
THERE IS ONLY A PLAN
17. - 21.10.2023




Halle A3, Stand 3101

ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG September 2023 9/2023
OFFIZIELLES
Friedrichshafen Deutschland
Be the first ...
... für moderne Medizintechnik.
Gerade der Medizinbereich stellt die größten Herausforderungen für Maschine und Produktionsumgebung dar. Stabile Prozesse nach validierten Parametern und das bei immer weiter reduzierten Betriebskosten sind die Herausforderungen unserer Zeit. Die Maschinen von ENGEL sind genau für diesen Einsatzzweck in Ihrer Produktion entwickelt worden. Get connected – treten Sie gleich mit unseren Expertinnen und Experten im Bereich Medizin in Kontakt.

Reinraum
GMP
engelglobal.com/medical
KI mit Fantasie
Sommerzeit ist Saure-Gurken-Zeit. Zeit, um etwas aufzuräumen oder um Dinge zu erledigen, die liegengeblieben sind. Ich nahm mir etwas Zeit, um mit ChatGPT zu experimentieren und legte gleich mit einer brennenden Frage los: «Was wird in der Schweiz getan, um das Image der Kunststoffbranche weiter zu verbessern und den Fachkräftemangel anzugehen?»
Die KI lieferte erstaunliche Antworten. Unter anderem meinte sie: «Das Kunststoff Netzwerk Schweiz (KNS) ist eine Plattform, die Unternehmen, Forschungseinrichtungen und Experten in der Kunststoffbranche zusammenbringt.»
KNS, das kannte ich noch gar nicht. «ChatGPT, sag mir mehr über das KNS. Wo ist das und wer leitet es?»
«Es tut mir leid, aber es scheint, dass es sich bei meiner vorherigen Antwort um eine ungenaue Information handelt. Ein KNS existiert nicht, aber in der Schweiz gibt es verschiedene Netzwerke, die sich mit Kunststoffen und Kunststofftechnik befassen, wie zum Beispiel das Kunststoff-Institut für die mittelständische Wirtschaft in der Schweiz (KIMS).»
Interessant. «Sag mir mehr über das KIMS»
«Es tut mir leid, aber es sieht so aus, als hätte es sich um einen Fehler in meiner vorherigen Antwort gehandelt.»
Das ging so weiter und die Maschine stellte mir noch das KTT und das SKZ-KFE Swiss Center for Plastics Technology vor, nur um mir bei genauerem Nachfragen zu sagen, dass es diese Institutionen gar nicht gibt.

Auf meine Frage hin, ob sie mir etwas über Kunststoff.swiss sagen könnte, meinte die KI, sie kenne keine derartige Institution. Vielleicht habe ich ChatGPT für etwas eingesetzt, wofür es gar nicht gedacht ist. Aber: «ChatGPT, wozu kann man dich denn einsetzen?»
«Ich kann Fragen zu verschiedenen Themen beantworten, Informationen bereitstellen und Erklärungen geben. Ich kann bei der Suche nach Informationen und Fakten zu bestimmten Themen behilflich sein.» Offensichtlich handelt es sich auch bei dieser Antwort um eine Falschaussage, es sei denn die Schweizer Kunststoffbranche zählt nicht zu den bevorzugten Themen der KI-Programmierer.

KUNSTSTOFF XTRA AUTOMATION 9 /2023 EDITORIAL
Ein Unternehmen der GRAFE Gruppe. Masterbatch & Compounds www.colortechnik.swiss Masterbatch
Thomas Meier, Redaktor
Swissmade Compounds
4
VERARBEITUNG
Hybride Antriebstechnik
Elektrische Antriebe gewinnen beim Spritzgiessen gerade in Hinblick auf das Thema Energieeffizienz zunehmend an Bedeutung.
8

WERKSTOFFE
Substitutionspotenzial für PTFE
12
ADDITIVE FERTIGUNG
Multimaterial-3D-Drucker


Der Lehrstuhl für Mikrofluidik der Universität Rostock bearbeitet zusammen mit der Stenzel MIM Technik GmbH ein Projekt zum Druck eines 3D-MIM-Spritzgiesswerkzeugs.



15
UHMW-PE-Granulate sowie kugelförmige Pulvertypen können das in die PFAS-Diskussion einbezogene PTFE in bestimmten Anwendungen ersetzen.
9
WERKSTOFFE
Der Spion im Bauch
Damit Wunden nach einer Operation im Bauchraum dicht verschlossen bleiben, haben Forschende ein Pflaster mit Sensorfunktion entwickelt.
ADDITIVE FERTIGUNG

AM-Verfahren für Formeinsätze
Ein geeignetes AM-Verfahren für Formeinsätze im Werkzeugbau ist die FFF-Technologie mit Metall.
20
FÜGEN
Maisstärke schweissen
Der Einsatz von Ultraschalltechnologie bietet zahlreiche umweltfreundliche Vorteile bei der Herstellung von Produkten.
Vorstufe
IMPRESSUM
KUNSTSTOFF XTRA
Die Fachzeitschrift für Werkstoffe – Verarbeitung – Anwendung
Erscheinungsweise 7 × jährlich
Jahrgang 13. Jahrgang (2023)
Druckauflage
4100 Exemplare
WEMF / SW-Beglaubigung 2022
3264 Exemplare total verbreitete Auflage
1280 Exemplare davon verkauft
ISSN-Nummer 1664-3933

Internet www.kunststoffxtra.com
Geschäftsleiter
Andreas A. Keller
Herausgeber/Verlag
SIGWERB GmbH
Unter Altstadt 10, Postfach
CH-6302 Zug
Telefon +41 41 711 61 11 info@sigwerb.com, www.sigwerb.com
Anzeigenverkaufsleitung
Thomas Füglistaler
Anzeigenverkauf
SIGImedia AG
Jörg Signer
Alte Bahnhofstrasse 9a
CH-5610 Wohlen
Telefon +41 56 619 52 52
Telefax +41 56 619 52 50 info@sigimedia.ch
Redaktion
Thomas Meier
Telefon +41 79 310 01 59 thomas.meier@sigwerb.com
Marianne Flury (Senior Editor)
Telefon +41 32 623 90 17 m.flury@sigwerb.com
Triner Media + Print Schmiedgasse 7 CH-6431 Schwyz
Telefon +41 41 819 08 10 beratung@triner.ch www.triner.ch
Abonnemente
Telefon +41 41 711 61 11 info@sigwerb.com www.kunststoffxtra.com
Druck Fontana Print SA Via Giovanni Maraini 23 CH-6963 Pregassona +41 91 941 38 21 www.fontana.ch
Jahresabonnement Schweiz: CHF 38.00 (inkl. Porto/MwSt.)
Jahresabonnement Ausland: CHF 58.00 (inkl. Porto)
Copyright Zur Veröffentlichung angenommene Originalartikel gehen in das ausschliessliche Verlagsrecht der SIGWERB GmbH über. Nachdruck, fotomechanische Vervielfältigung, Einspeicherung in Datenverarbeitungsanlagen und Wiedergabe durch elektronische Medien, auch auszugsweise, nur mit Genehmigung des Verlags. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.
Copyright 2023 by SIGWERB GmbH, CH-6302 Zug
2 KUNSTSTOFF XTRA INHALTSVERZEICHNIS 9 /2023
CIRCULAR ECONOMY
22 MESSEN
Es gibt nicht die eine Lösung
Im VDMA- Interview spricht Manfred Renner über den sinnvollen Einsatz und die Grenzen des chemischen Recyclings.


FORSCHUNG/
Neues Verfahren für schnelle Verarbeitungsstabilisierung von Kunststoffen.
33
WIRTSCHAFT
Erneut ein Rekordjahr
Die Schweizer Kunststoffindustrie konnte letztes Jahr das Spitzenjahr 2021 umsatzmässig noch einmal toppen.
ZUM TITELBILD
There is only a Plan A
Mit «There is only a Plan A» führt ARBURG auf der Fakuma 2023 seine überaus erfolgreiche Kommunikationslinie fort und kombiniert diese mit dem Jubiläum «100 Jahre Familienunternehmen Hehl». Der Plan A zeigt auf, wie sich mehr Nachhaltigkeit, Digitalisierung, Automation und Energieeffizienz in der Kunststoffwelt realisieren lassen. Gleichzeitig wird deutlich gemacht, dass es keinen «Plan B» geben kann.

Der Maschinenhersteller zeigt, wie mittels Nachhaltigkeit, Effizienz und Spitzentechnologie bestmögliche Ressourcenschonung, Reduktion des CO2-Fussabdrucks und die Rück-
Kompakte, praxisnahe Wissensvermittlung
Vom 12. bis 13. September 2023 findet bei der Messe Luzern die AM Expo sowie die Swiss Medtech Expo statt.


28
VERBAND
2022 – ein Jahr voller Veränderungen
Die Mitgliederversammlung vom 4. Juli 2023 bot den Mitgliedern einen abwechslungsreichen Jahresrückblick.
NEWS 40
PRODUKTE 44


47

LIEFERANTENVERZEICHNIS
XTRA
führung des Wertstoffs Kunststoff in den Stoffkreislauf (Circular Economy) möglich werden.

ARBURG präsentiert seine außergewöhnliche Lösungsfähigkeit in der Kunststoffverarbeitung weiterhin mit neun Spritzgieß- und 3D-Druck-Exponaten auf dem Stand 3101 in Halle A3.
ARBURG AG
Südstrasse 15
CH-3110 Münsingen
+41 31 724 23 23
switzerland@arburg.com
www.arburg.ch

3 KUNSTSTOFF XTRA INHALTSVERZEICHNIS 9 /2023
39
ENTWICKLUNG
online
Rheologische Untersuchungen
KUNSTSTOFF
OFFIZIELLES ORGAN VON KUNSTSTOFF.swiss DIE FACHZEITSCHRIFT FÜR WERKSTOFFE – VERARBEITUNG – ANWENDUNG September 2023 9/2023 THERE IS ONLY A PLAN 17. - 21.10.2023 Halle A3, Stand 3101 Friedrichshafen Deutschland Fakuma_2023_KunststoffXtra_210x210_September_CH_Titelseite.indd 1 26.06.2023 08:24:21 00_Titelseite_10-2022.indd 1 24.07.23 10:50
30
Die Vorteile von Elektrik und Hydraulik kombinieren
Genialer Kunstgriff: Hybride Antriebstechnik
Elektrische Antriebe gewinnen beim Spritzgiessen gerade in Hinblick auf das Thema Energieeffizienz zunehmend an Bedeutung. Hydraulische Antriebe hingegen spielen ihre Vorzüge aus, wenn es um kraftvolles Einspritzen und Kosteneffizienz geht. Der Königsweg ist die Kombination beider Antriebstechniken.
Die hybrid angetriebenen Spritzgiessmaschinen der Baureihe Hidrive (H) von Arburg kombinieren präzises elektrisches Schliessen und dynamisches hydraulisches Einspritzen. Dass die Jubiläumsmaschine ein attraktives Antriebskonzept aufweist, bestätigt auch eine Umfrage unter den Besuchern der Arburg Technologie-Tage im März 2023.


Hybride Technik punktet bei Spritzgiessern
96 Prozent der Befragten bewerteten die neuen hybriden Allrounder 470 H als einen passenden Ersatz für hydraulische, 95 Prozent für elektrische Maschinen. Gerhard Böhm, Geschäftsführer Vertrieb und Service bei Arburg, resümiert: «Unsere Intention, die hinter dieser Maschinentechnologie steckt, wurde von den Befragten eindeutig bestätigt und als höchst interessant bewertet – für den technischen Spritzguss genauso wie für anspruchsvolle Anwendungen z. B. in der Automobil- und Verpackungsindustrie. Wir haben mit unserer hybriden Jubiläumsmaschine in drei Leistungsvarianten also den Nerv der Zeit genau getroffen. Denn sie ist energiespa -
rend, ressourcenschonend, produktionseffizient, bedienfreundlich und zuverlässig zugleich. Zudem sind die meisten Maschinenbediener mit hydraulischen Spritzeinheiten vertraut und können deren Vorteile umfassend nutzen.»
Alle Vorteile auf Seiten Arburgs
Durch die Eingliederung des Servomotoren-Herstellers AMKmotion in die ArburgFamilie liegen Entwicklung und Produktion des gesamten Antriebsstrangs in eigener Hand. Das gilt primär für Allrounder-Spritzgiessmaschinen inklusive Umrichter und Motor und somit das Kernstück des Schliesssystems, aber auch z. B. für die Werkzeugtechnik.
Für High-End-Spritzgiessaufgaben ist der Planetenrollengewindetrieb in Kombination mit flüssigkeitsgekühlten Motoren ideal geeignet. Mit diesem elektrischen Direktantrieb, der z. B. in den hybriden Maschi -
nen der Leistungsvarianten Premium und Ultimate verbaut ist, lassen sich alle Positionen extrem schnell und präzise anfahren und laststeife Kraftübertragungen sowie eine hohe Leistungsdichte realisieren. Auch über eine lange Lebensdauer hinweg und auch dann, wenn die Maschine unter Volllast läuft.
Die Kinematik des doppelten Fünf-PunktKniehebels ist optimal auf den elektrischen Antrieb abgestimmt. Das sorgt für eine symmetrische Krafteinleitung bei Bewegungen und Zuhaltung – auch bei schweren Werkzeugen. Über eine servoelektrische Verstellung lässt sich der Kniehebel zudem komfortabel an unterschiedliche Werkzeugeinbauhöhen anpassen. Die optional erhältliche automatische Schliesskraftregelung erzeugt eine gleichbleibende Zuhaltekraft und gleicht damit die Wärmedehnung
4 9/2023 KUNSTSTOFF XTRA V ERARBEITUNG
des Werkzeugs automatisch aus.
Der hybride Allrounder 470 H in der Leistungsvariante Premium verfügt über eine präzise Schliesseinheit mit Planetenrollengewindetrieb und eine Spritzeinheit mit Servohydraulik.
Anlässlich «100 Jahre Familienunternehmen Hehl» präsentierten Guido Frohnhaus (links), Arburg-Geschäftsführer Technik, und Gerhard Böhm, Geschäftsführer Vertrieb und Service, im Februar 2023 die Weltpremiere der hybriden Jubiläumsmaschine Allrounder 470 H. (Bilder: Arburg)
Elektrische Schliesseinheit: Zur Serienausstattung der hybriden Allrounder H in der Leistungsvariante «Premium» zählt eine elektrische Kniehebel-Schliesseinheit, energieeffizient und präzise angetrieben von einem Planetenrollengewindetrieb.
Dynamische hydraulische Spritzeinheit
Weitere Voraussetzungen für die qualitativ hochwertige Teilefertigung sind eine homogene Materialaufbereitung und präzises Einspritzen. Die im Spritzgiessen seit Jahrzehnten bewährten hydraulischen Antriebe punkten damit, dass sie ausgereift, robust, wartungsarm und langlebig sind. Sie eignen sich besonders gut für hohe Materialdurchsätze und erzielen hohe Kräfte, die sich auch für beliebig lange Nachdruckphasen aufrechterhalten lassen. Für hohe Plastifizierleistungen können bei den hybriden Allroundern Hidrive je nach Leistungsvariante geregeltes Einspritzen, dynamische Hydraulikspeichertechnik und ein energiesparender servoelektrischer Dosierantrieb kombiniert werden.
Drei Leistungsvarianten für optimale Anpassung
«Unsere hybriden Allrounder in den Leistungsvarianten Comfort, Premium und Ultimate lassen sich optimal an die jewei -
ligen Anforderungen anpassen», weiss Guido Frohnhaus, Geschäfts führer Technik bei Arburg. «In der neuen Maschinengeneration stecken viele technische Neuheiten, die es nur von und bei Arburg gibt. Dazu zählen ein neues Ölmanagement-Konzept, eine Förderstromteilung und erweiterter Einsatz der Arburg-Servohydraulik.»
• Die neuen Maschinen Allrounder 470 H «Comfort» sind prädestiniert für technische, dickwandige oder vergleichsweise einfache Spritzteile, die in Zykluszeiten von typischerweise zehn bis 45 Sekunden gefertigt werden. Die Energiebilanz dieser Leistungsvariante ist im Vergleich zu einer entsprechenden hydraulischen Maschine um bis zu 50 Prozent besser, Kühlwasserund Ölbedarf um bis zu 35 Prozent reduziert, die Trockenlaufzeiten sind mit 1,4 Sekunden rund 30 Prozent kürzer. Der Antrieb erfolgt über eine robuste Kugelumlaufspindel.

• Die hinsichtlich Produktionseffizienz weiter optimierte Leistungsvariante «Premium» erreicht Trockenlaufzeiten von
1,2 Sekunden. Mit ihr lassen sich vielfältige anspruchsvolle Anwendungen realisieren, wie z. B. die Fertigung von Präzisionsbauteilen für die Automobil- und Elektronik industrie. Zur Serienausstattung zählen ein Planetenrollengewindetrieb und die Funktion Arburg elek tromechanisches Dosieren (AED) für längeres Dosieren. Hinzu kommt die neue Förderstromteilung von Arburg für gleichzeitige, unabhängige Bewegungen von zwei hydraulischen Nebenachsen.

• Die höchste Leistungsvariante «Ultimate» wiederum ist speziell für schnelllaufende und anspruchsvolle Prozesse wie z. B. Dünnwandanwendungen in der Verpackungs technik ausgelegt. Die Trockenlaufzeiten sind mit 0,9 Sekunden im Vergleich zu «Premium» noch einmal deutlich kürzer. Zum Serienumfang zählen hier ebenfalls AED sowie Hydraulikspeichertechnik und die Gestica-Steuerung mit der Funktion «aXw Control ScrewPilot», der Störungen des Füllverlaufs kompensiert und die Formfüllung stabil hält. Damit lässt sich letztlich eine Einspritzpräzision auf dem Niveau einer elektrischen Spritzeinheit erreichen. Optional ist auch zyklusübergreifendes Dosieren möglich.
Reduzierter Energiebedarf dank Arburg-Servohydraulik
Die Leistungsvarianten «Comfort» und «Premium» verfügen über die Arburg-Servohydraulik (ASH). Bei dieser Technologie passt sich das Antriebssystem über einen drehzahlgeregelten, wassergekühlten Servomotor stufenlos an den tatsächlichen Leistungsbedarf an. Grosser Vorteil dabei:
Polyurethan, der Konstruktionswerkstoff für anspruchsvolle Formteile
-Grosse Freiheiten bei der Formgebung
-Integrieren von Funktionen
-Kleine bis mittlere Stückzahlen
-Hochwertige Oberflächen
12.-13.09.2023
Halle 2 Stand A2000
Die Emaform AG unterstützt sie zielorientiert, kompetent und zuverlässig von der Entwicklung über den Prototypenbau bis zum lackierten Formteil oder der montierten Baugruppe.
Zetzwilerstrasse 760
CH-5728 Gontenschwil
Schweiz

Tel. +41 62 767 20 00
Mail: info@emaform.ch
Web: www.emaform.ch
5 9/2023 KUNSTSTOFF XTRA V ERARBEITUNG
Bei Stillstand der Maschine steht auch der Pumpenantrieb, sodass es keine Leerlaufverluste mehr gibt. Das ermöglicht einen energieeffizienten und emissionsarmen Betrieb und spart bis zu 50 Prozent Energie, vor allem bei Prozessen mit langen Kühlzeiten. Mit einem Allrounder 470 H «Comfort» lassen sich nach Anwendungsfall bis zu 12 000 Kilogramm CO2 im Jahr einsparen. Gleichzeitig reduzieren sich Kühlbedarf und Geräuschpegel der Maschine deutlich.
Förderstromteilung reduziert Zykluszeiten
Um trotz prinzipiell seriell arbeitender ASHTechnologie gleichzeitige Bewegungen zu realisieren, hat Arburg eine so genannte Förderstromteilung entwickelt, die bei der Leistungsvariante «Premium» zum Einsatz kommt. Über neueste Varan-Ventiltechnologie mit integrierter Sensorik können damit zwei hydraulische Nebenachsen, z. B. Kernzug und Auswerfer beim Werkzeugöffnen, parallel und unabhängig voneinander gefahren werden. Dabei teilen sich die Achsen bei Bedarf den verfügbaren Volumenstrom der ASH-Servopumpe. In Summe wirkt sich das doppelt positiv auf Energie- und Produktionseffizienz aus. Denn einerseits verbrauchen die Maschinen dadurch deutlich weniger Energie und andererseits reduzieren sich die Zykluszeiten. Und das ganz ohne Hydraulikspeicher oder Mehrpumpentechnologie mit zweitem Servomotor und zusätzlichem Frequenzumrichter.
Hydraulische Spritzeinheit: Die hybriden Allrounder H der Leistungsvarianten «Comfort» und «Premium» verfügen über die Arburg-Servohydraulik (ASH). Bei dieser Technologie passt sich das Antriebssystem stufenlos an den tatsächlichen Leistungsbedarf an.


Hohe Einspritzgeschwindigkeiten
Die hybriden Allrounder der Leistungsvariante «Ultimate» arbeiten für höchste Anforderungen an Dynamik und Prozessfähigkeit mit Hydraulikspeichertechnik. Über separate Regelventile lassen sich hier alle Bewegungsachsen unabhängig voneinander ansteuern und fahren. Der Hydraulikspeicher sorgt für ein konstantes Druckniveau. Ergebnis sind dynamische, schnelle und gleichzeitige Bewegungen und mehr Möglichkeiten zur Prozesseinstellung, wie z. B. Einspritzen beim Schliessen des Werkzeugs oder Prägen.
Mit einem hybriden Allrounder in der Leistungsvariante «Ultimate» lassen sich Einspritzgeschwindigkeiten von bis zu 450 Millimetern pro Sekunde erreichen. «Künftig werden mit Ultimate-Maschinen sogar 550 Millimeter pro Sekunde und Beschleunigungen von bis zu 1 G möglich sein», blickt Guido Frohnhaus stolz nach vorne. Der Spritzgiessmarkt verlangt heute mehr denn je modular anpassbare Antriebstechnik, mit der sich die Vorzüge sowohl aus der elektrischen als auch der hydraulischen Welt nutzen lassen – nämlich Schnelligkeit und Präzision gepaart mit Kraft und Dynamik. «Mit dem neuen Allrounder 470 H hat Arburg eine moderne und kosteneffiziente Hybridmaschine geschaffen, die Anwender heute und in Zukunft benötigen und die es auf dem Markt bislang so noch nicht gab. Weitere Grössen in den Leistungsvarianten «Comfort», «Premium» und «Ultimate» werden folgen. Die neue, fein abgestufte hybride Maschinentechnologie ist hinsichtlich Trockenlaufzeiten und Einspritzgeschwindigkeiten vergleichbar mit vollelektrischen Maschinen. Damit sind die «neuen Hybriden» von Arburg eine energiesparende Alternative zu hydraulischen und eine wirtschaftliche Alternative zu elektrischen Maschinen», so das Fazit von Frohnhaus.
Kontakt
6 9/2023 KUNSTSTOFF XTRA V ERARBEITUNG
www.arburg.com n
Bei den hybriden Allroundern der Leistungsvariante «Ultimate» lassen sich mittels Hydraulikspeichertechnik über separate Regelventile alle Achsen unabhängig voneinander bewegen.
Kombination von Spritzguss und automatisierter Nachbearbeitung
Mit einem Werkzeug 15 Bauteilvarianten
Mit einem aktuellen Projekt zeigt die Weiss Kunststoffverarbeitung GmbH & Co. KG, Illertissen, wie flexibel Spritzguss sein kann. Mit einer Spritzgiessmaschine und nur einem Werkzeug lassen sich ca. 15 Varianten eines komplexen technischen Bauteils erzeugen. Möglich ist das durch intelligentes Werkzeug-Design und eine InlineFräsbearbeitung. Auch eine 100%-Prüfung und eine individuelle Kennzeichnung sind in die vollautomatisierte Fertigungszelle integriert.
Kunststoff-Spritzguss erlaubt die Produktion hoch präziser Bauteile in hohen Stückzahlen mit grosser Effizienz. Flexibilität gehört eher nicht zu den Stärken dieses Verfahrens. Zehntausende von identischen Komponenten pro Schicht oder Tag – kein Problem. Aber eine grosse Variantenvielfalt in sehr unterschiedlichen Mengen? Eher nicht, das geht mit anderen Fertigungstechnologien besser.
Die Weiss Kunststoffverarbeitung GmbH & Co. KG beweist mit einem neuen Projekt das Gegenteil. Hier geht es um die Fertigung einer sehr komplex geformten Bauteilfamilie für die Automobilindustrie, deren Abmessungen etwa einer DIN A4-Seite entsprechen, bei höchsten Anforderungen an Masshaltigkeit und Oberflächenqualität. Das ist für die Spritzguss-Experten von Weiss Standard – nicht aber die Tatsache, dass die 15 benötigten Varianten wöchentlich in Stückzahlen zwischen 200 und 20 000 Teilen just-in-time beim Kunden angeliefert werden müssen.
Ein ungewöhnliches Projekt
Geschäftsführer Jürgen B. Weiss: «Dieses Projekt ist wirklich ungewöhnlich. Solche Herausforderungen nehmen wir gerne an. Direkt nach Vorliegen der Anfrage haben wir begonnen, ein flexibles und zugleich hoch effizientes Fertigungskonzept zu entwickeln, das die auftragsbezogene Produktion von Spritzgussteilen auch in kleinsten
Losgrössen ohne Lagerhaltung erlaubt –und zugleich eine äusserst wirtschaftliche Grossserienfertigung. Bei klassischer Fertigung müssten wir für dieses Projekt grosse Lagerflächen einplanen, weil wir die Varianten jeweils auf Vorrat produzieren. Mit unserem Konzept können wir darauf verzichten.»
Dabei kam Weiss die Kompetenz auch aus dem eigenen Werkzeugbau zugute. Jürgen B. Weiss: «Uns ist es tatsächlich gelungen, ein einziges Werkzeug für sämtliche Varianten zu entwickeln. Diese Varianten entstehen durch eine Kombination aus Schnell-Wechseleinsätzen in der Form und mechanischer Fräsbearbeitung. So kombinieren wir die technischen und wirtschaftlichen Vorteile des Spritzgiessens mit einer flexiblen Variantenfertigung.»
Dieses Fertigungskonzept mit anschliessender Logistik überzeugte den Kunden durch einen attraktiven Stückpreis, so dass Weiss als künftiger Systemlieferant dieser Bauteile mit der Umsetzung des Projekts beginnen konnte.
Die U-förmige Fertigungszelle ist so aufgebaut, dass die Spritzgussteile direkt nach der Entnahme aus dem Werkzeug einer Frässtation zugeführt und dort vollautomatisch nach den spezifischen Anforderungen der jeweiligen Variante bearbeitet werden. Im Anschluss daran findet eine Inline-Kameraprüfung von fast 100 Merkmalen statt. In der letzten Station wird das Bauteil
Durch Fräsbearbeitung können – direkt in der Produktionszelle – Varianten des komplexen Spritzgussteils erzeugt werden. (BIld: Weiss Kunststoffverarbeitung)
von einem Laser individuell mit Artikelnummer und DMC-Code gekennzeichnet. Aktuell befindet sich die Fertigungszelle noch im Aufbau, erste Testläufe haben bereits stattgefunden. Robert Heller, technischer Betriebsleiter bei Weiss: «Wir haben sehr viel Fertigungs-Know-how in diese Anlage investiert und können zeigen, wie effizient und wettbewerbstauglich der Spritzguss auch in der Variantenfertigung ist. Dieses Konzept lässt sich auch auf andere Bauteile übertragen, wenn bestimmte Rahmenbedingungen gegeben sind. So können wir unsere Kunden bei der Modularisierung und der Erweiterung ihres Fertigungsprogramms unterstützen.»

