Supply chain The reality of additive manufacturing's impact on supply chain Formnext We preview select exhibitors & TCT Conference speakers Consumer products Jack Wolfskin, Mattel & Hasbro MAG EUROPE EDITION VOLUME 30 ISSUE 6 www.tctmagazine.com BIGGER & BETTER 3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE SLM Solutions unveils the new NXG XII 600E with extended 1.5m axis

3d printing & additive Subscribe for FREE today myTCT.co/subscribe
EDITORIAL
HEAD OF CONTENT






Laura Griffiths e: laura.griffiths@rapidnews.com t: + 44 1244 952 389











SENIOR CONTENT PRODUCER

Samuel Davies e: samuel.davies@rapidnews.com t: + 44 1244 952 390

JUNIOR CONTENT PRODUCER









Oliver Johnson e: oliver.johnson@rapidnews.com
ADVERTISING

HEAD OF SALES TCT PORTFOLIO



Carol Cooper e: carol@rapidnews.com t: + 44 1244 952 386
SALES MANAGER TCT PORTFOLIO

Nicky Martin e: nicky.martin@rapidnews.com t: + 44 1244 952 365
SALES EXECUTIVE TCT PORTFOLIO

Andrew Cooper e: andrew.cooper@rapidnews.com t: 011 + 44 1244 952 374
SALES EXECUTIVE TCT PORTFOLIO
Kristine Baty e: kristine.baty@rapidnews.com t: 011 + 44 1244 952 341
Hamlyn Matt Clarke Rob Wood MANAGEMENT
/ PUBLISHER Duncan Wood SUBSCRIPTIONS
PRICES
Europe Print Subscription - Qualifying Criteria
- FREE
- £249 ROW - £249
North America Print Subscription - Qualifying Criteria
- FREE
& Europe - $249 ROW - $249 TCT German Language Print Subscription - Qualifying Criteria
& Europe - FREE
- €249 ROW - €249 Subscription enquiries to subscriptions@rapidnews.com Read this and back issues for FREE on Issuuwww.issuu.com/tctmagazine BPA Worldwide Membership The TCT Magazine is published bi-monthly by Rapid News Publications Ltd No. 3 Office Village, Chester Business Park, Chester, CH4 9QP, UK. t: 011 + 44 1244 680222 f: 011 + 44 1244 671074 © 2022 Rapid News Publications Ltd While every attempt has been made to ensure that the information contained within this publication is accurate, the publisher accepts no liability for information published in error, or for views expressed. All rights for The TCT Magazine are reserved. Reproduction in whole or in part without prior written permission from the publisher is strictly prohibited. ISSN 1751-0333 VOLUME 30 ISSUE 6 ... at our booth! Join us at Frankfurt, 15-18 Nov. 2022 Hall 11.1, Booth D41
PRODUCTION Sam
C.E.O.
PUBLISHED
TCT
UK & Europe
US/Canada
TCT
US/Canada
UK
UK
US/Canada


FUNCTIONAL ALUMINIUM & PLASTIC PROTOTYPES IN 1 – 4 WEEKS • Machined Aluminium Castings One Shot Casting • Rubber Plaster Mold Precision Air Set Sand • Graphite Die Casting • RIM – Reaction Injection Molding • CNC Machining & Hogouts • Painting, Finishing & Assembly AS9100 & ISO 9001 Certified • ITAR REGISTERED email: sales@armstrongrm.com For more info visit us at: ARMstrongRM.com A Strong Future Stands Behind Us!
FROM THE EDITOR
SAM DAVIES
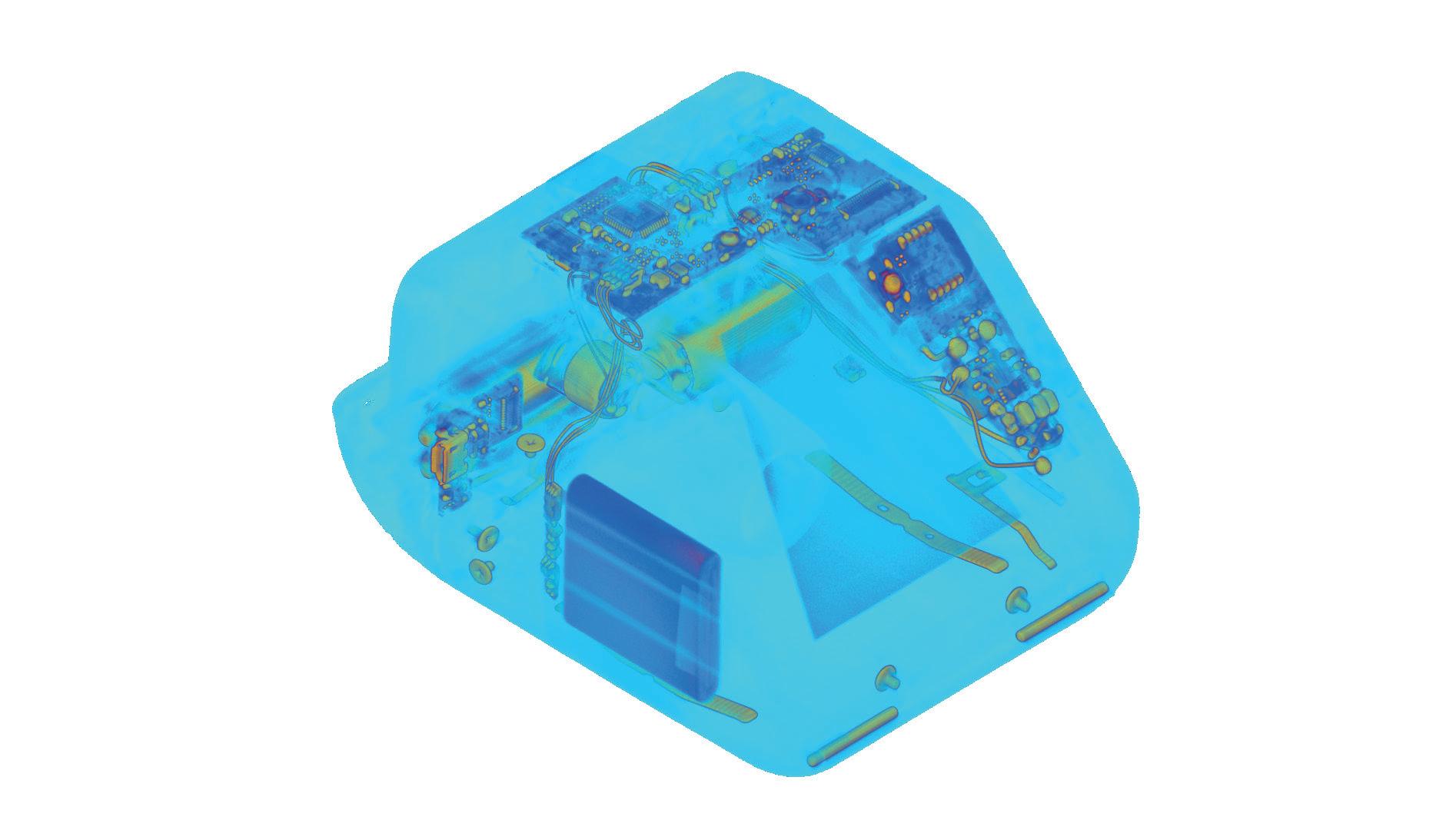
“Apparently you’ve been with TCT for six years today!?” is the first correspondence I receive on the morning my to-do list dictates that I sit down and write this editor’s letter.
Time for some reflection, then.
“Hofstadter’s Law: It always takes longer than you expect, even when you take into account Hofstadter’s Law” is an epigraph in a book I read that evening; the last words absorbed before the book is closed and laptop flung back open.
In between, the emails come rolling in. One asks for an update on the cover story, another suggests a meeting to gauge progress on the rest of the copy. It would be the third such gathering in the last seven days. This is production week for our biggest magazine of 2022.
It is always the case that the last issue of the year is the biggest; the most arduous to put together. Some things never change. And some do, though per Hofstadter, not always as quickly as first forecast.
This issue - and my six years in AMis testament to that. Our main focus across this edition of the magazine is supply chain. Over the last six years, there has been much talk of additive manufacturing’s (AM) potential to derisk supply networks, but how much of that potential has been realised?
On page 11, we lean on expert insights and real-world case studies to explore the reality of AM’s impact on manufacturing supply chains.
Another market of ‘killer AM applications’ is consumer products, an area said to be primed for AM’s lightweighting, customisation and time-to-market benefits. From page
27, we get a feel for the impression 3D printing is having in consumer goods, featuring Hasbro, Blackland Razors, Jack Wolfskin and Mattel. Spoiler: there are increasing numbers of production applications but at mass volumes? Not quite yet.
Our cover story (P8), meanwhile, is not so much an application as a potential enabler. As you’ll read, SLM Solutions’ new NXG XII 600E already has its first order within defence, and while this market for AM is one growing quickly, it has taken until now for a machine with the productivity 12 1KW lasers offers and part size that a 1.5m Z-axis build volume promises to materialise.
For as long as I have worked in AM, and for many years before, there have been calls for more education and for more thought being applied to it. We’ve needed to teach the engineers, the future engineers, and the teachers themselves. That's still the case. We have it covered on page 47.
Once you’ve graduated from our education feature, you’ll emerge in the Chicago West Loop, inside the microfactory of a company that didn’t even exist in 2016, but is now producing hundreds of thousands of end-use parts with AM per year (P53).
From there, you’re getting a direct flight to Frankfurt – aren’t we all – to get a taste of what’s coming up at Formnext (P57), which, six years ago, was big. But not this big.
It’s in the aisles of events like Formnext where you often encounter minor grievances with regards the pace of change in the AM field. Yet, progress is being made, even if incrementally. After all, it always takes longer than you expect.
30.6 / www.tctmagazine.com / 05
from the editor
Together we lead the Additive Manufacturing Revolution



www.materials-solutions.com
BIGGER & BETTER
TOY STORY
Junior Editorial Producer Oli Johnson speaks to Hasbro and Formlabs about the Selfie Series action figure programme.


THE CUTTING EDGE



Senior Content Producer Sam Davies talks to 3DEO about the additive manufacture of affordable razor
TEACHERS
WITH ULTIMAKER
COVER STORY VOLUME 30 ISSUE 6 8 08.
SLM
capabilities
1.5m Z
47. TEACHING
51.
25.
Solutions details the
of its latest machine launch: the NXG XII 600E with 12 1KW lasers and a
axis.
THE
CREATE Education discusses the reality of implementing 3D printing in classrooms.
EDUCATION
Oli speaks to UltiMaker CEO Nadav Goshen about the first product to be launched under the new brand.
29.
33.
36. WORK AND PLAY Laura
SUPPLY CHAIN CONSUMER PRODUCTS25 11 AM adoption 78 78. DOES AM NEED MORE GOVERNMENT SUPPORT? We ask UK-based AM professionals, consultants and business leaders. EXEC Q&A THROUGH THE DOORS 21 53 21. ‘AMAZON FOR ADDITIVE’ Head of Content Laura Griffiths puts questions to MakerVerse CEO
Seibold about AM services, supply chain and lessons learned from Siemens Energy. 53. ALL ROADS LEAD TO… Sam reports
from a behind-thescenes tour
Fast Radius’
West Loop microfactory. 57. TECHNOLOGY & SPEAKER HIGHLIGHTS We preview what will be showcased on the Formnext show floor and who will present on the TCT Conference @ Formnext stage. 25 11. SUPPLY ON-DEMAND We take a look at the reality of 3D printing’s impact on supply chain with expert insights and real-world case studies. 8 EDUCATION47 39. MEET MQ The best metrology stories from TCT’s sister publication Manufacturing Quality. 43. CT-UBIQUITY Manufacturing Quality editor Tomaz van der Merwe speaks to Lumafield about its industrial CT-scanning technology. METROLOGY formnext preview 39 57
products.
KEEP COOL AND CARRY Jack Wolfskin tells TCT about how AM is providing performance enhancements on a new carry system.
takes a tour inside a Mattel innovation engineer’s home toy workshop.
Markus
back
of
Chicago
BIGGER & BETTER
(AFRL) contract awarded to Concurrent Technologies Corporation (CTC). This project has been designed to facilitate the additive manufacturing of longer parts for critical defence applications, overcoming the limits of existing powder bed additive equipment.

The resulting machine, SLM says, will feature the same ‘lightning fast’ speed and productivity as the standard NXG XII 600, but with the Z-axis extended to 1.5 metres.
We are a technology-focused business, and we will never stop pushing the limits of this technology.”
These were Sam O’Leary’s closing remarks a little over a year ago as he appeared on the TCT Additive Insight podcast. The SLM Solutions CEO had spent around 20 minutes detailing the capabilities of the company’s Free Float software, hinting at the possibilities the NXG XII 600 metal 3D printing system could afford, and outlining, in no uncertain terms, that there was more to come.
Since then, Morf3D, Divergent Technologies, MAN Energy Solutions, Collins Aerospace, Sintavia, and more have all placed orders of SLM’s 12-laser machine, while optics and imaging giant Nikon has moved to acquire the company. More recently than that, SLM has also secured a contract to do exactly as O’Leary said they would last August: push the limits of metal 3D printing.
In September 2022, just weeks after the Nikon news broke, SLM Solutions announced a bigger, better 12-laser metal additive manufacturing platform was under development. The first installation of its NXG XII 600E will come via a 5.2 million USD US Air Force Research Laboratory
Upon the initial announcement, details were scarce. But for a silhouetted graphic distributed on SLM social channels, there were no visuals either. Now, however, the company has publicised the first render of the system, and also revealed it expects to deliver the first unit to CTC in 2023. Additionally, SLM has said that customers who have already installed or ordered the NXG XII 600 have the option to upgrade their system to take advantage of its extended Z build envelope.

With the introduction of the NXG XII 600 series, SLM Solutions believes it is revolutionising metal additive manufacturing. Customers have been demanding the serial production of complex geometries and the faster printing of larger components, and SLM is now working to facilitate them. The NXG XII 600E, the company says, can enable such parts in hours or days instead of weeks and months, thanks to its 12 1KW lasers and 1000cm/hr print speeds.
The NXG XII 600E has been designed to be the most advanced production system on the market today. The solution features an end-to-end production workflow that includes external cool down unpacking to maximize machine uptime. This allows job-to-job turnover to be completed within one hour compared to reported “days” on competing technology. In addition, the NXG platform features SLM Open Architecture allowing maximum flexibility to tailor process parameters to optimise application results with maximum productivity using 90µm layer thickness and beyond in
08 / www.tctmagazine.com / 30.6
SLM Solutions unveils the new NXG XII 600E with extended 1.5m axis.
“It is only in close collaboration that we can push the limits of innovation.”
commonly qualified materials that include IN718, AlSi10Mg, TiAl6V4 & copper alloys. Meanwhile, support-free printing with Free Float offers ‘maximum freedom in design,’ and reduces the need for both support structures and post-processing time by up to 90%. SLM.Quality performs efficient and robust quality assurance with documentation, process qualification, and part certification with the ability to generate a quality report in as little as two clicks, fully documenting process data and validating part quality.


Driving the development of this new system was the customers’ need to produce larger components made from high-temperature materials that can withstand the extreme performance requirements in the defence, space, and aviation industries. The NXG XII 600 is considered by SLM to be the epitome of a production system in that it is 20x faster than a single-laser system and 5x faster than a quad-laser system, thus driving the lowest possible cost for end-use parts in automotive and energy sectors, in addition to the aforementioned industries.
In CTC and the AFRL, it is one of those aforementioned industries that will benefit first. CTC is an independent applied scientific research and development professional services organisation that works to design, develop, test, prototype and build solutions that ‘safeguard national security and retain US technological advantage.’ Through that endeavour, the company has turned to SLM Solutions and its NXG XII 600E system.
“We are pleased to continue our long-term partnership with SLM,” offered Edward J. Sheehan, Jr., CTC President and CEO. “SLM is clearly a leader in the additive manufacturing equipment arena, and we look forward to collaborating and expanding the possibilities of additive manufacturing for defence applications in this exciting opportunity in support of critical AFRL mission requirements.”
Concurrent Technologies has been utilising SLM technology for many years, purchasing an SLM 280HL 3D printer in 2017 as part of a 1.2m USD investment in additive manufacturing equipment. The acquisition of the 280HL machine was made after ‘an extensive research process’; leveraged to produce parts in aluminium, titanium, and stainless steel; and has clearly made an impression.
So much so, when CTC had a request for larger critical defence applications from the AFRL, SLM Solutions was top of mind. CTC is already successfully deploying its technology, and through that dynamic, has seen a company unwilling to let up when it comes to innovation. With a familiar turn of phrase, O’Leary sums up why relationships like this are key.
“We are especially pleased to be teamed with CTC, a highly regarded premier research and development organisation with an outstanding record of securing technology transition successes,” he finished. “These are the partnerships that are a testament to SLM Solutions’ ethos; it is only in close collaboration with them that we can push the limits of innovation.”
30.6 / www.tctmagazine.com / 09
COVER STORY SHOWN: 12 1KW LASERS FIRING, BUILD RATES UP TO 1000CCM/HR ABOVE: NINE HEAT EXCHANGERS BEING PRINTED IN ALSI10MG















Formnext 2022 Hall 12.0 B65 Powder Visit nlight.net/additive for more details Hall 12 | Booth D132 ...while sprinkled donuts dramatically increase team dynamics & workplace productivity. In L-PBF, donut beams greatly improve melt pool dynamics and print productivity... Donuts https://www.mitsui-kinzoku.co.jp/project/kinousei-funtai/en/index.html
SUPPLY ON-DEMAND
Griffiths and Sam Davies explore the impact of AM on supply chain.
Since 2020, the theme of supply chain has dominated additive manufacturing (AM). In turn, we’ve dedicated many column inches and conference sessions to the technology’s deployment as a solution to pandemic-related challenges, and the longer-term implications of its apparent heightened adoption. Two years later, it’s still top of mind, and with emerging use cases, data, and government involvement, it’s not showing any signs of disappearing.
At this year’s TCT 3Sixty conference, a panel of experts including the University of Bristol’s Jennifer Johns, Boston Consulting Group’s Wilderich Heising, and Equinor’s Pantea Khanshaghaghi, discussed the “transformation” that’s happening around AM in supply chain. While it was suggested that AM applications during the pandemic showed “the beginnings of a utopian ideal” where AM steps in to solve our supply chain woes, the common narrative across industry, academia, and end-users, was the cruciality of knowing when and how to implement the technology, and extending that knowledge to the right people.
“Trying to do this top down and saying, here's my catalogue of 150,000 SKUs, let's go out and start making things using 3D printing – that will break people,” Len Pannett, Supply Chain and Operations Transformation expert and author of ‘Supercharg3d: How 3D Printing Will Drive Your Supply Chain’, told TCT. “The other
part, of course, is that if you try to do it that way, the rest of the value chain won't be ready. To use an additive approach needs a different way of doing procurement, it needs a different way of doing contracting. In some cases, it needs qualification of those suppliers, as much as you would any other supplier. You also need to convince the engineering teams that the quality of what they're going to get is at least as good as going the traditional route.
“The tough nut to crack is not the engineering, it's the data side, it's how do you identify which of your 150,000 SKUs makes sense to go down this route? And that requires much more than just doing physical assessments and the assessment of physical characteristics. It means also looking at the supply chain characteristics.”
Pannett offers Deutsche Bahn up as an example of a company that has successfully demonstrated “the art of what’s possible” for AM in supply chain. Perhaps one of the most well-known adopters of AM for spare parts production, the company relies on a mix of in-house 3D printing capabilities and service providers, primarily, to produce polymer and metal components for the railway sector, from rail stops to handrail signs featuring braille. Cosmetics
giant L’Oreal is another, and is currently using HP’s Multi Jet Fusion (MJF) to create adjustable components for its packaging production line with plans to further leverage the technology via HP’s Global Production Network to “build a truly global supply chain” that will enable more localised manufacture.
“The use of additive manufacturing, notably in a hybrid configuration with other technologies, allows us to react extremely quickly to supply chain fluctuations,” Matthew Forrester, Head of Transformation & Recycling Science at L’Oreal, told TCT. “Empowered teams, deploying their intimate knowledge of manufacturing processes, integrating the specificity of our goods, and even iterating during production, is the perfect combination to create best-inclass, agile tooling.”
FITTING IN
While examples like this from major brands and manufacturers show promise, just how much is AM really being talked about with regards to supply chain outside of the AM bubble?
AZOTH 3D USE CASE: TAKE ONE MAKE ONE
Manufacturing service provider Azoth is utilising 3D printing technologies to support its Take One Make One (TOMO) digital inventory strategy. Through TOMO, Azoth empowers its users to convert physical inventory to digital inventory and produce parts as needed without a minimum order quantity to justify up-front tooling or setup costs.
When X number of parts are taken out of inventory, the same amount are made to replace them. Azoth considers this to be the leanest supply chain possible.
The company has proved out this concept by deploying Desktop Metal’s binder jet Shop System to additively manufacture bolt placement grippers that are installed onto a robot arm to pick and place bolts on an assembly line. Using the Shop System, Azoth is
able to produce 1,400 of these end-use parts per day in 17-4PH. 3D printing is deployed because of the components’ intricate teeth design.
“These grippers are the perfect TOMO example,” commented Cody Cochran, co-founder and General Manager of Azoth. “They are more cost effective with binder jetting and can be delivered with a ten-day turnaround vs an eightweek lead time.”
30.6 / www.tctmagazine.com / 011 supply chain
Laura
Visit us at Formnext 2022 DE Frankfurt, Hall 12.0, B47
TANIOBIS
Based on our 60 years expertise in manufacturing and development of refractory metals, we have developed AMtrinsic® atomized tantalum and niobium spherical powders and their alloys for demanding additive manufacturing technologies. Our ability to adjust specific intrinsic material properties enables us to push the limits according to the requirements of your application.



