Connecting with Willem Sundblad, CEO and Co-Founder
Data Driven Optimization - AI, Analytics, and Oden Technologies

EVs - Changing the Game
The Story of American Made
Robot-Ready Grinding Systems Speed Automation Deployment
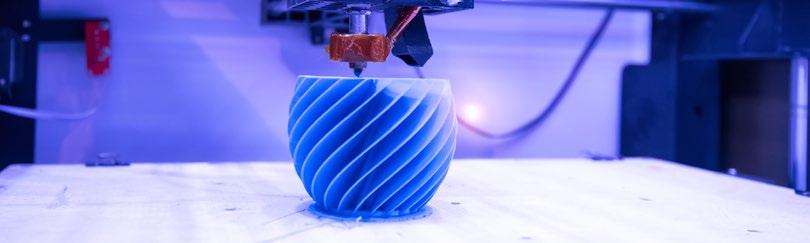
Additive Manufacturing - Meeting Workforce Demand
First-Ever Flame-Retardant 3D Printable Materials
Digitalization and Additive ManufacturingLeveraging the Real and Virtual Worlds

Additive Manufacturing is Ready for Prime Time
Industry News
#AdditiveManufacturing #MetalCutting
BELT GRINDERS • DISC GRINDERS • POLISHERS • VIBRATORY EQUIPMENT IndustrialMachineryDigest.com | August 2023 North America’s Manufacturing Resource for Industry Professionals Since 1986
Clamping solutions for all types of machines


Strong clamping pressure for small clamping torque

Highly adjustable through integrated sliding plate


Fast clamping, short set-up time, quick release action
Step-less adjustability horizontal and vertical




Our MQ Series may be used as an extension to the machine plate



LENZKESUSA.COM | 540-381-1533 | INFO@LENZKESUSA.COM LENZKES MINIMIZES YOUR SET-UP TIME. WITH OVER 40 YEARS EXPERIENCE AND OVER 100,000 SATISFIED CUSTOMERS WORLDWIDE, LENZKES IS RENOWNED FOR ITS HIGH-QUALITY WORK-HOLDING SOLUTIONS MAXIMIZE YOUR PROFIT.
SPARE PARTS & ACCESSORIES MULTI-QUICK SERIES CHAIN CLAMP MULTI-QUICK SERIES SELF-CENTERING VISE THE LENZKES DIFFERENCE:



Sell us your unwanted industrial automation product. Radwell.com - 800.884.5500 - sellto@radwell.com UNWANTED INVENTORY TAKING UP VALUABLE SPACE?



4 | IMD August 2023 6 EDITORIAL DIRECTIONS 10 INDUSTRY NEWS #AdditiveManufacturing #MetalCutting 14 BUSINESS 4.0 #AdditiveManufacturing #EVs EVs - Changing the Game 18 TALKING SHOP #AII #Analytics #WorkforceDevelopment #Data-Driven #Optimization Connecting with Willem Sundblad, CEO and Co-Founder Data Driven Optimization - AI, Analytics, and Oden Technologies 24 SAFETY & MAINTENANCE The Physics of Fans 26 MANUFACTURING SHOWCASE #AmericanMade #FamilyBusiness The Story of American Made 30 INDUSTRIAL AUTOMATION Robot-Ready Grinding Systems Speed Automation Deployment 32 WORKFORCE DEVELOPMENT #AdditiveManufacturing #Workforce #AMCareers Additive Manufacturing - Meeting Workforce Demand 36 NEW TECHNOLOGY #AdditiveManufacturing #3DSystems #NewMaterials First-Ever Flame-Retardant 3D Printable Materials 37 PROCESS #AdditiveManufacturing #SiemensAdditive Digitalization and Additive Manufacturing - Leveraging the Real and Virtual Worlds 40 INDUSTRY INSIGHT #AdditiveManufacturing #GM #Cadillac Additive Manufacturing is Ready for Prime Time 44 PRODUCT SHOWCASE 47 SURPLUS BUYING & SELLING 49 CLASSIFIEDS 50 ADVERTISER INDEX August 2023 18 14 26 36 ON THE COVER Cover sponsor: Burr King. Image: istock Images. TAbLE OF CONTENTS
Hydraulic Shears: 1/8” (10GA), 3/16”, 1/4”, 3/8”, 1/2”, 5/8”, 3/4”, 1” and 1-1/4”
Press Brakes: 50-Ton to 550-Ton
C-Frame Presses: 40-Ton to 200-Ton



Custom Designs: for Custom Applications



Retrofit Backgauges: for Shears and Press Brakes. Made to fit most machines with minimum modifications.

Precision Knife Sharpening
For over 50 years! www.betenbender.com Call for a free catalog! Phone: 319-435-2378 | Fax: 319-435-2262 | sales@betenbender.com
AMERICAN-MADE
PRESS BRAKES Visit Booth #: A3310
SHEARS &
William C. strickland III, Publisher william.strickland@indmacdig.com
800-366-0676 ext. 103 | Fax: 866-826-5918
trey Bell, Editor-in-Chief trey@indmacdig.com
800-366-0676 ext. 104 | Fax: 866-826-5918
Brian self, Associate Editor assoc.editor@indmacdig.com
shane Bell, Creative Director sbell@indmacdig.com
SALES

Lisa Hanschu, sr. Account Executive lisa@indmacdig.com 785-965-9159 | Fax: 785-965-7199
William C. strickland III, National sales 205-903-9178 | fax 866-826-5918


Adrienne gallender, Media Adviser agallender@indmacdig.com 888-407-7737

susan strickland, Accounting susan@indmacdig.com 205-542-1098 | Fax: 866-826-5918
CIRCULATION & SUBSCRIPTIONS
IMD, 3590-B Hwy 31 south, suite 233, Pelham, AL 35124 circulation@indmacdig.com | Fax: 866-826-5918









REPRINTS
to purchase article reprints please call 800-366-0676 ext. 103 or email wstrickland@indmacdig.com source
6 | IMD August 2023
llc 360
PUBLICATION OF:
Hwy 31 south PMB #233
AL 35124 INDUSTRIAL MACHINERY DIGEST (ISSN 1542-5223) is published 12x per year by Source 360 Media. POSTMASTER: Please send change of address to INDUSTRIAL MACHINERY DIGEST, 3590-B US Hwy 31 South, PMB 233, Pelham, AL 35124. Printed in the U.S.A. SUBSCRIPTION POLICY: Individual subscriptions are available without charge in the U.S. to qualified individuals. Publisher reserves the right to reject nonqualified subscribers. One-year subscription to nonqualified individuals in the United States: $96.00. Single copies available (prepaid only) $20.00 each. Alabama Automotive Manufacturers Association SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS North America’s Manufacturing Resource for Industry Professionals Since 1986 www.coxreels.com FOLLOW US: TOLL FREE | 800.269.7335 PRO GRADE HOSE, CORD, & CABLE REELS quality matters. every time. AIR / WATER | HYDRAULIC | PNEUMATIC | VACUUM | WELDING | POWER CORD SOLUTIONS FOR: AND MORE DRILL. TAP. REPEAT. Engineer ed Tough for Year After Year Reliability H Y PNEU M AT. C O M • 414 - 423 - 740 0 Automatic Drilling and Multiple Spindle Heads Hypneumat-Q-09-2018.indd 1 8/23/18 9:33 AM DRILL. TAP. REPEAT. Engineer ed Tough for Year After Year Reliability H Y PNEU M AT. C O M • 414 - 423 - 740 0 Experts in Automatic Drilling & Tapping Units and Multiple Spindle Heads Hypneumat-Q-09-2018.indd 1 8/23/18 9:33 AM DRILL. TAP. REPEAT. Engineer ed Tough for Year After Year Reliability H Y PNEU M AT. C O M • 414 - 423 - 740 0 Experts in Automatic Drilling & Tapping Units and Multiple Spindle Heads Hypneumat-Q-09-2018.indd 1 8/23/18 9:33 AM
media
A
Source 360 Media LLC 3590-B
Pelham,
































































Save on In-Stock Specials while machines last! SAVE on Selected Tooling & Accessories www.carellcorp.com • www.eaglebendingmachines.com sales@carellcorp.com • sales@eaglebendingmachines.com Visit Us Online or Call: (251) 937-0947 MEMBER 100% American Owned & Operated Custom Tooling Made In-House! UP TO 99 PROGRAMS WITH IMPRESSIVE CYCLE TIMES. Tube & Pipe Benders Heavy Duty, 1/2” to 4” Capacities Automatic & Semi Automatic Systems Available Section Bending Machines Heavy Duty & Affordable 1" to 4" Capacities,15 Models CNC & Ornamental Options Horizontal & Vertical Operation 30yrs of Machines for any job or budget • Superior PLATINUM Warranties 1” to 10” Capacities, 30 Models to Choose From! LED's & Universal Rolls Are Standard, CNC Control Options, Variable Pitch Coiling Solutions, Half Pipe Production Options, & Custom Tooling are Available for all Profiles Angle Rolls Plate Rolls 16 Ga to 6” Capacities, 3D RollCad CNC Control Options, Vertical Rolls, Translating Geometry, Tank Head Forming Machines, Automated Systems & More! Visit us at Booth A5131 September 11 -14, 2023 in Chicago Visit us at Booth A5131 September 11 -14, 2023 in Chicago 4 Roll 3 Roll 2 Roll
trey Bell – Editor in Chief trey@indmacdig.com

the economy seems to be on track with today’s latest release of gDP numbers. the growth is being driven by a strong jobs economy, and spending at all levels. At the same time the Fed raised interest rates to 20+ year highs. some of our topics in the August edition are contributing to the growth, as well as some of those pieces of legislation we have discussed in the past like the CHIPs and science Act.
this is our Additive Manufacturing themed edition, and most of our content will be anchored around that theme. there are a couple of stories though, that we thought you would enjoy that do not follow the theme. One of those is our Manufacturing showcase article, “ the Beauty of Betenbender.” We take a look at a family-driven, American-made enterprise that has continued to flourish by using the same approaches, in the press brake and shear machinery space, that were introduced by the founders over 50 years ago.
Our talking shop article this month, “Data Driven Optimization - AI, Analytics, and Oden technologies,” features an excellent discussion with Willem sundblad, CEO and Co-Founder of Oden technologies, Inc, in which sundblad educates me on Machine Learning, AI-driven work instructions, and some of the key elements in today’s big data environments. His company’s cloud solutions drive better decisions at the point of work, with fast ROI.
In “EVs - Changing the game,” our Business 4.0 feature, we look at the global status of EVs, and how different economies are driving change, as well as some discussion on what that change may be in the auto manufacturing base. Additive manufacturing will play a big role in lightweighting these vehicles and driving adoption. We carry the Additive Manufacturing theme into our Industry Insights section with “Additive Manufacturing is Ready for Prime time,”, in which we discuss the 7 types of AM and provide a non-comprehensive sample of which systems providers use which technology, after a lead-in featuring some insight on a prior press release from gM regarding its Cadillac CELEstIQ model (a tech marvel).
Our Workforce Development feature is a snapshot of the AM job demand, as well as ways to expand AM skillsets through academia.
From curated news, to new flame-retardant 3D printable materials from 3D systems, to siemens Additive Manufacturing perspective, to the physics of fans, you will find something to pique your interest in this edition.
Keep Building.
8 | IMD August 2023 EDITORIAL DIRECTION









Lifting
Application
Lifts up to 500 lbs! Ergonomic Portable Lightweight Meets OSHA & ASME
Customized Safety
Devices For Any
SAFETY FIRST Prevent Lifting Injuries
#AdditiveManufacturing

3D
systems & Oerlikon Enter Collaboration Agreement to scale, Accelerate Metal Additive Manufacturing

3D systems (NYsE:DDD) and Oerlikon AM announced the companies have entered a collaboration agreement to further scale metal additive manufacturing. Combining both organizations’ deep process and applications expertise with 3D systems’ Direct Metal Printing platform and Oerlikon AM’s surface engineering capabilities will enable a faster path to market for applications in high-criticality industries such as semiconductor and aerospace. As part of this agreement, Oerlikon AM is acquiring its fourth 3D systems DMP Factory 500 system, the first Oerlikon AM is adding in the u s ., to be part of the manufacturing workflow in its North Carolina facility. this will help expand Oerlikon’s end-to-end supply chain solution for high-precision, complex aluminum components for the u s . market.
3D systems’ Application Innovation g roup (AIg) collaborated with Oerlikon AM’s Application Engineering to develop this solution. Both teams possess deep expertise not only in additive manufacturing but in high-value applications across a variety of industries. t heir combined experience with the laser powder bed fusion process and material and process qualification is invaluable to the production of high-criticality parts with lower lifecycle costs. 3D systems’ industry-leading direct metal printing (DMP) technology and Oerlikon’s AM production and surface engineering capabilities will result in a validated, certified production process for Oerlikon’s customers. t his workflow includes the DMP Factory 500, an industryleading platform featuring a vacuum chamber to ensure the lowest O2 content, and a 3-laser configuration for the
production of seamless large parts as large as 500mm x 500mm x 500mm. t his results in the highest surface quality for metal 3D-printed parts with outstanding material properties.
“ t he adoption of Additive Manufacturing technology for series production occurs at an ever increasing pace. For our customers to remain competitive in core technology markets (including semicon and aerospace), scale up to series production is dependent upon the successful execution of application development, qualification, and timely ramp up to full-scale production,” stated Jonathan Cornelus, business development manager, Oerlikon AM. “With Oerlikon and 3Dsystems joining forces, this partnership will accelerate the industrialization of metal AM through an integrated team approach between the customer, printer OEM, and manufacturing partner. t he efficiency gains will maximize the benefits of additive manufacturing across design, materials, printing, and post-processing to break performance barriers in the manufacturing supply chain.”
“Industries such as aerospace and semiconductor manufacturing require precision without compromise,” said scott g reen, solutions leader, 3D systems. “Companies focusing on these areas require constant innovation to meet the accuracy, speed, reliability, and productivity demands of increasingly complex production. Bringing together the industry-leading technology and applications expertise of 3D systems and Oerlikon AM is delivering increased quality, improved total cost of
10 | IMD August 2023 INDuSTRy NEWS Industrial Machinery Digest's Industry News features the latest news and press releases from some of the industry's top companies. WANT TO BE FEATURED? send your press releases to editorial@indmacdig.com www.IndustrialMachineryDigest.com INDUSTRY NEWS
ownership, reduced time to market, and minimized supply chain disruption. I’m looking forward to seeing how our collaboration can amplify and accelerate the potential of metal AM.”
sME, stratasys Announce Winners of 2023 skillsusA Additive Manufacturing Competition


sME, the nonprofit committed to accelerating new manufacturing technology adoption and building North America’s talent and capabilities, and global additive manufacturing leader stratasys, announced the winners of their cosponsored 2023 Additive Manufacturing Competition, conducted as part of the 59th annual skillsusA National Leadership and skills Conference, held in Atlanta. the competition was supported this year by partner Autodesk.
First debuted in 2013 by sME and stratasys, the contest both educates high school and post-secondary students about additive manufacturing technologies and design, plus provides them with real-world, hands-on experience that they can apply to a commercial product. t his year, teams from 30 high schools and eight colleges competed to win. More than 500 parts were printed during the three-day competition, all on stratasys 3D-printers.
“It’s no secret that additive technologies have disrupted the manufacturing industry, and through sME’s partnership with stratasys we’re giving tomorrow’s talent an opportunity to feel, first-hand, its application on the job,” said Robert “Bob” Willig, executive director and CEO of sME. “One of the things students enjoy most about working through these challenges is experiencing the process of iterating, testing and adjusting their design, which is exactly why additive manufacturing is being embraced globally, across all sectors.”
t his year’s competition challenged students to design and print parts to build an assembly that attached to a fixture with a rotating mount point to grab and hold three progressively more difficult objects. t hen each team presented their process, engineering design notebook and printed designs to the judges.
One of those judges was sME Board of Directors President, James “Jim” schlusemann, who says his experience at skillsusA as an adolescent was the seed that grew into a fulfilling career in manufacturing at Navistar. Engaging with the Additive Manufacturing contestants at the national conference was “truly a ‘full circle’ moment,” he said.
Both levels of the winning teams received gold, silver and bronze medals from skillsusA, as well as scholarships of $1,500, $1,000 and $500, respectively, from the sME Education Foundation. Both levels also received a one-year subscription for tooling u-sME classes and a one-year sME membership, plus post-secondary winners received RAPID + tC t full-conference conference passes. g old and silver medal-winning teams in both categories also won a professional-grade Prusa MK3s and 3D printer kit donated by Printed solid. Every competing student also received an Autodesk goody bag.
High school Winners
» g old team: Johann Rafanan & s abal schuster, Nova High school (Davie, FL)
» silver team: Reggie May & Kyra s andahl, Payette River technical Academy (Emmett, ID)
» Bronze team: Alejandro Colon & Daniel Hulse, West-MEC Northwest Campus (surprise, AZ)
Post-secondary Winners
» g old team: Dallin Hansen & tom swindler, utah Valley university (Orem, ut )
» silver team: Armand Carlo Agbulos & Cody Buchanan, Madison Area technical College (Madison, WI)
» Bronze team: David Atess & James McBride, Meridian technology Center (stillwater, OK)
C-FRAME PRESSES
• Heavy Gauge Steel Design
• Press Bed bolted on, not welded, to prevent distortion.
• Large press bed to accommodate a variety of tooling other than just punching.

