Driving sustainability and carbon neutrality, MECS specializes in sulfuric acid and environmental technology processes for non-ferrous metal, fertilizer and chemical industries. As a world leader in optimized solutions for carbonless energy generation, smelter air pollution control, oleum & sulfur trioxide production for e-grade acid in support of semiconductor manufacturing, high-efficiency mist elimination for green hydrogen processes, and much more, we are on the leading edge of technology advances for a cleaner tomorrow. Contact our experts today.
Sulfuric Acid
Vol. 30 No. 2 Covering Best Practices for the Industry Fall/Winter 2024
Dear Friends,
Welcome to the Fall/Winter 2024 issue of Sulfuric Acid Today magazine. We have dedicated ourselves to covering the latest products and technology for those in the industry, and hope you find this issue both helpful and informative. In this issue, we have several informative articles regarding state-of-the-art technology and projects. Our cover story focuses on Simplot’s recent projects at their Pocatello, ID, and Rock Springs, WY manufacturing facilities (page 7), Acuity Commodities explains there are several projects under consideration that could further change the landscape of the North American sulfuric acid market (page 10), Branham Industrial shares critical considerations for flex hose applications (page 16), Sulphurnet shares how to cut costs and increase uptime: the power of advanced polishing filters in sulfuric acid production (page 18), Weir Lewis Pumps explains vibrations in vertical chemical pumps (page 20), Chemetics delves into how to choose the correct alloy for acid towers (page 22), NORAM Engineering & Constructors reviews the crucial components of acid plant ducting design (page 24), INTEREP reviews the basics of expansion joint maintenance (page 28), Beltran delves into wet elec-
FEATURES & GUEST COLUMNS
trostatic precipitator technology for sulfuric acid plants (page 30), Topsoe shares a case study in Chile that tackles unsteady and lean gas smelter gases (page 32), and Clark Solutions explains their safe heat recovery heat exchanger (SAFEHX) with test results (page 36).
I would like to welcome our new and returning Sulfuric Acid Today advertisers and contributors, including: Acid Piping Technology Inc., Acuity Commodities, Alphatherm, BASF, Beltran Technologies, Branham Industrial, Central Maintenance & Welding, CG Thermal, Chemetics, Christy Catalytics, Clark Solutions, Elessent MECS Technologies, INTEREP, Knight Material Technologies, NORAM Engineering & Constructors, Southwest Refractory of Texas, Spraying Systems Co., Topsoe, VIP International, and Weir Lewis Pumps. We are currently compiling information for our Spring/ Summer 2025 issue. If you have any suggestions for articles or other information you would like included, please feel free to contact me via email at kathy@h2so4today.com. I look forward to hearing from you.
Sincerely,
Kathy Hayward
Veolia sells sulfuric acid regen business
BOSTON--VEOLIA has sold its North American sulfuric acid regeneration business to private equity group American Industrial Partners (AIP) for $620m as part of a green strategy shift.
The unit’s activities include helping refineries process sulfur gas and regenerate spent sulfuric acid and potassium hydroxide which are critical to the alkylation process. Veolia has sold the business, whose revenue was $350m in 2023, because it doesn’t fit with the company strategy it unveiled earlier this year.
The French group announced in February that it would streamline its activities to focus on three core areas, including water treatment, bioenergy, and the recycling of battery and plastics waste.
“The sulfuric acid regeneration business in the United States is not one of our key priorities and does not offer synergies with our core activities,” said Veolia’s CEO Estelle Brachlianoff.
The unit sold employs 300 staff and operates 13 facilities in the United States, including five onsite at refineries.
AIP has renamed the business Nexpera and expects it will benefit from the shift in global supply chains being brought about by generous tax credits provided by the 2022 Inflation Reduction Act (IRA),
which are tempting manufacturers to set up in the United States.
Nexpera also manufactures sulfuric acid and sulfur derivatives used in a broad range of industrial processes, including semiconductor production, gold and copper mining, and electric vehicle battery production.
Alex Schukin, a partner at AIP, said: “Nexpera’s business units align with strong market drivers related to clean fuel production, emission reduction, and reshoring of industrial activities in the US.”
For more information, visit www.nexperasolutions.com.
Western Australia Nickel to temporarily suspend operations
MELBOURNE, Australia--BHP announced that the Nickel West operations and West Musgrave project (Western Australia Nickel) will be temporarily suspended from October 2024. BHP intends to review the decision to temporarily suspend Western Australia Nickel by February 2027.
The decision to temporarily suspend Western Australia Nickel follows oversupply in the global nickel market. Forward consensus nickel prices over the next half of the decade have fallen sharply reflecting
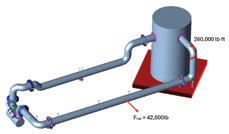
For the past 30 years VIP International has led the industry in innovative equipment and procedures in maintaining sulfuric acid plants. As the industry demands longer run times between catalyst screening, VIP’s patented catalyst handling system ensures the longest run time with lowest pressure drops to ensure maximum performance of your converter. Contact VIP International to learn how to reduce your downtime and increase your production and on stream factor.
strong growth of alternative low-cost nickel supply.
During the temporary suspension, BHP will continue to support its workforce and local communities. BHP will invest approximately $300 million (AU$450 million) per annum following completion of a transition period to support a potential restart of Western Australia Nickel.
The transition period will commence from July 2024. Operations will be suspended in October 2024 and handover activities for temporary suspension will be completed by December 2024.
During the temporary suspension, BHP will:
• suspend mining and processing operations at the Kwinana nickel refinery, Kalgoorlie nickel smelter and Mt Keith and Leinster operations and the development of the West Musgrave project;
• implement a care and maintenance program of work to ensure the ongoing safety and integrity of its mines and related infrastructure;
• continue to invest in exploration to extend the resource life of Western Australia Nickel and preserve optionality; and
• offer Western Australia Nickel frontline employees another role within BHP or the choice of a redundancy and establish an AU$20 million Community Fund to support local communities during the temporary suspension.
Since FY2020 BHP has invested approximately US$3 billion (AU$4.4 billion) to sustain Western Australia Nickel as an ongoing business and to reorient its production to the battery and electric vehicle market. This includes establishing Australia’s first nickel sulphate plant to enhance downstream infrastructure, building two new mines and investing in the development of two solar farms and battery storage. Western Australia Nickel has recorded negative cash flow every year during this period.
Despite the significant capital investments, lower global nickel prices have contributed to Western Australia Nickel expecting to report an underlying EBITDA loss of approximately $300 million in the financial year to June 30, 2024.
Any redundancy payments and other contractual costs triggered by the decision to place Western Australia Nickel into temporary suspension would be recognized in the Group’s HY2025 Financial Statements.
For more information, visit www.bhp.com.
Metso and Almalyk MMC sign frame agreement for major copper smelter delivery in Uzbekistan
ESPOO, Finland--Metso and JSC Almalyk Mining and Metallurgical company (Almalyk MMC) have signed a frame agree-
ment on significant process technology deliveries for Almalyk MMC’s new copper smelter investment in Uzbekistan. The companies have collaborated on the development of minerals processing and metallurgical operations since 2011.
Equipment package contracts under the framework agreement will be booked once they have been signed and become effective. We currently estimate that the majority of those contracts will be signed this year. The frame agreement is a continuation of Metso’s and Almalyk MMC’s contract signed at the end of 2022 for the design and basic engineering work for the copper smelter.
The planned production capacity of the new copper smelter, which will be integrated with the company’s existing operations in Almalyk, is 300,000 tpa of copper cathodes and 1.8 million tpa of sulfuric acid.
”We are very pleased to be selected as the strategic partner for Almalyk MMC’s smelter project,” says Piia Karhu, President of Metso’s Metals business area. “Metso will provide Almalyk MMC with the most advanced sustainable Planet Positive technology for their copper refining processes,” she continues.
Almalyk MMC is the main copper producer in Uzbekistan. The company produces refined copper, gold, silver, zinc, molybdenum, lead concentrate and other products.
For more information, visit www.metso.com or www.agmk.uz/en.
NORTH SYDNEY, Australia--OCP S.A. (OCP) has provided a notice of award to Worley Chemetics for its three greenfield sulfuric acid plants located at OCP’s Mzinda Phosphate Hub (MPH) in Morocco. The notice of award is subject to the signing of the contract.
Under the contract, Worley Chemetics will supply proprietary sulfuric acid technology and process and proprietary equipment and will also provide detailed engineering, procurement, and advisory site services. Worley Chemetics’ services will be delivered through its offices in Vancouver and specialized fabrication facility near Toronto, Canada. Worley categorizes this contract as sustainable work in accordance with Worley’s definition of sustainabilityrelated work.
Compared to alternative technologies, Worley Chemetics’ sulfuric acid technology produces increased electrical power which is CO 2 emission-free and results in lower stack emissions. Air cooling will be used to conserve and reduce the plant water usage. Worley Chemetics’ proprietary CES-ALPHA™ System will be used to recover low-grade heat into
INDUSTRY INSIGHTS
steam for maximum heat recovery.
The OCP MPH project is a part of the OCP Green Investment program. With this program, which is aligned with Morocco’s energy transition strategy, OCP aims to sustainably increase its fertilizer production annual capacity from 12 million tons to 20 million tons by 2027 using clean energy and non-conventional water.
“We are pleased to continue to support OCP with our proprietary sulfuric acid technology, consistent with our purpose of delivering a more sustainable world,” said Chris Ashton, Chief Executive Officer of Worley.
For more information, visit www.worley.com.
DMCC Specialty Chemicals commissions new sulfuric acid plant for Andhra Sugars
MUMBAI, India--DMCC Specialty Chemicals Limited has commissioned a 500 TPD sulfuric acid plant for The Andhra Sugar Ltd. at Saggonda in Andhra Pradesh. The plant was successfully commissioned in March 2024 and GTR was conducted in May 2024 by DMCC Specialty Chemicals Ltd.
This project underscores DMCC Specialty Chemicals Limited’s extensive expertise and experience in the design,
IN MEMORIAM
engineering and execution of sulfuric acid plants. With over 55 sulfuric acid design and engineering or turnkey projects to their credit, DMCC Specialty Chemicals Limited stands out in the industry. Their portfolio also includes projects involving single superphosphate, aluminum sulfate, sulfamic acid, and other specialty chemicals.
The newly commissioned sulfuric acid plant in Saggonda is expected to enhance the production capabilities of The Andhra Sugars Ltd., a well-established player in the chemicals and sugar industry. The plants, operational efficiency in advance design, will contribute to increased productivity and sustainably in their operations.
DMCC Specialty Chemical’s Limited’s role in this project highlights their commitment to delivering high-quality engineering solutions and their ability to meet complex project requirements. The successful commissioning and subsequent GTR demonstrate their technical proficiency and dedication to excellence.
The project at Saggonda is a testament to DMCC Specialty Chemical’s Limited’s robust project management and engineering capabilities. Their ability to deliver on time and within specification, reinforces the reputation as a reliable partner in the specialty chemical sector.
For more information, visit www.dmcc.com. q
Remembering Skip Unger
Martin F. “Skip” Unger III of House Springs, MO, passed away August 20, 2024, at the age of 68. Loving husband of Margaret E. “Margie” Unger; beloved son of the late Martin F. Jr. and Dorothy Unger; cherished father of Amanda (Tom) Dean, Andrea (John) Ostlund, and Amy (Ryan) de Rozario; devoted grandfather of Samantha Dean, Cali Ostlund, Emily Ostlund, and Koan de Rozario; dear brother of Ronald Unger and Susan (Ron) Jacobsmeyer; fond uncle, cousin, nephew, brother-in-law, and friend to many.
paradise at his beloved cabin in Cuba, MO, where he spent countless hours fishing, canoeing, and reveling in the beauty of the outdoors.
Known as a jack of all trades, Skip could fix anything and was always the first to offer a helping hand. His willingness to assist, combined with his “Mr. Fix It” skills, made him a reliable friend and neighbor.
Skip began his career in August 1974 at Weir with Lewis Pumps where he worked for 36 years, retiring as a Senior Sales Engineer in September 2020.
An avid outdoorsman and master handyman, Skip left behind a legacy of kindness and adventure, and a deep passion for nature. He found his personal
Skip was a devoted family person. He and Margie built a beautiful family together, creating memories that will endure forever. His children and grandchildren brought immense joy to his life—a joy that will continue to shine brightly through the legacy he leaves behind.
Skip’s adventurous spirit, generous heart, and love for the outdoors will live on in the memories of those fortunate enough to have shared in his life.
Martin F. “Skip” Unger III 1956-2024
THE SMARTER WAY TO TREAT SULPHUROUS OFF-GASES
Strike the balance between regulatory, economic and environmental requirements when dealing with sulfurous off-gasses. Whether you’re managing sulfurous emissions from a new facility or an existing plant, our solution allows you to keep your operation compliant and running smoothly.
Visit topsoe.com to learn more.
Simplot improves reliability with dual plant upgrades
By: April Smith, Editor
Over the course of the Covid-19 pandemic, agribusiness JR Simplot Company remained steadfast in its commitment to manufacture fertilizer and provide for worldwide food production. From the start of the pandemic and throughout its initial recovery, Simplot planned and implemented upgrades to keep two key sulfuric acid plants in top working order.
The plants—in Pocatello, ID, and Rock Springs, WY—manufacture sulfuric acid as feed stock for their fertilizer operations. Integral to the company’s mining and manufacturing division, both sites mine local ore to produce phosphoric acid and phosphate fertilizer. Pocatello’s sulfuric acid is made into high-quality phosphate fertilizer, feed phosphates, and industrial products from ore mined at Smoky Canyon Mine in southeast Idaho. Rock Springs uses ore mined at the Vernal Mine in northeast Utah to produce high quality phosphate fertilizers including MAP, 40 Rock®, and super phosphoric acid as well as fluorosilicic acid, and anhydrous ammonia.
Despite regular maintenance at the plants, it became clear that key equipment at both facilities was aging and needed to be replaced. So, by the end of 2022 the Pocatello facility completed its installation of a new economizer and cold exchanger. And by May 2024, Rock Springs incorporated a new IPAT and acid cooler, among other upgrades.
Simplot’s humble roots
What is today a full spectrum agribusiness began in the late 1920s as a one-man farming operation with founder JR Simplot growing potatoes in southern Idaho. In the early years of World War II, the company became the largest shipper of fresh potatoes in the country and sold millions of pounds of dehydrated onions and potatoes to the military. When wartime shortages made it difficult to buy fertilizer, Simplot built a plant in Pocatello and produced his own. The company’s new mining and manufacturing operation was able to utilize yet untapped phosphate reserves to provide much needed phosphate fertilizers to the western United States.
Since Pocatello, the business expanded to include the Smokey Canyon and Vernal mines as well as production sites in Rock Springs, WY, Overton, NV, and Helm, Calif.
Today JR Simplot Company, headquartered in Boise, participates in the production of food in all processes from mine to plate. Operations touch every aspect of agriculture including seed production, farming and ranching, plant sciences, fertilizer
manufacturing, food processing, commercial product development, and distribution.
Still family-owned and privately held, the company employes over 13,000 people, has operations in six countries, and is a major contributor to the global food supply.
Keeping Pocatello at peak
When Pocatello began its upgrade in 2021, key equipment had been in operation since the acid plant was built forty years ago.
“We had made numerous repairs to the tube bundle of our old #1 economizer—original to the plant in 1984,” said Jacob Thompson, Project Engineer at Pocatello.
Likewise, the cold exchanger needed to be replaced. “We had sleeved the bottom sections of the tubes. Then we had a boiler leak causing acid mud to build up in the bottom of the cold exchanger, which damaged the sleeved tubes more than they were previously,” Thompson explained.
In planning the upgrade, the project team sought to replace the equipment with more reliable and maintenance friendly versions. They turned to Worley Chemetics, based in Vancouver, to engineer the upgrades and supply the new equipment.
“Our involvement started with a basic engineering study,” said Herbert Lee, P.Eng., Senior Business Development Manager at
Worley Chemetics. “We reviewed current plant operating data and developed a new flowsheet model that would validate current data and allow for multiple operating scenarios for sizing the new equipment.”
The study included piping and instrument design, layout for new equipment and ducting, a preliminary project schedule, and a constructability review. “We also provided a tight total-installation-cost budget and a firm price proposal for the detail design and equipment supply,” Lee said.
After the initial basic study, Chemetics was commissioned for the full detail engineering design. “Chemetics has a robust project team and project approach that
Removing old gas exchanger from original location at Simplot’s Pocatello plant.
Two cranes lift old cold heat exchanger to horizontal position for removal at Simplot’s Pocatello, ID, sulfuric acid plant.
New gas exchanger is pre-insulated before arriving at Pocatello.
New gas exchanger installed with outlet nozzle at Pocatello plant.
seemed like it would work well given our timeframe,” said Thompson.
In fact, the short timeframe was a significant challenge the team had to overcome. “We were working with a very aggressive schedule with just 12-months to complete the design and deliver the equipment,” said Lee.
Thompson agreed. “Lead time was the largest hurdle that we faced with every component on this project,” Thompson said. “We had maybe 1-2 weeks of schedule float on any part of the project.”
To manage this challenge, Chemetics, the Simplot project team, and the construction team worked closely to ensure that all issues were resolved as quickly as possible. In the end, the equipment was delivered on time and installation completed within the turnaround period.
Pocatello’s new tech
“Because the plant was planning a future catalyst replacement, we implemented a design with multiple operating scenarios to afford expanded operating window and capability,” Lee said. The operating scenarios included pre-upgrade original operating conditions, post upgrade with original operating conditions, future operating conditions with planned catalyst replacement, and plant turndown conditions.
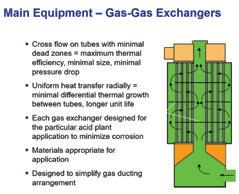
The new exchanger Chemetics designed is a radial flow stainless gas unit, constructed of all stainless with external bypass and dual control dampers for better temperature control. “The unit’s lower vestibule is made from 316L stainless steel for improved acid condensation resistance and allows for acid to be drained out by gravity,” explained Lee. “The rest of the unit is made out of 304 stainless steel for long service life.”
The design of Pocatello’s new #1 economizer consists of split co-current and counter-current tube sections for reduced risk of acid condensation. A start-up bypass duct was added to further mitigate risk of acid condensation from low gas temperatures during startup. The configuration reduces
the overall equipment pressure drop to meet Simplot’s design target.
“The economizer also has access ports from the main headers that allow non-destructive thickness readings from the tubes most likely to suffer dew point corrosion,” explains Stuart Hinze, Senior Engineering Manager for Simplot’s central engineering group. “Our previous unit was very hard to get any sort of thickness readings and so trying to predict future lifespan was a challenge,” he said.
To complete the upgrade, gas ducting, expansion joints, spring supports, and control dampers were also installed.
Replacements at Rock Springs
At the time the Pocatello team wrapped up its upgrade, Rock Springs approached Chemetics to help resolve issues with its aging Interpass Absorption Tower (IPAT). The temperature and concentration of acid leaving the IPAT was too high and the tower had developed leaks around the nozzle and manway penetrations.
