IP23 Cast Iron Range from 18.5kw 710kw in frame sizes 160 to 355 In Stock
New Motors
TT Electric
Full range of High Quality DC Motors from 1kw to 2000kw IP23 IP55.
In Stock
Large Stocks of Electric Motor Spares Both Current and Obsolete Including:-
Brook Crompton Series 7 Steel Motor spares
Brook Crompton Series 6 Cast Iron Motor Spares
• Fan Covers
• Terminal Box Assemblies
• Endshields
• Bearing Covers
• Slip-Ring Assemblies
• Brushgear
• Carbon Brushes
• Cooling Fans
Re-Conditioned Motors
• Cage up to 1mw Ex Stock
• Slip-Ring up to 500kw Ex Stock
• D C Motors
• High Tension Motors 3.3Kv
• Geared Motors
• Two Speed Motors
• Vibrator Motors
Variable Speed Drive Specialist
Schneider Altivar Range of Variable Speed Drives from 0.18kw to 315kw available Ex Stock
Editor Chris Callander
chris@renew-mag.com +44 (0)1732 671123
Contributing Editor
Suzanne Gill suzanne@renew-mag.com
Publisher Andrew Castle andrew@renew-mag.com +44 (0)7785 290034
Accounts Touchwave Media Ltd accounts@renew-mag.com
Production G and C Media Ltd production@renew-mag.com
Founded in 1945, the Association of Electrical and Mechanical Trades is an International Association representing companies in the electrical and mechanical service and repair industry.
Welcome to the first issue of Renew magazine for 2025. This year promises to be exciting for the Association of Electrical and Mechanical Trades as we celebrate our 80th anniversary.
The team is busy behind the scenes working on plans to recognise and celebrate this significant milestone, including a refresh of the annual conference, and we will be sharing more details soon.
The Association and the businesses and sectors it serves have come a long way over the eight decades since it was formed from its origins as a group of electrical machinery traders who came together to repurpose industrial electrical equipment from H. M. Government that was left over from the second world war to today where the Association’s members are literally keeping industries turning.
Throughout that time, the common thread has been the member’s dedication to repairing and refurbishing electro-mechanical equipment to ensure it remains functional for as long as is practical and that unnecessary waste is minimised. Today, that approach forms a large part of what is championed as the circular economy. But for the AEMT and its members, it has always been business as usual.
I, for one, am proud to be part of an Association that has been a trailblazer regarding sustainability, and I know many other members and the Association team feel the same way.
Once again, the Renew team has brought together an informative and inspiring collection of news, opinion, and feature articles, and I hope you enjoy the issue.
James Stevens, President, AEMT
Renew is a controlled circulation journal published quarterly on behalf of the AEMT by Touchwave Media and G and C Media. For a copy of the magazine’s terms of control and to request a copy please email circulation@renew-mag.com
The content of Renew magazine does not necessarily reflect the views of the editor, publishers, or the AEMT. The publishers accept no legal responsibility for loss arising from information in this publication and do not endorse any products or processes mentioned within it. No part of this publication may be reproduced or stored in a retrieval system without the publisher’s written consent.
RESEARCH SHOWS ENERGY EFFICIENCY IS A DECISIVE FACTOR IN ELECTRIC MOTOR CHOICE
RESEARCH FROM ABB, IN collaboration with Sapio Research, has surveyed nearly 2,400 global businesses to gain insight into the state of the market around energy efficiency, sustainability, digitalisation, and the key role played by electric motors.
Conducted in June 2024, the research gathered responses from industrial decision-makers across the UK, US, Germany, Italy, France, Australia, UAE, Japan, Thailand, Saudi Arabia, Brazil, South Korea, and India. Respondents represented a range of industries, such as manufacturers of OEM machinery, energy/power, food and beverage, metals, and chemicals. A key finding was that 91% of businesses said that energy efficiency now critically influenced their choice of electric motors. Furthermore, 94% of businesses are either currently investing or planning to invest in sustainability initiatives.
Nearly all businesses (94%) are investing or planning to invest in sustainability and especially energy efficiency. Most are aware of energyefficient motors' role in achieving their sustainability goals, with 91% saying that this influences their choice. Nearly all businesses also recognise that energyefficient motors can add value to their products and businesses.
An emerging theme throughout the report is that end-user businesses place a greater emphasis on sustainability, often due to increased pressure from
customers, which is reflected in their increased investment in energy efficiency. However, this also translates into what these businesses prioritise when it comes to energyefficient motors, with 88% considering it important that manufacturers can produce an environmental product declaration (EPD).
The main barriers preventing businesses from investing in higher efficiency motors are seen as higher upfront costs, concerns around integrating with existing systems and potential disruption in production capacity. The higher upfront cost is more of a barrier for higher turnover businesses.
Cost plays a role as both a barrier and a driver due to the investments required for plant and equipment upgrades. However, 99% of businesses are now tracking long-term savings as the main return on investment (ROI) from their energy efficiency initiatives.
It is important to note that most businesses look at the total cost of ownership (TCO) as the most significant factor when purchasing new electric motors. In fact, over a long lifetime, the
cost of an energy-efficient motor is far outweighed by the cost of the electricity to power it. For an IE6 SynRM, the upfront cost will be around 2% of its TCO, maintenance accounts for 1%, and the remaining 97% will be spent on electricity. But it’s not all about cost. Quality and ability to integrate are also key attributes that businesses look for from a supplier. When looking specifically at the digitalisation of electric motors, there is a clear trend for electric motor suppliers to utilise data insights and remote monitoring to improve their service offerings. 99% of businesses believe there is added value in running digitally connected electric motors, specifically for their capability for predictive condition monitoring to enhance motor availability and safety.
