


OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG Be the first ... GMP Reinraum ... für moderne Medizintechnik. engelglobal.com/medical Juni 2024 6/2024
KUNSTSTOFF XTRA


LEADING EUROPEAN EXHIBITION FOR MEDICAL TECHNOLOGY
Tauchen Sie ein in die Welt der Zulieferindustrie für Medizintechnik –auf der MedtecLIVE 2024! Hier wird Ihre Sprache gesprochen! Treffen Sie Spezialisten, die Ihre Herausforderungen verstehen und maßgeschneiderte Lösungen bieten. Entdecken Sie Trends, finden Sie alternative Lieferanten und sichern Sie eine stabile Lieferkette. Erfahren Sie in Vorträgen und Foren, wie Unternehmen aktuelle Herausforderungen angehen und bleiben Sie über neue Fertigungstechnologien und Markttrends informiert.
Mehr entdecken und Ticket sichern!
Automatisierung, Digitalisierung und Circular Economy stehen im Fokus, ebenso wie die EU-Medizinprodukteverordnungen. Auf der größten Halle der Messe Stuttgart erleichtern kurze Wege effiziente Meetings. Nutzen Sie unsere digitalen Tools zur Vorbereitung und Kontaktanbahnung für einen erfolgreichen Messebesuch.
Seien Sie Teil des intensiven Austauschs – BE PART OF IT
Ideelle Träger
Himmelhoch jauchzend, zu Tode betrübt – so ex trem ist die Stimmung zum Glück nicht bei der Schweizer Kunststoffindustrie. Aber mit erneuten Rekordzahlen ist es fürs Erste vorbei. Nach dem absoluten Spitzenjahr 2022 und den entsprechend äusserst positiven Erwartungen für das Jahr 2023, entwickelte sich die Wirtschaftslage ab Mitte 2023 immer verhaltener. Gestützt wurde das anfängliche Wachstum noch durch die gute Auftragslage aus dem Vorjahr 2022.
Es erstaunt nicht, dass die zuversichtliche Stimmung von Anfang 2023 einem vorsichtigen Abwarten Platz gemacht hat. Das zeigt auch die Umfrage des Verbands KUNSTSTOFF.swiss, die dieser jährlich bei seinen Mitgliedern durchführt (siehe S. 4/5).
In der Corona-Zeit haben viele Unternehmen überdurchschnittlich profitiert (Medizinbranche, Logistik, E+E, Freizeit und Sport). Die Jahre 2021 und 2022 waren ergiebige Jahre, was den Rückgang im 2023 etwas relativiert. Die Rohstofflieferanten beispielsweise konnten 2022 einen Umsatzzuwachs von 15,2% verbuchen. Geschuldet war dieser Höhenflug auch den ab Ende 2021 bis Mitte 2022 exzessiv gestiegenen Rohstoffpreisen. Die aktuellen Zahlen widerspiegeln nun die «Normalisierung» der Rohstoffpreise auf einem Niveau vergleichbar von vor Corona.
Die hoffentlich in den fetten Jahren gebildeten Reserven müssen nun über die aktuelle Durstphase helfen. Auch Kurzarbeit ist für viele eine Option, manche haben sie schon eingeführt. Um nicht in einem Loch stecken zu bleiben, warnt der Geschäftsführer von KUNSTSTOFF.swiss davor, Investitionen aufs Eis zu legen und Personal in grossem Stil zu entlassen. Denn der Aufschwung kommt bestimmt.
Positive Impulse können auch von den kürzlich zu Ende gegangenen Messen Chinaplas (Shanghai) und NPE (Orlando) erwartet werden. Das Feedback der Aussteller wie Besucher war sehr positiv – ein Lichtblick und Ansporn in diesen wirtschaftlich und geopolitisch unsicheren Zeiten.
 Marianne Flury, Redaktorin m.flury@sigwerb.com
Marianne Flury, Redaktorin m.flury@sigwerb.com

Verarbeiter stehen auf der Bremse
Das Geschäftsjahr 2023 war zweifellos ein schwieriges Jahr für die Schweizer Kunststoffindustrie. Insgesamt gingen die Umsätze der Branche um 8,8% zurück.
8

Der Kreis beginnt sich zu schliessen
Im Bereich des Haushaltkunststoffs werden immer grössere Sammel- und Wiederverwertungserfolge verzeichnet.
12

Mehrwegbecher für Automaten
reCIRCLE AG betreibt seit 2016 ein Netzwerk für Gastronomiebetriebe.

IMPRESSUM
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung www.kunststoffxtra.com
Erscheinungsweise
7 × jährlich
Jahrgang 14. Jahrgang (2024)
Druckauflage 3950 Exemplare
WEMF / SW-Beglaubigung 2023 3084 Exemplare total verbreitete Auflage 1218 Exemplare davon verkauft
ISSN-Nummer 1664-3933
Geschäftsleiter
Andreas A. Keller
16

Hotspot für MedTechInnovatoren
Vom 18. bis 20. Juni 2024 wird die Landesmesse Stuttgart zum Zentrum der europäischen Medizintechnikindustrie.

18
MEDIZINTECHNIK
Sicherheit und Sauberkeit auf ganzer Linie
Spezielle MED-Ausführungen verschiedener Produktlinien unterstützen Kunststoffverarbeiter bei der Einhaltung regulatorischer Anforderungen.
Herausgeber/Verlag
SIGWERB GmbH
Unter Altstadt 10, Postfach CH-6302 Zug
Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Anzeigenverkaufsleitung
Thomas Füglistaler
Anzeigenverkauf
SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a
CH-5610 Wohlen
Telefon +41 56 619 52 52 Telefax +41 56 619 52 50 info@sigimedia.ch
Redaktion
Thomas Meier
Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor)
Telefon +41 32 623 90 17 m.flury@sigwerb.com

19
Integrative Simulation
Die Entwicklung von Spritzgussbauteilen unter dem Aspekt der Nachhaltigkeit stellt eine grosse Herausforderung dar.
Vorstufe
Triner Media + Print
Schmiedgasse 7 CH-6431 Schwyz
Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente
Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com
Druck
Fontana Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.) Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2024 by SIGWERB GmbH, CH-6302 Zug
22

Vom Passagier- zum Frachtflugzeug
Zwei Spezialisten kooperieren mit dem Ziel, den Umbau von Passagier- zu Frachtflugzeugen technisch und wirtschaftlich effizienter zu gestalten.

MESSEN/PRÜFEN/QS
Intelligentes Spritzgiessen
Messtechnik und Prozessüberwachungssysteme sind der Schlüssel, um die Fertigungsprozesse für anspruchsvolle elektrische Komponenten zu digitalisieren 24

VERBAND
Umgang mit Künstlicher Intelligenz
Austausch und Networking bei den Impuls-Treffs für die Kunststoffbranche.

Optimisation de l’efficacité énergétique
Face à l’augmentation des coûts de l’énergie, de nombreuses entreprises prennent des mesures décisives afin de réduire leurs dépenses et d’améliorer leur durabilité.
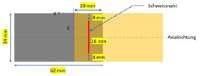
Projekt zum Laserdurchstrahlschweissen
In einem Innosuisse Projekt soll der Strahlengang durch den transparenten Fügepartner simuliert werden.
ZUM TITELBILD
Be the first… …für moderne Medizintechnik. Gerade der Medizinbereich stellt die grössten Herausforderungen für Maschine und Produktionsumgebung dar. Stabile Prozesse nach validierten Parametern und das bei immer weiter reduzierten Betriebskosten sind die Herausforderungen unserer Zeit. Die Maschinen von ENGEL sind genau für diesen Einsatzzweck in Ihrer Produktion entwickelt worden. Get connected – treten Sie gleich mit unseren Expertinnen und Experten im Bereich Medizin in Kontakt.

OFFIZIELLES
Be the first ...

... für moderne Medizintechnik.

ENGEL (Schweiz) AG Hungerbüelstrasse 17 CH-8500 Frauenfeld +41 52 725 07 57 sales.ch@engel.at www.engelglobal.com
Das Geschäftsjahr 2023 war zweifellos ein schwieriges Jahr für die Schweizer Kunststoffindustrie. Insgesamt gingen die Umsätze der Branche um 8,8 % zurück. Das geht aus den Wirtschaftsdaten 2023 hervor, die der Verband KUNSTSTOFF.swiss jährlich bei seinen Mitgliedern erhebt.
Rückgang von 10,3% am Gesamtverbrauch an Kunststoffen
Verarbeitete Rohstoffmengen von
Rückgang von 10,3% am Gesamtverbrauch an Kunststoffen
Verarbeitete Rohstoffmengen von Kunststoff und Kautschuk
2: Verarbeitete Rohstoffmengen von Kunststoff und Kautschuk (2017 bis 2023). (Quelle: BAZG)
Starke Umsatzeinbussen mussten auch die Maschinen und Peripheriehersteller hinnehmen (–12 %). Anfangs Jahr hatte noch die gute Auftragslage vom Vorjahr (2022) die Zahlen hoch gehalten, seit Mitte 2023 macht sich die Zurückhaltung der Verarbeiter in der Auftragslage bemerkbar.
Starke Abnahme bei den Rohstofflieferanten nicht nur
Anders als in den Vorjahren ziehen sich die Rückgänge querbeet durch die Branche. Massiv getroffen haben sie aber die Rohstofflieferanten. Diese mussten einen Rückgang von CHF 4,132 Mrd. auf CHF 3,223 Mrd. hinnehmen, das ist ein Minus von 22 %. Weil 2022 ein absolutes Rekordjahr für alle Segmente war, relativiert sich dieser Wert etwas. Der Gesamtumsatz 2023 von CHF 16,465 Mrd. liegt etwas tiefer als das gute Jahr 2021 (CHF 16,832 Mrd.) (Tab. 1). «Für viele waren die Pandemiejahre gute Jahre. Gerade die Kunststoffbranche hat sehr viel zur Gesundheit und zum Wohlergehen der Menschen beitragen können. Man war auch etwas verwöhnt von diesen zwei vorangehenden starken Jahren», stellt Riccardo Casanova fest. Der Geschäftsführer von KUNSTSTOFF.swiss räumt aber ein, dass für manche Firmen das Umfeld schwieriger geworden ist. «Wir dürfen nicht vergessen, dass die Schweizer Industrie eine Exportindustrie ist. Ein Grossteil der Produkte geht ins Ausland. Wichtigster Partner ist Deutschland und Deutschland geht es alles andere als gut», gibt er zu bedenken.
Jahre
Sparten
Die Verarbeiter haben mit einem Minus von 3,8 % das Jahr 2023 recht gut abgeschlossen – ebenso wie die Formenbauer (–3 %). «Bleiben die Verarbeiter aber auf der Bremse mit den Investitionen wird es
für die Maschinenhersteller weiterhin schwierig sein», schätzt Casanova die Situation ein.
Anzahl Firmen und Personalbestand bleiben stabil
Die Anzahl Firmen ist – ebenso wie der Personalbestand – konstant geblieben. Insgesamt waren Ende 2023 34 000 Personen beschäftigt. «Trotz der schwierigen Lage hat die Kunststoffbranche zu ihrem Personal gehalten. Die Firmen sind umsichtig und reagieren nicht auf jede kleine Schwankung. Im Gegenzug ist man zurückhaltender bei den Anstellungen», erklärt Casanova.
Starker Rückgang des Materialverbrauchs
[Umsatz in TCHF]
Tab. 1: Umsatzentwicklung der Schweizer Kunststoffbranche, 2019 bis 2023 (in TCHF). (Grafiken: KUNSTSTOFF.swiss)
Seit 2019 hat der Kunststoffverbrauch nur eine Richtung gekannt: nach oben. In 2023 haben die Vorzeichen gewechselt. Der Gesamtverbrauch ist von 740 722 t auf 664 551 t gesunken (Tab. 2). Dieser Rückgang von 10,3 % in Relation zum Minus von 22 % der Umsätze der Rohstofflieferanten widerspiegelt die Preisentwicklung der Rohstoffe: Die Preise sind seit Anfang
Tab. 3: Exporte von Halbfabrikaten und Fertigwaren aus Kunststsoff (2014 bis 2023). (Quelle: BAZG)
2022 massiv gestiegen, haben Mitte 2022 den Peak erreicht und sind im Laufe des Jahres 2023 wieder günstiger geworden.
Der Export hält die Stellung
Erfreulicherweise hat sich der Export von Halb und Fertigfabrikaten wertmässig halten können (–2 %). Insgesamt wurden Produkte im Wert von CHF 3764 Mio. (Vorjahr: 3841) exportiert (Tab. 3). Positiv ist, dass der Export von Fertigfabrikaten (CHF 2000 Mio.) gegenüber dem Vorjahr leicht zugenommen hat. «Hier hilft eventuell, dass viele Firmen in Nischen tätig sind», vermutet Casanova.
Zum 2. Mal seit der Erhebung der Wirtschaftsdaten hat die Baubranche bezüglich Anwendungen mit einem Anteil von 39,9 % die Nase vorn, gefolgt von Verpackungen mit 35,9 %. Bau und Verpackung machen zusammen mit gut Dreiviertel den Löwenanteil aller Anwendungen. Die restlichen Segmente sind konstant und breit diversifiziert. «Die meisten Firmen bedienen mehrere Segmente und vermeiden damit extreme Schwankungen und auch die Risiken der Abhängigkeit von nur einem Sektor (z. B. der Automobilindustrie). Eine breite Aufstellung gleicht schwächelnde Branchen oft aus. Die Diversifizierung ist eine Stärke der Branche», betont Casanova. Über die Jahre konstant zeigen sich die Anwendungsbereiche Medizin (7,5 %), Fahrzeug (7,2 %) und Elektro und Elektronik (1,5 %). Der Rest geht an Haushalt, Landwirtschaft, Möbel und Sonstiges.
Die Importe von Kunststoffabfällen in die Schweiz haben letztes Jahr um 4000 Tonnen (von 94 000 auf 90 000 Tonnen) abgenommen, währenddem die Exporte konstant auf dem Niveau von 87 500 Tonnen verharrten. Das Material geht fast ausschliesslich in unsere Nachbarländer, resp. kommt von dort. Hauptlieferant ist mit einem Anteil von 43,5 % Deutschland. 24,6 % kommen aus Frankreich, 15,1 % aus Italien und 13,7 % aus Österreich. Die 87 416 Tonnen exportierter Kunststoffabfälle teilen sich auf Deutschland (53,6 %), Österreich (21,8 %), Frankreich (3,0 %) und Italien (2,5 %) auf. Marginale Exportmengen verteilen sich auf 14 wei tere Länder, schwergewichtig auf die Niederlande und Belgien. «Ein Teil des Kunststoffabfalls wird zum Sortieren exportiert und anschliessend wieder importiert. Wir sind auf Importe angewiesen, weil wir selber nicht genügend Material in hoher Qualität zur Verfügung haben», erklärt Casanova die Materialflüsse. Die Importe stammen – neben den bereits oben genannten Hauptlieferanten – aus acht weiteren europäischen Ländern.
Eine äusserst erfreuliche Entwicklung weist die Personalstruktur auf. Der Anteil an gelerntem Personal (inkl. Lernende) ist von 61,3 auf 76,0 % gestiegen. «Mehr gelerntes Personal stärkt die Fachkompetenz der Branche. Mit angelerntem Personal lassen sich die Anforderungen des Marktes
und die Differenzierung kaum erfüllen», ist Casanova überzeugt.
Beigetragen zu dieser positiven Entwicklung hat auch die Anzahl der Lernenden in der Kunststoffindustrie. Insgesamt haben 1415 (Vorjahr 1395) im August 2023 eine Lehrstelle angetreten. In der Berufsausbildung Kunststofftechnologe sind aktuell 263 (Vorjahr 218), Polymechaniker 395 (416), Kunststoffpraktiker 40 (48) und Mechapraktiker 16 (15). Allein der Verband KUNSTSTOFF.swiss konnte im August 2023 mit 104 Lernenden ins erste Lehrjahr starten, soviel wie noch nie. «Jedes Unternehmen, das Lernende ausbildet ist ein Problem löser», hebt Casanova die Wichtigkeit der Ausbildung hervor.
Ausblick
Es überrascht nicht, dass der Ausblick, der auf der Umfrage mit Stand März 2024 basiert, verhaltener ausfiel als letztes Jahr. Immerhin gaben 53 % (Vorjahr 40 %) der Befragten an, dass sie mit einem gleichen Umsatz wie letztes Jahr rechnen, und 34 % (60 %) gehen gar von einer Zunahme aus. Beim Personal wollen 68 % (72 %) ihre Mitarbeiter behalten, 15 % (22 %) beabsichtigen aufzustocken. Aus heutiger Sicht (Stand Juni 2024) dürfte sich die Situation nicht mehr gar so optimistisch präsentieren. «Wir versuchen in der Regel, uns die Zukunft so auszumalen, wie wir sie gerne hätten. Man bleibt eher optimistisch», versucht Casanova die verhaltenen, aber bei weitem nicht düsteren Erwartungen an das Jahr 2024 zu erklären. Ich denke die Leute steuern das Geschäft unter den schwierigen Bedingungen bestmöglich. Wichtig ist, nicht übereifrig zu handeln resp. die Investitionen zu stoppen, Personal abzubauen – das scheint jetzt nicht der Fall zu sein und das ist sehr positiv.
Die Arburg-Technologie-Tage feierten in diesem Jahr ihr silbernes Jubiläum und waren ein voller Erfolg. Nicht minder erfolgreich für Arburg gestalteten sich die beiden Weltmessen Chinaplas in Shanghai (im April) und NPE in Orlando (im Mai). Diese positiven Fakten täuschen aber nicht darüber hinweg, dass die Branche schwächelt und das – in Nuancen – in allen Regionen der Welt.
Nach dem Rekordjahr 2022 erzielte Arburg einen konsolidierten Umsatz von rund 780 Mio. Euro (–11%). «Die Situation bei den Auftragseingängen ist und bleibt nach wie vor schwach», konstatierte Michael Hehl, geschäftsführender Gesellschafter und Sprecher der Geschäftsführung anlässlich der Technologie-Tage im März.
«Eine kurzfristige Verbesserung ist bislang leider nicht in Sicht», ergänzt Gerhard Böhm, Geschäftsführer Vertrieb, After Sales. Im After-Sales-Geschäft ergebe sich ein positiveres Bild. Da ortet Arburg bei ihren Kunden eine ‹Auslastung auf ordentlichem Niveau›. Zudem werde die Zeit für die ‹Ertüchtigung› des Maschinenparks genutzt.
«Die Marktschwäche betrifft zunächst einmal alle Branchen nahezu gleichermassen», so Böhm weiter. Bei der detaillierten Betrachtung ergebe sich folgendes Bild:
– Der Sektor «Mobility» – im Wesentlichen die Automobilindustrie – hat im Vergleich zu den letzten vier bis fünf Jahren die Trendwende erreicht und zeigt eine minimale Erholung.
– Die Elektronik-/Elektrobranche hat etwas an Stärke verloren, ist aber noch auf einem guten Niveau.
– Der Medical-Sektor entwickelt sich leicht positiv.
– Die Packaging-Branche ist stärker geworden.
– Die Baubranche ist ein Abbild der aktuellen Lage – eine deutliche Beruhigung ist eingetreten.
– Der Sektor «Spiel, Sport, Freizeit» hat sich auf dem Vor-Covid-Niveau eingependelt.
Auch die Absatzmärkte seien mehr oder weniger ähnlich betroffen. Während Deutschland etwas schwächer ins neue Geschäftsjahr gestartet sei, behaupte sich

Freuen sich über die Weltpremiere auf der NPE 2024: Die geschäftsführende Arburg-Gesellschafterin Juliane Hehl mit Guido Frohnhaus (r.), Geschäftsführer Technik, Martin Baumann (2. v. l.), Geschäftsführer Arburg Inc., und Dr. Christoph Schumacher (l.), Bereichsleiter Global Marketing, vor dem Allrounder 720 E Golden Electric. (Bilder: Arburg)
Europa – ohne Deutschland – insgesamt auf einem konstanten Niveau. Osteuropa gewinne deutlich Anteile dazu. Amerika wie auch die USA bewegen sich in etwa auf Vorjahresniveau und in Asien sehe man nach einem sehr schwachen Jahr 2023 wieder etwas Licht am Horizont.
Positive Impulse gehen von den beiden Leitmessen Chinaplas und NPE aus. Aus Arburg Sicht verliefen diese Gross events äusserst erfolgreich.
Auf der Chinaplas hat sich Arburg mit dem zentral platzierten Messestand exzellent präsentiert und gezeigt, dass man mit dem «local-to-local»-Ansatz und marktspezifischen Produkten auch strategisch immer näher an die Kunden in China und Asien heranrückt. Die speziell für den asi -
atischen Markt ausgelegte neue elektrische Einstiegsmaschine – der Allrounder 470 E Golden Electric Evo – habe die Fachbesucher aufgrund ihres attraktiven Preis-Leistungs-Verhältnisses und den kurzen Lieferzeiten überzeugt.
Auch die NPE in Orlando/Florida dürfte den Märkten Schub verleihen. Nach einer sechsjährigen Pause – Covid kam dazwischen – war das Interesse an der Messe sehr gross. Arburg zeigt sich mit dem Verlauf der Messe äusserst zufrieden und rühmt die ‹hervorragende Resonanz› auf ihre Exponate. Absolutes Highlight war die Weltpremiere des Allrounders 720 E Golden Electric, der durch sein schlankes Design und den ‹schlanken› Preis überzeugt.
Bei beiden Messen stiessen die arburgSOLUTIONworld auf grosses Interesse.