• Pump, motor, valve and reservoir are all easily accessible for maintenance.
• Large rectangular tubes used at base of machine to give safe, instant portability.
IND ust RIA L MACHINERY DI g E st COM IMD | 11 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
HYDRAULIC MACHINES OF IOWA A Division of Betenbender Mfg. Inc Phone: 319.435.2378 | Fax: 319.435.2262 www.betenbender.com
WE CAN BUILD A CUSTOM MACHINE FOR YOU!
“stratasys is again honored to be a major sponsor of this competition with sME. this year we saw phenomenal participants that learned how to design and 3D Print moving/working assemblies,” said Jesse Roitenberg, Americas education manager at stratasys. “Many of these competitors had never done that before and their growth in understanding the process and how to design for that type of 3D Print was truly impressive. Again, these students reinforce that the next generation has the skills and work ethic to lead the next generation of manufacturing.”
In addition to the additive manufacturing competition, all 76 students participated in a certification. the Additive Manufacturing Fundamentals Certification Exam was administered to all students free of charge and was included as a percentage of the total points for each competing team. this exam is the first and only certification validating an individual’s knowledge of industry-standard concepts in additive manufacturing, based on revisions to the Additive Manufacturing Body of Knowledge by the Additive Manufacturing Leadership Initiative (AMLI) in 2016. 44 students of the 76 in attendance passed the exam (57% pass rate, which is the best since 2013). the sME Education Foundation prepared every student with a bundle of 20 tooling u-sME classes (a value of nearly $400 per student) in advance of taking the exam.
this year’s skillsusA National Leadership committee for Additive Manufacturing was larger than ever, including Casey Melvin, co-founder of tHEFutuREOFJEWELRY and Jason Lopes, director, additive manufacturing at gentle giants studios. they were instrumental in shaping the competition, including a mini challenge with support from Autodesk.
#Metrology Made to Measure Expands Operations to the West Coast
New tech Center in Orange County, California Will Offer the same High-Quality service and support starting July 2023
Made to Measure, a leading metrology equipment and services provider, is expanding operations with a satellite office in Orange County, California. For over 30 years Made to Measure has been conducting operations from its Chicago area headquarters. this second location, set to open on July 11, 2023, will offer a suite of services and local presence for its growing base of clients on the West Coast and in the western states.
“With many manufacturing companies located in Orange County and California representing over 14 percent of the total us economy, it is a natural next step for our organization,” said sven Bley, President and CEO of Made to Measure. “A local presence will enable us to provide our same level of outstanding service closer to our customer base.”
Quinn Bley, Director of CMM sales and service, will head up the new West Coast technical center. As a third-generation member of this family-owned business, Quinn grew up in the metrology industry and brings with him extensive knowledge and invaluable experience. He
will provide technical support, CMM calibration services, repairs, upgrades, and onsite retrofits. Also, Quinn will be a conduit for other parts of the organization located at company headquarters – including metrology training, CMM programming, and dimensional inspection.
“I am very excited to take on this new role. As a mid-size company ourselves, we understand the importance of ensuring that small and mid-size customers receive the same responsive support as larger businesses,” stated Quinn. “ this is our next big step in increasing our local presence on the West Coast. We look forward to growing alongside the ever-expanding manufacturing industry in California.”
#CNCandMilling
Mathy Machine Achieves IsO 9001:2015 Certification
Mathy Machine, a manufacturing leader providing complete CNC machining, milling, and turning services to the Aerospace, Defense, Automotive, utilities, and Medical industries, is proud to announce the achievement of IsO 9001:2015 certification for its Quality Management system (QMs).
this achievement directly results from the company’s focus to improve the overall operations, and specifically, the quality systems, with the appointment of the new general Manager, and the promotion of a new Quality Control Manager.
the company underwent a rigorous audit process conducted by sCB (systems Certification Body), an accredited third-party certification body. the audit verified Mathy Machine has established and maintained a QMs that conforms to the requirements of IsO 9001:2015.
“We are proud to achieve IsO 9001:2015 certification, which reflects our commitment to quality, customer satisfaction and continuous improvement,” said Bryan Mathy, general Manager. “ this certification validates our processes, procedures, and activities that ensure the delivery of high-quality products and services to our valued customers. It also demonstrates our alignment with the best practices and standards in our industry,” added Mathy.
Mathy Machine plans to leverage the benefits of IsO 9001:2015 certification to enhance its operational efficiency, performance, and competitiveness. the company will also continue to monitor and review its QMs to identify opportunities for further improvement.
since 1975, Mathy Machine has been committed to quality, continuous improvement, and on time delivery, making them a preferred provider to business partners in the Aerospace, Defense, Automotive, utilities, and Medical industries. their experienced team works diligently to resolve technical, material, or manufacturing challenges and is committed to providing exceptional service, high-quality workmanship, fast delivery, and personalized attentionregardless of size.
For more information, contact Bryan Mathy at (619) 448-0404, or via email at bryan@mathymachine.com.
12 | IMD August 2023








The Best Tool Cabinet You Will Ever Buy GUARANTEED 100%MADE IN THE USA INEVERY WAY WWW.STORLOC.COM • 1-800-STORLOC 1-800-786-7562 MADE BY AMERICAN CRAFTSMEN IN THE USA sales@storloc.com
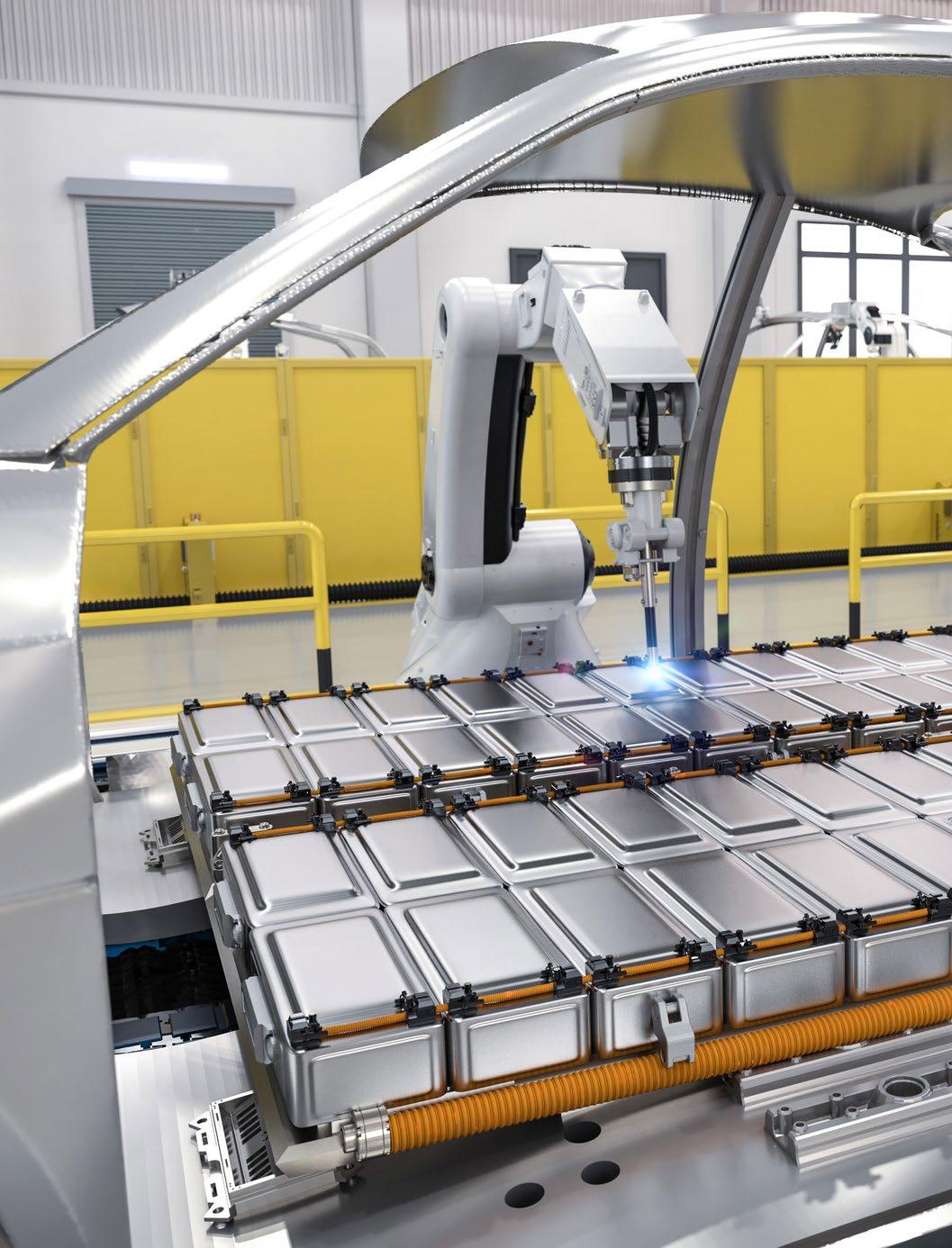
EVs - Changing the Game
According to an article on the World Economic Forum website in March 2023, referencing mostly data from the “g lobal EV Outlook 2023” which was published by the International Energy Agency, 1 in 7 cars sold globally now is electric. In 2022, electric vehicle (EV) car sales increased by 60%. Meanwhile global sales of conventional cars with internal combustion engines dropped in the past five years. t he global sales increase surpassed 10 million units for the first time. t he demand in 2022 can be contrasted with data from the IEA for 2017, in which one in every 70 cars sold was an EV. Norway led the way with EVs making up 79% of the new cars being sold in that country in 2022.
EVs are definitely gentle on the environment and are relatively comparable in cost compared to internal combustion vehicles (for similar functions and features of course). t hey are emissions-free and widely seen as the future of transport.
INtERNAtIONAL PERsPECtIVE
Battery-powered EVs (BEVs) and plug-in hybrid electric vehicles (PHEVs) make up the primary subsegments of EVs. Outside of the us , these vehicles are enjoying phenomenal growth. And it is no wonder that it is occurring. Policy makers in several economies are putting
regulations in place to force the issue. For instance, in 2021, the European Commission unveiled plans to stop the sale of vehicles using internal combustion engines by 2035 as part of a wider climate target to cut emissions by more than half over this decade. In the face of strong conservative opposition, the European Parliament on June 8, 2022 narrowly voted to back the European Commission proposal for a total ban on new CO2-emitting vehicles by 2035.
Around the same time the Eu was banning internal combustion engines, the uK released a similar outcome. t he phase out date for new gasoline and diesel vehicles would be brought forward to 2030. Further, from 2035, the uK mandates that all new cars and vans must be fully zero emissions at the tailpipe.
China, which is the world’s largest auto market, has targeted that 40% of vehicles sold in the country be electric by 2030.
us gOEs ALL-IN
Electric car sales in the united states - the third largest automobile market in the world - increased by 55% in 2022, reaching a sales share of 8% according to the g lobal EV Outlook 2023 data. t he Inflation Reduction Act is a piece of us policy with significant if not historic impact on

14 | IMD August 2023 buSINESS 4.0
electrification. t he light-duty electric vehicle (EV) tax credit of up to $7,500 per vehicle has been extended through 2032, and the total per manufacturer cap of 200,000 has been removed (number of vehicles eligible for the tax credit). A vehicle must meet the MsRP cap, the income cap, and be final assembled in the united states. Further the percentages of critical minerals mined in the united states or its Free trade Agreement partners increases to 80% minimum by 2032, while the minimum percentage of battery components manufactured or assembled in North America has stair stepped requirements up to 100% in 2032. For a vehicle to be eligible for the tax credit, all the requirements must be met. For the first time there is also a used EV tax credit. t he vehicle must be at least 2 years old and have a price of $25,000 or less. t he tax credit is $4,000 or 30% of the selling price whichever is lower. t he legislation also includes tax credits for commercial EVs, EV charging equipment and deployment, and electrifying the usP s
Along with the tax credit are $2 billion for a Domestic Manufacturing Conversion g rant Program. Domestic Manufacturing Conversion g rants for electrified vehicles will provide cost-shared grants supporting the domestic production of efficient hybrid, plug-in electric hybrid, plug-in electric drive, and hydrogen fuel cell electric vehicles. Add to that program another $3 billion for the Advanced technology Vehicle Manufacturing Program, which provides loans to support the manufacture of eligible advanced technology vehicles and qualifying components. For us automakers these seem like promising developments.
Although charging infrastructure and driving range have improved over the years, they remain major concerns for us drivers given the typically long travel distances and lower popularity and limited availability of alternatives such as rail. Addressing these concerns in the near term will make or break mass adoption - and will require some changes to the automotive industry.
gAME CHANgERs
In one of our articles this month, we highlighted a press release from gM regarding a high end EV Cadillac model that will be built on-demand with very specific wants addressed for each commissioned model. Accounting for the highest technology content ever of one of their vehicles, there is a cost to commission this market of one customization and it is reflected in the price of one of these EVs. Core to the advanced capabilities are lighter parts driven from additive manufacturing (AM) and improved battery technology.
Improvements in battery technology go hand-in-hand with additive manufacturing because one of the biggest challenges facing EVs is their weight. EVs are typically much heavier than fossil-fuel powered vehicles, due to the large battery packs that they require. t here are a number of reasons why this is the case. First, the battery packs that power EVs are made up of a number of heavy metals, such as lithium, cobalt, and nickel. second, the battery packs themselves are very large and bulky. t hird, EVs often have other components that are heavier than their fossil-fuel powered counterparts, such as the electric motors and the inverters.

t he weight difference between EVs and fossil-fuel powered vehicles can have a number of implications. First, it can affect the range of EVs. t he heavier an EV is generally the shorter its range will be. second, the weight difference can affect the performance of EVs. Heavier EVs are less agile and less responsive than lighter EVs, although EVs in general do tend to have a lower center of gravity.
t here are a number of things that can be done to reduce the weight of EVs. One is to use lighter materials in the construction of the battery packs. Another is to design more efficient battery packs that can store more energy in a smaller space. Finally, manufacturers can also look at ways to reduce the weight of other components, such as the electric motors and the inverters.
Lighter materials lends itself to leveraging additive manufacturing techniques. From an additive manufacturing perspective, g eneral Motors and Ford Motor Company are both embracing additive manufacturing concepts. t hey are investing heavily in AM research and development, and they are starting to use AM to manufacture parts for their vehicles. gM is using AM to create a variety of parts for its EV lineup, including battery housing, motor housing, and brake calipers. similarly, Ford is using AM to create parts for its EVs, adding front suspension components to its list, and also working
IND ust RIA L MACHINERY DI g E st COM IMD | 15 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
with partners like HP to understand how to recycle AM generated material. tesla is focusing on additive manufacturing concepts for motor housings and other elements of their vehicles..
Offerings from companies like Divergent3D offer potential for huge impacts by combining additive manufacturing with AI. From their website (www. divergent3d.com), “Divergent has invented a complete manufacturing solution to address system level challenges. t he Divergent Adaptive Production system (DAP s) is a complete software hardware solution designed to replace traditional vehicle manufacturing. to make the complex simple, it is a complete modular digital factory for complex structures. g iven a set of digital requirements as input, the machine automatically computationally engineers, additively manufactures, and assembles any complex structure. t he system is able to move seamlessly between manufacturing different vehicle models.”
t he g lobal EV Outlook 2023 sums up the us battery technology investments, from supply chain players and automakers, saying, “Between August 2022 and March 2023, major EV and battery makers announced cumulative post-IRA investments of us D 52 billion in North American EV supply chains, of which 50% is for battery manufacturing, and about 20% each for battery components and EV manufacturing. Overall, company announcements including tentative commitments for
us investments for future battery and EV production add up to around us D 75-108 billion. As an example, tesla plans to relocate its Berlin-based lithium-ion battery gigafactory to texas, where it will work in partnership with China’s CAt L, and to manufacture next-generation EVs in Mexico. Ford also announced a deal with CAt Lfor a battery plant in Michigan, and plans to increase electric car manufacturing sixfold by the end of 2023 relative to 2022, at 600 000 vehicles per year, scaling up to 2 million by 2026. BMW is seeking to expand EV manufacturing at its plant in s outh Carolina following the IRA. Volkswagen chose Canada for its first battery plant outside Europe, which will begin operations in 2027, and is also investing us D 2 billion in its plant in s outh Carolina. While these investments can be expected to lead to high growth in the years to come, the impact may only fully be seen from 2024 onwards as plants come online.”
Further, gigantic players in the product lifecycle and digital transformation space, such as siemens with its teamCenter and siemens Xcelerator s aas offerings, are offering solutions specifically tailored to rapid development of battery technology. t he capability is available to virtually design next generation batteries from cells to battery packs, speeding iteration cycles and eventually new product introduction - doing so with sustainability and material savings.
16 | IMD August 2023
DIgItAL tRANsFORMAtION


Could EVs drive digital transformation? Certainly EV mandates in Europe and China will cause a ripple effect in North America. t he investments in the us economy will enable effective change at home because the change will be necessary to keep up with the rest of the world, and continue to be connected to global supply chains. Battery designs will be digital, vehicle designs will be modeled using digital twins. We already see vehicles on the road with sensor-based services, but EVs will have operational digital twins, new business models will be introduced for service and support - all this is changing now. However, it isn’t perfect yet. My sister-in-law drives a 2021 BMW X5 Xdrive45e, which is a PHEV. A couple of months ago she got into the vehicle after leaving a local store. t he vehicle would not start. t hen she received a call to her cellular phone and the vehicle service center told her they saw a number of voltage issues. Plus. t hey ran a diagnostic and confirmed the errors and said we do not recommend jumping it off. Plus. t hen it wouldn’t do anything and there was no other option. Not plus.