PODCAST FOCUSES ON NEURODIVERSITY IN THE WORKPLACE
THE BRITISH SAFETY COUNCIL has released the third episode of its podcast, Health and Safety Uncut, available to Spotify users at: spoti.fi/3PW7Z0m, which looks at neurodiversity in the workplace.
A UK Government-led review last year found that “… Only three-in-10 autistic people of working age are in employment. This means that sevenin-10 of them are unable to access the independence and fulfilment
that employment can bring and that employers, and the wider economy, are missing out on the skills and energy that autistic people could be contributing.”
Hosted by Dr Shaun Davis, Group Director of Safety, Health and Wellbeing at Belron International, the episode, titled ‘Neuro-inclusion in the workplace: the what, why and how’ features Jigna Patel, Chief Technical and Operations Officer at British Safety Council.
Jigna and Shaun discuss key facts about neurodiversity in the workplace and why employers need to talk about it, challenges faced by neurodiverse individuals, and the legal and ethical considerations for organisations. The episode also highlights Jigna’s advice on how organisations can make a difference for their neurodiverse colleagues and suggestions for how employers can better understand neurodivergence in their workforce.
24 HOURS | 365 DAYS
Your priority is to keep your business moving, and ours is to make sure your rotating equipment doesn’t let you down. Whether it’s critical repairs, planned maintenance or guidance on energy saving and equipment upgrades, you can rely on us to keep you in motion.
We repair, maintain and supply
• Pumps
• Motors
• Gearboxes
• Fans and blowers
• Generators
Onsite services available
• Pumping station maintenance
• Plant room maintenance
• Generator service and maintenance
• Fabrication and machining
• Condition monitoring
• Asset management
• Complete project management
• Bespoke solutions
• Panels and drives
ENGINEERED POWER SUPPLY SOLUTION FOR GREEN HYDROGEN RESEARCH
ELECTRIC MOTORS AND LARGE drive systems specialist Innomotics has received an order from the U.S. Department of Energy’s National Renewable Energy Laboratory (NREL) in Golden, Colorado, to provide a rectifier power supply system for an electrolyser testing facility for green hydrogen electrolysers. Hydrogen is considered a key technology driver for the future when it comes to reducing CO2 emissions and transitioning to renewable energy. Therefore, the demand for technologies like the Innomotics PR150, that help produce hydrogen safely and costeffectively, is expected to increase.
With a 60-year history of engineering,
installing and supporting high power rectifier-based solutions for a wide range of industrial applications, such
as electrowinning, Innomotics tailored the design of the PR150 specifically to green hydrogen production. With its high efficiency and scalability, the product is suitable for both low-voltage and mediumvoltage applications and is specifically designed to power hydrogen electrolysers with a power range of 5 to 16 MW.
As part of the order, three Innomotics PR150 units will be produced in Germany and delivered to the U.S. for installation in a 40ft packaged control room together with the balance of the rectifier control and circuit protection equipment. The complete system will be installed at NREL’s Flatirons campus with a planned start-up in Q2 2026.
PREFORMED WINDINGS HAS unveiled its new state-of-the-art facility in Sheffield, South Yorkshire. This milestone marks a significant expansion for the company, underscoring its commitment to innovation, excellence and meeting the growing global demand for high-quality, high-voltage diamond coils.
For over 55 years, Preformed Windings has specialised in the production of high-voltage diamond coils for motors and generators. The company’s coils offer low partial discharge levels, optimal tan delta, extended service life, and reduced maintenance.
To officially open the facility, there was a ribbon-cutting ceremony, led
by Jake Richards, MP for Rother Valley. His participation reinforced the significance of this expansion for the local economy and the UK’s manufacturing sector. With the ribbon officially cut, the new facility began its journey as a cornerstone of Preformed Windings’ future growth.
The addition of Preformed Winding’s second facility represents a 60% increase in manufacturing capacity, allowing the company to better meet the growing demand for its high-voltage diamond coils.
The company’s investments in CAPEX, R&D, and personnel reflect its commitment to growth and innovation. And these investments not only drive technological advancements but also create jobs.
MANUFACTURERS SEE INDUSTRIAL STRATEGY AS A GAME-CHANGER
BRITAIN'S MANUFACTURERS BELIEVE the introduction of an industrial strategy will be a game changer for increasing investment and boosting productivity while helping them secure the skills they need for the future, according to a survey published by Make UK and PwC.
The findings come from the annual Make UK/PwC Senior Executive survey, which questions senior manufacturing executives about the opportunities, risks,
and challenges for their business in the year ahead and the outlook for the UK and international economies.
As well as the benefits from an industrial strategy, the survey shows that the UK remains a competitive place in which to manufacture and the opportunities for their business in 2025 far outweigh the current risks. However, there is an almost equal split between those that think the UK economy will
deteriorate in 2025 and those that think it will grow.
The survey also gives credence to the view of some economists that companies will counter the impact of increased costs by investing in new technologies and automation to improve efficiency.
Make UK is urging the Government to set out in detail the full proposals of a formal long-term industrial strategy as soon as possible.
SULZER ANNOUNCES
OPENING OF NEW SERVICE CENTER IN KUWAIT
SULZER HAS OPENED A NEW SERVICE CENTER IN Al Ahmadi, the first-of-its-kind in Kuwait to provide around-theclock engineering services for all brands of pumps and rotating equipment. The new service center supports over 1,500 Sulzer pumps already installed in local plants across Kuwait, while also servicing pumps from other brands. This is the first time an original equipment manufacturer (OEM) is offering such comprehensive services in the region.
