
MANUFACTURER THE X-factors 10 steps to digital transformation success Less is more Carbon efficiency across the sector A look to the future Industry interview: Juergen Maier CBE Pioneers of progress Celebrating a decade of INWED 07.08/2023 THEMANUFACTURER.COM VOL 26 ISSUE 4 @TheManufacturer How Encirc are creating class with glass GOT A LOTTA BOTTLE
MORE NEWS.
MORE MEDIA .
MORE INSIGHT.
DIGITAL BRIEFING
The Manufacturer Digital Briefings are published twice weekly for the latest information, innovations & insights in manufacturing, sign up now.
WELCOME
James Devonshire
j.devonshire@hennikgroup.com

The time has come for me to set the tone for the latest issue of The Manufacturer magazine. And having already heard from my colleagues, Joe, Tom and Lanna, in this column already this year, what big shoes I must now fill (quite literally in Tom’s case). But what should I talk about? Ah yes, how could I touch on anything other than Manufacturing and Engineering Week 2023, which I had the privilege of attending in person? But that’s not all… I also want to take the opportunity to tell you more about The Manufacturer Live coming up in November.
Even though it took me around 20 hours to travel the c. 6,500 miles from the Philippines (the place I call home) to the UK, I’d do it again tomorrow to attend Manufacturing and Engineering Week. This year’s event was A-mazing, with so many highlights that I couldn’t possibly do them all justice in 500 or so words. So, I’ll focus on a few that really stuck out.
First, SME Growth Summit, which I sat in on over the two days. Those of you who know me well will know that my father used to have a small engineering company in Somerset when I was a child. Some of my fondest memories were spent growing up there and I even did a week’s work experience on the factory floor (despite my hands being much more suited to writing than welding). So to say I’ve always had a soft spot for small businesses is an understatement.
We heard from Verve4Growth’s Ian Parker, Autodesk’s Asif Moghal and i3 Group’s Oliver Buhlinger, to name but a few of the esteemed speakers, each providing food for thought for the various SMEs in attendance. But what makes SME Growth Summit so special is its interactive discussions in between the keynotes. These sessions give SME leaders an opportunity to air their challenges and hear how businesses like theirs are working to overcome them.
It's this mix of insightful keynotes and intimate discussions that make SME Growth Summit so valuable. You can read more about this year’s event in my feature on page 6
Those of you who follow our LinkedIn account will likely have seen another highlight of mine: being force choked by Darth Vader on the Smart Factory Expo show floor. Darth’s presence at the event was to help promote another SME, Prove Anything, which was exhibiting on Made Smarter Innovation Alley.
But while Lord Vader was a very clever marketing gimmick, he was there to highlight how Prove Anything’s solution can help identify potential manufacturing flaws in products (like the first Death Star had). Co-founder Glenn Shoosmith explained to Tom and I how Prove Anything could have potentially prevented the Death Star’s demise (whether that’s a good or bad thing depends on your Star Wars allegiance).
Finally, we recently announced The Manufacturer Live, taking place in Liverpool this November. With Smart Factory Expo now a core component of Manufacturing and Engineering Week, The Manufacturer Live is the new brand under which several of our other key offerings now sit.
Taking place on 14-15 November at Exhibition Centre Liverpool, The Manufacturer Live will give delegates the opportunity to enjoy a series of award-winning events, including The Manufacturer Directors' Forums and the Manufacturing Leaders’ Summit. There are also two major celebrations of the best industry can offer, starting with The Manufacturer Top 100 Networking Party and finishing with The Manufacturer MX Awards. It’s already shaping up to be another amazing event. For further information, please visit info.themanufacturer.com/the-manufacturer-live.
DE C @TheManufacturer
Please note that points of view expressed in articles by contributing writers and in advertisements included in this journal do not necessarily represent those of the publishers. Whilst every effort is made to ensure the accuracy of the information contained in the journal, no legal responsibility will be accepted by the publishers for loss arising from use of information published. All rights reserved. No part of this publication may be reproduced or stored in a retrieval system or transmitted in any form or by any means without prior written consent of the publishers.
To receive your copy email: memberships@hennikgroup.com, telephone +44 (0)20 7401 6033 or write to the address here.
Hennik Research Limited (part of Nineteen Group), 1 Alwyne Road, Wimbledon, SW19 7AB
Tel: +44(0)20 7401 6033 Email: info@hennikgroup.com www.hennikgroup.com www.themanufacturer.com
1
www.themanufacturer.com HENNIK RESEARCH LTD www.hennikgroup.com Joe Bush EDITOR Tom St John MULTIMEDIA EDITOR Lanna Deamer FEATURES WRITER James Devonshire INTERNATIONAL REPORTER Thi Linh Anh Nguyen MARKETING MANAGER Jonny Williamson INDUSTRY ANALYST Stuart Moody DESIGN Grace Gilling MANAGING DIRECTOR Henry Anson DIRECTOR Ashley Oulton CONFERENCE PRODUCTION MANAGER Design and production by Stuart Moody Tel: 07525 422065 Printed in the UK by Pensord using only paper from FSC/PEFC suppliers www.pensord.co.uk ISSN 1477-3201 Copyright © Hennik Research 2022 Terms and conditions:
TEAM
Editorial Advisory Board
The Manufacturer’s editorial advisory board provides insight and guidance to the editorial team on a regular basis, helping maintain the relevance and quality of the magazine’s content, both in print and online. The board also provides diverse and expert comment on strategic developments in manufacturing.
Board members also advise on other The Manufacturer products and online publications, such as the Annual Manufacturing Report. Membership is by invitation only, but if you would like to be considered, please email j.bush@hennikgroup.com
Andrew Churchill EXECUTIVE CHAIRMAN
JJ Churchill and The Manufacturer Top 100, Exemplar 2014
Chris White
DIRECTOR OF INDUSTRIAL POLICY Manufacturing Technology Centre
Thomas d’Arcy INNOVATION LEAD

Rolls-Royce plc. Young Manufacturer of the Year, TMMX Awards 2017
Sarah Black-Smith
HEAD OF FACTORY OPERATIONS
Siemens Digital Factory, Congleton
Deirdre Fox DIRECTOR OF STRATEGIC BUSINESS DEVELOPMENT Tata Steel


Dave Mooney
MANAGING DIRECTOR Drallim Industries, and The Manufacturer Top 100, shortlisted 2014



Jan Ward CEO Corrotherm, and The Manufacturer Top 100, Exemplar 2014, current Judge
David Holmes
MANUFACTURING OPERATIONS DIRECTOR MAI BAE Systems and The Manufacturer Top 100, Exemplar 2017
Christopher Greenough
CHIEF COMMERCIAL OFFICER SDE Technology, and The Manufacturer Top 100, Exemplar 2016



Paul Gadd
DEPUTY DIRECTOR, LAND & MARITIME TRANSPORT, MANUFACTURING & MATERIALS
Innovate UK
Roy Haworth ENGINEERING INTEGRATION MANAGER Airbus Defence and Space, and The Manufacturer Top 100, Member 2016

Laura McBrown MANAGING DIRECTOR G&B Electronics and The Manufacturer Top 100, Member 2016

The Manufacturer team is also proud to be acknowledged for the following…

2
FINALIST
FINALIST
FINALIST
GLOBAL TOP 25 Media Brand for Internet
2019 FINALIST Best
HENNIK RESEARCH LTD www.hennikgroup.com
Small Digital Publisher of the Year in the aop Digital Publishing Awards 2019
Event of the Year in The PPA Awards 2019
Awards Awards 2023 in the Awards Event of the Year - up to 600 Attendees Category
of ThingsRiseGlobal
New Conference launch and best Congress of Convention in the Conference Awards 2019
FINALIST Conference and Events Awards 2023 in Best UK Conference (up to 1000 attendees) Best Tradeshow or Consumer Show Categories











Supporting your journey to Net Zero We’re offering manufacturers like Lestercast a free Sustainability Line Walk. Run by the Manufacturing Technology Centre, it aims to help identify energy-saving opportunities and sustainability improvements. Visit lloydsbank.com/mtc/sustainability
LEAD FEATURE FIRST

Driving the development of strategy, product and workforce





SME Growth Summit 2023
10 100 years of improving life in the home We pay a visit to Whirlpool
14 Cloud data achieves clear visibility Kingspan explains how it is maximising its data


16 A company on its mettle when it comes to the environment We speak to Swedish steel manufacturer Ovako
20 Batteries included A key role in the future of industry
24 All you need is less Boosting carbon efficiency across manufacturing supply chains

28 Vaccine or virus? Your culture is crucial for recruitment and retention

COVER IMAGE: xxxxxxxx 06 4
LEADERSHIP
STRATEGY INDUSTRIAL
SUSTAINABILITY
&
DATA & AI
PEOPLE & SKILLS
54 The future of manufacturing





LAST 62 Be prepared Digital transformation: Manufacturing must be ready for the IoT revolution VOL 26 ISSUE 4 JUYL/AUGUST 2023
Juergen
32 A new kid on the manufacturing block Fledgling healthcare manufacturer shares its progress so far 36 Productivity, efficiency and sustainability Manufacturing Digitalisation Summit 2023 42 Quick wins Attracting fresh talent into manufacturing 5 46 Class with
Encirc explain why
were crowned Sustainable Manufacturer of the Year 2022 50 Pioneers of progress Ten years of International Women in Engineering Day 58 The 10 factors of success Key tips for digital transformation programmes DIGITAL TRANSORMATION INNOVATION & DESIGN AUTOMATION & ROBOTICS
Maier CBE, Chair of Digital Catapult and Founder of Made Smarter, speaks to The Manufacturer
glass
they
SME GROWTH SUMMIT
STRATEGY, PRODUCT AND WORKFORCE
SME Growth Summit, part of Manufacturing & Engineering Week 2023, saw the strategic leaders of UK SME manufacturers come together for two days of idea sharing and problem solving to drive development of strategy, product and the workforce. The Manufacturer's James Devonshire looks at some of the highlights from the event’s keynote speeches and discussion sessions
Manufacturing organisations are undoubtedly going to experience strong headwinds over the next two to three years (maybe longer). And while many larger companies will be able to successfully navigate these challenging conditions, smaller organisations may find themselves struggling.
If SMEs – often referred to as the lifeblood of the UK economy – are to weather the storm, they need to be focusing on areas such as talent, sustainability, digital transformation and supply chain resilience.
That’s why events like SME Growth Summit, which are designed to equip SMEs with the tools and knowledge they need, are so pivotal.
KEYNOTE KEY THOUGHTS
Accelerate Your Journey to Digital Transformation –the Future of British Manufacturing Initiative
James Devonshire is International Reporter for The Manufacturer and themanufacturer.com

Asif
Moghal, Director for Market & Industry Development, Autodesk

One of the really great things about the work I'm privileged to do is I get to travel around and meet small to medium sized design and manufacturing companies and have conversations with them about how things are going. I think it's probably the greatest part of my job because I get to meet some innovative, ingenious, resilient people in companies who are doing something they really care about.
Now, despite a huge amount of diversity,
6
there are a few things most of these businesses have in common: they all want to make better products; they all want to sell more to new markets; and they all want to generate greater levels of value.
But something we've all observed recently are the challenges being faced. The conversations I've had with SME leaders have been about how they are coping. While all are trying (with success in some cases), others are struggling. And generally, this is where we see digital technologies as a potential route to overcome those challenges so we can get back to doing what we care about.
However, these SME leaders tell me that as soon as they mention the word ‘digital’, they are bombarded with an absolute avalanche of jargon, terminology, buzzwords and theory. This means nothing and many SMEs are fed up with hearing this technical babble.
Digital transformation is a journey and it’s our belief that digital transformation doesn't need to be difficult. There are some repeatable steps that we've seen
time and time again, which will answer the question of where to start.
Firstly, don't start with technology. People don’t tend to come to us wanting to buy a data management, PLM or ERP system. They come to us because they have a problem.
So, rather than start with technology, it’s better to sit down with your leadership team and ask three questions: Where are we today on our digital journey? Where are we today in our ability to serve our market and our customers? And what's stopping us getting to where we want to be? This is a critical question because it feeds into step two.
Next, think about what capabilities would allow you to get to where you want to be and address those challenges. Is it the ability to flexibly customise your products or services for individual customers or segments of your market? If you can do that, you can charge a premium for it – up to 20% more.
Is it the ability to collaborate inside and outside of your business flexibly with increased speed, quality and effectiveness? Because that dramatically increases your chance of innovating.
Is it the ability to flexibly produce anything that comes in the front door of your offices, whether you do it in-house, through your supply chain or distributed?
Is it the ability to boost your engagement with your customers, so you have an elevated level of customer experience?
Or is it the ability to put data at the centre of your business and use it to create insight-based value-add services for your stakeholders?
We recommend you think about all these capabilities before you even consider technology. Connecting all these together is what can lead to digital transformation. And you don’t have to do them all at once; but you do have to understand where to start.

If you identify one of those five capabilities as being a game-changer for you, then focus on that and develop a strategy around it. But remember that you need to work with people - your employees, stakeholders and partners like us.
My call to action is to check out our British Manufacturing Initiative and all the resources that are there. We are looking for five SMEs that we are personally going to hand-hold through this process.
Attracting, Retaining and Developing Diverse STEM people for Growth
Oliver Buhlinger, Head of Technology, i3 Group
One of the biggest challenges for SMEs is competing on the national and global recruitment market, not only with each other, but with blue chips that have deep pockets and might be very attractive to talent. For SMEs to be competitive they have to think differently, innovate and point out what they have that others might not.
Diverse workforces and diverse teams breathe more innovation. That’s why we’ve focused on bringing a diverse team together and driving innovation that way. But while we’re still seeing under representation in manufacturing, for example, with the ratio of women in STEM roles, how do you attract more diverse talent into your organisation?
One of the keys is to be more inclusive; looking internally and externally at what we can do to attract different genders, people with disabilities, etc. as they will bring value to us.
The behaviour of people and what drives them is changing. If a role can be performed remotely, then why not consider offering hybrid working where possible. It’s a quick and easy way to differentiate yourself and make you more attractive than other companies – even the big blue chips.
7
SME leaders tell me that as soon as they mention the word ‘digital’, they are bombarded with an avalanche of jargon, terminology, buzzwords and theory... and they are fed up hearing all this technical babble
LEADERSHIP & STRATEGY
Asif Moghal, Director for Market & Industry Development, Autodesk
Discussion Session Takeaways
Building a Digital Transformation Strategy
Adam Crowe, 3Dental

You might have three of four different pieces of software or technology in your business, and it can present a challenge pulling them together to create a holistic view of what’s going on.
One of the main reasons businesses want to build a digital transformation strategy is so they have information at their fingertips which allows them to make timely, impactful decisions.
Leveraging Data for Competitive Advantage in your Factory and Supply Chain
Tim Lawrence, Made Smarter Innovation
We explored some of the challenges SMEs face when it comes to data. One of the most prominent was the vicious circle many encounter; I need the right data but how do I gather the data that I’ve captured and what is the value of that data?
This is particularly true if you have supply chain challenges and want to capture data relating to your customers and suppliers. The same goes for your factory where you want to take advantage of data but aren’t sure which sensors to utilise or where to get the data from so you can start analysing it.
Sustainability for Competitiveness
James Crosby, Advantage Utilities



We looked at what sustainability means from both an individual standpoint (what it means to you) as well as what it means for your business, which can often be different. We then dived into some of the drivers for why you should look at being sustainable, which vary from simply doing the right thing to marketing purposes and demand from your customers and suppliers. And finally what are the barriers for SMEs achieving their sustainability goals?
Change Management in Distress
Laura McBrown, G&B Electronics

We discussed some of the challenges of family businesses and culture. There was a lot on how you instigate change from the middle, particularly if you’ve got a director-level group that isn’t displaying the best example of what you want to achieve.
We also talked about the experiences people have had with family businesses and how they’ve created a safe learning environment to enable their people to grow.
Talent Attraction and Retention
Joe Walton, Michael Page
On the attraction piece, there was a big emphasis on process. Candidates are often looking for different things, so how do we adjust our processes to (a) get them through the door and (b) add to our culture, not remove from it.
The retention piece was inwardly focused. Once you’ve paid a recruitment fee, how do you keep the individual in your business for a period of time? A lot of the answers weren’t new, they were mainly about how do we get back to some proper leadership and management skill sets? Feel the pulse of your teams and understand what they want because people often don’t want the same things, which is where you can tailor your retention offerings.
Automation for Productivity
Claire Turnbull, Seatriever International Holdings

Whether we are talking about automation from a machine or systems perspective, we mustn’t forget that people are still key to the success of any project and ensuring the business realises the gains. Automation often causes problems with people thinking it could take their jobs, and we discussed how to overcome these obstacles.
Diversity isn’t about division – despite what some people would have us believe – it’s about unity. And when we are looking to bring a diverse team together, we’re looking to create harmony (if we do it the right way), which breeds productivity.
It can also be powerful to bring more diversity into your leadership teams. That way, potential talent can see itself in senior positions and making a real difference to your business.
As with many aspects of business, if it gets measured, it gets managed; and the same goes for attracting talent. By adopting an approach that utilises data to inform your decisions and drive your efforts, you can achieve your vision.
Try to get your people on board with your vision and show them the role they will play in helping you achieve it. When people see how they can and will be making a difference to your organisations, it gives them a boost.
Navigating Turbulent Waters: Mastering Change Management
Ian Parker, Managing Director, Verve4Growth:
Back in 2012, I set up Verve4Growth to offer transformational services to manufacturing SMEs, generally under family, corporate or private equity ownership. And my introductions to businesses usually come
LEADERSHIP & STRATEGY
How can SMEs be competitive? Well, it's about thinking differently, innovating and pointing out what you have that others might not
8
Oliver Buhlinger, Head of Technology, i3 Group
via the banks, the advisory community and those interim providers that specialise in transformation, and there are a few of them.
The common thread is that the businesses all face challenges at the time of my introduction, and these challenges were unresolved and capable of putting the firm's viability at risk.

