Sie finden uns auf der FAKUMA 2024 in Halle A5, Stand 5103
• Kühl-/Kälteanlagen
• Wärmerückgewinnung
• Kühl-/Kälteanlagen
• Wärmerückgewinnung
• Kompaktkältemaschinen
• Mietkühlanlagen
• Reinraumtechnik
• Temperiertechnik
• Kompaktkältemaschinen
• Lüftungssysteme
• Mietkühlanlagen
• Reinraumtechnik
• Temperiertechnik
• Druckluftsysteme
• Energieoptimierung
• Blockheizkraftwerk
• Energieoptimierung
• Wärmepumpen
Ab sofort ist ONI-Wärmetrafo GmbH der neue Partner von KUMA Solution AG in der Schweiz
• Lüftungssysteme
• Druckluftsysteme
Ab sofort wird ONI-Wärmetrafo GmbH als neuer Partner durch KUMA Solution AG in der Schweiz vertreten. Interesse? Nähere Infos unter:
Kühlanlagen, Kältetechnik, Klimasysteme und Temperiertechnik
Schneidemühlen und Recyclingsysteme
• Aquaclean Wasseraufbereitung
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Siloanlagen, Container und Rohrsysteme
Metall-Detektion, Separation und Sortierung
Förderbänder und Automatisation
Messtechnik
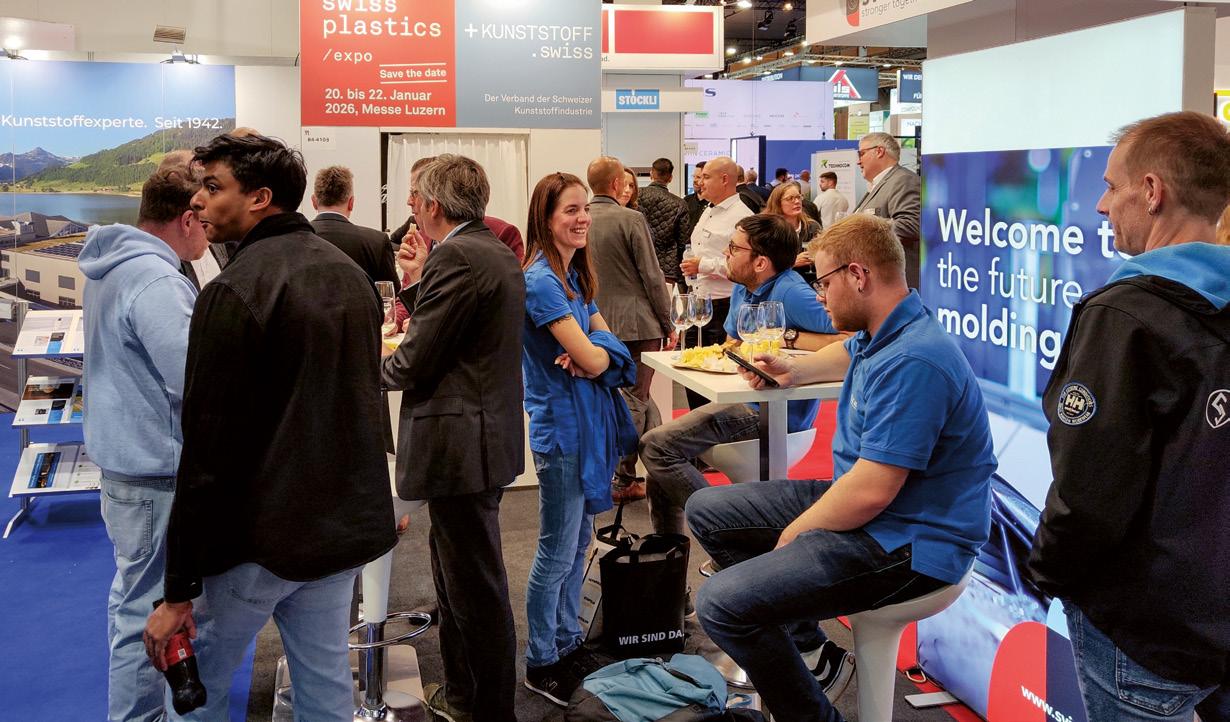
Ja, die Fakuma kann
Die Kunststoffindustrie, ja allgemein die Industrie, hat schon bessere Zeiten gesehen – und dies nicht nur in wirtschaftlicher, sondern auch geopolitischer Sicht. Deutschland, der über Jahre verlässliche Motor der Industrie, kränkelt und legt sich selber Stolpersteine in den Weg zur Transformation. So schaffen hohe Energiepreise, Bürokratie, und die Überregulierung der Kunststoffe (EU-Medizinprodukte-Verordnung, kurz MDR) ungleiche Spiesse auf dem Markt, was den Wettbewerb behindert.
Aus der Vergangenheit wissen wir, dass gerade in schwierigen Zeiten Messen durchaus das Zeug haben, der Wirtschaft zumindest kurzfristig etwas Schub zu verleihen. Im Frühling waren es die Messen Chinaplas und NPE, nun steht die Fakuma an. Dass das Geschäft belebt wird, liegt aber nicht (nur) an den Messen, sondern vor allem an den Ausstellern, die mit ihren Produkten, Prozessen und Dienstleistungen eine Messe erst zu dem machen, was sie ist: eine Plattform, auf der die Besucher (Kunden) Tools und Lösungen finden, um ihre Produktion effizienter, ressourcenschonender, nachhaltiger und damit wettbewerbsfähiger machen.
Das Verdienst der Messe ist es, eine auf die Bedürfnisse der Aussteller und Besucher ausgerichtete Plattform zur Verfügung zu stellen. Dass die Fakuma dazu das richtige Rezept hat, zeigt der über Jahre anhaltende Erfolg der Messe. Gerade weil sich die Wirtschaftslage schnell ändern kann, hält sich Bettina Schall, Geschäftsführerin des privaten Messeunternehmens PE. Schall GmbH & Co. KG, an das Credo «immer am Bedarf der Kunden bleiben und das Ohr am Markt behalten».
Mit über 1600 Ausstellern – somit in etwa gleich wie die letztjährige Fakuma –sind die 12 Hallen und die beiden Foyers Ost und West wiederum voll belegt.
Wer noch kein Ticket hat, erhält mit nebenstehendem QR-Code einen kostenlosen Eintritt für die Fakuma. Besuchen Sie das KunststoffXtra-Team beim Swiss Pavilion, Stand B4-4103.
Wir wünschen Ihnen eine erfolgreiche Messe.
Marianne Flury, Redaktorin m.flury@sigwerb.com
4
FAKUMA
Effizienz steht im Mittelpunkt
36
Vom 15. bis 19. Oktober 2024 trifft sich die Branche zur 29. Fakuma in Friedrichshafen.
6
FAKUMA
Immer am Bedarf der Kunden bleiben
Für Messeveranstalter waren die letzten fünf Jahre keine einfachen – auch für das private Messeunternehmen, die P .E. Schall GmbH & Co. KG nicht.
34
ADDITIVE FERTIGUNG
Angebotsvielfalt nimmt kontinuierlich zu
Zehn Jahre nach ihrer Premiere präsentiert sich die formnext, weltweit führende Messe für die AM-Welt, als deutlich mehr als eine Messe.
IMPRESSUM
KUNSTSTOFF XTRA
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung www.kunststoffxtra.com
Erscheinungsweise
7 × jährlich
Jahrgang 14. Jahrgang (2024)
Druckauflage 3950 Exemplare
WEMF / SW-Beglaubigung 2023 3084 Exemplare total verbreitete Auflage 1218 Exemplare davon verkauft
ISSN-Nummer 1664-3933
Geschäftsleiter
Andreas A. Keller
ADDITIVE FERTIGUNG
Massgeschneiderte Polymerpulver
Am IWK können mittels Lösungsausfällung neue Kunststoffpulver für das Selektive Lasersintern (SLS) hergestellt werden.
38
ADDITIVE FERTIGUNG
Qualitätssicherung im 3D-Druck
Das Fraunhofer-Institut will Mitteldeutschland als «3D-Druck-Region» etablieren.
40
AUTOMATION
«Digitalisierung ist ein GameChanger»
Ein Gespräch mit Dr. Alexander Kronimus von PlasticsEurope über die Digitalisierung der Kunststoffindustrie.
Herausgeber/Verlag
SIGWERB GmbH
Unter Altstadt 10, Postfach CH-6302 Zug
Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2024 by SIGWERB GmbH, CH-6302 Zug
42
VERFAHRENSTECHNIK
Die Verarbeitung von Recyclingmaterialien
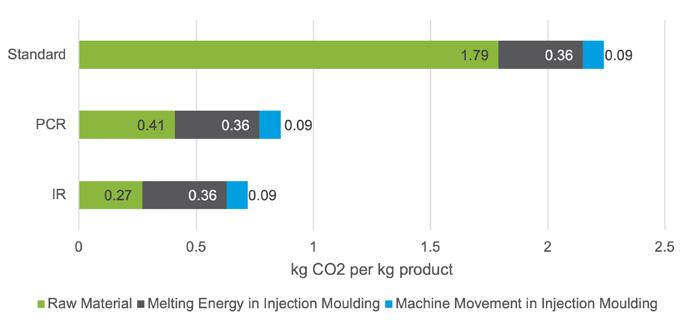
Steigende Energiepreise sowie die bevorstehende CO2-Bepreisung der EU sind wesentliche Herausforderungen für die Wettbewerbsfähigkeit der produzierenden Industrie.
60
VERBAND
Einblicke und Impulse für die Berufsbildung
Am 27. August 2024 fand an der Fachhochschule OST in Rapperswil die Berufsbildungstagung von KUNSTSTOFF. swiss statt.
50
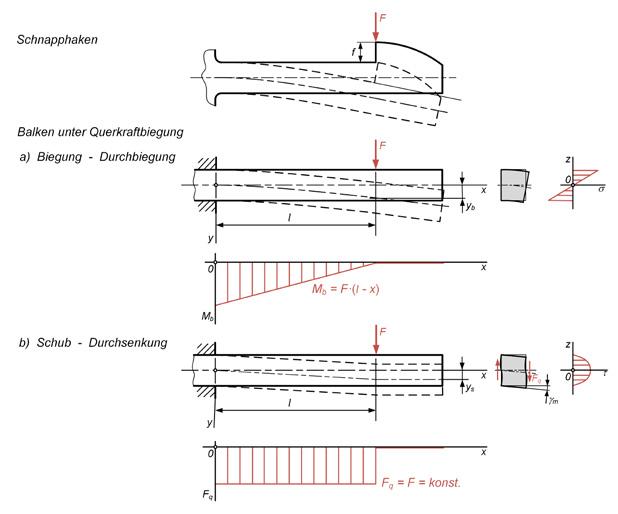
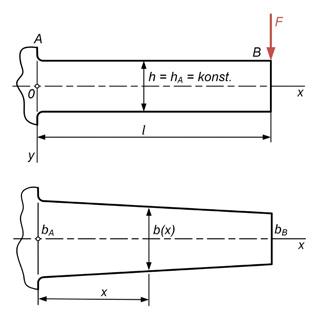
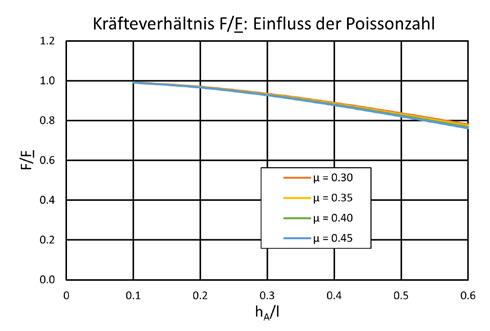
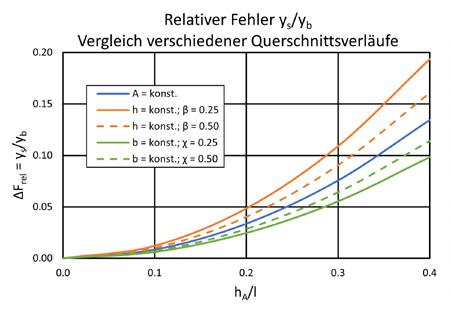
VERBINDUNGSTECHNIK
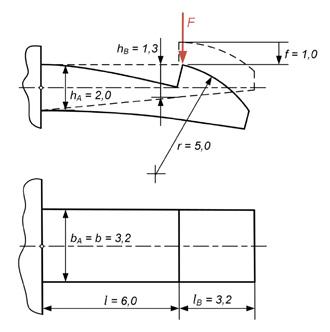
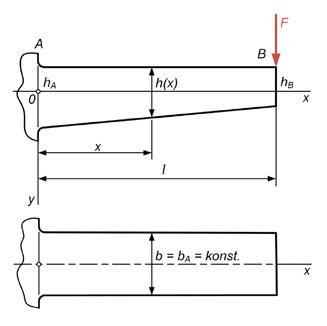
Schubeinfluss auf die Kräfte am Schnapphaken
Mit dem Einbezug der Schubverformung in die rechnerische Auslegung von Schnapphaken ergeben sich wirklichkeitsnähere Ergebnisse als mit den herkömmlichen Berechnungsformeln.
58
FORSCHUNG/ ENTWICKLUNG
Von der verrückten Idee zum Prototyp
Die ETH hilft Schweizer KMU dabei, die passende Technologie für ihr spezifisches Problem zu finden.
62
MEDIZINTECHNIK
Medizintechnik legt Fokus auf Nachhaltigkeit
Die Kunststoffberatungsunternehmen Gradical (CH) und Polyneers (DE) haben gemeinsam mit dem Strategieberatungsunternehmen Strategist Network (CH) einen Medical Grade Plastic Marketreport erarbeitet.
PRODUKTE
LIEFERANTENVERZEICHNIS
ZUM TITELBILD
arburgSOLUTIONworld –Beratung und Lösungen
Im Fokus des ARBURG Messeauftritts steht die arburgSOLUTIONworld. Als Anlaufsteller für Fachbesucher bündelt ARBURG auf dieser interaktiven Ausstellungsfläche seine umfassende Beratungs- und Lösungskompetenz. Interessierte erhalten hier individuelle Antworten auf Fragen zu wichtigen Themen wie Leistungssteigerung, Effizienz, Nachhaltigkeit, Fachkräftemangel und Förderungen. Die arburgSOLUTIONworld umfasst sechs Stationen rund um eine vier Meter hohe LED-Säule sowie eine interessante neue Ausstellungswand mit integrierter «gläserner» Maschine. Dort präsentieren ARBURG Experten, wie Digitalisierung die Energie- und Produktionseffizi -
KUNSTSTOFF XTRA
OFFIZIELLES
enz von Maschinen und Anlagen steigern kann und welche Stellhebel und Optimierungspotenziale sie konkret in ihrem Betrieb nutzen können. Dazu zählen z. B. Massnahmen aus dem «Action Plan: Energy», intelligente Assistenz- und Pilotfunktionen der GESTICA Steuerung, das ARBURG Leitrechnersystem ALS und das damit vernetzbare Kundenportal arburgXworld. Die aussergewöhnliche Lösungsfähigkeit in der Kunststoffverarbeitung wird zudem mit insgesamt 18 Maschinen-Exponaten vorgestellt. Halle A3, Stand 3101
ARBURG AG
Südstrasse 15
CH-3110 Münsingen
Telefon +41 (0)31 724 23 23
switzerland@arburg.com / www.arburg.ch
Material, Prozesse, Energie
Effizienz steht im Mittelpunkt der Fakuma 2024
Vom 15. bis 19. Oktober 2024 trifft sich die Branche zur 29. Fakuma in Friedrichshafen. Auf der 29. internationalen Fachmesse für die industrielle Kunststoffverarbeitung präsentieren rund 1600 Aussteller ihr Angebot. Das Herbst-Highlight ist eine der wichtigsten Messen für viele Unternehmen und wird die Kunststoff-Community wieder in seinen Bann ziehen.
Ein Schwerpunktthema der Fakuma 2024 ist die Effizienz – auf mehreren Ebenen und aus verschiedenen Blickwinkeln. Es geht um eine noch höhere Material- und Energieeffizienz, aber auch um Prozesseffizienz sowie eine effiziente Bedienung von Produktionsanlagen. Denn nur mit einfach zu beherrschenden Steuerungen und digitaler Assistenz lässt sich in Zeiten des Fachkräftemangels sicher eine konstant hohe Qualität erzielen. Durch das neue Energieeffizienzgesetz werden zumindest deutsche Kunststoffverarbeiter noch stärker dazu gefordert, ihre Potenziale zu heben. Die Aussteller der Fakuma stellen Werkzeuge und Lösungen für die Herausforderungen Effizienz, Ressourcenschutz und Nachhaltigkeit zur Verfügung.
Karriere-Freitag für Schüler, Studenten und Berufseinsteiger
Neu in diesem Jahr ist der Karriere-Freitag für Schüler, Studenten und Berufseinsteiger unter dem Motto «Mold your dreams, mold your future». Zusammen mit dem Messebeirat startet der Messeveranstalter P. E. Schall diese Kampagne, um junge Menschen über vielfältige Karriere-Möglichkeiten in der Kunststoffbranche zu informieren. Die Veranstaltung findet am 18. Oktober 2024 im Rahmen der Messe statt. Der Karriere-Freitag bietet der Zielgruppe die einmalige Gelegenheit, die internationalen Aussteller der Fakuma an ihren Messeständen persönlich zu treffen und spannende Karrieremöglichkeiten aus erster Hand zu erfahren. Die Aussteller geben den jungen Besuchern Einblicke in die Welt der Kunststoffverarbeitung, Produktentwicklung und neuen Technologien. Im Austausch mit den Branchenexperten erfahren Interessierte spannende Hintergründe aus der Kunststoffverarbeitung
und erhalten Einblicke in Arbeitsabläufe. Der Karriere-Tag wird konkrete Möglichkeiten der Berufsbildung und Karriereoptionen aufzeigen. Dazu ist die Aktion «Mold your dreams, mold your future» eine Superchance, denn nirgendwo sonst kommen junge Leute und Interessierte der Branche näher als direkt auf der Messe. Die Zusammenarbeit der Aussteller mit Partnern auf der ganzen Welt bietet jungen Talenten die Möglichkeit, auf ihrem Berufsweg interkulturelle Erfahrungen zu sammeln und globale Herausforderungen im Team anzugehen. Daher lädt die 29. Fakuma alle Schüler, Studenten, Lehrer, Hochschulvertreter und Berufseinsteiger dazu ein, das Messehighlight kostenfrei am Karriere-Freitag zu besuchen und die Welt der Kunststoffverarbeitung zu entdecken.
«Round Table»-Diskussion über Digitalisierung
Ein weiteres Highlight ist der diesjährige Round Table zur Fakuma am Dienstag, 15. Oktober 2024 um 16 Uhr, der sich mit der Digitalisierung in der Kunststoffverarbeitung befasst. Die Veranstaltung steht unter der Überschrift «Digitalisierung – Top oder Flop?» und wird verdeutlichen, welche digitalen Tools der Kunststoffindustrie wirklich weiterhelfen. Die Diskussionsteilnehmer Prof. Dr. Braungart, Gründer und wissenschaftlicher Geschäftsführer von Braungart EPEA, Philipp Lehner, CEO der Alpla Group, Guido Frohnhaus, Geschäftsführer Technik bei Arburg, Prof. Dr.Ing. Hans-Josef Endres vom Institut für Kunststoff- und Kreislauftechnik der Leibniz Universität Hannover sowie Prof. Dr.-Ing. Thomas Seul von der Hochschule Schmalkalden
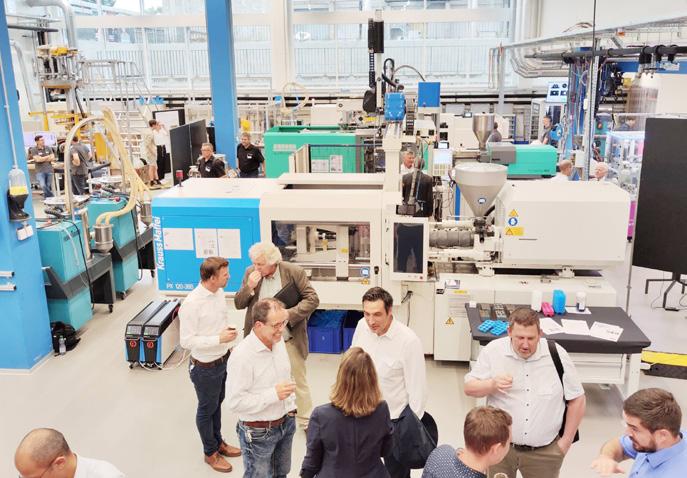
Fakuma 2024 – Die Faszination Spritzguss ist ungebrochen (Bilder: P.E. Schall)
Die Fakuma bietet einen umfassenden Überblick über sämtliche Kunststofftechnologien.
erörtern, wie der Stand der Digitalisierung in der Branche zu bewerten und was weiterhin zu tun ist. Die Gesprächsrunde soll auch ergeben, inwieweit die Digitalisierung die Herausforderungen der Branche –Nachhaltigkeit und Fachkräftemangel – lösen kann. Der Round Table zur Fakuma wird moderiert von Dipl.-Ing. Markus Lüling, Chefredakteur K-Profi.
Spannende Neuheiten bei der Spritzgiesstechnik erwartet
So steht die Fakuma insgesamt auf den Themen Digitalisierung, Automatisierung, Flexibilität, Energieeffizienz – und Nachhaltigkeit. Die Etablierung geschlossener Materialkreisläufe, die Produktoptimierung für das Recycling sowie die Aufbereitung von Rezyklaten für hochwertige Anwendungen stehen auch in diesem Jahr ganz oben auf der Agenda. Mit Spannung werden Neuerungen in der Spritzgiesstechnik erwartet – Anlagen mit vollelektrischen Antrieben, die die Maschinen flexibel und leistungsstark machen und auf ein neues Effizienzlevel heben.
Auch beim Aspekt, Produkte ganzheitlich zu konzipieren und die Wiederverwertung sowie die Abbaubarkeit voranzubringen, wird die Fakuma neue Impulse setzen. Design for Recycling – dieses Ziel wird in der Produkte-Fertigung zunehmend konkret. Zukunftsfähige Lösungsideen für Verpackungen, Recycling-Compounds und Metall-Ersatz-Lösungen sind daher ebenso
Messethema wie Maschinen zum Mahlen und Zerkleinern, Kühlanlagen und energieeffiziente Werkzeugtemperiertechnik, Systeme für die Prozessüberwachung und Datenerfassung sowie Neuheiten aus dem Bereich des industriellen 3D-Drucks. Auch der zunehmende Einsatz zirkulärer Rohstoffe statt fossiler Rohstoffe ist ein zentrales Thema.
Die Fakuma ist eine der wichtigsten Arbeitsmessen
Die Fakuma ist für viele Unternehmen eine der weltweit wichtigsten Messen im Kalender. Das Branchenhighlight bewahrt die familiäre Atmosphäre bei hoher Internationalität. Die Fachbesucher der Fakuma sind hochprofessionell und ermöglichen intensive und qualitativ hochwertige Gespräche. Sie schätzen die thematische Fokussierung auf die Anforderungen der Messebesucher. Auf der Messe bekommen Verarbeiter konkrete Antworten und erfahren, was sie im Betrieb besser machen können, wie sie ihre Effizienz steigern und ihre Resilienz festigen können. Die Fakuma ist eine echte Arbeitsmesse –pragmatisch und praxisorientiert.
PROZESSKÄLTE FÜR DIE
KUNSTSTOFFINDUSTRIE
Besuchen Sie uns auf der FAKUMA
15. – 19. Oktober 2024 (Halle A5 Stand A5-5114)
MIT NATÜRLICHEM KÜHL- UND KÄLTEANLAGEN KÄLTEMITTEL
L&R Kältetechnik
Kontakt www.fakuma-messe.de n
GmbH & Co. KG Hachener Straße 90 a-c 59846 Sundern-Hachen Tel. 02935 9652 0 info@lr-kaelte.de www.lr-kaelte.de
Interview mit Bettina Schall
Immer am Bedarf der Kunden bleiben
Die 29. Ausgabe der Fakuma steht kurz vor ihrer Öffnung am 15. Oktober. Für Messeveranstalter waren die letzten fünf Jahre keine einfachen – auch für das private Messeunternehmen, die P .E. Schall GmbH & Co. KG nicht. Für uns die Gelegenheit, mit der Geschäftsführerin Bettina Schall, über das bevorstehende HerbstMessehighlight zu sprechen.
Marianne Flury
Frau Schall, wie geht es Ihren Nerven jeweils am Eröffnungstag der Fakuma?
Bettina Schall: Meinen Nerven geht es gut! Denn ich habe stets die Gewissheit, dass alles bestmöglich vorbereitet ist. Die Abstimmungen und Vorbereitungsarbeiten dauern ja viele Monate, da stecken wir viel Gründlichkeit hinein, und jeder im Messeteam ist froh, wenn es endlich losgeht.
In der Corona-Zeit konnten keine Messen durchgeführt werden. Inwiefern hat sich die Situation für Sie als Messe-Macher nach Corona verändert?
Schall: Nun, wir alle wissen, dass die Pandemie Wirtschaft und Gesellschaft gründlich aufgemischt hat, auch das Messegeschehen. Die Einbrüche mussten wir hinnehmen und als privatwirtschaftliches Unternehmen aus eigener Kraft schultern.
Aber die messefreie Zeit hat auch gezeigt, wie immens wichtig Messen im Investitionsgüterbereich sind. Erst, als persönliche Begegnungen und Fachdiskussionen nicht mehr möglich waren, ist allen bewusst geworden, wie sehr sie fehlen. Messen sind die Kommunikations und Geschäftsplattform schlechthin, das hat Corona deutlich gemacht. Für den persönlichen Fachaustausch und den unmittelbaren Zugang zu einem Produkt oder einer Maschine gibt es keinen Ersatz. All die virtuellen und digitalen Bemühungen, um die Kontakte aufrechtzuerhalten und Informationen auszutauschen, waren nützlich und wichtig, aber eben kein Ersatz für eine reale Messe. Insofern sind wir als Veranstalter von Industriemessen darin bestärkt worden, der Investitionsgüterbranche diese unverzichtbaren Live Plattformen anzubieten.
Hat die erzwungene Abstinenz Sie als Messeveranstalter neu motiviert, nach einer langen Zeit, während der sowohl das Angebot wie auch die Aussteller und Besucher kontinuierlich zugenommen haben — und möglicherweise einer gewissen Selbstzufriedenheit Platz gemacht hat?
Schall: Für Selbstzufriedenheit ist in unserem Metier kein Platz. Erst recht nicht bei Schall. Unser Gründer Paul Eberhard Schall war weithin bekannt dafür, dass eine solche Haltung niemals in Frage kommt, auch wenn die Hallen voll sind. Fachmessen sind unmittelbares Spiegelbild der Wirtschaftslage, und die kann sich schnell ändern, weil sie von vielen komplexen und global verknüpften Faktoren abhängt. Deshalb lautet unser Credo, immer am Bedarf der Kunden zu bleiben und das Ohr am Markt zu behalten. Wir sehen uns als Dienstleister gegenüber unseren Ausstel
lern und Fachbesuchern, und sie stehen für uns im Mittelpunkt. Die Schall Messen sind Arbeitsmessen, die den Anwendernutzen in den Fokus setzen, das allein ist unser Ansporn, unsere Motivation.
«Wir sehen uns als Dienstleister gegenüber unseren Ausstellern und Fachbesuchern.»
Wie schaffen Sie es, die Fakuma kontinuierlich themengerecht weiterzuentwickeln, zu aktualisieren, den brennenden Themen das gebührende Gewicht beizumessen und Randthemen aussen vor zu lassen?
Schall: Wie gesagt, der fachliche und geschäftliche Nutzen von Ausstellern und Fachbesuchern stehen für uns im Mittelpunkt. Die Fakuma — und das gilt für alle unsere Messen — richtet sich mit ihren Themen und ihrem Konzept nach den Bedürfnissen der Kunden. Der Anwender soll hier konkrete Antworten auf seine Fragen bekommen, um seine betrieblichen Aufgaben besser und wirtschaftlicher erledigen zu können. Zugleich soll der Anbieter sein Produkt, seine Anlage oder seine Dienstleistung erfolgreich vermarkten können. Das ist ein pragmatischer Ansatz, ein sehr verlässliches Konzept, was Austeller und Fachbesucher hoch schätzen. Die thematische Weiterentwicklung verfolgen wir natürlich, indem wir das Ohr permanent am Markt haben und wissen, was in der Branche gerade wichtig ist. Da unsere Messen pragmatisch, sachorientiert und klar themenfokussiert sind, würden Randthemen nur vom wirklich Relevanten ablenken.
Bettina Schall: «Unser Credo lautet, immer am Bedarf der Kunden zu bleiben und das Ohr am Markt zu behalten. (Bild: Schall)
Wir freuen uns auf ein Wiedersehen mit Ihnen …
Der Aussteller- und Besucher-Peak von 2018 mit über 1900 Ausstellern konnte nicht mehr erreicht werden. Aus welchen Ländern resultieren die HauptRückgänge?
Schall: Die Reiseeinschränkungen hatten natürlich Rückgänge zur Folge vor allem aus mehreren ferneren Ländern. Mancher Aussteller hielt sich auch zunächst deshalb im Hintergrund, um seinen Mitarbeitern keine Reise und keine Messepräsenz zuzumuten. Auch hat der eine oder andere Aussteller aus wirtschaftlichen Gründen ausgesetzt, was sehr verständlich ist. Die Pandemie hat sich bei Unternehmen in allen Ländern auf Kostenstrukturen und Reiseverhalten ausgewirkt, das ist ganz klar.
«Qualität
und Relevanz haben für uns mehr Bedeutung als blosse Zahlen.»
Wollen Sie ‹verloren› gegangene Aussteller wieder zurückgewinnen oder ist ‹weniger mehr›, wodurch auch der familiäre Charakter wieder vermehrt in den Vordergrund rückt?
Schall: Selbstverständlich freuen wir uns über jeden Aussteller, und natürlich auch über alle Aussteller, die nach einer Messepause wieder zurückkehren. Aber natürlich respektieren wir jede unternehmensindividuelle Entscheidung darüber, an einer Messe teilzunehmen oder nicht. Uns ist es wichtig, dass diejenigen Unternehmen, die nach Friedrichshafen kommen, beste Bedingungen für ihre Messepräsenz vorfinden und ihre Zielgruppe treffen, um Projekte erfolgreich umzusetzen. Qualität und Relevanz haben für uns mehr Bedeutung als blosse Zahlen. Und ihre «familiäre Atmosphäre» bewahrt die Fakuma ohnehin, weil sie traditionell eine pragmatische Arbeitsmesse ist, auf der die persönlichen Gespräche im Mittelpunkt stehen.
Wie wichtig ist für die Fakuma die Internationalität?
Schall: Die ist sehr wichtig, und die ist ja auch gegeben. 2023 hatten wir 1636 Aussteller aus 40 Ländern, das war ein Auslandsanteil von 38 Prozent. So zeichnet
sich die Lage auch für dieses Jahr wieder ab.
«Aussteller
sollen konkrete Lösungen mit nach Hause nehmen.»
Wo setzen Sie den Schwerpunkt der Fakuma — thematisch, ländermässig, grössenmässig?
Schall: Unser Schwerpunkt liegt klar und eindeutig auf der Themenrelevanz und dem Anwendernutzen. Für uns steht im Vordergrund, dass die Aussteller auf der Fakuma ihr Business erfolgreich umsetzen und die Fachbesucher konkrete Lösungen für ihre Aufgaben bekommen.
Wann ist für Sie die Fakuma 2024 ein voller Erfolg?
Schall: Die Fakuma 2024 wird erfolgreich abgeschlossen sein, wenn Aussteller und Fachbesucher jeweils ihre individuellen Ziele erreicht haben und mit der Messe zufrieden sind. Aussteller sollen auf der Fakuma ihr Business erfolgreich umsetzen, und die Fachbesucher sollen konkrete Antworten und Lösungen mit nach Hause nehmen, um ihre Betriebe zukunftsfähig aufstellen zu können. Ein Erfolg ist erreicht, wenn die Fakuma Unternehmen bei den Herausforderungen Energieeffizienz, Ressourceneffizienz und Prozesseffizienz konkret weiterhelfen konnte. Aus der Kampagne «Karriere Freitag» für junge Leute werden hoffentlich neue Fachkräfte gewonnen. Und aus der Expertendiskussion am «Round Table zur Fakuma» werden neue Impulse und Denkanstösse gesetzt zum Thema Digitalisierung in der Kunststoffverarbeitung. Wir freuen uns auf viele Einzelerfolge, die die Fakuma 2024 ermöglicht.
Wird es nach der Fakuma 2024 wieder heissen: in zwei Jahren in Friedrichshafen? Schall: Ja selbstverständlich! Nach der Fakuma 2024 in Friedrichshafen folgt die Fakuma 2026, zu der wir alle Branchenbeteiligten schon jetzt sehr herzlich einladen.
Kontakt www.fakuma messe.de n
HATAG Handel und Technik AG Ihr Spezialist im Bereich der Peripheriegeräte und Gesamtanlagen.
