



30. + 31. October 2024
Düsseldorf, Germany
Maritim Airport Hotel ONLINE, Live-Stream
organisiert durch co-organisiert durch
PEF (Polyethylenfuranoat) ist ein neuartiger Polyester, der zu 100 % aus pflanzlichen Rohstoffen hergestellt wird. Er ist recycelbar und gilt als das Verpackungsmaterial der Zukunft, insbesondere im Lebensmittel- und Getränkesektor, aber auch für Textilien und mehr.
PEF bietet ein einzigartiges Performance- und Nachhaltigkeitsprofil. Es wird häufig mit PET verglichen, da es chemisch ähnlich aufgebaut ist. Beide Polyester werden aus den Monomeren Ethylenglykol (MEG) und einer aromatischen Disäure (Furandicarbonsäure - FDCA bzw. Terephthalsäure) hergestellt. Trotz dieser Ähnlichkeit führt der geringe molekulare Unterschied von PEF jedoch zu einer Reihe unterschiedlicher Eigenschaften:
• PEF hat im Vergleich zu PET einen um 50 % geringeren CO2-Fußabdruck.
• PEF weist im Vergleich zu PET bessere Barriereeigenschaften gegenüber Sauerstoff, Kohlendioxid und Wasser auf und gewährleistet somit eine längere Haltbarkeit vieler verpackter Produkte.
• Im Vergleich zu PET hat PEF eine niedrigere Schmelztemperatur, während die Glasübergangstemperatur höher ist.
• Ein weiterer Vorteil des neuen Materials ist seine höhere mechanische Festigkeit.
• PEF kann auf die gleiche Weise und mit den gleichen Maschinen wie PET verarbeitet werden.
• Der Recyclingprozess ist der gleiche wie bei PET.
PEF kann für das Streckblasen von Flaschen, für Fasern, Folien und mehr verwendet werden. Auch biaxial orientierte Folien (BOPEF) können aus PEF hergestellt werden.
Gemeinsam mit PEFerence organisiert Renewable Carbon Plastics nun den ersten PEF World Congress
Die internationale Konferenz bietet hochkarätige Vorträge von Experten der Branche und der gesamten Wertschöpfungskette. Die Veranstaltung wird sich mit HMF, FDCA und PEF sowie mit Anwendungen und End-of-Life-Lösungen befassen. Außerdem wird es ausgezeichnete Möglichkeiten zum Networking sowie eine Table-top Ausstellung geben.






3D-Druck ist ständig in Bewegung. Generative Fertigungsverfahren haben in den letzten Jahren grosse Fortschritte gemacht. Ein wichtiges Feld innerhalb der additiven Fertigung ist die Entwicklung neuer Materialien. Künftige Innovationen auf diesem Gebiet können das Potenzial des 3D-Drucks erweitern und die Grenzen des Machbaren verschieben.
Ein wichtiger Trend in der Materialforschung ist der Fokus auf Nachhaltigkeit. Biologisch abbaubare Werkstoffe wie etwa PLA (Polylactid) bieten schon heute umweltfreundliche Alternativen. Materialien aus nachwachsenden Rohstoffen sind eine nachhaltige Option vor allem im Prototyping und bei nicht-strukturellen Anwendungen. Ein weiterer Schwerpunkt liegt, ähnlich wie bei anderen Herstellungsverfahren, bei der Wiederverwertung von 3D-Druckabfällen.
Eine Schlüsseltechnologie, welche die additive Fertigung weiter vorantreiben dürfte, ist die künstlicher Intelligenz. Druckprozesse könnend durch den Einsatz von KI wesentlich effizienter und genauer durchgeführt werden. So lassen sich beispielsweise Sensordaten in Echtzeit analysieren und Druckfehler frühzeitig erkennen und sogar korrigieren. Das führt zu einer besseren Teilequalität und weniger Materialverschwendung.
Auch bei der Optimierung des Bauteildesigns wie auch bei der Materialnutzung leisten KI-Tools wichtige Dienste. Beispielsweise lassen sich komplexe Strukturen entwerfen, die mit herkömmlichen Methoden nicht realisierbar wären, Stichwort: generatives Design. Dabei erstellt eine KI verschiedene Designoptionen, die auf vorgegebenen Parametern basieren wie etwa Gewicht, Materialverbrauch oder Festigkeit. Bei derartigen Designs wird etwa Material nur dort verwendet, wo es wirklich benötigt wird. Daraus resultieren ressourceneffizientere und leichtere Produkte.
Thomas Meier, Redaktor
4

VERARBEITUNG
Funktionalität und Ästhetik
Das Umspritzen ist eine Fertigungstechnik, die zwei verschiedene Materialien mittels Spritzguss kombiniert, um h och wertige Produkte zu schaffen.
VERARBEITUNG
12

MASCHINEN/ PERIPHERIE
Kühlkanäle automatisiert säubern
Spritzgusswerkzeuge werden mit Kühlflüssigkeit versorgt, um ein Überhitzen zu verhindern. Mit der Zeit können die Kühlkanäle durch Kalk und Korrosion verstopfen.
14
8 MASCHINEN/ PERIPHERIE
Mit Holzmehl durch die Standardschnecke
Die Wissner GmbH ist ein technologischer Vorreiter und hat mit Re-Wood sein eigenes Recyclingmaterial geschaffen.
9

VERARBEITUNG
Ökonomie und Ökologie im Schulterschluss
Mehr Effizienz und Nachhaltigkeit – so lautet bei KB Kunststofftechnik die selbst gesteckte Vorgabe, wenn in neue Sp r itzgiesstechnik investiert wird.
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung www.kunststoffxtra.com
Erscheinungsweise
7 × jährlich
Jahrgang 14. Jahrgang (2024)
Druckauflage 3950 Exemplare
WEMF / SW-Beglaubigung 2023 3084 Exemplare total verbreitete Auflage 1218 Exemplare davon verkauft
ISSN-Nummer 1664-3933
Geschäftsleiter
Andreas A. Keller

Herausgeber/Verlag
SIGWERB GmbH
Unter Altstadt 10, Postfach CH-6302 Zug
Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Anzeigenverkaufsleitung
Thomas Füglistaler
Anzeigenverkauf SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a CH-5610 Wohlen
Telefon +41 56 619 52 52 Telefax +41 56 619 52 50 info@sigimedia.ch
Redaktion
Thomas Meier
Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor)
Telefon +41 32 623 90 17 m.flury@sigwerb.com

Komplexe Vorgänge einfach bedient
Genau das erfüllt die neue Steuerung der Temperiergeräte Thermo-6 von HB-Therm.
17

Implantate aus dem 3D-Drucker
Der Chefarzt Florian Thieringer leitet die Forschungsgruppe «Swiss MAM» an der Universität Basel. Für seine Arbeit setzen er und sein Team einen neuen 3D-Drucker von Arburg ein.
Vorstufe
Triner Media + Print Schmiedgasse 7 CH-6431 Schwyz Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente
Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com
Druck
Fontana Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.) Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2024 by SIGWERB GmbH, CH-6302 Zug
20
Neuer 5-Achsen-3D-Drucker aus der Schweiz
Anlässlich des 19. Rapperswiler Kuststoffforum, das am 5. September in Rapperswil durchgeführt wird, präsentiert das IWK mi t dem 5X einen neuartigen 5-Achsen-3D-Drucker.
22

Grosse Bauteile aus dem 3D-Drucker
Übergrosse Kunststoffteile additiv zu fertigen, bietet enorme Vorteile für die werkzeuglose Fertigung kleiner und mittlerer Serien.
24
Neuartige Pulver für den 3D-Druck
Das Kunststoff-Zentrum SKZ und das Fraunhofer-Institut für Angewandte Polymerforschung IAP haben im März 2024 das Forschungsprojekt «capSLS» gestartet.

2023 – Ein Jahr voller Erfolge und Neuerungen
Die Mitgliederversammlung 2024 von KUNSTSTOFF.swiss fand am 13. Juni im Fliegermuseum Dübendorf statt. 28

VERANSTALTUNGEN
Im Zeichen der autonomen Kunststoffproduktion
Das diesjährige Schweizerische Kunststoff Symposium KATZ am 4. Juni 2024 in Aarau stand unter dem Motto «Autonome Kunststoffproduktion». 32
AUS DER BRANCHE
ZUM TITELBILD
Weiterentwicklung: Leistungsausbau der erweiterten Produktgruppe Mit der Series 6 haben wir Gutes noch besser gemacht. Jetzt schaffen wir mit der neuen Baugrösse 62 ein noch leistungsstärkeres Gerät, das restlos überzeugt – und Power-Potential für kommende Aufgaben aufweist. Im vergangenen Jahr feierte die neue Baugrösse 62 der Thermo-6 ihr Debüt auf der Fakuma 2023. Mit diesem bedeutenden Schritt hat HB-Therm sein Angebot erweitert und seinen Kunden noch effizientere und leistungsstärkere Lösungen für ihre Temperieranwendungen angeboten. Nur ein Jahr später, auf der Fakuma 2024, präsentiert das Unternehmen planmässig eine zusätzliche Erweiterung dieser Leistungsstufe.


OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss

Umfangreiche Forschungs- und Entwicklungsarbeiten haben zu innovativen Lösungen und bemerkenswerten Fortschritten geführt, die den Kunden verbesserte Effizienz und überlegene Leistung in einer Vielzahl von Anwendungsbereichen bieten. So tragen die Thermo-6 dazu bei, kundenseitig den Energieverbrauch nachhaltig und prozesssicher zu optimieren. Erfahren Sie mehr über die nächste Erweiterung zur Fakuma 2024.
HB-Therm AG
Muhammed Kakis
Piccardstrasse 6
9015 St. Gallen
Switzerland
Phone +41 71 243 65 49
marketing@hb-therm.ch, www.hb-therm.com
Das Umspritzen ist eine Fertigungstechnik, die zwei verschiedene Materialien mittels Spritzguss kombiniert, um hochwertige Produkte zu schaffen.
Beim Umspritzen wird ein Substratmaterial, das meist die Basis des Produkts bildet, in eine Spritzgussform eingelegt und mit einem zweiten Material, dem Umspritzmaterial, überzogen. Das Umspritzmaterial haftet an dem Substratmaterial und bildet eine feste und homogene Verbindung. Das Umspritzmaterial kann aus z. B. aus einem harten Kunststoff, thermoplastischen Elastomeren oder Flüssigsilikon bestehen, je nach den Anforderungen an das Produkt.
Das Umspritzen kann auf zwei verschiedene Arten durchgeführt werden: Zwei-Komponenten-Spritzguss oder Einlegetechnik. Beim Zwei-Komponenten-Spritzguss werden beide Materialien in einer einzigen Form in einem einzigen Zyklus verarbeitet. Dabei wird das Substratmaterial in die erste Formhälfte eingespritzt und das Umspritzmaterial in die zweite Formhälfte. Die Form wird dann geschlossen und das Umspritzmaterial wird über das Substratmaterial gespritzt. Beim Zwei-KomponentenSpritzguss muss das Substratmaterial aus Kunststoff bestehen.
Bei der Einlegetechnik werden beide Materialien in zwei separaten Formen und Zyklen verarbeitet. Dabei wird das Substratmaterial in einer ersten Form gespritzt und dann in eine zweite Form eingelegt,

Drehmomentschlüssel: 2K-Spritzguss mit hochfestem Grivory GV (Bilder: Barlog)
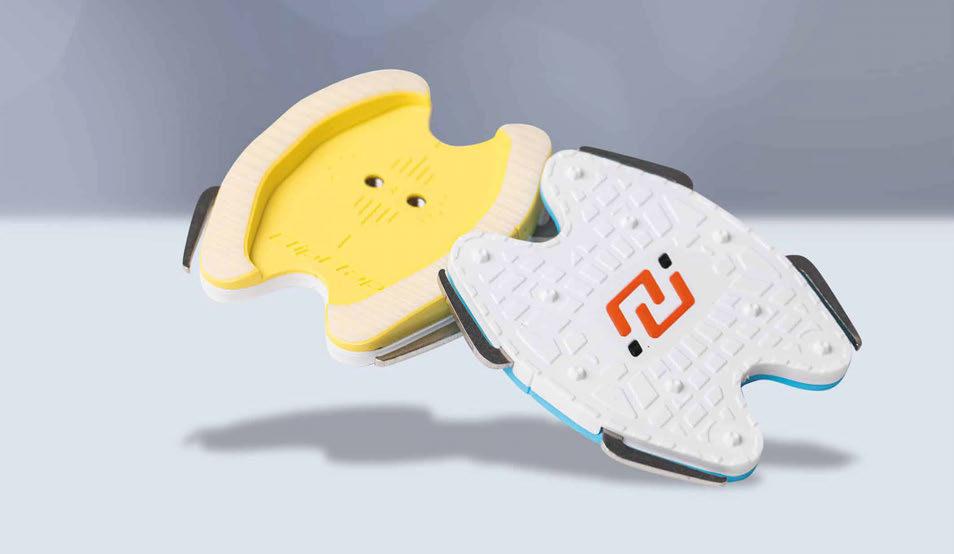
ClipClap: Designelemente können auch im Umlegeverfahren bereits im Prototypstadium in Produkte eingebracht werden.
in der das Umspritzmaterial gespritzt wird. Die Einlegetechnik erlaubt es, das Substratmaterial auch aus anderen Werkstoffen als Kunststoff zu wählen, wie z. B. Metall, Glas oder Keramik. Das Verhalten der eingelegten Materialien beim Umspritzen kann mit Hilfe der Spritzgusssimulation vorhergesagt und so auch für den Herstellungsprozess in einer frühen Projektphase optimiert werden.
Das Umspritzen bietet zahlreiche Vorteile, die die Leistung, das Aussehen und die Kosten von Produkten verbessern können. So lassen sich die mechanischen Eigenschaften verbessern, indem Produkte widerstandsfähiger gegen Abnutzung, Korrosion, Stösse, Kratzer und Brüche sind. Das Umspritzmaterial kann auch als Schutzschicht fungieren, die das Substratmaterial vor Umwelteinflüssen schützt. Typische Anwendungsbereiche sind z. B. Schutzhüllen für elektronische Geräte oder die Umspritzung von Magneten als Korrosionsschutz.
Die Benutzerfreundlichkeit und der Komfort von Bauteilen lassen sich erhöhen, indem das Umspritzmaterial eine bessere Griffigkeit, Flexibilität und Haptik verleiht. Es kann auch als Isolierung dienen, die die Temperatur und die Vibrationen des Produkts reguliert. Typische Anwendungen sind Weichkomponenten an Bohrmaschinengehäusen oder Werkzeuggriffen.
Das Umspritzen kann die Ästhetik und die Differenzierung von Produkten steigern, indem es erlaubt, verschiedene Formen, Texturen, Muster und Farben zu kombinieren. Das Umspritzmaterial kann auch als Dekoration oder als Funktionselement dienen, wie z. B. Tasten, Logos oder Symbole. Typische Anwendungen sind z. B. Designelemente an Werkzeuggriffen oder Konsumgüter.
Die Kombination mehrerer Materialien ermöglicht die Integration mehrerer Funktionen in einem Bauteil, z. B. elektrische Leitung durch metallische Einleger und elektrische Isolation durch eine Kunststoff-
Energiekosten Energiekosten

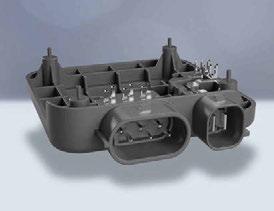
Barlog-Connector
umspritzung. So lassen sich auch Kosten und Montagezeit reduzieren. Um das Umspritzen erfolgreich anzuwenden, müssen verschiedene Aspekte be -
achtet werden, um die Qualität und die Effizienz von Umspritzprojekten sicherzustellen. Die Auswahl kompatibler Materialien ist entscheidend. Das Substrat und das Umspritzmaterial müssen gut aneinander haften, das heisst die chemische Kompatibilität und die Bindungsfähigkeiten müssen unbdeingt berücksichtigt werden. Hier gibt es auch spezielle Additive oder Beschichtungen, um die Haftung zu verbessern. Zusätzlich lässt sich die 2K-Haftung durch die Herstellung und Tests von Schälprüfkörpern quantifizieren. Ein angemessenes Produktdesign kann die Haftfestigkeit zwischen den Materialien erheblich beeinflussen. Merkmale wie mechanische Verkrallungen, Rillen, Noppen oder Ränder können die Bindungsstärke ebenfalls verbessern.
Die Wahl zwischen Zwei-KomponentenSpritzguss und Einlegetechnik muss den Bedürfnissen des Projekts folgen. ZweiKomponenten-Spritzguss eignet sich effizient für die Massenproduktion, während die Einlegetechnik für geringere Volumen und komplexe Formen passt.
Das Umspritzen ist ein transformativer Fertigungsprozess, der Herstellern ermöglicht, Produkte zu schaffen, die sich von der Konkurrenz abheben. Durch die sorgfältige Kombination von zwei verschiedenen Materialien mittels Spritzguss bietet diese Technik unübertroffene Produktverbesserungen.
Kontakt www.barlog.de n
Kühlen und Temperieren mit System Energiekosten
Kühlen und Temperieren mit System Energiekosten
Systeme für die Kunststoffindustrie
Produkte und Lösungen
Brehm - Ihr Peripherie Spezialist -
• Energieeffizienz
• Produktivitätssteigerung
• Wirtschaftlichkeit
• Nachhaltigkeit
• von der Planung bis zur Ausführung – alles aus einer Hand
• Qualität und Kundenfreundlichkeit sind unser Erfolgsrezept
• Unsere Ruhe schafft Freiraum für das Wesentliche
• Flexibilität durch unser grosses Ersatzteillager
Die spanische Temsa Metallurgical Group gehört zu den weltweit führenden Unternehmen bei der Herstellung von Spezialwerkzeugen für die Kaltumformung. Seit vielen Jahren setzt das Unternehmen in der Produktion auch auf Rundschleifmaschinen von Studer.
Im weissen Arbeitshemd läuft Alfonso Vivar durch eine grosse Halle, die trotz der vielen Maschinen, monitorbestückten Arbeitstischen und konzentriert arbeitenden Fachleuten eine grosse Ordnung ausstrahlt. Alles hat seinen Platz, jeder Arbeitsschritt ist genau geplant und im Zentrum verrichtet ein gelber Roboterarm methodisch seinen Dienst. Wir befinden uns westlich von Barcelona in einem 8000 Quadratmeter grossen Hochtechnologiewerk. Production Manager Vivar kennt hier jeden Winkel. Leuchtend rot prangt das Logo seines Arbeitgebers auf dem Hemd: die spanische Temsa Metallurgical Group. Diese ist eine weltweit führende Spezialistin für die Herstellung hochpräziser Werkzeuge für die Kaltumformung sowie Expertin für Pulvermetallurgie, Sintern und Feinschneiden.
Bei der Kaltumformung wird Metall unterhalb der Rekristallisationstemperatur durch grosse Druck- und Zugkräfte in eine bestimmte Form gezwungen. Im Vergleich zur spanenden Metallbearbeitung sind so kürzere Bearbeitungszeiten pro Werkstück möglich, was die Kosten in der Serienproduktion senkt. Auch eine hohe Festigkeit, komplexe Geometrien und sehr gute Oberflächen-Beschaffenheit gehören zu


den Vorteilen der Kaltumformung. So entstehen unter anderem Komponenten für Hochtechnologie-Industrien wie Luft- und Raumfahrt oder den Automobilbau. Dies gelingt allerdings nur mit den richtigen Spezialwerkzeugen und Skills – und hier kommt Temsa ins Spiel.
«Unser Team kann Spezialwerkzeuge im Toleranzbereich eines Mikrometers herstellen», sagt Vivar stolz. Rund einhundert Mitarbeitende sind am Temsa-Standort bei Barcelona beschäftigt, die für anspruchsvolle Kundinnen und Kunden in der ganzen Welt produzieren. «Dank unseres Know-hows können wir auch kurze Lieferzeiten realisieren. Das geht aber nur, weil wir auf die besten Maschinen setzen», sagt er.
«Das ist unsere neue Studer S100, die wir dieses Jahr zusammen mit einer favoritCNC bekommen haben.» Vivar deutet au f die CNC-Universal-Innenrundschleif-
maschine, weiss lackiert mit blauem Akzent. Die typische Farbkombination der Rundschleifmaschinen von Studer ist hier im Werk oft anzutreffen: Temsa setzt für seine Produktion seit vielen Jahren auf die Modelle des Schweizer Herstellers. Insgesamt verrichten hier mehrere Studer-Maschinen Schleifaufgaben, darunter mit der S131 auch eine CNC-Universal-Innenrundschleifmaschine der neuesten Generation. «Wir vertrauen der Technologie und schätzen die gute Zusammenarbeit mit dem Hersteller», begründet Vivar die Investitionsentscheidung. Zudem sorgen die hohe Präzision, Zuverlässigkeit und einfache Bedienung von Studer-Maschinen dafür, dass die Produktion so effizient wie möglich läuft.
Die S100 zum Beispiel ist durch ihre vielen Einsatzmöglichkeiten bei Innen-, Plan-, und Aussenschleifanwendungen ein Multitalent mit höchster Genauigkeit. Mit ihr lässt sich ein breites Spektrum an Werkstücken mit einer Länge bis zu 550 mm

herstellen. Und die favoritCNC ist eine CNC-Universal-Rundschleifmaschine für die Einzel- und Serienfertigung mittelgrosser Werkstücke bis 680 mm Länge. Beide Maschinen haben ein hervorragendes Preis-Leistungsverhältnis, bieten aber trotzdem Premium-Technologie wie das Maschinenbett aus massivem Mineralguss Granitan® und das optimale Zusammenspiel von Hardware und Software für eine einfache Bedienung. Die Innenrundschleifmaschine S131 mit dem patentierten Führungssystem StuderGuide, Schleifspindelrevolver mit bis zu vier Schleifspindeln und einer zusätzlichen C-Achse ist ideal für die hochpräzise Herstellung von Flanschteilen und kleineren Werkstücken aller Art.
Direkte Kommunikation
Neben der Qualität der Maschinen gibt es für Vivar noch einen weiteren wichtigen Entscheidungsgrund für Studer: «Der Kundenservice ist hervorragend und wir haben mehrere Ansprechpersonen, die Spanisch sprechen», sagt er. Das sorge für eine direkte und einfache Kommunikation. Auch das Angebot von Studer der «vorbeugenden Wartung» (preventive maintenance) ist für den Production Manager wichtig. Diese beinhaltet eine regel- und routinemässige Prüfung der Maschinen durch die technischen Fachleute von Studer, um das Risiko von Produktionsausfällen zu minimieren und deren Langlebigkeit zu erhöhen.
Neben Alfonso Vivar steht Riccardo Delai, Verkaufsleiter für Europa Latin bei Studer. Er besucht das Werk in Barcelona

