
R eview C eramic W orld ISSN 1121-0796 Русское издание Мосбилд 2013 технология новости рынок
























You are coming to CERSAIE to discover the ceramic trends of 2014. For the first time, you will also discover the technology you can use to produce the ceramic tiles of 2015.

Digital ceramic decoration opens new chromatic and material horizons. digital.colorobbia.com






Administration and Editorial Office Amministrazione e Redazione
TILE EDIZIONI S.r.l.
Via Fossa Buracchione, 84 41126 Baggiovara (MO) - Italy Tel. +39 059 512103 Fax +39 059 512157
info@tiledizioni.it
Iscritto al registro delle imprese di Modena C.F./P.IVA IT02778050365 Capitale Sociale: € 51.400,00 R.E.A. 329775 - Iscrizione ROC n. 9673

Periodico bimestrale registrato presso il Tribunale di Reggio Emilia al n. 803 in data 26/07/91
Editor • Direttore responsabile
Paola Giacomini p.giacomini@tiledizioni.it
Editorial coordinator Coordinamento editoriale Milena Bernardi m.bernardi@tiledizioni.it

Luca Baraldi, Silvia Bertolani, Cristian Cassani, Patrizia Cazzaniga, Paolo Gambuli, Erminio Guiducci, Fabio Schianchi
Advertising • Pubblicità
TILE EDIZIONI
Tel. +39 059 512103 Fax +39 059 512157 Paola Giacomini Cell. +39 335 1864257
E-mail: p.giacomini@tiledizioni.it Elisa Verzelloni Cell. +39 338 5361966 E-mail: e.verzelloni@tiledizioni.it
Translation • Traduzione
John Freeman (JF) - English Geoff Day (GD) - English Wei Bo (WB) - Chinese Elena Sourova (ES) - Russian
Each copy • una copia € 4
Annual subscription (5 issues) Abbonamento annuale (5 numeri) Italy: € 50; International: €70; Online Version: €40;
Special tariffs for group subscriptions are available on request.
Tariffe speciali per abbonamenti collettivi sono disponibili su richiesta.
Spedizione in a.p. art. 1 comma 1 DL 353/2003 DCB MODENA
L’IVA sugli abbonamenti, nonché sulla vendita dei fascicoli separati, è assolta dall’Editore ai sensi dell’art. 74 primo comma lettera C del DPR 26.10.72 N. 633 e successive modificazioni e integrazioni.

Graphic Layout • Progetto Grafico
Sara Falsetti
Printer • Stampa
Arbe Industrie Grafiche spa, Via Emilia Ovest 1014 41123 Modena
Photolits • Typesetting Fotolito/Fotocomposizione
Vaccari Zincografica srl - Via Salgari, 61 41123 Modena
Entire contents copyright Tile Edizioni. All rights reserved. Opinions expressed by writers are not necessarly those held by the publisher who is not held responsible. Editorial material, manuscripts, photographs, transparencies and artwork will not be returned.
Tutti i diritti di riproduzione e traduzione degli articoli pubblicati sono riservati. È vietata la riproduzione anche parziale senza l’autorizzazione dell’Editore. Manoscritti, disegni, fotografie e altro materiale inviato in redazione, anche se non pubblicati, non verranno restituiti. La Direzione non assume responsabilità per le opinioni espresse dagli autori dei testi redazionali e pubblicitari.
Date of going to press • Chiuso in redazione: 05/03/13
TILE EDIZIONI S.r.l., in conformità al “Testo unico sulla privacy”, garantisce la riservatezza dei dati usati per gli abbonamenti e per gli scopi tipici della stampa specializzata e la possibilità di modificarli o cancellarli (art. 7 del D.L. 196/2003) a mezzo richiesta scritta.






В апреле в Москве пройдет очередная строительная и интерьерная выставка МосБилд, и «Ceramic World Review» и «Brick World Review» посвящают этому событию специальный выпуск журнала на русском языке, где будет рассказано о российской отрасли керамики и строительных материалов. В этом году посетителей ярмарки ожидает новинка – выставка будет состоять из тематических разделов и продлится две недели: первый раздел –«Строительство. Интерьер» (Building), он пройдет с 2 по 5 апреля и будет посвящен строительным материалам и технологиям производства керамики; второй – «Керамика. Камень. Сантехника» (Cersanex), пройдет с 16 по 19 апреля и объединит следующие экспозиции – ванные комнаты (Bathrooms), керамика (Ceramics), технологий изготовления керамики и сантехники (Technoceramica), натуральный строительный камень (Stonex) и
бассейны, сауны и спа (Wellness). В павильонах, отведенных под «Строительство. Интерьер», будут представлены участники, многие с коллективными стендами, из 40 стран – Малайзия, Венгрия, Бельгия, Китай, Хорватия, Чехия, Финляндия, Франция, Германия, Греция, Италия, Корея, Литва, Португалия, Сербия, Испания и Тайвань. Многочисленны итальянские и немецкие компании, представляющие оборудование для производства строительной керамики. «Керамика. Камень. Сантехника» предоставит свои площадки более чем 600 участникам из 30 стран. Как всегда, значительные выставочные площади будут занимать российские производители керамической плитки. Под вывеской «Ceramic of Italy» будут представлены более 30 итальянских участников. Крупные коллективные стенды также готовят испанские и китайские производители. Впервые в рамках
выставки «Mosbuild 2013» пройдет церемония вручения первой Международной экологической премии в области строительных и отделочных материалов «e3Awards». Премия призвана привлечь внимание профессионалов строительного рынка к наиболее успешным экоустойчивым и энергоэффективным строительным технологиям и продуктам (e3: экология, энергия, эффективность). Другим заметным событием станет пятый международный конкурс «ArchCeramica. Керамика и архитектура», проводимый международной ассоциацией союзов архитекторов (IAUA), группой ITE Group Plc и журналом «Современный дом». В очередной раз Россия демонстрирует, что является стратегически важным рынком для компаний, специализирующихся на оборудовании по производству керамики и строительных материалов. Это подтверждают и следующие цифры:
объем производства керамической плитки в России вырос на 13,4% по сравнению с 2012 годом – c 135,6 млн кв. м до почти 154млн кв. м. Заметно выросли объемы продаж керамических плиток (+14,4%), достигнув рекордных 207,1 млн кв. м, причем вся рыночная потребность в керамической плитке на 69% удовлетворяется за счет российских производителей (143,2 млн кв. м, что на 18% выше по сравнению с 2011 годом); на долю экспорта приходится, соответственно, 31% (или 64 млн кв. м, что на 14,3% выше по сравнению с 2011 годом).Крупнейшим экспортером керамической плитки в Россию является Украина, которая всего за два года смогла утроить свои объемы продаж, доведя их до 15,2 млн кв. м. Выросла доля экспорта Испании (14,2 млн кв. м, +23,5%). За ней следуют Белоруссия (12 млн кв. м), Китай (9,8 млн кв. м, +8,9%), Италия (5,3 млн кв. м, +8,2%) и Польша (4,4 млн кв. м, +29,4%).
С 12 октября прошлого года пост генерального директора MarazziGroup занимает Андреа Сасси. Он перенял эстафету Маурицио Пильоне и намерен продолжать политику расширения группы на европейском, российском и американском рынках. Андреа Сасси, 47 лет, закончил факультет экономики и торговли Политехнического Университета региона Марке, а также прошел обучение в бизнес-школе Insead по программе International Executive Недавно на заводе польской промышленной группы Cersanit в г.Красныстав прошли приемные испытания литейного стола AVB компании Sacmi для производства 7 подвесных унитазов с открытым ободом. Отличительной особенностью литейного стола AVB является возможность одновременного изготовления различных

Program (Фонтенбло и Сингапур). Он пришел в компанию из группы Elica, мирового лидера в области кухонных вытяжек,
где он был генеральным директором с 2007 г. В его послужном списке имеются также группа Merloni Elettrodomestici/Indesit Company, где с 1990 года он дорос до поста главного операционного директора и главного коммерческого директора, и компания Pirelli Tyre, где он занимал пост менеджера по продажам в Италии. Одновременно с назначением Сасси, компания опубликовала первые положительные результаты первого семестра 2012 г., в течение
которого, несмотря на кризис, ударивший не только по отрасли, но и по экономике в целом, компании удалось уже сильнее укрепиться на рынке, увеличить доходность и прибыльность: консолидированный объем продаж за семестр составил 428 млн. евро (вырос на 2,5%), а показатель Ebitda достиг 69 млн.евро (+6,2%). Положительные результаты обусловлены, прежде всего, мощным развитием компании в России (+18%) и Соединенных Штатах (+15%).
типов керамической сантехники, таких как подвесные и традиционные унитазы, напольные унитазы, раковины, бачки, пьедесталы и крышки. Благодаря большой универсальности литейного стола AVB можно удовлетворить как

потребности в больших объемах производства, так и необходимость индивидуального подбора разных установленных пресс-форм, исходя из производственных нужд на текущий момент. Стол AVB, как и остальная гамма литейного оборудования под высоким давлением с одной или несколькими пресс-формами компании Sacmi, соответствует самым современным
критериям и отвечает всем требованиям безопасности и надежности. Стол может быть укомплектован роботизированной системой выемки из форм и складирования готовых отливок, и другими опциями, как, например, предварительная сушилка, роботизированная
отделка и автоматическое перемещение изделий.
(2,2%), США (2,1%), Индонезии (2,0%), Аргентины (1,8%), Алжира (1,7%), Украины (1,4%), Болгарии (1,3%), Саудовской Аравии (1,3%). Наиболее представленным континентами стали Азия и Ближний Восток, составившие вместе 34% от всех посетителей, на Европейский Союз пришлось 27%, европейские страны, не входящие в ЕС,6%, Южная Америка - 9%, Африка 8% и Северная Америка - 5%.



В ближайшем будущем планируется установить роботизированную систему загрузки кирпичей в печные вагонетки на Ревдинском Кирпичном Новым генеральным директором известного производителя производственных линий «под ключ» для кирпичной промышленности Ceric Technologies стал ЖанЖак Вагнер. Вагнер закончил университет Эколь Централь (Лион) по специальности «технология машиностроения», а в 1984. получил степень
на российском рынке очередными договорами на поставку нового оборудования и производственных линий в различные регионы страны. На юг европейской зоны России, в КабардиноБалкарию, Tecnofiliere поставила специальные прессовочные узлы, состоящие из фильер, спроектированных для экструзии под очень высоким давлением (Stiff Extrusion) при

помощи подходящей системы увлажнения, обеспечивающей подачу смазочной жидкости перед узлом фильеры. В частности, речь идет о фильере мод. TFI для стеновых блоков 38x12 и 38x25 см, рамы и стойки которой выполнены

МВА. В группе Ceric он занимал различные руководящие должности: с 2000 по 2003 он был Директором по развитию в филиале Ceric в Денвере, с 2003 по 2007управляющим директором Keller , а с 2007 по

Заводе, одном из самых крупных промышленных предприятий Уральской зоны, недалеко от Екатеринбурга. Линия гарантирует улучшение качества готового продукта, увеличение производительности, точной контроль каждого этапа производственного процесса и улучшение внутренней системы логистики. 2008 – ответственным за немецкие филиалы Keyria. Ушел из компании в 2008 и вернулся в 2010 г. после создания Ceric Technologies в качестве консультанта и Президента Наблюдательного Совета. Кроме того, Жан-Жак Вагнер является членомучредителем и экспрезидентом рабочей группы ECTS.






Da oltre quarant’anni leader nella progettazione e costruzione di linee di lappatura, levigatura, calibratura e squadratura dei prodotti ceramici. Nel rispetto dell’ambiente e dell’uomo.

A leader for more than forty years in the design and manufacture of lapping, polishing, calibrating and squaring lines for ceramic products. Caring for nature and human beings.