Lösungen à la carte
MTF-Technik
(Halle B1 – Stand 1207) – Teileförderung, Separierung und Pufferung, Automation
Koch-Technik
(Halle A3 – Stand 3213) – Granulathandling (Förderung, Mischen, Trocknung)
Wanner-Technik GmbH
(Halle A5 – Stand 5224) – Kunststoffrecycling, Schneidmühlen
Groche
(Halle A4 – Stand 4008) – Zylinder, Schnecken, Rückstromsperren, Düsen und Deckel
Thomas Grossenbacher und Markus Rau freuen sich, Sie am Stand eines unserer Partner während der Fakuma begrüssen zu dürfen.
Für Terminvereinbarung rufen Sie uns jederzeit an: Tel. +41 31 924 39 39!
HATAG Handel und Technik AG
Rörswilstrasse 59
CH-3065 Bolligen
Telefon +41 31 924 39 39 hatag@hatag.ch www.hatag.ch
Boy Electric Baureihe im neuen Maschinendesign
Boy präsentiert sechs Exponate aus dem Schliesskraftbereich von 100 bis 1250 kN und bietet einen Querschnitt aus dem kompletten Produktionsprogramm. So sind zwei Exponate mit dem Boy-Handling LR 5 zu sehen, die eine sehr kompakte Automatisierung zeigen. Ein Thema, das immer
Energiekosten die Formteilqualität
mehr in den Fokus rückt. Neben einer Boy XS E und dem Erfolgsmodell Boy 25 E wird eine Boy 125 E als servohydraulische Maschine präsentiert. Der grösste der Boy Spritzgiessautomaten mit 1250 kN Schliesskraft und einer Aufstellfläche von nur 5,22 m² wird zusammen mit einer Boy 2C S, einem sehr flexibel einsetzbaren Zusatzaggregat, ausgestellt. Auf dieser kompakten 2K-Anlage werden Eiswürfelformen (Hart-/Weich-Materialkombination) hergestellt.
Die Boy Electric Baureihe erhält gleichzeitig ein neues Maschinendesign, welches sich nicht nur durch die neue Optik auszeichnet. Die Antriebs- und Umrichtertechnik ist auf kleinstem Raum integriert und lässt weiterhin die zahlreichen Ausbaumöglichkeiten zu.
Kühlen und Temperieren mit System Energiekosten die Formteilqualität
Erstmalig werden auf der Fakuma drei Modelle der neuen Boy Electric Baureihe vorgestellt (von 350 bis 800 kN). Sie bieten zahlreiche Features, die die Präzision und je nach Anwendung auch die Effizienz beim Spritzgiessen steigern. So sind die Antriebe für Einspritzen, Dosieren sowie der Auswerfer elektromechanisch realisiert.
Die neuen Maschinen zeichnen sich durch ihre hohe Positionsgenauigkeit aus und bieten die Möglichkeit, die Schneckenbewegung aktiv zu bremsen und damit auch eine Energierückgewinnung für Folgebewegungen. Zudem überzeugen sie mit einer beeindruckenden Laufruhe, die für ein angenehmes Arbeitsumfeld sorgt. Die Parallelbewegung ohne Doppelpumpe sorgt für eine effiziente und präzise Produktion.
Kontakt www.dr-boy.de
Kühlen und Temperieren mit System
Stand A7-7101 n
Ingenieurbureau DR. BREHM AG
Herbold Meckesheim – Spezialist für Maschinen und Anlagen zum Kunststoffrecycling
Drei Modelle der neuen Boy Electric Baureihe (Bild: Boy)
Neue Maschine und Zukunftsthemen im Fokus
Auf der Fakuma ist Arburg mit elf Exponaten sowie sieben weiteren Allroundern auf Partnerständen vertreten. Wichtige Zukunftsthemen für Kunden beleuchtet die
Premiere des elektrischen Allrounder 720 E Golden Electric im neuen Design. Präsentiert werden spannende Anwendungen und innovative Verfahren, z. B. für die Be -
Der neue elektrische Allrounder 720 E Golden Electric. (Bild: Arburg)
arburgSOLUTIONworld, die um eine neue Ausstellungswand zur Digitalisierung samt «gläserner Maschine» ergänzt wird. Sie bündelt die umfassende Beratungs- und Lösungskompetenz von Arburg rund um die Kunststoffverarbeitung. Die Fachbesucher erhalten hier individuelle Antworten auf Fragen zu wichtigen Themen wie Leistungssteigerung, Effizienz, Nachhaltigkeit, Fachkräftemangel und Förderungen. Ein weiteres Highlight ist die Deutschland-
reiche Medizin, Personal Care, Freizeit und additive Fertigung. Zudem beteiligt sich Arburg aktiv am Motto «mold your future» – und das nicht nur am KarriereFreitag der Messe, sondern sogar auch am Samstag.
Wi ttmann Battenfeld stellt eine Reihe an Maschinen vor, die sich vor allem durch ihre hohe Energieeffizienz einerseits und ihre Leistungsstärke andererseits auszeichnen. Neben den vollelektrischen Maschinen der EcoPower und MicroPower Baureihen wird erstmals eine servohydraulische SmartPower mit elektrischem Spritzaggregat vorgestellt. Mit der Option des elektrischen Spritzaggregates verbindet die Maschine die Vorteile der servohydraulischen SmartPower hinsichtlich des flexiblen und grosszügigen Werkzeugeinbauraums mit denen der vollelektrischen EcoPower, was
die hochdynamische Regelung mit grösster Schuss-zu-Schuss-Reproduzierbarkeit anbe -
SmartPower B8X 120/350H/130S mit ele ktrischem Spritzaggregat (Bild: Wittmann)
LSR-Dosiersystem Top 700 setzt Meilenstein
Das für die Spritzgiessverarbeitung von Flüssig-Silikonkautschuk (LSR) komplett neu entwickelte Dosiersystem Top 700 von Elmet setzt Massstäbe hinsichtlich der Kombination aus Kompaktheit, erreichbarer Prozessstabilität und Wirtschaftlichkeit. Darüber hinaus sichert das Top 700 als Voraussetzung für eine perfekte Teilequalität die gleiche hohe Präzision beim Dosieren von Silikonen und Additiven wie das 2021 vorgestellte Flaggschiff von Elmet, das Dosiersystem Top 7000 Pro mit 200 oder 20 Liter Fassgrösse. Mit Förderleistungen von mehr als 5 l/min bei maximal
langt. Auf der Fakuma wird diese leistungsstarke Maschine als Combimould-Ausführung gezeigt. Mit einer SmartPower B8X 120/350H/130S mit einem elektrischen Spritzaggregat wird die Herstellung eines Flaschenöffners aus PC und TPE mit einem Werkzeug der Firma FKT Formenbau und Kunststofftechnik, Deutschland, gezeigt. Vertretung für die Schweiz: Battenfeld (Schweiz) AG, Effretikon
Kontakt
www.wittmann-group.com Stand B1-1204 n
210 bar Pumpendruck ermöglicht das Top 700 kurze Zykluszeiten beim Füllen von
Celanex® PBT
Celanyl® PA
Crastin® PBT
Ecomid® Rezyklat-PA
Elvamide® PA
Frianyl® PA
Hytrel® TPC
Minlon® PA
Rynite® PETP
Santoprene® TPV
Selar® PA
Tynex® Filamente
Zytel® PA
Zytel® HTN PPA
grösseren Formteilen ebenso wie bei hohen Nestzahlen. Additive und Farben können aus 1-, 4- und 20-Liter-Gebinden zudosiert werden. Je nach Bedarf kann das Zudosieren simultan oder in einem frei wählbaren Mischverhältnis erfolgen. Die Restfüllmenge beim Wechsel der 20-LiterGebinde beträgt nur 40 ml, je nach Materialviskosität. Dies entspricht einer Materialausnutzung von bis zu 99,8%.
Kontakt www.elmet.com Stand A5-5306 n
LSR Dosiersystem (Bild: Elmet)
DAS TURTLE-PROJEKT
LIVE @FAKUMA 2024
PXZ 121 MULTINJECT
• Hochwertige Sandwichanwendung mit Rezyklat
• Neuer Linearroboter LRXplus
• APCplus Datenbank nutzt individuelle
Materialkennwerte
Erfahren Sie mehr über das Turtle-Projekt:
Pioneering Plastics
HALLE A7, STAND 7303
Neue Werkstoffe und umfassende Beratung
Biesterfeld, einer der internationalen Distributeure für Kunststoffe, Kautschuke und Spezialchemikalien, präsentiert sein vielfältiges Portfolio für Kunststoffe und Additive und stellt den Besucherinnen und Besuchern das fundierte Fachwissen seiner Expertinnen und Experten zur Verfügung. Zu den Neuheiten gehört unter anderem das erweiterte Portfolio technischer Thermoplaste mit dem Partner Celanese, das zusätzlich zu den bestehenden Mandaten um die Produktfamilien Celanex PBT, Celanyl PA, Ecomid Rezyklat-PA, Frianyl PA, Frianyl PPA und die Filamente Tynex ergänzt wurde. Darüber hinaus präsentiert das Unternehmen die biomasse-bilanzierten ABS-Lösungen seiner asiatischen Partner. Dank der Übernahme der TotalEnergies-Anlage in Lavéra durch Ineos kann
Biesterfeld seinen Kunden zudem neue Random Copolymere und nukleierte PPHomopolymere für medizinische Anwendungen anbieten. Vom langjährigen Partner BASF werden zwei neue Elastollan Produktserien vorgestellt, die kosteneffiziente Lösungen für TPU-Anwendungen bieten. Neu im Portfolio befindet sich auch Delrin 51HSE, die neueste Generation Acetal Homopolymere für leistungsstarke Kunststoffzahnräder.
Einen wichtigen Schwerpunkt des Messeauftritts bildet erneut das Thema Nachhaltigkeit. Das Portfolio ressourcenschonender Werkstoffe des Distributeurs wächst kontinuierlich und umfasst eine Vielzahl von Materialien, die von Standardpolymeren bis in den Bereich der Hochleistungskunststoffe reichen, darunter zirkuläre Ma -
terialien wie mechanisch und chemisch recycelte Kunststoffe und bio-basierte und bio-zirkuläre Materialien. Das anwesende Expertenteam – das sind sowohl Spezialisten für die Segmente der Kunststoffindustrie wie beispielsweise Mobility, Medical, Compounding als auch erfahrene Anwendungstechniker, die hinsichtlich Bauteilauslegung, Qualitätsmanagement, Projektierung, Füllsimulation und FEM-Berechnung und weiteren Themen beraten – beantwortet gerne die Fragen der Besucher und Besucherinnen.
Kontakt www.biesterfeld.com
Stand B4-4201 n
Breites Produktportfolio für Extrusion und Spritzguss
«Albis ist eine etablierte Grösse bei Spritzgussanwendungen: Mit einem umfangreichen Angebot an thermoplastischen Kunststoffen und herausragender technischer Expertise können wir auch bei komplexen und technisch anspruchsvollen Projekten optimale Lösungen finden», sagt Horst Klink, CEO von ALBIS. Aber auch im Bereich Extrusion ist Albis aktiv. «Wir freuen uns, auf
Effizienz und Nachhaltigkeit
motan, ein führendes Unternehmen im Bereich Materialmanagement, wird neue Erweiterungen seines Portfolios an zuverlässigen und präzisen Gain-in-Weight-Dosier- und Mischgeräten vorstellen, insbesondere auch für die Medizin- und Pharmaindustrie. Darüber hinaus wird die motan Gruppe ihre
motan zeigt nachhaltige Lösungen im Materialmanagement. (Bild: motan)
Marke swift präsentieren, die für die Kombination von hoher Qualität und aussergewöhnlichem Preis-Leistungs-Verhältnis bekannt ist. motan setzt sich seit langem für die Optimierung der Effizienz seiner Produkte und Prozesse ein, wobei der Fokus auf Materialfluss und Nachhaltigkeit liegt. Es geht aber nicht nur um Material und Energie, sondern auch um den Betrieb von Produktionsanlagen und um ganze Produktionsprozesse. Um eine reibungslose Produktion zu erreichen, ist ein ganzheitlicher Ansatz erforderlich, bei dem alle Schritte sorgfältig miteinander verknüpft sind und nachhaltige Materialien und energiesparende Produkte verwendet werden.
Kontakt
www.motan-group.com Stand B1-1111 n
der Fakuma noch stärker als in den vergangenen Jahren zu Extrusionsanwendungen ins Gespräch zu kommen. Denn unser Portfolio bietet branchenübergreifend ideale Materialien für verschiedenste Herausforderungen.» Auch das Thema Nachhaltigkeit wird auf der Messe eine wichtige Rolle spielen: In diesem Jahr konnte Albis sein Angebot an recycelten, biozirkulären und
biobasierten Kunststoffen weiter ausbauen. Mit über 75 Produktlinien bietet Albis damit eines der grössten nachhaltigen Portfolios der Kunststoffbranche.
Kontakt www.albis.com Stand B4-4206 n
Fakuma
15. – 19. Oktober 2024
Besuchen Sie uns! Halle A5, Stand 5203
get connectedwith solutions for your success
Erfahren Sie mehr: engelglobal.com/fakuma
Frisbees und Uhrmacherlupen
Für die diesjährige Fakuma hat sich das SKZ etwas Besonderes einfallen lassen: Gemeinsam mit seinem Netzwerkpartner Koenig & Bauer Coding GmbH werden Frisbees live vor Ort bedruckt und individualisiert. Die Frisbees, die alle am SKZ gefertigt worden sind, sind das Ergebnis eines gemeinsamen Industrieprojektes zwischen dem SKZ und der GHD Präzisions-Formenbau GmbH & Co. KG und zeigt ein klassisches Zwei-Komponentenbauteil aus einer Hart-Weich-Kombination, welches im Umsetzverfahren in einem Werkzeug hergestellt wird. «In den letzten Jahrzehnten entwickelten und optimierten wir am SKZ die Verbundhaftung zwischen Thermoplasten und thermoplastischen Elastomeren bis ins Detail. Inzwischen lautet die Fragestellung allerdings, wie bekommen wir die zwei Komponenten am Ende des Lebenszyklus wieder voneinander getrennt. Die Mehrkomponententechnologie steht im Zuge der Kreislaufwirtschaft vor einer heraus -
Das SKZ bietet zwei einfallsreiche Gadges als Give Away (Bild: Matthias Ruff, SKZ)
fordernden Aufgabe», so Bernhard Hennrich, Gruppenleiter Forschung Spritzgiessen am SKZ.
Kontakt www.skz.de Stand B3-3000
Baugrösse 62 mit neuen Leistungsmerkmalen
Die neue Gerätegeneration Series 6 von HB -Therm feierte auf der Fakuma 2021 mit den Temperiergeräten Thermo - 6 Premiere. Gerätetechnik, Serienausstattung,
Auch die neue Baugrösse 62 kommuniziert standardmässig über OPC UA mit den Spritzgiessmaschinen. (Bild: HB Therm)
Energieeffizienz, Garantieumfang und digitale Services haben eine neue Ära der Temperiertechnik eingeläutet. Die Erfolgsgeschichte der Series 6 wurde anschliessend zur Fakuma 2023 durch die neue Baugrösse 62 fortgeschrieben. Nur ein Jahr später, auf der Fakuma 2024, präsentiert das Unternehmen nun nochmals eine leistungsfähigere Variante für noch anspruchsvollere Einsatzbereiche. Die neue Baugrösse besticht durch höhere Heiz-, Kühl- und Pumpenleistungen und deckt jetzt einen Temperaturbereich von 100 ° C über 140 ° C und 160 ° C bis hinauf auf 180 ° C ab. Die Pumpenleistung liegt bei bis zu 160 L/min, die Heizleistung standardmässig bei 16 kW und die Kühlleistung bei bis zu 120 kW @ 60 K.
Kontakt www.hb-therm.com
Stand A4-4205 n
Granulier-Systeme für Kunststoff-Recycling
Rapid Granulator, ein führender Hersteller von Anlagen für das Recycling von Kunststoffen, bietet hochwertige Kunststoffschneidmühlen, Schredder sowie zahlreiche Zusatzoptionen und sorgt für eine optimale Integration, etwa im Bereich der Kunststoffverarbeitung. So werden hochwertige Kunststoffgranulate erzeugt, die sortenrein eine optimale Recyclingquote
Cold Jet setzt neue Leistungsmassstäbe
Die Aero2 Ultra Serie ist mit überragenden Motoren, Getrieben und Steuerungen ausgestattet. Diese Mechaniken sind feuchtigkeitsbeständig und mit ultra-kältebeständigen Motoren ausgestattet. Die Getriebe aus Metall verbessern Langlebigkeit, Zuverlässigkeit und Effizienz, während direkt angetriebene Messermotoren die Leistung steigern. Auch die Maschinenstabilität wurde mit komplett neuen firmeneigenen Steuerungen und Motortreibern aufgewertet. Mit der neuen, intern geschriebenen Firmware und der intern entwickelten Hardware sind Fehler so gut wie ausgeschlossen. Wenn ein Fehler auftritt, wird
Die Aero2 Ultra Serie stellt einen Fortschritt in der Trockeneisstrahltechnologie dar. (Bild: Coldjet)
ein QR-Code angezeigt, den der Bediener einscannen kann, um sofort verwertbare Informationen zu erhalten. Dadurch wird die Servicezeit erheblich verkürzt. Wenn ein Lösungsvorschlag nicht ausreicht, kann sofort ein Serviceticket eingereicht werden.
Kontakt www.coldjet.com Stand B3-3110 n
ermöglichen. Eine innovative Weiterentwicklung stellt der Kunststoffzerkleinerer Raptor Duo dar: Die erweiterte zweistufige Zerkleinerungsanlage ist für verschiedenste Aufgaben geeignet. Sie kombiniert einen Schredder mit einer Schneidmühle, die in einer Anlage integriert sind. Diese ermöglicht das Zerkleinern unterschiedlichster Kunststoffe auf kleinstem Raum.
Die Anlage wird in den Varianten Raptor Duo 800 und 1350 angeboten, die sich in der Anzahl der Rotormesser, der Grösse der Mahlkammer und Rotoren sowie der Motorleistung unterscheiden.
Kontakt www.rapidgranulator.com
Stand B1-1108 n
Wir sind mehr als ein Messlabor!
Als Entwicklungspartner und Lösungsanbieter unterstützen wir Sie und Ihre Projekte mit unseren vernetzten Leistungen in den Bereichen:
• Moldflow-Simulation
• 3D-Digitalisierung
• Reverse-Engineering
• Werkzeugkorrekturen
• Industrielle Messtechnik
• Computertomografie
• Workshops
In jeder Phase – von der Idee bis zur Fertigung und Optimierung – verschafft Ihnen unser Know-how einen langfristigen Mehrwert.
Fordern Sie uns heraus!
Elektrischer Spritzgiessmaschine NEO·E
Die PlastiVation Machinery GmbH präsentiert zwei elektrische Spritzgiessmaschinen der zweiten Maschinengeneration der Tederic ‚NEO series‘ im Produktionsbetrieb. Im Mittelpunkt steht die NEO·E160/e620,
die als Teil einer automatisierten Produktionszelle eine Becherhalterung mit drei Bechern produziert. Das zweite Exponat ist eine NEO·E60/e110, mit der eine Prototypenfertigung in einem 3D gedruckten
Werkzeug vorgestellt wird. Die Maschine produziert ein Prototypteil mit einem im Spritzgiessverfahren üblichen Polypropylen. Werkzeugpartner ist die SK Industriemodell GmbH, die mit ihrem ‹Print & Inject›-Verfahren 3D-gedruckte Werkzeuge produziert, die zur Herstellung äusserst komplexer oder filigraner Bauteile und Prototypen in der Forschung und Entwicklung und im Prototypenbau genutzt werden. Mit dieser Herangehensweise ist der Prototypenbau nicht mehr auf konventionelle Werkzeuge angewiesen. Mit Einsatz des xMold Hochleistungsharzes können Werkzeuge und komplexe Bauteile mit Hinterschneidungen kostengünstiger hergestellt werden.
Kontakt
Plastivation zeigt eine elektrische Spritzgiessmaschine mit einem additiv gefertigten Werkzeug. (Bild: Plastivation)
plastivation.com/tederic Stand B3-3215 n
Halle A5 Stand 5211
15. – 19. Oktober 2024 FRIEDRICHSHAFEN
www.ultrapolymers.com
Das Turtle-Projekt
Leicht, mit glänzender Oberfläche und einer nachhaltigen Botschaft – so präsentiert sich die kleine blaue Schildkröte, die auf dem KraussMaffei-Stand bei der Fakuma auf einer vollelektrischen PXZ 121-
380-180 Multinject im Sandwichverfahren entsteht. Sie verfügt über einen schwarzen Kern aus mechanisch rezykliertem PC/ABS und einer hochwertigen Aussenschicht aus chemisch rezykliertem ABS. Zahlreiche
Besuchen Sie uns an der Fakuma an unserem Stand B2-2107.
MIT PERSÖNLICHKEIT PUNKTEN
Unser Know-how ist über unser 40-jähriges Bestehen gewachsen und damit auch unser Anspruch an Präzision und Perfektion.
Features der PXZ 121, wie die neue Sandwichplatte, die konturnahe Werkzeugtemperierung des Partners Contura MTC und die Maschinenfunktion APCplus, die jetzt auch individuelle Kennwerte verschiedener Materialtypen nutzt, machen den Mehrkomponenten-Prozess noch effizienter und wirtschaftlicher. Durch den vermehrten Einsatz von Rezyklaten ist die Sandwich-Technologie in der Mehrkomponententechnik wieder stärker in den Fokus gerückt und birgt grosses Potenzial. Die vollelektrische PX-Baureihe in der Multinject-Ausführung als PXZ ist dank ihrer Präzision, Effizienz und Flexibilität bestens dafür geeignet.
Kontakt www.kraussmaffei.com
Stand A7-7303 n
SKS AG Kunststoffe & Werkzeugbau, Laupen www.sks-laupen.ch
Zukunftsweisende Kühl- und Temperiertechnik
technotrans zeigt auf der Fakuma energieeffiziente Thermomanagement-Lösungen für die kunststoffverarbeitende Industrie. Highlight des Messeauftritts ist eine Live-Anwendung mit einer vollelektrischen KraussMaffei-Spritzgussmaschine, die Displayrahmen herstellt. Für die Kühlung des Gesamtsystems kommt eine energieeffiziente Kältemaschine mit R290 (Propan) zum Einsatz. Eine variotherme Werkzeugtemperierung (teco vario) mit Umschaltventilen stellt die optimale Oberflächenstruktur der Kunststoffteile sicher. Die konventionelle Temperierung erfolgt durch zwei Geräte der Baureihe teco ci mit dem Pumpen-EffizienzModul (PEM) und Wasserverteilsystem itd evo mit elektronischer Kreislaufüberwachung. Alle Systeme sind optimal auf die gezeigte Anwendung abgestimmt und liefern punktgenau exakt die Leistung, die im Prozess benötigt wird. Die Besonderheit der LiveAnwendung: Die hergestellten Displayrahmen verbaut technotrans nach der Messe in neue Temperiergeräte.
technotrans zeigt eine Live Anwendung mehrerer Systeme an einer vollelektrischen Spritzgussmaschine von KraussMaffei. (Bild: technotrans SE)
Technotrans-Vertretung für die Schweiz: Ingenieurbureau
Dr. Brehm AG, www.brehm.ch
Kontakt
www.technotrans.de
Stand B1-1205 n
X COMB
Kleiner grossartiger Trockner
Perfekte Polymertrocknung.
Garantiert durch die Kombination von 100% Zeolith-Molekularsieben und fortschrittlicher Technologie.
Die Trocknungszeit wird im Durchschnitt um mindestens 38% reduziert.
Erleben Sie unsere neue Aero2 Ultra Series auf der Fakuma
Stand B3-3110 - Halle B3 15.-19.10.2024 in Friedrichshafen, Deutschland
Hohe Energieeffizienz. Die von Moretto entwickelten Hyper Flow Turbokompressoren sorgen für hohe Leistung und geringen Energieverbrauch. Die einfachste Einstellung überhaupt. Für den Betrieb des Trockners müssen nur zwei Parameter eingestellt werden, Material und Durchsatz.
Medizintechnikanwendung mit lückenloser Qualitätsüberwachung
Auf der Fakuma produziert Netstal mit einer vollelektrischen Elion MED mit 1750 kN Schliesskraft 10 ml Spritzen-Zylinder mit LuerLock-Adapter aus COC. Das Teilegewicht beträgt 7.8 g und die Zykluszeit liegt bei circa 20 Sekunden. Netstal verarbeitet ein Material von Topas. Zum Einsatz kommt ein Präzisionswerkzeug mit 8 Kavitäten von Fostag. Die lückenlose Überwachung der wärmetechnischen Vorgänge im Werkzeug erfolgt mit Technologie von Mouldflo. Die Materialaufbereitung und Zuführung wird mit einer Anlage von motan colortronic sichergestellt. HBTherm stellt die Temperiergeräte der neues-
ten Generation Thermo 6 zur Verfügung. Systempartner SKA stellt das vollautomatische Handling-System bestehend aus Hochgeschwindigkeits-Seitenentnahme,Teileablage und integrierter Wärmebildkamera zur Erfassung der Entformungstemperatur im Bereich des Luer-Lock-Anschlusses. Integrativer Bestandteil der Automatisierung ist auch eine vollständige Erfassung der Prozess- und Qualitätskennwerte sowie deren Aggregierung auf einen eindeutigen Identifikator mittels QRCode. Die Spritzgiessmaschine ist parallel auch noch via OPC-UA / Euromap 77 an das MES von Digitalpartner bfa solutions angeschlossen.
Firmenjubiläum auf der Fakuma
An der Fakuma steht bei Meusburger besonders das 60-jährige Firmenjubiläum im Fokus. Ebenso stellt der Normalienhersteller sein umfangreiches Sortiment an Platten, Formaufbauten, Einbauteilen und Heisskanaltechnik sowie seine Produktneuheiten vor. Ein Highlight sind die Normalien auf einer Spritzgiessmaschine live im Einsatz und die Präsentation des neuen Portals. Mit den zahlreichen Platten und Formaufbauten im Sortiment stehen den
Meusburger feiert das 60 Jahr Firmenjubiläum auf der Fakuma. (Bild: Meusburger)
Kontakt www.netstal.com Stand B3-3119 n
Kunden vielfältige Möglichkeiten offen. Beim Normalienhersteller wird auch das beste Rohmaterial spannungsarm geglüht –dies gewährleistet eine hohe Qualität. Dank dem hohen Anteil an Eigenfertigung und enormen Lagerkapazitäten kann Meusburger kurze Lieferzeiten garantieren.
Kontakt www.meusburger.com
Stand A2-2313 n
Live bei Netstal im Produktionseinsatz zu sehen: Die Elion MED 1750 (Bild: Netstal)
Fliegel KG Kunststoff und Kunststoff-Verarbeitungsmaschinen
Vollelektrische Energieeffizienz
Am Stand von Sumitomo (SHI) Demag wird deutlich, warum Kompaktheit keine Kompromisse bei Leistung oder Komponenten-Qualität bedeutet. Anhand von Live-Exponaten können die Besucher erkunden, wie digitale Funktionen wie myAssist, Automatisierung und OPC-UAKonnektivität den Kunststoff-Verarbeitern helfen können, mehr aus ihren Anlagen herauszuholen und gleichzeitig
Konstanter Taupunkt
EcoDrive – so heisst die innovative Frequenzumrichter-Regelung, die Wittmann sukzessive für alle Peripheriegerätebaurei -
Die Segmentradtrockner Aton plus gibt es nun auch mit EcoDrive. (Bild: Wittmann)
hen entwickelt. Neu zur Fakuma 2024 sind die Segmentradtrockner Aton plus mit EcoDrive erhältlich. EcoDrive passt hier die Trockenluftleistung dynamisch an den jeweils aktuellen Materialbedarf an. Massgebend dafür ist die Materialmenge, die ins Trockensilo gefördert wird. Bei einem sehr geringen Materialverbrauch sowie im Falle eines Maschinenstillstands arbeiten die im Aton plus standardmässig installierte Materialschutz funktion und EcoDrive Hand in Hand und stellen einen geringstmöglichen Energieverbrauch sicher. Dies senkt die Betriebskosten und verbessert zugleich den ökologischen Fussabdruck. Damit amortisieren sich die Aton plus Trockner mit EcoDrive bei einer hohen Auslastung bereits innerhalb von nur ein bis zwei Jahren. Einen zusätzlichen Beitrag zur besonders hohen Energieeffizienz der Aton plus leistet die intelligente Taupunktregelung.
Kontakt
www.wittmann-group.com Stand B1-1204 n
Kompakte IntElect Multi (Bild: Sumitomo)
Führungen
Ausfallzeiten zu minimieren. Vorgestellt wird u.a. eine kompakte IntElect 130 Multi mit einem flexiblen 6-Achs-Knickarmroboter von Sepro. Sie fertigt hochwertige Innenelemente aus PC und ABS..
Kontakt
Vertretung Schweiz: Mapag Maschinen AG www.sumitomo-shi-demag.eu Stand B1-1105 n
Entdecken Sie unser Sortiment: www.meusburger.com
Intelligente Lösungen für die Kreislaufwirtschaft
Auf der Fakuma präsentiert sich die Maag Group als Technologieanbieter mit intelligenten Lösungen für wichtige zukunftsweisende Anwendungen in der Kunststoffverarbeitung. Im Zentrum steht der kontinuierliche Hochleistungsschmelzefilter der ECO-Serie, der aufgrund seiner speziellen Ausführung zum Filtern von stark verunreinigten Polymerschmelzen eingesetzt wird. Für chemisches Recycling ist diese Technologie herausragend geeignet, um niedrig viskose Polymere zu filtern. Der Filter ist selbstreinigend mit einer rotierenden Lochtrommel, die kontinuierlich von aussen nach innen von
Innovationen live erleben
Zahlreiche Neu- und Weiterentwicklungen aus den Bereichen Mould Base und Hot
Hasco präsentiert in Friedrichshafen zahlreiche Innovationen. (Bild: Hasco)
Schmelze durchströmt wird. Ein Abstreifer entfernt auf der Filteroberfläche verbleibende Verunreinigungen und führt sie dem Austragssystem zu. Dadurch kann der Filter vollautomatisch und unterbrechungsfrei über längere Zeit eingesetzt werden, ohne dass er gewechselt werden muss. Vorteile: Zuverlässige Schmelzefiltration, extrem geringe Schmelzeverluste, konstanter Druckverlauf, schnelle Ausbringung der Verunreinigung und kurze Verweilzeit der Schmelze im Filter.
Zuverlässige Schmelzefiltration (Bild: Maag)
Kontakt
www.maag.com
Stand A6-6202 n
Runner sowie innovative digitale Lösungen für den Formenbau präsentiert Hasco auf der Fakuma. Mit neuen Technologien, anwenderfreundlichen Tools auf der Homepage, einer modernen App, regelmässigen CAD-Updates sowie digitalen Services gestaltet das Unternehmen seinen Kunden die tägliche Arbeit so einfach wie möglich. Mit dem Mould Tag, Träger eines RFID-Tags (Radio Frequency Identification), ermöglicht Hasco auf einfache Weise eine sichere Digitalisierung von OriginalNormalien und Heisskanaltechnik in Spritz-
TECHNISCHE KUNSTSTOFFTEILE
giesswerkzeugen. Über eine App kann dieser ausgelesen werden und alle produktrelevanten Daten direkt anzeigen. Während Bar- oder QR-Codes einfach kopiert werden können, ermöglicht Mould Tag eine eindeutige Identifizierung mit fälschungssicherem Herkunfts- und Originalitätsnachweis.
Kontakt www.hasco.com
Stand A2-2202 n
KOMPETENZ, QUALITÄT UND ZUVERLÄSSIGKEIT
Präzision
durch Holmlos-Technologie
Holmlose e victory 100 (Bild: Engel)
Auf der Fakuma zeigt Engel seine neuesten Innovationen mit einem klaren Schwerpunkt auf Effizienz, Digitalisierung und Nachhaltigkeit. Für die hochpräzisen Anwendungen in der Flüssigsilikon-Verarbeitung (LSR) hat Engel eine holmlose e-victory 100 optimiert. Mit einem 256-Kavitäten-Werkzeug erreicht sie eine beeindruckende Zykluszeit von nur 12 Sekunden und sorgt für gleichmässig hohe Teilequalität. Dank der Holmlostechnologie wird die Aufspannplatte vollständig genutzt und die Schliesskraft optimal genutzt. Live-Demonstrationen zeigen, wie die e-victory 100 die Produktionsleistung steigert und höchste Flexibilitätsund Qualitätsanforderungen erfüllt.