Sulzer leverages the strategic location and resources of Khuff General Trading & Contracting Company’s Al Ahmadi Service Center to ensure 24/7 service availability for customers in the region. Companies operating in the energy and water industries can rely on comprehensive support across their entire equipment range. Services at the new facility include standard part and component repairs, reverse engineering, strip-down and inspection services, advanced diagnostics and cutting-edge technologies for multiple pump brands.
Drawing on its global expertise, the new Sulzer service facility will also extend its services to rotating equipment such as gas and steam turbines, compressors and motors. Access to quality service support ensures customers in the region can benefit from rapid turnaround times and higher operational productivity.
Sulzer’s Services Division President, Ravin Pillay-Ramsamy, said: “This service expansion demonstrates our ongoing commitment to customers and partners in the region. We're proud to offer broad technical capabilities at our Kuwait Service Center.”
David Martin, Head of Sales at Sulzer Middle East, added: “Our new facility ensures closer collaboration, faster repairs and retrofits, and fewer unplanned downtimes for operators. Keeping downtime to a minimum will help ensure reduced operational costs, allowing our customers to stay ahead of the competition. We look forward to welcoming our valued customers in Kuwait to our Al Ahmadi Service Center.”
MOTATEST 1 - MULTI-FUNCTION TESTER
electric motors and products with windings
UPDATE FROM THE AEMT GENERAL MANAGER
AS THE DEMAND FOR EFFICIENT and sustainable industrial solutions grows, the users of rotating electrical machinery face increasing pressure to adapt. From the challenges of reducing emissions to addressing a critical skills gap, our industry stands at a pivotal moment. At the AEMT, we are proud to support our members in meeting these challenges head-on by fostering innovation, encouraging sustainability, and championing collaboration.
The case for sustainability has never been stronger. As an industry rooted in repair and refurbishment, we have a natural advantage in contributing to a circular economy. Refurbishing rotating machinery, such as electric motors and generators, can significantly reduce waste and energy use compared to manufacturing new equipment. But beyond this inherent advantage, AEMT members are taking bold steps to lower emissions and lead by example.
One shining example is this year’s winner of the AEMT Sustainable Engineering Award, IPS Newcastle. Their collaboration with Newcastle University to assess the carbon footprint of motor and generator repairs has provided invaluable data to demonstrate the environmental benefits of repair over replacement. By offering clear, evidence-based insights, IPS Newcastle empowers its customers to make informed, sustainable decisions that directly contribute to lowering emissions.
Similarly, the Project of the Year Award winner, Innomotics Motors and Large Drives exemplifies how innovation can transform efficiency. Its work at a Combined Cycle Gas Turbine (CCGT) power station introduced precise speed control for the main cooling water pumps, eliminating energy waste and significantly reducing the site’s carbon footprint.
These achievements are a testament to the creativity and dedication of our members in driving the industry towards net-zero goals.
As we tackle these pressing environmental challenges, the need for a skilled and diverse workforce becomes increasingly critical. Our industry must attract fresh talent to sustain and expand its capabilities. Yet, we face stiff competition from larger, more visible companies when engaging young people.
The AEMT is committed to supporting members in this endeavour. While a bespoke apprentice scheme tailored to our industry may be challenging to implement, due to the diverse needs of our members, existing programmes already cover much of the required training. By raising awareness of these opportunities and helping members connect with potential recruits, we aim to bridge the talent gap.
Beyond recruitment, the AEMT is exploring ways to provide resources and training to help members develop and retain their workforce. From workshops on best practices in recruitment to fostering a support network for new entrants, our goal is to ensure that members are equipped to build a workforce that can meet future demands.
In a fast-evolving industry, membership organisations must continuously adapt to deliver real value. For the AEMT, this means not only promoting best practices but also providing tools and guidance that help members stay ahead. We understand that the key to meaningful engagement lies in listening to our members and addressing their unique challenges, whether through technical support,
industry standards, or opportunities for collaboration.
Recently, we welcomed Scott Haslam as our new Membership Engagement Manager, further strengthening our ability to connect with members and understand their needs. Scott brings a wealth of experience to the role and has already begun working closely with members to ensure they maximise the benefits of AEMT membership.
The upcoming introduction of the Smart Carbon Portal, in partnership with CAFA, is one such initiative designed to help members navigate the complexities of carbon reporting and reduce their environmental impact. This resource underscores our commitment to sustainability while empowering members to take actionable steps towards a greener future.
As we reflect on the successes of our members, such as those celebrated at this year’s AEMT Awards, it’s clear that the path to a more sustainable and innovative industry is paved with collaboration and dedication. The challenges are significant, but so too are the opportunities. Together, we can build a future that not only meets today’s demands but sets a foundation for generations to come.
THE AEMT TEAM GROWS WITH MEMBERSHIP ENGAGEMENT MANAGER APPOINTMENT
THE ASSOCIATION OF ELECTRICAL & Mechanical Trades (AEMT) has announced the appointment of Scott Haslam to the role of Membership Engagement Manager as part of its continuing expansion.
Scott brings a wealth of experience in building strong relationships and driving growth, having spent over 20 years in the climbing industry, including leading the trade body for climbing walls in the UK. Throughout his career, Scott has been deeply committed to fostering collaboration, developing meaningful initiatives, and creating opportunities for industries to thrive.
At the AEMT, Scott will focus on connecting with the association's members, understanding their needs, and enhancing the value delivered by the organisation.
Commenting on his appointment, Scott said: "After an incredible journey in the climbing industry, I've decided to embrace
an exciting new chapter with the AEMT. My time in the climbing sector allowed me to contribute to significant growth, foster strong partnerships, and develop initiatives I'm immensely proud of. Now, I'm looking forward to applying those experiences to my role at the AEMT, where my focus will be on contributing to the AEMT's continued growth by expanding our membership and enhancing the value we deliver to all our members. Change always brings opportunities, and I'm excited to collaborate with the talented professionals in this sector to shape a dynamic future together.”
