







KUNSTSTOFF XTRA OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG engelglobal.com/inject-4-0 Mit ENGEL Digital Solutions zur smart factory DESIGN ABMUSTERUNG WARTUNG & SERVICE PRODUKTION März / April 2023 3–4/2023
HOCHSICHER
GÜTESIEGEL AUSGEREIFT
GESTICA NONPLUSULTRA ÜBERGREIFEND
STEUERUNGSZENTRALE
GLOBALER STANDARD






NACHHALTIG
Das Beste ist gerade gut genug. Von diesem Prinzip sollten Sie sich leiten lassen. Denn dieser Prämisse folgt auch unsere neueste Steuerungsgeneration: die GESTICA. Unsere vollständig selbst entwickelte und gebaute Schaltzentrale ist nicht zu toppen. In Sachen Zuverlässigkeit, Leistung, Langlebigkeit, Kompatibilität, Sicherheit, intuitiver Bedienung sowie Look-and-feel. Einfach ausprobieren. www.arburg.com
Mit Blockchain gegen Greenwashing
Adidas wurde zu Beginn der letzten Fussball-Weltmeisterschaft mit massiven Greenwashing-Vorwürfen konfrontiert. Dabei ging es um das DFB-Fantrikot, das gemäss dem Sportartikelhersteller zu 50 % aus «Parley Ocean Plastic» hergestellt wurde. Parley for the Oceans organisiert und überwacht für Adidas Sammelaktionen von Kunststoffabfällen aus dem Meer.

Nun recherchierte die Flip-Redaktion (letsflip.de), dass ein Grossteil des verwendeten Plastikmülls nicht aus den Sammelak tionen von Parley stammte, sondern aus Thailand und den Philippinen. Dort ist das Ausgangsmaterial deutlich günstiger und wurde gemäss den Journalisten auch durch schulpflichtige Kinder eingesammelt und an Zwischenhändler verkauft.
Nachdem ich über dieses konkrete Beispiel für Greenwashing gelesen hatte, wurde mir auch klar, weshalb Tide Ocean so viel Wert auf eine lückenlose Prozesskette legt. Das Unternehmen sammelt ebenfalls Kunststoffabfälle aus dem Meer und verarbeitet sie mit Partnern Schritt für Schritt zu wiederverwendbarem Granulat.

Ein auf der Blockchain-Technologie basierendes Tracing-System stellt die Rückverfolgbarkeit entlang der gesamten Produktionskette sicher. Jeder Schritt wird fälschungssicher dokumentiert und ist jederzeit transparent einsehbar. So kann der Endkunde oder Konsument anhand eines QR-Codes nachvollziehen, aus welchen Materialquellen sein Produkt besteht, wo welche Materialien gesammelt und wie sie weiterverarbeitet wurden. Für diesen Material Passport wurde Tide Ocean mit dem Swiss Plastics Award ausgezeichnet.
Gerade eben weil Greenwashing in der Branche ein grosses Problem ist, wird die Möglichkeit der lückenlosen Nachverfolgung von den Kunden stark nachgefragt.
KUNSTSTOFF XTRA 3–4 /2023 EDITORIAL
www.granula.ch www.granula.eu Masterbatch
Thomas Meier, Redaktor
4
VERARBEITUNG
Die Grösste in der Schweiz Verpackung ist nicht gleich Verpackung. Für moderne Logistik und automatisierte Produktionsprozesse müssen Boxen, Paletten, Paloxen wesentlich mehr können als nur Waren aufnehmen.
8
CIRCULAR ECONOMY

Recycling ist nicht einfacher, aber nachhaltiger
Bei einem Handywechsel wird die alte Schutzhülle oft weggeworfen. Das mit dem Swiss Plastics Expo prämierte Projekt der OST mit dem Taschenhersteller Freitag setzt auf Zirkularität.
10
UMWELT
Transparenz ist alles
Mit einem Material-Passport, der auf der Blockchain-Technologie aufbaut, hat Tide Ocean den Swiss Plastics Expo Award 2023 in der Kategorie Business gewonnen.
12
MEDIZINTECHNIK
Laborprozesse automatisieren
Zühlke gewinnt den Swiss Plastics Expo Award in der Kategorie Engineering. Gekürt wird ein Gerät, das die Isolation von Hautzellen automatisiert.



14
VERANSTALTUNG
Beratung rund um das Thema Energiereduktion
Zu den Jubiläums-Tagen 2023 präsentierte Arburg den neuen «Action Plan: Energy».
16
AUS-/WEITERBILDUNG
Mitmachen, mitgestalten, mittragen
Vor 30 Jahren haben visionäre Pioniere der Kunststoffindustrie, von Hochschulen und aus der Politik das Kunststoff Ausbildungs- und Technologie-Zentrum in Aarau gegründet.
Vorstufe
IMPRESSUM
KUNSTSTOFF XTRA
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung
Erscheinungsweise
7 × jährlich

Jahrgang
13. Jahrgang (2023)
Druckauflage
4100 Exemplare
WEMF / SW-Beglaubigung 2022
3264 Exemplare total verbreitete Auflage
1280 Exemplare davon verkauft
ISSN-Nummer 1664-3933
Internet www.kunststoffxtra.com
Geschäftsleiter
Andreas A. Keller
Herausgeber/Verlag
SIGWERB GmbH


Unter Altstadt 10, Postfach
CH-6302 Zug
Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Anzeigenverkaufsleitung
Thomas Füglistaler
Anzeigenverkauf
SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a
CH-5610 Wohlen
Telefon +41 56 619 52 52
Telefax +41 56 619 52 50 info@sigimedia.ch
Redaktion
Thomas Meier
Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor)
Telefon +41 32 623 90 17 m.flury@sigwerb.com
Triner Media + Print
Schmiedgasse 7 CH-6431 Schwyz
Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente
Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com

Druck Fontana Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.)
Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2023 by SIGWERB GmbH, CH-6302 Zug
2 KUNSTSTOFF XTRA INHALTSVERZEICHNIS 3–4 /2023
19
27 VERPACKUNG
So kommt die Tablette ins Blister

41,1 M io. Packungen Ibuprofen wurden im Jahr 2020 allein in Deutschland verkauft. Man hat sie regelmässig in der Hand, ab kaum einer weiss, wie die einzelnen Tabletten eigentlich in den Blister kommen.
24
VERBAND
Mitglied sein bei KUNSTSTOFF.swiss lohnt sich
Als Mitglied von KUNSTSTOFF.swiss sind Sie Teil einer Branche, die allein in der Schweiz mit rund 33 0 00 Mitarbeitenden 16 Milliarden Franken Umsatz erwirtschaftet.
26
WIRTSCHAFT
GKV zieht durchzogene Bilanz

Der Gesamtverband Kunststoffverarbeitende Industrie e. V (GKV), Spitzenorganisation der Kunststoff verarbeitenden Industrie in Deutschland, zeigt sich besorgt über die Ertragslage u nd die hohen Energiekosten.
ADDITIVE FERTIGUNG



SLS-Technologie auf MarsMission?
Studierende der Fachhochschule Nordwestschweiz (FHNW) bauen einen funktionsfähigen Mars-Rover mithilfe von SLS3D-Druck-Teilen und belegen den 6. P latz bei der European-Mars-Rover-Challenge (ERC) in Polen.


33
MESSE
Spannende Messetage in familiärer Atmosphäre

Die KUTENO – Kunststofftechnik Nord, vom 9. bis 11. M ai 2023 in Rheda-Wiedenbrück, wird in diesem Jahr erstmals von der Easyfairs GmbH veranstaltet.

AUS DER BRANCHE 39
PRODUKTE 44

LIEFERANTENVERZEICHNIS 47
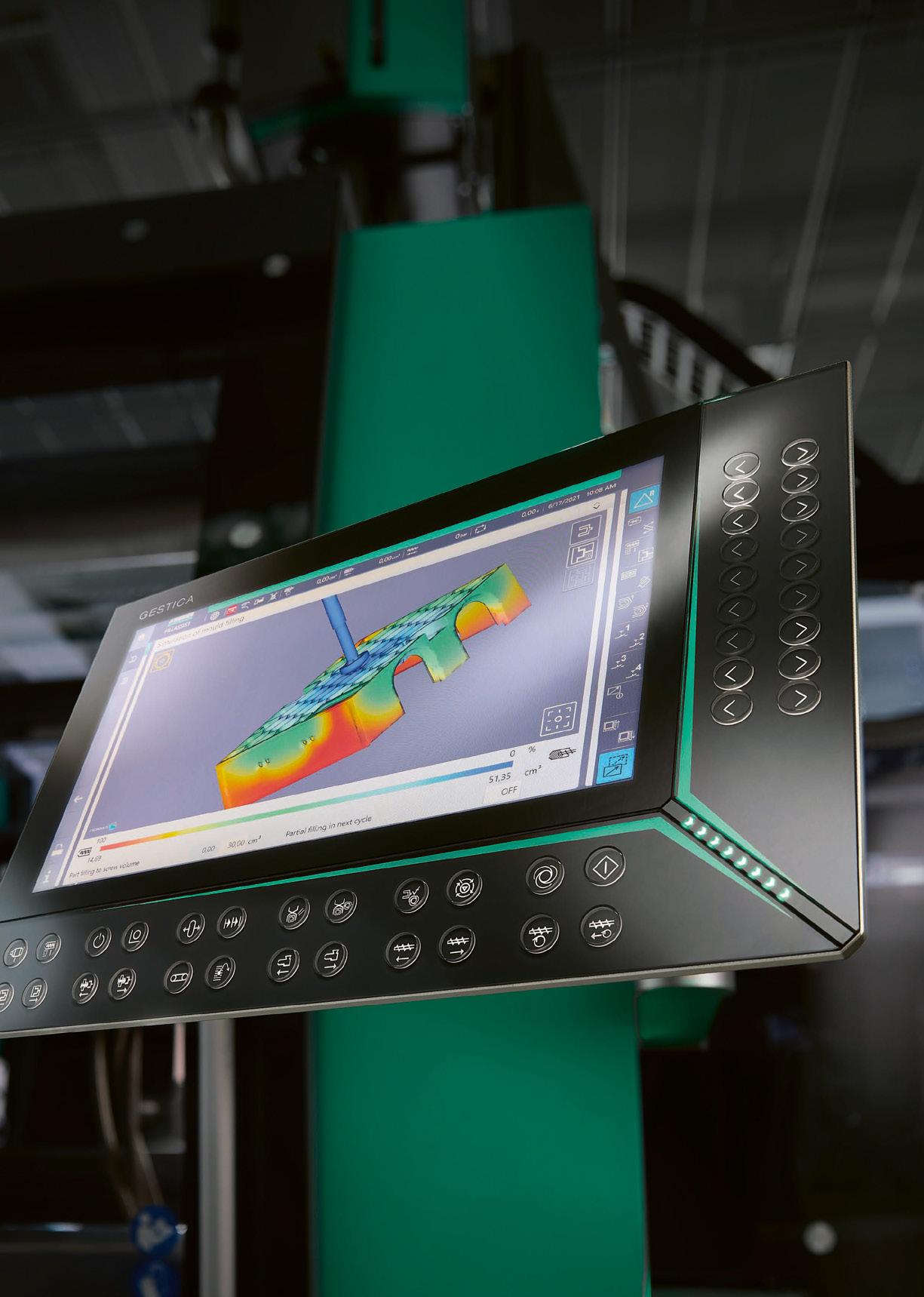
ZUM TITELBILD
KUNSTSTOFF XTRA
Mit ENGEL Digital Solutions zur smart factory



Die digitalen Produkte und Service-Dienstleistungen von ENGEL unterstützen Sie entlang des gesamten Produktlebenszyklus – vom Bauteildesign über die Abmusterung bis hin zur Produktion sowie Wartung und Service. Mit digitalen Lösungen von ENGEL nutzen Sie das volle Potenzial Ihrer ENGEL-Spritzgiessanlage und reduzieren den CO2-Fussabdruck nachhaltig.
Erfahren Sie mehr:
ENGEL (Schweiz) AG
Hungerbüelstrasse 17
CH-8500 Frauenfeld +41 52 725 07 57 sales.ch@engel.at www.engelglobal.com
3 KUNSTSTOFF XTRA INHALTSVERZEICHNIS 3–4 /2023
KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG engelglobal.com/inject-4-0 Mit ENGEL Digital Solutions zur smart factory DESIGN ABMUSTERUNG PRODUKTION März April 2023 3–4/2023 00_Titelseite_10-2022.indd 14.03.23 11:03
OFFIZIELLES ORGAN VON
Familienunternehmen Georg Utz nimmt MX 4000 in Betrieb
Die Grösste in der Schweiz
Verpackung ist nicht gleich Verpackung. Für moderne Logistik und automatisierte Produktionsprozesse müssen Boxen, Paletten, Paloxen wesentlich mehr können als nur Waren aufnehmen. Sie werden von Lagerrobotern bewegt, tragen IML-Barcodes, integrierte RFIDs und natürlich das Logo des Besitzers. Die Georg Utz AG hat sich darauf spezialisiert und dafür mit einer KraussMaffei MX 4000–75 000 die grösste Spritzgiessmaschine der Schweiz in Betrieb genommen.
Als weltweit agierendes Unternehmen verfügt Utz über 1350 Mitarbeiter und hochmoderne Produktionsstandorte in Deutschland, England, Frankreich, Polen, China, den USA und Mexiko. Der Ursprung der Gruppe liegt in Bremgarten, rund 15 Kilometer westlich von Zürich. Insgesamt laufen in der Gruppe rund 50 Spritzgiessmaschinen von KraussMaffei, davon 22 in der Schweiz mit Schliesskräften ab 800 kN. Für Andreas Schlegel (Leiter Operations/GL) vereint Utz das Beste vieler familiengeführter Betriebe: flache Hierarchie, gutes Betriebsklima, finanzielle Unabhängigkeit und Gestaltungsspielraum für den Einzelnen. Und weil das 75 Jahre junge Unternehmen ausserdem sehr innovationsfreudig und zu 100 Prozent eigenfinanziert ist, kann man zusammen mit der Gruppenleitung auch grosse Entscheidungen, schnell und unabhängig treffen, wie etwa die für eine neue MX 4000–75 000 mit einer Schliesskraft von 40 000 kN.
Der Maschinenkoloss reiste auf insgesamt 22 Lastwagen von München nach Bremgarten: Für das Maschinenbett, jede Platte, pro zwei Holme und viele andere Komponenten jeweils einer. So aufgeteilt, überquerte jeder Lw zahlreiche Brücken in der wasserreichen Gegend und ging nach 12 Wochen Aufbau wunschgemäss kurz vor Weihnachten in Betrieb.
Termingerechte Inbetriebnahme des Schwergewichts
Für Andreas Schlegel war das eine spannende Zeit: «Wir haben einen gruppenweiten Standard für die Maschinenspezifikation. Diese Maschinengrösse war dann aber auch für uns ein Novum. Die Platzverhältnisse waren sehr knapp, die Ausstattung
der Maschine wurde nochmals um einige Optionen erweitert. Am Schluss waren alle erleichtert, dass wir bei den Planungen alles richtig gemacht haben, schliesslich müssen viele Schnittstellen aufeinander abgestimmt sein. Inklusive Automatisierung ist die ganze Anlage jetzt viel grösser als vorher.» Das 4000er-Schwergewicht ersetzte eine ältere Maschine mit 27 000 kN Schliesskraft, die wenige technische Möglichkeiten bot, nur einen einfachen Linearroboter besass und bezüglich Energiebilanz längst nicht mehr auf dem neuesten Stand war.
Die Projektierung von KraussMaffei in der Person von Martin Schönberger arbeitete konzentriert dafür, dass alles klappt, denn so grosse Maschinen werden zwar in München vormontiert, aber letztlich erst auf der Baustelle zusammengesetzt und in Betrieb genommen. Sobald nur ein kleines Teil fehlt, gerät der Zeitplan ins Stocken. Da alles perfekt ablief, endete das Projekt mit einer Punktlandung und Andreas
Schlegel betont: «Das hat uns sehr gefreut, denn Termintreue ist heute nicht mehr selbstverständlich.»
Bislang verfügte die Georg Utz AG über Schliesskräfte bis 32 000 kN, doch manche Anwendung war dafür schon etwas grenzwertig, so dass man sich zur Repertoireerweiterung entschloss. Auch im Bereich grosser Produkte will der LogistikSpezialist so die Möglichkeit erhalten, weitere Mehrkavitäten- und Etagenwerkzeuge zu verwenden.
Smarte Automation innerhalb der Zyklustaktzeit
Utz fertigt intelligente Logistik- und Verpackungslösungen wie Paletten, Boxen und Paloxen für unterschiedlichste Branchen. Je höher deren Ansprüche an Rückverfolgbarkeit und automatisches Handling, desto smarter müssen die Behältnisse sein. Genügte es früher an einer Seite einen Barcode anzubringen, so braucht es heute an jeder Seite einen sowie oft zusätzlich ap -

4 3–4/2023 KUNSTSTOFF XTRA Verarbeitung
Schätzen die gemeinsame vertrauensvolle Zusammenarbeit (v. l.): Andreas Schlegel (Leiter Operations Georg Utz AG, Mitglied GL), Bruno Schleiss (Geschäftsführer Krauss-Maffei (Schweiz) AG), Marcel Meier (Leiter Produktionstechnik) und Markus Eggimann (Leiter Produktion, beide Georg Utz AG). (Bild: KraussMaffei)
plizierte RFIDs oder IML- Barcodes. Das aufgedruckte Kundenlogo ist eine Selbstverständlichkeit. Damit diese und weitere nachgelagerte Produktionsschritte nicht zum ärgerlichen Flaschenhals werden, hat das Team von Utz und KraussMaffei der MX 4000 eine anspruchsvolle und zweistöckige Automation mitgegeben, die alle Prozessschritte innerhalb der Zyklustaktzeit realisiert.
Für Vorhaben wie diese verfügt die Schweizer Firma über ein fünfköpfiges Automatisierungsteam vor Ort, das alles, was nach der eigentlichen Produktionszelle folgt, auch in Eigenregie umsetzen kann. Der LRX TwinZ und die zwei Roboter direkt an der Maschine stammen von KraussMaffei und haben mit einer 12 m langen Z-Achse einen besonders grossen Aktionsradius. Um Projekte und Werkzeuge einfach an andere Standorte verlagern zu können, hat das Utz-Team für jede Tonnage ein Standard-Layout entwickelt, das die wichtigsten Komponenten abdeckt.
Zunehmender RezyklatAnteil
In der Schweiz entstehen auf der neuen MX 4000 im Dreischichtbetrieb etwa 20 verschiedene Produkte mit Gewichten von bis zu 50 Kilogramm. Das Material ist in aller Regel ein Polyolefin wie PP oder HDPE, bisweilen kommen auch ABS oder technische Kunststoffe zum Einsatz. Der Rezyklatanteil liegt derzeit bei 35 Prozent und Utz betreibt dafür eigene Recyclingstandorte, in Bremgarten beispielsweise eine Mühle mit rund 1,2 Tonnen Durchsatz pro Stunde. Hier werden neben internen Produktionsausschüssen zum Beispiel aus Farbwechseln auch Produkte eingemahlen, die nach Ende ihres Lebenszyklus vom Kunden zurückkommen. Hochwertige PostIndustrial- und Post-Consumer-Waste kauft das Unternehmen ebenfalls zu, letzteren in der Regel aufbereitet und compoundiert. Langfristig soll analog der gruppenweiten Klimastrategie der Recyclinganteil auf 80
Prozent steigen, und hier spielt eine Funktion der KraussMaffei-Maschinen eine besondere Rolle: APCplus, das anhand der Schmelzeviskosität von Schuss zu Schuss den Umschaltpunkt und die Nachdruckhöhe regelt und so für extrem gewichtskonstante Teile sorgt. Chargenschwankungen, die sich aufgrund unterschiedlicher Rohstoffe und Rezyklatanteile ergeben, werden dadurch ausgeglichen. Für Utz ist wichtig, dass sich dadurch ein breiteres Tor für den Materialeinkauf öffnet, man etwa bei Mahlgut auch unterschiedliche Qualitätsstufen oder Polyolefingemische kaufen kann, die besser verfügbar sind. Seit zwei Jahren ist APCplus an den kleineren Maschinen im Einsatz und der Ausschuss ist in dieser Zeit signifikant nach unten gegangen. Die neue MX ist deshalb ebenfalls damit ausgerüstet.
Digitales Forschungsprojekt mit der Fachhochschule Ost
Ein weiteres digitales Produkt von KraussMaffei verwendet Utz derzeit, um in Zusammenarbeit mit dem IWK Institut für Werkstofftechnik und Kunststoffverarbeitung der Fachhochschule Ost eine Predictive-Quality-Lösung zu entwickeln. Der DataXplorer kann pro Sekunde bis zu 500 Signale von Maschine und weiteren Sensoren abspeichern und in Kurven darstellen. Geklärt werden soll nun, wie viele davon nötig sind, um zuverlässig gute Bauteile vorherzusagen.
Auch vorhanden ist das bewährte Temperiersystem Orca, das für die Messung der Durchflussrate Schallwellen nutzt – wie Schwertwale zur Orientierung. Orca überwacht und regelt alle 120 Kühlkreise der MX 4000 und sorgt damit für einen optimalen Wärmeaustausch bei stabiler Prozessführung. Das Ergebnis ist eine deutliche Energieeinsparung. Bei der Einführung von Orca bei Utz vor einigen Jahren – es war das erste System in der Schweiz –zeigte sich, dass man sich aufeinander
verlassen kann. Als es am Anfang etwas hakte, half die proaktive Zusammenarbeit von beiden Unternehmen und Teams, um die Temperierlösung optimal aufzustellen. Geblieben ist die gegenseitige Wertschätzung.
Exzellenter Service
Diese spielt bei neuen Investitionen eine wichtige Rolle. Andreas Schlegel: «Wir analysieren Maschinenlieferanten hinsichtlich des technischen Standards, der Service qualität und des Preises. Es ist für uns sehr wichtig, dass die Maschine konstant gut läuft und schnell Hilfe kommt, wenn wir doch mal ein Problem haben. Mit KraussMaffei sind wir da sehr zufrieden.» Das ist sicher auch ein Verdienst von Bruno Schleiss, dem langjährigen Geschäftsführer von Krauss-Maffei (Schweiz) AG mit seinem Team. Insofern wird man bei künftigen maschinellen Erweiterungen in der Utz-Gruppe sicher wieder miteinander reden, bei der Georg Utz AG in Bremgarten liegt der Fokus bei Prozessoptimierungen und Ersatzinvestitionen. Sie sind auch nötig, um den allgemeinen Herausforderungen zu begegnen, etwa den steigenden Energiekosten und der hohen Volatilität bei den Materialpreisen. Die Kreislaufwirtschaft als Megatrend setzt einen zusätzlichen Schwerpunkt.
Mit rund 40 Prozent Exportanteil liefert Utz Schweiz seine Produkte hauptsächlich nach Italien, Österreich, Osteuropa, in die skandinavischen Länder und nach Ozeanien. Nächstes Ziel ist die Steigerung des Gruppen-Umsatzes von derzeit rund 350 Millionen Franken auf 400 Millionen. Es gibt also noch viel zu tun für das DreamTeam von Utz und KraussMaffei.
Kontakt
Krauss-Maffei (Schweiz) AG
CH-6343 Rotkreuz
info-ch@kraussmaffei.com www.kraussmaffei.com
Zykluszeit reduzieren und dadurch Kosten einsparen - mit unserer ganzheitlichen Analyse Ihres Spritzguss Prozesses und der MOLDFLOW® Simulation.
5 3–4/2023 KUNSTSTOFF XTRA Verarbeitung www.units.ch SIMULATIONENGINEERINGINDUSTRIELLE MESSTECHNIK
DIE EINHEIT FÜR ERFOLG
n
Schnelle Zykluszeit für die PET-Industrie
Kostbare Millisekunden
Netstal entwickelt, produziert und vertreibt Maschinen und Gesamtsysteme für die Spritzgussindustrie mit Schwerpunkten in den Bereichen Medizintechnik, Dünnwandverpackung sowie Verschlüsse und PET-Preforms für die Getränkeindustrie.
Das Spritzgussverfahren ist hoch automatisiert und die Anlagen laufen rund um die Uhr. Die Maschinen stehen auch in Regionen in denen es zu Stromunterbrechungen kommen kann bzw. die Stabilität der Stromnetzte nicht immer gegeben ist. Stromunterbrechungen können teuer und zeitraubend sein – daher machte sich Nets tal auf die Suche nach einer Lösung, um in der PET-Herstellung kosten- und materialschonend mit solchen Unterbrechungen umzugehen.
Trends in der PET Industrie
Die Geschichte der PET-Flasche startete in den späten 1960er Jahren. Die internationale ‹Karriere› der PET Flasche begann, als Coca Cola 1978 in den USA eine zweiLiter Flasche einführte – damals noch ausgestattet mit einer Bodenschale die aus einem anderen Material hergestellt wurde. Heutzutage werden jährlich etwa 1,5 Billionen Getränkebehälter unterschiedlicher
Grössen und aus unterschiedlichen Materialien hergestellt – ein Drittel davon (500 Milliarden Stück) sind Getränkebehälter aus PET. 80 % davon werden für Wasser und Süssgetränke mit Kohlensäure hergestellt. Für genau diesen Markt hat Netstal eine neue Baureihe konzipiert und 2020 auf den Markt gebracht: die PET-Line – eine Anlage die übrigens besonders darauf ausgelegt wurde, uneingeschränkt recyceltes PET (rPET) verarbeiten zu können.
Durch die Tatsache, dass das RecyclingKonzept von PET Behältern sehr ausgereift und weit verbreitet ist, hat die SUP (Single Use Plastics Directive) den PET Ansatz nicht hinterfragt, wie es etwa bei Wattestäbchen oder Strohhalmen der Fall ist. Darüber hinaus können PET Behälter zu 100 % aus recyceltem PET gemacht werden (kein Neumaterial notwendig) –die Nachfrage nach recyceltem PET ist extrem gross – grösser als das Angebot.
Behälter aus PET sind im Höhenflug
Der PET Markt für Getränke-Behälter wächst im Schnitt um etwa 4% pro Jahr. PET wird ebenfalls vermehrt in der Lebensmittelverpackung eingesetzt, z.B. für die Herstellung von Obst- und Gemüseschalen. Stefan Kleinfeld, Product Manager bei Netstal: «In der Corona-Pandemie sind viele Veranstaltungen und Meetings weltweit ausgefallen. Die Menschen konnten nicht in den Urlaub fahren. Die Folge war ein massiver Einbruch beim Bedarf an PET Behältern für Getränke – gerade bei den kleinen Flaschen (< 1 L), die den Löwenanteil der PET-Verpackungen ausmachen (etwa 80%). Jetzt zieht der Markt wieder an – und es wird auch wieder in neue Anlagen investiert, die Auftragslage ist sehr gut.»
Netstal Spritzgussmaschinen haben die Nase vorn wenn es um Energiebedarf, Geschwindigkeit und Benutzerfreundlichkeit geht. So brauchen die Anlagen der neuesten Generation 10–15 % weniger Energie als Anlagen der Konkurrenz bei vergleichbaren Prozessen und Bedingungen. Die Anlagen können nach nur wenigen Schulungstagen in Betrieb genommen werden – Grund dafür ist der Smart Operation-Ansatz: jede Anlage kann mit nur vier Bedienknöpfen gesteuert werden. Zudem zählen die Anlagen der PET-Line momentan zu den schnellsten am Markt.
Das Schweizer Unternehmen vertreibt ihre Spritzgussmaschinen für die PET Industrie auch in Märkte und Regionen in denen die Stabilität des Stromnetzes nicht immer gegeben ist bzw. es zu Stromschwankungen kommen kann. Und das sind durchaus lukrative Märkte, wie Länder in Süd-Amerika, Süd-Ost Asien etc. – Tendenz steigend. Um auch in solchen Regionen bei z. B. einem Stromausfall kontrolliert produzieren
6 3–4/2023 KUNSTSTOFF XTRA Verarbeitung
(links) Manuel Hausammann, Control Systems Engineer, (rechts) Stefan Kleinfeld, Product Manager. (Bilder: Netstal)
zu können, machte sich Netstal auf die Suche nach einer Lösung. Das theoretische Modell entwickelten die Ingenieure selbst, um die Umsetzung in die Praxis kümmerte sich Keba Industrial Automation GmbH.
Mehr Leistung vs. instabile Stromnetze
Die PET-Line hat einen hohen Elektrifizierungsgrad. Manuel Hausammann, Control Systems Engineer bei Netstal: «Wir arbeiten mit einer Nennleistung von bis zu 240 kW – die Leistung und der Ausstoss haben über die Jahre im Spritzguss immer mehr zugenommen. Es gibt jedoch nach wie vor viele Regionen mit instabilen Stromnetzen. Diese Kombination ist besonders heikel. Stromausfälle bzw. Unterbrechungen kommen immer wieder vor, darauf muss man sich einstellen. Als Maschinenbauer kann man jedoch dafür sorgen, dass der Ausschuss und der Aufwand für das Wiederanfahren der Anlage minimal sind.» Wenn eine Spritzgussanlage abrupt stehen bleibt, bedeutet das, dass der Zyklus nicht zu Ende gefahren werden kann. Der worst case: wenn die Unterbrechung während des Einspritzvorgangs auftritt, die Kavität aber noch nicht ganz mit Kunststoff gefüllt ist.
Dann entstehen sogenannte «Short Shots» – halb fertig gespritzte PET-Preforms. Diese müssen von Hand entfernt werden und dabei kann das Werkzeug kaputt gehen bzw. die Beschichtung beschädigt werden. Bis zu 144 Short Shots kann es bei einer Zyklusunterbrechung geben – der Produktionsausfall aufgrund von Reinigung und Wiederanfahren beträgt in diesem Fall zwischen zwei und drei Stunden.
Den Zyklus kontrolliert beenden
Netstal entwickelte eine Funktion um die Zeit zwischen Stromunterbrechung und dem Zyklusende zu überbrücken. Hausammann: «Das Ziel war, den jeweils aktuellen Zyklus ohne externe Energie kontrolliert zu beenden – in etwa wie wenn man die Anlage bei Produktionsende herunterfährt. Und zwar so, dass die Plastifizierung und das Werkzeug sauber bleiben und die Preforms des letzten Zyklus kein Ausschuss sind.»
Die Lösung, die den Produktnamen Cycle Guard bekam, besteht im Wesentlichen aus zwei Komponenten: einem sehr schnellen elektrischen Energiespeicher für die kurze Zeit direkt nach dem Stromausfall und einem Hydraulikspeicher für die