AMtrinsic® spherical tantalum and niobium powders provide outstanding combinations of material properties customized for specific applications. Aligned with 3D-printing technology, AMtrinsic® powders can help overcome hurdles in various high-tech industries. The high temperature stability, excellent corrosion resistance and biocompatibility of AMtrinsic® Ta, Nb powders and their alloys deliver a perfect fit for biomedical (Ta, TNT and TNTZ), chemical (Ta, Nb, Ta-W) and aerospace (Ta-W, C103 and FS-85) applications. In addition, AMtrinsic® Nb with its prominent superconducting property found its application in superconducting industry.

TANIOBIS GmbH announces the expansion of its metal additive manufacturing powders by addition of C103 (Nb-10Hf-1Ti) and FS-85 (Nb-28Ta-10W- 1Zr) pre-alloyed powders to its product portfolio. High-temperature strength, superior creep properties and their excellent processability with AM make these alloys great candidates as structural material for various aerospace applications. Additive manufacturing offers design freedom enabling manufacturing of lightweight components with complex features e.g. rocket thruster with integrated cooling channels which is the main application of our AMtrinsic® C103 and FS-85 alloys.

Ti-Nb-Ta
C103FS-85
Ta
73 Nb
HEA
Ta-W
TNTZ
108.95
92.906 41
According to Mark Cotteleer, Managing Director - Supply Chain and Operations Consulting Deloitte, “a lot.”
“We are seeing across our client base both in the public sector and in the private sector, I would say, an upsurge in discussion,” Cotteleer told TCT. “And that has a lot to do with the fact that additive manufacturing is, in my opinion, the quintessential example of digitally distributed manufacturing. What that means is that it brings together all the interesting attributes of digital distributed manufacturing; the ability to engage in the model-based enterprise, the ability to work across the supply base and distribute production to the point of demand at the time of demand, to bring in ideas around things like digital thread and digital twin, which are very hot topics. Additive is not the only solution. There are lots of solutions and we recommend that our clients take a portfolio approach to it.”
It's true, additive is not the only solution, and sometimes, it’s not the right one either. It’s about finding that sweet spot, developing a business case, and as our TCT 3Sixty panellists agreed, choosing when to apply it, whether that’s on a permanent basis or as an emergency stop gap in times of crisis. The latter, a more temporary outlook, might sound like a negative for an industry that appears to be confidently going after supply chain, but for Cotteleer, that’s actually its USP.
“To me, that's a feature not a bug,” Cotteleer explained. “In the sense that one of the core value propositions of additive is surging production at the point of demand, geographically and in time. Can we deliver production where we need it, when we need it?”
He notes the work Deloitte carried out with America Makes during the pandemic on THE Advanced Manufacturing Crisis Production
STRATASYS USE CASE: CIRCUIT BOARD BRACKET
When Stratasys was first manufacturing its H350 Selective Absorption Fusion (SAF) 3D printers, the company ran into the same problem many other manufacturers did. A PCB Stepper Controller Board had originally been ordered from a supply chain vendor, but as COVID-19 hit, the product was discontinued.
The H350 Production Team then decided to utilise a new electronics board, which could be sourced easily, but required a mounting bracket to implement a necessary cooling
Response (AM CPR) initiative which acted as a digital stockpile of designs that could be surged into production when and where the point of need materialised. It wasn’t just about COVID-related challenges either and the collaborators ran multiple scenarios – what happens if a supplier goes down or an earthquake hits, for example? – taking into account the many players across that supply chain, from designers to regulators and so on.
In September, Deloitte issued a report in partnership with the Manufacturers Alliance looking at how traditional manufacturing supply chains are evolving to balance costs, efficiency, and resilience. While the term ‘additive manufacturing’ is referenced just once in the 26-page document, in a chart showing the biggest impact on manufacturer’s supply chains, the top three responses - shipping delays (59%), part shortages (56%) and transportation delays (56%)are key areas where the benefits of AM truly shine. Yet while additive’s value proposition as an enabler of distributed, on-demand manufacturing is evident, challenges remain.
“All of the old concerns still exist: quality, materials, cost, repeatability,” Cotteleer said. “I think what is changing is that, while the concern exists, many of the technical solutions are increasingly available so people need to be constantly revisiting the state of the art because things are changing quite rapidly. There are instances where we are seeing people quite effectively being able to distribute production, particularly at the lower end. At the higher end, with exotic materials and very expensive machines and very high-end uses, we still see, and in fact recommend, more centralised production models, but even there, you could still solve the time problem, you're just not solving the location problem.”
Interestingly, that singular nod to AM in Deloitte’s report ties into another industry trend: mergers and acquisitions. The report notes the strong M&A activity in manufacturing with 52% year-on-year growth in such deals in 2021, and suggests some instances of vertical
function. For the solution, the team looked inward and bet on the technology they were working to bring to market. With the H350 machine, they designed and printed a circuit board bracket which could secure the fan to the electronics board and then safely mount the board within the printer.
The bracket, which doesn’t require any screws or tools, is said to occupy a minimal amount of space. Stratasys can nest 132 brackets within the same build with a cost per part of 4.15 USD. The company has implemented the circuit board bracket in every H350 3D printer and has continued to apply SAF technology to its SAF systems.
“This was one of those examples that ‘ticked many of the boxes of additive manufacturing,’” Neil Hopkinson, VP of AM Technology at Stratasys, told TCT.
“The challenge arose from supply chain issues, which are becoming more frequent in manufacturing these days and the solution came from AM technology that actually allowed the team to develop an improved product with easier assembly. In this instance, it was very gratifying that SAF technology itself was the solution for a SAF product development issue. The team has since built on this and each H350 printer has 30 parts produced by SAF technology.”
30.6 / www.tctmagazine.com / 013 supply chain
“The tough nut to crack is not the engineering, it's the data side.”
FREEFORMER COMES IN A NEW SIZE
The new freeformer 750-3X is equipped with a larger part carrier for a build time that is up to 85% faster. New: freeformer 750-3X
A new key feature is the machine’s enlarged build chamber. The new freeformer 750-3X has a part carrier that is around 2.5 times larger than that of the freeformer 300-3X, which is particularly impressive given that the external dimensions are the same.

The entire system of the freeformer 750-3X – prepara tion and discharge units – has been optimised so that the design could be more compact. In terms of external appearance, the freeformer 750-3X has the same external dimensions as the freeformer 300-3X. However, the part carrier is approximately 2.5 times larger at around 750 square centimetres and is the result of several technical innovations. These include more compact and slimmer melt pressure generators for dosing and injecting, which use servo motors from AMKmotion – a company in the ARBURG family.
The entire system, comprising the preparation and discharge units, has been pressure-optimised and is therefore tai lored to the conditions of additive manufacturing. When improving the melt pressure generators, the primary focus was on repetition accuracy (i.e. producing droplets of the same size) and cost reduction; the latter was achieved through hardware adjustments. These improvements
also allowed the three discharge units to be made more compact and arranged closer together. Compared to the freeformer 300-3X, they have a "streamlined" design. The innovations in the area of control extend to the "pro duction control" sectors, with intuitive operation such as overviews of the job status and production as well as the "intelligent start-up sequence" for production prepa ration. In addition, other new features include reduced material dwell time in the cylinder and parallel dosing, resulting in a reduced build time, as well as optimised and enhanced slicing in terms of the construction strategy for lattice structures (support structures) and break-away support. This all contributes to improvements in process stability, part quality and build time optimisation. The freeformer 750-3X therefore bridges the gap between pure prototyping and economical small series production: this new system reduces the build time by up to 85%!
i
Further information: www.arburg.com
Advertorial 2022
ARBURG GmbH + Co KG Arthur-Hehl-Strasse 72290 Lossburg, Germany
Tel.: +49 7446 33-0 www.arburg.co.uk contact@arburg.com
integration can be seen as a tool for achieving supply chain resilience. For instance, earlier this year, aerospace and defence manufacturer Safran, which recently opened a new dedicated 3D printing campus, completed its acquisition of metal AM powder supplier Aubert & Duval, bringing its supply of metal powders inhouse. It’s an extreme example, and bringing AM into your supply chain doesn’t necessarily mean investing in an entire company or bringing in expensive hardware. Advanced manufacturing service providers can offer an alternative route to sourcing parts ondemand, and Pannett suggests that finding a supplier to produce products with the right quality and with the right QA processes already in place as a “very easy, quick win.”
Joshua Parker, US 3D Printing Supply Chain Manager for Hubs, fittingly the subject of another major AM acquisition which saw the distributed 3D printing network merge into the Protolabs family in 2021, manages a network of 3D printing suppliers across the U.S. The Hubs network allows users to upload designs, instantly receive quotes and send their files for production via 3D printing, CNC machining, injection moulding, and sheet metal fabrication. To date, the service has manufactured over 6 million parts, and as part of its annual 3D Printing Trend Report, this year spotlighted more robust supply
chains and localised on-demand manufacture as one of the most important AM trends for 2022.
“As additive becomes more of a low volume production solution, there has been increased interest with customers using technologies like SLS and HP’s MJF to either provide a shortterm production solution or to switch to 3D printing altogether,” Parker told TCT. “We have seen a lot of success in the EV sector, especially with companies that are highly iterative and innovative and want to stay nimble with their design. With the increased lead times of going overseas for moulds, 3D printing provides a quick alternative while tooling is being created.”
AM FORWARD & SUPPLY CHAIN
“We believe the initiative is a bold step forward for additive manufacturing, particularly if it revitalises the US supply chain by enabling more companies to take advantage of the intrinsic benefits of AM. Our hope is the programme helps the many small and medium-sized businesses working to unlock new business opportunities and scale sustainable production with AM.”
“Public-private initiatives like the recently announced ‘AM Forward’ initiative will help to address DoD’s sustainment and readiness challenges head on. Strengthening US supply chains, by encouraging small and medium sized manufacturers across the United States to adopt metal additive technology will create a nationwide network of qualified additive manufacturing suppliers.”
“We're at an undeniable inflection point — bringing digital manufacturing to U.S. businesses will be a critical component to the success of the American economy both now and into the future. The administration's acknowledgment of 3D printing to boost the economy is a solid step forward and a proof point that digital manufacturing is critical in addressing our ongoing supply chain challenges and beyond.”
“I think it's still early and I think a lot of people I work with are still wondering what that means. But I think, if anything, it could chart a path towards additive manufacturing playing a more significant role in supply chain resilience. And if there's anything that the last 36 months has taught us, it's that there's vulnerability there and additive can play a role.”
30.6 / www.tctmagazine.com / 015 supply chain
AM INDUSTRY WEIGHS IN ON THE AM FORWARD INITIATIVE DESIGNED
THE
TO SUPPORT US-BASED SUPPLIERS’ ADOPTION OF AM CAPABILITIES.
DIDIER DELTORT | PRESIDENT, PERSONALIZATION AND 3D PRINTING | HP
LAUREN TUBESING | DIRECTOR OF OPERATIONS, MILITARY PROGRAMS | GE ADDITIVE
ELLEN KULLMAN | CHAIR OF THE BOARD OF DIRECTORS | CARBON
JOSH MARTIN | CO-FOUNDER & CEO | FORTIFY
“The more we can get AM in front of supply chain decision makers, the better.”



















Signi cant Cost Savingson Additive Tool Partnership between ermwood and General Atomics e Details Using a ermwood LSAM 1020, the tool was printed from ABS (20% Carbon Fiber Filled) in 16 hours. e nal part weighing 1,190 lbs was machined in 32 hours. Cost Savings of around $50,000 vs traditional methods Total lead time for the part decreased from 6-8 weeks to less than 2 weeks by utilizing the powerful LSAM system. e Results • Cost Reduction: 2-3 times • Faster Development: 3-4 times • Production Capable Tool • Vacuum Integrity • Suitable for Large, Deep 3D Geometries, Backup Structures & Vacuum Piping www.thermwood.com 800-533-6901 MADE IN USA Scan QR code to view a video of the LSAM and General Atomics process. Nov 15th-18th Booth 11.0-D61 Join us at
PRACTICE WHAT YOU PRINT
If 3D printing is the silver bullet in supply chain resilience, are 3D printer manufacturers taking note?
Megan Liu, Supply Chain Engineer at Formlabs, works within the global sourcing team, looking after supply chain for pretty much every aspect of Formlabs products. In fact, several Formlabs machines feature a range of components manufactured with its own printers.
“We, I think, definitely understand that there is a good application for 3D printing in supply chains,” Liu explained. “At the same time, most of our printer is not made out of a 3D printed material so there are definitely limitations on 3D printing parts for production. I think the best use cases are really small parts, in terms of geometry, things that nest well in our printers.
“I joined Formlabs because I am super interested in how we can use 3D printing in all different types of
industries. It's super exciting for me to see Formlabs practising what we preach.”
The sourcing team’s job is essentially to find suppliers to make and deliver parts to its contract manufacturer on time. When Formlabs launched its Form Wash L and Form Cure L systems during the pandemic, for example, the team was able to mitigate supply chain issues and material delays by ramping up print production from its materials production facility in Ohio and Somerville HQ.
“Something that has been super exciting to see is, and I know this is kind of a buzzword, but we are able to decentralise our supply chain a little bit by using 3D printing,” Liu said. “If we are ever short on components or things like that, we can use a 3D printer right at the spot to print components to keep production going.”
In addition to a shift in customer applications, which now go beyond prototyping to tooling or production parts on the Fuse and Form 3L, and extend to even more industries, Liu says the last few years have also produced more awareness and interest in the technology.
“I think a lot of things probably have contributed to that extra interest,” Liu said. “I think the technology has improved and grown a lot over the last couple of years, but then also COVID with all the supply chain issues that brought was also definitely a wake-up call for a lot of people who are relying on traditional manufacturing methods.”
If the wake-up call was missed the first time around, the announcement this past Spring around the Biden Administration’s AM Forward initiative should ring a little louder. The initiative was setup to support the adoption of AM amongst SMEs, with large
additive approach needs a different way of doing procurement.”
FAST RADIUS USE CASE: STREAMLINING SPARE PARTS
As 3D printing continues to mature, and applying the technology for productiongrade parts becomes more of a reality, Husqvarna has aligned with Fast Radius to implement an advanced manufacturing approach.
The outdoor product manufacturer has worked with Fast Radius to identify parts that could be produced at scale with Carbon Digital Light Synthesis and HP Multi Jet Fusion technology, before establishing a Production Part
Approval Process (PPAP) that included UV resistance, chemical resistance, and dayslong cycle tests, as well as an evaluation of real-world performance. Once parts pass the PPAP, designs and production specifications are stored digitally in the Fast Radius Virtual Warehouse, eliminating a lot of the supply chain costs associated with warehousing, minimum order quantities, material waste and part obsolescence.
From this virtual warehouse, parts can be downloaded, produced and shipped in a matter of days, while also affording Husqvarna and its customers the peace
of mind that products will never be out of stock again. The reduction or elimination of material waste and part obsolescence is also supporting Husqvarna’s ‘Sustainovate’ sustainability programme, in which the company has outlined CO2 reduction targets for the year 2035.
“For Husqvarna, storing parts in the Virtual Warehouse has allowed them to avoid inventory holding cost, scrap at end of life, and has enabled better customer support by eliminating the need to discontinue production of certain spare part SKUs,” Matt Schroeder, Product Manager at Fast Radius, told TCT.
30.6 / www.tctmagazine.com / 017
“An
supply chain
Print tons of innovative designs on the Sapphire XC 1MZ
Part of an advanced and integrated metal additive manufacturing solution that includes print preparation software, hardware, and quality assurance software, Sapphire XC 1MZ is a production-level metal laser powder bed fusion printer that enables the highest levels of quality, innovation, and unprecedented scale and productivity with its eight 1 kW lasers and build volume of 600 mm Ø by 1000 mm z-height.
The pathway to printing your most ambitious designs starts with Velo3D.

Without Compromise
Velo3D and Sapphire, are registered trademarks of Velo3D, Inc. Without Compromise is a trademark of Velo3D, Inc. All Rights Reserved © Velo3D, Inc.

