


KUNSTSTOFF XTRA OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG November / Dezember 2022 11–12/2022 Umfassende Messevorschau Fachmesse und Symposium 17. bis 19. Januar 2023 Messe Luzern Energieeffiziente Kühlung für jeden kundenspezifischen Anwendungsfall www.technotrans.de Halle 1 Stand B 1039





MACHT’S KLASSE LÄUFT ELEKTRISCH
Ihr Einstieg in die Welt des elektrischen Spritzgiessens: Die GOLDEN ELECTRIC vereint die unschlagbare Qualität unserer hydraulischen GOLDEN EDITION mit der Effizienz des Elektroantriebs. Zur Freude Ihrer Kunden und Ihres Controllers. www.arburg.ch
SPART GELD UND GIBT ALLES IST SCHNELL BRAUCHT WENIG KANN VIEL HAT ROUTINE
Effizienz ist gefragt
Lange waren Effizienzsteigerung, Digitalisierung oder Nachhaltigkeit gerne verwendete Schlüsselworte, wenn Experten in die Zukunft blickten und prophezeiten, was in den kommenden Jahren wichtig würde.
Maschinenbauer und Automatisierer richten ihre Geräte und Steuerungen schon seit geraumer Zeit nach diesen Vorhersagen aus. Sie bauen immer effizientere Anlagen und sparen dank intelligenten Steuerungen Zeit und Energie.
Nur schien es bislang schwierig, diese auf Nachhaltigkeit getrimmten Systeme an den Kunden zu bringen. Dort war Energieeffizienz und Digitalisierung eher ein Nice-to-have-Argument als eine zwingende Vorgabe bei der Beschaffung neuer Anlagen.
Doch nun, mit den steigenden Strompreisen, kommt gerade in energieintensiven Branchen, wie etwa der Kunststoffverarbeitung, Bewegung in die Sache. Plötzlich werden effiziente Lösungen nachgefragt, weil sich deren Anschaffung, anders als noch vor einigen Jahren, innert kurzer Zeit rechnet.
Das wurde an der K-Messe in Düsseldorf Ende Oktober deutlich. Viele Hersteller präsentierten Systeme, die intelligent gesteuert sind. Da wird beispielsweise Druckluft oder heisses Wasser nur genau am erforderlichen Ort zum erforderlichen Zeitpunkt und in der erforderlichen Menge bereitgestellt.
Aus der Distanz betrachtet, klingt das logisch und scheint mit heute gebräuchlichen Steuerungen auch einfach umsetzbar zu sein. Aber dass diese Systeme heute verfügbar sind, liegt an der kontinuierlichen Weiterentwicklung und dem vorausschauenden Handeln vieler Ingenieure, die in den vergangenen Jahren ihre Hausaufgaben gemacht haben.
Genau diesen Themen - Nachhaltigkeit, Digitalisierung und Effizienzsteigerung – widmen wir uns auch in dieser Messe-Ausgabe zur Swiss Plastics Expo. Die Schweizer Kunststoffmesse findet vom 17. bis 19. Januar 2023 in Luzern statt. Als Medienpartner sind wir in der Halle 2 am Stand E2151 vertreten.

Thomas Meier, Redaktor

KUNSTSTOFF XTRA 11–12 /2022 EDITORIAL
Swiss Plastics wir stellen aus Halle 2, Stand D2110
www.granula.ch www.granula.eu
6
MESSEN
Die Messe am Puls der Branche
Die Swiss Plastics Expo vom 17. bis 19. Januar 2023 vereint die gesamte Wertschöpfungskette der Schweizer Kunststoffindustrie.


10
NACHHALTIGKEIT
Sandwichplatten aus rezykliertem Kunststoff

Sandwichplatten mit einem rezyklierten Mischkunststoffkern ermöglichen der Restfraktion aus der Kunststofftrennung ein neues Leben.
18
NACHHALTIGKEIT
Das Recycling-Rätsel
Das Recycling von Kunststoffen ist eine komplexe Herausforderung, die sich nicht nur auf ein geeignetes Sammelsystem und eine Energierückgewinnung beschränkt.
IMPRESSUM
KUNSTSTOFF XTRA
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung
Erscheinungsweise 7 × jährlich
Jahrgang 12. Jahrgang (2022)
Druckauflage 4100 Exemplare

WEMF / SW-Beglaubigung 2022 3264 Exemplare total verbreitete Auflage 1280 Exemplare davon verkauft

ISSN-Nummer 1664-3933 Internet www.kunststoffxtra.com
Geschäftsleiter Andreas A. Keller
25
NACHHALTIGKEIT
Kreislauf ist mehr als das Recyceln von Materialien

Die Kreislaufwirtschaft ist ein Thema, das schon länger aktuell ist und mit den zunehmenden Energie- und Rohstoffpreisen an Bedeutung gewinnt.
30
DIGITALISIERUNG
Predictive Quality für Spritzgiessbauteile
Im Zuge der Digitalisierung gibt es viele interessante Use Cases, die das Spritzgiessen als Produktionsprozess optimieren sollen.
41
AUSBILDUNG
Eine Kooperation bringt nur Gewinner
Das Kunststoff Ausbildungs- und Technologie-Zentrum (KATZ), Aarau, und das Kunststoff-Zentrum (SKZ), Würzburg, haben beschlossen, gemeinsam auf der Swiss Plastics Expo in Luzern aufzutreten.
Vorstufe
Herausgeber/Verlag
SIGWERB GmbH

Unter Altstadt 10, Postfach CH-6302 Zug Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Anzeigenverkaufsleitung Thomas Füglistaler
Anzeigenverkauf
SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a CH-5610 Wohlen Telefon +41 56 619 52 52 Telefax +41 56 619 52 50 info@sigimedia.ch
Redaktion
Thomas Meier Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor) Telefon +41 32 623 90 17 m.flury@sigwerb.com
Triner Media + Print Schmiedgasse 7 CH-6431 Schwyz Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com
Druck Fontana Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.) Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright
Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2022 by SIGWERB GmbH, CH-6302 Zug
2 KUNSTSTOFF XTRA INHALTSVERZEICHNIS 11–12 /2022
48
MESSEN
Im Interview erklärt Willy Zemp, weshalb das Thema Kunststoff in der Welt des Kaffees aktuell ist wie nie zuvor.

54
VERBAND
Die Umsetzung nimmt Fahrt auf
Die vor gut einem Jahr ins Leben gerufene Organisation ERDE Schweiz hat am 31. Oktober 2022 ihre erste ordentliche Mitgliederversammlung durch geführt.
56
CLUSTER
Prozessüberwachung neu gedacht
Das Institut iRAP der Hochschule für Technik und Architektur Freiburg arbeitet an einer neuen Herangehensweise, um mit Sensoren den Spritzgiessprozess zu überwachen.
ZUM TITELBILD
Mit der Bündelung des Know-hows von gwk und Reisner ist ein Kompetenzzentrum des Thermomanagements mit über 100 Jahren Erfahrung entstanden. Das Team technotrans solutions GmbH spezialisiert sich auf die Entwicklung von besonders energieeffizienten und nachhaltigen Systemlösungen sowie Anlagen für eine grosse – in der Branche bisher einzigartige – Temperaturrange von -80 bis +400 ° C.

Mit hoher Fertigungstiefe, zertifiziertem Druckbehälterbau, Blech- und Rohrbearbeitung für Normal- und Edelstahl, einer Lackierstrasse sowie einem internationalen Service bietet technotrans den Vorteile auf alle individuellen Wünsche seiner Kunden schnell, flexibel und zielgerichtet eingehen zu können.
MESSEN
Die K erfüllt die hohen
Erwartungen
68
MESSEN

Im Zeichen der Effizienz
KunststoffXtra hat an der K 2022 in Düsseldorf verschiedene Aussteller besucht. Im Gespräch wurde deutlich, dass sich viele dem Thema Energieeffizienz verschrieben haben, aus aktuellem Anlass.
72
VERARBEITUNG
«Wir konfrontieren unsere Kunden mit Ideen»
Im Gespräch erzählt Geschäftsführer Peter Birchler, was ihn neben dem 80-Jahr-Jubiläum der Silac AG sonst noch umtreibt.
66 d o G e r m a n y November Dezember 2022 11–12/2022
AUS DER BRANCHE 78
PRODUKTE 84 LIEFERANTENVERZEICHNIS 87
Umfassende Messevorschau Fachmesse und Symposium 17. bis 19. Januar 2023 Messe Luzern Energieeffiziente Kühlung für jeden kundenspezifischen Anwendungsfall www.technotrans.de



Zugeschnitten auf die Anforderungen ihrer Kunden projektieren Spezialisten kundenindividuelle Kühlanlagen. Durch die Kombination der effizient ausgelegten Komponenten werden die Einsparpotenziale maximiert.
Halle 1 Stand B 1039
Die Besonderheiten sind dabei unter anderem der Einsatz von klimaschonenden Kältemitteln mit einem geringen «Global-Warming-Potential» (GWP) sowie die Verwendung hocheffizienter Komponenten und selbstentwickelter Energiesparregelungen. Wir beraten Sie gerne! technotrans solutions GmbH Vertretung: INGENIEURBUREAU DR. BREHM AG Lettenstrasse 2/4, CH-6343 Rotkreuz Telefon +41 41 790 41 64 info@brehm.ch, www.brehm.ch
3 KUNSTSTOFF XTRA INHALTSVERZEICHNIS 11–12 /2022
Ihn interessiert die Bohne
Die K 2022 fand vom 19. bis 26. Oktober in Düsseldorf statt. KUNSTSTOFF XTRA OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG
FLUID CONNECTORS
Wenn jede Sekunde zählt
Unsere Experten spielen eine Schlüsselrolle, wenn es darum geht, Ihre unproduktive Zeit zu reduzieren. Indem wir Ihre Werkzeugwechsel vor Ort bewerten, können wir Ihnen verbesserte Produktivitätslösungen anbieten, die auf Ihren Werkzeugpark zugeschnitten sind. Stäubli Produkte sind sowohl zuverlässig als auch nachhaltig und tragen somit insgesamt zu einer Reduzierung Ihrer TCO (Total Cost of Ownership) bei, während sie gleichzeitig die Einhaltung Ihrer CSR (Corporate Social Responsibility)-Politik verbessern.
Erfahren Sie mehr über unsere QMC-Lösungen (Quick Mold Change) mit Live-Demonstrationen an unserem Stand A1005 in Halle 1.
www.quick-mould-change.com
KUNSTSTOFF XTRA EDITORIAL 11–12/2022 GRUSSWORT Stäubli AG Fluid Connectors - Phone: +41 43 244 22 33 - connectors.ch@staubli.com
Anpassungsfähigkeit ist gefragt
Vieles hat sich in der Welt verändert seit der letzten Austragung der Swiss Plastics Expo. Die CoronaPandemie hat nicht nur die Gesellschaft, sondern auch die Kunststoffindustrie vor viele Herausforderungen gestellt. Umso wichtiger und schöner ist es, dass mit der Swiss Plastics Expo 2023 das erste grosse Treffen der Schweizer Kunststoffindustrie seit der Pandemie stattfinden kann. Veränderungen sind auch immer eine Chance für Neues. Und Neues in Form von Neuheiten und Innovationen kann am besten im persönlichen Kontakt geteilt werden. Genau hierfür bietet die Swiss Plastics Expo die perfekte Plattform.
Die wichtigen Themen ansprechen
Eine Plattform, die aktuelle Themen wie Digitalisierung, Effizienzsteigerung oder Nachhaltigkeit berücksichtigt. Genau diese Themen werden an der Swiss Plastics Expo ins Zentrum gerückt. Wenn wir in der Kunststoffindustrie weiterhin konkurrenzfähig sein wollen, bleibt uns nichts anderes übrig, als unsere Produkte und Arbeitsabläufe effizienter zu gestalten. Eine digitale Herangehensweise ist zwingend notwenig in der heutigen Zeit. Und schliesslich ist das Thema Nachhaltigkeit wichtiger denn je zuvor. Die Swiss Plastics Expo stellt deshalb nachhaltige Produkte gezielt in den Vordergrund.



In dieser Ausgabe von KunststoffXtra werden Ihnen die verschiedenen Fokusthemen der Swiss Plastics Expo 2023 vorgestellt und Sie erhalten einen ersten Eindruck, was Sie an der Messe im Januar sehen, testen und im persönlichen Kontakt mit den Ausstellern erfahren können. Möglich macht dies die tolle Zusammenarbeit mit KunststoffXtra.


Der Einfluss von Kunststoff auf die Welt des Kaffees
Genau gleich wie unsere Aussteller muss auch die Swiss Plastics Expo innovativ bleiben. Deshalb wird an der Swiss Plastics Expo 2023 zum ersten Mal das Thema Kaffee in den Vordergrund gerückt. Von Kaffeemaschinen über Kapseln bis zu Bechern, Kunststoff ist in der Welt des Kaffees allgegenwärtig. An der Swiss Plastics Expo entdecken Sie, was die Schweizer Kunststoffindustrie dazu beiträgt, damit wir täglich feinen Kaffee geniessen können.
Wie Sie sehen, bietet die Swiss Plastics Expo 2023 zahlreiche Gelegenheiten, sich im persönlichen Kontakt kompetent informieren und inspirieren zu lassen. Ich freue mich deshalb, Sie im Januar in Luzern begrüssen zu dürfen.
Sara Bussmann, Messeleiterin Swiss Plastics Expo

KUNSTSTOFF XTRA GRUSSWORT
Gutschein für einen Gratiseintritt Me hr Sta bili tät für Ih ren Prozess. Mit intelligenter Temperierung von REGLOPLAS. Halle 1 – Stand A 1003 www.regloplas.com
Die Swiss Plastics Expo von A bis Z
Die Messe am Puls der Branche
Die Swiss Plastics Expo vom 17. bis 19. Januar 2023 vereint die gesamte Wertschöpfungskette der Schweizer Kunststoffindustrie unter einem Dach. Erfahren Sie von A bis Z, wie die Swiss Plastics Expo zu einer nachhaltigen, effizienten und modernen Fertigung beiträgt.
1

Anwendungsbereiche
An der Swiss Plastics Expo werden zehn Anwendungsbereiche mit der Schweizer Kunststoffindustrie in Verbindung gebracht. Damit wird die Swiss Plastics Expo für Expertinnen und Experten aus der Automobilindustrie, dem Maschinenbau oder der Medizin zu einem unverzichtbaren Ort für Inspiration, Wissen und Austausch.
Applaus
Auf der Website der Swiss Plastics Expo zeigen die Aussteller in spannenden Beiträgen ihre Neuheiten, Praxisbeispiele oder Kundenprojekte in Aktion. Entdecken Sie bereits jetzt viele spannende Beiträge und applaudieren Sie für Ihre Favoriten. Sie erhöhen so die Chance des Unternehmens auf den Gewinn des Swiss Plastics Expo Award.

CEO Session
An der CEO Session im Innovation Symposium thematisieren bekannte Führungskräfte in mehreren Referaten Herausforderungen und Trends der Kunststoffindustrie. Der Morgen für Führungskräfte soll mit Referaten und Netzwerken CEOs als Denkanstoss dienen. Konkret wird in fünf spannenden Referaten über Megatrends, die CO2-Bilanz, die Energieversorung und die Materialverfügbarkeit gesprochen.
Fokusthemen
Die Swiss Plastics Expo greift die wichtigsten Themen rund um den Werkstoff Kunststoff in 14 Fokusthemen auf. In jedem Fokusthema entdecken Sie interessante Praxisbeispiele, Produkt- und Dienst-
leistungs-Highlights, welche die Aussteller an ihren Messeständen präsentieren, sowie spannende Präsentationen im Innovation Symposium.
Im Herzen der Schweiz
Die Messe Luzern ist erfolgreiche Veranstalterin von Industrie-Messen und -Tagungen und kann auf ein grosses Netzwerk sowie gute Branchenkenntnisse in der Kunststoff- und Medtech-Industrie sowie im Bereich der additiven Fertigung zurückgreifen. Dank der optimalen Verkehrsanbindung und der Gehdistanz zum Stadtzentrum Luzern holen Sie sich an der Swiss Plastics Expo Ihr Update zur Kunststoffverarbeitung direkt vor Ihrer Haustür.
Innovation Symposium
Die Swiss Plastics Expo ist der hochwertige Weiterbildungsort für alle, die mit Kunststoff arbeiten. Im Innovation Symposium erhalten Sie auf zwei Bühnen neustes Fachwissen zu den Themen, welche die Kunststoffindustrie aktuell beschäftigen. 36 Keynote Speaker berichten aus erster Hand über Wissenschaft, Technik und Produktion. Zudem erfahren Sie in 64 Kurzvorträgen
spannende Hintergründe zu aktuellen Kundenprojekten und innovativen Lösungen. Die Teilnahme am Innovation Symposium ist im Messeeintritt inbegriffen.
Journée de la Romandie
Der Journée de la Romandie stellt am Donnerstag, 19. Januar 2023 die Kunststoffindustrie der Westschweiz ins Zentrum. Die Swiss Plastics Expo bietet die optimale Plattform, um den Austausch
Fokusthemen
Die Swiss Plastics Expo greift insgesamt 14 Fokusthemen rund um die Bereiche Nachhaltigkeit, Digitalisierung und Effizienzsteigerung auf:
• Additive Fertigung von Bauteilen und im Formenbau
• Big Data und Maschine Learning in Industrie 4.0
• Design für das Recycling von Kunststoffen
• Fertigung im Sauber- und Reinraum
• Intelligente Fertigung von komplexen Bauteilen
• Leichtbau
• Mehrkomponenten-Technologie
• Metallersatz und Hybridtechnik
• Neue Material- und Oberflächeneigenschaften
• Neue Wege im Kunststoff-Recycling
• Mit Lean Operation und Automation zu Industrie 4.0
• Technologien und Prozesse für das Fügen von Kunststoffen
• Verfügbarkeit und Anwendungen von Biokunststoffen
• Virtuelle Entwicklung und Simulation

6 11–12/2022 KUNSTSTOFF XTRA MesseN
Roger Amberg
1 Roger Amberg, Kommunikation und Medien, Messe Luzern AG
Applaus für den Favoriten.
Swiss Plastics Expo auf einen Blick
Datum
Dienstag, 17. bis Donnerstag, 19. Januar 2023
Ort
Messe Luzern, Halle 1 und 2 Öffnungszeiten
Täglich 9.00 bis 17.00 Uhr Messeeintritt
Erwachsene CHF 25.00 (Eintritt für alle Tage gültig) Lernende und Studierende kostenlos. Im Eintrittspreis sind der Messebesuch und das Innovation Symposium inbegriffen.
Website
Auf der Messewebsite entdecken Sie schon vor der Swiss Plastics Expo, was die Aussteller an ihren Ständen zeigen und finden detaillierte Vorschauen auf die zahlreichen Referate. swissplastics-expo.ch

unter Experten über die Sprachgrenze hinaus zu fördern.
Kaffee-Welt
Die Swiss Plastics Expo legt mit einer spezifischen Kaffee-Welt und thematischen Schwerpunkten ein besonderes Augenmerk auf den Kaffee – von Material, Maschinen, Formen bis zur Nachhaltigkeit. Mit Willy Zemp gibt der einzige Schweizer Kaffee-Sommelier in fünf Showtimes spannende Einblicke in die Welt des Kaffees. Zudem gibt es im Innovation Sym-posium am Dienstag, 17. Januar 2023 von 13.00 bis 14.30 Uhr spannende Referate rund um das Thema Kaffee.
Messe-Themen
Die Swiss Plastics Expo bietet eine umfassende Themenvielfalt rund um die Bereiche Nachhaltigkeit, Digitalisierung und Effizienzsteigerung an. Die Hauptthemen unterteilen sich in diverse Fokusthemen
(siehe Kasten). Die Besuchenden finden an der Swiss Plastics Expo zahlreiche Angebote, Beiträge und Informationen rund um die drei Hauptthemen.
Swiss Plastics Expo Award
An der Swiss Plastics Expo wird zum zweiten Mal der Swiss Plastics Expo Award verliehen. In den Kategorien Business, Engineering, Nachhaltigkeit und Publikumsliebling werden zukunftsweisende Produkte aus der Kunststoffindustrie prämiert. Die Produkte oder Lösungen in den Kategorien Business, Engineering und Nachhaltigkeit werden von einer Jury, bestehend aus VertreterInnen von Industrie, Wissenschaft und Medien, nominiert. Prämiert werden die besten Ausstellerbeiträge, die im Vorfeld der Swiss Plastics Expo auf der Messewebsite publiziert werden. Den Publikumspreis gewinnt der Beitrag, welcher auf der Website am meisten Applaus von den Besuchenden erhält. Besuchen auch Sie die Website und applaudieren Sie für Ihren Favoriten (siehe «Applaus»). Die Preisverleihung findet am Mittwoch, 18. Januar 2023 um 16.30 Uhr auf der Bühne des Innovation Symposiums in der Halle 2 statt. Die Gewinner erhalten einen redaktionellen Beitrag in diesem Magazin sowie eine Einladung auf den Pilatus.
Treffpunkt
An der Swiss Plastics Expo treffen Sie die richtigen Anbieter und entdecken inspirierende und nachhaltige Lösungen. Die Fachmesse vereint die gesamte Wertschöpfungskette der Kunststoffindustrie unter einem Dach und bietet damit einen einzigartigen Überblick über den heterogenen Kunststoffmarkt. An der Swiss Plastics Expo finden Sie alles, was Sie für Ihre Projekte brauchen: Inspiration, Fachwissen und die richtigen Partner.
Vorbereitung
Machen Sie die Swiss Plastics Expo zu Ihrer Messe! Stellen Sie auf der Messeweb -
Treffen Sie die richtigen Partner.
site Ihren Messebesuch nach Ihren Interessen zusammen und merken Sie sich spannende Produkte, Dienstleistungen, Aussteller und Vorträge.
Wine & Cheese Party
Am Mittwoch, 18. Januar 2022 ab 17.00 Uhr sind Besuchende, Aussteller, Referenten und Partner zur exklusiven Wine & Cheese Party eingeladen – ein ungezwungener und kulinarischer Netzwerkanlass der besonderen Art.
Zahlen
4500 Fachbesucher 200 Aussteller 64 Kurzvorträge 36 Keynote Speakers 14 Fokusthemen 10 Anwendungsbereiche 3 Tage persönlicher Austausch 1 Wine & Cheese Party … und das alles für ein Ticket von CHF 25.00
Kontakt
Messe Luzern AG CH-6005 Luzern +41 41 318 37 00 info@swissplastics-expo.ch swissplastics-expo.ch
KUNSTSTOFF XTRA MesseN
n
Lust auf ein Glace? Swiss Plastics Halle 2, Stand B2041
Innovation mit Mehrkomponententechnik


Lapp Tec zeigt mit der Skincap Kaffeekapsel auf, wie die Anforderungen einer Aluminiumverpackung durch eine Spritzgusslösung erfüllt wurden, dies in Bezug auf Funktion und Qualität. Zudem erhalten die Zuhörer Impulse zu den Trends der Materialentwicklungen sowie den entsprechenden Marktanforderungen.

Die Entwicklung dünnwandiger Verpackungen mit Barriere-Eigenschaften erfolgt in Zusammenarbeit mit dem Technologiepartner Fostag Formenbau AG. Pilotprojekt war die Entwicklung einer Kunststoff-Kaffeekapsel.
Neben der Erfüllung der funktionellen Anforderungen sind Migrationstests sowie vor allem Produkthaltbarkeitstest erforderlich. Die Gewährung der Haltbarkeit erfordert ein Material zur Sicherstellung der Sauerstoff-Barriere.
Die patentierte Co-Injektion Werkzeugtechnologie von Fostag ermöglicht die Verbindung von zwei unterschiedlichen Materialien. Die Einspritzung erfolgt über eine Nadelverschlussdüse in zwei Stufen. In der ersten Stufe wird die Innen- und
Aussenschicht eingespritzt, in der zweiten Stufe die Zwischenschicht. Die Erreichung der geforderten Zwischenschichten von 0.02 mm garantieren hochpräzise Heisskanalsysteme.
Im Vorfeld der Tests und Bemusterungen wird die Statistische Versuchsplanung angewandt. Um während der Produktion die Produktqualität sicherzustellen, wird die Statistische Prozesskontrolle zur Prozesssteuerung eingesetzt.
Im Rahmen der Nachhaltigkeit ist die Kreislaufwirtschaft Gebot der Stunde. Als Alternative dazu wird die umweltfreund -
Sprecher

liche Entsorgung der Reststoffe betrachtet – Stichwort Kompostierbarkeit, Schadstofffreier Abbau von Abfallmaterialien. Im ersten Entwicklungsschritt wurden Lösungen gefunden, welche die industrielle Kompostierbarkeit der Reststoffe ermöglichten. Die nächste Stufe ist die Erreichung der Bioabbaubarkeit. Dabei stehen die funktionellen Materialanforderungen, insbesondere der Sauerstoffbarriere, grundsätzlich im Gegensatz zu den Anforderungen der Bioabbaubarkeit (Sauerstoff- und Feuchtebedingungen). n
Markus Brander Gesamtverkaufsleitung Werkzeugbau, Fostag Formenbau AG

11–12/2022 KUNSTSTOFF XTRA Messen
n ACHHALTIGK e IT
Skincap Kunststoff-Kaffeekapsel. (Bild: Lapp Tec)
KEYNOTE
René Bourdin Leiter Technik, Lapp Tec AG Dienstag, 17. Januar 2023, 15.30 bis 15.50 Uhr Ort: Halle 1
Biopolymere – eine nachhaltige Alternative?
Die Zuhörer erhalten einen Überblick über die neuesten Entwicklungen auf dem Gebiet der Biopolymere als mögliche Alternative zu konventionellen Polymeren. Ausserdem wird andiskutiert, ob und unter welchen Bedingungen Biopolymere wirklich nachhaltiger sein können.
Gemäss European Bioplastics und dem Nova Institute lag die weltweite Produktionskapazität für Biopolymere im Jahr 2021 bei 2,417 Millionen Tonnen, was weniger als zwei Prozent der gesamten weltweiten Kunststoffproduktion entspricht. In den kommenden Jahren wird jedoch ein starkes Wachstum erwartet. Wachstumstreiber könnten PBAT, PBS und Bio-PA sein. Die Empfehlung der Vereinten Nationen vom Dezember 2021, Biopolymere als nachhaltige Alternative zu herkömmlichen Kunststoffen zu betrachten, wird das Wachstum weiter ankurbeln.

Der Materialfluss für Biopolymere ist noch immer nicht ausreichend etabliert. Daher landen Biopolymere häufig in der Verbren -
nung. Die Beurteilung, ob ein Biopolymer ökologischer ist als ein herkömmlicher Kunststoff, hängt von vielen Faktoren ab, wie z. B. der Rohstoffquelle, der Produktlebensdauer, den Transportwegen oder der Bewertung der Abbaubarkeit. Eine Ökobilanz kann hier Aufschluss geben, wobei der Faktor Abbaubarkeit nicht immer berücksichtigt wird.
Die Hauptanwendung für Biokunststoffe sind Verpackungen. Weitere wichtige Anwendungen sind Produkte für Landwirtschaft und Garten, Konsumgüter oder Fasern. Die Verwendung abbaubarer Biopolymere ist vor allem dann interessant, wenn ein hohes Risiko besteht, dass die Produkte in der Natur landen, wie zum Beispiel Mulchfolien oder Fischernetze.
Die wichtigsten Rohstoffe für Biopolymere sind fermentierter Zucker aus Zuckerrüben oder Zuckerrohr, Stärke aus Mais, Kartoffeln oder Weizen, Zellulose aus Holz und pflanzliche Öle wie Rizinusöl aus der Rizinuspflanze oder Sojabohnenöl. Im Prinzip lassen sich fast alle Polymere aus diesen natürlichen Bausteinen herstellen, weshalb
immer mehr Biopolymere aus nachwachsenden Rohstoffen produziert werden. Anstatt Zucker oder Stärke zu verwenden, ist die Nutzung von landwirtschaftlichen Reststoffen in Zukunft wünschenswert. Eine interessante Vision ist auch die Verwendung von Methan, CO2 und Bakterien zur Herstellung von Biopolymeren. n
Sprecher
Dr. Christian Rytka Gruppenleiter Kunststoffverarbeitung und Nachhaltigkeit, Institut für Kunst stofftechnik (IKT) FHNW

Mittwoch, 18. Januar 2023 15.10 bis 15.30 Uhr
Ort: Halle 1

11–12/2022 KUNSTSTOFF XTRA Nachhaltigkeit
PHA-Becher nach 4 Monaten in der Erde während der Sommerzeit, neuer PHA-Becher, PC-Becher (v.l.). (Bilder: FHNW)
KEYNOTE
2
Nachhaltiges Recycling von



Plastikabfällen
Sandwichplatten aus rezykliertem Kunststoffmix

Sandwichplatten der Aargauer Firma UpBoards mit einem geschäumten rezyklierten Mischkunststoffkern ermöglichen der Restfraktion aus der Kunststofftrennung ein neues Leben und reduzieren die Menge verbrannten Kunststoffs. Die grossen Herausforderungen, welche die Verarbeitung des Mischkunststoffes mit sich bringt, wurden in Zusammenarbeit mit der FHNW gelöst und werden nun industriell umgesetzt.
Wegmann 1 Philipp Krzikalla 2 Prof. Dr. Christian Rytka 3 Raphael Markstaller 4
Kunststoffsammlungen aus privaten Haushalten, wie zum Beispiel in Deutschland und Österreich der gelbe Sack, beinhalten zu grossen Anteilen diverse Verpackungen.
1
4
3
Diese bestehen zumeist aus Polyolefinen, PET, PS sowie kleinen Anteilen von Karton, Papier oder auch Metallen. Eine Trennung ist selbst mit hoch automatisierten Verfahren nur bis zu einem gewissen Grad wirtschaftlich und bei Mehrschichtsystemen technisch nur sehr bedingt möglich. Insbesondere Verbundfolien und Verunreinigungen ergeben einen Rest, den sogenannten Mischkunststoff, welcher aktuell ausschliesslich in der Kehrichtverbrennungsanlage verbrannt wird. Die Firma UpBoards GmbH mit Sitz in Buchs (AG) hat sich daher zum Ziel gesetzt, dieses Material als
Rohstoff zu verwenden, um Sandwichplatten herzustellen. Dabei sollte der Mischkunststoff zur Reduktion der Dichte als Kernmaterial geschäumt werden. Für die Stabilität sollen steife Deckschichten aus sortenreinem Kunststoffrezyklat verwendet werden, wobei alle Rohstoffe aus Rezyklat oder nachwachsenden Ressourcen bestehen sollen.
Weiter sollen solche Sandwichplatten, welche nicht mehr gebraucht werden, nicht einfach entsorgt werden, sondern im Sinne einer Kreislaufwirtschaft wieder zurück zu UpBoards gelangen. Dort wer-
Grütter Kunststoff + Formen AG Grossacherstrasse 45 8634 Hombrechtikon info@gruetterag.ch +41 55 254 10 40



10 11–12/2022
Swiss Plastics Luzern 17.-19. Januar 2023 Besuchen Sie uns an Stand Nr. C 1063 ESD-Trays und Verpackungen Der effektive „Blitzschutz“ für Ihre Elektronik Produkte.
Stephanie
Sandwichplatten der Firma UpBoards GmbH. (Bilder: UpBoards)
Stephanie Wegmann, (IKT, FHNW)
Philipp Krzikalla, (IKT, FHNW)
Prof. Dr. Christian Rytka (IKT, FHNW)
Raphael Markstaller (UpBoards)
den sie dem Mischkunststoff beigemischt und als zusätzliches Kernmaterial wieder verwendet. So kann sichergestellt werden, dass der «gerettete» Mischkunststoff nicht doch in der Verbrennung endet. Zusammen mit dem Institut für Kunststofftechnik (IKT) der Fachhochschule Nordwestschweiz (FHNW) entwickelte UpBoards unterschiedliche Materialkombinationen sowie ein Verfahren, um solche Sandwichplatten herzustellen. Das Schäumen des Mischkunststoffes sowie die Verbindung des Kerns zu den Deckschichten stellten sich dabei als grosse Herausforderungen dar.
Sandwichtechnik
Sandwichplatten existieren schon länger in den unterschiedlichsten Ausführungen mit diversen Materialien. Sie bestehen aus kompakten Deckschichten sowie einem leichteren Kern. Die Deckschichten sorgen für ausreichend Stabilität, während der leichte Kern das Gewicht der Platten reduziert. So ist es möglich, leichte Platten mit einer hohen Steifigkeit zu erhalten. Platten mit einem eher tiefen E-Modul können auch in einem Schritt als Integralplatten gefertigt werden, bestehend aus einem homogenen Material mit geschlossener Aussenhaut und innenliegenden geschlossenen Poren. Zur gezielten Erhöhung der Steifigkeit können je nach Anforderung Deckschichten aus sortenreinen Rezyklaten verwendet werden. Zudem ermöglichen Füll- und Verstärkungsstoffe sowie die Variation der Wandstärke eine weitere Steigerung der Steifigkeit der Deckschichten und somit des ganzen Sandwiches.
Die gute Haftung zwischen Deckschicht und geschäumtem Kern ist eine zentrale Komponente in der Entwicklung der Sandwichplatten. Eine Ablösung der Deckschicht vom Kern unter Belastung führt zum Versagen der Platte unter einer zu tiefen Last. Dies bei allen Materialkombinationen zu erreichen, stellte immer wieder eine grosse Herausforderung dar. Durch verschiedene Prozess- und Materialadaptionen konnte bei allen Platten eine ausreichend gute Haftung erzeugt werden, damit das volle Potenzial der Werkstoffe ausgeschöpft werden kann. So konnten im abgeschlossenen Forschungsprojekt für vier Einsatzbereiche
Materialkombinationen in diversen Geometrien identifiziert werden, welche nunmehr im neu aufgelegten Serienverfahren kommerzialisiert werden sollen.
Schäumen von Mischkunststoff
Das Schäumen von Kunststoffen im Allgemeinen kann chemisch oder physikalisch erfolgen. Bei beiden Techniken wird Gas in den Prozess eingebracht, welches während des Formungsprozesses expandiert und so für Poren innerhalb des Kunststoffes sorgt. Beim chemischen Schäumen geschieht dies durch Zugabe eines Treibmittels in
Form von Pulver oder Granulat. Während des Prozesses, wenn der Kunststoff aufschmilzt, zersetzt sich das Pulver unter Freisetzung gasförmiger Stoffe. Dieses Gas wird vom Kunststoff aufgenommen und expandiert während des Formungsprozesses, was in einer Schaumstruktur resultiert. Eine homogene Schaumstruktur bietet diverse Vorteile, was insbesondere bei grossen Platten eine Herausforderung darstellt. Entstehen während des Schäumungsprozesses grosse Blasen oder gar Lunker, führt dies zu Einbussen in der Steifigkeit. Zusätzlich sind grosse Löcher
11 11–12/2022 KUNSTSTOFF XTRA NACHHALTIGKEIT
hinderlich bei der Weiterbearbeitung und bilden lokale Schwachstellen. Das Schäumen des Mischkunststoffes erwies sich als besonders herausfordernd, da im Material einerseits Verunreinigungen wie beispielsweise Karton, Papier, Alu und Holz vorhanden sind. Diese Materialen sind nicht in der Lage, die Gase aufzunehmen und so aufzuschäumen. Daher agieren sie im Schäumungsprozess als
Störstoffe und führen zu einer inhomogenen Schaumstruktur. Andererseits wird der Mischkunststoff nicht als Granulat, sondern in Form von kleinen Folienstücken geliefert, wodurch sich das physikalische Schäumen schwierig gestaltet, da das chemische Schäumungspotenzial aufgrund des ungünstigen Oberflächen-/ Volumenverhältnisses stark herabgesetzt wird. Durch gezielte Massnahmen und

geeignete Prozessparameter ist es nun möglich, einen ausreichend homogen geschäumten Kern zu fertigen.

Prozess


Die Sandwichplatten werden mit einem eigens für UpBoards entwickelten Prozess in der Produktionshalle in Gretzenbach SO gefertigt, wobei die extern gefertigten Deckschichten in das Werkzeug eingelegt werden. Die Sandwichplatten werden mit einem energetisch effizienten Prozess hergestellt. Der Mischkunststoff wird aufgeschmolzen und zwischen die Deckschichten gespritzt. Während des Füllprozesses schäumt der Mischkunststoff auf.








Am Ende des Prozesses müssen die Platten gleichmässig abgekühlt werden, was viel Zeit in Anspruch nimmt. Um die Prozesszeit zu reduzieren, soll zukünftig ein Wechselwerkzeug verwendet werden. Dies ermöglicht ein kontrolliertes Abkühlen, ohne den Prozess zu blockieren, so dass der Durchsatz deutlich gesteigert werden kann.

12 11–12/2022 KUNSTSTOFF XTRA NACHHALTIGKEIT 25.-26. JANUAR 2023 MESSE ZÜRICH JETZT FÜR GRATIS EINTRITT ANMELDEN WWW.EMPACK-SCHWEIZ.CH EINLADUNGSCODE 2004 PACK_2023_KX_184x131mm.indd 1 08.11.2022 11:35:17
Fertigungsanlage für Sandwichplatten
Während der Entwicklung des Prozesses tauchten immer wieder Herausforderungen auf, wie beispielsweise Bauteilverzug, Haftung der Deckschicht am Werkzeug beziehungsweise am Kern, Temperaturregelung, Schäumen über die ganze Füllstrecke oder Abdichtung. Dabei spielt das Materialverhalten des Kerns eine grosse Rolle, insbesondere weil die Qualität des verwendeten Mischkunststoffs aufgrund schwankender Zusammensetzung der Fraktionen teilweise stark variiert. Die anspruchsvolle Verarbeitung dieser Restfraktion des Mischkunststoffes ist das eigentliche Know-how der Firma UpBoards. Daher galt es, einen stabilen Prozess, welcher mit grossen Materialschwankungen zurechtkommt, zu entwickeln. Dies gelang mit diversen Versuchen und mit unterstützenden Simulationen in einem kleinen Massstab (1.2×0.6 m2). Das Upscaling auf Platten der Grösse 2.44×1.22 m2 ist nun auf der Zielgeraden.
Anwendungen
Recyclingplatten aus Mischkunststoffabfall können als Ersatz für bestehende Neukunststoff-, Holz- oder Metallplatten, zur Sortimentserweiterung im Handel oder für die Erhöhung der eigenen Recyclingquote im Unternehmen eingesetzt werden. Die Platten sind vielseitig einsetzbar unter anderem als Bau-, Möbel- und Gartenbauplatten, in der Logistik (Heckdeckel, Unterböden), als Abschrankungen oder in der Kommunikationsbranche (Displays). Als einzigartiger Zusatznutzen tragen sie zudem zur Abfall- und CO2Reduktion bei. Ideal für alle Unternehmen, welche Nachhaltigkeit nicht nur kommunizieren, sondern leben.
Ausblick
Um das Sortiment von UpBoards GmbH zu erweitern, soll die Entwicklung weiter vorangetrieben werden. Einerseits soll durch Prozess- und Materialanpassungen der E-Modul der Platten weiter erhöht werden, so dass die Steifigkeiten für breitere Anwendungen mit höheren mechanischen Anforderungen ausreichen. Eine breitere Auswahl an Materialkombinationen in der Deckschicht soll zudem das Anwendungsprofil der Platten steigern. Andererseits soll die Schaumqualität noch optimiert werden, so dass bei gleichbleibender Steifigkeit das Gewicht der Platten weiter reduziert werden kann.
Swiss Plastics Expo
Die Firma UpBoards GmbH sowie auch die FHNW nehmen an der Swiss Plastics Expo 2023 vom 17.1.–19.1.2023 teil.

