein klinisch hergestelltes Produkt entspricht, werden alle Schritte des klinischen Herstellungsprozesses im Isolator eines Reinraums durchgeführt, denn die Sterilität des Produktes hat natürlich oberste Priorität. Dies ist besonders herausfordernd für den Teilschritt des 3DDruckes.
Ein 3D-Bioprinter kann nicht wie eine Zentrifuge einfach in cGMP-Qualität erworben werden. Stattdessen müssen Reproduzierbarkeit und Sicherheit des Druckprozesses bewiesen werden.
«Bei aktuellen, pneumatischen Extrusionsverfahren der Biotinte wird durchgängig ein Operator gebraucht, der ultimativ den Materialfluss reguliert und feinste Unregelmässigkeiten in der Viskosität der Biotinte ausgleicht», erläutert Benjamin
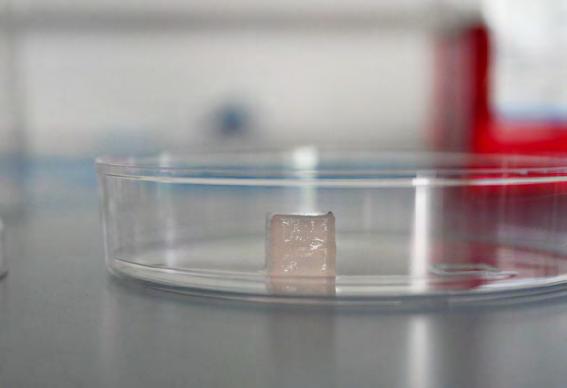
Abb. 3: Mit dem 3D-Biodrucker hergestelltes Testkonstrukt zur Überprüfung der Stabilität und der Flusseigenschaften einer Alginat-Biotinte: Ein Quader besteht aus 17 Schichten von je etwa 0,6 mm Dicke. (Bild: Auregen)

Interessierte melden sich direkt bei Felix Gruber unter der Telefonnummer +49 8631 9274235, per E-Mail unter info@puredyne.de oder nutzen das Kontaktformular auf der Webseite. Die Versuche finden im Customer & Innovation Center von ViscoTec in Töging am Inn, Deutschland, statt.
Kessel, Auregen Biotherapeutics. «Auch wenn dies für die ersten Pilotstudien ein akzeptables Vorgehen ist, bleibt es ein grosser Risikofaktor.»
Darum werden für eine kommerzielle Herstellung vollautomatische Lösungen gebraucht. Dann kann unabhängig von der Viskosität genau die gewünschte Menge Material abgelegt werden, viel präziser als ein menschlicher Operator dies regulieren könnte.
Auch aus Sicht der qualitativen Prozesskontrolle ist ein reproduzierbarer 3D-Druck wichtig. Um sicherzustellen, dass die gedruckte Ohrmuschel den Anforderungen entspricht, müssen zusätzlich zur Ohrmuschel weitere, repräsentative Testkörper hergestellt werden. Diese werden für In-Prozess-Kontrollen verwendet und bei der Testung zerstört.
Da die patienteneigenen Zellen jedoch nur in limitierter Anzahl vorhanden sind, können solche Testkörper nicht in beliebiger Anzahl und Grösse hergestellt werden. Zerstörungsfreie Alternativen sind daher äusserst wichtig, um so viele Zellen wie möglich für die Reifung der eigentlichen Ohrmuschel zu benutzen.
«Eine direkte Kontrolle des durchfliessenden Materials am Druckkopf wäre ideal, namentlich bei Alginat-Hydrogel-Biotinten, die wir oft bei unseren Forschungsprojekten verwenden», sagt Benjamin Kessel. «Nach meiner Erfahrung wird durch die Sicherheit einer echten volumetrischen Extrusion die Reproduzierbarkeit erhöht
und damit die Kontrolle über den Prozess in einer grossen Zahl von Anwendungen verbessert werden.»
Felix Gruber weiss aus Erfahrung und aus einschlägigen Veröffentlichungen, dass generell die Reproduzierbarkeit der Druckergebnisse eine entscheidende Herausforderung darstellen kann [1]. Denn so mancher Forscher hat schon wegen nicht reproduzierbaren Druckqualitäten das Handtuch geworfen und eine eigentlich gute Idee nicht bis zum Ende verfolgt. Nach Grubers Überzeugung liegen in einem solchen Falle jedoch höchst selten technische Gründe vor.
«Unsere Druckköpfe schaffen alle gängigen Biomaterialien unabhängig von ihrer Viskosität», freut er sich. «Stand heute können wir Alginat in allen uns bekannten Kombinationen wie beispielsweise mit Gelatine oder anderen zusätzlichen Inhaltstoffen prozesssicher und vor allem reproduzierbar drucken. Doch der Werkstoff, die Biotinte, kann ein limitierender Faktor sein. Wir möchten darum unbedingt weitere Alginat-Kombinationen kennenlernen und testen. Dafür wollen wir Impulse aus der Forschung aufnehmen.»
So sucht Felix Gruber Wissenschaftler aus Lehre, Wirtschaft und institutioneller Forschung, die mit einem – in ihren Augen –nicht/schwer druckbaren Alginat und/oder einer Kombination arbeiten, auf bessere Druckqualitäten angewiesen sind und hinsichtlich Reproduzierbarkeit belastbare Daten benötigen.
Literatur
[1] Gao Q, Kim BS, Gao G. Advanced Strategies for 3D Bioprinting of Tissue and Organ Analogs Using Alginate Hydrogel Bioinks. Mar Drugs. 2021 Dec 15;19(12):708. doi: 10.3390/ md19120708. PMID: 34940707; PMCID: PMC8708555.
Autor
Dr. Christian Ehrensberger
Forschende der Pennsylvania State University ermöglichen plastische Chirurgie ohne Narben.
Sie haben einen Drucker entwickelt, der während einer OP neue Haut erzeugt, und zwar direkt auf den zu reparierenden Körperteilen, etwa dem Gesicht, der Brust oder am Kopf.
«Rekonstruktive chirurgische Eingriffe zur Korrektur von Verletzungen oder Krankheiten im Gesicht oder am Kopf sind in der Regel unvollkommen und führen zu Narbenbildung oder dauerhaftem Haarausfall. Wir haben jetzt gezeigt, dass biologisch gedruckte, vollflächige Haut das Potenzial hat, bei Ratten Haare wachsen zu lassen. Das ist ein Schritt in Richtung einer natürlicheren und ästhetisch ansprechenderen Kopf- und Gesichtsrekonstruktion beim Menschen», so Forscher Ibrahim T. Ozbolat. Zuvor hatte Ozbolats Team bereits im Labor neue Haut per 3D-Druck hergestellt. Jetzt ist es gelungen, ein vollständiges lebendes System aus mehreren Hautschichten, einschliesslich der Unterhaut, intraoperativ zu produzieren.
https://www.vdi-nachrichten.com


Zollstrasse 5
CH-8219 Trasadingen
Tel. +41 (0) 52 / 212 789-0 www.SchillingEngineering.ch
Um sicherzustellen, dass Produkte für die Infektionsprävention unterschiedlichen Umwelteinflüssen standhalten, lagert die Firma B. Braun Medical in Sempach ihre Produktmuster in begehbaren Stabilitätsprüfcontainern von Weiss Technik ein. Kürzlich wurden am Standort Sempach zwei neue Kammern installiert.
Bakterien, Viren, Parasiten und Pilze sind unsere alltäglichen Begleiter. Allein auf unseren Händen befinden sich rund zehn Millionen pathogene Mikroorganismen. Im Gesundheitswesen stellen jedoch nicht nur unsere Hände ein potenzielles Risiko dar. Insbesondere in Spitälern sind Krankheitserreger auch auf Fussböden, Arbeitsflächen, Waschbecken, Armaturen oder Geräten und Operationsinstrumenten unerwünscht. Generell sind die medizinischen und pflegerischen Einrichtungen gezwungen, Infektionen und die damit verbundenen Komplikationen mit hohen Folgekosten zu verhindern.
Auf die Infektionsprävention hat sich die B. Braun Medical AG spezialisiert, deren Produktionsstandort in Sempach (LU) innerhalb der B. Braun-Gruppe als Kompetenzzentrum für den Bereich Desinfektion agiert. Rund 160 Mitarbeitende entwickeln und produzieren unweit des Sempachersees hochwertige Desinfektions- und Hygieneprodukte, die in 120 Länder geliefert werden.
Verändern sich die Eigenschaften?
Um die Haltbarkeit neuer oder veränderter Formulierungen auf Herz und Nieren zu prüfen, führt das Team von Christian Zgraggen, Leiter Qualitätskontrolle bei B. Braun, Stabilitätsstudien in Echtzeit durch. Basierend auf diesen Tests wird, konform mit den jeweiligen regulatorischen Anforderungen, die Haltbarkeitsdauer verschiedenster Hygieneprodukte definiert.
B. Braun Schweiz

Abfüllung von Hygieneprodukten unter Reinraumbedingungen am Standort Sempach. (Bild: B. Braun)
Soll zum Beispiel eine Wundspüllösung in die Tropen geliefert werden, wird der Einfluss der dort höheren Temperaturen und Luftfeuchtigkeit getestet, um sicherzustellen, dass die physikalischen, chemischen und mikrobiologischen Eigenschaften nicht beeinträchtigt werden. Spezifischer: Wie verändert sich die Viskosität? Was passiert mit dem pH-Wert? Baut sich der Wirkstoff ab, oder bilden sich toxische Abbausubstanzen? Je nach Produkt werden kleinere oder grössere Muster bis hin zum Fünf-Liter-Kanister
Die B. Braun Medical AG ist eine Tochtergesellschaft des deutschen B. Braun Konzerns, einem Hersteller und Lieferanten von Medizintechnikprodukten, der insgesamt 63 000 Personen in 64 Ländern beschäftigt. Davon sind 1077 Personen in der Schweiz am Hauptsitz in Sempach, den Produktionsstandorten Crissier (VD), Escholzmatt (LU) und Sempach (LU) sowie den beiden Tochtergesellschaften SteriLog AG in Luzern und B. Braun Medical Care AG in Hochfelden (ZH), Oerlikon (ZH) und Urdorf (ZH) tätig.
In Sempach wurden rund 75 Millionen Franken in das neue Produktionswerk N.I.C.O.» (New Infection Control Operations) investiert, um mittelfristig die Produktionskapazitäten im Bereich Desinfektion und Hygiene zu verdoppeln. www.bbraun.ch
zwischen 18 Monaten und fünf Jahren eingelagert.
Aufgrund der Inbetriebnahme des neuen Produktionswerks in Sempach wurden neue Lagerkapazitäten für Stabilitätsstudien benötigt. Da im bestehenden Laborbereich nicht genügend Platz vorhanden ist, wurde nach Möglichkeiten gesucht,

Eingelagerte Muster in verschiedensten Grössen werden der Stabilitätsprüfung unterzogen. (Bild: L. Meister)
die Muster ausserhalb des Gebäudes unter kontrollierten Bedingungen flexibel zu lagern. Mit den mobilen Stabilitätsprüfcontainer von Weiss Technik konnten diese Bedürfnisse abgedeckt werden. Das autarke, nicht mit der Gebäudehülle verbundene Plug-and-Play-System benötigt lediglich einen Stromanschluss, Druckluft für die Spülung der Kammer im Havariefall sowie einen Wassertank für die Befeuchtung.
So wurden Anfang 2024 zwei GMP-konforme Stabilitätsprüfcontainer von Weiss Technikinstalliert und in Betrieb genommen. Die begehbaren Kammern entsprechend vollumfänglich den ICH-Richtlinien Q1 und verfügen je über eine Prüfkammer und eine Schleuse. Und sie sind flexibel nutzbar: Je nach Anforderung kann die definierte Umgebungsbedingung einer Klimazone innerhalb weniger Stunden rasch geändert werden. Gemäss den Richtlinien darf die Temperatur nicht um mehr als zwei Grad und die Luftfeuchtigkeit nicht mehr als fünf Prozent abweichen. Für den Anwendungsfall in Brasilien sind das Testbedingungen bei 30 Grad Celsius und 75 Prozent relative Luftfeuchtigkeit.
Sicherheit dank Druckluftspülung
Für die permanent stabilen Bedingungen sorgen einerseits ein Temperierungssystem bestehend aus Deckenverdampfer

mit integrierter Elektroheizung und luftgekühltem Kälteaggregat, und andererseits ein Klimatisierungssystem mit energiesparendem Ultraschallbefeuchter sowie separatem Entfeuchtungsverdampfer. Ein Platin-Widerstandsthermometer für die Temperatur und ein wartungsfreier

kapazitiver Feuchtefühler sind mit der Monitoring-Software verbunden, die dem GAMP-Guide und der FDA 21 CFR Teil 11 entspricht.
Da mitunter Produkte mit hohem EthanolAnteil, wie beispielsweise klassische Händedesinfektionsmittel, Langzeittests
Die Produktion unter reinsten Bedingungen erfordert grosses Fachwissen, Erfahrung und Engagement. Holen Sie uns dazu in Ihr Team für Reinigung, Desinfektion und Reinraum-Services.
Wir freuen uns auf Sie: rohrag.ch, 058 717 77 00

Zwei begehbare Stabilitätsprüfcontainer des Typs «PharmaEvent» wurden 2024 in Betrieb genommen. (Bild: L. Meister)
Weiss Technik
Die Weiss Technik AG mit Sitz in Altendorf (SZ) ist spezialisiert auf Geräte und Anlagen im Bereich der Umweltsimulation, Wärmetechnik, Klima- und Reinraumtechnik. Die Geräte werden dabei in Produktionen in Deutschland entwickelt und hergestellt. Die Projektleitung und -abwicklung von Neubau-, Erweiterungs- oder Umbauten wird von Altendorf aus realisiert. Begleitet wird die Umsetzung von einem Team an Montage- und Servicetechnikern, das über die ganze Schweiz verteilt ist. www.weiss-technik.com
unterzogen werden, darf zu keinem Zeitpunkt eine Zündquelle vorhanden sein. Eine Gaswarnanlage detektiert organische Kohlenwasserstoffe wie zum Beispiel verdunstetes Ethanol oder andere mikrobiozide Lösungsmittel. Sollte eine Prüfkammer eine zu hohe Konzentration an einem explosionsfähigen Gemisch aufweisen, wird diese umgehend automatisch mit frischer Druckluft gespült und kontrolliert abgeschaltet.
Schon lange Zeit vor der aktuellen Installation hatte B. Braun drei andere Klimakammern in Betrieb genommen, die mittlerweile fast 20 Jahre in Betrieb sind. Christian Zgraggen fasst zusammen: «Wir haben mit den bestehenden Kammern gute Erfahrungen gemacht und haben uns bei den beiden neuen deswegen erneut an Weiss Technik gewendet.» Der Leiter Qualitätskontrolle ergänzt: «Künftig können wir die beiden Container für die Qualitätsprüfung der angepassten Produktion im neuen Gebäude einsetzen, um zu zeigen, dass die modernisierten Prozesse keinen Einfluss auf unsere Produkte haben.»
Autor Luca Meister
SwissCCS ist eine wissenschaftlich-technische Fachvereinigung zur Förderung der Kontaminations-Kontrolle und Reinraumtechnik. Sie vertritt die Schweiz in den europäischen und internationalen Normengremien ISO/CEN.
Jetzt Mitglied werden!