In the last ten years, I've undertaken 14 projects for clients as diverse as a familyowned custodial metering skid provider in Gloucestershire. Said business needed to ship an £8.5m skid on a certain day in August and if it didn’t, it would have gone bankrupt. Such a situation focuses the mind somewhat.
SMEs are very much the unsung heroes of the UK economy. According to national business statistics, there are 1.4 million SMEs with employees in the UK. Statistics will tell you there are 5.5 million SME businesses but only 1.4 million actually have an employee, an interesting fact in itself. And all those 1.4 million SMEs account for 53% of private sector employment and 47% of private sector sales. The vast majority of SMEs have fewer than 50 employees and only a resilient few make it into that medium gap of 50 to 249 employees.
There's no doubt that the last few years for all of us in industry have been extremely challenging. We've had to cope with Brexit, COVID and supply chain shocks. We're coping with war in Ukraine and what it's done for energy prices.
We’ve also had a fair amount of political turmoil in the last six months and if you've got a pension fund in your portfolio of assets, you'll see what will happen to the valuation of defined benefit pension schemes as a result of that new budget. And of course, we're living with high inflation at the moment.
The real question however, is whether we’re ready for what could happen next. We're all familiar with the classic business growth cycle. A firm starts, it survives and grows, and at some point reaches maturity. But in a fast-changing world it's inevitable that some will decline, get into difficulties and die. Turnover is always the driver in the launch and growth phases, and profit and cash generation are often thought of as being less important in those early stages of sales growth. And
sadly, many good compelling businesses runs out of cash in that dash for growth.
My version of the classic lifecycle is slightly different. Yes, we share the five stages of growth - creation, survival, take off, success and maturity - but I add five more stages which are known in my profession as the decline curve. A business is in trouble but not yet aware of its problems; is in trouble but is still in control; has completely lost control; has lost the business and is entering insolvency.
The first two stages of the decline curve are perhaps the most critical. The business is in trouble but all too often management is not yet aware or in control of the situation. And in the early stages of decline, it's much easier to change the trajectory, rescue the business and achieve a better outcome for all stakeholders.
When challenge strikes, outcome depends on management's willingness to recognise that the business is potentially in distress. My key message is keep an eye on your cash flow. Cash is the commodity in any business. Very few SME businesses, in my experience, have adequate cash flow forecasting processes. But when challenge strikes, a rolling 13 week cash flow forecast is vital.
Cast yourselves back to 2009 when Jaguar Land Rover (JLR) nearly went bankrupt. No one on the board at JLR understood cash and they had to bring in KPMG to run their daily cash management processes. Cash is one of those commodities that people in corporate life are used to turning to the treasury and saying, 'I need a bit more this month'. If you're an SME, and you've got to make the wages at the end of the week or month, that really does focus the mind on your cash availability.
SMEs today are operating in profoundly challenging times. Events happen faster and a business can be rapidly undermined. Be aware of the signs of trouble ahead. Understand your business's rolling 13 week cash flow forecast. What is driving the changes in business outlook? Are you seeing a trend or a blip, and if the business is in trouble, reach out for help. Talk to your bank and other key stakeholders. Time is a critical factor in finding a pathway to success. And lastly, leading turnarounds and transformation is a skill engaged with an experienced, accredited partner. We can provide management teams with help and support. Remember, it takes cash, time and help to find a pathway to success. l
9
LEADERSHIP & STRATEGY
In the early stages of decline, it's much easier to change the trajectory, rescue the business and achieve a better outcome for all stakeholders
Ian Parker, Managing Director, Verve4Growth
Over 100 years of improving life in the home
The Manufacturer’s Lanna Deamer paid a visit to Peterborough-based Whirlpool, one of the largest global manufacturers of kitchen and laundry appliances. The company’s journey began with the development of the first electric motor-driven wringer washer in 1911, marking the humble origins of Whirlpool

LEADERSHIP & STRATEGY
10
Over the years, the company has continued to pursue innovative ideas and create products that it believes will make a positive impact on the lives of users. With manufacturing and research centres spread across the globe, Whirlpool remains at the forefront of technological advancements.
The company has expanded its range of appliances to encompass every facet of the kitchen, including ovens, dishwashers, hobs, and of course, laundry appliances.
While you may not think you own any Whirlpool products, you probably do as the company is also home to the brands Hotpoint, Indesit and Kitchen Aid. More than 27 million kitchen appliances manufactured by Whirlpool are in homes across the UK. The white goods manufacturer is headquartered in Peterborough and houses a dedicated team of 1,000 staff members who undertake various crucial tasks related to customer interactions.
This includes handling customer enquiries, diagnosing issues with tumble dryers, washing machines or fridges, performing repairs either remotely through phone support or dispatching engineers for inperson assistance, as well as managing product deliveries and retrieval of old appliances.
Within the Peterborough site, there are specific areas designated for different operations. The site accommodates 350 call centre employees, a reprocessing and recycling centre, an engineer training academy and a factory outlet. The outlet offers repaired machines to both staff and the general public at significantly discounted prices.
Given the substantial presence of Whirlpool products in people's homes, it comes as no surprise that customer service is of utmost importance to the company. During my visit to the site, it was clear to see that Whirlpool is committed to prioritising exceptional customer service, ensuring that its customers receive the support they need when dealing with their appliances.
Ian Moverley, Head of Communications, Government Relations at Whirlpool UK said: “From a digital standpoint, we have observed significant transformations in how people purchase our products and engage with us, especially when they require customer service. There has been a substantial increase in individuals reaching out to us through various digital channels, extending beyond conventional
phone calls. We now utilise platforms such as WhatsApp, Facebook, and Twitter to provide assistance and information.
“Additionally, we have introduced a chatbot that effectively guides consumers, offering round-the-clock support for their enquiries and requirements. We understand that despite the presence of automated assistance, some customers may still prefer speaking directly with our team. In such cases, we are readily available to provide the necessary support and address their concerns. Our goal is to ensure that customers receive the assistance they need, precisely when they need it, leveraging the convenience and accessibility of digital channels while maintaining a human touch when required.”
Let’s do net zero
The company’s vision is to be the world’s best kitchen and laundry company, in constant pursuit of improving life at home. Whirlpool believes that home includes the planet that we all live on.
And the manufacturer’s commitment to sustainability and environmental responsibility is shown through the actions it has taken in the UK.
Whirlpool has committed to reach net zero across all plants and operations by 2023.
• Single use plastic removed from all UK sites (bottles, cutlery etc.)
• Zero waste to landfill at the Yate manufacturing plant and Peterborough HQ
• Recycle every part of the old appliances collected as well as the packaging of new ones
• Partnered with Youreko to show the lifecycle cost of new machines, which enables consumers to make the most efficient choice for them
• Green energy used on all 14 UK sites
• Biofuel now used for on-site vehicles (such as forklift trucks)
• Started a journey to switch all delivery and service vehicles to electric power
• Safely remove all harmful gases from old refrigerators before recycling them
• Reduced emissions linked to the use of Whirlpool products by 60% since 2005 and committed to a further 20% reduction by 2030
Earlier this year, Whirlpool, with its brands of Hotpoint and Indesit, announced that in the last 15 years over 850,000 appliances have been refurbished or recycled through its on-site processes at the Peterborough site.

Ian commented: “In the last 15 years we have made great strides in moving towards a complete circular production process. Eighty-five percent of what has passed through the site has been given a second life, with the remaining 130,000 units recycled by our on-site partner.
“We have also collected a further 165,000 tonnes of appliances to be recycled since 2010, providing the opportunity for the materials to be reused in new products; as well as opening three in-house factory outlet stores that are open to the public in Peterborough, Gateshead and Yate. We hope to open our fourth by the end of the year.
“We have for many years responded and adjusted to the growing demand for right to repair and offered greater access to more cost-effective appliances. The 15 year WEEE
11
LEADERSHIP & STRATEGY
ABOVE: Ian Moverley showcasing the site’s cooking facilities LEFT: Whirlpool has started switching its vehicles to electric power
We have collected 165,000 tonnes of appliances to be recycled since 2010, providing the opportunity for the materials to be reused in new products
anniversary provided us with the perfect milestone to share just how responsive we have been, and will continue to be, to meet the demands of today’s consumer.”
Whirlpool is well on track to achieve its goal of becoming net zero by 2030, and is actively exploring opportunities to incorporate solar panels, wind power and other sustainable alternatives across all UK sites. Although the recent energy crisis has posed challenges, the white goods manufacturer remains committed to making consistent improvements year after year.

“For other manufacturers embarking on their own net zero journey, my foremost advice would be to engage your colleagues and foster their understanding of the path ahead. It is crucial to involve them, as their actions and contributions, no matter how small, can make a significant difference. Net zero progress is not solely driven by company decisions, but also by the collective efforts of every individual within the organisation,” suggested Ian.
The tech side of things
Touring the Whirpool showroom, we got to see some examples of the latest innovative tech on display. The new induction hobs, with CleanProtect technology, feature an innovative nanocoating that allows you to easily
clean your hob with just a spray of water, while protecting it from tough stains and still keeping a shiny finish over time.
We also got the opportunity to see the GentlePower technology in action which carefully sprays water onto your laundry (like a waterfall) but still giving a thorough wash, while optimising water and energy use by 65% and 59%.
As a manufacturer, one of Whirlpool’s primary focuses is the development of connected products. However, it is crucial to ensure that consumers can comprehend the tangible benefits offered by each product. It goes beyond the potential energy and water savings; connected products have the ability to provide guidance on maximising product performance and enhancing overall efficiency.
Ian went on to say: “The concept of serviceability is closely linked to this. By understanding when a product displays symptoms that may require a technician's assistance, consumers can make informed decisions. Key product innovations we are witnessing include continuous improvements in energy and water efficiency, as well as reduced noise levels. Our approach has been to diligently identify the consumer's priorities and develop innovations that meet those specific needs, rather than merely introducing new features for the sake of novelty.”
Skills for life
The UK continues to face an enduring manufacturing skills shortage, which is a cause for concern. As an increasing number of schools prioritise higher education over vocational learning, there is a potential risk of inadequate training for highly skilled manufacturing roles. This not only results in skills shortages affecting various industries but also hinders overall economic growth.
While the UK boasts one of the highest university attendance rates globally, it also grapples with significant skills gaps in technical domains, including
Scan QR code for a video of the visit to Whirlpool

We have for many years responded and adjusted to the growing demand for right to repair and offered greater access to more cost-effective appliances
Ian Moverley, Head of Communications, Government Relations, Whirlpool UK
manufacturing. Addressing this disparity becomes essential to foster a well-rounded and thriving workforce capable of meeting the demands of the manufacturing sector and supporting the nation's economic progress.
Ian concluded: “Undoubtedly, we have encountered challenges when it comes to attracting the specific talent we desire. However, at Whirlpool, we have observed that once individuals join our organisation, they discover the numerous opportunities and potential for career growth available to them. As an example, I have been a part of this company for 27 years, and during my tenure, I have had
the opportunity to explore different areas, enabling me to develop new skills and expand my capabilities.
“When it comes to attracting the younger generation, we are actively highlighting the strength of our brands and our strong focus on sustainability. We recognise that these aspects hold significant importance for many individuals. Additionally, we are dedicated to assisting them in building a fulfilling career, as we understand the value of clear career development pathways and the ability to envision their professional growth within the organisation.”
KEY TAKEAWAYS
• Whirlpool is focused on developing connected products that provide tangible benefits to consumers

• Whirlpool has taken various actions in the UK to reduce their environmental impact

• To address the skills shortage, the company emphasises attracting and retaining talent through highlighting the strength of its brands

13 LEADERSHIP & STRATEGY
ABOVE: The Manufacturer team explore the reprocessing and recycling centre
ABOVE: Whirlpool has extended its range of appliances to encompass every facet of the kitchen
Achieving clearer visibility with
Cloud data
Ireland-based materials manufacturer Kingspan has recently deployed AWS accelerator solution, AMP, from Storm Reply to help the company maximise its data. We caught up with John Neary, Automation Manager of the company's Insulated Panels Division, to find out more
Founded in 1965, Kingspan’s building materials business has grown into a €8.3bn revenue company with over 200 manufacturing sites worldwide. In 2019 the company also opened its IKON Global Innovation Hub, dedicated to finding innovative solutions for sustainability, performance and efficiency in construction.

Following a previous spell with the company, John got a call to return to Kingspan in 2019, rejoining in 2020 just prior to the outbreak of the COVID-19 pandemic. Despite the obvious upheaval, John explained that the lull around projects and deadlines caused by the pandemic, allowed the company to dedicate time on other areas of the business.
“We still implemented projects globally, but they were far less in number,” he
commented. “However, this helped us with the standardisation of operations across the business, something we're seeing the fruits of now. As a company, we want to develop not only our products, but also the environmental element of the business, and we have a large, growing team that are enabling us to do that.
“We want to be able to manufacture and deliver equipment built and designed by us. For example, our chemical systems, from a product perspective, are all built in-house to retain IP.”
Data decisions
John explained that as the business has grown, so data has become increasingly integral to Kingspan’s strategy. In the past, the limited amount of data generated by the company was tied to statistical process control (SPC) systems, which helped the company harvest and store the data onpremises, but little else.
He added: “Our data was quite scattered in the sense that the plant in Ireland would be completely different, from a data perspective, to one in England. Again, with the lull caused by COVID those systems subsequently became obsolete and we ended up with a number of old operating systems running in the background. For example, Flash became a security risk.”
It was then that Kingspan had the opportunity to invest with Storm Reply on using SPC obsolescence as a tool and pipeline to start harvesting data up to the cloud. The company is currently working with Storm Reply on building out that offering. In addition, Kingspan also engages
INDUSTRIAL DATA & AI PARTNER CONTENT
14
directly with Siemens and Mendix from an Amazon perspective.
From an infrastructure point of view, the company has removed on-premise servers and the requirement for their maintenance. This has been done by the deployment of a simple edge device connected to a PLC, and this can also be supported remotely through Amazon Web Services.
“By putting data into the cloud we can standardise our whole system,” continued John. “So, a transducer in Kingscourt, Ireland, will be the same as a transducer in Pennsylvania. This means we can start comparing the two. Beforehand that would have been extremely difficult and would have involved trying to use Excel spreadsheets downloaded from a database. The fact that it’s now in the cloud means our people can run a report on both transducers and compare them from two different plants; everything is a lot more interconnected and streamlined.”
Legacy systems
Legacy historian, SCADA and statistical process control systems hold companies back from making data driven decisions, and while Kingspan has begun the journey to the cloud, it’s an issue the company is wrestling with.
The company still has legacy systems in place and is currently working through 22 ‘brownfield’ sites that have to be removed. These involve normal legacy IT issues where data is still being generated by those systems day-to-day, but running reports against that data is proving difficult.
“It’s only when we gather more data that we’ll really start to see the benefits,” John added. “And we're still very much in the infancy stage of this journey right now. We're starting to collect additional data from condition monitoring sensors etc that we didn't have with SPC systems, but we're also still running legacy servers to capture some of that data in some cases.”
With regards to data collection, Kingspan had many locations with a physical server on-site. That data had to be held for a certain amount of time which was proving a challenge in itself. The servers had to be kept stable and patched, and server downtime was taking up a lot of engineering resource.
“That resource has now been freed,” added John. “And we've also reduced our capital expenditure costs for those systems, because we're not having to buy them, (the servers, licencing etc). It's now more of an OPEX cost in terms of the data that we're
harvesting, and if the line goes down or we shut a plant. It means we haven't made an investment in a service which has then become redundant.
“Cloud has enabled me to see into my own team. I had two people in particular dealing with SPC; one has now moved into an automation lead role while the other is working with Storm Reply and AWS. I've theoretically reduced headcount in that area by moving onto the cloud-based system. We’re actually recruiting more people around the cloud piece so that we can bring the Amazon system to the next level ourselves. From a maintenance point of view, it's taken a huge headache away from us and freed up resources.”

To cloud or not to cloud
John explained that in terms of exactly what machine data is stored in the cloud, it is machine and company dependent. Currently, Kingspan’s flow, pressure and temperature data is stored on AWS cloud but there are set points from a machine perspective, that are on a HMI-based system for setups etc.
The company’s ultimate goal is to use its Amazon systems and AI to help predict failures and quality issues etc. Although it is a number of years away from that scenario, Kingspan is already working with Storm Reply on a proof of concept (POC) and Amazon on a profile system to make sure the company is heading in the right detection.
“At Kingspan, cloud, data and seeing what it can do is new for us,” said John. “We're very much a business that likes proof before we invest heavily in something. With those smaller investments we can start to answer those key questions around whether we implement predictive maintenance in the cloud; can we use the data from our machines to predict failures of pumps, motors, etc?
“Without Storm Reply we didn't have the expertise or the know-how to get these projects started; we had zero experience. Without them, we wouldn't be where we are now. They're going to work on the next POC with us to find a solution. And it's going to be based around the same developer master system that can then be rolled out to all of our plants without heavy investment thereafter.
“We want to start using our data in a meaningful way and want to make sure that if a piece of data goes out of spec, then we know what impact it has on our product. We’re working with Storm Reply on implementing a quality system in the cloud.
“From an engineering perspective, we would love the data to be able to tell us a product or piece of equipment is perfect, or when it needs a maintenance check. We also want it to develop into an MES system, using the data we're collecting, and link it to SAP and NetSuite. That will mean, from a production line perspective, if a global engineer installs a production line in any area, we ensure we’re offering the full package from an installation, engineering and operations point of view for the whole line. And that's where the cloud and Storm Reply will come in.” l
For more information visit: www.reply. com/storm-reply/en/amp-iot-solution
15
By putting data into the cloud we can standardise our whole system; everything is a lot more interconnected and streamlined
INDUSTRIAL DATA &
PARTNER CONTENT
John Neary, Automation Manager, Kingspan
AI
A company on its mettle when it comes to the environment

My alarm went off at 6.00am. Bleary eyed, initially confused at my surroundings, I squinted around the room that was filled with bright sunlight. In May, the sun stays high in the sky for most of the day in these parts. “Ouch,” I said forlornly, as a heavy, searing pain crept across my forehead and remained there all morning. I had woken up in a hotel room provided for us by our hosts at Ovako, who the night before had put on quite a show.
Slowly, flashbacks of the night before entered my brain, and I remembered what had caused me to lay here unable to move. “Schnapps!” Shouted Patrik Olund, Group Head of R&D at Ovako. “Every time we sing a song, we take some schnapps.” And there were a lot of songs. A couple were in Swedish, one was in Finnish and was impossible to sing and others were to the tune of ABBA songs, but with the lyrics changed.
Example: The CEO and I, to the tune of The Winner Takes It All. First line: “I don’t want to talk, about administration.”
Before the starter had even arrived, we’d sung at least six songs, with Patrik taking the lead with incredible vigour. Looking back, I think he may have written the lyrics to a lot of these songs himself.
Sat to my right was my colleague, Lanna Deamer. “What is actually in Schnapps?” she asked, looking tentatively at the size of the shot glasses in front of us. I took a sip of mine: “Bad stuff,” I replied. “You can have mine,” said Lanna.
Ovako
MAIN PIC:
16
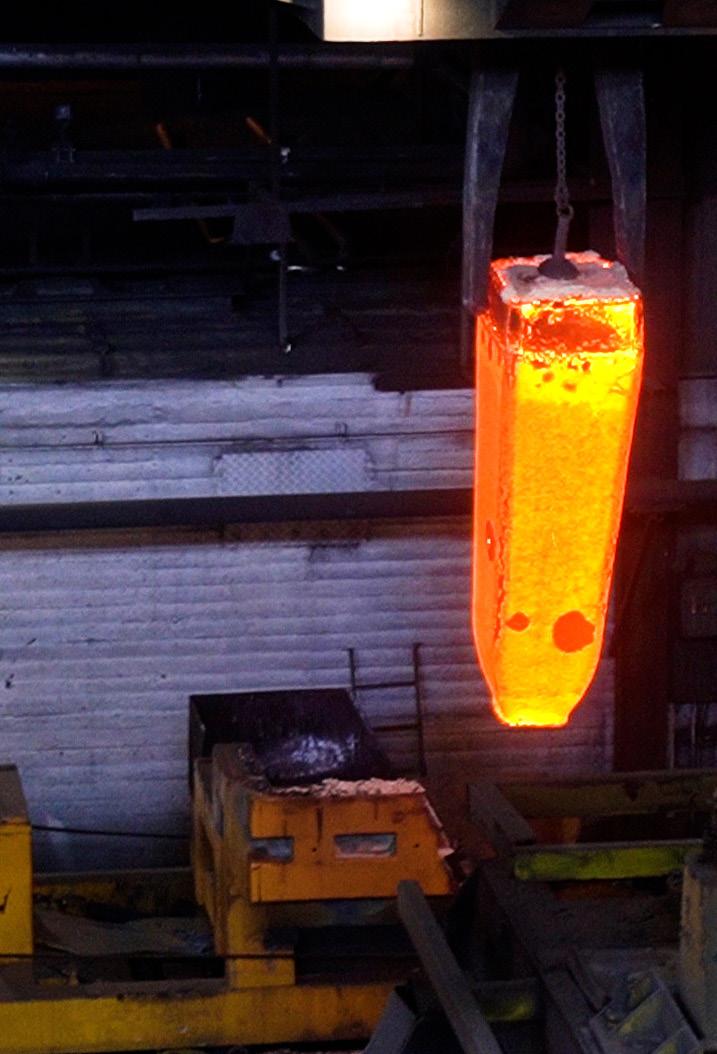
Inside Ovako’s electric arc furnace
SUSTAINABILITY
It turns out you can pick up quite a lot from a two-day trip to Hofors in Sweden. A boozy three-course meal complete with schnapps and a sing-along; a full and thorough explanation of world class sustainable manufacturing; a tour of the world’s first hydrogen steel plant; and this article you’re about to read, written by The Manufacturer’s Tom St John
Then the lady sat to my left passed me her schnapps and announced, “I’m driving.” In a bid to immerse myself in the culture and to not appear rude, I saw off the schnapps from either side of me… it was a poor decision.
Still lying in bed, knowing I’d eventually have to attempt sitting up, I thought back to the start of the night. Sitting out on a balcony enjoying conversations with members of Ovako as well as a handful of UK press that had come along on the trip, John Larsson, Vice President Marketing & Sales at Ovako announced: “As well as being great at making steel, we are really good at refilling drinks.” Several times, the man dashed to grab me another beer upon noticing I didn’t have one in my hand.
Then, after dinner, and after singing our way through what felt like most of Abba’s back catalogue, we ended up in a downstairs room with loud music where I had some Swedish whiskey. Just after the point of talking utter gibberish, but slightly before offering to break dance for everyone, I decided it was time to leave the party and stumble across the road to my room.
A long steelmaking history
The following morning’s walk from our hotel across to Hofors Bruk, the name of the site where the Ovako steel plant is situated, was only 15 minutes or so. John Larsson had said goodbye to us at the hotel – he was very much around for the drinking, but left when it came to the sensible stuff, a decision I had great respect for.
However, Patrik was on hand to show us around and eagerly informed the group that we were in an area of engineering heritage. Evidence has been found that manufacturing was taking place in Hofors around 2,000 years ago, with some highquality forged iron being uncovered close to the site.
“This was a steelmaking facility as early as the 1500s. The Hofors Bruk site was founded in the 1600s. From then on, we’ve had a very long and continuous steelmaking tradition here,” said Patrik, whose ability to get a party going was matched only by his knowledge and passion for Ovako.
“We are a steel company, specialising in what we call engineering steel, used for demanding applications. We’re perhaps most famous for the bearing steels that we produce, which we supply to companies all around the world.
“Bearings is a very important market for us, but we’re also involved across the whole of the automotive industry, plus we’re very active in the mining and rock processing industries.”
Sustainability before it was cool
The site was enormous. The Hofors facility is the company’s hub, with production in steel and billet rolling mills and in tube and ring mills.
Demands on high-performance steel components have increased over the years, having to cope with higher loads for everincreasing periods. Ovako’s clean steel, produced at this site, has evolved to meet these tougher requirements.
You’re probably wanting to hear more about the ‘hydrogen steel plant,’ mentioned at the top of this article. The clean steel is a product of this, but we’ll get to that shortly. It’s important to set the scene when it comes to Ovako’s sustainable credentials as this is a company that has always had circularity at its core, going back hundreds of years.