Американская компания по производству керамической плитки Mohawk Industries Inc. объявила 21 декабря об достигнутой договоренностиa о приобретении группы Марацци за 1,5 млрд. долларов. Таким образом компания Mohawk Industries станет мировым лидером по производству керамической плитки. Группа Марацци является ведущим производителем и поставщиком керамической плитки во всех основных географических регионах, включая Россию, США, Италию, Францию и Испанию, а консолидированный объем продаж в 2011 г. составил около 833 млн


евро (около 1,16 млрд. долларов) с показателем Ebitda около 15,5% (МСФО). Контрольный пакет акций компании принадлежит семье Марацци, а оставшиеся 49% - фондам прямых инвестиций, Permira и Private Equity Partners. Выполнение финансовых операций компания Mohawk поручила банку Barclays. На сегодняшний день группа Марации продает свою
продукцию более чем в 100 странах благодаря мощной и разветвленной сети продаж, что позволит компании Mohawk еще сильнее упрочить свое положение на мировом рынке. Группа Марацци стала мировым лидером в области керамической плитки, а ее бренд завоевал широкую известность. Ассортимент
керамогранита. В группе Марацци впервые была применена технология промышленного производства плитки однократного обжига, ставшая революционной в керамической отрасли, так как позволила сделать изделия из керамики доступными более широкому сегменту рынка. Научные исследования не прекращаются и сегодня, что подтверждается появлением кристаллизованного керамогранита и тонкой плитки. Производственные мощности Марацци, где работает около 6 300 человек, расположены в России, США и Западной Европе.
BONGIOANNI ДЛЯ EBM POLSKA
сентябре 2012 года состоялась инаугурация нового промышленного комплекса компании EBMPolska (Etex Building Material Polska) в польском городке Видзишево, в 70 км к югу от Познани. Для этого проекта компания со столетней историей Bongioanni Macchine поставила свою новую разработку: прессы с тремя пресс-формами Crono 333. В комплект поставки установки с запланированной производительностью в 30 млн. штук черепицы различного
систем формования по специальным проектам клиентов для экструдерных линий как для кирпича, так и, как в данном случае, для заготовок черепицы. Опыт последних двадцати лет работы подсказал использовать системы с двумя зеркальными выходами с последующим поворотом пласта на 90° на рольганге, после чего пласт отправляется на
укомплектованы новыми мундштуками и фильерами дочерней компании Bongioanni Stampi, лидером в области производства
поступают пилигримовым шагом в автоматическую систему распределения, где они равномерно распределяются для бесперебойной подачи на три канала формовочного пресса. Затем, после прохода по сплошному поворотному ленточному транспортеру под углом 90°, заготовки поступают на ленточный погрузчик, а с него – на нижние пресс-формы. Машины оборудованы верхними держателями пресс-форм с системой
рекуперации износа гипса, которую компания Bongioanni впервые установила в 1995 г. по заказу немецкой группы Creaton, входящей







ТЕХНОЛОГИИ SITI-B&T GROUP - PROJECTA ENGINEERING В РОССИИ Важные новости с российского рынка от Projecta Engineering. Компания из г.Фьорано подписала с группой Марацци четыре договора о поставке оборудования в цеха группы ОАО КМ в России. В поставку входит установка четырех новых линий глазурования для



обжига; две
будут установлены
цехе
Бико
для производства плитки двойного
обжига максимального формата 300x900 мм (будут поставлены к середине марта 2013), оставшиеся две линии предназначены для производства керамогранита форматами до 660x980 мм, которые будут поставлены к 15 апреля 2013 и установлены в цехе Грес Велор 2.
Эти четыре линии будут дополнением к уже имеющимся 13 линиям глазурования, работающим с отличными результатами на заводах в Орле и Малино. Также были поставлены две новые машины цифрового декорирования серии
EVOLVE; одна – на завод Грес Велор 1 в Орле, (ноябрь 2012), вторая – на завод в Малино (декабрь 2012). Эти две машины серии Evoseven 70/6 оснащены шестью цветными картриждами, 10 печатающими цветными головками для печати размеров 700 мм. Обе машины предназначены для линии производства глазурованного керамогранита максимального формата 600x900 мм.
Компания BMR примет участие в выставке МосБилд 2013, главной российской манифестации, посвященной строительству, строительным технологиям и интерьерному дизайну, которая пройдет с 16 по 19 апреля 2013 в московском выставочном центре Экспоцентр. Предприятие из г.Скандиано (Реджио
Эмилия, Италия) является лидером среди производителей оборудования финальной отделки и представит свои новые предложения в разделе технологий для керамической и кирпичной промышленности
Технокерамика. Растущий и развивающийся российский рынок, быстро реагирующий на все технологические новшества, которые может предложить продукция под маркой «made in Italy», отдавая предпочтение полированным и блестящим изделиям, представляет большой
интерес для BMR. И, учитывая эти потребности, BMR может стать идеальным партнером по поставке разработанного полностью у себя на предприятии в г.Скандиано оборудования Leviga, предназначенного для притирки плит из керамогранита и последующей полировки, сатинирования и лаппирования.


Московская промышленная
группа АБВ Керамик поручила компании Ceric Technologies провести модернизацию завода в Бяково с целью увеличить производственные мощности с 15 млн. шт. облицовочного кирпича NF до 20 млн. шт, что эквивалентно приросту производительности на 33%. Работы продлились несколько недель и закончились летом 2012 г, при этом остановки производства были сведены к минимуму. В проект модернизации вошло увеличение мощности сушилки, адаптация оснастки печи, установка
новых механизмов в печи и сушилке, а также введение новой системы компьютерного контроля Diapason®, разработанной «Серик Технолоджис» для управления работой печи и сушилки. Эта программа позволит круглосуточно управлять процессом
производства и следить за постоянством качества продукции. На возвратной линии вагонеток сушилки были установлены вертикальные вентиляторы рециркуляции типа Rotalcer. Новые системы вентиляции во время
и рециркуляции
позволяют
повышенные
и обеспечивают одновременно с этим оптимальное качество высушенных изделий. В оригинальной печи типа Casing, которая находилась в хорошем состоянии, были выполнены отверстия в своде и боковых стенках для установки новых горелок. Оборудование было подключено к существующему ПЛК с сохранением всех изменений в программировании. Одним из значимых результатов является снижение энергозатрат, теперь для производства одной тонны
продукции тратится на 15% меньше натурального газа.


к любым системам нанесения красок (кисть, распылитель, прямое нанесение, калькирование и термопластика). Разработка Precious Metals является отражением политики компании по обновлению гаммы продукции для
и традиционные или экологически чистые глянцевые краски, идеально подходит
имеет представительства в более чем 50 странах. С 2004 г в России также работает ее филиал – Робатех
РУС. Расположенный в Санкт-Петербурге оперативный центр оказывает клиентскую поддержку на территории России и Казахстана, предоставляет быстрое обслуживание и поставку оригинальных
декоративного обжига, которая началась с улучшения уже существующих продуктов: CP® (краски для 850°) и CI ® (краски для 1200°), создания красок Apiombici CA® и выпуска новых, более полных и простых в использовании, каталогов продукции. Помимо стандартных
запчастей. В представительстве работают три технических специалиста по обслуживанию и три торговых менеджера, прошедшие обучение и подготовку в Учебном центре Робатех в Швейцарии. Квалифицированные специалисты всегда готовы удовлетворить все нужды и потребности российских
продуктов, в которые были внесены изменения также и по пожеланиям клиентов, компания Coloritalia готова разработать индивидуальные решения «ад хок» для специфических производственных требований. Среди прочих новшеств, запланированных на 2013 г, ожидается также презентация нового вебсайта.
предприятий керамической отрасли. Продукция Robatech используется в качестве основного оборудования на предприятиях главных производителей линий сортировки и упаковки, что свидетельствует о признании надежности компании и высококачественном сервисном обслуживании по всему миру.






Менее чем за два года с момента начала производства первой машины цифровой печати группа TecnoFerrari достигла рубежа в 200 проданных машин 200 VivaJet. Компактность, надежность и простота использования стали решающими факторами, которые позволили за столь короткий срок завоевать все мировые рынки, как наиболее продвинутые, так и развивающиеся в плане цифрового декорирования керамики. Еще одним важным компонентом достигнутого успеха стало решение использовать технологию XAAR для узла печати с проверенной головкой “GS6” и новой “GS12”, Расширяется присутствие на российском рынке дочерней компании группы System, компании Nuova Era благодаря поставкам санкт-петербургскому ЗАО Керамин и белорусскому заводу Керамин Минск. В прошлом декабре на завод ЗАО Керамин были поставлены две системы выгрузки из печей, две линии дополнительной

отделки, пять Robofloor и машины загрузки и выгрузки поддонов для складирования обожженной








выпускаемой продукции, освоению новых дизайнов, экономному расходованию материалов, сокращению количества брака и улучшению логистики. Предприятием у

итальянской фирмы «Интеза», входящей в группу компаний «Сакми», приобретена современная машина «COLORA HD2» для цифровой

максимальной скоростью 48 метров в минуту при максимальной ширине печати 693 миллиметра. Агрегат может наносить на керамику любой рисунок, созданный в художественной мастерской предприятия. Помощь в наладке новой техники оказывают специалисты из Италии. На фотографии: Ирина Зиновук, мастер линии цифрового декорирования с техником компании «Интеза» Паоло Пиффери и дизайнером Риккардо Пиньятти из Смальточерам.

MECTILES ITALIA, компания с более чем десятилетним опытом работы в области поставок оборудования для керамической промышленности специализируется на реализации бывшего в употреблении оборудования. Компания поставляет полностью укомплектованные линии, начиная от подготовки сырья и заканчивая линиями глазурования и сортировки, предлагая также варианты комбинации «использованного и восстановленного» оборудования с машинами, аксессуарами и установками нового производства. MECTILES ITALIA может предложить любое оборудование компании, заинтересованной в приобретении использованной, но высококачественной продукции. Служба техподдержки поиске, установке, испытании и запуске оборудования делает

MECTILES ITALIA гарантом качества на рынке вторичного оборудования.





Римини Фьера и ассоциацией Acimac, которое всегда было предвестником и катализатором появления всех технологических и эстетических новинок в области производства керамики и строительных материалов. Присутствие топ-менеджмента наиболее влиятельных мировых производителей керамики подтверждает высокий профессиональный уровень посетителей. Число иностранных гостей достигло 14.822 человек, это на +1,5% больше уже отличных результатов 2010 года (14.603 посетителей, +18,6% по сравнению с предыдущей выставкой). Большой приток иностранных гостей вызвал рост интернационализации мероприятия –самой высокой среди всех выставок в Римини: 48,6% от всего числа посетителей прибыли в Римини из 110 стран мира, равномерно распределенных по всем континентам. Среди наиболее представленных стран оказались Испания с 1.217 посетителями, Китай с 1.113, Иран с 1080 и Турция с 1.013. В процентном отношении представители Азии и Ближнего Востока составили 34% от всех представителей отрасли, посетители из ЕС - 27%, из стран, не входящих в ЕС - 16%, с Ближнего Востока - 10%, Южной Америки - 9%, Африки - 8% и


технологиям, представляемым впервые только на Технарджилле - заявил Президент ACIMAC, Ассоциации итальянских производителей оборудования для керамической промышленности, Фабио Тароцци, - Наши компании представили богатую гамму новинок в области технологий, получившую положительные отклики клиентов. Присутствие большого числа профессиональных байеров позволило участникам выставки наладить большее количество контактов по сравнению с предыдущими выставками; это является важным показателем для оформления заказов на будущие месяцы». Во время выставки были организованы и дополнительные мероприятия, плотный график встреч предлагал большой выбор интересных тем и возможности их подробного изучения. На семинаре «Стратегическое сырье для керамической промышленности», организованном Итальянским Общество Керамики при поддержке ассоциаций Acimac и Assomineraria (Ассоциация нефтяной и горнодобывающей промышленности) обсуждались нормативные, финансовые аспекты и вопросы обеспечения сырьем, а на следующем мероприятии, организованном Acimac и Университетом Модены и Реджио

безопасности оборудования NR-12. Обязанности и меры предосторожности для экспортеров были объяснены представителями бразильского Министерства Труда, выпустившего нормативные требования, и координатором технической группы ассоциации Federmacchine, Бруно Майокки. Мероприятие было организовано ассоциациями Federmacchine и Acimac. Не остался незамеченным и традиционный день путешествий в мир технологий, Ceramic Technology Trasfer Day, где были представлены лучшие технологические решения, опубликованные на сайте www.ceramicttd.it, и обсуждались исследовательские программы. В этом году также прошло первое вручение награды TTD Award, присуждаемой за лучшие и наиболее инновационные проекты исследований в области промышленного производства керамики. На награждении 27 сентября были вручены премии разработчикам трех лучших технологий. Первое место завоевал проект «Автоматический контроль плотности прессованных керамических изделий, представленный Густавом Маллол из Института Технологий для Керамики (ITC). В испанском исследовательском центре разработалии новаторскую систему автоматического контроля процесса прессовки при промышленном производстве керамики. Среди новшеств стоит отметить, что не используется ртуть, а плотность необожженной керамической плитки остается неизменной благодаря котролю в

третьем месте – проект «Keracromia®: оптимизация

при производстве керамики». Еще одним важным событием стал проводимый во второй раз конкурс Tecnargilla Design Award, учрежденный Техналджиллой для выявления последних инноваций в области технологий керамического производства. Темой этого года стала «Поверхности будущего». Были представлены новаторские проекты компаний System, Sacmi, Siti B&T, Projecta Engeneering, Colorobbia Italia, Sertile, Vidres, SRS, Esmalglass Itaca Group, Colour Service, Digital Design. Вручение премий состоялось 24 сентября, а победителем признали проект «Co» компании System по следующим параметрам: отличное комбинирование и использование основных компонентов керамического продукта; идеальная четкость используемых цветов и внимательное отношение к деталям; чередование плотности краски при выполнении цифрового рельефного декорирования и плоской графики, чередование матовых и блестящих отделок внутри одного графического рисунка. Специальная награда жюри досталась проекту «Digital Project» от Digital Design, за идеальное сочетание в себе верности традициям и новых цифровых технологий. Технарджилла вновь откроет двери в 2014 г, и будем надеяться, что за это время сценарии развития рынков увидят новые перспективы экономического роста и больше уверенности в завтрашнем дне.

