
14 minute read
El gusto refrescante de la tecnología


PURIFICACIÓN DE AGUAS
DISOLUCIÓN DE AZÚCARES
Advertisement
PREPARACIÓN DE CONCENTRADOS
SALAS DE JARABES
PASTEURIZACIÓN
DOSIFICACIÓN Y MEZCLA
CARBONATACIÓN DE PRODUCTOS
MINERALIZACIÓN DEL AGUA
OZONIZACIÓN DE AGUA MINERAL
LIMPIEZA Y ACLARADO
TUBERÍAS Y ESTANTES
SOLUCIONES LLAVE EN MANO
Como especialista experto en equipos de proceso para la producción de bebidas , WS puede suministrar una amplia y completa gama de tecnologías de proceso avanzadas que se pueden combinar fácilmente para crear una solución completa llave en mano : desde la fuente de agua hasta el producto listo para embotellar
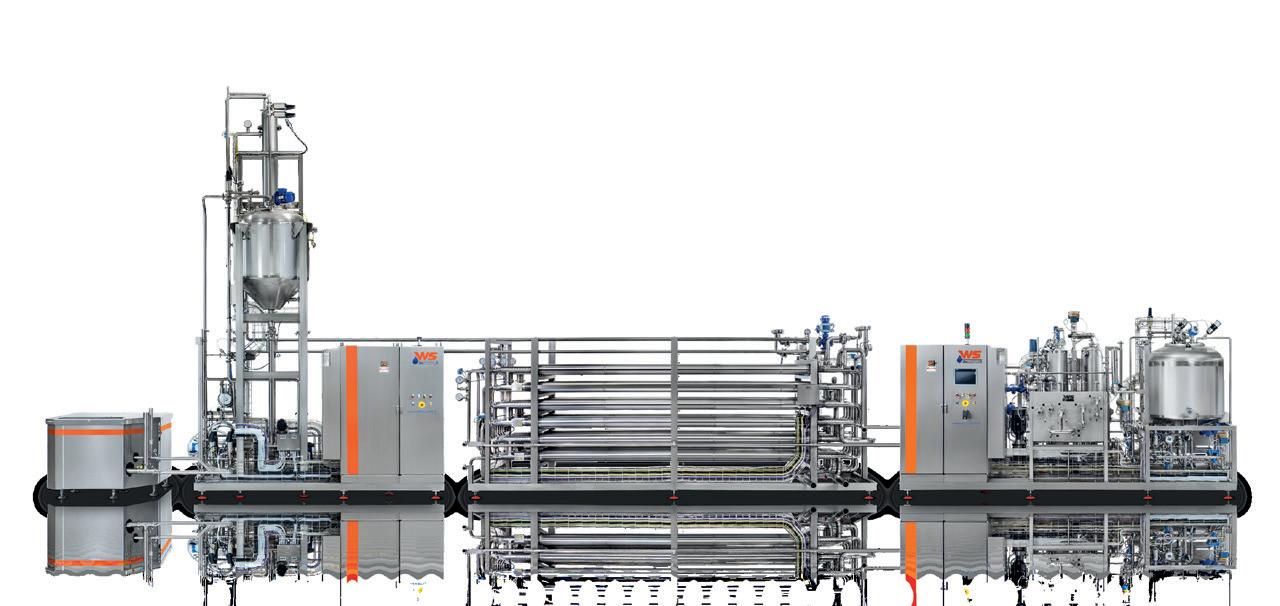
Despite the name, WATER SYSTEMS is not only involved in water purification systems but is specialised in the production of complete solutions and plant designs for medium-large CSDs and juices projects as well.
All the steps involved in the production of mineral water, soft drinks and juices – from water purification, right through to syrup preparation, blending, carbonating, mixing and pasteurising and eventually including utilities supply as well for a real turnkey solution – are available from a single supplier at WATER SYSTEMS: this is clearly an important advantage allowing the bottler to save time during processing equipment design, project execution and equipment maintenance.
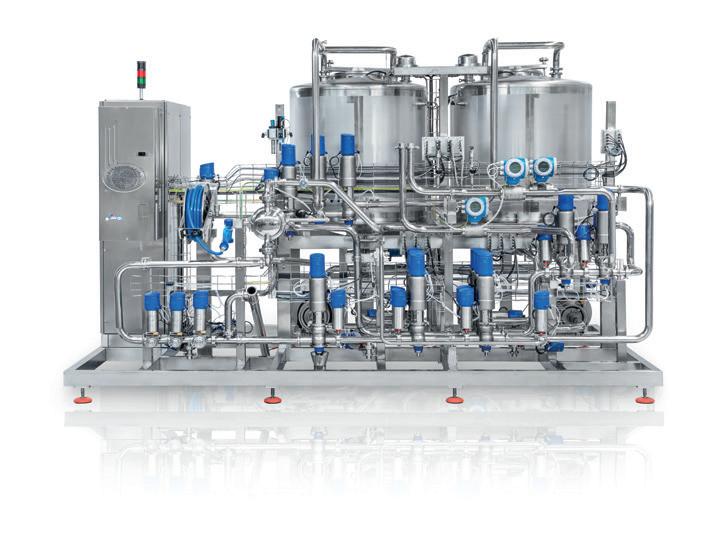
WATER SYSTEMS recently installed and commissioned a new turnkey solution on a greenfield project in Nigeria with one of its historical partners in the beverage business: aimed to maximize sustainability thus minimizing energy consumption and water wastage, the entire scope of supply has been oriented to fulfil these goals; by the way the syrup room – probably the most automated unit present in an African beverages factory up to now, featuring more than 120 mixproof valves and conceived to maximise the efficiency of equipment regardless of the number or level of specialisation of operators – is the most representative part of this plant.
The market of beverages is very wide due to the growing diversification in terms of quality and variety of drinks (both alcoholic and non) required by consumers. Therefore, the producers, to answer quickly, need to process a wide range of ingredients (powder as well as liquid). In some cases, such ingredients might require a special treatment according to their features (texture, reaction, viscosity, solubility, temperature-sensitivity, flammability and so on).
The innovative design of the WATER SYSTEMS’ syrup room ensures automatic ingredients and CIP fluids loading as well as the automatic outlet through clusters of mixproof, single seat and butterfly valves dedicated to syrup tanks and ingredients preparators and sources. Syrup rooms provided by WATER SYSTEMS’ are designed on standard modules which are customised for each specific project according to specific needs. Furthermore, the equipment always features a non-compromising technology for what concerns cleanability and hygienic aspects: CIP fluid paths are covering any part of the plant – including process water distribution lines – and the entire piping is tooled to avoid dead legs and minimize the number of weldings. In-house preassembled modules configuration allows plug and play quick installation granting customers an immediately available system. State-of-the-art technology for liquid mixing ensures that the sugar syrup, the flavours and all the required ingredients are optimally mixed and distributed to grant a perfectly homogeneous concentrated product and the best deaeration process; this benefits customers in three different ways:

• Shorter mixing and deaerating time corresponding to quicker production cycles;
• Optimal low-shear mixing of low and high-viscosity fluids to prevent oxygen pickup and fruit’s cells damaging in case of pulpy ingredients;
• Lower energy costs through unique energy-saving impellers’ design.
WATER SYSTEMS’ syrup rooms can be flexibly extended thanks to modularly arranged skids: the design always take into consideration future customer’s expansion plans and the maximum allowed number of bottling lines that can be fed is four; the syrup output flow rate can be individually adjusted to suit each bottling line need. All instruments and regulation systems dedicated to the control of individual syrup and product components are characterised by the highest precision in the processing in order to grant accurate ingredients blending and to minimize product wasting during circuits emptying. Using the new pulse and burst technology for valves cleaning, trials have revealed that up to 90% of CIP liquid can be saved – significantly lowering the operating costs compared to the traditional (PLC) timer-controlled seat lift; further information are available at: https://food.alfalaval. com/thinktop-rethought-burst-seat-clean
WATER SYSTEMS’ syrup rooms are conceived to ensure and safeguard the perfect ingredients blending and always aim to meet the needs of all the customers who are looking for high-quality product.

For more information and to discover the range of products visit the site www.watersystems.it

Apesar del nombre, WATER SYSTEMS no solo ofrece sistemas de purificación de agua, sino que también está especializada en la producción de soluciones completas y diseños de plantas para grandes y medianos proyectos de CSD y jugos.
Todos los pasos involucrados en la producción de agua mineral, refrescos y jugos - desde la purificación del agua hasta la preparación de jarabe, mezcla, carbonatación, mezcla y pasteurización y, finalmente, incluyendo el suministro de servicios públicos, así como para una solución llave en mano real - están disponibles en un solo proveedor en WATER SYSTEMS: esto es claramente una ventaja importante que permite al embotellador ahorrar tiempo durante el diseño del equipo de procesamiento, ejecución de proyectos y mantenimiento de equipos.
WATER SYSTEMS recientemente instaló y puso en marcha una nueva solución llave en mano en un proyecto greenfield en Nigeria con uno de sus socios históricos en el negocio de bebidas: con el objetivo de maximizar la sostenibilidad minimizando así el consumo de energía y el desperdicio de agua, todo el alcance del suministro se ha orientado a cumplir con estos objetivos; por la forma de la sala de jarabe - probablemente la unidad más automatizada utilizada en una fábrica de bebidas africana hasta ahora, con más de 120 válvulas mixproof y concebido para maximizar la eficiencia de los equipos independientemente del número o nivel de especialización de los operadoreses la parte más representativa de esta planta.
El mercado de bebidas es muy amplio debido a la creciente diversificación en términos de calidad y variedad de bebidas (tanto alcohólicas como no) requeridas por los consumidores. Por lo tanto, los productores, para responder rápidamente, necesitan procesar una amplia gama de ingredientes (en polvo y líquido). En algunos casos, estos ingredientes pueden requerir un tratamiento especial según sus características (textura, reacción, viscosidad, solubilidad, sensibilidad a la temperatura, inflamabilidad, etc.).
El innovador diseño de la sala de jarabe de WATER SYSTEMS garantiza la carga automática de ingredientes y fluidos CIP, así como la salida automática a través de grupos de válvulas mixproof, de asiento único y de mariposa dedicadas a tanques de jarabe y preparadores de ingredientes y fuentes.
Las salas de jarabe proporcionadas por WATER SYSTEMS están diseñadas en módulos estándar que se personalizan para cada proyecto específico según las necesidades específicas. Además, el equipo siempre cuenta con una tecnología de máxima compatibilidad con limpieza y aspectos higiénicos: Las trayectorias de fluido CIP cubren cualquier parte de la planta - incluidas las líneas de distribución de agua de proceso - y toda la tubería está equipada para evitar puntos muertos y minimizar el número de soldaduras. La configuración de módulos preensamblados internamente permite una instalación rápida, que brinda a los clientes un sistema disponible inmediatamente.
La tecnología de última generación para la mezcla de líquidos garantiza que el jarabe de azúcar, los sabores y todos los ingredientes necesarios se mezclen y distribuyan de manera óptima para garantizar un producto concentrado perfectamente homogéneo y el mejor proceso de desaireación; esto beneficia a los clientes de tres maneras diferentes:

• Un tiempo de mezcla y desaireado más corto que da como resultado ciclos de producción más rápidos;
• Mezcla óptima de fluidos de baja y alta viscosidad para evitar recolección de oxígeno y daño en las células de la fruta en el caso de ingredientes pulposos;
• Reducción de costos de energía a través del diseño especifico de los impulsores.
Las salas de jarabe de WATER SYSTEMS se pueden ampliar de forma flexible gracias a skid dispuestos modularmente: el diseño siempre tiene en cuenta los planes de expansión del futuro cliente y el número máximo permitido de líneas de embotellado que se pueden alimentar es de cuatro; el caudal de salida de jarabe se puede ajustar individualmente para adaptarse a las necesidades de cada línea de embotellado.