Contact us today for a consultation Visit us at Formnext Booth 12.0-D01
THE NEXT-GENERATION OF 3D METAL PRINTERS - SAPPHIRE XC 1MZ
manufacturers like Siemens Energy, Honeywell, Lockheed Martin, GE Aviation and Raytheon, all long-time users of the technology, committing to purchasing additively produced parts from smaller US-based suppliers, providing training, and engaging in common standards development and certification for additive products. It’s a bold move, and emphasises the recognition of additive and distributed, localised manufacturing as tools to achieve supply chain resilience, something which Deloitte shares a confidence in.
SPEAKING SUPPLY CHAIN
From each of these conversations, it's increasingly clear that AM’s success in supply chain also relies on sharing these wins and having conversations with the people that can make change happen. Those already working in or using AM will be aware of the benefits of on-demand and decentralisation, and Pannett argues AM companies should be putting themselves in front of supply chain professionals in order to see progress.
“I think the more that we can do to get the AM community in front of supply chain decision makers, the better,” Pannett said. “Those events where the supply chain guys are going to be exposed to new ideas, those are the ones that, I think, if we're going to really peak in our sales, have to be included in the roster.”
Cotteleer said: “We are very bullish on the concept of distributed digital manufacturing and I think that it will continue to be important for supply chain and operations leaders to stay on top of, and develop strategies for how to deploy these technologies in support of cost, quality, resilience, flexibility, agility – fill in the buzzword – because this, to me, is the way the world is going, and if you're not incorporating these into your strategies, you're very likely falling behind.”
Having those conversations means being able speak the right language, to understand the needs of those operating along supply chains, and communicating where the benefits of AM, which may be lesser known outside of the industry, come into play.
“Words matter and I think this is a general challenge in the additive and advanced manufacturing space,” Cotteleer said. “And I'll point no further than the use of terms like digital thread and digital twin, which are crucial for the support of additive manufacturing. We often find ourselves at the beginning of a project or discussion, literally saying, ‘when we use these words,’ fill in the blank, ‘here's what we mean,’ because different people can ascribe different meanings to those words.”
Speaking from a service provider perspective,
Parker adds that it’s important to put that message across early in the procurement process: “Education and familiarity is the main reason we see a lack of adoption. Our Sales and Engineering teams do a great job working with the customer to understand their needs and help companies steer their design towards the final manufacturing method. If you don’t consider 3D printing as a production method during design, it can be more difficult to change the manufacturing method later in the product design cycle.”
That also means educating the right people, not just the engineers who will ultimately be using the technology but personnel along that value chain who need to understand the benefits in order to recognise where and why additive fits, or if it simply doesn’t.
“It's definitely a lot of engineering [people] right now, they're probably the most aware of this technology. [...] When we talk to people in supply chain, they're talking to us about printing spare parts and components and I think that definitely makes a lot of sense," Liu concluded, adding that there is an element of curbing expectations and a learning curve around what 3D printing can currently do in terms of spare parts. "That's, I think, where the knowledge gap starts to show a little bit because I think they're really hoping that 3D printing can solve all their problems in terms of aftermarket parts, spare parts, and things like that. I think maybe there needs to be a little bit more education in terms of the interim. Even though you potentially can't use 3D printing for this grand solution, there are definitely ways in which 3D printing can help aid in that transition, keeping all this excess stock to printing when you need.”
30.6 / www.tctmagazine.com / 019
supply chain
“This is the way the world is going.”



look at our
to performance
the
is improving
robustness
operating
process reliability
to
gas
Melt
your
Find your flexible solution for industrial metal 3D printing! Visit us at Formnext in Frankfurt! November 15-18th, hall 12.0, booth D81
Have a
TruPrint 3000. In addition
increase with fullfield Multilaser option, the focus of
TruPrint 3000
process
and various
scenarios. High
due
newly developed
flow and high part quality are proven with
Pool Monitoring. The 3D printer can be tailored to
production process needs. More information www.trumpf.com/s/truprint-3000
'AMAZON FOR ADDITIVE'
Q: You spent the past seven years as VP Additive at Siemens Energy. Tell us about how MakerVerse came about.

Siemens Energy has gotten really deep and really good [at] metal powder bed fusion for high temperature applications for gas turbines. This was the real sweet spot. When I left, early 2022, there were more than 200 people now working on additive and the company overall has more than 50 metal powder bed fusion printers installed in our global Siemens Energy network. […] There is the saying ‘when you have a hammer, then everything looks like a nail’ and what happened at Siemens Energy, we looked at every potential component like a metal powder bed fusion, hightemperature AM component. The reason Siemens initially started to think about MakerVerse was that there was a need for a second pillar in the strategy. To fulfil a few requirements, it should give Siemens Energy access to a whole array of different additive manufacturing technologies and materials that the company didn't have in its own very deep footprint. Number two, it should do that at industrial-grade quality so that Siemens Energy really could take prototypes all the way to a certified spare part. And number three, it should support specifically the on-demand nature of nonplannable prototypes, of unsteady spare parts. And with those three requirements, one-stop shop, industrial grade quality and on-demand manufacturing, the idea was created to turn this into a digital platform model. It's intended to be something like the Amazon for industrial 3D printing.
Q: We understand MakerVerse aims to offer a ‘full technological service spectrum’. Which specific technologies/ services will that include?
This is an always evolving story. If you go to our platform today, you will find on the metal side, metal powder bed fusion, and on the polymer side, you will find selective laser sintering, HP’s Multi Jet Fusion and FDM technology. Then there's of course a different set of materials below each of those four technologies and our operations team is continuously working on expanding the technology and materials portfolio. […] We will broaden our scope step by step. Currently we are an additive manufacturing platform
but we believe that this needs to be integrated with conventional technologies like CNC machining, so over the next weeks and months we will also broaden the technology focus beyond additive to also include conventional technologies so MakerVerse is a true one-stop shop for both additive and conventional requirements.
Q: We’re talking a lot in this issue about how AM can bring agility to supply chains. How does MakerVerse fit in? There are two very fundamental different use cases [for AM]. One is, you design a new part, taking into account the design possibilities that additive offers and then you can think about all these topics like performance improvement, weight reduction. So, you start a new project, you design a new component for a new product. Then you can, from the very beginning, design for additive and then you also need to think about industrialisation of this part in terms of qualification of the entire process: machines, powders, printing processes, post-processing. The second category is that you have an existing part, you have an existing supply chain, and you want to mitigate your supply chain risks by, for instance, reducing lead times by nearshoring production through additive manufacturing, and then usually your design is an existing design that has been sourced from wherever, and rather than improve the design of the part, you want to mitigate the supply chain situation. The big challenge that I see still for additive here is cost because the original design wasn't designed for additive. So, you usually face higher product costs and you need to trade these higher product costs with the effects you gain on lead times or on not having a part at all, because of supply chain disruptions. And
yet, in the second case of supply chain resilience, you still need to make sure that when you convert a conventional part to an additive part, you meet certain properties in terms of material.
What a digital platform like MakerVerse can offer for the first category, the design iterations, it can offer you super-fast access to different technologies and materials,
30.6 / www.tctmagazine.com / 021 EXECUTIVE Q&A
Laura
Griffiths speaks to MakerVerse CEO & Managing Director Markus Seibold about AM services, supply chain, and lessons learned from Siemens Energy.
SHOWN: MAKERVERSE CEO MARKUS SEIBOLD







Pushing Additive M A nufA cturing to its Li M its Parts as large as 1 meter, wall structures as thin as a hair, lowest surface roughnesses, highest electrical conductivity? Cumbustion chamber* 1000 mm heights Finest tungston wall structure 100 µm thickness Heat exchanger** 100 mm diameter *by courtesy of Launcher **by courtesy of Conflux tell us your story and we find your cutting-edge solution tailored to your needs - open new fields of application with a reliable partner! Welcome to the world of Additive Manufacturing Customized Machines Welcome to AM c M An company We are ready to connect: amcm@amcm.com www.amcm.com tAL k to us At the 15 th - 18 th n ovember 2022 h all: 11.1, Booth: c 51
and it can really help you to accelerate development speeds, that's the classical use case. When it comes to the second use case, of on-demand, supply chain needs, […] for every technology/material we offer on our platform, we have multiple suppliers behind each technology/ material combination. So when you have an on-demand situation, that you need certain parts that run in your supply chains, quickly, on-demand, in unsteady quantities, MakerVerse as a digital platform has the advantage of always having, at any point in time, multiple suppliers qualified for this material/ technology combination so we can react super quickly.
Q: Who is currently using MakerVerse?

I can't share names but I can share applications that I think are quite interesting. One category we are currently seeing is development projects. Heat exchangers being one example where companies are currently developing and designing different designs for heat exchangers, trying to see how much they can push the engineering limits in terms of wall thicknesses, cooling hole sizes in the internal structures and they want [quotations] for different designs quickly, they want to know how fast it is until you can really have hardware so that they can test this. […] Another customer category that I see now emerging is potential spare parts on-demand. So, it’s parts that are not necessarily designed for additive from the get go, this is a legacy part and in most of the cases actually,
that are prospectively interested in converting these legacy spare parts to 3D printed spare parts. A third category is production aids, grippers for robots and certain toolings or jigs and fixtures.
Q: Siemens is arguably one of the biggest industrial users of AM. What lessons were you able to learn there about adopting the technology?
I spent quite a bit of time in the past years reflecting with the team on what were certain hurdles and what were success factors for Siemens Energy because I believe our global teams have really done a fantastic job of being super effective and focused on driving additive into serial production. […] I think an already very commonly accepted success factor is that you need to stop trying to quote the same designs that you optimised for turning, milling, injection moulding, and hope that additive can make those parts cheap - it just doesn't work. Usually when you try to copy the same design, and make it by additive, additive is at a cost disadvantage. It's all about design for additive. At Siemens Energy, for instance, you can build internal cooling channels into parts that you could never cast, you could build combustion system components that allow you to better mix air and fuel in a way that you reduce emissions.
In a corporation like Siemens Energy,
thing and big companies have a lot of responsibility for the end product. It's very hard to introduce a new method of manufacture and design because you have no long-term proven experience. So, it's actually really difficult for an engineering-driven business to say, 'I'll put an additive component on my car, on my plane, on my gas turbine,' because you just don't know how this material or how this part will behave over time. So, you need a certain risk culture. This doesn't mean that you go just completely crazy and put parts you don’t understand on engines, but you need openness on the level of the famous middle management in terms of product owners, component owners, part owners. […] So, you need this risk culture on the mid-level so that you incentivize additive, look at it, and push it against real component applications.
Listen to the interview in full on the Additive Insight podcast: mytct.co/AIPodMakerverse
[Editor: Answers have been edited for brevity and clarity.]
30.6 / www.tctmagazine.com / 023
EXECUTIVE Q&A
•
•
•
•










addiblast.com Make your existing better. Make the new possible.
www.
Still waiting for the revolution in additive? The wait is over. Visit us at Formnext 2022:
Get hands on with our toughest, fastest-in hand SLS nylon copolymer parts
Experience the quality of SLA parts that print twice as fast and remain stable and strong for years
Be stunned by large 1:1 scale molds printed at up to 10 times the usual speed at a fraction of the cost
Booth #D11, Hall 11.1 Nov 15-18, 2022 | Messe Frankfurt, Germany
Find out why the world’s most demanding industries turn to us to produce one million complex metal parts a year FormNext:
© notice. 3D Systems and the 3D Systems logo are registered trademarks of 3D Systems, Inc.
A BATCH OF FACES PRINTED USING SLA
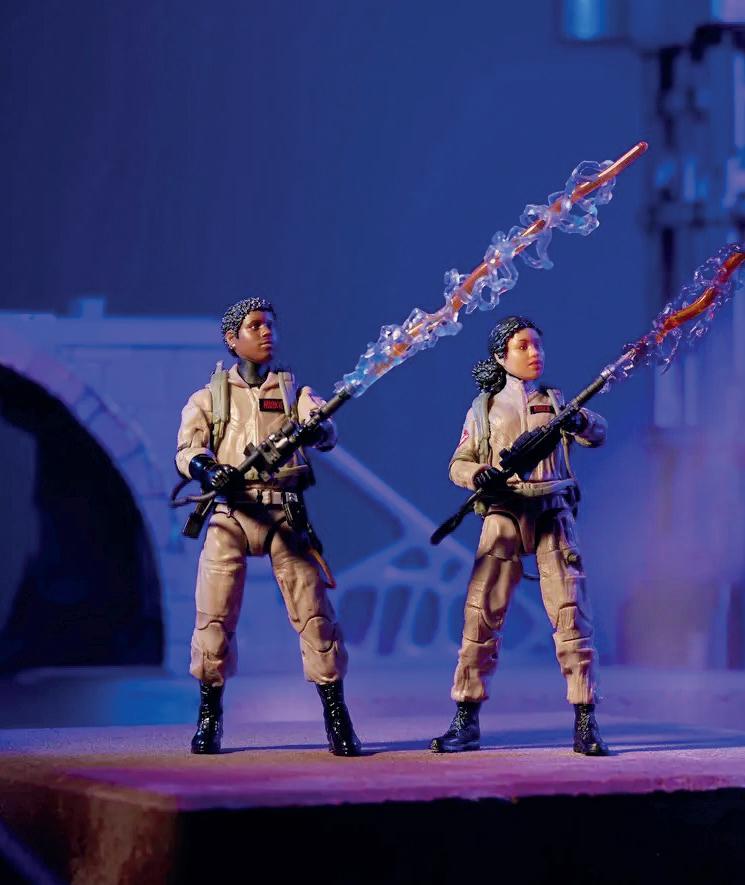
This summer, Hasbro announced the Selfie Series, a new product range which allows customers to have their face 3D printed onto the body of a sixinch action figure; a Stormtrooper, Spider-Man, a Ghostbuster, a Power Ranger, amongst several others.
The production process starts by taking a scan of the customer’s face through the Hasbro Pulse mobile app, where they can also select their preferred action figure and hair colour. The information is then sent to the Hasbro print factory and queued up for 3D printing. Multiple customised heads are printed at the same time on a single build

plate, using Formlabs stereolithography (SLA) technology. The heads are then assembled with a standard off-the-shelf action figure body, before finally being shipped to the customer.
The IPs that Hasbro works with are some of the most beloved in the world of pop culture. To create a product that would be well-received by fans, selecting the right 3D printing process for this range of action figures was crucial. The toy company has been using 3D printing since 1995, primarily for rapid prototyping, and began using Formlabs printers in 2014. According to Hasbro, as it saw 3D printing cross over from being a prototypecentric technology, it had the dream of developing something with the technology that was truly innovative, hence the idea of mass customisation.


Gary Rowe, Global Head of Business Development at Formlabs, told TCT: “Many companies turn to SLA 3D printing for the strength and resolution of the prints, and Hasbro had used Formlabs SLA 3D printers for prototyping in the past. When seeking the right solution for the Selfie Series,
Hasbro selected the Form 3 SLA 3D printer that would provide the high resolution and accuracy needed to create life-like faces of Hasbro’s fans, with a smooth finish that would also be durable. In addition to the quality of the prints, the Form 3 worked well with the resin created for the manufacturing of these action figures.”
Mass customisation enabled by 3D printing allows for the commercialisation of products that are unique to the customer. The audiences the Selfie Series are targeted towards - Star Wars fans, Marvel fans, Power Rangers fans and more - often embrace the opportunity to dress up as their favourite characters at fan conventions and premieres, so Hasbro believes the market is there for products that invite fans to put their face onto their favourite characters too.
Patrick Marr, Sr Director of Model Development at Hasbro, spoke to TCT about the implementation of mass customisation in Hasbro products: “Our fans continue to look for new ways to engage with our brands and see becoming their favourite action figure as the ultimate expression. 3D printing has allowed us to offer that experience at scale in a quality that was never possible before. We see utilising 3D printing as opening
30.6 / www.tctmagazine.com / 025
Oliver Johnson speaks to Hasbro about its new range of customisable 3D printed action figures, the Selfie Series.
SHOWN:
SHOWN: SELFIE SERIES GHOSTBUSTERS ACTION FIGURES
consumer products
SHOWN: HAIR PIECES BEING PREPARED FOR 3D PRINTING


































We are dedicated to providing an excellent service – from rapid quote to on-time delivery – producing high-quality components at the right price. · Stereolithography · Selective Laser Sintering · Vacuum Casting · Two Shot and Over-moulding · Silicone Components · Silicone Tooling · Reaction Injection Moulding · Water Clear Lenses · Traditional Model Making · Model Finishing RAPID PROTOTYPING info@amtech-rp.co.ukwww.amtech-rp.co.uk(0191) 454 1900 Print today. Parts tomorrow. Make metal with the Rapidia System. Hall 12.0, #E122 Meet us at 1201 Franklin St. Vancouver, BC V6A 1L2 Canada +1 604 267-0199 info@rapidia.com Office-friendly No loose powder or solvents, small footprint Design freedom Fast sintering of thick parts, solid infill. Evaporative support and water-bonding, unlimited geometry Rapid turnaround Printer to sinter, no debinding www.rapidia.com Hall 12.1 - C129 arkema.com Unlocking the next revolution. Learn more about this system by contacting us at https://quantica3d.com/ Combine up to 7 functional materials in a single print
many future opportunities for our fans.
Leveraging the technology allows us to deliver products faster, create custom products, and then continue to evolve that platform by offering new features.”
The material that Hasbro chose had to be able to create figures that were highly detailed, to accurately replicate the consumer’s face, but also durable enough for everyday wear and tear. Formlabs assisted in the process of deciding on a material that could be available in a variety of skin tones and hair colours, which ultimately led to the creation of a new resin, based on its Tough 1500 material, specifically for this application. Rowe shared how Formlabs worked closely with Hasbro to meet quality assurance and safety testing standards required for commercial products in the toy industry. While the hair pieces for the figures are currently not personalised, these are also manufactured using the same SLA technology.

Marr added: “Hasbro Selfie Series is really our first consumer-directed product that utilises 3D printing in the mass customisation space. The product was driven by leveraging our 25-year knowledge in 3D printing to bring an experience and product to market that sets the bar on personalisation and quality. We spent about two years developing the scanning, printing, and production process
to ensure we could offer an amazing customer experience.”
An important aspect of the production for Hasbro was the ability to match the quality of its collector figure lines. Hasbro action figures have been a staple for collectors for decades, and the company wanted the Selfie Series to match the quality that fans have been used to.

Rowe spoke about the future for Formlabs and Hasbro, and for mass customisation, saying: “Selfie Series is an example of how Formlabs 3D printing solutions can deliver mass customisation to consumers. Hasbro
has understood this potential innovation and created this first application of mass customisation to foster engagement with its customers. 3D printing will continue to advance in end-use-parts and mass customised products as complimentary technologies such as scanning technology and material development increase the quality, speed, and applications. Consumer demand for personalised products will also rise in tandem with this technological development to make 3D printing a more sought-after approach for delivering new products that strengthen brand awareness and loyalty.”
Emphasising Hasbro's ambitions for future personalised products, Marr added: “We look at Hasbro Selfie Series as just the first expression in this space, and we want to continue developing and expanding our engagement with our fans. Again, it is really the perfect flexible platform that allows us to leverage ideas from some of the company’s amazing talent.”
30.6 / www.tctmagazine.com / 027
“Selfie Series is an example of how Formlabs 3D printing solutions can deliver mass customisation to consumers.” SHOWN: SELFIE SERIES ACTION FIGURES
ON A
3 BUILD PLATE consumer products
SHOWN:
SELFIE SERIES FACES
FORM
Nexa3D, a global leader in ultrafast polymer 3D printing will be exhibiting its full range of photopolymer and thermoplastic additive manufacturing solutions at this year’s Formnext at Hall 11.1, stand E31.

Nexa3D’s patented Lubricant Sublayer Photocuring (LSPc) technology offers orders of magnitude faster print speeds and lower total cost of ownership compared to traditional stereolithography and DLP processes. Its wide range of ultrafast printers span from the desktop to the factory floor, and include the XiP Desktop 3D Printer, the NXE Pro Series Industrial Printers, the NXD Dental 3D Printer, and the QLS 820 powder bed fusion platform for serial production.
Its desktop resin 3D printer, the XiP offers a large, 4.8L build volume and print speeds of up to 18cm per hour, resulting in significantly greater throughput than other professional desktop 3D printers. Powered by Nexa3D patented LSPc™ Technology, the XiP’s key features include:
• Self-lubricating Everlast™ Membrane delivering enhanced part quality at superior speed
• Generous 4.8L build volume (190 x 115 x 210 mm)
• Modular, 4K resolution mono LCD and advanced UV light engine delivering
uniform and consistent prints
• Open materials platform for ultimate accessibility
• Quick-change resin system for easily swapping resins
• Sleek industrial design with robust components made from recyclable aluminum
Nexa3D’s flagship industrial 3D printer, the NXE 400Pro series is used by hundreds of customers worldwide to produce functional parts and production components for a variety of industrial applications. Its 17L build volume and unrivaled print speed enables exponential productivity gains on the production floor. The NXE Pro series printer features include:
• Precision and high speed enabled by the patented LSPc™ Technology printing up to 6.5x faster than other SLA or DLP technologies
• Large, versatile build volume of 17L, measuring 10.8 x 6.1 x 15.7 inch (275x x 155 x 400 mm)
• Robust, high-performance materials portfolio of validated resin as well
as an open platform for the ultimate freedom of resin selection. Currently validated materials include a variety of modeling and functional resins, with both rigid and elastomeric properties.
• Edge-to-edge uniformity and accuracy with 4K resolution enables partto-part consistency across the full build without light diffusion near part edges.
Nexa3D’s newest industrial 3D printer, the QLS 820 is built for highest throughput manufacturing applications. This thermoplastic, powderbased technology can print 8L per hour at up to 20% job density, making it the industry’s leading powderbased technology for serial production.