After the vehicle was towed, the technician at the repair shop said that the car manufacturer “has a method to lock the vehicle down to keep any additional potential damage from happening.” How could digital transformation have impacted this situation? support services are not new, but they are more comprehensive in an EV, which generally contain more software and electronic content than gas-powered vehicles. In 2021, the Wall street Journal reported on this very topic, stating that the status quo automakers would not catch tesla by out-engineering them because what “they didn’t consider: Electric vehicles are more about software than hardware. And producing exquisitely engineered gas-powered cars doesn’t translate into coding savvy.” [Feb 16, 2021 Wall street Journal: Electric Vehicles are More software than Hardware]. t he EV will eventually know the preferences of the owner and the diagnostic actions which are approved, so that a self-driving car could arrive and pick up my sister-in-law to take her home, and a tow truck could be sent - while she was shopping. Or maybe there is a compartment which would house a replacement battery good for a 20 mile radius, and the voltage flow is re-routed on demand so that she could get home. Or maybe the bad cell in the battery is somehow deactivated so that the car would start and make it home, where everyone would be more comfortable arranging pickup of the disabled vehicle. Or maybe there is an additively manufactured part which could be replaced that performs a circuit change and allows the vehicle to limp home. Regardless, battery, vehicle diagnostics, replacement parts, integration with supply chain, and integration with support services are more readily possible when the car is connected - and downstream response information can be distributed. Our constant theme - our digital world is changing, and EVs are playing a significant role. Let’s go find the nearest g igafactory.
200% PROOF LOAD TESTED INDIVIDUALLY SERIAL NUMBERED FOR BETTER TRACEABILITY ORDERS SHIPPED SAME DAY RATED LOAD 400 LBS - 250,000 LBS









IND ust RIA L MACHINERY DI g E st COM IMD | 17
ACTEKMFG.COM
800-752-7229 | SALES@ACTEKMFG.COM HOIST RINGS ACTEK Forged Street Plate™ Swivel Hoist Rings Side Load Hoist Rings Hoist Ring Kits Pivots180° Swivels360°
Drop Forged Hoist Rings
Mold Handler™ Swivel & Pivot Hoist Rings
Round Base Swivel & Pivot Hoist Rings ISO 9001
Forged Swivel Hoist Rings
FEATuRING:
DATA DRIVEN OPTIMIZATION - AI, ANALYTICS, IIoT AND ODEN TECHNOLOGIES







Willem sundblad wants to make your factory run betterby getting your factory lines to have better conversations with your operators. sundblad is the CEO and Co-Founder of Oden technologies, Inc., a company using cutting edge technology to maximize the value of your production and process data. Oden technologies is a manufacturing analytics solution that gives all teams frictionless plant floor insights and AI without complex data querying and
TB - Before you give me your view on analytics, let’s talk about Oden technologies. I have a hunch. If I put an “i” in there instead of an “e” it would be Odin, the Norse mythology king with a single eye. He traded one of his eyes so that the one remaining could see everything and be tapped into all data. Is that how the company got its name?

Willem - Exactly. I’m from sweden, where you can keep the “e”, and that is the swedish name for Odin (Oden).
management. the system uniquely merges, cleans, and enriches all production data sources automatically into a real-time, adaptable data infrastructure for turnkey, reliable, and actionable intelligence. Customers have deployed in 42 days, and have achieved 5x ROI in 12 months. I caught up with sundblad over Zoom to learn more about the company and about his thoughts on analytics, AI, and the IIot connected factory.
TB - Ok, got it. Let’s dive in. Data is power, knowing data is power, being able to see everything is powerful. tell me about today’s analytics and the data we are dealing with, and the ability to see it all.

#bIGDATA
Willem - For a lot of manufacturers, the lines and systems generate so much information, that it's almost impossible
18 | IMD August 2023
TALKING SHOP WITH: Willem sundblad — CEO and Co-Founder, Oden Technologies, Inc.
TALkING SHOP
for people to make sense of it. so people end up being very reactive. I think that's ultimately where we can use computers, essentially, to help people be a lot more proactive, because computers can crunch data much faster at a much greater volume than people ever can. A typical extrusion line will generate 5 million events every single day. And you just can't have a person just look at all of that, because they just couldn’t be effective.
TB - And every event probably has more than one piece of information associated with it?
Willem - Yes, 100%. Looking at the journey to smarter factories, to better performing factories on a couple of different levels, we still have a lot of manufacturers that are earlier on in the digital maturity curve. t he starting point, which we call guided analytics, is where we kind of curate, and help them prioritize what they need to do. so that might be things like prioritizing the biggest opportunities for performance improvements, for utilization improvements, for quality improvements, in generating data driven targets, just like the 75th percentile example that you brought up earlier [ED NOtE: during the background sharing part of the interview, I referenced the top quartile approach from some of Oden’s biggest client successes]. Because there is a lot of variance between operator behavior, let's just raise the bar a little bit. And we've seen that that is a very good entry point, because it removes variability, drives value, and it's easy to understand and consume. t he next couple of layers adds more intelligence into the recommendation. so one example is, for a lot of customers, we see that there's often an inherent lag in the production process where you get quality results several hours delayed from the process itself. Either that could mean that you just get in bad quality a couple of hours later, and you've wasted a lot of production, or what it more often means is that
people run things very conservatively, in order to not waste production. If you can predict that offline quality test in real time, so that you know, in real time, that you're making good products, it reduces the risk to improve the process in real time. We actually use that type of modeling to then prescribe the right set points for the customer to reach whatever outcome they want to achieve. If they want to lower the cost, lower the material consumption and lower energy consumption, increase the speed, then we actually give them
the input parameters that they need to use in order to get a more efficient output.

And then the last step, which is more exploratory, which we're working on now is also generating work instructions for the operators, kind of like an AI support system for the operator. Because still, and we recognize this, the big bottleneck for a lot of manufacturers is talent. talent is very scarce, it's very hard to hire a lot of people that can perform these processes, especially when they say that it's more of an art than a science.
IND ust RIA L MACHINERY DI g E st COM IMD | 19
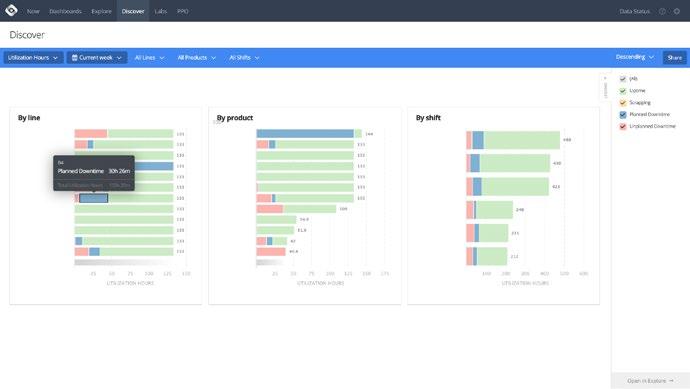
Above: Oden Dashboards - Product Line Combination Performance Loss
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
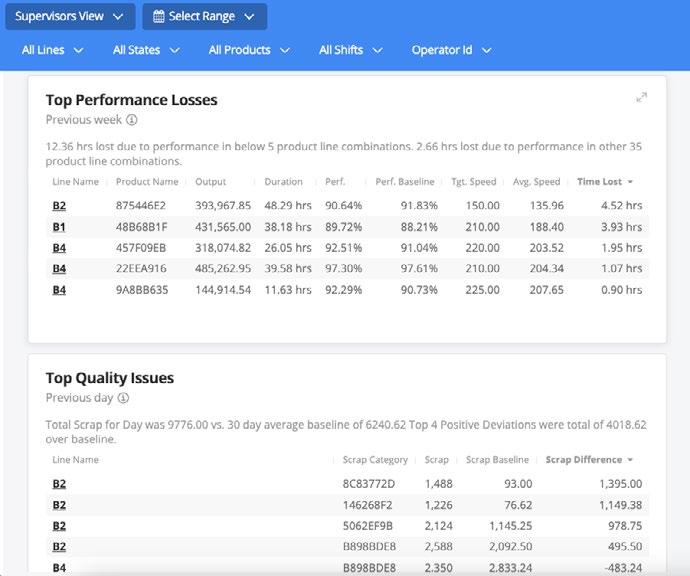
Above: Oden Discover - Highest Impact Utilization Issues
We can lower the barrier to entry for operators to become top performers, through recommendations, predictions and generative AI for how to achieve high performance. By enabling operators to leverage science more than art or intuition, we can really change the game in terms of how we make things.
#AI #Analytics #WorkforceEnablement
TB - I have a contention that analytics has always been some type of AI and it's just now getting the stage; well the world of true analytics with algorithms and node based decisions and things like that, it's always been there. And it seems now to be just getting packaged a little differently. But if I'm hearing you correctly, regarding AI and analytics, you're taking the view that they are complementary, that they coexist, and there's a role or a way that we make them work to achieve a better outcome.
Willem - It’s all math. And, you know, when you think about the kind of simpler analytics that might be the right starting point for a lot of people, that is generating what's the right target for this product on this line at the 75th percentile of operator behavior? this is statistics, right? that's not AI, you're right. But then when you move into a little more advanced set of capabilities, then you end up in the world of machine learning which is a subset of AI. so you can call that AI for sure. And that also comes in different flavors, depending on your use case. so predicting quality, as an example, might be a classical supervised machine learning problem, where we show the models, the examples, and the pattern recognition that you have to do. Now, when you see this pattern, yield this result in a linear regression for instance. You could also use deep learning, which is another subset of AI and machine learning to do things that don't require supervised learning. so more like your clustering, or this thing looks like that thing, or these things look the same. that's another really useful tool to understand the data in a better way.
With all the talk of AI currently in the market, with chatgPt and other types of gPt type functionality for generative AI, that structure is more how we're thinking about those kinds of work constructions. so really then it becomes how do you create meaning to work so that you can predict what the best next work is to put in front? And so that could be used in the form of chatgPt. Let's just generate a paragraph that the model thinks makes sense. But it can also be used in a search example. Let's say that we are predicting that a certain type of failure mode is happening. We can then create a prompt to look through the knowledge database to determine and find the work instruction that exists today for this specific prompt. then we consume that work instruction and generate the outputs in a friendlier way for the operator, or in a step by step view. then maybe we understand that the work instruction has five steps. Now we see as an example that three of those steps in the work instructions could be 1) check the values for temperature 2) check the values for speed and 3) check the values for pressure. the operator doesn’t need to do those three steps because the system already knows all those values. Just feed it in instead. that is what I would call, in the current hype cycle of AI, is the only thing that is similar to the ChatgPt model. the other things are more classic machine learning problems.
#AI #MachineLearning #businessIntelligence #Analytics
TB - that’s really good stuff. Can you help us understand more about machine learning? I guess it’s what you just said, learning that patterns exist that say “the” is going to be the next word logically that makes sense after this string of characters, right?
Willem - I can give you a simple example. Let's say that you want to predict an offline quality test. You have a lot of variables from the production line, as you're making the product. these might be speeds, temperatures, pressures, modal loads, energy, material consumption, all these types of measurements, and then the output is a numerical test for the strength of the product. As an example, if you take three to four months of data history, you can probably train a machine learning model. And in this case, I'm going to say a linear regression, which really just means a polynomial expression like y=mx + b that defines the relationship between the input parameters and the output they yield. And so if you take all that history of data, you can find an equation for the process that, with a reasonably high degree of accuracy, defines what that offline quality test is going to be.
TB - I use some capabilities in tableau [ED Note: tableau is business intelligence software from salesforce] where they’ve got some kind of ability to take a
20 | IMD August 2023
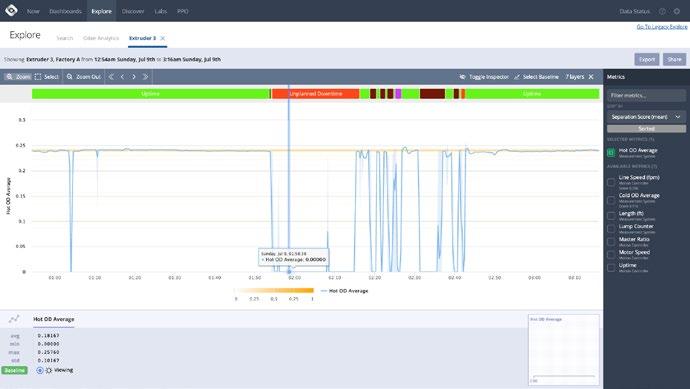
Oden Explore Time-Series - Unplanned Downtime Investigation - Temp Change
bunch of variables, determine if there's a relationship, and the tool will generate a curve fit for the data. It gives you a polynomial equation. You can choose how many degrees you want, to continue to drive down the p-value, which I believe in statistics is a measure of how close the distribution is. And I guess that tells you how good the fit is.
Willem - Exactly. And so that's a simple example of a supervised machine learning problem, where the answer is a linear model. there are many other types of algorithms that you could do, but those are really useful, because we found that they can have a good degree of accuracy. And we can show all the coefficients to the domain experts, so that they can do the smell test. Essentially you can say if speed goes up, we know we have a positive before the coefficient on it. We expect quality to go down in this regard, unless you also change these other variables. so you get an actual mathematical representation of the whole production process. And then you run that new equation against the real time streaming data, which spits out if you were testing right now, this is what that offline quality test value would be.
TB - And what you should expect in terms of deviation from the baseline. Correct?
Willem - Yes, so typically we see errors from between, you know, 1% to 5%. And I think you have to get a very high
degree of accuracy, which just means that you need more data in order to not do the offline test. there might still be regulation requirements or customer demand for it though. But even going from 0% visibility to 95% provides more accurate visibility in real time, which is a game changer.
TB - Absolutely. tell me a little bit about how you would compare and contrast business intelligence or existing business analytics tools with Oden technologies cloud solutions.
Willem - Our performance is real-time. You don’t have to “warm up” the queue, or make sure that all that data gets refreshed. Other tools require refreshing every 15 minutes or so. Most operator decisions are sooner than every 15 minutes. Or you refresh your BI (Business Intelligence) data every day so that it's eventually consistent. BI is really good for taking historical relational data to do all types of reporting and slicing, dicing, and delayed analysis. Part of the problem with manufacturing data is that it's a fairly unique combination of an incredible amount of time series data and an almost arbitrary amount of joins to that data. If you just look at the production process as a whole, you have those 5 million events that happened per line during the day. But you also want to know what operator was on the line, what machine was running, from what machine maker, what material was being used from what supplier.
DID YOU KNOW TORMACH SELLS PLASMA TABLES?

