KUNSTSTOFF XTRA
OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss

OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss

Erleben Sie, wieviel Feingefühl auch schwerste Maschinen haben können. Ob Diagnostika, Pharma, Healthcare oder Medizintechnik, wir verwirklichen Ihr Vorhaben mit höchsten Ansprüchen an Effizienz und Präzision. Entwickeln Sie mit uns als Systempartner Ihre individuelle Anlagenlösung für eine reinraumtaugliche Produktion, die sich lückenlos dokumentieren und rückverfolgen lässt.

DISCOVER MORE ABOUT OUR INDUSTRIES www.kraussmaffei.com



Zusammen mit vielen anderen Ländern ächzt die Schweiz, wenn es darum geht, in verschiedenen Branchen geeignete Fachkräfte zu finden. Ende 2022 waren hierzulande 120 000 Stellen unbesetzt. Die seit 20 Jahren tiefste Arbeitslosenquote von 2,2 % verschärft das Problem nur noch. Einschlägige Studien kommen denn auch unabhängig voneinander zum Schluss: Die globale Wirtschaft hat schon lange nicht mehr so viele Arbeitskräfte benötigt wie jetzt.
Matthias Ruff vom SKZ macht im Interview deutlich, dass davon auch die Kunststoffindustrie nicht ausgenommen ist. Dort kommen auf einen Hochschulabsolventen derzeit 5 Stellenangebote, aus denen er bequem aussuchen kann.

Die Gründe dafür sind laut Experten vor allem struktureller Natur. Fast alle Industrieländer stehen vor der Herausforderung der demografischen Alterung. Liegt die Geburtenrate schon länger bei 2,1 Kindern pro Frau, gehen gleichzeitig viele «Babyboomer» in Rente. Dieser Abfluss von Fachkräften dürfte laut Schätzungen 2030 seinen Höhepunkt erreichen. Viele sind sich einig, dass das eine nur schwer zu füllende Lücke hinterlassen wird.
Es sind aber nicht nur strukturelle Veränderungen, die den Demografen Kopfzerbrechen bereiten, sondern auch technologische. Gerade in der Industrie ist zu erwarten, dass durch Digitalisierung, Robotik oder KI einige Jobs verschwinden und neue entstehen werden.
Das macht es auch so schwierig vorauszusagen, welche Fachkräfte in Zukunft nachgefragt werden, weil einige Berufe noch gar nicht existieren. Denn um schon heute die Lehrgänge entsprechend ausrichten zu können, müsste man wissen, was die Wirtschaft in zehn Jahren benötigt.
 Thomas Meier, Redaktor
Thomas Meier, Redaktor
Fachkräftemangel trotz guten Bedingungen
Im Gespräch verrät Matthias Ruff, Leitung Vertrieb Bildung & Forschung beim SKZ, welche drei Themen ihn derzeit vor allem beschäftigen.
6
AUS-/WEITERBILDUNG
«Lösungen müssen aus der Industrie kommen»
Das KATZ hat mit dem SKZ einige gemeinsame Projekte gestartet. Der Messeauftritt an der Swiss Plastics ist eines davon.



8
VERBINDUNGSTECHNIK
Überwachung von Windturbinen neu gedacht
Da die Windenergiebranche immer ausgereifter wird und die Zahl der Windturbinen steigt, besteht ein zunehmender Bedarf an kostengünstigen Überwachungs- und Datenanalyselösungen.
IMPRESSUM
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung
Erscheinungsweise 7 × jährlich
Jahrgang 13. Jahrgang (2023)
Druckauflage
4100 Exemplare
WEMF / SW-Beglaubigung 2022
3264 Exemplare total verbreitete Auflage
1280 Exemplare davon verkauft
ISSN-Nummer 1664-3933
Internet www.kunststoffxtra.com
Geschäftsleiter
Andreas A. Keller
4 VERARBEITUNG
Herausgeber/Verlag
SIGWERB GmbH

Unter Altstadt 10, Postfach
CH-6302 Zug
Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Anzeigenverkaufsleitung
Thomas Füglistaler
Anzeigenverkauf
SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a
CH-5610 Wohlen
Telefon +41 56 619 52 52
Telefax +41 56 619 52 50 info@sigimedia.ch
Redaktion
Thomas Meier
Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor)
Telefon +41 32 623 90 17 m.flury@sigwerb.com
12
So werden Bedienblenden schön und smart
Im Auto-Innenraum, aber auch auf Geräte-Fronten von Küchengeräten, werden mechanische Tasten und Knöpfe immer mehr durch Touchscreens ersetzt.
17
F&E
Chirurgische Instrumente, die sich selbst falten
Für minimalinvasive Operationen (MIS minimally invasive surgeries) müssen Geräte klein sein. ETH-Forscher haben nun eine Methode entwickelt, um grosse Geräte durch einen engen Katheter zu transportieren.
19
Medizintechnik – Von der Idee zur Produktion
Auf der MedtecLIVE with T4M treffen Produktentwickler und Einkäufer der Inverkehrbringer und OEMs auf die wichtigsten Zulieferer der Medizintechnik in Europa.

Vorstufe
Triner Media + Print
Schmiedgasse 7 CH-6431 Schwyz
Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente
Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com


Druck Fontana Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.)
Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2023 by SIGWERB GmbH, CH-6302 Zug
WERKSTOFFE
Grenzen der Materialeigenschaften


Leicht wie Keramik, härter als Stahl: Ein neuer Werkstoff vereint die Vorteile beider Materialien für den vielseitigen Einsatz in Hochleistungsmaschinenumgebungen. Ein spezielles Herstellungsverfahren erlaubt hohe Designfreiheit.
31
CIRCULAR ECONOMY
60 Prozent weniger Emissionen
38
Der stete Tropfen höhlt den Rahmen
Über 200 Jahre ist die Entwicklung des ersten Fahrrades alt. Auch wenn dieses Gefährt mit dem heutigen nicht mehr so viel gemein hat, so hat das Fahrrad in den letzten Jahren dank des E-Bike-Booms eine Erfolgsgeschichte sondergleichen geschrieben.

42
Wir werden die Dienstleistungen ausbauen
Laut einer Studie könnten europäische Automobilhersteller den Anteil an wiederaufbereiteter und -verwendeter Materialien im Produktionsprozess bis 2040 mehr als verdoppeln.

Neue Möglichkeiten für industrielle Anwender
Das optische Mikrofon der Firma Xarion Laser Acoustics kann Ultraschall in Luft detektieren, aber mit einer Frequenzbandbreite, die nochmals 10-fach höher ist als die der Fledermäuse.
ZUM TITELBILD
Ob Petrischalen, Inhalatoren, Zahnbürsten, Atemmasken, Prothesen, Rollstühle oder Silikonschläuche – als Systemlieferant erzielen wir für Sie saubere Ergebnisse mit höchster Präzision. Auch bei extrem sensiblen Produkten der Medizintechnik dürfen Sie gelassen bleiben. Wenn Sie z. B. auf einer vollelektrischen Spritzgiessmaschine von KraussMaffei mit APCplus produzieren, bleibt das Schussgewicht und damit die Bauteilqualität selbst bei einer winzigen 0,03 g leichten Filtermembrane aus LSR (Liquid Silicone Rubber) stets konstant. Entwickeln Sie gemeinsam mit unseren Experten Ihre individuelle Anlagenlösung für eine reinraumtaugliche Produktion, die sich lückenlos dokumentieren und rückverfolgen lässt.

Riccardo Casanova ist seit etwas mehr als 100 Tagen als Geschäftsführer des Verbands KUNSTSTOFF.swiss im Amt. Wir wollten von ihm wissen, wie sein Start war und was er vorhat.
AUS DER BRANCHE 48
Krauss Maffei (Schweiz) AG

Grundstrasse 3
CH 6343 Rotkreuz
www.kraussmaffei.com

+41 41 799 71 80
An der Swiss Plastics Expo in Luzern traten die beiden Institute KATZ und SKZ gemeinsam auf. Im Gespräch verrät Matthias Ruff, Leitung Vertrieb Bildung & Forschung beim SKZ, was ihm an der Schweizer Messe besonders gefällt und welche drei Themen ihn derzeit vor allem beschäftigen.
 Thomas Meier
Thomas Meier
Das KATZ bietet Bildung und Labordienstleistungen. Was macht das SKZ?
In dem Punkt sind wir identisch, wir bieten Weiterbildungen online und offline an und sind in der Forschung und Entwicklung zusammen mit Unternehmen aktiv. Dann aber auch in der Prüfung der Produkte, die zum Beispiel aus diesen Entwicklungen entstehen. Das ist oft in den Bereichen Lebensmittel, Wasser, Pharma oder Automotive. Wir können zusätzlich Unternehmen zertifizieren. D.h. das was das KATZ macht, macht das SKZ in vielen Teilen genauso, aber in einem ausgeprägteren und grösseren Massstab.
Wie wichtig ist für sie die Zusammenarbeit mit dem KATZ? Das SKZ ist ja grösser, Deutschland ist grösser, die Schweiz dagegen vielleicht nicht so bedeutend.
Der Schweizer Markt ist für uns als deutsches Unternehmen wichtig. Er ist in sich sehr geschlossen, aber wenn man mal drin ist, ist man auch für lange Zeit mit den Unternehmen in Verbindung. Mit dem KATZ haben wir eine Partnerschaft von der alle nur profitieren können. Wir als Institute profitieren voneinander. Das KATZ hat die Schweizer Sicht auf die Kunststoffbranche. Umgekehrt profitiert es wiederum von den Möglichkeiten des SKZ, weil diese doch um einiges umfangreicher sind. Da bieten wir einen grossen Maschinenpark und viele Kompetenzen wie auch grosse Kapazitäten der Mitarbeiter. Das macht den Charme dieser Zusammenarbeit aus, was der Branche schliesslich zum Vorteil gereicht.
Wo liegen ihre Verbindungspunkte zum Schweizer Markt?
Das SKZ hat einen Standort in Stuttgart –genauer gesagt in Horb am Neckar. Hier haben wir schon seit vielen Jahrzehnten Kunden aus der Schweiz. Gerade in Zusammenarbeit mit dem KATZ können interessante Projekte entstehen, wo wir profitieren können. Deshalb ist die Verbindung mit dem Schweizer Markt für uns wichtig.
Wollen diese Kunden in den EU Markt oder kommen die zu ihnen, weil der Standort nahe ist?
Oftmals macht es die regionale Nähe aus. Aber das Thema Eintritt in den EU-Markt ist ebenfalls ein wichtiger Punkt. Kunden die diesen Schritt planen, möchten die deutsche Sicht auf den Markt.
Ist es ein grosser Schritt für ein Unternehmen, in den EU Markt einzutreten? Ich glaube nicht, dass die Hürden so gross sind. Es ist oftmals schwierig, den
ersten Schritt zu machen. Da wünscht man sich einen Partner, der jahrelange Erfahrung in dieser Beziehung aufweisen kann. Gerade mit unserem Netzwerk im SKZ, das rund 430 Unternehmen umfasst, ist es einfacher Fuss zu fassen, weil es keine Kaltakquise braucht. Das SKZ tritt dann oft auch als Vermittler auf, der die Möglichkeiten eines Lieferanten mit den Anforderungen eines Kunden zusammenbringt.
Wie haben sie ihren Messeauftritt erlebt, kennt man das SKZ in der Schweiz?
Man kennt uns teilweise. Etwa die Hälfte der Besucher kennt uns, während die andere Hälfte das KATZ kennt und vom SKZ vielleicht schon mal gehört hat. Dann kommen wir ins Gespräch und es entstehen gute Kontakte. Was mir an der Swiss Plastics sehr gut gefällt, die Personen kom -
Fachkräftemangel ist eine grosse Herausforderung, wenn auch nicht die einzige Fachkräftemangel
men mit konkreten Anliegen. Auf grossen internationalen Messen haben wir oft so einen grossen Ansturm, dass es nur für ein kurzes Hallo reicht. Hier haben wir aber die Zeit konkret über ein Thema zu sprechen. Diese familiäre Atmosphäre gefällt mir. Das passt auch zum Charakter des SKZ. Denn wenn wir etwas bearbeiten, wollen wir das von Anfang bis Ende begleiten.
Welche Themen beschäftigen Sie derzeit vor allem?
Das sind aktuell drei Themen, zum einen Nachhaltigkeit und Recycling. Viele Anfragen drehen sich um neue Materialentwicklungen hauptsächlich biobasiert oder bioabbaubar. Auch ein häufiges Anliegen: Wie bringt man Produkte in einen Kreislauf, damit sie auch wirklich ein zweites, drittes oder gar viertes Leben finden. Das zweite grosse Thema ist Digitalisierung. Was machen wir mit den Daten, die die Maschinen sammeln. Das ist ein Thema, dem wir uns in unserer SKZ-Modellfabrik widmen, die wir Anfang 2023 vollumfänglich eröffnet haben. Wie lassen sich die gesammelten Daten nutzen, um die Prozesse zu optimieren? Das ist eine grosse Frage, die viele Unternehmen in Angriff nehmen.

Dann ist da natürlich noch der Fachkräftemangel. Da geht es der Schweiz gleich wie im deutschen Markt: es fehlen die Fachkräfte. Hier kommen das KATZ wie auch das SKZ ins Spiel mit dem Angebot an Weiterbildungen von Quereinsteigern bis zum Profi. Da haben wir seit jeher einen grossen Schwerpunkt, den wir in diesem Jahr mit Selbstlernangeboten erweitern werden.
Woran liegt es, dass so viele Fachkräfte fehlen?
Das hat sicher mit der Altersstruktur zu tun. Viele, die noch berufstätig sind, kommen jetzt ins Rentenalter. Dann gibt es viele die aus dem Studium kommen und natürlich nicht als klassischer Facharbeiter die Branche bereichern. Dazu muss man sagen, die Kunststoffbranche hatte lange Zeit und teilweise auch heute noch ein Imageproblem. Kunststoff galt als böse. Mittlerweile stellt man fest, gerade auch durch die Corona-Pandemie, Kunststoff kann ein Lebensretter sein. Jetzt wird die
Branche wieder attraktiver weil sie sich weiterentwickelt und sich auch dem Thema Umweltschutz und Nachhaltigkeit annimmt. Und auch Faktoren wie die Bezahlung, oder geregelte Arbeitszeiten sind durchaus attraktiv. Aber der Mangel ist noch immer sichtbar. Auf einen Studierenden in der Kunststoffbranche kommen aktuell während dem Studium fünf Stellenangebote. Das ist eine interessante Situation für jede Person, die in die Branche einsteigen möchte.
Merkt man denn schon, dass die Studierendenzahlen steigen?
Nein. Erstaunlicherweise noch nicht. Aber selbst wenn die Zahlen stark steigen würden, gäbe es immer noch viele Arbeitsplätze für die Abgänger. Fachkräfte werden händeringend gesucht.
The next Generation. Temperature Control Units Thermo-6
produkten. Es ist spannend, weil da gera de viel Bewegung hineinkommt und als KATZ bringen wir die Kunststofftechnologie in solche Projekte mit ein. Dem Beratungsunternehmen Realcycle ist es beispielsweise gelungen, Emmi, Nestlé, Migros, Coop, Greiner und Swiss Prime Pack, also wirklich durchs Band sehr breit, Leute zusammen zu bringen. Die arbeiten nun in einem Projekt zusammen, das von Innosuisse gefördert wird. Das sind schon neue Dimensionen. Solch grosse Projekte mit so vielen Partnern, die alle in die glei -

litisch und hängen von gewissen Rah menbedingungen ab. Es hat immer eine politische Komponente dabei, wie auch eine rechtliche. Das versuchen wir im Hintergrund zu halten und uns auf die Möglichkeiten der Kunststofftechnik zu konzentrieren. Dort können wir Lösungen bieten. Ich glaube, das ist ein wichtiger Punkt: Kreislaufwirtschaft kann man nicht ohne die Kunststoffindustrie umsetzen. Die Lösungen müssen aus der Industrie kommen. Dort arbeiten wir daran, einerseits mit Technologieprojekten
gezeigt, wie Recycling funktionieren kann. Führen sie dieses Projekt weiter? Wir haben mit Milchflaschen begonnen und sind nun weitergegangen zum Café Latte Becher von Emmi und weiteren Verpackungen aus Polypropylen. Dabei vermischen wir mehrere Verpackungen miteinander und bringen andere Störungen ein. Wir sind gerade in der Planungsphase für ein weitergehendes Projekt. Gerne würden wir verstärkt in die Sortier- und Trennprozesse investieren, damit wir den gesamten Kreislauf kompletter abbilden können. Ich
Von internationalen Kooperationen, wie der Zusammenarbeit mit dem SKZ, profitieren alle. (Bild: Thomas Meier)
denke das ist wichtig, weil man momentan in der Schweiz viele Prozessschritte noch auf grossen Produktionsanlagen entwickeln muss. Das ist schwerfällig und teuer. Besser wäre, wenn man mit kleineren Aufwänden agiler entwickeln könnte. Dazu wollen wir am KATZ unsere Möglichkeiten in diesem Bereich erweitern.
Kommt bei der Zusammenarbeit mit dem SKZ durch den EU-Markt ein neuer rechtlicher Rahmen ins Spiel?
Was an der Zusammenarbeit sehr interessant ist: Grosse Inverkehrbringer von Kunststoffprodukten, wie z. B. Emmi, verkaufen ihre Produkte nicht nur in der Schweiz. Viele Lebensmittelkonzerne agieren regional oder sogar global. Die brauchen natürlich nicht nur eine Recyclinglösung für die Schweiz, sondern eine, die international mit den aktuellen Werkstoffströmen kompatibel ist.
Das ist eine neue Dimension und hat einen Einfluss darauf, wie man Kreislauflösungen gestalten soll. Einerseits hängt das von den lokalen Haushalten und Abfallströmen ab. Andererseits müssen Lösungen auch mit den Recyclingsystemen anderer Länder kompatibel sein. Die Kompatibilität zwischen verschiedenen Systemen verlangt ein besonderes Augenmerk. Internationale Kooperationen, wie die Zusammenarbeit mit dem SKZ, helfen die grenzüberschreitende Weiterentwicklung der Recyclingsysteme frühzeitig und besser zu verstehen. Es wäre jedoch eine IIlusion zu glauben, dass dadurch der in -
ternationale rechtliche Rahmen der Kreislaufwirtschaft beeinflusst werden könnte.
Können sie ein Beispiel geben?
Wenn z. B. eine Schweizer Stadt Kunststoffverpackungen sammelt, wie lässt sich die Qualität dieses gesammelten Materials messen, überprüfen und mit der nächsten Verarbeitungsstufe vereinbaren? Ist die Qualität des Abfalls aus St. Gallen gleich, wie die aus Lausanne oder Genf, oder gibt es Unterschiede, die sich dann bis zum Rezyklat durchschlagen?

Es geht also auch um grundlegende Fragen, etwa: Wie definiert man Qualitätsversprechen und Qualitätssicherung im Recyclingstrom? Heute gibt es bei der Neuware eine Kette etablierter Qualitätsversprechen vom Öl über Naphta zum Ethylen und bis zum Kunststoffprodukt, also entlang der gesamten Wertschöpfungskette. Da gibt es bei rücklaufenden Strömen noch Lücken zu schliessen.
Kontakt www.katz.ch


BEI ALLEM RUND UM DIE KAVITÄT PERFEKT BERATEN Beratung, Service und Support
» Unterstützung und Beratung durch unsere geschulten Fachkräfte
» Assistenten, Konfiguratoren und Auswahlhilfen im Webshop und Offline-Shop
» Für jeden Anwendungsfall das richtige Produkt
NEUGIERIG? JETZT VIDEOS ANSEHEN: www.meusburger.com/ kavitaet
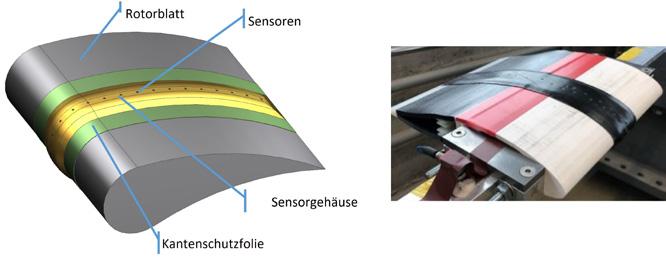
Die Windenergie ist eine Schlüsseltechnologie zur Erreichung der Ziele der Vereinten Nationen für nachhaltige Entwicklung und der EU-Energiestrategie 2030. Da die Windenergiebranche immer ausgereifter wird und die Zahl der Windturbinen steigt, besteht ein zunehmender Bedarf an kostengünstigen Überwachungs- und Datenanalyselösungen, um das komplexe aerodynamische und akustische Verhalten der Rotorblätter zu verstehen, die Leistung zu verbessern und die Betriebskosten zu senken.
Die hier vorgestellte Arbeit ist Teil des Aerosense Projekts, bei welchem die Abteilung Verbindungstechnik des IWK (Institut für Werkstofftechnik und Kunststoffverarbeitung) unterstützt durch das IET (Institut für Energietechnik) der OST, Antworten auf Fragen zur Verbindungstechnik und Montage von Windturbinenblätter liefert.
Ziel dieses Projekts ist die Entwicklung eines neuartigen MEMS (Micro-Electro-Mechanical System)-basierten Oberflächendruck- und akustischen IoT-Messsystems für Rotorblätter von Windenergieanlagen, das dünn, nicht-intrusiv, robust, modular, stromsparend und autark ist, drahtlos sendet und leicht zu installieren (und zu entfernen) ist.
Das System integriert neuartige, eingebettete Signalverarbeitungslösungen für die Kalibrierung und Korrektur der gemessenen Grössen und eine digitale Zwillingsplattform für die effektive Datennutzung und Wertschöpfung. Sein modularer und skalierbarer Aufbau setzt in der Überwachung von Windkraftanlagen einem völlig neuen Massstab.
Der Beitrag der Abteilung für Verbindungstechnik des IWK zum Aerosense-Projekt betrifft in erster Linie die Auslegung und die Herstellung der Gehäuse für die elek-
tronischen Komponenten und die MEMSSensoren. Die zu entwickelnden Gehäuse müssen einerseits robust sein, um die sensible Elektronik vor Umwelteinflüssen und den hohen Windgeschwindigkeiten an einer Windenergieanlage zu schützen. Auf der anderen Seite müssen die Gehäuse flexibel sein, damit sie sich bei der Montage den komplexen Geometrien der Rotorblätter anpassen können. Dabei sollen die Gehäuse möglichst dünn sein, sodass die Form und damit die aerodynamischen Eigenschaften der Rotorblätter möglichst nicht verändert werden. Eine weitere Anforderung ist es, dass das Gehäuse einfach
an einer bestehenden Windenergieanlage installiert und ohne Beschädigung wieder entfernt werden kann. Das heisst, das System muss sich von einem, an einem Seil hängenden Arbeiter installieren und entfernen lassen. (Bild 1)
Zur Befestigung des Sensorsystems auf den Rotorblättern wird eine auf dem Markt verfügbare industrielle Schutzfolie verwendet. Diese und ähnliche Folien werden in der Windenergieindustrie bereits eingesetzt, um den Verschleiss der Vorderkante der Rotorblätter zu minimieren. Die ge -
wählte Folie hat eine gute Haftung zum Gelcoat der Rotorblätter, ist flexibel und die Applikation der Folien ist dem Instandhaltungspersonal der Windenergieanlagen bereits bekannt.
Das eigentliche Gehäuse für die elektronischen Komponenten wurde zuerst unter der Form eines Silikon-Vergussmasse-Gehäuses hergestellt. Das Herstellungsverfahren bringt diverse Schwierigkeiten mit sich:
• Die Oberfläche des geformten Gehäuses ist nicht glatt, was für die Aerodynamik von Nachteil ist.
• Es bilden sich Hohlräume in der Vergussmasse und an der Oberfläche, was sich negativ auf die Dichtheit und die mechanischen Eigenschaften des Gehäuses auswirken kann. Der Übergang zwischen verschiedenen Prozessschritten ist nicht glatt.
• Die Haftung zwischen Vergussmasse und Folie ist nicht überall optimal.
• Das Gehäuse kann nicht im Vakuum geformt werden, da für die Druck- oder Akustiksensoren Hohlräume erforderlich sind.
• Die Schälzugfestigkeit der Verbindung zwischen Silikon und Kantenschutzfolie ist sehr tief (30 N), was vermuten lässt, dass die Verbindung auf dem Rotorblatt nicht langfristig halten wird. Das eigentliche Gehäuse wird mittels 3DDruck hergestellt. Für die Gehäuse wird die PolyJet-Technologie eingesetzt. Diese bietet den grossen Vorteil, dass Komponenten aus einem harten und einem weichen Kunststoff in einem Teil hergestellt werden können. Dabei werden verschiedene Photopolymer-Acrylharze verwendet, mit welchen sich sehr feine und präzise
Details und Zahlen zur Aerosense Projekt
Aerosense ist ein dreijähriges F&E-Projekt (von Mai 2020 bis April 2023), das vom Schweizer Programm SNF/Innosuisse Bridge Discovery finanziert und von der OST, Ostschweizer Fachhochschule, zusammen mit der ETH Zürich (Lehrstuhl für Strukturmechanik und Monitoring und Zentrum für projektbasiertes Lernen) durchgeführt wurde. Budget: 2,3 Mio. CHF.
Forschungspartner
Eastern Switzerland University of Applied Sciences (OST) – Institut für Energietechnik (IET)
ETH Zürich Chair of Structural Mechanics and Monitoring (CSMM)
ETH Zürich Center for Project-Based Learning (PBL)
Andere Partner Octue (UK)
Beirat
Industrie: Renewable Energy Systems Ltd, Elektrizitätswerke des Kantons Zürich –Erneuerbare Energien, Enercon, General Electric (LM Windpower), Brüel & Kjaer Forschung: Fraunhofer IWES, ECN, DTU, TU Delft, NREL
Strukturen abbilden und glatte Oberflächen herstellen lassen. Dadurch kann in den Gehäusen eine Negativform der elektronischen Komponenten hergestellt werden. In dieses Negativ kann die Elektronik eingebettet werden. Somit lassen sich auf der Oberfläche der Gehäuse glatte Flächen bei gleichzeitig sehr dünnen Gehäusen realisieren. Dies ist sehr wichtig für die Aerodynamik des Gehäuses auf der Oberfläche des Rotorblattes.
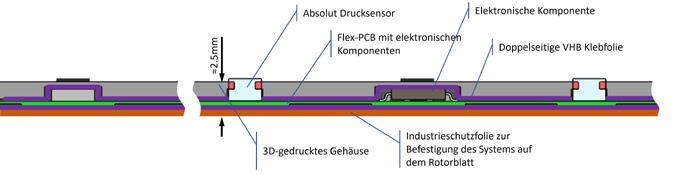
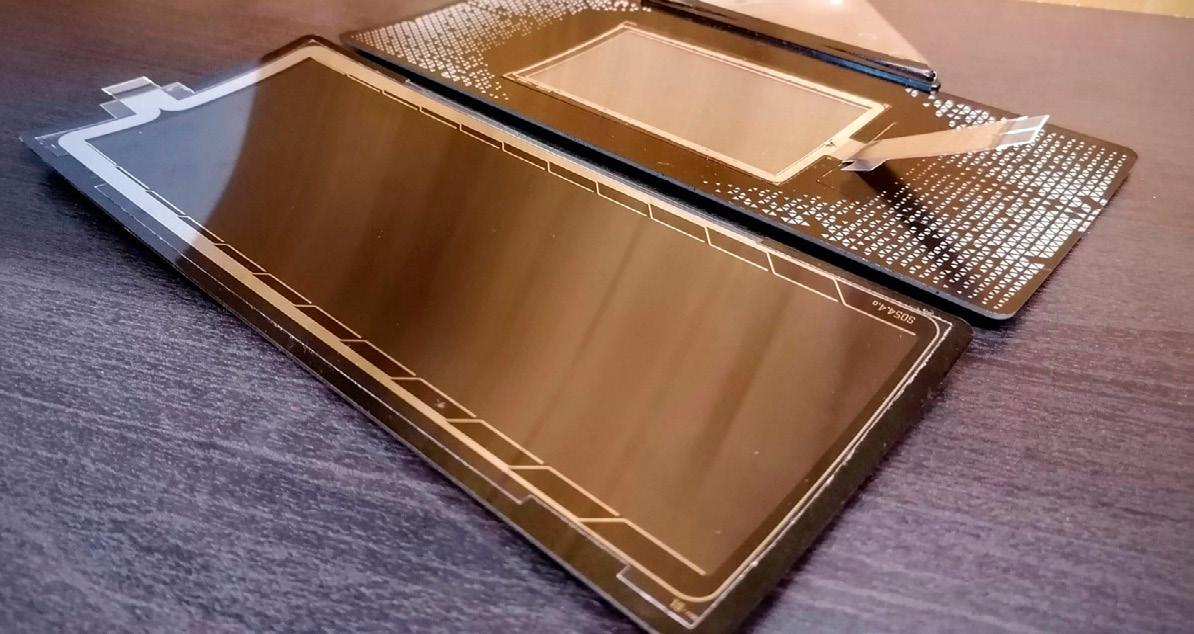
Zur Verbindung der 3D-gedruckten Gehäuse mit der Industrieschutzfolie und zur Verbindung der Gehäuse mit den PCB (Printed Circuit Board) der verschiedenen elektronischen Komponenten wird ein anpassungsfähiges doppelseitiges Hochleis-
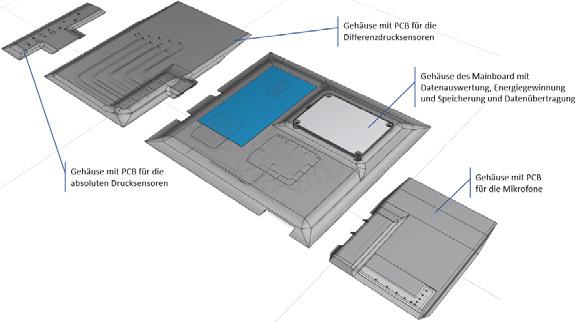
tungs-Klebeband verwendet. Das Klebeband ist ein modifizierter Acrylklebstoff mit einer Dicke von 0,3 mm. Dieses ist extrem flexibel und dient als Abdichtung zwischen Gehäuse und PCB und sorgt gleichzeitig für grosse Stabilität. (Bild 2) Sensoren auf der PCB messen verschiedene Quantitäten und müssen spezifisch installiert werden, um qualitativ hochwertige Messungen liefern zu können. Als Folge wurden für die verschiedenen Sensoren ein Gehäuse für die absoluten Drucksensoren, ein Gehäuse für die Differenzdrucksensoren, ein Gehäuse für die Mikrofone und ein Gehäuse für das Mainboard modular aufgebaut. Im Gehäuse des Mainboards ist die Datenverarbeitung, die Energiegewinnung, die Energiespeicherung und die drahtlose Kommunikation zur Bodenstation integriert.
Das Gehäuse muss präzise Durchgangslöcher für die absoluten Drucksensoren enthalten, Lücken für die elektronischen Bauteile müssen vorgesehen sein und zusätzlich müssen Silikonschläuche mit den Differenzdrucksensoren verbunden werden (Bild 3). Um eine gute Qualität der Druckmessungen zu ermöglichen, sollten die Einlasslöcher mit einem harten Kunststoff gedruckt werden, während das Gehäuse aus flexiblem Material (Shore A85) gedruckt wird. Das Drucken dieser zwei unterschiedlichen Materialien ist mit ei -
nem Polyjet Drucker möglich, was diese Technologie für die Herstellung des Kunststoffgehäuses besonders attraktiv macht. Das Verfahren, um die verschiedenen Komponenten des Gehäuses zu verbinden, ist klar strukturiert und lässt sich wie folgt zusammenfassen:
1. Alle Komponenten werden zuerst mit Isopropanol gereinigt.
2. Das Klebeband wird auf die Form des PCB zugeschnitten, mit Löchern an den für die Sensoren vorgesehen Stellen.
3. Das Klebeband wird an der Stelle auf das Gehäuse aufgebracht, an welcher der PCB sein wird.
4. Der PCB wird auf das Gehäuse geklebt.