Kontakt
Fachhochschule Nordwestschweiz FHNW Institut für Kunststofftechnik, IKT CH-5210 Windisch stephanie.wegmann@fhnw.ch philipp.krzikalla@fhnw.ch christian.rytka@fhnw.ch www.fhnw.ch
raphael.markstaller@boxs.swiss www.upboards.ch
METROVAC SG

13 11–12/2022 KUNSTSTOFF XTRA NACHHALTIGKEIT
ZERO LOSS
Besuchen Sie uns Halle 2 Stand C2071 17.-19. Januar 2023
www.motan.com
Die kosteneffiziente Lösung für kleine Förderanlagen
n
realcycle
Kreisläufe schaffen für Polypropylen
Polypropylen (PP) ist eine der wichtigsten heute verwendeten Kunststoffsorten. Leider konnte für PP-Lebensmittelverpackungen bisher kein geschlossener Kreislauf etabliert werden. Die neusten Untersuchungen durch die Redilo GmbH und das KATZ zeigen aber vielversprechende Resultate hinsichtlich technischer Möglichkeiten und stellen klare Anforderungen an ein künftiges Sammel- und Recyclingsystem.
Dr. Melanie Haupt 1 Dr. Rémy Stoll 2 Dr. Panayota Tsotra 3
Aus kurz- und langlebigen Anwendungen fallen in der Schweiz jährlich rund 790 000 Tonnen Kunststoffe als Abfall an. Davon wurden 2017 erst knapp 9% rezykliert [1]. Kunststoffe sind aber aus unserem Alltag nicht mehr wegzudenken, denn sie ermöglichen viele Aspekte des modernen Lebens. Die zahlreichen Einsatzgebiete von Kunststoffen werden durch ihre Diversität und vielfältigen Eigenschaften ermöglicht. Neben einem grossen Ressourcenverbrauch führt der heutige Einsatz von Kunststoffen aber auch zu grossen Abfallströmen mit zum Teil katastrophalen Auswirkungen auf unsere Umwelt. Diese Auswirkungen können unter anderem durch das mechanische Recycling gemildert werden, das im Vergleich zu anderen Entsorgungswegen wie Deponierung, energetischer Verwertung und chemisches Recycling tendenziell umweltfreundlicher ist.
PP ist ein zentrales Polymer, vor allem in schnelllebigen Verpackungen: Rund 40% des PP kommen da zum Einsatz. Bis 2025 wird sich die Menge der PP-Verpackungen bei Bechern, Schalen und Trays mehr als verdreifachen [2]. Um geschlossenen Kreisläufen für PP etwas näher zu kommen, hat das Projekt realcycle (ermöglicht durch den Migros Pionierfonds) in Zusammenarbeit mit dem KATZ schon vor 2 Jahren mit technischen Tests zur Rezyklierbarkeit und zur weiteren Verarbeitbarkeit
1 Dr. Melanie Haupt, Co-Geschäftsführerin, Redilo GmbH
2 Dr. Rémy Stoll, Geschäftsführer, KATZ, 3 Dr. Panayota Tsotra, Leiterin aF&E, KATZ
begonnen. Dabei steht neben technischen Prüfungen auch die Arbeit mit Akteuren entlang der Wertschöpfungskette im Vordergrund – als ein Schlüsselelement, um neue Wege im Bereich der Kunststoffe gemeinsam zu erarbeiten.
Im neusten Projekt wurden Verpackungshersteller, Inverkehrbringer sowie Recyclingbetriebe eingebunden. Gemeinsam wurden in diesem umsetzungsorientierten Projekt die Aspekte der Zirkularität näher beleuchtet. Einerseits wurde die Zirkularität, bzw. der Erhalt der Materialstabilität über mehrere Kreislaufschlüsse hinweg untersucht, andererseits standen die Einflüsse von verschiedenen PP-Arten, hergestellt mit unterschiedlichen Verfahren, auf das Regranulat im Fokus. Die Beantwortung dieser Fragen ist zentral für den Aufbau einer Kreislaufwirtschaft für PP, da damit die Randbedingungen für Sammlung, Sortierung und Verarbeitung für den Kreislaufschluss definiert werden.
Produktspezifische Kreisläufe schaffen
Bei Versuchen zum Mehrfachrecycling wurde ein spezifisches und repräsentatives Produkt (Emmi Caffè Latte (ECL-)Becher) untersucht. Dabei stand im Vordergrund, wie die mehrfachen Recyclingprozesse die mechanischen Eigenschaften des jeweils erzeugten Rezyklats beeinflussen. Dafür wurden die spritzgegossenen PPHauptkomponenten des ECL-Bechers geschreddert und bis 10-mal regranuliert, womit eine Recyclingquote von 100% simuliert wurde. Bei Zyklus 1, 5 und 10 wurde das entstandene Rezyklat auf sein Fliessverhalten und auf farbliche Veränderungen getestet. Zudem wurden Schulterstäbe für Zugprüfungen sowie dünnwandige Becher für Kompressions-Versuche hergestellt.
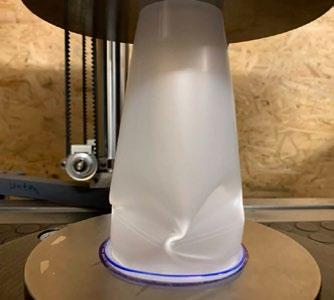
Bild 1: Aus Rezyklat hergestellte PP-Becher. Je nach Farbe der eingesetzten Altkunststoffe resultieren unterschiedliche Farbeffekte im Rezyklat. (Bilder: Redilo/KATZ)

Bild 2: Kompressions-Versuche: Einfluss der Kreislaufzyklen auf das Beulverhalten von PP-Bechern.
In einem tatsächlichen Lebenszyklus wäre das Material weiteren Einflüssen ausgesetzt, zum Beispiel beim Sterilisieren, beim Abfüllen oder beim Transport. Solche Einflüsse wurden durch eine 14-stün -
14 11–12/2022 KUNSTSTOFF XTRA Nachhaltigkeit
dige Lagerung bei 80 ° C nach den Zyklen 5 und 10 simuliert. Es ist auch wahrscheinlich, dass das Rezyklat während eines Aufbereitungs- und Verarbeitungszyklus mehrmals aufgeschmolzen würde.
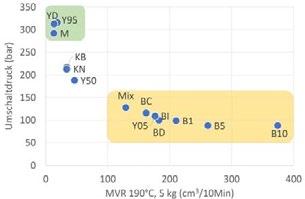
Bild 3: Umschaltdruck im Spritzgusszyklus bei der Herstellung von Zugprüfkörpern in Funktion der Schmelze-Volumenfliessrate MVR. Gelb hinterlegt ist der Bereich der untersuchten PP-Spritzgiesstypen. Grün hinterlegt ist der Bereich der PP-Typen für das Thermoformverfahren. Die Mischrezyklate KB, KN und Y50 liegen zwischen den beiden Bereichen.
Dies könnte dazu führen, dass die simulierte Belastung bereits nach einer geringeren Anzahl Zyklen erreicht wird. Die Versuche zeigen, dass sich die Eigenschaften verändern, diese Veränderungen den Einsatz des Rezyklats jedoch nicht behindern. Beim Spritzgiessen der Schulterstäbe und der Becher ist der Umschaltdruck im Spritzzyklus mit zunehmender Anzahl Zyklen leicht zurückgegangen. Die gleichzeitig beobachtete Zunahme der Schmelz-Volumenfliessrate (MVR) unterstützt die allgemeine Annahme, dass die mittlere Kettenlänge beim Verarbeiten und Rezyklieren von PP zurückgeht. Die Steifigkeit nimmt ab (–15%) und die Festigkeit bleibt fast unverändert. Der Gelbanteil im Weiss nimmt leicht zu, was von Auge jedoch fast nicht erkennbar ist.
Technische Hürden und Chancen

Der heutige PP-Markt im Bereich der Lebensmittelverpackungen besteht aus rund 50% tiefgezogenen und 50% im Spritz-
giessverfahren hergestellten Produkten (Marktumfrage Redilo GmbH). Diese sind zudem weiss, transparent oder eingefärbt, bedruckt oder über ein in-mold-label (IML) dekoriert und sie können auch metallisiert sein. Des Weiteren wird PP auch in mehrlagigen Verpackungen genutzt, im Verbund mit zum Beispiel PET oder PE. Die technischen Hürden, welche durch den Mix verschiedener Formen von PP verursacht werden, wurde daher eingehend untersucht. Verschiedene PP-Produkte wurden gemischt, zerkleinert, regranuliert und wieder verarbeitet, um Zugversuche durchzuführen sowie thermogeformte und spritzgegossene Probekörper miteinander zu vergleichen. Die Ergebnisse aus dieser Versuchsreihe sind entscheidend, um festzustellen, wie gemischte PP-Produkte aus Haushaltssammlungen recycelt werden können. Zentral für die Verarbeitbarkeit ist der Schmelz-Volumenfliessindex MVR, wobei typische Spritzgiesstypen (gelb hinterlegt in Bild 3) und typische PP-Arten für das


15 11–12/2022 KUNSTSTOFF XTRA Nachhaltigkeit MAPAG Maschinen AG | Weissensteinstrasse 2B | CH-3008 Bern T +41 (0)31 380 86 03 | www.mapag.ch 2,4 kW/h 1,1 kW/h IntElect Maximale Performance –Minimaler Verbrauch. Energiesparer. Swissplastics Expo 2022 Visual.indd 1 23.11.2022 11:01:36
Thermoformenverfahren (grün hinterlegt) deutlich unterschiedliche MVR zeigen (Bild 3). Die gute Fliessfähigkeit bei Spritzgiesstypen erlaubt schnelle Produktionsprozesse, was Ressourcen schont und eine effiziente Produktion ermöglicht. Das Beimischen von 5% PP aus thermogeformten Bechern verändert die dargestellten Eigenschaften des Spritzgussmaterials kaum (Y05). Auch die Charakteristiken der thermogeformten PP-Typen bleiben nach Beigabe von 5% Material aus Spritzguss PP-Bechern erhalten (Y95). Das Rezyklat bleibt zähfliessend mit höherer Steifigkeit und grösserer Bruchdehnung, ähnlich wie das unvermischte Rezyklat aus thermogeformten Bechern (YD).
Ein Rezyklat aus 50% thermogeformten Bechern und 50% spritzgegossenen Bechern (Y50) hat sowohl die typischen Eigenschaften der thermogeformten PP-Typen wie auch die der spritzgegossenen PP-Typen verloren. Während alle untersuchten mechanischen Eigenschaften im typischen Bereich von PP-Kunststoffen bleiben, verschiebt sich die Schmelze-Volumenfliessrate (MVR) in den Zwischenbereich zwischen optimierten Spritzgiesstypen und optimierten Thermoform-Typen. Solche Rezyklate sind für Spritzgiess- oder Extrusionsverfahren geeignet, die weniger hohe Anforderungen an die Fliesseigenschaften des PP-Rezyklats haben. Neben der Verarbeitbarkeit wurden die mechanischen Eigenschaften der Rezyklate geprüft. Die Bruchdehnung und die Maximalspannung der einzelnen PP-Typen blieb in den jeweiligen Rezyklaten erhalten (Bild 4). Bei Misch-Rezyklaten vermischten sich die mechanischen Eigenschaften und

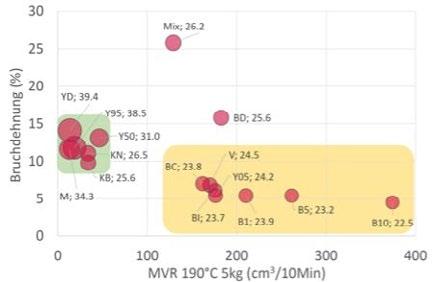
Bild 4: Bruchdehnung von Zugprüfkörpern in Funktion der Schmelze-Volumenfliessrate MVR. Die Blasengrösse zeigt zusätzlich die maximale Spannung während des Zugversuchs an. Gelb hinterlegt ist der Bereich der untersuchten PP-Spritzgiesstypen aus Bechern. Grün hinterlegt ist der Bereich der PP-Typen für das Thermoformverfahren. Die Misch-Rezyklate KB, KN und Y50 liegen ebenfalls im grünen hinterlegten Bereich. Die Maximalspannung liegt bei den Misch-Rezyklaten jedoch 25% bis 35% tiefer als bei den PP-Typen für das Thermoformverfahren. Die beiden Rezyklate mit 50% (Mix) und 25% (BD) Anteil an spritzgegossenen Deckeln zeichnen sich durch eine deutlich erhöhte Bruchdehnung aus.
die gemessenen Werte lagen zwischen den Werten der einzelnen Rezyklat-Komponenten. Dieses Mischverhalten wurde mittels dynamischer Differenzkalorimetrie (DSC) und Dichtemessungen überprüft und verifiziert. Mehrkomponenten-Verpackungen, wie zum Beispiel IML-Becher oder Kapseln mit Barriereschicht, verhielten sich ähnlich wie die übrigen Rezyklate. Bei anderen Rezyklat-Mischungen wurde vereinzelt eine grössere Streuung der gemessenen Bruchdehnungen festgestellt. Dies kann auf eine Störung des Gefüges durch Fremdstoffe oder auf eine inhomogene Vermischung einzelner RezyklatKomponenten zurückzuführen sein. Entscheidend für den Einsatz des Rezyklates ist, neben technischen Eigenschaften, die Farbe des Materials. Effekte von Druckfarben, IML und eingefärbten Altkunststof-

fen wurden in der Versuchsreihe mituntersucht. Der resultierende Farbeffekt hängt
Redilo wird zu realcycle




Per 1.1.2023 hat die Beratungsagentur Redilo GmbH sämtliche Geschäfte an die neue realcycle GmbH mit Sitz in Zürich abgetreten. Personell ändert sich durch das Rebranding bzw. die Umfirmierung nichts, doch das neue Unternehmen erweitert sein Geschäftsfeld. Während Redilo auf die Bereiche Kunststoff und Verpackungen spezialisiert war, öffnet sich realcycle neuen Materialien sowie allen Branchen, die an einer systemischen und nachhaltigen Kreislaufwirtschaft interessiert sind.
16 11–12/2022 KUNSTSTOFF XTRA Nachhaltigkeit HALLE 2 STAND E 2145 Besuchen Sie uns! 17. – 19.01.2023 | Luzern In Kooperation mit Bildung Vernetzung Zertifizierung Produktprüfung GE P R ÜFT AWREBÜ C H T Z E R T TREIZIFI Forschung
WEGBEREITER IN DER KUNSTSTOFFBRANCHE
DER
davon ab, wie dominant die Farbe der einzelnen Rezyklat-Komponente ist. Darüber hinaus hängt die Farbwirkung auch von der Bauteilgeometrie und vom gewählten Verarbeitungsverfahren ab. Für einen farbgesteuerten PP-Kreislauf wäre es daher wichtig, neben der Farbe der Altstofffraktionen auch deren Farbdominanz zu kennen.
Schlussfolgerungen
Die Versuche, insbesondere auch die anfänglichen produktspezifischen Untersuchungen, haben gezeigt, dass typenrein gesammelte PP-Verpackungen mehrfach rezykliert werden können. Dies ist möglich ohne gravierende Verschlechterung der mechanischen Eigenschaften, der Farbe oder der Verarbeitungseigenschaften. Im Gegensatz dazu vermischen sich bei Rezyklaten aus verschiedenen PP-Typen die Verarbeitungseigenschaften und die Farbe. Eine artikelbasierte Vorsortierung wäre demnach ein Gewinn, da sie zum Erhalt der optimierten Verarbeitungseigenschaften beitragen kann. Eine Vorsortierung mit erhöhter Sortiertiefe führt jedoch auch zur Verkleinerung der jeweiligen Fraktionen. Der damit einhergehende Effizienzverlust in der Altstoffaufbereitung ist gegenüber dem Qualitätsgewinn bei den Rezyklaten abzuwägen.
Ausblick
Die untersuchten Misch-Rezyklate geben erste Hinweise darauf, wie die Mechanik, Farbeigenschaften und Verarbeitungseigenschaften bei der Entwicklung von hochwertigen PP-Rezyklaten berücksichtigt werden können. Für die Schaffung von lebensmitteltauglichen PP-Kreisläufen müssen zusätzliche Kriterien im Kreislauf mitberücksichtigt werden. In einem nächsten Schritt sollen daher mögliche Wege von der Sammlung über die Sortierung und Trennung, der Aufbereitung bis hin zur Wiederverwendung aufgezeigt werden, um darin die Prozessfähigkeit, die Qualität und die Lebensmitteltauglichkeit der hergestellten Rezyklate nachweisen zu können.
Zusammenarbeit
Die beiden hier vorgestellten Projekte zur Schaffung eines PP-Kreislaufs wurden initiiert und geleitet durch die Redilo GmbH. Die praktischen Versuche wurden in enger
Zusammenarbeit mit dem KATZ geplant und durchgeführt. Die Projekte wurden durch Innosuisse – NTN Booster «Plastics for zero emission», Emmi (Schweiz) AG, Greiner Packaging AG, SwissPrimePack AG, Nestlé Suisse S.A., Migros Pionierfonds, Vogt-Plastic GmbH und Migros Industrie ermöglicht.


Literatur
[1] Klotz, M. und Haupt, M. 2022. A highresolution dataset on the plastic material flows in Switzerland. Data in Brief, Volume 41.
[2] https://www2.deloitte.com/content/ dam/Deloitte/my/Documents/risk/myrisk-blueprint-plastics-packaging-waste-2017.pdf
Kontakt
Redilo GmbH, CH-4102 Binningen haupt@realcycle.ch, www.realcycle.ch
KATZ, CH-5000 Aarau info@katz.ch www.katz.ch
DRYMAX ATON Segmentrad-Trockner

17 11–12/2022 KUNSTSTOFF XTRA Nachhaltigkeit
n
RCOIN – ein lebenszyklischer Denkansatz
Das Recycling-Rätsel
Das Recycling von Kunststoffen ist eine sehr komplexe Herausforderung, die sich nicht nur auf ein geeignetes Sammelsystem und eine Energierückgewinnung (in Form von Verbrennung) oder eine stoffliche Wiederaufbereitung beschränkt.
 Rudy Koopmans 1
Rudy Koopmans 1
Ein Video [1] von Swissinfo.ch aus 2019 mit dem Namen «Warum ist es so schwer, Kunststoffe zu recyceln?» schlussfolgert: «Wir haben das Jahr 2019, trotzdem scheint das Abfallmanagement für Kunststoffe in der Schweiz nach wie vor ein Rätsel zu sein.» Nun sind wir am Ende des Jahres 2022, und das Rätsel bleibt nicht nur für die Schweiz weiterhin ungelöst, sondern auch für den Rest der Welt. Nichtsdestotrotz können echte Rätsel gelöst werden, indem man die Regeln des Rätsels versteht und es auf seine einzelnen Elemente herunterbricht.
Eine Regel des Rätsels um das Recyceln von Kunststoffen ist der sozioökonomische Treiber: Wer profitiert davon, wie viel kostet Recycling und wer bezahlt? Eine andere Regel ist die Energie-Stoff-Bilanz, d.h. wie viele und welche Energieträger werden benötigt, um Kunststoffe herzustellen, die zum gewünschten Funktionieren der Gesellschaft beitragen und recycelt werden können? Eine dritte Regel wird oft als «Die Tragik der Allmende» [2] bezeichnet: Können Einzelpersonen, die in ihrem eigenen Interesse handeln, gemeinsame Ressourcen erschöpfen? Die anspruchsvollste Regel ist jedoch, dass die Naturgesetze das ungezügelte Wachstum einschränken oder einfach umschrieben: Es gibt nichts um -
Als «circularity gap» wird die Differenz zwischen der produzierten und genutzten Menge an Erzeugnissen und wie viel davon schliesslich wiedergewonnen wird bezeichnet. (Bilder: PICC)

sonst! Es sind Anstrengungen erforderlich, um Gesellschaften, Organisationen und Ökosysteme zu erhalten.
Standardisierte Sammelverfahren oder Sortierprozesse fehlen
Die Bestandteile des Rätsels um das Recycling von Kunststoffen beginnen mit der Auswahl des Ausgangsmaterials für die Kunststoffsynthese. Fossile oder nicht fossile Rohstoffe bestimmen, welche Art und wie Kunststoffe hergestellt werden. Die Wahl bestimmt, wie einfach oder schwierig es ist, die Kunststoffe als Material oder in Form der Ausgangschemikalien wiederzugewinnen. Zunächst werden die herge -
stellten Kunststoffe in eine Vielzahl von Erzeugnissen umgewandelt, die jeweils durch eine Marktnachfrage motiviert sind. Tatsächlich erfüllen die zahlreichen Erzeugnisse zunehmend sehr spezifische funktionale Bedürfnisse oder Wünsche, die viele echte oder vermeintliche Vorteile wie Lebensmittelsicherheit, Komfort, Individualisierung, geringes Gewicht, niedrige Kosten, Langlebigkeit und vieles mehr bringen. Leider wird bei der Konzeption wenig oder gar nicht darüber nachgedacht, was nach dem tatsächlichen oder scheinbaren Ende der Nutzung passiert. Der entscheidendste Teil des RecyclingRätsels ist jedoch die Frage, was mit den
KUNSTSTOFF XTRA nachhaltigkeit
1 Rudy Koopmans, Leiter des PICC, HEIA-FR, Fribourg/Freiburg
Das RCOIN-Konzept besteht darin, Kunststoffprodukten nach Gebrauch einen KryptoGuthabenwert zuzuweisen.
nicht mehr genutzten Kunststoffobjekten geschehen soll. Dies wird auch als «circularity gap» [3] bezeichnet und bezieht sich auf die Differenz zwischen der produzierten und genutzten Menge an Erzeugnissen und wie viel davon schliesslich wiedergewonnen [4] wird für die eventuelle Umwandlung in Werkstoffe oder chemisches Ausgangsmaterial. Dies ist der Teil des Sammelns und Sortierens, der die individuelle Bereitschaft erfordert, eine akzeptable, effektive Sammelinfrastruktur und ein effizientes Sortier- und Logistiksystem zu nutzen, das dem Kunststoffaufbereitungsprozess zugeführt wird. Bis heute gibt es in ganz Europa und seinen Regionen keine standardisierten Sammelverfahren oder Sortierprozesse. Die einzigen Gemeinsamkeiten bestehen in der unterschiedlichen indirekten oder direkten Besteuerung von Einzelpersonen oder Haushalten. Der letzte Teil des Rätsels betrifft die Aufbereitung der gesammelten und sortierten Kunststoffe.

Es sollte sofort klar sein, dass diese wenigen, aber wesentlichen Teile des Rätsels den Lebensunterhalt vieler Menschen, wie Interessenvertreter mit ihren jeweiligen besonderen Eigeninteressen, berührt. Eine gemeinsame Grundlage zu finden, um eine «circularity gap» zu vermeiden und einen geschlossenen Kreislauf von Rohstoff zu Rohstoff mit Schwerpunkt auf einem kohlenstoffneutralen Betrieb zu schaffen, erfordert die Zusammenarbeit und die Bereitschaft aller Beteiligten, Verhaltensweisen anzupassen und die derzeitige Vorgehensweise zu ändern. Eine
extrem anspruchsvolle Aufgabe. Typischerweise sind Gesetzgebung und Besteuerung die Mittel der Wahl, um Veränderungen durchzusetzen. Ein möglicher anderer Ansatz ist jedoch, jeden Einzelnen darauf zu trainieren, durch sein direktes persönliches Engagement im Recyclingprozess und ohne Besteuerung das Richtige zu tun.
Engagement
In vielen Gesellschaften nahm man bezüglich der menschlichen Motivation an und tut dies auch noch immer, dass Indi -
viduen grundsätzlich egoistische Lebewesen sind, die durch ihre eigenen Interessen geleitet werden. Diese Annahme hat dazu geführt, dass Ökonomen, Politiker, Gesetzgeber, Geschäftsführer, Ingenieure und viele andere ein System rund um Anreize, Belohnungen und Strafen geschaffen haben, um ein gewünschtes Ergebnis zu erzielen. [5]
Gesetzgebung zur Netto-Null-Emission, Kunststoffsteuer, Emissionshandelssteuer, Mehrwertsteuer, Steuerermässigung auf ausgewählte Einkäufe, Rabatte, leistungsbezogene Bezahlung und vieles mehr zie -
EMS-GRIVORY: CO2-negativ
EMS steht für eine wirtschaftlich, sozial und ökologisch nachhaltige Geschäftstätigkeit.
Die innovativen, gewichtsreduzierenden Gesamtlösungen von EMS führen bei EMSKunden zu einer Reduktion des jährlichen CO2-Ausstosses von 35‘000 Tonnen pro Jahr.
EMS legt auch in der Produktion grossen Wert auf die Umwelt und Nachhaltigkeit. Bereits 2006 wurde mit der Inbetriebnahme eines Biomassekraftwerkes auf dem weltweit grössten Werkplatz von EMS (Domat/Ems, Schweiz) der CO2-Ausstoss um über 80% reduziert.

Seit Anfangs 2020 operiert EMS CO2-frei und seit 2021 sind alle EMS-Standorte CO2-negativ.
Der innovative Entwicklungspartner
EMS-GRIVORY, Via Innovativa 1, 7013 Domat/Ems, Schweiz Tel. +41 81 632 78 88, www.emsgrivory.com, welcome@emsgrivory.com

19 11–12/2022 KUNSTSTOFF XTRA nachhaltigkeit
Besuchen Sie uns an der Swiss Plastics in Luzern 17. – 19. Januar 2023, Halle 2 / D 2109
len darauf ab, individuelle Beiträge zu erzwingen, wohingegen Engagement in einer kollektiven Aktion, d. h. Zusammenarbeit, erforderlich ist. Die Zusammenarbeit für einen gemeinsamen Zweck verlangt Verbundenheit, ein gemeinsames Ziel, die Mittel und die Fähigkeit zur Ausführung sowie das individuelle Engagement. Um dies zu ermöglichen, hat PICC RCOIN geschaffen. RCOIN ist ein gemeinsames Projekt der Ingenieur- und Architekturhochschulen (HEIA-FR), der Business School (HEG) und der Hochschule für Sozialwissenschaften (HETS) in Fribourg (FR). Es wird von HES-SO und Beiträgen der 3 Schulen finanziert. Das Konzept basiert ursprünglich auf einer Idee von Dr. Michael Peshkam und Dr. David Dubois, beide an der Business School INSEAD, Frankreich [6] tätig. Das Konzept besteht darin, Kunststoffprodukten nach Gebrauch einen Krypto-Guthabenwert zuzuweisen. Dieser Wert wird dem Käufer des Kunststoffprodukts in dem Moment gutgeschrieben, in dem es ordnungsge -
mäss zum Recycling entsorgt wird. Krypto-Credits können auf einem persönlichen Konto angesammelt werden, da jede «Rückgabe»-Transaktion durch die Blockchain-Technologie geschützt ist. Der Ansatz unterscheidet sich in vielerlei Hinsicht deutlich von einem klassischen Deposit Return Scheme (DRS). Es ist bewiesen, dass ein Mehrpreis beim Kauf von kunststoffverpackter Ware die Rücklaufquote der Kunststoffverpackung deutlich erhöht. Mehrere Länder erreichen für EinwegKunststoffverpackungen wie PET-Getränke- oder PE-Milchflaschen [7] bereits jetzt eine von der EU für 2029 gesetzte Rücknahmequote bei der getrennten Sammlung von über 90 %. Freiwillige Systeme sind tendenziell weniger effektiv [8].
Krypto-Credits
Was auch immer der positive Beitrag der Rücknahmesysteme sein mag, es zeigt sich immer noch, dass im Laufe der Jahre weltweit 100 000 Tonnen Plastikflaschen verbrannt, deponiert oder weggeworfen


Besuchen Sie uns an der Swiss Plastics in der Halle 1 am Stand A 1000.

SKS AG FEIERT JUBILÄUM
Unser Know-how ist über unser 40-jähriges Bestehen gewachsen und damit auch unser Anspruch an Präzision und Perfektion.
SKS AG Kunststoffe & Werkzeugbau, Laupen www.sks-laupen.ch
wurden. Ungeachtet des bescheidenen Erfolgs dieser Systeme sind sie ein notdürftiger Ansatz mit begrenzter Wirkung auf ein selbst geschaffenes Problem. Darüber hinaus legen die Systeme die Kosten und Handhabung in die Hände der Öffentlichkeit, d. h. derjenigen, die beispielsweise eine Ware gekauft haben, deren Kunststoffverpackung nach Gebrauch der Ware nicht mehr benötigt wird. All die anderen Interessengruppen der Wertschöpfungskette – Kunststoffproduzenten, -verarbeiter, Einzelhändler, Markeninhaber, usw. –sind nicht beteiligt. Sie haben es zu einem Problem für die anderen gemacht. Im Gegensatz dazu ist das RCOIN-System ein lebenszyklischer Denkansatz, der alle Interessengruppen in der Wertschöpfungskette und nicht nur die Öffentlichkeit in den Vorgang, Kunststoffe so lange wie möglich in Verwendung zu halten, einbezieht. Dazu wird eine digitale Cloud-Infrastruktur aufgebaut, die die Konzepte Material-Massenbilanz [9], Materialpass [10], Krypto-Credits und «grüne» Anlageportfolios vereint. Es
20 11–12/2022 KUNSTSTOFF XTRA nachhaltigkeit
nutzt bestehende Strukturen, definiert Verbesserungen und identifiziert Investitionsbedarf, um den Kreislauf zu schliessen. Dementsprechend wird jede Wertschöpfungskette für alle vollständig transparent. Die Massenbilanz definiert, welches Material wem gehört und wohin es geht und wie es wieder zurückkommt, und der Materialpass definiert die vollständige Zusammensetzung eines Produkts, um die Sortierung und Aufbereitung zu erleichtern. Der gesamte Prozess kann von allen Beteiligten gemäss ihrem Anteil am Materialoder Energieeinsatz für die Herstellung, Umwandlung, Verteilung, Verwendung und Wiederverwendung des Kunststoffprodukts, des Kunststoffmaterials oder der daraus gewonnenen Chemikalien finanziert werden. Aber noch wichtiger ist, dass der «Verbraucher» zum Akteur in dieser Wertschöpfungskette wird, d.h. jeder Bürger kann zum Unternehmer werden. Dies bedeutet, dass alle ein Produkt für den Gebrauch kaufen und den nicht verwendeten Teil, z. B. die Kunststoffverpackung, an Sammler «verkaufen», wobei sie bei Abschluss der Transaktion einen «Gewinn» in Form von Krypto-Credits erhalten. Dieser Krypto-Credit heisst RCOIN und ermöglicht es Einzelpersonen, beispielsweise in Recyclingunternehmen zu investieren, an Wohltätigkeitsorganisationen zu spenden, lokale grüne Initiativen zu finanzieren, Forschung zu unterstützen und vieles mehr, um eine Kreislaufwirtschaft voranzutreiben.
RCOIN-Projekt
Alle Transaktionen werden mithilfe der Blockchain-Technologie gesichert. Das Fribourg RCOIN-Projekt ist ein erster Nachweis der Machbarkeit mit Fokus auf PET-Flaschen. Es testet den Prozess der Rückgabe leerer Flaschen und deren digitale Nachverfolgung, d. h. das Angehen der «circularity gap». Der Prozess erfordert, dass die Teilnehmer eine RCOINApp auf ihr Mobiltelefon herunterladen und sich registrieren, um ein persönliches Krypto-Guthabenkonto zu eröffnen. Die (leere) PET-Flasche des gekauften Getränks wird mit 1 RCOIN bewertet, die nach dem Scannen eines QR-Codes und dem Einwerfen in einen intelligenten PET-Behälter dem registrierten Konto der Person gutgeschrieben wird. Am aktuel -
len Projekt nahmen mehrere lokale Geschäfte und Wohltätigkeitsorganisationen teil, um RCOIN als Zahlung für verschiedene Dienstleistungen oder Waren zu akzeptieren. Alle Teilnehmer werden somit belohnt (erzielen einen Gewinn), um zu einer ordnungsgemässen und selektiven Sammlung beizutragen. Dieselben Prinzipien können auf jede Transaktion in der Wertschöpfungskette angewendet werden. Weitere Arbeiten sind erforderlich, um das Pilotprojekt zu einem grösseren, kommerziell tragfähigen Projekt auszubauen, für das Partner gesucht werden. Das Rätsel ist gelöst.
Literatur
[1] https://www.swissinfo.ch/eng/nouvo_why-is-plastic-so-hard-to-recycle/45348284?utm_campaign=teaser-inarticle&utm_source=swissinfoch&utm_ medium=display&utm_content=o
[2] Hardin, Garrett. «The Tragedy of the Commons.» Science 162 (1968): 1243–1248.
[3] https://www.circularity-gap.world/ about

[4] Plastics Europe 2018, The Facts
[5] Yochai Benkler. The penguin, and the leviathan. The triumph of cooperation over self-interest, Crown Business, New York (NY) USA, 2011.
[6] http://knowledge.insead.edu – – M. Peshkam, D. Dubois, How blockchain can win the war against plastic waste, INSEAD, 2019.
[7] https://en.wikipedia.org/wiki/Container-deposit_legislation
[8] https://www.bafu.admin.ch/bafu/en/ home/topics/waste/guide-to-waste-a-z/ pet-beverage-containers.html
[9] https://www.basf.com/global/en/whowe-are/sustainability/whats-new/sustainability-news/2019/EllenMacArthurfoundation-White-Paper-Mass-balance.html
[10] Thomas Rau http://turntoo.com/en/ material-passport/

Kontakt
PICC Plastics Innovation Competence Center CH-1700 Fribourg/Freiburg rudolf.koopmans@hefr.ch picc.center/en/
Swiss Plastics Expo in Luzern 17.–19. Januar 2023 Halle 1, Stand A1008

Kunststoff-MetallKombinationen aus einer Hand
Spritzgiesstechnik
SFS gehört zu den international führenden Anbietern auf dem Gebiet der Spritzgiesstechnik. Durch innovative Verfahren und Zusatzoperationen sowie aufgabenspezifisch ausgewählte Kunststoffe sind wir in der Lage, nahezu jede beliebige Form in der geforderten Qualität herzustellen.
www.sfs.com/ksw
21 11–12/2022 KUNSTSTOFF XTRA nachhaltigkeit
n
Recycelbare Papierbeschichtung für Lebensmittelverpackungen

EU-konform und dennoch verschweissbar
Die Recycelvorschriften der EU verlangen nach immer sortenreinerem Papierabfall. Papier wird in Lebensmittelverpackungen verwendet, wo es verschweisst werden muss. Um zwei Papierstreifen miteinander verschweissen zu können, müssen diese mit einem Fremdmaterial beschichtet sein. Das IMPE entwickelte zusammen mit der Firma Tanner & Co. AG eine neuartige Dispersionsbeschichtung für Papier, welche den Vorschriften der EU entspricht und dennoch verschweissbar ist.
Recycling liegt im Trend. Allerdings verlangt das korrekte Rezyklieren von Abfall nach immer sortenreineren Materialien. Die neuen, strengen Vorschriften der EU fordern, dass nur noch als Monomaterial gilt, was zu mindestens 95 % aus diesem Material besteht. Papierabfall gilt demnach als Papier, wenn der Gewichtsanteil an Fremdmaterial, z. B. einer Beschichtung, weniger als 5 Gewichtsprozente ausmacht. Allerdings sagt diese Regel nicht viel über die tatsächliche Rezyklierbarkeit des Papiers aus. Denn eine Beschichtung sollte darüber hinaus im Rezyklierprozess nicht stören, was bedeutet, dass das Beschichtungsmaterial im Idealfall wasserlöslich und bioabbaubar ist, und vor allem in der Kläranlage keine Probleme verursacht. Für viele Anwendungen muss daher ein neues Beschichtungsmaterial gefunden werden, welches einerseits die ihm zugedachte Funktion erfüllt und andererseits den gesetzlichen

Abb. 1: Mit einer Banderole verpackte Lebensmittel. (Bild: Tanner & Co. AG)
Vorschriften zur Rezyklierbarkeit entspricht. Diese Anforderungen stellen die Verpackungsindustrie vor grosse Herausforderungen. Eine solche Anwendung betrifft das Banderolieren. Das Banderolieren ist ein Vorgang der Verpackungstechnik, bei dem Gegenstände gleicher oder verschiedener Art mit einer Banderole (einem Band) zu einer Einheit zusammengefasst werden. Das Bündeln ist unter anderem aus Transportgründen sinnvoll. Eine bis zu 100 mm breite Ban
derole aus Papier oder recycelbarer Folie unterstützt «Branding with Banding» und Markenführung und sorgt für Aufmerksamkeit bei der Zielgruppe. Sie vertritt Corporate Identity im Verkaufsregal und bietet ausserdem genügend Platz für weitere Informationen wie Mindesthaltbarkeitsdatum, Inhaltsstoffe oder Chargennummern – und das ohne zusätzliche Etikettierung. Ein Branding für alle Konsumgüter – dank hohen Hygienestandards auch für Lebensmittel (Abb. 1).
KUNSTSTOFF XTRA Nachhaltigkeit InnoRecycling AG Rohstoffe aus Abfällen Hörnlistrasse 1, CH-8360 Eschlikon, Telefon +41 71 973 70 80, info@innorecycling.ch 0_IR_Ins_1-3q_183x85_fbg_Rohstoffland.pdf 1 11.10.12 11:06
Schweiz InnoRecycling fördert Ressourcen
Rohstoffland
Dr. Konstantin Siegmann 1 Jan Inauen 1 Prof. Dr. Martin Winkler 1
1 Dr. Konstantin Siegmann, Jan Inauen, Prof. Dr. Martin Winkler, Institut of Materials and Process Engineering (IMPE), Zürcher Hochschule für Angewandte Wissenschaften (ZHAW)
Problematische Beschichtungen aus PE oder PP
Die zu verpackenden Produkte werden dabei von einer Banderoliermaschine (Abb. 2) mit einem Papierband umschlossen, das an den Enden mit der einzigartigen Ultraschallverschweissung von Tanner verschweisst wird. Damit das Verschweissen gelingt, müssen die Papierbänder mit einer Dispersion beschichtet sein. Als Nebeneffekt wird die beschichtete Papierbandarole zudem besser wasserbeständig. Bislang wurden dafür die Folien aus Polyethylen oder Polypropylen verwendet. Allerdings genügen die mit diesen Materialien beschichteten Papiere den neuen Vorschriften der EU zum Recycling nicht mehr, diese Banderolen müssen als Verbunde
entsorgt werden, weil das Auftragsgewicht der Folien zu hoch ist. Will die Firma Tanner am Markt weiterhin erfolgreich sein, muss sie Papierbanderolen mit einer neuen, recycelbaren Beschichtung anbieten.
Das Labor «Polymere Beschichtungen» des IMPE
Das Labor «Polymere Beschichtungen» des Institutes of Materials and Process Engineering (IMPE) gehört zu der Zürcher Hochschule für Angewandte Wissenschaften (ZHAW). Es befasst sich generell mit funktionellen und monomolekularen Beschichtungen, abgeschieden aus der flüssigen Phase, z. B. als Lack auf Materialien wie Papier und Karton, Textilien, Metallen und Kunststoffen. In Zusammenarbeit mit der Firma Tanner wurde im Labor PB, eine verschweissbare Papierbeschichtung für das Banderolieren, entwickelt, die die gesetzlichen Bedingungen zur Rezyklierbarkeit erfüllt.



Die Anforderungen an die neue Beschichtung
Viele verschiedene Dispersionen wurden als Beschichtungsmaterial für die Banderolen getestet. Die Randbedingungen waren: i) Die Dispersion ist wasserlöslich, sodass es sich beim Recyclingprozess vom Papierbrei trennen lässt. ii) Die Rückstände im Abwasser verursachen keine Probleme in der Kläranlage. iii) Bei der Aufarbeitung entsteht kein Mikroplastik. iv) Trotz der ge
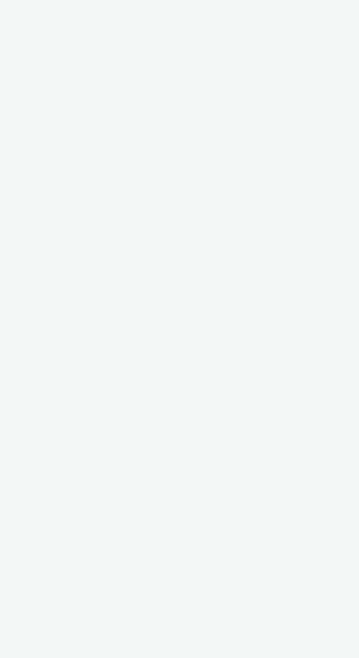
Abb. 3: Zugfestigkeiten von verschweissten Banderolen mit 5 verschiedenen Beschichtungen. Braune Balken: Normalbedingungen, blaue Balken: Erhöhte Luftfeuchtigkeit und Temperatur. (Bild: IMPE)
23 11–12/2022 KUNSTSTOFF XTRA
www.SchillingEngineering.ch Reinraumsysteme Von der Planung bis
• innovativ • modular • wirtschaftlich SCHILLING ENGINEERING REINRAUMSYSTEME
Dorfstrasse 37 CH-8219 Trasadingen Tel. +41 (0) 52 / 212 789-0
zur Qualifizierung
Abb. 2: Eine Banderoliermaschine der Firma Tanner & Co. AG. (Bild: Tanner)
ringen Auftragsmenge (≤ 5%) lässt sich die Banderole noch verschweissen, und die Verschweissung erzielt eine gleich starke Zugfestigkeit wie die herkömmlichen Materialien. v) Die Dispersion ist für den Lebensmittelkontakt zugelassen. Zuerst wurden die Papiere mit Hilfe eines Rakels mit verschiedenen, wässrigen Polymerlösungen beschichtet. Nach dem Trocknen der Beschichtung wurde das Schichtgewicht bestimmt, der Zielwert war ≤ 2.5% pro Seite. Die Papierbänder wurden auf einer Ultraschall Schweissanlage von Tanner verschweisst. Dann wurden die verschweissten Banderolen in eine Zugprüfmaschine eingespannt, die Zug
kraft erhöht und geschaut, bei welcher Kraft die Schweissnaht versagt. Die Haftung der Schweissnaht der neuen Banderolen sollte nicht wesentlich schlechter sein als die der Banderolen mit den alten Beschichtungen aus Polyethylen oder Polypropylen. Als Ergebnis wurden neue Beschichtungen gefunden, die den Anforderungen der EU entsprechen und dennoch verschweissbar sind.
Die Eigenschaften der neuen Beschichtung
Abbildung 3 zeigt die Zugfestigkeit der Verschweissung der Banderolen mit den neuen Beschichtungen. Fünf verschiede
Innovate the Best.

ne Beschichtungen (A–E) sind dargestellt. Die braunen Balken entsprechen Zugfestigkeiten bei Normalbedingungen, die blauen Balken bei erhöhter Temperatur und Luftfeuchtigkeit (30 ° C, 60 % Luftfeuchtigkeit). Die Reissfestigkeit des unbeschichteten Papiers der Banderole liegt bei 162 Newton (bei 30 mm breiten Bändern). Dieser Wert ist damit auch die maximal zu erreichende Zugfestigkeit der Verschweissung. Bei einem Mittelwert von ca. 120 Newton Zugfestigkeit der Verschweissung bei Normalbedingungen erzielen wir also etwa 74 % des zu erreichenden Maximalwertes. Diese Zugfestigkeiten sind für die Firma Tanner zufriedenstellend.
Die Beschichtungen A–E erfüllen die 5 % Regel und die gesetzlichen Vorgaben, das Projekt ist also als Erfolg zu werten. Abbildung 4 zeigt das fertige Produkt –eine Rolle mit EU konformen Banderolierpapier von Tanner.