Kontakt www.engelglobal.com Stand A5-5203 n
Feddem Automatic AirBlade (FAA)
Neben den bewährten Extrudermodellen rückt Feddem GmbH & Co. KG die Portfolioerweiterung, Neuentwicklungen in der Peripherietechnik sowie zukunftsweisende Augmented-Reality-Anwendungen in den Fokus. Eine Neuheit ist das Feddem Automatic AirBlade. Die Produktinnovation wurde entwickelt, um das häufige Problem der Bartbildung in der Doppelschneckenextrusion zu minimieren. Diese tritt auf, wenn sich thermoplastisches Material oder Füllstoff an dem Düsenaustritt des Extruders ansammelt und aushärtet. Das FAA bietet eine effiziente Lösung für dieses Problem, indem es Rückstände mit einem gezielten Heissluftstrom entfernt. Ein besonderes Merkmal des FAA ist laut Hersteller der zum Patent angemeldete Umlenkmechanismus, der es von herkömmlichen Lösungen abhebt. Dieser Mechanismus sorgt dafür, dass die Schlitzdüse automatisch aus dem Arbeitsbereich des Bedieners zurückgezogen wird, sobald es zu einem Strangabriss kommt. Die Funktion sorgt dafür, dass sowohl die Sicherheit wie auch die Effizienz verbessert wird.
Kontakt
www.feddem.com
Stand A6-6217 n
Maßgeschneidert für Ihr perfektes Ergebnis. Nadelverschlusssysteme
Besuchen Sie uns auf der FAKUMA
Halle A2
Stand A2-2207
Nadelverschlusstechnik
Gestalten Sie mit uns Ihr optimales System für hochwertige Anspritzpunkte und sequenzielles Einspritzen.
+ Nadelführung in verschiedenen Varianten
+ Einfach- und Mehrfachnadelantriebe (Luft/Öl/Strom)
+ Geringste Scherbeanspruchung
+ Variable Angusspunkt-Durchmesser
www.guenther-heisskanal.de
Lösungen aus Duroplast und Thermoplast
Wir entwickeln und produzieren für Sie erfolgreiche Lösungen aus Duroplast und Thermoplast.
Technische Bauteile für den härtesten Einsatz:
– Hohe Wärmeformbeständigkeit (210°C)
– Bestes Brandverhalten (UL94, V-0, HL 3)
– Höchste Chemikalienbeständigkeit
– Kriechstromfestigkeit
– Hohe Massgenauigkeit (H7 Passungen)
– Wandstärkenunabhängige Konstruktion
– Nullschwinder-Materialien (0.00 – 0.15)
Erfahren Sie mehr über folgende Herstellverfahren:
– Pressen
– Spritzgiessen
– Spritzprägen
– Transfer Molding mit Elektronik ummanteln
Wir verarbeiten SMC- und BMC-Duroplaste, Phenolharzmassen (Bakelite), Melamin, Epoxidharze, DAP, Harnstoffharze, ungesättigte Polyester und eine Vielzahl an technischen Thermoplasten.
Neu: Grosser elektrischer ALLROUNDER
Schlank in Design und Preis – das sind die Hauptvorteile des ALLROUNDERs 720 E GOLDEN ELECTRIC mit 2.800 kN Schliesskraft, der das Produktspektrum der gleichnamigen elektrischen Baureihe nach oben erweitert. Er zeichnet sich durch elektrische Präzision und Prozessstabilität sowie schmale Aufstellfläche aus und überzeugt durch hohe Bauteilqualität und einen schnellen Return-on-Invest (ROI) bei geringen Investitionskosten sowie kurzen Lieferzeiten.
ARBURG hat das Design so optimiert, dass die neue Maschine eine deutlich reduzierte Aufstellfläche hat und in vorhandene Produktionsraster und -linien passt. Hochwertige Maschinentechnik stellt eine prozessstabile und zuverlässige Teilefertigung sicher. Dazu zählen eine Kniehebel-Schliesseinheit und Direktantriebe von AMKmotion. Die hochwertige ARBURG Plastifizierung mit dem «aXw Control ScrewPilot» sorgt für reproduzierbares Einspritzen und eine hohe Spritzteilqualität.
Der neue ALLROUNDER kann mit Robot-Systemen von ARBURG automatisiert werden. Typische Anwendungsbereiche sind masshaltige Gehäuse für die Elektromobilität, dickwandige Verschlüsse für Haushaltswaren, filigrane Komponenten für die Medizintechnik sowie die Branchen Bau und Freizeit.
A3 Stand 3101
Gleichstrom aus Solarzellen für EcoPower DC
Wittmann Battenfeld stellt den nächsten Schritt der Nutzung von DC-Energie vor. Wurden im Vorjahr Maschine und Roboter mit Gleichstrom betrieben, so gibt es jetzt auch ein DC-fähiges Wittmann Temperiergerät. Roboter und Temperiergerät werden direkt über den Gleichspannungs-Zwischenkreis der EcoPower versorgt. Sowohl Spritzgiessmaschine als auch Roboter speisen die überschüssige Energie bei Verzögerung der Achsen gleichermassen in den Zwischenkreis zurück.
Mit einer EcoPower B8X 180/750 DC Insiderzelle mit integriertem Roboter WX142 in DC-Ausführung sowie einem DC-fähigen Tempro plus DC Temperiergerät , wird das Gehäuse eines Steckverbinders für Gleichstromtechnologie mit einem 2-fach-Werkzeug der Firma Harting, Deutschland, hergestellt. Dieser Steckverbinder ist in der Maschine zum Anschluss des Tempro plus DC verbaut.
Zur Versorgung der Anlage kommt modernste ökologische Salzbatterietechnik auf Sodium-Nickel-Basis der Firma innovenergy zum Einsatz. Die Batterie verfügt insgesamt über 45 kWh an Kapazität, mehr als ausreichend für einen unterbrechungsfreien Maschinenbetrieb über einen gesamten Messetag mit 8 Stunden. Um die kurzfristigen Lastspitzen der Spritzgiessmaschine auszugleichen, werden zusätzlich elektrochemische Kondensatoren, sogenannte Supercaps, eingesetzt.
A4 Stand 4003
Aareplast AG
Industriestrasse West 19 CH-4613 Rickenbach
Telefon +41 62 206 2100 info@aareplast.com www.aareplast.com
Wollen Sie Ihre Kosten und Ihr Risiko, durch Ausfallzeiten im Produktionsprozess minimieren?
Egal, ob es sich um Verbrennungen, unerwünschte Oberflächeneigenschaften, fehlendes Material, Wartungsarbeiten oder ein defektes Peripheriegerät handelt, der Prozess der Dokumentation von Schlechtteilund Stillstandsgründen wird mit unserem MES PiInject zur Selbstverständlichkeit. Unser Produkt MES PiInject ermöglicht Ihrem Team, sich auf das Wesentliche zu konzentrieren.
Mit einem Rechner oder mobilen Gerät direkt an Ihrer Maschine, kann ihr Team die Gründe für Maschinenstillstände und Schlechtteile, schnell und genau erfassen. Hinzu kommt, dass jeder Eintrag nahtlos mit dem entsprechenden Produktionsauftrag und der jeweiligen Schicht verknüpft ist. Somit wird eine präzise Datenerfassung zur Berechnung der genauesten Gesamtanlageneffizienz (OEE) gewährleistet.
Sie sind herzlich willkommen auf unserem Stand 1112 in Halle A1 und können unser MES PiSolutions, mit der ganzheitlichen Vernetzung von verschiedensten Spritzgiessmaschinentypen und Peripheriegeräten, kennenlernen. Unsere Live-MES-Präsentation finden Sie am Stand der Netstal Maschinen AG in Halle B3, Stand 3119. Unsere Experten präsentieren Ihnen die PiInject-Lösung speziell für den Medizinalbereich.
Halle A1 Stand 1112
bfa solutions ltd
Industriestrasse 1
CH-8117 Fällanden
Telefon +41 44 806 64 64 info@bfa.ch www.bfa.ch
AMM – Amorphous Metal Molding
Büchler Reinli + Spitzli AG –Werkzeug- & Formenbau/Switzerland
Kombi-Werkzeug für Schraubendreher-Bits und Zugproben für Multikomponenten-Anlage am KI-Produktionsnetzwerk der Universität Augsburg
Wir verstehen uns als Ihr Partner, der gemeinsam mit Ihnen optimale Lösungen für Ihre Anwendungen entwickelt. Profitieren Sie von unseren umfassenden Leistungen sowie durchgängigen Engineering- und Fertigungskapazitäten.
AMM – Amorphous Metal Molding
Bei diesem Verfahren werden amorphe Metall-Legierungen unter Vakuum induktiv aufgeschmolzen und im flüssigen Zustand in das Werkzeug eingespritzt. Dieses Verfahren eignet sich besonders für Anwendungen mit engen Toleranzen, sehr guten Oberflächengüten und hohen Stückzahlen im industriellen und medizinischen Bereich. Unsere Dienstleistungen umfassen: – Beratung und Machbarkeitsprüfung – Simulation und Auslegung des Angusskonzeptes
– Werkzeugentwicklung und Umsetzung – Kombination von verschiedenen Verfahren für KI-basierte Produktionstechnologien zwischen Werkstoffen, Fertigungstechnologien & datenbasierter Modellierung
Wir decken die gesamte Prozesskette des Formenbaus von Hochleistungswerkzeugen ab, von der DFM-Analyse, Engineering und Umsetzung im Pilot- bis zum Produktionswerkzeug, einschliesslich der Formenabnahme und Musterteil-Ausmessungen.
Wir freuen uns sehr, Ihnen unsere Dienstleistungen zu präsentieren.
In der heutigen Zeit sind effiziente, flexible und präzise Fertigungsprozesse der Schlüssel zum Erfolg. Die GEISS AG ist Ihr Partner, wenn es darum geht, Ihre künftige Produktionslinie auf das nächste Level zu heben. Mit Erfahrung im Bereich Thermoformen, CNC-Nachbearbeitung und Werkzeugbau bieten wir maßgeschneiderte Automationslösungen aus einer Hand.
Unsere Technologien sind darauf ausgelegt, höchste Präzision und maximale Produktivität zu gewährleisten. Von der Beratung über die Entwicklung bis hin zur Implementierung – wir begleiten Sie Schritt für Schritt auf dem Weg zu Ihrer optimalen und individuellen Lösung, in einem wettbewerbsintensiven Umfeld.
Besuchen Sie uns jetzt auf www.geiss-ttt.de und entdecken Sie unsere innovativen Lösungen um Ihre künftigen Produktionsprozesse effizienter zu gestalten. Verpassen Sie nicht die Chance, Ihre Produktion mit GEISS Automation auf den nächsten Level zu bringen – kontaktieren Sie uns und machen sie den ersten Schritt in Richtung Zukunft!
Besuchen Sie uns Und erleben Sie unsere GEISS Automation Lösungen live vor Ort. Das gesamte GEISS AG Team freut sich auf die Zusammenarbeit mit Ihnen.
Lust auf ein Eis… und ein Gespräch über unsere neue ISO 13485 Zertifizierung für Medizinprodukte?
Halle A4 Stand 4216
Ingenieurbureau
DR. BREHM AG
Ihr Peripherie Spezialist für die Kunststoff verarbeitende Industrie. Besuchen Sie unser Verkaufsteam am Stand unserer Partner! Wir freuen uns auf Ihren Besuch!
Produkte für die Lagerung und das Handling von Schüttgütern
Herbold Meckesheim GmbH
Granulatoren
Halle A6 Stand 6312
Schredder für Kunststoffabfälle Zerkleinerungsmaschinen Aufbereitungs- und Recyclinganlagen
M.B. Conveyors srl
Halle B1 Stand 1106
Angussseparatoren, Schneckenförderer, Spiralförderer für Teiletransport, Handhabungsund Materialflusstechnik
Neue LSR-Dosiersysteme TOP 3100 und TOP 700
ELMET ergänzt sein Portfolio an Dosiersystemen für den LSR-Spritzguss um die neuen Typen TOP 3100 und TOP 700. Zusammen mit den praxisbewährten Typen TOP 5000 P und TOP 7000 Pro decken sie vielfältige Kundenforderungen hinsichtlich des Platzbedarfs, der Fassgrösse und des Automatisierungsgrads ab.
Das Ausstattung des TOP 3100 ist auf die Kernkomponenten für die Grundanwendung reduziert, ohne Kompromisse hinsichtlich Leistung, Prozessstabilität oder Lebensdauer einzugehen. Es ist mit der gleichen Verarbeitungseinheit und dem gleichen Additivsystem ausgerüstet, die auch die anderen LSR-Dosiersysteme von Elmet auszeichnen, und es erfüllt dieselben hohen Anforderungen hinsichtlich aller international geltenden Normen und Sicherheitsstandards. Unterschiede bestehen hinsichtlich der Ausstattungsoptionen einschliesslich der Zahl der Additivlinien, des Automatisierungsgrads sowie der Zugänglichkeit.
Das komplett neu entwickelte Dosiersystem TOP 700 ist mit einem Footprint von unter 0,5 m² (799 mm × 600 mm) das aktuell kompakteste 20-Liter-System am Markt. Die Leistung, die Ausstattungsoptionen sowie der erreichbare Automatisierungsgrad entsprechen denen des Flaggschiffs TOP 7000 Pro mit 200 oder 20 Liter Fassgrösse.
Color Technik AG
Parkweg 5
CH-9443 Widnau
Telefon +41 71 761 00 78
info@colortechnik.swiss www.colortechnik.swiss
Ein Unternehmen der GRAFE Gruppe
Lettenstrasse 2
CH-6343 Rotkreuz
Telefon +41 41 790 41 64 info@brehm.ch, www.brehm.ch
Mit einem klaren Fokus auf Effizienz, Digitalisierung und Nachhaltigkeit zeigt ENGEL auf der diesjährigen Fakuma, wie das Unternehmen die Herausforderungen der Kunststoffindustrie angeht und seine Kunden mit massgeschneiderten Lösungen unterstützt. Ein Beispiel ist die neue, vollelektrische e-mac 500, welche live auf der Fakuma zu sehen sein wird:
Mit einer Schliesskraft von 5000 kN kombiniert die vollelektrische e-mac 500 Spritzgiessmaschine hohe Leistung mit Energieeffizienz und einer kompakten Bauweise. Der HIGH-Schliessantrieb und das digitale Assistenzsystem iQ motion control ermöglichen besonders schnelle Zykluszeiten und senken den Energieverbrauch um bis zu 30% im Vergleich zu hybriden oder hydraulischen Maschinen. Die e-mac 500 bietet durch optionale Erweiterungspakete zudem eine hohe Vielseitigkeit und ist ideal für energieintensive Produktionsprozesse geeignet. Auf der Messe produziert sie 4-Liter-Container mit In-Mould-Labeling.
Effizient, prozesssicher, zielgenau anpassbar
Die neuentwickelte EWIKON pro SHOT Heisskanaldüse setzt Massstäbe in der Energieeffizienz und Prozesssicherheit und bündelt die mehr als 30-jährige EWIKONErfahrung in der Entwicklung aussenbeheizter Düsen. Den Kern der pro SHOT-Düse bildet ein Düsenkörper aus Titan. Dieses Material reduziert den Wärmeabzug ins Werkzeug signifikant und erhöht die Energieeffizienz um bis zu 40%. In Verbindung mit einer leistungsfähigen Heizung der neuesten Generation wird zusätzlich die thermische Performance signifikant gesteigert. Damit ist pro SHOT die perfekte Lösung für alle Standardmaterialien als auch für die prozesssichere Verarbeitung schwierig zu verarbeitender technischer Kunststoffe. Für die pro SHOT-Düse steht eine bewährte Auswahl an Spitzenvarianten zur Verfügung, die eine optimale Anpassung an spezifische Anwendungsanforderungen ermöglichen. Dies macht die Düse äusserst flexibel und vielseitig einsetzbar. Initial ist die Düse mit einem Schmelzekanaldurchmesser von 6 mm für offene Anbindung erhältlich, weitere Versionen werden in Kürze folgen.
EWIKON auf der Fakuma 2024: Halle A2, Stand 2203
A2 Stand 2203
Masterbatches für eine grüne Zukunft
Als Hersteller von hochwertigen Masterbatches freuen wir uns, auf der Fakuma 2024 unsere neuesten Entwicklungen im Bereich Farb- und Additivlösungen vorzustellen, die nicht nur leistungsstark, sondern auch nachhaltig sind. Unsere Lösungen, wie zertifizierte kompostierbare Masterbatches für Kaffeekapseln, verbinden höchste Funktionalität mit Umweltbewusstsein. Wir setzen auf innovative Materialien, die recycelbar, biologisch abbaubar und für die Kompostierbarkeit zertifiziert sind – ideal für Anwendungen im Bereich Lebensmittelverpackungen, Biokunststoffe und mehr. Gemeinsam gestalten wir eine umweltfreundlichere Zukunft.
Granula AG – Innovation in jedem Granulat
Seit über 60 Jahren produzieren wir kundenspezifische Granula® Farb- und Additiv-Masterbatches sowie Compounds in den meisten Trägermaterialien wie PE, PP, ABS, SAN, PS, PA, POM, PBT, PC, TPE, PLA und anderen speziellen Typen. Unsere Produkte vereinen höchste Qualität, Effizienz und ökologische Verantwortung – ideal für anspruchsvolle Anwendungen. Vertrauen Sie auf unser Know-how.
Treffen Sie uns in Halle B4, Stand B4-4002 und erfahren Sie, wie wir Ihre Produktion nachhaltiger gestalten können. Weitere Informationen auf www.granula.eu.
Industrie Nord 27 CH-5634 Merenschwand Telefon +41 56 664 2222 sales@granula.ch www.granula.eu
Halle
Halle B4 Stand 4002
Halle A5 Stand 5203
Die Vorteile des Nadelverschluss nutzen
Nadelverschluss-Systeme werden überall dort eingesetzt, wo hohe optische Anforderungen an die Produkte gestellt werden. Aber auch bei engen Nestabständen, hochfachigen Werkzeugen, minimalen Artikelgewichten oder auch bei kurzen Zykluszeit mit parallelem Aufdosieren, ist die Nadelverschluss-Technik häufig die einzig praktikable Alternative.
Speziell wenn filigrane Teile, Mehrkavitäten-Teile oder kleinste Komponenten für Medizinprodukte zu fertigen sind, kann ein Nadelverschluss die Leistung und Effektivität des Werkzeuges durch ein gleichmässiges Öffnen der Anschnittpunkte verbessern. Bleibt bei normalen Heisskanaldüsen, die direkt auf dem Kunststoffteil anspritzen, immer ein kleiner Spritzrest am Abrisspunkt bestehen, ist die Anschnittmarkierung, die ein Nadelverschluss auf dem Produkt hinterlässt, nicht sichtbar. Deshalb kann ein absolut fadenfreier Anguss nur mit einem Nadelverschluss-System zu 100% garantiert werden.
Die innovative Gestaltung der Nadelführung und die optimierte Verschlussnadel ermöglichen zudem einen äusserst verschleissarmen Betrieb. Die Nadel wird während der Verschlussbewegung zunächst über einen Konus bis zur zylindrischen Vorzentrierung geführt, um dann präzise in den zylindrischen Anspritzpunkt einzutauchen. Ferner ist die Nadelführung im Materialrohr schwimmend gelagert. Die langen Standzeiten der Nadelführung garantieren geringe Ausfallzeiten und ersparen so Wartungskosten. Ein Wechsel von Nadelführung und Nadel ist ohne Werkzeugdemontage problemlos möglich.
HASCO Mould Track
Die Zukunft der Indoor-Lokalisierung
Das innovative Mould Track System A5950/… von HASCO bietet eine intelligente Lösung mit präziser Indoor-Lokalisierungstechnologie für die genaue Verfolgung und Lokalisierung von Spritzgiesswerkzeugen.
Durch die Integration von präzisen Ultrabreitband-Funkmodulen und einer intelligenten Softwareplattform bietet Mould Track eine Lokalisierungsgenauigkeit in Echtzeit von bis zu wenigen Zentimetern.
Die genaue Verfolgung und Lokalisierung der Werkzeuge stellt sicher, dass diese am richtigen Ort und zum richtigen Zeitpunkt zum Einsatz kommen.
HASCO setzt mit diesem System erneut Massstäbe in Bezug auf Effizienz und Produktivität.
– Effiziente Ressourcennutzung – Digitale Vernetzung von Prozessen – Optimierung der Produktionsplanung – Minimierung von Stillstandzeiten – Verbesserte Qualitätssicherung – Höhere Flexibilität
Bitte kontaktieren Sie Ihren zuständigen Technischen Verkäufer.
Mit Thermo-6 einfach Energie sparen
Mit Temperiergeräten, die mit einer drehzahlgeregelten Pumpe ausgestattet sind, können durch Reduzierung der Pumpendrehzahl Energie und Kosten eingespart werden. Entsprechende Software-Assistenten machen die Bedienung einfach und intuitiv. Mit dem Steuerungs-Assistenten «Energy-Control» lässt sich in wenigen Schritten ein immer optimaler Betriebspunkt erreichen. Resultat ist eine um bis zu 85% geringere Leistungsaufnahme. Der Energy-Control-Assistent bringt die Grössen Drehzahl, Durchfluss, Temperaturdifferenz und Energieersparnis in Zusammenhang. Das Auffinden des optimalen Betriebspunktes wird durch eine einfache visuelle Darstellung erleichtert, welche die aktuelle Pumpendrehzahl, die Differenz zwischen Vor- und Rücklauf in Kelvin sowie die Ersparnis pro Jahr in gewünschter Währung anzeigt. Bei Verstellung einer der Grössen durch den Anwender verändern sich die beiden anderen Grössen in gleichem Mass mit, die voraussichtlichen Auswirkungen der Änderung werden sofort ersichtlich. Die Einstellung kann per Knopfdruck übernommen werden. Mit dem Steuerungs-Assistenten «Energy-Control» findet jeder Anwender, selbst ohne spezielle Vorkenntnisse zur Regelung, den immer optimalen Betriebspunkt.
Am Anfang der mechanischen Aufarbeitung von Kunststoffen steht nach der Vorsortierung die Zerkleinerung. Herbold Meckesheim illustriert seine vielfältigen Zerkleinerungstechniken vom Shredder über die Schneid- bis zur Feinmühle exemplarisch anhand dreier typischer Rotortypen. Denn ausschlaggebend für die hohe Effizienz der Herbold-Schneidmühlen sind das Rotorkonzept und die individuell auf die Aufgabe und das Ausgangsmaterial angepasste Schneidgeometrie.
Granulatoren des Meckesheimer Spezialmaschinenbauers arbeiten mit echtem Doppelschrägschnitt: Nicht nur die Rotormesser sind schräg angeordnet, auch die Statormesser sind in entgegengesetztem Winkel montiert. So entsteht über die gesamte Messerbreite ein sauberer Schnitt mit konstantem Schnittspalt. Das Ergebnis ist ein Mahlgut mit sehr guter Rieselfähigkeit, feingutarm und von hohem Schüttgewicht. Und der ideale Ausgangspunkt zur Weiterverarbeitung in einer Waschanlage von Herbold Meckesheim etwa für PET.
Einen Blick tief hinein in jedes Detail einer solchen Recyclinglinie, an deren Ende Kunststoff-Flakes in bester Bottle-to-Bottle-Qualität stehen, gestattet auf dem Messestand eine virtuelle und frei steuerbare PET-Waschanlage.
Halle A6
Stand 6312
Schweizer Vertretung
Ingenieurbureau Dr. Brehm AG
Herbold Meckesheim GmbH
Industriestrasse 33 D-74909 Meckesheim
Telefon +49 6226 932-0 herbold@herbold.com www.herbold.com
Neue Endringe und Regelgeräte
Für technische Anwendungen hat der Heisskanal-Spezialist Oerlikon HRSflow neue Nadelverschluss-Endringe entwickelt. Die neuen Steuereinheiten T-Flow HRS und V-Flow HRS sichern die präzise und zuverlässige Regelung von Heisskanalsystemen.
Der externe Nadelverschluss-Endring für die Düsenserien Tp und Vp sowie der neue Through-the-Cavity (TTC) Endring für die Düsenserie Tp sind für die Verarbeitung technischer Kunststoffe wie PA6/PA66, PBT, POM, PPA und PPS konzipiert. Dank ihrer erhöhten Verschleissfestigkeit ermöglichen sie den Einsatz in einem breiten Prozessfenster. Der externe Endring vereinfacht das Wiederanfahren bei niedrigen Temperaturen. Die spezielle Geometrie des TTC- Endrings für Tp-Düsen sichert zudem eine besonders gleichmässige Temperatur in der Nähe des Anschnitts für perfekte Oberflächen.
V-Flow HRS bietet eine aussergewöhnliche Präzision bei der Zeitsteuerung und Sequenzierung von Nadelverschlussdüsen für eine hohe Teilequalität, optimierte Zykluszeiten und gesteigerte Produktivität. Die Einheiten können 6 bis 30 Ventile ansteuern und bis zu 4 Phasen pro Zyklus verwalten. T-Flow HRS sind thermische Mehrzonenregler für die zuverlässige und präzise Regelung der Heisskanaltemperaturen. Sie können 6 bis 120 Heizzonen in Vielfachen von 6 verwalten.
Halle A1 Stand 1215
HRSflow GmbH
Am Prime-Parc 2A
D-65479 Raunheim https://www.hrsflow.com/ww/de/
Ihr
Spezialist für Industriebauten
IE Plast plant, gestaltet und realisiert Industriebauten für die Kunststoffindustrie. Oberstes Ziel ist die grösstmögliche Effizienz in der Produktion sicherzustellen – mit Hilfe von Industriebauten, die perfekt auf die individuellen Prozesse des Kunden abgestimmt sind. Deshalb steht bei den Kunststoffexperten von IE Plast zu Beginn eines Projektes nicht das Gebäude als solches im Vordergrund, sondern Faktoren wie Produktionsablauf, Waren- und Personenfluss, Hygiene- und Reinraumanforderungen. IE-Kunden bekommen Betriebs-, Bauplanung und die Qualifizierung der qualitätsrelevanten Komponenten für komplexe und anspruchsvolle Industriebauprojekte aus einer Hand. Die Experten von IE finden innovative und intelligente Lösungen und entwickeln ganzheitliche Hygiene- und Logistikkonzepte. IE Plast ist ein Bereich der IE Group. Die Gruppe beschäftigt derzeit rund 120 Mitarbeiter. Wirtschafts- und Maschinenbauingenieure, Logistiker sowie Bauspezialisten und Architekten arbeiten an den Standorten Zürich und München. Die Gruppe ist seit 1966 am Markt und plant und realisiert erfolgreich komplexe Industriebau-Projekte für verschiedene Branchen.
Von der Idee bis zum schlüsselfertigen Gebäude alle Leistungen aus einer Hand.
IE Plast
Wiesenstrasse 7
CH-8008 Zürich
Tel +41 44 389 86 00 zuerich@ie-group.com www.ie-group.com
Halle A2 Stand 2405
Das Turtle-Projekt
Leicht, mit glänzender Oberfläche und einer nachhaltigen Botschaft – so präsentiert sich die kleine blaue Schildkröte, die auf dem KraussMaffei-Stand auf einer vollelektrischen PXZ 121-380-180 Multinject im Sandwichverfahren entsteht. Sie verfügt über einen schwarzen Kern aus mechanisch rezykliertem PC/ABS und einer hochwertigen Aussenschicht aus chemisch rezykliertem ABS von ELIX Polymers.
Zahlreiche Features der PXZ 121 wie die neue Sandwichplatte, die konturnahe Werkzeugtemperierung des Partners CONTURA MTC und die Maschinenfunktion APCplus, die jetzt auch individuelle Kennwerte verschiedener Materialtypen nutzt, machen den Mehrkomponenten-Prozess noch effizienter und wirtschaftlicher.
Die vollelektrische PXZ 121 Multinject mit einer Schliesskraft von 1200 kN überzeugt zum einen durch ihre kompakte, platzsparende Z-Position mit elektrischen Spritzaggregaten. Darüber hinaus bietet die aufgesetzte, abnehmbare Sandwichplatte eine hohe Flexibilität in der Fertigung. So kann die PXZ 121 wahlweise als Einkomponenten-, Zweikomponenten- oder Sandwichmaschine eingesetzt werden – und das ohne Zusatzaufwand.
Nachhaltige Technologien für Recycling
Auf der Fakuma 2024 in Friedrichshafen, Deutschland (15. bis 19. Oktober), präsentiert sich MAAG Group in Halle A6, Stand 6202, als Technologieanbieter mit intelligenten Lösungen für wichtige zukunftsweisende Anwendungen in der Kunststoffverarbeitung.
Im Zentrum steht der kontinuierlichen Hochleistungsschmelzefilter der ECO-Serie, der aufgrund seiner speziellen Ausführung zum Filtern von stark verunreinigten Polymerschmelzen eingesetzt wird. Für chemisches Recycling ist diese Technologie herausragend geeignet, um niedrig viskose Polymere zu filtern. Der Filter ist selbstreinigend mit einer rotierenden Lochtrommel, die kontinuierlich von aussen nach innen von Schmelze durchströmt wird. Ein Abstreifer entfernt auf der Filteroberfläche verbleibende Verunreinigungen und führt sie dem Austragssystem zu. Dadurch kann der Filter vollautomatisch und unterbrechungsfrei über längere Zeit eingesetzt werden, ohne dass er gewechselt werden muss. Vorteile: Zuverlässige Schmelzefiltration, extrem geringe Schmelzeverluste, konstanter Druckverlauf, schnelle Ausbringung der Verunreinigung und kurze Verweilzeit der Schmelze im Filter.
Bei der diesjährigen Fakuma in Friedrichshafen, die vom 15. bis zum 19. Oktober stattfindet, steht bei Meusburger besonders das 60-jährige Firmenjubiläum im Fokus. Ebenso stellt der Normalienhersteller sein umfangreiches Sortiment an Platten, Formaufbauten, Einbauteilen und Heisskanaltechnik sowie seine Produktneuheiten vor.
Ein Highlight des Messestands 2313 + 2316 in Halle A2 sind die Normalien auf einer Spritzgiessmaschine live im Einsatz und die Präsentation des neuen Portals. Da es dem Unternehmen ausserdem besonders wichtig ist, bestehende Partnerschaften zu pflegen und neue Kontakte zu knüpfen, besteht die Möglichkeit, Meusburger bei einer Betriebsbesichtigung näher kennenzulernen.
Krauss-Maffei (Schweiz) AG
Grundstrasse 3
CH-6343 Rotkreuz
Telefon +41 (0)41 799 71 80 info-ch@kraussmaffei.com www.kraussmaffei.com
Halle A2
Stand 2313
Halle A2
Stand 2316
Maag Pump Systems AG
Aspstrasse 12
CH-8154 Oberglatt welcome@maag.com www.maag.com
Meusburger Georg GmbH & Co KG Kesselstrasse 42 6960 Wolfurt | Austria +43 5574 6706 sales@meusburger.com www.meusburger.com
Halle A7 Stand 7303
Lückenlose Qualitätsüberwachung
Anhand eines voll integrierten High-EndProduktionssystems für 10 ml COC-Spritzen zeigt Netstal, wie Produktionsqualität und -sicherheit zu 100 Prozent gewährleistet werden können. Der Schlüssel dazu ist die durchgängige Erfassung und Dokumentation aller relevanten Prozess- und Qualitätsmerkmale.
Mit seiner kraftabhängigen Druckumschaltung RFC (Responsive Filling Control) stellt Netstal unabhängig von den Materialeigenschaften die Einhaltung der validierten Sollwertvorgaben im Formgebungsprozess sicher.
Die lückenlose Überwachung der wärmetechnischen Vorgänge im Werkzeug erfolgt mit Technologie von Mouldflo. Von Systempartner SKA Technologie kommt das vollautomatische Handling-System, bestehend aus Hochgeschwindigkeits-Seitenentnahme, Teileablage und integrierter Wärmebildkamera zur Erfassung der Entformungstemperatur im Bereich des Luer-Lock-Anschlusses. Integrativer Bestandteil der Systemlösung ist die vollständige Erfassung der Prozess- und Qualitätskennwerte sowie deren Aggregierung auf einen eindeutigen Identifikator mittels QR-Code.
ONI-AquaClean Wasseraufbereitung
Die ONI-AquaClean-Technologie ist systemisch aufgebaut. Messstrecken – für Leitfähigkeit, pH-Wert, Redoxspannung und Volumenstrom – in Verbindung mit einem Hochleistungsrechner liefern die lnformationen, die für die stufenweise Kühlwasserbehandlung notwendig sind. Die eigentliche Wasserbehandlung erfolgt dann über verschiedene Filtereinheiten sowie eine nachgeschaltete, eigensichere Ozonierung. Eine Pumpeneinheit versorgt das ONI-AquaClean System, kühlwassernetzunabhängig, mit einer definierten Wassermenge und sorgt für die Ableitung von Rückspülwassermengen. Das ONI-AquaClean-Gerät ist komplett verrohrt und mit allen für den Betrieb erforderlichen Regel- und Steuerelementen ausgerüstet. Je nach Stellflächenangebot stehen zwei Ausführungen zur Verfügung. Für Inhaus-Anlagen kommt in den meisten Fällen die in einem geschlossenen Gehäuse untergebrachte, fahrbare Variante zum Einsatz. Für Container-Kühlanlagen mit einem stark begrenzten Stellflächenangebot wurde die Ausführung ONI-AquaClean 2G-smart konzipiert, die eine erheblich geringere Bautiefe aufweist.