“We had been experiencing manway leaks for several years in our IPAT, which was original equipment from 1995. When we replaced a manway in 2021, it was uncertain whether the repair would be successful, so we immediately began planning a replacement tower,” said Rob Young, Senior Engineer at Rock Springs.
In 2022, Worley Chemetics performed a preliminary study that showed to reduce the acid outlet temperature and concentration leaving the IPAT, the entire tower system had to be modified to increase acid circulation rate. “We determined that increasing the acid flow required replacing the existing IPAT, plus the main acid cooler, and a selection of the
existing strong acid piping,” Lee said.
“We had initially planned the acid cooler replacement for a few years down the road,” said Young, “but to achieve the design objectives of the IPAT, additional cooling capacity was needed for the increased flowrate in the new tower. So the cooler piece was combined with the IPAT and moved up a few years,” he said. “In similar fashion, we added SARAMET® piping to minimize the challenges with typical cast acid piping.”
Yet project goals went beyond reliable absorption and cooling. “We wanted to eliminate any acid mist carryover, utilize the existing foundation, and achieve an equipment lifecycle of more than 30 years. We were looking to leave the area in better condition than it was before the project started,” said Young.
Despite an already tall order, the team sought another benefit from their new system—reduce risk of hydrogen explosion. “In the original IPAT gas flowed out of the tower through a side outlet duct. Because of knowledge sharing in our industry, we now know that side outlets allow hydrogen to accumulate in the top of the tower, increasing the risk of a hydrogen explosion,” said Hinze. “So the new tower was designed with a top outlet with an emergency vent valve to allow hydrogen gas to escape during an upset condition.”
The tech at Rock Springs
After the preliminary study was complete, Simplot contracted Chemetics to execute the detail design, supply the replacement equipment, and provide personnel to
Removing old IPAT tower at Simplot’s sulfuric acid plant in Rock Springs.
Worley Chemetics exchanger features radial tube layout for uniform heat transfer and acid condensation resistance.
New IPAT installed on existing foundation at Rock Springs.
Positioning new steel access platform at the top level of IPAT tower in Rock Springs.
Lifting IPAT tower’s gas outlet into position in Rock Springs.
support Simplot during shop fabrication, installation, and commissioning.
“The IPAT is made of SARAMET® 35 alloy with ISO-FLOW™ trough distributors for better resistance to high temperature and weak acid corrosion for the lower section of the tower shell,” Lee explained. The design also included low pressure ceramic saddles which reduce the gas side pressure drop of the tower while maintaining efficient SO3 absorption. Standing candle-type mist eliminators replaced the existing hangingstyle system to accommodate more candles without increasing tower diameter.
The strong acid system was upgraded with SARAMET® alloy piping to handle higher acid velocities and prevent corrosion. “The use of pre-spooled SARAMET® piping also minimizes installation and construction work at the site,” explained Lee.
New acid flow-rate instrumentation also replaced the existing orifice plate flowmeter for more reliable flow measurement and reduced pressure drop.
The new acid cooler features a notube-in-window (NTIW) single segmental baffle design where each baffle supports every tube. This eliminates top row tube corrosion from high velocities. Flared acid nozzles decelerate acid entering the shell. And a cooling water analyzer detects potential acid leaks.
“Scope creep”
There were a few additions that were unanticipated during the initial study.
“As with most major projects, the biggest hurdle is scope creep,” said Young. “Despite several design reviews, bi-weekly meetings with Chemetics, a process hazard analysis, and other checkpoints prior to final approval and construction, a number of things were identified at the last minute that were required or requested.”
One was a new acid pump motor needed to accommodate the higher flow. “We initially verified that the existing 300 HP motor for the larger impeller on the modified acid pump would be adequate. But factory testing of the new impeller determined the motor needed to be upgraded to 400 HP. This resulted in additional expense and modification of our start-up procedures to ensure the old 300 HP motor could be used until the new motor was delivered,” Young said.
Also implemented were structural and safety upgrades. “Because the new IPAT is 9 feet taller than the previous tower, a new platform and stairs were provided for access to this level, but the original hazard analysis determined that a new safety shower at that level was not needed since there were showers at both the top and bottom of the adjacent stairs. But after a secondary review by operations and safety, an additional safety shower was requested at the new level,” Young said.
Chemetics then designed the platform extension to accommodate the shower, and local craftsmen from Central Maintenance and Welding (CMW), headquartered in Lithia, FL, fabricated the additional steel. The shower was installed shortly after startup.
At the request of operators, additional acid cooler instrumentation was added to allow acid pressure and temperature to be logged in the DCS. The team reached out to one of its instrument suppliers who supplied the equipment in time and the plant completed the design and layout with inhouse engineers.
And then there were 7,000 boxes of ceramic saddle packing to deal with. “To minimize breakage, the saddle packing was shipped in 7,000 individual boxes. We had
very little breakage, but we needed more resources than anticipated to open the boxes, install the packing, and dispose of the shipping material,” said Young.
Success at Simplot
How are the plants measuring the success of their upgrades?
Reliability and maintainability at the plants have improved. Pressure drop from Pocatello’s new gas exchanger is within design specifications; and both the new economizer and exchanger are resisting sulfuric acid condensation better than the previous equipment. But the largest performance metric: fewer dry blows required for start-up.
“We went from needing about 15 dry blows to about 3. This has reduced natural gas consumption, start-up duration, and the shock to the furnace refractory,” said Hinze.
And at Rock Springs, the IPAT is running as designed with acid mist carryover greatly reduced.
The skill and dedication of the contractors played a significant role in the success of these projects. “Chemetics alloy towers have a solid track record and their distributor design is innovative,” said Young. “They have proven to be a great partner assisting with any troubleshooting and ensuring the plant is running as designed.”
CMW and NORAM Engineering and Constructors, based in Vancouver, were other valuable partners. Besides the last-minute platform extension for the IPAT’s additional shower, CMW has performed several projects at Rock Springs over the years. “Their nearby field office staffed with qualified tradespeople provide a quick response to our needs,” Young said.
NORAM came through in the eleventh hour with a required part. “From the time it was determined that a replacement alloy strong acid valve was necessary, the only way we could get it in time was through NORAM,” Young said. “Having heard positive reviews at other installations we reached out and their supplier had the valve in stock.”
More projects to come
What lies ahead for Simplot’s sulfuric acid plants?
At Rock Springs there are various projects in the queue for the next few years, all related to maintaining and replacing worn equipment.
There are many upgrades planned at Pocatello as well. “My list includes a reverse osmosis system upgrade, superheater replacement, cooling tower piping upgrades, belt filter replacements, etc.,” said Thompson. “I have projects in all areas of the plant.” q
Topping off tower packing per Simplot’s specification.
Rock Springs’ new acid cooler with flared acid nozzle to decelerate acid entering the shell.
Begg Cousland Envirotec’s B14W Brownian Diffusion standing mist eliminators replaced the hanging-style system inside IPAT.
SARAMET ® acid tower installation at Rock Springs sulfuric acid plant.
The changing landscape of the North American sulfuric acid market
By: Fiona Boyd and Freda Gordon, Directors of Acuity Commodities
The North American sulfuric acid market has seen some supply changes since 2023 and there are several projects under consideration that could further change the landscape of the domestic market.
In terms of supply changes, the merchant domestic sulfuric acid market saw a supply loss when Chemtrade Logistics closed its sulfur products plant in Prince George, British Columbia in 4Q23. The facility produced around 50,000 t/yr of sulfurbased sulfuric acid, mostly supplied to the local merchant market, which is largely made up of pulp and paper producers. Demand for sulfuric acid from the pulp and paper sector in North America has been declining due to numerous mill closures, removing demand and contributing to the capacity closure.
Elsewhere, JR Simplot curtailed production of sulfur-based sulfuric acid at its Lathrop, Calif. site in 4Q23, although operations were not officially closed until 3Q24. Sulfuric acid produced at Lathrop was used partly downstream with the balance sold to the local merchant acid market. Demand in California is tied to water and soil treatment in the agricultural sector as well as for aluminum sulfate (alum) production.
Despite the loss of supply in British Columbia and California to supply the local market, no significant tightness has emerged. This is mainly because there is still ample availability of sulfuric acid produced as byproduct from base metals smelters to supply the western North American region. This includes the Rio Tinto Kennecott copper smelter in Utah and the Teck zinc smelter in British Columbia. In addition, there is the ability to supplement domestic production with imports to Stockton, Calif., regularly seen from Japan and South Korea.
Looking ahead, there is significant focus on the western North American region, driven by the growing demand for sulfuric acid to support various mining applications. This includes copper processing in Arizona and uranium production in British Columbia. Several lithium mining projects are also being developed, such as Lithium Americas’ Thacker Pass project, currently under construction in Nevada. While projects like Thacker Pass plan to build on-site sulfur-based acid plants, other ventures have smaller consumption needs that do not warrant such an investment, making them more reliant on the merchant sulfuric acid market. Many of these mining efforts are tied to the raw materials essential for the electric vehicle (EV) industry, which has experienced a
slowdown in momentum, at least in the US, affecting the funding and timelines of several projects.
Meanwhile on the US East Coast, a supply addition was seen in 4Q23 when Southern States restarted a sulfur burner in Augusta, GA that was idled around 2017. Acid produced at Augusta is sold to the local merchant market. Sodium bisulfite (SBS) is also produced on-site. While new merchant sulfuric acid demand is also expected in the US southeast region, it is tied to further downstream applications related to the EV evolution, mainly battery recycling. Therefore, as a slowdown in the upstream EV sector has become evident, it has delayed many downstream projects alongside. The immediate impact on the merchant acid market in the southeast region was ample supply, which resulted in downward pressure on domestic sulfuric acid pricing for 2024 annual contacts. This is not only due to a lack of new demand amidst increasing supply, but also because of strong competition from sulfuric acid suppliers at base metal smelters in eastern Canada. This by-product is often considered “fatal” since it must be moved to prevent disruptions to core operations. Approximately 1.8m t/yr of sulfuric acid moves from Canada to the US, primarily by rail, with most of it originating from the eastern region, excluding the previously mentioned smelter in British Columbia.
Investment in ultra-pure acid production capacity is also on the rise. Martin Midstream is expanding capacity at its Plainview, Texas facility, while Chemtrade Logistics is adding capacity at its Cairo, Ohio site, with commissioning set for 2H24. Additionally, there are strong indications that another producer will develop capacity in the US Midwest region.
However, one project has been put on hold. Announced in July 2022, the joint venture between Chemtrade Logistics and Kanto Group planned to build a high-purity acid plant in Casa Grande, Arizona, with a capacity of 100,000 t/yr electronic-grade acid and an initial cost estimate of $175-250 million. The project has since been paused, primarily due to rising cost estimates and delays in the development of the downstream sector.
Ultra-pure acid is largely used in the production of electronic semiconductors and chips, with demand expected to grow as several new chip manufacturing facilities are constructed in Arizona. However, delays in many of these downstream projects have slowed the urgency to expand ultra-pure
acid capacity to meet the anticipated demand. Currently, ultra-pure acid is produced in California, Oklahoma, Ohio, New York, Texas, and Wyoming. Small volumes are also imported into California from Taiwan.
While it is clear from the above there is the potential for new sulfur and sulfuric acid demand in North America, momentum in many of these projects has slowed amid signs that the upstream EV evolution is slowing as well. The future landscape of the domestic North American market will largely hinge on whether and when these projects proceed and the corresponding impact they will have on needed raw materials, including sulfur and sulfuric acid.
Finally, just as the market is seeing capacity changes and more are expected, it has also seen ownership changes. The most significant of these was Veolia divesting its North American sulfuric acid regeneration business for $620m to American Industrial Partners (AIP) in July 2024. The business includes seven sulfuric acid plants. Three of the seven are sulfur burners only (Fort Hill, Ohio; Wurtland, KY; and Richmond, VA) while the remaining four have sulfuric acid regeneration (Delaware City, DE; Linden, NJ; Burnside, LA; and El Paso, Texas). Veolia acquired the North American sulfuric acid business from Chemours in 2016
for $325m citing the division having revenue of $262m in 2015. That deal excluded Chemours’ La Porte, Texas facility, which includes a sulfuric acid plant. The plant uses most of its sulfur-based acid produced on site to support downstream hydrofluoric (HF) production. Prior to operating under the Chemours name, the sulfuric acid business was operated under DuPont before a spin off in 2015.
As the year progresses, more asset transactions are expected, including the rumored potential sale of a sulfur-based acid plant in Louisiana.
Acuity Commodities provides insight into the sulfur and sulfuric acid markets through price assessments, data, and supporting analysis. Offerings include weekly reports on the global sulfur and sulfuric acid markets. For North America, we offer a biweekly report on sulfur and sulfuric acid as well as a monthly report on industrial chemicals, including caustic soda and hydrochloric. We also have developed a database detailing battery and mining projects under development in North America that could consume products such as sulfuric acid. In addition, Acuity does bespoke consulting work. Please visit www.acuitycommodities. com for detailed information. q
Freda Gordon, Acuity Commodities
Fiona Boyd, Acuity Commodities
Mitigating risk: best practices for mobile equipment use
In the fast-paced world of industrial workplaces, the safety of mobile equipment is a critical concern that cannot be overlooked. As essential tools that drive productivity, these machines also pose significant risks. Collisions, tip overs, struck-by and crushing hazards, mechanical failures, and lost loads are just a few hazards that can lead to serious injuries or even fatalities. Statistics show that working on or around mobile equipment is one of the leading causes of serious injuries and fatalities in industrial workplaces. It is our job as employers to set our employees up for success and manage and mitigate this risk as much as possible. As we move into the future, technology is becoming more prominent. It is important to remember that technology does not replace the human element of mobile equipment safety. However, if used correctly technology can be an invaluable tool. As employers it is imperative that we provide our employees with the best equipment possible to do their jobs and we maintain this equipment to manufacturer recommendations. In addition, employees should be thoroughly trained on how to safely operate and work around mobile equipment. Lastly, as employers, we should embrace technology and utilize it to our advantage.
As a reference, the following standards provide guidance on regulation and best practices regarding mobile equipment:
• Occupational Health and Safety Administration - OSHA 29 CFR 1910.178
• American National Standards InstituteASNI/ITSDF B56
• International Organization for Standardization - ISO 3691-1.
These standards offer a comprehensive framework and provide guidance on items such as operator training, maintenance and inspection protocol, load and stability limits, required safety features, and performance criteria.
It will come as no surprise that mobile equipment use can present a wide range of hazards. The hazards can vary based on the work environment, environmental conditions, as well as the specific task being performed. Given the variables just noted, the following hazards are proven to pose the highest risk:
• Collision hazards
• Tip-over hazards
• Struck-by or crushing hazards
• Mechanical failures
• Falling objects/lost loads
By: Alan Williamson, CSP, VIP International
Collisions can occur between mobile equipment and stationary objects, other vehicles, or pedestrians. Common causes of collisions are poor visibility, lack of proper signaling, and operators being distracted. One of the simplest ways to mitigate collisions involving mobile equipment is to have designated pathways and traffic patterns. It is important that clear and visibly marked pathways are established for mobile equipment and pedestrians. When operating mobile equipment in congested areas, the use of spotters and flaggers is extremely valuable. Important things to remember regarding spotting mobile equipment is that the spotter should: always remain in the line of sight with the operator, never walk directly in front of the equipment, and always remain at a safe distance.
Mobile equipment, especially forklifts, can tip over due to improper loading, uneven surfaces, or excessive speed. Overloading, sudden movements, and operating on sloped or unstable ground are all common causes. It is extremely important that operators adhere to equipment load limits and practice proper load distribution. Thorough assessments of the worksite should be conducted to identify any unstable surfaces and establish safe operating procedures. Ground compaction testing may be required depending on the environment as well as the weight of the load being transported. Load sensing technology also reduces the risk of tipping over, as it ensures that the forklift’s center of gravity remains within safe limits while lifting heavier loads.
The Occupational Health and Safety Administration (OSHA) identifies workers struck by mobile equipment as one of the leading causes of workplace fatalities. Workers may be at risk of being hit by moving machinery, falling objects, or components of the equipment. Crushing injuries occur when equipment moves unexpectedly or when workers are in the path of the equipment. Common causes include improper signaling, lack of awareness among pedestrians, inadequate training, mechanical failure, and poor communication. Exclusion zones should be in place around operating equipment to keep pedestrians at a safe distance. The use of high visibility gear should be required, especially at night, for personnel working around mobile equipment. Safety devices such as backup alarms, cameras, and motion sensors have also proven effective at reducing risk.
Hazards caused by mechanical failures can be attributed to various factors. It is proven that poor equipment maintenance, over time, will result in equipment failure. Equipment failure can be caused by inadequate inspections, failure to follow maintenance schedules, and use of worn-out parts and components. Preventative maintenance and daily pre-operation inspections are two of the most effective methods at reducing the risk of mechanical failures. All equipment should be part of a rigorous preventative maintenance program. The program should be based on manufacturers recommendations. Daily pre-operation checklists should be performed by the operator to identify any issues prior to use. It is very important that operators are familiar with the equipment they will be operating and are trained on how to properly inspect equipment. This familiarity and training allow them to perform a more thorough inspection. If deficiencies are found during the pre-operation inspection, the equipment should not be used until repaired.
The failure to properly secure loads that are being transported by mobile equipment put both the operator as well as other personnel in the area at risk. Loads that are not properly secured can fall and strike workers and or other equipment in the immediate area. Workers should always ensure their load is secure before movement. Depending on the load being transported, additional hazards may be present. For example, if a forklift is transporting hazardous material, the associated chemical hazards and potential environmental hazards should be considered.
Mobile equipment technology has come a long way from where it was just a few short years ago. Safety features such as backup alarms, turn signals, brake lights, and various automatic shutoff switches have all become standard on most mobile equipment. Most industrial facilities will not allow equipment on site without a variety of these standard features, including many others not listed. As we look into the future, there are some new technological advances that many believe will play a crucial role in enhancing safety and reducing risk of incidents associated with mobile equipment. As previously mentioned, while the human element is the key component to mobile equipment safety, technology is a valuable tool that can be used to reduce the risk of incidents if used correctly.
Technologies such as telematic systems, geofencing, proximity detection sys-
tems, and advanced visibility systems are all proven to be valuable at reducing risk if used correctly.
Telematic systems can play a vital role in enhancing safety by providing insight about equipment performance and operator behavior. These systems can provide real time feedback that reinforce corrective behavior and alert operators of incorrect behavior. Analyzing telematics data can allow your organization to predict maintenance needs, reducing the likelihood of mechanical failures and accidents.
Geofencing is an emerging technology that establishes virtual boundaries for equipment operation, alerting operators when they enter or exit designated areas, thereby reducing risks in high-traffic zones.
Proximity detection systems and advanced visibility systems have been prevalent for some time now in automobiles, but in recent years this technology is starting to be utilized in mobile equipment. Proximity sensors can detect nearby personnel and obstacles, alerting operators to potential collisions before they occur. Warning systems issue visual and auditory alarms to warn operators when pedestrians enter the danger zone, prompting safer operational practices. Just like in automobiles, the use of 360-degree cameras offers a complete view around the equipment, helping operators maintain awareness of their surroundings and reduce blind spots.