Kontakt
Dr. Konstantin Siegmann Zürcher Hochschule für Angewandte Wissenschaften Institute of Materials and Process Engineering (IMPE) CH 8401 Winterthur konstantin.siegmann@zhaw.ch www.zhaw.ch/impe n
Besuchen Sie uns auf der Swiss Plastics in Luzern . Vom 17. bis 19. Januar 2023 finden Sie uns in Halle 2 auf Stand B2043.

24 11–12/2022 KUNSTSTOFF XTRA Nachhaltigkeit
Wir holen das Beste für Sie heraus – von der Idee bis zur Serie. Mit unserem Full-ServiceAnsatz sind wir Ihr idealer Partner, um kunststofftechnische Innovationen schnell und effizient zur Marktreife zu bringen. Mehr Infos unter www.barlog.de
Abb. 4: Das Produkt: Verschweissbares und recycelbares Papierband. (Bild: Tanner)
Ganzheitliche Betrachtung des Produktlebenszyklus
Kreislauf ist mehr als das Recyceln von Materialien
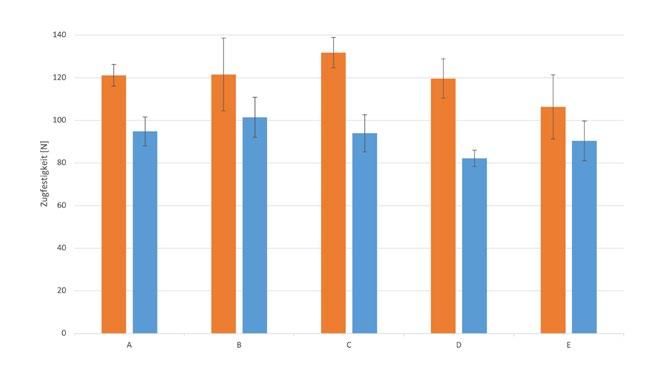
Die Kreislaufwirtschaft ist ein Thema, das schon länger aktuell ist und mit den zunehmenden Energie- und Rohstoffpreisen an Bedeutung gewinnt. Nicht nur ökologische, sondern auch ökonomische Gründe, beispielsweise die Ressourcenknappheit und die Bepreisung des CO2-Fussabdrucks, sind Treiber für die Kreislaufwirtschaft.
Die Schweiz verbraucht aktuell die Ressourcen von knapp drei Erden, der sogenannte Overshoot Day war in diesem Jahr am 13. Mai (berechnet vom Global Footprint Network). Damit dieses Datum weiter nach hinten verschoben werden kann, müssen verschiedene Massnahmen ergriffen werden. Eine wichtige davon ist, dass die Wirtschaft vom linearen Denken

1 Prof. Daniel Schwendemann, Sarah Rickenbacher, beide IWK Institut für Werkstofftechnik und Kunststoffverarbeitung, OST Ostschweizer Fachhochschule, Rapperswil-Jona
wegkommt und vermehrt zirkuläre Produkte eingeführt und genutzt werden. Was aktuell häufig in der Betrachtung etwas ausser Acht gelassen wird, ist, dass bei gleicher Entwicklung der Wirtschaft und Bevölkerung wir bis 2050 unseren Rohstoffeinsatz noch einmal verdoppeln werden und dies kann unsere Erde nicht mehr leisten. Wir müssen unsere Wertschöpfung vom Rohstoffeinsatz abkoppeln. Dies kann nur gelingen, wenn wir Material mehrfach nutzen.
Was bedeutet Kreislaufwirtschaft wirklich?
Im linearen Wirtschaftssystem werden Rohstoffe abgebaut und anschliessend zu Produkten verarbeitet, die verkauft und
genutzt werden. Am Ende steht die Entsorgung der Produkte im Abfall, wo sie entweder verbrannt oder in einer Deponie gelagert werden. Dieses System führt dazu, dass ein hoher Rohstoffbedarf besteht und grosse Abfallmengen und Umweltbelastungen entstehen.
Die Kreislaufwirtschaft soll dazu die ökologischere Alternative bilden. In der Kunststoffindustrie ist der erste Gedanke zu diesem Thema meist das stoffliche Recycling. Dabei werden sowohl für Industrieabfall als auch für Produkte nach der Nutzung Lösungen gesucht, wie die Materialien entweder mechanisch oder chemisch aufbereitet und für neue Produkte eingesetzt werden können. Dies ist im optimalen Fall Cradle to Cradle oder
25 11–12/2022
Prof. Daniel Schwendemann 1 Sarah Rickenbacher 1
Die All Star Team Awards, von der OST hergestellt, wurden nach dem Final der Unihockey-WM überreicht. (Bild: IFF International Floorball Federation)
sogar ein Upcycling, es kann sich jedoch auch um Downcycling handeln. Die Kreislaufwirtschaft umfasst jedoch viele weitere Massnahmen als das stoffliche Recycling der Materialien. Dies sollte erst der letzte Loop am Ende des Produktlebens sein. Davor stehen andere Prozesse, wie das Teilen und Wiederverwenden der Produkte und das Reparieren und Austauschen von defekten Bauteilen. Damit dies jedoch sinnvoll umgesetzt werden kann, müssen nicht nur die Prozesse, beispielsweise für das Sammeln, etabliert werden. Die Kreislaufwirtschaft und die geplanten Materialströme müssen schon bei der Produktentwicklung berücksichtigt werden. Dazu gehören sowohl das Design, zum Beispiel gut austausch- und reparierbare Komponenten, als auch die Materialwahl. Es ist also nicht nur eine Anpassung der End-of-Life-Prozesse nötig, sondern eine ganzheitliche Betrachtung des Produktlebenszyklus. Wichtig ist vor allem der Blick vom Ende des Produktlebens her. Schon bevor das Kunststoffbauteil in die «Entsorgung» kommt, sollte definiert sein, welchen weiteren Weg es vor sich hat. Durch die frühzeitige Planung können die geeigneten Massnahmen in der Sammlung und Sortierung vorgenommen werden, um ein geeignetes Material zu bekommen. Mit dieser Betrachtung wird der Abfall zum Rohstoff und somit zu einem Wertstoff für zukünftige Produktionen. Neben der Material- und Prozessentwicklung wird an der Entwicklung von neuen Organisationsstrukturen in Unternehmen, welche den Umstieg in eine zirkuläre Welt

erlauben, geforscht. Mit dem Umstieg vom linearen Wirtschaftsmodell zur Kreislaufwirtschaft müssen die innerbetrieblichen Strukturen und Abläufe angepasst werden. Nur mit klaren Vorgaben der Unternehmensleitung und mit entsprechenden Kompetenzen ausgestatteten Mitarbeitern lassen sich diese Herausforderungen stemmen. Des Weiteren erlauben digitale Entwicklungsprozesse eine ressourcenschonendere Entwicklung und optimierte Bauteile mit reduziertem Materialeinsatz.
Chance für den Wirtschaftsstandort Schweiz
Die Kreislaufwirtschaft ist nicht nur aufgrund der Nachhaltigkeit und steigender
Rohstoffpreise interessant. Durch die Wiederverwendung, Reparatur und das Materialrecycling können Wertschöpfungsketten in der Schweiz gehalten oder sogar in die Schweiz geholt werden.
Das IWK Institut für Werkstofftechnik und Kunststoffverarbeitung der Ostschweizer Fachhochschule ist seit mehreren Jahren in diesem Gebiet aktiv. Dabei werden Unternehmen bei Projekten im Bereich Kunststoffrecycling und auch in der Entwicklung von nachhaltigeren Produkten unterstützt.
Seit vielen Jahren arbeitet das IWK zusammen mit der Argo in Davos am Skischuhrecycling. Dabei wurde das bestehende Sortiersystem von der reinen Farbsortierung auf eine Farb- und Typensortierung mit Hilfe des Einsatzes eines FT-IR (Fourier-Transformations-Infrarotspektrometer) umgestellt. Während in den letzten Jahren der Fokus auf der Herstellung von 3D-Druck Filamenten lag, konnte dieses Jahr im Juni mit der Hülle eines Smartphones (Circ Case von FREI -

26 11–12/2022 KUNSTSTOFF XTRA Nachhaltigkeit
Schematische Abbildung der Kreislaufwirtschaft. (Quelle: BAFU)
Schematische Abbildung des linearen Wirtschaftssystems (Quelle: BAFU)
TAG) ein Spritzgiessbauteil präsentiert werden. Das Produkt zeigt exemplarisch die Möglichkeiten für den Werkplatz Schweiz, so findet die gesamte Wertschöpfung im Bereich von 150 km zwischen Davos und Zürich statt.
Bei der diesjährigen Unihockey WM in der Schweiz war das IWK der Ostschweizer Fachhochschule Innovation Partner und hat im Rahmen der Kooperation aus allen Bällen und Schlägern die Awards gedruckt. Dabei wurden die gesammelten Teile zuerst zerkleinert und anschliessend aufbereitet. Hervorzuheben ist, dass hierbei die polyolefinischen Materialien so modifiziert wurden, dass sie anschliessend auf einem Filamentdrucker zu mehrfarbigen Bällen gedruckt werden konnten.
Kreislaufwirtschaft in der Politik
Zukünftig müssen sich die Firmen auf Grund der Vorgaben der Europäischen Union aktiver mit dem Einsatz von Recyclingmaterial auseinandersetzen, da bis 2030 strenge Zielvorgaben von 55 % bei allen Kunststoffteilen und 70 % bei den Verpackungen erzielt werden müssen. Dies sind hohe Ziele, da auf Grund von gesetzgeberischen Vorgaben bei Lebensmittelverpackungen, aber vor allem auch bei Pharma- und Medizinalprodukten, teilweise nur der Einsatz von Neuware möglich ist. Somit müssen alternative Produkte für den Einsatz dieser Materialströme gefunden werden. Schliesslich wird bis zum Ende dieser Dekade auch das chemische Recycling, bei welchem die Kunststoffe wieder in die Ausgangsmaterialen zerlegt und dann neu aufgebaut werden, in der Schweiz und Zentraleuropa vermehrt eingesetzt werden, damit die Recyclingziele erreicht werden können. Jedoch wird es höchstwahrscheinlich analog zu den Kehrichtverbrennungsanlagen eher in den Ländern mit einer guten Infrastruktur und stabilen politischen Systemen zum Einsatz kommen. Das Problem der weltweiten Verschmutzung und vor allem mit dem Meeresmüll kann so aber nicht gelöst werden, daher müssen auch für die restlichen Länder Systeme und Möglichkeiten für die Nutzung der Materialen gefunden werden, um dem Abfall einen Wert zu geben.

Die Kreislaufwirtschaft wird von der Politik nicht nur durch gesetzliche Vorgaben vorangetrieben, es werden auch grosse Investitionen in diesem Gebiet getätigt. Auch die Innosuisse fördert aktiv Projekte im Bereich Nachhaltigkeit und Zirkularität. Aktuell können Fördermittel in verschiedenen Innovation Booster beantragt werden, beispielsweise in «Applied Circular Sustainability», «Innovation Booster Additive Manufacturing» oder «Plastics for Zero Emissions».
Systeme für Ihre Produktion












Kontakt
Prof. Daniel Schwendemann, IWK Institut für Werkstofftechnik und Kunststoffverarbeitung OST Ostschweizer Fachhochschule CH-8645 Rapperswil-Jona daniel.schwendemann@ost.ch www.ost.ch/iwk
27 11–12/2022 KUNSTSTOFF XTRA Nachhaltigkeit Plastservice GmbH Schäracher 12 CH-6232 Geuensee info@plastservice.ch plastservice.ch Halle1 StandE1111 Zube hör La gern Küh len Kupplungssys tem Recyc ling Dosie ren För dern Metall separie ren Förderbän der Heisskanalregler Trock nen
n
Usinage des polymères biosourcés
Les bioplastiques issus des résidus agricoles offrent des avantages certains en matière de protection de l’environnement. Comme tous les produits dérivant d’éléments naturels, ils sont très variables.
Les avantages des plastiques biosourcés sont:
• l’absence de microparticules de plastique issues d’hydrocarbures fossiles
• le compostage en absence d’additifs issus de substances pétrochimiques

• la réduction des émissions de gaz à effet de serre (effet de proximité) En principe, le traitement mécanique des
plastiques biosourcés peut se faire avec les techniques utilisées pour les polymères issus du pétrole. L’une des difficultés principales de l’usinage provient de la grande variabilité du produit due à son origine naturelle. Dès lors, il devient primordial de disposer de machines dotées d’éléments à servocommande afin de régler rapidement et de manière précise les valeurs technologiques telles que la vitesse de découpe ou la fente de coupe. Maîtriser l’usinage des polymères biosourcés signifie se positionner favorablement dans un marché en plein essor.

Kontakt
Milimex AG

Flavio Milanesi, Geschäftsführer www.milimex.ch Halle 1 / C 1073
Solar Impulse setzt auf SLS-Teile von Prodartis
Um in der Solarluftfahrt verwendete energiedichte Batterien optimal zu kühlen, wird kalte Aussenluft auf mög lichst effiziente Art und Weise der Batterie zugeführt. Dies geschieht über additiv gefertigte lasergesinterte Belüftungskanäle.
Die in Leichtbauweise und mit zwischen 0,5 und 0,6 mm Wandstärke konstruierten Belüftungskanäle können nicht mehr konventionell hergestellt werden. Viele Funktionen und strömungsoptimierte Kanalgeometrien wurden in einem einzigen Bauteil integriert, so dass die total acht flugtüchtigen Belüftungsteile nur noch additiv über die Selective Laser Sintering-Technologie (SLS) produziert werden konnten. An die aus hochfestem Polyamid gefertigten Kunststoffbauteile werden hohe Anforderungen gestellt. Nicht nur Toleranzen von wenigen 0.1mm müssen eingehalten werden, sondern auch eine für Luftströmungen
optimierte Oberfläche sowie eine definierte Luftdichtheit müssen gewährleistet werden. Eine lasergesinterte 33 cm lange Luftzuführung wiegt heute nur noch 129 Gramm.
Kontakt Prodartis AG Beat Bossart, Leiter Vertrieb www.prodartis.ch Halle 2 / C 2082
KUNSTSTOFF XTRA 11–12/2020 Nachhaltigkeit
SHOWCASE
Datendurchgängigkeit beim Spritzgiessen
Der Keynote-Speaker Mario Studer erläutert, wie die Datendurchgängigkeit bei der Fertigung von Spritzgiessbauteilen realisiert werden kann und welcher Nutzen die Anwender daraus erzielen können.
Die Themen Digitalisierung, smarte Fabrik und Industrie 4.0 sind in aller Munde und halten auch beim Spritzgiessen verbreitet Einzug. Dabei nimmt das Thema Product Lifecycle Management (PLM) einen immer höheren Stellenwert ein. In der Theorie werden im PLM wichtige produktbezogene Stammdaten erfasst, die im Lebenszyklus eines Produktes anfallen. In
der Praxis zeigt sich jedoch, dass insbesondere bei der Entwicklung von Kunststoffbauteilen, welche im Spritzgiessverfahren realisiert werden, nur ein Bruchteil der relevanten Daten aus der prozessspezifischen Vorentwicklung und der späteren Produktion erfasst werden können.


In der Keynote wird die gesamte Komplexität bei der durchgängigen Datenerfassung gezeigt und mit OPTx ein erster datenbankbasierter Lösungsansatz präsentiert, welcher die relevanten Daten aus den Prozessschritten: Bauteilauslegung, Prozessauslegung, Werkzeugrealisierung, Werkzeugbemusterung und Produktion erfasst und verheiratet. n
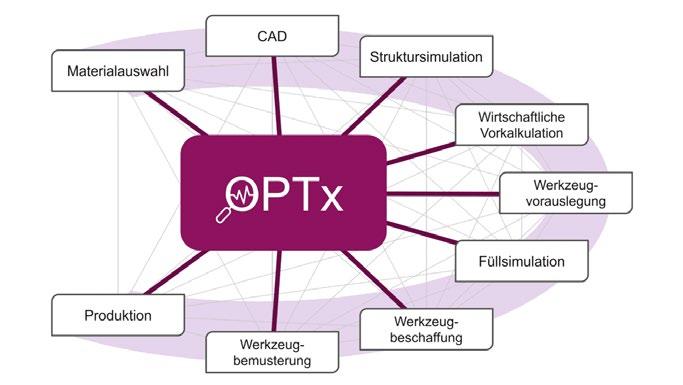
Sprecher


Prof. Dr. Mario Studer
Leiter Fachbereich Simulation und Design, IWK Mittwoch, 18. Januar 2023 15.10 bis 15.30 Uhr






Ort: Halle 2

29 11–12/2022 KUNSTSTOFF XTRA Messen
poesia-profile ® poesia-komponenten ® poesia-dichtungen® service Grenzweg 3 | Industrie Feldmatte | 5726 Unterkulm | 062 832 32 32 | poesia.ch | shop.mk-dichtungen.ch 17. – 19. Januar Halle 2 Stand E2136 Swiss Plastics Expo Messe Luzern DIGITALI s I e RU n G
Datendurchgängigkeit mit OPT. (Bild: OPT)
KEYNOTE KEYNOTE
Eine saubere Datenbasis als Grundlage
Predictive Quality für Spritzgiessbauteile
Im Zuge der Digitalisierung gibt es viele interessante Use Cases, die das Spritzgiessen als Produktionsprozess optimieren sollen. Zu den aktuell häufig diskutierten gehört der Use Case Quality Prediction. Ziel dabei ist es, die Qualität respektive die Qualitätsmerkmale der hergestellten Bauteile auf Basis von Prozessdaten vorherzusagen.
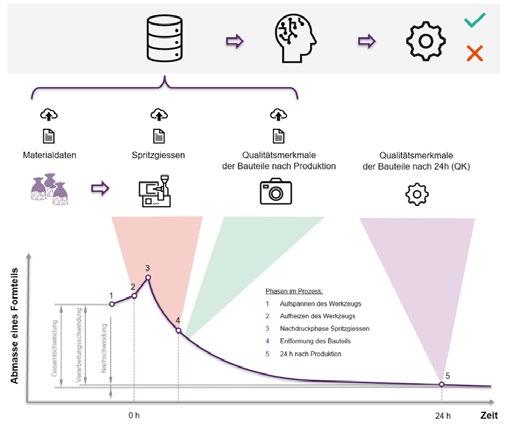 Curdin Wick 1 Mario Studer 2
Curdin Wick 1 Mario Studer 2
Die Energiekrise und der dadurch enorme Kostendruck sowie das Verlangen nach durchgängiger Qualitätsüberwachung stellen Spritzgiessverarbeiter vor neue Herausforderungen. Vor allem die Prozessüberwachung sowie die Qualitätsprognose und -regelung spielen dabei eine entscheidende Rolle, wenn es um die Industrie 4.0 in Spritzgiessunternehmen geht. Die im Prozess immer vorhandenen Schwankungen müssen erkannt und klassifiziert werden, um einen Einfluss auf die Bauteilqualität zu ermitteln. Je nach Anwendungsfall existieren sehr unterschiedliche Qualitätskriterien an die Formteile. Das sind in fast jedem Fall die Bauteilabmessungen, deren Form und Lagetoleranzen sowie diverse mechanische Eigenschaften, oft kommen zusätzlich noch optische Anforderungen hinzu.
Kann direkt nach der Herstellung eine Aussage zur Qualität der Bauteile gemacht werden, so ist dies ein entscheidender Vorteil. Abweichungen respektive Trends in den Qualitätsmerkmalen können frühzeitig erkannt werden und eine direkte Gut-/Schlechtteilsortierung wird möglich. Mathematische Modelle der künstlichen Intelligenz bieten hier ein grosses Potenzial. Bild 1 zeigt die Idee für den Use Case Quality Prediction.
Datenbasis als Grundlage
Grundlage für den Einsatz dieser mathematischen Modelle ist eine saubere Da -
1 Curdin Wick (Fachbereichsleiter Spritzgiessen)
2 Mario Studer (Fachbereichsleiter Simulation & Design), OST – Ostschweizer Fachhochschule, Rapperswil
Bild 1: Use Case Quality Prediction im Überblick. (Bilder: IWK)
tenbasis. Dazu gehören neben den verschiedenen Parametern, auf deren Basis die Qualität vorausgesagt werden soll, auch die Qualitätsmerkmale der Bauteile selbst. Diese müssen vorhanden sein, damit die mathematischen Modelle trainiert werden können. Genau dieser Messaufwand zur Ermittlung dieser Qualitätsmerkmale wird häufig unterschätzt. Erschwerend kommt dazu, dass die masslichen Eigenschaften der Bauteile erst 24 Stun -
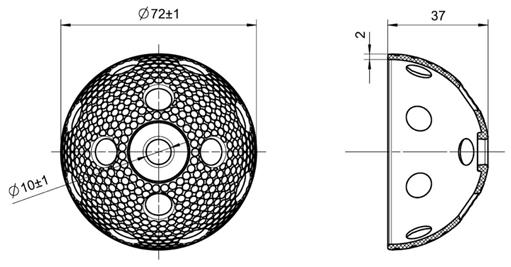
den nach der Produktion ermittelt werden können. Ein Qualitätsmerkmal, welches sich automatisiert und inline direkt nach der Produktion ermitteln lässt ist das Bauteilgewicht.
Für die Überprüfung des Use Case wurde deshalb eine bestehende Fertigungszelle mit einer automatisierten Gewichtsmessung erweitert. Dabei kann das Bauteil auf 5 mg genau gemessen und dem entsprechenden Bauteildatensatz zugeord -
Bild 2: Ballhälfte Unihockeyball inkl. Qualitätsmerkmale.
30 11–12/2022 KUNSTSTOFF XTRA Digitalisierung
net werden. Anschliessend wurden mit der Ballhälfte eines Unihockeyballs Spritzgiessversuche durchgeführt. Bild 2 zeigt dieses Bauteil inkl. Qualitätsmerkmale. Für die experimentellen Spritzgiessversuche wurde ein Versuchsplan ausgearbeitet und abgefahren . Dadurch entsteht eine grössere Variation im Prozess und auch im
Bauteilgewicht. Für den Versuchsplan wurden die Einstellparameter Zylinder-, Werkzeugtemperatur, Nachdruckhöhe, Einspritzgeschwindigkeit und Staudruck variiert. Aus den aufgezeichneten Prozessdaten (Kurvendaten und zyklische Kennwerte) werden sogenannte KPI’s berechnet, welche die Datenbasis für die mathematischen

Modelle bilden. Bild 3 zeigt eine Übersicht der verwendeten KPI’s und deren Variation aufgrund des abgefahrenen Versuchsplans. Die Entwicklung des mathematischen Modells verlangt vorab eine Unterteilung der vorhandenen Daten in Trainings- sowie Testdaten, wobei die Trainingsdaten für das Modelltraining eingesetzt werden. Mithilfe der Testdaten wird das Modell getestet und schliesslich bewertet bzw. quantifiziert. Für die Trainingsdaten und für die Testdaten entstehen Fehler, wobei der Trainingsfehler ein Mass für die Güte der Annäherung zwischen der Ausgangsgrösse Y und der Schätzung beschreibt. Der Testfehler hingegen gibt an, wie genau das Modell Vorhersagen mit neuen Datensätzen zulässt.
Die beiden Fehler sollten in etwa gleich gross sein, bestenfalls der Testfehler geringer. Denn das Ziel sollte schliesslich sein, den Testfehler und nicht den Trainingsfehler zu minimieren, um ein Overfitting des Modells zu verhindern. Durch ein Overfitting liegt das Modell in einer zu komplexen
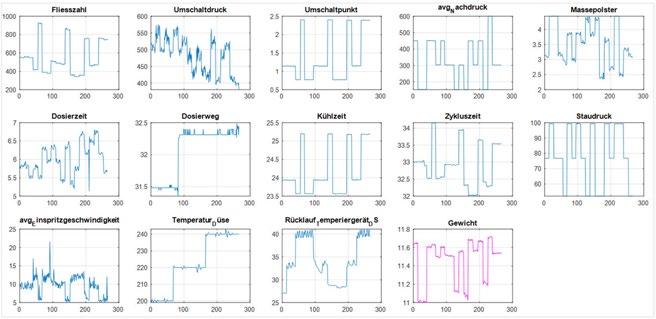
KUNSTSTOFF XTRA Digitalisierung
Bild 3: Gesamt-Diagramm aller berücksichtigten KPI’s und der Zielvariablen (Gewicht)
Struktur vor und kann neue Datensätze schlecht vorhersagen. Als mathematisches Modell wurde in diesem Fall eine schrittweise Regression (stepwiselm) eingesetzt. Die Aufteilung in Trainings- und Testdaten erfolgte in einem ersten Schritt zufällig. 80% der Datensätze wurden für das Modelltraining verwendet und 20% der Datensätze als Testdaten. Bild 4 zeigt die Ergebnisse. In einem zweiten Schritt wurde getestet, wie die Qualität der Vorhersage ist, wenn die Aufteilung der Trainings- und Testdaten zeitlich erfolgt. Diese Aufteilung entspricht auch dem realen Anwendungsfall. Dabei erfolgt in einem ersten Schritt das Training des Modells und anschliessend erfolgt die Beurteilung der hergestellten Bauteile auf Basis der Ergebnisse des Modells. Daher wurden in diesem Fall die ersten 175 Datensätze als Trainingsdaten
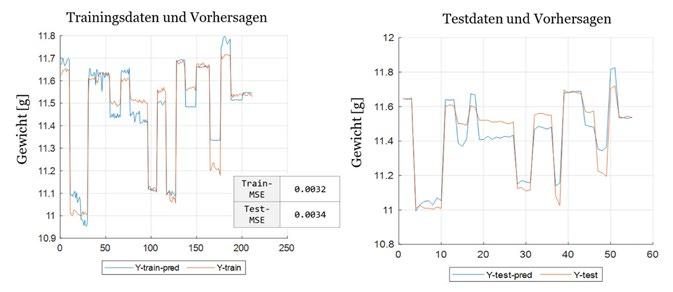
und die restlichen 100 Datensätze als Testdaten definiert. Die Ergebnisse sind in Bild 5 ersichtlich.
Es ist zu erkennen, dass die Qualität der Modelle stark abnimmt. Es resultiert ein Trainingsfehler von 0.000164, also eine praktisch perfekte Vorhersage. Der Testfehler liegt jedoch bei 0.0693. Dies liegt daran, dass auch überprüft wurde, ob das Modell in der Lage ist, die Gewichtswerte für bisher unbekannte Einstellparameter (in dieser Annahme sind es hohe Schmelztemperaturen) zu schätzen. Wird dieser Ansatz bei sich nicht oder kaum ändernden Einstellparametern angewandt, so zeigen sich ähnliche gute Ergebnisse wie beim ersten Ansatz in Bild 4.
Erweiterung der Datenbasis
Die Datenbasis für die Modelle kann aber auch mit zusätzlichen Datensätzen erwei -
tert werden. Eine interessante Zusatzinformation ist die Qualität des Bauteils direkt nach dessen Produktion. Für gewisse Bauteile wird dies heute bereits mit Hilfe von Inline-Qualitätskontrollen realisiert. Allerdings sind dies meist sehr einfache Bauteile, es werden nur einzelne Abmasse oder Attribute (Farbe, Abriss des Anspritzpunktes) überprüft und solche Systeme sind ziemlich teuer.
Wenn aber mit einfachen preiswerten Kamerasystemen gearbeitet werden kann, wird dieser Ansatz sehr interessant. Durch Kombination der «einfachen» Daten der Kamera mit den bereits vorhandenen Daten des Spritzgiessprozesses wird trotzdem eine zuverlässige Aussage zur Qualität ermöglicht. Dieser Ansatz wird bereits in Bild 1 angedeutet.
Physikalische Modellansätze (Transferlernen)
Bild 4: Trainings- und Testdaten (zufällige Aufteilung 80% / 20%) mit stepwiselm Regression und jeweiligen Vorhersagen.
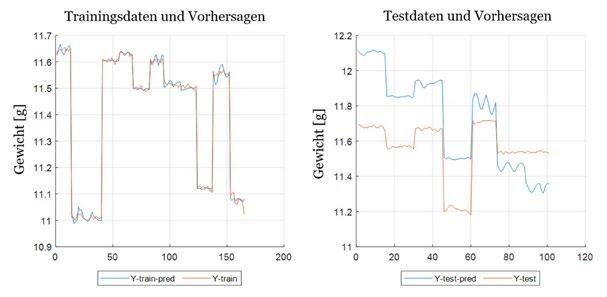
Während die für die Modellbildung erforderliche messtechnische Ermittlung der Qualitätsmerkmale mit hohem Aufwand verbunden und die Modellbildung zudem rein statistischer Natur ist, liegt der nächste Schritt darin, die Formteilschwindung physikalisch abzubilden. Durch Anwendung der Erhaltungssätze für Masse, Impuls und Energie mit Berücksichtigung der Stoffeigenschaften der Kunststoffe, lassen sich auf Basis numerischer Simulationen die Schwindungswerte prognostizieren. Diese Prognose gelingt umso genauer, je mehr Randbedingungen direkt aus dem Prozess herangezogen werden können. Idealerweise sind dies kavitätsnahe Daten des Druckverlaufes aus Werkzeuginnendruckmessungen sowie Werkzeugwandund Schmelzetemperatur. Weiterhin werden thermische Stoffdaten, die Dichte in Funktion von Druck und Temperatur (pvTDate n) und eine repräsentative Wanddicke als Eingangsparameter benötigt. Aus diesen Daten kann mittels vereinfachter numerischer Simulation des Abkühlvorganges und der damit verbundenen Dichteänderung die prozessinduzierte Verarbeitungsschwindung ermittelt werden (Bild 6).
Bild 5: Trainings- und Testdaten (zeitliche Aufteilung) mit stepwiselm Regression und jeweiligen Vorhersagen.
Erste Validierungsversuche wurden an den Gehäuseschalen des OST-Gadgets für den Kunststoff Polypropylen durchgeführt. Hierzu wurde ein klassisches Design of Experiment vorgenommen, indem
32 11–12/2022 KUNSTSTOFF XTRA Digitalisierung
schwindungsrelevante Prozesseinstellungen, wie Nachdruckhöhe, Werkzeugwandtemperatur (bzw. Vorlauftemperatur des Temperiergerätes) und die Zylinderwandtemperatur des Spritzaggregates systematisch variiert wurden. Ausgemessen wurden Länge und Breite eines Gehäusedeckels um daraus anhand der Werkzeug-Istmasse die Verarbeitungsschwindung ermitteln zu können. Der
Vergleich der experimentell ermittelten Schwindungswerte und der prognostizierten Werte zeigt über alle Prozesspunkte hinweg bereits eine qualitativ gute Übereinstimmung (Bild 5, rechts). Die Unschärfen der prozessnahen Materialparameterbestimmungen (z. B. der pvT-Daten bei hoher Abkühlrate) lassen zudem noch einen gewissen «Spielraum» für weiterführende Optimierungen.

Fazit
Zunehmende Energiekosten und der schonende Umgang mit den Ressourcen stärken das Verlangen nach einer Null-Fehlerproduktion. Durch smarte Echtzeit-Datenanalyse und Einsatz von künstlicher Intelligenz können etwaige Prozessinstabilitäten frühzeitig detektiert und durch gezielte Einleitung von Gegenmassnahmen beseitigt werden. Um den für das Training der Modelle notwendigen experimentellen Aufwand zukünftig reduzieren zu können, arbeitet das IWK aktuell an physikalisch basierten Prognosemodellen.

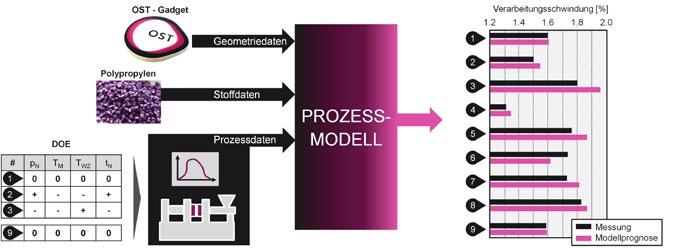
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
OST – Ostschweizer Fachhochschule Curdin Wick Leiter Fachbereich Spritzgiessen CH-8645 Rapperswil-Jona curdin.wick@ost.ch www.ost.ch

33 11–12/2022 KUNSTSTOFF XTRA Digitalisierung Von Natur aus
–
Niedrigste Gesamtbetriebskosten
FANUCs überlegene Servotechnologie
Optimierte Energienutzung - intelligentes Energiemanagement
Niedrige Wartungskosten und hohe Betriebszeiten • Weniger Komponenten und weniger Verschleiss • Stromverbrauch-Bildschirm für die Energieanalyse verfügbar • Möglichkeit zur Optimierung des Verbrauchs und zur Ermittlung der Regenerationsleistung WWW.FANUC.CH 17.01-19.01.2023 Messe Luzern Halle 1, Stand A 1007 Andere Hydraulische Maschinen Niedrigere Energie Kosten Niedrigere Energie Kosten Bis zu 50-70% sparen Bis zu 10-15% sparen Andere Elektrische Maschinen
FACTORY AUTOMATION COMPANY
nachhaltig
von Grund auf zuverlässig
•
•
•
THE
n
Bild 6: Eingangs und Ausgangsdaten des physikbasierten Prozessmodells.
Ökonomische und ökologische Wertschöpfung
Mit Smart Services zu mehr Nachhaltigkeit
Mit datengetriebenen Services können industrielle Unternehmen messbaren Nutzen für ihre Kunden, Partner und sich selber schaffen. Gleichzeitig haben diese Services aber auch das Potenzial für ökologischen Nutzen, z. B. durch optimierte Prozesse in Betrieb oder Logistik. Damit dies ermöglich wird, müssen ökonomische und ökologische Ziele beim Design der Services gezielt und kombiniert erfasst werden.
Jürg Meierhofer 1 Melissa Stucki 2
Kunden-Lebenszyklus. (Bilder: ZHAW)
1 Jürg Meierhofer, Dr. sc. techn. ETH, Executive MBA iimt 2 Melissa Stucki, BSc Wirtschaftsingenieur ZHAW, Cand. MSE Data Science Beide an der Zürcher Hochschule für Angewandte Wissenschaften (ZHAW)
Intelligente Dienstleistungen (Smart Services) für Produktionsumgebungen schaffen nachweislich einen wirtschaftlichen Wert für die Akteure in einem industriellen Business-Ökosystem. Für die Anbieter kann das Servicegeschäft (z. B. Leistungsoptimierung, intelligente Wartung, Beratung) das Produktgeschäft um neue Umsatzquellen erweitern. Sie differenzieren sich im Markt und können somit höhere Margen erzielen. Zudem erreichen sie über den Kunden-Lebenszyklus wiederkehrende und stabilere Cashflows und eine höhere Kundenbindung. Die Kunden erhalten einen zusätzlichen Nutzen durch verbesserten Output ihrer ProduktionsAnlagen und geringere Risiken. Mit herkömmlichen Services wird den Kunden eine erbrachte Leistung gegen Be -
Phase Ökonomischer Nutzen
Initiate
Expand
Stabilize
Terminate
Mit Vorwissen (aus Daten) über die Kundenbedürfnisse gezielte Angebote unterbreiten und somit erhöhte Verkaufschancen und geringere Akquisitionskosten
Höhere Leistung durch gezieltes Training für den Kunden auf Basis von Daten, steilere Lernkurve
Verbesserung der Performance für die Kunden durch Smart Services (u.a. LeistungsOptimierung, zustandsabhängige oder vorausschauende Wartung, Fernwartung, Maschinen-Überwachung)
Upgrading/Lifetime-Erweiterung/Kundenbindung auf Basis von Informationen (Daten) über das Benutzungsverhalten
zahlung des Aufwandes versprochen (z. B. eine Anzahl Service-Einsätze, eine Anzahl Wartungsstunden oder eine Anzahl Ersatzteile) und nach kostenbasierten Ansätzen verrechnet. Mit neuen Smart Service Modellen erfolgt der Übergang zu sogenann -
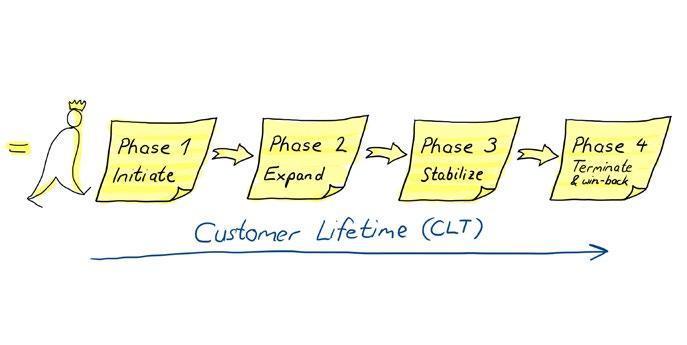
Ökologischer Nutzen
Unnötige Reisen und andere Logistikkosten vermeiden durch gezieltere Kundenakquise
Weniger Materialverlust und Ausschussteile dank steilerer Lernkurve
Weniger Materialverlust und Ausschussteile dank optimierter Wartung. Weniger Reisen zum Kunden und weniger Logistikaufwände
Erhöhung der Langlebigkeit des Materials, 3 R-Strategien (reduce, reuse, recycle)
Ökonomischer und ökologischer Nuten durch Smart Services in den Phasen des Kundenlebenszyklus.
34 11–12/2022 KUNSTSTOFF XTRA Digitalisierung
Vermeidung von Reisen für Wartungseinsätze durch Fernwartung.

ten outputorientierten Services. Den Kunden wird die erzielte Leistung garantiert und zu einem Fixpreis verrechnet. Der garantierte Output kann sich zum Beispiel auf eine Verfügbarkeit beziehen oder auf eine Stückzahl pro Zeit. Können die Anbieter die garantierte Leistung dann doch nicht erbringen oder haben sie dafür mehr Aufwand als geplant, sind Umsatzeinbussen oder Strafzahlungen sowie sinkende Margen die Folge. Das führt dazu, dass Anbieter hohe Anreize haben, ihre Service-Leistungen effizient, mit einer im ersten Anlauf genügenden Qualität («first time right») und fehlerfrei zu erbringen. Insgesamt findet ein Risiko-Transfer von den Kunden zu den Anbietern statt, der natürlich mit den anfangs genannten strategischen Vorteilen für die Anbieter kompensiert wird.










Smart Services als Enabler für mehr Nachhaltigkeit


















Darüber hinaus haben Smart Services das Potenzial, ökologischen Wert zu schaffen, z. B. durch bessere Wartung der Kundenanlagen, die zu einer besseren Energieund Ressourcennutzung führt. Dieser ökologische Effekt wird am besten mit den oben erwähnten outputorientierten Service-Modellen erreicht. Denn wenn die Kunden einfach einen Fixpreis für die erreichte Leistung bezahlen, wird für die Anbieter der Einsatz von Materialien und Energie zu einem Kostenfaktor, den sie somit aus Eigeninteresse minimieren möchten. Service- und Logistikkosten so -



wie Stillstandszeiten von Maschinen werden reduziert, die Energieeffizienz erhöht und die Betriebsdauer verlängert. Smart Services gelten als einer der am besten geeigneten Ansätze für eine nachhaltige Kreislaufwirtschaft. Sie helfen den Unternehmen, ihre Verantwortung im Bereich der sozialen und ökologischen Nachhaltigkeit wahrzunehmen, indem sie mehr in Form von langfristigen Lösungen denken. Somit müssen ökonomischer und ökologischer Wert nicht als zwei entgegengesetzte Ziele behandelt werden.