Todos los instrumentos y sistemas de regulación, dedicados al control del jarabe individual y de los componentes del producto, se caracterizan por la máxima precisión en el procesamiento para garantizar una mezcla de ingredientes precisa y minimizar el desperdicio de productos durante el vaciado de los circuitos.
Utilizando la nueva tecnología de pulsos y ráfagas para la limpieza de válvulas, los ensayos han revelado que se puede ahorrar hasta el 90% del líquido CIP - reduciendo significativamente los costos operativos en comparación con el sistema elevador de asientos controlado por temporizador tradicional (PLC); se puede obtener más información en: https://food.alfalaval.com/thinktoprethought-burst-seat-clean
Las salas de jarabe de WATER SYSTEMS están diseñadas para garantizar y salvaguardar la mezcla perfecta de ingredientes y siempre tienen como objetivo satisfacer las necesidades de todos los clientes que buscan productos de alta calidad.
Para más información y para descubrir la gama de productos visite el sitio www.watersystems.it



When in 1989 Stefano Albrigi decided to embark on the entrepreneurial adventure independently, he had very clear in mind how to create a company that would realize his idea not only from a productive point of view, but also from a commercial one. The most stimulating challenge, given the experience previously gained in the family business, was not so much that of making choices related to how to design and produce stainless steel systems and tanks for the storage, processing, and transport of liquids, but that of planning a streamlined organization to identify the commercial objectives to pursue, and to act according to an increasingly export-oriented perspective in order to adequately present itself on the international market.
Stefano Albrigi has been able to make product and process innovation the very image and identity of his company, which, in almost thirty years, has achieved important goals that made it a custodian of a wealth of professionalism capable of facing the most demanding challenges and of meeting the needs of a multifaceted clientele ranging from the wine and oil sector, to the chemical-pharmaceutical one, to the cosmetic and food ones.
The company philosophy is summarized in the commitment to make each customer a partner capable of stimulating and improving the validity of the answers. Each production system or processing or storage plant requires a tailored design for the type of products to store and/or process, also taking into account the location and size of the system. Given this, Albrigi Tecnologie deems very significant the exchange with important research centres, with Italian and foreign university institutes and with innovative companies, with which it often networks to solve any problem.


Today, Albrigi products tread the stages of South America (southern Brazil and northern Mexico and Chile and Argentina at the top), South Africa, Far East Asia (Japan at the top), North America and Canada, Australia, Europe (France, Switzerland, Spain, and Croatia), Russia, and the countries of former Soviet Union.
The process tanks (from storage tanks, to ripeners, fermenters, mixers, reactors, pressure tanks), standard or custom, both new but also used or for rental, are the result of continuous study and research that starts from the meticulous choice of raw materials of excellent quality, which is according to Albrigi essential to obtain an excellent finished product. The optimization of production processes and the accuracy in testing are further proof of the resources that Albrigi constantly invests in effective innovation.
Currently, staff training, which is over 3,000 hours/year in total, involves every internal area. It is an investment as demanding as it is essential, and is echoed by an equally important investment dedicated to the purchase of new systems or the adaptation of existing ones.
Study, design, manufacture, installation, and delivery of turnkey systems, all within short times, are not everything for Albrigi Tecnologie, which truly follows the entire life of the system, providing financing and start-up services, technician training, after-sales assistance, and implementation of existing systems with Industry 4.0. The company has managed to establish itself on the market also thanks to its attention to sustainability; a choice that has marked its growth and has led it to perfect the internal finish of the tanks by using, after the advent of nanotechnology, a finish that does not retain product residues and is suitable for both indoor and outdoor use, with a latest-generation ‘High Clean Inside’ product that greatly reduces the use of detergents in washing operations, sometimes using only hot water.
Respecting the traditions of the past, keeping the genuineness and originality of the product. Respecting its customers, their requests and needs. Respecting the work of its employees, guaranteeing their safety, their wellbeing at the workplace, and their technical knowledge. Respecting the territory that hosts us, being an integral part of its development and preservation. This is the philosophy of Albrigi Tecnologie.
En 1989, cuando Stefano Albrigi decidió emprender la aventura empresarial de forma independiente, ya tenía muy claro cómo crear una empresa que respondiera a su idea no sólo desde el punto de vista productivo, sino también comercial.
Dada la experiencia adquirida previamente en la empresa familiar, el desafío más estimulante no fue tanto el de tomar decisiones sobre cómo diseñar y fabricar instalaciones y tanques de acero inoxidable para el almacenamiento, procesamiento y transporte de líquidos, sino el de planear una organización ágil que le permitiera identificar los objetivos comerciales a perseguir actuando en una perspectiva cada vez más orientada a la exportación con el fin de mantener una presencia adecuada en los mercados internacionales.