The QLS 820 printer features include:
• Highest throughput in its class printing up to 8 liters/hour and delivering an average 20% build density.
• Automation-ready architecture with Siemens PLC factory
unit for optimal printer utilization and minimal down time.
• Open platform with inert, high-temperature capabilities you have an abundant material choice and build parameters, including production temperatures up to 230°C.
Nexa3D will be demonstrating all printers during Formnext and visitors can stop by the company’s stand at Hall 11.1
| Stand E31 for live prints narrated in both English and German. Additional information can also be found at nexa3d.com.
ADVERTISEMENT FEATURE
Sam Davies speaks to 3DEO about its role in the development of Blackland Razor’s TCT Award-winning Era razor.
THE CUTTING EDGE
It’s not very often that you have a consumer product that has a price point that can compete.”
3DEO President Matt Sand is reflecting on a TCT Award-winning project: The Blackland Razor Era double-edge safety razor, the company’s first mass-market offering. It was enabled by 3DEO’s metal additive manufacturing (AM) technology.

The razor, 3DEO and Blackland Razor believe, is the most advanced of its kind on the market. At a point-of-purchase cost of under 100 USD, it is up to three times less expensive than prior Blackland Razor products, but with no compromise on the quality.
“When we set out to create the Era, we didn’t choose metal 3D printing as a gimmick to get cheap attention,” Shane Swartzlander, founder and Chief Innovator at Blackland Razors, writes on his company’s website. “We chose it because this production method allows us the flexibility to design a razor with features that cannot be machined. Without a doubt, the Era is a razor unlike any other due to its 3D printed stainless steel structure.”
3DEO’s Intelligent Layer technology was leveraged to
additively manufacture the top cap of the safety razor, as well as five varying open combs and five varying safety bar base plates. The technology works by spreading a thin layer of metal powder before a proprietary spray technology deposits a binder agent across the entire layer, indiscriminate of part location. Then, a bank of CNC micro endmills cut the predetermined internal geometry of each part across that layer, with these steps repeated until parts are fully formed.
The intelligence of the technology comes from the process’ capacity to work on many layers at the same and choose when to cut – for example, the CNC endmills could be programmed to cut every tenth layer for speed or surface finish purposes. Once parts have been built with
Intelligent Layering, they are put through a sintering furnace with the help of robotic automation and then sent for post-processing. The Blackland Razor Era parts were finish-machined on Hass DM2 vertical mills with custom tooling and bead blasted, before inspection and shipping.
Through leveraging this workflow, Blackland is said to have enjoyed ‘much faster development and first article times’ than conventional methods. Per 3DEO, first article parts were delivered to Blackland Razors across 11 SKUs within four weeks of purchase orders. The 11 SKUs represent the 11 variations of printed parts across the top cap, open combs and base plates.
Initially, Blackland had come to 3DEO with the hope of launching a single 3D printed product.
“Instead of launching one product, with us, [they were] able to launch ten different variations [plus the top cap],” Sand told TCT. “There was a lot more development effort on our side, but the cost comparison – it didn’t cost Shane anything. We didn’t charge him anything to launch it [but] he would have been in for hundreds of thousands of dollars across all those products
30.6 / www.tctmagazine.com / 029
SHOWN: THE ERA RAZOR WITH 3D PRINTED COMB AND TOP CAP consumer products
“It's a highly functional design that's enabled specifically by 3D printing.”






3D Prints - SLA 3D Prints - Carbon 3D Vacuum casting Production ready assemblies Two shot and over-moulding CNC machining Finishing Low volume production Water clear parts CAD design for prototypes Prototype packaging Digital and screen printing 01223 836837 info@compfab.co.ukw ww.compfab.co.uk We o er a full range of prototyping services. Whether you need best resolution 3D prints, industry leading quality presentation models or a low volume production run, we have it covered. Highest Quality 3D Prints To Fully Finished Product Aheadd® Aluminium powders Specifically designed and optimized for Additive Manufacturing Aheadd® CP1 High conductivity & productivity Aheadd® HT1 High temperature & strength The solution of choice for: n Aerospace n Automotive/Motorsport n Defense n Transportation n Semiconductor Courtesy Volum-e, designed by Gen3d Courtesy GMP Expanding the boundaries of your application Aheadd® aheadd@constellium.com
[through conventional manufacture].” “If I were to launch this product with traditional manufacturing, I would have to pair it down to one to two options and it would cost three times as much to develop,” commented Swartzlander.
That conventional cost projection, which 3DEO calculates could have been up to 400,000 USD, is 50-70% more than Blackland Razors had to invest with Intelligent Layering. Not only that, but the companies were able to implement geometries that are not possible, or too expensive, to CNC machine.
One such example can be found on the Era’s base plate where the collaborators were able to create a deep overhang on the base plate that supports and clamps the blade as close to the cutting edge as possible. This is said to make the blade ‘extremely rigid’ while ensuring users can enjoy a ‘stable, repeatable shave’ similar to the performance of a single-edge razor. The same features also facilitate unobstructed lather flow, meaning there is little-to-no clogging even when cutting through multiple-day beards.
3DEO also points out that the teeth on each open comb baseplate would add 20-30% to the part cost via CNC, but the price of additively manufacturing the baseplates with Intelligent Layering doesn’t scale with geometric complexity.
“It’s a highly functional design that’s enabled specifically by 3D printing,” Sand says of the overhang/undercut feature. “That design means that you’d never clog your razor again as you’re shaving, you just keep shaving right on through.”
It isn’t the only design feature enabled by 3DEO’s Intelligent Layering technology.
“And then there’s the top cap,” Sand continues. “A razor blade sits on it and it’s pretty important that it be flat. If it’s not flat, you’re going to run into potential safety issues with the product. The dimensional accuracy and the tight tolerances we can hold with our technology are such that I think we were uniquely positioned with our patented technology to hit the specifications.”
After months of back and forth to land at the final design, hit the specifications 3DEO did. In the additive manufacture of the Era components, 3DEO leveraged precipitation-hardening stainless steel with a hardness value of 312HV (34 HRC), and is said to have achieved a tensile strength of 1000 MPa, elongation of 6%, and an as-
sintered density of 99.5%.
To get there, there was much design work and several iterations, where tolerances and surface finishes for the correct feel were surveyed before the Era went through user testing. At the end of all that, Blackland Razors took the Era to market at a price of 75 USD – nearly 250 USD less than its Blackbird Titanium razor – with units manufactured on-demand month by month.


At that price point, 3DEO believes it has taken a significant step: a metal 3D printed consumer product at a fairly affordable price. It is cause for optimism.
“I don’t see it competing in true mass quantities yet, but with that, 3DEO and a lot of other companies like 3DEO in the ecosystem are all working in concert to lower the cost structure, so they can one day compete,” Sand finishes. “I think it’s inevitable, especially when it comes to lower and medium volume products, especially when it comes to products with high degrees of variation like mass customisation on one extreme, but
also products like Blackland where there are ten different SKUs. And based on demand, they want to vary what’s produced across those ten different SKUs. Those will all play into 3D printing’s wheelhouse.
“I think it’s only a matter of time before the cost curve comes down to the point where it's going to be a question of, ‘can I justify traditional manufacturing when I get all these benefits with additive for maybe a slight premium in the price point?’”
30.6 / www.tctmagazine.com / 031
SHOWN: THE ERA IS AVAILABLE WITH VARIOUS BASE PLATES & COMBS
WATCH THIS SPACE: Submissions for TCT Awards 2023 are now open at tctawards.com consumer products
SHOWN: 3D PRINTED WITH INTELLIGENT LAYERING TECHNOLOGY
Let’s grow together.
Metal Additive Manufacturing is an innovative, smart, and sustainable technology that enables new business models Thanks to our solutions and all the exclusive related services, you can grow your business with greater efficiency and creativity. Do you want to try it?



15-18 November Frankfurt, Germany Stand E81 - Hall 12.0 Visit us at
KEEP COOL AND CARRY
How 3D printing is providing enhanced comfort on Jack Wolfskin’s 40 litre 3D Aerorise Carry System.
In Northern Italy, the autumn sun beats down, casting a shadow high up against a massive grey cliff face. The view from the country’s largest lake below is just a tiny spec. You have to squint to see it. But as the hands stretch to grip and the lower limbs find whatever foothold they can, you can just about spot some movement.
Magdalen Hamel is two days into her weeklong vacation at Lake Garda, where she is living the dream of any climber by scaling the mountains that overlook a body of water some 32 miles long and 10 miles wide. It is a spectacle she is taking in at every belay station on her multi-stage climb, an ascent in which she is debuting the first Jack Wolfskin product produced with the help of additive manufacturing (AM) technology.
As she recuperates from that climb, Hamel is back at the hotel, with headphones in ears and the 3D Aerorise 40 Carry System by her feet, answering questions for TCT Magazine.
We are nearly two years on from when Jack Wolfskin received the first samples of Carbon’s Digital Light Synthesis technology. The round, latticed pucks would soon evolve into ergonomically shaped pads that support the lumbar and shoulder areas on the back of a carry system that is now available for purchase.
“I think it was end of 2020 [when we started to use 3D printing] and close cooperation [with OECHSLER, a Carbon Production Network partner] started in ’21,” Hamel, Category Manager, Equipment at Jack Wolfskin, tells TCT. “It was our Innovation Manager that had the contact with Carbon and gave us the first sample. With
this first touch, we were addicted, because we can combine so many material properties with only one material, which [translates] into using less materials. On a common carrier system, to get that comfort we need a lot of different degrees of hardness and more firm or soft foams, EVAs, spacer mesh and the air mesh. And with only one material,
we can [now] create an even better performance because it doesn’t collapse.”
Per OECHSLER’s Senior VP of Global Product & Technology Development Matthias Weißkopf, the service manufacturer expects AM to ‘significantly change the design of outdoor equipment and sporting goods in the coming years.’ Jack Wolfskin believes with the 3D Aerorise 40, it's leading the way on the former, while joining several other household names in leveraging 3D printing within the latter.
For the development of the 3D Aerorise 40 Carry System, the outdoor apparel company implemented a body mapping process which considered how the weight of the backpack needed to be distributed. The optimum distribution of weight and pressure, in addition to forming the ideal ergonomic shape, was important to ensure sufficient air circulation to enable cooling.
Printing four parts per build, Jack Wolfskin is putting the latticed pads into series production via OECHSLER, with the 3D Aerorise 40 already available via pre-sale. The four pads have replaced traditional foaming layers that cover the entire back panel and harness an open grid structure lattice that boasts thousands of rod-shaped struts. These struts have different vertical and horizontal strengths, with zonal cushioning offering different

www.tctmagazine.com / 033
WITH 3D PRINTED LUMBAR AND SHOULDER PADS
SHOWN: JACK WOLFSKIN’S 3D AERORISE 40 CARRY SYSTEM
“With this first touch, we were addicted.”
consumer products
WORDS: SAM DAVIES






We are ceramic 3D printing. THE ANSWER TO CERAMIC DIGITAL MASS PRODUCTION CERAFAB SYSTEM S65 FORMNEXT BOOTH D39HALL 11.1 INDUSTRIALMEDICALAEROSPACE Need higher performance for laser powder based fusion? Visit us at Formnext in Frankfurt, Nov. 15-18, Hall 12.0, #E08 Lasers • Beam Steering • Controllers & Software • Sub-Systems Tested For Performance & Reliability Firefly, the next generation 3-axis scan head with multi-head machine capability, automated scan field calibration, precise process monitoring, and simplified installation, engineered specifically for LPBF.
degrees of hardness throughout areas of the pads. Pads are firmer the closer they are to the back panel, and softer the closer they are to the skin for enhanced comfort. They're also firmer on the narrower side to support the back, as this is where the weight is concentrated, and softer at the wider ends to add comfort again. To ensure cooling ventilation, the degrees of firmness are infinitely variable.
These pads have been designed with Carbon’s Design Engine and leant on the latticing capabilities that brands like Adidas, Riddell and Rawlings have all benefited from.
“It was a 0 to 100 experience. This is an entirely new field for us,” Hamel says. “We see a lot of potential there so this is why we’ve been attracted so much by the pucks we got from Carbon. We touched, we squeezed it and we directly felt the benefit because the cushioning has so many density zones, it was smooth when we grabbed it and then we squeezed it, it got hard but it didn’t collapse. [Then we said], ‘hey, how can we translate it into benefits for our consumers?’ The consumer need is, for sure, always centre of our [thinking].”
As Hamel stands on the balcony of her hotel room, she picks up the 3D Aerorise 40 to demonstrate the energy return capabilities of the pads, outline their rhombus shape, and indicate how the formation and stretchiness of the pads facilitates air circulation and reduces the temperature on the user’s back.
After making those gesticulations, Hamel has now placed the bag out of shot and is demonstrating the diagonal movements hikers make on their trails.
“When you are on a hike, you’re always in this diagonal movement,” Hamel says, pushing her right limbs forward and left limbs back, before swapping over to mimic a hiker. “We want to make sure that our customers can carry their load very easily. It is also about load control. This was the main story for us because usually the consumer needs to decide, ‘do I need a ventilated backpack with the usual gap we have at the back, but the load is a little far away from the back, or will we go for a body contact carrier system to have very good load distribution, but I don’t have this great ventilation?’ Here, it comes in both.”
Considering the actions of the consumer in this detail, and supplementing it with body mapping, is how Jack Wolfskin came to best place the pads on the back of their carry system. After the parts are printed by Oechsler and put through the necessary post-processing steps, two
symmetrical pads are placed in the shoulder region of the backpack and two symmetrical pads are placed in the lumbar area. They work to support the areas of the body that come under the most pressure from the load the hiker or climber is carrying on their back.
By 3D printing the pads, Jack Wolfskin has been able to reduce the weight of its carry system, improve the ventilation, and provide a temperature reduction brought on by friction in the pressure zones of up to 5°C. In working with OECHSLER, Jack Wolfskin is also reinforcing a commitment to engineering products in Germany with manufacturers located nearby.


“We are pleased to support Jack Wolfskin in the development of the Aerorise backpack series,” Weißkopf commented. “With our expertise in additive manufacturing, we have been able to significantly improve the product features of the backpack for the benefit of the customer. We see significant growth potential for 3D printing development and series production in these areas.”
Jack Wolfskin does too. Throughout the product development process, the company went through ‘countless iterations’ with OECHSLER to arrive at the ergonomically shaped final designs. They started with the
round pucks, moved towards rectangular shaped pads, and then came to the rhombusshaped components with a seam allowance attaching them to the back panel.
With close links to OECHSLER, the Aerorise 3D 40 is now in series production and is already getting rave reviews from users. Feedback to Jack Wolfskin has included, ‘I feel cold when I’m wearing it,’ ‘I can’t feel anything at all after a minute,’ and simply, ‘so cool.’
Hamel, who will make her way back up the mountains surrounding Lake Garda tomorrow, is similarly impressed with what her and her team have developed. And, of course, is already looking forward.
“There are so many opportunities,” she finishes. “We would really like to understand [3D printing] much better, much more in the future. This really will be a game changer in our industry. We see that additive manufacturing can give us a lot of benefits in the research and development part, for sure.
“I think it will take time to get it set on a manufacturing base to make it accessible to a wider range of consumers, but we, as a brand, are absolutely convinced that the consumer is aware of it and will see the benefits. And we’re also proud too that we are one of the first brands that already have taken the first step and we are already live with that product.”
30.6 / www.tctmagazine.com / 035
consumer products
SHOWN: THE LATTICE SHAPES CONSIST OF THOUSANDS OF STRUTS AND WORK TO ADD COMFORT, REDUCE WEIGHT, AND PROVIDE COOLNESS
WORK AND
Laura Griffiths takes a tour inside a
innovation engineer’s home toy workshop.
The blending of home and workplace over the last few years has become the norm. Kitchen tables have become desks, spare rooms now double up as offices, and for an inventor, a garage can be a toy workshop.
For Jack Peach, Key Lead Innovation Engineer at leading global toy company Mattel, the latter is where the inklings of early product development for new toys at Fisher-Price, designed to inspire, entertain, and develop children through play, all happens.

Meeting with TCT over Zoom, surrounded by shop tools and electronics, Peach’s workshop is filled with, not just the stuff of kids’ dreams, but also several toys that would be a dream for many engineers.
And as Peach told TCT: “Fabricating prototype toys in a home office can be challenging without the right tools.”
Two of those tools, and some of the latest additions to Peach’s collection, are a MakerBot METHOD and METHOD X, both professional desktop FDM printers, one designed for concept modelling and prototyping, the other for functional protoypes and tools, from the newly unified UltiMaker.
Amongst the hand tools, grinder and soldering irons, it was the pandemic that led Peach, who has been working in the toy industry for over 15 years and, like many, found himself working from home in early 2020, to finally pull the trigger on installing a 3D printer.
Prior to that, Peach and his team were already employing a range of digital design tools to produce new toy concepts. That workflow typically involved prototyping with a variety of woodworking, metals and polymer shop tools before sharing with Mattel’s cutting edge machine shop to create functional parts that could be demonstrated in a pitch meeting before sharing with brand partners and testers. Now, with 3D printing capabilities in-house, Peach is able to quickly mock up designs, test mechanical
functionality, prove out electronics, and quickly share and evaluate physical working models.
“At home, before the printer, I could do really crude prototypes,” Peach explained, demonstrating with an example of a complex plastic toy model which would be incredibly difficult to prototype using traditional methods. “In this case, I would reach out to our fabulous CNC shop at Fisher-Price. They have industrial sized CNCs, SLA 3D printers – they definitely have all the tools. I would go through that workflow and put in my job and request it to be manufactured.”
Often that workflow meant several days before a part was ready, and even longer if design changes needed to be made and prototyped again. Given the hit and miss ratio in the toy business – Peach suggests if just one out of one hundred ideas makes it to the shelves of a toy store, that’s pretty good going – those time savings are invaluable.

“3D printing allows us to use our time more efficiently and effectively,” Peach said. “We really don’t want to print every single concept that we brainstorm but when the idea is right, 3D printing is definitely a time saver, and allows us to focus on other aspects of the concept. Instead of manually fabricating it or working out toolpaths for the CNC, you can spend that time developing your concept pitch, or maybe working on the electronics, hardware, electronics software, or maybe the audio that’s going to go into that model. So you could be multitasking and then all your parts come off, you can put it together and you’re ready to go to show it to the brand team.”
The flexibility and freedom that comes with having such capabilities on your desk makes it possible to print one iteration while already working on the next. Peach recalls an example from a recent Saturday morning while getting ready to take his children to soccer practice, when he had a sudden spark of inspiration.
“We had this one off-the-shelf product and I’m thinking, if we add some lights and
sounds and add a different mechanism to it, maybe this could be a fun game?”
Peach recollected. “My kids and I were talking about it and then right before we left, I drew it up real quick and sent over to the printer. Then we left for the game. Hours later, we came back, and it was ready to go. We pulled out the build plate, cleaned it up and then started playing with it.”
036 / www.tctmagazine.com / 30.6
Mattel
SHOWN: FISHER-PRICE SOOTHE & GLOW RAINBOW SOUND MACHINE
SHOWN: RAINBOW SOUND MACHINE PROTOTYPE PART PRINTED IN ABS-R
AND PLAY

Peach says, while 3D printing allows him to try out ideas more rapidly, the technology has also inspired his own family, whether it’s building a solar system for homework or helping to create components for pressured rockets at the local Boy Scouts den. “It’s an amazing tool,” Peach adds, and with three children at home, what better experts could you hope for to get some qualified feedback?
Peach described a recent example of an early-stage toy he had been working on some electronics and motor controls for: “My youngest son just grabbed it, brought it upstairs, and was playing with it. I ended up taking a quick little video to show the designers he was having a good time and he had a smile on his face. It’s still a rough form but you can see that there’s something there.”
Since its founding in 1945, Mattel has been renowned for creating innovative products and experiences across iconic brands including Barbie®, Hot Wheels®, Fisher-Price®, American Girl®, Thomas & Friends®, UNO®, Masters of the Universe®, Monster High® and MEGA®. The company even launched its own sub-300 USD 3D printer in 2016, a modern spin on its 1960s ThingMaker, which allowed children to think up and print their own creations. While it may have offered its young customers the tools to print their own toys from home, Mattel isn’t currently deploying 3D printing for mass production applications, though Peach does have some interesting thoughts on how that could look.
“I think maybe far into the future,” Peach says, emphasising the ‘far’, “perhaps we’ll have a virtuous cycle where toys can be printed at home and then played with and then the material could be recycled or part of it could be recycled and maybe you could reprint that into a new toy.”
While injection moulding may still be the way to go given Mattel’s huge production volumes – its products are available in 150 countries – Peach emphasises that for new toy development, which typically takes around 18 months depending on emerging trends and complexity, “3D printing has been a game changer.”