Thomas Marks, General Manager at the AEMT, added: “We're excited about the energy and vision Scott will bring to the AEMT, and we look forward to seeing his impact as we continue to support the electromechanical repair sector and grow as an association. His passion for engaging with people and helping businesses succeed makes him a perfect fit for this role."
Forthcoming AEMT led Courses & Events
Ex
EFFECTIVE, AFFORDABLE MONITORING FOR SMALLER MACHINERY
WHILE MACHINE
monitoring is essential in many manufacturing and industrial applications, not all require the more substantial investment of a high-integrity, stand-alone MMS (machine monitoring system) or an MPS (machine protection system). However, keeping a continuous eye on your critical rotating machinery is still an important requirement, helping to ensure its smooth running and avoiding the potential of a catastrophic failure.
Condition monitoring specialist SENSONICS has recognised the increasing demand for continuous protection and monitoring of smaller rotating plant – such as fans and blowers, centrifuges, pumps, motors and conveyors– and developed the PZDC accelerometer.
Available in several options, these 2-wire
(+screen) loop-powered 4-20mA sensors offer a more affordable means of small machine monitoring.
A key reason for the success of this flexible, cost-saving solution is that the PZDC Accelerometer (g) or velocity (mm/s) vibration transmitter can be directly connected to an existing distributed control
system (DCS), a programmable logic controller (PLC), a building management system (BMS), or a supervisory control and data acquisition (SCADA) system.
The PZDC is available as a standard general-purpose device or as an intrinsically safe option for use in hazardous areas with potentially explosive atmospheres. Submersible versions are also available with polyurethane cable and IP68 (10bar) sealing, along with specially engineered options for sub-sea applications, using specialist corrosion-resistant materials and overmoulded cable entries to withstand greater pressures.
www.sensonics.co.uk
COMPACT MODULAR AXIAL FLUX MOTOR FOR OEMS
WEG HAS ANNOUNCED THE LAUNCH of the W80 AXgen electric motor. Designed and engineered for Original Equipment Manufacturers (OEMs), the W80 AXgen uses an axial flux design to meet the increasing demand for compact, efficient and environmentally sustainable solutions.
Axial flux motors feature a distinctive design where the magnetic flux between the rotor and stator is aligned parallel to the axis of rotation — unlike the radial alignment seen in traditional motors. This geometry offers significant advantages, including a smaller size and substantial increase in torque, enhancing overall performance in a wide range of applications.
The W80 AXgen features a compact, space-saving design, enabling OEMs and systems integrators to implement innovative applications while minimising footprint. With frame sizes ranging from 250 to 400, the motor offers flexibility to meet diverse industrial needs, allowing
manufacturers to downsize systems, reduce logistical costs and lower their carbon footprint.
In terms of efficiency, the W80 AXgen sets a new standard, reaching up to 96.9% efficiency. This energy performance makes it an ideal solution for companies seeking to reduce energy consumption and operating costs for their systems and equipment.
The motor has a cooling system that supports fresh or deionised water and oil (ISO VG up to 46) for cooling. Flow rates of five to 15 l/ min and an inlet pressure of up to 10 bar ensure reliable performance even in challenging conditions.
Designed for tough applications, the W80 AXgen operates with a constant torque range of 1000:1 and a constant power range of 1.3 times the nominal speed.
"The W80 AXgen is our first motor of this type," said Marek Lukaszczyk, Marketing Manager for Europe and the
Middle East at WEG. "With this launch, we are enabling OEMs to explore new possibilities, offering them a scalable, reliable and highly efficient motor solution for both today's challenges and future demands."
bit.ly/WEGW80
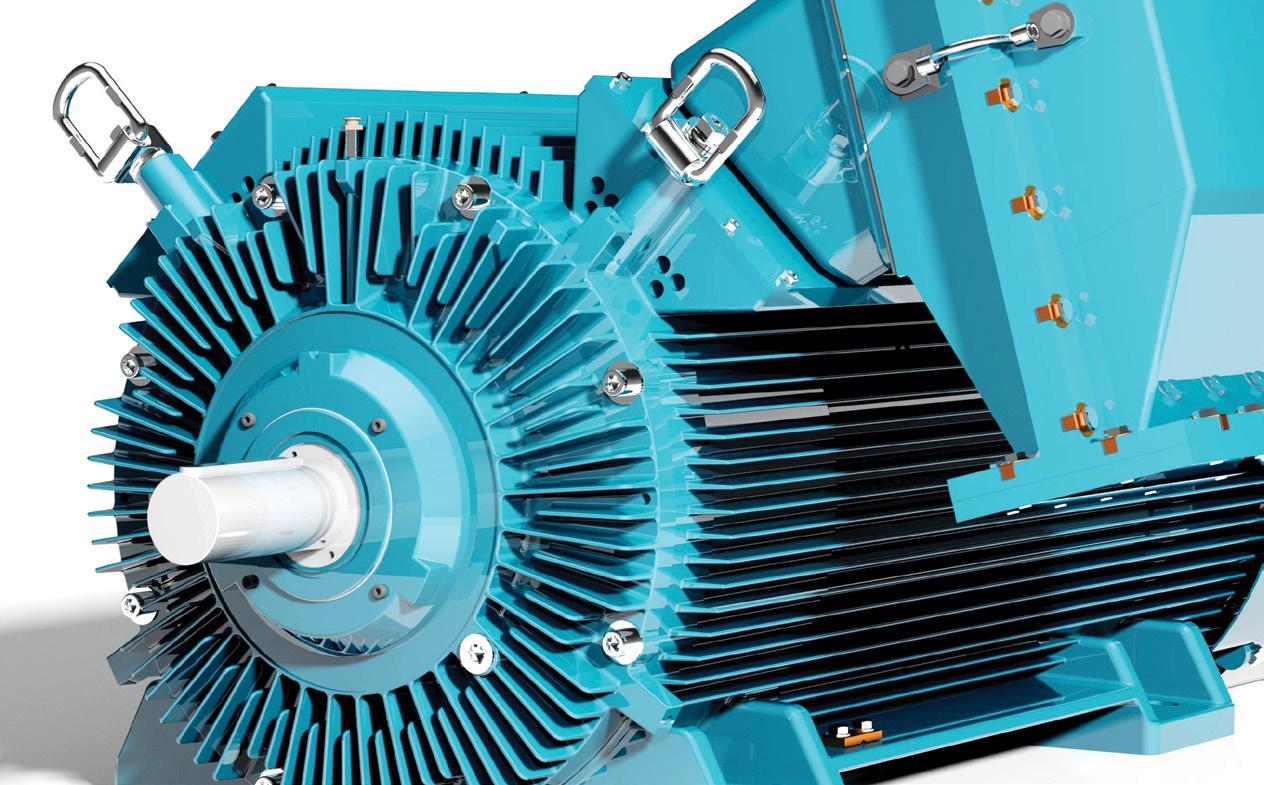
Reliable motion for a better tomorrow. LV HV MV
Low Voltage Motors in asynchronous, reluctance, and permanent magnet technology. Highest quality and efficiency offering.