Stefano Albrigi supo hacer de la innovación de productos y procesos la propia imagen e identidad de su empresa que, en el transcurso de casi tres décadas, fue alcanzando objetivos tan importantes como para convertirse en depositaria de un patrimonio de profesionalismo capaz de hacer frente a los retos más arduos y responder a las demandas de una clientela multifacética que abarcaba múltiples sectores, desde el sector del vinícola y aceitero, hasta los sectores químico-farmacéutico, cosmético y alimentario.
La filosofía de la empresa se resume en el compromiso de considerar a cada cliente como un socio capaz de estimular y mejorar la validez de las respuestas. Cada sistema de producción o planta de procesamiento o almacenamiento requiere una realización ‘a medida’, de acuerdo con el tipo de productos a almacenar y/o procesar y teniendo en cuenta también la ubicación y las dimensiones de la planta. Desde esta perspectiva, para Albrigi Tecnologie también es significativo el diálogo con importantes centros de investigación e institutos universitarios italianos y extranjeros, así como con empresas innovadoras, con los que a menudo crea redes con el objetivo de solucionar cualquier tipo de problema. Hoy en día, los productos Albrigi pisan los escenarios de Sudamérica (Sur de Brasil y Norte de México, Chile y Argentina en primer lugar), Sudáfrica, Extremo Oriente asiático (sobre todo Japón), Norteamérica y Canadá, Australia, Europa (Francia, Suiza, España y Croacia), Rusia y los varios países de la antigua Unión Soviética. Los tanques de proceso (desde tanques de almacenamiento, maduradores, fermentadores, mezcladores, reactores, hasta tanques de presión) estándares o ‘a medida’, tanto nuevos como de segunda mano, o incluso de alquiler, son el resultado de un trabajo de estudio e investigación continua que parte de una elección cuidadosa de las materias primas (de excelente calidad), que según Albrigi son imprescindibles para obtener un producto acabado de excelencia. La optimización de los procesos de producción y la meticulosidad en las pruebas no hacen sino confirmar una vez más los recursos que Albrigi invierte constantemente en una innovación efectiva. Actualmente, la formación del personal, distribuída en un total de más de 3.000 horas/año, involucra a todas las áreas operativas internas. Se trata de una inversión tan ‘exigente’ como imprescindible, que se traduce en una inversión igual de importante dedicada a la compra de nuevas plantas o a la adecuación de las existentes. El estudio, el diseño, la producción, la instalación y la entrega de plantas ‘llave en mano’, siempre con plazos de alto rendimiento, no lo son todo para Albrigi Tecnologie, que realmente sigue toda la vida de la planta, proporcionando servicios de financiación, puesta en marcha, formación de técnicos, servicio posventa comercial e implementación de sistemas existentes con la Industria 4.0. La empresa logró imponerse en el mercado gracias también a su atención a la sostenibilidad ecológica, una elección que ha marcado su crecimiento y que la ha llevado a perfeccionar el acabado interior de los tanques con la puesta a punto utilizando, tras el advenimiento de la nanotecnología, un acabado que no retiene residuos de producto y es apto para el uso tanto interior como exterior de un producto de última generación “High Clean Inside” que reduce considerablemente el uso de detergentes en las operaciones de lavado, requiriendo - en ocasionesúnicamente agua caliente.
Respetar las tradiciones del pasado, manteniendo la autenticidad y originalidad del producto. Respetar a sus clientes, respondiendo a sus demandas y necesidades. Respetar el trabajo de sus empleados, asegurando su seguridad, bienestar laboral y conocimientos técnicos. Respetar el territorio que nos acoge, ser parte integral de su desarrollo y conservación. Esta es la filosofía de Albrigi Tecnologie.