Der ökologische Nutzen von Smart Services Besonderes Augenmerk wird dabei auf den Informationsfluss entlang des Lebenszyklus des Produkts gelegt. Wir verwenden für den Lebenszyklus ein Modell mit vier Lebenszyklusphasen, wobei die Phase «Initiate» den Vorverkauf inklusive Produktberatung darstellt, «Expand» die Phase, in der sich der Kunde mit der neuen Anlage vertraut macht und noch nicht die volle Leistung erzielt, «Stabilize» die potenziell viele Jahre dauernde Phase, in der die Anlage betrieben wird und Werte schafft, aber auch gewartet werden muss. In der Phase «Terminate» möchte der Kunde die Anlage aufgeben. Smart Services zielen hier darauf ab, Material oder Komponenten wiederzuverwerten oder sogar den Kunden zum Weiterbetrieb der Anlage zu motivieren (Lifetime Erweiterung). Services zur Optimierung der Effizienz einer Anlage einschliesslich optimierter War-
11–12/2022 KUNSTSTOFF XTRA Für Sie! Umfassende Temperierund Kühllösungen aus einer Hand Produkte
Universal Temperiergeräte bis 150°C
Wasser Temperiergeräte bis 90°C
Druckwasser Temperiergeräte bis 160°C
Öl Temperiergeräte bis 360°C
Kühlgeräte von -25°C bis +40°C www.tool-temp.ch Dienstleistungen • Service & Wartung • Reparaturen & Ersatzteil Service • Unterhalt & Revisionen • Inbetriebnahme • Leasing & Miete • Planung & Auslegung • Schulungen & Workshops Halle 1 Stand B 1047
•
•
•
•
•
tung kommen entlang des ganzen Lebenszyklus zum Einsatz. Die ökologische Wirkung wird generell durch eine Steigerung der Effizienz in den Prozessen und Anlagen, eine Verlängerung der Lebensdauer des Materials bzw. das Schliessen des Kreislaufs (Stichwort: Zirkulärwirtschaft) erreicht.
Von Bedeutung sind insbesondere Dienstleistungen, die auch und in erster Linie den wirtschaftlichen Nutzen der Anbieter und der Kunden verbessern (z. B. mehr Leistung pro Zeit oder geringere Betriebskosten), die das Kundenerlebnis verbessern (z. B. durch weniger, kürzere oder vermiedene Ausfälle) und folglich den Material- und Energieverbrauch senken (z. B. durch verringerte oder vermiedene Reisen für Wartungen, durch mehr Leistung pro Material- oder Energieeinsatz). Dies wird z. B. durch vorausschauende Wartung erreicht. Konkrete Beispiele für den ökonomischen und ökologischen Nutzen in den vier Phasen sind in der Tabelle beschrieben.
von einer spezialisierten Fachperson des Anbieters direkt und ohne Zeitverzögerung ausgeführt werden. Falls vor Ort beim Kunden manuelle Eingriffe erforderlich sind (z. B. ein Nachfüllmaterial oder eine mechanische Umstellung), kann die Fachperson beim Anbieter eine weniger geschulte Person beim Kunden in einem Videocall anleiten. Dabei kann auch eine normale Videocall-Einrichtung auf einem Mobilgerät genügen, wenn fortgeschrittene Geräte (z. B. Brillen für Augmented Reality, AR) nicht verfügbar sind.

Anbieter durch kürzere Prozesszeiten und Vermeidung von Reisen. 3. Sie reduziert dadurch die ökologischen Kosten des Service Einsatzes.
Diskussion und Ausblick
Die
besondere
Bedeutung von Fernwartung
Grossen Nutzen bei überschaubaren Kosten bringt Fernwartung (Bild S. 35, rechts). Dabei wird der Zustand einer Anlage bei Kunden über das IoT (Internet of Things) beobachtet. Tritt ein Zustand ein, welcher Aktionen auf der Anlage erfordert (z. B. die Anpassung einer Drehzahl oder die Aktivierung von Software Updates), kann dies
Am Ende des Lebenszyklus spielen Smart Services zur Verlängerung der Lebensdauer einschliesslich Produktauffrischung (refurbishment) eine wichtige Rolle. Basierend auf den Einblicken in die Geräte mittels der IoT-Infrastruktur und der Datenanalyse können z. B. einzelne Komponenten aufgerüstet, überholt oder ersetzt werden, um die Lebensdauer des gesamten Geräts zu verlängern und so mehr Ertrag aus den materiellen und finanziellen Ressourcen zu erzielen. Darüber hinaus können Komponenten, Teile oder Rohmaterial durch gezielte und spezifische Dienstleistungen für die Rückwärtslogistik zur Wiederverwendung recycelt werden.
Die Fernwartung hat somit gleich dreifachen Nutzen: 1. Sie bringt den Kunden eine schnellere Lösung, als wenn die Anbieter – wie im klassischen Wartungsmodell – zu den Kunden reisen (Bild S. 35, links). 2. Sie spart Kosten für Kunden und
In diesem Artikel haben wir diskutiert, wie sich mit Hilfe von Smart Services ökonomische und ökologische Wertschöpfung kombiniert erreichen lassen. Der Kundenlebenszyklus ermöglicht eine differenzierte Einbeziehung der verschiedenen Treiber für Nutzen und Wirkungen. Bei einer Bewertung der Services muss berücksichtigt werden, dass Entwicklung und Betrieb der Dateninfrastruktur für die Services (Sensoren, Aktoren, IoT, Cloud, Datenanalyse etc.) auch ökonomische und ökologische Kosten verursachen. Die Gestaltung von Smart Services, welche an der sogenannten «Triple Bottom Line» (ökonomische, ökologische und soziale Ziele) einen positiven Beitrag leisten, ist daher nicht trivial und erfordert eine systematische Vorgehensweise. Kontakt
Dr. Jürg Meierhofer Institute of Data Analysis and Process Design (IDP) an der ZHAW CH-8401 Winterthur juerg.meierhofer@zhaw.ch www.zhaw.ch/idp n
kompetent und zuverlässig.
Messe
36 11–12/2022 KUNSTSTOFF XTRA Digitalisierung
Wir sind zielstrebig,
An der
geniessen wir die Geselligkeit mit unseren Kunden, Lieferanten, Partnern und Freunden. Swiss Plastics 2023: Stossen Sie mit uns an! Halle 2, E2135
Digitalisierung spart Energie und CO2
Mit den digitalen Lösungen von Engel lässt sich das volle Potenzial einer EngelProduktionszelle ausnutzen: Energie kann gespart und der CO2-Fussabdruck der Produktion nachhaltig reduziert werden. Auf Basis einer vollelektrischen e-mac Spritzgiessmaschine präsentiert Engel sein gesamtes Portfolio an digitalen Assistenzsystemen.
Die Anwendung eines Steckverbinders aus BASF Ultradur B 4300 G2 (PBT GF10) zeigt in 14,8 s, bei einem Schussgewicht von 28g, dass die Digitalisierung auch für standardnahe Bauteile grosse Vorteile mit sich bringt.
Im Bereich der digital solutions | inject 4.0 sind folgende Produkte in der Maschine enthalten:

• iQ process observer – Überwachung aller Maschinenparameter auf einen Blick
• iQ melt control – Schmelzeüberwachung und aktives Reagieren
• iQ clamp control – immer die optimale Schliesskraft
• iQ flow control – Kühlen statt Bewässern, Energie und CO2 sparen
• iQ hold control – immer der optimale Nachdruck

• iQ vibration control – Bewegungen wie sie sein solllen
• ecograph+ – den Energieverbrauch immer im Blick
Kontakt

Engel (Schweiz) AG Markus Schertler www.engelglobal.com Halle 1 / A 1001
www.lenorplastics.ch www.saxpolymers.com
STANDPARTY
KUNSTSTOFF XTRA 11–12/2020 Digitalisierung
SHOWCASE Lenor plastics Stoßen Sie am 17.01. ab 17 Uhr am Lenorplasticsund SAX-Messestand mit uns an und freuen Sie sich auf die charismatische Schweizer Sängerin & Popflötistin Sabrina Sauder, die mit voluminöser und sanfter Stimme zugleich die Halle 2 in ihren Bann ziehen wird. Wir freuen uns auf Ihren Besuch!
17.00h
Stargast: Sabrina Sauder 17.01.23, ab
Halle 2 | Stand A 2001
2022-11-03_swissplastics_expo_korr.indd 1 08.11.2022 11:03:09
Neuartige Low Volume Disposable Tips
In diesem Vortrag wird die Entwicklung eines Low Volume Disposable Tips –unterstützt durch virtuelle Entwicklungsmethoden – dargelegt. Die Zuhörer erhalten Impulse zur Optimierung von Spritzgussteilen durch anwendungsbasierte Simulations- und Optimierungsmethoden.
Die ständig wachsende Nachfrage nach Handhabung kleinerer Flüssigkeitsvolumina, insbesondere im Nanoliterbereich, stellt die Experten von Hamilton vor eine neue Herausforderung. Wie kann man einen Low Volume Disposable Tip entwickeln, um den bekannten Mililiter- bis Microliter-Bereich der Hamilton-LiquidHandling-Instrumente auf solch geringe Volumina zu miniaturisieren? Da komplexe fluiddynamische Effekte Einfluss auf die Pipettierung nehmen, ist ein konventio -
neller Designansatz für die Entwicklung einer solchen Pipettenspitze nicht ausreichend.

In diesem Vortrag wird den Zuhörern nähergebracht, wie Hamilton in Zusammenarbeit mit den Instituten IET und IWK von der Fachhochschule OST eine virtuelle
Sprecher
Bruno Arpagaus Project Leader Molded Parts, Hamilton Bonaduz AG
Produktentwicklungsmethode entworfen und umgesetzt hat. Mittels Fluid-Simulationen, Optimierungsmethoden und Spritzguss Prototyping konnte in schneller Durchlaufzeit ein optimaler Low Volume Disposable Tip entwickelt werden. n
Hilti Control Technology Engineer, Hamilton Bonaduz AG


Dienstag, 18. Januar 2023, 15.30 bis 15.50 Uhr
Ort: Halle 2
Verlag und Redaktion wünschen allen Lesern, Verbandsmitgliedern und Kunden frohe Festtage, neue Hoffnung, neue Gedanken und neue Wege zum Ziel. Alles Gute und beste Gesundheit im 2023!
11–12/2022 KUNSTSTOFF XTRA Messen
e FFIZI en Z
Low Volume Disposable Tip. (Bilder: Hamilton)
Jonas
KEYNOTE
SAM-C Roboter für Standardanwendungen
Nach der Weltpremiere der SAM-C Roboter auf der Fakuma ist das Interesse an den neuen handle & place-Systemen von Sumitomo (SHI) Demag ungebrochen.

Die SAM-C-Baureihe bietet ein attraktives Preis-Leistungsverhältnis für Gesamtlösungen aus Spritzgiessmaschine und Automation, inkl. CE-Konformität.
Die SAM-C-Baureihe ist fokussiert auf Standardapplikationen mit überschaubarer Komplexität, wie den handle& placeLösungen, sie wird aber bei Bedarf den Marktanforderungen angepasst. Mit den Robotern kann zusammen mit den Sumitomo-Demag-Maschinen, ein optimierter Footprint der Produktionszelle generiert und die Bedienerfreundlichkeit durch die
Hochkomplexe Sensorsteckerlösung
Sechs Spritzgusskomponenten, 22 elektrische Kontakte und drei Temperatursensoren. Das alles in einem einzigen kundenspezifischen Sensorstecker der Büchi Labortechnik AG.
Der hier vorgestellte Autodest Sensor wird in Kombination mit einem Rotava -
por von Büchi im industriellen Umfeld für an spruchsvolle Destillationsaufgaben eingesetzt. Der Sensor ermittelt die optimalen Destillationsparameter und reguliert das Vakuum entsprechend der gemessenen Zu- und Rücklauf Kühltemperaturen und der Dampftemperatur.
Integration in die Maschinensteuerung wesentlich verbessert werden.
Der Neuentwicklung zu Grunde lagen die Kundenanforderungen nach standardisierten Produktions-Lösungen, die flexibel eingesetzt werden können und wenig Personaleinsatz, geringen Wartungsaufwand sowie eine möglichst geringe Aufstellfläche benötigen. Dem trägt die eigene Roboterplattform nun Rechnung.
Kontakt
Mapag Maschinen AG
Urs Kocher, Verkauf / Vertrieb www.mapag.ch Halle 1 / B 1031
Der Autodest Sensor vereint drei Temperaturfühler in einem Produkt. Um ein ausserordentlich hohes Mass an Zuverlässigkeit zu gewähren, werden alle Komponenten im Spritzgussverfahren eingegossen. Torson Injex hat dazu eine spezielle Eingiesstechnologie entwickelt, welche das Umspritzen von Glaskomponenten erlaubt, ohne Zerspringen und ohne Schwimmhautbildung. Für die Umspritzung der Edelstahlröhrchen kommt ein zweistufiges Nieder-Hochdruck-Verfahren zum Einsatz, welches die sensiblen Komponenten zuerst vorsichtig ummantelt und anschliessend mit hohem Druck die gewünschte Gehäusegeometrie abbildet.

Kontakt
Torson Injex AG
Oliver Schlatter, Geschäftsführung www.injex.ch Halle 2 / E 2135
KUNSTSTOFF XTRA 11–12/2020 EFFIZIENZ SHOWCASE
Warum es sich lohnt, auszubilden
Unternehmen mangelt es an Fachkräften. Gut ausgebildete Mitarbeitende zu finden, stellt auch in der Kunststoffbranche eine grosse Herausforderung dar. In der Präsentation weist Urs Kellenberger, Präsident der OIG Kunststoff, auf die Chancen hin, die sich durch die eigene Ausbildung von Lernenden, insbesondere Kunststofftechnolog*innen, ergeben.

Die Ostschweiz ist eine Hochburg der kuntstoffverarbeitenden Industrie. In der Ostschweizer Interessengemeinschaft zur Förderung der Kunststoffberufe (OIG) haben sich mittlerweile mehr als 50 Unternehmen der Kunststoffbranche aus den Kantonen SG, TG, GR, GL, SH, AR und AI zusammengeschlossen, denen die Ausund Weiterbildung ihrer Mitarbeitenden und Lernenden ein besonderes Anliegen
ist. Seit mehr als 30 Jahren werden durch gemeinsame, gezielte Aktionen die Kunststoffberufe und die Arbeitsplätze in der kunststoffverarbeitenden Industrie in der Ostschweiz bekannt und vertraut gemacht.
Ziel ist es insbesondere, geeignete Massnahmen zu definieren und zu ergreifen, um die Zahl der Lehrverhältnisse zu erhöhen.
Dies sind beispielsweise
– Die Koordination von Werbemassnahmen zur Gewinnung von Lernenden und Berufsleuten.
– Die Unterstützung von Firmen, die in die berufliche Grundbildung einsteigen wollen.
– Das Aufzeigen und Fördern von Weiterbildungsmöglichkeiten und Veranstaltungen im Bereich der Kunststoffverarbeitung.
Im Rahmen der Präsentation werden die OIG-Aktivitäten und das Netzwerk vorgestellt. n
Sprecher
Urs Kellenberg

OIG Kunststoff Präsident Dienstag, 17. Januar 2023 15.30 bis 15.50 Uhr
Ort: Halle 1

40 11–12/2022 KUNSTSTOFF XTRA Messen
KEYNOTE
Halle 2 / Stand E 2151 AU s BILDU n G
Das Team der KunststoffXtra freut sich auf Ihren Besuch an der Swiss Plastics Expo!
Abschluss-Modul am IWK. (Bilder: OIG)
Grenzüberschreitende Zusammenarbeit
Eine Kooperation bringt nur Gewinner
Das Kunststoff Ausbildungs- und Technologie-Zentrum (KATZ), Aarau, und das Kunststoff-Zentrum (SKZ), Würzburg, haben beschlossen, gemeinsam auf der Swiss Plastics Expo in Luzern aufzutreten. Weshalb sich die beiden Institute «unter einem Dach» präsentieren und was sie sich von diesem Auftritt erwarten, erklären Rémy Stoll, Geschäftsführer am KATZ, und Matthias Ruff, Leiter Vertrieb am SKZ, im Gespräch.
Herr Ruff und Herr Stoll, Sie präsentieren sich in 2023 auf der Swiss Plastics Expo zum ersten Mal auf einem Gemeinschaftsstand. Wie kam es dazu und warum verbinden sich zwei vermutliche Wettbewerber miteinander?
Matthias Ruff: Allem voran – bei dieser Kooperation und dem gemeinsamen Messestand kann es für die Kunststoffbranche nur Gewinner geben. Das KATZ ist in der Schweiz ein gesetzter Partner der Kunststoffindustrie und kennt die Bedürfnisse der ansässigen Branche sehr gut. Das SKZ


ist weltweit, aber vor allem in der DACHRegion ein vielgefragter und geforderter Partner. Mit unserer Breite an Bildung, Forschung, Prüfung und Zertifizierung ergänzen wir das Portfolio des KATZ hier bestens.
Rémy Stoll: Das SKZ ist ein langjähriges Mitglied vom KATZ und einige Mitglieder vom KATZ sind auch Mitglied im Förderverein des SKZ. Da hat sich ein gemeinsamer Auftritt angeboten.
Was erwartet die Besucher am gemeinsamen Stand?
Ruff: Wir freuen uns darauf neue Forschungsprojekte aus dem SKZ vorzustellen, vor allem aus den Bereichen Nachhaltigkeit, Kreislaufwirtschaft, Recycling, aber auch aus anderen Trendthemen, und natürlich auch Projekte aus den verschiedenen Produktionsverfahren. Ausserdem gibt es unser neues Trainings- und Tagungsprogramm für 2023 und News aus dem Netzwerk.
Stoll: Wir zeigen, wie das KATZ KMU unterstützen kann. Die neuen Bildungsprogramme der Kunststoffberufe laufen beim KATZ seit letztem Sommer. Die Lernenden erwerben noch mehr Handlungskompetenzen in Kunststoffverfahren, Automation, Kreislaufwirtschaft und Digitalisierung. Ein weiteres Highlight ist ein Kreislaufprojekt, in welchem zum ersten Mal systematisch Altkunststoffe zu neuen Lebensmittelverpackungen führender Schweizer Markenprodukte aufbereitet wurden (mehr dazu auf den Seiten 14–17).
Solche Entwicklungsprojekte stellen sicher, dass Bildungsprogramme und Fachkräfte vom KATZ auch in Zukunft aktuell bleiben.
Ist diese Kooperation nur für die Messe gedacht oder geht sie darüber hinaus?
Stoll: Es gibt zahlreiche Gemeinsamkeiten. Wir arbeiten mit denselben Rohstofflieferanten, unsere Stromnetze sind miteinander verbunden und Spritzgiessmaschinen arbeiten auf beiden Seiten des Rheins nach den gleichen Prinzipien. Da liegt es auf der Hand auch in Zukunft nach gemeinsamen Lösungen und Angeboten zu suchen und diese an die regionalen Bedürfnisse anzupassen.
Ruff: Wir planen gemeinsamen auch weitere Bereiche zu bespielen. Zum Beispiel ist aktuell eine gemeinsame Tagung in Planung, im Netzwerk können sich neue Synergien entwickeln und natürlich ergänzen sich die Bildungsprogramme optimal.
Wir sind gespannt auf den Messeauftritt und die zukünftigen Themen.
Ruff: Vielen Dank. Lassen Sie sich überraschen was diese Kooperation alles zu bieten hat. Wie ich zu Beginn erwähnt habe: Bei dieser Kooperation kann es in der Kunststoffbranche nur Gewinner geben. Wir freuen uns auf die Gespräche am Messestand.
Stoll: Herzlichen Dank auch von meiner Seite. Wir freuen uns, zusammen mit dem SKZ, unseren Mitgliedern und Partnern an der Swiss Plastics Expo die Zukunft der Kunststofftechnologie weiter zu gestalten.
Kontakt
KATZ
CH-5000 Aarau remy.stoll@katz.ch www.katz.ch
SKZ – KFE gGmbH D-97082 Würzburg m.ruff@skz.de www.skz.de
41 11–12/2022 KUNSTSTOFF XTRA Ausbildung
n
Rémy Stoll. (Bild: M. Flury)
Matthias Ruff. (Bild: SKZ)
3D-Druck in der Forschung und Lehre
Additive Fertigung begeistert Nachwuchs
Das IKT/INKA setzt einen starken Fokus auf den Bereich Additive Fertigung – sowohl in der Forschung als auch in der Lehre. Im Bachelorstudiengang Maschinenbau mit Vertiefung Kunststofftechnik und im MAS Kunststofftechnik wird der 3D-Druck in Kombination mit digitalisierter Produkt- und Verfahrensentwicklung eingebaut. In zahlreichen Forschungsprojekten trägt die FHNW zu Innovationen in der Additiven Fertigung bei.

Die additive Fertigung von Kunststoffen hat in den letzten Jahren stark an Bedeutung gewonnen. Dabei nimmt die Vielfalt an Verfahren (filament-, pulver- oder flüssigkeitsbasierend) und Werkstoffen (Metalle; Kunststoffe: amorph, teilkristallin, gefüllt, verstärkt, funktionalisiert) kontinuierlich zu. Gerade zur Herstellung von Prototypen im Rahmen einer Produktentwicklung bietet der 3D-Druck den grossen Vorteil, ein reales Bauteil frühzeitig begutachten zu können. Dabei kommt man sogar der Mechanik und der Oberflächenqualität eines spritzgegossenen Bauteils immer näher, solange es sich um unverstärkte Kunststoffe handelt. Somit können zum Teil reale Funktionstests durchgeführt
1 Prof. Dr. Christian Brauner, Leitung Leichtbau & Faserverbundtechnologien
2 Prof. Dr. Christian Rytka, Leitung Kunststoffverarbeitung & Nachhaltigkeit; beide FHNW – Institut für Kunststofftechnik (IKT)
werden. Bei faserverstärkten Kunststoffen ist der Unterschied vom 3D-Druck zum Spritzgussverfahren allerdings noch relativ gross. Da die Druckzeiten immer kürzer werden, ist additive Fertigung mittlerweile auch für Kleinserien (ca. 100–1000 Stück) interessant.
Dem Fortschritt in der additiven Fertigung wird am Institut für Kunststofftechnik (IKT) an der Fachhochschule Nordwestschweiz (FHNW) nicht nur in der Forschung und Entwicklung, sondern auch in der Lehre Rechnung getragen. In verschiedenen Vorlesungsmodulen im Bachelorstudiengang
42 11–12/2022
Prof. Dr. Christian Brauner 1 Prof. Dr. Christian Rytka 2
Bild 3: Anlage zur Filament Herstellung für den FFF Prozess. (Bild: IKT)
Bild 2: Mittels Zweiphotonenpolymerisation (2PP) gedruckter Mischer für ein mikrofluidisches Device. (Quelle: Jonathan Schmidli, INKA)
Bild 1: Infrastruktur zum robotischen grossformatigen 3D-Druck. (Bild: FHNW IKT)
Maschinenbau mit Vertiefung Kunststofftechnik wird der 3D-Druck in Kombination mit digitalisierter Produkt- und Verfahrensentwicklung eingebaut. Gerade die jungen angehenden Ingenieurinnen und Ingenieure kann man mit additiver Fertigung gut abholen. Während Kunststoffe aufgrund der Müllproblematik in Meeren in den letzten Jahren an Image eingebüsst haben, weckt der 3D-Druck beim Nachwuchs Begeisterung.

Um dem steigenden Interesse gerecht zu werden, wird ab dem Frühlingssemester 2023 ein neues Modul unter der Leitung von Prof. Dr. Christian Brauner zur additiven Fertigung mit Polymeren angeboten. Im Rahmen der Überarbeitung des Curriculums des Studiengangs Maschinenbau wurde das Vertiefungsfach «Additive Manufacturing with Polymers (AMP)» geschaffen. Lernziel ist es, den Studierenden übergreifend im Bereich der additiven Fertigung, Methoden im Kontext der Automatisierung, Digitalisierung und Materialwissenschaften näher zu bringen. Dies wird durch die interdisziplinäre Zusammenarbeit der Institute Automation und Kunststofftechnik erreicht, in dem eine Lerneinheit zum Thema Roboter basierte additive Fertigung geschaffen wurde und den Teilnehmenden die Möglichkeit gibt, «Digital Experience» und praktische Erfahrung zu erlangen.
Die Studierenden sollen so anwendungsbezogen verschiedene Verfahren zur Kon -
struktion additiv gefertigter Teile erlernen. Hierdurch werden sie in der Lage sein, die Anwendbarkeit der einzelnen Fertigungsverfahren aus technischer und wirtschaftlicher Sicht zu beurteilen und zu vergleichen. Aber auch im berufsbegleitenden Studiengang Master of Advanced Studies (MAS) Kunststofftechnik (www.fhnw.ch/maskunststofftechnik) liegt ein Fokus auf der additiven Fertigung, welche mit dem Spritzgussverfahren verglichen wird, der den 3D-Druck in idealer Hinsicht ergänzt, sobald grössere Stückzahlen (ca. > 1000 Stück) benötigt werden. Im Rahmen des
MAS wurde ein spannendes Lehrprogramm in Zusammenarbeit mit dem Institut für Werkstofftechnik und Kunststoffverarbeitung (IWK) an der OST in Rapperswil erarbeitet. Dabei wird insbesondere auf die Unterschiede im kunststoffgerechten Design eingegangen. Regeln, die für den Spritzguss gelten, z.B. möglichst keine Hinterschnitte oder Hohlräume, sind bei der additiven Fertigung zum grossen Teil ausser Kraft gesetzt. Jedoch müssen andere Grundsätze berücksichtigt werden. Beim Schichtextrusionsverfahren (FDM bzw. FFF) muss man sich z.B. Gedanken ma -
brsflawil.ch
Wir treffen uns an der
17.-19. Januar 2023
in Luzern
Wir laden Sie persönlich an unseren Messestand Halle 1 / Stand D1082 ein und freuen uns auf ein persönliches Treffen und einen interessanten Austausch mit Ihnen.

Was erwartet Sie? «Büchler Reinli + Spitzli AG» Updates und Neuheiten zu unseren erweiterten Dienstleistungen und Services:
Werkzeug- & Formenbau
Werkzeugkonstruktion Spritzgussformen MIM- & Druckgussformen Vorrichtungsbau Duroplast- & Mehrkomponentenwerkzeuge Tiefzieh- und Umform-Werkzeuge
Service & Revision
Werkzeug- & Formenservice Revisionen von Fremdformen Artikeländerungen in Fremdformen
Präzisionsfertigung
Komplette Einsatz- / Ersatzgarnituren Spezielle Maschinenbauteile Stanz- & Umformtechnik
Wilerstrasse 98 CH-9230 Flawil Tel. +41 (0)71 394 13 00 info@brsflawil.ch
43 11–12/2022 KUNSTSTOFF XTRA Ausbildung
Büchler Reinli + Spitzli AG
Innovativer und moderner Werkzeug- und Formenbau
Bild 4: Am IKT hergestelltes Filament und gedruckte Halterungen aus PEI + Miralon, ausgestellt auf der JEC-Messe 2022. (Bild: IKT)
Sicheres Scale-up vom Labor zur Produktion


Risiken abschätzen und Worst-Case Szenarien simulieren
Mehr Informationen unter: www.netzsch.com/ processsecurity

















Differential Scanning Calorimetry (DSC)








Accelerating Rate Calorimetry (ARC)

chen, in welchen Winkeln die Filamente abgelegt werden, da einige Eigenschaften wie die Festigkeit davon abhängig sind. Während das Schichtextrusionsverfahren vor allem im Hinblick auf die Verfahrensparameter noch viel Ähnlichkeit zum klassischen Extrudieren hat, muss man bei der Stereolithographie Know-how im Bereich Vernetzung bzw. Aushärtung von Flüssigpolymeren mitbringen. Diese erfolgt dann aber nicht in Öfen, sondern mittels Laseroder UV-Bestrahlung.
Die additive Fertigung bietet auch noch sehr viel Spielraum für Forschungsaktivitäten. Am Institut für Nanotechnische Kunststoffanwendungen (INKA) an der FHNW beschäftigt man sich z.B. mit der Fertigung von hochaufgelöste n mikrofluidischen Strukturen (Bild 2). Solche Strukturen
werden mittels Zweiphotonenpolymerisation – ein Spezialverfahren der additiven Fertigung – in Kooperation mit dem Paul-Scherrer-Institut (PSI) erzeugt. Diese Strukturen können in einen metallischen Master übertragen und mittels Spritzguss mit Polymeren repliziert werden.
Im Bereich der Materialentwicklung ist am IKT eine Infrastruktur vorhanden, Filamente herzustellen, welche zu interessanten neuen Anwendungen geführt hat. Hier wurden zum Beispiel Filamente mit dem Polymer Phenoxy, faserverstärkte Filamente mit rezyklierten Carbonfasern oder flexible Filamente auf Basis von biobasiertem Pebax hergestellt (Bild 3).
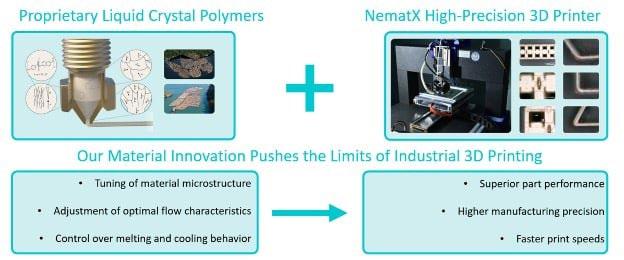
In einem Innosuisse-Projekt mit der Firma Huntsman konnten wir nachweisen, dass die Zugabe von Miralon-Nanofasern in
NETZSCH-Gerätebau GmbH Bernhard Sauseng bernhard.sauseng@netzsch.com



44 11–12/2022 KUNSTSTOFF XTRA
Bild 6: Darstellung der Zusammenarbeit mit der Firma 9Tlabs im Bereich des faserverstärkten 3D Drucks. (Bild: IKT)
Bild 5: Innovation in der additiven Fertigung von Flüssigkristallpolymeren (Bild: NematX)
technische Hochleistungspolymere wie PET-G, PA12 oder PEI die mechanische Leistungsfähigkeit um etwa 10–30% und die Leitfähigkeit um mehrere Grössenordnungen in spritzgegossenen und 3D-gedruckten Teilen deutlich erhöht. Der Druckprozess bzw. der daraus resultierende Strömungsmechanismus in der Düse während der Extrusion wurde simuliert und untersucht. Basierend auf den gewonnenen Erkenntnissen wurde eine neue Düsengeometrie ausgearbeitet und im SLM-Druckverfahren hergestellt. Diese neue Düsengeometrie zielt darauf ab, die Richtung der «Miralon»-Nanofasern in der Polymerschmelze während des Drucks zu ändern. So sollen sich die «Miralon»-Nanofasern nicht nur in Fliessrichtung, sondern auch quer dazu ausrichten. Wir konnten mit einem teilkristallinen und einem amorphen Material mit und ohne Nanofasern zeigen, dass sich eine spezielle Düsengeometrie positiv auf die mechanische Leistung im Allgemeinen und auf die Querfestigkeit im Speziellen auswirken kann. Darüber hinaus waren die mechanischen Eigenschaften von gedruckten Teilen mit 1% Miralon-Nanofasern im Vergleich zu einer kommerziellen Referenz mit 20 % Kohlenstofffasern besser, insbesondere bei Verwendung der speziellen Düsengeometrie. Als Demonstrator wurde auf der JEC 2022 in Paris eine 3D-gedruckte Halterung gezeigt (Bild 4).
Innosuisse-Projekte
Nebst dem Fokus auf Materialentwicklung liegt ein weiterer Schwerpunkt in der Nutzung des Material- und Prozessverständnisses für die gezielte Anlageentwicklung. So wirkten wir im Rahmen eines Innosuisse-Projektes mit dem Startup NematX bei der Entwicklung eines hochpräzisen FFF Druckers für die Verarbeitung von Flüssigkeistallpolymeren (Liquid Crystal Polymers, LCPs) mit (Bild 5).

Des Weiteren ist hier die Zusammenarbeit mit der Firma 9TLabs zu nennen, welche wir bei der Entwicklung ihrer faserverstärkten Materialien, der Druck- und Konsolidierungstechnologie unterstützen durften und speziell, gefördert durch die Innosuisse, numerische Berechnungsmethoden abgeleitet haben, um ihren Prozess wissensbasiert zu optimieren. Ziel von 9T Labs ist es, einen neuen Marktstandard für
die Herstellung von Hochleistungsstrukturen zu etablieren, welcher es ermöglicht, mit 50% weniger Material und ohne Abfall Serienfertigung > 10 000 Teile zu betreiben (Bild 6).
Insgesamt ist die FHNW im Bereich additiver Fertigung sehr gut aufgestellt und verfügt über einen aktuellen Maschinenpark mit allen gängigen Verfahren und Materialien. Dabei können wir anwendungsbezogen von der Materialentwicklung, über die Ermittlung der Prozesseigenschaftsbeziehungen, die spezifische Anlagenentwicklung aber auch bei der Digitalisierung bzw.
der virtuellen Abbildung von Prozesses in Form von geförderten Projekten (Innosuisse, HTZ..) oder Studierenden-Projekten die Schweizer Industrie unterstützen.

Kontakt
Fachhochschule Nordwestschweiz FHNW Institut für Kunststofftechnik (IKT) CH-5210 Windisch christian.rytka@fhnw.ch www.fhnw.ch
www.nematx.com https://www.9tlabs.com

Bereit für smarte
Steuerung?
www.guenther-heisskanal.de
45 11–12/2022 KUNSTSTOFF XTRA Ausbildung
„ – hochpräzise Regelung auch kleinster Lasten – automatische Optimierung – Datenlink in die Cloud – einfache mobile Bedienung – OPC UA nach Euromap 82.2 Swiss Plastics Halle 2 Stand A 2016
n
Innovation Symposium
Fachwissen aus erster Hand
Das Innovation Symposium ist ein fester Bestandteil der Swiss Plastics Expo. In 100 Referaten erhalten Sie Ihr Update zu aktuellen Herausforderungen der Schweizer Kunststoffindustrie. Drei Themenblöcke stehen dabei im Zentrum.
Daniela Barmettler 1
Die Swiss Plastics Expo bietet viel Inspiration für neue Lösungen, das nötige Fachwissen dazu und zahlreiche Netzwerkmöglichkeiten. Das Innovation Symposium spielt dabei eine zentrale Rolle. Es befindet sich auf zwei Bühnen inmitten der Hallen 1 und 2, um den Messebesuch optimal mit einem Referat verbinden zu können.

In 100 Referaten erhalten Sie praxisnahes Fachwissen aus erster Hand. 36 Keynote Speaker berichten über Wissenschaft, Technik und Produktion. In 64 Kurzvorträgen erfahren Sie spannende Hintergründe zu aktuellen Kundenprojekten und innovativen Lösungen. Die Referate sind nach den Themen der Swiss Plastics Expo strukturiert. Damit finden Sie schnell die Referate, die Ihnen die
richtigen Inputs für Ihren Arbeitsalltag liefern.
Die Teilnahme im Innovation Symposium ist im Messeeintritt inbegriffen.
Drei Themenblöcke im Fokus Die CEO Session
Der Morgen für Führungskräfte – in vier Referaten thematisieren bekannte CEO Herausforderungen und Trends der Kunststoffindustrie. Hier erhalten Sie Denkanstösse zu Themen wie CO2-Bilanz, Energieversorgung oder internationaler Markt. So spricht Dr. Michael Krüger, CEO von Corvaglia, über die grüne Welle in der Industrie und welche Chancen und Risiken sie mit sich bringt. Zudem hält Swissmem-Direktor Stefan Brupbacher ein Referat zum Thema «Markt China im Wandel» und zeigt auf, was dies für die Industrie in der Schweiz bedeutet.
Die Kaffee-Welt
Die Swiss Plastics Expo 2023 legt ein besonderes Augenmerk auf den Kaffee –
von Kaffeemaschinen über Kapseln bis zur Nachhaltigkeit. Im Innovation Symposium sprechen Expertinnen und Experten beispielsweise von Thermoplan, LappTec oder KrausMaffei über die vielseitigen Themen rund um Kaffee. Den Auftakt macht Adrian Steiner, CEO vom Kaffeeautomatenhersteller Thermoplan. Weitere Informationen zur Kaffee-Welt und zur Bedeutung des Kunststoffs in der Kaffeebranche lesen Sie im Interview mit Willy Zemp auf den Seiten 10-12.

