THERE IS



KUNSTSTOFF XTRA OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG
ONLY A PLAN 19. - 26.10.2022 Halle 13, Stand A13 Düsseldorf Deutschland Oktober 2022 10/2022



Das Bundesamt für Energie legte Anfang Jahr dem Bundesrat einen Bericht darüber vor, wie gross die Einsparmöglichkeiten beim Stromverbrauch in der Schweiz bis 2030 sind. Das Ergebnis: 25 bis 40 % des heute verbrauchten Stroms liessen sich einspa ren. Das entspricht gerade der Menge, welche die vier Atomkraftwerke produzieren.


Die Einsparung, so der Bericht weiter, würde keine Komforteinbusse nach sich ziehen. Privathaushalte, Unternehmen und Gemeinden müssten lediglich die bestehenden techni schen Mittel ausschöpfen.
Konkret werden zwei Massnahmen genannt: 1. veraltete Geräte durch neue ersetzen und 2. diese Geräte mit Sensoren und intelligenten Steuerungen versehen, um so den Verbrauch an den tatsächlichen Bedarf anzupassen.
Intelligente Steuerung, sprich die Digitalisierung von Prozessen und Maschi nen, lässt sich heute immer einfacher implementieren. Dabei muss es nicht die 100 %-top-automatisierte Hightech-Lösung sein. Schon mit einfachen und günstigen Mitteln lassen sich Aufschlüsse gewinnen und Prozesse opti mieren.






















Anderes Thema, gleiches Problem: Kunststoff. Allein in Europa fehlt von über 20 Mio. Tonnen jährlich anfallenden Abfällen jede Spur. Im Interview zum K-Messe-Spezial dieser Ausgabe sagt Christian Schiller, Gründer und CEO der cirplus GmbH «Für viele Kohlenstoffe existiert kein industriell verfügbares, geschweige denn rentables Recyclingverfahren; zu viele Abfälle werden wei terhin verbrannt oder deponiert. Wir leisten uns als Menschheit eine unglaub liche Verschwendung an wertvollen Ressourcen.»

Dies zeige, dass es sich bei Kunststoff nicht um ein Image- sondern um ein Abfall- und Digitalisierungsproblem handle. So hat cirplus die Standardisie rung von Kunststoffrezyklaten für höherwertige Anwendungen und den digi talen Handel initiiert und aktiv vorangetrieben. Der daraus resultierende Standard, die DIN SPEC 91 446, wurde im November letzten Jahres auf den Markt gebracht – als weltweit erster Standard für hochwertiges Kunst stoffrecycling jenseits des PET. Thomas Meier, Redaktor














Klimaschutz, Kreislaufwirtschaft, Digitalisierung
Die K in Düsseldorf ist ein wichtiger Treffpunkt der gesam ten Kunststoffbranche. Aussteller aus der ganzen Welt kom men nach Düsseldorf.

In unserer Interview-Serie, geführt vom VDMA mit einem Vertreter des Kunststoffmaschinenbaus und anderen Akteu ren der Branche, hat Christian Schiller, Gründer und CEO der cirplus GmbH, das Wort.

28
Strategische Partnerschaft für den Formenbau

Angesichts der kaum überschaubaren Vielfalt an Geometrien und Ausführungsvarianten scheuen Anwender davor zurück, eine grosse und entsprechend kostenintensive Vielzahl an Werkzeugvarianten zu bevorraten.
36
Spritzgiesswerkzeuge mit schwieriger Entformung sind eine Spezialität des Warburger Werkzeugbaus FB Mold Design.
Sturo erweitert
Produktionskapazitäten
Im Gespräch mit Daniel Erni, Mitinhaber und Co-Geschäfts leiter der Sturo Kunststoffwerk AG in Weinfelden, fallen im mer wieder die Begriffe «Qualität», «Termintreue» und «Zu sammenarbeit».

Herausgeber/Verlag
SIGWERB GmbH

Unter Altstadt 10, Postfach CH-6302 Zug Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Thomas Füglistaler
SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a CH-5610 Wohlen Telefon +41 56 619
Telefax +41 56 619
info@sigimedia.ch
Thomas Meier Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor) Telefon +41 32 623 90 17 m.flury@sigwerb.com
Uhrenarmband sucht Hersteller
Der Wunsch nach einem selbst gestalteten und in Europa pro duzierten Uhrenarmband, aus Kunststoff und exklusiv in klei ner Auflage, zeigt wie vielseitig dieses einfach erscheinende Projekt ist.
Triner Media + Print Schmiedgasse 7 CH-6431 Schwyz Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com
Druck
Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.) Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2022 by SIGWERB GmbH, CH-6302 Zug
Der Lack ist ab
Ob im Automobilbau, der Möbelindustrie oder der Unterhal tungselektronik – moderne Produkte in Hochglan zoptik sind gefragt.


Den Bau von Prototypen effizienter, kostengünstiger, schnel ler und flexibler machen – das ermöglicht zukünftig der wahrscheinlich weltgrösste industrielle Delta-3D-Drucker.

Am Beispiel des undichten Verschlusses eines kosmetischen Stifts wird die problemorientierte Schadensanalyse mittels mikroskopischer Methoden beschrieben.
There is only a Plan A ARBURG verfolgt mit seinem Messeauftritt auf der Weltleitmesse K 2022 eine klar formulierte Kommunikationslinie: «There is only a Plan A». Der «Plan A» transportiert, dass ARBURG als Maschinenbauer in Be zug auf die wichtigen globalen Fragen rund um Ressourcenschonung, Circular Economy und CO2 -Reduzierung seinen Beitrag leistet und Lösungen aufzeigt. Mit seinem Messestand 13A13 und dem arburg GREENworld-Pavillon im VDMA Circular Economy Forum ist ARBURG prominent vertreten. Hier wird deutlich: ARBURG hat den «Plan A», wenn es um
Anfangs September fand die traditionelle Dreiländertagung der Kunststoffverarbeiterverbände D-A-CH in Hamburg statt.
Nach dem vielversprechenden Restart als Präsenzmesse im vergangenen Jahr setzt die Formnext ihre erfolgreiche Ent wicklung auch 2022 weiter fort.
Schweizer Verpackungsbranche mit über 70 Keyplayern
sich vom
bis
Januar auf der «EMPACK 2023».
die perfekte Kombination von Nachhaltig keit, Effizienz und Spitzentechnologie geht, und ist Vorreiter in Sachen Ressour censchonung in enger Verbindung mit Digitalisierung.
Besuchen Sie uns auf der K 2022! Wir sind da – und freuen uns auf Sie!
ARBURG AG

Südstrasse 15 CH-3110 Münsingen +41 31 724 23 23 switzerland@arburg.com www.arburg.ch
Die K in Düsseldorf ist ein wichtiger Treffpunkt der gesamten Kunststoffbranche. Aussteller aus der ganzen Welt kommen nach Düsseldorf, um die Leistungsfähigkeit der Branche zu demonstrieren und gemeinsam mit den Besuchern aktiv die Weichen für die Zukunft zu stellen. Diese führen eindeutig in Richtung Klimaschutz, Kreislauf wirtschaft und Digitalisierung – und so lauten denn auch die drei erklärten Leitthemen der K 2022.
Der offene Austausch und Dialog zu lö sungsorientierten Innovationen und nach haltigen Entwicklungen über Landesgren zen und Kontinente hinweg wird auch im Fokus der diesjährigen K in Düsseldorf stehen. Nirgendwo sonst ist die Kunststoffund Kautschukbranche mit einer derart

Die rund 3000 Aussteller aus 61 Ländern werden das gesamte Düsseldorfer Messegelände belegen.
hohen Internationalität an einem Ort ver sammelt und hat somit die idealen Voraus setzungen, um intensiv globales Networ king zu betreiben und gemeinsam Projekte voranzubringen. Besonders stark werden in diesem Jahr erneut die Anbieter aus Europa, vor allem aus Deutschland, Italien, Österreich, der Türkei, den Niederlanden, der Schweiz und Frankreich vertreten sein, aber auch aus
den USA. Gleichzeitig spiegelt die K die Veränderungen im Weltmarkt deutlich wi der: Die Anzahl und die Präsentationsflä che der Unternehmen aus Asien sind seit einigen Jahren auf konstant hohem Ni veau. Mit starken Auftritten werden vor al lem China, Taiwan, Indien, Südkorea und Japan beeindrucken.
Die K 2022 präsentiert mit dem K-Talk ge balltes Experten Know-how. Dieser digita le Live-Talk in englischer Sprache bietet einmal im Monat spannende Diskussions runden mit wechselnden internationalen Teilnehmern zu unterschiedlichen Schwer punkten, dabei immer im Fokus: die drei Leitthemen der K 2022. Der erste K-Talk,

der bereits im Januar unter dem Motto «Climate protection and plastics – do they go together?» stattfand, ist auch jetzt noch, wie alle folgenden K-Talks, on-demand ab rufbar. Der K-Talk im Februar stand bei spielsweise ganz im Zeichen von Kunst stoff in der Medizin, während sich die Diskussion im März dem Maschinenbau widmete.
Das im April letzten Jahres gestartete On linemagazin K-Mag richtet sich an alle mit der K verbundenen Branchen und liefert rund ums Jahr Fakten, Nachrichten, Stories und Trends aus der internationalen Kunst stoff- und Kautschukbranche in Deutsch und Englisch.
K-monthly heisst der neue Newsletter der K in Düsseldorf. Wer ihn abonniert erhält monatlich nicht nur die interessantesten News und Stories aus den K-Mag via EMail, sondern auch aktuelle Informationen rund um die K in Düsseldorf und zu den internationalen Fachmessen der K-Global Gate Produktfamilie.
Im Jahr als Queen Elizabeth II den briti schen Thron bestieg, in den USA die erste künstliche Herzklappe eingepflanzt wurde und das Musical Singin´ in the rain im Kino Millionen begeisterte, wurde auch in Deutschland Geschichte geschrieben, denn vom 11. bis 19. Oktober 1952 fand die erste K in Düsseldorf statt. Damals ahnte noch niemand, dass sie sich zur weltweit führenden Fachmesse der Kunst stoff- und Kautschukbranche entwickeln würde, die damals gerade erst selbst durchstartete.
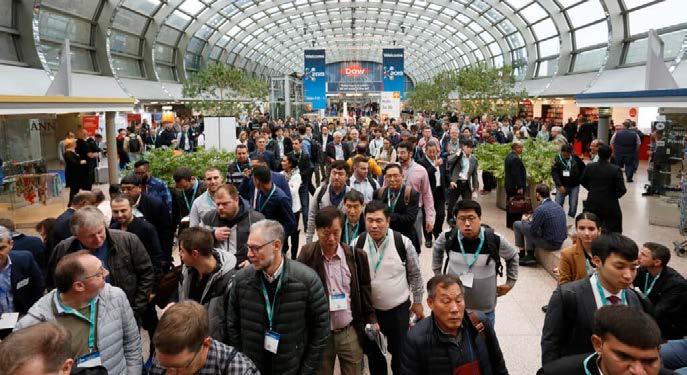
Heute kann die K in Düsseldorf auf 70 Jah re Erfolgsgeschichte zurückblicken. Sie ist die wichtigste Informations- und Business plattform der weltweiten Kunststoff- und Kautschukindustrie. Unbestritten ist ihre Position als Leitmesse der gesamten Bran che, bei der Themenführerschaft und Inno vation Hand in Hand gehen, um Visionen für die Zukunft den Weg zu bereiten. Auf keiner anderen Plattform ist die Internatio nalität derart hoch wie in Düsseldorf. Zur K 2022 vom 19. bis 26. Oktober werden rund 3000 Aussteller aus 61 Nationen er wartet, das Düsseldorfer Messegelände ist komplett belegt.
Zur K 2022 vom 19. bis 26. Oktober werden rund 3000 Aussteller aus 61 Nationen erwartet, das Düsseldorfer Messegelände ist komplett belegt. (Bild: Messe Düsseldorf)
Aber auch die K in Düsseldorf hat einmal klein angefangen: An der Premierenveran staltung «Wunder der Kunststoffe» 1952 beteiligten sich 270 ausstellende Unter nehmen, ausschliesslich aus Deutschland. Sie belegten rund 14 000 Quadratmeter Netto-Ausstellungsfläche. 165 000 Besucher bestaunten bei der Pre miere vor allem die bunten Konsumwaren der Kunststoffverarbeiter. Denn von 1952 bis 1959 war die K-Düsseldorf eine reine Schau der deutschen Industrie. Jeder inte ressierte Besucher, ob Laie oder Fachkraft, konnte die Messe besuchen. Anziehungs punkt waren damals Dinge, die das alltäg liche Leben schöner und bequemer ma chen sollten. Heute belächeln wir die Werbung von damals, die sich auch an die «moderne Hausfrau» wandte und ihr die Errungenschaften der Nachkriegszeit wie etwa modische PVC-Regenmäntel oder hauchzarte Nylonstrümpfe nah brachte, Inbegriffe der Wirtschaftswunder-Ästhetik.
Je mehr sich die Kunststoffindustrie spezi alisierte und neben den Standardpolyme ren auch die Hightech-Kunststoffe für Spe ziallösungen in der Elektronik, der Medizin, im Automobilbau oder in der Luft- und Raumfahrt Aufmerksamkeit erregten, des to stärker reduzierte sich auch der Anteil von «Otto-Normalverbraucher» auf Besu cherseite. 1963 erfolgte dann der Schnitt: Die K in Düsseldorf wurde eine reine Fachmesse internationaler Prägung. Seit dem behauptet sie ihre Position als globa
le Leitmesse der gesamten Branche. In 2019 reisten über 220 000 Fachbesucher aus nahezu 170 Nationen zur K an den Rhein.
Die Internationalität und die Zusammen setzung der Aussteller garantieren auch auf der kommenden K im Herbst die Voll ständigkeit des Angebots und einen kom pletten Überblick über den Weltmarkt. Nirgendwo sonst finden sie eine solche Fülle an Innovationen, und von keiner an deren Messe geht eine solche Vielzahl von Impulsen für die Zukunft der globalen Kunststoff- und Kautschukindustrie aus.
Start-Up Unternehmen sind jung, kreativ, flexibel, zukunftsorientiert und zeichnen sich insbesondere durch innovative Pro blemlösungen aus. Was würde also besser zur K 2022, The World´s No. 1 Trade Fair for Plastics & Rubber, passen, als Newco mern, die sich speziell der Entwicklung innovativer Produkte und Lösungen rund um das Thema Kunststoff und Kautschuk verschrieben haben, eine eigene Präsen tationsfläche zu bieten? Genau dies macht die K 2022 mit der Start-Up Zone, die vom 19. bis 26. Oktober 2022 auf der K in Düs seldorf in Halle 8b des Düsseldorfer Mes segeländes zu finden sein wird.
Zu den Ausstellern der Start-Up Zone zäh len z. B. bereits Plastship aus Deutschland, ein europäischen Marktplatz für recycelte Kunststoffe, um die Kreislaufwirtschaft on line und offline zu fördern, Healix aus den Niederlanden, das Unternehmen sammelt Netze, Seile und andere Kunststoffabfälle
auf Basis synthetischer Fasern, um diese zu hochwertigen Kreislaufpolymeren für die globale Produktionslieferkette zu recy celn, Hage 3D aus Österreich pro duziert grossformatige Industrie 3D Drucker und die Entwickler von Enlyze aus Deutschland bieten Unternehmen eine Softwarelösung, mit der eine Qualitätskontrolle schon wäh rend der Fertigung eines Produktes durch geführt werden kann.

Zentrale Anlaufstelle für den kritischen In formations-, Gedanken- und Meinungsaus tausch ist einmal mehr die offizielle Son derschau «Plastics shape the future» in Halle 6. Im Mittelpunkt der Sonderschau unter Federführung des Kunststofferzeu gerverbandes Plastics Europe Deutschland (PED) und der Messe Düsseldorf stehen die drei wegweisenden Leitthemen der K 2022: Klimaschutz, Kreislaufwirtschaft und Digitalisierung.
In kurzweiligen Formaten informieren und diskutieren hochkarätige Gäste aus Politik, Wissenschaft und Industrie sowie von NGOs über ökonomische, soziale und öko logische Herausforderungen und Lösungs ansätze rund um die K-Leitthemen – und
Bevor die K 2022 ihre Türen öffnet, gibt es bereits die Möglichkeit, sich auf das Jubiläum der Fachmesse ein zustimmen. Auf einer eigenen Micro site kann man in sieben Jahrzehnte K-Geschichte einzutauchen und über historische Fotos und Geschichten zu schmunzeln und zu staunen.
www.k-online.de

Anlaufstelle für den kritischen Informations-, Gedanken- und Meinungsaustausch ist einmal mehr die offizielle Sonderschau «Plastics shape the future». (Bild: Messe Düsseldorf)
spannen so die Brücke zwischen den Mes sepräsentationen der Unternehmen und der gesellschaftlichen Agenda der K 2022. Ingemar Bühler, Hauptgeschäftsführer PED, bringt es so auf den Punkt: «Es sind wirklich spannende Zeiten: Auf der K-Son derschau machen wir in diesem Jahr deut lich, wo unsere Branche in Sachen Treib hausgasneutralität und Zirkularität den Turbo einlegt. Wir hören aber auch genau hin, was uns von kritischen Experten und Expertinnen ins Heft geschrieben wird und welche Lösungsvorschläge an uns heran getragen werden.» Bühler weiter: «Es ist unstrittig, dass es auf dem Pfad zur Defos silisierung noch Nachholbedarf bei unserer Industrie gibt, Stichwort Rohstoffbasis oder Recycling. Hier wollen wir besser wer den – und die K 2022 ist der Ort, um fri sche Ideen und mit ihnen viele heute ver meintlich noch undenkbare, innovative Lösungen von morgen anzustossen.»
Kernstück von «Plastics shape the future» sind sieben Thementage mit Vorträgen,

Impulsreferaten und Podiumsdiskussionen zu den drei Leitthemen. Zum Start der Messe am Mittwoch, 19. Oktober 2022, werden auf dem K-Forum direkt zentrale Branchenthemen und -Herausforderungen adressiert. So geht es etwa um die Umset zung der Ergebnisse des im April 2022 vorgestellten Reshaping Plastics-Reports der europäischen Denkfabrik SystemIQ. Dieser skizziert mehrere Szenarien, mit denen die Kreislauffähigkeit von Kunststof fen gesteigert und die Treibhausgasemis sionen in Europa reduziert werden sollen. In den folgenden Thementagen geht es unter anderem um konkrete Pfade der Kunststoffindustrie in Richtung Treibhaus gasneutralität oder um Kunststoffe als Möglichmacher für die Energiewende. Auf diese Weise bereichert die Sonderschau das umfangreiche und gesellschaftlich hochrelevante Ausstellungsangebot der K 2022.
Kontakt www.k-online.de n
Taktiles Messen ist effizient und bietet höchste Genauigkeit –für Prototypen, Erstbemusterungen, Serienmessungen, Wareneingangsprüfungen und vieles mehr.

In unserer Interview-Serie, geführt vom VDMA mit einem Vertreter des Kunststoffmaschinenbaus und anderen Akteuren der Branche, hat Christian Schiller, Gründer und CEO der cirplus GmbH, das Wort.
Herr Schiller, Sie betreiben seit März 2020 eine Handelsplattform für Kunst stoffabfälle und Rezyklate. Woher be kommen Sie die Mengen?
Christian Schiller: Von Anbietern und Nachfragern aus der ganzen Welt. Mittler weile von über 1300 Unternehmen aus über 100 Ländern. Allerdings stellen wir derzeit einen erheblichen Nachfrageüber hang nach hochwertigen Kunststoffrezy klaten fest. Das klingt zwar im ersten Mo ment gut für die Recyclingwirtschaft, zeigt aber auch gnadenlos die Defizite im Markt auf. Für viele Kohlenstoffe existiert kein industriell verfügbares, geschweige denn rentables Recyclingverfahren; zu viele Ab fälle werden weiterhin verbrannt oder de poniert. Wir leisten uns als Menschheit eine unglaubliche Verschwendung an wertvollen Ressourcen. Aber wir arbeiten bei cirplus mit den Mitteln der Digitalisie rung daran, dass sich das ändert.
Warum gibt es so wenig Qualitätsrezy klat?
Schiller: Einen globalen Mangel an Kunst stoffabfall haben wir nicht. Aber wir haben einen Mangel an Abfällen, die man gut re cyceln kann. Drei Aspekte möchte ich hier hervorheben: unterentwickelte Recycling technologien, intransparente und unterdigi talisierte Abfall- und Recyclingströme und schlechtes Produktdesign. Fangen wir mit den Recyclingtechnologien an: diese kön nen und müssen auf breiter Front aufho len – und hier rede ich nicht primär vom chemischen, sondern insbesondere vom mechanischen Recycling. Denn dort ist noch die meiste Luft nach oben bei gleich zeitig durchweg positiver Ökobilanz gegen über dem Einsatz von Neuware.

Die Märkte für Abfall und Rezyklat müssen transparenter und digitaler werden. Wie sonst will man global verlässliche Supply Chains aufbauen, wenn man grosse Unsi
cherheiten über Qualitäten und Mengen nicht abstellen kann? Allein in Europa fehlt von über 20 Millionen Tonnen jährlich an fallenden Abfällen jede Spur. Transparenz, Nachverfolgbarkeit und digitale Handels transaktionen sind die Gebote der Stunde. Ökologisch wie ökonomisch sinnvolles Re cycling steht und fällt mit dem Produktde sign. Wenn die Verarbeiter und Brands es nicht schaffen, Produkte herzustellen, die nach der Nutzungsphase hochwertig recy celt werden können, dann werden wir mit dem Qualitätsproblem noch eine ganze Weile zu kämpfen haben. All das zeigt, wir haben beim Kunststoff kein Image-, son dern ein Abfall- und Digitalisierungspro blem.
Wo kann man noch ansetzen?
Schiller: Wir sollten über Standards reden. Es muss präzise erfasst werden, welche Rezyklatqualitäten der Markt tatsächlich braucht. Vor diesem Hintergrund haben wir bei cirplus die Standardisierung von Kunststoffrezyklaten für höherwertige An wendungen und den digitalen Handel ini tiiert und aktiv vorangetrieben. Der daraus resultierende Standard, die DIN SPEC 91 446, wurde im November letzten Jah
res auf den Markt gebracht als weltweit erster Standard für hochwertiges Kunst stoffrecycling jenseits des PET.
Wird der Markt mit Standards in Schwung kommen?
Schiller: Auf jeden Fall. Mit der DIN SPEC 91 446 ist schon jetzt viel Bewegung in den Markt gekommen. Namhafte Produkt hersteller haben damit begonnen, ihren Einkaufsbedarf nach der DIN SPEC zu klas sifizieren. Prüflabore bieten die Zertifizie rung nach der DIN SPEC an und Recycler beschäftigen sich zunehmend mit den geforderten Spezifikationen. Über cirplus werden Bedarfe und Angebote nun bereits automatisch auf Grundlage der DIN SPEC eingestuft. Und das ist erst der Anfang.
Können Sie einmal den neuen Standard beschreiben?
Schiller: Die DIN SPEC 91 446 ist ein Standard, der den Transparenzgrad der verfügbaren Rezyklatdaten in sogenannte Datenqualitätslevels (DQL) klassifiziert. Dieser Standard ist ein wichtiger Schritt auf dem Weg, Rezyklate zu einer weltweit verlässlich verfügbaren Handelsware zu machen. Wir unterstützen dabei, indem wir Mengen und Qualitäten digital über cirplus aggregieren, (Preis-) Vergleichbar keit herstellen, Transaktionskosten senken sowie besagte Qualitätslevel einführen. Dies ist Voraussetzung für weitergehende KI-Anwendungen in der Zukunft, wie zum Beispiel Algorithmen, die Preise, Mengen und Qualitäten vorhersagen können auf Grundlage der abgebildeten Daten bei cir plus.
Jetzt gibt es den Standard, aber man kann auf Ihrer Plattform die benötigten Qualitäten gar nicht bekommen?
Schiller: Bei PET und HDPE sehen wir in teressante Bewegungen, auch bei man
chen Post-Industrial-Rezyklaten und bei gewissen Mengen ausserhalb Europas. Und richtig, bestimmte Qualitätsware ist derzeit nirgendwo zu bekommen, weder online noch offline. Nehmen Sie zum Bei spiel lebensmittelgeeignetes PE oder PP Rezyklat: Das gibt es, mit ganz wenigen Ausnahmen, schlichtweg nicht im Markt. Seitens der Abnehmer, von Konsumgütern über Haushaltswaren hin zum Automobi listen und der Bauindustrie, gibt es jedoch ehrgeizige Ziele für den Rezyklateinsatz. Allein die Kosmetikverpackungsindustrie in Europa benötigt ab 2025 jährlich mindes

PCR-Rezyklatanteil an der gesamten in Deutschland verarbeiteten Menge Kunst stoffe sprechen hier die Sprache eines systemischen Versagens bei der Kreislauf führung von Kunststoffen, und das über 30 Jahre nach Einführung der erweiterten Produzentenverantwortung. Es bleibt dabei: Dort, wo der Preis der Neuware niedriger ist als der für Rezyklate, wird fast ausschliesslich Neuware gekauft, und die Abfälle haben keinen Wert. Unser Digitalisierungsansatz kann hier schon enorm helfen. Können so doch bis zu 25 Prozent der Transaktionskosten bei der
tens 1 Million Tonnen Post-ConsumerRezyklat. Das setzt enormen Kapazitäts aufbau voraus sowie die Erschliessung neuer Abfallströme als Feedstock für das Recycling. Hierfür entwickeln wir cirplus weiter, um die dauerhafte Beschaffung von Rezyklaten für hochwertige Anwen dungen einfach, transparent, kosteneffizi ent und verlässlich zu gestalten. Allein: die Trägheit des bestehenden Systems und widerstreitende Interessen entlang der Wertschöpfungskette verlangsamen den Umbau der Kunststoffwirtschaft.
Ist mehr politische Regulierung nötig, um den Markt anzustossen?
Schiller: Ja, es braucht mehr Regulierung, um eine wirklich zirkuläre Kunststoffwirt schaft zu etablieren. Ich bin marktwirt schaftlich orientiert, aber die Defizite kann der Markt aus sich heraus ganz offensicht lich nicht beheben. Weniger als 10 Prozent
Herstellung und dem Einsatz von Kunst stoffrezyklaten gesenkt werden. Der Staat greift nun ebenfalls ein. Jüngstes Beispiel ist Grossbritannien. Dort wird seit dem 1. April 2022 eine Strafsteuer auf Verpa ckungen erhoben, deren Rezyklatanteil unter 30 Prozent liegt. Andere europäische Länder werden nachziehen, und die EU Kommission arbeitet an einer produktspe zifischen Rezyklateinsatzquote. Dadurch beginnen die Verwender zunehmend, sich Gedanken um ihr Produktdesign zu ma chen. Das ist eine gute Dynamik, die aber durch das chemische Recycling im Keim erstickt werden könnte.
Wieso das?
Schiller: Ich stelle eine Verunsicherung auf Seiten der Verarbeiter und der Brands fest. Sie hören auf fast jeder Veranstaltung der Kunststoffindustrie, dass das mechanische Recycling an seine Grenzen komme und
nehmen wahr, dass die chemische Indus trie das chemische Recycling mit Milliarde ninvestitionen nach vorne treibt, um auch die heute noch schwer zu recycelnden Kohlenstoffe wiedergewinnen zu können. Sie fragen sich nun zu Recht, ob eigene Anstrengungen für das Design für Recyc ling überhaupt Sinn ergeben, wenn die Petrochemie in Zukunft komplexe Ver bundmaterialien tatsächlich recyceln kann. In einem solchen Szenario müssten Verar beiter und Markenartikler an ihren Produk ten also gar nichts ändern, weil man als Ergebnis des chemischen Recyclings Qua si-Neuware einsetzen und dennoch Rezy klatquoten erfüllen könnte über den Mas senbilanzansatz. Und über gestiegene Einkaufskosten aufgrund des energieinten siven Recyclingprozesses muss man sich als Verarbeiter dann keine Sorgen machen, wenn die Brands per gesetzlicher Quote oder Strafsteuer faktisch dazu verpflichtet werden, chemische Rezyklate in bestimm ten Mengen einzusetzen. Das ist einer der Gründe, weswegen die Kunststofferzeuger sich für die Mindestrezyklateinsatzquote auf europäischer Ebene stark machen. Bei diesem Wettstreit um die Zukunft der zirkulären Kunststoffe besteht die Gefahr, dass die Nachhaltigkeit ins Hintertreffen gerät. Die bessere Öko-Bilanz wird stets das mechanische Recycling aufweisen, das ist eine physikalische Gewissheit. Und des halb würde ich es begrüssen, wenn die Markenhersteller und Kunststofferzeuger alles daransetzen, um Rohstoffe und Pro dukte für das mechanische Recycling zu optimieren und die Recyclingtechnologien nicht nur einseitig in Richtung chemisches Recycling fördern und Steuergelder einfor dern für die Forschung. Erst nach mehrma ligen, möglichst hochwertigen mechani schen Recyclingzyklen schlägt die sinnvolle Stunde des chemischen Recyclings. Hier bei muss allerdings der Vergleich zu einer effizienten Verbrennung des Kunststoffs angestellt werden, um letztlich eine ökolo gisch und ökonomisch sinnvolle Verwer tungshierachie zirkulärer Kunststoffe zu etablieren. Das ist machbar, setzt aber ech tes Umdenken bei allen linearen Akteuren voraus. Packen wir
Blickfänger auf dem CoperionMessestand wird ein Hochleis tungsextruder ZSK Mc18 mit 70 mm Schneckendurchmes ser sein. Mit seinem hohen spezifischen Drehmoment von 18 Nm/cm3 eignet er sich be sonders für das effiziente Compoundieren von Kunst stoffen bei sehr hohen Durch satzraten und vergleichsweise geringem Energieverbrauch. Der ZSK-Extruder ist mit einer Seitenbeschickung ZS-B easy sowie einer Seitenentgasung ZS-EG easy ausgestattet. So wohl die ZS-B als auch die ZSEG senken dank ihres easyDesigns den Zeitaufwand bei
Rezepturwechseln oder War tungsarbeiten erheblich, denn sie lassen sich mit wenigen Handgriffen schnell vom Ver fahrensteil lösen. Am Haupt einlauf des ZSK 70 Mc18 wird ein Vibrations-Dosierer des Typs K3-ML-D5-V200 von Coperion K-Tron zu sehen sein.
Die ZS-B easy ist mit einem K-ML-SFS-BSP-100 Bulk Solids Pump (BSP)-Dosierer ausge stattet.
Zusätzlich zum Messestand stellt Coperion im Rahmen des VDMA Circular Economy Fo rums in einem Pavillon auf dem Freigelände (CE09) eine Gesamtanlage für das Recyc
Der ZSK 70 Mc18 -Doppelschne ckenextruder besitzt einen Schne ckendurchmesser von 70 mm und ist mit zahlreichen Features ausge stattet, die das hocheffiziente Compoundieren von Kunststoffen ermöglichen. (Bild: Coperion, Stutt gart)