ELVEM for 50 years guided by the bright side of energy
ELVEM, a leading manufacturer of electric motors, has always operated at the forefront of innovation and technology.



ELVEM is the result of the passion and dedication of a family that has been in the industry for more than 50 years, supported and flanked by excellent employees.
From day one, ELVEM has acted by providing customers with customized solutions, meeting their every need with reliable and sustainable technological solutions. With a highly specialized team of engineers and technicians, ELVEM has a wide range of electric motors that cater to various applications, including the food&beverage industry.
With a stock of more than 160,000 finished motors (including electric motors in IE4 efficiency, and Permanent Magnet synchronous motors), components and semifinished products, ELVEM guarantees ready solutions to every product sector.
ELVEM is committed to providing support to all customers in more than 40 countries around the world, working closely with each customer every day to gather feedback and understand their needs.
The motors supplied are accompanied by certifications and technical support, ensuring maximum reliability at all times.
ELVEM is always looking for new solutions to expand its current boundaries, aiming to be a concrete and solid reference in the world of electric motors. That’s why it is constantly oriented to invest in machinery and technologies that allow it to innovate and develop new products to offer to its customers, consolidating its reputation.


ELVEM strives each new day as if it were the first, guided by light, the bright side of energy.
ELVEM: guiada por el lado luminoso de la energía desde hace 50 años
ELVEM es una empresa líder en la producción de motores eléctricos que siempre ha operado situándose a la vanguardia en la innovación y en la tecnología.
ELVEM es el resultado de la pasión y dedicación de una familia presente en el sector desde hace más de 50 años, apoyada y asistida por un equipo de excelentes colaboradores.
Desde el primer día, ELVEM siempre actuó proporcionando a sus clientes soluciones personalizadas, respondiendo a todas sus necesidades con soluciones tecnológicas fiables y sostenibles.
Contando con un equipo de ingenieros y técnicos altamente especializados, ELVEM dispone de una amplia gama de motores eléctricos que van destinados a diversas aplicaciones, incluso en el sector de alimentos y bebidas. Gracias a su stock de más de 160.000 entre motores acabados (incluyendo motores eléctricos de eficiencia IE4 y motores síncronos de imanes permanentes), componentes y productos semiacabados, ELVEM garantiza soluciones listas para cada sector de productos. ELVEM se compromete a brindarles soporte a todos sus clientes en más de 40 países en todo el mundo, trabajando a diario en estrecha colaboración con cada cliente para recoger comentarios y comprender sus necesidades.
Los motores suministrados van acompañados de certificaciones y de soporte técnico, garantizando siempre la máxima fiabilidad.
ELVEM busca constantemente nuevas soluciones para expandir los límites actuales, con el objetivo de convertirse en un punto de referencia concreto y sólido en el mundo de los motores eléctricos. Por ello está constantemente orientada a invertir en maquinaria y en tecnologías que le permitan innovar y desarrollar nuevos productos para responder a las exigencias de sus clientes, consolidando así su reputación.
ELVEM se compromete cada día como si fuera el primero, guiada por la luz, el lado luminoso de la energía.



