
7 minute read
VERFAHRENSTECHNIK


Sichere Verbindung: Laser-Kunststoffschweissen mit LPKF Systemen
Medizintechnische Geräte laserschweissen
Advertisement
Kunststoffe sind für viele Geräte und deren Bauteile das ideale Material: Sie sind leicht zu formen, einfach zu reinigen und das Gewicht ist vergleichsweise gering. Für das Zusammenfügen einzelner Kunststoffbauteile stehen verschiedene Technologien zur Verfügung. Laserschweissen wird insbesondere dann gewählt, wenn die Fügestellen hohen Ansprüchen an Festigkeit sowie Freiheit von Staub und Chemie genügen müssen.
Beim Laser-Durchstrahlschweissen entstehen Schweissnähte, deren Festigkeit nahezu der Grundmaterialfestigkeit entspricht. Späne oder Stäube treten nicht auf, und der Eintrag von Chemikalien ist nicht notwendig. Eine saubere, hygienische Sache also. Dabei lassen sich Schweissnahtbreiten im Bereich von wenigen hundert Mikrometern umsetzen. Die Schweissnähte sind absolut dicht und das umgebende Material bleibt partikelfrei. Besonders, wenn feine und optisch ansprechende Nahtstrukturen gefordert sind, ist Laserschweissen die optimale Technologie. Beim klassischen Laser-Durchstrahlschweissen wird ein für die Wellenlänge des Lasers transparenter oberer Werkstoff mit einem laserabsorbierenden unteren Bauteil kombiniert. Der Laserstrahl wird durch den oberen Fügepartner auf den absorbierenden unteren Fügepartner fokussiert. Der untere Fügepartner schmilzt oberflächennah auf. Durch Wärmeleitung schmilzt auch der obere Fügepartner im Bereich der Schweissnaht lokal. Nach Abkühlung entsteht eine stoffschlüssige Verbindung – so fest wie das Material selbst.
In vielen Bereichen eingesetzt
Voraussetzung für einen erfolgreichen Fügeprozess ist lediglich, dass eines der Bauteile aus einem lasertransparenten und eines aus einem laserabsorbierenden Kunststoff ist, wobei es hier vielfältige Kombinationsmöglichkeiten gibt. Anwendung in der Medizintechnik findet diese Technologie in vielen Bereichen: Beim Fügen von Gehäusen für Elektronikkomponenten wie beispielsweise bei Insulingeräten oder Herzschrittmachern. Zylindrische Bauteile wie Katheter oder Stifte
Miteinander laserschweissbare Materialien
können exakt und sicher lasergeschweisst werden, ebenso wie Kartuschen und Mikrofluidiken für Diagnoseverfahren. Auch die einzelnen Bauteile von Kunststoff-Ventilen, die hohem Druck standhalten müssen, lassen sich hervorragend und stabil mit dem Laser verschweissen. Und den Geometrien sind kaum Grenzen gesetzt. Durch den Einsatz spezieller Strahlquellen ist neben der beschriebenen Prozessvariante des transparent-absorbierend-Schweissens auch das Fügen zweier transparenter Fügepartner im sogenannten Clear-JoiningVerfahren möglich. Dies ist insbesondere dann von Interesse, wenn Zertifizierungsbestimmungen des Bauteils den Zusatz eines Laserabsorbers nicht erlauben oder das Bauteil nach dem Schweissen mittels optischer Analysemethoden ausgewertet werden muss. Laser-Kunststoffschweissmaschinen gibt es als Stand-alone-Lösung oder zur Integration in Produktionslinien. Die Systeme von LPKF ermöglichen nachverfolgbare und wiederholgenaue Prozesse, um die Einhaltung spezifischer Reinheitsbedingungen sowie Prozessvalidierung zu gewährleisten. Damit genügen sie auch den sehr hohen Ansprüchen hinsichtlich Prozess- und Qualitätssicherheit in der Medizintechnik. Je nach Applikation kommen unterschiedliche Schweissmethoden zum Einsatz: Radialschweissen, Konturschweissen oder Quasisimultanschweissen.
Kontakt LPKF Laser & Electronics AG Osteriede 7, D-30827 Garbsen +49 (0) 5131 7095-0 www.lpkf.de
Attraktives Leistungsportfolio für die Ostschweiz, Deutschland und Österreich
Wasserstrahl-Schneiddienste im Dreiländereck
Obwohl die Technologie des Wasserstrahlschneidens seit Jahren etabliert ist, ist der volle Umfang ihrer Vorteile noch zu wenig bekannt. Wichtigste Eigenschaft des Verfahrens ist die völlig «kalte» Arbeitsweise. Deshalb eignet es sich für empfindliche Metalle wie Edelstähle, Aluminium, Messing und Kupfer, wobei es bei grösseren Wanddicken oft dem Laser überlegen ist. Ebenso gut anwendbar ist es auch für Kunststoffe oder Schaumstoffe.
Klaus Vollrath 1
Die Möglichkeit, mehrlagig zu schneiden, erlaubt bei Serienteilen attraktive Kosten, und bei Kleinstteilen mit hohen Präzisionsanforderungen eröffnet das Mikro-Wasserstrahlschneiden interessante Perspektiven. «Das Wasserstrahlschneiden bietet in bestimmten Bereichen deutliche Vorteile gegenüber konkurrierenden Technologien wie Laserschneiden oder mechanischer Bearbeitung», erläutert Christian Rick, Geschäftsstellenleiter von Waterjet Ostschweiz in Mörschwil. Der Schneidvorgang erfolgt durch einen Höchstdruck-Wasserstrahl mit 4000 oder 6000 bar. Bei reinem Wasser schneidet dieser Strahl durch weiche Materialien wie Kunststoffe oder Schaumstoffe so schnell und leicht wie das sprichwörtliche heisse Messer durch Butter. Bei härteren und zäheren Werkstoffen, wie z.B. Metallen, wird dem Wasserstrahl ein feines Pulver aus einem abrasiven Material zugesetzt. Damit lassen sich selbst härteste Werkstoffe wie vergütete Stähle, Granit oder superharte Keramikwerkstoffe in Dicken bis zu 150 mm oder mehr bearbeiten. Der Wasserstrahl erzielt sowohl bei einfachen als auch bei hoch komplexen Konturen beste Schnittkantenqualitäten. Da der Schnittspalt stets mit kaltem Wasser durchströmt wird, treten keinerlei thermische Schädigungen wie Anlauffarben, Gefügeveränderungen oder Gratbildungen auf. Hervorzuheben ist zudem die Möglichkeit, selbst bei dickerem Material noch sehr enge Durchbrüche oder Bohrungen einzubringen.
1 Redaktionsbüro Klaus Vollrath, Aarwangen
Bild: Waterjet