SwissCCS veranstaltet und organisiert Fachseminare, Schulungen, Workshops und Informationsaustausch unter Spezialisten. Mehr Infos unter swissccs.org.
Sachgemässe Luftreinigung gegen Schwebeteilchen in Reinräumen: Während Umweltauflagen dafür gesorgt haben, dass die Feinstaubbelastung durch den Betrieb von Kraftfahr zeugen kontinuierlich abgenommen haben, so wird diese anthropogene Quelle nun verdrängt durch die Feinstaubfreisetzung aus privaten, holzbefeuerten Anlagen (Heizungen und Kaminöfen) und zwar seit der Corona und Energiekrise.
Feinstaub kann nicht nur die Gesundheit schädigen, sondern beeinträchtigt auch die Qualität und Funktion sensibler Produkte aus vielen Bereichen der Optik, Elektronik, Elektromechanik, Medizintechnik, Biotechnologie und der Pharmazie. Unter den verschiedenen technischen Möglichkeiten zur Reinigung von Raumluft haben sich Filtertechniken besonders bewährt, weil sie eine preiswerte und im Betrieb kostengünstige Alternative darstellen und auch nachträglich noch nachgerüstet werden können. Nur durch eine sachgemässe Reinigung der Raumluft lassen sich Schwebeteilchen und Feinstaub vermeiden!
Passgenauen Lösungen
Als Beispiel für gelungene Reinraum Lösungen möchten wir die Firma «Alternative Produktion» kurz AL PRO Gerd Böhm GmbH vorstellen. Diese Firma blickt auf eine über 20 jährige Firmengeschichte zurück, die durch nachhaltiges Wachstum, stetige Weiterentwicklung und das Streben nach passgenauen Lösungen geprägt ist. Sie beschäftigt heute als Industriedienstleister ein über 50 köpfiges Team in zwei Werken in Göttingen, davon sind 12
für den Einsatz im Reinraum ausgebildet bzw. geschult worden. Als Dienstleister bietet AL PRO elektromechanische Montagen (Hauptbereich) und Kabelkonfektionierung, Kommissionier und KonfektionierTätigkeiten und seit etwa fünf Jahren auch die Fertigung, Montage, Reinigung und Verpackung unter Reinraumbedingungen an. Die Kunden kommen aus dem Bereich Optik, Mikroelektronik und Elektro Mechanik und aus der Chip Montage, für die elektrostatisch geschützte Bereiche zur Verfügung stehen.
Auf 200 m² fertigt AL PRO Produkte mit höchsten Anforderungen an die Fertigungsumgebung in drei autarken Reinraumsystemen. Die Reinräume sind TÜVzertifiziert nach Klasse 7 bzw. 8 gemäss ISO 14644 1 und kundenzertifiziert gemäss GMP Klasse D. Die Luftqualität kann mithilfe einer Laminar Flow Box punktuell auf eine Reinraumklasse 5 gemäss ISO 14644 1 erhöht werden. Das Hygienekonzept ist in Anlehnung an die GMP Praxis entwickelt worden und beinhaltet neben dem Partikelmonitoring auch ein externes Monitoring der mikrobiologischen Belastung sowie eine externe Schädlingsüberwachung. So kön

Gute Atmosphäre im Reinraum: Partikel, Feinstaub oder Keime unter Kontrolle – Produktqualität gesichert.
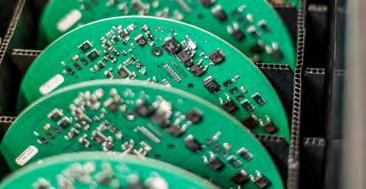
Ob Feinstaub aus Kraftfahrzeugen stammt oder aus dem warmen Kamin im Wohnzimmer – sensible Bauteile wie Leiterplatten sind durch den adäquaten Einsatz von Reinraumtechnologie davor zu schützen. (Bilder: Spetec)
nen Umgebungsbelastungen wie luftgetragene Mikroben und Staub oder Aerosolpartikel so gering wie möglich gehalten werden, was für Anwendungen aus der Biotechnologie, Medizintechnik und der Pharmazie unabdingbar ist.
Reinräume nachträglich eingebaut
Die Firma Spetec GmbH hat die Reinräume geplant und nachträglich in den vorhandenen Werkshallen eingerichtet, und zwar mit minimalen baulichen Änderungen. Alle Reinräume laufen rund um die Uhr und waren bis Ende des letzten Jahres im Zweischichtsystem ohne nennenswerte Ausfälle ausgelastet. Die Reinraumumgebungen sind für wechselnde Anwendungen sehr flexibel ausgelegt und aus diesem Grund wurden die Personenschleuse und die Materialschleuse räumlich getrennt realisiert. Die Firma AL PRO ist immer dann der geeignete Ansprechpartner und bietet kundenspezifische Lösungen überall dort, wo Partikel, Feinstaub oder Keime Produkteigenschaften verändern oder Produktqualitäten beeinträchtigen können.
Weitere Informationen
Spetec GmbH D 85435 Erding spetec@spetec.de www.spetec.de
Angesichts der steigenden Strompreise steht Energieeffizienz mehr denn je im Fokus der Betriebskostenoptimierung. Unifil löst diese drängende Herausforderung mit einer revolutionären Weiterentwicklung: SynaWave XTE! Diese Taschenfilter, welche zu 100% im aargauischen Niederlenz produziert werden, setzen einen neuen Massstab in der Energieeffizienzklasse A+. Möglich wird das nur durch das innovative Filtermedium XTE.
Mit Filtern von Unifil ist der Wechsel zu einer nachhaltigen und kostensparenden Lösung einfach. Der SynaWave Taschenfilter XTE, erreicht bei einer Bautiefe von nur 450 mm in der Filterklasse ePM1 70% die weltweit beste Energieeffizienz. Mit einem aussergewöhnlich niedrigen Energieverbrauch von 897 kWh/a und einem Anfangsdruckverlust von nur 59 Pascal übertrifft er alle Erwartungen. Der hohe Wirkungsgrad von ePM1 70% sorgt jederzeit für eine hervorragende Raumluftqualität und mit 450 mm Bautiefe werden auch die hygienischen Anforderungen jederzeit erfüllt.

Darum lohnt sich die Investition in die Energieeffizienzklasse A+

. und in das innovative Filtermedium
In einer Zeit, in der Firmen jede Ausgabe sorgfältig abwägen müssen, bieten die SynaWave Taschenfilter von Unifil eine ideale Möglichkeit, die Stromrechnung zu senken. Zu oft wird der Entscheid für die Beschaffung von Filtern aufgrund der initialen Anschaffungs- und nicht anhand der langfristigen Betriebskosten gefällt. Wer so entscheidet bezahlt immer zu viel, denn im Betrieb eines Filters machen die Stromkosten fast dreiviertel der Betriebskosten aus, die Anschaffungskosten weniger als 20%. Im direkten Vergleich beträgt die Einsparung mit einem A+ Filter, gegenüber einem Filter mit Energieklasse D, pro Jahr bis zu CHF 300 an Energiekosten. Diese Einsparung macht den höheren Anschaffungspreis eines A+ Filters mehr als wett. Der Entscheid für energieeffiziente Filter widerspiegelt sich nicht nur in einer
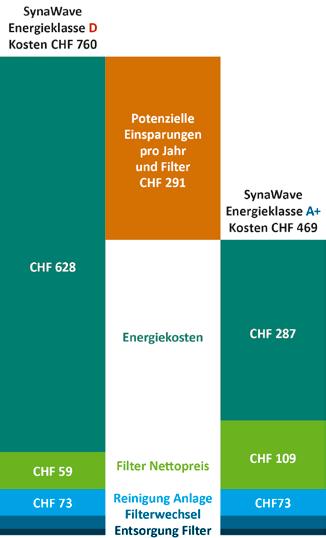
. Die höhere Anfangsinvestition («hellgrün») zahlt sich dank der geringeren Energiekosten («dunkelgrün») mehr als aus. (Bilder: Unifil)
tieferen Stromrechnung, sondern auch in Ihrem Beitrag zur Erreichung der Klimaziele und im wirtschaftlichen Erfolg Ihres Unternehmens.
Empfehlungen:
Setzen Sie auf Energieeffizienz und A+: Während der Betriebszeit über ein Jahr kompensieren die tieferen Energiekosten eines energieeffizienten Filters den höheren Anschaffungspreis längstens.
– Setzen Sie auf einen hohen Wirkungsgrad: Taschenfilter mit einem hohen Wirkungsgrad von ePM1 70% sorgen für eine hervorragende Raumluftqualität.
– Setzen Sie auf Hygiene: Taschenfilter mit einer Einbautiefe von 450 mm haben einen hygienischen Vorteil gegenüber Filtern mit längeren Taschen, da Sie weniger zum Kontakt mit dem Geräteboden neigen.
– Setzen Sie auf die Besten: In den Taschenfiltern SynaWave XTE sind sämtliche Vorteile in einem Produkt vereint – und dies erst noch zu 100% made in Switzerland!
Mit Produkten von Unifil lassen sich der Energieverbrauch der Filter minimieren und die Gesamtbetriebskosten über die gesamte Lebensdauer signifikant senken – Mehrwerte, die weit über einen ersten Einkauf hinausgehen und von denen der Betreiber auch in Zukunft profitieren kann.
Weitere Informationen
Unifil AG Filtertechnik Industriestrasse 1 CH-5702 Niederlenz sales@unifil.ch www.unifil.ch
Fest-Flüssig-Trennung, Trocknen, Mischen und Reagieren – jeder dieser Prozessschritte lässt sich einzeln im Experiment ausprobieren, doch damit es am Ende insgesamt funktioniert, geht der Trend bei Testzentren zu einem ganzheitlichen Ansatz.
Ob es nun um Pharmawirkstoffe, Lebensmittel oder andere Produkte geht – Versuche im Labor- und Pilotmassstab sind hier unersetzlich, um sicherzustellen, dass die jeweilige Verfahrenslösung optimal funktioniert und die Technologie auf den Prozess perfekt eingestellt ist. Darum suchen Forschungs- und Entwicklungsabteilungen nach externen Möglichkeiten, um ihr Scale-up vom Labor auf das Technikum und schliesslich auf den Produktionsmassstab vorab testen und optimieren zu können. Idealerweise verfügen die Betreiber
solcher spezialisierter Testzentren über ein breites eigenes Know-how, das sie dabei einbringen können.
Immer wichtiger wird es dabei, nicht nur einzelne Schritte, sondern auch die Kombination vieler Prozessschritte hintereinander ausprobieren zu können. So ist zum Beispiel in Sonthofen kürzlich ein 450 Quadratmeter grosses neues Test-Center eröffnet worden. Hier lassen sich Filtration, Misch- und Trocknungstechnik an einem Standort «zusammenschalten». In vielen Verfahren der Prozesstechnik folgt


ist das neue Testzentrum deutlich grösser als die bisherigen Räumlichkeiten. (Bilder: BHS-Sonthofen)
beispielsweise eine thermische Trocknung auf eine mechanische Flüssigkeitsabtrennung. Diese Kombination ist im neuen Test-Center ohne weiteres möglich. Anlagen und Apparate lassen sich angepasst an den Versuchszweck modular zusammenstellen.
Weitere Informationen
BHS-Sonthofen GmbH D-87527 Sonthofen info@bhs-sonthofen.de www.bhs-sonthofen.de