Ensuring the safety of workers operating or working around mobile equipment is a critical responsibility for employers. The diverse hazards associated with mobile equipment highlight the importance of a proactive safety culture. By adhering to established safety standards, investing in quality equipment, and providing thorough training, employers can significantly mitigate risks. Embracing innovative technology plays a vital role in reducing hazards, however, it is crucial to remember that technology, while invaluable, is not a substitute for human judgment and proper training. As we continue to evolve our safety practices, the goal remains constant: to create an efficient, and above all, safe work environment for our employees. By prioritizing safety and continually adapting to new challenges and solutions, we can significantly mitigate risks and protect our most valuable asset–our employees.
For more information, please visit www.vipinc.com. q
MONDI™ Pipe and fittings
- MONDI™
- Teflon Lined Piping
- Pipe Hangers
- Bolts
- Gaskets
Tower & Converter Internals
- MONDI™ Distribution Systems
- MEEHANITE Converter Internals
- Ceramic Packing Saddles
- Ceramic Packing Support
- Quartz Rock
Flow Control
- Engineered Dampers & Valves for S02/S03 Applications
- PTFE/PFA Lined Valves
- 316SS, Alloy 20, 310SS Valves
- MONDI™ Thermowells
- PTFE Spargers
- Orifice Plates
- Pressure & Temperature Gauges
LESSONS LEARNED: Case histories from the sulfuric acid industry
Understanding and responding to sulfuric acid absorption tower problems through process parameters
A poorly performing absorbing tower can manifest in poor stack appearance, bad stick test results, bad acid emission testing results, as well as acid sulfate splotches on nearby structural steel members and grade. Absorbing towers are equipped with mist eliminator elements designed to remove acid droplets from the exiting gas stream and retain the acid inside the tower. It is easy to assume that poor demisting performance means poor mist eliminator design or condition. However, that may or may not follow. It has been said that 99% of “mist eliminator problems” are not due to problems of the mist eliminator itself. Though this percentage may not be accurate, experience suggests its order of magnitude is correct.
Compromised mechanical conditions inside the tower are often the cause of the problem. These include damaged gaskets and flanges, leaking or plugged seal cups and drains, tubesheet cracks and holes, and even wet air ingress into the downstream stack. All these conditions can produce overall system performance loss, which is often attributed to the mist eliminator elements. Acid or gas maldistribution due to packing fouling or acid distributor issues can also produce a negative effect. Since much has already been written about these conditions, the intent of this article is to address the process conditions–either from an out-of-control acid system or from faulty process data—that result in gas conditions that overwhelm the elements with mist loadings beyond the system design as well as vapor slip.
Poor performance indicators
Many of us have seen a smoky acid plant stack (Fig. 1A) as well as stick tests with heavy spotting or charring (Fig 1B).
A wet gas stack as discharged from a tailgas scrubber may have a water vapor or steam plume based on water content in the stack gas and ambient conditions. The colder the weather, the heavier the steam plume. The steam, however, dissipates in short order. A trailing and persistent plume after the steam plume dissipation indicates opacity from acid droplets. Without a tailgas scrubber, a plume at the stack outlet indicates the presence of acid mist and compromised system performance. In many locations, stack opacity in and of itself is cause for an air permit violation. This normally draws a lot of attention from both inside and outside the plant very quickly. Discolored stick test results are more of an internal matter but are still a cause for investigation.
Poor absorption tower performance can be broken down into two sources: acid mist and SO3 vapor slip. The process may slip SO3
By:
gas to the stack, but this gas quickly hydrates to acid mist droplets once exposed to atmospheric moisture. From an environmental perspective, there is not much difference between vapor and mist emissions. These two sources may occur simultaneously or independently. A visible stack may occur in spite of clean absorbing tower stick test results. And a heavily spotted stick test may be obtained with a visibly clear stack.
Opacity
Stack opacity results from the refraction of visible light. The same refraction principle may be noted with a beam of light passing through a prism or sunlight forming a rainbow on a misty day. The wavelength of visible light is roughly 0.4 to 0.7 microns (or 400 to 700 nanometers, as shown in Fig. 2).
Acid droplets that fall within this range of visible light have the greatest impact on refraction and opacity. Larger acid droplets will not produce the same visible effect; and may produce no visible effect at all.
It takes a minimum droplet count in the stack exhaust to become visible. The larger the stack diameter, the greater the optical path. More droplets will be contained within the optical path. Hence the exhaust gas from a large diameter stack will be more readily visible than from a smaller stack with the same content of acid droplets. As larger plants with larger stack diameters have become more common, the number of opacity complaints has increased.
As noted earlier, submicron acid droplets can be formed within the process–inside the absorbing tower or downstream of the tower from SO3 vapor slip–when mist is formed by contacting atmospheric moisture. From a practical and compliance perspective,
it may not matter. But from a troubleshooting perspective, the distinction is important in identifying the root cause of the opacity.
Proper stack opacity reading requires certification per EPA methodology, described by EPA Method 9. This methodology requires: (1) the sun positioned at the observer’s back, (2) the observer being removed from the stack base by a minimum of two stack heights, and (3) the observer being certified as an opacity reader within a reasonable period of time. To be a certified stack reader, it does not matter if the cause of opacity is process generated mist or condensed acid vapor. But skilled sulfuric acid plant stack readers can bring value beyond determining compliance; they can also help determine root cause.
Some say that the shade of the plume can indicate the source of the mist. Condensed acid vapor is whiter in color, whereas process-generated mist has more of a grey hue. Some find the intensity of the sunlight has a more significant impact on plume color than the vapor vs. mist sourcing. Some say that if the plume starts with a gap above the stack outlet, then it is largely SO3 vapor reacting and condensing in the air. Stack gas outlet velocity is normally 30 ft/s (0.9 m/s). There may be several hundredths of a second needed to mix the exhaust gas with enough ambient moisture to hydrate and form enough acid droplets needed to generate a visible plume. This travel time leaves a clear space below the plume initiation and the top of the stack. This can be observed in the stack exhaust shown in Fig. 1A. If the mist is processgenerated before the stack or even inside the stack, then there is no gap, and the plume is instantly visible. Unfortunately, in many instances, the plume may be due to both mist and vapor, which can confuse the analysis.
Stack viewing is a quality check. Quantifying acid mist testing using EPA Method 8 testing supplemented with specialized equipment to separate mist loading from vapor concentration and categorize mist droplet sizes would be required for a more definitive analysis.
Stick tests
A stick test involves inserting a soft wooden stick like pine into an opening in the process gas duct exiting the strong acid tower for a predetermined duration—one to three minutes is common depending on the tower service. The stick is typically a rectangular cut 1” x 2” but other shapes and sizes have been used. There are two types of results from the stick test that are being evaluated:
1) Contact with strong acid droplets will leave a spot on the stick. The sulfuric acid is a strong dehydrating agent and will
remove water from the wood’s hydrocarbonbased structure, leaving black carbon spots. Spots will only be noted on the upstream surface where the impact of acid droplets occurs. The sides of the stick and the end tip may be charred by passing the stick in and out of the duct nozzle opening. This discoloration is disregarded. Only the largest droplets will leave spots that are visible to the human eye. Very small droplets (the kind that lead to the opacity noted earlier) will flow around the stick with the gas flow and not leave a visible mark. Hence, acid mist-generated opacity can occur even though the stick test is clear.
2) Contact with SO3 vapor will result in slight browning or tanning of the stick. The more SO3 present or the longer stick test duration, the more tanning will occur. There is always SO3 vapor present due to vapor-liquid equilibrium. At 180°F (82°C) this may be ten to fifteen ppmv. There are no foreseen stick tests with “zero vapor.” Unlike spots, tanning will occur on all exposed surfaces of the stick–front, back, and sides. Very long stick test durations likely will show signs of tanning. This would be expected with long-term exposure to the process gas.
Upon completion of the test, results should be recorded quickly. A photo or several photos of the stick test details noting test date and time is a suggested minimum. This will allow future access to process data retrieval from that test period. Variables of interest would be plant rate, acid feed conditions, and mist eliminator pressure drop. Over time, the stick itself becomes less valuable. Acid spots can bleed through adjacent sections of wood, rainwater can wash away the spots, and process data will be forgotten.
A very badly performing tower may generate a completely black stick, either from many spots or from deep tanning. Repeating the stick test with a shorter time duration is advised to allow differentiation of the spots and obtaining a “readable” stick test result.
Causes of mist formation
Gas from the converter section after two or three catalyst passes has most of the SO2 oxidized to SO3. This gas is cooled prior to the absorption step. Water vapor, to the extent present, reacts in the gas phase to generate sulfuric acid as follows:
Reaction 1: SO3(v) + H2O(v) => H2SO4(v)
The greater the extent of gas cooling, the more acid vapor is produced.
Inlet gas temperature to the absorbing tower is maintained above the condensation point of this sulfuric acid vapor–the dew point temperature. This includes maintaining colder heat exchanger metal surfaces above
Fig. 1A: Stack opacity. Fig. 1B: Spotted stick test results.
Fig. 2: Visible light spectra.
Walter Weiss, Process Engineering Consultant, Elessent Clean Technologies
the dew point temperature. As this gas cools within the absorbing tower, the sulfuric acid vapor can condense into small droplets or can be absorbed into the bulk fluid.
Condensation is noted as follows:
Reaction 2: H2SO4(v) => H2SO4(l)
To the extent that droplets are produced, much of the resulting mist is submicron in size. It is not readily absorbed by mass transfer means (the irrigated tower packing). To a large degree, mist reaches the demisting section downstream of the packing. The balance of the SO3 gas is absorbed into the bulk circulating acid in the simplified reaction as follows:
Reaction 3: SO3(v) + H2O(l) => H2SO4(l)
The gas inlet temperature was noted to be high enough to avoid the condensation of sulfuric acid vapor prior to entering the tower. Too high of a gas temperature can be counterproductive, as it overheats the bulk acid on a local level and vaporizes acid and water from the bulk. Effectively this reverses Reaction 2. As the gas cooling continues upwards through the tower packing, some or much of this vapor likewise condenses per Reaction 2 and forms additional submicron mist.
Both Reactions 2 and 3 are means to generate sulfuric acid in the liquid form. The design intent is to generate sulfuric acid in liquid form by Reaction 3. The hotter the gas inlet temperature and the colder the acid temperature within the tower, the greater the potential for submicron mist generation. This is often called shock cooling and is defined by the extent of Reaction 2 becoming increasingly significant relative to Reaction 3. Hundreds of milligrams of submicron mist per cubic foot of gas can be produced in this fashion.
To minimize the extent of submicron mist formation within the tower, the objective is to minimize sulfuric acid vapor present in the inlet gas stream and tower bottom. This requires: (1) minimizing water vapor content in the incoming gas stream and (2) reducing the temperature of the incoming gas stream below 450°F (232°C); below 400°F (204°C) is preferred. In modern plants focused on greater energy recovery, the high gas temperature condition is not normally an issue.
Causes of vapor slip
The absorbing tower removes SO3 from the process gas stream by absorbing it in strong acid.
There is a vapor–liquid equilibrium relationship between the sulfuric acid concentration and the SO3 content of the gas phase. The absorption of SO3 is not ever completed but is limited by: (1) vapor–liquid equilibrium and (2) the effectiveness of the mass transfer (packing) section.
The equilibrium relationships are fairly
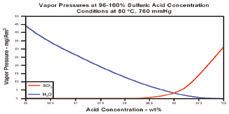
well understood. By energy and material balance from the process design, the acid inlet and outlet compositions and temperatures of the packed section are determined. The conditions at the top of the tower packing often limit the absorption effectiveness. The partial pressure of both water vapor and SO3 with respect to acid concentration at the tower inlet can be observed in Fig. 3.
Data is plotted at 176°F (80°C). This is a normal set point and will be discussed later. Vapor pressure of water is normally present in meaningful concentrations over the designed operating range. Vapor pressure of SO3 begins to climb to meaningful concentrations above 98.5 wt% acid. High water content in the acid at the tower top (acid concentration below set point) also means high water content at the tower bottom. Note that the water vapor pressure must also be considered at the tower bottom. High water vapor content at the tower bottom can lead to mist formation as was discussed earlier. Hence, the normal acid concentration control point for the acid feed can readily be observed here.
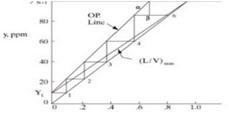
Contact between gas and acid streams to allow SO3 absorption occurs in a packed bed. The typical packing type used is threeinch ceramic Intalox Saddle. Evaluation of the tower mass transfer performance may be done using a McCabe-Thiele diagram considering: (1) the system equilibrium line with the operating line (with slope of the operating line based on L/G ratio) providing the number of theoretical absorption stages needed and (2) the height of each theoretical stage which is largely based on the mass transfer coefficient of the selected packing size and style.
The McCabe–Thiele diagram for absorbing processes can be found online and in textbooks. The number of stages required is equal to the number of steps or partial steps connecting the operating line endpoints with the equilibrium line. This diagram represents a perfect world with uniform gas and acid distribution. An example diagram is shown
in Fig. 4.
It is not common to produce such a drawing for each strong acid tower design. Rather, design norms and practices developed over decades lead us to where we are today in terms of process design parameters as well as distribution efficiency and required packing height. However, reverting to these first principles can be done for off-design operating conditions.
An acid temperature of 82 °C (180 °F) and an acid concentration of 98.5 wt% are common control set points to operate the top of the tower to maximize the mass transfer effectiveness, as seen in Fig. 3. With a typi-
cal L/G ratio based on controlling bottom acid temperature and acid concentration, for instance 113 °C (235 °F) and 99.5% sulfuric acid concentration, the operating line of a McCabe-Thiele diagram is established. For these conditions, two stages of mass transfer are adequate for absorption. The height of a mass transfer stage (HTU) depends on the type and size of the packing selected as well as the process conditions. Normal HTU for a strong acid tower designed to modern gas velocity and acid irrigation rates and using 3-inch Intalox saddle packing is two to three feet. Six feet of packed height is possible for a tower design and has been used. However, engineering design margins may add some additional packed height for: (1) unique design conditions, (2) real-world inefficiencies for acid or gas maldistribution, or (3) process measurement error. Unique conditions might include higher plant site elevations and / or frigid winter operating temperatures.
Operating deviations from these optimum design conditions may be by intent, by loss of process control, or by poor instrument readings. If these deviations allow the equilibrium line to move in an unfavorable direction—closer to the operating line with higher acid inlet temperature or concentration–then more theoretical stages are required to achieve the same absorption effectiveness. Some benefit may be obtained by increasing packed height, by changing packing to something with a higher mass transfer coefficient (without being hydraulically problematic), or reducing the acid temperature to attempt to regain the expected equilibrium line given concentration changes. With an existing tower and fixed dimensions, the ability to accommodate these changes is limited. And colder acid temperatures can generate more submicron mist as was noted earlier.
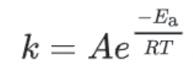
Colder acid temperatures may also adversely impact kinetics. The absorbing tower chemistry like all or nearly all reactions is temperature-dependent. Reaction rate is expressed by the Arrhenius rate equation in Fig. 5.
T is the temperature. k is the reaction rate. A is the Arrhenius factor which has some temperature dependency to it. Ea is the reaction activation energy. And R is the universal gas constant. This conveys the temperature dependence and shows that higher temperatures generally lead to faster reaction rates.
The simplified sulfuric acid absorption reaction is a chemical reaction with the reaction rate being a function of temperature. Whereas equilibrium is favored by lower temperatures, reaction rate is favored by higher temperatures.
Reaction 4: SO3 (v) + H2O (l) => H2SO4 (l)
This reaction is simplified and actually occurs in two chemical steps with the first
step occurring at the film surface to produce oleum. This is due to the relative scarcity of water in the 98.5% acid at the film surface. Reaction 4 may proceed simultaneously until the water is consumed. The rest of the reaction follows Reaction 5.
Reaction 5: SO3 (v) + H2SO4 (l) => H2S2O7 (l)
Oleum at the surface then diffuses from the film into the bulk solution where adequate water is found to complete the reaction. These two reactions occur in short succession and the presence of the oleum intermediate is not long lived.
Diffusion is also temperature dependent and occurs more rapidly at higher temperatures. Once in the bulk solution the reaction is completed per Reaction 6.
Reaction 6: H2S2O7 (l) + H2O (l) => 2 H2SO4 (l)
As a rule of thumb, reaction rate doubles for an increase in temperature of 10°C. Following this rule of thumb, taking an acid tower designed to operate at 180°F (82°C) one can estimate the reaction rate reduction with falling temperature. The reaction rates slow to roughly half at 158°F (70°C) and roughly one-quarter the design rate at 140°F (60°C). This is a commonly observed issue during start-up when the acid temperature is not up to its design point. The exhaust gas may be opaque for two or three hours until the acid system can be brought up to temperature from absorption reaction heat and acid cooler bypassing. Bypassing acid around the acid coolers to the maximum extent possible during short plant outages has been advised. Larger operating complexes with multiple plants may transfer hot acid from an operating facility to charge the acid system with warm to hot acid for restart. This reduces or can eliminate the visible stack immediately after restart.
Conclusion
Performance problems in sulfuric acid absorbing towers are common. Initial evaluation of the issues may point to the mist eliminators. As part of the mist eliminator troubleshooting, a review of the process parameters can be expected. This review may include verification of the data through independent means as well as a systematic testing protocol to vary these parameters over a period of time in an effort to find a “sweet spot” for tower operation. Parameters of interest may include acid flow, temperature, concentration, and gas inlet temperature. One may be able to select the most probable cause from tower pressure drop data as well as stick test and stack appearance.
Failing to identify the root cause from this effort, a more intrusive tower investigation may be required, involving shutdown and tower entry to perform the classic mist eliminator troubleshooting inspections of gaskets and flanges, seal cups and drains, tubesheet welds etc., as well as acid distribution and packing. But this effort might be postponed until optimization of the process parameters has been exhausted.
For more information, please contact Walter Weiss (walter.weiss@elessentct.com) of Elessent Clean Technologies or visit the company’s website at ElessentCT.com. q
Fig. 4: McCabe-Thiele example diagram.
Fig. 5: Arrhenius Rate Equation
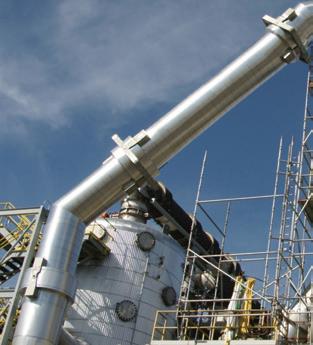
Critical considerations for flex hose applications
By: John Czerwinski, Key Accounts Manager, Branham Industrial
Safety, reliability, and mechanical integrity are important buzz words in the production of H2SO4 and any industrial chemical. This article aims to investigate how we can proactively recognize areas of potential risk and what can be done to help minimize these risks in the design and planning stages of incorporating flex hoses into modern plant operations.
It all begins with the reliable handling of molten sulfur
Sulfur is the key raw material in the production of sulfuric acid using the contact process. Solid sulfur is placed into a heated vessel where it’s brought to the melting point (115°C) and converted into a liquid state. The molten sulfur is then stored in a heated tank to keep it in liquid form before being pumped to the combustion furnace. The temperature of the sulfur is usually maintained between 130°C and 150°C. The pressure required to inject molten sulfur into the combustion chamber typically ranges from 2 to 10 bar (approximately 29 to 145 psi) depending on the specific design of the injection system, the viscosity of the molten sulfur, and the desired atomization quality.