Der Höchstdruck-Wasserstrahl wird in einer Mischkammer mit Abrasivpulver versetzt und «sägt» sich so selbst durch härteste Materialien.
Eine breite Kunden- und Werkstoffpalette
«Unsere Kundschaft umfasst einen bunten Mix von der Industrie über den öffentlichen Sektor und den Handwerksbetrieb bis hin zu Künstlern und Privatleuten», verrät Rick. Vertreten seien Baugewerbe, Metall- und Elektroindustrie, Luft- und Raumfahrt, Medizintechnik, die Kunststoffindustrie sowie Branchen wie Werbung oder Textilien. Dank der günstigen Lage der Firma im Dreiländereck Schweiz, Deutschland und Österreich verfüge man über kurze Transportwege in alle drei Länder. Bei den Metallen überwiegt mit rund 50 % das Aluminium. Dies hängt auch damit zusammen, dass dieser verbreitet eingesetzte Konstruktionswerkstoff häufig auch im Wanddickenbereich oberhalb von 20 mm verwendet wird, wo Laserverfahren an ihre Grenzen stossen. Dies gilt vor allem da, wo es um feine Konturen, geringe Eckenradien oder geringe Teileabstände auf dem Blech im Interesse einer bestmöglichen Materialausnutzung geht. Deshalb sei hier der Wasserstrahl oft die wirtschaftlichere oder gar die einzige Bearbeitungsalternative. Dabei werden Genauigkeiten im Bereich von 0,1 mm erreicht, und dank der guten Kantenqualität sei häufig keine Nachbearbeitung erforderlich. Von der Dicke her gehe man in Mörschwil dabei bis 80 mm, dickeres Material bis 150 mm schicke man ins Werk in Aarwangen. Nächsthäufige Werkstoffe sind Kupfer und Messing. Ersteres wird häufig im Bereich Energieanlagentechnik eingesetzt, während Messing in vielfältiger Form im Maschinen- und Anlagenbau, in der Bauwirtschaft sowie für dekorative Zwecke in der Kunst verwendet wird. Auch Edelstahl werde recht häufig verarbeitet, insbesondere bei grösseren Wanddicken, da hier die Schnittkantenqualität oft deutlich besser sei als bei gelaserten Teilen. Kunststoffe, Schaumstoffe und Tex-

Mit Reinwasser in zwei Schnittebenen bearbeiteter Schaumstoff.

Schneiden von beschichteten Schaumstoffmatten in zwei Lagen mit zwei parallel arbeitenden Strahlköpfen
tilien werden in der Regel mit Reinwasser geschnitten. Die Palette der Werkstoffe und Anwendungen ist dabei zu breit, als dass sie hier näher dargestellt werden könnte.
Einzelstücke ebenso wie Grossserien
«Die Auftragsgrössenordnungen reichen vom Einzelstück bis zu vier- oder gar fünfstelligen Grössenordnungen», verrät Rick. Im Schnitt würden im Monat schätzungsweise um die 5000 Bauteile hergestellt. Bei der Serienfertigung könne man je nach Spezifikation der Teile oft einen Kniff einsetzen, der die Kosten erheblich senke. Dieser bestehe darin, die Schnitte mehrlagig auszuführen, indem man Bleche, Platten oder Bahnen übereinander gestapelt schneidet und so die Produktivität der Anlagen entsprechend vervielfacht. Damit könne man fallweise den Kostenvorteil konkurrierender Verfahren ins Gegenteil

