materials
Education
Conversations on metal powder development and biomaterials.
How AM skills initiatives can help make manufacturing more sustainable.
NORTH AMERICAN EDITION VOLUME 7 ISSUE 6
www.tctmagazine.com
THE POWER OF ON-DEMAND
Dassault Systèmes on connecting design and manufacture
3D Printing & Additive Manufacturing Intelligence
VOLUME 7 ISSUE 6
ISSN 2059-9641
EDITORIAL
SUBSCRIPTIONS
HEAD OF CONTENT
Laura Griffiths e: laura.griffiths@rapidnews.com t: 011 + 44 1244 952 389
SENIOR CONTENT PRODUCER
Samuel Davies e: samuel.davies@rapidnews.com t: 011 + 44 1244 952 390
ADVERTISING
HEAD OF SALES TCT PORTFOLIO
Carol Cooper e: carol@rapidnews.com t: 011 + 44 1244 952 386
PUBLISHED PRICES TCT North America Print Subscription - Qualifying Criteria US/Canada - FREE UK & Europe - $249 ROW - $249 TCT Europe Print Subscription - Qualifying Criteria UK & Europe - FREE US/Canada - £249 ROW - £249
Andrew Cooper e: andrew.cooper@rapidnews.com t: 011 + 44 1244 952 374
TCT German Language Print Subscription - Qualifying Criteria UK & Europe - FREE US/Canada - €249 ROW - €249 Partner with Subscription enquiries to subscriptions@rapidnews.com
Carol Smith e: carol.smith@rapidnews.com t: 011 + 44 1244 952 348
Read this and back issues for FREE on Issuu www.issuu.com/tctmagazine
SALES MANAGER TCT PORTFOLIO
Nicky Martin e: nicky.martin@rapidnews.com t: 011 + 44 1244 952 365 SALES EXECUTIVE TCT PORTFOLIO
SALES EXECUTIVE TCT PORTFOLIO
PRODUCTION
The TCT Magazine is published bi-monthly by Rapid News Publications Ltd Carlton House, Sandpiper Way, Chester Business Park, Chester CH4 9QE, UK.
Sam Hamlyn Matt Clarke
t: 011 + 44 1244 680222 f: 011 + 44 1244 671074
MANAGEMENT
© 2021 Rapid News Publications Ltd
C.E.O. / PUBLISHER
Duncan Wood
VP, CONTENT, STRATEGY AND PARTNERSHIPS
James Woodcock e: james@rapidnews.com t: 011 + 44 1244 952 391
Resurface Your Additive Build Plates FAST
A full line of precision rotary surface grinders featuring: » 12-48” rotary tables » 5-50HP grinding spindle motors » Touchscreen HMI controls » Part detection sensor And more...
(800) 533-5339 www.dcm-tech.com
While every attempt has been made to ensure that the information contained within this publication is accurate, the publisher accepts no liability for information published in error, or for views expressed. All rights for The TCT Magazine are reserved. Reproduction in whole or in part without prior written permission from the publisher is strictly prohibited.
A Strong Future Stands Behind Us!
FUNCTIONAL ALUMINIUM & PLASTIC PROTOTYPES IN 1 – 4 WEEKS
AS9100 & ISO 9001 Certified • ITAR REGISTERED
email: sales@armstrongrm.com For more info visit us at: ARMstrongRM.com
• Machined Aluminium Castings One Shot Casting • Rubber Plaster Mold Precision Air Set Sand • Graphite Die Casting • RIM – Reaction Injection Molding • CNC Machining & Hogouts • Painting, Finishing & Assembly
FROM THE EDITOR
FROM THE EDITOR SAM DAVIES
Reflections The temperatures have dropped, the first few advent calendar windows have been busted open and there are bashful looks aplenty as we are all confronted with our annual Spotify Wrapped playlists – it can only be the start of December. As the year comes to a close, it is natural to reflect – on whether you’re too old for an advent calendar, too millennial to have spent 2021 obsessing over an obscure country song from the ‘60s, and ramble too much before getting to the point in each and every Editor’s Letter. For many, 2021 was another challenging year. Most notably, the pandemic decided it was going to stick around for a while longer yet, meaning so too did the widespread health concerns, supply chain issues and an often-unfulfilled desire for things to return to normal. Gradually, albeit not necessarily linearly (what with new COVID variants emerging), that is happening. Recently, we found ourselves back in Frankfurt, enduring the elements of a cold November to reacquaint ourselves with the rest of the additive manufacturing industry. Following on from RAPID + TCT and TCT 3Sixty in September, as well as the AMUG Conference in the spring, Formnext was back live and in-person after a fallow year. Twelve months ago, when these shows were all cancelled because of the pandemic, that seemed like a world away. Credit, then, to the event organizers behind each who were able to safely reunite the AM industry and showcase the latest technologies on offer.
The return of industry events wasn’t the only trend of 2021 in AM and in the New Year, there will be scope to make some more reflections as we focus on the ‘state of the industry’ in our first TCT Magazine issue of 2022. We also intend to look again at the emerging markets for 3D printing, the benefits of the technology in manufacturing supply chains, and highlight applications in key vertical markets over the next 12 months. But until then, we hope you enjoy the final issue of this year, which focuses on materials and also covers the latest in education, 3D scanning and research & academia. As part of that materials focus, we speak to Uniformity Labs CEO Adam Hopkins about his ambition to make the company’s products the ‘gold standard’ of AM powder (P9); the thyssenkrupp team tells us about its Materials as a Service offering (P12); and 4D Biomaterials discusses its novel set of 3D printable biomaterials (P14). We also have Xometry and BAE Systems on the importance of education initiatives as the need for more sustainable manufacturing grows (P18), Ivan Erhel on the deployment of Artec 3D scanning technology to preserve the history of Mesopotamia (P20), and the MTC & University of Bristol on the impact AM could have on electrification (P24). As we get ready to step into 2022, we look forward to more normality, more industry events and more reflections on the AM sector. See you in the New Year!
VOL 7 ISSUE 6 / www.tctmagazine.com / 03
READY TO HELP YOU SCALE Additive manufacturing can be tough. But it doesn’t have to be.
We’re relentless in our commitment to providing the easiest, most direct path to develop and scale your most complex AM projects. We have the facilities, the network, and the logistical support to help you produce at scale. Our solutions address challenges in design, weight, performance, and the product development cycle – supporting a sustainable future for manufacturing and a better bottom line for you. We’re Burloak Technologies and we’re ready to help you scale.
WWW.BURLOAKTECH.COM
TCT VOLUME 7 ISSUE 6
COVER STORY
6 9
06. THE POWER OF ON-DEMAND
Dassault Systèmes on how its 3DEXPERIENCE Make and PartSupply services are bringing designers and manufacturers together.
MATERIALS
09. GOING FOR GOLD
Uniformity Labs CEO Adam Hopkins on his aim to become the gold standard of AM powder.
12. THYSSENKRUPP TALKS AM
Head of Content Laura Griffiths sits down with the thyssenkrupp team to discuss their play in the AM market.
14. INTRODUCING 4D BIOMATERIALS
An interview with the UK start-up behind a novel set of 3D printable biomaterials.
Education & skills
18
18. MAKING SKILLS SUSTAINABLE BAE Systems, Xometry, Made Smarter and Additive Minds share insights on the importance of education initiatives as the need for sustainable manufacturing grows.
12
20
3D SCANNING
20. PRESERVING THE CRADLE OF CIVILIZATION
How filmmaker Ivan Erhel is using 3D scanning to preserve the history of Mesopotamia.
Research & Academia
24
24. A LONG AND WINDING ROAD The MTC and University of Bristol discuss the use of AM in their respective electrification research efforts.
24
26 INNOVATORS ON INNOVATORS 26. SCOTT SEVCIK X MICHAEL HAYES
Stratasys' Scott Sevcik and Boeing's Michael Hayes sit down to discuss additive's application in aerospace.
Expert Column
28
28. AUTOMATION AND ERROR DETECTION IN AM
FZI Research Center's Pascal Becker on combining robotics with additive manufacturing.
6
THE POWER OF ON-DEMAND How Dassault Systèmes is changing the way designers and manufacturers work together.
I
magine a virtual shop floor of thousands of machines ready to make your parts when you need them. This is what Dassault Systèmes’ 3DEXPERIENCE Marketplace is about: on-demand manufacturing services that revolutionizes the way designers, R&D engineers and manufacturers work together. 3DEXPERIENCE MAKE Multiple challenges can be faced when turning 3D files into real parts, especially through external partners. Whether you need an aesthetic mock-up, a functional part or tooling equipment in plastic or metal, it can be challenging to find the right partner and collaborate with them efficiently. 3DEXPERIENCE Make provides a simple solution to quickly qualify the right partner for your project. The service already brings together more than 200 manufacturing providers from Europe and the U.S. to offer a wide range of processes such as 3D printing, CNC machining, sheet metal forming and injection molding. 3DEXPERIENCE Make also provides an array of materials across plastics, metals and composites to choose from. Hubert Masson, R&D Director, 3DEXPERIENCE Marketplace at Dassault Systèmes commented: “Dassault Systèmes is driving major industrial transformations with 3D applications disrupting how products are designed and made. We now want to go one step further by offering online services connecting a qualified ecosystem of industrial actors. 3DEXPERIENCE Make is the one-stop-shop to get your parts made and collaborate seamlessly with manufacturers across the world.” A SIMPLE JOURNEY The 3DEXPERIENCE Make service can be accessed from Dassault Systèmes’
06 / www.tctmagazine.com / VOL 7 ISSUE 6
software solutions, SOLIDWORKS and CATIA, allowing designers to go straight from design to part thanks to direct integration. Users simply upload their 3D files and select a material and manufacturing process based on their specifications to get instant quotes for 3D printing and CNC machining. Manufacturing service providers featured within the ecosystem can also give advice on specific projects, along with manual quotes. For Dassault Systèmes, 3D is at the heart of this collaboration with 3D previews, annotation capabilities and measures as well as automatic geometry check and repair. The service also allows users to reduce errors and risks with process-driven specifications and design for manufacturing feedback. Ensuring user safety, IP protection is an integral part of the service, which benefits from the industry proven 3DEXPERIENCE platform and its high security standards. Each request is shared only with a user’s chosen partners and can be additionally secured with a non-disclosure agreement. This ensures traceability for all Buyer/Seller exchanges and allows for order modifications and part updates. Payments are handled online, and the platform acts as a third party securing both buyer and service providers. Masson continued: “With new ways of manufacturing (3D printing, new materials) and more and more complexity in end products, designers and R&D engineers need to involve the right expertise at the right time. The challenge is finding the right manufacturing partner. In light of this, we launched an ondemand design and engineering service featuring an ecosystem of engineering offices covering all common engineering disciplines from 3D modeling, up to system engineering.”