Premium features make better parts.
• Closed-loop servo motors for reliable accuracy
• Floating head with Digital Torch Height Control that help make cuts to uneven surfaces like corrugated metal
• Standard breakaway torch holder with collision detection to minimize machine damage if things go wrong
• Minimized run times with fast rapids (1,000 in./min., 400 in./min. cuts) and acceleration (30 in./sec.²)
• Integrated water table mounted on sliding rails, ideal for cutting pipes and larger parts
• The only plasma table built with PathPilot, Tormach’s award-winning CNC controller, and access to PathPilot HUB, Tormach’s browser-based version of PathPilot
IND ust RIA L MACHINERY DI g E st COM IMD | 21
CNC MILLS | CNC LATHES | CNC PLASMA TABLES | CNC ROUTERS | INDUSTRIAL ROBOTS | AUTOMATIC FEED BANDSAWS
Learn more and build yours at tormach.com/1300PL/IMD
What state was the line in every single one of these joins creates complexity in the query.
One of the things that we've done is that we've built a whole architecture that is really built for the messy nature of manufacturing data, because it's sometimes late, it's sometimes missing, sometimes out of order. And even if it's not any of those things, you still end up with this very complex picture of many joins with a lot of data. And so you need a way to query that dynamically, very quickly. And that's what we've done with both our data model and OQL, which is the Oden Query Language. this is where we've actually abstracted away all that data engineering that would have to happen in the background for a BI tool. It is abstracted away and we've built in manufacturing terms in it. so someone who knows manufacturing can write queries, not necessarily programming, in seconds instead of hours.
We then think that the right way to do this is actually tie our platform into the BI system, because then you get access to accurate useful manufacturing data or the BI tool. so like a corporation, a big corporation, they will have a BI tool where they also have finance, sales data, HR data, all these things, but manufacturing is a mess to get in there. But if we are an abstraction layer to that, they can use all that manufacturing data in a very intuitive and useful way across more areas of the business.
#Generatingbenefits #IIoT #RampingToValue
TB - so let's talk about how quickly we could get somebody up to speed on the Oden technologies solution. What would that look like where you were converting them to an analytic environment, where your dashboards were on t V screens, your jumbotron dashboards were around the location? You don't have to talk about executive sponsorship, because executive sponsorship has to occur for anything to be successful like this, because there's going to be a change management factor.
Willem - so let me first start with where you can get to, and then how we get there. so just an example from a customer that we've had for about three years now. they are continuously rapidly expanding. In March of this year, they deployed 200 production lines - in one month.
TB - that’s impressive. How many lines and how many distinct locations?
Willem - About 3-5 locations, with over 200 lines. t hat's not what people do as a start. typically, in the first engagement before we put boots on the ground, assuming executive sponsorship and the right business case, we look heavily at the business case and help the customer do a type of variance analysis to focus the effort. It is important that the beginning goes well, from a value delivery and from a usage standpoint, and we want to make sure we are solving the biggest problem. Whether that’s focusing on performance, utilization, or quality, we’re going to know where to look first. t hat helps us also determine who to work with, what systems we need to tie into, and what the starting point is. We do an infrastructure assessment before the customer comes on board as well, because the time series data from all these machines, they’re going to come to us over MQtt
t hat means that there's got to be something on the line that sends the data to us in that format. And it could be Ignition, a fairly low cost sCADA system from the company Inductive Automation (www.inductiveautomation.com), or something like that, or an OPC uA server, but some form of Operational technology Network (Ot network) at the facility level that sends us that data. t hen there’s all the context data that might come from an ME s system or ERP system, like “what product am I making?” targets are there with operators on the line for those things. t hose usually come via another integration and API integration. typically this is all orchestrated well, so that before we sign a contract
MQTT
MQtt is a standards-based messaging protocol, or set of rules, used for machineto-machine communication. smart sensors, wearables, and other Internet of t hings (Iot ) devices typically have to transmit and receive data over a resource-constrained network with limited bandwidth.
t hese Iot devices use MQtt for data transmission, as it is easy to implement and can communicate Iot data efficiently. MQtt supports messaging between devices to the cloud and the cloud to the device.
t he MQtt protocol was invented in 1999 for use in the oil and gas industry. Engineers needed a protocol for minimal bandwidth and minimal battery loss to monitor oil pipelines via satellite. Initially, the protocol was known as Message Queuing telemetry transport due to the IBM product MQ series that first supported its initial phase. In 2010, IBM released MQtt 3.1 as a free and open protocol for anyone to implement, which was then submitted, in 2013, to Organization for the Advancement of structured Information standards (OA sIs) specification body for maintenance. In 2019, an upgraded MQtt version 5 was released by OA sIs . Now MQtt is no longer an acronym but is considered to be the official name of the protocol.
Definition from Amazon Web Services website located here: https://aws.amazon. com/what-is/mqtt/
22 | IMD August 2023
we know what the infrastructure looks like and we know what the business case is, then it should take 30-45 days before we can start first training. that is people using the tool. typically, in our contracts we have a 90 day, pull the plug guarantee. the client can pull the plug and no questions asked get their money back. No one's ever used that. Because we really try to make sure that we have in the 30 to 45 days good expectations of who's going to do what. If a third party integrator needs to come in that probably means that our 30 to 45 day timers begin after that integrator has done that work. then on day 45 is when we have the first user training, and then by day 90 the client may not have achieved all the success yet, but the client should have proven that this is going to get them to that goal that we set with the executive.
TB - t here was an example on your website where a company had a 2x ROI. Did I read that right? t hey paid for it twice?
Willem - t hey paid for it twice - in six months. t hat number has grown significantly since then.
TB - Now I’m going to ask you to put on your CEO hat and talk in terms of strategy. What do you see on the horizon as the things that will have the biggest impact on your offering set or your target capabilities? Can you talk about the roadmap without giving away secrets? What's big on the horizon?
Willem - s o a couple of big things. t he kind of machine learning recommendations, the Process AI capabilities that we're calling it, those seem to be going really well in the market, so we're going to continue to double down on those. We are continuing to invest in the kind of generative AI capabilities for that AI assistant for the operator because I really see that as a transformational capability for the industry right now.
As a company we have been growing really nicely over the last couple of years, but we're still pretty small. s o a big thing that we're going to be doing is expanding our go to market team so that we can reach more people faster. And we are also starting to build up our own ecosystem. s o integrations where one plus one equals three. And specifically, what I mean by that is, things like BI tools and data lakes, as well as creating more native and good collaboration and integration with us. All makes their systems stronger, because they get good, better accurate data knowledge, and we can show to the market where we fit into the ecosystem in a better way. And also, we open up channels to expand more aggressively without hiring everyone in house.
#CloudComputing
TB - I know your backbone is largely g oogle Cloud services, so I’m wondering why you didn’t mention Bard in your AI discussion.
Willem - s o we’re doing stuff with PaLM 2 which is the language model behind Bard. [Ed Note: g oogle Bard, AI from g oogle, is built on the Pathways Language Model 2 (PaLM 2), a language model released in late 2022].
TB - Ok so at a much lower level than my interactions with Bard.
Willem - Most people have tried and seen Bard and Chat g P t. It’s interesting and not totally accurate. You can laugh about the responses. But you have to be accurate with what you give an operator. It requires a completely different execution model with AI. For instance, I asked Chat g P t about myself. It said that our company co-founder was my grandchild and that I passed away in 2018.
TB - What does this mean for a machine maker?
Willem - Machine makers are looking at this too. t hey’re thinking, “well, what is my role? What should I do? s hould I be building out? should we be partnering? What’s my world in the digital and AI future?” And what I’ve seen is that it really comes down to the fragmentation of the machine landscape. In your example during our background sharing, of the jet engines and the planes you have an example of an industry where the machine is kind of isolated so that it can produce the unit of work on its own, like a jet engine or even a s chindler elevator. t hose providers build a tremendous amount of intelligence and capabilities into that. And they become machine-as-a-service.
TB - Oh, yeah. Well, they did the sensors as a service, right? I mean, that data coming off that jet engine, that has extra value.
Willem - But for most industries, like if you look at an extrusion line, you have granulators, blenders, dryers, extruders, measurement systems, pickups, and those are all machine makers.
TB - s o then you touch on interoperability right? t hese different machines come to a layer of communication that makes one plus one equal three right?
Willem - Exactly. s o for the machine makers on that type of landscape, the biggest thing that they can do, in my opinion, is focus on the interoperability and be the easiest thing to integrate. And also make sure that your machine is intelligent in its own capabilities, so that it doesn't break, it adds the added value of analytics on their step.
TB - Okay, that is a wrap. t hanks for talking with us about Oden technologies, AI, analytics and even IIot
Willem - You’re welcome!
IND ust RIA L MACHINERY DI g E st COM IMD | 23
The Physics of Fans –Understanding Perceived Cooling and Its Impact on Comfort, Productivity, and Safety
By: Russell Schaumburg
Fans have been used for centuries to provide relief from heat and to create a cooling effect. Despite not lowering ambient air temperature, fans can make people (and animals) feel cooler and more comfortable. And quickly. Perceived cooling, provided by fans, is based in physics. this article will explore the phenomenon of perceived cooling and the science behind how fans create the sensation of cooling, which leads to a more comfortable, more productive, and safer workplace environment.
CONVECtIVE COOLINg:
Moving Air to Disperse Heat
t he most basic principle behind fan-induced cooling is through convective heat transfer. When you are hot, your body releases excess heat through your skin to maintain a safe and stable internal core temperature. If the surrounding air is stagnant, heat can accumulate, and your body cannot remove this heat effectively. t his convective heat transfer occurs when air moves across the skin, carrying heat away from the body’s surface. Fans facilitate convective cooling by circulating air and replacing the warm air radiating from your skin with cooler ambient air. As a fan blows across your skin, it enhances this heat transfer process, allowing your body to dissipate heat more efficiently. t his movement of hot air prevents the formation of a warm air boundary next to your skin, which in turn makes you feel cooler.
EVAPORAtIVE COOLINg:
Enhancing the Cooling Effect
Additionally, fans also improve the process of evaporative cooling. Evaporation is a natural cooling process that takes place when a liquid (sweat) changes into a vapor. When a
person sweats, the moisture on his skin evaporates into the air, carrying excess heat away from his body.
Fans accelerate this process, sweat evaporation, by increasing air movement around skin. the constantly moving air helps carry away the water vapor, allowing ‘room’ for sweat to evaporate. this leads to a more effective cooling process, especially in environments with low humidity.

WIND CHILL EFFECt:
Perceived temperature Reduction
the wind-chill effect is a well-known phenomenon that contributes to perceived cooling. Even if the actual air temperature remains unchanged, the presence of moving air (wind) can make you feel colder due to the uptick in convective heat transfer. In a windy environment, like a windy day, the combination of air temperature and wind speed creates a perceived lower temperature. this is why a gentle breeze from a fan can make you feel cooler, even if the fan (or wind) does not lower the temperature of the air itself.
CustOMIZINg YOuR COMFORt
there is no way to stop naturally-created wind; you can’t customize its impact. But you can customize the
24 | IMD August 2023 SPONSORED CONTENT
SAFET y & MAINTENANCE
perceived cooling effect provided by a fan. unlike central air conditioning, which cools an entire space, fans allow personalized and localized cooling. Individuals can adjust the direction and speed of a fan to suit his particular preference and need. In short, the ability to control airflow direction and rate allows a user to create a micro-climate. Employees in a particular area of a warehouse or manufacturing facility can position a fan to blow more directly on his workstation, ensuring that he remains comfortable, productive and focused exactly when and where he desires.
At the end of the day, fans are a by-product of physics. By facilitating convective cooling, enhancing evaporative cooling, and creating a wind-chill effect, fans can play a vital role in helping our bodies regulate internal temperature and dissipating heat more efficiently. Personalizing and customizing this cooling effect puts the power of comfort, quite literally, in your hands – which makes a fan an affordable, practical, versatile, and effective solution for staying cool in various settings. Whether used alone or in conjunction with other cooling methods, fans provide a cost-effective and energy-efficient way to improve comfort, productivity, and safety in hot weather conditions.
HIgH VOLuME, LOW sPEED: Harnessing the Power of Perceived Cooling
HVLs fans, like the ones developed, designed, and distributed by Big Ass Fans have emerged as game-changing solutions to the challenge of creating more comfortable, more productive, and safer workplace environments. these colossal fans move vast amounts of air at low rotational speeds, significantly improving airflow dynamics, especially in large spaces like warehouses, factories, and commercial establishments. the basic idea? Move more air with less power. the key elements that make HVL s fans efficient and effective:
» Large Diameter: the oversized fan blades enable these fans to displace more air in a single rotation than smaller fans.
» Airfoil Blades: Airfoil-shaped blades, similar to those used in aircraft, are designed to minimize air resistance and maximize lift, which allows these fans to move a massive amount of air even at low speeds.
» Rotational speed: HVL s fans are purpose-built to rotate at slow speeds, which generates a gentle breeze that prevents disruptive airflow and minimizes energy consumption.
» Air Distribution: HVL s fans are strategically placed to ensure uniform air distribution throughout large spaces. this balanced air movement helps eliminate hot spots, which helps maintain a consistent temperature.

HVL
s fans are a groundbreaking innovation.
By harnessing the power of moving air with less power, these big fans create a more comfortable and consistent indoor environment while significantly reducing energy consumption. With a wide range of applications, HVL s fans can make a positive impact on a myriad of industrial applications while also promoting
sustainability and enhancing overall workplace comfort, productivity, and safety.
so, the next time you’re feeling uncomfortably warm, turn on a fan and don’t just beat the heat, blow it away.
ABOUT BIG ASS FANS
At Big Ass Fans, we’re driven by our mission to create safer, healthier, more productive environments worldwide. What started as a big idea in airflow became a revolution and is now best practice for designers, managers, and business owners across every imaginable industry and application. today, our products are proudly spinning and serving more than 80 percent of the Fortune 500 in 175 countries. From factories to homes and everywhere in between, Big Ass Fans delivers comfort, style, and energy savings to make life more enjoyable. With more than 235 awards, 350 patents, an experiment on the International space station and the only HVL s Research & Design lab in the world, we go big every day. For more information, visit www.bigassfans.com.
Media
Gretchen
gretchen@bigassfans.com
Try
IND ust RIA L MACHINERY DI g E st COM IMD | 25
Relations
bright
+1 859-618-9695
the
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
email
THE STORY OF AMERICAN MADE
THE bEAuT y OF bETENbENDER
glen Betenbender began his career as a blacksmith in Coggon, Iowa in the 1930s. During WWII, he ran a small fabrication and repair shop. In 1948 he and his wife moved their growing business into their current location as a repair and manufacturing facility. their son, Max, joined the company in 1967 after serving in the united states Army.
In 1972, g len or “Pete” as he was known to his friends, ran a construction company as well as a farm with livestock. He was having to build chutes that load cattle into the back of pickups. As part of his process to get the material sheared for the chutes, he would travel to Cedar Rapids or Marion. t hese were the closest locations that had equipment to shear his metal. On one of the trips he studied the shear and decided he could make one himself. After gathering some old farm implements, some hydraulic cylinders, a used log splitter valve, and a pump that was lying around, he began welding. He made the first “A” shear for their family’s own use. In the small town of Coggon though, word traveled quickly about a farmer that was doing something which was faster than everyone else could. t hen he got a request to build one locally for someone that needed it. s hear #2 was out in production, and further demand from other local businesses for their shear prompted the
Betenbenders to begin producing shears for nationwide and international resale.
Matt Enos, Plant Manager at the single Betenbender manufacturing facility in Coggon, Iowa says, “I’ve actually worked on shear #2. It’s still operational today,” with a lot of pride in his voice, “and they tell me that the first one is still operational, but I don’t know where it is. But I know that shear #2 is sitting in Wadena, Iowa, and it’s still being used nearly every day.”
Pete’s son Max joined the business after he’d been serving his country in the us military for a short while. says Enos, “He was really good with design. He was good at making improvements to the machines.” Both men stood for American ingenuity and commitment to delivering value with every unit. In 2009, at 86, Pete passed. 10 years later in 2019, at the age of 73, Max passed away.
If It Ain’t Broke, Don’t Fix It
Matt Enos will be celebrating 29 years with Betenbender Manufacturing, Inc. in October of this year. He counts himself as one of the average lifers that are there. “ there are I think 5 people here that have been here longer than I have.” I asked him how he would characterize the culture at Betenbender. “It’s good. It’s somewhat laid back. We don’t have people screaming at one another or anything like that. It’s a positive culture.” Certainly this culture must have been passed down through the generations. trong-willed companies that survive countless economic cycles, changes in economic policies, advances in manufacturing, changes from just-in-time to six sigma to lean manufacturing philosophies, and global pandemics don’t just happen overnight. “ the wife of Max (Donna) and his daughter ( teresa) are active owners. they come in from time to time. teresa is here about three days a week, while Donna stops in briefly every day. here’s also a cousin, gene Betenbender. He’s been here for about 28 years.”
Culture has remained consistent over time and so has the recipe for building machines. grit, determination, tried-and-true approaches are all part of the combination to build the most durable press brake on the market. While getting their start in shears, Betenbender has a broad offering of press brakes. Enos answers a leading question I ask him which is “Do you use any special sensors? Do you have anything on the digital front that you see is changing how you’ve

MANuFACTuRING SHOWCASE
approached the market over the last few years?” His response is pretty straightforward, confirming my theory. “We've stayed pretty steady over the years for that, in the gauging process of our press breaks. We offer the very basic back gauge, which is just a hand wheel on the back gauge that moves back and forth. You have a little readout that's our very basic back gauge and we also have all the way up to a full CNC. We use Automec out of Waltham, Massachusetts for our CNCs and that offers 150-300 jobs, 10 bends per job, and that allows you to complete multiple bends. so make a part that has multiple bends and it keeps repeating over and over.”
Enos took me through an example of the press brake and educated me on the 550 ton units to the “smaller” 190 ton and 50 ton units. For me the numbers sound a bit staggering. “What’s an example of where I would see a 550 ton press brake?” Enos says “CVA, Cryogenic Vessels out of Baytown, texas. they build big tanks that hold liquid oxygen or liquid nitrogen. they bought an inch and ¼ shear, and I believe they bought a 550 ton press brake.” Having gotten a bit of explanation on the machines and knowing they are using a metal sheet, I go on to ask him to explain to me what they are doing with that piece of metal in general.