Due to the very material manufactured by the company, it realised early on that it could do more with less. Steel is 100% recyclable, which means that you can continuously remelt it while keeping the same quality. For every newly produced tonne of steel using recycled material, 1,100kg of iron ore and 600kg of coal can be conserved as well as energy savings of 74%, compared with the same process using raw materials. “It’s an amazingly unique material,” said Vendela Stenuis, Sustainability and Communication Specialist at Ovako.
“Sustainability has been with us for our entire history,” she said. “We were using the circularity process - remelting steel scrap

SUSTAINABILITY
Sustainability was being practiced at Ovako before it even became a word in the dictionary Vendela Stenuis, Sustainability and Communication Specialist, Ovako
ABOVE: Patrik Olund, Group Head of Research & Development, Ovako
to make steel - here in Hofors 500 years ago. Sustainability was being practiced at Ovako before it even became a word in the dictionary.”
The same steel scrap process is used today. Of course, in 500 years the process has been refined and improved upon. In 2012, Ovako started the conversion from fossil fuels to electricity in the heat treatment process.
Scan QR code for a video of the visit to Ovako

Vendela continued: “We have a carbon neutral operation, but we do still have emissions, we know that. A year and a half ago, we decided to counterbalance our emissions with carbon offsets. We are the first steel company in the world that is carbon neutral in our operations.”
When asked what has spurred the company on to become so sustainably minded, she answered: “First of all, there is regulation. Much like UK companies, we have legislation to think about in Sweden.” The environmental policy in Sweden contains several climate goals, with companies actually having to act a bit faster than those in the UK. By 2045, Sweden is aiming to have zero net emissions of greenhouse gases in the atmosphere; five years sooner than the UK’s 2050 target.
“That makes us want to push sustainability even harder to stay ahead of that legislation,” explained Vendela. “Our success comes from a need to continually improve because we constantly want to push ourselves to be as environmentally friendly as possible.”
Ovako, like every other big manufacturer globally, is building all of its sustainable practices towards the end goal – net zero. It was interesting to hear from Vendela that Ovako’s time frames are pretty similar to most others. “We want to reach zero emissions. Of course, that's our long-term target. We're looking at 2030 to reduce them by 80% and in 2040 to reduce them by 90%.”
It gave me the sense of measured, sensible expectations. Ambitious, of course, but not overly so. The targets aren’t flashy, just for the sake of a headline. This will be done gradually, through continuously
improved processes. There is another key driver in this of course, as Vendela mentioned: “The hydrogen project will allow us to make a big step towards our targets.”
Hydrogen pioneers
That leads us on to the main event. First, we were taken to see Sweden's largest electrolyser for the production of fossil-free hydrogen. Then, we were taken into the furnace to see the manufacturing process up close. Not too close though or your face will melt off. It was absolutely roasting in there. I mean, of course it was, but I can’t stress enough just how hot it was. Anxiety inducingly hot. On the bright side, it went a long way to knocking the hangover out of my system.
Large steel billets, so hot they were turned a molten lava shade of orange, were being lifted mechanically from the furnace across to the factory to be rolled. This is the most visually and physically exciting part of the manufacturing process.
After the scrap steel is melted down in the electric arc furnace that we were standing in, it’s then cast into ingots of about four tonnes each. The ingots are heated up before being rolled. This is the part of the process where hydrogen is introduced, making Ovako the first producer in the world to use this technology. “Once the ingots are rolled, they are then cut into pieces, before being taken further downstream in the process,” explained Mikael.
“We send some of these to the rolling mill in Hällefors, (a municipality to the southwest of Hofors) where we produce smaller sized steel bars. Others we convert into hot rolled rings and tubes. The tubes can also be cold in order to have even smaller dimensions and other mechanical properties.”

Every stage of the manufacturing process is electrified. The heating of the billets before rolling, the smelting part and also the reheating that takes place after rolling. Mikael added: “We have converted almost all furnaces worldwide to electrical heating.

LEFT: The hydrogen plant in Hofors will make Ovako the first manufacturer in the world to heat steel with hydrogen prior to rolling

18
We’re showing the world that you can exclude carbon dioxide from certain stages of the steel manufacturing process
Mikael Persson, Project Manager, Ovako
But to heat up the billet before rolling, you need to go to incredibly high temperatures, which is almost impossible to do directly with electricity.”
He continued: “So now, via electricity, we can switch from propane to hydrogen, which gives us a carbon dioxide-free fuel for the heating before rolling phase. We can now say that we’ve electrified all the steps in the steel manufacturing process and that it is fully fit for purpose. We’re not using any fossil fuels in our end products.”
Mikeal told us that trials for this project were first undertaken in March 2020. Lanna, recovering from the heat of the furnace, asked Mikael: “Did COVID slow this down?”
“Yes,” he replied, “COVID was picking up at this point, for sure. But still, we were able to continue the project. It felt slow, but that said, I don't know if we could have progressed any quicker, even without COVID, because there's a lot of preparation that needed to be done during testing.”
When quizzed on the tag of ‘hydrogen pioneers’, Mikeal added: “Have we been called hydrogen pioneers!? That’s a good one. The technology for producing hydrogen and oxygen is no secret. Electrolysers are used everywhere. The pioneering element of this is we’ll produce enough with hydrogen to supply all our furnaces. We also won’t have any storage.”
He added: “There are other hydrogen factories in the world, some big ones too. But they combine other processes which use fuels like petrol and so on. This is a big hydrogen factory within a steel plant, which uses hydrogen at the same time as it’s produced; no one has done that before.”
This is a project that has gained a lot of traction in Sweden, with partnerships from key players in Nordic industry such as Volvo Group, Hitachi Energy, H2 Green Steel and Nel Hydrogen. They are supplying Ovako with different components and technical solutions for the plant. The plan is to use local hydrogen production in all Ovako’s units where steel is rolled by 2030, provided there is a good supply of fossil-free electricity.
“By doing this,” concluded Mikael, “We can show the world that you can exclude carbon dioxide from this stage of the steel manufacturing process.”
Adjö, Ovako (that’s Swedish for goodbye)
This was a lesson in sustainable excellence, although, Ovako is still faced with a conundrum that UK manufacturers also regularly report – the management of Scope 3 emissions. “Scope 1 and 2 is easy,” said Vendela, chuckling. “They belong to us, but capturing and managing the upstream and downstream emissions of our customers and our suppliers is harder.
“We have a great relationship with them but getting that information and then working out a calculation of those emissions is tricky. They know what their Scope 2 is, but how much of their Scope 2 is our Scope 3?”
She continued: “We’ve committed to science-based targets, and this fall, (autumn) we need to get those targets approved and that includes Scope 3 emissions. So, we have planned for that, and we will manage to capture that data.”
This was almost reassuring to hear. No company is completely infallible when it comes to sustainability, how could they improve if they were? Words we heard often on this trip were ‘improve processes’, and there’s a clear trail of that when you look down the timeline of Ovako’s sustainability journey.
We bid adjö to our hosts, collected our belongings and were taken on the two-hour drive back to Arlanda Airport in Stockholm. This was an eye-opening trip to one of Europe’s genuinely inspiring examples of environmental progress. These guys make first class steel, but truly dangerous schnapps - I for one, would visit again.
KEY TAKEAWAYS
• This is a genuine world-first technology for the heating of steel before rolling.
• Despite the metal’s recyclable qualities, the steel industry is a historically large carbon emitter. Ovako is one of the companies bucking that trend.

• Not touched on in the article, but Ovako has similar industry-wide problems when it comes to attracting diverse talent.
• Sweden is a beautiful country to visit during the spring and summer months. Just don’t drink the schnapps.
SUSTAINABILITY
ABOVE: A four tonne steel ingot being lifted across Ovako’s factory floor before being rolled
19
BATTERIES INCLUDED!
Philadelphia Scientific triumphed in the Product Innovation and Design category at The Manufacturer MX Awards 2022. The editorial team paid a visit to the company’s Bolton home to find out more
One only has to look at the meteoric rise in electric vehicles to know the role the humble battery is playing in our daily lives and in wider society. However, this is certainly not something you have to tell the team at Philadelphia Scientific. From battery handling and monitoring to watering and cleaning, the manufacturer provides a plethora of advanced technology solutions to the industrial battery industry.
The company specialises in the research, design, development and manufacturing of products for motive power, standby and automotive batteries, in addition to tools that maximise battery performance. Philadelphia Scientific serves a global marketplace from multiple locations around the world and are holders of an extensive patent inventory.
On arrival we were greeted by the wonderfully named Andy NapoleonHill, Philadelphia’s Sales and Marketing Manager, who showed us into the company’s Bolton factory, a former cotton mill. “We know if batteries are maintained properly and used as they're supposed to be, then they perform better and last longer, and we've been developing and manufacturing products that make that happen for nearly 40 years,” he said. “Typically, customers using our technologies tend to see an improvement in battery performance of around 25- 40%.”
It just got interesting!
Once settled in, the company’s Duncan Jones introduced himself, sporting a full cast on his leg and accompanying walking stick (the result of a baseball
injury). “It’s healing pretty well considering it only happened five weeks ago,” he told us optimistically. When he’s not trying to steal second base, Duncan is Philadelphia’s Founder and Managing Director, heading up the company during what has become a fascinating and exciting period.
Duncan explained that simply, batteries have traditionally been thought of as boring; a necessary set of products and technologies for many industries, but not one that elicited any kind of interest or passion from those that had to deal with them.
However, in the current climate, with the push towards renewables and energy reduction, all of a sudden, it’s a technology that people are becoming more familiar with. For example, there has been a recent push from industry towards lithium batteries, as they can boast fantastic energy density and can be charged very quickly. The drawback is that they are expensive and hard to recycle.
“People have therefore, been looking for alternative methods of making traditional lead acid batteries perform better,

20
INNOVATION & DESIGN
LEFT: The push towards renewables and energy reduction has resulted in increased interest in battery technology
as they are far more recyclable,” said Duncan. “We've been involved with this type of technology for a long time and our products help make those batteries applicable to new markets."
In addition, Duncan explained that nowadays consumers expect that high value products are also intelligent e.g., the average washing machine now comes with an app and a new car will have certain digital control systems. “Likewise, when people buy a battery, they expect it to have digital capabilities too. That's been very useful for us as we make tools that make that possible.”
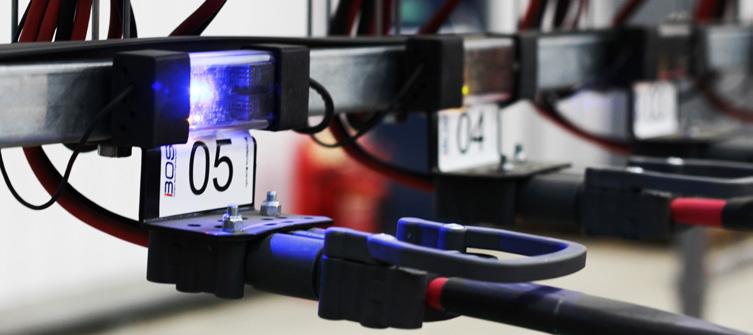
One such tool is Philadelphia’s online data portal, batterymanagement.net. This online hub takes all of the data captured and uploaded by Philadelphia’s range of products, such as the iBOS and eGO!, and translates it into easy-to-understand information and reports.
These data-charged reports, provide managers with the hard facts to run their battery rooms, save resources, verify savings and assure continued efficiencies into the future.
The devil is in the data and batteries and chargers that service a fleet of forklift trucks, for example, comprise a technology investment possessing a huge amount of data that can be analysed and compared to reveal even more powerful ways to cut costs on all fronts.

Philadelphia Scientific has eight product categories with thousands of different variants designed for specific customers, regions or uses. “We try and pre-manufacture as many of the sub-assemblies as we can,” said Andy. “However, because we manufacture regional or customer specific products, we can't manufacture to stock.
“Therefore, we try and work with local suppliers as much as we can. This means that for any components that we use, we have a reliable source and supply chain to make sure we can meet the demand of our manufacturing processes and keep everything all in one place.”
A recipe for success
Andy believes that the ‘everything inhouse’ mantra was a key factor behind Philadelphia Scientific’s victory in the Product Innovation and Design category at last year’s TMMX Awards.
He said: “We essentially run an end-toend closed loop manufacturing process, from working with our customers and industry to establish the concept, and bringing it in-house to our R&D team (who we've invested heavily in). We believe that's a really strong area for growth.
“We can take a product from design all the way through to manufacturing and sales, and then loop it back into the process. So, if anything needs to be tweaked or improved, we have that capability and are small and agile enough to carry it out quickly - having a small, bespoke team that can take an idea from concept in month one to shop floor in month six, is something that can’t be achieved anywhere else.”
Duncan added that a key element to innovation and design is firstly establishing that there is a target market. “I see over and over again, particularly in our industry, products being developed that nobody asked for. Until you've figured out that there's a need for the product, don't start that journey,” he said.
He also stressed the importance of understanding value. The industrial world doesn't have an ego, so a product isn’t going to be designed for style. Therefore, value and ROI is crucial, and if you don’t have those two key elements the product won’t be successful.
A third, and equally key element, is ownership; having someone that is responsible for the product. When a Philadelphia design engineer develops a product, they become the owner and get a commission on sales, now and in the future. “That gets them engaged and makes them eager to ensure the product gets to market and stays valid, rather than just staying in development. I think that's quite unique in the R&D world.” Duncan added.
21
INNOVATION & DESIGN
ABOVE: Philadelphia Scientific’s battery monitoring products make sure that batteries are properly maintained, making it less likely that there is any need for repairs or replacements
We know if batteries are maintained and used as they're supposed to be, they perform better. Our products help make this possible
Andy Napoleon-Hill, Sales and Marketing Manager, Philadelphia Scientific
KEY TAKEAWAYS
• Philadelphia has eight different product categories with thousands of different variants
• Batteries and battery systems are now expected to include digital capabilities
• Philadelphia Scientific customers are experiencing an improvement in battery performance of around 25- 40%
• Batteries will form a key component of industry’s future decarbonisation strategy
• In-house capabilities were key to Philadelphia Scientific winning the Product Innovation and Design Award at TMMX Awards 2022
Challenges
Like all manufacturers, Philadelphia Scientific has had to react and adapt to a number of different issues over recent years.
One that is ongoing is the drive towards sustainability and increased efficiency.
It’s here that the company is embracing digital technology via the use of robotics to take over mundane worker tasks. It is also decreasing waste by replacing all paper-based instructions with dynamic QR codes that can be updated remotely.

“Some of our challenges are fundamentally connected to resistance to change,” Duncan added. “Many traditional customers around the world have managed to get by for the last 20 years without digital technology in their batteries, and so often question why they need it now. Getting them to change that mindset is difficult.
“And then from an employer perspective in manufacturing, it’s also a challenge to eliminate the fear that robotics and digital technologies are going to replace people. On the contrary, they're there to make workers’ lives more efficient, and that way we can sustain the growth in the business and make workers’ jobs more valuable.”
Since the company purchased its current building, which dates back to 1888, it has been renovated and
ABOVE: Philadelphia’s online data portal, batterymanagement.net, takes all of the data captured and uploaded by Philadelphia’s range of products, such as the iBOS and eGO!, and translates it into easy-to-understand information and reports
insulated, has had low loss glass installed as well as a digital heating control system, all of which help reduce the building’s impact on the environment.
In addition, six half kilowatt solar arrays have been installed on the outside of the building which are used for charging EVs and have been active for the last year. The next stage will be the installation of a 50kW array which will run the entire length of the building, with the
Scan QR code for a video of the visit to Philadelphia Scientific

22
INNOVATION & DESIGN
objective of taking Philadelphia’s entire manufacturing off grid.
Andy added that the company has experienced slight knock-on effects from the COVID pandemic and over the past two years, have had to increase component stock by 50% to ensure customer demands are met.
 Jones,
Jones,
“The situation is improving slightly,” Andy continued. “We are seeing an ease in the supply chain and it’s getting easier to source the microchips and silicon-based modules that we use in our components, for example.

“To mitigate this challenge and help secure the supply chain and the process of how we go to market, we redesigned some of our products to have a more uniform fit in some components. That means if we have a rush on a certain product, we have the components already in-house and in stock, enabling us to meet customer demand as quickly as possible.”
What does the future look like?
Duncan concluded that, like it or not, batteries are going to be an essential part of everyone’s decarbonisation
BELOW: Since 1983, Philadelphia Scientific has brought advanced technology solutions to the industrial battery industry


strategy. “What we want to do is make sure that the batteries that are out there perform as well as they can.
“We want to have our monitoring technology on every industrial battery. From an environmental perspective, that's going to help reduce the number of batteries that are needed and help them last longer. And obviously, from a manufacturing perspective, that means more products being made here, which will mean more jobs and more innovation. l

23
Nowadays, when people buy a battery, they expect it to have digital capabilities. That's been very useful for us
Duncan
Managing Director, Philadelphia Scientific
LEFT TO RIGHT: Andy Napoleon-Hill, Sales and Marketing Manager and Duncan Jones, Managing Director, Philadelphia Scientific at last year’s The Manufacturer MX Awards 2022
ABOVE: Philadelphia Scientific’s Bolton home dates back to 1888
LESS ALL YOU NEED IS
on partners and supply chains for Scope 3 or embodied carbon, which typically means all materials used that contribute to the operation and comprise the major contribution to emissions by any organisation.
However, Gordon added that as long as the overall direction of travel is focusing on reducing materials use wherever possible, then reusing everything you can and looking to recycle the remainder, as an organisation you're helping reduce contributions to the increase of CO2 equivalent emissions in our atmosphere.
The approach can work even when you cannot get full transparency of your overall supply chain.
"Reducing at Gripple has been based around using less energy and less materials, and we've designed product solutions that use 25% less material. If you use 25% less material broadly, you're going to cut those emissions," he explained. "The same applies to packaging."
Gripple also looks at where business opportunities can align. The company has already spawned a new business making returnable packaging, further increasing the share of materials reused. Already, it's "really viable", turning over around £20m a year.
Emissions reduction through innovation

With so much analysis reporting that numbers on carbon emissions aren't adding up and even technology and manufacturing giants accused of greenwashing to boot, it can be hard not to feel that fighting off the climate crisis might be unrealistic or even impossible.