SCALABLE From start-ups to global companies, 3DEXPERIENCE Make is designed to be accessible online to anyone. Users can easily create an account and initiate a new manufacturing request immediately, while larger companies can benefit from a private environment that enables sourcing enforcement to selected partners as well as inhouse manufacturing equipment optimization. Owners of manufacturing companies and service providers can also choose to become a partner by visiting Dassault Systèmes’ website and following the onboarding process. Being part of the network and having a showroom is completely free. 3DEXPERIENCE PARTSUPPLY As conversations continue around rethinking global supply
SHOWN: 3DEXPERIENCE MAKE ENABLES SEAMLESS COLLABORATION
cover story SHOWN: CUSTOMERS CAN ACCESS A RANGE OF MANUFACTURING PROCESSES FROM 200+ PROVIDERS
chains, the ability to produce the parts you need, as and when you need them, has never felt so pertinent. In addition to 3DEXPERIENCE Make, Dassault Systèmes has introduced 3DEXPERIENCE PartSupply to its Marketplace: a comprehensive, artificial intelligence driven catalogue of 3D components. Available free-of-charge for companies of all sizes, it encompasses more than 800 on-demand content providers from around the world to deliver a one-stop shop for tens of millions of qualified component configurations.
machines worldwide
130+
53M+ parts
service providers
935
13,000
content providers
Users can search catalogues of qualified supplier components and find the components they need by combining the power of semantic search and 3D shape similarity. Similar configurations can be compared side-by-side and analyzed based on their characteristics and supplier locations to determine which is the most suitable. 3D models can also be downloaded into the user’s design environment (such as SOLIDWORKS and CATIA) for speedy validation.
“Designers and R&D engineers need to involve the right expertise at the right time.”
Gabriel Guigue, Co-Founder and Managing Director of Traceparts, and user of 3DEXPERIENCE PartSupply said: “For OEMs, this represents a savings of tens of millions of hours of design and engineering time, as well as deep reductions in the tremendous upstream and downstream costs associated with the unnecessary introduction of new parts. For parts manufacturers and distributors, it has meant access to a large and highly qualified new customer base, with 85% of downloaded products resulting in a purchase. It also has given suppliers important, data-driven visibility into customer needs and preferences.”
VISIT: partsupply.3dexperience.3ds.com make.3dexperience.3ds.com
SHOWN: CUSTOMERS CAN RECEIVE INSTANT QUOTES FOR 3D PRINTING SERVICES
VOL 7 ISSUE 6 / www.tctmagazine.com / 07
Pushing Additive MAnufActuring to its LiMits Parts as large as 1 meter, wall structures as thin as a hair, lowest surface roughnesses, highest electrical conductivity?
Cumbustion chamber* 1000 mm heights
Finest tungston wall structure 100 µm thickness
Heat exchanger** 100 mm diameter
tell us your story and we find your cutting-edge solution tailored to your needs - open new fields of application with a reliable partner! Welcome to the world of Additive Manufacturing Customized Machines Welcome to AMcM We are ready to connect: amcm@amcm.com www.amcm.com
An
company
*by courtesy of Launcher **by courtesy of Conflux
materials
GOING FOR GOLD WORDS: SAM DAVIES
A
couple of decades ago, I decided I wanted to commercialize products in the materials space, and the reason is, I think we’re in what you might call a materials revolution.”
It’s a big statement right out of the blocks as Adam Hopkins, PhD, the Uniformity Labs (UL) CEO, is asked to explain the origin of the company he founded back in 2014. And as the conversation continues over the next 50 minutes, Hopkins barely slows down. Slowing down, it seems, isn't on the company's agenda either. UL came out of stealth with a $38m Series B financing round in February before quickly introducing new products and revealing real-world applications of its metal 3D printing materials. Having identified that the materials industry was amidst what he describes as a revolution, Hopkins established UL not long after earning his PhD in Theoretical Chemistry from Princeton University, where he was also commended with the Ray Grimm Memorial Prize in Computational Physics. Working in the university’s Torquato Lab alongside Professor of Chemistry Salvatore Torquato, Hopkins developed a robust packing algorithm that optimizes ratios of differentsized spheres to produce novel 3D printing materials exhibiting ‘99%+ density’.
Today, it serves as the foundation of Uniformity Labs’ ambitions in the additive manufacturing (AM) space. But initially, Hopkins and his team had looked at taking their computational technology to the concrete industry, where it wanted to reduce the amount of cement needed to build structures and offer a stronger alternative material. Though the technology would have worked, Hopkins says the concrete market was going to be hard to move because ‘the cost margins are razor-thin.’ In AM, though, it identified a sector where higher-performing materials were going to be essential as 3D printing technology matured.
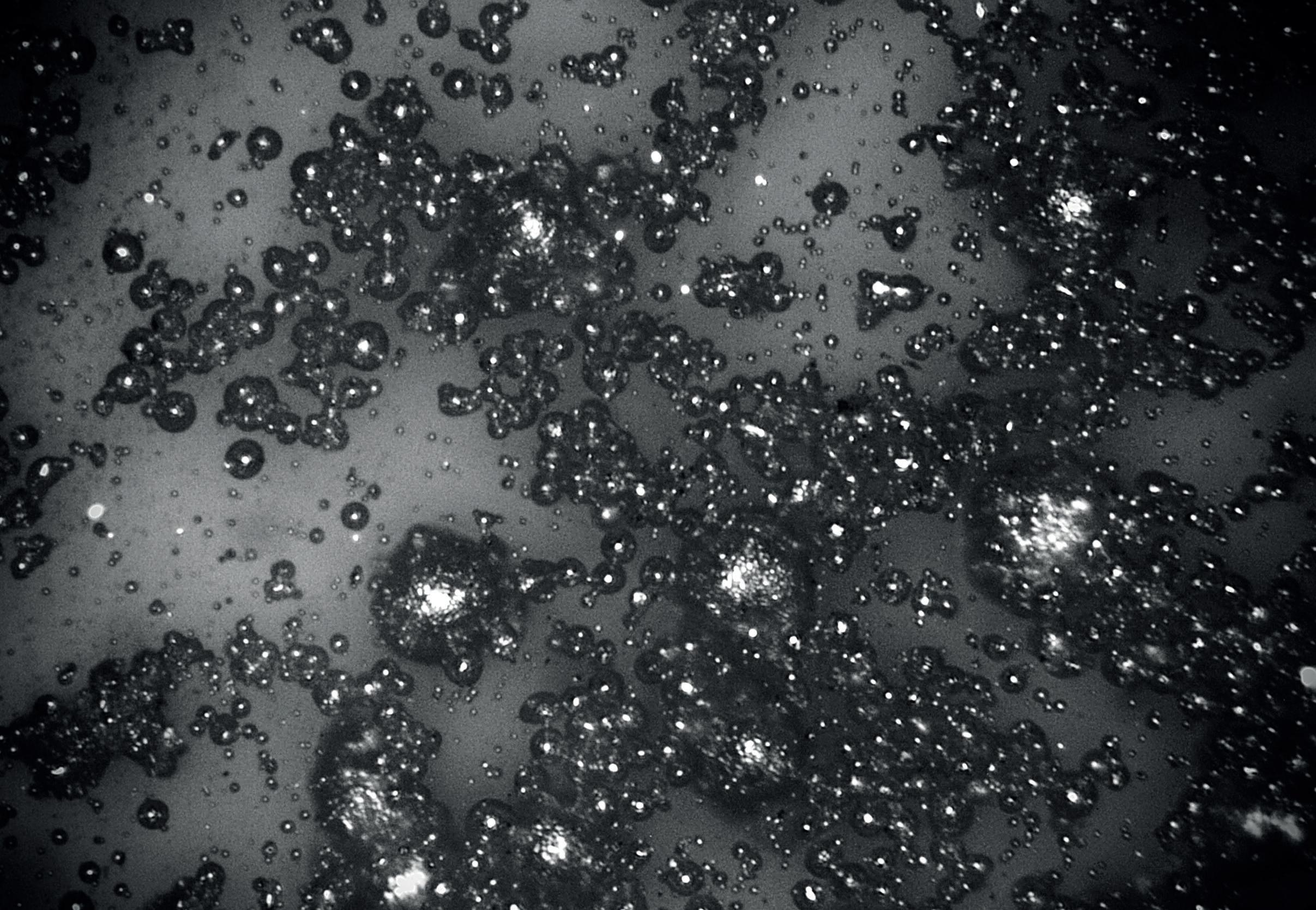
“We spent years optimizing this for different sizes and shapes of powder that were available in additive, and we optimize for costs as well as for properties,” Hopkins said. “And it’s not just about density. When you’re a laser machine, the densest powder gives you some advantages, but a uniformly spread powder bed is where uniformity comes from [and] is probably more important. “Folk have known this with respect to spherical particles, but spherical particles of one size. [They] don’t have anything on spherical particles – or non-spherical
particles as in our case – of many different sizes, where the little particles are filling in all the gaps between the big ones, so you have a very high-density bed, you have more powder on the bed, you also have smaller particles filling the gap. You have a very smooth bed, a very uniform bed, and you’re decreasing stochastic variation simultaneously with this dense powder that exponentially increases laser absorption that is thermally conductive, instead of thermally insulating. You melt a lot more powder per unit energy, as well as having a more uniform bed. So, more reliability, more repeatability through the uniformity, much faster printing.”
Uniformity Labs has been able to achieve this without spending ‘hundreds of millions of dollars,’ with Hopkins saying existing powder metallurgy equipment and platforms will be up to the task and users ‘won’t have to sacrifice anything’ to use the company’s powders. These powders, per UL, boast reduced porosity of 1530% and up to ‘1000x+ more contact points between particles.’ This helps Uniformity Labs’ materials to be more thermally conductive and allows the user to sinter more uniformly, yielding denser parts. It also means there is less shrinkage of parts during the sintering phase.