Weltpremiere auf der Chinaplas: die erste konsequent auf den asiatischen Markt zugeschnittene Arburg- Maschine, der Allrounder Golden Electric Evo.
Damit deckt Arburg Themen ab, mit denen sich die Kunden konfrontiert sehen. Konkret geht es um Energieeinsparungen, Effizienzsteigerung und Kompensation des Fachkräftemangels.
Local-to-local ist das Schlüsselwort
Mit ihren local-to-local-Aktivitäten schlägt Arburg einen neuen Weg ein. Wurden
Allrounder bisher ausschliesslich in der deutschen Zentrale in Lossburg gebaut, werden künftig Wertschöpfungs stufen internationalisiert und Maschinen auch in China und Nordamerika montiert. «Essentiell dabei ist: ‹Made by Arburg› bleibt ‹Made by Arburg›», betont Dr. Christoph Schumacher, Bereichsleiter Global Marketing. Mit der eingeschlagenen local-tolocal-Strategie hält Arburg gleichzeitig am


Grundsatz fest, den Standort Lossburg zu sichern und nicht Kapazitäten zu verlagern. Die in den Standort Lossburg auch im letzten Geschäftsjahr getätigten Investitionen unterstreichen den Willen zur Sicherung des Stammwerks. 2023 flossen 26,9 Mio. Euro in Fertigungstechnik, Produktionslogistik und Infrastruktur. Damit beträgt die Investitionsdeckungsquote 120 Prozent. «Die Zahl spricht eine eindeutige Sprache. Der Standort Lossburg als Entwicklungsund Know-how-Zentrale ist und bleibt ungeheuer wichtig», bekräftigt Michael Hehl.
Kontakt
Arburg AG CH-3110 Münsingen +41 31 724 23 23 switzerland@arburg.com www.arburg.com n





Der Übergang von einer linearen zu einer Kreislaufwirtschaft für Plastikverpackungen ist insbesondere aus ökologischer Sicht dringend erforderlich. (Bilder: zVg)
Noch immer werden in der Schweiz rund 80% des Kunststoffabfalls verbrannt. Im Bereich des Haushaltkunststoffs werden aber immer grössere Sammel- und Wiederverwertungserfolge verzeichnet. Bisheriger Höhepunkt: Im Kanton Bern haben seit Mai 2023 über 180 zusätzliche Gemeinden mit über 550 000 Personen die Möglichkeit, ihren Haushaltplastik dem Recycling zuzuführen.
Patrik Ettlin ¹
Doch alles der Reihe nach. Bereits im Jahr 2013 hat die InnoRecycling AG, thurgauisches Spezialunternehmung im Kunststoffbereich, das HaushaltplastikSammelsystem «Bring Plastic back» ins Leben gerufen. Seither werden in kostenpflichtigen Sammelsäcken Verpackungen, Folien und Flaschen aller Art gesammelt. Zusammen mit diversen Sammelpartnern konnte das System nach und nach in verschiedenen Schweizer Gemeinden eingeführt und verankert werden. Mit dem System «Bring Plastik back» war der Grundstein für eine effiziente und nachhaltige Kunststoffsammlung in der Schweiz gelegt.
Weg des Plastiks dokumentiert
Seither hat die Sammlung von Haushaltkunststoffen eine bemerkenswerte Entwicklung durchlaufen. Diesem Ansatz
1 Patrik Ettlin, Leiter Marketing & Kommunikation, InnoRecycling AG, Eschlikon
schlossen sich immer mehr Unternehmen und Initianten an, was zu neuen Systemanbietern führte. Heute sind diese Akteure im Verband Schweizer Plastic Recycler (VSPR) vereint, der als Dachorganisation fungiert und die verschiedenen Systeme koordiniert. Durch die VSPRZer
tifizierung und dem umfassenden Stoffstrommonitoring nach der Methode der Empa wird sichergestellt, dass die Kunststoffsammlung hohen Qualitätsstandards gerecht wird. Sorgfältig dokumentiert zeigt das Monitoring auf, wieviel des gesammelten Haushaltplastiks stofflich verwertet

2013 hat die InnoRecycling AG das Haushaltplastik-Sammelsystem «Bring Plastic back» ins Leben gerufen.
RecyPac für eine schweizweite Sammlung
Für die Umsetzung einer Kreislaufwirtschaft von Kunststoffverpackungen und Getränkekartons haben Produzenten und Akteure der Wertschöpfungskette Ende 2023 den neuen Verein «RecyPac – Kreislauf Plastik und Getränkekarton» gegründet.
Er verfolgt das Ziel, eine harmonisierte, flächendeckende Sammlung und Verwertung in der Schweiz zu etablieren. Gleich wie bei den VSPRzertifizierten Systemen setzt RecyPac auf kostenpflichtige Säcke, in denen alle Kunststoffverpackungen (exkl. PET Getränkeflaschen) und Getränkekartons gesammelt und zur Sammelstelle zurückgebracht werden können.
www.recypac.ch
wird und was aus den verarbeiteten Stoffströmen entsteht.
Die heutigen Eckdaten der im VSPR vereinten Sammelsysteme beeindrucken: in über 910 verschiedenen Schweizer Gemeinden mit über 4,8 Millionen Einwohner/innen kann aktuell Haushaltkunststoff gesammelt werden. Dies entspricht 57% aller Haushaltungen.
Gleiche Bedingungen für alle
Mit ihrem Projekt im Kanton Bern hat das marktführende System der InnoRecycling AG massgeblich zum ausgezeichneten Sammelresultat 2023 beigetragen und gleichzeitig eine nächste Hürde genommen. Das schweizweit erste, kantonal einheitliche und
national mit «Bring Plastic back» kompatible Sammelsystem für Haushaltkunststoffe und Getränkekartons liefert den Beweis, dass eine Umsetzung mit den gleichen Bedingungen für alle Gemeinden möglich ist. Zudem ist die Lösung auf einem einheitlichen Finanzierungssystem, auf der Umsetzung im Rahmen des bestehenden Abfallmonopols und in Zusammenarbeit mit dem Kanton, den Gemeinden, dem Detailhandel und den Logistikpartnern aufgebaut.
Flächendeckung als Ziel
«Die Akzeptanz bei den Gemeinden und in der Bevölkerung des Kantons Bern ist sehr erfreulich», erklärt Marc Briand, Geschäftsführer des Sammelsacksystems der Inno


Recycling AG. «Bisher wurden im Kanton Bern bereits 1,28 Mio. Sammelsäcke in den Umlauf gebracht und 430 Tonnen Haushaltkunststoffe gesammelt.» Angesichts der bisher erreichten Abdeckung ist man für das langfristige Ziel – die Erreichung einer Flächendeckung – jedoch gut auf Kurs. Im Übrigen hat das System auch bereits über die Kantonsgrenze hinaus auf nationaler Ebene für Aufsehen gesorgt. So wurde von verschiedener Seite Interesse an einer allfälligen geografischen Ausweitung bekundet. Dem System seien kaum Grenzen gesetzt, erklärt Marc Briand. Es gelte aber, dem bisherigen Motto «es tatsächlich tun, statt nur darüber zu sprechen» treu zu bleiben.
Kunststoffverpackungen: Die grossen Herausforderungen
Der Verbrauch von Kunststoffverpackungen nimmt kontinuierlich zu, was zu einer steigenden Menge an Plastikabfällen führt. Die Produkte werden hergestellt, kurz verwendet und dann weggeworfen. Um eine nachhaltige Zukunft zu gewährleisten und unsere Umwelt langfristig zu schützen, muss sich bei der Verpackungsmaterialwahl und insbesondere beim
VSPR: Im Einsatz für gebrauchte Kunststoffe
Der Verband Schweizer Plastic Recycler (VSPR) setzt sich für umweltbewusste Stoffkreisläufe im Bereich des Plastikrecyclings ein. Beim Umgang mit Plastikabfällen kämpft der VSPR für weniger Verbund Verpackungen, für rezyklierfähigere Verpackungen, für mehr Qualität und Transparenz im Recycling und für vermehrten Einsatz von Rezyklaten in Verpackungen. Seit 2020 betreibt der Verband ein branchenweites Monitoringsystem für Kunststoffsammlungen sowie eine Zertifizierung für Sammelsysteme. Dieses Gütesiegel erlaubt Konsumentinnen und Konsumenten, ihre Plastikabfälle mit gutem Gewissen abzugeben.
www.plasticrecycler.ch
Umgang mit Kunststoff etwas ändern. Das Recycling von Verpackungen wird insbesondere erschwert durch die Vielfalt an Kunststof farten, Farben, Klebern und Etiketten. Um den Kreislauf zu schliessen, benötigen wir daher Kunststoffverpackungen, die nicht aus Verbundmaterialien und leicht recycelbar sind. Dies ist eine Herausforderung, der sich derzeit Gesetzgeber, Hersteller, Recyclingindustrie, Einzelhandel und Verbraucher stellen müssen.
Ein wichtiger Ansatzpunkt ist hier das recyclinggerechte Design von Plastikverpackungen, um die Ausbeute und den Wert

Bei Haushaltskunststoffen werden immer grössere Sammel- und Wiederverwertungserfolge verzeichnet.
der Verpackungsmaterialien zu steigern. Für die Produzenten von Kunststoffverpackungen stellen sich einige Herausforderungen. Künftig sollte man:
– auf Monomaterial umsteigen oder leicht trennbare Materialien verwenden. Zudem ist es ratsam, dass Verschlüsse aus dem gleichen Material wie der Rest der Verpackung bestehen.
– zur besseren Materialerkennung in der Sortieranlage für die Kunststoffverpackungen helle oder transparente Farben verwenden, den Druck auf der Oberfläche minimieren und Metalliceffekte vermeiden.
– entweder auf Etiketten verzichten oder solche verwenden, die aus dem gleichen Material wie die Verpackung bestehen. Eine Möglichkeit sind wasserlösliche oder leicht abtrennbare Etiketten.
– darauf achten, dass die Verpackungen leicht zu entleeren sind, beispielsweise durch glatte Innenflächen und breite Öffnungen.
Der Übergang von einer linearen zu einer Kreislaufwirtschaft für Plastikverpackungen ist insbesondere aus ökologischer Sicht dringend erforderlich. Eine recyclinggerechte Verpackung ist ein wichtiger Beitrag zum Umweltschutz, da sie die Sammlung, Verwertung und das Recycling vereinfacht, das Abfallaufkommen und CO2 Emissionen reduziert, Kosten einspart und hochwertige Sekundärrohstoffe dem Wertstoffkreislauf wieder zuführt.
Kontakt
InnoRecycling AG
Hörnlistrasse 1
CH 8360 Eschlikon www.sammelsack.ch n
Die EU will bis 2030 verpflichtende Rezyklatanteile in Verpackungen gesetzlich verankern. Ein Blick auf die derzeitigen Qualitäten von Post- Consumer-Rezyklaten zeigt, dass gerade bei Polyolefinen Verbesserungsbedarf besteht, um dieses Ziel zu erreichen.
Im Leitprojekt «circPLAST-mr» arbeiten 25 Partner aus Wirtschaft und Wissenschaft zusammen, um den mechanischen Kunststoffrecyclingprozess zu optimieren. Aktuell untersucht das Projektteam an industrietypischen Aggregaten den Einfluss einer erhöhten Sortiertiefe auf die Rezyklatqualität. Dazu wurden etwa 2000 kg vorsortierte Post-Consumer-Leichtverpackungen (LVP) aus Polypropylen (PP) mittels sensorbasierter Sortierung mehrfach nachsortiert, nassmechanisch aufbereitet und zu Regranulat verarbeitet.
PP-Leichtverpackungen
Ausgangsmaterial für die Versuche sind Post-Consumer-PP-Ballen aus dem süddeutschen Raum, die sich durch einen hohen Anteil an transparenten und weissen Verpackungen auszeichnen. «Diese Sortierspezifikation für LVP-Sortieranlagen existiert bereits vereinzelt in Deutschland und wird künftig auch in Österreich etabliert werden. Neben den eigentlichen

Versuchszielen generieren wir somit gleichzeitig Erfahrungswerte für Stoffströme der Zukunft», erklärt Jörg Fischer vom Institut für Polymeric Materials and Testing der Johannes Kepler Universität Linz (JKU).
Zwei Tonnen Material
Im Fokus von «circPLAST-mr» steht jedoch die Erzeugung von qualitativ hochwertigen, spezifikationsgerechten Rezyklaten, die sich durch eine hohe PP-Reinheit und Farbtreue sowie eine verbesserte Verarbeitbarkeit auszeichnen. Dafür wurden die rund zwei Tonnen schweren Ballen im Digital Waste Research Lab des Lehrstuhls für Abfallverwertungstechnik und Abfallwirtschaft der Montanuni versität Leoben (MUL) manuell aufgebrochen und auf die Sortierlinie transportiert. Diese besteht im Kern aus verschiedenen Sensor systemen sowie einer Ausblaseinheit.
«Zu Beginn hat die Anlage mithilfe einer Nahinfrarotkamera Fremdpolymere detektiert und das Material davon befreit. Anschliessend erfolgte die Sortierung anhand der Opazität bzw. Farbe unter Verwendung einer Farbkamera. Erst wurden transparente, dann weisse Materialien ausgeschleust und zuletzt wurde die verbliebene Restfraktion nachgereinigt. Im abschliessenden Schritt wurden die beiden Zielfraktionen PP-transparent und PP-weiss in verschiedenen Siebschnitten klassiert», beschreibt Nikolai Kuhn vom Lehrstuhl für Abfallverwertungstechnik und Abfallwirtschaft das Prozedere. Hintergrund für den letzten Schritt war, dass bei einer Siebanalyse unterschiedliche Anteile der im Verpackungsbereich dominierenden Verarbeitungsarten (Blasformen, Tiefziehen, Spritzgiessen) in verschiedenen Siebschnitten

Sortieranlage im
ermittelt werden. Somit ist eine Einschränkung des Eigenschaftsprofils der PP-Zielfraktionen in je zwei relevante Verarbeitungsbereiche durch einen geeigneten Siebschnitt gegeben.
In der Recyclinganlage der LIT Factory an der JKU werden künftig die vier Sortierfraktionen zerkleinert, gewaschen und regranuliert. Um die bestmöglichen Parameter für das Setup – bestehend aus einem Friktionswäscher und einem mechanischen Trockner – ermitteln zu können, laufen umfangreiche Vorversuche. Die aufbereiteten Flakes werden anschliessend mit optimierten Anpassungen vorkonditioniert, aufgeschmolzen, filtriert, dekontaminiert, homogenisiert und granuliert. «Im letzten Schritt ermitteln wir die Eigenschaftsprofile der vier hergestellten PP-Rezyklate, um geeignete Verpackungszielprodukte definieren zu können. Dies dient als Grundlage für die weitere Produktherstellung», erklärt Fischer.
Kontakt www.biz-up.at n

Zirkuläre Verpackungen für die Unterwegs-Verpflegung könnten die enorme Menge an Abfall drastisch reduzieren. (Bilder: reCIRCLE)
reCIRCLE AG, die führende Anbieterin von Mehrweglösungen für Essen und Trinken zum Mitnehmen, betreibt seit 2016 ein Netzwerk für Gastronomiebetriebe. Im Rahmen der Fachmesse Igeho präsentierte sie Ende 2023 den neuen OTY-Automatenbecher.
«Dieser Becher ist das Ergebnis umfassender Feldforschung, intensiver Zusammenarbeit und ein typisches Beispiel für ein gelungenes Ökodesign; der Becher lässt
sich hunderte Male nutzen und dann recyceln», so die CEO von reCIRCLE AG, Jeannette Morath. Der OTY-Automatenbecher bedient eine neue Zielgruppe, denn er

Mehrwegverpackungen am Arbeitsplatz reduzieren auch Food Waste.
wurde speziell für Getränkeautomaten und Becherdispenser entwickelt und soll tonnenweise Papier sparen.
Durch einen einfachen Knopfdruck werden duftender Kaffee, heisse Schokolade oder wärmende Bouillon von ausgeklügelten Automaten produziert und ausgegeben, die an vielen Standorten in Unternehmen, Universitäten oder öffentlichen Gebäuden zu finden sind. Zahlreiche Pappbecher werden auch für Wasserspender gebraucht. Was bleibt, ist ein Abfallberg, der in der Regel kostenpflichtig entsorgt werden muss, nicht zu sprechen von der Ressourcenverschwendung. Genau dieses Problem löst die neuste Entwicklung, welche unter der Projektleitung von Ursina Haslebacher, studierte Produktdesignerin FH, bei reCIRCLE AG, stand. In Zusammenarbeit mit dem bewährten Designer Thomas Liebe und den Ingenieuren
reCIRCLE in Kürze reCIRCLE ersetzt Einwegverpackungen durch wiederverwendbare, hochwertige, ökologischere Mehrwegverpackungen und vertreibt diese im Pool-System. Hergestellt werden die Produkte in der Schweiz. Im August 2016 startete reCIRCLE mit 24 Partnerbetrieben, sechs Jahre nach Markteintritt machen bereits rund 2000 Unternehmen im Schweizer Netzwerk mit. Konsumierende bestellen ihr Takeaway-Essen in reCIRCLE-BOXen oder ihr To-GoGetränk in ISY Cups und kaufen diese, oder sie leihen das Geschirr pfandfrei über die reCIRCLE-App aus. Die reCIRCLE-Produkte können immer wieder befüllt, bei den Partnerbetrieben im Netzwerk getauscht oder zurückgegeben werden.
und Produzenten der Stefan Kälin AG wurde am Design gefeilt, bis der Becher fast so eng stapelbar wurde wie gängige Einwegbecher. «Das clevere Design macht es möglich, dass die Becher nicht verkanten, einfach zu waschen und zu trocknen sind. Ein einziger OTY-Becher ersetzt hunderte Einwegbecher. Er braucht somit weniger Lagerplatz als Einwegverpackung.», so Morath weiter.
Das reCIRCLE Team unterstützt interessierte Unternehmen bei der Implementierung einer Mehrweglösung im Betrieb. «So wird es einfach, auf unnötige Einwegverpackung zu verzichten und in der Regel ist Mehrweg im System sogar günstiger als der Einkauf von Einweg», erklärt Jeannette Morath und weiter: «Denn wie immer bei den durchdachten reCIRCLE-Lösungen wird nicht nur die Verpackung neu gedacht, sondern auch das ganze Drumherum, wie

Mit dem Forschungsprojekt «STOPP» werden konkrete Lösungen angestrebt, die zur Umsetzung der EU-Nachhaltigkeitsziele beitragen.
die Sammlung, die Reinigung, die Kommunikation, um erfolgreich eine Verhaltensveränderung zu bewirken.»
Weil der «OTY» nicht im reCIRCLE Netzwerk angeboten wird, sondern innerhalb eines Unternehmens zirkuliert, ist eine eigene Farbe und Logo möglich. «So bestärken Unternehmen ihr Engagement für die Umwelt, Mitarbeitendenzugehörigkeit und es wird einfach, eine Verhaltensveränderung erfolgreich umzusetzen – nämlich wiederverwenden, statt wegzuwerfen.
Wiederverwenden macht Mut, weitere Umweltthemen anzugehen», weiss Jeannette Morath aus Erfahrung.
reCIRCLE bietet eine breite Palette an Mehrwegverpackungen für den TakeawayBereich an, sowohl für Gastronomiebetriebe, die Teil des reCIRCLE-Netzwerks sind, als auch für Unternehmen, die ihr Abfallaufkommen reduzieren möchten.
Kontakt www.recircle.ch n


Seit 2001 sammelt, sortiert und verarbeitet das litauische Recyclingunternehmen Virginijus ir Ko in Plunge Wertstoffe aus Gewerbe, Handel und der Landwirtschaft. Im Jahr 2023 nahm das Unternehmen eine Lindner Washtech-Anlage zur Aufbereitung von Big Bags in Betrieb. Ziel ist es, im Rahmen der Kreislaufwirtschaft hochwertige Pellets zu produzieren, die wieder zu Big Bags verarbeitet werden können.
Der Recyclingbetrieb Virginijus ir Ko im Westen Litauens ist seit mehr als 20 Jahren im Bereich Abfallmanagement und Recycling tätig und verarbeitet jährlich rund 35 000 Tonnen an potenziellen Wertstoffen. Bei einem Grossteil der zu recycelnden Materialien handelt es sich um Abfallprodukte aus der Landwirtschaft. «Wir haben jahrelang Materialien aus der Landwirtschaft aufbereitet, darunter Agrarfolien und eine grosse Anzahl an Big-BagAbfällen. Damals gab es weder in Litauen noch in den umliegenden Staaten eine Recyclinganlage für Big Bags. Das hat uns dazu bewogen in diesem Bereich zu investieren, um auch diese Wertstoffe vor Ort stofflich verwerten zu können. Allerdings haben wir bald festgestellt, dass das Recyceln von Big Bags ein sehr komplexes Thema ist», erklärt Virginijus Skublickas, Geschäftsführer von Virginijus ir Ko. «Doch wir haben nicht aufgegeben und dann in
Lindner Washtech den richtigen Partner für diese Aufgabe gefunden.»
Robuste Zerkleinerungsanlage
Big Bags werden zumeist aus Polypropylen (PP) hergestellt und sind extrem reissfest, strapazierfähig, schnitt- und kratzfest –alles Eigenschaften, die besondere Anforderungen an den Recyclingprozess stellen. Maschinen der ersten Zerkleinerungsstufe müssen zähes Material präzise bewältigen, hohe Durchsätze sicherstellen und unempfindlich gegenüber Störstoffen sein. Es gilt die gesamte Prozesskette präzise aufeinander abzustimmen, um den Feingutanteil und somit den Materialverlust so gering wie möglich zu halten und eine hohe Materialreinheit zu gewährleisten.
«Wie bei vielen Kunststoffrecycling-Prozessen steht auch beim Big-Bag-Recycling die erste Zerkleinerungsstufe im Fokus. Der Schredder der Micromat Baureihe ist dank

des robusten Antriebs und der Sicherheitsschutzkupplung besonders kraftvoll und störstoffunempfindlich. Das Messersystem des Micromats ist zudem speziell auf das Big-Bag-Zerkleinern ausgerichtet. Spezialmesser und ein stufenlos einstellbares Gegenmesser sorgen für hohe Produktivität», freut sich Tomas Kepka, Leiter Vertrieb Osteuropa der Lindner Washtech GmbH. «In den nachfolgenden Prozessschritten liegt das Hauptaugenmerk auf dem schonenden Entfernen von verbliebenen Störstoffen und dem Trocknen des Materials», ergänzt Kepka. Das patentierte Vorwaschsystem «Rafter» ist mit seiner geringen Drehzahl von ca. 60 U/min das ideale Aggregat, um beispielsweise Steine und Sand zu entfernen. Bis zu 90% aller Verschmutzungen und Verunreinigungen können in diesem ersten Waschprozessschritt beseitigt werden. In den nachfolgenden Prozessen können die vorgewaschenen und aufgeschlossenen Big-Bag-Flakes deutlich schonender aufbereitet werden, wodurch Materialverluste durch Feinanteile vermieden werden.
Im Anschluss an den Reinigungsprozess gilt es das Material in der Trocknung optimal für den Extrusionsprozess vorzubereiten. «Bei der Trocknung von Big-Bag-Materialien setzen wir den mechanischen Trockner der Baureihe Loop Dryer ein. Er ist mit speziellen Werkzeugen ausgestattet, die eine hohe Beanspruchung des Materials durch Reibung verhindert. Der Trockner besitzt zudem einen Frequenzumformer, so dass die Drehzahl entsprechend angepasst und reguliert werden kann», erklärt Kepka.
Kontakt www.lindner.com n
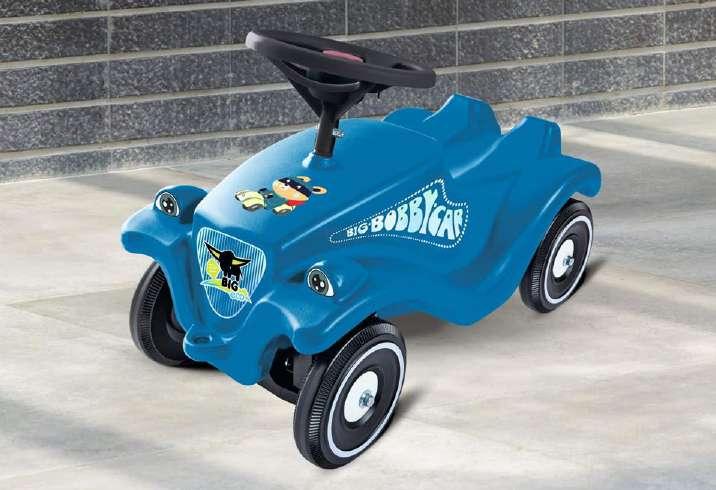
In Zusammenarbeit mit dem Spielwarenproduzenten BIG und dem Einzelhändler Kaufland hat PreZero einen Bobby Car auf den Markt gebracht, dessen Karosserie zu mindestens 70% aus recyceltem Post-ConsumerKunststoff besteht. Die limitierte Sonderedition «Recycling-Helden» ist in allen Filialen von Kaufland in Deutschland erhältlich und ermöglicht es Eltern, ihren Kindern nicht nur ein spassiges, sondern auch ein umweltbewusstes Spielerlebnis zu bieten.
Für die Herstellung des Rezyklats sammelt und sortiert PreZero Leichtverpackungen (LVP) aus der haushaltsnahen Sammlung. Anschliessend werden die Kunststoffabfälle von PreZero Polymers in Europa recycelt. Dafür werden diese gewaschen, zerkleinert und anschliessend durch Extrusion wieder zu hochwertigen Rezyklaten in verschiedensten Farben und mit spezifischen Eigenschaften geschmolzen und verdichtet.
«Die Kooperation mit BIG ist ein wunderbares Beispiel dafür, dass Ressourcenschonung in vielen Bereichen möglich ist –auch bei Kinderspielzeug. Unser Rezyklat aus High Density Polyethylen (HDPE) erfüllt die hierfür erforderlichen Anforderungen der europäischen Norm EN 71», sagt Frank Rieker, Geschäftsführer PreZero Poly mers International. Doch nicht nur das ikonische Kinderfahrzeug selbst trägt zum Umweltschutz bei: Durch das informative Verpackungsdesign werden die Jüngsten direkt spielerisch und altersgerecht an das Thema Recycling herangeführt. RecyclingHeld «Kuniboo», das Maskottchen der gleichnamigen Kaufland Eigenmarke, erklärt auf der Produktverpackung den Wertstoffkreislauf des Bobby Cars und begleitet die Kinder als Aufkleber auf dem Fahrzeug. In Europa ist PreZero Polymers führend im Bereich Recycling von Post Consumer
Kunststoffen. Die Rezyklate finden Verwendung in verschiedenen Industrien, von Garten und Möbelbau über Haushaltsgeräte, im Bauwesen, in Heim und Büromöbeln bis hin zur Automobilindustrie. Als Umweltdienstleister unterstützt PreZero damit die Erreichung der Ziele von der gemeinsam erarbeiteten Plastikstrategie REset Plastic der Unternehmen der Schwarz Gruppe. Diese sieht vor, den Ein
satz von Plastik zu reduzieren und verstärkt recycelten Kunststoff einzusetzen, um der Vision «Weniger Plastik – geschlossene Kreisläufe» einen Schritt näher zu kommen. Weitere Informationen zur Strategie «REset Plastic» gibt es unter reset plastic.com.
Kontakt www.prezero international.com n