Maintaining temperature during transfer
Heat traced flex hoses are commonly designed into the system to maintain the temperature during pumping to ensure the sulfur remains in a fluid state and at the proper viscosity. Full penetration welds are imperative to contain the high pressure required to achieve the proper flow rate. These flex hoses are typically fabricated from 316SS and are thoroughly pressure tested and incorporate 100% radiography to ensure the integrity of the welds.
This carefully controlled programmatic approach helps ensure the safe and efficient transport of molten sulfur from storage to the injectors.
Inherent risks
Flex hoses, like all critical process equipment, while essential in almost all chemical production sites, can pose certain risks if not properly designed, manufactured, installed, and maintained. Some of these considerations include:
Improper design
Risk: If a flex hose is not properly designed from detailed specifications that are documented and signed off by the involved parties, reliability is likely to be compromised.
Impact: Failure modes can include any number of physical breakdowns as well as improper temperature and related viscosity troubles that can readily shut down the process.
Material compatibility issues
Risk: Not all flex hoses are compatible with all concentrations of sulfuric acid. Using the wrong type of hose material can lead to rapid degradation.
Impact: This increases the likelihood of hose failure, posing a significant safety hazard in a sulfuric acid production environment.
Improper installation
Risk: Incorrect installation, such as improper bending radius, inadequate support, or incorrect fitting selection, can lead to excessive stress on the hose.
Impact: This can cause premature wear,
kinking, or failure of the hose, increasing the risk of leaks or bursts.
Mechanical failure
Risk: Flex hoses are subject to mechanical stresses, such as vibration, pressure fluctuations, and thermal expansion. If a hose is not properly rated for these conditions, it can rupture or fail.
Impact: A sudden failure could cause a spill or release of materials, which could result in serious injuries or damage to surrounding equipment.
Aging and fatigue
Risk: Over time, flex hoses can degrade due to continuous exposure to high temperatures, pressure, or corrosive substances.
Impact: If hoses are not regularly inspected and replaced as needed, they can become a weak point in the system, leading to potential catastrophic failures.
Fire hazard
Risk: In certain situations, if a flex hose fails and releases volatile substances, it can potentially contribute to fire hazards, especially if there are potential ignition sources and/or other combustible materials nearby.
Impact: A fire in any chemical plant could have devastating consequences, including the release of toxic fumes.
Risk mitigation strategy begins with a robust hose program
A robust hose program includes the following components:
Documented design criteria: Proper design of flex hoses can be an iterative process. Required operating parameters should be documented and submitted to the application engineer(s) for their input on materials, configuration, and end connections. These are then returned to the customer for consideration and final approval.
Pressure and temperature ratings: Ensure that the hoses used are designed and rated for the specific pressures and temperatures encountered in the sulfuric acid production process.
Material selection: Ensure that the flex hoses are made from materials specifically designed to handle sulfuric acid and its associated gases.
Robust and reliable production: The production of heat traced hose assemblies for critical process applications requires the use of tried and true techniques that have been proven over time. Full penetration welds that are challenged with 100% radiography for their integrity are
Branham full penetration weld—proven integrity with 100% radiographic inspection.
non-negotiable.
Pressure testing requirements: Flex hose assemblies should be safely pressure tested prior to shipment from the manufacturer according to predetermined specifications.
Proper installation: Follow manufacturer guidelines for installation, including proper bending radius, support, and fitting selection.
Regular inspections and maintenance: Predetermine and implement a routine inspection and maintenance schedule to check for signs of wear, corrosion, or mechanical damage.
Routine replacement schedule: Hoses should be tagged for identification and scheduled replacement.
Branham heat traced hoses for sulfuric acid production, tested and tagged for shipment.
First and foremost, safety is paramount in any operation. Reliability and mechanical integrity are aimed at achieving this goal. A safe operating environment means the operation has been carefully planned and every detail thought through in advance.
Adhering to a well-defined design and selection process for all your flex hose applications is imperative for achieving reliability and mechanical integrity of your process, leading to safety and continuous operation and production.
Branham Industrial has developed its hose design and production process over the last 50 years. For more information contact John Czerwinski at jczerwinski@ branhamcorp.com or (502) 649-4929. q
Branham heat traced hose carrying molten sulfur to the injector.
Branham heat traced hoses, mid-production.
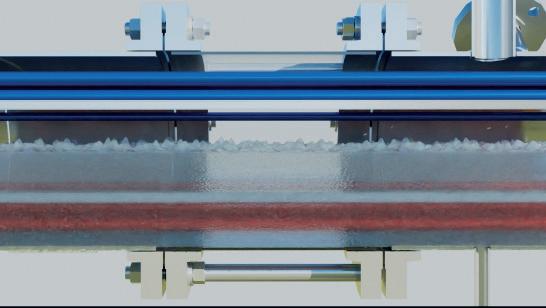
Cut costs and increase uptime: the power of advanced polishing filters in sulfuric acid production
To prevent costly shutdowns and maintain high productivity in sulfuric acid plants, it is crucial to maintain smooth operations. One major challenge we encounter is managing the ash content in the sulfur-burning processes. When too high, ash levels can affect the operation of the catalytic converter.
The converter is vital to transforming SO2 to SO3, which is necessary for sulfuric acid production. High levels of ash can clog the converter and cause a pressure buildup that disrupts the process, leading to substantial downtime and financial loses.
High ash content is rich in silicon, which leads us to believe that the contamination enters the system during the sulfur melting and purification process, where lime and diatomaceous earth are
used. These materials introduce impurities into the sulfur if the filtration process isn’t functioning with continuous efficiency.
Small amounts bypass the filter resulting in sulfur containing 200 ppm ash, which eventually makes it to the converter causing clogging and rapid increase in pressure drop.
To combat this, we recommend adding a liquid sulfur polishing filter, designed to be installed between the pressure leaf filter and the storage tank, providing an extra layer of protection. The filter uses ceramic filtration elements that combine surface and depth filtration, with 5-micron size pores that capture particles that slip through the initial filtration. Because of its small pore size, the filter does not need a pre-
SARAMET® Acid Towers
coat, making it that much easier to use and maintain.
As sulfur flows through the filter, solids are trapped on the surface of the tubes, while clean sulfur continues onto the storage tank. The filter is cleaned using steam, which is injected in the reverse direction to flush out the trapped solids. It works alongside the existing pressure leaf filter. After the pressure leaf filter has done its job the polishing filter takes over, ensuring that only the cleanest sulfur reaches the storage tank and, ultimately, the converter.
Adding a liquid sulfur polishing filter to an existing system is straightforward and does not require major changes to the current setup. The key is to ensure the liquid sulfur pump can handle
the added pressure drop from the polishing filter. Pressure drop can increase because over time a cake of solids may build up on the filter, increasing pressure, but this can usually be managed by adjusting the pump impeller.
With the installation of our liquid sulfur polishing filter, one of our operations saw the convertor’s performance extend to nearly four times its previous capacity.
With the polishing filter, fewer maintenance issues can be expected, as well as longer operational periods, and a significant reduction in pressure drop, leading to better overall plant efficiency.
Our polishing filter removes 99% of particles larger than 5 microns, extending the global run
Sulphurnet’s liquid sulfur polishing filter eliminates final contaminants like filter aids and ash that can clog the catalyst mass.
time of the plant, and hence lowering maintenance costs, improving sulfur quality, and achieving a more efficient and reliable production process.
For more information, email Sulphurnet at info@sulphurnet.com or visit www.sulphurnet.com. q
CUSTOM TOWER DESIGNS TO MATCH YOUR PLANT NEEDS
• Achieves performance requirements in all plant operating modes
• Customized SARAMET® metallurgy is selected for each application (Dry, Inter, Final, ALPHA™ or Oleum Towers)
• Proprietary gas inlet nozzle designs engineered to eliminate localized corrosion
• Designed for retrofit or new tower installations
• Allows use of existing or new tower foundations minimizing installation time
• Scope of supply ranges from detailed engineering and manufacturing drawings with material supply, to complete EPC
• Full tower life cycle support is available from Worley Chemetics, including technical and inspection services WORLEY.COM/CHEMETICS
LEARN MORE chemetics.info@worley.com chemetics.equipment@worley.com
Looking for EBIT improvements without sacrificing SO2 emissions?
BASF’s Quattro catalysts can take you there!
Increase your plant capacity by up to 10% without the need to install additional catalyst volume!
BASF’s Quattro catalysts are designed to increase your EBIT!
30% Increased geometrical surface area
50% Increased knife edge hardness
60% lower attrition
No pressure drop increase
When compared to leading Star Ring catalysts
Leave your competition in the past by stepping into the future of Sulfuric Acid catalysts!
Understanding vibrations in vertical chemical pumps
By Marwan Karaki, Director of Sales, LEWIS® Pumps
Beginning in the early 1940s, LEWIS® pumps built a reputation for reliability and excellence in engineered pumps. Today, the company continues with an industryrespected reputation for rugged equipment specifically engineered for molten sulfur, sulfuric acid, and phosphoric acid to meet the needs of refineries and fertilizer plants. We understand that the pump is the heart of every plant. For that reason, Weir works tirelessly to ensure the reliability of its pumps.
To better understand issues and concerns with pumps manufactured by Weir, it is important to explore common concerns of the pump system. While the company extensively tests pumps prior to shipment, many factors play a role in the effectiveness of the pump. Such factors can include the type of fluid being pumped, temperature of the fluid, pump speed, operation schedule and maintenance/turnaround schedules.
Regardless of the industry, pumps can experience complications as a result of unintentional vibration. The most common causes of pump vibration can be categorized as either mechanical or hydraulic.
Mechanical vibration
Pump alignment
It is very important to have all critical pump components aligned properly, particularly the shaft column, discharge pipe, and volute. Before installing a pump and after all pump maintenance, a freedom of rotation test should be performed by suspending the pump vertically and manually turning the shaft to determine if any interference exists. After installation, the forces and moments at the flanged connections should be maintained within allowable margins identified by Weir to eliminate distortions that may cause rubbing of rotating parts where clearances are reduced or even eliminated.
Shaft straightness
The pump shaft must be maintained as straight as possible at all times. Straightness must be checked at major overhauls or when the shaft assembly is rebuilt, even if there is no vibration. When mounted between centers in a lathe, the run-out at critical points, such as the midpoint of shaft bearing assemblies and the impeller location, should be within 0.002 inches TIR (see your pump manual for more information). Vibration frequency has a direct relationship to the degree of shaft straightness ranges from 1x rotational speed to occasionally 2-3x rotational speed. The amplitude is typically 150% of radial vibration in the axial plane.
Unbalanced impeller
The impeller is a major rotating mass in the pump that, if unbalanced, may result in high vibration. All LEWIS® pump impellers are dynamically balanced to ISO standard 1,940/I Grade 6.3 or better, depending on customer specifications. Impellers in both sulfur and acid environments face rough conditions that lead to impeller imbalance. In sulfur environments, a foreign object might hit the impeller at high speed and result in damage that causes imbalance. In an acid environment, an impeller may suffer from uneven areas of erosion or corrosion that result in imbalance and significant pump vibration. Selecting the appropriate material is critical to avoid such situations. In general, the vibration frequency in this instance is equal to the rotational speed. Amplitude is greatest in the radial direction with a magnitude that is proportional to the amount of imbalance.
Bearing lubrication
The majority of LEWIS® vertical chemical pumps are supplied with a shielded, double-row ball bearing of maximum capacity design, intended to handle the applied hydraulic and mechanical loads properly. It is important to have the bearings replaced with OEM parts and to rigorously follow the pump manufacturer’s lubrication instructions. Proper installation of the bearing to both the shaft and the ball bearing housing is critical. The vibration frequency related to bearings is equal to the rotational speed multiplied by the number of rolling elements; and amplitude is proportional to damage and wear of the bearing. In addition, it is well known that amplitude increases with time.
Motor/driver
The motor/driver may generate some vibration caused by a worn bearing or imbalanced rotor. If supplying your own motor, it is recommended to run the motor isolated from the pump to determine if there is any vibration caused by the motor. If the motor is purchased new, it is highly recommended to request the routine test that will
lead to testing and certification by the motor manufacturer.
Baseplates
Vertical pump cover plates and sole plates should be leveled and sufficiently robust. The components should be carefully examined after several years of service since they have the tendency to lose their rigidity and distort, thus contributing to major pump vibration.
Misaligned plates prevent the pump from being properly rebuilt and aligned.
Pump motor alignment
In some cases, abnormal vibration and mechanical performance can be derived from a poor alignment between the pump and motor. The misalignment of the coupling has no direct effect on the motor efficiency; however, correct alignment will ensure a smooth, efficient transmission of power from the motor to the pump. Misalignment takes place when the centerlines of the pump and the pump shaft are not in line with each other. Misalignment can cause the following symptoms: excessive vibration, increased bearing temperature, and shortened bearing or coupling life.
There are three types of misalignments to look for:
• Angular misalignment: Occurs when the motor is set at an angle to the pump. If both shafts are extended, they will cross each other.
• Parallel misalignment: Occurs when the motor and pump shafts are parallel to each other.
• Combination misalignment: Occurs when the pump and motor shaft suffer from an angular and parallel misalignment.
Hydraulic Vibration
Cavitation
Cavitation occurs when the NPSHr is greater than the NPSHa. This causes an implosion of vapor bubbles, formed in the liquid being pumped, usually on the lowpressure side of the impeller vanes. Cavitation can result in damage to the impeller by removing particles of metal from the
surface with explosive force. This causes several problems, including discernible pump vibration. Most of the time, this condition takes place when there is a change in the system characteristics, which alter the pump flow and head conditions for which the pump was originally selected.
Hydraulic imbalance
Suction conditions may exist that cause the flow distribution of liquid entering the pump impeller to be uneven. This can result from vortexing, improper clearances under or around the pump’s suction inlet, or gas entrainment. The effect can be much the same as cavitation due to insufficient NPSHa.
Vibration monitoring
Vibration monitoring is common today. Accelerometer probes are usually installed on the pump’s upper thrust bearing or on a motor bearing. Measurements for vibration amplitude and frequency can be made in at least two horizontal planes, located 90 degrees apart, and in the vertical plane.
A log of these readings can be useful in both helping to discern the beginning of component wear before failure and in identifying and remedying an installation problem. It is perhaps less important to focus on the magnitude and exact frequency of vibration (unless it is extreme) than it is to pay attention to a change in the signature or pattern of the vibration spectrum. Be aware that it is nearly impossible to completely eliminate all pump installation vibration.
Centrifugal and Vertical Pumps, Vibration Measurement and Allowable Values (ANSI/HI-9.6.4-2022 edition) provides a guideline for the acceptable level of vibration depending on the pump structure. However, with knowledge of vibration sources, a good maintenance program and installation procedure, and perhaps a monitoring system, pump vibration can be controlled and serious problems avoided.
For more information, please contact Marwan Karaki (Marwan.Karaki@mail. weir) of Weir Minerals Lewis Pumps at (314) 272-6158 or visit the company’s website at www.lewispumps.com. q
Damage to the ball bearing housing and shaft resulting from vibration and the failure of the ball bearing.
Chemetics’ SARAMET ® towers: selecting the right solution for your acid plant
Sulfuric acid towers are an essential part of the sulfuric acid plant, responsible for producing acid at the desired grade and capacity and for achieving emission requirements. The service sees harsh operating conditions and requires great attention to detail when designing for each specific service. Reliability and costs continue to be top of mind when considering the right solution for replacing an acid tower that is approaching end of life, and even more so when selecting the technology for a new acid plant.
Since the invention of the conventional acid plant, the brick-lined sulfuric acid tower has been the preferred choice when considering overall cost and reliability. Brick-lined acid towers offers a resilient solution to all types of service in a sulfuric acid plant. The complete design, fabrication, and installation of these towers are critical to ensuring prolonged reliability.
When designing a brick-lined tower, special attention is required at the steel and brick-lining interfaces, such as the gas inlet nozzle or acid outlet nozzle. An effective tower design can help mitigate issues in these areas; but issues can still arise if the material used or installation work is of poor quality. The tolerances required for acid brick installations are very precise and require a special skillset even among experienced brick laying specialists. If not done correctly, these areas can be susceptible to corrosion and mortar failure, leading to an ongoing maintenance regimen.
However, when design, fabrication, and installation all meet the required quality standards, the tower will last. Chemetics has a longstanding history of designing and supplying brick-lined acid towers that have been in continuous operation without leakage for over 25 years.
Despite the longevity of brick lined towers in the sulfuric acid industry, escalating labor costs and scarcity of skilled labor in a global market has shifted the dominance of brick lined towers to alternative types of towers.
In 1982, the introduction of SARAMET®, an acronym for “Sulfuric Acid Resistant Alloyed METal,” has led to its use in a variety of applications that require hot concentrated sulfuric acid service. The excellent corrosion properties of SARAMET® in these applications has led to end use patents being granted to Worley Chemetics.
Presently, SARAMET® comes in many grades (23, 25, 35, HT, and HT+) and is used in different locations within each type of tower. The SARAMET® metallurgy is carefully selected to suit the specific application and operating
SARAMET tower feature Benefit
Gas inlet nozzle design
Dished or flat bottom
Packing support
Mist eliminator support system
Gas inlets are common points of failure and ongoing maintenance. Care must be taken to avoid local corrosion in SARAMET® towers. The correct materials of construction must be used and the design should allow for the alloy to be continuously wetted at all times. Chemetics employs a proprietary gas inlet design that eliminates persistent localized corrosion where competitors have failed.
Compared to brick lined towers that generally require dished bottoms to avoid brick heaving and sulfating of the tower bottom, alloy towers can be modified to be dished or flat bottomed, tailored to retrofit to existing equipment in need of replacement.
Wetting rate is critical for alloy towers, and Chemetics’ gas injection type SARAMET® packing support results in a low pressure drop, high throughput support system. Packing support beams and support rings are designed to ensure maximum wetting and protection of the tower metal, reducing the potential for localized corrosion.
For towers requiring the use of candle-type mist eliminator elements, Chemetics’ mist eliminator support systems include 316L stainless steel pedestals. The pedestals allow for easy installation while providing structural rigidity in a robust support system.
sufficiently robust to withstand the varying operating conditions that a plant sees on a day-to-day basis. When problems do arise, the design should simplify equipment inspection and minimize the total time spent inside the tower. Chemetics has thoughtfully prioritized these aspects when designing the SARAMET® tower. Table 1 highlights some of the design features of SARAMET® towers that enhance longevity and eliminate localized corrosion.
Acid distributor
The ISO-FLOW™ SARAMET® trough distributor provides even acid distribution across varying operating conditions and is designed for easy installation using Chemetics’ SWIFT-LOCK™ design to allow for easy removal and troubleshooting.
conditions. Some towers can use multiple grades of SARAMET® to provide sufficient resistance for the specific operating conditions. SARAMET® material is not reliant on any special linings to provide its corrosion resistant properties.
Tower internals including distributors and mesh pad mist filters can also be fabricated of SARAMET® offering the same corrosion resistance properties as
the rest of the tower.