Modulares Turnkey M zum Laserschweissen
An der diesjährigen Fakuma zeigt die ProByLas AG das Turnkey M zum Laserschweissen von Kunststoff-Bauteilen in zwei unterschiedlichen Konfigurationen. Wie das kleinere kompakte Turnkey S basiert es auf einem modularen Baukastensystem und kann je nach Bauteil und Kundenanforderungen in unterschiedlichen Konfigurationen erstellt werden. Das Turnkey M kann Bauteile bis zu einem halben Meter Grösse schweissen und sowohl mit kurzwelligen Lasern für den klassischen Prozess von lasertransparentem auf laserabsorbierenden Bauteil ausgerüstet werden wie auch mit den neuen langwelligen Lasern um zwei transparente Bauteile zu verbinden. Neu sind auch mehrere unterschiedliche Laserquellen in einem Turnkey M möglich, um entweder die Produktivität oder die Flexibilität zu erhöhen.
An der Fakuma wir ein Turnkey M mit xyz-Achsensystem gezeigt, um mit Kugeloptik-Folien zu schweissen und anhand eines aufblasbaren Sitzkissens live demonstriert, sowie ein Turnkey M mit Scanner-Optik zum quasi-simultanen Laserschweissen und einem Rundtakttisch anstatt Schublade für kürzere Zykluszeiten.
Zusätzlich werden auch zwei Varianten des Turnkey S zu sehen sein und die Modulas zur Integration in eine Sondermaschine.
Halle A5 Stand 5103
ONI-Wärmetrafo GmbH
Tschachenstrasse 1
CH-8752 Näfels
Telefon +41 (0)55 618 6111 info@netstal.com www.netstal.com Halle
Technopark Luzern, Platz 4 CH-6039 Root D4 Telefon +41 41 541 9170 info@probylas.com www.probylas.com
Halle B3 Stand 3119
NETSTAL Maschinen AG
Ein Partner – unterschied-
lichste Technologien
Durch unser technologieübergreifendes Know-how führen wir die spezifischen Eigenschaften von Kunststoff und Metall wirkungsvoll zusammen. Mit unserem SFS Value Engineering identifizieren wir Ihr Optimierungspotenzial – dies ganzheitlich für den höchstmöglichen Mehrwert.
Durchdachte Lösungen gebrauchsfertig verpackt
Einzelne Bauteile mit unterschiedlichsten Funktions- und Designkriterien lassen sich durch die Kombination und die Verwendung verschiedener Werkstoffe und Verfahren in innovativere Lösungen entwickeln. Dies beispielsweise durch die Vereinfachung der Konstruktion und Fertigung eines Bauteils, mit welchem Sie letztendlich die Wirtschaftlichkeit erhöhen.
Komplette Baugruppen ermöglichen die Verringerung der Fertigungstiefe und optimieren so Ihre Wertschöpfungskette. Darüber hinaus führen wir produktionsbegleitende Qualitätstests durch und verpacken Ihre Produkte auch nach individuellen Vorgaben.
Von der Idee bis zur Serienreife: Wir freuen uns auf Ihren Besuch und das persönliche Gespräch an der Fakuma 2024, Halle B2, Stand 2116.
Präzisionsspritzgussteile für diverse Märkte
Die SKS AG ist ein inhabergeführter Familienbetrieb mit über 42 Jahren Erfahrung. Wir bieten unseren Kunden ganzheitliche Lösungen im Bereich Kunststoff-Spritzgussteile und Werkzeugbau zu wettbewerbsfähigen Preisen an und verarbeiten alle technischen Kunststoffe zu hochwertigen Spritzteilen auf modernsten mikroprozessgesteuerten Spritzgussmaschinen mit bis zu 220 Tonnen Schliesskraft.
Vom kleinsten Präzisionsteil bis zum anspruchsvollen Qualitätszahnrad: Wir haben die Erfahrung, das Fachwissen sowie die nötigen Spezialisten und Mittel, um selbst die höchsten Anforderungen an Kunststoffund Verbundteile zu erfüllen. Zum Einsatz kommen unsere Teile weltweit in der Elektro- und Maschinenindustrie, in der Telekommunikation, Bauelektronik oder in der Medizinaltechnik sowie der Automobilbranche.
Von der Idee bis hin zum fertigen Produkt bieten wir Ihnen alles aus einer Hand. Unsere Produkte werden spezifisch auf die gewünschten Anforderungen hin entwickelt und somit entsteht im regelmässigen Austausch mit unseren Kunden ein perfektes Resultat. Auf Wunsch erarbeitet unser Entwicklungsteam zudem Moldflowanalysen zur Visualisierung und Bauteilauslegung sowie Optimierungen der Bauteile.
Das
SKZ ist Ihr Wegbereiter für die Zukunft
SKZ-Modellfabrik und Trainings-Zentrum Qualitätswesen im Hintergrund
Ob Produktprüfung, Analysen und Gutachten – wir unterstützen im Geschäftsbereich Prüfung Ihre Produktpolitik und liefern wertvolle Argumente für Ihre Absatzmärkte. Wir sind renommierter Bildungspartner der Kunststoffindustrie. Unsere erfahrenen Trainer und Referenten bieten Ihnen einen umfassenden und detaillierten Blick in die Themen rund um den Kunststoff. Die Teilnehmer unserer Fachtagungen und Kurse profitieren von den Erfolgsrezepten starker Unternehmen und deren Experten.
Wir sind anerkannte Kursstätte des DVGW und bieten Ihnen branchenspezifische und praxisorientierte Lehrgänge mit entsprechender und anerkannter Qualifikation nach DVS-, DVGW-, AGFW-bzw. EN-Richtlinien. Im Bereich Forschung und Entwicklung richten wir in Projekten mit direktem Praxisbezug den Blick klar nach vorn: von Materialien über Produktionsprozesse und Bauteileigenschaften bis hin zur Bewertung von Prozessen und Produkten unter ökonomischen und ökologischen Aspekten.
Das Bewusstsein über die eigenen Unternehmensprozesse durch Aktivitäten im Rahmen der Management-Zertifizierung stärkt die SKZ-Zertifizierung.
Die Fördergemeinschaft für das Kunst stoffZentrum FSKZ e. V. bildet das Dach des SKZ mit mehr als 400 Mitgliedern.
Auf der Fakuma wird erstmalig die neue BOY Electric Baureihe im Schliesskraftbereich 350-800 kN vorgestellt.
Die BOY Electric bietet damit alle Vorzüge einer vollelektrischen Spritzgiessmaschine in Bezug auf die hohe Dynamik und parallele Bewegungen. So sind bei einer BOY Electric die Antriebe für Einspritzen, Dosieren und Auswerfer elektromechanisch realisiert. Die bewährte Zwei-Platten-Schliesseinheit mit dem öl- bzw. schmierstofffreien Werkzeugeinbauraum bleibt erhalten.
Die elektromechanische Universalspritzeinheit ist für die BOY Electric Baureihe neu konzipiert und massgeblich weiterentwickelt worden. Die neue Art der Staudruckmessung ist einzigartig im Bereich der Spritzgiessmaschinen und zum Patent angemeldet. Zusätzliche Vorteile bringt die elektromechanische Antriebstechnik in noch genauerer Positionserfassung, dynamischen Bewegungsabläufen und verkürzter Zykluszeit durch parallelen Schliesskraftaufbau zum Einspritzen.
Der neue elektromechanische Auswerfer übersteigt die Dynamik seines hydraulischen Pendants: Aufgrund seiner noch genaueren Positionserfassung und sehr direkten Ansteuerung lassen sich parallele, präzise und hochdynamische Bewegungen im Zusammenspiel mit Schliessplattenoder Handling-Bewegungen realisieren.
Stand 7101
Komplettlösung zum Trocknen
CRX Mobilux definiert Energieeffizienz- und Flexibilitätsstandards in der kunststoffverarbeitenden Industrie neu. Es ist eine mobile und kompakte Anwendung, die für den Einsatz neben den Verarbeitungsmaschinen entwickelt wurde, indem sie die Materialtrocknungs- und Förderfunktionen integriert, um Automatisierungsmanagement und eine geringe Produktionsstellfläche zu gewährleisten.
CRX Mobilux basiert auf den Trocknern der XD 20-Serie von Moretto und ist mit einem Doppelturm-Trocknungssystem ausgestattet, das konstante Taupunkte von bis zu –75 ° C abbildet. Die XD 20-Serie passt den für das zu trocknende Material benötigten Luftstrom und die damit verbundenen notwendigen Prozessparameter zum Trocknungstrichter in Bezug auf Materialdurchsatz automatisch an. Das Anti-Stress-System garantiert eine perfekte Trocknung und vermeidet Über- oder Untertrocknung.
Die Verwaltung bzw. Bedienung des CRX Mobilux ist einfach und intuitiv, dank des standardmässig verbauten 7-Zoll-Touchscreens.
Das Moisture Meter garantiert eine Echtzeitkontrolle des Trocknungsprozesses auf der Verarbeitungsmaschine, minimiert Ausschuss bei nicht zulässiger Material-Endfeuchte, senkt daraus resultierend den Energieverbrauch und verhindert mögliche Fehlerquellen bzgl. menschlicher Messergebnisse.
Halle B3 Stand 3208
Messeneuheit: Wittmann WX90
WITTMANN stellt auf der Fakuma 2024 sein neues Servoentnahmegerät mit einer Stand-alone-Lösung vor: Der WX90
Der neue WX90 ist weit mehr als ein Angusspicker. Mit seinen servobetriebenen und frei programmierbaren Achsen übernimmt der Roboter auch einfache Teileentnahme- und Handlingaufgaben. Dabei überzeugt er durch sehr ruhige, präzise Bewegungen und viel Dynamik. Wie bei allen Robotern von WITTMANN sind auch die Servomotoren des WX90 mit Absolutwertgebern ausgestattet.
Um Spritzgiessmaschinen der unterschiedlichsten Marken mit dem WX90 auszurüsten, verfügt das neu vorgestellte Gerät über einen eigenen Schaltkasten. Dieser ist besonders kompakt ausgeführt und wird direkt an die Konsole des WX90 angeflanscht. Damit benötigt der Schaltkasten keine zusätzliche Stellfläche.
Der WX90 kommt idealerweise auf Spritzgiessmaschinen mit Schliesskräften von 35 bis 150 Tonnen zum Einsatz.
Thomatech GmbH
Wyssmattstrasse 5
6010 Kriens info@thomatech.ch www.thomatech.ch
Thomatech GmbH
Wyssmattstrasse 5
6010 Kriens
info@thomatech.ch www.thomatech.ch
Wittmann Kunststofftechnik AG
Uznacherstrasse 18
CH-8722 Kaltbrunn
Tel.: +41 (0) 55 293 40 93
info@wittmann-group.ch www.wittmann-group.com
Halle A7
Halle B1 Stand 1204
Der Markenkern der Formnext ist und bleibt die Addidtive Fertigung mit der gesamten Prozesskette. (Bild: mesago)
formnext, 19. bis 22. November 2024, in Frankfurt a/Main
Angebotsvielfalt nimmt kontinuierlich zu
Zehn Jahre nach ihrer Premiere präsentiert sich die formnext, weltweit führende Messe für die AM-Welt, als deutlich mehr als eine Messe. Nicht nur die gesamte Branche hat sich stark verändert, sondern auch die Herausforderungen für die Veranstalter der Formnext. Die Antwort darauf ist ein Angebot, das die weltweite AM-Community kontinuierlich mit nutzwertorientierten Inhalten versorgt.
Während bei der ersten Formnext 2015 viele Aussteller extravagante 3D-gedruckte Designs zeigten, konzentrieren sich die Unternehmen inzwischen auf konkrete Anwendungen im industriellen Kontext. «In der ganzen Branche rückt neben technologischen Gesamtlösungen auch der Return on Investment jedes Jahr stärker in den Fokus. Die Phase, in der viele Unternehmen die Additive Fertigung ausprobiert und sich AM-Anlagen nur deshalb angeschafft haben, damit man die Technologie im Haus hat, ist eindeutig vorbei», erklärt Sascha F. Wenzler, Vice President Formnext beim Veranstalter Mesago Messe Frankfurt GmbH. Mittlerweile steht die Additive Fertigung immer mehr im Wettbewerb mit anderen Fertigungstechnologien, und echte Business-Cases sind in der Regel wichtige und entscheidende Kenngrössen. Das wirkt sich auch auf die Anforderungen aus,
die die Aussteller an die Formnext haben:
«Die Unternehmen wünschen sich für ihre meist beratungsintensive Technologie eine möglichst gezielte Ansprache ohne Streuverluste», ergänzt Wenzler. Das wird in der Welt der Additiven Fertigung auch deshalb immer wichtiger, weil die Technologie in einer Vielzahl von Anwenderindustrien zum Einsatz kommt: 3DDrucker stehen heute im Dentallabor, auf der Baustelle, in der Fertigungshalle für Maschinen und Flugzeuge, auf der Ölbohrinsel oder schweben mit der ISS durchs Weltall.
Hohe Vielfalt der Anwenderbranchen
«Unsere Aussteller sind entlang der gesamten upstream und downstream Fertigungsprozesse die Lieferanten für alle diese Branchen. Nur die Formnext spricht
eine so hohe Gesamtheit an Anwendern und potenziellen Anwenderindustrien an, um die Technologie weiter in die Breite der Fertigung zu bringen», erklärt Wenzler. Rainer Lotz, President EMEA bei Renishaw und Vorsitzender des Formnext-Ausstellerbeirats, ergänzt: «Die Formnext schafft für jede Branche die passenden Angebote und Formate. Hier treffen Jahr für Jahr Innovationen der AM-Branche und Nachfragen aus den Anwenderbranchen aufeinander und sorgen für eine stete Weiterentwicklung in die seitens der Industrie benötigte Richtung.»
Das kontinuierlich starke Wachstum der AM-Branche hat dazu geführt, dass sich das Thema 3D-Druck inzwischen auch auf vielen vertikalen Messen, die sich nur auf eine Anwenderbranche konzentrieren, wiederfindet. «Der 3D-Druck ist dort aber meist ein Randthema und die vorgestell -
ten Lösungen sind natürlich sehr spezialisiert», so Wenzler. «Wer sich dagegen umfassend in der Breite der Prozesse informieren will oder eine individuelle Lösung mit mehreren Fertigungsstufen benötigt, für den ist die Formnext unverzichtbar.»
Markenkern und Prozesskette
Trotz der Vielfalt an Anwenderbranchen hat sich der Markenkern der Formnext auch in fast 10 Jahren nicht verändert: «Dieser ist und bleibt die Additive Fertigung mitsamt ihrer gesamten Prozesskette», erklärt Sascha Wenzler. So finden sich auf der Formnext neben den Herstellern von verschiedensten 3D-Druckern auch Anbieter von Software und Materialien, Dienstleister, sowie Unternehmen, die sich um die Nachbearbeitung und Qualitätssicherung kümmern. «Dieser erfolgreiche Ansatz hat sich sehr bewährt und wir entwickeln diesen auch stetig im engen Austausch mit unserem Ausstellerbeirat, der Industrie und vielen Stakeholdern anhand der Anforderungen des Marktes weiter». Die Abbildung der Prozesskette der Additiven Fertigung ist deshalb so wichtig, weil es für die industrielle Anwendung längst nicht ausreicht, sich nur einen 3D-Drucker zu kaufen. «Es braucht dafür die vor- und nachgelagerten Prozessschritte. Und diese sollten auch für den jeweiligen Einsatz passen. Genau diese Vielfalt bietet die Formnext», erläutert Dr.-Ing. Markus Heering, Managing Director der Arbeitsgemeinschaft Additive Manufacturing im VDMA sowie langjähriges Mitglied des FormnextAusstellerbeirats. Dies zeigt sich auch in den Wünschen der Formnext-Besucher, die oftmals nach kompletten Prozesslösungen Ausschau halten. Auf der Formnext finden Anwender zudem nicht nur die passenden und neuesten Technologien, sondern zum Beispiel über das Bühnenprogramm und Seminare das nötige Know-how dazu. So beleuchtet das vielseitige Vortragsprogramm der Formnext neueste Technologien, Anwendungen und Entwicklungen der Welt des industriellen 3D-Drucks. Die renommierten Discover3Dprinting-Seminare richten sich an Einsteiger in den 3D-Druck. «Zusammen mit den ganzjährigen ContentAngeboten können wir so auch immer wieder neue Zielgruppen und Kontakte erschliessen, was letztlich auch ein wichtiger
Den Mehrwert, den das einzigartige Formnext-Konzept erzeugt, trägt die Mesago Messe Frankfurt auch auf andere Kontinente und schafft dafür in relevanten AM-Märkten wie den USA, Japan und China lokal angepasste Formate, die auf der sehr erfolgreichen Mutterveranstaltung Formnext in Frankfurt basieren. «In all die -
sen Ländern sehen wir ein riesiges Potenzial an Unternehmen, die noch nicht mit Additive Manufacturing in Berührung gekommen sind oder die Vorteile dieser faszinierenden Technologie bislang nicht nutzen. Mit unseren Brand-Formaten helfen wir, diese Potenziale zu erschliessen», so Petra Haarburger, President bei Mesago Messe Frankfurt.
Kontakt www.formnext.com n
Wir treffen
uns an der
2024
in Friedrichshafen
15. - 19. Oktober
Wir freuen uns darauf, Ihnen unsere massgeschneiderten Dienstleistungen und erweiterten Angebote zu präsentieren:
Halle B1, Stand B1-1001
Sie haben ein Ziel oder eine Vision? Wir bringen es für Sie in die perfekte Formmit Lösungen, die überzeugen!
Werkzeug- & Formenbau
Werkzeugkonstruktion Spritzgussformen
MIM- & Druckgussformen Vorrichtungsbau
Duroplast- & Mehrkomponentenwerkzeuge
Tiefzieh- und Umform-Werkzeuge
Service & Revision
Werkzeug- & Formenservice Revisionen von Fremdformen
Artikeländerungen in Fremdformen
Präzisionsfertigung
Komplette Einsatz- / Ersatzgarnituren
Spezielle Maschinenbauteile
Stanz- & Umformtechnik
Büchler Reinli + Spitzli AG
Wilerstrasse 98 CH-9230 Flawil
Tel. +41 (0)71 394 13 00 info@brsflawil.ch
Selektives
Lasersintern (SLS)
Massgeschneiderte Polymerpulver
Am IWK können mittels Lösungsausfällung neue Kunststoffpulver für das Selektive Lasersintern (SLS) hergestellt werden.
Simon Grimm
Dr. Daniel Omidvarkarjan
Das Selektive Lasersintern (SLS) ist ein etabliertes additives Fertigungsverfahren für die Herstellung von funktionalen Bauteilen mit hervorragenden mechanischen Eigenschaften kombiniert mit einer hohen Designfreiheit. Beim SLS-Prozess wird eine gleichmässige Pulverschicht über die Bauplattform verteilt, gefolgt von einem selektiven Belichten definierter Flächen mittels CO2-Laser. Diese belichteten Bereiche schmelzen Schicht für Schicht zusammen und erzeugen das fertige Bauteil. Das SLS-Verfahren arbeitet in einem erhöhten Temperaturbereich, dem sogenannten Prozessfenster, welches optimale Fusionsbedingungen gewährleistet und ein Verziehen (sog. Curling oder Warping) verhindert.
Die industrielle Verbreitung des SLS-Verfahrens ist unter anderem durch die limitierte Materialauswahl stark eingeschränkt. Die Pulver müssen spezifische Eigenschaften aufweisen, wie eine enge Partikelgrössenverteilung, hohe Fliessfähigkeit und geeignete rheologische sowie optische Eigenschaften. Obwohl Polyamide mit über 90% Anteil den SLS-Markt dominieren, besteht eine wachsende Nachfrage nach alternativen Polymeren zur Erweiterung industrieller Anwendungen. Die Entwicklung neuer SLS-Pulver ist jedoch aufgrund der komplexen Kombination von geforderten intrinsischen (thermischen, optischen, rheologischen) und extrinsischen (Partikel und Pulver) Polymereigenschaften eine Herausforderung.
1 Simon Grimm, wissenschaftlicher Mitarbeiter, IWK
2 Dr. Daniel Omidvarkarjan, Leiter Fachbereich 3D Printing/ Additive Manufacturing, IWK
Bild 1: Der Hochdruckreaktor zur Pulverausfällung verfügt über ein Rührwerk und einen Heizmantel, womit Einfluss auf die Pulvereigenschaften wie z. B. Partikelgrösse oder Kristallinität genommen werden kann. (Bilder:
Das Institut für Werkstofftechnik und Kunststoffverarbeitung (IWK) befasst sich intensiv mit dem SLS-Prozess und arbeitet an der Entwicklung neuer Materialien, um die bestehenden Einschränkungen zu überwinden.
Kunststoffpulver mit einstellbaren Eigenschaften
Am IWK wurde eine Prozesskette für die Herstellung von massgeschneiderten Kunststoffpulvern mittels TIPS (Thermally Induced Phase Separation) aufgebaut. Mit-
Bild 2: Mit Forschungsmaschinen lässt sich die Verarbeitung der ausgefällten Pulver im SLSVerfahren testen.
IWK)
Bild 3: Die Analyse von ausgefällten PA12-Partikeln mittels REM-Aufnahmen hilft die Einfl ü sse der geänderten Fällungsparameter zu verstehen.
hilfe eines Hochdruckreaktors (Bild 1) können Polymere in Kombination mit geeigneten Lösungsmitteln als sphärische Pulver ausgefällt werden. Die Messung der Partikelgrössenverteilung, REM-Aufnahmen oder DSC-Messungen geben direkt Rückschlüsse bezüglich des Einflusses der Fällungsparameter. Die Verarbeitung der Pulver im SLS-Prozess kann am IWK mit verschiedenen SLS-Forschungsmaschinen evaluiert werden (Bild 2).
Das TIPS-Verfahren ermöglicht die gezielte Beeinflussung der Pulvereigenschaften durch Anpassung verschiedener Prozessparameter (Bild 3). Die folgenden Fällungsparameter führen zu einer Veränderung der Partikelgrösse, Partikelform oder der Kristallinität des Polymerpulvers:
Konzentration von Polymer zu Lösungsmittel: Eine höhere Polymerkonzentration führt in der Regel zu grösseren Partikeln.
Zeit-Temperatur-Verlauf: Eine direkte Abkühlung führt zu anderen Partikeleigenschaften als eine isotherme Abkühlung mit Haltetemperatur.
Rührgeschwindigkeit : Höhere Rührgeschwindigkeiten erhöhen die Scherkräfte, was die Partikelgrösse und -form beeinflusst. Eine weitere Konsequenz ist die erhöhte Kollision von Partikeln, was zu grösseren Partikeln oder Agglomerationen führen kann.
Das TIPS-Verfahren
Neben dem kryogenen Mahlen, der Schmelzemulgierung oder der Sprühtrocknung ist das TIPS-Verfahren - also die Her-
stellung von Polymerpulver mittels Lösungsausfällung – eine der gängigsten Methoden zur Herstellung von Pulvern mit optimierten Eigenschaften für den Einsatz im SLS. Im Gegensatz zu mechanischen Verfahren erzeugt TIPS runde Polymerpartikel durch Auflösung und anschliessende Ausfällung aus sogenannten moderaten Lösungsmitteln. Diese Lösungsmittel sind bei Normalbedingungen (Raumtemperatur & Atmosphärendruck) schlechte Lösungsmittel, werden jedoch bei erhöhten Temperaturen zu guten Lösungsmitteln für das jeweilige Polymer. Im TIPS-Prozess wird das Polymer durch Erhitzen vollständig im Lösungsmittel gelöst, um ein homogenes System zu bilden. Anschliessend wird die Lösung kontrolliert abgekühlt, was zu einer Emulsion führt. Bei niedriger Polymerkonzentration besteht die Emulsion aus polymerreichen Tröpfchen in einer polymerarmen Umgebung. Durch weiteres Abkühlen überschreitet das Polymer in diesen Tröpfchen seine Sättigungsgrenze und fällt aus. Die Grösse der entstehenden Pulverpartikel hängt von der Grösse der Tröpfchen ab.
Komposit-Pulver, amorphe Polymere und mehr
Das TIPS-Verfahren eröffnet neue Möglichkeiten zur Herstellung innovativer Polymerpulver, wie beispielsweise PP, PET, teilkristallines PC, umhüllte Komposit-Pulver, Biokunststoffe oder Hochleistungskunststoffe wie PEI oder PEEK.
Durch die Zugabe von Additiven wie Glaskugeln oder Kurzfasern können Komposit-Pulver mit gezielt angepassten mechanischen Eigenschaften hergestellt werden. Diese Additive fungieren als Nu -
kleationskeime und werden im TIPS-Prozess umhüllt (Bild 4). Dadurch wird eine gleichmässige Verteilung der Füllstoffe gewährleistet, die sich im Vergleich zu Dry-Blends nicht entmischen kann. Die Herstellung von Komposit-Pulvern lässt sich auf eine Vielzahl von Additiven ausweiten, darunter Kurzfasern, Metalle, Flammschutzmittel, resorbierbare Materialien und Farbpigmente.
Ein weiterer bemerkenswerter Effekt bei der Ausfällung von Polymeren im TIPSProzess ist die gezielte Anordnung derer Molekülketten. Dadurch lässt sich aus amorphen Ausgangsmaterialien ein teilkristallines Pulver erzeugen, was für den SLS-Prozess erhebliche Vorteile bietet.
Grosses Potenzial für verschiedenste
Anwendungen
Die durch TIPS hergestellten Polymerpulver bieten auch Potenzial für Anwendungen ausserhalb der additiven Fertigung, beispielsweise in der Beschichtungstechnik oder in der Verbindungstechnik. Das IWK ist offen für neue Projektideen und sucht nach spannenden Anwendungsfeldern für diese Technologie. Kontaktieren Sie uns mit Ihrer Projektidee!
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung Fachbereich 3D Printing/ Additive Manufacturing Eichwiesstrasse 18b CH-8640 Rapperswil-Jona +41 58 257 13 05 daniel.omidvarkarjan@ost.ch www.ost.ch/iwk n
Bild 4: Umh ü llung von Glaskugeln mit PA12
Projekt für additive Fertigung im Mittelstand
Qualitätssicherung im 3D-Druck
KMU die additive Fertigung von Kunststoffen auch wirtschaftlich nutzbar zu machen und damit Mitteldeutschland als «3D-Druck-Region» zu etablieren: Mit diesem Ziel hat sich das Fraunhofer-Institut für Mikrostruktur von Werkstoffen und Systemen, IMWS, mit 15 Partner im Projekt «AddiQ» zusammengeschlossen.
Der weltweite Umsatz mit additiver Fertigung hat 2022 fast 10 Milliarden Euro betragen – die jährlichen Wachstumsraten liegen bei rund 20 Prozent. Schnelle Herstellungszeiten und grosse geometrische Gestaltungsfreiheiten prädestinieren 3DDruck unter anderem für die Herstellung von Bauteilen in kleinen Stückzahlen. Eine Herausforderung beim Einsatz additiver Fertigung ist allerdings die Qualitätssicherung. Sowohl für die Herstellungsverfahren als auch für die damit produzierten Bauteile liegen oft noch keine ausreichenden Erfahrungswerte, Messmethoden und Standards vor. Das will das Forschungsvorhaben «Qualitätssicherung in der Additiven Fertigung (AddiQ)» nun ändern. Insgesamt 15 Partner aus Industrie und Wissenschaft haben sich darin zusammengeschlossen, mit dem Ziel einen entscheidenden Wettbewerbsvorteil für Unternehmen in Mitteldeutschland zu schaffen. So soll mittelfristig rund um Halle und Merseburg eine 3D-Druck-Kompetenzregion mit nationaler und internationaler Ausstrahlung entstehen.
Einführung erleichtern
«Den Unternehmen vor Ort wollen wir Softwarelösungen zur Verfügung stellen, die eine Dokumentation und automatisierte Auswertung von Prozessdaten ebenso möglich machen wie Vorhersagen der Bauteilqualität und die Integration der verschiedenen Systeme entlang der Prozesskette. Wenn das gelingt, erleichtern wir damit die Einführung additiver Technologien und verbessern deren Performance», sagt Dr.-Ing. Patrick Hirsch, der die Aktivitäten des Fraunhofer IMWS in «AddiQ» gemeinsam mit Dr.-Ing. Ralf Schlimper koordiniert. So ermögliche dies regional produzierende Unternehmen durch qualitätsgesicherte additive Verfah -
Qualitätsgesicherten 3D-Druck mit thermoplastischen Kunststoffen will das Verbundprojekt «AddiQ» auch für kleine und mittlere Unternehmen attraktiver machen. (Bild: Fraunhofer IMWS)
ren hochwertige und fortschrittliche Produkte wirtschaftlich und mit hohem Automatisierungsgrad herzustellen und in die Produktion zu überführen.
Bauteile für das Transportwesen
Das Institut ist innerhalb des Konsortiums in zwei Teilprojekten aktiv. Im Projekt «Qualitätsgerechte Herstellung von obsoleszenten Bauteilen für das Transportwesen mittels generativer Verfahren» entwickeln die SLV Halle GmbH, das Institut für Kunststofftechnologie & -recycling e. V. (IKTR) aus Weissandt-Gölzau und die studio.201 software GmbH aus Magdeburg Lösungen für hochbelastbare, additiv gefertigte Bauteile für das Transportwesen, um Ausfallzeiten von komplexen Grossgeräten wie Werkzeugmaschinen, Triebwa -
gen, Waggons, Schiffen und Flugzeugen zu reduzieren.
So bestehen Bahnwaggons beispielsweise aus einer Vielzahl von Baugruppen und Komponenten. Ist ein Element davon defekt und kann – etwa, weil Lieferengpässe bestehen, Hersteller nicht mehr existieren oder ihre Produktpalette verändert haben – nicht unmittelbar ausgetauscht werden, fällt der gesamte Waggon aus, obwohl alle anderen Bauteile noch intakt sind. Hier bietet sich der 3D-Druck an, um schnell passende Ersatzteile herzustellen, auch als Einzelstücke.
Schwerpunkt des Fraunhofer IMWS wird dabei die Sensorierung des Fused Granulat Fabrication (FGF)-Druckprozesses sein. Die dabei gewonnen Daten ermöglichen den extrusionsbasierten Prozess der Bauteilfertigung zu verstehen und darüber hi -
Wenn Fasern nicht optimal in das umgebende Matrixmaterial eingebunden sind (hier Schliffbilder und lichtmikroskopische Aufnahme einer 3D-gedruckten Komponente), können Schrumpfungsrisse entstehen, was die Stabilität beeinträchtigt.(Bild: Fraunhofer IMWS)
naus die Parameter bei der Herstellung über Ansätze des maschinellen Lernens zu optimieren und anzupassen. Im Abschluss
erfolgt sowohl eine umfassende werkstoffmechanische und morphologische Bewertung der im Projekt entstandenen Demons tratoren als auch ihrer Qualität sowie eine Lebenszyklusbewertung des Bauteils.
Orthesen additiv fertigen
Im zweiten AddiQ-Teilprojekt des Fraunhofer IMWS stehen in Zusammenarbeit mit der SLV Halle GmbH und der Automation, Sonder- und Werkzeugmaschinen ASW GmbH aus Naumburg multiaxiale additiv gefertigte Bauteile für die Orthetik im Mittelpunkt. Solche medizinischen Hilfsmittel werden im Idealfall massgefertigt und an die individuelle Körperform angepasst. Ergebnis des Teilprojekts soll eine Unterschenkel-Orthese sein, die aus einem Materialverbund mit einer Kontaktseite zum Körper (PET), einer versteifenden Struktur (PA) und faserverstärktem Material (PA und Faser) besteht. Herausforderungen
sind neben dem 3D-Druck mit verschiedenen Materialien die Qualitätsanforderungen an Masshaltigkeit, mechanische Stabilität und Tragekomfort.
Die Projektpartner setzen dabei auf Fused Deposition Modeling (FDM)-Druckköpfe und die Verstärkung mittels lastpfadgerecht abgelegten Endlosfasern in einem Drucksystem. Die kraftschlüssige Anbindung der thermoplastisch umhüllten Endlosfaser an die vorher im selben Bauraum gefertigte Grundstruktur der Orthese soll durch gezieltes lokales Erwärmen mit einem Laser erfolgen. Zu den Projektzielen gehört zudem eine umfassende Sensorierung der multiaxialen Steuerungssysteme der Drucker – auch, um auf Basis der gewonnenen Daten eigene Standardisierungsverfahren für Orthesen mittels 3D-Druck ableiten zu können.
Kontakt www.imws.fraunhofer.de n
«Digitalisierung ist ein Game-Changer»
Ein Gespräch mit Dr. Alexander Kronimus von PlasticsEurope Deutschland e.V., dem Verband der Kunststofferzeuger, über die Digitalisierung der Kunststoffindustrie und wie sie dazu beiträgt, Kunststoffkreisläufe intelligent zu schliessen.
Bei den Wittmann Competence Days 2024 haben Sie eine viel beachtete Keynote gehalten über die Bedeutung von KI und Digitalisierung für die Kreislaufwirtschaft. Was stimmt Sie in Sachen KI und Digitalisierung so optimistisch?