Vom 18. bis 20. Juni 2024 wird die Landesmesse Stuttgart zum Zentrum der europäischen Medizintechnikindustrie. Die MedtecLIVE 2024 bietet 100 Prozent Medizintechnik von der Entwicklung und dem Design bis zur Fertigung und Produktion sowie rund 400 Aussteller vom Start up bis zum Konzern.
Die MedtecLIVE bietet ein interaktives Rahmenprogramm für alle Teilnehmenden und die besten Möglichkeiten zum Netzwerken. Daneben erwartet die Besucher ein breites Spektrum an praxisrelevanten und wissenschaftlichen Vorträgen von rund 50 Referenten aus der MedTechBranche. Ein weiteres Highlight ist der Gemeinschaftsstand «Young Innovators». «Unser Ziel ist klar: Wir wollen der europäischen Medizintechnikbranche eine Heimat bieten. Genauer gesagt ist die MedtecLIVE die richtige Messe für Experten aus Entwicklung, Produktdesign, Produktmanagement, Produktion, Qualitätskontrolle von Inverkehrbringern sowie Einkauf und Beschaffung», sagt Christopher Boss, Geschäftsführer der MedtecLIVE GmbH und Executive Director der Veranstaltung. «Mit unseren Gremien und tollen Partnern bieten wir für die Branche in den Fachforen und an den Messeständen unserer Aussteller ein hohes Niveau und relevante Themen für einen erfolgreichen und effizienten Messebesuch direkt im Herzen der Medizintechnik in Stuttgart. Wer regional in Europa sourcen will oder den Markteintritt in Europa anstrebt, ist auf der MedtecLIVE also genau richtig.»
Volles Programm
An den drei Messetagen stehen Dialog, Wissensaustausch und Netzwerken im Vordergrund. Im Fokus dabei: Prozesse, Maschinenbau und Herstellung von Medizintechnik. «Fast die Hälfte aller ausstellenden Unternehmen kommt aus diesen Themengebieten. Daneben sind Materialien und Komponenten sowie Dienstleistungen stark vertreten. Wir erwarten rund 400 Aussteller vom Start-up bis zum Konzern», so Boss.
Das Vortragsprogramm der MedtecLIVE umfasst praxisrelevante und wissenschaft-

Die MedtecLIVE 2024 bietet 100 Prozent Medizintechnik von der Entwicklung und dem Design bis zur Fertigung. (Bild: zVg)
liche Beiträge von rund 50 Referenten zu den Trendthemen Automatisierung, Digitalisierung und Circular Economy sowie die aktuellen Verordnungen für Medizinprodukte, insbesondere die Europäische Verordnung für Medizinprodukte (MDR) und die Verordnung für In-vitro-Diagnostika (IVDR) und wird von zahlreichen renommierten Partnern mitgestaltet und unterstützt. Einen weiteren Schwerpunkt bildet die Transformation aus anderen Branchen in die Medizintechnik. «Der Markt für Medizinprodukte wächst, viele Unternehmen aus der Metallverarbeitung oder der Elektro- und Elektronik-Industrie sehen im Einstieg in die Medizintechnik eine echte Chance. Auch für diese noch branchenfremden Unternehmen wollen wir Wissen und Kontakte bieten», kommentiert Boss. «Zudem erwarten wir offizielle Delegationen aus Irland, Kanada und Tschechien.
Auch die Nähe zur Schweiz und zu Frankreich trägt zur Internationalität der MedtecLIVE bei», so Boss weiter.
Produktinnovationen und Netzwerkausbau
Eine besondere Rolle bei der MedtecLIVE spielen auch die Gemeinschaftsstände. Auf dem geförderten Gemeinschaftsstand «Young Innovators» präsentieren sich zum Beispiel junge innovative Unternehmen der Medizintechnik aus Deutschland und zeigen unter anderem neuartige LaserTechnologien, KI-basierte Patentrecherchetools oder innovative Silikonentwicklungen. «Wenn es um Produktinnovationen, neue Technologien und Geschäftsmodelle geht, leisten Start-ups einen wichtigen Beitrag für die Herausforderungen der Branche. Ihre Bühne finden sie auf dem Gemeinschaftsstand «Young Innovators». Bis
zu 60 Prozent der Standkosten bekommen Start-ups vom Bundesamt für Wirtschaft und Ausfuhrkontrolle erstattet», sagt Boss. Daneben bietet der MedicalMountainsGemeinschaftsstand mit weit über 30 Unternehmen einen Dreh- und Angelpunkt für Informationen, Diskussionen und Begegnungen entlang der Prozess- und Wertschöpfungskette in der Medizintechnik. Für eine nachhaltige und komfortable Anreise nach Stuttgart sorgen tägliche Bus-Transfers aus Tuttlingen und am zweiten Messetag aus Nürnberg.
Customer Centricity im Fokus
die Formteilqualität
die Formteilqualität
Weitere Gemeinschaftsstände werden unter anderem vom Verband Deutscher Maschinen- und Anlagenbau e. V., Verband Deutscher Werkzeug- und Formenbauer e. V. und von der Bayern Innovativ GmbH organisiert.
Einen weiteren Schritt hin zu mehr ganzjährigem Dialog zwischen Besuchern, Ausstellern und der Branche hat die MedtecLIVE bereits im Februar vorgestellt: die digitale MedtecLIVE Community. Als zentraler Teil der neuen Website MedtecLIVE. com schafft sie ein Vernetzungs- und Informationsangebot, das weit vor der Messe Menschen zu den für sie relevanten Themen und Fragestellungen zusammenbringt. Die Aussteller und Besucher können Neuigkeiten zu Unternehmen oder Themen abonnieren, sich vor der Messe direkt austauschen und Termine vereinbaren und den Dialog dann in Stuttgart vor Ort persönlich fortsetzen. Mit dem Erwerb der Marke T4M wurde vereinbart, dass die MedtecLIVE bis ein -
schliesslich 2024 jährlich zwischen Nürnberg und Stuttgart wechselt. Wo die Fachmesse im Jahr 2025 stattfinden wird, wird im Rahmen der MedtecLIVE 2024 bekannt gegeben. «Als Veranstalter befinden wir uns in stetigem Austausch mit der MedTech-Community. Denn das Herz der Medizintechnik schlägt in Süddeutschland und damit auch der Bedarf einer hochkarätigen Fachmesse und Events in Süddeutschland», sagt Boss, «Im Rahmen der Initiative «Customer-Centricity» werden wir den Brand MedtecLIVE gemeinsam mit unseren Kunden so weiterentwickeln, dass er die Bedürfnisse und Wünsche der Kunden bestmöglich berücksichtigt.»
Kontakt www.medteclive.com n
Kühlen und Temperieren mit System Energiekosten
Kühlen und Temperieren mit System Energiekosten
Systeme für die Kunststoffindustrie
Produkte und Lösungen
Brehm - Ihr Peripherie Spezialist -
• Energieeffizienz
• Produktivitätssteigerung
• Wirtschaftlichkeit
• Nachhaltigkeit
• von der Planung bis zur Ausführung – alles aus einer Hand
• Qualität und Kundenfreundlichkeit sind unser Erfolgsrezept
• Unsere Ruhe schafft Freiraum für das Wesentliche
• Flexibilität durch unser grosses Ersatzteillager
Ihre jahrelangen Erfahrungen im Bereich der Medizintechnik bringt die motan Gruppe in spezielle MED-Ausführungen verschiedener Produktlinien ein und unterstützt damit die Kunststoffverarbeiter bei der Einhaltung regulatorischer Anforderungen.
Medizinprodukte sind auf sehr lange Stabilität und Kontinuität ausgelegt. Der Medizintechnik Markt gilt als beständig und krisensicher. Dem gegenüber stehen lange Entwicklungszeiten, starre und strenge Regularien sowie ein damit verbundener grosser Aufwand in allen Stufen der Produktentstehung. Nachverfolgbare, validierte, transparente und hygienische Verarbeitungsprozesse sind die Voraussetzung. Und diese fangen bereits beim Materialmanagement an. Ihre jahrelangen Erfahrungen im Bereich der Medizintechnik bringt die motan Gruppe in spezielle MED Ausführungen verschiedener Produktlinien ein und unterstützt die Kunststoffverarbeiter damit, die speziellen Anforderungen der Medizin und Pharmaindustrie optimal zu erfüllen. Der Medizintechnik Markt wächst trotz hoher regulatorischer Anforderungen und geopolitischer Veränderungen. Frost & Sullivan prognostiziert für die kommenden Jahre ein durchschnittliches jährliches Wachstum des globalen MedizintechnikMarktes in der Grössenordnung von rund 5 Prozent. Das Anwendungsfeld für Kunststoffe scheint grenzenlos. Ob chirurgische
Instrumente, Beatmungsgeräte DiagnostikKomponenten, Spritzen, Implantate und Prothesen oder Einweg Laborprodukte wie Küvetten und Pipettenspitzen, ob Kleinserie oder Massenprodukt – die Regularien müssen beherrscht werden. Dazu zählen etwa die Erfordernisse der GMP (Good Manufacturing Practices), die Vorschriften der amerikanischen Regulierungsbehörde FDA (Food and Drug Administration) oder der EMA (European Medicines Agency) sowie das Qualitätsmanagementsystem EN ISO 13485 für Medizinproduktehersteller.
Sichere, stabile und saubere Produktionsprozesse
Als Weltmarktführer entwickelt und baut motan Produkte, Anlagen und Systemlösungen für das komplette Rohstoffhandling. Vom kontaminationsfreien Lagerungsprozess in Kleinbehältern oder Aussensilos über die lückenlos dokumentierte Trocknung sowie hochpräzise und konstante Dosier und Mischtechnologie bis hin zum verwechslungssicheren Förderkonzept bietet motan massgeschneiderte Lösungen inklusive intelligenter Steuerungs und

Regelungstechnologie für die Medizin und Pharmaindustrie.
Die Gefahr von Partikelkontaminationen gilt es von der Anlieferung der Rohware, wie Granulate, Masterbatches und Additive, bis zum Endprodukt auszuschliessen. Daher hat motan speziell für Kunststoffverarbeiter in der Medizin und Pharmaindustrie die Fördergeräte Metro G med sowie das gravimetrische Chargendosierund Mischgerät Gravicolor 110 med konzipiert. Die umfangreiche Gerätefamilie Metro G med basiert auf der etablierten Metro G Serie und erfüllt alle strengen Hygieneanforderungen gemäss FDA 21 CFR. Besonderes Augenmerk wurde bei der Entwicklung auf den prozesssicheren Einsatz im Reinraum gelegt. Spezialfilter mit hochwertigen FDA konformen Dichtungen sowie elektropolierte Edelstahloberflächen sorgen für einen zuverlässigen, staub und kontaminationsfreien Betrieb. Ein Highlight ist das neue Membran Implosionsvakuumventil, das ohne Druckluft auskommt.
Die neue FDA konforme Version des gravimetrischen Chargendosier und Mischgeräts Gravicolor 110 med entwickelte motan für das flexible und zuverlässige Mischen und Dosieren in Spritzguss, Blasform und Extrusionsanwendungen. Die integrierte und verbesserte IntelliBlend Analysefunktion erfasst Rezeptur, Material sowie Einsatzumgebung und doku mentiert alle Prozessdaten. Diese lückenlose Protokollierung ist unabdingbar für eine durchgängige Chargenverfolgung.
Kontakt motan gmbh
D 88316 Isny
+49 7562 76 100 www.motan group.com
Die Entwicklung von Spritzgussbauteilen unter dem Aspekt der Nachhaltigkeit stellt aufgrund der starken Wechselwirkungen und meist fehlenden Daten eine grosse Herausforderung dar. Durch integrative Simulation und den Einsatz von Optimierungsroutinen lassen sich zumindest die Wechselwirkungen direkt abbilden und der Materialeinsatz unter Berücksichtigung der Herstellbarkeit und des Auslastungsgrades minimieren.
Elia Jenni ¹ Dominik Schmid ² Mario Studer ³Aufgrund der üblicherweise hohen Stückzahlen von Spritzgussbauteilen, bewirken auch kleine Gewichtseinsparungen oft eine deutlich spürbare Reduktion des Materialverbrauchs, der Zykluszeit und somit des
1 Elia Jenni, Wissenschaftlicher Mitarbeiter
² Dominik Schmid, ehem. wissenschaftlicher Mitarbeiter
³ Mario Studer, Fachbereichsleiter Simulation & Design, alle IWK, Rapperswil Jona
CO2-Fussabdruckes. In Anbetracht des steigenden gesellschaftlichen und politischen Drucks ist die Optimierung des Materialaufwands durch geeignete Geometriegestaltung somit ein bedeutender Stellhebel für das Nachhaltigkeitsbestreben der Kunststoffindustrie. Bei einer Reduktion des Gewichtes wird jedoch die Materialauslastung üblicherweise erhöht und die Betrachtung der Herstellbarkeit und Tragsicherheit nochmals wichtiger. Der entsprechende Bedarf an Simulationskapazität und -knowhow führt dazu, dass das Potenzial in vielen Branchen zurzeit noch nicht ausgereizt wird. Um dem entgegenzuwirken, soll die verknüpfte Betrachtung von
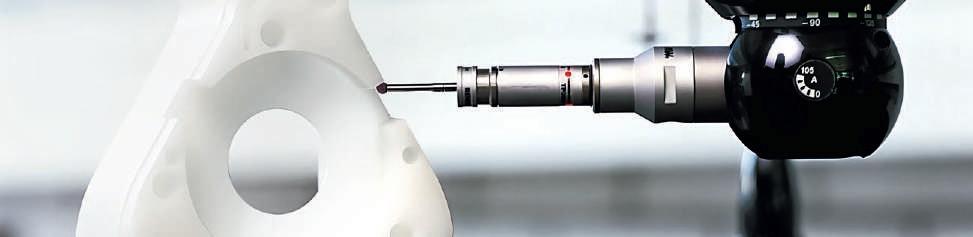
Herstellbarkeit und Tragsicherheit in einer automatisierten Optimierungsroutine erfolgen, wie das IWK an einem Beispiel für kurzfaserverstärkte Bauteile aufzeigen konnte (Bild 1).
Die durch die Anwendung bestimmten Anforderungen an ein Spritzgussbauteil fliessen sowohl bei der Gestaltung der Geometrie wie auch der Wahl des Werkstoffs und des Herstellungsprozesses mit ein. Aufgrund der in Bild 2 dargestellten starken Wechselwirkungen zwischen Bauteil, Geometrie, Werkstoff und Herstellungsprozess sind diese Einflussgrössen
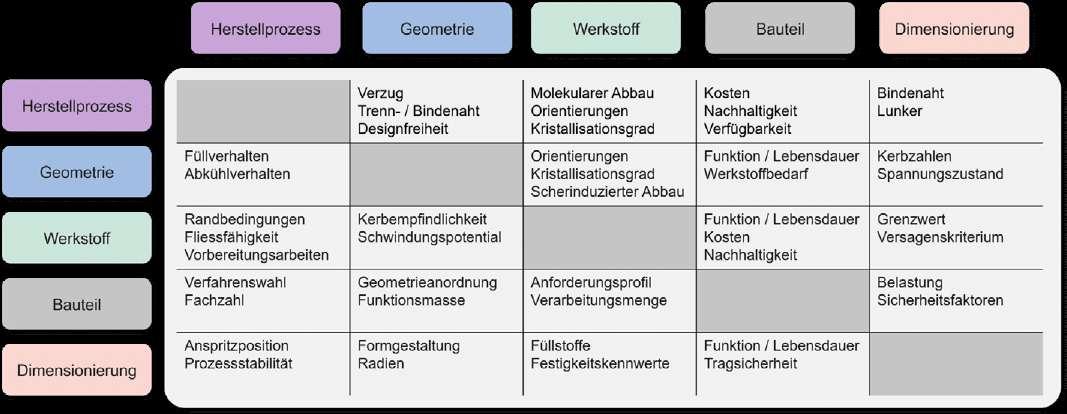
jedoch schwer voneinander trennbar und müssen für eine zuverlässige Dimensionierung stets geschlossen betrachtet werden. So beeinflusst beispielsweise die Änderung eines geometrischen Merkmals, wie die Reduktion einer Wanddicke, das Füllverhalten, somit die Orientierungen der Molekülketten und entsprechend die mechanischen Eigenschaften des Bauteils.
Durch den Einsatz von kurzfaserverstärkten Werkstoffen wird die Abhängigkeit der Einflussgrössen nochmals verstärkt. Denn die von der Füllung abhängige Faserorientierung beeinflusst nicht nur die Festigkeit, sondern auch die Steifigkeit. Während der Einfluss auf die Festigkeit durch Abminderungsfaktoren angenähert werden kann, bestimmt die Steifigkeit das Deformationsverhalten des Bauteils und muss für eine aussagekräftige Struktursimulation zwingend berücksichtigt werden.
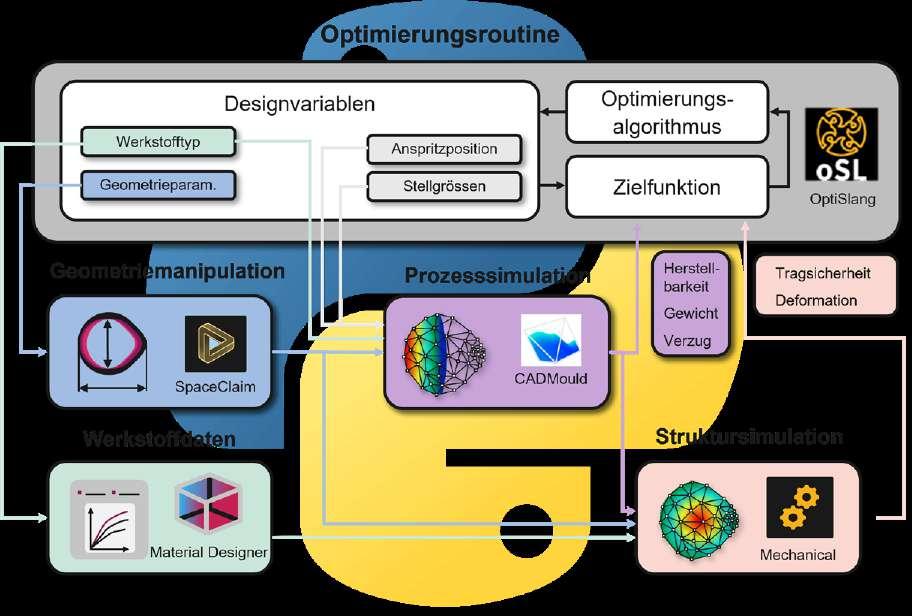
Um den Wechselwirkungen bereits bei der Designgestaltung Rechnung zu tragen, gilt es diese Abhängigkeiten möglichst umfassend abzubilden und in einer Optimierungsroutine zusammenzuführen. Zentral ist dabei die Durchgängigkeit der Daten, welche dank der Python-Schnittstelle in Ansys und CADMould gewährleistet werden konnte. Aus OptiSlang, dem Optimierungstool von Ansys, werden über PythonCodes die Designvariablen der einzelnen Einflussgrössen variiert, Zwischenergebnisse weitergeleitet und die Zielgrössen
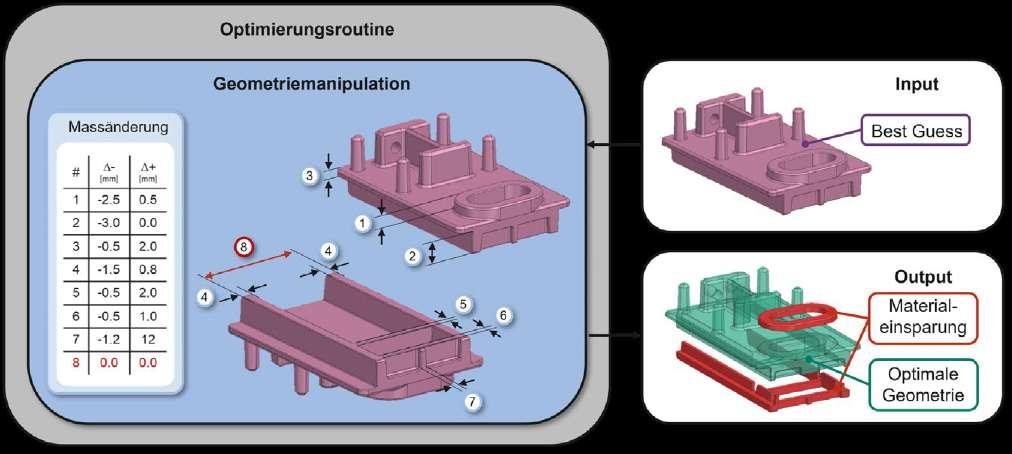
des aktuellen Designs bewertet. Somit entsteht ein optimales Design, welches sowohl die Anforderungen an die Tragsicherheit als auch die Herstellbarkeit erfüllt. Der Mehrwert einer solchen Routine wird am Beispiel einer Profilaufnahme aus PA-GF50 konkret sichtbar (Bild 3).
Geometriemanipulation
Die Designgestaltung der Profilaufnahme erfolgt über ein parametrisches 3D-Modell in Ansys-SpaceClaim. Dabei werden die in Bild 3 aufgezeigten Masse variiert und das aktuelle Design jeweils der Füll- und Struktursimulation zugewiesen. Aus 150 Designvarianten konnte so automatisiert ein optimales Design mit einer Gewichtsreduktion von 25 % ermittelt werden.
Herstellbarkeit
Für die Beurteilung der Herstellbarkeit wird für jedes Design eine Füllsimulation in CADMould durchgeführt. Neben dem variablen Design, wird dabei zusätzlich der Anspritzpunkt diskret variiert, die Faserorientierung für die Struktursimulation extrahiert und der Fülldruck als restringierte Zielgrösse berücksichtigt. Beim optimalen Design konnte gegenüber dem initialen Design eine Zykluszeitreduktion von rund 1.5 s erzielt werden, während die Fülldruckänderung im einstelligen Prozentbereich liegt.
Materialmodellierung [1]
Um die anisotropen Eigenschaften von PAGF50 abzubilden, wird mit Hilfe des Mate -
rial-Designers von Ansys ein variables, richtungsabhängiges, nichtlineares Materialmodell definiert. Somit können die mechanischen Eigenschaften in der Struktursimulation dem lokalen Orientierungstensor entsprechend angepasst und so ein möglichst realitätsnahes Strukturverhalten erzeugt werden. Aufgrund der hohen Anforderungen wurde der Materialtyp für den vorliegenden Anwendungsfall nicht zusätzlich als Optimierungsvariable implementiert, was aber grundsätzlich möglich wäre.
Dimensionierung [2]
Mit Ansys-Mechanical wird schliesslich die Tragsicherheit anhand der Tsai-Hill Festigkeitshypothese bewertet. Dies ermöglicht die Bewertung des Auslastungsgrades in Abhängigkeit des lokalen Orientierungstensors und somit eine zuverlässige Dimensionierung von kurzfaserverstärkten Bauteilen. Die Festigkeitshypothese wird mit Hilfe von Python Results direkt in Mechanical implementiert und als Zielgrösse definiert. Somit kann während der Optimierung garantiert werden, dass sich der initiale und als Zielwert definierte Auslastungsgrad trotz deutlicher Gewichtsabnahme nicht verändert und die Tragsicherheit weiterhin gegeben ist.
Die Optimierungsroutine hat mit einer Gewichtsreduktion von 25% ihr Potenzial deutlich aufgezeigt. In kurzer Zeit konnte eine Vielzahl an Designvarianten automa -
tisiert verglichen und bewertet werden. Im Beispiel der Profilhalterung konnte die Rechenzeit, dank einer Rechenleistung von 12 Kernen und der parallelen Berechnung von drei Designvarianten, auf 13 h reduziert werden. Zusammen mit einem rund zweitägigen Arbeitsaufwand für das Aufsetzen der Routine, wird die Entwicklungszeit somit nur geringfügig verlängert. Grundsätzlich lässt sich die vorliegende Routine einfach mit weiteren nachhaltigkeitsrelevanten Optimierungsvariablen, wie z. B. dem Werkstofftyp, und Zielgrössen, wie dessen initial und durch die Verarbeitung angereicherten CO2-Fussabdruck, erweitern. Der aktuelle Mangel an verlässlichen und auf den Herstellungsprozess bezogenen Daten soll unter anderem im Rahmen eines gross angelegten Flagship-