grössere Energiemenge zum Entformen der Kunststoffteile und zum Stillsetzen der Anlage.

Gewappnet gegen Stromunterbruch
Die Idee hinter Cycle Guard: wenn die Netzversorgung ausfällt, wird die Energie, die in den Hydraulikspeichern gespeichert ist, abgerufen, um die Anlage weiter fahren zu können. Um diese Energie nutzbar zu machen, muss die Förderrichtung der Hydraulikpumpe umgestellt werden. Das dauert etwa 100 Millisekunden. Um diese Zeit zu überbrücken und die fehlende Energie bereitzustellen, wird das Energy Storage System des KeDrive D3 von Keba eingesetzt.
Der Netzausfall wird erkannt und innerhalb nur einer Millisekunde reagiert das elektrische Energiespeichersystem und ersetzt für 10 bis 20 msec die Einspeisung aus dem Netz mit einer Leistung von bis zu 300 kW. Gleichzeitig führen alle elektrischen Achsen einen Schnellhalt aus, dabei wird der Einspritzprozess nicht unterbrochen. Die Bremsenergie der Motoren wird durch den Energiespeicher aufgenommen und anschliessend stabilisiert dieser den Zwischenkreis des Antriebssystems, bis die Hydraulikpumpe generatorisch arbeitet und Energie zur Verfügung stellt. Diese ersten 20 Millisekunden sind essentiell für die Funktion des Cycle Guards. Die Herausforderung besteht darin, diese zwei Speichersysteme so aufeinander abzustimmen, dass der Netzausfall in jedem Störungsfall überbrückt und der Zyklus kontrolliert zu Ende gefahren wird. Diese Aufgabe übernimmt aXos 9, die Steuerung der Spritzgiessmaschine.
KUNSTSTOFF XTRA Verarbeitung InnoRecycling AG Rohstoffe aus Abfällen Hörnlistrasse 1, CH-8360 Eschlikon, Telefon +41 71 973 70 80, info@innorecycling.ch 0_IR_Ins_1-3q_183x85_fbg_Rohstoffland.pdf 1 11.10.12 11:06
InnoRecycling fördert Ressourcen
Rohstoffland Schweiz
Kontakt www.netstal.com n
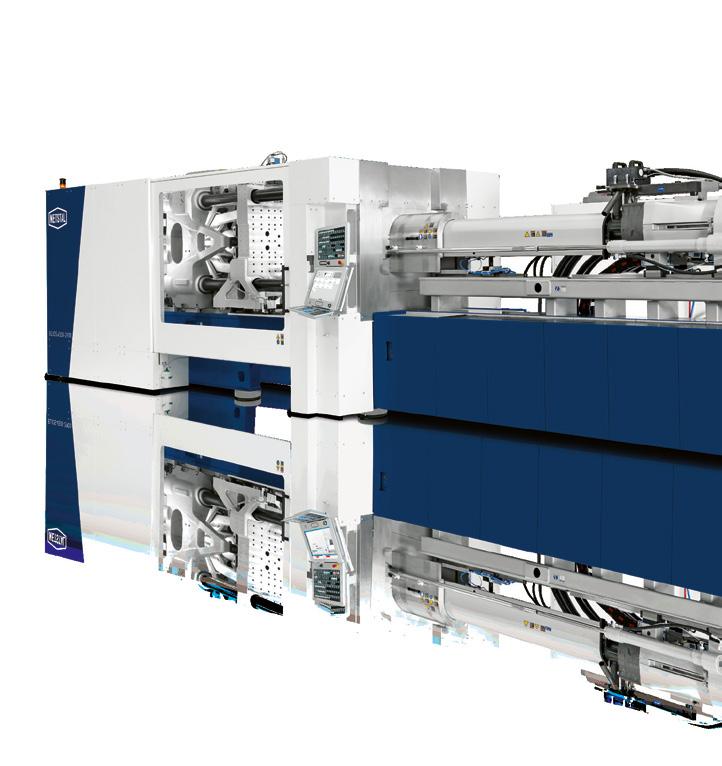
Die Netstal Pet-Line
Swiss Plastics Expo Award Kategorie Nachhaltigkeit
Recycling ist nicht einfacher, aber nachhaltiger
Bei einem Handywechsel wird die alte Schutzhülle oft unfreiwillig weggeworfen. Ein Projekt der OST mit dem Taschenhersteller Freitag setzt auf Zirkularität: Aus recycelten Skischuhen und wiederverwerteten Lastwagenplanen wird eine Smartphone-Schutzhülle mit Kartenetui, die erneut wiederverwendbar bleibt. Das Projekt wurde im Januar 2023 anlässlich der Swiss Plastics Expo mit dem Nachhaltigkeits-Award ausgezeichnet.
Marianne Flury
Die Firma Freitag, bekannt für ihre farbigen Taschen aus ausgedienten Lastwagenplanen, startete das Handyschutzhüllen-Projekt bereits in 2019. «Wir haben lange nach einem passenden Material für eine kreislauffähige Handyhülle gesucht», sagt Anna Kerschbaumer, Verantwortliche für das Produktportfolio und Co-Company Leader beim Taschenhersteller. Fündig wurde das Unternehmen schliesslich beim IWK, Institut für Werkstofftechnik und Kunststoffverarbeitung.

Das IWK bereitet seit 2012 Recyclingmaterial aus geschredderten Skischuhen wieder auf – anfänglich zu 3D-Druck-Filamenten, seit jüngstem nun auch für den Spritzguss. Die Anfrage von Seiten der Freitag lab. ag kam gerade zum richtigen Zeitpunkt. «Die Handyhüllen passen im Moment bestens zur Recyclingmenge, die uns zur Verfügung steht. Das hat uns den nötigen Schub gegeben, in den Tonnenbereich zu kommen», sagt Prof. Daniel Schwendemann, Leiter Fachbereich Compoundierung/Extrusion am IWK. Inzwischen hat das Institut rund zwei Tonnen Material für Handyhüllen für Freitag compoundiert.
Ein lokaler Kreislauf
Ein wichtiger Aspekt des SmartphoneProjekts sind die kurzen Wege über alle Wertschöpfungspartner hinweg. «Wenn die lokale Fertigung nicht gewesen wäre, wäre das Projekt wahrscheinlich geschei -
tert», vermutet Schwendemann. «Die Materialaufbereitung und das Spritzgiessen sind nicht ganz trivial. Wir haben lange getüftelt und mehrere Loops gemacht, bis das Resultat für uns stimmte.
Die ersten Schritte im Kreislauf macht in diesem Projekt die Werkstatt der Stiftung Argo in Davos. Dort werden die Skischuhe zersägt und geschreddert, Metallteile und Gummireste aussortiert, dann wird das Material (TPE) gemahlen und ans IWK nach Rapperswil-Jona spediert, wo es eingeschmolzen, entgast, gefiltert und compoundiert wird.

Der nächste Schritt erfolgt bei Pfister Werkzeugbau in Mönchaltorf, die das Werkzeug hergestellt hat und das Material zu Handyhüllen verarbeitet.
Die letzte Station ist die Produktionsstätte von Freitag in Zürich-Oerlikon. Aus rezyklierten Lastwagen-Planen entstehen neben den bekannten Taschen auch die
farbigen Kartenetuis, die zusammen mit den Handyhüllen als 2teiliges System verkauft werden
Für die Handyhüllen gibt es ein take back System. Wer das Handy wechselt, behält das Kartenetui, gibt aber die Schutzhülle an die Stores von Freitag zurück, von wo sie dann gesammelt wieder zu Argo nach Davos gelangen, wo der Kreislauf von neuem beginnt.
Viele Planen für einen attraktiven Farbmix
«Mittlerweile funktionieren die Abläufe für die Rücknahme recht gut», bestätigt Kerschbaumer. «Wir starten im Moment ein Projekt, um das Rücknahmesystem für die Hüllen bekannter zu machen. Den Circ Case – die Handyhülle mit dem Kartenhalter – gibt es ja seit Mitte letzten Jahres. Wir gehen davon aus, dass mit dem Launch des neuen Apple Geräts im September vermehrt Material zurückkommt.» Ein Teil der Produktion von Freitag ist in
8 3–4/2023 KUNSTSTOFF XTRA Cir C ular E C onomy
«Wir haben lange nach einem passenden Material für eine kreislauffähige Handyhülle gesucht.»
Daniel Schwendemann: «Die Materialaufbereitung und das Spritzgiessen sind nicht ganz trivial.» (Bild: IWK)
Anna Kerschbaumer beim Planenzuschnitt: Die Handyhüllen werden mittels Kartenhalter individualisiert. (Bild: Freitag)
Zürich-Oerlikon. Dort werden die alten Planen angeliefert. In einer grossen Produktionshalle – sie wird intern ‹Zerlegplatz› genannt – werden sie von allem Fremdmaterial befreit (Ösen u. ä.) und anschliessend mit Cuttern in kleinere Teile zerlegt. Danach werden die Planenstücke mit Regenwasser gewaschen, bevor sie den Weg in die Fertigung finden. Dort werden Taschenteile ausgeschnitten, dann Kleinteile wie Portemonnaies, Schlüsselanhänger oder eben Kartenetuis für die Handyhüllen aus den Restmaterialien gestanzt.
Damit im Planensortiment die Farbenvielfalt gewährleistet ist, unterhält Freitag ein Team, das sich um den Planeneinkauf kümmert. Unterstützt wird das Team durch ‹die Leute auf der Strasse›, die mittels Truck spotting schöne LKW-Planen melden können. «Wir wachsen und benötigen viele Planen, um einen attraktiven Farbmix anbieten zu können», erklärt die Produktmanagerin.
Nachhaltige Alltagsprodukte
Dieses Jahr feiert Freitag das 30-Jahr-Jubiläum. Gegründet wurde das Unternehmen von Markus und Daniel Freitag. Sie benötigten damals etwas, worin sie als Studenten ihre Unterlagen verstauen konnten. Das Taschenprodukt aus Lastwagenplanen und damit die erste Messenger Kurriertasche war geboren. Der Antrieb für die diversen nachhaltigen Projekte ist offenbar in der Familien-DNA verankert. «Die Neugierde und die Ambition, etwas Positives zu bewirken, etwas
in Richtung Kreislauffähigkeit weiterzuentwickeln und gute Lösungen für nachhaltige Produkte für den Alltag zu finden – das steckt hinter dem Namen Freitag», erläutert Kerschbaumer die Firmenphilosophie. Momentan laufen unterschiedliche Projekte parallel. Unter anderem arbeitet das Unternehmen zusammen mit verschiedenen Industriepartnern auch an der Entwicklung einer komplett kreislauffähigen LKW-Plane.
Ein Preis, vier Partner Schliesslich sind es alle beteiligten Partner, die das Smartphone-Projekt erfolgreich durchgezogen haben und am Ende auch mit dem Swiss Plastics Expo Award ausgezeichnet wurden.


«Wir haben zuerst auch nach Partnern in Italien oder im näheren Umfeld zur Schweiz gesucht. Aber (fast) niemand pro -
duziert Handyhüllen in Europa. Es war eine Herausforderung, das Produkt-Knowhow für ein simples Alltagsprodukt aufzubauen. In China einzukaufen wäre wesentlich einfacher», stellt Kerschbaumer fest. Und doch: Über’s Ganze gesehen geht die Rechnung auf. «Wir haben sehr kurze Versandwege, schätzen es, dass der Kreislauf vom Rohmaterialbezug über die Aufbereitung und Verarbeitung bis zum Produkt in der Schweiz erfolgt, und während der Entwicklungszeit war auch die Nähe zu den Partnern IWK und Pfister ein grosses Plus.» Und sie fragt sich, warum nicht mehr Firmen in der Schweiz produzieren und von der Kleinräumigkeit profitieren.
«Auch wir haben die kurzen Wege genutzt und mit dem Commitment von Freitag – auch gegenüber dem Verarbeiter – sind wir den Weg gegangen und haben das Projekt durchgezogen. Wenn der Inverkehrbringen eher monetäre Ziele hat, kann ein Projekt schnell scheitern. Der Weg mit Rezyklaten zu arbeiten ist steiniger, aber er ist es meiner Meinung nach Wert, ihn zu gehen», so Schwendemann abschliessend.
Kontakt
www.argo.ch
www.ost.ch
www.pfw.ag.ch
www.freitag.ch n
9 3–4/2023 KUNSTSTOFF XTRA Cir C ular E C onomy
Die Sieger der Kategorie Nachhaltigkeit: v. l.: Frank Ehrig, IWK; Thomas Bruder, Argo; Daniel Schwendemann, IWK; Andreas Gentsch, Pfister Werkzeugbau; Anna Kerschbaumer, Freitag, und Sara Bussmann, Messe Luzern. (Bild: Messe Luzern)
Das zweiteilige System aus einer kreislauffähigen Schutzhülle sowie einem individuellen Kartenetui aus rezyklierter Lastwagenplane, passt auch fürs nächste oder übernächste iPhone. (Bild: Freitag)
«Der Weg mit Rezyklaten zu arbeiten ist steiniger, aber er ist es Wert, ihn zu gehen.»
Swiss Plastics Expo Award für Material-Passports
Transparenz ist alles
Tide Ocean sammelt Kunststoffabfälle aus dem Meer und produziert daraus Granulat für die weitere Verwendung. Mit einem Material-Passport, der auf der Blockchain-Technologie aufbaut, hat das Unternehmen den Swiss Plastics Expo Award 2023 in der Kategorie Business gewonnen.
Preisgekrönt als Start-up
«Wir arbeiten mit Sozialpartnern vor Ort zusammen, wo wir den Plastikmüll sammeln. Das sind z. B. Fischer, die entlang der Küste bis zu 10 km ins Landesinnere Kunststoff aufsammeln und so garantieren, dass der Abfall nicht im Meer landet.» So erklärt Annick Helbing, Supply Chain Managerin bei #tide, das Konzept der Firma.
Noch vor Ort wird das Material grob sortiert. Tide Ocean unterscheidet zwischen PP, PET, HDPE und LDPE. Dann wird es gewaschen, gemahlen und teilweise direkt vor Ort verarbeitet in Recycling-Granulat.

Helbing: «Durch beimischen verschiedener Additive lassen sich nahezu alle Farben erreichen. Aus diesem Material können wieder viele verschiedene Produkte produziert werden.»
Dafür hat Tide Ocean bereits vor drei Jahren als Start-up den SPE-Award in der Kategorie Nachhaltigkeit gewonnen. Dem Unternehmen geht es nicht nur um umweltbezogene Nachhaltigkeit, sondern vor allem auch um soziale, betont Helbing. «Unseren Partnern, die vor Ort Kunststoff sammeln, können wir faire Arbeitsbedingungen zu fairen Konditionen bieten. Aber auch wirtschaftliche Nachhaltigkeit ist ein wichtiger Pfeiler, weil sich die ganze Idee auch rechnen muss.»
In diesem Jahr nun gewann #tide den Preis in der Kategorie Business. Wie Helbing betont, geht es nicht nur um die Wiederverwertung und den Verkauf von R-Granulat. «Wir wollen entlang der gesamten Wertschöpfungskette dabei sein und unsere Partner, wie auch unsere Kunden unterstützen.»

10 3–4/2023
Thomas Meier
Das Material wird grob sortiert, gewaschen, gemahlen und teilweise direkt vor Ort verarbeitet in Recycling-Granulat. (Bild: #tide)
Annick Helbing, Supply Chain Managerin. (Bild: #tide)
Lückenlose Dokumentation



Dazu hat Tide Ocean ein Tracing-System eingeführt, das auf der Blockchain-Technologie basiert. Dabei geht es um die Rückverfolgbarkeit entlang der Produktionskette. Jeder Schritt von der Sammlung bis zum fertigen Granulat wird dokumentiert. Und es ist transparent einsehbar wer, wie, wann, wo gesammelt, gewaschen, sortiert, und granuliert hat.




«Die Blockchain ist eine digitale Dokumentation, an der alle Teilnehmer der Lieferkette beteiligt sind und ihre Informationen hinterlegen», sagt Helbing. Beispielsweise gibt der Fischer ein, wieviele Kg PET er gesammelt hat. Alle weiteren Prozessschritte werden dem vorangehenden angehängt. So entsteht eine lückenlose und sichere Abbildung entlang der gesamten Kette. Am Ende steht der sogenannte Material-Passport. Der wird dem Kunden mittels QRCode ausgehändigt und darüber lässt sich die gesamte Herstellung nachvollziehen.
Blockchain







Eine Blockchain ist eine kontinuierlich erweiterbare Liste von Datensätzen in einzelnen Blöcken. Neue Blöcke werden nach einem Konsensverfahren erstellt und mittels kryptographischer Verfahren an eine bestehende Kette angehängt. Die Technologie kann in der Buchführung genutzt werden, wenn Einigkeit auf den aktuellen und fehlerfreien Zustand in einem dezentralen Netzwerk mit vielen Teilnehmern hergestellt werden muss. Was dokumentiert wird, ist für den Begriff der Blockchain unerheblich. Entscheidend ist, dass spätere Transaktionen auf früheren Transaktionen aufbauen und diese als richtig bestätigen, indem sie die Kenntnis der früheren Transaktionen beweisen. Damit wird es unmöglich gemacht, Existenz oder Inhalt der früheren Transaktionen zu manipulieren oder zu tilgen, ohne gleichzeitig alle späteren Transaktionen ebenfalls zu ändern. Andere Teilnehmer der dezentralen Buchführung erkennen eine Manipulation der Blockchain dann an der Inkonsistenz der Blöcke.






Quelle: Wikipedia









Hohe Nachfrage

Der Kunde kann sich ebenfalls bei der Blockchain anmelden und seine Daten über die Weiterverarbeitung des Materials erfassen. Der Endkunde oder Konsument kann dann anhand des QR-Codes nachvollziehen, aus welchen Materialquellen sein Produkt besteht, wo welche Materialien gesammelt und wie sie weiterverarbeitet wurden.