“We’re not going to dominate the powder industry, but we are going to be the gold standard.”
SHOWN: ALUMINUM 6061
VOL 7 ISSUE 6 / www.tctmagazine.com / 09
Supply, unchained. We’ve made millions of parts for thousands of companies like Rawlings, Colgate-Palmolive, and Aptiv. Our Cloud Manufacturing Platform™ combines software and a network of microfactories. It makes it possible for everyone to optimize designs, store parts in our virtual warehouse, and produce them more flexibly, efficiently, and sustainably. Empowering the world to design and make what it needs, when and where it’s needed.
MATERIALS “And that’s perhaps even more important,” Hopkins added. “Geometric tolerance or geometric accuracy is exponentially dependant on shrinkage and what that means is if you reduce your shrinkage by a factor of two, you get roughly a factor of five-to-ten absolute tolerance improvement. It enables much more accurate sintering of larger parts which is a big deal because in the sintering space – binder jetting and MIM – one of the main problems is once you get to larger parts, you have uncontrolled shrinkage; you’re not exactly sure how much the part is going to shrink or it’s going to warp when it shrinks. It makes it impossible to make certain parts and certain geometries and it also makes it inaccurate, so you need to build on more material and then you need to do more post-machining to get rid of that extra material.” Hopkins sees ‘tremendous’ opportunity with binder jetting and has been working with Desktop Metal for several years on a range of projects, including one that resulted in the launch of an aluminum 6061 material for the Production System in March. Set to be made available once fully qualified, the aluminum 6061 exhibited greater than 10% elongation, as well as improved yield and ultimate tensile strength compared to wrought 6061 aluminum with similar heat treatment. The work between the two firms is ongoing, with Uniformity utilizing in-house Desktop Metal Shop and Production P-1 Systems for materials development. They are not the only 3D printing systems Uniformity Labs has taken ownership of, nor does it just focus on binder jet technologies. Using an SLM 280 2.0 Dual Laser system recently, Uniformity Labs additively manufactured a roll-cage for a solar-powered race car that competed in the Bridgestone World Solar Challenge, an international event where solar-powered cars drive 3,000km through the Australian outback. For this project, Uniformity Labs used its ultra-low porosity AlSi10Mg aluminum alloy to print the topologically optimized component with a 30μm layer thickness, though it is said to have a productivity level equal to that of a 60μm layer thickness print. The company also offers titanium, cobalt chrome and superalloy materials.
SHOWN: PART PRINTED WITH UNIFORMITY LABS MATERIAL
different recipes for its powder bed fusion aluminum materials and powder fusion steels, just as it does its powder bed fusion steels compared to binder jetting steels, with the parameters optimized with the turn of a dial. Owed to its computational technology, Hopkins believes Uniformity can ‘turn knobs that others can’t’ and backed by $38m in funding from IP Group and Orion Resource Partners, the company is pushing to establish itself as an AM materials leader. A key part of that objective has been to recruit Gary Brown as VP of Finance; appointing former Jabil execs Geoffrey Doyle and Walter Tersigni to the roles of VP of Business Development and VP of Sales; and adding GM veteran Alan S. Batey, former Nucor Chairman John J. Ferriola and former GKN Sinter Metals President Christon Franks to its Board of Directors. It is also building out a third facility where the company will have 50,000-square-foot of space dedicated to the production of 4,000 tonnes per annum of high-quality steels, cobalt chrome and other ferrous materials, while titanium and aluminum are the focus of the company’s alreadyestablished pilot production plant. With the finances, experience and intellectual property all set in place, Uniformity Labs is now joining the number of other ‘fantastic materials companies out there’ and has outlined a roadmap
that will take the company from producing the tonnes of powder per month it does today, to tens of tonnes, hundreds of tonnes and – ‘maybe one day, long, long in the future’ – tens of thousands of tonnes. For that, Hopkins says the industry needs to grow and the 3D printing machines need to improve, but he’s confident they will and he’s confident Uniformity will then be among the best powder suppliers around. “There’s no world where Uniformity is the only powder supplier. We’re not out there to supplant anybody. We’re out there to grease the gears, or maybe I can say a step further, we’re out there to remake the inner workings of the mechanism that is the AM industry,” Hopkins finished. “But we’re not making all the gears, we’re going to be one or two of the components and we’re going to put them all together in the way that best helps our customers. There’s always going to be a place for standard monomodal powders in AM. We’re not going to dominate the powder industry, but we are going to be the gold standard of powder.”
SHOWN: METAL POWDER ATOMIZER AT UNIFORMITY LABS
Whether developed for binder jetting processes or laser powder bed fusion, Uniformity’s materials are designed to ensure they are high in density, low in porosity and output quality 3D printed components. The company has
VOL 7 ISSUE 6 / www.tctmagazine.com / 011
WORDS: LAURA GRIFFITHS
Y
es, that’s right, tiss-enkrup,” Lilyana Stoyanova, Marketing Business Analyst at thyssenkrupp Materials UK confirms as we reconnect over Teams, three weeks after our first meeting at TCT 3Sixty where I’d almost definitely pronounced the materials specialist’s name incorrectly. A helpful video on thyssenkrupp’s website showing several mispronunciations proves I’m not alone and emphasizes a clear mission that underscores my conversation with the team: thyssenkrupp wants the additive manufacturing (AM) industry to know its name. “In our particular fields, in aerospace metals, in automotive and motorsport metallics, the name thyssenkrupp carries a lot of weight, a lot of expertise and a lot of knowledge. People want to deal with us,” explains Nigel Evans, Head of Business Development at thyssenkrupp Materials UK. “We were really surprised at [TCT 3Sixty], a lot of people hadn’t heard of thyssenkrupp which has always been quite challenging for us and quite strange because we're not used to that.” While at first glance, that might seem bullish, Evans makes a fair point. The thyssenkrupp Group is renowned for its steel production with over 200 years of industrial history behind it, serving countless industries from mining and metals to aerospace and oil & gas, across its 480 worldwide locations. The Group is made up of largely independent industrial and technology businesses, one of which is materials distributor and service provider thyssenkrupp Materials UK, which recently unveiled its new offering to the metal AM market. “It's sort of an evolution for us into the additive manufacturing market,” Evans said. “We've been through the stages at the moment where we’re taking metal away from the components that we're making, the next stage is to
012 / www.tctmagazine.com / VOL 7 ISSUE 6
actually create the component from the powdered metal and kind of grow the product.” For the wider thyssenkrupp Group, the move into additive began with the launch of its AM TechCenter in Mülheim in 2017. The center was established to explore the technology’s potential and, as a materials supplier with its own raw materials department, it made sense take a closer look at the materials side too. The company has spent time carefully evaluating the right powders, chemical compositions, particle size distribution, flowability, limitations – the kinds of details those customers in the highly regulated industries that thyssenkrupp serves would be paying close attention to – and is now ready to provide to the market. There are many challenges within the metal AM process. Even the sourcing route for AM materials is entirely different to the traditional mode of selling materials. So different in fact, Evans, who has a wealth of experience across aerospace, defence and SHOWN: THYSSENKRUPP IS OFFERING A "ONE STOP SHOP" FOR AM, INCORPORATING ITS IN-HOUSE MACHINING CAPABILITIES
machining industries, jokes that for the first time in his 35-year career, he finds himself presented with a blank sheet of paper and conversing with universities, technology centers and machine vendors (some of which already use thyssenkrupp metals to manufacture said machines) to devise a new strategy. “We're setting ourselves up as a supply chain partner and partner of choice,” Evans elaborated. “We're not just selling a piece of metal, we want to supply a process, we want to look at where they're going with it. So, we're having to change the way we're selling. What I think has happened is a lot of the people we're speaking to aren't changing the way they're buying. They're still buying like it's 1984. You know, ‘Who's the cheapest price?’,
MATERIALS SHOWN: THYSSENKRUPP MATERIALS UK ANNOUNCED ITS NEW AM SERVICES AT TCT 3SIXTY
“We're setting ourselves up as a supply chain partner and partner of choice.” ‘Where can we get it from?’ And ‘I like dealing with Dave’. We've got to change that mentality.” Any switch to additive usually calls for a change in mindset. According to Evans, early conversations with aerospace customers have shown that the industry knows it’s coming but some businesses aren’t quite ready to adopt. Sebastian Richter, Head of Metal Powders argues that the pandemic hasn’t helped either as the lack of in-person contact has prevented potential users from experiencing AM’s potential first-hand. It’s a different and more cautious view to many others in the AM industry who believe the pandemic has given AM an opportunity to showcase its unique benefits over traditional manufacturing routes, but Richter remains positive that there’s a place for AM alongside existing manufacturing setups.
if the customer needs it. We can supply the finished product if they require.”
Richter said: “When you are in a production job site like we have for Material’s services in in the UK, where you have a milling machine and right next to it you have a printer and everybody knows how to use it, then I think that's the future of this technology and of this industry.” In what the company believes to be a unique offering to the market, thyssenkrupp Materials UK has introduced a post-build service, leveraging its large portfolio of inhouse, machining centers across the UK to deliver a more efficient production process from material selection to verified finished part. Customers can work with thyssenkrupp to identify the optimum materials for their parts, print them and have them post-processed by a range of surface finish options offered via thyssenkrupp’s network of 5-axis machining platforms. It’s all part of its Materials as a Service (MaaS) offering which allows thyssenkrupp Materials UK to oversee the entire AM thread depending on the customer’s needs. “We market ourselves as a one stop shop for additive manufacturing,” Iryna Smokovych, Powder Metals Engineer, explained. “We are also a supply chain solutions provider, and it applies for additive, it applies for all other Materials as a Service projects. We can just supply the material, and that's fine but we can also support the whole supply chain
thyssenkrupp Materials UK keeps a selection of sustainably sourced metal powders in stock including stainless steel, aluminum, titanium and nickel-based alloys, but in the UK, it’s also manufacturing its own AM powders for powder bed fusion and electron beam melting processes including common grade materials and bespoke customer formulations. thyssenkrupp’s global presence, supply chain experience, and network of sites means it is able to react quickly and provide this service to customers on a global scale. Though, even with the pull of a big name, Evans says providing that local element remains important. Evans added: “It's something we've been doing in the UK for a long time - value added, additional manufacturing or now MaaS - and for me, additive manufacturing is one of the technologies and one of the processes that I feel fits in and encompasses this completely. It is a new market for us and it's a different type of selling that we're having to look at and it's a different route but one I think that is going to be essential for us moving forward, that we are aligned with our colleagues in Germany and ensure that we can join in what I feel to be the next stage of evolution for a metal supplier.”