5. Das Klebeband wird auf das Gehäuse und die Rückseite des PCB geklebt.
6. Die Kantenschutzfolie wird auf die bereits verklebten Komponenten geklebt.
7. Die Kantenschutzfolie wird auf die Grösse des Gehäuses zugeschnitten. (Bild 4)
In einem ersten Schritt wurde der Aufbau der Sensoren und deren Fähigkeit, zuverlässige und konsistente Messwerte zu liefern, in einem Windkanal demonstriert. Dazu wurden die Messwerte der Sensoren mit herkömmlichen, integrierten Sensoren verglichen. Die Versuche im Windkanal haben gezeigt, dass die Messwerte des Aerosense-Systems gut mit den Messwerten des herkömmlichen Systems übereinstimmen.
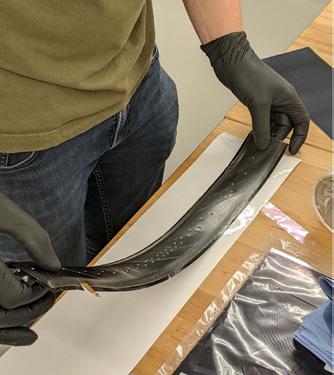
In einem nächsten Schritt wurden reale Versuche an einer laufenden 6 kW-Windkraftanlage in der Nähe von Winterthur durchgeführt. Diese ergaben, dass sowohl die drahtlose Datenübertragung, als auch die Energieversorgung des Messsystems funktionieren. Die 3D-gedruckten Gehäuse konnten mit der Industrieschutzfolie einfach an den Rotorblättern befestigt werden und haben den harten Umwelteinflüssen und hohen Windgeschwindigkeiten standgehalten. (Bild 5)


Die Gehäuse wurden zuerst ohne Sensoren über einen Zeitraum von vier Wintermonaten installiert. Das Ziel war, die mittelfristigen mechanischen Eigenschaften des Gehäuses zu beobachten. Nach dieser viermonatigen Testphase gab es keine An -
zeichen von Rissen oder Beschädigungen am Kunststoffgehäuse.
In einer zweiten Testphase wurden die Gehäuse mit Sensoren im Sommer und Winter (bei Temperaturen höher bzw. tiefer als +40 ° C bzw. -5 ° C) geprüft. Die mechanischen Eigenschaften des Gehäuses und Assembly haben diese zweite Testphase bestanden. Verschiedene mechanische Schwingungsmessungen wurden gleichzeitig und erfolgreich gemessen. Die Demontage des Gehäuses am Ende der Testphasen konnte erfolgreich durchgeführt werden, was das ganze Konzept der Verbindungstechnik für dieses Projekt validiert.
In einem nächsten Projekt soll das Sensorsystem weiterentwickelt und Versuche an Multimegawatt-Turbinen sollen durchgeführt werden. Um den steigenden Anforderungen an grössere Anlagen gerecht zu werden, sollen auch die Gehäuse weiterentwickelt werden. In den nächsten Monaten wird die Schweizer Start-up-Firma RTDT Laboratories die Technologie übernehmen und weiterentwickeln.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Prof. Dr. Pierre Jousset
OST Ostschweizer Fachhochschule
Eichwiesstrasse 18b
CH-8645 Rapperswil-Jona
www.ost.ch
Lassen sich aus Cellulosefasern ökologisch nachhaltige Platinen für die Elektronikindustrie herstellen?
Empa-Forscher Thomas Geiger ging dieser Frage nach. Inzwischen ist er Teil eines multinationalen EU-Projekts namens «Hypelignum». Dessen Ziel: eine bioabbaubare Elektronik.
Seit vielen Jahren forscht Thomas Geiger auf dem Gebiet der Cellulosefibrillen – das sind feine Fasern, die sich etwa aus Holzabschnitten oder landwirtschaftlichen Abfällen herstellen lassen. Cellulosefasern bergen ein hohes Potential für eine nachhaltige Produktion und eine Dekarbonisierung der Industrie: Sie wachsen CO2-neutral in der Natur, verbrennen ohne Rückstände und sind sogar kompostierbar. Sie lassen sich für vielerlei Zwecke einsetzen, etwa als Faserverstärkung in technischen Gummiwaren wie Pumpenmembranen.
Doch kann man aus Cellulosefasern vielleicht auch Leiterplatten herstellen, die den ökologischen Fussabdruck von Computern verringern? Gerade Leiterplatten, auch Platinen oder PCBs genannt («printed circuit boards») sind ökologisch alles andere als unschuldig: Sie bestehen meist aus Glasfasern, die in Expoxidharz getränkt sind. Ein solcher Verbundwerkstoff ist nicht recyclingfähig und kann bislang nur in speziellen Pyrolyseanlagen sachgerecht entsorgt werden.
Geiger hatte bereits Computerplatinen aus Cellulosefasern hergestellt und deren biologischen Abbau untersucht. Die Bio-Fasern ergeben mit Wasser vermischt einen dickflüssigen Schlamm, der sich in einer Spezialpresse entwässern und verdichten lässt. Gemeinsam mit einer Kollegin stellte er 20 Versuchsplatinen her, die diversen mechanischen Tests unterworfen und schliesslich mit elektronischen Komponenten bestückt wurden. Der Versuch gelang, und die Celluloseplatine gab nach wenigen Wochen in der Natur die aufgelöteten Bauteile wieder frei.
Zuvor war Geiger bereits gemeinsam mit der Fachhochschule OST in Rapperswil an
einem Innosuisse-Projekt beteiligt, aus dem Gehäuseteile für Computermäuse entstanden. Die hergestellten Gehäuseteile glänzen seidig und ähneln in Farbe und Haptik Werkstücken aus Elfenbein. Doch es fand sich kein Hersteller, der die Methode übernehmen wollte. Der Preiswettbewerb bei Kleinelektronik ist dafür noch zu gross – und die herkömmlichen Kunststoff-Spritzgussverfahren sind deutlich im Vorteil.
Holzwolle oder Zellulosefasern
Vor kurzem ergab sich dann die Chance, auf den bestehenden Erkenntnissen aufzubauen: Die Empa-Nachhaltigkeitsspezialistin Claudia Som wurde angefragt, ob sie am EU-Forschungsprojekt «Hypelignum» mitarbeiten wolle. Dieses wird vom schwedischen Materialforschungsinstitut RISE geleitet und sucht nach neuen Wegen für nachhaltig produzierte Elektronik.
Claudia Som zog ihren Kollegen Thomas Geiger hinzu.
Das Projekt startete im Oktober 2022. Das Forscherkonsortium, mit Beteiligung aus Österreich, Slowenien, Spanien, den Niederlanden, Schweden und der Schweiz, plant, Öko-Leiterplatten aus verschiedenen Materialien herzustellen und zu evaluieren: Neben nanofibrillierter Zellulose (CNF) wird als Basis Holzwolle und Zellstoff aus Pappelholz untersucht; auch Holzfurnier kommt als Basis für die Platinen zum Einsatz.
Zwei Forschungsabteilungen der Empa arbeiten am Projekt mit: Zum einen die Nachhaltigkeitsspezialisten um Claudia Som von der Abteilung «Technologie und Gesellschaft». Som wird mit Hilfe von Material-Datenbanken den ökologischen Fussabdruck der Öko-Leiterplatten berechnen und die einzelnen Konzepte untereinander vergleichen.
Versuchsweise hat Empa-Forscher Thomas Geiger Gehäuseteile für Computermäuse aus Cellulosefasern gefertigt. Die Oberflächen glänzen wie edles Elfenbein; die Bauteile sind komplett kompostierbar. (Bild: Empa)
Thomas Geiger von der Empa-Abteilung
«Cellulose & Wood Materials» wird aus nachwachsenden Rohstoffen die Leiterplatten herstellen. «Grüne» Elektronik ist schon seit längerem ein Forschungsschwerpunkt der Abteilung, die von Gustav Nyström geleitet wird; Nyströms Team hat bereits diverse gedruckte Elektronikkomponenten aus bioabbaubaren Materialien entwickelt, etwa Batterien und Displays. Die Anforderungen an industriell hergestellte Computerplatinen sind indes nicht trivial: Die Platinen müssen nicht nur eine hohe mechanische Festigkeit aufweisen, sondern dürfen auch in feuchten Bedingungen nicht aufquellen oder bei sehr niedriger Luftfeuchtigkeit Risse bilden. «Cellulosefasern können eine sehr gute Alternative zu Glasfaser-Verbundwerkstoffen sein», erläutert Geiger. «Wir entwässern das Material in einer Spezialpresse mit 150 Tonnen Druck. Dann kleben die Cellulosefasern ohne weitere Hilfsstoffe von alleine zusammen. Wir nennen das ‹Hornifizierung›.»
Kontakt www.empa.ch

Im Auto-Innenraum, aber auch auf Geräte-Fronten von Küchengeräten, werden mechanische Tasten und Knöpfe immer mehr durch Touchscreens ersetzt. Oftmals reicht jedoch eine Auslegung der Bauteile unter optischen und haptischen Aspekten nicht aus. Denn mit der zunehmenden Digitalisierung steigen die Anforderungen an Bedien- und Funktionsfelder und die Blende soll zum Human Machine Interface (HMI) werden.
Das Institut für Werkstofftechnik und Kunststoffverarbeitung (IWK), ein Institut der OST – Ostschweizer Fachhochschule, widmet sich unter anderem auch der Funktions- und Prozessintegration, mit dem sich bei der Herstellung komplexer Kunststoffteile Kosten reduzieren lassen. Das IWK pflegt eine projektbezogene Zusammenarbeit mit der Wirtschaft, so unter anderem auch mit Günther Heisskanaltechnik GmbH mit dem Ziel, die Verbindung von Wissenschaft und Praxis für innovative Lösungen mit modernen Werkstoffen und Produktionstechnologien zu nutzen. Das IWK verfügt entlang der gesamten Wertschöpfungskette ein umfassendes Werkstoff-, Werkzeug- und Produktions-Know-how und kann mit seinen acht Fachbereichen (Spritzgiessen / PUR; Compoundierung / Extrusion; Faserverbundtechnik / Leichtbau; Verbindungstechnik; Fertigungstechnik Me -
tall; Mechanische Systeme; 3D-Druck / Additive Manufacturing und Simulation) Design-Projekte der anwendungsorientierten Forschung und Entwicklung umsetzen. Dies je etwa zur Hälfte in Form von Direktaufträgen aus der Industrie und als öffentlich geförderte Projekte, vor allem durch die Innosuisse (Schweizerische Agentur für Innovationsförderung). Für die Ergebnisse seiner innovativen Projekte erhielt das IWK verschiedenste Auszeichnungen, so u. a. den JEC-Award 2014, mit Rolls-Royce und der FACC AG den Materialica-Award 2017, den German Innovation Award 2018 und einige mehr.

Die Anforderungen in Bezug auf Funktionsintegration vor allem im Bereich der Elektronik steigen stetig. Es gibt bereits
verschiedene Technologien um die benötigten Elektronikkomponenten in wenigen, automatisierten Arbeitsschritten in die Kunststoffbauteile einzubringen. Doch trotz der rasanten Entwicklung gestaltet sich die praktische Umsetzung häufig herausfordernd. Bei dekorativen Bedienpanels mit integriertem Display müssen zum Beispiel die Bedien-, Design- und Funktionsflächen miteinander verschmelzen. Das heisst, die Bedienblenden warten mit einer glatten hochwertigen Oberfläche ohne Unterbrüche auf, die sich im ausgeschalteten Zustand möglichst unauffällig, beispielsweise als einheitliche schwarze Oberfläche präsentieren. Dies bezeichnet man als Deadfront-Effekt. Überwiegend kommen solche Produkte aus Asien, wo sie in Handarbeit montiert werden. Für die europäischen Unternehmen besteht die Schwierigkeit darin, die stetig zunehmenden Anforderungen mit wirtschaftlich konkurrenzfähigen Produkten abdecken zu können. Das Hinterspritzen von funktionalisierten Kunststofffolien kann hier eine Lösung bringen. Bei dieser Technologie werden ein IMD- und ein IML-Prozess kombiniert, was bisher kaum so umgesetzt wird.
Das IWK sollte unter Mitfinanzierung der Innosuisse die Umsetzung einer solchen Technologie für den Standort Schweiz untersuchen. Zum einen mussten die Möglichkeiten dieser Technologien aufgezeigt werden, zum anderen aber auch die Grenzen hinsichtlich der Gestaltungsmöglichkeiten der Blenden.


Wie Curdin Wick, Leiter des Fachbereiches Spritzgiessen am IWK, erklärt, waren neben dem Spritzgiessverarbeiter A. & J. Stöckli AG, Netstal, welcher heute bereits erfolgreich Produkte mit IMD-Technologie umsetzt, und der Kurz Schweiz AG, Wallisellen, zwei weitere Schweizer Firmen an diesem Projekt beteiligt. Für erste Grundlagenversuche zur Erarbeitung des Prozess-Know-hows wurde ein Werkzeug zur Herstellung einer einfachen Versuchsblende gebaut. In einem zweiten Schritt wurde dann eine neue Blende für einen Demonstrator von Grund auf entwickelt. Diese Demonstrator-Blende sollte die Grenzen hinsichtlich der Gestaltungsfreiheit und der zulässigen Umformgrade für die Transferveredelungsfolien aufzeigen und wies deshalb eine grössere und stärker

verformte Oberfläche auf. Ziel war es auch sogenannte Verschwinde- und Dead-FrontEffekte darzustellen. Hierbei zeigt sich bei Tageslicht ein geschlossenes Flächendesign und bei Hinterleuchtung erscheint ein Bedienfeld oder ein transluzentes Dekor. Dieser Wechsel zwischen blickdichten Designfronten und illuminierten Dekors oder Funktionsfeldern lässt sich nur mit einem speziellen Beschichtungsaufbau erzielen. Bei opaken Flächen ist die Stärke der Metallisierungs- oder Lackschicht höher als bei semitransparenten.
Das Besondere an diesem Projekt war die Kombination des IMD-Prozesses mit der IML-Technologie, welche bei der Firma Stöckli in einer speziell dafür ausgelegten Fertigungszelle funktionieren sollte. Die Dekoration der Blende erfolgt durch die sogenannte IMD-Technologie (In-Mold Decoration), einem Fertigungsverfahren, bei welchem eine Heissprägefolie durch das Spritzgiesswerkzeug geführt wird. Diese wird vor dem Schliessen des Werkzeugs über einen Spannrahmen geklemmt und
Ihr Partner in der Medizintechnik
Grilamid TR mit kristallklarer Transparenz; ist einige hundert Mal bei 134°C dampfsterilisierbar
Grilamid L mit der besten chemischen Beständigkeit aller Polyamide; bietet hervoragende Sicherheit und Zuverlässigkeit
Grivory GV mit unübertroffener Steifigkeit, Festigkeit und Kriechbeständigkeit; ermöglicht Metallersatz auf höchstem Niveau
Ihr innovativer Entwicklungspartner
durch den Druck der Schmelze beim Einspritzen an die Innenwand der Kavität gepresst. Die hohe Temperatur der Schmelze bewirkt, dass sich die Lackschicht der Heissprägefolie mit dem eingespritzten Kunststoff verbindet. Kühlt der Spritzling ab, löst sich die Lackschicht der Heissprägefolie von der verwendeten PET-Trägerfolie und das fertig dekorierte Spritzgussteil kann entformt werden. Unterhalb der Schliesseinheit erfolgt das Aufwickeln der verbrauchten Trägerfolie, während zugleich ein neuer Dekorbereich im vorgesehenen Bereich des Werkzeugs positioniert wird. Der Vorschub der Folie muss absolut exakt gesteuert werden, denn nur so lassen sich Serienteile mit gleichem Aussehen produzieren.

Normalerweise ist diese Technik des Folien-Hinterspritzen mit kleineren Modifikationen an einer bestehenden Spritzgiessmaschine möglich. Ein automatisches Vorschubgerät für die Heissprägefolie wird dafür zusätzlich an der beweglichen Aufspannplatte der Maschine angebracht. Vorteilhaft ist vor allem die einfache Integration von IMD in den Prozess, denn der Zyklus beim Spritzgiessen wird nur durch die Dauer für die Positionierung der Folie verlängert.
Beim IML-Verfahren (In-Mold Labeling) werden zugeschnittene Trägerfolien in das Spritzgiesswerkzeug per Handlinggerät eingelegt. Durch Anlegen eines Vakuums oder statische Aufladung werden die Labels fixiert und anschliessend mit Kunststoff hinterspritzt. Mittels Wärme und Druck verschweissen diese dann auf den Kunststoff in der Füll- und Nachdruckphase zu einem Endprodukt. Beim IML ist be -
sonders auf das Auslegen des Spritzgiesswerkzeugs zu achten, denn bei falsch konstruierten Trennungslagen oder falscher Angusslage führt dies zu Problemen im Fertigungsprozess.
Heisskanaltechnik für die optimale Lösung Nach den ersten Grundlagenversuchen und der Erarbeitung des Know-hows mit unterschiedlichen Folien und Kunststoffmaterialien an der Versuchsblende, setzte man das Werkzeug für einen «One-shot Process» um. Auf der Vorderseite der Blende wurde im IMD-Verfahren der Lack aufgetragen und zeitgleich im IML-Verfahren auf der Rückseite die Folien mit bedruckten Leiterbahnen hinterspritzt. Die Konnektierung dieser Folie erfolgt über einen sogenannten Tail, der durch eine im Rah -

men dieses Projektes entwickelten Technologie im Werkzeug «versteckt» wird und muss nicht mehr wie üblich seitlich über das Bauteil und die Werkzeugtrennung ragen. Beim Hinterspritzen der Trägerfolien wurde auf das Know-how des Projektpartners Kurz zurückgegriffen, doch bei der Auswahl des Heisskanals und der entsprechenden Düse beharrte das IWK auf der leistungsstarken und nachhaltigen Technologie von Günther Heisskanaltechnik aus Frankenberg. Curdin Wick dazu: «Günther Heisskanäle und Düsen funktionieren absolut zuverlässig und zeichnen sich durch eine sehr genaue Temperaturführung aus. Deshalb empfehlen wir diese Technologie von Günther auch unseren Projektpartnern.»
Gerade wenn, wie in dieser Anwendung hohe optische Anforderungen, eine gerin -
ge Scherbeanspruchung sowie variable Angusspunkt-Querschnitte und eine hohe Prozesssicherheit gefragt sind, macht sich die ausgereifte Technik bezahlt. Curdin Wick hebt das eindeutige Öffnungsverhalten, die gleichbleibende Angussqualität und die Möglichkeiten des sequenziellen Einspritzens hervor. «Ich erinnere mich noch an ein Projekt, bei welchem wir 2KSchäume hergestellt haben. Dafür hat Günther eigens eine Düse entwickelt, welche auf Anhieb funktioniert hat.» Für das Bedienblenden-Projekt wurde die Heisskanaldüse vom Typ 12NHT2-300S verbaut. Die Systemdüse mit konventionellem Heizelement wird mit dem Verteiler verschraubt. Die Ausführung Typ LA ermöglicht ein Eintauchen bis auf den Artikel und ist somit konturgebend. In der Sonderausführung mit Titanring als thermische Isolierung kann der Einsatzbereich der Nadelverschlussdüse auf Kunststoffe wie Polyamide PA4.6, PA6.6, HTN, thermoplastische Polyester (PET, PBT), flüssigkristalline Polymer (LCP) und Polyetheretherketon (PEEK) erweitert werden. Damit die Elektronikfolie (PET-Trägerfolie) nicht beschädigt wird, ist eine sehr gute Temperaturführung notwendig.
Auch hier konnte die Heisskanaldüse des Typs 12NHT2-300S punkten. Denn eine optimale Verarbeitung erfordert eine durchgehend homogene Temperaturführung und einen optimalen Schmelzefluss. Dies gelingt nur, wenn alle schmelzeführenden Bauteile beheizt und sehr gut isoliert sind, wie bei der Günther-Düse. «Gerade beim Hinterspritzen der Folien mit den filigranen Strukturen war uns die homogene Temperaturführung und ein bestmöglicher Schmelzefluss wichtig, damit die Folie nicht beschädigt wird», ergänzt Wick. Das Projekt wurde nach 2½ Jahren erfolgreich abgeschlossen und sowohl das Vorserienwerkzeug und der Demonstrator an die Partner übergeben, auch mit den entsprechenden Empfehlungen für den Einsatz von der Günther Heisskanaltechnologie.
Das Institut für Werkstofftechnik und Kunststoffverarbeitung (IWK) wies mit diesem Projekt nach, dass die Kombination dieser beiden Prozesse es ermöglicht, smarte, ver-
formte 3D-Blenden im «One-shot Process» herzustellen. Das Verfahren ist für ausgefallene verformte Blenden geeigneter als z. B. Heissprägen und eignet sich für eine Vielzahl verschiedener Anwendungen, wie etwa grossflächige Abdeckungen mit Touchbedienung oder Dekorelemente mit Hinterleuchten der Transferveredelung. Auch lassen sich verschiedene Produktelinien (Preisklassen) mit dem gleichen Werkzeug herstellen. Die Heisskanaltechnik von Günther sorgt dabei für eine hohe Prozesssicherheit beim Hinterspritzen der
empfindlichen Sensorfolie, ohne welche die variablen Touchfunktionen nicht möglich wären. Ferner zeigte sich, dass durch das Hinterspritzen von funktionalisierten Folien neuartige Bedienblenden wirtschaftlich gefertigt werden können.
Kontakt www.guenther-heisskanal.de
LEISTUNGSSTARKE
Präzision trifft auf Tempo und Reinheit. Die vollelektrische ELION ist die perfekte Spritzgiessmaschine für die wirtschaftliche Massenproduktion von Verbrauchsmaterialien für die In-vitro-Diagnostik, Primärverpackungen und Drug-Delivery-Systemen sowie für medizinische und kosmetische Einwegartikel.