Helbing: «Die Möglichkeit zur Nachverfolgung unserer Produkte wird stark nachgefragt. Das ist wichtig, weil Greenwashing ein grosses Problem ist. Viele Unternehmen geben sich einen grünen Anstrich, oftmals steckt aber nicht viel dahinter. Deshalb ist es wichtig, dass wir sicher be -
legen können woher unsere Produkte stammen.»



Tide Ocean ist zuversichtlich, weiter zu wachsen. Derzeit ist das Unternehmen vor allem in Asien stark vertreten, ein Ableger in Zentralamerika (Mexiko) befindet sich gerade im Aufbau. Es will aber auch in anderen Regionen vor Ort das aufgebaute Know-how einbringen und Kunststoffabfälle sammeln.



Kontakt www.tide.earth n

Die MAAG Group ist Partner der kunststoffverarbeitenden Industrie weltweit. Unsere integrierten Lösungen für Pumpen- und Filtrationssysteme sowie Pelletizing-, Pulvermühlen- und Recyclingsysteme zeichnen sich durch hervorragende Leistungen für anspruchsvolle Kundenanforderungen aus.


































11 3–4/2023 KUNSTSTOFF XTRA Umwelt
Vor Ort sammeln beispielsweise Fischer den Plastikmüll. (Bild: #tide)
Integrated Systems for Polymer Processing maag.com NEW member of the MAAG Group:
NEXT LEVEL SOLUTIONS
SPE Award Kategorie Engineering
Laborprozesse automatisieren
Zühlke gewinnt den Swiss Plastics Expo Award in der Kategorie Engineering. Gekürt wird ein Gerät, das die Isolation von Hautzellen automatisiert. Aus den Zellen wird anschliessend künstliche Haut gezüchtet, die sich bei Patienten mit schweren Verbrennungen einsetzen lässt.

 Thomas Meier
Thomas Meier
Im Rahmen der Swiss Plastics Expo 2023 wurde der zweite Swiss Plastics Expo Award überreicht. Der Preis würdigt zukunftsweisende Produkte aus der Kunststoffindustrie. Das Sieger-Projekt präsentierte Zühlke während der Messe. «Im Auftrag unseres Kunden Cutiss haben wir ein Gerät entwickelt, das den Prozess zur Isolation von Hautzellen automatisiert», sagt Sebastian Wollmann, der als Kunststoffentwickler in einem Team das Projekt vorangetrieben hat.
Cutiss stellt künstliche Haut her, die bei Verbrennungsopfern eingesetzt wird. Aktuell wird die Haut in einem manuellen Prozess gezüchtet. Das ist aufwendig, weil die Arbeiten viel manuelles Pipettieren umfassen und in hoch klassifizierten Reinräumen stattfinden müssen.
Künstliche Haut herstellen
Der gesamte Herstellungsprozess künstlicher Haut beginnt mit der Hautbiopsie am eigenen Körper. Aus diesem Hautstück werden Zellen herausgelöst. Im zweiten Schritt werden die Zellen vervielfältigt, und dann im dritten Schritt zu einer Haut geformt, die anschliessend dem Patienten eingesetzt wird.
Wollmann: «Mit dem vorliegenden Gerät konnten wir den ersten Schritt zur Herstellung künstlicher Haut automatisieren». Die Vorteile liegen nicht nur in der Arbeitserleichterung, sondern vor allem darin, dass das Gerät in einer normalen Laborumgebung aufgestellt werden kann.
Automatische Isolation
Während einer OP wird eine Hautbiopsie entnommen und in ein steriles Gefäss gelegt. Dieses verlässt den sterilen Raum
und wird an ein steriles Schlauchsystem gekoppelt, das ins Gerät eingesetzt wird. So wird eine sterile Verarbeitung innerhalb der Maschine gewährleistet, auch wenn diese selbst in einem Reinraum niedriger Klasse steht.
12 3–4/2023
Sebastian Wollmann vor dem preisgekrönten Prototypen. (Bild: Thomas Meier)
Das Blister lässt einfach einsetzen und die Schläuche an klar erkennbaren Orten anschliessen. (Bild zühlke)
Die Haut wird nun mit entsprechenden Flüssigkeiten von einem in den nächsten Container gepumpt, geschüttelt, geschwenkt oder temperiert. Durch biochemische Reaktionen werden im gesamten Prozess während rund 24 Stunden die Hautzellen isoliert. Das Resultat ist eine Lösung mit Hautzellen in einem verschweissten Beutel, der bei der Weiterverarbeitung eingesetzt werden kann.
Ein sicherer Prozess
Eine grosse Herausforderung bei der Entwicklung war es, sicherzustellen, dass der automatisierte Prozess auch wirklich funktioniert. «Haut ist ein Naturprodukt, das von Mensch zu Mensch variiert», sagt Wollmann. Die Ingenieurinnen und Ingenieure mussten sich langsam herantasten. Wollmann erinnert sich: «Der erste Prototyp war ein 2 Meter hoher Schrank, mit dem wir verifizieren konnten, dass die Automatisierung des Prozesses überhaupt erst möglich ist.» Im nächsten Schritt entwickelte das Projektteam ein Tischgerät, was im späteren Laborbetrieb einfach praktischer ist. Vom Auftragseingang bis zur Fertigstellung des funktionierenden Prototyps dauerte es knapp ein Jahr. Zühlke bearbeitet viele Projekte im Medical-Bereich. Wollmann hat sich schon immer für Biochemie interessiert. Er ist heute Mechanik-Entwickler mit Schwerpunkt auf Kunststoffprodukten. Seine Faszination für Biochemie hat ihm bei der Zusammenarbeit mit Cutiss sehr geholfen. «Ich konnte den Prozess besser verstehen und das Gerät entsprechend optimieren.» Gerade bei der Temperaturführung des Prozesses kam ihm das tiefere Verständnis der Materie sehr zupass.
Ein durchdachtes Disposable
Beim zweiten Prototyp ging es unter anderem um die Optimierung der Benutzerfreundlichkeit des Disposables. Das ist ein Einweg-Produkt, das vorne an der Maschine befestigt wird. Die enthaltenen Gefässe und Schläuche sorgen für eine keimfreie Umgebung, während die Maschine selbst in normaler Umgebung aufgestellt ist. Das Disposable sollte kleiner werden und einfacher zu installieren sein, vor allem auch um Fehlerquellen zu beseitigen. Wollmann: «Solche geschlossenen EinwegSysteme werden in vielen biochemischen
Prozessen eingesetzt. Häufig kommt das als Knäuel mit vielen Leitungen daher, die man erst einmal entwirren und dann richtig anschliessen muss.» Das ist in der Praxis fehleranfällig. In diesem Fall aber lässt sich das Blister einfach einsetzen und die Schläuche an klar erkennbaren Orten anschliessen.
Das ist erst der Anfang
Der Prototyp steht derzeit zu Testzwecken bei Cutiss. Das Unternehmen musste zunächst den manuellen Prozess durch klini -
sche Studien evaluieren, um eine Zulassung für ihr Produkt, die künstliche Haut, zu bekommen. Im zweiten Schritt wird der Prozess zunehmend automatisiert. «Um Zeit zu gewinnen haben wir mit unserer Entwicklung begonnen, als der manuelle Prozess noch in der klinischen Studie war», sagt Wollmann. Aktuell findet die Herstellung künstlicher Haut noch manuell statt.
PACKAGING ANWENDUNGEN.

Wir bieten Ihnen intelligente Systemlösungen für anspruchsvolle Dünnwand- und IML-Anwendungen. Kürzeste Zykluszeiten, zusätzliche Materialeinsparungen bei höchster Verfügbarkeit und Qualität sind der Schlüssel zur effektiven Senkung Ihrer Stückkosten.
• Beste Einspritzleistung Kürzeste Zykluszeiten
• Geringster Energieverbrauch

• Niedrigste Stückkosten
• Nachhaltige Verpackungslösungen

• Weltweiter Kundendienst
Mehr Informationen unter www.netstal.com

13 3–4/2023 KUNSTSTOFF XTRA Medizintechnik
LEISTUNGSSTARKE LÖSUNGEN FÜR ANSPRUCHSVOLLE
SCAN ME
www.zuehlke.com n
Kontakt
Arburg Jubiläums-Tage 2023
Beratung rund um das Thema Energiereduktion
5700 Kunden aus 53 Nationen kamen vom 8. bis 11. März 2023 zu den Arburg Jubiläums-Tagen in die ‹Denkfabrik› nach Lossburg. Auf der Veranstaltung, die in sonstigen Jahren Technologie-Tage heisst, war alles zu finden, was das Kunststoffherz höherschlagen lässt.

So präsentierte Arburg u. a. den neuen «Action Plan: Energy». Dieser umfasst zahlreiche Massnahmen, die den Kunden darin unterstützen, die Kosten in der Spritzgiessfertigung deutlich zu senken und den Energiebedarf über die Maschine hinaus im gesamten Produktionsprozess zu optimieren.
«Energiekosten haben beim Spritzgiessen mit Lichtgeschwindigkeit an Bedeutung gewonnen», betont Gerhard Böhm, Geschäftsführer Vertrieb und Service. «Mit fundiertem Know-how, Maschinen-Upgrades und digitalen Services unterstützen wir unsere Kunden intensiv dabei, ihre Produktion rundum effizienter und resilient zu gestalten.»
Umfassende Energieberatung
Wer in seinem Spritzgiessbetrieb deutlich Energie sparen will, kann sich dazu zielgerichtet von Arburg beraten und schulen lassen. Eine Kontaktaufnahme kann direkt über die zuständigen Vertriebsmitarbeitenden oder einfach per E-Mail unter energy@arburg.com erfolgen. Nach einem Kick-off via Video-Konferenz ermitteln die Arburg-Experten den Energiebedarf direkt beim Kunden in der Produktionsumgebung. So lassen sich z. B. über Messungen von Strom und Druckluft-Leckage Stromspitzen aufdecken und Energiefresser sichtbar machen. Auf Basis der gesammelten Daten erfolgt eine intensive Beratung hinsichtlich energetischer Prozess -
optimierungen, möglicher Retrofits und ergänzender digitaler Lösungen sowie regional beschränkt zur Beantragung von Fördermitteln.
Zudem bietet Arburg in seinem Schulungscenter in Lossburg oder direkt beim Kunden vor Ort spezielle Kurse zum Thema Energieeffizienz und Einsparmöglichkeiten im Spritzgiessprozess. Die Teilnehmer erfahren dabei, wie sie ihre Arbeit noch energieeffizienter gestalten können.
Dokumentierte Energiemessungen für Zertifizierung
Für Betriebe, die detaillierte Energiedaten für eine Zertifizierung benötigen, liefert Arburg dokumentierte und rückverfolgbare
14 3–4/2023
Arburg bietet in seinem Schulungscenter in Lossburg oder direkt beim Kunden spezielle Kurse zum Thema Energieeffizienz und Einsparmöglichkeiten im Spritzgiessprozess. (Bild: Thomas Meier)
Verbrauchsmessungen. Dazu gibt es drei Bausteine:

• Basic: Messung des Energiebedarfs in der Betriebsphase der Arburg Spritzgiessmaschine und des Robot-Systems.









• Extended: Zusätzlich zur Betriebsphase wird der Energiebedarf in Anfahr- und Kühlphasen ermittelt, inklusive Peripheriegeräte.

• Complete: Zusätzliche Messung von Wasser- und Druckluft-Verbrauch, Durchfluss und Kühlleistung.
Retrofits senken Energiebedarf signifikant
Bereits vorhandene Allrounder Spritzgiessmaschinen aller Baugrössen und Baureihen lassen sich durch geeignete Retrofits auch nachträglich energieoptimieren. So senkt z. B. eine Vollisolierung des Zylinders den Energiebedarf, prozessabhängig und bezogen auf die Heizenergie, um bis zu 40 Prozent. Ein Upgrade mit luft-und wassergekühlten Motoren der Wirkungsgradklasse
IE3 kann bis zu zehn Prozent Energie sparen, was je nach Maschine einen Return of Invest (ROI) von nur 1,5 bis 2 Jahren bedeutet. Für neuere Allrounder kann es sich lohnen, über eine Nachrüstung des Arburg Energiesparsystems AES nachzudenken. Abhängig von Maschine und Prozess amortisiert sich eine solche Investition in der Regel bereits innerhalb von 2,5 Jahren.
Digitale Services schaffen









Transparenz
Digitale Services unterstützen dabei, energieeffizienter zu werden und Transparenz im Produktionsprozess zu schaffen. So sind in der Kundenportal-App «MachineCenter» jetzt die einzelnen Maschinen nach ihrer Energieeffizienz in drei Klassen unterteilt. Zudem werden für entsprechende Allrounder individuelle Vorschläge verfügbarer Retrofits zur energetischen Optimierung gemacht. Wer das Arburg Leitrechnersystem ALS nutzt, kann sich über das Info- und Machine-Terminal den Ener-
Eine Besonderheit am Rande Im Rahmen der Jubiläums-Tage 2023 konnte Arburg am 8. März den 100 000sten Besucher des BranchenEvents, das seit 1999 jährlich tausende Kunden aus aller Welt nach Lossburg zieht, begrüssen.
giebedarf seiner Produktion anzeigen lassen. Aktive Unterstützung erhält der Bediener durch Assistenzfunktionen der Gestica- Maschinensteuerung. So bündelt z. B. der «aXw Control EnergyAssist» alle wesentlichen Funktionen zu den Heizzonen des Plastifizierzylinders sowie des Heisskanals und ermöglicht ein gleichmässiges und kontrolliertes Aufheizen sowie Abschalten – etwa im Stand-by – von Zylindermodul und Werkzeug.

Kontakt www.arburg.com

15 3–4/2023 KUNSTSTOFF XTRA Veranstaltung 2023-03-13
2023_Schweiz_products
Xtra_4c_10123 mas-concept AG Neugasse 29 _ 6300 Zug Tel. +41 (41) 711 18 00 info@mas-concept.ch Hotel- und Reiseangebote: interpack.com/travel 2023-03-13 interpack 2023_Schweiz_products & materials_184 x 131 + 3mm_KunststoffXtra_4c_10123.indd 1 10.03.23 17:29
interpack
& materials_184 x 131 + 3mm_Kunststo
n
Das KATZ feiert sein 30-Jahr-Jubiläum
Mitmachen, mitgestalten, mittragen
Vor 30 Jahren haben visionäre Pioniere der Kunststoffindustrie, von Hochschulen und aus der Politik das Kunststoff Ausbildungs- und Technologie-Zentrum in Aarau gegründet. Aus diesem Anlass lädt das KATZ am 1. Juni 2023 zum Jubiläums-Symposium nach Aarau ein. Ein Grund für uns, mit Geschäftsführer Rémy Stoll über das KATZ und dessen Aufgaben in einer sich stark verändernden Bildungs- und Technologielandschaft zu sprechen.
Marianne Flury
Herr Stoll, wie ist das Umfeld des KATZ heute im Vergleich zu den Anfängen 1993?
Rémy Stoll: Die Kunststoffindustrie hat sich in dieser Zeitspanne massivst verändert. 1993 gab es erst wenige Kunststoffteile für Automobilanwendungen, heute sind Kunststoffe in vielen Bereichen der Karosserie und bei mechanischen Komponenten zum Standard geworden, um nur ein Beispiel zu nennen.

Was bedeutet diese Veränderung für das KATZ?
Stoll: Kunststoff ist zur Normalität geworden. Es ist normal, dass man mit Kunststoff konstruiert und Kunststoffteile einsetzt. Für das KATZ bedeutet dies, dass es nicht nur um den Spritzgiesser geht, sondern die Spanne der Ansprechpartner breiter geworden ist. Man trifft sie in allen Branchen – im Maschinenbau, im Verpackungssektor, im Bau. Überall, wo Kunststoffe eingesetzt werden gibt es Leute, die mehr Fachkenntnisse benötigen, damit sie wissen, wo und wie Kunststoffe sinnvoll eingesetzt werden können. Und das sind genau die Leute, die wir ansprechen wollen.
Welchen Wandel hat das KATZ im Zuge dieser Veränderungen vollzogen?
Stoll: Die Aufgaben der Kunststofftechnologen haben sich verändert. Diesen Wandel gestalten wir aktiv mit und verändern uns dabei natürlich selber auch. Wir helfen die neuen Bildungspläne auszuarbeiten und setzen sie in der Folge um und wir nutzen neue Technologien. Das ist ein Wandel, der Schritt für Schritt vor sich geht
und nicht von heute auf morgen. Da kommt stetig etwas dazu, etwas anderes fällt weg. So entwickeln wir uns weiter, zusammen mit den Firmen, die auch hinter dem KATZ stehen.
Können Sie ein Beispiel nennen, was weggefallen respektive neu dazu gekommen ist?
Stoll: In der Grundbildung wurde ein Grossteil der Metallbearbeitung durch Kunststoff- und Produktionsthemen ersetzt. Lernende sammeln bereits in den ersten Wochen der Lehre praktische Erfahrung in allen Verfahren der Kunststoffverarbeitung. Von Beginn weg wird der Fokus auf die Realisation kleiner Projekte gelegt. Damit wird die Ausbildung in einen Gesamtkontext gestellt. Verstärkt wurden Themen wie die Automation, die Material -
prüfung, das Recycling, die Digitalisierung sowie die Reparatur und die Wartung. Aktuell führen wir digitale Techniken in der Grundbildung ein. Bereits im ersten Lehrjahr nutzen die Lernenden digitale Fertigungstechniken und lösen damit einfache Programmier- und Automatisierungsaufgaben. Die Maschinensteuerungen von 1993 haben nicht mehr viel gemeinsam mit den Steuerungen unserer heutigen, modernen Maschinen. Mir scheint, dass heute in einer einzigen Spritzgiessmaschine mehr Computer- und Netzwerkkomponenten verbaut sind, als wir im ganzen KATZ ausserhalb der Maschinen benötigen.
Damit hat sich natürlich auch der Lehrplan der Kunststofftechnologen anpassen müssen.
Stoll: Ja, der Lehrplan hat sich insofern für die KunststofftechnologInnen stark verändert als dass diese mehr können müssen, mehr Zeit haben für Kunststoff. Der neue Kunststofftechnologe ist ein Generalist, der alle Verfahren vom Spritzguss, über die Extrusion bis zu Verfahren der Verbundwerkstoffe erlernt. Er muss aber auch mit Spezialisten aus der Automation, der Datentechnik oder aus der Nachhaltigkeitsabteilung zusammenarbeiten können. Daraus ergeben sich die neuen Ausbildungsthemen. Im Betrieb hat er natürlich Schwerpunkte, das bleibt sich gleich, aber die Ausbildung ist wesentlich breiter gefasst. Das ist eine Herausforderung für das KATZ. Für uns bedeutet das, dass wir mehr Inhalte an weniger Kurstagen unterbringen müssen.
Was macht das KATZ heute, damit es in Zukunft wieder Schrittmacher und unverzichtbarer Bestandteil der Branche ist?
16 3–4/2023 KUNSTSTOFF XTRA Aus-/Weiterbildung
Dr. Rémy Stoll: «Der Netzwerkgedanke ist sehr stark verankert im KATZ und das schon seit Beginn weg.» (Bild: KATZ)
Stoll: Die Produktions-Technologie wird komplexer und vielfältiger. Das macht es für ein, im internationalen Vergleich kleines Technologiezentrum, schwieriger, mitzuhalten. Die steigende Komplexität der Produktionstechnologie bringt es mit sich, dass die Abstimmung der Spezialisten zu einer zentralen Aufgabe wird. Hier kann das KATZ von seiner Erfahrung als Technologie- und Ausbildungszentrum profitieren. Wenn es darum geht, die richtigen Technologien zusammen zu führen, sind weniger die Spezialisten der Spitzentechnologie gefragt als die Praktiker, welche die Spitzentechnologie zur Anwendung bringen. Ich denke der Netzwerkgedanke ist sehr stark verankert im KATZ und das schon von Beginn weg. Man versucht die Verarbeiter zusammenzubringen, aber auch Anbieter von Maschinen und Technologien. Dass das KATZ diesen Anspruch erfüllen kann ist für mich ein ganz wichtiger Faktor.
Was bedeutet das Jubiläum für Sie? Stoll: Das Jubiläum macht deutlich, dass es ganz viele Personen und Firmen gibt, die mitgearbeitet und das KATZ über die letzten 30 Jahre mitgeprägt haben. Sie haben an Kursen teilgenommen, haben Kurse gestaltet, ehrenamtliche Funktionen übernommen oder Maschinen zur Verfügung gestellt. Alle diese Leute haben einen enormen Beitrag zum Gedeihen des KATZ geleistet. Ich denke, bei einem 30-Jahr-Jubiläum darf man auch mal zurückschauen und sich darüber
freuen, dass es gelungen ist, das KATZ zu gründen, es 30 Jahre lang zu betreiben, so zu betreiben, dass es jetzt immer noch aktuell und flexibel ist und den Weg in die Zukunft geht. Das ist schön zu sehen.
Werfen wir doch noch einen Blick nach vorn. Wo sollte das KATZ Ihrer Meinung nach in 10 Jahren stehen?
Stoll: Das KATZ wird sich mit den Möglichkeiten, die ihm zur Verfügung stehen, weiterentwickeln. Es wird die Schritte in die Digitalisierung und die Automatisierung
Wie gestaltet sich die Zusammenarbeit mit der FH Windisch?
Stoll: Seit der Gründung ist die Zusammenarbeit mit der FHNW, wie auch mit Kunststoff.swiss von zentraler Bedeutung. So wie sich die Fachhochschule in Windisch über die Jahre weiterentwickelt hat, hat sich auch die Zusammenarbeit im KATZ über die Jahre verändert. Aus der FH Aargau ist die Hochschule für Technik der Fachhochschule Nordwestschweiz FHNW geworden. Die markanteste Veränderung in der Zusammenarbeit ist, dass das KATZ seit 2020 nicht mehr von einem Professor der FHNW geleitet wird. Was bleibt ist die enge Zusammenarbeit: Wir teilen uns Maschinen und Flächen und schauen, dass wir gemeinsam Technologien weiterbringen können. Während die FH ihren Schwerpunkt auf der Ausbildung von Studierenden hat, nutzen wir die Nähe zu den Unternehmen für praxisorientierte Weiterbildungen und für einen niederschwelligen Technologietransfer.
∙ Heat Release Rate (HRR)

∙ Ignition time
∙ Mass loss rate
∙ Combustion products





∙ Smoke production
∙ Prediction of real scale fire behavior

∙ Safety tests of new products












17 3–4/2023 KUNSTSTOFF XTRA Aus-/Weiterbildung Reliable determination of:
The TCC 918 is in accordance with all established standards including ISO 5660-1, ASTM 1354, ASTM E2965, ASTM E1474; ASTM E1740, ASTM F1550, ASTM D6113, CAN ULC135, BS 476 Part 15, etc. Find more information on www.netzsch.com/conecalorimeter HEAT RELEASE RATE (HRR) and Related Fire Hazard Cone Calorimeter TCC 918 for Fire Testing and Fire Safety Engineering NETZSCH-Gerätebau GmbH Bernhard Sauseng bernhard.sauseng@netzsch.com
«Das KATZ braucht Unternehmen, die sich engagieren, Personen, die mitmachen und Freude daran haben.»
Glückwunsch zum Jubiläum Einer der Gründerväter und engagierter Kämpfer für das KATZ ist Prof. em. Dr. Wolfgang Kaiser, der an dieser Stelle dem Institut seine Glückwünsche entbietet:

«Das KATZ als Kunststoff Ausbildungs- und Technologie-Zentrum steht nach wie vor auf Platz eins in seiner Bedeutung für die Aus- und Weiterbildung von Mitarbeiterinnen und Mitarbeitern der schweizerischen Kunststoffindustrie. Überdies hilft es mit seiner Fachkompetenz im Technologiebereich vor allem Firmen bei der erfolgreichen Realisierung von Entwicklungs- und Forschungsprojekten. Dass dies auch weiterhin so bleibt, ist mein vordringlichster Wunsch für die nächsten 30 Jahre. Dazu wünsche ich dem KATZ das Glück des Tüchtigen und in Anspielung auf ‹die KATZ› ein siebenfaches Leben!»
Wolfgang Kaiser
smart
DESIGN &materials Sustainability

mitgehen. Das sind zwei grosse Stossrichtungen. Aber auch die Thematik rund um die Kreislaufwirtschaft ist ein Schwerpunktthema. Es braucht gute Leute, um die aktuellen Nachhaltigkeitsforderungen der Gesellschaft bei unverändertem Wohlstand realisieren zu können. Die guten Leute findet man dann, wenn ein Thema interessant ist. Insofern möchten wir auch dort einen Beitrag leisten, indem wir die spannenden Aspekte von Kunststoffthemen aufzeigen, damit sich auch die guten und richtigen Leute um die Probleme kümmern können.
Was ist Ihr Wunsch an die Jubilarin?
Stoll: Das Wichtigste ist, dass das KATZ agil bleibt und eine lebendige Interaktion mit den Mitgliederfirmen stattfindet. Das ist das, was es braucht und ohne das funktioniert weder die Ausbildung noch der Technologietransfer. Das KATZ ist ein Verein. Da braucht es Unternehmen, die sich engagieren, Personen, die mitmachen und Freude daran haben. Das soll auch weiterhin so sein: Mitmachen, mitgestalten und mittragen, das ist mein grösster Wunsch für das KATZ.
Persönlich wünsche ich mir, dass unsere KursteilnehmerInnen die praxisorientierten Innovationstreiber in einer lebendigen Industrie auf internationalem Top-Niveau sind. Der Rest kommt dann von selbst.
Wie ist das Engagement des Fördervereins heute?
Stoll: In den Krisenjahren (2019–2021) hat der Verein zusammen mit dem ganzen
KATZ gelitten. Eine Krise ist jedoch immer eine Chance, sich neu aufzustellen. Sehr beeindruckt bin ich von der ausserordentlichen Treue der Mitglieder und der Gründerorganisationen FHNW und Kunststoff.swiss. Ihre Sonderbeiträge haben es dem KATZ ermöglicht, neu aufgestellt aus der Krise zu kommen. Das Engagement der Mitglieder spüren wir an der Teilnahme an unseren Kursen, an Projekten mit Unternehmen und Hochschulen oder bei der Umsetzung der neuen Bildungspläne mit Kunststoff.swiss. Neue Firmen und Unternehmen kommen auf uns zu, um sich als Mitglieder aktiv in den Verein einzubringen. Wir arbeiten auch mit vielen Unternehmen zusammen, die sich nicht zur Kunststoffbranche zählen würden. Für sie erfüllen Kunststoffprodukte wichtige Funktionen, sei es z. B. im Präzisionsmaschinenbau oder in der Pharmaindustrie. Hier liegt ein grosses Potenzial zur Erweiterung des KATZ Netzwerks. Für die Erfüllung dieser hohen Anforderungen braucht es fähige Fachkräfte und einen Technologietransfer quer durch die Branchen. In beiden Bereichen ist das KATZ seit 30 Jahren aktiv.
Das Jubiläums-Symposium findet am 1. Juni 2023 im KATZ in Aarau statt. Namhafte Persönlichkeiten aus Politik und Wirtschaft werden u. a. zum Thema ‹Zukunft und Chancen der nachhaltigen Kunststoffproduktion in der Schweiz› referieren, respektive der Jubilarin ihre Grussbotschaft überbringen.