VOL 7 ISSUE 6 / www.tctmagazine.com / 013
INTRODUCING 4D A
lot of tech breakthrough stories come from humble garages and garden sheds, but it was a coffee shop in Derbyshire where the lift of the UK’s lockdown restrictions this past Spring, enabled 4D Biomaterials’ CEO Philip Smith and additive manufacturing consultant Phil Reeves to meet for the first time and experience one of their own.
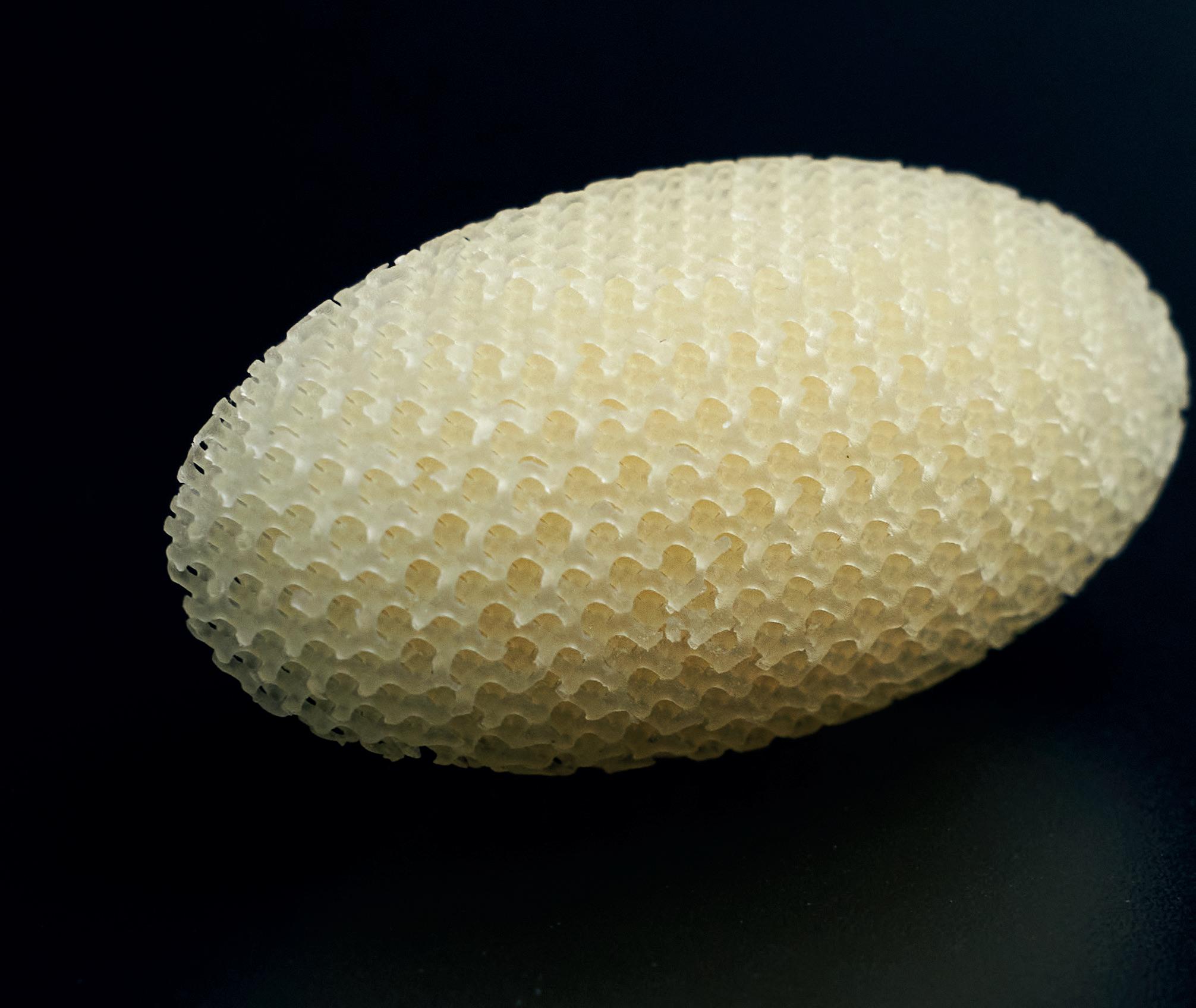
SHOWN: LUMPECTOMY DEVICE WITH SHAPE MEMORY LATTICE
“I told him what we were doing,” Smith recalled in a recent conversation with TCT. “[Phil] started laughing and said, ‘I've got a client, he's asked me to find that material. I've been looking all over the world for that material.’” That material, or materials, is 4Degra, a range of novel polymeric 3D printing resininks (patents applied for) that can be used to additively manufacture implantable medical devices which degrade and resorb into the body over time. It all started 15 years ago with Professor Andrew Dove, a leading researcher in degradable polymers, who started developing a new class of stereolithography-type resins that would deliver better patient outcomes. To commercialize the technology, 4D Biomaterials has since spun out of the Universities of Birmingham and Warwick, assembled a full-time team of six, secured a recent seed round of £1.6m, and is now ready to take the technology into its next phase. Degradable polymers such as polylactic acid (PLA), poly lactic-co-glycolic acid (PLGA) and polycaprolactone (PCL) are already well established in the medical device field, with some already able to be printed via processes such as FDM, but they can pose some limitations. “With things like PLA and PLGA, which are polyesters, degradation is triggered by moisture and those materials in particular hydrate very easily,” Dr Andy Naylor, Head of Product Development at 4D Biomaterials explained. “So, when they go into the body, the water goes all the way through the material. That triggers a
014 / www.tctmagazine.com / VOL 7 ISSUE 6
reaction causing them to degrade from the inside out. That degradation can lead to a potentially very acidic local environment, which is not very good for tissue and that's a key drawback with those materials.” By contrast, 4Degra materials degrade via a progressive surface erosion process that stops the structure itself from collapsing suddenly. This means that any byproducts are also released much more gradually, resulting in reduced concentration levels. As tissue grows into the scaffold, this progressive erosion also improves the way the device itself is resorbed over time. 4D Biomaterials’ team of engineers and chemists is able to formulate the material for different needs. These can range from incredibly soft and flexible materials to those with rigid and strong properties. The company recently neighbored alongside TCT 3Sixty at the Med Tech Innovation Expo where an array of application examples, from 3D printed lattice structures for bone regeneration to microstructures for
SHOWN: 4DEGRA MATERIALS DEGRADE VIA A PROGRESSIVE SURFACE EROSION PROCESS
MATERIALS
D BIOMATERIALS WORDS: LAURA GRIFFITHS
“We've got, potentially, a world-beating material.”
SHOWN: 4DEGRA CAN BE FORMULATED FOR DIFFERENT APPLICATION REQUIREMENTS
splints, displayed the wealth of potential such material flexibility could bring. In one of the larger application examples, the materials were used to print a breast conserving lumpectomy device which is implanted into the void after the removal of a tumour. The device, printed in a soft tissue version of 4Degra, features a shape memory lattice structure and sponge-like quality, similar to breast tissue, so that it can be compressed into a smaller shape on implantation and then expand once it reaches body temperature. Over time, the patient’s natural tissue grows into the scaffold which will then degrade and be resorbed into the body. The device is said to have piqued the interest of breast surgeons in the U.S. who see this as a more efficient way of delivering better cosmetic outcomes without the need for reconstructive surgery.
In a different example featuring a stiffer material formulation, a lattice structure was applied to bridge the gap in a fracture and promote bone growth. For more complex cases, thanks to 3D printing, these kinds of devices can also be personalized.
a medical device,” Reeves explained. “What excites me about this is that we have a better material than the incumbent material and it won't take necessarily any longer to get it into a medical device, if you want to use 3D printing.”
“Those types of tissue scaffolds, with a very well-defined pore size and very high resolution, are great for growing tissue through,” Naylor added. “You couldn't make it any other way other than 3D printing.”
Whilst it was a serendipitous meeting of minds in a local café – and a short Happy Birthday exchange between Smith and Naylor over LinkedIn that evolved to finding a home and a kittedout lab inside Nottingham’s MediCity – which led 4D Biomaterials to where it is today, the trio believe the switch to remote working and Zoomification of business meetings also played a part by creating a level playing field.
Leveraging Reeves’ connections within the AM industry, the company has been working with early customers and machine vendors – both of which are being kept under wraps – to get the materials ready for clinical trials. While the team has plenty of ideas around where these materials could have an impact, Smith says the long-term intention is not to become a medical device manufacturer but rather a provider of materials and a development partner. Yet, getting a medical device through the necessary regulations is a long and rigorous process and currently, Reeves describes the “chicken and egg” situation the start-up finds itself in as it plans to select one device to focus on pushing through clinical trials to attain regulatory approval without relying on a third party to take the leap for them. “It's just a way of us making sure we get the material in a device that's approved,” Smith adds, “and then that qualifies it as a material for other people to use in whichever device they're developing or have.” Though, with what the team believes to be a “world-beating” material on their hands, Reeves argues that for those devices where 3D printing makes sense, 4Degra is a no brainer. “The reality is, it doesn't matter what the material is, whether it's PEEK, whether it's titanium, whether it's known and accepted biomedical materials, you still have to go through this whole process for
“We've had Zoom meetings with some of the biggest medical device manufacturers and 3D printing companies in the world,” Reeves shared. “We're a tiny start-up in Nottingham and I think pre-COVID there would have been an expectation that we would have to have travelled to them to be seen and I think that that's completely changed now. I think it's become a much more level playing field in the way that you communicate with prospective partners and clients and supply chain partners.” The start-up has ambitions to select its first device early next year with intent to start human trials around 2023. Right now, the resin is only suitable for design development purposes but the next step is to engage with a GMP manufacturing facility to prepare the material for clinical trials. Once that is achieved, the possibilities could be boundless. “I think we're actually in a pretty strong position that we've got, potentially, a world beating material that’s better than what you've got, and it's 3D printable,” Phil concluded. “So, if you're a device manufacturer and you want to move into 3D printing, why would you do that using a substandard material?”