Kontakt
www.weiss-kunststoff.de n
7 9/2023 KUNSTSTOFF XTRA V ERARBEITUNG
www.units.ch SIMULATIONENGINEERINGINDUSTRIELLE MESSTECHNIK
DIE EINHEIT FÜR ERFOLG
Von der Entwicklung bis zur Serienproduktion - mit unseren vernetzten Leistungen in Simulation, Engineering und industrieller Messtechnik unterstützen wir die Umsetzung Ihrer Projekte.
PFAS-Alternative: Thermoplastisches UHMW-PE

Substitutionspotenzial für PTFE
Die Lubmer UHMW-PE-Granulate sowie die kugelförmigen Pulvertypen HI-ZEX Million und Mipelon von Mitsui Chemicals, die Dreyplas vertreibt, können das teurere, auf dem Markt knappe und in die PFAS-Diskussion einbezogene PTFE in bestimmten Anwendungen ersetzen, denn sie bieten eine Reihe von Eigenschaften, die denen von Fluorpolymeren nahekommen.
Das Produktportfolio der Lubmer UHMWPE-Granulate umfasst die hochabriebfesten Typen L5000, L4000 und L3000 sowie LS4140 als Alloy aus PA und UHMW-PE. Sie lassen sich im Spritzguss zu technischen Teilen sowie in der Extrusion zu Platten, Profilen und Schläuchen verarbeiten und können sowohl mit Heisskanalsystemen als auch mit konventionellen Tunnelanschnitten verwendet werden. Zusätzlich zu diesen Basistypen erhöhen die Additive LY1040 und LY4100 bei vielen technischen Polymeren die Abriebfestigkeit bei zugleich verringertem Reibungskoeffizienten. Die opake helle Farbe erleichtert die Verwendung von Farbmasterbatches.
Dreyplas ist ein 2010 gegründeter Distributor mit Sitz in Meerbusch. Das Portfolio umfasst Hochleistungsadditive und -polymere sowie Klebstoffrohstoffe, hauptsächlich aus der Produktion grosser asiatischer Unternehmen. Der Fokus liegt dabei auf technisch hochwertigen Alternativen zu etablierten Produkten. Kunden sind Polymerhersteller, Compoundeure, Coating-Hersteller und Kunststoffverarbeiter in Europa. Die 2015 gegründete US-amerikanische Tochter Dreytek Inc., New Jersey, vertreibt diese Produkte in Mexiko, den USA und Kanada. Damit und mit einem Partner in Asien bietet Dreyplas weltweit technischen Support bei der Entwicklung und Verarbeitung. Alle Produkte werden global angeboten und lokal gelagert und fakturiert.
Anstelle von PTFE verwendet, eignen sich die leicht dispergierbaren HI-ZEX Million und Mipelon Pulvertypen mit Partikeldurchmessern ab 10 µm für die abriebfeste, chemisch beständige Beschichtung von Oberflächen oder als Additiv bei der Compoundierung.
Attraktive Alternative
Dazu Norbert Hodrius, Technical Marketing Director bei Dreyplas: «Unsere Kunden setzen die UHMW-PE-Typen von Mitsui seit längerem bei Anwendungen alternativ zu PTFE ein, die nicht dessen besonders hohe Temperaturbeständigkeit erfordern. Auch unter dem Gesichtspunkt der Nachhaltigkeit sind diese Polymere eine attraktive Alternative. Sie können in den PE-Recyclingkreislauf zurückgeführt werden, und dank ihrer thermoplastischen Verarbeitbar-
keit ohne mechanische Bearbeitung fallen nur geringe Mengen an Produktionsabfällen an.»
Darüber hinaus hat Dreyplas in Zusammenarbeit mit einem deutschen Spezialfolienhersteller eine UHMW-PE-Folie entwickelt und zur Marktreife gebracht, die mit einer minimalen Dicke von 30 µm extrudiert werden kann. Diese lässt sich gegebenenfalls anstelle von bestehenden Folienanwendungen einsetzen, die von der PFAS-Diskussion betroffen sind. Darüber hinaus eignet sie sich unter anderem zur thermischen Isolierung in Autobatterien sowie als Teil opaker Mehrschichtfolien bei anderen Einsatzgebieten.
Kontakt www.dreyplas.com
8 9/2023 KUNSTSTOFF XTRA W ERKSTOFFE
n
Thermoplastisch verarbeitbare UHMW-PE-Typen können PTFE in vielen Anwendungen substituieren. (Bild: Dreyplas)
Polymerpflaster mit Sensorik
Der Spion im Bauch
Damit Wunden nach einer Operation im Bauchraum dicht verschlossen bleiben, haben Forschende der Empa und der ETH Zürich ein Pflaster mit Sensorfunktion entwickelt. Das Polymerpflaster warnt, bevor gefährliche Lecks an Nähten im Magen-Darm-Trakt entstehen und schliesst die Stellen eigenständig. Ein neues Material ermöglicht nun eine schnelle, einfache und nicht-invasive Leck-Diagnose.

Nach einer Operation in der Bauchhöhle sind sie besonders gefürchtet: undichte Stellen an den Nähten, an denen der Inhalt des Verdauungskanals in den Bauchraum rinnt. «Auch heute stellen derartige Leckagen eine lebensgefährliche Komplikation dar», erklärt Inge Herrmann, EmpaForscherin und ETH-Professorin für Nanopartikuläre Systeme. Die Idee, vernähtes Gewebe in der Bauchhöhle im Anschluss mit einem Pflaster zu versiegeln, ist zwar bereits im Operationssaal angekommen. Das Problem: Der klinische Erfolg ist nicht immer optimal und variiert je nach verklebtem Gewebe. Denn die Pflaster aus Eiweiss-haltigem Material lösen sich beim Kontakt mit Verdauungssäften zu schnell auf. Im Rahmen einer langjährigen Kooperation verfolgten Inge Herrmann und Andrea Schlegel, Chirurgin am Universitätsspital Zürich, daher die Idee, eine innovative Lösung für dieses Problem zu finden.

9 9/2023
Das Hydrogel-Kompositmaterial des Sensorpflasters entstand während der Dissertation von Alexandre Anthis unter der Leitung von Inge Herrmann an der Empa und der ETH Zürich. (Bild: Empa)
Das synthetische Hydrogel-Material besteht aus vier verschiedenen Acryl-Substanzen. (Bild: Empa)
Jetzt Ticket lösen!
medtech-expo.ch | am-expo.ch
Fachmesse und Symposium: Inspiration, Weiterbildung und Netzwerk


12. bis 13. September 2023
Dem Pflaster das Sehen beibringen
Alexandre Anthis vom «Particles-Biology Interactions» Labor der Empa in St. Gallen und dem «Nanoparticle Systems Engineering» Labor der ETH Zürich entwickelte daher unter der Leitung von Inge Herrmann zunächst ein Hydrogel-Polymer-Pflaster, das verhindert, dass die stark sauren Verdauungssäfte und keimbeladene Nahrungsrückstände aus dem Darmkanal austreten und eine Bauchfellentzündung oder sogar eine lebensgefährliche Blutvergiftung (Sepsis) auslösen.
Doch die Forschenden wollten noch einen Schritt weitergehen: «Chirurgen haben uns berichtet, dass sie zwar während eines noch so komplizierten Eingriffs das Operationsfeld genau im Blick haben – doch sobald die Bauchhöhle verschlossen ist, sei man «blind» und bemerke Leckagen möglicherweise erst, wenn es zu spät ist», so Anthis. Damit das Hydrogel-Pflaster also «sehen lernt», hat das Team gemeinsam mit Spitälern in der Schweiz und internationalen Forschungspartnern eine Lösung erarbeitet: Das Pflaster ist mit nicht-elektronischen Sensoren ausgestattet, die bereits «Alarm schlagen», bevor Verdauungssäfte in die Bauchhöhle austreten können. Über diese neuartige Technologie berichteten die Forschenden vor einiger Zeit im renommierten Magazin «Nature Communications».
Gasblasen im Ultraschall
Die «Sehfähigkeit» erreicht das neuartige Material durch eine empfindliche Reaktion auf Änderungen des pH-Werts und das Auftreten bestimmter Eiweissstoffe im Umfeld der Wunde. Die Reaktion erfolgt dabei – je nach Lokalisation des Lecks – innert Minuten bzw. weniger Stunden. Bislang muss sich das Gesundheitspersonal auf erst deutlich später eintretende körperliche Reaktionen der Betroffenen oder Labortests verlassen – beide Hinweise liefern unter Umständen zu spät einen eindeutigen Hinweis auf eine undichte Nahtstelle.
Das Sensorpflaster erlaubt es hingegen, aufgrund seiner Komposit-Struktur Verdauungsflüssigkeit nachzuweisen, die bei einem Leck auszutreten drohen. So reagiert beispielsweise saurer Ma -

10 9/2023 KUNSTSTOFF XTRA W ERKSTOFFE
Nebst dem «MaP 2022 Award» der ETH Zürich für die beste Dissertation im Bereich «Materials and Processes» erhielt Alexandre Anthis zudem eines der begehrten «ETH Pioneer Fellowships», sowie den Empa-Forschungspreis 2021. (Bild: Empa / Schwarz Pictures)
gensaft mit dem Sensor-Material, so dass feinste Gasblasen in der Matrix des Pflasters auftauchen. Die Bläschen lassen sich dann mittels Ultraschall sichtbar machen. «Die Pflaster können mit massgeschneiderten Sensoren für unterschiedliche Stellen im Verdauungstrakt ausgerüstet werden», so Anthis. Ausserdem kann das Pflaster bei Bedarf sogar Medikamente freisetzen, etwa antibakterielle Wirkstoffe.




















Sensor mit auffälliger Gestalt










































Im jüngsten Entwicklungsschritt hat der Empa- und ETH Zürich-Forscher Benjamin Suter gemeinsam mit Anthis und Herrmann das Pflaster mit weiteren Fähigkeiten ausgestattet: Die Sensorreaktion wird um eine sichtbare Veränderung bei Untersuchungen des Patienten mittels Compu tertomographie (CT) bereichert. Ist die operierte Stelle undicht, weisen Kon trastabweichungen auf Ultraschall- und CT-Bildern auf ein Leck hin. Einfacher macht diesen Nachweis zudem die neue Materialzusammensetzung des integrier ten Sensors, der dank einer unlöslichen Tantal-Oxid-Verbindung in eine Form, die in bildgebenden Verfahren auffällt, ge bracht werden kann. Bei Kontakt mit Ver dauungsflüssigkeit ändert er seine Gestalt beispielsweise von kreisrund zu ringför mig. «Ein Sensor, dessen Gestalt sich im CT- und Ultraschall-Bild deutlich von ana tomischen Strukturen abhebt, könnte in Zukunft Unklarheiten bei der Diagnostik verhindern», so Teamleiterin Inge Herr mann.
Bioverträglicher Superkleber


Darüber hinaus erreicht das Material die nötigen Eigenschaften für den Wundverschluss: eine stabile Bindung an das Gewebe, die Ausbildung von Netzwerken und Stabilität gegenüber Verdauungssäften. Der kostengünstige, bioverträgliche Superkleber, der zu einem Grossteil aus Wasser besteht, könnte auf diese Weise nicht nur das Risiko von Komplikationen nach einer Bauchoperation senken, son dern zudem Spitalaufenthalte verkürzen und Gesundheitskosten einsparen. «Das Darmpflaster-Projekt stösst bereits jetzt auf grosses Interesse aus der Ärzteschaft», berichtet Herrmann. Nun gelte es die An wendung der klinisch relevanten Innovati on in der Praxis voranzutreiben.
Ausgezeichneter Jungforscher
Das Forscherteam gründet zur Zeit das Start-up «Veltist». Das künftige MedtechUnternehmen will als Spin-off der ETHZürich und der Empa Materialien entwickeln und zur Marktreife bringen, die in der Chirurgie zu einem optimalen Wundverschluss und einer verbesserten Heilung beitragen sollen und auf diese Weise helfen, die gefürchteten Komplikationen einer Sepsis oder einer Bauchfellentzündung zu








vermeiden. Nebst dem «MaP 2022 Award» der ETH Zürich für die beste Dissertation im Bereich «Materials and Processes» erhielt Alexandre Anthis zudem eines der begehrten «ETH Pioneer Fellowships», sowie den Empa-Forschungspreis 2021.

11 9/2023 KUNSTSTOFF XTRA W ERKSTOFFE
Kontakt www.empa.ch n NEU FolgenSiediesemLink für detaillierte Produktinformationen,Videosund Anwendungsinformationen: netzs.ch/newdma Grenzenlose dynamischmechanische Analyse Der neue DMA 303 Eplexor®
3D-Bauteile aus Metall, Kunststoff und Keramik
Multimaterial-3D-Drucker
Der Lehrstuhl für Mikrofluidik der Universität Rostock bearbeitet zusammen mit der Stenzel MIM Technik GmbH (Tiefenbronn bei Pforzheim) ein Projekt zum Druck eines 3D-MIM-Spritzgiesswerkzeugs.
Grundlage der Entwicklung ist der Einsatz der CEM-Technologie von AIM3D mit einer ExAM 255-Anlage. Die ExAM 255-Anlage vereinigt hohe Präzision der 3D-Bauteile mit hohen Aufbaugeschwindigkeiten für das Additive Manufacturing. Die Bereitstellung eines MIM-Werkzeuges durch ein AM-Verfahren verkürzt gegenüber einem konventionellen Ansatz in der Zerspanung den Zeitaufwand von rund 8 Wochen auf ca. 5 Tage.

Im Rahmen eines durch das Bundesministerium für Wirtschaft und Energie (BMWi) geförderten Projektes, ist das 3D-MIMWerkzeug eine Kooperationsentwicklung des Lehrstuhls für Mikrofluidik (LFM) der Universität Rostock mit der Stenzel MIM Technik GmbH. Die Projektlaufzeit dauert von April 2021 bis Oktober 2023. Verfahrens- und anwendungstechnische Grundlage ist der Einsatz der CEM-Technik von AIM3D, umgesetzt auf einer ExAM 255-Anlage. Das Projekt stellt den aktuellen Stand
werden. Ziel jeder konturnahen Kühlung von Spritzgiesswerkzeugen von Metallen oder Polymeren ist es, die Zykluszeit deutlich zu reduzieren. Das Prinzip einer kon

in Abhängigkeit von Wandstärken und Grösse. Der 3D-Druck bietet als integrierte Bauteillösung den Vorzug einer «One-ShotTechnik» als Funktionsintegration gegen
KUNSTSTOFF XTRA A DDITIVE F ERTIGUNG
Ein 3D-Werkzeug für das Metallspritzgiessen entsteht auf einer ExAM 255 (Bild: AIM3D GmbH)
InnoRecycling AG Rohstoffe aus Abfällen Hörnlistrasse 1, CH-8360 Eschlikon, Telefon +41 71 973 70 80, info@innorecycling.ch 0_IR_Ins_1-3q_183x85_fbg_Rohstoffland.pdf 1 11.10.12 11:06 Rohstoffland Schweiz InnoRecycling fördert Ressourcen
Details der Werkzeugentwicklung

Im Rahmen der Kooperation wurde zunächst ein optimiertes 3D-Modell des Werkzeuges mit Hilfe von CAD- und Simulations-Tools entwickelt. Diese Daten wurden dann auf die CEM-Anlage ExAM 255 mit den notwendigen Prozessparametern übertragen. Im 3D-Druck entsteht ein sogenanntes «Green Part» auf dem 3D-Drucker. Nach dem 3D-Druck wird, in einem mehrstufigen Verfahren, das Bauteil gesintert, um die endgültigen Materialeigenschaften zu erzeugen. Mit diesem Verfahren können nach den notwendigen Entbinder- und Sinterprozessen schnell komplexe metallische Bauteile hergestellt werden. Gleichzeitig erlaubt das CEM-Verfahren die Beherrschung des volumetrischen Schrumpfens, das mit dem Sintern verbunden ist. Die Form hat eine Kavität. Das Bauteil besteht aus einem dickwandigen Teil mit dünnen Finnen. Diese Finnen lassen sich ohne konturnahe Kühlung




nicht umsetzen, da schlecht entformbar. Die Stenzel MIM Technik erhofft sich speziell für dieses Bauteil eine signifikante
Zykluszeiteinsparung von 70–80%. Spritzgiessversuche zur Erprobung stehen aber noch aus.

13 9/2023 KUNSTSTOFF XTRA A DDITIVE F ERTIGUNG
MIM-Werkzeug hergestellt im CEM-Verfahren (Bild: AIM3D GmbH)
Interview mit Dr. Abdullah Riaz, wissenschaftlicher Mitarbeiter am Lehrstuhl für Mikrofluidik an der Universität Rostock. Beschreiben Sie bitte kurz die Zielsetzung des Projekts zur additiven Herstellung von MIM-Werkzeugen.
Ziel des Kooperationsprojektes ist es, eine digitale Prozesskette zur kostengünstigen und schnellen Fertigung von Metall-Spritzgiesswerkzeugen zu entwickeln. Bisher werden Zeiträume von bis zu acht Wochen benötigt, um ein MIM-Spritzgiesswerkzeug zu fertigen. Mit der Entwicklung dieses Projektes soll die Bereitstellungszeit auf etwa fünf Tage reduziert werden.
Das bedeutet eine drastische Reduzierung der Bereitstellung solcher Werkzeuge. Welchen verfahrenstechnischen Ansatz wählten Sie?
Das Composite Extrusion Modelling (CEM) von AIM3D ist ein additives Fertigungsverfahren unter Verwendung von Feedstocks aus Kunststoffbinder und Metallpulver, die aus dem Metallspritzguss (MIM) bekannt sind. Mit diesem Verfahren können nach den notwendigen Entbinder- und Sinterprozessen schnell komplexe metallische Bauteile hergestellt werden.

Welche Potenziale sehen Sie mit diesem Ansatz?
Werkzeugformen additiv herzustellen eröffnet eine stark abgekürzte Bereitstellung für die Fertigung. Endkunden können
somit schneller bedient werden. Das CEM-Verfahren bildet den aktuellen Stand der 3D-Technik ab. Zur Herstellung von additiv gefertigten 3D-Bauteilen bietet es das Potenzial, durch hohe Aufbauraten Werkzeuge wesentlich schneller herstellen zu können als im konventionellen Werkzeugbau. Mit dem CEM-Verfahren können sowohl die Material- als auch die Maschinenkosten gesenkt und gleichzeitig die Probleme der additiven Fertigung bezüglich Eigenspannungen und Materialanpassungen an den einzelnen Maschinen umgangen werden. Werkzeuge können auf diese innovative Weise 4- bis 8-mal schneller und gleichzeitig kostengünstiger hergestellt werden.
Welche Erfahrungen konnten Sie im Entwicklungsprojekt sammeln?
Eine Herausforderung ist es, ein sog. «Grünteil» des 3D-Metalldrucks im PostProcessing zu sintern, um ein funktionstüchtiges Teil zu erzeugen. Dabei muss man den volumetrischen «Schrumpf» der Bauteile mit Simulationen vorausberechnen. Entscheidend ist natürlich die Aufbauzeit, also die Zeit, die eine 3D-Druckanlage benötigt, um das «Grünteil» zu erzeugen. Sie definiert, welche Anlagentechnik wirtschaftlicher eingesetzt werden kann. Entscheidend ist auch der qualitative Vergleich mit einem in der Zerspanung hergestellten, konventionellen Werkzeug. Im 3D-Metalldruck erreichen wir Dichten von über 98% in engen Toleranzen des Bauteils. Es ergibt sich eine sehr hohe Güte des Werkzeuges. Die Wahl des CEM-
Werkstoffvielfalt mit dem ExAM 255
Der Multimaterial-3D-Drucker ExAM 255 kann werkstoffübergreifend (Metall, Kunststoff, Keramik) und verfahrensübergreifend (Hybride Bauteile) eingesetzt werden. Gegenüber den Pulverbettverfahren oder auch anderen 3DDruck-Verfahren, die auf Materialien mit Filamenten zurückgreifen, erreichen die Anlagen des CEM-Verfahrens Zugfestigkeiten, die an das klassische thermoplastische, formgebundene Spritzgies -
Verfahrens mit einer ExAM 255 kann diese Rahmenbedingung auf dem Stand der Technik hinreichend abbilden.
Wird dieser 3D-Ansatz den Werkzeugbau zukünftig verändern?
Das hängt natürlich von den Dimensionen eines solchen Werkzeuges ab. Bei kleineren Werkzeugen liegt der Charme in schnellen Aufbauraten. Daraus resultiert eine wirtschaftliche Grenze bei grösseren Werkzeugen, die sich durch den jeweiligen Stand der Anlagentechnik definiert. Bei wachsenden Aufbauraten ist diese Grenze nach oben verschiebbar. Perspektivisch ist die Funktionsintegration, wie konturnahe Kühlung und die «One-Shot»Strategie zur Reduzierung von Bauteilen mit einem 3D-Druckverfahren interessant. Dadurch kann unter anderem der Montageaufwand entfallen und die Baugruppe vereinfacht werden.
sen heranreichen. Augenfällig ist der Preisvorteil mit dem 3D-Druck, wenn handelsübliche Granulate statt Filamente verwendet werden. Beim Einsatz von Granulaten ergeben sich Preisvorteile bis zum Faktor 10 durch das CEM-Verfahren. Kontakt www.aim3d.de

14 9/2023 KUNSTSTOFF XTRA A DDITIVE F ERTIGUNG
«Werkzeuge können um ein Vielfaches schneller hergestellt werden»Projektleiter Dr. Abdullah Riaz (Bild: AIM3D GmbH)
n
Multimaterial-3D-Drucker ExAM 255 (Bild: AIM3D GmbH)
Fused Filament Fabrication (FFF) im Werkzeugbau
Ein geeignetes AM-Verfahren für Formeinsätze
Um grösstmögliche Gestaltungsfreiheit in der Herstellung von Spritzgusswerkzeugen zu ermöglichen, ist die additive Fertigung eine vielversprechende Technologie. Ein geeignetes AM-Verfahren für Formeinsätze im Werkzeugbau ist die FFF-Technologie mit Metall. Die Resultate zeigen ein hohes Potenzial des FFF-Verfahrens zur Herstellung der Spritzgusswerkzeuge.
Die additive Fertigung ermöglicht die Herstellung komplizierter Geometrien einschliesslich interner Strukturen. Diese Gestaltungsfreiheit kann vorteilhaft genutzt werden, um die Wärmeübertragung in Spritzgiesswerkzeugen durch eine konforme Kühlung zu verbessern. Hauptziel ist es, die Zykluszeiten zu verkürzen und die Teilequalität durch gleichmässige Kühlung der Kunststoffprodukte zu verbessern. Ursprünglich wurden die 3D-Druck Techniken für die Herstellung von Polymerteilen entwickelt.
Im Laufe der Zeit wurden sie jedoch auch auf metallische und keramische Werkstoffe ausgedehnt, da sie eine attraktive Alternative zu herkömmlichen Fertigungssystemen darstellen (Naranjo et al. 2021).
Ein solches AM-Verfahren ist die Fused Filament Fabrication (FFF). FFF kombiniert den dreidimensionalen (3D) Druck von Metallteilen mit Entbindern und Sintern (Godec et al. 2020).
Additive Fertigung für Spritzgiessformen
Ein bedeutender Vorteil von FFF für Spritzgussformen ist das Potenzial zur Schaffung verbesserter Kühlkanäle. Die Rauheit von 3D-gedruckten Einsätzen kann durch maschinelle Bearbeitung verfeinert werden (Naranjo et al. 2021). Im Vergleich zu herkömmlichen geraden Kühlkanälen besteht die Idee der konfor-
men Kühlung darin, den Abstand zwischen dem Kühlmittel und den Kavitäten an die Formteile anzupassen (Wahl et al. 2022). Beim Spritzgiessen hängen Teilequalität und Zykluszeit stark von der Kühlstufe ab, da die Kühlstufe bis zu 80 % der Gesamtzykluszeit ausmacht und sich direkt auf Formabweichungen (z. B. durch Schwindung, Biegung und Verzug) des entstandenen Kunststoffteils auswirkt (Feng et al. 2021).
Der Vorteil der additiv gefertigten Kühlung
Metal Conformal Cooling (CC) sind Kühlkanäle, die in gleichem Abstand zu den Oberflächen des Formhohlraums liegen. CC-Systeme sind ein vielversprechender Ersatz für herkömmliche, gerade gebohrte Kühlsysteme, da erstere eine gleichmässigere und effizientere Kühlwirkung bieten und somit die Produktionsqualität und -effizienz erheblich verbessern (Feng et al. 2021). In einigen Fällen können CC-Kanäle bei geeigneter Gestaltung der Kühlkanäle die Kühlzeit um bis zu 80% und die Zykluszeit um 60 bis 70% reduzieren (Feng et al. 2021).