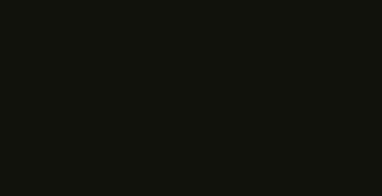
Reinigungsgeräte speziell für Reinräume steigern dank einer kompakten Konstruktion, einer nachhaltigen Leistung und einer hohen Reinigungskapazität die Effizienz und erreichen gleichzeitig positive Umwelteffekte.
Effiziente cGMP-Reinigungsgeräte können heute mehr sein als effiziente cGMP-Reinigungsgeräte: zum Beispiel Reinigungsund Trocknungsgeräte, Stellplatzwunder, Reinigungsleistungsoptimierer mit solider Waschkapazität und geringem ökologischen Fussabdruck. Auf diese Weise lassen sich die Effizienz im Reinraum steigern und unter Einhaltung der strengen Anforderungen der Biopharmazeutischen Industrie Reinräume optimal nutzen.
Grosse Kapazität, wenig Wasser und Energie
Reinraumkapazität ist in jedem biopharmazeutischen Unternehmen eine wertvolle Ressource. Durch die Kombination einer kleineren Stellfläche mit aussergewöhnlicher Kapazität in einem Reinigungs -
gerät können biopharmazeutische Unternehmen ihre Installation optimieren und das Beste aus ihren Reinraumanlagen herausholen.
Gleichzeitig kann ein solches Gerät durch einen reduzierten Wasser- und Energieverbrauch zum Umweltschutz beitragen und auch die Betriebskosten senken. Eine robuste Konstruktion und die Verwendung hochwertiger Komponenten garantieren dabei eine lange Lebensdauer, minimieren Ausfallzeiten und sorgen für niedrige Gesamtbetriebskosten.
Für den Einsatz in der Praxis zählen darüber hinaus ein benutzerzentriertes Design, eine intuitive Touchscreen-Bedienoberfläche und ein zusätzliches LaderegalIdentifizierungs- und AutoStart-System gemäss den aktuellen Branchenanforde -
rungen. Dies ermöglicht eine nahtlose Anpassung an sich ändernde Erfordernisse. Eine vertikale, platzsparende Schiebetür ermöglicht ein ergonomisches Beund Entladen des Beladegestells. Das System zur Identifizierung des Beladungsgestells und AutoStart garantiert, dass das richtige validierte Programm vorgewählt oder automatisch gestartet wird, wenn die Beladung abgeschlossen ist. Die Identifikation wird im Chargenprotokoll und im «Audit Trail» protokolliert, um die Rückverfolgbarkeit zu gewährleisten.
Gleich mehrere Spülungen im letzten Spülgang Solche Geräteausstattungen erlauben dann auch einen hohen Durchsatz und eine hohe Zuverlässigkeit bei der Reinigung. Die Reinigungskapazität garantiert eine effiziente Verarbeitung von Produktionsausrüstung, Komponenten und Glasgeräten. Kommt noch ein patentiertes Single-Pass-Rinse-System hinzu, so ist die gewünschte hohe Leistung selbst bei sehr geringem Wasserverbrauch gewährleistet. Mit der neuen und innovativen technischen Lösung lassen sich im letzten Spülgang oder in der Vorspülphase mehrere Spülungen durchführen. Gerade diese Flexibilität wird von vielen Reinraum-Profis sehr geschätzt.
Stillstandszeiten lassen sich durch ein sogananntes IO-Link-System, ein Kommunikationsprotokoll für Sensoren und Stellantriebe, die über Feldbusverbindungen angeschlossen sind, vermindern. Auch wird ganz allgemein der Verkabelungsaufwand reduziert. Darüber hinaus kann das System bei Bedarf leicht an weitere zukünftige Funktionen angepasst werden. Insgesamt sorgt ein IO-Link-System für eine höhere Verfügbarkeit der Reinigungsanlage und eine bessere Überwachung.
Weitere Informationen
Getinge Schweiz AG CH-4310 Rheinfelden info@getinge.ch www.getinge.com
Zwei benachbarte Forschungs-, Entwicklungs- und Produktions-Standorte für Wirkstoffe und Medikamente in der Schweiz mit Fokus auf die cGMP-Herstellung in kleinem bis mittlerem Massstab haben zwischen dem 17. und dem 26. Juni 2024 erfolgreich eine Inspektion der US-amerikanischen Food and Drug Administration (FDA) durchlaufen, einer davon in Neuland, der andere in Aarau.

Beide gehören zu Carbogen Amcis, einem in Bubendorf ansässigen Unternehmen, das pharmazeutische Prozesse entwickelt und pharmazeutische Wirkstoffe (API) herstellt.
Zentral und nur zehn Kilometer voneinander entfernt
Bei dem im Jahr 2000 eröffneten Werk Neuland in Hunzenschwil handelt es sich bereits um den zweiten Standort von Carbogen Amcis für die Entwicklung hochwirksamer Substanzen. Die Anlage ist für analytische Dienstleistungen, Stabilitätsstudien für Wirkstoffe und Zwischenprodukte, Forschung und Entwicklung von Wirkstoffprozessen sowie für die kommerzielle Bereitstellung von Wirkstoffen im kleinen Massstab ausgerüstet.
Das Werk in Aarau wurde schon 1994 gegründet und liegt zentral in der Schweiz. Es bietet eine grosse Bandbreite analyti -
scher und prozesstechnischer Verfahren. Dies schliesst unter anderem die Festkörperanalyse, chromatographische Trennungen und die Isolierung von Wirkstoffkandidaten ein. Zu den Hauptaktivitäten gehören die Erforschung und Entwicklung von API-Prozessen, die Bereitstellung von APIs in kleinem Massstab und Chromatographie-Dienstleistungen.
Die Anlagen in Neuland und Aarau können flexibel für verschiedene Projekte genutzt werden, sowohl für die Wirkstoffentwicklung im engeren Sinne als auch für analytische Dienstleistungen. Beide Standorte liegen nur zehn Kilometer voneinander entfernt, beschäftigen über 300 Mitarbeiter und arbeiten cGMP-konform und sind vom Schweizerischen Heilmittelinstitut Swissmedic zugelassen. Zusammen verfügen sie über dreissig Reaktoren mit einem Fassungsvermögen von 10 bis 640 Liter.
Bestätigung für globales
Qualitätssicherungskonzepts
Die FDA führte eine fünftätige Routineinspektionen in Neuland und eine dreitägige in Aarau durch. Beide Inspektionen endeten ohne jegliche Dokumentation mit dem Formblatt 483 (oft Vorstufe für einen gefürchteten «Warning Letter») oder sonstige signifikante Verletzungen der Regularien. So waren auch keine Gegenmassnahmen angezeigt («no actions indicated», NAI). Pascal Villemagne, CEO von Carbogen Amcis, und Arpit Vyas, Global Managing Director der Muttergesellschaft Dishman Carbogen Amcis Group, Ahmedabad, Indien, sehen die erfolgreichen FDA-Inspektionen in Neuland und Aarau als Bestätigung ihres Qualitätssicherungskonzepts.
Weitere Informationen
Carbogen Amcis CH-4416 Bubendorf thomas.schlatterer@carbogen-amcis.com www.carbogen-amcis.com

Den strengen Vorgaben der aktuellen Version des Annex 1 des Leitfadens für gute Herstellungspraxis lässt sich durch eine Kombination von Echtzeit-Luftkeimpartikelzählung und traditioneller aktiver Luftprobenentnahme nachkommen.

… aktiver Luftkeimsammler in einem einzigen Gerät. (Bild: MBV)

Ronny Zingre (l.), CEO der MBV AG, und Denis Kiselev, CEO des Geräteherstellers Plair SA. (Bild: MBV)
Für die kritischen Prozessschritte einer aseptischen Produktion: Echtzeit-Luftkeimpartikelzähler und . (Bild: Adpic)
Der Annex 1 fordert insbesondere während kritischer Prozessschritte ein kontinuierliches mikrobiologisches Luftkeimmonitoring in Bereichen der Reinraumklasse A. Koloniebildende Einheiten müssen untersucht und identifiziert werden. Ausserdem sind der mögliche Einfluss der Mikroorga -
nismen auf die Produktqualität und der Status der Prozesskontrolle zu eruieren. All dies ist Teil von Prüfung und Dokumentation.
Ein modernes messtechnisches Verfahren besteht in der Kombination eines EchtzeitPartikelzählers mit einer klassischen akti -
ven Luftprobenentnahme in einem einzigen Gerät. Es ist in der Region Deutschland/ Österreich/Schweiz über einen Exklusivhändler verfügbar.
Weitere Informationen MBV AG CH-8712 Stäfa welcome@welcome.ch www.mbv.ch
Besuchen Sie auch unser Onlineportal
Spezialsoftware für elektronische Prüfprotokolle erlaubt digitale und dabei reinraumtaugliche Verfahren für Sterilitätsprüfungen.
Sterilitätsprüfungen sind der letzte Schritt im Qualitätskontrollprozess, wie er in der pharmazeutischen Industrie zum Einsatz kommt. Sie stellen sicher, dass Impfstoffe, Augenpräparate, Chemotherapien, generell Injektionslösungen und vieles mehr zu 100 Prozent frei von Verunreinigungen sind.
Die Digitalisierung von Arbeitsabläufen in der pharmazeutischen mikrobiellen Qualitätskontrolle inklusive einer umfassenden Datenrückverfolgbarkeit in Echtzeit hilft bei der Einhaltung der einschlägigen Vorschriften. Auch reduziert sie die Wahrscheinlichkeit von Abweichungen, falsch

positiven Ergebnissen und menschlichen Fehlern.
Da mikrobiologische Prüfungen in Qualitätskontrolllaboren unter Reinraumbedin -

gungen erfolgen, muss eine Software für die Digitalisierung von Arbeitsabläufen in diesem Bereich auch reinraumtechnische Anforderungen erfüllen und spezifische Komfortfunktionen mitbringen. Zum Beispiel kann die Ansteuerung über eine mobile App für roboterisierte Arbeitsumgebungen ideal sein.
Weitere Informationen
Merck (Schweiz) AG CH-6300 Zug www.merckgroup.com/ch-en/company/ contact-us.html www.merckgroup.com/ch-en




Glove-Boxes symbolisieren auf der Messe Lounges, worum es hier an allen Ecken und Enden geht: die reine Kontaminationskontrolle. (Bilder: Ehrensberger/Füglistaler)
Auf der Reinraum-Messe «Lounges» in Karlsruhe, 23. bis 25. April 2024, erwies sich der GMP-EU-Annex-1 als das Hauptthema. Nach der Verabschiedung dieses Leitfadens für Reinräume in der pharmazeutischen Industrie im August 2022 und dem Inkrafttreten im August 2023 erweist sich seine Umsetzung in die Praxis als eine ebenso herausfordernde wie vielschichtige Aufgabe.
Ein Beispiel stellt die Sterilität von Arzneimitteln dar. Im Sinne des neuen Annex 1 soll sie weitergedacht werden in Richtung Wareneingang, Warenausgang, im Speziellen Wirkstoff-Sterilität und PackmittelSterilität. Besonders deutlich wird dies im Bereich der personalisierten Medizin: Ein Zytostatikum mit der Losgrösse 1 wird speziell für einen einzigen Patienten hergestellt und muss nun von der Workbench aus dem Reinraum im Apothekenlabor durch verschiedene Schleusen zum Patienten gebracht werden – alles unter Beibehaltung der Sterilität! Am Ende dieser Kaskade von Prozessen wird letztlich auch das Packmittel zur kritischen Komponente, was auf der Messe beispielsweise am Stand von KWP, Gründau, ausgiebig diskutiert wurde.
Getrennte Schritte: Reinigung und Desinfektion
Ein weiteres Beispiel betrifft die Hygiene im Reinraum, denn dazu sagt der neue

Intensive Gespräche zur Sterilität von Arzneimitteln: Durch die personalisierte Medizin wird das Packmittel zur kritischen Komponente. (Bild: Ehrensberger)

Das Team von Contec Cleanroom ist überzeugt: Die aktuellen Regelungen des Annex 1 werden einen grossen Einfluss auf die pharmazeutische Herstellung haben – insbesondere auf Reinigungs- und Desinfektionsprotokolle. (Bild: Füglistaler)
Annex 1: Mechanische und mikrobiologische Hygiene sollen in zwei aufeinanderfolgenden Schritten erfolgen und nicht, wie zuvor teilweise üblich, in einem einzigen. Das frisst mehr Zeit, verursacht auch höhere Kosten. Die gute Nachricht: Der Reinraumbetreiber bekommt bei der Umstellung von SOPs und bei der Schulung von Mitarbeitern Hilfe von Experten.