Dr. Alexsander Kronimus: KI und Digitalisierung sind ein Game-Changer für die Kreislaufführung von Kunststoffen. Vollautomatisierte Produktionsprozesse, digitale Produktpässe, die Simulation der Compoundierung und damit reduzierte und optimierte Arbeitsabläufe ermöglichen, bieten vielfältige Möglichkeiten, die Produktion und Verarbeitung von Kunststoffen sowie die Logistik deutlich effizienter zu gestalten. Sie helfen entlang der gesamten Wertschöpfungskette, Ressourcen einzusparen, und selbst beim Recycling von komplexen Kunststoffanwendungen wertvolle Ressourcen zurückzugewinnen.
Können Sie uns dafür ein konkretes Beispiel geben?
Kronimus: Ein sehr schönes und eingängiges Beispiel ist die KI-gestützte Sortierung von Kunststoffabfällen. Durch diese hochautomatisierten und computerge -
stützten Verfahren kann im Sortierprozess letztlich mehr Rezyklat zurückgewonnen werden, und auch die Qualität des recycelten Materials nimmt zu, was die Weiterverarbeitung des Materials wesentlich erleichtert.
Sie haben eben auch digitale Produktpässe erwähnt. Was hat es damit auf sich?
Kronimus: Der digitale Produktpass ist ein Datensatz, der alle wichtigen Informationen über ein Produkt enthält – von den verwendeten Materialien bis hin zu Repa -
ratur- und Entsorgungsanweisungen. Diese Daten können aus allen Phasen des Produktlebenszyklus stammen und ermöglichen es, die Materialien am Ende ihrer Nutzungsphase optimal zu recyceln. Durch digitale Wasserzeichen auf der Oberfläche von Produkten oder sogenannten Tracern, die den Kunststoffen beigemischt werden, kann bei der Sortierung erkannt werden, aus welchem Material dieser Kunststoff besteht und in welchen Produkten er bereits verarbeitet wurde, und sie anschliessend mit KI-gestützten Verfahren sortieren.
Funktioniert das auch mit komplexen Kunststoffanwendungen und stark gemischten Abfallfraktionen?
Kronimus: Ja, es gibt bereits eine ganze Reihe privater Anbieter von solchen Produktdatenbanken und Tracing-Technologien. Die Politik arbeitet daran, dass digitale Produktpässe bis 2030 auf europäischer Ebene in allen wichtigen EU-Regelungen verankert sind und auch die entsprechenden Rahmenbedingungen für eine praktikable Nutzung geschaffen werden. Es ist also nur eine Frage der Zeit, bis digitale
Interview mit Dr. Alexander Kronimus
Alexander Kronimus (Bild: Plastics Europe, Ulrik Eichentopf)
Produktpässe effektiv zu einer Kreislaufwirtschaft beitragen. Ein Thema, das die Verbände und Gesetzgeber bei digitalen Produktpässen zurzeit noch beschäftigt, ist der Schutz von IPs und Lieferketten. Auch dafür muss es eine praktikable Lösung geben.
Für besonders komplexe Anwendungen wie Autos oder Smartphones kann es auch sinnvoll sein, wenn die Hersteller das Recycling selbst in die Hand nehmen. Ein gutes Beispiel hierfür ist Apple. Der Smartphone-Hersteller betreibt in den Niederlanden eine Recyclingfabrik, in der Roboter ein iPhone in gerade einmal 20 Sekunden auseinandernehmen können, um es anschliessend optimal zu recyceln. Das ist möglich, weil es für jedes iPhone-Modell einen digitalen Zwilling gibt, also ein digitales Modell, das dem Roboter zeigt, wo er hingreifen muss. Ein einzelner Roboter kann auf diese Weise im Jahr bis zu 1,2 Millionen Smartphones zerlegen. Das zahlt sich nicht nur positiv in der Klimabilanz des Unternehmens aus, sondern trägt auch dazu bei, wertvolle Ressourcen aus den Produkten zurückzugewinnen.
Welche digitalen Innovationen halten Sie für besonders vielversprechend für die Kreislaufführung von Kunststoffen?
Kronimus: KI-gestützte Sortierprozesse sind ein grossartiges Beispiel, wie KI und Digitalisierung helfen können, Kunststoffkreisläufe zu schliessen. Doch den grössten Hebel hat die Digitalisierung sicher am Anfang der Wertschöpfungskette, im Produktdesign und in der Herstellung. Mithilfe von Simulationen und Rapid Prototyping können Unternehmen beispielsweise Pro -
dukte entwickeln, die besonders wenig Material verbrauchen und am Ende ihrer Lebensdauer leichter recycelt werden können. Zum Beispiel, indem sie die Produkte leichter, haltbarer und modularer konzipieren, sodass sie sich am Ende ihrer Nutzungsphase optimal auseinanderbauen lassen. Durch eine optimale Steuerung und Auslastung der Maschinen kann zudem viel Energie gespart und weniger Industrieabfall produziert werden. Ein weiteres Thema ist sicher auch die Zusammensetzung der Kunststoffe. Simulationsverfahren in der Polymerchemie ermöglichen die detaillierte Modellierung und Vorhersage der Eigenschaften von Polymeren auf molekularer Ebene. Diese Methoden beschleunigen die Materialentwicklung erheblich und finden bereits breite Anwendung sowohl in der akademischen Forschung als auch in der Industrie. Zum Beispiel bei der Erforschung von Materialien, die es ermöglichen, MultilayerFolien durch Monomaterial zu ersetzen.
Welche Herausforderungen sehen Sie bei der Implementierung digitaler Technologien in der Kunststoffindustrie?
Kronimus: Um die europäische Kunststoffindustrie zu modernisieren und zu digitalisieren, werden Unternehmen entlang der gesamten Wertschöpfungskette erhebliche Investitionen aufbringen müssen. Doch hohe Energiepreise, langsame Genehmigungsverfahren und internationaler Wettbewerbsdruck machen es ihnen zurzeit schwer, dies in der EU zu tun. Die Politik muss daher alles daransetzen, um Europas Wettbewerbsfähigkeit zu erhalten. Die Unternehmen brauchen vor allem
langfristige Planungs- und Investitionssicherheit. Die Ziele des Green Deals müssen daher beibehalten werden, doch sie müssen jetzt auch durch einen starken Industrial Deal flankiert werden.
«Die Unternehmen brauchen vor allem langfristige Planungs- und Investitionssicherheit.»
Welche politischen Massnahmen würden Sie sich wünschen, um die Digitalisierung in der Kunststoffindustrie zu fördern?
Kronimus: Die Kunststoffhersteller benötigen in erster Linie einen zuverlässigen und bezahlbaren Zugang zu Strom aus erneuerbarer Energie. Die Politik muss sicherstellen, dass die Versorgungssicherheit hier zu jedem Zeitpunkt gewährleistet ist und sich ein Preisschock wie 2022 im Zuge des Ukraine-Krieges nicht wiederholt. Zudem braucht es eine kluge Chemikalienpolitik, die Umwelt und Verbraucher bestmöglich schützt, Investitionen fördert, jedoch gleichzeitig Innovationen ermöglicht. Mithilfe von ambitionierten Rezyklateinsatzquoten und vereinfachten Genehmigungsverfahren für den Bau von Industrieanlagen könnten zudem weitere starke Investitionsanreize geschaffen werden, um die Digitalisierung und die Transformation zur klimaneutralen Kreislaufwirtschaft in der Kunststoffindustrie zu beschleunigen.
Kontakt www.plasticseurope.org n
Moderne Verfahrenstechnik von Engel macht’s möglich
Die Verarbeitung von Recyclingmaterialien
Steigende Energiepreise [1] sowie die bevorstehende CO2-Bepreisung der EU [2] sind wesentliche Herausforderungen für die Wettbewerbsfähigkeit der produzierenden Industrie. Zudem werden EU-Gesetze implementiert, die Recyclingmaterialien in verschiedenen Produktgruppen vorschreiben. Trotz eines Rückgangs nach dem Energiepeak im zweiten Halbjahr 2022 ist keine Entspannung der Energiepreise auf Vorkrisenniveau in Sicht.
Dr. Johannes Kilian ¹
Dr. Klaus Fellner 2
DI Karlheinz May 3
Aufgrund des hohen Energiekostenanteils bei der Produktion von Kunststoffformteilen ist dies – neben der CO2-Bepreisung –eine wesentliche Herausforderung für die Wettbewerbsfähigkeit der Industrie. Diese Herausforderungen erfordern ein Bündel von Massnahmen, das die gesamte Wertschöpfungskette betrifft. Drei Schwerpunkte sind entscheidend:
Mechatronik zur Ansteuerung und Optimierung der Maschine
– Verfahrenstechnik zur Optimierung der Spritzgiesszelle
– Verarbeitung von Recyclingmaterialien
Die Digitalisierung dient dabei als wesentliche Brücke und Enabler. Eine isolierte
1 Dr. Johannes Kilian, VP Process and Application Technology
2 Dr. Klaus Fellner, Head of Application Technology
3 DI Karlheinz May, Head of smart machine, alle drei bei Engel Austria
Bild 1: Demo-Platte für eine quantitative Energiemessung (Bilder: Engel)
2: Energieverbrauch der Demo Platte auf einer vollelektrischen Spritzgiessmaschine BJ2022
Bild
Betrachtung der Spritzgiessmaschinen, Werkzeuge und Peripheriegeräte stösst an Grenzen. Erst die Betrachtung der gesamten Produktionszelle ermöglicht grosse Fortschritte in der energetischen Optimierung.
Die energetische Kategorisierung von Spritzgiessmaschinen wird durch Euromap 60 geregelt. Die Norm EM60.1 beurteilt die Spritzgiessmaschine anhand eines Normzyklus [3], während die EM60.2 [4] eine genauere Betrachtung ermöglicht. Ein Beispiel für energetische Optimierungen wird durch quantitative Aussagen untermauert (Bild 1).
Mechatronik zur Optimierung der Maschinenbewegungen
Sowohl die maschinenbauliche Konzeption als auch neue Regelungstechniken ermöglichten grosse Weiterentwicklungen in der Energieeffizienz der Maschinen. Ein Grossteil der Optimierungen geht auf die mechatronische Gesamtbetrachtung der Spritzgiessmaschine zurück. Drei wesentliche Innovationen in diesem Bereich sind:
– Servohydraulische Antriebskonzepte – Rückspeisende elektrische Antriebskonzepte – Hochdynamische elektrische Antriebe anstelle von hydraulischen Konzepten mit Akkumulatoren.
Durch die Umstellung von einer hydraulischen Konstantpumpe auf eine drehzahlvariable Servopumpe konnten ca. 50% der Energie eingespart werden. So ver-
bleibt zwischen einer vollelektrischen und einer servohydraulischen Spritzgiesszelle ein Unterschied von ungefähr 5%. Die antriebstechnischen Komponenten benötigen deutlich weniger als die Hälfte der Energie einer Spritzgiesszelle.
Verfahrenstechnik zur Optimierung der Spritzgiesszelle
Die optimale Prozesseinstellung stimmt die Komponenten einer Spritzgiesszelle aufeinander ab, um ein grosses Prozessfenster bei geringen Produktionskosten zu erreichen. Dies ist eng mit hoher Energieeffizienz verknüpft. Nur eine optimierte Gesamtbetrachtung (Maschine, Werkzeug, Peripherie) erreicht ein Optimum. Ein Beispiel ist die Werkzeugtemperierung an der Schnittstelle zwischen Werkzeug, Temperiergerät und Spritzgiessmaschine.
Bild 2 zeigt die Energieverteilung des Formteils Demo Platte (Bild 1) einer gesamten Spritzgiesszelle inklusive einer vollelektrischen Spritzgiessmaschine BJ2022. Auffällig ist, dass klassische Antriebe nur ein Viertel der Energie benötigen, während Temperiergeräte knapp 40% des Energiebedarfs liefern. Weitere Reduktionen sind nur mit Optimierungen der Verfahrenstechnik und Einbeziehung der Peripherie (z. B. Temperiergeräten) möglich. In vielen klassischen Produktionen wird die Werkzeugtemperierung oft nicht gezielt eingestellt, sodass Temperiergeräte bei maximalem Durchfluss betrieben wer-
Temperature control in pe ection –
Einfache und intuitive Bedienung, modular erweiterbar
Intelligente und smarte Vernetzung durch IRIS
Entwickelt, konstruiert und gebaut von Tool-Temp Schweiz
Energiee izient und wirtscha lich
Wartungsarm und zuverlässig
Bild 3: Energieverbrauch der Demo Platte auf einer vollelektrischen Spritzgiessmaschine BJ2022 mit iQ flow control
Global presence Branches Distributors Headquarters and production Swiss made
den. Durchfluss- oder Differenz-Temperaturregelungen werden selten eingesetzt. Änderungen von Umgebungsbedingungen beeinflussen direkt die Werkzeugtemperierung und Formteilqualität. Differenztemperaturregelungen für jeden Einzelkreis bieten eine einfache Lösung, um den Prozesspunkt konstant zu halten. Engel hat iQ flow control entwickelt, das sowohl Energie optimiert als auch Prozessbedingungen konstant hält. Es reduziert den Durchfluss der Temperiergeräte und öffnet gezielt die Ventile am Temperierwasserverteiler, was den Energiebedarf deutlich reduziert und den Prozess konstant hält.
Das Ergebnis dieser Optimierung der Werkzeugtemperierung ist in Bild 3 ersichtlich. Die Verwendung eines intelligenten Temperierwasserverteilers und einer Optimierung der Einstellung zwischen Temperiergerät und Spritzgiessmaschine spart bei der Demo Platte ca. 60% der Energie bei den Temperiergeräten, was
einer Einsparung von 20% auf die Gesamtzelle entspricht. Neben der optimalen Einstellung der Werkzeugtemperierung beeinflussen weitere Prozesseinstellungen die Energieeffizienz der Spritzgiesszelle. Die optimale Einstellung der Schliesskraft und die Reduktion der Zykluszeit reduzieren den spezifischen Energieverbrauch des Formteils (kWh/kg). Assistenzsysteme wie iQ clamp control und iQ motion control tragen dazu bei. Die Schliesskraftoptimierung iQ clamp control misst die Werkzeugatmung über
die Erhöhung der Schliesskraft während des Einspritzprozesses und reduziert daraufhin die Schliesskraft zu einem Minimum ohne ein Überspritzen zu erwirken. Es ermittelt eine optimale Schliesskraft für die Prozesseinstellungen und trägt zur optimalen Prozesseinstellung der Maschine bei. Tabelle 1 zeigt die nominale und optimierte Schliesskraft durch Anwendung von iQ clamp control bei der Demo Platte. Die Energieeinsparung durch diese Massnahmen beträgt in Summe etwa 30% des Energieverbrauchs.
Tabelle 1: Ergebnis der Schliesskraftoptimierung: Nominale und optimierte Schliesskraft für die Demo Platte
Verarbeitung von Recyclingmaterialien
Die ClimatePartner-Studie zeigt sehr deutlich, dass der Haupteinfluss auf den PCF (Product Carbon Footprint) eines Formteils das Rohmaterial ist (Bild 4). Als Rohmaterialien dienten folgende Typen: ’Standard’: Entspricht dem standardmässig verwendeten PE Granulattyp der Gebrüder Dürrbeck GmbH, PCR Granulat (‹PCR›): Dieser Kunststoff wird von Recycling-Dienstleistern von Endkunden bzw. Verkaufsstellen gesammelt und wieder zu Granulat aufbereitet.
Intern rezykliertes PE-Granulat (‹IR›): Dieses Granulat stellt den Ausschuss der Produkti-
on der Gebr. Dürrbeck GmbH dar und geht wieder als Rohstoff in die Produktion ein [5]. Bei der Verwendung von Neumaterialien wird der PCF von Kunststoffbauteilen fast ausschliesslich durch den PCF des Materials beeinflusst. Während bei einer hydraulischen Spritzgiessmaschine mit Prozessoptimierung 1,79 kg CO2/kg Produkt auf das Rohmaterial entfallen, bleiben nur 0,36 für das Aufschmelzen des Polymers und 0,09 für die restlichen Maschinenbewegungen.
Daher muss in Zukunft noch an einem grösseren Hebel – dem Rohmaterial - gedreht werden, um PCR, IR oder Recycling-Compounds noch zuverlässiger verarbeiten zu können. Damit kann der Recyclinganteil deutlich erhöht und der PCF signifikant reduziert werden. Derzeit werden Mischungen aus Neuware, IR und PCR verarbeitet, was zu Energieeinsparungen von etwa 30 % führt. Dadurch kann der Anteil an Recyclingmaterialien implizit erhöht werden, da die Verarbeitung solcher Materialien verfahrenstechnisch sichergestellt werden kann. Dafür sind folgende Schritte notwendig:
– Assistenzsysteme, welche die Veränderungen der Viskositäten ausgleichen und somit das Prozessfenster von Recycling Formteilen deutlich erhöhen (z.B mittels iQ weight control)
– Anpassungen in der Hardware für die Verarbeitung von Recyclingmaterialien (z. B. Anpassungen an der Einfüllöffnung und Ermöglichung von Entgasungslösungen)
– Technologische Lösungen zur Verarbeitung von Recyclingmaterialien (z. B. durch Coinjection Lösungen oder Sandwich Moulding)
– Innovative Maschinenkonzepte, welche eine Direktverarbeitung von PCR Materialien auf einer Spritzgiessmaschine mittels 2-stage-process ohne einer Regranulierung ermöglichen. Assistenzsysteme wie iQ weight control ermöglichen ein konstantes Formteilgewicht selbst bei wechselnden Viskositäten. Dadurch können recycelte Materialien für anspruchsvolle Formteile verwendet und Ausschuss reduziert werden, was Qualität und hohe Produktivität sicherstellt. iQ weight control erkennt während der Einspritzphase Viskositätsänderungen und das Schliessen der Rückstromsperre und passt Umschaltpunkt und Nachdruck im
gleichen Schuss an. So wird bei Viskositätsschwankungen, die bei recycelten Materialien häufig vorkommen, eine konstante Formteilfüllung und -qualität erreicht. Das Ergebnis ist in Bild 5 zu sehen. Ab dem Schuss mit der roten Linie verändert recyceltes Material die Viskosität. Ohne iQ weight control ändert sich das Formteilgewicht deutlich und reduziert sich um ca. 1 %. iQ weight control gleicht diese Schwankung aus und hält das Formteilgewicht und die Formteilfüllung trotz erhöhter
Viskosität konstant. Dadurch kann mit iQ weight control ein höherer Anteil an recyceltem Material verwendet werden, ohne die Formteilqualität zu beeinträchtigen. Eine weitere Möglichkeit zur Reduzierung des PCF von Kunststoffformteilen ist die direkte Verarbeitung von PCR-Materialien auf der Spritzgiessmaschine. Die ClimatePartner-Studie [5] zeigt, dass dies der wesentliche Einflussfaktor ist. Aus diesem Grund hat Engel vor einiger Zeit ein neues Maschinenkonzept entwickelt, das Analytik
EMS-GRIVORY
Ihr Partner in der Medizintechnik
Grilamid TR
• mit kristallklarer Transparenz
• wiederholt dampfsterilisierbar bei 134°C
Grilamid L
• mit der besten chemischen Beständigkeit aller Polyamide
• bietet hervorragende Sicherheit und Zuverlässigkeit
Grivory GV
• mit unübertroffener Steifigkeit, Festigkeit und Kriechbeständigkeit
• ermöglicht Metallersatz auf höchstem Niveau
Besuchen Sie uns an der Fakuma in Friedrichshafen 15. bis 19. Oktober 2024, Halle B2/2113
die direkte Verarbeitung von PCR-Materialien ohne Regranulierung ermöglicht. Dadurch können ca. 30 % bis 40 % (abhängig vom Material und den Prozesseinstellungen) der Energie eingespart werden, da das Material nicht erneut abgekühlt und wieder aufgeschmolzen werden muss. Dies ist auch wirtschaftlich sehr attraktiv, da die Kosten für die Regranulierung, die oft von einem Drittunternehmen durchgeführt wird, eingespart werden können. Weitere Informationen finden sich unter ‹Processing Plastic Flakes Directly› [6] und ‹Spritzgiesstechnologien zur Rezyklatverwertung (Upcycling)› (kunststoffe.de) [7].
Der Kern dieses neuen Maschinenkonzepts ist die Trennung der Plastifizierungsund der Einspritzbewegung, wie in Bild 6 dargestellt. Durch diese Trennung können zwischen der Plastifizierungs- und der Einspritzeinheit eine Filtration und Entgasung durchgeführt und somit die Schmelze aufbereitet werden. Zudem können Compoundierung oder Additivierung mit Füllstoffen hinzugefügt werden.
Zusammenfassung und Ausblick
Für eine energetische Optimierung der Produktion eines Kunststoffformteils bedarf das Zusammenspiel aller Komponenten
einer Spritzgiesszelle sowie der Optimierung der drei Schwerpunkte Mechatronik, Verfahrenstechnik und Recycling. Anhand des konkreten Beispiels – der Demo Platte – konnte gezeigt werden, dass alle drei Schritte einen wesentlichen Mehrwert leisten, jedoch im Zusammenspiel der Gesamtproduktionszelle, beispielsweise in der Werkzeugtemperierung oder in der Verarbeitung von Recycling Materialien im 2-stage-process, den grössten Einfluss besitzen. Im Vergleich zu herkömmlichen vollhydraulischen Spritzgiessmaschinen kann somit eine Gesamtreduktion des Energieaufwands von 80% erzielt werden. Sowohl die Energiekosten als auch die gesetzlichen Bestimmungen im Bereich
Bild 5: Verlauf des Schussgewichts der Demo Platte mit und ohne Einsatz von iQ weight control bei einer Änderung der Viskosität
Abstract
Die Herausforderungen der Kunststoffverarbeitung der kommenden Jahre umfassen steigende Energie- und Personalkosten sowie gesetzliche Regularien zur CO2-Bepreisung und dem Einsatz von Recyclingmaterialien. Lösungen bestehen aus Massnahmen, die die gesamte Wertschöpfungskette betreffen. Drei Hauptbereiche sind entscheidend: Mechatronik zur Optimierung der Maschinen, Verfahrenstechnik zur Verbesserung der Spritzgiesszelle und die Verarbeitung von Recyclingmaterialien. Digitalisierung spielt dabei eine wesentliche Rolle.
Durch mechatronische Methoden kann der Energiebedarf einer Spritzgiesszelle um bis zu 50 % reduziert werden. Verfahrenstechnische Lösungen bieten ein Einsparpotenzial von etwa 30 %. Grosse CO2-Reduktionen können durch den Einsatz von Recyclingmaterialien oder Materialreduktionen wie Wandstärkenverringerung erreicht werden. Herausforderungen bei der Verarbeitung von Recyclingmaterialien, wie die Varianz der Viskosität, müssen gelöst werden, um ihre Nutzung zu ermöglichen. Digitale Lösungen wie iQ weight control und der 2-stage-process können den CO2-Verbrauch pro Formteil um weitere 30 % senken.
Ein Beispiel zeigt, dass durch Berücksichtigung aller Schwerpunkte bereits heute 80 % des CO2-Fussabdrucks bei gleichbleibender Qualität reduziert werden können.
des Recyclings werden die nächsten Jahre weiter prägen. Um trotzdem die Wettbewerbsfähigkeit zu gewährleisten, werden digitale Assistenzsysteme zur Energieoptimierung sowie innovative Lösungen zur Verarbeitung von Recycling Materialien zukünftig eine noch grössere Rolle spielen.
Zusammenfassung des Vortrags beim 32. Internationalen Kolloquium Kunststofftechnik, Institut für Kunststoffverarbeitung (IKV) in Industrie und Handwerk an der RWTH Aachen, 28. und 29. Februar 2024, Aachen
[7] Spritzgiesstechnologien zur Rezyklatverwertung (Upcycling) (kunststoffe.de)
29.
Messe Friedrichshafen 15.–19. Oktober 2024 Halle B2, Stand B2-2116
Umfassendes
SFS gehört zu den international führenden Anbietern auf dem Gebiet der Spritzgiesstechnik. Durch innovative Verfahren und Zusatzoperationen sowie aufgabenspezifisch ausgewählte Kunststoffe sind wir in der Lage, nahezu jede beliebige Form in der geforderten Qualität herzustellen.
Kontakt
Engel Austria GmbH
A-4311 Schwertberg
+43 50 620-0 www.engelglobal.com n
www.sfs.com/ksw
Fakuma
Bild 6: Schematische Darstellung des Engel 2-stage-processes
Kombinationsprozess mit Mikroformschluss
Herstellung pharmazeutischer Bördelkappen
Der Mikroformschluss basiert auf dem Verbund von Kunststoff und Metall über eine Mikrostrukturierung. Die Vorteile dieses Fügeansatzes werden zur Herstellung pharmazeutischer Bördelkappen eingesetzt und der Verbund wird umfassend untersucht.
Moritz Mascher ¹ Prof. Dr.-Ing. Christian Hopmann ²
Die Kombination von Kunststoffen mit anderen Werkstoffen, vor allem Metallen, zu hybriden Formteilen bietet viele Vorteile wie Gewichtsreduktion, Kosteneffizienz, Automatisierbarkeit, die Möglichkeit zur Funktionsintegration und eine hohe Fertigungsgenauigkeit. Zum Fügen der beiden Komponenten stehen heute verschiedene kraft, form und stoffschlüssige Ansätze zur Verfügung, die jeweils spezifische Vor und Nachteile aufweisen. Einer dieser Ansätze ist das Einbringen von hinterschnittigen Mikrostrukturen in die Oberfläche des Fügepartners und das anschliessende Hinterspritzen der Oberfläche. Dabei dringt der schmelzeflüssige Kunststoff in die Mikrostrukturen an der Metalloberfläche ein, sodass nach dem Erstarren der Schmelze eine mechanische Verankerung entsteht. Das mikroformschlüssige Fügeverfahren ist theoretisch formmassenunabhängig, solange eine ausreichend geringe Schmelzeviskosität gegeben ist, um eine Strukturfüllung der eingebrachten Mikrostrukturen zu ermöglichen. Zusätzlich kann eine flächige Verbindung der Fügepartner erreicht und auf Haftvermittler oder Klebstoffe verzichtet werden. Das mikroformschlüssige Fügeverfahren wird für eine hybride pharmazeutische Bördelkappe in einem innovativen Produktionsprozess umgesetzt. Dazu erfolgt zunächst eine Laserbearbeitung, bestehend aus Schneiden, Strukturieren und Vorschädigen, einer Aluminiumdünnblechkomponente (vgl. Bild). Anschliessend wird diese
1 Moritz Mascher, Wissenschaftlicher Mitarbeiter am IKV
²
Prof. Dr.-Ing. Christian Hopmann, Institutsleiter IKV
Finale Geometrie der Bördelkappe und der Mikrostruktur (Bild: IKV)
in ein kombiniertes Tiefzieh/HinterspritzWerkzeug überführt und dort umgeformt und hinterspritzt. Die auftretenden Herausforderungen bei der Laserstrukturentwicklung und der Prozessführung sowie die erreichbaren Verbundfestigkeiten werden auf der homepage von KunststoffXtra umfassend vorgestellt (QR Code). Besonderes Augenmerk wird auf die Auswahl eines geeigneten Mikrostrukturabstandes sowie auf den Einfluss der Spritzgiessprozessparameter auf die Verbundfestigkeit gelegt. Abschliessend wird die Öffnung der Kappe über eine eingebrachte Vorschädigung untersucht, die für die Anwendung der Bördelkappe unerlässlich ist.
Der Vortrag wurde anlässlich des 32. Internationalen Kolloquiums Kunststofftech -
nik, Institut für Kunststoffverarbeitung (IKV) in Industrie und Handwerk an der RWTH Aachen, 28. und 29. Februar 2024, Aachen, gehalten und kann (auf englisch) nachgelesen werden auf der homepage von KunststoffXtra:
Kontakt
Institut für Kunststoffverarbeitung (IKV) in Industrie und Handwerk an der RWTH Aachen moritz.mascher@ikv.rwth aachen.de D 52074 Aachen www.ikv aachen.de n
Medtech-Branchenstudie 2024
Die Schweizer Medtech-Branche ist robust
Mit einem Umsatzanstieg von über sechs Prozent in den letzten zwei Jahren ist die Medtech-Branche doppelt so stark gewachsen wie das nominale Bruttoinlandprodukt der Schweiz im gleichen Zeitraum. Dies zeigt die jüngste der zweijährlich veröffentlichten Branchenstudie.
Die von Swiss Medtech und der Helbling Gruppe veröffentlichte Studie basiert auf einer Umfrage, an der über 470 in der Schweiz tätige Medtech-Unternehmen teilgenommen haben. Die Zahlen unterstreichen die wirtschaftliche Bedeutung der Medizintechnikindustrie. In den letzten zehn Jahren schuf die Medtech-Branche rund 20 000 neue Arbeitsstellen in der Schweiz, 4200 allein in den vergangenen zwei Jahren. 2023 beschäftigte die Branche hierzulande rund 71 700 Personen, davon 40 Prozent Frauen. Mehr als jede hundertste Arbeitskraft in unserem Land ist in der Medizintechnik tätig.
Die Schweizer Medtech-Industrie erwirtschaftete 2023 einen Handelsbilanzüberschuss von CHF 5,8 Mrd. und trug damit 11,9 Prozent zur positiven Handelsbilanz der Schweiz bei. Die Branche reinvestiert rund 12 Prozent ihres Umsatzes in Forschung und Entwicklung.
Die grössten Herausforderungen für die
Die Medtech-Branche hat in den letzten zwei Jahren 4200 neue Arbeitsplätze geschaffen. (Grafik: SMTI)
nicht gut weg. Sie ist bürokratisch, kostspielig und innovationshemmend. Dieses Ergebnis ist nicht neu, indessen konkreter als noch vor zwei Jahren.
In der Digitalisierung sieht die MedtechIndustrie eine ihrer grössten Chancen. «Wir müssen eine Vorreiterrolle in der Digitalisierung und Anwendung von KI einnehmen, um die Wettbewerbsfähigkeit der Medtech-Produktion im Hochpreisland
Schweiz zu sichern», betont Damian Müller, Präsident von Swiss Medtech. Mehr zur Branchenstudie finden Sie hier: Kontakt www.swiss-medtech.ch n
Auslegung von Kunststoffbauteilen
Schubeinfluss auf die Kräfte am Schnapphaken
Mit dem Einbezug der Schubverformung in die rechnerische Auslegung von Schnapphaken ergeben sich wirklichkeitsnähere Ergebnisse als mit den herkömmlichen Berechnungsformeln, die auf der Biegebeanspruchung allein basieren. Die Kräfte für das Fügen und das Lösen der Schnappverbindung sind in Wirklichkeit geringer als bei Vernachlässigung des Schubeinflusses. Dieser Unterschied zeigt sich vor allem bei Bauformen mit vergleichsweise kurzem Schnapparm.
Johannes Kunz ¹
Die Wirkkräfte am Schnapphaken ergeben sich dadurch, dass beim Fügen und beim Lösen der form- oder kraftformschlüssigen Verbindung (Abb. 1) durch elastische Verformung des Schnapparms ein Federweg �� überwunden werden muss. Dieser entspricht gewöhnlich in etwa dem Hinterschnitt des Hakens. Die Füge- und die Halte- bzw. Lösekraft sind direkt proportional zur Kraft ��, die zum Auslenken des Hakens um den Federweg �� erforderlich ist [1, 2]. Diese Querkraft �� bewirkt im Schnapparm ein Biegemoment und damit eine Durchbiegung ���� , aber auch eine Durchsenkung ���� infolge Schubes, welche sich zum Federweg �� überlagern. Der Schubeinfluss wird in der Fachliteratur und in den gängigen Berechnungstools für Schnapphaken in aller Regel nicht beachtet [z. B. 3–5]. Es wird offenbar davon ausgegangen, dass er bei der gegebenen Schnapphakengeometrie vernachlässigt werden könne. Tatsächlich hängt der Schubeinfluss von den Proportionen des Schnapparms ab, unter denen das Verhältnis von Höhe ℎ seines Querschnitts zu seiner wirksamen Länge �� von massgebender Bedeutung ist. Es erscheint sinnvoll, diese Zusammenhänge näher zu betrachten und die sich aufdrängenden Schlüsse zu ziehen. Grundsätzlich gilt: Je gedrungener der Schnapparm gestaltet ist, umso grösser ist der Schubeinfluss auf die Verformung, und dessen Vernachlässigung
1 Prof. Dipl.-Ing. Johannes Kunz, Institutspartner, IWK Institut für Werkstofftechnik und Kunststoffverarbeitung Rapperswil an der OST Ostschweizer Fachhochschule
Biegung und Schub bestimmen gemeinsam die Verformung und die Kräfte am Schnapphaken. (Bilder: IWK)
Abb. 1: Biege- und Schubbeanspruchung eines Schnapphakens unter der Auslenkung beim Fügen bzw. Lösen.
führt zu einer Überschätzung der Schnapphakenkräfte. Im Vordergrund der Betrachtungen stehen Schnapphaken, deren Querschnitte im Sinn der beanspruchungsgerechten Gestaltung von der Anbindung zum Haken hin abnehmen.
Biegetheoretische Überlegungen
Für prismatische Balken beschreibt die klassische, linear-elastische Biegelehre [6] die Beziehung zwischen der Auslenkkraft und der Verformung durch die Gleichung
bzw.