However, Gordon Macrae, Special Projects Manager at Yorkshire-based wire joining and tensioning systems provider Gripple,
said the overall picture is what's important. Having accurate numbers to hand is not necessarily critical to an organisation's success in carbon reduction.
"What every business should be doing today, irrespective of having the correct data or not, is reduce, reuse, recycle," said Gordon. He added that many manufacturers have cottoned on to the benefits of data collection and data strategy for reducing emissions in-house.
Yes, it's still hard to get accurate figures
Gripple has also built up a product group for anchoring systems for matting that allows vegetation to be planted on, for example, defensive levees against flooding and constructions to prevent soil erosionanother cause of emissions.
"These are all the sorts of things you can do today, and it is beholden on manufacturers. But, I am quite critical of the government not putting enough money into the knowledge base to give us a better understanding of using alternative materials and recycling," Gordon added.
"Our products are often all about having to meet performance requirements, and that's often one of the reasons why you have to use virgin material."
How manufacturers can boost carbon efficiency across their full supply chain - even if they can't accurately trust supplier estimates
SUSTAINABILITY
Fleur Doidge is a contributing writer to The Manufacturer and themanufacturer.com
He conceded that Gripple is fortunate because it's vertically integrated, enabling the manufacturer to take components used when building machines and redeploy them in a different machine, or somewhere else. "A big challenge is that 80% of our products go into construction which is much more difficult to deal with. There's some work to do there," he added.
Instead of focusing on the latest numbers, manufacturers can make progress by becoming more open, sharing peer-to-peer information about experiences, providers and collaborative efforts to develop more collective thinking and innovation, for instance among users of heavy metals based in Sheffield in Gripple's case.

"Manufacturers aren't very good at sharing information and best practice. Yet this is a much bigger challenge than individual companies. It should be to everyone's benefit if we can find better ways of doing things," he continued.
Organisations such as the Sustainable Digital Infrastructure Alliance (SDIA) have been hammering home the point that stepping outside the office to speak to local people beyond the business can help find synergies. By sharing information and collaborating on practical solutions, even
RIGHT: Trees and forests can help counteract some emissions although reduction is key overall IMAGE: Landon Parenteau /Unsplash

more resource use can be reduced and materials reused or recycled.
The pros and cons of current transport infrastructure can restrain manufacturing efforts to cut emissions. Why not work together to lobby for or apply for funding for better cycling and pedestrian facilities? Or employees at different businesses might club together to reduce emissions from their work commute through car-pooling, for example. Can materials, water or energy used by a factory be redeployed for cooling assets at some other operation or even in residential areas?
Work with what and who you know Tasha Lyth, Sustainability Manager at Gripple, recommended the approach of stepping outside the door and talking to people. If a business can figure out what's going on locally, there can be a real chance to develop mutually beneficial solutions.
"If instead you spend 12 months trying to establish your starting point with data, by then your information is probably no longer
relevant for the current business position," she pointed out.
People you have in-house also often have knowledge that isn't leveraged, including in relation to where resources are wasted. When cost savings can be coupled up, the result can be "environmental savings all day long" and you are almost certainly reducing your environmental impact.
Lyth added: "Ultimately, if you've got experienced people who know your business, then they will also know what material means to the business. If I sit down with our senior leadership team and ask
BELOW: Facilities can benefit from taking an overall 'big picture' view IMAGE: Marcin Jozwiak/Unsplash

25
SUSTAINABILITY
Reducing at Gripple has been around using less energy and less materials, and we've designed product solutions that use 25% less material
Gordon Macrae, Special Projects Manager, Gripple
where they think our carbon hotspots are, they might not have the numbers in front of them, but they will certainly be able to identify those areas," she said.
Tasha went on to highlight that the need to calculate emissions or perform weightings of carbon can feel like "some kind of dark art" when actually it's just conversion factors that are manageable by a "fairly savvy" Excel user without significant training. Simply identify the right people and show them what's needed, and you can be well on the way to figuring out your emissions.
"If you are wanting to set a net zero or carbon neutrality target, you need to have numbers to back it up. So if you want to embark on that public commitment, there is probably a reasonable amount of data work to do for a couple of months," added Tasha.
"However, if you just want to do the right thing, there's absolutely no requirement to make that public commitment and reducing emissions can just be part of your business culture. It's about making a start and being bold."

Gripple does its key data collection as part of its reporting period at the start of the year. By each March the company aims to have the full carbon emissions account and set for the previous year. That gives the organisation enough good information to figure out whether its reductions and savings are on track and to scope out the next steps to keep the momentum going.
Tasha added: "We also have dashboards and information currently live within the business that's used internally. We don't share that information but we use it to drive behaviour and change."
Work with suppliers on data
To achieve a fully data-driven and compliance approach, Mike Hardisty, Head of Environmental Sustainability at EngineeringUK, said it can become essential to tackle supply chain partners directly. Actually ask the supplier about its environmental achievements and initiatives, and consider whether they sound substantive or more like window-dressing.
"Check if the supplier has an environmental management system that meets ISO 14001 or similar," Mike said. Product claims can often be independently verified by a respected third-party. Construction products and materials, for
ABOVE: Technology and e-waste are major contributors to Scope 3 embodied emissions

- IMAGE: John Cameron/ Unsplash
example, can come with an Environmental Product Declaration (EPD) of the environmental impact associated with each unit of product.
"EPDs cover a pre-defined scope to avoid suppliers under-calling the impact by choosing to ignore certain areas. As an example, at EngineeringUK we only use paper that has been certified by the Forestry Stewardship Council (FSC)," said Hardisty.
Manufacturers can also request that their supplier submits their corporate emissions data to the CDP (formerly the Carbon Disclosure Project) and sets a carbon reduction target through the Science Based Targets Initiative (SBTi).
KEY TAKEAWAYS
• Scope 3 (embodied carbon) emissions from partners and across supply chains are the toughest to calculate
• There's no need to wait for accurate data - what matters is to head in the right direction
• Reduce materials use everywhere you can, working with what you know and can learn
• Reuse materials wherever reduction isn't possible, and recycle what's left
• Innovate internally and externally to create approaches to increase the overall amounts you reduce, reuse and recycle.
26
Consider developing environmental product declarations (EPDs) for your own products, to see how they compare
Mike Hardisty, Head of Environmental Sustainability, EngineeringUK
SUSTAINABILITY
"Adopt an internationally recognised carbon reporting framework, such as the Greenhouse Gas Protocol (GHG Protocol) or ISO14064-1. EngineeringUK adopted the former," he continued. "The basic [carbon emissions] calculations are quite straightforward although getting the right data often isn't."
He warned that all 13 Scope 3 categories of emissions must be considered if nothing significant is to be missed. This suggests that many manufacturers may need to invest in special training for one or two people and a potential investment in third-party computer software - such as Emitwise for automotive, FMCG or packaging, OneClick LCA for construction projects or Watershed for consumer goods and supply chains.
"Consider developing EPDs for your own products, both to see how they compare and to better understand how you can reduce the impact of your products. This will require specialist software or outsourcing to specialist carbon consultancies," Hardisty added.
Luke Walsh, Managing Director at Liverpool industrial communications specialist Brainboxes, commented that the firm has been accredited with ISO 140001 for years and for sustainability via EcoVardis. "However, internally we see this as a small step, validating where we currently are and setting a pathway to demarcate future improvement."
He added that smaller manufacturers especially, can struggle to impose supply chain compliance and restraints, with suppliers not necessarily offering transparency when asked and as a result, like Gripple, the company is focusing on internal transparency first and aiming to influence the supply chain by example.

"Brainboxes now monitors and exposes all energy consumption data to all staff within the organisation," Luke said.
At Brainboxes, sharing is caring Brainboxes is using its own industrial communication and monitoring expertise in-house alongside a view of cost and the carbon footprint. "We display this data in our foyer, next to the coffee machine. When taking a break, staff will often review the data and suggest improvements to management," Luke revealed. For example, sequencing start-up of the machines each morning on the production line, turning the compressor off during stocktake when not required or turning the air-con up 1oC.
Brainboxes also made the tools it uses to do this open source and are available
TOP: Brainboxes' Luke Walsh says it can be tough as an SME asking for more transparency ABOVE: ABB's David Lowen says that manufacturing facilities reduce energy costs and carbon emissions using its own tech
on its website, so customers and suppliers alike can implement this for themselves for a low investment. "However, let's not forget this is just the beginning of the journey; no business has cracked this yet. It's a multidecade process," Luke noted.
He added: "We've seen many challenges in understanding how sustainability affects our supply chain." That includes when talking with plastic enclosure suppliers to understand how Brainboxes can source sustainable alternatives, or with its packaging supplier, clarifying what claims it can make on the box for the percentage of recycled materials involved. Luke stressed that this is tougher for SMEs, as large suppliers don't necessarily feel obliged to deliver greater transparency.
Yet it is possible to deliver rapid results, reduced costs and return on investment, even if your budget is relatively small. David Lowen, UK Lead Business Manager, ABB Electrification explained: "Improving industrial energy efficiency is the fastest and most effective way for a business to cut energy costs and greenhouse gas emissions."
Sophisticated products are available
Of course, ABB offers a range of products aimed at reducing electricity costs, such as ABB Ability Energy and Asset Manager, and building towards a fully sustainable future will ultimately entail a full understanding of energy consumption by the organisation.
"An energy audit can pinpoint areas of opportunity, identifying how and where the business is using and wasting energy," David said.

He recommended devoting some time to plot a long-term shift to, for example, clean and sustainable electricity. Even relatively small organisations might in future contribute on-site to renewable energy generation and micro-grids. Meanwhile, "galvanise the workforce", so everyone's decisions on energy use can be improved.
ABB manufacturing facilities have reduced energy costs and carbon emissions using its own tech, creating a blueprint for others to follow. David explained that its Dalmine factory in northern Italy, for example, has used tech upgrades and digitalisation to reduce its own emissions by 25%.
"Energy efficiency improvements in particular have extremely attractive returns on investment and payback periods that only increase as energy prices rise," he said. "Greenwashing claims shouldn't hold back manufacturers from conserving energy and meeting their sustainability targets." l
27
Let's not forget this is just the beginning of the journey; no business has cracked this yet. It's a multidecade process
Luke Walsh, Managing Director, Brainboxes
SUSTAINABILITY
CULTURE IS CRUCIAL
Your culture could be your company’s vaccine or virus. Here, Fiona Anderson, Culture Catalyst and Founder at Koolmill Systems and consultancy My Change Expert, explores what culture truly is, why it’s so crucial and highlights best practice from our sector

Focusing only on the bottom line is no longer acceptable for any business. If you are struggling with retention or recruitment, or both, then your company culture (the fuel that powers the driving force in your business… your people) could be holding you back.
Your company culture may appear to be that fluffy stuff on the periphery of the really important business operations but,
when ignored, it takes on a life of its own and is likely to be the root cause of any retention and recruitment issues that you are facing.
Your company culture is your business purpose, vision and values, underpinned by clarity around the conduct that you expect. Your culture is the behaviour of your leaders, copied by your managers and amplified throughout your business. Your culture
leaks through behaviours, priorities, tone, communication and interaction.
Culture is not a poster, policy or words on your website – your culture is your USP – it is what creates your employee experience which in turn creates your customer experience. It is something we sense when we meet online, visit you in person, look at your web, access your digital channels, arrive at your reception, walk through your
PEOPLE & SKILLS
How are your leaders and managers creating an
where
and the company can thrive and grow?
Assessing value
Is your culture your vaccine or your virus? What is the ROI from investing in your culture? You can diagnose how much your culture is likely to be costing you. Here are two options.
Global research company Gallup has identified that every disengaged employee costs you one-third of their salary. Your disengaged employees are likely to be negative, obstructive, poor timekeepers and less productive mood hoovers. What are your staff survey results telling you? Calculate the salary costs for the percentage of staff who are disengaged and then calculate one-third of that value.
To achieve a more accurate figure for executives to explore, you can also use our ‘7 Significant Signals’ diagnostic. It creates a RAG (red, amber green) report and highlights the impact that your culture is likely to be having on your business performance. It brings the invisible into the board room for all to see, explore and agree the changes needed. Visit mychangeexpert.com.
Retention
So, what is it like to be an employee in your company? We invite you to step into their shoes to understand their experience in your business. If I am an employee of yours:
• What flexibility is available for me to manage my home commitments and working hours?
• Do I understand what is expected of me at work?
• Do I really understand what is expected of me at work?
• Do I know how I contribute to my team and business success?
• How am I encouraged to contribute to improve things?
• How do I know I am valued?
Agata Choma, Head of Operations, Woodlands Home and Garden Group

Finding candidates: In this difficult recruitment climate, it is important to expand your sources for finding candidates. When Woodlands Home and Garden Group started to rapidly expand in 2020, we started our collaboration with Tempus Novo, a charity founded in 2014 by two serving Senior Prison Officers at HMP Leeds.
Tempus Novo works with offenders who are committed to transforming their lives. We have an opportunity to employ skilled, dedicated candidates who are thankful to be given an opportunity. We have found that they are motivated to contribute more to the business because they have been given this opportunity. It has proven to be very beneficial to Woodlands and the candidates have a dedicated caseworker, who offers 24/7 support.
Recruiting on a Saturday: We have also organised very successful Recruitment Days on Saturday mornings. Many of our potential candidates struggle to take time off work during the week to attend an interview. We have discovered that recruiting over the weekend allows us to expand our candidate pool.
premises or contact your help line. It cannot be copied or protected by IP, but it can be what attracts and retains your people. Alternatively, it can be the cause for high turnover and customer complaints. Where company culture is ignored there is often little investment or leadership commitment to what is crucial to staff (and customer) retention and recruitment.
• Do you know what is important to me and my future?
• How am I encouraged to develop my skills and capabilities to progress here?
• Are you willing to invest in me, my wellbeing and personal growth in your business?
If you want to retain your employees then you need to understand what is important to both your existing and future workforce. The generations that you are

PEOPLE & SKILLS
environment
people, teams
CASE STUDY 29
Laura McBrown, Managing Director, G&B Electronic Designs

Retention: Managing the ‘soft skills’ or ‘behavioural’ issues. We changed our job descriptions into scorecards and added the soft skills/behaviours we expect from our Team G&B members to deliver our values. All team members score themselves on the required skills and these behaviours as follows:
1. Needs training/support/development
2. Trained/as expected
3. Going above and beyond (note that an example is required to achieve this score)
This then gives our managers and supervisors a framework to tackle behaviours that aren’t in-keeping with our values and culture. For example, let’s pretend that Jim has scored himself a 2 for ‘willingness to learn and develop’ but the next time we need him to try something new he is reluctant and is quite negatively vocal about the training. His manager can take him to one side and say: “Jim, you scored yourself a 2 for willingness to learn and develop, what is making you feel reluctant to embrace this particular training?”
It is important to tackle and focus on the behaviour and not the individual to get the best outcome and develop trust. Be clear about what behaviour specifically is the issue i.e., talking openly about not having time to do the training rather than accusing Jim of being negative. Instead of ‘why’ questions, which implies blame, try more ‘what’ questions, which shows you wish to understand and trust will build as a result. You may even learn something that could be really important.
Recruitment: A values win/win. We go for a casual coffee to start with; nothing formal. However please don’t confuse this with a lack of planning. This meeting is all about understanding each other’s values and sharing our why/purpose and ‘the way we do things around here’.
If that brutal honesty about who we are and what we are trying to achieve resonates with that person, the conversation will take on a natural momentum. If that goes well, we then move onto a more formal interview.
We also orchestrate the process so that during each visit we have the maximum number of touch points with key team members and feedback is sought from each before a decision is made. It is surprising how many candidates still let their true colours show when they are dealing with someone they consider not to be ‘important’, and this says a huge amount about someone’s values.
We are also members of the ‘Circle Back Initiative’ which is all about the recruitment candidate experience and ensuring that every candidate that makes the effort to apply for a role with us gets constructive feedback to help them be more successful in the future.
We keep in touch with successful candidates during the notice period to ensure that any questions they have get answered and concerns, that may make them change their mind, are addressed. This time is also used as an opportunity to develop the relationship.
We then plan a bespoke onboarding schedule for their first two to three weeks to give them an opportunity to build relationships internally and get a feel for our culture.
seeking to attract and retain are most likely to be purpose driven. This means they are seeking an environment where they, their team and the business can thrive and grow.
They need to know how their work is contributing to what is important to them. They need to know how the business they work in contributes to what is important to them. They need to know what flexibility they will have to manage both home and work commitments. A business that focuses on the bottom line alone is no longer acceptable to the employees of today.
So how are your leaders and managers creating an environment where people, teams and the company can thrive and grow? (NB: people also includes communities outside of the workplace; environment also includes the place they work and the world we live in).
The working environment that leaders and managers create is your culture. Most leaders and managers are good when it comes to achieving what needs to be done i.e., tasks and activities.
However, when it comes to how you do things, i.e., behaviours and attitude, then this is where the majority struggle. They often lack the skills to establish and manage clear expectations around behaviours and attitudes. And they are often ill-equipped to develop behavioural change in others.
It’s the ‘how’ (your behaviours), that create your culture and your employee experience. This is even more important when you focus on leaders and their own behaviours. Their behaviours have the most significant impact on company culture. Your employee experience is then reflected in your customer experience.
If I’m feeling I’m not valued at work, guess what? I will struggle to add value in the work I do. I am disengaged. I start looking elsewhere for an employer who values me and the work I do and whose business has a positive impact on what is important to me.
Recruitment
So, let’s now consider recruitment – if your culture is critical to recruitment and your employee experience is reflected in that, how do potential employees experience your culture through your recruitment and induction?
Again, we invite you to step into the shoes of your potential employees.
• How do you advertise your vacancy? Do you advertise the job or describe their experience working for you? Anyone can offer a job, only you can offer a unique employee experience. So how do you
30 PEOPLE & SKILLS
CASE STUDY
promote your employee experience in your vacancy notices and recruitment process?
• Purpose is key to those you are hoping to recruit, as it describes why you exist as a business. How does your website describe your business purpose? How do you bring this to life in your recruitment process?
• Next to salary, flexible working is a key decision maker when applying for and accepting an offer. What options do you offer?
• What information do you really need from applicants? Is a CV and a covering letter all that’s needed? Or is their Linkedin profile, social media and a covering letter seeking responses to key questions more appropriate?
• How do you assess their values and how they fit with your own?
• It is an employee’s market, so you need to create an experience that will help them understand why they should choose you. How do you connect with them in advance to let them know what to expect at their interview? How clear are your directions to your premises? How are they welcomed online/as they arrive? How do you discover what is important to them? How do they meet the team they will be working with? How do they experience their working environment before making their decision? How do you discover what they want to experience before they choose you? How do they experience the investment you are prepared to make in their wellbeing and growth?
• How are they notified of the outcome? How do they receive feedback so that they know what their development plan will look like when working for you? How do those who are unsuccessful receive feedback so that they are successful in their next interview?

• How is the successful candidate updated prior to joining your company? What do they receive in advance of joining you; is it something they will be keen to share on their social media? How are they welcomed on the first day, week, month? How do they navigate their way around people, customers and your business? What induction do they have? What are your expectations of them and do they have clear goals to achieve? Who do they go to with their questions and queries? How regularly do they meet with their manager? How do they know how they are progressing? What development opportunities did you identify in their interview? Have you shared your feedback from the interview and agreed their development plan to help them progress in your business?
Newly recruited employees have high expectations. They also have more choice of work opportunities than ever before. Therefore, retention from day one is key. We are aware of some companies who are experiencing up to 80% loss of new recruits in their first week, with the majority of these occurring on day one or two.
Examples include employees arriving on the first day and realising they have to pay for car parking; arriving at the train station and unable to find the company. So, how much does recruiting one person cost your business?
The case studies highlighted in this article show how two significantly different companies within our sector are leading the way in how they retain and recruit their people. l
31
PEOPLE & SKILLS
Culture is not a poster, policy or words on your website – your culture is your USP
Fiona Anderson, Culture Catalyst and Founder at Koolmill Systems. Consultancy, My Change Expert
A HEALTHY DIGITAL TRANSFORMATION STRATEGY
Despite its recent formation, the history of Haleon dates back much further. GSK, Novartis and Pfizer all had previous consumer businesses, forming a much smaller part of the larger pharma company. Those three consumer elements were put together to create Haleon. Bart picks up the story.
BD: In 2015, Novartis and GSK’s joint venture expanded the consumer healthcare business within GSK, which
was followed by a second joint venture with Pfizer. At that time the board of GSK decided that the timing was right to set up a separate consumer company.
Fundamentally, pharma companies serve patients, consumer companies serve consumers, and they're very different. Consumers choose to buy products every day, while patients are served with products which are based on the development of new drug compounds.
From 2019 we embarked on a three year period to integrate Pfizer into the
consumer business, and then created a separate business called Haleon. That was announced last year. We were the biggest listing on the FTSE for ten years and were also listed on the New York Stock Exchange.