развития мирового
строительства Очень интересное мероприятие вызвало оживление среди участников выставки в Римини во время проведения Технарджилла. Целью встречи было описание настоящей ситуации и изменений в области строительства, определение текущих и будущих сценариев и ориентация компаний отрасли в нахождении индивидуальных стратегий, которые бы помогли справиться с новыми вызовами рынка. Семинар на тему «Сценарии и направления развития мирового строительства»” был организован ассоциацией
Prometeia и проведен Джузеппе Скироне. Краткое содержание встречи приведено далее, полную версию можно прочитать и скачать на планшет с сайта www.tecnargilla.it. Меняется география инвестиций За последние года в строительной отрасли по всему миру был зарегистрирован вызывающий опасение спад. Так, в Италии инвестиции в строительство сократились на 6%, что привело к сокращению рентабельности практически вдвое. Этот сложный период ожидается еще в течение длительного времени, так как предвидится еще 5 лет рецессии и стагнации данного рынка. Поэтому всем ясно, что существующая модель не может работать, и итальянские
показатель составлял только 10%! Менее бурный рост наблюдается в группе Next-11 (Мексика, Египет, Иран, Филиппины, Индонезия, Корея, Турция (+ Вьетнам, Бангладеш, Пакистан и Нигерия)), где за 11 лет процент мировых инвестиций вырос с 6 до 7%. При детальном рассмотрении направлений инвестиций в странах БРИКС в 2011г. львиная доля приходится на гражданское строительство (Бразилия 55%, Россия 50%), но неплохих результатов достигло и нежилищное строительство, где на первом месте стоят Индия с 45% и Катай с 30%. Но сектор жилищного строительства также находится в неплохой ситуации: в Китае его доля составляет 33% от всех инвестиций в строительство, а в России этот показатель дошел до 30%. В ближайшее время картина инвестиций в строительство в группе БРИКС (за исключением Китая, где уже отмечено снижение темпов роста) не должна подвергнуться серьезным изменениям. Напротив, в развитых странах как макроэкономические (ресурсы роста экономики и бюджетная политика), так и специфические факторы (запасы непроданного жилья, цены на жилье) будут сдерживать за редкими исключениями инвестиции в строительство. На среднесрочный период 2012-2014 гг. можно предположить следующий ход развития рынка. Среди наиболее развитых экономических систем можно ожидать подъем рынков США, даже если
которые продолжили свой рост (примерно +60% в период с 2000-07, +15% с 2008-2011). Среди них выделяются, прежде всего, страны БРИКС (Бразилия, Россия, Индия, Китай), где на сегодняшний день сконцентрировалась 1/4 мирового рынка капиталовложений в строительный сектор: в 2000 этот
себя: к 2025 население в 5 станах (Китай +252%, Индия +163%, Индонезия + 44%, Бразилия +25%, Турция +17%) увеличится на 500 млн.человек. Феномен демографического бума вместе с сегодняшней легкостью получения кредитов на растущих рынках и большей платежеспособностью населения приведет к увеличению спроса на новое жилье и даст новые возможности для развития коммерческого строительства. В следующие 5 лет основное число новых потенциальных

потребителей придет с развивающихся рынков, а число новых богачей только из Китая, Индии и Бразилии достигнет 100 млн.чел. Итак, сейчас надо собрать в кулак волю и отвагу, которые всегда были отличительной чертой наших предпринимателей, и которые, несомненно, не упустят уникальную возможность для возрождения экономики.
Source: Prometeia.
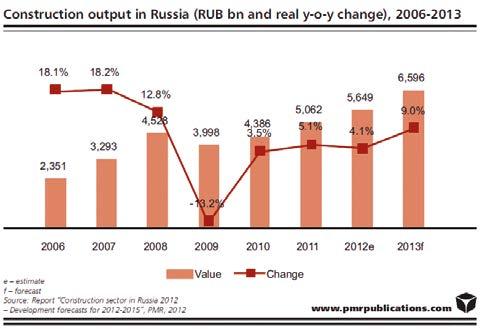
страны. Положительная тенденция подтверждается и последним отчетом «Строительная отрасль в России 2012 – Прогнозы развития на 2012-2015гг», опубликованным PMR Publication, согласно которому, несмотря на уже положительное развитие строительной промышленности в будущем следует ожидать дальнейшего рывка. В 2012 рост в первом биместре составил 9,2% и был обусловлен, прежде всего, теплой зимой, общий годовой рост строительного сектора в России составил «всего лишь 3,2». Причиной этому сстали, несомненно, последствия инфляции и мировая экономическая ситуация; кризис выплат государственных долгов в Европе оказали негативное влияние на общий инвестиционный климат в сфере недвижимости, что привело к пересмотру многочисленных проектов: уже начаты проекты были продолжены, но открытие новых проектов было замедлено, как в числовом, так и объемном выражении, что, согласно анализам, и вызвало спад активности. В первом семестре 2012 общие капиталовложения в строительный сектор составили 73.2 млрд.руб (2,4 млрд. долл. / 1,83 млрд. евро), что на 2,6% меньше по сравнению с соответствующим периодом 2011.
нестабильности мировой экономики, так и, прежде всего, государственным инвестициям в инфраструктуру и в строительство жилого фонда. НЕЖИЛИЩНОЕ
в 2012 государством выделялись значительные средства для строительной отрасли, которые направлялись, прежде всего, на гражданское и дорожное строительство по государственным программам, которое составило более 50% всего строительного производства страны. Среди основных программ финансирования следует отметить: модернизация транспортной сети, энергетический сектор и социальные инфраструктуры, дополнительный импульс обеспечивают подготовительные работы к предстоящим зимним Олимпийским играм 2014 в Сочи. Рынок нежилищного строительства продолжает завоевывать территорию, особенно в сегменте жилищных фондов. Наибольший рост был отмечен в секторе строительства образовательных учреждений (+38,9%), на втором месте идут коммерческие (+30,1%) и промышленные (+29,8%) проекты. В первой
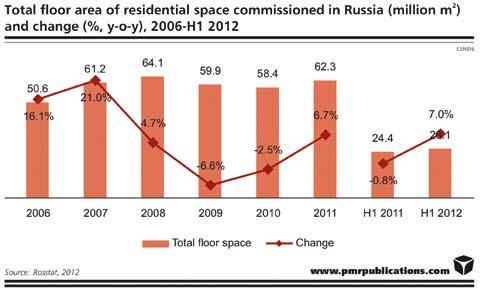

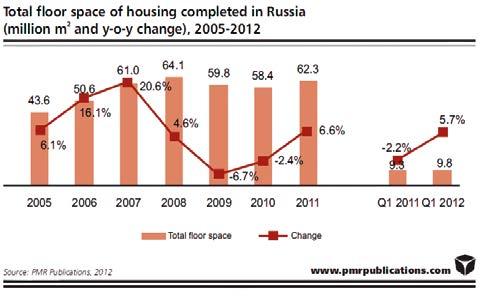
в России: самой крупной стала покупка торгового центра Галерея в СанктПетербурге стоимостью 1,1 млрд. долл. (около 840 млн. евро) Морганом Стэнли. ЖИЛОЙ СЕКТОР В секторе жилищного строительства отмечаются отличные результаты. Общая площадь жилищного строительство, начатого в 2011г увеличилась на 6,7%, достигнув 62,3 млн.кв.м. (рис. 2), это второй по величине показатель за последние двадцать лет. В первом семестре 2012 было завершено строительство 26,1 млн.кв.м. жилья, что на 7% больше того же периода 2011. Кроме того, чтобы удовлетворить потребности населения в улучшении стиля жизни, правительство разработало программу поддержки жилищного строительства: она называется «Жилищная программа 2011-2015» и предусматривает ежегодное увеличение жилищного строительства на и достижения к 2015 показателя в 90 млн.кв.м. Впоследствии уровни жилищного строительства должны достигнуть 100 млн.кв.м, а в 2020г. ожидается увеличение до 140 млн.кв.м (примерно 1
семьям со средним достатком купить новое
жилье, так и упомянутой государственной программе развития рынка жилищного строительства.
2011 квота жилья экономкласса в общем количестве строительства достигла 42%. Увеличилось число и низкоэтажных застроек, число жилых зданий ниже трех этажей достигло 51% от всего числа жилищных зданий. ГЕОГРАФИЧЕСКИЕ ЗОНЫ Анализируя строительный сектор по географическим зонам, можно заметить, что Москва сохранила первое место, на которую приходится 11,4% жилищного рынка, за ней следуют Краснодар и Санкт-Петербург. Москва – это быстрорастущий мегаполис, на карте которой постоянно растет число бизнес-центров, торговых комплексов и сетей гостиниц. В настоящий момент ведется строительство более чем 3,6 млн.кв.м. офисных площадей, из которых 52% (около 1,86 млн.кв.м.) находятся уже в стадии завершения, и планируется, что в 2013-2014 объем офисного строительства достигнет 2,5 млн.кв.м. Согласно Генеральному плану развития г.Москвы к 2025 будет завершено строительство 37 млн.кв.м. офисных площадей. В первую очередь будут возведены 145 зданий административного назначения, общая площадь которых должна составить 20,9 млн.кв.м. Также Правительство предлагает увеличить строительство в
• Бизнес-центр Линкор (63.000 кв.м.);
• Бисзнес-центр Diamond Hall (61.500 кв.м.);
• Б исзнес-центр Трио (37.550 кв.м). Особого внимания заслуживает, несомненно, московский Международный Бизнес-





















History, genius, experience and professional skills are resources that Smaltochimica has always put at the disposal of the ceramic industry. Chemistry and associated research remain key-factors in the development of new products and for the very future of the ceramic industry across the world.


















человек. Большая часть зданий уже вошли в строй, некоторые будут завершены в 2013-2014, как, например, Башня Эволюция (69.000 кв.м.), будет завершена в 2014, Комплекс Федерация (423.000 кв.м) – к концу 2013, и Меркурий Сити Тауэр, строительство которого было завершено в конце 2012, а инаугурация состоится в первом триместре 2013: она располагает примерно 90.000 кв.м. офисных помещений и
Российская Кремниевая долина. Первый этап работ был завершен в 2011, но программа строительства основного здания будет закончена в 2015. Речь идет об авангардном научно-исследовательском центре, созданном для развития и претворения в жизнь новых технологий: он занимает территорию в 400 га, там будет жить около 15.000 человек, а еще более 7.000 будут приезжать туда ежедневно на работу. Что касается других регионов России, безусловно, стоит отметить Санкт-Петербург, вторую столицу России, где сейчас заканчивается строительство 30 бизнес-центров. Кроме того, в области только за 2010 было построено более 1 млн.кв.м. жилья, а за пятилетний период объемы строительства увеличились более чем вдвое, превысив 4,5 млн.кв.м. Бурно развивается строительство и в уральской столице, Екатеринбурге, где к 2020 будет возведено около 25 крупных гостиниц; а к 2018 (когда в России будет проходить Чемпионат мира по футболу) администрация города планирует построить 7 современных гостиниц подобных Рэдиссон САС на 250 номеров, строительство которого началось в конце 2011. Также будут открыты многочисленные
«Новое Ступино», полностью состоящий из низкоэтажных домов, с хорошо развитой социально и бизнес-инфраструктурой: помимо жилых зданий были построены детские сады, школы, магазины, центры развлечений, больницы и клиники. Еще один серьезны проект, «Аристово-Митино» (на северозападе Москвы, в 10 км от МКАД), будет завершен к концу 2013, и в этом поселка так же будет преобладать низкоэтажное строительство, и будет реализована инфраструктура. Стоит вспомнить и жилищный комплекс «Сакраменто» в Балашихе; «Гусарскую балладу» в Одинцово; комплекс «Одинцовский парк», построенный на 12 гектарах и состоящий из 11 зданий от 14 до 22 этажей, строительство которого завершится к 2015. Еще один грандиозный проект, начатый по инициативе Правительства Москвы (объявленный 12 ноября 2009 тогдашним президентом Дмитрием Медведем) – это Инновационный Центр Сколково, получивший название
ряд правительственных
направленных на дополнительное стимулирование
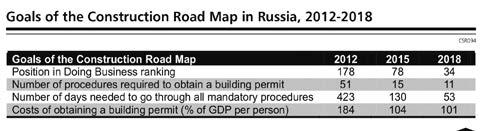
отрасли. Так, в августе 2012 был одобрен план упрощения бюрократических процедур в области строительства, согласно которому число процедур, необходимых для получения разрешений на строительство, должно сократиться с сегодняшних 51 до 15 к 2015 году, а 2018 –до 11, а срок рассмотрения заявок будет сокращен с 423 до 130 дней к 2015 году и до 53 к 2018. Кроме того, ожидается более быстрое утверждение документации, касающейся места застройки. Фонд поддержки жилищного строительства посредством организованных тендеров будет использовать свои ресурсы для бесплатного предоставления земель на определенный период для строительства домов экономкласса; данные земельные угодья будут предоставлены компании, которая предложит минимальную цену продажи готового жилья.
200 млн.
207,1
что
рост на 14,4% по сравнению с 2011. Из 26 млн.нового потребления в 2012 18 млн. – это продукция местных производителей, а 8 млн. – импортированная продукция, причем оба показателя выросли на 14,3%.
Производство керамической плитки вновь выросло в 2012 на 13,4%, увеличившись с 135,6 млн.кв.м до почти 154, из которых 143,2 млн. кв.м. плитки продается на внутреннем рынке. Объем импорта достиг 64 млн.кв.м, что также в свою очередь является рекордом За исключением только Белоруссии (-7,7%), все основные страны-экспортеры в Россию получили выгоду от роста спроса на внутреннем рынке, но самый лучший результат был достигнут Украиной, которая всего за два года увеличила объемы экспортных поставок в три раза, с 5 млн.кв.м в 2010 до 15,2 в 2012. вторым по величине экспортером является Испания (рост экспорта до 14,2 млн.кв.м, +23,5%), за которой следуют Белоруссия (12 млн. кв.м.), Китай (9,8 млн. кв.м, +8,9%), Италия (5,3 млн.кв.м, +8,2%)
и Польша (4,4 млн. кв.м, +29,4%).
К концу 2012 импорт покрывал 30,9% национального








стало возможным еще и благодаря правильной организации управления материалами и производственными процессами, которая всегда была отличительной чертой итальянской компании. Благодаря использованию новой технологии, разработанной компанией Colorobbia, новая гамма красок C-Shine позволит придать цветам, рельефам и поверхностям керамической плитки абсолютно неповторимые и необычные оптические эффекты: многоцветные, металлизированные, переливающиеся, обеспечивая многочисленные преимущества как технические, так и аппликативные. При комбинировании этих специальных красок с традиционными
уже известные пигментные краски C-Inks, и новую гаммуe матовых и белых красок C-Glaze. C-Inks предлагает широкий ассортимент красок повышенной устойчивости и отличным цветовоспроизведением. В богатый цветовой спектр входят как базовые цвета, так и инновационный зеленый цвет, что позволит существенно обогатить палитру и получить цвета, которые нельзя было получить ранее путем простого наложения красок, обычно используемых в машине. Для увеличения возможностей применения для цифрового декорирования Colorobbia разработала также серию C-Glaze, которая состоит из матовой и белой краски. В результате игры контрастов при смешивании матовой краски с блестящим компонентом поверхность керамической плитки приобретает необычный и оригинальный вид, а белая краска используется для придания блеска темным основам и выполнения необычных отделок на цветных фонах.