Darin bedeuten �� die wirksame Länge des verformbaren Teils des Schnapparms, �� den Kurzzeit-Elastizitätsmodul und �� die Poissonzahl des Kunststoffs, �� das achsiale Flächenträgheitsmoment und ℎ die Höhe des Querschnitts. Der Faktor �� ist die sog. Schubverteilungszahl [7]. Sie beschreibt den Einfluss der nichtlinearen Schubspannungsverteilung in Abhängigkeit von der Querschnittsgeometrie auf die Schubverformung. Für Rechteckquerschnitte gilt z. B. �� = 1.2. Bei anderen für Schnapphaken geeigneten kompakten Querschnitten mit konvexen Konturen mag zumindest als Näherung die Tatsache dienen, dass 1,0 < �� ≤ 1,2 recht eng begrenzt ist. Relativ dünnwandige Querschnittsformen mit konkaven Partien wie U- oder T-Profile haben hingegen Schubverteilungszahlen in der Grössenordnung �� ≈ 2 oder grösser [8].
Allgemeinere Balkenformen sind nicht prismatisch. Üblicherweise werden Balken an Stellen mit höherer Beanspruchung verstärkt. Bei Schnapphaken als einseitig eingespannte Balken ist das Biegemoment an der Einspannstelle A am grössten, weshalb sich als beanspruchungsgerechte Geometrie eine Querschnittsverjüngung zum Haken hin empfiehlt. Für solche Fälle lässt sich (2) zur Beziehung
verallgemeinern. Die Funktionen ���� und ���� drücken den Verlauf der Querschnittsgeometrie über die Schnapparmlänge �� und damit deren Auswirkung auf die Durchbiegung ���� bzw. Durchsenkung ���� aus. Bei konstantem Querschnitt ist z.B. ���� = 1⁄3 und ���� = 1. Ferner bedeutet ���� = √�� �� ⁄���� den achsialen Trägheitsradius der Querschnittsfläche ���� , der bei einem Rechteckquerschnitt ���� = ℎ ⁄ ( 2 √3 ) beträgt, womit (3) wieder zum Ausdruck (2) wird. Der Index �� bezeichnet die jeweilige Grösse beim Einspannquerschnitt. Die Auslenkkraft ohne Schubeinfluss ist dagegen
Der Schubeinfluss lässt sich damit durch das Verhältnis der Auslenkkräfte (4) und (3) bestimmen zu
Abb. 3: Balken mit konstanter Höhe und linear abnehmender Breite.
ven Fehler bei Weglassen des Schubeinflusses gemäss
Das Verhältnis der beiden Verformungsanteile ���� und ���� in (5) entspricht dem relati -
Abb. 2: Einfluss der Poissonzahl auf das Kräfteverhältnis �� �� in Funktion des Verhältnisses ℎ��⁄��
Bei diesen Überlegungen wird realistischerweise davon ausgegangen, dass der massive Hakenkopf die Verformungen des Schnapparmes praktisch nicht beeinflusst. Die numerische Abklärung zeigt übrigens, dass sich die Variation der Poissonzahl im üblichen Bereich 0,3 ≤ �� ≤ 0,45 selbst bei unterschiedlichen Proportionen ℎ ⁄ �� auf die obigen Ergebnisse nur marginal auswirkt (Abb. 2).
Linear verjüngte
Querschnittsbreite
Betrachtet man Schnapparme konstanter Höhe ℎ = ℎ�� = ����������., deren Breite sich vom Einspannquerschnitt �� zum Haken
Abb. 4: Vergleich von Balken mit unterschiedlich verlaufenden Rechteckquerschnitten: Relativer Fehler bei Vernachlässigung des Schubeinflusses in Funktion des Verhältnisses ℎ��⁄��
Johannes Kunz
Formeln (6) bis (19) zweizeilig
hin (Querschnitt B) linear verjüngt (Abb. 3), gilt mit dem Breitenverhältnis �� = ���� ⁄ ���� als Geometrieparameter. Die analytische Berechnung der Auslenkkraft gemäss (3) ergibt
wirkt sich entsprechend auf die Anteile von Biege- und Schubverformung aus und damit auch auf die Auslenkkraft ��. So beträgt beim Schnapparm mit Rechteckquerschnitt der relative Fehler bei Vernachlässigung des Schubeinflusses für ℎ�� ⁄ �� noch rund 6% (Abb. 4).
Anwendungsbeispiele
Prof. Dipl.-Ing. Johannes Kunz
Direktwahl:
Rapperswil, 3 September 2024
Manuskript für KunststoffXtra
Schubeinfluss auf die Kräfte am Schnapphaken
Johannes Kunz
Formeln (6) bis (19) zweizeilig
Bei einem Rechteckquerschnitt mit �� 2 �� = ℎ 2 �� / 12 liegt der relative Fehler bei Nichtbeachtung des Schubeinflusses für beispielsweise ℎ�� ⁄ ��= 0,3 in der Grössenordnung von rund 10%, wobei sich das Breitenverhältnis nicht stark auswirkt. Dies bedeutet, dass die Schnapphakenkräfte effektiv etwa 10% geringer sind als bei ignoriertem Schubeinfluss (Abb. 4), oder anders ausgedrückt, dass ein lösbar gestalteter Schnapphaken entsprechend weniger hält als berechnet.
Linear verjüngte Querschnittshöhe
Analoges gilt für Schnapparme mit linearer Verjüngung der Querschnittshöhe zwischen A und B, jedoch konstanter Breite �� = ���� = ���������� (Abb. 5). Die Höhe ℎ folgt dann der Funktion
Die Anwendung der hier dargestellten Theorie auf das Beispiel eines Schnapphakens mit linear abnehmender Querschnittshöhe illustriert ihre praktische Tauglichkeit. Mit der gegebenen Geometrie (Abb. 6) ist ℎ�� ⁄ ��= 2.0/6.0 = 0.33 und �� = ℎ�� ⁄ ℎ�� = 1,3⁄2,0 = 0,65. Beziehung (10) liefert dann mit den Werkstoffdaten ��= 1500 ��/����2 und ��= 0,4 eine Auslenkkraft von ��= 30,0 ��. Bei Nichtbeachtung des Schubeinflusses entsprechend Gleichung (4) erhält man dagegen ��= 32,5 �� Der relative Fehler nach (6) beträgt somit Δ��rel = (|��−��|) ⁄ ��= 0,0841 ≙ 8,4%. Die Vergleichsrechnung mit einem linear-elastischen FEM-Modell hat ��= 29,7 �� ohne und ��= 30,1 �� mit der Option «Large Displacement» (grosse Verformungen) ergeben. Dabei wurde der Lastangriff zwecks Vergleichbarkeit mit dem theoretischen Rechenmodell in die horizontale Schwerachse des Querschnitts B gelegt. Diese Vergleichsrechnung zeigt eine beachtliche Übereinstimmung der Ergebnisse des analytisch-theoretischen Rechenmodells und der FEM-Simulation. Es kann daher angenommen werden, dass sich bei anderen Anwendungsbeispielen ähnlich treffliche Resultate ergeben.
Abb. 6: Schnapparm mit linear abnehmender Höhe und konstanter Breite (Anwendungsbeispiel).
worin das Höhenverhältnis �� = ℎ�� ⁄ ℎ�� der charakteristische Geometrieparameter ist. Für die Auslenkkraft erhält man entsprechend (3) die Beziehung
Bei linearer Verjüngung der Querschnittshöhe fällt der Schubeinfluss etwas geringer aus als bei entsprechender Verjüngung der Breite. Während nämlich im letzteren Fall Biege- und Schubsteifigkeit gleichermassen linear von �� abhängen, gilt dies bei linearer Höhenabnahme nur für die Schubsteifigkeit, die Biegesteifigkeit aber hängt in der dritten Potenz von �� ab. Dies
Abb. 5: Balken mit konstanter Breite und linear abnehmender Höhe.
Wird der Lastangriff bei der FEM-Rechnung auf die Spitze des Hakens verschoben, was im analytischen Modell nicht abgebildet werden kann, so ergibt sich für die Auslenkkraft ��= 28,4 �� ohne und ��= 25,0 �� mit «Large Displacement». Dieses Ergebnis kann mit der Tatsache erklärt werden, dass durch die Neigung des Schnapparms der Lastangriffspunkt am Haken leicht nach aussen verschoben wird, so dass für den vorgegebenen Federweg eine geringere Auslenkkraft ausreicht. Wenn anstelle der Höhe des Querschnitts dessen Breite mit �� = ���� ⁄ ���� = 2,08⁄3,2 = 0,65 linear abnehmend verläuft, erhöht sich bei sonst gleichen Geometriedaten und Elastizitätskennwerten die Auslenkkraft auf ��= 36,5 �� mit bzw. ��= 40,3 �� ohne Schubeinfluss. Das ergibt einen relativen Fehler von Δ��rel = (|��−��|) ⁄ ��= 0,104 ≙ 10,4%, der erwartungsgemäss grösser ist als bei linearer Höhenverjüngung.
Fazit
Die Berücksichtigung der Schubverformung bei der rechnerischen Auslegung von Schnapphaken führt insbesondere bei relativ kurzen Schnapparmen, wie sie bei platzsparender Bauteilgestaltung nicht unüblich sind, zu deutlich besseren bzw. wirklichkeitsnäheren Kraftgrössen für die Auslenkung und damit auch für das Fügen und das Lösen. Ohne Einbezug der Schubverformung werden diese Kräfte überschätzt. Das bedeutet, dass ein lösbar gestalteter Schnapphaken
nicht so viel Achsialbelastung halten bzw. bei einer geringeren Achsialbelastung gelöst werden kann, als dies die auf Biegung allein basierende Berechnung erwarten lässt.
Der Einbezug des Schubeinflusses bei der analytischen Berechnung von Schnapphaken ermöglicht auch den direkten Vergleich mit den Resultaten von FEM-numerischen-Simulationen. Bei diesen wird bekanntlich unter Querkraftbiegung die Gesamtverformung berechnet, worin der Schubeinfluss – unabhängig von den Abmessungsverhältnissen – stets enthalten ist. Das Bewusstsein dieser Tatsache vor dem Hintergrund der hier dargelegten Theorie vermag die Interpretation von Simulationsergebnissen wesentlich zu verbessern.
Diese Gründe sprechen dafür, die Schubverformung in Berechnungstools für die Schnapphakenauslegung standardmässig einzubauen. Dies zumindest für recht eckige und andere für Schnapphaken geeignete Querschnitte, soweit deren Schubverteilungszahl bekannt ist. Damit entfällt auch der jeweilige Ermessensentscheid, ob bei den gegebenen Proportionen der Schubeinfluss vernachlässigt werden kann oder berücksichtigt werden soll.
Dank
Der Autor dankt Elia Jenni, BSc FHO am IWK, für die FEM-Vergleichsrechnung.
Literatur
[1] Kunz, J.: Schnapphakenkräfte mit neuem Ansatz genauer berechnen. Kunst stoffe – Synthetics 47(2000)11, S. 35–38
[2] Kunz, J.: Schnappverbindungen berechnen. Kunststoffe 90(2000)12, S. 56
[3] Erhard, G.: Konstruieren mit Kunst stoffen. 4. Aufl., Hanser Verlag München 2008
[4] Ehrenstein, G. W. (Hrsg.): Handbuch Kunststoff-Verbindungstechnik. Hanser Verlag München 2004
[5] Potente, H.: Fügen von Kunststoffen. Hanser Verlag München 2004
[6] Föppl, A.: Vorlesungen über Technische Mechanik, Band 3: Festigkeitslehre. 1. Aufl., B.G. Teubner Verlag Leipzig u. Berlin 1897
[7] Wagner, W., Erlhof, G.: Praktische Baustatik, Teil 2. 13. Aufl. B.G. Teubner Stuttgart 1983
[8] Neuber, H.: Technische Mechanik. Zweiter Teil: Elastostatik und Festigkeitslehre. Springer Verlag Berlin 1971
[9] Kunz, J.: Einfluss der Schubverformung auf die Füge- und die Lösekraft von Schnapphaken. Institutsinterne, unveröffentlichte Notizen, 2024
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung Rapperswil an der OST Ostschweizer Fachhochschule Eichwiesstrasse 18b
CH-8645 Rapperswil-Jona johannes.kunz@ost.ch www.ost.ch/iwk n
Besuchen Sie uns Halle B1 Stand B1-1111 15.-19. Oktober 2024
www.motan-group.com
Neue Optikkonzepte verbessern die Schweissnaht
Laserbasiertes Schweissen im Leichtbau
Das Strahlwerkzeug Laser ist aus modernen Fertigungen nicht mehr wegzudenken. Dabei wachsen die Anforderungen bezüglich Effizienz und Einsatzmöglichkeiten – und damit auch die Grenzen der Laser. Bei neuen Anwendungsfeldern, Bauteilgeometrien und Werkstoffen kann es passieren, dass konventionelle Optiken mit eingeschränkten Bewegungsradien und limitierten Strahlformungsoptionen nicht mehr ausreichen, um ein fehlerfreies Schweissergebnis zu garantieren.
«Der Laser ist ein etabliertes Werkzeug in der Fertigung», weiss Dipl.-Ing. Peter Schlüter, Geschäftsführer der LMB Automation GmbH. «Trotz seiner vielseitigen Möglichkeiten und Ausprägungen birgt die Verwendung allerdings ein paar Stolpersteine, die durch Anpassungen und stetige Weiterentwicklung aus dem Weg geräumt werden können.» So ist Laserstrahl nicht gleich Laserstrahl: Die Form beeinflusst die Produktqualität, indem sie Leistungsdichte, Schnittbreite, Schmelzbaddynamik und Wärmeeinflusszone bestimmt. Je nach Anwendung kann der Strahl fokussiert, aufgeweitet oder geteilt werden. Besonderes Augenmerkt sollte dabei auf dem Schmelzbad liegen, das sich auf die Geometrie, Festigkeit und Mikrostruktur der Verbindung und somit die Qualität der Schweissnaht auswirkt. Je besser sich diese Dynamik mit einer optimierten Optik ort- und zeitunabhängig steuern lässt, desto eher können typische Probleme wie Risse, Poren, Spritzer, Hinterschnitte oder eine unzureichende Durchdringung im Keyhole vermieden werden.
Optik mit rotierenden Komponenten
Ein typischer Fall, bei dem die Kombination aus anspruchsvollem Werkstoff und unzureichender Flexibilität der Optik zu Problemen führen kann, ist das Schweis-
sen von Kupferverbindungen, die z.B. in der Statorfertigung bei den Hairpins gelegt werden. Die viskose Kupferschmelze führt zu einer ausgeprägten Prozessdynamik, wodurch das Material sehr schnell zu spritzen anfängt. Für die Fertigung ist aber ein möglichst spritzarmer Prozess notwendig, da kein ausgeworfenes Material in den Stator gelangen darf. Um dies zu gewährleisten, nutzt LMB im Twin-Weld-Verfahren eine angepasste Bifokal-Optik, die den Strahl in der Vorwärtsbewegung im Vergleich zu herkömmlichen, feststehenden Scanneroptiken zusätzlich teilt und in kleinen Kreisen um die optische Achse rotie -
ren lässt. «Die beiden Teilstrahlen sorgen im Schmelzbereich durch zwei Keyholes dafür, dass das aufgeschmolzene Material besser vermengt und durch die Drehbewegung in den Spalt hineingedrückt wird», erklärt Schlüter. Dadurch gewinnt die Schweissnaht an Festigkeit. Gleichzeitig sorgt die Teilung und Rotation dafür, dass die Zeitspanne beim Überfahren eines Referenzpunktes gegenüber nur einem Fokuspunkt halbiert und der gesamte Schweissvorgang damit beschleunigt wird. Mit der Kombination aus hoher Rotationsgeschwindigkeit und flexibler Optik ermöglicht es das Twin-Weld-Verfahren erstmals,
Die Optik nutzt eine Matrix aus 3x3 Laserdioden, die einzeln ansteuerbar sind, wodurch die Intensitätsverteilung im Laserfokus sehr flexibel bestimmt werden kann.(Bild: LMB Automation GmbH)
alle Konturen mit dieser Optik zu bearbeiten. Mit einer feststehenden Bifokaloptik wäre dies gar nicht erst möglich. Darüber hinaus reduziert die höhere Rotationsgeschwindigkeit deutlich die Anzahl der Poren, die im oberen Bereich der Schweissnaht auftreten. «Da insbesondere CU-Bauteile sehr stark zur Spritzerbildung neigen, wollten wir dem unbedingt vorbeugen. Dies gelingt uns durch zügiges Anschmelzen und Hineindrücken des erwärmten Materials, sodass es gar nicht erst nach oben aus dem Keyhole entweichen kann», so Schlüter.
Fügen von Kunststoffen
Thermoplastische Kunststoffe stellen eine neue Herausforderung für das Laserschweissen dar. Sie kommen bei der Realisierung von Leichtbaukonzepten zunehmend als Strukturbauteile zum Einsatz. Das Laserschweissen von Kunststoffen ist zwar nicht neu, wird jedoch vor allem zum Erzeugen relativ schmaler Schweissnähte etwa im Bereich von Mikrofluidanwendun -
Die neue Bifokal-Optik von LMB teilt den Strahl in der Vorwärtsbewegung im Vergleich zu herkömmlichen, feststehenden Scanneroptiken und lässt ihn in kleinen Kreisen um die optische Achse rotieren. (Bild: LMB Automation GmbH)
Jede der Einzeloptiken wird von einer eigenen Laserdiode versorgt. (Bild: LMB Automation GmbH)
gen eingesetzt. Für Strukturbauteile sind hingegen grosse Anbindungsflächen zwischen den einzelnen Bauteilkomponenten erforderlich, um eine hinreichende Kraftübertragung zu gewährleisten. Damit beim Fügeschweissen von unterschiedlichen Kunststoffen sowie von Kunststoffen mit Metallen höhere Festigkeiten und Dichtigkeiten erreicht werden können, sind breitere Schweissnähte notwendig, als sie sich mit Standardoptiken erstellen lassen. «Prinzipiell können mit homogenisierten Laserfokussen durchaus breite Schweissnähte erzeugt werden», wirft Schlüter ein. «Untersuchungen haben allerdings gezeigt, dass die maximalen Prozesstemperaturen beim Fügen mit einem grossen Laserfokus bei kleinen Radien zu einer partiellen Überhitzung des Materials im Innenbereich führen.» Wesentlicher Grund hierfür ist die stark eingeschränkte oder gar nicht vorhan-
dene Möglichkeit, die Intensitätsverteilung innerhalb des erforderlichen grossen Laserstrahlspots während des Fügeprozesses örtlich und zeitlich variieren zu können. Hier setzt der neue Multispot-Schweisskopf an, den LMB gemeinsam mit sechs Partnern im Rahmen eines «KMUinnovativ»-Projekts entwickelt hat. Die Optik nutzt eine Matrix aus 3x3 Laserdioden, die einzeln ansteuerbar sind, wodurch die Intensitätsverteilung im Laserfokus sehr flexibel bestimmt werden kann. Hierfür wird jede der Einzeloptiken von einer eigenen Laserdiode versorgt. Dies hat den Vorteil, dass z.B. in einer Kontur beim Abfahren von Kurven der äussere Bereich im Fokus mit einer höheren und der innere mit einer reduzierten Strahlleistung beaufschlagt werden kann. Damit lässt sich der Schweissvorgang wesentlich präziser an die Schweissgeometrie sowie an die Materialeigenschaften anpassen.
Kunststoff und Metall im Leichtbau
Als besonders vielversprechend hat sich diese Optik beim Verschweissen von Kunststoff mit Metall gezeigt, das beispielsweise beim Fahrzeugbau für Türen oder im Innenraum immer häufiger zur Anwendung kommt. «In den Versuchen war das tragende Element ein Blechrahmen, an den zum Schutz und vor allem zur Gewichtsreduzierung eine Verkleidung aus Kunststoff angebracht werden sollte», berichtet Schlüter. Dabei muss die Schweis sung eine hohe Festigkeit erreichen und dicht sein, damit keine Feuchtigkeit an den Rahmen gelangt. Zur Vorbereitung des Prozesses wurden die
ENERGIEKOSTEN EINSPAREN
Erfahren Sie mehr über Ihr Einsparpotential. Wir zeigen Ihnen gerne persönlich unsere neuen individuellen Lösungen.
Lassen Sie sich von unseren Experten beraten.
info@buschag.ch I www.buschvacuum.com
Fügeflächen des Metallteils zunächst mit einem anderen Lasersystem aufgeraut. Anschliessend wurden beide Bauteile zusammengepresst und das Metall mit dem neuen Multispot-Schweisskopf erhitzt. Durch eine eingebrachte Leistung von 100 W pro Diode konnten in Summe 900 W eingesetzt werden, um den angepressten Kunststoff an der Kontaktfläche zum heissen Metall aufzuschmelzen. Dank der anpassbaren Intensitätsverteilung floss die Schmelze gleichmässig ohne Wärmeverluste in die strukturierten Bereiche, sodass eine besonders homogene und stabile Naht entstanden ist.
Beide Optiken kommen derzeit für tiefergehende Anwendungsversuche in Prototyp aufbauten zum Einsatz, um herauszufinden, wie sich die Intensitätsverteilung und das Schmelzergebnis bei unterschiedlichen Geometrien und Werkstoffen verhalten. Hieraus sollen wichtige Erkenntnisse gewonnen werden, wie der Aufbau und die Betriebskosten durch mögliche Anpassungen zukünftig noch effizienter gestaltet werden können. Für LMB zeigten beide Projekte, dass sich ein stetiges Hinterfragen und Weiterentwickeln etablierter Konzepte auszahlt: «Alles begann mit einer einfachen Frage: Wie lässt sich der Wirkungsgrad des Lasers bei der Einbringung in das Werkstück verbessern? Am Ende stehen jetzt zwei praktikable und zukunftsweisende Optikkonzepte, die das Werkzeug Laser ein Stück weit vielseitiger und letztlich den Leichtbau zukunftsfähiger machen können», resümiert Schlüter.
Kontakt www.lmb-gruppe.de n
BESUCHEN SIE UNS BEIM SWISS PAVILION
29. Fakuma
15. bis 19. Oktober 2024 in Friedrichshafen
DIE PARTNER
KUNSTSTOFF XTRA
A. & J. STÖCKLI AG
Stöckli – seit 150 Jahren stehen wir für Innovation, Schweizer Qualität und Produkte auf höchstem Niveau. stockli.ch
KUNSTSTOFFXTRA
Das Magazin mit vielen EXTRAS. Wissen und News für Sie kompetent aufbereitet: Alles zu Werkstoffe, Verarbeitung, Anwendung.
kunststoffxtra.com
SILAC AG
Silac – Ihr versierter Kunststoffpartner für innovative Lösungen. Denn Kunststoffverarbeitung & Werkzeugbau ist unsere Welt. Seit 1942. silac.ch
SWISS PLASTICS EXPO
Die Fachmesse und das Symposium für alle, die mit Kunststoff arbeiten. Die nächste Swiss Plastics Expo findet vom 20. bis 22. Januar 2026 in Luzern statt.
swissplastics-expo.ch
TANNER FORMENBAU
Wir begleiten Sie von der ersten Machbarkeitsstudie bis zur laufenden Produktion. Das perfekte Leistungsangebot für Spritzgiesswerkzeuge.
tanner-formenbau.ch
WAGNER AG
Lösungen in den Bereichen Druckguss, Spritzguss, Hybrid-Verfahren und Baugruppenfertigung. Wagner berät Sie materialneutral und bietet best-cost Produktionsstandorte. wagner-solution.com
Mittwoch, 16 . Oktober 2024 , ab 15 Uhr
So profitieren KMU von der ETH
Von der verrückten Idee zum Prototyp
Die ETH hilft Schweizer KMU dabei, die passende Technologie für ihr spezifisches Problem zu finden. Mit frühen Prototypen schaffen die Forschenden und Studierenden eine belastbare Entscheidungsgrundlage und Vertrauen.
Dr. Christoph Elhardt ¹
Kleine und mittlere Unternehmen (KMU) sind das Rückgrat der Schweizer Wirtschaft: Betriebe mit weniger als 250 Mitarbeitenden machen rund 99 Prozent aller Schweizer Unternehmen aus und stellen zwei Drittel aller Arbeitsplätze. Für viele dieser KMU – vor allem jene, die im internationalen Wettbewerb stehen – sind Innovationen überlebenswichtig. Nur wenn es ihnen gelingt, rechtzeitig auf technologische Entwicklungen zu reagieren und immer wieder neue Produkte, Dienstleistungen und Produktionsverfahren einzuführen, können sie im globalen Wettbewerb langfristig bestehen und Arbeitsplätze in der Schweiz sichern. Doch im Unterschied zu grösseren Firmen fällt es KMU oft schwerer, sich intensiv mit Innovationen zu beschäftigen. «Innovationsprojekte erfordern viel Zeit, Geld und Personal. Diese Ressourcen sind in KMU knapp, weil es meist keine eigene Forschungs- und Entwicklungsabteilung gibt und die Mitarbeitenden mit dem operativen Geschäft ausgelastet sind. Zudem ist unsicher, ob sich die Mühen am Ende auszahlen», sagt Mirko Meboldt, Professor für Produktentwicklung und Konstruktion am Departement Maschinenbau und Verfahrenstechnik an der ETH Zürich.
1 Dr. Christoph Elhardt, Mitarbeiter bei Digital & Medien, ETH Zürich
Mit einer Kamera werden die Tätigkeiten einer Übenden direkt digitalisiert und bewertet. (Bild: ETH Zürich)
Meboldt muss es wissen. Seit seiner Doktorarbeit beschäftigt er sich mit der Frage, wie das Neue in die Welt kommt und aus einer Idee ein Produkt wird. In seinen dreizehn Jahren an der ETH Zürich hat er mit zahlreichen KMU zusammengearbeitet und dabei immer wieder ähnliche Erfahrungen gemacht: «Es ist für KMU eine Herausforderung abzuschätzen, ob und wann neue Technologien reif genug sind, um davon zu profitieren. Sie müssen genau abwägen zwischen längerfristigen Innovationsprojekten mit hoher Unsicherheit und Projekten, die das, was bereits funktioniert, besser, schneller und billiger machen.» Das gilt selbst für öffentlich geförderte Projekte wie die der Schweizerischen Agentur für Innovationsförderung, kurz Innosuisse. In diesen Projekten arbeiten Forschende und Unternehmen mehrere Jahre zusammen, um gemeinsam etwas Neues
zu entwickeln. Meboldt hat in den letzten Jahren mehrere solcher Projekte erfolgreich abgeschlossen. Doch um sich für die staatlichen Fördergelder zu bewerben, brauchen KMU bereits eine klare Vorstellung davon, welche neuen Technologien für sie Sinn machen. Und diese fehlt ihnen oft.
Prototypen schaffen Vertrauen
In diese Lücke stösst ETH-Professor Meboldt mit seinem Feasability Lab: «Wir wollen eine Brücke zwischen KMU und Forschung bauen», sagt er. Gemeinsam mit seinen Forschenden und Studierenden unterstützt er Firmen dabei, neue Technologien kennenzulernen und herauszufinden, ob diese im Kontext ihrer Wertschöpfung einen wirtschaftlichen Nutzen bieten. «Unternehmen kommen auf uns zu, weil sie wettbewerbsfähig bleiben wollen, aber nicht genau wissen, ob sie von neuen Technologien wie zum Beispiel der künstlichen Intelligenz profitieren können», sagt der ETH-Professor.
Die meisten dieser explorativen Projekte sind ergebnisoffen und auf maximal sechs Monate angelegt. Es geht zunächst darum, belastbare Entscheidungsgrundlagen für die Auswahl der richtigen Technologie zu schaffen. Erst wenn diese identifiziert und das Unternehmen davon überzeugt ist, dass sich damit auch Geld verdienen lässt, lohnt sich die Arbeit an einem Antrag für ein Innovationsprojekt von Innosuisse. Der steinige Weg dorthin führt bei Meboldt und seinem Team immer über Pro -
totypen. «From crazy ideas to first prototype» lautet die Devise seines Labors. Meboldt beginnt in der Regel kein grösseres Vorhaben, bevor er im Kleinen belegen kann, dass die Anwendung einer Technologie tatsächlich funktioniert. Doch es geht ihm nicht nur um kühle Technik: «Wir wollen potenziellen Partnern zeigen, wie wir arbeiten, und sie dadurch auch besser kennenlernen. Das schafft Vertrauen und ist eine gute Basis für die unvermeidlichen Höhen und Tiefen eines mehrjährigen Innovationsprojekts», sagt Meboldt.
Digitales Feedback für Operationen
Als Heinz Hügli das erste Mal den Prototyp eines kameragestützten Trainingsassistenten für angehende Chirurg:innen sieht, den Mikro Meboldt und sein Team gebaut haben, denkt er «Hallelujah». Der CEO des Schweizer Medtech-KMU Synbone ist bereits seit einiger Zeit auf der Suche nach einem innovativen, zusätzlichen Geschäftsbereich. Seine Firma mit Hauptsitz in Zizers und Produktionsstätte in Malaysia vertreibt weltweit Knochenmodelle für die Ausbildung von orthopädischen Chirurg:innen. Vor allem die Corona-Krise zeigte dem erfahrenen Manager, wie schnell das Geschäft einbrechen kann. «Es müsste doch möglich sein, die chirurgische Aus- und Weiterbildung – die heute immer noch grösstenteils darin besteht, erfahrenen Kolleg:innen über die Schulter zu schauen – durch digitale Technologien zu verbessern und damit ein zweites Standbein für Synbone zu etablieren», denkt der Manager.
Hügli lernt Meboldt eher zufällig kennen, da der ETH-Professor Produkte von Synbone auch für andere Projekte einsetzt. Die beiden kommen ins Gespräch und Hügli erzählt Meboldt von seiner Vision eines digital unterstützten Trainings für Chirurg:innen, bei dem die Knochenmodelle von Synbone zum Einsatz kommen. Wie diese Vision Wirklichkeit werden sollte, war Hügli damals alles andere als klar. Seine Firma mit zehn Mitarbeitenden in der Schweiz hat selbst nicht die Ressourcen, um nach passenden Technologien zu suchen, geschweige denn diese umzusetzen. Umso überraschter ist der CEO, als Meboldt ihm anbietet, binnen zweier Wochen einen Prototyp zu bauen. «Aus anderen Forschungsprojekten hatten wir bereits Erfahrung, wie man die Tätigkeiten eines Chirurgen mit einer Kamera digitalisiert», erinnert sich Meboldt. Es braucht dafür vor allem Expertise in den Bereichen Bilderkennung und maschinelles Lernen. Am Tag der Präsentation des Prototyps versucht ein Doktorand von Meboldt, einen gebrochenen Knochen von Synbone zusammenzufügen, während eine Kamera ihn dabei filmt. Auf einem Bildschirm werden diese Bewegungen in Echtzeit abgebildet, aufgezeichnet und beurteilt. «Von diesem Moment an war mir klar, dass es tatsächlich möglich ist, das Training mit unseren Knochenmodellen zu digitalisieren. Ich war begeistert, was Mirko und sein Team in so kurzer Zeit auf die Beine gestellt haben», erinnert sich Hügli. Nun ist sich Hügli sicher, dass sich der Aufwand für ein Innovationsprojekt von Innosuisse lohnt. Zusammen mit Meboldt
schreibt er einen Antrag und erhält die Fördergelder für einen Zeitraum von zweieinhalb Jahren. Heute ist rund die Hälfte dieser Zeit vergangen, und die Vision einer digitalen Trainingsplattform nimmt Gestalt an. Meboldt und sein Team haben mittlerweile einen Simulator für orthopädische Operationen entwickelt. Mit den Knochenmodellen von Synbone, chirurgischen Instrumenten und einer Kamera können angehende Ärztinnen und Ärzte realistische, operative Eingriffe analog üben und erhalten dabei Feedback durch eine Software.
Die Kamera digitalisiert alles, was die Übende tut – wie sie zum Beispiel einen gebrochenen Knochen zusammenschraubt, in welchem Winkel sie den Bohrer ansetzt oder wie tief sie bohrt. Ein Algorithmus erkennt die einzelnen Bewegungen und Schritte und wertet sie aus. Anschliessend erhält die Übende Feedback. Die Kamera misst zum Beispiel, ob das Gewebe beschädigt wurde oder ob die Position und der Winkel eines Implantats im Verhältnis zum Knochen stimmen. Sogar Röntgenaufnahmen während der Übungsoperation lassen sich mittlerweile simulieren. Dank der technologischen Expertise der ETH-Forschenden ist Heinz Hügli der Vision für sein KMU um ein gutes Stück nähergekommen.
Kontakt
ETH Züridch
CH-8092 Zürich christoph.elhardt@hk.ethz.ch www.hk.ethz.ch n
Schäracher 12 CH-6232 Geuensee
Tipps und Erfahrungsaustausch
Einblicke und Impulse für die Berufsbildung
Am 27. August 2024 fand an der Fachhochschule OST in Rapperswil die Berufsbildungstagung von KUNSTSTOFF. swiss statt. Rund 70 Berufsbildnerinnen und Berufsbildner aus der Kunststoffbranche kamen zusammen, um sich über die neuesten Entwicklungen und Herausforderungen in der Ausbildung auszutauschen. Im Mittelpunkt der Tagung stand die Frage, wie Ausbildungsbetriebe neue Lernende gewinnen können.