He explains, “For their shear, they’re just trim cutting, or squaring it up so they can run it through their roller system. they’ve got a very large roll so they can roll the metal around and then they can weld it up using a robotic welder. Other companies that have our large press brakes they’re either just forming V’s, or some of them are using them to punch. A lot of times we team with places like uniPunch where we will set up a whole series of hole punches in
DID YOu KNOW?
Press Brakes get their name from “press” which happens after a pressing force is applied when the sheet of metal is attached between a top and bottom die. Brake comes from an old English word meaning “to break” or “broken”. For metal, the flatness is broken through the bend that occurs. Hence press brake.
our press brake to form parts. these other companies like uniPunch will set up a series of their unitized punches. We did one for Winnebago Industries, probably 15 or 20 years ago.” He was now talking RVs, something to which I could relate, having owned one for a minute. I knew Monaco and I had looked at Winnebago coaches as well. “At Winnebago, a very large manufacturer of RVs, they had a lot of aluminum parts on their coaches that were 16 feet long. We built two eight foot press brakes, put them side by side so they come down at the same time and they punch holes in that aluminum piece, a whole series of different holes so they can put their rivets or fixtures in there,” said Enos.
Betenbender has such a large range of offerings from large tonnage, to the workhorse 190 ton, to even the smaller 50 ton. Matthew explained when the smaller ones would be needed. “Let's say someone calls and tells us they need a press brake that will bend ten feet of ¼” material. that’s a common one. We have a tonnage chart, but I’ve been here long enough to know that it takes 15.4 tons per foot to bend ¼” milled steel
IND ust RIA L MACHINERY DI g E st COM IMD | 27
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Provided by Betenbender customer Stafford-Smith Inc.
Max Betenbender, President of Betenbender, passed away in 2019. He valued all of his employees and customers, as evidenced by his words on the website, “If you’re not already a customer of Betenbender Manufacturing, Inc., we welcome you as a future owner of an American made Betenbender Hydraulic shear, Hydraulic Press Brake, or C-Frame Press. If you’ve purchased one before, we welcome you back. We are very proud that our customers come back again and again, as they grow and need more equipment.” today, there are over 3,900 Betenbender machines in use with very few on the secondary markets. the mantra has always been the same. “If it says Betenbender on the nameplate, you’ve got a machine that will do the job.”
over a 2 inch V-Die. I’ll do that math to come up with 10x 15.4, which would be 154 tons. We could provide a 160 ton press brake for this job. But generally it's best to stay at around 80% of the capacity of the unit, so we would sell the 190 ton press brake for this job.” staying in the 80% capacity range is to compensate for a batch of steel that may be harder one day due to any number of material properties specific to that batch. And as the gauge thickness of the steel changes, of course the tonnage per foot of bending changes. Also, the machines can be designed for specific widths of

material as well. Enos said the smallest press brake was a 4’ by 50 ton.
After learning about the press brake capabilities, I asked Enos about change.. “ something has to have changed in the design. What’s changed? Has it continued to be the same for the last 10-15 years?” I asked.
“We’re building a very similar product to what we were building 28 years ago. We’ve added a few things and improved a great deal. We’ve gotten better controls and better hydraulic setups. We’ve switched flow dividers, probably 15-20 years ago, so our machines are even more accurate.
We switched to ball screws back in the late 90s for our back gauges, so that added much more accuracy on the back gauge. But really, if you had a machine that was from 1998, and you sat it next to one that was built today, you wouldn’t be able to tell the difference. You wouldn’t be able to tell me which one was the new one. It’s pretty much the same.”
shear Perfection
Enos went on to tell me about the shear and how it uses a type of guillotine action for the cut. there are a lot of options that can be modified on the shear, including blade distance, angle of cut and others. the blades, made of high carbon high chrome alloy, come down more like scissors than a guillotine, and they run across each other without touching. generally there is a three to twenty thousandths of an inch gap depending on the type of material being sheared.
“Especially over the last 15 years,” said Enos, “the only thing we’ve done differently with the shear of substance, is we’ve gotten the go-to controller. Now we’ve added a touch screen controller for the back gauge, but really it’s the same hydraulic system. Our thought on that is that it works. Why do we need to change it? the customers like it, our team is used to building them that way. Let’s keep doing it.”
the Rest is History
Make no mistake though, Betenbender has maintained a strong market position and focused on seizing opportunities - and that includes timely acquisitions. In 2012, the
28 | IMD August 2023
Provided by Betenbender customer Stafford-Smith Inc.
company purchased Hydraulic Machines, Incorporated which was a family owned business as well. the company owners of Hydraulic Machines were friends with the Betenbenders (who actually had a couple of their machines in the Coggon facility) and approached them about a sale. Now Betenbender has a product line called Hydraulic Machines of Iowa to provide C-Frame presses or punches.
From the C-Frame presses, to the shears, to the press brakes, to the hydraulic punches, Betenbender is made in the usA and has withstood the test of time with standard offerings. that doesn’t mean the need for customizing for a client requirement doesn’t happen. “Back when Max was alive, he’d go out on to the floor and he literally would grab a piece of chalk and start chalking out customizations on the floor, how he wanted to redesign something, or he


would take a piece of steel and draw it out on that plate and say, ‘Here, cut this,’ and we’d cut it and off we would go with the customization.”


to this day, they keep the same view. Build strong, durable equipment that completes the customer’s job, and treat every call for support and every issue as one that needs solving now. says Jason stayton, general Manager for stafford-smith’s Arlington texas location, a Betenbender customer since 2021, “After reviewing the machines personally, we knew they were a great fit for our fabrication industry. the CNC controls and back gauge make it user friendly. the shear and press brakes we have make precise cuts and bends to form our custom stainless steel kitchen equipment.” somewhere Max and Pete are smiling. Another happy customer. Another precision job well done.

IND ust RIA L MACHINERY DI g E st COM IMD | 29
Form your own inserts. • Cost savings (up to 90%) • High load threads - stronger joints • High process reliability • Faster production cycles Advantages & Benefits • No special machinery required • Small investment • Increased material thickness • Long tool life 773-290-1040 | info@formdrill-usa.com | www.formdrill-usa.com • Chipless process • Innovative technology suitable for steel, stainless steel, copper, brass, and aluminum Drill. Tap. Assemble.
Provided by Betenbender customer Stafford-Smith Inc.
Robot-Ready Grinding Systems Speed Automation Deployment
By Del Williams
Advanced rotary surface grinders now come “robotready” to facilitate integration with third party robotic arms and fully automate the process from loading to unloading
In the manufacturing process, it is often necessary to grind metals and alloys to certain specifications (i.e.thickness, parallelism, surface condition). However, the process of bringing a stock sheet or plate to precise dimensions has traditionally been time consuming and labor-intensive. Although today’s automated advanced rotary surface grinders have resolved these issues to speed production dramatically, loading and unloading the workpiece typically still requires an operator.
to fill in this missing piece of the automation process, rotary surface grinders are now available in “robot-ready” versions for easy connection and integration with third party robotic arms. By adding robotics for the loading and unloading of workpieces, machine shops and OEMs with higher production demands can now substantially increase cycle times while improving precision on unattended machines.
“ there are many scenarios in which a company can benefit from using robotics in the grinding process. A robotic arm can increase productivity and enable higher volume manufacturing as well as remove the operator from repetitive loading and unloading so they can move to more complex tasks. It can also minimize the handling of sharp, dangerous, or delicate parts,” says Erik Lawson, Engineering Manager at Winona, MN-based DCM tech, a designer and builder of industrial rotary surface grinders.
to facilitate the automation of the loading and unloading of its rotary surface grinders, DCM tech redesigned the Ig 82 series to include discrete digital I/O inputs and outputs for easy connection to virtually any third-party robotic arm. Industrial robotic arms emulate the movements of a human arm using multiple rotary joints that act as axis points. the end of the robotic arm is fitted with a fingerlike gripper, designed to safely manipulate and handle parts. these devices include a controller, actuators, sensors, software, and vision systems, if needed.
Once programmed by the integrator, the robotic arm will load and unload the part, as well as clear away any debris before repeating the process.
“ the addition of robotics to our automated rotary surface grinders is a significant step that moves our
industry toward providing solutions that are more fully automated,” says Lawson.
With vertical spindle, rotary table surface grinders, the table rotates with the workpiece held firmly in place underneath a vertical spindle. the grinding is not performed by the peripheral edge of the wheel, but by the entire diameter of the abrasive surface, which facilitates grinding performance and consistency. the surface grinders are designed with advanced sensors and controls that automatically maintain very tight tolerances, removing material down to within one ten-thousandth of an inch of the final thickness.
According to Lawson, the Ig 82 series grinders already provide advanced features that minimize or eliminate operator intervention after set-up.
One example is the part detection system, which automates the initial contact between the abrasive wheel and the part. In the past, this typically had to be finessed by the operator. With this updated option, advanced sensor technology detects vibration and can automatically fine-tune not only the pressure of the spindle motor but also how quickly it moves the wheel down onto the part. When the machine senses the abrasive wheel has contacted the part, it automatically begins the grind cycle.
Automatic part detection eliminates the need for the operator to do time consuming, error-prone ‘manual touch-offs,’ where they would manually feed the grinding machine until it just touches the surface of the part before backing off and restarting it.

to increase production, “the grinders offer three grinding modes: conventional, incremental, and grind to height, which starts aggressively and then becomes increasingly more precise when nearing the desired outcome, says Lawson. “For greater automation, a continuous grind setting is also available, in which the machine automatically cycles through all three grind settings.”
For high-volume production, it is also necessary to periodically dress the grinding wheel. It is vital to remove grains, clogs, and excess bonding material so the wheel can return to its original surface finish and sharpness. Dressing is
30 | IMD August 2023
INDuSTRIAL AuTOMATION
also used to help restore the wheel’s shape, which changes with wear. the Ig 82 series comes with a programmable auto-dress capability with selectable dress frequency. “this eliminates the need for time-consuming manual dressing and improves production uptime,” says Lawson.
the advanced rotary surface grinders are already much faster than conventional reciprocating grinders because the units can get much closer to the required dimensions before any finishing steps. this capability can reduce or even eliminate some lapping and polishing steps.
With a conventional surface grinder, if stock with standard thickness needed to be ground down, an operator would stop short of the required removal and leave an unpolished surface. using another machine was often required to remove the remaining material, but this could involve excessive time and labor.
According to Lawson, a rotary surface grinder will usually finish the work of a reciprocating grinder in a fraction of the time. For the manufacture of carbide blocks, one OEM was able to document a 14X improvement in cycle time by replacing a reciprocating grinder with a DCM rotary surface grinder.

In addition, programmable Human Machine Interface (HMI) controls allow operators to enter virtually any requirement into a touch screen at setup. this capability enhances processing flexibility, so it is easy to adjust any grinding factor to prevent an issue from reoccurring.
For routine processes, the use of a variety of grind “recipes” with sets of parameters for specific parts can further speed production, enhance quality, and aid in quick changeover. Different grind recipes can be set for different customers, material types, or even part numbers so complex programming or data does not need to be entered at the start of each job. A new recipe can be created for job variations, such as a different finish or number of parts.
According to Lawson, the automation already provided by an advanced rotary grinder combined with a robotic arm will allow the operator to set up the machine and then attend to other tasks. the machine does not need to be constantly monitored because it has built-in load monitoring. “Load monitoring allows the user to set limits, so the machine does not overtax the part being ground or overload the spindle. If something a little unusual happens, it can continue without interruption or shutting down,” says Lawson.
As manufacturers and machine shops seek to become more productive and competitive, using robotic arms along with automated grinding systems will increasingly become a best practice technique for high-volume facilities.

For more information:

IND ust RIA L MACHINERY DI g E st COM IMD | 31
Call (800) 533-5339; email info@dcm-tech.com; visit www. dcm-tech.com; or write to DCM tech at 4455 theurer Blvd, Winona, MN 55987. 877.244.3267 | bigassfans.com IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Additive Manufacturing — Meeting Workforce Demand

Additive manufacturing technology is putting its money where its demand is. On the job search site Indeed, there are over 1,300 full-time job openings associated with the technology. If Contract, temp, Internship, and other classifications that are not listed as full-time are included, then over 2,100 jobs are in the mix. specifically as it relates to the full-time job openings, 620+ of these openings had salaries above $65,000. that is nearly half of the full-time openings. If the needle is moved up to a minimum of $110,000 annual salary, then there are still 215+ listings available that meet that criteria.
LinkedIn has over 70 openings for additive manufacturing positions. t hese range from business line directors focused on additive manufacturing, to project managers delivering products manufactured using additive manufacturing, to engineers design additive manufacturing processing or products, to machine or process operators. Most of the jobs do not have listed compensation, but the ones that do are $100,000+. t he companies are wide ranging from startups to a litany of established employers like Los Alamos National Laboratory, PP g , Raytheon, Boeing, g E, Lockheed Martin, Air Force Research Laboratory and Honeywell. If the search criteria is widened, to include the term additive manufacturing in the company description, and not necessarily related to the job name, then literally thousands of opportunities are displayed. ZipRecruiter
lists 500+ jobs in the space. Over 100 of those listings are for salaries listed as $140,000+.
If the workforce demand is any indication, then additive manufacturing is not only here to stay, it is on the way up. g rand View Research has forecasted a compounded annual growth rate of over 20% between 2022 and 2030. t his means growth in software, hardware, service bureaus, and all aspects of the applied technology. One way to understand the growth potential is to take a look at the large global business consulting firms to understand their perspective. Accenture has created an Additive Industry X Experience, which provides such benefits as feasibility analysis and design for additive services. Deloitte is marketing a service called 3D Printing and Additive Manufacturing Consulting in which they are working with HP to accelerate the digital reinvention of supply chains. McKinsey and Company in 2022 published a piece analyzing whether AM was ready for the mainstream. t he conclusion in May 2022 was that there were some things holding the technology back. One of the requirements for organizational scaling was to create centers of competence within the organization. Many of the job listings above have units or groups that are focused on AM technology. Certainly the large global consulting powerhouses Accenture and Deloitte seem to have created service lines or offerings that would indicate a base of knowledge capital.
32 | IMD August 2023 WORkFORCE DEVELOPMENT
Another requirement, in the McKinsey and Company published article, for organization scaling in the AM space was skill building for engineers and operators. this is where the disconnect is occurring, but rapidly being addressed by academia. today there are many colleges in the united states and abroad that offer additive manufacturing classes. Additionally, many of these colleges now offer degrees in AM. the information is an aggregation of publicly available data through searching the school websites. Keyword search used was “additive manufacturing degree.” Please contact these universities directly with questions.
Pennsylvania state university
the Penn state master of science, master of engineering, and graduate certificate in additive manufacturing and design programs offer students and working engineers a unique opportunity to become technically outstanding experts in additive manufacturing in residence at university Park or online via Penn state World Campus
Northwestern university
Northwestern’s Department of Materials science and Engineering, the world’s first academic department of its kind, offers graduate programs leading to the Ms and PhD degrees in diverse areas of materials science. t hese areas include nanomaterials, biomaterials, electronic materials, metals, ceramics, and polymers with applications in energy, sustainability, medicine, and additive manufacturing.
Illinois Institute of technology (Illinois tech)
Offers a Masters of Engineering in Advanced Manufacturing with a specialization in Additive Manufacturing. specifically, courses in the additive manufacturing specialization will cover such topics as advanced materials processing, computer-aided design, and advanced CAD/CAM. Core program requirements include computer-integrated manufacturing technologies, design optimization cycle, and statistical process and quality control. the course is intended to prepare a student for the role of Digital Manufacturing Engineer, Additive Manufacturing Engineer, or Additive Manufacturing service Engineer.
university of Maryland
Mechanical Engineering has long been one of the most sought-after disciplines in engineering. Our graduate program gives students the tools to expand their understanding of the fundamentals in this robust field while introducing them to modern technologies including: robotics (including medical robotics); machine learning; energy and environmental engineering; fiber optics; and additive manufacturing.
Duke university
the Masters Eng in Computational Mechanics and scientific Computing is ideal for students who want to pursue careers in additive manufacturing.
Purdue university
the 100% online, 30-credit hour materials engineering (mse) concentration is packed in our Interdisciplinary Master of science in Engineering (MsE)/Master of science (Ms) degree. this program is for professionals who want to enhance their careers through developing cutting-edge knowledge in materials science and engineering as well as leading innovations in the five main classes of materialsmetals, ceramics, polymers, composites, and biomaterials. As a student in this program, you will focus on materials topics and technical knowledge like additive manufacturing, machine learning, high-resolution microscopy, and materials fatigue.
Additionally, Purdue offers an Additional Additive Manufacturing Professional Development path. Purdue university’s online Additive Manufacturing (AM) certificate offers professionals an opportunity to analyze industry case studies and stay current with the rapidly industrializing area of AM technologies and 3D printing. You will not earn credit for this program. the 100% online Additive Manufacturing Certificate courses are designed to provide students and/ or professionals fundamental knowledge of AM skills that can be immediately applied to their projects and used to advance their careers.
the professional certificate programs are offered in collaboration with the Purdue school of Materials Engineering and the Barnes group Advisors, a
• Product/date coding, dot/spot marking, lot/part numbering, pass/fail marking