всех производственных технологий; • высокая долгостойкость краски;



• реологические свойства не меняются со временем, отличные качества чернил проявляются уже в момент их зарядки в машину, а также во время работы и после простоев оборудования; • исключительная экологичность, отвечает всем

действующим нормам законодательства, безопасна для здоровья операторов; • отсутствие маркировочных этикеток об опасности при работе и транспортировке продукции. Кроме того краски серий C-Glaze, C-Shine и C-Inks были разработаны на основе одного растворителя и поэтому идеально совместимы друг с другом. Сотрудничество с главными производителями красящих головок и оборудования для цифрового декорирования дало возможность Colorobbia разработать материалы и аппликативные решения, всегда находящиеся в авангарде технологического прогресса.





На выставке Технарджилла 2012 Gruppo System, компания из г.Фьорано Моденезе, представила свое новое творение: Creadigit, автоматическую машину последнего поколения для декорирования керамической плитки методом струйной печати. Среди инновационных характеристик новой запатентованной системы стоит отметить скорость и прочность печати, но главной особенностью машины являются разрешение цифровой печати при помощи разработанных System печатающих головок на 400 dpi исходного изображения, которые выполняют печать с разрешением 400 точек на дюйм со скоростью 40 метров в минуту. Рециркуляция чернил происходит на уровне форсунок, а очистка, выполняемая каждые три часа, управляется безщеточным двигателем. Creadigit выполняет печать в четырех уровнях серого, размер капли может доходить до 80 номинальных пиколитров, без полос, с шестью картриджами для краски (с возможностью конфигурации от 4 до 6). Используя только одну машину цифровой печати Creadigit, можно выполнять печать на плитке, идущей по линии на высокой скорости. Даже самые

сложные графические изображения получаются высокого разрешения, с максимальной глубиной и полнотой цвета, и при этом устранены самые распространенные дефекты: штрихи и полосы. Достичь этого результата стало возможно благодаря использованию контуров подводки цветов, оптической настройке головок, запатентованному программному обеспечению RIP (Raster Image Processor) и программе профилирования. Скорость, с которой пьезоэлемент впрыскивает чернила через форсунку на заданную точку керамического субстрата, позволяет разместить цветовую точку точно в заданном месте даже при обработке глубоких поверхностей, когда требуется большее расстояние головок от поверхности плитки. Система оптического позиционирования головок гарантирует отсутствие размытости изображения. Стойкость печати обеспечивается запатентованной системой рециркуляции чернил в множественном контуре, которая гарантирует высокую однородность чернильного потока и возобновление идеального качества печати даже после длительных простоев, мгновенно получая плитки с декором «высшего качества»: при использовании данной

системы исключается риск получения случайных «полос». Дизайн и техобслуживание Creadigit легко устанавливается и настраивается благодаря своей компактности. Эргономичный дизайн отвечает всем эстетическим и функциональным требованиям. Оператор управляет всеми рабочими функциями с оперативной панели (HMI). Машина удобна в обслуживании. Каждый цветной картридж легко вынимается и доступен с двух сторон, что облегчает оператору выполнять запланированные операции техобслуживания и дает возможность мгновенно заменять каждую отдельную головку; кроме того, можно выполнять фронтальную заправку краски непосредственно из канистры или контейнера. Печатающие головки System собраны из нескольких деталей, что позволяет выполнять ревизию отдельно взятой детали и снизить, таким образом, расходы на техобслуживание. Встроенная система промывки ленты (запатентованная система), эффективная система вытяжки пара и
структура, выполненная полностью из нержавеющей стали, делают машину прочной и долговечной даже при контакте с растворителями и химическими реагентами, которые обычно используют для очистки от чернил в определенных рабочих условиях. Creadigit поднимает стандарты надежности систем цифровой печати. Благодаря большим размерам комплектующих машины пьезоэлементы впрыска Creadigit подвергаются меньшей нагрузке по сравнению с имеющимися на настоящий момент на рынке, а уровень «частоты отказа» печатающих головок снижается, в результате чего предотвращается их частая замена К этой особенности компания System добавляет и свое неоспоримое ноу-хау в области графики и цвета. Компания занимает лидирующее положение на рынке декорирования керамики с системой Fotocolor с силиконовыми цилиндрами, совместимой с новой машиной Creadigit. Таким образом, новая система цифрового декорирования керамики является поистине «ценным предложением» с учетом



После получения наград в прошлом году за линии чернил Keramcid® и Metalcid® группа Тorrecid завоевала очередную премию Alfa de Oro 2013 за четыре новаторских решения в области цифрового декорирования, которые способны изменить будущие направления к керамической отрасли:

• D.G-CID®: эмали для цифровой печати высокого разрешения

• T.M-CID®: эмали для цифровой высокорасходной печати.
• SMART-CID®: чернила для цифровой печати по остеклованным поверхностям. • DECAL-CID®: деколь для цифрового декорирования специальных изделий. Премия Alfa de Oro стала наградой за многолетний труд
преимущества как относительно качества продукта, так и управления производственным процессом: среди них стоит отметить радикальное укорачивание линий глазурования с более чем 150 метров на 15, легкость и маневренность разработки и смены производимых моделей, снижение вредного воздействия на окружающую среду благодаря уменьшению числа брака и отходов; кроме того, имеется возможность получать разные отделки на одном и том же изделии, выполнять глазурование только на рельефных зонах, а не на базовой поверхности. В частности, эмали D.G-Cid® были разработаны для получения керамических изделий с более тонкими слоями эмали, но более четким разрешением и высоким качеством изображения. Они подходят
Декорирование остеклованных поверхностей
Smart-Cid® является оптимальным решением для декорирования методом струйной печати керамических изделий с остеклованными поверхностями. Она обеспечивает не только требуемое для данной технологии разрешение, но и повышенную четкость графики с широкой цветовой гаммой. Благодаря использованию этого продукта увеличиваются возможности декорирования изделий, для которых обычно используется третий обжиг, а также получения изделий с эффектами, которые ранее невозможно было осуществить, например, глазурованные плитки темного цвета или каменно-фарфоровую керамику, глазурованную как с крошками и вкраплениями, так и полированную. Цифровые деколи Decal-Cid® вносят радикальные изменения в технологию декорирования таких керамических изделий, как глазурованная черепица, бортики и специальные

изделия с сильно выпуклым рельефом, сохраняя все преимущества технологии струйной печати в плане эстетики и технических характеристик и делая продукцию такого узкого рынка более конкурентоспособной.
Style-Cid®


Все разработки для цифрового декорирования, представленные группой Torrecid за эти годы, включая серию Slimcid®, кардинально преобразили эстетический вид керамических изделий, достигнув наиболее лучших результатов с Style-Cid®. С этой «Новой керамикой» компания планирует создать тренд будущего. Style-Cid® отличается поразительно креативным и сложным дизайном, способным придать индивидуальный стиль любой керамической продукции, делая ее уникальной, неповторимой и без временных границ.

качество

влажный и сухой способы подготовки керамических смесей, и последний вызывает растущий интерес со стороны производителей плитки. С одной стороны, развитие технологий в последние годы и прежде всего новые решения, найденные и предложенные компанией LB, позволяют получать керамические изделия высокого качества, сравнимого с качеством продукции, изготовленной из материала влажной подготовки. С другой стороны, сухой помол обеспечивает, при таком же уровне качества, значительное снижение производственных затрат (прежде всего энергозатрат) по сравнению с влажным способом и является несомненно более экологичной альтернативой: меньшее потребление газа и электроэнергии, снижение выбросов СО2 в атмосферу и бережное отношение к такому ценному ресурсу – в некоторых зонах планеты его становится все меньше – как вода. Эволюция сухой подготовки сырья: система Migratech Впервые система была представлена на выставке Tecnargilla 2010, а за последние два года она претерпела дополнительные технологические изменения и усовершенствования. Сегодня новая система Migratech – является полноценным решением LB для выполнения
правильного сухого помола сырья, предназначенного для производства различных видов смесей и керамической плитки. По сравнению с традиционными системами сухой подготовки сырья (с измельчением в маятниковых мельницах и последующим увлажнением) Migratech предлагает совершенно новый принцип работы, в котором предусмотрены следующие аспекты: • помол высокоэффективными валковыми вертикальными мельницами, при котором достигается тонкость помола, сравнимая с результатами помола на барабанной мельнице мокрого помола; • последующее микрогранулирование тонко помолотого порошка в грануляторе влажной агломерации.
Эти инженерные решения в большей части решают проблемы традиционного процесса сухой подготовки. Среди них - сложность достижения в маятниковых мельницах тонкости помола, необходимой для облегчения спекания материала во время обжига и устранение возможных посторонних примесей из смеси, из-за которых смесь не подходит для изготовления монокоттуры с низким водопоглощением, керамогранита или монопорозы и бикоттуры высокого эстетического уровня. Еще одной проблемой традиционного процесса сухой подготовки является, в случае помола светлых

это было
прессования, особенно


прессования крупноформатной плитки. Помол вертикальными валковыми мельницами MRV Решение использовать вертикальные валковые мельницы было обусловлено серией преимуществ в плане проектирования, среди которых отметим: • меньшие габаритные размеры при одинаковой производительности относительно шаровых барабанных мельниц за счет вертикальной конструкции; • меньшая шумность по сравнению как с шаровыми барабанными, так и с маятниковыми мельницами; • возможность подбора дробящих усилий к типу перемалываемого материала благодаря наличию гидравлической системе привода вальцов; • возможность одновременного выполнения в мельнице дробления, гомогенизации, высушивания, гранулометрической сортировки и транспортировки перемолотого материала;
монокоттуры и монопорозы (таб. 1), когда в состав смеси входит 40-60% каолиновых глин и 60-40% - неглинистые и инертные материалы, Migratech позволяет снизить потребление газа на 55% (и следовательно CO2), электроэнергии - на 35%, а экономия воды составит 66%. В случае красной монокоттуры показатели еще выше (таб. 2): -74% потребления газа и CO2, -53% потребления электроэнергии и -80% использованных водных ресурсов.
сохранением
monocotture chiare, monoporosa BIII-BIIa-BIb
Composizione impasto media: 40-60% plastici 60-40% fondenti/inerti
К этому следует добавить еще одно преимущество: полный отказ от использования химических продуктов, так называемых дефлокулирующих реагентов, что приводит к дополнительном снижении себестоимости каждой тонны керамической смеси на 3-4 евро. Последующие проверки, проведенные на установках, реализованных в последние два года, подтвердили отличные результаты, даже превзошедшие ожидания: по данным клиентов, при одинаковом качестве использованного сырья снижение общей стоимости процесса подготовки сырья экономия достигло 40% по сравнению с использовавшимися ранее системами, а инвестиции окупились в течение18 месяцев.
monoporosa white-body single fired BIII-BIIa-BIb Body average composition: 40-60% plastics 60-40% inert
Заключение
Differenziale SECCO vs UMIDO Difference
GAS CO2 kW/h
H2O
Найденное технологическое решение позволяет получать порошки с более крупной, и в то же время выверенной, грунулометрией по сравнению с просто увлажненными смесями; смесь обладает всеми положительными свойствами, присущими атомизированным порошкам: в первую очередь круглая форма гранул обеспечивает хорошую текучесть и повышенную плотность микрогранулята, что гарантирует хорошее уплотнение при прессовании и реактивность при обжиге. Это позволяет выполнять прессовку керамической плитки крупных форматов (например, 60x120 см), увеличивая механическую прочность сырого продукта. Дружественная
Consumi specifici Specifical consumption Nmc/ton lt/ton kg/ton kW/ton kg/ton
41,5 431,5 81,3 35,6 5,3
monocotture
К марту 2013 компания LB закончит монтаж 15 установок сухой подготовки сырья в разных уголках мира, от Ближнего Востока до Северной Африки и Южной Америки. Установки были спроектированы и изготовлены для разных видов смесей и производимой плитки. Среди заслуживающих внимания достоинств, прежде всего в усовершенствованных системах, поставленных в 2012 году, была отмечена также и чрезвычайная универсальность оборудования, так как система Migratech способна подавать микрогранулированную смесь и в бункеры хранения, куда обычно загружали атомизированные смеси, без необходимости внесения каких-либо изменений. Тот же принцип действует и в отношении
строительных колоссов Московской области. Компания специализируется на строительстве массивных монолитов, и за 17 лет выполнила сотни проектов жилых и общественных зданий высокого качества и эстетики. Группа полностью независима в плане обеспечения строительными материалами, так как в ее состав входят предприятия про производству цемента, металла, кирпича и облицовочных материалов. В частности, производство кирпича выполняется на ОАО Гжельский Кирпичный Завод, который принадлежит компании с 2006 и расположен в г.Гжель, недалеко от Москвы. Компания находится на этапе расширения, а в 2011 году на заводе прошла полная технологическая модернизация, в результате которой на заводе начали производить девять новых форматов кирпичей, предназначенных для местного рынка. Реконструкция предусматривала установку новой линии производительностью 60.000.000 штук/год, для которой потребовались инвестиции на сумму около 50 млн.евро. Проект был полностью разработан компанией Bedeschi (Бедески) из г.Лимена (Падуя), которая с момента своего основания в 1908 производит оборудование для кирпичной промышленности и до сих пор остается признанным мировым лидером в этой области. Bedeschi поставила все линии по подготовке кирпичной массы, прессовке кирпича, системы автоматизации, сушки и печи обжига, выполнила монтаж и приемные испытания.
Несомненно инновационная установка с высоким уровнем автоматизации позволяет производить облицовочный кирпич, обычные полые и полнотелые кирпичи, а также крупноформатные стеновые блоки Porothon. Капиталовложения в модернизацию производства носят стратегический характер, учитывая рост строительной отрасли в России, который по оценкам составит 15-20% годовых в течение следующих трех лет, и изменений в плане используемой продукции : в ближайшее время планируется перейти со стандартных блоков на поризованные блоки крупных размеров. Описание выполненных работ Для обеспечения автоматической работы всей системы установка была оснащена электрощитами, пультами управления, кнопочными пультами и прочими устройства управления и контроля всех установленных механизмов и соответствующим программным обеспечением, при помощи которого можно задать все необходимые характеристики, необходимые для обеспечения качества, количества и снижения электропотребления.


