North America’s Manufacturing Resource for Industry Professionals Since 1986
Leading with Innovation — ANCA’s CEO Martin Ripple AIMS for Automation and Robotics
Bob Walker — NASA, Machining, and the Skyhook
An Inside Look: Innovating with Additive Manufacturing in GE Power Turbines
Metal Additive Manufacturing Launches Learning Experience on Rocket Turbopump Design
A Case study in Workforce Development and Student Ingenuity
How Industrial Suppliers Can Collaborate to Improve Uptime Through Automated Inventory Management
AI and AM: A Powerful Synergy
2024 – The Year of the Brownfield
How Equipment and Technology Upgrades Can Help Companies Gain a Competitive Advantage in a Changing Economy V-21/26APC
AUTOMATIC VERTICAL BAND SAW

OUR AFFORDABLE, HIGH QUALITY SAWS ARE UNMATCHED IN PROVIDING THE BEST COST-PER-CUT ON THE MARKET
• AUTOMATIC PROGRAMMABLE MITERING
• AUTOMATIC MULTI-INDEXING
• GRAPHICAL ICON PROGRAMMING

• 26” X 21” CAPACITY • 10 HP VFD • 1 1/2” BLADE HYDMECH.COM VISIT US – BOOTH #A4542 IndustrialMachineryDigest.com | September 2023



Sell us your unwanted industrial automation product. Radwell.com - 800.884.5500 - sellto@radwell.com UNWANTED INVENTORY TAKING UP VALUABLE SPACE?
Clamping solutions for all types of machines


Strong clamping pressure for small clamping torque

Highly adjustable through integrated sliding plate


Fast clamping, short set-up time, quick release action
Step-less adjustability horizontal and vertical


Our MQ Series may be used as an extension to the machine plate





LENZKESUSA.COM | 540-381-1533 | INFO@LENZKESUSA.COM LENZKES MINIMIZES YOUR SET-UP TIME. WITH OVER 40 YEARS EXPERIENCE AND OVER 100,000 SATISFIED CUSTOMERS WORLDWIDE, LENZKES IS RENOWNED FOR ITS HIGH-QUALITY WORK-HOLDING SOLUTIONS MAXIMIZE YOUR PROFIT.
SPARE PARTS & ACCESSORIES MULTI-QUICK SERIES CHAIN CLAMP MULTI-QUICK SERIES SELF-CENTERING VISE THE LENZKES DIFFERENCE: VISIT US – BOOTH #D41035



4 | IMD September 2023 6 EDITORIAL DIRECTIONS 10 INDUSTRY NEWS 16 BUSINESS 4.0 Leading with Innovation — ANCA’s CEO Martin Ripple AIMS for Automation and Robotics 24 TALKING SHOP Bob Walker — NASA, Machining, and the Skyhook 28 MANUFACTURING SHOWCASE An Inside Look: Innovating with Additive Manufacturing in GE Power Turbines By Trey Bell 32 WORKFORCE DEVELOPMENT Metal Additive Manufacturing Launches Learning Experience on Rocket Turbopump Design A Case study in Workforce Development and Student Ingenuity 36 NEW TECHNOLOGY How Industrial Suppliers Can Collaborate to Improve Uptime Through Automated Inventory Management
CEO, ShelfAware 40 PROCESS AI and AM: A Powerful Synergy Artificial intelligence applied to designs of additively manufactured products goes beyond standard optimization to produce dramatic quality and performance gains in much less time By: Robin Tuluie, Founder and co-CEO, PhysicsX 42 INDUSTRY INSIGHT 2024 – The Year of the Brownfield How Equipment and Technology Upgrades Can Help Companies Gain a Competitive Advantage in a Changing Economy By David Latona, CEO, Tompkins Solutions 44 PRODUCT SHOWCASE 47 SURPLUS BUYING & SELLING 49 CLASSIFIEDS 50 ADVERTISER INDEX September 2023 24 16 28 32 ON THE COVER Cover Sponsor: HYDmeCH Cover Image: ANCA TABLE Of CONTENTS
By Andrew Johnson,
POLISHERS &

VISIT US – BOOTH #A3374
C-FRAME PRESSES
• Heavy Gauge Steel Design
• Press Bed bolted on, not welded, to prevent distortion.
• Large press bed to accommodate a variety of tooling other than just punching.

• Pump, motor, valve and reservoir are all easily accessible for maintenance.


• Large rectangular tubes used at base of machine to give safe, instant portability.
DESIGNERS AND BUILDERS OF HYDRAULIC PRODUCTS AND CUSTOM ASSEMBLIES
POWER UNITS… As designers and builders of custom hydraulic assemblies, MacMillin offers solutions for both your system and physical requirements. Wide range of capacities and components to suit every application. Both horizontal and vertical configurations.

CIRCUIT-BLOCK MANIFOLDS… With MacMillin
“Circuit Blocks”, numerous valves and controls can be plugged in to a single space-saving manifold. Eliminates troublesome plumbing problems, such as leaking or broken hose and pipe connections, that can cause system failure.
PUMP MOTOR MOUNTS… Strong lightweight aluminum alloy castings completely enclose motor shaft and coupling, providing greater safety and quieter operation. Assures accurate alignment without bedplates, brackets or shims. Fractional to 200 hp motors.
North America’s Manufacturing Resource for Industry Professionals Since 1986



William C. Strickland III, publisher william.strickland@indmacdig.com
800-366-0676 ext. 103 | Fax: 866-826-5918
Adrienne Gallender, Associate publisher/media Advisor agallender@indmacdig.com
888-407-7737
trey bell, editor-in-Chief trey@indmacdig.com
800-366-0676 ext. 104 | Fax: 866-826-5918
Shane bell, Creative Director sbell@indmacdig.com
SALES
Lisa Hanschu, Sr. Account executive lisa@indmacdig.com
785-965-9159 | Fax: 785-965-7199
William C. Strickland III, National Sales 205-903-9178 | fax 866-826-5918
Susan Strickland, Accounting susan@indmacdig.com
205-542-1098 | Fax: 866-826-5918
CIRCULATION & SUBSCRIPTIONS
ImD, 3590-b Hwy 31 South, Suite 233, pelham, AL 35124 circulation@indmacdig.com | Fax: 866-826-5918

REPRINTS
37 YEARS
to purchase article reprints please call 800-366-0676 ext. 103 or email wstrickland@indmacdig.com
source media llc 360


A PUBLICATION OF:


Source 360 Media LLC
3590-b Hwy 31 South pmb #233 pelham, AL 35124
INDUSTRIAL MACHINERY DIGEST (ISSN 1542-5223) is published 12x per year by Source 360 Media. POSTMASTER: Please send change of address to INDUSTRIAL MACHINERY DIGEST, 3590-B US Hwy 31 South, PMB 233, Pelham, AL 35124. Printed in the U.S.A.
6 | IMD September 2023 SERVING AMERICAN MANUFACTURERS FOR OVER
SUBSCRIPTION POLICY: Individual subscriptions are available without charge in the U.S. to qualified individuals. Publisher reserves the right to reject nonqualified subscribers. One-year subscription to nonqualified individuals in the United States: $96.00. Single copies available (prepaid only) $20.00 each. Alabama Automotive Manufacturers Association
HYDRAULIC MACHINES OF IOWA A Division of Betenbender Mfg. Inc Phone: 319.435.2378 | Fax: 319.435.2262
www.betenbender.com
WE CAN BUILD A CUSTOM MACHINE FOR YOU! WWW.MACMHYDRAULIC.COM 7355 N. Lawndale Ave., PO Box 6, Skokie, IL 60076 PHONE: 847-676-2910 FAX: 847-676-0365
VISIT US – BOOTH #A3310
North America’s Largest Metal Forming, Fabricating, Welding and Finishing Event

Driving Manufacturing Forward
Technology is advancing at a rapid pace. FABTECH brings the industry together to see the innovations transforming manufacturing.
Explore the latest trends, network with peers, and discover the solutions to take your business to the next level.
SEPTEMBER 11-14, 2023
Chicago, IL | McCormick Place
REGISTER TODAY at fabtechexpo.com
Event Partners
Chief trey@indmacdig.com
Advanced manufacturing From All Angles
this edition of Industrial Machinery Digest has a bead on advanced manufacturing. We have an exciting piece on a power turbine from Ge Vernova (ed Note: Ge power will become Ge Vernova in 1Q2024) called the 7e.03 Gas turbine. It is one of Ge’s Heavy Duty Gas turbines that cranks out 90 mW of power. And it has significant use of additive manufactured parts. the product Line manager for this platform, Jay bryant, walked me through a few of the additive manufactured parts, while also explaining the puts and takes on when additive manufacturing not only makes sense, but opens up possibilities not available when using traditional casting processes.
Shift quickly to our interview with the CeO of ANCA, martin ripple. I was taken through a lesson on integrated manufacturing, and how ANCA intends to unlock productivity for their clients using their new AImS platform. tool manufacturing is at a critical juncture today as tolerance requirements continue to get smaller. martin shares some insights - and some never before discussed capabilities of AImS, a next generation product that will play a key role in the advanced manufacturing facilities around the world. We learn a bit about the automation and robotics that will generate awe-inspiring productivity gains.
David Latona, CeO of tompkins Solutions, gives us his perspective on why 2024 is shaping up to be the year of the brownfield. It’s a great view on why companies should evaluate equipment and technology upgrades to gain a competitive advantage. there is a plug for tompkins Solutions of course, but only after he provides a good perspective on various parts of business which are ripe for upgrading capabilities.
Speaking of upgrading capabilities, Andrew Johnson, the CeO of ShelfAware, describes how digital vendor-managed inventory (VmI) using a cloud-based solution that incorporates rFID technology, provides the backbone for collaborative, data driven sourcing capabilities.


Our Workforce Development section features a couple of students that we need to put on our radar, showing off their metal additive rocket engine turbopump design project. Zach Lesan and patrick Watson carry the Aerospace engineering torch (go Ae!) as they collaborated with leading 3D-printing industry partners on their project at Colorado University in boulder. there is plenty of other Industry News and product Showcase information that has been curated by our staff to get you ready for Fabtech. Swing by and meet us at the ImD booth (# A6541).
Keep building!
8 | IMD September 2023 EDITORIAL DIRECTION
trey bell – Editor in








Lifting
Application
Lifts up to 500 lbs! Ergonomic Portable Lightweight Meets OSHA & ASME
Customized Safety
Devices For Any
SAFETY FIRST Prevent Lifting Injuries
Athena m anufacturing Announces Corporate rebrand, Changes Name to A3D m anufacturing
t he company’s new brand identity embodies its years of expertise and revolutionary manufacturing solutions.
Athena m anufacturing, an additive manufacturing company, rebranded as A3D m anufacturing with a new logo, look and tagline to introduce new possibilities for its customers and business.
As A3D m anufacturing, the company can serve customers beyond phoenix, providing years of expertise and turnkey 3D manufacturing solutions to a national market. Its new logo, look and tagline, “Where Ideas take Shape,” embodies its continued commitment to bringing cutting-edge products to customers and transforming abstract concepts into tangible solutions.
t his rebranding allows A3D m anufacturing to provide a more exceptional customer experience from prototype to production. Customers have trusted A3D m anufacturing to offer precision custom parts and meet specifications and speed to market. t hey can expect the same processes, standards and high-quality products and services that bring their innovations to life.
A3D m anufacturing has been a leading innovator in 3D manufacturing, specializing in creating custom plastic and metal components since 2019. t he company will continue to be a key certified 3D printing service provider, serving industries like aerospace, military and defense, life science, transportation and consumer products.
Its new brand identity now captures the company’s constant drive to move forward, push boundaries and seek new manufacturing possibilities. It symbolizes the journey from concept to reality for customers and their businesses.
t he company is a certified H p Digital m anufacturing p artner (D mp) and recently added the H p 5420W printer that prints white, functional parts and a Stratasys FDm printer to its portfolio.
For more information about additive manufacturing or A3D’s renewed commitment to their customers, contact A3D m anufacturing at info@a3dmfg.com or visit the website at www.a3dmfg.com.

edmund b oland Appointed as General m anager of ANCA CNC m achines
ANCA is proud to announce the appointment of edmund b oland as the new General m anager of ANCA CNC m achines. edmund is the son of ANCA co-founder p at b oland and brings an impressive 15-year tenure at ANCA. p at b oland, ANCA co-founder said, “When p at m cCluskey and I founded ANCA, our primary goal was to design the best technology that solves real customer problems. I am proud that my son has joined this mission and has accepted this important leadership role in the business to continue fostering a culture of innovation.”
ANCA is a privately owned business and proud of its reputation for being first to market with technology that has proven time and again to revolutionize the cutting tool industry. Celebrating its 50th anniversary next year, p at m cCluskey, ANCA Co-founder comments that “being privately owned brings great benefits as it means that we can focus on investing and developing new innovations while maintaining our long-term view of the market to design products with longevity and customer focus.”
edmund b oland said: "I am honored and thrilled to be a part of ANCA CNC m achines, such an exciting company in the cutting tool industry. every day, I am amazed by the
10 | IMD September 2023 INDUSTRY NEWS Industrial Machinery Digest's Industry News features the latest news and press releases from some of the industry's top companies. WANT TO BE FEATURED? Send your press releases to editorial@indmacdig.com www.IndustrialMachineryDigest.com INDUSTRY NEWS
AMERICAN-MADE SHEARS & PRESS BRAKES



Hydraulic Shears: 1/8” (10GA), 3/16”, 1/4”, 3/8”, 1/2”, 5/8”, 3/4”, 1” and 1-1/4”
Press Brakes: 50-Ton to 550-Ton
C-Frame Presses: 40-Ton to 200-Ton


Custom Designs: for Custom Applications

Retrofit Backgauges: for Shears and Press Brakes. Made to fit most machines with minimum modifications.
Precision Knife Sharpening
For over 50 years! www.betenbender.com Call for a free catalog! Phone: 319-435-2378 | Fax: 319-435-2262 | sales@betenbender.com
VISIT US – BOOTH #A3310
skill and prowess of our customers, who continue to push the entire industry forward. ANCA is in my blood, and our commitment to innovation is unparalleled. t hroughout our extensive history, we have consistently been the first to market with new technology, investing over 15% of our revenue every year into research and development.

“ technology is truly in our DNA, for example, ANCA’s Integrated manufacturing System (AImS) which is one of our latest products could be considered akin to the impact of a printing press and is set to revolutionize the cutting tool industry. I am excited to lead ANCA into a future of continued innovation, growth, and success, while educating the market about the transformative power of our new nanometer control system and ensuring the success of our internal investments such as in our machine shop or our sub-micron metrology equipment.
“We take pride in hosting the only customer competition in our field, the ANCA tool of the Year, and I am particularly excited that this year we will have a new category of Female machinist of the Year. together, these, and many other initiatives will contribute to the continuous growth and prosperity of our esteemed company."
As General manager, boland eagerly looks forward to collaborating with the talented team at ANCA to address the challenges and seize the opportunities presented by the current global environment.
boland's exceptional expertise and leadership make ANCA CNC machines well-positioned to further solidify its
position as a global leader in CNC machines. His strategic direction and unwavering commitment to excellence will drive innovation, enhance customer satisfaction, and foster overall company growth.