Details matter when it comes to designing an acid tower. Chemetics has spent over 35 years designing, supplying, and maintaining SARAMET® towers and continues to value the importance of these design details for maintaining a path towards excellence.
Towers must be designed to minimize the potential for localized corrosion and be
As with all complex equipment, ensuring long-term durability requires a good design, high quality materials, and most importantly, construction using high quality skilled labor. Poor quality installation, especially of the specialized brick-lining in acid towers can lead to frequent shutdowns and ongoing repairs throughout the operation of the plant. Considering a SARAMET® tower can be ideal for these situations as the tower’s fabrication and material sourcing are all controlled by Chemetics under the highest quality without relying heavily on the labor quality of third parties. Considering additional upfront costs to ensure that the design and build quality are reliable outweighs the initial cost savings and the additional cost of maintenance and repair over time.
Traditionally, the savings in material used for a brick-lined acid tower would suggest it to be the more cost-effective choice. Yet, in today’s economic environment, the most cost-effective choice largely depends on various factors. Site location is one such factor where freight and field labor costs can offset the material savings of a brick-lined acid tower compared to a SARAMET® tower or similar. The overall total installed cost savings can be up to 20% with a SARAMET® tower compared to the alternative. The cost savings and comparable reliability has many industrial plants choosing to forgo brick-lined acid towers and opt for a SARAMET® tower or similar design when considering their asset retirement planning strategy.
SARAMET® towers present other significant advantages in that they can be modularized to meet freight restrictions while requiring minimal field assembly. The design is flexible such that towers can be prepared and assembled nearby while the site is still operating, then lifted into place during the turnaround window. In some cases, towers, including all of their internals, can be lifted directly into the desired location requiring only the tiepoints to be connected, minimizing overall plant modifications.
For more information, please visit www.worley.com. q
Table 1: SARAMET ® tower design features.
Fig 1: SARAMET ® inter and final tower systems.
Fig 2: SARAMET ® dry tower being lifted into place.
Acid plant ducting design
By: Werner Vorster, Robert Crane, and Arie VanMuyen, NORAM Engineering and Constructors Ltd.
The design and analysis of piping systems used in the process industry are well established. Industry accepted code rules such as ASME B31.3 provide guidelines for analysis and piping design software such as Caesar II include rules already built in. Although sulfuric acid plant ducting systems have some similarities to piping systems, there are significant unique characteristics that distinguish them. Code rules can be used as a framework to guide the designer, however the code is designed for piping geometry and specific diameter to thickness (D/t) ratios which are greatly exceeded in most ducting systems. In addition, due to the relatively low diameter to length (D/L) ratios, thermal expansion cannot usually be accommodated using expansion loops and/ or elbows. Therefore, expansion joints are commonly utilized.
Typical expansion joint configurations used for piping systems, as defined by Expansion Joint Manufacturers Association terminology, work equally well for ducting systems. These include universal pairs, pressure balanced tees, and combinations of hinges and gimbals. The ideal configuration depends on the thermal movements that need to be accommodated and the overall length of the duct. Besides thermal movement, consideration must be made for loads transmitted to equipment nozzles, foundations, and the duct itself from environmental loading (i.e. seismic, wind, self-weight). This often requires utilizing guides and supports that retain the degrees of freedom required for thermal movement.
In this article, NORAM demonstrates
some typical approaches and solution options for ducting design. Examples from a recent ducting retrofit project and other recent projects illustrate common design challenges for ducting in sulfuric acid plants.
General workflow
NORAM uses a variety of tools including these commonly available “tools of the trade:” piping flexibility software, Caesar II, which is typically used in the initial design of the ducting system; NozzlePro and ANSYS Mechanical, for Final Element Analysis (FEA) for standard circular nozzles and non-standard nozzles respectively; and openFOAM, used for Computational Fluid Dynamics (CFD) analysis. A typical design approach is shown in Fig. 1.
Stress assessment and support system design
The stress and flexibility assessment of ducting systems for sulfuric acid plants has similarities and differences when compared to piping system design. Similar to piping systems, internal / external pressure, thermal loads, gravity, wind, and seismic conditions need to be considered while various load combinations must be generated, classified (operating, occasional, and sustained) and assessed in terms of stresses in the system. Special attention must be made to high stress areas (equipment nozzles, elbows, support attachments, and expansion joints). These components require stress assessment based on all applicable loading combinations. In contrast to piping systems, the diameter to thickness (D/t) and length to diameter (L/D) ratios are generally much different compared to typical piping systems, which impacts the flexibility of the system and validity of piping code methodology.
ASME B31.3 piping code uses empirically derived SIF’s (stress intensity factors) and SSI (sustained stress indices) to calculate stresses in elbows and tees due to applied loads. These factors are built into piping design software such as Caesar II, however they do not apply for D/t ratios > 100. Typical ducting D/t ratios more than 130 necessitate separate analysis. ASME B31J can be used for guidance on calculating SIF and SSI factors for D/t > 100, using either finite element analysis or empirical testing with full scale test models. In addition, buckling failure modes, and discontinuity stresses are not evaluated and must be checked separately via finite element analysis and/or hand calculations.
Due to the large D/t and often relatively low L/D, ducting spans can sometimes be entirely self-supported. The maximum
unsupported length will be limited based on buckling failure modes and the maximum load that the equipment nozzle and/ or foundation can take. If supports are required, constant effort or variable spring supports can be used with a preload selected to counter the gravity load while allowing for vertical movement. The supports can be attached to the duct using either sliding pads or rollers if the duct is supported from underneath. Arrangements of threaded rods, clevises, and traverses can be used if the duct is hung from above.
Two examples of ducts that required a system of multiple hanging supports and detailed FEA stress assessment are shown in Fig. 2. These two ducts were part of a ducting system comprising 17 new ducts required for a sulfuric acid plant retrofit and capacity increase project as highlighted in Fig. 2.
An assessment of wind and seismic loading on the equipment nozzles and foundation was also performed on the ducting. The coastal region dictated a relatively high basic wind speed of 134 mph, resulting in wind loading generally governing the design compared to seismic. As shown in Fig. 4, this resulted in a bending moment of approximately 260,000 lb·ft which needed to be accommodated by the converter bed 1 outlet nozzle and elbow.
Both ducts are long. Bed 1 Outlet is approximately 300 ft in length, operating at 1,175 °F, whereas Bed 2 Inlet is approximately 200 ft in length but operating at a lower temperature (850°F).
For very long horizontal ducting runs operating above 1,000°F such as Bed 1 Outlet in Fig. 2, both regular and creep based buckling failure mechanisms need to be considered. Typically, creep-based buckling will limit the maximum unsupported span. For this particular duct, operating at 1,175°F between converter bed 1 and the waste heat boiler (WHB), a support spacing of approximately 5 duct diameters could be reached with an acceptable safety factor for creep buckling. Comparing this to the cooler duct (850°F) between the waste heat boiler and converter bed 2 which runs in parallel with the hotter Bed 1 Outlet with a similar total horizontal span, only one pair of equidistant spring supports at approximately 25 duct diameters was required. With the addition of spring supports as shown in Fig. 3, both ducts generated minimal loading as a result of self-weight on the equipment nozzles and foundation.
To confirm the design of converter bed 1 outlet nozzle and elbow, an FEA analysis was conducted in ANSYS Mechanical to evaluate global plastic collapse and local strain limit according to ASME VIII, Div 2 methodology. The nozzle’s design passed both criteria thereby validating the design.
Thermal growth and expansion joint configurations
One of the challenges with evaluating ducting systems in sulfuric acid plants is the relatively high operating temperatures and resulting thermal expansion of the duct and connected equipment. Fig. 5 shows an extreme example of the thermal growth of the converter bed 1 outlet duct highlighted
Fig. 1: Typical workflow for ducting design.
Fig. 2: Final ducting design 3D model (black = existing, blue = new, green = duct example 1, red = duct example 2)
Fig. 3: Caesar II model illustrating support system for duct examples 1 and 2.
Fig. 4: Caesar II model illustrating resultant force and moment on bed 1 outlet nozzle from wind.
Fig. 5: Caesar II model showing thermal growth for 90 in Ø x 185 ft long duct between converter and waste heat boiler.
in green in Fig. 2. Due to the high operating temperature and length, the dominant thermal movements are large enough to be visibly seen without any scale amplification.
Addressing thermal growth in ducting systems requires different strategies from those utilized in piping systems. Expansion loops are not generally viable due to the relatively high stiffness of the duct. Therefore, expansion joints are typically required to accommodate thermal growth, however this comes with its own challenges and the need to design a pressure thrust restraint system.
Pressure thrust is present in both ducting and piping systems, acting at changes of direction and cross-sectional areas such as elbows and reducers. Normally, the pressure thrust is carried as an axial load in the duct wall, and therefore no significant forces from pressure thrust are generated on equipment nozzles and foundations. However, adding expansion joints removes the ability for the duct wall to carry this axial load due to the comparatively low axial stiffness of expansion joints. The load is therefore transferred to the anchor points such as equipment nozzles and foundations unless a pressure thrust restraint system is used.
A sketch showing a duct both with and without an expansion joint and the resulting moment on the anchor points is shown in Fig. 6.
For a 90-in Ø duct, and a design pressure of 10 psig, the axial force generated by pressure thrust is approximately 65,000 lbf when expansion joints are added. This force can create large moments on equipment nozzles and foundations.
It is possible that equipment nozzles and foundations can be reinforced to handle these loads, however this is not typically economically viable for large diameter ducts, especially for operating temperatures above 1,000°F where creep-based mechanical failure needs to be considered. Therefore, a pressure thrust restraint system is typically required to carry the pressure thrust load.
Several options for addressing pressure thrust are available to the designer based on standard EJMA configurations, including:
1. Tie-rods restraining a universal pair (i.e. 2 expansion joints linked by a connecting duct span)
2. Pressure-balanced tee with internal or external tie-rods
3. Systems of 3 hinges (internal / external)
4. Systems of 1 hinge and 2 gimbals
Examples of each pressure thrust restraint system are provided in Fig. 7 through Fig. 10.
Hydraulic analysis
An essential design requirement for ducting is providing even flow distribution to the connecting pieces of equipment. Important factors include the design of the inlet and outlet nozzles and the relative proximity of elbows and angle changes. General rules of thumb include: using gradual angle changes before equipment inlet nozzles, maintaining reducer angles of less than 20° where possible, and providing a minimum of 1 diameter of straight length prior to the inlet of equipment nozzles after bends. Empirical correlations and loss factor coefficients, which can be used as a proxy for the degree of flow separation, are readily available for typical ducting geometry. Sometimes equipment locations will dictate a non-optimal hydraulic design, which necessitates a CFD evaluation to confirm the performance will be acceptable.
Key takeaways
The design of ducting systems for sulfuric acid plants requires consideration of thermal movements, self-weight, wind and seismic loads, and hydraulics optimization to ensure good flow distribution to connecting equipment. Piping design software such as Caesar II is a useful tool in
the design process. However, several limitations need to be considered when evaluating the software outputs due to geometrical differences between piping and ducting systems. FEA analysis is necessary in the design of elbows, tees, and attachment details such as trunnions and nozzleshell junctions. CFD analysis is also needed when routing limitations dictate a non-optimal hydraulics design, especially at the inlet to equipment where good flow distribution is critical to achieving the required performance. NORAM has over 25 years of experience in designing retrofit and new ducting systems for sulfuric acid plants. NORAM’s sulfuric acid group can provide services ranging from stress analysis of existing ducting systems to addressing specific problem areas and replacements to suit capacity upgrade projects. For more information, please visit www.noram-eng.com. q
Fig. 6: Diagram showing pressure thrust in duct without expansion joint (top) and with expansion joint (bottom).
Fig. 7: Universal pair tie-rod.
Fig. 8: Fabrication of pressure balanced tee with internal tie rods
CLEVELAND, OH–A simple alternative to other more cumbersome methods, Ohio Lumex innovative sorbent traps capture SO3, sulfuric acid mist, and H 2SO 4 and are especially useful for SCR engineering purposes, although they can be sampled anywhere from economizer outlet to stack.
For a variety of reasons, it’s important to measure SO3. Among these, SO3:
• Is very corrosive
• Competes with Hg for active sites on Activated Carbon (ACI)
• Contributes to ammonium bisulfate (ABS) formation on SCR catalyst, inhibiting denitration
• Contributes to air preheater (APH) fouling issues
• Leads to blue plume formation.
Typical applications for SO3 & sulfuric acid mist sorbent traps:
• Coal-fired power plants
• Sulfuric acid plants
• Pulp and paper plants
• Others Features of SO3 & sulfuric acid mist
sorbent traps:
The traps offer a simple alternative to cumbersome Method 8A. Attributes of Method 8A include:
• Sampling impinger trains typically require a team of technicians and significant mobilization time
• Sampling locations are difficult to access and unforgiving to the specialty glassware used
• Impinger solutions may consist of hazardous materials that must be transferred and containerized on-site
Ohio Lumex traps’ quality is verified
via EPA Method 30B QC performance criteria:
• Breakthrough
• Pair agreement
• Spike recovery
• Various sampling/analytical checks Suitable locations include:
• Measuring SO3 upstream and downstream of the SCR to determine the conversion rate of SO2 to SO3
• Used in conjunction with mercury oxidation studies around the SCR
• ESP outlet (recommend isokinetic sampling)
• Stack (recommend isokinetic sampling)
For more information, contact Ohio Lumex at (440) 264-2500 or visit www. ohiolumex.com.
Leak detection paint for immediate detection of acid and caustic leaks
ON GUARD™ Acid Detecting Paint is a durable, industrial coating with a unique acid-sensitive component, which changes color (golden yellow to brilliant red) when exposed to acid or acid vapors pH 3 or lower. The reaction of ON GUARD to acids pH 3 or lower is instantaneous.
ON GUARD™ provides an immediate visual indication of a spill or leak, often at
Acid detecting paint instantly turns bright red when exposed to acid or acid vapor.
quantities that are too small to trigger an indication with conventional detection devices. This is a lead-free, all-organic, acrylic modified, alkyd enamel. Use on potentially hazardous surfaces or any place where an accidental leak or spill may occur.
For use on:
• Flanges
• Valves
• Pipes
• Pumps
• Tanks
• Sample Ports
• Flow Indicators
• Expansion Joints
• Weld Sites
• Clamps
• Hose Connections
• Threaded Connections
For more information, contact RAMCO® Manufacturing at (832) 699-8220 or visit www.ramco-safetyshields.com. q
Ohio Lumex acid mist sorbent traps (left) and sampling system (right).
ALPHA-CORR TYPE III ACID BRICK
AvAilAble in the USA todAy
From our strategic location in Houston, TX, we are able to supply a variety of brick shapes (straights, arches, wedges, keys) and sizes from stock for immediate purchase.
Please reach out to us for technical data and pricing. Samples available upon request.
Meeting ASTM C279 standards for use in new construction and refurbishment of existing structures in sulphuric acid plants including towers, process vessels, floors, sumps, pits, etc.
Acid Brick, Acid Resistant Mortar, Membranes, Carbon Brick, Polymer Concrete, Refractories, Teflon, Ceramic Paper and Blanket, Ceramic Rope, Borosilicate Block
A-103 MASTIC®
A-103 Mastic® is Still Available and in Stock in warehouses in USA and Canada. Made from the original recipe.
When your plant has a product that has proven successful for over forty years, why change? With this in mind, Alphatherm Inc. purchased the recipe of Pecora A-103 Mastic® to keep this integral piece of the Sulphuric Acid Tower lining system intact. Made from the same ingredients with A DECADES OLD RECIPE, A-103 continues to be the workhorse membrane in Acid Plants worldwide.
Accept No Imitations!
This is THE ONLY A-103 Mastic® made with the original Pecora recipe.
A-103 MASTIC is a registered trademark of Alphatherm Inc.
Acid plant expansion joint maintenance 101— the basics you can’t ignore
Expansion joints aren’t at the top of most maintenance checklists, but when things go wrong, they quickly become the center of attention. In sulfuric acid plants, metal expansion joints are used in critical areas, like on the converter and the compressor/blower. That means that when they get overlooked, they often become a weak point that can lead to downtime or emergency repairs.
This article gives you a straightforward approach to maintaining your metal expansion joints, suggesting ways you can help them last longer and perform better, so you can spend more nights at home and fewer in the acid plant.
1. Visual inspections—perform regularly
Your expansion joints endure constant movement, temperature fluctuations, and exposure to corrosive SO2/SO3 gases, so regular visual inspections are crucial. Look for obvious signs of damage like cracks, deformation, or visible wear. If you spot issues early, it’s easier to prevent a minor problem from turning into an emergency. If caught early enough, you can sometimes even repair a dent, crack, or hole with a field-weld. (See the Spring 2025 issue of Sulfuric Acid Today for more details on how to perform a field-repair on a metal bellows or flanged and flued expansion joint).
Key signs to watch for:
• Discoloration or corrosion: This could indicate metal fatigue or material degradation due to acid condensation. Usually present at the bottom of a horizontal expansion joint.
• Cracks, bulges, or uneven convolution spacing: These suggest that the bellows may have exceeded their movement or pressure capabilities.
• Signs of leaking: Obvious signs of sulfate buildup, liquid pooling, etc. or hidden signs such as loss of blower/fan capacity, high O2 readings in process gas, etc. Incorporating these routine visual checks into your weekly or monthly rounds can save you from emergency calls down the road. If you don’t have the bandwidth to perform them internally, call an expansion joint expert and see what an annual inspection & monitoring package costs (probably less than a single expansion joint failure will).
2. Monitor movements carefully
Expansion joints are designed to absorb axial, lateral, and angular movements. However, every joint has its limits. Misaligned or unanticipated movements can overstress the expansion joint and lead to early failure.
• Axial compression and extension: Ensure the expansion joint is handling the thermal growth or shrinkage as designed. Misaligned supports or improperly installed joints can overstrain a system.
• Lateral movement: Keep an eye out for excessive lateral movement, which can cause one side of the joint to compress more than the other. If this happens, the convolutions could wear unevenly, significantly reducing the lifespan of the bellows. If the convolutions are touching one another, that’s a good sign you have too much lateral.
When you install or replace a joint, make sure you know exactly what movements it will need to accommodate. Better yet, run calculations to verify that the joint is sized and placed correctly within your system.
3. Don’t ignore low points in your system
Unfortunately, acid plant piping and ducting accumulates condensation, especially when the process gas cools below its dew point. System low points— whether in ducting or expansion joints— are the ideal spot for dilute acid formation, which will corrode metal bellows over time. Then, dilute acid will turn to concentrated acid via distillation over multiple startup and shutdown cycles.
What should you do if you detect pooling or condensation around your bellows?
• Install external insulation: This helps keep the bellows temperature above the dew point, preventing condensation from forming. (Call INTEREP first, we’ll tell you if your metallurgy can handle the external insulation).
By: CJ Horecky, Executive Director, INTEREP
• Upgrade the metallurgy: In some cases, switching to a more corrosion-resistant material can extend the life of your expansion joints.
• Check your system’s airflow: Ensure that the airflow and temperature throughout your ducting system are optimized to minimize acid formation in low points. Are you introducing fresh air anywhere? Could you pull hot process gas from another area instead?