We're number one in therapeuticall oral health, vitamin supplements and pain relief, with brands that make a huge difference to consumers every day. We're currently in the middle of a transformation journey, in terms of our integrated business planning and end-to-end platform story, shifting from pharmaceutical to a more FMCG-based way of working.
How can supply chains be an enabler for growth?
Supply chain is certainly becoming more of a boardroom discussion in terms of how it can drive the company forward. We're a growth story and that’s how we’ve come to market; delivering over nine percent growth in Q1 of this year. It's also a volume and price mix of growth, which we're extremely
Clearly the board are really interested in how we can deliver growth, with the support and fuel to enable margin expansion. The supply chain plays a significant role in all three so we’re having key conversations around how we unlock that potential.
32
happy about.
DIGITAL TRANSFORMATION
With recognisable brands such as Sensodyne, Panadol, Advil and Voltaren, among others, global consumer health company, Haleon, services millions of consumers globally. The Manufacturer Editor Joe Bush caught up with Bart Derde, the company’s Chief Supply Chain Officer, to check in on the fledgling company’s progress and ask how it is solving current challenges
LEFT: Haleon has a vast product portfolio
If I look at some of the key drivers of growth, one is clearly availability; being there where the consumer needs the product, even when there's peaks in demand that are beyond all recognition. A great example, and one we're incredibly proud of, is the way China emerged from the COVID-crisis.
No one predicted that China would come out of the pandemic in the way they did. The Chinese government made a decision to unlock the whole country after being on three years of complete lockdown. At the time we were still GSK Consumer Healthcare and demand for our products, which really do matter to consumers, grew by 4,000% in three weeks; how do you plan and ready yourself for that eventuality? However, to meet that unexpected consumer need, we were able to deliver two and a half times the volume that was predicted over a six month period.
To achieve that, it was vital we had capacity available to support that rapid demand in the first instance, while also having scenario plans around what it might look like. We didn't predict that, it was more about being in the right place to react. The team put in new lines and equipment in a fast and agile way, and in a short period of time. So, within two months of the initial surge, we were up to 250% capacity.
Going forward, we’re looking more and more at scenario planning around managing sales and operations (S&OP) and integrated business planning (IBP), anticipating what the unexpected might look like; ensuring we have the extra capacity for growth and balance the cost of that versus the opportunity.
Clearly, how we deliver growth to the organisation in a sustainable way continues to be key. The supply chain, and Scope 1, 2 and 3 emissions, play an incredibly important role in our growth story, ensuring that we look after the planet as well as making sure we serve consumers.
As a newly formed company in the pharmaceutical sector, how did you manage the changes brought about by COVID?

Like everyone we had our challenges through COVID. Of course, the first priority was making sure everyone was safe. At that time we took the decision to decomplexify the organisation and simplify our SKU portfolio, which helped us focus on the things that mattered
ABOVE: Haleon experienced a huge surge in demand during and following the COVID-19 pandemic
most, particularly on the 500mg base paracetamol product to really make sure we could maximise output for delivering what consumers really needed.
We then saw the Omicron wave, which again caused an incredible surge in demand. Today, we are producing more than two times more Panadol, Theraflu and Otrivine than pre-COVID levels. And we've delivered capacity to support that.
If you can create a really engaging reason for change, then that's what's truly going to make the difference to digital transformation
Even so, that hasn't always been enough, and we've seen some challenges in our ability to meet the demand that we want to deliver.
We tried to predict the future and maximised capacity where we could. We moved to 24/7 production in most of our plants and invested in new lines, including four new blister lines which will soon be coming on stream for Panadol. We also invested in new contract manufacturers to support the demand for all the products that surged through the crisis.

So, the three key areas where we invested were significant new contract manufacturing operations, new equipment and simplification of the portfolio. In addition, having digital capabilities to support those investments for a more agile way of working is something we're still in the process of rolling out. That is key to being ready for more uncertainty going forward.
How does Haleon’s digital transformation strategy tie in?


We’re involved in several activities around digital transformation but the main project is with o9 Solutions, a provider of supply chain planning, demand forecasting and digital IBP.
With them we are building an agile method of managing and delivering on customer demand through an IBP process. A scenario planning tool also helps us understand the variables that we see in demand and how we can be ready for different situations and changes to the market.
The digital tool will help us do that in a more sophisticated way than we were able to during COVID, when it was very much Excel spreadsheet driven. That's difficult with the 170 markets that we serve, a portfolio of ~15,000 SKUs and significant unpredicted surges.
We're investing significantly in that platform solution with o9 and we'll be deploying our demand planning tool in the US, China and Italy during the remainder of 2023.
Fundamentally, there is a desire among the leaders of the business and the operators who run the demand and supply planning every day, to want to be different and be an enabler for change.
And, if you can create change through incentivising and being clear that it's an expectation - creating a really engaging reason for change - then that's what's
truly going to make the difference to transformation. All the mechanical issues can be resolved as part of the process. There also needs to be a clear set of domains, particularly around product data. As you can imagine we've come from three different companies, Novartis, GSK and Pfizer. Each had a different set of product hierarchies and integrating that into one solution for Haleon has been a huge job. We're still in the process of
When China emerged from lockdown, demand for our products grew by 4,000% in three weeks. To meet that unexpected consumer need, we were able to deliver two and a half times the volume that was predicted over a six month period
Bart Derde, Head of Quality & Supply Chain, Haleon
ABOVE: Panadol is one of the many products under the Haleon brand
creating a clear architecture and that is fundamental to making sure we have a planning system that's effective.
How have you combined the ethos of a new company with legacy operations?
We’ve had to be very purposeful around our reason for being, and there was a huge engagement exercise early on. People had 30 years in Novartis and 30 years in GSK etc, and they had a lot of pride in being part of those very large organisations.
However, it's been interesting to see how people now have a real pride in Haleon and that's because our purpose is really compelling - making a difference to everyday health and what that means.
We made an early decision as an executive team to want to create the future here. We're proud of our past and of the three organisations we've come from. But, when we talk about the culture of the organisation, it's about the future.
Therefore, we created three fundamental cultural values that we want to work with. Do what matters most to consumers and customers - go
KEY TAKEAWAYS
• Haleon is a combination of the consumer businesses from GSK, Novartis and Pfizer
• Optimisation of the supply chain is a key driver for growth
• At launch Haleon was the biggest listing on the FTSE for ten years
• Digital isn't there for the sake of it; its purpose is to deliver outcomes and value for the business
• Haleon is deploying supply chain management and IBP solutions from o9 Solutions
beyond in a way that drives performance. Keep it human and be empathetic to consumers, customers and to each other. And always do the right thing, which is an underpinning pillar of performance that really matters in an OTC business.
We have a reason to be different from other pharma organisations and that means we need to be agile and more
differentiated with consumers, because they choose to buy our products every day. Whereas in a pharma organisation, it's more about developing a differentiated medicine to a healthcare system.

Being really clear about that purpose and how we can make a difference as Haleon has been the inspiration around that catalyst for change. It currently has the feel of a start-up as we’re trying to change everything at the same time, but it’s a mindset that creates agility and different ways of thinking around transformation.
How can manufacturers best measure business value of digital transformations?
With the o9 platform, we've been really rigorous at a country level, building a bottom up platform solution.
That is going to help with on-time in-full (OTIF), inventory, cash and agility. That value creation will then be tracked on a quarterly basis to see if we are delivering against those critical KPIs.
Digital isn't there for the sake of it; its purpose is to deliver outcomes and value for the business. And we've been far more rigorous about that in more recent projects.
Electronic batch records are another example of value creation. It sounds simple enough, but in OTC companies, when you make a batch, often there are some 100-200 signatures that are required around protocols and quality parameters. The process of documentation is often done manually, using hundreds of data points to prove that the quality of the product in the batch is as it should be. We've transformed that into an automated system that helps our operators make compliance easy, and that really matters in an agile consumer company.
We've put a lot of effort into managing resilience and building multiple scenario planning around what the future could look like, and what we would do in those different scenarios. How would we adapt? What would the network strategy look like? How do we make sure we’re dual sourcing critical, raw materials? How do we ensure that we've got the right manufacturing network to support it?
They're the key parameters that we're looking at, and again, this is where o9 Solutions come in as a fundamental platform technology that helps us do that. l
35
DIGITAL TRANSFORMATION
Productivity, efficiency and sustainability
Manufacturing Digitalisation Summit 2023, held alongside Manufacturing & Engineering Week, brought together the UK’s most senior digitally-minded manufacturers to discuss the key trends shaping the sector. Here are the key highlights


36 LEADERSHIP & STRATEGY
The summit provides an opportunity for industry leaders to come together to discuss how digital technologies and processes (such as IT/ OT convergence, AI, machine learning, IoT, 5G, digital twins, automation and advanced analytics) can improve their competitiveness and profitability, as well as reduce their carbon footprint and environmental impact.
Digitalisation is changing how products are designed, produced, used and maintained as well as transforming the operations, processes and energy footprint of factories and supply chains.

As such, now more than ever, manufacturers need to be able to implement a robust digitalisation strategy to improve efficiency, reduce costs and streamline operations. Featuring thoughtprovoking keynotes, interactive panel discussions and the popular roundtable discussion sessions, Manufacturing Digitalisation Summit provided two days of collaborative learning to manufacturing decision makers.
KEYNOTE KEY THOUGHTS
Driving Performance in F1 Through Diversity, Culture and Innovation
Claire Sibley, Head of Quality & Manufacturing Engineering, Williams Racing:
Within F1 we're now in an era of cost cap which was introduced in 2021 with the goal of levelling the playing field across the grid. There were serious gaps between what some teams were able to spend which was creating a real technology difference within the sport.
The cap places limits on each team, both in terms of OPEX and CAPEX per year. This creates a very different innovation challenge. Historically, F1 was technology-driven and engineering led; finding that one key factor that was going to put you ahead of the other teams on the grid. Now we’re really having to think about how we innovate across the board, and to maximise what we spend.
It's a really interesting time for me and my manufacturing engineering team. One of their core jobs is looking at how much parts cost, and how we optimise to reduce those costs and those of the processes associated with those parts.
We have to maximise value, and obviously one of our biggest assets is people. Interestingly, in this cost capped world, this is a factor that can't be disassociated from the technology that's getting onto the track. If we're not getting the best out of our engineers in the factory, we're not going to get the best performance into the car on the track.
In terms of the people piece, at Williams we're constantly learning and evolving. We're educating everyone to understand recruitment practices and making sure they're inclusive. We're also looking at leadership practices to make sure that we have a diverse workforce, which will then lead to diversity of thought which is so important.
I'm really passionate about the fact that I’m an engineer, and in encouraging everyone, but particularly female talent, into believing that they can follow a career in this sector.
I’m also a parent, and I want to be a role model for others and show that it’s possible to do both. I was promoted at three months pregnant and had a really positive experience through maternity leave. However, unfortunately, that’s not always the case. There are still a significant number of people that lose their jobs while on maternity leave or leave the workforce within 12 months of going back.
Our approach to diversity and inclusion is supported from the top and is driven by our tech team principal and C-suite members. The committee we work with is led by people who have real lived experience which ensures that we're learning from people who have a passion in particular areas.

We have eight work streams that cover all of the protected characteristics and we make sure that we're conducting the appropriate research, learning and support in each.
Culture is also really critical to performance. We're on a journey to get back to competing at the top of the grid. But we need to have everyone on board and supporting that; we have to carry our people with us.
37 LEADERSHIP & STRATEGY
We’re looking for a consistent growth mindset, and a culture of continuous learning through everything we do.
Claire Sibley, Head of Quality & Manufacturing Engineering, Williams Racing
In F1, you can’t stand still. The car you see at the beginning of the season won’t be the same car that's finishes the last race. That's the same across the board - we can't stand still in terms of how we look at people, recruitment etc, and we need to continuously learn across the board.
We’re looking for a consistent growth mindset, and a culture of continuous learning through everything we do. That can then become our competitive advantage for attracting people, which will then help us develop and push forward on the track.
Unlocking the power of digital twins
Steve Penver, Head of Digital Integration, Babcock International Group
While we’re looking at the challenges around digital transformation, we recognise that our customers are also looking to leverage digital technologies and data to drive increased capability levels to have better insights into their assets and operations.
That means we have had to become more agile, respond more quickly to the needs of the customer and share more risk. This requires us to be more collaborative;
working with SMEs, industry partners, academia and customers to better share ideas.
A key element that is driving our digital transformation is thinking about the digital thread of an asset to provide coherence and consistency of data throughout its lifecycle.
Digital twins provide insight into assets while they’re in service. They also help us support our own facilities, resources and supply chain so we can model our solutions based upon the condition and the material state of the asset, respond appropriately to that and intervene when necessary.
It's cheaper and more effective to intervene and fix something before it breaks rather than act retrospectively afterwards. This includes thinking about the landscape as a whole and our legacy assets. Certainly, in defence we have assets that are in service for decades. So we have to add digitalisation capabilities to those assets so they can be part of the digital ecosystem and decision making going forward.
To underpin this, we're looking at a common digital platform that is fully integrated. We also need it to be interoperable with our customers and supply chain which requires different thinking in terms of how we design and architect our solutions. It needs to be scalable and cloudbased to align to our customers’ strategies, which is very different for us in defence.
Throughout the design cycle, our customers want to be involved. They want smarter contracts and procurement, so that they can adapt and be flexible. The very complex assets we design can take years. Technology advances at quite a pace within that period, so we have to think about how we can adapt the contracts and the design to incorporate that.
In addition, most of the cost associated with these assets is in the decades of service rather than the design and build. Therefore, we have to think about how we design for support, to ensure that costs and emerging capabilities are managed.
We have a platform approach to design, and the digital capabilities that sit alongside the physical assets. This allows the seamless transition into support and operation of the assets and for smart asset management to be embedded as part of the capability going forward.
This is where we start to introduce digital twins to understand the material state of an asset, its performance and prediction of use. This allows us to then manage our support to best react to change within the operating environments.
MANUFACTURING DIGITALISATION SUMMIT
Energy Reduction and Management
Carl Haycock, Domino Printing Sciences

While energy reduction was the main topic, carbon reduction and reporting were key drivers. It was also discussed that energy reduction should be part of the manufacturing optimisation process; something that should be done by default. Visibility was also discussed - the ability to measure what's going on in the factory down to a submetering level. As well as having available data, it is vital that it is displayed to the right people on the shop floor so that operators understand the implications of what they’re doing.
How Digitalisation Can Meet Sustainability Objectives
Nick Davis, Deloitte


The sustainability piece starts with the adage that you can't improve what you don't measure, and digital is at the centre of that; whether that's in the factory or across the supply chain.

For many companies, the differential impact for Scope 3 emissions is in the supply chain; it’s the biggest opportunity but it’s also the hardest one to tackle. Nevertheless, however you’re planning to use your data, make sure you evaluate its robustness before you take action.
Advanced Analytics: Turning your data into insights
Richard Jeffers, RS Industria
The actual process of getting data out of machines and factories is challenging. And you can't do any analytics until you've got the data.
There were constant questions around what advanced analytics is versus what is just ‘good enough’ analytics. In the rush to apply machine learning and AI it is important not to forget basic data tools.
38
We use digital twins to understand the material state of an asset, its performance and prediction of use
Steve Penver, Head of Digital Integration, Babcock International Group
The DiscussionTable Takeaways
The right people need to be involved in both the data and the application. For example, data scientists without the domain expertise will result in the wrong conclusions.
And finally, don't digitise until you've got your basic processes right. You need high maturity and operational excellence. Only then can you use data to drive further improvements.
Connectivity: Unlocking the Potential of Industrial Digitalisation with IoT and 5G
Sundeep Samra, Verizon Connectivity is an enabler for digitalisation but you need to choose the right type of technology for the use case that you want to digitise. We talked about how IT now has the ability to drive digitalisation within an OT environment and there is a deep need for IT and OT teams to come together much earlier and faster to be able to drive that.
We also talked about how finding the insights from data can be a challenge. So, having the right level of connectivity to get into the right analytical tools, AI, ML etc is also very important. New cellular networks can also drive faster speed to market and offer a competitive advantage if you're an early adopter.
Supply Chain Agility and Resilience Through Digitalisation

Chandru Shankar, HSO
All the topics discussed on our table revolved around the ability to collaborate across the supply chain and how can we help each other understand data and package that information in terms or ordering, demand and forecasting.
Beyond that we spoke around ESG and traceability so that we have a clear understanding of the challenges and how we optimise them. Getting good data out of the supply chain hinges on good collaboration.
Revolutionising Manufacturing with Artificial Intelligence
Andrew Kinder, Infor Companies are at different stages in the AI journey – some are researching, others are deploying, while some are already seeing real value.


A key learning is to look for the business problem - there has to be a clear need rather than just trying to find a use for industrial machine learning (IML). Pick the problem and see if IML is the right solution.
Data is of course, a big topic, but you need to make a start. Holding off until the data is perfect will probably mean a long wait – maybe too long. Start small; pilot, experiment and do things in phases. You don't have to conquer the world in one step.
Creating True Business Value at Speed and Scale Through Smart Manufacturing Investments
Arun Achamkulamgara, Hitachi Vantara


It's key to create the right framework of business case and more importantly, how we articulate the benefits to the CXOs in driving a change initiative like smart manufacturing.
Digital twins is a topic that everyone is talking about but where are we in the journey? How do we actually look at the maturity process? And most important is speed and scale. How do you leverage the ecosystem in this digital transformation?
Multichannel Management: The Growth of Digital Sales Channels
Khalid Khan, VTEX

Interestingly for a digitalisation event, a lot of our conversations centred around people; what does digital sales mean for the sales force? What is the relationship between the online and existing sales team? And which parts of the business lend themselves to being sold digitally online?
The second point is around adoption and whether customers can be turned on to this new way of selling, both externally and internally. And in terms of preparation, if you're going to change to selling online, how do you prepare? What does that mean for processes? What does it mean for technology? What kind of investments do you need to make?
Implementing a Digitalisation Strategy

Eric Helmer, Rimini Street
Our conversation centred around making ROI as opposed to cost-based decisions and how we make those ROI-based decisions in the world of ERPs. We're now in a world where vendors are encouraging manufacturers to abandon ownership of perpetual licences and reimplement them under internal subscription-based software as a service.
In reality, for most companies that we speak to, their ERPs are working just fine. However, we're seeing ERP becoming a commodity. We should be opaque when talking about our back office systems, outsourcing and upskilling our people to work on the things that we need to get done.
Managing IT & OT Security Challenges in the Smart Factory
Tom Moran, Lumen
For IT and OT security in the smart factory to work well, there needs to be close collaboration between group IT departments and operational shopfloor technology teams.
There is a need to remove operational blockers because they still exist. Security teams are still blocking operations teams from deploying the technology they need - that needs to improve. There is still a lack of mutual understanding between core IT and OT on the shopfloor.
Those that are doing well in this space have architects with accountability and good relationships with the teams; they're actually delivering data back to the business.
LEADERSHIP & STRATEGY 39
Manufacturing is Under Attack: Threat Mitigation and Risk Reduction
Ali Neil, Managing Director, Verizon Verizon recently launched our Data Breach Investigation Report, a compendium of data breaches and incidents from 83 contributing organisations around the world.
We bring that information together to work out who the threat actors are (organised crime, nation states, internal people inadvertently doing something wrong); what actions they're taking (phishing, malware, hacking); and the targeted assets (servers, end user devices, people).
We also look at what the threat actors are trying to do, via our CIA triad of ‘confidentiality, integrity and availability’. We bring all this information together, look at the trends and establish what is going on in the world of cyber security based on that broad data and analytics.
Manufacturing is one sector that is under attack. As part of the report we analysed just over 1,800 incidents, and 262 breaches that specifically fell into the manufacturing industry code, with the biggest problem being system intrusion - a fairly concentrated attack using malware or hacking.
For 80% of those attacks, the end game was ransomware, which still represents 24% of breaches. Denial of service attacks (DoS) represented 67% of the incidents in the manufacturing space.
Manufacturing is such a complex, 24/7 dependent operation. If malicious actors can target that availability aspect of the CIA triad and affect operations, they
can make money, which is the motive behind 95% of all breaches that we seeransomware is currently increasing to seven and eight figure sums.
The challenge for many manufacturers is that they’re approaching security from an IT perspective, but operate in an OT world, so are questioning how to prevent security breaches from happening when it’s ultimately an IT-driven decision.
Therefore, there needs to be more collaboration across different practices, because as manufacturers progress towards digital transformation and the digitalisation of processes, the systems they use will become more connected to networks.