Schliesskraftbereich 800-2800 kN


An Ihre Produktanforderungen angepasste
Reinraumausstattung
Perfekte Präzision und Reproduzierbarkeit
Hervorragende Gesamtanlageneffektivität
Gesteigerte Produktivität durch NETSTAL Smart Operation (optional erhältlich)
Führendes Preis-/Leistungsverhältnis
Weltweiter Kundendienst
Mehr Informationen unter www.netstal.com
NEUE DIENSTLEISTUNG Maschinenkalibrierung gemäss ISO 17025:2017 vor Ort beim

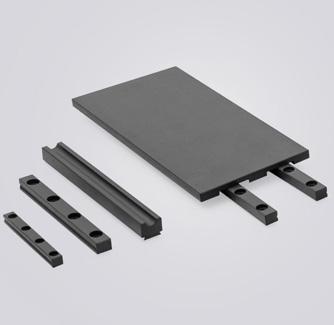
Die Barlog Plastics GmbH gibt die Erweiterung ihres Maschinenparks im nordrheinwestfälischen Overath bekannt. Ab sofort steht eine Vertikalspritzgiessmaschine für die Produktion von beispielsweise Kunststoff-Metall-Verbundbauteilen zur Verfügung. Barlog erweitert dadurch ihr breites Dienstleistungsportfolio von der Idee bis zur Serie.
Barlog Plastics bietet ihren Kunden nun auch die Produktion von Kunststoff-MetallVerbundteilen an. Die reibungslose Installation und erfolgreiche Inbetriebnahme dieser neuen Maschine freut das gesamte Team des Unternehmens. «Eine Erweiterung unserer Kapazitäten sowie die innovative Technologie einer Vertikalspritzgussmaschine, sind die Motivation für die Investition in einen modernen Maschinenpark», sagt Frank Barlog, Geschäftsführender Gesellschafter der Barlog Plastics GmbH. «Gleichzeitig freuen wir uns, dadurch auch auf die Nachfrage unserer Kunden reagieren und diese Dienstleistung anbieten zu können», ergänzt er.


Vertikale Spritzgussmaschine zur Erschliessung neuer Märkte
Eine vertikale Spritzgussmaschine ist in der Lage, qualitativ hochwertige Kunst-
stoffteile in hoher Geschwindigkeit herzustellen und beispielsweise Metallteile zu Umspritzen. Sie verfügt über ein direktes vertikales Schliesssystem, das eine separate Schliesseinheit überflüssig macht. Barlog Plastics hat sich für eine Allrounder 375 V 500–170 Schiebetisch-Vertikalspritzgussmaschine der Firma Arburg entschieden. Diese Hochleistungsmaschine hat eine Schliesskraft von 500 kN, die Bauteile mit einem Schussgewicht von bis zu 80 Gramm produzieren kann. Sie eignet sich für den Einsatz in einer Vielzahl von Branchen und Anwendungen, darunter die Automobil-, Elektronik-, Medizin- und Konsumgüterindustrie.
«Unsere neue Vertikalspritzgussmaschine ermöglicht uns eine breite Palette von Kunststoffteilen mit einem hohen Mass an Genauigkeit und Präzision herzustellen. Komplizierte Details, wie beispielsweise Kunststoff-Metall-Verbundteile, die auf unseren bisherigen Spritzgussmaschinen nur bedingt möglich waren, können wir ab sofort problemlos fertigen», so Frank Barlog.
Die Nachfrage nach der Produktion von Kunststoff-Metall-Verbundteilen ist in letzter Zeit gestiegen. «Wir freuen uns, unseren Kunden ein noch breiteres Dienstleistungsportfolio anzubieten und so auf den Markt reagieren zu können», so Frank Barlog. Die
Herstellung von Kunststoff-Metall-Verbundteilen fügt sich perfekt in das Produkt- und Dienstleistungsportfolio von Barlog Plastics ein. Vor Produktionsbeginn haben Kunden die Möglichkeit eine Simulation inkl. der Betrachtung des Einflusses des Spritzdruckes auf die eingelegten Metallteile anzufordern. Zur Mass- und Defektanalyse nach der Produktion bietet der Full-Service-Anbieter die zerstörungsfreie Prüfung von Kunststoff-Metall-Verbunden per Computertomographie an und ergänzt somit sein Portfolio von der Idee bis zur Serie.



Für minimalinvasive Operationen (MIS minimally invasive surgeries) müssen Geräte klein sein. ETH-Forscher haben nun eine Methode entwickelt, um grosse Geräte durch einen engen Katheter zu transportieren. Das erweitert die Möglichkeiten, minimalinvasive Operationsgeräte zu konstruieren.

Ein Kamel geht nicht durch ein Nadelöhr. Doch Forscher der ETH Zürich haben nun etwas erreicht, das dem – bildlich gesprochen – recht nahe kommt. Sie entwickelten einen neuen Ansatz für minimalinvasive Operationsgeräte, dank welchem grosse Objekte durch einen engen Katheter in den Körper gebracht werden können.
Das funktioniert folgendermassen: Die Forscher zerlegen solche Geräte in einzelne Teile und schieben sie dann wie auf einer Perlenkette aufgereiht durch den Katheter. Am Katheterende setzen sich die Teile dank eingebauten Magneten zu einer vordefinierten Form von allein zusammen. In der Forschung des Teams um den ETHDoktoranden Hongri Gu, der heute als Postdoc an der Universität Konstanz tätig ist, ging es primär darum, die vielfältigen Möglichkeiten des neuen Ansatzes aufzuzeigen. Auf verhältnismässig einfache Weise und mittels 3D-Druck konstruierten die
Wissenschaftler auch einen EndoskopGreifarm. Ausserdem zeigten sie, dass es mit dem neuen Ansatz möglich ist, einen aus drei Teilen bestehenden EndoskopKopf zusammenzusetzen. Die Forscher
kombinierten für ihre Geräte-Prototypen weiche, elastische Materialien (z. B. Polymere mit Formgedächtnis, stimulierend reagierende Hydrogele) mit starren Segmenten, in welche die winzigen Magnete

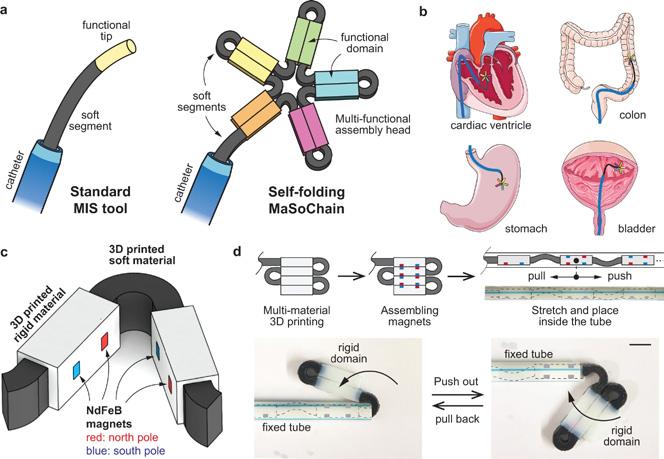
eingearbeitet sind. Diese Konstruktionsweise ermöglicht es auch, mit einem Endoskop-Kopf Bewegungen mit sehr engen Radien und Winkeln zu vollführen, wie es mit heutigen Endoskopen nicht möglich ist. Diese erhöhte Beweglichkeit erweitert die Möglichkeiten bei der Konstruktion von Geräten für die minimalinvasive Chirurgie bei Organen wie dem Darm oder dem Magen. Die Grafik zeigt schematisch auf, wie das Ganze funktioniert. a Darstellung eines Standard-MIS (minimalinvasive Operation)Werkzeugs und einer sich selbst faltenden MaSoChain. Die MaSoChains können sich
an der Katheterspitze selbst zu grossen Einheiten mit mehreren Funktionsbereichen zusammenfalten. b Mögliche Anwendungsszenarien für MaSoChains. Wenn sie aus dem Hüllkatheter (blau markiert) herausgeschoben werden, können sich MaSoChains in relativ offenen Kammern des menschlichen Körpers (z. B. Herzkammern, Dickdarm, Magen, Blase) zu grossen funktionellen Strukturen (farbiger Stern) falten. c Die grundlegende selbstfaltende Einheit von MaSoChains, bestehend aus starren Segmenten (weiss), die durch weiche Segmente (schwarz) verbunden sind.
Kleine NdFeB-Magnete sind auf der gleichen Höhe wie die umgebende Oberfläche eingebettet. d (oben) Eine schematische Darstellung der Vorbereitung der MaSoChains. Nach dem Zusammenbau der kleinen Magnete werden die MaSoChains gestreckt und im Inneren des Hüllrohrs platziert, wo elastische und magnetische Energien gespeichert werden. (unten) Der Faltvorgang der MaSoChain wird eingeleitet, wenn ein neues Segment aus dem Hüllrohr herausgeschoben wird. Die elastische Energie (die in dem weichen Segment gespeichert ist) faltet die MaSoChain, und die magnetische Energie sorgt für eine stabile Anordnung (markiert als der starre Bereich). Die MaSoChain wird durch Zurückziehen und Führen des festen Rohrs demontiert. Der Massstab ist 5 mm.
Die Wissenschaftler veröffentlichten ihre Demonstrationsstudie in der Fachzeitschrift Nature Communications.
Literaturhinweis
Gu H, Möckli M, Ehmke C, Kim M, Wieland M, Moser S, Bechinger C, Boehler Q, Nelson BJ: Self-folding soft-robotic chains with reconfigurable shapes and functionalities. Nature Communications, 7. März 2023
Kontakt
ETH Zürich
Fabio Bergamin, Hochschulkommunikation fabio.bergamin@hk.ethz.ch
CH-8092 Zürich
www.ethz.ch
Computertomografie – höchste Datenqualität, kurze Durchlaufzeiten, zerstörungsfreies Erfassen von Bauteilinformationen – zur Untersuchung der Materialien und zur vollständigen geometrischen Analyse eines Bauteils.
Auf der MedtecLIVE with T4M treffen Produktentwickler und Einkäufer der Inverkehrbringer und OEMs auf die wichtigsten Zulieferer der Medizintechnik in Europa. Die Messe findet dieses Jahr vom 23. bis 25. Mai 2023 in Nürnberg statt.
Predictive Maintenance oder Digital Twins in der Produktion, Cybersicherheit in der Klinik oder KI in der Radiologie – Software hat eine immense Bedeutung für die Entwicklung, Produktion und Anwendung in der Medizintechnik. Das greift die diesjährige MedtecLIVE mit der Sonderfläche «Software & IT» auf.
«Algorithmen bestimmen nicht nur ganz massgeblich neue Entwicklungen in der Diagnostik, auch die Produktion von Medizinprodukten verändert sich durch die Digitalisierung ganz massiv: Digitale Zwillinge, individuelle Anpassungen oder Kleinstserienproduktion werden in der Regel erst durch den Einsatz von Software möglich – und die Entwicklung ist hier rasant», sagt Christopher Boss, Director Exhibitions bei der NürnbergMesse. «Die Anbieter und Partner zu diesem wichtigen Thema bringen wir alle auf einer Sonderfläche zusammen. Das schafft die Sichtbarkeit, die das Thema verdient.»
In der Halle 1 der Fachmesse, die die gesamte Wertschöpfungskette der Medizintechnik zeigt, sind Software- und IT-Unternehmen gemeinsam prominent platziert. Gemeinsame Besprechungsmöglichkeiten bieten den Ausstellern zusätzliche Möglichkeiten und erleichtern für die Besucher den Austausch mit den Anbietern. «Mit dieser Sonderfläche reagiert die MedtecLIVE with T4M auf den Digitalisierungstrend in der Medizintechnik und gibt dem Thema Software Raum für Wachstum und Austausch», bestätigt Evi Reiss, die beim IT-Unternehmen Softgate für die strategische Kundengewinnung verantwortlich ist.
Wenn Ende Mai 2023 die Fachmesse ihre Tore öffnet, steht ein europäischer Medizintechnikmarkt im besonderen Fokus: Irland. Die grüne Insel an der nordwestli -
chen Spitze Europas ist Partnerland der MedtecLIVE with T4M 2023. Irland gilt nicht nur als weltgrösster Exporteur von Kontaktlinsen oder Stents. Von den zehn grössten Medtech-Unternehmen der Welt haben neun Niederlassungen auf der Insel.
Insgesamt 30 junge Unternehmen können sich über ein Start-up-Package der MedtecLIVE with T4M freuen: Die von den Sponsoren EIT Health, Medical Valley EMN e. V. und der NürnbergMesse geförderten sowie einer aus verschiedenen Partnern bestehenden Jury ausgewählten Start-ups können kostenfrei auf der Medizintechnik-Messe ausstellen. Die Top 10 der Bewerber haben sich ausserdem für den Start-up-Pitch-Wettbewerb qualifiziert. Insgesamt stellt EIT Health dafür 15 000 Euro Preisgeld zur Verfügung. Die Unternehmen erhalten darüber hinaus die Chance, ihr Start-up direkt am Stand bei einer Führung zu präsentieren. Alle Startups können zudem ihre Innovationen in

kurzen Elevator Pitches auf der Start-up Stage zeigen.
Die MedtecLIVE findet jährlich abwechselnd an den zwei Medizintechnik-Standorten Nürnberg und Stuttgart statt und deckt mit ihrem Angebotsspektrum die gesamte Wertschöpfungskette ab. Begleitet wird die europäische Fachmesse von einem umfassenden Rahmenprogramm, das die wichtigsten Themen und Trends der Branche abbildet. 2023 bietet zudem der internationale Kongress MedtecSUMMIT des bayerischen Ministeriums für Wirtschaft, Energie und Landesentwicklung eine Plattform für Dialog und Innovation. Abgerundet wird das Event durch passgenaue digitale Leistungen für Aussteller und Besucher. Als ideelle Träger unterstützen das Forum MedTech Pharma, die VDMA Arbeitsgemeinschaft Medizintechnik und Swiss Medtech.
Vom 13. bis 16. Juni 2023 bringt die Moulding Expo Werkzeug-, Modell- und Formenbauer, deren KundInnen sowie die Zulieferer unter einem Dach, im L-Bank Forum (Halle 1) der Messe Stuttgart, zusammen.
Über alle Branchen hinweg werden Werkzeuge und Formen benötigt, die es ermöglichen, qualitativ hochwertige Produkte in grossen Stückzahlen zu produzieren. Dabei wird es zunehmend wichtiger, den Herstellungsprozess noch effizienter und kostengünstiger zu gestalten und in ganzheitlichen Lösungen zu denken. Verlässliche und innovative WerkzeugbauPartner mit moderner und hochautomatisierter Fertigung und entsprechender Erfahrung und Know-how spielen dabei eine entscheidende Rolle. Auf der Moulding Expo präsentieren sich führende Werkzeug-, Modell- und Formenbau-Unternehmen mit ihrer Expertise und bieten Lösungen für unterschiedliche Industriezweige. «Wir freuen uns, im Juni rund 400 ausstellende Unternehmen auf der Moulding Expo begrüssen zu dürfen, darunter die Champions League des Werkzeug-, Modell- und Formenbaus sowie relevante Technologie-Zulieferer. Produktentwickler, Werkzeugeinkäufer, Kunststoffverarbeiter sowie Betreiber eines internen bzw. externen Werkzeug-, Modell- und Formenbaus sollten einen Besuch auf der Moulding Expo einplanen», so Florian Niethammer, Leiter Messen & Events bei der Messe Stuttgart.
Unter einem Dach bieten die ausstellenden Unternehmen massgeschneiderte Lösungen für unterschiedliche Branchen – zum Beispiel für die Automobilindustrie, die Luftfahrtindustrie, die Elektroindustrie, die Medizintechnik, den Maschinenbau und den Bereich Photovoltaik.
Eine der 400 ausstellenden Firmen ist Meusburger. Als Komplettanbieter stellt das Unternehmen Normalien für den Werkzeug- und Formenbau her. «Wir bieten Produkte und Online-Services entlang der gesamten Wertschöpfungskette. Besucher der Moulding Expo können unser etabliertes Produktsortiment von Platten über
Einbauteile, kundenspezifische Bearbeitung, Heisskanaltechnik und -regelung sowie Werkstattbedarf und unsere digitalen Services kennenlernen», so Markus Jenny, Technologiemanagement Formenbau bei Meusburger.
Für die Technologiezulieferer bedeutet die Zusammenarbeit mit Werkzeug-, Modellund Formenbau-Unternehmen, dass ihre Dienstleistungen und Produkte die extrem hohen Anforderungen der Branche erfüllen und über Expertenwissen verfügen müssen. Die Oerlikon HRSflow GmbH hat sich auf Heisskanallösungen von 5 Gramm bis 50 Kilogramm spezialisiert. «An unserem Stand bieten wir einen Überblick über Lösungen für Multikavitäten-Anwendungen, Dünnwand-Anwendungen in der Verpackungsindustrie, Lösungen für kleine Schussgewicht im Bereich hoch technischer Kunststoffanwendungen sowie Familienwerkzeuge und Funktionsfolienhin -
terspritzungen», fasst Stephan Berz, Vice President Sales Oerlikon HRSflow & General Manager HRSflow GmbH (Niederlassung DACH), zusammen.
Von Hydraulikzylindern über Normalien bis zum Heisskanalsystem, vom Spannmittel über Bearbeitungswerkzeuge bis zur Werkzeugmaschine und zur SoftwareLösung – auf der Moulding Expo glänzen Zulieferer mit ihrer Expertise auf allen Stufen der Wertschöpfungskette. Gemeinsam mit den Werkzeug-, Modell- und Formenbauern zeigen sie das Beste, was die Branche zu bieten hat.
Der Registrierungscode MEX23KUNSTSTOFFEXTRA sichert ein kostenfreies Tagesticket, das eingelöst werden kann unter: www.moulding-expo.de/ticket
Kontakt www.moulding-expo.de n
Bei der Formherstellung ist Präzision wichtig, sie darf jedoch nicht zum teuren Selbstzweck werden. Entscheidend ist die Sicht des Kunden auf das angebotene Kosten-Nutzen-Verhältnis. Für den Formenbauer ist es daher notwendig aus vorhandenen Technologien das Optimum herauszuholen und bei der Auswahl geeigneter Maschinen, Werkzeuge und Software-Tools besondere Sorgfalt walten zu lassen. Ein Erfahrungsbericht aus einem mittelständischen Unternehmen.
«Wir halten sehr viel von Präzision, aber nicht als Selbstzweck», erläutert Jochen Dorlöchter, geschäftsführender Gesellschafter der Walther Wolf GmbH in Wendelstein. Bei der Herstellung von Spritzgiesswerkzeugen müsse sich jeglicher zusätzliche Aufwand in besseren Gebrauchseigenschaften bemerkbar machen. Zu letzteren gehören die Qualität der produzierten Teile, der Wartungsaufwand inklusive der Möglichkeit, Ersatzteile ohne manuelle Anpassung einsetzen zu können, sowie die Lebensdauer der Form. Sein Geschäftsmodell setze vor allem darauf, Produktionsmittel und Verfahrenstricks besser als andere zu nutzen,
um bei moderat höheren Preisen einen deutlich grösseren Mehrwert z. B. bei Produktivität, Spaltmassen, Haltbarkeit und

Reparaturaufwendungen zu bieten. Dies insbesondere, da man viele Werkzeuge für dünnflüssige Duroplaste fertige, die beson-
Das Linearhandling versorgt die vollautomatisierte Fertigungslinie mit 1700 Magazinplätzen. Die Röders RXP 600 DSH befindet sich an der Stirnseite, die ältere RXP 500 DS steht links davon (Foto: Klaus Vollrath)

«Wir waren schon seit etwa 2005 überzeugt, dass der beste Weg zu kostengünstiger Hochpräzision die automatisierte HSC-Zerspanung im gehärteten Zustand ist» Jörg Dorlöchter (Foto: Klaus Vollrath)
dere Anforderungen an die Formtrennung stellen. Um dies zu erreichen werden u. a. hochgenaue Drahtschneide- und Flachschleifmaschinen eingesetzt.
«Wer auch die Fehler anderer kennenlernt, gewinnt zusätzliches Know-how für die Verbesserung der eigenen Produkte», so J. Dorlöchter. Gelegenheit hierfür biete der seit Jahren systematisch aufgebaute Mess- und Reparatur-Service nicht nur für eigene, sondern auch für anderweitig hergestellte Formen und Bauteile.
«Wir waren schon seit etwa 2005 überzeugt, dass der beste Weg zu kostengünstiger Hochpräzision die automatisierte HSC-Komplettbearbeitung im gehärteten Zustand ist», verrät J. Dorlöchter. Die vorher übliche Arbeitsfolge aus Weichzerspanung, Härtebehandlung und abschliessendem Finishen durch Hartzerspanung war sowohl zeitraubend als auch teuer. Ebenso sah man, dass das Erodieren in vielen Anwendungen durch das wirtschaftlichere Hartfräsen ersetzt werden kann. Bei der Suche nach geeigneten HSC-Fräsen habe man mehrfache Enttäuschungen auch bei renommierten Herstellern erlebt, bevor im Oktober 2008 eine fünfachsige Röders RXP 500 DS beschafft wurde. Diese habe die Erwartungen so gut erfüllt, dass schon im April 2009 eine weitere, grössere Fünf-
Der MHT-Mediumverteiler ist dauerhaft mit dem Werkzeug verbunden und wird mit diesem gewechselt. Die Versorgung mit Druckluft und Medium erfolgt über eine Kupplung an der Z-Achse (Grafik: MHT)
achsmaschine des Typs RXP 600 DSH installiert wurde. Mit diesen Maschinen wird nun nicht nur die geforderte Hartbearbeitung durchgeführt, sondern es werden natürlich auch die nach wie vor benötigten grossen Mengen an Elektroden aus Kupfer und – überwiegend – Graphit auf den Maschinen gefertigt.