46 11–12/2022
1 Daniela Barmettler, Kommunikation und Medien, Messe Luzern AG
Das Innovation Symposium bietet praxisbezogene Wissensvermittlung. (Bilder: Messe Luzern)
Kaffee-Welt
Das Programm auf einen Blick
Dienstag, 17. Januar 2023

Halle 1 Halle 2
10.30 – 12.00 Additive Fertigung von Bauteilen und im Formenbau Design für das Recycling von Kunststoffen 13.00 – 14.30 Kaffee-Welt Metallersatz und Hybridtechnik 15.00 – 16.30 Mehrkomponenten-Technologie Ausbildung und Innovation
Mittwoch, 18. Januar 2023
Halle 1 Halle 2
10.30 – 12.00 CEO Session Big Data und Machine Learning in Industrie 4.0 13.00 – 14.30 Neue Wege im Kunststoff-Recycling Mit Lean Operation und Automation zu Industrie 4.0 15.00 – 16.30 Verfügbarkeit und Anwendungen von Biokunststoffen Virtuelle Entwicklung und Simulation
Donnerstag, 19. Januar 2023
Halle 1 Halle 2
10.30 – 12.00 Journée de la Romandie Intelligente Fertigung von komplexen Bauteilen 13.00 – 14.30 Neue Material- und Oberflächeneigenschaften Leichtbau 15.00 – 16.30 Technologien und Prozesse für das Fügen Out-of-the-Box-Themen

Das detaillierte Programm des Innovation Symposium finden Sie auf der Messewebsite unter swissplastics-expo.ch.
Der Tag der Romandie
Der Tag der Romandie stellt die Kunststoffindustrie der Westschweiz ins Zentrum. Die Swiss Plastics Expo bietet die optimale Plattform, um den Austausch
unter Experten über die Sprachgrenze hinaus zu fördern. Im Innovation Symposium erleben Sie spannende Referate in französischer Sprache.
Kontakt Messe Luzern AG CH-6005 Luzern +41 41 318 37 00 info@swissplastics-expo.ch n






47 11–12/2022 KUNSTSTOFF XTRA Messen
Kaffee-Welt an der Swiss Plastics Expo
Ihn
interessiert
die Bohne
An der Swiss Plastics Expo 2023 wird ein spezieller Fokus auf das Thema Kaffee gelegt. Willy Zemp ist als Barista, Coffeologe und einziger Kaffeesommelier in der Schweiz ein Experte rund um das Thema Kaffee und führt an der Swiss Plastics Expo verschiedene Showtimes durch. Im Interview erklärt er, weshalb ihn der Kaffee fasziniert, was ein Kaffeesommelier macht und weshalb das Thema Kunststoff in der Welt des Kaffees aktuell ist wie nie zuvor.
Roger Amberg1
Willy Zemp, der Kaffeekonsum nimmt weltweit zu. Kaffee ist das am zweithäufigsten konsumierte Getränk nach Wasser. Weshalb ist Kaffee aus Ihrer Sicht ein so beliebtes Getränk?
Willy Zemp: Vielleicht wegen der anregenden Wirkung auf unsere Leistung oder einfach nur wegen der enormen Vielfalt der Aromen. Aber genau diese Vielfalt der Aromen ist der Grund, weshalb man das nicht so genau sagen kann. Kaffee hat über 1000 benennbare Inhaltstoffe, und längst ist Kaffee noch nicht komplett entschlüsselt.
«Ich biete heute Kaffee in einer Holzkapsel an und glaube daran, dass sich die kompostierbaren Kapseln durchsetzen werden.»
Wie sind Sie persönlich zum Thema Kaffee gekommen?
Zemp: Ich bin vor rund 20 Jahren eher per Zufall darauf gestossen. Ich war vorher als Winzer in der Weinbranche tätig, hatte ein Weingut und produzierte Wein. Ich stand dann aber vor dem Problem, dass ich sehr hohe Investitionen tätigen musste, um die Kellerei fortzuführen. Das war für mich als 20-Jähriger finanziell nicht machbar, weshalb ich die Kellerei verkauft habe. Ich habe dann ein Angebot aus der Kaffeebranche erhalten und habe festgestellt, dass Wein und Kaffee sehr viele Parallelen
haben. Der Unterschied war einzig, dass man über Kaffee noch nicht so viel wusste wie über Wein. Das hat mich sehr fasziniert.
Was fasziniert Sie am Kaffee konkret? Zemp: Mich fasziniert die Vielfalt von Kaffee. Dieser ist noch vielfältiger als Wein. Wir kennen heute unter den Kaffeegewächsen über 100 verschiedene Baumarten. Alleine die Sorte Arabica umfasst über 6000 verschiedene, kultivierte Varietäten. Je nach dem, wo nun diese Varietät wächst, welches Mikroklima dort herrscht und wie die Kaffeekirsche bei der Ernte aufbereitet wurde (trocken, fruchtig oder süss), verändert sich das Aroma wieder gewaltig. Und wie der Oenologe beim Wein, so kann ich als Coffeologe beim Rösten diese Vielfalt von Aromen zum Vorschein bringen.
Nebst dem Titel als Coffeologe sind Sie auch der einzige international anerkannte Schweizer Kaffeesommelier. Was genau macht ein Kaffeesommelier? Zemp: Als Kaffeesommelier habe ich die Fähigkeit und Möglichkeit, an internationalen Degustationen Spezialitäten-Kaffees zu bewerten. So habe ich den Vorteil, Kaffees zu entdecken und in die Schweiz zu bringen, welche sonst nie auf dem Weltmarkt auftauchen würden. Heute verarbeite ich nur noch absolute Raritäten. Kaffees, die auf einer Skala von 100 Punkten 90 oder mehr erhalten haben. Weltweit erreicht nur ein Prozent der Kaffees eine so hohe Punktzahl. Die meisten sogenannten «Börsenkaffees», wie beispielsweise die Sorte «Arabica Brasilien», haben unter 80 Punkte. Diese werden an den Kaffeebörsen gehandelt und finden so

den Weg zu unseren Händlern und Röstern in der Schweiz.
Weshalb gibt es in der Schweiz in Ihrer Person nur einen einzigen Kaffeesommelier? Hat das einen spezifischen Grund?
Zemp: Weil wir noch ganz am Anfang stehen, diese enorm vielfältige Welt zu entdecken. Im Allgemeinen wird Kaffee über die Kaffeebörse gehandelt. Nur wenige Leute stellen den Kaffee mit dem Wein gleich und verarbeiten nur den qualitativ besten Kaffee. Ich bin da noch ein absoluter Pionier.
Die Kaffeeindustrie ist riesig und global geworden. Die Schweizer Exporte von Kaffee nahmen von 202 Millionen Franken im Jahr 2006 auf 2,5 Milliarden Franken im Jahr 2019 zu. 70% bis 80% des weltweit exportierten Rohkaffees wird über die Schweiz gehandelt. Weshalb ist die Schweiz ein so wichtiger Standort für den Kaffee?
48 11–12/2022 KUNSTSTOFF XTRA Messen
1 Roger Amberg, Kommunikation und Medien, Messe Luzern AG
Willy Zemp: Mich fasziniert die Vielfalt von Kaffee. (Bild: Zemp)
Zemp: Dank der wirtschaftlichen Stabilität und des günstigen Steuerwesens haben sich in der Schweiz sehr grosse Rohkaffeehändler niedergelassen. Ein weiterer Grund dürfte auch die zentrale Lage in Europa sein. So kann ich am Vormittag Handel mit Asien, mittags mit Afrika und am Nachmittag Handel mit Amerika betreiben.
Schweizer Kaffeemaschinen-Hersteller sind weltweit führend in Marketing, Design und Entwicklung. Was machen Schweizer Maschinen aus?
Zemp: Das hat viel mit unserer Kultur zu tun. Wir Schweizer sind die Erfinder des Kaffee Creme. Wir wollten zum einen Kaffee mit sehr viel Körper wie Espresso, zum anderen aber auch fruchtigen und aromatischen Kaffee wie den Filterkaffee. Also haben wir das Kaffee Creme erfunden und für die Produktion eigene Maschinen entwickelt, die bekannten Kaffeevollautomaten. Diese Maschinen haben ihren Weg schnell in die Gastronomie und später auch in die Haushalte gefunden. Das hat uns bekannt gemacht. In anderen Ländern wird zum Teil noch über 70 % Filterkaffee getrunken. Der Vollautomat hingegen ist eine Schweizer Erfindung. Zahlreiche Ingenieure haben die Maschinenherstellung weiterentwickelt, entsprechend haben wir in der Schweiz

Das ist Willy Zemp
Als ausgebildeter Barista, Coffeologe und Kaffeesommelier besitzt Willy Zemp grosses Fachwissen in den Bereichen Kaffeeanbau, Röstprozesse und Kaffeezubereitung. Als Barista zaubert Willy Zemp aus jedem Kaffee ein Meisterwerk und in der Rolle als Coffeologe kennt er die gesamte Wertschöpfungskette des Kaffees vom Anbau bis zum fertigen Getränk bestens. Zusätzlich verfügt Willy Zemp tiefgründige Kenntnisse hinsichtlich der Sensorik des Kaffees und so ist der Entlebucher auch als Kaffeesommelier tätig. Dabei ist er weltweit unterwegs auf der Suche nach qualitativ hochstehenden Kaffeebohnen. Diese verarbeitet er zu genussvollen Kaffeeprodukten, die in seinen Online-Shop erhältlich sind.
sehr profesionelle Vollautomaten-Kaffeemaschinen. Heute exportieren wir diese in die ganze Welt. Swissness gilt für viele Länder noch immer als Qualitätsmerkmal.
Kommen wir etwas mehr zum Thema Kunststoff: Egal ob Verpackungen, Kapseln oder Maschinen – Plastik ist beim Thema Kaffee allgegenwärtig. Mit dem zunehmendem Konsum steigen auch die Herausforderungen in Bezug auf Nachhaltigkeit. Wie weit ist die KaffeeBranche aus Ihrer Sicht in diesem Bereich?
Zemp: Aktuell entfernen wir uns eher davon, nachhaltig zu sein. Einzelportionen wie Pads, Kapseln oder neu auch Kugeln sind nicht wirklich nachhaltig, auch wenn das zum Teil anders angepriesen wird. Die nachhaltigste Lösung wäre, wenn wir mit weniger Verpackung arbeiten würden, also Kaffeebohnen in einem Mehrweg-Beutel einkaufen gehen und uns ein Kaffeemaschinensystem anschaffen, welches langlebig ist. Es gibt aber auch positive Signale in Bezug auf die Nachhaltigkeit: Man greift wieder mehr zum Bohnenkaffee und nicht mehr zu den Einzelportionen. Selbst bei
Qualität für Morgen.
Nachhaltig clever.
49 11–12/2022 KUNSTSTOFF XTRA Messen
Lebenslange Garantie auf Heizung und Durchflussmesser. Aus Überzeugung bauen wir Geräte, die die Umwelt schonen. Nachhaltig denken und handeln. hb-therm.com The next Generation. Temperature Control Units Thermo-6 Swiss Plastics Expo Halle 1, Stand D 1081
Fachmesse und Symposium

der Verpackung vom Bohnenkaffee gibt es sehr viel Innovation, um die Verpackung nachhaltiger zu machen, sei es durch kompostierbare Verpackung oder Verpackungen, welche mehrmals wiederverwendet werden können.
Haben solche Alternativ-Verpackungen eine Chance? Was macht aus Ihrer Sicht eine gute Verpackung aus?
Zemp: Ich habe lange nach einer guten und nachhaltigen Verpackung gesucht. Es gibt viele unterschiedliche Verpackungen auf dem Markt. Für mich war aber klar, dass es eine Verpackung sein muss, welche absolut licht- und aromadicht ist und dabei eine bestmögliche Ökobilanz hat. So kam ich sehr schnell wieder auf den konventionellen Aluverbund-Beutel, der aber zusätzlich mit Zipper mehrmals wiederbefüllt werden kann. Mittlerweile liefere ich auch ohne Verpackung und bin in Aufbauarbeit mit UnverpacktLäden. Dieses Angebot wird immer mehr genutzt, wobei man schauen sollte, dass man den Kaffee nicht mit einem Glas abholt, denn dieses ist nicht lichtgeschützt. Man sollte sich zuerst den Kaffee im Beutel kaufen und dann diesen wieder befüllen lassen.
Wenn wir uns Kapseln anschauen, so gibt es immer mehr Angebote von recyclebaren Kapseln. Denken Sie, dass sich solche Kapseln durchsetzen können? Zemp: Auch hier haben wir noch einen weiten Weg vor uns. Es gibt viele verschiedene Angebote, aber das Problem ist, dass der Konsument damit völlig verwirrt wird. Viele Kapseln werden als kompostierbar angepriesen, sind aber nicht im normalen Hauskompost kompostierbar, sondern nur im industriellen Kompost. Ich biete heute Kaffee in einer Holzkapsel an und glaube daran, dass sich die kompostierbaren Kapseln durchsetzten werden. Trotzdem sollte aber das Verpacken in Einzelportionen nicht die Zukunft sein.
Zum Schluss noch einen kurzen Blick in die Zukunft. Auch der Klimawandel hat Einfluss auf den Kaffee: Die empfindlichen Kaffeepflanzen leiden unter dem Klimawandel. 50 % der Anbauflächen sind gefährdet. Kann das zusammen mit dem erhöhten Bedarf gut gehen?
Zemp: Der Klimawandel wird dazu führen, dass nicht mehr so viel Kaffee kultiviert werden kann wie heute. Gleichzeitig hat der Kaffeekonsum extrem zugenommen und wird weiter ansteigen. Beispielsweise konsumiert Brasilien mittlerweile 50 % seines Kaffees selber. Es kommt also immer weniger Kaffee auf den Weltmarkt. Momentan können sich die Preise aufgrund der hohen Lagerbestände noch halten. Wir konsumieren aber heute schon mehr Kaffee als angebaut wird. Kaffee wird deshalb in Zukunft teurer werden, und entsprechend gehe ich davon aus, dass der Konsument immer mehr Qualität will. Kaffee wird in Zukunft wie eine gute Flasche Wein sein und sich wieder in Richtung Genussmittel entwickeln. Das wäre eine Entwicklung, die für die Bauern vor Ort und auch für die Natur viele Vorteile bringen würde.
Kontakt
Messe Luzern AG CH-6005 Luzern info@messeluzern.ch www.swissplastics-expo.ch
50 11–12/2022 KUNSTSTOFF XTRA Messen
n 17. bis 19.
2023
Der Treffpunkt für alle, die mit Kunststoff arbeiten swissplasticsexpo.ch SPE-23-Inserat-KXtra-2-90x266.indd 1 14.11.22 11:48
Januar
Swiss Plastics Platform

Auch digital dabei sein
Auf der Swiss Plastics Platform publizieren rund 200 führende Unternehmen der Kunststoffindustrie ihre Neuheiten, Innovationen oder nützliches Fachwissen – und das mit Erfolg, wie die Beispiele von Arburg und Albis Impex AG zeigen.
Daniela Barmettler 1
Es ist es ein kleiner Geburtstag, welchen die Swiss Plastics Plattform im Januar 2023 feiern darf: Seit sechs Jahren bringt der digitale Treffpunkt der Swiss Plastics Expo führende Anbieter der Kunststoffindustrie mit Kunststoffanwendern zusammen. Während 365 Tagen im Jahr findet man auf der Swiss Plastics Platform nicht nur inspirierende Ideen, Technologien und Lösungen für die eigene Produktion, sondern auch die richtigen Partner, um Projekte schneller und erfolgreicher umzusetzen.
Mehr als reine Produktpräsentationen
Von der ersten Stunde als Pionier mit dabei ist Arburg. Inzwischen ist ihr Auftritt auf der Swiss Plastics Platform auf 17 Bei -
träge und zahlreiche Veranstaltungsvorschauen angewachsen. «Die Swiss Plastics Platform gehört zu unseren Marketingund Kommunikationskanälen. Unser Marketing erstellt dafür einen Redaktionsplan und publiziert regelmässig Inhalte», erklärt Marcel Spadini, Arburg-Niederlassungslei -

ter in der Schweiz. Dies sind einerseits Berichte oder Videos zu neuen Produkten, andererseits ganz konkrete Anwendungsbeispiele. Und gerade darin sieht Spadini den grossen Vorteil der Plattform: «Indem wir Gesamtlösungen publizieren, fördern wir das Verständnis für unsere Produkte.
EVO steht für Evolution und ist das Ergebnis einer Reihe von Weiterentwicklungen. Mit der Option FC ist auch das Freecooling für beide Baureihen in die Anlage integriert. Modernstes Industriedesign vereint hohe Leistung und aussergewöhnliche Energieeffizienz.



Besondere Merkmale: – neueste Generation R407CScrollkompressoren – adiabatische Kühlung – Kühlleistungen pro Modul von 30 bis 225 kW

drehzahlgesteuerte Ventilatoren
Mikroprozessorsteuerung
Fernwartung über Internet

51 11–12/2022 KUNSTSTOFF XTRA Messen
1 Daniela Barmettler, Kommunikation und Medien, Messe Luzern AG
KUMA Solution GmbH | Neuweg 31A | CH-4852 Rothrist | Tel +41 62 794 37 41
info@kuma-solution.ch | www.kuma-solution.ch
zuverlässiger Partner, wenn
Kunststoffverarbeitung
und die
kostengünstige
Die Platform als digitale Erweiterung der Swiss Plastics Expo. (Bild: Messe Luzern)
|
Ihr
es um Peripherie in der
geht! EUROCHILLER-Kühlgeräte
kompakte,
Lösung!
–
–
–
Mit solchen Erfolgsgeschichten zeigen wir glaubwürdig auf, was man mit unseren Produkten im Markt bewirken kann.»
Inhaltserstellung auslagern







































































































































































































Das ist aber nur eine Stärke der Swiss Plastics Platform: Firmen können mit ihren attraktiven Inhalten alle Personen erreichen, die sich für ein spezifisches Thema der Kunststoffindustrie interessieren und so während des ganzen Jahres neue Kunden kennenlernen. Dieses Potenzial nutzt auch die Albis Distribution GmbH & Co. KG. Als einer der weltweit führenden Distributoren bietet das Unternehmen ein umfassendes Produktporfolio, welches es auf der Swiss Plastics Platform präsentiert. Dabei greift Albis auf die Dienstleistungen von Conteo zurück. Die Conteo AG betreibt die Swiss Plastics Platform und unterstützt die Anbieter bei der Inhaltserstellung, was für die Albis Impex AG ein zentraler Faktor ist: «Wir könnten ohne dieses Angebot nicht auf der Platform präsent sein. Uns fehlt das Personal und die Zeit, regelmässig Inhalte zu publizieren», erklärt Markus Wohlgensinger, Area Sales Manager von Albis Impex AG. Conteo recherchiert auf den Kanälen der Firma nach spannenden Inhalten, Neuheiten, einzigartigen Anwendungen und bespricht mögliche Publikationen mit Wohlgensinger. «Ich bekomme regelmässig Vorschläge und kann anschliessend entscheiden, ob wir diese Info auf der Swiss Plastics Platform veröffentlichen oder nicht.» Und es lohnt sich: Die Albis Impex AG hat über die Swiss Plastics Platform bereits Anfragen bekommen, wie Wohlgensinger bestätigt.





Inspiration finden – analog und digital Als digitale Erweiterung der Swiss Plastics Expo ist die Plattform zum permanenten Treffpunkt der Kunststoffindustrie und zu einem wichtigen Kanal für die Neukundengewinnung und die Inspiration geworden. «Die Swiss Plastics Expo bietet alle drei Jahre einen Überblick über den aktuellen Stand der Kunststoffindustrie. Neue Produkte und Innovationen werden aber auch in den Jahren dazwischen entwickelt und können für Firmen genau die Lösung sein, nach welcher sie schon lange gesucht haben. Um diese im Markt sichtbar zu machen, ist die Swiss Plastics Platform der richtige Ort», erklärt Sara Bussmann, Messeleiterin der Swiss Plastics Expo. Wer also nach Lösungsansätzen sucht, findet auf der Plattform eine Fülle an Inspiration. Inzwischen publizieren 200 führende Unternehmen der Kunststoffindustrie ihre Neuheiten, Videos, Fachwissen oder Veranstaltungen auf der Swiss Plastics Platform und Sara Bussmann ist überzeugt, dass nicht nur diese Anzahl, sondern auch die Bedeutung der Plattform weiter wachsen wird. «Heutzutage wollen wir zu den Themen, die uns interessieren während 365 Tagen im Jahr auf dem Laufenden bleiben. Dies geschieht unter anderem über digitale Touchpoints, wie die Swiss Plastics Platform. Firmen müssen an diesen Touchpoints präsent sein, um mit ihrer Zielgruppe im Austausch zu bleiben», sagt Bussmann.


































52 11–12/2022 KUNSTSTOFF XTRA Messen
n Werde Mitglied der Fachgruppe Kunststofftechnik! Swiss Engineering STV Fachgruppe Kunststofftechnik www.swissengineering.ch/fachgruppe-kunststofftechnik Der Berufsverband der Ingenieure und Architekten in der Schweiz Netzwerk–immer dabei! Fachtagungen –immer up to date! Job und Karriere –wissen was läuft! monatliche Zeitschrift –immer informiert! Austausch –innovativ und visionär!
Kontakt www.swissplasticsplatform.com/de
www.hatag.ch hatag@hatag.ch





Rörswilstrasse59 3065 Bolligen Tel. 031 924 39 39 www linkedin.com Swiss Plastics Expo 17.-19. Januar 2023 Messe Luzern Halle 1 Stand B 1048











53 11–12/2022 KUNSTSTOFF XTRA Messen
Wir freuen uns, Ihnen an der unsere kompetenten Partner
Expo vorstellen zu
und
Fragen und Anliegen zu
Fördern, Dosieren Mischen und Trocknen von Kunststo granulaten Kunststo recycling mit Schneidmühlen und Produktion von Regranulat etc. Schleifen, Läppen, Fräsen, Polieren, Entgraten, Schweissenoder Reinigen Polier-und Schweisskurse Ausfallschutz für schonende Teileführung und Schutzvorhänge etc. Weitere Partner: Teileförderung Separierung und erung – Förderbänder –Automationslösungen Leistungsfähige und energiee Temperier-und Kühltechnik Water –Oil – Chill –Att
Swiss Plastics
dürfen
Ihre
beantworten! Granulathandling
Rücknahme und Recycling von Silofolien

Die Umsetzung nimmt Fahrt auf
Die vor gut einem Jahr ins Leben gerufene Organisation ERDE Schweiz hat am 31. Oktober 2022 ihre erste ordentliche Mitgliederversammlung durch geführt. Es zeigt sich bereits jetzt, dass das Rücknahmeziel 2022 von 1200 Tonnen Erntekunststoffen übertroffen wird.

 Verena Jucker
Verena Jucker
Jährlich kommen in der Schweiz geschätzte 6000 bis 8000 Tonnen Folien in den Umlauf, davon wurde bisher nur ein Bruchteil rezykliert. Deshalb hat KUNSTSTOFF.swiss, der Verband der Schweizer Kunststoffindustrie zusammen mit der deutschen RIGK GmbH den Verein ERDE Schweiz ins Leben gerufen. Ein Rückblick auf die Presseberichte und die Rückmeldungen von Landwirten, Landwirtinnen, Entsorgern und weiteren Interessengruppen zeigt, dass erweiterte Möglichkeiten zur Sammlung und Abgabe fürs Recycling von Landwirtschaftsfolien ein grosses Bedürfnis sind. Dieses bringt nicht nur wertvolles Material wieder in den Kreislauf,

sondern vermeidet eine weitere Verschmutzung der Agrarflächen mit Mikroplastik.

Sammelziele erreicht
Die Sammlung der Agrarkunststoffe unter ERDE Schweiz läuft offiziell bereits seit dem 4. April 2022. Sie wurde drei Monate lang über Social Media, Presseberichte und durch Mailings an landwirtschaftliche Verbände beworben.
Bereits nach den ersten Monaten der Sammelaktivität zeichnet sich ab, dass das Sammelziel von 1200 Tonnen im ersten Jahr nicht nur erreicht, sondern übertroffen wird. So werden hochgerechnet per 31. Oktober 2022 durch die aktuell rund 100 Sammelstellen bereits 1850 Tonnen gesammelt werden.
Präsident Kurt Röschli betont: «Das Recycling einer solchen Menge Kunststoff spart rund 2080 Tonnen CO2 ein.» Das entspricht in etwa der CO2-Emission von rund 770 mit Benzin betriebenen Autos, die zusammen jährlich eine Wegstrecke von 9 240 000 Kilometern zurücklegen (Basis
Ein funktionierendes Sammelsystem verhindert den Eintrag von Kunststoffen in die Umwelt. (Bilder: ERDE Schweiz)
12 000 km p.a.). Bei einer Sammelmenge von 1850 Tonnen Folien bleiben nach dem Sortieren und Reinigen etwa 1300 Tonnen Kunststoff im Kreislauf.
Dichtes Sammelstellennetz
Das bereits recht dichte Sammelstellennetz soll 2023 nicht nur in der Deutsch-
Über ERDE Schweiz
ERDE Schweiz ist ein Rücknahme- und Recyclingsystem für Siloballenfolien und Netze in der Schweiz, das aktiv zu nachhaltiger Agrarwirtschaft in der Futtermittelproduktion und im Obst- und Gemüseanbau beiträgt. Der unabhängige Verein ERDE Schweiz – assoziiertes Mitglied des Dachverbands der Schweizer Kunststoffindustrie KUNSTSTOFF.swiss – ist zusammengesetzt aus Herstellern, Händlern, Entsorgern und Partnerverbänden.
54 11–12/2022 Verband
Der Einsatz von Silofolien in der Landwirtschaft vereinfacht die Winterfütterung von Nutzvieh.
sondern auch in der Westschweiz zusammen mit neuen Partnern noch erweitert werden. Dadurch können im Jahr 2023 noch mehr Kunststoffe gesammelt und somit recycelt werden.
Das Sammelsystem
Das Sammelsystem von ERDE Schweiz zeichnet sich besonders dadurch aus, dass ausser Entsorgern und Werkstoffhöfen auch Akteure aus der Landwirtschaft, wie
Landwirte, Lohnunternehmer, Maschinenringe und Folienhändler integriert sind, die alle als Sammelstellen teilnehmen können. Auch werden die Mengenströme, insbesondere der Rücklauf durch einen externen und unabhängigen Sachverständigen kontrolliert und auditiert und die gesammelten Kunststoffe werden in ausschliesslich zertifizierten Verwertungsanlagen recycelt.
Das System ist schweizweit einheitlich und die Sammlungen werden finanziell unterstützt durch die Hersteller. Zudem sind die grossen Folienhändler durch ihr Engagement und ihr Netzwerk wichtige Vereinsmitglieder.
Kontakt KUNSTSTOFF.swiss
Kurt Röschli, k.roeschli@erde-schweiz.ch Verena Jucker, v.jucker@erde-schweiz.ch www.erde-schweiz.ch n
Energiespar-Alliance: KUNSTSTOFF.swiss ist dabei


Eine sichere und nachhaltige Energieversorgung ist sowohl für die Bevölkerung wie für die Wirtschaft in der Schweiz von zentraler Bedeutung. Für den Winter 2022/23 steht die Versorgung mit Gas und Strom vor grossen Herausforderungen. Deshalb unterstützt auch KUNSTSTOFF.swiss die Initiative.
Die Energiespar-Alliance (https://alliance2022-23.ch/) vereint Organisationen, welche die Bemühungen für die Versorgungssicherheit im Winter unterstützen, indem sie freiwillig Massnahmen ergreifen,

um Energie effizienter und sparsamer zu nutzen.
Mit ihrem Engagement in der Energie-Alliance bekräftigen Organisationen ihre Entschlossenheit, ihre Kräfte zu bündeln. Sie setzen sich konsequent ein, um ihre Mitglieder, Partner und Mitarbeitenden bezüglich der sparsamen Nutzung von Energie zu sensibilisieren, ermutigen und befähigen.
Unterzeichnende der Alliance unterstützen aktiv die Ziele der Alliance, kommunizieren die Inhalte der Kampagne www.nicht-verschwenden.ch und/oder deren Mitglieder
Zmorge mit KUNSTSTOFF.swiss
Am Mittwoch, 18. Januar 2023 laden wir von 9:00 – 10:30 zum Zmorge. Starten Sie mit KUNSTSTOFF.swiss entspannt in einen vollgepackten Messetag. Lernen Sie bei Kaffee und Gipfeli unseren neuen Geschäftsführer Riccardo Casanova kennen, unterhalten Sie sich mit dem Team der Geschäftsstelle und treffen Sie andere
Verbandsmitglieder. Wir freuen uns auf Ihren Besuch zum Zmorge in der «Kaffee-Welt», in Halle 1 und natürlich an unserem Stand Nummer C2080 in Halle 2. Melden Sie sich hier zum Zmorge an: www.kunststoff.swiss/zmorge
setzen zusätzliche eigene Effizienzmassnahmen um. Diese Effizienzmassnahmen müssen spezifisch für die Branche oder das Unternehmen sein, zusätzlich zu den bereits vorhandenen Effizienzmassnahmen in der Organisation umgesetzt werden und zum Energiesparen im Winter 2022/2023 beitragen. Die Mitglieder der Alliance tragen mit freiwilligen Massnahmen dazu bei, dass die Energieversorgung so lange wie möglich sichergestellt ist. Ziel ist, dass keine Abschaltungen notwendig werden, und dass es so weit wie möglich keine neuen Vorschriften braucht. n
Kontakt KUNSTSTOFF.swiss CH-5000 Aarau www.kunststoff.swiss
55 11–12/2022 Verband
n
Der Vorstand von ERDE Schweiz (v.l.: Jürgen Bruder, Kurt Röschli, Johannes Frauscher, Daniel Haffa, Franz-Josef Lichte, Marcel Herzog)
Spritzgiessen Prozessüberwachung neu gedacht
Das Institut iRAP der Hochschule für Technik und Architektur Freiburg arbeitet zusammen mit dem Unternehmen GradeSens AG an einer komplett neuen Herangehensweise, um mit Sensoren den kompletten Spritzgiessprozess zu überwachen. Der neue innovative Ansatz basiert auf Beschleunigungssensoren, welche an ein Spritzgiesswerkzeug angebracht werden.
Johannes Konrad 1
Bruno Bürgisser 2
Bernard Masserey 2 Yvan Jacquat 3
In den ersten Forschungsarbeiten konnte nachgewiesen werden, dass allein mit Beschleunigungssensoren alle Etappen von einem Spritzgiessprozess überwacht werden können. Dies öffnet ganz neue Perspektiven bezüglich einer gesamtübergreifenden Qualitätsüberwachung des Spritzgiessprozesses, aber auch neue Möglichkeiten für Predictive Maintenance. Weitere entscheidende Vorteile mit der Messung über Beschleunigungssensoren sind die einfache Nachrüstbarkeit von Maschinen und Werkzeugen, da die Sensoren extern angebracht werden, aber auch die hohe Flexibilität, welche eine Überwachung unabhängig von Maschinenart und Maschinensteuerung ermöglicht. Die direkte Messung des Werkzeuginnendrucks in den Kavitäten eines Spritzgiesswerkzeugs ist heute in der Industrie das effektivste Mittel, um die Qualität eines entstehenden Formteils zu überwachen. Jedoch fehlt mit Drucksensoren eine ganzheitliche Betrachtung des Spritzgiessprozesses, da mit der Formfüll und Nachdruckphase nur ein Teil des Spritzgiessprozesses überwacht wird. Abweichungen, hervorgerufen von der Maschine wie Veränderun
1 wissenschaftlicher Mitarbeiter iRAP

2 Professoren an der HEIA-FR, HES-SO, Freiburg (Teil des iRAP)
3 CEO von Gradesens AG, Freiburg
gen im Spritzwerkzeug, werden nicht erfasst.
Das Institut iRAP hat zusammen mit der Firma Gradesens untersucht, ob an einem Spritzwerkzeug aussen angebrachte Beschleunigungssensoren geeignet sein könnten, um einen Spritzgiessprozess komplett zu überwachen.
Aufbau eines Systems zur Datenerfassung
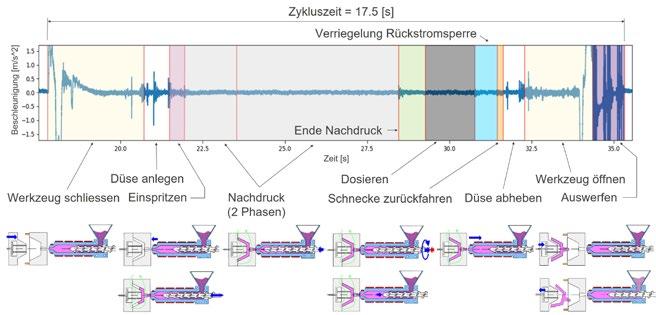
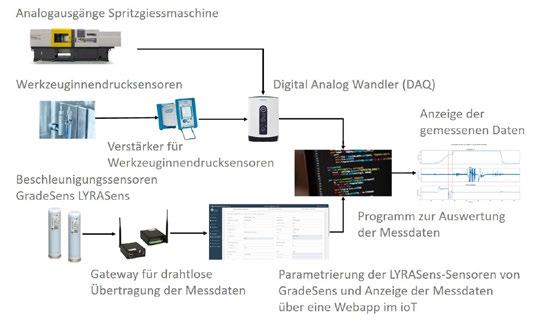
Für die ersten Versuche mit dem neuen Konzept zur Prozessüberwachung wurde mit Beschleunigungssensoren zuerst ein 1 fach und später ein 2 fach Spritzwerk
zeug getestet, welche ebenfalls mit mehreren Werkzeuginnendrucksensoren ausgerüstet waren.
Die in den Versuchen gemessenen Signale vom Werkzeuginnendruck und von den Beschleunigungssensoren sollten mit den Maschinenbewegungen überlagert werden können, dies, um später die Signale auszuwerten. Dazu wurde ein eigenes Datenerfassungssystem aufgebaut (Bild 1).
Position der Beschleunigungssensoren am Werkzeug
Über mehrere Konzepte und Versuche konnte die ideale Position und die Anord
Bild 2: Zuordnung der einzelnen Phasen vom Spritzgiesszyklus gegenüber dem Messsignal eines Beschleunigungssensors (auf einen gesamten Spritzgiesszyklus von 17.5 Sek.).
11–12/2022 Cluster
Bild 1: Systemarchitektur zur Datenerfassung (Grafiken: HEIA-FR/HES-SO)
nung der Beschleunigungssensoren ermittelt werden. Dazu wurden zuerst verschiedene Beschleunigungssensoren sowohl auf der Spritzgiessmaschine (Spritz und Schliesseinheit) wie gleichzeitig auch mehrere Sensoren im Spritzwerkzeug angebracht. In Versuchen wurden die verschiedenen Signale ausgewertet und es zeigte sich, dass anhand eines an einer Schlüsselposition angebrachten Sensors, ein ideales Signal erfasst werden kann, welches den gesamten Spritzzyklus aufzeigt. Die Referenzachse (Y Achse) für die Messungen lag dabei in Bewegungsrichtung Öffnen/ Schliessen der Spritzgiessmaschine, resp. die repräsentativen Bewegungen der Spritzgiessmaschine entstehen längs dieser Achse (Bild 2 und 3).
Auswertung der gemessenen Signale
Um die gemessenen Signale vom Beschleunigungssensor auswerten zu können, wurden an der Spritzgiessmaschine über analoge Ausgänge die Bewegungen der Schnecke und der Schliesseinheit erfasst und mit dem gemessenen Signal des Beschleunigungssensors überlagert. Schritt für Schritt konnten die verschiedenen Phasen des Spritzzyklus dem Signal des Beschleunigungssensors zugeordnet werden (Bild 2).
Praxisbezogene Ergebnisse
Über die Messungen mit einem Beschleunigungssensor war nicht zu erwarten, dass
Bild 3: Reelle Bewegung der Schnecke und der Schliesseinheit im Vergleich mit dem gemessenen Signal des Beschleunigungssensors.
eine klassische Werkzeuginnendruckkurve wie bei den Drucksensoren ersichtlich sein wird, dies schon auf Grund der unterschiedlichen physikalischen Grössen, die gemessen werden, da nur Beschleunigungen und nicht Drücke gemessen werden können.
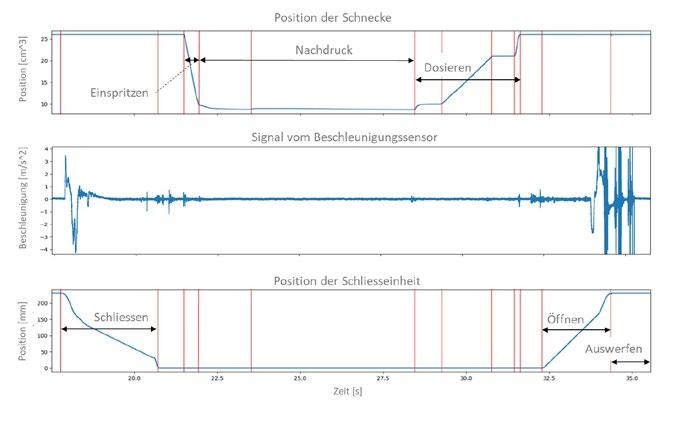
In ersten Vorversuchen konnten im Signal der Beschleunigungssensoren jedoch klare Druckveränderungen in den Kavitäten eines 2 fach Spritzwerkzeugs erkannt werden (z.B. bei einem nicht ausbalancierten Füllen (Bild 4)). Um solch eine Prozessab
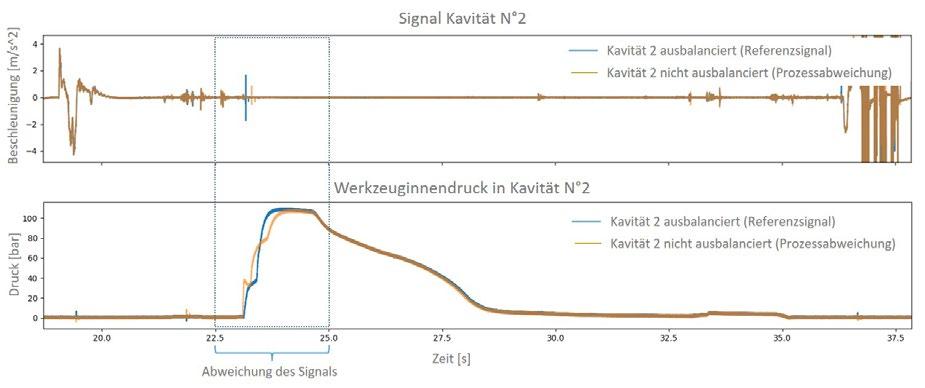
weichung feststellen zu können, werden die Signale der Beschleunigungssensoren immer in Bezug auf ein Referenzsignal betrachtet.
Auch simulierte Veränderungen in der Schliesskraft konnten mit den Beschleunigungssensoren klar nachgewiesen werden.
Ausblick:
Weitere Versuche sind in Planung, um die Sensibilität und Detektierbarkeit von Ver
Bild 4: Vergleich von Messungen aus 2-fach Werkzeug, gemessene Signale mit Beschleunigungssensoren (oben) im Vergleich zu den Werkzeuginnendruckkurven (unten).
57 11–12/2022 Cluster
Es ist noch mehr möglich
änderungen und Störungen im Spritzgiessprozess nachzuweisen, welche in einem späteren Artikel erläutert werden. Die bisher erzielten Ergebnisse sind jedoch erfolgsversprechend. Der komplette Spritzgiesszyklus kann über gemessene Signale von Beschleunigungssensoren erfasst werden. Die Referenzkurve vom Signal eines Beschleunigungssensors erlaubt eine ganzheitliche Überwachung, vom Schliessen des Werkzeugs bis hin zum Auswerfen des Bauteils. Das heisst nebst Veränderungen im Formteilbildungsprozess können auch Abweichungen oder Veränderungen, hervorgerufen von der Maschine und vom Spritzgiesswerkzeug, erfasst werden. Diese Informationen sind sehr wertvoll, um mögliche Qualitätsabweichungen vorauszusagen oder einen Produktionsunterbruch mit «Predictive Maintenance» zu verhindern.
Grösster Vorteil: Flexibilität
Die Überwachung mit Beschleunigungssensoren ermöglicht ausserdem auch eine hohe Flexibilität: Die Sensoren werden extern angebracht und benötigen nur einen geringen Platzbedarf, die Datenübertragung erfolgt kabellos, ausserdem ist die Erfassung der Daten komplett unabhängig von Maschinenart und Maschinensteuerung. Die Beschleunigungssensoren ermöglichen eine zentrale Überwachung eines kompletten Maschinenparks, da die Sensoren an das Werkzeug gebunden sind und nicht an die Maschine.
Die Überwachung mit Beschleunigungssensoren öffnet eine ganz neue und gesamteinheitliche Betrachtungsweise vom digitalen Spritzgiessen bezüglich «Product Quality Control and Predictive Maintenance».

Dank
Ergebnisse dieses Artikels wurden grossenteils aus der Studentenarbeit von J. Konrad und V. Roduit an der HEIA FR/ HES SO erarbeitet.
Ein besonderer Dank auch an Fanuc Switzerland GmbH für die Zurverfügungstellung der Maschine.
Referenz
Bilder aus Kurs W.Keller, MAS Kunststofftechnik
Kontakt
Institut iRAP Prof. Bruno Bürgisser Hochschule für Technik und Architektur Freiburg, HES SO CH 1700 Freiburg Bruno.Buergisser@hefr.ch irap.heia fr.ch n

58 11–12/2022 Cluster ALBIS_CH_Anz-Sustainable_210x150_1122_R02.indd 1 11.11.22 12:23
Lösungen aus Duroplast und Thermoplast
HL: «Smarte» Produktion von Bechern
Vernetzte SpritzgiessZelle für Bio-Bausteine
Wir entwickeln und produzieren für Sie erfolgreiche Lösungen aus Duroplast und Thermoplast.
Technische Bauteile für den härtesten Einsatz:
– Hohe Wärmeformbeständigkeit (210°C)
– Bestes Brandverhalten (UL94, V-0, HL 3)
– Höchste Chemikalienbeständigkeit
– Kriechstromfestigkeit
– Hohe Massgenauigkeit (H7 Passungen)
– Wandstärkenunabhängige Konstruktion
– Nullschwinder-Materialien (0.00 – 0.15)

Erfahren Sie mehr über folgende Herstellverfahren:
– Pressen
– Spritzgiessen
– Spritzprägen
– Transferpressen (Spritzpressen)
Wir verarbeiten SMC- und BMC-Duroplaste, Phenolharzmassen (Bakelite), Melamin, Epoxidharze, DAP, Harnstoffharze, ungesättigte Polyester und eine Vielzahl an technischen Thermoplasten.
Digitalisierung und Automatisierung: Diese Kombination bietet enormes Potenzial für das Thema Kreislaufwirtschaft (Circular Economy). Dazu zeigt ARBURG auf der Swiss Plastics Expo 2023 in Halle 1, Stand C 1061, eine «smarte» Turnkey-Anlage, die aus recyceltem PP die aus verschiedenen anderen Demo-Anwendungen von ARBURG bereits bekannten Becher.

Herzstück der Turnkey-Anlage ist ein IT-vernetzter elektrischer ALLROUNDER 370 A mit 600 kN Schliesskraft, standardmässigem IIoT-Gateway und zukunftsweisender GESTICA Steuerung. Die präzise Antriebstechnik mit Spindelgetrieben und Servomotoren macht die Maschinen zuverlässig und wirtschaftlich. Hinzu kommt eine Vielzahl technisch durchdachter Details für stabile Prozesse und minimierte Rüst- sowie Wartungszeiten. Die Becher entstehen auf einem 1-fach-Heisskanalwerkzeug der Firma Haidlmair. Hinzu kommt ein lineares Robot-System MULTILIFT V 20, das die Behälter entnimmt und ablegt. Werden die Becher einer sortenreinen Entsorgung zugeführt, dann kann auf diese Weise aus Kunststoffabfall hochwertiges Rezyklat gewonnen und in den Kreislauf rückgeführt werden.
Battenfeld und Wittmann zeigen u.a. eine vollvernetzte EcoPower 110/350, auf der mit einem 8-fach Werkzeug Bio-Bausteine aus Fasal TM hergestellt werden. Bei diesem Material handelt es sich um ein Compound aus Holzmehl und Post-Industrial Polypropylen.
Die Anlage ist als Insiderzelle ausgeführt, das heisst, der WITTMANN Roboter W918, ein Förderband, eine WITTMANN Zahnwalzenmühle vom Type S-Max 3 als auch das Schutzgehäuse sind in die Produktionszelle integriert. Komplettiert wird die Anlage durch ein Dosiergerät Gravimax G14 und einen Trockenradtrockner Aton. Roboter und alle Geräte können entweder über die Maschinensteuerung oder am Gerät selber programmiert werden, incl. zentraler Datenspeicherung.
Die gespritzten Teile werden inkl. Anguss mittels des Roboters W918 entnommen und die Angüsse direkt in die Mühle befördert. Dort werden die Angüsse vermahlen und in den Prozess zurückgeführt. Die fertigen Teile werden auf das integrierte Förderband abgelegt und können vom Messebesucher mitgenommen werden.
Um die Qualität der Teile sicherzustellen, kommen neben dem Anwendungssoftware-Paket HiQ Flow die Software-Pakete HiQ Metering zum aktiven Verschliessen der Rückstromsperre sowie HiQ Melt zur MFI Bestimmung zum Einsatz. Der resultierende MFR (Melt Flow Rate) gibt Auskunft über die Fliessfähigkeit des Materials.
Aareplast AG
Industriestrasse West 19 CH-4613 Rickenbach
Telefon +41 62 206 2100 info@aareplast.com www.aareplast.com

ARBURG AG

Südstrasse 15 CH-3110 Münsingen Telefon +41 31 724 23 23 Telefax +41 31 724 23 73 switzerland@arburg.com www.arburg.ch
Battenfeld (Schweiz) AG Vogelsangstrasse 15 CH-8307 Effretikon Telefon +41 44 908 65 65 info@battenfeld.ch www.battenfeld.ch

59 11–12/2022 KUNSTSTOFF XTRA SWISS PLASTICS 2023
EXPONATE
Halle 2 Stand E2135
Halle 1 Stand C1061
Stand
Halle 2
A2000
Innovative Biokunststoff-Produkte
Digitalisierung spart Energie und
CO2
Büchler Reinli + Spitzli AG – Werkzeugund Formenbau (BRS) unterstützt rezemo als zuverlässigen Partner für innovative Biokunststoff-Produkte.
Das Team um rezemo verfolgt das Ziel, die nachhaltigste Alternative zu konventionellen Kunststoffprodukten auf den Markt zu bringen. Gestartet mit einer Kaffeekapsel (rezemo.de) umfassen die Produkte der Marke forewood (forewood.de) heute vielfältige Lösungen für die Bereiche Food, Cosmetics und Agriculture. Herzstück der Technologie bilden vollständig pflanzenbasierte Holzfaser-Biopolymer-Composites.
In partnerschaftlicher Zusammenarbeit entstehen intelligente und optimal ausgearbeitete Werkzeugkonzepte für eine effiziente Produktion durch rezemo. Dabei stehen Wirtschaftlichkeit und Qualität der Produkte für uns immer im Fokus.
Wir freuen uns, Ihnen unseren Partner rezemo an der Swiss Plastics Expo zu präsentieren:
Innovationssymposium «Verfügbarkeit und Anwendung von Biokunststoffen» am 18. Januar 2023 von 16:00 bis 16:10 Uhr und an unserem Messestand.
BRS deckt die gesamte Formenbau-Prozesskette von der DFM-Analyse, Engineering, Umsetzung im Pilot- bis zum Produktionswerkzeug inklusive Werkzeug-Validation und Qualitätsmanagement ab.
Lust auf ein Glace?

