KUNSTSTOFF XTRA
OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss


DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG

OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss
DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG

Meistern Sie mit bis zu 55.000 kN Schließkraft zwei der größten Herausforderungen unserer Zeit: knappe Ressourcen und die Geschwindigkeit des globalen Marktes. Mit kurzen Zykluszeiten, minimalem Ausschuss dank APCplus, bis zu 100% Recyclat und High Speed Werkzeugwechsel. So können Sie unter höchstem Druck in höchstem Maße profitieren.
DISCOVER MORE ABOUT OUR INDUSTRIES www.kraussmaffei.com


LEADING EUROPEAN EXHIBITION FOR MEDICAL TECHNOLOGY
Tauchen Sie ein in die Welt der Zulieferindustrie für Medizintechnik –auf der MedtecLIVE 2024! Hier wird Ihre Sprache gesprochen! Treffen Sie Spezialisten, die Ihre Herausforderungen verstehen und maßgeschneiderte Lösungen bieten. Entdecken Sie Trends, finden Sie alternative Lieferanten und sichern Sie eine stabile Lieferkette. Erfahren Sie in Vorträgen und Foren, wie Unternehmen aktuelle Herausforderungen angehen und bleiben Sie über neue Fertigungstechnologien und Markttrends informiert.
Mehr entdecken und Ticket sichern!
Automatisierung, Digitalisierung und Circular Economy stehen im Fokus, ebenso wie die EU-Medizinprodukteverordnungen. Auf der größten Halle der Messe Stuttgart erleichtern kurze Wege effiziente Meetings. Nutzen Sie unsere digitalen Tools zur Vorbereitung und Kontaktanbahnung für einen erfolgreichen Messebesuch.
Seien Sie Teil des intensiven Austauschs – BE PART OF IT
Ideelle Träger
Gerade in der Schweiz ist Bildung ein wichtiges Thema. Nicht selten wird darauf hingewiesen, Bildung sei der einzige Rohstoff in unserem kleinen Land. Auf die duale Berufsbildung darf man zurecht auch stolz sein. Aber bekanntlich sollte man sich auf den Lorbeeren nicht zu lange ausruhen.
Der Arbeitsmarkt verändert sich. Neue, mitunter disruptive Technologien wirbeln althergebrachte Strukturen durcheinander. Aber auch die Auszubildenden sind nicht mehr die gleichen wie noch vor zehn, fünfzehn Jahren.
Obwohl der Begriff zeitlich nicht genau definiert ist, lässt sich sagen, dass aktuelle Berufseinsteiger der Generation Z angehören. Die sogenannten Zoomer geniessen bei vielen unter den Vorgängergenerationen nicht den besten Ruf. Faul und antriebslos ist eine häufig geäusserte Charakterisierung.
Gerne werden auch Erlebnisse mit Vertretern der Gen Z zum Besten gegeben. Wie etwa das mit einem Praktikanten, der an einem Montag versäumte, dringend benötigte Informationen zu liefern. Darauf angesprochen meinte er: «Also, dringend ist jetzt nicht wirklich Teil meines Montagsvokabulars.»
Über solche Szenen kann man sich trefflich echauffieren. Dabei geht oft vergessen, dass es sich lediglich um Momentaufnahmen handelt und zum tatsächlichen Verhalten der Gen Z Angehörigen im Arbeitsleben noch zu wenige empirische Studien vorliegen. Ausserdem scheint die Kritik älterer Generationen der jüngeren gegenüber ganz einfach menschlich zu sein. Kurz zur Erinnerung: Aristoteles meinte schon vor über 2000 Jahren: «Wenn ich die junge Generation anschaue, verzweifle ich an der Zukunft der Zivilisation.»
Statt zu verzweifeln, kann man sich aber auch auf das Neue einlassen, zuhören und lernen. Schliesslich gehört es zum Fortschritt, Gewohntes zu hinterfragen und Dinge auch einfach mal anders anzupacken.
Thomas Meier, Redaktor

Ein Beruf mit Zukunft

10

Der Maschinenhersteller Arburg hat dem Ausbildungszentr um libs eine moderne elektrische Spritzgiessmaschine zur Verfügung gestellt.
6

MESSEN
Symbiose zwischen Ökologie und Ökonomie
Vom 13. bis 17. Ma i findet auf dem Münchener Messege lände die IFAT statt.
8

MESSEN
Die Kuteno setzt Massstäbe
Rheda-Wiedenbrück wird vom 14. bis 16. Ma i 2024 zum Treffpunkt für rund 340 Aussteller.
IMPRESSUM
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung www.kunststoffxtra.com
Erscheinungsweise
7 × jährlich
Jahrgang 14. Jahrgang (2024)
Druckauflage 3950 Exemplare
WEMF / SW-Beglaubigung 2023
3084 Exemplare total verbreitete Auflage 1218 Exemplare davon verkauft
ISSN-Nummer 1664-3933
Geschäftsleiter
Andreas A. Keller
Rasanter Wachstumstrend
Die Aktualisierung und Erweiterung eines Berichts des novaIns tituts über Recycling-Technologien bietet einen detaillierten Einblick in die technolo gi schen Fortschritte.
14

VERARBEITUNG
Unique Identifier für Kunststoffbauteile
In der Kunststoffbranche wird die eindeutige Identifizierung in bestimmten Anwendungen immer wichtiger, gerade im aktuellen Zeitalter der Industrie 4.0.
16

30 Prozent weniger Energieverbrauch
Ein neues Verpackungskonzept in Dünnwandtechnik brachte für die Heinrich Axmann GmbH & Co. KG in Köln die Energiewende beim Spritzgiessen.
Vorstufe
Herausgeber/Verlag
SIGWERB GmbH
Unter Altstadt 10, Postfach CH-6302 Zug
Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Anzeigenverkaufsleitung
Thomas Füglistaler
Anzeigenverkauf SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a
CH-5610 Wohlen
Telefon +41 56 619 52 52 Telefax +41 56 619 52 50 info@sigimedia.ch
Redaktion
Thomas Meier
Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor)
Telefon +41 32 623 90 17 m.flury@sigwerb.com
Triner Media + Print
Schmiedgasse 7 CH-6431 Schwyz Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente
Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com
Druck
Fontana Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.) Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2024 by SIGWERB GmbH, CH-6302 Zug

3D Molding für höhere Festigkeit
Toray Engineering hat auf der «JEC World 2024» in Paris eine 3D-Formmaschine für Carbonfaserverbundmaterial vorgestellt.

28

WERKZEUG / FORMENBAU
Schneller Fräsprozess
Siebenwurst stand bei einem Spritzgiesswerkzeug zur Herstellung eines Batterieträgerkastens für elektrisch angetriebene Nutzfahrzeuge vor einer wegweisenden Entscheidung.
Zukunftsweisendes
Engineering
Bei der IMT, einem Schweizer Engineering Unternehmen, sind additive Verfahren zu einem festen Bestandteil in der Entwicklung geworden.
25

WERKZEUG / FORMENBAU
Tonnenschwere Einzelstücke in Rekordzeit
Dank robotergestützter Additive-Manufacturing-Systeme und Grossfräs-Technologie kann die Giesserei Blöcher jederzeit flexibel auf rasch wechselnde Kundenwünsche reagieren.
ZUM TITELBILD
KraussMaffei – Ihr Partner für innovative Verpackungs- und Logistiklösungen
Stecken Sie Zukunft in Ihre Logistikverpackungen und meistern Sie mit bis zu 55.000 kN Schliesskraft zwei der grössten Herausforderungen unserer Zeit: den sparsamen Umgang mit Ressourcen und die Geschwindigkeit des globalen Marktes.
Freuen Sie sich über kurze Zykluszeiten, minimalen Ausschuss und die Verarbeitung von bis zu 100 % Rezyklat. Oder über ein automatisches Werkzeugwechselsystem, das so schnell ist, dass manchmal zwei Maschinen schon die Leistung von dreien erbringen können. Gross sind aber auch clevere Details wie das optionale IMLVerfahren (In-Mold-Labeling), mit dem sich indi -
32

20 WERKSTOFFE
Ein PFAS-Verbot ist zu erwarten
Kaum etwas wird aktuell so intensiv diskutiert wie ein potenzielles PFAS-Verbot. Viele Kunststoffprodukte wären von ei ner solchen Regelung betroffen.
44 AUS DER BRANCHE 40 LIEFERANTENVERZEICHNIS 47

OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG

viduelle Dekors wirtschaftlich in den Spritzgiessprozess integrieren lassen.
Packen Sie es an und verwirklichen Sie mit uns Ihre Vorstellungen von Wirtschaftlichkeit und Nachhaltigkeit mit smarten, individuellen Lösungen im ganz grossen Massstab.
Krauss Maffei (Schweiz) AG
Grundstrasse 3
CH 6343 Rotkreuz
Telefon: +41 41 799 71 80 www.kraussmaffei.com
Der Maschinenhersteller Arburg hat dem Ausbildungszentrum libs eine moderne elektrische Spritzgiessmaschine zur Verfügung gestellt. Das ist nicht nur eine Investition in die Ausbildung neuer Fachkräfte, sondern auch in den Standort Schweiz.
Thomas MeierDas libs wurde 1996 gegründet. Der Verein besteht aus rund 180 Mitgliederfirmen und bildet 19 verschiedene Lehrberufe aus mit rund 1200 Lernenden. Der Bereich Kunststofftechnik befindet sich in R a pperswil, an einem von sechs libs Standorten. Zusätzlich fungiert libs als überbetriebliches Ausbildungszentrum (üK) und ist Partner von Kunststoff.swiss. Im Jahr 2023 haben 54 Lernende Kunststofftechnologen EFZ sowie 10 Kunststoffpraktiker EBA im ersten Lehrjahr die überbetriebliche Ausbildung begonnen. «Das ist ein Rekord», freut sich Marcel Allemann, Leiter Kunststofftechnik und Mechanik. Als umfassender Dienstleister in der beruflichen Bildung übernimmt libs das vollständige Management der gesamten Prozesskette, angefangen bei der Rekrutierung bis hin zum Abschluss der Lehre. Die Lernenden werden in der Regel zwei Jahre lang am libs ausgebildet, danach erfolgt der Übertritt in eine Mitgliederfirma. Das ist bewusst so gewählt, weil laut Allemann der grösste Ausbildungsaufwand zu Beginn einer Lehre anfällt. «Da müssen die Lernenden alle Maschinen kennen lernen wie auch verschiedene Steuerungen. Aber auch Sozialkompetenz ist ein wichtiges Thema.» Beim Übertritt in den Partnerbetrieb können sie dann bereits produktiv arbeiten.

Doch zurück zum libs: Für eine zeitgemässe Ausbildung braucht es moderne Maschinen. Bisher arbeitete das libs mit einer vollhydraulischen Maschine. Die neue Allrounder 270 A ist nun vollelektrisch. Das sei ein ganz neues Gefühl sagt Allemann, nur schon deshalb, weil der Geräuschpegel viel geringer ist. Aber auch die Betriebskosten sind spürbar tiefer. Auch in Sachen Unterhalt und Wartung ist der Ausbildner überzeugt: «Bei keinem anderen Hersteller lässt sich ein Zylinder so einfach wechseln. Bei einer Arburg Maschine können das Lernende schon selbständig durchführen.»
«Wir sind auf Partnerschaften angewiesen.»
Doch Ausbildungen wie etwa die zum Kunststofftechnologen sind kostspielig. Es braucht Maschinen und Betriebsmaterialien, aber auch der Stromverbrauch schlägt
zu Buche. «Das könnten wir mit unseren Erträgen aus der Ausbildung oder unseren Produktionsaufträgen alleine nicht tragen», sagt Allemann, und fügt an: «Wir sind auf Partnerschaften angewiesen.» Jüngst hat der Maschinenhersteller Arburg der Lehrwerkstatt in Rapperswil mit einem elektrischen Allrounder 270 A eine moderne Spritzgiessmaschine als Leihgabe zur Verfügung gestellt. Marcel Spadini, Geschäftsführer von Arburg Schweiz in Münsingen, meint dazu: «Wir sind bestrebt, dass die Ausbildungsstätte mit modernen Technologien arbeiten kann. Schliesslich wollen wir die Kunststoffbranche fördern und den Standort Schweiz voranbringen.» Für Arburg ist Ausbildung schon seit jeher ein wichtiger Aspekt. Die Firmenzentrale des Familienunternehmens liegt im Schwarzwald und bildet traditionell den Nachwuchs grossteils selber aus. So zieht sich das Thema Bildung durch die ganze Firmengeschichte. Heute bildet der Betrieb rund 300 Lernende in rund 20 verschiedenen Berufen aus.
Fachkräftemangel ist spürbar Ausbildung steht immer in Verbindung mit dem Dauerthema Fachkräftemangel. Wie sieht die Situation in der Kunststoffbranche aus?
Allemann: «Den Mangel spüren wir schon länger. Ich merke aber auch, dass die Kunststofftechnologie neben anderen technischen Berufen, wie etwa Polyme
chaniker oder Anlagenführer, immer schon einen schwierigen Stand hatte.» Die globale Entwicklung zieht junge Leute stark in die Informatik, Mediamatik oder Applikationsentwicklung. Das wird schon bei den Bewerbungen sichtbar. «Bei IT Ber ufen können wir unter den Bewerbern aussuchen. Auf der anderen Seite bedeutet das, dass Schulabgänger eine 5,5 benötigen, um Chancen auf eine Lehrstelle zu haben», sagt Allemann.
Deshalb möchte das libs angehenden Berufsleuten die verschiedenen Berufe vor Ort zeigen. Denn die Problematik ist, dass Berufe wie Kunststofftechnologe weitgehend unbekannt sind, bei Schülern wie auch bei Lehrpersonen.
Am sogenannten «Tag der Schulen» besuchen Schulklassen das libs und werden in den Räumen in Rapperswil unterrichtet. «Parallel gehen sie in die Werkstatt an Maschinen, wo sie beispielsweise eine Mathematikaufgabe lösen, anhand eines Spritzgussteils mit Zykluszeiten und Produktionskapazitäten. «So schaffen wir einen Bezug», erklärt Allemann. Die Ausbildner gehen aber auch an Berufsmessen oder Gewerbeausstellungen. Der Verein muss laut Allemann aktives Marketing betreiben.
Aufklärungsarbeit
Marcel Spadini hat ähnliche Erfahrungen gemacht: «Was Kunststofftechnologie alles beinhaltet, ist wenig bekannt. Vielen ist nicht bewusst, dass das ein zukunftsträchtiger Beruf ist, mit guten Weiterbildungsmöglichkeiten gerade auch in der Schweiz.»
Am libs haben die Ausbildner gezielt eine Kreislaufwirtschaft eingerichtet und schreddern Angüsse oder Fehlteile aus dem Spritzgiessprozess. Daraus entstehen unter anderem eigene Filamente, die mit den 3D Druckern verarbeitet werden. «Uns ist wichtig, dass Interessierte, die zum Schnuppern kommen, von Anfang an mit diesen Themen vertraut werden. Oft können wir so ein differenzierteres Bild über Kunststoff liefern, als es vielleicht durch die Medien verbreitet wird», sagt Allemann.
Auf der anderen Seite gehen die Ausbildner aktiv auf Unternehmen zu und bieten Unterstützung bei der Ausbildung von Lernenden. Allemann: «Wir möchten Firmen
gewinnen, die in der Kunststoffverarbeitung tätig sind, aber noch nicht selbst ausbilden.»
Spritzgiessen ist an sich ein komplexes Verfahren. Spadini: «Man versucht schon seit Jahrzehnten, mit verschiedenen Tools und Software einen sich selbst optimierenden Prozess zu erreichen. Es gibt aber so viele Parameter, die auf das Resultat einen Einfluss haben, dass das bis heute noch nicht vollumfänglich gelungen ist.»
Deshalb braucht es eine Fachkraft, die das Formteil analysiert und daraus Erkenntnisse gewinnt, wie die Prozessparameter angepasst werden müssen. Allemann: «Dafür braucht es entsprechend geschultes Personal. So ein Prozess ist immer ein herantasten, wobei man aber genau wissen muss, was man tut.»
«Vielen ist nicht bewusst, dass Kunststofftechnologie ein zukunftsträchtiger Beruf ist, mit guten Weiterbildungsmöglichkeiten.»
Eine Ausbildung zum Kunststofftechnologen bietet grosses Potenzial. Die Fachkräfte sind gesucht und es gibt viele Möglichkeiten sich weiterzuentwickeln, sei es in die Projektleitung oder ins Engineering. Allemann sieht auch gute Zukunftschancen in der Medizintechnik oder bei Bio Kunststoffen, die letztlich auch auf Spritzgiessmaschinen verarbeitet werden: «Ich denke, der Standort Schweiz ist für solche Entwicklungen prädestiniert, weil wir ein gutes Bildungssystem und gute Fachkräfte haben.» Marcel Spadini sieht einen klaren Trend hin zu höher technologisierten Anlagen. «In der Kunststofffertigung geht es oft um komplexe Aufgaben im Zusammenspiel mit Automation. Da werden wir in der Schweiz immer noch von vielen als Technologieführer angesehen.» Also sind die Chancen für Lernende, dereinst in interessanten Gebieten tätig zu sein, durchaus intakt.
Kontakt www.libs.ch n







Einfache Bedienung
Modular erweiterbar
Konnektivität für Ihre Bedü nisse
Energiee izient und ökologisch
Entwickelt und in der Schweiz gebaut












Vom 13. bis am 17. Mai findet auf dem Münchener Messegelände die IFAT statt. Im Fokus der Weltleitmesse für Wasser-, Abwasser-, Abfall- und Rohstoffwirtschaft stehen die Kreislaufführung von Sekundärrohstoffen, die Bewältigung der Folgen des Klimawandels sowie die Qualität und Sicherheit der Wasserwirtschaft. Auch Schweizer Akteure sind präsent, sowohl auf Publikum- als auch Ausstellerseite.
Die IFAT bringt die wichtigsten internationalen Branchenvertreter aus Politik, Wirtschaft und Forschung zusammen und stellt Lösungen für industrielle und kommunale Herausforderungen in 18 Messehallen zur Schau. Über die Hälfe der Besucherinnen und Besucher werden von ausserhalb Deutschlands anreisen – und 2024 könnten die rund 120 00 0 der letzten Ausgabe übertroffen werden. Unter den internationalen Besuchern belegt die Schweiz den dritten Platz. Auf Ausstellerseite sind in diesem Jahr 71 Schweizer Unternehmen präsent. Die Bedeutung des stark wachsenden Sektors lässt sich an folgender Zahl festmachen: 2022 machten in der Schweiz die Ausgaben für die Abfallwirtschaft (5,7 Mrd. CHF), die Abwasserwirtschaft (3,6 Mrd. CHF) und den Boden- und Gewässerschutz (2,6 Mrd. CHF) zusammen 79 Prozent der nationalen Umweltschutzausgaben aus. Dies entspricht 1,58 Prozent des BIP. Insgesamt sind die nationalen Umweltschutzausgaben seit dem Jahr 2000 um 65 Prozent auf 15,1 Milliarden Franken gestiegen.

Ein wichtiges Thema an der IFAT ist das Kunststoffrecycling. Plastics Europe Deutschland, der Verband der Kunststofferzeuger, verzeichnet Weiterentwicklungen bei mechanischen Verfahren und Fort-
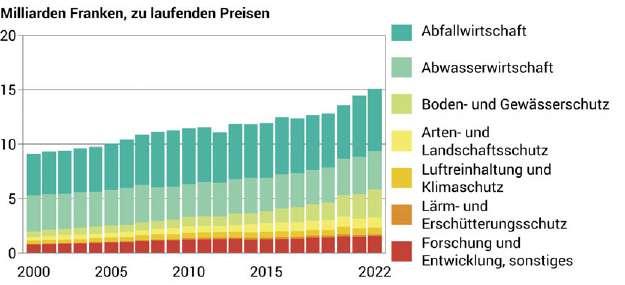
Nationale Umweltausgaben nach Bereichen (2022 provisorisch): Die Ausgaben für den Boden- und Gewässerschutz sind seit 2000 um 424 Prozent gestiegen, bei der Abfallwirtschaft s ind es 4 8 Prozent und bei der Abwasserwirtschaft 8 Prozent. (Grafik: Bundesamt für Statistik, 2023)
schritte beim chemischen Recycling für bessere Ausbeuten bei niedrigerem Energieeinsatz. Die Verfahren werden immer leistungsfähiger und ergänzen sich. Aktuelle Möglichkeiten zur Kreislaufführung von Kunststoffen zeigt auch der Verband Deutscher Maschinen- und Anlagenbau (VDMA). Die von ihm verantwortete Spotlight Area mit dem Schwerpunkt «Chemisches Recycling» lädt ein auf einen Rundgang durch die Welt des Recyclings – vom Sammeln und Sortieren bis hin zum neuen Produkt. Dass in der EU aktuell 32,5 Prozent der erzeugten Kunststoffe recycelt werden, liegt vor allem an der modernen Abfall- und Recyclingtechnologie. Trotzdem gibt es Potenziale zum ausschöpfen. «Über 42 Prozent der Kunststoffabfälle werden heute weiterhin energetisch verwertet, da die Kunststoffarten miteinander verbunden oder stark verunreinigt sind», sagt Richard Clemens. Der Geschäftsführer des VDMA-Fachverbands Verfahrenstechnische Maschinen und Ap -

Gemeinden stehen vor der Herausforderung, Menge und Qualität der Trinkwasserversorgung zu erhalten.
parate fährt fort: «Hier kann chemisches Recycling – in Ergänzung zum mechanischen – helfen, diese Lücke zu schliessen, um das Material noch besser im Kreislauf zu halten.»
Bei vielen Ausstellern gehören Städte und Gemeinden mit ihren vielfältigen umweltrelevanten Aufgaben zum Kundenkreis. So stehen diese zum Beispiel bei der Trinkwasserversorgung vor der Herausforderung, Menge und Qualität zu sichern, die infrastrukturellen Werte zu erhalten sowie potenzielle Gefahren für Gesellschaft und Umwelt abzuwenden – zu angemessenen Kosten.
Neue PFAS-Grenzwerte beeinflussen Aufbereitung
Die neue EU-Trinkwasserrichtlinie wird bald auch in der Schweiz greifen. Aufgrund neuer Anforderungen bezüglich per- und polyfluorierten Alkylsubstanzen in der EUTrinkwasserrichtlinie überprüft das Bundesamt für Lebensmittelsicherheit und Veterinärwesen die PFAS-Höchstwerte von Trinkwasser sowie Wasser in öffentlich zugänglichen Bädern und Duschanlagen (TBDV). Diese werden voraussichtlich durch einen Höchstwert von 0,1 µg /l für die Summe von 20 ausgewählten PFAS ersetzt. Der neue Höchstwert soll in der Schweiz im Einklang mit der Umsetzung in der EU ab 2026 gelten. Aktuell regelt der Bund nur drei PFAS, deren Höchstwerte darüber liegen: Je 0,3 µg /l für PFOS und PFHxS und 0,5 µg /l für PFOA. Unter den neuen Grenzwerten spielen die toxikologisch relevanten PFAS eindeutig die wichtigste Rolle. Wasserversorger müssen PFAS gegebenenfalls mit hohem technischem Aufwand herausfiltern. Doch sol -
che «End-of-Pipe»-Ansätze sind keine Lösung. Die Herstellung und Anwendung von PFAS muss auf absolut essenzielle Zwecke beschränkt sein. Ziel muss eine Vermeidung dieser Stoffe bereits an der Quelle der Verschmutzung sein.
Umfangreiches Veranstaltungsprogramm
Neben den neusten Umwelttechnologien wird die IFAT von Podiumsdiskussionen, Workshops, Live-Demos, Praxistage, die «Truck in Action Show» und der Konferenz «Future of Living – Adapting to the results of climate change» flankiert. Darüber hinaus stehen mehr als 25 geführte Lösungstouren an, bei denen Stände besucht werden, die Impulse und konkrete Lösungen zu spezifischen Themen anbieten. Es ist ein grosser Themenkosmos, den die Messe allein zur Abfall- und Recyclingwirtschaft aufspannt. Komplettiert wird das Gesamtbild durch eine Spotlight Area, die sich der Frage widmet, welche Rolle Wasserstoff in der kommunalen Kreislaufwirtschaft spielen kann. Denn sowohl bei der Erzeugung als auch der Nutzung dieses klimafreundlichen Energieträgers und seiner Nebenprodukte gibt es interessante Anknüpfungspunkte. So lassen sich zum Beispiel Kunststoffabfälle zu Wasserstoff sowie landwirtschaftlich oder industriell nutzbarem Kohlenstoff aufbereiten. Und dass erste Müllsammelfahrzeuge schon mit Wasserstoff fahren ist bekannt. Ein vielseitiges Vortragsprogramm auf diversen Bühnen komplettiert die Messe.