regelmäs sig und telefoniert auch oft mit Temsa-Mitarbeitenden. «Der persönliche Kontakt ist sehr wichtig, denn dadurch weiss ich, was gut funktioniert und wo noch etwas benötigt wird», begründet er. Seit Kurzem hat Studer in Spanien zudem einen lokal ansässigen Service-Techniker und kann noch schneller auf Kundenanfragen reagieren. Für Delai ist das südeuropäische Land ein wichtiger Zukunftsmarkt, auch weil der spanische Staat und die Europäische Union lokale Unternehmen gezielt bei Investitionen in Hochtechnologie unterstützen. «Uns freut der internationale Erfolg von Temsa als 100 Prozent spanisches Unternehmen sehr und es zeigt, was mit unseren Maschinen möglich ist», betont Delai.
Dabei begann die Erfolgsgeschichte von Temsa vor über 30 Jahren zunächst als kleiner Betrieb für Präzisionswerkzeuge aus Hartmetall und Stahl. Aber durch konsequente Investitionen in Mitarbeitende, Know-how und modernste Anlagen konnte sich das spanische Unternehmen schnell auf der ganzen Welt einen hervorragenden Ruf erarbeiten. Bei Spezialwerkzeugen für Kaltumformungsprozesse gehört das Unternehmen heute zu den Weltmarktführern. «Ich bin sehr stolz auf unser Team, wir sind eine grosse Familie. Viele arbeiten in der zweiten Generation hier und zu Weihnachten machen wir immer ein gemeinsames Essen mit der ersten Generation», berichtet Vivar, der selbst bereits seit 25 Jahren für Temsa arbeitet.
Diese Wertschätzung für Tradition geht einher mit Voraussicht auf die Zukunft. So setzte Temsa schon früh auf Automation, um seine Produktion effizienter zu gestalten. Nur ein Beispiel dafür ist der gelbe, 360 Grad operierende Roboterarm hier im Werk, der eine Vielzahl von MaschinenWerkzeugen automatisch ordnet und diese je nach Bedarf und Bearbeitungszyklus zur Verfügung stellt. «Wir möchten die Automation in Zukunft auf ein noch höheres Level bringen, das ist eine herausfordernde Aufgabe», erklärt Vivar. Auch hierfür ist Studer ein guter Partner, der viel Erfahrung mit kundenspezifischen und standardisierten Automationslösungen mitbringt. Die S100 etwa lässt sich mit Laderschnittstelle und automatischer Schiebetür ausrüsten und so in einen automatisierten Produktionsbetrieb eingliedern. Und auch die S131 besitzt eine standardisierte Schnittstelle für Lader und Peripheriegeräte. Alfonso Vivar und Riccardo Delai setzen ihren Rundgang durch die grosse TemsaHalle fort, vorbei am Roboterarm, Maschinen und den konzentrierten Mitarbeitenden. «Es freut mich sehr, dass Temsa mit seinen neuesten zwei Studer-Maschinen zufrieden ist», sagt Delai und schüttelt Vivar zum Abschied die Hand. «Mich freut das auch», lacht der Production Manager und fügt hinzu: «Bis zum nächsten Mal.»
Kontakt www.studer.com n
Die Wissner GmbH ist ein technologischer Vorreiter und hat mit Re-Wood sein eigenes Recyclingmaterial geschaffen. Verarbeitet wird es auf Spritzgiessmaschinen der CX-Baureihe von KraussMaffei – mit Standardplastifizierung.
Für Re-Wood, den selbst entwickelten Recycling-Werkstoff der Firma Wissner, müssen keine zusätzlichen Bäume gefällt werden, denn die Basis bildet regionales Holzmehl. Kombiniert mit einem Bindemittel, entweder Recycling-Kunststoff oder Biopolymer, bringt Wissner es auf Granulatgrösse und an die Spritzgiessmaschinen – allesamt CX von KraussMaffei mit Schliesskräften von 500 bis 1300 kN Durch seinen 80-prozentigen Holzanteil verfügt Re-Wood über andere physikalische Eigenschaften als reine Kunststoffe. Die Verarbeitung gelingt dennoch in einer Standard-Plastifizierung, ganz ohne Anpassungen bei Schneckengeometrie oder Rückstromsperre. Für die Spritzparameter ist vor allem eines zu beachten: Re-Wood schwindet nicht – beim Nachdruck sollte man also vorsichtig sein.
100 Prozent rezyklierbar
Anders als Echtholz überstehen Bausteine aus Re-Wood Reinigungsgänge in der Spülmaschine, sie sind sehr fest, nahezu unendlich haltbar und, falls doch einmal abgenutzt, immer wieder recycelbar. Wiss-


ner nimmt dafür sogar nicht mehr benötigte Re-Wood-Produkte wieder zurück. Beschichten lassen sich Bauklötze & Co. beispielsweise per Trommellackierung, auch die Bedruckung ist möglich. Daneben verarbeitet Wissner Re-Plastic, das zu 100 Prozent aus aufbereiteten Post-Consumer-Abfällen besteht.
Als das Unternehmen vor rund zehn Jahren anfing, Re-Wood zu entwickeln, legte man Wert auf regionale Rohstoffe, umweltschonende Herstellung, Schadstofffreiheit und Langlebigkeit. Stabil und speichelecht sollte es zusätzlich sein – schliesslich sind die Produkte auch für kleine Kinder gedacht. Holz und Kunststoff zu kombinieren, war angesichts der Firmengeschichte ein fast logischer Schritt, denn Wissner startete 1976 als Schreinerei, später folgte die Kunststoffverarbeitung und 2007 zogen die ersten CX-Maschinen von KraussMaffei ein. Rund 25 Mitarbeiter fertigen Artikel wie geometrische Körper, Rechenstäbchen oder Steckwürfel. Der traditionelle Schwer-
punkt liegt auf Lehrmitteln für Schulen und Kindergärten, wobei der Spielebereich immer mehr an Bedeutung gewinnt.
80 Prozent Exportanteil
Neben eigenen Produkten wie dem Zahlenspiel «Hexagon», bietet Wissner seine Kompetenzen auch grossen Playern der Spieleindustrie an. Die Branche ist derzeit insgesamt bestrebt, Produktionsprozesse aus Südostasien wieder nach Europa zurück zu verlagern. So gibt es die bekannten Halma-Männchen jetzt aus Re-Wood in den besonderen Farben lila und natur. Insgesamt 80 Prozent des Wissner-Umsatzes kommen aus dem Ausland. Die Preisgestaltung muss also auch für weniger wohlhabende Regionen attraktiv sein. Die effiziente Verarbeitung des Zukunftsmaterials Re-Wood auf den CX-Maschinen bildet dafür die Voraussetzung.
Kontakt www.kraussmaffei.com n
Mehr Effizienz und Nachhaltigkeit – so lautet bei KB Kunststofftechnik die selbst gesteckte Vorgabe, wenn in neue Spritzgiesstechnik investiert wird. Das jüngste Projekt – drei automatisierte Produktionszellen von Wittmann für die Herstellung sehr anspruchsvoller technischer Teile – ist hierfür ein Paradebeispiel.
Susanne Zinckgraf ¹
«Effizienz und Reproduzierbarkeit waren die ausschlaggebenden Entscheidungskriterien», berichtet Iris Langenberg, CSR Managerin bei KB Kunststofftechnik in Gummersbach, bei unserem Besuch. Wir stehen vor drei nagelneuen Produktionszellen von Wittmann, die mit genau diesen Eigenschaften die Wettbewerbsfähigkeit des Lohnspritzgiessers stärken. Herzstück der drei Einheiten ist jeweils eine servohydraulische SmartPower Spritzgiessmaschine, zwei Mal mit 38 und einmal mit 60 Tonnen Schliesskraft. Zwei Maschinen sind mit einem Angussentnahmegerät mit Servo-Drehachse vom neuen Typ WX90 ausgerüstet. Die dritte Zelle arbeitet mit einem Primus 16 Pick-andPlace-Roboter – hier in Teleskopausführung, weil die Produktionshalle nach oben wenig Bewegungsspielraum zulässt.
Hochpräzise Maschinenbewegungen
KB Kunststofftechnik deckt ein breites Bauteil- und Branchenspektrum ab. Die Produkte gehen unter anderem in die Türund Fensterindustrie, die Labor- und Dentaltechnik, den Maschinen- und Anlagenbau sowie die Automobilindustrie. Iris Langenberg hält ein besonders anspruchsvolles Bauteil in den Händen. Eine Baugruppe, besser gesagt, und diese besteht aus nicht weniger als 68 Einzelteilen. Bis auf wenige Ausnahmen – wie Platinen und Schaltelemente – handelt es sich ausschliesslich um Thermoplastteile, die in Gummersbach im Spritzguss produziert und zusammen mit den vom Kunden an-
1 Susanne Zinckgraf, Head of Strategic Marketing, Wittmann Group

gelieferten Elektronikkomponenten manuell montiert werden. Als zentraler Bestandteil von Seilwindengetrieben in Kransystemen ist die Baugruppe eine wichtige Sicherheitskomponente. Über die sogenannten Getriebegrenzschalter wird die Position des Kranhakens überwacht. Je nach Krantyp und - grösse muss der Kranhaken Traglasten von bis zu 120 Tonnen zuverlässig halten. Daher wird jeder Getriebegrenzschalter auf einem Prüfstand auf die korrekte Funktion überprüft und anschliessend mit einem Code versehen, über den die Prüfdokumentation sowie spätere Wartungen nachvollzogen werden können. Entsprechend hoch sind die Anforderungen an die Spritzgiessproduktion der einzelnen Baugruppenkomponenten. «Getriebe funktionieren nur, wenn die Toleranzen der Zahnräder strikt eingehalten werden», so Langenberg. Mehrstufige Planetenradgetriebe, kleine Achsen sowie Aufnahmeelemente für die Platinen und Schalter werden aus vor allem zwei Materialien –ASA und POM – gespritzt.
Für die hohe Prozessstabilität und Reproduzierbarkeit auch sehr filigraner Bauteilgeometrien sind in den SmartPower Maschinen unter anderem die Präzisionsspritzaggregate sowie die Kombination aus reaktionsschnellen servohydraulischen Motoren und leistungsstarken Konstantpumpen verantwortlich. Produktionsbedingten Ausschuss gibt es damit nicht mehr.
Die «Drive-on-Demand-2.0»-Technik sorgt zudem für einen minimalen Energiebedarf. Während der Kühl- und Handlingzeiten ruht der Motor und verbraucht keine Energie. «Je nach Anwendung senkt Driveon-Demand 2.0 den Energieverbrauch gegenüber Maschinen mit modernen Regelpumpensystemen um bis zu 35 Prozent», erklärt Daniel Müller, Gebietsverkaufsleiter bei Wittmann Battenfeld in Deutschland.
Einen weiteren Beitrag zur hohen Energieeffizienz leistet das von Wittmann patentierte Kinetic Energy Recovery System, kurz KERS. Es wandelt die Bremsenergie der beweglichen Werkzeugaufspannplatte
Dank seiner Servoantriebe zeichnet sich der WX90 durch sehr präzise, fliessende Bewegungen aus.
in elektrische Energie um und stellt sie anderen Energieverbrauchern – zum Beispiel der Zylinderheizung – zur Verfügung.
Kunststoffvariante robuster
Auf die Getriebegrenzschalter ist das Team von KB Kunststofftechnik besonders stolz, denn bevor der Kranhersteller den Auftrag nach Gummersbach vergab, handelte es sich bei der Baugruppe um einen Kunststoff/Metall-Hybridartikel. «Wir haben mit unserem Kunden die Thermoplastvariante kunststoffgerecht weiterentwickelt», erzählt Langenberg. «Ein grosser Erfolg ist, dass dadurch die Bauteilkosten gesunken sind und die Getriebe eine längere Standzeit erreichen.»
Auch für weitere Kunden ist KB Kunststofftechnik nicht nur Lohnspritzgiesser, sondern Co-Entwickler. «Das sind häufig Firmen, die im Bereich Metall zu Hause sind und wissen, dass wir eine besonders tiefe Kunststoffexpertise und viel Erfahrung haben. Es ist unsere Stärke, für eine gegebene Anwendung die bestgeeigneten Materialien zu empfehlen und das Bauteil für diese Materialien entsprechend zu konstruieren», so Langenberg. Im eigenen Haus führt KB Kunststofftechnik Simulationen, Festigkeitsanalysen und FMEA durch, konstruiert und produziert die Werkzeuge, stellt Prototypen her und unterzieht diese Langzeittests.
Eine Besonderheit der neuen Wittmann Produktionszellen zeigt sich erst bei genauerer Betrachtung. Die beiden Angussentnahmegeräte vom Typ WX90 tragen die Seriennummern 0001 und 0002. Erst
im Oktober 2023 stellte Wittmann die Neuentwicklung auf der Fakuma Messe vor. Bei KB Kunststofftechnik traf diese Innovation genau ins Schwarze. «Wir haben uns gezielt für die servogesteuerte Anguss en tnahme entschieden, weil sie sehr ruhige, präzise Bewegungen erlaubt und dabei schneller als ein pneumatischer Angusspicker ist», sagt Daniel Kaufmann, zuständig für die Erstbemusterung und Instandhaltung bei KB Kunststofftechnik. «Mit seinen fliessenden Bewegungen kann das Entnahmegerät auch einfache Teilehandlingaufgaben übernehmen.»
Ein grosses Plus ist ausserdem seine Steuerung. Die WX90 besitzen ebenso wie die Linearroboter von Wittmann eine R9 Steuerung. Damit ist die Angussentnahme datentechnisch vollständig in die Produktionszelle integriert. Das bedeutet, dass Sp r itzgiessmaschine und Roboter über eine ultraschnelle Datenverbindung verfügen und ihre Bewegungen effizienzoptimiert aufeinander abstimmen. Zudem werden beim Einlesen des Werkzeugdatensatzes nicht nur die Parameter der Maschine, sondern auch die Ablaufsequenz des Angussentnahmegeräts automatisch eingestellt. Das Rüsten wird dadurch beschleunigt.

Die Angussentnahmegeräte mit Servo-Drehachse vom Typ WX90 besitzen eine R9-Steuerung und sind damit vollständig in die Produktionszelle integriert.

Die neuen SmartPower Spritzgiessmaschinen steigern die Energieeffizienz der Produktion.
«Wir arbeiten just in time und haben viele Werkzeugwechsel», macht Kaufmann deutlich, weshalb auch die Rüsteffizienz eine grosse Rolle spielt. Acht Rüstvorgänge am Tag sind die Regel, manchmal sind es sogar deutlich mehr. Hinzu kommen häufige Zylinderwechsel. Dank der neuen Steuerungsgeneration B8X erreichen die SmartPower Spritzgiessmaschinen dennoch sehr hohe Produktivzeiten. «Das Spr itzaggregat ist über einen Summenstecker codiert und damit weiss die Maschinensteuerung sofort, mit welcher Schnecke sie es zu tun hat», erklärt Daniel Müller. «Das ermöglicht ein Plug and Produce. In maximal 20 Minuten ist der Zylinder ausgetauscht.» Mit dem Wechsel auf die B8X Steuerung hat Wittmann den Summenstecker in den Standardumfang der SmartPower Baureihe aufgenommen. «Gerade für Einrichter und Rüster bieten die Wittmann Maschinen viele praktische Features, die die Prozesse einfacher und effizienter machen», betont Daniel Kaufmann. «Man hat bei Wittmann immer ein offenes Ohr für uns Anwender und wir merken, dass unser Feedback wirklich aufgenommen wird.»
«Wir sind immer bestrebt, die Prozesse und Verfahren auszuwerten und bewerten zu können», ergänzt Iris Langenberg. Transparenz ist der Schlüssel, die Prozesse im Sinne einer immer höheren Gesamteffizienz kontinuierlich zu optimieren. Im Fokus stehen dabei der Energiebedarf und Materialeinsatz, die beide grossen Anteil an den Stückkosten haben. «Wenn wir einen Auftrag annehmen, müssen wir immer wissen, wo die realen Kostenhebel liegen», sagt Langenberg. «Denn wir möchten auch


weiterhin in Deutschland wettbewerbsfähig produzieren.»
Das Einsparen von Ressourcen macht sich aber nicht nur in den Stückkosten bemerkbar. Ebenso wichtig ist, dass die Produk-
FAKUMA
− Internationale Fachmesse für Kunststoffverarbeitung, 15. bis 19. Oktober, Friedrichshafen − besuchen Sie uns in Halle 4, Stand 4122.
tionseffizienz die Nachhaltigkeitsziele, die sich KB Kunststofftechnik gesetzt hat, unterstützt. Die auf dem Fabrikdach neu installierte Photovoltaikanlage deckt rund 13 Prozent des Energiebedarfs ab. «Das ist
schon mal ein Stück in Richtung CO2-Neutralität», sagt Langenberg.
Bei allen Massnahmen kommt es der Unternehmensmanagerin darauf an, Ökonomie und Ökologie zu vereinen. «Wir sind schon lange ökologisch unterwegs, weil wir ökonomisch unterwegs sind», betont Langenberg. «Mit unseren Investitionen sowie technischen und organisatorischen Massnahmen haben wir unter anderem die Ausschussquote reduziert. Jedes nicht verarbeitete Kilogramm Rohstoff spart Energie und Maschinenlaufzeit ein. In dieser eingesparten Zeit können wir etwas anderes produktiv herstellen und zusätzlichen Umsatz machen sowie unseren artikelspezifischen CO2-Fussabdruck reduzieren.»
Kon takt www.wittmann-group.com www.kb-kunststoff.de n
Spritzgusswerkzeuge werden mit Kühlflüssigkeit versorgt, um ein Überhitzen zu verhindern. Mit der Zeit können die Kühlkanäle durch Kalk und Korrosion verstopfen, sodass der Spritzvorgang an Effizienz einbüsst. Eine regelmässige Reinigung ist daher zwingend notwendig.
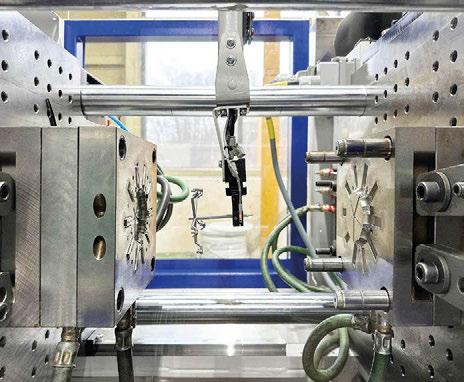
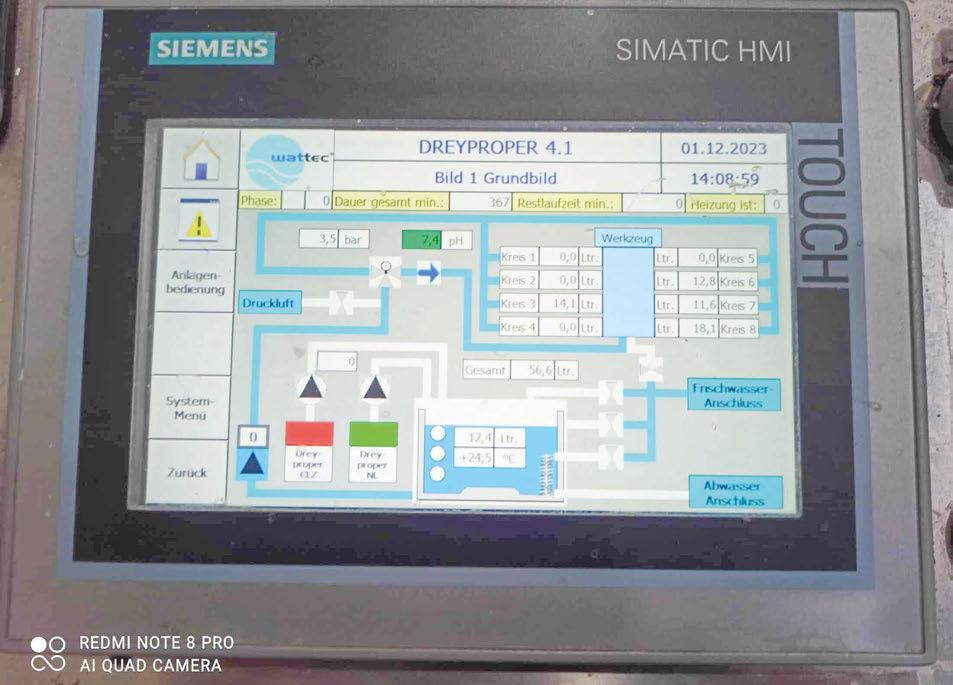
Da viele Systeme die Reinigung des Werkzeugs nur teilautomatisiert anbieten, sehen sich die Bediener mit hohem zusätzlichen Arbeitsaufwand und durch die verwendeten Chemikalien mit gesundheitlichen Risiken konfrontiert. Eine sichere und schnellere Reinigung bietet hingegen das vollautomatische und mobile Dreyproper-System der wattec GmbH. Mithilfe einer frequenzgeregelten Pumpe und eines Pressluftanschlusses spritzt es Luftblasen in den Volumenstrom des Reinigungsmittels, sodass sich selbst hartnäckige Kalkund Schlammablagerungen an bis zu acht Kreisläufen gleichzeitig beseitigen lassen. Sehr gute Erfahrungen haben auch die Gardena Manufacturing GmbH und die KWM Kunststoff-Formteile GmbH mit dem jüngsten Modell 4.2 des Dreyproper gemacht.
«Die Kühlung der Werkzeuge im Spritzgussverfahren sorgt dafür, dass diese nicht überhitzen und dass die Kunststoffteile schnell und gleichmässig erstarren», weiss Joachim Rohmann, Geschäftsführer der wattec GmbH. «Dadurch werden Verformungen, Spannungen und Schwindungen vermieden und die Zykluszeiten verkürzt.» Mit der Zeit können sie jedoch aufgrund der Dauerbelastung korrodieren und es lagert sich unter anderem Kalk ab. In der Folge reduziert sich der Querschnitt der Kühlkanäle, wodurch Durchfluss und Wärmeübertragung verringert werden. Dies führt zu einer ungleichmässigen und unzureichenden Kühlung, die die Qualität der Kunststoffteile verschlechtert und die Zykluszeiten verlängert.
Um den Reinigungsvorgang effizienter und umweltfreundlicher zu gestalten, nutzen immer mehr Hersteller deshalb den Dreyproper der wattec GmbH, der aktuell in der Generation 4.2 erhältlich ist. Das Gerät führt den Spülprozess vollautomatisch

Der Dreyproper lässt sich unkompliziert an das Werkzeug anschliessen. (Bilder: Wattec)
durch und verfügt beim neuen Modell nun über verschiedene zusätzliche Überwachungsfunktionen. «Ziel sollte es immer sein, die ursprüngliche Leistungsfähigkeit der Kühlkanäle wiederherzustellen», erklärt Rohmann. «Die Kombination aus effizienter, automatisierter Spühltechnik und einem hohen Grad an Überwachung bezüglich der Dosierung sorgt hier dafür, dass dieses Ziel eingehalten wird.»
Automatische Reinigung
Bei der Gardena Manufacturing GmbH kam bis vor einigen Jahren eine Entkalkungsanlage zum Einsatz, mit der nur eine Kühlung gereinigt werden konnte, sodass sich der gesamte Vorgang bei grösseren Werkzeugen deutlich in die Länge gezogen hat. «Den Dreyproper können wir unkompliziert an das Werkzeug anschliessen, sodass wir keinen direkten Kontakt mit Säuren haben, die bei manuellen Reinigungsvorgängen notwendig waren», beschreibt Steffen Hauser, Abteilungsleiter Werkzeuginstandhaltung bei der Gardena Manufacturing GmbH. Ist das Gerät mit dem Werkzeug verbunden, aktiviert sich als erstes die
Trinkwasserflutung. Anschliessend pumpt die Umwälzpumpe Frischwasser durch die Kanäle, um festzustellen, ob es im Werkzeug eine undichte Stelle gibt. Wird keine Leckage gefunden, beginnt das Gerät, die Reinigungschemikalie einzuleiten und startet den eigentlichen Säuberungsprozess. «Anstatt das Medium per Hand dosieren zu müssen, übernimmt der Dreyproper selbst diese Aufgabe», beschreibt Hauser. «Wir behalten dank des praktischen TouchScreens jederzeit den Überblick.» Während des gesamten Prozesses überwachen und dokumentieren verschiedene Sensoren den Durchfluss sowie die Reinigungsleistung. So lassen sich nicht nur Rückschlüsse über das Ergebnis ziehen, sondern auch individuelle Zielvorgaben für die Werkzeuge speichern und hinterlegen, sodass bei der erneuten Reinigung nicht erst wieder neu justiert werden muss. «Dass wir uns nicht jedes Mal notieren müssen, wie viel Flüssigkeit für die einzelnen Werkzeuge benötigt und wie lange die Reinigung dauern wird, erleichtert uns die Wartung der Werkzeuge ungemein», erklärt Hauser.