Ziel dieser Arbeit
Ziel dieses Projektes ist es, die Thematik Werkzeugbau mit Ansatz der Additiven Fertigung von Formeinsätzen mittels 3DMetall-Druck zu untersuchen. Dazu wird ein Werkzeug mit Formeinsatz und kontur-
nahen Kanälen hergestellt. Das gleiche Spritzgiesswerkzeug existiert mit standardmässigen geraden Kanälen und ermöglicht somit einen genauen Vergleich zwischen dem additiv gefertigten Formeinsatz und dem konventionell hergestellten Werkzeug. Das Werkzeug wird dann auf einer Spritzgiessmaschine getestet. In einem letzten Schritt wird die Spritzgussform optisch analysiert, um ihren Zustand hinsichtlich der Kontaktflächen zu überprüfen.
Experimentelle Untersuchung
Materialauswahl für das additive Verfahren
Für das an der OST (Ostschweizer Fachhochschule) zur Verfügung stehende 3DDrucksystem wird das Metal X System von
15 9/2023 KUNSTSTOFF XTRA A DDITIVE F ERTIGUNG
Mohammad Rabiey 1
Luca Urban 2
Gian-Marco Cunti 2
1 Prof. Dr. Mohammad Rabiey, Fachbereichsleiter Fertigungstechnik Metall, IWK 2 wissenschaftliche Mitarbeiter, IWK
Abb. 1: Schematische Darstellung (a) eines gerade gebohrten Kühlkanals, (b) eines konformen Kühlkanals (Feng et al. 2021)
H13
Cr Mo Si V C Mn P S Fe 4.7–5.5% 1.3–1.7% 0.8–1.2% 0.8–1.2% 0.3–0.45% 0.2–0.5% 0.03% max. 0.03% max bal
Tabelle 1 (Bilder und Tabellen: IWK)
Werkzeugstahl / 1.2344
Markforged verwendet. Zwischen den vorhandenen Materialien wurde der Werkzeugstahl H13 gewählt. In Tabelle 1 ist die Zusammensetzung von H13-Werkzeugstahl ersichtlich.



Entwurf von konformen Kanälen
Nachdem das Material definiert wurde, muss die Konstruktion geeigneter Kanäle für die Kavität festgelegt werden. Wie es in zahlreichen Veröffentlichungen und in der Literatur benötigt ist, müssen die Kanäle, wie in Abbildung 1 dargestellt, an die Kavität angepasst sein, um die bestmögliche Leistung zu erzielen.
Geometrie des Hohlraums und des Kühlkanals
Im Falle dieser Arbeit ist ein Flaschenöffner aus Hochtemperatur Polyamid mit Glasfaser das Endprodukt des Spritzgiesswerkzeugs. Hierbei muss das Werkzeug
für die Kunststoffverarbeitung temperiert werden. In diesem Fall werden die Kanäle als Heizkanäle für das Werkzeug anstelle von Heizpatronen verwendet. Verfahrensbedingt wird die Geometrie Schicht für Schicht hergestellt. Damit die Stützstruktur entfällt, müssen die Kanäle in Tropfenform mit einem maximalen Winkel von 45 ° an der Oberseite konstruiert werden.
Herstellung von Spritzgusswerkzeugen mittels FFF
Nach Abschluss des Konstruktionsprozesses werden die Spritzgiesswerkzeuge mit H13-Werkzeugstahl (1.2344) gedruckt. Die Abbildung 2 zeigt die Form während des Druckprozesses mit Filament. Das Material enthält Metallpulver und Polypropylen, welches das Pulver zusammenhält. Nach dem Druckprozess ist das Teil etwa 20 % grösser als nach dem Sinterprozess. Ausserdem ist Polypropylen (PP) in den Partikeln enthalten, da die Teile sonst nicht gedruckt werden könnten. In einem zweiten Schritt wird das Teil in einer Entbindungsanlage entbunden, um das gesamte PP-Material zu entfernen, damit ein reines Metallteil entsteht. Der Sinterofen wird verwendet, um die maximale Dichte und Festigkeit zu erreichen. Dabei schrumpft das Bauteil auf die gewünschten Abmessungen (etwa 20 %). In Abbildung 3 ist der endgültige Formeinsatz abgebildet.

Analyse der gedruckten Spritzgiessformen
In diesem Kapitel wurden die Einsätze nach dem Sinterprozess gemessen, um die Werte für Rauheit und Verzug zu analysieren. Die Ergebnisse der Rauheitsmessungen sind in Ra-Werten beschrieben und werden taktil mit einer MahrSurf UD130 Maschine gemessen. Tabelle 2 zeigt die resultierenden Rauheitswerte. Der Formeinsatz weist von beiden Enden aus gemessen etwa 0,3 mm Dickenunter-
schied auf. Um Probleme durch Verformung bei der Nachbearbeitung zu vermeiden, wurde der Formeinsatz in allen Dimensionen, in denen eine Bearbeitung erforderlich ist, mit 0,5 mm Aufmass gedruckt.
Fräsen von additiv gefertigten Teilen und Werkzeug
Aufgrund des Verzugs nach dem Sintergang ist die spanende Bearbeitung für eng tolerierte Merkmale erforderlich. Bei der Nachbearbeitung wurden die Befestigungsbohrungen des Angusses, die Passungen der Auswerferstifte, die Gewinde sowie der Umfang des Formeinsatzes bearbeitet. Um die Unterschiede der Formeinsätze zu veranschaulichen, wurde die Kavität nicht nachbearbeitet. Zudem wurden die beiden Werkzeugteile konventionell gefertigt (Abb. 4).
Komplette Werkzeugmontage
Das Werkzeug wurde in die Spritzgussmaschine eingebaut und mit vier Schläuchen an zwei Temperiergeräte angeschlossen (Abb. 5).
Tests an der Spritzgiessmaschine
Für die Versuche wurde ein schwarz eingefärbten Hochtemperatur Polyamid mit Glasfaser PA6T/6I-GF50 verwendet. Es besitzt eine minimale Verarbeitungstemperatur von 330 ° C und eine Werkzeugtemperatur von 140 ° C (Temperierung).
16 9/2023 KUNSTSTOFF XTRA A DDITIVE F ERTIGUNG
Abb. 5: Komplett montiertes Werkzeug auf Spritzgiessmaschine.
Abb. 2: Formeinsatz vor dem Sinterprozess.
Abb. 4: Werkzeug mit montierten Formeinsätzen.
Rauheitsmessung (MahrSurf UD130) Bereich Auswerferseite (AS) Düsenseite (DS) Ra [µm] Rz [µm] Ra [µm] Rz [µm] Kavität 4.189 29.662 2.301 17.483 Tabelle 2
Abb. 3: Formeinsatz nach dem Sinterprozess.
Die Spritzgussparameter wurden grundsätzlich vom Originalwerkzeug übernommen. Die Füllstudie wurde durchgeführt (Abb. 6).
Vergleich zwischen konventionellem und additivem Werkzeuge
Für die Untersuchung der beiden Werkzeuge wurde das spritzgegossene Musterteil mit dem FFF-Werkzeug und dem Originalwerkzeug verglichen. Dazu wurde eine Vergleichsaufnahme mit dem Keyence VHX Digital Microskop gemacht. Im originalen Formeinsatz, dessen Oberflächen gefräst wurden, sind die Kanten schärfer und die Oberflächenrauheit ist geringer (Abb. 7). Beim Musterteil, welches mittels FFF-Formeinsatz gefertigt wurde, sind deutliche Eindrücke und auf
der Seite Rillen, welche durch den Schichtenaufbau der additiven Fertigung gegeben sind, auf das Bauteil übertragen worden. (Abb. 8)
Die abgebildete Bauteiloberfläche wird definiert durch die Topografie des Formeinsatzes. (Abb. 9)
Schlussfolgerung
Der Formeinsatz mit konturnahen Kanälen wurde mit dem FFF-Verfahren hergestellt.
Herstellung Formeinsatz:
• Mit dem FFF-Verfahren konnte die Geometrie mit Aufmass aufgebaut und mit der anschliessenden Nachbearbeitung die genauen Merkmale hinzugefügt werden.
• Mittel additiver Fertigung (FFF-Verfahren) konnten konturnahe Kanäle im Formeinsatz hergestellt werden.
• Nach dem Sinterprozess wurde eine Härte von 40 HRC erreicht. Die Spritzgiessversuche mit dem additiv gefertigten Werkzeug haben funktioniert. Es konnte eine Füllstudie durchgeführt werden und die Oberflächen der Musterteile mit den Oberflächen der originalen Bauteile verglichen werden.
• Die Werkzeugtemperatur konnte mit dem angeschlossenen Temperiergerät auf 140 ° C geheizt werden.
• Die Kavität wurde komplett mit Kunststoff ausgefüllt und korrekt entformt.
• Die Oberfläche des Musterteils mittels additiv gefertigten Formeinsatzes weist klar eine grössere Oberflächenrauheit und stärker verrundete Kanten als die originalen Musterteile auf. Dies ist auf die schichtweise aufgebaute Kavität und Seitenwände zurückzuführen.

• Um die Qualität der Musterteile zu verbessern, soll die Kavität gefräst und poliert werden.
Literaturverzeichnis

Ehrig, Frank; Studer, Mario (2018): Kunststofftechnik 3. Werkstoffmechanik der Kunststoffe. Hochschule für Technik Rapperswil. Rapperswil, 29.10.2018.
Feng, Shaochuan; Kamat, Amar M.; Pei, Yutao (2021): Design and fabrication of conformal cooling channels in molds: Review and progress updates. In: International Journal of Heat and Mass Transfer 171, S. 121082. DOI: 10.1016/j.ijheatmasstransfer.2021.121082.
Godec, Damir; Cano, Santiago; Holzer, Clemens; Gonzalez-Gutierrez, Joamin (2020): Optimization of the 3D Printing Parameters for Tensile Properties of Specimens

Produced by Fused Filament Fabrication of 17-4PH Stainless Steel. In: Materials (Basel, Switzerland) 13 (3). DOI: 10.3390/ ma13030774.
Naranjo, Juan A.; Berges, Cristina; Gallego, Alberto; Herranz, Gemma (2021): A novel printable high-speed steel filament: Towards the solution for wear-resistant customized tools by AM alternative. In: Journal of Materials Research and Technology 11, S. 1534–1547. DOI: 10.1016/j.jmrt. 2021.02.001.
Wahl, Jan Philipp; Niedermeyer, Jens; Bernhard, Robert; Hermsdorf, Jörg; Kaierle, Stefan (2022): Design of additively manufacturable injection molds with conformal cooling. In: Procedia CIRP 111, S. 97–100. DOI: 10.1016/j.procir.2022.08.146.
Kontakt
IWK Institut für Werkstofftechnik und Kunststoffverarbeitung
Prof. Dr. Mohammad Rabiey
OST Ostschweizer Fachhochschule
Eichwiesstrasse 18b
CH-8645 Rapperswil-Jona
www.ost.ch n

17 9/2023 KUNSTSTOFF XTRA A DDITIVE F ERTIGUNG
Abb. 6: Füllstudie
Abb. 7: Musterteil von konventionellem Werkzeug
Abb. 8: Musterteil von additivem Werkzeug
Abb. 9: Oberflächenstruktur von additiv gefertigtem Formeinsatz
Vom PCR-Material bis zum 3D-Druck von Bauteilen
Recompounds additiv verarbeiten
Blickfang auf dem Stand der KraussMaffei auf der CompoundingWorld Expo Europe in Essen war ein Stehtisch, der mit dem granulatbasierten Grossformat-3D-Drucker powerPrint gedruckt wurde. Clou an der vorgestellten Lösung ist nicht etwa der Tisch selbst, sondern die für seine Herstellung eingesetzten Rohstoffe auf Basis von Recyclingware sowie die Tatsache, dass das gesamte Maschinenequipment von der Compoundierlinie mit ZE BluePower über Lösungen zur additiven Fertigung bis hin zur Folienextrusionsanlage für die Tischplatte aus einer Hand kommen kann.
Hochwertige Rohstoffe sind für jeden Kunststoffverarbeitungsprozess von besonderer Bedeutung, wenn qualitätsvolle Endprodukte hergestellt werden. Basiert die Eingangsware auf Rezyklaten, so fällt dem Herstellprozess eine besondere Bedeutung zu. Compoundierlinien zur Herstellung erstklassiger Recompounds auf Basis von Recyclingware gehören zu den Kernkompetenzen von KraussMaffei. Insbesondere der im Markt bestens etablierte Zweischneckenextruder ZE BluePower eignet sich mit seinem idealen Verhältnis von Schneckenvolumen zu -drehmoment für die optimale Schmelzehomogenisierung und die Einarbeitung von Additiven und, wie in diesem Falle benötigt, von Glasfasern. Entsprechende Dosiersysteme für feste und bei Bedarf flüssige Zusatzstoffe sowie Entgasungsöffnungen, über die bei der Verarbeitung von Recyclingware neben Feuchtigkeit auch flüchtige Bestandteile und Geruchsanhaftungen entweichen können, komplettieren die Verfahrenseinheit eines ZE BluePower. Mit dem maschinenbaulichen Know-how und dem breiten Rezepturwissen von KraussMaffei lässt sich das für die additive Fertigung benötigte Recompound auf Basis verschiedener Materialtypen und Rezyklatanteilen mit Glasfaser- oder Kohlefaserverstärkung und dem entsprechenden Farbmasterbatch in idealer Qualität herstellen.
Nachhaltige und effiziente Bauteilherstellung
Der granulatbasierte Grossformat-3D-Drucker powerPrint, der erstmalig auf der K 2022 vorgestellt wurde, bringt für die industrielle Herstellung von Bauteilen

mehrere Besonderheiten mit sich. Durch die direkte Verarbeitung der in der Compoundierlinie erzeugten Granulate entfällt der Umweg über die Filamentherstellung, was den Prozess nicht nur flexibler, sondern auch wirtschaftlicher und nachhaltiger macht. Weiterhin ermöglicht der powerPrint den Druck von grossformatigen Bauteilen mit bis zu 2 m x 2,5 m x 2 m. Dank des geschlossenen, wärmegedämmten Bauraums können so z. B. Gussformen für den Werkzeugbau, Autoklavkomponenten oder Rohr- und Kanalschächte mit einer hohen Prozessstabilität zuverlässig gedruckt werden. Damit stellt der grossformatige 3D-Drucker eine zuverlässige und schnelle Industrielösung für die effiziente Produktion von endkonturnahen Bauteilen dar. Als extruderbasiertes System kann der powerPrint nicht nur Granulate direkt verarbeiten, er ist auch sehr flexibel hinsichtlich der einsetzbaren Rohstoffe bei Temperaturen bis 400 ° C. Dank der Kompetenz von KraussMaffei im Extruderbau zeichnet die Verarbeitungseinheit zudem eine hohe Verschleissfestigkeit bei hohen Produktionsgeschwindigkeiten aus. Kundenspezifische Designs sind jederzeit realisierbar. Der mit dem powerPrint gedruckte und auf der Messe ausgestellte Tisch setzt die Möglichkeiten zur Herstellung grosser Bauteile auf Basis von Compounds aus Recyclingware eindrucksvoll in Szene.
Tischplatten aus Recyclingware
Jeder Tisch braucht nicht nur den Fuss, der in diesem Falle aus den 3D-Drucker stammt, sondern auch eine Tischplatte. Eben diese lässt sich auch aus Recyclingware herstellen. Auch für ihre Herstellung
bietet KraussMaffei die passende Verarbeitungsmaschine. Besonderheit der auf der Messe gezeigten Tischplatte ist, dass es sich eigentlich um einen 5 mm-dicken Bodenbelag handelt, der auf einer InlineCompoundier- und Laminieranlage entstand. Besonderheit zwei ist, dass es sich bei dem Bodenbelag um eine Mono-Materiallösung handelt, die problemlos wieder rezyklierbar ist. Während die auflaminierte Dekorfolie aus reinem PP hergestellt wird, kommt für die Kernplatte PP mit einem hohen Kreideanteil von 80% zum Einsatz.
18 9/2023 KUNSTSTOFF XTRA A DDITIVE F ERTIGUNG
Kontakt www.kraussmaffei.com n
Der granulatbasierte Grossformat-3D-Drucker powerPrint mit einem wärmegedämmten Bauraum ermöglicht den Druck von grossformatigen Bauteilen von bis zu 2 m x 2,5 m x 2 m. (Bild: KraussMaffei)

Ihre Firma will Energie sparen. Wir haben Fördergelder. Wann reden wir? Gemeinsam zur Energieoptimierung Ihres Unternehmens. 0848 444 444
Ultraschalltechnologie für die Umwelt
Maisstärke schweissen
Der Einsatz von Ultraschalltechnologie bietet zahlreiche umweltfreundliche Vorteile bei der Herstellung von Produkten. Im Vergleich zum thermischen Schweissen sinkt der Energieverbrauch beim Ultraschallschweissen signifikant. Ein weiterer ökologischer Aspekt besteht darin, dass auf Lösungsmittel oder andere Zusätze verzichtet werden kann, was die Effizienz der Materialnutzung steigert und das sortenreine Recycling erleichtert.
Durch die Anwendung der Ultraschallschneidetechnologie bei Lebensmitteln lassen sich akkurate Schnitte erzielen, was zu einer hohen Sauberkeit und Präzision führt. Darüber hinaus ist es seltener notwendig, das Messer zu reinigen. Der Anteil an Ausschuss in der Produktion verringert sich und weniger Lebensmittel müssen weggeworfen werden. Insgesamt tragen die Vorteile der Ultraschalltechnologie dazu bei, eine nachhaltigere Produktion zu ermöglichen.
Nachhaltige Kunststoffverarbeitung
Kunststoffe bringen aufgrund ihrer Langlebigkeit sowohl Vorteile als auch Herausforderungen mit sich. Einerseits ermöglicht ihre Beständigkeit eine lange Nutzungsdauer von Produkten, andererseits gestaltet sich die Abfallbewirtschaftung am Ende der Produktnutzung als anspruchsvoll. Daher sind Einwegprodukte aus Kunststoff aus ökologischer Sicht wenig sinnvoll. Hingegen erweisen sich technisch anspruchsvolle Produkte und Komponenten aus Kunststoff in vielen Industriezweigen als vorteilhaft und tragen zur Nachhaltigkeit bei. Unter anderem wird dieses Material in der Mobilität als Wärmedämmung oder Leichtbaumaterial zur Energie- und Ressourcenschonung verwendet. Plastik ist ein leichter Werkstoff und besitzt zusätzlich die Fähigkeit der thermischen sowie elektrischen Isolation. Darüber hinaus besitzt er die Eigenschaft, Schall zu dämpfen. Dank seiner Vielseitigkeit sind auch anspruchsvolle Formgestaltungen möglich und er lässt sich generell mit geringem Energiebedarf verarbeiten.

In den vergangenen Jahren wurde verstärkt Forschung in erneuerbare Ressourcen, biologisch abbaubare Kunststoffe
und die Implementierung von Kreislaufwirtschaft und Recycling investiert. Mit dem Ziel, eine nachhaltige Bewirtschaftung der Ressourcen unseres Planeten zu unterstützen. Rinco Ultrasonics engagiert sich sehr für dieses Thema und bringt seine umfangreiche Fachkompetenz im Bereich der Ultraschalltechnologie in zahlreichen Projekten ein. Das Unternehmen entwickelt Ultraschallschweiss- und Schneidemaschinen für die Kunststoffverarbeitung.

Gleichwertige Schweissnahtqualität
Testschweissungen an Materialien aus Maisstärke zeigten, dass die Beschaffenheit der geschweissten Naht bei Tragetaschen – gegenüber Tragetasche aus Kunststoffen – unverändert blieb und ohne Mehraufwand geschweisst werden konnte. Qualität und Haltbarkeit der Schweissverbindungen waren somit identisch.
Synthetikfasern können erfolgreich durch Materialien aus Maisstärke ersetzt werden. Zudem sind die Tragetaschen nach ihrer Verwendung leicht kompostierbar.
Geringerer Energiebedarf
Ein Projekt aus der Medizintechnikbranche für einen Kunden von Rinco zeigt eine beeindruckende Energieeinsparung von
20 9/2023 KUNSTSTOFF XTRA F ÜGEN
Electrical Motion Serie – elektrisch betriebene Ultraschallschweissmaschinen. (Bild: Rinco)
Nachhaltige Tragetaschen aus Maisstärke mit Ultraschall geschweisst. (Bild: Rinco)
78 %, um hier nur ein Beispiel zu nennen. Diese signifikante Energieeinsparung wurde erzielt, indem eine pneumatische Ultraschallschweissmaschine durch ein neues äquivalentes Modell ersetzt wurde – die elektrisch betriebene «Electrical Motion». Für die Herstellung eines Filters für Beatmungsgeräte konnte der Energiebedarf mit der Ultraschallschweissmaschine Electrical Motion um über drei Viertel reduziert werden.
Zusätzlich wurde der Schweisszyklus um die Hälfte verkürzt, nämlich von zwei auf eine Sekunde, und des Weiteren die Qualität der Schweissnaht verbessert.
Biobasierte Kunststoffe
Als modernes Gadget aus Biokunststoff können Gewürzstreuer nicht nur funktional sein, sondern auch umweltfreundlich. Ein entscheidender Punkt bei der Umstellung von herkömmlichem Kunststoff auf biobasierten Kunststoff bei gleicher Produktgestaltung ist, das Produktedesign beibehalten zu können. Testschweissungen auf einer Ultraschallmaschine der Rinco Ultrasonics zeigen, dass das neue gleiche Produkt aus Biomaterial die gleichen Zielvorgaben erfüllen konnte, wie der Gewürzstreuer aus Thermoplast.

Nachhaltiges Fügeverfahren
Das Fazit des Ultraschallschweissens lautet, dass es sich um ein nachhaltiges Fügeverfahren handelt, das ohne den Einsatz von Lösungsmitteln oder anderen Zusätzen auskommt. Dadurch wird das sortenreine Recycling erleichtert. Zudem zeichnet sich das Ultraschallschweissen durch seine hohe Energieeffizienz aus und verbessert die Umweltbilanz der Produkte für den Anwender. Im Vergleich zu thermischen Schweissver-
fahren reduziert das Ultraschallschweissen den Energiebedarf erheblich. Auch der Umstieg von einer pneumatischen auf eine elektrisch betriebene Ultraschallschweissmaschine lohnt sich, dank der enormen Energieeinsparung.
Ein schonender Umgang mit natürlichen Ressourcen und Lebensmitteln ist von grosser Bedeutung. Die Verwendung von Ultraschall zum Schneiden von Lebensmitteln bietet daher verschiedene Vorteile. Es
ermöglicht saubere und reproduzierbare Schnitte, während der Ausschuss von Lebensmitteln während der Produktion minimiert wird. Darüber hinaus ist seltener eine Reinigung des Messers erforderlich, wodurch der Wasser- und Reinigungsmittelverbrauch reduziert und somit die Umweltbelastung verringert wird.
Kontakt
www.rincoultrasonics.com


LÖSUNGEN FÜR HOCHPRÄZISE ANWENDUNGEN IN DER MEDIZINTECHNIK.
LEISTUNGSSTARKE
Präzision trifft auf Tempo und Reinheit. Die vollelektrische ELION ist die perfekte Spritzgiessmaschine für die wirtschaftliche Massenproduktion von Verbrauchsmaterialien für die In-vitro-Diagnostik, Primärverpackungen und Drug-Delivery-Systemen sowie für medizinische und kosmetische Einwegartikel.