“3D printing allows you to create a lot of parts and assemblies that were very challenging to make otherwise,” Peach concluded. “We’re working on the very front end, the early prototypes, and then it gets sent on to other teams to really develop and make it designed for manufacturing. In my case, you can print these very complex assemblies very quickly and really just try to get to that magic spot. I think that when you’re thinking of a toy that might have some kind of feature or you turn this knob and the transformation, it’s nice to see that virtually or drawn out but until you get your hands on it and you understand how it’s going to work, even if it is going to work, then the magic is not there. Once you get it together, then you can really see that, 'wow, this is a really cool toy,' and the kids are going to have a good time with it.”

30.6 / www.tctmagazine.com / 037 consumer products
SHOWN: PARTS PRINTED ON A MAKERBOT METHOD MACHINE
“3D printing allows us to use our time more efficiently and effectively.”



3D PRINT HEADS FOR FLUID & PASTE PRINTING ▪ Easy and fast integration into a 3D printer ▪ Reliable and robust print process ▪ Clean and precise start and end points ▪ Printing regardless of viscosity ▪ Very wide range of printable materials Fluid management all from one source: Emptying systems, treatment systems and print heads for 1- and 2-component fluids and pastes. viscotec.com
MEET MQ
A selection of the best metrology stories from TCT’s sister publication Manufacturing Quality.
SUPERSONIC MEASUREMENTS
Boom Supersonic is aiming to redefine commercial air travel by bringing sustainable, supersonic flight to the skies. With a goal to make Mach 2.2 commercial airliners a reality in the near future, its measurement allowances are naturally extremely tight. Verisurf has provided Boom with a software platform that allows crossovers for all its measurement processes.
puts it: “The use of MBD and its contributing counterparts, modelbased measurement and inspection maintain the all-important digital thread (aka the digital twin).” This means practically every aspect of a component can be measured and compared with the CAD model.
EMIRA: THE MOST ACCURATE LOTUS EVER
The Emira is the latest sports car to follow the Lotus brand’s long lineage of high-performance cars. It’s also the first to be subject to Lotus’ new quality control procedures thanks to an investment in a large coordinate measuring machine (CMM) from LK Metrology, which Lotus says has made the Emira the most accurate Lotus car yet.
The CMM is a 5-axis HC-90TR twin-arm CMM, built one metre into the floor on a special foundation at the Lotus plant in Hethel. This means that cars can be carried by an automated guided vehicle (AGV) onto the work surface of the CMM for inspection, without the need for lifting equipment. The machine has a measuring volume of nominally 6.3 x 1.6 x 2.5 m, so the entire car can be measured without the need for repositioning. On both arms, triple-laser cross scanners are deployed to measure features automatically on both sides of the Lotus Emira simultaneously. The LK HC-90TR boasts an accuracy of 10.0μm + L/200 and with 6μm repeatability, combining the high performance of a bridge-type CMM with the flexibility of the horizontal-arm configuration widely used in the automotive industry.


The Emira is inspected by the LK HC-90TR at two different stages in the production process, using a total of 130 measurements in scanning routines that take 12 minutes and 8 minutes respectively.
The scanners mounted on the arms are the Nikon XC65DX-LS, which has three laser lines capturing in a single orientation three times the amount of data that a single-line laser can. Thanks to Renishaw’s PHS-2 two-axis CNC wrists that carry the laser scanners, the scanners can rotate fully and have infinite positioning.
“For many engineers the term measurement is synonymous with inspection and quality verification. At Boom, we are no different, but we also embrace metrology as a means to build quality into everything we do,” said Ryan Bocook, Manufacturing Engineering Lead.
The Overture, Boom Supersonic’s commercial airliner design, is yet to be produced, though testing has begun on the completed 1/3 scale proof of concept called XB-1.
Having adopted a Model-Based Definition (MBD) strategy, 3D CAD models become the basis for all information necessary to manufacture components. Everything is included in the CAD model, from design to manufacturing, and all Geometric Dimensioning & Tolerancing (GD&T) data. As Verisurf
“At Boom, we maintain the 3D CAD model as the authority, which removes ambiguity, conflict and doubt that arise when drawings and models co-exist. With authority bestowed on the model, MBD eliminates errors that result from referencing an incorrect source and makes processes more efficient,” added Bocook.
The old adage “if you can’t measure it, you can’t monitor it” holds true at Boom. Virtually every part is subjected to quality verification—100% inspection.
“We are using measurement and inspection software all over this aircraft, I doubt there is a single part that hasn’t been probed or scanned,” said Todd Wyatt, Metrologist at Boom. Boom uses model-based measurement and inspection in new and creative ways to effectively shave hours, days, and weeks off critical processes while actually improving on the end results.
30.6 / www.tctmagazine.com / 039 METROLOGY
Read these stories in full and get more manfuacturing quality news and insights at manufacturing-quality.com
Q&A with Sigma Additive CEO
Sigma Additive CEO Jacob Brunsberg discusses moving to a softwareonly model, new products and the company’s vision for the future.
Q: You were appointed as CEO of Sigma Additive in April – can you outline your vision for the company moving forward?
A: The additive industry has historically lacked a standard approach to qualification and certification of parts. This leads to higher, often hidden costs of quality. If additive is to flourish, it must be cost effective. This means shortening qualification from about
two years and two million dollars for flight critical hardware, to a few weeks and much fewer dollars. I came to Sigma because our company has a large role to play in driving this mission. We aim to create the framework for digital quality; connecting everything from CAD/ CAM to end inspection, while filling in the missing piece of in-process quality assurance. The time is ripe to drive consolidation of
solutions; simplifying from 8-12 software programs and 5-6 excel spreadsheets, into one connected home for digital quality as well as the launch of our new software products, integrated hardware partners, and expanding OEM and software relationships.

Q: The Sigma branding is also pretty new – is this re-brand connected to the new vision of the company?
A: Quality has always been at the heart of what Sigma has done. The team has spent the last decade understanding the most complex parts of the process with its melt pool analytics. The name change to Sigma Additive Solutions from Sigma Labs marked the transition of the company from a laboratory-based company to a solutionsbased, productionoriented company. We’re transforming from melt pool monitoring to a

ADVERTISEMENT FEATURE
holistic in-process quality company supporting total part qualification and production.
Q: You’ve talked about how your company is moving to a “softwareonly” model. Can you elaborate?
A: Historically, Sigma was a hardware and software retrofit solution sold as a perpetual license. While we still provide retrofit solutions, we are focused on providing an integrated softwareonly path to the future. Our new solutions are delivered direct to endusers and OEM/software partnerships via an economical and scalable SaaS model. These software-only solutions leverage newly opened machine APIs, our integrations with other hardware providers like Novanta and Materialise MCP, and future integrations into next generation OEM printers. This opens the door for broad market penetration across the entire industry, supporting OEMs, and delivering an agnostic offering to the market regardless of machine, material, or process.
Q: I understand you just had a major product release. How does this fit into that future?
A: As part of our PrintRite3D® Suite, we recently launched the Machine Health module for standardizing disparate machine health data logs. This is part of our digital quality framework for AM qualification and standardization. In heterogenous environments, the proprietary quality control approaches that additive machine manufacturers have developed often lead to inconsistency in quality assurance across
manufacturing operations. Our solution creates a smooth user experience and allows users to connect machines via APIs or upload all machine sensor csv log files new and old. Additionally, it creates a common standardsbased file format for analytics, visualization, and reporting agnostic of machine type. This provides users the ability to compare all builds across individual machines or fleets of varying OEM equipment without manually toggling through excel files and multiple software programs.
Built upon our PrintRite3D® monitoring and analytics technology, this seamlessly becomes part of a cohesive environment for ALL in-process quality data, customizable to users’ unique production requirements. It provides a path to scale to future integrated Process, and Part Health modules containing sensor fusion of camera, thermal camera, melt pool data, and more.

Q: At the start of 2022, Sigma Additive announced a ‘breakthrough technology’ that combines PrintRite3D with Materialise’s Control Platform. How will users benefit from this development and how does this fit in to your broader OEM/ hardware strategy?

A: We believe this huge step forward for quality proved two core elements: process monitoring is accurate enough to drive closed loop control and; data speeds are fast enough to react midlayer in real-time. It’s no surprise closed loop control improves the quality outcome of parts.
We’ve proved closed loop isn’t some far-off theory; it has been demonstrated as a capable technology for today. At a minimum, this provides the industry an integrated in-process quality solution to the physical control structure of the machine. Materialise MCP controller comes Sigma PrintRite 3D-ready.
Q: Sigma just made an announcement with Novanta. What does this mean for the individual manufacturers and the additive industry?
A: Quality, and corresponding costs, are perhaps the greatest barriers to industrialized AM scale. We partnered with Novanta to pioneer the first fully integrated scan head with quality assurance. Novanta’s Firefly 3D scan head brings monitoring into the optical train as a standard, seamlessly linking to Sigma’s Machine, Process, and Part modules. We are focused on improving quality and decreasing the costs by shortening development and qualification time, and reducing the need for post process inspection. Our partnership with Novanta lowers the cost of quality assurance by providing access to an agnostic monitoring and analytics solution, integrated with scan
head technology. As a group passionate about standardization and quality, we have raised the bar for the industry and made in-process quality a standard, not an expensive option.
Q: Are there any other recent announcements that tie in the connected digital quality vision for Sigma?
A: Our OEM and Software Partner group are certainly growing. A list of current partners can be found at sigmaadditive. com/partners. We have been adding new OEM agreements as we build out our agnostic quality tool via their APIs, and support OEMs in their software development. Our recent announcement with Dyndrite is interesting for additive manufacturers since it introduces the ability to connect the CAD/CAM and tool path front end with our quality data. This gives users the experience of connecting CAD design and process parameters to production outcomes. This creates strong synergies with our Novanta, OEM, and software workflow partners. We look forward to connecting more pieces of the digital quality chain... from simulation to post-process inspection!
For more information, visit SigmaAdditive.com
ADVERTISEMENT FEATURE











3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE Evaluation. Adoption. Optimisation. The UK’s premier showcase of additive manufacturing and 3D printing technology. An event focused on developing real understanding at all levels of UK industry of the potential of additive manufacturing and 3D printing. The best way to put your business in front of one of the fastest growing additive manufacturing markets in the world. Book Your Stand Today! www.tct3sixty.com Co-located Shows 7 8 JUNE 2023 NEC, Birmingham, UK
CT-UBIQUITY
Tomaz van der Merwe, Editorial Content Producer at Manufacturing Quality, speaks to industrial CTscanning specialist Lumafield.
Having recently garnered success with its latest round of Series B funding, Lumafield is still a new player. Yet, it’s already breaking through in its mission to make industrial CT scanning affordable and accessible, as Lumafield Co-founder and Head of Product Andreas Bastian, and Head of Marketing Jon Bruner recently told TCT.

Bastian is quick to provide a useful analogy familiar with the additive manufacturing (AM) world: “It’s similar to how industrial metal printing has behaved over the past couple of decades: the technology has been around for a while, but it’s very expensive, difficult to use; kind of a
your parts, because Lumafield’s software runs in web browsers, meaning any ordinary computer can effectively use it.
ACHIEVING CT-UBIQUITY
“Aerospace,” Bruner said, “is the one field where CT scanning is broadly used as a major product development and production tool.” Until now. Most industries have not conventionally relied on analysing parts with CT scans, largely because it’s an expensive, time-consuming process. However, with the aim of providing more accessible and affordable CT scanning, Lumafield opens the door to a wide range of industries, some of which are unexpected.
“Folks in the performance footwear space have gotten interested in CT because it
measure product performance in a way that they couldn't before. Before adopting CT, the state-of-the-art was using a bandsaw to cut a shoe in half, which is fundamentally destructive and it made it difficult to understand wear over time,” Bastian explained, adding that an unexpected perk of working for a CT scanning company that runs such easy-to-use analyses is that you can scan practically anything you want. “We actually have an engineer in the office who's training for a marathon, and he's been studying the degradation of his shoes. He puts about 90 miles on them per week, and scans them repeatedly over time to look at compression of the sole. This kind of time-series analysis
the early stages of adoption at large manufacturers, or the processes
30.6 / www.tctmagazine.com / 043
SHOWN: CT SCAN OF INSTANT CAMERA METROLOGY




NVO Chervona Hvilya Kyiv,
Join us Today to unlock the full potential of Additive manufacturing!
3D Metal Printing – the unparalleled coaxial electron beam DED wire technology born to make metal Additive Manufacturing REAL EASY! PERFECT! LOW
Ukraine
xBeam
COST! • Ordinary wire can be easily transformed into high quality metal parts with sizes from a few centimeters to several meters The entire product line of xBeam 3D printing solutionsfrom room fit laboratory systems for R&D and education to multi meter industrial manufacturing machines for serial products. Affordable and user friendly! phone: +380-44-2008946 E mail: dmytro@xbeam3d.com www.xbeam3d.com • The best combination of accuracy, resolution and productivity with BTF ratio up to 1:1 (!) • 100% density, excellent metal structure and properties of the deposited material
that go into electric cars involving handling very delicate batteries and assembling them and wiring them together and that kind of thing.”
CT scanning has many advantages for the AM industry, offering unique insights into new parts or manufacturing processes. Lumafield has developed powerful quantitative analysis tools for defects such as porosity voids in parts. Pore volume, sphericity and distance to the surface are among the details that can be assessed with CT. Other areas include analysis of dimensional distortion, warp distortion, support material and part interactions.



Bastian added that Lumafield’s qualitative analysis tools enable users to identify areas of trapped powder, and better understand support structure and part interactions for AM parts.
“We’ve seen a of wide range of problems solved by folks using our technology to study their additively manufactured parts, spanning both process development all the way through to part characterisation,” Bastian said.
LOOKING AHEAD
The scans show a brightly illuminated future
for Lumafield, making strides in the fields of AI-powered software, cloud-based user interface and the hardware that powers it all. It comes down to the company’s core:
“We are fundamentally systems engineers that build these capabilities from a first principles engineering philosophy, so it’s a really deeply integrated system that we’re constantly evolving, constantly advancing,” Bastian said. “There’s
some really exciting technology that lets us make the hardware more and more accessible from both the usability and the cost perspective. There’s a lot of very exciting algorithm developments on the back end to make all of this automatable and scalable. And then there’s really exciting graphics works that goes on to actually let users interact with CT data in the browser, which is really not something that’s been available before. Moving all of this onto the cloud is really exciting because this allows anybody in the world to immediately, instantly interact with this data.”
It’s a modern approach to a modern niche: world-wide access to in-depth analysis of the most thorough kind. When Wilhelm Roentgen accidentally discovered X-rays in 1895, the potential must have already seemed endless, yet access to such an advanced version of that technology, even for small businesses and manufacturers, must have seemed fantastical. Yet, here is Lumafield, breaking open the market and peering deep through its composition and substance.
30.6 / www.tctmagazine.com / 045
“A CT scanner is a great way to see how spectacularly engineered the world really is.”
SHOWN: LUMAFIELD NEPTUNE SCANNER
SHOWN: SCANS OF MAGNOLIA SEEDS
METROLOGY
SHOWN: CT SCAN OF 3D PRINTED TURBINE IN VOYAGER













EPP_202210_AZ_TCT-European_192x136_3DP-Infinam-PA-green_glasses_RZ_ZW.indd 1 30.09.22 14:00 Standards Forum organized by: Join the experts at for two events on November 14 9:00 am Standards Forum: Driving AM Industrialization Through Predictive-Based Qualification 4:30 pm Joint networking reception 5:30 pm Wohlers Report LIVE Bundle pricing available –scan for more information. Wohlers Report LIVE organized by:
That, or words to that effect, describe a recent conversation I had with a friend who also happens to be a primary school teacher. Living amid the additive manufacturing (AM) bubble, where the drum for 3D printing in education is constantly being banged, the exchange sent me straight back to my own school days where ‘Information Technology’ class meant one PC shared between a class of 30 and each student taking turns to type up a hand-written book report with a basic word processor. I couldn’t have imagined that one day I’d be using one daily to write articles about a technology that was once considered science fiction, saving them to something called ‘the cloud’, and subsequently uploading via the internet for the world to see.
While 3D printing may not have reached that same level of ubiquity in our
everyday lives, its growing presence in the working world, and the skills required to use it, are becoming increasingly difficult to ignore.
TEACHING THE TEACHERS
The skills gap, however, is still very much a reality and the charge to close it requires support, not just for pupils that will one day be entering industry but for the teachers expected to lead those lessons. Unfortunately, it’s not as easy as installing a 3D printer in a classroom.

The first challenge, as Sonya Horton, Education Product Manager at CREATE Education Project, a UK-based organisation that enables schools, colleges and universities to access 3D technologies and training, told TCT, is that there simply isn’t a requirement to teach it as part of the school curriculum.
“There’s one reference in the entire curriculum that says students should have an awareness of new and emerging technologies, such as 3D printing, but there’s no requirement to be able to use it, to do 3D modelling or to learn any of those skills,” Horton explained. “The reality is that many schools don't do it at all. The ones that want to do it, that see we should be preparing our kids for jobs and for
industry, the ones that get it, then often have very, very little support from the senior leadership teams.”
The UK’s national curriculum does list ‘design and technology’ and ‘computing’ amongst its compulsory subjects from as early as key stage 1 (children aged 5 to 6) but Sonya argues, given there’s no prerequisite for schools to prioritise 3D printing, “students can go through their entire school life never encountering 3D printing technology.” It’s even less encouraging in later stages of education, where ‘design and technology’ is demoted from the core subjects list, along with arts, humanities, and modern foreign languages, of which schools are only required to provide one. For ‘design and technology’, there are multiple factors working against its adoption in the curriculum: expensive equipment, a lack of funding support for qualified technicians, external pressures of league tables, and exam results that often mean D&T becomes ‘just another thing’ to worry about.
“It's understanding that this just isn't another piece of technology that's going to come and go because [teachers] have been bombarded with technologies over the years,” Horton said. “They always seem to have to learn something new and then it disappears but this technology, as we know, is being used throughout industry and it's growing, it's here to stay. Actually, if we're not skilling
30.6 / www.tctmagazine.com / 047 education
Laura Griffiths speaks to CREATE Education about the reality of implementing 3D printing in classrooms.
“3D printing is not going away.”
SHOWN: APPLICATION FOCUS IN THE CLASSROOM
teaching
“Huh?”
I’m
a 3D printing class today!” “No way! Which printer are you using?” “The school photocopier.”
“We’re printing net shapes out of paper and then photocopying them.”
“…That’s not technically 3D printing.”