где к глиняной Автоматическая линия загрузки высушенной продукции в печные вагонетки Автоматическая линия разгрузки вагонеток с обожженным материалом из печи


управляемых компьютеризированной системой. Забор производственной смеси из бункера выполняется боковым ковшовым экскаватором модели BEL F., в ковше которого смесь еще раз перемешивается. Глина забирается из бункера и по ленточным резиновым транспортерам направляется в дозирующий ящик модели CNL, а затем на прокатку LPS. Для оптимизации процесса прокатки и обеспечения равномерного износа цилиндров на транспортерной ленте установлена система выравнивания и распределения, которая гарантирует равномерную подачу материала по всей ширине цилиндров. В зоне экструзии также установлена система пылеулавливания, которая всасывает оставшиеся после обработки пылинки глины во время прокатки. Для достижения однородности цвета облицовочного кирпича в глиняную смесь добавляются присадки (цветные оксиды, карбонат бария и пр.). Сырье (оксиды железа, марганец и пр.) загружается при помощи насоса из внешнего контейнера в два бункера хранения (можно использовать и опустошители бигбэгов). После этого из бункеров хранения порошок подается дозировано через трубчатый шнековый питатель и смешивается с основной смесью. Для облегчения дозирования и предотвращения слеживания порошка в бункерах установлена пневматическая система флюидизации. По ленточному резиновому транспортеру, Туннельная печь шириной 7 м и длиной 165 м Автоматическая линия загрузки сырых изделий на вагонетки сушки и выгрузки сухих изделий


рампой
редуктором
фаска
и верхней лицевых сторон; после этого пласт приподнимается для снятия фаски боковых граней, а затем нарезается. После нарезки изделия выталкиваются, размещаются на расстоянии друг от друга и транспортируются на станцию загрузки на поддон с роботом-манипулятором для последующего высушивания. Линия стеновых блоков: Пласт перемещается в положение резки, где вертикальный резательный станок выполняет одновременно разрез бруса на 4 части. После нарезки заготовки обрабатываются так же, как и кирпичи. В зоне экструдирования предусмотрена система обработки наружной поверхности кирпича, представленная машиной пескоструйной обработки и обработки под старину. Сушилка Для высушивания изделий используется туннельная сушилка с 6 линиями вагонеток, вентилируемых с двух сторон, куда входит: • Внутренние вентиляторы
затвором, второстепенной рампой с редуктором и затвором для боковых горелок, 16 боковыми горелками, узлом с 15 самовоспламеняющимися горелками и девятью блоками с 15 горелками поддува. Завершает установку тепловой генератор, монтированный на линии подачи в боковой туннель ожидания. В комплект оборудования наружной вентиляции входит: центробежные и осевые вентиляторы, клапаны с регулирующими створками и актуаторами, компенсационные муфты и дополнительные принадлежности. Установка этих элементов в канализированные системы вытяжки или рециркуляции воздуха охлаждения обеспечивает оптимальное распределение необходимой для обжига тепловой энергии. Также в комплект поставки входят 4 узла быстрого охлаждения, установленные на выходе из зоны обжига. Система оборудована 4-мя автоматическими дверями, двумя на входе, и двумя на выходе туннеля обжига, что обеспечивает полную изоляцию печи от внешней среды и снижает до минимума возможные перепады давления внутри нее. Две похожие двери монтированы по краям бокового туннеля ожидания. Отверстия в своде выполнены из чугуна, некоторые из них оборудованы крышками. Компьютеризированная система управления и контроля за процессом обжига регулирует работу горелок и вентиляторов, чтобы оптимизировать процесс для достижения высокого качества продукции, производительности и энергосбережения. Обожженные

заводе в г.Терни
завода для компании Wienerberger


городе Дурталь в 2010г. Marcheluzzo Impianti получила заказ и на реконструкцию еще одного промышленного комплекса, принадлежащего компании Wienerberger, в г.Терни. Для реализации такого крупного проекта потребовалась остановить производство всего лишь на три месяца; такой рекордный результат был достигнут благодаря согласованной работе специалистов Marcheluzzo и команде Wienerberger. Работа, порученная компании из г.Изола Вичентина, касалась новой, полностью автоматизированной линии загрузки и нарезки, зоны сырого материала, модернизации существующей погрузочно-разгрузочной системы поддонов, нового склада и новой линии штабелирования с двумя роботами загрузки изделий в печные вагонетки. Большое количество индивидуальных решений, запрошенных клиентом для новой линии резки, привело к тому, что Marcheluzzo Impianti разработала полностью инновационную систему, аналогов которой еще не представлено на рынке, а сейчас эти разработки проходят процедуру патентирования.
Описание установки При проектировании оборудования во главу угла ставилась легкость контроля и обслуживания, поэтому все точки и доступы для проведения техобслуживания чрезвычайно удобны и при этом соответствуют всем действующим требованиям техники безопасности. Особое внимание было уделено транспортировке кирпича–сырца. Для этого была спроектирована новая линия, где нарезанные заготовки все время перемещается по ленточным конвейерам; большая работа была проведена по улучшению очистки резательной проволоки и разработке наклона и движения проволоки для резки изделий, выполненных из смесей с добавлением поризирующих материалов. Поставляемая резательная машина выполняет высококачественный отрез как в вертикальном, так и горизонтальном направлении более чем 50 типах производимых изделий. Зона программирования робота загрузки продуктов на поддон способна работать в автономном режиме без вмешательства оператора, электронные датчики отслеживают расстояние между изделиями и в случае сбоя или аномалии автоматически отбраковывают
продукт на линию дробления. Линия дробления оснащена двухвальным измельчителем и установлена на новой линии обрезки краев, благодаря ей можно регулировать фильеры, не перегружая ленточные конвейеры рециркуляции и избегая необходимости загрузки неподходящего материала на поддоны сушки. Загрузочный робот оборудован тремя разными видами захватов, которые забирают материал с ленточного конвейера без волочения и укладывают на поддоне на установленном расстоянии. Смена захватов выполняется в полуавтоматическом режиме благодаря наличию быстроразъемных соединений. Для расширения гаммы продукции было необходимо установить хранилище для складирования лишних поддонов, которые освобождаются, когда идет производство более высоких изделий. Это решение еще больше разделило зону производства сырца от зоны загрузки высушенного материала, увеличив эффективность промышленных помещений и дав возможность свободного программирования смены видов продукции или проведения техобслуживания. Перемещение стопок



поддонов выполняется прочным и компактным устройством «крот», способным максимально использовать имеющиеся пространства. В зоне выгрузки и штабелирования были применены инновационные решения, направленные на бережное обращение с высушенными изделиями, что сказывается на финальном качестве продукта. Садка в печные вагонетки выполняется двумя роботами со специально разработанными захватами, которые могут укладывать любые виды изделий различными способами загрузки. В этой зоне также было необходимо согласовать технические требования с требованиями обжига, чтобы обеспечить наилучшие условия стабильности всех форматов. Также была разработана система конвейеров сбора брака или отходов, которые сортируются по размерам и собираются в специальных зонах сбора отходов снаружи здания. Все спроектированные установки отличаются высоким уровнем безопасности, на некоторых участках он даже превышает текущие нормативные

®


системы и оборудование для получения таких видов отделки. Декорирование в стиле «пол старину» получило всплеск популярности в начале 90-х годов, когда в большинстве европейских городов началась архитектурная реконструкция исторических зданий, при которой по требованиям муниципалитетов реставрированные здания должны были быть максимально приближены к оригиналам. Тогда начались исследования в области разработок новых строительных и керамических материалов, которые бы имитировали материалы, подвергшиеся влиянию времени (эффект старения). Первые страны, где были разработаны новые виды материалов, стали страны средиземноморского региона: Франция, Испания и Италия, но в последние годы и северные страны стали все больше использовать такой вид декорирования. Изначально такой вид отделки достигался путем фламбирования одного или двух цветов при помощи программируемых аэрографов. Однако необходимость в получении более натуральных эффектов привела
использованию этого метода удается повторить все пятна и выцветания, вызванные многолетним воздействием климатических изменений и биологических фактов (влияние мха и лишайников), и выполнять рельефные напыления. Гамма оттенков значительно расширяется, когда при обработке камня используется одновременно техника фламбирования аэрографом и техника нанесения порошка, а полученный эффект еще более приближен к оригиналу. Цвета, используемые для сухого декорирования - это, как правило, обычные ангобы в виде порошка более или менее тонкого помола, в зависимости от требуемого для выполнения эффекта. Этот продукт широко представлен на рынке по достаточно доступным ценам и не требует особого внимания при приготовлении. Сухое декорирование можно выполнять как на высушенных изделиях, на линии глазурования, так и на сырце, перед отправкой его на резательный станок, то есть на брусе при выходе из фильеры, так как занимает очень мало места. Одной из основных проблем до сегодняшнего дня была невозможность нанесения порошка на все три видимые стороны кирпича. Компания «Officine Smac» предлагает в сегодняшнем номере новые запатентованные машины модели Stablidry, с помощью которых можно
камня.
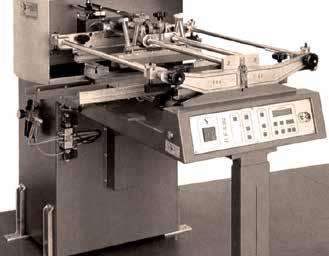
выполнять огромное число порошкового декорирования на всех видимых частях кирпича. Рассмотрим различные системы и оборудование, используемое для выполнения таких отделок и соответствующие методы декорирования. Модели STABLIDRY Нанесение оседающего порошка при помощи машин с пористыми дозаторами является чаще всего используемой технологией при декорировании черепицы и строительных материалов в целом. Речь идет о достаточно простых системах, не требующих большого ухода, обычно используемых для двух или более цветов, и устанавливаемых после линии окраски высушенных изделий. Используя накопленный за 30 лет опыт, компания Smac предусмотрела при разработке этого метода возможность окраски кирпичей, а также устранила проблему невозможности окраски трех видимых сторон кирпича. При использовании данного метода ангобный порошок загружается в приемную ванну с винтом подачи, а затем по чашечным ленточным транспортерам направляется верх и автоматически загружается в питающие контейнеры-дозаторы с перфорированным дном в соответствии с видом выбранного декорирования. Для этой техники используется три дозатора, один верхний для горизонтальной стороны изделия и два боковых - для вертикальных сторон. Внутри верхнего дозатора работает серия шпателей, направляющие порошок к отверстиям, который при падении попадает на два вибросита. В зависимости от определенного числа ячеек вибросит краска наносится на проходящее внизу изделие, создавая требуемый эффект. Боковые дозаторы скидывают порошок на специальный запатентованный аппликатор, выполняющий декорирование вертикальные стороны проходящего изделия. Оставшийся порошок собирается в емкость для повторного использования. Кроме того, на чашечном транспортере установлено устройство подогрева порошка горячим воздухом, что обеспечивает сохранение оптимальных физических свойств материала. Огромное количество цветовых эффектов зависит от различных настроек и регулировок, как, например: • скорость перемещения, • скорость и частота движения лопастей-шпателей, • количество, расположение и диаметр отверстий дозатора,
• количество материала внутри дозатора,

• количество ячеек в виброситах,
• использование, вибрация и движение вибросит.
Финальный эффект будет типа «random», то есть рисунок на изделии будет ассиметричным. Изменение скорости механизмов можно выполнять как вручную, при помощи механического вариатора, так и при помощи инвертера. Электронный пульт управления может быть оснащен встроенным ПЛК с возможностью запоминания параметров в легко программируемых и автоматически вызываемых по мере надобности «рецептах продукта». Таким образом, будет всегда гарантирована повторяемость продукта, так как действия оператора будут ограничиваться исключительно загрузкой порошка в приемные ванны. В системах с несколькими цветами предусмотрена установка отдельных независимых емкостей сбора и прерываемых транспортных линий для предотвращения смешивания используемых цветов. При использовании этого метода можно получить конечный продукт с эффектом от четких крапинок до брызг и равномерного покрытия. Еще одной отличительной особенностью данного оборудования является максимальная компактность, что позволяет устанавливать ее даже в местах, не предусмотренных для декорирования, например, на выходе из фильеры или резательного станка. Модели MAS Еще одной возможностью
как вытяжная емкость для продувочного пистолета (сжатый воздух системы Вентури). Возможные комбинации зависят от диаметра сопла, от движения пистолета и скорости продвижения изделий. Кроме того, между изделием и пистолетом можно проложить лазерный трафарет для выполнения пятнистых рисунков. Перед окраской и после нее необходимо нанести на изделия клей/фиксатив, а при необходимости использовать прижимные ролики для лучшего прилегания гранулированного материала.