Mehrere Kanäle parallel anschliessen
«Wir verwenden je nach Bauteil unterschiedlich grosse Werkzeuge, deren Kühlkanäle alle ab und zu gereinigt werden müssen», berichtet Joachim Götz, Fertigungsleiter Produktion Spritzguss bei der KWM Kunststoff-Formteile GmbH. «Weil der Dreyproper so flexibel ist, können wir damit auch mehrere kleinere Werkzeuge in einem Arbeitsgang reinigen.» Diese verbesserte Reinigungsökonomie wird durch die optimierte Geometrie ermöglicht, die den Anschluss von acht anstatt wie bisher vier Kühlkanälen für die durchflussüberwachte Spülung erlaubt. Gleichzeitig lässt sich so mehr Reinigungsflüssigkeit durchpumpen. Diese wird über eine mehrstufi -
ge, frequenzgesteuerte Kreiselpumpe in die Kanäle eingebracht. «Die Pumpe arbeitet dabei im Optimum. Das bedeutet, sie fährt nicht jedes Mal auf Vollgas, sondern es wird immer nur so viel Energie verwendet, wie für den Reinigungsgang notwendig ist», ergänzt Rohmann.
Dank des Pressluftanschlusses lassen sich Luftblasen in den Volumenstrom des Reinigungsmittels einspritzen. «Über eine vollautomatische Veränderung des Drucks werden die Luftblasen abwechselnd vergrössert und verkleinert», erläutert Rohmann. «Die dabei entstehende Strömung wirbelt sie durcheinander und lässt sie immer wieder gegen die Ablagerungen prallen. Auf diese Weise werden selbst hartnäckige Verkrustungen abgelöst und
mitgerissen.» Ist die Säuberung abgeschlossen, wird die Reinigungsflüssigkeit neutralisiert und über den Kanal abgeführt. «Sollte ein weiterer Durchgang notwendig sein, lässt sich der Tank ganz einfach wechseln und mit neuem Reiniger befüllen, was zusätzlich Zeit spart», beschreibt Götz. Ausserdem können die verbundenen Kanäle noch einmal ausgeblasen werden, sodass garantiert keinerlei Rückstände der Reinigungsflüssigkeit bestehen bleiben.
Das bewährte System wird regelmässig optimiert und weiterentwickelt, wobei stets das Feedback der Anwender einfliesst. «Die Technik funktioniert einfach und man merkt, dass hier aus Sicht der Praxis gedacht wurde. Dass trotz der Weiterentwicklung nichts an der praktischen Europalettengrösse von 809 × 1025 × 1210 mm geändert werden musste, ist besonders erfreulich und lässt uns jedes Werkzeug problemlos erreichen», beschreibt Götz.
Neben einigen Programmupdates und einer vereinfachten Menüführung, die bereits umgesetzt wurden, arbeitet der Hersteller bei der nächsten Generation bereits daran, nach der Reinigung ebenfalls automatisch eine dauerhafte Beschichtung auf die Kanäle aufzubringen, sodass diese widerstandsfähiger gegen Korrosion werden und Ablagerungen nicht so schnell auftreten.
Kontakt www.wattec.de n
Im Einsatz für unsere Kunden
Das
Wenn Prozessvorgänge komplexer werden, muss für die Steuerung das genaue Gegenteil gelten. Sie muss intuitiv und smart für einfache Übersicht sorgen und die Bediener ohne grossen Aufwand durch sämtliche Einstell- und Funktionsvorgänge hindurch navigieren. Mit Hilfestellungen, dort, wo es nötig ist, und mit Freiheiten da, wo es plausibel erscheint. Genau das erfüllt die neue Steuerung der Temperiergeräte Thermo-6 von HB-Therm.
Die neuen Thermo-6 sind mit einem ergonomisch angebrachten, brillanten 7-Zoll-IPS-Touchscreen ausgestattet und zeigen bereits in der Grundanzeige übersichtlich die wichtigsten Informationen zu Prozess, Ist-Werten, Trends, Energie und Wartung an. Dazu kann auf der Startseite zwischen diesen fünf Grundanzeigen hin und her navigiert werden. Damit ist sichergestellt, dass allen Anwendern immer die aktuellen Betriebsdaten zur Verfügung stehen, die die Grundlage zur Analyse und Optimierung des Betriebszustandes darstellen. Darüber hinaus zeigt die Steuerung auch mögliche Energieeinsparungen auf und hilft bei der Wartungsplanung.
Die Bedienung der Steuerung ist denkbar

HB-Therm legte schon immer einen hohen Wert auf nachhaltigen und energieeffizienten Betrieb von Temperiergeräten. Mit der aktuellen Software-Version, die auf der HB-Therm-Wissensdatenbank zur Verfügung steht, ist neu auch das Energy Control für alle Temperiergeräte der 6. Generation erhältlich. Anhand den vom Kunden vordefinierten Werten wie Stromkosten, Landeswährung und Betriebsstunden pro Jahr kann der Prozess nicht mehr nur beobachtet, sondern selbst gesteuert und reguliert werden.
Auf der Seite «Energy-Control» sind die aktuelle Pumpendrehzahl, die Temperaturdifferenz zwischen Vor- und Rücklauf sowie die resultierende, mögliche Einsparung pro Tag in der jeweiligen Landeswährung dargestellt. Farbliche Abstufungen der

sichtbar, sodass auf einfachen Knopfdruck die gewünschte Betriebsart übernommen werden kann.
Beispielsweise führt das Reduzieren der Temperaturdifferenz zwischen Vor- und Rücklauf zu einer geringeren Pumpendrehzahl, was wiederum in erhöhten En e rgieeinsparungen resultiert. Die Anpassungen erfolgen stets in Abhängigkeit zum Kunden- bzw. Produktionsprozess, um eine anhaltend gleichbleibende Produktqualität gewährleisten zu können.
Auf der letzten Hauptseite wird die Übersicht des Wartungsstatus in einem Dashboard angezeigt. Betriebsabhängig gibt es Auskunft über den Zustand folgender, im Gerät befindlicher Hauptkomponenten:
– Heizung
– Kühler
– Pumpe
– Füllventil
– Entlüftungsventil
– Schmutzfänger
bar eingeblendet. So wird für den Anwender die Prozessüberwachung wirklich einfach.
Überwachungsfunktionen
Natürlich sorgen letztlich auch die umfangreichen weiteren Überwachungsfunktionen an den Thermo-6-Temperiergeräten für eine reibungslose Fertigung, geringeren Verschleiss und Verschmutzung sowie lange Standzeiten und damit einen energieund ressourcenschonenden Einsatz. Dazu
zählen die Überwachung von Schlauchbruch und Leckage oder die geregelte Systemdruck-Überlagerung. Alle gängigen Schnittstellen wie bspw. OPC-UA, die Datenschnittstelle CAN am Gate-6 oder ein USB-Anschluss sorgen durch ihre standardmässige Ausführung für eine hohe Kompatibilität bei Datenaustausch und -abgleich. Smart auch: Die LED-Bodenbeleuchtung zur eindeutigen und weithin sichtbaren Signalisierung der Betriebszustände über verschiedene Farben: Grün bedeutet Normalbetrieb, Rot


Durch die Darstellung der Wartungsanzeige sind Servicearbeiten besser planbar. Die Zustandsinformationen der einzelnen Komponenten unterstützen die Kunden ausserdem bei der Produktionsplanung und ermöglichen die Durchführung von präventiven sowie zeitgerechten Wartungsarbeiten, die ohnehin mit der Temperiergeräte-Reihe Thermo-6 auf das minimale Mass reduziert wurden.
Prozessüberwachung mit automatischer Grenzwerteinstellung
Durch äussere Einflüsse kann sich der Prozessverlauf unbemerkt ändern und gegebenenfalls eine unzulässige Veränderung am hergestellten Produkt bewirken. Was passiert aber, wenn solche Abweichungen an den wichtigen Prozessparametern erkannt werden? Diese werden angezeigt und ein Alarm ausgelöst. Dadurch lassen sich die Störungsursachen unmittelbar beheben, was eine fehlerhafte Produktion und Ausschuss frühzeitig verhindert. Das gewährleistet die höchstmögliche Prozesssicherheit.
Die jeweiligen Grenzwerte lassen sich manuell wählen, können aber in der Standardeinstellung auch automatisch über drei Überwachungsstufen (fein, mittel oder grob) gesetzt werden. Dabei werden die Grenzen auch grafisch eindeutig sicht-










Reliable determination of:
∙ Heat Release Rate (HRR)
∙ Ignition time
∙ Mass loss rate
∙ Combustion products
∙ Smoke production
∙ Prediction of real scale fire behavior
∙ Safety tests of new products
The TCC 918 is in accordance with all established standards including ISO 5660-1, ASTM 1354, ASTM E2965, ASTM E1474; ASTM E1740, ASTM F1550, ASTM D6113, CAN ULC135, BS 476 Part 15, etc.









NETZSCH-Gerätebau GmbH Bernhard Sauseng bernhard.sauseng@netzsch.com
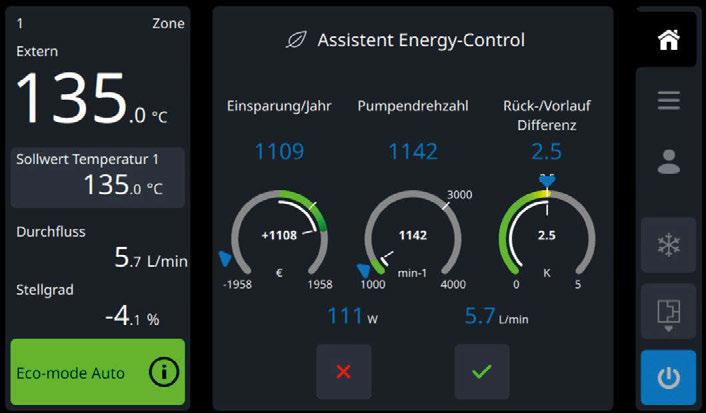
Anpassung individueller Werte zur einfachen Betriebsoptimierung und Energieeinsparung
signalisiert Alarm, Gelb Warnung, Blau pulsierend ein Software-Update und Weiss pulsierend die Startphase des Gerätes. Eine vereinfachte Bedienung der Thermo-6 ist auch durch die Berücksichtigung weiterer intelligenter Features an den Geräten umfassend möglich. Dazu zählen neben dem Exportieren historischer Daten zur Qualitätssicherung und für Manufacturing Execution Systeme (MES) zur Fertigungsoptimierung auch ein integriertes Hilfesystem mit kontextbezogenen Kurzinformationen sowie eine internetbasierte erweiterte Hilfe in der jeweiligen Landessprache, die über einen QR-Code aktiviert wird und zur HB-Therm-Wissensplattform «Knowledge» führt.
Sehr interessant zur Fehleranalyse bei Störungen sowie zur Untersuchung von Stör-
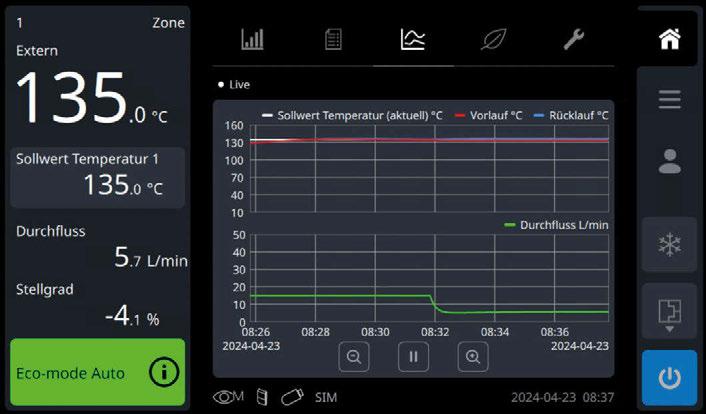
Grafische Darstellung der aufgezeichneten Werte, die auf Knopfdruck für Analysezwecke exportiert werden können.
häufigkeiten ist die Logbuch-Funktion. Um Störursachen besser herausfinden zu können, muss eine übersichtliche Historie verfügbar sein. Die Thermo-6 zeichnen dazu die letzten 100 aufgetretenen Störungen auf. Über den QR-Code und die App «ecockpit» kann dann auf weiterführende Info zugegriffen werden.
einfach beherrschbar
Zurück zur Ausgangslage. Die Frage, die sich gestellt hat, war, wie man komplexe Einstellvorgänge und Produktionsprozesse einfach beherrschbar macht. In dem man so viele dieser Vorgänge wie möglich im Hintergrund ablaufen lässt und nur die für Einrichter und Bediener wirklich wichtigen Sachverhalte so einfach wie möglich auf
den Bildschirm bringt und darstellt. Das geschieht an der Steuerung der Thermo-6 intuitiv und grafikbasiert, also leicht verständlich und auf einen Blick erfassbar. Wenn sich zusätzliche Fragen ergeben, stehen weitere Informationen direkt zum Abruf bereit.
Wer noch mehr will, etabliert eine direkte Verbindung zwischen seinen Thermo-6 und den Spezialisten von HB-Therm datensicher über das Terminal «Gate-6» und die App «e-cockpit» auf jedem mobilen Endgerät. Steuern, Analysieren und Unterstützen wird damit schnell, einfach und sicher ermöglicht.
Kontakt www.hb-therm.com n

Hohe Präzision und Prozessstabilität
Der Chefarzt Florian Thieringer leitet die Forschungsgruppe «Swiss MAM» an der Universität Basel. Für seine Arbeit setzen er und sein Team einen neuen 3D-Drucker von Arburg ein. Bei der Entwicklung neuer Implantate leistet ein Freeformer 300-3X gute Dienste.
Thomas Meier
Florian Thieringer ist Ordinarius und Chefarzt der Klinik für Mund-, Kiefer- und Gesichtschirurgie am Universitätsspital Basel sowie Leiter der Forschungsgruppe für Medical Additive Manufacturing «Swiss MAM» am Department of Biomedical Engineering der Universität Basel (DBE). Dabei widmet er sich zusammen mit einem interdisziplinären Team vor allem der Integration von 3D-Drucktechnologien in die klinische Praxis.
«Unser Hauptziel ist es, Forschungsergebnisse nahtlos in die Behandlung unserer Patientinnen und Patienten zu überführen und digitale 3D-Planungsverfahren und 3D-Druck als Standard in der Medizin zu etablieren», sagt Thieringer. Dabei setzen die Ärztinnen und Ärzte im Alltag bereits

Das Arburg Kunststoff-Freiformen (AKF) erlaubt eine präzise Anpassung an die individuellen anatomischen Gegebenheiten der Patienten
eine Vielzahl von 3D-gedruckten Objekten ein, von 3D-gedruckten anatomischen Modellen, chirurgischen Schnittschablonen
bis hin zu patientenspezifischen Schädeldach-Implantaten aus Hochleistungspolymeren wie PEEK.
Laut dem Chefarzt werden künftig auch biologisch abbaubare, individuelle, 3Dgedruckte Osteosyntheseplatten in der Klinik eingeführt, die direkt am Point of Care gedruckt werden: «Ein besonderer Fokus liegt auf der Entwicklung von Ersatzmaterialien für Knochen und Knorpel durch Bioprinting.»
Seit nahezu einem Jahrzehnt verfügt das Universitätsspital Basel über ein 3D-Drucklabor, das als Pionier im Bereich des medizinischen 3D-Drucks am Spital gilt. Dieses Point of Care-Labor bietet eine breite Palette an Drucktechnologien an, die dar-
auf abzielen, die Behandlungsqualität und -effizienz kontinuierlich zu verbessern und dabei neue Formen individualisierter Patientenbehandlungen zu entwickeln.
In der Forschungsgruppe Swiss MAM und am Universitätsspital Basel nutzen die Spezialisten 3D-Druck hauptsächlich zur Herstellung und Weiterentwicklung patientenspezifischer, «intelligenter» Implantate –sogenannter «Smart Implants». Thieringer: «Als «smart» verstehen wir in diesem Kontext viele Eigenschaften, wie Individualisierung, besondere Topologie, biologisches Verhalten bis hin zu Implantaten, die mit Sensoren ausgestattet werden können.»
Fertigung nahe am Patienten
Die Forschungsgruppe arbeitet unter anderem mit einem Freeformer 300-3X von ARBURGadditive, einem Tochterunternehmen des Schwarzwälder Maschinenherstellers Arburg. Dieser erlaubt durch das sogenannte Arburg Kunststoff Freiformen (AKF) eine präzise Anpassung an die individuellen anatomischen Gegebenheiten der Patienten, was zu einer Reduktion der Produktionszeiten und Kosten führt und gleichzeitig den Einsatz innovativer Materialien erlaubt. Diese patientenspezifischen Implantate, wie resorbierbare Osteosyntheseplatten oder spezielle Gitterstrukturen für die Rekonstruktion grosser Knochendefekte, sollen zukünftig direkt am P o int-of-Care produziert werden. «Das


heisst, die Fertigung findet unmittelbar in Krankenhäusern, Kliniken oder chirurgischen Zentren statt. Dies kann die Behandlungsprozesse verbessern, macht sie flexibler und effizienter und reduziert die Notwendigkeit, Produktionsschritte an externe Dienstleister auszulagern», erklärt Thieringer.
Aktuell fokussiert sich die Forschungsgruppe auf die Optimierung von Design- und Produktionsprozessen und arbeitet an der

Celanex® PBT
Celanyl® PA
Crastin® PBT
Ecomid® Rezyklat-PA
Elvamide® PA
Frianyl® PA
Hytrel® TPC
Minlon® PA
Rynite® PETP
Santoprene® TPV
Selar® PA
Tynex® Filamente
Zytel® PA
Zytel® HTN PPA
Prozessvalidierung gemäss der strengen Anforderungen der Medizinprodukteverordnung. Dies geschieht in Zusammenarbeit mit dem Spin-Off «POC APP AG», das auf regulatorische Beratung von Point-ofCare Zentren spezialisiert ist.
Die Forschenden schätzen Arburg als starken Technologiepartner. «Die Zusammenarbeit erlebe ich äusserst positiv. Wir ha -

ben den innovativen Freeformer genutzt, der sich durch hohe Präzision und Prozessstabilität auszeichnet. Arburg hat uns nicht nur mit dieser fortschrittlichen Maschine ausgestattet, sondern auch kontinuierliche technische Unterstützung geboten. Diese Kombination aus erstklassiger Technologie und umfassendem Support hat massgeblich zum Erfolg unserer Forschungsprojekte beigetragen», sagt der Chefarzt.
Das aktuelle Forschungsprojekt entstand durch eine Kooperationsvereinbarung mit ARBURGadditive. Schlüsselfiguren in diesem Prozess war das Team um Martin Neff, Abteilungsleiter Vertrieb AKF. Die Arburg-Experten leisteten essenzielle technische Unterstützung und Beratung, die zur Realisierung des Projekts beitrugen. Thieringer: «Zuvor nutzten wir den Freeformer 200-3X.»
Das AKF-Verfahren bietet viele Vorteile. Es erlaubt etwa, direkt aus biokompatiblen Thermoplast-Granulaten zu arbeiten, wodurch zusätzliche Verarbeitungsschritte entfallen und ein Verlust der Materialeigenschaften minimiert wird. Zudem zeichnet sich der Freeformer 300-3X durch eine präzise Steuerung der Tropfenablagerung und damit durch hohe Genauigkeit aus, was die Qualität und Präzision der Endprodukte erheblich verbessert.
Ein weiterer Vorteil des Freeformers 3003X ist die Ausstattung mit drei Austragseinheiten, die simultan verschiedene Materialien wie PLLA, PCL oder Komposite verarbeiten können. Dies wird ergänzt durch die Möglichkeit, ein wasserlösliches Stützmaterial zu verwenden und damit die Herstellung komplexer Strukturen wie Gittergerüste und patientenspezifische Platten effizienter und präziser zu machen.
Zusätzlich erlaubt die offene Plattform des AKF-Systems die Verwendung einer breiten Palette von Materialien, was die Forschungsund Anwendungsoptionen wesentlich erweitert. Was laut Thieringer ebenfalls eine wichtige Neuerung darstellt: «Die neuen Maschinen sind benutzerfreundlicher in Bedienung, Wartung und Kalibrierung, was die Effizienz im Alltagsbetrieb steigert und die Ausfallzeiten minimiert.»
(Das Interview wurde schriftlich geführt)

Gravimax
Gleichmäßig dosiert

Anlässlich des 19. Rapperswiler Kuststoffforum, das am 5. September in Rapperswil durchgeführt wird, präsentiert das IWK mit dem 5X einen neuartigen 5-Achsen-3D-Drucker für die Verarbeitung von Filamenten, Flüssigkeiten und Langfasern.
Dr. Daniel Omidvarkarjan ¹
Der extrusionsbasierte 3D-Druck (auch bekannt als MEX) hat sich in verschiedenen Industrien etabliert und spielt eine wichtige Rolle in der Herstellung von Prototypen, individualisierten Produkten und Funktionsbauteilen. Besonders verbreitet ist das Fused Filament Fabrication (FFF) Verfahren, welches auf der Verarbeitung von Filamenten basiert. Nutzer können aus einer Vielzahl von Druckmaterialien, Maschinentypen und Herstellern auswählen. Die meisten MEX-Verfahren basieren im Wesentlichen auf dem schichtweisen Aufbau von planaren Schichten. Dieser Ansatz führt jedoch zu einigen Einschränkungen. Da das Objekt Schicht für Schicht aufgebaut wird, entstehen sichtbare Kanten an den Übergängen zwischen den Schichten, was zu einer geringeren Oberflächenqualität führt. Die mechanischen Eigenschaften von MEX-Bauteilen sind in der Regel anisotrop, was bedeutet, dass die Festigkeit in der Aufbaurichtung deutlich geringer ist als in den anderen Richtungen. Dies ist auf die mangelnde Haftung zwischen den einzelnen Schichten zurückzuführen.
Ein vielversprechender Ansatz zur Überwindung dieser Einschränkungen ist der non-planare Schichtaufbau, insbesondere mittels Multi-Achsen-Maschinen. Durch den non-planaren Schichtaufbau können die sichtbaren Treppenstufen erheblich reduziert werden, was zu einer glatteren
1 Dr. D aniel Omidvarkarjan, Leiter Fachbereich 3D Printing/ Additive Manufacturing, IWK