High Voltage Motors outperforming global standards in industrial applications and supporting megatrends in key vertical applications.
Medium Voltage Drives are first choice for a better, more sustainable future in primary and process industry and in all applications, incl. power-to-power.
Our state-of-the-art electrification, automation, and digitalization solutions for the minerals industry deliver a sustainable advantage for the mine of the future.
Customer Services provides industry-leading services and digitalization to ensure the productivity, availability, and reliability of our customers’ assets.
With a trusted legacy of more than 150 years of engineering expertise, we are and have always been the backbone of reliable motion for industries and infrastructure worldwide. We are now about to take this to the next level. Our mission is to support you, our customers in the mining and minerals sector, on the road to the future - sustainable, digital, reliable. Redefining reliable motion for a better tomorrow.
A MOBILE-GRADE SOLUTION FOR HIGHER VOLTAGE APPLICATIONS FROM 690-VOLT ELECTRIC MOTOR
DANFOSS POWER SOLUTIONS
has announced the launch of its Editron EM-PMI375 690volt electric motor. Based on synchronous reluctance assisted permanent magnet technology, the EM-PMI375 functions as both a motor and a generator. It is designed to work with the Editron EC-C1700B inverter, offering a system solution for 690-V AC and 1,050-V DC applications such as winches, cranes, marine vessels, and mining and material handling machinery.
The Danfoss Editron EM-PMI375 690-V electric motor is in the same shape and form as the EM-PMI375 500-V motor, with the same robustness,
longevity, and standardised options. Like its 500-V counterpart, the EM-PMI375 690-V motor is smaller, lighter, and more efficient than conventional products on the market, offering up to 96% efficiency
throughout its operating range. Developed especially for demanding applications, the motor features a compact and robust aluminium frame structure with an ingress protection rating of IP67.
The EM-PMI375 690-V motor features a higher maximum operational altitude of 3,000 meters, made possible by housing design optimisation. The design of the EM-PMI375 500-V motor was also optimised, increasing its nominal altitude rating from 1,000 meters to 4,000 meters.
www.danfoss.com
PUMPS DELIVER OPTIMUM LUBE OIL AND SEAL OIL PERFORMANCE
THE PLENTY TRIRO ROTARY TRIPLE screw pump from Celeros Flow Technology is primarily designed for handling clean lubricating liquids. It ensures consistent flow and prevents the liquid from becoming emulsified, making it the pump of choice for forced lubrication and seal oil circulation applications.
The axial pulse-free pumping action used by the Plenty TRIRO means there are no pulsing hydraulic shock characteristics. The action – similar to that of a piston moving constantly in one direction –returns a very low shear characteristic, which means that the lubricating fluid being pumped does not degrade during transfer.
The Plenty TRIRO also has a low cost of ownership as it has only three moving parts: a power rotor and two idler rotors. This simple design is said to make the pump reliable and simplifies maintenance requirements.
The high-speed operation and compact design of the TRIRO pump results in a low-cost, space-saving unit that is suited to a wide range of applications, including as a main oil pump (directly driven from
the main machine), AC auxiliary oil pump, DC run down or DC emergency pump, and control oil pump. The Plenty TRIRO is the preferred pump for API 614 oil systems and can be used on various compressor, turbine, gearbox, pump seal oil, and sealing system circulation systems. The pumps can be supplied to API 676 standards or individual customer project requirements.
The Plenty TRIRO can handle flow rates of 0.1 to 300m3/hr and fluids with viscosities ranging from 2 to 1750cSt as standard. Custom designs to accommodate higher flow rates and viscosities can be considered. This highly reliable pump will also withstand operating pressures up to 137 bar and operating temperatures of -20 to +150°C.The versatile Plenty TRIRO pumps are available in 17 frame sizes with various pitch angles and lengths and can be specified in many different material combinations. For maximum flexibility, the pump can be pedestal mounted, foot mounted, vertical free-standing, sited on the tank top or submerged. All TRIRO pumps are designed to operate at either electric
motor synchronous speeds or from direct coupling to a power take-off from the main machinery.
Standard TRIRO designs are available to suit API applications, though most customer and industry standards can be accommodated.