сотрудничестве с владельцами алжирской компании, братьями Измаилом и Чукри Бенабдаллах. На линии используются последние технологии контроля производства и всех процессов, связанных с подготовкой и формовкой сырья. Проект состоит из двух технологических этапов, которые позволят достичь общей производительности линии в 560.000 тонн полых кирпичей
алжирском рынке. На втором этапе будут поставлена вторая линия формовки, аналогичная по конфигурации и производительности первой. Оборудование, поставленное компанией Talleres Felipe VERDES, включает весь комплект транспортеров, электрических пультов и автоматических устройств контроля; таким образом, линии массоподготовки и производства обеспечивают постоянное изготовление продукции, полностью надежное в том, что касается количества и, конечно же, качества необожженного кирпича. Линия массоподготовки включает два питателя модели 028PS/8, расположенных один напротив



востребованных

видами глин, осуществляя точную дозировку и смешивание каждого из них, поскольку пластинчатое полотно каждого из питателей контролируется преобразователями частоты, которые обеспечивают точную настройку скорости подачи. Почасовая производительность на этом участке была повышена до 250 тонн в час во избежание возникновения «узкого места» на начальном участке массоподготовки. Материал, который на этом этапе измельчается до размера, не превышающего 80 мм, поступает на дезинтегратор модели 128C с рубашкой 1 200 мм с регулируемым зазором, который обеспечивает производство при размерах, ни в коем случае не превышающих 25 мм. Этот дезинтегратор оснащен станком для проточки валков для обеспечения оптимальных по производительности и эффективности условий работы валка. Процесс и скорость проточки регулируется посредством преобразователя частоты. Следующим оборудованием, включенным в линию, являются первичные гидравлические вальцы модели 092/1200, которые измельчают частицы до максимального размера в 3,0 - 3,5 мм. С целью обеспечения однородности запасных частей и взаимозаменяемости деталей, эти вальцы аналогичны тем, которые установлены в зоне вторичного измельчения, хотя требования к ним в том, что касается производительности и эффективности, конечно же, являются более низкими. Как и в случае дезинтегратора, они оснащены двумя станками для проточки рубашек для обеспечения однородности вальцовки и размера материала, что, в свою очередь, способствует эффективности смешивания. В линии используется смеситель модели 046S. Это крупнейший смеситель, имеющийся на рынке, и второй из установленных в Алжире, и его производительность будет достигать 180 тонн в час. Другие смесители этой
смен на участке массоподготовки. Должным образом подготовленный и смешанный материал поступает в запасник для вылеживания и шихтозапасник, вместимость которого составляет 9 000 м , что на этом первом этапе проекта эквивалентно 14 дням производства. Длина запасника составляет 67 метров, и он оснащен драгой длиной 17,1 метров, которая полностью автоматически обеспечивает наполнение ковшей и подачу на участок формовки. Комплекс DRAVH 17.1/800 оснащен отдельным
электрошкафом и автоматизированным контролем всех поступательных движений, включая преобразователи частоты для контроля скорости ковшей, а также для продольного перемещения тележки стрелы. Весь комплекс запасник-драга приводится в действие системой контроля наполнения, определяющей необходимость подачи на участок формовки и производства, которая начинается с питателя модели 028P, регулирующего подачу на вальцы вторичного измельчения. В этом случае также используются гидравлические шарнирные вальцы, которые измельчают материал до 1,2 мм, хотя их характеристики позволяют обеспечить зазор между рубашками в 0,8 мм, если это необходимо в соответствии с особенностями продукта. В завершение в линии используется вакуумная группа КОМБИ модели 077S со шнеками диаметром 750 мм, которые допускают цилиндрическую или коническую конфигурацию в зависимости от состояния глины, ее влажности, рабочего давления и пластичности сырья. В этом случае была выбрана классическая конфигурация экструдеров VERDES с концевым шнеком диаметром 700 мм, что обеспечивает возможность осуществления экструзии при рабочем давлении, превышающем 25 бар и, таким образом, при сниженном уровне влажности, что облегчает сушку и сводит к минимуму потребление энергии, необходимой для испарения воды формовки. Вакуумная группа комби 077S обладает всеми преимуществами предыдущих моделей, в ней также используются высококачественные износостойкие материалы и литые детали из хромового сплава. Помимо этого, она включает несколько важных новшеств, таких как: • Вакуумная камера большего объема, с улучшенной видимостью и доступностью, с гладкой поверхностью во избежание скопления и высыхания материала. • Модульные секции смешивания в зависимости от почасовой производительности и от интенсивности смешивания, необходимой для каждого конкретного случая. • Модульные редукторы для корпусов смесителя и формовки, также в зависимости от необходимой производительности. • Независимые редукторы для приведения в действие валов-лопаток подачи в вакуумную камеру. • Новые формы деталей для улучшения производительности зон сжатия и обрезки перед вакуумной обработкой. • Новые инструменты контроля вакуума и давления экструзии. • Новая система крепления защитных покрытий корпуса шнеков.


ANCORA GROUP


идеальная ровность
материала с погрешностью толщины плитки на выходе в 0,1 мм. Система
идеально подготавливает керамическую поверхность
к последующей полировке
и последующему переходу для обработки более мелкозернистой затиркой. Полировочные машины Ancora отличаются современными техническими решениями, которые стали эталоном качества и заслужили высокую оценку на рынке: станина с поверхностью из нержавеющей стали, выполненной с точностью до сотых миллиметра, для идеальной поддержки скользящих плоскостей из износоустойчивых материалов, прочные чугунные суппорты шпинделя, валы глубокого хромирования, головки с качающимися сегментами и геликоидальными ректифицированными
роликов (спиральных или в виде пакетов дисков в зависимости от производственных нужд), после которых
в себе максимальную производительность и легкость замены инструментов во время техобслуживания. Как все последние производственные установки линию Ancora можно монтировать при помощи системы Ancora TUTOR, которая дает возможность удаленного контроля аварийных сигналов, управления рецептами производства, контроля производительности и износа инструментов с радиоуправляемого терминала с сенсорным экраном. Линии шлифования Ancora состоят в основном из притирочных станков, аналогичных полировальным, и также отличающихся повышенной прочностью, более чем необходимой при обработке стеклосодержащих глазурей и при затирке «по всей поверхности». Притирочные станки (предлагаемые с 12, 16, 20 и 24 головками) могут быть оборудованы комплектом
точностью управлять









традиционных линий глазурования. SITIB&T и Projecta Engineering предлагают цифровые декорирующие машины для глазурованной продукции для выполнения материальной отделки или цветного декорирования: Evothree, Evofive или Evoseven Plus. Все процессы управляются и контролируются Synchro3D, компьютерной программой, отвечающей за синхронизацию различных прикладных программ. Synchro3D способна также правильно подбирать комбинации графических изображений для изделий, выходящих из пресса, с различной структурой, и благодаря специальным
Xieta International - это команда профессионалов с более чем двадцатилетним опытом в области перемалывающего оборудования для керамической промышленности, цемента и подготовки сырья. С первых дней зарождения компании интернационализация и качество продукции стали главными принципами работы Xieta, которая, будучи пионером в области перемалывающих шаров и глиноземных облицовок, сегодня продает продукцию со своих складов в Барселоне и Онде в более чем 40 стран мира. Целью компании всегда было удовлетворение запросов клиентов, поэтому богатый ассортимент высококачественной продукции по конкурентноспособным ценам всегда дополняется индивидуальным подходом
детекторам управляет и синхронизирует работу традиционных декорирующих машин и их цифровых потомков, что незамедлительно отражается на качестве и натуральности декора и высокопрофессиональной технической поддержкой и обслуживанием. Специалисты компании обладают большим опытом в своей области и всегда готовы помочь клиентам в решении любой проблемы общего характера или непосредственно касающейся процесса помола. Среди продукции, которой предприятие гордится в особой степени, на первом месте стоят блоки и глиноземная облицовка высокой плотности с содержанием кальцинированного глинозема в 92%, которые имеются
законченного изделия. Завершает линию Evovision, инструмент исследования и диагностики для опознавания дефектов геометрии или прессовки, а также дефекты декорирования. Кроме ассортименте форматов для всех видов мельниц и способов применения, гарантируют простые решения любых проблем и специфических запросов. Особого внимания заслуживает постоянство качества производственных процессов Xieta, которое, так же как и процесс

продаж, проходит регулярные и очень строгие проверки. Для этого испанская компания начала недавно разрабатывать
тел благодаря
непрерывному
и разработке
высококачественной продукции
отраслей










Рост цен на топливо и сложность изыскания ресурсов в некоторых зонах привели к росту интереса к теме энергосбережения. Компания Поппи Клементино (Poppi Clementino) работает в области рекуперации энергии и улучшения состояния окружающей среды с 1986г., совмещая экологичность и экономичность производственных процессов. Чтобы спроектировать и рассчитать размеры установки по рекуперации тепла, необходимо в первую очередь выполнить энергетический «аудит», то есть провести анализ текущего состояния рабочего помещения, после чего выполняется разработка и установка оборудования, позволяющего снизить потребление топлива, не изменяя при этом производственные процессы. Использование данной технологии позволяет достичь: • прямой или непрямой
рекуперации
тепловых
отходов, которые до настоящего
времени нельзя было
использовать, внутри
энергоемких
установок: печей, атомизаторов, печей
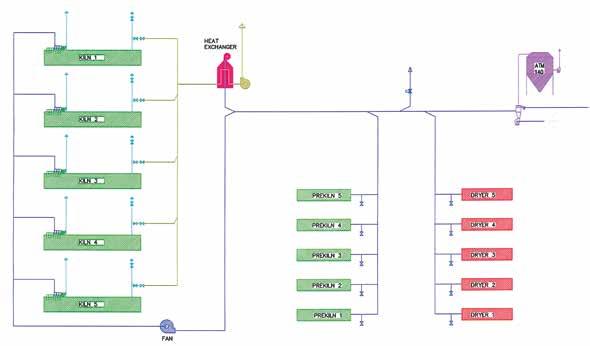
предварительного
обжига или
маятниковых
мельниц; • снижения выбросов CO2
при тех же условиях производства и получения сертификата энергетической эффективности; • снижения потребления используемой в производстве тепловой энергии на 15-20%. Первая рекуперация
происходит в зонах охлаждения печей, и здесь можно получить очень существенную выгоду, учитывая небольшие капиталовложения в оборудование, по сравнению с рекуперацией отходов дымовых труб, которые зачастую содержат вредные
Охлаждающий воздух 77.500 Нм³/час Средняя температура охлаждения 214°C Потеря температуры во время процесса 20°C Средняя температура окружающей среды 30°C Температура на входе атомизатора 194°C Температура на входе в сушильные камеры 200°C
Температура на входе в печи предварительного обжига 210°C
Рекуперация расхода в атомизаторе 140 50.000 Нм³/час Рекуперация расхода в сушилках (3.000x5) 15.000 Нм³/час Рекуперация расхода в печах предварительного обжига (2.500x5) 12.500 Нм³/час Количество рабочих часов атомизатора в год 6.900 Количество рабочих часов сушилок в год 6.900 Количество рабочих часов печей предварительного обжига в год 8.000 Ккал/час, рекуперированные в ATM 2.542.000 Ккал/час, рекуперированные в сушилках 790.500 Ккал/час, рекуперированные в печах предварительного обжига 697.500 Итого рекуперация Ккал в год 28.574.200.000 Рекуперация метана ст.м³/год 3.463.545 Стоимость метана 0,18 €/ст.м³ Выручка 623.438,00 Дополнительные расходы на электричество 0.05 €/кВт : (140)x0.05 x 6.900 48.300,00 €/год ДЕЙСТВИТЕЛЬНАЯ ЭКОНОМИЯ 575.138,00 €/ГОД
вещества, что делает невозможной прямую рекуперацию. Во время рекуперации воздуха при ее кажущейся простоте следует учитывать различные технические аспекты, как, например, используемая температура, давление и объемы. Часто используются не все пространства дымовой трубы, а участки с наиболее высокой температурой, где можно получить наиболее удовлетворительные результаты, в действительности, не все объемы тепла можно повторно использовать, поэтому стоит рассчитать необходимое количество тепла для энергоемких машин и направлять рекуперированную энергию только туда. В области рекуперации дымовых газов Поппи Клементино накопила многолетний богатый опыт и сегодня предлагает специальный теплообменник с самоочищающимися пластинами, который обеспечивает длительную эффективность, при этом не возникают проблемы забивания и коррозии, характерные для традиционных трубчатых теплообменников. В представленной ниже схеме даны характеристики комбинированной установки для азиатского рынка, на которой рекуперируется все потерянное тепло, а соответствующий экономический анализ демонстрирует реально достигаемые и гарантированные преимущества.