Hellweg, Hersteller von Zerklei nerungsmaschinen für effekti ves Kunststoffrecycling, präsen tiert erweiterte Möglichkeiten der für sein gesamtes Schneid mühlenprogramm verfügbaren Smart Control Steuerung sowie eine für alle Schneidmühlen nachrüstbare, digitale Zentral schmiereinheit mit Bluetooth Datenübertragung.
Alle Zentralmühlen ab der Se rie 260 aufwärts, die zur Ver mahlung von Angüssen, Plat ten, Formteilen, Angussbutzen und Hohlkörpern eingesetzt werden, stattet Hellweg jetzt optional mit einer neuen Zen tralschmiereinheit aus. Über eine Bluetooth-Schnittstelle übermittelt diese dem Bedie ner alle dafür relevanten Daten
wie die Batteriespannung, die Temperatur, die geförderte Schmiermenge sowie letzter Intervall Pumphub, Betriebszeit und Anzahl der Pumphübe.
Das integrierte, aktive Melde system gibt dem Bediener die Möglichkeit, Unregelmässigkei ten frühzeitig zu erkennen und rechtzeitig darauf zu reagieren.
Im Sinne der Nachhaltigkeit
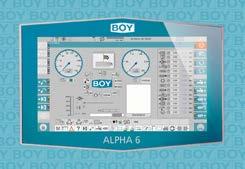
Die Digitalisierung bzw. zuneh mende Vernetzung der Kunst stoffbranche ist eines der Leit themen auf der K 2022. Boy hat sich auch dieses Thema auf die Fahne geschrieben und bie tet dazu den Messebesuchern eine ganze Bandbreite an inno vativen Technologien und Ent wicklungen. Neuer Baustein im Boy-Digitalisierungspaket ist die Alpha 6 – der designierte Nachfolger der noch aktuellen Steuerung Procan Alpha 4. Die Maschinensteuerung im 16:9 Bildschirmformat ist mit zusätz
lichen Funktionen sowie einer neuen Visualisierung und Sym bolik ausgestattet. Das TFTFarbdisplay hat eine Full-HD Auflösung mit 1920 × 1080 Pixeln (px) und agiert mit der Technologie Multitouch PCT (projiziert kapazitiv). Die Dar stellung der Symbole wurde auf ein Design, das besonders angenehm für die Augen ist, umgestellt. Sanfte Farben und eine strukturierte Symbolik standen dabei im Vordergrund. Durch das geänderte, etwas breitere Bildschirmformat bietet
die Alpha 6 den Anwendern einen zusätzlichen Eingabe (Widget)bereich, der sich indi viduell mit vorgefertigten Bau steinen wie in einem Baukas tensystem konfigurieren lässt.
ling von PET aus. Die Exponate umfassen das Schüttgut-Hand ling, die Dosierung, Extrusion und Granulierung und stehen stellvertretend für die hohe Kompetenz von Coperion bei verschiedensten KunststoffRecycling-Prozessen, wie dem chemischen Recycling, dem Mehrschichtfolien-Recycling oder dem Upcycling.
Coperion K-Tron (Schweiz)
GmbH
CH-5702 Niederlenz www.coperionktron.com Halle 14-B19 n
bietet Hellweg zudem die Möglichkeit an, leere Kartu schen im Austauschservice wieder aufzufüllen.
Kontakt
Hellweg Maschinenbau GmbH & Co.KG D-52159 Roetgen Halle 11-C39 n
Mit Klick auf ein Objekt aus dieser Bibliothek können Soll werte frei definiert und jeder zeit editiert sowie die von der Steuerung ermittelten Ist-Werte angezeigt werden.
Nach der Premierenvorstellung auf der K 2022 wird die Steue rung Alpha 6 die jetzige Procan Alpha 4 Zug um Zug ersetzen.
Thomatech GmbH CH-6010 Kriens www.thomatech.ch
Halle 13-A43
Mit dem neuen viper 4 erwei tert Engel zur K 2022 seine Li nearroboterbaureihe. Mit dem aktuell kleinsten viper Modell geht der Spritzgiessmaschinen bauer und Automatisierungsex perte neue Wege. Der Einsatz von Niederspannungsantriebs technik steigert deutlich die Energieeffizienz. Der neue vi per 4 wird vor allem für das Pick-and-Place kleiner Spritz giessteile Einsatz finden. Er ist für Manipulationsgewichte nach der Schwenkachse von 3 Kilo gramm und den Einsatz auf Spritzgiessmaschinen bis zu ei ner Schliesskraft von 2200 kN ausgelegt. Bei der einfachen Bauteilentnahme und Ablage erreicht der Roboter eine Tro
Mit seiner kompakten Bauform punktet der viper 4 besonders in Kombination mit holmlosen Spritzgiessmaschinen. (Bild: Engel)
ckenlaufzeit von 5,5 Sekunden und eine Entnahmezeit von un ter 1 Sekunde. Das Besondere des viper 4 ist sein äusserst geringer Energie verbrauch. Bei einem Standard zyklus von 6 Sekunden mit voll ständig ausgefahrenen Hüben
und maximal möglicher Dyna mik liegt der Energieverbrauch bei 200 Wh. Erstmals werden im Standard alle Vakuumkreise mit Energiesparfunktion ausge stattet. Dabei wird der Unter druck mittels Ablaufprogram mierung bedarfsabhängig ge
Mit einem Energiemonitor er weitert Ewikon das Funktions spektrum seines smart Control Assistenzsystems für die ver netzte Spritzgiessfertigung. Das neue Modul macht die Energie verbräuche von Werkzeug und Heisskanalsystem transparent. Durch entsprechende Anpas sung verschiedener Parameter kann somit der Prozess gezielt auf eine Optimierung der Ener
gieeffizienz ausgelegt werden. Alle weiteren Funktionalitäten des Systems, das die Daten der gesamten Spritzgiessprodukti onszelle, inklusive Heisska nalsystem und der zugehörigen Regel- und Steuertechnik er fasst, überwacht, analysiert und protokolliert, werden am Ewi kon-Stand live demonstriert. Darüber hinaus ist smart Con trol am Stand von Arburg in
Halle 13 an einem anspruchs vollen Spritzgiesswerkzeug im praktischen Einsatz zu sehen. Ein flexibel für Mehrkomponen ten-Anwendungen auslegbarer Allrounder More mit 1600 kN Schliesskraft fertigt einen 2-Komponenten Luer-Connec tor in einem 4 + 4-fach Werk zeug. Dabei kommt ein Ewikon Heisskanalsystem zum Einsatz, das pneumatische Nadelver

Wittmann Battenfeld demons triert ihre langjährige Erfahrung in der Mehrkomponententech nologie anhand der Herstel lung eines 3-Komponenten wiederverwendbaren Coffeeto-go-Bechers. Zusätzlich zur Mehrkomponententechnik wird die Strukturschaumtechnologie Cellmould zur Reduzierung des Materialeinsatzes eingesetzt. Bei dieser Anwendung wird mit einer servohydraulischen
Coffee-to-go-Becher. (Bild: Haidl mair)
SmartPower 400/750H/210S/ 525L Combimould mit einer Dreheinheit und einem Werk

zeug von Haidlmair (A), ein Becher mit Deckel aus Borne wables – ein nicht erdölbasier ter Feedstock) von Borealis hergestellt. Der in der ersten Kavität erzeugte Becher in Klar optik wird in der zweiten Kavi tät mit einer Schale umspritzt und erhält durch das Aufschäu men mit der Cellmould-Tech nologie noch einen zusätzli chen Isoliereffekt. Die Schale besteht aus einem Bornewab
steuert. Je nach Anwendung reduziert das die für die Vaku umkreise benötigte Energie um bis zu 80 Prozent. Zukünftig werden alle viper Modelle im Standard mit der energiespa renden Vakuumtechnik ausge rüstet.
Der neue viper 4 ist wie auch die grösseren Modelle mit dem intelligenten Assistenzsystem iQ motion control ausgerüstet und vollständig in die CC300 Steue rung der Engel Spritzgiessma schinen integrierbar.
Kontakt
Engel (Schweiz) AG CH-8500 Frauenfeld www.engelglobal.com Halle 15-C58 n
schlusstechnik und direkte Sei tenanspritzung kombiniert. Das eingesetzte smart Control Sys tem überwacht die komplette Spritzgiesszelle.
Kontakt Ewikon Heisskanalsysteme GmbH D-35066 Frankenberg www.ewikon.com
Halle 1-C11 n
les PP Blend mit entsprechen der Haptik für einen guten Griff. In einer Nebenkavität wird aus demselben Werkstoff wie der Grundköper der De ckel für den Becher gespritzt.
Kontakt Battenfeld (Schweiz) AG CH-8307 Effretikon Halle 15-C6 n

Aussergewöhnliche Regelungs eigenschaften, umfassende Konnektivität und eine smarte Bedienung – das bieten die neuen Temperatur-Regelgeräte der blueMaster-Reihe von Gün ther. Als Regelgerät für kleinere Anwendungen oder für den Einsatz im Servicebereich sind die Geräte blueMaster com pact 3 (3 Regelkreise) blue Master compact 6 (6 Regel kreise) konzipiert. Beide Geräte verfügen über eine adaptive Optimierung der Regelung, d.h.

das Gerät passt sein Regelver halten ohne Benutzereingriff der angeschlossenen Last an. Im Industriebereich kann eine ortsunabhängige intuitive Be dienung von Regelgeräten mit Hilfe einer App die Ressour ceneffizienz erhöhen. Auch für die Bedienung von komplexen Situationen hat Günther eine App entwickelt, die auch für User ohne Spritzgiessausbil dung leicht nutzbar ist. Für die sichere Regelung komplexer Heisskanalsysteme stellt Gün
Kompakte blueMaster-Reglerrei he. (Bild: Günther)
ther vier neue blueMaster proVarianten vor. Geeignet sind die Geräte für 6 bis 24 Regel























kreise. Die Bedienung kann sowohl direkt am Gerät oder per Browser erfolgen. Die neue Heisskanalregler blue Master pro-Reihe unterstützt die Euromap 82.2 in vollem Umfang. Sie basiert auf der OPC-UA-Schnittstelle.
Günther Heisskanaltechnik GmbH D-35066 Frankenberg www.guenther-heisskanal.de Halle 1-C44 n
Hasco stellt verschiedene Neuund Weiterentwicklung vor. So bietet das umfangreiche Tem perierprogramm, welches um zahlreiche Neuprodukte im Edelstahlbereich und einen neuen Durchflussmesser erwei tert wurde, eine Vielzahl konst ruktiver Lösungen. Das neue US-Standard Temperiersystem ermöglicht eine sichere Verbin dung unterschiedlicher An schlüsse und Systeme über Grenzen hinaus.
Das umfangreich erweiterte Hasco Temperierprogramm aus Edelstahl eignet sich ideal für den Einsatz im Reinraum und in der Medizintechnik. (Bild: Hasco)



Im Bereich Entformung ergän zen neue Auswerferstifte zur Entlüftung der Kavitäten und Auswerferstifte aus HSS-Quali tätsstahl das Portfolio. Über 700 weitere Auswerfergrössen verteilt über alle Produktvarian ten bieten zukünftig noch mehr Flexibilität.
Im Fokus der Heisskanaltechnik steht der Streamrunner. Das weltweit erste additiv gefertigte Heisskanalsystem am Markt bietet als Nadelverschlussvari









ante komplett neue und platz sparende Möglichkeiten. Farb wechsel sind durch die strö mungsoptimierte Gestaltung der polierten Massekanäle mit grossen Umlenkradien schneller realisierbar.
Hasco Hasenclever GmbH + Co. KG D-58513 Lüdenscheid www.hasco.com Halle 1-C6 n






PA. Der neue ERF
erreicht bei Polyolefinen Durchsätze von bis zu 10 t/h– mit
geringsten Schmelzeverlust. Mit leistungsstarken


Mit der neuesten Generation der schallgeschützten Schweissma schinen Ultrasafe bietet die Herr mann Ultraschalltechnik einen ergonomischen Handarbeitsplatz mit grösserem Eingriffsbereich und flexibel einstellbarer Hubtür. Statt eines schmalen Sichtfens ters fährt nun die gesamte Vor derseite der Maschine mit stark vergrössertem Sichtfenster nach oben und gibt einen deutlich grösseren Arbeitsbereich frei.
Hierdurch entsteht eine ganz neue Flexibilität für das Eingrei fen und Bestücken sowie für den Wechsel der Werkzeuge und der Reinigung. Die Effizienz der Maschine konnte mit der Einführung einer neuen Teilhub-Funktion gestei gert werden. Sie erlaubt es, dass der bewegliche Öffnungs bereich der Maschine beim Ein legen eines neuen Bauteils nicht über die gesamte Strecke

Die Akro-Plastic GmbH, BioFed, AF-Color und die K.D. Feddersen Überseegesellschaft mbH präsentieren ihre Produk tepaletten auf einem Gemein schaftsstand am neuen Stand ort in Halle 6. Ein Blickfang auf dem Messestand ist die neue Husqvarna FE 350 Rockstar Edition 2022 aus dem Hause KTM. Hier werden nachhaltige Produktlösungen, wie ein hy brider Bremsscheibenschutz basierend auf einem biobasier ten Polyamid, hergestellt mit der innovativen Conexus-Füge


Das neue Design der Ultrasafe bietet mehr Arbeitsfläche und Flexibilität für eine reibungslose Produktion. (Bild: Herrmann Ult raschall)
hochgefahren werden muss, sondern nur bis zu einer frei wählbaren Höhe. Hierdurch kann die Taktzeit pro Schweis sung um mehrere Sekunden reduziert werden.
Herrmann Ultraschalltechnik
GmbH & Co. KG
D-76307 Karlsbad
www.herrmannultraschall.com
Halle 11-F28 n
technologie und ein Sitzbank boden mit einem biozirkulären langglasfaserverstärkten PP präsentiert. Damit übernimmt KTM eine Vorreiterrolle und zeigt auf, dass Nachhaltigkeit und Leistungsfähigkeit kein Wi derspruch mehr sind. Gleich dem Motto: Hightech trifft Nachhaltigkeit.
Akro-Plastic GmbH D-56651 Niederzissen www.akro-plastic.com Halle 6-C52 n
Im arburgGREENworld-Pavillon fertigt ein elektrischer Allround er 370 A mit Rezyklat-Paket «Greenline»-Dübel von Fischer. (Bild: Arburg)
Arburg präsentiert sich sowohl mit ihrem Messestand A13, Halle 13, als auch mit dem ar burgGREENworld-Pavillon im VDMA Circular Economy Fo rum. Auf dem Hauptstand sind Arburg-Technologien zu sehen, die nachhaltiges, effizientes Produzieren ermöglichen. Ge zeigt werden Lösungen mit geringer Stellfläche, Prozessre gelung und vernetzter Periphe rie, aber auch völlig neue Tech nologien, Konfigurationen mit kompakter Automation oder die Serienproduktion von Mas senartikeln.

Im arburgGREENworld-Pavillon geht es um Nachhaltigkeit in
der Produktion und bei Pro dukten: also um das, was Ar burg selbst im Unterneh men zur Ressourcenschonung leistet und das, was die Pro dukte bei Kunden tun. Auf ei nem elektrischen Allrounder 370 A mit Rezyklat-Paket und Multilift Robot-System entste hen «Greenline»-Dübel von Fi scher. Das Give-away ist ein anschauliches Beispiel für eine gelungene Kreislaufwirtschaft in Sachen Post Industrial Rezy klat (PIR). Der Anguss wird di rekt in eine Mühle abgeworfen und als Mahlgut unmittelbar in den Prozess zurückgeführt und wiederverwendet. Arburg will mit einem völlig neu zusam mengestellten, jungen Stand team den Pavillon «rocken». Das Team, in dem viele Azubis mitarbeiten, wird auch plakativ darstellen: Nachhaltigkeit hat eine absolute Zukunftskompo nente.
Arburg AG CH-3110 Münsingen www.arburg.com

Halle 13-A13 n
Die Sepro Group zeigt mehrere Beispiele zur interaktiven Auto matisierung des Spritzgiessens und gibt so den Besuchern die Möglichkeit, die technologischen Konzepte der Zukunft selbst praktisch auszuprobieren – da runter neuartige Mensch-Ma schine-Schnittstellen, die Inte gration von Gesamtsystemen und künstliche Intelligenz. Über eine Anlage wird den Be suchern die Möglichkeit gebo ten, an der «K-Challenge» teilzu
nehmen. Dieses Spiel steht je dem offen, unabhängig von seiner Erfahrung oder Ausbil dung, und soll auf diese Weise zeigen, wie die Robotersteue rungen der Zukunft gestaltet werden können, um auch von weniger geschultem Personal bedient werden zu können.
Sepro Switzerland www.sepro-group.com/de
Halle 12-A49 n

Die weiterentwickelte Elios S 4500 von Netstal feiert ihre Messepremiere. Durch die Um stellung auf einen vollelektri schen Formschluss, konnte der Trockenzyklus um 0.1 Sekunden beschleunigt werden. Anwender profitieren nicht nur von einer gesteigerten Produktivität, son dern auch von der optimierten Energieeffizienz: Bezogen auf den Trockenzyklus sinkt die
mittlere Leistungsaufnahme der Maschine um 7 kW.
Einen weiteren Bonuspunkt lie fert die um 450 mm kürzere Maschinenlänge. Auf dem Nets tal-Stand wird die Elios 4500 dünnwandige 150 ml IML-Jo ghurtbecher aus einem zertifi zierten, erneuerbaren PP von Sabic herstellen. Das Material basiert auf Tallöl, einem Abfall produkt aus der Papierherstel
lung. Es weist die identischen Verarbeitungseigenschaften wie konventionelles Polypropylen (PP) auf und kann im Wertstoff kreislauf wiederverwertet wer den. Ein Becher wiegt lediglich 6.5 Gramm. Die Zykluszeit wird rund 5 Sekunden betragen. Die In-Mold-Label werden mit digi talen Wasserzeichen der Holy Grail 2.0 Initiative ausgestattet sein. Für das menschliche Auge
Neben standardisierten Form aufbauten stellt Meusburger auch den Bereich Heisska naltechnik vor. Der Normalien hersteller punktet mit über 55 Jahren Erfahrung rund um an spruchsvolle Anwendungen und deren Anforderungen hin sichtlich physikalischer Eigen schaften, Materialien, Funkti onsintegration, Oberflächen qualität und komplizierter Formgebungen. Meusburger überzeugt hier sowohl mit standardisierter Heisska naltechnik als auch mit kun denspezifischen Lösungen. Von der Engineering- und De
Technotrans präsentiert innova tive Entwicklungen für die kunststoffverarbeitende Indust rie. Dazu zählen unter anderem die Premiere einer hocheffizi
enten Kältemaschinenbaureihe mit frequenzgeregelten Schrau benverdichtern und die De monstration einer KI-basierten Prozessdatenüberwachung. Da
rüber hinaus zeigt der Thermo management-Spezialist eine Weiterentwicklung seiner Tem periergeräteserie eco.line, eine neue variotherme Umschaltund Steuerungseinheit sowie die Live-Demonstration mehre rer Geräte.

Mit besonders energieeffizien ten Temperiersystemen, intelli genter Abwärmenutzung und umweltfreundlicheren Kältema schinen bietet technotrans neue Lösungen für eine nach haltigere Kunststoffverarbeitung inklusive Up- und Recycling.
unsichtbare Codes werden da bei auf die gesamte Fläche der Labels gedruckt. Darin sind ma schinenlesbare Informationen über Inhalt, Verpackungsmateri al und Herkunft enthalten.
Netstal Maschinen AG CH-8752 Näfels
www.netstal.com
Halle 15-D24 n
signphase über die Inbetrieb nahme bis zur Wartung werden die Kunden ganzheitlich be treut und erhalten in jeder Pro jektphase innerhalb von 24 Stunden Feedback. Auf der diesjährigen K-Messe können sich alle Interessierten vor Ort über das umfangreiche Heiss kanal-Sortiment informieren.
Meusburger Georg GmbH & Co. KG A-6960 Wolfurt www.meusburger.com Halle 1-C30 n

Für technotrans ist es der erste Auftritt der fusionierten tech notrans-Konzerngesellschaften gwk und Reisner unter der Dachmarke technotrans auf der K-Messe. Die Präsenz soll auch dazu dienen, die Fusion im Markt noch bekannter machen.
Vertretung für die Schweiz: Ingenieurbureau Dr. Brehm AG CH-6343 Rotkreuz www.brehm.ch Halle 10-H23
Am Beispiel einer vollelektri schen PX 200–1400 in Rein raumausführung demonstriert KraussMaffei wie sensible Pro dukte in der Medizintechnik sowohl die Anforderung an Reinheit und Qualität wie auch Effizienz und Wirtschaftlichkeit erfüllen. Hergestellt werden Kappen für Insulin-Pens mit höchster Präzision unter Rein raumbedingungen, in kurzen Zykluszeiten und bei minima lem Einsatz von Ressourcen, wie Energie und Material. Die gefertigten Kappen die nen – geschreddert – als Basis für einen Upcycling-Prozess mit einem Zweischneckenextruder ZE 28 BluePower. Hier werden verschiedene Additive wie Haft
Prädestiniert für höchste Präzision im Reinraum: Die vollelektrische PX 200–1400 in Medical Ausführung. (Bild: KraussMaffei)
vermittler und Flüssigfarbe zu gesetzt, vermischt und homo
genisiert. Das so erhaltene Re compound gelangt zur nächs
ten Spritzgiessmaschine, der neuen powerMolding 1300–11900 mit einer Schliesskraft von 13 000 kN. Hier entsteht nun ein automobiler Front-endTräger aus 100 Prozent Rezy klat. Begleitet wird der komplet te Materialkreislauf durch zahl reiche neue digitale Lösungen, mit denen sich bei Energiever brauch und CO2-Fussabdruck jeweils maximale Einsparungen erzielen lassen.

Kontakt

Krauss-Maffei (Schweiz) AG CH-6343 Rotkreuz
www.kraussmaffei.com
Halle 15-C15 n

Neben den Präsentationen auf dem Messestand von Oerlikon HRSflow sind auf den Ständen mehrerer Partnerunternehmen Anwendungen der Oerlikon FLEXflow Heisskanaltechnolo gie und weiterer fortschrittli cher Heisskanallösungen, die speziell für PCR-Materialien und Biopolymere entwickelt wurden, live zu erleben. Ein Trend im Kfz-Innenraum sind interaktive, durch Berüh
rungssensoren gesteuerte Pa nels, deren Elemente und In formationen nur im aktivierten Zustand sichtbar sind. Für de ren Herstellung im IMD-Verfah ren (In-Mold-Decoration) er weist sich die FLEXflow-Heiss kanaltechnologie von Oerlikon HRSflow mit ihrer servoelektri schen Nadelpositionierung zu nehmend als das Werkzeug der Wahl, denn sie ermöglicht ein präzise gesteuertes, scho
nendes und verzugsarmes Umspritzen der empfindlichen Elektronikkomponenten bei zu gleich hochwertigen Oberflä chen.
Die kosten- und energieeffizi ente Eignung von FLEXflow für perfekt ausbalancierte Famili enwerkzeuge, auch bei sehr unterschiedlichen Teilevolumi na, sorgt für zusätzliche hohe Akzeptanz in dieser Branche. Dies gilt auch für HRScool, die

Zur K 2022 informiert die Schweizer Buss AG über die Möglichkeiten ihres Projekts Digitalisierte Maschinenüber wachung, das darauf ausgelegt ist, Maschinenstandzeiten und unterbrechungsfreie Produkti onsläufe zu verlängern, War tungsbedarf frühzeitig zu er kennen und unvorhergesehene Stillstandzeiten zu vermeiden. Condition-based monitoring, die kontinuierliche Erfassung von Parametern, die Auskunft über den Zustand einzelner Bauteile und ganzer Baugrup pen einer Maschine oder Anla ge geben, ist die Basis des neuen SenseHUB Service-Pro dukts von Buss. Sensoren zur
Die kontinuierliche, sensorgestützte Überwachung des Zustands der Maschine sowie die cloudbasierte Datenauswertung sind die Basis des neuen SenseHUB Services von Buss. (Bild: Buss)
Erfassung von Prozessbereichsoder Schwingungsdaten sowie anderen Messgrössen geben Aufschluss über den Zustand des Fertigungssystems an kriti schen Stellen von Maschinen wie Knetern, Austrags- und Do siereinheiten, Granulatoren,
Unter diesem Motto präsen tiert sich die Sesotec GmbH als Antwortgeber auf die wichtigen
Sesotec deckt mit ihren Geräten die gesamte Kunststoff-Wertschöp fungskette ab. (Bild: Sesotec)
globalen Fragen rund um Cir cular Economy, Nachhaltigkeit und Ressourcenschonung. Der Maschinenbauer zeigt, wel chen Beitrag seine Fremdkör perdetektoren, Materialanalyseund Sortiersysteme sowie Ser vices zur Lösung der Heraus forderungen leisten können. Wie wichtig die Thematik für Sesotec ist, zeigt sich auch da rin, dass die Standfläche auf 120 Quadratmeter vergrössert
Heiz- und Kühlgeräten. Nach der Analyse der Daten kann der Anwender die visualisier ten Ergebnisse im SenseHUBDashboard auf dem ServicePortal von Buss abrufen. Der Buss Service übernimmt die Überwachung, Auswertung
Lösung von Oerlikon HRSflow für das Heisskanalspritzgies sen, die eine Wasserkühlung der zugehörigen Aktoren über flüssig macht.
wurde. Vorgestellt werden massgeschneiderte Inspek tions-, Analyse- und Sortierlö sungen für alle Prozessstufen der Kunststoffindustrie, die an den entscheidenden Stellen im Kunststoffkreislauf eingesetzt werden .
Um die Anforderungen von Kunden aus der Kunststoff industrie nach mehr Anlagen verfügbarkeit, Transparenz, Automatisierung und Profitabi
Oerlikon HRSflow
D-65479 Raunheim www.oerlikon.com/hrsflow Halle 1-D10 n
und Planung eventuell erfor derlicher Wartungs- oder Repa raturarbeiten in direkter Ab sprache mit dem Kunden. Über die Compoundiereinheit des Buss Ko-Kneters hinaus, kann der SenseHUB-Service auf weitere Komponenten aus gedehnt werden, um zusätzli che Sensordaten für die Be wertung des Maschinenzu stands zu erhalten und eine maximale Produktionszeit zu erreichen.
Buss AG CH-4133 Pratteln www.busscorp.com Halle 16-A59 n
lität optimal erfüllen zu kön nen, hat Sesotec die Kernkom petenz im Bereich KI ausge baut und demonstriert die neuen Features auf dem KMessestand.
Kontakt Vertretung für die Schweiz: Kuma Solution GmbH CH-4852 Rothrist www.kuma-solution.ch
Halle 10-A40 n



Die Wittmann Gruppe nutzt die K 2022, um ihre Neuent wicklungen auf den unter schiedlichsten Gebieten vorzu stellen. Am Messestand in der Halle 12 werden die aktuellen Innovationen aus den Berei
möglicht durch innenliegende Antriebseinheit und Verkabe lung. Der WX128 setzt auf ein bewährtes Riemenantriebskon zept an allen linearen Haupt achsen. Ausschlaggebend hier für war zum einen die hohe
Der kompakte WX128 Roboter mit A-C Servoachse. (Bild: Wittmann)
chen Automatisierung und Pe ripherie präsentiert. So zum Beispiel der neueste Ableger der WX Roboter-Serie, der WX128, der das Erbe des be reits seit Jahren äusserst er folgreichen W818 bzw. W918 antreten soll. Der WX128 profitiert von den Erfahrungen, die mit dem be reits verfügbaren grösseren WX138 gemacht wurden. Schon auf den ersten Blick überzeugt der WX128 durch den neuentwickelten kompak ten Schaltschrank an der ZHorizontalachse. Dieser zeich net sich durch einen um 30% verkürzten rückwertigen Auf bau aus. Gerade bei kleinen Spritzgiessmaschinen ist es nun möglich, eine äusserst kompakte Schutzeinhausung zu realisieren, nicht zuletzt er
Dynamik – so beschleunigt die Vertikalachse etwa mit bis zu 4-facher Erdbeschleunigung.
Weitere Gründe waren die mi nimalen Geräuschemissionen und die einfache Wartung. Das Vorgängermodell des WX128 war auf der X-Achse noch mit einer aussenliegenden Zahn stange ausgerüstet.
Auf der Messe ist der WX128 Roboter mit einer A-C Ser voachse zu sehen, welche mit einem beleuchteten Greifer bestückt ist.
Die optimale Trocknung technischer Kunststoffe ist ein grundlegender Be standteil für die Qualität des Endprodukts. X COMB, ein kompakter, vollelektrischer Trockenlufttrockner mit hoher Leistung, konstantem Taupunkt, maximaler Fle xibilität und höchster Energieeffizienz kombiniert mit höchster Qualität.