Debora Rondinelli
Geschäftsführer Riccardo Casanova eröffnete den Tag mit aktuellen Informationen aus dem Verband und stellte die Ansprechpartnerinnen für die Berufsbildung, Carina Nijsen und Isabelle Bachmann, sowie Debora Rondinelli für das Berufsmarketing vor. Casanova informierte über eine wichtige Neuerung: Mitglieder können Stellenanzeigen auf der Website von KUNSTSTOFF.swiss veröffentlichen. Dies soll die Sichtbarkeit offener Stellen in der Branche erhöhen.
Einblicke in die Berufsbildung und neue Projekte
Carina Nijsen informierte über aktuelle Projekte und Entwicklungen in der Berufsbildung. Sie stellte die bevorstehende PEX-Schulung am 28. November vor. Diese Schulung richtet sich an Prüfungsexperten und vorgesetzte Fachkräfte. Ein weiteres wichtiges Projekt, das vorgestellt wurde, ist die Weiterbildung zum «Projektmanager Kunststofftechnik HFP». Erste Schritte wurden bereits unternommen, darunter eine Umfrage bei Unternehmen und ein Workshop. Besonders interessant: 65% der befragten Unternehmen bevorzugen die Höhere Fachprüfung (HFP), was zeigt, dass der Bedarf an dieser Weiterbildung gross ist. Das Ziel ist, dieses Ausbildungsprogramm bis 2027 zu starten. Auch die Förderung der Ausbildung in der West-
schweiz wurde thematisiert. Ab 2026 werden die Lernenden Kunststofftechnologe/-in EFZ an der Berufsfachschule in Fribourg auf Französisch unterrichtet. Diese Massnahme soll helfen, mehr Lernende für die Kunststoffberufe zu gewinnen. Überbetriebliche Kurse (üK) in Französisch sind ebenfalls in Planung.
Herausforderungen bei der Rekrutierung von Lernenden
In einer weiteren Diskussion ging es um die Herausforderungen bei der Suche nach Lernenden für das Jahr 2024. Viele der Anwesenden berichteten von Schwierigkeiten, ihre Lehrstellen zu besetzen. Dennoch gab es auch positive Nachrichten: Etwa die Hälfte der Unternehmen konnte alle Lehrstellen erfolgreich besetzen. Dies zeigt, dass es trotz der Herausforderungen möglich ist, junge Talente zu gewinnen.
Erfolgreiche Rekrutierung der Generation Z und Alpha
Den Vormittag beendete Simone Wicherek von Yousty mit einem aufschlussreichen Vortrag zur Rekrutierung der Generation Z und Alpha, also der jungen Menschen, die gerade in die Arbeitswelt einsteigen. Sie
zeigte die aktuelle Lage auf dem Lehrstellenmarkt auf: Im Jahr 2023 beendeten 86 000 Schülerinnen und Schüler ihre obligatorische Schulzeit. Rund die Hälfte gingen einer Lehre nach, währenddessen die andere Hälfte in ein Gymnasium eintrat oder Zwischenlösungen nachging. Von den 64 000 angebotenen Lehrstellen in der Schweiz blieben 16% unbesetzt. Ihr Fazit: Früher kämpften die Lernenden um Lehrstellen, heute kämpfen die Betriebe um die Lernenden. Wicherek hob die Bedeutung der Online-Präsenz auf Plattformen wie Yousty hervor, wo Schülerinnen und Schüler direkt Lehrstellen finden und sich bewerben können. Ein Beispiel dafür ist das neue Berufsprofil des Kunststofftechnologen, das in Zusammenarbeit mit KUNSTSTOFF.swiss erstellt wurde. Dieses wurde bereits 3329-mal angeklickt – das sind etwa neun Klicks pro Tag. Diese Online-Präsenz führte dazu, dass sich seit letztem Jahr 225 Schülerinnen und Schüler für Schnupper- und Lehrstellen für die Kunststoffberufe über Yousty beworben haben und die Lehrstellenprofile der Firmen insgesamt 9317-mal angeschaut wurden – ein Anstieg von 93% im Vergleich zum Vorjahr.Wicherek betonte auch, dass junge Menschen grossen Wert auf soziale Verantwortung, Nachhaltigkeit, Gerechtigkeit und Anerkennung legen. Sie nutzen Rund
Plattformen wie TikTok, Instagram und Snapchat, um sich über potenzielle Arbeitgeber zu informieren. Deshalb ist es entscheidend, Lehrstellenausschreibungen ansprechend zu gestalten – idealerweise mit Videos und Bildern. Denn Profile mit Videos erhalten durchschnittlich 2,5-mal mehr Bewerbungen als solche ohne Videos. Ein weiterer entscheidender Faktor bei der Rekrutierung von Lernenden ist die Zeit: Je schneller man auf eingegangene Bewerbungen reagiert, desto höher ist die Chance, dass sich der oder die Jugendliche für die Stelle entscheidet.
Netzwerken und Best Practices
Nach dem Mittagessen und der Gelegenheit zum Netzwerken, begann der Nachmittag mit einem spannenden Erfahrungsbericht von der Firma Pfister Werkzeugbau. Lukas Mühlemann, Berufsbildner, stellte die Firmenstrategie zur Gewinnung von Lernenden vor. Dazu zählen Zukunftstage, Infoveranstaltungen, Schnupperlehren sowie das Einladen von Schulklassen. Die Firma legt grossen Wert auf ein familiäres Arbeitsklima und eine moderne Infrastruktur. Regelmässig werden Ausflüge organisiert und es gibt Weiterbildungsmöglichkeiten für die Lernenden. Die flache Hierarchie und die Möglichkeit zur Übernahme nach Abschluss der Lehre tragen ebenfalls dazu bei, dass sich die Lernenden im Unternehmen wohlfühlen.Anschliessend berichtete der Lernende Olivier Clement, der im U20-Nationalteam Volleyball spielt, über seine Erfahrungen.
Er erklärte, warum er sich für diese Ausbildung entschieden hat, was ihm an Pfister Werkzeugbau gefällt und welche Kriterien bei der Auswahl der Lehrstelle für ihn wichtig waren. Seine positiven Erfahrungen bestätigten die Wirksamkeit der Strategien von Pfister Werkzeugbau und verdeutlichten anderen Firmen, wie wichtig es ist, selbst aktiv und engagiert bei der Gewinnung von Lernenden zu sein.
Berufsmarketing-Strategien und Tipps für Unternehmen
Anschliessend zeigte Debora Rondinelli auf, wie KUNSTSTOFF.swiss die Kunststoffberufe gezielt bekannter macht. Der Verband verfolgt eine Strategie, die Onlineund Offline-Massnahmen kombiniert. Dies ist wichtig, da die Zielgruppe, wie die jährliche Lernendenumfrage zeigt, aus verschiedenen Bereichen kommt und daher über unterschiedliche Kanäle angesprochen werden muss. Ein zentraler Bestandteil der Online-Aktivitäten ist die verstärkte Zusammenarbeit mit Yousty. In diesem Jahr liegt der Fokus auf TikTok. Die letzte Kampagne hat 408 600 Views und 2421 Klicks generiert. Darüber hinaus veröffentlicht KUNSTSTOFF.swiss regelmässig Blogbeiträge, die im Durchschnitt eine Verweildauer von 4 Minuten aufweisen, was auf grosses Interesse hinweist. Neben den Online-Aktivitäten bleibt KUNSTSTOFF. swiss auch offline aktiv. Der Verband ist unter anderem mit eigenem Stand auf Berufsmessen vertreten und schaltet Inserate, um die Kunststoffberufe weiter zu be -
werben. Nachdem sie die Aktivitäten des Verbands erläutert hatte, gab sie den Ausbildungsbetrieben wertvolle Ratschläge, wie sie selbst aktiv werden können, um Lernende zu gewinnen. Dazu gehören Infoanlässe, Zukunftstage, Mund-zu-Mund-Propaganda sowie der Kontakt zu Schulen und die Präsenz auf Social Media. Sie zeigte auf, wie der Verband die Betriebe bei diesen Massnahmen unterstützen kann, beispielsweise durch anpassbare Infopräsentationen für Schulbesuche.Rondinelli stellte zudem das neue Toolkit Berufsmarketing vor. Dieses Toolkit, exklusiv für Verbandsmitglieder, bietet nützliche Materialien wie Präsentationen und Fotos zur Bewerbung der Kunststoffberufe.
Workshop zum Bildungsplan
Der Nachmittag endete mit einem Workshop zum Bildungsplan, geleitet von Philipp Hofer von der Eidgenössischen Hochschule für Berufsbildung (EHB). Die Teilnehmenden diskutierten Umsetzungsdokumente, tauschten Erfahrungen aus und präsentierten ihre Ergebnisse im Plenum. Diese Erkenntnisse werden von der Geschäftsstelle evaluiert und fliessen in die Umsetzungsdokumente ein. Der Workshop bot eine wertvolle Gelegenheit, sich über bewährte Praktiken auszutauschen und gemeinsam Lösungsansätze zu erarbeiten.Die Berufsbildungstagung von KUNSTSTOFF.swiss war ein Tag voller spannender Einblicke und wertvoller Impulse. Die Teilnehmenden erhielten nicht nur umfassende Informationen zur Rekrutierung von Lernenden, sondern konnten auch praktische Tipps und Erfahrungen austauschen. Die Tagung zeigte deutlich, dass es in der heutigen Zeit entscheidend ist, junge Menschen mit attraktiven Angeboten und innovativen Ansätzen für die Berufsbildung in der Kunststoffbranche zu gewinnen.
Die Kunststoffberatungsunternehmen Gradical (CH) und Polyneers (DE) haben gemeinsam mit dem Strategieberatungsunternehmen Strategist Network (CH) während eines Jahres einen Medical Grade Plastic Marketreport erarbeitet. Der Marktbericht mit Fokus auf dem Nachhaltigkeitstrend in der Medizintechnik wird ab Herbst 2024 bei den drei Kollaborationspartnern zur Verfügung stehen. Rund 60 Hersteller von Medical Grades wurden im Bericht verglichen und Markttrends wie Nachhaltigkeit und die regulatorische Entwicklung analysiert.
Lucas R. Pianegonda ¹ Loredana Pianegonda 2
Der kurz vor der Veröffentlichung stehende Marktbericht von Gradical, Polyneers und Strategist Network setzt sich mit Kunststoffen für die Medizintechnik auseinander. Er untersucht die Marktgrösse und Entwicklung aller Thermoplaste, die nach der VDI-Richtlinie 2017 als Medical Grade Plastics eingestuft werden können. Im Marktbericht wird die Angebotspalette von rund 60 Medical-Grade-Plastics-Herstellern bewertet und miteinander verglichen. Um der Wichtigkeit des Nachhaltigkeitstrends Rechnung zu tragen, haben die Autoren diesem Thema ein eigenes Kapitel eingeräumt.
Bei der Erhebung des Marktberichtes wurde in einem Triangulationsverfahren auf mehrere Methoden zurückgegriffen. Bei der Recherche wurden Presse- und wissenschaftliche Artikel analysiert. Die Ergebnisse des Marketreports beruhen ausserdem auf Experteninterviews sowie Daten von Herstellern und Krankenhäusern.
1 Lucas R. Pianegonda, Geschäftsführer der Gradical GmbH
2 Loredana Pianegonda, Co-Autorin
Die Hälfte des Marktes reduziert freiwillig CO2-Ausstoss Unter Nachhaltigkeit wird ein bewusster Umgang mit den auf der Welt nur begrenzt zur Verfügung stehenden Ressourcen verstanden. Mit der Entwicklung des Nachhaltigkeitstrends in den vergangenen Jahren sind Kunststoffe in den Verruf geraten, weil für deren Herstellung fossile Rohstoffe verwendet werden. Die Kunststoffbranche befindet sich im Umbruch, und damit ist auch die Medizintechnik unter Druck. Eine Analyse der 100 umsatzstärksten Me -
dizintechnikfirmen zeigt, dass sich bereits 40 Prozent für die Science-Based-TargetsInitiative verpflichtet haben. Diese Unternehmen erwirtschafteten im Jahr 2023 gemeinsam 300 Mrd. USD. Die Marktgrösse für Medizinprodukte betrug im selben Jahr circa 500 bis 600 Mrd. USD. Das bedeutet also, dass sich bereits die Hälfte des Marktes freiwillig dazu verpflichtet hat, den CO2-Ausstoss zu reduzieren. Zu den treibenden Kräften für den Nachhaltigkeitstrend in der Kunststoffbranche gehört die Politik. Ein Beispiel aus der Po -
Biovox Medical Grade PLA aus nachwachsenden Rohstoffen ist eines der wenigen Medical Grades mit garantiertem physischem Bioanteil. (Bilder: Gradical)
litk ist der Green Deal der EU vom Dezember 2019. Diesem Massnahmenpaket unterliegt eine grosse Anzahl an Gesetzen, die den CO2-Ausstoss reduzieren und die Nachhaltigkeit verbessern sollen. Ein weiterer Anreiz sind die ESG-Kriterien (Environmental Social Governance) bei der Kreditvergabe. Wer nachhaltig ist, bekommt oft bessere Kreditkonditionen. Letzten Endes sind es aber auch die Einkäufer, welche die Nachfrage nach nachhaltigen Materialien beeinflussen. Die Marktanalyse zeigt zum Beispiel, dass nordische Krankenhäuser beim Einkauf ihrer Medizinprodukte mehr Wert auf Nachhaltigkeit legen.
Scope 3-Wert mit richtiger Kunststoffwahl verbessern
Im Durchschnitt werden 80 bis 90 Prozent des CO2-Fussabdrucks einer Medizintechnikfirma durch das sogenannte Scope 3 (Emissionen der Lieferanten, eingesetzte Materialien etc.) verursacht. Dieser Wert lässt sich mit einer gut durchdachten Kunststoffauswahl massiv beeinflussen. Denn rund 80 Prozent des CO2-Fussabdruckes wird während der Entwicklungsphase eines Produktes festgelegt. Wie ökologisch ein Material oder ein Produkt ist, kann im Übrigen mit einem Life Cycle Assessment (LCA) gemessen werden. Bei dieser Methode werden alle Prozesse und Inputs für die Herstellung eines Produktes zusammengetragen und anschliessend auf ihren Umwelteinfluss bewertet. Zu den Bewertungskriterien zählen beispielsweise die Polymerisationsenergie oder der Materialtransport.
Biokunststoffe versus Recyclingkunststoffe
Medizintechnikfirmen können also ihre Nachhaltigkeit verbessern, indem sie beim Kunststoff eine kluge Wahl treffen. Eine mögliche Lösung wäre der Einsatz von nachhaltigen Kunststoffen. Nachhaltige Kunststoffe werden in Biokunststoffe und Recyclingkunststoffe unterteilt. Bei den Biokunststoffen wiederum unterscheidet man zwischen bioabbaubaren und biobasierten Kunststoffen. Die Vorteile von bioabbaubaren Kunststoffen können bei medizinischem Abfall aber kaum genutzt werden, weshalb sie in der Medizintechnik keine breite Anwendung
Heine AllSpec Einweg-Tips für die Otoskopie aus 100% PCR ist eine der ersten mittels mechanischem Recycling hergestellten Anwendungen im direkten Patientenkontakt.
finden. Biobasierte Kunststoffe schneiden besser ab: Sie verringern den CO2-Fussabdruck, weil sie bei der Herstellung über die Fotosynthese CO2 aus der Atmosphäre binden. Kunststoffe, die aus Nahrungsmitteln wie Mais oder Zuckerrohr hergestellt werden, weisen aber einen höheren Landund Wasserverbrauch auf. Diese Nachteile haben die sogenannten biozirkulären Kunststoffe aus biologischem Abfall nicht. Deshalb finden biozirkuläre Kunststoffe bereits Anwendung in der Medizintechnik. Bei den Recyclingkunststoffen unterscheidet man zwischen der Abfallherkunft und der Recyclingmethode. Bei der Abfallherkunft spricht man entweder von «Abfall vor Gebrauch» (Post Industrial Recycling = PIR) oder von «Abfall nach Gebrauch» (Post Consumer Recycling = PCR). Recyclingmethoden gibt es eine Vielzahl. Sie lassen sich grob in mechanisches, lösungsmittelbasiertes und chemisches Recycling einteilen.
Das Massenbilanzverfahren in der Medizintechnik
Aktuell wird in der Medizintechnik hauptsächlich biobasierter Kunststoff eingesetzt, der dieselben chemischen Eigenschaften hat wie fossilbasierte Kunststoffe (zum Beispiel bio-PE). Verwendet ein Medizintechnikunternehmen bei der Herstellung seines Produktes einen biobasierten Kunststoff, kommt oft das Massenbilanzverfahren zum Einsatz. Mit der Massenbilanz kann ein Unternehmen unter Aufsicht eines Zertifizierungsschemas (beispielsweise ISCC-PLUS) Bioanteile flexibel an seine Produkte vergeben und somit biobasierte und fossilbasierte Kunststoffe mitei -
Schönheit
29. Fakuma
Internationale Fachmesse für Kunststoffverarbeitung
nander mischen. Das funktioniert analog zum grünen Strom. Auch hier kann nicht garantiert werden, dass der aktuell bezogene Strom «grün» ist, sondern nur, dass im System mindestens die Menge an grünem Strom produziert wird, die zertifiziert worden ist. Dank der Massenbilanz-Strategie können Kunststoffproduzenten biobasierte, fossilbasierte und chemisch-recycelte Ausgangsstoffe in derselben Anlage und zur selben Zeit verarbeiten. Diese nachhaltigen Kunststoffe lassen sich viel leichter in bestehende Lieferketten einbauen und bringen den Vorteil, dass keine Produkte revalidiert werden müssen.
Regulatorische Anforderungen belasten Unternehmen
Bei der Verwendung von nachhaltigen Kunststoffen für die Herstellung von Medizinprodukten müssen auch die regulatorischen Anforderungen berücksichtig werden. In Europa haben sich diese in den vergangenen Jahren massiv verschärft. Denn mit der MDR (Medical Device Regulation, Medizinprodukteverordnung) der EU sind zusätzliche Anforderungen an die Medizinprodukte in Kraft getreten. Die MDR hat viele Medizintechnikunternehmen vor Herausforderungen gestellt. Der Bedarf an Regulatory-Affairs-Fachpersonal ist stark angestiegen, und es herrscht Fachkräftemangel. Für weitere Herausforderungen sorgen ausserdem Chemiekalienregulierungen wie REACH, die laufend um zusätzliche Verbote und Auflagen ergänzt werden. Diese schwierige Ausgangslage führt zu einer gehemmten Innovationskraft in Europa, die viele europäische Medizintechnikunternehmen dazu bringt, mit einer Erstzulassung in den USA zu liebäugeln.
Sicher und gleichzeitig nachhaltig
Jetzt stellt sich die Frage, ob sich hier ein Spannungsfeld zwischen der steigenden Forderung nach mehr Nachhaltigkeit und den hohen regulatorischen Anforderungen an Medizinprodukten auftut? Medizingeräte müssen sicher und leistungsfähig sein. Solange nachhaltige Produkte diese Forderung erfüllen, gibt es keinen Konflikt. Für die Zulassung eines Produktes ist eine sorgfältige Umsetzung des Qualitäts- und Risikomanagements nötig. Dabei gilt es auch das Einsatzgebiet des Produktes zu beachten. Eine Krücke kann beispielsweise problemlos mit einem mechanischen Rezyklat produziert werden und die gleichen Sicherheitsanforderungen wie eine aus Neuware erfüllen. Bei Implantaten sieht das schon wieder ganz anders aus: Hier trauen sich nur die wenigsten Neuware-Hersteller, ihre Kunststoffe für langzeitige Implantation zu empfehlen. Nichtsdestotrotz gibt es bereits die ersten Anwendungen für Produkte mit direktem Körperkontakt, die aus mechanischem Rezyklat hergestellt worden sind, wie zum Beispiel ein Otoskoptip aus rPS (siehe Bild). Dieses Anwendungsbeispiel zeigt nicht nur, dass die Medizintechnik den Fokus klar auf Nachhaltigkeit legt, sondern auch, dass der Einsatz von Rezyklaten ein grosses Potenzial aufweist.
Kontakt
Veranstalter: P. E. SCHALL GmbH & Co. KG f +49 (0) 7025 9206-0 m fakuma@schall-messen.de
In der Photovoltaik und der damit verbundenen autonomen Ladeperipherie sind die Materialien der Unternehmen der Hromatka Gruppe bestens etabliert. (Bilder: iStock)
Die Energiewende findet statt
Kunststoffe spielen eine Schlüsselrolle bei der Energiewende. Designfreiheit, Leichtigkeit, elektrische Eigenschaften sowie einfache Verarbeitbarkeit bieten den Entwicklern optimale Voraussetzungen für die ökonomische Umsetzung ihrer Ideen und treiben die Energietransformation voran. Lenorplastics (Schweiz), Grässlin Kunststoffe (Deutschland) und Plastoplan (Österreich) zeigen, wie‘s geht.
Damit sich die Elektromobilität gegenüber den heutigen Verbrennern durchsetzen kann, müssen die Automobilhersteller unter anderem Gewicht einsparen, um die Reichweite der Fahrzeuge zu erhöhen. Leistungsstarke Kunststoffe sind dabei unverzichtbar. Im Karosseriebau, aber auch in der Ladetechnik in Form von Batteriewannen, Zellhaltern und Ladestationen beschleunigen unsere Werkstoffe die EMobilität.
Auch in der Photovoltaik und der damit verbundenen autonomen Ladeperipherie sind unsere Materialien bestens etabliert: hochschlagfeste und witterungsbeständige Polymere, Copolymere und Compounds finden sich in Steckern, Abdeckungen und als Gehäusematerial von Wechselrichtern. Als Schwimmkörper für Floating Solarpanels bilden sie die tragende Basis für diese Form der Energiegewinnung.
Täglich entstehen weitere, neue Anwendungen mit anspruchsvollen Anforderun -
Die Werkstoffe der drei Unternehmen beschleunigen gerade auch bei Ladestationen die E-Mobilität. Passende Kunststoffe für die Transformation in eine klimaschonende Zukunft
gen und Herausforderungen, für die die Teams des DACH-Distributions-Trios die optimale Lösung finden. Das breite Sortiment beinhaltet neben konventionellen Polymeren aus fossilen Quellen auch nachhaltige Materialien aus nachwachsen -
den Rohstoffen für eine bessere Klimabilanz.
Besuchen Sie unseren Gemeinschaftsstand auf der Fakuma in Halle B3 Stand 3123 und erzählen Sie uns von Ihrer Zukunftsvision.
Die Teams von Lenorplastics, Grässlin Kunststoffe und Plastoplan Kunststoffe unterstützen mit ihrer jahrzehntelangen Expertise und dem richtigen Gespür für Trends und Innovationen, multifunktionellen Kunststoffen und Logistikkonzepten bei der Umsetzung Ihrer Visionen. Bei der Erstellung von individuellen Compounds nach kundenspezifischen Anforderungen hilft Ihnen das compoundierende Schwesterunternehmen SAX Polymers, dessen Mitarbeiter:innen ebenso auf der Messe vor Ort sind.
Weitere Informationen zu den angebotenen Produkten und Dienstleistungen:
Kontakt www.lenorplastics.ch n
Neue Generation der Arbeitsstation EneskaPostprocess von Joke
3D-Druck-Erzeugnisse sicher nachbearbeiten
Der Oberflächenexperte joke Technology hat seine Arbeitsstation zur sicheren Nachbearbeitung von 3D-DruckErzeugnissen – die EneskaPostprocess – grundlegend weiterentwickelt: Die neue Generation bietet einen grösseren Arbeitsraum, ein optimiertes Handling und ist noch ergonomischer.
Mit der EneskaPostprocess hat joke Technology 2019 eine in dieser Form einzigartige Arbeitsstation auf den Markt gebracht: Sie ermöglicht es, 3D-Druck-Erzeugnisse in einem geschlossenen Arbeitsraum mit Sichtfenster mittels abgedichteter Handeinlässe sicher nachzubearbeiten. Dafür kann die EneskaPostprocess mit vielen elektrischen und pneumatischen Werkzeugen ausgestattet werden. Während der Bearbeitung hat der Anwender keinen direkten Atemluftkontakt mit dem 3DDruck-Erzeugnis. Anfallende lungengängige Pulver und Stäube werden abgesaugt, materialgerecht gefiltert und sicher zur Entsorgung eingesammelt. Je nach Material werden so auch potenziell lebensbedrohliche Explosionen und Verpuffungen vermieden.
Diese Arbeitsstation hat joke Technology jetzt weiterentwickelt. Eine der auffälligsten Neuerungen ist die grosszügig dimensionierte, jetzt vollverglaste vordere Hauptklappe der EneskaPostprocess: Die grosse Panoramafläche aus Verbundsicherheitsglas mit lediglich einem horizontal durchgehenden «Knick» bietet dem Anwender einen optimalen Blick auf das Bauteil und die eigene Arbeit und ist gleichzeitig sehr stabil –selbst, wenn Materialreste mit voller Wucht
Die grosse Frontklappe ermöglicht die Beschickung durch Krane oder Gabelstapler. (Bilder: joke)
dagegen treffen. Damit auch sehr grossvolumige Bauteile ohne Hindernis mit dem Gabelstapler oder Kran in die Arbeitsstation geladen werden können, lässt sich nicht nur die Hauptklappe vorne, sondern jetzt auch der Deckel oben öffnen.
Einfaches Handling und ergonomisches Arbeiten
Um die Reinigung und Entsorgung weiter zu optimieren, ist die neue Version der Ar-
beitsstation zudem mit einer herausziehbaren Schublade ausgestattet, in der Supportreste und Abtragspäne gesammelt werden. So kann der Anwender sie unkompliziert entsorgen. Eine zusätzliche Neuerung, die das Handling weiter verbessert, ist die im Rückraum integrierte, auf Rollen fahrbare Absaug- und Filtereinheit, die auch ohne Gabelstapler bequem bewegt werden kann. Verändert wurde auch das Schliessverfahren der Hauptklappe, das nun mit elektromagnetischen Zuhaltungen arbeitet: Erst bei sicherem Schliessstand zeigen die Kontrollleuchten «bereit» an und geben die Bearbeitung frei. Neue, um 50 Prozent grössere Handeinlässe, positioniert nach den neuesten DGUV-Vorschriften, verbessern zudem die Werkzeugbedienung im Inneren und machen die neue Generation noch ergonomischer.
Gebaut wird das Chassis der EneskaPostprocess am joke Standort Bergisch Gladbach bei Köln in Kooperation mit dem Schwesterunternehmen joke Mechanix. Anschliessend wird sie von joke Technology Technikern mit Installationen, Steuerungen und Ausstattungen bestückt. Aktuell wird die Arbeitsstation bereits an Kunden ausgeliefert. Interessenten haben die Möglichkeit, einen Vorführtermin bei sich vor Ort zu vereinbaren, bei dem sie die EneskaPostprocess auch mit eigenen Bauteilen ausprobieren können. Dafür ist joke Technology mit einem speziell ausgerüsteten Fahrzeug europaweit im Einsatz.
Kontakt
Hatag Handel und Technik AG CH-3065 Bolligen +41 31 924 39 39 hatag@hatag.ch www.hatag.ch n
Dank grossem Arbeitsraum bietet die EneskaPostprocess viel Freiheit für ergonomisches Arbeiten, bei hoch wirksamer Absaugung von Spänen und Stäuben.
Polyurethan für anspruchsvolle Formteile
Seit über 40 Jahren produziert die Emaform AG Formteile aus Polyurethan. Ihre Kernkompetenz, als führender Hersteller in der Schweiz, ist die komplexe Fertigung und kompetente Beratung ihrer Kunden beim Entwicklungsprozess über den Prototypenbau bis zum fertigen PUR-Formteil oder einer gesamten Baugruppe.
Die PUR-Systeme von Emaform werden hauptsächlich für die Formteileherstellung von hochwertigen Gehäusen und Verkleidungen für Medizinal- und Analysegeräte, Apparate- und Maschinenbau sowie für die Elektro- und Möbelindustrie eingesetzt.
Die Vorteile von PUR-Formteilen sind grosse Freiheiten im Design, gute mechanische Eigenschaften und chemische Beständigkeiten, optimale Steifigkeit bei minimalem Gewicht sowie günstige und schnelle Realisierung.
Damit die Vorzüge von Polyurethan optimal genutzt werden können, ist bereits bei der Entwicklung auf eine fertigungsgerechte Gestaltung zu achten.
Investition in Nachhaltigkeit
Die Themen Nachhaltigkeit und Kreislaufwirtschaft bei der PUR-Formteileherstellung sind bei Emaform AG schon seit län
Die Photovoltaikanlage liefert eine Leistung von rund 560 kWp. (Bild: Emaform)
fügt die Emaform über eine eigene Photovoltaikanlage (ca. 2640 m 2) mit einer Leistung von rund 560 kWp. Damit wird pro Jahr gleichviel Strom produziert wie verbraucht wird. Die anfallenden HKN (Herkunftsnachweise Solar von Bund, den Kantonen und Partnern der Wirtschaft anerkannt und die Absicht zur Zielerreichung zertifiziert (EnAW). Nebst Lernenden im Bereich Industrielackierer und Logistiker arbeiten rund 65 Mitarbeiter auf ca. 7000 2 Gebäudeflä
Für höchste Qualitätsansprüche
Der Spezialist für Verbindungs- und Kunststofftechnik, Ejot, bietet ein breites Sortiment an innovativen Verbindungselementen und Kunststoffspritzgussteilen, welche sowohl in der Industrie als auch in der Bauwirtschaft zum Einsatz kommen. Um den hohen Qualitätsansprüchen zu genügen, setzt Ejot Schweiz AG unter anderem auf die Geräte von Tool-Temp.
In der Verbindungstechnik stellt Ejot grösstenteils gewindefurchende Schrauben für Kunststoffe und Metall her und im Bausortiment ergänzt ein Komplettprogramm für die Befestigung der Aussenhülle an Gebäuden das Produktsortiment. Das Unternehmen mit Hauptsitz in Bad Berleburg (D) beliefert hauptsächlich Kunden aus der Automobilindustrie und deren Zulieferer, der Elektro- und Elektronikindustrie sowie der Bauindustrie.
Wie geht Ejot mit den aktuellen Entwicklungen in Wirtschaft, Technik und Gesellschaft um, insbesondere im Hinblick auf das Projekt «Ejot 2025»?
Wichtige Bestandteile der Ejot-Strategie sind die verstärkte Fokussierung auf unsere globale Ausrichtung und die Digitalisierung. Dabei werden wir unsere Aktivitäten sowohl im amerikanischen als auch im
fernöstlichen Wirtschaftsraum forcieren. Weltweit tauschen wir mit unseren Kolle -
gen Verfahren aus, um Standardisierung, Wachstum und Rentabilität zu fördern. Neben der operativen Integration konzentrieren wir uns auch auf die kulturellen Aspekte und arbeiten daran, den maximalen Nutzen aus den einzigartigen Stärken zu ziehen.
Wie hat sich die Produktpalette von Ejot in den letzten Jahren weiterentwickelt? Aktuelle Themenschwerpunkte sind eine Kombination von neuen Produkten unter Berücksichtigung ihrer Recyclingfähigkeit und dem Einsatz von wiederaufbereiteten Rohstoffen. Neben einem virtuellen Produkt- und Prozessdesign, einem hohen Automatisierungsgrad und der Steigerung der Energieeffizienz stehen möglichst geschlossene Materialkreisläufe, die konsequente Vermeidung von Verschwendung und der Einsatz nachhaltiger Energien im Fokus.
Exploring the Future of Advanced Recycling
Uniting
•
•
•
•
•
• Upgrading, Pre- and Post-treatment Technologies
•
Bei Ejot Schweiz kommen Temperiergeräte von Tool-Temp zum Einsatz.
Präzise Temperaturführung ist in der Dünnwandtechnik von grösster Bedeutung. (Bilder: Tool-Temp)
Inwiefern spielt die präzise Temperaturkontrolle eine Rolle bei der Qualitätssicherung Ihrer Produkte?
Zur Sicherstellung höchster Qualität und Prozesssicherheit ist die Beherrschung und Überwachung aller Systemparameter unabdingbar. Die Geräte von Tool-Temp helfen uns, den hohen Qualitätsansprüchen unserer Kunden gerecht zu werden. So ist beispielsweise eine präzise Temperaturführung in der Dünnwandtechnik von grösster Bedeutung.
Wobei vereinfachen die Geräte von Tool-Temp Ihren Produktionsprozess?
Bei der Herstellung präziser und hochwertigen Kunststoffspritzgussteilen ist eine exakte Temperaturführung in den Werkzeugen unerlässlich. Hier kommen bei der Ejot Schweiz AG unter anderem auch die Temperiergeräte von Tool-Temp zum Einsatz. Ihre präzise Temperaturregelung und ihre benutzerfreundliche Bedienung ermöglichen einen reibungslosen und qualitativ hochwertigen Produktionsprozess. Dank ihrer Zuverlässigkeit und Effizienz gewährleisten sie, dass unsere Fertigungslinien kontinuierlich und ohne Störungen laufen.