4. Know your system’s temperature swings
We’re all familiar with expansion joints failing because they got too hot, but what about when they get too cold?
Too much internal insulation or poorly managed airflow can cause bellows to cool too much, leading to acid condensation inside the joint. This often happens when gas temperatures drop below 250°F, and SO3 gases condense into H 2 SO 4. To avoid this:
• Keep an eye on external temperatures: Adding an insulation blanket to the outside of the bellows can help bring its temperature back into the safe range, ideally between 400°F and 600°F. (Again, ask INTEREP before you do this.)
• Monitor bellows temperature: Regular temperature readings will help you detect problematic conditions before they lead to failure.
• Cleaning and lubricating tie rods or control rods: These components help manage pressure thrust in your system, but if they’re not regularly checked and maintained, they can bind up and cause the expansion joint to fail.
• Alignment checks: Expansion joints should be in perfect alignment with the piping system to prevent premature wear. Expansion joints are not designed to accommodate piping offset. By setting up a comprehensive maintenance routine, you’ll avoid unexpected failures and keep your system running smoothly.
your restraining
The bottom line: routine care equals longer life
5. Develop a maintenance routine
Proactive maintenance is key to extending the lifespan of your expansion joints. Make sure that your maintenance routine includes:
• Annual pressure testing: For critical joints, especially those that handle highstress movements, regular pressure testing can help you detect weaknesses before they become failures. (A third party like INTEREP can perform this for you if you don’t have the internal resources).
Expansion joints in sulfuric acid plants are critical for absorbing movement and protecting equipment, but they only work well if maintained properly. Regular inspections, careful monitoring, and a solid maintenance plan will ensure your joints last longer and perform better, keeping your plant online and productive. Don’t wait until something goes wrong—take care of your expansion joints now, and they’ll take care of your plant later.
For questions about how to run thermal calculations, outsourced inspection and monitoring programs, or expansion joints in general, contact CJ Horecky at
500-9161 or CJ@INTEREP.us. q
(480)
Fig. 1: While water has been running down this main air blower metal expansion joint on the OUTSIDE, there is no sign of acid pooling or discoloration on the INSIDE.
Fig. 2: Expansion joints with external insulation or covers over the bellows can be hard to inspect and easy to disregard. Many maintenance personnel won’t recognize them as an expansion joint at all.
Fig. 3: This converter expansion joint uses gimbal hardware to control movements. Corrosion under insulation caused hardware to bind and fail, even though lagging showed little sign of corrosion from the outside. Keep
hardware in good condition.
• PROX-SVERS® Ceramic Balls
• Christy® Pak Ceramic Saddles
• Christy® Pak Cross Partition Rings
• Christy® Pak Low Pressure Drop Saddles
• Thermoplastic Tower Packing
Wet electrostatic precipitator technology for sulfuric acid plants
Current global production of Lithium is currently well below worldwide demand which has risen in recent years due to the rise of electric vehicles projected to eliminate petroleum-powered cars, trucks, and trains in the next 20 years.
Lithium is commercially extracted from five minerals and the most important mineral considered is spodumene. The extraction process entails initial crushing, then roasting at 212 degrees F, more grinding, and sulfuric acid leaching at 482 degrees F. This extraction method requires a great amount of high-grade sulfuric acid.
Wet electrostatic precipitators (WESPs) are used in metallurgical acid plants to protect catalyst beds. These plants are usually non-ferrous smelters, processing copper, zinc, lead, nickel, molybdenum, zirconium, and gold ores. WESPs are also used in spent acid recovery, sulfuric acid plants where reprocessed or “spent” acid is converted into SO2 feedstock for the formation of new sulfuric acid. Another WESP application is protecting sulfuric acid plants used to reduce SO2 and SO3 emissions from heavy oil and boilers where the fuel has high concentrations of sulfur.
WESPs efficiently collect sub-micron dusts and acid mists. These fine particulates usually contain heavy metals such as arsenic, lead, zinc, cadmium, and other metals depending on the content of the ores. Emissions from these metallurgical processes can contain flotation oils used to separate the various constitutes in the ore, such as sulfides, and these oils evaporate in the high temperature of the metallurgical process and condense into mists in the quenching section of the gas cleaning plant. The mists are then collected by the WESP. WESPs are also used for tail gas cleaning to remove particulate, mists, and aerosols; and to reduce visible emissions.
Advantages of WESPs
The advantages of using a WESP versus other types of gas cleaning equipment is that WESPs feature high efficiency collection of submicron particulate, mists, and aerosols combined with low-pressure loss since the internal open tube structure is not easily plugged to restrict gas flow. Another advantage is WESPs can remove dusts that are conductive or have high resistivity—a problem for dry ESPs. Since a lot of metallurgical dusts have high resistivity, the wet environment of the WESP coats the particulate with moisture, which makes the dust conductive and collected with high efficiency.
WESPs operate by charging and collecting the particulate, mists, and aerosols
By: Gary Siegel, Marketing Director, Beltran Technologies Inc.
with a corona discharge formed by the collector surfaces and pointed discharge electrodes. High voltage power, usually between 30 and 75 kilovolts, charge the WESP depending on the WESP design and process gas conditions. WESPs are usually designed with a collector consisting of tubes or plates with discharge electrodes held in the center of the collector structure by a high voltage frame, supported by non-conducting insulators. Since process gases are saturated and contain electrically conductive mists and aerosols, the insulators are operated dry, being purged by dry, clean, and heated purge gases, usually ambient air. WESPs can be operated
by the collection of liquid acid droplets, mists, and aerosols, flushing the collector plates, or with the operation of continuous fogging sprays into the collector section. WESPs usually have deluge or wash nozzles mounted to periodically wash the WESP of solids and collected particulate, which may not be removed by the draining acid/water collected by the WESP.
WESP design
The collection efficiency of the WESP is expressed in the DA equation and is an exponential function of the three parameters: 1) collector surface area (A);
WESPs efficiently collect sub-micron dusts and acid mists. These fine particulates usually contain heavy metals such as arsenic, lead, zinc, cadmium, and other metals depending on the content of the ores.
2) gas flow rate (F); and 3) drift velocity (w). These are effectively two parameters, A/F, which is related to the size of the WESP box, and w, which is proportional to the useful applied electrical power to the process gases. Since the efficiency is proportional to the product of these two parameters, it is possible to design a WESP with a large box and low power, or a smaller box and higher power, each with the same efficiency. Since the consumption of electrical power for WESPs is usually low compared to other gas cleaning equipment, such as venturi scrubbers, bag filters, or other types of high-pressure devices, and since WESPs are constructed of expensive corrosion resistant materials, it is better to maximize w and minimize A/F (the size of the WESP). The exponent in the DA equation can be substituted with the parameters: voltage, tube or plate length, inter-electrode spacing, and gas velocity through the collector. The efficiency increases with greater field strength (operating voltage divided by inter-electrode spacing), collector length, and reduced process gas velocity.
Beltran WESPs at Mopani Copper Mines in Zambia.
The collection efficiency of the WESP varies with the size of the particulate, mist, or aerosol. Since gas phase reaction and evaporation/condensation form particles around 0.1 to 1.0 microns, considerable acid mist and particles form in this size range. As particles increase in size from the submicron range, they are more easily collected, since field charging increases. Also, as particles decrease in size from the submicron range they are more easily collected, since diffusion charging increases. Therefore, the collection efficiency curve versus particle size forms a U-shaped curve with its minimum in the submicron range. The collection efficiency is also related to corona power of the WESP, with the minimum efficiency increasing with greater corona power. To minimize the size of the WESP and maximize the operating efficiency, the WESP should be designed to maximize w, the drift velocity, or the rate at which particulate, mists, and aerosols move to the collector plates.
WESPs can be designed with various collector shapes: flat plates, vertical round tubes, hexagonal tubes, or square tubes. Historically, WESPs were built with round tubes and flat plates. The original acid mist WESPs were built with round tubes at the beginning of the last century. However, as the flow rate increased, the diameter of the tube increased, which required higher operating voltages. The electrical power supplies at that time were limited and could not operate reliably at very high voltages, above 80 kilovolts. After that, WESPs were built with multiple smaller tubes or flat plates. Early WESPs were built from lead to resist the corrosion of sulfuric acid, so it was more economical to use larger diameter tubes and reduce their number, since lead construction was problematic due to lead’s low mechanical properties and high density. More modern WESP designs, utilizing other corrosion resistant materials such as conductive graphite composites or chrome-nickel-molybdenum alloys, can be built in more efficient and economical configurations.
The round tube design has the disadvantage of wasting space in the vessel due to the nesting of the round tubes. Round tube WESPs require larger size vessels. Without increasing the size of the vessel, gas will flow through at a greater velocity requiring longer tubes for comparable collection efficiencies. This then requires the WESP to be considerably taller and the tubes longer for the same efficiency. This has a further disadvantage in that the high voltage discharge electrodes are longer and are more likely to swing or vibrate during operation. This movement results in sparking and also
causes the WESP to operate at lower field strengths and voltages, lowering operating power and efficiency.
There is a major economic disadvantage of designing WESPs with round tubes: the surface area on the outside of the round tube is wasted. Only the surface area of the inside of the tube is utilized for collection; therefore, the round design has to use twice the collector material to obtain the same collector surface as the flat plate, hexagonal, or square tube design.
the spikes produce an asymmetric distance from the spike to the round wall, with the resulting asymmetric field strength and buildup of solids on the tube wall.
Today, Beltran WESPs are engineered with advanced materials of construction that utilizes the advantages of other collector tube shapes, such as hexagonal and square tubes.
The most efficient design when considering collection efficiency, compactness, and economy is the square tube collector configuration. The square tube collector completely utilizes the cross-section of a square or rectangular vessel and can be effectively utilized in round as well as hexagonal vessels. Due to the square tube’s high utilization of the vessel’s cross-section, the WESP can be operated at a lower velocity so that the required tube length is lower, making it more efficient and easier to wash, since the wash sprays penetrate the collector. The high voltage frame is also more rigid, does not swing, and stays more accurately aligned, resulting in more efficient and reliable performance. Because of the shorter tube length, lower stabilizing insulators are not required, and the insulators can be mounted on the clean gas side of the WESP, reducing the requirement for heated purge air and resulting in more reliable WESP operation.
WESPs can be set up in various configurations such as: single WESPs; two WESPs in series; two WESPs in parallel; and multi-WESPs in parallel and two in series. “
The obvious feature of the round tube is the uniformity of the distance from the collector surface to the discharge electrode. Early lead designs utilized lead wires, supported by a metal core. Since a wire was the discharge electrode, the spacing between the collector and corona wire was constant around the circumference. However, wires are problematic since they break and short out the WESP, creating unreliable performance. Also, the wires had to use lead weights at the bottom to keep them straight and aligned in the center of the tubes. This type of structure is susceptible to swinging, causing poor WESP efficiency and unreliable operation. Most modern round tube WESPs use spiked discharge electrodes or solid pipe masts; however, this defeats the purpose of having a round tube design, since
Since the WESP collection efficiency is increased with increasing corona power, multi-pointed star discharge electrodes are utilized to maximize corona power. Multi-pointed star discharge electrodes overcome the problems of current suppression of space charge effect, whereby the corona power is significantly reduced by the high concentration of submicron particles, mists, and aerosol present in the process gases. This reduces the corona power of the WESP operation and can lower the collection efficiency. The multi-pointed stars charge and repel some of the submicron particles, and then enable the next star to increase its corona power, repeating this phenomenon almost 100 times as the gases flow up the tube. This type of electrode can produce considerable efficiency in the
single or multiple pass WESPs usually utilized in acid plants.
WESPs can be set up in various configurations such as: single WESPs; two WESPs in series; two WESPs in parallel; and multi-WESPs in parallel and two in series. Smaller gas flows are usually treated with one WESP. This also depends on the efficiency requirements; however, one WESP unit can produce reliable service at 99.5% efficiency for smaller flows. Typically, plants have two WESPs in series so that one WESP can be washed while the other operates. Sometimes two WESPs are designed to be utilized in parallel for similar purpose. Two in series has the advantage of the first WESP overcoming the current suppression condition while the second WESP operates at full power. This depends on the gas flow rate, inlet and outlet process conditions, amount of particulate, mist and aerosol at inlet and outlet, etc. Larger plants will require more WESPs in parallel and usually two WESPs in series; therefore, one WESP can be taken offline for maintenance, or washed online.
Materials of WESP construction
WESPs are built of metal alloys, thermoplastic materials, thermosetting materials, and conductive graphite composite materials. Metal alloys are expensive and have extended delivery time, but their biggest disadvantage is the unreliable performance with regard to corrosion. The sulfuric acid WESP operates in highly corrosive environments, including sulfuric, hydrochloric, and hydrofluoric acid and other impurities, as well as increased temperature. Because of the high cost of more robust chromenickel-molybdenum alloys, like C-276, C-22, and C-2000, designers are attempting to utilize lower corrosion resistant alloys like AL6XN and SMO 254, with resulting corrosion problems in some applications and conditions.
The Beltran WESP manufactured with conductive graphite composite materials has the following advantages:
• Highly corrosion resistant
• Good mechanical properties
• Electrically conductive
• Homogenous
• Does not require water/acid film to ground WESP
• Fire retardant and thermally robust
• Cost effective
For more information, contact Beltran Technologies, Inc., at (718) 3383311 or info@beltrantechnologies.com; or visit the company website at www. beltrantechnologies.com. q
Tubular electrostatic precipitator
Tackling unsteady and lean gas smelter gases: a case study in Chile
Chile is a top copper producer worldwide, having produced an estimated 5.3 million metric tons of copper in 2023. Chile also has the world’s largest copper reserves by far, estimated at 190 million metric tons as of 2023 (Jaganmohan, 2024). This puts the country in a favorable position since copper is a much-needed ingredient in global energy transition. By 1993, Chile had a developing environmental regulatory framework and was in the process of strengthening its environmental laws to address growing industrialization and its impact on air quality. However, it wasn’t until 2013 that Chile passed legislation specifically focused on SO2 (sulfur dioxide) emissions.
In 2013, Decree 28 set specific emission standards for various pollutants, including arsenic and sulfur dioxide, generated by copper producers. The standards limited yearly SO2 emissions for existing smelters, set 95% as the total minimal sulfur capture across those smelters, and set direct SO2 emission limits from downstream sulfuric acid plants (Ministerio del Medio Ambiente, Chile, 2013).
Total sulfur capture usually includes fugitive emissions from the smelting and converting operations upstream, which are typically large volumetric flows of relatively low SO2 concentration (up to 2%) that may not be fully captured to be treated by the sulfuric acid plants. It is estimated that from 1.5 to 6.5% of total sulfur coming to the smelter may be lost as fugitive emissions, depending on the smelter design (Dewitt, 1980).
For sulfuric acid plants the standards were set to 600 ppm for existing major copper smelters and to 400 ppm for other existing plants. The single absorption plants were given 5 years to implement changes and double absorption plants were given 3 years. For new plants, the limit was set to 200 ppm straight from the start of operations. The limits are based on the hourly average measurement of SO2 in the chimney with a continuous emission monitoring system installed.
Since 2013, Chile continued strengthening its environmental regulations. Increasing pressure from environmental agencies resulted in closure of the Ventanas copper smelter in May 2023 after 58 years in operation (Codelco, 2023). Now, it is widely anticipated in the industry that new legislation will come into force in 2025 further reducing limits to 400/200 ppm for existing plants from the previous 600/400
By: Roman Ovsyannikov, Account Manager Latin America, Topsoe
ppm, as well as requiring stricter total sulfur capture that might require review of lean and fugitive gases treatment systems.
How to efficiently treat lean gases from the smelter
As new environmental regulations are being implemented, there is an increased demand for technologies capable of treating off-gases without incurring high investment and operating costs. Specifically, lean gases from smelters are difficult to treat, as sending it to the main acid plants disrupts their operation, and treating it in a scrubber consumes large volumes of chemicals as well as generates waste and wastewater.
The Topsoe WSA technology was developed and commercialized in the early 1980s to provide a cost-effective solution for removing sulfur compounds from modest gas flows with low sulfur content, which traditionally had been vented to the atmosphere, and to keep SO2 emissions from key processes compliant.
Over time, the WSA technology has had a much broader range of applications than initially anticipated. Currently, more than 170 units have been contracted for gas flows ranging from 2,600 Nm3/h to 1,000,000 Nm3/h, with daily sulfuric acid production ranging from 11 MTPD to 1,200 MTPD. The WSA technology has been deployed in diverse industries such as refineries and metallurgy, including treatment of captured lean SO2 gases from smelters.
The WSA technology employs a wet gas catalytic process, eliminating the need for energy-consuming gas-drying processes and minimizing wastewater or waste acid generation.
The treatment process involves three main steps:
1. Production of SO2 gas at the optimal op -
erating temperature of the catalyst in the SO2 converter. Simple preheating is sufficient when the sulfur in the feed is already in the form of SO2.
2. Catalytic conversion of SO2 to SO3, which occurs in two or three catalyst beds
utilizing Topsoe’s proprietary VK-W type catalysts. The thermal energy released during this reaction is recovered between the catalyst beds. After the final conversion step, the gas is cooled, causing the SO3 to react with water vapor and form gas-phase sulfuric acid.
3. Cooling of the process gas using a counter-current flow of air in the WSA condenser. The clean gas exits at the top of the condenser, while the condensed commercial-grade sulfuric acid collects at the bottom for further processing and storage. The hot air generated in the WSA condenser can be utilized as preheated combustion air or for preheating feed streams, maximizing energy efficiency.
The WSA unit is compact, reliable, and safe, making it easy to integrate into existing plants. It is configured to comply with specific needs and emissions compliance targets. This well-proven technology operates at or close to atmospheric pressure (except for the steam system) and does not require activated carbon, heat transfer salts, or absorbents.
Implementing WSA technology for recovering sulfur as sulfuric acid from lean sulfurous off-gases offers significant environmental benefits, including regulation compliance, waste reduction, resource efficiency, reduced greenhouse gas emissions, and the production of profitable sulfuric acid.
Designing a converter for steady operations
When addressing emissions from the main sulfuric acid plants, the conventional approach is to design the catalytic converter for maximum load. As an example, consider an existing 2,600 MTPD 3+1 DCDA sulfuric acid plant with main plant data provided in Table 1.
Plant type
Copper smelter
Layout 3+1 DCDA
Production, MTPD 2600
Flow, Nm3/h 180,000
SO2%; O2% 14%; 13%
Bed inlet temperatures, °C 395; 430; 435; 420
Bed inlet pressures, bar abs 1.05; 1.01; 0.97; 0.82
Target emission, ppm 390
Table 1: Basis for converter calculation.
Let’s assume the feed flow and concentration are steady (which is more typical for sulfur burner plants). Under current legislation, the plant has to comply with the 400 ppm emission norm. For a faster and cleaner startup, an ignition layer of cesium-promoted catalyst is installed in bed 1, and the inlet temperature is set as low as 395 °C, while all the other beds are designed with standard potassium-promoted catalyst. The design target for emissions is thus set to 390 ppm for the end of a 2-year production cycle. There are numerous references for plants of such size and layout, which confirm the operation at such conversion, which is in this case about 99.72% for the end of the cycle.
conditions.