Kleinere Reinräume – häufiger vorgetränkte Mops – kein Anmischen von Flüssigkeiten, kein Fehlerpotenzial, und die Validierung steckt schon im Produkt selbst. (Bild: Füglistaler)
Ausserdem geht der Trend zu immer kleineren Reinräumen. Dort findet kein klassischer Wagen mit Reinigungsutensilien Platz, insbesondere keine Mops, die ein Mitarbeiter in eine Desinfektionslösung tauchte. Stattdessen werden häufiger vorgetränkte Mops verwendet – kein Anmischen von Flüssigkeiten, kein Fehlerpotenzial. Auch die Validierung mit gängigen
Desinfektionsmitteln und damit der Nachweis, welche Menge an Desinfektionsmittel auf eine bestimmte Oberfläche [m²] abgegeben wird, bringen wegweisende Produkte schon mit (z.B. Pur Mop F1-S, Hydroflex, Buseck).
Einen speziellen Aspekt bei Validierungen der Oberflächenreinigung und Desinfektion stellt das folgende Problem dar: Wie



Kontinuierliche Überwachung von Reinraumparametern: Es geht immer öfter auch «von remote». (Bilder: Füglistaler/Ehrensberger)
Zufriedenheit am Stand von Ortner Reinraumtechnik: Auf der Lounges geht es schlicht um die Sache, um den Reinraum. (Bild: Füglistaler)

MBV AG: Sie kombinieren eine aktive Luftprobenahme und die kontinuierliche Überwachung mit einer herkömmlichen Sedimentationsplatte – Anfor derungen des Annex 1 erfüllt. (Bild: Ehrensberger)
bringe ich eine definierte Verunreinigung an die Wand oder an die Decke? Versuche, einen solchen «repräsentativen Klecks» mit einer Pipette aufzuspritzen, wirken hier behelfsmässig. Erstmals kann nun ein Drucker quantitativ Verunreinigungen als Surrogat aufbringen und dann abreinigen (Skan, Allschwil).
Ein weiteres spezielles Thema, das sich aus dem neuen Annex 1 ergibt, dreht sich um die Beprobung von Reinigungswasser in Isolatoren. Der Ausgangspunkt: In geschlossenen Isolatoren sind Wasserleitungen steril zu beproben. Für Neuinstallationen gibt es fertige Lösungen; für AltIsolatoren dagegen wird es schwierig. So lohnt es sich für Reinraum-Betreiber, die fortlaufende Entwicklung in diesem Bereich zu beobachten.
Um das Beispiel zu verallgemeinern: Ganz allgemein geht der Trend im Gefolge des neuen Annex 1 zu umfassenden Kontaminations-Kontroll-Strategien. Das bedeutet allerdings nicht, dass jeder Prozess zwingend aktiv kontinuierlich überwacht werden muss. Unter Verwendung von Sedimentationsplatten besteht hier die Alternative für die passive Kontrolle – genauer: Durch die Kombination einer aktiven Luftprobenahme (z.B. MAS-100 Iso Luftkeimsammler, MBV, Stäfa) und der kontinuierlichen Überwachung mit einer herkömmlichen Sedimentationsplatte werden die Anforderungen erfüllt.
Als grösste Kontaminationsquelle gilt im Reinraum stets der Mensch. Darum lautet eine Kernfrage: «Wie bringen wir einen sauberen Menschen in den Reinraum?» Die photodynamische Desinfektion hat hier bereits Massstäbe in puncto Bekleidung gesetzt. Dazu werden die Stoffe speziell eingefärbt. Der Farbstoff wird unter Lichteinfluss aktiviert und entfaltet dann seine gewünschte desinfizierende

Einfach gedruckt: So lassen sich quantitativ Verunreinigungen als Surrogat aufbringen und dann abreinigen. (Bild: Ehrensberger)
Wirkung. Dieses Konzept wird jetzt in den industriellen Massstab erweitert. Entscheidend dabei: Der Farbstoff wird bei jedem Licht aktiviert, innerhalb eines Raums ebenso wie ausserhalb. So desinfizieren sich Reinraumbekleidung und auch OP-Tücher unter Lichteinfluss quasi selbst (PDc-Technologie, Ortner Reinraumtechnik, Villach).
Ein «Wachhund» für den Baufortschritt von Reinräumen
Als weitere Dauerbrenner wurden auf der Lounges unter anderem die Energieeffizienz und die Nachhaltigkeit von Reinraumtechnik unter die Lupe genommen. Auch die Nutzung von Künstlicher Intelligenz war bereits ein Thema, und zwar im Zusammenhang mit der Abschätzung von Gefährdungen von Personen und Produkten. Wem beim Gang durch die grosse Halle ab und an ein Roboter in Gestalt eines Hundes (näherungsweise, versteht sich) begegnete, der wird sich gefragt haben, ob hier ebenfalls eine Künstliche Intelligenz vor ihm steht. Tatsächlich kann das «Tier» über den Baufortschritt eines Reinraums wachen und den aktuellen Stand melden (Exyte, Stuttgart).
Die Gesamtatmosphäre der Lounges bleibt positiv im Gedächtnis. Josef Ortner, Ortner Reinraumtechnik, lobte das Konzept: «Die

Er lief agil über die Messe und wacht im Hauptberuf über den Baufortschritt von Reinräumen: der «Hundsroboter». (Bild: Ehrensberger)
Stände sind alle gleich. Hier gibt es nichts Übertriebenes oder dass sich einer hervortun will.» Es geht schlicht um die Sache, um den Reinraum. «Es ist fachlich intensiv», bestätigt André Brugger, CSO/Verkaufsleiter bei H. Lüdi + Co. AG, Regens -
HOTEC_TSO_183x131_4c_2017_2_Layout 1 17.03.17 14:48 Seite 1





Hotec Systems GmbH
Unterdorfstrasse 21
CH-8602 Wangen b. Dübendorf
Telefon +41 44 880 07 07 info@hotec-systems.ch www.hotec-systems.ch

Echte Dauerbrenner: Reinraumbekleidung und -belüftungskonzepte: Vieles wird im Detail auf den neuen Annex 1 abgestimmt. (Bild: Ehrensberger)
dorf. «Und es sind im Vergleich zum letzten Mal mehr Schweizer gekommen.»
Autor
Dr. Christian Ehrensberger




Bei der Achema 2024 in Frankfurt, der Weltleitmesse der Prozessindustrie, zeigten im Juni dieses Jahres 2842 Aussteller aus 56 Nationen 106 001 Teilnehmern aus 141 Ländern die neueste Ausrüstung und innovative Verfahren für die Chemie-, Pharma- und Lebensmittelsowie verwandte Industrien – mit bemerkenswerten reinraumrelevanten Akzenten.
Während Roboter im Labor eine immer grössere Bedeutung erhalten, haben sie diese im Reinraum schon eine Generation früher bekommen. Denn da der Mensch das grösste Kontaminationsrisiko darstellt, ist das Bestreben hier besonders gross, ihn durch den «Kollegen Robby» zu ersetzen.
Autonomes Fahrzeug für Reinraumumgebungen
Für eine umfassende Pharma-Tauglichkeit werden (Reinraum-)Roboter immer weiter auf aseptische Umgebungen abgestimmt, sind beispielsweise gegen Isopropanol beständig und lassen sich einfach sauber abwischen. Dies wird auch durch umfangreiche Dokumentations- und ValidierungsPakete jederzeit überprüfbar. Im Trend liegen handschuhlose Isolatoren, dabei arbeiten Stäubli und Skan zusammen. Die Roboter in diesen Umgebungen machen nicht nur weniger Fehler als Menschen, sondern können teilweise sogar selbstän -
dig Fehler auffinden, wie zum Beispiel Vials mit falschen Schraubverschlüssen. Zusammen mit dem Pharmaunternehmen Novo Nordisk hat Stäubli den Prototypen eines neuen autonomen Fahrzeugs für aseptische Umgebungen erarbeitet und auf der Achema ausgestellt. Das Gefährt reicht einem Mitarbeiter ungefähr bis zum Knie und weist die Vorteile bekannter autonomer Fahrzeuge in der Industrieproduktion auf, zum Beispiel einen automatischen Stopp vor Hindernissen. Dazu kommt die hygienische Eignung. So lassen sich die vier Räder im Handumdrehen abwischen, selbst von innen. Das Beste liegt aber im modularen Aufbau. Das autonome Fahrzeug soll zukünftig mit einem Greifroboter oder anderen Aufsätzen bestückt werden können. Dann wird dieses System über das Transportieren von Labor-Equipment von A nach B hinaus auch Proben nehmen, ist als Early-Stage-Projekt offen für vieles und kann, was es kann, auch im Reinraum.

Puffer- und Zellkulturmedien, Sterilabfüllung, Filtersterilitätstests und Analytik (z.B. Chromatographie) – für den Reinraum gab es auf der Achema eine Menge bemerkenswerte Ausstellungsstücke. (Bilder: Ehrensberger)
Weitreichende roboterisierte PharmaWorkflows
Die Pharma-Workflows reichen immer weiter – ein Beispiel dafür: So mancher Wirkstoff braucht Kühlung, um wirksam zu bleiben. Darum gibt es aseptische Abfüllungen mit anschliessendem Einfrieren – alles automatisiert (z.B. von Skan). Selbstverständlich müssen die Septen der Vials, in denen der Wirkstoff in die Kälte kommt, dicht bleiben. Da könnte schon das kleine Loch vom Einstich der Nadel stören. Zur «Reparatur» schmilzt ein Laser automatisch das Septum zusammen. Es hat sich davor schon so weit zusammengezogen, dass der Laser nicht in die wirkstoffhaltige Lösung durchdringen und den Wirkstoff gegebenenfalls beschädigen kann. Indessen summieren sich bei so manchem Hersteller verschiedene Verbesserungen auf der Basis der Vorgänger zu einem Reinraum auf einem höheren Level: Die Schleusensteuerung hat das Entwicklungsteam von Clean-tek, Renningen,

Eines der grossen Themenfelder erstreckte sich auf die Laborautomatisierung und -roboterisierung.
komplett überarbeitet. Ebenso hat es die Absenktechnik der Türen auf eine neue Stufe gehoben. So erreicht der auf der Achema ausgestellte Reinraum heute eine noch höhere Dichtigkeit.
Bekleidungskonzept
aus dem Spital in die Industrie
Auf die Frage, wie sich ein «sauberer Mensch» in den Reinraum bringen lässt, antwortet die PDcT (PDc-Technologie, Photodynamic Disinfection certified technology, Ortner Reinraumtechnik) jetzt mit einer Erweiterung ihres Anwendungsspektrums. Nachdem sie sich im Spitalbereich etabliert hat, ist sie nun reif für den Einsatz im industriellen Massstab. Kern der Innovation ist ein Stoff für Reinraumbekleidung und Reinigungstücher (z.B. OP-Tücher), der bei jedem Licht aktiviert wird. Das verleiht ihm keimabtötende Eigenschaften.
Die ursprüngliche Idee bei dieser Innovation bestand in der Desinfektion von bekleideten Personen in einer Schleuse ganz ohne lästiges Umziehen und das damit verbundene Kontaminationsrisiko. Chemisch gesehen beruht die PDcT auf der Wirkung von Singulettsauerstoff. In der Reinraumtechnik kennt man ihn von der Flächendesinfektion mit Peressigsäure oder Wasserstoffperoxid. Diese Substanz eignet sich auch zur Gesamtdesin -

Immer mehr Roboter machen sich fit für den Einsatz in aseptischen Umgebungen (z.B. von Stäubli).
fektion des Raums (Verdampfung oder Kaltvernebelung). Ganz unbedenklich ist das nicht. Beispielsweise geben Arbeitsschutzrichtlinien für Wasserstoffperoxid einen Grenzwert von 0,5 ppm vor. Ein anderes bewährtes Flächendesinfektionsverfahren arbeitet mit UVC-Strahlung. Sie inaktiviert Mikroorganismen durch

DNA-Schädigung. Die Strahlung birgt aber auch ein gesundheitliches Risiko für den Menschen beziehungsweise sie erfordert eine erweiterte persönliche und bauliche Schutzausrüstung. Dazu zählen beispielsweise Schutzkleidung, -handschuhe und -brille sowie Bleche, Glasscheiben und elektrische Sicherheitseinrichtungen.




























Schleusensteuerung überarbeitet, Absenktechnik der Türen auf einer neuen Stufe: Auf diese Weise erreicht dieser auf der Achema ausgestellte Reinraum eine noch


Aseptisches Abfüllen weitergedacht: Auch das Einfrieren ist schon in den automa tischen Workflow integriert.
Die Zukunft des Reinraums ist blau Als geeignet für die keimabtötende Einfärbung von Reinraumkleidung erschienen zu Beginn der Entwicklung die blauen Phenothiazinfarbstoffe Toluidinblau O (Absorptionsmaximum bei ca. 632 nm) und Methylenblau (Absorptionsmaximum bei ca. 666 nm). Diese Photosensibilisatoren vermögen unter dem Einfluss von Licht Energie aufzunehmen und auf Sauerstoffmoleküle zu übertragen. Im Gefolge bilden sich hochaggressive, zelltoxische Sauerstoffspezies. Sie stellen für die Bekleidung eine scharfe Waffe gegen Mikroorganismen dar. Da sich diese beiden Kandidaten allerdings beim Waschen herauslösten, entwickelte das Forscherteam eine chemisch ähnliche, wasch- und farbbeständige Verbindung. Sie wirkt optimal unter Beaufschlagung mit dem roten Anteil des Tageslichts (genau: 640 Nanometer). Damit entfällt die Installation von UVC-Quellen. Der besondere Charme der PDcT besteht darin, dass sich die Desinfektionswirkung während des ganz normalen Alltags entfaltet. Die eingefärbte Reinraumbekleidung tragen die Mitarbeiter als Arbeitskleidung. Die zur Farbstoff-Aktivierung nötige Lichtwellenlänge ist im Tageslicht enthalten, und das funktioniert nicht nur in der Sonne, sondern auch in Innenräumen – namentlich in Reinräumen. Mit Resistenzbildungen ist nicht zu rechnen. PDc-Reinraumbekleidung lässt sich in unterschiedlichen Designs auswählen –als Overall, Zweiteiler oder Mantel. Hängt man sie während der Ruhezeiten in die Garderobe, so kann dort ebenso ein PDcSystem für ihre dauerhafte und sichere Desinfektion sorgen. Darüber hinaus gibt es eine Personenschleuse mit Jet-Düsentechnik zur physikalischen Abreinigung von Partikeln und mit einer photodynamischen Desinfektionstechnik zur Minimierung der mikrobiologischen Verkeimung. Ausserdem kann ein PDc-Textil-Luftschlauchsystem die Zuluft in Hygienebereichen und für Lebensmittelproduktionen desinfizieren (Herausfiltern von Schimmelsporen und Hefen in der Produktion von Backwaren, Fleisch und Getränken). Je nach den speziellen Anforderungen und den regulatorischen Vorgaben für den betreffenden Reinraum können solche TextilLuftschläuche statt einer Luftentkeimung mit HEPA-Filtern («high efficiency particulate air filter») installiert werden, was einfacher und kostengünstiger sein kann. Die Zukunft könnte in der Auskleidung von Reinräumen mit PDc-Lacken und -Anstrichen für Böden, Wände und andere Flächen liegen. Im Gefolge der naheliegenden Vision eines clean blue hospital im Spitalbereich würde sich dann auch in der Industrie blau als die neue Reinraumfarbe einbürgern.
Autor
Dr. Christian Ehrensberger