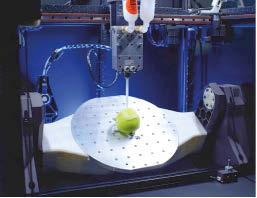
Die beiden zusätzlichen Achsen erlauben den Druck von komplexen Geometrien ohne Stützstrukturen.
und ästhetisch ansprechenderen Oberfläche führt. Der Einsatz von Multi-AchsenMaschinen ermöglicht es, die Schichtorientierung an die Belastungsrichtung anzupassen, wodurch die mechanischen Eigenschaften des gedruckten Objekts verbessert werden.
Am IWK Institut für Werkstofftechnik und Kunststoffverarbeitung wurde im Rahmen von mehreren Studentenarbeiten ein solches System entwickelt und erprobt. Die Maschine verfügt insgesamt über fünf Bewegungsachse n (drei Translations- und zwei Rotationsachsen). Die daraus resul -



Mit dem IWK 5-Achsen-3D-Drucker können neben Filamenten auch Flüssigkeiten, Granulate und Fasern verarbeitet werden.
tierende zusätzliche Bewegungsfreiheit erlaubt den Druck von komplexen Geometrien ohne Stützstrukturen, was insbesondere für kanalförmige Geometrien wie Rohre, Fittings und Verteiler interessant ist. Darüber hinaus können Bauteile oder Substrate konturnah bedruckt werden. So können durch die Auswahl eines geeigneten Druckmaterials und Technologie beispielsweise faserverstärkte Strukturen, elektrisch leitende Bahnen oder elastische Dichtelemente aufgebracht werden. Mithilfe eines manuellen Werkzeugwechslers kann schnell und unkompliziert zwischen verschiedenen Druckköpfen und Technologien gewechselt werden, sodass der 3DDruck von Granulaten, Flüssigkeiten, Langfasern und anderen Materialien möglich ist. Der Drucker ist ausserdem mit einer beheizten Bauplattform ausgestattet und verfügt über einen Bauraum von Ø=220 mm × H=180 mm. Ein 3D-Tastsystem kann zur automatischen Lagebestimmung von zu bedruckenden Teilen im Bauraum genutzt werden.
Im Rahmen von verschiedenen Projekten werden derzeit die Anwendungsmöglichkeiten des Ansatzes untersucht. Am IWK wurden hierfür mehrere Beispielanwendungen identifiziert und umgesetzt. Dazu gehört das Aufdrucken von Silikondichtungen auf komplexgeformte Spritzgussbauteile. Mithilfe des innovativen Ansatzes
konnte in diesem Fall eine aufwändige 2KBearbeitung im Spritzgussprozess vermieden werden. Ein weiteres Beispiel ist die Herstellung von lastoptimierten Trägerstrukturen, die durch die flexible Ausrichtung der Schichten und die Möglichkeit der Integration unterschiedlicher Materialien optimiert werden können. Diese Anwendungen demonstrieren das Potenzial der entwickelten Maschine, vielfältige und anspruchsvolle Anwendungen mit hoher geometrischer Komplexität zu bewältigen.
Grosses Potenzial für verschiedenste Anwendungen
Der neuartige Drucker wird am 19. Rapperswiler Kunststoffforum präsentiert werden, das am Donnerstag, den 5. Se ptember 2024, stattfindet. Darüber hinaus wird der Drucker Ende November auf der Formnext Messe in Frankfurt ausgestellt werden. Das IWK ist auf der Suche nach spannenden Anwendungsfeldern für diese Technologie. Kontaktieren Sie uns mit Ihrer Projektidee!
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Fachbereich 3D Printing/Additive Manufacturing Eichwiesstrasse 18b
CH-8640 Rapperswil-Jona +41 58 257 13 05 daniel.omidvarkarjan@ost.ch www.ost.ch/iwk n
















Einfache und intuitive Bedienung, modular erweiterbar
Intelligente und smarte Vernetzung durch IRIS
Entwickelt, konstruiert und gebaut von Tool-Temp Schweiz
Energiee izient und wirtscha lich


Wartungsarm und zuverlässig












Übergrosse Kunststoffteile additiv zu fertigen, bietet enorme Vorteile für die werkzeuglose Fertigung kleiner und mittlerer Serien. Der Schlüssel dazu ist das VFGF-Verfahren (Variable Fused Granulate Fabrication) von Q.BIG 3D.
Die Reiser Simulation and Training GmbH, Berg bei Starnberg, beauftragte für einen Full-Flight Simulator (FFS) von Hubschraubern, die Murtfeldt Additive Solutions GmbH (Murtfeldt AS) in Kusterdingen mit der Fertigung eines modular aufgebauten Cockpits. Das Cockpit wurde auf einer Queen 1-Anlage von Q.BIG 3D bei Murtfeldt gefertigt.
Die werkzeuglose Fertigung mit einem 3D-Extrusions-Drucker eröffnet Anwendern zeitnahe Time-to-Market-Strategien. Der Entfall der Werkzeugkosten und neue Strategien der Bauteil-Geometrie in der Konstruktion treffen auf extrem kurze Amortisationszeit der Anlagentechnik. Der besondere Clou gegenüber alternativen AM-Strategien, wie FDM-Drucker, ist der Einsatz von handelsüblichen StandardGranulaten ohne Filamente im 3D-Druck.
Entwicklungsprojekt eines 3D-Cockpits
Zielsetzung des Entwicklungsprojektes des Helicopter-Cockpits von Reiser bei Murtfeldt AS war es, die bisherigen Limitationen konventioneller Fertigungsstrategien mit einer zeitgemässen Lasersintern-Strategie (SLS) zu überwinden. So fallen bei klassischen formgebundenen Verfahren, insbesondere bei grossvolumigen Bauteilen, hohe Werkzeugkosten verbunden mit langen Vorlaufzeiten an. Zudem können klassische FDM-Drucker (Fused Deposition Modeling) meist nicht grossvolumige 3D-Bauteile fertigen, die Aufbauraten sind unwirtschaftlich und das Material mit Filamenten weist oft einen 7-fach höheren kg-Preis, im Vergleich zu einem 3D-Granulat-Drucker, auf. Als Lösung bot sich die AM-Fertigung auf einer Queen 1 von Q.BIG 3D an, die bei Murtfeldt AS für übergrosse SLS-Bauteile zu Verfügung steht. Die Abwicklung eines solchen Projektes ist nach Auskunft der beteiligten

Das Entwicklungsteam des Level D-Full-Fight Simulators von Reiser in 3D: Dennis Herrmann (Q.BIG 3D, CTO & Geschäftsführer), Helmut Pauser (Q.BIG 3D, Applikations-Ingenieur), Stefan Ruckaberle (Murtfeldt AS, Geschäftsführer), Johannes Matheis (Murtfeldt AS, Geschäftsführer), Oliver Friz (Q.BIG 3D, Vertriebsleiter), Frederik Rommel (RS Flight Systems GmbH, Produktmanager) und Michael Ortmann (Reiser Simulation and Training GmbH, Konstruktion und Entwicklung) (v.l.) (Bilder: Q.BIG 3D GmbH, Aalen)
Unternehmen binnen 3 und 6 Monaten möglich.
Aufbau eines modularen Cockpits
Das 3D-Cockpit wurde mit allen Elementen der Baugruppe auf einer Queen 1 von Q.BIG 3D bei Murtfeldt Additive Solutions additiv gefertigt. Die Abmessungen des Cockpits sind 2260 mm (x), 1780 mm (y) und 1705 mm (z). Das Gewicht beträgt nur 200 kg, weil der 3D-Druck einen ressourcenschonenden Leichtbau ermöglicht. Der Bauteilaufbau aller Bauteile betrug etwas über einen Monat. Für ein Folgeprojekt rechnet Murtfeldt AS durch Optimierung der Prozesskette aber mit kürzeren Aufbauzeiten. Durch ein Druckernetzwerk aus mehreren Queen-1-Anlagen kann die Lieferzeit für zeitkritische Anfragen ebenfalls gekürzt werden. Der längste EinzelBaujob betrug knapp 100h. Michael Ortmann von Reiser Simulation and Training,
zuständig für Konstruktion und Entwicklung, betont, dass die Vorzüge mit einem 3D-Extrusionsdrucker eine Reihe von Potenzialen bietet, die bislang nicht möglich schienen: «Extreme Time-to-Market-Zeiten, hohe Aufbaugeschwindigkeit, Leichtbau, Bionik, Funktionsintegration und eine kostengünstige Fertigung ohne Werkzeuge und mit vorteiligen Granulaten, um nur einige Aspekte zu nennen.» Dazu die Be -

3D-gefertigte Cockpit-Baugruppe aus Q.mid GF25 in der Gesamtansicht
herrschung von Verzug bei diesen grossen und komplexen Bauteilen, enge Toleranzen der Spaltmasse und hohe Oberflächengüte. Gerade die Masshaltigkeit ist für die Verschraubung und Verstiftung elementar wichtig. Der Aufbau als zerlegbares Modul war für den Aufbau beim Anwender ebenso von Vorteil, wie auch die Tatsache, dass mit einem «Conversion Kit», zwei Hubschraubermodelle (Airbus Helicopters H135 und H145) kostenvorteilig abgebildet werden konnten. Nicht zuletzt sind durch eine Segmentierung der 3D-Baugruppe Funktionsintegrationen wie integrierte Kabelkanäle möglich. Aus der Gesamtheit ergaben sich hohe Preisvorteile der fertigen Baugruppe für Lieferanten und Endanwender, bei gleichsam extrem schneller Verfügbarkeit des Cockpits.
Für den Rahmen des Cockpits verwendete Murtfeldt AS ein teilaromatisches Polyamid mit 25 % Glasfaseranteil (Q.mid GF25). Dieses Material weist mit 0 % längs und 0,2 % quer eine besonders hohe Masshaltigkeit auf, eine hohe Temperaturstabilität bis 200° C, hohe Steiffestigkeit und eine ausgezeichnete Lackierbarkeit. Q.mid GF25 ist für zahlreiche Anwendungsgebiete qualifiziert. Die fertige Cockpit-Baugruppe wird zum Abschluss in matt schwarz lackiert (Durchlaufzeit ca. zwei Wochen), damit keine störenden Lichtreflexe im Simulator entstehen.
Hohe Oberflächengüte
Die Anwendung des 3D-Extrusions-Druckers Queen 1 überzeugte im Projekt mit


hoher Oberflächengüte selbst bei starken Überhängen der Geometrie. Zudem mit hoher Passgenauigkeit der Bauteile in der Baugruppe (Masshaltigkeit, geringe Spaltmasse). Diese Resultate ergeben sich aus einer duchdachten Anlagentechnik: Die aktive Temperierung einer äusseren Kammer sowie des Bauraumes der Queen 1 ermöglich einen stabilen und wiederholgenauen Prozess, da die Temperaturen nicht nur des Bauraums sondern auch der gesamten Mechanik, unabhängig von Temperaturschwankungen in der Produktionshalle konstant gehalten werden können. Das Besondere ist die variable Düse der Queen 1. Für schnelle Aufbauraten der Queen 1 sorgt eine variable Düsenansteuerung, die an die Besonderheiten jeder Geometrie angepasst wird: Filegrane Bereiche der Bauteile werden im normalen Modus der Düse aufgebaut. Flächige InfillBereiche an den dicken Holmen des Cockpits hingegen im schnellen Turbo-Modus, um die Fertigunsdauer bei gleichzeitig höherer Stabilität zu reduzieren. Den Wech -
sel der Modi realisiert die Queen 1 automatisch. Konstruktiv gab Reiser für die Düsenansteuerung sensible Bereiche vor: An den Anschraubpunkten der Türscharniere beispielsweise wurde Vollmaterial vorgegeben. Dies ermöglicht eine stark verkürzte Fertigungszeit gegenüber einem durchgängigen Düseneinsatz, sowie einen materialsparenden Leichtbau der 3D-Bauteile.
Eine AM-Strategie mittels der Queen 1-Anlagentechnik mit dem Entfall der Werkzeugkosten erlaubt dem Anwender niedriges Investitionsrisiko und den Entfall von Nachbearbeitungskosten. Des Weiteren bietet diese Strategie auch Vorteile gegenüber konkurrierenden AM-Strategien, wie SLS- oder FDM-Druck, da diese Bauteile häufig verklebt werden müssen. Dies bedeutet oft Nachteile bei Funktionalität, Dichtigkeit und Masshaltigkeit aufgrund von Toleranzungenauigkeiten. Johannes Matheis, Geschäftsführer bei Murtfeldt AS: «Mit der innovativen VFGF-Anlagenlagentechnik von Q.BIG 3D für grossvolumige 3D-Bauteile können wir bei Murtfeldt AS gezielt weitere Anwendungsgebiete für die SLS-Fertigungsstrategie erschliessen. Wenn man die gesamte Prozesskette beherrscht, sind komplexe, grosse 3D-Bauteile mit hoher Wiederholgenauigkeit und Bauteilgüte auf einem neuen Niveau möglich.»
Kontakt
www.luft-und-raumfahrt.qbig3d.de n
Plastservice GmbH Schäracher 12 CH-6232 Geuensee
Telefon +41 41 450 15 60 info@plastservice.ch plastservice.ch
Forschungsprojekt
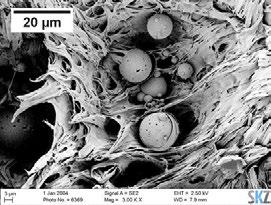
Das Kunststoff-Zentrum SKZ und das Fraunhofer-Institut für Angewandte Polymerforschung IAP haben im März 2024 das Forschungsprojekt «capSLS» gestartet. Ziel ist es, die Palette an Pulvermaterialien für den 3D-Druck durch den Zusatz von eingekapselten Additiven deutlich zu erweitern. Denn bislang ist die Auswahl geeigneter Materialien in diesem Bereich noch stark begrenzt.
Die additive Fertigung ist bei der Produktentwicklung in der Industrie inzwischen Standard. Insbesondere dort, wo individualisierte Bauteile in kleinen Stückzahlen und komplexen oder filigranen Geometrien benötigt werden, entfaltet sie zunehmend ihr Potenzial. Neben der passenden Fertigungs- und Produktionsmethode sind vor allem massgeschneiderte Materialien ein entscheidender Faktor für erfolgreiche Produkte. Für den pulverbasierten 3D-Druck ist die Auswahl an Materialien bislang jedoch noch begrenzt. Das Fraunhofer IAP und das Kunststoff-Zentrum SKZ haben sich zum Ziel gesetzt, die Palette an Pulvermaterialien durch den Zusatz von Additiven deutlich zu erweitern, um das technologische und wirtschaftliche Potenzial dieser Technik noch stärker auszuschöpfen.
Materialentwicklung für pulverbasierten 3D-Druck
Beim pulverbasierten 3D-Druck – kurz «Powder Bed Fusion – Laser based» (PBFLB) oder besser bekannt unter «Selektives Lasersintern» (SLS) – wird ein Kunststoffpulver lokal mittels Laser aufgeschmolzen und das Bauteil in dünnen Schichten in einem Bauraum übereinander aufgebaut. Das Pulver muss hierfür eine Vielzahl an Eigenschaften aufweisen. «Genau an diesem Punkt liegt die Herausforderung, denn wenn Additive in das Pulver(korn) eingearbeitet werden, verändern sie die Schüttgutcharakteristik sowie das Gesamteigenschaftsprofil, sodass oftmals die Verarbeitung unmöglich gemacht wird. Wir werden in unseren umfangreichen Untersuchungen ermitteln, welche Additive auf welche Art und Weise eingearbeitet werden können. In diesem Rahmen sollen auch zwei innovative Pulverherstellungs-
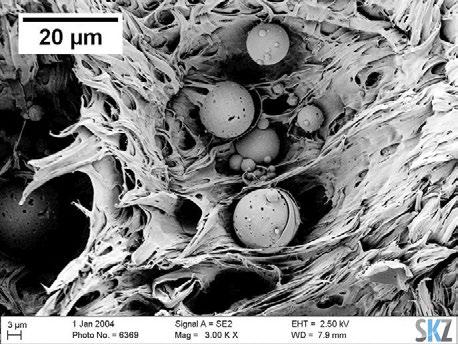
REM-Aufnahme eines Kunststoff/Mikrokapsel-Komposits (Bild: SKZ)
verfahren entwickelt werden», erklärt Patrick Limbach, Materialentwickler am SKZ.
In einem ersten Schritt testet das Forscherteam systematisch, welche kommerziellen und selbst entwickelten Polymeradditive sich für die Aufbereitung von Pulvern und den Druckprozess grundsätzlich eignen. «Wir untersuchen Charakteristika wie Partikelgrösse, Oberflächeneigenschaften, thermische Stabilität und Füllgrad und testen die Grenzen der Möglichkeiten aus. Im zweiten Schritt setzen wir unsere speziell entwickelten Mikrokapseln ein», erklärt Dr. Alexandra Latnikova, Spezialistin für Mikroverkapselung am Fraunhofer IAP.
Bei der Mikroverkapselung bringt das Fraunhofer IAP sein umfangreiches Knowhow ein. Diese Technologie ermöglicht es, auch komplexere Additive herzustellen. Dafür umhüllen die Wissenschaftler Funktionsadditive mit einer dünnen Polymerwand. So können auch Flüssigkeiten wie Schmier-, Duft- und Farbstoffe oder auch Biozide in Kunststoffe eingebracht werden. Grösse, thermische Stabilität und Oberflächeneigenschaften dieser Partikel werden
massgeschneidert. «Wir verleihen den Materialien viele smarte Funktionen. Beispielsweise können mikroverkapselte Farbstoffe Defekte gedruckter Bauteile anzeigen, da bei einer Schädigung der Kapseln im Werkstoff Farbe austritt. Auch die Einkapselung von Flammschutzmitteln würde ein grosses Anwendungsgebiet eröffnen. In einem Vorgängerprojekt haben wir bereits erfolgreich gezeigt, dass mikroverkapselte Schmierstoffe Spritzguss- und FLM-gedruckten Bauteilen selbstschmierende Eigenschaften verleihen. Dadurch kann der Materialverschleiss, der normalerweise durch Reibung an Bauteilen entsteht, um bis zu 85 Prozent reduziert werden. Diese Ergebnisse übertragen wir nun auf den Pulver-3D-Druck», sagt Limbach.
Unternehmen willkommen
Mit ihrer Forschung möchte der Projektverbund die Innovationskraft des deutschen Mittelstandes auf dem Feld der Materialentwicklung für die additive Fertigung stärken. «Unser Ziel ist es, mit einer breiten Palette an hoch funktionalen Pulvermaterialien die Kundenakzeptanz für 3D-Druckverfahren und die Marktdiversifizierung zu steigern. Für kleine und mittlere Unternehmen sollen diese anwendungsspezifischen Spezialmaterialien den Einstieg in die Additive Fertigung erleichtern. Wir laden interessierte Unternehmen ein, unserem projektbegleitenden Ausschuss beizutreten, Anregungen und Ideen einzubringen und von den Ergebnissen zu partizipieren», so Latnikova und Limbach. Das Projekt adressiert vor allem Unternehmen, die Teil der Produktionskette für pulverbasierten 3DDruck sind.
Kontakt www.skz.de n
Auch wenn einige grosse AM-Player jüngst ihre Prognosen zurückgeschraubt haben, ist der Gesamtmarkt der Additiven Fertigung im vergangenen Jahr weiterhin zweistellig gewachsen: Die führenden Marktreports der additiven Welt, der aktuelle Wohlers Report und der AMpower Report, berichten von einem Marktwachstum von 11,1 bzw. 10,3 Prozent.
Thomas Masuch
Auch für die Zukunft sind die Marktforscher zuversichtlich: Demnach wurden die Wachstumsprognosen zwar etwas reduziert, liegen immer noch deutlich im zweistelligen Bereich. Der Wohlers Report 2024 prognostiziert für die nächsten zehn Jahre ein Marktwachstum von durchschnittlich 17 Prozent jährlich. Der AMpower Report geht von jeweils 13,9 Prozent für die nächsten fünf Jahre aus.
Mehr Fusionen und Übernahmen
2023 konnte die AM Branche laut Wohlers Report 20,035 Mrd. US Dollar umsetzen und damit erstmals die 20 Milliarden Marke überschreiten. Trotzdem sieht Terry Wohlers auch eine Konsolidierung der Branche: «Zwischen März 2023 und Februar 2024 haben 33 Fusionen und Übernahmen stattgefunden. Im Jahr 2022 waren es 21 Transaktionen. Ich gehe davon aus, dass sich dieser Trend fortsetzen wird, denn viele Unternehmen in der AM Branche sind interessant, schaffen gute Werte und sind Ziele für Übernahmen.»
Laut dem Hamburger Beratungsunternehmen AMpower erreichte der globale Markt für industrielle Additive Fertigung (Metall und Polymer) 2023 ein Volumen von 10,5 Mrd. Euro. Langsamer als erwartet entwickelte sich dabei das Geschäft der Ausrüstungslieferanten, das im Jahr 2023 rund 5 Prozent zulegen konnte. Für die Zukunft wird hier aber mit jährlich rund 16 P rozent ein höheres Wachstumstempo erwartet – insbesondere angetrieben von der APAC Re gion. Mit einem weiteren Wachstum rechnet AMpower auch aufgrund sich weiter verbessernder Methoden im Postprocessing,
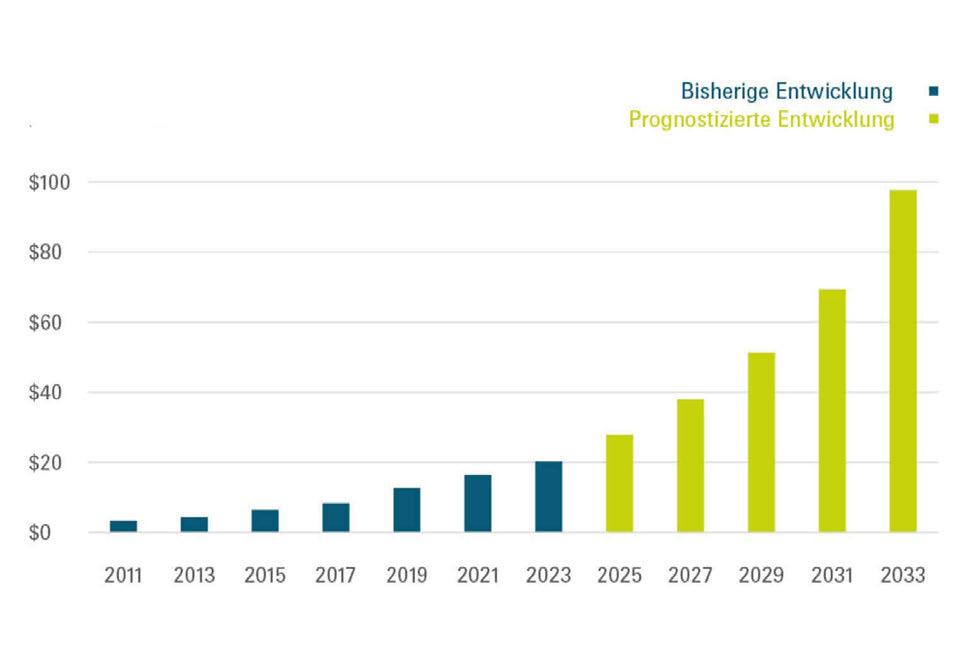
Entwicklung des weltweiten AM-Marktes in Mrd. US-Dollar. (Quelle: Wohlers Report)
neuer Materialien und der Zertifizierung neuer Designs in Verbindung mit Industrienormen.
Luft- und Raumfahrt sehr dynamisch
Während die Additive Fertigung in der Luft und Raumfahrt weiter stark wächst, stagnieren laut AMpower Report die Investitionen des Automobilsektors in AM Anlagen. Prototyping, Werkzeugbau, Produktionsmittel und Vorrichtungen haben hier ihren Platz gefunden. Dagegen gebe es zu wenig Grossserienanwendungen. Um weiteres Wachstum zu generieren, müssten AM Technologien für Grossserien wie z. B. Binder Jetting die erforderliche industrielle Reife erreichen, um für Anwendungen in der Automobilindustrie geeignet zu sein. Auch in der Dentalindustrie sieht AMpower nach wie vor eine hohe Akzeptanz von
A M , sowohl im Polymer als auch im Metallsegment. Hier wird die Technologie insbesondere für die Herstellung von Formen für Aligner und von Zahnersatz aus Metall genutzt.
Der Wohlers Report 2024 nennt die Automobilindustrie, die Konsumgüterindustrie und die Medizin /Z ahntechnik als grösste Märkte für die Additive Fertigung. Am dynamischsten haben sich laut Wohlers im vergangenen Jahr die Luft und Raumfahrt sowie der Bereich Verteidigung entwickelt. Insbesondere bei der Herstellung von Raketentriebwerksteilen kam die Additive Fertigung immer stärker zum Einsatz.
Kon takt wohlersassociates.com ampower.eu n
Komplexe Kunststoffbauteile, die an bestimmten Stellen lichtdurchlässig sein müssen, verlangen Herstellern und Entsorgungsunternehmen einiges ab. Mit einem ausgeklügelten 3D-Druckverfahren ist es Fachleuten vom Fraunhofer IPA und der Universität Bayreuth nun gelungen, diese Bauteile in nur einem einzigen Fertigungsschritt und durchgängig aus demselben Material herzustellen.
Ob Armaturenbrett, Zierleisten oder die hinterleuchteten Knöpfe und Schalter für Klimaanlage und Radio – viele AutomobilKomponenten und elektrische Geräte besitzen Lichtelemente oder selektiv beleuchtete Symbole. Beim Autofahren hilft der Kontrast aus dunklem Hintergrund und hellem Symbol, die gewünschte Taste nachts schnell zu erkennen und sich weiter auf den Strassenverkehr zu konzentrieren.
Selbst für kleine Bauteile wie Tasten und Wippen sind für die Herstellung hinterleuchteter Symbole mehrere Materialien mit unterschiedlichen Lichtdurchlässigkeiten, diverse Prozessschritte oder eine wechselnde Bauteildicke nötig. Dabei werden die einzelnen Materialien meist un -
1 Hannes Weik, Presse- und Öffentlichkeitsarbeit, Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA
trennbar miteinander verbunden, was die Recyclingfähigkeit stark reduziert. Die Projektgruppe Prozessinnovation des Fraunhofer-Instituts für Produktionstechnik und Automatisierung IPA und der Technologie Impact Hub des Lehrstuhls Umweltgerechte Produktionstechnik der Universität Bayreuth nutzen die Additive Fertigung, um die Herstellung dieser funktionalisierten Kunststoffbauteile ökologischer und ökonomischer zu gestalten.
«Recyclingfähigkeit und kurze Prozesszeiten spielen eine immer wichtigere Rolle bei der Fertigung technischer Bauteile, besonders in der Additiven Fertigung», sagt Marco Wimmer vom Fraunhofer IPA.
«Durch die Nutzung der Potenziale der Additiven Fertigung sowie innovativer Materialien und Maschinentechnologien entstehen neue Fertigungsmöglichkeiten für funktionalisierte Bauteile.»
Selektiv transluzente Bauteile
Als Ausgangsmaterial für die Additive Fertigung selektiv transluzenter Bauteile nutzt
das Forschungsteam um Wimmer fein gemahlene, thermoplastische Kunststoffpulver. In Frage kommen beispielsweise weiche thermoplastische Elastomere, steife Kunststoffe wie Polybutylenterephthalat (PBT) oder transparente beziehungsweise transluzente Copolymere. Diese und weitere kommerziell verfügbaren oder noch in der Entwicklung befindlichen Kunststoffpulver parametrisieren die Bayreuther Wissenschaftlerinnen und Wissenschaftler für das High Speed Sintering (HSS) und verarbeiten sie testweise. Seine Ergebnisse präsentiert das Forschungsteam im ‹HSS-Material Network›, einem Netzwerk zur Steigerung der Verfügbarkeit von Kunststoffpulvern für Dienstleister und Anwender.
HSS zählt zu den Pulverbettverfahren des ‹Powder Bed Fusion of Polymers with Infrared Radiation› (PBF-IR/P), einer Gruppe von additiven Fertigungsverfahren, bei denen eine dünne Schicht Kunststoffpulver auf eine beheizte Bauplattform aufgetragen und mittels Inkjet-Druckköpfen mit einer russhaltigen Tinte benetzt wird. Anschliessend
überfährt eine Infrarot-Strahlungsquelle das Pulverbett. Der Russ in der Tinte absorbiert die Strahlung, erwärmt sich und bringt das Kunststoffpulver selektiv zum Schmelzen. Indem das Forschungsteam die Tintenauftragsmenge variiert, kann es die Bauteileigenschaften lokal gezielt beeinflussen.
Ob ein Bereich lichtdurchlässig ist, entscheidet die Menge an Russ, die lokal über die Tinte auf das Kunststoffpulver aufgebracht wurde. Für das Schmelzen des Kunststoffpulvers wird nur eine kleine Menge an Russ benötigt. Sie färbt das Bauteil leicht hellgrau, doch die transluzenten Eigenschaften des Kunststoffpulvers überwiegen. Wird mehr als die zum Schmelzen des Kunststoffpulvers benötigte Minimalmenge an Russ aufgebracht, nimmt die Lichtdurchlässigkeit lokal entsprechend ab.
Die Bayreuther Wissenschaftlerinnen und Wissenschaftler nutzen diese Wechsel -
wirkung gezielt aus, um additiv gefertigte Bauteile mit hochaufgelösten Mustern, Schriftzügen und Symbolen herzustellen und mithilfe einer Lichtquelle zum Leuchten zu bringen. Aufgrund der hohen Druckauflösung der Inkjet-Druckköpfe können neben harten Hell-Dunkel-Kontrasten auch fliessende Übergänge realisiert werden.
Individualisierte Muster, Schriftzüge und Symbole, komplexe dreidimensionale Strukturen mit Lichtelementen oder transluzente Bauteile für Kombinationen aus Sensorik und Beleuchtung – all das kann dank dieses ausgeklügelten 3D-Druckverfahrens in einem einzigen Fertigungsschritt und ohne konstruktive Anpassung von Bauteildicken produziert werden. Und weil die Kunststoffbauteile durchgängig aus demselben Material bestehen, können sie ohne Weiteres recycelt werden.