MESH PROCESSING SOFTWARE Software libraries for Additive Manufacturing w: polygonica.com w: machineworks.com Visit us at Formnext Hall 11.0 C02 FIND OUT MORE Visit us at Formnext 2022, stand location 12.0 C41 STRONGER TOGETHER Welcome to Ricoh 3D’s new Customer Experience Centre Located at Ricoh UK Products Ltd The Home of Ricoh 3D Ricoh’s leading Aluminium Binder Jetting technology ensures your projects are safe, smart and sustainable. RICOH 1/4 advert 93mm x 136mm 10 -22.indd 1 01/10/2022 14:03
up our kids to be able to use this technology, we're putting them at a serious disadvantage in future careers and that's even from a very young age. Why should kids do it? Because this is going to be part of their world. It's going to be everywhere. It already is. I was at TCT [3Sixty] just before the pandemic and I saw the launch of the trainers with 3D printed midsoles. I was shopping on Friday and guess what I saw a pair of? It's crazy. So, it's about the fact that it's not going away. It's vitally important.”
LESSON PLAN
Setting up a printer is one thing, learning to design for one is another, and that’s before figuring out how to apply that to a classroom of 30 children. CREATE Education offers training packages to educators, ranging from one-hour remote courses for every machine sold, designed to walk teachers through the setup, to hands-on half and full-day courses.
“It's finding schools to actually have the budget to pay for the training but also to get those teachers out of the classroom for a day,” Horton said. “If they do that, we found that they have the most success because they've been there, they've done it, they've had hands-on for a day, gone through the process, learned the software, made something, sliced it, 3D printed it, set up the printer, they know how to do it, so they can walk away and do a project with the kids because they can replicate what they've done in their journey. But they’ve also got lots and lots of ideas for other projects that they can do with the kids, linked to the curriculum that will tick all those boxes that they need to tick.”
Often, interested schools will approach CREATE Education directly but Horton shares that the organisation does a lot of outreach work to engage schools, and is currently working with associations like the Design and Technology Association to run programmes and encourage adoption within primary schools. It’s everything teachers need to hold their
hands through a six-week loan, enough to run an entire project end-to-end. The persisting challenge, Horton noted, is time.
“I am a former teacher so I think that helps to build trust amongst the teachers because you're not just the technology person,” Horton said. “The feedback from the training is almost overwhelmingly positive because it's hands on, it gives them the tools to just have a go. But the teachers do recognise that they’re still going to have to invest a little bit of time, but it gives them that starting point and they see why and how, and because they know where to start and take something away that they can do immediately with their classes, it gives them that sort of that motivation, and that impetus to actually do it.”
Change is happening but without the backing of government, that shift is usually spurred by the enthusiasm of individual champions and teachers who see the value in bringing this technology into their classrooms. To guide them, CREATE Education offers a range of resources on how to implement 3D printing throughout the curriculum, including guides and project ideas on how to apply it across various subjects and help tick the required boxes.
Andrew Allshorn, founder of AT 3D-SQUARED is one such champion and a CREATE Education ambassador. That includes going into schools and supporting the Inspired Minds classroom at TCT 3Sixty, which gives hundreds of children the opportunity to learn about 3D technologies every year. Allshorn shared how his
approach means inviting not just design and technology departments, but teachers across the board, from history to cooking, so they can see for themselves how 3D printing spans much further than technology labs.
“When I first did it, I put one in a local school and I said, 'I want the science teachers, I want the geography teacher, I want the cooking teacher, I want everybody in here to see what this thing can be,'” Allshorn explained.
“The important thing is we need to find how to get that into curriculum and how to get the teacher engaged.”
Horton added: “There are innovative schools, there are schools that are pushing the boundaries, that are doing some really good stuff, because they get it and the senior leadership get it. And they are supporting those design and technology departments to do some amazing stuff.
“What we need is not just 2 or 3% of secondary schools doing that, we want 100% of secondary schools doing that. It's about investment and understanding how important this technology is for future careers.”

30.6 / www.tctmagazine.com / 049
“There are innovative schools pushing the boundaries.”
SHOWN: INSPIRED MINDS AT TCT 3SIXTY education
The Xtreme 8K™
The world’s largest production-grade
DLP system with breakthrough materials
Largest production-grade DLP 3D printer in the world with high-power projectors and array technology to enable area-wide printing without sacrificing resolution or repeatability

Faster print speeds with industrialgrade projectors with custom optics to minimize power loss for fast polymerization times and high throughput in a large build volume

With wide material compatibility, to produce elastomers, rubbers, hard plastics, and high-temperature plastics, including from trusted brands such as Loctite® and Adaptive3D
Top-down digital light processing (DLP) requires fewer supports, eliminates failure due to separation forces, and patented pixel tuning provides high-quality surface finishes
Leverages long-chain polymer chemistry to create fully-isotropic, stable, strong end-use parts without the bottlenecks of traditional injection molding production

Supports highly vicious resins that provide superior part properties, including proprietary DuraChain™ resins, an all-new category of durable one-pot photopolymers
ETEC Xtreme 8K with a 450 x 371 x 399 mm / 17.7 x 14.6 x 15.7 in build envelope
Download the new-for-2022 Ultimate Guide to DLP SEE IT AT FORMNEXT HALL 12 BOOTH D101
— teamdm.com/dlpguide
E
DUCATION WITH ULTIMAKER
Oliver Johnson speaks to UltiMaker CEO Nadav Goshen about the new MakerBot SKETCH Large

The merger between two leaders in desktop 3D printing, MakerBot and Ultimaker, was completed in September, promising to ‘fuel innovation and expansion into new markets’. Just a month later, the newly formed UltiMaker announced the launch of the MakerBot SKETCH Large, the first system to be released under the new brand.
The latest addition to the MakerBot SKETCH range of education-focused 3D printers is available as a single unit or two-unit classroom package. The machine includes a fully enclosed chamber, particulate filter, a heated and flexible build plate, touchscreen capabilities, onboard camera, materials sensors, and WIFI and USB capabilities. It also features a larger build plate compared to previous editions, hence the name, which can fit up to ten student projects in a single build, according to UltiMaker.
Nadav Goshen, CEO of MakerBot for close to six years, and now CEO of UltiMaker, recently spoke to TCT about the launch of the new printer, the importance of introducing additive manufacturing (AM) to those in education, and the future under the new brand.
Goshen said: “The build volume is significantly bigger, and with that comes the ability to service full classrooms with one printer, I think that’s the main advantage that we are going to bring to the market. That connects to our combined software workflow that we have, and all of our other materials. With
the student submission forums, with our cloud offering, we can really build a package that is serving one classroom.
The SKETCH Large is a continuation of our previous generation, the SKETCH, which we launched a few years ago, and since then we have seen a great adoption of this platform in schools.”
Goshen stated that after receiving feedback from educators about the previous models, it became clear that teachers would prefer to have one large printer that could service a whole classroom, rather than two separate machines.
The new system is compatible with MakerBot TOUGH materials, and arrives with three spools of MakerBot PLA. It also benefits from MakerBot’s 3D printing education ecosystem including its CloudPrint 3D printing software, which can be connected to Google Classroom, and allows users to slice and prepare prints from a browser.
A key aim of UltiMaker is to target STEM education. To make a real impact, Goshen
believes the combination of the SKETCH printers, the curriculum and the cloud workflow is making it easier for teachers to integrate 3D printing.
When asked about the importance of introducing young people and students to 3D printing skills, Goshen said: “We are in a technical, digital world, and the sooner you get introduced to technology, the better prepared you become for the future. That goes for elementary school and beyond. When you talk about what 3D printing brings, it’s two things. One is dealing with futuristic technology, you have something that is very exciting, you have it in your mind, you work it out, and then you have the physical object in your hand. That experience for kids is transformational in the way that they think about what technology can do, it’s very inspiring to them to really experience technology and transformation first-hand. The second thing is the problem-solving element of it. The complexity of taking your idea and then materialising it is great, but when you combine some different challenges, and you think ‘How do I tackle that problem?’ then you iterate on it, and you print and try to solve it and it doesn’t work. The process of iteration and trial and error on the physical level is really important.”
Speaking more broadly about his ambitions for the future under the new brand, Goshen added: “Engineers’ time is very expensive and valuable, and they want access to technology that has to perform to a certain degree. Both companies are introducing products that are really aiming to get to the point where the technology is accessible in many ways, price points, workflow, even physical accessibility to the engineers, but they’re performing to the level of an industrial machine.”
30.6 / www.tctmagazine.com / 051
education
SHOWN: MAKERBOT SKETCH LARGE
Start your Innovation Journey with us!
The family-owned Dressler Group (DG) has become known among its customers worldwide as “The Grinding Authority”. The individual powder solutions are primarily used in 3D printing, pharmaceutical/medical technology and speciality applications. Bioplastics are also playing an increasingly important role. At the DG Innovation Campus, complete with R&D facilities, DG works closely with its customers to create powders that deliver genuine added value.
Research and development have been part of the Dressler Group DNA since 1978. As a result, DG effectively becomes the external R&D department for many of its customers. They recognise that DG’s decades of know-how in processing and optimising plastic powders is an asset in its own right. And this expertise is backed up by seamless, audit-proof documentation. Existing customers can have their individual powder produced in the desired quantity and specification at any time.
The three pillars of the DG Innovation Campus
Starting in spring 2023, the new campus will provide a new structure for DG’s theoretical and practical knowledge. It rests on three pillars: DG Knowledge, DG Services and DG Dialogue. The previous R&D facilities – the Innovation Lab and Technical Centre – will also be brought together under the roof of the new campus. What’s more, the campus will enhance partnerships with customers and suppliers as well as cooperation with universities, it will expand the DG network and support the development and recruitment of young talent. The bottom line is that customers get a competitive edge in relevant and applicable knowledge.
“With the Innovation Campus, we are expanding our competence as a problem solver and systems partner into the digital space. Together with our customers and partners from practice, research and education, we create customised solutions with
relevant added value along the entire value chain. Discreetly yet impactfully, we present use cases, practical tips and conversation starters – whenever it’s a matter of getting just the right powder.”

Jan Dressler, CEO
Added value powder by Dressler Group
The question always remains in focus: How can DG best support its customers and partners in order to strengthen their existing market position or develop new markets? As a driver of novel ideas and solutions, the Innovation Campus therefore benefits customers receiving standard services as well as those who want to substantially develop their portfolio. What all customers get, thanks to the individual powder design, is powders with genuine added value. That may come in the form
of improved sustainability or cost-effectiveness thanks to greater material and energy efficiency, less scrap and waste. In 3D printing, DG powders can optimise component quality and ensure troublefree production – including simplified post-processing. This is the realisation of the DG vision: “Always the right powder for you!”
Not only are we the game changer who will develop just the right powder for you, we are now applying our know-how to achieve significant advances in sustainability.

Find out at Formnext what lies behind the message “DG goes USA”: Visit us in Hall 12, Stand C121.
www.3d-performancepowder.com

Meet our DG plastic powder experts at Formnext 2022 from November, 15- 18. Hall 12 Booth C121 ADVERTISEMENT FEATURE
your
printing powder. Meet our DG plastic powder experts at Formnext 2022 from November, 15 - 18. Hall 12 Booth C121
Dressler Group as the missing link for
3D
Senior Content Producer Sam Davies goes Through the Doors at Fast Radius
On a bright Wednesday morning, an Uber powers its way deep into Chicago’s West Loop. This dynamic district is renowned as a dining and nightlife hotspot with a vintage aesthetic that has even attracted McDonald's to base its HQ here. En route, we pass Michelin-starred restaurants, high-end bars, and the iconic Union Station. A mural splashed on a nearby wall proffers that all roads lead back to the Loop.
This morning, a Honda Accord driven by Shantis is on one such road as it pulls up along a side street: “Have a nice day.”
We are four minutes early. Enough time to be convinced by an anxious mind that we’re in the wrong place. That I’m greeted by Daniel Baker and Bobby Bott of Fast Radius as we step into the lobby doesn’t quell those fears. This is just an office, not the factory environment to be expected of a company running two dozen 3D printing systems at this location alone. It looks like the type of place that would be home to Glassdoor.com or Harpo Studios. Because, until 2017, it was.
Then, a company founded in Atlanta but moved to Chicago, took up space on the ground level and basement, turning both floors into microfactories powered by additive manufacturing (AM) technology. As we sit down on three sofas configured around a coffee table, I still can’t see them.
Bott talks first. That’s the first note scribbled on the pad as the recorder is set equidistant between the pair. He is the EVP of Manufacturing Supply Chain at Fast Radius, while Baker leads Strategy and Ops for Additive Manufacturing.
.
“I had this desire to be more innovative and build,” Bott says of his attraction to the role at Fast Radius, which he took up five years ago.
“A college friend of mine was one of the first engineers at the company,” Baker offers. “He showed me his base in Atlanta, the vision that was coming. Two weeks after that, packed my car, drove across the country and I was moving back to Atlanta.”
“It’s about growing manufacturing and changing into the more digital, leadingedge way. And additive is a great way of showing that,” Bott adds.
Behind the sofa, there is much evidence of the value AM is bringing to Fast Radius and its customers. A topology-optimised chassis sits on the floor, while
a robotic arm featuring grippers that are flexible in all directions printed with Carbon Digital Light Synthesis (DLS), joints printed with HP Multi Jet Fusion (MJF) and assembly components printed in Stratasys Fused Deposition Modeling, sits on the windowsill.

In pride of place is the REV1X baseball glove additively manufactured with DLS for Rawlings. The glove features stiffness and softness where required, is being sold in sporting goods stores around the US, and is being produced in Fast Radius’ DLS microfactory as we speak. Next to the glove is a completely different product made with a completely different process, though Fast Radius is no less pleased with the outcome. This ground support tooling is one of around 100 unique tools to be additively manufactured by Fast Radius for Airbus with MJF. The tool in Bott’s hand is one that, although Airbus doesn’t know when it will next be required, can be downloaded from a digital inventory, produced, and shipped for the aviation giant to deploy at the point of need. Via this approach, lead times are reduced from weeks and months to days. One step along and Baker is passing over a lowvolume brake component additively manufactured for an electric vehicle on behalf of an unnamed customer. The part has since gone through further iterations and is being manufactured tens of thousands of times per year.
“Our mission is to make new things possible,” Bott says. “We’re a purposedriven company, it’s not just the things we make, it’s the things we make possible. We’re making the world safer with medical devices, more efficient with EV vehicles, more fun with consumer goods. The team dials into how we could do that, that’s what
30.6 / www.tctmagazine.com / 053
through the doors
SHOWN: AIRBUS FLAP ZERO LOCKING TOOL
drives us each day, to advance manufacturing and put new products out into the world. Our motivation is to give engineers, our customers, the ability to design, make and move what they need, when and where they need it.”
“You give people the ability to iterate and to design quickly, which is awesome, but you’re also able to augment existing parts,” Baker adds. “You can take a part that’s been produced via legacy technology, and you can either add features or dial in specifics that you truly need on that part for performance improvement. That’s a huge value add.”
As the brake component is put back in place by the window, we head towards the back of the office space where, I’m told, the DLS microfactory is situated. Behind this door, there are several of the applications already discussed in production. But these products haven’t always been building layer by layer back here. Before this, they were merely a series of data inputs being typed into Fast Radius’ front-end software.
Accessible via the company’s website, registered users can upload part designs, have their manufacturability assessed and then survey the cost it will take to produce the part(s) via Fast Radius. Users can run these checks by selecting between the various additive and subtractive manufacturing processes Fast Radius offers, as well as the material they wish to build their parts with. Once the process and material have been selected, a series of automated checks are populated. In terms of manufacturability, the software takes a red, yellow, green stoplight approach, with red covering major design issues that need to be resolved, yellow indicating non-critical issues, and green signalling all is okay to proceed. Should there be a red flag, users won’t see a quote because Fast Radius won’t produce it.
The software has taken this knowledge from a ‘data lake’ developed from the hundreds of thousands of parts that have been printed with Fast Radius’ suite of AM technologies.

“We are reducing the time for [the user] to analyse parts, reducing the resources and accelerating the speed at which they can determine this part is good for additive, which is a huge part of the battle,” Dan Healy, Head of Business Development at Fast Radius, says as a demo part goes through this process. “In a normal discussion, [we] will spend two to three months, probably four to five conversations, with a new enterprise or company to get to the point we’re on right now in five to ten minutes.”

Through this portal, users can upload dozens of iterations of the same part, search them by name, and resume unfinished evaluations. When a design file has been selected, users can view the part in a 3D space, rotate and spin it around, while also looking at the part in an X-ray view to visualise the internal features. Should there be any reasons for one of the three stoplight colours to be highlighted, there will be some blurb pertaining to three questions to inform the user of the next step.
This covers what the issue is, what the impact will be, and how the user can fix it. There is also an option to contact Fast Radius should the user wish to get more information and support.
Moving forward, Fast Radius is exploring the potential of providing a suggested material based on the criteria outlined by the user. It is a platform that evolves all the time. The motivation of this portal and all of its features is to ‘take all the knowledge of an expert engineer’ and put it ‘at the fingertips of everyone that uses our platform.’
“With AM, there’s a perception still that you upload a model, push a button and you go,” Healy says. “Additive, as with any other technology, requires a level of expertise to get parts to production and to be able to do that at scale and do it repeatedly.”
In the Carbon DLS microfactory, where ten machines stand back-to-back, Bott is reiterating that point as we come across an M2 platform called Montgomery. All Fast Radius DLS machines have been given names. The M1s are named after international cities, the M2s after domestic cities, and the L1s after fictional cities. Inside Montgomery are several trailer-two connector caps being manufactured for Ford Super Duty trucks to protect electrical connectors from harsh environmental exposure. The application was developed with Aptiv and put into manufacture in the Chicago West Loop facility where hundreds of thousands of the parts have so far been produced. It is the first Aptiv
054 / www.tctmagazine.com / 30.6
“Our mission is to make new things possible.”
SHOWN: INSIDE FAST RADIUS’ WEST LOOP CARBON DLS MICROFACTORY
automotive application to be manufactured with polymer 3D printing and is delivering time-to-market reductions of around 20 weeks. Fast Radius is also meeting USCAR-2 validation and ISO 9000 certification in the production of the connector cap while making good use of its virtual warehouse.

The print job inside Montgomery is about halfway finished. There are several connector caps on the build plate, but each with a slightly different orientation. This, along with such things as the temperature and humidity of the microfactory and how the parts are fixtured in the curing ovens, are just some of the considerations Fast Radius has to make to manufacture parts repeatably and reliably.
“As we go to qualify [the Aptiv parts], there are a few features that are critical,” Baker says of the varying orientations. “It’s the stop lock on the side of this piece. We have to orient those in areas on the platform that have the highest level of accuracy. And as you imagine, as this light is stretching from a projector, you get a little bit of pixel stretch. So, we oriented those critical features in zones where they would be consistent time over time over time.”