ANCA CNC machines extends its warmest congratulations to edmund boland on his new role as General manager, marking 15 years of dedicated service and expertise. t he company looks forward to a bright future under his guidance and leadership.
Atlas m achine & Supply Announces New Facility to Accommodate rapid Growth of Industrial products Group
Atlas m achine & Supply, a trusted name in the industrial space for over a century, unveils its latest milestone in the realm of compressed air solutions. In response to unparalleled growth over the past few years, Atlas m achine & Supply is opening a new facility that will house their Industrial p roducts Group (I p G) specializing in compressed air solutions. t he new location, a 7,500 square-foot facility located at 11001 p lantside Drive Louisville Ky 40299, is their seventh compressed-air branch across the m idwest region.
t he expansion is a testament to Atlas m achine & Supply's commitment to providing cutting-edge compressed air solutions and first-rate customer support. t he move will enable the I p G team to cater to their customers' increasing demands while delivering

12 | IMD September 2023 Form your own inserts. • Cost savings (up to 90%) • High load threads - stronger joints • High process reliability • Faster production cycles Advantages & Benefits • No special machinery required • Small investment • Increased material thickness • Long tool life 773-290-1040 | info@formdrill-usa.com | www.formdrill-usa.com • Chipless process • Innovative technology suitable for steel, stainless steel, copper, brass, and aluminum Drill. Tap. Assemble.
VISIT US – BOOTH #A3169








The Best Tool Cabinet You Will Ever Buy GUARANTEED 100%MADE IN THE USA INEVERY WAY WWW.STORLOC.COM • 1-800-STORLOC 1-800-786-7562 MADE BY AMERICAN CRAFTSMEN IN THE USA sales@storloc.com VISIT US – BOOTH #A3458
unmatched expertise in the field. t his division has surpassed sales goals for three consecutive years, and the employee headcount has doubled. t his location will employ 20 people to start, with quick plans to hire more as the division continues to grow. Atlas m achine & Supply has 250 employees in total.
An official Sullair distributor, Atlas machine & Supply's IpG offers an extensive range of compressed air solutions with trained technicians in Kentucky, Indiana, Ohio and tennessee. the IpG’s partnership with Sullair ensures ample access to premium products, and it offers a comprehensive range of services, including compressed air products, parts, rentals, oil-free solutions and the servicing of other compressed air systems, regardless of the manufacturer.
Customers in the region benefit from working with a company with a remarkable legacy of success, backed by over a century of expertise, solidifying Atlas machine & Supply's Ip G division as a trusted leader in the industry. t he Ip G has quickly risen to the top of the compressed air market, rivaling competitors with their unparalleled service and swift response. t he expansion of the Industrial products Group signals a new era of excellence for the company, leading the way in compressed air solutions.
the news of Atlas machine & Supply's Louisville IpG expansion comes nearly a year after the company announced it planned to invest nearly $3.5 million to construct a 32,500-square-foot facility in Hardinsburg,
Kentucky. that facility is the headquarters for Atlas' Field machining Division and will create nearly 80 jobs for local residents over a 15-year period.
b unting has a new Application e
ngineer
brody tucker, is the new Application engineer at the bunting-Dubois facility for bunting. With nearly 10 years’ experience, brody has helped organizations around the world incorporate magnets into challenging applications and environments. He has provided invaluable design assistance for magnets used in deep sea environments, in outer space, and everywhere in between. His magnetic solutions can be found in everything from lifesaving medical devices to the Orion crew module. brody holds degrees in mechanical engineering, biomedical engineering, and mathematics, and when not engrossed in magnet applications you can find him cruising the pacific coast highway or exploring some southern California single track on one of a few beloved motorcycles.
Upon his arrival, brody was immediately drawn to the company’s extreme diversity. “It’s obvious that there is a long history of designing and developing magnetic technology at bunting.” said brody, “ the variety of magnetic products in use in dozens of industries is intriguing. being able to apply some of what I have learned over the years to what the company already has developed, will be a welcome opportunity.”
14 | IMD September 2023 Our Genuine Metaris DSG-01 Series Directional Valves are a direct interchange valve option for Vickers® DG4V3 High Performance Directional Valves. Engineered for higher pressure & higher flow, with lower pressure drop when compared to the standard D03 pattern valves – these valves utilize the D03/NG6 mounting pattern and are available in a Terminal Box type and a Plug-in Connector type design. To learn more, give us a call, email us or visit us at HYDRAULEX.COM 1.800.422.4279 sales@hydraulex.com NOW AVAILABLE HIGH PERFORMANCE DG4V3 INTERCHANGE
www.hydraulex.com All manufacturers names, symbols and descriptions in this document are used for reference purposes only, and it is not implied that any parts listed is the product of these manufacturers.
VALVES

















200% PROOF LOAD TESTED EACH RING HAS SERIAL NUMBERS ORDERS SHIPPED SAME DAY RATED LOAD 400 LBS - 250,000 LBS Forged Street Plate™ Swivel Hoist Rings Side Load Hoist Rings Hoist Ring Kits Pivots180° Swivels360° Drop Forged Hoist Rings Mold Handler™ Swivel & Pivot Hoist Rings Round Base Swivel & Pivot Hoist Rings Forged Swivel Hoist Rings 800-752-7229 | SALES@ACTEKMFG.COM | ACTEKMFG.COM ISO 9001 HOIST RINGS ACTEK
Leading with Innovation — ANCA’s CEO Martin Ripple AIMS for Automation and Robotics
We were able to carve out some time from ANCA’s group CeO martin ripple recently, and get a great perspective on the tool making machines from ANCA as well as some strategic insight on future direction and capabilities. martin spoke about AImS, which is the ANCA Integrated manufacturing System, as well as some of the characteristics of ANCA products.
ANCA builds their machines from
top to bottom - which is critical when producing machines that operate with tool making motion control tolerances in the nanometer range, and a couple of microns range on many others in terms of precision finish.

From Germany, with some time working with German automakers, martin ripple brings a breadth of leadership experience to the ANCA Group CeO role. His unique skills were developed in senior roles across the
CEO Martin Ripple

16 | IMD September 2023 BUSINESS 4.0
ANCA’s group
aerospace, defense and information and communications technology sectors. He has worked for large multinationals as well as family-owned enterprises, and has strong stakeholder management and people leadership skills. With an engineering background, martin has led successful growth strategies in the engineering and technology sectors, including the commercialisation of products in global markets.
the topics which I wanted to cover included everything from business 4.0 to future strategies. After an overview of ANCA’s business units (for more information please go to www.anca.com), we dove right into some of the next generation capabilities of ANCA’s products - so this is picking up after a few questions and answers have already been exchanged.
meeting precision manufacturing tolerances




martin ripple: Our motion control is in the nanometer range. this gives you precision in everything you do including temperature control. For instance, 0.2 of a degree centigrade puts you out of tolerance for some processes. You want to keep everything stable and we're using the algorithm to control the motor temperature, to make sure that nothing in the machine is getting pushed or pulled, especially through the spindle in a way that we don't want to. We believe that vertical integration has allowed us to reach new levels of precision. I mean you can't compete in
a modern world on the run of the mill type of stuff, right? You’ve got to lead with innovation, you'll lead from the front and that's where ANCA is particularly strong.
trey bell: that's where the German automakers have also set the standard with some of their technology innovations and I'm sure that experience, and, having been around that, is useful for you in what you do. How does all this relate to productivity in manufacturing?
martin ripple: A focus on productivity is a recurring subject of my career and I've thought about it extensively. It's a difficult subject because it has multiple dimensions. Ultimately, for me, a productivity gain is the only way a company can stay competitive in the market. Now, you want to produce more with less be that with less energy that you put into the process, or less time. Less manpower. Less investment.
trey bell: right.
martin ripple: Of course all these inputs - energy, time, space required, human resources, investment, they're all connected. but ultimately, you want to drive productivity by improving or reducing those measurements. there are a multitude of reasons that companies will be looking to improve their production efficiencies. For
INDUS tr IA L MACHINERY DIG e S t COm IMD | 17 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
POWER of three • American Made Ironworkers 45 to 150 Ton Models • Top Notch Support & Local Service • 3 Year Warranty Booth A3431 A3531 Convenient & Free. We bring Scotchman machinery to your location. See them in action & test cut your material without leaving your place of business, anywhere in the lower 48. Scan QR code or Call (800) 843-8844 www.scotchman.com Scotchman IMD Half Page Ads 2022 and 2023.indd 1 8/1/23 3:19 PM
example, a well known trend is the skilled labor shortage, and to beat it you need to work smarter, not harder to make a meaningful difference. And so I am incredibly interested in looking at if you keep everything static, you keep your energy cost static, you keep your labor cost static, the cost of the machines static, how can you get more out of it? We came to the conclusion a long time ago that it's automation and robotics. So ANCA has made a massive investment into automation and robotics because we believe that it will make a difference for our customers.
AImS and Automation m eet Changing Labor Challenges
trey b ell: Let's talk about advanced manufacturing and Industry 4.0 and give me your thoughts on what that means to ANCA.
m artin ripple: We find that different parts of the world have different requirements when it comes to skilled labor. In some countries, like Korea they have laws that dictate how many hours a person can work or in Switzerland the cost of labor has made manufacturing at times cost prohibitive, or simply that people no longer want to work overnight or on weekends.
t hese challenges mean automation is key to productivity. And even before our ANCA Integrated m anufacturing Solution (AI mS), we used automation in our machines and these efficiencies saw some businesses onshoring their production thanks to this technology.


And the young folks coming in, they want to do programming stuff, they want to work with robots. So we embarked about five years ago on this journey and asked ourselves 1) What can we do to increase productivity on the shop floor? And 2) How can we connect our machines? t hat's when we came up with ANCA AI mS. And that is the value proposition of AI mS: reduce labor requirements in terms of hours and skills, improve process stability and of course increase asset utilization.
trey b ell: So that's your kind of combination of AI and robotics, resulting in this whole environment that addresses the question of how do I manage limited access to highly skilled people and avoid having them
working on low-value adding processes like manual handling of the jobs to make them more productive? In an environment that is more automated and costs less to operate.
martin ripple: We are also supporting customers through technology and through interconnectivity between different machines. With AImS we see the entire factory as a single machine. So it connects all the production elements you need on a shop floor and connects it at the AImS server level into one system. employees can then focus on more value adding activities and that drives productivity. I've got a couple of numbers here for you if you're interested. A polish customer who has recently implemented AImS has a target improvement to reduce labor costs by about 60%. We’re not talking 2% or 3%, instead these are really big numbers and significant savings.
trey bell: that's huge.
18 | IMD September 2023
Increased productivity with AIMS
AIMS AutoFetch robot transfers materials between integrated processes
e xcerpted from the website e xpobeds.com, it says that emO Hannover is dedicated to production technology. emO Hannover 2023 is from September 18-23, with over 2200 exhibiting companies and more than 116,000 professional attendees both in Hannover Fairground and digitally. t he forthcoming edition will mark the ambitious repositioning of the trade show towards innovate manufacturing, with a new format focused on cross-sector communication, made available 365 days a year. t he discussions between manufacturing experts at emO Hannover 2023 will revolve around three main future insights. t he future of business will explore Work 4.0, new financing solutions, sales models and markets. t he future of connectivity will delve into the potential of smart production, the Iot and AI. It will be beneficial for smaller companies, as the new technologies create additional perspectives for them. t he future of sustainability in production will address the developments related to alternative drives, energy efficiency and, of course, sustainable production.
martin ripple: Originally people looked at us and said, what are you talking about? but we're looking in this specific case at a 60% labor cost reduction.
trey bell: Wow.
martin ripple: It's nothing against humans, it's just that our customer says they can't find them. How am I supposed to run a facility if I can't find the people I need to do the work? Another benefit of automation, if I can be technical for a second trey, is that the repeatability of the tools that are produced by the machines is also higher. If you drive in a tesla and always the same stretch of road, tesla will keep the car in the same spot which eventually will lead to road damage.
the same thing happens in tool making. Operators have their own work techniques to get tools done. but with an automated process you get the absolute closest stability. You see trends because you measure the tools after they're made and you can correct trends before they push a tool out of tolerance. there’s multiple advantages of using AImS and the changes we've seen are awe-inspiring. We think with robotics you can achieve about 50% productivity gain per year. building an integrated system is an iterative process. We built AImS as a modular system, you can start small and then you can get bigger and add more elements as needed. I sometimes liken it to one of the machines talking to the next machine, but then you add another machine to it and it's a gradual path. Of course, if you build
Combilift provides handling solutions specifically tailored to solve the challenges faced by the steel industry.
Our range of warehouse forklifts, pedestrian reach trucks, straddle carriers and container loaders will allow you to maximize the capacity, efficiency and safety of your warehouse facility.

&
Contact Us Today
To find out how Combilift can help you unlock every inch of your storage space.
combilift.com
INDUS tr IA L MACHINERY DIG e S t COm IMD | 19
25
Enhance the Safety, Storage & Efficiency of your logistics with Combilift
US AT BOOTHS A2959
D41913
JOIN
Industrial machinery digest A5 7x4.65 rev 1.3.indd 1 21/08/2023 11:36:26
a new facility, we can help you to build the facility from the beginning on the AImS standard. typically people have invested in an established collection of machines. Our system is a toolbox that you can add to with AImS ready machines...

trey bell: basically, they can talk to each other and they can share analytics data, a communication channel, and I guess there's some terms possibly like Op C-UA or other protocols for folks like me down at the lower level, the gearhead level
martin ripple: Yes.
trey bell: What I think I'm hearing you say is that you can drop the machines in and you can treat them almost like a black box where you have something at the beginning. t hen you’ve got value added in that black box in an automated fashion and you get a finished item on the back side, or what you intended to have as the output.
martin ripple: t hat's right. We believe that 50% per annum productivity gains are achievable and we think ultimately productivity gains of about 300% are possible. Now imagine what that does to your cost of operation if you produce four times more at the end of this process by adding more and more AImS components to your
factory floor. my point has been to customers that this is a technology that is still in itself evolving; by joining the party early you can influence the direction. In your production, in your manufacturing processes, you might be specifically keen to have a certain functionality or certain capability built in. We work with our customers to make sure every single AImS system is built around a specific customer need. t he technology is the same but tailored to individual needs as everybody approaches tool making slightly differently, and we're here to help.
trey bell: Let's talk about those customers that may be a little different right? t hey have ANCA machines and they have other machines as well. And tell me a little bit about interoperability. How do you work in that environment? What kind of focus do you have making sure that these machines can all speak together and generate improvements. Have you got any thoughts on that and how that's impacting your business?
martin ripple: Of course. t he first thing we did is we created an interoperability with ZOLLer machines, and we are working on additional interoperability to other measurement machines. [ed note: one of the product offerings from ZOLLer is metrology machines]. We're working on those because really they are the first interface you want to have in place.
20 | IMD September 2023
With a direct connection to your factory's ERP or MES, you can efficiently prepare production pallets based on the current production schedule
trey bell: You have to be able to measure the tolerances that you're talking about. probably with a laser.
martin ripple: that's right. And we are in the process of leading the industry to adopt a common standard between machines because we want AImS to be agnostic to the machines. So from the beginning we said we do not want this to be a closed ecosystem where we say “You have to go with ANCA.” Ultimately, we recognize that competition is always good for business. We still believe we've got the best machine, but we know that customers out there have different machines and so AImS was designed as an agnostic system that ultimately will be able to talk to all these machines.
trey bell: that’s pretty smart. You're actually coming out at a platform level to be the backdrop for everything, so that everything can plug and play.
martin ripple: It doesn't make sense to force somebody down the road by saying you must buy an ANCA. I don't think it would work and I don’t think customers would appreciate it. Also as you and I know there's hardly ever a revolution but rather It's always an evolution that gets you to the objective.
trey bell: Yes, that means you have got to put some heavy focus on software, right?
martin ripple: that's absolutely right. that's where I guess the German guy running the show is coming into play because other than aerospace I have done lots of It in my past.
to be at that level where you aggregate and consolidate, you’ve got to be able to influence the interfaces and massage the interfaces so that the industry is coming together and working together. We are intending to play that role, actively and through transparent means by coordinating standards committees. Getting industry together around emO to talk about standards is a crucial part of that.
martin ripple: I do remember my early days when I started at mercedes and the first thing they said to me is that we are going over to meet people from bmW and naive as I was I said “Well, I thought you were competing?” they said yes, we were competing on a car level, but without similar standards, nothing is effective or will work together. In Germany, when you have the radio tuned in, traffic information actually comes on top of the radio waves. It doesn’t matter which car, it doesn't matter which radio station, they add some bits and bytes to the radio waves that you can't hear. but the radio understands, and then translates them into navigation signals such as someone is driving the wrong direction on this highway or there is a traffic jam behind the turn, which on an autobahn driving
DID YOU KNOW TORMACH SELLS PLASMA TABLES?