Kontakt www.ifat.de n
Die Kuteno ist zur Pflichtveranstaltung der Kunststoffbranche im Norden und Westen Deutschlands geworden. Die Zuliefermesse für die kunststoffverarbeitende Industrie setzt in der kommenden Ausgabe neue Massstäbe. Vom 14. bis 16. Mai 2024 wird Rheda-Wiedenbrück zum Treffpunkt für rund 340 Aussteller, die ihre neuesten Innovationen präsentieren und einen umfassenden Einblick in den aktuellen Stand der Kunststofftechnik bieten.
Die bevorstehende Kuteno im Mai 2024 wird nochmals grösser sein als im Vorjahr –ein Trend, der seit dem Start der Messe im Jahr 2018 anhält. Dem Anstieg der Aussteller- und Besucherzahlen trägt der Veranstalter mit einer Erweiterung der Ausstellungsfläche Rechnung. Diese Entwicklung spiegelt sich besonders in Halle 4 wider, in der das Ausstellungspektrum um die neuen Schwerpunktthemen Additive Fertigung und Automatisierung erweitert wurde. In Halle 4 wird zudem die Kreislaufwirtschaft aus verschiedenen Perspektiven beleuchtet. Eine Vortragsarena bietet eine Plattform für umfassende Diskussionen. Eine Material- und Produktausstellung komplettiert das attraktive Angebot für die Besucher.
Typisch für die Kuteno ist, dass sie einen Überblick über das gesamte Spektrum der Kunststoffverarbeitung gibt – und das auf überschaubarem Raum. «Wir halten die Stände bewusst kompakt und offen. Der Besucher soll sich konzentriert informieren können, und auch die Kommunikation unter den Ausstellern möchten wir fördern.
Die Kuteno ist eine Plattform für den Austausch in der Branche. Mit diesem Anspruch ist sie gewachsen, und so wünschen es Aussteller und Besucher», so
Die Kuteno zieht um
Die Kunststofftechnik-Messe wird ab nächstem Jahr in Bad Salzuflen durchgeführt und nicht wie bisher in Rheda-Wiedenbrück. Der Grund ist: Bad Salzuflen bietet grössere Messehallen und eine Infrastruktur, die weiteres Wachstum ermöglicht. Die Zuliefermesse bleibt aber in Nordrhein-Westfalen, gut erreichbar aus den grossen KunststoffClustern in Ostwestfalen, Südwestfalen und Rhein/Ruhr. Auch wenn die Kuteno künftig in grosszügigeren Hallen und auf einem grösseren Messegelände stattfindet: Das Grundkonzept der Messe als Plattform für Kommunikation und Netzwerken wird laut Veranstalter nicht angetastet. Die Stände bleiben kompakt, die Wege kurz, das Programm spannend und praxisorientiert. Sowohl für Aussteller als auch für Besucher gilt: Das Teilnehmen soll so einfach wie möglich sein, der organisatorische und finanzielle Aufwand überschaubar.
Babette Bell, Head of Cluster Kunststoffmessen beim Veranstalter Easyfairs. Ergänzt wird das Messegeschehen durch ein vielfältiges Rahmenprogramm, das ebenso umfassend und vielfältig ist wie die Exponate und Innovationen der Aussteller. So kuratiert beispielsweise das Kunststoff-Institut Lüdenscheid zwei Vortragsblöcke zu «Trends im Spritzguss für Verarbeiter» und zu «Thermoplast-SchaumSpritzgiessen». Digitalisierung ist das Kernthema der Vortrags-Session des SKZ – Das Kunststoffzentrum. Das Konst ruktionsbüro Hein vermittelt Expertenwissen zu «Nachhaltigkeit in der Kunst-
Fünf Hallen geballte Kompetenz in Kunststoffverarbeitung. (Bild: Easyfairs)
stoffverarbeitung und im Werkzeug- und Formenbau». Eine grosse Rolle werden auch die Themen Automatisierung, Robotik, Kreislaufwirtschaft sowie die Additive Fertigung spielen. Babette Bell: «Das ergibt ein ganzheitliches Bild und jeder Besucher wird hier nützliche Informationen und Kontakte mitnehmen können.»
Die Kuteno 2025 wird vom 13. bis 15. Mai 2025 in Bad Salzuflen, zeitgleich mit der KPA - Kunststoff Produkte Aktuell – durchgeführt (mehr dazu S. 42).
Kontakt www.kuteno.de n


The next Generation. Temperature Control Units
Thermo-6
Mit der Series 6 haben wir Gutes noch besser gemacht. Jetzt schaffen wir mit der neuen Baugrösse 62 ein noch stärkeres Gerät, das restlos überzeugt – und Power-Potential für kommende Aufgaben aufweist.
hb-therm.com
Die Aktualisierung und Erweiterung des Berichts «Mapping of advanced plastic waste recycling technologies and their global capacities» des nova-Instituts bietet einen detaillierten Einblick in die technologischen Fortschritte, identifiziert Schlüsselakteure auf dem Gebiet und beschreibt den aktuellen Stand des Advanced Recyclings in Europa und weltweit.
Advanced Recycling-Technologien erleben eine rasante Entwicklung auf globaler Ebene. Kontinuierlich drängen neue Marktteilnehmer, angefangen von Start-ups bis hin zu Chemiegiganten auf den Markt. Neue Anlagen werden in Betrieb genommen, Kapazitäten steigen und neue Partnerschaften werden geschlossen. Angesichts dieser dynamischen Entwicklungen gestaltet es sich zunehmend schwierig, den Überblick zu behalten. Der aktualisierte Bericht «Mapping of advanced plastic waste recycling technologies and their global capacities» schafft Klarheit in dieser dynamischen Landschaft, indem er einen gut strukturierten und umfassenden Überblick bietet. Das aktuelle Update präsentiert die verfügbaren Technologien und mehr als 130 Unternehmensprofile des Advanced Recyclings, wobei der Fokus besonders auf chemischen Recycling-Lösungen sowie Vor- und Nachbereitungstechnologien liegt. Alle Profile wurden im Vergleich zum vorherigen Bericht überarbeitet und für das Jahr 2023 aktualisiert. Zudem wurden neue Unternehmensprofile integriert. Der wichtigste Zusatz dieses Berichts ist die erstmalige umfassende Auswertung der weltweiten Input- und Outputkapazitäten. Dafür wurden über 340 geplante sowie installierte und in Betrieb befindliche Anlagen analysiert, einschliesslich ihrer spezifischen Produktausbeute. Diese detaillierte Untersuchung bietet einen einzigartigen Einblick in die aktuelle Landschaft des Advanced Recyclings und unterstreicht dessen rapide wachsende Bedeutung auf globaler und europäischer Ebene.
Ergänzung zum mechanischen Recycling
Mit Blick auf die jüngsten Diskussionen über die Verbesserung der Recyclingquo -

Der detaillierte Bericht bietet einen einzigartigen Einblick in die aktuelle Landschaft des Advanced
ten rückt neben dem herkömmlichen mechanischen Recycling das ganze Spektrum der verschiedenen Advanced Recycling Technologien in den Fokus. Das mechanische Recycling allein bietet nur begrenzte Möglichkeiten, weswegen beständig an seiner Weiterentwicklung sowie an der Entwicklung neuer Advanced RecyclingTechnologien gearbeitet wird. Dies unterstreicht die Notwendigkeit eines breiten Spektrums verschiedener Recyclinglösungen, die sich gegenseitig ergänzen. Beim mechanischen Recycling können Verunreinigungen nicht aus den Kunststoffabfallströmen entfernt werden, weshalb mechanisch recycelte Kunststoffe nicht für Anwendungen mit Lebensmittelkontakt zugelassen sind. Wenn ein Kunststoff wiederholt mechanisch recycelt wird, verliert das Material ausserdem seine Leistungsqualität und seine Eigenschaften, die von
der Anzahl der Recycling-Zyklen und dem jeweiligen Polymer abhängen. Das mechanische Recycling kann daher nicht die alleinige Lösung sein. Eine noch grössere Einschränkung ergibt sich aus den verwertbaren Rohstoffen. Bei gemischten Kunststoffabfällen oder Abfällen, die Kunststoffe und organische Abfälle enthalten, ist das mechanische Recycling keine Option oder erlaubt nur Teillösungen mit erheblichem Vorbehandlungsaufwand. Die Folge ist, dass diese Abfallströme meist auf Deponien oder in Verbrennungsanlagen landen, anstatt sie zu einem neuen Rohstoff weiterzuverarbeiten. Aus diesem Grund sind Advanced Recycling-Technologien für die Kreislaufwirtschaft von entscheidender Bedeutung.
Mit Advanced Recycling steht ein Instrumentarium vielseitiger Technologien zur Verfügung, um Kunststoffabfallströme un -
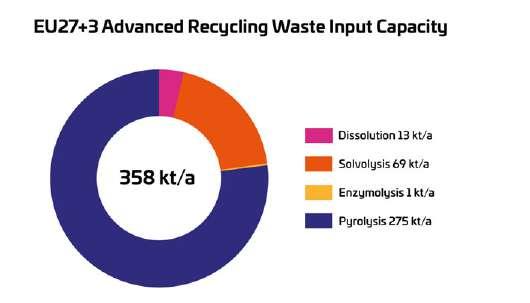
terschiedlicher Zusammensetzung und Qualität in eine Reihe von unterschiedlichen Rohstoffen umzuwandeln, die an verschiedenen Stellen der Wertschöpfungskette von Polymeren und Kunststoffen wieder eingesetzt werden können. Zu den Technologien gehört das MaterialRecycling auf der Grundlage von Dissolution (ein physikalisches Verfahren), durch das Polymere gewonnen werden. Darüber hinaus gibt es zahlreiche chemische Recycling-Technologien, die in der Lage sind, ein bestimmtes Polymer durch Enzymolyse (ein biochemischer Prozess), Solvolyse (ein chemischer Prozess) und thermische Depolymerisation (ein thermochemischer Prozess) in seine Bausteine (Monomere) zu zerlegen. Eine weitere Gruppe von chemischen Recycling-Technologien stellen thermochemische Verfahren dar, die derzeit die grössten Kapazitäten erreichen. Diese Technologien basieren auf Pyrolyse, Gasifizierung und Verbrennung in Verbindung mit Carbon Capture and Utilisation (CCU), die in der Lage sind, Kunststoffabfälle in sekundäre wertvolle Chemikalien sowie Naphtha, Synthesegas und CO2 umzuwandeln, die als Ausgangsstoffe für die Herstellung neuer Polymere verwendet werden können.
Insgesamt werden in dem Bericht 127 Advanced Recycling-Technologien vorgestellt, die derzeit auf dem Markt verfügbar sind oder in Kürze verfügbar sein werden. Die meisten der identifizierten Technologien befinden sich in Europa, vor allem in den Niederlanden und Deutschland, gefolgt von Nordamerika, China, Japan, der GUS sowie dem Nahen Osten und Afrika und der übrigen Welt. In diesem Bericht werden auch sechs Anbieter von Vor- und Nachbehandlungstechnologien vorgestellt, die eine Schlüsselrolle bei der Bereitstellung von Zusatzlösungen für die Vorbehandlung von Rohstoffen vor dem Advanced Recycling sowie für die Umwandlung von sekundären Wertstoffen in Chemikalien, Materialien und Brennstoffe spielen werden.
Ein detaillierter Blick
Der Bericht «Mapping of advanced plastic waste recycling technologies and their global capacities» gibt einen detaillierten Einblick in Advanced Recycling-Technologien und deren Anbieter. Mehr als 100
Technologien und ihr derzeitiger Stand werden darin vorgestellt, wobei die Unternehmen, ihre Strategien und Investitionen sowie Kooperationspartner aufgeführt werden. Um die höchste Qualität der verfügbaren Marktdaten zu gewährleisten, stützen sich die nova-Marktstudien auf die neuesten Erkenntnisse von Marktexperten, gründliche Recherchen und eine grosse Anzahl von Einzelinterviews mit Branchenakteuren. Der Bericht deckt verschiedene Technologien in unterschiedlichen Grössenordnungen ab, darunter Gasifizierung,
Pyrolyse, Solvolyse, Dissolution und Enzymolyse. Alle Technologien und die entsprechenden Unternehmen, darunter St art-ups, KMU und Grossunternehmen, werden umfassend vorgestellt. Darüber hinaus werden die technischen Details, die Eignung der verfügbaren Technologien für bestimmte Polymere und Abfallfraktionen sowie die Umsetzung bereits bestehender Pilot-, Demonstrations- oder sogar (halb-) kommerzieller Anlagen beschrieben. Darüber hinaus klassifiziert und beschreibt der Bericht systematisch alle jüngsten Entwick-



EMS-GRIVORY hat weltweit das breiteste Angebot an Polyamiden. Unsere Hochleistungskunststoffe sind weltweit unter den Markennamen Grivory®, Grilamid® und Grilon® bekannt.
So vielfältig wie unsere Polyamide sind auch deren Einsatzgebiete. Man findet sie in den Bereichen Automobil, Elektro und Elektronik, Industrie und Konsumgüter, Optik, Medizin sowie Verpackung.
Wir bieten ein umfassendes Paket aus leistungsfähigen, qualitativ hochwertigen Produkten sowie eine hohe Beratungskompetenz in Vertrieb und Entwicklung. Bitte kontaktieren Sie uns!
Seit 2021 produziert EMS weltweit CO2-neutral.
Ihr innovativer Entwicklungspartner
EMS-GRIVORY, Via Innovativa 1, 7013 Domat/Ems, Schweiz Tel. +41 81 632 78 88 www.emsgrivory.com, welcome@emsgrivory.com
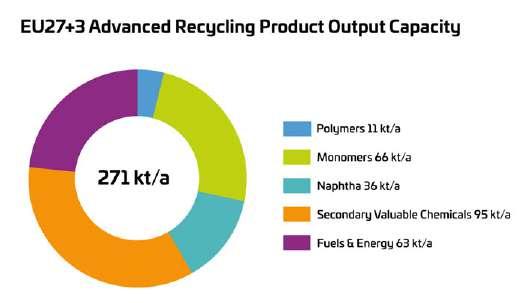
EUZ27+3 Produktpalette anteilsmässig an der Produktionskapazität
lungen einschliesslich Partnerschaften und Joint Ventures der letzten Jahre.
Dissolution
Dissolution beschreibt eine lösungsmittelbasierte Technologie, die auf physikalischen Prozessen beruht. Polymere aus g e mischten Kunststoffabfällen können zielgerichtet in einem geeigneten Lösungsmittel aufgelöst werden, wobei die chemische Struktur des Polymers intakt bleibt. Andere Kunststoffbestandteile (z. B. Additive, Pigmente, Füllstoffe, nichtZielpolymere) bleiben ungelöst und können von dem gelösten Zielpolymer abgetrennt werden. Anschliessend wird ein Anti-Lösemittel zugegeben, um die Ausfällung des Zielpolymers einzuleiten. Das Polymer kann direkt gewonnen werden, da im Gegensatz zur Solvolyse kein Polymerisationsschritt erforderlich ist. Derzeit erreicht das Verfahren eine maximale Kapazität von 8000 Tonnen pro Jahr, wobei die Mehrheit der neun identifizierten Technologieanbieter in Europa (vier An -
bieter) angesiedelt ist, gefolgt von Nordamerika (drei Anbieter), China (ein Anbieter) und dem Rest der Welt (ein Anbieter). Mit drei Unter ne hmen sind die meisten Anbieter kleine Unternehmen, gefolgt von Kleinst-/Start-up-Unternehmen (zwei), mittleren Unternehmen (zwei) und einem grossen Konzern (mit zwei Unternehmen), das durch Shuye Environmental Technology (Shantou, China) vertreten wird.
Enzymolyse
Ein alternativer Weg ist die Enzymolyse, eine Technologie, die auf biochemischen Prozessen basiert und verschiedene Arten von Biokatalysatoren verwendet, um ein Polymer in seine Bausteine zu zerlegen. Da sich diese Technologie noch in einer frühen Entwicklungsphase befindet, ist sie nur im Labormassstab verfügbar. Derzeit wurde nur ein Anbieter von EnzymolyseTechnologien ermittelt, bei dem es sich um ein kleines Unternehmen mit Sitz in Europa handelt.
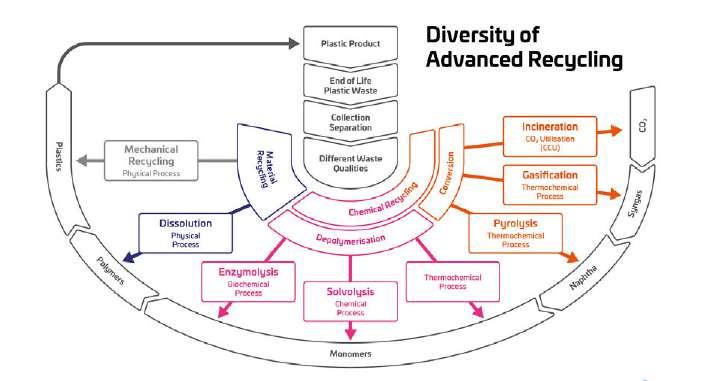
Die Vielfalt der verfügbaren Recycling-Technologien
Die lösungsmittelbasierte Solvolyse beschreibt einen chemischen Prozess, der auf Depolymerisation beruht und mit verschiedenen Lösungsmitteln durchgeführt werden kann. Bei diesem Verfahren werden Polymere (hauptsächlich PET) in ihre Bausteine (z. B. Monomere, Dimere, Oligomere) zerlegt. Nach der Aufspaltung müssen die Bausteine von den anderen Kunststoffbestandteilen (z.B. Additive, Pigmente, Füllstoffe, nicht-Zielpolymere) gereinigt werden. Nach der Reinigung werden die Bausteine polymerisiert, um neue Polymere zu synthetisieren. Mit 24 Unternehmen sind weniger Anbieter von Solvolyse-Technologien auf dem Markt als bei der Pyrolyse, die zudem kleinere Kapazitäten von typischerweise 550-8000 Tonnen pro Jahr anbieten. Von den identifizierten Solvolyse-Technologie-Anbietern ist die Mehrheit in Europa ansässig (14 Anbieter), gefolgt von Nordamerika (sieben Anbieter), Japan (zwei Anbieter) und China (ein Anbieter). Mit neun Unternehmen sind die meisten Anbieter vor allem kleine Unternehmen, gefolgt von grossen (sieben Unternehmen), mittleren (fünf Unternehmen) und Kleinst-/Start-up-Unternehmen (zwei Unternehmen). Zu den grossen Unternehmen gehören Aquafil (Arco, Trentino, Italien), Eastman Chemical Company (Kingsport, TN, USA), IFP Energies Nouvelles (IFPEN) (Rueil-Malmaison, Frankreich), International Business Machines C o rporation (IBM) (Armonk, NY, USA), DuPont Teijin Films (Tokyo, Japan) und Dow (Midland, MI, USA).
Bei der Pyrolyse handelt es sich um ein thermochemisches Recyclingverfahren,
bei dem gemischte Kunststoffabfälle (hauptsächlich Polyolefine) oder Biomasse in Gegenwart von Wärme und unter Ausschluss von Sauerstoff in Flüssigkeiten, Feststoffe und Gase umgewandelt oder depolymerisiert werden. Die dabei gewonnenen Produkte reichen von verschiedenen Flüssigkeitsfraktionen wie Ölen, Diesel, Naphtha und Monomeren bis hin zu Synthesegas, Kohle und Wachsen. Je nach Art der gewonnenen Produkte können diese als erneuerbare Ausgangsstoffe für die Herstellung neuer Polymere verwendet werden. Mit 40 00 0 Tonnen pro Jahr wird die zweitgrösste im Bericht ermittelte Kapazität durch Pyrolyse realisiert. Die meisten der 80 identifizierten Technologieanbieter befinden sich in Europa (42 Anbieter), gefolgt von Nordamerika (21 Anbieter), der übrigen Welt (11 Anbieter), China (vier Anbieter), der GUS (ein Anbieter) und Japan (ein Anbieter). Mit 27 Unternehmen sind die meisten Anbieter kleine Unternehmen, gefolgt von Kleinst-/ Start-up- und mittleren Unternehmen (jeweils 18) und grossen Unternehmen (16 Anbieter) wie Blue Alp (Eindhoven, Niederlande), Demont (Millesimo, Italien), Ineos Styrolution (Frankfurt, Deutschland), Neste (Espoo, Finnland), Österreichische Mineralölverwaltung (OMV) (Wien, Österreich), Repsol (Madrid, Spanien), Unipetrol (Prag, Tschechien), VTT (E spoo, Finnland) und Chevron Phillips (The Woodlands, TX, USA).
Ein weiteres thermochemisches Verfahren, mit dem gemischte Kunststoffabfälle und Biomasse in Gegenwart von Wärme und Sauerstoff in Synthesegas und CO2 umgewandelt werden können, ist die Gasifizierung. Insgesamt wurden 12 Anbieter von Gasifizierungstechnologien ermittelt, wobei die derzeit grösste erreichte Kapazität bis zu 200 00 0 Tonnen pro Jahr beträgt und die meisten Anbieter in Nordamerika (sieben Anbieter), gefolgt von Europa (fünf Anbieter), ansässig sind. Die meisten der identifizierten Unternehmen sind mittelgrosse Unternehmen (vier), gefolgt von kleinen Unternehmen (drei), Kleinstunternehmen/Start-ups (zwei) und Grossunternehmen (eins). Eastman war das einzige identifizierte Grossunternehmen.
K apazitäten
Weltweit wurden mehr als 340 geplante sowie installierte und in Betrieb befindliche Anlagen erfasst, die eine Inputkapazität von insgesamt 1477 kt pro Jahr aufweisen. In Europa gibt es bereits ein erhebliches Potenzial an Know-how und Anbietern für chemische und physikalische Recycling Technologien, was sich auch im Vergleich mit den weltweit installierten Anlagen und Kapazitäten zeigt. Von allen weltweit installierten Anlagen für chemisches und physikalisches Recycling sind mehr als 60 und damit die meisten in Europa in Betrieb und decken fast ein Viertel der weltweiten Input-Kapazität ab, womit Europa im globalen Vergleich an der Spitze steht. Weltweit beträgt die Produktionskapazität für Advanced Recycling 1082 kt pro Jahr, wobei die Produktpalette von Polymeren, Monomeren, Naphtha, sekundären wertvollen Chemikalien (Secondary Valuable Chemicals, SVC) bis hin zu Brennstoffen und Energieträgern reichen. Europas Kreislaufstrategie wird deutlich, wenn man die Produktanteile von Polymeren, Monomeren, Naphtha und SVC aus dem chemischen und physikalischen Recycling in den globalen Kontext stellt. Hier ist Europa in der Lage, 36 % der weltweit installierten Kapazität abzudecken. In den kommenden fünf Jahren wird ein starkes Wachstum des Marktes erwartet, in dem die Anzahl der installierten chemischen und physikalischen Recyclinganlagen stetig zunehmen wird. Ein erster Indikator dafür sind die Ankündigungen der Technologieanbieter für den Bau neuer Anlagen. Eine Analyse dieser Ankündigungen zeigt, dass sich die Inputkapazität in Europa bis 2027 mehr als verdreifachen wird, während sich die Kapazität weltweit verdoppeln wird. Die Prognose für Europa könnte sich jedoch in Abhängigkeit von zusätzlichen politischen Massnahmen ändern, wie der Überarbeitung einschlägiger Richtlinien oder der Schaffung von Anreizen und Investitionsprogrammen. Den vollständigen Bericht können Sie unter dem folgenden Link abrufen: https:// renewable-carbon.eu/publications/product/mapping-of-advanced-plastic-wasterecycling-technologies-and-their-globalcapacities-short-version-pdf/
Kontakt www.nova-institut.de n
MIT