Adriaan ‘t Gilde berichtete bei der SwissCCS-Fachtagung «Geopolitische Einflüsse» aus seiner jahrzehntelangen Erfahrung als Procurement-Verantwortlicher der Geberit Gruppe. (Bild: Meister)
Die Fachtagung der SwissCCS zum Thema «Geopolitische Einflüsse» traf inmitten einer bedrohlichen internationalen Plattentektonik den Nerv der Teilnehmerinnen und Teilnehmer.
Rund 40 interessierte Besucher kamen am 22. Mai 2024 im Mercure Hotel Krone in Lenzburg zusammen, um sich über die aktuelle Lage der Reinraum-Branche im Lichte geopolitischer Einflüsse auszutauschen. Im Angesicht von Produktionsausfällen in Europa aufgrund von Chip-Knappheit, einer möglichen Eskalation des Kriegs zwischen Russland und der Ukraine sowie eines rotchinesischen Damoklesschwerts über Taiwan (mit seinem wichtigen Lieferanten Taiwan Semiconductor Manufacturing Co. Ltd.) gewannen die Ausführungen der Referenten automatisch eine historische Dimension. Packende Vorträge umspannten den Bogen von optimierten Lieferketten, ChipKnappheit, Künstlicher Intelligenz (KI) im Zusammenhang mit der Planung und Herstellung bis hin zum Bau von Reinraumanlagen. Dabei ging es darum, «Local for

Rund 40 Interessierte besuchten am 22. Mai 2024 die SwissCCS-Fachtagung «Geopolitische Einflüsse» im Hotel Krone Lenzburg und lauschten den Referaten. (Bild: SwissCCS)

SwissCCS-Präsident Roman Schläpfer sprach über zukünftige Chancen und Risiken für die Reinraumbranche – zum Beispiel durch Künstliche Intelligenz. (Bild: Meister)
local» zu produzieren, Abhängigkeiten zu vermindern, Investitionen klug einzusetzen, Kosten im Griff zu behalten und nachhaltig zu planen.
Doch kein Trend ohne Gegentrend: Zwi -
ders verhält es sich bei Solarpaneelen und E-Auto-Batterien (Energiewende) sowie bei bestimmten Rohstoffen wie etwa seltenen Erden (Energiewende und militärische Anwendungen), Silizium (Halbleiter)
Connor Murray, Vorsitzender der internationalen Reinraumvereinigung ICCCS, zeigte unter der Überschrift «Global Climate Change Challenges and Cleanrooms of the Future» auf, wie viel Luft nach oben bei


Sergio Mauri (l.), Präsident des italienischen Reinraumverbandes ASCCA, und Francesco Romano, Vorstand des ASCCA (r.) blickten voraus auf das des Internationale Reinraumsymposium ISCC‘24 in Mailand. (Bild: SwissCCS)

Marie-Teres Moser, Wissenschaftliche Mitarbeiterin an der Hochschule Luzern, brachte beschichtetes Holz als Hüll-Werkstoff für Reinräume ins Spiel. (Bild: Meister)

Die Referenten: Adriaan ‘t Gilde, ehem. CPO Geberit; Dureid Qazzazie, Valtria Swiss; Andreas Christian Schröder, Chefarzt Institut für Klinikhygiene, Ortenau Klinikum Offenburg; Francesco Romano und Sergio Mauri, beide ASCCA; Marie-Teres Moser, Wissenschaftliche Mitarbeiterin HSLU Hochschule Luzern; Connor Murray, Präsident des internationalen Reinraumverbandes ICCCS und Roman Schläpfer, Präsident SwissCCS (v.l.n.r.). (Bild: SwissCCS)
zern. In ihren Ausführungen brach sie eine Lanze für Reinräume mit einer Hülle aus beschichtetem Holz. Als nachwachsender Rohstoff passte das gut zu den Überlegungen Connor Murrays betreffend die Klimarelevanz von Reinräumen.
Neben den geopolitischen Gegebenheiten wurden des Weiteren demografische Veränderungen thematisiert. Nicht zuletzt kam auch der Umgang mit Normen zur Sprache, zum Beispiel im Krankenhaus.
Dr. Andreas Christian Schröder, Ortenau Klinikum, Institut für Klinikhygiene, Offenburg, demonstrierte, wo sich die Vorgaben
von Normen und der Krankenhausalltag beissen, so dass gutgemeinte Theorie und praktische Umsetzung nicht zusammenzubringen sind.
Abgerundet wurde der Tag mit Berichten von Sergio Mauri, dem Präsidenten des italienischen Reinraumverbandes ASCCA, und Franceso Romano, ASCCA-Vorstand, zur nächsten Austragung des Internationale Reinraumsymposium ISCC’24 in Mailand, dem Wirken des Programms «ICCCS 50 Young Professionals». Im abschliessenden Vortrag von Dr. Dureid Qazzazie, Valtria Swiss, klangen bereits Themen der
darauffolgenden Besichtigung bei Hitachi Energy Ltd. Semiconductors in Lenzburg an.
Eines der in Lenzburg beheimateten Innovationsfelder betrifft Siliziumkarbid-Halbleiter (SiC). Sie ermöglichen Effizienzsteigerungen bei Elektrofahrzeugen und treiben auf diese Weise eine neue nachhaltige Mobilität ohne die Nachteile fossiler Energieträger voran.
Autoren
Dr. Christian Ehrensberger, Luca Meister
Aktuelle gesellschaftliche Entwicklungen im Food-Bereich wirken sich unmittelbar auf lebensmittelchemische Prozesse aus. Ein Beispiel stellt der Trend zu alternativen Proteinen dar.
Welch hoher Stellenwert Produkten aus diesem Bereich zukommen könnte, hat unlängst die Bühler AG mit ihrem neuen Proteinanwendungszentrum in Uzwil gezeigt. Der Lebensmittel-Prozess-Spezialist will hier die Entwicklung von Verfahren zur Herstellung von Nahrungsmitteln auf pflanzlicher Basis fördern, darunter Fleischund Fischersatzprodukte.
Die passen in klimaschonende und umweltfreundliche politische Strategien, in das derzeitige Nachfrageverhalten vieler Konsumenten und können zur Sättigung der acht Milliarden plus X Menschen auf der Erde beitragen. Den Ausgangspunkt bilden pflanzliche Quellen (Leguminosen, Getreide, Soja, Hülsenfrüchte oder Ölsaaten), tierische Quellen (Insekten oder Zellkulturen) und weitere Proteinquellen (Mikro- und Makroalgen, Pilze, Bakterien und Hefen).
Als wesentliche Elemente der Verarbeitungsprozesse kommen hier unter anderem Nassisolierungs- und Fraktionierungstechniken zur Trennung von Proteinen zum Tragen. Konkret benötigt werden Extruder und Hochleistungskühldüsen. Im Zusammenspiel bringen sie es auf 1000 Kilo -
Ilmac Lausanne 2024
Daten: Mittwoch, 18. und Donnerstag, 19. September 2024
Öffnungszeiten: 9 bis 17 Uhr
Ort: Expo Beaulieu Lausanne, Halle 36
Veranstalterin: MCH Messe Schweiz (Basel) AG
Information: www.ilmac.ch
Community-Netzwerk «Ilmac 365»: https://365.ilmac.ch/event/ilmac Kostenloses Ticket: www.ilmac.ch/free-ticket (Code: cx-24)
gramm nass extrudierte «Alternativ-Proteine» pro Stunde.
Eine Voraussetzung für einen reibungslosen Ablauf der Maschinenprozesse bilden Automatisierungslösungen mit einer zentralen Überwachung und Steuerung sowie mit einer Übersicht über die Produktion in Echtzeit – kurz: eine adäquate Prozessanalytik (PAT). In diesem Bereich erweist sich gerade die Nahinfrarot-Spektroskopie als Verfahren der Wahl.
Man braucht dazu nur geeignete Fenster, durch die das NIR-System in den laufenden Prozess «hineinsehen» kann, oder eine faseroptische Ankopplung. Idealerweise verwendet der Prozessanalytiker dabei modulare Systeme und eröffnet sich zusätzlich die Möglichkeit, von NIR auf

Datengetriebene Ernährungskonzepte auf wissenschaftlicher Basis könnten die Umstellung unserer Essgewohnheiten flankieren. (Bild: Shutterstock)
MIR (mid infrared) oder auf sichtbares Licht (visible) umzuschalten oder auch auf UV-Fluoreszenz (z.B. Aflatoxin-/Mykotoxin-Nachweis).
Es versteht sich von selbst, dass NIRMessungen ebenso zu den typischen Qualitätssicherungsmassnahmen im Labor gehören, so etwa bei der Rohstoffeingangs- und der Warenausgangskontrolle. In Zukunft werden solche Messungen womöglich häufiger mit portablen Analysegeräten durchgeführt werden können. Sie decken heute ohne weiteres grosse Wellenlängenbereiche ab (z.B. 1100 bis 2500 Nanometer) und bringen es auf hohe Signal-Rausch-Verhältnisse – nicht zuletzt dank weiterentwickelter Fourier-Transform-Algorithmen (FTIR).
Diese Entwicklung setzt sich bis zu den handgehaltenen Analysegeräten der Konsumenten fort. Diese sollen mittelfristig befähigt werden, wichtige Parameter von Lebensmitteln am Point of Sales (PoS) bei der Migros mit seinem Smartphone bestimmen zu können. Dieses würde nur ein paar Franken mehr kosten (schätzungsweise nicht einmal 10 CHF).
Das Branchenevent Ilmac in Lausanne gibt seinen Besucherinnen und Besuchern in diesen und anderen Bereichen der Lebensmittelchemie und -technologie eine klare Orientierung. An zwei Tagen präsentieren die Aussteller und Startups Prozesse, PAT und Laboranalytik und geben einen Ausblick auf Schnellverfahren bis hin zur PoS-Analytik für Konsumenten. Dies kann auf der wissenschaftlich getriebenen Ilmac Conference mit vielen Fachvorträgen noch vertieft werden. Die Agenda wird ab April verfügbar sein.

Die Messe Cleanzone am 25. und 26. September 2024 in Frankfurt ist der Treffpunkt für alle, die kontaminationsfrei produzieren.
Der Termin wurde von bisher Ende November auf Ende September verlegt. Ob mRNA-Technologie, medizinisches Cannabis, hochsensible Medizintechnik, Chip-Produktion, Präzisionsoptik oder Elektromobilität – all dies findet sich auf der Cleanzone in konzentrierter Form, und zwar von der Planung bis zum laufenden Betrieb. Brandaktuelle Themen, Lösungen
für die Produktion im Reinraum sowie Optimierungen der Reinheitstechnik bilden den Fokuspunkt der internationalen Fachmesse und des Konferenzprogramms. Hier wird die komplette Prozesskette abgebildet. Sie reicht von der Planung und Einrichtung über Messtechnik, Verbrauchsmaterialien, Ein- und Ausschleusung und Logistik bis zu Verpackung und Services.