«Nach Installation der ersten Maschine folgte eine längere Lernphase, denn das Hartfräsen erfordert spezielle Herangehensweisen», weiss J. Dorlöchter, «und auch noch heute finden wir jeden Tag Möglichkeiten für Verbesserungen». Dazu gehöre auch die Auswahl und Schulung
des Personals. Es habe sich gezeigt, dass nicht jeder Mitarbeiter mit der Umstellung vom Weich- auf das Hartfräsen problemlos zurechtkomme. Inzwischen verfüge das Unternehmen über eine Fülle von Knowhow auch mit Blick auf CAM-Strategie und Werkzeugauswahl und habe sich dadurch einen Vorsprung erarbeitet. Das zeige sich deutlich bei der Beteiligung an Benchmark-Bearbeitungen mit anderen Betrieben. Fallweise kämen sogar Aufträge für Probebearbeitungen für externe Kunden herein.
Einsatz des MHT Mediumverteilers in der RXP 600 DSH. Die Andock-Schnittstelle befindet sich links oben am Spindelgehäuse. Ganz links der Träger für den Sensor der Längungskompensation (Foto: Klaus Vollrath)
Beide Röders-Anlagen seien seit ihrer Anschaffung im Dauereinsatz und überzeugten durch ihre Zuverlässigkeit und Langzeitgenauigkeit. Grosse Vorteile zieht man auch daraus, dass die Röderssteuerung RMS als PC-Steuerung einfach upgedatet werden kann. «So nutzen wir immer den aktuellen Leistungsstand der Röders-Softwareentwicklung und erhalten zudem auch eine hohe Sicherheit der IT, da es so auch kein Veralten des Betriebssystems mehr gibt», freut sich J. Dorlöchter. Um seinen Maschinenpark aktuell erneut zu bewerten, habe er 2021 die immerhin über 10 Jahre alten Maschinen gegen eine nagelneue Anlage eines Wettbewerbers getestet. Sie hätten dabei mit Bravour bestanden. Ein zusätzlicher Pluspunkt gerade in der heutigen Zeit sei der geringe Stromverbrauch der Linear-Direktantriebe, da diese komplett reibungsfrei arbeiten. Besonders hervorzuheben seien aus seiner Sicht der Gewichtsausgleich der Z-Achse, der im Alltag «sowas von spürbar» sei, sowie die direkte
Längungskompensation der Spindel. Absätze – z. B. bei Richtungswechseln oder Werkzeugwechseln – seien damit Vergangenheit. Rückblickend könne er sagen, dass diese Beschaffung eine der vorteilhaftesten Investitionen in der Geschichte der Firma gewesen sei. Begeistert zeigt sich J. Dorlöchter über die Langlebigkeit der Maschinen, nach deutlich über 10 Jahren Betrieb sei keine Macke erkennbar und die Genauigkeit sei wie am ersten Tag. Ganz im Gegenteil, durch die kostengünstigen Updates habe sich der Nutzen der Maschinen weiter erhöht.


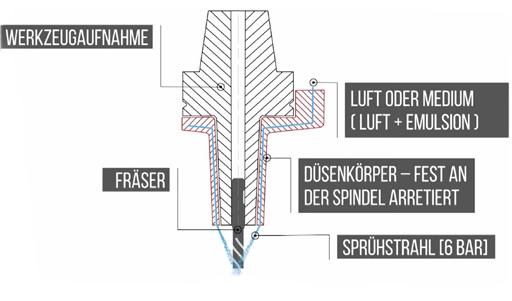
Mediumverteiler ersetzt Kühlschmierstoff

«Wegen der hohen Werkzeugbelastung setzten wir bei den Röders-Anlagen ursprünglich auf eine interne KSS bzw. Emulsions-Zuführung über das Fräswerkzeug mit 40bar Druck», sagt J. Dorlöchter. Man habe allerdings festgestellt, dass dies der angestrebten Genauigkeit nicht zuträglich war. Die Verdunstung des im KSS vorhandenen Wassers erzeuge im Arbeitsraum erhebliche Abkühlungseffekte, die in ihrer Höhe weder vorhersehbar noch beherrschbar seien. Dies verursachte Toleranzprobleme bei den erzeugten Bauteilen, insbesondere auch beim Wechsel zwischen verschiedenen Werkstoffen wie Stahl, Kupfer oder Graphit. In dieser Situation wurden verschiedene Alternativen zur internen KSS-Kühlung getestet. Dabei überzeugte der Mediumverteiler der Firma MHT GmbH. Dieser besteht aus einer doppelwandigen Hülse mit
nach unten gerichteten Düsen, welche den Werkzeugschaft umschliesst, jedoch nicht mit diesem rotiert, so dass die Kühlung optimal die Bearbeitungsstelle erreiche. Hülse und Werkzeug werden als Einheit im Magazin bereitgehalten und mit einem modifizierten Wechsler gleichzeitig transferiert. Dabei dockt der Mediumverteiler fest an eine Schnittstelle seitlich unterhalb der Z-Achse an, wo er mit Druckluft sowie einem sehr sparsam dosierten kohlenwasserstoffbasierten Schmiermedium versorgt wird.
«Die Schmierwirkung bei Einsatz des Mediumverteilers ist ungeachtet der extrem geringen Mengen von wenigen Gramm pro Stunde derjenigen anderer Medien weit überlegen», weiss J. Dorlöchter. Es kam zu erheblichen Verbesserungen sowohl der Oberflächenqualität als auch der Werkzeugstandzeiten. Zudem verschmutzt der Arbeitsraum selbst bei der Bearbeitung von Graphit, bei der über den Mediumverteiler lediglich – aber zielgerichtet – Druckluft zugeführt wird, kaum und kann leicht ge -
Aus einem Block mit 58 HRC gefräst: Einsatz für ein 3K-Werkzeug, oben mit der vom Kunden vorgegebenen Oberflächenqualität, unten mit Spiegelglanz bei doppelter Bearbeitungszeit (Foto: Jörg Leberzammer)

reinigt werden. Als Segen für die Präzision der Werkstücke erwies sich auch der Wegfall des KSS-Nebels, der im gesamten Arbeitsraum waberte. Dadurch bleiben die HSK-Schnittstellen der Fräswerkzeuge sauber, so dass auch hier keine Gefahr von Ungenauigkeiten zu befürchten ist. Das Resultat sind bessere Oberflächen und höhere Genauigkeiten. Zudem habe sich bemerkbar gemacht, dass nach der Umstellung das gesamte Umfeld trockener war und sauberer blieb.


Ein weiterer Vorteil ergibt sich beim Platzbedarf, weil ohne die KSS-Versorgung 30% weniger Hallenplatz benötigt wird. Ohne die 4,2-kW-Pumpe der KSS-Versorgung wurde zudem jährlich ein mittlerer bis hoher dreistelliger €-Betrag an Stromkosten eingespart. Angesichts der Entwicklung bei den Stromkosten dürfte der Einspareffekt in Zukunft noch erheblich deutlicher ausfallen. Auch entfallen mögliche Allergiegefahren durch die vernebelte Emulsion.

«Aufgrund unserer Geschäftsphilosophie, ein Mehr an Kundennutzen eher anzustreben als den billigstmöglichen Preis, haben wir es im Wettbewerb nicht leicht», bedauert J. Dorlöchter. Deshalb werde alles getan, um die Kosten wo irgend möglich zu senken. Ein wichtiger Hebel hierfür sei eine weitestgehende Automation der Fertigung, die einen 24/7-Betrieb ermöglicht. Die entsprechende Linie um einen Linearr-
oboter von ZK Systems umfasst aktuell neben den zwei Röders-Fräsbearbeitungszentren sowie drei Senkerodieranlagen 12 Magazine für Werkzeuge, Greifer und Werkstückpaletten in drei verschiedenen Grössen mit insgesamt 1700 Speicherplätzen, eine Waschanlage, eine Koordinatenmessmaschine sowie eine Anlage für das Lasergravieren. Auch hier zeigten sich besondere Vorteile der Röders-Anlagen, da sie über eine separate Klappe zum internen Werkzeugmagazin verfügen, über die Werkzeuge ohne Unterbrechung des Zerspanungsprozesses hauptzeitparallel einund ausgelagert werden können.

Ein weiterer Pluspunkt der Röders-Fräsen ist die besonders zuverlässige Vermessung der Fräswerkzeuge. Vor ihrer Abtastung mithilfe eines Lasers werden sie durch zwei Düsen gereinigt, von denen die eine Reinigungsflüssigkeit versprüht, während die zweite anschliessend die gelösten Verschmutzungen mittels Pressluft beseitigt.
Eine weitere Besonderheit ist die Möglichkeit, bei besonders kleinen Werkzeugen, die schmaler sind als der Laserstrahl, einen spezifischen Korrekturfaktor für den Schwellwert der Abschattung vorzugeben. Dies liefere einen wichtigen Beitrag für jenen zusätzlichen «Tick» an Genauigkeit, auf den das Unternehmen besonderen Wert lege.



Bisher war klar: Metall oder Kunststoff, beides in einem geht nicht. Das muss aber nicht so bleiben: In der Zeitschrift Angewandte Chemie berichtet ein chinesisches Forschungsteam jetzt über ein Polymer mit einem metallischen Rückgrat, das leitfähig sowie thermisch stabil ist und interessante opto-elektronische Eigenschaften zeigt.
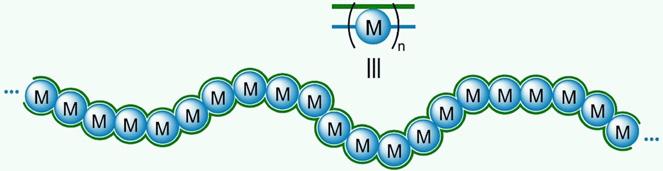
Aufgrund der verschiedenen elektronischen Strukturen von Metall- und Nichtmetallatomen ist es schwierig, die Eigenschaften von Metallen, wie hohe thermische und elektrische Leitfähigkeit, auf Polymere zu übertragen. Polymere mit Metall-Rückgrat könnten die Vorteile beider Materialgruppen kombinieren und Wege zu neuartigen funktionalen Materialien öffnen. Das Problem sind die schwachen Bindungen zwischen den Metallatomen, die ein Polymerrückgrat nicht so stabilisieren können wie die Nichtmetallatome konventioneller Polymere. Dem Team um Guowei Wang und Huisheng Peng ist nun die Synthese eines stabilen Polymers mit einem Rückgrat aus Nickelatomen geglückt.
Das Team von der Fudan University und der East China University of Science and Technology (Shanghai, China) verwendeten eine kelchförmige Verbindung (Calixaren) mit vier Bindestellen als «Gerüst» für ihr Metall-Polymer. Daran knüpften sie vier Polyaminopyridin-Ketten. Das Calixaren bündelt die vier Ketten und richtet sie pa -
rallel aus. Die Synthese der Ketten kann entweder schrittweise aus einzelnen Bausteinen erfolgen oder es werden mehrere grössere Blöcke verknüpft. In Synthesezyklen, in denen Schutzgruppen und Endkappen gebunden und wieder abgespalten werden, erreicht das Team eine gleichmässige Länge aller Ketten. Anschliessend erfolgt die «Metallisierung»: Die Stickstoffatome der so erzeugten Kettenmoleküle können Nickel binden. Ihr Abstand passt dabei genau zur Länge von Metall-Metall-Bindungen, sodass die Nickelatome eine untereinander verknüpfte lineare Reihe bilden. Die vier Polyaminopyridin-Ketten umgeben die Nickelkette helikal, wie Röntgenstrukturanalysen belegten, und stabilisieren sie. So gelang dem Team die Synthese von Polymeren mit einem Nickelrückgrat mit genau kontrollierter Länge. Es wurden Varianten von

drei bis zu 21 Nickelatomen hergestellt. Interessanterweise nimmt der Abstand zwischen den Nickelatomen mit zunehmender Länge der Kette ab, was die Ni-NiBindungen verstärkt.
Die neuartigen Materialien könnten Strom leiten, sie sind thermisch stabil und lassen sich in Lösung verarbeiten. Interessant ist ihre starke, von der Länge der Kette abhängige Licht-Absorption mit schmalen Bandlücken, die vielversprechende Anwendungen in optoelektronischen Geräten und Halbleitern eröffnen könnten. Die neue Synthesestrategie könnte auch auf andere Übergangsmetalle ausgeweitet werden, wie Kupfer und Kobalt. Kontakt
Ein neuer Werkstoff vereint die Vorteile von Keramik und Stahl für den vielseitigen Einsatz in Hochleistungsmaschinenumgebungen. Ein spezielles Herstellungsverfahren erlaubt eine hohe Designfreiheit.
Zahlreiche Bauteile in vielen Maschinen, die in der modernen Industrie zum Einsatz kommen, sind je nach Einsatzbedingungen häufig aus Stahl oder Keramik gefertigt, wobei keiner der beiden Werkstoffe in sämtlichen Umgebungen nutzbar ist. So eignet sich Stahl aufgrund seines Gewichts beispielsweise nicht für hohe Drehzahlen. Zudem korrodiert er vergleichsweise schnell, sofern er nicht mit einem entsprechenden, kostspieligen Schutz versehen wird. Keramische Komponenten wiederum gehen mit hohen Anschaffungskosten einher, die sich für viele Anwendungsbereiche kaum lohnen. Darüber hinaus lässt sich Keramik weniger gut mechanisch bearbeiten, was die Formgebung limitiert. Der MLC Metal Like Ceramics GmbH ist es nun jedoch gelungen, einen Werkstoff zu entwickeln, der die Vorteile von Stahl und Keramik vereint. Dank des speziellen Herstellungsverfahrens kann die MLC GmbH ein Ausgangsmaterial fertigen, das sich kostengünstig mit Extrusions- oder Spritzgussverfahren formen lässt. Durch eine anschliessende Wärmebehandlung verwandelt sich das Werkstück in ein leichtes Keramikprodukt, das Stahl in puncto Temperatur-, Korrosions- und Verschleissbeständigkeit übertrifft.
Die Auswahl an Komponenten wie Wälzund Kugellagervarianten oder Linearführungen für Maschinenhersteller ist gross, denn jede Maschinenumgebung stellt unterschiedliche Anforderungen an die Materialien. Während Stahl für seine leichte Bearbeitbarkeit geschätzt wird, ist er ohne teure Speziallegierungen in korrosionsgefährdeten Bereichen weniger geeignet. Auch sehr hohe Drehzahlen sind mit dem schweren Werkstoff nur eingeschränkt möglich. Generell erhöhen harsche Umgebungen wie Korrosion die Ermüdung des
Materials durch eine Schädigung des Materialgefüges. «Dort, wo Stahllager an ihre Grenzen kommen, wird üblicherweise auf Hybridlager oder auch vollkeramische Lager zurückgegriffen», weiss Dr. Michael Schubert, Leiter Produkt- und Prozessentwicklung bei MLC. «Vollkeramische Lager bieten vor allem in Bezug auf Verschleiss-, Korrosions- und Temperaturbeständigkeit bei anspruchsvollen Anwendungsarten grosse Vorteile gegenüber den beiden anderen Lagerarten. Allerdings gehen damit höhere Anschaffungskosten einher, die sich nicht für jede Situation rechtfertigen lassen.» Letztlich sind Maschinenhersteller darauf angewiesen, verschiedene Lagertypen bereitzuhalten und je nach Maschinendesign und späterem Einsatzort entsprechend zu verbauen.

Daher hat MLC einen eigenen Werkstoff entwickelt, der die jeweiligen Vorteile von Stahl und Keramik zusammenführt. Der Werkstoff ist im Vergleich zu Stahl robuster, gewichtsreduziert und verschleissbeständiger, lässt sich aber gleichzeitig im Rahmen der Herstellung und Formgebung leichter bearbeiten als herkömmliche Keramik. Somit steht ein universaler Werkstoff für die Herstellung zahlreicher Lager-
und Komponentenvarianten bereit, wobei die Produktions- und Anschaffungskosten deutlich geringer als bei klassischen Hybrid- und Vollkeramiken aus Standardkeramiken wie z. B. SiN ausfallen.
Die guten Materialeigenschaften ergeben sich durch die patentierte Materialmischung. Das spezielle Herstellungsverfahren wiederum erlaubt eine hohe Designfreiheit und vergleichsweise niedrige Kosten für die Produktion von MLC. «Bei der klassischen Keramikherstellung erfolgt eine aufwändige Herstellung durch die eingesetzte Pulvertechnologie, die nur begrenzte Möglichkeiten in der Geometrieund Formgebung bietet, sodass nachfolgende Sinterprozesse erforderlich sind. Die Grünkörperfertigung wird so zu einem relativ teuren Produktionsschritt, sodass der Einsatz vollkeramischer Bauteile wohl überlegt sein will», erklärt Dr. Schubert. Die MLC GmbH stellt ihren Werkstoff – der den Namen MLC trägt – hingegen in einem ersten Schritt aus einem polymeren Grundmaterial her, das mit aktiven und passiven Füllstoffen angereichert wird.
MLC hat einen eigenen Werkstoff entwickelt, der die jeweiligen Vorteile von Stahl und Keramik zusammenführt. (Bild: MLC)
Diese Masse kann dann durch bewährte Verfahren der Kunststoffindustrie, wie z. B. Extrusion oder Spritzguss, kostengünstig verarbeitet und in eine erste Vorform gebracht werden. Das polymere Material dient dabei als plastisches Matrixmaterial für die Füllstoffe.
Mithilfe einer ersten Wärmebehandlung wird die Vorform in einen bearbeitbaren Grünkörper verwandelt. Dieser besitzt eine plexiglasähnliche Beschaffenheit, wodurch ein endkonturnahes Bauteil mit nur geringem maschinellem Aufwand herausgearbeitet werden kann. Durch diese leichte Bearbeitung lassen sich nahezu alle gewünschten Geometrien realisieren und der Werkzeugverschleiss ist im Vergleich zur Bearbeitung anderer Werkstoffe äusserst gering. Zum Abschluss wird das Bauteil, das aus dem Grünkörper geformt wurde, in einem Hochtemperaturschritt final gefestigt, wodurch es seine stahlähnliche Härte von 1000 HV bekommt. Dabei wird das Silikonharz vollständig umgesetzt und Rückstände bleiben aus. Für hochgenaue Bauteile kann das keramische Material deshalb ohne grossen Aufwand und den Einsatz teurer Werkzeuge wie Diamantschleifer nachbearbeitet werden.
Einsatzgebiete vom Leichtbau bis hin zur Medizintechnik
Von den kombinierten Vorteilen des Keramikwerkstoffes hinsichtlich der Robustheit und Widerstandsfähigkeit profitieren Anwender in den verschiedensten Industriesektoren. So eignet sich MLC für Bauteile im Reinraum und Vakuum, aber auch korrosive oder verschmutzte Umgebungen, in
denen schlechte Schmierbedingungen herrschen. «Die Leistungsfähigkeit unseres Materials wird von solchen Faktoren ebenso wenig beeinträchtigt wie durch schwankende oder hohe Temperaturen», so Dr. Schubert. Da die Formgebung sowie die Herstellung sehr flexibel und vergleichsweise einfach durchgeführt werden können, ist der Einsatz auch jenseits reiner Lager- und Antriebskomponenten denkbar. Dazu zählen etwa Leiterplatten- und Halbleiterfertigung, Elektronik und Mechatronik, Leichtbau, Medizintechnik sowie die
www.brsflawil.ch
Nutzung in kunststoffverarbeitenden Betrieben. «Wir sind kontinuierlich dabei, das Material mit Partnern weiterzuentwickeln, um neue Einsatzgebiete wie die Verarbeitung im 3D-Druck zu ermöglichen. Dazu bauen wir unsere Fertigungsmöglichkeiten aus und setzen auch zukünftig auf Partnerschaften, um MLC als universalen Werkstoff etablieren zu können», resümiert Dr. Schubert.
Kontakt www.ml-ceramics.com n
13.-16. Juni
Wir freuen uns darauf, Ihnen unsere Dienstleistungen mit den erweiterten Angeboten präsentieren zu dürfen:
Halle 1, Stand 1D52
Sie haben ein Ziel oder eine Vision? Wir zeigen Ihnen Lösungen!
Duroplast- & Mehrkomponentenwerkzeuge
Tiefzieh- und Umform-Werkzeuge
Service & Revision
Werkzeug- & Formenservice
Revisionen von Fremdformen
Artikeländerungen in Fremdformen
Komplette Einsatz- / Ersatzgarnituren
Spezielle Maschinenbauteile
Stanz- & Umformtechnik
Expandiertes Polystyrol, auch als Styropor oder EPS bekannt, ist zu 100 Prozent recyclingfähig. Bei Bauware wird es aktuell aber nur zu rund einem Viertel, bei Verpackungen nur zur Hälfte recycelt. Im Forschungsprojekt «EPSolutely» haben zwölf Partner aus der gesamten Wertschöpfungskette unter der Leitung von Fraunhofer Austria erste Erfolge bei der Schaffung einer Kreislaufwirtschaft für EPS erzielt.
EPS eignet sich nicht nur als Wärmedämmung im Hausbau, sondern auch als leichte, stossdämpfende und thermisch isolierende Verpackung für eine Vielzahl von Gütern. Laut der aktuellen Conversio-Studie beträgt die EPS-Recyclingquote in Österreich 26 Prozent bei Bauware und 56 Prozent bei Verpackungen. Oft kommt das recycelte Material aber nur als Wärmedämmausgleichsschüttung zum Einsatz. Wünschenswert im Sinne der Nachhaltigkeit wäre dagegen eine echte Kreislaufwirtschaft, in der das recycelte EPS in gleichwertiges Rohmaterial umgewandelt und dem Kreislauf erneut zugeführt wird.

Das vom Kunststoff-Cluster begleitete Forschungsprojekt «EPSolutely» unter der Leitung von Fraunhofer Austria ist auf dem besten Weg, ökonomisch sowie ökologisch funktionierende Konzepte für eine EPSKreislaufwirtschaft zu entwickeln und zu demonstrieren. Bereits im ersten Projektjahr konnte das Konsortium, das Unterneh -

men entlang der gesamten Wertschöpfungskette sowie Interessensvertretungen und Forschungseinrichtungen umfasst, wichtige Erfolge verbuchen und ist somit diesem Ziel einen beachtlichen Schritt nähergekommen.
Der Rückbau einer Fassade stellt für die Kreislaufwirtschaft von Anfang an eine Herausforderung dar. Nach den Abbrucharbeiten ist EPS mit Fremdmaterialien
wie Putz, Klebstoffen, Armierungsgittern und Dübel vermischt sowie in den meisten Fällen mit Hexabromcyclododecan (HBCD) versetzt. Dieses Flammschutzmittel wurde in Österreich bis 2015 eingesetzt und ist heute verboten. Wenn EPS mit HBCD versetzt ist, gilt es zwar nicht als gefährlicher Abfall, muss aber zerstört werden und darf nicht wieder in den Kreislauf gebracht werden. Der vom Fraunhofer Institut für Verfahrenstechnik und Verpackung (IVV) entwickelte CreaSolv-Prozess ermöglicht das Abtrennen von HBCD in einem lösemittelbasierten Verfahren, wodurch auch aus diesem Material wieder Polystyrol-Rezyklat gewonnen werden kann.
Um diesen Prozess allerdings ökonomisch rentabel durchführen zu können, muss das Material zuvor bestmöglich von Verunreinigungen befreit werden. «Die Kreislaufführung von EPS aus dem Abbruch bzw. Rückbau gilt wegen der Verunreinigungen als äusserst komplex. Gemeinsam mit unseren Projektpartnern haben wir verschiedene Lösungsansätze zur Aufbereitung dieses Materials erarbeitet und experimentell überprüft. Bis jetzt sind alle Ergebnisse äusserst vielversprechend», erklärt Sebastian Lumetzberger, der das Projekt bei Fraunhofer Austria leitet.
Für die Untersuchungen analysierten die Projektpartner unterschiedlich stark verunreinigtes Material aus manuell und maschinell durchgeführten Fassadenrückbauten. Um die Bindung zwischen EPS und den restlichen Komponenten des Wärmedämmverbundsystems zu lösen, wurde das Material zunächst geschreddert. Im Experiment zeigte sich, dass auch das Zerkleinern von maximal verunreinigtem Material möglich ist und der Materialaufschluss zwischen dem EPS und den restlichen Komponenten gut gelingt. Als nächstes galt es, Fremdmaterialien aus der Materialmischung zu entfernen. Dafür kam eine kombinierte Anlage aus Vibrationsund Lufttechnik zum Einsatz – ebenfalls mit grossem Erfolg.
«Das Auftrennen mit dem Schredder sowie das Sortieren des Materials haben hervorragend funktioniert. Aufgrund dieser Ergebnisse sind wir sehr zuversichtlich, hier gemeinsam mit den Projektpartnern Lösungen zu finden, damit die Aufbereitung des Materials dem Recycling nicht mehr im Weg steht», sagt Lumetzberger. Nach Abschluss der Untersuchungen wird das aufbereitete Material an das Fraunhofer IVV geschickt, wo der CreaSolv-Prozess zum Entfernen der verbleibenden Verunreinigungen sowie des HBCD durchgeführt wird. Das dadurch gewonnene PolystyrolRezyklat verarbeiten die Projektpartner zu neuen EPS-Dämmplatten.
Auch bei sauberen EPS-Verpackungen waren die Projektpartner erfolgreich. In einem Versuch stellten sie mit 100% recyceltem EPS (rEPS) aus Abfällen der Möbelindustrie eine Transportverpackung für Kühlschränke her. Weder bei der mechanischen Belastbarkeit noch bei der Optik war ein Qualitätsverlust zu erkennen. Um künftig auch verunreinigte EPSVerpackungen im Kreislauf führen zu können, soll im Projekt noch geprüft werden, ob der CreaSolv-Prozess auch für das Recycling verunreinigter EPS-Verpackungen eingesetzt werden kann. Eine besondere Herausforderung stellt das grosse Volumen von EPS-Verpackungen dar. Bereits 60 Kilogramm füllen einen Kleintransporter. Um das Material effizient transportieren und einem Recycling zuführen zu können, muss es daher möglichst früh im Prozess kompaktiert werden.

Das Volumen von EPS ist auch beim Sammeln von Verschnitten, die beim Anbringen neuer EPS-Platten auf Baustellen anfallen, ein Thema. Diese können, sofern sie sauber gesammelt werden, direkt wieder in der EPS-Produktion eingesetzt werden, da sie das neue sichere Flammschutzmittel PolyFR und nicht mehr HBCD enthalten. Allerdings dürfen sie dafür nicht komprimiert werden. Abhängig von der Gebäudegrösse fallen unterschiedlich viele Säcke mit EPS-Abschnitten an. «Hier legen wir besonderen Wert darauf, sowohl
Unsere Produkte
Universal Temperiergeräte bis 150 °C
Wasser Temperiergeräte bis 90 °C


Druckwasser Temperiergeräte bis 160 °C
Öl Temperiergeräte bis 360 °C

Kühlgeräte von -25 °C bis +40 °C

«Aus E ahrung pe ekt temperiert»
Lösungen für kleine als auch grosse Mengen zu finden. Dazu haben wir verschiedene Konzepte, beispielsweise mit direkter Abholung von der Baustelle oder die Sammlung in Hubs, entwickelt», erklärt Lumetzberger.