Projektes «Towards a NetZero Plastics Industry» der InnoSuisse verringert werden. Zudem soll darin ein Design-Tool geschaffen werden, welches eine einfache Abschätzung und weiterführende Optimierung des CO2-Fussabdruckes ermöglichen wird.
Danksagung
Die Autoren bedanken sich bei CADFEM Schweiz AG und der SIMCON kunststofftechnische Software GmbH für deren Unterstützung bei der Realisierung der vorliegenden Routine.
Quellen
[1] F. Pavia, R. Iten, F. Negri, N. Bahamonde, G. Barandun, and F. Ehrig. Structural Analysis of short fiber reinforced plastics. Ansys, Inc., 2021.
[2] M. Stommel, M. Stojek, and W. Korte. FEM zur Berechnung von Kunststoff- und Elastomerbauteilen. Carl Hanser Verlag, 2018.
[3] D. Schmid, Fibreloop (unveröffentlichte Masterarbeit, MSE Mechanical Engineering), OST Ostschweizer Fachhochschule, 2024.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Prof. Dr. Mario Studer OST Ostschweizer Fachhochschule Eichwiesstrasse 18b CH-8645 Rapperswil-Jona www.ost.ch n
Plastservice GmbH Schäracher 12 CH-6232 Geuensee
Telefon +41 41 450 15 60 info@plastservice.ch plastservice.ch
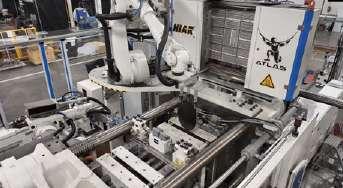
Zwei ausgewiesene Spezialisten kooperieren mit dem Ziel, den Umbau von Passagier- zu Frachtflugzeugen technisch und wirtschaftlich effizienter zu gestalten. Das amerikanische NIAR-Institut untersucht, wie sich moderne Composite-Technologien sicher und effizient für die Luftfahrt anwenden lassen. KraussMaffei bringt seine Grossserienkompetenz aus der Automobilindustrie ein. Das Ergebnis ist ein Beispiel für gelungene Metallsubstitution.
Es gibt sogar ein eigenes Wort dafür: Prachter. Entstanden in der Corona-Krise, als kaum Menschen reisten, bezeichnet es einen (temporär) als Frachtflugzeug genutzten Passagierjet. Und auch die Dauerlösung ist gebräuchlich: Luftschiffe, die nicht mehr den neuesten Komfort bieten, machen als Cargomaschinen immer noch eine gute Figur. Die Nachfrage ist gross, denn der Anschaffungspreis beträgt nur einen Bruchteil von Neuflugzeugen.
Der fachgerechte Umbau sieht unter anderem vor, dass die zahlreichen Fensteröffnungen geschlossen werden, was bisher mit Metallplatten geschieht. Moderne Faserverbundkunststoffe könnten aber die gleiche Stabilität bieten. Und das bei geringeren Kosten, weniger Eigengewicht und einem Bruchteil des zeitlichen Aufwands. Das NIAR-Institut (National Institute for Aviation Research) der Wichita State University (Kansas, USA) und KraussMaffei haben hierfür ihre Kompetenzen gebündelt und eine Leichtbaulösung im FiberForm-Verfahren entwickelt. Bei FiberForm wird ein sogenanntes Organoblech, thermoplastisch imprägnierte Endlosfasern, ins Werkzeug eingelegt, geformt und umspritzt.
Für die Fensterplatten geschieht dies auf einer GXW 450-2000/1400 mit einer Wendeeinheit. Entstanden ist so eine ovale Platte, deren Geometrie sich am originalen Flugzeugfenster orientiert, aber punktuell – etwa mit rippenförmigen Versteifungen – angepasst wurde, um den Druckbelastungen standzuhalten. Für die gewünschten mechanischen Eigenschaften verwendete das Team um Dr. Waruna Seneviratne (NIAR) und Eugen Schubert

Die mit FiberForm hergestellten thermoplastischen Fensterverschlüsse. (Bilder: NIAR)
(KraussMaffei) die Hochleistungskunststoffe LM-PAEK mit AS4-Kohlefasern für das 16-lagige Organoblech und PEEK (mit 30 Prozent Faserverstärkung) für das Umspritzen.
20 Prozent leichter als die Lösung aus Metall
Der grösste Vorteil des schnellen Spritzgiessens gegenüber der Metallbearbeitung ist dabei die kurze Taktzeit: Innerhalb einer Stunde können 40 Fensterverschlüsse hergestellt werden. Zusätzlich bieten die bei FiberForm eingesetzten Thermoplaste die Möglichkeit, Bauteile zu schweissen. Sie verfügen über eine grosse Schlagzähigkeit, sind widerstandsfähig gegen hohe Temperaturen, chemische und umweltbedingte Einflüsse und zusätzlich flammhemmend.
Verglichen mit der Vorlage aus Metall (590 Gramm) bringt die Composite-Variante
des Fensterverschlusses rund 20 Prozent weniger Gewicht auf die Waage. Das Team arbeitet bereits an einer weiteren Optimierung, um eine Einsparung von 40 Prozent zu erreichen. Der nächste Schritt bei NIAR ist nun, die Fensterverschlüsse weiteren Funktionstests – etwa hinsichtlich der Langlebigkeit – zu unterziehen, um dann ein serienreifes Bauteil zertifizieren lassen zu können.
Dank der schnellen Taktzeiten im Spritzgiessen entstehen in einer Stunde bis zu 40 Composites-Fensterverschl ü sse im FiberForm-Verfahren.

Auf einer GXW 450-2000/1400 mit Wendeeinheit von KraussMaffei erforscht das NIAR-Institut die Möglichkeiten des FiberForm-Verfahrens f ü r die Luftfahrt.
Von der Erfahrung aus der Grossserie profitieren
Das NIAR-Institut untersucht mit seinem Labor Atlas (Advanced Technologies Lab for Aerospace Systems) Fragestellungen wie diese und bildet gleichzeitig das Fachpersonal von morgen aus. Insgesamt sind an sechs NIAR-Standorten rund 1600 Mit-
Weitere Stärken sind:
• ausgezeichnetes Rückstellverhalten
• sehr gute Gleit- und Abriebeigenschaften
• breite Chemikalienbeständigkeit
• geringe Wasseraufnahme
Scannen Sie den QR-Code für weitere Infos
arbeiter aktiv, wobei das Gesamtvolumen der F&E-Projekte bei 300 Millionen Dollar liegt.
Die Kooperation von NIAR und KraussMaffei läuft seit zwei Jahren und Dr. Waruna Seneviratne (Leiter NIAR Atlas) betont: «KraussMaffei hat nicht nur eine vielfältig einsetzbare Maschine aufgebaut, sondern hilft uns aktiv vor Ort bei der Prozessentwicklung. Unsere Studenten profitieren enorm von dieser Praxiserfahrung und dem Kontakt zu Protagonisten echter Lieferketten. Unser Ziel ist, die effizienten Verfahren aus der Automobilproduktion auf die Luftfahrt zu übertragen – wie etwa FiberForm.»
Kontakt www.kraussmaffei.com n
Geringe globale Erwärmung
Tiefe C02 Bilanz
Potenzial :3.08 kg CO₂-eq
SAXAKETON
Hoch Effizient
Kurze Zykluszeiten schnellere Kristallisation
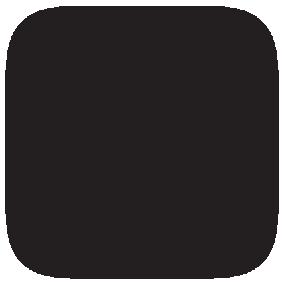
Intelligentes Spritzgiessen ist ein Eckpfeiler in der globalen Digitalisierungsstrategie von Schneider Electric – und Kistler ist zur Stelle, um den Weltkonzern auf dem Weg zu Industrie 4.0 zu unterstützen. Messtechnik und Prozessüberwachungssysteme von Kistler sind der Schlüssel, um die Fertigungsprozesse von Schneider für anspruchsvolle elektrische Komponenten zu digitalisieren und zu optimieren – hin zu mehr Produktqualität, Prozessstabilität und Transparenz in allen Bereichen.
Das Unternehmen Schneider Electric SE mit Hauptsitz in Rueil-Malmaison (F) gehört zu den «Fortune Global 500». Die Hauptgeschäftsfelder der 1836 gegründeten, multinationalen Gruppe sind intelligente Energieverteilung sowie elektrische Fassungen und Steuerungskomponenten für die Industrieautomation. Mit mehr als 120 000 Mitarbeitenden weltweit erreichte Schneider Electric 2022 einen Umsatz von etwa 34 Mrd. Euro, verteilt auf über 100 Standorte und Regionen. In China, wo das Unternehmen seit 1987 tätig ist, betreibt Schneider Electric vier Forschungsund Entwicklungszentren sowie 23 Werke mit landesweit etwa 17 000 Mitarbeitenden. Das Unternehmen hat ausserdem eine tragende Rolle bei den Initiativen «Digitale Innovation» und «Grüne Dekarbonisierung» inne, die China auf allen Ebenen vorantreibt.
Echtzeit-Überwachung: der Schlüssel zur Verbesserung
Schneider Electric strebt danach, das Konzept des intelligenten Spritzgiessens in seinen Produktionsbetrieben weltweit umzusetzen. Um dieses Ziel zu erreichen, fördert Schneider den Einsatz der Technologie von Kistler im gesamten Unternehmen. Zum Einsatz kommt insbesondere das Komplettpaket, das Werkzeuginnendrucksensoren sowie passende Datenverarbeitungs- und Softwaremodule aus einer Hand umfasst. Schneider Electric China und Kistler haben ihre Zusammenarbeit in der zweiten Hälfte des Jahres 2020 begonnen, nicht lange nach dem ersten Kontakt der beiden Unternehmen. Die Abteilung Spritzgiessen von Schneider Electric China profitiert zunehmend von dieser Partnerschaft, die auch die konkrete

Unterstützung mit technologischem Knowhow durch Ingenieure von Kistler China beinhaltet. Auf diese Weise haben die beiden Unternehmen bereits viele praktische Probleme gemeinsam gelöst. Long Shunmao, KIP Technology Leader bei Schneider Electric GSC China und Spritzgiessexperte, ist verantwortlich für die Produktion des Minitop, einer Komponente aus dem Niedrigvolt-Elektroverteiler-Portfolio des Unternehmens. Um höchste Produktqualität und Prozesssicherheit zu gewährleisten, kombinierte Long wissenschaftliches Vorgehen beim Spritzgiessen mit Werkzeuginnendruck- und Temperatursensoren mit einem Prozessüberwachungssystem von Kistler. Das Verfahren zielt besonders darauf ab, fünf im Spritzgiessprozess nicht direkt beobachtbare Variablen und ihre Schwankungen zu verstehen und zu steuern: Einspritzgeschwindigkeit, Schmelze -
temperatur, Schmelzedruck sowie Kühltemperatur und -zeit.
«Die Minitop Produkte müssen strenge Qualitätskriterien erfüllen, etwa hinsichtlich Stärke, Dimensionen und Lebensdauer», berichtet Long. «Deshalb hatten wir in der anfänglichen technologischen Evaluation seitliche Anschnitte für das Werkzeugdesign und Polyamid 66 (PA66) ausgewählt – ein Material mit einem Glasfaseranteil von 60 Prozent und 12 Millimeter langen Fasern. Die Herausforderung war, auf dieser Basis einen zuverlässigen, stabilen Prozess zu entwickeln. Kistler hat uns hier die richtige Lösung geliefert.»
Höhere Produktqualität, weniger Ausschuss
Um die Qualität zu sichern und die Prozessdaten zu visualisieren, wurden vier Werkzeuginnendrucksensoren 6182D und
zwei Temperatursensoren 6195B von Kistler im Werkzeug installiert. Der 6182D ist ein piezoelektrischer Miniatur-Druckaufnehmer mit einem Durchmesser von 2,5 Millimetern, einem Messbereich bis zu 2000 bar und einer flexiblen Anschlussoption (Einzelkabel oder Distanzhülse).
Das Prozessüberwachungssystem ComoNeo visualisiert und bewertet die von den Druck- und Temperatursensoren zur Verfügung gestellten Daten. Es stellt über den gesamtem Spritzgiessprozess hinweg Echtzeitkurven bereit. Wie bei der Kombination von Tunnelanschnitten mit einem Material mit langen Glasfasern zu erwarten war, ergaben sich zusätzliche Herausforderungen bei der Prozessqualität, so dass die gefertigten Teile bei verschiedenen Eigenschaften Abweichungen aufwiesen, etwa bei den Abmessungen. In Übereinstimmung damit zeigten die Druckkurven des ComoNeo Systems ein Missverhältnis zwischen den Tunnelanschnitten und den langen Glasfasern auf, so dass der Schmelzefluss in der Nähe der Anschnitte oft behindert oder versperrt war. Das ComoNeo System erkannte ausserdem ungleiche Füllstände zwischen den Kavitäten. Long berichtet: «Zuerst haben wir die Hauptursache des Problems ermittelt. Daraufhin konnten wir die Qualitätsstandards für jeden Prozess definieren und anpassen, was die Fertigungsleistung erheblich steigerte.» Dabei wurden mehrere Features des Prozessüberwachungssys -
tems von Kistler zur Qualitätssicherung und Optimierung angewendet: die Überwachung und Steuerung der Werkzeugtemperatur mit Hilfe von Sensorsignalen und die Steuerung der V/P-Umschaltung, um eine stabile Füllung zu garantieren (ComoNeoSwitch). Hinzu kam die Separierung von Ausschuss auf Basis festgelegter Qualitätskriterien sowie ein Stopp der Produktion im Fall abnormer Bedingungen (z. B. Abnutzung, hohe Temperatur etc.).
Die ganzheitliche Prozessoptimierung reduzierte die Ausschussrate in dieser Anwendung stark – von 13 auf acht Prozent insgesamt. Die fertigen Teile werden zusätzlichen Röntgen- und Belastungstests unterzogen (aufspannen, auslösen, biegen), um eine einheitliche Qualität zu erreichen. Und Long hat bereits die nächsten Schritte im Blick: «Theoretisch könnte die Ausschussrate für diese herausfordernde Komponente auf etwa 1 Prozent gesenkt werden – vor allem, wenn wir zusätzlich das Feature ComoNeoMultiflow einsetzen.» Diese Softwareerweiterung für ComoNeo erlaubt eine auf dem Werkzeuginnendruck beruhende Balancierung des Heisskanals und kann so Material- und Prozessschwankungen automatisch kompensieren.
Das übergeordnete Ziel von Schneider GSC China ist es, ein Steuerungssystem
mit geschlossenem Regelkreis auf Basis dynamischer Messtechnik für das Spritzgiessen zu etablieren. Das schliesst eine intelligente und automatische Regelung in einem selbstlernenden Prozess ein, der eine stabile Produktqualität ohne menschliche Eingriffe garantiert. Dies würde Level 3 im intelligenten Spritzgiesskonzept entsprechen. Basieren könnte die Lösung auf automatischer Temperaturanpassung (für multiple Einspritzdüsen) und automatischer Umschaltung (V/P) mittels Schneckenposition und Werkzeuginnendruck. Long Shunmao resümiert: «Spritzgiessingenieure brauchen effiziente Methoden, um vielfältige, sich immer wieder ändernde Kombinationen von Werkzeugen, Materialien und Peripherie zu überprüfen und die damit verbundenen Herausforderungen zu meistern. Mit Hilfe von intelligenten Spritzgiesslösungen und der professionellen Beratung von Kistler ist es dem Fertigungsteam von Schneider Electric gelungen, drei wichtige Ziele zu erreichen: innovative Digitalisierung des Spritzgiessprozesses, weniger Energieverbrauch und höhere Produktivität.»
Kontakt
Kistler Group
CH-8408 Winterthur info@kistler.com www.kistler.com n

Profitieren Sie von wertvollem Austausch und Networking bei unseren Impuls-Treffs für die Kunststoffbranche!
«Der Impuls-Treff war für mich eine grossartige Gelegenheit zum Netzwerken. Die lockere Atmosphäre und das offene Miteinander haben dazu beigetragen, dass ich mich schnell integriert und wertvolle Geschäftspartner gefunden habe. Besonders begeistert hat mich der Referent Claudio Scicchitano mit seinen Fachkenntnissen zur künstlichen Intelligenz (KI). Er betonte die Lernkurve im Umgang mit KI und das mögliche Potenzial auch in einer Produktionsabteilung. Er wies uns aber auch auf die Gefahren hin, wie das Verraten von

Céline Felder, Bereichsleiterin Produktion REX, 3A Composites CORE MATERIALS (Bilder: KUNSTSTOFF.swiss).
Entdecken Sie unsere branchenspezifischen Aus- und Weiterbildungen. Webinar-Termine werden bald bekannt gegeben. Bleiben Sie up-to-date und erhalten Sie alle Informationen zu unserem Angebot, indem Sie unseren Newsletter abonnieren: www.kunststoff.news
ERFA-Tagung in Rapperswil Ausbildung und Erfahrungsaustausch für Kontaktpersonen für Arbeitssicherheit und Gesundheitsschutz sowie Sicherheitsbeauftragte zu Themen wie Arbeiten in der Höhe und Evakuierung von Gebäuden. Die Teilnehmenden erhalten eine Bestätigung mit zwei Fortbildungseinheiten (FBE).
ERFA-Tagung in Olten Ausbildung und Erfahrungsaustausch für Kontaktpersonen für Arbeitssicherheit und Gesundheitsschutz sowie Sicherheitsbeauftragte zu Themen wie Arbeiten in der Höhe und Evakuierung von Gebäuden. Die Teilnehmenden erhalten eine Bestätigung mit 2 FBE.
KOPAS – Einführungskurs für Mitglieder ASGS in Aarau
Der Praxisteil findet im KATZ statt. Unser Sicherheitsingenieur Dr. rer. nat. Bruno Albrecht, bespricht mit Ihnen wichtige gesetzliche Grundlagen, das Sicherheitsmanagement-System und führt praktische Übungen und Gruppenarbeiten durch.
Geschäftsgeheimnissen durch KI-Systeme. Ich kann den Impuls-Treff nur allen weiterempfehlen.»
Melden Sie sich jetzt an und erweitern Sie Ihr Netzwerk bei unseren nächsten ImpulsTreffs zum Thema künstliche Intelligenz:
22. August 2024 in Basel – 18. September 2024 in St. Gallen
Wann
18. Juni
25. Juni
28. August

Die Branchenlösung für die Kunststoffindustrie
Seit dem 1. Januar 2000 sind alle produzierenden Unternehmen verpflichtet, die Arbeitssicherheit und den Gesundheitsschutz gemäss der «Verordnung über die Verhütung von Unfällen und Berufskrankheiten» (VUV) zu gewährleisten und nach der EKAS-Spezial-Richtlinie 6508 «Richtlinie über den Beizug von Arbeitsärzten und andere Spezialisten der Arbeitssicherheit» systematisch sicherzustellen.
KUNSTSTOFF.swiss bietet mit der spezifisch auf die Kunststoffindustrie ausgerichteten Branchenlösung eine kostengünstige und effiziente Möglichkeit, die gesetzlichen Vorgaben für Arbeitssicherheit und Gesundheitsschutz zu erfüllen. Damit trägt sie dazu bei, Unfälle zu reduzieren, Mitarbeiter zu schützen und Arbeitsausfälle zu minimieren.
Sicherheit hat höchste Priorität, insbesondere in der Welt der produzierenden Unternehmen. Diese sind gesetzlich dazu verpflichtet, Arbeitssicherheit und Gesundheitsschutz (ASGS) sicherzustellen. Unsere ASGS-Branchenlösung bietet ein umfassendes Sicherheitsmanagement-System für die Kunststoffindustrie. Zudem umfasst sie branchenspezifische Schulungen für Kontaktpersonen der Arbeitssicherheit (KOPAS), darunter die Grundausbildung, jährliche Weiterbildungen in Form von ERFA-Tagungen und Webinaren. Vor kurzem wurde unsere Branchenlösung von der Schweizerischen Gesellschaft für Arbeitssicherheit (SGAS) offiziell als Fortbildungsinstitution anerkannt.
KOPAS-Grundausbildung wurde praxisorientierter gestaltet, indem der Selbststudienteil erweitert wurde, was an der physischen Veranstaltung mehr Raum für praktische Übungen ermöglicht. Statt reinem Frontalunterricht wird nun ein Teil der Ausbildung eigenständig im Selbststudium erarbeitet, um am Kurstag gezielt auf Fragen einzugehen und besonders wichtige Aspekte zu vertiefen. Ausserdem werden wir neu den praktischen Teil der KOPASGrundausbildung im Kunststoff Ausbildungs- und Technologie-Zentrum (KATZ) in Aarau durchführen. Dies ermöglicht den Teilnehmenden, gezielte Übungen zur Gefährdungsermittlung direkt an Maschinen und Anlagen durchzuführen.
beitet. Dieses Jahr setzen wir uns intensiv mit Themen wie dem Arbeiten in der Höhe und der Evakuierung von Gebäuden auseinander. Ein Teil wird aus dem Austausch von Fragen und Antworten und dem Bericht von eigenen Erfahrungen bestehen.
Das Feedback aus Umfragen nach unseren Aus- und Weiterbildungsveranstaltungen hat einen klaren Trend gezeigt: Die Teilnehmenden wünschen sich mehr Praxisbezug. Als Reaktion darauf haben wir verschiedene Massnahmen ergriffen, um diesem Bedürfnis gerecht zu werden. Die
Die jährlichen Weiterbildungen finden in Form von 1-tägigen ERFA-Tagungen statt, die verschiedene Formate wie Referate, Workshops und Erfahrungsaustausch umfassen. Diese praxisorientierten Veranstaltungen ermöglichen es den Teilnehmenden, das Gelernte unmittelbar in ihren Arbeitsalltag zu integrieren. Beispielsweise werden während der ERFA-Tagungen Arbeitsblätter für den Betrieb oder Konzepte wie ein Evakuationsplan gemeinsam erar-