VOL 7 ISSUE 6 / www.tctmagazine.com / 015
ADVERTISEMENT FEATURE
Industry Challenges – Skills, Education, and Training Additive Manufacturing industrialization is happening at a rapid pace. However, challenges still exist that need to be addressed to advance the growth further. Creating a workforce with the right skills, education, and training is one of the significant challenges that the industry is facing. New innovations and breakthroughs are taking AM to the next level of technology advancements, making it challenging for education and training programs to catch up. This lag in the pace between technology advancements and the implementation of education programs has generated a gap in the availability of a skilled workforce to meet the demand for the AM industry. So the strategy for AM education should be concurrent with the technology trends and agility to respond to any change quickly. Since AM is growing rapidly and supporting such growth, short-term courses through continuing education are the way to accelerate the development of an AM talent pool. AM competency training programs typically cover
basic, intermediate, and advanced level courses. The basic level courses are for those with no previous exposure or knowledge in additive manufacturing and cover general additive manufacturing processes, applications, advantages and limitations, and concepts of the additive manufacturing workflow. The intermediate-level courses cover a much deeper body of knowledge addressing various aspects of end-toend AM process chain. The advanced level course is meant for AM engineers who intend to dive deep into different elements of the AM process chain and can execute concepts and skills in AM material selection, design, data preparation, processing, inspection, and quality control. Due to the multidisciplinary nature of AM technology, acquiring AM skills requires a structured skills-based curriculum to learn the art. There are several roles such as Design Engineer, Quality Engineer, AM Operator, Safety Manager, Data Analyst, Materials Engineer, NDT specialists to perform different functions in the AM value chain. These
different roles need to work independently and interact with other roles. Therefore, beyond an overall understanding of the process, people should be trained for specific roles. Another way to address the skills gap is to re-skill, up-skill, and cross-skill the current workforce with AM-specific skill sets. A person working in the manufacturing sector can be re-skilled with AM knowledge through courses from entry-level to advanced. Also, someone already working in AM can be up-skilled with the latest developments in a specific domain and advance to the next level. Similarly, individuals from the current workforce can be cross-skilled by providing training in multiple domain skills such as Testing and NDE.
A successful approach to address the gap in skills, education, and training is through public-private partnerships. This helps to understand the industry needs and develop training programs to match the requirements. Additive manufacturing education programs are growing across the globe through different entities such as universities, professional bodies, solution providers and are becoming the pipelines for the future AM workforce. A series of initiatives are underway from different organizations, such as ASTM International, to identify the education and workforce development needs and strategize the deployment of appropriate training programs to fill the skills gap. For AM education and training details, visit https://amcoe.org/
www.amcoe.org/ewd
2022 Education & Workforce Development Offerings
Certificate Courses & Offerings
Face-to-Face
Virtual
AM General Personnel Certificate Covers all the concepts of AM process Chain starting from AM Fundamentals to Qualification and Certification, in 8 modules
March 14-18, 2022 (Auburn University)
August 2-25, 2022
AM Safety Certificate Provides knowledge on the general elements needed when setting up facility for AM and the safety issues to be considered during the life of the AM processes AM Quality Assurance Certificate Provides an understanding on the routes to releasing products requiring quality assurance and control
Available On-Demand — April 2-3, 2022 (AMUG 2022 - Chicago) June 6-7 (Birmingham, United Kingdom)
AM Cybersecurity Provides concepts to ensure the integrity and security of the entire AM value chain
—
Design for AM Certificate Provides foundational knowledge, design methods and techniques, an overview of design technologies, and practice exercising this knowledge
—
AM Data Certificate* Provides foundational knowledge on data science and analysis, and using data in AM. AM Economics and Sustainability Certificate* Covers the concepts of creating a suitable business case for your organization, with real world technical and business case studies Intro to Inspection & Quality Assurance of AM* Provides the fundamentals of part inspection and quality assurance for AM Hands-on Metal AM Training* Provides hands-on exposure to the additive manufacturing metals process covering the end-to-end skills needed to build parts safely and successfully *Dates subject to change
www.amcoe.org/ewd
—
Available On-Demand
October 11-12, 2022
May 25-26, 2022 (Location TBD)
—
—
July 20-21, 2022
September 27-28, 2022 (Location TBD)
—
June 20-24, 2022 (Location TBD)
—
MAKING SKILLS SUSTAINABLE WORDS: SAM DAVIES
on-demand manufacturing network that comprises 5,000 suppliers, is passionate about localizing manufacturing and recognizes the need to make sure that the domestic manufacturing skills that exist today ‘don’t disappear.’ “I think it’s very important we build [manufacturing] internally. The more local you make something, the less your CO2 output is on a global basis. That’s just a truism,” Xometry Chief Strategy Officer Laurence Zuriff tells TCT. “The United States has a very large network of small machine shops that can help localize production and that’s what we really want to firm up because we don’t believe that we can meet the success required to reduce CO2 output without that type of manufacturing reorganization.”
SHOWN: ADDITIVE MINDS DIGITAL TRAINING
F
rom Brexit, COVID-19 and blockages in the Suez Canal to the impending climate crisis, how we manufacture parts and where we manufacture parts have never been more under the microscope. In nearly every TCT Magazine issue over the last two years, we’ve had business leaders, industry analysts and academics discuss the ideas of adopting additive manufacturing (AM) to add supply chain flexibility and reshoring production to reduce risk and CO2 emissions. But to do either of those things – or both – and make it work, companies and countries need the relevant skills and ample amounts of them. With more and more products being manufactured in cheaper Asian markets, there has been a gradual decline in the need for domestic manufacturing labor, and with it, a steady decline in manufacturing expertise. Today, in the US, UK and parts of Europe, studies suggest there is a manufacturing skills gap, which is going to make manufacturing goods more sustainably a bigger challenge than it already is. A report published by Deloitte and the Manufacturing Institute earlier this year, for
018 / www.tctmagazine.com / VOL 7 ISSUE 6
SHOWN:
BAE WILL SUPPLY 3D PRINTERS TO 70 SCHOOLS
example, suggested the manufacturing skills gap in the US could leave up to 2.1 million jobs unfilled by 2030, with finding the right talent said to be 36% harder now than it was in 2018. The reasons positions are going unfilled includes new entrants having different expectations for jobs and careers (38%), a lack of interest in the industry (36%) and the retirement of baby boomers (34%). More than 75% of the manufacturers surveyed believed they would have ongoing difficulties attracting and retaining workers beyond this year, while diversity, equity and inclusion was presented as both a challenge – one in four women are said to be considering leaving the industry – and a potential solution to manufacturing hiring and retention. This report was cited by Xometry recently as it announced its partnership with Howard University to create the Xometry Scholars Program. Xometry, an
Through its work with thousands of machine shops in the United States, Xometry has observed that the ‘cohort’ is ageing and when the engineers running those companies retire, there needs to be skilled people to take their place. Two years ago, Dara Treseder – Carbon’s former Chief Marketing Officer who now heads up Peloton’s Global Marketing & Communications – told TCT there are no pipeline issues when it comes to STEM sectors, rather there are opportunity issues. Xometry is seeking to address those opportunity issues and has aligned with Howard University – one of the US’ largest Historically Black Colleges and Universities – to pledge $900,000 to provide eight scholarships over the next four school years to Mechanical Engineering students. The motivation here is to provide eight students – selected by Howard University – with every opportunity to complete their degree and pursue a career in engineering, should they wish to, with no obligation that they need to work for Xometry when they do.
EDUCATION & skills
“One of the reasons we’re providing mechanical engineering degrees to Howard is we want to make it as easy for someone who wants to do that, to do that. It’s often hard,” Zuriff says. “We’re trying to expand and educate the cohort at the engineering level. And then next step for us is at the technical level. We’re going to see how the Howard program works over time and expand it if appropriate.” In the UK, BAE Systems has made its own £300,000 investment to facilitate digital skills programs that will support 7,500 Lancashire students aged 12-16 in 70 schools. Splitting the investment equally between CREATE Education and InnovateHer, the former will provide 3D printers and training to 50 schools to ‘empower students to become creative innovators’, while the latter will provide online education and resources to female and non-binary students to build their skills and confidence. “As a large employer in the North West [of England], we have a role to play to make sure we’re inspiring future generations about different pathways and routes to get into engineering and technology professions,” Jenny Manning, AM Lead in BAE Systems’ Air Sector, says. “There is work to do to make manufacturing and technology more inclusive to young people from diverse and underprivileged backgrounds, and we’re proud to play our part in doing this through this initiative.” Manning joined BAE Systems 2007 as an aerospace engineering apprentice and is now ‘at the heart of developing new manufacturing technology’ to transform how the company ‘designs and manufactures parts now and into the future.’ BAE has bet big on 3D printing, announcing its acquisition of a fourth Stratasys F900 FDM system last year, while also outlining its plans to additively manufacture 30% of the parts on its Tempest fighter jet. And though it’s looking ahead, the company can’t ignore that research by the Lancashire Enterprise Partnership shows fewer than one in six of the Lancashire digital workforce is female and that there is a dearth of employees below the age of 25. “We’re nurturing new digital skills in Lancashire to address skills shortages and support a levelled-up recovery from the pandemic,” Manning adds. “Investing in these skills will create a pipeline of highly skilled experts that are crucial to our future as a leading manufacturing nation.” Ensuring the UK is a leading manufacturing nation is also the remit of Made Smarter, which supports manufacturers across four main areas
SHOWN: BAE SYSTEMS' AIR SECTOR AM LEAD JENNY MANNING
“Adoption is great but if you don't have the skills, you have a car but you don't know how to drive.” – adoption, innovation, leadership and skills – in order to keep them competitive in the marketplace. Increasingly, this involves investing in new technologies which, of course, require the acquisition of new skills. Through her role as a Made Smarter AM specialist, Claire Scott observes that businesses “don’t have the skills or expertise in-house to adopt the technology,” but that they still “recognize the need to invest, and are willing to invest.” Scott’s efforts largely fall within the ‘adoption’ pillar of Made Smarter where she works with business leaders to assess the business case for investing in AM. “84% of the manufacturers we’ve worked with said, ‘it’s been fantastic, productivity has increased and we’re able to engage in digital supply chains,’” Scott says. “Now, adoption is great, but if you don’t have the skills to be able to use it, especially with technologies such as additive manufacturing, you’ve got a car, but you don’t know how to drive. So, it needs to be an integrated approach. We’ve seen with the businesses that I’ve worked with, they have an idea of what AM is, but they haven’t been able to spot the opportunities.” Scott observes that much of the AM training that is currently available needs to focus more on the fact that AM is a workflow, rather than just a single machine or process, and that there needs to be more
options. Through its Academy offering, Additive Minds is one such organization working to deliver them. Since 2020, the company has been bundling its consulting and technical experience into ‘knowledge snacks, learning modules, comprehensive learning paths and whole learning programs.’ These have all been designed to prepare users for specific roles such as application specialist, data preparation specialist and AM designer, with the required competence able to be built up within 4-6 weeks. So far, Additive Minds has focused its efforts on professionals, but as it continues to evolve its offering, intends to partner with universities to provide academic programs that ‘enlarge the talent community’, as well as work with federal agencies to support job seekers with re-training programs. Xometry, meanwhile, is planning to support vocational schools and community colleges in the poorest regions of the US to help students obtain the skills they need to make the next step. BAE Systems is looking to collaborate with other organizations to encourage STEM subjects and skills, while Made Smarter is offering businesses access to free training courses through its Engage platform and is working on some awareness-raising courses for a variety of digital technologies. There are many more organizations doing likewise and the urgency is outlined by Patrick Schrade, Head of Additive Minds Academy. “The pace of digital transformation continues to redefine the way we work,” he says. “Production in general needs to become more digital, decentralized and flexible to adapt to ever changing market requirements and customer needs, which additive manufacturing can perfectly address. Responsible manufacturing is a journey – AM technologies play a crucial role in reducing global CO2 emissions through sustainable manufacturing with spare parts on demand, sustainable design by reducing materials needed, and sustainable education through online training.”