18 3–4/2023 KUNSTSTOFF XTRA
technology
Kontakt www.katz.ch n
Medikamente verpacken
So kommt die Tablette ins Blister
41,1 Mio. Packungen Ibuprofen wurden im Jahr 2020 allein in Deutschland verkauft. Man hat sie regelmässig in der Hand, ab kaum einer weiss, wie die einzelnen Tabletten eigentlich in den Blister kommen. Schnell, sicher und günstig muss die Produktion sein. Dazu können auch gebrauchte Blisterverpackungsmaschinen einen Beitrag leisten.
Als Blister bezeichnet man eine Sichtverpackung, die es dem Kunden ermöglicht das noch verpackte Produkt zu sehen. Eine weitverbreitete Form von Blistern ist die Durchdrückverpackung von Tabletten und Kapseln. In diesen werden Arzneien in Einzeldosierung verpackt. Der Vorteil dieser Verpackung ist, dass der Patient seine Medikamenteneinnahme gut überwachen kann.
Pharmakologie – ein riesiger und wachsender Markt
Die Arzneimittelherstellung ist ein wachsender Markt. Ein Grund hierfür ist die demographische Entwicklung und die damit verbundene Zunahme von altersbedingten Krankheiten. Andererseits steigt die Gesundheitsversorgung. Die Hälfte aller EUBürger hat im Jahr 2019 verschreibungspflichtige und rund ein Drittel freiverkäufliche Medikamente eingenommen. Die Bereitschaft zur Selbstmedikation steigt und ist besonders im Segment der Erkältungsarzneien zu beobachten. Diese machen den grössten Anteil an rezeptfreien Arzneimitteln in Europa aus, nämlich rund ein Drittel, gefolgt von Schmerzmitteln mit gut 20 %.
Die
Blisterverpackungsmaschine:
einfach aber präzise
Man nehme zwei Folien, Tabletten und eine Blistermaschine. Heraus kommen verpackte Medikamente. Klingt einfach und ist es eigentlich auch. Allerdings bedarf es einer umfangreichen Prozessüberwachung.
Im ersten Produktionsschritt wird die Blisterschale hergestellt. Sie besteht meist aus PVC-Kunststoff oder aus Aluminium. Die Folie wird abgerollt, gespannt und dann mit Stempeln mechanisch in die ge -

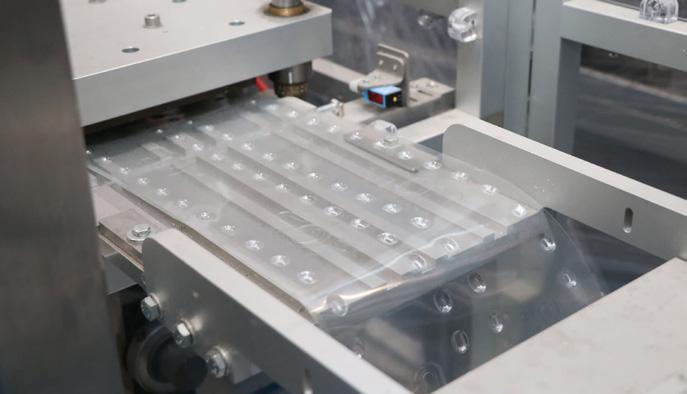
wünschte Form gepresst und ggf. thermoverformt. Es entsteht eine kontinuierlich laufende Folie mit Vertiefungen für die Tabletten über ihre gesamte Breite. Parallel dazu werden die Tabletten vorbereitet. Sie werden über Rüttelplatten oder
umlaufende Bänder vorsichtig bewegt, damit sie nicht beschädigt werden. Aneinanderhaftende Kapseln werden über Bürsten voneinander getrennt. Der Tablettenstrom muss vereinzelt werden, damit in jede gepresste Zelle der Blisterschalenfolie nur eine einzige Tablette einsortiert wird. Mit einem Kamerasystem wird überwacht, ob in jeder Vertiefung genau eine Tablette liegt.
Im dritten Schritt wird die Deckelfolie hergestellt. Sie besteht meist aus Hartaluminium und ist nur 20 µm dick. Und das ist die Krux: Die Folie muss einerseits so dünn sein, dass man die Arznei problemlos entnehmen kann. Andererseits muss sie so stabil sein, dass das Medikament vor äusseren Einflüssen geschützt ist. Die Alufolie wird auf Beschädigungen überprüft. Dabei werden auch Mikrolöcher durch das Sicherheitssystem erkannt. In die Blistermaschine ist ausserdem eine Druckereinheit integriert. Denn auf der Folie muss der Name des Medikaments sowie das Verfallsdatum stehen.
19 3–4/2023 KUNSTSTOFF XTRA Verpackung
Gepresste Vertiefungen einer Blisterschale (Bilder: Surplex)
Damit in jede Zelle der Blisterschale nur eine Tablette fällt, werden aneinanderhaftende Kapseln vorsichtig mit Bürsten voneinander getrennt.
Die Deckelfolie wird auf die Blisterschale geschweisst. Bei Arzneimitteln mit aufgedrucktem Einnahmeplan muss dieser Produktionsschritt so genau sein, dass die Bedruckung mit den Zellen übereinstimmt. Ein bekanntes Beispiel hierfür ist die Antibabypille mit den aufgedruckten Wochentagen.
Hohe Flexibilität gefordert
Im letzten Schritt werden die Blister aus gestanzt und aus der Blistermaschine aus gegeben. Die gestapelten Blister werden dann an eine Verpackungseinheit weiter gegeben, wo sie zusammen mit dem Bei packzettel in Kartons abgepackt werden. In einer Blistermaschine müssen möglichst viele verschiedene Materialien verarbeitet werden können. Die Blisterschale kann aus einem Polymer (PVC, PP, PE und PET) oder auch einem PVC-Aluminium-Verbund be
stehen. Auch die Abdeckmaterialien variieren je nach Anwendung von hartem und weichem Aluminium bis zu einer Kombination aus Aluminium, Papier und/oder PET. Mittels SPS-Steuerung können die automatisierten Blistermaschinen alle Verpackungswünsche realisieren. Um auch bei kleinen Produktionschargen Blister rentabel herzustellen, ist dabei eine kurze Umrüstzeit der Press- und Stanzwerkzeuge essenziell. Kleinste Tabletten wiegen nur g. Das ist ungefähr das Gewicht einer Stubenfliege. Grosse cm lang sein. Auch die Anzahl der Tabletten pro Blister

Im Jahr 2021 wurde rund ein Drittel der mangelhaften Medikamente in Deutschland aufgrund eines Verpackungsfehlers beanstandet. Es ist ein schmaler Grat zwischen Sicherheit und Produktionskosten.

Werde Mitglied der Fachgruppe Kunststofftechnik!
Netzwerk–immer dabei! Fachtagungen –immer up to date!
Austausch –innovativ und visionär!




Jeder Qualitätsmangel stellt ein Risiko für den Einnehmer dar. Dennoch müssen Blistermaschinen kostenrentabel arbeiten.
Schnell, günstig und sicher
muss es sein
Wer die Kostenoptimierung an die erste Stelle der Investitionsplanung stellt, muss nicht immer eine bittere Pille schlucken. Denn auch in der Pharmakologie kann Budget mit dem Einsatz von Gebrauchtmaschinen gesenkt werden. Denn im Vergleich zu Neumaschinen sind gebrauchte Anlagen deutlich günstiger und sofort verfügbar. Das gilt auch für solch spezialisierte Produktionsanlagen wie Blistermaschinen.
Kontakt www.surplex.com
ATCH
Finden Sie den passenden Kandidaten!
Job und Karriere –wissen was läuft!

monatliche Zeitschrift –immer informiert!
Swiss Engineering STV Fachgruppe Kunststofftechnik www.swissengineering.ch/fachgruppe-kunststofftechnik
Der Berufsverband der Ingenieure und Architekten in der Schweiz
20 3–4/2023 KUNSTSTOFF XTRA Verpackung
n *) Anzahl Stellenangebote (Jan. 2009 - März 2023, eigene Berechnung) sowie Anzahl
Page Impressions (lt. IVW Online Jul. 2009 - März 2023 in der Kategorie „Jobs Rubrikenmärkte / Kleinanzeigen“)
Einmal buchen –age Laufzeit E-Mail Alerts an potenzielle Bewerber Kostenlose Verlängerung der Laufzeit auf Kundenwunsch uvm.
Schnell zum größten und meistgenutzten Stellenmarkt
Neubau Schott Pharma

Ausgerichtet auf die zukünftige Produktion
Schott Pharma hat im Bereich vorfüllbarer Spritzen aus dem bruchsicheren High-End-Polymer COC (Cyclic Olefin Copolymer) in den letzten Jahren enorm zugelegt. Ein erster Meilenstein der Expansion war der massive Ausbau der Produktion am Standort St. Gallen. Einen zweiten Meilenstein setzt das Unternehmen mit einem Neubau am Standort Müllheim, wo nun ebenfalls die Polymerspritzen hergestellt werden. Beide Bauprojekte wurden mit IE Plast als Totalunternehmer in St. Gallen, respektive als Generalplaner und Totalunternehmer in Müllheim realisiert.
Der erste Auftrag eines Kunden für die Realisation eines anspruchsvollen Bauprojekts ist für das Planungsunternehmen eine Bewährungsprobe. Folgt ein zweiter Auftrag, darf dies als Vertrauensbeweis gewertet werden. IE Plast hatte die Erweiterung der Produktionsstätte für die vorfüllbaren Polymerspritzen der Marke Schott Toppac am Standort St. Gallen zur vollsten Zufriedenheit des Kunden umgesetzt. Nun bot Schott Pharma den IE-Planern erneut Gelegenheit, ihre Leistungsfähigkeit unter Beweis zu stellen. Diesmal im Rahmen des Neubauprojekts im badischen Müllheim: Das neue Werk sollte auf dem bestehenden Werksgelände auf einer Grundfläche von 11 000 Quadratmetern entstehen. Zu dem Neubauvorhaben gehörten neben dem Produktionsgebäude mit neuester Reinraumtechnologie auch ein Pilot-Center zur Entwicklung von Innovationen, ein Logistikzentrum sowie ein integrierter Verwaltungsbereich. Der Entscheid für Müllheim, wo Schott Pharma bereits pharmazeutische Glasfläschchen herstellt, fiel nach einer von IE Plast begleiteten Standorteva -

luation. Diese bildete den Auftakt für einen integrierten Planungs- und Umsetzungsprozess unter der Federführung der IE-Planer, die das Projekt zügig vorantrieben.
Baubegleitende Planung ohne Risiken
Die Betriebsingenieure, Logistiker und Architekten von IE Plast sind mit den Produktionsprozessen der kunststoffverarbeitenden Industrie zutiefst vertraut und kennen die spezifischen Anforderungen von Schott Pharma. Ausserdem hat IE Plast in den letzten Jahren bereits eine ganze Reihe von Bau- und Reinraumprojekten für namhafte Unternehmen der Medizintechnik realisiert. Dies basierend auf massgeschneiderten Hygiene- und Zonenkonzepten und unter Berücksichtigung der neuesten Entwicklungen bei den Reinraumtechnologien. Zudem verfügt IE Plast über Erfahrung aus zahlreichen Projekten bei der planungsorientierten Qualifizierung, die sich auf die GMP-relevanten Aspekte fokussiert und Konflikte
zwischen baulichen und wirtschaftlichen Zielsetzungen auf der einen und der Compliance auf der anderen ausschliesst. Mit den rundum überzeugenden Referenzen der IE-Planer waren für Schott Pharma die bestmöglichen Voraussetzungen für eine erfolgreiche Zusammenarbeit gegeben. Aufgrund des ambitionierten Termin -
21 3–4/2023 KUNSTSTOFF XTRA GEBÄUDEPLANUNG Plastservice GmbH Schäracher 12 CH-6232 Geuensee Telefon +41 41 450 15 60 Telefax +41 41 450 15 94 info@plastservice.ch plastservice.ch Movacolor Gravimetrische Dosierung Maximale Regelung Maximale Einsparung Maximale Effizienz
Der neue Gebäudekomplex von Schott Pharma Müllheim erfüllt einen hohen Anspruch an die Ästhetik. (Bilder: IE Group)
plans wurde entschieden, den baubegleitenden Planungsansatz zu verfolgen, der zwar eine ausgesprochen enge Abstimmung unter allen Beteiligten erfordert, aber Zeit spart. Geplant wurde nach dem bewährten IE-Prinzip – von innen nach aussen.

Strikte Einhaltung von Terminen und Budget
Mit dem Neubau des Werks in Müllheim verfolgte Schott Pharma das Ziel, den rasanten Anstieg der weltweiten Nachfrage nach vorfüllbaren Polymerspritzen möglichst rasch aufzufangen. Das Unternehmen setzte einen absolut verbindlichen Termin für die Inbetriebnahme der Produktion fest und definierte einen klaren Kostenrahmen für die Planung und Realisation des Projekts. IE Plast stellte sich der Herausforderung und übernahm als
Generalplaner und Totalunternehmer die Verantwortung für die Einhaltung des Versprechens. In enger Zusammenarbeit mit Schott Pharma gleisten die IE-Planer eine Projektorganisation auf, die eine effiziente Koordination der Prozess- und Betriebsplanung, der Bauplanung sowie der Planung des Reinraums und der übrigen haustechnischen Anlagen gewährleistete. Zielgerichtet erfolgte die Evaluation der Subunternehmen für die Werksplanung und die Ausführung der Gewerke. Dabei konnten die Projektverantwortlichen unter anderem auf das über die Jahre entstandene IE-Expertennetzwerk zurückgreifen. In gemeinsam mit den Projektverantwortlichen auf der Seite von Schott Pharma geführten Verhandlungen wurden diejenigen Unternehmen ins Boot geholt, die bereit waren, die Termin- und Budgetdisziplin konsequent mitzutragen.
Rasche Reaktion auf Anpassungswünsche
In der Rolle des Generalplaners und Totalunternehmers war IE Plast sowohl für die Planung als auch für die Ausführung des Bauvorhabens verantwortlich. Dies ermöglichte es, auf Änderungswünsche von Schott Pharma in der Realisationsphase schnell und unkompliziert zu reagieren. Weder am Budget noch am Termin für die Inbetriebnahme des Werks wurde dabei gerüttelt. Die proaktive, vorausschauende und mit Schott Pharma permanent abgestimmte Planung stellte sicher, dass mögliche Störungen antizipiert und Verzögerungen im Projektverlauf ausgeschlossen werden konnten. IE Plast hielt im Resultat sämtliche vereinbarten Fertigstellungstermine der einzelnen Bauphasen strikt ein. Die kumulierten Kompetenzen der Projektverantwortlichen auf Kundenseite und

22 3–4/2023 KUNSTSTOFF XTRA GEBÄUDEPLANUNG Achtung scharfe Kanten! Professionelles Desktop Thermoformen mit höchster Auflösung Jetzt kostenloses Sample anfordern Multiplier www dim3nsions ch Scan mich!
Innenansicht aus dem Reinraum-Produktionsbereich mit Spritzgiessmaschine bei Schott Pharma Müllheim.
der IE-Planer sowie die Flexibilität der Projektteams trugen wesentlich zu einer reibungslosen Abwicklung bei.
Modulares Konzept für flexibles Wachstum

Das von IE Plast für den Schott PharmaStandort Müllheim realisierte Reinraumund Haustechnikkonzept orientiert sich konsequent am Prozess und lässt sich bei Bedarf schrittweise erweitern. Durch ein auf den Reinraum optimiertes Höhenmodul und ein modular aufgebautes Reinraumsystem ist die gesamte Haustechnik auf dem Reinraumplenum gut zugänglich. Dies hat den Vorteil, dass spätere Prozessoptimierungen an den Anlagen und Abläufen nicht durch äussere Faktoren eingeschränkt werden. Anpassungen an den Medienzuführungen, Veränderungen an der Luftführungen oder die Abführung von neuen Wärmelasten lassen sich einfach und problemlos umsetzen. Des Weiteren wurden schon jetzt Reserven für zukünftiges Wachstum geschaffen.
IE Plast trug nicht nur die Hauptverantwortung für die Planung des Reinraums, sondern unterstützte Schott Pharma auch bei der Qualifizierung. Diese war eng mit der Bauplanung verknüpft, was Zeit sparte und zur Steigerung der Qualität und Effizienz im Projektablauf beitrug.
Steigerung der Produktivität und Wettbewerbsfähigkeit
Mit der neu erstellten Produktionsstätte für vorfüllbare Spritzen aus Polymer hat Schott Pharma das zweite Standbein neben Glas enorm gestärkt und einen wichtigen Schritt in der strategischen Geschäftsentwicklung vollzogen. Die von IE Plast ganzheitlich geplanten Betriebs- und Logistikprozesse bilden eine hoch effiziente Produktionsinfrastruktur. Die Fertigung ist voll automatisiert und digital vernetzt. Material-, Personenflüsse werden konsequent getrennt. Der Backbone als zentrales Element führt zu einem klar strukturierten Produktionssystem und orientiert sich an einer stringenten Zonierung. Das Lager und der Warenausgang wurden so geplant, dass diese Bereiche sowohl für die im Bestandsgebäude weiterhin hergestellten Glasprodukte als auch für die logistische Bearbeitung der Polymerspritzen genutzt werden können.

Der neue Gebäudekomplex erfüllt auch einen hohen Anspruch an die Ästhetik: Die von der jeweiligen Funktion her entwickelte Architektur der vier neuen Baukörper fügen sich unaufdringlich in die Umgebung ein.
Das neue Schott Pharma-Werk ist nicht nur optimal auf die aktuelle Produktion zugeschnitten, sondern auf der Basis eines Masterplans so konzipiert, dass eine harmonische Weiterentwicklung der Produktionsinfrastruktur möglich ist. Es gehört zu den Grundsätzen von IE Plast, die
Zukunft mitzuplanen und strategische Optionen der Kunden nicht von vorneherein zu verbauen. Märkte verändern sich. Erfolgreich werden Unternehmen wie Schott Pharma sein, die flexibel auf den Wandel reagieren können.
Kontakt
Percy Limacher, Geschäftsführer
IE Plast
CH-8008 Zürich
www.ie-group.com n
www.wittmann-group.com
23 3–4/2023 KUNSTSTOFF XTRA GEBÄUDEPLANUNG
Tempro plus D
Mitglied bei KUNSTSTOFF.swiss sein lohnt sich
Als Mitglied von KUNSTSTOFF.swiss sind Sie Teil einer Branche, die allein in der Schweiz mit rund 33 000 Mitarbeitenden 16 Milliarden Franken Umsatz erwirtschaftet. Für diese Branche stehen wir als Verband KUNSTSTOFF.swiss ein.
Wir vertreten Sie gegenüber Behörden und Politik, sind Anlaufstelle für Medien bei Fragen zur Branche und setzen uns für das Image der Kunststoffindustrie ein. Als OdA (Organisation der Arbeitswelt) sind wir verantwortlich für die Ausbildung der angehenden Kunststofftechnologen/innen EFZ und Kunststoffpraktiker/-innen EBA und stellen so sicher, dass Sie die Fachkräfte finden, die Sie benötigen.
Dabei sein, vernetzen und werben
Veranstaltungen zu Nachhaltigkeitsthemen, wie zum Beispiel Kreislaufwirtschaft oder Energieeffizienz
– Unternehmensleitertagungen KUNSTSTOFF.swiss
– Kostenlose Eintrittskarten zu verschiedenen Fachmessen Begrüssung mit Firmenportrait für Neumitglieder auf
Mitbestimmen an der Mitgliederversammlung (Bild: kunststoff.swiss)
unserer Website, Vorstellung auf den Social Media-Profilen von KUNSTSTOFF. swiss und im Verbandsnewsletter KUNSTSTOFF.news

– Kostenloser Ausbildungsordner
– Kostenloses Werkstattplakat
– Treffpunkt Bildung: Regionale Events oder Webinare zum Thema Berufsbildung
– 10% Mitgliederrabatt auf alle überbetrieblichen Kurse der Lernenden Kunststofftechnologen/-innen EFZ und Kunststoffpraktiker/-in EBA
– Mitglieder von KUNSTSTOFF.swiss profitieren von einer kostenlosen Beteiligung an Berufsmessen
Mitbestimmen und Interessenvertretung
rungsbeiträge mit der EXFOUR (AHVAusgleichskasse, Familienausgleichskasse, Krankentaggeldkasse)
Profitieren
– Kostenlose Teilnahme an KUNSTSTOFF. swiss Webinaren
Zugang zur Webinar-Bibliothek

Kostenloser Eintrag im Firmenverzeichnis
– Publikation von News und Stellenanzeigen in unserem Newsletter

– Teilen Ihrer Beiträge auf unseren Social Media-Kanälen
– Kostenloses Abo der Fachzeitschrift KunststoffXtra
10% Rabatt auf Ihren Eintrag auf Yousty (17% im 3-Jahresabo)
– Reduzierte Teilnahmegebühren für Veranstaltungen unserer Partner
Mitgliederversammlung mit Lehrabschlussfeier 2023
Gerne laden wir Sie zu unserer Mitgliederversammlung mit anschliessender Abschlussfeier unserer Kunststofftechnologen/innen EFZ und Kunststoffverarbeiter/innen EBA ein.
4. Juli 2023, nachmittags im Lorzensaal Cham
Jetzt anmelden: www.kunststoff.swiss/mv23
– Wir nehmen die Brancheninteressen gegenüber dem Parlament, den Bundesund Kantonalbehörden, Wirtschaftsdachverbänden und Unternehmen wahr
– Wir bringen die Brancheninteressen in der EU zusammen mit unseren europäischen Partnerverbänden PlasticsEurope und EUPC ein
Sie nehmen mit Stimmrecht teil an der Mitgliederversammlung von KUNSTSTOFF.swiss
Service
– Arbeitssicherheit und Gesundheitsschutz: EKAS Branchenlösung, vergünstigter Jahresbeitrag für Verbandsmitglieder
– Entlastung Ihrer Administration durch die Abrechnung Ihrer Sozialversiche -
– Sonderkonditionen für Stellenanzeigen bei KunststoffXtra und plasticker
Webinare Berufsmarketing
25.4.2023: Lernende gewinnen mit Yousty
3.5.2023: Let’s TikTok: So ticken Ihre (zukünftigen) Lernenden
Anmelden auf www.kunststoff.swiss/ events
Kontakt
Verena Jucker
v.jucker@kunststoff.swiss
www.kunststoff.swiss n

24 3–4/2023
–
–
–
–
–
Programm für zukunftsfähige Geschäftsmodelle
Swiss Triple Impact
In der Schweiz und im Ausland nehmen sowohl die Regulierungsdichte als auch Kundenerwartungen in Bezug auf nachhaltige Produkte und Dienstleistungen zu. Gleichzeitig beherrschen die Umweltprobleme unserer Zeit wie Klimawandel, Ressourcenverbrauch und Energieknappheit die Schlagzeilen. Wir stehen mitten in einem Wertewandel, der Gesellschaft und Politik erfasst hat. Die Schweizer Wirtschaft steht vor grossen Herausforderungen.