Effiziente Logistik
Für die Sammlung hat das Projektteam Säcke mit QR-Codes entworfen. Diese können gescannt werden und führen zu einer Webapplikation, mit der die Abholung initiiert wird. Das reduziert den Auf-
wand auf der Baustelle und die Abholung kann effizient koordiniert werden. Zusätzlich sollen RFID-Tags die Nachverfolgbarkeit der Säcke ermöglichen und so Transparenz bei den Materialflüssen schaffen. Als Logistiker ist Sebastian Lumetzberger zuversichtlich: «Wir entwickeln mögliche Konzepte, bewerten diese aus der ökologischen Perspektive und prüfen diese auf ihre Wirtschaftlichkeit, denn die Kreislaufwirtschaft soll sich für die Unternehmen auch lohnen. Ich bin überzeugt, dass es uns gemeinsam mit den Projektpartnern gelingen wird, erste effiziente und praxistaugliche Lösungen in den nächsten Monaten zu finden.»
Kontakt
www.fraunhofer.at
www.styropor.at

www.kunststoff-cluster.at n
Geschlossene Materialkreisläufe in der Produktion senken neben dem CO2-Fussabdruck auch die Rohstoffabhängigkeit sowie die Kosten. Laut einer Studie könnten europäische Automobilhersteller den Anteil an wiederaufbereiteten und -verwendeten Materialien im Produktionsprozess bis 2040 mehr als verdoppeln.
Mobilität ist derzeit die Ursache für rund 30 Prozent der weltweiten CO2-Emissionen. Davon entfällt ein beträchtlicher Teil auf den Strassenverkehr. Soll die Umweltbelastung über den Lebenszyklus eines Pw hinweg minimiert werden, bedarf es nicht nur emissionsneutraler Antriebe, sondern auch innovativer Ansätze entlang der gesamten Wertschöpfungskette. Das Spektrum reicht dabei vom nachhaltigen Design neuer Modelle über geschlossene Materialkreisläufe in der Produktion bis hin zu einer besseren Auslastung vorhandener Fahrzeuge. Europäische Autobauer sind derzeit mit einer Quote von 40 Prozent weltweit führend in der Kreislaufwirtschaft, was vor allem auf strenge EU-Vorschriften zurückzuführen ist. In ihrer Studie «Reuse, Remanufacturing, Recycling, and Robocabs: Circularity in the Automotive Industry» analysiert die internationale Unternehmensberatung Bain & Company die zentralen Stellhebel, mit deren Hilfe die automobile Kreislaufwirtschaft weltweit vorangetrieben werden kann. Aufgezeigt wird zudem, wie sich Autobauer und Zulieferer auf die neue Ära vorbereiten können.
Pw-Recycling bis 2040 Momentan entfallen weltweit rund 10 Prozent aller genutzten Roh-, Hilfs- und Betriebsstoffe auf den Mobilitätssektor. Bei europäischen Automobilherstellern liegt der Anteil wiederaufbereiteter und -verwendeter Materialien in der Neuwagenfertigung bei 23 Prozent, könnte sich der


aktuellen Bain-Studie zufolge aber bis 2040 auf 59 Prozent mehr als verdoppeln lassen. Allein dies würde die mit dem Materialeinsatz verbundenen CO2-Emissionen um 60 Prozent reduzieren. Zugleich ist es möglich, die Recyclingquote eines Pw von heute knapp 80 Prozent auf 97 Prozent zu steigern – nahezu sämtliche Teile eines
-Grosse Freiheiten bei der Formgebung
-Integrieren von Funktionen
-Kleine bis mittlere Stückzahlen
-Hochwertige Oberflächen
Die Emaform AG unterstützt sie zielorientiert, kompetent und zuverlässig von der Entwicklung über den Prototypenbau bis zum lackierten Formteil oder der montierten Baugruppe.
Zetzwilerstrasse 760
CH-5728 Gontenschwil
Schweiz
Tel. +41 62 767 20 00

Mail: info@emaform.ch
Web: www.emaform.ch
Fahrzeugs würden dann einer erneuten Verwendung zugeführt. «Faktisch alle Hersteller stellen derzeit ihre Modellpalette auf alternative Antriebe um», erklärt Björn Noack, Bain-Partner und Co-Autor der Studie. «Doch nur, wenn sie gleichzeitig geschlossene Materialkreisläufe schaffen, werden sie das ehrgeizige Ziel der Klimaneutralität tatsächlich erreichen.»
Die Bain-Studie berücksichtigt auch nachgelagerte Wertschöpfungsstufen. Danach liesse sich der Anteil gebrauchter Teile bei Reparaturen in Europa bis 2040 auf 12 Prozent steigern, im Jahr 2020 waren es gerade einmal 2 Prozent. Speziell bei Batterien werden Wiederaufbereitung und -verwendung künftig zum Standard werden, um die strengen regulatorischen Auflagen zu erfüllen. Dazu bedarf es aber eines professionellen Marketings. «Je intensiver sich die Autobauer dem Kreislaufgedanken verschreiben und je offensiver sie damit an die Öffentlichkeit gehen, desto leichter wird es den Servicebetrieben fallen, ihre Kundschaft von gebrauchten Ersatzteilen zu überzeugen», stellt Dr. Klaus Stricker, Bain- Partner und Leiter der globalen Praxisgruppe Automotive und Mobilität, fest. Rund um den Globus ergeben sich für die Fahrzeughersteller aus der Umstellung auf eine Kreislaufwirtschaft gleich mehrere Vorteile. «Geschlossene Kreisläufe senken nicht nur
die Umweltbelastung, sondern steigern auch die Resilienz der Lieferketten und reduzieren längerfristig die Materialkosten», so Stricker. «Dies führt zu höheren Margen, darüber hinaus bieten sich neue Ertragschancen.»
Art der Fortbewegung verändert sich grundlegend
Auf dem Weg hin zur Klimaneutralität wird zudem ein verändertes Nutzungsverhalten eine wichtige Rolle spielen. Laut Bain-Studie wird sich voraussichtlich in den 2030er-Jahren der Einsatz von Robotaxis zunehmend rechnen. In der Folge wird der Anteil privater Fahrzeuge an den gefahrenen Kilometern weltweit von heute 67 Prozent auf dann rund 50 Prozent im Jahr 2030 sinken. 2050 sollen es sogar nur noch 40 Prozent sein. Die gesamthafte Auslastung aller Fahrzeuge würde damit deutlich steigen, der Bedarf an Neufahrzeugen zurückgehen. «Mobilität bleibt ein essenzieller Teil unseres Lebens», ist sich Bain-Partner Noack sicher. «Aber die Art, wie wir uns fortbewegen, wird sich grundlegend verändern. Dazu trägt vor allem der spürbare Klimawandel bei, die zunehmende Urbanisierung und ein geschärftes Bewusstsein für die Umwelt kommen hinzu.» Und er ergänzt: «Der automobilen Kreislaufwirtschaft gehört die Zukunft. Je früher sich die Hersteller und Zulieferer darauf einstellen, desto eher können sie sich von ihren Wettbewerbern abheben.»
Bereichsübergreifende Kooperationen sind unverzichtbar Bei Vorreiterunternehmen stehen drei Massnahmen im Fokus. Zum einen überprüfen sie systematisch ihre gesamte Wertschöpfungskette, um die Chancen für geschlossene Kreisläufe konsequent nutzen zu können. Zum anderen geht es darum, Trends frühzeitig zu erkennen und auf Basis von Zukunftsszenarien schon heute die Weichen für die Märkte von morgen zu stellen. Und schliesslich engagieren sie sich in Ökosystemen und beginnen gemeinsam mit Partnern mit dem Aufbau geschlossener Kreisläufe. Im Rahmen der Global Battery Alliance beispielsweise arbeiten mittlerweile mehr als 120 Unternehmen und Institutionen daran, eine nachhaltige Wertschöpfungskette für Batterien zu etablieren. Gerade bereichsübergreifenden Kooperationen kommt grosse Bedeutung zu. «Die automobile Kreislaufwirtschaft setzt voraus, dass Hersteller, Lieferanten und Branchenfremde weitreichend und vertrauensvoll zusammenarbeiten», betont Branchenexperte Noack. «Diejenigen Autobauer, die dies erkennen, sondieren ganz genau, auf welchen Gebieten ihre Alleinstellung ihnen einen Vorsprung verschafft und wo Kooperationen für sie von besonderem Vorteil sind. Auf diese Weise sind sie bestens für den künftigen Wettbewerb gerüstet.» Kontakt

Fledermäuse finden auch in tiefster Nacht ihre Beute – wie gelingt ihnen das? Indem sie sich nicht auf ihre Augen verlassen, sondern Ultraschallwellen als Werkzeug nutzen, um Objekte wahrzunehmen, die sie nicht sehen können. Auch das Optische Mikrofon der Firma Xarion Laser Acoustics kann Ultraschall in Luft detektieren, aber mit einer Frequenzbandbreite, die nochmals 10-fach höher ist als die der Fledermäuse.

Das neue Mikrofon wurde nun mit einem Ultraschall erzeugenden Laser kombiniert und ermöglicht damit, Fehler in Bauteilen zu entdecken, die von aussen nicht zu erkennen sind, wie zum Beispiel Risse, Löcher oder mangelhafte Verbindungen. Die Prüftechnik von Xarion wird daher als vielseitiges Werkzeug in der Automobil-, Flugzeug- und Halbleiterindustrie eingesetzt, um höchste Qualitätsansprüche in der automatisierten Produktionslinie zu erfüllen.

Die Grundlagen für die Ultraschallprüfung wurden bereits in den 1940er-Jahren gelegt, insbesondere durch deutsch-französische Kooperationen der Stahlindustrie im Saarland. Seitdem hat sich diese zu einem variantenreichen Standardverfahren der zerstörungsfreien Prüfung von Bauteilen entwickelt. Alle Ultraschall-Prüfverfahren folgen dabei dem gleichen Prinzip: Ein Ultraschallsignal wird in das Bauteil eingekoppelt, durchläuft dann das Material, und wird schliesslich detektiert. Defekte oder
Unregelmässigkeiten im Material verändern dabei das Ultraschallsignal und können so erkannt werden. Die gängigste Methode zur Ultraschallprüfung basiert auf dem piezoelektrischen Effekt. Hierbei wird eine elektrische Wechselspannung an ein piezoelektrisches Material angelegt, das dadurch in Schwingung versetzt wird und Ultraschall aussendet. Umgekehrt wird zur Detektion des Prüfsignals das piezoelektrische Material durch auftreffenden Ultraschall in Schwingung
versetzt, was zu einer messbaren elektrischen Spannung führt. Daraus ergibt sich jedoch ein fundamentales Problem: Jeder Schwinger hat eine bevorzugte Eigenfrequenz. Will man eine möglichst hohe Empfindlichkeit des Prüfsystems erzielen, muss der Wandler genau auf seiner Eigenfrequenz betrieben werden, jegliche andere Frequenzinformation geht verloren. Zudem muss für eine gute Signalübertragung der akustische Widerstand zwischen dem Piezo-Schwinger und
Kunststoff und Metall im Verbund
Nutzen Sie die Vorteile durch
Umspritzen von Metall-Inserts
dem Material angeglichen werden, was durch ein flüssiges Koppelmittel gelingt. Damit erhält man ein schmalbandiges Prüfsystem, das obendrein direkten Kontakt oder zumindest Kontaktmittel (Wasser, Gel) benötigt.
Das Optische Mikrofon von Xarion umgeht beide Probleme durch eine genial einfache Idee: Es besitzt keinen Schwinger. In seinem rein optischen Verfahren verändert der Schall die Wellenlänge eines Laserstrahls, der zwischen zwei kleinen Spiegeln hin und her reflektiert wird. Damit ändert sich auch die Helligkeit des ausgekoppelten Lichtes, was ohne den Umweg über eine mechanische Schwingung gemessen wird. So erreicht das Optische Mikrofon ein detektierbares Frequenzintervall, das mindestens zwanzig Mal grösser ist als das jedes anderen konventionellen Ultraschallsensors. Ausserdem kann auf Kontakt zum Prüfling verzichtet werden, was gewaltige Vorteile in der Automatisierbarkeit mit sich bringt. Mit anderen Worten: Es braucht kein Gel oder Wasser auf die Oberfläche aufgetragen zu werden, was natürlich ein enormer Vorteil ist, wenn die Prüfung rasch von Statten gehen muss oder zum Beispiel auf einem Förderband das Produktionsgut schnell vorbeifährt, aber trotzdem auf innere Qualität untersucht werden muss. Mit diesem neuen Sensor kann in Anwendungsbereiche vorgedrungen werden, die bisher messtechnisch nicht umsetzbar waren. Insbesondere kann die berührungslose Prüfmethode einfach auf einen Roboter montiert werden. Der glasfasergekoppelte Sensorkopf des Mikrofons ist dabei sehr kompakt und erreicht damit auch schwer zugängliche Stellen.
Fehler unterhalb der Oberfläche sind für das Auge unsichtbar, können jedoch verheerende Folgen haben. Mikrorisse, Lufteinschlüsse oder fehlerhafte Verbindungen
können im schlimmsten Fall zum vollständigen Versagen eines Bauteils führen. Besonders kritisch sind hier Komponenten für die Flug- oder Raumfahrtindustrie, aber auch im Automobilsektor steigen die Anforderungen an die Sicherheit kontinuierlich. Konventionelle Ultraschall-Prüfgeräte
müssen von Hand bedient werden und können daher nicht mit der zunehmenden Automatisierung Schritt halten. «Dass die Prüftechnik von Xarion vollkommen berührungsfrei arbeitet, ist ein grosser Vorteil in der Automatisierung», erklärt Dr. Balthasar Fischer, Gründer von Xarion, stolz. «Sowohl der Anregungslaser als auch das Optische Mikrofon sind fasergekoppelt, wodurch der Grossteil der eigentlichen Technik separat vom Prüfkopf gehalten werden kann. Der Prüfkopf hat dadurch nur noch die Grösse einer Streichholzschachtel. Da unsere Messtechnologie ausserdem vollkommen kontaktfrei funktioniert, ist es somit perfekt für die Anwendung am Industrieroboter geeignet.» Solche Prüfköpfe stehen sowohl für die einseitige Messung als auch für Transmissionsmessungen zur Verfügung und lassen sich in eine Vielzahl von automatisierten Prüfsystemen integrieren. In der Raumund Luftfahrtindustrie konnte sich Xarion einen Namen mit der Prüfung von Verbundwerkstoff-Strukturen machen. In der Automobilindustrie wird die Technik zur automatisierten Prüfung von Schweisspunkten verwendet und findet hier buchstäblich viel Echo.

Seit Tesla den Automobilsektor mit Elektrofahrzeugen aufgemischt hat, nehmen die Investitionen im Batteriesektor Fahrt auf. Auch der Wandel in der Stromerzeugung, weg von fossiler Energie hin zu erneuerbaren Energien wie Wind- und Solarkraft, sorgt für erhöhten Bedarf an Energiespeichersystemen. In Europa, den USA und Asien werden daher zahlreiche neue Produktionsstätten für Batteriezel -
len und -module errichtet um mit der grossen Nachfrage Schritt zu halten. Dies erfordert auch die Implementierung neuer Verfahren entlang der gesamten Kette des Produktionsprozesses, von der Elektrodenfertigung über die Zellfertigung bis zur Verpackung mehrerer Zellen in die fertigen Batteriemodule.
«Wir beobachten ein sehr grosses Interesse an unserer Prüftechnologie im Batteriesektor, da in diesem rasant wachsenden und vielfältigen Markt ständig neue technische Herausforderungen auftauchen», weiss Martin Wallner, Chief Operations Officer bei Xarion, zu berichten. «Kunden treten zum Beispiel mit der Aufgabe an uns heran, die gleichmässige Verteilung des Elektrolyten innerhalb einer prismatischen Batteriezelle zu messen oder die Qualität von Laser-geschweissten Nähten am Rand der fertigen Batteriemodule zu prüfen. Für unsere Ingenieure sind das dann spannende neue Aufgaben, für den Kunden ein Entwicklungsvorsprung gegenüber der Konkurrenz.»
Ein kürzlich realisiertes Prüfsystem erlaubt die automatisierte, kontaktfreie Messung der Elektrolytverteilung in einer neu produzierten Batteriezelle. Das ist wichtig, da die Qualität und die Lebensdauer der fertigen Batterie entscheidend von der gleichmässigen Benetzung der Elektroden und Separatoren mit Elektrolytflüssigkeit abhängig sind. Xarion arbeitet hierfür mit einem Laserstrahl, der eine Ultraschallwelle im Prüfling erzeugt, während das Optische Mikrofon auf der gegenüberliegenden Seite der Batterie detektiert, wie gut der Schall von der Batterie geleitet wird. Trockene Bereiche der Batteriezelle reflektieren den Schall, während mit Elektrolytflüssigkeit benetzte Bereiche den Schall leiten. «Wir können hier vor allem auch die deutlich höhere Auflösung und Messgeschwindigkeit unserer Technologie, verglichen mit konventionellen Luftkopplern, ausspielen», sagt Wallner. Das Überwachen des Trocknungsgrades von beschichteten Elektroden, das Verschweissen von geschichteten Elektroden miteinander, die Prüfung von LaserSchweissnähten zwischen Zellen oder Modulen sowie der Kontakt von Wärmeleitpasten mit Gehäusen und Modulen gelingt ebenfalls mit Hilfe von Xarions Prüftechnologie.
Der kompakte Prüfkopf für die berührungslose einseitige Ultraschall-Prüfung von Werkstücken und Schweissverbindungen. In ihm werden Anregungslaser und Optisches Mikrofon vereint. Kein Gel oder Wasser ist nötig. (Bild: Xarion)



Die Ultraschall-Prüftechnik von Xarion ist nicht nur im Batteriesektor relevant, sondern auch zur zerstörungsfreien Prüfung von Kohlefaserverbundstoffen, Halbleiterelementen und Schweissverbindungen. Dabei lassen sich Fehler entdecken, die von aussen nicht erkannt werden können, wie Delaminationen, Löcher oder Risse. Neben kundenspezifischen Sonderanlagen steht dafür auch eine Palette an standardisierten Labor-Prüfanlagen zur Verfügung, welche rasch und unkompliziert in Forschungsabteilungen oder Prüflaboren eingesetzt werden können. Hier setzt Xarion auf ein modulares System von durch den


Kunden wählbaren Positioniersystemen, kombiniert mit den Xarion Anregungslasern, dem Optischen Mikrofon und Prüfköpfen, welche für Transmissions- oder einseitige Messungen optimiert sind. «Wir haben die Erfahrung gemacht, dass Kunden die Möglichkeit sehr schätzen, unsere Technologie zuerst selbst auf Herz und Nieren zu prüfen, bevor sie sich für eine Anlage in der Linie entscheiden», berichtet Dr. Josef Pörnbacher, Leiter der Applikationsentwicklung. «Vor allem grosse Industriekunden, die nicht von heute auf morgen ihre gesamte Produktionslinie umstellen können, schaffen gerne zuerst eine Laboranlage an.»

Laserfertigungsprozesse überwachen
Ultraschall kann neben der zerstörungsfreien Materialprüfung auch zur EchtzeitÜberwachung von Industrieprozessen eingesetzt werden. «Jeder, der schon mal in einer Produktionshalle war, weiss wie laut es dort sein kann. Weniger bekannt ist, dass der Schall, der durch die Fertigungsprozesse erzeugt wird, wertvolle Informationen darüber liefern kann, ob z. B. die gewünschte Festigkeit einer Ultraschallschweissverbindung erreicht wurde oder ein Laser-Strukturierprozess abläuft, wie er soll», erklärt Ryan Sommerhuber, Spezialist für die Prozessüberwachung bei Xarion Laser Acoustics GmbH.
Ein LEAsys Laborgerät. Mit dieser vielseitigen und bedienerfreundlichen Station können vielfältige Prüfaufgaben erfüllt werden. Oft stellen diese Laborgeräte auch die Vorstufe zum Sprung in die vollautomatisierte Anlage für die Produktionslinie dar. (Bild: Xarion)



Um aus der komplexen Geräuschkulisse genau die Informationen zu filtern, die wichtig sind, ist die hohe Frequenzbandbreite des Optischen Mikrofons entscheidend: «Der typische Maschinenlärm beschränkt sich in der Regel auf den hörbaren und niederen Ultraschall-Frequenzbereich», führt Sommerhuber aus. «Prozessgeräusche hingegen erzeugen akustische Signale im deutlich höherfrequenten Bereich mehrerer hundert Kilohertz. Das Optische Mikrofon kann einen Frequenzbereich von wenigen Hertz bis zu zwei Megahertz gleichzeitig erfassen und durch geschickte Datenverarbeitung Prozesssignale isoliert überwachen. Während zum Beispiel ein Frequenzbereich Informationen zum Schweiss-Keyhole-Zustand liefert, dient ein anderer zur Detektion von Kaltrissen, welche durch Kombination mehrerer Sensoren sogar lokalisiert werden können.» Die Prozessgeräusche unterschiedlicher Maschinen

Qualitätsprüfung von Autobatterien für die E-Mobility. Der Xarion-Prüfkopf für die einseitige Ultraschall-Prüfung kann hier seine Stärken ausspielen: Er wird gleichmässig über die Oberfläche bewegt und sendet Laserpulse aus und hört auf das akustische Ultraschall-Echo. Bei Lufteinschlüssen hinter dem Deckblech aufgrund fehlender Wärmeleitpaste ist das Echo substantiell lauter und damit können solche Fehler entdeckt und in der Produktion behoben werden. (Bild: Xarion)


überlagern sich dabei gegenseitig nicht: «Die für uns relevanten Prozesssignale mit Frequenzen mehrerer hundert Kilohertz werden innerhalb einiger zehn Zentimeter von der Luft so stark gedämpft, dass unsere Prozessüberwachung gegenüber weiter entfernten Störquellen robust ist», so Sommerhuber.
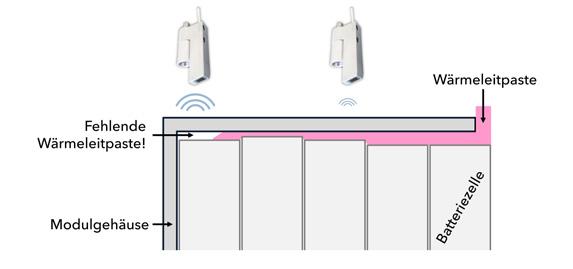
Neue Möglichkeiten für industrielle Anwender Breitbandig, berührungsfrei, kompakt: Die Kombination dieser Eigenschaften macht das Optische Mikrofon weltweit einzigartig in der Ultraschall-Messtechnik. In der zerstörungsfreien Prüfung von KohlefaserVerbundwerkstoffen, wie sie in der Luft-
fahrt eingesetzt werden, überzeugt das Optische Mikrofon bereits seit mehreren Jahren. Die automatisierte Prüfung von Schweisspunkten mittels Xarion-Technologie wird von namhaften Automobilherstellern genutzt. In der Prozessüberwachung wiederum bietet die breitbandige Messung von Luftultraschall neue Einblicke in die Prozessqualität von innovativen Fertigungstechniken wie dem Laserschweissen oder Ultraschallschweissen. Hersteller von Batterien sowie Zulieferer stehen vor vielfältigen neuen Herausforderungen. Die Technologie von Xarion bietet hier einzigartige neue Lösungsansätze, wobei die Experten von Xarion Laser Acoustics bereits auf Erfahrungen aus anderen Industriezweigen zurückgreifen können.
Kontakt
www.xarion.com








Die MessX AG scannt, digitalisiert, analysiert und misst. Das Schweizer Unternehmen – bekannt als Spezialist für Computertomografie – baut sein Dienstleistungsportfolio kontinuierlich aus. Seit April 2023 gehört ein mobiler, optischer 3D-Scanner zum technischen Equipment, welcher die Möglichkeiten des 3D-Scannens noch einmal stark erweitert.
Das Bedürfnis der industriellen Fertigung bezüglich präzisen, hochauflösenden und wiederholbaren 3D-Daten ist sehr gross. Dies unabhängig von der Form, Grösse oder Materialbeschaffenheit der Bauteile. Diese Ansprüche kann MessX mit der Erweiterung ihres Equipments noch besser erfüllen. Sie verfügt als erster Schweizer Dienstleister über den HandyScan Black/ Elite Limited von Creaform.