Besuchen Sie uns auf der KUTENO 14. – 16. Mai 2024 Halle 2A · Stand A10
L&R Kältetechnik GmbH & Co. KG Hachener Straße 90 a-c 59846 Sundern-Hachen Tel. 02935 9652 0 info@lr-kaelte.de www.lr-kaelte.de
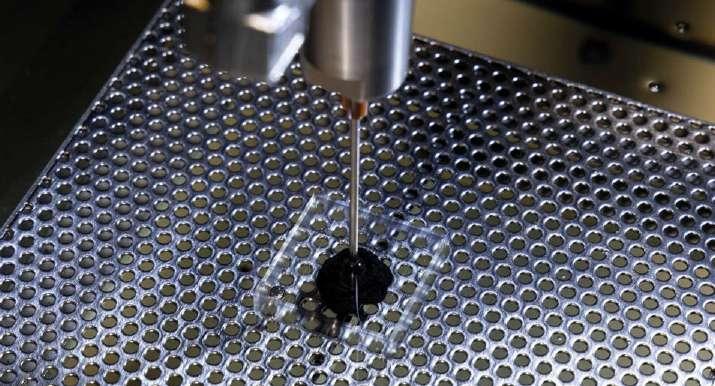
In der Kunststoffbranche wird die eindeutige Identifizierung in bestimmten Anwendungen immer wichtiger, gerade im aktuellen Zeitalter der Industrie 4.0. Zur Kennzeichnung von Kunststoffbauteilen zur eindeutigen Identifikation existiert eine Anzahl an Lösungen wie beispielsweise Klebeetiketten, die Lasermarkierung oder digitale Wasserzeichen. Eine weitere Möglichkeit bieten Produkte, welche durch Zugabe von Leuchtpigmenten in das Grundmaterial eine Markierung von Kunststoffbauteilen ermöglichen.
Curdin Wick 1 Simon Grimm 2In der Kunststoffbranche wird eine Kennzeichnung der Bauteile zu deren Identifizierung entlang der gesamten Wertschöpfungskette genutzt. Dies bringt verschiedene Vorteile:
– Rückverfolgbarkeit (eindeutige Zuordnung, Reklamationsmanagement, Referenz digitaler Zwilling)
– Qualitätssicherung (Plagiatsschutz, Material-Pass)
–
Zusätzliche Verbraucherinformationen
Dabei kann die Identifikation von Materialien (z. B. für Recycling) aber auch die Identifikation von einzelnen Bauteilen interessant sein. Neben den herkömmlichen Möglichkeiten mit Texten oder 2D-Codes auf den Bauteilen, dringen Möglichkeiten auf den Markt, welche eine Markierung der Bauteile ohne von Auge sichtbarer Kennzeichnung ermöglichen. Dazu zählen Leuchtpigmente, welche dem Grundmaterial zugegeben werden können und bei entsprechender Beleuchtung (z. B. A nregung durch UV- oder IR-Belichtung) sichtbar werden.
Bei diesen Leuchtpigmenten, auch Lumineszenzpigmente genannt, handelt es sich um organische oder anorganische Verbindungen. Es wird zwischen Fluoreszenzund Phosphoreszenzpigmenten unterschieden. Die Fluoreszenzpigmente
1 Curdin Wick, Fachbereichsleiter Spritzgiessen
2 Simon Grimm, wissenschaftlicher Mitarbeiter, IWK Institut für Werkstofftechnik und Kunststoffverarbeitung, OST – Ostschweizer Fachhochschule, Rapperswil
leuchten nur während der Anregung, die Phosphoreszenzpigmente zeigen einen exponentiell abklingenden Verlauf des Sekundärlichts nach dem Abschalten des Anregungslichts. Durch die Zugabe dieser Pigmente erhält jedes Bauteil in der Formgebung einen einzigartigen Partikel-Fingerabdruck, welcher mittels Kamerasystem in einer Datenbank registriert wird. Eines dieser Produkte ist SmartMarker von Röchling Industrial in Kooperation mit Polysecure aus Freiburg. Im Rahmen von ersten Untersuchungen am Institut für Werkstofftechnik und Kunststoffverarbeitung konnte die SmartMarker-Technologie und deren technischen Möglichkeiten und Grenzen analysiert werden. Zudem konnte ein Vergleich dieser Technologie mit bestehenden Markierungslösungen auf technischer und wirtschaftlicher Ebene erarbeitet werden. Im Fokus stand hier die Identifikation von einzelnen Bauteilen und nicht die Unterscheidung verschiedener Materialien durch den Einsatz verschiedener Pigmente.

Bild 1: Bauteilidentifikation mit der SmartMarker-Technologie von Röchling. (Bild: Röchling)
Die ersten Versuche wurden mit zwei verschiedenen Bauteilen und den Materialien ABS/PC und LDPE durchgeführt. In einem ersten Schritt werden die Leuchtpigmente durch die Firma Polysecure in das Grundmaterial der Bauteile mit einer bestimm -

2a und 2b: Vergleich der erkannten Leuchtpigmente bei einer Dosierung von 2 pp m (links) und 20 pp m (rechts), Material: ABS/PC, Farbe: Weiss. (Bilder: IWK)
ten Dosierung eincompoundiert. Das hergestellte Compound fungiert nun als Masterbatch und kann je nach gewünschter Dosierung der Pigmente im Bauteil direkt auf der Spritzgiessmaschine beigegeben werden. Am Spritzgiessprozess müssen keine Anpassungen vorgenommen werden. Die Dosierung des Masterbatch muss so gewählt werden, dass genügend Pigmente bei der Anregung sichtbar sind und ein Muster erkannt werden kann (min. 40, optimal 80 Pigmente in einem Bereich von Ø10 mm). Bild 2 zeigt Unterschiede bei der Sichtbarkeit der Pigmente bei verschiedenen Dosierungen. Je nach Grundmaterial und Farbe des Bauteils gibt es grosse Unterschiede bei der optimalen Menge an Leuchtpigmenten, da die eventuell zusätzlich vorhandenen Farbpigmente und das Grundmaterial selbst das Licht stark abschwächen können. Auch innerhalb der Bauteile selbst zeigen sich grosse Schwankungen in der Partikelanzahl.
Bei schwarz oder dunkel eingefärbten Bauteilen ist die Erkennung am schwierigsten. Hier braucht es bis zu 200 ppm, so dass die notwendige Anzahl an Pigmenten erkannt werden kann.
Erkennung des Pigmentmusters
Vorteil der Leuchtpigmente ist, dass im Vergleich zu anderen Systemen keine Markierungen auf der Bauteiloberfläche sichtbar sind. Dafür muss für das eingesetzte Material ein Masterbatch hergestellt und dem Material beigemischt werden. Im Rahmen der Untersuchungen konnte
nachgewiesen werden, dass die 1 bis 20 µm g rossen Leuchtpigmente keinen Einfluss auf die Materialeigenschaften haben. Zudem sind die Pigmente auch für Materialien mit Zulassungen unkritisch. Natürlich muss hier der zusätzliche Schritt der Compoundierung des Masterbatches mitberücksichtigt werden.
Die Erkennung der Pigmente erfolgt mit einem Kamerasystem und entsprechender Software, welche von den kooperierenden Herstellern Röchling und Polysecure ebenfalls angeboten werden. Die Bauteile müssen nach deren Herstellung einmalig registriert werden, sprich das Pigmentmuster wird in einem bestimmten Bereich des Bauteils ermittelt und abgespeichert. Dieses Muster wird mit einer Seriennummer verknüpft, welche dann mit beliebigen Daten des Produktes verknüpft werden kann (Produktionsdaten, weitere Daten zum Produkt etc.).
Damit das Produkt zu einem späteren Zeitpunkt wieder erkannt werden kann, muss zum einen ein solches Kamera-Softwaresetup vorliegen, und zum anderen muss die Stelle am Bauteil bekannt sein, an welcher das Muster ermittelt werden kann. Hier ist es wichtig, dass das System eine gewisse Robustheit hinsichtlich leichter Verschiebungen und Rotationen aufweist. Zudem kann es vorkommen, dass sich das Bauteil seit der Registrierung verändert hat (Verformungen, Abnützung der Oberfläche etc.). In den durchgeführten Untersuchungen konnte diese Robustheit auch nachgewiesen und die Pigmentmuster wieder zugeordnet werden. Bedingung
dafür ist, dass mindestens 50% der Pigmente vom ursprünglich registrierten Bild bei der erneuten Prüfung erkannt werden.
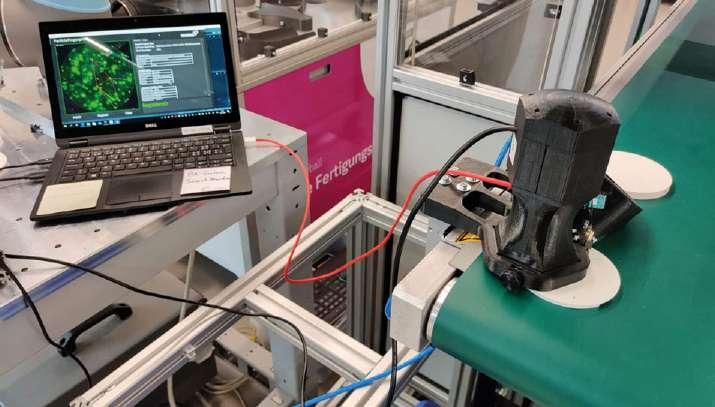
Für den Einsatz eines solchen Tracer-Systems in der Produktion muss die beschriebene Produkteregistrierung vollautomatisch erfolgen können. Bild 3 zeigt die Umsetzung im Labor des IWK.
Für die Einbindung des Kamerasystems wurde eine Vorrichtung konstruiert, welche am Ende des Förderbandes der Spritzgiesszelle platziert werden kann (Bild 3). Das Förderband stoppt kurz und die Kamera detektiert das Pigmentmuster an immer derselben Stelle des Bauteils. Das Pigmentmuster wird direkt mit den Produktionsdaten des Bauteils verknüpft. Im Hinblick auf einen Einsatz in der Serienproduktion gilt es auch die Wirtschaftlichkeit dieser Lösung zu betrachten. Dabei zeigte sich, dass die SmartMarker Technologie, abhängig von der Produktionsmenge, eine attraktive Markierungslösung sein kann.
Die Verwendung von Leuchtpigmenten zur Kennzeichnung von Kunststoffbauteilen bietet eine innovative und unsichtbare Lösung für die Identifizierung der Bauteile entlang der gesamten Wertschöpfungskette. Die Integration in die Serienproduktion erfordert eine automatisierte Produkteregistrierung und bietet bei ausreichender Produktionsmenge eine wirtschaftlich attraktive Lösung. Auch bieten sich weitere interessante Anwendungsgebiete für diese Technologie. So wurde unter anderem der Einsatz der Pigmente im 3D-Druck-Verfahren SLS (selektives Lasersintern) betrachtet. Auch hier zeigen sich durch Beimischung der Pigmente in das Pulver die gewünschten Muster an den hergestellten Bauteilen.
Kontakt
OST Ostschweizer Fachhochschule IWK Institut für Werkstofftechnik und Kunststoffverarbeitung Eichwiesstrasse 18b CH-8645 Rapperswil-Jona iwk@ost.ch www.ost.ch
Ein neues Verpackungskonzept in Dünnwandtechnik brachte für die Heinrich Axmann GmbH & Co. KG in Köln die Energiewende beim Spritzgiessen. Für dieses Projekt wurde erstmalig in eine vollelektrische Spritzgiessmaschine investiert. Die Energieeinsparung liegt gegenüber der Hybridmaschine bei über 30 Prozent. Spritzgiesspartner Wittmann lieferte die EcoPower Xpress Maschine mit einem Hochleistungsroboter vom Typ Sonic als vollständig integrierte Gesamtlösung.
Susanne Zinckgraf ¹
Fast jeder kennt das: Beim Öffnen der Verpackung sieht das Fertiggericht köstlich aus. Fleisch und Beilagen sind schön angerichtet. Doch nun kommt der knifflige Teil: Der Transfer auf einen Teller. Viele greifen zum Löffel, andere stürzen gar den Inhalt der Schale und schon leidet der Anblick und damit allzu oft der Appetit. Heiner Axmann, Geschäftsführer der Heinrich Axmann GmbH & Co. KG, hatte die zündende Idee gegen dieses Dilemma. Er entwickelte eine Kunststoffschale, die sich mit Hilfe eines Aufreissmechanismus entlang des Verpackungsbodens öffnen lässt. Der Verpackungsrand klappt nach oben weg, die Mahlzeit gleitet bequem auf den Teller und sieht dort genauso appetitlich aus wie direkt nach dem Zubereiten und Befüllen der Verpackungsschale. «Unser Kunde hatte Einrichtungen wie Krankenhäuser, Seniorenheime oder Kindertagesstätten im Blick, die keine eigene Küche haben», berichtet Heiner Axmann bei unserem Besuch am Firmensitz im Stadtteil Rodenkirchen im Kölner Süden. «Jeder soll mit Genuss essen können. Noch dazu unterstützt das neue Konzept höchste Hygienestandards. Die Krankenschwester, die das Essen zubereitet, kommt mit den Speisen nicht in Berührung.»
Aus Erfahrung kreativ Gegründet 1932 und seither durchgehend in Familienbesitz, ist Heinrich Axmann spezialisiert auf die Entwicklung und Herstellung von Verpackungslösungen aus Kunst-
stoff. Schalen und Kännchen für sowohl flüssige als auch feste Lebensmittel, wie Feinkostsalate oder Kaffeesahne, machen einen Grossteil des Produktionsvolumens aus. Der umfangreiche Erfahrungsschatz führt immer wieder zu neuen kreativen Lösungen. So kam der Impuls zur Entwicklung der neuen, am Boden zu öffnenden Fertigkostschale von einem Feinkostdeckel, der bereits im Jahr 1979 entwickelt wurde. Die Originalreissbrettzeichnung liegt im Büro von Heiner Axmann noch heute im Schrank. Mit der jüngsten Neuentwicklung ist dem Unternehmen ein Coup gelungen. «Unser Kunde ist noch im Start-up-Stadium, hat aber bereits einen Grossauftrag aus den USA in Aussicht. Die ersten Schalen im neuen Verpackungsdesign werden in einem Krankenhaus in New York zum Einsatz kommen.» Der Kunde ist ein grosses Cateringunternehmen, für den in Köln bereits eine grosse Stückzahl Schalen nach FDA-Standard produziert wurde. Das Serienwerkzeug ist avisiert. Die Spritzgiesszelle dafür steht schon bereit. Gezielt

Mit der neuentwickelten Verpackung lassen sich Fertiggerichte sehr leicht und appetitlich auf dem Teller anrichten. (Bild: Wittmann)
für dieses neue Produkt investierte Heiner Axmann in eine vollelektrische Spritzgiessmaschine vom Typ EcoPower Xpress 300 mit 300 Tonnen Schliesskraft und einen Hochgeschwindigkeitsroboter vom Typ Sonic. Spritzgiesspartner Wittmann lieferte die Produktionszelle als vollständig integrierte Gesamtlösung.

Stark variierende Wanddicken
Mit der Fertigkostverpackung schlägt das Unternehmen Axmann auch in Sachen Spritzgiesstechnik ein neues Kapitel auf. Die EcoPower Xpress ist die erste vollelektrische Spritzgiessmaschine im Maschinenpark. «Lange Zeit war es nicht möglich, Dünnwandverpackungen im Hochleistungsspritzguss auf einer vollelektrischen Spritzgiessmaschine zu produzieren», erklärt Heiner Axmann. «Die EcoPower Xpress ist diesen Anforderungen aber gewachsen.» Besonders hoch sind die Anforderungen an die Einspritzleistung. Um die Verpackung aufzureissen, besitzt die Schale an einer der Längsseiten zwei Laschen – zwei, weil bereits bei der Bauteilentwicklung an Linkshänder gedacht wurde. Ausgehend von diesen Laschen führen entlang des Verpackungsbodens im Abstand von etwa 5 Millimetern zwei feine, extrem dünnwandige Linien. Sollbruchstellen, die eine Art Aufreissfaden formen. An diesen Sollbruchstellen beträgt die Wanddicke gerade einmal 0,05 Millimeter. Das ist nur ein Zehntel der Wanddicke des Bodens und der Randbereiche. Dennoch muss die Schale, die aus einem PP-Copolymer besteht, beim Einfüllen der heissen Mahlzeit stabil und dicht bleiben. 120 ° C ist die Vorgabe. Angespritzt wird zentral am Verpackungsboden. «Unsere grösste Herausforderung besteht darin, dass wir beim Einspritzen mit der Schmelze zwei Mal durch diese extrem dünnen Bereiche hindurch müssen, um die Kavität bis in die Randbereiche vollständig zu füllen», verdeutlicht Betriebsleiter Andreas Brüggemann. «Hierfür brauchen wir eine sehr hohe Einspritzleitung bei äusserst kurzen Füllzeiten.»
«Die EcoPower Xpress ist hierfür prädestiniert», sagt Andreas Hollweg, Leiter Ver-

trieb Spritzgiesstechnik von Wittmann in Deutschland. «Die Spritzaggregate dieser Maschinenbaureihe sind für die hier benötigten hochdynamischen Einspritzgeschwindigkeiten ausgelegt.» Ein weiterer Vorteil, der vor allem bei der Herstellung von Lebensmittelverpackungen zum Tragen kommt, ist der serienmässig gekapselte Kniehebel, der eine sehr saubere Produktion sicherstellt.
Gutteile rund um die Uhr
Derzeit wird die neue Hochleistungsproduktionszelle mit einem Werkzeug für die
Herstellung von Glasklarschalen ausgelastet. Mit ihrem Facettendesign sind die Kunststoffschalen auf den ersten Blick nicht von Glasschalen zu unterscheiden. Gefüllt mit Grillsalaten der Marke Merl sind sie in den Kühlregalen von Supermärkten zu finden. Seit vielen Jahren bereits produziert Heinrich Axmann diese Verpackungen für die FMR Frische Manufaktur Rheinland GmbH & Co. KG.
«Diese Grillsalatschalen stellen sehr ähnliche Anforderungen an den Dünnwandspritzguss wie die neu entwickelten Fertigkostschalen», erklärt uns Brügge -
Heißkanaltechnik
Unsere standardisierten Heißkanalkomponenten sind modular aufgebaut. Sie lassen sich flexibel kombinieren, um Ihre individuellen Projekte zu verwirklichen.