Announcing the 2025 AEMT awards programme
The Association of Electrical and Mechanical Trades (AEMT) has announced the launch of the 2025 AEMT Awards programme. Aimed at celebrating excellence in the electro-mechanical maintenance and repair sector, the awards recognise the achievements of individuals and organisations who deliver outstanding service, innovation, and expertise in the industry.
Nominations for this prestigious event will officially open on Monday, 7 April 2025. As in previous years, the entry process will be facilitated through the dedicated awards section on the AEMT website. To submit your nominations, visit www.aemtawards.com and complete the online entry forms. The process is straightforward, ensuring that all participants can easily share their successes.
GALA AWARDS DINNER
The highlight of the programme –the gala awards dinner – will take place on Thursday, 20 November 2025, at the DoubleTree by Hilton in Coventry. This evening promises to be a celebration of talent, innovation, and excellence within the industry. Attendees will enjoy a formal dinner, networking
opportunities, and the muchanticipated awards presentations.
INDUSTRY SUPPORT AND RECOGNITION
The AEMT Awards programme continues to be supported by some of the leading brands operating within the electro-mechanical maintenance and repair sector. Their generous sponsorship underscores the importance of recognising and promoting the incredible work carried out across the industry. The AEMT Awards inspire innovation and elevate standards throughout the sector by showcasing these achievements. Whether you’re a business, an individual, or a team making a difference, the AEMT Awards are the perfect platform to highlight your contributions. Don’t miss the chance to gain industry
recognition for your hard work and accomplishments. Submitting your nomination is easy, so mark your calendar for Monday, 7 April 2025 and prepare to showcase your achievements.
SAVE THE DATE
Join us on Thursday, 20 November 2025, at the DoubleTree by Hilton in Coventry, to celebrate the best and brightest in the electro-mechanical industry.
For more details on the awards programme, including categories, entry criteria, and sponsorship opportunities, visit the dedicated awards section on the AEMT website. TIMES-CIRCLE
www.aemtawards.com
www.brookcrompton.com
Keeping industry turning every second... every day...every year
With over 110 years of technical and design expertise, Brook Crompton offers leading edge energy efficient electric motors across global markets. As the original innovator in electric motor development, Brook Crompton are trusted to power limitless industrial processes and its robust motor design drives fans, pumps, compressors, conveyors and more.
Driven by technology and innovation, Brook Crompton has one of the widest available ranges of electric motors for operation in safe areas, hazardous atmospheres and hostile environments.
The extensive range of stock can be quickly modified to suit customers’ needs and with a high level of technical support from our knowledgeable team we ensure the correct selection of motors is provided for your application.
Brook Crompton’s focus on product and service development ensures we continue to move forward to improve efficiency, offer lower cost of ownership throughout their lifecycle and to reduce environmental impact.
EX motor and pump receive special attention
A CUSTOMER RECENTLY CALLED ON Elevated Engineering Services (EES) to repair a pump and its motor. This required special attention as the pumping system was used in an explosive atmosphere, and the repair was to be carried out in accordance with BS EN and IEC 6007919 and IECEx Unit Ex 005 to ensure its continued safe use once the pump and motor were put back into operation.
A crucial starting point for this repair was recording all the relevant data in EES’s job management system – the EMiR software platform provided by Solutions in IT. As well as providing a record of the job being carried out – something crucial in repairs to Ex equipment – this ensures EES has all the info to refer to once the job is complete, should it need to order any parts in the case of an emergency breakdown in the future.
Machines for use in hazardous areas must be dismantled, assessed and repaired with care following the correct procedures and certification. They need
to be treated more carefully than most motors to ensure the critical machined parts that are required to pass inspection are not damaged.
Once the motor was dismantled, all faces were gently cleaned and de-scaled so accurate measurements could be made using calibrated equipment. All the information was then checked against acceptable parameters and recorded onto the required data sheets for the particular protection concept.
The mechanical seals were then refurbished and re-lapped. Although not necessary in this case, if the elastomers are damaged, these can often be replaced with new seals.
Thorough cleaning ensured that the parts went together more easily, performed correctly and didn’t leak on a final test. This refurbishment was
completed by an EES engineer who had recently attended the AEMT’s hazardous area (ex) repair course, Nathan. EES engineers take great pride in their work, something the company heartily encourages. In this case, the customer was delighted and commissioned EES to carry out the same work on its backup pump set.
eeslimited.co.uk
HAYLEY 247 DEXIS HELPS PREVENT LENGTHY DOWNTIME FOR CHICKEN PROCESSOR
A POULTRY PROCESSING FACILITY in Norfolk contacted its local HAYLEY DEXIS team to visit its site and identify motors being used to power a drum de-boner machine. During the visit, it was noted that the output shafts had been sheared off due to repeated overloading. These would need to be replaced urgently. The motors were also identified as OEM specials, meaning at least a twoweek lead time on their replacement.
The motors were removed by HAYLEY DEXIS and sent straight to the HAYLEY 247 DEXIS workshop in King’s Lynn. Then, specialist engineers within the team overhauled all three motors, treating the job as a priority given the criticality of the customer’s application. Brand-new output shafts were reverse-engineered in the same workshop and manufactured from high-tensile EN24t steel to prevent
future shearing. The units were reassembled, cleaned, and sent back to the customer, all within twenty-four hours.
Without the electric motor overhaul and reverse engineering services delivered with such a fast turn-around, the deboner application would have been offline for at least fourteen days. The total downtime cost calculated from the lost production stands at £27,500. The new output shafts are far better suited to the application, providing improved strength
and durability. This will help to prevent future premature failures and reduce the costs and labour needed to keep the machine running effectively.
www.hayley247.co.uk
Specialised motors for subsea cable-laying vessel
ROTOR, PART OF THE WEG GROUP, has contributed to a major subsea cable-laying project. Working closely with Remacut, part of the NOV Group, Rotor supplied 54 highly specialised motors for a vessel that will lay energy cables across the ocean floor. This marks Rotor's second collaboration on a vessel of this type, reinforcing its reputation as a trusted partner in the marine industry.