Josephine Herzig
Wandel hin zu einem regenerativen Geschäftsmodell
Das Swiss Triple Impact Programm macht gemeinsam mit KUNSTSTOFF. swiss im Rahmen einer Partnerschaft Schweizer Unternehmen nachhaltig und zukunftsfähig. Swiss Triple Impact unterstützt Unternehmen bei der Entwicklung von ökologischen und sozialen Zielen sowie deren Integration in die Geschäftsstrategie. Als Resultat ihrer Arbeit werden diese Unternehmen in
das öffentlich zugängliche STI-Verzeichnis aufgenommen, um Visibilität für ihre Arbeit zu erhalten und weitere Unternehmen zu inspirieren. Schon heute profitieren Schweizer Unternehmen aller Grössen und Branchen vom Swiss Triple Impact Programm. Aktuell nehmen beispielsweise bereits die KUNSTSTOFF.swiss Mitglieder Semadeni AG, Prodartis AG und swissplast AG am Programm teil. Beispiele für weitere Unternehmen sind KMU wie die Katadyn Group, Translingua, Elex oder auch grössere Unternehmen wie die SV Group oder V-Zug.

Was bedeutet die Teilnahme konkret?
– Nominieren Sie eine Kontaktperson
– 6–9-monatiges Programm mit zwei halbtägigen Workshops in Zürich, Bern, Basel oder Schwyz
Teilnahmegebühren auf Basis des Unternehmensumsatzes (CHF 900-5800 für KMU, 10% Rabatt für KUNSTSTOFF. swiss Mitglieder)
Warum teilnehmen?
Geprüfter Ansatz
– Austausch mit gleichgesinnten Unternehmen
Geprüftes Vorgehen
Chancen identifizieren
– Senken Sie Ihre Kosten
– Steigern Sie Innovation und Wachstum
Massnahmen ergreifen
– Definieren Sie Ihren Aktionsplan
– Setzen Sie relevante Unternehmensziele
Nächste Schritte
Melden Sie sich an für die kostenlose STIEinführung am 12. Juni, 11.30 Uhr, wo Sie weitere Informationen erhalten und Fragen klären können: www.kunststoff.swiss/sti
Weitere Termine finden Sie auf www.swisstripleimpact.ch
Kontakt
Josephine Herzig
B-Lab Switzerland
www.blab-switzerland.ch n
3–4/2023
–
–
Ressourceneffizienz durch Einsatz von Rezyklat (Bild: zvg)
Mehr Umsatz, weniger Ertrag
GKV zieht durchzogene Bilanz
Der Gesamtverband Kunststoffverarbeitende Industrie e. V. (GKV), Spitzenorganisation der Kunststoff verarbeitenden Industrie in Deutschland, zeigt sich besorgt über die Ertragslage und die hohen Energiekosten.
Anlässlich seiner Jahrespressekonferenz im Februar 2023 in Frankfurt a/M zog der Gesamtverband Kunststoffverarbeitende Industrie e. V. (GKV) Bilanz über die Branchenentwicklung des vergangenen Jahres. Die Kunststoff verarbeitende Industrie in Deutschland steigerte ihre Umsätze im Jahr 2022 auf mehr als 78 Mrd. Euro (+ 12,60%). Trotz weiter gestiegener Umsätze, bereiten vielen Branchenunternehmen zurückgehende Erträge Sorge, da die gestiegenen Kosten von zahlreichen Unternehmen nur in eingeschränktem Masse oder gar nicht an die Kunden weitergegeben werden können.
«Die Zukunft Kunststoff verarbeitender Unternehmen in Deutschland steht und fällt mit der Möglichkeit, Kosten an die Kunden weiterzugeben. Angesichts der dramatischen Preissteigerungen bei Strom und Gas sind allerdings deutliche Zweifel angebracht, ob das auch in diesem Jahr gelingen wird», sagte GKV-Präsidentin Dr. Helen Fürst.
Der Aussenhandel trug, wie bereits in den Vorjahren, in einem überdurchschnittlichen Masse zum Umsatzwachstum bei. Mehr als ein Drittel der befragten Mitgliedsunternehmen verzeichnete wachsende Exporte und auch für das Jahr 2023 rechnet die Mehrzahl der Unternehmen mit stabilen
oder wachsenden Umsätzen mit dem Ausland. Dabei sind für mehr als 80 Prozent der Kunststoffverarbeiter die übrigen EULänder die wichtigsten Auslandsmärkte.
Investitionsklima
Allen widrigen Rahmenbedingungen zum Trotz bleibt das Investitionsklima in der Kunststoff verarbeitenden Industrie im Jahr 2023 weiter positiv. Eine überwiegende Zahl der befragten Mitgliedsunternehmen plant Investitionen in gleichem oder sogar grösserem Umfang wie 2022. Investitionsbedarf besteht insbesondere bei der Verbesserung der Energieeffizienz, beim Klimaschutz und bei der Modernisierung der Produktionsanlagen. Die Unternehmen der Branche nehmen den Umbau der Energiewirtschaft von fossilen auf erneuerbare Systeme sehr ernst und investieren kräftig. Die Geschwindigkeit des Umbaus könnte noch viel schneller von statten gehen, wenn dem nicht eine hochkomplexe Bürokratie im Wege stehen würde, moniert Fürst.
Achillesverse Fachkräftebedarf
Der Personalbestand der Unternehmen der kunststoffverarbeitenden Industrie verzeichnete 2022 gegenüber dem Vorjahr einen leichten Zuwachs. Auch für 2023 pla-
nen die Unternehmen zusätzliche Einstellungen. Das Angebot an Fachkräften und Auszubildenden ist gleichwohl knapper denn je: 87 Prozent der befragten Mitgliedsunternehmen verzeichnen einen Mangel an Fachkräften und/oder Auszubildenden. Es mangelt nach wie vor an ausgebildeten Kunststofftechnikern und Kunststoff-Verfahrensmechanikern sowie an Auszubildenden im technischen Bereich. Die Kunststoff verarbeitende Industrie könnte in der technischen Berufsausbildung gut zweimal so viele Ausbildungsplätze besetzen, wie es aktuell der Fall ist. Trotz der etwas schwieriger werdenden Rahmenbedingungen ist und bleibt der Fachkräftebedarf, insbesondere vor dem Hintergrund des demografischen Wandels, sehr hoch und bildet weiterhin die Achillesverse der Branche.
Ausblick
Die Umsatzerwartungen der Mitgliedsunternehmen für das Jahr 2023 fallen durchwachsen aus und deuten dementsprechend auf eine Seitwärtsbewegung hin. Das gilt auch für die Erwartungen an die Betriebsergebnisse der Unternehmen. «Wenn sich die Kostensituation 2023 nicht verbessert, so sind Konsequenzen unausweichlich», warnt Fürst. Hierzu zählten Arbeitsplatzabbau, Kurzarbeit oder eine Verlagerung der Produktion ins Ausland. Weiterhin belasten die mangelhafte Versorgung mit Fachkräften und die Unsicherheit über künftige rechtliche Rahmenbedingungen die Wirtschaftsentwicklung der Branche.
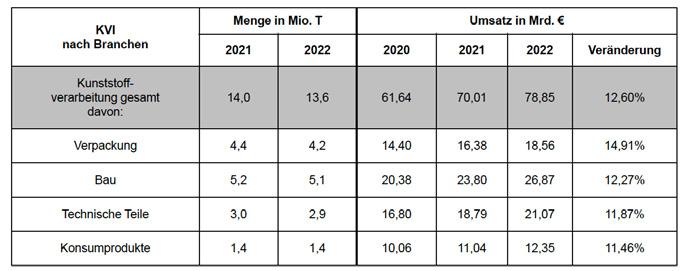
26 3–4/2023 KUNSTSTOFF XTRA Wirtschaft
www.gkv.de n Menge und Umsatz der kunststoffverarbeitenden Industrie nach Sektoren (Grafik: GKV)
Kontakt GKV D-10178 Berlin info@gkv.de
Studierende der FHNW setzten Technologie von Sintratec ein
SLS-Technologie auf Mars-Mission?
Studierende der Fachhochschule Nordwestschweiz (FHNW) bauen einen funktionsfähigen Mars-Rover mithilfe von SLS-3D-Druck-Teilen und belegen den 6. Platz bei der European-Mars-Rover-Challenge (ERC) in Polen.
Erstmals in der Geschichte der Fachhochschule Nordwestschweiz FHNW nahm ein Team von neun Bachelor-Studierenden aus drei unterschiedlichen Studienrichtungen erfolgreich an der European-RoverChallenge (ERC) teil. Innerhalb eines Jahres bauten die Studenten einen MarsRover und belegten im Wettbewerb den 6. Platz von 19 Teams aus ganz Europa und das als einziger Neueinsteiger in den Top 10. «Als Newcomer fühlten wir uns ein bisschen wie ein ‹Fisch auf dem Trockenen›, da uns die Erfahrung im Wettbewerb noch gänzlich fehlte», erklärt Nadine Richard. Die Maschinenbau-Studentin im 5. Semester war verantwortlich für den Greifer, Deep Sampling und den RoboticArm.
Mit den richtigen Zielen zum Erfolg
Für die erste Teilnahme am ERC war es dem FHNW-Team wichtig, mit einem funktionsfähigen Rover antreten zu können. In vier Wettbewerbsdisziplinen ‹Navigation›, ‹Probing›, ‹Maintenance›, und ‹Science› musste der Mars-Rover sein Können unter Beweis stellen. «In der Entwicklung haben uns speziell auf das Fahrwerk, sowie den

Manipulator (Roboterarm und Greifer) fokussiert, da diese beiden Bestandteile für alle vier Aufgaben im Wettbewerb elementar sind», betont Nadine.
«Der gösste Vorteil der SLS Technologie ist die unglaubliche Genauigkeit und Widerstandsfähigkeit der Bauteile.»
Bauteile aus dem 3D-Drucker
Bei der Entwicklung des Rovers spielte der 3D-Druck eine wichtige Rolle. «Ein grosser Vorteil der Additiven Fertigung ist die mögliche Komplexität der Bauteile, sowie die verschiedenen Technologien und Materialien, die zur Verfügung stehen», führt Nadine aus. Für die Reifen und den Antennenmast verwendete das Team die in der Fachhochschule zur Verfügung stehenden FDM-3D-Drucker. Aufgrund der hohen Anforderungen an den Greifer wurde Selektives Lasersintern (SLS) als weitere 3D-Druck-Technologie eingesetzt. Hohe Stabilität – da Krafteinwirkung von allen Richtungen – und extreme Leichtigkeit – wegen des weit aussen liegenden

27 3–4/2023 KUNSTSTOFF XTRA Additive Fertigung
Marc Steffen 1
Der Mars-Rover der FHNW im Einsatz bei der European Rover Challenge (ERC). (Bild: Lukasz Widziszowski)
«Der gösste Vorteil der SLS Technologie ist die unglaubliche Genauigkeit und Widerstandsfähigkeit der Bauteile.»
Nadine Richard, Maschinenbau-Studentin, FHNW
1 Marc Steffen, Content Generation Specialist, Sintratec AG
Der Greifer des Manipulators wurde aus leichtem und widerstandsfähigem PA12 von Sintratec im SLS-Verfahren 3D-gedruckt. (Bild: Sintratec AG)
Schwerpunkts des Greifers – führte die Studierenden zur Sintratec. «Das gesponserte Bauteil von Sintratec hat alle unsere gesetzten Anforderungen mehr als erfüllt und in allen vier Disziplinen des Wettbewerbs exzellente Dienste geleistet», freut sich Nadine.
Freier konstruieren dank SLS
Nicht nur die hohe Belastbarkeit und Stabilität der aus PA12 gedruckten SLS-Bauteile aus der Sintratec S2 überzeugte das Team von Nadine Richard. «Gerade bei diesem Teil sind die nicht benötigten Supportstrukturen und der hohe Detailgrad ein echter Vorteil», erläutert die angehende Ingenieurin. Die lasergesinterten Teile dienten nicht nur als Prototyp, sondern konnten in ihrer Funktion uneingeschränkt getestet und eingesetzt werden. «Sintratec hat es uns ermöglicht, eine für uns neue Technologie in das Projekt einfliessen zu lassen und stand uns immer
beratend zur Seite. Aufgrund der unmittelbaren Nähe unserer Standorte konnten wir unsere Bauteile sogar selbst im Experience-Center abholen», resümiert Nadine. Auch zukünftig will sie die Vorteile der
SLS-Technologie in neuen Robotik-Projekten einsetzen.
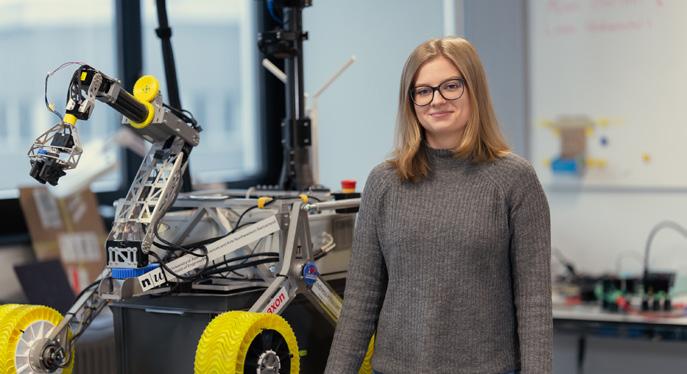
Kontakt www.sintratec.com n

ZERES III SERIE
DIE ZUKUNFT IST ELEKTRISCH
PRÄZISE + INTELLIGENT + INTERAKTIV +
Die elektrische Zeres-Serie ist weniger Hardware als vielmehr eine intelligente Plattform. Mit energieeffizienten Servoantrieben im Standard. Mit einer offenen Integrationsstrategie für Robotik und Automatisierung. Das erhöht Ihren Spielraum für Investitionen und Flexibilität in der intelligenten Fertigung. Entdecken Sie die Zeres!

28 3–4/2023 KUNSTSTOFF XTRA Additive Fertigung www.haitiangermany.com https://www.buechler.at
Nadine Richard studiert Maschinenbau im 5. Semester an der Fachhochschule Nordwestschweiz (FHNW). (Bild: Sintratec AG)
Additive Fertigung in der Pharmazie
Medikamente aus dem 3D-Drucker
3D-gedruckte Medikamente können sehr genau auf das jeweilige Krankheitsbild zugeschnitten werden, was die Wirkung verbessert und Nebenwirkungen verringert. Um die Technologie praxistauglicher zu machen, haben die TH Köln und die Heinrich-Heine-Universität Düsseldorf (HHU) im Projekt HME 3D ein neues Druckverfahren entwickelt. Durch dieses können mehr Wirkstoffe und Trägermaterialien verdruckt werden.
Bei der meistverwendeten 3D-Drucktechnologie wird Kunststoff geschmolzen und zu langen Fäden geformt, den sogenannten Filamenten. Der 3D-Drucker schmilzt diese erneut auf und formt daraus das Endprodukt. «Wenn in einem solchen Prozess pharmazeutische Polymere verwendet und zweimal erhitzt werden, schadet das den darin enthaltenen medizinischen Wirkstoffen. Zudem sind Filamente aus pharmazeutischem Polymer häufig zu weich oder zu spröde und lassen sich nicht zuverlässig drucken. Daher haben wir einen Prozess entwickelt, bei dem der Kunststoff direkt verdruckt wird, ohne dass vorher ein Filament erzeugt wird», erläutert Ines Haase vom Institut für Produktentwicklung und Konstruktionstechnik der TH Köln. «Unser Anwendungsgebiet ist vor allem die Pädiatrie. Aufgrund des schnellen Wachstums von Kleinkindern und Kindern müssten die Medikamentendosen eigentlich in sehr kleinen Schritten angepasst werden. Dies ist auf dem Markt so nicht abgebildet. Wenn die behandelnden Ärztinnen oder Ärzte die benötigte Dosis berechnen, könnten wir das Medikament auf Rezept exakt drucken», ergänzt Prof. Dr. Julian Quodbach, der das Projekt am Institut für Pharmazeutische Technologie und Biopharmazie der HHU geleitet hat und jetzt Professor an der Universität Utrecht ist. Auch in der Präzisionsmedizin, die Arzneistoffe patientengenau dosiert, kann das Verfahren Anwendung finden. Möglich sind Chargengrössen zwischen einer und mehreren Tausend Tabletten.
Neues Druckverfahren
Ein Team des Labors für Fertigungssysteme der TH Köln entwickelt dafür ein neuartiges Druckverfahren. Den Ausgangspunkt bildet ein Schmelzextruder, der
Polymere und Wirkstoffe schmilzt und mischt. Dieses Material wird in den Druckkopf transportiert und zu Tabletten geformt. «Die Schmelzextrusion ist ein kontinuierlicher Prozess – es kommt also immer die gleiche Menge Material aus der Maschine. Der 3D-Druck hingegen ist ein diskontinuierlicher Prozess, denn nach jeder Tablette muss der Druck unterbrochen werden», so Haase. Um dieses Problem zu lösen, ergänzte das Team einen Pufferspeicher, der sich im Laufe des Prozesses mit dem überschüssigen Material füllt. Eine weitere Herausforderung: Die Schmelzextrusion erfolgt horizontal; gedruckt wird aber vertikal. Daher muss die geschmolzene Masse umgeleitet werden. «Die verwendeten pharmazeutischen Materialien sind sehr empfindlich. Wir mussten dafür sorgen, dass die Umlenkung keinen negativen Effekt auf die Qualität der Schmelze hat. Trotzdem muss die verwendete Technik einfach gehalten sein, da sie nach den Vorgaben der «Good Manufacturing Practice» für Anlagen in der pharmazeutischen Produktion nach jedem Extrusionsprozess einfach zu demontieren und zu reinigen sein muss», sagt Haase. Im Laufe des Projekts entstand ein Prototyp, der an der HHU getestet wurde.
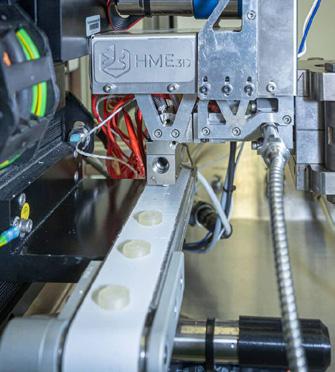
Neue Materialien
Die HHU-Pharmazeuten hatten sich parallel mit der Entwicklung der zu verdruckenden Materialien beschäftigt. «Die neue Technologie hat es uns ermöglicht, über eine deutlich breitere Palette an Trägermaterialien und Wirkstoffen nachzudenken. Denn der schonendere Umgang mit dem Material lässt zu, dass auch empfindlichere Wirkstoffe verarbeitet werden können. Zudem ist es möglich, auch Lipide, also Fettstoffe, als Trägermaterial zu verwenden.
Damit weiten wir das Feld der möglichen Arzneistoffe noch einmal deutlich, denn eine ganze Reihe von interessanten Wirkstoffkandidaten lässt sich nicht in Polymeren verarbeiten», so Arne Schulzen, Doktorand am Institut für Pharmazeutische Technologie und Biopharmazie der HHU. Um Polymere und Lipide mit den benötigten Eigenschaften herzustellen, unternahm das Team der HHU umfangreiche Entwicklungs- und Testreihen. «Die Anforderungen an die Stoffe sind ausgesprochen vielfältig: Denn auf der einen Seite müssen sich die medizinischen Wirkstoffe gut in ihnen verteilen. Auf der anderen Seite müssen sie im Druckprozess gut funktionieren, damit wir eine gleichmässige Förderung erhalten. Dazu sind Parameter wie die Temperatur im Extruder zu beachten», so Quodbach. In einem nächsten Schritt kann auch der Druck von Wachsen erprobt werden, um noch mehr Möglichkeiten in der Herstellung zu erhalten.
Kontakt
www.th-koeln.de n
29 3–4/2023 KUNSTSTOFF XTRA Additive Fertigung
Neben Polymeren können auch Lipide verdruckt werden. (Bild: Heike Fischer/TH Köln)
Additive Fertigung durchgängig simulieren
Präziser Aufschluss über den Prozess
Die additive Herstellung von Werkzeugen mit pulverbettbasiertem Laserstrahlschmelzen »Laser Powder Bed Fusion« bietet zahlreiche Vorteile, sie ist wirtschaftlich, präzise und ermöglicht individuelle Lösungen. Doch ist es mitunter schwierig, die optimalen Prozessparameter, wie die Geschwindigkeit oder die Leistung des Lasers, zu bestimmen. Fraunhofer-Forschende simulieren erstmalig den Prozess auf der Mikrostrukturskala, um direkte Zusammenhänge zwischen Werkstückeigenschaften und gewählten Prozessparametern zu erkennen. Dafür kombinieren sie verschiedene Simulationsmethoden miteinander.
Die additive Fertigung bietet zahlreiche Vorteile – insbesondere lassen sich damit Material und Energie einsparen, auch sind komplexe Bauteilgeometrien und individualisierte Produkte möglich. Ein weit verbreitetes Verfahren, um Bauteile und Werkzeuge additiv herzustellen, ist das »Laser Powder Bed Fusion-Verfahren«, kurz LPBF: Es punktet mit kurzen Innovationszyklen und hoher Wirtschaftlichkeit. Das Prinzip: Ein bis zu 50 Mikrometer dickes Pulverbett wird punktgenau via Laser erhitzt. Das Pulver verflüssigt sich, schmilzt zusammen und erhärtet zu einer festen Struktur, sobald der Laser weiterwandert. Dort, wo der Laserstrahl nicht auf das Pulver trifft, bleibt die pulverförmige Konsistenz bestehen. Dieser Prozess wird zahlreiche Male wiederholt, auf diese Weise wächst das Bauteil Schicht für Schicht in die Höhe.
Wichtig ist, dass das fertige Bauteil eine Dichte von 100 Prozent, keine Poren aufweist und die jeweils neu aufgebrachte Schicht fest auf der unteren haftet. Dies gelingt über die Einstellung der Prozessparameter, etwa die Geschwindigkeit und die Leistung des Lasers. Besonders wichtig für die mechanischen Eigenschaften des Werkstücks ist die Mikrostruktur aus metallischen Körnern. Diese weisen bestimmte Orientierungen, Grössen und Formen auf und haben grossen Einfluss auf die mechanischen Eigenschaften, etwa das Elastizitätsmodul des Werkstoffs oder die Fliessspannung – also die Belastung, ab welcher sich das Material plastisch verformt.
Die Frage ist: Wie steuert man den Prozess so, dass die entstehende Mikrostruktur
den späteren Einsatzbedingungen des Bauteils genügt? Hinzu kommt: Bauteile und Werkstücke werden häufig aus verschiedenen metallischen Legierungen hergestellt: aus Stählen, Aluminiumlegierungen, Titanlegierungen in unterschiedlichen Zusammensetzungen und Mischungsverhältnissen. Jeder Legierungswerkstoff besitzt andere Eigenschaften und bildet andere Mikrostrukturen aus. Die optimalen Prozessparameter und Materialien zu finden und aufeinander abzustimmen, war bisher ein experimentelles und damit aufwändiges Unterfangen.
Simulation der gesamten Prozesskette
Forschende des Fraunhofer-Instituts für Werkstoffmechanik IWM beschreiten nun einen anderen Weg. «Da das Laser Powder Bed Fusion-Verfahren durch neue Materialien und Anforderungen immer komple -
xer wird, simulieren wir die gesamte Prozesskette», erläutert Dr. Claas Bierwisch, Teamleiter am Fraunhofer IWM. «Auf diese Weise reduzieren wir nicht nur die Versuch-Irrtum-Schleifen, sondern können Variationen im Gesamtprozess schnell und effektiv bewerten und unerwünschte Effekte bei der Herstellung beseitigen.»
Das Besondere: Die Forschenden haben dazu verschiedene Simulationsmethoden aneinandergehängt. Mit der DiskreteElemente-Methode simulieren sie zunächst, wie die einzelnen Pulverpartikel mithilfe eines speziellen Werkzeugs, der Rakel, in den Bauraum eingebracht werden. Die darauffolgende »Smoothed Particle Hydrodynamics« simuliert das Aufschmelzen der Pulverpartikel – berechnet werden sowohl Laserinteraktion und Wärmetransport als auch die Oberflächenspannungen, die zum Fliessen der Schmelze führen. Auch die Schwerkraft
30 3–4/2023 KUNSTSTOFF XTRA Additive Fertigung
Raytracing-Simulation des LPBF-Prozesses. (Bild: Fraunhofer IWM)
und der Rückstossdruck, der entsteht, wenn das Material verdampft, gehen in die Berechnung mit ein.
Hohe Temperaturunterschiede
Für die Ausbildung der späteren Materialeigenschaften muss die Simulation auch die Mikrostruktur des Materials beschreiben. «Um diese Mikrostruktur zu analysieren, haben wir eine weitere Simulationsmethode angekoppelt, einen sogenannten zellulären Automaten. Dieser beschreibt, wie die metallischen Körner als Funktion vom Temperaturgradienten wachsen», erläutert Bierwisch. Denn: Dort, wo der Laser auf das Pulver trifft, herrschen Temperaturen von bis zu 3000 Grad Celsius – einige Mil -