Schöpfen gemeinsam Effizienzpotenziale aus: Andreas Brüggemann (Betriebsleiter von Heinrich Axmann), Jörg Schröer (Gebietsverkaufsleiter bei Wittmann), Heiner Axmann (Geschäftsführer von Heinrich Axmann) und Andreas Hollweg (Leiter Vertrieb Spritzgiesstechnik von Wittmann in Deutschland) im Produktionsbetrieb in Köln (von links). (Bild: Wittmann)
mann. «Mit diesem Produkt testen wir aus, wie weit wir mit der neuen EcoPower Xpress gehen können.» Auch die Glasklarschalen haben eine Wanddicke von 0,5 mm und ein anspruchsvolles Design. Produziert wird in einem Zweifachwerkzeug mit einer Zykluszeit von 5,7 Sekunden. Die Füllzeit beträgt für das Gesamtschussgewicht von 44 Gr amm nicht einmal 0,1 Sekunde.
Bei unserem Besuch in Rodenkirchen ist gerade die vierte Woche Dauerbetrieb angebrochen. «Die Maschine läuft rund um die Uhr mit höchster Leistung und einer

Grund ist die EcoPower Xpress mit dem Roboter Sonic ausgerüstet. Der erstmalig auf der K 2019 präsentierte Hochgeschwindigkeitsroboter wurde von Wittmann gezielt für schnelllaufende Anwendungen in der Verpackungsindustrie entwickelt. «Seine Stärke ist die hohe Stabilität bei schnellsten Bewegungen», macht Jörg Schröer, Gebietsverkaufsleiter von Wittmann, deutlich. «Genau das verkürzt die Entnahmezeit.»
Wittmann Roboter geniessen im Hause Axmann seit Jahrzehnten höchstes Vertrauen. Mehr als 30 Spritzgiessmaschinen unterschiedlicher Marken umfasst der Maschinenpark. Sie alle sind mit Linearrobotern von Wittmann ausgerüstet.
durchgehend hohen Teilequalität», berichtet Brüggemann. «Letzen Endes ist die Reproduzierfähigkeit der Maschine ausschlaggebend für ihren Einsatz im Spritzguss von Lebensmittelverpackungen.»
Die Zielvorgabe für die neuen Aufreissschalen liegt bei einer Zykluszeit von unter 5 Sekunden. Das Gesamtschussgewicht wird 70 Gramm betragen, und auch hier wird die Füllzeit bei maximal 0,1 Sekunde liegen. Zykluszeitbestimmend sind die Kühlzeit und die Entnahme. Aus diesem

Celanex® PBT
Celanyl® PA
Crastin® PBT
Ecomid® Rezyklat-PA
Elvamide® PA
Frianyl® PA
Hytrel® TPC
Minlon® PA
Rynite® PETP
Santoprene® TPV
Selar® PA
Tynex® Filamente
Zytel® PA
Zytel® HTN PPA
Mit der neuen integrierten Produktionszelle für die Dünnwandschalen wurde erstmals eine vollständig integrierte Gesamtlösung aus einer Hand gekauft. «Für uns hat das den grossen Vorteil, dass wir die Gesamtanlage CE-konform geliefert bekamen», berichtet Heiner Axmann. «Das hat uns sehr viel Zeit und Geld gespart.» Ein weiterer Pluspunkt ist die einfachere Bedienung der Produktionszelle, wenn Maschine und Roboter gemeinsam auf dem zentralen Monitor der Maschinensteuerung kontrolliert werden können.
Kontakt www.wittmann-group.com n
Toray Engineering hat auf der «JEC World 2024» in Paris eine 3D-Formmaschine für Carbonfaserverbundmaterial vorgestellt. Die Maschine verwendet die innovative Core-Shell-Methode.
Objekte, die mit 3D-Druckern hergestellt werden, weisen eine Anisotropie in Bezug auf Festigkeit und Steifigkeit auf. Der Grund dafür ist, dass die Maschinen Harzund Metallmaterialien in vertikaler Richtung schichten. Die mechanische Stabilität ist dadurch in vertikaler Richtung geringer als in horizontaler. Die von Toray Engineering entwickelte «Core Shell CF Composite Material 3D Molding Machine» verfolgt einen neuen Ansatz. Bei der «Kernschalenmethode» erzeugt ein lichthärtender 3DDrucker schrittweise eine Schale, die als Form dient und fortlaufend mit dem duroplastischen CF-Verbundmaterial ausgegossen wird. Im Anschluss wird das flüssige CF-Verbundmaterial auf einmal aushärtet. So gelingt es, Formteile ohne Anisotropie herzustellen, denn im Prinzip sind Festigkeit und Steifigkeit innerhalb des Formteils gleichmässig – zumindest das CFK weist keine vertikale Schichtstruktur auf. Durch

Core-Shell-Methode: Ein duroplastischer CF-Verbundwerkstoff wird nach und nach in eine stereolithografisch gedruckte Form gegossen. (Bilder: Toray Engineering)
dieses Formgebungsverfahren können Formteile aus CF-Verbundwerkstoffen also mit höherer Festigkeit und Steifigkeit hergestellt werden.

Der Füllmechanismus für das Kernmaterial nutzt den Arbeitsraum im Stereolithografie-3D-Drucker effektiv aus. Die Core Shell CF Composite Material 3D Molding Machine verarbeitet duroplastisches Epoxidharz, das gemahlene Carbonfasern (CF) enthält, und ermöglicht Formteile mit hoher Steifigkeit und hoher Festigkeit. Mögliche Anwendungen sind z. B. verschiedene Prototypenteile, Vorrichtungen, leichte und hochfeste Strukturen und medizintechnische Produkte.

Bei der IMT, einem Schweizer Engineering Unternehmen, sind additive Verfahren zu einem festen Bestandteil in der Entwicklung geworden. Zur schnelleren Iteration und Verifikation von Prototypen setzt das Team auch eine Sintratec S2 ein.
Mit rund 100 Ingenieurinnen und Ingenieuren gehört die Information Management Technology IMT AG im sanktgallischen Buchs zu den grossen Playern auf dem Schweizer Engineering-Markt. Vor allem in den Bereichen Medizintechnik und Pneumatik konnte das Unternehmen in den letzten Jahren Erfolge erzielen. «Unsere Kernkompetenz ist die komplette Entwicklung von elektronischen Geräten mit eingebetteter Software für Industriekunden und insbesondere für Medizingerätehersteller», sagt Benno Bieri, Chief Operating Officer der IMT. Dabei begleitet das Unternehmen seine Kunden von der Idee mit Konzeptstudien bis zur serienreifen Anwendung und über den gesamten Produktlebenszyklus.
Moderne Technologien einbeziehen
Das Credo der IMT: Mit fortschrittlichen Technologien am Puls der Zeit bleiben. Erst kürzlich wurde ein Testlabor mit modernsten Prüfeinrichtungen, zum Beispiel für spezielle Umweltsimulationen, eingerichtet. Daher ist es nicht überraschend, dass auch additive Fertigungsverfahren bereits seit zehn Jahren in die Entwicklung

Ein internes Testsystem enthält zahlreiche Elemente, die im SLS-Verfahren hergestellt wurden. (Bild: Sintratec AG)

einbezogen werden. «Früher haben wir 3D-Druckteile von externen Dienstleistern bezogen», so Bieri. «Inzwischen haben wir mehrere 3D-Drucker im Haus, da der Bedarf gestiegen ist und wir auf schnelle Iterationen angewiesen sind.» Da die Kundenanforderungen immer dynamischer werden, brauche es diese flexiblen Technologien immer öfter und bereits in den frühen Projektphasen.
Christoph Untersander ist Head of Design bei der IMT und verantwortlich für Usability und Prototyping. Zusammen mit der Mechanikabteilung nutzt er verschiedene 3D-Druck-Verfahren, um Konstruktionen und Simulationen zu überprüfen. Untersander erklärt: «Je nach Anforderungen, die wir an das Teil haben, setzen wir entsprechende Technologien wie FDM (Fused Deposition Modeling), SLA (Stereolithographie) oder SLS (Selektives Lasersintern) ein.» Gerade wenn der Prototyp isotrope –d. h. mechanisch gleichmässige – Eigenschaften sowie eine optisch homogene
Oberfläche aufweisen soll, greift Untersanders Team zum selektiven Lasersintern.
Seit Ende 2022 steht eine Sintratec S2 im 3D Printing Center der IMT. Die Ingenieurinnen und Ingenieure drucken damit vorwiegend Prototypenteile für interne Entwicklungsprojekte. Für Vanessa Hug, Konstrukteurin bei der IMT, bietet das SLS-Verfahren klare Vorteile: «Da SLS keine Stützstrukturen benötigt, sind wir viel freier im Design und können auch komplexe Formen realisieren», erklärt sie. Hug ist auch für die Bedienung des Schweizer SLS-3D-Druckers zuständig und beliefert die anderen Abteilungen mit den benötigten Werkstücken. Dabei setzt die Konstrukteurin auf das Material PA12: «Wir verwenden PA12, weil es unsere Anforderungen an Genauigkeit, mechanische Belastbarkeit und Gasdichtigkeit erfüllt», betont Hug. Letzteres sei vor allem bei pneumatischen Anwendungen entscheidend.
Verschalungen, Gehäuse, komplexe Teile
Ein konkretes Anwendungsbeispiel für additive Technologien ist das interne Testsystem ‹Beverin›. Die Vorrichtung erlaubt die Prüfung und Messung verschiedener Komponenten und Sensoren nach dem Baukastenprinzip. «Für dieses Testsystem fertigen wir zahlreiche Gehäuse, Abdeckelemente oder komplexe Ventile für die Gasdurchflussmessung im SLS-Verfahren», beschreibt Christoph Untersander. Bei diesen Teilen sei vor allem die Masshaltigkeit in alle Richtungen und die Oberflächenbeschaffenheit entscheidend, um die Realitätsnähe zum Endprodukt zu gewährleisten. Mit anderen 3D-Druck-Verfahren wie FDM würde man hier schnell an seine Grenzen stossen.
Gasflussmessung mit SLS
Christoph Untersander stellt ein Teil vor, das derzeit auf dem Testsystem verifiziert wird: Ein komplexes Ventil für die Gasflussmessung. «Nach der Simulation drucken wir einen ersten Prototyp, den wir in unsere Testumgebung einbauen und vermessen», erklärt er. «Dann messen wir den Gasfluss und versuchen, die Geometrie anhand der Sensorwerte zu optimieren.»
Die Konstruktionsfreiheit von SLS ermöglicht dabei neue Designansätze, die zuvor nicht denkbar gewesen wären. «Und wenn es Anpassungen gibt, haben wir morgen schon das nächste Teil in der Hand», so Untersander.
Simulate – Test – Iterate
In der IMT-Entwicklung wird nach dem «Simulate – Test – Iterate»Prinzip gearbeitet. «Wenn wir mit dem additiven Teil die vorgegebenen Kriterien erfüllt haben, können wir einen Schritt weiter in Richtung Serienproduktion gehen», sagt Untersander. Die Kombination aus virtueller Simulation, realitätsnaher Testsituation und schneller Iteration hat sich für das Engineeringunternehmen bewährt. «Diese Geschwindigkeit ist für uns entscheidend, denn jeder eingesparte Tag ist für uns wertvoll», betont Benno Bieri. Der nächste Schritt wird sein, Teile, die anders nicht herstellbar sind, in Serie zu drucken. Additive Technologien, das ist für Bieri klar, werden deshalb bei der IMT in Zukunft weiter an Bedeutung gewinnen.
Bewährte Swissness
Nach über eineinhalb Jahren im Einsatz ist das SLS-Verfahren bei der IMT AG zu einem integralen Teil in der Forschung und Entwicklung geworden. Es ist kein Zufall, dass man sich mit der S2 ausgerechnet für einen Schweizer SLS-3D-Drucker entschieden hat. «Wir schätzen es sehr, mit Sintratec ein Schweizer Unternehmen als Partner zu haben, bei dem wir aufgrund der Nähe schnell und unkompliziert Lösungen finden», fasst Christoph Un tersander zusammen. «Zudem erhalten wir bei unseren Schweizer Partnern immer die höchste Qualität», ergänzt Benno Bieri abschliessend. Der Einsatz der Sintratec S2 bei der IMT AG zeigt deutlich, welchen Beitrag moderne 3D-Druck-Technologien für ein zukunftsweisendes Engineering leisten können.
Kontakt


Der niedrigste Taupunktwert in der Branche (-60°C).
Höchste Qualität vom Endprodukt.
Perfekter Materialfluss im Trocknungstrichter.
Die Trocknungszeit wird im Durchschnitt um mindestens 38% reduziert.
Niedrigster Energieverbrauch dank LeonardoSupercomputer-Simulationen.
Der Turbokompressor hat einen Wirkungsgrad von 82%.
Darüber hinaus wird der Luftstrom dort verteilt, wo er im Trocknungstrichter benötigt wird, was im gesamten Prozess Energie spart!
Mehr info
Die einfachste Einstellung überhaupt.
Für den Betrieb des Trockners müssen nur zwei Parameter eingestellt werden, Material und Durchsatz.

Seit der Einführung von authentig vernetzt die Produktionsmanagement Software bei Kromberg & Schubert Austria (kurz Kroschu) am Standort Oberpullendorf 34 Spritzgiessmaschinen. Auf dieser Basis werden Parameter aufgezeichnet und Maschinen in Echtzeit ausgewertet. Das Ergebnis ist eine Steigerung der Anlageneffizienz (OEE, Overall Equipment Effectiveness) um 9 Prozent.
Kromberg & Schubert sah sich mit einer enormen Herausforderung konfrontiert: die manuelle Dokumentation der WerkzeugHistorie für über 600 aktive Werkzeuge. Aufgezeichnet wurde jeder Prozessschritt von der ersten Rüstung bis zum ersten Gutteil. Dieser Prozess erforderte viele Ressourcen und war fehleranfällig. Er füllte zudem zahlreiche handschriftliche Aufzeichnungen und Excel-Planungspapiere.
Für die Ablösung dieses mühsamen Prozesses musste eine Lösung gefunden werden. Die Entscheidung fiel, als Kroschu auf einer Fachmesse auf die MES-Lösung aut hentig stiess. Im Jahr 2019 wurde die S oftware zur Maschinendatenerfassung eingeführt und die manuelle Datenpflege schrittweise ersetzt. Die Gründe für die Einführung einer Produktionsmanagement Software waren vielschichtig:
– effiziente Digitalisierung und Automatisierung der Prozesse zur Dokumentation
– Fehlerquellen minimieren und Qualitätssicherung verbessern – wertvolle Ressourcen freigeben – transparente Prozessverfolgung in Echtzeit
– lückenlose Rückverfolgung jedes Prozessschrittes
Kroschu setzt auf authentig Engel authentig ist eine Manufacturing Execution System (MES) Software, die speziell für die Kunststoffindustrie entwickelt wurde. Sie ermöglicht die Erfassung von Daten zu Maschinen und Produktion. Dies revolutioniert das operative Produktionsmanagement. authentig ist modular aufgebaut und bietet mit den gesammelten Daten die Grundlage für eine strategische Planung und Steuerung der Produkti -

on. Je nach Bedarf können verschiedene Funktionen implementiert werden. Bei Kroschu wurden mit Einführung der Produktionsmanagement Software authentig alle Spritzgiessmaschinen vernetzt. Für eine einfache Interaktion zwischen Maschinenbediener und dem System wurden insgesamt sieben Terminals installiert. Über diese können Auftragsstart und -stopp durchgeführt sowie alle notwendigen Dokumente für das jeweilige Fertigungsprojekt angezeigt werden. Darüber hinaus bietet ein zentraler Terminal in der Produktion eine übersichtliche Darstellung des aktuellen Status der Spritzgiessmaschinen. Die Akzeptanz bei Kroschu war von Anfang an bei allen Mitarbeitern da. Das Web-

Terminal erleichtert die täglichen Arbeitsabläufe und bringt eine Steigerung der Effizienz in der Produktion. Das ebnet den Weg zu einer modernen, von Daten getriebenen Produktion.
Mit der Implementierung der Software ergaben sich vielfältige Vorteile im Arbeitsalltag:
Manuelle Arbeitsschritte entfallen
Das Wegfallen manueller Arbeitsschritte hat einen entscheidenden Vorteil im Arbeitsalltag geschaffen: Mühsame manuelle Berechnungen der Standzeit entfallen, potenzielle Fehlerquellen werden drastisch reduziert, Prozessschritte direkt in authentig eingepflegt und Artikel mit eindeutigen Nummern zur Identifizierung versehen. Bei Bestellungen durch Kunden erfolgt eine nahtlose Übertragung von Produktionsdaten zur und aus der Maschine. Jeder Zyklus der Spritzgiessmaschine wird zudem automatisch erfasst. Das optimiert die Fehlererkennung durch geschulte Mitarbeiter und bietet eine zusätzliche Überwachung der Qualität.

Mit authentig wird nicht nur die Effizienz gesteigert, sondern auch die Genauigkeit und Zuverlässigkeit der gesamten Produktion verbessert.
Kommunikation mit dem Werkzeugbau
Das Modul Maintenance spielt bei Kroschu eine entscheidende Rolle. Denn es hat einen massgeblichen Einfluss auf die Kommunikation mit dem Werkzeugbau.
Durch die Anlage eines Projektes sind sämtliche relevanten Inhalte gleichzeitig für den Werkzeugbau verfügbar. Das bedeutet nicht nur eine erhebliche Zeitersparnis, sondern gewährleistet auch einen hohen Qualitätsstandard und hohe Verfügbarkeit der Werkzeuge. Insbesondere im Hinblick auf Audits können so unmittelbare Antworten auf Fragen des Auditors gegeben werden.
Ein zentraler Aspekt ist die Implementierung definierter Wartungspläne, die in der Produktionsmanagement Software hinterlegt werden. Wartungsintervalle werden anhand der aufgezeichneten Produktionsstunden auto -
matisch überwacht. Das ermöglicht eine frühzeitige Ankündigung von Wartungsarbeiten. Dadurch werden Maschinenstillstände verhindert, da es nicht mehr zu ungeplanten Werkzeugwartungen kommt.
Bearbeitung von Reklamationen
Die Produkte von Kroschu werden international vertrieben. Dadurch treten Reklamationen häufig erst Wochen nach Abschluss einer Artikelserie auf. Hier ist authentig eine bedeutende Unterstützung. Die Produktionsmanagement Software kann den vorhandenen Datensatz lückenlos zurückverfolgen. So lassen sich Abweichungen vom gewünschten IST-Zustand präzise analysieren. Auch die Ursache kann festgestellt werden, wie zum Beispiel Veränderungen der Maschinenparameter oder fehlerhaftes Material. «Die manuelle Dokumentation war fehleranfällig und ressourcenbindend. Nach Einführung der Produktionsmanagement Software authentig wird jeder Zyklus der Spritzgiessmaschine automatisch registriert und abgebildet.
Durch das Messen und die tägliche Beobachtung der Kennzahlen haben wir unsere Ergebnisse optimieren können», freut sich Robert Jautz, Leiter Planung und Digitalisierungsprojekte bei Kroschu.
Prozessüberwachung in Echtzeit
Das Modul Quality Process überwacht Prozesswerte in Echtzeit. Warnhinweise im Monitoring und Push-Up-Benachrichtigungen zeigen Veränderungen der Maschinenparameter oder Zykluszeiten an. Die eigens entwickelte App von Engel ermöglicht eine Überwachung der Prozesse rund um die Uhr. Dank dieser fortlaufenden Überwachung kann Kroschu sofort reagieren, wenn Prozessdaten die definierten Toleranzfelder verlassen. Damit s t eht an jedem Produktionstag technisches Personal bereit, um Fehler zu eliminieren.
Planung der Kapazität
Das Modul Order Management steuert die kurzfristige Kapazitätsplanung. Dieses
erfasst ein Zeitfenster von zwei Wochen Produktion. Mithilfe dieses Moduls lassen sich Prognosen stellen. Dadurch wird frühzeitig klar, ob Sonderschichten zur Abdeckung von Bedarfsspitzen notwendig sind. Das fördert eine effiziente Auslastung der Maschinen und unterstützt bei der Optimierung der Personal- und Energiekosten.
Kennzahlen und Statistiken
Mit dem Modul Reporting erhält Kroschu wichtige Kennzahlen und Statistiken (KPI) aus der Produktion. Dazu gehören zum
Kromberg & Schubert GmbH (Kroschu)
Beispiel Ausschussraten und Stillstandzeiten einer Maschine. Das Setup sendet die Einstellungsdaten für Artikel an die Maschine. Diese Daten sind für jeden Artikel gespeichert.
Die Implementierung von Engel authentig bei Kroschu stellt einen Wendepunkt in der Kunststoffverarbeitung des Unternehmens dar. Die Produktionsmanagement Software revolutioniert nicht nur die Produktion, sondern optimiert den gesamten Arbeitsalltag. Die Vorteile erstrecken sich
Das Unternehmen Kromberg & Schubert entwickelt und produziert im Kerngeschäft
von der effizienten Dokumentation bis zur intelligenten Kommunikation mit dem Werkzeugbau. Durch das Wegfallen manueller Arbeitsschritte und die nahtlose Übertragung von Produktionsdaten steigt die Genauigkeit und Effizienz. Bei Kroschu wird die Overall Equipment Effectiveness standardmässig gemessen. Dafür werden Qualitätsrate, Leistungsgrad und Nutzungsgrad multipliziert. In den vier Jahren mit der Software ist dieser Wert um neun Prozent gestiegen. Das führte insgesamt zu einer verbesserten Effizienz, positiven Kosteneffekten und einer strategischen Steigerung der Performance der Produktion. Mit authentig hat Kroschu mehr als eine Software implementiert. Das Unternehmen hat den ersten Schritt zu einer Smart Factory für die Zukunft der Kunststoffverarbeitung gesetzt. www.engelglobal.com




Die hochpräzise Integration konturnaher Edelstahl-Temperierungen in die Sandgussformen gehört zu den Kernkompetenzen der Giesserei Blöcher. (Bilder: Giesserei Blöcher GmbH)
Aluminium-Werkzeuge für die Kunststofftechnik
Die deutsche Giesserei Blöcher ist spezialisiert auf die kurzfristige Bereitstellung von Werkzeugabgüssen aus Aluminium für die Herstellung grossformatiger Kunststoffteile. Maximal drei Wochen benötigt das Unternehmen beispielweise für die Realisierung temperierter Tiefzieh-, Vakuumguss-, Blasform- oder Schäumwerkzeuge. Dabei kann es dank robotergestützter Additive-Manufacturing-Systeme und Grossfräs-Technologie jederzeit flexibel auf rasch wechselnde Kundenwünsche reagieren.
Michael Stöcker ¹
Ein robotergestützter 3D-Sanddrucker, eine CNC-Grossfräse zur Fertigung von Styropormodellen, optimierte Bearbeitungsprozesse und viel Erfahrung bei der Herstellung eingegossener Temperiersysteme – im Leistungsspektrum der Giesserei Blöcher bilden innovative Maschinentechnik und handwerkliches Know-how
1 Michael Stöcker, Freier Fachjournalist, Darmstadt

Grütter

ein hocheffizientes Miteinander. Profitieren davon können insbesondere die Hersteller grossformatiger Kunststoffteile, die für den Einsatz in ihren Tiefzieh-, Vakuumguss-, Blasform- oder Schäumanlagen anspruchsvolle Serienwerkzeuge aus Aluminium benötigen. Vor allem, wenn sie aufgrund diversifizierter Bauteile-Anforderungen ihrer Kunden – etwa im Automobilbau oder im Behälterbau – häufig neue Formteile mit veränderten Geometrien realisieren müssen, ist die Giesserei Blöcher mit ihren auf die flexible Einzelfertigung ausgerichteten Kompetenzen ein


Blöcher realisiert in Rekordzeit grosse Blasform-, Vakuumguss-, Tiefzieh- und Schäumwerkzeuge aus Aluminium mit Stückgewichten von bis zu 2,5 Tonnen.