Kontakt Wittmann Kunststofftechnik AG
CH-8722 Kaltbrunn www.wittmann-group.ch Halle 12-F23
Tederic Machinery präsentiert erstmals auf der K 2022 die wirtschaftlich attraktive und zu verlässige Spritzgiessmaschi nenbaureihe «Neo series». Un ter den drei Exponaten sticht die Mehrkomponenten-Maschi ne Neo·M1120s/e1700 c e1100 c heraus, die in Asien einen «In dustry-Innovation-Award» erhal ten hat. Im Spritzprägeverfahren
(Coinsure) wird mit gegenüber liegenden Spritzeinheiten, ei nem horizontalen Wendetisch und zwei elektrischen Spritz einheiten eine hochglänzende B-Säule für automobile Anwen dungen produziert. Die Positi onsgenauigkeit der Holme be trägt bis ± 0,01 mm und sichert dem Anwender so eine hohe Dimensionsgenauigkeit der Tei
le. Die Position und Kraft jedes Holms wird unabhängig vonei nander geregelt. Durch den re duzierten Werkzeuginnendruck werden optische Eigenschaften verbessert und die strengen Anforderungen für optische Tei le erfüllt. Auch werden Energie verluste und Herstellungskos ten reduziert. Die mit ABS und PMMA produzierte Lösung hat
Immer höhere Nachhaltigkeits ziele bei kürzerer Entwick lungszeit: Oft fehlen die richti gen Tools, mit denen die Kunststoffindustrie die Her ausforderungen von heute meistern kann. Altair zeigt auf der K 2022, wie nachhaltiges Kunststoff-Engineering mit KI & Simulation gelingen kann und wie Unternehmen wach sende Nachhaltigkeitsanforde rungen erfüllen können, wäh rend sie gleichzeitig ihre Wettbewerbsfähigkeit steigern. Zu den aktuellen Herausforde rungen der Kunststoffbranche gehören neben der Entwick lung von nachhaltigeren Pro dukten und einer kreislauffähi gen Produktentwicklung auch die Suche nach neuen Materi alien sowie die CO2-Bilanz: Ständig steigende Nach haltigkeitsanforderungen stellen Unternehmen vor immer neue Herausforde rungen.
Anforderungen in Material substitutionsprojekten sind oft nur schwer erfüllbar, so dass sich Entwicklungszei ten verlängern und Projekte verteuern können. Von Unternehmen wird heute eine Bewertung ihres CO 2-Fussabdrucks gefor
dert, die sie oft aufgrund fehlender Daten nicht lie fern können.
Wie gelingt es Unternehmen, sämtliche Anforderungen mit ihrem Zeit-und Kostenbudget in Einklang zu bringen? Besuchen Sie Altair in Halle 8b an Stand H28 und erfahren Sie, wie das Altair Technologie portfolio nachhaltiges Pro duktdesign ermöglicht und
Unternehmen bei der Transfor mation der Wertschöpfungs kette unterstützt, um ihre Nachhaltigkeits- und Klima schutzziele zu erreichen. Entdecken Sie anhand von Best Practice Beispielen nam hafter Unternehmen, wie es gelingt, Materialien zu substituieren, den Einsatz von recycelten Materialien zu erhöhen und
ein Gewicht von 220 Gramm und ist um 40% leichter als Glas. Die Zykluszeit beträgt rund 85 Sekunden.
PlastiVation Machinery GmbH D-80935 München
www.plastiVation.com Halle 15-D40 n
den tatsächlichen CO2-Fuss abdruck zu bewerten und zu reduzieren.
Kontakt
Altair Engineering GmbH D-71034 Böblingen www.altair.de
Halle 8b-H28 n
Als Messe-Highlight und Referenz seines «Ewigkeitsfarben»-Konzeptes präsentiert Lifocolor bioabbaubare Farbkonzentrate auf 100 Prozent natürlicher Pflanzenbasis. Der europaweit tätige Masterbatch-Hersteller stellt eine erste Farbreihe aus unterschied lichen Farbtönen vor, die aus bioabbauba ren, biobasierten Kunststoffen besteht. Hinter dem Leitgedanken der «Ewigkeitsfar ben» steht die Motivation, wie Farbe für die



Die Greiwing logistics for you GmbH stellt erstmals auf der K aus. Der Logistikspezia list aus Greven präsentiert dort Lösungen für die Kunststoffbranche und führt eine seiner mobilen Granulatsortieranlagen vor. Mit diesen lassen sich nach Kundenanfor derungen ortsunabhängig, unkompliziert und sicher vier Separationstechniken abbil den. Das Verfahren wurde von der zur Un ternehmensgruppe gehörenden Separati on AG speziell für kunststoffspezifische Sortieraufgaben entwickelt und erfüllt höchste Qualitätsansprüche. Die Methode, Kunststoffe vor Ort zu sortieren, ist ein Al leinstellungsmerkmal. Die in einem 20Fuss-Kühlcontainer installierte Anlage be findet sich auf einem Chassi, kann einfach transportiert und so zum jeweiligen Ein satzort verbracht werden. Das System kann von einem Zweier-Team betrieben werden und ist in nur wenigen Stunden einsatzbe reit. Die Anlage kann entweder mittels Zu laufs beschickt oder direkt unter einem Silo platziert und autark betrieben werden. Durch die verschiedenen Separationstech niken werden Kontaminationen wie En gelshaar, Staub, Flitter und Feinteile sicher entfernt. Über ein integriertes Labor lassen sich vor Ort Analysen durchführen, Quali tätsnachweise erstellen und Muster ver schicken.

Greiwing logistics for you GmbH D-48268 Greven www.greiwing.de Halle 6-D76
Kreislaufwirtschaft zukunftsfähig entwickelt werden kann. Entsprechend wird auch das ausgebaute LifoCycle-Produktportfolio, das auf die Einfärbung und Optimierung von Recycling-Produkten ausgerichtet ist ausge stellt. Es beinhaltet hochwertige, recycling fähige Farb- und Additivbatches sowie Un terstützung für die Sortierbarkeit von Kunststoffen. Zwölf Trendfarben für 2023 illustriert Lifocolor auf 100 Prozent recycel


ter Polypropylen-Basis und erklärt den Be sucherInnen, welche Vielfalt bei der Einfär bung von zirkulären Kunststoffen derzeit möglich ist.



Lifocolor Farben GmbH & Co. KG D-96215 Lichtenfels www.lifocolor.de
Halle 8A-H31
Immer häufiger suchen Unternehmen nach neuen Ideen, wie Recycling-Kunststoffe in Endprodukte für Verbraucher und technische Bauteile für die Industrie einfliessen können. Dadurch rückt das Compounding mehr in den Fokus – vorausgesetzt Prozessstabilität, hohe Verfügbarkeit und Langlebigkeit der eingesetzten Maschinen in der Compounding-Produktion stimmen.
Christian Maker 1 Andreas LiebingEin Blick ins Supermarktregal genügt. Schon heute finden sich hier viele Verpa ckungen, die mit einem hohen Rezyklatan teil werben und dieser Anteil soll weiter steigen. Nicht nur die grossen Hersteller von Waren und Artikeln für Endverbrau cher stellen ihre Verfahren um bzw. be werten ihre Prozesse neu, auch viele an dere Branchen.
Die Umstellung eines Verfahrens auf den Einsatz von Rezyklaten ist alles andere als einfach. Mittlerweile gelingt es zwar durch die Zugabe von Additiven, Füll- oder Ver stärkungsstoffen, wie Talkum oder Kreide (CaCO3), Glasfasern oder Masterbatchfar ben, massgeschneiderte Kunststoff-Rezy klate selbst für hochwertige Anwendungen zu erhalten. Allerdings kommt es beim Compounding von Rezyklaten aufgrund der Qualitätsschwankungen des Eingangs materials mehr denn je auf das Wissen rund um Werkstoffeigenschaften, Ver schleissschutz und Prozessstabilität an. Nur so lässt sich das Eigenschaftsprofil des Endproduktes ohne Qualitätsabstriche er halten.
Dabei unterscheiden sich die auf Rezyklat basierenden Rohstoffe in ihren Eigen schaften nicht mehr stark von der Neuwa re. Auf die benötigten Pumpen, Filter und Granuliersysteme während des Aufberei tungsprozesses hat dies aber sehr wohl Auswirkungen. Schliesslich sind unter schiedliche Zusammensetzungen, Rest

1 Christian Makert, Manager Business Development Recycling Systems, Maag Germany
Andreas Liebing, Sales Manager, Ett linger Kunststoff GmbH
feuchtegehalt und Viskositäten bei Rezy klaten an der Tagesordnung, zudem erschweren diverse Verschmutzungen den Aufbereitungsprozess.
Um ein Beispiel zu nennen: Recyclingma terial wird aus Kostengründen gerne mit Füllstoffen, insbesondere Talkum oder Kreide, gemischt. Daher beträgt deren An teil häufig bis zu 60 Prozent. Der minerali sche Füllstoff wirkt verschleissend. Zudem
hat man es mit höherer Kontamination und damit verbunden mit grösseren Parti kelteilchen zu tun. Dies verlangt extrem belastbare Pumpen und Schmelzefilter. Umso wichtiger sind aufeinander abge stimmte Komponenten im gesamten Pro zess.
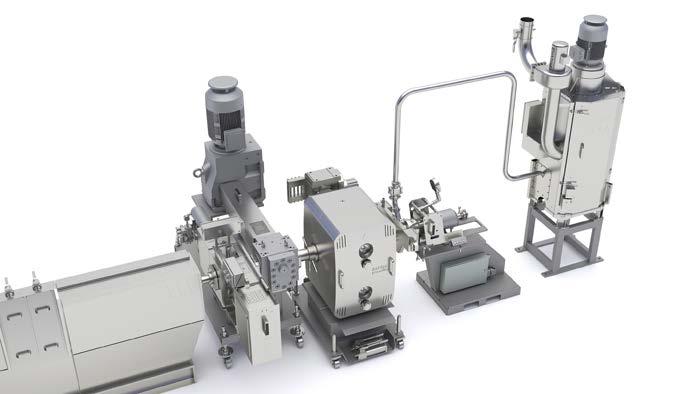
Jede Komponente greift in die nächste Maag liefert Komplettlösungen für den Compoundingprozess. Hier greifen – von der Schmelzförderung und Filtrierung über die Granulierung oder das Mahlen und Trocknen bis hin zur Steuerung – alle Komponenten nahtlos ineinander, um den Produktionsprozess effizient zu gestalten. In die Anlagen fliesst das Know-how der gesamten Maag-Familie mit den Produkt marken Automatik, Ettlinger, Gala, Maag, Reduction, Scheer und Xantec. Diese ein zelnen Teilanlagen werden in einem Sys tem zusammengeführt. Daraus entsteht ein komplettes System als Nachfolge des Extruders. Die sorgfältig kombinierte Ein
heit mit dem Steuerungskonzept von Xan tec besitzt abgestimmte Schnittstellen. Sie sorgt für eine optimale Prozessüberwa chung und kann sogar auf die Steuerung des Extruders und die Dosierung, also auf die gesamte Recyclinglinie, ausgeweitet werden.
Lange Standzeiten, gerade beim Einsatz von Rezyklaten und Füllstoffen, werden neben innovativen Werkstoffen und Ober flächen-Know-how im Übrigen auch durch die Fahrweise erreicht. Um schnelle Anund Abfahrzyklen von Verarbeitungs- und Aufbereitungsextrudern zu erreichen und diese zu entlasten, wird der Druck der Kunststoffschmelze über eine Zahnrad pumpe erzeugt. Nur mit einem druck- und volumenkonstanten Prozess werden Pel lets von grösster Qualität kontinuierlich hergestellt.
In der Maag-Schmelzepumpe wird das Ma terial nur minimal beansprucht und erfährt kaum Scherung. Hintergrund ist, dass die Zahnradpumpen von Maag hochgenau ar beiten: Je nach Viskosität des Produkts gewährleisten sie einen engen Toleranzbe reich von wenigen Bar Druckabweichung. Dafür sorgen die besondere Verzahnung und die spezielle Geometrie der Zahnrä der. Der präzise und stabile Volumen durchfluss reduziert den Druckbedarf des Extruders und sorgt für mehr Effizienz und verlängerte Lebensdauer, was besonders für die Recyclingindustrie interessant ist. Für diese Industrie wurde die Schmelze pumpe von Maag noch einmal weiterent wickelt. Äusserlich ähnelt die RecyclingAusführung extrex 6 der Standardausführung. Bei dieser Recyclingausfüh rung sorgen jedoch spezielle Zahnspiele, grössere Zahnlücken und neuartige Lager, die vor dem Eindringen grösserer Partikel in den Lager-Schmierspalt geschützt sind, dafür, dass – je nach Pumpengrösse –Partikel mit einer Grösse von bis zu 4 mm tolerierbar sind. In solchen Fällen kann so gar auf den Schutzfilter vor der Pumpe verzichtet werden, wie eine Studie bei ei nem Kunden in Europa über mehrere Mo nate bewies. Dort wies die Pumpe selbst im Post-Consumer-Recycling – der Königs klasse des Kunststoff-Recyclings, da hier die höchsten Verschmutzungsanteile zu finden sind – eine doppelte Standzeit auf.
Um die Verunreinigungen und Kontamina tionen aus dem Recycling-Schmelzestrom zu entfernen und so die angestrebte Pro duktqualität zu erreichen, bietet Maag die kontinuierlich arbeitenden Hochleistungs schmelzefilter der Serien ERF und Eco an. Eine permanent rotierende Filtertrommel mit einer Vielzahl an konischen Bohrungen wird dabei von aussen nach innen mit Schmelze durchströmt. Die in der Schmel ze enthaltenen Verunreinigungen verblei ben auf der Filteroberfläche und werden von dort umgehend von einem Abstreifer
entfernt, dem Austragssystem zugeführt und aus dem Prozess geschleust. Dadurch wird mit jeder Umdrehung saubere Sieb fläche zur Verfügung gestellt.
Bei der Unterwassergranulierung, die in dem aktuellen Modell Pearlo eine Vielzahl von Vorteilen und Neuerungen vereint, gelangt die Schmelze über ein hydraulisch betätigtes Anfahrventil prozessgesteuert zur Lochplatte, wo sie durch Düsenboh
Leichtbau mit langfaserverstärkten Polyamiden
Massgeschneiderte Produkte für das Kühlsystem
Flammgeschützte Polyamide für Elektrofahrzeuge
Grilamid TR Piano Black der edle Touch für das Interieur
Hochleistungspolyamide von EMSGRIVORY sind nicht nur für Autos mit klassischen Verbrennungsmotoren prä destiniert, sondern eignen sich auch hervorragend für die Elektromobilität.

Dies sowohl als klassische Leichtbau anwendungen und Strukturbauteile als auch im Thermomanagement oder als Komponenten des Hochvolt-Bordnetz systems.
Besuchen Sie uns an der K 2022 in Düsseldorf 19. – 26. Oktober 2022, Stand E61 in der Halle 6
Ihr innovativer Entwicklungspartner EMS-GRIVORY, Via Innovativa 1, 7013 Domat/Ems, Schweiz
www.emsgrivory.com, welcome@emsgrivory.com
rungen in die mit Prozesswasser durch strömte Schneidkammer gedrückt wird. Das Ergebnis ist ein besonders gleichmäs siges, kugelförmiges Granulat. Im sich an schliessenden Trockner wird über eine Vorentwässerung bereits 95 Prozent des Wassers abgeschieden, wobei das restli che Wasser dann mittels Zentrifugalab scheidung entfernt wird. Die Restwärme des Granulats sorgt für die thermische Resttrocknung und führt so zu sehr gerin ge Restfeuchtigkeitswerte. Im Anschluss wird das Prozesswasser in der Wasserauf bereitung gefiltert, temperiert und der Schneidkammer wieder zugeführt.
Bei der Stranggranulierung wird die Kunst stoffschmelze dem Stranggiesser zuge führt. Hier werden über die Düsenplatte Polymerstränge extrudiert und in Richtung Schneidrotor gefördert. Je nach Polymer wird die exakte Verweilzeit im Kühlwasser ausgelegt, bevor es zum Schnitt von zylin drischen Pellets höchster Qualität kommt.
Die von Maag gelieferten Systeme eignen sich für kleine Pilotlinien bis zu Verfahren für grosse Durchsätze von 12 bis 13 Ton nen pro Stunde. Letztere laufen oft rund um die Uhr und werden maximal einmal im Jahr zur Revision abgeschaltet. Umso wich tiger ist es, dass die Systeme sehr robust arbeiten und der Ersatzteilbedarf minimiert wird.
Inzwischen denken viele Branchen im Hin blick auf den Einsatz von Recyclingmaterial um. So werden z. B. Bodenbeläge in der Regel aus verdichteten Holzfasern herge stellt, zunehmend aber auch mit Kunst
stoff-Rezyklaten produziert. Im Gegensatz zu Bodenbelägen aus MDF können die Kunststoffbeläge auch in Feuchträumen verlegt werden. Ausserdem ist es möglich, das Laminat nach Lebensende wieder zu recyceln und in den Kreislauf zurück zu füh ren.
Ein anderes Beispiel ist die Produktion von Paletten. Diese müssen im Alltag beson ders schlagfest und belastbar sein, schliess lich ruhen auf ihnen hohe Lasten. Auch hier leisten Rezyklate inzwischen wertvolle Un terstützung. Die Paletten mit Rezyklatanteil verfügen über die gleichen Eigenschaften wie Paletten, in denen Neuware verarbeitet wurde.
Neben diesen Anwendungen gibt es aber noch weitere Compounding-Beispiele, in denen sich die Maag-Komponenten be währen. So kommt in der Automobilpro duktion für die Verkleidung des Motorraum ein Materialmix aus PE, PP und weiteren Komponenten zum Einsatz. Häufig werden in diesen Prozess Haushalts-Kunststoffab fälle aus dem Gelben Sack – sortiert, gewa schen und aufbereitet – eingesetzt. Auch auf diesen Werkstoff-Mix wurden die MaagAnlagen genau abgestimmt, so dass es beim Wiedereinsatz nur geringe Unter schiede zum Virginmaterial gibt.
Ein letztes Beispiel, für das Maag eine An lage für das Compounding von Neuware lieferte: Anders als in den Recyclinganwen dungen geht es hier um ein Polymer-Com pound zur Produktion von Folien. Hier kam es besonders auf die Qualität bei der der späteren Folienoberfläche an. Es durften keine Stippen zu sehen sein, die durch Gele oder Agglomerate, als Rückstände aus dem Compounding-Prozess, entstehen.
Vergleich extrex 6 Standard und extrex 6 Recy cling – die Schmelzepumpe wurde speziell für Prozesse mit höheren Verschmutzungs anteilen und grösseren Partikeln weiterent wickelt.
Gerade die druckkonstante Filtration von elastischen Partikeln aus der Neuware, bei enormen, unterbrechungsfreien Standzei ten, ist in der Kombination mit Schmelze pumpe und Unterwassergranulierung für diesen Kunden die optimale Lösung.

Die Beispiele zeigen, dass dem Einsatz von Recyclingmaterial selbst bei hochwer tigen Produkten inzwischen nichts mehr entgegen steht. Allerdings benötigt man für Compoundingprozesse grosses Knowhow rund um Werkstoffe, Oberflächen und das Zusammenspiel der einzelnen Anlagen. Nur mit sorgfältig aufeinander abgestimmten Komponenten, wie Schmel zeförderung, Filtrierung, Granulierung und Trocknen, entstehen qualitativ hochwerti ge Granulate und Mikropellets.
Maag Pump Systems AG CH-8154 Oberglatt www.maag.com Halle 9-A2 n
Unsere Serviceteams sind im ganzen Land für Sie da. Ob für die Wartung einfacher Vakuumpumpen oder die Instandhaltung ganzer Vakuumsysteme. Wir haben stets die passende Servicelösung für Sie. Einfach. Immer. In Ihrer Nähe. Profitieren Sie von unserem Service. Für reibungslose Prozessabläufe.
Sie mit KraussMaffei reinste Rezyklate in einer „Wie neu“ Qualität, die vor wenigen Jahren undenkbar schien. Wir realisieren Ihre Rezepturen kosten-, energieund CO2-arm. Entscheiden Sie mit unseren bahnbrechenden Technologien im Com pounding & Recycling den Wettbewerb um Nachhaltigkeit – für die Bilanz Ihres Unter nehmens und die Zukunft unserer Kinder.


Das wortwörtlich «grösste» AnwendungsHighlight von ARBURG ist die Fertigung eines interessanten Premium-Werkzeugkoffers im ARBURG Design. Dessen Hauptkomponen ten produziert und veredelt eine effiziente Turnkey-Anlage rund um einen hybriden ALLROUNDER 1120 H mit 6.500 kN Schliess kraft und Spritzeinheit der Grösse 7000.
Für das notwendige Styling und die hoch wertige Ästhetik sorgen z. B. umspritzte 3D-Designfolien an den Ecken des Werk zeugkoffers. Ein Scara-Roboter bereitet die Folieninserts des Partners Leonhard Kurz auf, die weitere Handhabung übernimmt ein lineares Robot-System MULTILIFT V 40.
Im Werkzeug werden die Folien hinterspritzt und danach in einer Heissprägestation der erhabene ARBURG Schriftzug veredelt. De ckel und Unterschale werden über ein För dersystem ausgeschleust. Anschliessend wird der Koffer mit vorproduzierten Kompo nenten wie Mittelteil, Griff, Verschluss-Clips sowie Füssen manuell komplettiert.
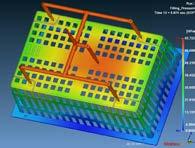
Das Exponat mit GESTICA Steuerung besitzt zahlreiche smarte Funktionen, wie das neue Varimos Plug-in von Simcon für die KI-un terstützte Variantenanalyse. Damit lassen sich bei der Füllsimulation mit dem «aXw Control FillAssist» noch genauere Maschi nenparameter generieren.
Benötigen Sie mehrere Stunden pro Tag für die manuelle Erfassung von Daten?
Wir helfen Ihnen das mühsame, manuelle Erfassen zu eliminieren und begleiten Sie dabei Ihre Produktion zu digitalisieren.
bfa verfügt über jahrelange Erfahrung und einzigartige Kompetenz in der Vernetzung des gesamten Maschinenparks und dessen Datenerfassung. Egal ob Auftrags-, Störoder Prozessdaten, mit unserem MES PiSo lutions wird Ihre Produktion transparent. PiSolutions unterstützt eine Vielzahl von Schnittstellen, womit eine automatische Datenerfassung zur Realität wird.
PiSolutions ist modular aufgebaut und mit den Produkten PiInject, PiAssembly, Pi Gateway und PiMedical haben wir die massgeschneiderte Lösung für die Kunst stoffbranche. Unsere Module decken Wün sche wie Wartungs-, Datensatz- und Rezep turverwaltung sowie Rückverfolgbarkeit ab. Dank unserem KPI Dashboard stehen die Daten in Echtzeit zur Verfügung und es kann schnell auf Abweichungen reagiert werden.
Besuchen Sie uns an der K-Messe und er leben Sie unser MES PiSolutions!
8-fach Cluster – direkte Seitenanspritzung
Büchler Reinli + Spitzli AG – Werkzeug- und Formenbau entwickelt innovative und kompakte «High-Performance»- Spritzgiess Werkzeuge für anspruchsvolle Medicalund Pharmaceutical-Device-Anwendungen. www.brsflawil.ch
BRS konzipiert unter Verwendung von EWIKON Hochleistungs-Heißkanalsyste men zur direkten seitlichen Anspritzung (www.ewikon.com) leistungsfähige und wartungsfreundliche Lösungen für an spruchsvolle Medical-Anwendungen.
In partnerschaftlicher Zusammenarbeit mit EWIKON entstehen intelligente und optimal ausgearbeitete Lösungen und Werkzeug konzepte für eine effiziente Produktion. Dabei stehen die Wirtschaftlichkeit und Qualität der Produkte und Produktion für uns immer im Fokus.
Büchler Reinli + Spitzli AG deckt die gesam te Formenbau-Prozesskette von der DFM-Analyse, Engineering, Umsetzung im Pilot- bis zum Produktionswerkzeug inklusi ve Werkzeug-Validation und Qualitätsma nagement ab.
Wir verstehen uns als Ihr Partner, der ge meinsam mit Ihnen die optimale Lösung für Ihr Projekt findet. Bringen Sie Ihr Produkt mit unseren umfassenden Leistungen, durchgängigen Design-, Engineering- und Fertigungskapazitäten und klarem Fokus auf Wirtschaftlichkeit und Qualität auf den Markt.

Wir freuen uns sehr, Ihnen unsere Dienst leistungen und Produkte zu präsentieren.


ARBURG AG

Südstrasse 15
CH-3110 Münsingen
Telefon
Telefax
switzerland@arburg.com www.arburg.ch
Büchler Reinli + Spitzli AG Wilerstrasse 98
Flawil/Switzerland
Michael Vögtle

Zusammen mit unseren Partnern ALPLA Group, Brink und IPB Printing präsentiert ENGEL auf der K 2022 einen Quanten sprung für die Verpackungsindustrie. Dünn wandbehälter lassen sich erstmalig aus PET und rPET in nur einem Prozessschritt direkt im Spritzguss produzieren. Dafür kommt eine ENGEL e speed Spritzgiessmaschine mit einem neu entwickelten extrem leis tungsstarken Spritzaggregat zum Einsatz. Das Einsatzspektrum von PET und rPET wird dadurch deutlich erweitert. Neben dem Bottle-to-Bottle-Kreislauf ist somit auch die Etablierung eines Bottle-to-Cupoder sogar Cup-to-Bottle-Recyclings denk bar.


Für EWIKON Elektro-Nadelverschlusssyste me kommt ab sofort eine neue Generation kompakter Linear-Servomotoren zum Ein satz. Die Antriebseinheiten verfügen über eine permanente, hochpräzise Positions kontrolle sowie eine integrierte Temperatur überwachung. Im Vergleich zu Schrittmo torkonzepten kann eine höhere Nadelgeschwindigkeit erreicht und damit die Zy kluszeit weiter verkürzt werden. Die Strom aufnahme des Motors wird in Abhängigkeit der notwendigen Kraft bei gleichbleibender Geschwindigkeit bedarfsgerecht geregelt. Deshalb eignet sich der Servoantrieb auch zur Überwachung der Nadelschließkraft und ist besonders energieeffizient. Weil hohe Schliesskräfte problemlos generiert werden können, erweitert sich das Anwen dungsspektrum auf größere Nadeldurch messer.

Für die komfortable und übersichtliche Be dienung der Linear-Servomotoren wurde mit motion CONTROL SD ein leistungsfähi ges Touch-Screen-Steuergerät mit umfang reichen Funktionen entwickelt. Bei Bedarf können die Prozessdaten über OPC UA an übergeordnete Assistenz- und Überwa chungssysteme übertragen werden. Damit ist eine leichte Integration des Systems in die vernetzte Fertigung möglich.
Optimale Regelungseigenschaften, umfas sende Konnektivität, kompakte Abmessun gen und ein smartes Bedienkonzept, das sind Bestandteile der innovativen Rege lungstechnik von GÜNTHER. Der Technolo gieführer im Bereich Heisskanal- und Kalt kanaltechnik präsentiert die smarten Temperatur-Regler auf der K 2022 in den Varianten blueMaster compact und blue Master pro.
Für kleinere Anwendungen, wie den Einsatz im Servicebereich, ist der blueMaster com pact (drei oder sechs Regelkreise) konzi piert, der über eine App-Steuerung und adaptive Regeloptimierung verfügt. Kom plexe Heisskanalsysteme regelt der neue blueMaster pro (für 6 bis 24 Regelkreise).

Die Bedienung kann sowohl direkt am Ge rät als auch per Browser erfolgen und lässt sich dank Netzwerkanbindung problemlos in einen Leitstand integrieren.
Weitere Features: OPC UA-Schnittstelle nach Euromap 82.2, Werkzeugdatenbank, Nutzerverwaltung, verschiedene Datenan sichten u. v. m. Eine anwenderorientierte Hilfefunktion mit Lösungsvorschlägen im Klartext sowie eine grafische Temperaturan zeige gestatten eine intuitive Bedienung. Damit ist eine einfache und komfortable Handhabung auch für Anwender ohne Spritzgussausbildung gewährleistet.
Hungerbüelstrasse 17 8500 Frauenfeld
Telefon +41 52 725 07 57 info.ch@engel.at www.engelglobal.com
Siegener Straße 35 35066 Frankenberg Telefon +49 6451-501-0 info@ewikon.com www.ewikon.com
Günther Heisskanaltechnik GmbH Industriepark Nord
Sachsenberger Strasse
Frankenberg (Eder)
+49 6451 5008-0


Das innovative HASCO Multikupplungssys
tem ermöglicht die zentrale Verbindung von mehreren Temperierkreisläufen in nur einem Arbeitsschritt und bietet zahlreiche Vorteile der Prozessoptimierung. Rüstvor gänge gehen schnell und einfach von der Hand. Durch die definierte Zuordnung be steht keine Gefahr, Leitungen zu verwech seln.
Das umfangreich erweiterte HASCO Stan dardsystem steht als offenes oder auch geschlossenes System mit Ventil zur Verfü gung.
Das leckagearme HASCO System mit plan abdichtenden Stirnflächen verhindert sicher das Austreten von Temperierflüssigkeit beim Entkuppeln.
Die modulare Bauweise ermöglicht eine individuelle Konfiguration sowie die einfa che Integration in bestehende Systeme. Es sind 6-, 12- und 20-fach Systeme verfügbar, wobei auch einzelne Kupplungen ohne die Demontage von Schläuchen ausgetauscht werden können.
Das Multikupplungssystem ist mit einer Vielzahl an unterschiedlichen Verschluss kupplungen und Verschlussnippeln erhält lich. Dazu gehören Varianten mit Innenoder Aussengewinde, Push-Lok oder Schlauchtüllen, die das umfangreiche Pro gramm abrunden.
Kunststoffabfälle sind eigentlich Rohstoffe. Doch immer noch wird viel zu wenig davon rezykliert und im Materialkreislauf genutzt. KraussMaffei zeigt auf der K 2022 nicht nur die dafür nötige Maschinen- Hardware, son dern auch neue digitale Lösungen, mit de nen sich bei Energieverbrauch und CO2-Fus sabdruck jeweils maximale Einsparungen erzielen lassen.
Eine vollelektrische PX 200-1400 fertigt pro Schuss 96 Kappen für einen Insulin-Pen aus Medical Polypropylen Neuware. Diese Kappen dienen – geschreddert – als Basis für den Upcycling-Prozess durch den Zwei schneckenextruder ZE 28 BluePower. Hier werden verschiedene Additive wie Haftver mittler und Flüssigfarbe zugesetzt, ver mischt und homogenisiert.
Das so erhaltene Recompound gelangt zur nächsten Spritzgiessmaschine, zur neuen powerMolding 1300-11900. Sie fertigt Frontendträger für die Automobilindustrie. So wird aus einem Einwegartikel ein neues Produkt mit langer Lebensdauer.
Bei der Anwendung werden alle nachhaltig keitsrelevanten Daten des Prozesses erfasst und dargestellt, sodass immer klar ist, wie viel CO2 durch das Recycling im Vergleich zur Verwendung von Neuware eingespart werden konnte.
Kunststoffe und Textilien sind sehr effizient mit Ultraschall schweissbar. Wer dabei höchsten Wert auf Prozesssicherheit legt, ist mit der elektrischen Ultraschall schweissmaschine Electrical Motion bestens bedient. Damit lassen sich Kunst stoffe nicht nur sehr präzise schweissen, sie bietet viele Funktionen, um die Prozess sicherheit und Rückverfolgbarkeit zu ge währleisten. Beispielsweise verknüpft sie mittels Scanner die Teilenummer mit der Schweissung, so ist jederzeit nachvollzieh bar, wann und mit welchen Werten das Werkstück geschweisst wurde. Zudem führt die Electrical Motion ein nicht löschbares Audit Trail und die Benutzerverwaltung ist mehrstufig geregelt.
Die Maschine bietet ausserdem gegenüber einer pneumatischen Ultraschallschweiss maschine 78% Energieeinsparung . Ha ben wir Sie überzeugt? Dann besuchen Sie uns an der K 2022 oder in Romanshorn TG/Schweiz und erleben Sie die Electrical Motion und ihr neues intuitives User Interface live.
Diese Produkte können Sie an unserem Stand an der K 2022 live erleben und tes ten:
Electrical Motion Serie mit neuem intui tivem User Interface
Ultraschall-Generatoren zum Einbau in Sondermaschinen
Elektrische und pneumatische Vorschü be zur Integration in Sondermaschinen
Handgeräte für manuelles Schweissen und Schneiden
Wir freuen uns auf Sie!
HASCO Hasenclever GmbH + Co KG

Römerweg 4 D-58513 Lüdenscheid Telefon +49 2351 957-580 Fax +49 2351 957-6580 info.ch@hasco.com www.hasco.com
Krauss-Maffei (Schweiz) AG Grundstrasse 3 CH-6343 Rotkreuz
Telefon +41 (0)41 799 71 80 info-ch@kraussmaffei.com www.kraussmaffei.com
RINCO ULTRASONICS


Tool-Temp präsentiert Ihnen an der K-Show 2022 die neue Temperier Gerätelinie Matic und den smarten und intelligenten Regler Iris.
Matic-Temperiergeräte


– Smarte Intelligenz – auf Kommunikation ausgelegt mit dem neuen Regler Iris – Vorausschauende Regelung
– OPC-UA Schnittstelle
– Remote & lokale Steuerung. Webinterface, WiFi und LAN-Kabel


– Intuitiv bedienbar – in kürzester Zeit
Standard-Temperier- und Kühlgeräte
– Auf Einfachheit ausgelegt – Servicefreundlich
– Robuste Konstruktion
– Korrosionsbeständigkeit

– Dauerbetrieb 24/7
CH-8583 Sulgen
Telefon +41 71 644 77 77 Telefax +41 71 644 77 00 info@tool-temp.ch www.tool-temp.ch

Eine der neuen Roboter-Anwendungen, die von WITTMANN auf der K 2022 präsentiert werden, ist die WITTMANN Palettierzelle.
Der WITTMANN W938T Roboter arbeitet in der Palettierzelle.
In dieser Anwendung werden Traystapel mittels einer horizontalen Servoachse von einem Puffer hinter der Palettierzelle zum Arbeitsbereich des Top-entry Roboters ge bracht. Ein neuentwickelter W938T Robo ter mit vorgelagerter Entformachse und B-Servo-Rotationsachse übernimmt die Trays. Bevor diese auf einer Europalette [1.200 × 800 mm] bzw. in einer DB Gitter box [1.240 × 835 × 970 mm] abgestapelt werden, wird über eine optische Kontrolle die Ausrichtung geprüft. Im Anschluss er folgt die Positionierung auf dem Transport gebinde entsprechend den Vorgaben im Ablageprogramm. In weiterer Folge wird anhand dieser Zelle demonstriert, wie zwei Fördersysteme des Unternehmens ErgoTek die befüllte Palette bzw. DB Gitterbox in die Schutzeinhausung hinein- und aus die ser herausfahren.