Premium features make better parts.
• Closed-loop servo motors for reliable accuracy
• Floating head with Digital Torch Height Control that help make cuts to uneven surfaces like corrugated metal
• Standard breakaway torch holder with collision detection to minimize machine damage if things go wrong
• Minimized run times with fast rapids (1,000 in./min., 400 in./min. cuts) and acceleration (30 in./sec.²)
• Integrated water table mounted on sliding rails, ideal for cutting pipes and larger parts
• The only plasma table built with PathPilot, Tormach’s award-winning CNC controller, and access to PathPilot HUB, Tormach’s browser-based version of PathPilot
INDUS tr IA L MACHINERY DIG e S t COm IMD | 21
CNC MILLS | CNC LATHES | CNC PLASMA TABLES | CNC ROUTERS | INDUSTRIAL ROBOTS | AUTOMATIC FEED BANDSAWS
Learn more and build yours at tormach.com/1300PL/IMD
200 mph, it's kind of healthy to know that the traffic is coming to a grinding halt in front of you. And so they work together on those standards. And they said, of course, we're going to compete on a car level, but that doesn't mean we can't work on an industry standard level together to make a better product for our customers ultimately. that's a very similar approach we're taking here.
trey bell: You raise the boat for everybody, right? You raise it up and everybody wins. And everybody makes more money because you're operating in a standard environment.
martin ripple: exactly, right.
trey bell: Yes, so this is really what I would call your new business model, in terms of how your company is evolving to address interoperability, and also maybe get into new places, which could be some value added software capabilities or other items like that.
martin ripple: that is right. We believe the ANCA in 20 years time is going to look different from ANCA today. Let me give one last example relevant to our approach from the automotive industry. I believe this industry has underestimated for a very long time how important the interface and car software is to people, especially the German automakers who were I think very much focused on their combustion engine and engine power. my view was always different. For instance, when you next rent a car - see whether you can remember three days later what kind of car it was. I can't although I'm a car guy. but I can remember whether it spoke to my phone or not. I can remember whether it was an easy kind of navigation system. but do I remember what size of engine I had? Or what brand the car was? No I don’t. they all look the same, they all feel the same, they all drive the same. So I think we should not miss that momentum and experience on the software side for ANCA, I think it is incredibly important.
trey bell: I could see an example in your machines regarding specific settings for the operator. And then those being saved in his device, so that when he shows up to work the next day, he doesn't have to change anything because the whole profile is saved on his phone.
martin ripple: As an example, absolutely. It will be exactly as you say. most modern customers, or modern shops, that you walk into of course anybody working there has an iphone. that's the level of human machine interface expected today by the operators. So we've got to be there. And AImS does lift that up to the next level where the entire factory is one machine. You've got full data transparency, you've got predictive maintenance, you put data into the cloud. You could combine numerous sites that you have into one overview. We've got the ANCA reDAX software solution that allows you to really measure the productivity of your factory and intervene early, whether it's around
maintenance or tool life or certain parts that have certain life limiters, change of consumables, and other operating parameters. So it really allows you to go to the next level. We have achieved for one customer 66 hours of operation which is our objective for AImS with all customers. 66 hours, which is from Friday afternoon to monday morning. You should see the smile on the face of the factory owner when they come in monday morning and the machines produced a hundred thousand dollars worth of tools over the weekend without a single human being in the loop.
trey bell: Wow.
martin ripple: Of course they've got SmS alerts for the maintenance truth and analytics information. but how beautiful it is that you come back into your factory and it has actually worked throughout the weekend while you went fishing or flying or surfing.
Global Shifts
trey bell: that is very powerful. Let’s shift gears a little and talk about one of the biggest items we are seeing in manufacturing right now - the move to electronic vehicles on a global basis. How does ANCA play in that manufacturing transition? Does it have any bearing on your strategy?
martin ripple: Yes. the first thing I'd say is our strategy has been and will be to produce the highest quality tools and that makes the link to eVs fairly obvious. eVs typically have less parts compared to a combustion engine. We're talking about 50% fewer parts than in an internal combustion engine car. but the parts themselves have to be of higher quality. So for instance the drivetrain of an eV has rpms of 20k-25k. If you have parts that are not down to the micron, they become pretty noisy. ANCA’s GCX Linear sets a benchmark for skiving cutter grinding, which is revolutionizing the gear manufacturing process. that need for the highest quality tools is why we have introduced the Ultra series. We’re introducing it at emO in September (ed note: see previous insert on emO), and it is the first time we are announcing this to the markets, the FX7 Ultra produces the highest quality tool. Of course, that tool with that quality leads them to a higher surface finish. With those higher surface finishes, we're talking gearboxes or gears that touch each other, they make a lot less noise because of that smooth surface finish. the link to what we do is we believe you have got to have a vertical integration of your manufacturing process to produce the Ultra, which has nanometer resolution on the motion control. It has more temperature control, which is again patented in the US. It has servo control algorithms that we call SmoothAs-Silk around the curves, to make sure that those pieces into gears are incredibly smooth for those high rpms.
trey bell: Higher efficiency. All right.
22 | IMD September 2023
martin ripple: And of course because those machines and those cycle times needed to create those gears are fairly long, you occupy the machine for a fairly long bit of time. What you don't want is an operator to put something in and wait 10, 15 minutes and stand around doing nothing. And that's why again we believe that we are coming back to automation. Wouldn't it be nice if machines were loaded automatically and then the robot picks it up and measures it? And guess what? We're already selling about 90% of our machines with loader robots. So that's the first step to load them up with robots.
AImS is in the next step. Not only load them up, but also pick up the specific part, bring it to a measurement machine and then if required do some rework on the part. You can see the holistic picture, right? You want an Ultra series machine because that gives you the precision and the surface finish that you require for e Vs. but as those parts become more important, and the cycle times become on occasion longer, you want that AImS controls the whole thing and delivers it - increasing productivity ultimately.
A technology research park

trey bell: t his has been a great discussion on innovation at ANCA. I also saw in your article something about manufacturing precincts. Can you expand on that?
martin ripple: We are looking at creating a manufacturing precinct. We are currently in the planning stages for a new manufacturing precinct here in melbourne, in Australia. t his is a complement really with what we've built around the world, with what we call a global footprint of manufacturing partners, of manufacturing sites that ANCA owns, and regional offices in Wixom, in michigan in the States, and near Heidelberg in Germany. We are in 28 countries now with our offices, being close to the customer and really being able to service the customer and help them with application engineering and other critical support. So we are continuing to be very local, but at the same time we will have a manufacturing precinct here. We believe that if companies work together in close proximity, it just gets the creative juices flowing. You are able to achieve so much more by doing it together. And so that's what we're currently working on. It's very very early that I kind of released that information to you but we're at the early stages of planning.
Automation and connectivity of the machines is really the only way the West can stay ahead in the game and stay competitive on a global scale. We can't compete on labor costs or availability. We can't compete on the willingness of some countries to work 24/7. We've got to do something and in our world, it's automation through robots and connectivity through AIms. t hat’s how you get the competitive edge.
INDUS tr IA L MACHINERY DIG e S t COm IMD | 23
fEATURING:
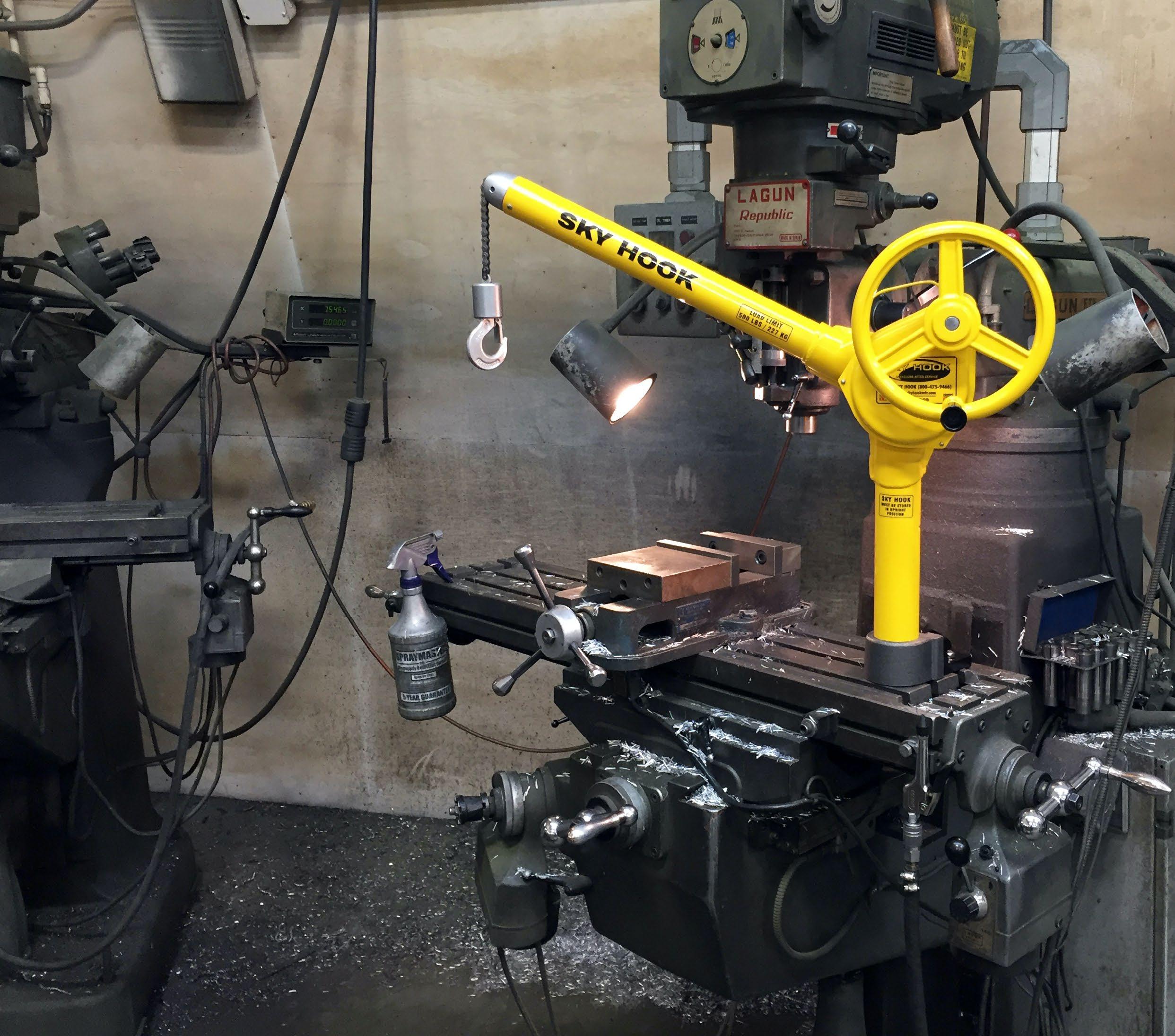
TALKING SHOP WITH: bob Walker — NASA, Machining, and the Skyhook



trey bell: bob, Skyhook's website has a photo of you working at NASA Ames. they tell me you are a very interesting person - a rockstar really.
bob Walker: Well, I'm not sure about that - but they were looking for a white lab coat type I think, so it makes sense to use that photo I suppose.
trey bell: Yeah. tell me about bob Walker. You on Saturdays,… when there's a football game on, do you have a team that you pull for?
bob Walker: When there's a football game I'm usually in my private machine shop.
trey bell: Great! How did you get involved with NASA?
bob Walker: During the college level, I Heard about the Astronomy program at NASA. And I was at Foothill College Observatory working there. I said, I want to get out there on the airborne research program, on what we call a copper observatory. So when I heard about this, it's a flying observatory and if you see there's an opening in the front of the head of the wings,…
trey bell: Yep. I see it.
bob Walker: And that's the door that moves up and down from 35 degrees elevation to 75 and a telescope looks out through that. And there's no windows, it's exposed to the environment outside. So the telescope is at a very cold temperature.
trey bell: You got quite a bit of air going over that too, don't you?
bob Walker: Yeah, there was a boundary layer fence that they would lift. So the boundary layer will flow over that hole. And this was developed from wind tunnel testing. the telescope itself is sealed in a vault. the telescope is at that high altitude, but we're in shirt sleeves. the focal point of the telescope will come into the shirt sleeve environment through the windows and that's where the astronomers instrumentation would mount.
trey bell: Which location were you at for NASA?
bob Walker: moffett Field. California, mountain View. I heard about NASA Ames, yes. And when I heard about the observatory program, I decided to go from a ground base to the airport and I actually got picked up right away. When I first started out there, I was a contractor. And I was involved with a Learjet which was the first flying platform for infrared astronomy. It had a little 12-inch diameter telescope in it. It would only handle two pilots and an astronomer. I was there to support that and occasionally, we would have one of the Apollo astronauts come in and help fly the flight. We proved that flying a telescope and looking at stars at night works just great. then we migrated into the big telescope you saw above, a C-141 and it's a military aircraft. that Lockheed design was built and the military picked it up. It's designed so that the back doors would open up and you can load troops, tanks and vehicles. We had the only civilian version. And it was modified for the telescope and that was a 36 inch diameter telescope. I used to handle a 36-inch
24 | IMD September 2023
I had it rigged so that I had special hooks to grab the Cooler right away from the lift from the Skyhook.
TALkING SHOP
diameter telescope to flight 41,000 to 45,000 feet.
this and again it's all in first astronomy. they're looking at objects in space. It's basically heat and thermal signature. radiation that could break up into a spectrum, like you would see through a piece of glass from the sun. the infrared spectrum was the primary for observation. We would observe the sky with infrared, and that's why the telescope worked best in the outside environment because it had to be super cool.
the program started in 1973 and grew from there. Once we proved it could be done, we would travel to different parts of the world for different parts of the sky. We also went to the Southern Hemisphere. We'd usually go to some part, and look at the skies like New Zealand from New Zealand or Australia.
t hese observing flights were at least seven and a half hours, And we climbed up to 41,000 feet. And then eventually burn off enough fuel that they can climb up to 45,000 feet. And above 41,000, the three of us that were operating the telescope and running the equipment in the back of the airplane for the astronomers would have to go on oxygen masks. t hat was kind of an annoying thing because it's oxygen masks and uncomfortable. but we had to do that because we had a decompression in the airplane. We would be all set. We didn't have to struggle to put masks on while doing everything else. so we were required to wear a mask, so we would be prepared to do whatever had to be done but that's where I started. I flew that program for about 15 years.
trey bell: After you got out of this program, what did you do next?.
bob Walker: I went to a group which was also at NASA Ames. And I want to join that group because he needed somebody to build research equipment. And the research equipment we called ice machines. these are vacuum systems that can grow ice crystals inside. the ice crystals were looked at with spectrometers. the science would involve injecting different kinds of gasses into this ice chamber, and chemistry analysis. In other words, a good example of this would be when a comet enters our solar system and a ground-based telescope to look at it, break the spectrum down and get an understanding of the comet makeup.
For 15 years I was building research labs for these guys and specialized vacuum systems. So they can do


astronomy and ask for chemistry and see whether there's life out there or not.
the science to grow ice crystals and do chemistry with them in these vacuum systems was expensive, on the order of $150k - $200k. So the support for the vacuum system to do the science was pricey. I would build the one picture you saw and that was a complicated system. In the heart of the system, we would have what we call our refrigerator, these are commercially built Units that run off of compressed helium. It's just the refrigerator, a little piston in there and the piston inside the Cooling system would come back and forth and as a helium at the tip of the unit. It would cool down to about four Kelvin. then we could Inject different kinds of gasses onto the window and grow ice crystals there. that's how we basically get our comet. You could rotate the window around to another angle and it would
INDUS tr IA L MACHINERY DIG e S t COm IMD | 25
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
face a lamp source ultraviolet, And that would simulate a comet traveling around her Sun. then they would move that back after exposing the window to the UV light. then they would rotate it to the path of the spectrometer. It had the biggest cooling system of all systems ever that I built at that time, very heavy. And I said, we've got to figure out how to get this unit in for maintenance. So I looked around and found Skyhook.
At that point. I wanted to remove this cooling system to set it in some place that we could maintain and do work with the windows.
trey bell: How heavy was that cooling system?
bob Walker: It's about 70 pounds. but none of that was in the center of the vacuum system. So it's to lift something like that. I don't know. You see it was about two feet long. And so you'd have to lift it completely up, entirely out of the system, before you could swing away from the instrument and you couldn't do it by hand because you have to lean too far. that would mean leaning way over on top of the instrument and then having the muscle to lift that thing completely out.

trey bell: right. that sounds like something tough to doand probably unsafe.
bob Walker: Yes. Also these items have metal compressed gas lines attached to the system. they are semi flexible but this situation made it a little hard to maneuver because the gas lines were attached to the unit from the big compressor on the floor. then I came across the Skyhook. And then I saw their mobile cart.
I called them up and said is it possible to modify the crane and the cart, so I could get a longer reach with the crane and then rotate it around and lower it down into the top of the cart, which would have a hole cut into it. I had cut away part of the top of the cart so that I could drop the cooler straight down. then the cart would support that and that way, we could maintain it after cleaning the window and doing some maintenance on the window of the cooler. then we could again use the lift and crank it back up to the pipe that we needed to and I swing it over, and drop it into the instrument.
trey bell: So it made it a heck of a lot more convenient to get the work done, right?
bob Walker: Yeah, it's amazing. the Skyhook.
trey bell: What would you estimate was the amount of work time you think you were saving by using Skyhook for that effort?
bob Walker: Aside from the possible injury of getting it out of the instrument without Skyhook?
trey bell: right.
And move around because you'd have to be on
robably save an hour's worth of work. I had it rigged so that I had special hooks to grab the Cooler right away from the lift from the Skyhook and then lift it away and anchor the cart so the unit could be worked on then returned back. All with no preparation.
trey bell: Anchor your cart I guess right?
bob Walker: We had counterweights on the backside of the cart added. the back of the car had an extra lead weight that was supplied by Skyhook and mounted in the back so that I could lift it up and not worry about it tipping forward
trey bell: Great.

26 | IMD September 2023
bob Walker: then if you're looking at the mobile carts, they have these arms that come out from the sides to stabilize from tipping, from side to side. So as we swing the weight around, they could drop it on the table and it wouldn't tip over
trey bell: Yeah, I got you. So, they tell me that you used one of these in your work And when you retired, you came to your shop at your house and you couldn't get away from it. You had to get another one. You had to get one for the house. tell me about that situation.
bob Walker: t he first Skyhook I bought for myself was the four-legged mobile base. It's basically A lifting device that has four legs that come out on the floor so you can lift your devices up. We rotate it around and won't tip anywhere. Now I also added an adapter that you can slide into the hitch of your automobile. And then, you can put the lifting device right into that hitch. I would use this in my hobby. And the hobby was building inch and a half scale locomotives that are exact replicas of the original locomotives on the railroad. We built electrical locomotives and steam locomotives and at that time, I would use a lift to pick locomotives up and move them around.
trey bell: Wow, that's awesome. And it worked out fine, It works great.
bob Walker: Yes, it's a very easy way to fix things. then later as my machine shop got bigger and bigger, which is now a full machine shop over the years. We have a big 14 inch lathe, and it's very large lathe chucks. they could be as heavy as 80 pounds. In the beginning, I would have to use pieces of wood shim to support them on the bed of the lathe as I removed the nut.
trey bell: right.
bob Walker: And then slide it out. And then make a wood ramp to roll that thing down onto a table. As it was very annoying I said this is crazy, Skyhook makes a post mount. It makes it very simple to remove and so, that was the last thing I bought last year, just a short time ago. two posts mount onto the lathe and there's an adapter that you check up inside with a hook and then you just grab that with the lift. Crank It up off of the lathe bed and lower it onto a table
trey bell: right.
bob Walker:Let's save 30 minutes of time right there, not to mention possible injuries especially to the back.