ERFA-Tagung 2023: Notfallsituationen erkennen und sofortige Massnahmen umsetzen.
Die Schweizerische Gesellschaft für Arbeitssicherheit (SGAS) unterstützt die Fachkräfte für Arbeitssicherheit und Gesundheitsschutz und fördert die Anerkennung ihrer Arbeit in der Öffentlichkeit, Industrie und im Gewerbe. Sie hat unser Kursangebot geprüft und bestätigt, dass wir alle erforderlichen Standards erfüllen. Daher wurde unsere Branchenlösung als Fortbildungsinstitution von der SGAS anerkannt. Bei unseren diesjährigen ERFA-Tagungen werden Teilnehmenden zwei Fortbildungseinheiten (FBE) auf ihren Zertifikaten angerechnet. Für andere Veranstaltungen, wie beispielweise Webinare, hängt die Anzahl der FBE von der Dauer der Veranstaltung ab und variiert zwischen einer halben und einer FBE. Die SGAS empfiehlt KOPAS, jeweils zwei Fortbildungseinheiten (FBE) jährlich zu absolvieren. Die Teilnahme an unseren Weiterbildungen steht nun auch Nichtmitgliedern offen. Mehr zu unseren Kursen: www.sicher-ist-besser.ch/KurseASGS
www.sicher-ist-besser.ch und Cinzia Wilhelm von der Geschäftsstelle KUNSTSTOFF.swiss, c.wilhelm@kunststoff.swiss
Kontakt
Kunststoff.swiss
Debora Rondinelli
CH-5000 Aarau
+41 62 834 00 65 d.rondinelli@kunststoff.swiss www.kunststoff.swiss n


Face à l’augmentation des coûts de l’énergie, de nombreuses entreprises actives dans la transformation des matières plastiques prennent des mesures décisives afin de réduire leurs dépenses et d’améliorer leur durabilité. Pour ce faire, il est nécessaire d’optimiser les opérations de production sans compromettre l’efficacité et la qualité.
Richard Pasquier
Bruno Bürgisser, Johannes Konrad, Michaël Angéloz 1
Dans cette optique, il est possible d’analyser et d’optimiser les consommations électriques des machines d’injection et de leurs accessoires lors du processus de transformation des matières plastiques. En comprenant mieux la consommation, il devient possible de la contrôler et donc de réaliser des économies d’énergie. C’est dans ce but que le projet «Perfoplast» a été initié par le Swiss Plastics Cluster, les instituts SeSi et iRAP de la HEIA FR ainsi que 5 partenaires industriels: Admo Plastique S. A., Maillefer Instruments Sàrl filiale de Dentsply Sirona, KBS Spritztechnik GmbH, Mestel S. A. et LEMO S. A. Ce projet collaboratif a été financé par la nouvelle politique régionale NPR du canton de Fribourg.
La motivation générale des entreprises partenaires du projet a été:
De trouver et cibler les points critiques concernant la consommation d’énergie au sein de leur parc de machines – Éliminer/limiter les pertes – Optimiser le processus de transformation des matières plastiques – Diminuer l’impact de l’augmentation des coûts de l’énergie
La feuille de route du projet a été divisé en 2 parties:
1. Analyse pratique auprès des entreprises partenaires, avec des mesures de la consommation électrique sur les machines d’injection lors des productions respectives de chaque partenaire industriel.
2. Analyse scientifique au sein de l’institut iRAP en comparant différents types de machines, matières et paramètres d’injection à partir d’une production de pièces injectées de référence sur un même moule. Les accessoires périphériques tels que les séchoirs et les thermorégulateurs ont été également pris en compte.
Les mesures réalisées en production dans les entreprises partenaires et en laboratoire ont permis, au travers de leurs analyses, de tirer les conclusions suivantes:
– Le type de machine d’injection a un fort impact. Il est évident qu’une machine électrique est nettement plus performante énergétiquement (>50%) qu’une machine hybride ou hydraulique. Il faut cependant considérer cette première conclusion avec précaution étant donné que le choix de machine dépend aussi de son utilisation, qui dans certains cas peut favoriser l’utilisation d’une machine hydraulique.
– Sur les machines d’injection hydrauliques, le point clé est la coupure du groupe hydraulique hors des périodes de production. Dans une moindre mesure, c’est également le cas sur les machines hybrides. Il serait nécessaire de quantifier l’économie que cela pourrait représenter.
– La préparation de la matière (séchage, préchauffage…) est un poste à optimiser et à surveiller hors des périodes de production.
– Le choix de matière représente lui aussi un impact important. Cependant, les variations observées sur la consommation ne sont pas directement impactées par les différentes températures requises par les matières, mais surtout par la modification du temps de cycle que cela peut engendrer.
–
Une grande quantité d’énergie consommée provient du maintien des conditions d’injection. Des économies pourraient alors être réalisées en optimisant le cycle d’injection afin de diminuer la consommation électrique par pièce ou par kilogramme de matière plastique transformée.
– Le manque d’isolation des parties thermiques, allant de la production à l’acheminement de l’énergie chaleur dans la machine, est également une piste im
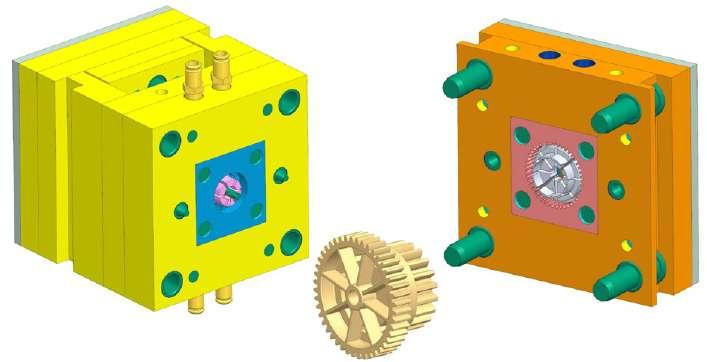
portante d’économie. Le cas optimal serait de limiter la distance entre les thermorégulateurs et le moule, ainsi que d’isoler le circuit pour minimiser les pertes.
Productivité versus efficience énergétique
Durant les périodes de production, des analyses de différents paramètres d’injection ont été réalisés afin d’en évaluer l’impact sur les axes productivité et efficience énergétique.
La productivité représente indirectement le temps de cycle nécessaire à la fabrication d’une pièce plastique injectée. En effet, plus le temps de cycle est court, plus le nombre de pièces injectées dans le même intervalle de temps sera élevé. Une plus haute productivité en sera donc le résultat.
De la même manière pour l’efficience énergétique, plus le temps de cycle est court, plus le processus est efficient énergétiquement, c’est à dire que la consommation électrique par pièce injectée ou par kilogramme de matière plastique transformé sera plus faible. Il serait donc possible d’injecter plus de pièces avec la même consommation d’énergie, selon la figure 2, qui illustre la variation de la consommation électrique par rapport à un réglage référence «REF», pour un temps de cycle long «T09» et un temps de cycle court «T10».
Il est possible d’observer que l’amélioration de la productivité impacte positive
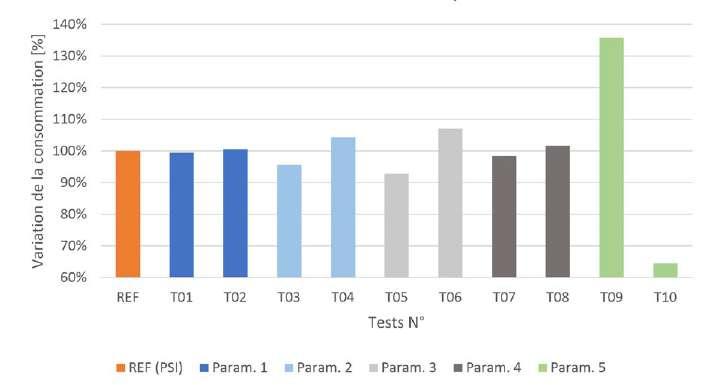
Fig. 2: Influence des paramètres d’injection sur la consommation électrique, comparé au réglage de référence «REF».
ment l’efficience énergétique. Afin de confirmer la corrélation de ces deux indicateurs de performance, un nombre représentatif de lots de production chez les partenaires industriels ont été analysés en utilisant différents types de machines et de matières.
En représentant graphiquement ces données, il est possible d’observer qu’une corrélation existe effectivement entre la productivité et l’efficience énergétique.
Conclusion
L’analyse des mesures réalisées lors de ce projet collaboratif ont permis aux partenaires industriels d’identifier les points critiques des processus de transformation de matière plastique concernant les pertes d’énergie. L’optimisation du processus

d’injection dans sa globalité a un impact important sur la productivité et l’efficience énergétique. Il s’agit donc d’un axe d’amélioration principal quant à l’économie d’énergie liée à la production.
Contacts
HEIA FR (HES SO)
Institut SeSI/Institut iRAP
Pérolles 80
CH 1700 Fribourg
www.heia fr.ch
www.irap.heia fr.ch
Swiss Plastics Cluster
Passage de Cardinal 1
CH 1700 Fribourg
info@swissplastics cluster.ch www.swissplastics cluster.ch n
Im Innosuisse Projekt 59281.1 IP-ENG soll beim Laserdurchstrahlschweissen der Strahlengang durch den transparenten Fügepartner bei unterschiedlichen Einfallswinkeln und variierenden Materialdicken simuliert werden. Um die Simulation möglichst genau darstellen zu können, sollen in einem ersten Schritt Schweissnahtfestigkeiten bei optimaler Leistungsdichteverteilung untersucht werden. Hierzu werden Zugversuche an flachen Schweissproben durchgeführt. Die relevanten Schweissparameter werden ermittelt und ein Prozessfenster für die Materialkombination PC/PC-ABS wird definiert.
Prof. Dr. Pierre Jousset, Behdad Sadeghian, Jan Vollenweider ¹ Alexander Franke, Daniel Csati, Carsten Wenzlau ²
Das Laserdurchstrahlschweissen ist beim Fügen von Kunststoffen mit dem Laser das am häufigsten angewendete Verfahren. Die Ermittlung der Prozessparameter ist iterativ und wird zu jeder Materialkombination neu evaluiert.
Beim Laserdurchstrahlschweissen durchdringt der Laserstrahl das erste, transparente Bauteil, während das zweite Bauteil den Laserstrahl absorbiert. Die absorbierte Energie wird in Wärme umgewandelt und schmilzt die Kontaktzone zwischen den zwei Substraten auf. Dieser Bereich erstarrt beim Abkühlen und bildet so eine Schweissnaht. Das Laserdurchstrahlschweissen ist eine effiziente Fügetechnik für Thermoplaste, die industriell auch für die Herstellung von komplexen dreidimensionalen Schweissnähten eigesetzt werden kann.
Die Anzahl und die Variation der Eingangsparameter wie der Winkel des Laserstrahls, seine Geschwindigkeit, die Leistung der Laserquelle, der Thermoplast und seine zu durchstrahlende Dicke sowie der auf die beiden Substrate ausgeübte Anpressdruck, machen die Bestimmung optimaler Prozessparameter nicht trivial.
1 Prof. Dr. Pierre Jousset, Behdad Sadeghian, Jan Vollenweider, alle IWK
² Alexander Franke, Daniel Csati, Carsten Wenzlau, alle drei Leister Technologies
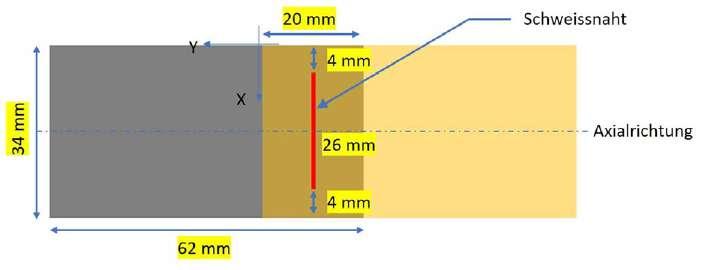
In diesem Artikel werden die wichtigsten Parameter des Laserdurchstrahlschweissens für das Konturschweissen der Materialkombination PC/PC ABS sowie deren Abhängigkeiten untersucht. Hierfür werden Proben für Zugscherversuche hergestellt, anhand derer die Qualität und Festigkeit der Schweissnähte untersucht werden.
Das Ziel dieser Arbeit ist somit die Arbeitsfeld und Laserschweissparameter zu ermitteln, die die optimalen mechanischen Eigenschaften der Schweissnaht widerspiegeln.
Der Versuchsaufbau und die Durchführung sind vom Equipment abhängig. Die Schweissversuche sind mit einer Laserschweissanlage der Firma Leister durchgeführt worden. Die Anlage ist wie folgt ausgestattet:
• Diodenlaser
– Wellenlänge 975 nm
– 100 W maximale optische Ausgangsleistung im cw Betrieb
• Scanner Optic AT
– F Theta Linse mit einem Bearbeitungsfeld von 100 mm × 100 mm
– Spotdurchmesser 0,85 mm
– Maximale Geschwindigkeit 5000 mm/s
Um die Festigkeit der Schweissnaht zu untersuchen, sind Flachproben aus transparentem PC und absorbierenden PC ABS
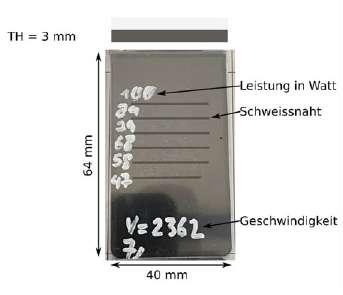
Bild 2: PC-PC/ABS Proben für die Bewertung von Schweissparametersätzen.
hergestellt worden. Die Länge und Breite beider Proben ist mit 64 mm × 40 mm konstant gehalten, die Dicke der Proben variiert zwischen 1 und 3 mm beim transparenten PC und ist mit 3 mm beim absorbierenden PC ABS konstant gehalten. Um die Schweissversuche vergleichen zu können und die Parameterkombinationen klein zu halten, werden die Spannkraft und der Spotdurchmesser konstant gehalten. Die Geschwindigkeit des Laserstrahls ist in Schritten von 377 mm/s zwischen 100 und 5000 mm/s variiert und die Laserleistung in 11 W Schritten von 5 W bis 100 W eingestellt worden.
In einem ersten Schritt werden dann die Probekörper an mehreren Stellen mit unterschiedlichen Parametersätzen und mit einer Schweissnahtlänge von 26 mm geschweisst und anschliessend visuell untersucht.
In einem zweiten Schritt werden Proben für Zugscherversuche hergestellt. Hierbei werden die beiden Substrate mit nur einer 26 mm langen Schweissnaht, die senkrecht zur axialen Richtung angeordnet ist, verbunden. Um einen reproduzierbaren Schweissprozess zu gewährleisten und den Einfluss von Randeffekten zu minimieren, wird die Schweissnaht genau in der Mitte des Überlappungsbereichs und 4 mm von den Kanten entfernt positioniert. Die Abmessungen der Probekörper sind in Bild 1 dargestellt
Die Zugscherfestigkeit der Proben wird einen Tag nach der Schweissung im Prüflabor mit einer Prüfgeschwindigkeit von 1 mm/s gemessen.
Für die visuelle Auswertung der ersten Schweissversuche sind Proben bei unterschiedlichen Laserleistungen und konstanter Geschwindigkeit hergestellt worden. Bei zwei verschiedenen Dicken des transparenten Materials sind das 260 Schweissungen auf 26 Substratpaarungen. In Bild 2 ist eine Schweissprobe beispielhaft dargestellt. Bei Laserleistungen kleiner 36 W ist eine Schweissnaht nicht mehr ersichtlich.
Für eine visuelle Beurteilung sind die Schweissnähte in vier unterschiedliche Kategorien eingeteilt. In Bild 3 ist die Einteilung für jeden geprüften Parametersatz ersichtlich.
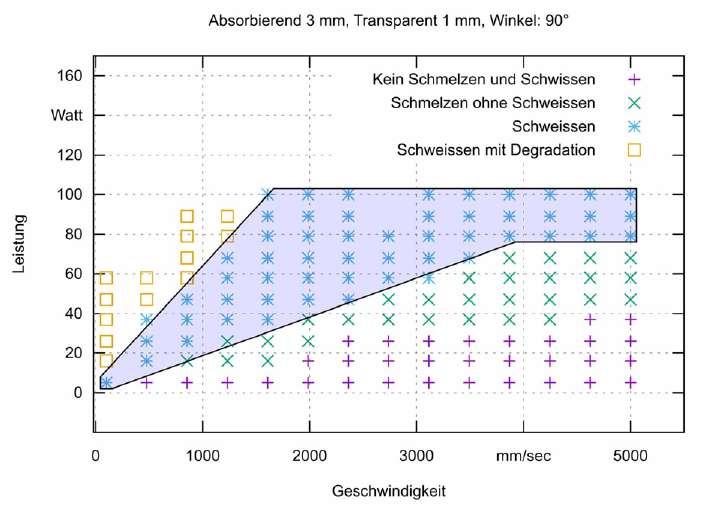
1. Die Kunststoffe schmelzen nicht und keine Schweissnaht ist sichtbar (violette + Zeichen).
2. Die Kunststoffe schmelzen, jedoch reicht die Energie noch nicht aus, um eine Schweissnaht zu erzeugen (grüne × Zeichen).
3. Die Kunststoffe sind geschmolzen und geschweisst (blaue * Zeichen).
4. Die Kunststoffe sind geschmolzen, geschweisst und degradiert (orange Zeichen).
Die visuelle Auswertung ergibt einen Schweissbereich, der durch die blauen Sterne visualisiert wird. Diese Auswertung kann die Festigkeit der Schweissnaht nicht eindeutig bestimmen, gibt aber für die weiteren Versuche eine Richtung.
Der grösste Bereich, in dem eine Schweissung stattgefunden hat, liegt bei Geschwindigkeiten zwischen 854 mm/s und 2362 mm/s und Laserleistungen von 37 W bis 100 W. Für die Zugscherversuche wurden 5 Parametersätze aus dem gefundenen Bereich ausgewählt. Pro Parametersatz wurden jeweils 3 Schweissproben erzeugt.
Die Auswahl der Parametersätze und die durchschnittlichen Ergebnisse der Zugscherversuche sind in der Tabelle dargestellt.
Die obengenannten Parameter können in Bestrahlungsstärke (I ) («irradiance») und der Laser Polymer Wechselwirkungszeit ( T ) zusammengefasst werden. Diese Parameter beeinflussen den Wärmeeintrag und die Wärmediffusion im Kunststoff. Die
Versuch # Geschwindigkeit in mm/s Leistung in Watt Schweissnahtfestigkeit in MPa
Verhältnis von Leistung zu Geschwindigkeit in Watt s/mm
Tabelle: Zugscherfestigkeit der Schweissnaht als Funktion des Verhältnisses von Laserleistung zur Geschwindigkeit.
an. Sie ist hauptsächlich die zeitlich integrierte Bestrahlungsstärke. Unter Annahme, nicht von der Zeit abhängig sind, lässt sich die Bestrahlung wie folgt definieren:
festigkeit der Schweissnaht
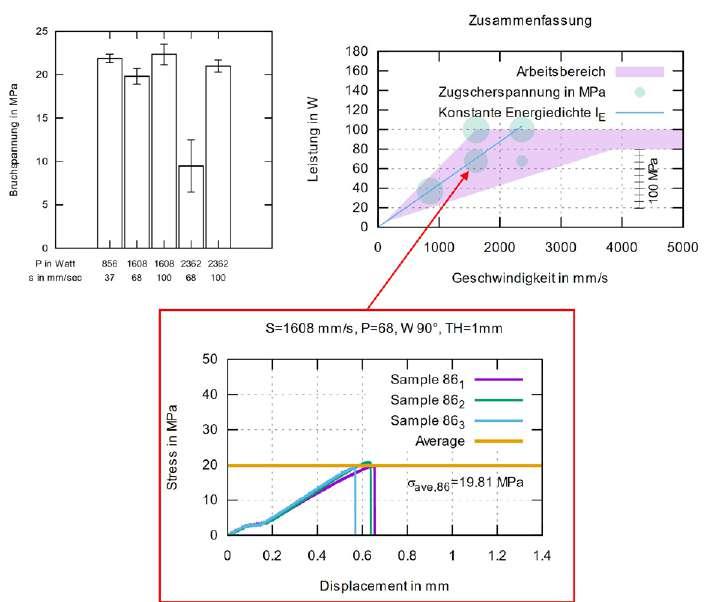
Es folgt, dass die Bestrahlung proportional zur Laserleistung und zur Laser-Polymer Wechselwirkungszeit ist. Sie ist umgekehrt proportional zur gesamten bestrahlten Idealfall lässt sich die Fläche durch die Breite des Spots mal die Länge des Schweissnahtverlaufs rechnen. Dadurch kann die Formel zur Berechnung der Bestrahlung wie folgt
durch die Breite des Spots mal die Länge des Schweissnahtverlaufs rechnen. Dadurch kann die Formel zur Berechnung der Bestrahlung wie folgt vereinfacht werden:
Wobei B der Breite der bestrahlten Fläche entspricht. Als Folge dieser Vereinfachung Bestrahlung entweder durch Erhöhung der Laserleistung oder durch Verringerung Geschwindigkeit bzw. der Spotgrösse erhöht.
Wobei B der Breite der bestrahlten Fläche entspricht. Als Folge dieser Vereinfachung wird die Bestrahlung entweder durch Erhöhung der Laserleistung oder durch Verringerung der Geschwindigkeit bzw. der Spotgrösse erhöht.
Verhältnisses von Laserleistung zur
en in den drei Versuchen 1, 4 und 5 (in grün in der Streuung von weniger als 10%. Dies könnte darauf zurückzuführen sein, dass Leistung und Geschwindigkeit für diese 3 Versuche nahezu identisch ist.
(englisch: «irradiance») und die Diese Parameter beeinflussen
Die Schweissnahtfestigkeiten in den drei Versuchen 1, 4 und 5 (in grün in der Tabelle) zeigen eine Streuung von weniger als 10 %. Dies könnte darauf zurückzuführen sein, dass das Verhältnis von Leistung und Geschwindigkeit für diese 3 Versuche nahezu identisch ist.
Bestrahlungsstärke wird als die der eingehenden Energie im Verhältnis zur Grösse der Fläche (A)
Eine Zusammenfassung der Ergebnisse, bei der die Zugscherfestigkeiten und Parametersätze kombiniert sind, ist in Abbildung 4 dargestellt Der Radius der durchschnittlichen Schweissnahtfestigkeit. Die blaue Linie stellt exemplarisch zwischen Leistung und Geschwindigkeit dar, entlang dessen konstant ist. Unterhalb der blauen Linie ist die Zugscherfestigkeit
festigkeit der Schweissnaht als Funktion des Verhältnisses von Laserleistung zur
Die Laser-Polymer-Wechselwirkungszeit hängt von der Schweissgeschwindigkeit (S) und der Länge der Schweissnahtverlauf (L) ab Unter konstanter Geschwindigkeit wird sie wie folgt definiert:
Parameter können in Bestrahlungsstärke (I) (englisch: «irradiance») und die Wechselwirkungszeit (T) zusammengefasst werden. Diese Parameter beeinflussen die Wärmediffusion im Kunststoff. Die Bestrahlungsstärke wird als die P) der eingehenden Energie im Verhältnis zur Grösse der Fläche (A)
Bestrahlungsstärke wird als die gesamte Laserleistung (P) der eingehenden Energie im Verhältnis zur Grösse der Fläche ( A) definiert:
Parameter können in Bestrahlungsstärke (I) (englisch: «irradiance») und die Wechselwirkungszeit (T) zusammengefasst werden. Diese Parameter beeinflussen die Wärmediffusion im Kunststoff. Die Bestrahlungsstärke wird als die P) der eingehenden Energie im Verhältnis zur Grösse der Fläche (A)
Die Bestrahlung (����! ) (englisch: radiant exposure) gibt die einfallende Strahlungsenergie pro Fläche an. Sie ist hauptsächlich die zeitlich integrierte Bestrahlungsstärke. Unter Annahme, dass P und A nicht von der Zeit abhängig sind, lässt sich die Bestrahlung wie folgt definieren:
Die Bestrahlung (I E) (irradiant exposure) gibt die einfallende Strahlungsenergie pro Fläche an. Sie ist hauptsächlich die zeitlich integrierte Bestrahlungsstärke. Unter Annahme, dass P und A nicht von der Zeit abhängig sind, lässt sich die Bestrahlung wie folgt definieren:
Wechselwirkungszeit hängt von der Schweissgeschwindigkeit (S) und der Länge f (L) ab. Unter konstanter Geschwindigkeit wird sie wie folgt definiert:
Wechselwirkungszeit hängt von der Schweissgeschwindigkeit (S) und der Länge (L) ab. Unter konstanter Geschwindigkeit wird sie wie folgt definiert:
Die Laser Polymer Wechselwirkungszeit hängt von der Schweissgeschwindigkeit (S ) und der Länge des Schweissnahtverlaufs (L) ab. Unter konstanter Geschwindigkeit wird sie wie folgt definiert:
(englisch: radiant exposure) gibt die einfallende Strahlungsenergie pro Fläche die zeitlich integrierte Bestrahlungsstärke. Unter Annahme, dass P und A abhängig sind, lässt sich die Bestrahlung wie folgt definieren:
Es folgt, dass die Bestrahlung proportional zur Laserleistung und zur Laser PolymerWechselwirkungszeit ist. Sie ist umgekehrt proportional zur gesamten bestrahlten Fläche. Im Idealfall lässt sich die Fläche
Es folgt, dass die Bestrahlung proportional zur Laserleistung und zur Laser-PolymerWechselwirkungszeit ist. Sie ist umgekehrt proportional zur gesamten bestrahlten Fläche Im Idealfall lässt sich die Fläche durch die Breite des Spots mal die Länge des Schweissnahtverlaufs rechnen. Dadurch kann die Formel zur Berechnung der Bestrahlung wie folgt vereinfacht werden.
(englisch: radiant exposure) gibt die einfallende Strahlungsenergie pro Fläche die zeitlich integrierte Bestrahlungsstärke. Unter Annahme, dass P und A abhängig sind, lässt sich die Bestrahlung wie folgt definieren:
Eine Zusammenfassung der Ergebnisse, bei der die Zugscherfestigkeiten und die entsprechenden Parametersätze kombiniert sind, ist in Bild 4 dargestellt. Der Radius der Kreise entspricht dabei der durchschnittlichen Schweissnahtfestigkeit. Die blaue Linie stellt exemplarisch ein konstantes Verhältnis zwischen Leistung und Geschwindigkeit dar, entlang dessen die Zugscherfestigkeit praktisch konstant ist. Unterhalb der blauen Linie ist die Zugscherfestigkeit geringer als oberhalb. Die Ergebnisse zeigen exemplarisch, wie in einer Laserschweissanlage die Leistung und Geschwindigkeit beim Konturschweissen gewählt werden können, um eine Schweissnaht mit hoher Qualität und hohen mechanischen Eigenschaften zu erhalten. Diese Arbeit wird in Zukunft erweitert, um den Einfluss des Einfallwinkels des Laserstrahls und der Dicke des transparenten Substrats zu berücksichtigen, die in einem industriellen Laserschweissprozess häufig variieren können.
Wobei B der Breite der bestrahlten Fläche entspricht. Als Folge dieser Vereinfachung wird die
Bestrahlung proportional zur Laserleistung und zur ist. Sie ist umgekehrt proportional zur gesamten bestrahlten Fläche Fläche durch die Breite des Spots mal die Länge des Schweissnahtverlaufs die Formel zur Berechnung der Bestrahlung wie folgt vereinfacht werden.
Bestrahlung proportional zur Laserleistung und zur Sie ist umgekehrt proportional zur gesamten bestrahlten Fläche Fläche durch die Breite des Spots mal die Länge des Schweissnahtverlaufs die Formel zur Berechnung der Bestrahlung wie folgt vereinfacht werden.