VOL 7 ISSUE 6 / www.tctmagazine.com / 019
PRESERVING THE CRADLE OF CIVILIZATION
Head of Content Laura Griffiths speaks to filmmaker Ivan Erhel about using 3D scanning to digitize the past. SHOWN: THE EVA WAS USED TO SCAN LARGER PIECES
S
ave what could not be saved.”
That was the mission French filmmaker Ivan Erhel appointed himself when he decided to travel from the South to the North of Iraq in a race to preserve what remains of the history of Mesopotamia, often referred to as the Cradle of Civilization. That urgency is no exaggeration. With ISIS occupying over 30% of the country at the time, destroying museums and statues in the process, Erhel recalled in a conversation with TCT how, after seeing a video showing the destruction of a museum in Mosul countless relics and history lost in the process - he felt compelled to do something, anything, to help save what was left of the world’s oldest civilization. A conversation with a friend who had just purchased an Artec Eva 3D scanner sparked an idea. “He said, ‘If I were there sometime before ISIS, we could have saved it,’ and I thought that was really a great idea, so I decided to make a film about it.” The film centers on the journey of an Iraqi writer who, after three decades living in France, returns to Iraq to help preserve its history using 3D scanning. Prior to this project, Erhel had never used a 3D scanner and now left co-ordinating the project on his own with the support of 3D scanning specialist Artec 3D, set out with its Space Spider and Eva scanners in tow. The destruction of the Mosul Museum and Nimrud, once a major ancient city 20 miles south of the city of Mosul, were the starting points for the project. The first piece to be scanned was the Processional Way, a 250-meter-long brick road 120 km south of Baghdad, featuring carvings of various animals and legendary creatures, much of which had already been destroyed by erosion. For larger pieces like this, a handheld Eva was propped up on a stick to reach harder to access areas while the blue light Space Spider was put to work capturing intricate details on smaller objects using a turntable. The team also scanned people, including soldiers who initially questioned Erhel’s
020 / www.tctmagazine.com / VOL 7 ISSUE 6
3d scanning
intentions with the technology (“It looked like a spy thing!” Erhel said) but after the project was explained to them, agreed to be scanned and are now featured in the film. On top of logistical challenges around securing a visa and permissions to film, Erhel’s bid to capture as many monuments and artefacts as possible posed very real risk with the sounds of gunshots and further destruction never too far behind. For many of the sites, Erhel and his small team were the first to arrive and without the luxury of spending weeks scanning some of the larger monuments, including one that measured up to 75 meters wide and 30 meters high, often had to capture what they could in a matter of hours. “We had to be very careful,” Erhel said, describing the “tense” situation the team found itself in while determined to scan what was dubbed “Last Survivor of Nimrud.” “There was one sculpture standing, the last one and we scanned it with the [Artec] Eva.” Some of the scans are available to view on SketchFab and Erhel has even brought a couple of those files back into the real world with 3D printing. He’s holding one - printed using a powder-based process - as we speak. Erhel caveats that he’s not too enthusiastic about the quality of printing compared to 3D models (“You can’t compare with the original,” he said) and he shared how there was some hesitation from officials about letting the crew scan some artefacts through fear they would produce copies. That said, he believes the support of Artec 3D afforded the team a lot of credibility and believes there is real value in what they set out to achieve. “Any documentation is welcome,” Erhel said. “Even if it comes from me who was not a professional in 3D, was not a professional in archaeology, I was nothing. I think a 3D model is so much more accurate than photography, it has much more information and you can understand much more by looking at 3D models, you can easily look at it through all angles. When you look at a model of all sides, then you see things that you cannot see on a photograph.
SHOWN: THE ARTEC 3D EVA HANDHELD SCANNER
“If we were there sometime before we'd still have a trace of what Nimrud was because all we have is our photography and that photography is incomplete. So [3D scanning] is a way to give eternity.” The film has since been completed and is currently available to watch in France, but Erhel’s mission continues. Now, he’s in the process of setting up workshops across the country to teach young people of Iraq about 3D scanning technology in what he hopes will serve as inspiration to start a movement of preserving heritage. “The country is divided and it's very different when you're from the South, from the North or from the center,” Erhel explained, adding that he wants to create three workshops across these three distinct parts of the country, “So that they can work together on keeping this country together and scanning and sharing our common heritage because they are the guardians but this heritage belongs to all of us." SHOWN: DIGITISING HISTORIC CARVINGS IN 3D
For the technology itself, Erhel believes projects like his also show how 3D scanning can provide more meaningful value. “I believe this technology was in search of a purpose, apart from [reverse] engineering, which is the obvious purpose,” Erhel offered. “But world heritage, human civilization, is a cause.” The final and perhaps most enduring impact is the new light Erhel hopes his film and the scans taken along the way will place on Iraq. He wants viewers to recognize that the country is more than the images we see of war and destruction. It is the birthplace of much of human civilization, where the foundations for language, architecture, agriculture and more were built thousands of years ago. “I think that's a good way to promote this heritage and to remind the world that Iraq is not just a conflict zone, Iraq is the cradle of civilization,” Erhel concludes. “Western civilization, we have a debt, an important debt, towards Mesopotamia and to this country.”
“I believe this technology was in search of a purpose.” VOL 7 ISSUE 6 / www.tctmagazine.com / 021
ADVERTISEMENT FEATURE
www.cubicure.com
The overhaul of stereolithography has been a long time coming. One Austrian 3D printing company bids to answer the call: Cubicure has just presented Cerion, a large-scale production plant which closes the gap to toolless, fully digital series production of polymer parts. Apparently, the machine is already in use with some pilot customers and has proven that it delivers on its promises.
Rethinking stereolithography It needed a new way of thinking to turn dreams of the future into productive reality. No more resin baths or material trays; enter a process that doesn’t even need to limit itself to one single lighting technology. Cerion’s particular strength is a completely novel printing head that smoothly glides over the building area and, layer by layer, combines all building processes in one fell swoop. With a giant building platform measuring one meter by thirty centimeters, one might think Cerion would need to take its sweet time to achieve an optical precision of 50x50 µm². Think again: Each layer is printed in just under a minute, completely independent of how many parts need to be produced in what size or how complicated their geometry is. So above all, Cerion is scalable, in its dimensions and its throughput. A few bulky or thousands of minute parts can all be printed simultaneously. „Due to the type of processing with a traversing printing head and exceedingly precise lighting control, there is no variance in manufacturing accuracy distributed over the build area,“ confirms Dr. Bernhard Busetti, process engineer and product manager for AM systems at Cubicure. The newly developed process even improves the reproducibility of print jobs. In addition, Cerion relies on Cubicure‘s seasoned Hot Lithography technology. It might be a new system, but it already has a broad range of applications backing it up.
„This is the essential breakthrough in the industrial upscaling of lithographic printing processes“ enthuses Managing Director and CTO Dr. Robert Gmeiner. „After three decades of stereolithography, finally an industrially scalable process has been found.“ Make the next step towards toolless manufacturing and come see the future of light-curing 3D printing for yourself at the trade show Formnext in Frankfurt am Main in mid-November.
Cubicure will be exhibiting in hall 12.1 at booth F39.