• Machines can be mounted in any orientation
• The sealed ink system allows discontinuous operations with immediate start-up of comparable previous impressions
• Machines can be modified or made to order for your particular marking application Dot Marking Machine

IND ust RIA L MACHINERY DI g E st COM IMD | 33 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
RUGGED.
COST. 740-453-1000
SALES@SPRINTERMARKING.COM SPRINTERMARKING.COM
RELIABLE. OPERATOR-FRIENDLY. LOW OPERATING
|
INDUSTRIAL
MARKING
INK–CODE
Pittsburgh-based consulting company providing additive manufacturing and 3D printing expertise.
go to www.engineering.purdue.edu for more information.
Arizona state university
Manufacturing engineering draws upon two distinct bodies of knowledge: manufacturing processes (i.e., how materials are altered in either shape or properties) and the processes of manufacturing (i.e., manufacturing systems and management). this combination of topics is embedded in the Ms program in manufacturing engineering, and students can follow their interests by developing deeper expertise in either manufacturing processes or the processes of manufacturing. t he program provides advanced technical content to help students prepare for career transitions and improve company competitiveness. It consists of a core set of courses designed to provide all students with advanced knowledge of manufacturing fundamentals and an introduction to systems engineering. t he expertise developed in the core curriculum supports student focus areas building on existing unit faculty strengths, including automation, robotics, additive and subtractive manufacturing processes including computer numerical control machining, modeling and simulation, electronics manufacturing and manufacturing management.
Carnegie Mellon university
Offers a focused Master of science in Additive Manufacturing. the Master of science (Ms) in Additive Manufacturing (AM) is a two-semester full-time degree program designed to educate students in the engineering science required to understand and advance additive manufacturing (AM) and provide hands-on experience with designing and building parts using AM technology. the program combines fundamental understanding of the underlying science, as well as practical instruction in the technologies of additive manufacturing through classroom and laboratory coursework.
Michigan state university
Our online Master of science in Mechanical Engineering helps engineers develop the skills they need to solve complex problems in materials and physics and transform their disciplines. students may pursue tracks in thermal Fluids science and Engineering or Mechanics, Dynamics, and Manufacturing while completing coursework in areas including design and optimization, green energy production, additive manufacturing, aerospace, robotics and bioengineering.
Massachusetts Institute of technology
Offers an Additive Manufacturing online certification. this is an online additive manufacturing course on the fundamentals, applications, and business implications of 3D printing for design and manufacturing.

Additive manufacturing (AM), broadly known as 3D printing, is transforming how products are designed, produced, and serviced. AM enables on-demand production without dedicated equipment or tooling, unlocks digital design tools, and offers breakthrough performance and unparalleled flexibility across industries. But, knowledge remains one of the greatest barriers to AM's wider adoption. so, how can you leverage the potential of AM to drive innovation in your organization?
Join MIt faculty and industry leaders for an online course that will give you the knowledge and confidence to architect and implement innovative uses of AM across the product life cycle and accelerate your career in this rapidly emerging field.
Ohio state university
Offers a Masters of global Engineering Leadership with a technology track in Additive Manufacturing. the Additive Manufacturing (AM) track covers fundamentals, design and analysis, and applications of additive manufacturing technology.
Not listed here, Virginia tech has a Dreams Lab dedicated to Additive Manufacturing, for R&D efforts. university of Washington Mechanical Engineering degree has an additive course to include in the curriculum, as do many colleges in the united states. Most importantly there are opportunities at these schools and others to “skill up” in additive manufacturing skills - with a wide array of engagement models (night, online, in person, certificate focused, masters degree, etc).
Websites of many startups like Carbon and Divergent3D, as well as nouveau riche companies such as tesla have online listings for additive skill sets. Now is the time to invest, now is the time to grow.
34 | IMD August 2023








IND ust RIA L MACHINERY DI g E st COM IMD | 35 carburizing (case hardening), SCM415 is normally used. requirements for harder material, SNCM220 and/or SNCM420 is determined by production condition. hardness value is informed in a quotation of gears. precision grade table : equivalent grades are for reference only. completely match each other. 15/05/21 14:20:18 259 Elm Place, Mineola, NY 11501 Phone: 516.248.3850 | Fax: 516.248.4385 Email: info@khkgears.us Largest selection of in North America Stock Metric GEARS
First-Ever Flame-Retardant
3D Printable Materials
3
D systems Introduces New Materials Engineered to Expand Capabilities of sLA and Figure 4 Platformsground-breaking Accura® AMX tough FR V0 Black — first-ever flame-retardant material to address production applications with sLA Figure 4® JCA st-gRN 20 enables higher fidelity casting patterns, simplified workflow
3D systems (NYsE:DDD) announced new materials to enhance its stereolithography (sLA) and Figure 4® portfolios
– Accura® AMX tough FR V0 Black, Figure 4 tough FR V0 Black, and Figure 4 JCA st-gRN 20. these new highperformance materials are enabling efficient production of end-use parts in industries such as automotive, aerospace, semiconductor, and consumer goods.


Novel, First-to-market Flame-retardant sLA Material for Large-format Parts
3D systems is continuing the evolution of its sLA materials with the introduction of Accura AMX tough FR V0 Black. the company’s materials scientists developed a new chemistry based on its Figure 4 materials that enabled the industry’s first flame-retardant material for sLA. As a result, the material is also available as Figure 4 tough FR V0 Black for use with 3D systems’ Figure 4 platform, allowing customers to scale part sizes and leverage the system advantages provided by each platform.
Accura AMX tough FR V0 Black delivers enhanced part quality and resolution for sLA that was previously only achievable with selective Laser sintering (sL s) and Fused Deposition Modeling (FDM) technologies. this new flameretardant material achieves uL 94 V0rating and is uniquely positioned in the market with its combination of flexural modulus and unmatched elongation at break of nearly 35%. these properties combine with long-term stability to make the new tough FR V0 Black material ideal for applications such as printed circuit board covers, semiconductor equipment, electrical housing, covers, hangers, brackets, and flame- retardant parts for trains and buses.
Accura AMX tough FR V0 and Figure 4 tough FR V0 Black are planned for general availability in the third quarter of 2023.
New Jewelry Casting Material Improves Direct Casting Workflow
3D systems’ Figure 4 Jewelry is an affordable solution
optimized for jewelry design and manufacturing workflows. today, the company is announcing Figure 4 JCA st-gRN 20, its latest jewelry casting material optimized for clean and easy burnout of finely detailed, high-resolution, accurate, repeatable jewelry patterns for direct casting.
t his new offering is the ideal complement to 3D systems’ industryleading MultiJet Printing (MJP) offerings for jewelry casting. t he material’s enhanced properties make it ideal for the production of master patterns for gypsum investment casting of all types of jewelry, and suitable for a range of precious metals. t he fully integrated workflow includes jewelryspecific build styles in 3D s print which provides design flexibility. t he integrated workflow can also eliminate the need for post-curing, enables a fast turnaround of casting patterns.
Figure 4 JCAst-gRN 20 is planned to be available in the third quarter of 2023.
“Materials are at the core of our additive manufacturing solutions,” said Marty Johnson, vice president, product & technical fellow, 3D systems. “It’s imperative that we offer our customers the most advanced materials in a fully integrated system to address their unique application needs. their challenges fuel our innovation. With the introduction of these novel sLA and Figure 4 materials, we are able to deliver additional capabilities to our customers that will facilitate operation and application flexibility and accelerate their innovation.”
For more information on these materials, please visit 3D systems’ website.
36 | IMD August 2023
Figure 4 Tough FR V0 Black shares a base chemistry with the Accura AMX Tough FR V0 Black delivering a uniquely tough material with high elongation.
Delivering additional jewelry production capability to the Figure 4 platform, Figure 4 JCAST-GRN 20 makes it fast and easy to print accurate, highly detailed master patterns for all styles of jewelry
NEW TECHNOLOGy
Parts produced with Accura AMX Tough FR V0 Black are flame-retardant and pass UL 94 V0 test standards. This high performance, fast-printing material is able to produce production-ready parts in high quantities or at large scale.
Digitalization and Additive Manufacturing — Leveraging the Real and Virtual Worlds
 By Steve Vosmik Head of the Additive Manufacturing Center of Competence, Siemens Industry, Inc.
By Steve Vosmik Head of the Additive Manufacturing Center of Competence, Siemens Industry, Inc.
Additive Manufacturing, or 3D printing, has evolved from prototyping with basic materials and equipment to producing low tolerance components with limited use to additive manufacturing as we know it today, that is, a highly complex, high accuracy production technology which is rapidly impacting a number of industries in which it competes as a viable alternative to traditional chip-cutting or injection molding methods. the evolution of hardware and software is quickly removing barriers and enabling machine builders and machine users to adopt additive manufacturing technologies in their factories and on their shop floors. It represents a significant development on the road to digitalization.
Market Opportunities
Additive Manufacturing is relevant in a wide range of industrial applications including machine building, chemicals, power and utilities, aerospace, automotive, mobility, oil and gas, robotics, medical, tooling, water and wastewater, wind, smart buildings, marine, electronics and more. Every one of these industries has applications for additive manufacturing — and not tomorrow, today.
Additive manufacturing opens myriad opportunities for manufacturers. Companies can reimagine their products with reduced weight and material consumption. they can actually realize a digital transition from scan to part. Further, they can rethink their business or reinvent their manufacturing. Product transformation happens by moving from conventional designs to a design specifically for additive manufacturing. Other realities quickly become apparent, as well, including the ability to produce one-offs in a practical and cost-effective manner, maintain zero inventory in certain industries with on-demand production, adopt a design-anywhere, print-anywhere mindset and accelerate innovation cycles. Finally, a company can eliminate molds, castings and tooling, eliminate or drastically reduce assembly processes, reduce supply chains and move to a flexible, low-volume production landscape at workable margins.
A very practical example of how additive manufacturing may soon be commonly used in our homes, would be a handle breaking on a kitchen appliance. Normal practice
would be to contact the manufacturer and wait for a replacement handle to be shipped, but at some point, in the not too distant future, we’ll be able to go online and download the model for the handle at the manufacturer’s website. We could then either print it in our home on our own 3D printer or go to a local print shop and have it made. the product would be identical to the factory design.
A Reality today
Another key advantage to 3D printing is the ability to implement rapid iterations in form, fit and function, when developing products. Products can be individualized and personalized in ways that were not previously possible. For example, siemens has worked with a german automobile manufacturer to completely individualize vehicles for their owners. A customer can buy a new car and, through the company’s website, customize the interior dash panel with the wording or pictures they want on them and then have it 3D printed automatically in germany to personalize their new vehicle. Can you remember when the “volume in automotive” was considered a major roadblock to the implementation of additive in that world? seems like just yesterday.
IND ust RIA L MACHINERY DI g E st COM IMD | 37 PROCESS
Automotive manufacturers have suppliers all over the world. For example, an American automobile manufacturer has approximately 100,000 suppliers providing components worldwide. With additive manufacturing, they can now design anywhere and print anywhere, without the need to design and manufacture in the same location. Additive also offers the freedom of printers running mostly unmanned.
Additive manufacturing has accelerated innovation by taking it to the next level. With 3D printing, a manufacturer can quickly get the part in their hands and can see it in form, fit and function modes. they can make an adaptation and quickly print it again. Additive has reinvented manufacturing by eliminating moldings, castings and tooling, in most applications.
Case in Point-Aerospace
Another recent example is an aviation fuel injector. this project took several years but started with 21 individual machined cast and fabricated components that were welded and braced together to create a fuel nozzle and injector. today, that fuel injector is printed out as one component on an additive manufacturing machine. It simplifies the assembly process, radically improves quality, reduces inventory and changes the supply chain in fundamental ways. this is an excellent example of additive acting as a “disruptive” technology. A poor choice of word, perhaps, because of its pejorative nature. However, that is precisely the description which fits, as additive impacts the entire process of part concept, design, manufacture and assembly, whether that part is injection molded plastic, cast base metal or machined superalloy.
the additive process started out very complex, requiring many steps that occurred in a silo mentality, with multiple types of software and individual workstations for design, simulation, print prep, actual additive manufacturing, heat treat and finishing/inspection. Recent advances in digitalization today allow a fully digital and far more cost-effective, end-to-end solution.
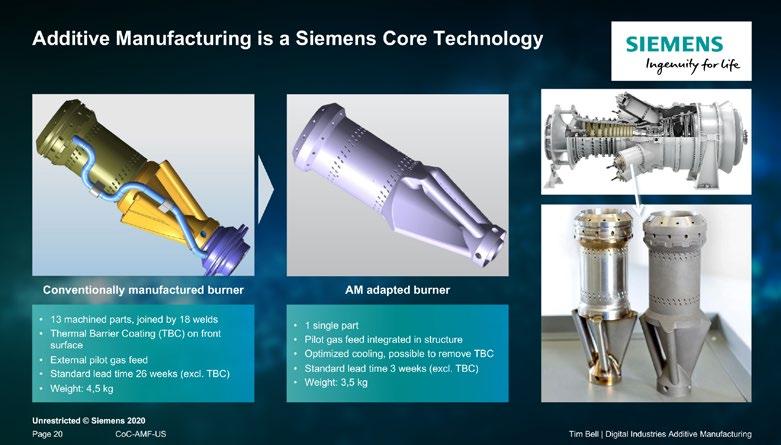
starting with the Virtual Product, or the Digital twin, then the Virtual Production, which is the Digital twin Production, to the Real Automation, which is the real machine doing its work. A closed loop digital chain can link all these functions together and keep them in one solid package. It can also collect performance data at every step, realize the data, optimize it and have it resident on one collaboration platform with a solid industrial ring of security. this model provides
a great value to the manufacturer by taking real product feedback performance data and feeding that data directly back into the original CAD model of the design. By simulating it throughout the entire process for validation, this model can be simultaneously predicting manufacturing and even assembly challenges, adjusting the design as needed to compensate.
Other Examples
the revolutionary Bugatti Chiron…the fastest production vehicle (as of this writing) in the world. the aerodynamics and lightweighting issues on the rear braking foil achieved a 10X faster innovation, with 50% weight reduction and significantly reduced aerodynamic drag, all modeled in a virtual environment and largely produced by additive manufacturing.
In another example, a fuel injector on a land-based power plant generator, the part count was reduced from 13 to 1, the lead time for a new design went from 26 to 3 weeks and the overall part weight reduction achieved was 22%. the project involved ways to improve a highly optimized gas turbine and move to hydrogen in the plant. Additive has many applications on legacy systems in a range of industrial and commercial applications that can prove to be a worthwhile investment today.