limeter davon entfernt ist das Material jedoch schon wieder kühl. Auch bewegt sich der Laser zum Teil mit einer Geschwindigkeit von mehreren Metern pro Sekunde über das Pulverbett. Das Material wird daher äusserst schnell aufgeheizt, kühlt dann allerdings auch innerhalb von Millisekunden wieder ab. All dies beeinflusst, wie sich die Mikrostruktur bildet. Am Ende steht die Finite-Elemente-Simulation: Mit ihr berechnet das Forscherteam Zugversuche in unterschiedliche Richtungen an einem repräsentativen Ausschnitt des Materials, um zu erfahren, wie der Werkstoff auf diese Belastungen reagiert.
«Während man im Experiment lediglich das Endergebnis untersuchen kann, kön -
nen wir in der Simulation live zuschauen, was passiert. Wir erstellen also eine Prozess-Struktur-Eigenschafts-Beziehung: Erhöhen wir beispielsweise die Laserleistung, ändert sich die Mikrostruktur, was wiederum die Fliessspannung des Werkstoffs signifikant beeinflusst. Das hat eine gänzlich andere Qualität als das, was im Experiment möglich ist», begeistert sich Bierwisch. «Man kann quasi detektivisch Zusammenhänge erkennen.»
KUNSTSTOFF XTRA Additive Fertigung
www.fraunhofer.de n
Kontakt
Start-up bringt neuartiges Fertigungsverfahren zur Marktreife
Ressourcenschonender 3D-Druck
Es ist ein häufiges Problem beim 3D-Druck: Das Material haftet nicht richtig auf dem metallenen Druckbett, der Druckvorgang muss abgebrochen werden. Dies erhöht Energie- und Materialverbrauch sowie Kosten, belastet industrielle Produktion und Umwelt. Das Kunststofftechnik-Start-up FLIPoQ» der Hochschule Darmstadt (h_da) hat eine neuartiges Verfahren entwickelt, das Materialien besser auf dem Druckbett haften lässt und zugleich bei der Produktion ressourcenschonend stützt.
Beim 3D-Druck wird das Material auf beheizte Metallplatten aufgetragen und in Form gebracht. Oft löst sich das Material vom Druckbett und die Produktion muss abgebrochen werden. Das h_da-Start-up «FlIPoQ» hat eine neuartige Unterlage entwickelt, die individuell im Druckbett angebracht wird und aufgrund ihrer Webrahmen-Netzstruktur den 3D-Druck besser auf der Bauplattform haften lässt. Das schont Ressourcen und Kosten und leistet einen nachhaltigen Beitrag zum Rapid Prototyping. Der Clou: Das Netz der stützenden Unterlage kann aus demselben Material hergestellt werden wie das zu fertigende Bauteil, das somit direkt auf die Unterlage gedruckt wird. Ein Novum. Hierauf hat das «FLIPoQ»-Team ein Patent angemeldet. Mit dem Verfahren lässt sich zudem bis zu 90 % Material einsparen, da sich die Unterlage auf dem Druckbett beliebig um die eigene Achse drehen lässt und somit deutlich
weniger Stützmaterial für die Produktion nötig ist. Die Idee zur innovativen 3D-Druck-Stütznetz-Fertigung kam Jens Butzke im Rahmen seiner Promotion bei Roger Weinlein am Fachbereich Maschinenbau und Kunststofftechnik. Zusammen mit vier weiteren h_da-Alumni bereitet er nun die Unternehmensgründung vor. 18 Monate haben sie hierfür Zeit und werden dabei gefördert mit 700 000 Euro im Rahmen des Programms «EXIST-Forschungstransfer». Das Bundeswirtschaftsministerium unterstützt hiermit herausragende forschungsbasierte Gründungsvorhaben, die mit aufwändigen und risikoreichen Entwicklungsarbeiten verbunden sind. Das Projektteam vernetzt sich aktuell mit ersten Unternehmenskunden und bereitet den Bau erster Fertigungsanlagen zum Einsatz bei Kunden vor. In der anschliessenden Förderphase 2 muss dann spätestens die Geschäftstätigkeit starten.
Neue Möglichkeiten in der Medizintechnik
Potenzial sieht das Gründungs-Team etwa im Bereich Medizintechnik, dort für medizinische Hilfsmittel wie Orthesen oder auch für Greifsysteme im Anlagenbau. Auf Perspektive sollen auch Grossdrucke möglich sein, zum Beispiel im Bauwesen oder in der Fahrzeugtechnik. Für den Förderzeitraum ist das «FLIPoQ»-Team an der h_da angestellt, dies sieht das Programm vor. Zudem stellt die h_da Büroräume am Campus Dieburg zur Verfügung. Das 3DDruck-Start-up vernetzt sich zudem aktuell auch innerhalb der h_da. Studierende unterschiedlichster Disziplinen sollen vom Projekt profitieren, eine Abschlussarbeit zum Thema schreiben oder sich als wissenschaftliche Hilfskräfte engagieren können.
«An Hochschulen entstehen unentwegt innovative Ansätze, oft gelingt aber nicht der Schritt von der wissenschaftlichen Entwicklung zur Marktreife von Produkt oder Dienstleistung», sagt Prof. Dr. Nicole Saenger, Vizepräsidentin für Forschung und Nachhaltige Entwicklung. «Zwar unterstützen wir Gründungswillige über unser Servicezentrum Forschung und Transfer. Doch die Finanzierung vielversprechender Gründungsideen bleibt herausfordernd. Das Förderprogramm EXIST-Forschungstransfer setzt genau hier an. Es ermutigt, direkt aus der Wissenschaft heraus zu gründen, belässt das Know-how an der Hochschule und stärkt den Transfer von Wissenschaft zu Unternehmen.» Kontakt
3–4/2023 KUNSTSTOFF XTRA Additive Fertigung
n
www.h-da.de
Das «FlIPoQ»-Team von links: Jens Butzke, Christian Ladner, Linda Phetsananh, Marius Mischlich und Birk Schefczik. (Bild: h_da)
Kuteno – Kunststofftechnik Nord 2023
Spannende Messetage in familiärer Atmosphäre
Ein breiter Mix an Zulieferern entlang der gesamten Wertschöpfungskette der Kunststofftechnik in fünf Messehallen und ein sehr umfangreiches Rahmenprogramm: Das ist der Stand der Dinge bei der Kuteno – Kunststofftechnik Nord 2033, die in diesem Jahr erstmals von der Easyfairs GmbH veranstaltet wird – vom 9. bis 11. Mai 2023 in Rheda-Wiedenbrück.
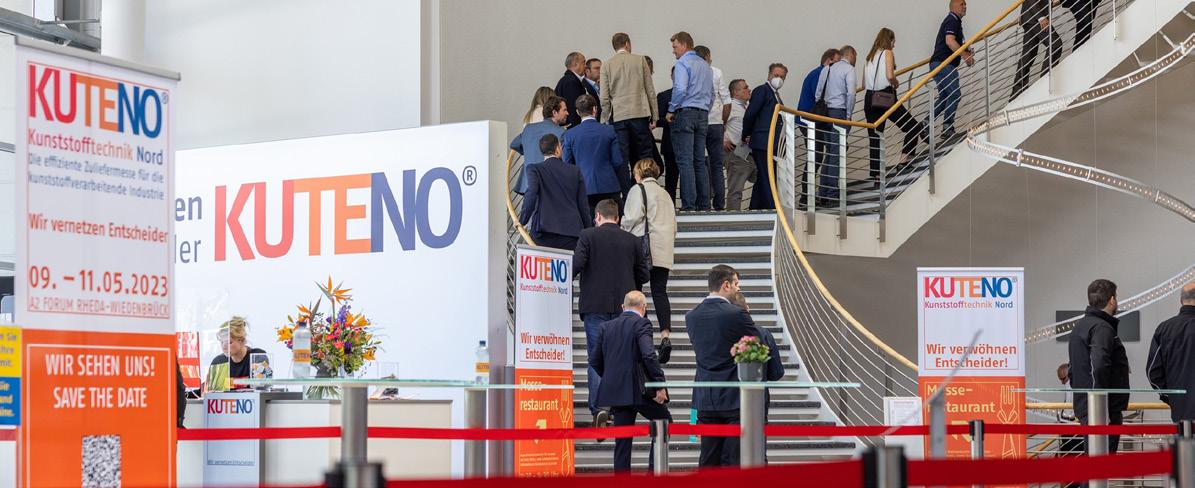
Für die Kunststoffbranche in der Nordhälfte Deutschlands ist der Termin gesetzt: Sie trifft sich auf der Fach- und Arbeitsmesse Kuteno, die sich als Plattform für den fachlichen Expertendialog der gesamten Branche etabliert hat.
Den Stand der Planung fasst Babette Bell, neue Messeleiterin der Kuteno bei Easyfairs zusammen: «Die fünf Messehallen sind fast ausgebucht, wir erwarten rund 300 Aussteller. Mit dieser positiven Entwicklung unserer starken Ausstellergemeinschaft sind wir sehr zufrieden und die Fachbesucher können sich auf spannende Messetage in familiärer Atmosphäre mit Fachgesprächen auf Augenhöhe freuen.»
Typisch für die Kuteno ist die Tatsache, dass die gesamte Messe auf die Kommunikation ausgerichtet ist: «Ziel ist es, die Branche und die Experten in den Dialog und ins Gespräch zu bringen. Deshalb haben wir auch in allen Hallen Kommunikationsflächen mit einem grosszügigen Catering-Angebot eingerichtet. Mit dem bewussten Verzicht auf grosse Einzelflächen für Aussteller begegnen sich kleine und grosse Marktteilnehmer auf Augenhöhe.»
Hochkarätige Aussteller
Dass dieses Konzept Anklang findet, zeigt beispielhaft ein Blick ins Ausstellerverzeichnis in der Rubrik «Kunststoffmaschinen». Zu den Ausstellern gehören hier markt- und technologieführende Hersteller wie Arburg, Dr. Boy, Engel, Ferromatik Milacron, Haitian, KraussMaffei, Netstal, Sumitomo, Tederic, Wittmann Battenfeld und Yizumi. Stark vertreten ist auch der Formen- und Werkzeugbau. Auf der Kuteno präsentieren eine Vielzahl leistungsstarker Werkzeug- und Formenbauer Beispiele ihrer Arbeit, und der Branchenverband VDWF (Verband Deutscher Werkzeug- und Formenbauer) ist ebenso vertreten. In diesem Produktsegment ist die gesamte Wertschöpfungskette einschliesslich der Zulieferer u. a. für Normalien und Formaufbauten sowie für Heisskanal- und Temperiertechnik präsent.
Gut erreichbar
Was die Besucher betrifft, sind die Veranstalter zuversichtlich, die 3000er-Marke zu überschreiten. Dazu Horst Rudolph, Mitbegründer der Kuteno und Partner von Easyfairs: «Der Standort Rheda-Wieden -
brück wurde gewählt, weil im Umkreis von maximal 2 Stunden Autofahrt zwölf Cluster der kunststoffverarbeitenden Industrie zuhause sind – und damit 30 Prozent der deutschen Kunststoffverarbeitung im direkten Einzugsbereich der Messe liegen. Die Messe ist leicht erreichbar – direkt im Schnittpunkt der Autobahnen A2 und A33, sowie der Bundesstrassen B55, B61, B64.» Ein weiterer Faktor für die Kuteno als Pflichttermin der Kunststoffverarbeiter:
«Die Branche hat wirklich ‹grosse› Themen abzuarbeiten, die jedes Unternehmen und jeden Anwender von Kunststoffen betreffen – von der Digitalisierung über Lieferkettenprobleme bis zu Nachhaltigkeit, Kreislaufwirtschaft und Recycling. Auf der Kuteno finden die Fachbesucher Experten für den Austausch, Netzwerkpartner und Lösungsanbieter zu diesen Themen.»
Der Messebesuch (Parken, Eintritt, Catering) ist für Fachbesucher selbstverständlich kostenfrei. Weitere Informationen und Tickets unter:
33 3–4/2023
Kontakt www.kuteno.de n
Die KUTENO wird dieses Jahr erstmals von der Easyfairs GmbH veranstaltet. (Bild: easyfairs)
formary: Erste digitale Plattform in der Thermoforming-Branche
Einfache Beschaffung von Tiefzieh-Teilen
Prozessoptimierung, Digitalisierung und eine einfach strukturierte Customer Journey – das ist in der Thermoforming-Branche noch nicht ganz angekommen. Das Start-up formary will das nun ändern.
Tiefziehteile sind kundenspezifisch und werden für verschiedenste Kundenanwendungen individuell entwickelt. Hardwaretechnisch ist die Beschaffung von Tiefziehteilen mit modernen Maschinenparks und automatisierten Fertigungsprozessen gut aufgestellt, jedoch gibt es ein grundlegendes Problem: Die Projektabwicklung verläuft häufig über Telefon oder Fax, was Bestellungen ineffizient macht. Entsprechend ist Erreichbarkeit und Service von Kund:innen Seite oft nicht zufriedenstellend. Dazu kommt, dass der Markt kleinteilig und intransparent ist. Welcher Herstellerbetrieb spezifische Materialien vorrätig hat, die richtige Maschine besitzt und kompetitiv anbieten kann, ist daher schwer herauszufinden.
Zeit und Kosten sparen
Das Start up formary hat sich zum Ziel gesetzt, den gesamten Anfrageprozess für Kund:innen einfacher, schneller und flexibler zu gestalten. Hierfür hat das Geschwisterpaar Lisa Marie und Moritz Bittner eine digitale Plattform entwickelt, die den Endkund:innenmarkt mit den Lieferant:innen verbindet.
Die Nutzung von formary ähnelt auch stark einem E Commerce Kaufprozess, nur eben im B2B Bereich: Nach einer Anfrage im digitalen Konfigurator ordnet formary jeder Bestellung geeigneten Lieferant:innen aus dem Netzwerk zu und konstruiert in Absprache mit Kund:innen das Tiefziehteil. So sparen diese sich die aufwändige Lieferantensuche für B und CTeile, benötigen weniger Zeit und Aufwand und können sich auf ihr Kerngeschäft konzentrieren. Für Lieferant:innen bedeutet eine Anbindung an formary die Möglichkeit auf Aufträge ohne Vertriebsaufwand und Marketingkosten. Dies ist vor allem in Zeiten grösserer Unsicherheit durch Covid, Ukraine Krieg und Rezession von Vorteil. Auch die Ab
wicklung von Aufträgen bei der Produktion erleichtert formary durch die Abnahme der Kundenberatung und Entwicklungskoordination der Produkte. «Wir kümmern uns um die komplette Wertschöpfungskette – ausser der Fertigung selbst: Das überlassen wir den jeweiligen Profis», sagt Co Gründerin Lisa Marie Bittner.
von mehreren Bereichen. «Wir waren uns jedoch erst nicht sicher, ob Plattformen in dieser Branche von Kund:innenseite angenommen werden», so LisaMarie Bittner. Die Gründer:innen entwickelten den MVP der Plattform und brachten diesen im September 2021 an den Markt. Mit Erfolg: Schon nach zwei Tagen war die erste Anfrage da.
Umsatzstärkste Plattform für Thermoforming
Vom
Familienunternehmen zum Start-up
Für Lisa Marie Bittner und ihren Bruder Moritz war die Karriere in der Tiefziehteil Branche so nicht geplant. Nach dem Studium hatten sich die beiden in Richtung Digital Start ups und Investmentbanking orientiert. Als ihr Vater und gleichzeitig Geschäftsführer schwer erkrankte, änderten sich ihre Pläne. Sie übernahmen die operativen Geschäfte und hielten den Betrieb am Laufen. 2017 stand das Geschwisterpaar vor der Entscheidung: Verkaufen oder ungeplant in das 1985 gegründete Familienunternehmen einsteigen? Sie entschieden sich für zweiteres.

Sie fingen an, das Portfolio und die Märkte zu analysieren und erkannten das PlattformPotenzial im Thermoforming. Ursprünglich war die Firma zwar bereits im Thermoforming tätig – allerdings war dies nur einer
Mittlerweile arbeitet formary an einem Machine Learning Algorithmus, der einen automatisierten Sofort Preis nach Anfrage ermöglichen wird. Dies existiert in der Tiefzieh Branche bisher nicht, die Neuheit soll im ersten Quartal 2023 gelauncht werden. Das Team von formary hat sich zum Ziel gesetzt, als Plattform zum umsatzstärksten KunststoffThermoformer der DACH Region zu werden. Schon jetzt hat formary durch die angebundenen Partnerbetriebe Zugriff auf einen breiten, professionellen Maschinenpark, der alle TiefziehProdukte abdecken kann.
«Wir wollen, dass formary mit Thermoforming gleichgesetzt wird und uns als Ansprechpartner Nummer eins auf allen Kanälen etablieren», sagt Co Gründer Moritz Bittner. Für das Jahr 2023 ist ein Umsatzziel über die Plattform von 2 Millionen Euro geplant, zusätzlich soll der Pool an Lieferant:innen auf 25 angehoben werden.
Dafür möchte formary das Team auf 30 Mitarbeiter vergrössern. Dabei ist es dem Start up wichtig, faire und partnerschaftliche Verhältnisse mit Mitarbeitenden und dem immer wachsenden Liefernetzwerk zu pflegen. Denn die Mischung aus Startup Kultur und Familienunternehmens Werten ist ein essenzieller Bestandteil davon, was formary sich zum Ziel gesetzt hat.
34 3–4/2023 KUNSTSTOFF XTRA Publire P ortage
Die Gründer von formary: Lisa-Marie und Moritz Bittner. (Bild: formary)
Kontakt www.formary.de n
Polymerkette abfädeln
Recycling von Nylon-6 zu ɛ -Caprolactam
Nylon-6 ist ein widerstandsfähiger, nicht bioabbaubarer Kunststoff, der sich mit konventionellen Ansätzen nicht recyceln lässt. Einen neuen Recyclingweg für Nylon-6 stellte ein US-amerikanisches Team jetzt in der Zeitschrift Angewandte Chemie vor.
Mittels eines leicht zugänglichen LanthanTrisamido-Katalysators wird Nylon-6 hochselektiv, fast quantitativ, lösungsmittelfrei und bei relativ moderaten Temperaturen zum Ausgangsmonomer ɛ -Caprolactam depolymerisiert. Wie beim Abfädeln einer Perlenkette werden die Monomere dabei nach und nach vom Kettenende ausgehend freigesetzt.
Nylon ist der Stoff, aus dem Strümpfe gemacht werden. Es ist aber auch das Material der Wahl für viele Anwendungen in Bereichen, wie Automobil, Verpackung, Infrastruktur, Textil und Fischerei. Die vorteilhaften Eigenschaften wie Elastizität, chemische Beständigkeit, hohe Reiss- und Abriebfestigkeit stehen seiner Bioabbaubarkeit jedoch im Wege. So sind aufgegebene Nylon-Fischernetze für ca. 10% des Plastikabfalls in den Meeren verantwortlich.
Industriell wird die Variante Nylon-6 durch eine ringöffnende Polymerisation von ɛ -Caprolactam in einem Massstab von 5 Millionen Tonnen pro Jahr hergestellt. Das Marktvolumen wird bis 2026 voraussichtlich 21,5 Millarden US-Dollar erreichen. Parallel wachsen die Müllberge und die damit verbundenen Gefahren für Umwelt und Gesundheit. Zudem hat die Produktion von Nylon-6 einen hohen CO2-Fussabdruck. Das Monomer ɛ-Caprolactam wird aus fossilen Rohstoffen in einem kostenintensiven mehrstufigen Verfahren hergestellt. Seine Rückgewinnung würde Ressourcen schonen sowie Produktionskosten und Energie einsparen. Entsprechend gross ist der Wunsch nach einer Kreislaufwirtschaft für Nylon.