Sämtliche Komponeten von ErgoTek wer den ausschließlich über die WITTMANN R9 Steuerung des Roboters gesteuert. Diese Palettierzelle führt in eindrucksvoller Weise die höchst flexiblen Einsatzmöglichkeiten eines cartesischen Roboters vor. Das ge zeigte Konzept kann auch als Stand-alo ne-Lösung fernab der Kunststoffproduktion im Bereich der Lagerlogistik genutzt wer den.
Im Gespräch mit Daniel Erni, Mitinhaber und Co-Geschäftsleiter der Sturo Kunststoffwerk AG in Weinfelden, fallen immer wieder die Begriffe «Qualität», «Termintreue» und «Zusammenarbeit». Diese Eigenschaften sind für Erni die Basis des Erfolgs.

«Für uns ist eine enge Kundenbindung sehr wichtig. Wir sehen uns nicht als Lie feranten, sondern als Partner und legen sehr viel Wert auf Qualität, Termintreue und eine gute Zusammenarbeit. Wenn man die Kunden gut bedient und pflegt, dann kommen sie auch immer wieder», ist Erni überzeugt. Das belegt die Verbin dung zur Firma Esge, ein HaushaltgeräteHersteller aus Mettlen, einem Nachbar dorf von Weinfelden. Diese Nähe bedeutet neben dem ökologischen Vor teil kurzer Wege auch just-in-time-Liefe rungen und raschen Support, wenn ein Problem auftritt.
«Wir arbeiten bereits seit rund 50 Jahren mit diesem Unternehmen zusammen», so Erni. Von da kommt auch das jüngste Pro jekt: Sturo kann für Esge unter anderem den Griff mit Bedientaste für den neuen kabellosen Stabmixer Bamix herstellen. Im Griff ist der Akku integriert. Der bisherige Mixer hatte ein Kabel. Das 2K-Teil, das im Griff integriert ist, hat zwei Funktionen: zum einen die Bedienbarkeit über die Weichkomponententasten, zum anderen den Motor vor Wasser zu schützen mittels einer Dichtlippe. Zur Anwendung kommen ein TPE und ein PA6.
Da es um das Spritzen eines Zweikompo nenten-Teils geht, zu dessen Herstellung die nötige Kapazität fehlte, wurde eine Produktionserweiterung geplant und reali siert.

Nach einer sorgfältigen Evaluierung ent schied sich Sturo für eine 2K Alldrive 570 A mit dem integrierten Robotsystem von Arburg, dem Multilift. «Der integrierte Mul tilift hat den Vorteil, dass die Bedienung von Maschine und Handling über einen Datensatz erfolgt. Dadurch werden auch Rüstzeiten verkürzt», erklärt Christian Eg
Geschäftsführung: Markus Schönhol zer (l.), Administration, Personalwesen, und Daniel Erni, Verkauf + Technik Gründung: 1953, durch Hans Studer in Rothenhausen. 1964 Neubau in Wein felden, am heutigen Standort. In der Folge mehrere Ausbauetappen Name: Sturo setzt sich zusammen aus Stu der und Ro thenhausen Kernkompetenz: Spritzguss und eigener Werkzeugbau. Dienstleistungen: Bau gruppenmontage, Bedrucken, Ultraschallschweissen und mechanische Nachbear beitung, kunststofftechnische Kundenberatung Maschinenpark: 36 SGM 20 bis 300 t Schliesskraft, Formteilgewichte von 0,1 bis 550 g
(Bild: Sturo)
Verfahrenstechniken: Kunststoff-/Metallverbindung (Insert Technik); Einkompo nenten- und Mehrkomponenten-Spritzguss Mitarbeiter: 25, davon 2 Lehrlinge (Polymechaniker)

gebrecht, Verkaufsberater für die Ost schweiz, der das Projekt von Arburgseite her von Anfang an begleitet und betreut hat. Die vollelektrische Maschine erfüllt alle Anforderungen, die Sturo gestellt hat te: Präzision, Energieeffizienz und ein gu tes Preis-/Leistungsverhältnis. Auch mit Arburg verbindet Sturo eine langjährige Partnerschaft, was den Kaufentscheid zu sätzlich erleichterte. Wichtig für Sturo war auch, dass die Ma schine inklusive Automation nicht nur auf das Stabmixer-Projekt ausgelegt wurde, sondern auch für zukünftige Projekte ein gesetzt werden kann. Das bedingte eine 2K-Maschine mit einer höheren Schliess kraft (200 anstelle von 100 Tonnen). Die Drehtellertechnik, die auf dem Alldrive 570 A zur Anwendung kommt, erfüllt die Forderung nach zusätzlicher Flexibilität. Eggebrecht erklärt dazu: «Die Funktionali tät einer 2K-Maschine ist wesentlich hö her, weil die zwei Spritzeinheiten völlig unabhängig voneinander bedienbar sind und man durch die Selogica-Steuerung die grössere Flexibilität hat. So betrachtet ist eine Vollelektrische aus heutiger Sicht die Spritzgussmaschine für den Mehrkompo nenten-Spritzguss.» Ergänzend dazu sagt Marcel Spadini, Geschäftsführer von Ar burg Schweiz AG: «Das bestätigen auch die Verkaufszahlen. In den letzten Jahren wurden in der Schweiz für 2K-Awendun gen fast ausschliesslich vollelektrische Spritzgussmaschinen verkauft. Die etwas höheren Investitionskosten werden kompensiert durch eine höhere Repro duzierbarkeit, Präzision und Energie effizienz.»
Ein weiterer Aspekt bei der Maschinen wahl war, dass die Kompatibilität zum be stehenden Werkzeug in die Maschinen spezifikationen einfliessen musste. «Dieser Ideenaustausch mit Arburg dauerte denn auch etwas länger, als wenn wir uns für eine Standardmaschine entschieden hät ten, war aber äusserst wertvoll», betont Erni. Und Eggebrecht fügt hinzu: «Die Mehr komponententechnologie ist sehr kom plex. Da braucht es wesentlich mehr Bera tung und Know-how als bei einer 1K-Maschine. Aber das Zusammenspiel, mit Unterstützung von der Anwendungs
technik in Lossburg, hat zu einem sehr guten Resultat geführt mit dieser Maschi ne.»
Die Spritzgiessmaschinen bei Sturo sind quasi alle mit Automation bestückt – die kleinen mit Angusspicker, die grösseren mit Linearrobotern. Insgesamt umfasst der Maschinenpark aktuell 36 Maschinen. Hergestellt werden technische Präzisions teile und optisch anspruchsvolle Produk te, was sich im Bamix-Stabmixer oder in der Nespresso-Kaffeemaschine wider spiegelt.

Die Aufträge kommen vor allem aus den Bereichen Haushalt (30–40%), Maschi nenindustrie (25–30%), Elektrotechnik und Bau. «Wir behaupten uns nicht mit 08.15-Produkten auf dem Markt. Wir be dienen Nischen, wo ein sehr hoher Quali tätsstandard verlangt ist und die Optik stimmen muss. Anders haben wir keine Chance», erklärt Erni.
Vor dem Hintergrund der explodierenden Energiepreise ist Energiesparen auch ein Thema bei Sturo. So läuft im Moment die Planung zur Installation einer Photovoltaik-
„
Anlage auf dem Firmengebäude. «Diese wird aber nur einen Bruchteil des Stroms produzieren, den wir wirklich benötigen», sagt Erni offen. Er rechnet mit einer Eigen produktion von etwa 150 MWh im Jahr. Mit einem Verbrauch von rund 600–700 MWh im Jahr zählt Sturo – wie manch anderer Verarbeiter auch – zu den Gross verbrauchern. Genutzt wird jetzt bereits die Abwärme der hydraulischen Spritz

giessmaschinen zum Heizen der Gebäude im Winter. «Wir planen mit den Kunden zusammen, so dass wir genügend Puffer zonen haben, wenn’s denn dazu kommen sollte, dass man nicht produzieren kann.»
Um den Firmenanspruch nach Qualität und Termintreue erfüllen zu können, braucht auch Sturo gute Fachkräfte. «Wenn
es in der Spritzerei schon sehr schwierig ist, qualifizierte Leute zu finden, so ist es im Werkzeugbau noch extremer», bringt es Erni auf den Punkt. Da hilft nur selber aus bilden. Und das macht Sturo: Jeweils alle zwei Jahre wird ein Polymechaniker, Fach richtung Werkzeugbau, «nachgezogen». An das Geschäftsjahr 2022 hat Erni ge mischte Erwartungen. Nach einem sehr guten 2021 mit einer hohen Auslastung, schlägt der aktuelle Rückgang im Konsum güterbereich auf den Geschäftsverlauf. Im Gegenzug hat aber der Industriebereich zugelegt und scheint weiterhin gut zu lau fen. Deshalb rechnet Erni damit, dass es im Herbst wieder anzieht und das nächste Jahr an das gute Vorjahresniveau anknüp fen kann.



Sturo AG Kunststoffwerk
CH-8570 Weinfelden
+41 71 626 40 00
www.sturo.ch n
Ob Inhouse-, Postconsumer, Bottle- oder chemisches Recycling: Nur wenn Maschinen perfekt auf die jeweilige Anforderung ab gestimmt sind, gelingt es Kreisläufe präzise und profitabel zu schließen. Vertrauen Sie dabei auf die Nummer 1-Technologie von EREMA: Über 6500 unserer Maschinen und Systeme produzieren so jährlich rund 14,5 Mio. Tonnen hochwerti ges Granulat – hocheffizient und energiesparend.

Bruder Spielwaren geht auf Paul Bruder zurück, der 1926 mit der Produktion von Messingstimmen für Spielwarenhersteller begann. Mittlerweile beschäftigt das Un ternehmen am Hauptstandort in Fürth 490 Mitarbeiter. Weitere 120 sind am 2015 errichteten Standort in Pilsen, CZ, tätig. Die ersten Kunststoffteile wurden bereits 1958 gefertigt. Heute liefert Bruder seine hochwertigen Spielzeuge für Kinder ab 2 Jahren in mehr als 60 Länder welt weit. Ca. 25% des Umsatzes werden in der DACH-Region mit Schwerpunkt Deutschland erwirtschaftet. Weitere starke Märkte sind Frankreich, Italien, die Nieder lande, Osteuropa, Japan und Korea. In den USA hält das Unternehmen ein eigenes Vertriebsbüro.
Mit modellmässigen Spielwaren von Bru der sollen Kinder reale Zusammenhänge spielend begreifen. Besondere Aufmerk samkeit widmet Bruder dem ausgewoge nen Zusammenspiel von leicht zu handha benden Spielfunktionen bei gleichzeitiger Modelltreue und einem möglichst hohen Stabilitätsfaktor. Bruder ist mit seinen hochwertigen Produkten einer der führen den Hersteller von Kinder-Spielfahrzeugen in Europa. Bruder Spielwaren zeichnen sich durch ihre hohe Qualität und ihre De tailtreue aus. So werden beispielsweise
reale Geräte und Fahrzeuge weltbekannter Marken im Massstab 1:16 in Spielzeug um gesetzt. Die Montage der Produkte erfolgt grossteils ohne Hilfsmittel wie Schauben oder Kleber. Lediglich die Räder sind mit den Fahrzeugachsen durch einen Metall stab verpresst. Ansonsten werden aus schliesslich Steckverbindungen benutzt. Die stabilen Räder der Fahrzeuge werden mittels 2K-Spritzmontage unter anderem aus TPE gefertigt, wodurch die gewünsch te Nähe zum Original erzielt werden kann, gleichzeitig wird der Spielwert erhöht, da diese beim Spielen deutlich leiser sind als Hartplastikreifen.
rung von Angüssen und Fehlteilen im Haus, wofür zwei Mühlen im Keller des Unternehmens zur Verfügung stehen, wird permanent nach Möglichkeiten zur Ener gieeinsparung gesucht. Auch die vorzugs weise Zusammenarbeit mit Partnern aus der näheren Umgebung trägt zu einem nachhaltigen Wirtschaften bei.
Zur Herstellung ihrer Kunststoffspielzeuge setzt die Firma Bruder verschiedenste Technologien ein, wie das Gasinnendruck verfahren, das einerseits zur Gewichtsre duktion der Spielwaren beiträgt und ande rerseits Materialeinsparungen ermöglicht. Auch die Mehrkomponententechnologie bis hin zu einem 5-Komponentenspritz guss kommt bei Bruder zum Einsatz. Damit werden Teile mit verschiedenen Materialien als auch Farben in einem Spritzprozess hergestellt.

Klemm,
Spritzerei, Julia Meyer, Marketing Managerin, Sönke Ha verich, Leiter Fertigung, alle drei Bruder Spiel waren, Marcus Otto, Vertrieb Wittmann Bat tenfeld.
zVg)
Nachhaltigkeit ist wichtig Neben Innovationskraft und Kompetenz in der Kunststofftechnologie ist Bruder der Umgang mit Ressourcen im Sinne eines nachhaltigen Wirtschaftens von grosser Bedeutung. Ein interner Recyclingkreislauf und eine energieeffiziente Produktion ge paart mit dem Angebot von an die 800 Ersatzteilsets für die Wiederinstandset zung von Bruder Spielwaren zeugen vom ökologischen Verantwortungsbewusstsein des Unternehmens. Neben der Rezyklie
Bei Spritzgiessmaschinen legt man bei Bruder vor allem auf Präzision, Zuverlässig keit, Stabilität, Energieeffizienz und die Stellfläche der Maschinen wert. Bernd Klemm, Leiter der Abteilung Spritzerei: «Energieeffizienz gewinnt zunehmend wei

ter an Bedeutung, zusätzlich ist Platz eine wichtige Ressource. Deshalb ist für uns vor allem auch die Stellfläche der Maschine ein Kaufkriterium.» Neben der Maschine selbst, ist für Bruder auch der After-Sales-Service entscheidend, um die Verfügbarkeit der Anlagen jederzeit zu gewährleisten.
Die positiven Erfahrungen der Firma Bruder Spielwaren mit Witt mann im Bereich von Robotern und Handlingsystemen, wo die beiden Unternehmen schon seit über 20 Jahren zusammenarbei ten, hat Bruder dazu veranlasst, 2020 eine erste Spritzgiessma schine der servohydraulischen SmartPower Reihe von Wittmann zu installieren. 2022 kamen fünf weitere dazu. Von den sechs Maschinen mit Schliesskräften von 600 und 1600 kN sind zwei mit einem Wittmann Servopicker der Type WS80 ausgestattet, eine SmartPower 60 wurde als Insiderzelle mit einem Wittmann Roboter der Type Primus 14 ausgeführt. In die Zelle integriert sind neben dem Roboter auch ein Förderband und das Schutzgehäuse, was die Anlage ganz besonders kompakt macht. Darüber hinaus ist eine der Maschinen mit einer Heissprägeanlage ausgestattet.
Die Maschinen der SmartPower Reihe zeichnen sich neben ihrer Kompaktheit und Bedienerfreundlichkeit vor allem durch ihren intelligenten, sparsamen Einsatz von Energie aus. Das hohe Mass an Energieeffizienz ist primär auf die Kombination eines reakti onsschnellen, drehzahlgeregelten, luftgekühlten Servomotors mit einer robusten Konstantpumpe, dem sogenannten «Drive-onDemand» System zurückzuführen. Bei diesem System wird die Antriebseinheit nur dann aktiviert, wenn Bewegungen und die Drucker zeugung dies erfordern. Während der Kühlzeiten und der Zykluspausen zur Formteilmanipulation ist der Servoantrieb ab geschaltet und braucht keine Energie. Leiter der Fertigung, Sönke Haverich bestätigt: «Unsere Erfahrun gen mit den bisher gelieferten Maschinen waren durchwegs po sitiv. Die Maschinen brauchen wenig Platz und erfüllen unsere Ansprüche an Präzision und Geschwindigkeit.»
www.wittmann-group.com www.bruder.de

Da es im Werkzeug- und Formenbau häufig um Einzelstücke und Kleinserien geht, kommen bevorzugt Standard werkzeuge zum Einsatz. In einem gemeinsamen Projekt haben Mapal und der Fräsmaschinenhersteller Röders GmbH an einem Musterwerkstück das Zusammenspiel von Maschine, Werkzeugen und CAM-Strategie optimiert.
Angesichts der kaum überschaubaren Vielfalt an Geome trien und Ausführungs varianten scheuen Anwender davor zu rück, eine grosse und entsprechend kos tenintensive Vielzahl an Werkzeugvarianten zu bevorraten. Der CAM-Programmie rung kommt so die Aufgabe zu, die anste hende Bearbeitung möglichst mit dem vorhandenen Bestand zu erledigen. Kom promisse gehen dabei oft zu Lasten der Maschinenlaufzeit. Die Firmen Mapal und Röders haben an einem Musterwerkstück den Prozess optimiert. «Mapal ist führend im Bereich von Hochleistungswerkzeugen mit speziell an die Kundenanforderungen angepassten Eigenschaften», so Dietmar Maichel, Global Head of Segment Ma nagement Die & Mould bei der Mapal Dr. Kress KG. Deshalb lag lange ein Fokus des Unternehmens auf Sonderwerkzeu gen. Doch stieg in den vergangenen Jah ren der Anteil an kurzfristig verfügbaren Standardwerkzeugen, wie auch das um
fangreiche Produktprogramm für den Werkzeug- und Formenbau zeigt: Von den rund 6500 Standardwerkzeugen sind etwa 5000 ab Lager verfügbar. Sie weisen im Formenbau besonders gefragte Eigen schaften auf, wie etwa die Eignung zur Bearbeitung hochharter Werkstoffe bei engen Toleranzen. Letzteres ist wesentlich für die Erzielung einer hohen Genauigkeit bei exzellenter Oberflächengüte.
«Für ein Pilotprojekt zur Erstellung eines Formwerkzeuges suchten wir einen inno vativen Maschinenhersteller als Partner», berichtet Maichel. Karsten Wolff, Mapal Gebietsverkaufsleiter für Norddeutschland und Dänemark, stellte den Kontakt zu der Röders GmbH aus Soltau her. Bereits ers te Gespräche verliefen sehr vielverspre chend und mündeten in einer Zusammen arbeit. Mapal konstruierte in Abstimmung
mit Röders ein Probebauteil, das dem Kern für ein grossflächiges Spitzgiessbau teil nachempfunden war. Die Geometrie wies diverse bearbeitungstechnische Han
Das von Mapal und Röders gemeinsam rea lisierte Musterbauteil. (Bild: Mapal)
dicaps sowie strenge Vorgaben bezüglich der Oberflächengüte auf und stellte sehr hohe Anforderungen an die Bearbeitung. Als Werkstoff wurde der im Formenbau verbreitete und auf 50±2 HRC durchge härtete Stahl 1.2343 gewählt. Component Manager Francesco Ingemi von Mapal er
Hubtisch H 300»



Gewichte ganz leicht
sperriger Werkstücke
Der Kreisradiusfräser OptiMill-3D-CS kann dank seiner speziellen Geometrie beim 5-Achs-Finishen von Werkstückflanken mit hoher Zustellung eingesetzt werden, was die Bearbeitungszeit reduziert. (Bild: Mapal)
stellte mit dem CAM-Programm Hypermill von OpenMind eine optimale Frässtrategie und definierte dabei die am besten geeig neten Werkzeuge.
«Im Bereich Werkzeug- und Formenbau sind die Anforderungen bezüglich Präzisi on und Oberflächengüte besonders hoch», erläutert Dr.-Ing. Oliver Gossel, Vertriebs leiter Maschinenbau bei Röders. «Zudem werden sie ständig weiter nach oben ge schraubt. Deshalb sollen Fräsmaschine und Fräswerkzeuge harmonieren.» Dabei geht es nicht nur um Schneidstoffeigen schaften, Spindelleistung und Vorschubge schwindigkeit, sondern beispielsweise auch um Steifigkeit gegen Werkzeugab drängung, Schwingungsdämpfung oder auch um Nullpunktstabilität bei Bearbei
tungen, die stunden- und sogar tagelang durchlaufen. Eine wichtige Rolle spielen zudem hochgenaue Messsysteme für die Kontrolle der Achspositionen sowie für die Vermessung der Werkzeuge. Genutzt für den Pilotversuch im RödersTechnikum wurde eine HSC-Fünfachsma schine RXP 601 DSH. Dieser Maschinentyp hat sich in zahlreichen Formenbaubetrie ben als robustes und zugleich hochpräzi ses Arbeitspferd bewährt. Das von Mapal vorgeschlagene NC-Programm wurde ge meinsam mit den HSC-Spezialisten von Röders unter Berücksichtigung der Leis tungsdaten, insbesondere der möglichen hohen Dynamik, RXP 601 DSH optimiert.
Im Ergebnis entstand eine hinsichtlich Ge nauigkeit und Oberflächenqualität opti mierte Frässtrategie, bei der auch die se kundären Ziele einer möglichst kurzen Bearbeitungszeit sowie eines minimalen Werkzeugsverschleisses nicht ausser Acht gelassen wurden.
«Für die Bearbeitung kamen insgesamt 16 verschiedene Werkzeuge zum Einsatz», sagt Dietmar Maichel. Einige sind auf grund ihrer aussergewöhnlichen Eigen schaften besonders hervorzuheben. In der Reihenfolge der Bearbeitungsabläufe ist das zunächst der Hochvorschubfräser OptiMill-3D-HF-Hardened, der für das Ab tragen grosser Materialmengen zum Ein
Der radiale Wendeschneidplattenfräser Neo Mill-3D-Finish ist universell für Schlichtbear beitungen aller gängigen Werkstoffe und Anwendungen einsetzbar. (Bild: Mapal)
satz kam. Der sechsschneidige Fräser mit Durchmesser 16 mm schruppte mit einer Schnittgeschwindigkeit von 170 m/min und einem Vorschub pro Zahn von 0,5 mm. Er erreichte somit eine Vor schubgeschwindigkeit von über 10 m/ min. Speziell zum Schruppen gehärteter Bauteile mit Härten ab 56 HRC entwi ckelt, zeichnet sich der OptiMill-3D-HFHardened als sehr fehlerverzeihend im unterbrochenen Schnitt aus. Auch bei Schlichtprozessen erzielt der Fräser dank seiner innovativen Stirngeometrie hohe Oberflächengüten.
Ein fünfschneidiger Eckradiusfräser Opti Mill-3D-CR-Hardened mit Durchmesser 10 mm kam für die Finishbearbeitung des oberen Bereiches – Planfläche, Kontur und Radiusübergang – zum Einsatz. Dieser sehr stabil ausgelegte Fräser mit hoher Ra diusgenauigkeit eignet sich zur Finishbear


beitung von Werkstoffen bis 66 HRC. Bei hohen Vorschubwerten erzeugt er erst klassige bis hin zu hochglänzenden Ober











«Innovativ sind die Einsatzmöglichkeiten des Kreisradiusfräsers OptiMill-3D-CS», verrät Francesco Ingemi. Dank seiner spe ziellen Geometrie bearbeitet dieser Fräser, der wahlweise in Tropfen- oder Kegelform verfügbar ist, Werkstückflanken mit hoher Zustellung fertig und reduziert die Bearbei tungszeit. Im Vergleich zu üblichen Kugel fräsern lassen sich bei gleichem Zeilen sprung und gleicher Bearbeitungszeit hochwertigere Oberflächengüten erzielen. Noch besser ausspielen kann der Fräser die Vorteile seiner Geometrie bei grösse ren Zeilensprüngen: Hier lassen sich die Prozesszeiten bei gleicher oder besserer Oberfläche um bis zu 80 Prozent verrin gern. Die hohe erzielbare Oberflächenqua lität ermöglicht zudem eine merkliche Ver ringerung des Polieraufwands.





Der radiale Wendeschneidplattenfräser NeoMill-3D-Finish ist universell für Schlicht bearbeitungen gehärteter Werkstoffe und Anwendungen einsetzbar. Die besonders verschleissfesten und exakt gefertigten Wendeschneidplatten mit axialer und radi aler Wiper-Geometrie ermöglichen höhere Werte für Schnitttiefe sowie Vorschub pro Zahn und damit eine höhere Produktivität. Eine Vollhartmetallverlängerung macht zu dem vibrationsarmes Schlichten auch in grossen Tiefen möglich. Beide Werkzeuge benötigen für einen ide alen Betrieb hohe Vorschübe, nicht nur auf geraden Wegstrecken, sondern auch in stark gekrümmten Bahnen. Aufgrund ihrer hohen Dynamik (d. h. hohe Werte für die gefahrenen Beschleunigungen) bietet ge rade dies die Röders-Maschine. «Auch nach der Bearbeitung von Innenecken, bei der die Geschwindigkeit ja auf Null redu ziert werden muss, werden nach kürzester Zeit wieder ideale Schnittwerte erreicht», erläutert Dr. Gossel. Anwender erreichen daher sowohl sehr hohe Werkzeugstand zeiten also auch hervorragende Fräsergeb nisse. «Ein sehr schönes Beispiel für die gewünschte Synergie zwischen Maschine und Werkzeugen», unterstreicht Kasten Wolff.







«Für beide Partner war dieses Projekt eine gute Gelegenheit, sich gegenseitig sowohl auf der technischen als auch auf der per sönlichen Ebene kennenzulernen», bilan ziert Dr. Oliver Gossel. Es hat sich gezeigt, dass die Firmenphilosophien beider Unter nehmen gut harmonieren. Röders verfolgt das Ziel, dass die Anwender mit seinen Maschinen möglichst effizient arbeiten können. Um hier optimal unterstützen zu können, hat Röders beispielsweise die meisten markgängigen CAM-Systeme im Einsatz. Auch Mapal verkauft nicht einfach nur Werkzeuge, sondern unterstützt die Kunden bei Bedarf aktiv und kompetent mit einem gut vernetzten Team aus Tech nischen Beratern vor Ort, Marktsegment spezialisten, Entwicklungsingenieuren so wie CAM-Programmierern.
Die Zusammenarbeit der beiden Unter nehmen hat überzeugt, sowohl während der Definition der Bearbeitungsstrategie als auch in der Praxis: Die Bearbeitung des Musterbauteils dauerte acht Stunden und zwölf Minuten, bei einer durchgängigen Oberflächenrauheit Ra 0,09–0,12 µm. Dr. Oliver Gossel: «Hervorzuheben ist, dass für die Schlichtarbeitsgänge des Projekts zahlreiche unterschiedliche Werkzeuge eingesetzt wurden. In der Praxis wird dies oft unterlassen, weil es aufgrund unzurei chender Werkzeuggenauigkeit beziehungs weise Maschinensteifigkeit oder -genauig keit, zum Beispiel durch thermische Drifts, zu Problemen durch «Absätze» am Werk stück kommen könnte.» Um dies zu ver meiden, nimmt der Anwender lange Bear beitungszeiten in Kauf. Bei dem hier vorgestellten Projekt gab es aufgrund der Qualität von Maschine, Werkzeugen und CAM-Programmierung dagegen keine der artigen Risiken. Die gewählte, für die je weiligen Oberflächensegmente ideale Strategie schlug sich in einer niedrigen Bearbeitungszeit nieder. Mittlerweile laufen bereits einige Projekte, bei denen gemeinsam Lösungen für Auf gabenstellungen von Röders-Kunden ent wickelt wurden. Dazu ist auch ein gemein samer Kundenworkshop geplant.
Kontakt www.mapal.com www.roeders.de n







Spritzgiesswerkzeuge mit schwieriger Entformung sind eine Spezialität des Warburger Werkzeugbaus FB Mold Design. Dabei gehören komplexe Entformungen wie das Ausdrehen von Gewindekernen, der Einsatz von Einfallkernen und innenliegenden Schieberelementen zu den täglichen Aufgaben.
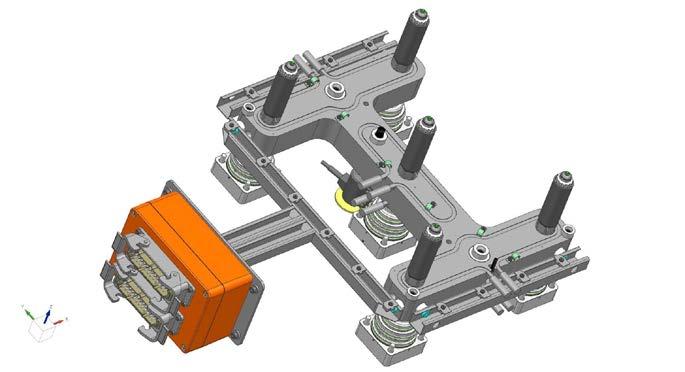
Geschäftsführer Felix Blume ist sein Fir menmotto «Werkzeuge aus Leidenschaft» besonders wichtig. «Wir legen Wert darauf, nicht einfach nur Werkzeuge zu verkaufen», betont der gelernte Werkzeugmacher, «sondern wir betreuen unsere Kunden rundum, helfen Probleme zu lösen und machen fast alles möglich.» Auch wenn FB Mold Design ein relativ jun ges Unternehmen ist, blickt man auf über 25 Jahre Erfahrung im Formenbau zurück. Mitgründer des Unternehmens, Vater Frank Blume ergänzt: «Wir bewegen uns hauptsächlich in den Bereichen Verpa ckung, Medizintechnik, Luftfahrt, weisse Ware und in der Möbelindustrie.» Es wer den Spritzgiesswerkzeuge für Applika tionen in Formaten von 100 × 100 bis 1200 × 1000 mm, vielfach mit Heisska nalanbindung gebaut. Auch Werkzeuge für anspruchsvolle Hochtemperaturkunststof fe wie PEI oder PEEK, gefüllt oder faserver stärkt, gehören zum Portfolio.
Bei FB Mold Design werden alle Werkzeu ge in der eigenen Konstruktionsabteilung konstruiert, wobei das Unternehmen vor wiegend Normalien und Heisskanaltechnik von Hasco einsetzt. «Wir arbeiten gerne mit Hasco zusammen, weil einfach alles stimmt», so Felix Blume. «Ich kann mich an keine Reklamation erinnern. Und wenn mal besondere Herausforderungen zu meistern sind, haben die Hasco Experten Volker Wittmer, Technischer Verkäufer Hot Runner, und Klaus Meier, Technischer Ver käufer Mould Base, oft gute und innovati ve Ideen.