38 | IMD August 2023
Above: Bugatti Chiron.
Below: A fuel injector on a land-based power plant generator.
3D printing can innovate the way to improve machines, as well. A print head cooling duct that was designed around Computational Fluid Dynamics. HP and siemens collaborated and used Digital twin technology on the design and performance, then printed the part on an HP 3D machine. the engineers finally redesigned the part inside the HP machine. this resulted in the part cost being reduced by 34%, while increasing the air flow by 22% and resulted in an overall faster part development by 75%. this is an air duct, because it cools down the print heads and keeps them cool during very long build times. It had two print heads and to generatively design this, the part in the center of the slide is very fluid in its shape. today, it would be designed around optimized flow paths for cooling, but this demonstrates how a manufacturer of 3D printers leveraged their printers with additive manufacturing on the siemens holistic platform.
As further evidence of the confidence now residing in the industrial world for additive, siemens recently installed the first 3D printed part operating in a nuclear power plant, namely, a water pump impeller replacement, where the original manufacturer had ceased operations. through reverse engineering and the Digital twin technology, the part was 3D printed by siemens on a powdered metal fusion bed using selective Laser Melting (sLM) technology. the impeller has (as of this writing) performed successfully for three years at a power plant in slovenia.
this represents the core advantages achieved through additive manufacturing on a burner. the re-design evolution of the part was done in a computer model, not on a machine, thereby achieving the results.
Making the Move
In the transition from traditional design and manufacturing to additive, in this case powder bed fusion technology, the process begins with these steps, ideally done inside a single software:
» Create generative designs and lightweight structures
» Validate designs and simulate physical behavior
» Adapt and optimize designs
» Check the printability of the part
Next, the design of the process involves:
» Preparing the part for printing
» Predicting and compensating for thermal distortion
» Planning the removal of support structures, which is critical and often overlooked
» Planning the inspection process
the actual production process involves:

» utilizing full traceability and operator guidance
» Improving the machine quality and efficiency
» Fully automating the removal of powder
» Fully automating the removal of support structure
Finally, here are five action tips to speed up the utilization of Additive Manufacturing for a company — at the right place, the right level and the right pace, are listed here.
1. understand and ideate — learn about potentials and threats of additive to your company. to do it, you need to create a vision.
2. Define and pilot — identify and design products. Design is key. If a component is working well, there may not be a reason to 3D print it.
3. Monetize it — it must make money for your company to accept it.
4. scale it — start small and ramp up and industrialize.
5. Digitalize — drive the efficiency through digitalization. Completely simulate the entire process from design through manufacture of the component digitally. Protect your knowledge through state-of-the-art data security.
to begin the process, identify a champion at your company who is familiar with both your operation and the additive world. Lean on their strength and commitment to improve your company and better position it to remain innovative and competitive in today’s changing marketplace.
CONTACT THE AUTHOR:
steve Vosmik
Head of the Additive Manufacturing Center of Competence siemens Industry, Inc.
steve.vosmik@siemens.com
CHAR-LYNN HYDRAULIC PRODUCTS

LOW SPEED HIGH-TORQUE
MOTORS… The Char-Lynn motor range consists of three major types based on the valving used to distribute fluid through the Orbit gear set (geroler or gerotor), Spool Valve, Disc Valve and VIS (Valve-in-Star). A variety of displacement sizes are available in each of the three motor types to provide a wide range of speeds and torques.

STEERING CONTROL UNITS… offer these advantages:
• Minimal steering linkage reduces cost, provides design flexibility.
• Complete isolation of load forces from the control station.
• Continuous, unlimited control action with low output torque.
• Wide selection of control circuits and meter sizes.
• Works with many kinds of power steering pumps or fluid supply.
GEAR PUMPS… Eaton Series 26 gear pumps with 13-tooth gears minimizes flow ripple to reduce noise and vibration. Bearing lubrication system uses inlet oil rather than high pressure oil, improving volumetric efficiency and power output. The 13 available displacements and many mounting configurations provide for an easy retrofit. Other series available.


IND ust RIA L MACHINERY DI g E st COM IMD | 39
WWW.MACMHYDRAULIC.COM 7355 N. Lawndale Ave., PO Box 6, Skokie, IL 60076 PHONE: 847-676-2910 FAX: 847-676-0365
Additive Manufacturing is Ready for Prime Time

Nearly a year ago, on tuesday, October 18, 2022 general Motors released a hype marketing press article entitled “Cadillac CELEstIQ Establishes New standard of Automotive Luxury.” the byline said that the Cadillac CELEstIQ was going to be the most technologically advanced Cadillac ever and is designed to be the world’s first all-electric ultra-luxury sedan utilizing innovative technology in the service of personalized, handcrafted artistry. gM further goes on to say that “ this unique and individualized experience is augmented by Cadillac’s global leadership in electrification, available hands-free driver assistance technology and connected services. CELEstIQ sets the benchmark for handcrafted, multisensory and immersive EV luxury experiences.
‘CELEstIQ is like no Cadillac before it and the client experience is equally exceptional,” said global Vice President of Cadillac Rory Harvey. ‘Each vehicle is a unique expression of its owner, leveraging leading-edge technologies that make the driving experience personal and rewarding.’ Harvey previously in the press release stated that the CELEstIQ will be ‘a completely bespoke work of automotive art, built around the most advanced and innovative technology that we [gM] have ever engineered into an automobile.’
this is very heady stuff indeed. Among the other highlights was something very interesting and relevant to our theme this month. gM specifically calls out additive manufacturing (AM) as one of the innovative technologies used on the vehicle. specifically with “115 3D printed parts in the production vehicle, the CELEstIQ demonstrates gM’s broadest use of this process.” some of the items which are 3D printed include the steering wheel center, touted as the largest metal 3D printed part gM has in production, and the seat belt adjustable guide loop which was at the time gM’s first safety-related 3D printed part. Other 3D printed parts on the vehicle are window switches, grab handles, console decor and structural pieces under the vehicle’s surface. gM’s press release says that, “ the use of 3D printing and additive manufacturing is cutting-edge technology that produces
several important CELEstIQ design elements, such as the steering wheel décor, which would be impossible to create with typical metal castings and CNC milling.” Here is the catch though - this vehicle, headed into production in December of 2023, will have an MsRP expected to be north of $300k. they will only be produced as they are personally commissioned by their owners. OK, so we have AM being touted on an on-demand production line for a low volume produced, high-end EV. Ok, so how soon before application of AM on mass production lines? Is it ready for “prime time?” Let’s take a broader look at the technologies.
seven types of Additive Manufacturing
3D printing is additive manufacturing. However, all additive manufacturing is not 3D printing. Back in February, we discussed additive manufacturing in one of our 3D printing articles. However, we took a very narrow view in our example, only discussing powder bed fusion techniques. Our base definition of adding material driven from a digital definition of the layer, and fusing it is still a good basis for discussion. However, the AstM Committee F42 on Additive Manufacturing technologies publishes the official terminology standard for the industry, and with this terminology also extolls the technology advancements that have moved beyond simply 3D printing. AstM F2792-12a generically defines seven process classifications for additive manufacturing, specifically material extrusion, sheet lamination, binder jetting, material jetting, directed energy deposition, powder bed fusion, and vat photopolymerization.
40 | IMD August 2023
INDuSTRy INSIGHT
MAtERIAL EX tRusION
Material extrusion is an additive manufacturing technique in which thermoplastic material is pushed through a heated extrusion nozzle and deposited layer by layer to build an object.
Fused filament fabrication (FFF), also referred to as fused deposition modeling (FDM), is the most commonly used additive material extrusion process. FDM was developed by s scott Crump in the late 1980s and was commercialized in 1990.
In the FDM process, a heated extrusion head precisely lays thermoplastic material over the print bed according to 3D CAD (computer-aided design) data. the build platform then lowers by a thickness of one layer and the next layer of material is applied. Layers solidify and fuse together as they cool down, thus building the part. the completed part is removed from the print bed and support materials are cleaned. Post-processing is performed to produce a smooth surface finish.
Various polymers for the filament can be used, including acrylonitrile butadiene styrene (ABs), polycarbonate (PC), polylactic acid (PLA), high-density polyethylene (HDPE), PC/ABs, and polyphenylsulfone (PPsu). ABs and PLA have a high heat resistance and an excellent strength-to-weight ratio making them applicable in many Industrial-grade projects. Multiple projects in the open-source community exist that are aimed at processing post-consumer plastic waste into filament. these involve machines to shred and extrude the plastic material into filament.

FDM has some restrictions on the shapes that may be fabricated. For example, FDM usually requires a support structure for over-hanging geometries which can be broken away during finishing. FDM is used in a number of industries, including aerospace, automotive, and medical, to produce functional and durable prototypes and parts.
the studio system 2 from Desktop Metal is an example of an additive manufacturing system that uses high pressure metal extrusion technology.
sHEEt LAMINAtION
sheet lamination, also called laminated object manufacturing (LOM), is a rapid prototyping process in which sheets of material are joined together to create an object. the sheets can be rolls of paper or even metal. Originally paper was the primary material, and it is commonly used for durable 3D objects with complex geometries. the process is fairly straightforward. Imagine a roll of paper feeding to a waste roller, and moving across a build surface. A bonding material is applied to the paper, which hardens the material or provides an adhesive for the next layer. the initial paper is cut with a laser or knife, then the build surface is lowered. the waste is rolled on to a second roller while pulling the new layer of building material across the build surface, or print bed. the process is completed based on the 3D information delivered from the CAD system to the sheet lamination machine. You can
imagine how metals or even composite materials would work in this machine. ultrasonic additive manufacturing (uAM) is a type of sheet lamination process that uses principles of ultrasonic welding to produce metal parts. It uses CAD data to ultrasonically bind layers of metal sheets to metal substrate surfaces. generally, a bonding adhesive is used to join paper sheets, whereas this moderate force and high-frequency vibratory energy are required to create metal parts.
Fabrisonic is a 3D service provider that touts the sheet lamination approach, and provides innovative 3D metal printing services for aerospace metals, aluminum and copper. they use the low-temperature ultrasonic additive manufacturing (uAM) technology. - with no melting of metal.
BINDER JEttINg
Binder jetting, also known as drop-on-power printing, is a 3D printing process that creates solid objects using a 3D CAD file. It works with a variety of materials, including ceramics, composites, sand, and plastics. t he binder jetting process was developed by MIt professors Dr. Emanuel s achs and Dr. Michael Cima in the late 1980’s, with their patent being published in 1993. MIt licensed this technology to a number of companies, including Z Corporation. Z Corporation was later acquired by 3D systems in 2012.
DYNEX HYDRAULIC PRODUCTS

HIGH PRESSURE
CHECKBALL PISTON PUMPS… Dynex high pressure hydraulic pumps with positive-seating checkball valves provide better wear and high volumetric efficiency. Pumps operate at pressures to 20,000 psi. Checkball pumps are ideal for hydraulic systems with demanding conditions and accommodate more force in a smaller package. At lower pressures, they provide the life and performance margin essential in critical environments. Checkball fixed displacement pumps offer flows from 0.22 to 60 U.S. gpm at 1800 rpm.
DIRECTIONAL CONTROL VALVES…
• HP Pattern Spool Valves — Simple spool valves eliminate complex valve circuits for fourway control in high pressure systems. HP03 pattern valves are rated for 15 U.S. gpm at 10,000 psi, HP05 pattern rated from 5 to 25 U.S. gpm at 8000 psi.
• NFPA/ISO Pattern Valves — Smooth spool movement with four-land design offers low pressure drop with large internal flow passages. 5000 psi valves rated to 165 U.S. gpm.
• VST Series Seated Valves — High pressure with low leakage. Reliable shifting with non-silting ball-on-seat design.
• Explosion Proof Option — Solenoids with special enclosures designed for use in hazardous locations. UL and CSA approved.

• Accessory Sandwich Valves — Mounts under directional valves, saves space, reduces weight and provides flexibility locating valves.

IND ust RIA L MACHINERY DI g E st COM IMD | 41
WWW.MACMHYDRAULIC.COM 7355 N. Lawndale Ave., PO Box 6, Skokie, IL 60076 PHONE: 847-676-2910 FAX: 847-676-0365
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
In binder jetting, the process uses a modified version of the inkjet printing process, therefore not requiring a heat source to bind the materials. A building material is applied to the print bed. Next, the print head selectively binds the build material according to the part’s 3D CAD data, using a binding agent such as glue. some machines can have as many as 5 print heads. the build platform is then lowered by the thickness of a single layer. this process is repeated, connecting the layers of powder into a finished part. the end result is a cube of power with a number of solid parts inside. these parts must be excavated from the cube of powder and post-processed with an air compressor to remove any residual powder. In some cases, a heat treatment is also used in the post-processing. Any unused powder can often be used again.
A provider in this space is Desktop Metal. In less than a decade in binder jetting, Desktop Metal has a growing team of 1000+ employees, and is now one of the world leaders in binder jet 3D printing, Desktop Metal’s technologies work with metals, sand, wood, polymers, and ceramics and composites, including carbon fiber and soon fiberglass (in active R&D on their website).
MAtERIAL JEttINg
Material jetting is a full-color additive manufacturing technique in which droplets of thermoplastic are selectively deposited using drop on demand (DOD) technology, similar to how an inkjet printer dispenses individual ink drops only when needed. In material jetting, the print head is not heated to bind the material. Instead, an ultraviolet (uV) light source is used to cure the liquid resin.
the print head deposits a layer of liquid photopolymer resin on the print bed. A uV source moves over the deposited layer, polymerizing the build material. the build platform then moves down by the thickness of one layer, and another layer of material is added over the previous layer. this process repeats until the entire 3D object is finished. this differs from the binder jetting process as the build material itself is dispersed versus an adhesive. this also differs from fused deposition modeling as only drops of material are jetted versus strands. Post-processing is usually required and consists of removing support material with a water-jet.
3D systems, HP, and Vader are a few of the industrial equipment providers for this technology.
DIRECtED ENERgY DEPOsItION
Directed energy deposition (DED) is an additive manufacturing process that uses a heat source, such as a laser or electron beam, to melt metal powder or wire. Parts are created by melting material and placing it where it is needed. It is commonly used to repair or add additional features to existing parts. Feedstock material, usually metal powder or metal wire, is fed through a nozzle, and an energy source is introduced to create a melt pool. generally this energy source is a laser or arc weld or an electron beam. this melted metal pool is then “directed”
on the surface, leaving behind a wake of molten material that solidifies.
Prima Additive is a company that provides machinery for this type of process using cobalt chrome, copper, and steel alloys.
POWDER BED FusION
Powder bed fusion (PBF) is an additive manufacturing technology that uses a heat source, such as an electron or laser beam, to melt and join material powder to create three-dimensional objects. this technique can be used to create both plastic and metal parts.
there are four types of powder bed fusion processes depending on the source of heat used. Direct metal laser sintering (DML s), selective laser sintering (sL s), and selective laser melting (sLM) use laser fusion, electron beam melting (EBM) uses electronic beam fusion, multijet fusion uses agent and energy fusion, and selective heat sintering (sHs) uses thermal fusion. A thin layer of powdered material is spread over the overbuild stage. Next, the PBF machine applies a heat source to selectively scan over and fuse the powder into a first cross-section of the part using the 3D CAD data. the build platform is then lowered by the thickness, and a new layer of powdered material is spread on the previously deposited layer. this process is repeated over and over again until the entire part is created. support structures are not required in PBF processes. the printed part is simply removed from the build platform and cleaned to undergo post-processing.
gE Additive, 3D systems, Velo3D, trumpf, Renishaw and Addup (a joint venture between Michelin and Fives) are players in providing technology or services in this space. Prima Additive is also a provider of machinery for this process, providing solutions for aluminum, copper, steel and nickel alloys.
VAt PHOtOPOLYMERIZAtION
Vat polymerization is an additive manufacturing process that uses a vat, or container, filled with photosensitive liquid resin and a light source to create solid objects.the build platform lowers from the top of the tank filled with liquid polymer. An ultraviolet light source selectively cures liquid resin according to the pattern defined in the 3D CAD data file. upon contact with the light source, the photopolymer undergoes a chemical reaction and solidifies. this process is known as photopolymerization. the build platform then lowers by one layer height and more resin flows over the top of the print bed. A sweeper blade moves over the previous layer to ensure that a thin coat of liquid resin is spread out evenly on the surface. this process is repeated layer-by-layer until the part is finished. the printed part is then removed from the resin and from the build platform. It is then submerged in a chemical bath that washes away excess resin and cured in a uV oven to increase its stability and strength. At this point, any support materials are removed from the printed part.
Vat polymerization is a broad class, encompassing a number of 3D printing technologies, including
42 | IMD August 2023
stereolithography (sLA), digital light processing (DLP), and continuous liquid interface printing (CLIP™). CLIP™ is a new process that has been developed by a startup company called Carbon. the process is much like using a photomask in the silicon industry to focus on a silicon dioxide substrate. In CLIP™ a mask is placed in front of a uV light shining up on a transparent vat containing a light activated resin. the uV pattern causes the resin to harden on the build surface, which is raised one layer of height and another mask used to shine a new uV pattern. As the build surface is being raised the part is being printed one layer at a time from bottom to top. Each time the build surface raises, more resin enters the lower area - and creates an oxygen barrier in the bottom of the reactant tank. this barrier is known as a dead zone, and eliminates any reactions in the very bottom of the tank against the window. After the final layer is hardened, a heat based post-process is performed.
Industries using Additive Manufacturing
LuxCreo is a 3D printing provider of both services and technology. On their website they list seven key industries using additive manufacturing. t hese include dental, medical, footwear, aerospace, energy, consumer goods and automotive.