Projektbegleitung von der Konstruktion bis zur Logistik.
attraktiver Partner. «Dank unserer modernen Ausstattung sind wir aktuell in der Lage, unseren Kunden Werkzeugabgüsse aus Aluminium inklusive eingegossener Temperiersysteme für die Produktion grosser Kunststoffteile mit Abmessungen von bis zu 3000 × 20 00 mm in weniger als drei Wochen bereitzustellen», sagt Firmengründer und Geschäftsführer Jürgen Blöcher.
Einwandfreie Datensätze als Basis
In der Kunststofftechnik sind es derzeit unter anderem die Hersteller von Karosserie-Komponenten für Agrar- und Baumaschinen, die Produzenten grosser Transportbehälter sowie die Hersteller von Pw-Dachboxen, die die Dienste der Giesserei Blöcher in Anspruch nehmen. «In den Kreisen der Kunststoffverarbeiter hat sich inzwischen herumgesprochen, dass wir selbst anspruchsvolle Kavitäten mit aufwendigen, konturnahen Temperierungen zur Produktion grosser blasgeformter, tiefgezogener oder geschäumter Bauteile kurzfristig realisieren können», berichtet Jürgen Blöcher. Eine wichtige Basis für die rasche Bereitstellung der Aluminium-Werkzeuge ist freilich, dass die Konstrukteure der Kunden vollständige 3D-Datensätze in guter Qualität anliefern.
Ist diese Voraussetzung erfüllt, kann Blöcher seine Kompetenzen als moderner On-Demand-Giesser in vollem Umfang zur

Geltung bringen. Das bedeutet konkret: Die Modelle für die grossen Kunststoffteile werden binnen weniger Stunden in einer erst kürzlich modernisierten Fünf-Ach -
sen-CNC-Grossfräse aus expandiertem Polystyrol (EPS) gefertigt, während geometrisch komplexe Gussformen aus modifiziertem Quarzsand vollautomatisiert und


Mit einem 3D-Sandrucker kann Blöcher in Rekordzeit einsatzfertige Gussformen realisieren.
robotergestützt im additiven Schichtbauprozess eines 3D-Sanddruckers Gestalt annehmen. Laut Jürgen Blöcher «reduziert sich allein durch den Einsatz dieser innovativen Technologien der gesamte Herstellungsprozess für ein Grosswerkzeug um etliche Wochen». Weitere Zeitvorteile erreicht das Unternehmen über die Arbeit der hauseigenen 3D CAD-Abteilung, die konstruktive Optimierungen rasch umsetzen kann, sowie einen 3D-Scanner, der die geometrische Qualität der EPS-Modelle sicherstellt. Daraus ergibt sich bereits in den giessereitechnischen Vorstufen eine Prozesseffizienz, die den Aufwand erheblich senkt.
In der Vergangenheit hat sich die Giesserei Blöcher auch für jene Kunden als kompetenter Partner erwiesen, die im Werkzeugbau nach Alternativen zum Zerspanen aus dem Block suchten. Jürgen Blöcher berich -

Jürgen Blöcher
tet dazu: «Der Aluminiumguss, so wie wir ihn praktizieren, lässt viele Kunststoff-Verarbeiter erkennen, wie kurzfristig ein Werkzeugabguss heute verfügbar ist und wie kostengünstig er sein kann. Nicht zuletzt sprechen auch die Vorteile, die eine in die Kavitäten integrierte Edelstahl-Temperierung in der Praxis bietet, für das Giessen.» Die im Tieflochbohr-Verfahren direkt ins massive Blockmaterial hinein getriebenen Temperierkanäle haben mitunter spitzwinkelige Totstellen, in denen sich Schlammnester bilden können. Sie erschweren in
der Folge das kontrollierte Kühlen des Werkzeugs. Hinzu kommt: Einige Kühlwasser-Additive greifen die Aluminiumoberflächen der gebohrten Temperierkanäle an, was weitere prozesstechnische Probleme nach sich ziehen kann. Bei den in die Kavitäten eingegossenen Edelstahlrohr-Temperierungen der Aluminium-Werkzeugabgüsse treten diese Nachteile in der Regel nicht auf.
Kontakt www.bloecher.de n Tempro plus D Optimierte Temperierung


Siebenwurst stand bei einem Spritzgiesswerkzeug zur Herstellung eines Batterieträgerkastens für elektrisch angetriebene Nutzfahrzeuge vor der Entscheidung: Soll die aufwendige, bis zu 56 mm tiefe Rippenstruktur in die rund vier Quadratmeter grosse Formplatte senkerodiert oder gefräst werden? Der Hightech-Werkzeugbauer aus Dietfurt an der Altmühl entschied sich für Letzteres – und hat über die Hälfte an Zeit und viel Geld gespart. Auch und gerade dank der werkzeug- und prozesstechnischen Unterstützung von Moldino.
Die Herstellung negativer Rippen gehört im Kunststoffformenbau zum Tagesgeschäft. Doch nach wie vor werden diese meist in bewährter Weise senkerodiert, obwohl die Kosten gegenüber dem Fräsen höher sind. Denn viele scheuen das Risiko. Bei der Christian Karl Siebenwurst GmbH & Co. KG in Dietfurt an der Altmühl hat man den Schritt in Richtung Rippenfräsen vor einiger Zeit gewagt und nicht bereut. Das oberpfälzische Hightech-Unternehmen spielt nicht nur in Sachen Werkzeugbau in der ersten Liga, sondern auch als Entwicklungspartner, Leichtbauspezialist und Full-Service-Komplettanbieter. «Obwohl wir noch zweigleisig fahren, gewinnt das Rippenfräsen bei uns zunehmend an Bedeutung. Zahlreiche Rippenfelder auf einer 2.200 × 1.900 mm g rossen Formplatte verteilt – das war schon eine kleine Herausforderung», blickt Xaver Ferstl zurück. «Hinzu kam, dass wir hierbei zum grossen Teil Nuttiefen von 56 mm fräsen mussten, was eine Auskraglänge von über 14 x D bedeutete.»

Die NC-Programmierung fand mit Tebis CAM statt, das über spezielle Schrupp- und Schlicht fu nktionen für Nuten undnegative Rippen verfügt. Bei diesem Projekt wurde direkt aus dem Vollen mit einer kombinierten Schrupp-Schlichtstrategie bis aufFertigmass gefräst. (Bild: Moldino)

Kunststoffformenbau im Hause Siebenwurst. (Bild: Siebenwurst)
Xaver Ferstl ist Leiter des Toolmanagements bei Siebenwurst. Was er anspricht, ist die grossformatige Formplatte des Spritzgiesswerkzeugs zur Herstellung eines Batterieträgerkastens für elektrisch angetriebene Nutzfahrzeuge. Denn die Geometrie dieses Batterieträgers hat es in sich. «Die Rahmenstruktur ist eine Kombination
aus Aluminiumprofilen mit einer hinterspritzten Rippenstruktur», erklärt Maximilian Siebenwurst, Mitglied der erweiterten Geschäftsleitung, der als Leiter der Abteilungen Projektmanagement und Konstruktion das Werkzeugprojekt HyFiVe von Anfang an begleitet hat. «Diese U-Profile sorgen einmal für mechanische Stabilität und verhindern ein Durchknicken. Zudem schützen
Zusammenarbeit Siebenwurst – Moldino Bereits seit über 15 Jahren kommen bei Siebenwurst die Zerspanwerkzeuge des japanischen Herstellers Moldino Tool Engineering an vielen Stellen zum Einsatz. Vorwiegend Hartmetallfräser, aber auch CBN-, Bohr-Werkzeuge und Wendeplattenfräser. Die hohe Zufriedenheit mit den Werkzeugen, die früher unter dem Namen MMC Hitachi Tool verkauft wurden, geht einher mit dem technischen Support durch den Prozessoptimierer Christian Gräml, der zudem regelmässig Workshops vor Ort veranstaltet. So war auch das Rippenfräsen vor einiger Zeit Schwerpunkt eines mehrstündigen Workshops. Seither wissen alle Beteiligten, wie sich dieses Thema seitens CAM, Maschine, Werkzeugauswahl und Schnittdaten erfolgreich umsetzen lässt.
sie bei einem Unfall die Batterie über die gesamte Länge hinweg vor punktuellen Aufprallkräften.» Der häufig hiermit einhergehende Austritt von Elektrolyten zählt zu den Hauptursachen eines Brandes. Deshalb wurden zwei Rippenstrukturen übereinander kombiniert, was Siebenwurst eine lokal redundante Strukturauslegung nennt: «Die Rippenstruktur ist so ausgelegt, dass von ihr die Aufprallenergie zu grossen Teilen absorbiert wird.»
Mit der 5-achsigen Parpas Gantry XS steht Siebenwurst eine Portalfräsmaschine zur Verfügung, auf der sich aufgrund ihrer mehrere Meter langen Verfahrwege die Formplatte problemlos spannen lässt. Trotz ihrer beeindruckenden Grösse, die einem kleineren Reihenhaus entspricht, fräst die Parpas XS mit ihrer HSK-63-Schnittstelle so genau, dass die bei den Rippen geforderte Toleranz von +/- 0,01 mm erreichbar war. Dass sie die Rippen fräsen konnten, war sich Xaver Ferstl sicher. Und an dieser Stelle kommen die Namen Moldino sowie Christian Gräml ins Spiel.

Rippenfräsen mit über 14 x D: Der voreingestellte 4-mm-Torusfräser Moldino ETMP-4040-40-10 in der HSK-63-Werkzeugaufnahme. Zu sehen ist oberhalb des Konvexitätsbereichs der zusätzliche 5 mm l ange Freischliff. (Bild: Moldino)
So hat die mit der von Moldino entwickel -
ai171273128513_D14073_KunststoffXtra Half Page horizontal.pdf 1 10/04/2024 08:41:25
verbundene Wirtschaftlichkeitsberechnung nicht nur wesentlich zur Entscheidung beigetragen, dass Rippen im Hause Siebenwurst nicht mehr nur senkerodiert, sondern zunehmend gefräst werden. Darüber hinaus spielte sie beim HyFiVe-Projekt ebenfalls eine wichtige Rolle. Denn Xaver Ferstl hatte auch beim HyFiVe-Werkzeug von Anfang an eine ziemlich genaue Vorstellung davon, mit welchen Moldino-Fräsern, CAM-Strategien und Schnittdaten sich das Rippenfräs-Projekt am besten realisieren lässt. Die Auswahl des richtigen Werkzeugs war über die Moldino-Werkzeugdatenbank Quickfinder die leichteste Übung. Über den Quickfinder lassen sich zudem alle Werkzeugdaten einschliesslich 3D-STEP- und 2D-DXF-Daten abrufen. Gemeinsam mit dem Prozessoptimierer Christian Gräml von Moldino hat Xaver Ferstl zunächst die grundsätzliche Vorgehensweise festgelegt – also an welcher Stelle der Platte mit dem Rippenfräsen begonnen wird und welche Schritte fol -


Die 5-achsige Portalfräsmaschine Parpas Gantry XS mit der gespannten Formplatte und dem eingewechselten 4-mm-Torusfräser ETMP-4040-40-10. Zusammen mit den freigeschliffenen 5 mm w urde die notwendige Auskraglänge von über 14 x D erreicht. Zu sehen ist die zweilagige Rippenstruktur, die in nur 353 Stunden komplett gefräst wurde. (Bild: Moldino)
somit schnell ausgewählt. Genau genommen war es nur ein Fräser, nämlich der ETMP-4040 mit 4 mm Durchmesser, aber in den beiden verschiedenen Längen 32 mm und 40 mm. Bei dem ETMP handelt es sich um ein 4-schneidiges Toruswerkzeug mit 1 Grad Konvexität. Dank der in einem PVD-Prozess aufgetragenen Nano-Schicht TH45+ ist mit diesem Fräser eine Hartbearbeitung von bis zu 60 HRC
Projekt ‹HyFiVe›
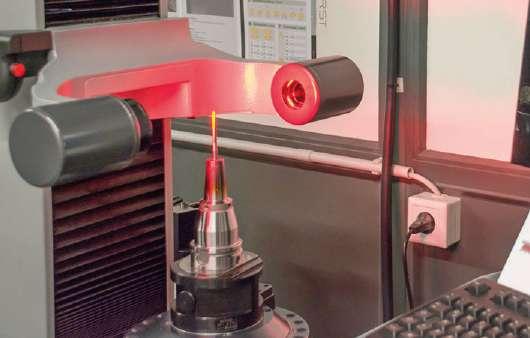
Noch fast wie neu: Der 4-mm-Torusfräser Moldino ETMP-4040-4010 auf dem Werkzeugvoreinstell- und Messgerät, der fünf Stunden Laufzeit hinter sich hat. (Bild: Moldino)
möglich – bei gleichzeitig sehr hohen Standzeiten. Auch wenn bei diesem Projekt nicht vorgehärteter Vergütungsstahl 1.2738 gefräst wurde – die hohe Standzeit und die damit gewonnene Prozesssicherheit war ein wichtiger Aspekt. «Ein weiterer Vorteil ist, dass die Schneide des ETMP einen ovalen Schliff hat», erklärt Christian Gräml. «Zwei Schneiden liegen auf Durchmesser und zwei Schneiden liegen unter Durch -
Das Batteriegehäuse wird im Rahmen des Forschungscampus-Projekts ‹HyFiVe› unter Federführung des Open Hybrid LabFactory e. V. in Wolfsburg – mit Fördermitteln vom Bundesministerium für Bildung und Forschung BMBF – entwickelt. Siebenwurst ist als einer von 15 Projektpartnern aus dem Industrie- und Hochschulbereich an der werkzeugbaulichen Umsetzung von HyFiVe massgeblich beteiligt. Eines der Projektziele ist die Entwicklung eines modular skalierbaren Batterieträgergehäuses in Kunststoff-Metall-Hybridbauweise. Und zwar als Leichtbaukonstruktion für den Einsatz in E-Fahrzeugen. Dies umfasst ausserdem die Entwicklung aller Prozesse zur Grossserienfertigung mit hoher Variantenvielfalt.
Erfahren Sie mehr über Ihr Einsparpotential. Wir zeigen Ihnen gerne persönlich unsere neuen individuellen Lösungen.
Lassen Sie sich von unseren Experten beraten.
info@buschag.ch I www.buschvacuum.com
messer, damit das Werkzeug sich beim Fräsen beruhigt und die Vibrationen vor allem im Hinblick auf die hohen Auskraglängen, gering bleiben. Ebenso im Eckbereich reagiert das Werkzeug wesentlich entspannter.» Das ist gerade bei sehr grossen Auskraglängen wichtig. «Denn wir mussten hier ja mit einer Auskraglänge von gut 14 x D fräsen. Also bis zu 56 mm tiefe Nuten mit einem 4-mm-Durchmesser-Fräser, was schon einem Drahtseilakt gleichkommt.»
Beim Rippenfräsen ist es generell und vor allem bei diesem Projekt wichtig, dass die Bearbeitung so effektiv wie möglich abläuft, betont Christian Gräml: «Wir haben uns hier deshalb für einen SchruppSchlicht-Schnitt entschieden und aus dem Vollen gefräst, was mit dem ETMP-Fräser problemlos möglich ist.» Eine weitere Optimierungsarbeit betraf die Rippengeometrien. In Zusammenarbeit mit der hausei -

Mit dem Ergebnis äusserst zufrieden: Maximilian Siebenwurst und Xaver Ferstl von Siebenwurst zusammen mit Christian Gräml von Moldino (v.l.). (Bild: Moldino)
genen Konstruktionsabteilung wurden die Konturen an einigen Stellen so verändert, dass diese besser zu fräsen waren. Bei den nicht so tiefen Rippen kam der etwas kürzere ETMP-Fräser zum Einsatz. Hier wurden die von Moldino vorgeschlagenen Standard-Schnittwerte gefahren. Bei den 56 mm tiefen Rippen war hinsichtlich Drehzahl, Vorschub und Tiefenzustellung hingegen noch etwas Feintuning erforderlich. «Denn es ging uns darum, dass sich jedes dieser Segmente in fünf Stunden Fräszeit bearbeiten liess», erklärt Xaver Ferstl. Schliesslich war das die zuvor ermittelte Standzeit, bei der an der Schneide des langen ETMP-Fräsers noch keinerlei Verschleiss sichtbar war. Angestrebt wurde, dass nach jedem fertig auf Endmass gefrästen Rippensegment ein Schwesterwerkzeug eingewechselt wird. Mit einem Testwerkstück in Form eines Segments wurden deshalb Versuchsreihen gefahren, um auf diese Bearbeitungszeit zu kommen. Mit einem Vorschub von 2,3 m/min bei knapp 10.000 U/min und einer Tiefenzustellung ap von 0,1 mm wurden pro Nest diese fünf Stunden exakt erreicht. «Jetzt war gewährleistet, im Hinblick auf die Prozesssicherheit jedes einzelne Segment mit einem neuen Fräser herunterfräsen zu können, ohne irgendeine Nacharbeit zu haben.» Gefräst wurden alle Rippen ausschliesslich trocken mit Luftkühlung. «Der Vorteil durch das Rippenfräsen ist bei dem HyFiVe-Werkzeug besonders gross gewesen», unterstreicht Maximilian Sie -
benwurst, Leiter Projektmanagement und Produktdesign. «Durch die Methodenwahl Rippenfräsen statt Senkerodieren ergaben sich Kosteneinsparpotentiale von bis zu 30% in diesem Bereich.» Hinzu gekommen waren ausserdem noch die Kosten für den deutlich höheren Polieraufwand. Unter dem Strich ist das Rippenfräsprojekt ein voller Erfolg gewesen, fasst auch Xaver Ferstl abschliessend zusammen. Das betrifft ebenfalls die hohe Qualität der gefrästen Seitenflächen, was für den Entformungsprozess extrem wichtig ist. Immer
noch beeindruckt ist er vom vibrationsarmen Lauf des 4-mm-ETMP-Fräsers, trotz der enormen Auskraglänge von über 14 x D. «Dass dies so reibungslos funktioniert hat, ist für sich genommen schon ein Highlight», betont er. «Und das bei der Zustellung und Schnelligkeit. Denn wir dürfen nicht vergessen, wir haben pro Rippenfeld nur fünf Stunden benötigt.»
Kontakt
www.Moldino.eu
www.siebenwurst.com n

... um Ihre OEE zu steigern.
Get connected –mit Lösungen von ENGEL
Durch den Einsatz der digitalen Produkte von ENGEL konnten wir die Ausschussquote um 16 % reduzieren und damit den OEE-Wert um 5 % auf 86 % steigern.
Ricardo Rizato, Industrial Manager bei Weidplas, Brasilien
Die Digitalisierung in der Spritzgießproduktion ist bereits Realität und eine Notwendigkeit, um wettbewerbsfähig zu bleiben. Mit der Kombination aus iQ weight control und iQ clamp control konnte Weidplas seine OEE auf 86 % steigern und die Ausschussrate gleichzeitig um 16 % senken. Nutzen auch Sie dieses Potenzial um zukünftig wettbewerbsfähig zu bleiben.
engelglobal.com/inject-4-0
Kaum etwas wird aktuell so intensiv diskutiert wie ein potenzielles PFAS-Verbot. Viele Kunststoffprodukte wären von einer solchen Regelung betroffen. Der Gruppenleiter Materialentwicklung am Kunststoff-Zentrum SKZ, Dr. Andreas Köppel, erklärt im Interview, was PFAS ausmacht, welche Schwierigkeiten sie verursachen und was ein mögliches Verbot für Unternehmen bedeutet.
Alexander Hefner¹Was genau sind PFAS und warum sollen sie verboten werden?
Andreas Köppel: PFAS ist eine Abkürzung und steht für per- und polyfluorierte Alkylsubstanzen. Im Endeffekt sind das organische Verbindungen, bei denen die Wasserstoffatome teilweise (polyfluoriert) oder vollständig (perfluoriert) durch Fluoratome ersetzt sind. Von Gasen, Flüssigkeiten bis hin zu fluorhaltigen Kunststoffen, wie beispielsweise Polytetrafluorethylen (PTFE), umfasst die gesamte Stoffgruppe der PFAS schätzungsweise mehr als 10 00 0 Sub stanzen. PFAS kommen nicht natürlich vor, sind menschgemacht und werden seit den 1940er Jahren industriell hergestellt. Der grosse Vorteil der PFAS, die sehr starke chemische Verbindung von Fluor und Kohlenstoff, ist zugleich die grösste Herausforderung. Aufgrund der hohen Stabilität sind PFAS sehr langlebig, zersetzen sich nicht und reichern sich daher in der Umwelt, im Menschen und weiteren Organismen an. Das ist besonders problematisch, da einige PFAS im Verdacht stehen, krebserregend zu sein und zu Erkrankungen der Schilddrüse zu führen. Weiterhin werden Zusammenhänge mit neurologischen Entwicklungsstörungen und Einschränkungen der Fruchtbarkeit hergestellt. Aufgrund dieser Gefahren sollen PFAS verboten werden.
Wo kommen PFAS bei Kunststoffen überhaupt zum Einsatz? Warum nutzt man sie dort? Und: Gibt es Alternativen?
Köppel: PFAS zeichnen sich dadurch aus, dass sie wasser-, fett- und schmutzabwei -
1 Alexander Hefner, SKZ
send sowie chemisch und thermisch sehr stabil sind. Gängige Einsatzgebiete kennt man aus dem Alltag wie beispielsweise teflonbeschichtete Pfannen, beschichtete Outdoorkleidung oder Einwegverpackungen, aber auch diverse Kosmetika. Hochleistungskunststoffe wie PTFE, PVDF oder FFKM kommen aufgrund ihrer besonders hohen Chemikalienbeständigkeit in Form von Ventilen, Dichtungen und Schläuchen in industriellen Anwendungen bei Kontakt mit aggressiven Medien oder auch als Membranmaterialien für Brennstoffzellen zum Einsatz. Alternativen sind teilweise möglich, vor allem da, wo auch Abstriche bei der Performance in Kauf genommen werden können wie bei Zahnseide zum Beispiel. Bei Verpackungen mit Lebensmittelkontakt ist das Risiko durch den direkten Eintrag in die Nahrungskette höher als der Zusatznutzen. Hier muss man ehrlich sagen, dass Verbote sogar Sinn machen. Bei den Hochleistungskunststoffen ist es deutlich schwieriger, Alternativmaterialien zu finden. Hierbei muss man sich das Anforderungsprofil sehr genau anschauen und bewerten.
Wie ist der aktuelle Stand bezüglich eines Verbotes?
Köppel: Es wurde ein zweiter Gesetzesentwurf erarbeitet, zu dem es bereits öffentliche Konsultationen gab, um Informationen zur Verwendung von PFAS zu sammeln und potenzielle Gefahren und Nutzen zu bewerten. Es ist davon auszugehen, dass ein Verbot kommt. Die Frage ist nur, in welchem Umfang es umgesetzt wird. Bei einem vollumfänglichen Verbot, mit dem wahrscheinlich erst frühestens 2026 zu rechnen wäre, wird es für Unternehmen allerdings Übergangsfristen von eineinhalb bis dreizehneinhalb Jahren ge -