«In der Heisskanaltechnik greifen wir gerne auf die Expertise von Volker Wittmer zu rück. In diesem Bereich kommen speziell Einzeldüsen sowie auch einbaufertig ver schraubte Mehrfachsysteme zum Einsatz.»
Wir unterstützen hier ergänzend auch durch Fliessanalysen», erklärt Volker Witt mer. Im konkreten Fall eines Wäsche korbes für Krankenhäuser des Kunden Müller + Sohn Kunststofferzeugnisse aus Twistetal ermittelten die Spezialisten eine optimale Anbindung über ein Nadelver schlusssystem in Form einer Kaskade von fünf Heisskanaldüsen. Das Ergebnis der Fliessanalyse wurde mit FB Mold Design besprochen und konnte letztlich den Kun den überzeugen.
«Aus dem Bereich Mould Base kommen neben Klinkenzügen, Rundklinkenzügen, Zweistufenauswerfern zahlreiche weitere Normalien zum Einsatz, zudem auch Eta genwerkzeuge, mit denen wir helfen konn ten, die entsprechenden Losbrechmomen te zu ermitteln,» ergänzt Klaus Meier. «Wir legen grossen Wert darauf, aus schliesslich Qualitätsstahl aus Deutschland einzusetzen», erklärt Felix Blume. «Wir här
innovativen Ideen darauf zu reagieren. Ein Beispiel sind Sichtlagerboxen mit Noppen im Bodenbereich, die es erleichtern auch die letzte Unterlegscheibe problemlos zu entnehmen.


Fa. Müller bezieht heute rund 80% der benötigten Werkzeuge von FB Mold De sign. Dazu gehören auch die erforderliche Automatisierungstechnik und die Instand haltung der Werkzeuge. Maik Müller schätzt die Zusammenarbeit seines Werkzeuglieferanten FB Mold De sign und Hasco sehr. «Wir setzen selbst
Schnellverschlusskupplungen von Hasco ein, was uns bei 3–4 Werkzeugwechseln pro Tag die Arbeit wesentlich erleichtert.» Mit mehr als 100 000 Produkten ist Hasco der Vollsortimenter für den Formenbau und liefert seinen Kunden alles aus einer Hand.
Hasco Hasenclever GmbH + Co. KG D-58513 Lüdenscheid info.ch@hasco.com www.hasco.com n

ten formgebende Werkzeugteile meistens durch und haben zudem 3D-geschmiede te Materialien im Einsatz.» Klaus Meier fügt hinzu: «Inzwischen ist generell ein deutli cher Trend zu vorvergüteten Stählen zu erkennen, da hier beispielsweise das Här ten und somit auch Energie eingespart werden kann.»
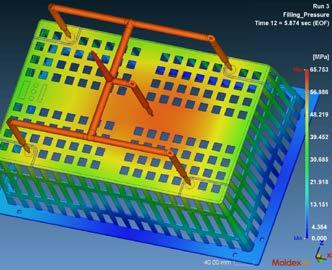
Herbert Müller, Senior der Fa. Müller Kunst stofferzeugnisse, lobt die Zusammenarbeit mit FB Mold Design: «Wir beziehen schon recht lange Werkzeuge von diesem exzel lenten Werkzeugmacher und sind von der Qualität absolut überzeugt. Es sind immer mal Änderungen oder Korrekturen an Werkzeugen erforderlich, hier zeigt sich FB Mold Design als zuverlässiger und kompe tenter Partner.»
Herbert Müller, der sich 1974 gleich nach der Ausbildung selbstständig machte, hat über viele Jahre als Zulieferer z.B. für die Automobil-, Spielwaren- und Möbelindus trie Kunststoffartikel produziert. Nach der Wirtschafts- und Finanzkrise 2008/2009 begann man damit, eigene Produkte auf den Markt zu bringen. Der Bereich der La ger- und Sortiersysteme mit einer grossen Bandbreite an Lagerboxen und Zubehör erwies sich hierfür als geeigneter Markt.
1500 Tonnen pro Jahr Heute leiten Sohn Maik und Tochter Sonja als Geschäftsführer das Unternehmen. «Unsere Kunden sind in erster Linie Gross händler», erläutert Maik Müller. Seit einer Erweiterung im Jahr 2013 verarbeitet Fa. Müller rund 1500 Tonnen Kunststoff pro Jahr auf 13 Spritzgiessmaschinen im 3-Schichtbetrieb.
Dabei versuchen die Müllers immer wie der zu erspüren, welche neuen Produkte der Markt benötigt, um dann mit neuen,
Der Wunsch nach einem selbst gestalteten und in Europa produzierten Uhrenarmband, aus Kunststoff und exklusiv in kleiner Auflage, zeigt wie vielseitig dieses einfach erscheinende Projekt ist. Die Komplexität des Herstel lungsprozesses, welche einen grossen Maschinenpark und viel Know-how in den verschiedenen Fertigungsbe reichen (Konstruktion, Frästechnik und Spritzgusstechnik) verlangt, führte den Kunden Corazón del Mar in die Schweiz zur mould2part GmbH.
Die Corazón del Mar GmbH ist eine Deut sche Uhrenherstellerin, die auf eine hohe Fertigungstiefe im eigenen Haus grossen Wert legt. Zu ihrem Produkt, einer Inhouse hergestellten, hochwertigen mecha nischen Uhr, kam der Wunsch auf, eine Armbandalternative aus Kunststoff mit passendem Bandanstoss herzustellen. Um dem Trend zu folgen, sollte selbst unter dem Markennamen Corazón del Mar ein Armband hergestellt werden – passend zum Rest der Uhr in kleiner aber feiner Auflage, also kein Produkt aus dem beste henden Zubehörmarkt. Das Armband soll te ein modisches Accessoire darstellen und mit seinen bunten Farben und dem Logo jederzeit wiedererkannt werden. Da Corazón del Mar aber technisch nicht aus gestattet ist, dies nach den eigenen Vor stellungen selbst herzustellen, wurde der Uhrenhersteller auf einen Spritzgussspezi alisten in der Schweiz aufmerksam. Mit der mould2part GmbH fand sich der per fekte Partner für dieses herausfordernde Projekt. Die Schweizer Spezialisten bieten die optimale Mischung zwischen hochwer tiger Qualität und geringer Auflage in kurzer Zeit. Besonders an deren Ferti gungsweise ist das sogenannte RapidTooling-Verfahren. Als «Rapid-Tooling» be zeichnet die mould2part GmbH die schnelle Herstellung von Spritzgusswerk zeugen aus hochfesten Aluminiumlegie rungen. Letztere werden beispielsweise auch in der Luft- und Raumfahrt verwen det. Mit diesem Produktionsverfahren kann die Schweizer Firma, welche nahe
1 Heinrich Heppenheimer, Zaree Eugster mould2part GmbH
Durch einen grossen und umfangreichen eigenen Maschinenpark ist die rasche Umsetzung mit dem Rapid-Tooling-Verfahren überhaupt erst möglich. (Bilder: mould2part GmbH)
des Bodensees ihren Firmensitz hat, rasch und kostengünstig Spritzguss-Kunststoff teile ab Stückzahl 1 aus allen Thermoplas ten und LSR-Varianten fertigen.

Das von Corazón del Mar entworfene De sign des Armbandes musste für den Spritzgussprozess noch angepasst werden, um es technisch einwandfrei umsetzen zu können. Dazu wurde die Firma Steiner Konstruktion GmbH aus Herisau hinzuge zogen. Gewisse Designvorstellungen kolli dieren oftmals mit den physikalischen Gegebenheiten von Kunststoff. So erzeu gen zum Beispiel Masseanhäufungen (Be reiche mit verhältnismässig viel Volumen gegenüber dem Rest des Teils) unschöne
Einfallstellen. Diese zeichnen sich am Teil durch Verformungen und eingesunkene Oberflächen ab. Es bedarf einiges an Er fahrung, um diesem Umstand entgegen zuwirken und die Vorstellungen der Desi gner sowie die Anforderungen der «Rapid Tooler» zusammenzubringen. Nach der spritzgussgerechten Anpassung konnte die mould2part GmbH ihren HerstellungsProzess schliesslich beginnen. An erster Stelle steht dabei die Suche nach dem ge eigneten Kunststoff. Sobald diese Ent scheidung getroffen ist, steht der Konst ruktion der Werkzeuge nichts mehr im Weg. Um allfällige Designanpassungen bis kurz vor der Produktion gewährleisten zu können, legt die mould2part GmbH gros sen Wert auf eine äusserst flexible Ausle gung der Werkzeugkonstruktionen.
Zum einen werden hier Einsätze für die auf den Spritzgussmaschinen ständig montierten Stammformen gezeichnet. Und zum anderen werden in diesen Formbauteilen an relevanten Stellen wie derum Einsätze vorgesehen, die eine leichte und schnelle Designänderung er möglichen. Nach der Festlegung der ge nauen Oberflächenbeschaffenheit, erfolg te die spa nende Fertigung der Form einsätze. Die mould2part GmbH produ ziert diese selbst direkt vor Ort in der Schweiz. So ist es möglich, die Formen in kürzesten Zeiträumen herzustellen. Von der Designfreigabe bis zur Produktion der ersten Uhrenarmband-Muster vergingen





lediglich 3 Wochen. Um diese kurzen Durchlaufzeiten überhaupt zu ermögli chen, greifen die Schweizer auf Drei-, Vier- und Fünfachsmaschinen zurück. So konnten die Bauteile dieses Projektes pa rallel auf mehreren der 15 HSC CNC-Fräs maschinen bearbeitet werden. HSC steht hierbei für «High Speed Cutting». Dabei sind die Schnittgeschwindigkeit durch ex trem hohe Werkzeugdrehzahlen sowie die Vorschubgeschwindigkeit um ein Vielfa ches höher als bei normalen Zerspanun gen. Dies, zusammen mit der richtigen
Aluminiumlegierung, ist eine der techni schen Grundlagen, die es der mould2part GmbH ermöglicht, Präzision und Ge schwindigkeit zu kombinieren. Nach Fer tigstellung der Einzelteile ging es nun in die Montage. Der Anteil der Handarbeit in diesem Prozess ist trotz steigender Auto mation nicht wegzudenken. Hier werden die einzelnen Formkomponenten (Werk zeugeinsätze, Schieber, Schrägsäulen, etc.) aufeinander abgestimmt und mon tiert. Die Oberflächen werden veredelt, Auswerfer gesetzt und der Anguss wird
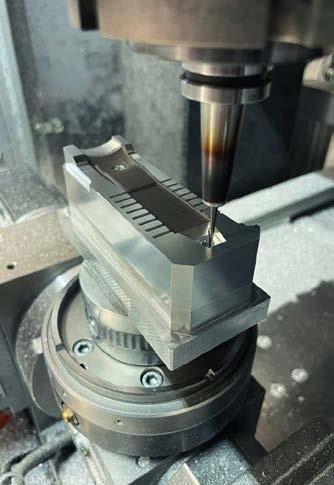
















eingebracht. Als Anguss bezeichnet man die Stelle, an der die Schmelze in den kontur gebenden Bereich des Werkzeuges gelangt. Wenn dieser Prozess abgeschlos sen ist, kann auf einer der 13 hauseige nen Spritzgussmaschinen mit der Bemus terung der Werkzeugformen begonnen werden. Dieser Vorgang wird als Erstbe musterung bezeichnet und kann als Test lauf der Formen verstanden werden. Bei der Bemusterung der Armbänder stellte sich rasch heraus, dass die Oberfläche nicht den geforderten Vorgaben ent sprach.
Doch da sich die gesamte Prozesskette, wie auch bei Corazón del Mar, In-house befindet, ist es möglich, solche Unstim
migkeiten schnell aus der Welt zu schaf fen. Nach der Anpassung der Oberflächen und der zweiten Bemusterung wurden die Uhrenarmbänder schliesslich freigegeben. Damit hat Corazón del Mar einen weite ren Bestandteil ihrer Uhrenmanufaktur exklusiv nach eigenen Vorstellungen ge schaffen und die mould2part GmbH ei nen weiteren Kunden gewonnen, der die Vorteile individueller Kleinserien zu schät zen weiss – eine perfekte Partnerschaft.

mould2part GmbH CH-9043 Trogen +41 71 343 88 88 info@mould2part.ch www.mould2part.ch

Corazón del Mar GmbH & Co. KG D-53783 Eitorf +49 2243 9001 880 info@corazon-del-mar.com www.corazon-del-mar.com
Steiner Konstruktion GmbH CH-9100 Herisau +41 77 257 10 33 info@steiner-konstruktion.ch www.steiner-konstruktion.ch n
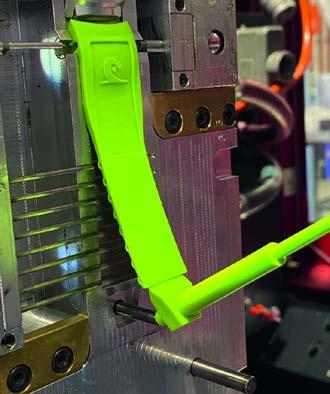
Ob im Automobilbau, der Möbelindustrie oder der Unterhaltungselektronik – moderne Produkte in Hochglanzoptik sind gefragt.
Der vermeintlich günstige Werkstoff Kunst stoff hat sich mittlerweile – bewusst oder unbewusst – zu einem Lifestylewerkstoff gewandelt. Einher gehen damit höchste Ansprüche an die Oberflächenqualität, die stetig neuen Anforderungen unterliegen und mit dem Wandel des Werkstoffs wei ter kontinuierlich steigen. Zusätzlich beein flussen diesen Wandlungsprozess weitere Aspekte, wie beispielsweise ökonomische und ökologische Faktoren, etwa zur Redu zierung des CO2-Fussabdrucks. Diese gilt es ebenso zu berücksichtigen. Eine besondere Schlüsselrolle bei der Ge währleistung gewünschter Produktqualitä ten spielt dabei ein optimal abgestimmtes Zusammenwirken zwischen Analyse- und Bewertungsmöglichkeiten mittels Prozess simulation sowie die Beachtung und Um setzung gewonnener Erkenntnisse zur Verbesserung der Verfahrenstechnik. So lassen sich Herstellungsverfahren im Vor hinein zielführend bewerten und das ge eignete Anwendungsspektrum im Vorfeld definieren.
Unbestritten birgt das Spritzgiessen von Kunststoffbauteilen mit Hochglanzoberflä chen zahlreiche Herausforderungen. So kann unter anderem eine unzureichende Oberflächenqualität des Werkzeugeinsat zes, ungeeignetes Material oder falsche Prozessparameter zu einer minderwerti gen Oberflächenqualität führen. Um den
1 Cristoph Hinse, Geschäftsführer der SimpaTec Simulation & Technology Consulting GmbH, Aachen
2 Paula Hohoff, Ingenieurin bei der SimpaTec Simulation & Technology Consulting GmbH.
noch die gewünschte Hochglanzqualität zu erzielen, können manche Oberflächen mittels nachgestelltem Lackierprozess auf gearbeitet werden. Allerdings verursachen dann die Energiekosten für den Lackier prozess mit 5–15% einen massgeblichen Anteil an den gesamten Herstellungskos ten des Bauteils. Bei steigendem Druck nach effizienteren Produktionsmethoden sowie der Anforderung möglichst niedrige rer Herstellungskosten bei höherer Quali tät werden alternative Prozesse erforder lich.
Die drei wesentlichen Einflussfaktoren auf die Qualität von Hochglanzoberflächen während des Spritzgiessprozesses sind die Einspritzgeschwindigkeit, der Nachdruck sowie die Werkzeugtemperatur, wobei letztere den Prozessparameter mit den grössten Auswirkungen darstellt. Bei hoher Werkzeugtemperatur lassen sich nahezu ideale Hochglanzoberflächen herstellen. Um allerdings überhöhten Zykluszeiten durch lange Kühlzeiten vorzubeugen, bie ten variotherme Temperierungen eine an gemessene Alternative zur Herstellung von Bauteilen mit Hochglanzoberflächen.
Zur Vermeidung ungeplanter Kosten oder Bauteildefekte empfiehlt sich die frühzeiti ge Vorhersage der Bauteilqualität mittels Simulation, idealerweise bereits in der Phase des Produktentstehungsprozesses. In enger Zusammenarbeit zwischen der Contura MTC GmbH und SimpaTec wurde der Einsatz einer konventionellen sowie einer variothermen Temperierung inner halb des Herstellungsprozesses eines Bau teils mit Hochglanzoberfläche verglichen. Bei beiden Prozessen kam ein identisches Spritzgiesswerkzeug mit konturnaher Küh lung zum Einsatz (Bild 1). Bei der Entwick lung und Herstellung des Werkzeuges wa ren die Firmen Premec S.p.A., Toolax
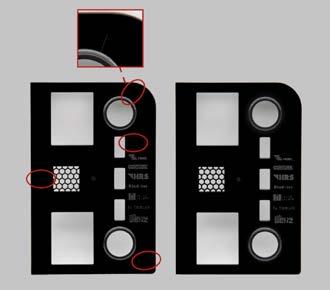
sowie die Contura MTC GmbH massgeb lich beteiligt. Durch den konturnahen Ver lauf der Kühlkanäle und das insgesamt massgeschneiderte Kühlsystem wird eine ideale Basis der Temperierung geschaffen und somit ein bedeutender Einfluss auf die Werkzeugwandtemperaturen ermög licht. Sowohl die erzielte Oberflächenqua lität des Bauteils wurde bewertet als auch eine Kosten- und Energieabschätzung bei der Herstellungsverfahren unter Berück sichtigung eines eventuell zusätzlich not
Bild 3: Das Berechnungsergebnis für die Scherspannungen (unten) liefert tendenziell Hinweise auf die spätere Oberflächenquali tät des Realbauteils aus PA6-GF30 – hier die höherwertige Oberfläche mit variothermer Temperierung (rechts).
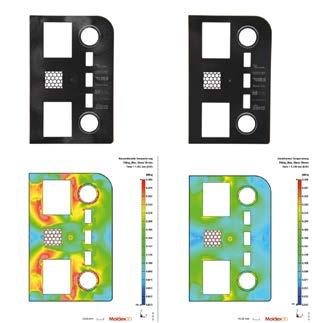
wendigen Lackierprozesses durchgeführt. Mithilfe der Prozesssimulation wurde ge prüft, ob eine Vorhersage der Oberflä chenqualität nach dem Spritzgiessen be reits im Produktentstehungsprozess möglich ist, um vorab eventuell anfallende Kosten eines Lackierprozesses berücksich tigen zu können. Zusätzlich wurde der Ein satz unterschiedlicher Materialien analy siert; so wurde das Referenzbauteil zum einen aus einem PC+ABS und zum ande ren aus einem Polyamid 6 mit 30%igem Glasfaseranteil hergestellt.
Das Referenzbauteil aus PC+ABS glänzte in beiden Herstellungsvarianten mit Hoch
glanzoberfläche, im Spritzgiessprozess mit und ohne Variothermie. Unter Nutzung der variothermen Temperierung entstand eine ideale, sogenannte Piano-Black Oberfläche (Bild 2, rechts). Die Oberfläche ist frei von Schlieren, Bindenähten, etc., auf einen nachfolgenden Lackierprozess kann ver zichtet werden. Bei der Herstellung mittels konventioneller Temperierung ist auf den ersten Blick ebenfalls eine schlierenfreie Oberfläche erkennbar. Bei näherer Betrach tung fallen allerdings deutlich erkennbare Bindenähte ins Auge (Bild 2, links). Ein nachfolgender Lackierprozess wird nötig, um die gewünschte hochqualitative Ober fläche in Piano-Black-Optik zu erzielen.
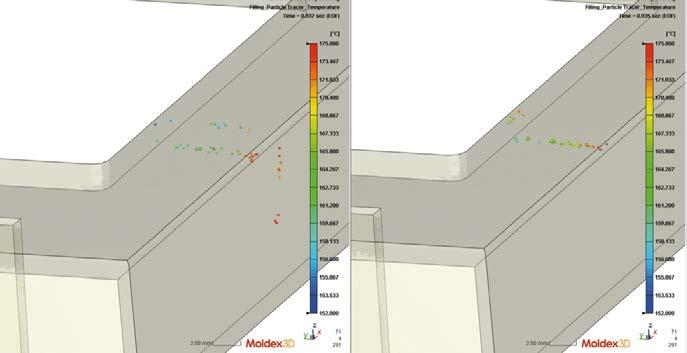
Die Integration eines nachfolgenden, wei teren Prozessschritts, wie der des Lackier vorganges, in den Herstellungsprozess bewirkt nicht nur einen erhöhten Ressour ceneinsatz hinsichtlich Organisation, Trans port, Verpackung oder Handling, zusätzlich müssen auch die steigenden Energie- und damit Kostenaufwände berücksichtigt wer den. Demgegenüber steht ein ebenfalls erhöhter Energiebedarf bei der Spritzgiess fertigung mit variothermer Temperierung. Wie gestalten sich die erhöhten Aufwände tatsächlich? Das gilt es zu vergleichen. Dafür wird der Energiebedarf einer Spritz giessmaschine (Typ Si-180-6s, Hersteller Toyo Machinery & Metal CO.) inklusive al ler zusätzlichen Temperiereinheiten für die Herstellung von jeweils 40 Referenzbau teilen gemessen. Unter konventioneller
Temperierung wurde für 40 Zyklen ein Energiebedarf von 2,882 kWh notwendig; nach Zuschalten der variothermen Tempe rierung 7,868 kWh. Dies zeigt einen deut lichen Anstieg des Energieverbrauchs von einem Faktor grösser als 2,7. Mit einem Strompreis von 20 ct pro kWh ergibt sich daraus eine Preiserhöhung von knapp 2,5 ct pro Bauteil.
Verglichen mit den Aufwänden eines nachgestellten Lackierprozesses, der im Falle einer Spritzgiessfertigung mit konven tioneller Temperierung anfällt, ist dies trotz allem eine relativ niedrige Preiserhöhung: Bei einer Losgrösse von 25 000 Stück und einer Einschichtlackierung fallen mehr als 45 ct pro Bauteil zusätzlich an. Bei dieser Preisabschätzung sind das Handling, even tuelle Einmalkosten sowie ein Lackieraus schuss von ca. 2% noch nicht inbegriffen. Resultierend ergibt sich daraus ein Faktor von Minimum 18, um den die Herstel lungsvariante mit variothermer Temperie rung kostengünstiger gegenüber der Vari ante mit konventioneller Temperierung (inklusive erforderlicher Lackierprozessauf wände) ist.
Piano-Black kann also beides sein: eine günstige oder eine teure Lifestyle-Optik, je nach Herstellungsprozess. Gewinnbrin gend und nützlich ist diese Information jedoch nur, wenn im Vorhinein abge schätzt werden kann, ob eine variotherme Temperierung für das zu fertigende Pro dukt einen Mehrwert bringen kann, oder nicht.
Bild 4: Die Partikelverfolgung zeigt die Temperatur der Bindenähte bei deren Entstehung. Bei variothermer Temperierung (rechts) ist die Temperatur der Schmelzefronten an der Sichtflä che (Oberseite) noch so hoch, dass sie nicht als Bindenähte angezeigt werden.
Mit Hilfe der Spritzgiesssimulation lassen sich nicht nur Trends aufzeigen, die auf die spätere Oberflächenqualität des Bauteils schliessen lassen. Mit Moldex3D wurde dafür der Spritzgiessprozess zum einen mit konventioneller und zum anderen mit variothermer Temperierung berechnet. Neben den bewährten, herkömmlichen Ergebnissen, wie beispielsweise Fliess eigenschaften, Temperaturen, Druck und Deformation, sind für die Tendenz der Oberflächenqualität unter anderem die Eigenschaften der Bindenähte sowie die Scherbelastungen von Interesse. Anhand der Temperatur der Bindenähte zum Zeit punkt derer Entstehung lassen sich Rück schlüsse auf deren Ausprägung treffen. Bei
Bld 5: Der Schnitt ins Werkzeuginnere im Si mulationsmodell zeigt den Temperaturunter schied am Ende der Füllphase: Auf der Ober seite wird variotherm temperiert, was zu höheren Werkzeugtemperaturen als auf der konventionell temperierten Seite (unten) führt.
höheren Temperaturen der aufeinander treffenden Schmelzefronten erfolgt eine grössere Durchmischung durch die niedri gere Viskosität der Schmelze, was zu we niger ausgeprägten Bindenähten führt. Dieses Phänomen der deutlich höheren Temperaturen der Bindenähte zeigt sich im Prozess mit variothermer Temperierung auf der variotherm temperierten Bauteil seite, in diesem Fall die Sichtfläche auf der Oberseite. Das reale Bauteil zeigt an die ser Stelle keinerlei Anzeichen von Bin denähten. Das Ergebnis der Berechnung verdeutlicht die Temperaturunterschiede der Bindenähte: Auf der variotherm tem perierten Sichtfläche (Oberseite) ist die Temperatur der potenziellen Bindenaht so hoch, dass hier die Datenpunkte mit noch höheren Temperaturen als Bindenähte vernachlässigt werden können. Neben der Betrachtung der Bindenähte ist auch ein Vergleich der Scherspannungen an der Bauteiloberfläche, die bei den verschiede nen Temperiersystemen auftreten, von Bedeutung. Dieser Fokus wird im weiteren Verlauf dieses Artikels beim Material mit Glasfaseranteil gesetzt. Der Vergleich der Berechnungsergebnisse beider Temperierarten zeigt deutliche Un terschiede in der Oberflächenbeschaffen heit der Bauteile. Dies kann jedoch noch keine endgültige Garantie für eine ein wandfreie Oberfläche im Falle eines vario thermen Spritzgiessprozesses, respektive die Einsparung eines ganzen Lackierschrit tes, sein. Hierfür sind weiterführende Ver suche notwendig, die Erkenntnisse zu er gänzenden relevanten Einflussgrössen, wie etwa der Oberflächenqualität des Werk zeugs, liefern. Nichtsdestotrotz verdeutli chen die Ergebnisse bereits eine sichtbare Steigerung der Oberflächenqualität für das
Bauteil aus variothermer Temperierung, was bei der Entscheidungsfindung eines geeigneten Herstellungsprozesses eine zu berücksichtigende Rolle spielen sollte.
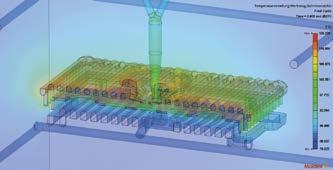
Dass es ganz ohne Lack schwierig wird, verdeutlichen die Bauteile aus Polyamid 6 mit 30% Glasfaseranteil. Hier wurden bei Einsatz des Spritzgiessprozesses mit kon ventioneller Temperierung so kritische Oberflächenqualitäten erreicht, dass selbst eine Lackierung auf Hochglanz aufgrund
mangelnder Machbarkeit teilweise nicht mal mehr angeboten wurde. Eine solche Situation ist für einen realen Produktent wicklungsprozess untragbar. Die Herstel lung mittels Spritzgiessprozess mit vario thermer Temperierung konnte noch retten, was zu retten ist: es wurden akzeptable Oberflächenqualitäten erzielt, sodass ein nachfolgender Lackierprozess noch mög lich wäre und die gewünschten Hoch glanzflächen noch erzielt werden könnten. Der Notwendigkeit des nachgestellten La ckierprozesses zum Trotz: in diesem Fall

Mehr
hat die variotherme Temperierung die Her stellung einer Hochglanzoberfläche über haupt erst möglich gemacht.
Mit Blick auf den Vergleich der realen Bau teiloberflächen mit den hier gezeigten Be rechnungsergebnissen aus der Simulation mit Moldex3D werden Parallelen erkenn bar, die auf die Möglichkeit der Vorhersage des zuvor beschriebenen Debakels schlies sen lassen können. Die Berechnungser gebnisse zeigen die maximalen Scher spannungen am Ende der Füllphase beider Temperierarten. Die Gradienten der Scher spannungen sind Indikatoren für eine un gleichmässige Bauteiloberfläche, was im Falle der konventionellen Temperierung die drastisch ungleichmässige Oberflä chenqualität des Realbauteils bestätigt. Die geringer ausgeprägten Scherspan nungsgradienten beim Berechnungsergeb nis für die variotherme Temperierung de cken sich mit der qualitativ hochwertigeren realen Bauteiloberfläche (Bild 3, rechts). Wie zuvor bei den Bindenähten kann also



auch das Berechnungsergebnis der Scher spannungen Tendenzen über die spätere Oberflächenqualität des Realbauteils auf zeigen. Dieser Versuch mit PA6 und 30% Glasfaser unterstreicht zudem den ent scheidenden Beitrag, den die Spritzgiess simulation zur Abschätzung der Machbar keit der Produktherstellung leisten kann.





































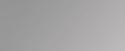










Um die absoluten Werte der Scherspan nungen und der Temperaturen der Bin denähte noch besser deuten zu können, kann die Plattform iSLM genutzt werden.

In dieser interaktiven Plattform zum Da tenmanagement für Unternehmen in der Kunststoffbranche können unter anderem bereits gewonnene Erkenntnisse gespei chert und bei nachfolgenden Projekten als Vergleich herangezogen werden.
Das optimale Zusammenspiel von Bewer tungs- und Analysemöglichkeiten mittels Prozesssimulation, Auslegung der optima
len Temperierung, alternativer Herstel lungsverfahren inklusive eine ggf. Steue rung der Temperierung bereitet den idealen Weg hin zu einem effizienten Pro duktentwicklungs- und Produktionspro zess. Bereits im Vorfeld können so Inves titionen abgewogen und qualifiziert sowie auch technische, ökonomische oder öko logische Anforderungen berücksichtigt werden. Die beschriebene Vorgehenswei se lässt sich auch auf andere Produktent wicklungsprozesse übertragen, beispiels weise auf die Herstellung geschäumter Bauteile. Hierbei stellt die optimale Tem perierung zur Erreichung einer qualitativ hochwertigen Bauteiloberfläche eine be sondere Herausforderung dar, bietet je doch ein hohes Potential für Prozessopti mierungen.