A second piece of advice is to have a plan in place. When we see customers who are reacting to a ransomware attack, they have often needed to approach the board for approval to turn off a network etc.
That causes a delay, and if that lasts for nine hours, for example, it could be the difference between £5m and £75m. So in order to be able to respond to these types of attacks that proliferate incredibly quickly, you need a clear plan that is tested and shared with the board.
Training is also an area where manufacturing could do more, as much of it is IT-based, without any real understanding of real world challenges i.e., you can't just flick a switch, turn off manufacturing systems and patch them up.
There needs to be greater understanding of how to deal with that process. A server can be updated in five minutes. However, a system operating a car production line for example, can’t just be turned off, and that's about communication and understanding the assets.
And because of the reality that these networks need to operate continuously, there needs to be appropriate segmentation. Lots of manufacturers have it in place now, but we have yet to see the sublime version of network configuration that is perfectly architected, orchestrated and protected if bad things happen.
That doesn't mean to say you have to spend a fortune, but there needs to be the right controls in place, so that if the internal IT network is compromised the factory will stay online. l
40 LEADERSHIP & STRATEGY
We analysed 1,800 incidents and 262 breaches that specifically fell into the manufacturing industry code, with the biggest problem being system intrusion
Ali Neil, Managing Director, Verizon
WEBINARS
2023/24 EVENTS CALENDAR
Annual gathering of industry visionaries, executives, and thought leaders for 2 days of discussions, knowledge sharing, and addressing challenges.

In partnership with IMechE to promote manufacturing excellence, benchmarking, and celebration, benefiting participants at all stages.

UK’s top manufacturing data professionals event, discussing data’s role in business, empowering efficiency, cost reduction, and data-driven decisions.

Industry’s leading manufacturing exhibition showcasing the latest digital innovations in technology, processes and thinking behind Industry 4.0.


Uniting the community for an innovation festival with dynamic digital and live events, inspiring, informing, and entertaining participants.
UK’s digital-minded manufacturers gather to discuss technology’s role in improving competitiveness, profitability, and sustainability.
Scouring the nation for top 100 dynamic leaders and innovators in manufacturing, nominated and judged by industry experts.


Sharing input from the industry’s best manufacturers and technology providers to map the technical areas, skills and behaviours that define modern industry.
Exclusive group of senior executives from The Manufacturer’s community, meeting for confidential Round Tables, networking, and sharing insights.
themanufacturer.com/events
26 APR 7-8 JUN 7-8 JUN 7-8 JUN 14-15 NOV 15 NOV 7 JUN MONTHLY MONTHLY
4
QUICK WINS TO ATTRACT FRESH TALENT
More diversity within the technical workforce is key to the long-term success of UK manufacturing. But with women accounting for just one in eight engineers working in industry, gender balance remains a long way off. Jonny Williamson reports
Small and medium-sized businesses are the backbone of the manufacturing sector. Telford-based Transicon is a prime example. The familyowned system integrator has a long and rich history, having successfully navigated the ups and downs of trading for almost 60 years.

Its products and services are trusted by industrial manufacturers, processing plants and OEMs across the world, with clients viewing Transicon as far more than simply a supplier.
The expertise within its dedicated workforce has been built up over decades and retained through very low staff turnover. Yet, an issue lay beneath the surface, one shared by many
SMEs. Transicon had never had a female application for any technical role in design, engineering, production or installation.
“We had been missing out on so many talented candidates by only appealing to half of our local population,” said Jennifer Hughes, General Manager and a passionate supporter of seeing more women in industry.
A chartered accountant by trade,
42
PEOPLE & SKILLS
Jennifer cut her teeth at a FTSE 250 aerospace and defence engineering company before joining the family business as Company Accountant in 2013, becoming a Director in 2016.
The pandemic saw her take on a more active operational role. When the MD, her father, recently took a step back from operations, Jennifer assumed the newlycreated position of GM.
Her immediate focus is on gearing up Transicon for growth thanks to the fast-growing demand for its traditional services and new innovations. Recruitment is a key part of that growth and Jennifer has developed a recruitment strategy designed to improve diversity and inclusion within manufacturing. I sat down with her to learn more.
What steps have you introduced to attract a wider demographic?
JH: Everyone recognises how challenging finding talent can be in the manufacturing sector and our recruitment processes weren’t good enough. As hard as that
PUTTING YOU IN CONTROL SINCE 1967
was to realise, I know we’re not on our own in having this issue. Following a large amount of both research and honesty, we’ve introduced four small but impactful changes to address the imbalance.
Number one, use unbiased language in job postings. We were still using the term 'fitter wireman' in our job descriptions and internal records. We now use ‘fitter wirer’ and removed gender from the job title altogether.
Many much less obvious biases are used in job adverts. A good example is using superlative terms, such as ‘expert in your field’ or ‘master’. These terms often result in fewer female applicants.
The Gender Decoder is an incredibly useful free online tool that provides a quick way to check whether a job advert contains subtle bias that may deter women from applying.
Number two, if you provide a list of skills and education requirements as part of your job advert, women are less likely to apply unless they feel they can comply with 100% of the list. Men are more likely to apply if they feel they can fulfil the role requirements in more general terms.
Including a small statement to encourage applicants to get in touch if they feel they meet most of the requirements might prevent you from missing out on talented candidates.
Number three, be open and transparent. Clearly state the job salary and your policies, such as parental leave. There's a huge amount of currently unemployed talent that are parents who
ABOVE: Systems supplied by Transicon are designed and built to exacting international standards
Transicon has been a leading player in the electrical control systems, drive systems and industrial automation sector for more than 55 years. The company is trusted by industrial manufacturers, processing plants and OEMs across the world to design, manufacture and install systems to manage their production processes.
Transicon offers a wide range of services, including management, consultancy, manufacturing, installation and commissioning for AC drives, DC Drives, servo drives, PLC and SCADA systems.


This expertise is further enhanced by the addition of mechanical design, build and installation services allowing Transicon to offer full mechatronic solutions and subcontract mechanical services from a single source.
Transicon's in-house mechanical design engineers provide rapid 3D proposal models to validate production equipment concepts, utilising ideas from diverse industries and off-the-shelf components to develop innovative bespoke production equipment. The business also specialises in mechanical upgrades and enhancement for existing plants, coupled with control systems upgrades to enhance quality and production rates.
With partnerships with several major industrial automation manufacturers, Transicon caters to a wide range of industries, including aerospace, automotive, environmental, metals, packaging, plastics and utilities.
43
ALL IMAGES COURTESY OF TRANSICON LIMITED PEOPLE & SKILLS
ABOVE: A management buyout completed in 1999 saw Transicon became a fully independent control system integration business
LEFT: Transicon’s depth of expertise enables customers to achieve higher quality and production rates
We had been missing out on so many talented candidates by only appealing to half of our local population
have taken time out of their careers to look after children full-time. Let them know that they're welcome to apply.
Be open about your commitment to equality, diversity and inclusion. It can feel like virtue signalling but knowing an employer is committed to EDI is important to many candidates.

Number four, and this is going to sound like a sales pitch, but take a really good look at your tooling and processes. We’ve applied our automation expertise to our manufacturing operations to make them less physically taxing. Doing so has also sped up overall build times and reduced the risk of employee injury.

These four steps are straightforward, easy to undertake and can have a hugely positive impact, so I’d encourage every business to introduce them.
What improvements have you seen since making these changes?
We’ve received significant numbers of applications from women, more than we’ve been able to take on. A female apprentice has recently joined our electrical installation team and we have a
female fitter wirer on the shopfloor.
A diverse workforce with people of different backgrounds, genders, ages, skills and perspectives offers a broader range of approaches and solutions to a problem. It sparks new ways of thinking and working that lead to increased productivity. It can boost employee engagement and creates a better working environment, in my experience.
Calls to encourage more women into industry can lead to comments that we need more engineers generally and that efforts shouldn’t be focused on women. What’s your response to that?
I find such comments very interesting because it comes down to basic maths. Currently, for every 50 boys wanting to be engineers, only seven girls will have the same ambition. If the roles appealed equally to girls and boys, we’d gain another 43 engineers. The change that would make to this industry would be transformational.
My brother and I were both good problem solvers and okay at maths so we were encouraged to go into accountancy.
44
PEOPLE & SKILLS
Something we have now, and I wish we’d created a lot sooner, is a safety, health, environmental and quality (SHEQ) committee
The world is facing countless challenges. If more problem-solvers were encouraged to become engineers, we could be solving those challenges and much quicker.
A key point often missed is that acting to encourage more girls into industry will also help to encourage more boys. Engaging with schools and communities, opening up our factory doors, raising awareness of what modern manufacturing actually looks like and entails, and ensuring everyone understands how engineering fundamentally shapes the world around us and our future.
Changing how we position careers in industry by prioritising factors such as creativity, innovation, collaboration, sustainability and cutting-edge technologies. All these things will make it much easier to attract, recruit and retain the talent we need, regardless of gender or background.
On the topic of sustainability, Transicon’s Environmental Management System has recently been certified to ISO 14001 standard. Why now and what did the process involve?
Like many longstanding businesses, Transicon has always tried to do the right thing from an environmental perspective, minimising waste wherever practical and aiming to have a positive impact on our local environment.
With environmental issues coming under increasing focus, just trying to do the right thing isn’t enough anymore. Job candidates now regularly ask about our environmental strategy. Customers expect us to have rigorous procedures in place. So, we decided to have our Environmental Management System assessed to demonstrate our continued commitment.
The process itself was relatively simple. The most significant part was measuring our environmental impacts and aspects. This was a wide-ranging assessment, encompassing everything from analysing our raw materials and energy consumed to reducing customers’ carbon footprint by replacing inefficient control systems with modern energy saving equivalents and using power factor correction to help lower mains electricity demand.
Something we have now, and I wish we’d created a lot sooner, is a safety, health, environmental and quality (SHEQ) committee with staff from all parts of the operation. Having such a range of people involved means the committee has generated much more engagement and feedback than we imagined.
Gaining buy-in from across the organisation has led to so many great suggestions for improvements that the time and business resources we invested in being certified have been paid back 1,000 times over. The team at BSI were very helpful throughout the assessment and I’d encourage other SMEs to consider applying.
Which improvement do you intend to tackle first?
We’ve steadily electrified our fleet over recent years, so, apart from the commercial vehicles, everybody is now running a hybrid or fully-electric vehicle. That means a lot of charging points at the front of our building. The next phase is to install solar panels on the roof.
Transicon is a fairly low energy consumer from an office and
manufacturing perspective. We also operate a very energy efficient building. Our largest generator of carbon emissions is our fleet. Running that using on-site power generation would be great.

From a wider sense of sustainability, we are keen to become a lot more involved in our community. Engaging more with local schools is going to be a key focus for us moving forward; introducing more young people to engineering and manufacturing and showing them that factory roles are vastly different to that of the past. Modern roles are highly-skilled, technically complex, well-paid and extremely fulfilling.
Many working in industry aspire to engage more with their local community, especially schools, but don’t always have time to do so consistently and effectively. What’s your strategy?
Ring Angela! Angela Lawlor set up Marvelous Manufacturing to help bridge the gap between schools, colleges and universities with manufacturers. She has been great at working with us to identify schools, engaging with them on our behalf and helping to showcase our business.
Like many SMEs, we don’t have that much time as an organisation, so partnering with Angela allows us to focus on what we do best while still getting all the benefits of regular engagement with the community.
KEY TAKEAWAYS Simple steps to increase diversity
• Remove gender-coded language in job postings such as ‘expert in your field’ or ‘master’ - there are free online tools to help do this
• When including a list of skills and education requirements in a job advert, add a note encouraging applicants to apply if they meet most of the requirements
• Be open about salaries and your sustainability goals and equality, diversity and inclusion (EDI) strategy
• Use technology to make processes like manual handling less physically taxing
45
PEOPLE & SKILLS
BELOW: Transicon's team of mechanical engineers can create bespoke machines, designed flexibly around production lines
C ASS WITH
GLASS

We’re doubling up on sustainable manufacturers with furnaces in this issue. As opposed to our visit to Ovako (page 16) this one is UK-based; a factory that overloads the senses, owing to its blisteringly hot glass furnaces, where heated glass bottles whizz around on huge, high-speed automated production lines. Employees at Encirc explain more and discuss why they were crowned The Manufacturer MX Awards (TMMX) Sustainable Manufacturer of the Year 2022. Tom St John reports

SUSTAINABILITY
This was actually my second visit to Encirc’s Chester site; I dropped by last year while moderating the judging process for the sustainability award category of TMMX Awards. At that point, we didn’t know that Encirc had acquired Accolade Wines, The Park, winners of the same category the year before.
The acquisition was a strategic one. The Park, an impressive wine bottling facility, is situated in Bristol, and now serves as a hub in the southwest, a region of the UK that Encirc wasn’t previously based. This has also opened up a large market for the business, by effectively doubling its filling capacity.
Encirc now fills up to a third of the wine for the whole of the UK, and around 400 million litres of all beverages for the UK market. All in all, a fantastic acquisition, and a partnership that both companies are looking forward to developing in the future.

As moderator for TMMX judging site visits, my job was to keep each company to a tight timeframe to ensure fairness. The Encirc facility in Cheshire is huge –you could make a factory visit last two hours, quite easily. Unfortunately, I had to call time after 45 minutes.

And it felt incredibly off hand to disrupt such passionate people while they were in full flow. Fiacre O’Donnell was one of them, the Sustainability Director for Vidrala, the parent company of Encirc. Therefore, it was an enjoyable change this time around - I could tour the factory with my colleague Joe Bush and listen to Fiacre, alongside Oliver Harry, Head of Corporate Affairs and Rebecca Dilworth, Stakeholder Engagement Manager, unencumbered by time constraints.
Tell us more about your company
FOD: Encirc is made up of four sites across Europe. We have a container
glass making plant in County Fermanagh in Northern Ireland, a further glass plant and filling hall here in Cheshire, a beverages filling hall at The Park in Bristol and a glass making factory in Corsico, Italy.
We’re the only glass makers in the world to combine glass making with on-site filling and distribution. As such, we can make wine bottles, fill them with product shipped to us by customers from all over the world, then distribute the bottles straight to retail. It’s the most efficient and sustainable model of its kind globally.
What sustainability challenges has your business faced and how did you overcome them?
FOD: Glass wins on most sustainability metrics. It is endlessly recyclable, and it never loses its quality during the process. It’s chemically inert, meaning it doesn’t leach chemicals into your food or drink, and we use high recycled content in the containers we produce. The key issue is the high carbon emissions compared to other packaging materials in producing and transporting glass.
We have been working to address this carbon element to ensure glass is always the sustainable packaging of choice. Developing sustainable furnaces is one way of addressing this. In 2021, in partnership with industry body, Glass Futures, we fuelled one of our furnaces in our Northern Ireland plant on biofuels and used 100% recycled glass to make our bottles. The results saw bottles with a reduced carbon footprint of up to 90%. We have more recently announced plans to utilise hydrogen in our Cheshire plant to power furnaces in the future.
Along with decarbonising our transport network, we believe that, in the long-term, zero emission container glass is possible.
Why did sustainability become important to your business?
FOD: We’re at the point where everyone expects brands and businesses to adopt a sustainable approach. Whether that’s consumers, brands or retail. Encirc makes more than a third of the glass containers in the UK and Irish markets. We know that small changes can make a big difference. It is hugely challenging - container glass has been produced for thousands of years and ultimately, while processes have changed and production techniques have improved, glass has essentially always been produced by using fossil fuels. We are attempting to change that in a relatively short time. But we remain focussed on the task at hand and optimistic that with the right drive and support we can achieve it.
OH: I know everyone talks about sustainability constantly, but there’s a reason for that. We're seeing a real pull from brands and supermarkets to become as sustainable as we can. It's exciting for us because I think we’re a world leader in sustainable practices, and we're very driven in our pursuit of creating decarbonised glass.
47
We believe that, in the long-term, zero emission container glass is possible
Fiacre O’Donnell, Sustainability Director
BELOW: Encirc is made up of four sites across Europe including a glass plant and filling hall in Cheshire
Harry,
KEY TAKEAWAYS
• Employee buy-in is important, but pointless if they’re not then empowered to make a difference. Encirc’s initiatives allow them to do this
• Skills gaps could continue to grow as processes and tech continues to develop. Outreach to communities and education centres is vital
• Smart bottles will be a technology to keep our eyes on
• Despite being advanced in its sustainability journey, the goal at Encirc is to continuously improve
Ultimately, we'd like to create zero carbon glass; we think there's a real future for that. It's not just an imperative for environmental reasons but also for the economy, and the future of our business from a commercial point of view.
What were the key drivers when it came to implementing sustainability strategies into your business?
FOD: Sustainability covers so many key areas, whether that’s carbon, our people, the impact on our communities or the positive change we can make to the planet.
In fact, our sustainability strategy is focussed on four key areas – People, Place, Planet and Prosperity. Our drivers are of course global initiatives like the Sustainable Development Goals, and our ambitious science-based targets, but as a business we pride ourselves on doing the right thing. We’re conscious disruptors in all we do.

