2 minute read
THE CUTTING

from TCT Europe 31.3
by TCT Magazine

In southern California, a group of engineering students look skywards.
They enrolled at San Diego State University (SDSU) to understand the science of how engines and structures are manufactured, from design through quality assurance. And now, they not only need to put those learnings into practice, but in doing so they have been tasked with reaching the edge of space.
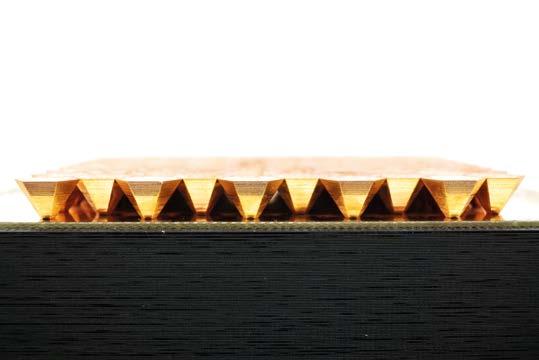
The Kármán line, a commonly recognised boundary for space at 100km, is the target for their liquid rocket engine, designed to be built in Inconel 718 with the support of SLM Solutions and its dual-laser SLM 280 2.0 metal additive manufacturing system. SLM Solutions is guiding the development process, helping to reduce the engine from over a hundred parts to just five. It is to be manufactured at the SLM North American applications centre in Wixom, Michigan, before Hot Isostatic Pressing (HIP) at the Quintus Technologies Application Center in Ohio and quality testing with CT scanning by Avonix Imaging are performed.

But it has been roughly a year in the making, with myriad design reviews, prototypes and test procedures required to achieve the optimum engine system consisting of a twopart outer shroud, a two-part inner liner, and an injector. The parts are printed in Inconel 718 powder with 30-micron layer thicknesses in an argon atmosphere, before being de-powdered and stress-relieved at 1066°C for 1.5 hours in an argon environment. Wire EDM cutting technology is then used to separate the parts from the build plate.
Throughout the project, additive manufacturing is affording the team to rapidly prototype design ideas, generate complex geometric shapes and hollow out structures. It all adds up to an engine that can meet the performance specs at a lighter weight.
Leveraging AM has not been without its challenges, however.
Having embarked on a design optimised for a metal powder bed fusion printing process, the team has identified the grains in the additive manufactured material are not equiaxed, rather they are columnar in the build direction.
The size of the crystalline grains is of great importance to the mechanical properties of metal materials, since the Hall-Petch equation dictates that the yield stress at room temperature is inversely proportional to the square root of the average diameter of the grains. Therefore, the smaller the grains, the stronger the material. This is resulting in anisotropic mechanical properties, and so the team is having to take measures to reduce the imperfections in the metal and increase fatigue resistance.
When a metal is exposed to temperatures above the recrystallisation temperature, its grains will increase in size. The higher the temperature and the longer the exposure time, the more the grains grow. Traditionally, temperatures of 1,163-1,200°C and an exposure time of four hours have been used for HIP treatment of Inconel 718. But several studies suggest these settings cause substantial grain growth and can have a detrimental effect on fatigue strength.
The solution to this problem is to reduce the temperature and/or the exposure time. Quintus Technologies has performed a study together with University West in Sweden which shows that all the positive effects in terms of defects elimination can be achieved at lower temperatures than traditionally used, while minimising grain coarsening. Since the ASTM standard for HIP treatment of Inconel 718 states the temperature should be between 1,120°C and 1,185°C, Quintus tested samples of Inconel 718 that had been HIP treated at the extremes of that range with a consistent pressure of 100 MPa and fourhour duration. The results show that the elimination of pores was just as effective at 1,120°C and 1,185°C, while porosity was reduced from 0.15 vol.% to 0.01-0.02 vol.% at the lower temperature. There was also clear grain growth in the powder bed fusion samples at 1,185°C, while the grains HIPed at 1,120°C were significantly finer. Further tests have shown that combining HIP treatment at 1,120°C with solution treatment and a shortened two-step ageing process can even reduce the grain size compared to the as-built material.
Taking the knowledge gained on HIP of additively manufactured Inconel 718, Quintus Technologies is applying an optimised HIP cycle to homogenise the microstructure and minimise grain growth while targeting a fully dense structure. The