Mit den digitalen Lösungen von ENGEL haben Sie die richtigen Werkzeuge, um das volle Potential Ihrer Produktionszelle ausnutzen zu können. Somit sparen Sie Energie und reduzieren Ihren CO2-Fussabdruck nachhaltig. Auf Basis einer vollelektrischen e-mac Spritzgiessmaschine demonstriert ENGEL sein gesamtes Portfolio an digitalen Lösungen. Am Beispiel eines Steckverbinders aus BASF Ultradur® mit einem Schussgewicht von 28 g, werden Sie sehen, dass die Digitalisierung besonders für standardnahe Bauteile viele Vorteile mit sich bringt.
Seien Sie gespannt auf:
– iQ process observer – Überwachung aller Maschinenparameter auf einen Blick
– iQ melt control – Schmelzeüberwachung und aktives Reagieren
– iQ clamp control – Immer die optimale Schliesskraft
– iQ flow control – Kühlen statt Bewässern, Energie und CO2 sparen
– iQ hold control – Immer der optimale Nachdruck
– ecograph+ – Den Energieverbrauch immer im Blick
Um das Gesamtbild abzurunden, ist als Lineargerät ein Viper der neuesten Generation 4 auf der Maschine installiert. Auch hier macht die Digitalisierung nicht Stop und bietet mit iQ vibration control Bewegungen wie Sie sein sollen – eine Lösung um das Maximum aus dem Lineargerät herauszuholen.

Halle 1 Stand A1001

Büchler Reinli + Spitzli AG Wilerstrasse 98 9230 Flawil/Switzerland
Michael Vögtle m.voegtle@brsflawil.ch +41 71 394 13 19 +41 79 555 07 15 www.brsflawil.ch
Color Technik AG
Parkweg 5 CH-9443 Widnau Telefon +41 71 761 00 78 info@colortechnik.swiss www.colortechnik.swiss
Engel (Schweiz) AG
Hungerbüelstrasse 17 CH-8500 Frauenfeld Telefon +41 52 725 07 57 info.ch@engel.at www.engelglobal.com
60 11–12/2022 KUNSTSTOFF XTRA SWISS PLASTICS 2023 EXPONATE
1 Stand D1082
Halle
www.brsflawil.ch Halle 2 Stand B2041
Nadelverschlusslösung für den Mikrospritzguss
Mit ROBOSHOT Energie sparen
Granula AG –Masterbatches
Mit dem L2X-Mikro Hochleistungs-Heisskanalsystem bietet EWIKON eine leistungsstarke Lösung für das Hochleistungs- MikroSpritzgiessen von technischen Kunststoffen auf Klein- oder Kleinstspritzmaschinen. Diese ist auch als kompakte Nadelverschlussversion verfügbar. Das Nadelverschlusssystem ist ausschliesslich als 4fach-Verteilermodul mit eingeschraubten Düsen erhältlich, die Nadelbetätigung erfolgt synchron über eine sehr kompakte Hubplattenkonstruktion. Wie bei der offenen Version sind die Heisskanaldüsen mit einer leistungsfähigen, direkten Beheizung ausgestattet und einzeln regelbar. Damit ist das System nicht nur für die Verarbeitung von Standardmaterialien, sondern auch uneingeschränkt für technische Kunststoffe mit engen Prozessfenstern einsetzbar. Abhängig vom verwendeten Material kann ein Schussgewicht pro Düse ab 0,01 g realisiert werden. Der vollbalancierte Verteiler hat eine Kantenlänge von gerade einmal 59×59 mm. Damit wird die Gesamtfliessweglänge und das auszutauschende Schmelzevolumen im System reduziert. Dies bietet besondere Vorteile, wenn bei Anwendungen mit kleinen Schussgewichten verweilzeitkritische Materialien verarbeitet werden.
Da die Strompreise aufgrund einer Reihe von externen Markteinflüssen steil nach oben klettern, ist die neueste Serie der energiesparenden CNC-Spritzgiessmaschinen von FANUC, die ROBOSHOT ALPHA-SiB, gefragt wie noch nie. Diese vollelektrischen Maschinen verbrauchen bis zu 70% weniger Energie als hydraulische Maschinen vergleichbarer Grösse, wobei der Kühlwasserbedarf der hydraulischen Maschinen noch nicht einmal berücksichtigt ist. Der Kühlwasserbedarf einer hydraulischen Maschine trägt erheblich zu den Betriebskosten bei. Die Motoren von FANUC sind luftgekühlt, wodurch diese Kosten entfallen.

Dies ist vor allem auf die hocheffiziente Servomotorentechnologie der ROBOSHOT Modelle zurückzuführen. Diese Servomotoren ermöglichen zudem serienmässig Parallelbewegungen und Zykluszeitgewinne.
Ein weiterer bemerkenswerter Punkt ist die Fähigkeit zur Energierückgewinnung. Wenn eine Achse abbremst, wird die Energie in die Stromquelle zurückgeführt, was zu den Gesamteinsparungen beiträgt. Giessereien können wahrscheinlich zwei oder drei vollelektrische ROBOSHOT-Maschinen mit demselben Gesamtstromverbrauch betreiben wie ein hydraulisches Modell.
In der Kaffeekapselindustrie ist Nachhaltigkeit mittlerweile auch in aller Munde, wie die neu entwickelte K-Cup-kompatible Kapsel des amerikanischen Unternehmens Smile Coffee Werks® zeigt. Die in Europa im Spritzgussverfahren hergestellte Kapsel besteht aus einem biologisch selbst kompostierbaren Material. Die leuchtend grüne Farbe wurde durch die Zugabe eines biobasierten Granula® Masterbatches erreicht. Die in unserem All-Colour-Konzept verwendeten Masterbatch-Inhaltsstoffe erfüllen die höchsten Anforderungen an die biologische Abbaubarkeit bzw. Kompostierbarkeit gemäss der Norm EN13432 und ermöglichen eine schnelle Zertifizierung der Heimkompostierbarkeit.

Seit über 50 Jahren produzieren wir kundenspezifische Farb- und Additivmasterbatches sowie Compounds in den meisten gängigen Trägermaterialien wie PE, PP, ABS, SAN, PS, PA, POM, PBT, PC, TPE, PLA und andere Sondertypen. Unsere individuellen Produkte finden in allen Produktionsverfahren in den verschiedensten Kunststoffen ihre Anwendung.
Wir fertigen kundengerecht in bester Qualität, welche die hohen Anforderungen in Bezug auf Langlebigkeit, Farbechtheit, Farbgenauigkeit, Verzugsarmut und Reinheit erfüllen.
Wir freuen uns auf Ihren Besuch.
Halle 1 Stand A1007
EWIKON Heisskanalsysteme GmbH
Siegener Strasse 35 D-35066 Frankenberg
Tel: +49 6451-501-0 info@ewikon.com www.ewikon.com
FANUC Switzerland GmbH

Grenchenstrasse 7 CH-2504 Biel/Bienne Telefon +41 32 366 63 63 info@fanuc.ch www.fanuc.ch
Granula AG Industrie Nord 27 CH-5634 Merenschwand Telefon +41 (0)56 664 2222 Telefax +41 (0)56 664 2223 sales@granula.ch www.granula.eu
61 11–12/2022 KUNSTSTOFF XTRA SWISS PLASTICS 2023 EXPONATE
Halle 2 Stand D2107
Halle 2 Stand D2110
Smarte Heisskanalregelung per App
HASCO Mould Tag –Eine digitale Innovation


Wir freuen uns auf ein Wiedersehen mit Ihnen…
Optimale Regelungseigenschaften, umfassende Konnektivität, kompakte Abmessungen und ein smartes Bedienkonzept, das sind Bestandteile der innovativen Regelungstechnik von GÜNTHER Heisskanaltechnik. Die Temperatur-Regelgeräte sind in den Varianten blueMaster compact und blueMaster pro erhältlich
Adaptive Regeloptimierung
Für kleinere Anwendungen wie den Einsatz im Servicebereich ist der blueMaster compact (drei oder sechs Regelkreise) konzipiert, der über eine App-Steuerung und adaptive Regeloptimierung verfügt. Komplexe Heisskanalsysteme regelt der neue blueMaster pro (für 6 bis 24 Regelkreise). Die Bedienung kann sowohl direkt am Gerät als auch per Browser erfolgen und lässt sich dank Netzwerkanbindung problemlos in einen Leitstand integrieren.

OPC UA-Schnittstelle
Weitere Features: OPC UA-Schnittstelle nach Euromap 82.2, Werkzeugdatenbank, Nutzerverwaltung, verschiedene Datenansichten u.v.m. Eine anwenderorientierte Hilfefunktion mit Lösungsvorschlägen im Klartext sowie eine grafische Temperaturanzeige gestatten eine intuitive Bedienung. Damit ist eine einfache und komfortable Handhabung auch für Anwender ohne Spritzgiessausbildung gewährleistet.


Mit der Einführung eines Mould Tags an technisch anspruchsvollen Produkten ermöglichen wir unseren Kunden auf einfache Weise eine sichere Digitalisierung von Original HASCO Normalien in Spritzgiesswerkzeugen und garantieren eine eindeutige Identifizierung mit fälschungssicherem Herkunfts- und Originalitätsnachweis.
HASCO Mould Tag ermöglicht den direkten Zugriff auf alle relevanten Produktinformationen wie Bestellbezeichnung, Produktkategorie, Produkttyp, Materialnummer oder die maximale Werkzeuggrösse, um den richtigen Einbau der Normalien sicherzustellen.
Neben einem Sicherheitsdatenblatt hat der Benutzer auch alle relevanten Ersatzteile auf einen Blick zur Verfügung. CAD Daten und Produktanimationen runden das Informationspaket ab.
Im ersten Schritt wurde das Programm der Zweistufenauswerfer Z169/…–Z1698/… digitalisiert und für die RFID-Identifizierung ausgerüstet. Die Mould Tags sind ab Werk verbaut und werden bereits bei Auslieferung direkt mit der Bestellung zum Kundenauftrag verknüpft.
Der HASCO Mould Tag kann mit jedem modernen Smartphone über die neue HASCO App ausgelesen werden. Halle 1 Stand A1010
Kommen Sie vorbei an unseren kleinen, aber nicht weniger spannenden und informativen Stand an der SwissPlastics Expo.
HATAG Handel und Technik AG,
Ihr Spezialist im Bereich der Peripheriegeräte und Gesamtanlagen.
Lösungen à la carte

MTF-Technik

– Teileförderung, Separierung und Pufferung, Automation Koch-Technik
– Granulathandling (Förderung, Mischen, Trocknung)

Wanner-Technik GmbH

– Kunststoffrecycling, Schneid mühlen Single
– Temperier- und Kältetechnik Nolden Regler
– Temperaturregelung ver-rus
– Schnecken und Zylinder Reinigung joke technology
– Oberflächenbearbeitung, Entgraten, Polieren Groche
– Zylinder, Schnecken, Rückstromsperren, Düsen und Deckel
Unsere Dienstleistungen:
– Service
– Ersatzteile
– Wartung

– Engineering

– Analyse und Optimierung durch Nachrüstung und Umbau
– Leih- oder Mietgeräte
– Schulung
Wir freuen uns, Sie an der Swiss Plastics Expo in Halle 1 Stand B 1048 begrüssen zu dürfen.


Halle 1 Stand B1048
Günther Heisskanaltechnik GmbH
Industriepark Nord
Sachsenberger Strasse D-35066 Frankenberg (Eder) Telefon +49 6451 5008-0 info@guenther-heisskanal.de www.guenther-heisskanal.de
HASCO Hasenclever GmbH + Co KG Römerweg 4 D-58513 Lüdenscheid Telefon +49 23 51 957-580 info.ch@hasco.com www.hasco.com

HATAG AG
Rörswilstrasse 59 CH-3065 Bolligen Telefon +41 31 924 39 39 hatag@hatag.ch www.hatag.ch
62 11–12/2022 KUNSTSTOFF XTRA SWISS PLASTICS 2023 EXPONATE
Halle 2 Stand A2016
Vollelektrische IntElect Spritzgiessmaschine
Laserschweissen mit Kugel- und Rollenoptik
Schweissen mit höchster Prozesssicherheit
Auf der Swiss Plastics Expo 2023 präsentiert Sumitomo (SHI) Demag zusammen mit MAPAG und bfa Solutions eine vollelektrische IntElect Spritzgiessmaschine für den medizinischen Anwendungsbereich. An ihr ist die neueste hauseigene Automationslösung, der SAM-C Robot, in der Ausführung als Handle&Place-Fertigungszelle, verbaut.
Als neueste Innovation im Automationsbereich wird der platzsparende SAM-C Robot, verbunden mit einer Schutzeinhausung und Förderband, vorgestellt. Das Zusammenspiel aus schnelllaufender Maschine und Entnahmeroboter, weisst Energie- wie auch Wirtschaftseffizienz auf.
Damit hat Sumitomo (SHI) Demag zusammen mit MAPAG sowohl eine energieeffiziente als auch nachhaltige Lösung für das Spritzgiessen in der Medizinbranche. Um dies zu unterstreichen, wird auf dem Messestand ein spannender Vergleich zum Thema Energieeffizienz durchgeführt.
Die IntElect ist mit myAssist ausgestattet. Die Software myAssist trägt sowohl zu zunehmender Prozesstransparenz als auch zu genauester Prozessverfolgung bei. Höhere Transparenz bringt auch immer eine Steigerung in den Bereichen Effizienz und Produktivität mit sich. Dieser neugewonnene Anstieg bewirkt, dass der Teileausschuss auf ein Minimum reduziert und langfristig eine höhere Maschinenverfügbarkeit existieren wird.

Beim Schweissen von grossen Kunststoffbauteilen kann es aufwändig werden, eine grosse Spanneinheit herzustellen, die das ganze Bauteil gleichzeitig zusammendrückt. Eine alternative Lösung ist, das Bauteil nur lokal an der Schweissstelle temporär zusammenzudrücken. Dies wird mit der Kugel- und Rollenoptik von ProByLas AG erreicht.
Die Glaskugel und Glasrolle pressen beim Abrollen die Bauteile zusammen und fokussieren gleichzeitig den Laserstrahl auf die Schweissnaht. Mit dem speziellen patentierten Luftlager konnte der Durchmesser der Glaskugel reduziert werden: standardmässig wird sie mit 12 mm Durchmesser angeboten, aber in einer kundenspezifischen Variante wurde sie auch schon bis 3 mm reduziert. Da die Glaskugel und Glasrolle nur aus dem optischen Glaselement bestehen, können sie einfach gewechselt werden.
Besonders geeignet ist die Technik, wenn Folien oder Textilien geschweisst werden, die dem Druck der Glaskugel/-rolle nachgeben können. Auch 3-dimensionale Bauteile können so geschweisst werden, wenn die Optik mit einem Roboter geführt wird.
An der Swiss Plastics Expo wird das dichte Schweissen von aufblasbaren Strukturen mit Kugeloptik in einer Turnkey M Maschine demonstriert.

Kunststoffe und Textilien sind sehr effizient mit Ultraschall schweissbar. Wer dabei höchsten Wert auf Prozesssicherheit legt, ist mit der elektrischen Ultraschallschweissmaschine Electrical Motion bestens bedient. Damit lassen sich Kunststoffe nicht nur sehr präzise schweissen, sie bietet viele Funktionen, um die Prozesssicherheit und Rückverfolgbarkeit zu gewährleisten. Beispielsweise verknüpft sie mittels Scanner die Teilenummer mit der Schweissung, so ist jederzeit nachvollziehbar, wann und mit welchen Werten das Werkstück geschweisst wurde. Zudem führt die Electrical Motion ein nicht löschbares Audit Trail und die Benutzerverwaltung ist mehrstufig geregelt.
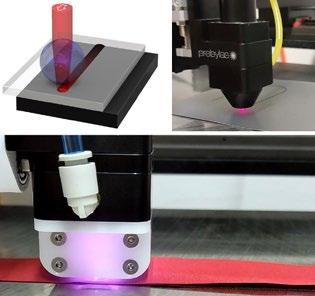
Die Maschine bietet ausserdem gegenüber einer pneumatischen Ultraschallschweissmaschine 78% Energieeinsparung . Haben wir Sie überzeugt? Dann besuchen Sie uns an der Swiss Plastics oder in Romanshorn TG/Schweiz und erleben Sie die Electrical Motion und ihr neues intuitives User Interface live.
Diese Produkte können Sie an unserem Stand an der Swiss Plastics live erleben und testen:

– Electrical Motion Serie mit neuem intuitivem User Interface
– Ultraschall-Generatoren zum Einbau in Sondermaschinen
– Elektrische Vorschübe zur Integration in Sondermaschinen
– Handgeräte für manuelles Schweissen und Schneiden
Wir freuen uns auf Sie!
MAPAG AG Weissensteinstrasse 2B CH-3008 Bern Telefon +41 31 380 86 03 www.mapag.ch
ProByLas AG
Technopark Luzern, Platz 4 CH-6039 Root D4 Telefon +41 41 541 9170 info@probylas.com www.probylas.com
RINCO ULTRASONICS AG
Industriestrasse 4 CH-8590 Romanshorn TG Telefon +41 (0)71 466 41 00 info@rincoultrasonics.com www.rincoultrasonics.com
63 11–12/2022 KUNSTSTOFF XTRA SWISS PLASTICS 2023 EXPONATE
Halle
Stand B1031
1
Halle 1 Stand B1037
Halle 2 Stand B2047
Ein Partner – unterschiedlichste Technologien
Präzisionsspritzgussteile für diverse Märkte
Innovative Lösungen für höhere Produktivität
Durch unser technologieübergreifendes Know-how führen wir die spezifischen Eigenschaften von Kunststoff und Metall wirkungsvoll zusammen. Mit unserem SFS Value Engineering identifizieren wir Ihr Optimierungspotenzial – dies ganzheitlich für den höchstmöglichen Mehrwert.
Durchdachte Lösungen gebrauchsfertig verpackt Einzelne Bauteile mit unterschiedlichsten Funktions- und Designkriterien lassen sich durch die Kombination und die Verwendung verschiedener Werkstoffe und Verfahren in innovativere Lösungen entwickeln. Dies beispielsweise durch die Vereinfachung der Konstruktion und Fertigung eines Bauteils, mit welchem Sie letztendlich die Wirtschaftlichkeit erhöhen.
Komplette Baugruppen ermöglichen die Verringerung der Fertigungstiefe und optimieren so Ihre Wertschöpfungskette. Darüber hinaus führen wir produktionsbegleitende Qualitätstests durch und verpacken Ihre Produkte auch nach individuellen Vorgaben.
Von der Idee bis zur Serienreife: Wir freuen uns auf Ihren Besuch und das persönliche Gespräch an der Swiss Plastics 2023, Halle 1, Stand A1008.
Die SKS AG ist ein inhabergeführter Familienbetrieb mit über 40 Jahren Erfahrung. Wir bieten unseren Kunden ganzheitliche Lösungen im Bereich Kunststoff-Spritzgussteile und Werkzeugbau zu wettbewerbsfähigen Preisen an und verarbeiten alle technischen Kunststoffe zu hochwertigen Spritzteilen auf modernsten mikroprozessgesteuerten Spritzgussmaschinen mit bis zu 220 Tonnen Schliesskraft.
Vom kleinsten Präzisionsteil bis zum anspruchsvollen Qualitätszahnrad: Wir haben die Erfahrung, das Fachwissen sowie die nötigen Spezialisten und Mittel, um selbst die höchsten Anforderungen an Kunststoffund Verbundteile zu erfüllen. Zum Einsatz kommen unsere Teile weltweit in der Elektro- und Maschinenindustrie, in der Telekommunikation, Bauelektronik oder in der Medizinaltechnik sowie der Automobilbranche.
Von der Idee bis hin zum fertigen Produkt bieten wir Ihnen alles aus einer Hand. Unsere Produkte werden spezifisch auf die gewünschten Anforderungen hin entwickelt und somit entsteht im regelmässigen Austausch mit unseren Kunden ein perfektes Resultat. Auf Wunsch erarbeitet unser Entwicklungsteam zudem Moldflowanalysen zur Visualisierung und Bauteilauslegung sowie Optimierungen der Bauteile.
Stäubli ist seit über 60 Jahren Partner der Kunststoffindustrie und mit den Anforderungen Ihrer Branche bestens vertraut: immer kleinere Losgrössen, steigende Variantenvielfalt, häufige Werkzeugwechsel. Dank unserer QMC-Lösungen (Quick Mould Change), lassen sich diese Herausforderungen ideal meistern.
Stäubli – ganzheitliche Lösungen Vortemperierung der Werkzeuge, automatischer Werkzeugtransport und -wechsel, Spannsysteme und Multikupplungen für alle Medien- und Energiekreisläufe, die sämtliche Handhabungsprozesse übernehmen, sorgen für neue Dimensionen hinsichtlich Prozesssicherheit, Wirtschaftlichkeit und Produktivität.
Möglich macht diesen Quantensprung im Spritzgiessen die weltweit einmalige Komplettlösungskompetenz von Stäubli.
Lassen Sie sich die neue Welt des Spritzgiessens nicht entgehen: Messe Swiss Plastics Luzern Stand A1005 – Halle 1.
SFS Group Schweiz AG Kunststoffwerk Schöntalstrasse 2a CH-9450 Altstätten Telefon +41 71 757 12 22 www.sfs.com/ksw
Halle 1 Stand A1008
Halle 1 Stand A1000
Stäubli AG
Seestrasse 280 CH-8810 Horgen
SKS AG Kunststoffe + Werkzeugbau Hauptstrasse 59 CH-8637 Laupen Schweiz info@sks-laupen.ch www. sks-laupen.ch
connectors.ch@staubli.com Telefon +41 (0)43 244 22 33
www.staubli.com www.quick-mould-change.com

64 11–12/2022 KUNSTSTOFF XTRA SWISS PLASTICS 2023 EXPONATE
freuen uns auf Sie!
Halle 1 Stand A1005
Wir
Ihr Stäubli-Team
Temperiergeräte: Smart und intelligent
Entwicklungspartner und Lösungsanbieter
WX128 Roboter: Die neue Kleingeräteserie
In den meisten Verfahren der Kunststoffindustrie spielen konstante Formentemperaturführung oder Zonentemperierung eine Schlüsselrolle. Die Temperierung hat grossen Einfluss auf Ihre Produktqualität, auf Ihre Produktivität, auf die Energieeffizienz und auf Ihre Produktionskosten.
Die neue Produktgeneration von smarten und intelligenten Temperiergeräte MATIC ist mit dem innovativen neuen Regelungssystem IRIS ausgerüstet und deckt alle Bedürfnisse einer Produktionsumgebung mit digitaler Vernetzung ab.
IRIS ist mehr als nur ein Regler, denn IRIS überwacht und reguliert den Temperierprozess ganzheitlich. Die Gerätesteuerung lässt sich über einen Webserver per WLAN oder LAN in jedes Netzwerk einbinden. Dadurch eröffnen sich dem User eine Vielzahl an standortunabhängigen Bedienmöglichkeiten. IRIS wird den wachsenden Ansprüchen an die Protokollierung von Prozessen und Dokumentationen gemäss den ISO-Standards gerecht.
Temperiergeräte der MATIC Linie setzen unsere ökonomischen Gedanken erfolgreich in die Praxis um. Der energiesparende Eco-Modus wie auch die Funktionen der «Predictive Maintenance» helfen proaktiv mit, die Temperierprozesse so energiearm wie möglich zu gestalten und Ausfallzeiten zu minimieren.
An drei Standorten in der Schweiz und Österreich unterstützen wir Sie mit unseren vernetzten Leistungen in den Bereichen
• Moldflow-Simulation
• 3D-Digitalisierung

• Reverse-Engineering
• Werkzeugkorrekturen
• Industrielle Messtechnik
• Computertomografie
Mit modernster Infrastruktur und langjährigem Know-how bieten wir ganzheitliche Lösungen und generieren damit einen langfristigen Mehrwert für Ihr Projekt – von der Entwicklung bis zur Fertigung und Optimierung.
Die Moldflow-Simulation unterstützt Sie in allen Phasen der Spritzguss-Prozesskette. Eine Verzugsanalyse kann das Verzugsverhalten Ihres Formteils optimieren, eine Ist-Analyse des Prozesses Zykluszeiten und somit Kosten einsparen.
Das Engineering ist auf 3D-Digitalisierung, Reverse-Engineering und Werkzeugkorrekturen spezialisiert und schafft die Verbindung zwischen realen Bauteilen und virtuellen Daten. Wir digitalisieren auch bei Ihnen vor Ort.

Unsere Messlabore verfügen über modernste Messgeräte für jeden Bedarf. Industrielle Computertomografen ermöglichen eine Messung im Innern von hochkomplexen Bauteilen.
Für Ihren Erfolg steht ein topmotiviertes Team bereit!
2 Stand A2010
Schon auf den ersten Blick überzeugt der WX128 durch den neu entwickelten kompakten Schaltschrank an der Z-Horizontalachse. Dieser zeichnet sich durch einen um 30% verkürzten rückwertigen Aufbau aus. Gerade bei kleinen Spritzgiessmaschinen ist es nun möglich, eine äusserst kompakte Schutzeinhausung zu realisieren, nicht zuletzt ermöglicht durch innenliegende Antriebseinheit und Verkabelung. Der WITTMANN WX128 setzt auf ein bewährtes Riemenantriebskonzept an allen linearen Hauptachsen. Ausschlaggebend hierfür war zum einen die hohe Dynamik – so beschleunigt die Vertikalachse etwa mit bis zu 4-facher Erdbeschleunigung. Weitere Gründe waren die minimalen Geräuschemissionen und die einfache Wartung.
Hauptziele der Entwicklungsarbeit waren ein gut zugängliches und wartungsarmes Design sowie der Anspruch, dem Wunsch nach flexibler Aufrüstbarkeit zu entsprechen. Das Ergebnis ermöglich die Ausstattung des WX128 mit bis zu zwei zusätzlichen Servo-Drehachsen. Auf der SwissPlastics 2023 präsentiert WITTMANN den WX128 Roboter mit einer A-C-Servoachse, welche mit einem beleuchteten Greifer bestückt ist.
Tool-Temp AG
CH-8583 Sulgen
Telefon +41 71 644 77 77 Telefax +41 71 644 77 00 info@tool-temp.ch www.tool-temp.ch

units OST AG
Rosenbergsaustrasse 1 CH-9434 Au (SG) Telefon +41 71 242 42 00 info@units.ch
units MITTELLAND AG

Industriestrasse 14 CH-4528 Zuchwil (SO) Telefon +41 32 671 60 70 mittelland@units.ch
Wittmann Kunststofftechnik AG
Uznacherstr. 18 8722 Kaltbrunn Telefon +41 55 293 40 93 info@wittmann-group.ch www.wittmann-group.com
65 11–12/2022 KUNSTSTOFF XTRA SWISS PLASTICS 2023 EXPONATE
Halle 1 Stand B1047
Halle
Halle 2
A2000
Stand
K 2022 in Düsseldorf
Die K erfüllt die hohen Erwartungen
Die K 2022 fand vom 19. bis 26. Oktober in Düsseldorf statt. Gezeigt wurden eine Vielzahl konkreter Lösungen, Maschinen und Produkte für die Transformation zur Kreislaufwirtschaft.

Die Freude der Kunststoff- und Kautschukindustrie darüber, sich nach drei Jahren endlich wieder auf globaler Ebene persönlich austauschen zu können, prägte den Verlauf der K 2022 Düsseldorf und sorgte für hervorragende Stimmung bei den 3037 Ausstellern. Die Unternehmen berichteten von ausserordentlich guten Kontakten und einer deutlichen Investitionsbereitschaft der Fachbesucherinnen und -besucher, dem Aufbau vielversprechender neuer Kundenbeziehungen und zahlreichen, teils spontanen Geschäftsabschlüssen.
«Die K in Düsseldorf hat einmal mehr die hohen Erwartungen erfüllt. Sie ist nach wie vor die internationale und innovative Fachmesse der globalen Kunststoff- und Kautschukindustrie», freut sich Erhard Wien kamp, Geschäftsführer der Messe Düsseldorf über das gute Ergebnis und ergänzt: «Die Messe hat eindrucksvoll vor Augen geführt, wie wertvoll persönliches Networking, zufällige Begegnungen und physische Marken- und Produkterlebnisse sind. Wir sind sehr zufrieden, dass die K 2022 starke Signale als Innovationstreiber der Branche setzen konnte und unsere


Aussteller mit zahlreichen internationalen Kunden von hoher Entscheidungskompetenz ins Geschäft gekommen sind.» 176 000 Fachbesucherinnen und -besucher aller Kontinente reisten zu ihrem wichtigsten Branchenevent nach Düssel -
dorf. Der Anteil internationaler Gäste bei der K 2022 lag mit über 70 Prozent auf konstant hohem Niveau.
Die Bilanz von Ulrich Reifenhäuser, Vorsitzender des Ausstellerbeirates der K 2022, fällt ebenfalls sehr positiv aus: «Nachdem
66 11–12/2022
176.000 Fachbesucherinnen und -besucher aller Kontinente reisten zu ihrem wichtigsten Branchenevent nach Düsseldorf. (Bild: Messe Düsseldorf)
Mit einer Fülle von Weltpremieren warteten die Hersteller von Maschinen und Anlagen, auf. (Bild: Messe Düsseldorf)
d o G e m a n y
in den letzten drei Jahren weltweit auch auf nationaler Ebene kaum Fachmessen stattfinden konnten, wurde die K 2022 als Weltleitmesse von der Kunststoff- und Kautschukbranche umso heisser ersehnt und konnte in allen Bereichen unserer Industrie für neue Impulse sorgen. Die vielen, zum Teil unerwarteten konkreten Vertragsverhandlungen, die auf der Messe geführt wurden, sprechen für sich!»

Die Weichen für die Zukunft stellen
Die derzeitige Unvorhersehbarkeit und Unberechenbarkeit der Ereignisse sorgt zwar für eine angespannte Gesamtlage in der Branche, dies tat dem Engagement der Aussteller und dem Interesse der Besucherinen und Besucher jedoch keinerlei Abbruch, ganz im Gegenteil: «Die K 2022 war gerade jetzt – in stürmischen Zeiten und wo sich die Kunststoffindustrie inmitten des Transformationsprozesses in Richtung Kreislaufwirtschaft befindet – der ideale Ort, um gemeinsam aktiv die Weichen für die Zukunft zu stellen», so Ulrich Reifenhäuser.

Vor allem die Fülle technologischer Neuentwicklungen, die Rohstofferzeuger, Maschinenbauer und Verarbeiter von Kunststoffen zur Realisierung der Kreislaufwirtschaft, zur Ressourcenschonung und zum Thema Klimaschutz präsentierten, begeisterte die Fachbesucherinnen und -besucher. Reifenhäuser dazu: «Es ist deutlich zu spüren, dass die Notwendigkeit, sich der sozialen Verantwortung zu stellen und Kunststoffe vom Beginn der Prozesskette an nachhaltig zu denken, bei allen Unternehmen angekommen ist. Die Vielzahl der auf der K 2022 gezeigten Lösungen, Maschinen und Produkte für die Transformation zur Kreislaufwirtschaft, war unglaublich.»
Viele Besucher aus Übersee

Die Fachbesucherinnen und -besucher der diesjährigen K kamen aus 157 Nationen an den Rhein. Neben Deutschland, waren aus Europa die auf Besucherseite stark vertretenen Nationen die Niederlande, Italien, die Türkei, Frankreich, Belgien, Polen und Spanien. Die Reichweite der K ist mit einem Anteil von 42 Prozent aus Übersee bei den internationalen Fachbesucherinnen und -besuchern gewohnt
stark. Während insbesondere Gäste aus dem ostasiatischen Raum aufgrund der in diesen Ländern aktuell erschwerten Bedingungen durch Quarantänebestimmungen weniger stark vertreten waren als zur K vor drei Jahren, konnten zahlreiche Besucherinnen und Besucher aus den USA, Brasilien und Indien auf der K 2022 begrüsst werden.
An erster Stelle des Angebotsinteresses stand bei rund zwei Dritteln aller befragten Besucherinnen und Besucher der Maschinen- und Anlagenbau. 57 Prozent und damit fünf Prozent mehr als zur K 2019 erklärten, an Roh- und Hilfsstoffen interessiert zu sein, dabei standen Rezyklate und Biokunststoffe besonders hoch im Kurs. Für 28 Prozent waren Halbzeuge und technische Teile aus Kunststoff und Gummi der Hauptgrund ihres Kommens (Mehrfachnennungen möglich). Über 70 Prozent aller Besucher gehören dem Topund Mittelmanagement an.




Ziele erreicht
Bestnoten gab es von den Besucherinnen und Besuchern der K 2022 für die Vollständigkeit des Angebots und die Abbildung der gesamten Lieferkette. 98 Prozent aller Fachleute gaben an, die Ziele, die mit ihrem Besuch verbunden waren, voll erreicht zu haben.
Während der acht Messetage wurde deutlich, dass die diesjährige K mit der Auswahl ihrer Hot-Topics, Kreislaufwirtschaft, Klimaschutz und Digitalisierung, genau richtig lag. Bei den Investitionsabsichten stachen mit 43 Prozent Maschinen und Ausrüstung für Aufbereitung und Recycling hervor. Besonders im Fokus standen Nachhaltigkeit, aber auch Kreislaufwirtschaft und Energie/Ressourceneffizienz in der Produktion. Rund 40 Prozent der Entscheider gaben an, sich mit dem Thema Dekarbonisierung zu beschäftigen.




















Die nächste K in Düsseldorf findet vom 8. bis 15. Oktober 2025 statt.
Kontakt
















messe-duesseldorf.de www.k-online.de
67 11–12/2022 KUNSTSTOFF XTRA Messen
n
Weltleitmesse der Kunststoffbranche
Im Zeichen der Effizienz
KunststoffXtra hat an der K 2022 in Düsseldorf verschiedene Aussteller besucht. Im Gespräch wurde deutlich, dass sich viele dem Thema Energieeffizienz verschrieben haben, aus aktuellem Anlass.


Arburg präsentierte an der K-Messe seine Botschaft: «There is only a Plan A» . Der Plan A transportiert, dass der Maschinenbauer in Bezug auf die wichtigen globalen Fragen rund um Nachhaltigkeit, Circular Economy und CO2-Reduzierung seinen Beitrag leistet und Lösungen aufzeigt. Entsprechend präsentierte sich das Unternehmen als Vorreiter in Sachen Ressourcenschonung in enger Verbindung mit Digitalisierung und gut aufgestellt in Sachen High-End-Technik für mehr Nachhaltigkeit.
Ein wichtiges Thema bei Engel sind die steigenden Strompreise. Laut Markus Schertler, Geschäftsführer der Engel (Schweiz) AG sehen sich nicht wenige Anwender mit doppelten bis dreifachen Stromkosten im Vergleich zum letzten Jahr konfrontiert. Engel bietet Komplettsysteme an, mit denen man die Maschine mit Automation und Temperierung messen kann. Grosses Sparpotenzial liegt gemäss Schertler darin, dass man im Spritzgiessprozess alle Systeme bedarfsgerecht steuert. Dass etwa Antriebe nur dann laufen, wenn die Leistung auch benötigt wird. Mit seinen heute schon energieeffizienten Produkten und intelligenten Steuerungen unterstützt Engel seine Kunden in diesen herausfordernden Zeiten.

68 11–12/2022
Markus Schertler Geschäftsführer, Philipp Malfent Vertriebsingenieur, Marcel Bachmann Vertriebsingenieur, René Okle Vertriebsingenieur, alle von ENGEL (Schweiz) AG.
Arburg-Team Schweiz (v.l.): Marcel Spadini, Christian Eggebrecht, Simon Gremaud, Hansueli Dähler.
Ihr komplettes Leistungsspektrum und die ganze Vielfalt innovativer Anwendungen präsentierte die Kunststoff- und Kautschukbranche auf ihrer weltweit wichtigsten Messe, der K 2022, vom 19. bis 26. Oktober in Düsseldorf. (Bild: Messe Düsseldorf)
Für die Verschweissung von Kunststoffteilen mittels Ultraschall müssen die Voraussetzungen stimmen. Das beginnt bei der korrekten Wahl des Werkstoffs und geht bis hin zur Geometrie des Bauteils. Rinco bietet Beratung für Kunden, die mit dieser Technologie arbeiten möchten. Auf der K 2022 zeigte der UltraschallSpezialist unter anderem eine Standardmaschine und farblich abgehoben davon die Sonotrode wie auch die Werkstückaufnahme, die je nach Anwendung für den Kunden speziell angefertigt wird. Die Maschine lässt sich manuell bedienen oder in eine automatische Fertigungslinie integrieren. Dabei bezieht der Kunde in der Regel nicht die ganze Maschine sondern nur die Vorschub einheit mit der Sonotrode. Diese wird dann über die Anlagensteuerung betrieben. Rinco bietet ein Serviceangebot von Hilfe bei der Integration bis hin zu Schulungen für das Personal.

Textile Oberflächenhaptiken liegen laut den Designern von Grafe voll im Trend der Kunststoffverarbeiter. Auf der K 2022 wurden hochwertige Effektkombinationen gezeigt, die diesen Oberflächentrend optisch komplettieren und somit die Produktgestaltung auf ein neues Level bringen. Durch die Kombination von Kunststoff mit Flakes, naturbasierten Fasern oder Partikeln entsteht eine optisch und haptisch hochwertige Oberfläche, die eine geeignete Textur veredelt und beispielsweise ein nachträgliches Lackieren überflüssig macht. Dabei geht es weniger um die Oberflächenbeschaffenheit, vielmehr steht der zu erzielende Effekt im Fokus der optischen Symbiose.
«In unserem neuen Temperiergerät haben wir alle Optionen, die wir bei der Standardserie anbieten, in eine neue Gerätereihe integriert», erklärt Siegfried Hohlbaum, Produktmanager bei Regloplas Das neue Gerät bietet standardmässig eine OPC UA-Schnittstelle plus eine zusätzliche, die der Kunde wünschen kann. Auch ist die Anbindung an einen Mehrfachverteiler enthalten. Ein Frequenzumformer für die Pumpensteuerung wie auch ein Durchflussmesser mit zwei Fühlern für Vor- und Rücklauf sind verbaut. Drehzahlgeregelte Antriebe liegen derzeit im Trend, weil das Sparpotenzial hier besonders gross ist. «Wenn die Pumpe ihre Förderleistung um 50% reduziert, weil gerade nicht mehr gebraucht wird, liegt die Leistungsaufnahme noch bei 25%», so Hohlbaum. Weiter sieht er eine Entwicklung dahingehend, dass immer grössere Teile auf Spritzgiessmaschinen gefertigt werden. Das bedeutet, dass der Bedarf an Temperiergeräten steigt.

Eine Neuhheit die Hasco an der K 2022 zeigte, waren RFIDCodes. Hierzu werden kleine orangefarbene Chips auf den Produkten angebracht. Diese enthalten zahlreiche Informationen, die mit einem Scanner, beispielsweise einem Smartphone ausgelesen werden können. Damit lässt sich z. B. bestätigen, dass es sich um ein Original Hasco-Produkt handelt. Des Weiteren sind Produktmasse und Einbauhinweise hinterlegt wie auch die gesamte Dokumentation. Über eine Bestellseite können Ersatzteile bestellt werden.