Schliesskraftbereich 800-2800 kN

An Ihre Produktanforderungen angepasste Reinraumausstattung
Perfekte Präzision und Reproduzierbarkeit
Hervorragende Gesamtanlageneffektivität
Gesteigerte Produktivität durch NETSTAL Smart Operation (optional erhältlich)
Führendes Preis-/Leistungsverhältnis
Weltweiter Kundendienst
Mehr Informationen unter www.netstal.com
NEUE DIENSTLEISTUNG Maschinenkalibrierung gemäss ISO 17025:2017 vor Ort beim Kunden
21 9/2023 KUNSTSTOFF XTRA F ÜGEN
n
SCAN ME
Gewürzstreuer aus biobasiertem Kunststoff. (Bild: Rinco)
Let’s talk about Chemical Recycling
Es gibt nicht die eine Lösung im Recycling
Die chemische Industrie plant gemäss Plastics Europe bis 2030 etwas mehr als 7 Milliarden Euro in das chemische Recycling zu investieren. Ziel ist es, Kunststoffabfälle, die aus technologischen, ökonomischen oder ökologischen Gründen nicht mechanisch recycelt werden können, sinnvoll chemisch zu recyceln. Im VDMA-Interview spricht Prof. Dr. Manfred Renner, Leiter des Fraunhofer-Instituts für Umwelt-, Sicherheits- und Energietechnik UMSICHT, über den sinnvollen Einsatz und die Grenzen des chemischen Recyclings.
Herr Prof. Dr. Renner, was ist die Aufgabe des chemischen Recyclings in der Kreislaufwirtschaft?
Manfred Renner: Bei der Transformation zur Kreislaufwirtschaft ergänzen sich das chemische und das mechanische Recycling. Es gibt hier kein entweder/oder, sondern immer nur ein sowohl/als auch. Beide Technologien werden gebraucht, wenn man den Kunststoff nach seiner Nutzung wieder als Rohstoff einsetzen möchte. Für das chemische Recycling gibt es vor allem zwei Einsatzgebiete: zum einen dort, wo das mechanische an seine Grenzen kommt. Wenn zum Beispiel der Aufwand für das Sortieren und Reinigen zu gross ist. Zum anderen kommt das chemische Recycling zum Zug, wenn Material bereits mehrmals mechanisch aufbereitet wurde. Denn mit jeder dieser Aufbereitungen verkürzen sich die Polymerketten und oft reichern sich auch Additive im Rezyklat an. Wenn man aber Material von hoher Qualität haben möchte, dann braucht man chemisches Recycling, damit man das Polymer in seine Bestandteile zerlegen und danach wieder zusammensetzen kann. Würde man das nicht machen, müsste man ölbasiertes Virgin-Material in die Kette einspeisen und käme nicht weg von fossilen Rohstoffen. Deshalb ist das chemische Recycling unverzichtbarer Bestandteil des End-of-Life-Handlings von Kunststoffen.
Vielfach wird die schlechte Energiebilanz des chemischen Recyclings kritisiert. Wie sehen Sie das?
Renner: Man kann die Energiebilanz nicht pauschal kritisieren. Je mehr Fraktionen, also unterschiedliches Material, in ein chemisches Recyclingverfahren gehen, desto
mehr muss aufgetrennt werden. Folglich wird mehr Energie benötigt, wenn die Komplexität steigt. Das heisst aber nicht, dass damit der CO2-Footprint steigt. Wir haben zuletzt im Rahmen eines Forschungsprojektes zusammen mit dem Wuppertal-Institut und dem Analyse-Unternehmen Carbon Minds ein Pyrolyseverfahren mit verschiedenen Feedstocks bilanziert und sind zu dem Ergebnis gekommen, dass man den Carbon-Footprint gegenüber Virgin-Material um bis zu 50 Prozent reduzieren kann.
Eine Studie des Öko-Instituts kommt zu dem Schluss, dass chemisches Recycling gegenüber mechanischem in puncto Klimafreundlichkeit schlechter abschneidet.
Renner: Es gibt eine enorme Breite an publizierten Studien zum Thema CO2-Footprint im chemischen und mechanischen Recycling, die zum Teil zu ganz anderen Ergebnissen kommen. Über diese Beiträge

wird nur meist überhaupt nicht diskutiert. Die Studie des Öko-Instituts liefert das Ergebnis, das ein Teil der Branche braucht, um das chemische Recycling maximal zu diskreditieren. Momentan wird ein Kampf ausgefochten, man will den Status quo behalten.
Welches Verfahren eignet sich für welche Anwendung?
Renner: Man muss es ganz deutlich sagen: Es gibt keine Faustformel für den Einsatz der unterschiedlichen Recyclingmethoden. Wir müssen uns dem Thema schrittweise nähern und ausprobieren, wann mechanisches Recycling sinnvoll ist und wann chemisches. Und beim chemischen Recycling müssen wir ausprobieren, welche der ver-
22 9/2023 KUNSTSTOFF XTRA C IRCULAR E CONOMY
Prof. Dr.-Ing. Manfred Renner: «Es gibt keine Faustformel für den Einsatz der unterschiedlichen Recyclingmethoden.» (Bild: Umsicht)
«Es gibt keine Faustformel für den Einsatz der unterschiedlichen Recyclingmethoden.»
Kuma
KX 7–8/2022

1/3 Seite quer, randabfallend
schiedenen Verfahren am besten für welche Polymermischung geeignet sind. Das ist die Aufgabe, der wir uns in den nächsten Jahren stellen müssen.
WH aus 12/2021
Bislang arbeiten die meisten chemischen Recycler mit Polyolefinen, die auch im mechanischen Recycling gut zu verarbeiten sind. Warum kümmern sie sich nicht um komplexere Kunststoffe?
Renner: Die Unternehmen gehen derzeit auf Stoffströme, bei denen sie die realistische Erwartung haben, damit mittelfristig Gewinn erzielen zu können. Man fängt nicht gleich mit den schwierigsten Materialien an und investiert hohe Summen in Anlagen, ohne zu wissen, ob man sie wirtschaftlich nutzen oder vermarkten kann. Die Technologie ist nicht das Problem. Vielmehr muss man Kapazitäten aufbauen und sich die Rohstoffströme schrittweise erschliessen. Natürlich kann man im chemischen Recycling auch komplexe Stoffströme verarbeiten und zu hohen Qualitäten kommen, aber da ist der Aufwand für die Fraktionierung eben viel höher. Und solange der Rohstoff Öl günstig ist, macht das wirtschaftlich wenig Sinn.
Welche Rolle hat die Politik in dieser Gemengelage?
Renner: Wir haben etablierte und hocheffiziente Wertschöpfungsketten in der Kunst-
stoffindustrie. Wenn die in eine gut funktionierende Kreislaufwirtschaft überführt werden soll, geht das nicht ohne politische Leitplanken. Es handelt sich schliesslich um ein komplett neues Wirtschaftssystem. Jetzt kommt das Henne-Ei-Dilemma: Die Politik möchte nicht zu stark regulieren, damit der Markt nicht kaputt geht, bevor etwas Neues da ist. Aber ein neuer Markt wird nur entstehen, wenn es legislative Leitplanken gibt, weil er nicht ökonomisch selbsterklärend ist. Genau da stehen wir gerade. Man muss sich bewusst sein, dass die Transformation ein Prozess über Jahre, wenn nicht Jahrzehnte ist.
Massenbilanzverfahren. Kundengruppen, die einen echten recycelten Content wollen, müssen genau diesen Kunststoff zur Verfügung gestellt bekommen. Anderen Kundengruppen reicht es vielleicht völlig aus, wenn auf einer Handyschale steht, dass sie zu X Prozent massenbilanziert recycelt wurde.

Wird die Kreislaufwirtschaft ein Erfolg?
Und konkret?
Renner: Auch hier gibt es keine einfachen Faustformeln. Aber eine Regulierung sollte unbedingt produktgruppenspezifisch sein. Man muss sich Stück für Stück ansehen, was für welche Branche und für welche Produkte möglich, sinnvoll und umsetzbar ist. Es sollten auch keine Technologien vorgeschrieben oder begünstigt werden. Beispielsweise sollten mechanisches und chemisches Recycling nicht getrennt, sondern gemeinsam betrachtet werden. Dazu gehört auch das
Renner: Das hängt davon ab, was uns die Defossilisierung wert ist. Rein ökonomisch wäre es ja eher sinnvoll, hochgradig auf Effizienz ausgelegte lineare Wertschöpfungsketten so zu lassen, wie sie sind. Wenn uns die Bekämpfung des Klimawandels aber sehr wertvoll ist, dann müssen wir auch bereit sein, unser Verhalten zu ändern und die Kosten zu akzeptieren. Die Umsetzung der Kreislaufwirtschaft wird Billionen kosten, aber sie bietet auch immense wirtschaftliche Chancen. Die verschiedenen Recyclingverfahren, Sortierungsverfahren, Markierungsverfahren sind wegweisende Zukunftstechnologien – die sich als System international exportieren lassen. Dann wird daraus auf einmal ein sehr positives Gesamtkonzept. Man investiert, aber man erschliesst auch signifikante internationale Märkte. Eine grosse Chance für deutsche Unternehmen verschiedenster Branchen.
Kontakt
www.umsicht.fraunhofer.de n
Ihr zuverlässiger Partner, wenn es um Peripherie in der Kunststoffverarbeitung geht!
Doppelwinkelförderbänder von VIRGINIO NASTRI können individuell auf Ihre Bedürfnisse angepasst werden.
– Gefertigt aus Stahl im Modularsystem
– Teleskopfahrwerk mit hydraulischer Handpumpe

Ein- und/oder Auslauftrichter, je nach Bedarf
– Paddelseparator, leicht und schnell auf das Produkt einstellbar
– Rollenseparatoren können nachgerüstet werden
– Seitenführungen aus SAC (Kunststoffgleitmaterial) verhindern das Verklemmen von kleinen Teilen
23 9/2023 KUNSTSTOFF XTRA C IRCULAR E CONOMY
KUNSTSTOFF XTRA 7–8 /2022 0
«Mechanisches und chemisches Recycling sollten nicht getrennt, sondern gemeinsam betrachtet werden.»
KUMA Solution GmbH | Neuweg 31A | CH-4852 Rothrist | Tel +41 62 794 37 41 | info@kuma-solution.ch | www.kuma-solution.ch
–
Chemisches Recycling
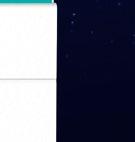
Ein Klebstoff revolutioniert das Recycling

Ein umweltfreundlicher Klebstoff verändert das Matratzenrecycling. Dank dieses wasserbasierten Klebstoffs gelingt es, beim chemischen Recycling etwa 90 Prozent des Polyol-Rohstoffs zurückzugewinnen.
Entwickelt wurde der wasserbasierte, umweltfreundlichen Klebstoff Simalfa von Emil Simmler, Gründer der Alfa Klebstoffe AG in Rafz. Damals wurde er belächelt, heute revolutioniert der Klebstoff im Produktportfolio von Simalfa das Recycling von Polyurethan-Matratzen.
Der umweltfreundliche, wasserbasierte Klebstoff
Die Nachhaltigkeit von Schaumstoffmatratzen und deren Entsorgung gewinnt zunehmend an Bedeutung. Eine recyclingfähige Klebstofftechnologie spielt dabei eine entscheidende Rolle. «Unser wasserbasierter Klebstoff Simalfa ermöglicht es, Schaumstoffmatratzen mithilfe des innovativen De-Bonding-Verfahrens vollständig in den Rohstoffkreislauf zurückzuführen», erklärt Julien Heusser, Leiter F&E bei Alfa Klebstoffe. «Die Erfindung dieses Klebstoffs war revolutionär und legte den Grundstein für nachhaltige Schaumstoffverklebung.» Entscheidend sei, dass der Klebstoff so konzipiert ist, dass die verschiedenen Schichten der Schaumstoffmatratzen vollständig voneinander getrennt werden können. Nur so sei es möglich, den Schaumstoff in einem chemischen Verfahren wieder zu Isocyanaten und Polyolen aufzubereiten. Matratzen, bei denen sich die Schaumstoffschichten nicht einwandfrei trennen lassen, können nur mechanisch entsorgt werden. Beim mechanischen Recycling werden die Matratzen zerschnitten und geschreddert. Die wiederverwendbaren Schaumstoffreste werden beispielsweise in der Verpackungsindustrie, Teppichpro -
duktion oder zur Isolation verwendet. Eine ausschliessliche mechanische Entsorgung von Matratzen wäre laut Julien Heusser angesichts der enormen Schaumstoffmassen nicht nachhaltig. Zudem würde dies ein Down-Cycling bedeuten, bei dem das recycelte Material von geringerer Qualität und Funktion ist als das Ausgangsmaterial.
Die Klebstofftechnologie Schaumstoff besteht aus zwei Hauptkomponenten: Isocyanat und ein Polyol. Diese beiden Stoffe werden durch einen Schäumungsprozess zu Schaumstoff verarbeitet. Um Schaumstoff zu recyceln, müssen diese zwei Schichten vollständig voneinander getrennt werden können. Beim chemischen Recycling können etwa 90 Prozent des Polyol-Rohstoffs zurückgewonnen werden. Das zurückgewonnene Polyol hat sogar eine niedrigere Viskosität als die ursprüngliche Zusammensetzung, was bedeutet, dass die Verklebung der Schaumstoffe keinerlei negative Auswirkungen auf
den Recyclingprozess hat. Das wiedergewonnene Polyol kann somit bis zu 100% wieder in der Matratzenproduktion eingesetzt werden. Auf diese Weise schliesst das chemische Recycling den Rohstoffkreislauf und verbessert die Qualität des Polyols. Dieser Fortschritt in der Industrie trägt massgeblich zur nachhaltigen Verwertung und Reduzierung des CO2-Fussabdrucks bei.
Was macht ein Klebstoff revolutionär?
«Ein revolutionärer Klebstoff, der den Recyclingprozess von Matratzen unterstützt, erfüllt die Voraussetzung der Recyclingfähigkeit», erläutert Heusser. Das bedeute, dass er wasserbasiert und umweltfreundlich sein muss und keine Inhaltsstoffe enthält, die den Recyclingprozess beeinträchtigen würden. Die Kunst bestehe auch darin, im Vergleich zu herkömmlichen Klebstoffen die Menge zu reduzieren, um eine effiziente Wiederverwertung zu ermöglichen. Eine wichtige Rolle spie -
24 9/2023 KUNSTSTOFF XTRA C IRCULAR E CONOMY
Uschi Roth ¹
Eine wichtige Rolle spielt der De-Bonding-Effekt, der die verschiedenen Schichten von PURMatratzen voneinander trennt. (Bild: Adobe Stock)
1 Uschi Roth, Leiterin Kommunikation, Swiss Engineering
Lebenszyklus einer PUR-Schaumstoff-Matratze. (Bild: AdobeStock, CrushPixel, ShutterStock und Alfa Klebstoffe)
le der «De-Bonding-Effekt», der die einzelnen Schichten von Polyurethan-Matratzen rückstandsfrei voneinander trennt, so
Winterthurer Klebstofftagung

Über «Nachhaltige Klebstofftechnologien um den Recyclingprozess von PolyurethanSchaumstoff-Matratzen zu unterstützen», referierte Julien Heusser, Leiter der Forschung und Entwicklung bei Alfa Klebstoffe AG, an der Winterthurer Klebstofftagung am 4. Juli 2023. Organisiert wurde die Tagung vom Institute of Materials and Process Engineering (IMPE) in Zusammenarbeit mit der FGKS von Swiss Engineering.


die Ausführungen des Chemieingenieurs Julien Heusser.
Die Zukunft der nachhaltigen Klebstofftechnologien
Als Experte sieht Heusser eine Zukunft, in der die Richtlinien zum Recycling weiter verschärft werden, da Nachhaltigkeit zunehmend gesetzlich vorgeschrieben wird. Bereits jetzt hätten viele Marktführer ehrgeizige Ziele in Bezug auf Nachhaltigkeit. Ein bekanntes Möbelhaus plane beispielsweise bis 2030 nur noch Matratzen anzubieten, deren Ausgangsstoffe zu 100 % nachwachsen. In diesem Kontext spiele der eingesetzte Kleb-
stoff eine zentrale Rolle. Heusser ist zuversichtlich, dass viele andere Unternehmen diesem Beispiel folgen werden. Neben der Arbeit an Klebstofftechnologien für Matratzen arbeitet Alfa Klebstoffe auch an nachhaltigen Klebstofflösungen für die Automotive-Industrie. Ziel sei, umweltfreundliche Alternativen für verschiedene Anwendungen und Branchen zu entwickeln und damit zu einer nachhaltigeren Zukunft beizutragen.

Kontakt www.swissengineering.ch www.simalfa.ch

25 9/2023 KUNSTSTOFF XTRA C IRCULAR E CONOMY
n
PLAST - International Exhibition For Plastics & Rubber Industries! 05. - 08.09.2023 in Milano, Italy. Come visit us in Hall 9, Booth B171 FAKUMA - International trade fair for plastics processing - 17. - 21.10.2023 in Friedrichshafen, Germany. Come visit us in Hall A4, Booth 4122 FAKUMA - Internationale Fachmesse für Kunststoff verarbeitung 17. - 21.10.2023 in Friedrichshafen. Besuchen Sie uns in Halle A4, Stand 4122
Saubere Waschmaschinenabwässer zum Schutz der Umwelt
Filtersystem für Mikroplastik

Das U.S. Venture Cleanr und der deutsche Anbieter von technischen Gewebelösungen, GKD, arbeiten gemeinsam an einer Lösung, die mehr als 90% der Mikroplastikfasern bis zu einer Grösse von 50 Mikrometern auffängt. Das Filtersystem wird Geräteherstellern helfen, die neuen Vorschriften für die weltweit wichtigste Quelle von Mikroplastikverschmutzung zu erfüllen.

Die GKD Gruppe, Anbieter von technischen Geweben, und Cleanr, ein Entwickler fortschrittlicher Technologien zur Filterung von Mikroplastik, haben sich für ein nachhaltiges Projekt zusammengeschlossen. Gemeinsam möchten sie Waschmaschinenherstellern helfen, damit sie neue Vorschriften einhalten können, die darauf abzielen, die Verschmutzung durch Mikrofasern aus Kunststoff in globalen Gewässern, Ökosystemen und Nahrungsketten zu beseitigen. Die Unternehmen werden bei der Entwicklung, Konstruktion und Herstellung der Lösungen von Cleanr zusammenarbeiten, die Mikroplastik (Partikel, die kleiner als fünf Millimeter oder ein Fünftel eines Zolls sind) effizient aus dem Abwasser von privaten, gewerblichen und industriellen Waschmaschinen filtern. Die zum Patent angemeldete Technologie von Cleanr kann als externer Filter eingesetzt oder als vorinstallierte Lösung problemlos in moderne Waschmaschinenkonzepte integriert werden. Die Technologie hält eigenen Angaben gemäss über 90% der Mikroplastikfasern mit einer Grösse von mehr als 50 Mikrometern zurück und übertrifft damit alle anderen auf dem Markt erhältlichen Lösungen. Cleanr bietet ausserdem einen verbraucherfreundlichen Mechanismus zur Trockenentsorgung. Der
Mechanismus verhindert, dass Mikrofaserabfälle in den Abfluss gespült werden.
Kosteneffiziente Lösungen gesucht
«Waschmaschinenhersteller auf der ganzen Welt sehen sich mit einer wachsenden Nachfrage nach verbraucherfreundlichen, kosteneffizienten Lösungen zur Filterung von Mikroplastik konfrontiert, um die anstehenden Vorschriften in Europa, Nordamerika und darüber hinaus zu erfüllen», so Max Pennington, CEO von Cleanr. «Unsere Partnerschaft mit GKD sichert unseren Kunden höchste Qualität und Präzision in der Fertigung sowie die 100-jährige Erfahrung von GKD in der Entwicklung von Geweben. Unsere beiden Unternehmen verbindet die gemeinsame Vision, eine sicherere und gesündere Welt zu schaffen, indem wir das globale Mikroplastikproblem an der Wurzel packen.»
Über eine halbe Million Tonnen Mikroplastikfasern gelangen jedes Jahr in Form von Waschmaschinenabwässern in die Ozeane. Dies macht 35% des gesamten Mikroplastiks in der Umwelt aus, womit Klei -
dung und Textilien weltweit eine der Hauptquellen für die Verschmutzung durch Mikroplastik darstellen. In den letzten zehn Jahren wurden alarmierende Erkenntnisse über die Auswirkungen der Verschmutzung durch Mikroplastik auf Gewässer, Ökosysteme, Nahrungsketten und die menschliche Gesundheit gewonnen: Mikroplastik bedeckt inzwischen 88% der Meeresoberfläche und wurde in so entlegenen Gebieten wie den Stränden der Arktis und Antarktis, dem Gipfel des Mount Everest und dem Grund des Marianengrabens nachgewiesen.
Auswirkungen sind nicht genau bekannt
Laut einer vom WWF International veröffentlichten Studie nimmt der Mensch im Durchschnitt jede Woche eine kreditkartengrosse Menge an Plastik auf, wodurch Mikroplastik in unseren Blutkreislauf, in unser Gewebe und sogar in die Plazenta gelangt. In einer aktuellen Studie wurde Mikroplastik im Blut von fast 80% der menschlichen Probanden
Die Auswirkungen der Verschmutzung
26 9/2023 KUNSTSTOFF XTRA U MWELT
nachgewiesen.
Das U.S. Venture Cleanr nutzt das dreidimensionale Porometric Filtergewebe von GKD, für seine innovative Technologie. (Bild: GKD Group)
Die zum Patent angemeldete Technologie von Cleanr kann als externer Filter eingesetzt oder als vorinstallierte Lösung problemlos in moderne Waschmaschinenkonzepte integriert werden. (Bild: CLEANR licensed iStock image)
durch Mikroplastik auf die Gesundheit von Wildtieren, Wasserorganismen und Menschen sind noch nicht genau bekannt. Studien haben jedoch Hinweise darauf gefunden, dass eine hohe Belastung durch Mikroplastik und bestimmte Polymere zu einer geringeren Fütterungseffizienz und Wachstumsrate, zur Förderung von Tumoren, zur Störung des Hormonsystems, zur Lebertoxizität, zu körperlichen Beeinträchtigungen, Autismus-Spektrum-Störungen und sogar zu einer höheren Sterblichkeitsrate führen kann. Wenn nicht eingegriffen wird, wird die derzeitige weltweite Verschmutzung durch Mikroplastik in den kommenden Jahrzehnten dramatisch ansteigen. Jüngste Untersuchungen der Organisation für wirtschaftliche Zusammenarbeit und Entwicklung (OECD) zeigen, dass sich die Menge an Plastikmüll aus Kleidung und anderen Textilien bis 2050 verdoppeln wird.
Dringendes Umweltproblem
«Die Verschmutzung durch Mikroplastik wird zu einem dringenden Problem für die Umwelt und die öffentliche Gesundheit», so Dr. Stephan Kufferath, Vorstand der GKD-Gruppe. «Aber die Filterung von Mikroplastik aus Waschmaschinenabwässern ist ein entscheidender Schritt in die richtige Richtung. Deshalb möchten wir Cleanr dabei helfen, sein Marktpotenzial auszuschöpfen, indem wir unser innovatives Mikroplastik-Edelstahlgewebe und unser langjähriges Netzwerk von globalen Produktions- und Vertriebszentren nutzen. Dies ist eine Gelegenheit, dazu beizutragen, die erste Filtrationslösung zu liefern, die tatsächlich die kommenden gesetzlichen Anforderungen für Europa und darüber hinaus erfüllt.»
Mehrere grosse Regierungen untersuchen das Problem und entwickeln neue Vorschriften, um den Fluss von Kunststoff-Mikrofasern aus Waschmaschinen in die Gewässer einzudämmen. Ab Januar 2025 wird Frankreich vorschreiben, dass alle neuen Waschmaschinen, die im Land verkauft werden, mit einer Mikroplastik-Filterlösung ausgestattet sein müssen. In der Zwischenzeit arbeiten Mitglieder des britischen Parlaments, Abgeordnete der Bundesstaaten Kalifornien, Illinois und Oregon in den USA sowie Abgeordnete der kanadischen Provinz Ottawa an ähnlichen Vorschlägen, und andere Regierungen auf der ganzen Welt folgen diesem Beispiel. In diesem Herbst wird der Bundesstaat Kalifornien einen Pilotversuch zum Nachweis von Mikroplastik im Trinkwasser starten, und New Jersey arbeitet an einem Vorschlag zur Gewährung von Rabatten von bis zu 100 Dollar für Einwohner, die Waschmaschinenfilter aus Mikrofasern kaufen.