An important note from the existing legislation is the calculation model for emissions. The 400 ppm limit covers 95% of yearly operation, with 5% permission to operate over the limit, which should cover startups and shutdowns when the emissions are usually higher. However, this model poses a significant challenge especially for metallurgical plants, which have to cope with unstable operation during the day due to changing process conditions upstream. It is essential to understand the converter performance under these transient conditions and to optimize the catalytic system accordingly.
Complications of dynamic operation in metallurgy
So, how does one better understand the challenges for copper smelters? To simulate the operation conditions with unstable parameters, we took a nine-hour set of operation data from a real plant, with layout and design similar to Table 1, with one-minute resolution. As you can see in Fig. 2, the SO2
Fig. 1: Converter loading design for steady
feed concentration varies but most of the time is below 14% which was the design value for the original loading. And the flow (Fig. 3) has some variations as well. However, even small SO2 concentra-
tion variations combined with changing flow can have a big effect on the temperature profile of the converter, its performance, and, as a result, on emissions. We need a way to better understand and predict the converter performance in real time. We used the Topsoe DynSOx™ simulation tool to predict the emission timeline for the loading given in Table 1, and then estimated an hourly average as suggested by current Chilean legislation norms.
As shown in Fig. 4, over 9 hours of operation, there are only 3 hours when the
performance prediction should be used.
DynSOx™, a proprietary Topsoe simulation tool
Topsoe uses DynSOx™, a proprietary simulation tool, to see the converter operation under changing operating conditions on a detailed timeline. Modelling of the complete catalytic system in an SO2 converter is a complicated task that has long been a black box for designers and operators alike. Unsteady state operation has many unknown parameters due to the number of potential reactions and the different oxidation states of vanadium in the catalytic cycle.
DynSOx™ offers a semi-empirical model that accounts for the accumulation terms of heat and SO3 and can predict the dynamic behavior of pilot- and full-scale plants. Accumulation of O2 and SO2 is ignored due to their low solubility in the catalyst melt. The flux of SO2, O2, and SO3 to the catalyst melt are calculated from additive contributions from steady-state catalysis, and unsteady absorption or desorption of SO2, O2, and SO3 in a species “A” able to chemically bind SO3 (“A” could be K 2SO4):
SO2 (g) + ½O2 (g) <—> SO3 (g)
SO3 (g) + A <—> A·SO3
SO3 (g) + A·SO3 <—> A·(SO3)2
SO2 (g) + ½O2 (g) + A <—> A·SO3
Of course, to feed the model right we need quality operating data, such as upstream feed concentration, flow, temperature, detailed catalyst loading, and any additional plant information such as quenches or unusual designs with good time resolution to perform a good simulation. The data collected is interpreted by experienced engineers to simulate important operating parameters of which the primary is the emission profile and its development in time as response to the upstream condition variations. With the capability of predicting the behavior during transient conditions, unsteady state operation such as start-up no longer needs to be a black box for acid plant operators (Per A. Sørensen, 2015).
of the last bed, and thus a farther approach to temperature equilibrium (ATE) at the bed outlet, resulting in low bed conversion and higher overall emissions. Even fresh standard catalyst of high quality cannot compensate for such conditions, and a catalyst better suited to the lower temperature is needed.
Designing a converter for dynamic operations
Thus, the solution suggested by the simulation was to add a layer of approximately 50% high performance cesium catalyst (VK69) to the top of bed 4.
A new simulation was conducted for the modified bed 4 loading, with the same time resolution. As a result, the emissions have decreased significantly as Fig.7
for these designs, we were able to check the performance of the plant (SO2 emissions as measured online in the chimney) and compare it to the simulated profile. While the real plant design has some variations not included here and thus some natural discrepancy is expected, the real measurement profile showed only one hour on average exceeding the 400 ppm design limit, meaning very good correlation with the simulation.
What are the next steps?
What will happen when the new Chilean legislation comes into force? Of course, it will mean further plant optimization, and proper design of transient conditions might become even more critical. We might expect 200 ppm as a new emission target for metallurgical plants, at least for double absorption plants, and that another 5 to 10 years may be given for the implementation of the solutions this time around, as the industry players say that the quick timing set in 2013 was challenging for many plants to meet. So, further and deeper collaboration between Topsoe and its Chilean partners may be needed to simulate and design solutions to fit the stricter limits.
In certain countries, such as China, the legislation is even more demanding, so some advanced solutions have already been implemented. To start, China’s rules might require a full last bed of cesium promoted catalyst, as well as cesium promoted catalyst added in upper beds, to reduce emissions during startups, shutdowns and feed composition changes, down to 200 ppm and below.
hourly average is below the set limit. In a plant operated in this manner, a 5% yearly allowance for extra emissions would be consumed very quickly, resulting in potential fines and, as worst-case scenario, a requirement to shut down the plant. This shows that with metallurgical plants undergoing constant changes in operation, a better and more reliable tool for catalyst
Even an hourly average can give a very different view as shown in the previous example, while the minute resolution can reveal a very important level of detail affecting key decisions in designing the catalytic converter loading to fulfill the emission requirements under any conditions, as will be shown in the next example. For the converter design described earlier, the simulation of bed-by-bed temperature profiles showed that the bed 4 inlet temperature was too low for a standard catalyst used in the standard design, varying between 400 and 415 °C most of the time.
The low temperature consequently caused the low reaction rate in the top part
shows. While there are still some higher emission peaks visible in the graph, the hourly average calculation model shows that this design should ensure the average emission remains below 400 ppm all the time, meaning no surpassing the legislative limits and thus not consuming the hours of the yearly 5% allowed.
For a real converter used as the basis
Other solutions could be next generation catalysts, such as Topsoe LEAP5™ portfolio, which has very high activity in pre-converted gases. Hardware solutions such as single absorption plants revamped to double absorption, or design upgrades to existing layouts, such as revamping 2+2 into 3+1, or 3+1 into 3+2, can also be very efficient, albeit less CAPEX friendly solutions.
Simulations on the way to lower emissions—case stories
The simulation-based approach to converter designs in challenging conditions has been proved industrially. A simulation for a 3+1 DCDA sulfur burner plant in Brazil, later confirmed by real operation data, confirmed that the addition of 25% of cesium-promoted Topsoe catalyst (VK59 and VK69) to the top of beds 3 and 4 can reduce emission peaks from over 1000 ppm to less than 400 ppm during the startup. An example of extreme SO2 emission reduction efficiency by a full bed of VK69
Fig. 4: Simulated SO 2 emission timeline with hourly averages.
Fig. 5: Bed 4 temperature profile timeline.
Fig. 6: Converter loaded with VK69 catalyst in bed 4.
Fig. 7: SO 2 emission timeline with optimized catalyst loading.
Fig. 3: Total inlet gas flow variation timeline.
Fig. 2: SO 2 inlet variation timeline.
after optimization.
catalyst can be given in the case of a 2250 MTPD 3+2 plant with LUREC, located in China. This is a copper smelter with a typically very strong SO2 feed, with concentration varying from 14 to 16.5 %. A full bed 5 of VK69 was installed in 2007 as an answer to legislative changes which in some areas of China are very restrictive. The last bed has not been touched for 12 years and only screened once in 2019 adding 18% of fresh catalyst, a screening loss which seems reasonable for such a considerable operation time, even under bed 5 conditions.
(Table 2 – Evolution of process parameters in a plant in China, 2007-2023)
The feed gas strength on average varied from 14% in 2007 to 15.4% in 2023, with average capacity varying from 90 to 101%. Through all that period the chimney SO2 emissions have never exceeded 50 ppm, at times having been as low as 20 ppm.
Conclusions
Metallurigcal facilities face unique challenges with lean gases from the smelter being difficult to treat, and the gases going to the sulfuric acid plants being unstable. Specifically in Chile, new legislation is implemented that will mandate higher overall sulfur capture, as well as lower the permitted SO2 emission limits for sulfuric acid
plants from 600 and 400 ppm to 400 and 200 ppm.
The WSA process is excellently suited to help these facilities handle the lean gases, allowing overall SO2 capture to be increased without affecting operation of the main sulfuric acid plants, consuming chemicals, or generating waste or wastewater.
DynSOx™ is a Topsoe proprietary tool that allows for the detailed simulation of plant emissions on a detailed timeline, that can be used to redesign the catalytical system in various ways and modify operation procedures, staying within the emission limit calculated as hourly average all or most of the time on stream. The results of DynSOx™ simulations have good correlation with real industrial data, allowing for significant emission reduction in large scale sulfuric acid plants even in transient conditions, sometimes to as low as 50 ppm and below.
Bibliography
Codelco. (2023, 5 31). La fundición Ventanas apaga sus hornos tras 58 años de historia. (www.codelco.com: https://www. codelco.com/la-fundicion-ventanas-apaga-sus-hornos-tras-58-anos-de-historia)
Dewitt, T. W. (1980). Control of Coper Smelter Fugitive Emissions. Cincinnati,
• RELIABILITY begins with the robust design and manufacturing procedures
• Flex hoses fabricated from 316SS or other Alloy as required:
o Heat Traced to maintain elevated temperatures required for low viscosity molten sulfur
o Provide maximum mechanical integrity to handle high pressure requirements
o More than 25 years of heat traced hose design experience
OH: United States Environmental Protection Agency.
Global Clean Energy Manufacturer Topsoe to Invest $400 Million in Virginia. (2024, 5 1). (https://www.governor.virginia.gov/ newsroom/news-releases/2024/may/ name-1026403-en.html)
Jaganmohan, M. (2024, 05 22). Copper production in leading countries 2023 (www.statista.com: https://www.statista. com/statistics/264626/copper-production-by-country/)
Ministerio del Medio Ambiente, Chile. (2013). Establece Norma de Emisión Para Fundiciones de Cobre y Fuentes Emisoras de Arsénico. Decreto 28.
Nacionalización del cobre cumple 53 años: Así se gestó esta histórica medida para Chile. (2024, 07 11). (www.gob.cl: https:// www.gob.cl/noticias/nacionalizacion-cobre-cumple-53-anos-dia-de-la-dignidadnacional/)
Per A. Sørensen, M. M. (2015). New dynamic models for simulation of industrial SO2 oxidation reactors and wet gas sulfuric acid plants. Chemical Engineering Journal, 421-429.
Takeuchi K, S. J. (1987). The world copper industry. World Bank Staff Commodity Working Papers (15). q
Fig. 9: SO 2 emission timeline, before and
Fig. 9: SO 2 emission timeline, before and after optimization.
Buffered Heat Exchanger
Hot acid
Cold water / BFW
Hot water / BFW
Cold acid
Intrinsically safe heat recovery heat exchanger (SAFEHX) test results
SAFEHX® is a heat exchanger technology developed and patented by Clark Solutions, featuring a three-fluid configuration. The design of this solution aims to optimize the energy efficiency of challenging industrial processes while ensuring safety.
To advance the technology to the next level, Clark Solutions conducted several tests at its pilot-scale plant to evaluate the performance of SAFEHX and compare it to traditional applications. This article presents a discussion of the promising results observed.
The heat exchanger consists of three zones (Fig. 1): (a) the lower tube bundle containing hot fluid, (b) the upper tube bundle containing cold fluid, and (c) a closed shell containing buffer fluid. The operating conditions in the shell are maintained to keep the buffer fluid from contact with the hot bundle temperatures and condensation created from contact with the cold bundle temperatures. In this way, energy from the hot side is transferred to the cold side indirectly, through the latent heat of the buffer fluid in a cyclical approach.
This configuration offers two key benefits: (i) in the event of a leak, the fluids will not come into direct contact, as the selected buffer fluid is inert and immiscible to both and also has an intermediate density; and (ii) the latent heat exchange of the buffer fluid allows for a highly uniform tube wall temperature.
These benefits can be leveraged for applications where fluids bring hazards when in contact (e.g. water and sulfuric acid), as well as for applications requiring tight temperature control to avoid degradation (e.g. amine-based processes).
Application in the sulfuric acid industry
SAFEHX was originally designed for sulfuric acid applications, specifically for energy recovery, but it was soon realized that the possibilities extended beyond this industry.
Sulfuric acid plants are known for their highly exothermic reactions, which are harnessed through heat recovery with steam generation. Heat can be mainly recovered in three stages: (a) the combustion of sulfur in burning plants using boilers, (b) the conversion of sulfur dioxide into sulfur trioxide using boilers, superheaters, and economizers, and (c) the absorption of sulfur trioxide to generate concentrated acid using energy recovery systems.
While stages a and b are widely employed, stage c is often overlooked due to the associated risks. In high-quality energy recovery, a heat exchanger with higher pressure on the water side than on the acid side is required. In the event of a leak, water flows into the acid side, causing local dilution, which raises the temperature and accelerates corrosion. Such an event can lead to a rapid increase in corrosion rates and risk of hydrogen-related situations, key concerns for traditional energy recovery systems (Fig. 2).
As a result, many plants tend to disregard this energy and use a heat exchanger with lower pressure on the water side, utilizing cooling tower water for temperature control. In this scenario, energy is discarded in the form of evaporative losses.
With the SAFEHX application, energy from sulfur trioxide absorption can be safely recovered. This energy can primarily be reclaimed in the form of medium-pressure steam or as preheating for higher-pressure boiler feedwater. In the event of an acidside leak, due to its higher density and immiscibility with the buffer fluid, the acid will settle at the bottom of the exchanger’s shell and can be detected by increased conductivity. If a water-side leak occurs, the water will vaporize under shell conditions, increasing shell pressure and trigger-
ing the pressure monitoring system. Even in the case of a double leak, the fluids will not come into contact, as the buffer fluid remains between the phases, preventing autocatalytic corrosion and allowing for a scheduled shutdown instead of an emergency stop (Fig. 3).
SAFEHX industrial prototype
The heat exchange concepts and phenomena of this solution were previously validated in a laboratory-scale pilot and discussed in earlier articles. In the next step to validating this solution, this article presents the results from an industrial-scale unit, designed with the goal of enabling technical improvements and refining the mathematical models of this technology.
The prototype was evaluated using HTRi software for thermal and hydraulic aspects, while mechanical analyses were performed using Autodesk Inventor. Challenges were overcome in both evaluations. For the thermal and hydraulic aspect, an adaptation of the
HTRi software was required, as it does not natively support three-fluid heat exchangers. On the mechanical side, one of the main challenges involved the presence of a vertical temperature gradient across the exchanger’s end plates, since the lower and upper tube bundles operate at different temperatures. The structure had to be carefully designed to withstand the resulting thermal stresses.
System for testing
The conceived geometry performance test was conducted using only water under different conditions. For this purpose, adja-
By: Eduardo Almeida, Breno Avancini, and Alexandre Rossi, Clark Solutions
Fig. 1: SAFEHX schematic (front view).
Fig. 4: Clark Solutions pilot scale plant. SAFEHX shown on blue support frame, bottom of photo.
Fig. 2: Traditional heat recovery technologies (water on shell and acid on tubes).
Fig. 3: SAFEHX heat recovery (water and acid in separate, isolated tubes).
Fig. 5: SAFEHX prototype.
cent systems were used to supply both hot and cold water.
The hot water supply system consisted of: (a) a segmented ball valve for pressure control, (b) a 5-stage centrifugal 3 HP pump with a variable frequency driver (VFD) for flow control, and (c) a boiler with a diesel burner to provide the necessary energy and temperature control.
The cold-water supply system included: (a) a cooling tower for temperature control and (b) a single-stage centrifugal 5 HP pump with a VFD for flow control.
The heating and cooling supply systems were coupled to Clark Solutions’ distillation pilot plant and integrated with the SAFEHX prototype via interfaces designed for easy connection with a variety of prototypes through piping. These interfaces simply consist of hot and cold-water
inlets and outlets.
The control of the testing facilities and the monitoring of the prototype operational conditions were carried out by a Siemens S7-1500 PLC controller. PID controllers were chosen to keep all control variables at a constant level and were pre-tuned using the Ziegler-Nichols method, then subsequently fine-tuned manually to achieve a more stable response near the operating point. PT100 thermal resistances were used for reading inlet and outlet temperatures and a capacitive pressure transducer with diaphragm seal was used to read the pressure of the prototype shell. Differential pressure transducers with orifice plate type primary elements were used to read volumetric flow in the hot-water and cold-water circuits. All readings were acquired by the PLC and afterwards sent to the supervisory software that recorded the information for post-processing (Fig. 7). The sensor reading values were recorded at a 1Hz sample rate and a report was generated with several ten-minute test runs.
Results
Several testing runs were conducted, involving the continuous flow of hot and cold water streams in countercurrent through their respective tube bundles until a steady state was achieved. The operational data from three rounds were compiled in table 1.
The results indicate that the heat transfer coefficient on the cold side corresponds to the expected values for a steam condenser, while the heat transfer coefficient on the hot side aligns with typical ranges for water pool boiling. These values could be further enhanced with the use of heat transfer augmentation techniques, such as finned tubes. The overall heat transfer coefficient also falls within typical values for shell-and-tube heat exchangers in water-towater systems.
In all test rounds, the hot side consistently exhibited higher heat transfer coefficients than the cold side, which is expected, as the heat transfer mechanism for boiling is known to be more efficient than filmtype condensation.
The heat transfer pathway moves from the lower tube bundle to the buffer fluid and finally to the upper tube bundle. Since the heat exchanged on each side is similar, the logarithmic mean temperature difference (LMTD) on the hot side is smaller, while the temperature gradient on the cold side is larger.
During the test, both boiling and condensation phenomena were clearly observable (Fig. 8) confirming the effective heat transfer on both sides.
Comparison with standard heat exchanger
The task of comparing the SAFEHX to a traditional solution can be challenging,
as several key benefits of SAFEHX are intangible, including: (a) energy recovery, (b) reduction in cooling water consumption, (c) minimization of safety risks in energy recovery, and (d) reduction in the degradation of fluids sensitive to temperature fluctuations.
Despite having an extra tube bundle, SAFEHX does not require longer tubes than typical heat exchangers, especially for sulfuric acid applications. The increase in size is primarily related to its diameter. Additionally, the regions that come into contact with only water and/or buffer fluid can be constructed from less expensive steel material (without high silicon content).
A theoretical comparison of geometry and pressure drop was conducted between the SAFEHX and a conventional shell-andtube exchanger (without energy recovery). The volumetric flow rates and temperature data collected from the tests were used as input, defining the total heat and LMTD. The geometry of the conventional exchanger was theoretically optimized to achieve the same UA value (overall heat transfer coefficient multiplied by the heat exchange area).
The following normalized values express the comparison between the SAFEHX and a conventional exchanger:
• Empty weight = 2.2 : 1
• Tubes quantity = 2 : 1
• Cold side pressure drop = 1 : 0.36
• Hot side pressure drop = 1 : 0.60 The additional weight of the SAFEHX solution is justified by the presence of an extra tube bundle, which also increases the shell diameter. Regarding pressure drop, it’s important to note that for SAFEHX, both fluids flow through the tubes, whereas in a conventional exchanger, one of the fluids flows through the shell at lower velocities. These values can vary depending on the flow rates selected during the design phase.