Der Gruppenleiter Materialentwicklung am Kunststoff-Zentrum SKZ, Dr. Andreas Köppel, spricht im Interview über ein mögliches Verbot von PFAS. (Bild: Luca Hoffmannbeck, SKZ)
ben. Es macht also durchaus schon jetzt Sinn, sich Gedanken zu möglichen Materialalternativen zu machen.
Sie leiten die Gruppe Materialentwicklung am SKZ. Inwieweit sind Sie hier aktiv? Köppel: Wir beschäftigen uns grundsätzlich mit allen Kunststoffmaterialien und Zuschlagstoffen, da sind natürlich auch PFAS ein Thema. Hierzu stehen wir mit vielen Kunden bereits im Austausch bezüglich der Suche und Entwicklung von Alternativmaterialien. Die Anfragen nehmen stetig zu. Wir bieten deshalb auch Weiterbildungsangebote an und haben einen Kurs entwickelt, der das Rüstzeug zur Suche nach Alternativmaterialien bereitstellt. Ausserdem haben wir mehrere Online-Workshops im Angebot, um die aktuelle Rechtslage und potenzielle Konsequenzen eines Verbotes zu erarbeiten.
Kontakt www.skz.de n
Rundum begeistert und bester Stimmung waren die über 5100 Gäste aus aller Welt, die vom 13. bis 16. März zu den Arburg Technologie-Tagen 2024 nach Lossburg strömten. Das Unternehmen präsentierte in der «Denkfabrik» mit über 40 Exponaten die enorme Anwendungsvielfalt der Kunststoff verarbeitung, darunter zahlreiche Innovationen.
«Wir sind mit den Technologie-Tagen 2024 sehr zufrieden», resümiert Dr. Christoph Schumacher, Bereichsleiter Global Marketing bei Arburg. «Trotz des weltweit insgesamt schwierigen wirtschaftlichen Umfelds und der bevorstehenden Grossmessen NPE und Chinaplas in Nordamerika und Asien kamen Kunden aus über 40 Nationen nach Lossburg – mit dem Wissen, dass wir sie bei all ihren Fragen unterstützen und Neuheiten zeigen, die ihnen echte Mehrwerte bringen.»
Energieeffizienz
Wer auf der Suche nach einer hydraulischen Einstiegsmaschine zu einem äusserst attraktiven Preis-Leistungs-Verhältnis bei gleichzeitig bewährt hoher Performance und deutlich reduziertem Energiebedarf war, wurde mit einer interessanten Neuheit überrascht: Ab sofort verfügen alle hydraulischen Allrounder Golden Edition in den Grössen 420 bis 570 optional über Zwei-Kreis-Pumpen-Technik mit Arburg Servohydaulik (ASH). Dank energieoptimierter und drehzahlgeregelter Servomotoren lässt sich damit prozessabhängig der spezifische Energiebedarf um bis zu 50 Prozent reduzieren. Die Baugrössen 270 und 320 folgen ab Ende 2024. Premiere feierte auf den Technologie-Tagen 2024 ein Allrounder 470 C Golden Edition ASH mit 1000 kN Schliesskraft.
In der arburgSolutionWorld erfuhren die Besucher, welche Stellhebel sich finden lassen, um in der eigenen Spritzgiessproduktion die Effizienz zu steigern und Kosten zu senken. An sechs Stationen rund um eine plakative LED-Säule konnte man sich individuell beraten lassen und erfuhr
z. B. mehr über den «Action Plan: Energy», das Leitrechnersystem ALS, das damit vernetzbare Kundenportal arburgXworld sowie die Gestica-Steuerung mit ihren intelligenten Assistenz- und Pilotfunktionen. Auf grosses Interesse stiess auch der Impulsvortrag «Enabling your future – smarte und systemorientierte Lösungen» der beiden Geschäftsführer Gerhard Böhm und Guido Frohnhaus. Rund 300 Gäste kamen zu den drei Keynotes mit anschliessender Diskussionsrunde.
Gesammeltes Wissen in einer App
Auf grosse Resonanz stiessen auch die zahlreichen Features des Kundenportals arburgXworld, und hier insbesondere die neue Premium-App «Ask Arburg». Diese bietet jahrzehntelange Arburg-Erfahrung gepaart mit Künstlicher Intelligenz (KI) und wird kontinuierlich erweitert. Die App, die wie ChatGTP funktioniert, wird kontinuierlich mit neuen Inhalten befüllt und beantwortet künftig alle Fragen rund um das Produkt- und Dienstleistungsspektrum von Arburg, welches Spritzgiessen, additive Fertigung, Automation, digitale Produkte sowie Schulungen und Service umfasst. Das Arburg Leitrechnersystem, das es ab sofort in der neuen Version ALS 8.0 gibt, ist das zentrale MES für Kunststoffverarbeiter. Damit können sie die gesamte Fertigung digital planen und steuern und die OEE-Kennzahl (Overall Equipment Effectiveness) um durchschnittlich rund 26 Prozent steigern, wie eine repräsentative Umfrage ergeben hat.
und Turnkey
Ergänzend zur Maschinentechnik bietet Arburg seit genau 30 Jahren eigene Auto -

mation und Turnkey-Lösungen. Auf den Technologie-Tagen 2024 waren dazu auch wieder zahlreiche aktuelle Kundenprojekte ausgestellt. Etwa ein elektrischer Allrounder 370 A mit einem innerhalb des Maschinenschutzes montierten verkürzten linearen Robot-System, das die Stellfläche nicht verbreitert. Besonders innovativ war auch die vollautomatisierte Fertigung von Kartuschen mit IML-Label aus Monomaterial auf einem hybriden Allrounder 820 H.
Mit Freeformern und 3D-Druckern der Baureihen TiQ und LiQ bietet ARBURGadditive praktisch für jede Anforderung eine passende Lösung. Auf den TechnologieTagen 2024 wurde z. B. die additive Fertigung von carbonfaserverstärkten Bauteilen aus PPS mit einem TiQ 2, die Verarbeitung von LSR mit einem LiQ 5 sowie Hochtemperatur-Anwendungen und Multi-MaterialKombinationen mit dem Freeformer 7503X vorgestellt.
Kontakt www.arburg.com

Jahr 2023 wurden deutlich mehr Agrarkunststoffe gesammelt als im Vorjahr.
Der offizielle Monitoringbericht bestätigt: Das Rücknahmesystem für Agrarkunststoffe, ERDE Schweiz, hat im Jahr 2023 insgesamt 2200 Tonnen Kunststoffe gesammelt. Dies stellt im Vergleich zum Jahr 2022, in dem 1800 Tonnen Agrarkunststoffe gesammelt wurden, eine bedeutende Steigerung dar.
Debora RondinelliSilagestretchfolien, Siloflachfolien, Unterziehfolien oder auch Rundballennetze – in der Landwirtschaft kommen Jahr für Jahr grössere Mengen an Kunststoffprodukten zum Einsatz und enden als Abfall. Mit ERDE Schweiz wurde ein freiwilliges Angebot an die Landwirtschaft geschaffen, um gemeinsam wertvolle Rohstoffe im Kreislauf zu halten und dadurch die CO2-Emissionen der Landwirtschaft zu senken. Im vergangenen zweiten Sammeljahr konnte ERDE Schweiz bereits rund 2200 Tonnen Agrarkunststoffe sammeln und die Silo- und Stretchfolien dem Recycling zuführen. Zusätzlich konnten weitere Sammelstellen gewonnen werden und so be -

teiligen sich heute 116 Sammelstellen, indem sie gebrauchte Erntekunststoffe sammeln. Präsident Kurt Röschli freut sich: «400 Tonnen mehr als letztes Jahr, das kann sich sehen lassen! Die Steigung zeigt das wachsende Interesse und die verstärkte Beteiligung an ERDE Schweiz.» Ab diesem Jahr werden zusätzlich auch Pressengarne gesammelt und das Sam -
ERDE Schweiz
ERDE Schweiz ist ein Rücknahmeund Recyclingsystem für Siloballenfolien, Netze und Garne in der Schweiz, das aktiv zu nachhaltiger Agrarwirtschaft in der Futtermittelproduktion und im Obst- und Gemüseanbau beiträgt. Der unabhängige Verein ERDE Schweiz – assoziiertes Mitglied des Dachverbands der Schweizer Kunststoffindustrie KUNSTSTOFF.swiss – ist zusammengesetzt aus Herstellern, Händlern, Entsorgern und Partnerverbänden.
melstellennetz wird in Zusammenarbeit mit dem Systembetreiber RIGK kontinuierlich ausgebaut. Wenn die nächste Sammelstelle weit weg ist, besteht die Möglichkeit selbst eine Sammelstelle zu eröffnen (temporär oder permanent), so dass auch die Betriebe in der Umgebung von einer kürzeren Distanz profitieren. Die L andwirtschaftsbetriebe können hier selbst aktiv werden.
Die gebrauchten Folien werden in der Schweiz und in weiteren zertifizierten Verwertungsanlagen in der EU recycelt. Der Vorgang der Sammlung und des Recyclings wird von einem unabhängigen Prüfer bestätigt und ein Bericht erstellt, der die Verwertung zertifiziert. Durch die Zusammenarbeit aller Beteiligten bei ERDE Schweiz wird der Wertstoffkreislauf geschlossen, Ressourcen geschont und die Umwelt geschützt.
Da zwischen 6000 bis 7000 Tonnen A grarkunststoffe pro Jahr anfallen, ist das Potenzial für das Recycling noch gross. Das zeigt, wie wichtig es ist, dass gebrauchte Agrarkunststoffe weiterhin sorgfältig gesammelt und recycelt werden. n
KUNSTSTOFF.swiss führt jedes Jahr im ersten Semester eine Umfrage unter den Lernenden Kunststofftechnologen/ -innen EFZ und Kunststoffpraktiker/ -innen EBA durch, um sie besser zu verstehen und eine Grundlage für die Planung der Berufsmarketingaktivitäten zu bekommen. Die Umfrage konzentriert sich besonders darauf, wie die Lernenden von der Lehre erfahren haben und wie zufrieden sie mit ihrer Ausbildung sind.
Insgesamt haben 72 von 98 Lernenden an der Umfrage teilgenommen, was zeigt, dass die Lernenden Interesse daran haben, ihre Meinungen und Erfahrungen zu teilen. Von den 72 Teilnehmenden waren 58 Kunststofftechnologen/-innen EFZ (80,56%) und 14 Kunststoffpraktiker/-innen (19,44%). Im Folgenden sind die wichtigsten Erkenntnisse zusammengefasst:
– Die Lernenden sind im Allgemeinen zufrieden mit ihrer Ausbildung und bewerten ihre Zufriedenheit hauptsächlich als «sehr gut» oder «gut».
– Kunststofftechnologen/-innen EFZ haben vor allem durch ihre Eltern und Freunde von ihrem Lehrberuf erfahren, jeweils mit 14,46%. Danach kommen «Sonstige» mit 12,05%, wie beispielsweise Schnuppertage und Tage der offenen Tür. An dritter Stelle stehen Berufsmessen mit 10,8%, was im Vergleich zum letzten Jahr (6,82%) gestiegen ist. Weitere 8,43% haben den Lehrberuf durch Yousty, Internetanzeigen, Lehrkräfte und andere Bekannte erfahren.
– Bei den Kunststoffpraktiker/-innen EBA ist der Anteil von Freunden deutlich höher (33%), gefolgt von Lehrpersonen (16,7%) und Berufsberatung (16,67%), sowie sonstigen Bekannten wie Arbeitgebern (11,1%). Auffällig ist hierbei, dass niemand durch Artikel oder Anzeigen oder über Yousty vom Lehrberuf erfahren hat. Dies zeigt, dass potenzielle

Kunststoffpraktiker/-innen EBA hauptsächlich durch mündliche Empfehlungen und direkte Interaktionen angesprochen werden.
– Die meisten begannen die Lehre, weil sie den Beruf spannend, vielfältig und interessant fanden (23%). Danach folgen die positiven Einblicke beim Schnuppern (20%) und das Interesse an Technik (16%).
– Die Mehrheit der Befragten ist über die Weiterbildungsmöglichkeiten informiert (59%). Dennoch möchten 40% der Lernenden, die keine Kenntnis über diese Weiterbildungen haben, dass sie besser dargestellt werden. Sie wünschen sich beispielsweise, dass dieses Thema vermehrt in der Schule behandelt wird.
Diese Ergebnisse zeigen, dass Eltern, Freunde und Lehrpersonen weiterhin den grössten Einfluss auf die Lehrstellensuche der Jugendlichen haben. Daher werden wir auch in diesem Jahr aktiv an Berufsmessen teilnehmen, um die Kunststoffbe -
rufe gezielt bei Lehrpersonen, Eltern und Schülerinnen und Schülern zu fördern. Neu waren wir dieses Jahr am Infotag EBA in Solothurn (14.3.24) dabei, um potenzielle Kunststoffpraktiker/-innen EBA persönlich anzusprechen. Zusätzlich werden wir in Zusammenarbeit mit Yousty die Kunststoffberufe verstärkt über den SocialMedia-Kanal TikTok bewerben, um Schülerinnen und Schüler interaktiv während ihrer Lehrstellensuche anzusprechen. Wir danken allen Teilnehmenden herzlich für ihre wertvollen Beiträge zur Umfrage. Detailauswertung: www.kunststoff.swiss/ lernendenumfrage24
Kontakt Kunststoff.swiss
Debora Rondinelli CH-5000 Aarau
+41 62 834 00 65 d.rondinelli@kunststoff.swiss www.kunststoff.swiss n

Während Plastikabfälle unseren Planeten beeinträchtigen, zeigt die Chemieindustrie mit PLA eine grüne und zukunftsfähige Alternative auf.
Alex Battù ¹
Plastik ist aus unserem Alltag nicht wegzudenken. Eine der besten Eigenschaften – die lange Lebensdauer – ist gleichzeitig auch ein grosses Problem. Erdölbasierte Kunststoffe sind kaum abbaubar und schaden dadurch unserer Umwelt. So verschmutzen Plastikabfälle nicht nur Müllhalden und Meere, sie sind auch im arktischen Eis und im Grundwasser zu finden. Alternativen sind gefragt, um die Belastung der Umwelt für Menschen und Tiere zu reduzieren. In diesem Zusammenhang können Biopolymeren aus nachhaltigen Rohstoffen dazu beitragen, CO2 Emissionen zu reduzieren und die Abfallmenge zu verringern. Ein biobasierter und biologisch abbaubarer Kunststoff ist Polymilchsäure. Polymilchsäure (Polylactid Acid, PLA) wird aus nachwachsenden Ressourcen wie Mais, Weizen, Zuckerrohr oder Zuckerrüben hergestellt und ist kompostierbar. Trotz der umweltfreundlichen Eigenschaften ist der Marktanteil im Vergleich zu rohölbasierten Kunststoffen noch klein, auch wegen höheren Produktionskosten. Doch innovative Produktionstechnologien, wie die von Sulzer Chemtech entwickelte PLA Herstellung, kann die Bedeutung von kompostierbaren Kunststoffen künftig steigen.
Vielfältige PLA-Anwendungen
Die mechanischen und thermischen Eigenschaften der neuen Biokunststoffe stehen denen von herkömmlichen, auf Öl basierenden Kunststoffen in nichts nach. PLA Kunststoffe sind für viele Anwendungsbereiche geeignet; zu den wichtigsten gehören Flaschen, Einkaufstüten, Le
1 Global Licensing Manager, Sulzer Chemtech
bensmittelverpackungen, Produkte für die Automobilindustrie, 3 D Dr uck, Textilfasern, Vliesstoffe (Windeln), usw. Dank seiner Biokompatibilität wird PLA auch in der Pharmazie und Medizin eingesetzt werden.
Die aus Biomasse gewonnene Milchsäure wird in einem ersten Schritt in das Milchsäuremonomer Lactid umgewandelt. Im zweiten Schritt wird aus diesen Milchsäuremonomeren durch Polymerisierung Polymilchsäure hergestellt. Mit der Technologie von Sulzer Chemtech ist es möglich, PLA mit vielfältigen Eigenschaften herzustellen. Das Molekulargewicht spielt dabei eine entscheidende Rolle. Die Technologie ermöglicht es, den molekularen Aufbau von PLA zu gestalten und anzupassen. Die Methode führt zu einer breiten Palette von PLA Produkten, die verschiedene Anforderungen erfüllen. Abhängig von der Höhe des Molekulargewichts werden weiche, flexible Kunststoffe oder harte und bruchsichere Varianten hergestellt werden.
Biobasiert und vollständig abbaubar
PLA mit einem höheren Molekulargewicht ist stärker und widerstandsfähiger als PLA mit einem niedrigeren Molekulargewicht. Für Anwendungen in der Textilbranche ist wegen der langen Nutzungsdauer der Fasern eine hohe Widerstandsfähigkeit erforderlich, für Einweganwendungen wie Lebensmittelverpackungen genügt eine geringere Lebensdauer. Neben diesen Materialeigenschaften kann die Sulzer Technologie durch die Zugabe von D Lactid, einer speziellen Variante der Milchsäure, den Abbau von PLA im Kompost beeinflussen. PLA Ku nststoffe mit niedrigerem Molekulargewicht die D Lactid enthalten, werden unter bestimmten Bedingungen im Kompost schneller abge
baut. Dies trägt zur Reduzierung der Umweltauswirkungen von Kunststoffabfällen bei, indem sie in biologisch abbaubare Bestandteile umgewandelt werden.
Innovation in der PLAProduktion
Um als Ausgangsstoff für PLA verwendet und vollständig polymerisiert werden zu können, muss das Lactid gereinigt werden. Diese Reinigung ist für eine gute Qualität von PLA für jede Anwendungsart erforderlich. Erst danach wird das gereinigte Lactid durch Ringöffnungspolymerisation in Polymilchsäure umgewandelt
In der Vergangenheit lag der Fokus des Unternehmens auf dem zweiten Teil des Prozessschrittes, das heisst der Polymerisation von Lactid zu PLA. Nun wird mit einer von Sulzer Chemtech neu entwickelten Technologie (SULAC TM) auch der erste Prozess von Milchsäure zu Lactid abgedeckt. Durch die vollständige Integration ist die PLA Herstellung für Kunden deutlich einfacher geworden. Die Hersteller können sich auf einen einzigen Technologieanbieter für ihre PLA Produktion aus Milchsäure verlassen.
Künftige Herausforderungen
Und wie steht es um die oft geäusserte Kritik, die Verwendung von Agrarprodukten zur Kunststoffproduktion treibe die Lebensmittel oder Futtermittelpreise in die Höhe? Die Flächen, die für den Anbau von Pflanzen für Kunststoffanwendungen genutzt werden, sind im Vergleich zur gesamten landwirtschaftlichen Fläche sehr klein und machen höchstens 0,001% aus. Sobald die Kunststoffproduktion aus pflanzlichem Zucker deutlich zunimmt, könnte ein Problem entstehen. Um Alternativen für die Verwendung von Zucker zu finden, gehen Unternehmen dieses Problem proaktiv an, indem sie weitere Tech
Energiekosten Energiekosten