«Der wachsende Fokus auf die Verschmutzung durch Mikroplastik bei Verbrauchern, Regierungen, Gesundheitsorganisationen und Herstellern von Textilien, Kleidung und Geräten hat einen dynamischen Markt geschaffen, der das Potenzial hat, rasche Veränderungen herbeizuführen», sagte Terry Moore, Vorsitzender des Cleanr-Verwaltungsrats. «Durch die enge Zusammenarbeit mit Waschmaschinenherstellern und weltweit führenden Unternehmen wie GKD wird Cleanr dazu beitragen, die weltweit grösste Quelle der Mikroplastikverschmutzung zu bekämpfen und gleichzeitig das Wachstum für unsere Kunden und Aktionäre zu fördern.»
Kontakt www.gkd-group.com www.Cleanr.life
Unsere Produkte

Universal Temperiergeräte bis 150 °C

Wasser Temperiergeräte bis 90 °C

Druckwasser Temperiergeräte bis 160 °C
Öl Temperiergeräte bis 360 °C


Kühlgeräte von -25 °C bis +40 °C

27 9/2023 KUNSTSTOFF XTRA U MWELT
n
Dank seiner überragenden Eigenschaften kann das Porometric Filtergewebe von GKD die Wasserverschmutzung durch Mikroplastik wirksam verringern. (Bild: GKD Group)
www.tool-temp.ch
Halle A3 Stand 3007
Mitgliederversammlung und Lehrabschlussfeier 2023
2022 – ein Jahr voller Veränderungen
Die Mitgliederversammlung vom 4. Juli 2023 bot den Mitgliedern nicht nur die Möglichkeit, beim statutarischen Teil mitzubestimmen, sondern auch einen abwechslungsreichen Jahresrückblick, einen spannenden Gastvortrag, die Lehrabschlussfeier und Gelegenheit zum Netzwerken. Zudem wurde Marcel Spadini als neues Vorstandsmitglied gewählt und Kurt Röschli als Geschäftsführer verabschiedet.
Verena Jucker
Präsident Silvio Ponti eröffnete die Veranstaltung mit einem Rückblick auf das vergangene Jahr, das nicht nur grosse Veränderungen in der Welt, sondern auch in unserem kleinen Verband brachte, dessen Geschäftsstelle seit dem 1. Januar neu von Riccardo Casanova geführt wird. Charmant und kompetent führte Silvio Ponti durch den statutarischen Teil der Versammlung, bei der dem Vorstand und der Geschäftsstelle wiederum einstimmig die Décharge erteilt wurde, was ihr Engagement und ihre hervorragende Arbeit im vergangenen Jahr würdigte.
Ein Verbandsjahr mit viel Neuem und Altbewährtem Riccardo Casanova, neuer Geschäftsführer von KUNSTSTOFF.swiss, und Verena Jucker, stellvertretende Geschäftsführerin und Leiterin Kommunikation, präsentierten einen abwechslungsreichen Jahresrückblick. Besonders schön ist, dass im letzten Verbandsjahr acht neue Mitglieder gewonnen werden konnten. Im Bereich Nachhaltigkeit zeigte Riccardo Casanova das Engagement des Verbands auf, der unter anderem im Swiss Recycling Projekt «Sammlung 2025» (Einführung eines nationalen Sammelsystems für Kunststoffverpackungen und Getränkekartons) mitarbeitet und stets im Dialog mit Politik und Verwaltung steht.

In seiner Aufgabe als Netzwerkplattform bietet KUNSTSTOFF.swiss neu sogenannte Impuls-Treffs an, regionale Treffen für Entscheidungsträger der Branche. Verena Jucker zeigte im Folgenden viele weitere Dienstleistungen des Verbands für seine Mitglieder und betonte, dass diese laufend ausgebaut werden. Es lohnt sich also, immer wieder auf der KUNSTSTOFF. swiss Website vorbeizuschauen und KUNSTSTOFF.news, den Verbandsnewsletter zu abonnieren. Besonders hervorzuheben ist dabei die Branchenlösung Arbeitssicherheit und Gesundheitsschutz, die vor einem Jahr stärker auf die Kunststoffindustrie ausgerichtet wurde und auch dieses Jahr mit einigen Neuerungen wie zum

Beispiel ergänzenden Webinaren aufwarten kann.

Ein Rekordjahr?
Der Verband erhebt jährlich die wichtigsten Zahlen zur Branche. Riccardo Casanova präsentierte der Versammlung die neusten Auswertungen. So hat sich 2022 der Gesamtumsatz der Branche von 16,8 auf 18 Milliarden Franken erhöht – dies vor allem aber wegen der allgemein gestiegenen Preise. Dennoch hat auch der Gesamtverbrauch von Kunststoffen um rund 10 000 Tonnen auf 740,7 Tonnen zugenommen.


Verstärkung im Vorstand
Ein bedeutendes Ereignis der Mitgliederversammlung war die Wahl von Marcel Spadini, Geschäftsführer der Arburg AG, als neues Vorstandsmitglied. Mit einer beeindruckenden beruflichen Laufbahn und
9/2023 VERBAND 28
Verbandsprasidium: Vizepräsident Patrick Semadeni und Präsident Silvio Ponti (v.l.). (Bilder: KUNSTSTOFF.swiss)
Marcel Spadini, frisch gewähltes Vorstandsmitglied, im Gespräch mit Guido Vollrath, Nolato Treff AG und Vorstandsmitglied.
Die prämierten Absolventen.
langjähriger Erfahrung in der Kunststoffindustrie ist er eine wertvolle Bereicherung für den Verbandsvorstand.
76 neue «Kunststöffler»

Direkt im Anschluss fand die Lehrabschlussfeier der Kunststoffberufe statt, die mit Humor und viel Energie von Radiomoderator Martin Diener moderiert wurde. Insgesamt 76 Absolventinnen und Absolventen wurden für ihren erfolgreichen Abschluss geehrt. Jeder Absolvent und jede Absolventin erhielt ein kleines Geschenk als Anerkennung, und die Besten wurden zusätzlich mit einem Geldpreis ausgezeichnet. Wir gratulieren ganz besonders Przemyslaw Kazimierz Zmuda von Kunststoff Schwanden, der mit der Note 5,8
einen hervorragenden Abschluss zum Kunststoffverarbeiter EBA erreicht hat und Hannes Forster, der seine Lehre zum Kunststofftechnologen EFZ mit 5,5 abgeschlossen hat. Diese Feier unterstreicht die Bedeutung der Ausbildung und der Nachwuchskräfte für die Zukunft der Kunststoff industrie.
KUNSTSTOFF.swiss wird weiterhin die Interessen der Kunststoffindustrie in der Schweiz vertreten, sich stark für die Ausund Weiterbildung engagieren, innovative Lösungen vorantreiben und die nachhaltige Entwicklung fördern. Die Mitgliederversammlung hat gezeigt, dass der Verband auf dem richtigen Weg ist und eine vielversprechende Zukunft für die Kunststoffindustrie anstrebt n
Förderung der Kunststoffberufe Das Tessin im Fokus der Ausbildung
Am 20. Juni 2023 fand ein wichtiges Treffen für den Tessiner Kunststoffsektor statt. Am Vormittag besuchten Geschäftsführer Riccardo Casanova und Cinzia Wilhelm, zuständig für die Betreuung der Tessiner Mitglieder, die «Città dei mestieri», das Berufsberatungszentrum in Bellinzona. Gemeinsam mit Massimo Ghezzi, dem Koordinator des Zentrums, und Gianclaudio Gottardi, dem Ausbildungsinspektor des Kantons Tessin, wurden verschiedene Möglichkeiten diskutiert,
um die Kunststoffberufe bekannter und attraktiver als potenzielle Ausbildungsoption für junge Menschen zu machen. Am Nachmittag wurden die verschiedenen Alternativen mit leitenden Personen und Ausbildungsbeauftragten von Tessiner Unternehmen sowie Vertretern des Kantons besprochen. Chancen und Herausforderungen der Zusammenarbeit zwischen Unternehmen, Verband und Kanton wurden erörtert. So sollen unter anderem die
Verantwortlichen für die Berufsberatung an den Mittelschulen in Zusammenarbeit mit der «Città dei mestieri» eingeladen werden, einen Besuch in einem Tessiner Produktionsunternehmen zu machen, um die Kunststoffberufe besser kennen zu lernen. Man war sich einig, dass es wichtig ist, die berufliche Ausbildung zu fördern und die Qualität der Lehre kontinuierlich zu verbessern, um dem Fachkräftemangel entgegenzuwirken.

Besuchen Sie uns an der Swiss Medtech Expo 2023, Halle 2, Stand A 2038. Kostenloses Ticket unter www.kunststoff.swiss/smte

Kontakt
KUNSTSTOFF.swiss
Verena Jucker
CH-5000 Aarau
+41 62 834 00 64
info@kunststoff.swiss
www.kunststoff.swiss n
9/2023 VERBAND 29
Neue Verbandsmitglieder: Andreas Zopfi und Philippe Dubois, SVI.
Bruno Guidotti, Geschäftsführer Forbo SA, Mauro Maiano, Dozent Berufsschule, Riccardo Casanova, Geschäftsführer KUNSTSTOFF.swiss (v.l.).
Neues Verfahren für schnelle Verarbeitungsstabilisierung von Kunststoffen
Rheologische Untersuchungen online
Kunststoffe als organische Substanzen degradieren in Gegenwart von Sauerstoff. Diese Autooxidationsprozesse finden z. B. während der Schmelze-Verarbeitung statt. Durch das Einbringen von Antioxidantien lassen sich die Oxidationsvorgänge zielgerichtet verlangsamen. Erst dies ermöglicht die Herstellung von Gebrauchsgegenständen durch den Spritzgussprozess.
Organische Verbindungen, wie Kunststoffe, unterliegen der Autooxidation. Dabei handelt es sich um eine radikalische Kettenreaktion mit dem Luftsauerstoff, die durch Wärme oder Licht initiiert wird und zur langsamen Oxidation der Verbindungen führt. Eines der reaktivsten Spezies in den Kettenreaktionen ist das OH-Radikal. Dieses und ähnlich reaktive Radikale werden durch primäre Antioxidantien abgefangen. Der Angriff des OH-Radikals auf organische Substanzen führt zusammen mit dem O2-Molekül zur Bildung von sog. Hydroperoxiden. Aus letzteren werden in Nachfolgereaktion OH-Radikale neu gebildet. Sekundäre Antioxidantien deaktivieren Hydroperoxide so, dass keine Neubildung von OH stattfindet. Zur bestmöglichen Stabilisierung sind somit zwei Typen von Antioxidantien erforderlich. Sie wirken synergistisch. Das primäre Antioxidans enthält häufig phenolische Strukturen, während es sich bei dem sekundären z. B. um ein organisches Phosphit handelt. In dem für aktuelle Untersuchungen am Fraunhofer LBF ausgewählten marktverfügbaren Verarbeitungsstabilisator sind die beiden Antioxidantien zu gleichen Anteilen enthalten.
Untersuchungen zur Verarbeitungsstabilisierung
Handelsübliche Neuware-Kunststofftypen sind ab Werk mit entsprechenden Stabili -
satorpaketen gebrauchsfertig ausgerüstet. Bei der Entwicklung neuer Kunststoffcompounds muss vor dem Hintergrund von Ressourcenschonung und Wirtschaftlichkeit die optimal hinzuzufügende Menge an Verarbeitungsstabilisatoren gezielt ermittelt werden. Ebenso bei Altkunststoffen in Wertstoffströmen, die zur Herstellung von Rezyklaten eingesetzt werden. Hier sind die Stabilisatoren in unterschiedlichem Mass verbraucht. Für die Compoundierung des Mahlguts zu Rezyklaten und deren Weiterverarbeitung, z. B. im Spritzgussprozess, kommt es darauf an, die Stabilisatoren in Anteilen genau passend zu den Kunststofftypen und deren Alterungszustand hinzu zudosieren. Bisher werden

Compounds mit unterschiedlichen Anteilen der Antioxidantien in Form von Konzentrationsreihen hergestellt. Diese werden dann mittels verschiedener Tests, wie z. B. Messung der Volumenfliessrate (MVR, DIN 1133-1), offline charakterisiert. Belastbare Ergebnisse erhält man somit erst nach dem Compoundierschritt.
Online-Charakterisierung bietet

neues Potenzial
Forschende am Fraunhofer LBF verfolgen aktuell den Ansatz, bereits während der Compoundierung online die Schmelze zu charakterisieren, um sofort Aussagen über die Wirksamkeit der aktuellen Stabilisatorzugabe zu gewinnen. Hierzu werden mit
30 9/2023 KUNSTSTOFF XTRA F ORSCHUNG /E NTWICKLUNG
Schema des Versuchsaufbaus mit Doppelschneckenextruder und Online-Rheometer. (Bild: Fraunhofer LBF)
www.katz.ch
KUNSTSTOFFTECHNOLOGIE FÜR DIE ZUKUNFT
„Hand in Hand mit der Industrie und mit Forschungsinstitutionen bilden wir die Zukunft der Kunststofftechnologie der Schweiz.“
Fliesskurven der Scherviskosität bei unterschiedlichem Stabilisatoranteil («Stab»). (Bild: Fraunhofer LBF)

einem Online-Rheometer, welches hinter den Schneckenspitzen an einen Doppelschneckenextruder angeflanscht ist, die Fliesskurven sowohl der Scher- als auch der Dehnviskosität gemessen. Erste Untersuchungen wurden an einem wenig stabilisierten Neuware Polypropylen (PP)


durchgeführt. Dabei wurde für ausgewählte Drehzahlen die Menge an zudosiertem Stabilisator variiert. Der verringerte prozessbedingte Abbau spiegelt sich sofort in einem Anstieg der Viskosität in den Fliesskurven wider. Ab einem bestimmten Additivanteil kommt es zu keiner weiteren Vis-
kositätszunahme. Damit ist für die vorliegenden Prozessbedingungen die Grenzkonzentration des Stabilisators erreicht, oberhalb derer sich keine weitere Verbesserung erzielen lässt.
Mittels Online-Rheologie erhalten Compoundeure also unmittelbar Informationen zur Auswirkung eines Prozess-Stabilisators. Hinzu kommt, dass sich die Fliesskurven zwischen den einzelnen Kunststoffen unterscheiden, sie beinhalten somit einen wesentlich höheren Informationsgehalt als der einzelne numerische Wert einer MVRMessung. Zusätzlich können die Fliesskurven der Dehnviskosität mit in die Auswertung einbezogen werden. Mittels eines entsprechenden KI-gestützten Systems bietet die Online-Rheologie das Potenzial für eine chargenangepasste Nachstabilisierung in Echtzeit bei der Rezyklatgewinnung.
31 9/2023 KUNSTSTOFF XTRA F ORSCHUNG /E NTWICKLUNG
Kontakt www.lbf.fraunhofer.de n
Schnecken Verschleissschutz der Spitzenklasse Sc hnec ken Zylinder Lösungen für Ihren Er folg www.bernexgroup.com 17.–21.10.2023 Halle B3 Stand B3-3004 Bernex Bimetall AG Winznauerstrasse 101 CH-4632 Trimbach Switzerland 0 RZ Ins_KunststoffXtra_ZylinderSchnecken_DE_90x131_4c_2023.indd 2 16.05.23 07:34 leister.com We know how. Your Experts in Laser Plastic Welding.
BERNEX
Projekt Alporit AG
Dämmplatten mit besserem Flammschutz
Das Hightech Zentrum Aargau hat die Alporit AG aus Boswil bei der Entwicklung eines strategisch relevanten Produktes unterstützt, das bald marktreif werden soll. Die Produktionsfirma aus der swisspor-Gruppe arbeitet mit Hochdruck an der industriellen Umsetzung der Resultate einer erfolgreichen Machbarkeitsstudie.

Die Alporit AG gehört zum wachsenden Kreis jener Unternehmen, die bereits seit Jahren mit dem Hightech Zentrum Aargau (HTZ) einen regen Austausch pflegen. Die Anfänge des aktuellen «Innovationsfalls» reichen bis ins Jahr 2018 zurück. Der damalige Forschungs- und Entwicklungsleiter der Alporit-Mutterfirma swisspor AG kontaktierte damals den HTZ-Technologieund Innovationsexperten Beat Bachmann. Beim Schweizer Marktleader stand – nicht zuletzt aus Wettbewerbsgründen – die Grundlagenentwicklung eines neuen Produkts: ein extrudierter Polystyrol-Hartschaum-Dämmstoff (XPS), der halogenfrei ist.
Abkehr vom Zusatzstoff Brom
Dämmplatten aus XPS weisen eine Reihe vorteilhafter Eigenschaften auf. Sie verringern den Wärmeverlust von Gebäuden, besitzen dauerhaft hohe Druckfestigkeit, sind chemisch beständig und nehmen kaum Wasser auf. Schweizer Brandschutzvorschriften setzen für Dämmstoffe, die im Hochbau verwendet werden, eine Brennbarkeitsklassifizierung voraus. Herkömmliche Produkte erfüllen die betreffenden Kriterien, weil sie bromhaltige Flammschutz-Additive enthalten. Solche halogenhaltige Baustoffe werden allerdings aus Umweltschutzgründen je länger, desto weniger toleriert und sind bereits für mehrere Nachhaltigkeitslabel für Gebäude ein «No-Go».
Machbarkeitsstudie mit dem HTZ
Zeitsprung: Die Alporit AG ist auf der Suche nach einer tauglichen Alternative zu halogenierten Flammschutzmitteln fündig
geworden – auch dank der Unterstützung durch das HTZ: Eine gemeinsam konzipierte, umfangreiche Machbarkeitsstudie
konnte 2021 abgeschlossen werden. Als Forschungspartner hatte das FraunhoferInstitut für Chemische Technologie ICT in Pfinztal (Baden-Württemberg) gewonnen werden können. Beim ICT waren während mehr als zweieinhalb Jahren drei Mitarbeitende mit dem herausfordernden Projekt beschäftigt. «Der Nutzen der Kooperation mit dem ICT und dem HTZ ist für uns sehr hoch», erläutert Dr. Volker Brombacher, Forschungs- und Entwicklungsleiter der swisspor AG. Durch jene Machbarkeitsstudie habe das Unternehmen die Lösung für die Entwicklung eines patentierfähigen Produkts gefunden. Dies verschaffe swisspor im Wettbewerb ein zusätzliches Alleinstellungsmerkmal, gibt es doch auch international (noch) keine direkt vergleichbaren Produkte für den Hochbau. Die Hauptkonkurrenten stammen aus den umliegenden Ländern.
Industrielle Umsetzung
Nach dem Abschluss der Machbarkeitsstudie wurde das «Upscaling» gestartet: Die im Labor und auf Pilotstufe positiven Projektergebnisse mussten auch auf einer Grossanlage bestätigt werden. Auch standen anwendungsbezogene Produkttests auf dem Programm. Ausserdem wurde der Projektrahmen erweitert: Das evaluierte Flammschutzmittel, ein phosphorbasiertes Material, soll auch im Bereich der Expandierten Polystyrol-Dämmstoffe (EPS) eingesetzt werden. Eine Herausforderung wird in der Preisbildung liegen: Die Verwendung von halogenfreiem Flammschutzmaterial dürfte aus heutiger Sicht zu einem Anstieg der Produktkosten im niedrigen zweistelligen Prozentbereich führen. Das Unternehmen ist zuversichtlich, dass der Markt den Mehrwert der innovativen Neuentwicklung honorieren wird und das Unternehmen damit die angestrebte
Trendsetter-Rolle tatsächlich wird spielen können.
swisspor und Alporit
Die swisspor-Gruppe mit Sitz in Steinhausen (ZG) ist Schweizer Marktleader. Sie dämmt und dichtet Gebäude «von der Bodenplatte über die Aussenwand bis hin zum Dach». Ihre Produktionsgesellschaft Alporit AG in Boswil wurde 1947 gegründet und beschäftigt aktuell 145 Personen. Sie offeriert hochwertige Dämmstoffe und Abdichtungsmaterialien, zu einem grossen Teil aus eigener Produktion, für den Hochbau und die Haustechnik. Wärmedämmplatten aus extrudiertem Polystyrol-Hartschaum (XPS) haben sich in den letzten zehn Jahren zu einem Hauptprodukt entwickelt. Nach einem sehr guten Geschäftsjahr 2022 präsentiert sich der Geschäftsgang der Alporit AG auch per Mitte 2023 zufriedenstellend.
Konakt www.alporit.com
32 9/2023 KUNSTSTOFF XTRA F ORSCHUNG /E NTWICKLUNG
n
2024 sollen Produktsegmente mit verbessertem Brandverhalten auf den Markt kommen. (Bild: Alporit)
Wirtschaftsdaten 2022 der Schweizer Kunststoffindustrie
Erneut ein Rekordjahr
Die Schweizer Kunststoffindustrie konnte letztes Jahr das Spitzenjahr 2021 umsatzmässig noch einmal toppen. Das haben Riccardo Casanova, Geschäftsführer von KUNSTSTOFF.swiss, und Kurt Röschli, u.a. verantwortlich im Verband für die Wirtschaftsdaten, so nicht erwartet.
Marianne Flury
Das Jahr 2021 war für die Schweizer Kunststoffbranche mit CHF 16,8 Mrd. ein absolutes Spitzenjahr. Die jährlich vom Verband KUNSTSTOFF.swiss durchgeführte Umfrage in der Branche zeigt, dass die Unternehmen insgesamt den Umsatz 2022 erneut massiv steigern konnten. Zum Plus von 7,2 % haben alle Segmente beigetragen. Mit einem Zuwachs von 15,2 % schwingen die Rohstoffhersteller aber weit oben aus. Und da liegt denn für Kurt Röschli auch die Erklärung für den Höhenflug. «Das Ganze ist rohstoffgetrieben und stützt sich auf die stark angestiegenen Rohstoffpreise in 2022.»
Zulegen konnten auch die Verarbeiter, die mit einem Plus von 5,5 % einen Umsatz von knapp CHF 11,6 Mrd. erreichten (Grafik). Zu den Gewinnern gehören auch die Verwertungsbetriebe, die ihre Umsätze von 49,5 Mio. auf rund CHF 52,5 Mio. erhöhen konnten, was einer Zunahme von 6 % entspricht.
Leichte Zunahme beim Personal
Die Anzahl Firmen ist mit 760 in 2022 im Vergleich zum Vorjahr konstant geblieben, während dem der Personalbestsand um + 2,7 % auf 34 290 zugenommen hat. Auch hier haben alle Segmente zum Wachstum beigetragen. Die Zahlen widerspiegeln, dass viele Unternehmen durchaus optimistisch auf das Jahr 2023 blickten. «Die Umsätze waren da, ansonsten hätten die Firmen kein Personal eingestellt», folgert Röschli. Da der Umsatzzuwachs wesentlich höher ausfiel als der Personalbestand gewachsen ist, hat auch der Umsatz pro Mitarbeiter zugenommen. «Das belegt, dass die Firmen ihre Effizienz gesteigert haben», so Riccardo Casanova.
[Umsatz in TCHF] Grafik: Umsatzentwicklung der verschiedenen Kunststoffsparten (2018 bis 2022), Umsatz in TCHF (Quelle: KUNSTSTOFF.swiss)
Materialverbrauch steigt minim Zum vierten Mal in Folge ist der Verbrauch an Kunststoffen gewachsen (+1 %), von 700 500 auf 711 000 t, während dem der Kautschukverbrauch mit 29 760 t quasi konstant geblieben ist. Der leicht höhere Materialverbrauch zeigt, dass das Umsatzwachstum der Rohstoffhersteller nicht ausschliesslich – aber doch zum grossen Teil – den Preiserhöhungen geschuldet ist. Erfreulich präsentiert sich der Export von Halb- und Fertigfabrikaten. Diese nahmen von 1,747 auf 1,888 Mrd. CHF (+ 8 %) resp. von 1,851 auf 1,953 Mrd. CHF (+5,5 %) zu. Röschli zeigt sich überrascht von diesem Wachstum, das er wegen des starken Frankens so nicht erwartet hat.
Gelerntes Personal fehlt
Das gelernte Personal hat in den letzten Jahren eher zugenommen, wenn auch in geringem Masse. Nicht so letztes Jahr. Es ging von 70,5 % auf 61,3 % zurück, entsprechend nahm der Anteil an angelerntem Personal von 29,5 % auf 38,7 % zu. Röschli erklärt sich diese Entwicklung damit, dass qualifiziertes Personal nicht gefunden wurde und die Firmen sich mit
Angelernten beholfen haben, die sie dann selber ausbildeten.
Ausblick
Der Ausblick, der auf der Umfrage mit Stand März 2023 basiert, zeigt ein erfreuliches Bild. Umsatzmässig gehen 60 % (51 %) der Unternehmen von einem höheren, 40 % (37 %) von einem gleichbleibenden Umsatz für das Jahr 2023 aus. Beim Personal gaben 22 % (38 %) an, dieses aufstocken zu wollen, 73 % (56 %) halten unverändert am Personalstand fest und 5 % (6 %) fassen einen Abbau ins Auge. Casanova ist überzeugt, dass die Situation heute etwas weniger optimistisch eingeschätzt würde und folgert: «Das Jahr 2023 wird etwas schwächer als 2022 ausfallen. Oder positiv ausgedrückt: 2022 hatten wir ein tolles Jahr, jetzt wird es etwas ruhiger – auch gut.»
Lesen Sie den vollständigen Artikel auf unserer Homepage.
33 9/2023 KUNSTSTOFF XTRA W IRTSCHAFT
Kontakt www.kunststoffxtra.com n Wirtschaftsdaten 2022 – Quelle: Umfrage KUNSTSTOFF.swiss 5
2018 2019 2020 2021 2022 Rohstofflieferanten 3’061’113 2’862’141 2’638’894 3’587’155 4’132’403 Handelsfirmen 1’235’157 1’191’927 1’172’967 1’266’804 1’298’474 Verarbeiter 10’547’216 9’977’664 9’728’225 10’983’166 11’587’240 Maschinen u. Peripherie 858’353 785’393 521’879 602’928 621’016 Dienstleistungsbetriebe 45’986 44’836 43’536 45’712 46’855 Formenbauer 209’356 206’216 201’473 217’590 226’294 Verwertungsbetriebe 46’469 46’004 45’009 49’509 52’480 Übrige 77’052 76’667 75’747 79’534 81’920 Total 16’080’702 15’190’848 14’429’749 16’832’398 18’046’681 Jahre Sparten
Weitere Zunahme bei den Rohstofflieferanten preisbedingt, Verarbeiter geben dies anteilsmässig weiter
Effizienter einkaufen
In einer zunehmend von der Digitalisierung geprägten Geschäftswelt gewinnt derzeit vor allem die Rolle Künstlicher Intelligenz an Bedeutung. Nahezu sämtliche Geschäftsfelder einer Organisation können von den Vorteilen der KI profitieren. Auch in der Beschaffung setzen Unternehmen vermehrt auf innovative Technologien.
Ob in der Produktion, im Kundenservice oder im Personalwesen: der Einsatz Künstlicher Intelligenz in Unternehmen ist mittlerweile nicht mehr nur eine hilfreiche Ergänzung, sondern wird zunehmend zu einem unverzichtbaren Tool innovativer Unternehmen. Speziell im Hinblick auf die Effizienz innerhalb einer Organisation bietet die Künstliche Intelligenz grosse Chancen, vor allem im Einkauf. «Die Einbindung Künstlicher Intelligenz in die Beschaffung unterstützt Unternehmen nicht nur dabei, effizienter zu arbeiten, sondern auch in der Kostensenkung und der Entscheidungsfindung», weiss Patrick Sommer, Beratungsleiter bei CNT Management
Consulting in Zürich. Gleichzeitig betont der Experte, dass eine Vielzahl an Unternehmen das Potenzial von Künstlicher Intelligenz in ihren Beschaffungslösungen noch nicht voll ausschöpfen. Dagegen profitieren jene Organisationen, die sich bereits frühzeitig mit der Thematik auseinandersetzen, von der nachhaltigen Stabilisierung ihrer Lieferkette und einem erheblichen Wettbewerbsvorteil. Vor allem die Methoden Machine Learning und Advanced Analytics kommen dabei zum Einsatz.