Hinterleuchtete Türverkleidung aus dem 3DDrucker
«Die Additive Fertigung entlastet Natur und Wirtschaft: Durch eine nachhaltige Fertigung und kurze Prozessketten können Bauteile ohne konstruktive Restriktionen mit selektiv transluzenten Strukturen funktionalisiert werden», fasst Wimmer zusammen.
Kontakt www.ipa.fraunhofer.de n








KUNSTSTOFF.swiss blickt zurück
Die Mitgliederversammlung 2024 von KUNSTSTOFF.swiss fand am 13. Juni im Fliegermuseum Dübendorf statt und präsentierte sich in einem neuen Format. Die Veranstaltung bot den Mitgliedern nicht nur die Möglichkeit, beim statutarischen Teil mitzubestimmen, sondern auch einen abwechslungsreichen Jahresrückblick, einen spannenden Gastvortrag, eine Führung durchs Fliegermuseum und zahlreiche Gelegenheiten zum Netzwerken.
Debora Rondinelli
100 Gäste durfte KUNSTSTOFF.swiss am Donnerstagmorgen im Fliegermuseum Dübendorf begrüssen. Der Stadtpräsident von Dübendorf, André Ingold, eröffnete die Veranstaltung mit einem Grusswort, in dem er die Relevanz der Kunststoffindustrie in der Region betonte. Anschliessend führte Präsident Silvio Ponti charmant und kompetent durch den statutarischen Teil der Versammlung, bei der dem Vorstand und der Geschäftsstelle einstimmig die
Décharge erteilt wurde. Diese Zustimmung würdigt deren Engagement und hervorragende Arbeit im vergangenen Jahr. Die Mitglieder bedankten sich so bei der Geschäftsstelle für ihren Einsatz und ihre Leistung.
Riccardo Casanova, Geschäftsführer von KUNSTSTOFF.swiss, und Verena Jucker, stellvertretende Geschäftsführerin, präsentierten einen spannenden und abwechslungsreichen Jahresrückblick. Besonders erfreulich ist, dass im letzten Verbandsjahr acht neue Mitglieder gewonnen werden konnten. Im Bereich Nachhaltigkeit zeigte Riccardo Casanova das Engagement des Verbands auf. KUNSTSTOFF.swiss begleitet politische Prozesse mit Auswirkungen auf die Kunststoffindustrie, steht im Dialog mit Politik und Verwaltung und arbeitet mit europäischen und Schweizer Partnern zusammen. Zudem vertritt der Verband die Interessen der Branche in Initiativen und Projekten zur Kreislaufwirtschaft. Aktuelle Informati -
Abschlussfeier der Kunststoffberufe
onen dazu sind stets auf der Website www.kunststoff.swiss zu finden. Im Bereich Aus- und Weiterbildung berichtete Casanova unter anderem über die Förderung der Kunststoffberufe im Tessin. Erste Schritte wurden unternommen, um die Kunststoffberufe als attraktive Ausbildung bekannter zu machen. Darunter eine Berufsorientierung mit Tessiner Berufsberatern und Ausbildungsbetrieben. Seit A pril 2024 werden die ersten überbetrieblichen Kurse (üK) in Rapperswil im Ausbildungszentrum libs auf Italienisch angeboten. Anschliessend informierte Riccardo Casanova über den aktuellen Stand der geplanten Weiterbildung ‹Projektmanager Kunststofftechnik HFP›. Rund 133 Teilnehmende haben an der Umfrage zur Bedarfsermittlung teilgenommen, wofür Casanova den Firmen herzlich dankte. Die Ergebnisse zeigten, dass 65% der Teilnehmenden Bedarf an einer HFP haben. Ziel ist, einen ersten Ausbildungsbeginn im Jahr 2027 zu realisieren.
Im Anschluss präsentierte Riccardo Casanova die vielfältigen Dienstleistungen des

Die erfolgreichen Lehrabschlussabsolventen (Bilder: KUNSTSTOFF.swiss)
Am 2. Juli fand die Abschlussfeier der Kunststoffberufe an der Berufsschule Aarau statt. Wir gratulieren unseren 20 Kunststoffpraktiker/-innen EBA und 64 Kunststofftechnologen/-innen EFZ zu ihrem erfolgreichen Lehrabschluss und wünschen viel Erfolg und Freude auf ihrem weiteren Weg.

Verbands. KUNSTSTOFF.swiss agiert als Netzwerk- und Eventplattform und organisiert zahlreiche Fachveranstaltungen, Webinare sowie Netzwerktreffen wie die Impuls-Treffs. Besonders hervorzuheben ist auch die Branchenlösung für Arbeitssicherheit und Gesundheitsschutz, die seit zwei Jahren speziell auf die Bedürfnisse der Kunststoffindustrie zugeschnitten ist. Die erstmalig ganztägig durchgeführten ERFA-Tagungen im September 2023 legten einen besonderen Fokus auf praxisrelevante Beispiele, wie zum Beispiel Erste-HilfeSchulungen.
Verena Jucker zeigte daraufhin die Aktivitäten in der Kommunikation und die zahlreichen Vorteile auf, von denen die Mitglieder bei KUNSTSTOFF.swiss auch im Kommunikationsbereich profitieren. Dazu gehört neu die Möglichkeit, nicht nur im
Newsletter ‹KUNSTSTOFF.news› Stellenanzeigen zu publizieren, sondern auch kostenlos ihre Stellen auf der Website zu veröffentlichen. Anschliessend stellte sie die verschiedenen Massnahmen im Berufsmarketing vor. KUNSTSTOFF.swiss möchte genau dort Aufmerksamkeit erregen, wo die Zielgruppe ist. Daher werden dieses Jahr die Kunststoffberufe als attraktive Lehre verstärkt über TikTok bekannt gemacht. Die erste TikTok-Kampagne erzielte beeindruckende Ergebnisse mit 408 60 0 Views und 2421 Klicks. Auch offline bleibt KUNSTSTOFF.swiss mit den Kunststoffberufen präsent, zum Beispiel auf Berufsmessen und in Inseraten. Die gemeinsamen Aktivitäten haben sich ausgezahlt: Erstmals konnten 104 neue Lehrverhältnisse zum Lehrstart Sommer 2023 verzeichnet werden!

Führung durch das Fliegermuseum in Dübendorf

Der Verband erhebt jährlich die wichtigsten Zahlen zur Branche. Riccardo Casanova präsentierte der Versammlung die neusten Auswertungen. Die Ergebnisse zeigen einen Umsatzrückgang der Schweizer Kunststoffindustrie um 8,8%, insbesondere im Rohstoffbereich. Trotz des schwierigen Umfelds bestehen verhalten optimistische Zukunftsaussichten.
Gastreferat: Transformation der Kunststoffindustrie
Ein besonderes Highlight war das Gastreferat von Dr. Luca Bosetti von der ETH Zürich zum Thema «Transformation der Kunststoffindustrie: Auf dem Weg zur Klimaneutralität». Er erläuterte die notwendigen Massnahmen, um das Kunststoffsystem bis 2030 nachhaltig zu gestalten und warum bis 2050 weitere Schritte erforderlich sind. Dabei ging er auf zwei zentrale Fragen ein: Kann die Kreislaufwirtschaft für Kunststoffe CO2-Emissionen reduzieren? Und reicht es aus, nur auf die CO2-Emissionen zu achten, um Nachhaltigkeit zu erreichen?
Nach der ordentlichen Mitgliederversammlung wurden die Gäste zu einem g em einsamen Mittagessen eingeladen, was ausgiebig zu Gesprächen genutzt wurde. Am Nachmittag hatten die Mitglieder und Gäste die Möglichkeit, an einer interessanten Führung durch das Fliegermuseum teilzunehmen.
Die Mitgliederversammlung 2024 war –wie die zahlreichen Rückmeldungen zeigen – ein voller Erfolg. Wir freuen uns auf ein weiteres Jahr voller gemeinsamer Aktivitäten mit unseren Mitgliedern.
Kontakt
KUNSTSTOFF.swiss
Debora Rondinelli CH-5000 Aarau
+41 62 834 00 65 d.rondinelli@kunststoff.swiss www.kunststoff.swiss n Auch die Kontaktpflege kam nicht zu kurz

Die neue Studie des nova-Instituts präsentiert eine aktuelle Marktanalyse der chinesischen Industrie und Märkte für biobasierte und biologisch abbaubare Kunststoffe im Jahr 2024.
Auf 71 Seiten, mit 14 Tabellen und 13 Grafiken, bietet der Bericht einen detaillierten Überblick über die wichtigsten Produkte, die den chinesischen Markt dominieren. Die Studie untersucht die zentralen Markttrends, die politische Dynamik, den technologischen Fortschritt, die bedeutendsten Marktteilnehmer und die Wachstumschancen. Ziel ist es, Chemieunternehmen mit nützlichen Informationen zu versorgen, die ihnen helfen, sich auf dem chinesischen Markt zurechtzufinden und fundierte Entscheidungen über eine Marktexpansion oder potenzielle Partnerschaften in China zu treffen. Der Bericht hebt insbesondere alle relevanten politischen Massnahmen hervor, die den Markt für biobasierte und biologisch abbaubare Kunststoffe seit 2021 und zukünftig beeinflussen. Darüber hinaus bietet der Bericht Markteinblicke aus erster Hand von chinesischen Unternehmern durch ausführliche persönliche Interviews mit acht chinesischen Unternehmen.
Kunststoffproduzent
Im Jahr 2022 erreicht die weltweite Kunststoffproduktion 400,3 Millionen Tonnen mit einem Marktwert von 712 Milliarden USDollar, was einem Anstieg von etwa 1,6 % gegenüber 2021 entspricht. Asien ist mit einem Anteil von rund 55 % die weltweit grösste Kunststoffproduktionsregion, wobei China mit 128 Millionen Tonnen Kunststoff im Jahr 2022 einen Anteil von 32 % innehält. Chinas biobasierte Kunststoffindustrie wächst schnell, obwohl sie sich noch in einem frühen Stadium befindet. Dies ist vor allem auf politische Anreize zurückzuführen. Es wird erwartet, dass die Industrie von 765 631 Tonnen im Jahr 2023 auf 2,53 Millionen Tonnen im Jahr 2026 wachsen wird, was einer signifikanten CAGR von etwa 49 % entspricht.
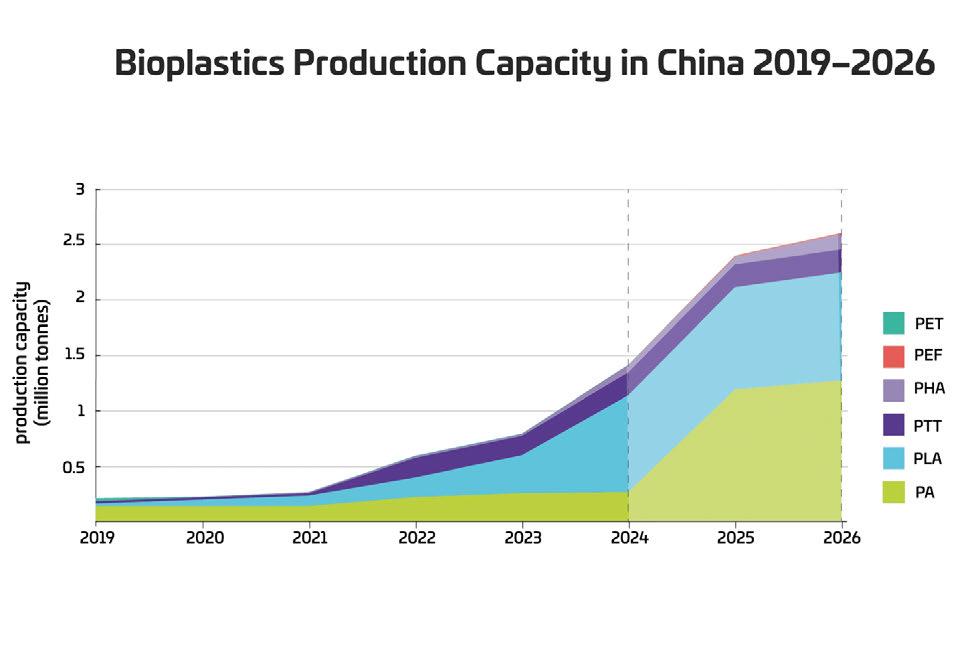
Produktionskapazität von Biokunststoffen in China in Millionen Tonnen, 2019–2026 (Bild: zVg)
Seit 2020 hat die chinesische Regierung eine Reihe von Massnahmen ergriffen, um den Markt für biologisch abbaubare Kunststoffe zu fördern, und den Unternehmen umfangreiche Mittel und Anreize zur Verfügung gestellt. Darüber hinaus haben private Beteiligungsgesellschaften den politischen ‹TrendPress release novaInstitute – Sustainability & Innovation› aufgegriffen und in diesen Sektor investiert. Diese Faktoren haben zum Wachstum der Branche beigetragen, aber auch zu strukturellen Überkapazitäten geführt. Im Jahr 2023 beträgt die jährliche Produktionskapazität für PLA und PBAT zusammen 1,5 Millionen Tonnen, während die tatsächliche Produktion nur 260 00 0 Tonnen beträgt. Darüber hinaus wird prognostiziert, dass die kombinierte jährliche Produktionskapazität von PLA und PBAT bis 2025 3,6 Millionen Tonnen erreichen wird,
was einer durchschnittlichen CAGR von 65 % entspricht, aber die Marktgrösse wird bis 2025 voraussichtlich nur 2,5 Millionen Tonnen betragen. Dies lässt Überkapazitäten auf dem Markt für biologisch abbaubare Kunststoffe erwarten.
Die chinesische Regierung ist aus zwei Gründen bestrebt, die biobasierte Industrie zu fördern. Erstens will die Regierung den Zielen des Pariser Abkommens zur Reduzierung der Kohlenstoffemissionen nachkommen. Zweitens will sie aus Gründen der nationalen Sicherheit ihre Abhängigkeit von Erdölressourcen verringern. Im Jahr 2020 kündigte China das neue Ziel an, die Kohlendioxidemissionen bis 2030 zu begrenzen und bis 2060 klimaneutral zu werden. Aktuelle Prognosen zeigen, dass Chinas CO2-Emissionen ab 2024 strukturell sinken werden.
Darüber hinaus hat die chinesische petrochemische Industrie einen bedeutenden Übergang zu einem nachhaltigeren Modell eingeleitet. Chinas petrochemische Industrie ist stark von Ölimporten abhängig. Es wird prognostiziert, dass die durchschnittliche Aussenabhängigkeit zwischen 2020 und 2030 auf 76% ansteigen wird, weshalb die chinesische Regierung unbedingt strategische Massnahmen ergreifen muss.
Die neue Studie des nova-Instituts beleuchtet die jüngsten politischen Massnahmen in China seit 2021. Eine der wichtigsten Massnahmen, die im Jahr 2021 vorgestellt wurden, war der 14. Fünfjahresplan für die Entwicklung der Bioökonomie, der einen Meilenstein in Chinas nationaler Bioökonomiestrategie darstellt. Dieser Plan hebt die innovationsgetriebene Entwicklung als zentrales Prinzip hervor und zielt darauf ab, die nationale, strateg ische Position in der Biotechnologie auszubauen. Im Zuge dieser Strategie hat die chinesische Regierung eine Reihe von Massnahmen und Regularien zur Förderung der Entwicklung von biobasierten und biologisch abbaubaren Materialien und Chemikalien eingeführt, darunter den Dreijahres-Aktionsplan zur Beschleunigung der innovativen Entwicklung von biobasierten NonFood-Materialien, der 2023 veröffentlicht wurde. Dieser bedeutende Plan zielt darauf ab, biobasierte Non-Food-Produkte bis 2050 gegenüber Produkten auf fossiler Basis wettbewerbsfähig zu machen. Der Plan könnte einen grossen Einfluss auf die Zukunft der biobasierten Industrie haben.
Zum einen spielt die staatliche Förderpolitik eine entscheidende Rolle. Die chinesische Regierung sieht die biobasierte Industrie als potenziellen Unterstützer ihres «Dual Carbon»-Plans, was in den letzten Jahren zu verschiedenen Anreizmassnahmen und Regulierungen geführt hat.
Zum anderen ist die Präsenz der bestehenden chemischen Industrie von grosser Bedeutung. Chinas gut etablierte chemische Industrie hat eine vollständige Wertschöpfungskette aufgebaut, die es innovativen Start-ups im Bereich der Biotechnologie ermöglicht, Partner für die Industrialisierung ihrer Produkte zu finden. Drittens ist das enorme Potenzial des heimischen Marktes ein wichtiger Motor für die biobasierte Industrie. Bis 2026 wird die Nachfrage nach biobasierten Kunststoffen in China voraussichtlich 2,53 Millionen Tonnen erreichen. Darüber hinaus verfügt China über ein relativ starkes und aktives Finanzierungssystem, insbesondere im Bereich Private Equity (PE) und Venture Capital (VC). Obwohl die Gesamtzahl der Transaktionen in diesem Sektor nach 2020 aufgrund des allgemeinen wirtschaftlichen Abschwungs in China zurückgegangen ist, sind PE und VC weiterhin in aufstrebenden und strategischen Sektoren wie 5G, grüne Energie und in der biobasierten Industrie aktiv.
Die Zukunft der IndoorLokalisierung