Die Top-Themen der kommenden Cleanzone umfassen die wichtigsten Trends und Entwicklungen in den Bereichen Technik und Innovation, Energieeffizienz und Nachhaltigkeit sowie Fortbildung und Qualifikation.
Die Cleanzone Conference nimmt Bezug auf aktuelle Branchentrends: Energieeffizienz, neue Reinraumkonzepte und Digitalisierung – diese Themen treiben momentan die Entwicklung in der Reinraumtechnik voran. Überall, wo Verunreinigungsgefahren durch Partikel drohen, sind Reinraumumgebungen erforderlich. Das regulatorische Umfeld, etwa der neue Annex 1, verlangt deutlich mehr Automatisierung. Die Anforderungen an Produkt- und Personenschutz sind hoch. Ein Highlight wird auch diesmal der Cleanzone Award sein. Den Gewinner dieser Auszeichnung für pfiffige Ideen oder ein neues Verfahren zur Optimierung der Arbeit im Reinraum wählen die Besucher während der Messe selbst. Die Preisverleihung findet am 26. September direkt auf der Cleanzone statt.
Traditionell frequentieren Schweizer die Reinraummesse Cleanzone in besonders grosser Zahl. Vor zwei Jahren kamen sie



Stets ein Highlight auf der Cleanzone: Die Kandidaten zum Cleanzone Award präsentieren ihre Arbeiten als Poster.
unter die Top-10-Besucherländer. Unter den rund 100 Ausstellern bereichern verschiedene Unternehmen mit starkem Bezug zur Schweiz die Cleanzone. Unter ihnen finden sich diesmal zum Beispiel der Gebäudeeffizienz-Optimierer Ost Energie, Abtwil, der Reinraum- und MesstechnikSpezialist Q-Tek, Volketswil, der ReinraumInstallateur und -Qualifizierer Valtria Swiss, Uster, sowie der Reinraum-Hersteller Daldrop + Dr. Ing. Huber (Schweiz-Stützpunkt: Aarau) und der Reinraumkleidungs-Dienstleister Bardusch (Niederlassungen in der Schweiz: Basel und sechs weitere).
Weitere Informationen
Messe Frankfurt Exhibition GmbH D-60327 Frankfurt am Main info@messefrankfurt.com https://cleanzone.messefrankfurt.com
tf solutions gmbh
Offizielle Vertretung der Messe Frankfurt für: Schweiz & Liechtenstein CH-8117 Fällanden/Zürich
Tina.schneebeli@ch.messefrankfurt.com http://www.ch.messefrankfurt.com
Die Messe Filtech bringt vom 12. bis zum 14. November 2024 in Köln Aussteller, Anwender und andere Interessenten rund um Filtration, Separation und verwandte Themenfelder zusammen.
Filtrations- und Separationsverfahren spielen in einer Vielzahl von Industrien eine entscheidende Rolle, um die Qualität und Reinheit der Produkte sicherzustellen. Dies betrifft den gesamten Reinraum-Bereich und darüber hinaus beispielsweise die Batterie-Industrie, die Labortechnik und die Chemische Industrie. Überall stellen Filtration und Separation wesentliche Prozesse dar und entfernen unerwünschte Partikel, Mikroorganismen und Verunreinigungen aus Flüssigkeiten und Gasen. Die Filtech ist mit über 570 Ausstellern die weltweit wichtigste Veranstaltung für Filtration und Separation. Sie teilt sich in zwei Hauptbereiche: den Messebereich und die Konferenz. Der Messebereich der

Filtech 2024 erstreckt sich über mehrere Hallen und bietet eine umfassende Ausstellung von Produkten und Dienstleistungen im Bereich der Filtration und Separation. Parallel zur Messe findet die «Filtech Konferenz» statt, auf der Experten aus
Wissenschaft und Industrie ihre neuesten Forschungsergebnisse und Entwicklungen vorstellen.
Die Kombination aus Messe und Konferenz macht die Filtech zu einer Veranstaltung, die den Austausch von Wissen und Erfahrungen fördert und zugleich konkrete Geschäftsabschlüsse ermöglicht.
Weitere Informationen
Filtech Exhibitions Germany GmbH & Co. KG PO Box 12 25 D-40637 Meerbusch info@filtech.de www.filtech.de

Wie man mit Cannabis umgehen soll, wird von Land zu Land unterschiedlich bewertet – in Deutschland Teillegalisierung, in der Schweiz Forschung. Eines ist jedoch Konsens: Der Anbau von medizinischem Cannabis erfordert Reinräume, und die spielen darüber hinaus eine zunehmend grössere Rolle für viele weitere Anwendungen in Produktion und Forschung – bis zur Weltraummedizin und -pharmazie.
Im Kanton Zürich startete im Mai eine auf fünf Jahre angelegte Studie mit 7500 Personen unter Beteiligung der Universität Zürich und der ETH mit dem Ziel, mehr über die Auswirkungen von legalem Cannabis auf verschiedene sozioökonomische Zielgrössen herauszufinden (Gesundheit, Bildung, wirtschaftliche Situation). Dabei können Cannabis-Konsumenten in Fachgeschäften und Apotheken in Zürich, Winterthur, Schlieren und Horgen ihren «Stoff» bekommen [1]. Ausserhalb der Studie bleiben Anbau und der Verkauf von Cannabis jedoch verboten. In Deutschland dagegen ist die Teillegalisierung von Cannabis zum 1. April in Kraft getreten. Die Bewegung in der Bewertung und in der Rechtslage zu diesem Stoff im Allgemeinen gibt im Speziellen Anlass zu einem Blick auf den medizinischen Cannabis. Seit

Medizinischer Cannabis bedarf einer scharf definierten Qualität, was im Endeffekt auf den Anbau und die Verarbeitung in Reinräumen führt. (Bild: Adpic)
seiner Zulassung vor sieben Jahren stellt er in Deutschland für Patienten eine Therapieoption dar. Vor zwei Jahren wurde auch in der Schweiz das Verbot der Cannabis-Verwendung aufgehoben. Cannabis hat bereits eine beeindruckende Karriere durchlaufen. Sie beginnt bei den Ägyptern, Griechen und Römern und setzt sich im 12. Jahrhundert in den Schriften der Hildegard von Bingen fort (u.a. gegen Schmerzen, Übelkeit und Rheuma). Erfolge feiert Cannabis vor allem im 19. Jahrhundert, als er zum meistverkauften Mittel in den Apotheken Amerikas und Europas avanciert [2]. Man verfügte aber noch über kein fundiertes Wissen über Inhaltsstoffe, Wirkmechanismen und die idealen Anbauverfahren.
Ein Fall für den Reinraum Für den zertifizierten Anbau braucht man allerdings Reinräume. Warum dies so ist, liegt auf der Hand.
Selbstverständlich gelten für Cannabis die üblichen Anforderungen an jedes Medikament: Ein kontrollierter und penibel dokumentierter Wirkstoffgehalt muss eine genaue Dosierung ermöglichen. Dazu sind verschiedene Regularien zu beachten, insbesondere die Monografie zu Cannabisblüten im Deutschen Arzneibuch (DAB), die Gute Herstellungspraxis (GMP) und die Gute Praxis für die Sammlung und den Anbau von Arzneipflanzen (GACP).
Diese Vorschriften verfolgen unter anderem das Ziel, Schädlinge oder Schimmelsporen während des gesamten Wachstums von der Zellkultur bis zur Blüte ebenso zu vermeiden wie eine Schwermetallbelastung. Nach GMP muss dies über spezielle Nachweise dokumentiert werden. Zu ihnen zählen Tests auf verschiedene Schwermetalle, die Bestimmung der Gesamtkeimzahl aerober Mikroorganismen, zusätzlich qualitative und zum Teil quantitative Nachweise bestimmter Mikroorganismen sowie die Bestimmung der Gesamtkeimzahl an Hefen und Schimmelpilzen. Die Kontrollmassnahmen betreffen über den Anbau hinaus auch die weitere Verarbeitung (z.B. Trocknungsprozesse).
Aus diesen strengen Prüfungen ergeben sich wiederum spezielle Anforderungen an die Klimatechnik. Für einen gleichbleibenden Wirkstoffgehalt müssen insbesondere Temperatur, Luftfeuchtigkeit, Licht, Frischluftzufuhr und Luftströmung gesteuert werden. Für den Cannabis-Anbauer kommt dadurch als weiterer Vorteil eine Ertragsmaximierung hinzu. Das Wasser zum Giessen der Pflanzen wird speziell aufgereinigt und filtriert.
Normkonforme Komponenten sichern Qualität
Damit sind nun bereits viele Elemente der Reinraumtechnik benannt. So verwundert es nicht, wenn sich die Erfüllung sämtli -

cher Regularien am besten durch Reinraumbedingungen vom Anbau der Pflanzen bis zur Verpackung sichern lässt. Darum bietet es sich an, die «CannabisFelder» in Reinräumen zu bewirtschaften, spezielle Klimaschränke zu nutzen und diese mit einer zertifizierten Software über eine Plattform zu steuern, inklusive Datenaufzeichnung und Archivierung. Um ein Gefühl für die Grössenordnung zu bekommen: Vor zwei Jahren hat ein Cannabisproduzent in der Schweiz eine Produktionsanlage mit einer Fläche von 1100 Quadratmetern für den Anbau und die Verarbeitung der Pflanzen in einer kontrollierten Reinraumumgebung in Betrieb genommen [3]. Das entspricht einem Siebtel eines Fussballfeldes.
Für die Produktion von A bis Z existieren strenge Regularien. Alles erfolgt nach GMP und/oder nach der Reinraum-Norm DIN EN ISO-14644 (in der Regel GMP D/ISO 9) und unter Berücksichtigung der entsprechenden Richtlinien mit der Bezeichnung «VDI 2083» des Vereins Deutscher Ingenieure. Vorteile bieten beim Aufbau eines Reinraums daher Komponenten, die ihrerseits bereits nach den Normen und anderen einschlägigen Massgaben zertifiziert sind (z.B. ganze Klimakammern, Software, Mikrowellen-Extraktoren).
Der Lohn für den Aufwand liegt in standardisierten Tetrahydrocannabinol-Zubereitungen (THC) zur Verwendung als Arz -
neimittel. Daneben lassen sich ebenso Cannabidiol-Präparate gewinnen (CBD). Dieser Wirkstoff weist unter anderem schlaffördernde, angstlösende und entzündungshemmende Wirkungen auf, aber keine berauschende Wirkung. So findet man ihn auch in Nahrungsergänzungsmitteln und kosmetischen Ölen.
Innovative Verfahren unter Verwendung von Mikrowellensystemen vermögen heute, duftende Terpene unter Bewahrung des Aromas aus Cannabis zu extrahieren. Das gelingt sogar in wenigen Minuten und ohne Einsatz von Lösungsmitteln.
Forschungsfeld Weltraumpharmazie Pharma-Wirkstoffe, Nahrungsergänzungsmittel und Kosmetika lassen sich oft schneller unter Bedingungen der Schwerelosigkeit entwickeln, im Weltraum – ein weiteres Feld für den Einsatz von Reinraumtechnologie.
In der Schwerelosigkeit wird die Virulenz von Bakterien erhöht, biologische Prozesse generell beschleunigt. So lassen sich Experimente im Zeitraffer-Verfahren durchführen und Impfstoffe schneller entwickeln.
Weltraummedizin hilft ebenso bei Osteoporose-Medikamenten. Denn Astronauten erfahren während ihrer Missionen im Weltraum einen beschleunigten Knochenabbau. Auch dies ermöglicht Innovationen im Zeitraffer.

Selbst die Landwirtschaft kann von Experimenten in der Schwerelosigkeit profitieren. Sie können dazu beitragen, grundlegende Wachstumsprozesse besser zu verstehen. Dies kann zur Entwicklung verbesserter Pflanzenstämme mit höherem Ertrag, zu einer besseren Resistenz gegenüber Schädlingen und Erkrankungen oder zu einer Vielzahl anderer wünschenswerter Eigenschaften führen (womöglich auch bei Cannabis!).
Ob Cannabis-Anbau, generell Arzneimittelfertigung oder Laboratorien im Weltraum – bei den verschiedenen Anwendungen bieten Reinräume Schutz vor zwei Gefahren: vor der Verunreinigung durch Partikel und vor mikrobiologischer Kontamination. Die Qualität vieler Produkte und
Forschungsansätze lässt sich nur auf diese Weise sicherstellen.
Für Satelliten und für die Chipfertigung
Reinraumtechnologie ist bei den Experimenten im Weltraum unbedingt gefragt. Zu seinen Spezialanforderungen gehört Folgendes: Für die Raumstation als geschlossenes System dürfen die verwendeten Materialien weder ausgasen noch unerträgliche Gerüche entwickeln. So findet man beispielsweise auf der ISS (International Space Station) mehr Oberflächen aus Metall als aus Kunststoff. Schon beim Bau von Weltraum-Satelliten spielt Reinraumtechnologie eine Rolle, ja, eine Hauptrolle. Eine der Spitzenleistun -

Die nächste Mikrochip-Generation wird unter Reinraumbedingungen nach dem ExtremeUltraviolet-Lithografie-Konzept gefertigt, um nanometergrosse Strukturen schaffen zu können. (Bild: Adpic)
gen besteht in Riesen-Reinräumen. Denn ein Satellit kann mehrere Meter hochragen. Des Weiteren findet auch die Fertigung der Mikrochips für Bordcomputer und Laborgeräte unter Reinraumbedingungen statt. Neue Horizonte eröffnet dabei die sogenannte 7-Nanometer-Technologie, eine Form der Lithographie mit Wellenlängen im ultravioletten Bereich. Da produziert man in «Mini-Environments» von zum Beispiel 2 mal 2 mal 2 Metern und unter strengsten Bedingungen (Reinraumklasse 1).
Branchenevent «Cleanzone»
So schafft Reinraumtechnologie die Voraussetzungen für Innovationen in vielen Gebieten. Welche Chancen sich aus aktuellen Entwicklungen und wegweisenden Produkten der Branche ergeben, erfährt der Besucher der Reinraum-Messe Cleanzone am 25. und 26. September 2024 in Frankfurt am Main aus erster Hand.
Literatur
[1] https://www.srf.ch/news/schweiz/studie-gestartet-im-kanton-zuerich-startet-groessteschweizer-cannabis-studie#:~:text=Verkauf%20 in%20sieben%20Gemeinden,Adliswil%2C%20 W%C3%A4denswil%20und%20Uster%20geplant., Zugriff am 21.7.2024
[2] Barbara Segger: Harmloses Hanfprodukt?
PTA heute 23 (2023): 88–90
[3] https://swisscanntec.ch/marihuana-anbauproduktion, Zugriff am 28.4.2024
Autor
Dr. Christian Ehrensberger
Die Energieeffizienz von Reinräumen hat sich in den vergangenen zwanzig Jahren von einem «nice-to-have» zu einem Top-Thema entwickelt. Dabei gibt es viele erfolgsträchtige Stellschrauben. Wesentliche Treiber der Entwicklung sind politische Vorgaben, Normen und Richtlinien. Beispielsweise kündigt sich aktuell die neue «VDI 2083 Blatt 4.2 Reinraumtechnik – Energieeffizienz» an.
Kriege und Krisen rund um die Welt lassen die zukünftige Energieversorgung unsicher erscheinen oder die Kosten steigen. Oder beides.
Hinzu kommt die Notwendigkeit, den CO 2Footprint und den Ausstoss weiterer Treibhausgase zu senken. Im «Europäischen Green Deal» findet das seinen Niederschlag: Klimaneutralität bis 2050. Die EUTaxonomieverordnung steckt dafür den technischen Rahmen ab. Nach ihr soll der Grad der ökologischen Nachhaltigkeit einer Investition messbar werden. Damit verbunden sind Offenlegungspflichten für «nicht finanzielle» ökologische und nachhaltige Qualitäten der Unternehmen. All dies zwingt zum Energiesparen. Aber ausgerechnet im Reinraum?
Aktivitäten bei der FraunhoferGesellschaft und beim VDI Es ist schon richtig: Ein Reinraum muss vor allen Dingen rein sein. Die Energieef-
fizienz nimmt einen der Plätze weiter unten ein. Bis in die 2000er-Jahre dachte man kaum über Energiekosten nach, sondern stellte in erster Linie die für den Prozess nötige Reinheit her. Nun kostet aber insbesondere das Konditionieren und Reinigen von Luft viel Energie, und die wurde und wird immer teurer. Daher hat sie sich über die letzten zwanzig Jahre von einer stets verfügbaren Commodity zu einem kostenbestimmenden Faktor entwickelt. So richtet sich der Blick heute stärker auf die Energieeffizienz, auch weil ihre Bedeutung durch harte Zahlen ins Bewusstsein rückt. Zum Beispiel lassen sich sage und schreibe 60 Prozent der Kosten für den gesamten Energieverbrauch bei der Fraunhofer-Gesellschaft auf Reinräume zurückführen. Das Gute daran: Ideen für Energieeinsparungen sollten einen grossen Multiplikatoreffekt nach sich ziehen, und bei der Fraunhofer-Gesellschaft ist man bereits dabei, das Potenzial zu heben.