Kontakt www.simpatec.com n


Wissenschaftler der Bundesanstalt für Materialforschung und -prüfung (BAM) und der TU Berlin haben ein Verfahren vorgestellt, das es ermöglicht, zuverlässig zwischen der Fliessfähigkeit scheinbar ähnlicher Pulver zu unterscheiden, die sich jedoch in verschiedenen additiven Fertigungsverfahren sehr unterschiedlich verhalten.
Bisher fehlte es an einer einheitlichen De finition der Fliessfähigkeit von Pulvern. Dementsprechend kommen bislang eine Vielzahl von Methoden zum Einsatz, deren Ergebnisse jedoch nur schwer miteinander vergleichbar sind. Diese Einschränkung be hindern die Reproduzierbarkeit entspre chender Prozesse, die Qualitätskontrolle und den Wissenstransfer zwischen den Verarbeitungstechnologien in der additiven Fertigung, was sich letztlich auch auf die Stabilität und andere Materialeigenschaf ten des gedruckten Teils auswirkt.
Ein Team um Andrea Zocca und Jens Günster vom Fachbereich Multimateriale Fertigungsprozesse der Abteilung Werk stofftechnik der BAM hat hierfür jetzt in Zusammenarbeit mit dem Fachgebiet Ke ramische Werkstoffe der TU Berlin eine Lösung gefunden: Gemeinsam haben die Wissenschaftler ein quantitatives statisti sches Verfahren entwickelt, das es ermög licht, zuverlässig zwischen der Fliessfähig keit scheinbar ähnlicher Pulver zu unterscheiden, die sich jedoch in verschie denen additiven Fertigungsverfahren sehr unterschiedlich verhalten.
Diese Ergebnisse, die im Additive Manu facturing Journal vorgestellt wurden, sollen Forschung und Industrie bei der Verein heitlichung der Charakterisierung und des Screenings von Pulvern für die additive Fertigung helfen. Gleichzeitig ebnen sie

den Weg zu übertragbaren Standards für entsprechende Fertigungsverfahren, die immer wichtiger werden. Pulver sind eine einzigartige Form von Ma terial. Tatsächlich können Pulver als ein anderer Zustand der Materie betrachtet werden. Sie können wie ein Gas kompri miert werden (allerdings nicht so stark) und verhalten sich dann, wenn sie verdich tet sind, wie ein Feststoff. Gleichzeitig kön nen Pulver jedoch auch unter den richti gen Bedingungen wie eine Flüssigkeit fliessen. Diese Eigenschaften sind für die additive Fertigungstechnologien wie dem Pulverbettschmelzen und dem Binder strahlen von grosser Bedeutung: Hier wird schichtweise ein Pulver aufgetragen, um
ein so genanntes «Pulverbett» zu bilden. In dieses Pulverbett wird das endgültige ge druckte Teil eingebettet. Die Qualität des Pulverbettes, insbesondere seine Pa ckungsdichte, wird durch die Fliessfähig keit des Pulvers bestimmt. Dieses Verhal ten wird gemeinhin als «Fliessfähigkeit» des Pulvers bezeichnet und ist Teil unse res täglichen Lebens. Zum Beispiel, wenn wir Zucker in unseren morgendlichen Kaf fee schütten oder ein Paket Mehl beim Backen entleeren. Manchmal fliesst das Pulver so gut wie eine Flüssigkeit, manch mal fliesst es überhaupt nicht.
Den Bau von Prototypen effizienter, kostengünstiger, schneller und flexibler machen – das ermöglicht zukünftig der wahrscheinlich weltgrösste industrielle Delta-3D-Drucker. Entwickelt wurde der vier Meter hohe Apparat von der Forschungsgruppe um Professor Yilmaz Uygun an der Jacobs University Bremen.

In Branchen wie der Ersatzteilwirtschaft, dem Prototypenbau und dem Maschinenund Anlagenbau werden regelmässig Ein zelteile benötigt, die einerseits eine kom plexe Struktur aufweisen, anderseits aber nur in geringer Stückzahl gebraucht wer den. Das Problem: Konventionelle Ferti gungsverfahren eignen sich für die Pro duktion solcher Einzelteile kaum. Die Herstellung ist unwirtschaftlich, teilweise sogar unmöglich – je nach Grösse und Komplexität des jeweiligen Teils. Genau hier setzt das Projekt von Professor Dr. Dr.-Ing. Yilmaz Uygun und seinem Team an der Jacobs University Bremen an. Unterstützt durch die Kieserling Stiftung, hat das Forschungsteam unter der Leitung von Serkan Özkan innerhalb kürzester Zeit den weltweit grössten industriell nutzba ren 3D-Drucker in Delta-Bauweise entwi ckelt. Dieser erlaubt es, durch das additive Fertigungsverfahren kostengünstig kom plexe Einzelteile für Prototyen herzustel len, die sich noch in der Testphase befin den. So kann deren Design bei Bedarf flexibel und ökonomisch den Testergeb nissen angepasst und erneuert werden.
Der 3D-Drucker weist eine Gesamthöhe von über vier Metern auf und bietet einen Druckbereich von bis zu 1,5 Metern im Radius sowie eine Druckhöhe von bis zu 2,5 Metern – in seiner Art ist er damit ein zigartig. Ermöglicht wird dies durch die Bauweise: Der Druckkopf schwebt über der Druckplatte, befestigt an drei Armen, die ein Dreieck – ein Delta – bilden. Über die Arme lässt sich der Druckkopf in jede Richtung bewegen. Der Druckbereich, der sich somit ergibt, erlaubt es, ausserge wöhnlich grosse Teile zu drucken. Aktuell werden im Rahmen eines Projek tes die Druckteile in vertikalen Windkraft
Dr. Dr.-Ing. Yilmaz Uygun. (Bild: zVg)anlagen eingesetzt – hierfür werden Turbi nen durch das additive Fertigungsverfahren erzeugt. Weitere Projekte für verschiedene Industrien sind geplant. Die Druckge schwindigkeit liegt aktuell bei etwa 5 kg pro Stunde – je nach Komplexität des an gestrebten Ausdrucks.
Die Geschwindigkeit sowie auch das ein gesetzte Druckmaterial – aktuell ist dies Filament, also Schnüre bestehend aus konventionellen Kunststoffen wie etwa PLA, PET oder ABS – sind Punkte, bei de nen Uygun künftig noch grosses Potenzial sieht.
Überschüssiges Material, welches als Stütz struktur bei gewölbten und filigranen Teilen mitgedruckt, anschliessend aber entsorgt wird, könnte zerkleinert und als Pellets ver wertet werden: «Wir entwickeln gerade ei
nen Pellet-Extruder, um Pellets herstellen und statt Filament als Eingangsmaterial nutzen zu können», so Uygun. «Dadurch verringert sich der CO2-Fussabdruck radikal. Zusätzlich können wir Kosten reduzieren, die Lieferkette absichern und die Unabhän gigkeit von bestimmten Zulieferern und Regionen sicherstellen», erläutert der Pro fessor für Logistik an der Jacobs University. Einen weiteren Fokus legen Uygun und sein Team auf die Weiterentwicklung der Qualitätssicherung beim Druckvorgang. Da für wird ein kamerabasiertes System entwi ckelt, mit dem der Druck optisch kontrol liert wird. Langfristig soll sich «Honeycomb», wie der 3D-Drucker getauft wurde, bei Abweichungen im Druck selbst korrigieren.
«Unser Ziel ist es, Honeycomb in die Pro duktion direkt einzubringen. Wir haben verschiedene Ideen, um den Druck zu be schleunigen, ohne Qualitätseinbussen hin
nehmen zu müssen.» Hier forscht das Team an der simultanen Nutzung multipler Druckköpfe mit unterschiedlich grossen Düsenöffnungen, die für unterschiedlich komplexe Produkt-Geometrien und mit entsprechend unterschiedlichen Geschwin digkeiten eingesetzt werden sollen. «Wenn das gelingt, könnte man die Anlage direkt in der Produktion nutzen», sagt Uygun. Honeycomb – Honigwabe – ist auch des halb ein treffender Name, weil es die in nenliegende Struktur der gedruckten Teile beschreibt. Diese Honigwabenstruktur führt dazu, dass weniger Material verwen det wird und das gefertigte Stück leicht und stabil ist. Ein weiterer Beitrag zur Effi zienz und Nachhaltigkeit. «Es gibt bereits mehrere Interessenten für Pilotprojekte», so Uygun.



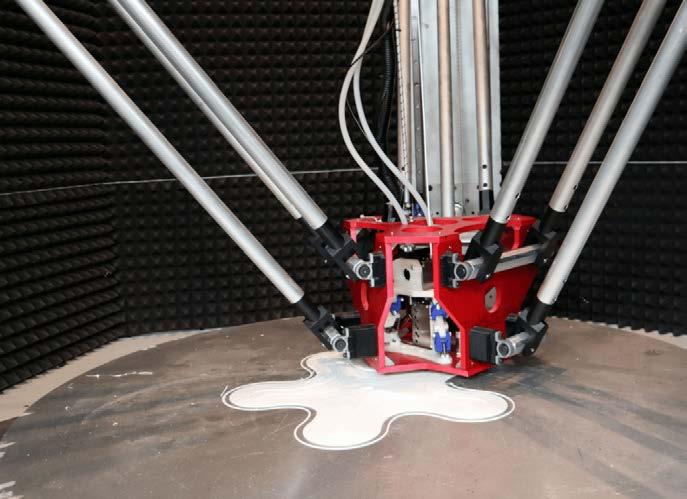
Innovation in Kunststoff – so kommen Kunststoffverarbeiter auf einen grünen Zweig

Sensormate, eine hundertprozentige Toch ter der Gefran S.p.A., verfügt über jahre lange Erfahrung in der Entwicklung und Fertigung von Sensoren, Controllern und Automatisierungslösungen für die Kunst stoffindustrie. Dieses Know-how war ent scheidend bei der Entwicklung eines kompletten Lösungspakets aus Schmelze druckmessumformern und magnetostrikti ven Wegaufnehmern mit digitalem IOLink-Ausgang inklusive der Integration aller Systeme für Macchi S.p.A. Das 1961 ge gründete, italienische Unternehmen ist einer der weltweit führenden Entwickler und Produzenten von Extrusionsanlagen für die Blasfolienfertigung. Zu seinen Kun den zählen Produzenten von Schlauch-, Schrumpf-, Mehrschicht- und landwirt schaftlichen Folien sowie von flexiblen Verpackungen für die Food-, Non-Food-, Medizin- und Pharmabranche. Die Pro duktpalette umfasst Anlagen für ein bis neun Folienschichten und Folienbreiten von 800 bis 4000 Millimetern. Sie alle zeichnen sich dadurch aus, dass sie es den Anwendern ermöglichen, flexibel auf die Anforderungen eines sich stetig weiter entwickelnden Marktes zu reagieren. Einer dieser Markttrends ist die zuneh mende Digitalisierung und Vernetzung von Produktionsprozessen im Zuge von Indus trie 4.0. Ziel ist die Smart Factory. Dabei
sind intelligente Sensoren und Aktoren unverzichtbar für einen optimalen Daten austausch zwischen Maschinen und eine erfolgreiche Mensch-zu-Maschine-Kom munikation. Sie dienen darüber hinaus der Maschinensteuerung und -synchronisie rung sowie der Überwachung der Produk tionsanlagen und gewährleisten die Ma schinensicherheit.
Voraussetzung für die Einbindung der Sen soren in automatisierte Systeme sind ent sprechende Schnittstellen und Kommuni kationsprotokolle wie beispielsweise der im Maschinenbau standardisierte, digitale Kommunikationsstandard IO-Link. Er ermöglicht die bidirektionale Kommunika tion – selbst mit Komponenten auf unters ter Feldebene. Kombiniert mit Diagnose funktionen und der Fähigkeit zur Übertragung verschiedener Prozessparameter tragen IO-Link-Sensoren auch zu einer besseren Anlagenverfügbarkeit durch vor beugende Instandhaltung und einer Opti mierung der Produktqualität bei. Diese Vorteile – prozesstechnische Opti mierung und Industrie 4.0-Tauglichkeit –nutzt auch Macchi für seine Extruder und integriert in seine Anlagen Schmelzedruck messumformer mit digitalem IO-Link-Aus
gang zur präzisen Erfassung des Schmel zedrucks sowie ebenfalls mit IO-Link ausgestattete magnetostriktive Wegauf nehmer von Sensormate zur präzisen Po sitionserfassung der hydraulischen Achsen der Extrusionsanlagen.

Passend zur Unternehmensphilosophie, die auf Nachhaltigkeit und Ressourcen schonung ausgerichtet ist, fiel die Wahl auf umweltfreundliche, füllmedienfreie Im pact-Schmelzedrucksensoren und ökolo gisch ebenso unbedenkliche, mit NatriumKalium gefüllte Massedruckmessumfomer. Beide Sensortypen gehören zur Baureihe IL, die Sensormate eigens für die Anforde rungen von Industrie 4.0 entwickelte und mit dem Kommunikationsstandard IO-Link ausstattete.
Sowohl die sich selbstüberwachenden Impact-Massedrucksensoren Impact = in novative melt pressure accurate transduc tor) als auch die gefüllten Sensoren sind SIL2-zertifiziert und verfügen über eine Überdruckabschaltung nach PL d. Sie er
fassen den Schmelzedruck in den MacchiExtrudern auch bei hohen Temperaturen von 350 ° C (ILI) bis über 500 ° C (ILK) ab solut präzise, erkennen Überdrücke zuver lässig und schalten die Anlage rechtzeitig selbsttätig ab.
Sensormate bietet die Hyperwave-Weg aufnehmer in Profil- oder Stabbauweise an. Die Profilvariante ist universell ein setzbar und lässt sich mit Halterungen direkt an der zu messenden Struktur montieren. Der Positionsgeber ist wahl weise frei oder geführt.
Die Wegaufnehmer in Stabbauform aus Edelstahl AISI 316L eignen sich vor allem für den Einbau in Hydraulikzylindern mit Betriebsdrücken bis 350 bar und erfassen dort die Position des Kolbens in Echtzeit.

Sie können dank einer magnetischen Schwimmerausführung auch als Füll standsensor verwendet werden. Beide Bauformen sind mit Analogsignal oder IO-Link ausgestattet und kommuni zieren über die Protokolle CANopen, Pro fibus und ProfiNET. Dabei ermöglicht die grosse Auswahl an Analogausgängen die direkte Messung von Weg und Geschwin digkeit sowie die inverse Messung mit höchster Präzision und maximaler Wie derholgenauigkeit bei einem sehr gerin gen Nichtlinearitätsfehler.
Hyperwave-Sensoren eignen sich je nach Ausstattung für ein breites Temperatur spektrum von –30 ° C bis +90 ° C und be weisen auch bei Extremwerten beson ders hohe Zuverlässigkeit. Zudem sind die Geräte mit einem wasserdichten Ge häuse nach Schutzart IP67 ausgestattet. Dank dieser Eigenschaften sind die be
rührungslosen magnetostriktiven Wegauf nehmer optimal für den Einsatz in an spruchsvollen Umgebungen geeignet. Zusätzlich überwacht der Sensor ver schiedene sicherheitskritische Zustände, darunter die Brückenspannung, die Funk tion der Vorverstärkerstufe, die Tempera tur im Verstärkergehäuse und die Versor gungsspannung. Damit verbessern die Sensoren die Maschinensicherheit und die Anlagenzuverlässigkeit gleichermas sen. Zudem sorgt die kontinuierliche Überwachung und Regelung des Schmel
zedrucks für eine gleichbleibend hohe Qualität des Endprodukts, da die Geome trie des Extrudats und damit seine Quali tät über den Schmelzedruck bestimmt wird.
Ergänzend zum Drucksignal zeichnen die Sensoren Temperaturverläufe auf und er fassen auch die Gesamtbetriebsstunden des Sensors unter Druck. Damit gestatten sie die Entwicklung von Algorithmen, die eine bessere Produktivität und gleichzei tig eine längere Lebensdauer des Extru ders sicherstellen.
brsflawil.ch
Die weltweit bedeutendste Messe für die Kunststoffund Kautschukindustrie. 19.-26. Oktober 2022 in Düsseldorf
Wir laden Sie persönlich an unseren Messestand Halle 12 / Stand B36-06 ein und freuen uns auf ein persönliches Treffen und einen interessanten Austausch mit Ihnen.
«Büchler Reinli + Spitzli AG» Updates und Neuheiten zu unseren erweiterten Dienstleistungen und Services:
Werkzeugkonstruktion Spritzgussformen MIM- & Druckgussformen Vorrichtungsbau Duroplast- & Mehrkomponentenwerkzeuge Tiefzieh- und Umform-Werkzeuge
Werkzeug- & Formenservice Revisionen von Fremdformen Artikeländerungen in Fremdformen
Komplette Einsatz- / Ersatzgarnituren Spezielle Maschinenbauteile Stanz- & Umformtechnik
Wilerstrasse 98 CH-9230 Flawil Tel. +41 (0)71 394 13 00 info@brsflawil.ch

Büchler Reinli + Spitzli AG
Innovativer und moderner Werkzeug- und FormenbauMacchi S.p.A. stattet seine Blasfolienextrusi onsanlagen mit Schmelzedrucksensoren mit IO-Link von Sensormate aus (Bild: Macchi S.p.A.)
In den hydraulischen Achsen seiner Blas folienextrusionsanlagen ersetzte Macchi herkömmliche Wegsensoren durch ma gnetostriktive Wegaufnehmer mit Hyper wave-Technologie und digitalem IO-Link Ausgang von Sensormate. Die kontaktlo sen cULus-zertifizierten Positionssensoren mit IO-Link 1.1 sind derzeit die einzigen Wegaufnehmer auf dem Markt, die zykli sche Daten über Cursor-Position und Be wegungsgeschwindigkeit liefern können. Für den Anwender entfällt damit ein an dernfalls erforderlicher Rechenschritt, um diese Informationen über die Steuerung zu erhalten. Sie sind extrem messgenau und resistent gegen EMV-Störungen und Vibra tionen und lassen sich optimal in Industrie 4.0-Architekturen mittelgrosser und gros ser Maschinen der unterschiedlichsten Industriebereiche integrieren. Ebenso wie die sich selbstüberwachenden Schmelzedrucksensoren erlauben auch die Hyperwave-Wegaufnehmer dank der
genauen Interpretation grosser Informati onsmenge die vorbeugende Wartung von Sensor und Maschine und steigern damit die Prozesseffizienz. Überdies zeichnen sie sich durch einen besonders schnellen Da tenaustausch aus, da der IO-Link-Master die Parameter neu konfiguriert und so an den Sensor anpasst. Standardisierte IOLink-Verbindungskabel garantieren zudem eine vereinfachte Installation.
Doch Sensormate lieferte nicht nur die di gitalisierten Sensoren. «Das Lösungspaket zur Steigerung der Produktionseffizienz unserer Extruder beinhaltete auch die er forderlichen Automatisierungsplattformen, die uns die Möglichkeit zu Fernwartung und Remoteservice geben, sowie die Inte gration aller Komponenten in die Extrusi onsanlagen und nicht zuletzt eine umfas sende Beratung bei der Planung, der Entwicklung und dem Bau der Schaltta feln», erklärt Cristiano Procopio, F&E-Direk tor von Macchi.
Dabei unterstützte Sensormate insbeson dere das F&E-Team bei der Erstellung einer Ad-hoc-Software für die Verwaltung der Produktionslinie auf mehreren Plattformen und die Prozessautomatisierung. «Die Kombination und der Austausch des F&EKnow-hows von Macchi und Sensormate tragen ganz wesentlich zu der hervorra genden Performance unserer Extruder bei», so Cristiano Procopio. Und sein Kol lege Matteo Spinola, Sales & Marketing Director von Macchi, ergänzt: «Neben der extremen Zuverlässigkeit in Bezug auf Pro duktqualität und reduzierte Durchlaufzeit ist der Beratungsaspekt für uns das eigent liche Plus der Zusammenarbeit. Sensor mate ist ein qualifizierter Partner, der uns innovative Lösungen vorschlägt und uns bei der Entwicklung neuer und der Umrüs tung bestehender Anlagen seit vielen Jah ren mit grosser Flexibilität und Professio nalität zur Seite steht.»

Kontakt www.sensormate.ch n



Am Beispiel des undichten Verschlusses eines kosmetischen Stifts wird die problemorientierte Schadensanalyse mittels mikroskopischer Methoden beschrieben. Die Lichtmikroskopie erlaubt es, durch unterschiedliche Abbil dungsbedingungen weitreichende Analysen an Kunststoffen und Spritzgussteilen vorzunehmen.
Ein Schaden ist definiert als eine Verände rung an einem Bauteil, durch die seine vorgesehene Funktion beeinträchtigt wird. Dabei muss es sich nicht unbedingt um einen Bruch handeln. Auch kleinere Verun reinigungen oder Verfärbungen können ausreichen, damit ein Bauteil nicht mehr akzeptiert wird. Die problemorientierte Vor gehensweise zur Ermittlung der Schadensursache lässt sich an folgendem Beispiel darstellen: Der Verschluss eines kosmeti schen Stifts ist undicht, sodass Flüssigkeit im Bereich der Kappe austritt. Die Undich tigkeit soll dem Vernehmen nach erst nach einigen Tagen auftreten, aber nicht jedes Bauteil ist gleich stark betroffen. Die problemorientierte Schadensanalyse beginnt im Allgemeinen mit einer Informationspha se, innerhalb welcher der Schaden doku mentiert und beschrieben wird, sowie Hin tergrundiInformationen zum Bauteil (zum Beispiel Funktionsprinzip) und seiner Vor geschichte ermittelt werden.
Die Flüssigkeit in dem Stift wird über eine Kugel aufgetragen. Immer wenn sich die Kugel dreht, wird etwas Flüssigkeit mit der Kugel an die Spitze transportiert. Die Ab dichtung erfolgt nicht über das Gewinde, sondern ein Ring innerhalb der Kappe drückt die Kugel nach unten, sodass diese auf der Unterseite fest gegen eine Dichtflä che gepresst wird. Die Analyse mehrerer Verschlusskappen zeigt, dass diese Funkti on bei allen getesteten Kappen gegeben ist. Nach dem Aufschrauben der Kappe liess sich die Kugel nicht mehr bewegen.
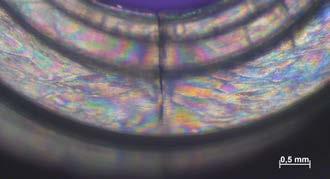
In einem nächsten Schritt wurde die Dicht fläche unterhalb der Kugel lichtmikrosko pisch analysiert. Bei einem Neuteil erschien diese auf den ersten Blick unauffällig. Bei den undichten Stiften ist an der Dichtfläche jedoch immer einseitig ein feiner Riss zu
erkennen, der sich bei Druckbelastung durch die Kugel aufweitet, sodass hierdurch prinzipiell Flüssigkeit austreten kann. Der Riss liegt exakt gegenüber dem Anspritz punkt und somit genau an der Bindenaht, also der Stelle, an der sich bei der Spritz giess-Fertigung die Polymerfronten treffen, wenn sie auf beiden Seiten das Loch um fliessen.
Die Bindenaht und die im Bauteil vorhan denen Spannungen können mit der Polari sationslichtmikroskopie auch am Neuteil sichtbar gemacht werden. Durch die Vor zugsorientierung der Polymerketten kommt es zur optischen Doppelbrechung, die sich als Farbe in der Aufnahme widerspiegelt. Die Bindenaht ist je nach Nest unterschied lich stark ausgeprägt. Eine Bindenaht stellt prinzipiell eine Schwachstelle eines Bauteils dar, speziell wenn folgende Spritzguss-Pa rameter zu niedrig sind: Einspritzgeschwin digkeit, Nachdruck, Massetemperatur und/ oder Werkzeugtemperatur.
Eine Simulation mit Neuteilen ergab: Direkt nach dem festen Zuschrauben der Ver schlusskappe ist noch kein Riss in der Dichtfläche zu erkennen. Dieser bildet sich erst über einen Zeitraum von einigen Ta gen. Unter rein mechanischer Belastung ist die Rissbildung noch so gering, dass kein Austreten von Flüssigkeit zu erwarten wäre. Bei mechanischer Einwirkung und gleich zeitigem Kontakt mit der Flüssigkeit wird die Spannungsrissbildung im Bereich der schlecht ausgeprägten und damit ge schwächten Bindenaht verstärkt, und der Riss ist nach einigen Tagen deutlich grös ser.
Das Beispiel zeigt, dass die Lichtmikrosko pie durch unterschiedliche Abbildungsbe dingungen weitreichende Analysen an Kunststoffen und Spritzgussteilen erlaubt.
Darstellung der Bindenaht und Analyse der Spannungen in einem Neuteil mittels Polari sations-Lichtmikroskopie. (Bild: zVg)
Mit ihrer Hilfe war es im vorliegenden Fall möglich, die Schadensursache zu ermitteln und Massnahmen zur Schadensabhilfe und Schadensvorbeugung abzuleiten. Dabei kommt es jedoch nicht nur auf die richtige Vorgehensweise, sondern auch auf die fachgerechte Interpretation und die Erfah rung des Mikroskopikers an.
Neben der Lichtmikroskopie stehen bei Analytik Service Obernburg weitere Techniken zur Schadensaufklärung Verfü gung. Mit Hilfe der Rasterelektronenmikro skopie (REM-EDX) kann die Elementzu sammensetzung von Verunreinigungen ermittelt werden, und die IR-Spektroskopie hilft organische Komponenten genauer zu analysieren. Kombiniert mit der richtigen Präparationstechnik (zum Beispiel Mikro tomquerschnitte) lassen sich auch kleine Einschlüsse punktgenau analysieren. Man che Fragestellungen lassen sich aber auch erst durch die Kombination verschiedener Techniken lösen. Die kompetente Scha densanalyse in einem unabhängigen La bor entlastet die Verantwortlichen und hilft, durch Schadensvorbeugung die Qua lität zu verbessern, Ausfallzeiten zu ver meiden und Kosten zu sparen.
Kontakt www.skz.de n
Anfangs September fand die traditio nelle Dreiländertagung der Kunststoff verarbeiterverbände D-A-CH unter der Leitung von Oliver Möllenstädt, Haupt geschäftsführer des GKV Gesamtver band Kunststoffverarbeitende Industrie e.V., in Hamburg statt.
Die Organisationen der Kunststoff verarbei tenden Industrie und des Gewerbes Deutschlands, Österreichs und der Schweiz:
• Gesamtverband Kunststoffverarbeitende Industrie e. V. (GKV),
• FCIO – Fachverband der Chemischen In dustrie Österreichs/Kunststoffverarbeiten de Industrie,
• Bundesinnung der Kunststoffverarbeiter, Wirtschaftskammer Österreich und
• KUNSTSTOFF.swiss trafen sich am 1. und 2. September 2022 zum Gedankenaus
tausch. Das Treffen fand in diesem Jahr auf Einladung des GKV in Hamburg statt. Im Mittelpunkt der Tagung standen unter anderem:
• Die Konjunkturlage in den Betrieben des Kunststoff verarbeitenden Gewerbes und der Industrie in Deutschland, Österreich und der Schweiz,
• Die Auswirkungen der drastisch gestiege nen Energiepreise auf die Kunststoffverar beitung,
• Die europäische Kunststoff- und Chemi kalienpolitik sowie
• Die Situation bei der Berufsausbildung und Fachkräftegewinnung und aktuelle Weiterentwicklungen der Ausbildungsord nungen für die Berufsausbildung in der Kunststoff verarbeitenden Industrie.
Die Tagung fand wie bereits in den voran gegangenen Jahren als produktives Arbeits
treffen statt. In den drei Ländern befindet sich die Konjunkturlage nach dem Einbruch in der Corona-Krise wieder überwiegend auf dem Weg zur Normalisierung. Insbe sondere die dramatische Verteuerung von Energie bereitet den Branchenvertretern aktuell jedoch grosse Sorgen. Ein Highlight der Veranstaltung war der Be such im Airbus-Werk am Standort Finken werder.
Der regelmässige Dialog der Verbände soll im September des nächsten Jahres in Ös terreich fortgeführt werden.

Kontakt www.gkv.de www.kunststoffe.fcio.at www.kunststoffverarbeiter.at www.kunststoff.swiss n

KUNSTSTOFF.swiss und das Schweize rische Verpackungsinsitiut (SVI) haben sich gemeinsam an den Bundesrat ge wandt, um auf die dramatischen Folgen bei Stromkontingentierungen und Netz abschaltungen für die systemrelevanten Industrien in der Schweiz aufmerksam zu machen.
In einem persönlichen Brief haben die bei den Verbände dargelegt, dass solche Massnahmen gravierende Folgen für die Versorgung unseres Landes mit notwendi gen Gütern des Grundbedarfs wie Lebens mittel und Medikamente zur Folge hätten. Verpackungen sind unabdingbar, um Le bensmittel, Medikamente, Chemikalien und sonstige Produkte des Grundbedarfs zu schützen, transport- und lagerfähig zu machen, was eine Grundvoraussetzung für eine schweizweite Distribution darstellt. Zudem wurde betont, dass die Kunststoff industrie darüber hinaus kritische Bereiche
wie das Gesundheitswesen, die Pharmain dustrie, die Lebensmittelindustrie, Bauin dustrie sowie den Mobilitätssektor mit wichtigen Materialien und Komponenten beliefert. Eine Einschränkung der Verpa ckungs- und Kunststoffindustrie würde die Versorgung in vielen systemrelevanten Be reichen gefährden und darüber hinaus hohe volkswirtschaftliche Kosten verursa chen.
Ergänzend wurde der Bundesrat darauf aufmerksam gemacht, dass Netzabschal
tungen von wenigen Stunden zu wesent lich längeren Produktionsausfällen führen, da die komplexen Anlagen kontrolliert he runter- und anschliessend wieder hochge fahren werden müssen. Zudem hat die Industrie aufgrund des Grossverbraucher artikels (GVA) in den meisten Kantonen bereits umfangreiche Energiesparmass nahmen umgesetzt.
KUNSTSTOFF.swiss ist sich zudem der ex orbitant hohen Energiepreise bewusst und wird sich im Rahmen seiner Möglichkeiten bei Behörden und Kraftwerksbetreibern für eine Verbesserung der Situation einset zen.
Kunststoff.swiss
Verena Jucker
CH-5000 Aarau +41 62 834 00 64 v.jucker@kunststoff.swiss www.kunststoff.swiss n

Das Schweizer Innovations- und Scale-up-Unternehmen Tyre Recycling Solutions SA (TRS), Préverenges, hat die Compeo Technologie von Buss zur Umsetzung seines trs Intelligent Compounding Konzepts gewählt, um Pulver produkte, die aus Altreifen gewonnen werden, im industriellen Massstab in innovative und hochwertige Compounds zu überführen.