bestrahlten Fläche entspricht. Als Folge dieser Vereinfachung wird die
bestrahlten Fläche entspricht. Als Folge dieser Vereinfachung wird die durch Erhöhung der Laserleistung oder durch Verringerung der der Spotgrösse erhöht.
Eine Zusammenfassung der Ergebnisse, bei der die Zugscherfestigkeiten und die entsprechenden Parametersätze kombiniert sind, ist in Abbildung 4 dargestellt. Der Radius der Kreise entspricht dabei der durchschnittlichen Schweissnahtfestigkeit. Die blaue Linie stellt exemplarisch ein konstantes Verhältnis zwischen Leistung und Geschwindigkeit dar, entlang dessen die
Zusammenfassung und Ausblick
Der Einfluss der Parameter auf die Schweissnahtfestigkeit beim Laserdurchstrahlschweissen im Konturverfahren ist in dieser Arbeit untersucht worden. Weil die Untersuchungen an Flachproben durchgeführt wurden, ist der Parameter Spannkraft vernachlässigbar, wenn er gross genug eingestellt ist. Die Schweissnahtbreite wird hauptsächlich durch den Spotdurchmesser bestimmt. Wenn dieser konstant gehalten wird, ist der Parameter auch vernachlässigbar. Die Parameter Geschwindigkeit und Laserleistung sind jedoch zu berücksichtigen und Bestandteil der Untersuchungen.
In einer ersten Untersuchung sind unterschiedliche Parametersätze visuell untersucht und bewertet worden. Aus der ermittelten Bewertungsmatrix sind dann Parametersätze ausgewählt und neue Proben geschweisst worden, die dann durch Zugscherversuche bewertet wurden.
Wenn die Schweissfläche konstant gehalten wird, ist die Festigkeit innerhalb des Prozessfensters nahezu konstant, solange das Verhältnis von Laserleistung zu Geschwindigkeit in etwa gleich gehalten wird. In der Praxis kann also die Schweisszeit entlang einer Geraden eingestellt werden, was industriell genutzt werden kann, um den Schweissprozess der Zykluszeit anzupassen.
Diese Arbeit zeigt exemplarisch, wie Anwender einer Laserschweissanlage, die Leistung und die Geschwindigkeit des Lasers beim Konturverfahren wählen können, um eine Schweissnaht mit hoher Qualität zu erreichen.
Bei Scanner Optiken trifft der Laserstrahl unter einem variierenden Winkel auf eine Ebene. Dadurch wird aus einem Spotdurchmesser eine ovale Strahlform und die Fläche der Strahlung bzw. deren Leistungsdichteverteilung verändert sich. In weiteren Versuchen soll diese Abhängigkeit auf die Qualität der Schweissnaht
untersucht werden. Die Ergebnisse der Untersuchungen sollen die Simulation der Leistungsdichteverteilung beim Durchstrahlen des transparenten Fügepartners nicht nur im Zweidimensionalen, sondern auch bei komplexen dreidimensionalen Bauteilen unterstützen.
Danksagung
Dieser Artikel wurde in Rahmen des Innovationsprojekts 59281.1 IP ENG geschrieben und veröffentlicht. Das Projekt wird finanziell gefördert von Innosuisse – der schweizerischen Agentur für Innovationsförderung.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Prof. Dr. Pierre Jousset OST Ostschweizer Fachhochschule Eichwiesstrasse 18b CH 8645 Rapperswil Jona www.ost.ch n
PERFECT MATCH
Finden Sie den passenden Kandidaten!
Schnell zum größten und meistgenutzten Stellenmarkt

Einmal buchen –
60 Tage Laufzeit
E-Mail Alerts an potenzielle Bewerber
Kostenlose Verlängerung der Laufzeit auf Kundenwunsch uvm.

Wer Kunststoffe umweltfreundlicher herstellen und ihre Recyclingfähigkeit verbessern will, muss neue Zutaten ausprobieren und die Bestandteile des «Plastiks» immer wieder trennen und neu mischen. Hierbei hilft an der Hochschule Bielefeld neuerdings ein 800 000 Euro teurer Doppelschneckenextruder. Mit ihm wollen die Forschenden unter anderem Farbstoffe auf Algenbasis ausprobieren und hartnäckige Kunststoffverbindungen aufdröseln, um die Grundstoffe wiederverwerten zu können.
Dr. Lars Kruse ¹
Wenn Johannes Brikmann nicht in der Experimentierhalle der HSBI stehen würde, könnte man auf die Idee kommen, er arbeite in der Grossküche der benachbarten Cafeteria: «Wir können mit der Anlage zerkleinern, zerteilen, mischen und portionieren», berichtet der 37-jährige Ingenieur über seinen Arbeitsplatz. Auch wenn es dabei oft um Rezepturen oder Zutaten geht, beschäftigen sich Brikmann und die AG Bielefelder Kunststofftechnik nicht mit der Zubereitung von Speisen, sondern mit den Kunststoffen der Zukunft. Ihr Arbeitsplatz befindet sich in der grossen Experimentierhalle im Untergeschoss des HSBIHauptgebäudes und hört auf den etwas putzigen Namen Doppelschneckenextruder.
Nachbildung industrieller
Rund fünf Meter lang und drei Meter in der Breite messen die verschiedenen Komponenten des Extruders, mit dem das Team um Johannes Brikmann und sein Laborleiter, Professor Dr. Bruno Hüsgen, Prozesse der Kunststoffproduktion realistisch nachbilden kann. «Mit dem Extruder können wir sowohl neue Materialien entwickeln als auch vorhandene gezielt verändern, indem wir beispielsweise neue Stoffe zumischen oder andere abbauen», erklärt Hüsgen die Haupteinsatzgebiete der fachsprachlich auch Compounder genannten Anlage. Er steht vor einem der Träger der Plattform in der Halle und deutet auf mehrere niedrige Rollwagen, auf
1 Dr. Lars Kruse, Ressort Hochschulkommunikation, Hochschule Bielefeld

(v.l.): Johannes Brikmann und sein Prof. Bruno Hüsgen von der AG Kunststoffe und Tessa Strümpfler und Dr. Thomas Zimmermann von der AG Patel nutzen die Synergien einer Forschungskooperation. (Bild: P. Pollmeier/HSBI)
denen Pumpen und Trichter montiert sind. Von hier führen Schläuche in ein kastenförmiges, langgestrecktes Gehäuse, an dessen Ende ein stattlicher Elektromotor montiert ist. Unter dieser Hülle findet sich das namensgebende Element der Anlage: zwei – «Schnecken» genannte – spiralförmige Drehstäbe, die in einem mit Heizbändern ummantelten Zylinder rotieren.
In diesen Zylinder wird zu Beginn des Extrusionsverfahrens über einen Trichter oberhalb der Anlage Kunststoffgranulat eingefüllt, das die Grundlage jedes Kunststoffprodukts bildet. Durch die Rotation der Schnecken werden die Granulatkörnchen entlang des Zylinders zu einer Düse am Ende der Anlage transportiert. Dabei entsteht Reibung. Gleichzeitig werden Heizbänder zugeschaltet, und so wirken bis zu 450 °C Hitze auf das eingefüllte Material. Unter dem Einfluss der beiden Faktoren können die Granulate in alle denkbaren Aggregatzustände versetzt werden.
Häufig werden sie aufgeschmolzen. Andere Ausgangsstoffe behalten ihre Konsistenz, werden neu gemischt oder durch Zusätze mit individuellen Eigenschaften ausgestattet. Am Ende des Vorgangs wird die nun «Extrudat» genannte Masse wie beim Formen von Spritzgebäck durch eine Düse gedrückt und erhält so ihre endgültige Form.
Doch zuvor kommen die Rollwagen mit ihren Pumpbehältern ins Spiel: Mit ihrer Hilfe können dem Kunststoff während des Vorgangs bestimmte Zusätze beigemischt werden. Durch diese «Additive» erhält der Kunststoff individuelle Eigenschaften. Sie garantieren bspw., dass das Endprodukt sich auch unter Beanspruchung nicht verformt, seine Farbe verliert oder feuerfest ist. «Das Besondere bei diesem Compounder ist, dass wir nicht nur alle industriell verwendeten Additive zumischen können, sondern auch neue Additive auf Pflanzen -
basis ausprobieren können, die eine schonende Temperaturführung benötigen», weist Bruno Hüsgen auf ein weiteres Charakteristikum des Extruders hin – er kann für die Entwicklung nachhaltiger Kunststoffe eingesetzt werden.
Biopolymere und Recycling
Ein aktuelles Beispiel für die Forschung der Arbeitsgruppe an nachhaltigen Kunststoffen ist ein neues Blend aus den beiden natürlich vorkommenden Rohstoffen Polylactid (Kurz PLA) und Polyhydroxybuttersäure (PHB). Ihren Einsatz könnte die Verbindung aus Sicht Brikmanns zukünftig in nachhaltigen Verpackungen finden, die sich unter den richtigen Bedingungen vollständig biologisch abbauen liessen. Bei der Entwicklung des neuen Materialmix machte sich das Team ausgerechnet die Schwachpunkte der beiden Polymere zu eigen: «PHB ist sehr spröde, während PLA nur eine niedrigere Temperaturbeständigkeit aufweist. Durch die Mischung heben sich die Nachteile beider Sorten auf. In kombinierter Form werden die Nachteile zu positiven Eigenschaften eines neuen Rohstoffs, der ohne den Einsatz von Erdöl auskommt», illustriert Brikmann, der gerade an seiner Promotion sitzt, den Entwicklungsprozess. Auch in technischen Bauteilen mit kurzer Halbwertzeit oder als Verpackung von Medizinprodukten mit meist kurzer Lebensdauer könnte das gleichermassen zähe wie hitzebeständige Polymer Anwendung finden.
Recycling bisher kaum recycelbarer Kunststoffe
Ein weiterer Ansatz des Teams um Hüsgen und Brikmann ist die Verlängerung von Kunststoff-Lebenszyklen durch Recycling. Dafür haben sie sich mit der Gruppe der Elastomere einen bisher eher «schwierigen Kandidaten» ausgesucht. Dieser Grundstoff für Reifen, Dichtungen und Gummibänder hat durch lange Molekülketten den Vorteil, äusserst dehnbar und elastisch zu sein. Kommt ein mit Elastomeren hergestelltes Kunststoffprodukt an sein Lebensende wird aber genau die vernetzte, lange Molekülstruktur zum Problem. Denn die Ketten eines Elastomers lassen sich nicht durch den üblichen Recyclingvorgang aus Zerkleinern, Aufschmelzen und Aushärten wiederherstellen. Genau deshalb bleibt für
Elastomerprodukte am Ende ihrer Nutzung bisher vor allem das Downcycling: Aus einem abgefahrenen Autoreifen wird so beispielsweise bestenfalls noch ein Bodenbelag oder die Füllung für Kunstrasenplätze. Meistens werden solche Abfallprodukte jedoch nur thermisch verwertet, sprich: Sie wandern in die Müllverbrennungsanlage oder als Brennstoff in ein Zementwerk. Für Bruno Hüsgen und sein Team ein nicht hinnehmbarer Zustand: «Wir wollen die auf das Material im Compounder einwirkenden Scherkräfte nutzen,
um die Schwefelbindungen im Elastomer zu trennen», erläutert Hüsgen die derzeit laufenden Versuche. «Wenn uns das gelingt, wäre ein werkstoffliches Recycling möglich und damit eine erneute Nutzung des Materials.»
Echte Nachhaltigkeit
Um wirklich nachhaltig zu wirken, muss ein solcher Kreislauf aber nicht nur den Hauptwerkstoff in den Blick nehmen. Auch alle anderen Komponenten eines Endprodukts müssen dann ohne den Einsatz neuen
Wir
18.-20. Juni 2024
Wir sprechen Medizintechnik!
Wir unterstützen Sie bei Ihren Anwendungen:
– Medical- and Pharmaceutical Devices – Healthcare applications
– Biopolymer Medical Grade - applications
Büchler Reinli + Spitzli AG deckt die gesamte Formenbau-Prozesskette ab. Halle 1, Stand 1-428
Wir freuen uns darauf, Ihnen unsere Dienstleistungen zu präsentieren.
Werkzeug- & Formenbau
Werkzeugkonstruktionen | Spritzgussformen
MIM- & Druckgussformen | Vorrichtungsbau
Duroplast- & Mehrkomponentenwerkzeuge
Tiefzieh- & Umform-Werkzeuge
Service & Revision
Werkzeug- & Formenservice
Revisionen von Fremdformen
Artikeländerungen in Fremdformen
Komplette Einsatz- & Ersatzgarnituren
Spezielle Maschinenbauteile
Stanz- & Umformtechnik
Büchler
Reinli + Spitzli AG
Wilerstrasse 98 CH-9230 Flawil
Tel. +41 (0)71 394 13 00 info@brsflawil.ch

(Symbolbild: Shutterstock)
Kunststoffs auf Erdölbasis auskommen. Dazu zählt bspw. auch das Einfärben der entstehenden Kunststoffe. Denn auch Farben und Lacke basieren vielfach auf Erdölprodukten. Das ist der Einsatz für Tessa Strümpfler und Dr. Thomas Zimmermann. Die beiden gehören zum Team der AG von Prof. Dr. Anant Patel, Verfahrenstechniker und HSBI-Vizepräsident für Forschung und Entwicklung, und beschäftigen sich eigentlich mit der Erforschung neuer Pflanzenschutzmittel. Häufig dreht sich ihre Arbeit um die unterschiedlichen Eigenschaften von Algen. Heute interessieren sie sich aber vor allem für die Technik des Doppelschneckenextruders, weil er der Gruppe bei ihren aktuellen Forschungsvorhaben ebenfalls
gute Dienste erweisen könnte. In ihrer Forschung an Blaualgen entwickelte die AG ein Verfahren, mit dem sie aus Algen einen natürlichen und leicht abbaubaren Farbstoff gewinnen kann. Weil dieser der fehlende Baustein für das Schliessen eines nachhaltigen Kunststoffkreislaufs sein könnte, hat sich zwischen den beiden Arbeitsgruppen eine innovative Zusammenarbeit entwickelt: Die AG Patel stellt ihr Wissen rund um pflanzliche Farbstoffe bereit, während die AG Hüsgen ihr Know-how über die Verfahrenstechnik des Extruders für die Versuche der Biotechnologiegruppe einbringt.
«Nur den Kunststoff zu ersetzen und weiterhin Farben aus der Petrochemie zu nutzen, ist keine vollständig grüne Lösung. Dafür braucht es auch auf Seite der Zusätze biobasierte Innovationen», erklärt Thomas Zimmermann wie der Stein für die Zusammenarbeit der beiden Forschungsgruppen ins Rollen kam. «Umgekehrt ermöglicht der Extruder unserer AG, bisher getrennte Verfahren bei der Formulierung unserer Wirkstoffe in einem einzigen Prozess zusammenzuführen», beschreibt Tessa Strümpfler ihr Ziel der Kooperation. Mit der «Formulierung» meint die Biotechnologin die Form, in der ein Wirkstoff an seinen Einsatzort kommt. In ihrem Forschungsfeld arbeiten Strümpfler und Zimmermann aktuell oft mit
Serienproduktionen nach Mass für Unternehmen jeder Grösse. Spezialisiert auf das Laserschneiden und Lasergravieren von Kunststoffen und Holz – Wir kombinieren mit unserer innovativen Fertigungstechnologie Robotertechnik mit präziser Laserbearbeitung. Das Resultat sind kosteneffiziente Lösungen mit minimalsten Materialverlusten und grosser Individualität.
Entdecken Sie die Möglichkeiten und Vorteile auf unserer Website!
Kapseln, die in einem zweistufigen Verfahren zuerst formuliert und anschliessend beschichtet werden. Dies ist oft kostenintensiv. Aufgrund seiner höheren Produktivität und Skalierbarkeit könnte der Extruder schon die Formulierung erheblich günstiger machen. Im besten Fall könnte die abschliessende Beschichtung zukünftig überflüssig werden.
Schritte kombinieren
«Wir arbeiten zwar mit unterschiedlichen Zutaten und Anforderungen, aber wir brauchen beide einen ziemlich teuren Herd, um unsere Produkte in einen industriellen Prozess zu überführen», findet Johannes Brikmann zum Abschluss selbst eine Küchenmetapher für die Kooperation der beiden Forschungsgruppen. Zukünftig soll die Arbeit mit dem Extruder auch für weitere Fragen beider AGs oder für thematisch ähnliche Projekte wie InCamS@BI neue Lösungen eröffnen. Als die Gruppe die Experimentierhalle verlässt, dreht sich Brikmann wie zum Abschied noch einmal zum Extruder um: «Am Ende braucht es einen kreativen Koch, der mit der richtigen Technik und einem guten Rezept ein Produkt schafft, das überzeugt», verrät er augenzwinkernd. Ganz wie nebenan in der Cafeteriaküche also.
Kontakt www.hsbi.de n
Die ISO 9001 ist weltweit die bekannteste Norm im Qualitätsmanagement. Eine korrekte Anwendung im Unternehmen kann unterschiedliche Prozesse optimieren und die Unternehmensleistung auf allen Ebenen verbessern. Die SNV-Academy bietet diverse Weiterbildungen im Bereich Qualitätsmanagement für Einsteiger und Fortgeschrittene an:
– Ein erster fundierter Überblick
– Qualitätsmanagement inkl. SNV-Personenzertifikat
– Internes Marketing für Qualitätsmanager/innen – so können Sie wirkungsvoll überzeugen
– Qualitätsprüfung effizient gestalten
– Wie den KVP im Unternehmen umsetzen?