Next door to Montgomery, Newark is just about ready to have a single Rawlings baseball glove removed from its build plate. This is where the accompanying equipment, from support removal areas, wet blast systems, finishing stations, final wash stations and four thermal bake ovens will come into play. As the parts make their way through this workflow, they go from being cool acts of science to end-use manufactured parts that can be installed on trucks and sold in sporting goods stores.
Directly below the DLS space is a similar footprint occupied by around ten Multi Jet Fusion printers, including a single
colour system, two 5200s and about half a dozen 4200s. In this room, it is noticeably cooler than the DLS microfactory, with temperature an important consideration. By the door, there is a tray of real-world applications used to demonstrate the capability of the technology, including Airbus ground support tools and a fixture that holds the Rawlings baseball glove in place during curing. Beyond these applications are the post-processing stations, with several build units queueing up awaiting their turn to move through the blasting, smoothing and /or dyeing steps before being shipped.
The MJF microfactory, like the DLS microfactory above it and the FDM facility in Louisville, has been purpose-built to six sigma standards and designed specific to the processes that yield the parts. Throughout the facility, there is signage for every step of the workflow, coloured bins, tablets, and monitors displaying job scheduling and the progress of prints. When parts are sat ready to go into post-processing, operators can scan barcodes to pull up manufacturing process instructions that will outline what specific details or unique operations need to be carried out. Both microfactories also share the same inspection space, which is certified to aerospace standards.
As we head back up to the lobby, the conversation turns to IMTS, being held in Chicago that week. Bott walked the floor yesterday, Baker goes tomorrow, and the several empty chairs in the office suggest there are Fast Radius staff present as we return to the lounge area. For the Fast Radius team, it has afforded them an opportunity, right on their doorstep, to cast an eye on new tech developments, assess the latest applications, and conclude that what is currently going on in the back and the basement forms part of a wider trend. The feeling is that all roads are leading to production.
“I think additive has a long-standing of rapid prototyping. That tide has turned,” Bott finishes. “We believe it’s turned because we see it every day. What I saw [at IMTS], is that the printer manufacturers, materials, post-processing, and even the business models of support like ours, are trending towards production. It was encouraging to focus on quality, reliability, repeatability, end-use applications at scale. That has been the trend for the last couple of years, and we’re starting to see the fruits of that labour.”
30.6 / www.tctmagazine.com / 055 through the doors
SHOWN: RAWLINGS REV1X BASEBALL GLOVE


































Making our world more productive ADDvance® Laser230 Optimizing process reliability and productivity in laser powder bed fusion Linde‘s new process gas with up to: → 35% drop in spatter redeposition → 70% less porosity → 10% increase in productivity For more information contact us at info-additivemanufacturing@linde.com Linde is a company name used by Linde plc and its affiliates. The Linde logo, the Linde word and ADDvance are trademarks or registered trademarks of Linde plc or its affiliates. Copyright © 2022. Linde plc. Visit our website www.linde-am.com
FORMNEXT PREVIEW 2022
A look at the speakers and exhibitors headed to Frankfurt.
It's that time of year again when the clocks go back, the weather gets cooler, and the additive manufacturing industry descends on Frankfurt.

As we all ready ourselves for Formnext, TCT has compiled an extensive preview of the event across the next ten pages. Throughout, we bring you technology highlights, product teasers and speaker spotlights.

On the show floor, you can expect to see product launches from AMT, Lithoz, Authentise and Solukon; product updates from Machineworks and TRUMPF; and a European debut from Inkbit.
And on the TCT Conference @ Formnext stage, you can get the latest additive manufacturing insights from GE Healthcare, Divergent Technologies, Finnegan, Keio University, Boston Consulting Group, the Women in 3D Printing Board, and much, much more.
30.6 / www.tctmagazine.com / 057 SPONSORED BY FORMNEXT
THE
AND YOU'LL FIND TEAM TCT IN HALL 12.0, STAND E42. SEE YOU THERE!
welcome opportunity to hear from and meet with highlevel industry peers.” CONFERENCE @
TICKETS FOR
TCT CONFERENCE @ FORMNEXT CAN BE FOUND HERE: mytct.co/tctfnxt22
“A



additive solutions WORLD’S FINEST METAL LPBF MACHINES POWERED BY BUILD PREPARATION SOFTWARE PARAMETER OPTIMIZATION SOFTWARE Laser Power : 500W / 1000w Build Volume : 150mm x 180mm Build Volume : 450mm x 450mm x 450mm Build Volume : 325mm x 325mm x 420mm No. of Laser : 1 No. of Laser : 1 / 2 / 4 No. of Laser : 1 / 2 Laser Power : 500W / 1000W Laser Power : 500W / 1000W additive solutions WORLD’S FINEST METAL LPBF MACHINES POWERED BY Design for Additive Manufacturing EFFICIENT DESIGNS. EFFECTIVE OUTCOMES. BUILD PREPARATION SOFTWARE PARAMETER OPTIMIZATION SOFTWARE Laser Power : 500W / 1000w Build Volume : 150mm x 180mm Build Volume : 450mm x 450mm x 450mm Build Volume : 325mm x 325mm x 420mm No. of Laser : 1 No. of Laser : 1 / 2 / 4 No. of Laser : 1 / 2 Laser Power : 500W / 1000W Laser Power : 500W / 1000W HALL 12-0 / BOOTH D139 15TH – 18TH NOVEMBER FRANKFURT, GERMANY TOGETHER WITH OUR PARTNER
TECHNOLOGY & SPEAKER HIGHLIGHTS
VELO3D HALL 12.0 | STAND D01
At Formnext, Velo3D will be showcasing a range of parts printed on its Sapphire XC metal laser powder bed fusion printer. The Sapphire XC 1MZ system is equipped with eight 1KW lasers and a build volume of 600 mm x 1,000 mm. It was launched earlier this year to bring high levels of quality and productivity to service manufacturers, aerospace firms and defence customers.

nLIGHT HALL 12.0 | STAND D132
nLIGHT will be highlighting its Corona beam-shaping lasers at Formnext with the launch of the AFX-1500. With its dynamic ring-beam shaping, nLIGHT’s AFX Series is said to enable faster printing, increased melt pool stability and improved material properties. The company will also feature the plasmo and cirrus digital manufacturing platforms, which provide a suite of advanced analytics and real-time data stream capabilities.
Q. What can you tell us about your presentation at Formnext?
A. I am presenting one of the unique case studies of metal additive (DMLM) part/assembly, that we pioneered at GE Healthcare into production in medical device[s] on a CT scanner. I am also going to talk on how the business case could be made despite several challenges today, and I will also touch base on how we established process of powder re-use strategies, with different types of machines, powder sources and parameters.
A. Material evaluation needs to be very carefully done with several established processes that we have developed in some areas with rigorous amounts of testing over years to understand its behavious over a period of time, for its sustainability and to check effect, degradation, etc. Challenges associated with each medical device are very unique to the type of device and its function, [for example] some have Autoclave requirements, cleaning and disinfection needs, MDR compliance, FDR compliance, IFR
Q. Who should come see this talk?



A. Additive machine manufacturers – metal and polymer; technology solution providers; consultants; academics & researchers; business collaborators and enablers. We are looking at developing and partnering with the ecosystem to continue [our] additive journey in a larger scale.

30.6 / www.tctmagazine.com / 059 FORMNEXT
BY VISHWANATH NAYAK, GE HEALTHCARE METAL ADDITIVE IMPLEMENTATION INTO PRODUCTION IN MEDICAL DEVICES | FRI NOV 18, 10:00-10:30
SPONSORED
Q. Can you elaborate on the importance of materials evaluation for medical device development?
flammability needs,
other regulatory requirements.
V0
and many
SPOTLIGHT
SPEAKER
Large-Scale, Fast AM Takes a Leap with New, Thermoset Photo-Polymers
For additive enthusiasts, the focus has traditionally been on thermoplastic printing materials. However, advancements in fast-curing thermosets are shifting how we look at additive manufacturing, opening new possibilities for speed, build volume, and waste reduction.
One provider of largescale 3D printing systems, Massivit 3D, has developed an array of innovative, photo-polymer, thermoset “gels” that enable full-scale parts to be produced within a matter of hours. One of the properties that enables high-speed printing is the material’s unique viscosity – that practically eliminates the need for support structures.
The company’s range of “Dimengel” thermoset, thixotropic resins includes purpose-designed materials for requirements such as flame retardancy, highdefinition needs, and transparency. Massivit 3D is set to launch its strongest and toughest material to date at the upcoming Formnext show in Frankfurt.

Impact Resistance for Large-Scale
AM DIM 400 is an advanced thermoset material that
provides twice the impact resistance of existing Dimengel materials, and a high Heat Deflection Temperature (HDT). Designed for production of large, sturdy parts, DIM 400 is also suited to harsher outdoor conditions as well as elevated transportation temperatures. It supports all five layer thicknesses available on the Massivit 5000 large-scale 3D printer.
Curing On-The-Fly
Dimengel thermoset materials enable manufacturers to directly print large parts and molds at up to 30 times the speed of thermoplastic-based 3D printers. Single parts can be printed up to 1450 mm x 1110 mm x 1800 mm and can also be joined together using the same material used for printing.
Unlike thermoplastic materials, Dimengel is printed and fully cured at room temperature and does not require melting or cooling down in order to cure. The printing heads have a specially customized UV ring that instantly cures the extruded material on-thefly while printing, allowing ready-made solid parts to be lifted straight off the printer without the need for post-curing.
Large Parts, Wide Applications
From automotive wide body kits, motorcycle panels and Formula car parts to customized marine end parts, railway fairings, and amusement park sets, Dimengel thermosets overcome pertinent obstacles in large-scale AM workflows.

New Directions in Composite Material Manufacturing
Based on Massivit 3D’s thermoset AM materials, the company has recently launched an AM system set to change the course of composite manufacturing. The Massivit 10000 additive manufacturing system enables rapid printing of complex molds for composites as well as mandrels, masters, jigs and fixtures. It will be showcased for the first time at Formnext 2022.


Based on the company’s new, hybrid Cast In Motion technology, the system’s printing head rapidly prints an outer sacrificial shell using a water-breakable thermoset material. The 2nd head intermittently casts a thermoset casting material into that shell as it builds, forming an isotropic, 3D printed mold for composite material components. CIM
500 material has a low CTE and a high HDT, making it suitable for a variety of manufacturing applications in the Automotive, Marine, Defense, Bath Ware, and Sporting Goods industries.
Advances in fast-curing thermosets are generating accelerated adoption of thermosets in the largescale AM arena due to their inherent benefits for workflow efficiencies.
For more information on thermosets or to schedule a for large-scale AM demo at Formnext, please contact Massivit 3D at info@massivit.com.
ADVERTISEMENT FEATURE
CIM 500 - High-performance, thermoset casting material that prints industrial molds for composites
New DIM 400 Material – Impact Resistant, High HDT
APIUM
HALL 12.1 | STAND E10
Apium will showcase its P400 additive manufacturing system. With independent dual extruder (IDEX) capability and a high flexibility in print head selection, Apium is delivering a multi-function platform that can process high-performance materials such as PEEK. The machine is also said to deliver outstanding layer adhesion thanks to its adaptive zone heating system, which helps to ensure part strength and quality.


PRIMA ADDITIVE
HALL 12.0 | STAND E81
Prima is bringing its Powder Bed Fusion (PBF) and Directed Energy Deposition (DED) offerings to Formnext.

For PBF, its PrintGreen 150, featuring a 150 x 160 mm build area and 200W green laser, will be on show, while for DED, the lanus laser processing robotic cell will also be showcased.
NOVANTA
HALL 12.0 | STAND E08
On the Novanta stand, the company will showcase its newly launched Firefly 3D 3-axis scan head designed specifically for laser powder bed fusion (LPBF) machines. The firefly 3D has been designed to boost performance of LPBF with monitoring and control, enabled by advanced processing tools that facilitate real-time changes to scanning operations.

ADDIBLAST
HALL 11.0 | STAND D28
Addiblast will display its depowdering, powder recovery and conditioning and surface treatment platforms, as well as a new app for
GRAPHY
www.tctmagazine.com / 061
FORMNEXT
30.6 /
SPONSORED BY
real-time monitoring. SCIAKY HALL 12.0 | STAND A74 Sciaky
AM HALL 12.0 |
computational
fluid
will be present to discuss its EBAM technology, which is being used to produce parts on land, at sea, in the air and in outer space. FLOW-3D
STAND B75 Flow-3D AM will share its latest developments in
fluid dynamics, with a focus on modeling
flow, heat transfer, phase change and Marangoni effects for powder bed, extrusion and DED processes.
|
direct
BOFA INTERNATIONAL HALL 12.0 | STAND
BOFA will showcase its 3D printing filtration and atmosphere management systems,
enhanced capacity
PrintPRO
HALL 11.1
STAND D21 Graphy, a company backed by JW Holdings, will showcase its
3D printing clear aligner material and permanent tooth materials at Formnext.
E18
introducing an
3D
4 and its new 3D PrintPRO HT.


Large Volume, Reliable, Open Source. UNIONTECH
SYSTEMS
INDUSTRIAL SLA
SARAH

-
GOEHRKE, FOUNDER
ADDITIVE INTEGRITY
THE VITALITY OF THE AM WORKFORCE: A WI3DP PERSPECTIVE (A PANEL WITH WI3DP BOARD OF DIRECTORS) | WED NOV 16, 15:00-16:00
Q. What can you tell us about your panel at Formnext?
A. This panel is one of the first times the Women in 3D Printing (Wi3DP) Board of Directors will come together on a public stage to share a look at what makes this industry organisation so unique – and so vital. Wi3DP has grown to a global community of tens of thousands, and it all started with a single observation: there are significantly fewer women in the 3D printing workforce than there are

men. That doesn't make AM unique, especially in manufacturing or tech more broadly. What it does do, though, is provide us with a base. For this panel, the Wi3DP leadership team will frankly and openly discuss what today's AM workforce looks like and examine opportunities for growth.
Q. You describe how the workforce in AM does not yet reflect the world in which it operates. Can you talk about how Wi3DP is working to change that?
A. The foundational Wi3DP mission was pursuit of gender parity in AM (an industry that currently comprises about 11% women). From there, we have expanded our mission statement to more broadly encompass support for growing and shaping an industry
more reflective of the world in which it operates. That growth has come from the learning experiences of Wi3DP leadership, from hard conversations in diversity, equity, and inclusion, and from truly listening to the experiences of our colleagues across this global industry. Wi3DP isn't necessarily working to change this; rather, we're working with the industry to help change the status quo. It isn't on any one organisation to change existing culture or workforce approaches. What Wi3DP does is offer a starting point for connection, for conversation, for resources.
Q. Who should come see this talk?
A. Everyone. We’ll be addressing topics that offer insights to leaders as well as to non-managing team members. We’re all people; this is relevant for us all.
RAPIDIA
HALL 12.0 | STAND E122
Rapidia will be exhibiting its newly-launched F2 advanced vacuum sintering furnace, which was developed to support its metal extrusion printer. The company first launched its two-step bound-metal AM system, based around an innovative water-based feedstock, in 2019. The new sintering furnace is said to amplify the performance of its AM system by providing excellent metallurgy with low sintering gas consumption and high atmospheric purity.

REPLIQUE
HALL 12.1 | STAND B73

Replique will use Formnext to launch its RSure quality tracking model, which enables users to track 3D printed parts directly and ensure they meet the necessary quality requirements.
This platform gives users the power to set quality specifications, undertake digital inspections and trace parts, before the parts are sent to the customers.
30.6 / www.tctmagazine.com / 063
SPONSORED BY
FORMNEXT
SPEAKER SPOTLIGHT










Perfectly Printed PEEK Products
Printed PEEK Products
Perfectly
Bond3D is on a mission to transform the manufacturing of functional end-use parts for critical applications. With our cutting-edge technology, we take high-performance polymers into the future of additive manufacturing. It’s time to start replacing conventionally manufactured parts with Perfectly Printed PEEK Products.
oil
assembly
Discover all the possibilities at Bond3D.com We work with engineers around the world to create next-generation parts
unseen functionalities in the most demanding businesses. We
parts that
free of voids,
isotropic strength, and are certified for use in critical applications. We offer services
the entire process from design, prototyping to production at an industrial scale. Start printing today at Bond3D.com. Meet us in Hall 12.1, booth E70 To establish a partnership or for a specific development, contact us: +33 (0)2 40 38 40 00 – contact@kimya.fr www.kimya.fr 15 - 18 November 2022 Embedding Additive into Manufacturing KimyaLab Specific developments Characterization laboratory Customized production lines KimyaMaterials Technical & High performance filaments Eco-designed filaments : remaKe On-demand production
Leak-tight fluid & gas manifolds for the semiconductor industry. Usable in a vacuum, as well in harsh chemical environments. MANIFOLD BODY Flow-optimized
pump housing for the energy industry. Post-processed from a near-shape print to enable a short lead time. PUMP HOUSING Complex mixing geometry that requires zero
steps. Built from PEEK Polymers it’s compatible with a wide range of chemicals. STATIC MIXER
with
create
are
have
from
AUTHENTISE
HALL 11.0 | STAND A51
Authentise will be exhibiting the capabilities of its recently announced Digital Design Warehouse (DDW) and Guidelines products. DDW allows users to securely share and discuss additive design projects, while Guidelines is a rule-based engine which enables users to capture tribal knowledge as ‘if-this-then-that’ statements to find applications throughout the company’s workflow management tools to ensure best practice is followed.
AMCM
HALL 11.1 | STAND C51
ROBOZE
HALL 11.1 | STAND C21
At Formnext, Roboze is promising to show, in a world premiere, its success in the field of materials capable of reducing CO2 emissions during the production process. In addition to this, the company will also display applications from customer collaborations in mobility, energy, aerospace and healthcare.

SPONSORED
BY
HALL 11.1 | STAND D42

Incus will exhbit its Lithography-based Metal Manufacturing process, which has been designed to reduce production costs for small and mid-scale additive manufacturing.

ROSLER AM SOLUTIONS
HALL 12.0 | STAND C81

Rosler AM Solutions will exhibit the S1 Wet surface finishing technology, alongside its S2 parts handling platform.
MASSIVIT 3D
HALL 11.1 | STAND C19
Massivit will introduce its Masivit 10000 additive manufacturing system, showcasing 'groundbreaking' automated mould production for composite material parts.
DRESSLER
Hall 12.1 | Stand C121
Dressler will exhibit its powder design and development capabilities, with a particular focus on its promise of reliability and its capacity to design powders specific to customer needs.
30.6 / www.tctmagazine.com / 065
In Frankfurt this year, AMCM will be showcasing its capacity to deliver large build volumes, copper 3D printing and fine structures. The EOS start-up was founded five years ago to customise EOS technology to fit the needs of its customer base. Among the applications being showcased is the 800mm-tall AI-designed aerospike application developed in partnership with Hyperganic. FORMNEXT
INCUS











































OUR EXPERTISE – YOUR SUCCESS. MATCHING SOLUTIONS FOR YOUR NEEDS: www.grenzebach.com/am Increase the productivity and safety for your industrial 3D printing – Grenzebach is your reliable partner for automating and networking individual process steps in metal and polymer-based Additive Manufacturing – for higher efficiency, a safe working environment and smooth workflow. GRENZEBACH SOLUTIONS FOR LASER SINTERING Exchange P 500 » Buffering, loading, and storing exchange frames for several automated build jobs in a row – with two, four or more exchange frames Transport P 500 » Easy, fast and fully automated loading, unloading and transport of exchange frames between different manufacturing stations Automated guided vehicles » Autonomous and safe transportation of the Transport P 500 We look forward to your visit November 15 – 18, 2022 | Frankfurt am Main Hall 11.1, Booth E41 Discover our latest solution exclusively at formnext
MACHINEWORKS
MachineWorks will demonstrate new functionality in Polygonica 3.2. Mesh deformation provides a powerful way to compute and compensate for on-machine deformation, while 3D medial axis offers potential enhancements to

many algorithms including CAE midsurface creation. The fast multi-threading remeshing capability has been further enhanced to automatically preserve small features and optionally preserve exact shape.
AMT
HALL 12.1 | STAND D39
On AMT’s two-story Digital Manufacturing Factory of the Future concept booth, the company will exhibit an all-new materialspecific Surface Finishing system which will be announced on the show floor. AMT’s booth will also feature the PostPro DP Max cleaning system, multiple SF chemical vapour smoothing systems, and a range of applications.
Q. What can you tell us about your presentation?
A. Divergent’s presentation at Formnext will focus on our novel end-to-end Divergent Adaptative Production System (DAPS) and review DAPS-enabled designs for the automotive sector. In this presentation, the audience will hear about the value that DAPS has brought to existing OEM customers and best practices from developing


productive parameters and materials.
Q. Can you explain the key capabilities of DAPS and why it is so suited to automotive?
A. We have built many additional hard and soft constraints into our design processes and moved them as far forward in the workflow as possible, to ensure that we can rapidly validate and deliver our high-performance solutions, with absolutely no design-specific tooling. Two illustrative examples are how we take into account unique constraints of our automated assembly process in the design of the topology optimised components and have developed specialised
software tools to maximise print efficiency of our node-based assemblies.
Q. Who should come see this talk?
A. Anyone that wants to learn about how we have already introduced safety-critical structures – engineered and validated using DAPS – in fully homologated road vehicles, far ahead of the market. All those interested in digital manufacturing, AM automotive applications, parameter and materials development, will benefit from our presentation and hopefully robust discussions that follow.
30.6 / www.tctmagazine.com / 067 SPONSORED BY FORMNEXT
HALL 11.0 | STAND C02
MICHAEL KENWORTHY, DIVERGENT TECHNOLOGIES REVOLUTIONARY TRANSPORTATION: STRUCTURES THROUGH INTELLIGENT DIGITAL PRODUCTION WED
NOV 16 | 10.00-10.30
SPEAKER SPOTLIGHT
LITHOZ
HALL 11.1 | BOOTH D39
Lithoz will premiere its CeraMax Vario V900 printer with Laser-Induced Slipcasting technology. This machine will provide an opportunity to touch and feel fully dense ceramic parts with thick walls. The company will also premiere its patient-specific bone implants made from bioresorbable ceramic, and showcase its CeraFab S65 and CeraFab Lab L30 machines.