Genaue Verfolgung und Lokalisierung von Spritzgießwerkzeugen
▪ Effiziente Ressourcennutzung
▪ Optimierung der Produktionsplanung
▪ Minimierung von Stillstandzeiten
▪ Verbesserte Qualitätssicherung
www.hasco.com

Schnecken Zylinder Lösungen für Ihren Er folg
Sc hnec ken Lösungen für Ihren Er www.bernexgroup.com

Das diesjährige Schweizerische Kunststoff Symposium KATZ am 4. Juni 2024 in Aarau stand unter dem Motto «Autonome Kunststoffproduktion». Referenten aus verschiedenen Kunststoffbereichen gingen der Frage nach, was die Industrie von morgen benötigt, um so erfolgreich zu sein, wie sie es bisher war und immer noch ist.
In seinem Vortrag «Kostensenkung durch Robotik» zeigte Nick Koch, CEO von Robotec Solutions, anhand von Beispielen aus der Praxis, Lösungsansätze für eine erfolgreiche Produktion im Spritzgiessbetrieb. Multifunktionalität direkt an der Spritzgiessmaschine (wie integrierte, visuelle Prüfung, Montage, Beschriften, Verpacken) und eine flexible Automation sind dabei Schlüsselfaktoren.
In einer Zeit mit Personal- und Know-howMangel wären autonome Spritzgiessmaschinen sehr willkommen. «Die ‹greenbu tton-Maschine› – eine voll autonome Produktionsmaschine – ist noch Vision», betont Dr. Johannes Kilian, Engel. Eine Vision, die Engel auf seinem Weg zur selbstregelnden Spritzgiessmaschine mit seiner Steuerung, seinen iQ-Assistenzsystemen und KI-Tools aber Schritt für Schritt zur Realität werden lässt.
Einen Blick in die Zukunft machte Christoph Kugler vom SKZ – das Kunststoff-
Zentrum, mit seinem Vortrag «Autonome Kunststoffproduktion und die Wertschöpfung von Morgen». Damit KI funktioniert braucht es Daten, Daten, Daten, die in der Kunststoffverarbeitung bis anhin nicht in genügender Menge vorhanden sind. Um Daten in ausreichendem Umfang zu erhalten, ist eine Option der Datenaustausch in der Cloud – auch unternehmensübergreifend. Die Crux ist aber: Unternehmen wollen Daten nicht teilen.
Das kam auch sehr deutlich beim Referat von Iwan Tresch, Fischer Söhne, zum Ausdruck. Der anwendungsorientierte Vortrag zeigte die Anforderungen und die Erfahrungen, die das Unternehmen mit der autonomen Produktion erlebt. Für CEO Tresch ist klar: in einem Umfeld, wo die kontinuierliche Weiterentwicklung und Implementierung neuer Technologien nötig sind, um die Produktionsprozesse ständig zu verbessern und wettbewerbsfähig zu bleiben, «haben wir null Bock, Daten herauszugeben».
Auch Urma hat sich die durchgehende Digitalisierung zum hauptstrategischen Unternehmensziel gesetzt. Yannick Berner ging in seinem Vortrag auf die Herausforderungen ein und die Lösungsansätze, mit denen das Familienunternehmen auf diese reagiert. Ein Fallbeispiel verdeutlichte, wie KI erfolgreich in der Endkontrolle eingesetzt wird.
KATZ Kreislauffabrik
Neben diesen und weiteren Vorträgen war ein Höhepunkt der Veranstaltung, die offizielle Eröffnung der KATZ Kreislauffabrik. Das KATZ bietet schweizweit die ersten Kreislauf-Ausbildungsplätze für Kunststofftechnologen an. Im Bildungsplan ist die Aufbereitung, also das Recycling von Materialien, enthalten. «Was wir neu einbringen, ist, dass wir systematisch an den Prozessschritten arbeiten und den Lernenden die Möglichkeit geben herauszufinden, welchen Einfluss bei der Aufbereitung Parameteränderungen auf die Qualität des Neugranulats haben», erklärt Rémy Stoll, Geschäftsführer des KATZ.
Fragen an Rémy Stoll, Geschäftsführer des KATZ
Anlässlich des KATZ Symposium findet die offizielle Eröffnung der KATZ Kreislauffabrik statt.Wie kann ich mir diese vorstellen?
Rémy Stoll: Neu ist, dass wir wirklich vom Alt-Kunststoff bis zum Neu-Granulat alle Schritte gehen und wir das hier zeigen können. Dieser Prozess ist nun in unseren Kursen integriert und wir nehmen in den üK (überbetriebliche Kurse) mit den Lernenden die Kreislauffabrik in Betrieb. Die Lernenden übernehmen in 2er oder 3er Teams eine Aufgabe und müssen sich intensiv mit der Maschine und dem Material befassen. Die einen kümmern sich um das Mahlgut der Altkunststoffe, andere bereiten das Mahlgut zu Granulaten auf, und die dritten stellen aus dem Granulat Prüfkörper her und untersuchen diese dann auch. Die Lernenden können sich gegenseitig challengen, sie optimieren ihren Teil des Prozesses und das ist auch der Kreislauffabrik-Gedanke: In- und Output werden aufeinander abgestimmt und optimiert. Am Schluss führt man alles z u sammen. Sie lernen so jede Station kennen, sie müssen miteinander kommunizieren und Resultate generieren, die den ganzen Prozess verbessern.
Die Ausbildung läuft nun seit April. Wie ist das Feedback der Lernenden?
Stoll: Die Lernenden nehmen den Challenge gerne an. Sie versuchen beispielsweise den Durchsatz auf der Maschine zu vergrössern, sehen dann auch, dass sich mit der Durchsatzmenge die Qualität des Materials verändert. Unter dem Strich finden sie aber, dass der Kreislauf von Kunststoff nicht kompliziert ist. Man muss es einfach machen. Unser Ziel ist, dass die Lernenden in ihren Betrieb gehen und dort die Macher, die Enabler sind und nicht die Bremser, die die Kreislaufwirtschaft hinterfragen.
Wo beginnt der Kreislauf bei der Ausbildung?
Stoll: Das ist das Spannende und auch der Unterschied zwischen einem einzelnen Versuch und dem Betrieb eines mehrstufigen Aufbereitungsprozesses. Wir nutzen verschiedene Altkunststoffquellen. Aktuell sind es zum einen gewaschene

Fertigkaffeegetränkebecher inklusive Etikett- und Deckelresten, die wir als Mahlgut erhalten haben. Damit können wir eine grössere Menge des gleichen Materials verarbeiten. Zum anderen betreiben wir unsere eigene Kunststoffsammlung aus dem Umfeld des KATZ, wo wir definierte Altkunststoffsorten aus den Haushalten ins KATZ bringen, um den ganzen Prozess der Aufarbeitung weiterentwickeln zu können. Am liebsten haben wir Lose von 20 bis 200 kg der gleichen Kunststofftypen, damit wir systematisch vorgehen können. Materialmässig sind es im Moment vor allem Polyolefine. Wir haben uns auf PP konzentriert, die wir wieder aufbereiten. Wir bereiten aber auch unser Kursmaterial, das wir zur Rohr- resp. Profilextrusion benutzen, wieder auf. Da haben wir 100 – 200 kg , die bei uns im KATZ zirkulieren und jeweils von den nächsten Lernenden im üK erneut regranuliert werden.
Was wird dem Symposiums-Teilnehmer ‹in der Kreislauffabrik› heute geboten?
Stoll: Wir zeigen die Herstellung unserer neuen Kollektion an Teufelsknoten. In den eingesetzten Kreislaufkunststoffen spielen wir gezielt mit Farben und Verunreinigungen, um einzigartige Designeffekte zu erzielen. Neu ist ebenfalls unsere Verpackung, die wir in Zukunft aus 100% K reislaufmaterial herstellen werden und
die auf die Kreislauffähigkeit optimiert wurde. Den Teufelsknoten gibt es schon seit längerem am KATZ und wird als Musterteil vom KATZ hergestellt. Neu ist, dass wir das Spielzeug aus Kreislaufmaterial aus der KATZ Kreislauffabrik herstellen.
Was ist der aktuelle Stand des Projekts?
Stoll: Im Vorfeld wurde ein gutes Dutzend Kreislaufprojekte mit verschiedenen Unternehmen durchgeführt. Gerade bei Kreislaufprojekten braucht es die verschiedensten Partner: Sammler, Logistiker, dann die Unternehmen, die das Material aufbereiten. Im KATZ kümmern wir uns um die Aufbereitung der Altkunststoffe in Chargen von bis zu 500 kg. Aktuell können wir eine Grundreinigung der Altstoffe machen. Diese Möglichkeiten werden wir ausbauen. Es geht um das Erkennen und Sortieren der Materialien. Was wir bereits machen ist Zerkleinern, Aufschmelzen, Neugranulat herstellen und die Rezeptur dazu erstellen.
Wie sehen die nächsten Schritte aus? Stoll: Als nächstes werden wir in Richtung Delabelling und Deinking (Etiketten- und Druckentfernung) gehen bei Verpackungen, d. h. wir versuchen die Farben zu entfernen, damit wir in sauberer Qualität weiterarbeiten können. Da sind wir schon recht weit fortgeschritten.
Aktuell arbeiten wir mit verschiedenen Unternehmen im Rahmen eines Förderprojekts daran, aus gebrauchten Lebensmittelverpackungen wieder neue Lebensmittelverpackung herzustellen. Dabei wird es noch wichtiger sein, Verunreinigungen im Aufbereitungsprozess zu entfernen. Diese Aufbereitungsschritte sind noch nicht für die Lernenden-Kurse, aber sobald wir sie in der KATZ Kreislauffabrik e ingeführt haben, können wir sie innert kurzer Zeit in unsere üK (überbetriebliche Kurse) integrieren. Selbstverständlich steht die Technologie dann auch für den Transfer in industrielle Prozesse bereit. Ein weiterer wichtiger Bestandteil des Symposiums waren die live Vorführungen an den Maschinen und Geräten im Technikum, an denen Lernende den interessierten Besuchern Red und Antwort standen.
Kon takt www.katz.ch n

Zwei Tage, die den Namen verdienen: An den Competence Days der Wittmann Gruppe am 19./20. Juni 2024 in der Marx Halle in Wien bot das Familienunternehmen seinen Gästen in familiärer Atmosphäre ein breites Spektrum an High-Tech-Exponaten sowie Fachvorträge mit Fokus auf die Digitalisierung.
Die Competence Days haben eine lange Tradition. Für Wittmann sind sie eine Plattform, um den Kunden und Partnern Neuheiten aus dem Produktsortiment zu präsentieren und ihre Kompetenz in den Bereichen Digitalisierung, Energieeffizienz, Automatisierung und Mikrospritzguss zu zeigen. Dieses Jahr besuchten rund 1000 Gäste das Event.
Zum Thema Digitalisierung – auch Fokus der Fachvorträge – waren eine Wittmann 4.0 Produktionszelle und Assistenzsysteme für die Optimierung des Einspritzprozesses zu sehen. Die Zukunft der Digitali -
sierung wurde anhand einer Konzeptstudie zu modernen und intuitiven Interaktionsmöglichkeiten mit Spritzgiessmaschine und Entnahmeroboter – Holoverse – vorgestellt. Demonstriert wurde die Möglichkeit zur Sprach- und Gestensteuerung via Augmented Reality mit einer mit Unilog B8-Steuerung und Wittmann Roboter W918 mit R9-Steuerung ausgerüsteten servohydraulischen SmartPower B8X 120/350, mit der für Demozwecke eine Jausenbox hergestellt wurde. Zahlreiche weitere Peripheriegeräte wurden ebenfalls mit einer Augmented Reality Darstellung über Holoverse eingebunden und unterstützt.
Basis der Wittmann 4.0 Produktionszelle war eine servohydraulische Maschine der

Die Vorträge waren voll ausgebucht.

Jetzt anmelden Donnerstag, 5. September
Aktuelle Lage
Im Geschäftsjahr 2023 erwirtschaftete Wittmann einen Umsatz von 400 Mio. Euro, das ist ein Plus gegenüber dem Vorjahr von 6,6 %. Dieses positive Ergebnis ist dem hohen Auftragsbestand aus dem Jahr 2022 geschuldet. Für das laufende Jahr erwartet das Unternehmen einen Rückgang um ca. 10 %, was einen Umsatz von 360 bis 370 Mio. Euro bedeutet.
Der Auftragseingang entwickelte sich im 1. Halbjahr 2024 uneinheitlich: Während Nordamerika und Mexiko erfreuliche Resultate aufweisen, harzt es in Europa und Asien noch etwas. Für die zweite Hälfte des Jahres rechnet Wittmann mit einer Belebung im Auftragseingang.
Der Mitarbeiterstand beträgt unverändert zum letzten Jahr 2300 Personen.
SmartPower Reihe. Anhand der vollintegrierten Produktionszelle konnten die Vorteile der Vernetzung via Wittmann 4.0, wie das digitale Werkzeugdatenblatt, das einen reibungslosen Produktionsstart gewährleistet, sowie das MES-Softwarepaket TEMI+ vermittelt werden. Die Maschine war darüber hinaus mit den HiQ Softwarepaketen, HiQ Flow, HiQ Melt und HiQ Metering ausgestattet.
Die Kompetenz rund um die Themen Energieeffizienz, Nachhaltigkeit und Kreislaufwirtschaft demonstrierte Wittmann u. a. anhand einer EcoPower B8X 180/750+ in DC-Ausführung. Neu dabei ist, dass sowohl Roboter als auch Temperiergerät über den Gleichspannungszwischenkreis der Maschine gespeist werden. Die zur Versorgung der Anlage eingesetzte Batterie auf Sodium-NickelBasis verfügt insgesamt über 45 kW h an Kapazität, mehr als ausreichend für einen unterbrechungsfreien Maschinenbetrieb über einen ganzen Tag. Um die kurzfristigen Lastspitzen der Spritzgiessmaschine auszugleichen, werden zusätzlich elektrochemische Kondensatoren, sogenannte Supercaps, eingesetzt.
Ihre Expertise im Bereich der Konzeption komplexer Automatisierungsanlagen demonstrierte die Wittmann Gruppe mit einer servohydraulischen SmartPower B8X 90/350, ausgestattet mit einer von Wittmann Battenfeld Deutschland entwickelten und gebauten komplexen Automatisierungszelle. Mit der Anlage wurden Wasserwaagen aus ABS hergestellt.

Zentrale Materialversorgung – Flexible Realisierung verschiedener Spezialanwendungen möglich
Und schliesslich zeigte Wittmann ihr Know-how im Bereich des Mikrospritzgusses auf. Mit einer für Spritzguss von Kleinst- und Mikroteilen konzipierten MicroPower 15/10 wurden Demoplättchen mit einem im 3D-Druck produzierten 4-fach-Werkzeug mit Nanostrukturen hergestellt, die eine rasche Werkzeugbeschaffung ermöglichen.
Das Rahmenprogramm der Competence Days beinhaltete auch die Gelegenheit, die Produktionsstätten bei Wittmann Technology in Wien, Wittmann Battenfeld in Kottingbrunn oder Wittmann Robottechnikai in Ungarn zu besichtigen.
Die nächsten Competence Days 2026 fallen ins 50-Jahr-Jubiläum von Wittmann. Man darf gespannt sein, mit welchen Innovationen das Familienunternehmen dann die Gäste überrascht.
Kontakt
Wittmann Technology GmbH
A-1220 Wien
+43 1 250 39-0
www.wittmann-group.com n


Wir verschaffen Ihnen den Durchblick!
Die industrielle Computertomografie ermöglicht einen zerstörungsfreien Blick ins Innere und bietet eine präzise Vermessung sowie Analytik Ihres Bauteils:
• Zusammenbauanalyse
• Defektanalyse
• Lunkeranalyse
• Wandstärkenanalyse
• Soll-Ist-Vergleich
Die gewonnenen Daten können ausserdem für ein ReverseEngineering oder eine Werkzeugkorrektur verwendet werden.
Sie haben ein Problem? Wir finden die Lösung.

Am 28. und 29. August 2024 erwartet Automatisierer und Instandhalter das diesjährige Schweizer Messehighlight in der Messe Zürich. Die «maintenance Schweiz» und die «all about automation» präsentieren zeitgleich eine kompakte Wissens- und Businessplattform für Unternehmen, Verbände und Fachleute aus den Bereichen Industrieautomation, Robotik, Digitalisierung und industrielle Instandhaltung.
Rund 250 Aussteller und Partner zeigen an den beiden Tagen ihre Produkte, Dienstleistungen und Innovationen. Gemeinsam entwickeln Aussteller und Besucher Lösungen auf dem Weg zur smarten Produktion und flexiblen Automation. Beide Messen werden durch ein Vortragsprogramm bereichert. Dieses findet direkt in der Messehalle statt und ist für alle Besucher kostenfrei und ohne Anmeldung zugänglich. Auf der Talk Lounge der all about automation stehen die Themen Robotik, Digitale Transformation, Smarte Sensoren sowie KI und Maschinelles Lernen im Vordergrund. Im Vortragsforum der maintenance talks dreht sich Vieles um Predictive Maintenance und Smart Mainte -

Impression von der Maintenance Schweiz 2023 (Bild: Easyfairs/Sara Barth)
Daten zum Messeduo
Die Messen «all about automation» und «maintenance Schweiz» finden in der Halle 1 und 2 der Messe Zürich statt. Am 28. August 2024 ist die Öffnungszeit von 9 bis 17 Uhr, am 29. August 2024 von 9 bis 16 Uhr.
nance. Die Vorträge werden moderiert von Jürg Meierhofer, Leiter der Expertengruppe Smart Services bei der data innovation alliance und Senior Lecturer für Smart Services an der ZHAW, der durch das Programm führt und die Diskussionen anregt. Besucher nehmen mit einem Ticket an beiden Messen teil. Identisch ist bei beiden Messen das für Easyfairs typische Messekonzept. Alle Aussteller präsentieren sich in einem einheitlichen Systemstandbau. Für Besucher ist die Messe übersichtlich strukturiert und es ist dadurch einfach, miteinander ins Gespräch zu kommen.
Erfrischungen und Snacks werden an zentralen Stellen in der Halle kostenfrei für alle Teilnehmenden angeboten. Sichern Sie sich bereits jetzt Ihren kostenlosen Eintritt im Wert von CHF 30.00 mit dem Gutschein-Code «1477» auf der Website der Messen «maintenance Schweiz» oder «all about automation».
Kontakt
Easyfairs Switzerland CH-4153 Reinach www.maintenance-schweiz.ch www.automation-zürich.ch n
Jetzt anmelden Donnerstag, 5. September
Die All4Pack Emballage Paris (4.-7. November 2024) ist die internationale Leitmesse in Frankreich für die gesamte Verpackungsindustrie und versteht sich als Pflichttermin für die Branche. Neben der Fokussierung auf die Herausforderungen von nachhaltiger Entwicklung positioniert sie sich als Schaufenster für Innovationen mit dem Schwerpunkt auf Nachhaltigkeit, Leistung und Rentabilität.
Die Verpackungsbranche steht im Zentrum der Diskussionen über Kreislaufwirtschaft und Dekarbonisierung der Industrie. Sie sieht sich heute mit einer Vielzahl von Herausforderungen aus Umwelt, Wirtschaft und Logistik konfrontiert, sowie mit rechtlichen Fragen, die sich aus den diversesten Gesetzen ergeben. Di e Ausgabe 2024 der All4Pack Emballage Paris etabliert sich dabei einmal mehr als Business Pla ttform: Es werden Geschäftstreffen zwischen Besuchern und Ausstellern sowie der Besuch von führenden internationalen Einkäuferdelegationen organisiert. Die Messe wird ebenfalls zum Nachdenken anregen sowie zur Einflussnahme, sie versteht sich als Ideenund Innovationsschmiede für alle Akteure und Entscheidungsträger der Verpackungsbranche. Dafür hat sie den Expertenausschuss Pack Experts ins Leben gerufen, der dieses Jahr aus 14 Vertretern bedeutender internationaler Konzerne besteht.
internationales Angebot
Als internationale Fachmesse bietet die All4Pack Emballage Paris ein umfassendes Angebot (Verpackung, Verarbeitung, Druck, Logistik), das Verpackungslösungen und Maschinen für alle Branchen beinhaltet. 1100 Aussteller und Marken mit einem Auslandsanteil von 50 % we rden erwartet. Die Messeausgabe 2024 findet in den Hallen 4 und 5 des Ausstellungsgeländes Paris Nord Villepinte statt. An dem Standort werden sich die erwarteten 50 000 Fachbesucher (35 % aus dem Ausland) gut verteilen, insbesondere auch wegen der Sonderveranstaltungsbereiche, die sich in jeder Halle befinden.

Verschiedene Formate ergänzen die Messe
Der Messebereich All4Pack Circularity widmet sich exklusiv der Kreislaufwirtschaft und präsentiert innovative Start ups sowie andere Akteure, die sich für den Wandel engagieren. Das Format will diejenigen zusammenbringen, die sich mit umweltfreundlichen Konzepten, Recycling, Wiederverwendung und der Reduzierung des ökologischen Fussabdrucks befassen. Mit Blick darauf werden innovative Lösungen für Unternehmen, die Verpackungen nutzen, in den Fokus gerückt. In diesem Forum werden die Besucher ein Start up Village finden sowie einen Agora Bereich für den Austausch zwischen Ausstellern.
Das Innovationsforum All4Pack Innovations ist dieses Jahr gemeinsam mit der European Brand & Packaging Design Association (EPDA) konzipiert worden und versteht sich als Schaufenster der Preisträger der diesjährigen All4Pack Innovation Awards. In diesem Forum werden die neuesten Trends vorgestellt, die Besucher können anhand der ausgestellten Siegerexponate die Branchenneuheiten, die sich auf der Messe präsentieren, kennenlernen. Des Weiteren werden die Gewinner von Partnerwettbewerben der Messe in den Mittelpunkt des
Geschehens gerückt: der Oscar der Verpackungsindustrie, NVC Gouden Noot, SIAL Innovations, Emballé 5.0. Als Neuheit in diesem Bereich werden innovative Verpackungen ausgestellt, die von der EPDA beschafft und analysiert werden. Zusätzlich dazu werden im Rahmen geführter Rundgänge wie die «Pack Innovation Tour» und die «Pack Machine Tour» Lösungen vorgestellt, die von Experten ausgewählt wurden. Auch auf dem Programm: Treffen mit Ausstellern, Maschinen in Betrieb, Entdeckung von Premium Ve rpackungen.
Das Forum All4Pack Conférences wird während der 4 Messetage ein umfassendes Programm mit 27 hochkarätigen Vortragsveranstaltungen anbieten. Sie befassen sich mit den relevanten Herausforderungen der Anwenderindustrien von Verpackungen. Dazu zählen die Themen Umwelt, Gesetzgebung, Technologie und Gesellschaft sowie auch aktuelle Verbrauchergewohnheiten sowohl in Frankreich als auch international.
Kontakt
CCI France Suisse – Bureau de Bâle CH 4051 Basel +41 78 222 76 75 www.all4pack.com n
Am 17. September 2024 öffnet die Amsler & Frey AG ihre Türen zu den Produktionshallen in Schinznach-Dorf. Kunden und Fachleute sind eingeladen, an einem Tag voller spannender Einblicke in die Welt der Kunststoffe und der Kunststoffverarbeitung teilzunehmen. Das Event findet in den modernen Räumlichkeiten des Familienunternehmens in Schinznach-Dorf statt und bietet den Teilnehmenden die einzigartige
Gelegenheit, sich mit Experten der Branche auszutauschen und spannende Vorträge zu hören.