Gibt es bestimmte Zeiten oder Phasen, in denen die Tool-Temp Geräte besonders entscheidend für den reibungslosen Betrieb sind? Wir setzen bei der Herstellung unserer qualitativ hochwertigen Produkte sowohl auf Temperiergeräte als auch auf Kühlgeräte von Tool-Temp. Ihre hohe Verfügbarkeit, Zuverlässigkeit und präzise Temperaturregelung unterstützen die reibungslose Durchführung der Fertigungsprozesse und tragen dazu bei, eine exakte und reproduzierbare Produktqualität sicherzustellen.
Gibt es noch etwas, das Sie gerne über Ihre Erfahrungen mit den Tool-Temp Temperier- und Kühlgeräten ergänzen möchten? Die Auswahl lokaler Lieferanten ist uns ein besonderes Anliegen. Die lokale Nähe mit kurzen Reaktionszeiten und die sehr gute partnerschaftliche Zusammenarbeit auf einem hohen technischen Niveau erzeugen Mehrwert und sind ein nicht zu unterschätzender Marktvorteil. Dieser wird auch von unseren Kunden sehr geschätzt und führt schliesslich zu langjährigen Geschäftsbeziehungen.
Kontakt www.tool-temp.ch n
Wir maximieren Ihre
Mit der führenden Netstal-Spritzgiesstechnologie für Hochleistungsanwendungen in der Medizintechnik.
Mit den neuen PTFE Wellschläuchen mit Polyestergarn-Umflechtung bietet HASCO eine innovative Temperierschlauchserie für höchste Ansprüche in Bezug auf Arbeitsund Prozesssicherheit, Temperatur, Flexibilität und Langlebigkeit an.
15. - 19. Oktober 2024 Stand A2-2202 www.hasco.com
Einfach und intuitiv zu bedienen
Präzise Heisskanal-Temperaturregelung
Die T-Flow HRS Control Units steigern die Präzision und Zuverlässigkeit der Temperaturregelung beim Heisskanal-Spritzgiessen. Das modulare Design besteht aus drei Modellen, die für ein Vielfaches von sechs Zonen konfiguriert werden können.
T-Flow HRS bietet eine intuitive, selbsterklärenden Benutzeroberfläche für eine umfassende Prozesssteuerung. Dabei ergibt die Kombination aus integriertem Touchscreen, klarer Textdarstellung, intelligenter Navigation und geführter Bedienung ein besonders benutzerfreundliches Konzept ohne Handbuch und Schulung. Der integrierte LED-Streifen in den Signalfarben grün, gelb und rot macht den Betriebsstatus auch aus der Ferne erkennbar. Per integriertem USB-Anschluss lassen sich Rezepte und Prüfprotokolle schnell und effizient installieren und übertragen. Der Datenaustausch mit der Spritzgiessmaschine erfolgt per OPC UA Schnittstelle gemäss dem neuen Standardprotokoll für Heisskanalregler Euromap 82.2. Der ebenfalls integrierte VNC-Server ermöglicht die Bedienung zudem komfortabel über Notebook oder Smartphone/Tablet.
Hohe Präzision und schnelle Steuerung
T-Flow HRS regelt die Temperaturen besonders präzise. Damit ist das System universell einsetzbar, auch für anspruchsvolle, hochfachige Anwendungen mit schlanken Düsen geringer Masse. Dabei erlaubt sein modularer Aufbau die flexi ble Konfiguration für die jeweils gegebenen Anforderungen. Ein weiteres Plus an Flexibilität bei der Temperaturregelung geben die Aufheizvarianten gleichzeitiges Aufheizen aller Zonen mit definierbarer Temperaturabweichung, sequenzielles Aufheizen oder die Kombination beider Funktionen sowie schonendes Aufheizen (Softstart). Darüber hinaus können mehrere Zonen gruppiert und als eine Zone parametriert werden. Die Rezeptverwaltung ermöglicht das Speichern, Aufbewahren, Vergleichen und schnelle Abrufen verschiedener Rezepte.
Die T-Flow HRS Control Units steigern die Präzision und Zuverlässigkeit der Temperaturregelung beim Heisskanal-Spritzgiessen. (Bild: Oerlikon HRSflow)
Effizienz und Energieeinsparung
Der T-Flow HRS ist auf Effizienz und Energieeinsparung ausgelegt und verfügt beispielsweise über aussenliegende Kühlkörper für eine kontinuierliche Wärmeabfuhr, um die Leistung und Lebensdauer des Reglers zu maximieren. Die integrierte Timer-Funktion ermöglicht das automatische Ein- und Ausschalten der Ausgänge an bestimmten Tagen und zu bestimmten Zeiten und fördert so die optimale Energienutzung. Darüber hinaus verbessert die Auto-Standby-Funktion die Energieeffizienz, indem sie den Standby-Modus des Reglers intelligent steuert und so zu einem nachhaltigeren und kosteneffizienteren Spritzgiessprozess beiträgt.
Schnelle Hilfe
T-Flow HRS bietet sofortige Hilfe bei Störungen, beispielsweise bei Unregelmässigkeiten während des Aufheizens. Die Thermodynamische Analyse vergleicht den
thermodynamischen Zustand des Werkzeugs mit einem zuvor als Referenz gespeicherten Gut-Zustand, Leckagen werden erkannt und Massnahmen im Falle eines Fühlerbruchs ergriffen. Bei Alarm liefert das integrierte Service- und Supportsystem schnelle Anweisungen, die helfen, den Ort des Problems zu identifizieren und die Bediener bei der raschen Behebung des Problems anleiten, um Ausfallzeiten zu minimieren und eine optimale Leistung zu ermöglichen. Darüber hinaus speichert eine Servicedatei alle notwendigen Informationen für die Fehleranalyse, wenn eine Störung nicht auf Anhieb behoben werden kann und daher technische Unterstützung benötigt wird. Mit nur einem Klick erstellt, kann sie an den technischen Support gemailt werden, um dort auf Basis der Daten eine eingehende Analyse durchzuführen.
Kontakt www.oerlikon.com/hrsflow n
Ultrapolymers erweitert Portfolio
Nachhaltige Polyamide
Ultrapolymers liefert ein erweitertes Portfolio an Polyamiden für den Einsatz im Kühlkreislauf, unter anderem für die Herstellung von Schnellkupplungen.
Das Portfolio technischer Kunststoffe von Ultrapolymers für die Automobilindustrie umfasst jetzt eine erweiterte Auswahl an Polyamiden von Domo, die sich für den direkten und langzeitigen Kontakt mit den im Kfz eingesetzten Kühlmitteln eignen. Das Angebot reicht von PA6 und PA6.6 bis zu teilweise biobasiertem PA6.10. Je nach Typ sind dabei Glasfaseranteile von 30 % oder 50 % verfügbar. Diese Polyamide bieten universelle Lösungen und sind darüber hinaus auch in einigen besonders anspruchsvollen Anwendungsfällen anstelle von Hochleistungskunststoffen einsetzbar.
Die Kühlung der Batterien von E-Fahrzeugen im Temperaturbereich bis ca. 80 °C gehört zu den möglichen Einsatzschwerpunkten für das PA6-GF30 Technyl C 218 V30 BK 34NG LP. Die Hydrolysebeständigkeit des vergleichbaren herkömmlichen PA6.6-Universaltyps von Domo erreicht 3000 h bei 120 °C, und dessen modifizierte Version A 218G2 V30 BK 34N legt hier die Messlatte um nochmals 30 % höher. Bestwerte bieten das PA6.6/PA6.10Blend D 218CR V33 BK mit 1000 h bei 135 °C und das PA6.10 D 218 V30 BK mit 2000 h bei 130 °C, Werte die sonst nur
PPS und PPA erreichen. Gerade die biobasierten PA6.10-Typen Technyl D 218 V30 BK verbinden hier die teilweise Substitution herkömmlicher durch nachwachsende Rohstoffe mit dem deutlich geringeren spezifischen Gewicht gegenüber PPA und PPS, die sie in bestimmten anspruchsvollen Anwendungen ersetzen können. Zudem weisen sie eine höhere Zähigkeit auf als diese herkömmlichen Hochleistungspolyamide, was den Anwendungsbereich erweitert.
Geringe Auswaschbarkeit
Zu den neuen Entwicklungen im Bereich der bei Ultrapolymers verfügbaren Polyamide, die Domo für die Antriebstechniken der Zukunft entwickelt hat, gehören die hochreinen Technyl-Typen PURE A 219E1 V30 BK und PURE A 219E1CR V33 BK. Deren Kennzeichen ist ein geringer Wert für die Auswaschbarkeit von Ionen, die negative Auswirkungen auf Folgeprozesse bzw. bestimmte Anwendungen wie Sensoren haben können. Generell sind entsprechende PURE-Typen auf Basis von PA6.6, PA6.10 sowie auch PA6T/66 verfügbar. Neu in der Technyl 4Earth-Familie nachhaltiger, recycelter Polyamide mit Neuwa -
Polyamide für den Einsatz im Kühlkreislauf. (Bild: Ultrapolymers)
re-Eigenschaften und ebenfalls sofort bei Ultrapolymers verfügbar ist das hitzestabilisierte und glykolbeständige Technyl 4Earth A1E 218 V30 BK 34NG LP, ein rPA6.6-GF30, das zu 50 % auf Basis von Faserabfällen aus Airbags hergestellt wird. Das ebenfalls neue, besonders leichtfliessende Technyl STAR AF 219 V30 BK LT ist mit einem speziellen Schwarzpigment ausgestattet, wodurch es im Laserschweissverfahren mit einer laserabsorbierenden Kunststoffvariante verbunden werden kann.
Kontakt www.ultrapolymers.com n
Wir bauen aus . . .
Im Einsatz für unsere Kunden
19. Rapperswiler Kunststoffforum (RaKuFo)
Ein Fixpunkt in der Kunststoffbranche
170 Vertreterinnen und Vertreter der kunststoffverarbeitenden Industrie aus der Schweiz und dem nahen Ausland nutzten die Gelegenheit, sich mit Expertinnen und Experten des IWK Institut für Werkstofftechnik und Kunststoffverarbeitung an der OST auszutauschen. Im Fokus standen neue Technologien, aktuelle Trends und Innovationen aus den verschiedensten Bereichen. Neben Fachvorträgen und Themen aus der Branche standen auch wieder Laborpräsentationen mit eindrücklichen Beispielen aus aktuellen Projekten mit der Industrie im Fokus.
Wie Fortschritt wirklich funktioniert, lässt sich jedes Jahr beim Rapperswiler Kunststoffforum beobachten. Nicht jede Innovation krempelt gleich die ganze Branche um. Stattdessen fliessen viele kleine und grosse Forschungsprojekte schrittweise in eine Industrie ein, an die in einem dynamischen globalwirtschaftlichen Umfeld immer höhere Anforderungen gestellt werden: Kunststoffprodukte sollen laufend energieeffizienter und ressourcenschonender produziert werden, die Umwelt nicht mehr verschmutzen und gleichzeitig günstig, vielseitig, robust, flexibel einsetzbar und komfortabel anzuwenden sein. Die angewandte Forschung und Entwicklung am IWK Institut für Werkstofftechnik und Kunststoffverarbeitung setzt genau dort an: in enger Zusammenarbeit mit der Industrie werden Prozesse verbessert, neue Produktionsschritte und Materialien erforscht oder bekannte Werkstoffe und Maschinen mit innovativen Fertigungstechniken kombiniert, um bisher unmögliche Produkte möglich zu machen.
Das Rapperswiler Kunststoffforum war auch dieses Jahr Anziehungspunkt für alle, die sich über neue Technologien und aktuelle Trends in der Branche informieren wollten. (Bilder: Marianne Flury)
In diesem Jahr zeigte sich wieder eindrücklich, wie innovationsfreudig die Kunststoffbranche ist. Darunter sind hochaktuelle Themen aus dem Bereich Digitalisierung wie ein selbstlernender Algorithmus zur automatischen Balancierung des Füllverhaltens bei Mehrkavitätenwerkzeugen oder eine autonome Fertigungszelle mit autonomem Logistikroboter und Online-Qualitätsüberwachung. Auch das Thema Nachhaltigkeit wurde facettenreich vorgestellt: zum Beispiel mit der ressourcenschonenden Bauteilauslegung durch integrative Simulationen oder anhand von Beispielen gelungener Kreislaufwirtschaft beim Kunststoffrecycling. Bei den Fachvorträgen in der Aula dominierten die beiden Themenfelder ebenso wie in den Laborpräsentationen im Techpark in Rapperswil-Jona.
Die wichtigsten Neuerungen in allen Fachbereichen des IWK werden auf unserer Webseite vorgestellt:
Das nächste Forum findet am Donnerstag, 4. September 2025 statt, und das IWK feiert dann sein 20-Jahr-Jubiläum
Kontakt
Prof. Dr. Ing. Frank Ehrig
Leiter IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
+41 (0)58 257 49 05 www.ost.ch/iwk n
Sumitomo (SHI) Demag mit neuer Geschäftsführung
Die Sumitomo (SHI) Demag Plastics Machinery GmbH, Schwaig, stellt die Geschäftsführung neu auf. Ab dem 1. September 2024 werden im Zuge des bereits angekündigten Generationenübergangs personelle Veränderungen vorgenommen.
Nach dem Rückzug von Gerd Liebig, der neun Jahre an der Spitze des Unternehmens stand, übernimmt mit Christian Maget jemand aus den eigenen Reihen die Position des CEO. Dieser ist bereits seit 2013 im Unternehmen, ab Juni 2023 als Geschäftsführer für den Bereich Finanzen (CFO). Zuvor hatte er zusätzlich zu seiner Kernfunktion die Verantwortung für die Bereiche Personalwesen sowie IT übernommen.
Neben seiner neuen Funktion als CEO bleibt Maget für die Bereiche Finanzen, Informationstechnologie und Personalwesen verantwortlich und darüber hinaus ab September auch für den Bereich Technologie. Dieser wird von Martin Pütz geleitet, der künftig direkt
an Christian Maget berichtet. Die Kernaufgaben des 48-Jährigen CEO beziehen sich auf interne Themen, er wird sein Hauptaugenmerk auf die zukünftige strategische Ausrichtung der Unternehmensgruppe richten und die Wettbewerbsfähigkeit weiter ausbauen.
Neuer Chief Sales Officer (CSO) wird ab dem 1. September 2024 Anatol Sattel. Er übernimmt damit den Aussenauftritt bei Kunden, Geschäftspartnern, Tochtergesellschaften und Vertretungen. Ausserdem soll der 46-Jährige die Kooperation mit Japan stärken. Anatol Sattel, der im September 2017
Andreas Montag, neuer Director Business Development Medical
in das Unternehmen eingetreten ist, übernahm im April 2019 als Director das Business Development Medical und legte dabei die Grundlagen für die erfolgreiche Arbeit des Medizintechnik-Teams.
Neue Geschäftsführung (v.l.): Takaaki Kaneko, COO (bisher), Anatol Sattel, CSO, Christian Maget, CEO (Bilder: Sumitomo (SHI) Demag)
Die Führung und Stärkung des internationalen Vertriebs sowie des von Andreas Holzer geführten internationalen Kundendienstes sind weitere Kernaufgaben von Anatol Sattel. Darüber hinaus ist er auch für die Leitung der branchenspezifischen Business-Development-Teams in den Bereichen Packaging, Automotive & Electronics und Consumer zuständig.
Das bisher von Sattel geführte Business Development Medical hat mit Wirkung per 1. Juli 2024 Andreas Montag als Director übernommen, ein international erfahrener Medizintechnik-Spezialist, der seine gesamte berufliche Laufbahn in der Kunststoffindustrie verbracht hat, zunächst bei Hekuma und dann bei Barnes Moulding Solutions. Die Geschäftsführung wird vervollständigt durch Takaaki Kaneko, dessen Position als COO unverändert bestehen bleibt.
www.sumitomo-shi-demag.eu
maag.com
Besuchen Sie uns in Friedrichshafen!
Fakuma, 15.-19.10.2024
Halle A6, Stand 6202
NEXT LEVEL SOLUTIONS
Integrierte Systeme für die Polymerverarbeitung
Die Produktion von qualitativ hochwertigen Granulaten ist Ihre Priorität? Mit den Granulierwerkzeugen von MAAG AMN erfüllen Sie die spezifischen Anforderungen jedes einzelnen Polymers. Darüber hinaus bieten sie eine unvergleichliche Langlebigkeit und sorgen dafür, dass Sie dauerhaft qualitativ hochwertige Granulate herstellen können.
Die Zukunft des Recyclings gestalten
Die Advanced Recycling Conference hat sich in kurzer Zeit als wichtige Plattform für Innovationen im Recycling etabliert. (Bild: nova-Institut)
Die Advanced Recycling Conference (ARC) 2024, die am 20. und 21. November 2024 in Köln und online stattfindet, befasst sich mit den drängendsten Fragen der Recyclingbranche. Neben dem Recycling von Kunststoffverpackungen stehen derzeit die Verwertung von Elektronikschrott, das PVCund Textilrecycling sowie die Anwendung fortschrittlicher Recyclingverfahren für technische Thermoplaste im Blickpunkt. Ein weiterer Schwerpunkt liegt auf Investitionen und der Finanzierung von
Technologien im Bereich des Advanced Recyclings. Die Konferenz bietet die Möglichkeit, sich über ein breites Spektrum moderner Recyclingtechnologien zu informieren. Dazu gehören Verfahren wie Extrusion, Auflösung, Enzymolyse, Solvolyse, Pyrolyse, thermische Depolymerisation und Gasifizierung mit Carbon Capture and Utilization (CCU). Das hochkarätige Programm umfasst auch Beiträge zur Vorund Nachbehandlung von Ma -
terialien sowie zu digitalen Innovationen, die die Zukunft des Recyclings prägen werden. Mit 300 Teilnehmenden aus 26 Ländern im Jahr 2023 hat sich die Veranstaltung in kurzer Zeit als führend für Innovationen im Recycling etabliert. Veranstaltet wird die Konferenz vom nova-Institut GmbH in Hürth (D).
www.advanced-recycling.eu
Reifenhäuser Gruppe ernennt neuen CSO
Mit Wirkung zum 1. Juli hat Marcel Perrevort (46) die Position des Chief Sales Officer (CSO) der Reifenhäuser Gruppe übernommen. Er tritt damit
in- und auswendig. Zu wissen, dass ich die Position in kompetente Hände übergebe, macht es mir sehr leicht.» Reifenhäuser wird seine Arbeit in Verbän -
die Nachfolge von Ulrich Reifenhäuser an, der diese Funktion mehr als 25 Jahre innehatte. Mit der Entscheidung setzt der familiengeführte Maschinen- und Anlagenbauer den bereits eingeleiteten Generationenwechsel in der Führungsstruktur konsequent fort. Perrevort ist seit über zehn Jahren in verschiedenen Vertriebs- und Management-Positionen innerhalb der Reifenhäuser Gruppe tätig – zuletzt als Geschäftsführer der Reifenhäuser Blown Film. In seiner neuen Rolle als CSO ist er massgeblich verantwortlich für die Vertriebs- und Servicestrategie der Gruppe sowie deren Abgleich mit den Aktivitäten der Geschäftsbereiche. Ein Fokus wird der weitere Ausbau der internationalen Vertriebsund Serviceeinheiten sein. Ulrich Reifenhäuser sagt: «Ich arbeite jetzt schon viele Jahre mit Marcel Perrevort zusammen. Er kennt unser Geschäft
den und Gremien innerhalb der Kunststoffindustrie fortsetzen und der Reifenhäuser Gruppe als Repräsentant und Berater weiterhin zur Verfügung stehen.
In der Folge ergeben sich auch Änderungen bei Reifenhäuser Blown Film. Ebenfalls zum 1. Juli führt dort Eugen Friedel die Geschäfte als neuer Teil der Doppelspitze an der Seite von Dr. Andreas Neuss. Der 42-jährige löst damit Marcel Perrevort ab. Friedel, studierter Betriebswirt, ist seit über 25 Jahren in verschiedenen Vertriebs-Positionen der Reifenhäuser Blown Film tätig – zuletzt als Vertriebsleiter. Neben einem Fokus auf den Vertrieb verantwortet er innerhalb der Geschäftsführungs-Doppelspitze ausserdem das Produktmanagement und den Einkauf.
www.reifenhauser.com
Der Spezialist für Industriebauten
Ganzheitliche Lösungen − engineered by IE
Eine effiziente Kunststoffproduktion bedingt, dass die Fertigungsprozesse, die Haustechnik und die Architektur von Anfang an aufeinander abgestimmt werden. Das Gebäude muss entsprechend konzipiert sein. Darauf sind unsere erfahrenen Architekten und Ingenieure spezialisiert. Sie achten darauf, dass die Material- und die Personenflüsse kreuzungsfrei verlaufen, der Lagerbereich direkt an die Produktion angebunden ist und das Gebäude später flexibel erweitert werden kann.
Unsere Experten erarbeiten mit Ihnen bei Bedarf ganzheitliche Hygiene- und Reinraumlösungen inkl. Qualifizierung, die sicherstellen, dass partikuläre und mikrobiologische Belastungen für den Produktionsprozess optimal gesteuert sind.
Die Beachtung solcher Kriterien entscheidet letztlich über Ihre Wettbewerbsfähigkeit in der hart umkämpften Kunststoffbranche.
Wie immer Ihre Ausgangslage ist − wir haben die ganzheitliche, maßgeschneiderte und praxiserprobte Lösung für Sie.
Neuer CSO der Reifenhäuser Gruppe: Marcel Perrevort. (Bild: Reifenhäuser)
Wegbereiterprojekt zur Entlüftung von Spritzgiesswerkzeugen
Die korrekte Entlüftung von Spritzgusswerkzeugen ist nicht trivial, da sie von einer Vielzahl von Faktoren wie Kavitätsvolumen, Einspritzgeschwindigkeit, der Bauteilgeometrie und den Fliesswegen abhängt. Entsprechend komplex ist die Auswahl eines sinnvollen Entlüftungskonzeptes. Das KunststoffZentrum SKZ möchte hier Wegbereiter für die Industrie sein und gemeinsam mit führenden Industrievertretern Lösungskonzepte erarbeiten. «Beim Einspritzen des Polymers in die Kavität wird nicht nur die darin eingeschlossene Luft verdrängt. Bei der Verar-
beitung vieler Thermoplaste können gasförmige Produkte entstehen, die ebenfalls aus dem Werkzeug entweichen müssen. Hierzu zählen insbesondere faserverstärkte und/ oder flammgeschützte Materialien und beispielsweise Polyolefine, Polycarbonate sowie Polyamide. Eine unzureichende Entlüftung führt häufig zu Schadstellen», erklärt Christian Deubel, Senior Engineer Forschung Spritzgiessen am SKZ. Im Industriealltag führt dies häufig zu vielen, teuren Iterationsschleifen im Werkzeugbau, bis eine zufriedenstellende Qualität erreicht ist.
Typisches Fehlerbild bei falscher Werkzeugentlüftung. (Bild: SKZ)
Am Ende der Forschungstätigkeit möchten die SKZ-Experten vor allem eine Simulation der Geometrievarianten, inkl. Entlüftungslösungen, und Abgleich mit den realen (Mess-) Ergebnissen ermöglichen und
eine Handlungsempfehlung für optimierte Entlüftungssimulationen und die Umsetzung im Werkzeug erarbeiten. Das Projekt ist zum 1. Juni 2024 gestartet. Weitere Teilnehmer sind dennoch willkommen.
Eine grosse Herausforderung bei der Verwendung von Rezyklaten im Extruderprozess sind die Schwankungen in der Qualität. Neben generellen Verunreinigungen sind, insbesondere in Post-Consumer-Rezyklaten, Fremdpolymere enthalten. Zu hohe Anteile von Fremdpolymeren im Basispolymer führen jedoch zu einer minderwertigen Produktqualität.
In einem gemeinsamen Projekt haben sich das SKZ und die ColVisTec AG 2022 der Herausforderung gestellt, den Fremdpolymeranteil im laufenden Prozess zu messen und automatisiert zu korrigieren. Im Falle eines Verlassens festgelegter Toleranzbereiche sollte somit durch Kopplung mit der Anlagentechnik des Extruders eine automatische Anpassung
der Prozessabläufe erfolgen. Ziel des zweijährigen Forschungsvorhabens war die Realisierung einer neuen Anwendung der CVT-Technologie, die in Kombination von Hard- und Software als System vermarktet werden soll.
Das Forscherteam zeigte sich nach Abschluss aller Untersuchungen mit den Ergebnissen sehr zufrieden. Die wesentli -
chen Ziele wurden erreicht und das Konzept konnte an einem Demonstrator nachgewiesen werden.
Die entwickelte Lösung ermöglicht eine deutlich verbesserte Qualitätskontrolle bei Rezyklat einsatz und leistet somit einen wertvollen Beitrag sowohl zur Produktqualität als auch zur Kreislaufwirtschaft.
Innovative Möglichkeiten zur Prozessüberwachung bei Dichtstoffen
Um die Qualitätssicherung an Dichtmassen voranzutreiben, forschen das SKZ und das Fraunhofer IFAM aktuell an berührungslosen Prüfmethoden, mit denen der Aushärtefortschritt inline bestimmt werden kann. Dafür werden der luftgekoppelte Ultraschall, kurz Luftultraschall, und die optische Profilometrie eingesetzt und KI-basierte Aushärtemodelle entwickelt. Mithilfe von Luftultraschall können Änderungen
in der Dichte oder den elastischen Eigenschaften des Dichtstoffs ermittelt werden, während die optische Profilometrie den Schrumpf bei der Aushärtung mit einer Auflösung im µm-Bereich messen kann. Die gemessenen Grössen sollen zusammen mit weiteren Einflussfaktoren wie Umgebungstemperatur und -luftfeuchtigkeit für das Trainieren einer künstlichen Intelligenz genutzt werden. Somit
können Aushärtemodelle entwickelt werden, mit denen eine zuverlässige Bestimmung des Aushärtefortschritts möglich ist. Dabei sollen verschiedene Dichtstoffe und unterschiedliche Fugenformen untersucht werden, um die Methoden für die industrielle Anwendung auszulegen. Im weiteren Verlauf des Projekts sollen die Messmethoden dann auch an realen Bauteilen getestet werden.
Lufteinschlüsse und andere Mängel sollen mit einer neuen Thermografie-Technik detektierbar werden.
Kontakt FSKZ e. V. Friedrich-Bergius-Ring 21 D-97076 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de
Kuma Solution vertritt neu Oni in der Schweiz
Auf den 1. Juli 2024 hat die Kuma Solution AG in Buchs ihr
Benjamin Knecht freut sich über die Erweiterung des Portfolios. (Bild: Kuma Solution)
Neustart für Illig
Der Heilbronner Maschinenbauer Illig wird seinen Ende 2023 gestarteten Eigenkapitalund Restrukturierungsprozess mit dem Einstieg eines erfahrenen und auf Sondersituationen spezialisierten deutschen Mittelstandsinvestors erfolgreich abschliessen. Im Zuge des im April 2024 eingeleiteten Sanierungsverfahrens in Eigenverwaltung gelang es dem Unternehmen, zusammen mit Sanierungsexperten, eine Investorenlösung zur Fortführung des Geschäftsbetriebs und zur strategischen Neuausrichtung des Unternehmens zu finden.
Der Investor Orlando Capital wird das gesamte Produktportfolio übernehmen und die Geschäfte in allen Vertriebsregionen weltweit fortführen. Die Unterzeichnung des Kaufvertrags (Signing) erfolgte am 17. Juli 2024. Eine neue Gesellschaft wird alle Aufgaben der Illig Maschinenbau GmbH &
Portfolio mit den Anlagen, Geräten und Systemen von OniWärmetrafo GmbH ausgebaut. Das Unternehmen aus Lindlar liefert Gesamtsysteme und Kompakt-Einheiten im Bereich Kälte-, Klima- und Lüftungstechnik sowie Temperiertechnik weltweit. Damit hat Kuma Solution als Systemanbieter das Portfolio mit einem deutschen Qualitätslieferanten perfekt ergänzt, was es erlaubt, den Endkunden massgeschneiderte Produkte und Anlagen anbieten zu können. Kuma Solution pflegt langjährige Partnerschaften zu ihren Lieferwerken, was sich auf die Zufriedenheit der Schweizer Kunden im Kunststoffmarkt
positiv auswirkt. Die Partnerschaft ermöglicht schnellere Reaktionszeiten innerhalb der Schweiz und bringt die Partner und Kunden im Produktionsund Engineeringbereich (noch) näher zusammen. Die beiden Unternehmen haben gemeinsam, dass sie grossen Wert auf zuverlässigen Service und Kundendienst legen. Dazu sagt Benjamin Knecht, Geschäftsführer von Kuma Solution: «Wir freuen uns, unser ProdukteGesamtportfolio mit Oni zu ergänzen und so den Service und die Dienstleistung für unsere Schweizer Kunden weiter steigern zu können.»
Kuma Solution ist mit ihrem technischen Know-how und
Portfolio für Oni genau der richtige Partner, um die Schweizer Kunden vollumfänglich und absolut zufriedenstellend betreuen zu können. Näher beim Kunden zu sein, das ist für Oni eine der Prioritäten für den Schweizer Markt und auch für die Zukunft. «Wir freuen uns, mit Kuma Solution einen Partner gefunden zu haben, mit welchem wir die gemeinsame Zukunft in der Schweiz bestreiten können, zum Wohl der verarbeitenden Firmen und deren Mitarbeiter», sagt Verkaufsleiter DACH-Region, Markus Hoffstadt, von Oni.
www.kuma-solution.ch
Co. KG übernehmen. Hierfür werden alle Sachwerte und der gesamte Geschäftsbetrieb des Maschinenbauers auf die neue Gesellschaft übertragen. Die Weiterführung der Marke Illig sowie des bestehenden Produktportfolios an Thermoformund Verpackungssystemen in allen Vertriebsregionen ist somit gesichert. Illig wird als eigenständiges Unternehmen weitergeführt. Neben dem Erwerb wird der Investor erhebliche Barmittel in Illig investieren, um das Unternehmen nachhaltig als Marktführer aufzustellen. Die Übernahme wird ausschliesslich mit Eigenkapital finanziert und zielt auf eine sehr hohe Eigenkapitalquote. Für die kommenden Jahre zeigt sich Illig optimistisch.
In der Schweiz ist Illig vertreten durch die Mapag Maschinen AG
www.mapag.ch www.illig.com
Neue Hasco
Schriftstempel
Schriftstempel in Spritzgiesswerkzeugen dienen der eindeutigen Markierung und Identifizierung von Formteilen durch Seriennummern, Herstelldaten oder Chargennummern.
Z48600ff/..., ohne Höhenverstellung
Hasco präsentiert die neue Schriftstempelserie Z48600/…–Z48645/...ohne Höhenverstellung, die eine einfache, eindeutige und direkte Kennzeichnung von Spritzgiessartikeln
Werde Mitglied der Fachgruppe Kunststofftechnik!
Fachtagungen –immer up to date!
Netzwerk–immer dabei!
ermöglicht. Die Stempel zeichnen sich durch eine präzise Rastfunktion und eine exakt gleichbleibende axiale Höhenposition beim Einstellen des Pfeileinsatzes aus, wodurch die Artikelqualität erhöht wird. Die vertiefte Gravur der Schriftstempel gewährleistet ein sauberes und klares Abformen der Spritzgiessartikel. Dabei werden eine gute Lesbarkeit und Beständigkeit der Kennzeichnung sichergestellt. Das einfache Wechseln der Pfeileinsätze von der Trennebene aus erleichtert die Wartung und Anpassung der Werkzeuge. Die Schriftstempel sind zudem für kleinste Einbauräume ab 2,6 mm geeignet, was ihre Einsatzmöglichkeiten erheblich erweitert.
Gefertigt aus dem rostfreien Werkstoff 1.4112, bieten die Schriftstempel eine hohe Beständigkeit gegen Korrosion. Die verschleissarme Mechanik der Stempel garantiert eine lange Lebensdauer und zuverlässige Funktion über viele Produktionszyklen hinweg. Die neue Serie rundet das bewährte Hasco Schriftstempel-Programm ab und bietet Anwendern vielfältige und sichere Möglichkeiten zur eindeutigen Produkt-Kennzeichnung.
Hasco Hasenclever GmbH+Co KG D-58513 Lüdenscheid info.ch@hasco.com www.hasco.com
Co m p os i te -We r k s to f f e Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebsto e, Stützsto e, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr
Busch AG Vacuum Solutions Waldweg 22, 4312 Magden Tel. 061 845 90 90 info @ buschag.ch, www.busch.ch
MIKROSKOPE www.kern.swiss
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
Herbold Meckesheim GmbH D-74909 Meckesheim www.herbold.com Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
Effizienz steigern.
Nachhaltig und sicher Energie sparen
Fakuma 2024
Friedrichshafen
Halle A4 Stand 4205
The next Generation. Temperature Control Units Thermo 6
Energieeinsparung ohne Qualitätseinbussen. Der Energy ControlAssistent der Temperiergeräte Thermo 6 führt jeden Anwender zum optimalen Betriebspunkt.