die
Formteilqualität
Formteilqualität
PLA-Kunststoffe eignen sich für viele Anwendungsbereiche. (Bild: zVg)
markt noch klein. Pro Jahr werden insgesamt 350 Mio. Tonnen Plastik aber erst 500 000 Tonnen PLA produziert. Der Kunststoffmarkt wird also immer noch von fossilen Rohstoffen dominiert, aber es gibt immer mehr biobasierte und biologisch abbaubare Moleküle – und von diesem «erneuerbaren» Markt von insgesamt 2 Mio. Tonnen pro Jahr macht PLA bereits einen Viertel aus.
Kühlen und Temperieren mit System Energiekosten die
Biobasierte Kunststoffe sind ein wichtiger Baustein nachhaltiger Wirtschafts und Geschäftsmodelle. Mit der neuen Technologie können PLA Kunden die Eigenschaften und die Einsatzmöglichkeiten ihrer Biokunststoffe verbessern und ausweiten. Dies ermöglicht Unternehmen, eine breite Palette von neuen Produkten anzubieten und einen Beitrag zur Nachhaltigkeit zu leisten.
Kühlen und Temperieren mit System Energiekosten
nologien entwickeln. So kann die PLAProduktion auch auf Lebensmittelabfällen oder landwirtschaftlichen Abfällen (Zucker der 2. Generation) basieren.
Die Chemieindustrie spielt eine zentrale Rolle bei der Entwicklung von umweltfreundlichen Kunststoffen. Zurzeit ist die Bedeutung von PLA auf dem Kunststoff
Systeme für die Kunststoffindustrie
Produkte und Lösungen
Kontakt www.sulzer.com n
Brehm - Ihr Peripherie Spezialist -
• Energieeffizienz
• Produktivitätssteigerung
• Wirtschaftlichkeit
• Nachhaltigkeit
• von der Planung bis zur Ausführung – alles aus einer Hand
• Qualität und Kundenfreundlichkeit sind unser Erfolgsrezept
• Unsere Ruhe schafft Freiraum für das Wesentliche
• Flexibilität durch unser grosses Ersatzteillager
Leichtbau als Querschnittstechnologie ist essentiell für den Klimaschutz und die Ressourcenschonung. Innovative Leichtbau-Anwendungen und deren Förderung in Europa standen im Zentrum einer prominent besetzten Fachtagung des Hightech Zentrums Aargau in Brugg.
Das Hightech Zentrum Aargau (HTZ) –Gründungsmitglied der European Lightweight Association (ELA) – stellte erfolgreiche Leichtbauprojekte ins Zentrum seines jüngsten Fachanlasses. Leichtbau ermöglicht Energie- und Ressourceneffizienz und die Verminderung von CO2Emissionen – branchen-, material- und technologieübergreifend. Die leistungsfähige Querschnittstechnologie hat grosse Bedeutung über die Fahrzeug- und Flugzeugindustrie hinaus, etwa im Maschinenund Anlagenbau, im Energiebereich sowie in den Branchen Bau, Medizintechnik und Sportgeräte.
«Erfolgreiche Produkt- und Prozessinnovationen im Leichtbau erfordern die Zusammenarbeit über Landesgrenzen hinaus, wobei die Partner über komplementäre Kompetenzen verfügen sollten», ist Dr. Marcus Morstein, Leiter des HTZ-Schwerpunkts Werkstoff- und Nanotechnologien, überzeugt. Dem HTZ war es gelungen, die Verantwortlichen für Förderprogramme in Deutschland, Österreich und der Schweiz in den Technopark Aargau zu holen. Werner Loscheider vom Deutschen Bundesministerium für Wirtschaft und Klimaschutz bezeichnete die Vernetzung von Wissenschaft, Industrie und Politik als essentiell. Eine zentrale Herausforderung bestehe darin, die Bedeutung des Leichtbaus als Transformationstechnologie weitherum sichtbar zu machen.
Innosuisse wolle mit hoher Effizienz möglichst viele innovative Projekte fördern, betonte Dr. Marc Pauchard, Abteilungsleiter Wissenstransfer und Internationale Zusammenarbeit. Er ermunterte die Firmen, sich an Projektausschreibungen zu beteiligen, etwa am Eureka Lightweighting Call (29. Mai bis 25. Se ptember) oder am
Geballtes Leichtbau-Know-how im Technopark Aargau: Vorne, von links: Leendert den Haan (HTZ), Dr. Ma rc Pauchard (Innosuisse), Keynote-Referent Abhas Choudhary (SAM XL, Delft), Dr. Ma rcus Morstein (HTZ). Hinten: Alexander Pogány (Österreichisches Bundesministerium für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie), Werner Loscheider (Deutsches Bundesministerium für Wirtschaft und Klimaschutz). (Bild: Nadine Zielinski, HTZ)
nächsten Eingabefenster des EurostarsProgramms (12. Juli bis 12. Se ptember).
Vielfalt an Innovationen
Spezialisten aus Industrie und Forschung präsentierten Innovationen aus den Bereichen Fertigungstechnik, Werkstofftechnik, zerstörungsfreie Prüfung und nachhaltige Composites. Keynote-Referent Abhas Choudhary von der Smart Advanced Manufacturing XL aus Delft (NL) erläuterte ein zentrales Vorhaben: Mit Partnern aus der Luftfahrt wird ein neues Ultraschallschweissverfahren entwickelt. Das Institut für Werkstofftechnik und Kunststoffverarbeitung IWK an der FH OST in Rapperswil hat ein halbes Dutzend europäischer Verbundprojekte realisiert. Beispielhaft erläuterte Prof. Dr. Gion Andrea Barandun die Entwicklung eines «Composite Annulus Fillers» für Strahltriebwerke; das Bauteil
zwischen den Turbinenschaufeln optimiert die Aerodynamik.
Prof. Dr. Christian Brauner vom Institut für Kunststofftechnik IKT der Fachhochschule Nordwestschweiz FHNW erläuterte Projekte aus dem nachhaltigen Leichtbau mit Faserverbundmaterialien. Gemeinsam mit 14 Partnern entwickelt das IKT einen Wasserstofftank aus Carbonfaser-Composites für Schiffe, die Luft- und Raumfahrt und den Logistikbereich. Im Rahmen eines «Innovation Booster»-Projekts resultierte ein Rennrad mit einem 1050 g leichten Rahmen aus rezyklierten Carbonfasern der Aargauer V-Carbon. (HTZ)
Kontakt www.hightechzentrum.ch n
Am 14. März 2024 informierte Plastics Europe Deutschland über die aktuelle Wirtschaftslage der Kunststoffindustrie in Deutschland. Das zurückliegende Geschäftsjahr gibt wenig Anlass zur Freude, sind doch zum zweiten Mal in Folge rückläufige Produktionszahlen zu verkraften. Der Ausblick auf das laufende Geschäftsjahr ist aber verhalten positiv.
Die kunststofferzeugende Industrie in Deutschland kämpfte im abgeschlossenen Geschäftsjahr 2023 bereits das zweite Mal in Folge mit einer deutlich rückläufigen Produktion. Hohe Produktionskosten aufgrund gestiegener Arbeitskosten und sehr hoher Energiepreise setzten der Branche im internationalen Wettbewerb zu. Der Umsatz brach im vergangenen Jahr um 21,9 Prozent ein. Die Nachfrage nach Kunststoffen ging in Deutschland 2023 um 16 Prozent zurück. Eine schnelle Erholung wird auch in 2024 nicht erwartet. Dr. Ralf Düssel, Vorstandsvorsitzender von PlasticsEurope Deutschland e.V., dem Verband der Kunststofferzeuger, betont die Ernsthaftigkeit der Lage: «Dies ist ohne Frage die schwerste ökonomische Krise seit dem Bestehen unserer Industrie. Wir











gehen derzeit davon aus, dass die Produktion auch in diesem Jahr stagniert und rund 25 Prozent unter dem Niveau von 2022 bleibt. Das Ziel der gesamten Kunststoffwertschöpfungskette muss es jetzt sein, wichtige Strategie- und Strukturanpassungen vorzunehmen, um gestärkt aus der Krise hervorzugehen.»
Der Verband blickt dennoch mit vorsichtigem Optimismus auf anstehende Regulierungsvorhaben, von denen positive Impulse für die deutsche und europäische Kunststoffproduktion ausgehen könnten, beispielsweise vom Wachstumschancengesetz oder den Klimaschutzverträgen. «Die deutsche Kunststoffproduktion geht gerade durch ein tiefes Tal. Dennoch setzen wir unseren Weg zur Kreislaufwirtschaft, trotz schwieriger Marktbedingun -



gen, unbeirrt fort. Die deutsche und europäische Kunststoffindustrie hat hier zurzeit im Vergleich zu anderen Regionen der Welt einen Technologievorsprung, den es zu bewahren und auszubauen gilt. Beispielsweise bei der Produktion von Kunststoffen aus nicht-fossilen Rohstoffen. Deshalb ist es wichtig, dass die Investitionen in innovative Technologien gehen, wie den Ausbau mechanischer und chemischer Recyclingverfahren sowie alternativer Kohlenwasserstoffquellen», so Ingemar Bühler, Hauptgeschäftsführer von PlasticsEurope Deutschland e.V.
Kontakt www.plasticseurope.org n




































Die MAAG Group ist Partner der kunststoffverarbeitenden Industrie weltweit. Unsere integrierten Lösungen für Pumpen- und Filtrationssysteme sowie Pelletizing-, Pulvermühlen- und Recyclingsysteme zeichnen sich durch hervorragende Leistungen für anspruchsvolle Kundenanforderungen aus.













Im Laufe des Jahres 2024 wird es zwei neue Gesichter in der Arburg-Geschäftsführung geben: Zum 1. Ju li 2024 übernimmt Steffen Kroner die Leitung des zum Jahresbeginn neu geschaffenen Geschäftsführungsbereichs Finanzen, Controlling, IT und Personalmanagement. Zudem wird
Gerhard Böhm, Geschäftsführer Vertrieb und After Sales, im Laufe des Jahres in den Ruhestand gehen, sein Nachfolger ist schon berufen.
Bereits Ende 2023 gab es Veränderungen in der Geschäftsführung, die zur Implementierung des neuen Geschäftsführungsbereichs «Finanzen,

Personelle Änderungen in der Arburg-Geschäftsführung sind aufge -
Controlling, IT und Personalmanagement» geführt haben: Renate Keinath, die seit 2005 als geschäftsführende Gesellschafterin für den Bereich Personalmanagement verantwortlich war, hat sich zum Jahresende aus dem operativen Geschäft zurückgezogen und ist jetzt Mitglied des neu geschaffenen Beirats. Darüber hinaus hat Jürgen Boll, Geschäftsführer Finanzen, Controlling, IT, Ende 2023 seinen Ruhestand angetreten.
Am 1. Juli 2024 tritt Steffen K roner seine Stelle als Geschäftsführer Finanzen, Controlling, IT und Personalmanagement an. Er war zuletzt kaufmännischer Geschäftsführer der Liebherr Tower Crane Division und des Liebherr-
Werks in Biberach und verfügt über internationale Kenntnisse, langjährige Führungserfahrung und umfangreiche Kenntnisse in betriebswirtschaftlichen Themen. Im Laufe dieses Jahres wird dann Gerhard Böhm als Geschäftsführer Vertrieb und After Sales in den wohlverdienten Ruhestand gehen. Sein Nachfolger ist bereits berufen und wird spätestens zum 1. Oktober 2024 die Position des Geschäftsführers antreten. Gerhard Böhm, der seit 2016 als Geschäftsführer die Bereiche Vertrieb und After Sales verantwortet hat, wird bis dahin seinen Nachfolger intensiv einarbeiten.
www.arburg.com

Paul Hug (links) und Stefan Piberhofer treten die Nachfolge von Thomas Cahak an. (Bild: Acryline)
Beim führenden schweizerischen Betrieb für technische und dekorative Kunststoffprodukte wurde die Nachfolge geregelt. Im Sinne des Acryline-Gründers Thomas Cahak, der zusammen mit seiner Frau Mechthild das Unternehmen seit 1989 erfolgreich aufgebaut hat, übernehmen Paul Hug und Stefan Piberhofer nun die Leitung des Unternehmens.
Seit Beginn zählt Acryline auf den Einsatz modernster Fertigungsmaschinen und bestens ausgebildete und engagierte Mitarbeiter. Dank dem grossen Erfolg in der Vergangenheit kann die Acryline das seit 35 Jahren andauernde Wachstum weiterführen.
«Für die Suche nach den Nachfolgern haben wir uns bewusst Zeit gelassen.»
T homas Cahak: «Für die Suche nach den Nachfolgern haben wir uns bewusst mehrere Jahre Zeit gelassen und nun mit Paul Hug und Stefan Piberhofer die optimale Lösung für das Unternehmen gefunden.»
Stefan Piberhofer ist seit mehreren Jahren als Produktionsleiter bei Acryline tätig und freut sich auf die künftigen Herausforderungen: «Mit unserem hervorragenden Team finden wir immer eine wirtschaftliche Lösung für die kniffligsten Aufgaben unserer Kunden.» Der Zerspanungsprofi, der auf jahrelange Führungserfahrung in der Automotive-Branche zurückgreifen
kann, wird künftig die technischen Belange der Acryline AG verantworten.
Paul Hug, seit 2023 im Unternehmen als Verkaufsleiter, ist seit 20 Jahren in der Kunststoffbranche tätig und wird künftig die administrative und kaufmännische Leitung übernehmen: «Das Vertrauen der Gründer in uns beide ehrt uns natürlich sehr und als diese Chance kam, mussten wir nicht lange überlegen. Wir übernehmen ein gesundes Unternehmen mit ei -

























nem super Team und top Kunden. Das soll auch für die nächsten 35 Jahre so bleiben.»
Die Acryline AG feiert im Oktober ihr 35jähriges Bestehen. «Ein schöner Anlass, um sich aus dem operativen Geschäft zurückzuziehen», findet Thomas Cahak, der ab dem nächsten Jahr als Verwaltungsrat dem Unternehmen erhalten bleibt.
www.acryline.ch













FolgenSiediesemLink für detaillierte Produktinformationen,Videosund Anwendungsinformationen: netzs.ch/newdma




















Busch Vacuum Solutions, Pfeiffer Vacuum und centrotherm clean solutions bilden die neue Busch Group. Mehr als 8000 Mitarbeiter in 45 Ländern weltweit arbeiten für die Gruppe, die einen konsolidierten Jahresumsatz von fast 2 Milliarden Euro hat.
Zusammen bietet die Busch Group ein umfangreiches Produktportfolio und ein verbessertes Kundenerlebnis. Die Busch Group mit Hauptsitz in
Maulburg im Schwarzwald ist einer der weltweit grössten Hersteller von umfassenden Vakuumlösungen, darunter Vakuumpumpen, Vakuumsysteme, Gebläse, Kompressoren und Abgasreinigungssysteme. Die Technologien der drei Mitglieder der Busch Group sind rund um den Globus in sämtlichen Industrien zu finden. Von der Lebensmittelverpackung bis zur Logistik, von Mikrochips für elektronische Geräte über
Medizintechnik bis zur Weltraumforschung. In jedem Land bieten kompetente, lokale Teams massgeschneiderte Unterstützung an und werden dabei von einem globalen Expertennetzwerk unterstützt. Die Busch Group produziert weltweit in 19 eigenen Werken, so auch in der Schweiz.
Pfeiffer Vacuum, Erfinder der Turbomolekular-Vakuumpumpe und heute Anbieter umfassender Vakuumlösungen, wurde
In Ulm ist die Messe KPA –Kunststoff Produkte Aktuell –ausserordentlich erfolgreich. Ab 2025 wird die KPA jährlich nicht nur in Ulm, sondern auch in Bad Salzuflen stattfinden. Erster Termin der KPA Bad Salzuflen ist der 13. bis 15. Mai 2025, gemeinsam mit der Kuteno, der Zuliefermesse für die kunststoffverarbeitende Industrie.
Babette Bell, Head of Cluster Kunststoffmessen beim Veranstalter Easyfairs: «Mit dem Messe-Duo in Bad Salzuflen
schaffen wir eine Plattform für die gesamte Kunststoffbranche – und das an einem attraktiven, grosszügigen Messeplatz und in Reichweite der starken Kunststoff-Cluster in Nordrhein-Westfalen.»
Während auf der Kuteno die Zulieferer der Kunststoffverarbeiter ausstellen, sind es auf der KPA die Verarbeiter selbst. Die Besucher der KPA sind branchenübergreifend Unternehmen, die KunststoffBauteile einkaufen und Ent -
wicklungs- und Produktionspartner suchen. Die Messen ergänzen sich also bestens, zumal zentrale Trendthemen der Branche die gesamte Prozesskette betreffen – von der Digitalisierung über die Kreislaufwirtschaft bis zu neuen Geschäftsmodellen.
«Wir ermöglichen den Besuchern einen sehr effizienten Messebesuch. Die KPA bietet die Plattform für den Kontakt zu vielen wirklich kompetenten Zulieferern – der Grossteil aus
1890 gegründet und hat seinen Sitz im hessischen Asslar. Centrotherm clean solutions hat seinen Hauptsitz in Blaubeuren und kann auf über dreissig Jahre Erfahrung in der Konstruktion technologisch führender Abgasreinigungssysteme für die Halbleiterindustrie zurückblicken.
www.buschvacuum.com
der Region – auf kompaktem Raum und quasi direkt vor der Haustür. Damit ist die KPA in Ulm sehr erfolgreich, und genau dieses Konzept übertragen wir jetzt nach Nordrhein-Westfalen, wo das Potenzial mindestens ebenso gross ist.»
Für Süddeutschland findet die KPA weiterhin in Ulm und 2025 am 25. und 26. Februar statt.
www.kpa-messe.de


In Zusammenarbeit mit der Trilitec GmbH, einem führenden Anbieter radarbasierter M esstechnologien, und der VendOs Industrietechnik GmbH, Spezialist für industrielle Automatisierung, hat das SKZ ein gemeinsames Entwicklungsprojekt gestartet. Da s H erzstück ist dabei die Entwicklung eines radarbasierten Messsystems, das präzise und effizient die Qualität von Kunststoffplatten während des Extrusionsprozesses überwacht. Durch die zerstörungsfreie, berührungslos arbeitende, 100 Prozent abdeckende und im Hinblick auf Arbeitsschutz gänzlich gefährdungsfreie Arbeitsweise wird eine Echtzeit-Überwachung realisiert. Sie ermöglicht eine frühestmögliche Detektion von aussen sichtbaren oder innenliegenden Defekten, um sofortige Anpassungen vornehmen zu können. Zielkunden sind Hersteller von Endlosprodukten – unabhängig vom Material: sowohl Kunststoff-, als auch Gips-, Holz- und Glasprodukte sind abdeckbar. Während des Projekts wird eine umfassende Analyse der Kunststoffplatten mittels Radarwellen durchgeführt. Hierbei wird ein kombinierter Transmissions- und Reflexionsaufbau genutzt. Dadurch kön -

Schema des Radar-Prüfsystems beim Einsatz in der Plattenextrusion. (Bild: SKZ)
nen Fehler wie Lunker und Fremdmaterialeinschlüsse sicher erkannt werden. Dies erleichtert auch die Verwendung von recycelten Materialien. Durch den Einsatz schmalbandiger und modularer Mikro -
Im Zuge der Nachhaltigkeitsberichtpflicht gewinnt die Ermittlung der CO2-Bilanz für Unternehmen aktuell nochmals an Bedeutung. Forscher des SKZ blicken nicht nur auf viele Jahre praktischer Erfahrung zurück, sondern verfügen inzwischen auch über eine gute Grundlage an Vergleichs- und
Standarddaten. So können die Mitarbeiter des Bereichs Nachhaltigkeit am SKZ nicht nur CO2-Bilanzen für einzelne Produkte oder Unternehmen nach ISO 14067 erstellen, sondern unterstützen auch bei der Identifikation von Stellschrauben und der Auswahl geeigneter Massnahmen, um Kunst-
stoffproduzenten und Verarbeitern ein nachhaltigeres Handeln zu ermöglichen. Neben der umfassenden Unterstützung gibt es inzwischen auch die Möglichkeit, auf kostenfreie Online-Tools zurückzugreifen, die am Kunststoff-Zentrum entwickelt wurden – wie z. B. SCO2RE zur CO2-Bilanzierung
Angesichts der wachsenden Bedeutung der additiven Fertigung in verschiedenen Industriebereichen hat das SKZ zusammen mit Partnern die Bildungsallianz Additive Fertigung ins Leben gerufen. Ziel dieser Allianz ist es, gemeinsame Aktivitäten zu koordinieren, sich gegenseitig zu ergänzen und voneinander zu lernen. Durch den Austausch von Best Practices und Erfahrungen soll ein synergetischer Effekt erzielt werden, um die Herausforderungen und Chan -
cen im Bereich der additiven Fertigung gemeinsam anzugehen und die Additive Manufacturing (AM) Community noch effektiver zu erreichen. Die Gründungsmitglieder der Bildungsallianz streben danach, eine starke und kooperative Gemeinschaft zu schaffen, die die Innovationskraft im Bereich der AM vorantreibt, eine nachhaltige Plattform zur Qualifizierung von Fachkräften schafft und die Bildungsqualität steigert. Durch die Zusammenarbeit sollen Bildungsangebote
zur Verfügung gestellt werden, die auf die aktuellen Anforderungen der additiven Fertigung zugeschnitten sowie zukunftsweisend sind.
Die Bildungsallianz wird eine Vielzahl an Schulungs- und Weiterbildungsmöglichkeiten anbieten, darunter Live-Online-Kurse, Präsenzveranstaltungen sowie E-Learning-Formate. Neben den bereits vorhandenen Bildungsangeboten werden auch neue Kurse entwickelt. Darüber hinaus bieten neben dem SKZ auch zahlreiche Unternehmen
wellen-Radarsysteme werden kostengünstige Lösungen mit hoher lateraler Auflösung ermöglicht – ein klarer Vorteil zur bisher verfügbareren und kostspieligen Inline-Messtechnik.
von technischen Kunststoffrezyklaten. Ausserdem bietet das SKZ auch eine Weiterbildung zu diesem Thema an: Der Kurs «CO2-Fussabdruck selbst berechnen» versorgt die Teilnehmer mit dem notwendigen Rüstzeug, die eigenen Produkte hinsichtlich des Klimaschutzes zu bewerten.
massgeschneiderte Bildungsangebote an, die auf ihr eigenes Portfolio zugeschnitten sind. Durch die enge Zusammenarbeit wird sichergestellt, dass die angebotenen Bildungsangebote relevant, praxisnah und zukunftsweisend sind.
Kontakt FSKZ e. V Friedrich-Bergius-Ring 21 D-97076 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de

Der neueste S5-25 Speed der Sepro Group, ein Top-EntryRoboter ist die Lösung für Spritzgiessanwendungen mit schnellen Zyklen. Er wird zum ersten Mal auf der NPE 2024 (6.-10.5.24) in Orlando präsentiert.
Eine um 63% schnellere Beschleunigung, ermöglicht durch einen leistungsstärkeren Servomotor und entsprechendem