A new era of additive series production
Cubicure starts digital series production: Cerion
WORDS: SAM DAVIES
W
hat’s interesting about this Zoom call, in which two MTC employees are joined by one University of Bristol lecturer to discuss their respective research efforts in electrification, is that the departments represented don’t work together – not yet anyway – and two of the three have never even met virtually before. TCT speaks to Dan Walton, Senior Research Engineer, MTC; Hoda Amel, Technology Manager, Additive Manufacturing, MTC; and Nick Simpson, Senior Lecturer, Electrical Engineering, University of Bristol as the two organizations are ironing out how exactly they might collaborate. For years, they have been working independently to explore how additive manufacturing (AM) technology could improve the performance of electrical machines and components which, in a time when more efficient sources of power are desired, is increasingly important. Having generated some promising results around 3D printed motor casings and windings, both sides are now exploring how they can come together: to pool their respective expertise, to generate momentum and, ultimately, to take their solutions into industry. “Nick has got an incredible amount of academic background
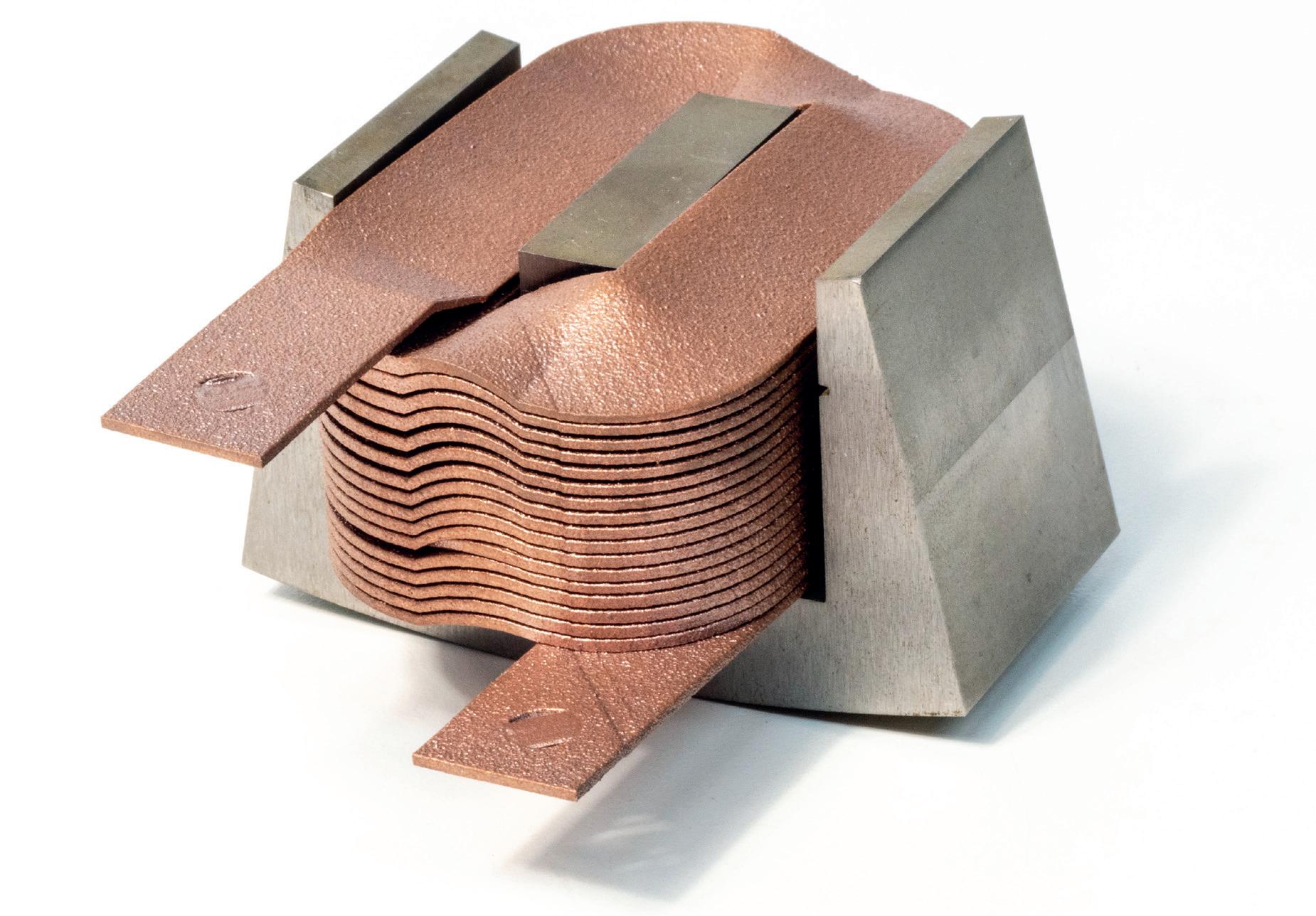
SHOWN: SHAPED PROFILE ELECTRICAL MACHINE WINDING, CuCrZr. CREDIT: DR. NICK SIMPSON, UNIVERSITY OF BRISTOL
024 / www.tctmagazine.com / VOL 7 ISSUE 6
on [electrification],” Walton begins. “He’s been looking into this since 2015, and I think Nick’s design tools are brilliant, but the UKbased supply chain for this is pretty limited. This is a really nice example of how Nick’s maturing this specific technology around AM for electrification, ultimately wants to get it to industry, and that’s where MTC fits perfectly, in this so-called valley of death that we were set up to address in 2010. If we can get large OEMs who are producing at scale interested in what Nick’s doing, they can start shaping their machines now to look at adopting what Nick’s working on.” What Nick has been working on is a set of design capabilities that have allowed him to demonstrate how additive manufacturing can enhance the performance of electrical windings. During the design of electrical windings, the designer will typically pay close attention to the magnetic and electrical loadings, which work together to create the torque, as well as the structure
of the component and how that affects the effective efficiency of the motor and its effective thermal performance, all in a bid to mitigate AC loss. Last year, Simpson authored a paper that demonstrated a 20% improvement in continuous output capability when using Direct Metal Laser Sintering to produce an electrical winding component. That there were also ‘significantly greater performance improvements indicated for transient operation over the operation torque-speed envelope’ led the paper to conclude that AM and its topological capabilities show great promise in improving the specific output of electrical machines. Simpson elaborates: “If you’ve got a winding slot to a rectangular shape that’s almost entirely filled with copper, it’s effective thermal conductivity is very high. If you’ve got a 50% copper and 50% insulation material, it then drops off a cliff, so you’ve constantly got this battle between the losses that you’re generating and your effective thermal performance in your winding. Now, with additive manufacturing, you’re able to select a particular kind of loss mitigation strategy which dictates the topology of the winding that you’re creating as a function of space, so at the front of the slot closest to the rotor you have more AC loss effect. [Therefore] you might want to use a different configuration of winding that you would at the back of the slot. The design tools that we’ve developed allow you to do that and it allows you to play around with the topology [and] take advantage of the full geometric freedom of AM, which conventional tools don’t let you do.” The significance of the work Simpson and co are doing comes in the context of the likes of the Advanced Propulsion Centre and Aerospace Technologies demanding
Research & academia
significant advancements in electrical power systems, whether it be in their weight, reliability, maintainability or efficiency. One of the demands is for greater power density of electrical systems, aiming for up to 25 kilowatts per kilogram by 2035 compared to between just two and five kilowatts per kilogram today. To improve the power density of an electrical machine, Simpson notes that the losses, which manifest as heat, need to be reduced; the ability to extract the heat needs to be enhanced; and the temperature rating of the electrical insulation materials need to be improved. By printing windings, instead of making them conventionally, Simpson suggests that different electrical insulation coatings can be used to give a ‘much higher temperature survivability’, the geometric freedom of AM can open up new geometric freedom, while cooling features can also be integrated into the parts of a winding that currently only serve a structural purpose rather than a functional one. “The end windings of an electric machine are essentially wasted,” Simpson says. “Electrically, they have to be there because you’re continuing the circuit, but in terms of producing useful output torque per amp, it’s pretty much wasted. So can we use that dead space to start to introduce cooling fins by extending surfaces and creating a heat sinking structure or can you directly incorporate liquid cooling into the winding itself so you can directly extract that heat?”
The 3D printing of copper has been one of the big challenges for the likes of Simpson when starting out in this field of research. Back in 2015, when copper wasn’t a market-ready 3D printing material, Simpson would be frustrated that the properties of his alternative metal material were only half as good as copper. Even in more recent times, with a range of 3D printing systems now supporting copper, the capacity within the UK hasn’t been easily accessible for the University of Bristol, who typically outsource their 3D printing requirements to industry partners. Recently, the MTC has placed an order on an AM platform capable of processing copper. This machine will primarily be used for an ESA project, but with it in the building at MTC’s Coventry facility, it could yet support other research efforts. It’s convenient timing as two organizations – both with years of research in the additive manufacture SHOWN: SHAPED PROFILE ELECTRICAL MACHINE WINDING WITH INTEGRATED HEAT EXCHANGER, PURE CU. CREDIT: DR. NICK SIMPSON, UNIVERSITY OF BRISTOL; DR. ARUN ARJUNAN AND JOHN ROBINSON, UNIVERSITY OF WOLVERHAMPTON
Simpson isn’t alone in exploring AM’s capacity for the integration of cooling capabilities into electrical components. Over at the MTC, Amel and her team have been working on the additive manufacture of a casing for a power-dense electric motor. Utilizing the high-strength A20X aluminum alloy on a powder bed fusion process, the MTC was able to develop a casing with liquid cooling channels that enabled the motor to produce more power without overheating, while also reducing size and weight by 30% and 10%, respectively.
of electric systems behind them – look to take the next steps, make the jump across the valley of death, and leave their mark in a range of industries. “The adoption of AM for electric machines specifically is an enormous opportunity,” summarizes Walton. “They are a couple of years away, but I think we should start bringing out the good work that Nick’s doing and what other academic institutes are working with, bringing it to industry, and I think we can start seeing a little bit of change in what we’re getting out of products for aerospace or high-end automotive.” “It’s all trickle-down technology,” Simpson adds. “At the moment, we’re developing technology for very advanced, very high-performance applications because they can effectively afford it. If you go back to the three things that are needed to improve power density, we can do that through additive manufacturing – I haven’t come across any other technology that allows us to do those three things simultaneously. And so, there is potential for step changes in performance improvement using these technologies, but there’s a long road to get there. If your measure of importance is an official roadmap that says, as an industry, we need this by this time, then the work that we’re doing is hugely important because we can make significant inroads to meeting those targets by 2035.”
The A20X alloy material was explored in adherence to the MTC’s 2021/22 roadmap for additive manufacturing, in which highstrength aluminum is listed alongside a ‘maturity assessment of copper in AM’ as key focuses within the organization’s electric motor development efforts. “The interest [in both aluminum and copper] would be to see how the high conductivity aluminum in AM would actually compare with the copper in AM because aluminum gives you lower weight and is a more sustainable conductive material compared to copper,” Amel says. “So, our preference would be to see if we can get similar performance from aluminum in terms of conductivity to copper.”
SHOWN: INTERNAL STRUCTURE OF HEAT EXCHANGER, MULTI-MATERIAL EXAMPLE CU, AG, CU-AG. CREDIT: DR. NICK SIMPSON, UNIVERSITY OF BRISTOL; DR. ARUN ARJUNAN AND JOHN ROBINSON, UNIVERSITY OF WOLVERHAMPTON
VOL 7 ISSUE 6 / www.tctmagazine.com / 025
SCOTT SEVCIK X MICHAEL HAYES
Two industry experts from Stratasys & Boeing talk additive in aerospace.