Горизонтальное литье В этой установке можно использовать до двух форм с одним или несколькими гнездами в зависимости от типа изготовляемых изделий. Горизонтальное литье значительно облегчает процесс формовки и гарантирует сохранение однородности, отсутствие деформаций в готовых изделиях, что обеспечивает высокое качество продукции и высокую производительность. Такая конфигурация установки особенно эффективна на производстве с высокой степенью автоматизации, где используются роботыманипуляторы, забирающие полуфабрикаты с линии и укладывающих их на соответствующие линии хранения.

Горизонтальная установка для литья под высоким давлением типа HPCM На установке литья под высоким давлением можно изготавливать умывальники, душевые поддоны, напольные унитазы, бачки и крышки, пьедесталы и другие изделия, которые отливаются в прессформах из монопористых смол из двух частей и не

представляют сложности в плане дизайна. Производственный цикл и гибкость эксплуатации Установка HPCM поставляется в комплекте с роботом-манипулятором, который отличается великолепными эксплуатационными качествами. Благодаря
роботу цикл обработки полностью автоматизирован и не требует вмешательства оператора, который отслеживает только процесс литья в ячейки. Цикл обработки установки можно разделить на следующие этапы:
• Закрывание пресс-форм с предварительно заданным усилием;
• Литье и формование толщины (возможность задать шаг и/или интервалы с изменяемым давлением и длительностью);
• Опустошение и отвердение при помощи воздушного компрессора;
• Открытие пресс-форм (поодиночке);
• Автоматический забор изделия при помощи робота-манипулятора;

проблемы
цифрового декорирования. Новые блоки питания «IDRA» позволяют оптимально управлять как потоком чернил к печатающим картриджам, так и их рециркуляцией. Питание печатающих головок Xaar 1001 GS12 и рециркуляция чернил выполняется через уникальную систему распределения «Flow-Fill», которая обеспечивает равномерное питание всех головок, установленных
на каждом цветном картридже.
расположенная между ремнями печатающей поверхности. Программное обеспечение выполняет тщательную обработку графики и точный контроль таких рабочих параметров, как режим печати (выборочный, произвольный) и регулировка цвета (двухцветная, в градациях серого), установки и контроль потребления, а также управление тестовой печатью. Завершает богатую гамму продукции для цифрового декорирования высокого разрешения новые предложения IN.TE.SA.: многопроходный принтер (плоттер) Colorscan и система подбора цветов на этапе подготовки файла к печати Crono.







Bongioanni Macchine S.p.A. Via Macallè, 36/44 12045 Fossano (CN) - Italy Tel. +39 0172 650511 Fax +39 0172 650550 www.bongioannimacchine.com info@bongioannimacchine.com
Автоматическая линия типа FTV 4X270 предназначена для полностью автоматизированного производства тарелок и им подобных предметов (блюдца, салатницы и т.п.) в гипсовых формах при помощи четырех валковых головок. Четыре головки регулируются независимо друг от друга, что позволяет формировать одновременно четыре разных по форме и размерам изделия.

форм выполняется легко и быстро.
ручного
сведено к минимуму:

выполняются
операции загрузки
на линию и выгрузка уложенных в стопку тарелок на выходе с линии; это позволяет повысить производительность и уменьшить требуемое количество обслуживающего персонала. 1. Загрузка: деаэрированные глиняные прутки загружаются на питающий конвейер, который
автоматически доставляет их в вакуумные смесительные установки.
2. Резка кека: керамическая масса экструдируется через 4 независимые отверстия, а затем разрезается на куски разной толщины и диаметра прямо над гипсовыми формами. 3. Формование: 4 сбалансированные валковые головки выполняют формование, а отходы отправляются по транспортерной ленте в контейнер для сбора
отходов. 4. Штампование: пневматическое устройство выдавливает рельефный оттиск на дне тарелок.
5. Сушка: тарелки на гипсовых формах помещаются в сушилку, где они обдуваются горячим воздухом через сопла на станциях ожидания и высушиваются до кожетвердого состояния.
6. Перемещение: тарелки вынимаются из гипсовых форм, переворачиваются и перемещаются в устройство финишной обработки. Пустые гипсовые формы возвращаются в сушилку для сушки.
7. Финишная обработка: из устройства зачистки тарелки перемещаются на вторую станцию штабелирования. После этого тарелки готовы для перехода на следующий этап.
IPEG

некоторых случаях до значений ниже















Серия Android – это новое поколение гидравлических прессов от Sacmi, при разработке которых был собран воедино опыт и надежность лидера технологий в области прессования и проектирования оборудования для керамики. Помимо нового формального обновления имиджа
нового оборудования стоит добавить авангардные технологические решения, обеспечивающие мощность, точность, надежность и долговечность
оборудования. Пресс PH3200 (сила прессования 32000 kN, просвет 2450 мм) является первым

экземпляром этой серии и отличается инновационной системой предварительной загрузки при связанных стяжек, сочетая в себе простоту традиционных стяжек и надежность связывания. Структура была спроектирована с использованием самых современных инженерных программ оптимизации, направленных на снижение нагрузки на структуру, гарантируя при этом большую надежность и увеличивая качество затвердевания (лучшая однородность и компактность). Новая гидравлическая система с продуманной регулировкой обеспечивает прессовку
даже самых трудных для такой обработки материалов, а новая программа автодиагностики позволяет в краткие сроки находить неисправности и сбои. В новой гамме продукции стоит отметить многочисленные сильные стороны: • Аккумуляторы обеспечивают ускорение, необходимое для максимальной производительности при любых рабочих условиях; • Сигнальные приборы состояния подают видимый даже издалека и легко узнаваемый сигнал о состоянии работы машины; • На машине предусмотрена возможность установки узла быстрой смены прессформы, что позволит менять ее за полчаса; • Быстрый и точный SPE позволяет управлять загрузкой крупных форматов с той же точностью и непрерывностью, что и небольшие форматы; • Насосная установка с изменяемым расходом дает движущую силу, достаточную для получения высоких эксплуатационных характеристик без лишних энергозатрат, благодаря оптимизации гидродинамической системы; • Мультипликатор увеличивает пропускную способность цилиндра, повышая скорость
с изделиями большой толщины. При этом увеличивается надежность пресса за счет уменьшения зон и компонентов, работающих под высоким давлением; • Новая структура из связанных колец сочетает в себе простоту традиционных стяжек и надежность связывания. Структура была спроектирована с использованием самых современных инженерных программ, направленных на снижение нагрузки на структуру до минимума; • Пропорциональная гидродинамика позволяет осуществлять полностью автономное управление прессом, гарантируя при этом точность и повторяемость даже при больших производственных нагрузках; • Шина profibus обеспечивает высочайшую скорость обработки данных системой управления, что в очередной раз положительно влияет на точность и повторяемость даже при больших производственных нагрузках; • С более эргономичного сенсорного экрана с интуитивной графикой можно получать информацию и легко задавать параметры работы пресса.





















состоит из растворителей
и специальных присадок, которые обеспечивают
проникновение части твердых частиц в чернила, сохраняя правильную реологию и избегая хлопьеобразования и формирования осадка чернил, что повышает их устойчивость и долговечность. Представленная гамма чернил включает в себя как все четыре основных цвета CMYK: синий, коричневый, желтый и черный, так и другие:
розовый, бежевый, белый и зеленый. Физико-химические свойства: плотность, вязкость, проводимость и поверхностное натяжение
Новый многофункциональный
принтер “C3“ от Efi
Cretaprint для нанесения рисунка на керамическую плитку – это новейшая система, на которую можно устанавливать одновременно печатные головки разных типов и марок, предназначенных как для нанесения декоративного рисунка, так и для получения специальных эффектов. Количество печатающих штанг может достигать восьми. Габариты печатного станка можно менять, а его функциональные возможности – подстраивать под конкретные производственные нужды, варьируя число печатающих штанг, ширину рисунка, разрешающую способность, скорость нанесения рисунка, расход чернил. Все печатающие штанги съемные и независимые; принтер имеет систему вытяжки, препятствующую образованию конденсата и скоплению паров воды вокруг печатной головки. Если та или иная штанга
исключается из работы, ее печатные головки
защищаются; двойной
лазерный луч на входе позволяет определять
положение поступающей
керамической плитки, её толщину, после чего высота
плоскости нанесения рисунка автоматически корректируется. Технический уход за автоматизированной системой подачи чернил очень прост. В нем установлен оригинальный патентованный механизм, разработанный на EFI
Cretaprint, с системой коллекторов, которая поддерживает постоянными давление подачи чернил и их расход, а также минимизирует процесс осаждения твердых частиц чернил внутри красящей головки. Операционная система компьютера, управляющего работой принтера, контролирует все функции машины и имеет удобный интерфейс. В состав операционной системы включены обслуживающие программы по цветокоррекции, совмещению


цветов и расчету расхода чернил. Сенсорный дисплей можно перепрограммировать дистанционно. Электронная система управления струйным принтером Efi Cretaprint позволяет получать цифровую печать высокого качества за счет того, что файлы изображения загружаются через основной компьютер, а процессом печати управляют вспомогательные компьютеры. Для получения качественного рисунка ключевым фактором является управление цветом, для которого Fiery – специальное подразделение Efi Cretaprint, где работает около 650 инженеров, разработало новое приложение. Среди характеристик программы управления
регулируют размеры капли. Правильный размер капли имеет существенно влияет на качество печати и позволяет получить продукцию с графикой высокого разрешения. Формулы чернил разрабатывались с учетом аспекта охраны окружающей среды. Продукция Fritta считается экологически безопасной смесью согласно регламенту CLP, который определяет классификацию, этикетировку и упаковку веществ и смесей.
оптимизированные обработка изображений и цветоделения для принтеров и плоттеров EFI Cretaprint; цветоделение (включая белый цвет для печати на цветной плитке); сокращенное время от моделирования рисунка до его поступления на производственную линию; легкая и надежная модификация изображений; полный контроль цвета и качества изображения. Программа одинаково эффективно управляет изображениями с количеством цветов от 3 до 12, позволяет экономно расходовать чернила, сокращает потери основания и автоматизирует многие процессы. Преимущества этого принтера многочисленны: он позволяет воспроизводить изображения много раз с неизменным качеством, избегать сбоев, которые возникают при переходе от создания изображения к его нанесению на плитку, а также значительно сократить время на разработку рисунка. Принтер повышает производительность печати, автоматизирует процесс разработки рисунка; он может работать с любым числом красок и генерировать изображение в программе Photoshop.

Испанский производитель чернил для цифровых принтеров Esmalglass–Itaca продолжает усиливать свое лидирующее положение, тесно сотрудничая с ведущими производителями печатных головок и участвуя в многочисленных совместных технологических разработках. Сегодня новая гамма чернил этой мультинациональной компании используется в пробной печати и настройке печатных головок таких производителей, как XAAR (для гаммы GS12), Fujifilm-Dimatix (для гаммы SG1024/M-C), Toshiba TEC (для гаммы CF1-L) и Konica Minolta (для гаммы KM1024i). Этот факт красноречиво свидетельствует о максимальной надежности чернил Esmalglass-Itaca для цифровой печати самого

разного назначения и подчеркивает правильность технологической политики, которую избрал этот испанский производитель и которая, в конце концов, сделала его партнером всех основных производителей керамики с цифровой печатью и образцом для подражания. Esmalglass–Itaca также
тесно сотрудничает и с производителями принтеров, помогая им добиваться высокого качества печати и высоких объемов производства. Чернила марки Esmalglass–Itaca гарантируют высокую производительность, которая может быть от 44 до 90 м/мин, и подтверждают
высокую экономичность и технологичность струйной печати для высокопроизводительных производственных линий. Среди многочисленных преимуществ этой гаммы чернил также назовём широкую цветовую гамму, высокое качества печати, лучшую передачу цветовых оттенков, большую однородность и яркость цвета, превосходное воспроизведение цвета и высокие физико-химические свойства самих чернил. Повышенная яркость цвета позволяет добиваться отличных результатов в передаче светотени и при этом более экономно расходовать чернила. В настоящее время чернила марки Esmalglass – Itaca используются более чем на 400 фабриках по производству керамической плитки во всем мире.
Компания Femak родилась 20 лет назад в окрестностях керамического промышленного района г.Сассуоло и ее рост и взросление прошли в тесном сотрудничестве бок о бок с самыми крупными местными предприятиями по резке керамической плитки. Это помогло накопить опыт и начать разрабатывать продукцию, отвечающую многочисленными требованиям к резке, а также получить патенты на
с материалом для резки. Подходят прежде всего для керамогранита, но могут идеально работать также и с более мягкими материалами, включая мрамор. • Входящий в серийную комплектацию крепежный стержень из нержавеющей стали с самоконтрящейся гайкой
без риска поломки самого стержня. • Вся гамма резцов из серийного комплекта поставки дополняется полиуретановыми колесиками, которые способствуют
значительному увеличению срока службы инструмента. • Толкающая пружина отличается постепенным и не меняющимся с течением времени растяжением, а в линии Classic центральный корпус выполнен из эластичной вулканизированной резины. • Компания Femak готова предложить самый широкий ассортимент продукции, востребованной на рынке. Кроме прижимных роликовых резцов компания поставляет штанги из нержавеющей стали, дистанционные распорки, фланцы, втулки для режущих дисков и пр. (www.pressori.com).