Bei hoher Präzision mit schmalem Spalt geschnittenes Stahlbauteil. verkehren, da diese sich hierfür nicht eigneten. Beim Versuch, beispielsweise mit dem Laser mehrlagige Bleche zu schneiden, bestünde die Gefahr, dass der Laser die Blechkanten beschädige. Weiterer Vorteil der bei Waterjet eingesetzten Anlagentechnologie sei die Möglichkeit, die Anlagen bei längeren Jobs nachts ohne Bediener durchlaufen zu lassen. Diese und andere Kostenvorteile hätten zur Folge, dass man ungeachtet des hohen Schweizer Lohniveaus auch so manche Aufträge aus Deutschland und Österreich erhalte.
Vom Millimeterbereich bis zu 8000 × 3000 mm
«Hier am Ort können wir mit unseren vier Anlagen Platten mit Abmessungen bis zu 4000 x 2200 mm bearbeiten, im Werk Aarwangen sind sogar Werkstückgrössen bis 8000 x 3000 mm möglich», sagt Rick. Im Werk der Mutterfirma Waterjet AG in Aarwangen stünden insgesamt über 30 Wasserstrahlanlagen zur Verfügung, auf die man bei Engpässen, Übergrössen oder speziellen Anforderungen z.B. im Bereich des Mikro-Wasserstrahlschneidens zurückgreifen könne. Dort gebe es auch 2,5DAnlagen für die Rohrbearbeitung sowie 3D-Anlagen für beliebige Schnitte an dreidimensionalen Objekten. Im Mikrobereich, wo selbst entwickelte Maschinen mit zehnfacher Genauigkeit verwendet werden, seien eine Schneidgenauigkeit von ± 0,01 mm und eine Positioniergenauigkeit von ± 0,005 mm möglich, während die Rauheit der Schnittkanten erforderlichenfalls auf bis zu Ra = 0,1-0,2 µm reduziert werden könne. Dank der in Aarwangen vorhandenen Kapazitäten sei es jederzeit möglich, Expressaufträge selbst bei hohen Stückzahlen innerhalb kürzester Fristen abzuwickeln.
Qualität und Servicebereitschaft im Vordergrund
«Unsere Geschäftsphilosophie beruht darauf, dem Kunden zusätzlich zu guter Qualität möglichst noch weitere Zusatznutzen zu bieten», bilanziert Rick. Dies betreffe Punkte wie Reaktionszeit, Materialbeschaffung, Beratung in technischen Fragen, Lieferservice sowie zusätzliche Leistungen wie z.B. Oberflächenveredelung durch Tro-
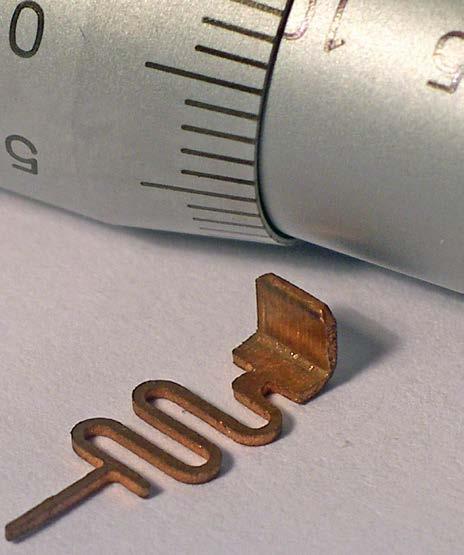
Mit dem Mikro-Wasserstrahl präzisionsgeschnittenes und umgeformtes Steckerbauteil aus Kupfer.
walisieren oder galvanische Beschichtung. Interessenten und Kunden könnten darauf zählen, dass man sich bei Anfragen oder Expressaufträgen schnell um sie kümmere. Wichtiger Pluspunkt sei hierbei auch der eigene Lieferservice. Nächster Punkt sei die Beratung, denn hierbei gehe es oft genug auch um Machbarkeiten und Verbesserungsvorschläge. So hingen beim Wasserstrahlschneiden Arbeitsgeschwindigkeit, Schnittgenauigkeit und Kantenqualität voneinander ab. Dank erfahrener Mitarbeiter, die erforderlichenfalls auch Rat von der Forschungsabteilung im Mutterwerk einholen können, liessen sich fallweise Kosten optimieren oder Qualitätsverbesserungen erzielen. Zur Servicequalität gehöre nicht zuletzt auch das sehr umfangreiche Materiallager. Hier lege man trotz der damit verbundenen Kosten bewusst Wert auf einen hohen Lagerbestand, um Kunden auch bei dringenden Terminen möglichst schnell das benötigte Material zur Verfügung stellen zu können. Im Laufe der Jahre habe man es so geschafft, so manchen Kunden, dessen Erwartungen anderweitig enttäuscht worden waren, für sich zu gewinnen.
Kontakt Waterjet Ostschweiz Haltelhusstrasse 21 CH-9402 Mörschwil +41 71 311 5666 c.rick@waterjet.ch www.waterjet.ch