SHOWN: SCOTT SEVCIK, STRATASYS VP OF AEROSPACE
I
n the fourth instalment of TCT Magazine’s Additive Insight Innovators on Innovators podcast series, Stratasys VP of Aerospace Scott Sevcik [SS] sits down with Boeing Technical Lead Engineer Michael Hayes [MH]. During a 50-minute conversation, they open up on the near 20-year relationship between the two companies, which started in the Presidential Suite of a hotel, and detail their experiences of integrating additive manufacturing into the aerospace sector. The below excerpt of their exchange touches on early aerospace applications of 3D printing, the challenges around prejudice, and how companies like Stratasys respond to the needs of companies like Boeing. SS: I got involved in a program for an engine temperature pressure sensor that required a cast part and casting procurements take forever, and this one had gotten screwed up. So, by the time I got involved in the project, we were six-eight months behind, there was no viable approach in front of us for the casting. And we were scrambling to figure out how we made it to a test in about 16 weeks. And then we came across the ability to print a wax investment casting pattern and we immediately took nine weeks out of the schedule, and we were
026 / www.tctmagazine.com / VOL 7 ISSUE 6
back in the bucket and we were figuring out how to move forward. At that point, we were having a huge debate with our customer and we were several tiers down, we were providing a sensor to a sensor harness that went into a higher assembly, so we were really buried in the supply chain on this one. And our customer, even though we weren't even trying to print the part that was going on the engine, we were just trying to print a tool to produce the part, there was a tremendous amount of pushback and scepticism about using additive at all in the process. And what I loved was, maybe it was a year, year and a half after that, that GE story came out with the printed engine nozzle, it was for the exact same engine. So here on the exact same engine, they qualified one of the first metal parts in production in aerospace on the same engine that we were fighting to use a printed investment casting pattern. I think that really got me excited for one, that here we had new technologies and new approaches that could make a difference in aerospace. We look around the industry as there's more and more technological fit as we bring in new technologies, especially as we bring in new materials and stabilize them, we still again and again really run into the biggest challenge being establishing that trust, establishing the fact that this technology isn't just the hype and marketing that you still see a lot of, but there is a level of maturity and a level of performance now that can help us qualify these parts and actually have customers see and benefit from it.
MH: What I've experienced myself too is some of the early on, I'll say the rapid prototyping, when people did put stereolithography or some other material base somewhere, and it broke, or something happened to it, or they give it the old fashioned stress test by throwing it on the floor to see what happens to it, it causes a prejudice and actually makes it a little bit harder to overcome with data in showing that there is viability to the process, there is viability to the materials. But that's part of the great challenge of where we are today is the processes and materials are getting to the point where you can use them reliably, safely with high enough quality for what we are wanting to use it for and provide value to, in our case, our customers, but also onto our shop floors and making things safer and easier for our mechanics as well. Trying to get into the flight hardware side of it, where ultimately we are trying to go, is a bit more of a challenge and as you said, necessarily so, that we have to meet certain criteria before we'll ever get that far. But again, the prejudices, I see that as being something that sometimes has held us back a little bit, especially as people that come on board that hear about the bad but aren't well versed in it enough to really have a deep conversation to show here's where the issues are and where the issues are not. I was going to ask this as a general question, but as you get into this Stratasys role and you see, as you said, there's an ever changing landscape with this and you start hearing where the customer wants to go and specifically the aerospace customer goes, how do you work
INNOVATORS ON INNOVATORS
“That's how it was, necessity was this mother of invention.”
SHOWN: MICHAEL HAYES, BOEING TECHNICAL LEAD ENGINEER
it inside your core competency versus what your customers - the Boeings, the Lockheeds, Northrops, Airbuses, everybody else - How do you include that into what you should be doing inside the walls of a company like Stratasys? SS: That, I think, has evolved as the company grew up and matured. And I think maybe that's one of the big differences between some of the older, more established companies versus the start-ups. When you're a start-up, all you've got is that core competency, you've got something novel, something unique that you're driving into the industry. You throw something out there, but that needs to refine in time. So, I think it comes back to how your relationship started with Stratasys, as well. Stratasys had something out there, it had FDM, a technology that can be very, very simple, or it can be very, very repeatable. There's a very long, wide scale of what FDM is. But Stratasys invented it, Scott [Crump] invented it, threw it out there but to get better, to get into these more challenging applications, we have to take feedback. You throw it out there, then you've got to refine and get closer to where it actually needs to be as opposed to where you might have thought it needed to be. So, I think coming in - myself and others - from the aerospace industry, the company has done the same thing in the medical space, is take
that technology, that core competency, and then learn from our customers and learn from that feedback to continue to refine it, really dial it in to meet the need. And I think, as we go from prototyping to manufacturing, that's even more important, because with prototyping, you can take a technology and kind of adapt to fit your purposes, but when it comes to manufacturing, ultimately, the need of the application is going to drive the requirements, whether that's the material requirements, the process requirements, any of that. So, focusing on our core competency early is definitely the way to start. But the maturation process, I think, comes down to listening to customers and tailoring to meet their needs. MH: We have thousands, if not tens of thousands, of parts literally flying across the breadth of our platform and every one of them has, I'll say a story behind it. Hardly any of them were an easy transition, there was always something that we were battling with. But it always started with a need. And typically, what additive offered to us early on in our adoption of it was - you were referring to earlier just how quickly things could turn around for the investment cast patterns - and that's kind of what we run into, in the cycle of aircraft fabrication you start with the big bone parts, and that's where I resided in with the structural side of things, and then after that, then you have your systems designers come in and start stuffing it and then after that then you have your manufacturing engineers, have
to plan it and get it all together and then you need to start building the vehicle. You want to get to the big bone things ordered up first because they are long lead times. The issue is when you start running into problems, the big bone and structural side starts to grow and grow, the schedule starts to slip a little bit, and that compresses other areas, mainly systems people and other manufacturers, they get under stress because your start date doesn't really want to move on your production side. And so, all of a sudden, you start running out of opportunity to manufacture things like environmental control system ducts, which require tooling. And the tooling lead time, I'll say, is what helped the initial adoption of additive for some of our aircraft early on in the early 2000s, because we basically were running out of time to go get the tools in order to meet the schedule to get the production started. That's where we could really start. We saw the time savings, of course, there was a lot of data we had to go and get quickly to verify that the materials in the process would not just be suitable, but would exceed the performance requirements of the applications. But that's how it was, necessity was this mother of invention. The full episode will be released on Friday December 10th at: https://mytct.co/AI-Sevcik-Hayes
INDUSTRIAL 3D SCANNING & 3D PRINTING Additive Manufacuting & Reverse Engineering Solutions
Get accurate CAD models from existing parts to fit any application. Produce prototypes to end-use parts on high-quality industrial 3D Printers! Visit neometrixtech.com today
Phone: (888) 696-7226
Email: info@neometrixtech.com
EXCEPTIONAL TURNAROUND FROM A PROVEN PARTNER IN AM MATERIALS TESTING www.PES-Testing.com | 724-834-8848
VOL 7 ISSUE 6 / www.tctmagazine.com / 027
Expert Column
AUTOMATION AND ERROR DETECTION IN AM A
WORDS: Pascal Becker, Research Scientist, FZI Research Center for Information Technology
dditive manufacturing (AM) is playing an increasingly important role in today's production. This is not only due to the fact that complex geometries can be produced with AM, but also because this type of production is economical, especially for small quantities and individualized products.
However, the work has so far been bound up with many manual steps. To begin with, the CAD data must be sliced for printing. The more experience and knowledge the employee has about the printing process, the more likely a successful print result is. The number of possible error cases varies depending on the type of process, and the possibility of observing the printing process in-situ also varies depending on the process type. After preparation of the print data and the printer hardware, the process can be started. The print itself typically takes several hours, if not days. In that time, various errors can occur such as warping. Sometimes the errors are so serious that the print job can be aborted immediately, since the final part deviates greatly from the desired geometry and cannot be used. There are currently only a few options for automated error checking here. Various research institutes are therefore trying to implement this in-situ error detection using the current technologies. Not only does the choice of software approach (artificial intelligence, classical sensor data processing) play a role, but the choice of sensor technology is also very specific to the printing process. In addition to imaging methods such as 2D, 3D or thermal imaging cameras, acoustic and optical microphones, as well as vibration sensors are also being investigated. These sensors must be integrated into the hardware and the process, and the sensor data must be processed and evaluated in order to obtain added value. Continuous monitoring of the current printing situation is important in many
028 / www.tctmagazine.com / VOL 7 ISSUE 6
ways. Thus, the print can be monitored automatically and the recorded data can be used for quality assurance as well as for predictive maintanence for the machine. Reliable error detection enables the print job to be aborted at an early stage, therefore saving valuable time and material. As a result, the corrected print job can be started earlier and losses are reduced. Once the print job is finished, the objects are manually unloaded, cleaned and post-processed. Depending on the object geometry and printing process, this can involve a lot of manual work. This is where the two modern technologies of AM and robotics need to be combined. According to some scientific publications, unloading the component with the help of a robot is very flexible and economically feasible. In the field of post-processing, there are already start-ups and scientific results which have studied and partially solved the problem.
Here, it is important to consider the overall system. Depending on the unloading strategy, something must already be adjusted in the slicing process so that the removal can take place without damage. At the same time, the system should be designed in such a way that few additional components as possible are required and at the same time, almost all possible parts can be handled. For example, it makes sense to have several printers maintained by one robot on a mobile platform so that the robotic system is profitable for a huge workload. One of the advantages of AM is also one of the biggest challenge for robotics - due to the fact that virtually any possible geometry can be printed, the requirements for grasp points, gripper jaw design, required opening widths of the gripper or the post-processing strategy, are
complex and diverse. These must be taken into account and integrated into a coherent overall concept. Overall, further automation of additive manufacturing is inevitable. The more objects that are mass-produced using AM, the more important it becomes to continuously monitor and detect errors during the printing process and at the same time, reduce the number of manual steps after printing. Appropriate approaches need to be developed and implemented for these two topics so that AM can better exploit its potential.
rapid3devent.com
MAY. 17-19. 2022.
TCF CENTER. DETROIT.