Currently in production, the vessel is designed to transport, store and lay subsea cables for renewable energy infrastructure. The motors supplied by Rotor play a key role in ensuring the reliable operation of equipment such as carousels, tensioners, and capstans used to handle and deploy the cables. These cables, weighing thousands of tonnes, must be laid precisely and continuously while the vessel is in motion.
The project involved the supply of 54 highly specialised motors, ranging from 15.6kW to 87kW and with frame sizes from
132 to 315. Each motor was meticulously designed to meet the specific demands of the subsea cable-laying vessel.
Each motor needs to operate reliably in harsh marine environments, meeting stringent technical requirements. The motors feature special cooling systems, marine coatings, IP67-rated brakes and encoders, ensuring robust performance even in challenging sea conditions. Additionally, all motors received DNV certification, a key standard in the marine industry.
Rotor's engineering team worked closely with Remacut's engineers in both the UK and Italy to meet these demands, resulting in a custom solution tailored to the vessel's needs.
A critical aspect of this project was the motors' ability to continue operating even in the event of a drive failure, ensuring uninterrupted speed and load handling during subsea operations.
www.rotor.nl
BESPOKE MOTOR WITH 10-TON ROTOR FOR STEEL MILL
AN ARGENTINIAN STEEL MILL operator commissioned Menzel Elektromotoren to build a special motor based on an existing motor with the IM 7311 mounting arrangement. Since this is a considerable investment, the old, still operational motor will be stored as a backup for future-proofing.
The new machine must replicate the motor it is replacing in every detail, although Menzel implemented a performance increase at the customer’s request. The German family-run company counts special motors among its core business and also designed the starter so that it caters equally for the new motor and the original one. The new slip ring motor provides a nominal torque of 43,245Nm at 6600V rated voltage and 1345kW rated power. The format is unusual: at a total weight of 21.9 tons, the rotor alone weighs 10.4 tons. Various accessories were installed, including hall effect current transformers to measure the rotor current, customer-
specified accelerometers on the bearings, and a level sensor for the electrolyte in the starter. The motor features IP23 protection and IC 01 cooling (open-circuit ventilation). It has to withstand ambient temperatures up to 45°C in the rolling mill. Before shipping, the motor underwent a complete type test with additional tests according to customer specifications, including partial discharge and dissipation factor measurement. Menzel will also handle the mill drive commissioning, which the operator will schedule to suit production planning.
operators can avoid costly downtimes. This is all the more important for nonstandard configurations.
www.menzel-motors.com
By provisioning in good time, plant
Condition monitoring reaches new heights
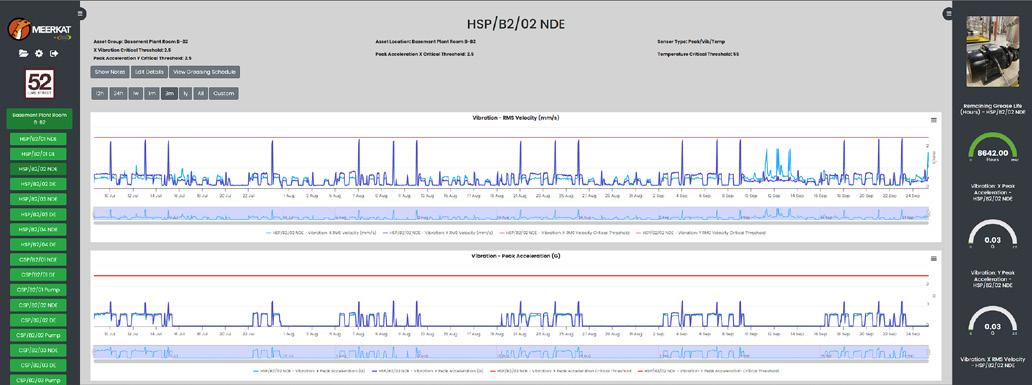
With the use of condition monitoring solutions as part of building management systems on the rise, Renew looked at how facilities management company, CBRE is using a system from Fletcher Moorland, powered by technology from Turck Banner, to ensure the efficient and effective running of a range of pumping systems used in the Scalpel building in the City of London.
Completed in 2018, the London-based commercial skyscraper, the Scalpel, is 190m high and comprises 38 floors. Naturally, for CBRE, the facilities management (FM) company looking after the building, it is imperative to ensure tenants are comfortable, and that building services are delivered without interruption, and within a strict budget. A complex HVAC system manages the interior environment, and this must remain operational 100% of the time, with all efforts made to avoid system failures or breakdowns.
Often, in buildings of the Scalpel’s scale, there will be a planned maintenance programme designed to ensure system parts and components are checked to a schedule and, where necessary, repaired or replaced before there is any chance of failure. But this is not ideal, as before they are discovered, emerging issues may be allowed to develop to a point where replacement is the only option. This is something the CBRE team recognised, and they sought out a condition-based monitoring solution that would be more effective – not only from a cost perspective but also from the quality of the building’s environment.
of vibration analysis is required to use them properly. We intentionally designed Meerkat to be very simple from a user’s point of view. We took a demo system to the site and left it online for a few weeks so the facilities company could get a feel for it. They loved it, and it was indeed its simplicity that won us the contract.”
The FM company chose the Meerkat solution from Fletcher Moorland for its building, as the company’s Managing Director, Matt Fletcher, explained: “With the project out to tender, we were approached by the building’s facilities team, who had heard about Meerkat and were keen to find out about the system.