INDUS tr IA L MACHINERY DIG e S t COm IMD | 27
* Images courtesy of bob Walker and NASA website.
VISIT US – BOOTH #A2949
An Inside Look: Innovating with Additive Manufacturing in GE Power Turbines
By Trey Bell
In the 1870s, the Wizard of menlo park, a nickname by which thomas edison was widely known, worked with his father to create a research and development facility located in menlo park, New Jersey. the facility would soon be home to many important inventions of the time. these included the phonograph, on which edison reportedly recorded the phrase “mary had a little lamb,” and in 1878 the lightbulb which then was utilizing a bamboo filament that allowed for 40 hrs of continuous electrical driven incandescent light. thomas Alva edison went on to create the first power grid in 1882. In 1892, financier Jp morgan arranged for a merger between edison’s edison electric Company and thomson-Huston electric Company which created the eventual global conglomerate General electric, or Ge
From that day, innovation has been deeply rooted, encouraged, and applied in everything from advanced jet engines to materials science and digital transformation, from healthcare to power solutions and predictive analytics at Ge
According to Ge’s website, from the creation of edison’s power grid in 1882, “Ge has played an integral role in generating power and delivering it to users all over the world. We continue to blaze trails in everything from gas turbines to transmission utilities.”
The former power businesses of General Electric will be spun off in the first half of 2024 as GE Vernova. From this point forward in the article, we will refer to GE Power businesses as GE Vernova
Jay bryant is part of the Ge Vernova’s Gas power business line, which is the Oem of several Heavy Duty Gas turbines (HDGt ’s). Specifically, bryant is the product Line manager of one of GeV’s gas turbines known as the 7e.03 gas turbine. He describes this product line as a very reliable, industrial, and rugged Gt [gas turbine] with a lot of flexibility. “While it definitely isn’t the biggest or even the most efficient Ge gas turbine, it is the most reliable and flexible,” says bryant.
I’ve known Jay for almost 50 years - when he makes a categorical comment about reliability, I can tell you it comes from a place of deep understanding of not only the operating mechanics of the turbine, but also how the gas turbine is
being used in the field as well as its historical performance. “ think of the 7e.03 as the equivalent of the F-150 in the Ford portfolio,” he says, without knowing that he just gave me the perfect frame of reference. As an owner of an F-150, that brought it all home and immediately I understood what he meant about reliability (I love my truck!). the 7e.03 has a fast-start cycle that can deliver 100% of its maximum load in 10 minutes, it operates at 60 Hz, it can accommodate
Additive in Action
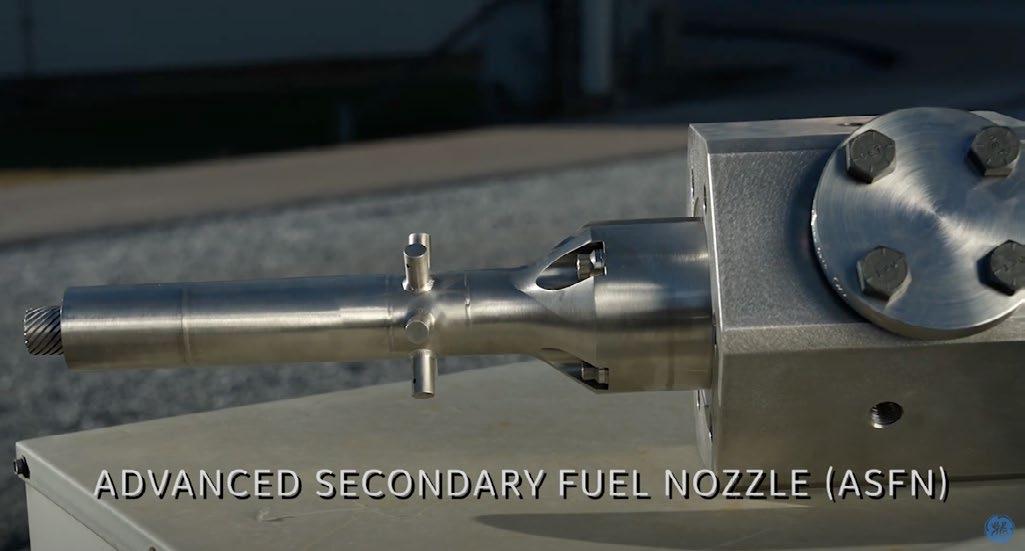
An example of a creative design that is completely aligned with bryant’s comment regarding the advantages of additive manufacturing, is a 3D-printed advanced secondary fuel nozzle (ASFN) tip which was designed and manufactured by Ge as the newest upgrade for their 7e turbine. Cooperative energy, in moselle, mississippi needed a fix for its 107e A gas turbine, as it was getting uncomfortably close to breaking emissions rules. Ge’s ASFN provided a path to meet the reduction, allowing Cooperative energy to move away from an underfiring situation which had been put in place to meet CO2 output regulations to a lower NOx, to a higher megawattage situation - with an ASFN installation of less than 48 hours, and a new ability to overfire in a compliant manner. the end result was significant improvements which are not available with traditional casting.
28 | IMD September 2023
MANUfACTURING SHOWCASE
a full range of fuel alternatives, all the while delivering a simple cycle output of 90 megawatts of power. to put that in perspective, 90 mW is enough to power nearly 65,000 average US homes, based on metrics used by Ge
Incorporating Additive manufacturing
Of course learning more about the advanced manufacturing used in this gas turbine would probably take significantly more space than we have for this article, so we narrowed our focus to additive manufacturing. before we dove into questions about applied additive manufacturing in his product line though, Jay said we needed to understand a bit about the moving parts and the stationary parts of the gas turbine and how the unit works. Operationally, the initial system to understand is the Compressor section. this is where air is compressed into the unit much like a jet engine. this “squeezed” air is then mixed with some type of fuel source which is usually natural gas. the flammable mixture is ignited in the Combustion section, where the natural reaction to the ignition is the expansion of hot gases. these hot gases are guided through the turbine, where blades rotating from the forces of the expanding gases cause a shaft to turn which drives a generator.
blades on both the compressor rotor and turbine rotor shafts are rotating parts and the forces to which they are subjected from the expansion gases are very high. Combustion hardware and airfoils attached to the casings are called stationary parts. “ to date most of the parts [that are using additive manufacturing] have been combustion components or stationary components in the turbine rotor section of the gas turbine,” says bryant. “With combustion hardware, emissions (CO, NOX) can be greatly impacted by the internal geometry of the fuel nozzles which drives the mixing of the air and fuel. Additive manufacturing allows GeV to print parts with better emissions performance that would be extremely difficult and more expensive to cast with traditional processes.”
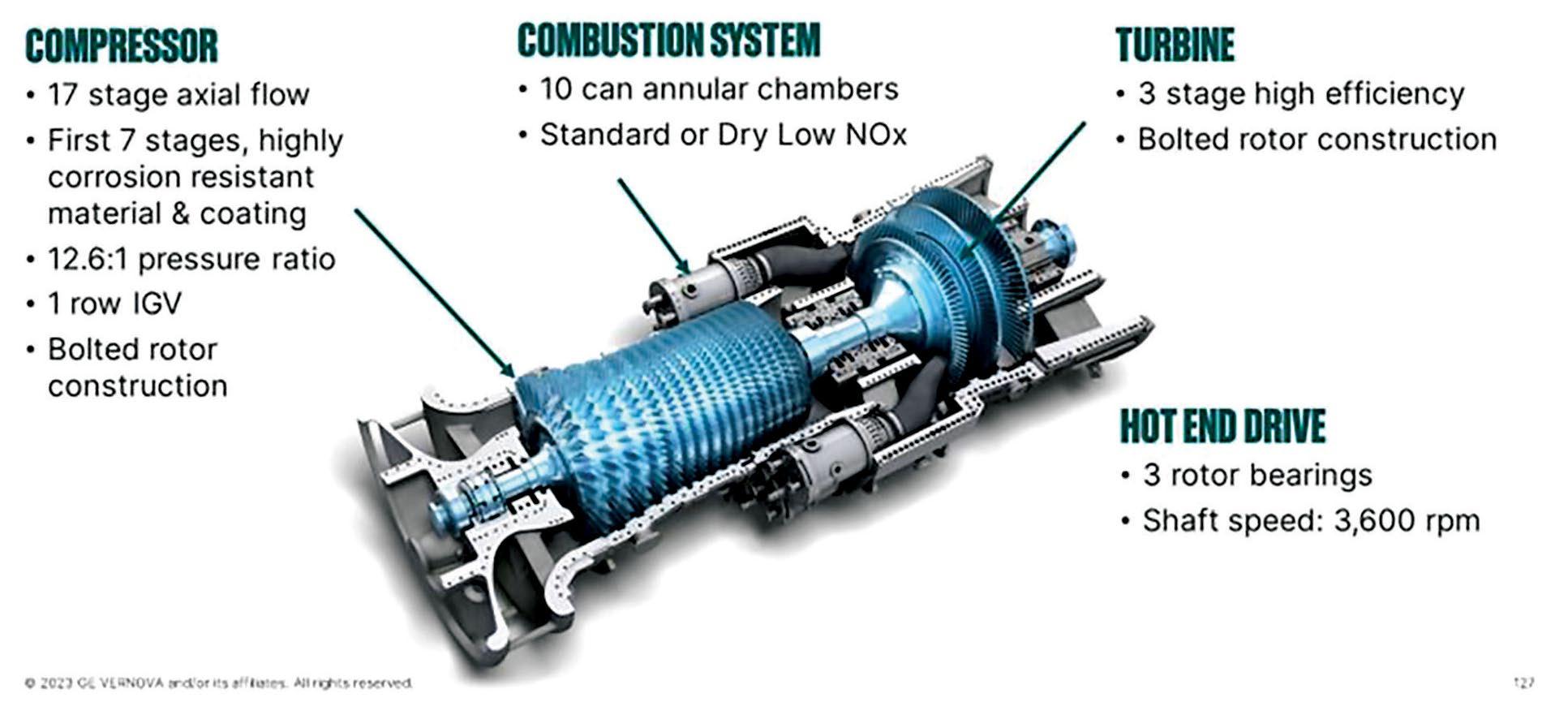
“Another successful area of additive manufacturing application has been with stationary components in the turbine section. typically, the turbine section operates at temperatures at or beyond the melting temperature of the metal. However, by using internal cooling techniques or the application of thermal barrier coatings ( tbC) on the surface of the part, we can manage that temperature impact. Similar to the complex internal fuel passages in fuel nozzles, additive manufacturing allows for more efficient internal cooling passages in stationary components that require less cooling air to be pulled from the compressor. Instead of using the air you’ve worked so hard to compress for cooling, that air can remain in the turbine flow generating more work in the turbine section. t his leads to increased output (megawatts!) and better efficiency (aka less fuel required). Same story again, additive manufacturing allows you to build creative designs that you just couldn’t manufacture with traditional casting processes.”
Crossing the Additive manufacturing Chasm
So when did one of the most historically innovative companies make the commitment to Additive manufacturing? It definitely wasn’t yesterday or last week. “Ge went all in on Additive manufacturing in 2016 with the acquisition of Arcam Ab and Concept Laser GmbH, which when coupled with Ge Gas power’s Advanced manufacturing Works center in Greenville, SC, allowed the engineering team to truly explore the full potential of additive manufacturing. For combustion components, like fuel nozzles and emissions controls, GeV was able to leverage our full scale combustion lab in Greenville to demonstrate the performance and capability of the additive manufactured combustion hardware. this gave us confidence to try parts in customers units which delivered significant improvement in emissions and thermal performance levels.”
INDUS tr IA L MACHINERY DIG e S t COm IMD | 29
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
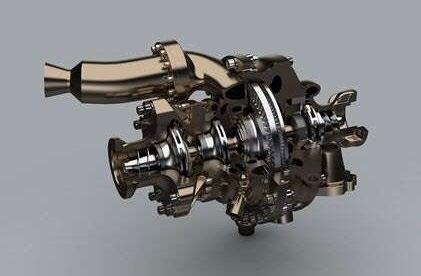
Diagram of 7E 101 systems
In a video available on Youtube, entitled “the power of 3D Additive printing - In the Wild - Ge,” Adam Savage tours the Additive manufacturing facility in Greenville that makes 3D parts for the gas turbines. the video


chronicles the design and additive build of a stationary part, a shroud, for an HA gas turbine. It is immediately evident that this isn’t a science project or a proof of concept, but rather a dedicated Additive environment - there are multiple metal additive 3D printers, which use Cobalt and Nickel-based alloys, and in which each plays its own contributing role to the overall capacity, as evidenced by their X-men™ names such as Storm, Wolverine, mystique, Juggernaut, Cyclops and Havoc. A key point made in the short video is that an additive manufacturing advantage is that those drawings you’ve been making on your Starbucks napkins or other napkins to keep track of free flowing group ideas or individual moments of ingenuity from pop up collaborations - well, they can be built now. the complex geometries are no longer the main design challenge. Free flow of information at higher frequency is the result. Designing for additive manufacturing is the term you will hear now. In the video it looks like the machines utilize powder bed fusion techniques with selective laser sintering, techniques discussed in our August 2023 edition of Industrial Machinery Digest.


Looking Over the Horizon
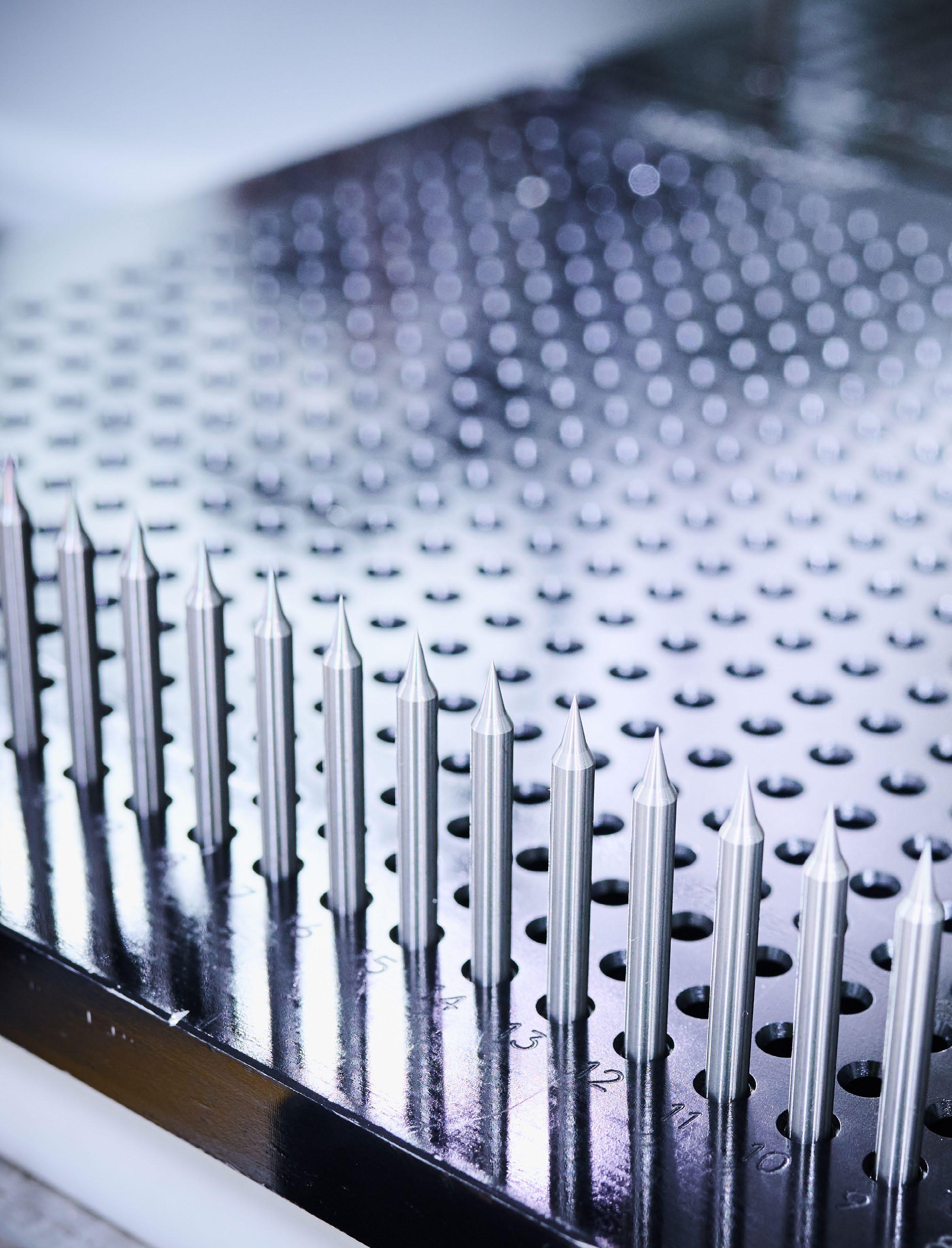
We asked bryant to give us some perspective on the tradeoffs for additive manufacturing in his product line. “As you can see in the attached picture of a printed tray with several different fuel nozzle tip designs, additive really accelerates the ability to create prototype concept parts in an inexpensive and timely manner. that tray had a print time of ~40 hours. there is some post printing machining and heat treatment before lab testing but we can go from design concept on a computer to physical lab testing in 4-6 weeks whereas the same part may take 6-12 months with traditional casting and post-cast machining, assuming you could even physically achieve the internal passages.”
“We are now using additive manufacturing to develop a new combustion system capable of burning 100% hydrogen without the need for a