Die Herstellung der Hochleistungswerkstof fe von TRS erfolgt mit Hilfe eines firmen eigenen Verfahrens, bei dem TPE/TPUbasierte Kunststoffe mit recyceltem Gum mipulver compoundiert werden. Die breite Palette der möglichen Anwendungen reicht von Dichtungen über die Logistik, die Auto mobil-, Bau- und Schuhindustrie bis zum 3D-Druck.
Die Entscheidung für die Compeo Com poundiertechnologie fiel bei TRS nach um fangreichen Markt- und Technologierecher chen. Dabei gaben deren einzigartige Kombination aus leistungsstarkem Mischen bei geringer Scherung und einer konischen Austragspumpe (conical discharge pump, CDP) für den Druckaufbau den Ausschlag.
Mit seinem Elastomer-Know-how und der Möglichkeit zur Durchführung von Produk tionsläufen im Pilotmassstab auf dem un ternehmenseigenen Campus in Pratteln hat Buss der Entwicklung und Evaluierung der innovativen Produkte von TRS bis zur Inbetriebnahme von deren Compoundier anlage Anfang 2022 unterstützt. Beide Unternehmen arbeiten eng zusam men, um die Produktplattform weltweit
Compeo erlaubt die Herstellung hochwertiger Compounds, die auf Altreifen basieren. (Bild: shutterstock)
auszubauen und weitere Compoundieran lagen unter TRS-Lizenz zu installieren. Die erfolgreiche Umsetzung dieser bahnbre chenden Innovation stellt eine ökologisch sinnvolle Lösung zur Beseitigung von Altrei fen dar, von denen jedes Jahr weltweit mehr als 1,5 Milliarden anfallen. In einigen Ländern werden diese immer noch auf Mülldeponien entsorgt und oft verbrannt, wobei giftiger Rauch und Schadstoffe in
die Umwelt gelangen. Das Einmischen des mit der TRS-Technologie aus Altreifen ge wonnenen Pulvers in TPE/TPU-Kunststoffe reduziert diese Abfälle. Darüber hinaus er zeugt es leistungsstarke, nachhaltige Mate rialien, die in einer Vielzahl von Anwendun gen einen Mehrwert bieten.
Kontakt www.trs-ch.com n
Inhouse Recycling an sich ist nichts Neues, allerdings lohnt sich ein genauer Blick, wenn es um das komplexe Recycling von hochfestem PP-Vliesstoff für den Tiefbau geht. Mit der Shredder-Extruder-Kombination von Pure Loop gelingt eine so hohe Rezyklatqualität, dass die Vlies-Produktion des Kunden mit einem Rezyklatanteil von bis zu 10 Prozent kein Problem mehr darstellt.
Geokunststoffe sind aus der Bauindustrie nicht mehr wegzudenken. Etwa PPVliesstoffe, mechanisch verfestigte Endlos fasern aus speziell UV-stabilisierten Poly propylenen, werden gerne als Trenn-, Schutz- und Filtervliese eingesetzt und ver längern durch ihre Stabilität die Lebensdau er von Bauprojekten. Ob für den Strassen bau, als Gletscher- oder Unkrautvlies – die Anwendungen sind vielfältig. Seit kurzem wird ein solcher PP-Vliesstoff auf Pure Loops ISEC evo recycelt. Der Kun de ist TenCate Geosynthetics, ein Unter nehmen der kanadischen Firma Solmax. Das europäische Unternehmen mit Stand orten in Österreich, Frankreich und den Niederlanden ist auf die Entwicklung und Produktion von Geokunstoffen für den mo dernen Tiefbau spezialisiert.
Die bei der Produktion anfallenden Rand beschnitte und Produktionsausschüsse wurden bereits bisher am Standort Linz re cycelt, jedoch nicht in die eigene Produkti on rückgeführt. «Damals war das noch kein Thema, weil das Rezyklat verkauft wurde. Aber mittlerweile kristallisierte sich heraus, dass auch in Hinblick auf die steigenden Rohstoffpreise das Weiterverkaufen unse res wertvollen Produktionsausschuss nicht ideal ist. Aus diesem Grund nahmen wir uns vor, uns am Markt umzusehen, mit wel cher Recyclingtechnologie es möglich ist, die Rezyklatqualität auf unsere Produktions qualität anzuheben», so Jürgen Gruber, Marketingleiter (Europe/Middle-East/Africa) von TenCate Geosynthetics.
«Die Anforderungen an uns waren hoch», erinnert sich Patrick Wiesinger, Projektma nager bei Pure Loop. «Das PP-Vlies ist hoch reissfest, das bedeutet einen sehr an spruchsvollen Recyclingprozess. Mit unserer ISEC evo Maschine ist eine besonders schonende Aufbereitung des Produktion
Selbst wenn die Verarbeitung von Produktionsresten auf 5 Meter breiten Rollen ansteht, ist das kein Problem für die Pure Loop-Anlage. (Bild Pure Loop)
ausschusses möglich, womit wir die ge wünschte Qualitätssteigerung bei den Re zyklaten erreichten.»

Ein weiterer Vorteil der Pure Loop Techno logie ist die Flexibilität, in welcher Form die Produktionsausschüsse zur Verabreitung geliefert werden können. «Bei TenCate wird der Produktionsausschuss unter anderem als riesige Rollenware angeliefert. Und wir sprechen von einer Breite von bis zu 5 Me tern», betont Patrick Wiesinger. «Unsere ifeed Technologie mit Doppelschiebersys tem und Einwellenzerkleinerer bietet die idealen Voraussetzungen für die direkte Verarbeitung dieser grossen Rollen – und zwar ohne, dass das Inputmaterial extra für den Recyclingprozess vorher aufbereitet werden muss.» Der Einsatz der ISEC evo Recyclinganlage macht es möglich, dass TenCate sein hochfestes PP-Vlies nun mit
einem Rezyklatanteil von bis zu 10 Prozent herstellt.
«Die hochwertigen Rezyklate nun direkt der Produktion rückzuführen, ist dank der Pure Loop-Technologie möglich, ökonomisch sinnvoll und mit Blick auf die in der Branche angestrebte Circular Economy ein wichtiger Schritt für uns unternehmensintern», führt Jürgen Gruber aus. Aktuell werden auch bereits Produktionsabfälle vom Schwester standort Frankreich produktiv regranuliert sowie aus der Niederlassung in den Nieder landen auf der Pure Loop Anlage in Linz zu Testzwecken verarbeitet. «Wir produzieren ja neben dem besagten PP-Vlies noch viele weitere Spezial-Kunststoffe. Wenn auch hier die Regranulatqualität so hoch ist, sind wir offen, die Pure Loop Technologie auch für weitere Materialien zu verwenden», so Jürgen Gruber.
Kontakt

OMV, das integrierte Öl-, Gas- und Chemie unternehmen mit Sitz in Wien, und Alba Recycling, ein Rohstoffanbieter und führen des Unternehmen im Bereich Recycling und Lösungen zur Abfallvermeidung, planen den gemeinsamen Bau und Betrieb einer inno vativen Sortieranlage im deutschen Walldürn für die weitere Sortierung von Mischkunst stoffen für das chemische Recycling. Alba Recycling betreibt fünf Sortieranlagen für Leichtverpackungen in Deutschland und sortiert rund ein Drittel des deutschen Leichtverpackungsabfalls – über 800 000 t pro Jahr. Damit verfügt das Unternehmen gegenwärtig eigenen Angaben gemäss über die grösste Recyclingkapazität in Deutsch land und Anlagen mit hoher Leistungsstärke und einer hohen Recyclingquote. Die Zu sammenarbeit gewährleistet die Belieferung der OMV mit hochwertigen nachhaltigen Rohstoffen für das chemische Recycling durch Alba Recycling, um den Kreislauf für Kunststoffe zu schliessen. Eine von Alba ent wickelte, innovative Sortieranlage wird über eine Kapazität zur Verarbeitung von über 200 000 t gemischten Altkunststoffen pro Jahr zu geeigneten Rohstoffen für die Pro duktion von neuwertigen Polyolefinen ver fügen. Dieses Sortierverfahren ermöglicht

die weitere Gewinnung von Polyolefinen aus einer Abfallfraktion, die derzeit in die Ver brennung geht. Das Sortierverfahren wurde im industriellen Massstab getestet, und das Produkt wurde erfolgreich als Rohstoff in der ReOil-Pilotanlage der OMV verarbeitet.
Vor mehr als einem Jahrzehnt hat die OMV eine Technologie für das chemi sche Recycling von Altkunststoffen ent wickelt. In der Raffinerie Schwechat (A) ist seit 2018 die ReOil-Pilotanlage in Betrieb, die pro Stunde 100 kg Alt kunststoffe zu 100 Litern synthetischen Rohstoffen verarbeiten kann. Die Pilot anlage läuft seit ihrer Inbetriebnahme insgesamt 14 500 Stunden, was eine Verbesserung des thermischen Crack prozesses und eine weitere Ausweitung der ReOil-Technologie ermöglicht. Die OMV hat die endgültige Investitionsent scheidung für eine vergrösserte Demo anlage mit einer Kapazität von 16 000 t pro Jahr getroffen, die 2023 in Betrieb gehen soll. Ziel der OMV ist die Errich tung einer wirtschaftlich tragfähigen grosstechnischen Anlage bis 2026.
Zirkuläres Kunststoffsystem stärken «Alt kunststoffe haben erhebliche Auswirkun gen auf die Umwelt. Um diese zu reduzie ren und gleichzeitig die Nützlichkeit von Kunststoffen beizubehalten, ist eine Um stellung auf ein stärker zirkuläres Kunststoff system erforderlich. In Alba sehen wir ei nen Kooperationspartner, der über eine langjährige Expertise im Recycling ge brauchter Kunststoffe verfügt und mit dem wir in die Zukunft investieren möchten. Eine innovative Zukunft, die eine umfassen dere Kreislaufwirtschaft für Plastikmüll er möglicht», betont Maximilian Grasserbauer, OMV Vice President Plastic to Plastic. Und Dr. Axel Schweitzer, Eigentümer von Alba Recycling, ergänzt: «Chemisches Recycling stellt keine Konkurrenz zu mechanischem Recycling dar, da mechanisches Recycling die effizienteste Art ist, mit Monofraktionen aus dem Sortierprozess umzugehen. Che misches Recycling ist aber die einzige Mög lichkeit für gemischte Kunststoffabfälle wie Misch- und Mehrschichtkunststoffe.»
Kontakt www.alba.info www.omv.com n

Nach dem vielversprechenden Restart als Präsenzmesse im vergangenen Jahr setzt die Formnext ihre erfolgreiche Entwicklung auch 2022 weiter fort: Die weltweit führende Messe für Additive Fertigung und moderne industrielle Produktion (15.–18. 11. 2022) meldet knapp 700 Aussteller und eine gebuchte Bruttofläche von über 50 000 m2.
Die Formnext hat schon Monate vor Mes sestart die finale Ausstellerzahl der Ausga be 2021 übertroffen sowie die Bruttoflä che um mehr als 34% gesteigert. Auch die sehr hohe Internationalität von 59% ist beeindruckend. Gleichzeitig verspricht die Formnext 2022 ein umfangreiches Rahmenprogramm mit bekannten und neuen Highlights, bei dem das diesjährige Partnerland Frankreich eine zentrale Rolle spielt.
Zu den bereits angemeldeten Ausstellern zählt die weltweite Elite des Additive Ma nufacturing. «Diese erfolgreiche Entwick lung zeigt, dass die Aussteller die Formnext nach wie vor als wichtigen Bran chentreffpunkt und äusserst wertvolle Messeplattform sehen und unterstreicht, dass für viele Unternehmen der AM-Bran che persönliche Begegnungen unverzicht bar sind, um erfolgreich Business zu be treiben, Entwicklungen voranzubringen oder Partner und Investoren zu finden», so Sascha F. Wenzler, Vice President Formnext beim Veranstalter Mesago Mes se Frankfurt GmbH.
Auf der Formnext 2022 wird der Mitt woch, 16. 11. 2022, ganz im Zeichen des Partnerlandes Frankreich stehen. Frankreich zählt in Europa zu den wichtigs ten Ländern der Additiven Fertigung und ist schon seit Jahren auf der Formnext stark vertreten. In diesem Jahr werden mehr als 30 französische Unternehmen, Verbände und Forschungseinrichtungen auf der Formnext vertreten sein und ihr Leistungsspektrum dem internationalen Fachpublikum präsentieren. Dabei zeigt die französische AM-Branche ein sehr viel seitiges Angebotsportfolio entlang der ge samten Prozesskette, sowohl von etablier ten, wie auch von jungen Firmen.

Die Formnext findet in den Messehallen 11 und 12 und damit im modernsten Teil des Frankfurter Messegeländes statt. Im vielfältigen Rahmenprogramm werden be reits etablierte Events fortgeführt und aus gebaut. So findet bereits zum achten Mal die Start-up Challenge statt, die innovative und tragfähige Geschäftsideen junger Un ternehmen auszeichnet. Die Aussteller der Start-up Area präsentieren sich in kurzen Vorstellungsrunden auf der AM4U-Bühne, zudem gibt es spannende Beiträge zum Thema Investment und Funding. Der Ide enwettbewerb purmundus challenge feiert sein 10. Jubiläum mit einem Empfang und einer Sonderschau «Best of 10 Years». Neben den etablierten Discover3Dprint ing-Seminaren (in Deutsch und Englisch), können sich die Besucher der Formnext 2022 auf der Plattform AM4U zum Bei spiel über die vielfältigen Karrieremöglich keiten in der AM-Industrie informieren. Darüber hinaus wird auch 2022 das vom Content Partner TCT organisierte hochwer
tige Konferenzprogramm aktuelle Trends und Entwicklungen der Additiven Ferti gung thematisieren. Der VDMA zeigt eine Sonderschau mit wertvollen AM-Anwen dungen aus der Welt des Maschinenbaus und gibt mit Vorträgen auf der AM4U-Büh ne dazu weitere Einblicke. Die Sonderschau BE-AM zeigt die fort schrittlichen Entwicklungen des immer wichtigeren Themas 3D-Druck in der Bau industrie, gleichzeitig präsentiert die BEAM-Konferenz zahlreiche Hintergründe und künftige Entwicklungen in diesem Feld. Das für die gesamte AM-Industrie und Anwender wichtige Thema Normen und Standards wird auch in diesem Jahr wieder von Experten und Entscheidern aus der gesamten Welt auf dem renom mierten ASTM Standards-Forum am Vortag der Messe (14.11.2022) diskutiert.
Kontakt

Die Schweizer Verpackungsbranche mit über 70 Keyplayern trifft sich vom 25. bis 26. Januar auf der «Empack 2023». Die nationale Leitveranstaltung in der Messe Zürich lädt wieder ein zum Entdecken, Lernen und Vernetzen. Das Leitthema der Messe und des Begleitprogramms «The future of packaging» wird auch den aktuellen Heraus forderungen mit Preissteigerungen und Ressourcenverknappung gerecht und zeigt neue Wege und Strategien auf. Besucher sollten die Chance nutzen und von einem kostenlosen Eintritt zur Fachmesse, die sich rund um die neuesten Lösungen für nachhaltige, zukunftsorientierte und wettbewerbsstärkende Verpackungslösungen dreht, profitieren.
Was gibt es in Zeiten von Preiserhöhungen bei Energie- und Produktionskosten sowie gleichzeitiger Ressourcenverknappung Wichtigeres, als sich mit neuestem Wissen, nachhaltigen Innovationen und persönli cher Vernetzung zu stärken und wettbe werbsfähig zu halten? Easyfairs präsentiert dazu an der «Empack 2023», der grössten Verpackungsmesse der Schweiz, zusam men mit ihren Partnern und Verbänden SVI, VLI und packAktuell wieder innovative Unternehmen aus der Schweizer Verpa ckungsindustrie, welche die zukünftigen Herausforderungen schon heute anpa cken. Hier sieht man live und im Detail die komplette Wertschöpfungskette von Ver packungsmaterialien über -maschinen und -kennzeichnung bis hin zu attraktiven und inspirierenden Design- und PoS-Lösungen. Besonders die Themen Kreislaufwirtschaft und Mehrzweckverpackungen werden in allen Facetten beleuchtet und mit LivePräsentationen bzw. Fachvorträgen «an»fassbar gemacht. Kristina Nadjarian, Marketing & Content Manager, ist mit ihrem Team intensiv da bei, das Programm in weiteren Details zu planen und weitere Top-Referenten für ein umfassendes Messeerlebnis zu gewinnen. Sie erzählt: «Das Gesamtfazit der letzten Austragung der «Empack 2022» in Bern war mit zufriedenen Ausstellern und Fach besuchenden äusserst positiv. Hier lobten die Aussteller vor allem die hohe Qualität und Entscheidungskompetenz der Messe teilnehmenden. Auch der alternierende Standort mit Bern spricht sehr breite Ziel gruppen aus beiden wirtschaftlich bedeu tenden Regionen an. Dazu haben wir auch
ein sehr grosses Commitment unserer Partner und Aussteller erhalten.» Das zeigt sich auch im aktuellen Buchungsstand: In zwischen sind bereits fast alle Messestän de bis auf wenige Restkontingente ausge bucht.
Bei der «Empack 2023» sind wieder viele namhafte Aussteller wie beispielsweise Mettler-Toledo (Schweiz) GmbH, BVS Verpackungs-Systeme AG, Schelling AG, Gramag AG, Bluhm Systeme GmbH Schweiz, Saropack AG und Videojet Tech nologies Suisse GmbH mit am Start, um ihre neuesten Lösungen, Dienstleistun gen oder Expertenwissen bekannt zu ge ben.

Auch das breite Rahmenprogramm steht bereits in Grundzügen fest, wie Kristina Nadjarian sagt. Mit den bekannten und beliebten «Packaging Talks» in Zusam menarbeit mit der SVI wird sich am ers ten Tag alles rund um «Nachhaltigkeit, Kreislaufwirtschaft und Recycling» dre hen. Hierbei werden unterschiedliche Packstoffe und wichtige Themen wie Greenwashing im Detail beleuchtet. Am zweiten Messetag liegt der Fokus auf den Themen «Ressourcenknappheit, Fachkräf temangel, Zukunftstrends».
Auf der Empack wird es in Zusammenar beit mit dem SVI (Schweizerisches Verpa ckungsinstitut) als Premiere einen Sonder bereich namens «Science Experience
Area» geben: Hier werden Entstehung und Herstellung von innovativen Verpackungs materialien live gezeigt. Die Besuchenden haben somit die Möglichkeit, die Rohstoffe in ihrer ursprünglichen Form anzufassen und sich von Experten erklären zu lassen, wie diese anschliessend zur Verpackung werden. Ebenso wird beleuchtet, welche Herausforderungen die jeweiligen Rohstof fe mit sich bringen und worauf sich die Industrie vorbereiten sollte.
Im neu konzipierten Sonderbereich «StartUp Zone» werden neue Ideen und Projek te von jungen, innovativen Unternehmen für die Verpackungswelt vorgestellt. Besucher können sich ihren kostenlosen Eintritt mit dem Gutschein-Code «2004» auf der Website der «Empack 2023» si chern.
Kontakt www.empack-zuerich.ch

Wie können regional ausgerichtete KMU dabei unterstützt werden, sich in einem Weltmarkt für additive Fertigung (3D-Druck) erfolgreich zu positionieren? So lautet die Kernfrage eines europäischen Forschungsprojekts im DACH-Raum, das unter dem Lead des Hightech Zentrums Aargau erfolgreich abgeschlossen wurde.
Unter der Gesamtleitung von Leendert den Haan, Technologie- und Innovations experte sowie Innosuisse-Mentor, wurde im Frühjahr 2019 ein Forschungsprojekt gestartet, das massgeblich vom Europäi schen Fonds für regionale Entwicklung Interreg gefördert wurde: «Bewertung und Erprobung neuer Geschäftsmodelle mit 3D-Druck». Involviert waren zwei Dutzend Partner: Unternehmen, Hochschulen und Netzwerkpartner aus Deutschland, Öster reich und der Schweiz. Mitte 2022 wurde das Projekt abgeschlossen.
Die additive Fertigung gehört zu jenen disruptiven Schlüsseltechnologien, die von den Trends zur Digitalisierung und Vernetzung von Produktionsanlagen über grosse Distanzen stark profitieren werden. Sie ermöglicht es, Produktionsinformatio nen – zum Beispiel Druck- und Konstruk tionsdaten – via Internet zu transferieren und für die lokale Fertigung zu verwen den. Dies setzt voraus, dass die benötig ten Drucker und die Infrastruktur zur Nachbearbeitung vorhanden sind. Werden Produkte dezentral und direkt in Zielmärk ten hergestellt, lässt sich der ökologische Fussabdruck minimieren. Zudem können nicht zuletzt Ersatzteile bedarfsabhängig hergestellt werden. «Hier öffnen sich ge rade auch für KMU Chancen für die Ent wicklung neuer, grenzüberschreitender digitaler Geschäftsmodelle», umschreibt HTZ-Experte Leendert den Haan eine Grundüberlegung.
1 Ruedi Mäder, Journalist, Unterentfelden (CH)
Grosses Potenzial: Für KMU öffnen sich Chancen zur Entwicklung neuer, digitaler Geschäfts modelle. (Bild: zvg)
Im ersten von drei Teilprojekten lag der Fokus auf der wirtschaftlichen Logik der 3D-Druck-Geschäftsmodelle. In einer breit angelegten Umfrage zeigte sich, dass die additive Fertigung noch immer mit gros sen technischen und wirtschaftlichen Her ausforderungen konfrontiert ist. Verschie dene Geschäftsmodelle wurden mit Blick auf grenzüberschreitende Wertschöp fungsketten untersucht. Sodann wurden strategische Managementvorlagen für eine globale Wertschöpfungskette entwickelt, vom Drucker- und Materialhersteller über den Designer (IP-Rechteinhaber) und den 3D-Drucker bis zum Endkunden. Als Seg ment mit hohem Nutzenversprechen für den Endkunden wurde das ErsatzteilGeschäft identifiziert.
Der Blick auf angrenzende Geschäftsfelder zeigte, dass im digitalen 3D-Druck Logis
tikunternehmen zu Verwaltern von Druck dateien werden. Sie könnten bei einer dezentralen Lagerstruktur auch 3D-Dru cker einbeziehen. Viele 3D-Drucker kon zentrieren sich heute stark auf die regiona le Nachfrage und haben mit sehr hohen Kosten für die Kundenakquise zu kämpfen. Mittels digitaler Handelsplattformen liesse sich der Zugang zur additiven Fertigung vereinfachen. Im Projektschlussbericht wird auf die lückenhaften rechtlichen Rah menbedingungen für die grenzüberschrei tende additive Fertigung hingewiesen. «Hier sollte eine Diskussion angestossen werden, welche Risiken 3D-Druckunter nehmen eingehen, wenn sie global agie ren», erläutert Leendert den Haan. Noch sei der Durchbruch für die additive Ferti gung im Sinne einer Massenproduktion nicht geschafft und die wirtschaftliche Lage für 3D-Druckunternehmen sehr schwierig. In einem nächsten Forschungs projekt könnten die angedachten Ge schäftsmodelle realisiert werden.

Im zweiten Teilprojekt lag der Fokus auf der IT-seitigen Abbildung einer gesicherten Supply Chain, inklusive der technischen Lizen zierung der zu übertragenden Dateien. Eine wichtige Erkenntnis:
Die sogenannten Distributed Ledger Techniken (DLT) – wie zum Beispiel die sehr energieintensive Bitcoin-Blockchain – sind grundsätzlich geeignet, um eine sichere Kommunikation zwischen dem Hersteller als Eigentümer der Druckdaten und dem Druck dienstleister herzustellen. Notwendig ist jedoch die Einbindung des 3D-Druckers in die DLT-Umgebung, um Datenlecks zu ver hindern.
Das dritte Teilprojekt fokussierte auf die Druckprozessüberwa chung. Es zeigte sich, dass die aktive Qualitätssicherung zu den wichtigsten Forderungen von 3D-Druckunternehmen zählt. Es wurden Möglichkeiten gefunden, um automatische Echtzeitkorrek turen vorzunehmen, um die Qualitätsanforderungen zu erfüllen. Ein Folgeeffekt des Projekts war Etablierung der Praxiszirkelreihe Additive Fertigung, organisiert vom Hightech Zentrum Aargau und dem IBAM (Innovation Booster Additive Manufacturing). Leendert den Haan betont «Die Covid-19-Epidemie hat die Relevanz dieser Thematik bestätigt: Es kann essenziell sein, Wertschöpfungsketten schnell verlagern zu können, um die Folgen von Produktionsaus fällen so gering wie möglich zu halten.» Im Projektverlauf habe sich auch gezeigt, wie wichtig die Unterstützung von KMU sei, wenn es um die Errichtung der erforderlichen digitalen Infrastruktur gehe. Diese Aufgabe würde KMU überfordern. Hier seien der Staat oder allenfalls externe Investoren gefragt.
Hightech Zentrum Aargau AG CH-5200 Brugg info@hightechzentrum.ch www.hightechzentrum.ch




Ganzheitliche Lösungen − engineered by IE
Eine effiziente Kunststoffproduktion bedingt, dass die Fertigungsprozesse, die Haustechnik und die Architektur von Anfang an aufeinander abgestimmt werden. Das Gebäude muss entsprechend konzipiert sein. Darauf sind unsere erfahrenen Architekten und Ingenieure spezialisiert. Sie achten darauf, dass die Material- und die Personenflüsse kreuzungsfrei verlaufen, der Lagerbereich direkt an die Produktion angebunden ist und das Gebäude später flexibel erweitert werden kann.

Unsere Experten erarbeiten mit Ihnen bei Bedarf ganzheitliche Hygiene- und Reinraumlösungen inkl. Qualifizierung, die sicherstellen, dass partikuläre und mikrobiologische Belastungen für den Produktionsprozess optimal gesteuert sind.
Die Beachtung solcher Kriterien entscheidet letztlich über Ihre Wettbewerbsfähigkeit in der hart umkämpften Kunststoffbranche.
Wie immer Ihre Ausgangslage ist − wir haben die ganzheitliche, maßgeschneiderte und praxiserprobte Lösung für Sie.

Anfang 1992, als «Recycling» für die Allge meinheit noch ein Fremdwort war, begann die Firmengeschichte in einem zunächst kleinen Betrieb. Man bot Herstellern und Verarbeitern die Annahme von Kunststoff resten an, um diese dann sortenrein zu trennen und zu vermahlen. Geschäftsfüh rer Markus Krall legte den Fokus dabei von Beginn an auf transparente Kunststoffe, hauptsächlich Polycarbonat und PMMA, die auch aktuell das Hauptgeschäft aus machen. Als weitere Schwerpunkte sind technische Kunststoffe und das Recyceln von CDs hinzugekommen. Heute verteilt sich der Betrieb auf sechs Hallen mit einer Nutzfläche von 12 000 Quadratmetern. Im Jubiläumsjahr wird das Unternehmen, das konsequent auf um weltfreundlichen Solarstrom setzt, mit rund 40 Mitarbeitern und Mitarbeiterin nen, zwei Shreddern und 10 Schneidmüh len einen Durchsatz von ca. 8000 Tonnen Kunststoff erreichen. Die sortenreinen Mahlgüter von Krall Kunststoff-Recycling sind ein weltweit begehrter Rohstoff, den Verarbeiter gerne wieder in den WerkstoffKreislauf zurückführen – zur direkten Her stellung neuer Produkte oder als Bestand teil von Compounds. Abgestimmt auf die jeweilige Menge stellt das Unternehmen seinen europaweit rund 800 Anfallstellen aus Produktion, Handel und Gewerbe die komplette Infrastruktur bereit. Dazu sind über 15 000 Ladungsträ ger von Krall im Umlauf, darunter Boxen in vielen unterschiedlichen Grössen und Aus
führungen, ideal angepasst an den jewei ligen Bedarf, die das Abholen zu einem reibungslosen Vorgang machen. Krall ak zeptiert darüber hinaus die Anlieferung aller gängigen Boxensysteme bis hin zu Grosscontainern und bietet auch die Mög lichkeit, Walking-Floor-Lkw zu entladen.