We believe a ceramic product is more than just the sum of its parts. There needs to be an additional ingredient able to create something truly unique. There needs to be a dream.


Italia . Indonesia . Espana . Brasil . South Africa www.smalticeram.it



Туннельная печь FTO, выполненная с применением инновационных материалов и современных контрольноизмерительных приборов, является идеальным решением для обжига лицевого кирпича, пустотелого кирпича, поризованного камня, керамических блоков, межбалочных перекрытий и черепицы (в кассетах), что позволяет достигнуть производительности до 1.350 тон готовых изделий в день. Особая конструкция из огнеупорного кирпича или сборных элементов, специальный двойной замок между стенами и вагонами, в паре с наддувом в подвагонеточное пространство, создают повышенное давление в галерее, обеспечивая более равномерный обжиг, что в свою очередь гарантирует высокое качество продукции и экономию энергии! Плоский подвесной свод выполнен из блоков большой толщины различного исполнения в зависимости от величины температур и для предупреждения агрессивных воздействий;
блоки расположены в шахматном порядке и вставлены в пазы, что обеспечивает максимальную безопасность, даже при случайном повреждении одного из элементов. Для изоляции свода применяются маты из каолинитовой и минеральной ваты различного исполнения и с различной удельной массой, которые располагаются послойно в шахматном порядке. Заливки из изолирующего бетона не используются, т.к. возможно его растрескивание и ухудшение качества изоляции. Применение сухих изолирующих материалов вместо бетона позволяет сократить время запуска печи. Используются металлические крюки, в том числе из нержавеющей стали, различного исполнения и диаметров, в зависимости от температур и для предупреждения агрессивных воздействий. Свод не нуждается в воздушном охлаждении, т.к. его изоляция выполнена с использованием высококачественных
материалов достаточной толщины. Кладка стен печи выполнена с применением огнеупорного кирпича, отличающегося своими свойствами в зависимости от различных температур и для предупреждения агрессивных воздействий. В зависимости от температуры и ширины печи кирпичи уложены в два или три ряда для уменьшения тепловых потерь в случае незапланированных простоев при отключении электроэнергии. Изоляция стен, выполненная сухим способом из твёрдых слоёв изоляционного материала с соединительными швами, расположенными в шахматном порядке, не требует предварительного нагрева. Двойной высокоэффективный уплотняющий лабиринт обеспечивает работу печи при высоком давлении. Опираемый свод распределяет нагрузку на стены, обеспечивая высокую устойчивость всего корпуса также и при обычном тепловом расширении огнеупорного кирпича. В стенах печи установлены боковые газовые горелки
«высокоскоростного» типа. В своде установлены группы газовых или мазутных горелок со специальным устройством для улучшения качества горения и облегчения работы оператора. Газовые горелки с автоматическим регулированием смешивания воздуха
и газа для управления высотой пламени. Могут быть установлены, как группы с предварительным сгоранием, с прибором контроля пламени
и автоматическим
розжигом, так и группы с кислородным зондом и электронным датчиком для запрограммированной по времени подачи только газа (flashing). При обжиге керамических изделий с высотой садки на вагон до 2 м обеспечиваются быстрые циклы обжига, в том числе они обеспечиваются благодаря высокотехнологичным системам управления, гарантирующим высокие градиенты охлаждения и относительно низкий расход тепла (320 ккал/кг, включая 130 ккал/кг тепла системы рекуперации сушилки).
непрерывно и быстро развивающегося рынка. VivaJet – это цифровой печатный станок, разработанный

стекловидные, матовые
и ангобные красители, которые значительно обогащают и вносят разнообразие в ассортимент конечной продукции. Запатентованная система распределения чернил с постоянной рециркуляцией
демонстрирует свою эффективность
при управлении печатными процессами, требующими
больших пропускных способностей или больших скоростей на
линии: скорость потока чернил уже сегодня полностью совместима с новой печатающей
головкой XAAR 1001
GS12. Двойная система автоматической очистки и межкартриджная продувка, регулируемая
в зависимости от производственных нужд, способствует снижению необходимости в очистке и ее длительности: около 20 сек. для быстрого цикла. Постоянно расширяется список чернил, совместимых с VivaJet,
что делает машину еще ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
более универсальной в использовании и позволяет клиентам быть свободными и ничем не ограниченными при выборе материалов. VivaJet предлагает эксклюзивный пакет подбора цветов GeCo для
анализа и преобразования готовящихся к производству изображений: профилирование, разделение, предварительный
VIVAJET

Sicer, Smalticeram-Unicer, SPC-Arco, Torrecid, Vernis, Vetriceramici, Vidres, Zschimmer & Schwarz Программное обеспечение: Carioca-Jet: управление системой распределения чернил Rip Manager: для управления графикой и потреблением
Print Manager: для управления очередью печати Rip: сетевая программа для удаленного управления рецептов печати на нескольких линиях
GeCo: для полного управления и подбора цветов Camaleonte: для поиска/изменения тона в машине Плата продукта: для сохранения/загрузки производственных параметров
EBI Ltd. является первопроходцем в отрасли производства керамической сантехники с 1990 года. Это мировой поставщик высокотехнологичной инновационной линии продуктов по реставрации керамических изделий под названием Light Cure Acrylic™ и Self Cure Acrylic™. Продукция CeramiCure® LCA™ и SCA™ изготавливается только
Acrylic™ (LCA™) – это идеальный раствор для реставрации керамической и фаянсовой сантехники. С его помощью можно за считанные минуты можно устранить такие мелкие дефекты глазурованной поверхности, как впадины, черные точки, небольшие сколы и неровности, и при этом результат будет практически незаметен на глаз. Раствор изготовлен из высокотехнологичных акриловых смол с микрои наночастицами и был разработан специально для реставрации готовой установленной сантехники, чтобы гарантировать влагостойкость, устойчивость к моющим средствам и сохранение цвета с течением времени. Состав не токсичен,


быстро твердеет и легок в использовании. Существует более 100 цветов раствора, поэтому клиент может сам подобрать необходимый ему оттенок без дополнительных расходов. CeramiCure® Self-Cure Acrylic™ (SCA™) - это материал для реставрации раствора и применяется для устранения дефектов на изделиях с царапинами или трещинами, которые прежде были непригодны к использованию. Он был разработан компанией EBI Ltd. в 2011г. CeramiCure® SCA™ с успехом выдержал многочисленные испытания в университете и различных клиентских лабораториях, включая XPS/ РФЭС (рентгеновская
спектроскопия X), DTA/ ДТА (дифференцированный термический анализ), DSC/ ДСК (дифференциальная сканирующая калориметрия), SEM/СЭМ (сканирующая электронная микроскопия.), тепловой удар, тест на водонепроницаемость, испытания на растяжение и изгиб, а также механические испытания на излом. Результаты этих испытаний наглядно подтвердили инновационные технологические свойства CeramiCure® SCA™, которые связываю состав с керамическим субстратом лучше любого другого материала, имеющегося на рынке. После завершения реставрации раствора при помощи CeramiCure® SCA™ на линии можно достичь значительного снижения энергозатрат, расхода газа, стоимости рабочей силы и материалов, а также уменьшить процент повторного обжига и отбраковки, что ведет к уменьшению вредного воздействия на окружающую среду.








I.C.F. & Welko представили на выставке Технарджилла 2012 новый пресс WKE 5000 тонн, с просветом 2250 мм Среди многочисленных инновационных печать, хотя с момента ее внедрения прошло совсем немного лет. Эта новинка изменила как художественный уровень декора, так и технологию производства керамики во все мире. Точность современных струйных принтеров позволяет добиваться таких оптических эффектов, которые до недавнего времени казались недосягаемыми, поэтому в настоящее время поставщики сырья и изготовители керамических плиток учитывают, прежде всего, факт, насколько
характеристик стоит отметить: • Легкая «выпуклость» плеч способствует оптимизации распределения и уровня нагрузки внутри структуры
более mezzapag:Layout 1 26-02-2013 15:14 Pagina 1
Технический уровень печатных головок первого поколения (для цветной печати) сейчас достиг практически оптимального уровня, а цветовая гамма, которую можно получить при работе с 4–5 печатными картриджами, такова, что позволяет удовлетворить самые взыскательные требования рынка. Примером может служить гамма чернил Smaltink, выпускаемых Smalticeram: при современном уровне развития четырехцветной печати по керамике 10 базовых цветов этого производителя позволяют
обеспечивает WKE5000 WKE5000 hydraulic press /Elliptic pressing cylinder I.C.F. & Welko S.p.A.

сцепление между штоком цилиндра и
легкое
траверсы
последующее более
движение самой
• Наличие трех абсолютных бесконтактных трансдукторов движущихся узлов и отсутствие возможности их износа;
• Наличие только двух электрических разъемов, к которым подсоединяется электрический шкаф и интерфейс оператора;
пресса и двух
сторон
и
во время прессования; • Прессовочный цилиндр эллиптической формы I.C.F. & WELKO icf-welko@icf-welko.it www.icf-welko.it tel.+39-0536240811
узлы отделены и вынесены за
цветовые В последнее время большое разработке укрупненных печатных головок, потому что предлагаемые ими технические возможности открывают совершенно новые перспективы в технологии нанесения рисунка: укрупненные головки могут работать не только с традиционными чернилами, но и с нетрадиционными декоративно-отделочными материалами. Сложные по составу реагенты, блёстки и пигменты тончайшего помола для создания матовой поверхности,
Smalticeram
FERRARI&CIGARINI Compact line: Автоматическая линия для резки и профилирования керамики, природного камня и керамических строительных материалов Новая автоматическая
линия серии COMPACT LINE разработана для мультидисковой резки и профилирования края изделий. Линия состоит из компактных и простых в использовании машин, что позволяет заниматься

Hito Technical Industries (Барселона, Испания) – это компания, специализирующаяся исключительно на производстве и продаже глиноземных мелющих тел. Она стала первым европейским предприятием керамической отрасли, которое перенесло свои производственные площади за пределы Европы в целях снижения производственных расходов и сохранения требуемых клиентами стандартов качества. Компания начала этот новый этап восемь лет назад и благодаря значительному опыту руководящего состава, сотрудников торгового и
технического отделов, некоторые из которых работают в отрасли более 25 лет, добилась значимых результатов: на сегодняшний день она пользуется добрым именем, предлагая высококачественную продукцию на мировом рынке. Продукция пользуется спросом у клиентов из более чем 35 стран и из разных промышленных секторов: керамическая отрасль (напольная и облицовочная плитка, сантехника, посуда, фарфор), подготовка сырья, горнодобывающая промышленность, производство белого цемента и пр. За последние пять лет группа HITO достигла выполнения многих поставленных задач, среди которых: • поставка и продажа продукции с идеальным соотношением цены и качества; • выпуск новой гаммы продукции, дополняющей
ассортимент мелющих
тел высокой плотности, таких как: тела
средней плотности и тела из BTC (боксит); • индивидуальный
подход при оказании

производством даже на маленьких площадях при небольшом количестве обслуживающего персонала. Простая эксплуатация позволяет работать с машиной даже не сококвалифицированным работникам. Машины оборудованы насосной системой охлаждения алмазного инструмента. Автоматическая линия состоит из: • TMC - TMC/2 мультидисковая машина резки технической поддержки и консультаций для любых типов помола для каждого клиента или конечного пользователя; • гарантия эффективного и быстрого сервисного обслуживания клиентов в любом месте через три дистрибьютерских центра в городах Баселоне, Кастельон и Циндао. Кроме того, компания оказывает клиентскую поддержку на 4 континентах (Европа, Африка, Дальний Восток и Америка), организуя выезд технической команды на место. Прямой контакт производителя и потребителя позволяет выполнить все пожелания и запросы клиента, обменяться опытом и предложить ноу-хау по улучшению процессов помола. В некоторых странах
и регионах была



ITALY: COLORITALIA S.R.L.
TEL: +39 0536 845220 FAX: +39 0536 845412 info@coloritalia.it www.coloritalia.it
ITALY: WANXING ITALIA S.R.L.


TEL: +39 0536 921841 FAX: +39 0536 921839 wanxingitalia@wanxinggroup.com
TURKEY: COLORITALIA KIMYA LTD
TEL: +90 216 3881732 FAX: +90 216 3889185 info@coloritalia.eu www.coloritalia.eu
CHINA: GUANGDONG WANXING
INORGANIC DYESTUFF CO., LTD












SPAIN: WANXING EURO S.L.
TEL: +34 964 776448 FAX : +34 964 604795 wanxingeuro@wanxinggroup.com

TURKEY: WANXING DIS TICARET A.S.



TEL: +90 216 3882747 FAX: +90 216 3883410 wanxingturkey@wanxinggroup.com
VIETNAM: WANXING VIETNAM CO., LTD









TEL: +84 650 3737859 FAX: +84 650 3737860 wanxingvietnam@wanxinggroup.com
TEL: +86 757 85667195 FAX: +86 757 85626216 wanxing@wanxinggroup.com www.wanxinggroup.com
TAIWAN: EVER GOOD INDUSTRIAL CO., LTD
TEL: +886 2 29749010 FAX: +886 2 29741250 wanxing@wanxinggroup.com
INDONESIA: PT.WANXING INDONESIA



TEL: +62 21 89841157 FAX: +62 21 89841156 wanxingind@wanxinggroup.com
MEXICO: WANXING MEXICO S.A. DE C.V.
TEL: +52 81 15201151-2 FAX: +52 81 15201153 wanxingmexico@wanxinggroup.com