Auch beim Verein Deutscher Ingenieure (VDI) entfalten sich breit wirksame Aktivitäten. Eine Arbeitsgruppe entwickelt zurzeit sogar eine neue Richtlinie zur Energieeffizienz. Ihr Auftrag besteht in der Überarbeitung der seit 2011 bestehende (und daher nicht mehr ganz «taufrischen») «VDI 2083 Blatt 4.2 Reinraumtechnik –Energieeffizienz».
Mit am Tisch sitzen Vertreter aller interessierten Kreise, das bedeutet im Wesentlichen Planer, Errichter und Betreiber von Reinraumanlagen, Vertreter von Forschung und Lehre, Hersteller von Steuerund Regelungstechnik sowie von Reinraumkomponenten.
«Der Entwurf befindet sich auf der Zielgeraden», freut sich Thomas Wollstein, wissenschaftlicher Mitarbeiter in dieser VDI-Arbeitsgruppe. «Der Inhalt steht, und derzeit arbeitet der Vorsitzende noch einmal gründlich alles durch, um Konsistenz und Widerspruchsfreiheit sicherzustellen. Für den Termin einer Verabschiedungssitzung haben wir gerade eine Umfrage laufen. Ich würde hoffen, dass der Entwurf im ersten Quartal 2025 bei DIN Media bezogen werden kann.»
Soviel kann Thomas Wollstein schon zu den Inhalten der neuen Norm sagen: Den Schwerpunkt bilden die beiden Punkte «Reinraum- und Lüftungskonzept» und «Energieeffizienter Betrieb». Darüber hinaus werden speziell «Energiebedarf von Reinräumen», «Energierelevante Parameter und Besonderheiten von Reinräumen», «Prozess zur Bewertung und Steigerung der Energieeffizienz», «User-Requirements, Planungsvoraussetzungen», «Inbetriebnahme» und «Energiebezogene Betriebsoptimierung (eBO)», behandelt.
Umsetzung von Richtlinien und Empfehlungen in die Praxis Wer erst einmal für das Thema «Energieeffizienz im Reinraum» sensibilisiert ist, der findet schnell eine Reihe von Ansatz-
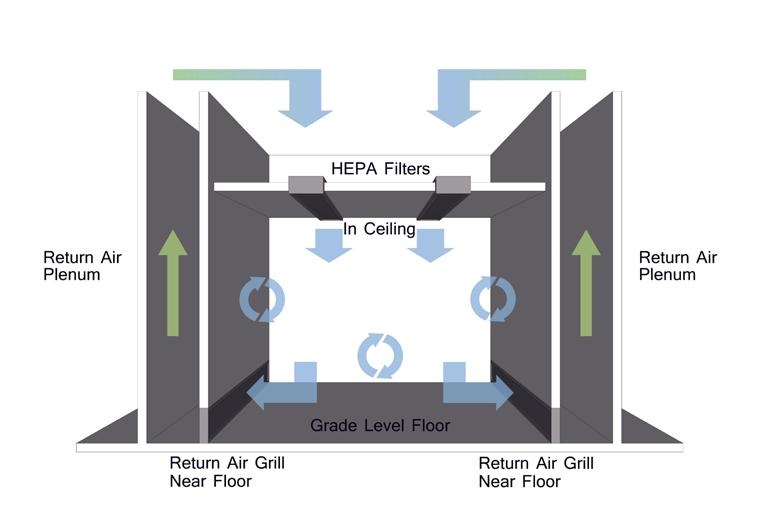
Die Optimierung von Luftströmen stellt eine Möglichkeit dar, die Energieeffizienz im Reinraum zu erhöhen.
punkten. Zum Beispiel ist daran zu denken, einen Reinraum nicht sieben 24-StundenTage lang mit höchster Luftwechselrate zu fahren, sondern nur während der Produktionszeiten. Auch gibt es zur Erreichung bestimmter Luftzustände und Reinheiten immer verschiedene – und unterschiedlich «energiehungrige» – Wege. Heizung, Belüftungstechnik und Ventilation stehen oft an erster Stelle. Und nach der Massgabe, dass der kostengünstigste Reinraum derjenige ist, den man gar nicht braucht, ist bei einem Neubau stets zu erwägen: Reicht nicht ein Sauberraum? Reicht nicht eine geringere Reinraumklasse? Bei einem bestehenden Reinraum hilft zur Energieoptimierung ein strategisches Vorgehen. Zum Beispiel kann sich der Betreiber an einem Vier-Punkte-Schema orientieren und sich die folgenden Fragen stellen:
1. Frage: Kann ich bestehende Filter durch bessere ersetzen?
2. Frage: Verfügt mein Reinraum schon über Möglichkeiten der Wärmerückgewinnung?
3. Frage: Wie stark lässt sich die Anzahl der Luftwechsel pro Stunde reduzieren?
4. Frage: Wie lässt sich die Effizienz der Motoren bzw. Antriebe verbessern? Entscheidend ist es, diese Fragen wirklich offen zu stellen. Althergebrachte Faustregeln wie etwa, dass 20-facher Luftwechsel und 30 Prozent Aussenluftbedarf unumstössliche Mindestwerte seien, gehören «in die Mottenkiste». Eine wesentliche Stellschraube stellt die Luftführung dar. Insbesondere sollte von aussen durch ein endständiges Filter in den Reinraum gesaugte Luft keinesfalls nachher wieder nach draussen gepustet werden. Stattdessen sollte aufbereitete Luft im Reinraum bleiben und dort im Kreislauf geführt werden. Dafür gibt es beispielsweise die praktischen Filter-FanUnits (kurz: FFU). Sie reinigen Luft immer wieder und wieder. Auch ganz generell stellen Umluftkonzepte das A und O für eine gute Energieeffizienz im Reinraum dar.
Eine weitere Stellschraube ist in Toleranzen zu sehen. So mancher Reinraumbetreiber


Messung der Luftgeschwindigkeit und des Volumens der Zuluft aus dem HVAC-System im Reinraum: Durch Änderung der Anzahl der Luftwechsel pro Stunde lässt sich oft noch etwas Energieeffizienz gewinnen.
hat sie am Anfang einmal festgelegt, ohne an eine Energieeffizienz-Optimierung zu denken. Verträgt aber das herzustellende Produkt 20 Prozent bis 80 Prozent Feuchte, dann braucht man die Grenzen nicht enger zu setzen. Und wenn die Temperatur statt auf 21 °C ± 1 °C auf 21 °C ± 3 °C definiert werden kann, bringt das eine weitere Energieeinsparung. Stimmen Aussen- und Innentemperatur überein, bietet sich sogar der Übergang zu einer freien Kühlung an, und man spart sich (zumindest temporär) das gesamte energiefressende Kühlgerät. Wie ein strategisches Vorgehen zur Steigerung der Energieeffizienz im Reinraum aussieht und welche Produkte sich dafür auf dem Stand der Technik eignen, zeigt die Reinraum-Messe Cleanzone am 25. und 26. September 2024 in Frankfurt am Main.
Autor
Dr. Christian Ehrensberger

Dimensionierung von Leitungssystemen, Überwachungs- und Regelungstechnik, Heizungs-, Ventilations- und Belüftungstechnik: für ein kleines oder grosses Quäntchen mehr Energieeffizienz lässt sich meist eine Menge tun.
Am Freitag, 5. April 2024, hat in Basel die diesjährige SwissCCS-Generalversammlung ihrem Vorstand ein Mandat für weitere Gespräche mit dem Schweizerischer Verein von Gebäudetechnik-Ingenieuren (SWKI) gegeben.
Genauer gefasst: Die Anwesenden stimmten für eine Absichtserklärung zur Weiterführung von Gesprächen über eine mögliche Integration der Schweizerischen Gesellschaft für Reinraumtechnik (Swiss Contamination Control Society, SwissCCS) in den SWKI.
Damit hat der Vorstand ein Mandat. Der Ausgang der Gespräche ist damit indessen noch nicht prädestiniert (siehe das folgende Interview mit Roman Schläpfer).
Vorstandsarbeit und jüngste Verbandsaktivitäten
Des Weiteren informierte SwissCCS-Präsident Roman Schläpfer am Tagungsort «Restaurant Schützenhaus» über den neuen, moderneren Auftritt des Vereins. Darauf hatte der Fokus der Vorstandsarbeit im Jahr 2023 gelegen, im Einzelnen beispielsweise auf der neuen Gestaltung des Vereins-Logos und auf dem Webauftritt. Bei einem Streifzug durch die Aktivitäten der SwissCCS erinnerten sich die Anwesenden gern an den erfolgreichen Anlass für alle Reinraum-Begeisterten an der

HSLU Hochschule Luzern am 6. November 2023. Dabei kamen Studierende und SwissCCS-Mitglieder zusammen und lies -

sen sich von Roman Schläpfer und MarieTeres Moser, Wissenschaftliche Mitarbeiterin HSLU, durch einen spannenden Vortrag führen.
Bereits am 26. Oktober 2023 besuchten zirka 30 Mitglieder die SKAN AG in Allschwil. Dort begrüsste sie Guiseppe Cirillo, Head of Sales & Marketing, zu einer Besichtigung der neuen Büroräumlichkeiten und der Produktion unter der fachkundigen Leitung von Stefan Schaefer, Sales Manager Europe. Den Abschluss bildete ein Apéro riche mit angeregten Diskussionen.
Neues Vorstandsmitglied
Schliesslich beschloss die Generalversammlung eine wichtige Personalie: Michael Meier wurde neu in den Vorstand gewählt. Er bringt eine breite Erfahrung mit, unter anderem aus den Bereichen Wasser, Hygiene und Desinfektion, Laboranalytik, Oberflächenmonitoring und GMP, und ist heute Geschäftsführer der Bioexam AG, Luzern.
Autor
Dr. Christian Ehrensberger
Der Vorstand der SwissCCS 1 hat eine Absichtserklärung zur Weiterführung von Gesprächen über eine mögliche Integration in den SWKI 2 abgegeben und auf der Generalversammlung am 5. April 2024 ein offizielles Mandat dafür bekommen. Es handelt sich aber noch nicht um einen effektiven Entscheid über die Zusammenführung der beiden Verbände. Im Folgenden präzisiert Roman Schläpfer, Präsident der SwissCCS, den Status der Verhandlungen und gibt Einschätzungen zur Bedeutung einer Integration für die SwissCCSMitgliedsunternehmen.
Christian Ehrensberger: Herr Schläpfer, es gibt in der Schweiz zwei Verbände im Bereich «Reinraum»: SwissCCS und SWKI. Wie ist es zu dieser Struktur gekommen, und wie ist das Verhältnis der beiden Verbände?