Echtzeit-Erkenntnisse über zukünftige Ereignisse
Einer der grössten Vorteile von Künstlicher Intelligenz ist die Fähigkeit, Millionen von unstrukturierten Daten in kürzester Zeit zu analysieren und zu vergleichen. Daraus können beispielsweise in Sekundenschnelle Muster und Trends identifiziert werden. «Somit weiss die Beschaffungsabteilung sofort über alternative Bezugsquellen von Materialien oder Rohstoffen Bescheid und erkennt, wo die gewünschten Produkte zu welchem Preis erhältlich sind», erklärt Sommer. Besonders praktisch: die selbstlernenden Algorithmen analysieren neben internen auch externe Daten und können so Informationen rund um geopolitische Dynamiken, aktuelle Marktentwicklungen oder zu Umweltfaktoren miteinbeziehen. Durch sogenannte Predictive Analytics sind Unternehmen dazu in der Lage, frühzeitig auf Ereignisse zu reagieren, auch, wenn diese noch gar nicht passiert sind. Zum Beispiel erkennt die Software so Bedarfstrends oder schwer verkäufliche Produkte. Weil die Künstliche Intelligenz diese Erkenntnisse nahezu in Echtzeit generiert, profitieren Unternehmen von erheblichen Vorteilen gegenüber ihrer Konkurrenz.
Transparenz vermeidet überflüssige Kosten
Neben den Informationen zu den günstigsten Lieferanten der benötigten Güter hilft KI auch anderweitig dabei, Kosten einzusparen. Durch die vollständige Digitalisierung ihrer Lieferkette können Unternehmen alle benötigten Dienstleistungen
und Materialien auf einer Seite verknüpfen und schaffen dadurch Transparenz über den gesamten Beschaffungsprozess. Überflüssige Ausgaben werden so erkannt und beseitigt. Die erwähnte Analyse externer Faktoren präzisiert zudem die Nachfrageprognose, optimiert Bestände und vermeidet Engpässe. Sommer berichtet: «Viele Unternehmen wissen nicht über die Lagerbestände ihrer Lieferanten Bescheid und können so nur schwer die eigene Produktion prognostizieren.» Mit der digitalisierten Prozesskette schaffen Unternehmen sowohl Transparenz über die eigene, als auch über die Bestandssituation ihrer Lieferanten und können stets agil auf Veränderungen reagieren. Eine Software wie beispielsweise SAP Ariba in Zusammenarbeit mit den Lieferanten über das SAP Business Netzwerk für Procurement kann all diese Daten zusammenführen und sämtliche Lieferantenbeziehungen übersichtlich darstellen. »Gängige Beschaffungsrisiken wie zum Beispiel die Abhängigkeit von einigen wenigen Lieferanten oder intransparente Lieferketten werden dadurch minimiert«, betont Sommer. Dies
9/2023 KUNSTSTOFF XTRA W IRTSCHAFT
«Viele Unternehmen wissen nicht über die Lagerbestände ihrer Lieferanten Bescheid.»Patrick Sommer, Beratungsleiter bei CNT Management Consulting in Zürich. (Bild: CNT)
Wie Künstliche Intelligenz die Beschaffung revolutioniert
Einer der grössten Vorteile von Künstlicher Intelligenz ist die Fähigkeit, Millionen von unstrukturierten Daten in kürzester Zeit zu analysieren und zu vergleichen. (Bild: Pexels)
hilft bei der Identifikation von Schwächen in der Lieferkette und der Umsetzung dementsprechender Adaptionen.
Kognitive Assistenz spricht alle Sprachen
Zudem unterstützt Künstliche Intelligenz die Beschaffungsabteilung auch in Form von kognitiver Assistenz. Mit Hilfe solcher Unterstützung können Beschaffungsmitarbeiter beispielsweise Lieferanten in deren jeweiliger Landessprache fehlerfrei kontaktieren
Seit 1999 ist Polynova ein zuverlässiger Handelspartner in der Kunststoffindustrie. In enger Zusammenarbeit mit internationalen Vertragspartnern agieren wir als Zulieferexperte für Kunststoffverarbeiter. Mit Freude und persönlichem Engagement sowie langjähriger Erfahrung schaffen die Mitarbeiter von Polynova einen nachhaltigen Mehrwert für Kunden und Lieferanten.
Werde auch Du Teil
Wir befinden uns in einer spannenden Wachstumsphase – werde auch Du per sofort oder nach Vereinbarung ein Teil der Polynova Group AG.
Sales Manager im Aussendienst (w/m) 100%
Seit 1999 ist Polynova ein zuverlässiger Handelspartner in In enger Zusammenarbeit mit internationalen Vertragspartnern Mit Freude und persönlichem Engagement sowie langjähriger Mehrwert für Kunden und Lieferanten.
Deine Hauptaufgaben
Als Aushängeschild unserer Firma und erste Ansprechperson für unsere Kundschaft liegt dein Fokus auf nachhaltigen Kundenbeziehungen. Hierfür packst Du bei folgenden Aufgaben kräftig mit an:
Wir befinden uns in einer spannenden Wachstumsphase –AG
Sales Manager im Aussendienst
• Du betreust und berätst unsere Deutsch- und Französischsprachigen Kunden in der Schweiz
• Du generierst neue Leads
Deine Hauptaufgaben
• Du pflegst Deine neu aufgebauten Kunden bis hin zur nachhaltigen Geschäftskundenbeziehung
• Du verhandelst mit Lieferanten projektbezogen selbstständig
Als Aushängeschild unserer Firma und erste Ansprechperson Hierfür packst Du bei folgenden Aufgaben kräftig mit an:
• Du arbeitest gerne im Team und bringst Dich mit innovativen Ideen ein

Was Dich ausmacht
• Du betreust und berätst unsere Deutsch- und Franz
• Du generierst neue Leads
• Du pflegst Deine neu aufgebauten Kunden bis
Proaktiv, kommunikativ, leidenschaftlich, überzeugend und zielstrebig; diese und folgende Eigenschaften gehören zu deiner DNA:
• Du verhandelst mit Lieferanten projektbezogen
• Du arbeitest gerne im Team und bringst Dich mit
und somit eine einwandfreie Kommunikation garantieren. «Intelligente Assistenten helfen ausserdem dabei, gängige Gesetze sowie Compliance-Vorschriften einzuhalten und Fehler zu minimieren, während sie die Prozesse simultan beschleunigen», so CNT-Experte Sommer. Sogar die Erstellung von Verträgen ist damit möglich: die smarten Helfer können in Sekundenschnelle bestehende Dokumente überprüfen sowie analysieren und erstellen daraufhin Vorlagen. Durch die Analyse von Online-Daten erkennt und berücksichtigt der kognitive Assistent dabei sogar neue Regularien und gesetzliche Vorschriften.

Kontakt
www.cnt-online.com n
Was Dich ausmacht
• Du hast eine abgeschlossene kaufmännische Ausbildung oder Kunststofftechnologe EFZ
• Technische/r Kauffrau/Kaufmann wäre ideal
Proaktiv, kommunikativ, leidenschaftlich, überzeugend und
• Du bist ein vertriebsbegeisterter Mensch und konntest bereits Erfahrung in ähnlicher Funktion sammeln
• Du hast die Fähigkeit, Türen zu öffnen und aktiv auf neue Kunden zuzugehen
• Du hast eine abgeschlossene kaufmännische Ausbildung
• Technische/r Kauffrau/Kaufmann wäre ideal
• Du bist ein vertriebsbegeisterter Mensch und konntest
• Du verstehst es, langfristige Kunden- und Lieferantenbeziehungen aufzubauen und zu pflegen
• Du hast die Fähigkeit, Türen zu öffnen und aktiv
• Du verstehst es, langfristige Kunden- und Lieferantenbeziehungen
• Deutsch ist deine Muttersprache, in Französisch oder Englisch bist du verhandlungssicher
• Deutsch ist deine Muttersprache, in Französisch
• Du bringst fundierte Informatik-Anwendungskenntnisse mit (Windows, MS-Office, ERP)

• Du bringst fundierte Informatik-Anwendungskenntnisse
Was wir Dir bieten
Was wir Dir bieten
• Eine vielseitige und verantwortungsvolle Tätigkeit in einem spannenden Arbeitsumfeld
• Eine vielseitige und verantwortungsvolle Tätigkeit
• Die Möglichkeit, unsere Zukunft im Team mitzugestalten
• Die Möglichkeit, unsere Zukunft im Team mitzugestalten und aktiv zu verändern
• Eine sorgfältige und umfassende Einarbeitung
• Flache Hierarchien
• Eine sorgfältige und umfassende Einarbeitung
• Flache Hierarchien
• Moderner Arbeitsplatz und digitalisierte Arbeitsmittel
• Fixer Monatslohn plus Erfolgsbonus
• Moderner Arbeitsplatz und digitalisierte Arbeitsmittel
• Ein eigenes Geschäftsfahrzeug
• Fixer Monatslohn plus Erfolgsbonus
• Zeitgemässe Sozialleistung
• Ein eigenes Geschäftsfahrzeug
• Zeitgemässe Sozialleistung
• Ein motiviertes und dynamisches Team
• Ein motiviertes und dynamisches Team Interessiert?
Interessiert?
Dann freuen wir uns auf Deine vollständigen und aussagekräftigen Bewerbungsunterlagen.
Dann freuen wir uns auf Deine vollständigen und Kontakt bei Polynova: Luljeta Rika, Leitung HR,
Kontakt bei Polynova: Luljeta Rika, Leitung HR, Luljeta.rika@polynova.ch, Telefon +41 41 799 02 05
AG
Birkenstrasse 47
CH-6343 Rotkreuz
T+41 41 799 02 02
35 9/2023 KUNSTSTOFF XTRA W IRTSCHAFT
«Intelligente Assistenten helfen dabei, gängige Gesetze sowie Compliance-Vorschriften einzuhalten und Fehler zu minimieren ...»
Polynova Group AG Birkenstrasse 47 CH-6343 Rotkreuz T +41 41 799 02 02 info@polynova.ch www.polynova.ch
Renato R. Huebscher
Polynova Group
www.polynova.ch
Werde
info@polynova.ch
Werde auch Du Teil der Polynova Group AG
auch Du Teil der Polynova Group AG
Eine perfekte Kombination
Das SKZ und die Schweizer Kunststoffbranche
Das SKZ ist seit vielen Jahren mit dem Schweizer Kunststoffmarkt vertraut und baut seine Aktivitäten kontinuierlich aus, um seine Internationalisierung weiter voranzutreiben. Seit der Gründung 1961 ist das KunststoffZentrum der führende Experte rund um den Werkstoff Kunststoff und ein Dienstleister für die Kunststoffindustrie. Das Unternehmen steht für die marktorientierte Entwicklung und Verbesserung von Produkten und Produktionstechnologien.
Katrin Heilig ¹
Die jüngsten Zahlen des Verbands KUNSTSTOFF.swiss belegen es: Die Schweizer Kunststoffindustrie befindet sich weiterhin im Höhenflug. Nach Spitzenumsätzen im Jahr 2021 konnten auch im Jahr 2022 weitere Umsatzsteigerungen generiert werden. Ungetrübt ist die Freude nicht, denn der Fachkräftemangel ist auch in der Schweizer Kunststoffindustrie kein Fremdwort. Die Aus- und Weiterbildung von branchenfremdem und ungelerntem Personal in der Kunststoffindustrie gewinnt zunehmend an Bedeutung.
Facettenreiches SKZ Kunststoff-Zentrum
Das SKZ bietet ganzheitliche Lösungen für Unternehmen und Handwerksbetriebe innerhalb der Kunststoffbranche an. Das Institut ist die erste Adresse für Weiterbildungsmöglichkeiten und Forschung rund um das Thema Kunststoff. Zahlreiche Weiterbildungsangebote werden angeboten. Angefangen bei Schulungen für Produktentwickler und Ingenieure über Facharbeiter, die die Maschinen kalibrieren, bis hin zu den Mitarbeitern, die die Qualitätskontrolle sicherstellen. Kunden weltweit –in Europa, Dubai, China und Südamerika –vertrauen auf das umfangreiche Knowhow des SKZ.
Die vielfältigen Lehrgänge werden am Hauptsitz in Würzburg und an anderen Standorten in Deutschland, wie beispielsweise Horb am Neckar (Stuttgart), als Präsenzschulungen, Live-Online-Kurse oder als Web-Based-Trainings angeboten. Darü -
ber hinaus können auch Inhouse-Schulungen an einem Ort nach Kundenwahl im In- und Ausland, die individuell auf die jeweiligen Anforderungen, Wünsche und Ziele der einzelnen Unternehmen zugeschnitten sind, gebucht werden. Das SKZ betreibt an allen Weiterbildungsstandorten eigene Technika für die praxisorientierten Fortbildungen. Die Seminare umfassen zum Beispiel Einführung in die Kunststofftechnik, Spritzgiessen, Blasformen, Recycling, Extrusion, Thermoformen und andere.
Neben den umfangreichen Weiterbildungsmöglichkeiten ist das KunststoffZentrum bestrebt, die Innovationen von morgen zu entwickeln. Als Forschungsund Entwicklungspartner stellt sich das Institut den Herausforderungen innerhalb der Kunststoffindustrie und findet Lösungen für unterschiedlichste Fragestellungen. Zu den Forschungsbereichen gehören u. a. die Materialentwicklung, Extrusion, Blasformen, Recycling, und Themenbereich wie Nachhaltigkeit und Kreislaufwirtschaft.


Projekte mit der Schweizer Kunststoffbranche
Mit dem Schweizer Sensorhersteller Kistler bietet das SKZ den Kurs «Werkzeuginnendruck – Signal aus der Spritzgiessform» an. Während des 2-tägigen Kurses erhalten die Teilnehmenden unter anderem einen Einblick in die Grundlagen der Sensortechnik und die Funktionsweise von Drucksensoren. Im Praxisteil werden die Prozessoptimierung mit unterschiedlichen Werkzeugen und Kunststofftypen, der Sensoreinbau,
36 9/2023 KUNSTSTOFF XTRA P UBLIREPORTAGE
Detailaufnahme des Ko-Kneters.
Erste Adresse in der DACH-Region: SKZ – Das Kunststoff-Zentrum (Bilder: SKZ)
1 Katrin Heilig, Vertrieb, SKZ
Prozesssteuerung und Produktionsüberwachung näher gebracht. Der Einsatz von Sensoren zur Messung des Werkzeuginnendrucks beim Spritzgiessen bietet eine hohe Prozessstabilität und lückenlose Qualitätssicherung.


Das Projekt der industriellen Gemeinschaftsforschung (AiF-IGF gefördert über das BMWK, Förderkennzeichen: 22721 N) «Erweiterung des Anwendungsbereichs für Schmelzsimulationen von Ko-Knetern» hat das Ziel, das Prozessverständnis von KoKnetern durch eine Kombination aus numerischen, analytischen und experimentellen Untersuchungen weiter zu erhöhen. Die Projektergebnisse ermöglichen Herstellern und Anwendern von Ko-Knetern eine schnellere, effektivere und kostengünstigere Gestaltung und Optimierung von Extrusionsprozessen. Ein gesteigertes Prozessverständnis führt zudem zu einer schnelleren Produktentwicklung, einer höheren Produktqualität und somit zu einer Steigerung der Wettbewerbsfähigkeit, wodurch besonders KMU ihre Position am Markt festigen können. Bei diesem Forschungsprojekt arbeitet das SKZ u. a. mit den Firmen Buss AG und X-Compound GmbH zusammen. Der Ko-Kneter Typ MX30 der Schweizer Firma Buss AG kommt hierbei zum Einsatz.
Das SKZ und seine Standorte
Der Hauptsitz des Unternehmens befindet sich in Würzburg (D). Hier sind die Bereiche Prüfung, Aus- und Weiterbildung, Forschung und Entwicklung sowie die Zertifizierung von Managementsystemen angesiedelt. Weitere Standorte befinden sich in Halle, Peine und Horb. Im Jahr 2014 wurde am SKZ-Standort Selb das Europäische Zentrum für Dispersionstechno -
logien – EZD mit der Kernkompetenz der Herstellung und Charakterisierung von Dispersionen mit dem Schwerpunkt der Harzentwicklung gegründet. Seit April 2017 ist auch die Analytik Service Obernburg GmbH, kurz ASO, Teil der SKZ-Gruppe. Das international tätige Dienstleistungsunternehmen für Standard- und Spezialanalytik mit den Schwerpunkten Polymere und Kunststoffprodukte, Lacke, Chemiefasern, Textilien, Medizintechnik, Chemie und Umwelt bedient Kunden ver-
schiedenster Branchen. Das SKZ arbeitet aber nicht nur für die Kunststoffindustrie in Deutschland, sondern auch über die Grenzen Europas hinaus.
Kontakt

FSKZ E.V.
Katrin Heilig / Matthias Ruff
D-97082 Würzburg
+49 931 4104-4710 / -503
k.heilig@skz.de / m.ruff@skz.de
www.skz.de
37 9/2023 KUNSTSTOFF XTRA P UBLIREPORTAGE
n
Ko-Kneter von Buss.
Gravimax Gleichmäßig dosiert
Kunststoffwerk und Spritzgussfertigung
styro setzt auf Produktionsstandort Schweiz

Mit einer beeindruckenden Erfolgsgeschichte von über 65 Jahren ist die styro ag als zuverlässiger Partner namhafter Unternehmen im Kunststoff-Spritzguss bekannt.
Unser Unternehmen verkörpert starke Werte wie Regionalität, Umweltschutz und Nachhaltigkeit. Als engagierte Verfechter des Produktionsstandortes Schweiz legen wir grossen Wert auf Individualität, Flexibilität und Schnelligkeit, um stets höchste Qualität und Kundenzufriedenheit zu gewährleisten. Der Umweltschutz liegt uns am Herzen: Wir setzen auf kurze Lieferwege, die Verwendung von Recyclingmaterialien, die Wiederverwertung von Produktionsrückständen, die Nutzung erneuerbarer Energiequellen und den Einsatz von ökologischen Verpackungen. Unser hochmotiviertes Team besteht aus langjährigen Fachleuten, die nicht nur kompetent beraten, sondern auch für Kontinuität, Partnerschaft und Vertrauen stehen. Bei styro ag sind wir stolz auf den familiären Geist, der sich in der partnerschaftlichen und engagierten Zusammenarbeit widerspiegelt.

Produkte und Lösungen
– Kunststoff-Formteile
– Kunststoff-Präzisionsteile
– Kunststoff-Spritzgiessen
– Herstellung von Kunststsoffteilen
– Kunststoffverarbeitung
– Spritzgiesstechnik
– Thermoplastspritzgiessen
Neben unseren bewährten styro-Aufbewahrungssystemen produzieren wir anspruchsvolle Kunststoffteile und Komponenten für verschiedene Branchen. Mit modernen Produktionsanlagen, automatisierten Handling- und Verpackungssystemen sowie effizienten Prozessen erfüllen wir die hohen Anforderungen unserer Kunden an Qualität, Preis und Liefertreue. Wir verfügen über langjährige Erfahrung in der Verarbeitung von technischen Kunststoffen und Thermoplasten und unterstützen unsere Kunden mit kompetenter Beratung bei der Umsetzung ihrer individuellen Anforderungen. Als unser Partner profitieren Sie von kurzen Lieferzeiten, Kundennähe, Flexibilität und natürlich von der hervorragenden Schweizer Qualität.
Mit unseren Spritzgiessmaschinen mit Schliesskräften von 500 bis 8000 kN (50–800 t) sind wir in der Lage, Kleinteile bis hin zu Produkten mit einem Gewicht von 2,5 kg in Klein- und Grossserien herzustellen. Wir sind bestens ausgerüstet, um nach Ihren individuellen Anforderungen und Werkzeugen Ihre spezifischen Kunststoffteile herzustellen.
Kontakt
styro ag
CH-6422 Steinen
+41 41 833 80 10
www.styro.ch n
styro ag, Kunststoffwerk und Spritzgiessfertigung in Steinen. (Bild: styro)38 9/2023 KUNSTSTOFF XTRA P UBLIREPORTAGE
Erfolgreich werben mit der KunststoffXtra. Machen Sie den richtigen Zug! KUNSTSTOFF XTRA +41 (0)56 619 52 52 · info@sigimedia.ch
Am Puls der additiven Fertigung und der Medizintechnik
Kompakte, praxisnahe Wissensvermittlung
Vom 12. bis 13. September 2023 findet bei der Messe Luzern die AM Expo sowie die Swiss Medtech Expo statt. Interessierte Besuchende können dabei innovative Lösungen, Produkte und Dienstleistungen aus der additiven Fertigung und der Medizintechnik entdecken. Zudem bieten zwei Symposien mit insgesamt 80 Referaten spannende Einsichten und hilfreiche Tipps.
Die AM Expo und die Swiss Medtech Expo werden vom 12. bis 13. September 2023 zum Treffpunkt für den professionellen 3D-Druck und die Schweizer Medtech-Industrie. Insgesamt sind rund 250 Aussteller an beiden Messen vertreten. Die AM Expo geht bereits in ihre fünfte Durchführung. Während zwei Tagen können sich Entwickler, Konstrukteure, Produktmanager oder Einkäufer aus der verarbeitenden Industrie kompakt über neue Technologien und Materialien sowie über relevante Themen rund um die additive Fertigung informieren. Sie erhalten an der AM Expo einen Überblick über den Stand der Dinge und über künftige Entwicklungen.