there is a common theme in all of the additive manufacturing technologies - improved strength to weight ratio. As complex geometries, that can more easily distribute
and support forces and that can more effectively distribute stress and strain, continue to evolve in their design - using lattices, helixes, and other imaginative approaches, additive manufacturing will continue to pick up steam.
At the moment, it seems that Fortune 500 companies, and even government driven entities such as NA sA have created critical mass. NA sA announced in March of this year that out of its two new space technology Research Institutes (stRIs), one will be dedicated entirely to the understanding and rapid certification of metal parts made using additive manufacturing technologies. Behemoths in the auto industry are using additive manufacturing to remove weight from electric vehicles - a top of mind necessity due to the added weight from battery infrastructure on the EVs. Not only will electric vehicles and space vehicles continue to drive the industry, but so will advances in medical applications (for example prosthetics which are designed exclusively for an individual patient) and higher efficiency power turbines. Names like gM, Ford, gE, and Boeing continue to be associated with advancements in additive manufacturing, in most cases have a business or unit dedicated to building and deploying applications of the technology.
AM is around us already and the biggest companies in the world are using it. All the research we found forecasts a higher than 20% CAgR through 2030. Prime time process? You bet.
IND ust RIA L MACHINERY DI g E st COM IMD | 43
www.trimlok.com info@trimlok.com Trim-Lok Corporate 6855 Hermosa Circle Buena Park, CA 90620 Trim-Lok Midwest 5540 Beck Drive Elkhart, IN 46516 CELE B R ATING YEARS CELE B R ATING 80 0 - 663-9507 CALL US TODAY! ® TRIMS AND SEALS S C M Y CM MY CY CMY K 2022 IMD AD final 11-21-2.pdf 1 11/22/22 12:16 AM TrimLok-HH-2023.indd 1 1/22/23 4:18 PM
PRODUCT SHOWCASE
Versatile face milling

A new assortment of versatile face milling inserts has been launched by Dormer Pramet.
the global manufacturer has added five variants of square shaped positive inserts for depths of cut up to 6.4 mm to its Pramet brand. the range is suitable for a variety of general engineering and maintenance and repair operations (MRO) machining, with several application-specific geometries and grades available for machining any workpiece material.

the Pramet sDMt 13 pressed inserts are designed with economy in mind. Its M geometry is designed for light and medium cuts, while R geometry is focused more on roughing. Both geometries are versatile for milling steels, cast irons and hard steels.
the Pramet sDEt 13 precision ground inserts are dedicated for usage in specific workpiece material groups. sharp F geometry is the ideal choice for secure machining of stainless steels and heat resistant super alloys. A polished, extra sharp FA geometry allows for productive machining of non-ferrous materials. An additional wiper insert XDEt 13 is also available to provide high surface quality in larger diameter cutters and high feed rates.
A wide assortment of cutters is available to support new range of inserts. the (I)ssD13F comes in Weldon and shell styles, with a wide range of sizes 32 – 250 mm (1.25 – 10.00 inch).
A carbide shim on the insert seating gives extra stability and process security, while protecting the cutter body for high durability. these new cutters also utilize internal coolant delivery for improved chip evacuation to achieve high surface quality.
For more information regarding all the latest products launched by Dormer Pramet please visit www.dormerpramet. com or contact your local sales office. Follow all the social posts regarding the new assortments by searching for #powerofsimplicity.
EMugE-FRANKEN Introduces New Ceramic End Mills for High-speed Roughing, Milling of Heat Resistant super Alloys

EMug E-FRANKEN usA, a leading manufacturer of high-performance taps, thread mills, end mills, drills, and other rotary tools, has announced the introduction of its Cera-Cut end mills featuring a high-hardness cutting ceramic head brazed to a carbide shank for optimal vibration dampening and longer tool life compared to one-piece ceramic tools. Featuring a high-feed duplex cutting edge geometry, Cera-Cut produces high metal removal rates in challenging nickel-based alloys, resulting in machining parts 200 to 400% faster than conventional carbide end mills. Also, the tool life of Cera-Cut is up to five times higher than regular carbide end mills.
“With the growing use of heat resistant super alloys, we are pleased to offer our customers new, long-lasting five-flute ceramic end mills for roughing and milling in these challenging applications,” said Mr. Dan Doiron, Manager, Milling Products, EMugE-FRANKEN usA. “For example, Cera-Cut excels in the machining of complex aerospace parts.”
EMugE-FRANKEN Cera-Cut End Mills are designed for the consistent cutting of high-temperature resistant materials such as Inconel, Hastelloy, and Nimonic as well as the machining of hardened tool steels. Cera-Cut is also suitable for making interrupted cuts, and offers a tight cutting diameter tolerance ranging from -0.0008" to -0.0016" (-20 to -40 microns), depending on the tool diameter.
Cera-Cut end mills can be used for roughing or pre-finishing, and can produce 2D or 3D contours, and are suitable for face milling, slot milling, helical milling, contour milling, and pocket milling. EMug EFRANKEN Cera-Cut End Mills are offered in different diameters from .24 to .79 inches (6 to 20 mm). Corner radius, modular and special designs are also available.
44 | IMD August 2023
PRODuCT SHOWCASE
latest from some
WANT TO BE FEATURED? send your latest product information to editorial@indmacdig.com
Industrial Machinery Digest's Monthly Product showcase features the
of
the manufacturing industry's top suppliers.
North America’s Largest Metal Forming, Fabricating, Welding and Finishing Event

Driving Manufacturing Forward
Technology is advancing at a rapid pace. FABTECH brings the industry together to see the innovations transforming manufacturing.
Explore the latest trends, network with peers, and discover the solutions to take your business to the next level.
SEPTEMBER 11-14, 2023
Chicago, IL | McCormick Place
REGISTER TODAY at fabtechexpo.com
Event Partners
usP laser marker of the latest generation: FOBA is coming to the market with an ultrashort pulse laser FOBA’s new F.0100-ir marking system creates deep black markings on medical stainless steel, titanium, or plastics. Its adjustable pulse width and its 10 watts laser power enable accurate results on various surfaces. In combination with FOBA's validationready process solution, the F.0100-ir provides advantages especially for medical device manufacturers.
the ultrashort pulse laser marks in the deepest, matt and non-reflective black without generating significant heat input on the workpiece. Even through further processing steps, such as passivation, the marking remains reliably legible and corrosion resistant. Due to the very short pulses down to the femtosecond range, in combination with high pulse energies, the system marks various stainless steels, titanium and a variety of plastics.

When developing its ultrashort pulse laser system, FOBA placed particular emphasis on its ability to be integrated into the proven FOBA workflow. "For our customers, it is of course crucial that our lasers achieve consistently reliable marking results. But they also trust that the entire process is highly dependable, and a new marking system has to keep up with that," says FOBA's Director Product Management Philipp Febel. the integration of a capable, compact and very flexible laser source was the top priority during product development. "Our laser system offers adjustable pulse widths for specific material requirements. this is not a matter of course in the ultrashort range," says Philipp Febel. As a result, the FOBA F.0100-ir marking system provides a wide range of applicability, high precision, and outstanding process stability.


" the laser head is so compact that we can integrate it into our M-series marking workstations. And that is often

a requirement with our customers," Febel explains further. since the system is air-cooled and uses hardly any consumables, it requires little maintenance. In addition, the high marking speed in combination with FOBA's established camera and software solutions enable lean and efficient part manufacturing.
FOBA offers interested users sample markings with the new usP marking system. Marking applications from medical device manufacturing, automotive component production or electronics are suitable. Materials that are usually marked with other wavelengths such as uV can also be considered. Detailed advice on the best possible marking configuration will be part of the service.
46 | IMD August 2023 Industrial Magnetics Inc. 1385 M-75 S, Boyne City, MI 49712 PHONE: 1.231.582.3100 magnetics.com ADVANTAGE LIFT™ MAGNETS Industrial Magnetics Inc. imi@magnetics.com Phone: 888.582.0822 Get the Advantage with » Permanent Rare Earth Lift magnet that’s built to last in heavy-duty industrial work environments » Handle locking lifting bail prevents accidental load release during lift » Handle moves laterally instead of pulling, pressing buttons or levers » Vertical lift lug adapter optional Scan Me!















IND ust RIA L MACHINERY DI g E st COM IMD | 47 SuRPLuS buyING AND SELLING Denver Breaker & Supply StayConnected www.DenverBreaker.com Mention SBSDA2023 for a 10% Discount! YES...WeHaveThat! One of the Nation’s Largest Inventory of New, Obsolete, Inspected & Tested Electrical Equipment! Circuit Breakers • Controls Panel Mount Switches Motor Bus Duct Plugs • Transformers Starters and More! Providing Same Day, Next Day Air Shipments for Emergency Needs! CALLUSTODAY! 855-4UR-BRKR WE ALSO BUY YOUR USED EQUIPMENT… EASY-TO-USE KANETEC MAGBORE DRILL GUIDES Offer sure, positive, firm footing! Model KCD-MN1 (Drill not included) Models now available for round pipe in two styles: Magnetic for ferrous steel or Chain grip for PVC, aluminum, and other non-ferrous materials. 630-860-1545 MAGNETIC DRILL STAND • COMPACT • LIGHTWEIGHT • HOLDS POSITIVELY • MAGNETICALLY ATTRACTS OR RELEASES • WEIGHS UNDER 12 LBS. For Round Pipe in Magnetic or Chain Visit: KANETEC.COM KANETEC@KANETEC.COM ESSEX PROVIDES Pre-Engineered Buildings Built to Withstand the Rugged Northeast Winters. Commercial, Industrial, and Agricultural Buildings Built to Satisfy Your Building Needs. Steel Structure, Sub-Structure, and Sheeting STRUCTURAL STEEL CO., INC. STRUCTURAL STEEL CO., INC. 800-323-7739 www.EssexStructuralSteel.com 607-753-9384 • FAX: 607-753-6272 • 607 Route 13, Cortland, NY 13045 Call For A Quote On Your Next Project














48 | IMD August 2023 Standard-Direct.us
ARE YOU LISTED?





IF YOU’RE NOT LISTED, YOU’RE MISSING OUT!


IND ust RIA L MACHINERY DI g E st COM IMD | 49 CLASSIFIEDS MachineShopWeb.com AmericanMachineShop.com boothLocation.com ........... Visit Online Today! ........... Visit Online Today! Visit Online Today! Need Work Benches ? workbenchmarket.com In Stock-Factory Direct workbenchmarket.com Need Work Benches ? workbenchmarket.com In Stock-Factory Direct Need Work Benches ? workbenchmarket.com In Stock-Factory Direct Need Work Benches ? workbenchmarket.com In Stock-Factory Direct OIL MIST & SMOKE IN YOUR SHOP? www.mistcollectors.com Tel: 1-800-645-4174 FURNACE CO,INC SERVING AMERICAN MANUFACTURERS FOR OVER 37 YEARS
our online, searchable
with
400
We have launched
directory
over
categories specifically designed for the industrial machinery industry.



Advertiser index Actek Manufacturing and Engineering Inc. — www.actekmfg.com 17 AttCO, Inc. DBA syclone AttCO service — www.skyhookmfr.com 9 Betenbender Manufacturing, Inc — www.betenbender.com 5 Big Ass solutions — www.bigassfans.com 31 Burr King Mfg Co. — www.burrking.com FC Carell Corporation — www.carellcorp.com 7 Clamprite — www.clamprite.com 16 COXREELs — www.COXREELs.com 6 Denver Breaker & supply — www.denverbreaker.com 47 Design-2-Part shows — www.d2p.com 48 Dynabrade, Inc. — www.dynabrade.com BC Eagle Bending Machines — www.eaglebendingmachines.com 7 Essex structural steel Co. — www.essexstructuralsteel.com 47 FABtECH — www.fabtechexpo.com 45 Formdrill usA Inc. — www.formdrill-usa.com 29 H&K Equipment, Inc. — www.hkequipment.com 48 HMI div of Betenbender Manufacturing — www.betenbender.com 11 Hypneumat — www.hypneumat.com 6 Kanetec usA Corp — www.kanetec.com 47 KHK gears — www.khkgears.us 35 Lenzkes Clamping tools, Inc. — www.lenzkesusa.com IFC L&L special Furnace Co., Inc. — www.llfurnace.com 49 MacMillin Hydraulic Engineering Corp. — www.macmhydraulic.com 39, 41 Motion+Power technology Expo by AgMA — www.MotionPowerExpo.com IBC Pro-Line — www.1proline.com 49 Radwell International, Inc. — www.Radwell.com 3 Royal Products — www.mistcollectors.com 49 schweiss Doors — www.schweissdoors.com 49 sprinter Marking, Inc. — www.sprintermarking.com 33 standard Direct — www.standard-direct.us 48 stor-Loc — www.storloc.com 13 tormach — www.tormach.com 21 trim-Lok — www.trimlok.com 43 Wisconsin Manufacturing & technology show — WIMTS is your opportunity to engage with leaders and experts in the Manufacturing & Technology industries, explore the industry’s most innovative and disruptive technologies, and gain insights on new industry trends to help prepare you for the future. All under one roof! influence the purchase of manufacturing equipment 75% of attendees 4,000+ average attendees WIMTS.com | 262-367-5500 Call Now To Reserve Your Exhibit Space! Contact Elizabeth for sales at elizabeth@epishows.com 9am – 4pm 9am – 4pm 9am – 3pm EXPOSITION CENTER • WI STATE FAIR Tuesday, October 3 Wednesday, October 4 Thursday, October 5
OCTOBER 17–19, 2023
Huntington Place Convention Center
DETROIT, MI
Attending Motion + Power Technology Expo
you right in the center of the power transmission supply chain.
• Keep up with the latest R&D and gearing innovation at the AGMA Fall Technical Meeting



• Network with leading professionals at the Opening Night Welcome Reception, free to all attendees
• Be empowered and connected at the Women in Manufacturing and Engineering Breakfast
• Gather with executives at the International Power Transmission Summit
• Advance your knowledge during one of the many in-depth education sessions
• See how AGMA is leading the way at the AGMA Electric Vehicle Technology Town Hall
is
Formerly Gear Expo
MOTIONPOWEREXPO.COM/IMD Register Today!
puts
DEPRESSED CENTER WHEEL GRINDERS
–
1.3 hp, Right Angle.
– 4" - 5" diameter models.

– Ergonomic Design for operator comfort.
– Rotational Exhaust directs air away from operator.
– Safety-Lock Throttle Lever prevents accidental start up.
– Convenient Spindle Lock allows quick and easy wheel change. Contact Us for a Free Tool Demonstration!

IndustrialMachineryDigest.com 3590-B Hwy 31 south PMB #233 Pelham, AL 35124 PRSRT STD U.S. POSTAGE PAID ALABASTER, AL. PERMIT NO. 44 WE LISTEN. WE OBSERVE. WE INNOVATE.
FOR COUNTLESS GRINDING APPLICATIONS
PROUDLY DESIGNED, ENGINEERED AND BUILT IN AMERICA SINCE 1969 Dynabrade, Inc. | 1.800.828.7333 | dynabrade.com |