SANDVIK
HALL 11.0 | STAND D21

Sandvik, alongside BEAMIT, will demonstrate the very latest from its extensive offering, with new materials within its Osprey metal powder range hinted, and several customer use cases
set to adorn the metal powder firm’s booth. Maraging steels and super-duplex stainless steels will be among the existing materials products highlighted.
SOLUKON
BOOTH 12.0 | B21
Solukon is set to launch the SPR-Pathfinder depowdering software at Formnext, a year on from the introduction of its Digital Factory Tool. SPRPathfinder works to calculate the ideal motion sequence using the build job’s CAD file to remove excess powder from complex internal structures. These calculations are based on a flow simulation that analyses the part’s digital twin. Solukon will demo the software at Formnext, while also displaying its metal 3D printer suite.
ESSENTIUM
HALL 12.1 | STAND D11
Essentium will this year unveil its materials-first strategy that spans certification, open materials machinery, and partnerships. This strategy has been developed to help manufacturers achieve quality, reliability and repeatability in volume AM production. Essentium will be on hand to talk visitors through its materials-first approach, while also showcasing an array of use cases.
068 / www.tctmagazine.com / 30.6
SPEAKER SPOTLIGHT
AIDAN SKOYLES – FINNEGAN PATENTS IN AM: HOW IP CAN BUILD (OR HURT) CUSTOMER RELATIONSHIPS

THURS NOV 17 | 15:00-15:30
Q. What can you tell us about your presentation?
A. I’ll be discussing the impacts of patents and standards on additive manufacturing. Every time I come to Formnext, I am amazed how companies are leapfrogging each other to improve systems, methods, and materials. However, in any rapidly changing technology, before companies start swapping ideas and data, care should be taken to protect valuable IP. Otherwise, a company might forfeit valuable investment in future potential products and end up in the courtroom. I’ll discuss effective strategies for industry-wide
collaboration that balance protection of IP assets for ROI on R&D.
Q. What unique IP protection challenges does AM face?

A. About a decade ago legal scholars cried that the sky was falling when it came to protection of IP in a world of additive manufacturing. Who could or would protect anything in a world where anything could be printed on-demand? But it hasn’t happened. Instead, we’ve seen a blossoming of patent filings across industries including in the AM space. In that vein, with substantial R&D but limited IP budget, AM companies must decide what to patent, where to patent, and what to do when competitors are suspected of infringing. AM companies also have to balance interests of customers
qualifying materials for their products. How much can AM companies disclose to keep customers happy while protecting their core innovations? How much should AM companies disclose to standards bodies to advance the industry? And, how can AM companies respond if their products are used to infringe third party IP?
Q. Who should come see this talk? A. Innovators, customers, and investors in AM. From OEMs to print shops and customers, IP impacts all aspects of this industry. All players should be equipped with the basics to make smart decisions when faced with IP risks. This talk will get you thinking about how and when to use effective legal tools to move your business and the industry forward.
SIGMA ADDITIVE SOLUTIONS
HALL 12.0 | STAND C139

Sigma Additive will be showcasing its new Machine Health Module for standardising disparate machine health data logs. The solution allows users to connect machines via APIs or upload machine sensor .csv log files to create a standards-base file format for analytics, visualisation and reporting.
MITUSI
HALL 12.0 | STAND B65
Mitsui will introduce two types of CuCr alloy powders for laser powder bed fusion at Formnext. MA-CCR25L is applicable to thermal management and high
voltage applications, while MA-CCR25H is said to equal the mechanical properties of GRCop42, while bettering its conductivity.
30.6 / www.tctmagazine.com / 069 FORMNEXT SPONSORED BY



Taking metal AM to the next level Visit us at Formnext 15-18.11.2022 Hall 11.1 BoothD42
Lithography-based metal manufacturing
Superior surface aesthetics and production scale-up
Complementar y to metal injection molding
www.incus3d.com
•
•
•
INTAMSYS
HALL 11.1 | STAND B29
INTAMSYS will showcase the latest addition to its AM solutions portfolio, the FUNMAT PRO 310, a new fused filament fabrication IDEX desktop printer designed for engineers. The machine is equipped with a thermostatic chamber and can process a range of engineering materials to meet a variety of application needs. Applications of other solutions in INTAMSYS’ portfolio include parts in automotive, aerospace, medical and oil & gas.
3D SYSTEMS
HALL 11.1 | STAND D11
At Formnext, 3D Systems will showcase its extensive portfolio of productiongrade materials, highlighting a host of real-world applications. The company will also exhibit its hardware solutions, including

machines powered by SLS, SLA and its Direct Metal Printing technology. Kumovis’ extrusion technology and Allevi bioprinters will also be highlighted by 3D Systems.

TRUMPF
HALL 12.0 | STAND D81
TRUMPF is set to premiere the next generation of its TruPrint 1000 metal 3D printing system, suggesting the platform will boast even higher productivity and premium quality. The company will also highlight its TruPrint 5000 system, which has some further updates as well, and has also hinted at news regarding the printing of large parts in pure copper.

INKBIT
HALL 12.1 | STAND F39

After debuting its Vista additive manufacturing system at IMTS, Inkbit will give its flagship product its European debut at Formnext. Using Vision-Controlled Jetting technology and a low-labour support removal process based on wax
support material, Inkbit is confident its machine will be at home in high production environments. Visitors can also see a range of materials Inkbit has tailored to the machine, from tough and chemically resistant epoxies to soft elastomers.
30.6 / www.tctmagazine.com / 071 FORMNEXT
SPONSORED BY
We
solutions to problems!
Your trusted gas solutions providers
Hall 11 Booth B79
Nippon Sanso Holdings Corporation has dedicated many years of research and development on additive manufacturing processes, and acquired outstanding expertise worldwide in 3D printing and its optimization. We develop quality-assured solutions for metallic additive manufacturing processes; resulting in our 3DPro® line.

Gases play a key role in the AM process chain. From the production of base materials, the inerting of process chambers, to thermal post-treatment - the use of the right process gas with the right purity can positively influence process quality, reproducibility and mechanical component
Contact info.3dpro@tn-sanso.co.jp
properties. All whilst making a deposit on sustainability. 3DPro® brings solutions to problems!
To learn more, our global research specialist in gas technologies for AM processes is giving an exclusive presentation at the next Formnext Tech Conference. Incorporating decades of experience, find out how our gas solutions - 3DPro® products - can improve the built part quality, part consistency and process reliability for sustainable Metal Additive Manufacturing.
Nippon Gases and Taiyo Nippon Sanso, part of Nippon Sanso Holdings Corporation, are your strategic partners for industrial and medical gases.
Corporate website tn-sanso.co.jp/en/
AM solutions 3dpro.jp/
We are solution providers that optimize process quality, stability, and reproducibility - all whilst contributing to a more sustainable future. We bring solutions to problems!
bring
XJET
HALL 12.0 | STAND C01
XJet is to place its focus at Formnext on its Carmel 1400 solutions for metal and ceramic parts. The Carmel 1400M system will be running live on its stand, while the SMART Station for automated

soluble support removal will also be exhibited. Materials developments will also be under the spotlight, with XJet presenting parts printed in 316L stainless steel, as well as zirconia and alumina.
Becoming a selected third-party developer of Dyndrite’s Application Developer Kit, AMC Bridge offers customised 3D design and additive manufacturing development services to create new, optimal production methods from part design to full production. AMC president Igor Tsinman will speak alongside Dyndrite founder and CEO Harshil Goel.

Q. What can you tell us about your presentation at Formnext?
A. The presentation will include an introduction to the overall activities of the Digital Manufacturing and Design Research Center for Emergent Circularity, newly established by Keio University Global Research Institute, and a representative example of the Up-Ring series, which launched 3D printed furniture in 2022 by Okamura inc., a major Japanese furniture manufacturer. There are many examples of 3D printed furniture around the world, but I believe this is one of the leading cases where a major furniture manufacturer has
conducted evaluation tests. Standard furniture durability tests were tested, and the 3D printed UP-RING series passed them all. I hope this example will contribute to the further spread of sustainable products using AM.
Q. Who should come see this talk?
A. I am very interested in the EU's resource recycling efforts and would like to meet with people who are also interested in resource recycling through AM. I would also be happy to discuss with material manufacturers and manufacturers of daily necessities how their products could be made on the premise of recycling.
Q. What is the biggest opportunity for AM in terms of sustainability moving forward?

A. Material. I am an expert in 3D printing materials for the MEX
method. My main task is to find materials that exist in the world but have not yet been applied to AM and adjust them for AM, thereby increasing the diversity of materials that AM can use. Recently, when companies develop new materials, they are often the first to try them out for use in 3D printing. This is because, unlike other manufacturing methods, it is possible to produce an optimally demonstrable example of the material in a much shorter period of time. These examples are leading to the adoption of the material in other manufacturing processes, such as injection moulding. AM has a very important role to play because it provides an opportunity to promote the use of environmentally friendly materials in society through this kind of movement.
30.6 / www.tctmagazine.com / 073 FORMNEXT
TCT INTRODUCING STAGE: AMC MEETING AM INDUSTRY SOFTWARE DEVELOPER NEEDS THUR
NOV 17 | 11.00-11.20 AM
RYOHEI
YUASA – KEIO UNIVERSITY, DIGITAL MANUFACTURING AND DESIGN CENTER FOR EMERGENT CIRCULARITY AM FOR SUSTAINABILITY IN JAPAN FRI NOV 18 | 11:45-12:15
SPEAKER SPOTLIGHT
SPONSORED BY
Q. Tell us about Rivelin Robotics’ technology – what is it and how did it come about?
A. I founded Rivelin Robotics while working as metals production engineer at 3T-AM (BEAMIT) after battling with the challenge of getting the first metal AM part through PPAP (Production Part Approval Process). The robotic finishing systems we have developed at Rivelin are empowering engineers to automate support removal and polishing to meet the standards of mission-critical production lines. Support removal in particular has been a key bottleneck for many metal AM applications.

Q. You describe distributed manufacturing as an interesting sweet spot for AM. Can you elaborate?
A. When we talk about distributed manufacturing that not only means geographic distribution but also distribution over time and in terms of who prints the parts. AM is a true unlock for distributed manufacturing as it allows flexible, low volume production with only very short lead time.
Q. Who should come see this talk?
A. Every user or potential user that wants to transform their production network. But also, all AM players along the entire value chain that want to sharpen their offering.
TANIOBIS GmbH
HALL 12.0 | STAND B47
TANIOBIS GmbH, a specialist in materials featuring niobium and tantalum, will present its AMtrinsic metal powder range for AM applications. The AMtrinsic powder portfolio includes elemental Ta/Nb powders as well

as pre-alloyed powders ranging from binary over complex multinary to High-Entropy Alloys (HEA). The company says it also offers customer specific compositions. TANIOBIS is inviting visitors to its booth to learn more about the characteristics of its new C103 and FS-85 AM powders.


Q. We know post-processing is a major challenge. How does Rivelin uniquely address that?
A. Rivelin’s solution for metal post-processing uses a robot to consistently perform at the top level of the world’s best metal finishers. We’ve taken inspiration from the reliability of casting automation and made it simpler and faster to deploy so the automation is almost as flexible as a hand finisher.
A. One of our early adopters, GKN Aerospace, said “Automated support removal would mean removing not only one of the most labour intensive processes in the AM chain, but also improve
productivity with reliable turnaround times every time for every part.” I think this is an excellent summary of where Rivelin NetShape can have the biggest impact.
Embedding quality, reliability and repeatability into the postprocessing of metal parts across numerous industrial sectors is where this technology will have the biggest impact.
074 / www.tctmagazine.com / 30.6 FORMNEXT SPONSORED BY DR WILDERICH HEISING & THOMAS KRUEGER – BOSTON CONSULTING GROUP ANYWHERE AT ANY TIME AND GREEN: ADDITIVE MANUFACTURING UNLOCKS MORE FLEXIBLE AND GREENER SUPPLY CHAINS THURS NOV 17 | 13:15-13:45
can you tell us about your panel at Formnext?
We will talk
printing unlocks distributed manufacturing and
companies to be more resilient, greener, and
save cost. START-UP CHALLENGE WINNER:
AT RIVELIN
TCT INTRODUCING STAGE – TUES NOV 15 | 15:20 (HALL 12 | STAND B41)
Q. What
A.
about how 3D
helps
even
ROBERT BUSH, CEO
ROBOTICS
Q. Where do you see this having the biggest impact?
SPEAKER SPOTLIGHT















Key ser vices Derby, Derbyshire, DE24 9FU, United Kingdom +44 (0)1332 742820 ww w.addqual.com AddQual panel.indd 1 30/05/2018 13:38 3D Re-Engineering Inspection Qualification Digital Twin Creation Fast Make Tooling e | adam@agprototypes.com w | www.agprototypes.com t | 01707 391 120 DOTS.pdf 1 25/05/2022 16:58 3D printing and post-processing for prototyping and low volume parts Using HP MJF Printer and DyeMansion VaporFuse 07507 670195 info@all3dlabs.com www.all3dlabs.com WWW.APEX.TECH LPBF Consultancy & Digital Manufacturing Services Sintratec S2 SLS 3D Printer System now only £42,000 Showroom demo unit - used for demonstrations and sampling purposes only. Visit https://youtu.be/8FRprn5IHtk for demo video. Collection: Free collection in person from Hemel Hempstead, United Kingdom. Returns: 30 days refund | Buyer pays for return shipping ATA Engineering Products Ltd t: 01442 264411 e: sales@ataeng.com www.ataeng.com SAVE 30% TO ADVERTISE HERE CONTACT CAROL COOPER ON + 44 1244 952 386 OR EMAIL CAROL@RAPIDNEWS.COM THE DIRECTORY THE DIRECTORY













3D Printing production specialists with large format & large volume capabilities. High performance polymer materials certified for use in F1, Automotive & Aerospace. In house Jig & tool design with large hybrid tooling assembly capability. FDM Digital Solutions Ltd. Lancashire Digital Technology Park Bancroft Rd, Burnley, Lancashire, BB10 2TP t: +44 (0) 1282 872 370 w: www.fdmdigitalsolutions.co.uk Find out more by scanning our QR codeThe Future of Making is Here FDM MJF CONSULTANCY3D SCANNING Specialists in ADDITIVE INSIGHT The original additive manufacturing industry podcast. Head to www.tctmagazine.com to subscribe now www mamsolutions uk tel +44 (0)7923 475565 Gain the best results with expert advice and guidance TO ADVERTISE HERE CONTACT CAROL COOPER ON + 44 1244 952 386 OR EMAIL CAROL@RAPIDNEWS.COM THE DIRECTORY










27.1 / www.tctmagazine.com / 049 3D Prototypes Design for Additive Production Parts 3D PRINTING SERVICES For Businesses www.printpool.co.uk 01865 546430 enquiries@printpool.co.ukOxford, UK THE DIRECTORY THE DIRECTORY Pellet based additive manufacturing solutions for both large and small products • Print Ser vice • Machine Sales • Ser vice • Spare Parts pi am.co.uk • info@pi am.co.uk • 01603 891618 JUNE 202 3 | NCC, Birmingham, UK7 #TCTAwards www.tctawards.com SAVE THE DATE Celebrating 3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE
DO WE NEED MORE GOVERNMENT SUPPORT FOR AM?
“The UK Additive Manufacturing Strategy outlined a clear pathway for government to help industry adopt the technology. Unfortunately, this was not adopted and so the UK is now slipping behind its competitors. The fundamental problem is that that governments of all colours have not had a proper strategy for manufacturing and so new technologies, such as additive manufacturing, do not really fit into a vision. The [UK] government does have the Help to Grow programme, but this provides either MBA type management training or advice on digital software. The elimination of the Manufacturing Advisory Service means there is now no real route for companies to get simple, down to earth advice.
“Essentially, we need a national vision for manufacturing and clear mechanisms for it to be implemented.”
NINA GRYF | Senior Policy Manager | Make UK
“What Make UK’s latest research tells us is in the past 12 months we’ve seen a huge jump in the number of companies now in the revolution stage of the 4IR (Fourth Industrial Revolution), from 13% in 2020 to 23% in 2021. By revolution, we mean manufacturers are changing the way they derive value and interact with customers and suppliers through digital adoption. When we look at the 2018 figure of just 4% we can see how in just a few years we have seen a digital transformation within manufacturing.
“One of the main drivers for digitalisation is the need to retain the international competitiveness of

the UK manufacturing sector. Other countries – such as Germany and Japan – have extensive support systems in place to help their manufacturing SMEs modernise, and it is important that their UK counterparts are not left behind. But only 9% of respondents agreed that the UK was in a leadership position compared to other countries when it comes to the adoption of Industrial Digital Technologies (IDTs). Perhaps reflecting this, only 15% of manufacturers agreed that it would be possible to realise the full potential of IDTs without government support.”
JOSHUA ROWLEY | Co-Founder | E3D
“I don't even know where to begin answering because it's not AM that's the problem. It's the whole British economy's attitude to manufacturing and making things which is the problem. In America, they have an attitude around, ‘let's get on, let's make it, let's do things, let's just make this happen.’ That attitude simply doesn't exist here in the UK. It's very, very challenging to run an engineering company in the UK[…] The British economy is not geared towards manufacturing, engineering and innovation anymore. And I think that is a massive issue.”
PHIL REEVES | Managing Director Reeves Insight
“I think government investment has actually been proportional, but sadly the vast majority has been wasted or at best failed to lever significant ROI (return on investment), because the UK lacks the private sector investment
appetite to turn AM/3DP start-ups and spin-outs into world class companies. Perhaps what we need is a government-backed equity investment scheme focused on AM/3D printing processes, materials and applications.”
“One of the main barriers that businesses are reporting to the adoption of AM and other Made Smarter technologies is access to suitable funding and whilst the Made Smarter programme has helped businesses make their first machine purchase, these are generally at the lower end of the industrial scale in both size and price. Scaling up the Made Smarter adoption programme would allow businesses to adopt more complex industrial AM equipment so they can further establish AM within their business.
READ MORE AT: https://mytct.co/UKGovAM
078 / www.tctmagazine.com / 30.6
am adoption
CLAIRE SCOTT | Industrial Digital Technology Advisor - AM | Made Smarter
We asked UK-based AM professionals, consultants, and commentators for their thoughts.
PHILL DICKENS | Co-Founder | Added Scientific & consultant to the 46-page national strategy for additive manufacturing published by AM UK in 2017


MAY 2-4, 2023 McCormick Place | Chicago NORTH AMERICA’S LARGEST AND MOST INFLUENTIAL ADDITIVE MANUFACTURING EVENT. EXPERIENCE THE NEXT LEVEL OF ADDITIVE MANUFACTURING IN CHICAGO. SAVE THE DATE rapid3devent.com Witness groundbreaking product announcements, experience hands-on equipment demos, learn real-world additive manufacturing applications from the most respected experts, and network with thousands of industry peers.