NOX diluent (aka dry combustion). In 6 months, we have designed and printed ~40 subscale concepts and are now in the process of testing them. We will down-select the best 1-2 performers for a full scale test. Without additive manufacturing, we would have been limited to 4-5 concepts taking 2-3 times longer and spending significantly more in development costs. Additive provides significant benefits in product development.
For production hardware, the speed of printing versus casting is a significant advantage for certain parts. the speed and relative ease of printing different designs is a material benefit to the supply chain management process. Inventory levels and customer service levels can be improved. From a customer service perspective, we have some gas turbine models that are 50+ years old and we no longer stock all the replacement parts for these units. Additive manufacturing offers a realistic ‘print to order’ capability to support these older models and keep them operational for the owner.”
In recent editions we have talked about the linkage between digital transformation and additive manufacturing. How does bryant see the evolution of additive manufacturing as digitalization grows its product lifecycle footprint? “Additive manufacturing will continue to evolve
30 | IMD September 2023
STEP 1. A look inside a 3D Printer before the printing begins
STEP 2. Powder bed fusion with selective laser sintering from The Power of 3D Additive Printing - In the Wild - GE video
STEP 3. Post processing of a group of 3D printed parts that will go into a gas turbine
STEP 4. EDM wire being used to cut the 3D printed parts from the support structure
STEP 5. Gas turbine assembly on which 3D parts will be installed
A printed tray with several different fuel nozzle tip designs
and offer increased benefits as designers and engineers become more understanding of its vast capability. We still have instances where designers unintentionally trap themselves in the mindset of what can be built with traditional manufacturing processes as opposed to what can now be printed. So that is a people learning curve that we have to manage.”
“Additionally, the powders used in additive manufacturing will continue to get more capable, expanding the areas where printed parts can be used. One final interesting area of development is the concept of printing the casting mold itself with very intricate internal passages and then using a traditional poured casting process. this offers a similar cycle time to go from a part design on a computer to a casted part as is currently possible with additive manufacturing. Additive manufacturing will continue to push the boundaries of weight, strength, and heat capability leading to continued improvements in the gas turbine industry. Advancements such as decarbonization via hydrogen fuel and improved efficiency will be critical contributions to the energy transition currently underway.”
A primary Focus
Ge now lists Additive manufacturing as one of its business focus areas, along with Aerospace, Capital, Digital, power, renewable energy, research, and Licensing. Ge’s website positions the Additive manufacturing business as a partner that can provide experience, consultancy, machines,
software, and even powders for additive manufacturing. the technologies highlighted in the Additive business include Direct metal Laser melting, electron beam melting, and binder Jet metal additive. Ge Additive’s AddWorks™ comprises 70+ global engineers that are singularly focused on operationalizing additive manufacturing within their client’s manufacturing environment. this allows customers to accelerate innovation, reduce risk, lower costs, and improve part performance and processes. Offerings include workforce enablement through Consulting Services or formal training, various Qualifications, as well as speed to low-rate initial production through engineering Services in which customer input is used to look at everything from material qualification, to design for additive manufacturing, to validation of designs and manufacturing processes - with engineering work being initiated and driven from just a set of requirements as input.
Ge Vernova is committed to Additive manufacturing, and Ge is committed to Additive manufacturing. Shouldn’t you? Send me an email to trey@indmacdig.com and let me know your thoughts.

please see www.ge.com/additive for more details and information on Ge’s Additive business.
For more information on Ge Vernova, please visit www.gevernova.com.
INDUS tr IA L MACHINERY DIG e S t COm IMD | 31
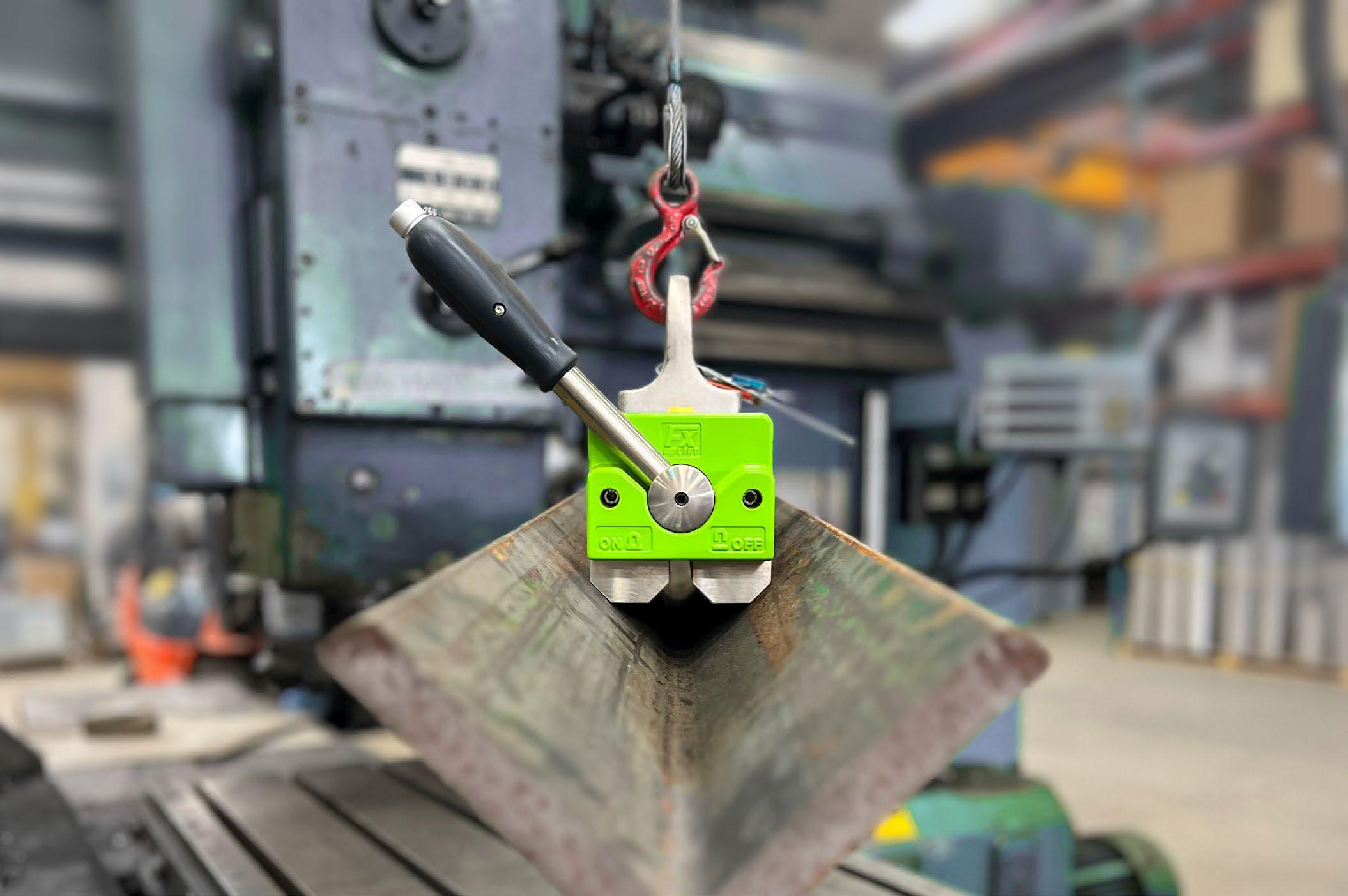
Industrial Magnetics Inc. imi@magnetics.com PHONE: 1.888.582.0822 magnetics.com F X PE R M A NE N T L IF T M AG NE T S LEARN MORE Lift angled iron, round surfaces, thin sheets & so much more!
VISIT US – BOOTH #A2979
Metal Additive Manufacturing Launches Learning Experience on Rocket Turbopump Design

A Case study in Workforce Development and Student Ingenuity
today we celebrate the Colorado University Aerospace Engineering Sciences, industry partners, and students Zachary Lesan and Patrick Watson, for our Workforce Development focus. This is a story of how two undergraduate engineering students from the Colorado University (CU) Boulder Aerospace Engineering Sciences program worked with industry leaders from CFturbo, Velo3D, Silicon Valley Elite Manufacturing, EMP and others to create an economical and reliable rocket turbopump concept. During their field internships, Zach and Patrick forged great relationships with senior designers from Space X and Launcher, who helped them understand the pathways to solving the most pressing challenges surrounding rocket design and the creation of ideal, single-part, high-performance components for space.
targeting manufacturing agility, scalability and lower costs
Hard work and good help can pay off, two young engineers have learned. mixing undergraduate curiosity and real-world engagement together, two students from Colorado University (CU) boulder Aerospace engineering Sciences program, Zachary Lesan and patrick Watson, started an independent effort on turbopump design and manufacture that is a lesson in determination and industry collaboration. Along the way, their project reinforced some significant points being made about next-generation rocketry.
As the aerospace industry speeds toward Additive manufacturing (A m) as a way to bring new, physicsbased designs into higher-performing parts, the race is also on to make space components more reliable, economical, scalable, and producible through agile manufacturing strategies.
How is this being done? All eyes are on metal A m to reach the ideal of single-part rocket construction, where as many parts and sections as possible are combined for material integrity, maximum weight reduction, performance, and speed-of-manufacture.
maybe one way to start on these bold objectives is to be handicapped with an intern salary, an outside-of-workand-classroom timeline, and only negotiating skills to
secure print, machining and accessory parts. t hose factors are likely as strong a motivation as any for adopting quick, lean process approaches.
Curiosity fuels a passion
Zach Lesan, the initial lead on this college team of two, conceived of the project in January of 2021 while in his junior year of undergraduate schooling. Watson joined and took over most of the duties in the fall of 2022 once Lesan graduated and began an internship at SpaceX.
Against all odds and the practical wishes of his professors, Lesan pursued his passion for rockets despite the scope of the challenge, academically and financially. “I started this project because I loved rockets and turbomachinery,” said Lesan. “I knew how solid-state rocket motors worked and designed them in the past while in high school. However, liquid-propulsion rockets captured my imagination. I wanted very much to understand all the details.”
Finding little to no evidence that such a project was taking place formally on the undergraduate level, Lesan decided to dive in. With one graduate-level course on propulsion in progress, he felt confident that he could accomplish something in parallel with his studies. but he had to move fast with graduation approaching.
32 | IMD September 2023 WORkfORCE DEVELOPMENT
Rendered concept of the Reaper turbopump sectioned model getting ready for additive manufacturing and production display at the Rapid + TCT 2023 show. Image courtesy of Velo3D
“I attacked the problem head-on,” said Lesan. “It was a huge opportunity to learn component design, complex assembly design, CAD, 3D-printing design principles, and a variety of software modeling solutions to first principles problems.”
Learning to solve these engineering problems was an obvious benefit to the undertaking, but it was far from the only challenge to overcome in the design and build process for the turbopump. the hardest, yet perhaps most rewarding, task was to reach out to industry for collaboration partners who could offer 3D printing, machining, off-theshelf parts such as seals and fasteners—and advice. Such efforts are normally handled by seasoned managers. Yet Lesan, and then Watson, made acquiring partnerships a major element in moving support and production beyond the school-run manufacturing lab to more advanced industrial sites.

Liftoff on collaboration
e arly on, with an objective of single-part construction, Lesan went online and contacted metal-A m provider Velo3D through the company’s website. He knew from his reading that their advanced laser-powder-bed-fusion (L pb F) print capabilities were central to the production of the SpaceX raptor engine. t his online inquiry led to a conversation with Velo3D’s Zach m urphree, V p of Global Sales and b usiness Development and Gene m iller, Director of technical sales. b oth encouraged Lesan and offered the company’s technology and services for the project.
“Zach and Gene were super excited about the project,” said Lesan. “And their excitement made me further committed. the design capabilities of the Velo3D printers and their personal encouragement ultimately drove me to go through the whole design process on the turbopump.”
Following Lesan’s call to Velo3D, another breakthrough happened. With the turbopump redesign underway, Lesan met soon-to-be fellow co-designer patrick Watson at the CU Sounding rocket Laboratory (CUSrL). there they discovered a


common interest in turbomachinery— and the joint adventure began. “Zach [Lesan] showed me his engineering presentation, and I was blown away by how technically advanced it was,” said Watson. “Zach is like a juggernaut. that energy drew me into the project and I felt we could accomplish anything at that point.”
the admiration was mutual. “patrick stepped in around the Christmas 2021 timeframe,” said Lesan. “I learned that he was working on turbomachinery through his internship at Launcher [a Vast company]. that set the stage for our collaboration right there. patrick learned more and more about my initial design in early 2022, and then took over our project entirely that year in terms of getting parts made and working with partners. He carried on with the drawings, manufacturing documents, CFD and final deliverables,” said Lesan.
the push toward part consolidation
the last five years have seen tremendous advances made in space and rocket technology. Independent engineers and commercial companies alike are working toward single-part rocket designs and consolidated
INDUS tr IA L MACHINERY DIG e S t COm IMD | 33 IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
Image 5. (Left) Zachary Lesan holding the Reaper turbopump near its testbed. Having graduated from the Colorado University (CU) Boulder Aerospace Engineering Sciences program, Lesan is now with Space Force as a second lieutenant. (Right) Patrick Watson serving his internship at Laucher, where he will work following his upcoming graduation from the same CU Boulder Aerospace program. Images courtesy of Zachary Lesan and Patrick Watson.
Shown is the assembled section of the post-processed turbopump produced in a large-scale Velo3D Sapphire XC printer. The components were machined and finished by Silicon Valley Elite Mfg. The goal for Lesan and Watson was to consolidate parts for improved cost, weight and reliability. The sectioned turbopump was exhibited at Rapid & TCT 2023. Image courtesy of Zachary Lesan and Patrick Watson, April, 2023.
manufacturing approaches. the goal is to rely less on machining, casting, brazing, and traditional joining techniques that hold back functional performance, decrease reliability and source from a dwindling supply chain. Lesan and Watson embrace these targets as well.
“A lot of companies cast their parts,” said Watson. “ the real big breakthrough in turbomachinery for space or energy is 3D metal printing, Laser powder bed Fusion (LbpF), mostly. We can now print the performance geometries we want, iterate the designs, get the surfaces we need, and use machining more selectively. metal 3D printing makes our project possible. Zach and I used our intern salaries to fund what wasn’t donated or discounted. Imagine us spending tens of thousands of dollars on machining traditional parts or removing support structures.”

the academic aims of the reaper engine (named after a South Carolina hot pepper), were to explore agile and more economical means of rocket manufacture. both Zach and patrick understood that the success of this project and, to a degree, the nature of their future aerospace careers, depend on lowering the cost of space flight.
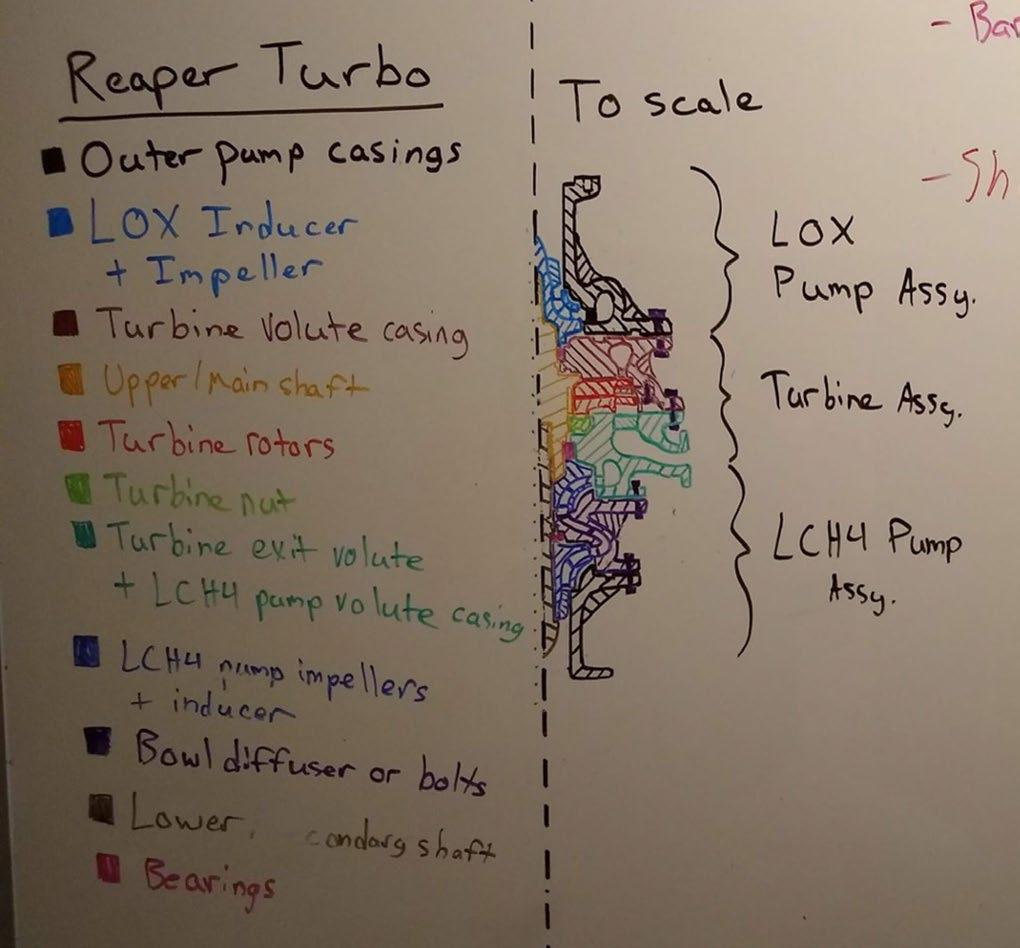
Am benefits inform the design
With his early studies in solid-state rockets as a teenager and so much data on turbopumps in hand since 1960s, Lesan had the basics in place for the design work he was to undertake at CU boulder. He now needed to create his own methaLOX model, one that took advantage of advanced metal Am. Here was the only distinction he felt he could make. turbopumps are a known entity. Lesan didn’t expect to improve upon their performance, but perhaps through Am he and Watson could lower costs and improve reliability over existing systems.
part consolidation serves to boost quality by eliminating component sealing interfaces, an historic source of failure. turbopumps have long relied upon seals to join their sections. Despite generational advances, seals are still a risk area given the high fluid/gas pressures involved in the pump and turbine units.
“We have gotten rid of so many potential traditional failure modes by minimizing part count,” said Lesan. “ the issue then with Am is porosity and part verification. We can look at our Velo3D build reports and see there were no errors in the process impacting quality.”
“ there are some parts we had to buy or conventionally manufacture,” said Watson. “ the purchased parts are fittings, bearings, seals and fasteners to join flange sections. but otherwise, the focus was on creating a work-friendly,
lower-cost system, that avoids traditional fit problems through combined parts. there is a safety issue here, too,” notes Watson. “ the inner propellent seals, made as one part, is outside the norm. by using a nitrogen-purge system, that is integrally printed throughout the reaper turbopump housings, we effectively eliminate the chances of propellants mixing and causing catastrophic failure. We are able to reduce leakage losses, avoid performance problems, and even explosions. A single Am-produced part, relying on challenging overhang angles and approaches, accomplishes this goal.”
34 | IMD September 2023
These parts and build plate are fresh out of a Velo3D Sapphire XC AM system. The components of the Reaper Turbopump fit on one 600 mm build plate of the XC system with room to spare. Such large format printers improve the manufacturing time and economics of 3D metal printing. Image courtesy of Velo3D
Shown is a preliminary, sketched 2D model of the Reaper Turbopump. This to-scale drawing was first done in February of 2021 to determine an overall layout. A full CAD model was created in May of that year. Image courtesy of Zachary Lesan and Patrick Watson.
partner help
Lesan and Watson’s fast track to rocket development was aided by many who share a passion for space. From the CU bolder Aerospace program there was professor John Farnsworth, and Cameron micksch and paul Wingrove from the university’s machining lab.