We lead the way when it comes to innovating our industry, but we’re conscious about our impact on the environment, and we work hard to support local causes and really maximise our social impact.
Our people play such a huge role in the bigger picture that surrounds our goals. Together we can make a real difference.
How are digital technologies helping to drive the business forward?
OH: We are taking huge strides forward in the digitalisation of glass. We’ve been working to create the smart bottle of the future on one of our lines at the Cheshire plant. Our high-speed Industry 4.0 line is capable of indenting a laser printed QR code onto every bottle it produces.
This contains the source information of those bottles, making the possibilities for the future endless. You can enter any amount of information and it can prompt machine learning. The benefits for the consumer, brand and retailer are also really interesting. There are many amazing things that digitalised glass linked to blockchain technology can achieve in the future.
How have you navigated the recent difficulties around supply chain visibility and resilience?
OH: You couldn't really make up the number of issues we've had over the last few years. We’ve had the pandemic, gas and energy price hikes, CO2 shortages and lorry driver issues that lasted for several
months. It proved to us that we’re a robust business because we navigated all of those challenges very well.
The energy price hike situation and the conflict in Ukraine was painful for a lot of manufacturers, especially energy intensive businesses. We saw our energy bills go up by five times and we had to swallow and absorb those costs.
It proved again that we’re a strong and resilient business. I'd say in the current climate, things are positive and we’re looking strong. I don’t foresee too many supply chain issues.
What are some of the key success indicators that you have seen after implementing measures to solve challenges?
FOD: I’ve already mentioned our work on sustainable furnaces and the success that we’ve achieved so far, while our 360 model is the most sustainable of its kind globally. We’ve had incredible success in empowering our people, with a workforce made up of over 2,100 employees. Setting a clear vision and purpose to inspire and engage is the number one factor for success. As a result of much work in this area we now have employee-led groups and communities at Encirc.
These include biodiversity groups making real differences to our sites and local schools. We have a ‘Women in Manufacturing’ group addressing the barriers and inequalities faced by women entering what has traditionally always been a male-dominated industry, and we have a charity and CSR programme, led by volunteers that is continually being improved. OH: We've been going through a real culture change at Encirc for many years now, placing the health and wellbeing of our people at the forefront of all we do, and that of course, includes diversity.
I'd say biodiversity and sustainability flows throughout our businesses from the number of groups we have, be it biodiversity or volunteer groups. This has a really positive impact on communities as well, which is another important aspect for us.
Is sustainability knowledge important to you and to your business and how do you build on it?
FOD: Whether it’s continuous improvement or personal development, we’re always building. We recently had 11 people from right across the business achieve their diplomas in Business Sustainability, as well
48 SUSTAINABILITY
There are many amazing things that digitalised glass linked to blockchain technology can achieve in the future
Oliver
Head of Corporate Affairs
as 40 people who completed Carbon Literacy training. Sustainability is one of our six company values, and we recruit and manage our people based on behaviours attributed to each one.
How important is education to overcome barriers to change?
FOD: It’s vital. As a business our people are truly driving our change. But I think there is a wider responsibility that we have as an industry to educate communities and consumers to make informed decisions when deciding what packaging they purchase. As we shape our place in a truly sustainable world, where the circular economy is key, we need to fight for glass, educate people on its virtues, and combat greenwashing and false claims other packaging types can make.
A recurring pain point for manufacturers is the continued battle for talent and skills. Is that something that Encirc has struggled with?
OH: We're in a unique period of time. All these emerging trends around digital, data analytics, new fuels being used in furnaces etc, they’re all happening at the same time. There's not a person who can just come in and operate a hydrogen furnace. I think one of the keys for us is working out how to bring in the next generation of talent who are
BELOW: Glass wins on most sustainability metrics. It is endlessly recyclable, never loses its quality during the process and is chemically inert


interested in those particular areas.
We run a really successful programme called Ignite that's bringing in new apprentices, graduates and work placements in the key development areas that were interested in pursuing. We have good relationships with colleges and universities as well.
We need to keep pushing in those areas and keep isolating the gaps that we see. There's going to be a need for future skills in many areas, and sustainable fuels is just one of them. There will also be intelligent transport network distributions and similar areas that will arise in the future. We’ve got to keep pushing to attract those younger generations into Encirc, as well as current and experienced generations, when it comes to retraining and upskilling.
What are the next sustainability goals that you would like to achieve?
FOD: This year we launched a new mission for our business called ZE30 – or zero emissions by 2030. The mission was launched to more than 150 senior managers across our business at a conference in
County Fermanagh, Northern Ireland. I think it is fair to say the mission is getting huge buy-in from our people. We know how hard this mission will be to achieve, and we know that without all our people pulling in the same direction it will be impossible. The mission is split into three project streams. They are decarbonisation, creating a great place to work, and ensuring prosperity and success.
I’d argue that prioritising sustainability isn’t a new thing for us. We were fully committed well before the COVID pandemic, and we have not lost our focus throughout the various global crises of the last few years.
What advice would you give to other businesses on their sustainability journey?
OH: I would say what we've learned over the last ten years is you need to have a bold vision and you need to get your people onboard with that vision. Our ZE30 mission has really challenged our people to get behind several initiatives to see how we can achieve that. So, I'd say have a bold vision, and get the people behind you to enact that vision.
FOD: Start with your purpose. Find something that will inspire and excite your people, but is fully relevant to your business model, and will allow you to shape a strategy that your stakeholders can get involved with. Sustainability doesn’t just make sense ethically; it makes complete business sense and will help you grow while futureproofing your organisation. l
Scan QR code to view a video of the visit to Encirc

49
RIGHT: Encirc's Industry 4.0 line can create laser printed QR codes on each bottle
PIONEERS OF PROGRESS
International Women in Engineering Day (INWED) first began in the UK in 2014 as a national campaign from the Women’s Engineering Society (WES). Since then, INWED has grown enormously, receiving UNESCO patronage in 2016 and going global the following year.
Dame Dawn Childs, President, Women’s Engineering Society said: “The Women’s Engineering Society wanted to support women engineers, help them on their career journey and support industry to understand the benefits of diversity. The feedback we received indicated that people didn't really understand the roles
available in the sector and what women engineers were currently doing.
“Creating a celebration of women engineers and allowing the various companies in the UK, at that time, to have a platform where they can share their stories, talk about other women engineers and create role models, was really important.

PEOPLE & SKILLS 50
This June marked the tenth anniversary of International Women in Engineering Day (INWED). With the theme #MakeSafetySeen, the day profiled the best, brightest and bravest women in engineering who are helping to build towards a brighter future. The Manufacturer’s Lanna Deamer caught up with some key figures in the space to look at the progress made over the last decade
LEFT: Many people don’t understand the roles and opportunities available in the manufacturing sector
How are things progressing?
Although engineering remains a male dominated industry, since 2010 we have seen both a proportional and absolute increase in the number of women working in engineering roles.
As reported in March 2022 by EngineeringUK, women make up 16.5% of all engineers, compared to 10.5% reported in 2010. This represents a six percentage point increase in the proportion of women in the engineering workforce. The increase in the number of women in engineering roles continued to rise even when the total number of people working in engineering fell in 2020 and 2021 during the COVID-19 pandemic.
However, according to Joanna Whiteman, Head of Diversity and Inclusion at The Royal Academy of Engineering, the current state of gender representation in engineering is disheartening. She said: "As we recently commemorated the tenth year of INWED, it's dismaying to see that only 16.5% of engineers are women - a mere two percent increase over the past decade. This slow rate of change is cause for concern.

“In the manufacturing sector, where approximately 2.6 million people are employed in the UK, women constitute 27% of the workforce. However, when it comes to professional engineering roles, that number drops to around 12%. This highlights a significant disparity, suggesting that women in manufacturing are predominantly occupying non-engineering positions.
“Nevertheless, there is an optimistic outlook as efforts are being made to address this issue. It is important for us to acknowledge our impatience and the desire for faster progress. The aim is to accelerate the rate of change in the years ahead. Being a minority in any industry is a challenging path to navigate, and it can be particularly difficult for individuals who don't seem to fit the conventional mould. Therefore, it is crucial to celebrate the achievements of women who persist in male-dominated spaces across various industries.”
A new Attitudes to Industry report into public opinions on the topic of Women in Engineering, published by Cadence Innovation Marketing, revealed that almost two-thirds of the general public (65%) agreed that there should be more women engineers. Nearly seven in ten women and just over five in ten men hold this opinion. One in ten (12%) of people aged between 25-34 actually feel that engineering is NOT
KEY TAKEAWAYS
• The current representation of 16.5% of women in engineering falls short of where it should be
• Achieving diversity is not exclusively about gender but understanding the layers of diversity and lived experiences
• Making engineering an accessible career choice for the younger generation will give them the opportunity to excel in this field
• The significance of role models and early engagement with children, especially before they make educational choices, cannot be overstated
a suitable workplace for women.
As we reflect on our achievements, it is important to simultaneously consider the future and the work that remains. Dawn emphasised the need to shift the narrative surrounding female engineers. The prevailing notion of the difficulties women face in this field should become a thing of the past. Instead, we should focus on highlighting the positives and the life-changing experiences that come with being an engineer.
She said: “Despite the challenges encountered along the way, it is worthwhile to overcome them and build fulfilling careers. By nurturing and promoting positive role models, we can create a future where the barriers we face no longer exist. It is crucial to share inspiring stories and showcase these amazing people. By shifting the conversation away from the negatives of being a woman in engineering, we can redirect our focus towards the immense potential we possess to make the world a better place through our problemsolving abilities.”
It starts at school
The significance of role models and early engagement with children, especially before they make educational choices, cannot be overstated. The Attitudes to Industry report, previously mentioned, revealed that a considerable majority of individuals (76%) believe it is crucial to encourage school aged girls to understand engineering and pursue subjects that can lead to engineering careers. However, this figure drops slightly to 68% among people aged 25-34.
One exemplary company making significant strides in this field is Primary Engineer. It has developed a comprehensive engineering curriculum that spans across early years, primary, secondary and further education institutions. Its primary objectives include fostering the growth and development of children and young people through engaging with engineering, promoting engineering careers through inspiring programmes and competitions, enhancing the engineering skills of teachers and practitioners, and addressing the existing inequalities within the engineering field. Primary Engineers’ efforts contribute to cultivating a future generation of diverse and talented engineers.
The company has developed a project-based learning approach to
51
“
PEOPLE & SKILLS
By nurturing and promoting positive role models, we can create a future where the barriers we face no longer exist
Dame Dawn Childs, President, Women’s Engineering Society
education which enables children and pupils to engage with practical maths and science alongside creative problem solving and literacy. It has been described as ‘STEM by stealth’ due to the integrated curriculum nature of the programmes which also develop resilience and curiosity. Strong links to engineers and the industries they work in provides an opportunity for both pupils and teachers to expand their knowledge of careers, career paths and opportunities.
During my conversation with Susan Scurlock, Founder and CEO of Primary Engineer, I asked her about her

ATTITUDES TO UK INDUSTRY
More women engineers
Almost two thirds of the general public (65%) agreed that there should be more women engineers. Nearly 7 in ten women and just over 5 in ten men hold this opinion. One in ten (12%) of people aged between 25-34 feel that engineering is NOT a suitable workplace for women
It starts at school
Three quarters (76%) of people feel that school-aged girls should be encouraged to understand engineering and study subjects that enable a career in engineering. This figure drops to under 7 in ten (68%) of people aged between 25-34.
A suitable workplace
Over three quarters (78%) of people agree that engineering is a suitable workplace for women. Just 6% feel the opposite.
A surprising statistic
Nearly two in ten people were surprised that there are so many women in engineering based on just 16.5% working in the sector. One in three (29%) 25-34 year olds were more surprised than any other age group.
Increased numbers
7 in ten females (72%) and just under 6 in ten males (57%) agree that there should be more women in engineering.
Diversity is good for all
Just over 6 in ten (64%) of men feel that promoting diversity of all kinds in beneficial to the workplace this figure rises to 8 in ten (80%) among women respondents.
More is more
Around 4 in ten (41%) of women compared to 3 in ten (32%) of men are more or less likely to buy products, engage in their services or work for them based on a company’s approach to diversity. Two in ten men (20%) and one in ten women (10%) say it would not affect their decision.
Celebration time
Nearly 7 in ten (68%) of women and around 5 in ten (52%) of men would like to see and hear women engineers celebrated in the media more
Attitudes to Industry report into public opinions on the topic of Women in Engineering
PEOPLE & SKILLS
It's dismaying to see that only 16.5% of engineers are women - a mere two percent increase over the past decade. This slow rate of change is cause for concern
76% 65% 16.5% 78% 72% 64% 41% 68%
Joanna Whiteman, Head of Diversity & Inclusion, The Royal Academy of Engineering
“
thoughts on what more needs to be done. She expressed a somewhat contentious viewpoint, noting that every female engineer she has met has been incredibly inspiring. However, she believes that in classrooms, this inspiration can sometimes intimidate students, making them feel inadequate to follow in the footsteps of these remarkable women.
Susan emphasised that we should also highlight the importance of ordinary individuals entering classrooms. These are the people who may not possess a commanding presence or lead extraordinary projects, but can share their experiences as engineers from ordinary backgrounds. Their contributions are often undervalued.
The perception of engineering often portrays it as a pursuit reserved for academic elites, with a godlike status only attainable by the top performers. Susan advocates for a shift in this perception. She believes in making engineering an ordinary and accessible career choice for children, where they can genuinely believe that they too, have the potential to pursue and excel in this field.
Susan further elaborated on the strong interest in engineering within primary school classrooms due to its ability to provide context to the world around us. However, a recurring challenge lies in the limited time allocated for teaching sciences in the primary curriculum, often amounting to just one hour per week.
The transition to secondary school brings its own set of barriers. Susan stressed the significance of establishing an annual activity or initiative that reinforces the understanding of what engineers are and what they do. By regularly refreshing this knowledge, children can better recognise a potential pathway into engineering.
She emphasised: "All of these opportunities contribute to building children's capacity to identify a pathway. It is a challenging landscape and changes are necessary. We not only need engineers working in the field of engineering, but we also need everyone to be aware of it and its impact. Additionally, it is crucial to support engineers within the engineering sector. One does not have to be an engineer to contribute to the field of engineering!"
Susan's insights highlight the need for continuous engagement with engineering throughout a child's educational journey. Overcoming time constraints in primary schools and fostering awareness and support for engineers across various sectors
are essential steps toward cultivating a more inclusive and well-rounded understanding of engineering.
Why is it important?
Equality, diversity and inclusion (EDI) are fundamental to embracing the diverse perspectives and aspects of individuals within our society, particularly within the engineering field. By fostering a wider acceptance of people from various backgrounds, we can unlock a broader range of solutions and drive innovation.
While the concept of EDI has been discussed for years, it was often lacking empirical data and studies to support its importance. However, Boston Consulting Group (BCG) conducted a study that shed light on the powerful impact of diverse leadership teams on innovation.
The study revealed a robust and
statistically significant correlation between the diversity of management teams and the overall level of innovation within companies. The study found that companies with higher diversity in their management teams demonstrated a significant 19 percentage point increase in revenue compared to companies with below average diversity in leadership.
This research by BCG provides tangible evidence that embracing diversity in leadership positions leads to enhanced innovation. It highlights the necessity of actively promoting EDI in engineering and recognising the value it brings to organisations. By embracing diversity and fostering an inclusive environment, we can harness the full potential of diverse perspectives and drive forward groundbreaking advancements in engineering.
The Attitudes to Industry survey also found that just over six in ten (64%) of men feel that promoting diversity of all kinds is beneficial to the workplace; this figure rises to eight in ten (80%) among women respondents.
While this article highlights the celebration of women in engineering, it is crucial to recognise that diversity encompasses more than just gender. Intersectionality plays a vital role in understanding the complex layers of diversity and lived experiences. For instance, a group of middle-aged white men can still exhibit diversity in terms of their backgrounds and life experiences.
Dawn, former Engineering Director of Gatwick Airport, shared a self-imposed study she conducted to emphasise the importance of diversity to the airport management board. She formed a team composed entirely of female engineers to demonstrate that solely focusing on gender diversity would not guarantee success. Her intention was to illustrate that true diversity requires inclusivity across various dimensions.

While it may be easier to measure gender diversity, the current representation of 16.5% women in engineering falls short of where it should be. However, achieving diversity is not about exclusively forming all-female teams or solely embracing specific neurodiversity.
True diversity encompasses a range of perspectives and experiences. Only through inclusive practices can we foster a culture of innovation and achieve genuine diversity across the board. The message here is clear: inclusivity and a holistic approach are essential for achieving meaningful diversity in engineering and driving innovation forward. l
53
PEOPLE & SKILLS
We not only need engineers working in the field of engineering, but we also need everyone to be aware of it and its impact
“
Susan Scurlock, Founder and CEO, Primary Engineer
MANUFACTURING MATTERS

Juergen Maier CBE, Chair of Digital Catapult and Founder of Made Smarter, gave the keynote address at the recent Manufacturing & Engineering Week (M&E Week) exhibition. We caught up with him afterwards to find out more
There is no doubting that UK manufacturing has gone through a tumultuous few years. Having emerged from the COVID-19 crisis, where firms were forced to pivot and adapt to those unique circumstances, the sector then faced further disruption brought about by the conflict in Ukraine and a surge in energy prices, not to mention the ongoing uncertainty over the long-term impact of Brexit.
And all of this against the backdrop of unprecedented change in the sector where firms are grappling with the question of Industry 4.0 and how, when and where to deploy emerging technology. Plus, the pressing need for increased sustainability and the drive to net zero while also closing the worrying skills gap and ensuring we have the personnel to enable the sector to flourish in the years ahead. Juergen gave his take on the future of manufacturing.
INTERVIEW
Can you give us a flavour of your keynote at M&E Week?
JM: Visiting Manufacturing & Engineering Week I wanted to be upbeat about the sector and I’m pleased to say there was a real buzz at the show. The last few years felt a little more subdued as people were still partly embroiled in the challenges of recent years.
In her opening address, it was pleasing to hear Minister of State at the Department for Business and Trade, Nusrat Ghani MP, use the words “manufacturing matters”. It’s something we don’t hear enough and the policies we get as a sector are not always joined up enough to really support us through what have been very trying times.
LEADERSHIP & STRATEGY
54
However, I feel we're coming to the end of this permacrisis moment and now is the time where we can celebrate what manufacturing has achieved. Just look at what's been thrown at us as a sector with Brexit, COVID, energy prices, the biggest ever technology revolution etc. It really is quite remarkable. If there's any sector that has passed the resilience test, it's manufacturing, and we now have real grit to be able to take on future challenges.
In the last few years UK manufacturers have become masters of combatting crises. Of course, that’s not an ideal scenario and we need to get out of that firefighting mode and become better at longer-term thinking, but there’s no denying that we’ve become good at it.
If you compare the UK to other countries such as the US and Germany, they get more support around rising energy costs and new technology adoption etc. That means we’ve had to be super innovative to continue to thrive in a globally competitive world.
I’ve seen so many manufacturing companies that have completely changed and adapted and are now doing more than just survive. We should see this as a moment where we really emerge from those crises of the last few years and into some calmer waters. Combine that with all our new-found grit and energy, and we will be able to deliver not only much more positive growth and ambition for our businesses, but for our economy and ultimately, society.
How are manufacturers addressing the net zero challenge?
The truth is that a decade ago, net zero wasn't the top board level agenda item that it is now. When I was at Siemens we were bringing to market technology that was helping to reduce carbon footprints and lower energy costs, but customers weren’t all that interested.
I was often criticised for saying that energy was too cheap, which meant that it wasn’t a top priority for manufacturing CFOs. That’s changed massively and a key factor behind its rise to prominence has of course been the sharp rise in energy costs. 2030 is staring us in the face so it’s vital for our survival that we reduce our energy costs.
PICS: Juergen Maier is on the board of River Simple, a company currently trialling hydrogen cars IMAGES: RIVER SIMPLE