Getriebe an der Ausquerachse (X-Achse), gehören zu den wesentlichen Konstruktionsverbesserungen, die seit der ursprünglichen Einführung des S5-25 Speed im Jahr 2019 vorgenommen wurden. Der Top-Entry-Roboter benötigt weniger Platz in der Spritzgiesszelle im Vergleich zu Robotern mit Seiteneingriff, die häufig für Hochgeschwindigkeitsanwendungen eingesetzt werden. Er ist die ideale Lösung für einfache Verpackungsanwendungen wie Blumentöpfe, dünnwandige Lebensmittelbehälter und -becher oder ähnliche Teile.
Mit «pro Edge VG» erweitert Ewikon sein Düsenprogramm für die direkte Seitenanspritzung um eine Nadelverschlussversion, die neue Benchmarks bei Wartungsfreundlichkeit, Anschnittqualität und Flexibilität in der Anwendung definiert. Ein Schlüsselfeature der neuen Düse ist die hohe Wartungsfreundlichkeit. Hier konnte der hohe Komfort, den bereits die offenen Versionen für die Seitenanspritzung bieten, auch bei der Nadelverschlusslösung konsequent beibehalten werden. Für jeden Anschnitt sind alle Verschleissteile wie Nadel, Nadelführung und Nadeldichtung in eine Baugruppe integriert. Diese kann direkt auf der Spritzgiessmaschine von der Trennebene aus gewechselt werden, ohne das Werkzeug demontieren zu müssen. Die Stillstandzeiten für Routinewartungen können so massgeblich reduziert werden. Bei anspruchsvollen Anwendungen lässt sich durch die
Nadelverschlussanbindung die Qualität des Anspritzpunkts nochmals steigern. Gleichzeitig werden neue Optionen der Anspritzpunktpositionierung möglich. Die Anbindung kann jetzt auch auf Geometrien erfolgen, auf denen bisher aufgrund zu geringer Abscherflächen eine seitliche Anspritzung nicht möglich war. Generell ist eine Fläche ausreichend, die dem Anschnittdurchmesser der Verschlussnadel entspricht. Neben der Verarbeitung von StandardPolyolefinen erlaubt die neue Düse erstmalig auch die prozesssichere seitliche Anbindung von Artikeln aus Weichkunststoffen wie TPE – eine Verarbeitung dieser Materialien war bisher bei offener seitlicher Anbindung nur bedingt möglich.
Die «pro Edge VG» Nadelverschlussdüse kann mit bis zu acht Spitzeneinsätzen bestückt werden. Das Fliesskanallayout innerhalb der Düse garantiert in Verbindung mit der natürlich
Der S5-25 Speed ist zusätzlich mit der neuen Eco Air-Funktion ausgestattet, die den Druckluftbedarf für das Greifen mit Vakuum um bis zu 85 % re duziert. Anstatt wie bisher kontinuierlich Druckluft zu verwenden, überwacht das Eco AirSystem das Vakuumniveau kontinuierlich und schaltet die Vakuumerzeugung nur bei Bedarf ein.
Sepro Switzerland
CH-8486 Rikon +41 79 243 80 81 tscherz@sepro-group.com www.sepro-group.com/de

vollbalancierten Ewikon Verteilertechnologie gleiche Fliesswege und damit eine gleichmässige Füllung aller Kavitäten. Die Anordnung der Bauteile erfolgt kreisförmig um den Düsenkörper herum. Da die Formeinsätze für den Einbau der Düse nicht geteilt werden müssen, ergibt sich eine höhere Werkzeugstabilität. Gleichzeitig wird die Integration einer leistungsfähigen Kavitätenkühlung erleichtert. Ein Linear-Servomotor der neuesten Generation mit leistungsfähiger Steuertechnik stellt die hochpräzise und absolut synchrone Betäti -
gung der Verschlussnadeln sicher. Nadelhub und Öffnungsgeschwindigkeit sind stufenlos variierbar und können perfekt auf die Prozessanforderungen angepasst werden. Des Weiteren ermöglicht die platzsparende Auslegung der Antriebsmechanik einen sehr niedrigen Höhenaufbau des Werkzeugs.
Ewikon Heisskanalsysteme GmbH D-35066 Frankenberg +49 6451 501-0 info@ewikon.com www.ewikon.com
Auf der NPE 2024 verarbeitet ein Allrounder 520 H «Premium» mit 1500 kN Schliesskraft ein zu 100 Prozent recyceltes ABS der Firma SEG – hergestellt aus re cycelten Waschmaschinen, Trocknern und Kühlschränken. Mit einem 1+1+1-fach-Familienwerkzeug werden in einer Zykluszeit von rund 50 Sekunden im Massstab 1:18 ein Maschinenständer, ein Granulatbehälter und eine Steuerung gefertigt. Diese werden nachfolgend in einer Schneidstation voneinander separiert und komplettieren ein insgesamt 15-teiliges Set für einen Modell-Allrounder (Bild). Ein lineares Robot-System Multilift Select V 8 entnimmt die Spritzteile und legt sie in einen Karton ab. Ein Kistenwechsler sorgt für rund zwei Stunden Autonomie.
Der Steuerungsassistent «aXw control ReferencePilot» und ein Drucksensor sorgen dafür, dass der Nachdruck anhand des Druckverlaufs im Werkzeug sehr exakt geregelt und schwankende Materialviskosität kompensiert werden. Ergebnis

sind hochwertige Spritzteile mit ähnlichen Eigenschaften wie solche aus Virgin-Material, jedoch mit einem deutlich reduzierte CO2-Footprint. Das Computersystem «Moldlife Sense» ermöglicht bei dieser Anwendung ein sensorgesteuertes Werkzeug-Monitoring über den kompletten Lebenszyklus. Die erfassten Daten werden über eine OPC-UA-Schnittstelle direkt an die Gestica-Steuerung weitergegeben. Diese zeigt entsprechende Störungen sowie leistungsabhängige Wartungsinter-

valle an und ermöglicht damit Predictive Maintenance. Ein Novum bei den neuen hybriden Allroundern «Premium» ist die serienmässige Förderstromteilung, die dank neuster Varan-Ventiltechnologie bei Bedarf den verfügbaren Volumenstrom der Hauptpumpe aufteilt. Dies ermöglicht gleichzeitige Bewegungen von programmierbar geregelten hydraulischen Nebenachsen wie z. B. Auswerfer und Kernzug – ohne Technologiestufen oder Mehrpumpentechnologie. Das spart
Energie, Kosten und Platz an der Maschine und steigert die Produktionseffizienz. Dank eines neuen Ölmanagement-Konzepts benötigten die A llrounder bis zu rund 35 Prozent weniger Öl. Die erforderliche Kühlwasserleistung lässt sich um bis zu 70 Prozent senken und auch die Trockenlaufzeit ist um rund 40 Prozent reduziert.
Die fein abgestufte hybride Maschinentechnologie von Ar burg ist hinsichtlich Trockenlaufzeiten und Einspritzgeschwindigkeiten vergleichbar mit vollelektrischen Maschinen. Damit sind die neuen Allrounder Hidrive (H) eine energi esparende Alternative zu hydraulischen und eine wirtschaftliche Alternative zu elektrischen Maschinen, die es auf dem Markt bislang so noch nicht gab.
Arburg AG CH-3110 Münsingen +41 31 724 23 23 switzerland@arburg.com www.arburg.ch
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Mit Schneidemühlen lohnt es sich, auch kleine Mengen zu zerkleinern
– 3-Blattrotoren mit Scherenschnitt
– 2 Statormesser für eine hohe Mahlleistung
– Zerkleinerung mit geringem Staubanteil
– verschleissgeschützte Mahlkammern
– Mahlleistung 10 – 80 kg/h
– Siebe mit Lochung ab 4 mm
– geräuscharm / schallgeschützt


Modellbaureihe JM

Ultrapolymers hat sein Produktportfolio um eine Vielzahl von Kunststoffen ergänzt, die auf erneuerbaren Ressourcen oder auf Rezyklaten basieren, und damit in diesem Bereich eines der vielseitigsten Angebote geschaffen. So kann das Unternehmen mit seinen nachhaltigen Lösungen heute für nahezu alle Anwendungen kompromisslos gleichwertige Alternativen anbieten. Biobasiert sind die Technyl D Polyamide von Domo, die
EcoO-Typen der Ineos Styrolution (Luran SAN, NAS SMMA, Styrolux und Styroflex) sowie die CirculenRenew Polyolefine von LyondellBasell. Abgerundet wird dieses Portfolio durch die biobasierenden Compounds von FKuR.
Auf einem Recyclingprozess basieren Technyl 4Earth von Domo, CumaPET von Dufor, die Novodur sowie die Terluran Eco ABS- und die Styrolution Eco PS-Typen von Ineos Styrolution,
Die Anforderungen an die Kennzeichnung von Kunststoffteilen nehmen stetig zu. Neben einer Datums- und Chargenkennzeichnung gewinnen Informationen zur Lebensmittelechtheit, Recyclebarkeit sowie zur CE-Kennzeichnung immer mehr an Bedeutung. Die Hasco Kennzeichnungsstempel bieten einfache Lösungen zur eindeutigen, internationalen und direkten Kenn -

zeichnung von Kunststoffartikeln. Dazu stehen Stempel mit den international gängigen Le -

CirculenRecover und CirculenRevive von LyondellBasell sowie nachhaltige Compounds von Beologic. Darüber hinaus ist das gesamte Portfolio der recycelten Post-Consumer- und
Post-Industrial-Kunststoffe von Ravago verfügbar. Die weitgehende Substitution herkömmlicher durch aus nachwachsenden Ressourcen stammende Rohstoffe ist in allen Anwendungsbereichen der Schlüssel zu einer erfolgreichen Zukunft.
Ultrapolymers Deutschland D-86179 Augsburg info@ultrapolymers.de www.ultrapolymers.de
bensmittel-, Recycling- und CESymbolen zur Verfügung. Neu im Programm sind jetzt die Stempel Z4884/… zur UKCA (UK Conformity Assessed) Kennzeichnung, mit denen die Übereinstimmung zu entsprechenden UK-Vorschriften erklärt wird. Die kompakten Stempel sind graviert und ermöglichen ein sauberes und klares Abformen an Spritzgiessteilen. Die Mon -
tage wird vereinfacht durch eine 15° Einführfase und erlaubt eine formschlüssige Verbindung über ein Befestigungsgewinde. Die standardisierten Hasco Normteile lassen sich einfach und schnell austauschen.
Hasco Hasenclever GmbH+Co D-58513 Lüdenscheid info.ch@hasco.com www.hasco.com
Die Berechnung des CO2-Fussabdrucks von Spritzgussteilen ist eine wichtige Grundlage zur Verbesserung der Nachhaltigkeit. Bisher ist die Ermittlung des Product Carbon Footprint (PCF) oft mit grossem Aufwand und hohen Kosten verbunden. Barlog Plastics hat daher ein neues Berechnungstool entwickelt, das die Abschätzung und Optimierung des PCF von Kunststoffbauteilen in einem frühen Entwicklungsstadium ermöglicht. Entwicklungsingenieure und Nachhaltigkeitsbeauftragte können
dadurch sowohl bei der Produktentwicklung als auch beim Neudenken bestehender Kunststoffartikel in Richtung Nachhaltigkeit unterstützt werden.
Das neue PCF-Berechnungstool ist Teil der bestehenden «EcoConsulting»-Dienstleistung von Barlog Plastics und bietet eine neue Ressource für die Bewertung und Minimierung der CO2Bilanz von Kunststoffprodukten. Durch die früh angesetzte Abschätzung des Carbon Footprints mit Blick auf Material, P r oduktionsprozess (Fokus
Kunststoffspritzguss) bis hin zum Transport des Produkts ermöglicht dieses Tool eine Analyse und Gegenüberstellung von Datengrundlagen zu verschiedenen Produktvarianten.
«Mit unserem neuen PCF-Tool setzen wir einen wichtigen Meilenstein in Richtung nachhaltige Produktentwicklung und bieten unseren Kunden eine datenbasierte Grundlage, um ihre Produkte umweltfreundlicher zu gestalten», sagt Tobias Haedecke, Director of Engineering bei Barlog Plastics. «Wir sind überzeugt, dass dieses Tool nicht
nur die Augen unserer Kunden für nachhaltige Materialalternativen öffnet, sondern auch den Entwicklungsprozess von der Idee bis zur Serie einzelner Bauteile in Richtung effizienterer und nachhaltigerer Kunststoffprodukte beschleunigen wird.»
Barlog Plastics GmbH D-51491 Overath +49 2206 90851-100 kontakt@barlog.de www.barlog.de
BEDIENUNGSELEMENTE
BEDIENUNGSELEMENTE

Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 info@lanker.ch, www.lanker.ch
Comp os ite-Werkstoffe
FORMENBAU info@primaform.ch – www.primaform.ch FORMENBAU

KÜHLGERÄTE
KÜHLGERÄTE
COMPOSITES COMPOSITE-WERKSTOFFE
Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebstoe, Stützstoe, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr.
CH-3312 Fraubrunnen 031 763 60 60 Fax 031 763 60 61 www.swiss-composite.ch info@swiss-composite.ch

ZISWILER WERKZEUGBAU AG
Industriering 2 · 3427 Utzenstorf Tel. 032 665 44 58 · Fax 032 665 21 35 info@ziswilerag.ch · www.ziswilerag.ch
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com KÜHLGERÄTE CH-8583 Sulgen | +41 71 644 77 77 |
KUNSTSTOFF ADDITIVE KUNSTSTOFF ADDITIVE
COMPOUNDIERANLAGEN
COMPOUNDIERANLAGEN
Buss AG
4133 Pratteln Tel. +41 61 825 66 00 info@busscorp.com www.busscorp.com
Theodorstr. 10 D-70469 Stuttgart Tel +49 711 897-0 Fax +49 711 897-3999 info@coperion.com www.coperion.com
DICHTUNGSPROFILE
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch service
DICHTUNGSSYSTEME

Meusburger Georg GmbH & Co KG Kesselstr. 42 | 6960 Wolfurt | Austria T +43 5574 6706-0 F -11 | verkauf@meusburger.com www.meusburger.com
GRANULIERANLAGEN
Anspruchsvoller Spritzguss Komplexe Baugruppen Formenbau www.weiss-kunststoff.de

FIP(F)G/RADS DICHTSYSTEME FIP(F)G/RADS
IHR PARTNER FÜR LOHNSCHÄUMEN
GESCHLOSSENZELLIGER SCHAUM IST100% DICHT
IHR EXPERTE FÜR DICHTUNGEN CH - 4303 KAISERAUGST
WWW.SEALEX.CH
DIENSTLEISTUNGEN
DACHSER Spedition AG Regional Office Switzerland Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch LOGISTIK

Wilerstrasse 98 CH-9230 Flawil Tel. +41 71 394 13 00 Fax +41 71 394 13 10 info@brsflawil.ch www.brsflawil.ch
Jehle AG

Werkzeug- und Formenbau Büntenstrasse 125 CH-5275 Etzgen T +41 62 867 30 30 I verkauf@jehleag.ch I www.jehleag.ch
Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com
HEISSKANALTECHNIK
KUNSTSTOFFPLATTEN
info-ch@simona-group.com www.simona.de
KUNSTSTOFFPROFILE
HEISSVERSTEMMEN
HEISSVERSTEMMEN
Ihre In du striepart ne rin für Heissverstemmen T 081 257 15 57 | info@argo-gr.ch ww w.a rgo.industries

HEIZELEMENTE
ERGE Elektrowärmetechnik
Franz Messer GmbH Hersbrucker Str. 29-31, D-91220 Schnaittach Tel. +49 (0)9153 921-0, Fax +49 (0)9153 921-117 www.erge-elektrowaermetechnik.de mail: verkauf@erge-elektrowaermetechnik.de KOMPRESSOREN

Grossäckerstrasse 15 8105 Regensdorf Tel. +41 44 871 63 63 info.swiss@kaeser.com www.kaeser.com
ac-profil@bluewin.ch KUNSTSTOFFPROFILE / 3D-DRUCK www.k-profile.com – Kunststoffprofile www.3d-prints.ch – 3D-Druck KUNSTSTOFFPROFILE / 3D-DRUCK
KUNSTSTOFFSPRITZGUSSTEILE FÜR KLEINSERIEN
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch service
KUNSTSTOFF-FERTIGTEILE
KUNSTSTOFF-FERTIGTEILE
Halbzeug, Fertigteile & Profiltechnik
www.kuvaplast.com
PLATTENBEARBEITUNG
PLATTENBEARBEITUNG
www.ineichen.ch
Ineichen AG Maschinen und Anlagen für die Holz- und Kunststoffverarbeitung
Plattenbearbeitung Zuschnitt CNC Laser
SPRITZGIESSEN UND BAUGRUPPEN
Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 info@lanker.ch, www.lanker.ch BEDIENUNGSELEMENTE
SPRITZGIESSEN UND BAUGRUPPEN
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
● Tampondruck
● Laserbeschriftung
● Digitaldruck
● Stoffbeschichtung
● Kunststoffbedampfung (PVD)
● Wassertransferverfahren (Karbon etc.)
● Gummi-/Softbeschichtung www.topcoat.ch Tel. 062 917 30 00
Luzernerstrasse 26 CH-6294 Ermensee
Tel. +41 41 919 90 20 info@ineichen.ch



PLATTENSÄGEN
PLATTENSÄGEN
IMA Schelling Austria GmbH 6858 Schwarzach | Austria T +43 5572 396 0 www.imaschelling.com
RECYCLING
LOGISTIK
LOGISTIK
DACHSER Spedition AG
Regional Office Switzerland
Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch
MASTERBATCHES MASTERBATCHES
Granula AG
MIKROSKOPE
• Tisch und Bodenwaagen
• Präzisionswaagen
Industrie Nord 27 CH-5634 Merenschwand phone + 41 56 664 2222 fax + 41 56 664 2223 sales@granula.ch www.granula.eu

MIKROSKOPE www.kern.swiss
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
• Zählwaagen • Laborwaagen ...und viele weitere Modelle für jeden Bereich!
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
Dübendorfstr. 27 · CH-8602 Wangen Tel. 044 834 01 01 · Fax 044 834 02 00 · www.ramseier-normalien.ch
PERIPHERIE PERIPHERIE
Ingenieurbureau DR. BREHM AG
PERIPHERIE
KUMA Solution AG
PERIPHERIE
motan swiss ag Roggenstrasse 3
PERIPHERIE
CH-4665 Oftringen Tel. +41 62 889 29 29
Lettenstrasse 2/4
CH-6343 Rotkreuz Tel. 041 790 41 64 info@brehm.ch www.brehm.ch
Bresteneggstrasse 5 CH-5033 Buchs Tel. +41 62 557 37 01 info@kuma-solution.ch www.kuma-solution.ch
info.ch@motan.com www.motan-group.com
Gartenstrasse 7
CH-4537 Wiedlisbach Tel. 032 636 00 55 sales@thomaplast.ch www.thomaplast.ch
TAMPONDRUCK
TAMPONDRUCK
Ihre Industriepartnerin für Tampondruck 1- bis 4-farbig T 081 257 15 57 | info@argo-gr.ch www.argo.industries
RECYCLING
www.dreatec.ch FILTER
TAMPONDRUCK/DIGITALDRUCK
REINIGUNGSGRANULATE

SCHNECKEN UND ZYLINDER SCHNECKEN UND ZYLINDER
Bernex Bimetall AG
Winznauerstrasse 101 CH-4632 Trimbach Tel. 062 287 87 87 www.bernexgroup.com sales@ch.bernexgroup.com
SCHNEIDMÜHLEN

Hellweg Maschinenbau GmbH & Co. KG
SPRITZGIESSEN
Vennstrasse 10 D-52159 Roetgen
Fon +49 (0) 2471 4254 Fax +49 (0) 2471 1630 www.hellweg-maschinenbau.de
MARTIGNONI AG Kunststofftechnologie CH-3110 Münsingen Tel. 031 724 10 10 Fax 031 724 10 19 info@martignoni.ch www.martignoni.ch know-how in technology and plastics SPRITZGIESSEN

Säntisstrasse 16 / 9400 Rorschach / Tel. 071 841 99 50 / www.rbsiebdruck.ch
Druck- und Werbetechnik – Kunststoffverarbeitung Tampondruck und Digitaldruck auf Formteile TAMPONDRUCK/DIGITALDRUCK

• Vakuum-Tiefziehmaschinen
• CNC Fräsmaschinen
FLIEGEL eigener Service und Montagen D-68259 Mannheim • Tel: +49 (0)621-79975-0 • www.fliegel.de
TROCKENEISSTRAHLEN
TROCKENEISSTRAHLEN
ASCO KOHLENSÄURE AG
ascoco2.com info@ascoco2.com
Industriestrasse 2 CH-8590 Romanshorn Tel: +41 71 466 80 80 Fax: +41 71 466 80 66
ULTRASCHALLSCHWEISSEN
ULTRASCHALLSCHWEISSEN
RINCO ULTRASONICS AG info@rincoultrasonics.com Tel. +41 (0)71 466 41 00 CH-8590 Romanshorn www.rincoultrasonics.com Fax +41 (0)71 466 41 01
ULTRASCHALLSCHWEISSEN
swiss-sonic Ultraschall AG Die nachhaltige Verbindung www.swiss-sonic.ch info@swiss-sonic.ch ULTRASCHALLSCHWEISSEN
Seemoosholzstrasse 14 CH-9320 Arbon Tel. +41 71 680 08 05
VERBINDUNGSTECHNIK
WAAGEN
• Tisch und Bodenwaagen
• Präzisionswaagen
MIKROSKOPE www.kern.swiss
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
• Zählwaagen • Laborwaagen ...und viele weitere Modelle für jeden Bereich!
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
VAKUUMPUMPEN UND SYSTEME
VAKUUMPUMPEN UND SYSTEME
Busch AG Vacuum Solutions Waldweg 22, 4312 Magden Tel. 061 845 90 90 info @ buschag.ch, www.busch.ch
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN


Herbold Meckesheim GmbH D-74909 Meckesheim www.herbold.com
Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN










FUNKTIONALE BAUTEILE
INTUITIV BEDIENEN

Komplexe, funktionale Kunststoffteile additiv fertigen: Mit unserem innovativen freeformer erstellen Sie industriell hochwertige Einzelteile oder Kleinserien aus 3D-CAD-Daten – werkzeuglos, schnell und unkompliziert. Unser offenes System: für mehr Freiheit in der Auswahl, Kombination und Verarbeitung von Kunststoffen. www.arburg.ch