private industry stepped in with software, services, parts and advice. the core team of two did their metal printing with Velo3D, used critical design software and ongoing help from CFturbo, and machining services from Silicon Valley elite manufacturing and emp they also received seals from Gallagher Fluid Seals and instrumentation from Kulite and Omega. Advice flowed informally from individual engineers at both their internship companies, SpaceX and Launcher, as well as Ursa major and from Andrew mitchell, formerly with masten Space Systems, now Astrobotic.
“ the extent of industry collaboration that Zach and patrick have created is truly impressive,” said Sid raje, Velo3D business Development Account manager. “ they have built upon where industry is headed with liquid oxygen and methane propulsion, but the extent of their use of advanced Am for part consolidation and demanding geometries, surfaces and overhangs really stands out. the reduction of post-processing costs and improved system reliability is a lesson they and others will carry forward.”
With his industry internship having concluded at SpaceX, Lesan heads into military service as a Space Force
second lieutenant. Watson is finishing the final leg of his undergraduate work with a job waiting at Launcher Space (a Vast company). many hands and minds will continue to finish the reaper with a goal of flight to the Karman line at 100 kilometers.

INDUS tr IA L MACHINERY DIG e S t COm IMD | 35
877.244.3267 | bigassfans.com
Resin-printed assembly installed on the test bench with available hardware. April, 2022. Image courtesy of Zachary Lesan and Patrick Watson.
VISIT US – BOOTH #A3149
How Industrial Suppliers Can Collaborate to Improve Uptime Through Automated Inventory Management
By Andrew Johnson, CEO, ShelfAware
American manufacturing is experiencing unprecedented levels of investment with a significant focus on improving industrial supply chains. manufacturers of all types and varieties are spending money to improve visibility and reliability, but the reliance on maintaining a lean foundation remains intact. With so many options in 2023, the goal becomes finding just the right technology mix to achieve an efficient and profitable balance.
For manufacturers considering a digital vendor managed inventory (VmI) solution, picture a world where real-time consumption data flows through a customizable, secure, cloud-based, easy-to-install and deploy platform that makes valuable information visible to both the suppliers and the consumers. As a bonus, this solution ensures a lean inventory pipeline with no stockouts. the technology is robust, but simple to use. Consumption data is used to automatically generate the required supply chain documents, automating sales order entry for the suppliers and eliminating purchase order entry and receipt entry for the consumer.
this type of inventory automation is a big win for the entire supply chain. If you want to know what is on your shelf, a digital VmI platform provides complete visibility and massive amounts of data to track.
but there are even more advantages—such as collaboration among suppliers through data-driven CloudSourcingtm , which allows independent suppliers to work together with a consumer on a single rFID-powered supply chain platform to manage complex industrial supply chains.
the traditional approach to industrial distribution growth has been a business model in which various product
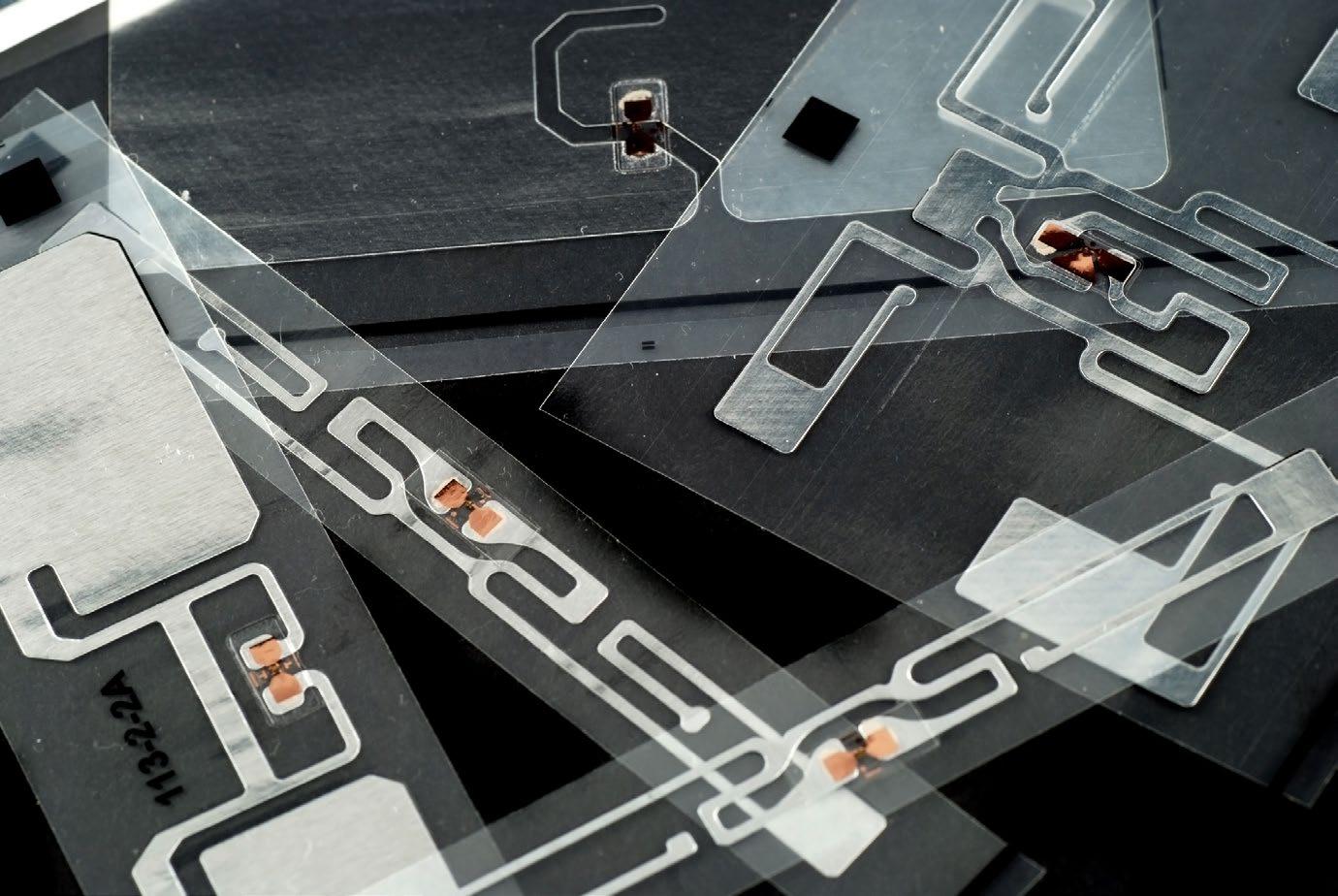
verticals are added to an existing distribution network to grow revenue and add economies of scale. It’s worked that way for many large distributors for decades.
However, as markets have grown and matured, that traditional way has become less of an option for independent distributors as a long-term growth strategy. the biggest pushback to the idea of collaborative CloudSourcing™ has been reassuring companies that their customer bases will not be poached by potential competitors. However, the upside outweighs the downside exponentially.
It’s natural to have the fear of sharing information about your customers. However, when industrial manufacturers begin adding suppliers to a digital VmI platform, collectively the suppliers become very efficient and intrinsically valuable to the manufacturing consumer. by acting as one, the suppliers now become much more valuable to the consumer and less likely to lose market share to their individual competitors. t he business is predictable. Long term stability means
36 | IMD September 2023
NEW TECHNOLOGY
Industrial RFID smart labels – Digital VMI.






carburizing (case hardening), SCM415 is normally used. requirements for harder material, SNCM220 and/or SNCM420 is determined by production condition. hardness value is informed in a quotation of gears. precision grade table : equivalent grades are for reference only. completely match each other. 15/05/21 14:20:18 259 Elm Place, Mineola, NY 11501 Phone: 516.248.3850 | Fax: 516.248.4385 Email: info@khkgears.us Largest selection of in North America Stock Metric GEARS
momentum can be built. e stablished business becomes concrete and stable.
Another advantage is that the collaboration business model offers a built-in referral system among suppliers. New opportunities are effectively delivered. Suppliers can also approach other suppliers that they have relationships with and invite them to join their digital VmI network to bring the best and brightest of industrial suppliers to a single consumer.
How Collaboration Improves Uptime
In industrial manufacturing plants, mrO parts cribs are organized to keep all of the machinery in the factory operational. It is critical to maintain inventory for some long-term, wearable product categories like abrasives, bearings, pillow blocks, belts and pulleys, and rollers.
Some digital VmI platforms offer the ability to host several mrO crib suppliers. rather than having one crib supplier and hoping that the generalist can fill all those product categories, now it’s possible to use three or four specialists in your area and fill those product categories with several companies that look like one, feel like one, and all share the same magical user interface to access parts from the crib.
this type of collaboration among suppliers in a single digital VmI leads to better uptime because better mrO parts that are sourced from better companies are now available at better prices and with better engineering support. the suppliers pay closer attention to their particular supply chains because they are committed to providing particular parts—such as bearings, belts and pulleys, or robotic machinery parts.
Downtime is not just about manufacturing machines breaking down. Waiting on one particular component that is out of stock can result in hours, days, even weeks of downtime that can cost a factory hundreds of thousands of dollars every day.
eskridge Senior Supply Coordinator richard Griffin
said he would spend hours, sometimes days, each week ordering O-rings, snap rings, seals, and other parts to keep production moving for the Kansas-based power transmissions solutions provider. “Now, I spend that time sending out quotes for cost savings, looking for new vendors, sending out quotes for new products— all important tasks that I simply did not have the time for previously.”
rFID-powered smart labels provide a magical user interface that allows eskridge to know exactly what parts are on the shelf. “ the last thing I want to do is hold up production of a $100,000 gearbox because I’m waiting for a .017 cent part,” Griffin said.

A robust digital VmI platform provides collaborating suppliers with real-time inventory and accurate, granular data that tells them exactly what is physically on the shelf at any time. providing that on-hand, real-time information to suppliers is the best chance manufacturers have of not running out of critical parts and avoiding expensive downtime.
the real-time visibility is an advantage, along with the ability to work with independents who are focused on product verticals as opposed to generalists. the data visibility a digital VmI platform provides to the machinery users allows them to see exactly what is sitting on their own shelf.
Collaboration Changes the Game for Supply Chain management
If an industrial manufacturer is working with four different parts suppliers to build a particular product, a digital VmI allows all those suppliers to be on the same platform without disclosing proprietary information. Within the digital platform, the suppliers can only see their own data and not the data of the other collaborating suppliers. However, the manufacturer can quickly see which components are available from which suppliers because the collective data is visible to them. t he consumer
38 | IMD September 2023
collaborates with their partners, but the partners don’t have to collaborate with each other.
the platform provides them with the flexibility to filter the data to look at only one product or one category supplier. they could also filter the data to look at items that are close to stocking out, or they could filter the data to look at items that cost more than $100, for instance. All these filters are designed to provide visibility and useful data across all the product category suppliers. For proprietary reasons, that visibility is only given to the consumer.
t here has never been visibility or accountability with a traditional VmI—the supplier hordes the data and doesn’t provide the actual data to the consumer.
before digital VmI technology existed, suppliers were forced to have multiple branch locations to physically deliver components to manufactures, as needed. Now, even small-town, remotely-located manufacturers have the ability to get parts quickly, efficiently, and without the risk of stockouts that can halt production indefinitely.
Another understated benefit of automation happens when onboarding a particular product vertical onto the digital VmI platform, for example O-rings—an inexpensive but frequently-used component. t he mrO crib is populated with several bins of different sizes of O-rings that are always kept in stock. Historically, manufacturers run out of them frequently. With automation, industrial manufacturers can simply set the system to reorder the inventory automatically.
When you “set it and forget it” on several product verticals, the manufacturer can remove all kinds of daily clutter like multiple purchase orders and the physical counting of shelf inventory.
machinery owners and facility managers can eliminate all the busy work and paperwork and focus on manufacturing their products with minimal downtime.
For example, Detroit-based bearing Service supplies bearings and power transmission products to major manufacturers of steel and asphalt. t heir mrO crib contains bearings and drive belts.
A digital VmI provides mrO suppliers eyes on their inventory 24/7 with accurate, granular consumption data in real time. It allows companies to work with several independent suppliers, which provides a better supply base than working with a single distributor of multiple products. A specific supplier list can be easily curated. pushing the data to the consumer through the dashboard provides the machine plant manager their own dashboard to see exactly what’s on the shelf and what is running low.
In a traditional VmI scenario, when parts are not available for a manufacturing line, the operator must stop the machine, run to the warehouse, find the components, then return to the operating line. If the bin of O-rings, for example, is empty, production is halted until parts can be obtained. It’s a time-consuming, manual process.
t hey must call the O-ring supplier, order the parts, write a purchase order, do the paperwork, and then wait. perhaps the supplier is located nearby and can drive the
parts to the factory. but if the parts must be shipped, then there is a much longer delay. meanwhile, the line is down. production is stopped.
With a sophisticated digital VmI platform, that scenario becomes obsolete. t he manufacturer never runs out of the needed parts because once the inventory reaches a pre-determined level, parts are automatically reordered and replaced on the shelf. purchase orders are generated automatically. because the data is accurate and granular, the inventory can remain at the leanest possible level without ever stocking out.
Automation and rFID technology enhances Inventory management
A magical user interface, like rFID smart labels, eliminates the need for screens, keyboards, and handheld or peripheral devices—all of which most manufacturing floor operators find inconvenient and obtrusive.
traditional VmI systems use barcodes to track products, but that system is outdated. It’s not practical for a consumer to scan hundreds of barcodes per day, and the data collected is limited.
With rFID technology, the user can collect a bag of 500 pieces along with 100 other various pieces in a tub. When placed on the scanning table, one rFID swipe calculates the entire inventory of all the pieces in the tub in seconds and with extremely accurate data.
Larry Hale, eskridge Shipping/receiving/Inventory