Die Besucher können die Vielfalt der Kunststoffe entdecken und sich von den vielseitigen Anwendungsmöglichkeiten inspirieren lassen. Sie erfahren, wie nachhaltige Materialien dazu beitragen können, die Umweltbelastung zu reduzieren und gleichzeitig qualitativ hochwertige Produkte garantieren. Neben den spannenden Einblicken hinter die Kulissen des Spezialisten für technische Kunststoffteile werden die Be -
Zum 1. September 2024 übernimmt Tobias Baur die Leitung des Geschäftsführungsbereichs Vertrieb und After Sales bei Arburg. Er tritt die Nachfolge von Gerhard Böhm an, der in den Ruhestand gehen wird. Für seine Position als Geschäftsführer Vertrieb und After Sales bringt Baur beste Voraussetzungen mit. Er war lange Zeit für die Trumpf-Gruppe in Ditzingen tätig, zuletzt als Director Global Sales and Marketing bei der Division Trumpf
Werkzeugmaschinen SE + Co. KG. Zuvor leitete er unter anderem das Produktmanagement und den internationalen Vertrieb des Services-Geschäfts. Von 2014 bis 2019 war er als General Manager mit dem Aufbau der Trumpf Division für Additive Manufacturing in Ditzingen und Schio/Italien betraut.
Mit dem Eintritt des neuen Geschäftsführers besteht die Führungsspitze von Arburg dann aus den geschäftsführenden

Thomas Strecker ist neuer Geschäftsführer der PlastiVation Machinery GmbH. Er folgt auf

Thomas Strecker
neuer Geschäftsführer der PlastiVation Machinery GmbH (Bild: PlastiVation)
Bengt Schmidt, der sich nach drei Jahren der Aufbau- und Entwicklungszeit des Unternehmens anderen beruflichen Herausforderungen widmen will. St recker verfügt über 25 Jahre Erfahrung im Vertriebsmanagement im DACH-Raum als auch im Global Key Account in der Kunststoffindustrie und kennt die Bedürfnisse von Kunden in verschiedensten Branchen genau. Seit Sommer 2023 war er Vice President Sales bei der PlastiVation Machinery GmbH.
Das 2021 gegründete Unternehmen wurde im April 2024 vom bisherigen Investor, einem Investmentfond aus Luxemburg, an Tederic Machinery als strategischen Eigentümer überführt.
«Dieser Schritt bietet uns die Basis, den bisherigen Wachstumskurs unter dem Dach eines global agierenden Maschinenbauers fortzusetzen. Er spiegelt zudem die Wertsteigerung und die Wertschätzung für unsere Entwicklung von einem Start-up zu einem angesehenen und
sucher einen Vortrag eines international namhaften Überraschung-Gasts aus der Welt des Sponsorings/Sports hören und eine Schweizer Berühmtheit persönlich kennen lernen. Das Open-House ist die Gelegenheit, sich mit anderen Branchenexperten auszutauschen, neue Kontakte zu knüpfen und das Netzwerk zu erweitern.
www.amsler-frey.ch
Gesellschaftern Michael Hehl (Werksentwicklung und Sprecher der Geschäftsführung) und Juliane Hehl (Global Marketing und Business Development) sowie den Geschäftsführern Tobias Baur (Vertrieb, After Sales), Guido Frohnhaus (Technik) und Steffen Kroner (Finanzen, Controlling, IT, Personalmanagement).
w w w.arburg.com
etablierten Unternehmen in der Kunststoffindustrie wider», sagt Strecker.
Als weiterhin eigenständiges Unternehmen der Tederic Gruppe übernimmt PlastiVation ab sofort zusätzlich zu den bisherigen Vertriebsgebieten Deutschland, Österreich und der Schweiz auch den Vertrieb der Tederic ‹NEO series› in Benelux.
ww w.plastivation.com
Mit 1. Juli 2024 hat die indische Niederlassung der Wittmann Gruppe eine neue Zentrale im Grossraum Chennai/ Tamil Nadu bezogen. Um das rasante Wachstum der Wittmann Gruppe in Indien zu unterstützen und den aktuellen Platzbedarf besser abdecken zu können, übersiedelte die Zentrale von Wittmann Battenfeld India in ein neues Firmengebäude. Dieses umfasst insgesamt 5000 m² an Büro- und Produktionsfläche und somit die doppelte Fläche der bisheri gen Zentrale. Zusätzlich zur Zentrale im wirtschaftlich star ken südlichen Teil von Indien unterhält die Wittmann Gruppe

zwei Vertriebs- und Servicest andorte in New Delhi und Pune, sowie weitere 10 Büros
Die Anforderungen der indischen Kunststoffindustrie unterscheiden sich aufgrund loka -
India deshalb auch eigene Produktentwicklungen vorangetrieben, die das globale Produktportfolio der Wittmann Gruppe perfekt ergänzen. So werden am indischen Markt zusätzlich zu den Standardprodukten von Wittmann auch Temperiergeräte, Materialtrockner, IML- und Automatisierungssysteme aus eigener Produktion angeboten. Zusätzlich zur Betreuung des lokalen Marktes unterstützt die indische Niederlassung der Wittmann Gruppe auch die
Der Monitoringbericht 2023 des Verbands Schweizer Plastic Recycler (VSPR) erscheint be reits zum fünften Mal und infor miert transparent über die Sammlung, Behandlung, Ver wertung und Entsorgung der gemischten Haushalts-Kunst stoffabfälle (PCR, Post Consu mer Recycling) durch die Li zenznehmer und gibt einen Einblick in die Audittätigkeit der Kontrollstelle.
Im Jahr 2023 sammelten die acht VSPR-Lizenznehmer 10 19 Tonnen gemischte Kunststoffab fälle – das sind rund 750 Ton nen mehr als im Vorjahr. Zusam men mit den bereits gelagerten Mengen aus dem Vorjahr wur den 10 664 Tonnen der Erstbe handlung zugeführt.
Erfreulich ist: Rund 94,7 % de verarbeiteten Haushaltskunst stoffabfalls entsprach dem Ziel material – d. h. F laschen, Be



Am 1. Juli ist Björn Schneekloth als Geschäftsführer in das Familienunternehmen eingetreten. Gemeinsam mit den beiden langjährigen Geschäftsführern Dr. Roland Reber und Ralph Pernizsak trägt er die Verantwortung für die Ensinger GmbH und die international agierende Gruppe.

Björn Schneekloth ist bei Ensinger am 1. Ju li als Geschäftsführer eingestiegen. (Bild: Ensinger)
Der 48-jährige Diplom-Wirtschaftsingenieur Björn Schneekloth kommt von der ETO Gruppe Technologies GmbH. Bei dem Automobilzulieferer war er als Chief Operating Officer (COO) verantwortlich für die Produktionswerke, den Einkauf, die Digitalisierung und Nachhaltigkeit.
Nach seinem Studium in Berlin und Rom hatte Schneekloth verschiedene Positionen bei CNH und Iveco Magirus inne. Zuletzt war er bei den zur Fiat Gruppe gehörenden OEMKonzernen als Manufacturing Director für mehrere Werke in Europa zuständig. 2018 wechselte der dreifache Familienvater zur ETO Gruppe, einem Weltmarktführer für elektromagnetische Ventile und Aktuatoren, die in PKW und Nutzfahrzeugen zum Einsatz kommen. 2021 wurde er zum zweiten
Jörg Bremer hat sich auf eigenen Wunsch entschieden, sein Amt als Chief Financial Officer (CFO) der KraussMaffei Gruppe zum 31. Juli niederzulegen. Mit Thomas Giese wurde bereits ein Nachfolger gefunden, der seit 1. August interimistisch die Aufgaben des CFO der KraussMaffei Gruppe übernommen hat. In dieser Funktion ist er für die Bereiche Finanzen & Controlling, Treasury, Rechnungswesen, Steuern, Recht & Patente sowie Reloca -
tion Projects verantwortlich. Er berichtet an das Management der KraussMaffei Gruppe, konkret CEO Chi Zhang. Im Laufe des Julis hat Jörg Bremer seine Aufgaben an Thomas Giese übergeben, um so einen geordneten Übergang zu gewährleisten.
Thomas Giese verfügt nicht nur über langjährige Erfahrung in Private Equity geführten Unternehmen sondern war zudem 30 Jahre lang für international agierende Firmen aus
Erfahren Sie mehr über Ihr Einsparpotential. Wir zeigen Ihnen gerne persönlich unsere neuen individuellen Lösungen.
Lassen Sie sich von unseren Experten beraten. info@buschag.ch I www.buschvacuum.com
Geschäftsführer der ETO Gruppe berufen.
Björn Schneekloth, Ralph Pernizsak und Dr. Ro land Reber werden Ensinger als gleichberechtigte Geschäftsführer leiten. Mit der Erweiterung der Geschäftsführung leitet das auf Hochleistungskunststoffe spezialisierte Unternehmen den Übergang von der bisherigen Spartenstruktur zu einer funktionalen und regional ausgerichteten Organisation ein.
ww w.ensingerplastics.com

der Gesundheits-, Energie und Automobilindustrie tätig. Er
übernahm unter anderem die Rolle des CFO für verschiedene Industrieunternehmen wie die BOS Gruppe, die IFA Gruppe und GKN Automotive und war über 18 Jahre lang in verschiedenen leitenden Positionen für die Elster Group tätig. Mit seiner langjährigen Führungserfahrung in den Bereichen Finance und Controlling wird er wichtige Impulse für KraussMaffei setzen.
www.kraussmaffei.com



Das gemeinsame Forschungsprojekt ‹KoDeKa-Plast› des Europäischen Zentrums für Dispersionstechnologie (EZD) in Selb, das Teil des KunststoffZentrums SKZ ist, und dem Institut für Lasertechnologien in der Medizin und Messtechnik (ILM) an der Universität Ulm ist erfolgreich abgeschlossen worden. Das Projekt hatte zum Ziel, Mikrokunststoff durch eine kombinierte Streulichtanalyse und Raman-Spektroskopie im Durchfluss zu identifizieren. Die Streulichtanalyse bietet hierbei hohe Sensitivität in Bezug auf Grösse und Form der Partikel, während die Raman-
Spektroskopie Informationen über deren chemische Zusammensetzung liefern kann.
Dieses Ziel konnten die Wissenschaftler erreichen, indem sie nicht nur Mikroplastik-Partikel ab einer Grösse von 10 Mikrometern nachweisen, sondern zudem gleichzeitig auch die Art des Kunststoffes innerhalb der Wasserprobe bestimmen konnten. Eine Grös s enbestimmung und Identifikation der Partikel sind im Durchfluss gelungen. «Besonders freuen wir uns, dass der Messaufwand dabei deutlich geringer ist als mit bisherigen Methoden wie beispiels-

Aufgrund ihrer Grösse sind Mikroplastikpartikel im Wasser nur schwer zu erkennen. Ein Projekt des EZD und ILM Ulm zeigt Möglichkeiten auf, wie dies künftig leichter geschehen kann (Bild: EZD)
weise rein mit einem Raman-Mikroskop», so André
Warum wird nicht mehr Rezyklat eingesetzt? Wie lässt sich der Einsatz von Sekundärwerkstoffen erhöhen? Diesen Fragen ging von 2021 bis 2023 das von der deutschen Bundesstiftung Umwelt (DBU) geförderte Projekt Rezy-Spezi nach. Im Rahmen des Projektes identifizierten das Kunststoff-Zentrum SKZ in Würzburg und die plastship GmbH in Waldems verschiedene Ein -
satzhindernisse von Sekundärwerkstoffen und erarbeiteten Handlungsempfehlungen unter Berücksichtigung limitierender Faktoren.
Ein zu Grunde liegendes Problem sind häufig Qualitätsanforderungen in Normen und Werkstandards, die aus unterschiedlichsten Gründen sehr hoch angesetzt sind, obwohl diese für die vorrangige Produktfunktionalität oftmals
nicht erforderlich sind. Im Zuge des Forschungsvorhabens ist es den Partnern gelungen, verschiedene Einsatzpotenziale zu identifizieren, die einen verstärkten Einsatz von Sekundärmaterialien ermöglichen können, ohne die Produktperformance zu beinträchtigen.
«Ein Beispiel, das sich als wichtiger Faktor im Projekt herausgestellt hat, sind strenge opti-
Nogowski, Gruppenleiter Kolloidale Systeme am EZD.
sche Anforderungen. So sind stellenweise Farbtöne genau definiert – allerdings mitunter auch selbst in nicht sichtbaren Bereichen», sagt Antonia Ivanda, Scientist Nachhaltige und Zirkuläre Pordukte am SKZ. Durch eine Erhöhung der zulässigen Farbspektren sei eine Steigerung des Rezyklatangebotes in einzelnen Industriebereichen jedoch um bis zu 75 Prozent denkbar.
Ein Verbot von PFAS-Chemikalien wird aktuell heiss diskutiert. Aufgrund potenzieller Gefahren der ’Ewigkeitschemikalien’ ist mit einem Verbot für viele Anwendungen zu rechnen. Das Kunststoff-Zentrum SKZ plant darum den Aufbau eines ZIM-Innovationsnetzwerkes, um auch kleinen und mittelständischen Unternehmen die Chance zu geben, rechtzeitig Alternativmaterialien –insbesondere für technische
Komponenten – zu entwickeln.
«Für dieses Netzwerk sind wir auf der Suche nach ca. zehn interessierten kleinen und mittelständischen Unternehmen. Im Netzwerk sollen dann öffentlich geförderte Projekte entstehen, bei denen die Ziele der Unternehmen im Fokus stehen. Gemeinsam wollen wir innovative Lösungsansätze für PFAS-freie Alternativen für technische Komponenten und
Anwendungen finden», erklärt Dr. Andreas Köppel, Gruppenleiter Materialentwicklung am SKZ.
Kontakt FSKZ e. V Friedrich-Bergius-Ring 21 D-97076 Würzburg +49 931 4104-503 m.ruff@skz.de, www.skz.de

Sowohl bei der wirtschaftlichen Verwertung als auch bei der gemeinsamen Öffentlichkeitsarbeit erhalten die teilnehmenden Unternehmen Unterstützung. Hierdurch sind die Unternehmen organisatorisch entlastet und können sich komplett auf die technische Umsetzung konzentrieren. Kleine und mittelständische Unternehmen, die an einer Teilnahme am Netzwerk interessiert sind, können sich gerne direkt an Dr. Andreas Köppel wenden.
Die gesundheits- und umweltschädlichen Chemikalien PFAS sind aufgrund ihrer Stabilität, Wasser- und Fettbeständigkeit in vielen Branchen weit verbreitet. In der Fertigung von Halbleitern werden z. B. in zahlreichen Prozessschritten PFAS-haltige Membranen eingesetzt. Mit einer neuartigen, PFAS-freien Membran haben Forschende des Fraunhofer IAP nun eine nachhaltige Alternative entwickelt.
PFAS-Chemikalien sind giftig, sie verschmutzen dauerhaft Wasser und Boden und reichern sich über die Nahrung und verbrauchernahe Produkte in Mensch und Tier an. Die Europäische Chemikalienagentur (ECHA) hat daher im Februar 2023 den Vorschlag für ein Verbot der Herstellung, der Verwendung und des Inverkehrbringens, einschliesslich der Einfuhr von PFAS im Europäischen Wirtschaftsraum veröffentlicht. Die Halbleiterindustrie sieht das drohende PFAS-Verbot kritisch, denn dort kommen diese Chemikalien unter anderem in Ätz- und Reinigungsprozessen zum Einsatz, aber beispielsweise auch als Membranen und Gehäuse in Filtern. Laut vielen Herstellern sind die langlebigen per- und polyfluorierten Chemikalien bislang alternativlos, die Produktion der meisten Halbleiterprodukte sei dann nicht mehr möglich. Forscherinnen und Forschern des Fraunhofer IAP in Potsdam ist es nun gelungen, für einen Zulieferer der Halbleiterbranche eine PFAS-freie Membran aus konventionellen, spezifisch stabilisierten Polymeren zu entwickeln, die PFAS-Membrane ersetzen kann. Die Membran aus dem Polymer Polyacrylnitril (PAN) zeichnet sich durch eine hohe chemische und m e chanische Stabilität aus. Zudem weist sie einen extrem kleinen Porendurchmesser von etwa sieben Nanometern auf. Das ist erforderlich, um partikuläre Verunreinigungen aus der Produktion abzutrennen und die für den Prozess notwendigen Betriebsflüssigkeiten wie Säuren und Lösemittel zu filtrieren und zu recyceln. Die Membran kann kundenspezifisch angepasst werden, so dass sich das neue Verfahren einfach in bestehende Anlagen zur Herstellung der nächsten Chipgeneration integrieren lässt.
Neuartige, PFAS-freie Hightech-Membran kann kleinste Partikelverunreinigungen abfiltern und ermöglicht so die Fertigung von Halbleitern der nächsten Generation (Bild: Fraunhofer IAP/Till Budde)
Verunreinigungen müssen vermieden werden
«Beim Herstellen von Chips finden unzählige Prozessschritte wie Sägen, Reinigen, und Planarisieren statt, um die Strukturen auf die Wafer aufzubringen. Bei all diesen Operationen fallen partikuläre Verunreinigungen an, die bei jedem Prozess abgetrennt werden müssen, da sie sonst die Herstellung der nanometergrossen Strukturen schädigen würden», erläutert Dr. Murat Tutus, Ingenieur am Fraunhofer IAP und Leiter der Abteilung «Membranen und funktionale Folien». Dem Team um Murat Tutus ist es gelungen, eine chemisch und mechanisch hochstabile Membran aus konventionellem Polymer zu realisieren, die Partikel mit einer Porengrösse von nur sieben Nanometern heraussieben kann. Zum Vergleich: In der Medizintechnik werden zur sterilen Filtration Filter im Grössenbereich von 220 Nanometern verwendet. «Das Polymer konnten wir durch eine weitere, von uns patentierte Komponente chemisch modifizieren und auch für harsche Prozessbedingungen stabilisieren», sagt der Forscher.
Zudem standen die Forschenden vor der Aufgabe, eine Verteilung der Porengrösse zu erzielen, die nur geringfügig von den sieben Nanometern abweichen sollte. Darüber hinaus sollte die Membran hoch durchlässig sein. «Das Mass der Durchlässigkeit definiert die Anzahl der Poren auf der Oberfläche. Je kleiner die Poren sind, desto geringer fällt die Durchlässigkeit aus. Daher mussten wir im zweiten Schritt bei konstanter Porengrösse die Anzahl der Poren erhöhen, um so die Permeabilität zu steigern», erläutert Tutus.
Da sich die Membran über die Porengrösse und die Durchlässigkeit kundenspezifisch anpassen lässt, kann sie einfach auf unterschiedlichste Anwendungen in anderen Branchen angepasst werden. Der Vorteil der Anpassung einer Membran: Bestehende Anlagen lassen sich weiter nutzen, Mitarbeitende müssen nicht fortgebildet werden. Grosses Potenzial für ihre Entwicklungen sehen Dr. Tutus und sein Team vor allem in der pharmazeutischen und der chemischen Industrie, wo ebenfalls mit aggressiven Lösemitteln gearbeitet wird. Bei der Herstellung der Membran selbst werden nachhaltige, REACH-konforme (Registration, Evaluation, Authorisation and Restriction of Chemicals) Lösemittel verwendet, der komplette Produktionsprozess ist bei niedrigen Temperaturen nachhaltig gestaltet. Die Membran wird im NIPS-Verfahren, kurz für nicht-lösungsmittelinduzierte Phasentrennung, erzeugt, wobei die Forschenden auch die Morphologie, also die Druckstabilität der Membran, anpassen können.
Kontakt www.iap.fraunhofer.de n
Das Stake F1 Team KICK Sauber geht in der sich rasant entwickelnden Welt der additiven Fertigung noch einen Schritt weiter und verlängert die langjährige Partnerschaft mit AM Solutions, einer Marke der Rösler Gruppe, im Bereich 3D Post Processing um weitere zwei Jahre.
Unter der Marke AM Solutions – 3D post processing technology bündelt die Rösler Gruppe alle Tätigkeiten rund um die additive Fertigung und bietet ein herausragendes Produkt- und Leistungsspektrum an, darunter Anlagen, Verfahrensmittel und Verfahrenstechnik für die serienreife automatisierte Nachbearbeitung von 3D-gedruckten Teilen.
Röslers langjährige, branchenübergreifende Erfahrung in der Oberflächenbearbeitung im industriellen Produktionsumfeld sowie der eigene Maschinenbau bilden zudem ein starkes Rückgrat der AM Solutions Angebote. Diese Expertise ist entscheidend für die Bereitstellung hochwertiger, automatisierter Nachbearbeitungslösungen, die eine wichtige Rolle bei der kosteneffizienten Herstellung reproduzierbarer, qualitativ hochwertiger 3D-gedruckter Teile im industriellen Massstab spielen.
Die Vorteile für das Stake F1 Team KICK Sauber machen die Verlängerung der Partnerschaft, die ursprünglich vor drei Jahren begann, zu einer logischen Konsequenz, da das Team die Grenzen seiner Produktionsmöglichkeiten weiter ausdehnt.
Alessandro Alunni Bravi, Stake F1 Team KICK Sauber Team Representative: «Wir freuen uns, unsere Partnerschaft mit Rösler bzw. AM Solutions um weitere zwei Jahre zu verlängern. Die Formel 1 ist ein hochdynamisches Umfeld mit strengsten