Gleichzeitig zur AM Expo findet die Swiss Medtech Expo statt. Wie die AM Expo hat auch sie einiges zu bieten. Die Aussteller zeigen, wo die Medizintechnik aktuell steht und was es Neues aus den Bereichen Design, Materialien, Technologien und Prozesse gibt. Die Swiss Medtech Expo bietet einen zentralen Treffpunkt für Entscheidungsträger von Herstellerfirmen mit führenden System- und Komponentenlieferanten, spezialisierte Dienstleister sowie Forschungs- und Bildungsinstitute.
Vortragsprogramm mit vielen Highlights
Ein wichtiges Element der zwei Messen sind die beiden Symposien, die kompakte und strukturierte Wissensvermittlung bieten. Namhafte Expertinnen und Experten zeigen praxisnah, was der aktuelle Wissensstand der additiven Fertigungstechnologie und der Medizintechnik ist. Die Symposien sind nach unterschiedlichen Themenblöcken strukturiert. Jeder Block enthält sowohl Keynotes als auch Referate über spannende Projekte.
Bei der AM Expo stehen am Dienstag die Fokusthemen neue Materialien, neue Technologien, Bauteilqualität und Nachhaltigkeit im Zentrum, während am Mittwoch eher Anwendungen im Maschinen- und Gerätebau, der Robotik, der Mobilität oder der Medizin behandelt werden. Highlights sind unter anderem die Vorträge von Mirko Kovac von der Empa über eine neue Drohne, die das Bauwesen revolutionieren kann, oder von Michael Ferrari von Beyond Gravity, der in seiner Keynote Einblicke über additiv gefertigte Bauteile in der Raumfahrt gibt.
Die Swiss Medtech Expo befasst sich am Dienstag mit den Themen Smart Design & Engineering, Miniaturisierung, Smarte Produktion und der Rolle von Herstellern im Gesundheitssystem, während sich am Mittwoch alles rund um die Fertigung dreht. Neben vielen spannenden Vorträgen führt das Health Tech Cluster Switzerland am Dienstag eine Paneldiskussion zum Thema «Gesundheitssystem am Anschlag – Was können Hersteller zur Problemlösung beitragen?» mit hochkarätigen Teilnehmenden durch.

Symbiosen der beiden Messen nutzen
Nach 2021 finden die beiden Messen bereits zum zweiten Mal gleichzeitig statt. Die gemeinsame Durchführung habe sich bewährt, sagt Messeleiterin Sara Bussmann: «Zwischen den beiden Fachgebieten gibt es spannende Symbiosen. Wir können den Besuchenden somit einen Mehrwert bieten. Die AM Expo und die Swiss Medtech Expo werden so zu einem Pflichttermin für die ganze Industrie.» Besuchende können auf den Messewebseiten anhand spannender Beiträge der Aussteller bereits jetzte sehen, was diese an der Messe zeigen. Zudem findet sich dort auch das gesamte Programm der jeweiligen Symposien. Tickets für die beiden Messen sind ebenfalls erhältlich. Im Ticket ist der Eintritt für beide Fachmessen sowie die Symposien inbegriffen.
39 9/2023 KUNSTSTOFF XTRA M ESSEN
Kontakt https://www.am-expo.ch/de https://www.medtech-expo.ch/de n
Additive Fertigungsverfahren eröffnen der Medizintechnik ganz neue Möglichkeiten. (Bild: Messe Luzern)
Hasco investiert am Standort Lüdenscheid
Um auch in Zukunft höchste Liefergeschwindigkeit garantieren zu können, investiert Hasco –als international führender Hersteller und Anbieter von modular aufgebauten Normalien und Zubehörteilen für den Werkzeug- und Formenbau – in ein vollautomatisches Kleinteilelager.
Das neue Autostore-System verfügt über eine Lagerkapazität von 24 000 Boxen mit einem maximalen Gewicht von jeweils 35 kg. Zwanzig Roboter bestücken die Kommissionierarbeitsplätze und ermöglichen rund 720 Auslagerungen pro Stunde. Mit ausgebildeten Lo -
Neustart für Sonotronic
Der Ultraschall-Sondermaschinenbauer Sonotronic aus Karlsbad hat einen neuen Inhaber. Nach einer neunmonatigen Phase der Insolvenz und Sanierung gehört das Unternehmen nun zur Dürkopp Adler Gruppe (DA Group), die wiederum Teil der international agierenden Shang Gong Group (SGG) ist. Dr. Frank Meyer übernimmt die
Position des Geschäftsführers. Der Neustart des Spezialisten für Ultraschall-Schweisstechnik wurde am 1. August 2023 von der Dürkopp Adler Investment GmbH eingeleitet und firmiert zukünftig als Sonotronic GmbH. Mit dem Erwerb von Sonotronic erweitert die DA Group das Portfolio im Bereich Automatisierung für die indus-
Rekord-Ausbildungsstart
Die technotrans-Gruppe begrüsst konzernübergreifend 65 neue Auszubildende und Dual Studierende – so viele wie noch nie zuvor. Am Hauptsitz in Sassenberg hat sich die Anzahl der Berufseinsteiger von 17 auf 36 mehr als verdoppelt, in Meinerzhagen stieg sie von 12 auf 16.

Insgesamt beschäftigt technotrans ab September dieses Jahres an allen deutschen Standorten mehr als 140 Auszubildende – 2022 waren es noch 109. Dieser Anstieg verdeutlicht die wachsende Bedeutung eigener Nachwuchskräfte für den Technologiekonzern im Kampf gegen den Fachkräftemangel. Im Schnitt liegt die Ausbildungsquote an den deutschen Niederlassungen bei rund zehn Prozent. In den insgesamt 29 unterschiedlichen
Berufen bietet technotrans seinen Nachwuchskräften viel Abwechslung, eine enge Betreuung, Sicherheit und eine langfristige berufliche Perspektive im Unternehmen.
«Jeder Azubi, der bei uns startet, hat im Grunde eine Übernahmegarantie und viele ver-
gistikexperten kann Hasco in Zukunft noch besser auf die stetig steigenden Marktanforderungen reagieren. Diese Investition ermöglicht eine nochleistungsstärkere und flexiblere vollautomatische Auftragsabwicklung. Es ist ein weiterer Schritt in den kontinuierlichen
Ausbau innovativer Logistikprozesse. Mit mehr als 100 000 Produkten ist Hasco der Vollsortimenter für den Formenbau und liefert seinen Kunden weltweit zuverlässig alles aus einer Hand.
www.hasco.com
triellen Näh- und Schweisstechnologie. Neben dem Unternehmenshauptsitz in Karlsbad bleiben auch die Tochtergesellschaften in den USA und Spanien Teil der Unternehmensgruppe. Damit sind rund 200 Arbeitsplätze für die Entwicklung und Herstellung von Sondermaschinen, Standardmaschinen, Baugruppen
und Komponenten zur Bearbeitung von Kunststoffen und technischen Textilien gesichert. Der neue Geschäftsführer, Dr. Frank Meyer, fungiert bereits in dieser Funktion für die Pfaff Industriesysteme & Maschinen GmbH und KSL, die ebenfalls Teil der DA Group sind.
www.sonotronic.de
schiedene Möglichkeiten, sich im Unternehmen einzubringen», sagt Anna-Lena Freese, HR Business Partnerin und Ausbildungsleiterin am technotrans-Hauptsitz in Sassenberg. Dass sich dieser Ansatz bewährt, zeigt ein Blick in die Belegschaft des Thermoma -
nagement-Spezialisten: Zahlreiche langjährige Mitarbeitende begannen ihre Laufbahn als Auszubildende bei technotrans – einige von ihnen arbeiten heute in Führungspositionen.
www.technotrans.de
40 9/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
36 Berufseinsteiger bei technotrans in Sassenberg. (Bild: technotrans)
Marcel Spadini neu im Vorstand von Kunststoff.swiss

Anlässlich der Mitgliederversammlung von Kunststoff.swiss wurde Marcel Spadini, Geschäftsführer der Arburg AG in Münsingen, einstimmig in den Vorstand des Verbands gewählt. Der 51-jährige Tessiner ist seit nahezu drei Jahrzehn -
Werde Mitglied der Fachgruppe Kunststofftechnik!


ten in der Branche tätig und hat sich dabei stetig weiterent wickelt. Spadini äusserte sich
Compotech geschäftet unter neuem Namen


Im März hatte Röchling Indus trial den SMC-Spezialisten Compotech AG, Weinfelden, Schweiz, rückwirkend zum 1. Januar 2023 übernommen. Seit dem 1. Juli 2023 heisst das Unternehmen nun Röch ling Industrial Weinfelden AG. Mit der Umbenennung verfolgt Röchling Industrial den Weg seiner inzwischen 43 weltwei ten Standorte nach dem ein heitlichen Muster aus Röchling Industrial und dem Zusatz des Standortnamens konsequent weiter.


«Der Grund für die Namensän derungen ist die Sichtbarma chung der strategischen Aus richtung aller Aktivitäten auf die Industrien, in denen wir

Netzwerk–immer dabei! Fachtagungen –immer up to date!
Austausch –innovativ und visionär!

Job und Karriere –wissen was läuft!
monatliche Zeitschrift –immer informiert!
9/2023 KUNSTSTOFF XTRA
Marcel Spadini (Bild: Arburg)
Polynova feiert die über 10-jährige Zusammenarbeit mit Lati S.p.A.
Polynova Group AG, ein führender internationaler Akteur im Polymer- und Kunststoffhandel, feiert mit Stolz die über zehnjährige, erfolgreiche Partnerschaft mit Lati S.p.A., einem renommierten europäischen Hersteller thermoplastischer Polymer Compounds. Lati hat sich als familiengeführter, unabhängiger Pionier in der Herstellung von technischen Spezialcompounds etabliert. Mit einem starken Fokus auf flammhemmende Materialien hat sich das Produktportfolio um eine breite Palette spezieller Compounds erweitert, darunter strukturelle, selbstschmierende, elektrisch und thermisch leitende, EMI-abschirmende sowie nachhaltige und umweltfreundliche Materialien. Von PP bis hin zu PEEK finden die High Performance und Engineering Compounds von Lati Anwendung in allen Industriebereichen.

Polynova hat sich seit ihrer Gründung 1998 zu einem zuverlässigen Handelspartner für Kunststoffe und begleitenden Experten bei der Materialauswahl, der Produktentwicklung und Kunststoffverarbeitung etabliert. Zudem bietet Polynova individuelle Beratung und langjährige Erfahrung in einer Vielzahl von Werkstoffen und Endanwendungen. Die Partnerschaft zwischen den beiden Unternehmen begann offiziell im Jahr 2012, wobei Polynova mit dem Vertrieb aller Lati-Produkte in der Schweiz, Liechtenstein und
Vorarlberg beauftragt wurde. Die Zusammenarbeit konzentriert sich vor allem auf die Bereitstellung hochtechnischer Flammschutzprodukte und Spezialcompounds. Im Laufe der Jahre ist die Beziehung zwischen den Partnern gewachsen, getragen von gegenseitigem Vertrauen. Thomas Weigl, Business Development Manager und Mitinhaber bei Polynova ist überzeugt von der Partnerschaft und erklärt: «Die Zusammenarbeit mit Lati zeichnet sich durch ein starkes Engagement für Qualität, Innovation und Kundenbetreuung
Jubiläums-Open-House bei Arburg AG

100 Jahre Arburg – das Jubiläumsjahr 2023 ist geprägt von den Feierlichkeiten mit Start im Februar im Mutterhaus in Lossburg, gefolgt von insgesamt 25 regionalen Events in den Niederlassungen rund um den Globus. In Münsingen feierte die Arburg AG das Jubiläum
zusammen mit ihren Kunden und Partnern im Rahmen eines ‹Open House› am 22. Juni 2023.
In seiner Begrüssungsrede schlug Geschäftsführer Marcel Spadini den Bogen von den Vorträgen zum Thema Nachhaltigkeit am Vormittag zur Ju -
biläumsmaschine, dem hybriden Allrounder 470 H. Der jüngste Spross aus dem Hause Arburg sei von Grund auf neu entwickelt worden und entsprechend eine völlig neue Maschine. «Diese intelligente Lösung wird uns weit in die Zukunft führen», so Spadini.
Vom Mutterhaus in Lossburg war die geschäftsführende Arburg Gesellschafterin Renate Keinath angereist. In ihrer Grussbotschaft erwähnte sie zahlreiche Meilensteine, die die erfolgreiche Entwicklung des Familienunternehmens Hehl ermöglichten. Sie betonte aber auch, dass neben der Technik die Menschen immer eine zentrale Rolle in der Un -
aus und passt perfekt zu den Werten bei Polynova.» Und Renato Hübscher, Gründer und CEO, sagt: «Wir sind stolz darauf, Lati’s umfassendes Produktsortiment unseren Kunden anbieten zu können und freuen uns weiterhin auf eine prosperierende Zusammenarbeit.»
Auch Alessandro Bruzzo, Export Account Manager bei Lati, freut sich über die erfolgreiche Partnerschaft: «Besonders gefällt mir, das wir ein Projekt mit technischer Unterstützung von Anfang an gemeinsam durchziehen. Dadurch festigen wir unsere Beziehung.» Während Polynova und Lati diesen Meilenstein der über zehnjährigen Partnerschaft feiert, bekräftigen beide Unternehmen ihr Engagement für kontinuierliches Wachstum, Innovation und Exzellenz bei der Betreuung ihrer Kunden.
www.polynova.ch
ternehmensgeschichte gespielt haben und spielen. «Ohne sie wäre die einzigartige Erfolgsgeschichte nie möglich gewesen.»
Alles in allem war der Anlass ein gelungener Mix aus ungezwungenem Austausch, Vorträgen, Besichtigung von Maschinen und Peripherie, Mittagessen und Show-Act mit der Starbugs Comedy. Matthias Sempach, ehemaliger Schwingerkönig (2013), überraschte als Talkgast im Gespräch mit Sascha Ruefer, TV- und Event-Moderator, der unterhaltsam durch den Jubiläums-Anlass führte.
www.arburg.com
42 9/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
100 Jahre Arburg: Auch am Schweizer Standort in Münsingen wird gebührend gefeiert. (Bild: Thomi Studhalter)
Polynova-Team (Bild: Polynova)
Neue Spritzgiessmaschine für die Bildung am SKZ
Haitian stellt dem KunststoffZentrum SKZ eine moderne Spritzgiessmaschine der Marke Zhafir Plastics Machinery mit einer Schliesskraft von 1200 kN für die Weiterbildung zur Verfügung. Die Zhafir Zeres
1200/300/B36 in dritter Generation steht zukünftig den rund 1000 Schulungsteilnehmern im Jahr im Bereich Spritzgiessen zur Verfügung. Die Maschine bereichert das Schulungsangebot vom Grund -
lagenkurs über den Geprüften Einrichter bis hin zum Geprüften Werkzeugkonstrukteur für die Zielgruppe der Quereinsteiger bis zum Facharbeiter. Durch die geringe Geräuschemission der elektrischen Kniehebelmaschine mit integrierter Hydraulik entsteht eine angenehme Schulungsatmosphäre im Technikum. «Wir sind stolz darauf, dem SKZ eine weitere Maschine zur Verfügung zu stellen und damit die Aus- und Weiterbildung in der Kunststoffindustrie hier in Deutschland zu unterstützen», sagt Niels Herz, Vertriebsleiter Deutschland von Haitian International Germany bei der Übergabe der Maschine.
«Wir danken Haitian herzlich für die grosszügige Bereitstellung der Leihmaschine. Es ist von entscheidender Bedeutung, dass Fachkräfte Zugang zu fortschrittlichen Maschinen haben, um ihre Fähigkeiten in der Kunststoffverarbeitung zu entwickeln», fügt Robert Held, Gruppenleiter Bildung Spritzgiessen und Additive Fertigung hinzu. Nachdem das SKZ in Peine im letzten Jahr dankenswerterweise die dort für die Bildung im Einsatz befindliche Zhafir dauerhaft überlassen bekam, freut es die Kollegen in Würzburg sehr, dass nun auch hier ab diesem Jahr eine neue Maschine von Zhafir für die Aus- und Weiterbildung zur Verfügung steht.
SKZ-Fachtagung zu aktuellen Entwicklungen und Märkten von PA
Entlang der gesamten Wertschöpfungskette der Kunststoff industrie sehen wir derzeit wesentliche Beiträge zur Steigerung der Nachhaltigkeit. Die diesjährige Polyamid-Tagung (15./16. November in Würzburg) wird daher mit drei Vorträgen Einblicke in die Sichtweisen von Rohstoff- und
Maschinenherstellern geben. Ein weiteres Highlight werden die Vorträge zu Technologien und erfolgreichen Anwendungsbeispielen im Bereich Polyamid sein. Eine Schlüsseltechnologie ist dabei die computergestützte Bauteilauslegung zur Risikominimierung in der Entwicklung. Teilnehmer


werden die Möglichkeit haben, sich von einem der Marktführer über den aktuellen Stand der Möglichkeiten informieren zu lassen. Am Ende der Wertschöpfungskette stehen die Anwendungen. Sie vereinen die vielen Entwicklungen und Innovationen, an denen die Industrie gemeinsam arbeitet
Faserlängenbestimmung leicht gemacht mit FiVer V2
Die Weiterentwicklung nach 10 Jahren von FiVer zu «V2» erfolgte am SKZ in enger Zusammenarbeit mit der Industrie und auf Basis unzähliger Messungen. Die systematische Sammlung von Fragen und Anregungen seit dem Launch vor zehn Jahren ermöglichte es ausserdem, Verbesserungspotenziale zur Erhöhung der Präzision bei gleichzeitiger Reduzierung von Streuungen zu erarbeiten. Lan -
ge, gebogene und überkreuzt liegende Fasern werden nun dank verbesserter Algorithmen noch zuverlässiger automatisch erkannt. Die Präzision der Ergebnisse steigt durch erweiterte Bildaufbereitungs- und Kalibriermöglichkeiten deutlich. Die entscheidendste Neuerung ist jedoch der Analyse-Autopilot, der sogenannte «FiVer 1, 2, 3 – Assistent», mit dem die notwendigen Auswertungs -
schritte für eine Liste von Probenscans automatisiert abgearbeitet werden können. Dabei kommt eine maximal vereinfachte, alternative Benutzeroberfläche zum Einsatz, die mit lediglich drei schnellen Klicks zum Ziel führt.
Aufgrund der einfachen Handhabung, der hohen statistischen Sicherheit und der schnellen Verfügbarkeit der Ergebnisse, ist FiVer mittlerweile
und leisten damit einen wichtigen Beitrag zur Sicherung unseres Industriestandortes. Der zweite Tag der Fachtagung wird ganz im Zeichen der Werkstoffe stehen und mit Updates von Marktführern zu aktuellen Entwicklungen, Märkten und Anwendungen aufwarten. Tagungsleiter ist Jürgen Knaup.
nicht nur in Hochschulen und Forschungseinrichtungen, sondern auch bei Rohstoffherstellern und in Spritzgiessbetrieben weltweit vertreten.

Kontakt
FSKZ e. V.
Frankfurter Strasse 15–17
D-97082 Würzburg
+49 931 4104-503
m.ruff@skz.de, www.skz.de
Christoph Mussauer, Leiter des Spritzgiesstechnikums, Georg Schwalme, Bereichsleiter Spritzgiessen/Additive Fertigung und Niels Herz, Vertriebsleiter Haitian International Germany, bei der Übergabe der neuen Spritzgiessmaschine (v.l.). (Bild: SKZ)
43 9/2023 KUNSTSTOFF XTRA AUS DER BRANCHE
Massgeschneiderte Compounds für die Automobilindustrie
Die E-Mobilität und der anhaltende Trend zum Leichtbau lassen die Anforderungen an die Gebrauchseigenschaften von Thermoplasten für AutomobilAnwendungen stetig wachsen. Ein breites Portfolio massgeschneiderter Werkstoffentwicklungen von TechnoCompound ist für den Einsatz in elek trisch und konventionell angetriebenen Fahrzeugen abgestimmt und zeichnet sich zum Beispiel durch erhöhte Wärmeformbeständigkeit, und/oder die Eignung für Elektrik und Elektronikanwendungen aus.
Die technischen Kunststoffe von TechnoCompound verbin -
den gute mechanische Eigenschaften mit hoher Kosteneffizienz. Sie basieren auf PET (TechnoPet), PBT (TechnoDur), TPE (TechnoElast) und PA (TechnoMid), wobei das Segment auch Blends umfasst.
Spezifische Additivierungen steigern die Hitze- und Chemikalienbeständigkeit. Typische Anwendungen im AutomobilBereich sind Türschliesssysteme, Gehäuse und Steckverbindungen.
Zu den langglasfaserverstärkten Compounds (TechnoFiber) gehören besonders emissionsund geruchsarme Typen für Anwendungen im Fahrzeugin -
nenraum, die die international geltenden Obergrenzen der Branche signifikant unterschreiten. Ihre hohe Schlagzähigkeit beruht auf Glasfaserlängen von 8 mm bis 15 mm im Stäbchengranulat und Glasgehalten von 20 % bis 60 %. Varianten mit Wärmestabilisierung bis zu 1500 h und Farbeinstellungen von natur über schwarz bis hin zu eingefärbten Varianten sind verfügbar. Die ebenfalls zu dieser Gruppe gehörenden CO2-reduzierten TechnoGreen Compounds wurden ursprünglich für Unterbodenanwendungen entwickelt. Heute kommen sie zu -
Laserschweissen ohne Farbadditive
Beim herkömmlichen Laserschweissen muss ein Bauteil für den Laser transparent sein und das andere diesen absorbieren. Die dafür eingesetzten Wellenlängen des Lasers liegen von 800 bis 1100 nm im nahen Infrarot-Bereich des Lichtspektrums. Da die allermeisten Polymere bei diesen Wellenlängen transparent sind, muss für die Absorption des Lasers ein Farbstoff beigemischt werden. Dies kann Kohlenstoff (Carbon Black) sein, um schwarz einzufärben oder ein anderer Farbton mit einem geeigneten Masterbatch. Da sich die sichtbaren Wellenlängen (400–700 nm) von den Wellenlängen des Lasers unterscheiden, können die Farbe fürs Auge und die Laserabsorption unabhängig voneinander optimiert werden.
Leider existiert aber kein Farbstoff, der fürs Auge komplett farblos ist und den Laser trotzdem gut absorbiert. Zudem ist die Beimischung von Farbstof-
fen für Anwendungen in der Medizintechnik oder bei Lebensmitteln auch oft unerwünscht, da dies eine erneute Zertifizierung des Materials erfordern kann.
Eine alternative Lösung ist, die Wellenlänge des Lasers in einen Bereich zu wechseln, in dem viele Polymere von sich aus absorbieren. Im Bereich von 1700 bis 2000 nm absorbieren die meisten Polymere durch Oberschwingungen ihrer molekularen Bindungen und Laser mit genügend Leistung sind verfügbar. Je nach Typ des Polymers sind diese Absorpti -
onsbanden unterschiedlich stark ausgeprägt und in der Wellenlänge verschoben.
Da bei den langen Wellenlängen das obere Bauteil bereits einen Teil des Laserstrahls absorbiert und diesen abschwächt, ist die Technik vor allem dann geeignet, wenn das obere Bauteil dünn ist. Die Schmelzzone ist auch tiefer als beim Standardprozess, da der Laser tiefer ins Material eindringt und nicht nur an der Oberfläche des unteren Bauteils in Wärme umgesetzt wird. Ein Beispiel einer Schweissung ohne zusätzliche Farbstoffe mit
nehmend auch im Fahrzeuginnenraum zum Einsatz, da sie mit ihrer Nachhaltigkeit und mechanischen Performance die anspruchsvollen Emissions- und Geruchsanforderungen der OEM erfüllen. Anwendungen sind Instrumententafeln, Sitzlehnen und Mittelkonsolen sowie weitere Strukturbauteile.
TechnoCompound GmbH
D-55566 Sobernheim
+49 6751 85605-0
www.technocompound.com
den speziellen, langen Wellenlängen ist der aufblasbare Ballon aus weichem PVC auf Schlauch zur künstlichen Beatmung (Bild). Der Ballon muss luftdicht auf den Schlauch verbunden werden um aufgeblasen in der Luftröhre abdichten zu können. Der feine Kanal in der Schlauchwand darf durch die Schweissung nicht beeinträchtigt werden oder sich sogar verschliessen. Für die Schweissung wird der Schlauch auf eine Rotationsachse geschoben. Die Optik mit punktförmigem Laserfokus ist entlang der Drehachse verschiebbar. Der Schweissprozess mit langen Wellenlängen wird an der Swiss Medtech Expo live demonstriert und auch in einem Vortrag im Begleitprogramm weiter erläutert.