(Bild: SNV)
– Schlanke QM-Dokumentation
– Interner Auditor / Interne Auditorin inkl. SNV-Personenzertifikat
– Online-Infoanlass zu Qualitätsmanagement ISO 9001 mit Update zur Revision
Haben Sie Fragen? Dann melden Sie sich bei der Schweizerischen Normen-Vereinigung (SNV) unter academy@snv.ch oder +41 52 224 54 64.
Der Master of Advanced Studies (MAS) in Kunststofftechnik an der Fachhochschule Nordwestschweiz FHNW vermittelt Wissen und Kompetenzen, um innovative und weltweit konkurrenzfähige Produkte aus Kunststoff oder Faserverbundmaterialien zu entwickeln. Den Absolventinnen und Absolventen öffnen sich neue Türen für eine Karriere in der Kunststoff- und Faserverbundtechnik.
Der MAS Kunststofftechnik ist ein dreisemestriges, berufsbegleitendes Studium mit abschliessender Master-Arbeit. Der modulare Aufbau ermöglicht es, Lehrgänge unabhängig voneinander als Certificate of Advanced Studies (CAS) zu besuchen und zu einem späteren Zeitpunkt zu einem MAS zusammenzufügen. Das erlaubt es, die Weiterbildung flexibel zu gestalten und an das eigene berufliche Umfeld anzupassen.
Der Unterricht ist praxisnah und abwechslungsreich gestaltet. Praktika in den Laboren ermöglichen es, die Theorie zeitnahe in die Praxis umzusetzen. Gastdozierende aus der Industrie und Exkursionen zu verschiedenen Unternehmen im Kunststoffbereich erlauben einen direkten Einblick in Produktionsprozesse. Der MAS legt zudem

Eine zentrale Rolle im MAS spielt der Erfahrungsaustausch unter den Studierenden und die Vernetzung in der Kunststoffbranche. (Bild: FHNW)
hohen Wert auf aktuelle Themen wie der Kreislaufwirtschaft, Nachhaltigkeit und der Digitalisierung im Umfeld der Kunststofftechnik.
Die Verknüpfung der Weiterbildung mit der angewandten Forschung am Institut für Kunststofftechnik FHNW, am Institut für Nanotechnische Kunststoffanwendungen FHNW und am Institut für Werkstofftechnik und Kunststoffverarbeitung OST stellt sicher, dass die Studieninhalte aktuell, relevant und am Puls der Entwicklung sind. Die Investition in eine solche Weiterbildung lohnt sich nicht nur im Hinblick der Kompetenzerweiterung sondern auch finanziell. Dies war im NZZ Wirtschaftsteil vom 30.3.24 zu lesen. Dabei wurde aufgezeigt, dass die geschätzte Rendite eines zusätzlichen Ausbildungsjahres 8% beträgt.
https://www.fhnw.ch/de/weiterbildung/ technik/mas-kunststofftechnik

Produkte aus PCL können einfach im Grünabfall mit organischen Küchenabfällen kompostiert werden. (Bild: Shutterstock)
Von Lebensmittelverpackungen bis zu medizinischen Implantaten: Polycaprolacton (PCL) zeigt, wie Vielseitigkeit und Nachhaltigkeit in der Kunststoffindustrie Hand in Hand gehen können.
Alex Battù ¹
Während Kunststoffmüll die Umwelt belastet, bietet PCL eine innovative und umweltfreundliche Alternative. In den letzten Jahrzehnten haben sich Kunststoffe aufgrund ihrer Langlebigkeit, Anpassungsfähigkeit und kosteneffizienten Produktion als bevorzugtes Material in industriellen und gewerblichen Bereichen etabliert. Ihre Leichtigkeit und Vielseitigkeit machen sie zu einem unverzichtbaren Bestandteil vieler Produkte. Die Kehrseite ist jedoch die hohe Umweltbelastung durch Plastikmüll. Die Antwort auf diese Herausforderung können biologisch abbaubare Kunststoffe sein. Ein Beispiel hierfür ist Polycaprolacton (PCL), ein biologisch abbaubarer
1
Alex Battù, Global Licensing Manager Biopolymers, Sulzer ChemtechKunststoff, der auf Basis von Erdöl hergestellt wird. PCL besteht aus einer Abfolge von Methylen Einheiten, zwischen denen Ester Gruppen ausgebildet sind. Die Herstellung erfolgt durch eine Ringöffnungspolymerisation (ROP). Dabei wird das Monomer Caprolacton mittels eines Katalysators und Initiators geöffnet und in Polymerketten umgewandelt.
Einfach biologisch abbaubar
Die Vielseitigkeit von PCL liegt in seiner Verträglichkeit und Verarbeitbarkeit mit anderen Kunststoffen. PCL kann leicht in verschiedenen Qualitäts und Reinigungsstufen hergestellt werden. Dies macht PCL für eine Vielzahl von kompostierbaren Anwendungen attraktiv. Zudem zeichnet sich PCL durch eine sehr gute biologische Abbaubarkeit aus, was für viele Produkte und Anwendungen von Vorteil ist.
Andere biologisch abbaubare Kunststoffe, wie beispielsweise PLA, werden unter bestimmten Bedingungen, wie Temperatur und Luftfeuchtigkeit abgebaut. Der biologische Abbau von PCL erfolgt dagegen sehr schnell. Produkte und Verpackungen aus PCL können einfach im Grünabfall mit organischen Küchenabfällen kompostiert werden, wo sie sich vollständig zersetzen.
Kontinuierliche Produktion
Herausragende Aspekte der neuen, von Sulzer Chemtech entwickelten Technologie, sind die kontinuierliche Produktion von PCL und das flexible Anlagenkonzept Sie eignet sich sowohl für erdölbasierte wie auch für biobasierte Grundstoffe. Die Polymerisierung erfolgt in verschiedenen Stufen, die den Restmonomergehalt auf einen für alle Anwendungen gewünschten sehr tiefen Gehalt reduziert.
Das ist besonders für PCL Anwendungen im Lebensmittelbereich sowie in Medizin und Pharmazie wichtig, da dort beim Kontakt mit Kunststoffen höchste Qualitätsanforderungen erfüllt werden müssen. Neben Lebensmittelverpackungen kommt PCL auch für biomedizinische Trägermaterialien zum Einsatz oder in der Landwirtschaft für Abdeckungen von Anbauflächen mit mehreren Ernten pro Jahr. Darüber hinaus kann PCL für Möbel, Textilien, Fahrzeuge und viele weitere Produkte verwendet werden.
Zudem ist die Sulzer Technologie äusserst flexibel, wenn es um die Produktionskapazität geht. Sie kann an eine breite Palette industrieller Produkte angepasst werden. Zusätzlich kann sie unterschiedliche Ausgangsstoffe aus verschiedenen Ressourcen nutzen, einschliesslich biobasierter Caprolactone, die derzeit in der Entwicklung sind.
PCL (Polycaprolacton) ist auf dem weltweiten Kunststoffmarkt, im Vergleich zu dominierenden Polymeren wie Polyethylen (PE), Polypropylen (PP) und Polyethylenterephthalat (PET), noch ein Nischenprodukt. Während die Produktion von Massenkunststoffen wie PE, PP und PET gut etabliert und in grossem Massstab verfügbar ist, ist die Herstellung von PCL noch

Die Bedeutung von PCL in bestimmten Branchen und Anwendungen ist bereits heute nicht zu unterschätzen. (Bild: sulzer chemtech)
teurer als die vieler herkömmlicher Kunststoffe. Da mit neuen Umweltanforderungen die Nachfrage nach biologisch abbaubaren Kunststoffen steigt, kann die Produktion von PCL in Kombination mit technologischen Fortschritten jedoch in Zukunft in grösseren Mengen erfolgen.
Die Bedeutung von PCL in bestimmten Branchen und Anwendungen ist aber bereits heute nicht zu unterschätzen, wie zum Beispiel in der Medizin für Implantate oder in der Forschung als Bestandteil von
biobasierten und biologisch abbaubaren Kunststoffmischungen. Zu berücksichtigen ist auch, dass PCL langfristig wegen der geringeren Entsorgungskosten Kosteneinsparungen mit sich bringen wird. Zudem können weitere Anwendungsbereiche die Position von PCL stärken und zu einer Marktexpansion führen.
Kontakt www.sulzer.com n








Das Robotec Open House am 16. und 17. Mai 2024 war ein voller Erfolg: Mehr als 400 Gäste besuchten den Automationsspezialisten in Seon und erlebten verschiedene Robotersysteme in Aktion – von mobilen Robotern über Cobots bis hin zu Industrieanlagen. Robotec bezog im Herbst 2023 das neu gebaute Firmengebäude, was ebenfalls für viel Interesse sorgte. Die hellen, grosszügigen Räume ermöglichen eine effiziente Zusammenarbeit zwischen den unterschiedlichen Abteilungen und bieten zudem Platz für weite

Der international tätige Spritzgiessmaschinenbauer Engel schliesst das Geschäftsjahr 2023/24 Ende März mit einem Umsatz von rund 1,6 Mrd. Euro ab und verzeichnet damit einen leichten Rückgang (–6%) im Vergleich zum Vorjahr. Dass es nicht zu einem stärkeren Einbruch gekommen ist, geht auch auf die positive Entwicklung der Bereiche Medical und Packaging zurück. Vor allem im amerikanischen Raum ist die Nachfrage für die Herstellung von Produkten zur Diabetestherapie unvermindert gross, die Verpackungsindustrie erlebt vor allem in Europa aufgrund neuer Regularien einen Aufschwung. Positiv entwickelte sich auch der Umsatz im After Sales Geschäft mit einem Anstieg von knapp 15 % im Vergleich zum Vorjahr. Die Aussichten für das laufende Geschäftsjahr sind verhalten. «Die hohen Auftragsstände haben uns bisher mit einem blauen Auge davonkommen lassen. Diese sind nun nahezu abgearbeitet. Trotz der
ein oder anderen besseren Woche im Auftragseingang sehen wir derzeit noch keine nachhaltige wirtschaftliche Erholung», kommentiert Stefan Engleder, CEO der Engel Unternehmensgruppe, die Situation. Erste Wachstumsimpulse gingen von den Frühjahres Fachmessen Chinaplas in Shanghai und NPE in Orlando aus. Das Unternehmen hält an seiner Wachstumsstrategie fest und sieht für das neue Geschäftsjahr einen hohen zweistelligen Millionenbetrag für den Ausbau des globalen Netzwerkes vor. In den Regionen Europa, Amerika und Asien setzt das Unternehmen auf weitgehend eigenständige Hub Strukturen, die sich jeweils aus Vertrieb, Auftragsbearbeitung, Produktion und After Sales bilden. Wo erforderlich und sinnvoll werden in Zusammenarbeit mit dem Headquarter in Österreich globale Standards aufgesetzt. So formt das Unternehmen zwei etablierte Standbeine weiter aus:
res Wachstum. Der Firmenrundgang führte durch das gesamte Gebäude und bot Einblicke in die verschiedenen Abteilungen, wo kundenspezifische Automationsanlagen mit moderner Robotik, Sensorik, 3D Druck und KI realisiert werden. Sämtliche gezeigten Anlagen werden schon bald bei den Kunden von Robotec in Betrieb stehen und ihre Arbeit, in den meisten Fällen, diskret unter Ausschluss der Öffentlichkeit verrichten.
www.robotec-ag.com

Man entwickelt und produziert «in der Region für die Region» und passt sich damit optimal an die lokalen Gegebenheiten in den Kundenmärkten an. «Unsere jahrelange Erfahrung erlaubt uns mittlerweile, lokale Lösungen auch mit lokalen Entwicklungs und Fertigungskompetenzen umzusetzen. Das ist ein grosser Mehrwert.
Gleichzeitig garantieren wir globale Standards zu lokalen Kosten», führt Engleder aus. Global Player können damit für den gesamten Produktlebenszyklus ihrer Spritzgiessmaschinen auf weltweit einheitliche Engel Standards setzen.
www.engelglobal.com
Christine Wiederkehr Luther trat im Mai 2024 die Nachfolge von Markus Tavernier an, der das Präsidium Swiss Recycle nach über 13 Jahren abgab. Die Umsetzung der Strategie «360° Kreislaufwirtschaft» wird entschlossen weitergeführt. Nachdem Markus Tavernier bereits im Jahr 2020 als langjähriger Geschäftsführer von der

Igora Genossenschaft und Ferro Recycling zurücktrat, gibt er nun auch das Präsidium von Swiss Recycle weiter. Am 14. Mai wurde Christine Wiederkehr Luther, eine profunde Kennerin der Schweizer Recyclinglandschaft, an der Generalversammlung von Swiss Recycle, zur neuen Präsidentin gewählt. In ihrer früheren Rolle
Der Vorstand von Swiss Medtech hat Adrian Hunn zum neuen Direktor gewählt. Der 45 Jährige hat am 1. Juni 2024 seine Stelle in Bern angetreten. Hunn ist das Repräsentieren auf nationalem und internationalem Parkett gewohnt und bringt viel Erfahrung in jenen Bereichen mit, auf die sich der Medizintechnikverband im Sinne der strategischen und operativen Weiterentwicklung in den nächsten Jahren konzentrieren will. Er tritt die Nachfolge des im November 2023 zurückgetretenen Direktors
Peter Biedermann an. «Ich sehe eine grosse Chance für die Schweizer Medizintechnikindustrie, wenn sie ihre Kernprozesse konsequent auf Effektivität und Effizienz trimmt», sagt Hunn, für den die Digitalisierung in der Prozessoptimierung ein Muss ist..
An der Mitgliederversammlung im Mai wurde mit Damian Müller (39) auch der Präsidentenstuhl neu besetzt. Der Luzerner Ständerat tritt die Nachfolge von Beat Vonlanthen an, der den Verband in den letzten sechs Jahren in einem an


Hunn (Bilder: Swiss Medtech)
spruchsvollen Umfeld erfolgreich geführt hat. Müller: «Die Medtech Branche ist von enormem Wert für die Schweizer Volkswirtschaft und für die Gesundheitsversorgung. Diesen
als Leiterin Direktion Nachhaltigkeit der Migros Gruppe war sie bereits langjähriges Mitglied unterschiedlicher Führungsgremien der Recyclingsysteme in der Schweiz und hat diese aktiv mitgestaltet.
www.swissrecycle.ch

Wert nach aussen zu tragen, sehe ich als eine meiner wichtigsten Aufgaben als Präsident von Swiss Medtech an.»
www.swiss-medtech.ch
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Schützen Sie Ihre Anlagen!
Ob Spritzgiessmaschinen, Extruder, Schneidemühlen, Werkzeuge und Spritzgussformen.
– mehr Sicherheit
– metallfreie Rohstoffe und Produkte
– höhere Wertschöpfung
Ob im Vakuum, freien Fall oder in der stehenden Materialsäule: Wir finden alles Metall!




Nachdem das internationale Traditionsunternehmen Schenck Process mit Sitz in Darmstadt 2023 auf die Kernkompetenzen Wägen, Dosieren, Fördern, Mahlen und Zerkleinern refokussierte, hat das Unternehmen nun den nächsten Schritt vollzogen. Geleitet vom Anspruch «The future is cirQlar» hat sich Schenck Process in Qlar umbenannt und
schlägt damit ein neues Kapitel in eine kreislauforientierte Zukunft auf. «Mit dem neuen Namen Qlar sind wir unmittelbar mit der Circular Economy verbunden und richten unsere Aufmerksamkeit umso mehr auf zukünftige Herausforderungen der Digitalisierung und nachhaltigen Transformation», erklärt Dr. Jörg Ulrich, CEO Schenck Process. Das Unter
nehmen fokussiert sich auch weiterhin auf die Zielindus trien Chemie, Hochleistungswerkstoffe, Zement, Stahl, Infrastruktur/Transport und Energie. Die Marke Schenck Process mitsamt dem bestehenden Portfolio wird als Produktmarke unter dem Dach von Qlar bestehen bleiben. Das Ziel von Qlar ist es, zukünftig innovative Lösungen im Bereich der kli
maneutralen Kreislaufwirtschaft voranzutreiben. Diese Umbenennung gilt nicht für die sich in Eigentümerschaft von Coperion befindliche Schenck Process Food and Performance Materials (FPM) in den USA. www.schenckprocess.com
Nach einer dreijährigen Aufbauphase und erfolgreicher Entwicklung von einem deutschen Maschinenbau Startup zu einem etablierten Unternehmen in der Kunststoffindustrie, zieht sich Gründer und CEO Bengt Schmidt zurück. Es ist geplant, die Posi tion des Geschäftsführers intern neu zu besetzen.
Die bisherigen Investoren haben sich aus dem Fond zurückgezogen, an ihre Stelle tritt ein Gesellschafter der Tederic Machinery. Im Zuge des Gesellschafterwechsels wird die

PlastiVation Machinery GmbH als weiterhin eigenständiges Unternehmen Teil von Tederic Machinery sein.
«Drei grossartige Jahre liegen hinter uns. Ich habe mich nach dieser intensiven Zeit entschlossen, im Zuge des Wechsels unserer Gesellschafter beziehungsweise des neuen Eigentümers von PlastiVation, mich aus dem Unternehmen zurückzuziehen. Ich werde den Übergabeprozess an den neuen Eigentümer beziehungsweise meinen Nachfolger begleiten und mich nach dem Ausscheiden neuen beruflichen Herausforderung widmen», sagt Schmidt. Es ist geplant, die Position des Ge
Jan Karnath (39), ein Neffe von Bernd Reifenhäuser (CEO) und Ulrich Reifenhäuser (CSO), ist als erster Vertreter der vierten Generation ins operative Geschäft der Reifenhäuser Gruppe eingestiegen. Sein Start weist den Weg für die kontinuierliche Fortführung des Familiengeschäfts und bestärkt den eingeschlagenen Wandel vom Maschinenbauer zum Lösungsanbieter. Karnath verantwortet und steuert als erster Chief Digital Officer (CDO) des Unternehmens fortan die digitale Transformation der Gruppe.
schäftsführers ad intern neu zu besetzen. Eine Entscheidung wird in Kürze erwartet. Die PlastiVation Machinery GmbH ist sowohl Handelvertretung wie auch Maschinenbauer. Das Unternehmen vertreibt in Deutschland und der Schweiz die chinesischen Spritzgiessmaschinen der Tederic Neo series und treibt mit der ‹Hurricane› gleichzeitig eine Eigenentwicklung einer elektrischen Spritzgiessmaschine voran.
www.plastivation.com

In seiner neuen Position als Chief Digital Officer verantwortet Jan Karnath die strategische und operative Weiterentwicklung aller Reifenhäuser Einheiten, deren Geschäftsmodell auf digitalen Produkten basiert: Das Tech Start up RE: GmbH, das auf die Vernetzung ganzer Produktionsstätten spezialisiert ist, AR:DEL, die digitale Education and Learning Plattform von Reifenhäuser und R Cycle, der digitale Produktpass für nachhaltige Verpackungen. Darüber hinaus verantwortet Karnath die Digitalstrategie der Gruppe insgesamt. Er wird das Portfolio digitaler Produkte weiterentwickeln und sicherstellen, dass alle relevanten digitalen Initiativen in die strategische Planung integriert sind.
Jan Karnath bringt über 15 Jahre Erfahrung im Digitalgeschäft mit. Er hat Management in Wien studiert sowie Digitale Transformation & Innovation an der Stanford University. Anschliessend begann er seine Karriere bei SAP und hat seitdem als Vorstand und Gründer erfolgreich mehrere digitale Unternehmen geleitet. Zu den Investoren in diesen Unternehmen gehörten unter anderem EQT und die Porsche AG.
www.reifenhauser.com
Das KunststoffZentrum SKZ aus Würzburg und die Robur Automation GmbH aus Niedernberg haben eine Kooperation für zukünftige Digitalisierungsprojekte in der Kunststoffindustrie vereinbart. Mit der Zusammenarbeit wollen die Partner Synergien heben, um die Kunststoffverarbeitung effizient und auch nachhaltig digitalisieren zu können. Robur Automation ist Experte in den Bereichen Automatisierung, Digitalisierung und IIoT mit über 25 Jahren Erfahrung im Anbieten von kundenspezifischen Lösungen im Maschinen und Anlagenbau sowie im produzierenden Gewerbe.
«Als anwendungsnahe Forscher sind wir Experten darin, neue Konzepte und Herangehensweisen zu entwickeln und zu erproben. Eine produktive Implementierung und einen dauerhaften Support kann das SKZ jedoch nicht für alle seine Technologien anbieten. Somit war es naheliegend, sich einen starken Partner mit grosser Erfahrung in Implementierung und Betrieb zu suchen», sagt Christoph Kugler, Gruppenleiter Digitalisierung am SKZ. Beide Partner wollen nun gemeinsam die Digitalisierung in der Kunststoffbranche voranbringen. Hierfür bedarf es sowohl vertieften Wissens über die Prozesse und Maschinen

Ziel der Kooperation ist es, die Digitalisierung in der Kunststoffindustrie voranzubringen. (Bild: zapp2photo-stock.adobe.com)
sowie deren Vernetzung, die entstehenden Daten und natürlich auch Methoden zu deren Analyse und Nutzung.
«Durch die Kooperation mit dem SKZ erhoffen wir uns, dass wir durch das Fachwissen
Mit Beginn des Jahres 2024 ist das KunststoffZentrum SKZ gemeinsam mit seinem neuen Vertriebspartner Plastics Bavaria Equipment & Services srl in den rumänischen Kunststoffmarkt eingestiegen. Plastics Bavaria ist seit vielen Jahrzehnten ein fester Bestandteil des rumänischen Kunststoffmarktes in den Bereichen Kunststoffverarbeitungsmaschinen, Spritzguss
und Extrusion und vertritt bereits verschiedene Marktteilnehmer der Branche. «Mit Plastics Bavaria hat das SKZ nun einen Partner auf dem rumänischen Markt, der die Bedürfnisse potenzieller Kunden kennt, über gute Kontakte zur Kunststoffindustrie verfügt und in Zusammenarbeit mit der Zentrale in Würzburg den Bekanntheitsgrad des SKZ in Rumänien aktiv stei
Im letzten Jahr konnte das über fünf Jahre laufende Forschungsvorhaben «Formvariable Flügelsysteme für Segelflugzeuge (Milan)» erfolgreich abgeschlossen werden. Übergeordnetes Ziel war es, die Aerodynamik des Segelfliegens zu verbessern.
Am SKZ wurden – auf Basis des an der TUM entwickelten Laminarprofils – adaptive Ver
stellmechanismen, sog. Compliant Mechanisms, hergestellt, welche eine Eingangsverformung an einem Aktuationspunkt durch die elastische Verformung ihrer fachwerkähnlichen Topologie in eine präzise Formveränderung des gesamten Profils der Flügelvorderkante umwandelt. Hierfür wurden unterschiedliche additive Fertigungsverfahren
gern wird», so Matthias Ruff, Prokurist und Vertriebsleiter Bildung & Forschung am SKZ. Die neue SKZVertriebsagentur vertreibt alle SKZ Schulungen – von Präsenzschulungen in Deutschland über Vor OrtSchulungen in Rumänien beim Kunden oder im Technikum von Plastic Bavarias bis hin zu Live Online Kursen aus dem SKZ Onlinestudio und Web
des SKZ bereits bestehende Kunden in der Kunststoffindustrie noch besser unterstützen können und neue dazugewinnen», erklärt Fabian Kuhn, Head of Digital Transformation bei Robur Automation.
Based Trainings. Im Bereich der Weiterbildung ist das SKZ Wissensanbieter von der Werkstatt bis zum C Level. Die Forschungs und Entwicklungsdienstleistungen des SKZ erstrecken sich auch auf den rumänischen Kunststoffmarkt. Das SKZ war in Rumänien mit seinen Bildungsaktivitäten bisher nicht wirklich präsent. Das soll sich nun ändern.
(Lasersintern, FLM, AKF Freeformer) und Materialien (u. a. Hochleistungspolymere, FVK) auf ihre Eignung untersucht. Die im Projekt additiv gefertigten Komponenten können auch in andere Flug objekte, wie Leichtflugzeuge oder Drohnen, integriert werden. Aber auch der Motor oder Segelsport bietet ein riesiges Potenzial, topologisch optimierte
Compliant Mechanisms aus dem 3D Druck zu nutzen.