Conclusions
SAFEHX is a technology designed to enable safe heat recovery through the physical separation of fluids that pose risks in the event of a leak. The compact geometry is achieved by utilizing latent heat as the means of heat transfer between the sides, using a carefully selected buffer fluid, re-
sulting in a more compact solution.
Although the final SAFEHX weight is greater than that of a conventional exchanger, only part of its geometry comes into contact with corrosive fluid. As a result, only these regions need to be manufactured from corrosion-resistant alloys, while the components that contact only water or buffer fluid can be made of less expensive materials, reducing overall investment.
The selected intermediate fluid has a boiling point at a controlled level, providing an important additional benefit that broadens the potential applications of the SAFEHX across other industries. The boiling and condensation phenomena of the intermediate fluid help maintain a relatively constant wall temperature. This means sudden temperature changes in the process fluids are dampened by the buffer fluid, and thermally sensitive fluids can have their temperatures more precisely controlled.
In energy recovery applications for sulfuric acid plants, SAFEHX offers an inherently safe solution due to its configuration. Even in the event of leaks in both tube bundles, acid and water do not come into direct contact. This feature eliminates the need for extensive redundancy in instrumentation or emergency shutdowns, as is often required in similar systems.
The results from the industrial-scale plant show that the SAFEHX operates at steady-state conditions with heat transfer performance and coefficients comparable to traditional heat exchangers, effectively and safely transferring heat as intended. Furthermore, there are potential areas for future improvement.
The test runs validate the technology under relevant operating conditions, demonstrating that the industrial-scale product enhances operational safety while contributing to a long and trouble-free service life. Like conventional exchangers, after long periods of operation, the acid-transporting tubes may eventually require simple retubing due to expected corrosion over the years, while the components in contact with the inert buffer fluid remain free from corrosion or fouling.
For more information, visit the company’s website www.clarksolutions.com.br. q
Fig. 7: Supervisory software recorded information for post-processing.
Fig. 8: Concurrent boiling (top) and condensation (bottom).
Table 1: SAFEHX ® prototype test data.
Fig. 6: Testing system schematic.
Sulfuric Acid Roundtable gathers in Florida
Fiona Boyd
discussing the sulfuric acid market outlook for 2024 and beyond.
More than 175 participants from across the United States as well as from Australia, Canada, Chile, Denmark, Finland, Germany, The Netherlands, and the UK gathered for the 2024 Sulfuric Acid Roundtable (SAR24). Sponsored by Sulfuric Acid Today magazine and held at the Omni Orlando Resort in ChampionsGate, Fla., April 22-25, participants had the opportunity to confer on the latest technology pertinent to the industry.
Fiona Boyd of Acuity Commodities kicked off the meeting with her keynote presentation, “Sulfuric Acid: Market Outlook for 2024+”. Conference goers also heard from the industry’s top professionals covering a wide range of topics of interest, including:
—“Lower Emissions and Increase Plant Productivity, Reliability, Durability in Critical Areas of the Acid Plant,” by Herbert Lee, Worley Chemetics.
—“Digitalization of Sulfuric Acid Process Equipment and the Advantages to Operators and Maintenance Personnel,” by Collin Bartlett, Metso.
—“Alloy Tower Solutions for Brick Tower Replacements,” by Diane Seals, Elessent MECS Technologies.
—“Effective Inspections and Selective Maintenance for Mist Eliminators,” by Graeme Cousland, Begg Cousland Envirotec Ltd.
—“One Size Doesn’t Fit All for Acid Piping,” by Alex Knoll, Acid Piping Technology.
—“Replacing Alloy Downcomers in a Pinch,” by Stan Miller, VIP International.
—“Maintenance & Troubleshooting of Vertical Acid/Sulfur Pumps,” by Ricky Jaswal, Weir Lewis Pumps.
—“Selection of Right Raw Material & Teflon for Sulfuric Acid to Prevent Corrosion & Abrasion,” by DJ Ramakrrishnan, DJK Energy.
—“Sulfuric Acid Concentration Measurement,” by Harald Schroth, SensoTech Inc. Houston Inc.
—“Sulfuric Acid Catalyst Monitoring and Troubleshooting,” by Patrick Polk, Topsoe.
—“Towards a New Level in Performance with Selection of Catalyst Geometric
Personnel from sulfuric acid manufacturing facilities shared best practices with participants in panel discussions. Peyton Liner of Ecoservices shared his company’s recent CIL cooler failure and response. Other panelists included, from left, Cristain Roempler of NORACID, Alex Graika of PVS Chemicals, James Harman of Veolia North America, George Brown of Veolia North America, and Kai MacMurray of Rio Tinto.
tradition for the past 20 years, Hoss
Shape,” by Allison Belgard, BASF.
—“How To Extend Convertor Operational Runningtime,” by Jan Hermans, Sulphurnet.
—“The 3 Rs for Aging Stainless Steel Converters: Repair, Rebuild or Replace,” by Steve Puricelli and Guy Cooper, EXP.
—“Acid Coolers for a Hydrogen Safe Industry: Plain Metal, Annodically Protected And Buffered Shell And Tube Heat Exchangers: A Comparison,” by Nelson Clark, Clark Solutions.
—“Innovative Internal Exchanger Replacement,” by Gavin Floyd, Ecoservices, Ron
Attendees of SAR24 joined in a friendly golf tournament held in conjunction with the conference. Pictured are, from left, Mike Davis of CMW, Ian Legg of CMW, Joshua Rael of Rio Tinto, and Brandon Shields of Rio Tinto.
Eickelman, Select Plant Services, LLC, and Mark Thompson, VIP International.
—“Sulfuric Acid Mist Precipitator Design, Material Selection and Safety Aspects,” by Avi Nadkarni, Beltran Technologies.
In addition to the informative presentations, panel discussions provided a chance to share best practices, issues, and lessons learned. This knowledge sharing between sulfuric acid producers is always one of the highlights of the Roundtable. This year, topics included: Acid Towers, Converters, Heat Exchangers, Health, Safety & Environmental, and Gas Cleaning. The conference also included display booths from Roundtable co-sponsors, which allowed participants to peruse the latest technology and solutions available.
Hayward, publisher of Sulfuric Acid Today , celebrated the magazine’s 30th anniversary with the participants of the
from
casino night. Showing off their winnings are, from left, Nick Smith, Wes Riddell, Jason Smith, Jarrett Sippola, and Joseph Blackmon.
Co-sponsors of SAR24 included: Acid Piping Technology, BASF Corp., Begg Cousland Envirotec Ltd., Beltran Technologies, Central Maintenance & Welding, CG Thermal LLC, Chemetics, Christy Catalytics LLC, Clark Solutions, DJK-Energy Houston Inc., Elessent MECS Technologies, EXP, GORE-TEX Professional, INTEREP, Kimre Inc., Knight Material Technologies, Metso, NORAM Engineering & Constructors, RAMCO Mfg., Richter Pumps and Valves, SensoTech Inc., Southwest Refractory, Spraying Systems Co., STEULER-KCH, Sulphurnet, Team Industries, Topsoe, VIP International, Weir Minerals Lewis Pumps, and XPS Expert Process Solutions.
In addition to a full day of presentations, attendees participated in outdoor R&R by competing in either a golf or fishing tournament to win some great prizes. Evenings featured themed dinners and activities, including Cajun night with delicious food cooked on-site by VIP International, a Texas BBQ with a laser skeet tournament, and post-meal whiskey tasting and handrolled cigars. The conference concluded in a casino night with fabulous door prizes donated by event co-sponsors. q
Over 175 industry leaders came together to discuss the state of the industry at the 2024 Sulfuric Acid Roundtable.
of Acuity Commodities presented the Roundtable’s keynote speech,
Kathy
Sulfuric Acid Roundtable in Orlando, Fla.
Attendees
Southern States Chemical competed at Blackjack during
Allison Belgard of BASF shared her company’s knowledge of how catalyst geometry can increase performance.
A
Maddry of VIP International welcomed conference goers by cooking up some wellhoned Cajun recipes.
BA WHIRLJET
SULFUR NOZZLE
CBA WHIRLJET®
SULFUR NOZZLE
FLOMAX® SPENT
CBA SULFUR GUN
Industry gathers for annual fertilizer and sulfuric acid conference
Industry insiders and their families gathered at the beautiful Sand Key Resort in Clearwater Beach, Fla., June 7-8 for the AIChE Central Florida Chapter’s 47th Annual International Phosphate Fertilizer & Sulfuric Acid Technology Conference and Exhibition. Colleagues from around the globe gather each year to share their ideas concerning chemical process technology, specifically the production of phosphoric acid, phosphate fertilizers and sulfuric acid. This year’s event also included the 26th annual Sulfuric Acid Workshop, moderated by Rick Davis of Davis & Consulting Inc. and Steve Puricelli of EXP.
Friday, June 7, kicked off with an overview of this year’s sulfuric acid workshop topic: “Interpretation of Data for Acid Plants.” Presenters focused on various aspects of troubleshooting and methods to determine the source of performance issues of catalyst, heat exchangers, anodic protection, mist elimination, and optimization.
Presentations included:
—“Mist Formation and Control in Sulfuric Acid Plant Operation,” by Doug Azwell, Elessent MECS Technologies
—“Catalyst Fundamentals, Monitoring and Troubleshooting,” by Patrick Polk, Topsoe
—“Understanding Your Acid Cooler and Anodic Protection Systems,” by Jesse Huebsch, Chemetics
—“Optimization Digital Solutions,” by Collin Bartlett, Metso
On Saturday June 8, attendees perused exhibitions and attended one of two concurrent sessions: Phosphate Technology and Sulfuric Acid Technology. Presentations for the sulfuric acid session included:
—“Troubleshooting Exchangers: Design, Maintenance and Supply Challenges,”
Participants at this year’s sulfuric acid workshop learned various methods for interpreting data for sulfuric acid plants.
by Ben Carris, NORAM Engineering & Constructors
—“Sulfuric Acid Corrosion Fundamentals,” by Steve Puricelli, EXP
—“Polymer Lining for Aggressive Environments,” by Michael Yee, RT Consultants
—“Emission Reduction in Sulfuric Acid Plants,” by Justin Thiems, Elessent MECS Technologies
—“SARAMET® Solutions–Building on History with Major Recent Development,” by Robert Maciel, Chemetics
—“New Catalyst for SO2 Emissions,” by Martin Ariel Alvarez, Topsoe
—“Alloy Tower Solutions for Brick Tower Replacements,” Sara Williams, Elessent MECS Technologies
—“Towards a New Level in Performance with Selection of Catalyst Geometric Shape,” by Allison Belgard, BASF
In addition to family-friendly hospitality suites and dinners with friends old and new, attendees and their families enjoyed a spouse brunch, an interactive children’s science party, musicians, magic, face painting, and karaoke.
Next year’s convention, the 48th Annual International Phosphate Fertilizer &
Sulfuric Acid Technology Conference, will be held at a new location—the TradeWinds Resort on St Petersburg Beach, Fla.—on Friday, June 6th and Saturday, June 7th. For more information, please visit the event’s website: www. aiche-cf.org. q
Presenters for this year’s sulfuric acid workshop included, from left, Collin Bartlett of Metso, Jesse Huebsch of Chemetics, Patrick Polk of Topsoe, Doug Azwell of Elessent MECS Technologies, Steve Puricelli of EXP, and Rick Davis of Davis & Associates Consulting.
Doug Azwell of Elessent MECS Technologies explained mist formation and control during the sulfuric acid workshop.
Patrick Polk of Topsoe shared the fundamentals of catalyst monitoring and troubleshooting during the sulfuric acid technology session.
Steve Puricelli of EXP shared his company’s knowledge of sulfuric acid corrosion fundamentals during the sulfuric acid technology session.
Graeme Cousland of Begg Cousland Envirotec visits with attendees at his company’s booth.
Sara Williams of Elessent MECS Technologies presented the benefits of alloy for brick tower replacements during the sulfuric acid technology session.
Randal Sarrazin of NORAM Engineering & Constructors discusses his company’s technology with conference participants.
THE ART OF ACID PROOFING
SOUTHWEST REFRACTORY DELIVERS THE HIGHEST QUALITY ACID PROOFING, REFRACTORY, INDUSTRIAL MASONRY AND FIREPROOFING WORK.
With in-depth engineering support, meticulous craftsmanship and extensive planning down to the finest details, we’re turning industry into artistry.
Faces & Places
2024 Sulfuric Acid Roundtable (SAR 24)
Orlando, Florida
Enjoying the welcome reception are, from left, Stacy Hammen, Dan Hammen of Team Industries, Howard Tenney of Tenney Co., Diane Seals of MECS Elessent Clean Technologies, and Gavin Floyd of Eco Services.
Attendees of SAR24 were able to participate in a laser skeet shooting tournament during an evening reception. Top sharp shooters are, from left, Stephane Perrault of Orano Canada Inc., Luke Yahn of Nutrien, and Arthur Borrego of Richter Pumps and Valves.
Participants of SAR24 Casino Night were able to cash in their winnings for door prize tickets. Kevin Bryan of Lithium Americas, left, was the lucky winner of wine donated by VIP International, presented by Jack Harris.
Participants from Freeport-McMoRan enjoyed catching up during a hospitality session. Pictured are, from left, Mark Albertsen, Brandon Steinborn, Joe Jackson, and Shawn Welckle.
of
Participants of SAR24 showed off their fishing skills with a kayak fishing tournament held in conjunction with the conference. Anglers are, from left, David Painter of Martin Midstream Partners, Marissa Hirchert of Freeport-McMoRan, Geoffrey Gerbrandt of Orano Canada Inc., Kai MacMurray of Rio Tinto, Jesse Pyne of Rio Tinto, Marcelo Kascheres of MECS Elessent Clean Technologies, Brandon Steinborn of Freeport-McMoRan, and Shawn Welckle of Freeport-McMoRan.
Guy Cooper of EXP, Kimberly Nadon and Lauren Malafarina of Glencore, and Herbert Lee of Chemetics network during a hospitality reception.
Members from JR Simplot enjoyed a hospitality reception after the day’s sessions. Pictured are, from left, Kyle Werkele, Jonathan Carnahan, Neil Burrows, Barrett Willford, and Tyson Mele.
dinner, Brandon Davis of PVS Chemical, Sean Dunkle of PVS Chemical, and Harald Schroth of SensoTech sampled whiskey and puffed hand-rolled cigars.
Members
Ecoservices, from left, Danny Andrepont, Cade Arbour, Joshua Robinson, and Gavin Floyd network with Ron Eickelman of Select Plant Services, right, at hospitality reception after the day’s sessions.
After
Patrick Ferguson, Mark Thompson, and Cody Savoy of VIP International enjoyed the Cajun Night welcome reception.
Catching up with one another during a hospitality reception are, from left, Elio Barraza of NORACID, Steve Puricelli of EXP, Alvaro Stegmann of Aptus Sulfur Technologies, George Wang of G.W. Consulting, Chuck Lindley of Acid Piping Technology, and Cristian Roempler of NORACID.
Angelo Zito of Simplot, center, visits with CJ Horecky and Gary Gerba of INTEREP at their company’s display booth.
Angela and Darren Bridges of Specialized Engineering Services enjoy a lunch break at the SAR24 conference.
Julianne Wise, Kim-Huong Benner, and Cody Tidwell of Chemtrade enjoyed as hospitality reception at SAR24.
Delegates from Rio Tinto enjoyed a hospitality reception after a full day of sessions. Pictured are, from left, Derreld Yost, Brandon Shields, Jordan Nielson, Austin Keough, Kai MacMurray, Ryan Wilde, and James Gabaldon.
Weir LEWIS ® Pumps hosted a dinner in conjunction with the AIChE Phosphate Fertilizer & Sulfuric Acid Technology Conference at Crabby’s restaurant in Clearwater Beach, Fla. Enjoying the meal are, on left side, Becky and Jack Harris of VIP International and, on right, Melanie and Drew Simpson of Mosaic Co.
Clearwater Beach, Florida
Socializing at one of the evening’s hospitality suites are, from left, Lucien Richard of Pegasus TSI, Ming Zhu of Watershed Geo, Bob Whitters of Chemetics, Sergiy Moklyak of Chemetics, and Luis Dinamarca of GAI Consultants Inc.
Networking during a dinner hosted by Weir LEWIS ® Pumps in conjunction with the Phosphate Fertilizer & Sulfuric Acid Technology Conference are, from left, Gene Tenney of Tenney Co., Stan Miller of VIP International, Drew Rispone of AC Plastiques, Hoss Maddry of VIP International, and Ricky Jaswal of Weir LEWIS® Pumps.
Topsoe hosted a dinner in conjunction with the AIChE Phosphate Fertilizer & Sulfuric Acid Technology Conference at Bern’s restaurant. Pictured are, on left side, Daniel Tate of Eco Services, Kathy Hayward of Sulfuric Acid Today, Patrick Polk of Topsoe, Martin Alvarez of Topsoe. Pictured at right are Bibbet Schlegel, Rob Schlegel of Eco Services, Sean Troyer of Rio Tinto, Emily Goodell, and Bill Goodell of Topsoe.
MECS Elessent Clean Technologies hosted a hospitality suite with karaoke during the AIChE Phosphate Fertilizer & Sulfuric Acid Technology Conference.
MECS’ vocalists are, from left, Kassie Chanda, John Horne, John Burk, Renee Colby, Justin Thiems, Marcelo Kascheres, Stephanie Brennan, Jonathan Leimbach, and Sara Williams.
Members of CG Thermal’s team enjoy refreshments at the conference’s hospitality suite. Pictured are, from left, Joan Bova, Ethan Schrader, Greg Becherer, and Beth Becherer.
Bill Goodell, left, and Patrick Polk exhibited their company’s technology during the AIChE Phosphate Fertilizer & Sulfuric Acid Technology Conference.
Catching up during the conference are, from left, Marwan Karaki of Weir LEWIS® Pumps, Chris Locke of George Locke Enterprises Inc., and Ricky Jaswal of Weir LEWIS ® Pumps.
There was a great turnout for Weir LEWIS ® Pumps’ customer appreciation dinner at Crabby’s restaurant in Clearwater Beach, Fla.
Alex Knoll of Acid Piping Technology enjoyed the Phosphate Fertilizer & Sulfuric Acid Technology Conference with his sons Henry and Derrick, and his wife, Laurie. Kimre’s team was on hand in their company’s booth at the AIChE Phosphate Fertilizer & Sulfuric Acid Technology Conference. Pictured are, from left, Maria Acevedo, Israel Soto, Janet Matos, and Robert Klinewski.
Members of MECS Elessent Clean Technologies took a photo break during the AIChE Phosphate Fertilizer & Sulfuric Acid Technology Conference. Pictured are, from left, Stephanie Brennan, Renee Colby, Justin Thiems, Kassie Chanda, Mary Reiss, and John Burk.
Staffing the CMW booth are, from left, Brad Varnum, Doug Bailey, John Q. Varnum II, Shawn MacConnell, Ian Legg, and Bryan Greear.
With over 130 years experience, LEWIS ® pumps and valves are engineered with genuine LEWMET alloys, meaning they provide better corrosive resistance than anyone else. Our team is focused on one thing, and one thing only, creating the most durable products in the world. It’s no surprise we’re market leaders, there’s just nothing as strong as Lewis pumps and valves.