Mit der Genauigkeit von 12 Mikrometern und einem Messspektrum von 0,05 bis 4 Metern verfügt MessX über ein hoch genaues, handgeführtes Messgerät, welches einen neuen Industriestandard setzt. Dieses kann vor Ort eingesetzt werden, z. B. wenn ein Bauteil verbaut ist oder es sich aufgrund dessen Grösse (z. B. ein Spritzgiesswerkzeug) und Form als effizienter erweist.
Insbesondere im Bereich Reverse Engineering lassen sich mit dem optischen 3D-Scanner sehr flexibel und schnell STLDaten erstellen, welche die Grundlage für eine Flächenrückführung bzw. Rekonstruktion bilden. Mit den neuen Spezifikationsmerkmalen der Limited Version vom HandyScan können die optisch gescannten
3D-Daten auch sehr gut für messtechnische Auswertungen verwendet werden. Gerade das macht es für MessX interessant, den mobilen 3D-Scanner für ein breites Spektrum einzusetzen.
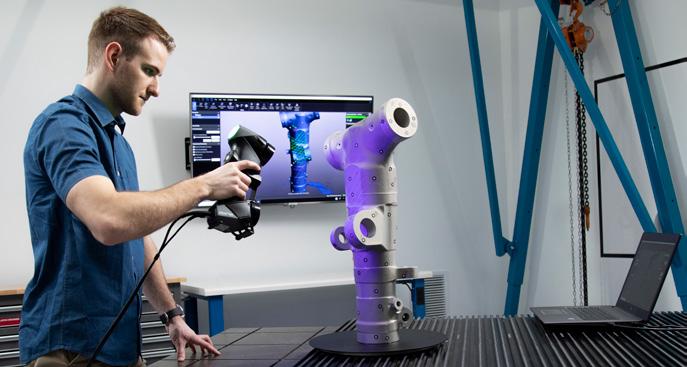
Das optische 3D-Scannen wird nicht nur in der kunststoffverarbeitenden Industrie eingesetzt, sondern findet in fast allen produzierenden Betrieben seinen Einsatz. Ebenso ermöglicht es den Kunden einen Mehrwert innerhalb verschiedenster Bereiche, sei es in der Produktentwicklung, der Fertigung, der Qualitätskontrolle und -sicherung sowie der Optimierung.
Unabhängig in welcher Entwicklungs- und Prozessphase sich ein Unternehmen befindet, das Team der MessX steht beratend zur Seite, um zu definieren, welche Dienstleistung am besten zu den Anforderungen des Bauteils passt. Der Fokus
liegt stets auf dem Produkt und dem Bedürfnis des Kunden.
Für komplexe Datengenerierung, Effizienz, Präzision und messtechnisches Know-how ist die MessX längst bekannt. Die erweiterte Dienstleistung unterstützt zudem den Firmen-Claim: scannen, digitalisieren, analysieren und messen.
Optisches 3D-Scannen mittels
HandyScan Black / Elite Limited
• Genauigkeit von 0,012 mm (akkreditiert gemäss ISO 17025)
• Volumetrische Genauigkeit von 0,012 mm + 0,020 mm/m
• Bauteilgrösse von 0,05 bis 4 Meter
• Mobil und vielseitig einsetzbar
Kontakt
MessX AG
CH-9400 Rorschach
info@messx.ch
www.messx.ch n
Über 200 Jahre ist die Entwicklung des ersten Fahrrades alt. Auch wenn dieses Gefährt mit dem heutigen nicht mehr so viel gemein hat, so hat das Fahrrad in den letzten Jahren dank des E-Bike-Booms eine Erfolgsgeschichte sondergleichen geschrieben.

Generell ist der Markt stark im Wandel. Fahrradrahmen für den Massenmarkt werden gewöhnlich aus Aluminium hergestellt. Das zunehmende gesellschaftliche Bewusstsein für nachhaltige Produkte mit reduziertem Energieverbrauch in Produktion, Logistik und Betrieb hat zu Versuchen geführt, Produkte der Zukunft neu zu bewerten, um ihre Effizienz zu verbessern. Um all das zu erreichen, ist es notwendig, die Produktion aus Fernost zumindest teilweise wieder nach Europa zurück zu verlagern.
Die Kombination aus Produktionsstandort, Herstellungsverfahren, Material und Einsatz stellt eine enorme Erfolgsgeschichte dar. So ermöglicht das Spritzgiessen von kurzfaserverstärkten Thermoplasten die Herstellung von Strukturbauteilen in einer Vielzahl von Branchen und Anwendungen einschliesslich Micromobilität, wie E-Bikes, E-Scooter und Ähnliches.
Mittels Simulationen lassen sich die Fahrradrahmen spritzgussgerecht auslegen. Durch diese digitalen Produktentwicklungsmethoden können auch komplexe Prozesse berechnet und dargestellt werden, um die Entwickler bestmöglich zu unterstützen. Und das alles zu einem Zeitpunkt an dem noch kein einziger Span gefallen ist.
1 DI Dr. Umut Cakmak, Plastic Innovation GmbH, Ottensheim (A)
2 Cristoph Hinse und Tobias Schäfer (M.Sc.), beide SimpaTec Simulation & Technology Consulting GmbH, Aachen (D)
3 Ing. Florian Aichberger (M.Sc.), SimpaTec GmbH, Österreich
Der innovative Fahrradrahmen wird aus Polyamid 6 mit 40% Kurzcarbonfaseranteil (Akroloy PA CF VFrame) hergestellt. Um die Rohrstruktur für die Torsionssteifigkeit des Rahmens zu ermöglichen, wird das wasserunterstützte Spritzgiessverfahren (WAIM = Water Assisted Injection Molding) verwendet. Hierbei handelt es sich um einen zweiphasigen Prozess. Das bedeutet am Beispiel des Fahrradrahmens, dass zuerst die Formteilkavität wie im herkömmlichen Spritzgiessprozess vollständig gefüllt wird. Während dieser Füllung bleiben die Überlaufkavitäten und Wasserinjektoren geschlossen. Nach der Füllung werden die Überlaufkavitäten und die Wasserinjektoren geöffnet. Das einströmende Wasser drückt den noch immer flüssigen Schmelzekern in dieser zweiten Phase in die nun offenen Überlaufkavitäten. Es wird ein Hohlraum im Formteil erzeugt. Abschliessend wird der Hohlraum noch trocken geblasen. Ziel ist es, diesen Hohlraum bereits in der Entwicklungsphase möglichst exakt zu definieren. Zusätzlich zu der Füllung des Polymers und des Wassers muss auch die Orientierung und
Verteilung der Fasern im Polymer mitberücksichtig werden. Die Rahmensteifigkeit und die Fahrperformance hängen sehr stark von der Restwandstärke, der Faserorientierung, den Bindenähten und deren Verteilung entlang der Struktur ab. An dieser Stelle wird bereits klar, dass die Füllsimulationsergebnisse erheblich in der Produktentwicklung berücksichtigt werden müssen.
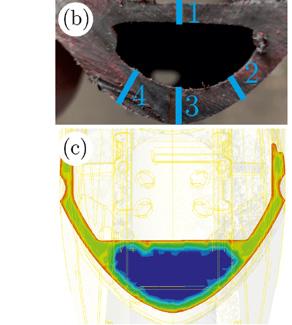

Für die Simulation des WAIM-Prozesses hat Plastic Innovation aus Ottensheim (A)
deswegen Moldex3D eingesetzt. Um das strukturviskose Verhalten des Kunststoffes und den komplexen WAIM-Prozess sauber simulieren zu können, ist eine gute Auflösung an der Randschicht notwendig. Nur so kann der Einfluss der Schergeschwindigkeit auf den Druckverlauf und die Temperaturverteilung während des Füllvorganges genau vorherge -


sagt werden. Gleichzeitig muss auch die Vernetzung im Kern für den Wasserkanal noch ausreichend genau sein. Für diesen Zweck wurde das Boundary Layer Mesh (BLM) entwickelt. Qualitativ hochwertige Berechnungsnetze lassen sich einfach und zuverlässig generieren. Der Formaufbau und die Kühlkanäle wurden mit dem Assistenten von Moldex3D generiert. Auf diese Weise lässt sich das Werkzeug bereits in einer sehr frühen Entwicklungsphase mit in die Simulation aufnehmen und kann später in die Konstruktion übernommen werden.
Vergleich der Restwandstärken aus Simulation und Messung
Ein wichtiges Beurteilungskriterium ist, dass die Simulation in der Lage ist, die Wandstärkenverteilung präzise vorherzusagen. Aus diesem Grund wurde im Nachgang eine Vergleichsstudie durchgeführt.
An zwei Positionen des Unterrohrs (Abb. 2 (a)) wurde der Querschnitt an jeweils
4 Stellen gemessen und mit der Simulation verglichen. Im Allgemeinen ist ein ähnlicher Trend der Daten von den Messpositionen 1 bis 4 zu beobachten. Die berechneten Wandstärken in der Simulation sind sehr vergleichbar mit den gemessenen Wandstärken. Diese Erkenntnis ist wichtig für weitere Entwicklungen, da dies bedeutet, dass keine weiteren Sicherheitsfaktoren für die Schwankungsbreite berücksichtigt werden müssen.
Aufgrund der Prozesssimulation mittels Moldex3D konnten mögliche Verarbeitungsinstabilitäten sowie Defekte (z. B. Bindenähte, Wasserfingerbildung, Wandstärkenverteilung und Faserorientierungsverteilung) erkannt und behoben werden. Basierend auf diesen Ergebnissen wurde eine Finite-Elemente-Analyse (FEA) durchgeführt. Der simulierte Wasserkanal wurde hierfür als STL-Datei exportiert und in die FEA importiert. Auch bei anderen Produkten ist es empfehlenswert, diese Informationen in die FEA mitzunehmen, um nicht
unnötig grosse Sicherheitsfaktoren einbauen zu müssen. Sicherheitsfaktoren bedeuten immer, dass ein Produkt grösser ausgelegt werden muss, als es für den Einsatzzweck notwendig gewesen wäre. Damit wird nicht nur mehr Material benötigt, sondern auch gleichzeitig prozessbedingt die Zykluszeit unnötig erhöht. Werden die Ergebnisse aus der Prozesssimulation in die Strukturmechanik mitgenommen, spricht man auch von einer «Integrativen Simulation». Bei der Entwicklung des Fahrradrahmens ist Plastic Innovation sogar noch einen Schritt weitergegangen. Sie entschieden sich für einen «ganzheitlichen» PolymerProduktentwicklungsansatz. Neben der «Integrativen Simulation» wurden dafür zusätzlich die Werkzeugkonstruktion und Automatisierung mitberücksichtigt. Die Automatisierung wurde für konstante, effiziente Taktzeiten gewünscht und umfasste die Übergabe des entformten Rahmens von der Spritzgiessmaschine auf das Transportband sowie das Greifen und das Einsetzen des Steuerrohrinserts aus Aluminium vor dem Schliessen des Spritzgiesswerkzeugs beim Produzenten, V Frames GmbH aus Schmiedefeld (D). Das CADRahmenmodell wurde mit Hilfe der Simulation so lange optimiert, bis die Funktionalität des Fahrradrahmens sowie die Anforderungen an Festigkeit und Steifigkeit erfüllt waren.
Für die FEA wurde die Software Marc eingesetzt. Gerade wenn es um nichtlineare Systeme geht, wie bei diesem Fahrradrah -
men, aber auch bei allen anderen Kunststoffprodukten, ist Marc die ideale Lösung. Um die Lücke zwischen Herstellungsprozess und Strukturmechanik zu schliessen, kommt die multiskalare Materialmodellierung inklusive Schnittstelle zur FEA mit Digimat zum Einsatz. Mit dieser hochmodernen Material-Modellierungstechnologie kann das komplexe anisotrope Materialverhalten samt Versagen sowie Schädigung berechnet werden. Damit Digimat das realitätsnahe Materialverhalten berechnen kann, reichen einfache, standardisierte Materialmessungen aus, um diese auf das komplexe Bauteil zu übertragen. Digimat und der FE-Solver kommunizieren miteinander und tauschen Material- als auch Belastungssituationen miteinander aus. So ist es möglich, die prozessbedingten Eigenschaften, wie Faserorientierung, Bindenähte und Eigenspannungen, in der Berechnung zu berücksichtigen.
Um die Auswertung und Interpretation der Ergebnisse zu erleichtern, bietet Digimat weitere Ergebnisplots an. Damit kann das anisotrope Materialverhalten in Form von Indikationen und Auslastungsgraden dargestellt werden. Somit konnte in der Simulation richtig vorhergesagt werden, dass der Fahrradrahmen die Prüfung nach EN 15194:2018-11 bestehen wird. Zusätzlich konnte auch das Bauteilverhalten in Bezug auf das komplexe Materialverhalten im Detail betrachtet werden.
Die Betrachtung der Spannungsverteilung mittels Von-Mises-Vergleichsspannungen (Abb. 4) ist eine gängige Methode zur Be -
urteilung. Diese Methode ist aufgrund der Anisotropie jedoch nur bedingt anwendbar. In Bezug auf den Fahrradrahmen ist zu sehen, dass die Spannungen im nicht kritischen Bereich liegen.
Vergleicht man dieses Ergebnis zusätzlich mit weiteren Ergebnisplots, die uns Digimat bietet, erhalten wir eine noch umfangreichere und bessere Beurteilung über den Fahrradrahmen und können damit noch realitätsgetreuere Aussagen treffen. Anhand des Auslastungsgrads der maximalen Steifigkeit (Abb. 5) können die kritischen Bereiche schnell und einfach ersichtlich ermittelt werden. Bei einem Auslastungsgrad über 1 tritt ein Versagen auf. Alle Bereiche unter 1 weisen eine entsprechende Sicherheit auf.
Auch der Auslastungsrad der Faser in Bezug auf deren Orientierung stellt eine wesentliche Hilfe dar, um besser einschätzen zu können, ob es in gewissen Bereich notwendig ist, die Faserorientierung zu verbessern. Um den Einfluss der Bindenähte zu beurteilen, werden Knockdown-Faktoren in der Simulation berücksichtigt. Je nachdem, welche Eigenschaften die Bindenaht hat, verringert diese die lokal zulässige Belastung. Für die Fragestellung der Wirkung des Belastungsfalls auf die lokale Materialbeanspruchung hilft das Ergebnis der Triaxialität weiter, sodass direkt zwischen Zug-, Druck-, Scher- wie auch biaxialer Belastungszustände unterschieden werden kann. All diese Ergebnisse erleichtern es, das Bauteil so auszulegen, dass es den Belastungen standhält aber dennoch so leicht wie möglich sein kann.
Die Materialsubstitution von Metallen zu Thermoplasten eröffnet auch neue Recyclingstrategien. Die beste Strategie besteht darin, rezyklierte Materialien für Strukturkomponenten statt für Nichtstrukturkomponenten oder andere Zwecke (z. B. Deponie, thermisches Recycling) einzusetzen. Für den Fahrradrahmen wurde ebenfalls eine vergleichende Umweltbilanz (LCA) durchgeführt. Dabei wurde verglichen, in wie weit sich der Wechsel von Aluminium 6061 T6 zu Polyamid verstärkt mit rezyklierten Kurzcarbonfasern auswirkt. Für die Bilanz wurde entsprechend der CML2001-Aug.2016-Methode vorgegangen. Die Charakterisierung und Normalisierung der Wirkkategorien wurden mittels der Software GaBits 10.6. am
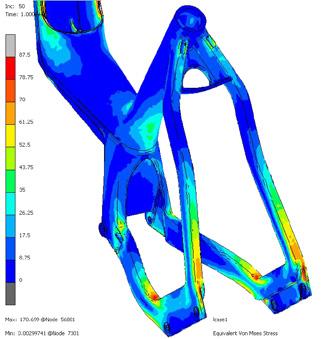
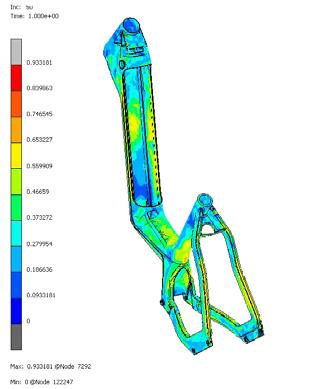
Energieinstitut der Johannes-Kepler-Universität Linz durchgeführt. Für den Vergleich wurde eine Funktionseinheit (vergleichende Menge, 36 Fahrradrahmen) definiert. Bewertet wurden Rohstoffbeschaffung, Produktion bis zum Transport nach Deutschland (cradle-to-gate Systemgrenze). Voraussetzung dabei war, dass die Fahrradrahmen mit äquivalenten Struktureigenschaften aus beiden Materialien hergestellt werden können. Bei dieser Analyse ergab das Treibhausgaspotential (GWP 100 Jahre), dass die CO2-Äquivalente pro Funktionseinheit von Aluminiumrahmen bei 1604,64 kg CO2 eq. und von Polyamid bei 444,4 kg CO2 eq. liegen. Dies bedeutet, dass mit dem Fahrradrahmen aus Polyamid mit recycelten Carbonfasern eine CO2-Reduktion von ~70 % möglich ist. Nachdem die Entwicklung abgeschlossen war, wurde die Form hergestellt und abschliessend Produktionsversuche durchge -
führt. Es hat sich gezeigt, dass dieses für Fahrradrahmen neuartige Verfahren, sich als erfolgreich erwiesen hat. Rahmen mit ähnlicher Steifigkeit und Masse eines äquivalenten Aluminiumrahmens wurden strukturell so optimiert, dass sie massentauglich und gleichzeitig energieeffizient und nachhaltig hergestellt werden können.
Die Autoren danken den beteiligten Unternehmen für die Unterstützung:
– V Frames GmbH: Spritzgiesswerkzeug, Automatisierung und Produktion
– Coleo Design GmbH: Konzeptionierung und Design
– Johannes Kepler Universität Linz – Institute of Polymer Product Engineering: Simulation und Testing


– Engel Austria GmbH: Maschinenhersteller und anwendungstechnische Unterstützung
– Akro-Plastic GmbH: Materialhersteller und anwendungstechnische Unterstützung
– Plastic Innovation GmbH: Produktentwicklung & Simulation
Copyright
– Moldex3D ist ein eingetragenes Warenzeichen der Firma CoreTech System Co., Ltd., Taiwan.


– Marc und Digimat sind eingetragene Marken der Hexagon AB, Stockholm, Schweden.
Kontakt
SimpaTec Simulation & Technology
Consulting GmbH
D-52070 Aachen
www.simpatec.com
Effizienz und Bedienkomfort
Effizienz und Bedienkomfort im
Unverzichtbar für eine CO 2 -neutrale Produktion Kühlen und Temperieren mit System.
Riccardo Casanova ist seit etwas mehr als 100 Tagen als Geschäftsführer des Verbands KUNSTSTOFF.swiss im Amt. Wir wollten von ihm wissen, wie sein Start war und was er vorhat.
Verena JuckerRiccardo, du kommst aus einem global tätigen Unternehmen der Kunststoffbranche, mit weltweit rund 3000 Mitarbeitenden und hast dort über 20 Jahre lang in unterschiedlichen Führungspositionen gearbeitet. Was sind die grössten Unterschiede zwischen der Arbeit im Verband und der Arbeit der Mitglieder?
Riccardo Casanova: Ja, da gibt es einige Unterschiede. Wir als Verband produzieren und verkaufen ja nichts Physisches – es riecht nicht nach Kunststoff und Maschinen. Wir sind ein Dienstleister und unsere Kunden sind unsere Mitglieder – aber auch hier gilt «customer first». Dennoch haben wir als Verband durch die enge Zusammenarbeit mit den Mitgliedsfirmen und unseren Vorstandsmitgliedern einen sehr breiten Blick auf die Branche, was die Arbeit besonders abwechslungsreich macht.
Was war während dieser Zeit am Intensivsten, was am Eindrücklichsten? Was hat dich am meisten überrascht?
Casanova: Das ist schwer zu sagen. Ich war und bin beeindruckt, wie breit das Aufgabengebiet einer kleinen Verbandsgeschäftsstelle ist. Das fängt an bei Anfragen von Studierenden, geht über Presseanfragen, Organisation von überbetrieblichen Kursen, erarbeiten des Bewertungsrasters für die Abschlussprüfungen, anbieten und erarbeiten von Webinaren oder Networkveranstaltungen, Messestände und Giveaways, ausarbeiten und durchführen unserer Branchenlösung ASGS und dann noch organisatorische Aufgaben wie Betrieb der IT Infrastruktur, Administration unserer Partnerverbände PVCH, VKR und ERDE
Schweiz, und und und. All dies wäre ohne ein motiviertes Team und der nötigen ITInfrastruktur nicht möglich.
Wie hat sich die Zusammenarbeit mit Präsident, Vorstand und Team entwickelt?
Casanova: Die Zusammenarbeit macht grossen Spass. Mit Silvio Ponti haben wir einen engagierten und weitsichtigen Präsidenten, der sich voll und ganz für unsere Branche einsetzt. Der Austausch mit ihm und dem Vorstand ist jederzeit konstruktiv, wertschätzend und fördernd. Und – last but not least – hat mich das gut eingespielte Team toll aufgenommen und bietet eine solide Basis, mit der wir noch viel erreichen können.
Wie wurdest du von den Mitgliedern empfangen?
Casanova: Ich konnte bereits einige Mitgliedsfirmen persönlich besuchen und es hat mich sehr gefreut, wie offen diese mich empfangen und mir äusserst interessante Einblicke in ihre Unternehmen ermöglicht haben. Ich bin immer wieder beeindruckt, wie innovativ und stabil aufgestellt diese Firmen sind. Dennoch spüre ich eine gewisse Unsicherheit im Hinblick auf die Entwicklungen in der Ukraine und deren Auswirkung auf die europäische Wirtschaft mit der daraus resultierenden
zurückhaltenden Konsumstimmung. Und natürlich die nach wie vor schwankenden Rohstoffpreise und die ungewisse Entwicklung der Energiepreise.
Was ist der Nutzen des Verbands für die Mitglieder und für die Branche?
Casanova: Der Verband leistet einen entscheidenden Beitrag im Interesse der Kunststoffbranche. Es wurde gute Arbeit geleistet und diese möchte ich weiterführen und ausbauen. Die Schwerpunkte liegen in vier verschiedenen Bereichen. Erstens der Aus und Weiterbildung: Die Lernenden sind die Zukunft der Branche. Hier werden wir unser Engagement weiter verstärken, um junge Menschen für unsere Berufe zu motivieren.
Zweitens die Nachhaltigkeit: Wir setzen auf das proaktive Engagement unserer Mitglieder in der nachhaltigen Transformation und möchten sie in diesem Prozess zur Kreislaufwirtschaft weiter unterstützen. Drittens: Wir werden unsere Dienstleistungen weiter ausbauen. Wir haben bereits einige Ideen, an denen wir arbeiten. Viertens und nicht zuletzt werden wir weiterhin engagiert die Interessen der Branche vertreten und Öffentlichkeitsarbeit leisten. Gerade heute ist es wichtiger denn je, in der zum Teil emotionalen Diskussion rund um Kunststoff, eine sachliche Informationspolitik zu betreiben.