Kontakt
FSKZ e. V. Friedrich Bergius Ring 21 D 97076 Würzburg +49 931 4104 503 m.ruff@skz.de, www.skz.de
Polynova Group AG, der zuverlässige Handelspartner für Kunststoffe und begleitender Experte bei der Materialauswahl, der Produktentwicklung und Kunststoffverarbeitung, erweitert das Produkteprogramm mit technischen und
nachhaltigen Kunststoffen in Ergänzung zum bestehenden Produkteportfolio der Standard- und technischen Kunststoffe.
In enger Zusammenarbeit mit internationalen Vertragspartnern – beispielsweise Lati Poly-

meri, SK Chemicals, Americhem – agiert Polynova als Zulieferexperte für Kunststoffverarbeiter. Die individuelle Beratung und langjährige Erfahrung in einer Vielzahl von Werkstoffen und Endanwendungen schaffen nachhaltigen Mehrwert für Kunden und Lieferanten.
Thermisch und elektrisch leitfähige Spritzgussgranulate, abriebfeste und gleitfähig modifizierte Produkte ohne umweltbelastende Zusatzstoffe, chemisch rezyklierte Verpackungsmaterialien und Hochleistungswerkstoffe
gehören heute zum Standardportfolio des Angebotes der Polynova Group AG. Somit können auch komplexe Anforderungen und Zulassungen erfüllt und abgedeckt werden.
Nachhaltigkeit wird auch mit dem Transportmanagement und in der Lagerbewirtschaftung gepflegt und somit Leerfahrten und lange Lieferzeiten vermieden.
Polynova AG Birkenstrasse 47 CH-6343 Rotkreuz www.polynova.ch
Mit über 60 Jahren Marktpräsenz hat sich das Unternehmen Grütter Kunststoff + Formen AG als kontinuierlicher und leistungsstarker Marktpartner für Kunststofftechnik etabliert.

Der ganzheitliche Ansatz deckt sämtliche Prozessschritte ab, angefangen bei der Beratung und Konstruktion bis hin zur Fertigung und Auslieferung. Das über die Jahre gewachsene vertiefte Wissen zur Bearbeitung von thermoplastischen Kunststoffen zeichnet die Grüt-
ter Kunststoff + Formen AG aus. Daraus entstehen für den Kunden optimale Produkte mit wirtschaftlichen und technologischen Vorteilen. Dies im Bereich Rotationsformen, Plattentiefziehen, Rollentiefziehen und 3D-Druck.
Um die Verwendung von neuen Kunststoffen einzudämmen, forscht das Unternehmen zusammen mit technischen Hochschulen und Partnern an recycelten Materialien und för-
Foba Laser Marking + Engraving zeigt auf der MedtecLIVE (18.–20.6.2024) in Stuttgart das neueste Produkt aus dem Foba-Portfolio. Das Lasersystem ist in zwei Wellenlängen erhältlich – UV und Grün –und ist besonders für Markierungen auf Kunststoff geeignet.
«Wir konnten die Grösse und das Gewicht unseres UV- und
Grünen Laser-Markiersystems um über 50 % verringern», berichtet Philipp Febel, Director Product Strategy & Customer Experience. Damit wird die Linienintegration signifikant erleichtert und der Beschriftungslaser passt ebenfalls in die Markierarbeitsplätze M1000, M2000 und M3000. Der UV- und der Grüne Laser – Foba V.0042-uv, und V.0102-gn – bieten die
neueste Technologie in einem kompakten Design und sind
dert aktiv die Kreislaufwirtschaft. Mit Grütter hat der Kunde einen zuverlässigen Partner an seiner Seite.

Grütter Kunststoff + Formen AG CH-8634 Hombrechtikon + 41 (0)55 254 10 40 info@gruetterag.ch www.gruetterag.ch
damit eine echte Alternative, um andere Technologien wie CIJ, Etiketten- und Tampondruck mit Lasertechnologie zu ersetzen.
Foba Laser Marking + Engraving D-23923 Selmsdorf +49 38823 55-0 info@fobalaser.com www.fobalaser.com
technotrans präsentierte auf der diesjährigen NPE die neueste Generation seiner kompakten Temperiergeräte der Serien teco ci eco sowie teco cd. Einen der Schwerpunkte legt technotrans auf anwendungsgerechte Heiz- und Kühlleistungen, modulare Bauweise und Energieeffizienz. Eigenen Angaben gemäss bietet der Thermomanagement-Spezialist als einziger Hersteller am Markt Lösungen in einer Temperaturspanne von –80 bis +430 °C an. Die Temperiersysteme mit Kühlleistungen von bis zu 5000 kW arbeiten dank frequenzgeregelter Komponenten besonders energieeffizient – Einsparungen von bis zu 80 Prozent im Vergleich zu

herkömmlichen Lösungen sind realisierbar.
Eine OPC/UA-Schnittstelle ermöglicht die Echtzeitüberwachung relevanter Parameter sowie die direkte Kommunikation mit der Maschine.
Ingenieurbureau Dr. Brehm AG CH-6343 Rotkreuz +41 41 790 41 64 info@brehm.ch www.brehm.ch
In der modernen Fertigung sind Präzision und Effizienz entscheidend. Mit ihrer langjährigen Erfahrung und innovativen Fertigungstechnologie hat sich die ZB-Laser AG darauf spezialisiert, individuelle Serienproduktionen für Unternehmen jeder Grösse und Branche anzubieten. Die Kombination aus fortschrittlicher Robotertechnik und präziser Laserbearbeitung ermöglicht es dem Schönenwerder Unternehmen, kosteneffiziente Lösungen mit minimalen Materialverlusten und grosser Individualität zu liefern. Die Kundinnen und Kunden schätzen besonders die hohe Flexibilität der ZB-Laser AG, die eine Vielzahl an Möglichkeiten bietet und präzise und saubere Ergebnisse liefert. Dabei spielt es keine Rolle, ob es sich um grosse oder kleine Serien handelt. Mit dem Laser werden sowohl Holz wie auch Kunststoffe aller Art geschnit-
Mit den neuen Hasco hot runner Stecker- und Buchseneinsätzen lassen sich Verdrahtungszeiten auf ein absolutes Minimum reduzieren. Durch den Wegfall zeitaufwändiger Verschraubung während der Verdrahtung im Anschlusskasten ist die Kabelmontage in nur wenigen Sekunden realisierbar.
Die Produktline der Steckereinsätze H12292/… und Buchseneinsätze H12242/… mit effektivem Schnappmechanismus ergänzt das bewährte Hasco Industrie-Standard-Programm mit Schraubmechanismus. Wie bei allen Steckereinsätzen sind die abisolierten Kabelenden vorab mit Kabelschuhen zu versehen. Das Kabelende

ten oder graviert. Dies ermöglicht den Kunden, individuelle Teile und Komponenten in Serie herzustellen, die genau auf ihre Bedürfnisse zugeschnitten sind. Kunden, die ihre Serienproduktionen bei ZB-Laser AG in Auftrag geben, profitieren von klaren Vorteilen gegenüber herkömmlichen Fertigungstechniken: www.zb-laser.ch/serienproduktionen/ ZB-Laser AG
CH-5012 Schönenwerd
+41 62 858 24 00
www.zb-laser.ch

wird danach in die vorgesehene Öffnung geschoben und der Mechanismus betätigt, was zu einer sofortigen Fixierung des Kabels führt.
Die spannbaren Drahtquerschnitte decken sämtliche Kabelquerschnitte von 0,252,5mm² ab.
Hasco Hasenclever GmbH+Co D-58513 Lüdenscheid +49 2351 957-0
info.ch@hasco.com www.hasco.com

Jetzt anmelden 25. Juni 2024 OST Campus Rapperswil
Das Spannsystem H 1000 ist eine innovative Entwicklung von Meusburger. Durch wiederholgenaues Aufspannen im µ-Bereich können Kunden nicht nur die Qualität ihrer Formen steigern, sondern auch die Durchlaufzeiten durch stark reduzierte Rüstzeiten verkürzen. Beim Normalienhersteller sind sechs verschiedene Plattengrössen erhältlich und inklusive passendem Zubehör ab Lager lieferbar. Der Spannplan ist im Lieferumfang enthalten. Durch das Spannungsarmglühen der Platten in den hauseigenen Glühöfen bei Meusbur-
ger und die genauen Qualitätskontrollen profitieren Kunden von bester Qualität. Das Spannsystem muss nur einmalig ausgerichtet werden, um den Nullpunkt für die X- und Y-Achse zu bestimmen. Das H 1000 kann sowohl auf Fräs- als auch auf Erodiermaschinen verwendet werden.
Das bewährte Spannsystem H 1000 ermöglicht auch das Spannen von Formeinsätzen. Die Spannkörper mit Zentrierung können in beliebiger Anzahl in den Passbohrungen des H 1000 mit Grundplatte fixiert werden. Im Formeinsatz wer-

den die Spannzapfen in eingearbeitete Passungen mit Gewinde ein gebracht. Für die Bearbeitung vor dem Härten sind Spannzapfen mit einer Untermass-Passung erhältlich. Nun wird der Formeinsatz einfach auf die Spannkörper aufgesetzt und mit Arretierhülsen angezogen. Fünf Seiten des
Auf der NPE in Orlando präsentierte Netstal das weltweit leistungsstärkste Verschlussproduktionssystem. Die 26 mm Wasserverschlüsse entstehen in einem Werkzeug mit 128 Kavitäten. Die Anlage läuft mit einer Zykluszeit von 1,9 Sekunden.
Im Mittelpunkt dieser Hochleistungsanwendung stand eine Cap-Line mit einer Schliesskraft von 4500 kN. Mit der Cap-Line bietet Netstal nun speziell für Verschlussanwen -
dungen vorkonfigurierte Spritzgiessmaschinen an. Die Messemaschine basierte auf der leistungsstarken Elios-Plattform und war mit verschiedenen Ausstattungsmerkmalen für die effiziente Produktion von Getränkeverschlüssen vorkonfiguriert. Die vollelektrische Schliesseinheit der Cap-Line 4500 mit einer Trockenlaufzeit von 1,4 Sekunden ermöglicht schnelle Zykluszeiten von weniger als 2 Sekunden. Dank der optimierten Barriereschnecke
wird eine kleinere Spritzeinheit eingesetzt. Das neue Design sorgt für eine höhere Plastifizierleistung und einen besseren Homogenisierungsgrad.
Für individuelle Optimierungen stehen weitere Optionen zur Verfügung, wie etwa die Vier-

Werkstücks bleiben frei von Störkonturen. Der Abstand zur Grundplatte kann in Kombination mit der Zentrierkörperverlängerung H 1030 in 40-mmSchritten erhöht werden. Da die Spannkörper zentrisch spannen, ist eine Wiederholgenauigkeit im µ-Bereich garantiert.
Meusburger Georg GmbH & Co. KG, Formaufbauten A-6960 Wolfurt +43 5574 6706-0 office@meusburger.com www.meusburger.com
Tasten-Bedienung Smart Operation oder die adaptive Systemdruckabsenkung für zusätzliche Energieeinsparungen. Mit 128 Kavitäten verbraucht die Cap-Line 4500 rund 12% weniger Strom als Wettbewerbsmaschinen, die mit lediglich 96 Kavitäten arbeiten.
Netstal Maschinen AG CH-8752 Näfels +41 55 618 61 11 info@netstal.com www.netstal.com
Die Maag Group und Witte stellen erstmals seit ihrem Zusammenschluss 2023 eine gemeinsam entwickelte, neue Zahnradpumpe auf der Achema (10.–14.6.2024) in Frankfurt vor. Die neue Chem-X Zahnradpumpe ist ein Symbol für diese synergetische Partnerschaft, die für die anspruchsvollsten Anwendungen in verschiedenen Branchen entwickelt wurde. Der Schwerpunkt liegt da -

bei auf Leistung, Langlebigkeit und Effizienz. Die Pumpe verfügt über ein fortschrittliches Zahnraddesign,
das für minimale hydraulische Pulsation und maximalen volumetrischen Wirkungsgrad optimiert ist. Die Verwendung innovativer Materialien stellt sicher, dass die Pumpe aggressiven Chemikalien und hohen Temperaturen standhält, ohne ihre Lebensdauer oder Leistung zu beeinträchtigen. Das neue Produkt kann mit einem intelligenten Steuerungssystem ausgestattet werden.
Diese Systeme ermöglichen die Überwachung und Anpassung in Echtzeit und stellen sicher, dass die Pumpe unter verschiedenen Prozessbedingungen mit höchster Effizienz arbeitet.
Maag Pump Systems AG CH-8154 Oberglatt +41 44 278 82 00 welcome@maag.com www.maag.com
BEDIENUNGSELEMENTE
BEDIENUNGSELEMENTE

Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 info@lanker.ch, www.lanker.ch
FORMENBAU
info@primaform.ch – www.primaform.ch FORMENBAU

KÜHLGERÄTE
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com KÜHLGERÄTE
COMPOSITES COMPOSITE-WERKSTOFFE
Co m p os i te -We r k s to f f e Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebsto e, Stützsto e, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr
LV_Primaform.indd 2
CH-3312 Fraubrunnen 031 763 60 60 Fax 031 763 60 61 www.swiss-composite.ch info@swiss-composite.ch

ZISWILER WERKZEUGBAU AG
Industriering 2 · 3427 Utzenstorf Tel. 032 665 44 58 · Fax 032 665 21 35 info@ziswilerag.ch · www.ziswilerag.ch
04.01.22 10:32
CH-8583 Sulgen | +41 71 644 77 77 | tool-temp.ch KÜHLGERÄTE
KUNSTSTOFF ADDITIVE KUNSTSTOFF ADDITIVE
FORMWERKZEUGNORMALIEN FORMWERKZEUGNORMALIEN
COMPOUNDIERANLAGEN
COMPOUNDIERANLAGEN
Buss AG
4133 Pratteln
Tel. +41 61 825 66 00 info@busscorp.com www.busscorp.com
Theodorstr. 10
D-70469 Stuttgart
Tel +49 711 897-0 Fax +49 711 897-3999 info@coperion.com www.coperion.com
DICHTUNGSPROFILE
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch service
DICHTUNGSSYSTEME
www.hasco.com | +49 2351 957-0
FORMWERKZEUGNORMALIEN FORMWERKZEUGNORMALIEN
vertrieb@knarr.com

Meusburger Georg GmbH & Co KG Kesselstr. 42 | 6960 Wolfurt | Austria T +43 5574 6706-0 F -11 | verkauf@meusburger.com www.meusburger.com
KUNSTSTOFFBAUTEILE KUNSTSTOFFBAUTEILE
Anspruchsvoller Spritzguss Komplexe Baugruppen Formenbau www.weiss-kunststoff.de Weiss-Ins-KunststoffXtra-60x30mm-PRO.indd 1 15.12.15 16:56 KUNSTSTOFFHALBZEUGE KUNSTSTOFFHALBZEUGE


FIP(F)G/RADS DICHTSYSTEME FIP(F)G/RADS


DIENSTLEISTUNGEN
DACHSER Spedition AG Regional Office Switzerland Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch

Wilerstrasse 98 CH-9230 Flawil Tel. +41 71 394 13 00 Fax +41 71 394 13 10 info@brsflawil.ch www.brsflawil.ch
Jehle AG

Werkzeug- und Formenbau
Büntenstrasse 125 CH-5275 Etzgen T +41 62 867 30 30 I verkauf@jehleag.ch I www.jehleag.ch
Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com
www.hasco.com | +49 2351 957-0
info-ch@simona-group.com www.simona.de
HEISSVERSTEMMEN
HEISSVERSTEMMEN
Ihre In du striepart ne rin für Heissverstemmen T 081 257 15 57 | info@argo-gr.ch ww w.a rgo.industries

HEIZELEMENTE
ERGE Elektrowärmetechnik
Franz Messer GmbH Hersbrucker Str. 29-31, D-91220 Schnaittach Tel. +49 (0)9153 921-0, Fax +49 (0)9153 921-117 www.erge-elektrowaermetechnik.de mail: verkauf@erge-elektrowaermetechnik.de
KOMPRESSOREN

Grossäckerstrasse 15 8105 Regensdorf Tel. +41 44 871 63 63 info.swiss@kaeser.com www.kaeser.com
KUNSTSTOFFPROFILE / 3D-DRUCK
www.k-profile.com – Kunststoffprofile www.3d-prints.ch – 3D-Druck KUNSTSTOFFPROFILE / 3D-DRUCK
KUNSTSTOFFSPRITZGUSSTEILE FÜR KLEINSERIEN
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch service
KUNSTSTOFF-FERTIGTEILE
KUNSTSTOFF-FERTIGTEILE
Halbzeug, Fertigteile & Profiltechnik
www.kuvaplast.com
PLATTENBEARBEITUNG
PLATTENBEARBEITUNG
www.ineichen.ch
Ineichen AG
Maschinen und Anlagen für die Holz- und Kunststoffverarbeitung
Plattenbearbeitung Zuschnitt CNC Laser
SPRITZGIESSEN UND BAUGRUPPEN
Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 info@lanker.ch, www.lanker.ch BEDIENUNGSELEMENTE
SPRITZGIESSEN UND BAUGRUPPEN
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
● Tampondruck
● Laserbeschriftung
● Digitaldruck
● Stoffbeschichtung
● Kunststoffbedampfung (PVD)
● Wassertransferverfahren (Karbon etc.)
● Gummi-/Softbeschichtung www.topcoat.ch Tel. 062 917 30 00
Luzernerstrasse 26 CH-6294 Ermensee
Tel. +41 41 919 90 20 info@ineichen.ch



PLATTENSÄGEN
PLATTENSÄGEN
IMA Schelling Austria GmbH 6858 Schwarzach | Austria T +43 5572 396 0 www.imaschelling.com
FILTER
RECYCLING
LOGISTIK
LOGISTIK
DACHSER Spedition AG
Regional Office Switzerland
Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch
MASTERBATCHES MASTERBATCHES
RECYCLING
www.dreatec.ch
TAMPONDRUCK
TAMPONDRUCK
Ihre Industriepartnerin für Tampondruck 1- bis 4-farbig T 081 257 15 57 | info@argo-gr.ch www.argo.industries
TAMPONDRUCK/DIGITALDRUCK
Säntisstrasse 16 / 9400 Rorschach / Tel. 071 841 99 50 / www.rbsiebdruck.ch Druck- und Werbetechnik – Kunststoffverarbeitung Tampondruck und Digitaldruck auf Formteile TAMPONDRUCK/DIGITALDRUCK
Granula AG
MIKROSKOPE
• Tisch und Bodenwaagen
• Präzisionswaagen
Industrie Nord 27 CH-5634 Merenschwand phone + 41 56 664 2222 fax + 41 56 664 2223 sales@granula.ch www.granula.eu

REINIGUNGSGRANULATE
MIKROSKOPE www.kern.swiss
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
NORMTEILE FÜR DEN FORMENBAU
Dübendorfstr. 27 · CH-8602 Wangen Tel. 044 834 01 01 · Fax 044 834 02 00 · www.ramseier-normalien.ch
PERIPHERIE PERIPHERIE
Ingenieurbureau DR. BREHM AG
PERIPHERIE
KUMA Solution AG
PERIPHERIE
motan swiss ag Roggenstrasse 3
CH-4665 Oftringen Tel. +41 62 889 29 29
PERIPHERIE

SCHNECKEN UND ZYLINDER SCHNECKEN UND ZYLINDER
Bernex Bimetall AG
Winznauerstrasse 101 CH-4632 Trimbach Tel. 062 287 87 87 www.bernexgroup.com sales@ch.bernexgroup.com
SCHNEIDMÜHLEN
Lettenstrasse 2/4
CH-6343 Rotkreuz Tel. 041 790 41 64 info@brehm.ch www.brehm.ch
Bresteneggstrasse 5 CH-5033 Buchs Tel. +41 62 557 37 01 info@kuma-solution.ch www.kuma-solution.ch

Hellweg Maschinenbau GmbH & Co. KG
SPRITZGIESSEN
Vennstrasse 10 D-52159 Roetgen
Fon +49 (0) 2471 4254 Fax +49 (0) 2471 1630 www.hellweg-maschinenbau.de

MARTIGNONI AG Kunststofftechnologie CH-3110 Münsingen Tel. 031 724 10 10 Fax 031 724 10 19 info@martignoni.ch www.martignoni.ch know-how in technology and plastics SPRITZGIESSEN
info.ch@motan.com www.motan-group.com
Gartenstrasse 7 CH-4537 Wiedlisbach Tel. 032 636 00 55 sales@thomaplast.ch www.thomaplast.ch


• Vakuum-Tiefziehmaschinen
• CNC Fräsmaschinen
FLIEGEL eigener Service und Montagen D-68259 Mannheim • Tel: +49 (0)621-79975-0 • www.fliegel.de
TROCKENEISSTRAHLEN
TROCKENEISSTRAHLEN
ASCO KOHLENSÄURE AG
ascoco2.com info@ascoco2.com
Industriestrasse 2 CH-8590 Romanshorn Tel: +41 71 466 80 80 Fax: +41 71 466 80 66
ULTRASCHALLSCHWEISSEN
ULTRASCHALLSCHWEISSEN
RINCO ULTRASONICS AG info@rincoultrasonics.com Tel. +41 (0)71 466 41 00 CH-8590 Romanshorn www.rincoultrasonics.com Fax +41 (0)71 466 41 01
ULTRASCHALLSCHWEISSEN
swiss-sonic Ultraschall AG Die nachhaltige Verbindung www.swiss-sonic.ch info@swiss-sonic.ch ULTRASCHALLSCHWEISSEN
Seemoosholzstrasse 14 CH-9320 Arbon Tel. +41 71 680 08 05
VERBINDUNGSTECHNIK
WAAGEN
• Tisch und Bodenwaagen
• Präzisionswaagen
MIKROSKOPE www.kern.swiss
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
VAKUUMPUMPEN UND SYSTEME
VAKUUMPUMPEN UND SYSTEME
Busch AG Vacuum Solutions Waldweg 22, 4312 Magden Tel. 061 845 90 90 info @ buschag.ch, www.busch.ch
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN


Herbold Meckesheim GmbH D-74909 Meckesheim www.herbold.com Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN










BENCHMARK
PROZESSSTABILITÄT
ZUVERLÄSSIG
HÖCHSTE REPRODUZIERBARKEIT
GERINGE AUFSTELLFLÄCHE


Vorhang auf für den neuen ALLROUNDER 720 E GOLDEN ELECTRIC, die Erweiterung unserer Baureihe durch eine Maschine mit höherer Schliesskraft. Energieeffi zient und innovativ, gleichzeitig schlank in Aufstellfl äche und Preis.
www.arburg.ch