Während das Recycling für einige andere Kunststoffarten langsam anläuft, ist Nylon-6 nur sehr schlecht zu recyceln. Aufschmelzen und wieder neu in Form bringen ist nicht möglich, da sich Nylon-6 bei den benötigten hohen Temperaturen teilweise zersetzt. Auch Verbrennen für die Energierückgewinnung kommt nicht in Frage, da toxische Verbindungen entstehen, z. B. Blausäure. Bisherige Ansätze zum chemischen Recycling erwiesen sich als zu aufwändig, ineffektiv und/oder benötigen problematische Chemikalien.
Genialer Prozess zum Recycling von Nylon-6 entwickelt Das Team um Yosi Kratish und Tobin J. Marks von der Northwestern University (Evanston, USA) und dem National Renewable Energy Laboratory (Golden, USA) hat jetzt einen neuen effizienten katalytischen Prozess zum Recycling von Nylon-6 entwickelt. Nylon-6 wird mit mehr als 95% Selektivität und mehr als 90% Ausbeute zu ɛ -Caprolactam depolymerisiert – ohne Lösungsmittel oder toxische Chemikalien und bei vergleichsweise mil -
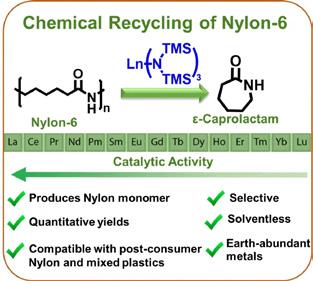
den Temperaturen von 240 ° C. Beimischungen von Polyethylen, Polypropylen oder Polyethylenterephthalat stören nicht. Erfolgsgeheimnis ist ein Katalysator auf der Basis kommerziell erhältlicher Trisamido-Komplexe der Seltenen Erden. Die höchste katalytische Aktivität zeigte der Komplex des Metalls Lanthan. Experimentelle Daten und Computerberechnungen deuten auf einen neuartigen Mechanismus. Im ersten Schritt wird ein Wasserstoffion einer terminalen Amid-N-HBindung entfernt und der Katalysator kovalent an das Polymer gebunden. Anschliessend werden die ɛ -CaprolactamEinheiten Stück für Stück vom Kettenende her abgespalten (Backbiting-Prozess).
Die «Angewandte Chemie» ist eine Publikation der GDCh.
Kontakt
Angewandte Chemie
D-69451 Weinheim
angewandte@wiley-vch.de
www.gdch.de n
35 3–4/2023 KUNSTSTOFF XTRA Cir C ular E C onomy
Tobin J. Marks ¹
Katalytischer Prozess zum Recycling von Nylon-6. (Grafik: GDCh)
Der Wunsch nach einer Kreislaufwirtschaft für Nylon ist gross. (Bild: zvg)
1 Northwestern University
Kunstrasenplätze sind immer beliebter
Weniger Mikroplastik rund um Sportanlagen
Aufgrund ihrer ganzjährigen, witterungsunabhängigen Bespielbarkeit werden Kunstrasenplätze im Ballsport immer beliebter. Viele Plätze bedeutet gleichzeitig aber auch viel Einstreugranulat, das als Mikroplastik über unterschiedliche Wege in die Umwelt gelangen kann. Neue Erkenntnisse über Mengen, Verbreitungspfade und lokale Gegebenheiten wurden nun im Rahmen einer Masterarbeit am Fraunhofer Umsicht gewonnen. Sie liefern die Basis für künftige Strategien zur Emissionsminderung.
Allein in Deutschland gibt es aktuell mehr als 5000 Kunstrasenplätze, auf denen mehrheitlich Fussball gespielt wird – Tendenz steigend. Sie bieten viele Vorteile gegenüber Naturrasen- und erst recht gegenüber Hart- und Ascheplätzen, sowohl was Bespielbarkeit als auch was die Nutzungsdauer betrifft. Doch es gibt auch Nachteile: Durch Wind, Regen und Schnee sowie durch den Spielbetrieb
selbst gelangt Einstreugranulat vom Platz in die Umwelt. Das gummielastische Granulat, (Performance-) Infill genannt, dient der Optimierung der Spielperformance und wird zusammen mit Quarzsand, der zur Platzstabilisierung dient, auf Kunstrasenplätze aufgebracht. Bei einer Einbaumenge von 4 bis 7 kg Gummigranulat pro m 2 befinden sich auf einem üblichen Fussball-Kunstrasenplatz mit mehr als
7000 m 2 bis zu 50 Tonnen dieses Materials. «Aufgrund ihrer geringen Grösse von maximal 2 bis 3 mm werden diese Kunststoffteilchen zum Mikroplastik gerechnet», sagt Ralf Bertling, Abteilung Umwelt und Ressourcennutzung am Fraunhofer Umsicht. «Heute wissen wir, dass Kunstrasenplätze aufgrund ihrer Verbreitung eine signifikante Mikroplastikquelle sind.»
Anzahl Abläufe und Muldenrinnen
Durchschnittliche Platznutzung pro Jahr
Performance-Infill Gesamtmenge pro Platz (Nettofläche) Gesamtmenge pro Platz (Bruttofläche)
Korngrösse
Stabilisierendes Infill Gesamtmenge pro Platz (Nettofläche) Gesamtmenge pro Platz (Bruttofläche)
Infill-Nachfüllmenge
Kanalsystem
Bauweise A mit Elastikschicht (EL) und Nivellierschicht, Bau nach DIN EN 15330 und nach DIN 18035-7
90 x 56 m (netto)
9; Über 2 Spielfeldseiten, Nordseite Muldenrinne
1,815 h/a, unbekannte Nutzungsdauer durch Bevölkerung (reduziert durch Covid)
EPDM (Schüttdichte: 650 kg/m3); (4 kg/ m2); 20,160 kg (netto); 22,420 kg (brutto)
0,5–2 mm
Quarzsand (20 kg/mz); 100.800 kg; 112,100 kg
Ca. 1,200 kg Sand pro Jahr
Mischkanalisation, Einleitung in das Klärwerk, Emschermündung (Dinslaken)
Bauweise B mit Elastischer Tragschicht (ET), Bau nach DIN EN 15330 und DIN 18035-7
119,5 x 68,5 m (brutto); 105 x 65 m (netto)
14; Über 3 Spielfeldseiten, Nordöstliche Längsseite doppelte Muldenrinne
1,416 h/a, unbekannte Nutzungsdauer durch Bevölkerung (reduziert durch Covid)
Kork (Schüttdichte: mind. 100 bis max. 200 kg/m3); (ca. 1 kg/m2); 6.825 kg (netto); 8.183 kg (brutto)
1–2 mm
Quarzsand (ca. 22/25/27 kg/m 2); ca. 150,150 kg (netto) bis max. 180,026 kg (brutto)
Keine Nachfüllung
Trennkanalisation, Regenwasser wird direkt in Riedenbach eingeleitet
36 3–4/2023 KUNSTSTOFF XTRA Werkstoffe
Technische Daten KRP Oberhausen KRP Osnabrück Baujahr/Platzalter 2019 2020 Lage Innerorts, gewässerfern Ausserorts, gewässernah Platzgeneration 3G 3G mit alternativem Infill Bauweise
95
59 m (brutto);
Masse
x
Ganzheitliche Untersuchung an zwei Standorten
Im Rahmen ihrer Masterarbeit hat Sophie Rischmüller Kunstrasenplätze ganzheitlich untersucht. Sie hat u. a. ein Platzmonitoring durchgeführt, Proben entnommen und das Infill analysiert – an zwei Standorten, in Osnabrück und Oberhausen, mit unterschiedlich angelegten Plätzen. Die Platzanlage in Osnabrück Nahne befindet sich in einem ländlich geprägten Gebiet und ist mit Kork-Infill befüllt. Die Oberhausener Fritz-Collet-Anlage hingegen liegt in einem innerstädtischen, stark bebauten Stadtteil. Ihr Infill besteht aus einem polymeren EPDM-Granulat (Ethylen-Propylen-Dien-Kautschuk).
Partikelgrösse liefert Informationen über Platzbeanspruchung
An jeweils fünf unterschiedlichen Stellen hat Sophie Rischmüller Proben vom Performance-Infill genommen: Eckpunkt, 16er, Torraum, Nähe Platzmitte und Platzrand. Das Material wurde anschliessend gesiebt und mittels Partikelgrössenanalyse sortiert. Im frischen Zustand hat das PerformanceInfill auf Kunstrasenplätzen eine Partikelgrösse zwischen 0,5 und 2,5 mm. «Ergeben sich bei den einzelnen Grössenfraktionen starke Schwankungen oder ist eine grosse Menge von Partikeln kleiner als 0,5 mm zu erkennen, ist das ein Indikator für eine hohe Platzbeanspruchung und grössenabhängige Partikelbewegungen», so Ralf Bert-
ling. Darüber hinaus gibt die Analyse Aufschluss über den Abrieb des Infills, möglichen Partikelverlust und den Pflegezustand eines Platzes. Detaillierte Aussagen über das Transportverhalten konnten u. a. mithilfe eines neu konstruierten Windkanals und Analysen von Entwässerungsschächten getroffen werden. Versuche auf Kunstrasenplatz-Modellflächen unter verschiedenen äusseren Bedingungen haben gezeigt, dass neben Wind und Wasser die Nutzungsintensität einen besonders grossen Einfluss auf den Infillverlust hat. «Die drei Faktoren stehen miteinander in Wechselwirkung und es kommt zu einer Effektüberlagerung », erklärt Sophie Rischmüller.
Alternative Infillmaterialien für bestehende Kunstrasenplätze
Die gesammelten Erkenntnisse dienen nun als Grundlage für Vereine und Kommunen,
um individuelle Emissionsminderungsstrategien für ihre Sportanlagen zu entwickeln. Denn, obwohl der Neubau von Kunstrasenplätzen künftig ohne Kunststoff-Infill erfolgen soll, gibt es auf den bestehenden Plätzen weiterhin erhebliche Mengen davon, die potenziell in die Umwelt gelangen können. Die Stadt Oberhausen zum Beispiel ist das Problem bereits angegangen und gleicht seit 2020 Infill-Verluste auf Kunstrasenplätzen nur noch mit Sand aus, anstatt EPDM-Material zu verwenden. Des Weiteren empfehlen Sophie Rischmüller und Ralf Bertling, die Ökobilanz von alternativen Materialien ganzheitlich zu betrachten, um eine nachhaltig sinnvolle Entscheidung treffen können, was als geeigneter Ersatz von Kunststoff-Infill dienen kann.

Kontakt
www.umsicht.fraunhofer.de n

Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Wir planen

Komplette Granulattransport- und Vakuumleitungssysteme.
Wir berechnen
Anhand der benötigten Förderleistungen die Leitungsquerschnitte.
Wir installieren

Die gesamten Systeme inklusive Halterungsbau.
Wir erweitern
Bestehende Leitungssysteme und bauen bestehende System um.
Mit unseren Partnern sind wir absolute Profis im Rohrleitungsbau für die Granulatförderung!

37 3–4/2023 KUNSTSTOFF XTRA Werkstoffe KUMA Solution GmbH | Neuweg 31A | CH-4852 Rothrist | Tel +41 62 794 37 41 | info@kuma-solution.ch | www.kuma-solution.ch
Probenentnahme auf dem Kunstrasenplatz.
Kunstrasenplatz in Oberhausen: Infill auf dem Auslaufbereich. (Bilder: Umsicht)
Werkstoffe für die digitale Produktion
Energieeffiziente Präzisions-Polyamide
DIPROmat GmbH (Materials for digital production) entwickelt und produziert verzugsfreie teilkristalline Thermoplaste und speziell für den 3D-Druck konzipierte Thermoplastische Elastomere. Strahlenvernetzbare Polymere, vor allem energieeffiziente Präzisions-Polyamide, gehören zum Portfolio.

Die langjährige Erfahrung der beiden Firmengründer, Michaela Moriconi und Uwe Stenglin (gemeinsam bereits erfolgreich in der PTS-Gruppe), ermöglichte einen «fliegenden Start» und so kamen bereits hochinteressante Werkstoffe zur Marktreife. Ein zentrales Konzept, die Produktion von nahezu verzugsfreien hochverstärkten Präzisions-Polyamiden, fand viel Resonanz. In der Additiven Fertigung, z. B. im Strang-Ablegeverfahren, auch als Filament- (FFF/FDM) oder Granulat-Druck (FGF) bekannt, stellen Formschwindung und der daraus resultierende Verzug ein grosses Problem dar. Mit Carbonfaser- und SpezialglasfaserPolymeren wurden bei DIPROmat Formschwindungswerte von 0% / 0,2% (längs/ quer) erreicht. Im Bereich Carbon-Präzisions-DIPROmid wurden sogar Polyamide mit +0,1% / -0,1% (längs/quer) für den 3D-Druck entwickelt.
Interessanterweise kam auf dem Spritzgussmarkt sehr schnell der Wunsch auf, ebenfalls massgenaue hochverstärkte Polyamide (40–60 % Faserverstärkung) einzusetzen.
DIPROmat griff mit Unterstützung von Rotfeld-Consulting diesen Wunsch auf und legte eine komplette Serie an Präzisions-Polyamiden auf. Ästhetische Oberflä -
chen, nahezu Verzugsfreiheit und energieeffiziente Verarbeitung bei ca. 35–40 ° C niedrigerer Massetemperatur – im Vergleich zu PA66 und den bekannten teilaromatischen Polyamiden – sind schlagende Argumente.
Zudem bleibt der Einfluss d er Luftfeuchte auf die Teileeigenschaften bei diesen komplexen Polyamiden sehr gering. Ein zusätzlicher Vorteil bei der Beschaffung ist die Unabhängigkeit von ADN und HMDA, Vorprodukte von PA66, die immer wieder für Lieferschwierigkeiten sorgen.
Carbonfaserverstärkte Präzisions-Polyamide, inkl. Hybrid-Faserverstärkung (CF/ GF-Verstärkung), mit geringer Schwindung und sehr guter Oberfläche, die sich sowohl im 3D-Druck als auch im Spritzguss verarbeiten lassen, erleichtern den Übergang vom AF-Prototyp zur Spritzguss-Serie.
Verarbeitung mit adaptivem IR Zonenheiz system

Gleichmässig schöne Oberfläche, gepaart mit hoher Festigkeit in Aufbaurichtung, wurde mit dem patentierten IR-Zonenheizsystem der Firma Apium Additive Technologies GmbH realisiert.
Dabei werden lediglich die obersten Schichten aufgeschmolzen, so dass ein hoher Schichtverbund erreicht wird. Die unteren Schichten können indessen abkühlen, wobei die Oberflächenqualität keinen weiteren thermischen Einfluss erfährt.
Während eine komplette Palette energieeffizienter Präzisions-Polyamide (DIPROmid), inkl. einer wirtschaftlichen Reihe, bereits vorliegt, war bisher die Verbindung von Präzision mit Polypropylen undenkbar. Die hohe Differenz zwischen DSCSchmelzpunkt von typischerweise 161 ° C
und der niedrigen Erstarrungstemperatur von 112–124 ° C (je nach Nukleierung der PP-Typen) führt zu grosser Schwindung und damit zu starkem Verzug.
Gemeinsam mit Rotfeld-Consulting konnte DIPROmat eine Reihe unverstärkter und spezialglasfaserverstärkter High-Performance-Polyolefine entwickeln (Patent angemeldet), die kaum Schwindung aufweisen, unglaublich zäh sind und dabei – im Gegensatz zu herkömmlichen schlagzäh modifizierten PP – keine Wärmeformbeständigkeit verlieren, da eine Blend-Komponente eine Tg (Glasübergangstemperatur) von 160 ° C mitbringt.
Damit sind für Spritzguss und 3D-Druck polyolefinische Compounds mit hoher Präzision verfügbar. Spannend ist, dass die Entwicklung in der Additiven Fertigung begann, wo ein grosser Verzug unbrauchbar ist, und nun in Spritzgussanwendungen zurückkam.
38 3–4/2023 KUNSTSTOFF XTRA Werkstoffe
Kontakt www.dipromat.de n
Auf Apium-FFF/FDM-Drucker hergestellte Bauteile (Bild: Apium)
Wohnmobil-Rückleuchtenträger: das grösste bisher gedruckte Formteil (210 x 70 x 30 cm) aus DIPROmid-GF. (Bild: Q.BIG 3D)
Arburg: 100 Jahre alt und bei bester Gesundheit

Nicht viele Unternehmen werden 100 Jahre alt und älter. Seit diesem Jahr reiht sich das Familienunternehmen Arburg in die Galerie der Zentenaren ein. Entsprechend wurde das Jubiläum gefeiert: In einer eigens errichteten Leichtbauhalle wurden an drei Abenden regionale Gäste, deutsche und internationale Kunden und eng mit der Erfolgsgeschichte von Arburg verbundene Wegbegleiter bewirtet und mit einem fulminanten Event-Programm unterhalten. Auf grossen LED-Wänden wurden die Gäste auf eine Reise durch die 100 Jahre Erfolgsgeschichte mitgenommen.
Ein Geburtstagsgeschenk machte sich die Jubilarin gleich selber: Mit den hybriden Allroundern 470 H Comfort und
Premium, mit neuer Maschinentechnologie, ist die Allrounder-Familie um zwei Mitglieder gewachsen.


Einen besonderen Moment am Ende der Jubiläumsfeier gab es, als sich die Geschäftsführer Gerhard Böhm, Jürgen Boll und Guido Frohnhaus im Namen aller Mitarbeitenden bei den geschäftsführenden Gesellschaftern Renate Keinath, Juliane Hahl und Michael Hehl bedankten. Mit einer Standing Ovation bedankten sich die Gäste, als Gisela Hehl, die Frau von Eugen Hehl, auf die Bühne gebeten wurde.
Die nächsten 100 Jahre können kommen.
www.arburg.com

39 KUNSTSTOFF XTRA AUS DER BRANCHE Gleitschlifftechnik | Strahltechnik | AM Solutions Rösler Schweiz AG CH-5054 Kirchleerau Tel.: +41 62 738 55 00 rosler-ch@rosler.com www.rosler.com Gleitschlifftechnik AM Solutions Strahltechnik Anzeige_Innoteq_90_130_CH_DE_2023_Geschäftsbereiche.indd 1 13.01.2023 12:19:38 leister.com We know how. Your Experts in Laser Plastic Welding.
Im Namen der Mitarbeitenden bedankten sich die Geschäftsführer bei den geschäftsführenden Gesellschaftern (v.l.: Gerhard Böhm, Jürgen Boll, Renate Keinath, Juliane Hehl, Gisela Hehl, Michael Hehl, Guido Fronhaus). (Bild: Arburg)
Engel liefert 8000-Tonnen-Spritzgiessmaschinen
Mit zwei in die USA gelieferten Spritzgiessmaschinen stellt der österreichische Spritzgiessmaschinenhersteller Engel einen neuen Rekord auf. Mit einer Schliesskraft von jeweils 8000 Tonnen sind es die grössten Maschinen, die jemals im Werk St. Valentin in Österreich gebaut wurden.
Die beiden Engel duo 130 000/ 130 000 H/8200 combi USMaschinen wurden bei Infiltrator Water Technologies (IWT) im Werk Winchester, Kentucky, in Betrieb genommen. Das Tochterunternehmen von Advanced Drainage Systems (ADS) produziert dort Produkte für das Wassermanagement. Die zwei duo Spritzgiessmaschinen sind mit je zwei 85 000 cm 3 -Spritzaggregaten ausgestattet. Das maximale Schussgewicht beträgt 122 kg. Mit einer Länge von 29,3 m und einer Breite von 6,4 m sind die Maschinen zwar riesig, relativ zur Schliesskraft und zum Spritzvolumen fällt die Stellfläche allerdings klein aus. Hier spielt die Zwei-Platten-Bauweise der Engel Grossmaschinen ihre Stärke aus.
Immer öfter erhält Engel Anfragen für massgeschneiderte Lösungen im extrem hohen Schliesskraftbereich. Schliesskräfte mit 10 000 Tonnen und mehr sind möglich. Maschinen dieser Grössenordnung können Einzelschussgewichte von mehreren 100 Kilogramm Material verarbeiten und erreichen Materialdurchsätze von zwei Tonnen pro Stunde.

Die bislang grössten Engel Maschinen
Auch wenn man im Werk in St. Valentin gewohnt ist, grosse Maschinen zu bauen, stellten die beiden 8000-Tonnen-Maschinen eine besondere Herausforderung dar. «Ich bin stolz, an diesem Projekt mitgearbeitet zu haben», sagt Jim Moran, Business Development Manager bei Engel North America. «Wenn man sich nur vorstellt, was alles nötig war, um die Maschinen von Österreich in die USA zu transportieren.

Die Platten wurden zum Beispiel mit Frachtkähnen auf der Donau befördert», beschreibt Moran eine der Hürden, die überwunden werden mussten. Er erklärt weiters: «Vor der Auslieferung wurde jede der Maschinen im Engel Werk komplett aufgebaut und getestet, um dann für den Transport nach Amerika wieder zerlegt zu werden.»
Infiltrator investierte in den Bau einer neuen Halle, um Platz für die riesigen Maschinen zu schaffen. Die Anlieferung der
Maschinenkomponenten aus Österreich erfolgte in 29 LkwLadungen. Über zwei Monate wurde die erste Maschine installiert und gleichzeitig Gebäude, Infrastruktur und Peripherie fertiggestellt. Dazu gehörte ein 135-Tonnen-Hallenkran für den Transport der Werkzeuge in und aus der Maschine, der auch dazu verwendet wurde, die Maschine aufzustellen. «Der Einsatz der Engel Mitarbeiter war unglaublich», betont David Gedritis, Director of Manufacturing Capital Implementation bei Infiltrator. «Lange Arbeitstage und Arbeit am Wochenende machten es möglich, dass die Installation rasch abgeschlossen wurde.»
Den Auftrag erhielt Engel im November 2020. Die erste Maschine wurde im Februar 2022 übergeben. Jetzt, ein Jahr später wurde die zweite baugleiche Maschine geliefert. www.engelglobal.com

KUNSTSTOFF XTRA AUS DER BRANCHE
Zur Abnahme der ersten Maschine traf sich das gesamte Engel Projektteam aus Österreich und den USA mit Vertretern von Infiltrator im Engel Werk St. Valentin. (Bilder: Engel)
Für viele der Maschinenkomponenten wurden Spezialtransporter benötigt. Das Bild zeigt eine der 117 Tonnen schweren festen Aufspannplatten bei der Ankunft im Infiltrator Werk in Kentucky.
Menges Werkstoffkunde Kunststoffe
Dahlmann, R., Haberstroh, E., Menges, G.: Menges Werkstoffkunde Kunststoffe. Carl Hanser Verlag München, 7. Aufl. 2021. ISBN 978-3-446-45801-7 Nach gründlicher Überarbeitung durch das neu aufgestellte Autorenteam liegt dieser Klassiker der Kunststoffgrundlagen nunmehr in der 7. Auflage vor. Der teilweise neu strukturierte Inhalt wurde um nicht

weniger als 30 Prozent angereichert. Augenfällig sind die Eingliederung der KreislaufThematik in das einführende erste Kapitel sowie die Behandlung der Alterung und vor allem die erstmalige Aufnahme des Themas Schadensanalyse in einem je eigenen Kapitel. Das Buch überzeugt durch die verständliche Präsentation der anspruchsvollen Materie auf
dem aktuellen Stand. Das Stichwortverzeichnis wurde dagegen gar rigoros ausgedünnt. Und die seinerzeit von Menges eingeführte dehnungsbezogene Festigkeitsbeurteilung beanspruchter Kunststoffe verdiente eine etwas akkuratere Behandlung. Dennoch: Ein empfehlenswertes Buch.
KraussMaffei startet Anpassungs- und Effizienzprogramm
Das von KraussMaffei weltweit gestartete Effizienzprogramm beinhalteet auch den Abbau von mehreren hundert Stellen in den nicht-produzierenden Bereichen. Ein Stellenabbau in der Fertigung und Montage ist
derzeit nicht geplant. Das Unternehmen hat seinen Hauptsitz und das Stammwerk erst vor wenigen Wochen von München-Allach nach Parsdorf verlegt. Vor wenigen Monaten hat KraussMaffei zudem seine ex-
terne Unternehmensfinanzierung erfolgreich umstrukturiert. Dadurch konnten die Finanzierungskonditionen deutlich verbessert werden. Damit werde das geplante Anpassungs- und Effizienzprogramm unterstützt
Im Verbund mit
EROBERN SIE NEUE MÄRKTE:
WACHSEN SIE MIT DER MEDIZINTECHNIKBRANCHE 23._ 25.5.2023
Nürnberg, Germany 2023
VON IDEE ZUR PRODUKTION
MedtecLIVE mit T4M ist die zentrale Fachmesse für Medizintechnik in Europa - und noch viel mehr. Starten Sie in eine der aufregendsten Wachstumsbranchen und entdecken Sie neue Marktchancen für Ihre Produkte.