ProByLas AG
CH-6039 Root D4 +41 41 541 91 70
www.probylas.com
SME: Halle 2, Stand E2130
9/2023 KUNSTSTOFF XTRA PRODUKTE 44
Grafe entwickelt Alternative für die häufigsten Automotive-Schwarztöne
Mit dem neuen Masterbatch Base Black für Polypropylen (PP) hat Grafe, Blankenhain, eine effiziente Alternative für die häufigsten AutomotiveSchwarztöne entwickelt, die neben ihrer permanenten Verfügbarkeit – Mustermengen werden noch am gleichen Tag für Produktionstests versendet – auch ein signifikant besseres Preisniveau gegenüber einer OEM-Direktfarbe bietet. Darüber hinaus lässt sich das Masterbatch auch flexibel einstellen.
«Beim finalen Optimierungsschritt zur perfekten Farbe unterstützen wir unsere Kunden gern, denn bereits durch minimale Parameterverschiebungen – etwa bei Dosierung, Verarbeitungstemperatur oder
Druck – lässt sich das Base Black im Produktionsprozess justieren», erläutert Johannes Grau, Strategic Accounts Mobility Solutions. «Unser Produkt stellt eine Alternative zu den sonst üblichen, auf Polymer und Bauteil abgestimmte De -
taileinstellungen dar», fügt er hinzu.
Mittels modernster Prüftechnik werden die Produkte vor der Auslieferung durch hoch qualifiziertes Fachpersonal im hauseigenen Labor kontrolliert. Weitere Expertise, die in die Quali -
tät und Überwachung der Materialien einfliesst, kommt von den Mitarbeitern im Bereich Analytik, im Farb-Design-Center sowie im Technikum – insgesamt rund ein Drittel der Belegschaft. In Zusammenarbeit mit Forschungs- und Designinstituten liegt der Fokus auf der Entwicklung innovativer Produkte. Dank Erfahrung und Flexibilität bei den verschiedenen Herstellungsprozessen sind die Produkte von Grafe schnell und unkompliziert verfügbar.
Grafe Advanced Polymers GmbH


D-99444 Blankenhain
grafe@grafe.com
www.grafe.com
Kompakt und effizient mit neuem System für Etagenwerkzeuge
Ein kompaktes Etagenwerkzeug, das der Heisskanalspezialist Oerlikon HRSflow für das Spritzgiessen dünnwandiger Verpackungen entwickelt hat, ist für hohe Fülldrücke ausgelegt und mit Düsen der neuen Xd-Serie ausgestattet.
Die innovative, zum Patent angemeldete und kurz vor der Marktverfügbarkeit stehende Lösung ermöglicht kurze Einspritz- und Zykluszeiten in einem stabilen Prozess mit hoher Teilegewichtskonstanz. Montage und Wartung sind dank einer Plug-and-Play-Installation vereinfacht und äusserst effizient, wodurch lange und kostspielige Ausfallzeiten vermieden werden. Das System ermöglicht den energiesparenden Einsatz von kleineren Spritzgiessmaschinen und eignet sich für eine Dicke der heissen Hälfte von bis zu
220mm und einen minimalen Abstand von 260 mm zwischen den Anspritzpunkten koaxialer Düsen.
Ein mit dieser neuen Technologie ausgestattetes DemoWerkzeug ist im Technikum von Oerlikon HRSflow für Kundenversuche verfügbar. Sechs Spritzgiessmaschinen mit Schliesskräften von 50 bis 1000 Tonnen bieten dort die Möglichkeit, die optimale Heisskanalkonfiguration für spezifische Anwendungen zu finden. Das neue Etagenwerkzeug eignet sich auch für die Verarbeitung von PCR-Kunststoffen und nachhaltigen Compounds, die den Anforderungen der Kreislaufwirtschaft entsprechen.
Das beschriebene Werkzeug wurde für den Einsatz eines PP-Rezyklats zur Herstellung eines 6,3 g wiegenden 210-ml-
Einzelportionsbechers mit einer Wanddicke von 0,3 mm konzipiert. Die patentierte Mosaikstruktur an dessen Wänden wurde von Collomb, dem französischen Spezialisten für Dünnwandverpackungen, entwickelt. Sie ergibt eine robuste Struktur trotz des reduzierten
Gewichts des Teils. Die neue Xd-Düsenserie ermöglicht einen stabilen Einspritzprozess und eine hohe Produktivität bei geringeren Stückkosten.
HRSflow GmbH
D-65479 Raunheim
www.oerlikon.com/hrsflow
45 9/2023 KUNSTSTOFF XTRA PRODUKTE
Metro G med
Speziell für Kunststoffverarbeiter in der Medizin- und Pharmaindustrie hat motan die Fördergeräte Metro G med konzipiert. Die umfangreiche Gerätefamilie basiert auf der etablierten Serie Metro G für Kunststoffgranulat und erfüllt alle strengen Hygieneanforderungen gemäss FDA 21 CFR. Besonderes Augenmerk legten die Entwickler auf den prozesssicheren Einsatz im Reinraum. Starke Edelstahlsiebe, Spezialfilter mit hochwertige Dichtungen sowie elektropolierte Edelstahloberflächen sorgen für einen zuverlässigen, staub-
und kontaminationsfreien Betrieb. Ein Highlight ist das überarbeitete Membran-Implosionsvakuumventil, das ohne Druckluft auskommt. Eine Entstaubungseinheit gewährleistet eine konstant hohe Materialqualität der zu verarbeitenden Hochleistungskunststoffe. Der hier aus dem Fördergut entfernte Staub wird mit gefiltertem Luftstrom an den Zentralfilter gesaugt und dort abgeschieden. Standardmässig ist ein Implosionsfilter HEPA H13 verbaut. Nach jeder Förderung reinigt eine Implosion das starke Edelstahlsieb.

Während hierzu das serienmässig installierte Implosionsvakuumventil pneumatisch öffnet und schliesst, ermöglicht das optionale Membran-Implosionsvakuumventil für den Umschaltprozess die Nutzung des Vakuums direkt von der Förderanlage. Optimale Vorausset-
zung für die Installation im mit Überdruck beaufschlagten Reinraum. Hochwertige Dichtungen sichern bei allen Varianten eine staubfreie Umgebung.
Sämtliche produktberührenden Oberflächen sind aus Edelstahl oder FDA-konformen Kunststoffen ausgeführt und weisen eine maximale Rauheit von Ra 0,8 µm auf.

motan-colortronic ag CH-4665 Oftringen
info@motan-colortronic.ch
www.motan-colortronic.com
Stützstruktur Mittelkonsole –Masshaltigkeit auf höchstem Niveau
An der 21. SPE Automotive Award Night der «Society of Plastics Engineers» reiht sich Ems-Grivory erneut unter den Preisträgern ein und dies gleich dreimal.
Eine der drei Auszeichnungen betrifft den ersten Platz in der Kategorie «Body Interior» für die Stützstruktur der Mittelkonsole aus Grivory GVS von KDK Automotive GmbH. Die homogene tiefschwarze Optik von Grivory GVS erfüllt hier die hohen optischen Anforderunen an die Teilsichtflächen des Bauteils ohne zusätzliche Lackierung. Die sehr guten Fliesseigenschaften von Grivory GVS ermöglichen es, die komplizierte Geometrie beim Spritzgiessen zuverlässig zu füllen. Der enge Bauraum stellt hohe Anforderungen an die Masshaltigkeit des Bauteils. Hier punktet Grivory GVS mit seiner gerin -

gen Feuchtigkeitsaufnahme und der damit verbundenen hohen Dimensionsstabilität auch nach Klimawechseltests. Ausschlaggebend für den Einsatz von Grivory GVS waren die hohe Steifigkeit, das sehr gute Fliessverhalten, die ausgezeichnete Oberflächenqualität und die hohe Formstabilität –und damit Masshaltigkeit – des Bauteils. Ems-Grivory
CH-7013 Domat/Ems
welcome@emsgrivory.com
www.emsgrivory.com
46 9/2023 KUNSTSTOFF XTRA PRODUKTE
*) Anzahl Stellenangebote (Jan. 2009 - August 2023, eigene Be rechnung) sowie Anzahl Page Impressions (lt. IVW Online Jul. 2009 - August 2023 in der Kategorie „Jobs Rubrikenmärkte / Kleinanzeigen“) PERFECT MATCH Finden Sie den passenden Kandidaten! Schnell zum größten und meistgenutzten Stellenmarkt Einmal buchen – 60 Tage Laufzeit E-Mail Alerts an potenzielle Bewerber Kostenlose Verlängerung der Laufzeit auf Kundenwunsch uvm. © PantherMedia /AndrewLozovyi
BEDIENUNGSELEMENTE
Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen
Tel. +41 (0)71 763 61 61
Fax +41 (0)71 763 61 71 info@lanker.ch, www.lanker.ch

FORMENBAU
IONISATIONSSYSTEME IONISATIONSSYSTEME
Co m p os i te -We r k s to f f e Flüssigkunststo e wie Laminier- und Giessharze, Carbon-, Glas- und Aramidgewebe, Klebsto e, Stützsto e, CFK- und GFK-Rohre, Stäbe, Pro le und Frästeile und vieles mehr
FORMENBAU info@primaform.ch – www.primaform.ch
ZISWILER WERKZEUGBAU AG
COMPOSITES COMPOSITE-WERKSTOFFE
CH-3312 Fraubrunnen 031 763 60 60 Fax 031 763 60 61 www.swiss-composite.ch info@swiss-composite.ch
COMPOUNDIERANLAGEN
COMPOUNDIERANLAGEN
Buss AG
4133 Pratteln Tel. +41 61 825 66 00 info@busscorp.com www.busscorp.com
Theodorstr. 10
D-70469 Stuttgart
Tel +49 711 897-0
DICHTUNGSPROFILE
Industriering 2 · 3427 Utzenstorf Tel. 032 665 44 58 · Fax 032 665 21 35 info@ziswilerag.ch · www.ziswilerag.ch


KOMPRESSOREN
LV_Primaform.indd 2 04.01.22 10:32

FORMWERKZEUGNORMALIEN FORMWERKZEUGNORMALIEN
KAESER Kompressoren AG
Grossäckerstrasse 15 8105 Regensdorf Tel. +41 44 871 63 63 info.swiss@kaeser.com www.kaeser.com

Fax +49 711 897-3999 info@coperion.com www.coperion.com
Grenzweg 3 5726 Unterkulm 062 832 32 32 info@poesia-gruppe.ch www.poesia.ch
FORMWERKZEUGNORMALIEN
www.hasco.com | +49 2351 957-0
Meusburger Georg GmbH & Co KG Kesselstr. 42 | 6960 Wolfurt | Austria T +43 5574 6706-0 F -11 | verkauf@meusburger.com www.meusburger.com
GEWINDEBÜCHSEN UND -HÜLSEN
Grenzweg 3 5726 Unterkulm 062 768 70 95 info@poesia-gruppe.ch www.poesia.ch service
GRANULIERANLAGEN
Prematic AG Tel.
60 Druckluft-Technik
Märwilerstrasse
43 Internet: info@prematic.ch 9556 Affeltrangen E-Mail: www.prematic.ch
DICHTUNGSSYSTEME FIP(F)G/RADS
ASTORtec AG
Zürichstrasse 59
APPLIZIERTE DICHT G E S H L O S S E N E L L E R S C H A U M I S T 0 0 % D I C H T

ROBOTER R P A R T N E R F Ü R L O H N S C H Ä U M E N W W W S E A L E X C H H R E X P E R T E F Ü R D I C H T U N G E N H - 4 3 0 3 K A I S E R A U G S T
I H R P A R T N E R F Ü R L O H N S C H Ä U M E N W W W S E A L E X C H I H R E X P E R T E F Ü R C H T U N G E N C - 4 3 0 3 K A I S E R A U G S T
Maag Pump Systems AG Aspstrasse 12, CH-8154 Oberglatt Telefon +41 44 278 82 00 welcome@maag.com www.maag.com

HEISSKANALTECHNIK HEISSKANALTECHNIK
www.hasco.com | +49 2351 957-0
CH-8583 Sulgen | +41 71 644 77 77 | tool-temp.ch KÜHLGERÄTE
KUNSTSTOFF
ADDITIVE KUNSTSTOFF ADDITIVE Bodo Möller Chemie Schweiz AG – Rychenbergstrasse 67 – CH-8400

– https://bm-chemie.com/de/produkte-schweiz/
LOGISTIK
DIENSTLEISTUNGEN
DACHSER Spedition AG
Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch
ELEKTROSTATISCHE AUFLADUNGEN IONISATIONSSYSTEME
FORMENBAU
Wilerstrasse 98
CH-9230 Flawil
Tel. +41 71 394 13 00
Fax +41 71 394 13 10 info@brsflawil.ch www.brsflawil.ch

Jehle AG
Werkzeug- und Formenbau
Büntenstrasse 125 CH-5275 Etzgen
T +41 62 867 30 30 I verkauf@jehleag.ch I www.jehleag.ch
HEISSVERSTEMMEN
HEISSVERSTEMMEN
Ihre In du striepart ne rin für Heissverstemmen
T 081 257 15 57 | info@argo-gr.ch ww w.a rgo.industries
HEIZELEMENTE
ERGE Elektrowärmetechnik
Franz Messer GmbH
Hersbrucker Str. 29-31, D-91220 Schnaittach Tel. +49 (0)9153 921-0, Fax +49 (0)9153 921-117 www.erge-elektrowaermetechnik.de mail: verkauf@erge-elektrowaermetechnik.de
INFRAROT-STRAHLER UND TROCKNUNGSSYSTEME INFRAROT-STRAHLER UND TROCKNUNGSSYSTEME
Formenbau
www.weiss-kunststoff.de
KUNSTSTOFFHALBZEUGE KUNSTSTOFFHALBZEUGE FAPA (Schweiz) AG Wannenweg 6 CH-4133 Pratteln Tel. +41 61 565 05 10 verkauf@fapa-ag.ch
Weiss-Ins-KunststoffXtra-60x30mm-PRO.indd 1 15.12.15 16:56



KUNSTSTOFFPLATTEN
Leister Technologies AG (Krelus AG) Galileo-Strasse 10, 6056 Kägiswil, Schweiz




T +41 41 662 74 74, admin.infrared@leister.com
SIMONA AG SCHWEIZ Industriezone Bäumlimattstrasse CH-4313 Möhlin Telefon +41 (0)61 855 90 70 Telefax +41 (0)61 855 90 75 mail@simona-ch.com www.simona-ch.com
47 9/2023 KUNSTSTOFF XTRA LIEFERANTENVERZEICHNIS
service
CH-8840 Einsiedeln www.rads.ch SCHÄUME DICHTSYSTEME FIP(F)G/RADS S C H L O S S E N Z E L L I G E R H A U M S T 1 0 0 % D C H T
Regional Office Switzerland
KOMPRESSOREN UND ZUBEHÖR KOMPRESSOREN UND ZUBEHÖR
071 918 60
Fax 071 918 60 40
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com
KÜHLGERÄTE
KÜHLGERÄTE
Tel.
Winterthur
+41 (0) 52 203 19 30 – info@bm-chemie.ch
KUNSTSTOFFBAUTEILE KUNSTSTOFFBAUTEILE MASTERBATCHES KUNSTSTOFF IN HÖCHSTFORM
Anspruchsvoller Spritzguss Komplexe Baugruppen
KUNSTSTOFFPROFILE KUNSTSTOFFPROFILE

Industriestrasse 5 CH-4950 Huttwil Tel. 062 965 38 78 Fax 062 965 36 75 www.ac-profil.ch ac-profil@bluewin.ch
KUNSTSTOFFPROFILE / 3D-DRUCK
KUNSTSTOFFPROFILE / 3D-DRUCK

www.k-profile.com – Kunststoffprofile www.3d-prints.ch – 3D-Druck
KUNSTSTOFF-FERTIGTEILE
KUNSTSTOFF-FERTIGTEILE
Halbzeug, Fertigteile & Profiltechnik
www.kuvaplast.com
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
LACKIEREN UND BEDRUCKEN VON KUNSTSTOFFTEILEN
● Tampondruck



● Laserbeschriftung
● Digitaldruck

● Stoffbeschichtung
● Kunststoffbedampfung (PVD)
● Wassertransferverfahren (Karbon etc.)
● Gummi-/Softbeschichtung
www.topcoat.ch Tel. 062 917 30 00
LOGISTIK
LOGISTIK
DACHSER Spedition AG
Regional Office Switzerland
Althardstrasse 355, CH-8105 Regensdorf Phone +41 (0)44 8721 100 dachser.regensdorf@dachser.com dachser.ch
MASTERBATCHES MASTERBATCHES
Nord 27
MIKROSKOPE
• Tisch und Bodenwaagen
• Präzisionswaagen
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!
MIKROSKOPE www.kern.swiss
CH-8614 Bertschikon ZH
Swiss Waagen DC GmbH Tel. +41 (0)43 843 95 90 www.swisswaagen.ch

NORMTEILE FÜR DEN FORMENBAU
Dübendorfstr. 27 · CH-8602 Wangen
Tel. 044 834 01 01 · Fax 044 834 02 00 · www.ramseier-normalien.ch

PERIPHERIE PERIPHERIE
Ingenieurbureau DR. BREHM AG
KUMA Solution GmbH
Lettenstrasse 2/4
CH-6343 Rotkreuz
Tel. 041 790 41 64 info@brehm.ch www.brehm.ch
Neuweg 31 A
CH-4852 Rothrist
Tel. +41 62 794 37 41
Fax +41 62 794 37 27
info@kuma-solution.ch
www.kuma-solution.ch
PERIPHERIE
PERIPHERIE
SPRITZGIESSEN
motan ag Roggenstrasse 3 CH-4665 Oftringen
PERIPHERIE
Tel. +41 62 889 29 29 info.ch@motan.com www.motan-group.com
Gartenstrasse 7 CH-4537 Wiedlisbach Tel. 032 636 00 55 sales@thomaplast.ch www.thomaplast.ch
PLATTENBEARBEITUNG
PLATTENBEARBEITUNG
www.ineichen.ch
Plattenbearbeitung
Ineichen AG
Maschinen und Anlagen für die Holz- und Kunststoffverarbeitung
Luzernerstrasse 26 CH-6294 Ermensee
Zuschnitt
CNC Absaugung
Tel. +41 41 919 90 20 info@ineichen.ch
PLATTENSÄGEN
PLATTENSÄGEN
IMA Schelling Austria GmbH 6858 Schwarzach | Austria

T +43 5572 396 0 www.imaschelling.com
RECYCLING RECYCLING
REINIGUNGSGRANULATE
SCHNECKEN UND ZYLINDER SCHNECKEN UND ZYLINDER
Bernex Bimetall AG
Winznauerstrasse 101
CH-4632 Trimbach
Tel. 062 287 87 87 www.bernexgroup.com sales@ch.bernexgroup.com

SCHNEIDMÜHLEN
Vennstrasse 10
D-52159 Roetgen
Fon +49 (0) 2471 4254
Fax +49 (0) 2471 1630 www.hellweg-maschinenbau.de Hellweg Maschinenbau GmbH & Co. KG

MARTIGNONI AG Kunststofftechnologie CH-3110 Münsingen Tel. 031 724 10 10 Fax 031 724 10 19 info@martignoni.ch www.martignoni.ch know-how in technology and plastics SPRITZGIESSEN www.styro.ch/spritzguss
Tel: 041 833 80 10
SPRITZGIESSEN UND BAUGRUPPEN SPRITZGIESSEN UND BAUGRUPPEN
Spritzguss
Werkzeugbau
Technische Teile Baugruppen Montage 1 avenue Euroeastpark F-68300 SAINT-LOUIS NEUWEG Tel. : + 33 (0)3 89 70 36 70 contact@emi-wissler.com | www.emi-wissler.com
SPRITZGIESSEN UND BAUGRUPPEN
SPRITZGIESSEN UND BAUGRUPPEN
61 71 info@lanker.ch, www.lanker.ch

TAMPONDRUCK
TAMPONDRUCK
Ihre Industriepartnerin für Tampondruck 1- bis 4-farbig T 081 257 15 57 | info@argo-gr.ch www.argo.industries

TAMPONDRUCK/DIGITALDRUCK
Druck- und Werbetechnik – Kunststoffverarbeitung Tampondruck und Digitaldruck auf Formteile
TAMPONDRUCK/DIGITALDRUCK
Säntisstrasse 16 / 9400 Rorschach / Tel. 071 841 99 50 / www.rbsiebdruck.ch
www.topcoat.ch
TECHNISCHE UND STANDARDKUNSTSTOFFCOMPOUNDS
Albis Impex AG · Dorfstrasse 38 · 8706 Meilen Telefon +41 (0)44 925 20 40 · Fax +41 (0)44 925 20 49 admin.ch@albis.com · www.albis.com
TECHNISCHE UND STANDARDKUNSTSTOFFCOMPOUNDS

48 9/2023 KUNSTSTOFF XTRA LIEFERANTENVERZEICHNIS
Industrie
CH-5634
phone + 41 56 664 2222 fax + 41 56 664 2223 sales@granula.ch
Merenschwand
www.granula.eu Granula AG
Espisa AG Landstrasse 47 CH-5322 Koblenz
+41 (0)56 267 55 66 info@espisa.ch www.espisa.ch
Lanker AG, Kunststofftechnik Kriessernstrasse 24 CH-9462 Montlingen Tel. +41 (0)71 763 61 61 Fax +41 (0)71 763
TEMPERIERGERÄTE
TEMPERIERGERÄTE
VERBINDUNGSTECHNIK
CH-9015 St. Gallen · Tel. +41 71 243 65 30 · www.hb-therm.com

TEMPERIERGERÄTE
Temperaturkontrolle. Einfach. Zuverlässig. CH-9006 St. Gallen · T +41 71 282 58 00 · info@regloplas.com
KÜHLGERÄTE
CH-8583 Sulgen | +41 71 644 77 77 | tool-temp.ch



THERMOFORMEN THERMOFORMEN
THERMOFORMEN
anpac gmbh Lindenhof 4 CH-6060 Sarnen Tel. 041 661 10 38 info@anpac.ch www.anpac.ch


• Vakuum-Tiefziehmaschinen
• CNC Fräsmaschinen
FLIEGEL eigener Service und Montagen
D-68259 Mannheim • Tel: +49 (0)621-79975-0 • www.fliegel.de
TROCKENEISSTRAHLEN
TROCKENEISSTRAHLEN
ASCO KOHLENSÄURE AG
Industriestrasse 2
CH-8590 Romanshorn
Tel: +41 71 466 80 80
Fax: +41 71 466 80 66 ascoco2.com info@ascoco2.com
VAKUUMPUMPEN UND SYSTEME
VAKUUMPUMPEN UND SYSTEME
www.busch.ch
VAKUUMPUMPEN UND SYSTEME
Prematic AG Systempartner von Gardner Denver Tel. 071 918 60 60 Märwilerstrasse 43 v-g@prematic.ch 9556 Affeltrangen www.prematic.ch

WAAGEN
• Tisch und Bodenwaagen


• Präzisionswaagen
• Zählwaagen • Laborwaagen und viele weitere Modelle für jeden Bereich!

MIKROSKOPE www.kern.swiss
CH-8614 Bertschikon ZH
Swiss Waagen DC GmbH Tel. +41 (0)43 843 95 90 www.swisswaagen.ch



WERKZEUGSTAHL
WERKZEUGSTAHL
verkauf.hpm-schweiz@voestalpine.com www.voestalpine.com/hpm/schweiz
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
ZERKLEINERUNGSANLAGEN/ RECYCLINGANLAGEN
Herbold Meckesheim GmbH Industriestraße 33 D-74909 Meckesheim

Herbold Meckesheim GmbH D-74909 Meckesheim Internet: www.herbold.com
Unsere Vertretung in der Schweiz: Ingenieurbüro Dr. Brehm AG, www.brehm.ch
Telefon: +49 6226 932-0 Internet: www.herbold.com

KUNSTSTOFF XTRA LIEFERANTENVERZEICHNIS
ULTRASCHALLSCHWEISSEN www.herrmannultraschall.com BZQ_DEU_SigiMEdia_60x15.indd 1 19.03.2020 14:10:13 RINCO ULTRASONICS AG info@rincoultrasonics.com Tel. +41 (0)71 466 41 00 CH-8590 Romanshorn www.rincoultrasonics.com Fax +41 (0)71 466 41 01 ULTRASCHALLSCHWEISSEN LV_Rinco.indd 1 16.08.23 14:33 ULTRASCHALLSCHWEISSEN Seemoosholzstrasse 14 CH-9320 Arbon Tel. +41 71 680 08 05
Die
swiss-sonic Ultraschall AG
nachhaltige Verbindung www.swiss-sonic.ch info@swiss-sonic.ch www.telsonic.com
Busch
AG Vacuum Solutions Waldweg 22, 4312 Magden Tel. 061 845 90 90 info @ buschag.ch,
Schweiz AG Hertistrasse 15
8304 Wallisellen | T +41 44 832 88 11
voestalpine HPM
|
Das Lieferantenverzeichnis Rund um die Uhr – auch online zu erreichen www.kunststoffxtra.com
Drehzahl regeln.
Nachhaltig clever.
Friedrichshafen Halle A4 Stand 4205
The next Generation. Temperature Control Units Thermo-6

Drehzahlgeregelte Pumpe als Standard ist für uns eine ökologische Verpflichtung. Damit legen wir das Energiesparen in Ihre Hände. Nachhaltig denken und handeln. hb-therm.com
 Fakuma
Fakuma