In welche Richtung wirst du den Verband weiterentwickeln?
Casanova: Ich möchte vor allem die Dienstleistungen für unsere Mitglieder ausbauen und damit den Mehrwert, den Nutzen für die Mitglieder erhöhen und eine Mitgliedschaft bei uns attraktiver machen. Der Verband muss so attraktiv werden, dass es immer weniger Trittbrettfahrer gibt, die von unseren Aktivitäten profitieren. Wie zum Beispiel der Berufsbildung und dem Einsatz für die Branche in der Politik. So kürzlich bei den Kontingentierungsmassnahmen bei einer Energiemangellage, dem Einsatz zur Vermei
dung einer Plastic Tax oder unbedachte Übernahme von EU Regulierungen.
Wo werden deine persönlichen Schwerpunkte liegen?
Casanova: Ich besuche aktuell noch den Kurs «Kunststofffachmann KATZ», um noch mehr über unser Material zu lernen. Parallel dazu besuche ich so viele Mitgliedsfirmen wie möglich, um die Schweizer «Kunststofffamilie» besser kennen zu ler
nen, deren Anforderungen an den Verband zu analysieren und mein Netzwerk weiter auszubauen.
Was steht in den nächsten hundert Tagen auf deinem Programm?
Casanova: Zuerst werden wir die Geschäftsstelle verstärken, wir haben noch eine Vakanz zu besetzen. Ich hoffe, dass wir bereits in der Einarbeitungsphase unsere Dienstleistungen erweitern können.
Ich freue mich sehr auf eine erfolgreiche Zusammenarbeit mit unseren bestehenden und zukünftigen Mitgliedern.
Kontakt
KUNSTSTOFF.swiss
Verena Jucker
CH 5000 Aarau
+41 62 834 00 64
v.jucker@kunststoff.swiss
www.kunststoff.swiss n

Zurzeit werden Kunststoffe im Bau am Ende ihres Lebens grösstenteils verbrannt. Im Circoplast-Projekt wurde daher untersucht, ob und wie Kunststoffe im Bau vermehrt im Kreislauf geführt werden können. Dazu wurden Materialflüsse und Entsorgungswege bestimmt und verschiedene Strategien zu REDUCE, REUSE und RECYCLE erarbeitet und ökologisch bewertet. Das Circoplast-Projekt wurde im Rahmen des Circular Building Industry Booster von Innosuisse durchgeführt und von KUNSTSTOFF.swiss, Holcim Schweiz AG, Geocycle AG, Swisspor AG und den Kantonen BE, BL, BS und ZH unterstützt.
Folgende Aussagen zu Strategien lassen sich aus dem Circoplast Projekt ableiten: REDUCE – Ein durch Verpackungsoptimierung reduzierter Kunststoffeinsatz von 15% 1 bei Verpackungen im Bau würde die CO2 Emissionen der Verpackungen um 15% reduzieren. Kunststoffbauteile sollten nur durch alternative Materialien ersetzt werden, wenn diese weniger CO2 Emissionen verursachen.
REUSE – Wiederverwendung ist vor allem für Verbrauchsmaterialien, wie Big Bags oder Mörtelwannen denkbar. Für Bauteile gibt es Bauteilbörsen. Für Kunststoffteile
1 https://environment.ec.europa.eu/ publications/proposal-packaging-andpackaging-waste_en

aus dem Bau, welche z. T. Jahrzehnte alt sind, kann eine Wiederverwendung jedoch schwierig sein.
RECYCLE – Das Recycling von Verpackungen von Baumaterialien hat Ausbaupotenzial. Fast ein Dritttel der von Kunststoffverpackungen im Bau verursachten CO2 Emissionen könnten durch geeignete Sammlung und Recycling reduziert werden. Grosses Potenzial beim Recycling von Kunststoffbauteilen liegt bei EPS Dämmungen und PVC haltigen Produkten wie Fensterrahmen oder Bodenbeläge. Hier könnte das Recycling zu einer Reduktion der CO2 Emissionen aller Kunststoffe im Bau von 15% führen. Das Sortieren und Recyclen von PE und PP aus dem Bausperrgut würde die CO2 Emissionen um weitere 8% reduzieren.
Die realcycle GmbH berät Unternehmen, koordiniert Branchen, vermittelt Know how auf allen Ebenen und bringt die Akteure an einen Tisch. Dies stets mit dem Ziel, die Idee der nachhaltigen Kreislaufwirtschaft in die Industrie zu bringen.
Die realcycle GmbH ist die Nachfolgerin der Redilo GmbH, die sich rund zwei Jahrzehnte lang mit Pionierprojekten im Kunststoffrecycling einen Namen gemacht hat.
Übersicht
Um das Recycling von Verpackungen zu ermöglichen, müsste das bestehende Sammelsystem via Sammelsack auf Baustellen ausgeweitet werden. Eine Rückgabe dieser Sammelsäcke könnte via Baustoffvertreiber erfolgen. Für Dämmstoffe, besonders für EPS, bräuchte es eine sortenreine Sammlung und Verdichtung. Die Herausforderung dabei sind Verschmutzungen beim Rückbau und Verdichten.
Kontakt
Maja Wiprächtiger
wipraechtiger@realcycle.ch
Unter dem Namen Cutting Edge World (CEW) eröffnet Hufschmied Zerspanungssysteme GmbH eine in deutschen Rechenzentren gehostete sichere Cloud-Plattform für den Datenaustausch zur Optimierung der Werkzeugnutzung.
Hufschmied stellt interessierten Anwendern die Endmasse und dxf-Daten jedes einzelnen ausgelieferten Werkzeugs zur Verfügung – ein Barcode auf dem Werkzeug ermöglicht den Abruf. Die Plattform dient zugleich als Speicherort für Prozessdaten und dem Feedback des Anwenders an den Werkzeughersteller. Insbesondere bei Nutzung der In-Line-Qualitätskontrolle SonicShark von Hufschmied bietet sich hierdurch die Möglichkeit einer Zusammenarbeit auf Basis gezielt freigegebener Prozessdaten. Ein grosser Kunde aus der Automobilbranche nutzt das System bereits zum Datenaustausch mit Hufschmied.
Die ausgesprochen ausführliche Qualitätskontrolle bei Hufschmied mit einem verfeinerten Messverfahren an mehr als 90 Messpunkten der Fräserkonturen kam bereits in der Vergangenheit den Anwendern ausgewählter Werkzeuggruppen mit Endmassbeschriftung zugute. Zukünftig können Hufschmied-Kunden via Barcode und Cloud-Plattform mehr über das
Messprotokoll erfahren und sparen sich so die Eingangskontrolle. Sie erhalten zudem einen digitalen Zwilling ihres aktuell vorliegenden individuellen Werkzeugs – auf der CEW-Plattform als Werkzeuginstanz bezeichnet – den sie beispielsweise in der CAM-Programmierung und Bearbeitungssimulationen nutzen können.
IoT bedeutet in diesem Fall: Internet of Tools «Viele zerspanende Betriebe wollen die technischen Möglichkeiten ausreizen, um ihre Prozesse zu optimieren und ihre Ressourcen effizienter zu nutzen. Sie denken dabei an Digitalisierung, IoT, Industrie 4.0 oder die vorausschauende Wartung. Wir haben mit unserer selbstlernenden akustischen In-Line-Qualitätskontrolle SonicShark bereits einen vielbeachteten Lösungsbaustein auf den Markt gebracht. Jetzt liefern wir die Cloud-Plattform dazu», erklärt Ralph Hufschmied, Geschäftsführer der Hufschmied Zerspanungssysteme GmbH. «Ob SonicShark-
Anwender oder nicht, unsere Kunden können die CEW-Plattform als sicheren Speicherort für protokollierte Prozessund Maschinendaten nutzen und, wenn sie wollen, Daten teilen – zwischen Werken, mit uns, mit Materiallieferanten oder Maschinenherstellern.»

Die Daten auf der CEW-Plattform sind grundsätzlich privat. Ein externer Zugriff auf Daten in der Hufschmied-Cloud muss jeweils explizit autorisiert werden. So wie bei Hufschmied im System ein Häkchen gesetzt wird, um einem Kunden zusätzliche Werkzeugdaten zur Verfügung zu stellen, können Kunden beispielsweise anonymisierte Schnittdaten freigeben, oder auch nur Standzeit und bearbeitetes Material für eine Werkzeuginstanz hinterlegen.
«Wer das Verhalten seiner Maschinen und Werkzeuge bei bestimmten Materialien und Formen studiert, vermeidet Probleme frühzeitig und braucht weniger Sicherheitsreserven. Wer etwas von diesen Erkenntnissen mit uns teilt, gibt uns wertvolle Einblicke in das Leben unserer Werkzeuge, nachdem wir sie ausgeliefert haben. Wir bekommen ein wichtiges Feedback für unsere Qualitätskontrolle und können noch genauere Angaben zum optimalen Einsatz unserer Werkzeuge machen», so Ralph Hufschmied weiter.
Mit seinem Cloudangebot setzt Hufschmied Ergebnisse des Projekts MAI ILQ 2020 um. Die CEW-Plattform wird fortlaufend erweitert. Zu den geplanten Funktionen zählt ein Verschleisserkennungs-Cockpit für SonicShark.
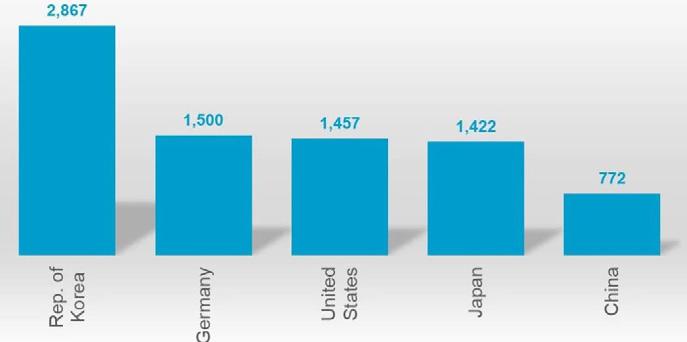
Die Automobil-Industrie verfügt über die grösste Zahl an Industrie-Robotern, die in den Fabriken rund um den Globus arbeiten: Der operative Bestand erreicht mit rund einer Million Einheiten einen neuen Rekord. Das entspricht in etwa einem Drittel der Gesamtzahl aller installierten Roboter über die verschiedenen Branchen hinweg, wie die International Federation of Robotics (IFR) berichtet.
«Die Automobil-Industrie hat die automatisierte Fertigung praktisch erfunden», sagt Marina Bill, Präsidentin der International Federation of Robotics. «Heute spielen Roboter beim Übergang von Verbrennermotoren zum E-Auto eine entscheidende Rolle. Die Automatisierung mit Robotern hilft den Herstellern dabei, grundlegende Veränderungen bei den seit langer Zeit etablierten Fertigungsmethoden und -technologien zu bewältigen.»
Die Roboterdichte als Schlüsselindikator veranschaulicht den aktuellen Automationsgrad in den führenden Volkswirtschaften der Autoindustrie: In Südkorea waren im Jahr 2021 insgesamt 2867 IndustrieRoboter pro 10 000 Beschäftigte im Einsatz. Deutschland rangiert mit 1500 Einheiten an zweiter Stelle, gefolgt von den Vereinigten Staaten mit 1457 Einheiten und Japan mit 1422 Einheiten pro 10 000 Beschäftigte.

Der weltweit grösste Automobilhersteller, China, verzeichnet aktuell bereits eine Roboterdichte von 772 Einheiten und holt schnell auf: Innerhalb eines Jahres hat sich die Zahl der neu installierten Roboter in der chinesischen Automobilindustrie mit 61 598 Einheiten fast verdoppelt – das sind 52% der insgesamt 119 405 Einheiten, die im Jahr 2021 in den Fabriken weltweit installiert wurden.
Automation voran
Ehrgeizige politische Ziele für die Nutzung von Elektrofahrzeugen zwingen die Autoindustrie zu investieren: So hat die Europäische Union Pläne angekündigt, bis 2035 den Verkauf von Fahrzeugen mit luftver-
schmutzenden Emissionen zu beenden. Die US-Regierung will bis 2030 beim Verkauf von Elektrofahrzeugen einen freiwilligen Marktanteil von 50% erreichen und in China müssen bis 2035 alle verkauften Neufahrzeuge mit «neuer Energie» betrieben werden. Die Hälfte davon müssen einen Elektro-, Brennstoffzellen- oder Plug-inHybridantrieb haben – die verbleibenden 50% sind Hybridfahrzeuge. Die meisten Automobilhersteller, die bereits auf traditionelle Industrie-Roboter mit Schutzzäunen für die Basismontage gesetzt haben, inves-
tieren nun auch in kollaborative Anwendungen für die Endmontage und Endbearbeitung. Tier-2 Automobilzulieferer sind derzeit mit dem grossen Anteil an kleinen und mittelgrossen Unternehmen noch langsamer, wenn es um die vollständige Automatisierung geht. Da die Roboter jedoch immer kleiner, anpassungsfähiger, leichter zu programmieren und kostengünstiger werden, wird sich dies voraussichtlich ändern.
Kontakt
www.ifr.org n
Normen sind wichtig und unabdingbar. Die Norm ISO GPS ist eigentlich nichts Neues, sie hat sich nur bisher nicht auf breiter Front durchgesetzt. Das ändert sich aktuell rasant.
Mit den Normen rund um ISO GPS wurde in den letzten Jahren das System der geometrischen Produktspezifikation neu geordnet. Neben der reinen Geometrie gehört zur vollständigen technischen Beschreibung eines Bauteils eine Vielzahl von weiteren Informationen, beispielsweise zu Form- und Lagetoleranzen, Oberflächenbehandlungen, Oberflächengüte sowie Fertigungsinformationen. Diese Informationen wurden bisher in einer 2D-Zeichnung des Bauteils festgehalten. Damit waren sie aber nicht maschinenlesbar und für Folgeprozesse nicht nutzbar. Die ISO GPS-Normierung ändert das nun und ermöglicht ein Voranschreiten der Digitalisierung auch in diesem Bereich. Als noch in 2D konstruiert wurde – auf dem Zeichenbrett oder in 2D-CAD – war die technische Zeichnung die «alleinige Quelle der Wahrheit.» Zeichnungen wurden vervielfältigt und dienten – auf Papier an alle Beteiligten verteilt – als Informationsquelle für den gesamten Produktent-

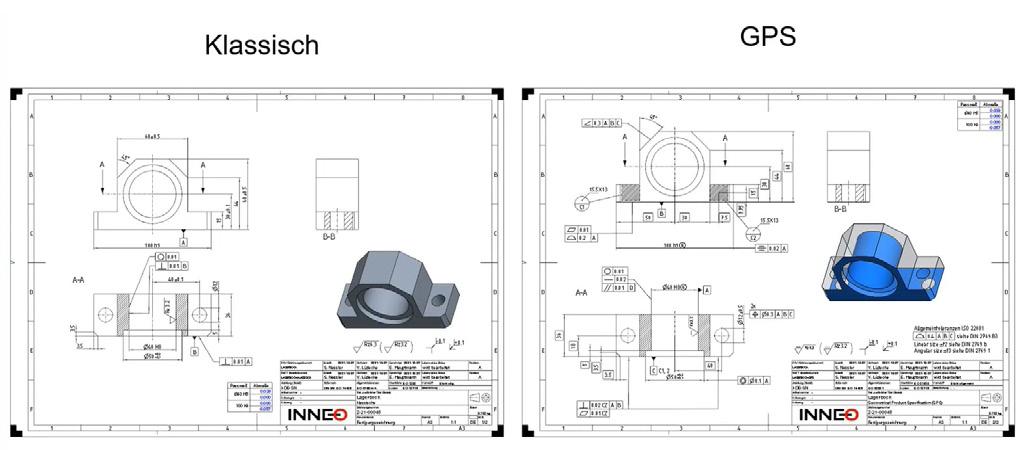
stehungsprozess. In Kunden-Lieferanten-Beziehungen war – und ist – die Zeichnung ein Bestandteil des Vertrags und für beide Seiten verbindlich.
Mit dem Siegeszug der Digitalisierung und des 3D-CAD begann eine Übergangsphase, die in vielen Bereichen bis heute andauert: Einerseits werden Produkte dreidimensional konstruiert und modelliert. Diese Daten dienen als digitale Fertigungsgrundlage, beispielsweise im CAM-System für die NC-Programmierung. In der Montage stehen längst Terminals für die Anzeige von 3D-Daten bereit. Andererseits wird nach wie vor eine Zeichnung erstellt, allerdings oft in vereinfachter Form, um all diese Zusatzinformationen zu definieren. Doch je weiter die Digitalisierung um sich greift, je nahtloser die Datenströme laufen sollen, desto mehr ist die Zeichnung ein Hindernis, weil sie eben nicht maschinenlesbar ist. ISO GPS bringt hier wichtige Neuerungen: Fertigungs- und funktionsgerechte Bemassung, maschinenlesbare und standardisierte Zusatzinformationen – und all das digital am 3D-Modell definiert. Dank GPS lassen sich beispielsweise messtechnische Prüfungen von mehreren Tagen auf wenige Stunden beschleunigen – einfach, weil alle Daten verfügbar, maschinenlesbar und damit für die Automatisierung direkt nutzbar sind. In besonderem Masse profitieren Softwarewerkzeuge wie das Toleranzanalysesystem Cetol 6 Sigma von digital verfügbaren Produktspezifikationen –auch hier entfällt die mühsame und fehleranfällige Dateneingabe fast komplett. Zumal die 3D-Toleranzanalyse ein hervorragendes Hilfsmittel ist, um die Funktion und Qualität von Produkten vorherzusagen und den Konstrukteur im Verständnis zu GPS zu schulen und zu unterstützen. Zudem bietet auch der Creo GD&T Advisor fachmännische Anleitung bei der korrekten Anwendung von Form- und Lagetoleranzen.
Die ISO GPS-Normen werden ständig weiterentwickelt
Allerdings erfordert GPS ein Umdenken, das Erlernen neuer Symbole, Techniken und Prozesse und einen Umstellungswillen der Konstrukteure. Zudem werden die ISO GPS-Normen ständig weiterentwickelt. Dazu bietet Inneo Webinare an, eines davon war am 3. April 2023 (danach als Replay unter www.inneo.de/webinaraufzeichnungen) unter der Überschrift «Neuerungen in den ISO-GPS-Normen: Insights aus den Normenausschüssen für Anwender». Mit der Einführung der ISO-GPS Norm 22081 sind ältere Normen wie die ISO 2768 T2 nicht mehr gültig. Das Webinar zeigt auf, welche konkreten Schritte nun notwendig sind, um im Betrieb Konstruktion und Entwicklung auf den aktuellen Stand zu bringen. Es ist eine wertvolle Hilfe bei der Umstellung auf ISO GPS – schliesslich müssen alle Konstrukteure das System verinnerlichen, um in der neuen GPS-Welt ihren Weg zu finden.
Gestalten Sie mit uns Ihr optimales System für hochwertige Anspritzpunkte und sequenzielles Einspritzen.
+ Nadelführung in verschiedenen Varianten
+ Einfach- und Mehrfachnadelantriebe (Luft/Öl/Strom)
+ Geringste Scherbeanspruchung
+ Variable Angusspunkt-Durchmesser

für Ihr perfektes Ergebnis.
Die Röchling SE & Co. KG, Mannheim, akquiriert rückwirkend per 1. Januar 2023 die Compotech AG, Weinfelden. Das Schweizer Unternehmen ist auf die Herstellung von Formteilen aus glasfaserverstärktem Kunststoff spezialisiert. Die überwiegend im SMC Pressverfahren hergestellten grossformatigen Teile werden auf CNC-Bearbeitungszentren spanabhebend weiterbearbeitet und anschlies-
send lackiert und verklebt und montiert. Die Produkte aus Faserverbundwerkstoffen werden europaweit unter anderem im Transportwesen, im Maschinenund Apparatebau, in der Medizintechnik, der Elektrotechnik sowie in der Sanitärbranche eingesetzt.
Röchling integriert die Aktivitäten der Compotech AG in die Product line Composites des Unternehmensbereiches Röch-
ling Industrial, der mit Produktionsstandorten in Haren (D) Nancy F) und in Cleveland (USA) zu den führenden Herstellern von Verbundwerkstoffen in einer Vielzahl von Industriebereichen weltweit gehört. Uwe Kassens, der das Composite-Geschäft bei Röchling Industrial verantwortet und neu auch – zusammen mit Daniel Fritz – als Geschäftsführer die Geschicke der Compotech lei-
Engel hat das Geschäftsjahr 2022/23 Ende März mit einem Umsatz von 1,7 Mrd. Euro abgeschlossen und bestätigt damit die strategische Ausrichtung im Gesamtkonzern. «Das war das bisher umsatzstärkste Jahr in der Geschichte der Unternehmensgruppe», freut sich Stefan Engleder, CEO der Engel-Gruppe. Zu diesem Wachstum haben besonders die Be -
Dr. Stefan Engleder freut sich über den guten Geschäftsjahresabschluss. (Bild: Engel)

reiche Automotive, Medical, Packaging sowie Technical Moulding beigetragen: In Nordamerika und Europa ist etwa die Nachfrage für die Herstellung von Produkten zur Diabetestherapie unvermindert gross, zusätzlich in Europa ist es vor allem der Trend zu nachhaltigen Verpackungskonzepten, der zu Investitionen geführt hat. Auf hohem Niveau
Die Angst + PfisterGruppe hat eine Mehrheitsbeteiligung an der FCE Gomma Srl. in Turate (CO), Italien, erworben. Die Gründerfamilie Restelli wird die Geschäfte des Unternehmens weiterführen und für Kontinuität gegenüber Kunden und Mitarbeitenden sorgen. Gemäss dem Geschäftsmodell der Angst + PfisterGruppe wird FCE Gomma als eigenständige Einheit integriert und den Produktionskanal stärken.
Echte Vorteile für beide Seiten Angst + Pfister erhält Zugang zu neuen Marktsegmenten wie
der Elektro- und Elektronikindustrie, dank der Kompetenz von FCE Gomma in der Herstellung von Silikonelastomeren sowie anderen Gummiform- und -extrusionsteilen. Gleichzeitig profitiert FCE Gomma vom Produktportfolio der Angst + Pfister Gruppe an Hochleistungswerkstoffen und dem gut ausgebauten globalen Kundennetz – ein wichtiger Mehrwert für profitables Wachstum. «Dank vieler gemeinsamer Werte passt dieses erfolgreiche Unternehmen bestens in unseren leistungsorientierten Geschäftsrahmen»,
sagt Christof Domeisen, CEO der Angst + Pfister Gruppe. FCE Gomma hat sich in den letzten Jahren sehr gut auf dem europäischen Markt positioniert und beliefert viele namhafte Global Player. Das Familienunternehmen wurde 1980 von Andrea Restelli und Carla Carnelli gegründet. Heute entwickelt und produziert FCE Gomma hochwertige Elastomerteile für anspruchsvolle Anwendungen verschiedener Branchen. FCE Gomma verfügt über Produktionsanlagen mit Spritzguss- und Formpressmaschinen, Extrusionsli -
tet, freut sich auf die Integration: «Die Produkte und Dienstleistungen von Compotech passen perfekt zu unseren bestehenden Aktivitäten und bergen viele Synergien, nicht nur in Europa.»
Compotech beschäftigt aktuell rund 40 Mitarbeitende.
www.roechling.com/industrial www.compotech.ch
blieben auch Investitionen für Logistikanwendungen. Zentraler Wachstumstreiber im vergangenen Geschäftsjahr war aber die Automobilindustrie: Speziell in Asien wie auch in Latein- und Nordamerika hat sie sich als starker Wirtschaftsmotor bewährt.
www.engelglobal.com
nien und eine Compoundierabteilung.
Die Angst + Pfister Gruppe mit Hauptsitz in der Schweiz ist seit über hundert Jahren ein führender Entwickler und Hersteller von technischen Komponenten und Engineering-Lösungen. Mit lokalen Vertriebs- und technischen Support-Einheiten sowie weltweiten Logistikzentren betreut das Unternehmen über 20 000 Kunden in zahlreichen Branchen in über 50 Ländern. www.angst-pfister.com
Dr. Stephan Glander (54) hat mit Wirkung zum 1. April 2023 den Vorstandsvorsitz der Biesterfeld Gruppe, einem der international führenden Distributeure im Bereich Kunststoffe, Kautschuke und Spezialchemikalien, übernommen.
Vor seinem Start bei der Biesterfeld AG war Glander als CEO der BYK tätig, einem global füh -

renden Anbieter im Bereich Spezialchemie und Tochterunternehmen der Altana Gruppe. Bei dem Familienunternehmen Altana gehörte Glander dem Executive Management Committee an. Davor bekleidete der promovierte Chemiker verschiedene Managementpositionen bei renommierten internationalen Chemieproduzenten
Moneke, M.: Kunststoffwerkstoffe. Carl Hanser Verlag München, 2022. ISBN 978-3446-47016-3
Dass der Verlag neben dem «Menges» und dem «Saechtling» ein weiteres Werk zur selben Materie herausgibt, mag überraschen. Doch auch diese Neuerscheinung fällt durch ihre eigenen Akzente auf. Sie will Studierenden der Ingenieurdisziplinen und Fachleuten
in der Praxis Wissen über die Kunststoffe als Werkstoffe und deren mechanisches Verhalten vermitteln. Der Verfasser präsentiert die Grundlagen der Polymere und der Kunststoffe in einfachem und logischem Aufbau, ohne sich in Details zu verlieren. Die Verarbeitung der Kunststoffe und das mechanische Verhalten werden prägnant und überblickartig dargestellt. Ausgiebig abgehandelt wird das Thema Nachhaltig -
Oktabin Entleerstation – die Vorteile auf einen Blick
– Passt für alle Standard-Paletten
– mit Gabelhubwagen beladbar
– effektiver Vibrationsmotor für gute Entleerung

– spezieller Saugkopf automatisch absinkend
– zwei Stationen können gekoppelt werden
– Abdeckung aus Textil für sauberes Granulat
– Automatische Steuerung mit Unterdrucksensor
Blinkleuchte signalisiert leere Oktabin – Einfache Bedienung
und Kunststoffverarbeitern, darunter Röchling, Quadrant (Mitsubishi Chemicals) und der Bayer AG. Als Aufsichtsrat berät Dr. Stephan Glander unter anderem die Franz Haniel & Cie. GmbH, eines der ältesten Familienunternehmen in Deutschland.
www.biesterfeld.com


keit, von der Umweltproblematik über Recycling und Ökobilanzierung bis zum Beitrag von Kunststoffen zu einer nachhaltigen Entwicklung. Alles in allem: Ein gelungenes, gut lesbares Buch mit zahlreichen Literaturangaben und ausführlichem Index zum Nachschlagen.
Prof. Johannes Kunz
www.hanser.de

Das neue Hauptwerk der KraussMaffei Gruppe in Parsdorf östlich von München ist erfolgreich angelaufen: Die erste Maschine, eine Spritzgiessmaschine vom Typ GX 4513000, hat das Werk mit dem Ziel Edinburgh (Indiana, USA)

verlassen. Mit der Auslieferung der ersten in Parsdorf produzierten Grossmaschine ist die Erneuerung der Werkslandschaft bei KraussMaffei nach rund drei Jahren nahezu komplett. Der Umzug des Hauptwerks sowie der Konzernzen -
trale vom bisherigen Standort in München-Allach nach Parsdorf wird voraussichtlich Ende Jahr abgeschlossen sein. Bereits im Jahr 2020 hatte das Unternehmen in Jiaxing (China) eine neue Produktionsstätte in Betrieb genommen. Danach folgten Neueröffnungen von Werken in Einbeck und Laatzen bei Hannover. Das Werk in Parsdorf ist mit 250 000 Quadratmetern Fläche (etwa 35 Fussballfelder) das mit Abstand grösste des Unternehmens. Der bisherige Hauptstandort im Münchener Stadtteil Allach wird bis Ende des Jahres geräumt und aufgegeben.