2023 seemed a long way off when we started talking about the targets of net zero. However, it is literally around the corner in terms of investment cycles within manufacturing. So, there can't be anything more important. And I am seeing lots more going on because as a country, as a world and as business people, we’ve all become more responsible, but we have to keep accelerating.
It would be bold to say we’re on track to do that and as we get closer to 2030 we’ll definitely see pressure ramping up. Everyone has their part to play from supply chains to government, who need to help by providing the right policies. But we as manufacturers have really got to use the next few years to make progress; there's lots of technology out there that we can implement and this is the time to do so – there’s no room for complacency, we've just got to make it happen.
For example, I recently attended the opening of a new innovation institute called Glass Futures in St. Helens, the birthplace of glass manufacturing, a hugely energy intensive process. It was fabulous to see the real opportunity for glass manufacturing to transition from using natural gas to either biofuel or synthetic fuels, and probably hydrogen.
The UK may well be the first location in the world that actually has a hydrogen producing glass plant. That really excites me because this will not only have a great impact on net zero but will also put the UK in a place where we can invent or IP something groundbreaking and export it around the world.
55
LEADERSHIP & STRATEGY
If there's any sector that has passed the resilience test, it's manufacturing, and we now have real grit to be able to take on future challenges
Juergen Maier CBE
Another example, and one close to my heart as I’m on the board, is a company called River Simple, a UK start-up making hydrogen vehicles. We've got five fuel cell hydrogen vehicles currently running as beta projects. I believe, alongside battery vehicles, that there is a future for hydrogen, especially for longer range vehicles.
This company also excites me from the point of view of the circular economy.
River Simple is designing a business model based around the concept of selling less cars, which is completely different to what the automotive industry does today. Every new car, whatever model, has a significant amount of carbon associate with it. At River Simple, customers buy a simple car and after three years they give it back and get a new one. River Simple totally refurbishes the old car, makes it as new and puts it back out into the marketplace - the longer the cars last, the more efficient they are.
What appetite are you seeing for digital technology adoption?
Just looking around the exhibition, the amount of businesses talking about digital technology is absolutely huge compared to just two or three years ago. Every
KEY TAKEAWAYS
• UK manufacturing has passed the resilience test in recent years
• The energy crisis has placed further emphasis on 2023 sustainability targets
• Every manufacturer now knows the role digital technology will play in the sector’s future
• The rapid pace of technology is shortening the life of skills and training
• When it comes to industrial strategy, UK manufacturing must rely less on government
manufacturer now knows the role digital will play in the sector’s future, in the same way the importance of net zero has risen to prominence; and the two go hand-in-hand of course, because digital technologies also help achieve net zero targets.
Manufacturers have to take the mechanisms that are available today, embrace them and get in the race of adopting digital technologies. Again, going back to my days at Siemens, there wasn’t that imperative to accelerate. However, COVID transformed our way of thinking in terms of simulation, digital twins and optimising product manufacturing, service life cycles, etc.
Digital twins was just a buzzword a few years ago but I expect them to really take hold of the sector, and surveys say that they will grow by tenfold over the next decade. This sort of technology may sound expensive, especially for SME manufacturers, but as Chair of the Digital Catapult, we are hoping to launch a programme to help make digital twinning more accessible for small to medium size engineering manufacturers. They will be able to come and experiment with the technology, create living laboratories and explore how emerging technology can add value to their manufacturing processes.
AI is another piece of the technology jigsaw that has been spoken about for quite some time. Then, suddenly along comes ChatGPT and the whole world wakes up to artificial intelligence as something that could be really transformational.
I'm unquestionably on the side of opportunity when it comes to AI. I don’t agree with people who say the technology is going to take away our jobs. We've been here before, several times. I remember when Siemens brought in the first PLCs, industrial PCs and robot systems to market; we had exactly the same conversations.
Of course, AI is different and its cognitive power is at a completely different level so we have to be responsible, regulation has to be right and we have to create a level playing field.
However, the opportunity is massive. It is very much a tool that we can use to help analyse data and improve manufacturing processes and we should embrace it.
What's your view of the current manufacturing skills shortage?
You could look at the skills issue through the lens of what government is doing and whether it’s enough. However, as a sector we really have to rethink this issue for our own organisations.
The half-life of skills is now so short. When I did my engineering degree, I was still living off that knowledge some ten years later. Now, because technology is changing so rapidly, that knowledge has a life of around six months, so people are constantly having to retrain and upgrade.
In such an environment, we can't rely on the more traditional training processes of sending people on courses etc. It needs to be something that is built into the
56
There's lots of technology out there that manufacturers can implement and this is the time to do so – there’s no room for complacency
LEADERSHIP & STRATEGY
ABOVE: Juergen Maier CBE, Chair of Digital Catapult and Founder of Made Smarter, gave the keynote address at Manufacturing & Engineering Week 2023
workplace. As we invest in technology, we need to be thinking about our people in the same way. Traditionally, people have been viewed at best as an intangible asset and at worst even a liability on balance sheets.
I've always struggled with that concept, and we need to change the mindset so that our people are viewed as an important asset which we're going to continuously invest in. And when a recession hits, the first budget we cut shouldn’t be skills and training; in fact that's where we should be investing.
Skills must become a proper line on the investment balance sheet of our organisations. There is a pressing need to continuously invest in and upskill our people so that we can stay ahead of these digital transformations. None of what I have previously discussed around net zero and technology is going to be possible without taking skills to the next level.
Does the UK have an industrial strategy?
For the last decade many of the industrial leaders in the UK, including me, have been fighting for a proper industrial strategy. I've advised every government, sat on every industrial strategy council, and now
I've been asked to help with the latest review on the lack of inward investment. What I've learned from it all is we've just got to learn to rely less on government.
That doesn't mean that we can do it all without help. But I think we need to turn the tables and be the leaders ourselves. On the skills issue, for example, different incentives could be introduced to encourage investment in our peopleskills investment tax credits for example.
We need to be leading on these sorts of policy changes to government, rather than merely waiting for them.
We currently only have bits and pieces of an industrial strategy in place. And as a country, we have not responded to global changes in terms of helping our key industries like automotive, glass and steel to really move into the space of the Fourth Industrial Revolution.
However, I have hope that this failure shows to policymakers that we need change and that whatever happens after the next general election, there will be another opportunity to talk about a more serious industrial strategy, with more collaboration on strategies to bring together some of the themes and technologies discussed here.
That word ‘collaboration’ is key. The UK is doing some wonderful work in robotics, 3D printing and digital twinning, for example, but it’s often in isolated islands and pockets.
Because of that, those initiatives don’t scale to their full potential; not everyone knows about it, and not everyone engages with it. That ultimately means we’re less visible on the world stage; what is needed is more collaboration, more scale and more impact. l

57
Manufacturers have to take the mechanisms that are available today, embrace them and get in the race of adopting digital technologies
X-FACTORS
Industrial Associate Kam Gossal from IfM Engage at the University of Cambridge, explains how manufacturers can best align their digital transformation programmes and the key factors behind their success
Supply chains are getting complex, so having a carefully planned digital supply chain strategy can address critical business challenges, foster innovation and drive growth. However, achieving your goals can be challenging without strategic alignment, clear visibility on projects and IT spending, and a starting point.
The problem is that separate business functions and regions in a company create their own digital strategies. Poor project visibility, communication and inadequate IT spend oversight can result in competing solutions targeting unnecessary needs, resulting in a chaotic blend of incompatible technologies. Such inefficiencies drain valuable resources, especially in times of economic uncertainty.
IfM Engage Industrial Associate Kam Gossal provides 10 critical success factors for aligning and optimising digital efforts:

1: Willingness
Assess whether there is willingness from the C-suite to embrace self-disruption, allocate the necessary resources and lead change across the organisation. Leaders must challenge the status quo, embrace feedback from their junior colleagues and admit knowledge gaps. Being open and transparent will encourage cross-function and ecosystem collaboration to enhance performance.
2: Psychological safety
Recognise that transformation is not a linear process and that teams need time to embrace the uncertainty and challenges it presents. Learn from past tensions and concerns about loss of control or job security. Show empathy and engage early by delegating responsibilities to frontline teams, providing clear accountability, emotional support, resources and funding for co-creation and experimentation.
3: The digital why what?
Articulate a separate and distinct digital ‘why’ that emotionally appeals to real customer, societal or environmental needs and aligns with the business strategy. The digital ‘what’ may need to shift from an internal focus to broader ecosystem-wide perspectives, inspiring business model innovation.
4: How?
To get to your vision, you need to assess your company’s current digital maturity. For assessment purposes, IfM Engage has created a digital supply chain scenario framework and maturity model to help identify pain points and determine the right capabilities and technology that needs to be reconfigurable, integrated and with ready-to-use APIs.
6: Prioritisation
When there is limited information available, it's not unusual to have to decide which projects should be pursued and which ones should be set aside. IfM Engage has developed a prioritisation framework, a scoring tool and a process to measure projects on opportunity and feasibility separately.
5: Project selection
Once you have identified opportunities and challenges you need to determine project type to allocate resources sufficiently. Developing a point solution, like digital work instructions, is comparatively simple compared with coordinating a major infrastructure project which benefits future use cases or a business/operating model transformation project.
Results can be plotted on a 2x2 to help the decision process. There will always be quick wins, but there needs to be focus on the projects that either support multiple business objectives or benefit multiple areas of the supply chain, for example, customer-oriented solutions. Look out for patterns and see if multiple point-solutions can be rolled up into a system solution to simplify your IT architecture. Shifting from a functional view of processes to an end-to-end perspective aligned with the customer journey and applying digital technology, can improve the customer experience.
7: Ways of working
Establish effective working methods by having a clear decision-making framework and programme management structure. Digital governance will ensure that digital capabilities and technologies are aligned
DIGITAL TRANSFORMATION
58
Kam Gossal Industrial Associate, IfM Engage
with the business strategy, increase transparency, mitigate risk and ensure compliance.

Also, collaborate across the ecosystem to address pain points and leverage strengths for differentiation. Recognise that building successful partnerships will require a significant upfront investment of time.
8: Skills
Skills gaps outstrip technology gaps, so address the digital skills gap by identifying areas such as cloud computing, software development, AI and data science. Make training and learning programmes available for executives and workers to reskill or upskill for their new roles, along with continuous education.

Author bio
Kam Gossal is new to the IfM Engage team, but as a former client, he’s been applying IfM’s state-of-the-art theory, tools and approaches for the last 15 years. In the last three years, he worked closely with the Centre for International Manufacturing (CIM), applying and developing their 10 Digital Scenarios Framework. Kam’s insights have been drawn from personal experience, research and digital transformation activities at the CIM, and related work at the World Economic Forum.
9. Data-driven insights
Instead of treating data as a centralised and protected asset, an alternative idea is that individual teams that are responsible for data, treat data-as-a-product that provides insights, trends or actionable information internally or can be shared externally with customers, partners or stakeholders. The challenge is consistency, security and compliance, but that’s where strong digital governance comes into play.
10. Scaling
Start small and pilot projects before scaling based on opportunity and feasibility. Develop a transformation timeline identifying which use cases to prioritise, where and when.
Cultivate core capabilities in-house, outsource or partner for ‘moonshot’ solutions. Employ appropriate metrics for each type of digital project. Alongside existing KPIs like ROI, incorporate new metrics e.g., ‘did it work?’, number of new capabilities created and even customer engagement.
To learn more, you can join the annual Cambridge International Manufacturing Symposium, 21-22 September 2023, a unique event that brings together senior industrialists and leading academics to exchange knowledge and share experiences on how to upgrade capabilities and skills through digitalisation, leading to new thinking and approaches.
To find out more please contact Dr. Jagjit Singh Srai: jss46@cam.ac.uk and Kam Gossal: ksg40@cam.ac.uk or visit the IfM Engage website at: www.engage.ifm.eng.cam.ac.uk.

DIGITAL TRANSFORMATION 59
the annual two-day gathering of top-tier industry visionaries, senior executives, decision-makers, and thought leaders within the manufacturing ecosystem.


in partnership with the Institution of Mechanical Engineers (IMechE), TMMX Awards exist to encourage, benchmark and celebrate manufacturing excellence.


UNITING MANUFACTURERS. INSPIRING INNOVATION. CELEBRATING SUCCESS.
14-15 NOVEMBER
2023
FIND OUT MORE

#TheManufacturerLive
the industry-leading programme of recognition hits the tenth year milestone and brings the complete alumni together for an evening of catch-up, progress, celebration and networking.


the invitation-only group of senior executives from The Manufacturer’s community that meet at upscale dinners to facilitate confidential discussion on leading a manufacturing business. UNITING M A N U FACT U R E RS. INSPIRING INNOVATION. CELEBRATING S U CCE SS.

Be prepared
Sindu Manickam, Senior Industrial IoT Technologist, Digital Catapult, explains that the manufacturing sector must prepare for the revolutionary impact of IoT technology
At Digital Catapult, we’re helping businesses of all sizes, and manufacturers across the country, embrace emerging technology to drive industry growth and develop scalable solutions. Our work builds on advanced digital infrastructure to create virtual and cyber-physical environments that enhance design, prototyping and real-time production.
These digital supply chains enable greater interoperability between businesses and sectors. A key technology driving this transformation is the Internet of Things (IoT). IoT is having a transformative impact on the manufacturing industry more broadly, and UK manufacturers must adopt this
technology if they are to maintain their competitive edge.
British manufacturers are increasingly facing pressure to rapidly adapt and respond to market and environmental demands. Optimising the production process and shopfloor operations have long been the priority in the digital transformation journey, but greater transformation is required for UK manufacturers.

This is where emerging technologies like IoT play a vital role. IoT enables a connected and collaborative ecosystem with man, machine, material and process (MMMP). By embracing IoT and other advanced technologies through our core application areas, we can help manufacturers drive the industry growth and innovation needed to thrive.
IoT refers to the growing network of connected physical objects embedded with sensors, software and other technologies used to collect and exchange data. IoT takes an integrated approach to driving end-to-end digital transformation across an organisation, and enables broad execution of digital initiatives on the factory floor. This includes shopfloor production planning, supply chain and logistics, lean operations, customer management and connecting remote workers in different locations. The technology’s benefits go beyond the factory floor however, facilitating training and development, while contributing to the UK government’s levelling up agenda.
62
The impact of IoT and its manufacturing applications
DIGITAL TRANSFORMATION
In fact, IoT can be thought of as a human-centric approach to manufacturing. The connected and collaborative ecosystem enabled by IoT is revolutionising how core business objectives and KPIs of manufacturing are achieved. For example, manufacturing and production data is a critical and arguably invaluable asset for monitoring and improving key performance indicators (KPIs) such as cycle time, quality performance (parts per million - PPM) and overall equipment effectiveness (OEE).
By providing real-time data capture and insights, IoT allows manufacturers to closely monitor KPIs across the production process, through cyber-physical environments like digital twins and immersive control. This increased visibility facilitates data-driven improvements in efficiency, quality control and asset utilisation.
At Digital Catapult, we apply our IoT expertise across the technology stack to a broad spectrum of industrial and manufacturing settings, from data collections to decision making and insights. This aligns with our application area around establishing effective digital infrastructure, given that IoT relies on robust architecture that includes sensors, connectivity, platforms and networks.
Such environments facilitate automated systems, legacy assets and paperbased processes to effectively build and implement the digital infrastructure necessary to benefit UK factories operationally in the long-term, and maintain global competitiveness.
How IoT is revolutionising factory floor operations
Automated factory floors often implement IoT technologies through robotics and automation, manufacturing execution and warehouse management systems. Each system offers unique benefits, such as smart sensors connecting to digital infrastructure to bolster factory performance. However, when these systems exist in isolation, along with manual intervention and lack of IT or OT convergence, it leads to data silos and an inability to generate data-driven decisions across the enterprise and the manufacturing value chain.
To fully realise the promise of digital transformation, manufacturers need to take an integrated approach to implementing connected, collaborative factories through Industrial IoT (IIoT). Following IIoT best practice enables seamless OT and IT
integration into manufacturers’ existing operations and processes. This leads to greater visibility into manufacturing processes on the factory floor and across value chains as IoT breaks down data and communication silos across the entire value chain in manufacturing, leading to more flexible and efficient manufacturing.
Connected, data-driven factories will therefore be key for UK manufacturers to remain competitive globally. IoT unlocks the true digital potential of a manufacturing business by connecting various value chains, and providing end-to-end visibility of the manufacturing chain, right from market demand to post-sales and services. IoT is thus a key technology that will play a
vital role in broader deployment of digital supply chains for UK businesses too. This end-to-end integration through IoT helps to optimise manufacturing based on business and market requirements, fuelling sustainable business growth.

A promising perspective for digital manufacturing
Moreover, the advancement and embrace of IoT technology among manufacturers is enabling value capture at scale. For example, the consistent drop of sensorisation and data storage costs, connectivity infrastructure and open and interoperable digital infrastructure are helping industries to rapidly adopt IoT technology, and effectively implement connected and collaborative factory floors. Through IoT enabled digital transformation projects, manufacturers can benefit from digitised operations, informed and automated factory operations in contrast to inefficient analogue or paperbased production monitoring. With this, manufacturers can ultimately achieve numerous business values such as better productivity, agility, sustainability and better health and safety practices. IoT aids manufacturers with implementing ‘adaptive and flexible manufacturing systems (FMS)’ leveraging multiple systems integration, human to machine (H2M), machine to machine (M2M) interactions, collaborative and autonomous systems including collaborative robots.
63
DIGITAL TRANSFORMATION
By embracing IoT and other advanced technologies, manufacturers can drive the industry growth and innovation needed to thrive
Sindu Manickam, Senior Industrial IoT Technologist, Digital Catapult
This is what we are working to achieve on the Smart Nano Northern Ireland programme, which will look to leverage IIoT for accurate energy and machine condition monitoring, asset tracking, the realisation of digital twins, optimisation of the factory floor, enhanced supply chain efficiency and product servitisation. It’s clear that IoT will play a key role in aiding UK manufacturers as they increasingly implement ‘adaptive and flexible manufacturing systems’, which will improve overall performance and output.
Optimising production and scaling from pilots
IoT further helps business owners to mitigate the risks presented by the diverse and fragmented digitalisation landscape, when an industry transitions from electrification and automation to digitalisation. IoT also plays a crucial role in helping business owners in navigating the risks presented by the diverse and fragmented digitalisation landscape.
As industries transition from traditional electrification and automation to a more digital-driven approach, IoT becomes increasingly important. By capitalising on the progress made from digital platforms and infrastructure, IoT facilitates the scaling up of proof of concepts (PoCs) through dependable and scalable architectures. This in turn leads to significant time and resource savings for the industry’s digitalisation initiatives.
As more manufacturers look to emerging technologies like digital twins and AI, IoT provides the critical digital infrastructure to scale pilots to successful large scale projects, which is what we are working on at Digital Catapult. Having the right digital infrastructure in place is vital to successful scaling and deployment of new solutions, and this is key to enabling manufacturers to comply with IoT best practices. With these in place, manufacturers can implement scalable architectures to efficiently connect the assets, people and process across the business.
Modern digital transformation in industries is steering towards cyber-physical systems, and IoT serves as a vital bridge between the physical and cyber realms by seamlessly collecting and analysing digital data from the real world, and transferring valuable insights and information to digital (cyber) space. The relationship between physical systems and cyber systems requires complex infrastructure management, and this is where IoT plays a pivotal role as the enabler of this seamless interaction. IoT
is the foundation for Industry 4.0 which is where manufacturers can realise the full promise of digital transformation.

The sustainable benefits of IoT technology
Digital Catapult is committed to supporting businesses that want to leverage emerging technology as a means of reaching net zero and meeting their environmental objectives. We at Digital Catapult, have delivered real-word use cases for the manufacturing industry using IoT, impacting value chains such as sustainability and enacting greener business practices. As it stands, IoT provides manufacturers with much greater visibility into energy usage, material flows and emissions across factory operations.
This data visibility enables manufacturers to identify optimisation opportunities that reduce environmental impact. For example, sensors can detect compressed air leaks, trigger lighting based on occupancy, and track real-time energy consumption to minimise waste. IoT also enables predictive maintenance to extend equipment lifetime and reduce material usage.
On the supply chain side, IoT tracking provides visibility into sourcing, logistics carbon emissions and material origins, which allows manufacturers to identify more sustainable vendors, optimise logistics for lower emissions and verify responsible material sourcing. Digital supply chains rely on data to improve the agility and resilience of a supply chain and make them more transparent to key stakeholders. As such, IoT-enabled transparency and traceability support ethical and eco-friendly supply chain practices, which is what we are committed to achieving on Digital Catapult’s Digital Supply Chain Hub programme. This is another key reason why UK manufacturers should be adopting IoT technology on the factory floor if they are to ensure longterm success and lead the way in terms of sustainable innovation and efficiency.
With real-time environmental insights across the product lifecycle, manufacturers can set data-driven sustainability goals and continuously improve. At Digital Catapult, we have also demonstrated to businesses the value of cyber-physical environments to model greener designs and processes virtually, before they are physically implemented, saving cost and energy.
UK manufacturers adopting IoT as part of their Industry 4.0 strategy will be well positioned to reduce carbon footprints, optimise energy efficiency, enact circular economy principles and prove sustainability credentials. IoT unlocks environmental performance data that allows manufacturers to turn green objectives into measurable realities. Ultimately, manufacturers leveraging IoT can lead the charge on driving sustainable practices across the sector.
Industries often face difficulties in choosing the right technology strategy and partners during their digital transformation journey. This is why organisations like Digital Catapult play a vital role in steering digital transformation in business, organisation and technology dimensions, demonstrating to manufacturers the value of IoT technologies on the factory floor. By embracing and adopting such technology, the UK manufacturing landscape will be well positioned to lead the way and attract further inward investment. l
>> For any business interested in finding out how they might benefit from leveraging IoT technology for their manufacturing operations visit: www.digitalcatapult.org.uk
64
As manufacturers look to emerging technologies like digital twins and AI, IoT provides the critical digital infrastructure to scale pilots to successful large scale projects
DIGITAL TRANSFORMATION
Sindu Manickam, Senior Industrial IoT Technologist, Digital Catapult
Giving a voice to the inspiring manufacturers, in the UK and beyond.


Session themes include:
Sustainability
Technology Skills & People
Leadership
Listen on your favourite streaming app


Digitalisation


When
Zoho makes it easy CRM the way you want it. As a single product or a bundle. In a basic or advanced edition. Paying monthly or annually. zoho.com/crm-value
value is hard to find,