69 11–12/2022 KUNSTSTOFF XTRA Messen d o r G e r m a n y
Martina Egger und Hansjoachim Meissner von Rinco Ultrasonics.
Siegfried Hohlbaum, Produktmanager, Regloplas.
Danny Ludwig, Head of Product Management, Grafe.
Patrick Mast, Area Sales Manager bei Hasco.
KraussMaffei präsentierte auf der K 2022 zwei Industrielösungen für die additive Fertigung. Vor allem die grossformatige powerPrint war am Stand ein Highlight. Die Maschine verarbeitet mit einem extruderbasierten System thermoplastische Granulate zu Teilen mit einem Volumen bis zu 10 m3. KraussMaffei zielt damit vor allem auf den Prototypenbau. Im Vergleich zu konventionellen Technologien bietet die powerPrint-Lösung hohe Austragsleistung bei schnellen Druckgeschwindigkeiten und ermöglicht so kurze Durchlaufzeiten für grosse Bauteile.




Die mobilen Trockner der Reihe Luxor SG von motan sind kompakt gebaut und verfügen über eine integrierte Steuerung mit 7-Farbdisplay und Touch. Hier sind Diagnosetools integriert oder auch eine Materialdatenbank. Die Eco-Protect-Funktion schützt das Material vor Übertrocknung. Das ist neu bei den mobilen Trocknern. Ebenso wurde das Design verändert. Die Geräte sind nun kompakter und leichter.
Hellweg hat seit der Markteinführung der neuen Mühlengeneration seine Produkte weiterentwickelt. Damals stattete der Maschinenbauer seine Mühlen mit einem neuen Antriebssystem aus, das gegenüber herkömmlichen Systemen bis zu 50% Strom einspart. Das neuartige Konzept lehnt sich an die Metallverarbeitung an. Wenn man Metall zerspant, braucht man verschiedene Schnittgeschwindigkeiten. Vor drei Jahren hat Hellweg also begonnen, Kunststoffe mit verschiedenen Schnittgeschwindigkeiten zu mahlen und machte erste vielversprechende Versuche damit. Nach der Produkteinführung kam eine Zusammenarbeit mit dem SKZ in Würzburg und dem IKV in Achen zu Stande. Hellweg will in den nächsten Jahren ein Portfolio mit Schneiddaten für Kunststoffe aufbauen.
Kreislaufwirtschaft, Digitalisierung und Klimaschutz – die Scherpunkte der K-Messe waren auch die Schwerpunkte der Maschinenpräsentation der Wittmann Gruppe. Unter dem Motto «It‘s all Wittmann» präsentierte die Gruppe ihre Maschinen und Anlagen erstmals im neuen Wittmann Design und demonstrierte damit noch deutlicher als bisher die Kompetenz als Single Source für die gesamte Spritzgiessanlage, von der Maschine über die Automatisierung bis hin zur Peripherie mit der Möglichkeit der Vernetzung via Wittmann 4.0. Das Ziel auch hier: einen möglichst geringen CO2-Fussabdruck zu erreichen.
70 11–12/2022 KUNSTSTOFF XTRA Messen d o G e m a n y
Mark Hellweg, CEO der Hellweg Maschinenbau GmbH.
Gjone Kabashi, Sales Manager bei Wittmann.
Korhan Giray, Site Manager und Carola Wirth, Marketing Manager bei motan.
Michael Furlan, Vertrieb, und Daniel Notter, Projektierung bei der Krauss-Maffei (Schweiz) AG.
Bei der Entwicklung der neuen Serie von Temperiergeräten hat HB‑Therm von Beginn an den Fokus auf Energieeffizienz gelegt. Die Techniker stellen schon seit gut 10 Jahren einen Trend in Richtung Nachhaltigkeit und Energieeffizienz fest. Die Kunden steigen zunehmend auf frequenzgeregelte Geräte um. Der Hauptgrund liegt darin, dass derart gesteuerte Geräte eine grosse Einsparung bringen, weil die Pumpe nicht stetig im Nennbetrieb laufen muss. Denn um die Prozessstabilität zu gewährleisten, muss nicht immer der maximale Durchfluss gewährleistet sein. Durch diese Steuerung der Pumpe lässt sich nicht nur Energie einsparen. Auch die Lebensdauer des Antriebs verlängert sich markant. Und ein Gerät mit einer langen Lebensdauer ist nachhaltig.

Polyurethan, der Konstruktionswerkstoff für anspruchsvolle Formteile
-Grosse Freiheiten bei der Formgebung
-Integrieren von Funktionen
-Kleine bis mittlere Stückzahlen
-Hochwertige Oberflächen
17.-19. Januar 2023 Halle 2 Stand C2079



Die Emaform AG unterstützt sie zielorientiert, kompetent und zuverlässig von der Entwicklung über den Prototypenbau bis zum lackierten Formteil oder der montierten Baugruppe.
Zetzwilerstrasse 760 CH-5728 Gontenschwil Schweiz
Tel. +41 62 767 20 00 Mail: info@emaform.ch Web: www.emaform.ch

71 11–12/2022 KUNSTSTOFF XTRA Messen d o r G e r m a n y
Jwan Meier, Geschäftsführer bei Lenorplastics.
Messestand des Kunststoff-Zentrums SKZ.
Roland Huber, Produktmanager HB-Therm.
Bilder
Jörg Signer, Thomas Meier, Messe Düsseldorf n
Autor Thomas Meier
«Wir konfrontieren unsere Kunden mit Ideen»
Im September lud die Silac zum Tag der offenen Tür ein. Über tausend Besucher folgten der Einladung und liessen sich beim ausführlichen Rundgang in die Welt der Kunststoffverarbeitung und des Werkzeugbaus einführen. Im Gespräch erzählt Geschäftsführer Peter Birchler, was ihn neben dem Jubiläum auch noch umtreibt.
Genau genommen handelte es sich beim Tag der offenen Tür um zwei Tage der offenen Tür. Am ersten waren Kunden, Lieferanten und Partner geladen, während der zweite der breiten Öffentlichkeit offen stand. Peter Birchler hat den Anlass bewusst so geplant weil «wir schon vor 10 Jahren an unserem 70-Jahr Jubiläum gesehen haben, dass das bei der Bevölkerung ankommt».
Das heisst, die Leute interessieren sich für die Silac?
Viele fahren vorbei, kennen uns allenfalls vom Sehen, wissen aber nicht was wir machen. Deshalb haben wir an der Fassade auch ein entsprechendes Plakat angebracht, quasi ein Fenster in unsere Produktion. Schliesslich sind wir als klassischer Zulieferer nicht so bekannt wie etwa eine Schreinerei. Es gibt ja keine Silac-Produkte, das ist allgemein ein Problem in der Kunststoffbranche.
Silac macht aber durchaus Produkte, die man kennt z.B. Deckel für Shampoo-Flaschen.
Ja, wir machen z. B. den Deckel für die Sigg-Getränkeflasche oder auch für Produkte von Burgerstein. Das hilft natürlich schon. Aber den Produkten sieht man das nicht an.
Welche Trends nehmen Sie in der Branche wahr?
Eine Zeit lang hatte ich Respekt und fragte mich, ob Spritzguss an sich überhaupt noch Zukunft hat. Zum einen drängte der 3D-Druck stark auf den Markt. Aber auch die Tatsache, dass Kunststoffprodukte ein schlechtes Image haben, machte es nicht immer leicht.
Dann habe ich gemerkt, dass wir weitergehen müssen. Es braucht solche Projekte wie die Zusammenarbeit mit Sigg. Die Flasche besteht zu 100% aus Aluminium, und der Deckel ist aus einem Holz-Kunststoffgemisch gefertigt. Das haben wir schon vor Jahren bei Sigg vorgestellt und konnten es schliesslich auch umsetzen.
Gibt es noch weitere Beispiele?
Wir haben noch ein weiteres Projekt gestartet mit der ZHAW in Wädenswil. Dort untersucht eine Abteilung wie man aus Nebenströmen Produkte herstellen kann. Konkret geht es um Abfälle aus der Nahrungsmittelindustrie, z.B. um Kartoffelschalen, die bei der Herstellung von Chips anfallen.


Das wird spannend. Kunststoffherstellung aus Food, also etwa aus Mais oder dergleichen, will niemand mehr, weil es da um Nahrung geht. Recycling ist aber ein grosses Thema wie auch die Verwertung von organischen Abfällen. Bei dieser Entwicklung wollen wir dabei sein und mit Kunden Versuche machen. Dann habe ich keine Angst mehr, dass es uns in 20 Jahren nicht mehr gibt. Wir verarbeiten dann einfach andere Materialien, nicht mehr klassische Werkstoffe aus Erdöl.
Die Silac ist also nicht nur Dienstleister sondern schiebt auch Entwicklungen an?
Ja, wir konfrontieren unsere Kunden mit Themen und Ideen. Wir warten nicht nur bis die Zeichnung kommt und offerieren danach. Wir sind auch sehr breit aufgestellt. Da gibt es viele spannende Synergien. Ein typisches Beispiel ist die Geschichte mit dem Scharnier. Eine Spezialität von uns sind Scharniere in Verschlüssen wie etwa beim Schampoo von Rausch. Ein Kunde aus der Elektronikbranche hat bei der Internetsuche nach Kunststoffscharnieren den Weg zu uns gefunden. Für ihn haben wir dann eine Klappe gemacht für einen Elektroschalter, ebenfalls mit einem Scharnier. Seine anderen Lieferanten konnten das nicht bieten. Kunststoffscharniere aus der Spritzgussmaschine, die auch stabil sind stammen aus der Verpackungsindustrie. Wie dieses Beispiel zeigt, können wir Kunden mit Ideen aus anderen Branchen überraschen.
Kontakt Silac AG CH-8844 Euthal www.silac.ch
72 11–12/2022 KUNSTSTOFF XTRA Verarbeitung
Thomas Meier
n
80
Blick in die neue Halle, wo Teile für den Food-Sektor gefertigt werden. (Bild: Silac)
Jahre Silac AG
Die Familie Birchler: 2. v.l. Peter Birchler, CEO. (Bild: Silac)
Für Chemiegüter
Der Seeweg als zuverlässige Transportoption
Unternehmen der chemischen Industrie nutzen seit Jahren Seefracht-Sammelverkehre (auch «less-than-container-load», kurz LCL genannt). Die Nachfrage ist in diesen wirtschaftlich turbulenten Zeiten erheblich gestiegen. Hohe Seefrachtraten, fehlende Leercontainer, ad-hoc stornierte Abfahrten, unpünktliche Hafenanläufe, fragile globale Lieferketten, Produktionsengpässe und Nachfrageschwankungen verstärken den Trend.
Wirtschaftlich und nachhaltig
Der grosse Vorteil des Sammelcontainers: Kunden können auch kleinere Sendungen kostengünstig verschicken und so einen kontinuierlichen Warenfluss aufrechterhalten. Für den Seefracht-Sammelverkehr konsolidiert das Seefracht-Team verschiedene LCL-Teilpartien und lädt diese in einen Vollcontainer (kurz FCL). Die dadurch optimierte Auslastung des Containers schafft die Grundlage für wirtschaftliche Transportkosten und nachhaltige Transporte.
«Entscheidend für die chemische Industrie, deren Sendungen auch Gefahrgut enthalten können, ist immer die Sicherheit», sagt Samuel Haller, Country Management Air & Sea Schweiz. «Dachser bringt seine globale Gefahrgutkompetenz in den Sammelcontainerbereich ein und bildet sämtliche LCL-verträglichen IMO-Klassen im eigenen Netzwerk und im Partnerverbund ab», ergänzt er. Ein zentrales Gefahrgutmanagement sowie weltweit über 250 eigene regionale Gefahrgutbeauftragte überwachen die Einhaltung spezieller Vorschriften bei Gefahrgut-Transporten. Darüber hinaus werden jährlich viele Mitarbeitende für die besonderen Anforderungen in der Chemie-Logistik geschult. Die spezielle Branchenerfahrung wird dabei im Dachser Chem Logistics Team gebündelt.


Dachser Chem Logistics: Massgeschneiderte Lösungen für die Chemieindustrie. (Bild: PantherMedia/Nightman1965)
Verlässliches Angebot
Dachser bietet 70 wöchentliche LCL-Direktverkehre von und nach Deutschland respektive der Schweiz an. «Mit Fokus auf die globalen Hauptstrecken bauen wir auch unsere Gefahrgutkapazitäten kontinuierlich aus und bedienen dabei natürlich die grossen Märkte der östlichen und westlichen Hemisphäre wie beispielsweise China, Indien und die USA», erklärt Haller. Im Jahr 2021 konnte Dachser mit Kunden der chemischen Industrie rund 19 700 cbm Gefahrgut als LCL verschiffen. Neben den üblichen Port-Port-Verkehren unterhält Dachser im Import auch diverse Direktverkehre ins Hinterland oder andere europäische Städte. So reisen beispielsweise einmal pro Woche LCL-Sammelcontainer direkt von Hafenplätzen wie Hongkong, Shanghai oder Ningbo neben Hamburg auch ins Binnenland der Schweiz. Direktverladungen minimieren das Risiko von Frachtschäden und sorgen für zusätzliche Sicherheit, weil die Dekonsolidierung am Transitterminal wegfällt.
Dachser bietet Kunden mit nachhaltigen Mengenzusagen, auch für geringe Volumen, Transportverträge zu attraktiven Konditionen mit mehrmonatiger Laufzeit und Transporten mit Premiumreedereien an. Diese verlässliche Kalkulationsbasis wird von Schweizer Unternehmen geschätzt.
Kontakt
Samuel Haller
Country Manager Air & Sea Logistics Switzerland
Dachser Spedition AG samuel.haller@dachser.com www.dachser.ch

73 11–12/2022 KUNSTSTOFF XTRA Publire P ortage
Der Logistikdienstleister Dachser bietet der Schweizer Chemieindustrie Seefracht-Sammelcontainerservices mit wöchentlichen Direktverbindungen von und nach Asien und Amerika an.
n
Hocheffiziente Servomotorentechnologie
Energiesparende Roboshot von Fanuc ist gefragt
Da die Strompreise aufgrund einer Reihe von externen Markteinflüssen steil nach oben klettern, verzeichnet Fanuc mehr Anfragen für seine neueste energiesparende Serie von Roboshot Alpha-SiB CNC-Spritzgiessmaschinen. Diese vollelektrischen Maschinen verbrauchen bis zu 70% weniger Energie als eine herkömmliche hydraulisch betriebene Alternative.
Die Energieeffizienz ist vor allem auf die hocheffiziente Servomotorentechnologie der Roboshot-Modelle zurückzuführen. Diese Servomotoren ermöglichen zudem serienmässig Parallelbewegungen und Zykluszeitgewinne.
Fanuc ist ein Pionier in dieser Technologie und brachte bereits 1985 seine erste vollelektrische Spritzgiessmaschine, die Autoshot 50, auf den Markt. Seitdem ist die Nachfrage nach der nachfolgenden Roboshot-Serie stark angestiegen, da immer mehr Hersteller von den Energieeinsparungen profitieren wollen, die diese Maschinen bieten. Heute ist die Notwendigkeit, die Energieeffizienz und Nachhaltigkeit in den Produktionsstätten zu verbessern, dringender denn je, sowohl um Kosten zu sparen als auch den Planeten zu schützen.
Elektrische Leistung
«Vollelektrische Spritzgiessmaschinen verbrauchen im Durchschnitt bis zu 70 % weniger Strom als hydraulische Maschinen vergleichbarer Grösse, wobei der Kühlwasserbedarf der hydraulischen Maschinen noch nicht einmal berücksichtigt ist», erklärt Andy Armstrong, Leiter des europäischen Roboshot Vertriebs bei Fanuc. «Der Kühlwasserbedarf einer hydraulischen Maschine trägt erheblich zu den Betriebskosten bei. Die Motoren von Fanuc sind luftgekühlt, wodurch diese Kosten entfallen.»
Er fügt hinzu: «Im Allgemeinen verschwenden hydraulische Maschinen Strom durch die Übertragung von Energie und die Bewegung von Öl. In Fällen, in denen keine Servomotoren verwendet werden, ist der Energieverlust aufgrund des ständig laufenden Pumpenmotors viel höher. Dies ist bei vollelektrischen Maschinen nicht der Fall. Darüber hinaus führt die vereinfachte mechanische Komplexität vollelektrischer
Spritzgiessmaschinen zu weniger Prozessschritten und weniger Energieverlusten.»
Schnellere Amortisation
Da die Energiekosten in allen Bereichen erheblich gestiegen sind, werden die tatsächlichen Amortisationszeiten immer kürzer. Darüber hinaus führen schnellere Zykluszeiten, geringere Wartungskosten und eine höhere Ausbeute zu einer erheblichen Senkung der Stückkosten. Grundsätzlich können die Hersteller von Spritzgiessmaschinen den Wechsel zur vollelektrischen Technologie nicht mehr ignorieren. Wenn man Langlebigkeit und Zuverlässigkeit in die Gleichung mit einbezieht, werden die langfristigen Einsparungen potenziell sehr gross.
Ein weiterer bemerkenswerter Punkt ist die Fähigkeit der Fanuc Roboshot-Maschinen zur Energierückgewinnung. Wenn eine Achse abbremst, wird die Energie in die Stromquelle zurückgeführt, was zu den Gesamteinsparungen beiträgt. Giessereien können wahrscheinlich zwei oder drei vollelektrische Roboshot-Maschinen mit demselben Gesamtstromverbrauch betreiben wie ein hydraulisches Modell.
Bewährte Roboshot-Vorteile
Roboshot Kunden erhalten zudem alle langjährig bewährten Vorteile dieser Maschinen: Präzision, Wiederholgenauigkeit, Teilequalität, leiser Betrieb und geringer Wartungsaufwand. Letzteres ist Teil von Fanucs wichtigstem USP: Zuverlässigkeit und Langlebigkeit. Einige Kunden in ganz Europa haben Roboshot-Maschinen, die 15–20 Jahre alt sind und bei denen die jährlichen Ausgaben für Verbrauchsmaterialien weniger als 200 Euro€ betragen. «Letztlich sollte jede Spritzgiesserei, die profitabel bleiben und gleichzeitig versuchen will, die steigenden Strompreise zu bekämpfen, ihre Investitionspläne auf Spritzgiessmaschinen konzentrieren, die nachweislich in der Lage sind, den Stromverbrauch zu senken», betont Armstrong. «Dies ist umso wichtiger, wenn man bedenkt, dass die Energiekosten derzeit in die Höhe schiessen und uns möglicherweise noch einige Zeit begleiten werden.
Kontakt
Fanuc Switzerland GmbH CH-2504 Biel/Bienne www.fanuc.eu

74 11–12/2022 KUNSTSTOFF XTRA Publire P ortage
n
Eine Roboshot Alpha-SiB CNC-Spritzgiessmaschine verbraucht bis zu 70% weniger Energie als eine herkömmliche hydraulische Maschine. (Bild: Fanuc)
Bis zu 500 Zyklen dampfsterilisierbar
Mehrweg statt Einweg
Ems-Grivory ist Marktführer im Bereich transparenter Hochleistungspolyamide und vereinigt diese unter dem Markennamen Grilamid TR. In der Medizintechnik findet Grilamid TR insbesondere Anwendung, weil es glasklare Transparenz mit guter chemischer Beständigkeit und hoher Bruchsicherheit verbindet. Die jüngste Ergänzung des umfassenden Sortiments ist Grilamid TR FE 11 292 (TR HT 200), das weltweit erste transparente Polyamid, welches vielfach bei 134 ° C dampfsterilisierbar ist.
Kunststoffe zählen zu den am meisten verwendeten Materialien in der Medizintechnik und finden in nahezu allen Bereichen Anwendung. Die Vorteile liegen auf der Hand: Kunststoffe ermöglichen eine preiswerte ergonomische Gestaltung der Bauteile. Die Geräte aus Kunststoff sind leichter und ermöglichen eine präzisere Handhabung durch den Arzt. Die verwendeten Kunststoffe sind nahezu unzerbrechlich, hautfreundlich und senken sogar das Allergierisiko im Vergleich zu bestimmten Metalllegierungen. Kunststoffe, die in der Medizintechnik Anwendung finden, sollten jedoch kein Bisphenol A und keine Phthalate enthalten. Viele Medizinprodukte aus Kunststoff gelangen steril verpackt an ihren Einsatzort und werden in der Regel nach einmaligem Gebrauch wieder entsorgt. Das muss jedoch nicht sein. Grundsätzlich ist eine Vielzahl von chemischen, thermischen und bestrahlenden Verfahren im Einsatz, um Medizinprodukte nach Gebrauch zu sterilisieren. Die Sterilisation mit Heissdampf (134° C, 3 bar, 18 Minuten) findet heute eine breite Anwendung. Sie gewährleistet eine Prioneninaktivierung.
Mehrfach dampfsterilisierbare transparente Kunststoffe
Transparente Kunststoffe wie PC, ABS, PMMA, PS und SAN, aber auch gewöhnliche transparente Polyamide sind nicht für eine mehrfache Dampfsterilisierung geeignet. PSU, PEI und PESU sind dampfsterilisierbar, weisen durch die hohen Verarbeitungstemperaturen aber eine starke Eigenfarbe auf. Grilamid TR HT 200 wurde einem Test mit 500 Dampfzyklen bei 134 ° C unterzogen, ohne dass eine visuelle Beeinträchtigung der Oberfläche oder eine me -
chanische Versprödung festgestellt wurde. Grilamid TR HT 200 besitzt eine Glasübergangstemperatur von 200 ° C und eignet sich insbesondere für Anwendungen, die eine hohe Wärmeformbeständigkeit erfordern. Es zeigt eine sehr gute chemische Beständigkeit bei Anwendung von verschiedenen Sterilisationsverfahren und ist gut gegen Desinfektionsmittel resistent. Die ausgewogenen mechanischen Eigenschaften mit einem E-Modul von 2000 MPa und sehr guter Duktilität eröffnen Grilamid TR HT 200 viele Anwendungsmöglichkeiten in der Medizintechnik.
Zulassung für Lebensmittelkontakt und Medizinanwendungen
Grilamid TR HT 200 erfüllt die EU Verordnung 10/2011 für Kunststoffe im Lebensmittelkontakt. Die Prüfung der amerikanischen FDA ist eingeleitet. Die Ergebnisse werden in den nächsten Monaten erwartet. Die Biokompatibilität nach ISO 10 993 1–20 legt Prüfungen der Verträglichkeit mit dem menschlichen Organismus fest. Grilamid TR HT 200 erfüllt die Anforderungen gemäss ISO 10993-5 (Zytotoxizität) und ISO 10993-10 (Irritation und Sensibilisierung). Ein positiver Prüfbericht zur USP Class VI liegt ebenfalls vor.
Vielfältige Anwendungsmöglichkeiten
Einsatzmöglichkeiten für Grilamid TR HT 200 in der Medizintechnik sind zum Beispiel sterilisierbare Boxen für Instrumente in Arztpraxen. In der Dentalmedizin kann Grilamid TR HT 200 für Wangenabhalter und sterilisierbare Wattepelletspender eingesetzt werden. Anwendungsmöglichkeiten in Laboren sind Pipetten und Bioreaktoren. Darüber hinaus ist Grilamid TR HT

Grilamid TR HT 200 lässt sich mit mehr als 500 Zyklen bei 134 ° C dampfsterilisieren. (Bild: Ems)
200 geeignet für Atemmasken, Fluidkonnektoren, Pumpengehäuse und Sichtfenster in Geräten verschiedenster Art.
Energiekostenreduktion bei der Verarbeitung
Bei der Verarbeitung lassen sich mit Grilamid TR HT 200 im Vergleich zu den typischen Polyarylethersulfonen (PSU, PESU und PPSU) erhebliche Energiekosten sparen. Die empfohlene Massetemperatur im Spritzgiessverfahren liegt für Grilamid TR HT 200 bei 300–320 ° C und ist damit 40–70° C tiefer als bei den Polyarylethersulfonen. Auch die Werkzeugtemperaturen liegen mit 100–140 ° C ca. 40 ° C tiefer als bei den Polyarylethersulfonen. Sowohl Grilamid TR HT 200 als auch die Polyarylethersulfone sollten vor der Verarbeitung vorgetrocknet werden. Bei Grilamid TR HT 200 geschieht dies bei 80 ° C, während die Trocknungstemperatur der Polyarylethersulfone mit 140–180 ° C angegeben wird.
Durch die gute Sterilisierbarkeit trägt Grilamid TR HT 200 zu einer längeren Nutzungsdauer von Anwendungen in der Medizintechnik bei. Ein zusätzliches Plus bietet die Energieeinsparung bei der Verarbeitung.
Kontakt www.emsgrivory.com
75 11–12/2022 KUNSTSTOFF XTRA PUBLIEREPORTAGE
n
Schnellwechseltechnologie für Spritzgiesswerkzeuge

Experten spannen zusammen
Der international führende Anbieter von Industrie- und Mechatronik-Lösungen, Stäubli, Hauptsitz in der Schweiz, mit umfassender Expertise im Bereich Quick Mould Change Lösungen und MAG-Autoblok Tecnomagnete, der seit langem etablierte italienische Experte für magnetisches Aufspannen von Formwerkzeugen, haben eine strategische Partnerschaft bekanntgegeben. Diese neue Allianz wird es beiden Unternehmen ermöglichen, ihr Fachwissen im Bereich der Magnetspanntechnik zu kombinieren, um gemeinsam eine neue Generation von hochleistungsfähigen Magnetspannlösungen für Schnellwechselanwendungen im Kunststoff-Spritzgussbereich zu entwickeln.
Als einer der führenden Hersteller von Schnellkupplungssystemen deckt Stäubli den Bedarf an Verbindungslösungen für alle Arten von Flüssigkeiten, Gasen und elektrischer Energie ab und unterstützt damit die Anforderungen verschiedenster Industriebereiche. Mit einzigartigem Knowhow in der Kunststoffindustrie entwickelt, produziert und vertreibt Stäubli Fluid Connectors weltweit eine breite Angebotspalette von Schnellwechsellösungen für das Laden und Spannen von Formwerkzeugen bis hin zu Medienanschlüssen und Roboter-Werkzeugwechsel-Systemen. Die Lösungen von Stäubli sind so konzipiert, dass sie sowohl die Prozesseffizienz als auch die Sicherheit des Bedienpersonals deutlich erhöhen. Sie sind international für ihre Qualität, Zuverlässigkeit und Leistung anerkannt.
MAG-Autoblok Tecnomagnete mit Sitz in Lainate (Italien), in der Nähe von Mailand, ist ein weltweit führendes Unternehmen
Magnetische Spanntechnologie spielt eine Schlüsselrolle im Rahmen einer SMED-Strategie (Single Minute Exchange of Die) und ist mit den Grundsätzen von Industrie 4.0 kompatibel.

in der Konstruktion, Entwicklung und Herstellung von magnetischen Spannsystemen und Hebevorrichtungen für eine Vielzahl verschiedenster Fertigungsverfahren. In 45 Jahren Geschäftstätigkeit hat sich die
patentierte permanent elektromagnetische Technologie des Unternehmens zu einer tragenden Säule in einer ganzen Reihe von Industriebereichen entwickelt, darunter auch im Kunststoffspritzguss.
Know-how vereint Stäubli und MAG-Autoblok Tecnomagnete sind beide bereits als führende Anbieter von Magnetspannsystemen für den Kunststoffsektor bekannt. Durch die Kombination der hochmodernen Steuerung und der präzisen Haltekraft-Messtechnik von Stäubli mit dem kompakten Design und der Robustheit der Magnetspannplatten von MAG-Autoblok Tecnomagnete bietet die neue Generation der Produktpalette eine einzigartige Lösung, die das technologische Know-how und die Anwendungskompetenz beider Unternehmen vereint. Die Anwender werden von kontinuierlicher Innovation und Forschung

76 KUNSTSTOFF XTRA PUBLIREPORTAGE 11–12/2022
Die Partnerschaft verbindet die hochmoderne Steuerungs- und präzise Haltekraft-Messtechnik von Stäubli mit dem kompakten Design und der Robustheit der Magnetplatten von MAGAutoblok Tecnomagnete. (Bilder: Stäubli)
Aktive Sicherheit, Interaktivität mit dem Bediener und exakte Messung der Schliesskraft sind innovative Funktionen, die durch die von Stäubli entwickelte IMAG-Technologie ermöglicht werden.

profitieren, die nicht nur den heutigen, sondern auch den zukünftigen Anforderungen gerecht wird. In einem Markt, in welchem Projektzeitpläne oft sehr knapp bemessen sind, bietet die konkurrenzlose Fertigungskapazität, die sich aus den kombinierten Ressourcen beider Partner ergibt, den zusätzlichen Vorteil, dass die Durchlaufzeiten für Endkunden optimiert werden. Um die Vorteile beider Unternehmen voll auszuschöpfen, wird MAG-Autoblok Tecnomagnete für die Herstellung der neuen Generation von Magnetspannsystemen verantwortlich sein, während Stäubli den Direktvertrieb und die Kundenbetreuung auf vier Kontinenten übernimmt.
Magnetische Spanntechnologie wird nachgefragt
Die aus dieser langfristigen Partnerschaft hervorgehende neue Technologiegeneration wird auf den derzeitigen Erfolg und den Anstieg von Magnetspannsysteme im Kunststoffsektor aufbauen. Immer mehr Spritzgiesser setzen auf magnetische Spanntechnologie, um die Vorteile der verbesserten Flexibilität, Funktionalität und Sicherheit zu nutzen. Darüber hinaus können diese Systeme eine Schlüsselrolle im Rahmen einer SMED-Strategie (Single Minute Exchange of Die) spielen und sind mit den Grundsätzen von Industrie 4.0 kompatibel. Die gesteigerte Leistungsfähig -
keit dieser neuen Generation von Magnetspannsystemen entspricht den anhaltenden Forderungen nach Prozess- und Produktionsoptimierungen und Effizienzsteigerungen in der Kunststoffbranche.
Etienne Lépeule, Executive President Stäubli Fluid Connectors, kommentiert: «Wir freuen uns über die Partnerschaft mit MAG-Autoblok Tecnomagnete, da unsere Unternehmen starke Werte teilen und Innovation in unserer DNA liegt. Als das Unternehmen, das in der Vergangenheit durch eine Reihe von Innovationen und Patenten für die Einführung der Schlüsselprinzipien der Magnetspanntechnik verantwortlich war, werden ihr magnetisches Fachwissen und ihre Fertigungskapazitäten unserer Partnerschaft sehr zugute kommen, nicht nur bei der Entwicklung dieser neuen Produktreihe, sondern auch bei der Schaffung von Mehrwerten für unsere Kunden.
Leistung und Sicherheit
Carlo Munaretto, CEO MAG-Autoblok Tecnomagnete, erläutert: «Stäublis Expertise im Bereich der Steuerung und Software für magnetische Werkzeugspanntechnik wird es den neuen Systemen ermöglichen, sowohl für bestehende als auch für neue Kunden ein Höchstmass an Leistung und Sicherheit zu bieten. Darüber hinaus bietet Stäubli mit seinem umfangreichen Netzwerk an Niederlassungen und lokalen Support-Strukturen einen weltweit erstklassigen Kundendienst und Service. Wir sind begeistert über die Zusammenarbeit mit einem so traditionsreichen Unternehmen wie Stäubli».
Die neue Systemgeneration wird von Stäubli auf der bevorstehenden Swiss Plastics, der wichtigsten schweizerischen Veranstaltung für die Kunststoffbranche, die vom 17. bis 19. Januar in Luzern stattfindet, vorgestellt. Unsere Experten werden am Stäubli Messestand A1005 in Halle 1 zur Verfügung stehen, um einen Überblick über die Technologie zu geben und spezifische Kundenanwendungen zu diskutieren.
Kontakt Stäubli AG CH-8810 Horgen +41 43 244 22 33 connectors.ch@staubli.com www.staubli.com

Spritzgiesstechnik
SFS gehört zu den international führenden Anbietern auf dem Gebiet der Spritzgiesstechnik. Durch innovative Verfahren und Zusatzoperationen sowie aufgabenspezifisch ausgewählte Kunststoffe sind wir in der Lage, nahezu jede beliebige Form in der geforderten Qualität herzustellen.
www.sfs.com/ksw


77 KUNSTSTOFF XTRA PUBLIREPORTAGE 11–12/2022
Know-how in Mehrkomponenten
Swiss Plastics Expo in Luzern 17.–19. Januar 2023 Halle 1, Stand A1008
Umfassendes
Spritzgiesstechnik
n
50 Jahre Pionierarbeit bei GKTool

Zwanzig Quadratmeter Produktionsfläche in einem leeren Stall. Dazu ein Zeichenbrett, eine Schreibmaschine und eine gebrauchte Drehbank. Das waren die Anfänge von GKTool. «Wir hatten ja weder einen reichen Vater noch Onkel, auf dessen finanzielle Unterstützung wir hätten zählen können», so Georg Kaufmann, der 1972 gemeinsam mit seinem Bruder Jo die Firma im beschaulichen Bellikon in der Schweiz gründete. Gefertigt wurden damals Pressund Spritzgusswerkzeuge. 50 Jahre später ist das Unternehmen Hauptansprechpartner bei OEMs für komplexe Konzeptauslegungen und hat sich in der Branche als innovativer Dienstleister im Bereich Werkzeug- und Formenbau etabliert. Die besondere Spezialität: Allin-One-Lösungen, die Hinterspritzen, Beschneiden und Umbugen in einem Werkzeug vereinen. Der Vorteil: Durch die Zusammenführung verschiedener Prozessschritte werden nicht nur Produktionskosten reduziert, sondern auch Ener-
gie und CO2-Emissionen eingespart.
Ein wichtiger Meilenstein in der Geschichte von GKTool ereignete sich 1984. Damals wurde erstmals ein Werkzeug für die Automobilindustrie hergestellt. Konkret handelte es sich um den Kühlergrill für die ersten 200 Audi-Urquattros. Weitere Aufträge im Bereich Automotive folgten – heute zählt die Automobilindustrie zum festen Kundenstamm. Im Jahr 1989 wurde ein eigenes Firmengebäude in Busslingen fertiggestellt. Damit erhöhte sich auch die Produktionsfläche. Etwa zur selben Zeit brachte die Georg Kaufmann AG – inzwischen eine Aktiengesellschaft – erste Versuchswerkzeuge für die Technologie des Hinterspritzens voran. Ein Jahr später wurde diese in Serienanwendungen umgesetzt: Säulen- und Fussraumverkleidungen für BMW, Daimler und Audi entstanden. «Was mich am stolzesten macht, ist, dass wir es geschafft haben, die Technologie des Hinterspritzens zu entwickeln und am Markt zu etablieren. Damals
hiess es von vielen Seiten: «Das wird nicht funktionieren», erklärt Kaufmann. Funktioniert hat es – und ist heute Stand der Technik. Ein Einschnitt ergab sich 2014, als Manuel Widmer als Geschäftsführer und Mehrheitsaktionär in die Firma einstieg und damit nach 42 Jahren Unternehmensgeschichte die Nachfolge von Georg Kaufmann
Die hohen Energiepreise zeigen Folgen
Gleich zwei renommierte Unternehmen der Kunststoffbranche haben anfangs November Insolvenz angemeldet. Beide Firmen werden in vollem Umfang von Insolvenzverwaltern fortgeführt.
So hat das Amtsgericht Darmstadt am 1. November 2022 das Insolvenzverfahren über das Vermögen der ProTec Polymer Processing GmbH eröffnet. Das Unternehmen mit Sitz in Bensheim (D) ist ein international tätiger Lieferant für Systemlösungen im Kunststoff-
bereich für Materialhandling, Kunststoffveredelung, Recycling und Komplettanlagen für die Produktion von Langfaserthermoplasten. Die rund 100 Mitarbeiterinnen und Mitarbeiter wurden in einer Mitarbeiterversammlung über den aktuellen Stand informiert. Nachdem der Investorenprozess mit dem Ziel, einen Investor für die ProTec Polymer Processing GmbH, beziehungsweise deren Vermögensgegenstände zu finden, gestartet ist, haben bereits mehrere potenzielle
Investoren Interesse bekundet. Auch die Sonotronic Nagel GmbH, ein MaschinenbauUnternehmen für die Automobilindustrie, wird nach ihrem Insolvenzantrag beim Amtsgericht Karlsruhe vom 4. November 2022 fortgeführt. Die Ursachen für den Insolvenzantrag der Sonotronic liegen in einem Zusammenspiel verschiedener Faktoren: dem Strukturwandel der Automobilindustrie, den Produktionsstillständen wegen Corona, Material- und Lieferengpässen sowie den gestiege -
antrat. «Natürlich ist ein solcher Übergang nie einfach», sagt Widmer heute dazu. «Der Leiter muss loslassen und sein Nachfolger neu steuern. Aber bei GKTool hat alles bestens geklappt.» www.gktool.ch
nen Rohstoff- und Energiepreisen. Die rund 270 Mitarbeiterinnen und Mitarbeiter sind über die aktuelle Situation informiert. Ihre Löhne und Gehälter sind bis Ende Januar 2023 über das Insolvenzgeld abgesichert. Sonotronic ist an 13 Standorten weltweit vertreten und gilt als Marktführer im Bereich der Kunststoffverbindung mit Ultraschall.
www.sp-protec.com www.sonotronic.de
78 11–12/2022 KUNSTSTOFF XTRA AUS DER BRANCHE
Georg Kaufmann und Manuel Widmer anlässlich der 50-Jahr-Feier. (Bild: GKTool)
Greiner Packaging verlängert Kooperation mit Plastic Bank
Im Kampf gegen den Plastikmüll in den Weltmeeren kooperiert Greiner Packaging seit 2019 mit Plastic Bank. Das Unternehmen unterstützte den
Start von fünf Plastic BankSammelstellen in Manila auf den Philippinen – einem der grössten Plastikmüll produzierenden Länder der Welt.