Die Semperit-Gruppe hat die österreichische Elastomer Spezialistin Rico Group GmbH zu 100% übernommen. Das Closing wird für das dritte Quartal 2023 erwartet. Semperit verfügt in der fast 200-jährigen Unternehmensgeschichte über reichhaltige Erfahrung mit Elastomeren und deren Wertschöpfungskette. Das langfristige Potenzial der Transaktion liegt für die Semperit-Gruppe vor allem im hochwertigen Werkzeugbau für hochpräzise und komplexe Lösungen und der Automatisierung von Produktionsschritten für die Her-
stellung grosser Stückzahlen. Weiters stärkt die Akquisition den Marktzugang in Nordamerika, wo Rico seit vielen Jahren über eine eigene Produktion verfügt.
Die Eigenständigkeit der Rico Group wird in den operativen Bereichen beibehalten. Semperit setzt weiterhin auf den von Rico bereits eingeschlagenen Expansionskurs und führt
Zwei Jahrzehnte Innovation in Infrarot: Die Berliner Optris GmbH kümmert sich seit 2003 um die zielgenaue, zuverlässige und berührungslose Temperaturmessung in vielen verschiedenen Industrien und der Forschung. In den vergangenen 20 Jahren hat sich Op -
tris stets neu erfunden und auch die eigenen Produkte immer weiterentwickelt. In den 2010er Jahren hat das Unternehmen durch sogenanntes Micromachining die Leistungsparameter stark optimiert und so das Preis-Leistungsverhältnis verbessert.
«Das erlaubt die serienmässige Nutzung solcher Produkte im Maschinen- und Anlagenbau», erzählt Geschäftsführer Ulrich Kienitz. Moderne Messsysteme erfassen nun selbst 25 μm kleine Objekte im Temperaturbereich von -50 bis 3000 ° C innerhalb von weni -
In Parsdorf werden ab sofort Spritzgiessmaschinen sowie Maschinen für Reaktionstechnik und Additive Manufacturing (3D-Druck) hergestellt. Darüber hinaus ist in Parsdorf nun auch die Konzernzentrale, ein Customer Experience Center, das grösste Ersatzteillager des Konzerns, modernste Fertigungstechnologie sowie eine neue Lackieranlage zu Hause. Zudem soll im kommenden Jahr die Automation (Roboter) folgen, die sich derzeit noch in Schwaig befindet.
www.kraussmaffei.com
daher den Bau der Werkserweiterung in Thalheim nahtlos fort. Ebenso wird die Erweiterung in den USA und in der Schweiz voll unterstützt. Die Rico Group wurde vor 29 Jahren in Thalheim bei Wels gegründet und beschäftigt rund 500 Mitarbeiter:innen. Die Gruppe besteht mittlerweile aus fünf Firmen, drei davon in Österreich, eine in der Schweiz und eine in den USA. Der Jahresumsatz beträgt gegenwärtig rund 90 Mio. EUR.
www.semperitgroup.com
gen Millisekunden zuverlässig. Starke Wachstumsmärkte für Optris sind der US-amerikanische und asiatische Markt.
www.optris.de

Die Engel (Schweiz) AG in Frauenfeld hat einen neuen Geschäftsführer. Christopher Vitz übernimmt Ende Mai die Leitung von Markus Schertler. «Der Wechsel ist gut vorbereitet», sagt Dr. Stefan Engleder, CEO der Engel Gruppe mit Stammsitz in Österreich. «Wir freuen uns, dass wir Christopher Vitz für diese Position gewinnen konnten. Er bringt sehr viel Branchenkenntnis und Erfahrung mit. Wir stellen damit für unsere Kunden in der Schweiz ein hohes Mass an Kontinuität sicher.»

«Die Schweizer Kunststoffindus trie ist stark technologiegetrieben und ein Vorreiter, wenn es um Nachhaltigkeit geht», betont Vitz. «Hier können wir mit unserem breiten Technologieangebot und unserer Digitalisierungskompetenz aus dem Vollen schöpfen. Wir entwickeln für unsere Kunden in der Schweiz massgeschneiderte Lösungen, die eine hohe Leistung und Präzision mit nachhaltiger Effizienz vereinen.»

Christopher Vitz trat vor mehr als 20 Jahren in die Engel Gruppe ein. Nach verschiedenen leitenden Positionen im Vertrieb und Service übernahm der studierte Kunststofftechniker und Werkzeugmacher die Geschäftsführung der Engel Deutschland GmbH am Standort Hannover. Seit 2020 trägt Vitz als Regional President Central Europe bereits übergeordnet Verantwortung für die Niederlassungen in Deutschland und der Schweiz. Er wird die Engel (Schweiz) AG nun sowohl strategisch als auch operativ weiterentwickeln.
auf eigenen Wunsch. Er war mehr als 15 Jahre im Vertrieb in der Schweizer Niederlassung tätigt, davon die letzten sechs Jahre als Geschäftsführer. «Herr Schertler hat für Engel hervorragende Arbeit geleistet, für die wir ihm einen aufrichtigen Dank aussprechen», betont Stefan Engleder. «Wir wünschen ihm für seinen weiteren beruflichen und privaten Lebensweg alles Gute.»
www.engelglobal.com

Das Kunststoff-Zentrum (SKZ) aus Würzburg, das KunststoffInstitut Lüdenscheid (KIMW) und das Kunststoff-Zentrum in Leipzig (KUZ) rufen die Weiterbildungsinitiative Kunststoff Dreieck Deutschland ins Leben. Ziel der strategischen Partnerschaft ist es, die Qualität der Weiterbildungsangebote gemeinsam für die Kunststoffbranche auf das höchste Level zu heben.
’Kunststoff Dreieck’, weil die drei Institute mit ihren Hauptstandorten ein Dreieck in der Mitte Deutschlands bilden.
Drei Ecken, drei Unternehmen, aber ein gemeinsames Ziel: Die Zukunft der Kunststoffbranche gemeinsam nachhaltig mit Fachkräften gestalten –vereint in einer strategischen Partnerschaft.
«Bei dieser Partnerschaft gibt es nur Gewinner», so Dr. Benjamin Baudrit, stv. Geschäftsführer am SKZ.
«Drei Institute die gemeinsam ihre Weiterbildungskonzepte übereinanderlegen, Synergien nutzen und Inhalte von Kursen, zum Beispiel im Bereich Spritzgiessen, ergänzen. Das
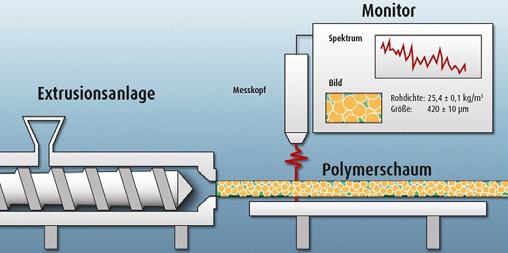
Das SKZ konnte erfolgreich das Forschungsprojekt zur Steigerung des Auflösungsvermögens der thermografischen Tomografie mit Methoden der Pulskompression abschliessen. Ziel des Forschungsprojekts war die tomografische, quasi 3D-Darstellung der aufgenommenen Messdaten. Hierfür wurden die Methoden der Pulskompression eingesetzt, durch die zeitlich hochaufge -
löste Daten mit grossem Signal-zu-Rausch-Verhältnis erlangt werden konnten. Durch den Einsatz eines für die Thermografie neuartigen LEDStrahler-Systems im Wellenlängenbereich des blauen Lichts konnte eine hohe Flexibilität bezüglich der notwendigen thermischen Anregung sowie eine hohe Praxistauglichkeit sichergestellt werden. Im Vergleich zu den herkömmlich
verwendeten Halogenstrahlern oder Blitzlampen sind LED-Strahler besonders energieeffizient und tragen somit zusätzlich zum RessourcenEinsparpotenzial einer hochwertigen Qualitätskontrolle zu einer nachhaltigeren Produktion bei.
Die aktive Thermografie ist eine zerstörungsfreie Prüftechnik, die in der industriellen Qualitätssicherung eingesetzt
Ein neues Whitepaper des SKZ bietet Lösungsansätze für die


aktuell bedeutsame Produktgruppe der Kunststoff -
schäume und deren Prüfung. Die messtechnische Überwachung spezifischer Kenngrössen und Merkmale von Kunststoffschäumen war bislang nur sehr aufwändig im Labor möglich und mit hohem Personalund Materialeinsatz verbunden. Das SKZ-Whitepaper zeigt hier eine kontinuierliche, zerstörungsfreie und inlinefähige Prüfmethodik, die am SKZ in Kooperation mit der Firma Trilitec entwickelt wurde. Das Whitepaper beschreibt im De -
wird, um Fehler oder Defekte in Materialien oder Bauteilen zu erkennen. Hierbei wird die aktiv erzeugte Wärmeabstrahlung von Materialien gemessen, um Rückschlüsse auf die innere Struktur des Probekörpers ziehen zu können. Die Thermografie ermöglicht nicht nur eine zerstörungsfreie, sondern auch eine schnelle, flächige und direkt bildgebende Prüfung von Bauteilen.
tail, worauf es bei der Qualitätssicherung für Kunststoffschäume ankommt und zeigt Möglichkeiten auf, diese künftig zu optimieren und sogar kontinuierlich in Echtzeit durchzuführen.
Kontakt
FSKZ e. V.
Frankfurter Strasse 15–17
D-97082 Würzburg
+49 931 4104-503
m.ruff@skz.de, www.skz.de
Die Ausstattung im Fahrzeuginnenraum trägt massgeblich zu dem angestrebten PremiumFahrgefühl bei. Bei der Entwicklung der Innenraumkonzepte werden ganz unterschiedliche Wege gegangen. Egal ob eine elegante hochwertige Optik oder ein dynamisch junges Design angestrebt wird, Ems-Grivory bietet mit Grilamid TR die Möglichkeit, zukunftsorientierte Innenraumkonzepte zu verwirklichen. Der Hochleistungskunststoff Grilamid TR zeichnet sich dadurch aus, dass die Wertigkeit der Oberflächen auch ohne Lackierung über die Lebensdauer des Fahrzeugs erhalten bleibt.
Der visuelle Eindruck eines Fahrzeuginnenraums wird massgeblich durch die Oberflächen von Zierleisten, Blenden, Ablagen, Schaltknäufen und Luftleitelementen geprägt. Transparente Kunststoffe kön -
nen durch spezielle Farbeinstellungen eine hochglänzende schwarze Klavierlackoptik bekommen. Die Haltbarkeit dieser eleganten Kunststoffoberfläche genügt in der Regel nicht und muss meist durch eine Lackierung gewährleistet werden. Grilamid TR XE 4139 Black 9231 erreicht die geforderte Haltbarkeit der Hochglanzoberfläche im One-ShotVerfahren, also ohne Lackierung. Das spart die Lackierkosten und schont die Umwelt. Grilamid TR XE 4139 Black 9231 ist äusserst kratzbeständig und wird auch durch aggressive Reinigungsmittel nicht angegriffen. Lüfterdüsen der Mercedes C-Klasse (Bild) bestehen zum Beispiel aus diesem Ems-Werkstoff und verleihen dem Interieur einen Hauch von Luxus. Für grosse Blenden am Armaturenbrett wurde Grilamid TR FE 11859 Black 9675 in

Der Zentrifugaltrockner eXso der Maag Gruppe bietet neue wertsteigernde Zusatzfunktionen, die die Leistung beim Trocknen von unterwassergra -
nulierten und nassgeschnittenen Strangpellets verbessern. Zentrifugaltrockner werden bei der Polymerherstellung, beim Compounding und beim Recy -
schwarzer Klavierlackoptik entwickelt. Es ist deutlich duktiler und erreicht bei 1,5 mm Wanddicke eine um fast 50% grössere Fliessweglänge im Vergleich zu Grilamid TR XE 4139 Black 9231.
Die Klavierlackoptik beschränkt sich nicht nur auf die Farbe Schwarz. Es sind grundsätzlich alle Farben möglich. Mit Grilamid TR XE 4139 und Grilamid
TR FE 11859 bietet Ems-Grivory die Möglichkeit, zukunftsorientierte Innenraumkonzepte nachhaltig im One-Shot-Verfahren kostengünstig zu gestalten.
Ems-Grivory
CH-7013 Domat/Ems welcome@emsgrivory.com www.emsgrivory.com
cling eingesetzt, um während der Produktion und der Verpackungsvorbereitung Prozesswasser aus Kunststoffpellets zu entfernen.
Das innovative Design des eXso-Trockners umfasst Funktionen und Erweiterungen zur Erhöhung der Zuverlässigkeit, Verringerung von Umrüstzeiten und Verbesserung der Produktqualität. Ein wichtiges Merkmal ist das 3-türige Gehäuse, das einen besseren Zugang und eine verbesserte Sicht auf das Innere der Maschine ermöglicht. Dadurch können Reinigungsarbeiten schneller und effektiver durchgeführt werden und das Risiko von Kreuzkontaminationen wird verringert. Darüber hinaus
benötigt der eXso 23% weniger Stellfläche als Zentrifugaltrockner mit ähnlicher Kapazität.
eXso-Zentrifugaltrockner sind ideal für Compounding- und Recycling-Unternehmen geeignet, die vor dem Verpacken einen zuverlässigen Trocknungsschritt für ihre Granulate benötigen. eXso-Trockner wurden für Durchsätze von bis zu 8200 kg/h geprüft und validiert. Die elektrischen Motore sind auf die Durchsatzrate abgestimmt, um optimale Energieausnutzung zu erzielen.
Maag Pump Systems AG
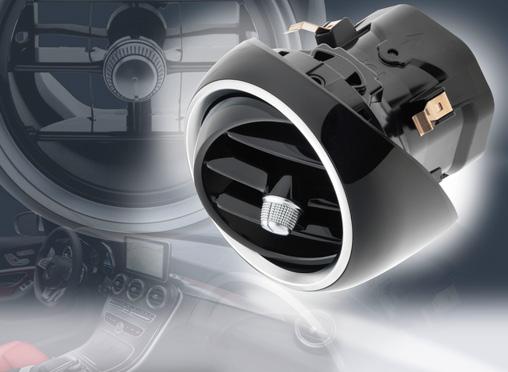
CH-8154 Oberglatt
welcome@maag.com
www.maag.com
Das umfangreich erweiterte Hasco-Auswerfer-Portfolio bietet mit rund 600 neuen zusätzlichen Ausführungen höchste Flexibilität bei der Entformung. Optimale Hilfestellung bei der Auswahl des passenden Artikels bietet die neue Auswerferprogramm-Auswahltabelle. Die interaktive Tabelle ist in der Mediathek auf der HascoWebsite verfügbar. Im Gesamtüberblick sind hier Angaben zu
Natürliche Ressourcen zu nutzen, Wärme zu empfinden, Energie aufzunehmen und das erstaunliche Farbspektrum natürlicher Grünfärbungen haben Gabriel-Chemie zur CV 23 Serie inspiriert. The Green Task legt den Fokus auf die natürliche Welt und ihre Vorzüge für das Wohlbefinden. Die Gabriel-Chemie Gruppe nimmt ihre Aufgabe wahr, die Welt sinnvoll nachhaltig zu gestalten und mit der Natur stärker im Einklang zu sein. An der Ausgabe «The Green Task» beteiligten sich alle Standorte der GC Gruppe, analysierten Trendfarben aus ganz Europa und wirkten kreativ mit. Mit der Analyse von
Eigenschaften und Einsatzgebieten der unterschiedlichen Ausführungen zu finden. Die technischen Eigenschaften geben Aufschluss zu den spezifischen Einsatzgebieten der jeweiligen Auswerferstifte. Mit insgesamt 26 Warengruppen und 5500 Varianten deckt die Auswerfervielfalt bei Hasco nahezu alle Anwendungsfälle für den Formenbau ab. Kunden haben die Möglichkeit,
sich für einen Auswerferstift initial zu entscheiden und im Anschluss direkt auf die Warengruppe (z. B. Z40/ …) im PDF zu klicken. Von dort aus erfolgt die direkte Verlinkung zur entsprechenden Portalseite. Der anwenderfreundliche Auswerfer-Konfigurator ermöglicht die einfache Online-Konfiguration individuell abgelängter Auswerfer. Mit nur wenigen Klicks ist die Länge definiert,
Lieferzeit und Preis sind direkt ersichtlich. Kurze Lieferzeiten ermöglichen Effizienz und Sicherheit im Bestellprozess.
Hasco Hasenclever
GmbH + Co. KG
D-58513 Lüdenscheid
info.ch@hasco.com
www.hasco.com
neuen Farbtrends aus unterschiedlichen Industriebranchen und der Berücksichtigung sozialer Einflüsse im Markt werden jedes Jahr neue Trendthemen ausgearbeitet. Jedes Thema wird anhand von neun innovativen Linsenplättchen visualisiert.
Die ökologische Verantwortung wird für viele Industriebranchen immer wichtiger. Inspiriert durch Naturfarben werden
Nachhaltigkeit bei Gabriel-Chemie kreativ auf Oberflächen, in Materialien und Farbkombinationen ausgedrückt. Ausgesuchte Effektpigmente vollenden diesen Charme und Charakter ausdrucksstark. Bewusste Spannungen entstehen, wenn künstliche Effektpigmente auf natürliche Farbimpressionen treffen, den Glanz verstärken und bisher ungesehene Kontraste erzeugen. Besonders ist
hier die kreative Ausarbeitung Mystic Green hervorzuheben, die in der Aufsicht als auch in der Durchsicht das Farbenspektrum grün blau oszillieren lässt. Auch Marmoreffekte lassen sich hier integrieren, denn auch in der Natur unterscheiden sich alle Objekte in Nuancen. Eine Individualisierung von Kunststoffobjekten ist hiermit sehr einfach, lebendig und spannend zugleich zu realisieren.

Gabriel-Chemie Gesellschaft mbH
A-2352 Gumpoldskirchen info@gabriel-chemie.com www.gabriel-chemie.com
Die Produktreihen Ecotria CR und SkyPET CR sind seit diesem Jahr nach REACh zertifiziert und werden von Albis europaweit vertrieben. Die Produkte des südkoreanischen Herstellers SK Chemicals haben durch den Einsatz von bis zu 99 Prozent chemisch recycelten Kunststoffen einen geringeren Carbon Footprint als ihre fossil basierten Pendants, ohne dabei Kompromisse bei den Eigen -
schaften oder der Qualität einzugehen.
Die beiden Kunststofftypen basieren auf chemisch recycelten Polyethylenterephthalat (PET)Abfall, der nach dem chemischen Recyclingprozess als Rohstoff zur Verfügung steht. Die Materialien erzielen Dank ihrer ausgezeichneten Transparenz und Verarbeitbarkeit hervorragende Ergebnisse in zahlreichen Anwendungen, unter
anderem in der Kosmetik- und Lebensmittelverpackungsindustrie.
Das chemische Recycling von Kunststoffen reduziert nicht nur den CO2-Fussabdruck der Materialien, sondern ermöglicht auch die Rückführung von HTRKunststoffabfällen (hard-torecycle) in den Stoffkreislauf. Die sich daraus ergebende breitere Palette an wiederverwertbaren Kunststoffen trägt zu ei-
ner insgesamt höheren Recyclingquote bei und verringert die Abhängigkeit sowie den Einsatz von emissionsintensivem Erdöl. SK Chemicals ist eines der wenigen Unternehmen weltweit, die dieses Verfahren erfolgreich in der Praxis anwenden.
Albis Impex AG
CH-8706 Meilen
+41 44 925 20 40
www.albis.com
BEDIENUNGSELEMENTE
Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen
Tel. +41 (0)71 763 61 61 Fax +41 (0)71 763 61 71 info@lanker.ch, www.lanker.ch

Co m p os i te -We r k s to f f e Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebsto e, Stützsto e, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr
COMPOSITES COMPOSITE-WERKSTOFFE
CH-3312 Fraubrunnen 031 763 60 60 Fax 031 763 60 61 www.swiss-composite.ch info@swiss-composite.ch
COMPOUNDIERANLAGEN
COMPOUNDIERANLAGEN
Buss AG 4133 Pratteln Tel. +41 61 825 66 00 info@busscorp.com www.busscorp.com
Theodorstr. 10
D-70469 Stuttgart
Tel +49 711 897-0
DICHTUNGSPROFILE
FORMENBAU
FORMENBAU
IONISATIONSSYSTEME IONISATIONSSYSTEME
info@primaform.ch – www.primaform.ch
ZISWILER WERKZEUGBAU AG
Industriering 2 · 3427 Utzenstorf Tel. 032 665 44 58 · Fax 032 665 21 35 info@ziswilerag.ch · www.ziswilerag.ch



LV_Primaform.indd 2 04.01.22 10:32

FORMWERKZEUGNORMALIEN FORMWERKZEUGNORMALIEN
Fax +49 711 897-3999 info@coperion.com www.coperion.com
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch
DICHTUNGSSYSTEME FIP(F)G/RADS
ASTORtec AG
ROBOTER R P A R T N E R F Ü R L O H N S C H Ä U M E N W W W S E A L E X C H H R E X P E R T E F Ü R D I C H T U N G E N H - 4 3 0 3 K A I S E R A U G S T
I H R P A R T N E R F Ü R L O H N S C H Ä U M E N W W W S E A L E X C H I H R E X P E R T E F Ü R C H T U N G E N C - 4 3 0 3 K A I S E R A U G S T
G E S H L O S S E N E L L E R S C H A U M I S T 0 0 % D I C H T
LOGISTIK
DIENSTLEISTUNGEN
DACHSER Spedition AG
Regional Office Switzerland
Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch
ELEKTROSTATISCHE AUFLADUNGEN IONISATIONSSYSTEME
FORMENBAU
Wilerstrasse 98
CH-9230 Flawil
Tel. +41 71 394 13 00
Fax +41 71 394 13 10 info@brsflawil.ch www.brsflawil.ch
Jehle AG
Werkzeug- und Formenbau
Büntenstrasse 125 CH-5275 Etzgen
T +41 62 867 30 30 I verkauf@jehleag.ch I www.jehleag.ch
FORMWERKZEUGNORMALIEN
www.hasco.com | +49 2351 957-0
Meusburger Georg GmbH & Co KG Kesselstr. 42 | 6960 Wolfurt | Austria T +43 5574 6706-0 F -11 | verkauf@meusburger.com www.meusburger.com
GEWINDEBÜCHSEN UND -HÜLSEN
Grenzweg 3 5726 Unterkulm 062 768 70 95 info@poesia-gruppe.ch www.poesia.ch service
Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com
HEISSKANALTECHNIK HEISSKANALTECHNIK
www.hasco.com | +49 2351 957-0
HEISSVERSTEMMEN
HEISSVERSTEMMEN
Ihre In du striepart ne rin für Heissverstemmen
T 081 257 15 57 | info@argo-gr.ch ww w.a rgo.industries
HEIZELEMENTE
ERGE Elektrowärmetechnik Franz Messer GmbH
Hersbrucker Str. 29-31, D-91220 Schnaittach Tel. +49 (0)9153 921-0, Fax +49 (0)9153 921-117 www.erge-elektrowaermetechnik.de mail: verkauf@erge-elektrowaermetechnik.de
INFRAROT-STRAHLER UND TROCKNUNGSSYSTEME
INFRAROT-STRAHLER UND TROCKNUNGSSYSTEME
Leister Technologies AG (Krelus AG) Galileo-Strasse 10, 6056 Kägiswil, Schweiz



T +41 41 662 74 74, admin.infrared@leister.com
KOMPRESSOREN Grossäckerstrasse 15 8105 Regensdorf Tel. +41 44 871 63 63 info.swiss@kaeser.com www.kaeser.com

KAESER Kompressoren AG
Prematic

Druckluft-Technik
Fax 071 918 60 40
43 Internet: info@prematic.ch 9556 Affeltrangen E-Mail: www.prematic.ch
KÜHLGERÄTE
KÜHLGERÄTE
KUNSTSTOFF
KUNSTSTOFFBAUTEILE KUNSTSTOFFBAUTEILE MASTERBATCHES KUNSTSTOFF
Anspruchsvoller Spritzguss Komplexe Baugruppen Formenbau www.weiss-kunststoff.de
+41 (0)61 855 90 75 mail@simona-ch.com www.simona-ch.com
THERMOFORMEN THERMOFORMEN
ULTRASCHALLSCHWEISSEN ULTRASCHALLSCHWEISSEN
VERBINDUNGSTECHNIK
anpac gmbh

THERMOFORMEN
Lindenhof 4 CH-6060 Sarnen Tel. 041 661 10 38 info@anpac.ch www.anpac.ch
• Vakuum-Tiefziehmaschinen
• CNC Fräsmaschinen
FLIEGEL eigener Service und Montagen

D-68259 Mannheim • Tel: +49 (0)621-79975-0 • www.fliegel.de
swiss-sonic Ultraschall AG
Die nachhaltige Verbindung www.swiss-sonic.ch info@swiss-sonic.ch
Seemoosholzstrasse 14 CH-9320 Arbon Tel. +41 71 680 08 05
www.telsonic.com
TROCKENEISSTRAHLEN
TROCKENEISSTRAHLEN
ASCO KOHLENSÄURE AG Industriestrasse 2 CH-8590 Romanshorn Tel: +41 71 466 80 80 Fax: +41 71 466 80 66 ascoco2.com info@ascoco2.com
ULTRASCHALLSCHWEISSEN
www.herrmannultraschall.com
VAKUUMPUMPEN UND SYSTEME
VAKUUMPUMPEN UND SYSTEME
Busch AG Vacuum Solutions Waldweg 22, 4312 Magden Tel. 061 845 90 90 info @ buschag.ch, www.busch.ch
VAKUUMPUMPEN UND SYSTEME

Prematic AG Systempartner von Gardner Denver Tel. 071 918 60 60 Märwilerstrasse 43 v-g@prematic.ch 9556 Affeltrangen www.prematic.ch

WAAGEN
• Tisch und Bodenwaagen

• Präzisionswaagen
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!
MIKROSKOPE www.kern.swiss
CH-8614 Bertschikon ZH
Swiss Waagen DC GmbH Tel. +41 (0)43 843 95 90 www.swisswaagen.ch






WERKZEUGSTAHL
WERKZEUGSTAHL
voestalpine HPM Schweiz AG
Hertistrasse 15 | 8304 Wallisellen | T +41 44 832 88 11 verkauf.hpm-schweiz@voestalpine.com www.voestalpine.com/hpm/schweiz
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
Herbold Meckesheim
Herbold Meckesheim GmbH Industriestraße 33 D-74909 Meckesheim

Telefon: +49 6226 932-0 Internet: www.herbold.com
D-74909 Meckesheim Internet: www.herbold.com Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch




















Das Rückgrat jeder Spritzgiessmaschine ist der Antriebsstrang. Wenn es um Wirtschaftlichkeit, also Leistung, Langlebigkeit und Effizienz geht, dann muss hier alles stimmen. Und genau hier können Sie auf unsere übergreifende Kompetenz zählen. Wir sind einfach einzigartig. Denn wir haben die gesamte Hard- und Software in der ARBURG Family. Unser Benchmark passt genau – zu Ihrem Erfolg! www.arburg.ch