Im Fokus: Der gesamte Herstellungsprozess der Medizintechnik.
Zusammen mit dem MedtecSUMMIT genießen Sie ein umfassendes Programm mit Top-Speakern und Key Playern der Branche.
ÜBERZEUGEN SIE SICH SELBST!
Sichern Sie sich jetzt Ihr Ticket:
medteclive.com/besuchen

und die langfristige Entwicklung des Unternehmens in einem insgesamt schwierigen Marktumfeld weiter gefestigt, teilt das Unternehmen mit.
www.kraussmaffei.com
41 3–4/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
Ideelle Träger
Prof. Johannes Kunz
(BIld: Hanser)
Hellweg als Top Innovator 2023 ausgezeichnet
Compamedia hat Hellweg Maschinenbau, Hersteller hochwertiger, per Smart Control digital gesteuerter Zerkleinerungsmaschinen für effektives Kunststoffrecycling, mit dem Top 100-Siegel 2023 als besonders innovatives mittelständisches Unternehmen ausgezeichnet. «Mit unserer Arbeit in den letzten Jahren, heute und in Zukunft verfolgen wir das Ziel, die Möglichkeiten künstlicher Intelligenz in den Bereich des Kunststoffrecyclings und insbesondere des Vermahlens von Produktionsresten zu tragen. Mit unserer

Die
Ausrichtung des Unternehmens (Mark und Susanne Hellweg (Bild: Hellweg)
digitalen Smart Control Steuerung ebnen wir Wege zu höherer Energieeffizienz der
Schneidmühlen, verlängerten Standzeiten aller Systemkomponenten und letztlich zu ge -
steigerter Nachhaltigkeit der Prozesse. Zugleich resultieren Mahlgüter und Granulate mit höherer, weil gleichmässigerer Qualität. Dass wir jetzt als vergleichsweise kleiner Mittelständler in die illustre Reihe der Top-100-Innovatoren mit bis zu 50 Mitarbeitern aufgenommen werden, ist für uns eine grosse Ehre und ein riesiger Ansporn, unseren Weg fortzusetzen», sagt Geschäftsführer Mark Hellweg.
www.hellweg-granulators.com
BASF präsentiert Kosteneinsparungsprogramm für Europa
Die BASF-Gruppe präsentierte im Rahmen ihrer Berichterstattung zum Geschäftsjahr 2022 auch konkrete Massnahmen zu Kosteneinsaprungen in Europa und zur Anpassung der Verbundstrukturen in Ludwigshafen. «Die Wettbewerbsfähigkeit der Region Europa leidet zunehmend unter Überregulierung. Sie leidet auch immer mehr unter langsamen und bürokratischen Genehmigungsverfahren und vor allem unter hohen Kosten für die meisten
Produktionsfaktoren», kritisiert Konzern-Chef Martin Brudermüller. «All dies hat bereits über viele Jahre das Marktwachstum in Europa im Vergleich zu anderen Regionen gebremst. Zusätzlich belasten jetzt die hohen Energiepreise die Profitabilität und Wettbewerbsfähigkeit in Europa.»
Das Kosteneinsparprogramm, das 2023 und 2024 umgesetzt wird, zielt darauf ab, die Kostenstrukturen von BASF in Europa und vor allem in Deutschland
ENERGIEKOSTEN EINSPAREN
Erfahren Sie mehr über Ihr Einsparpotential. Wir zeigen Ihnen gerne persönlich unsere neuen individuellen Lösungen.
Lassen Sie sich von unseren Experten beraten.
info@buschag.ch I www.buschvacuum.com
an die veränderten Rahmenbedingungen anzupassen. Nach Abschluss des Programms erwartet BASF jährliche Kosteneinsparungen von mehr als 500 Millionen Euro in Einheiten ausserhalb der Produktion. Etwa die Hälfte dieser Einsparungen werden am Standort Ludwigshafen erwartet.
Neben dem eingeleiteten Sparprogramm ergreift BASF auch strukturelle Massnahmen, um das Stammwerk Ludwigshafen langfristig besser für den
immer schärfer werdenden Wettbewerb zu rüsten. Zu den Veränderungen gehört auch die Schlies sung diverser Anlagen. Hier sind voraussichtlich rund 700 Stellen in der Produktion betroffen. BASF erwartet, die Fixkosten um über 200 Millionen Euro pro Jahr senken zu können.
www.basf.com
42 3–4/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
BIS ZU
Auszeichnung mit dem Top 100-Siegel 2023 unterstreicht die zukunftsorientierte
OptiXlink – Vernetzungsgrade sicher prozessnah bestimmen
Vernetzte Materialien sind in vielen Produkten unersetzbar. Der Vernetzungs- bzw. Aushärtegrad ist dabei die zentrale Qualitätskenngrösse bei der Herstellung der entsprechenden Bauteile. Bis dato werden diese stichprobenartig zerstörend und zeitaufwändig im Labor geprüft. Daher wurde vom Kunststoff-Zentrum in Würzburg in Kooperation mit dem Institut für Lasertechnologien in der Medizin und Messtechnik an der Universität Ulm (ILM) erstmals eine gänzlich zerstörungsfrei arbeitende Methode mit dem Potenzial zur 100 %-Kontrolle in der Produk-
tion entwickelt. Die neue optische Methode konnte bei der Untersuchung von vernetzten PE-X-Proben und diversen 2-Komponenten-Harzen und Klebstoffen ihre wesentlichen Vorteile gegenüber bestehenden Labormethoden ausspielen. Optisch ermittelte sogenannte Streu- und Absorptionskoeffizienten im Nahinfrarotbereich sowie Raman-Banden stellen dabei die Basis dar. Zukünftig können Vernetzungsgrade und Aushärtereaktionen kosteneffizient und prozessnah mit Sicherheit bestimmt werden. Auf diese Weise werden Produktentwicklungszyklen

SKZ unterstützt «Jugend forscht»
Das Kunststoff-Zentrum unterstützt MINT-Bildung als Preisstifter. Bereits zum 39. Mal fand der «Schüler experimentieren/Jugend forscht» Regionalwettbewerb Unterfranken statt. Als Vertreter des SKZ war Matthias Ruff, Vertriebsleiter Bildung & Forschung, vor Ort und konnte den Sonderpreis «Kunststoff und Nachhaltigkeit», dotiert mit einer Urkunde
und einem Geldbetrag vergeben. Kunststoff als Werkstoff der Zukunft ist diesmal in vielen «Jugend forscht»-Projekten vertreten. Die Projekte ‹Drug Delivery System – Wirkstofftaxis im Nanoformat› und ‹Harzi – der Biokunststoff› standen jedoch im Fokus. Ersteres behandelt ein Transportsystem für Medikamente und kann beispielsweise in der
verkürzt, Herstellungsressourcen eingespart und Reklamationen vermieden. Motiviert durch die hohe Anwenderakzeptanz werden SKZ und ILM die Messmethode auf weitere erfolgsversprechende Spektral -
bereiche ausweiten. Interessierte Unternehmen sind aufgerufen, Kontakt mit dem SKZ aufzunehmen, um die neue Messmethode für eigene Anwendungsfälle bewerten zu lassen.
Krebsbehandlung eingesetzt werden. Polymer-Nanopartikel dienen dabei als Wirkstofftaxi und können das Arzneimittel direkt zum Einsatzort bringen. Im prämierten Projekt ‹Harzi –der Biokunststoff› wurde ein aus nachwachsenden Rohstoffen hergestellter Kunststoff enwickelt, der zu 100 % biologisch abbau- oder recyclebar ist.
SKZ-Kurs: Materialauswahl bei Medizinprodukten
Der neue SKZ-Kurs «Materialauswahl für Medizinprodukte aus Kunststoffen», der ab 2023 in Kooperation mit der Firma Polyneers GmbH in Würzburg stattfindet, erläutert die regulatorischen Anforderungen für Medizinprodukte und zeigt den Weg zur Auswahl des geeigneten Kunststoffs auf.
Im sensiblen Bereich der Medizintechnik sind die Anforderungen an die eingesetzten Materialien von höchster Bedeutung.
Bei der Auswahl der richtigen Kunststoffe für die speziellen Anwendungen muss ein strenger regulatorischer Rahmen (Medical Grade Plastics) eingehalten werden. Hier ist es besonders wichtig, genau zu wissen welche Anforderungen an den Kunststoff im Einzelfall zu bewerten sind, woher diese Anforderungen kommen und vor allem, wie man konkret bei der Materialauswahl und -qualifizierung vorgeht. Der neue Kurs «Materialauswahl für Medizin -
produkte aus Kunststoffen» des SKZ setzt hier an. Die Kursteilnehmer erfahren, welche Regularien sowie Anforderungen es aus technischer Sicht an Kunststoffmaterialien für Medizinprodukte gibt, wie man von regulatorischen Anforderungen zu einer Produktanforderung und letztlich zu den Materialanforderungen für ein konkretes Bauteil kommt.
Der 1-Tages-Kurs richtet sich im Besonderen an Materialent-


Als Bonus zum Sonderpreis «Kunststoff und Nachhaltigkeit» des SKZ gab es für die Entwickler von ‹Harzi› noch eine Einladung an das SKZ, um den grossen Forscherinnen und Forschern über die Schultern zu schauen. «Wir sind stolz auf die Jungforscher und Jungforscherinnen – weiter so», ermuntert Ruff abschliessend in seinem Statement.
wickler, Produktentwickler oder Projektmanager, aber auch Einbzw. Verkäufer. Der Kurs findet erstmalig am 23. Mai 2023 am SKZ in Würzburg statt.
43 3–4/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
Kontakt FSKZ e. V.
Würzburg
Schematische Darstellung eines belichteten Polymernetzerwerks (Bild SKZ)
Frankfurter Strasse 15–17 D-97082
+49 931 4104-503
m.ruff@skz.de, www.skz.de
Gekühlte Kompaktschiebereinheit
Meusburger präsentiert eine Neuheit im Bereich Formenbau: die gekühlte Kompaktschiebereinheit E 3380. Sie ist eigenen Angaben gemäss die einzige Kompaktschiebereinheit mit vorgefertigter Kühlbohrung und integrierter Kühldüse am Markt.
Kunden profitieren ausserdem von der extrem kompakten Bauweise und einem Schieberweg von bis zu 40 mm, der im Bedarfsfall abgestimmt werden kann. Bei der Entwicklung der Schiebereinheit stand besonders die einfache Anwendung im Vordergrund, daher ermög -
Sicher in die neue E-Mobilität
Die elektrische Antriebstechnologie in Elektrofahrzeugen ist wesentlich anspruchsvoller als in konventionell angetriebenen Automobilen. Deshalb steigen auch die Anforderungen an die für die Herstellung der Bauteile verwendeten Werkstoffe. Für den effizienten Betrieb von Elektrofahrzeugen bietet EmsGrivory ein breites Sortiment an hydrolyse- und flammgeschützen Spezialpolyamiden an.

Ein Bereich der Elektromobilität stellt die Ladeinfrastruktur dar: Ems-Grivory bietet für deren hochbelasteten Bauteile
LCD-3D-Drucker für Kleinserien
Die LCD 3D-Drucker von Photocentric eignen sich ideal für die Produktion kleiner bis mittlerer Serien von Kunststoffteilen. Auch grossformatige Einzeldrucke können mit den harzbasierten Druckern realisiert werden. Dank der von Photocentric erfundenen LCD-Technologie dauert der Druck einer einzelnen Schicht nur ein paar Sekunden – unabhängig vom Füllgrad der Druckplattform. Mit einem Schichtwachstum von bis zu
18 mm/h entstehen so rasch grössere Stückzahlen.
Während das kleinste, auf UVLicht basierende Modell LC Opus einen Bauraum von 310 x 174 x 220 mm aufweist, verfügt der grössere LC Magna über einen Bauraum mit einem halben Hektoliter Volumen. Der neue LC Titan schliesslich kann Teile bis zu einer Höhe von 1,2 Metern drucken. Magna und Titan verwenden die TageslichtHarz-Technologie, die eine voll -

lichen die Geometrien maximale Flexibilität beim Einbau. Der gehärtete und DLC-beschichtete Kompaktschieber ist bei Meusburger in drei verschiedenen Grössen sowie in zwei verschiedenen Hublängen ab Lager lieferbar. Für alle Grössen können die 3D-Daten einbaufertig aus dem Meusburger Shop exportiert werden. Zudem stehen für die CAD-Konstruktion zu jeder Variante Abzugskörper zur Verfügung. Damit kann der Werkzeugkonstrukteur in wenigen Minuten eine Schieberbaugruppe in seiner CADKonstruktion platzieren. Passend zur Kompaktschiebe r-
einheit empfiehlt Meusburger die Schieberhaltevorrichtung E 3046, für die im Schieber bereits eine Freistellung vorgefertigt ist. Die Vorteile sind:
– Verringerte Zykluszeiten dank effizienter Kühlung
– Optimierter Produktions- und Formprozess

– Erhöhte Qualität des Formteils durch optimale Kühlung bis zur Formgebung
und Komponenten die passenden Lösungen an. In der Regel wirken sich die mineralisch basierten Flammschutzsysteme negativ auf die Festigkeit und Zähigkeit eines Werkstoffs aus. Um diesen Einfluss zu kompensieren, wurden flammgeschützte Produkte entwickelt, die mit einer leistungsfähigen Langglasfaserverstärkung ausgerüstet sind. Diese weisen eine hervorragende mechani -
A-6960 Wolfurt
office@meusburger.com
www.meusburger.com
sche Leistung bei hohen Temperaturen und eine hohe Dimensionsstabilität auf. Dadurch eignen sich diese Spezialprodukte auch für anspruchsvolle Anwendungen wie Schnellladestecker von Elektrofahrzeugen.
Ems-Grivory
CH-7013 Domat/Ems
welcome@emsgrivory.com
www.emsgrivory.com
breite Palette an Harzen mit unterschiedlichsten Eigenschaften und vordefinierten Druckprofilen ist von Photocentric, BASF und Henkel verfügbar. Nachbearbeitungsgeräte für das Waschen und Nachhärten der gedruckten Teile komplettieren die Lösungen.
ständigere Polymerisation bei tieferen Energien erlaubt. Alle drei Drucker sind offen für Harze von Drittanbietern. Eine
Dim nsions AG CH-8904 Aesch ZH www.dim3nsions.ch
44 3–4/2023 KUNSTSTOFF XTRA PRODUKTE
3
Meusburger Georg GmbH & Co. KG
Arburg stellt neue Maschinengeneration vor
Die Jubiläumsmaschine zu ‹100 Jahre Familienunternehmen Hehl› ist energiesparend, ressourcenschonend, produktionseffizient, bedienfreundlich und zuverlässig zugleich. Die perfekte Kombination von elektrischer Schliesseinheit und hydraulischer Spritzeinheit senkt die Anschaffungs- und Betriebskosten sowie den CO2Fussabdruck deutlich. Dank der Leistungsvarianten «Comfort», «Premium» und «Ultimate» sowie verschiedener Spritzeinheiten und zahlreicher Optionen lassen sich die neuen Allrounder 470 H nicht nur exakt auf die jeweiligen Kundenanforderungen anpassen – sie sind auch der Startschuss für eine neue Maschinengeneration

die Formteilqualität
die Formteilqualität
von Arburg. Bei der Konzeption des Allrounders 470 H hat Arburg ihre bewährte Technik deutlich weiterentwickelt, um die Energiebilanz zu optimieren und Zykluszeiten zu reduzieren. Dazu tragen unter anderem das neue, zum Patent angemeldete ÖlmanagementKonzept, die Förderstromtei -
lung für gleichzeitige Bewegungen hydraulischer Nebenachsen und der erweiterte Einsatz der Arburg-Servohydraulik bei. Im Vergleich zu einer entsprechenden hydraulischen Maschine ist die Energiebilanz des Allrounders 470 H um bis zu 50 Prozent besser, je nach Anwendungsfall lassen sich damit
bis zu 12 000 Kilogramm CO2 im Jahr einsparen. Zur weiteren Ressourcenschonung trägt das neue Ölmanagement-Konzept bei: Zum einen werden rund 35 Prozent weniger Öl benötigt, zum andern wird Maschinenabwärme genutzt, um das Öl vorzuwärmen. Zudem ist auch die erforderliche Kühlwasserleistung zwischen 50 und 70 Prozent geringer. Eine wesentlich höhere Produktionseffizienz resultiert aus der Reduzierung der Trockenlaufzeit um bis zu 33 Prozent.
Kühlen und Temperieren mit System Energiekosten
Kühlen und Temperieren mit System Energiekosten
Arburg AG CH-3110 Münsingen switzerland@arburg.com www.arburg.com
Service der zählt!
Brehm verstärkt sich mit neuem Materialhandling Lieferanten PIOVAN
Brehm - Ihr Peripherie Spezialist -
• Energieeffizienz
• Produktivitätssteigerung
• Wirtschaftlichkeit
• Nachhaltigkeit
• von der Planung bis zur Ausführung – alles aus einer Hand
• Qualität und Kundenfreundlichkeit sind unser Erfolgsrezept
• Unsere Ruhe schafft Freiraum für das Wesentliche
• Flexibilität durch unser grosses Ersatzteillager
45 3–4/2023 KUNSTSTOFF XTRA PRODUKTE Ingenieurbureau Dr. Brehm AG · Lettenstrasse 2/4 · CH-6443 Rotkreuz · Telefon 041 790 41 64 · Telefax 041 790 43 03 · info @ brehm.ch · www.brehm.ch
Trockenschnitt-Stranggranulieren für anspruchsvolle Anwendungen
Mit dem Primo SI hat Maag einen flexiblen Allrounder für Masterbatch und CompoundingAnwendungen – eine weiterentwickelte Variante der etablierten Primo S – auf dem Markt. Die Maschine kommt mit einem überarbeiteten Grundrahmen, welcher die Integration von DownstreamEquipment und das Maschinenhandling weiter vereinfacht. Durch das offene Design ist der Bereich unter der Maschine komplett einsehbar und von allen Seiten zugänglich. Auf vier
speziell angefertigten Schwingungsdämpfern sitzt nun direkt der Schneidkopf, welcher eine Einheit mit Grundplatte, Antrieb und Schallhaube bildet. Somit
ist der gesamte Schneidkopf inklusive Anbauteilen vollständig vom Rahmen entkoppelt. Neben dem Grundrahmen wurde auch die Schallhaube überarbeitet – schmaler und mit einer Schräge in der Frontpartie. Die gesamte Maschine wirkt dadurch schlanker und die Geräuschentwicklung konnte weiter reduziert werden. Angetrieben wird der Granulator durch einen intelligenten Getriebemotor mit integriertem Frequenzumrichter und Mini-SPS. Diese Kombination erlaubt es, die
Wegweisendes Design mit futuristischem Charme

Die unsichtbare Integration von Bedienelementen ins Gehäuse ist derzeit ein grosser Trend, der vor allem durch Anwendungen im Automobilbau vorangetrieben wird. Dabei verschwinden klassische Knöpfe, Hebel oder konventionelle Drehregler und -schalter hinter der Oberfläche. Ein ästhetisches Design sowie individuelle Farbgebung und Beleuchtung von Bedienelementen, die sich harmonisch in die Gestaltung des Produkts einfügen, werden von Konsumenten auch in anderen Bereichen hochgeschätzt.
Eine wichtige Rolle spielt hierbei der sogenannte Black-Panel-Effek. Dabei werden Informationen farbgenau auf einem Display eingeblendet, welches
nur beim Einschalten sichtbar wird und ansonsten als dunkle, hochglänzende Abdeckung wahr-genommen wird. Die grauen Einfärbungen der Display-Abdeckungen verschmel -
zen mit dem Gehäuse zu einer gleichmässig schwarzen Einheit. Die installierten LEDs werden erst nach Berührung aktiviert und bilden dann in kräftigen Farben die Anzeige oder
benötigte Leistung mit erweiterten technischen Features bereitzustellen. Neben diversen Transfersignalen und länderspezifischen Zertifikaten verfügt der Antrieb über eine Bluetooth-Schnittstelle, die es erlaubt, die Betriebsparameter der Maschine jederzeit live auszulesen.
Maag Pump Systems AG

CH-8154 Oberglatt
welcome@maag.com
www.maag.com
die Bedienelemente ab. Grafe verbindet diese Farbeigenschaften mit dem gesamten Sortiment der Plexiglas Formmassen.
Als Anwendungspolymere können dabei robuste, schlagzähe Formmassen oder auch solche für eine höhere Wärmeformbeständigkeit zum Einsatz kommen. Grafe kann für jede Anfrage und jeden Kundenwunsch die entsprechend massgeschneiderte Lösung anbieten.
D-99444 Blankenhain
grafe@grafe.com

www.grafe.com
46 3–4/2023 KUNSTSTOFF XTRA PRODUKTE Erfolgreich werben mit der KunststoffXtra. Machen Sie den richtigen Zug! KUNSTSTOFF XTRA +41 (0)56 619 52 52 · info@sigimedia.ch
Grafe Advanced Polymers GmbH
THERMOFORMEN THERMOFORMEN
ULTRASCHALLSCHWEISSEN ULTRASCHALLSCHWEISSEN
VERBINDUNGSTECHNIK
anpac gmbh


THERMOFORMEN
Lindenhof 4 CH-6060 Sarnen Tel. 041 661 10 38 info@anpac.ch www.anpac.ch
• Vakuum-Tiefziehmaschinen
• CNC Fräsmaschinen
FLIEGEL eigener Service und Montagen

D-68259 Mannheim • Tel: +49 (0)621-79975-0 • www.fliegel.de
swiss-sonic Ultraschall AG
Die nachhaltige Verbindung www.swiss-sonic.ch info@swiss-sonic.ch
Seemoosholzstrasse 14 CH-9320 Arbon Tel. +41 71 680 08 05
www.telsonic.com

TROCKENEISSTRAHLEN
TROCKENEISSTRAHLEN
ASCO KOHLENSÄURE AG Industriestrasse 2 CH-8590 Romanshorn Tel: +41 71 466 80 80 Fax: +41 71 466 80 66 ascoco2.com info@ascoco2.com
ULTRASCHALLSCHWEISSEN
www.herrmannultraschall.com
VAKUUMPUMPEN UND SYSTEME
VAKUUMPUMPEN UND SYSTEME
Busch AG Vacuum Solutions Waldweg 22, 4312 Magden Tel. 061 845 90 90 info @ buschag.ch, www.busch.ch
VAKUUMPUMPEN UND SYSTEME

Prematic AG Systempartner von Gardner Denver Tel. 071 918 60 60 Märwilerstrasse 43 v-g@prematic.ch 9556 Affeltrangen www.prematic.ch

WAAGEN

• Tisch und Bodenwaagen

• Präzisionswaagen
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!
MIKROSKOPE www.kern.swiss
CH-8614 Bertschikon ZH
Swiss Waagen DC GmbH Tel. +41 (0)43 843 95 90 www.swisswaagen.ch






WERKZEUGSTAHL
WERKZEUGSTAHL
voestalpine HPM Schweiz AG
Hertistrasse 15 | 8304 Wallisellen | T +41 44 832 88 11 verkauf.hpm-schweiz@voestalpine.com www.voestalpine.com/hpm/schweiz
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
Herbold Meckesheim
Herbold Meckesheim GmbH Industriestraße 33 D-74909 Meckesheim

Telefon: +49 6226 932-0 Internet: www.herbold.com
D-74909 Meckesheim Internet: www.herbold.com Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch

KUNSTSTOFF XTRA LIEFERANTENVERZEICHNIS
BZQ_DEU_SigiMEdia_60x15.indd 1 19.03.2020 14:10:13 RINCO ULTRASONICS AG info@rincoultrasonics.com Tel. +41 (0)71 466 41 00 CH-8590 Romanshorn www.rincoultrasonics.com Fax +41 (0)71 466 41 01
Das Lieferantenverzeichnis Rund um die Uhr – auch online zu erreichen www.kunststoffxtra.com
Messen im Jahr 2023 – wir begleiten Sie!



Die KunststoffXtra-Messeausgaben 2023
4. bis 10. Mai 2023
Ausgabe 3–4/2023
5. bis 7. September 2023
Ausgabe 7–8/2023
25. bis 26. Oktober 2023
Ausgabe 10/2023
9. bis 11. Mai 2023
Ausgabe 3–4/2023
12. bis 13. September 2023
Ausgabe 9/2023
23. bis 25. Mai 2023
Ausgabe 5–6/2023
13. bis 16. Juni 2023
Ausgabe 5–6/2023
12. bis 13. September 2023
Ausgabe 9/2023
7. bis 10. November 2023
Ausgabe 10/2023
17. bis 21. Oktober 2023
Ausgabe 10/2023

24. bis 25. Januar 2024
Ausgabe 11–12/2023
Internationale Fachmesse Werkzeug-, Modell- und Formenbau 13.- 16. Juni 2023 Messe Stuttgart