Anforderungen, und die Qualität unserer Produktionsergebnisse ist für den Erfolg unseres Teams von entscheidender Bedeutung. Das Feedback, das wir aus unserer Fertigung zu den Maschinen von AM Solutions erhalten, ist von höchster Qualität, und es ist daher nur logisch, unsere Partnerschaft zu verlängern. Dies ist jedoch mehr als nur ein Lieferantenabkommen: In den letzten drei Jahren konnten wir mit AM Solutions eine Feedbackschleife etablieren, was bedeutet, dass unser Beitrag massgeblich zur Entwicklung neuer, spezialisierter Maschinen beigetragen hat, die unsere Fähigkeiten weiter verbessert haben. Wir sind stolz darauf, Teil dieses wechselseitigen Prozesses zu sein und freuen uns auf die nächsten Schritte in dieser Zusammenarbeit.
Volker Löhnert, Geschäftsführer der Rösler Oberflächentechnik GmbH, äusserte sich wie folgt: «Unsere technische Partnerschaft mit Sauber Motorsport, die nun seit mehr als drei Jahren besteht, hat sich als ausserordentlich wertvoll erwiesen. Die Verlängerung dieser Kooperation um zwei weitere Jahre bekräftigt das starke Vertrauen und die gegenseitige Wertschätzung. In enger Zusammenarbeit mit den Spezialis-
ten von Sauber Motorsport haben wir nicht nur spezifische, automatisierte Maschinen und Prozesse perfektioniert, sondern auch neue, massgeschneiderte Lösungen entwickelt. Diese Innovationen haben die Nachbearbeitung von additiv gefertigten Bauteilen bei Sauber auf ein neues Niveau gehoben und ermöglichen eine Produktion, die nicht nur wirtschaftlich, reproduzierbar und skalierbar ist, sondern auch höchsten Qualitätsansprüchen genügt. Sauber ist in diesem Zusammenhang der ideale Partner, denn Präzision, schnelle Verfügbarkeit und Kosteneffizienz sind entscheidend, um in der anspruchsvollen Welt der Formel 1 zu bestehen. Mit unserer jahrzehntelangen Expertise in der Oberflächentechnik und im Maschinenbau bieten wir die perfekte Basis für eine Symbiose, die massgeschneiderte Lösungen hervorbringt, die exakt auf die Bedürfnisse des Anwenders und letztendlich des Marktes abgestimmt sind.»
Kontakt
Rösler Schweiz AG CH-5054 Kirchleerau
+41 62 738 55 00
www.rosler.com n
Der Normalienhersteller Hasco hat schon früh die Chancen der Digitalisierung im Unternehmen erkannt und bereits zu Beginn der 80er-Jahre umgesetzt, mit dem Ziel, das Konstruieren und die Herstellung von Formaufbauten so einfach wie möglich zu gestalten.
Die Digitalisierung ist heute ein wesentlicher Bestandteil des Werkzeug- und Formenbaus. Als führender Anbieter von modular aufgebauten Normalien und Zubehörteilen macht die kontinuierliche Entwicklung einzigartiger Standards Hasco zum Wegbereiter in der Digitalisierung einer gesamten Branche. Das Lüdenscheider Unternehmen, das dieses Jahr seinen 100. Geburtstag feiert, bot bereits Konstruktionsunterstützung in Zeiten an, als noch niemand an CAD (Computer Aided Design) dachte. Ein «Blaupausen-Buch» war am Zeichenbrett ein willkommenes Hilfsmittel, wie auch das Handbuch mit Hasco-Konstruktionsbeispielen, das seinerzeit in keinem Regal e ines Konstrukteurs fehlen durfte. Erste Schritte auf dem digitalen Weg wurden hausintern in der Werkzeug- und Maschinentechnik unternommen, als die Datenkopplung mit Maschinen, die Betriebsdatenerfassung und die Rückverfolgbarkeit von Produkten umgesetzt wurden. Es folgte, die Anschaffung des ersten CADSystems von Unigraphics im Jahre 1982 sowie die Einführung des Hasco-Normalienmoduls, welches Konstrukteuren und Werkzeugmachern ermöglichte, komplette Formaufbauten mit den dazugehörigen Zubehörteilen direkt aus dem bereitgestellten System zu konfigurieren. Ein Meilenstein, denn Hasco war der Erste am Markt, der seinen Kunden diesen digitalen Service in Form einer Normalien-Bibliothek zur Verfügung stellte. Vom Reissbrett zum digitalen Arbeitsplatz – der digitale Arbeitsplatz sowie auch das computergestützte Arbeiten kam einem Paradigmenwechsel in der Branche gleich. Nach der Erfindung des Normalien-Baukastensystem in den 60erJahren veränderte der Normalienhersteller damit wenige Jahrzehnte später das Denken und Handeln einer Branche abermals tiefgreifend.
Der Grundgedanke des Normalienmoduls wurde fortan permanent erweitert und optimiert. 1997 erschien dann die erste Version in 3D mit dreidimensionalen Daten, die heute noch die Grundlage des Konstruierens von Werkzeugen bilden. Ein Jahr später wurde das digitale Angebot mit einem Online-Bestelldienst erweitert. Über die seinerzeit als modernste Webseite ausgezeichnete Homepage konnten sämtliche Platten und Zubehörteile bequem und einfach am eigenen Rechner geordert werden. Das vereinfachte im gleichen Zuge das Kalkulieren von Formaufbauten. Die Digitalität ist aus dem täglichen Geschäft aktuell nicht mehr wegzudenken. Intern mussten die manuellen Fertigungsund Serviceprozesse nach und nach für die digitalen Systeme weichen. Das erhöhte den Grad der Lieferfähigkeit und vereinfachte die Herstellung der Hasco-Qualitätsprodukte nachhaltig. Lager und Logistik wurden umgestellt, um noch schneller
liefern zu können und den Kunden mehr Flexibilität zu ermöglichen. Auch die Produkte sind längst im digitalen Zeitalter angekommen. Bestimmte Artikel werden nun beispielsweise mit einer OPC UASchnittstelle ausgeliefert. Mit dem jüngst erschienenen Mould Track ist die präzise Indoor-Lokalisierung von Spritzgiesswerkzeugen möglich. Hasco hot runner geht hier weitere innovative Wege und bringt die RFID-Technologie in die Heisskanaltechnik.
Hasco hat als Wegbereiter der Digitalisierung das Arbeiten zunehmend vereinfacht und setzt mit Innovationen für die Zukunft erneut Massstäbe in Bezug auf Effizienz und Produktivität.
Kontakt
Hasco Hasenclever GmbH+Co KG D-58513 Lüdenscheid +49 2351 957-0 info.ch@hasco.com www.hasco.com n
Die Asco Kohlensäure AG präsnetiert eine Innovation im Bereich ihrer Trockeneis- Pelletizer. Die neu entwickelte Extruderplatte ermöglicht die Produktion von 1,7 mm Trockeneis-Micro -

pellets, die insbesondere zum Trockeneisstrahlen eingesetzt werden. Die Pellets ergänzen die bestehenden Grössen von 3 mm, 10 mm und 16 mm. Eingesetzt werden kann die neue Extruderplatte momentan in die Asco Trockeneis-Pelletizer P15i, P28i und P55i.
Die Entwicklung der neuen Extruderplatte stellt eine Weiterführung einer bewährten Technologie dar, die bereits in der Vergangenheit bei Asco-Pelletizern zum Einsatz kam, allerdings ab sofort mit wesentlichen Verbesserungen in Bezug
auf die Produktionskapazität. Trotz der geringen Grösse der Micropellets ist es gelungen, die Produktionskapazitätsreduktion auf nur 7–29% zu beschränken, abhängig vom jeweiligen Pelletizer-Modell. Diese Innovation unterstreicht die Fähigkeit von Asco, hochwertige Lösungen anzubieten, die sowohl leistungsstark als auch effizient sind.
Alex Schmidt, Leiter Product Management bei Asco, betont die Einsatzmöglichkeiten der Extruderplatte insbesondere für Trockeneis-Strahlanwendun -
Der innovative Ansatz von Gen 2 Carbon – ein Pionier für nachhaltige Kohlefaserlösungen – Abfallmaterialien in hochwertige, wiederverwendbare Kohlefaserprodukte umzuwandeln gilt als eine der bedeutendsten Neuerungen der Branche. Diese Produkte sind nicht nur umweltfreundlich, sondern behalten auch die für Kohlefa -
sern typische Stärke und Leichtigkeit bei, was sie ideal für eine Vielzahl von Anwendungen in der Automobil-, Luft- und Raumfahrt-, Windenergie- und Marineindustrie macht. Mit sofortiger Wirkung vertritt und fördert Biesterfeld die recycelten Kohlefaserprodukte von Gen 2 Carbon exklusiv in der Europäischen Union sowie

in Norwegen, der Türkei und der Schweiz.
«Wir freuen uns sehr, mit Gen 2 Carbon zusammenzuarbeiten und ihre hochmodernen Produkte unseren Kunden anzubieten», sagte Dr. Johannes Martin, Market Manager Composites & Tooling bei Biesterfeld. «Diese Zusammenarbeit passt perfekt zu unserem Enga-
gen. «Die neue 1,7 mm Extruderplattte ermöglicht es, feinere Micropellets zu produzieren, die besonders für das Trockeneis-Strahlen geeignet sind, ohne dass eine Zerkleinerung notwendig ist und dies somit zu einem optimalen Reinigungseffekt führt», erklärt Schmidt.
Asco Kohlensäure AG CH-9300 Wittenbach info@ascoco2.com www.ascoco2.com
gement für Nachhaltigkeit und Innovation und bietet unseren Kunden hochwertige Materialien, die der wachsenden Nachfrage nach umweltfreundlichen Lösungen gerecht werden.»
Biesterfeld Plastic Suisse AG CH-4010 Liestal info@biesterfeld.ch www.biesterfeld-plastic.com
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Ihr zuverlässiger Partner,wenn es um Peripherie in der Kunststoffverarbeitung geht!
Mit unserem Restfeuchte-Messgerät
Mitunserem Restfeuchte -Messgerät
SRK10 / SRK100 können Sie die Feuchtigkeit in ihrem Granulat bereits vor der Produktion messen.
SRK10/SRK100 können Sie die Feuchtigkeit in ihrem Granulat bereits vor der Produktion messen.
-einfacheBedienung
– einfache Bedienung
-schnelle Analyse
-sehr präzise Messungen der Restfeuchte
-10 / 100 ppm Messgenauigkeit
– schnelle Analyse – sehr präzise Messungen der Restfeuchte – 10/100 ppm Messgenauigkeit


Die motan Gruppe stellt unter der Marke swift eine bahnbrechende Dosier- und Mischanlage vor, die die Lücke im Bereich des gravimetrischen Dosierens und Mischens schliesst: das sBlend G. Dieses innovative Gerät, das Kosteneffizienz mit fortschrittlicher Technologie kombiniert, erfüllt die Bedürfnisse von Kunststoffverarbeitenden, die eine standardisierte Lösung für ihre Dosier- und Mischanforderungen suchen. Das sBlend G arbeitet mit zwei unterschiedlichen Dosiermethoden: einem Vertikalschieber für

die Hauptkomponenten sowie mit einem Schneckendosierer für die präzise Zudosierung von Additiven. Dieser duale Ansatz gewährleistet eine hervorragende Genauigkeit und Flexibilität. Die kugelförmige Mischkammer mit optimiertem Rührwerk ga-
rantiert eine homogene Durchmischung in einer totraumfreien Zone und wird von der sBlendMikroprozessorsteuerung überwacht. Dadurch lassen sich die Additivmengen bis an die untere Toleranzgrenze reduzieren, was wiederum ohne Qualitätseinbussen zu Kosteneinsparungen führt.
Das sBlend G gain-in-weight Gerät ermöglicht ein Dosieren und Mischen von bis zu vier Materialien und ist in drei Grös sen f ür Durchsatzraten von 50, 130 und 300 kg pro Stunde erhältlich.
Langlebigkeit, Präzision und zuverlässige Verfügbarkeit sind wichtige Faktoren bei der Auswahl von Führungselementen.
PERFECT MATCH
Finden Sie den passenden Kandidaten!
Schnell zum größten und meistgenutzten Stellenmarkt

Einmal buchen –
60 Tage Laufzeit
E-Mail Alerts an potenzielle Bewerber
Kostenlose Verlängerung der Laufzeit auf Kundenwunsch uvm.
Die kugelförmige Mischkammer sorgt für ein homogenes Gemisch und einen gleichmässigen Materialaustrag. Durch direkte Montage am Einlass der Verarbeitungsmaschine wird der Materialweg von der Mischkammer zur Verarbeitungsschnecke minimiert und eine unerwünschte Materialentmischung verhindert.
motan-colortronic ag CH-4665 Oftringen +41 62 889 29 29 info@motan-colortronic.ch www.motan-group.com
Bei Meusburger finden sich zahlreiche Lösungen für die Auswerferpaket-Führung. Vom Rohmaterial bis zum fertigen Produkt – Meusburger setzt auf die Eigenfertigung seiner Führungselemente. Die Fertigung erfolgt am Hauptst andort in Wolfurt, daher kennt der Normalienhersteller alle Prozesse vom Drehen bis hin zum Schleifen genauestens. Auch bei der Qualitätskontrolle legt das Unternehmen grossen Wert auf hochpräzise Messmethoden, um die beste Qualität der Führungselemente zu gewährleisten.

W ie alle Artikel aus dem Sortiment werden auch die Führungselemente bei Meusburger rasch kommissioniert und machen sich über bestens vernetzte Logistikpartner auf den Weg zum Kunden. Somit kann der Normalienhersteller kürzeste Lieferzeiten garantieren. Von altbewährten Messingbuchsen bis hin zu wartungsfreien Buchsen mit Sinterschicht – Meusburger bietet die passenden Führungsbolzen und Gleitbuchsen für eine optimale Führung des Auswerferpakets. Obendrauf befinden sich spielfreie Kugelführungen im Sortiment, die durch Punktberührung der Kugeln auf dem Bolzen mit minimalem Verschleiss überzeugen. Sie eignen sich perfekt für hohe Hubgeschwindigkeiten und höchste Präzision. Bei Bedarf nach platzsparenden Auswerferpaket-Führungen sind beim Normalienhersteller Führungslösungen über den Stützbolzen erhältlich. Zusätzlich zu ihrer Führungsfunktion dienen die Bolzen der Abstützung der Formplatte.
Meusburger Georg GmbH&Co. KG A-6960 Wolfurt office@meusburger.com www.meusburger.com
BEDIENUNGSELEMENTE
BEDIENUNGSELEMENTE

Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 info@lanker.ch, www.lanker.ch
Comp os ite-Werkstoffe
FORMENBAU info@primaform.ch – www.primaform.ch

KÜHLGERÄTE
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com KÜHLGERÄTE
KÜHLGERÄTE
COMPOSITES COMPOSITE-WERKSTOFFE
Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebstoe, Stützstoe, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr.
CH-3312 Fraubrunnen 031 763 60 60 Fax 031 763 60 61 www.swiss-composite.ch info@swiss-composite.ch

ZISWILER WERKZEUGBAU AG
Industriering 2 · 3427 Utzenstorf Tel. 032 665 44 58 · Fax 032 665 21 35 info@ziswilerag.ch · www.ziswilerag.ch
CH-8583 Sulgen | +41 71 644
KUNSTSTOFF ADDITIVE KUNSTSTOFF ADDITIVE
COMPOUNDIERANLAGEN
COMPOUNDIERANLAGEN
Buss AG
4133 Pratteln Tel. +41 61 825 66 00 info@busscorp.com www.busscorp.com
Theodorstr. 10
D-70469 Stuttgart Tel +49 711 897-0 Fax +49 711 897-3999 info@coperion.com www.coperion.com
DICHTUNGSPROFILE
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch service
DICHTUNGSSYSTEME

FIP(F)G/RADS DICHTSYSTEME FIP(F)G/RADS

IHR PARTNER FÜR LOHNSCHÄUMEN

GESCHLOSSENZELLIGER SCHAUM IST100% DICHT
IHR EXPERTE FÜR DICHTUNGEN CH - 4303 KAISERAUGST
WWW.SEALEX.CH

Meusburger Georg GmbH & Co KG Kesselstr. 42 | 6960 Wolfurt | Austria T +43 5574 6706-0 F -11 | verkauf@meusburger.com www.meusburger.com
GRANULIERANLAGEN

Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com

KUNSTSTOFFBAUTEILE KUNSTSTOFFBAUTEILE MASTERBATCHES KUNSTSTOFF IN
Anspruchsvoller Spritzguss Komplexe Baugruppen Formenbau www.weiss-kunststoff.de

KUNSTSTOFFPLATTEN
LOGISTIK
DIENSTLEISTUNGEN
DACHSER Spedition AG Regional Office Switzerland Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch

Wilerstrasse 98 CH-9230 Flawil Tel. +41 71 394 13 00 Fax +41 71 394 13 10 info@brsflawil.ch www.brsflawil.ch
Jehle AG

Werkzeug- und Formenbau Büntenstrasse 125 CH-5275 Etzgen T +41 62 867 30 30 I verkauf@jehleag.ch I www.jehleag.ch
www.simona.de
KUNSTSTOFFPROFILE
HEISSVERSTEMMEN
HEISSVERSTEMMEN
Ihre In du striepart ne rin für Heissverstemmen T 081 257 15 57 | info@argo-gr.ch ww w.a rgo.industries

HEIZELEMENTE
ERGE Elektrowärmetechnik
Franz Messer GmbH Hersbrucker Str. 29-31, D-91220 Schnaittach Tel. +49 (0)9153 921-0, Fax +49 (0)9153 921-117 www.erge-elektrowaermetechnik.de mail: verkauf@erge-elektrowaermetechnik.de
KOMPRESSOREN

Grossäckerstrasse 15 8105 Regensdorf Tel. +41 44 871 63 63 info.swiss@kaeser.com www.kaeser.com

www.ac-profil.ch ac-profil@bluewin.ch KUNSTSTOFFPROFILE / 3D-DRUCK www.k-profile.com – Kunststoffprofile www.3d-prints.ch – 3D-Druck KUNSTSTOFFPROFILE / 3D-DRUCK
KUNSTSTOFFSPRITZGUSSTEILE FÜR KLEINSERIEN
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch
KUNSTSTOFF-FERTIGTEILE
KUNSTSTOFF-FERTIGTEILE
Halbzeug, Fertigteile & Profiltechnik
www.kuvaplast.com
PLATTENBEARBEITUNG
PLATTENBEARBEITUNG
www.ineichen.ch
SPRITZGIESSEN UND BAUGRUPPEN
Ineichen AG Maschinen und Anlagen für die Holz- und Kunststoffverarbeitung
Plattenbearbeitung Zuschnitt CNC Laser
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
● Tampondruck
● Laserbeschriftung
● Digitaldruck
● Stoffbeschichtung
● Kunststoffbedampfung (PVD)
● Wassertransferverfahren (Karbon etc.)
Luzernerstrasse 26 CH-6294 Ermensee
Tel. +41 41 919 90 20 info@ineichen.ch


● Gummi-/Softbeschichtung www.topcoat.ch Tel. 062 917 30 00


LOGISTIK
LOGISTIK
DACHSER Spedition AG
Regional Office Switzerland
Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch
MASTERBATCHES MASTERBATCHES
Granula AG
Industrie Nord 27 CH-5634 Merenschwand phone + 41 56 664 2222 fax + 41 56 664 2223 sales@granula.ch www.granula.eu
PLATTENSÄGEN
PLATTENSÄGEN
IMA Schelling Austria GmbH 6858 Schwarzach | Austria T +43 5572 396 0 www.imaschelling.com
FILTER
RECYCLING
RECYCLING
www.dreatec.ch

REINIGUNGSGRANULATE
MIKROSKOPE
• Tisch und Bodenwaagen
• Präzisionswaagen
MIKROSKOPE www.kern.swiss
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
• Zählwaagen • Laborwaagen ...und viele weitere Modelle für jeden Bereich!
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
Dübendorfstr. 27 · CH-8602 Wangen Tel. 044 834 01 01 · Fax 044 834 02 00 · www.ramseier-normalien.ch
PERIPHERIE PERIPHERIE
Ingenieurbureau DR. BREHM AG
PERIPHERIE
KUMA Solution AG
PERIPHERIE
motan swiss ag Roggenstrasse 3
CH-4665 Oftringen Tel. +41 62 889 29 29
PERIPHERIE

SCHNECKEN UND ZYLINDER SCHNECKEN UND ZYLINDER

Bernex Bimetall AG
Winznauerstrasse 101 CH-4632 Trimbach Tel. 062 287 87 87 www.bernexgroup.com sales@ch.bernexgroup.com
SCHNEIDMÜHLEN
Lettenstrasse 2/4
CH-6343 Rotkreuz Tel. 041 790 41 64 info@brehm.ch www.brehm.ch
Bresteneggstrasse 5 CH-5033 Buchs Tel. +41 62 557 37 01 info@kuma-solution.ch www.kuma-solution.ch

Hellweg Maschinenbau GmbH & Co. KG
SPRITZGIESSEN
Vennstrasse 10 D-52159 Roetgen
Fon +49 (0) 2471 4254 Fax +49 (0) 2471 1630 www.hellweg-maschinenbau.de

MARTIGNONI AG Kunststofftechnologie CH-3110 Münsingen Tel. 031 724 10 10 Fax 031 724 10 19 info@martignoni.ch www.martignoni.ch know-how in technology and plastics SPRITZGIESSEN
info.ch@motan.com www.motan-group.com
Gartenstrasse 7 CH-4537 Wiedlisbach Tel. 032 636 00 55 sales@thomaplast.ch www.thomaplast.ch

Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 info@lanker.ch, www.lanker.ch BEDIENUNGSELEMENTE
SPRITZGIESSEN UND BAUGRUPPEN

TAMPONDRUCK
TAMPONDRUCK
Ihre Industriepartnerin für Tampondruck 1- bis 4-farbig T 081 257 15 57 | info@argo-gr.ch www.argo.industries
TAMPONDRUCK/DIGITALDRUCK
Druck- und Werbetechnik – Kunststoffverarbeitung Tampondruck und Digitaldruck auf Formteile TAMPONDRUCK/DIGITALDRUCK

TECHNISCHE UND STANDARDKUNSTSTOFFCOMPOUNDS

• Vakuum-Tiefziehmaschinen
• CNC Fräsmaschinen

FLIEGEL eigener Service und Montagen D-68259 Mannheim • Tel: +49 (0)621-79975-0 • www.fliegel.de
TROCKENEISSTRAHLEN
TROCKENEISSTRAHLEN
ASCO KOHLENSÄURE AG
ascoco2.com info@ascoco2.com
Hofenstrasse 19 CH-9300 Wittenbach Tel: +41 71 466 80 80 Fax: +41 71 466 80 66
ULTRASCHALLSCHWEISSEN
ULTRASCHALLSCHWEISSEN
RINCO ULTRASONICS AG info@rincoultrasonics.com Tel. +41 (0)71 466 41 00 CH-8590 Romanshorn www.rincoultrasonics.com Fax +41 (0)71 466 41 01
ULTRASCHALLSCHWEISSEN
swiss-sonic Ultraschall AG Die nachhaltige Verbindung www.swiss-sonic.ch info@swiss-sonic.ch ULTRASCHALLSCHWEISSEN
Seemoosholzstrasse 14 CH-9320 Arbon Tel. +41 71 680 08 05
VERBINDUNGSTECHNIK
WAAGEN
• Tisch und Bodenwaagen
• Präzisionswaagen
• Zählwaagen • Laborwaagen
MIKROSKOPE www.kern.swiss
Swiss Waagen DC GmbH
CH-8614 Bertschikon ZH
...und viele weitere Modelle für jeden Bereich!
Tel. +41 (0)43 843 95 90 www.swisswaagen.ch
VAKUUMPUMPEN UND SYSTEME
VAKUUMPUMPEN UND SYSTEME
Busch AG Vacuum Solutions Waldweg 22, 4312 Magden Tel. 061 845 90 90 info @ buschag.ch, www.busch.ch
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN


Herbold Meckesheim GmbH D-74909 Meckesheim www.herbold.com
Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN












DIGITALISIERER




KUNDENPORTAL

ZEITMASCHINE






VERNETZER



WEGBEREITER






arburgXworld steht für die wirklich umfassende Digitalisierung Ihres Unternehmens. Wir begleiten Sie auf Ihrem Weg. Mit unserer Road to Digitalisation. Wählen Sie aus unterschiedlichsten Produkten und Services. Für mehr Produktionseffi zienz. Digitalisieren Sie los! Mit arburgXworld! „Wir sind da.“ www.arburg.ch