Roman Schläpfer: Dies ist so nicht richtig. In der Schweiz gibt es nur einen Verband, welcher sich für die Interessen der Reinraumindustrie einsetzt, und dies ist die SwissCCS. Der SWKI setzt sich für die Förderung der Gebäude-, Energie- und Umwelttechnik ein. Das Verhältnis der beiden Verbände ist sehr gut. Über die letzten Jahre hat man immer wieder Gespräche geführt und erkannt, dass ein Miteinander für beide Seiten viele Vorteile bietet. Als Präsident der SwissCCS nehme ich auch immer wieder als Beisitzer an Sitzungen des SWKI teil, um einen aktiven Informationsaustausch zu fördern.
Christian Ehrensberger: Nach dem Beschluss der Generalversammlung besteht die Absicht, den Verein SwissCCS als Rechtsform aufzulösen und die Interessen der Mitglieder organisatorisch in den Verein SWKI zu integrieren. Welche Vorteile oder auch Nachteile sehen Sie in der nun beabsichtigten Integration der SwissCCS in den SWKI?
Roman Schläpfer: Die Auflösung der Rechtsform der SwissCCS ist eines von vielen möglichen Szenarien, die skizziert wurden. Wir wollten hier Klarheit schaffen, dass dies ein mögliches Szenario darstellt, wenn die entsprechenden Weichen gestellt und Strukturen abgeglichen wurden. Nach dem positiven Entscheid an der Generalversammlung steht aber aktuell vor allem im Vordergrund, weiter zu prüfen, wie eine Integration durchführbar ist und mit welchen Konsequenzen. Dies ist nun Aufgabe der beiden Organisationen. Wir werden hierzu, sobald wir nähere Informationen haben, wieder informieren. Aktuell sind wir noch nicht in der Lage, Vor- und Nachteile einer Integration mitzuteilen.
Christian Ehrensberger: Es liegt auf der Hand, dass ein grösserer Verband auch ein grösseres Gewicht innerhalb der Verbandslandschaft haben sollte und einen Zusatznutzen für seine Mitglieder generieren könnte. Um das etwas anschaulicher zu machen: In welchen konkreten Situationen haben Sie denn in der Vergangenheit einmal aufgeseufzt und sich gedacht: «Wären wir doch in einem richtig grossen Verband organisiert! Dann könnten wir »?
Roman Schläpfer: Hierbei geht es vor allem um unsere Anlässe und Ausbildungen, die wir anbieten. Wenn ich sehe, wie schwierig es ist, heutzutage Personen für eine Teilnahme zu motivieren, und wie viele Verbände und Organisationen die
gleichen Probleme haben, sehe ich die grössere Organisation vor allem im möglichen Pool für mehr Teilnehmer an Anlässen. Weiter bietet bezogen auf den SWKI die Integration die Möglichkeit, ein weitreichendes Thema in einen Verband zu integrieren, der sehr viele Nahtstellen zum Thema Gebäude-, Energie- und Umwelttechnik hat.
Christian Ehrensberger: Es sind verschiedene «technische» Dinge rund um die Verbandsfusion zu regeln: Werden die SwissCCS-Mitglieder mit der Integration in den SWKI automatisch SWKI-Mitglieder?
Roman Schläpfer: Die Klärung der Integration SwissCCS zu SWKI ist Bestandteil der nächsten Phase. Ziel ist es, den Prozess möglichst einfach zu halten.
Christian Ehrensberger: Was sind Kollektivmitglieder?
Roman Schläpfer: Die Kollektivmitgliedschaft richtet sich an Unternehmen. Mit der Kollektivmitgliedschaft erhält ein Unternehmen einerseits 5 Stimmrechte, hat aber auch die Möglichkeit, bis zu fünf Personen an die Anlässe der SwissCCS zu senden.
Christian Ehrensberger: Beim SWKI gibt es keine Kollektivmitgliedschaft, doch bei der SwissCCS haben sich sogar rund zwei Drittel der Mitglieder für eine Kollektivmitgliedschaft entschieden. Was geschieht mit SwissCCS-«Kollektivmitgliedern», die eine Einzelmitgliedschaft im SWKI nicht möchten?
Roman Schläpfer: Dies ist auch Bestandteil der nächsten Gespräche. Wir haben in diesem Punkt noch Klärungsbedarf. Ziel ist, einen möglichst einfachen Weg zu finden, um Kollektivmitglieder in ein entsprechendes Gefäss im neuen SWKI-Gewand zu integrieren.

Beispiel für eine Fachtagung der SwissCCS: Rund 40 Interessierte besuchten am 22. Mai 2024 die SwissCCS-Fachtagung «Geopolitische Einflüsse» im Hotel Krone Lenzburg – hier Roman Schläpfer bei seinem Vortrag über zukünftige Chancen und Risiken für die Reinraumbranche. Als weitere Referenten . . . (Bild: SwissCCS)

waren bei dieser Fachtagung unter anderem mit von der Partie Adriaan ‘t Gilde, Geberit, sowie . (Bild: Meister)
Christian Ehrensberger: Welchen Status würde der SwissCCS nach einer Integration innerhalb des SWKI haben? Welche Funktion nehmen Sie selbst dann ein? Und inwieweit sind diese Neustrukturierungen für die SwissCCS-Mitglieder relevant?
Roman Schläpfer: In den Vorgesprächen wurden diverse Szenarien skizziert. Auch hier wird sich in den nächsten Monaten zeigen, wie dies passiert. Unser Ziel ist klar, die Reinraumtechnik unter dem Brand SwissCCS als eigene Sparte zu positionieren. Ich bleibe aktuell Präsident der SwissCCS, bei einigen Sitzungen bin ich als Beisitzer des SWKI anwesend. In welcher Funktion ich nach einer möglichen Fusion tätig sein werde, ist noch offen.
Christian Ehrensberger: Auf einen Vorschlag von Werner Straub, Straub Consulting, wurde auf der Generalversammlung der folgende Satz in den Antrag des SwissCCS-Vorstands zusätzlich aufgenommen: «Der Vorstand ist beauftragt, die Durchführung der Schulungen/Fachtagungen zu gewährleisten sowie die internationale Normenarbeit weiterzuführen.» Was hat es damit auf sich?
Roman Schläpfer: Die SwissCCS hat gemäss Statuten diverse Aufgaben, auf welche sie sich konzentrieren soll. Einer dieser Punkte ist die Normenarbeit und der andere Punkt ist die Ausbildung. Ich bin Wer-

Mauri (l.), Präsident des italienischen Reinraumverbandes ASCCA, und Francesco Romano, Vorstand des ASCCA (r.), hier mit dem neuen SwissCCS-Vorstandsmitglied Michael Meier (siehe Bericht zur Fachtagung «Geopolitische Einflüsse» auf Seite 27). (Bild: SwissCCS)
ner Straub für den Input dankbar und wir werden diesem ganz klar nachkommen, da sich die SwissCCS in den letzten Jahrzehnten vor allem über diese zwei Aufgaben auch international einen sehr guten Namen gemacht hat.
Christian Ehrensberger: Was ist die ICCCS 3 , und welche Bedeutung kommt ihr innerhalb der Tätigkeit von SwissCCS zu?
Roman Schläpfer: Unser Kassier Thomas Krauss ist gleichzeitig auch Kassier der ICCCS. Neben dieser Aufgabe sitzt er auch im TC209-Komitee und ist somit unser Bindeglied zu den internationalen Verbänden. Letztes Jahr in Kanazawa wurde er als Nachfolger von Arnold Brunner durch den Vorstand der ICCCS gewählt. Dieses Amt ist für uns indes sehr wichtig, da sämtliche Informationen aus dem internationalen Kontext dadurch zu uns dringen. Ich bin sehr froh, dass Thomas Krauss dieses anspruchsvolle Amt übernommen hat. Er ist international sehr gut vernetzt und kann dies in seine Arbeit miteinbringen.
Christian Ehrensberger: Sie haben gerade im vergangenen Jahr in den «Brand SwissCCS» investiert. Inwiefern steht er jetzt besser da als vorher?
Roman Schläpfer: Die vielen positiven Rückmeldungen haben uns bereits be -
stätigt, dass wir hier den richtigen Schritt gemacht haben. Die Investition in den Brand SwissCCS hat unsere Sichtbarkeit und unser Ansehen sowohl national als auch international gestärkt. Es ist uns gelungen, eine starke Marke aufzubauen, die für Qualität und Innovation in der Reinraumtechnik steht.
Christian Ehrensberger: Die Idee zur Integration wurde vor dreieinhalb Jahren geboren, und bis sie in die Realität umgesetzt wird, könnte es noch einmal dreieinhalb Jahre dauern. Warum zieht sich dieser Prozess über so viele Jahre?
Roman Schläpfer: Ich gebe zu, in Jahren gerechnet handelt es sich um einen langen Zeitraum, welcher für die Integration benötigt wird. Es gibt verschiedene Punkte zu berücksichtigen. Es handelt sich bei beiden Verbänden um Milizverbände, welche durch Personen geführt werden, die nebenbei noch einem Hauptarbeitsaspekt nachgehen. Somit ist Zeit das wichtigste Gut und wir planen die Umsetzung so, dass sie für beide Organisationen nicht zu einer zusätzlichen Belastung wird. Weiter hat sich die SwissCCS in den letzten Jahren verändert und auch der SWKI hat in den kommenden Jahren mit dem Entscheid an ihrer Generalversammlung wieder eine Transformation vor sich. Diese Transformationen sind ein wichtiger Teil
für eine Integration und bilden hierfür die Grundlage. Der letzte Grund ist, wir wollen für beide Organisationen die besten Grundlagen bieten. Wir wollen im Sinne unserer Mitglieder diese Integration vorantreiben, dies braucht Sitzungen und Anpassungen auf beiden Seiten, die Zeit benötigen.
Christian Ehrensberger: Im Moment handelt es sich um eine Absichtserklärung der SwissCCS, die Gespräche zur Integration in den SWKI weiterzuführen. Es könnte also auch sein, dass am Ende alles beim Alten bleibt – oder ist das nur eine theoretische Möglichkeit?
Roman Schläpfer: Genau, wir haben nur die Absichtserklärung unterschrieben. Wir
Roman Schläpfer freut sich über die Strahlkraft des «Brand SwissCCS»: «Es ist uns gelungen, eine starke Marke aufzubauen.»
haben bisher bereits viel Zeit in die Gespräche investiert. Beide Verbände kennen sich mittlerweile gut. Man weiss um die Interessen beider Verbände und weiss, wo Anpassungen in den Organisationen nötig sind. Dies sind Grundlagen, welche in den letzten Jahren geschaffen wurden. Darum habe ich ein gutes Gefühl, was die weiteren Gespräche betrifft. Beide Verbände leisten gute Arbeit und sind daran
interessiert, diese Integration zu schaffen. Am Ende hat unsere Generalversammlung die endgültige Entscheidungsmacht über einen Übertritt in den SWKI. Ich habe volles Vertrauen in unsere Mitglieder, dass sie die beste Entscheidung für die Zukunft unserer Organisation treffen werden.
1 Die Gesellschaft «Swiss Contamination Control Society» bzw. «Schweizerische Gesellschaft für Reinraumtechnik» oder «Société Suisse pour la prévention de la contamination» verwendet heute die komprimierte Bezeichnung «SwissCCS».
2 Schweizerischer Verein von GebäudetechnikIngenieuren
3 International Confederation of Contamination Control Societies
Das Deutsche Reinraum-Institut (DRRI) trauert um seinen langjährigen Fachbeirat, Unterstützer und Ideengeber Dr.-Ing. Erwin Bürkle. Sein Tod im Alter von 82 Jahren hinterlässt im DRRI und in der Branche eine nicht zu schliessende Lücke.

Erwin Bürkle genoss in der Reinraumtechnik hohes Ansehen durch sein umfassendes Wissen in der Kunststoffverarbeitung und deren Weiterentwicklung. Zeit seines Lebens strebte er danach, seiner Branche durch wissenschaftliche Erkenntnisse und stetige Entwicklungen neue und konkrete Problemlösungen zu ermöglichen. Dazu gehörte die anspruchsvolle Herausforderung des Spritzgiessens im Reinraum – ein Verfahren, das heute international breite Anwendung findet.
Seinen durch stetige Fortbildung geprägten beruflichen Werdegang begann Erwin Bürkle mit einer Ausbildung zum Werkzeugmacher. Es folgte die Weiterbildung zum Industriemeister, bevor er Maschinenbau an der FH und der TU München studierte und schliesslich am Institut für Kunststoffverarbeitung (IKV) der RWTH Aachen promovierte.
Von 1978 bis 2010 prägte Erwin Bürkle die deutsche Kunststoffbranche vor allem durch seine Arbeit bei der Kraussmaffei Technologies GmbH in München. Als Leiter der Abteilung für Grundsatzentwicklung und neue Technologien brachte er die Kunststoffverarbeitung auf einen innovativen Pfad, der bis heute von vielen Unternehmen weiterverfolgt wird. Sein Know-how betraf vor allem die Spitzgiesstechnik sowie das Zusammenwirken mehrerer Verarbeitungstechnologien. Als er 2009 von seinem langjährigen Arbeit-
geber verabschiedet wurde, nannte ihn dieser einen «über Jahrzehnte entscheidenden Impulsgeber und für die gesamte Kunststoffbranche einen der bedeutendsten Brückenbauer zwischen Wissenschaft und Wirtschaft». Erwin Bürkle hat sein Wissen gern geteilt. Neben seiner Tätigkeit als Fachbeirat im DRRI wirkte er in vielen Gremien und Fachbeiräten mit, etwa am IKV der RWTH Aachen, beim Süddeutschen Kunststoff-Zentrum Würzburg, beim VDI, VDMA oder bei der Fachhochschule Rosenheim. Für seine fruchtbare Forschungsarbeit und praktische Wissensvermittlung wurde er 1998 als erster Preisträger mit dem Dr.-Richard-Escales-Medienpreis des Carl Hanser Verlags und des Verbands Deutscher Werkzeug- und Formenbauer ( VDWF ) ausgezeichnet. Den Preis erhalten seitdem Persönlichkeiten der Kunststoffindustrie, die sich wie er «in den Bereichen Ausbildung und Vermittlung von Wissen im Bereich der Kunststofftechnik verdient gemacht haben». Neben weiteren Auszeichnungen erhielt er den Georg-Menges-Preis des Fachverbands Gummi- und Kunststoffmaschinen im VDMA, Plasticseurope Deutschland sowie der Vereinigung zur Förderung des IKV der RWTH Aachen.
Die Mitglieder des DRRI sind Dr.-Ing. Erwin Bürkle zu grossem Dank verpflichtet und werden seiner mit der höchsten Wertschätzung gedenken. Wir werden ihn vermissen.
Im Namen des Deutschen Reinrauminstitutes Dr. Gernod Dittel