Die Sammler:innen der Plastic Bank bringen den Kunststoffmüll zu Sammelstationen, wo er vorsortiert und dann zu einem Recyclingunternehmen gebracht wird. (Bild: Plastic Bank)
Seither konnten im Rahmen der Kooperation 331,5 Tonnen Plastikmüll gesammelt werden, das entspricht 16,5 Millionen Plastikflaschen. Nun wurde die Partnerschaft ein weiteres Mal verlängert. «Unsere Partnerschaft zeigt, dass eine Kreislaufwirtschaft möglich ist. Der Kreislauf von achtlos in die Umwelt geworfenen Kunststoffabfällen zu recyceltem Granulat, das Unternehmen für die Herstellung neuer Produkte verwenden können, ist ein Paradebeispiel für das Potenzial, das Initiativen wie diese bieten», sagt Manfred Stanek, CEO von Greiner Packaging. Plastic Bank zeigt den Wert von Kunststoff auf. Die Mitglieder der Sammelgemeinschaft be -
trachten Kunststoff nicht mehr als Abfall, sondern als wertvolle Ressource. Dies ist ein wichtiger Schritt zur Verringerung der Plastikverschmutzung in den Ozeanen. Die Mitglieder der Sammelgemeinschaft erhalten Zugang zu lebensverbessernden Leistungen, wie sicheres Einkommen, Kranken-, Arbeitsund Lebensversicherungen, digitale Konnektivität sowie soziale und Fintech-Dienste. Plastic Bank befähigt Gemeinschaften, eine bessere Zukunft aufzubauen – nicht nur auf den Philippinen, sondern auch in Indonesien, Brasilien und Ägypten.
www.greiner-gpi.com
Polyamid Lösungen
Acteev ® Tec hn ische, antimkirobielle Materialien und medizinische Textilien in der Entwicklung
HochleistungsPolyam id e für healthcare Lösungen
Wir kennen die strengen Anforderungen und Testmethoden der healthcare Anwendungen. Unser neues HiDura™ MED healt hcare Portfolio wird mit höchstem Qualitätsstandard produziert und erfüllt die Testkriterien der ISO 10993-5 un d 10993-10. Besuchen Sie uns und erfahren Sie mehr auf der Swiss Plastics Luzern vom 17.01.-19.01.23 Halle 2, Stand A 2001
79 11–12/2022 KUNSTSTOFF XTRA AUS DER BRANCHE
Nylon 6.6 Kunststoffe und Compounds Langkettige und amorphePolyamide in der Entwicklung
ascendmaterials.com
motan Gruppe mit neuem Markenauftritt
Im Rahmen der Überarbeitung ihres Corporate Designs hat motan ein umfassendes Rebranding durchgeführt. Zum 75-Jahre-Jubiläum präsentiert sich die motan-Gruppe mit einem neuen Markenauftritt. Frisch und transparent tritt das Unternehmen, mit neuem Logo, neuem Slogan und einer klaren 2-Marken-Strategie auf. Im Rahmen der überarbeiteten Dachmarkenstrategie wurden
unter anderem die Firmennamen vereinheitlicht und vereinfacht. Grundsätzlich agieren alle Unternehmen der Gruppe unter der Dachmarke «motan». Dachgesellschaft ist weiterhin die motan holding gmbh mit Sitz in Konstanz.
Somit wird «colortronic» in Zukunft nicht mehr im Firmennamen auftauchen. Der lange Integrationsprozess, der sich über die letzten 15 Jahre er-
streckt hat, ist damit abgeschlossen. Auch beim Produktportfolio hat motan aufgeräumt. Die künftige 2-Marken-Strategie umfasst die Marken «motan» als Premiummarke für kundenspezifische Systemlösungen und «swift» für schnell lieferbare Einzelprodukte sowie für Standardlösungen im Systemgeschäft. Unabhängig davon bleiben die verschiedenen übergeordneten Produktli-
Säntis-Jubiläum im Zeichen des Klimaschutzes
Anfang September feierte die Säntis Packaging AG mit Mitarbeitenden und Wegbegleitern das 100jährige Bestehen. Die Firmengeschichte des erfolgreichen Familienunternehmens ist eine Geschichte des steten Wandels: von der kleinen Batteriefabrik über Pionierleistungen in der Kunststoffverpackung und Kapselproduktion bis hin zu einer international agierenden Firmengruppe mit mehr als 200 Mitarbeitenden an drei Standorten in der Schweiz. «Um vorne zu bleiben,
muss man sich immer wieder neu erfinden», ist eine Devise von CEO Bettina Fleisch.
Plastics – The Facts 2022
Der neue Report «Plastics –The Facts 2022» des Kunststofferzeugerverbandes Plastics Europe informiert über einige positive Entwicklungen: So wurden laut Bericht im zurückliegenden Jahr 20 Prozent mehr recycelte Kunststoffe in neuen Produkten verwendet als noch 2020. Demnach erreichen Rezyklate in neuen Kunststofferzeugnissen mittlerweile einen Anteil von fast zehn Prozent.
Das chemische Recycling gewinnt damit als ergänzendes Instrument zum mechani -

schen Recycling an Bedeutung und ist ein entscheidender Hebel zur Steigerung von Rezyklaten und dem Erreichen von mehr Ressourceneffizienz. Wie schwierig der Weg in Richtung grüner Transformation ist, zeigen jedoch jüngste Entwicklungen: So stellen die ansteigenden Preise für Energie und Rohstoffe eine sehr ernstzunehmende Herausforderung für die Kunststoffindus trie, die Lieferketten und alle Volkswirtschaften der EU dar. Lieferengpässe werden in den kommenden Monaten
Vorne mit dabei ist die SäntisGruppe auch bei der aktuell wohl grössten wirtschaftlichen
nien (Dosieren und Mischen, Trocknen, Fördern sowie Steuern und Regeln) erhalten. Anwendungstechnisch deckt motan weiterhin die wichtigsten Bereiche der Kunststoffverarbeitung mit Spritzgiessen, Extrusion, Blasformen sowie Compoundieren ab.
www.motan.com
und gesellschaftlichen Herausforderung, dem globalen Klimawandel. Im August wurde Säntis offiziell das Prädikat «klimaneutrales Unternehmen» verliehen. Ab sofort können auf Kundenwunsch klimaneutrale Produkte angeboten werden – je nach Materialherkunft kompostierbar, recycelbar und/ oder biozirkulär. Bereits seit April ist das Unternehmen ISCC-Plus zertifiziert.
www.saentis-ips.com
höchstwahrscheinlich weiter bestehen und ein Problem bleiben.
Ungeachtet dieses herausfordernden Umfelds arbeitet die Kunststoffindustrie unablässig daran, Emissionen weiter zu verringern und die Herstellung von Kunststoffen von fossilen Rohstoffen zu entkoppeln. Dem aktuellen Bericht zufolge hatte im Jahr 2021 die Produktion nichtfossiler Kunststoffe an der gesamten europäischen Kunststofferzeugung einen Anteil von 12,4 Prozent. Angesichts der grossen Un -
gewissheiten bezüglich der Rohstoffversorgung, der Energiepreise und möglicher Lieferengpässe ist kein Ausblick für das Jahr 2023 möglich. Es zeigt sich allerdings bereits jetzt, dass immer mehr Unternehmen Probleme haben, die gestiegenen Mehrkosten bei Energie, Rohstoffen und Logistik an ihre Kunden weiterzugeben. Über Wohl und Wehe der Kunststoff-Wertschöpfungskette entscheidet jetzt vor allem die zuverlässige Verfügbarkeit von hochwertigen Rohstoffen. www.plasticseurope.org
80 11–12/2022 KUNSTSTOFF XTRA AUS DER BRANCHE
Säntis Packaging AG in Rüthi SG. (Bild: Säntis)
Kistler hat neuen Head of Business Unit Plastics



Seit Oktober 2022 hat Felix Früh die Leitung des Geschäftsbereichs Plastics bei der Kistler Gruppe inne. Der gelernte Physiker bringt langjährige Erfahrung im Industriegütersektor und der konzeptionellen Entwicklung von Digitalisie -
kom, deren Konzerntransformation hin zu neuen Technologien und Geschäftsfeldern wie IoT und Data er vorantrieb. Zuletzt leitete er die BU Transportation des Kabelherstellers Leoni-Studer (heute Studer Cables).




Mit den ULTRA PURGE™ Reinigungsgranulaten von Chem-Trend reduzieren Sie die Ausfallzeiten Ihrer Maschinen auf ein Minimum – und das spüren Sie ganz konkret in Ihrer Kasse! Was wollen Sie mehr? Zum Beispiel mit mir über Ihre Anforderungen sprechen.
Dolder-Bigler AG Andreas Brändli Senior Sales & Product Manager
Mob: +41 79 505 26 37 andreas.braendli@dolderbigler.com



www.dolderbigler.com/ultrapurge


rungslösungen mit. Sein Ziel: das Angebot an digitalen Dienstleistungen der Kistler Gruppe weiter auszubauen. Im Lauf seiner Karriere wollte Felix Früh sich nie auf nur eine Branche festlegen: Ihn reizten sowohl die Industrie als auch die sich im Zuge der Digitalisierung stetig wandelnde IT- und Telekommunikationsbranche. «Zweigleisig zu fahren hat mir immer schon Spass gemacht», sagt er. Zu seinen beruflichen Stationen zählen daher sowohl der Industriegigant Siemens, wo er das Key Account Management für die Papier- und Zellstoffbranche verantwortete, als auch die Deutsche Tele -
Bei Kistler erhält Früh nun die Gelegenheit, beide Stärken auszuspielen – sowohl im operativen Vertrieb als auch im Bereich Digitalisierung. Deren Chancen bestmöglich zu nutzen, ist sein wichtigstes Ziel. «Als neuer Head of BU Plastics möchte ich vor allem den Ausbau unseres datenbasierten Geschäftes vorantreiben», sagt er. «Langfristig wollen wir Kunststoffherstellern zusätzlich zu den Daten auch KI-gesteuerte Handlungsoptionen liefern, mit denen sie ihre Ergebnisse verbessern können.»

www.kistler.com


81 11–12/2022 KUNSTSTOFF XTRA AUS DER BRANCHE
PLASTICS
CHEM-TREND ULTRA PURGE™
Innovationen Swiss Plastics Luzern, Schweiz 17.-19. Januar 2023 Halle 1, A 1010 Mehr als 100.000 standardisierte Qualitätsnormalien machen HASCO zum zuverlässigsten Vollsortimenter für den modernen Formenbau. www.hasco.com Anz_Innovations_2022_90x131_CH.indd 2 14.10.2022 06:52:15
Senken Sie nachhaltig Ihre Energiekosten!
Felix Früh. (Bild: Kistler)
EcoVadis: Gold für Engel
Engel wurde vom weltweit grössten Anbieter von Nachhaltigkeitsrankings EcoVadis der Gold-Status verliehen. «Als Familienunternehmen denken wir bei allem unserem Tun an
die nachfolgenden Generationen. Diese Grundhaltung wurde bereits von unserem Firmengründer vorgelebt und wird bis heute von allen Geschäftsführergenerationen und
der gesamten Belegschaft mit viel Engagement kontinuierlich weiterentwickelt», sagt Dr. Stefan Engleder, CEO der Engel Gruppe. «Deshalb freuen wir uns sehr und sind stolz, dass unser nachhaltiges Arbeiten auch objektiv Bestätigung findet.»
Die EcoVadis-Rankings umfassen Daten von mehr als 90 000 Unternehmen und fokussieren jeweils die globalen Beschaffungsketten. Bewertet werden sowohl die ökologischen als auch sozialen und ethischen Leistungen der Unternehmen. Das sehr gute Abschneiden im EcoVadis Ranking unterstreicht nicht nur die grosse Verantwortung, die Engel für die Umwelt und die Gesellschaft über-

Weltwirtschaftliche Aussichten trüben sich ein
Die Ems-Gruppe stellte sich bereits Anfang Jahr auf eine instabile Wirtschaftsentwicklung ein. Nachfolgend verschlechterte sich der Konjunkturausblick laufend. Im 9-Monatsbericht von Ende Oktober 2022 stellte Ems eine Abschwächung der Weltwirtschaft in Aussicht. Inzwischen hat sich die weltwirtschaftliche Lage deutlich verschlechtert. Die Konsum -
stimmung in China ist aufgrund ungelöster Probleme am Immobilienmarkt und anhaltend rigoroser Lockdowns regelrecht eingebrochen. Die Energiepreise in Europa verharren auf hohem Niveau. Die Inflationsraten in Europa und in den USA verbleiben hartnäckig hoch und machen steigende Zinsen erforderlich. Die Kunden leiden weltweit unter mangelnder
SERVICE FÜR VAKUUMPUMPEN.
SWISS MADE.
nimmt, sondern stärkt zugleich die Zukunftsfähigkeit des Maschinenbauunternehmens. «Viele Kunden berücksichtigen den EcoVadis-Status bei der Kaufentscheidung», betont Stefan Engleder. «Wir werden weiter konsequent daran arbeiten, die Nachhaltigkeit unserer Prozesse zu verbessern. Weltweit sollen die Menschen darauf vertrauen können, dass sie Kunststoffprodukte nutzen, die ressourcenschonend hergestellt wurden und deren Liefer- und Wertschöpfungsketten ethisch einwandfrei sind. Damit sichern wir Wohlstand, vor allem auch für unsere nachfolgenden Generationen.»
www.engelglobal.com
Nachfrage, steigenden Kosten und eingeschränkteren Finanzierungsmöglichkeiten. Dies wirkt sich auch auf die Bestellungen bei Ems aus. Reduzierte Produktionstätigkeiten, ausgedehnte Betriebsferien und deutliche Lagerreduktionen zur Liquiditätsgewinnung bei den Kunden beeinträchtigen das Auftragsvolumen im vierten Quartal 2022 stärker als erwar-
tet. Zahlreiche Neugeschäfte konnten erfolgreich realisiert werden. Neu erwartet Ems deshalb für das Gesamtjahr 2022 im Vergleich zu den Höchstwerten des Vorjahrs einen leicht höheren Nettoumsatz und ein leicht tieferes Betriebsergebnis (EBIT).
www.ems-group.com
Unsere Serviceteams sind im ganzen Land für Sie da. Ob für die Wartung einfacher Vakuumpumpen oder die Instandhaltung ganzer Vakuumsysteme. Wir haben stets die passende Servicelösung für Sie. Einfach. Immer. In Ihrer Nähe. Profitieren Sie von unserem Service. Für reibungslose Prozessabläufe.
82 11–12/2022 KUNSTSTOFF XTRA AUS DER BRANCHE www.buschvacuum.com
Vice President Global Quality and Environment (l.) und Stefan Engleder, beide Engel, freuen sich über die Auszeichnung. (Bild: Engel)
3D-Druck von WPC für Hochleistungskeramiken

In einem jüngst gestarteten Forschungsprojekt der Uni Bayreuth und des SKZ wird eine neuartige Prozessroute untersucht, Keramiken kosteneffizienter, nachhaltiger und mit höherer Geometriefreiheit herzustellen. Die Besonderheit im gewählten Ansatz liegt darin, dass ein thermoplastisch verarbeitbares Material zur Grünkörperfertigung genutzt wird. «Ziel des neuen Projektes ist es, das mit Holz hochgefüllte Material mittels additiver Fertigung zu verarbeiten» erklärt Moritz Grünewald, Scientist in der Gruppe der Materialentwicklung am SKZ. «Um das Materialcompound auf den 3DDruckern verarbeiten zu können, muss dieses spezielle Ei -
Techniker Additive Fertigung mit IHK-Abschluss
Die Möglichkeiten und Anwendungsgebiete der additiven Fertigung haben sich in den letzten Jahren deutlich weiterentwickelt. Inzwischen sind 3D-gedruckte Teile in vielen Anwendungsgebieten im Einsatz. Die industrielle Realität benötigt dementsprechend ausgebildete Fachkräfte.
Die IHK Würzburg-Schweinfurt und das SKZ bieten der Berufswelt mit dem Kurs «Geprüfter Industrietechniker Additive Fertigung» einen im deutschen Qualifizierungsrahmen gesetzlich anerkannten Abschluss an. «Die Zusammenarbeit zwischen der IHK in Würzburg und dem SKZ
im Bereich der Industriemeisterausbildung für Kunststoff und Kautschuktechnik funktioniert bereits seit über 50 Jahren sehr gut. Da lag die IHK als Partner einfach nahe, um einen formellen und anerkannten Bildungsabschluss für die Industrie zu schaffen», begründet Bernhard
genschaften aufweisen», so Grünewald weiter. Die additive Fertigung ermöglicht die endkonturnahe Fertigung und somit ein Minimum an notwendiger Nachbearbeitung des harten Materials. Ausserdem können durch den 3D-Druck ganz neue Funktionsintegrationen, wie gradierte Bauteile, erhalten werden, wodurch neuartige Anwendungen realisierbar sind. Die additive Formgebung soll mittels zweier Verfahren untersucht werden: das Fused Deposition Modelling (FDM) und die Fused Granular Fabrication (FGF).


Hennrich, Gruppenleiter Bildung Spritzgiessen und additive Fertigung am SKZ, die Kooperation. Die Technikerausbildung gibt es in den zwei Varianten Voll- und Teilzeit. Geplant ist aktuell, bereits 2024 die ersten fertig ausgebildeten Techniker Additive Fertigung zu verabschieden.
Industrie 4.0: Kontinuierliche Farbmessung an Kunststoffgranulaten
Die Farbe von Schüttgütern als Zwischenprodukt bestimmt häufig die Qualität des Endprodukts. Eine Lösung zur laufenden Farbkontrolle von Kunststoffgranulaten direkt in der Produktion wurde nun vom SKZ und der auf spektrale Farbmesstechnik spezialisierten ColorLite GmbH in enger Zusammenarbeit im Rahmen eines ZIM-Projektes entwickelt. Das System kann auch als mobile Lösung eingesetzt werden, ohne dass in den Produktionsfluss eingegriffen werden muss.

Das spektrale Farbmesssystem basiert auf bewährter GranulatMesstechnik. Eine definierte Menge Granulat wird automatisch durch ein Ansaugsystem –z.B. einem Schlauch – als Atli-

ne-Lösung aus der Rüttelrinne entnommen und die Messkammer des Systems befüllt. Im Anschluss erfolgt die Farbmessung durch eine Glasöffnung, wobei gleichzeitig die Temperatur der Probe im Inneren der Kammer erfasst wird. Nach der Messung wird die Probe wieder der Produktion zurückgeführt. Aufwändige Messungen im Labor entfallen. Das spart Zeit und der Ausschuss wird reduziert. Die kontinuierliche Messung gewährleistet eine ständige Kontrolle der Messwerte, bei der auch zeitlich begrenzte Ab -
weichungen erfasst werden. Die Qualität der gemessenen Proben kann ganz einfach durch ein Ampelsystem visualisiert oder mittels einer Schnittstelle in eine Datenbank zur Qualitätssicherung übertragen werden. Auch eine direkte Prozesssteuerung
Kontakt FSKZ e. V. Frankfurter Strasse 15–17 D-97082 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de
83 KUNSTSTOFF XTRA AUS DER BRANCHE 11–12/2022
ist möglich.
Repräsentative, konventionell gefertigte SiSiC-Bauteile auf Basis von WPC-Grünkörpern nach der Flüssigsilizierung über 1420 °C (Durchmesser vordere Bauteile: 75 mm) (Bild: Lehrstuhl Keramische Werkstoffe der Universität Bayreuth).
Farbmesssystem für Schüttgüter. (Bild: ColorLite GmbH)
Boy hat es im Griff
Die Fertigung eines praktischen T-Griffs mit Bits auf der K 2022 verdeutlicht die hohe Leistungsfähigkeit von Boy beim Umspritzen von Einlegeteilen. Auf dem Messestand wurden auf einer Boy 35 E VV Universal-Bithalter zur Aufnahme der Werkzeug-Bits mit glasfaserverstärktem Polyamid zu einem handlichen Griff umspritzt.
Zum gezeigten Boy-Spritzgiessautomaten gehörte auch das selbst entwickelte Linearhandling Boy LR 5, das platzsparend in Längsrichtung auf dem hin -
teren Maschinentisch der Boy 35 E VV integriert war. Der Greifer des LR 5 entnahm einen Bithalter aus einer Zuführeinheit und legte ihn in das geöffnete Werkzeug ein. Nach dem Zufahren der Zwei-Platten-Schliesseinheit mit feststehender unterer Platte wurde über einen Heisskanal 42,5 g Kunststoff (PA6CF10) eingespritzt. Das mit einem Griff umspritzte Metallteil wurde vom LR 5 entnommen und anschliessend auf eine Kühlstation abgelegt. Ein zwischenzeitlich abgekühlter T-Griff wurde
dann vom LR 5 an eine Bestückungsautomation übergeben. Hier wurden die vom Besucher bestellten Bits in die vier Sechskantöffnungen des Griffes eingeschoben. Anschlie -
Variantenreicher Seidenglanz-Effekt
Mit einem breiten Spektrum an unendlichen Farbvariationen bringt Grafe, Blankenhain, Abwechslung in den Markt für 3DDruck-Anwendungen und präsentiert dies seinen Kunden anhand einer Box. Diese enthält zehn Grundfarben, wovon ein weisses Polymer-Blend als Träger fungiert. «Der Seideneffekt bzw. der Glanz wird erst im 3DDruck richtig sichtbar», erklärt Lars Schulze, Head of Color Development and Material Scien -
ces. «Mit den Farben bieten wir eine ausgetestete Basis an, den so genannten Silk-Effekt mit entsprechender guter Druckbarkeit und hohem Glanzgrad.»
Eine Farbtabelle mit 19 Mischbeispielen soll hierbei als Anregung unter den unendlichen Farbkombinationsmöglichkeiten dienen und die verschiedensten Ansprüche von Anwendern abbilden. «Wir geben unseren Kunden die Möglichkeit, selbst phantasiereich zu werden. Bislang gibt es auf dem 3D-Druck-Markt nur eine geringe Farbauswahl bei hochglanz-Filamenten. Das wollen wir mit unserer Kompetenz
ssend führte das Linearhandling den mit Bits bestückten T-Griff «seinem Besteller» über ein Förderband zu.
Durch die zunehmende Konnektivität der Spritzgiessmaschinen lassen sich solche komplexen Industrie 4.0 Anwendungen eindrucksvoll realisieren.
Vertretung von Dr. Boy für die Schweiz: Thomatech GmbH CH-6010 Kriens www.thomatech.ch
beim Einfärben von Kunststoffen ändern und mit unserem Masterbatch eine Grundlage zur Individualisierung anbieten», erläutert Schulze. Grafe Advanced Polymers GmbH



84 KUNSTSTOFF XTRA PRODUKTE
D-99444 Blankenhain grafe@grafe.com www.grafe.com
Hasco erweitert Temperierprogramm Edelstahl
Der stetig steigende Anspruch an die Werkzeugtemperierung bringt einen immer grösser werdenden Bedarf an Edelstahl Komponenten mit sich. Anwendungen aus den Bereichen Medizintechnik und Reinraumumgebung erfordern ein sauberes und zuverlässiges Temperiersystem. Das innovative und aktuell umfangreich erweiterte Hasco Temperierprogramm aus Edelstahl ermöglicht sowohl bei der Anwendung von Heissoder Kaltwasser als auch mit Temperieröl eine prozesssichere Temperierung von Spritzgiesswerkzeugen. Komplett aus dem hochwertigen Qualitätswerkstoff 1.4305 hergestellt, garantiert das robuste, sichere und leicht kuppelbare System zuverlässige, absolut dichte und langlebige Temperieranwendungen auch in Reinraumumgebung.

Die Edelstahl Standardtemperaturkomponenten sind mit einer optimierten FKM Dichtungsqualität ausgestattet und können bis max. 150 ° C Wasser und 200 ° C Öl eingesetzt werden. Das Temperierprogramm aus Edelstahl umfasst mehr als 30 Warengruppen und bietet somit grösstmögliche Flexibilität für Kunden und deren Anwendungen. Die Kompatibilität zum Standardprogramm erlaubt zum einen das Optimieren bestehender Werkzeuge von Messing auf Edelstahl sowie bei Bedarf die Kombination mit den Standard Komponenten.
Hasco Hasenclever GmbH + Co. KG D-58513 Lüdenscheid info.ch@hasco.com www.hasco.com

Optimierte Heisskanalsysteme für PCR-Compounds

Oerlikon HRSflow hat spezielle Heisskanallösungen für PCRCompounds entwickelt. Deren Einsatzmöglichkeiten zeigt exemplarisch ein in der Praxis realisiertes Beispiel – eine Obstkiste.
Für die Herstellung der Obstkisten wurde ein optimiertes PE-Compound, das aus dem Recycling von Tetra Pak-Karton -
verpackungen gewonnen wird, verarbeitet. Bei der Herstellung dieses anspruchsvollen Teils, trägt ein servo-gesteuertes FLEXflow-NadelverschlussHeisskanalsystem mit vier Anspritzpunkten zur hohen Wiederholgenauigkeit des Prozesses bei. Für eine optimale Anschnittqualität sorgt die neue, zum Patent angemeldete TTCKühlbuchse von Oerlikon HRSflow, die auch bei kurzen Zykluszeiten ein Blockieren der Nadeln verhindert.
Oerlikon HRSflow GmbH D-65479 Raunheim www.hrsflow.com
85 KUNSTSTOFF XTRA PRODUKTE 11–12/2022 www.ultrapolymers.com Deutschland · Österreich · Schweiz Ultrapolymers Schweiz AG Unterlettenstrasse 14 • CH-9443 Widnau (SG) T + 41 (0)71/7221919 • ask.ch@ultrapolymers.com WIR SIND IN LUZERN DABEI! 17. – 19.01.2023 Halle 2 Stand A 2003 *) Anzahl Stellenangebote (Jan. 2009 - Oktober 2022, eigene Berechnung) sowie Anzahl Page Impressions (lt. IVW Online Jul. 2009 - Oktober 2022 in der Kategorie „Jobs Rubrikenmärkte / Kleinanzeigen“) PERFECT MATCH Finden Sie den passenden Kandidaten! Schnell zum größten und meistgenutzten Stellenmarkt Einmal buchen – 60 Tage Laufzeit E-Mail Alerts an potenzielle Bewerber Kostenlose Verlängerung der Laufzeit auf Kundenwunsch uvm.
Lochplatten für höchste Qualitätsansprüche
Aufgrund der kürzlichen Uebernahme der Firma AMN in Frankreich durch die Maag Group wurde auf der K-Messe erstmalig ein vollständiges AMN-Zentraleinspritzsystem (CIS) vorgestellt, das aus einer Lochplatte mit 1.500 mm Durchmesser, einer zentralen Wassereinspritzung und schwertförmigen Messern besteht. Das CIS wurde entwickelt, um die Granulatkühlung und den -auswurf zu verbessern, und ist eine effektive Lösung für
Polymere mit hohem Schmelzindex oder Peroxiden.
Die CIS-Technologie mit Schwerpunkt auf Unterwassergranulatoren mit hoher Kapazität und insbesondere für Produkte mit hohem Schmelzindex ist ein
Komplettsystem, das aus einer Lochplatte mit zentraler Wassereinspritzung besteht. Das Ziel ist, die Schneidfläche vor schneller Abnutzung zu bewahren und eine dauerhaft verbesserte Granulatqualität zu ermöglichen. In Kombination mit dem selbstausrichtenden Messerhalter mit gerilltem Konus und den schwertförmigen Messern wird das Wasser zur Schneidfläche geleitet und verbessert so die Kühlung und den Auswurf der
Granulate. Durch Nutzung der vorhandenen Wasserzufuhr zeigt das CIS-System hervorragende Leistung hinsichtlich konstanter Granulatqualität und trägt zur Abfallverringerung und Reduzierung des Wasserverbrauchs bei.
Maag Pump Systems AG CH-8154 Oberglatt www.maag.com/de
Servomotorisch gesteuerte Ausschraubeinheiten von Servomold
Von Servomold stammen die servomotorisch gesteuerten Ausschraubeinheiten, die Röchling Medical in einem 16- und zwei 8-fach-Spritzgiesswerkzeugen zur Herstellung von pharmazeutischen Verschlusskappen aus Polypropylen (PP) einsetzt.
Die Ausschraubeinheiten basieren auf einem patentierten System, bei dem der Antriebsstrang vom Gewindekern getrennt ist. Dies vermeidet An -
triebseinflüsse auf den Gewindekern und vereinfacht die Montage und Wartung. Radialkräfte des Antriebsstranges werden durch Dünnringlager abgefangen. Somit haben sie keinen Einfluss auf den Gewindekern, der sich – über ein Keilwellenprofil angetrieben und durch vorgespannte Kugelkäfige optimal konzentrisch geführt –durch eine Messingleitmutter vor und zurück bewegt. «Durch diese patentierte Ausführung
des Ausschraubsystems», so Geschäftsführer Thomas Meister, «erreichen wir sehr hohe Standzeiten, minimieren den Verschleiss und sorgen somit
Barlog Plastics – nachhaltig innovativ
Rezyklierte hochwertige Compounds und nachhaltige Produktentwicklung – die Barlog Plastics GmbH präsentiert auf der Swiss Plastics ihre hochwertigen Compounds auf Basis von Rezyklaten mit vorteilhafter CO2-Bilanz, z.B. auf Basis von PET, PC, PA12, PPS und PEEK. Darüber hinaus zeigt das deutsche Unternehmen die neue Dienstleistung «Eco-Consulting», die sowohl die Schonung der Ressourcen als auch die

Optimierung des ökologischen Fussabdrucks von Kunststoffteilen, beispielsweise durch Materialeinsparung und Zyklus-
zeitreduzierung, im Fokus hat. Mit der Schweizer Firma HGD Polymers hat Barlog Plastics ab 1. Januar 2023 einen verlässlichen Distributor vor Ort.

Die Kernkompetenz des Familienunternehmens, welches 1996 gegründet wurde, liegt im kundenorientierten Zusammenspiel zwischen den einzelnen Unternehmensbereichen. Vom ersten Konzept über Material, Design, Simulationen, Prototypen, Vor- und Kleinseri -
für eine hohe Zuverlässigkeit und Effizienz.»
Dazu tragen weitere konstruktive Feinheiten bei, wie hochpräzise Getriebebauteile, die mit sehr engen Zahnweitentoleranzen und optimierter Profilkorrektur gefertigt werden.
Servomold GmbH & Co. KG D-64711 Erbach info@servomold.com

en bis hin zur Belieferung der Serie mit hochwertigen Kunststoff-Compounds sind alle Leistungen des Full-ServiceAnbieters sowohl einzeln, als auch als Komplettpaket verfügbar.
Barlog Plastics GmbH D-51491 Overath kontakt@barlog.de www.barlog.de Barlog und HGD Swiss Plastics: Halle 2 / B2043
86 KUNSTSTOFF XTRA PRODUKTE 11–12/2022
BEDIENUNGSELEMENTE
FORMENBAU
FORMENBAU



COMPOSITE-WERKSTOFFE
WERKZEUGBAU

COMPOUNDIERANLAGEN
COMPOUNDIERANLAGEN


Buss AG 4133 Pratteln Tel. +41 61 825 66 00 info@busscorp.com www.busscorp.com

Theodorstr. 10 D-70469 Stuttgart Tel +49 711 897-0 Fax +49 711 897-3999 info@coperion.com www.coperion.com









Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch

87 11–12/2022 KUNSTSTOFF XTRA LIEFERANTENVERZEICHNIS ADDITIVE FERTIGUNG ADDITIVE FERTIGUNG Sauter Engineering+Design (sautercar.ch) 3D Druck Bauteile < 914 × 610 × 914mm CT Messdienstleistung < D310 × H700mm AUTOMATION AUTOMATION Zimmer GmbH Niederlassung Schweiz Westbahnhofstrasse 2
Solothurn
51 52
51 53
CH-4500
Tel. +41 (0) 32 621
Fax +41 (0) 32 621
info@zimmer-group.ch www.zimmer-group.ch
AG, Kunststofftechnik
Bodo Möller Chemie Schweiz AG – Rychenbergstrasse 67 – CH-8400 Winterthur Tel. +41 (0) 52 203 19 30 – info@bm-chemie.ch – www.bm-chemie.com/de/schweiz-klebstoffe
Lanker
Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 Fax +41 (0)71 763 61 71 info@lanker.ch, www.lanker.ch COMPOSITES
Co m p os i te -We r k s to f f e Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebsto e, Stützsto e, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr
031 763 60 60
763 60 61
CH-3312 Fraubrunnen
Fax 031
www.swiss-composite.ch info@swiss-composite.ch
DICHTUNGSPROFILE
service DICHTUNGSSYSTEME FIP(F)G/RADS ASTORtec AG
59
ROBOTER APPLIZIERTE DICHT SCHÄUME DICHTSYSTEME FIP(F)G/RADS S C H L O S S E N Z E L L I G E R H A U M S T 1 0 0 % D C H T R P A R T N E R F Ü R L O H N S C H Ä U M E N W W W S E A L E X C H H R E X P E R T E F Ü R D I C H T U N G E N H - 4 3 0 3 K A I S E R A U G S T G E S H L O S S E N E L L E R S C H A U M I S T 0 0 % D I C H T I H R P A R T N E R F Ü R L O H N S C H Ä U M E N W W W S E A L E X C H I H R E X P E R T E F Ü R C H T U N G E N C - 4 3 0 3 K A I S E R A U G S T DIENSTLEISTUNGEN DACHSER Spedition AG Regional Office Switzerland Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch LOGISTIK ELEKTROSTATISCHE AUFLADUNGEN
ERP-SOFTWARE
casymir schweiz ag Fabrikmattenweg 11 CH-4144 Arlesheim www.casymir.ch kontakt@casymir.ch Tel. +41 61 716 92 22
Zürichstrasse
CH-8840 Einsiedeln www.rads.ch
IONISATIONSSYSTEME
ERP-SOFTWARE
Jehle AG Werkzeug- und Formenbau Büntenstrasse 125 CH-5275 Etzgen T +41 62 867 30 30 I verkauf@jehleag.ch I www.jehleag.ch info@primaform.ch – www.primaform.ch
LV_Primaform.indd 2
04.01.22 10:32
Meusburger Georg GmbH & Co KG Kesselstr. 42 | 6960 Wolfurt | Austria T +43 5574 6706-0 F -11 | verkauf@meusburger.com www.meusburger.com GEWINDEBÜCHSEN UND -HÜLSEN
ZISWILER
AG Industriering 2 · 3427 Utzenstorf Tel. 032 665 44 58 · Fax 032 665 21 35 info@ziswilerag.ch · www.ziswilerag.ch FORMWERKZEUGNORMALIEN FORMWERKZEUGNORMALIEN www.hasco.com | +49 2351 957-0 FORMWERKZEUGNORMALIEN
service
GUMMIARTIKEL UND-TEILE Borflex Rex SA Via Flora Ruchat-Roncati 1 | 6850 Mendrisio
91 640 50 50 sales@borflex-rex.ch |
GUMMIARTIKEL UND-TEILE Formartikel aus Gummi und TPE 2-K HEISSKANALTECHNIK HEISSKANALTECHNIK www.hasco.com | +49 2351 957-0 HEIZELEMENTE ERGE Elektrowärmetechnik Franz Messer GmbH Hersbrucker Str. 29-31, D-91220 Schnaittach Tel. +49 (0)9153 921-0, Fax +49 (0)9153 921-117 www.erge-elektrowaermetechnik.de
INFRAROT-STRAHLER UND TROCKNUNGSSYSTEME Leister Technologies AG (Krelus AG) Galileo-Strasse 10, 6056 Kägiswil, Schweiz T +41 41 662 74 74, info @ krelus.ch INFRAROT-STRAHLER UND TROCKNUNGSSYSTEME IONISATIONSSYSTEME IONISATIONSSYSTEME KOMPRESSOREN Grossäckerstrasse 15 8105 Regensdorf Tel. +41 44 871 63 63 info.swiss@kaeser.com www.kaeser.com KAESER Kompressoren AG KOMPRESSOREN UND ZUBEHÖR KOMPRESSOREN UND ZUBEHÖR Prematic AG Tel. 071 918 60 60 Druckluft-Technik Fax 071 918 60 40 Märwilerstrasse 43 Internet: info@prematic.ch 9556 Affeltrangen E-Mail: www.prematic.ch KÜHLGERÄTE Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com KÜHLGERÄTE CH-8583 Sulgen | +41 71 644 77 77 | tool-temp.ch KÜHLGERÄTE KUNSTSTOFFBAUTEILE KUNSTSTOFFBAUTEILE MASTERBATCHES KUNSTSTOFF IN HÖCHSTFORM Anspruchsvoller Spritzguss Komplexe Baugruppen Formenbau www.weiss-kunststoff.de Weiss-Ins-KunststoffXtra-60x30mm-PRO.indd 1 15.12.15 16:56 KUNSTSTOFFHALBZEUGE KUNSTSTOFFHALBZEUGE FAPA (Schweiz) AG Wannenweg 6 CH-4133 Pratteln Tel. +41 61 565 05 10 verkauf@fapa-ag.ch
Grenzweg 3 5726 Unterkulm 062 768 70 95 info@poesia-gruppe.ch www.poesia.ch
GRANULIERANLAGEN Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com
Tel. 0041
www.borflex-rex.ch
mail: verkauf@erge-elektrowaermetechnik.de
PERIPHERIE
Roggenstrasse 3 CH-4665 Oftringen Telefon +41 62 889 29 29 info@motan-colortronic.ch www.motan-colortronic.com motan-colortronic ag
PERIPHERIE PERIPHERIE
Gartenstrasse 7 CH-4537 Wiedlisbach Tel. 032 636 00 55 sales@thomaplast.ch www.thomaplast.ch
SPRITZGIESSEN UND BAUGRUPPEN
F-68300 SAINT-LOUIS NEUWEG Tel. : + 33 (0)3 89 70 36 70 contact@emi-wissler.com | www.emi-wissler.com

PLATTENBEARBEITUNG
PLATTENBEARBEITUNG
www.ineichen.ch

Ineichen AG Maschinen und Anlagen für die Holz- und Kunststoffverarbeitung Luzernerstrasse 26 CH-6294 Ermensee
Plattenbearbeitung Zuschnitt CNC Absaugung
Tel. +41 41 919 90 20 info@ineichen.ch
SPRITZGIESSEN UND BAUGRUPPEN
Espisa AG Landstrasse 47 CH-5322 Koblenz +41 (0)56 267 55 66 info@espisa.ch www.espisa.ch
Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 Fax +41 (0)71 763 61 71 info@lanker.ch, www.lanker.ch


PLATTENSÄGEN

PLATTENSÄGEN RECYCLING
IMA Schelling Austria GmbH 6858 Schwarzach | Austria T +43 5572 396 0 www.imaschelling.com


Hauptstrasse 59 CH-8637 Laupen ZH Telefon 055 256 50 00 www.sks-laupen.ch
TAMPONDRUCK
TAMPONDRUCK
Güterstrasse 25 Tel. +41 (0)62 291 15 90 info@recoplast.ch CH-5014 Gretzenbach Fax. +41 (0)62 291 15 88 www.recoplast.ch


RECYCLING
Ihre Industriepartnerin für Tampondruck 1- bis 4-farbig T 081 257 15 57 | info@argo-gr.ch www.argo.industries


TAMPONDRUCK/DIGITALDRUCK




88 11–12/2022 KUNSTSTOFF XTRA LIEFERANTENVERZEICHNIS
AG
855 90 70
855 90 75
5
Huttwil Tel. 062 965 38 78 Fax
36 75 www.ac-profil.ch
/
www.k-profile.com – Kunststoffprofile www.3d-prints.ch – 3D-Druck
/ 3D-DRUCK KUNSTSTOFF-FERTIGTEILE www.kuvaplast.com Halbzeug, Fertigteile & Profiltechnik KUNSTSTOFF-FERTIGTEILE LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN ● Tampondruck ● Laserbeschriftung ● Digitaldruck ● Stoffbeschichtung ● Kunststoffbedampfung (PVD) ● Wassertransferverfahren (Karbon etc.) ● Gummi-/Softbeschichtung www.topcoat.ch Tel. 062 917 30 00 LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN LOGISTIK DACHSER Spedition AG Regional Office Switzerland Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch LOGISTIK MASTERBATCHES MASTERBATCHES Industrie Nord 27 CH-5634 Merenschwand phone + 41 56 664 2222 fax + 41 56 664 2223 sales@granula.ch www.granula.eu Granula AG NORMTEILE FÜR DEN FORMENBAU Dübendorfstr. 27 · CH-8602 Wangen Tel. 044 834 01 01 · Fax 044 834 02 00 · www.ramseier-normalien.ch PERIPHERIE PERIPHERIE Ingenieurbureau DR. BREHM AG Lettenstrasse 2/4 CH-6343 Rotkreuz Tel. 041 790 41 64 info@brehm.ch www.brehm.ch Neuweg 31 A CH-4852 Rothrist Tel. +41 62 794 37 41 Fax +41 62 794 37 27 info@kuma-solution.ch www.kuma-solution.ch KUMA Solution GmbH
KUNSTSTOFFPLATTEN SIMONA
SCHWEIZ Industriezone Bäumlimattstrasse CH-4313 Möhlin Telefon +41 (0)61
Telefax +41 (0)61
mail@simona-ch.com www.simona-ch.com KUNSTSTOFFPROFILE KUNSTSTOFFPROFILE Industriestrasse
CH-4950
062 965
ac-profil@bluewin.ch KUNSTSTOFFPROFILE
3D-DRUCK
KUNSTSTOFFPROFILE
SCHNECKEN UND ZYLINDER SCHNECKEN UND ZYLINDER Bernex Bimetall AG Winznauerstrasse 101 CH-4632 Trimbach Tel. 062 287 87 87 www.bernexgroup.com sales@ch.bernexgroup.com SCHNEIDMÜHLEN Vennstrasse 10 D-52159 Roetgen Fon +49 (0) 2471 4254 Fax +49 (0) 2471 1630 www.hellweg-maschinenbau.de Hellweg Maschinenbau GmbH & Co. KG SPRITZGIESSEN
AG Kunststofftechnologie CH-3110 Münsingen Tel. 031 724 10 10 Fax 031 724 10 19 info@martignoni.ch
know-how in technology and plastics
Werkzeugbau Technische
avenue
REINIGUNGSGRANULATE
MARTIGNONI
www.martignoni.ch
SPRITZGIESSEN UND BAUGRUPPEN SPRITZGIESSEN UND BAUGRUPPEN Spritzguss
Teile Baugruppen Montage 1
Euroeastpark
Säntisstrasse 16 / 9400 Rorschach / Tel. 071 841 99 50 / www.rbsiebdruck.ch Druck- und Werbetechnik – Kunststoffverarbeitung Tampondruck und Digitaldruck auf Formteile TAMPONDRUCK/DIGITALDRUCK www.topcoat.ch TECHNISCHE UND HIGHTECH-KUNSTSTOFFE dolderbigler.com • plastics@dolderbigler.com Arkema • Cabot • Celanese • Chemours Dow • Eastman • Polykemi • Radici • RTP Solvay • Teknor Apex • Toray • Total • Viba PLASTICS TECHNISCHE UND HIGHTECH-KUNSTSTOFFE TECHNISCHE UND STANDARDKUNSTSTOFFCOMPOUNDS Albis Impex AG · Dorfstrasse 38 · 8706 Meilen Telefon +41 (0)44 925 20 40 · Fax +41 (0)44 925 20 49 admin.ch@albis.com · www.albis.com TECHNISCHE UND STANDARDKUNSTSTOFFCOMPOUNDS
Be the first. Be efficient.
Ihre Situation:
Energiepreise explodieren und Stromversorger passen ihre Tarife nach oben an. Sie als Unternehmen können aber nicht von heute auf morgen lhre Preise erhöhen. Unter Umständen macht das lhre Kalkulation zunichte.
Die Lösung aus dem Hause ENGEL:
Wir betrachten nicht nur die Spritzgießmaschine, sondern die gesamte Anlage. Die Kombination aus Temperierung, intelligenter Gerätekommunikation & smarter Prozessführung führt zur maximalen Effizienz. So lassen sich bis zu 67 % Energie im Vergleich zu einer hydraulischen Spritzgießmaschine mit Standard Hydraulik und konventioneller Temperierung sparen.
Erfahren Sie mehr: engelglobal.com/be-efficient

Swiss Plastics Expo Halle 1 Stand A 1001