Der kontinuierlich wachsende Erfolg ist Ansporn für Markus Krall und Sohn Louis, der inzwischen als Prokurist in das Ma nagement eingebunden ist, ihr Unterneh men zukunftssicher zu machen: «Der Markt für hochwertige Rezyklate wächst enorm. Steigende Mengen machen es er forderlich, das händische Sortieren durch
leistungsstarke Automatisierungsprozesse zu ergänzen. Dabei wird uns der Einsatz von Robotern und künstlicher Intelligenz helfen. Unsere international sehr gute Marktposition gibt uns die Möglichkeit, über das Tagesgeschäft hinaus die Ent wicklung neuester Technologien bis zur Praxistauglichkeit zu fördern. Gemeinsam mit Instituten erforschen wir das Machba re, investieren in neue Anlagen und schaf fen so die Voraussetzungen zur Erfüllung der Nachfrage von morgen.»
Krall Kunststoff-Recycling GmbH D-63820 Elsenfeld am Main
6022 7099-0
„Hand in Hand mit der Industrie und mit Forschungsinstitutionen bilden wir die Zukunft der Kunststofftechnologie der Schweiz.“
DIE
Die Silac AG, das Schweizer Kunststoffwerk mit Sitz in Eu thal SZ, feiert das 80-Jahr-Jubi läum. Das Unternehmen ist spezialisiert auf die Entwick lung, Konstruktion und den Bau von Werkzeugen sowie auf die Herstellung, Veredelung und Montage von Kunststoffspritz guss- und Duroplast-Artikeln. Seit der Gründung im 1942 setzt der Familienbetrieb auf Schweizer Qualitätswerte. Im Frühjahr 1942 startete die Silac mit der Produktion von Kunststoffknöpfen in einem al ten Schulhaus in Oberiberg. Nur zwei Jahre nach der Grün dung benötigte das Unterneh men mehr Platz und zog nach Euthal um. Nach Kriegsende erweiterte das Unternehmen sein Angebot mit hydraulischen Pressen, Pressautomaten und leistungsstarken ThermoplastSpritzmaschinen. Fortan konn ten gefragte Duroplast- und Thermoplast-Erzeugnisse wie Dosen, Deckel, Schraub-, Fla schenverschlüsse und Möbel griffe produziert werden. Silac entwickelte sich so rasch zu einem wichtigen regionalen Ar beitgeber.
Die Firma erkannte früh das Potenzial gut ausgebildeter Mit arbeiter und war von Anfang an bestrebt, auch junge Leute anzuwerben. Bereits 1960 konnten die ersten Mechani ker-Lehrlinge im Betrieb aufge nommen werden. Dies war für die dauerhafte Qualitätssiche rung ein wichtiger und logi scher Schritt. Die Lehrlingsaus bildung ist auch heute noch ein wichtiger Grundsatz in der Firmenphilosophie. Viel Zeit und Energie wird in eine vor bildliche Lehrlingsausbildung investiert. Silac bildet heute
nicht nur angehende Produkti onsmechaniker, sondern auch Kunststofftechnologen, Poly mechaniker und Kaufleute aus. Unter der zweiten Generation entwickelte sich das Familien unternehmen in eine fort schrittliche Firma mit hervorra gendem Ruf. Herbert Birchler setzte den Schwerpunkt be wusst auf modernste Techno logie. Er investierte laufend in den Maschinenpark, um mit der Konkurrenz mithalten zu können. Das Vorantreiben der Automatisierung war notwen dig, um den Fortbestand der Firma und damit den Erhalt der Arbeitsplätze langfristig zu ga rantieren. Ende der 80er-Jahre wagte Silac den Schritt nach vorne und nahm die Planung eines kompletten Neubaus in Angriff. 1990 erfolgte der Um zug in den Neubau am heuti gen Sitz in Euthal. 1998 zog es Peter Birchler ins Familienunternehmen. Der da mals 27-jährige Geschäftsfüh rer stellte geschickt die Wei chen und entwickelte Silac zu einem modernen HightechBetrieb, der trotz internationa lem Preisdruck weiterhin be wusst auf Schweizer Qualität

setzt. Peter Birchler war und ist überzeugt, dass Silac mit Schnelligkeit, Flexibilität und Qualität bei seinen Kunden punktet. Mit dem Fokus, stets höchste Qualität dem Kunden zu garantieren, betreibt Silac, im Gegensatz zu vielen ande ren Spritzgussbetrieben, auch heute noch einen eigenen Werkzeugbau. Hier werden von eigens ausgebildeten Polyme chanikern Spritzgussformen plangetreu und präzise gebaut. Denn wie bereits seine Vorgän ger weiss Peter Birchler, dass hinter dem Silac-Erfolg der Mensch steckt. Ein guter Be rufsnachwuchs und motivierte, hochqualifizierte Mitarbeiter bilden das Fundament des langfristigen Erfolgs.
Ein weiterer Höhepunkt in der Geschichte der Silac erfolgte im 2020 mit der Eröffnung der neuen Fertigungshalle. Mit neu insgesamt 3000m2 Produkti onsfläche ist das Unternehmen bestens für die Zukunft ge wappnet. Die neue Halle ist mit modernsten, voll automati sierten Produktionsanlagen bestückt. Hochwertige Kunst
stoff-Lösungen werden hier unter maximalen Hygienestan dards für die Lebensmittelbran che hergestellt. Überdies wur den die Lagerkapazitäten ausgebaut, so dass Silac den steigenden Kundenbedürfnis sen auch künftig gerecht wer den kann.
Silac verbindet zwei Kunststoff-Welten Silac kombiniert auf einzigarti ge Weise die Welt der Verpa ckung und die Welt der Tech nik. Stabile und hochwertige Formen, die im eigenen Werk zeugbau erstellt werden, er möglichen grosse Produktions volumen für anspruchsvolle Verpackungslösungen. Eines der Top-Produkte ist das FlexSpring-Scharnier für Klappver schlüsse mit einer überdurch schnittlichen Belastbarkeit bei grösstem Öffnungswinkel. Das Unternehmen ist führend bei der Produktion von raffinierten Kunststoff-Verschlüssen. Auch komplexe Teile für die Elek trobranche oder den Maschi nen- und Apparatebau werden nach den Wünschen der Kun den dank modernster Technik und langjährigem Know-how schnell und in kleinen oder grossen Volumen produziert. Mittels innovativer 2-Kompo nenten-Technik kann Silac zu dem feste und weiche Mater ialien in einem einzigen Ar beitsschritt verarbeiten. Das Resultat sind dichtere Verpa ckungen, neue Gestaltungs möglichkeiten, kürzere Produk tionszeiten und tiefere Herstellungskosten. Ein weiterer Pluspunkt des Unternehmens sind die vielfältigen Druckmög lichkeiten der Kunststoffteile, die den Kunden einen indivi duellen Auftritt ermöglichen.
Nach 33 Jahren Engagement übergibt Hans Brunner sein Ge schäft an Yves Schindler und gibt auch sein Verwaltungsrats mandat bei der Hans Brunner AG ab.
Die Nachfolge bei der Hans Brunner AG in Lützelflüh ist schon lange unter Dach und Fach. Vor acht Jahren trat Yves
Schindler in die Kunststoffspritz gusstechnik-Firma ein. Zuerst als Geschäftsführer, nun als Inha ber. «Die Selbstständigkeit war schon immer mein Ziel. Mich beeindruckte das solide Funda ment der Hans Brunner AG und ich erkannte das grosse Poten zial des Unternehmens», erklärt Yves Schindler seinen Beweg


Die Wittmann Gruppe hat ih ren Anteil an der Firma ICE Flex S. r. l. erhöht. Damit einher gehend wurde der Firmenna me auf Wittmann Digital S. r. l. geändert.
Mit September 2018 hat die Wittmann Gruppe ein Joint Venture mit dem SoftwareStart-up ICE Flex abgeschlos sen und damit einen wichtigen Schritt gesetzt, um ihren Kun den bestmögliche Lösungen als Erweiterung von Wittmann 4.0 zu bieten. Mit der Erhö hung der Anteile und der Um firmierung des Unternehmens verstärkt Wittmann ihr Engage
ment im Bereich der Produkti onsdatenerfassung sowie intel ligenter Produktionsplanungsund -überwachungssysteme. Wittmann Digital mit Sitz in Saronno, Italien, ist ein Anbieter
Nach zwei erfolgreichen Jahr zehnten auf dem chinesischen Materialflussmarkt hat sich In terroll mit der Inbetriebnahme eines neuen Werks in Suzhou und der damit verbundenen Verdoppelung der Produktions kapazitäten auf die Zukunfts chancen im asiatisch-pazifi schen Raum und in China vorbereitet.
Das Werk der hundertprozenti gen Tochtergesellschaft der Schweizer Interroll Gruppe um fasst eine Gesamtfläche von ca. 28 000 Quadratmetern und
wurde mit einer Gesamtinvesti tion von RMB 181 Mio. (ca. CHF 25 Mio.) realisiert. Das neue Werk wird als regionales Center of Excellence (RCoE) die ge samte Angebotspalette rund um Interroll Förderrollen, Roller Drive, Trommelmotoren, die modulare Förderplattform (MCP), Sorter und Palettenför derer (MPP) produzieren. Zu dem wird es als regionales Cen ter of Excellence für Polymere und Subsysteme fungieren. Die Anwender, die von China aus bedient werden, sind in

von innovativen Software-Lö sungen für die Kunststoffindus trie. Das eigens entwickelte MES-Paket TEMI+ zur Produkti onsplanung, -überwachung und Datenspeicherung zeichnet sich
grund zur Firmenübernahme. Die Hans Brunner AG besitzt 33 Jahre Erfahrung in der Entwick lung und Produktion von hoch wertigen Spritzgussteilen. Diese findet man in Bereichen wie Medizintechnik, Sport und Sani täranlagen. www.hansbrunner.ch
Mit dem neuen Interroll-Werk in Suzhou stehen Kapazitäten für künftiges Wachstum in China und Asien-Pazifik bereit. (Bild: Interroll (Schweiz) AG)
den unterschiedlichsten Bran chen tätig und reichen von Chi na Post, S. F. Express, JD.com, Wuxi Lion, Aokang und Liway
unter anderem dadurch aus, dass nicht nur die Spritzgiess maschine an das System ange bunden werden kann, sondern auch alle Peripheriegeräte und Roboter eingebunden werden können – ein für die Wittmtann Gruppe als One-Stop-Shop wichtiger Aspekt.
Geschäftsführer von Wittmann Digital sind Giorgio Pigozzo und Marco Pelagatti.
Das verstärkte Engagement ist ein klares Signal von Wittmann, die Digitalisierungsaktivitäten weiter zu forcieren.
www.wittmann-group.com
way im Inland bis zu Endkun den wie Toyota, Red Bull, Ama zon und Youngone in ganz Asien. Allein durch die Vertie fung der Zusammenarbeit mit Bestandskunden erwartet Inter roll mittelfristig weitere Wachs tumschancen in den Bereichen E-Commerce, Lagerhaltung und Expresszustellung, Lebensmit tel, Flughäfen, Pharmazeutika, Bekleidung, Automobil und an deren Branchen im asiatischpazifischen Raum und in China.
Mit der Übernahme wird Her bold Meckesheim zusammen mit den Lösungen von Coperi on in die neue Business Unit Recycling integriert, die Kom plettlösungen für das Kunst stoffrecycling anbieten wird. Als internationaler Industrieund Technologieführer wird Coperion seine Stärken mit Herbold Meckesheim, einem Spezialisten für mechanisches Recycling von Kunststoffen und Kunststoffabfällen, bün deln und gemeinsam ein ein heitliches Geschäftskonzept entwickeln. Herbold wird wei terhin am bestehenden Stand ort als eigenständige Rechts person agieren und den Namen behalten. Beide Unter nehmen werden ihre Kompe
Werner Herbold, CEO, Herbold Meckesheim
GmbH (links) und Mar kus Parzer, Coperion, Polymer Division President. (Bild: Coperion, Stuttgart)
tenzen im Bereich Recycling zusammenführen und decken mit ihren modularen Systemund Anlagenlösungen einen
weiten Bereich der Kreislauf wirtschaft sowie mit ihrem Ver triebs- und Service-Netz weite Teile des Globus ab.


Die Business Unit Recycling plant komplette, innovative Ge samtlösungen anzubieten, die die komplementären und auf einander abgestimmten Tech nologien von Coperion und Herbold vereinen. Von der me chanischen Aufarbeitung –dem Zerkleinern, Waschen, Trennen, Trocknen und Agglo merieren von Kunststoffen –bis zur Handhabung von Schüttgut, der Dosierung und Extrusion sowie der Compoun dierung und Granulierung bil det der Geschäftsbereich die komplette Prozess- und somit Wertschöpfungskette ab.

Seit 35 Jahren ist EREMA Innovationsführer für hocheffiziente Kunststoffrecycling-Maschinen. Das Herzstück sind unsere Schmelzefilter. Robust, sicher und durchsatzstark – auch bei hohen Verschmutzungsgraden. Filter made by EREMA beweisen ihre Zuverlässigkeit seit Jahrzehnten unter härtesten Recyclingbedingungen. Mit unserer neuen Marke POWERFIL können Sie nun unsere Hochleistungsfilter für Ihre bestehende Extrusionsanlage nutzen. Plug in Experience. Plug in Performance.
Bereits zum 17. Mal lud das IWK Institut für Werkstofftechnik und Kunststoffverarbeitung zum Rapperswiler Kunststofffo rum (RaKuFo) ein. Aus der Praxis für die Praxis ist seit dem ersten Kunststofffo rum das Leitmotiv und so wid meten sich die Fachvorträge auf dem Campus der OST in Rapperswil auch dieses Jahr wieder den brennenden The men in der Kunststoff-Industrie von digitaler Vernetzung über AI-gestützte Prozessoptimie rungen bis hin zu Recycling und simulationsbasiertem De sign. An Highlights mangelte es nicht – von preisgekrönten For schungsprojekten aus der Me dizintechnik bis zur wohl leich testen Feuerwehrleiter der Welt war alles dabei. So berichteten beispielsweise Jonas Hilti und Bruno Arpa gaus, zwei Ingenieure von Ha milton, über die Entwicklung von Pipettenspitzen zur Dosie
rung von Flüssigkeiten im Na noliterbereich, die zusammen mit dem IWK und dem IET In stitut für Energietechnik an der OST im Rahmen eines von der Schweizerischen Innovations förderagentur Innosuisse geför derten Projektes entwickelt wurden. Das Ergebnis sind hochpräzise Pipettenspitzen, die bisher unerreichte Kleinst mengen an Flüssigkeiten kon trolliert dosiert abgeben kön nen. Für diese Leistung wurde
Am 1. September 2022 war es so weit: 106 neue Nachwuchs kräfte starteten ihre berufliche Laufbahn bei Arburg – so viele wie noch nie in der Unterneh mensgeschichte. Insgesamt umfasst das Team nun 304 Auszubildende und Studieren de der Dualen Hochschule Baden-Württemberg (DHBW). «Uns ist es sehr wichtig, Ihnen allen eine exzellente Ausbil dung zu bieten, denn Sie wer den es sein, die mit Ihrem Know-how unser Unterneh men künftig nach vorne brin gen», betonte Renate Keinath, die als geschäftsführende Ge sellschafterin den Bereich Per sonalmanagement verantwor
Rusterholz zusammen mit dem IWK entwickelt.
das Projekt bereits im Juni mit einem Forschungspreis der Stif tung FUTUR prämiert. Ein weiteres Highlight der Vor träge war die «wohl leichteste Feuerwehrleiter der Welt», wie Gion Barandun, Leiter Faserver bundtechnik/Leichtbau beim IWK, verkündete. Die vollstän dig aus Carbon gefertigte Feu erwehrleiter wiegt nur 50 Kilo gramm anstelle der sonst üblichen 70 bis 120 Kilogramm und wurde von der Carrosserie
Nach den Vorträgen konnten die Besucher im Techpark im Eichwies in den Labors sowie in den auf drei Etagen ver teilten, weitläufigen und gross zügig ausgestatteten Test-, Analyse-, Entwicklungs- und Produktionsräumen des IWK die neuesten Entwicklungen und Technologien der verschie denen Fachbereiche erkunden. Den Abschluss des Rapperswi ler Kunststoffforums feierten die Teilnehmenden wie jedes Jahr mit der traditionellen Schifffahrt auf dem Zürichsee. Mehr über das RaKuFo ist zu finden auf der homepage von KunststoffXtra unter


www.ost.ch/iwk
tet, in ihrer Ansprache. «In diesem Bereich haben wir sehr viel Erfahrung, denn wir bilden schon seit über 70 Jahren jun ge Menschen aus.» Und die Qualität der Ausbildung wird durch zahlreiche Auszeichnun gen belegt: Als erstes Ausbil dungsunternehmen in BadenWürttemberg ist Arburg bereits seit 2018 mit der ISO-Zertifizie rung, der LQW-Auszeichnung (Lernerorientierten Qualitäts testierung in der Weiterbil dung) und dem Gütesiegel der Industrie- und Handwerkskam mer (IHK) dreifach qualitäts zertifiziert.
All4Pack
eine internati


Die Messe bietet ein umfas sendes Angebot, das Verpa ckungslösungen und -Maschi nen für alle Industriezweige bietet – von Packaging über Processing und Printing bis hin zu Intralogistics. Sie wird neu
2022 in Paris Nord Villepinte statt und ist ein unumgängli ches Ereignis am Jahresende. Die Messe bündelt alle Innova tionen, Trends und Fachkennt nisse der Anwenderindustrien. Sie bietet einen globalen An satz für spezifische, nachhalti ge und verantwortungsvolle Lösungen, um den Leistungs problemen der Fachleute in diesem Sektor gerecht zu wer den – von Verpackungen über Maschinen bis hin zu Logistik. Die Messe bringt die wichtigs ten Entscheidungsträger aus den verschiedensten Branchen zusammen: Nahrungsmittel, Beauty & Hygiene, Konsumgü ter, Industriegüter, Getränke & Flüssigkeiten, E-Commerce Vertrieb, Luxus, Pharmazie & Gesundheit, Dienstleistungen, Transport & Logistik, andere Multi-Industrien.
in den Hallen 4 und 5A des Parc des Expositions de Paris Nord Villepinte durchgeführt. Der kompaktere Austragungs ort ermöglicht eine bessere Verteilung der 4 Messewelten (Verpackungen & Behälter für alle Märkte/Rohstoffe, Ver brauchsmaterialien – MPro zess- & Verpackungsmaschinen für mehrere Industriezweige/ Markierungen, Codierung –Handhabung/Sekundär-, Terti är- und Versandverpackungs maschinen – Verpackungs druck, Verarbeitung, Etiketten). Der Veranstalter rechnet mit rund 1300 Ausstellern, davon rund die Hälfte aus dem Aus land, und 66 000 Fachbesu chern, davon 35% internatio nale).
Am 8. September fand der zweite Technologietag bei SAX Polymers/Lenorplastics statt. Rund 120 interessierte Fachbe sucher kamen nach Oberriet in die Ostschweiz.
«Der Technologietag sollte ur sprünglich im Zweijahresrhyth mus stattfinden, aber mit Coro na kam alles anders», sagte Jwan Meier, CEO der Lenor plastics AG. Bei seiner Begrüs sung wies er auf die anstehen den Krisen hin, sei es bei Strom, Wärme oder Rohstoffen. Dabei sei es verständlich, dass Jugendliche lieber auf ihre Work Life Balance achteten. Nichtsdestotrotz brauche die Industrie junge Leute und die, laut Meier, am liebsten Vollzeit. Innovation und Nachhaltigkeit standen im Mittelpunkt des 2. Technologietages. Vortragen


de aus unterschiedlichen Berei chen der Wirtschaft informier ten umfassend zu den Themen Materialien, Maschinentechnik und Trends. In zwei parallelen Streams fanden verschiedene Vorträge statt, dazwischen blieb genug Zeit für Networking. Wer wollte konnte auch den Betrieb besichtigen. In den Maschinen hallen informierten Poster und Flyer, wie etwa aus PET-Fla schen wieder Granulat ent steht, oder wie Masterbatches hergestellt werden. Im Rahmen der Hausmesse präsentierten verschiedene Aussteller ihre In novationen und Neuheiten.




Zum Abschluss des offiziellen Teils hielt Marc Hauser seinen Gastvortrag «Mut zur Innovati on der Zukunft.» Der 1971 in Bern geborene Unternehmer ist Rekordhalter, 2018 gelang ihm der erste Sprung eines Menschen in den Jetstream. Kunststoffe spielten dabei in zahlreichen Bereichen eine le benswichtige Rolle. Nach die sem gelungenen Abschluss lud der Gastgeber zum gemeinsa men Barbecue.
www.saxpolymers.com www.lenorplastics.ch
Sven Schroebel versteht es, das Thema «Plexiglas und Nachhal tigkeit – Den Wandel gemein sam gestalten» weiterzugeben.
Der Marketingprofi Roland Hu ber hat als Produkt Manager im HB-Therm-Team auf Anfang September 2022 eine neue Aufgabe beim St. Galler Premi um-Temperiergerätehersteller übernommen. Zu seinen Aufga ben zählen neben Marktabklä rungen und Analysen der Kun denbedürfnisse das Erarbeiten der Produkt- und Dienstleis tungsstrategie für die gesamte HB-Therm Produktpalette. Su zana Baumann folgt ihm als Marketing & Customer Touch point Managerin nach. Mit bereits 26 Dienstjahren bei der HB-Therm AG verfügt Hu ber über fundierte Erfahrungen und grosses Know-how. Für



ihn «ist ein gelungenes Produkt immer die Leistung eines gan zen Teams. Als Produkt Mana ger von HB-Therm wünsche ich mir hellseherische Fähigkei ten, um in der Temperiertech nik Trends auszulösen.» Seine Nachfolgerin ist Suzana Baumann. Als neue Ansprech
partnerin für Presse und Kun den ist es ihr Ziel, über neue Entwicklungen und Vorhaben von HB-Therm in allen Medienkanälen zu informieren und positive Kundenerlebnisse zu schaffen. Zu ihren Aufgaben gehören die Planung und Aus führung der Marketingaktivitä
ten, die Organisation der Kun denevents sowie die Op ti mierung der Customer Touch points.



Nach fast 10 Jahren bei der HB-Therm AG ist Baumann gut vernetzt mit Kunden, Journalis ten, Lieferanten und Vertretun gen. Fast im Alleingang hat sie den Auftritt des Unternehmens in den Social Media entwickelt und umgesetzt. Mit der Digita lisierung des Marketings hat sie so entscheidend zum Erfolg der Informationskampagne zur neuen Series 6 beigetragen. www.hb-therm.ch
Dieses Jahr feiert das Familien unternehmen sein 75-jähriges Bestehen mit Raphael Jehle als CEO und Vater Ulrich Jehle als Verwaltungsratspräsident.
Josef Jehle begann 1947 als Werkzeugmechaniker im Keller seines Wohnhauses mit der Herstellung von Türschlössern.
1972 übernahm Sohn Ulrich die Führung des Unterneh mens und war für ein nachhal tiges Wachstum verantwortlich. Dies wurde durch Innovationsund Investitionskraft und durch das Gespür für die Anforderun gen der Kunden erreicht. Die Investitionen beziehen sich
sowohl auf einen modernen Maschinenpark, wie auch auf eine ganzheitliche Weiterent wicklung des Unternehmens, z.B. 2019 mit dem Werk 5, dem Technologiecenter für Werkzeug- und Formenbau. Die Dienstleistungen umfassen das Engineering, den Werk
zeug- und Formenbau und die Fertigung von Serienteilen als Komponenten oder Baugrup pen für die verschiedensten Branchen. www.jehleag.ch
Schützen Sie Ihre Anlagen!
Ob Spritzgiessmaschinen, Extruder, Schneidemühlen, Werkzeuge und Spritzgussformen.
mehr Sicherheit metallfreie Rohstoffe und Produkte höhere Wertschöpfung
Ob im Vakuum, freien Fall oder in der stehenden Materialsäule: Wir finden alles Metall!
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!Roland Huber und Suzana Baumann haben neue Aufgaben im HBTherm-Team übernommen. (Bild: HB-Therm)
Das SKZ erweitert seine Kapa zitäten im Bildungsbereich Schweissen und bezieht neue Räumlichkeiten im südbayeri schen Kirchseeon. Das SKZ wird das Gebäude ab Herbst 2022 mit ersten Kursen aus dem Bereich PE-HD Schweis ser nach DVGW-Arbeitsblatt GW 330 mit Leben füllen. «Wir freuen uns, mit diesem Schritt den Kunden kürzere Wege an das SKZ zu ermöglichen und werden auch hier die hohen Standards und die gewohnte Qualität des SKZ in der Ausund Weiterbildung vermitteln», so Dr. Eduard Kraus, Bereichs leiter Fügen und Oberfläch entechnik im SKZ. Weiterbil dungen in den oben ge nan
nten Bereichen werden heute schon an den SKZ-Standorten in Würzburg, Peine, Halle und Horb angeboten und umfas sen einen grossen Teil der jährlich über 10 000 Teilneh
mer in der Erwachsenenbil dung am SKZ.
Ab Oktober 2022 werden die ersten Trainings, insbesondere der Grundlehrgang sowie die Verlängerungsprüfung nach
Vor genau einem Jahr hat das SKZ erstmals bekannt gege ben, selbst entwickelte und zerstörungsfrei arbeitende Mess- und Prüfsysteme am Markt zu etablieren. Klassische Anwendungsfelder finden sich im Laboreinsatz und zur Pro zessüberwachung wieder. Seit her wurden zahlreiche Syste me erfolgreich bei sehr unter
schiedlichen kunststoffverar beitenden Unternehmen instal liert. Mit diesen können u. a. betriebs- und herstellungsbe dingte Fehlstellen detektiert, Aggregatszustandsänderungen im Rahmen von Aufschmelz-, Erstarrungs- und Vernetzungs reaktionen überwacht, Geome trie wie Dicken von Mehr schichtsystemen quantifiziert
und geschäumte Kunststoffe hinsichtlich Zellgrösse und Dichte charakterisiert werden. Interessierten Unternehmen bietet das SKZ kostenneutrale Machbarkeitsstudien, um indi viduell ein geeignetes Messoder Prüfverfahren zu finden. Das umfassende Interesse der Industrie an Mess- und Prüfsy stemen vom SKZ wurde die
DVGW-Arbeitsblatt GW 330, in Kirchseeon starten. «Gerade unsere Kunden aus Süd deutschland, Österreich und der Schweiz werden vom neuen Angebot profitieren und sich die langjährige Erfah rung unserer Dozenten zu Nutze machen», so Johannes Kocksch, Kursstättenleiter am SKZ in Würzburg. Ziel des SKZ ist es, in der neuen Region im Jahr 2022 Fuss zu fassen und ab 2023 deutlich mehr Kurse in den neuen Räumlichkeiten anzubieten. «Als Wegbereiter der Kunststoffbranche wollen wir auch in Südbayern langfris tig gemeinsam neue Wege mit der Branche gehen», so Kraus abschliessend.

ses Jahr von den mehr als 600 Besuchern des SKZStands im Rahmen der Messe Control 2022 bestätigt. Hier konnten interessierte Besu cher zahlreiche zerstörungs freie Mess- und Prüfverfahren vor Ort am Beispiel von Über raschungseiern oder selbst mitgebrachten Bauteilen er proben.
Formteilfehler im Spritzguss prozess werden oft schnell erkannt. Problematischer ist hingegen die Ursache zu in dentifizieren und passende Lösungsansätze zu finden. Die Meusburger Georg GmbH & Co KG und das SKZ schaffen Abhilfe mit einem Nachschla gewerk.

Selbst erfahrene Produktions mitarbeiter können aufgrund der vielfältigen, möglichen Ur sachen meist nicht direkt fest
stellen, wie und warum ein Spritzgussfehler entstanden ist.
Aber «wer einen Fehler ge macht hat und ihn nicht korri giert, begeht einen zweiten».
Das wusste bereits Konfuzius.
Damit das Korrigieren zukünftig schneller und einfacher geht, veröffentlichen Meusburger und das SKZ ein Nachschlage werk für typische Spritzgiess fehler und deren passende Lösungswege. Die übersichtli che Lösungshilfe enthält über
70 Spritzgiessfehler mit Erklä rung der Ursache und Tipps zum Beheben. Der umfangrei che Erfahrungsschatz aus der industriellen Praxis der Exper ten von Meusburger und dem SKZ sind in die Erstellung des Buches eingeflossen. Entstan den ist ein kleiner Ratgeber, der im Berufsalltag unterstützt. Die Lösung eines aufgetrete nen Spritzgussfehlers ist damit schnell verfügbar und man spart den zweiten Fehler direkt
ein. Die Lösungshilfe gibt es kostenfrei in gedruckter Form in deutscher und ab diesem Herbst auch in englischer Spra che.
FSKZ e. V.
Frankfurter Strasse 15–17 D-97082 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de

amount of material to be recycled is constantly increas

but at the same time, it is necessary to maintain the highquality standards of the results. Fimic has developed a Twin melt filter available in two sizes: Ø 600mm and Ø 700 mm, ca pable of increase the hourly production rate. GEM can reach up to 3 tons of LDPE or HDPE for example (based on MFI or filtration)
to an unparal leled filtering surface. Fimic in
Zur K in Düsseldorf vom 19. bis 26. Oktober stellt die Leistritz Extrusionstechnik GmbH seine Mitarbeiter in den Mittelpunkt des Messeauftritts. Auf der zentralen Bühne auf dem Stand werden die Exper ten anhand mehrerer erfolg reich abgeschlossener Kunden projekte ihre Kompetenz bei der Lösungsfindung demonst rieren. Darüber hinaus ist mo derne Doppelschnecken Extru sionstechnik für die Rezyklat verarbeitung mit intelligenter Steuerung zu sehen. Auf dem Stand F22 in Halle 16 präsen tiert Leistritz in diesem Jahr,
creased the filtering surface of its melt filter RAS 700 (almost 4 thousand cm2) with only two screens by 35%. GEM 600 in fact has 5500 cm2 with only two screens. Unlike RAS, this model achieves a greater surface area through two screens towards which the plastic material flows, in combi nation with two scrapers and two independent discharge
valves. Despite being the lar gest filter on the market, GEM ensures very low spare part costs while the use of just two screens means a lower initial investment.
Der Messestand in Düsseldorf ist aufgeteilt in eine Zone für LivePräsentationen, eine für Anlagentechnik zu Anfassen und eine mit virtuellen Anlagen. (Grafik: Leistritz)
wie das Team mit technischem Know-How und Herzblut die Entwicklung von kundenspezi
fischen Lösungen realisiert. In regelmässigen Bühnenshows werden die Extrusionsspezialis
In Düsseldorf werden die Un ternehmen der Erema Gruppe in Halle 9 ihre Neuheiten, Ser vice- und Dienstleistungen erstmals gemeinsam auf ei nem Messestand präsentieren. Herausragenden Leuchtturm
projekten, die zeigen welche Lösungen gemeinsam mit Partnern und Kunden für wel che Kunststoffabfallfraktionen bereits realisiert werden konn ten oder gerade in Entwick lung sind, wird im Aussenge
lände im Circonomic Center ausreichend Platz geboten. Dort werden Besucher auch die Möglichkeit haben, sich bei Live-Recyclingvorführungen selbst ein Bild von Recycling prozessen und der damit er
Fimic Srl I-35010 Carmignano di Brenta www.fimic.it
ten anhand erfolgreicher An wendungsbeispiele darlegen, wie die individuelle Expertise von Leistritz technische Her ausforderungen meistert. Dani el Nagl, Geschäftsführer der Leistritz Extrusionstechnik er klärt: «Bei uns gibt es nichts von der Stange. Jede unserer Anlagen wird individuell nach den Bedürfnissen des Kunden ausgelegt.»
Leistritz Extrusionstechnik GmbH D-90459 Nürnberg www.leistritz.com
zielten Regranulat-Qualität zu machen.
Erema Group GmbH A-4052 Ansfelden www.erema.com
Nachhaltige Produktgestaltung findet bei der Pöppelmann Gruppe, Kunststoffspezialist aus Lohne, in allen Divisionen nach dem Eco-Design-Konzept statt. Es berücksichtigt die Inte gration von Umweltaspekten bei der Gestaltung eines Arti kels über dessen gesamten Lebenszyklus hinweg. Damit sollen alle Möglichkeiten der Materialeinsparung und des Einsatzes recycelbarer Werk
Neben dem Ausbau seines Sortiments an Temperatursen soren und Heizelementen for ciert hotset die Entwicklung wegweisender Systemprodukte für den Einsatz in der Kunst stoff- und Fluidtechnik. Als kon krete Beispiele dafür zeigt das Unternehmen auf der K die neusten Ausführungen seines DH-Systems zur dynamischen Temperierung von Spritzguss
Mit seinem mobilen D-System (HT) bietet hotset ein einfach bedien bares Messgerät zur In-Situ-Analyse des Energiehaushalts der Was serzyklen in Spritzguss-Werkzeugen. (Bild: Hotset)
stoffe ausgeschöpft werden. Wo immer möglich und sinn voll, strebt Pöppelmann ge schlossene Wertstoffkreisläufe an. Auf der K 2022 präsentie ren die Divisionen innovative Lösungen für verschiedene Märkte.
Pöppelmann D-49393 Lohne www.poeppelmann.com
werkzeugen sowie seines DSystems zur In-situ-Messung thermohydraulischer Abläufe in bis zu 180 ° C heissen Flüssig keiten. Beide Lösungen fördern die Realisierung qualitätsstei gernder, nachhaltiger und ener giesparender Prozesse.

Hotset GmbH (HQ) D-58511 Lüdenscheid www.hotset.com


Lanker

Co m p os
Flüssigkunststo e
Glas- und
te We
und

COMPOSITE-WERKSTOFFE
GFK-Rohre,
CH-3312
www.swiss-composite.ch








COMPOUNDIERANLAGEN
Buss AG 4133 Pratteln
Tel. +41 61
info@busscorp.com www.busscorp.com
Theodorstr. 10 D-70469 Stuttgart
Tel +49 711 897-0 Fax +49 711 897-3999 info@coperion.com www.coperion.com
Grenzweg 3 5726 Unterkulm 062 832

BEDRUCKEN
Roggenstrasse
www.motan-colortronic.com


Gartenstrasse






Lanker AG,




WAAGEN CH-8614 Bertschikon ZH
Swiss Waagen DC GmbH

Tel. +41 (0)43 843








www.swisswaagen.ch
WERKZEUGSTAHL
VAKUUMPUMPEN UND SYSTEME
VAKUUMPUMPEN UND SYSTEME

Busch AG Vacuum
UND SYSTEME
ASCO KOHLENSÄURE AG
Prematic AG
Systempartner von Gardner Denver Tel.

Märwilerstrasse
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN ZERSPANUNGSTECHNIK
Meckesheim GmbH D-74909 Meckesheim Internet: www.herbold.com
Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch


Herbold Meckesheim GmbH Industriestraße 33 D-74909 Meckesheim Telefon: +49 6226 932-0 Internet: www.herbold.com

Ihre Situation: Energiepreise explodieren und Stromversorger passen ihre Tarife nach oben an. Sie als Unternehmen können aber nicht von heute auf morgen lhre Preise erhöhen. Unter Umständen macht das lhre Kalkulation zunichte.
Die Lösung aus dem Hause ENGEL: Wir betrachten nicht nur die Spritzgießmaschine, sondern die gesamte Anlage. Die Kombination aus Temperierung, intelligenter Gerätekommunikation & smarter Prozessführung führt zur maximalen Effizienz. So lassen sich bis zu 67 % Energie im Vergleich zu einer hydraulischen Spritzgießmaschine mit Standard Hydraulik und konventioneller Temperierung sparen.

the first. Be efficient.