Lead man, said the accurate data is a game changer.
“We know if we take a bag of 10 out, when we scan the bag the parts are taken out of our system and we know we can make 10 units with that bag,” Hale explained. “If not, we need to figure out why we didn’t. We are much closer on our inventory this way. We are not losing as much, which saves us money. It’s pretty simple. You just set it on the table and when the light changes colors, you are good to go. It eliminates us having to call the vendor to tell them we are out of something. It’s automatic. When we get down to a certain number, they send us more parts.”
It's important for manufacturers to consider ways to incrementally adopt technology. by creating more automated and robust supply chains that work more closely with the suppliers that are independent and specialized, a focus is placed on the product verticals that are needed to keep a manufacturing facility running.
ABOUT THE AUTHOR
Andrew Johnson is an entrepreneur, inventor, and business owner. Formerly the sales manager at the family distribution company, he is now the CeO of ShelfAware, which is redefining industrial supply chains by leveraging rFID technology, the internet, and the power of data. He can be reached at andrew@shelfawarevmi.com or (913) 270-8400.
INDUS tr IA L MACHINERY DIG e S t COm IMD | 39
AI and AM: A Powerful Synergy
Artificial intelligence applied to designs of additively manufactured products goes beyond standard optimization to produce dramatic quality and performance gains in much less time
By: Robin Tuluie, Founder and co-CEO, PhysicsX
In the digital-design-engineering world, at the foundation of innovation in advanced manufacturing, AI’s “deep learning” has the potential to transform how the world makes products—in highly positive ways. there’s an urgent opportunity, right now, to fully exploit the tools of computeraided engineering (CFD, Fe A, electromagnetic simulation and more) using the capabilities of AI. Yes, we’re talking about design optimization—but it’s optimization like never before, automated with machine learning, at a speed and level of precision far beyond what can be accomplished by most manufacturers today.
We’re talking quantum leaps in efficiency and accuracy: AI tools can cut simulation times from hours to only seconds, employing deep learning to automatically evaluate, and then incrementally modify, the geometry of a part—within bounds that the user dictates—in order to create specific outcomes. the resulting, final design achieves the ideal combination of whatever attributes its makers have prioritized: lighter weight, stress and fatigue reduction, optimum fluid flow, heat exchange, conductivity, durability, part consolidation, and more.
How is this possible? With less number crunching, not more.
Now there’s no escaping the laws of physics; you have to do your design diligence, using whatever market-leading CAe tools are most compatible with your company’s product requirements. but what AI software can add to the digitaldesign platform is the ability to work within your existing simulation tools and reduce the need to calculate every single differential equation involved.
AI accomplishes this feat by solving the CFD or Fe A equations in a non-traditional way: machine learning examines, and then emulates, the overall physical behavior of a design, not every single math problem that underlies that behavior. this uses far fewer computational resources while achieving an extremely robust evaluation of the design
in every applicable environment. Hundreds of thousands of design candidates can be simulated and evaluated in less than a day. bottom line: Applying AI amplifies the typical 10-20% performance improvements of simulation tools alone—up to 30% and higher. (Of course it follows that real-world testing of finished parts remains an essential task to ensure that all quality and performance metrics are met.)
Additive manufacturing—a unique opportunity for AI
While machine learning can certainly benefit the design of products that are produced via any type of manufacturing process or technology, it’s with additive manufacturing (Am) that AI is perhaps the most complementary. machine learning can fully explore the Am-design space, identifying the true limit of every type of physics that will apply to a specific component. this unleashes Am’s unique power to deliver whatever level of geometric complexity will enable the most creative and cost-efficient solution to a difficult engineering challenge.
this combination of additive manufacturing and AI has now been successfully applied to optimize and improve the performance of such disparate additively manufactured items as a 3D-printed heat exchanger used on jet engines,
40 | IMD September 2023
PROCESS
a championship-winning motorbike, the impeller blades of a cardiac pump for patients with heart failure and dozens of other applications in advanced industries.
What’s more, certain Am-system makers have also recognized the value of this capability to improve their own machines--saving time, boosting performance, and fine-tuning the accuracy of their prints.
Here’s an interesting example of one Am equipment provider that used deep-learning software to optimize their 3D printer:
Now that advanced metal Am is producing parts certified for rockets, aircraft, and heavy industry (oil & gas, power, etc.), customer demand for larger-volume equipment has been surging. Several years ago, in anticipation of this, California-based Velo3D began designing its larger-volume Sapphire XC (extra capacity, with a 400% bigger build chamber) to include eight 1,000-watt lasers, four times as many as its original Sapphire machine.
Lasers produce soot when they melt metal powder material inside an Am build chamber. During this process some of the material vaporizes and condenses into very small particles that can occlude the lasers as they target the powder bed. the solution for this is to provide a constant flow of inert gas (typically Argon, but it depends on the reactivity of the material being melted) to sweep away the soot as it’s generated.
Sometimes, however, particles can escape this flow and land on the windows through which the laser light enters the chamber, causing contamination and heating that can distort the window itself. this creates what’s in effect an unintended “lens” in the optical path, bending the laser light from its intended direction and defocusing its spot size on the material bed. As this understandably affects build quality, it’s imperative that the laser windows remain clean throughout the build.
Solving the challenge of going bigger
Velo3D had already thought through the optimum gas flow for its bigger machines’ build chambers overall. but they knew that the longer powder bed, greater interior volume, and tighter packing of more lasers would be a challenge when creating optical window nozzles for their XC system. It was anticipated that the amount of soot generated by the new machines would be about four times as much as the original ones.
the company first tried some in-house computational fluid dynamics (CFD) simulations, then outsourced to a software provider as well—but the results fell short of their performance expectations. the time involved in setting up multiple CFD simulation iterations, while manually changing parameters like the diameters of the nozzle holes, was labor-intensive--essentially a lot of painful guess-and-check.
Velo3D requested physicsX to design and simulate a solution. physicsX has deep experience in simulation, optimization and designing for tight packages (from considerable work in F1 racing and expertise in data
science, machine learning and engineering simulation), plus proprietary simulation-validated tools that can automatically iterate on designs using machine learning/AI-based simulations. the physicsX approach involves creating a robust loop between the CFD, generative geometry creation tools and an AI controller to train a geometric deep learning surrogate. the surrogate’s speed, producing high-quality CFD results in under a second, is then exploited with a super-fast geometrical generative method in another machine learning loop, which deeply optimizes the design towards whichever multiple objectives the engineer decides are important. the fidelity of the deep learning tools and robust workflow enables a highly accurate solution for final validation of the results against the validated CFD model.
In the Velo3D window nozzle case, a number of metrics were used to automatically quantify the fraction of the recirculating flow within the argon curtain that was travelling upward towards the window. physicsX benchmarked the Sapphire window solution at the start of the project, then applied their proprietary AI/machine-learning software, and ran huge volumes of simulations to optimize the final design. this resulted in a nozzle design that produced the optimum Argon curtain flow, while working within the manufacturing envelope of the additive machine.
the intricacy of the final turning-vane design would be a challenge to many conventional Am systems, but the Sapphire machine’s ability to 3D print extremely thin, smooth and low-angle vanes delivered the geometry that allowed the nozzles to function as intended. the final design was optimized for and produced on an original Sapphire and the first-ever-manufactured Sapphire XC was run successfully with the new window-nozzle parts in place—an example of an Am machine printing its own parts.
An opportunity to transform designs for additive manufacturing this Am-nozzle-optimization example exemplifies the potential synergy between AI design optimization and 3D printing in a number of ways. No advanced-technology development can happen these days without computer simulation playing a role. Yet the simulation process still involves significant computing resources and hands-on optimization skills that slow process improvement—which is exactly what the Am industry is still working on.
Here is where AI can step in to intelligently accelerate and automate decision making for designers and engineers working in additive. In the case above, deep learning optimization not only transformed the geometry of a working 3D-printer component, but also improved the function of the key laser system that enables extreme acuity and therefore final product quality. t hese are the very attributes that the A m industry still needs to scale up and deliver on a global basis—what aerospace, automotive, science, medicine and other fields are looking for from the technology. Deep learning can be the accelerator that pushes the A m industry to achieve these goals.
INDUS tr IA L MACHINERY DIG e S t COm IMD | 41
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
The Year of the Brownfield
How Equipment and Technology Upgrades Can Help Companies Gain a Competitive Advantage in a Changing Economy
By David Latona, CEO, Tompkins Solutions
As consumer demand tapers off from the highs of the pandemic era, manufacturers and retailers alike are looking to shed excess inventory. Very few are looking to push the expansion button as they have in the past. It’s not always a function of available capital, often it’s reduced demand on the systems due to lack of customer confidence and lagging sales.
So, although it may be less than in the last few years, there is still capital in the budget—the question is what to do with it. the answer lies within the four walls of your existing distribution or fulfillment center.
With rising interest rates and a slowdown of e-commerce activity coming out of the pandemic, construction of new warehouses in the United States in 2023 is projected to decline 25% over the previous year, according to a recent report by research firm Interact Analysis. While new warehouse construction is expected to pick back up over the next two years, many companies may benefit more from updating their existing distribution or fulfillment centers than investing in greenfield projects. before the economy turns again, as it always does, now is the time for companies to prepare their logistics operations by implementing high impact, lower cost software and hardware upgrades. From increased individual KpI metrics and a lower cost per unit (CpU), you will be able to react quicker than your competition when the tide turns again.
Software Upgrades
Software upgrades are usually troublesome. While companies want the increased performance or features promised, many struggle with creating the downtime for the upgrade. Oftentimes, they are unsure how best to proceed, and want the option of reverting to the old version if things don’t work out. proper planning with the right team can give you the boost you need to tackle these projects. Using an outside consultant with years—if not decades— of experience performing and managing these types of cutovers can allay your fears and help ensure a seamless implementation.
If you’re operating a fulfillment center specifically processing thousands of orders every day for less than two units on average, it may be the opportune time to examine alternate strategies that rely less on physical labor and more on batching, grouping and cluster picking to improve
efficiencies and reduce demand on human workers in your operations.
typically, either your enterprise resource planning (erp) or warehouse management system (WmS) controls the inventory, and whichever system controls the inventory should be the system for dropping orders, in any format, to the fulfillment center floor. most erp and WmS solutions have the capability to do many types of picking, and you should explore what you’re doing now to what you could be doing in the future.
pick and pass (zone picking), batching, cluster picking and wave picking are all acceptable means of distributing orders to the floor based on your order profile(s). the critical piece is the ability of the floor associates to handle the pick methodology selected with the equipment at their disposal. Not having alignment on these software, hardware and operational processes will produce an unmitigated disaster for your floor leadership. Advance planning with visibility into all aspects of your logistics operations is required before you make any changes.
Hardware Upgrades
Hardware upgrades and replacements will breathe new life into an older system. While things may be working according to the design and use, there are some simple ways to extend life and increase the performance of older systems.
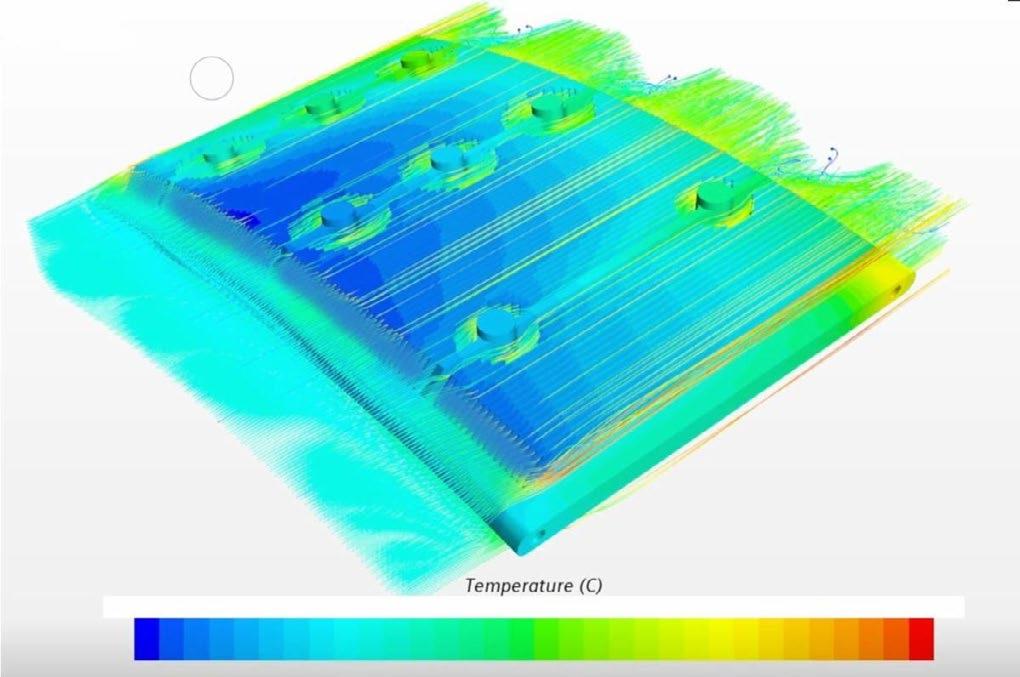
42 | IMD September 2023
2024
INDUSTRY INSIGHT
CFD simulation of the thermal behavior of a conformal heat exchanger, used widely in jet-engine cowlings, for a Tier 1 supplier (front edge is blurred to protect IP). The company is using PhysicsX to replace a traditionally manufactured heat exchanger with a 3D printed one. PhysicsX uses its SFAM® process (Simulation for Additive Manufacturing) to optimize the additive design to significantly outperform the conventional one. Image courtesy PhysicsX
If you’re contemplating a dynamic switch to how you process orders as described above with software upgrades, there’s a very real possibility you will need to change some of your physical configuration. before you see millions of dollars in upgrades, know that there are several areas that may require only moderate changes. If you’re changing from a retail environment to an e-commerce operation, one of those changes will be more significant.
In an e-commerce operation, you simply cannot keep up with even moderate demand in orders per day and lines per order without cluster or batch picking. Oftentimes, single orders are segregated and handled differently than multiple item orders. Cluster picking and combining them with dedicated packing stations utilizing automatic bagging operations can greatly streamline the process without a huge Capex. Additionally, your revised Opex will show a very quick rOI when balanced against labor costs and especially the availability of labor.
Using camera scanners instead of the typical ladder or picket fence style will not only accommodate a wider range of barcodes as customers change their requirements but should also provide a higher acceptance rate. this upgrade can significantly reduce labor costs associated with audit or jackpot lanes. With the right management oversight and hardware combination, audit lanes can become a thing of the past.

Another item that is typically overlooked is the outbound sorter. Considered to be one of the single most important functions in a distribution or fulfillment center, keeping it in top condition is usually left to the maintenance magicians to fix during stressful conditions, since we all know sorters only fail during times of high output demand. taking the time and investing the capital to refit or upgrade your sorter during non-expansion phases of your company’s growth can go a long way.
If you’re using a belt, bombay or other low throughput style of sorter, now might be the time to invest in a shoe sorter. Shoe sorters offer the capability of sorting to both sides. Down lanes from the sorter are an inexpensive way to increase sort points, reducing the need to do so manually at the end of the existing down lanes.
Having a higher capacity per hour on the dock means fewer hours worked for the same output. Again, the goal is to reduce labor demand as hourly rates continue to escalate and will never reverse or go down. Changing the sorter may require an increase in the speeds from the conveyors that feed the sorter but that usually isn’t significant from a Capex perspective.
And ultimately, if you have the Capex, you should be exploring a goods-to-person (Gtp) automation solution. there are almost as many options in this category as stars in the sky. Whether it’s an AutoStore, Geek+, stow, exotec or other Gtp solution, all of them can reduce labor demand, increase throughput and scale to your future state operations.

most have a basic grid and numbers of captive totes/ bins and robots to meet the current demand. One of the
many attractive features is the ability to expand the system in the future without shutting down the existing operations. Adding to the grid, replenishment ports, picking ports and number of robots can all be accomplished during full-scale normal operations. It just takes educated planning and insight into what the overall model’s demands are.
All of these hardware and software options should be explored and vetted with your trusted supply chain engineer. Having the right partnership and team behind you to evaluate all options, develop the business case and aid you through the process can make all the difference between a great upgrade and a horrible, over-budget and untimely mess of an upgrade.
David Latona is CeO of tompkins Solutions. He can be reached at dlatona@tompkinsinc.com.
INDUS tr IA L MACHINERY DIG e S t COm IMD | 43
Different orientations of flow images of one-half of the eight-window Sapphire XC, showing the consistent gas flow quality achieved despite the extremely tight packaging volume. Images courtesy PhysicsX and Velo3D
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
This plot graphic shows the results of a thermal performance and weight optimization of an additive jet-engine heat-exchanger design for a Tier 1 manufacturer. The values for the current design are denoted by the blue triangle at upper right; the red square shows where the machine-learning agent is activated to identify the optimal additively manufactured design (green star at upper left) that provides both 22% lower weight and better heat-exchange performance. Image courtesy PhysicsX
PRODUCT SHOWCASE
the Concentric maxi torque Keyless bushing Connection
System
t he Concentric maxi torque system is a keyless bushing connection designed for small shafts and drive components in the power transmission and motion control sectors. t he system comes in 12 sizes, accommodating bores from 0.1250 inches to 1.1875 inches and torque capacities from 14 in-lbs to 2795 in-lbs. It uses a mechanical shrink fit to secure the pulley to the shaft, which is easily reversible for adjustments or removal.

t his patented system is innovative in that it allows for easy installation, adjustment, and removal of drive components, while also providing precise positioning. Its radial runout is less than .001/.26mm, enabling higher drive speeds and reducing vibration. It is also a reliable and economical choice, providing greater torque capacity than conventional setscrews and eliminating the need for extended hubs and shaft modifications.
Custom machine & tool Co., Inc., the manufacturer of the Concentric maxi torque system, has been in the
One-Step production with ANCA's Automated blanket Grinding Solution
In response to heightened supply chain pressures and the demand for quick turnaround, ANCA has introduced its automated blanket grinding solution. t his innovative approach uses ANCA's unique robot cells to perform continuous and uninterrupted production, from bar stock to finished tooling components, on a single machine platform. t he blanket grinding solution is ideal for small batch production, rapid turnaround, product r&D, and ensuring accuracy and consistency across batches.
t he key feature of ANCA’s blanket grinding is its ability to fully automate

business since 1964, offering a range of products for motion control and power transmission applications. t hey maintain an inventory for same-day shipping of timing pulleys fitted with the Concentric maxi torque bushing system.
the tool production process, eliminating the need for additional handling or processes. All that is required is to load the machine with ground bar material; the machine then automates the entire grinding and production process. t his enables manufacturers to be more agile, responding quickly to customer demands without the need for re-tooling or disrupting high-volume production lines.
ANCA's t X machine platform is specifically designed to implement
this blanket grinding process, boasting features such as a large working envelope and a high-torque spindle, facilitating the work on longer bar lengths and a wide range of tool

44 | IMD September 2023
PRODUCT SHOWCASE
WANT TO BE FEATURED? Send your latest product information to editorial@indmacdig.com
Industrial machinery Digest's monthly product Showcase features the latest from some of the manufacturing industry's top suppliers.
sizes. t he platform is compatible with ANCA's robot cell solutions like robomate, offering flexibility and a low entry barrier for manufacturers looking to adopt automated grinding solutions.

t hrough blanket grinding, companies can achieve significant cost savings by reducing machine setup times, manual handling, and improving overall efficiency and utilization. t he single-machine setup also minimizes the footprint, making it a space-efficient option.
Founded in 1974 and headquartered in melbourne, Australia, ANCA is a global leader in CNC grinding machines, serving diverse industries from cutting tool manufacture to aerospace and medical sectors.
Automated production with no downtime: New octoplant feature enables quick overview of all assets and equipment
AUVeSY-mDt introduces its new "Asset Inventory" feature in the latest version of octoplant software, aimed at minimizing downtime and streamlining automated production. t his digital inventory system provides a real-time list of all production assets, facilitating a shift from reactive to proactive maintenance strategies.
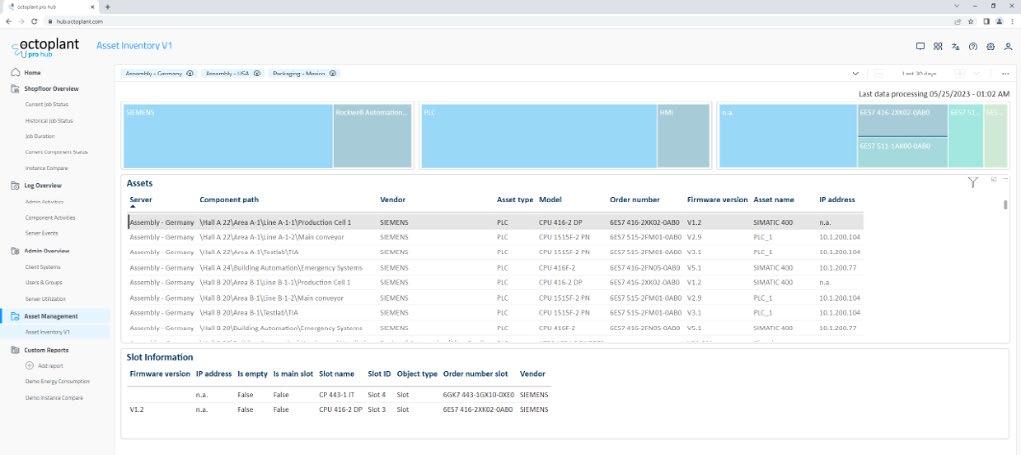
Clever Shopfloor management
t he asset inventory feature enhances octoplant's existing capabilities by offering unparalleled transparency into
operational technology (Ot ) data. As Dr. Jonas Kalb, Head of product at AUVeSY-mDt explains, " t his feature enables a high-level view of all assets, allowing managers to easily assess backup availability, energy consumption, and the impact of changes on output."
Global transparency
t he feature provides a centralized dashboard that displays up-to-date information on all production assets, including device types, backup status, and firmware versions. t his enables risk assessments by comparing the inventory with public security databases. With its universal access, the Asset Inventory serves as a holistic control center, linking maintenance departments to management across all locations.
For more information, visit auvesy-mdt.com.
INDUS tr IA L MACHINERY DIG e S t COm IMD | 45 www.trimlok.com info@trimlok.com Trim-Lok Corporate 6855 Hermosa Circle Buena Park, CA 90620 Trim-Lok Midwest 5540 Beck Drive Elkhart, IN 46516 CELE B R ATING YEARS CELE B R ATING 80 0 - 663-9507 CALL US TODAY! ® TRIMS AND SEALS S C M Y CM MY CY CMY K 2022 IMD AD final 11-21-2.pdf 1 11/22/22 12:16 AM TrimLok-HH-2023.indd 1 1/22/23 4:18 PM
IMD – North America’s Manufacturing Resource for Industry Professionals Since 1986
VISIT US – BOOTH #A3058
bIG DAISHOWA introduces the C3 series of bIG CAptO tool holders
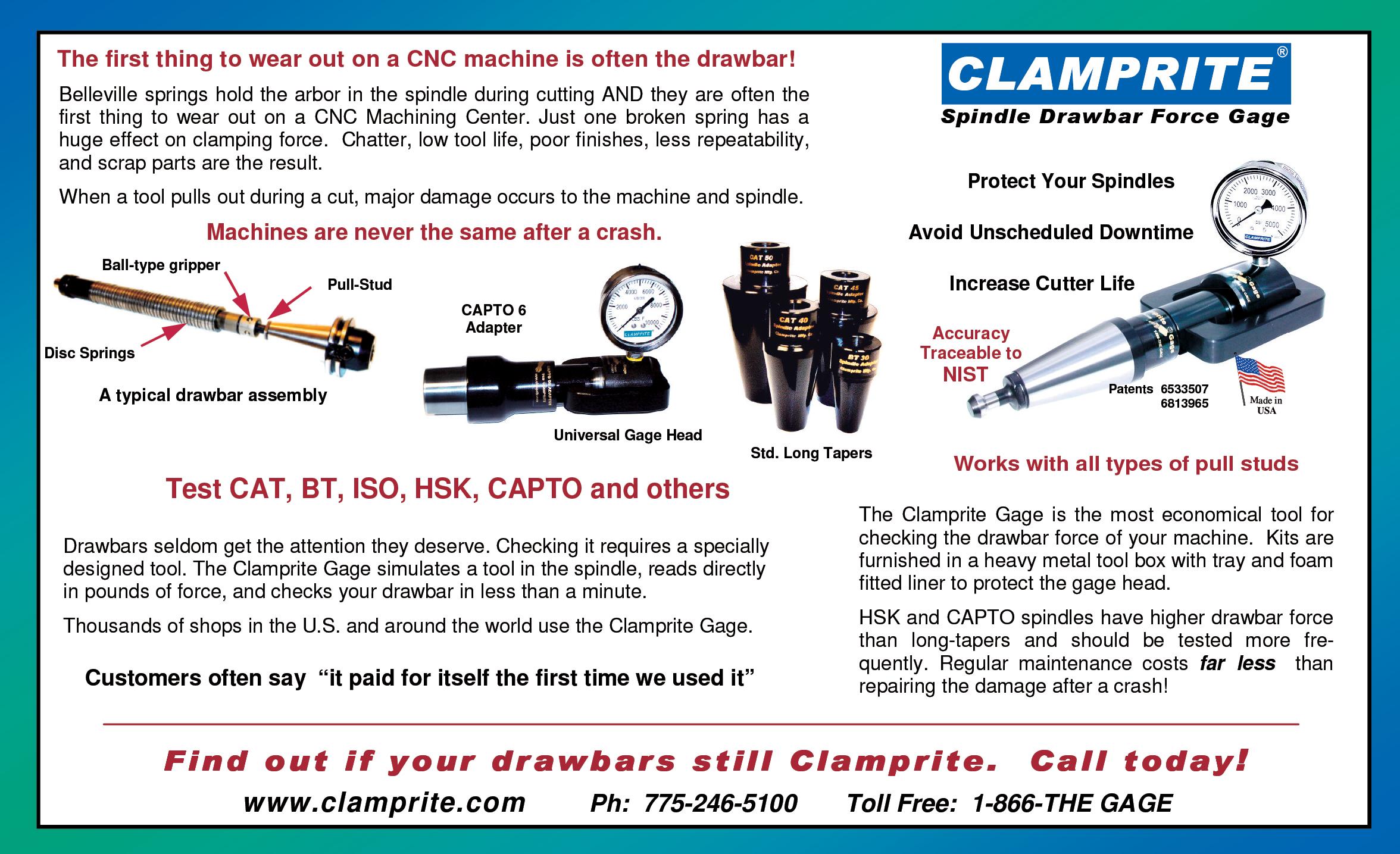
bIG DAISHOWA has launched its C3 series, expanding the bIG CAptO tool holder line for improved efficiency and precision in small lathes. t he series includes meGA NeW bAbY chucks with a clamping range of .010-.630” and a maximum rpm of 30,000, making them ideal for various cutting tools.
Key Features:
» mono-block square holders minimize vibrations and enhance accuracy, available in left and right orientations.
» 90° and 180° square tool holders offer flexibility in machining, including work in tight spaces and
hard-to-reach areas.
» Additional offerings include compact C3 turning adapters and boring bar holders designed for limited space in small lathes. All tool holders come with throughspindle coolant. t he series

also offers Kombi Grip for tool assembly and a spindle cleaner for easy maintenance.
For more info, contact bIG DAISHOWA at 224-770-2999 or visit www.us.bigdaishowa.com.
46 | IMD September 2023















INDUS tr IA L MACHINERY DIG e S t COm IMD | 47 SURPLUS BUYING AND SELLING Denver Breaker & Supply StayConnected www.DenverBreaker.com Mention SBSDA2023 for a 10% Discount! YES...WeHaveThat! One of the Nation’s Largest Inventory of New, Obsolete, Inspected & Tested Electrical Equipment! Circuit Breakers • Controls Panel Mount Switches Motor Bus Duct Plugs • Transformers Starters and More! Providing Same Day, Next Day Air Shipments for Emergency Needs! CALLUSTODAY! 855-4UR-BRKR WE ALSO BUY YOUR USED EQUIPMENT… EASY-TO-USE KANETEC MAGBORE DRILL GUIDES Offer sure, positive, firm footing! Model KCD-MN1 (Drill not included) Models now available for round pipe in two styles: Magnetic for ferrous steel or Chain grip for PVC, aluminum, and other non-ferrous materials. 630-860-1545 MAGNETIC DRILL STAND • COMPACT • LIGHTWEIGHT • HOLDS POSITIVELY • MAGNETICALLY ATTRACTS OR RELEASES • WEIGHS UNDER 12 LBS. For Round Pipe in Magnetic or Chain Visit: KANETEC.COM KANETEC@KANETEC.COM ESSEX PROVIDES Pre-Engineered Buildings Built to Withstand the Rugged Northeast Winters. Commercial, Industrial, and Agricultural Buildings Built to Satisfy Your Building Needs. Steel Structure, Sub-Structure, and Sheeting STRUCTURAL STEEL CO., INC. STRUCTURAL STEEL CO., INC. 800-323-7739 www.EssexStructuralSteel.com 607-753-9384 • FAX: 607-753-6272 • 607 Route 13, Cortland, NY 13045 Call For A Quote On Your Next Project













48 | IMD September 2023 Standard-Direct.us
and hour meter combination with extra functions such as a job timer, service timer, and ability to set various firing patterns. The meter also keep track of the maximum RPM which can help in early detection of issue with engine. The unit has an IP67 rating which will protect against dust and water and will work in various environments
ENM’s PT16F is a LCD tachometer and hour meter combination with extra functions such as a job timer, service timer, and ability to set various firing patterns. The meter also keep track of the maximum RPM which can help in early detection of issue with engine. The unit has an IP67 rating which will protect against dust and water and will work in various environments.
LCD TACH/HOUR METER PT16 SERIES






ENM’s PT16F is a LCD tachometer and hour meter combination with extra functions such as a job timer, service timer, and ability to set various firing patterns. The meter also keep track of the maximum RPM which can help in early detection of issue with engine The unit has an IP67 rating which will protect against dust and water and will work in various environments

INDUS tr IA L MACHINERY DIG e S t COm IMD | 49 CLASSIfIEDS MachineShopWeb.com AmericanMachineShop.com BoothLocation.com ........... Visit Online Today! ........... Visit Online Today! Visit Online Today! Need Work Benches ? workbenchmarket.com In Stock-Factory Direct workbenchmarket.com Need Work Benches ? workbenchmarket.com In Stock-Factory Direct Need Work Benches ? workbenchmarket.com In Stock-Factory Direct Need Work Benches ? workbenchmarket.com In Stock-Factory Direct OIL MIST & SMOKE IN YOUR SHOP? www.mistcollectors.com Tel: 1-800-645-4174 FURNACE CO,INC M A D E I N T H E U S A www.enmco.com E-MAIL: customerservice@enmco com TOLL FREE: 888-372-0465 various firing patterns The meter also keep track of the maximum RPM which can help in early detection of issue with engine. The unit has an IP67 rating which will protect against dust and water and will work in various environments. 2110MD_ENM.indd 1 9/16/21 10:05 AM M A D E I N T H E U S A www.enmco.com E-MAIL: customerservice@enmco.com TOLL FREE: 888-372-0465 ENM’s PT16F is a LCD tachometer
2110MD_ENM.indd 1 9/16/21 10:05 AM M A D E I N T H E U S A www.enmco.com E-MAIL: customerservice@enmco.com TOLL FREE: 888-372-0465
2110MD_ENM.indd 1 9/16/21 10:05 AM M A D E I N T H E U S A www.enmco.com E-MAIL: customerservice@enmco.com TOLL FREE: 888-372-0465
2110MD_ENM.indd 1 9/16/21 10:05 AM www.enmco.com EMIAL: customerservice@enmco.com TOLL FREE: 888-372-046 Check it out! IMDauctions-IMD102018-8th.indd 1 9/20/18 2:32 PM Check it out! IMDauctions-IMD102018-8th.indd 1 9/20/18 2:32 PM




ADVERTISER INDE x Actek manufacturing and engineering Inc. — www.actekmfg.com 15 AttCO, Inc. DbA Syclone AttCO Service — www.skyhookmfr.com 9 Attica Hydraulic exchange — www.hydraulex.com 14 behringer Saws, Inc. — www.behringersaws.com 27 betenbender manufacturing, Inc — www.betenbender.com 11 big Ass Solutions — www.bigassfans.com 35 burr King mfg Co. — www.burrking.com 5 Clamprite — www.clamprite.com 46 COLe-tUVe Inc. — www.coletuve.com 49 Combilift, USA — www.combilift.com 19 Cosen Saws, USA — www.cosensaws.com 23 Denver breaker & Supply — www.denverbreaker.com 47 Design-2-part Shows — www.d2p.com 48 Dynabrade, Inc. — www.dynabrade.com bC eNm Co — www.enmco.com 49 essex Structural Steel Co. — www.essexstructuralsteel.com 47 FAbteCH — www.fabtechexpo.com 7 Formdrill USA Inc. — www.formdrill-usa.com 12 HYDmeCH — www.hydmech.com FC ImDauctions.com — www.imdauctions.com 49 Industrial magnetics, Inc. — www.magnetics.com 31 Kanetec USA Corp — www.kanetec.com 47 KHK Gears — www.khkgears.us 37 Lenzkes Clamping tools, Inc. — www.lenzkesusa.com 3 L&L Special Furnace Co., Inc. — www.llfurnace.com 49 macmillin Hydraulic engineering Corp. — www.macmhydraulic.com 6 motion+power technology expo — www.motionpowerexpo.com IbC pro-Line — www.1proline.com 49 radwell International, Inc. — www.radwell.com IFC royal products — www.mistcollectors.com 49 Schweiss Doors — www.schweissdoors.com 49 Scotchman Industries, Inc. — www.scotchman.com 17 Standard Direct — www.standard-direct.us 48 Stor-Loc — www.storloc.com 13 tormach — www.tormach.com 21 trim-Lok — www.trimlok.com 45 WIMTS is your opportunity to engage with leaders and experts in the Manufacturing & Technology industries, explore the industry’s most innovative and disruptive technologies, and gain insights on new industry trends to help prepare you for the future. All under one roof! influence the purchase of manufacturing equipment 75% of attendees 4,000+ average attendees WIMTS.com | 262-367-5500 Call Now To Reserve Your Exhibit Space! Contact Elizabeth for sales at elizabeth@epishows.com 9am – 4pm 9am – 4pm 9am – 3pm EXPOSITION CENTER • WI STATE FAIR Tuesday, October 3 Wednesday, October 4 Thursday, October 5
OCTOBER 17–19, 2023
Huntington Place Convention Center
Attending Motion + Power Technology Expo
you right in the center of the power transmission supply chain.
• Keep up with the latest R&D and gearing innovation at the AGMA Fall Technical Meeting


• Network with leading professionals at the Opening Night Welcome Reception, free to all attendees
• Be empowered and connected at the Women in Manufacturing and Engineering Breakfast

• Gather with executives at the International Power Transmission Summit
• Advance your knowledge during one of the many in-depth education sessions
• See how AGMA is leading the way at the AGMA Electric Vehicle Technology Town Hall
is
DETROIT, MI
Formerly Gear Expo
MOTIONPOWEREXPO.COM/IMD Register Today!
puts
DEPRESSED CENTER WHEEL GRINDERS
FOR COUNTLESS GRINDING APPLICATIONS
– 1.3 hp, Right Angle.
– 4" - 5" diameter models.
– Ergonomic Design for operator comfort.
– Rotational Exhaust directs air away from operator.
– Safety-Lock Throttle Lever prevents accidental start up.
– Convenient Spindle Lock allows quick and easy wheel change. Contact Us for a Free Tool Demonstration!

IndustrialMachineryDigest.com 3590-b Hwy 31 South pmb #233 pelham, AL 35124 PRSRT STD U.S. POSTAGE PAID ALABASTER, AL. PERMIT NO. 44 WE LISTEN. WE OBSERVE. WE INNOVATE.
PROUDLY DESIGNED, ENGINEERED AND BUILT IN AMERICA SINCE 1969 Dynabrade, Inc. | 1.800.828.7333 | dynabrade.com | VISIT US – BOOTH #B13045