“Many condition monitoring systems are highly complex, and a deep understanding
The Meerkat solution is a complete condition monitoring system that can be as simple as fit and forget or integrated into wider building management systems with a wide range of parameters defined by the user. It can be fitted and fully managed by the Fletcher Moorland team or set up and monitored by the on-site team at the site being monitored. A typical system will comprise sensors, or points – sensing parameters such as vibration, temperature, and, where needed, speed output from the inverter drives. Each point is connected to a network node powered by a battery that lasts, on average, two years. All the nodes are then meshed together over a wireless
network, which sends data to a central gateway in the building. Much of the sensing and wireless technology employed in the Scalpel’s solution, and many other Meerkat installations, is supplied by automation equipment specialist, Turck Banner.
The fact that the Meerkat system can operate over a wireless network is a big advantage at the Scalpel. The building has a plant room in the basement and one on the top floor. This would require vast amounts of cable – challenging to route through the building and adding to the project cost.
Indeed, the system installed at the Scalpel has over 150 sensors, or points. Some assets have more than one sensor attached; for example, a large pump may need two sensors on the pump itself and two on the motor. How this is set up is where the expertise of the installation team comes into play. Fletcher Moorland’s installation team is vibration analysis certified and uses a combination of experience and the parameters set out in ISO 10816 to establish how best to monitor each asset.
The Meerkat software takes the data, and after a baseline is established, thresholds are set. Ongoing data is then monitored, and an alarm can be triggered if any thresholds are breached.
The main benefit of condition monitoring systems is typically avoiding unplanned downtime. In the Scalpel’s case, this means ensuring the best possible service is delivered to its landlord and tenants; in some FM examples, there can even be significant financial penalties for unplanned system downtime. In industrial settings, unplanned downtime can have
Static Motor Tester
■ Manual and automatic test sequences
■ Cloud based software
■ Test voltages from 4kV to 15kV and up to 40kV coupled with Megger Baker PPX Power pack
■ Winding Resistance
■ Inductance
■ Capacitance
■ Insulation Resistance (IR)
■ Dielectric Absorption (DA)
■ Polarisation Index (PI)
■ DC HiPot (Standard, step-voltage, continuously ramped)
■ Surge analysis with EAR+™
■ Partial Discharge (PD) on surge
■ Available with built-in armature test hardware, model ADX 15A Learn more about the ADX Static Motor Tester: adx.megger.com
Megger.com
the P.A.R. website: www.par.uk
huge financial implications, with lost production, wasted materials, etc. And in some circumstances, there can be critical safety issues. But for the CBRE team at the Scalpel, there are other benefits to taking a condition-based monitoring approach.
One of the benefits CBRE is experiencing in the Scalpel relates to the replacement of assets, as John Dennis, Account Manager at CBRE Global Workplace Solutions, explained: “We would typically have a budgeted replacement cost for a pump based on the manufacturer’s expected lifespan. However, when monitoring the actual condition of the asset, we might find that the pump’s condition remains well within tolerance for longer than expected, allowing the replacement period to be elongated and the associated cost to be delayed.”
There are further potential financial benefits of employing a condition-based monitoring system, which can be gained from reducing energy usage. John continued: “The Meerkat solution will indicate if a pump has to work harder than anticipated to deliver the same results. If it is, it will be using more energy, which can soon add up when you have as many pumps as we have here.”
The ability to optimise energy usage has financial and environmental benefits, which are very important to the CBRE team.
Another environmental benefit comes from being able to repair rather than replace an asset; as Matt explained: “By refurbishing a pump, the energy inputted is a lot less than having to bring in a new pump. Assuming the efficiency of a replacement pump is the same as the original, being able to extend its operational life can have significant benefits in terms of carbon reduction.”
Having a condition monitoring system
in play is enabling other changes to the maintenance practices employed by the CBRE team. Under a more traditional planned maintenance approach, the greasing of assets would be carried out on a time-based schedule. Working on a condition-based monitoring basis has improved this regular task, as John explained: “We have put a greasing schedule into Meerkat. Rather than greasing a pump or its motor on, say, a six-month schedule, we have a link to the system’s inverter and can see exactly how many operational hours it has run for. When the system gets to within 100 hours of greasing being due, we will be automatically notified and can grease exactly as needed.”
EASE OF USE
According to the CBRE team, the ease of use ultimately led to the Meerkat system being chosen. As well as the installation benefits already mentioned, the fact that it is an open system means it is more accessible than some alternatives, and this has made integration much easier, as Tony Coghlan, Managing Director at Turck Banner, added: “There are companies that see the hardware as a commodity and place the value in the software. This can mean expensive subscriptions and the data being locked into the system. It was important to us at Turck Banner and the Fletcher Moorland team that this was an open protocol. For CBRE, this makes it is much easier to bring the data being collected into their building management system and be innovative in how the system is adapted and developed to their needs, such as with the greasing schedule.”
A SYSTEM IN ACTION
The Scalpel’s chiller room is on the 37th floor. It houses six chillers, which provide chilled water to air handling units and fancool units across the entire building. If the chiller system goes down, cooling for areas including the transformer rooms, lift motor rooms, and, of course, the tenants is lost.
When one of the condense pumps started to fail, the Meerkat system was able to give the CBRE team an early warning. John tells the story: “A bearing on the pump system had started to fail prematurely, much earlier than expected. The fact that the Meerkat system was able to indicate an anomaly early gave us much more time to work with the manufacturer, who came in, surveyed the pump and ordered the correct seals, bearings and lifting equipment. As a result, we were able to swap the bearing before it actually failed.
“Now we also keep bearing and seal kits for these on site as part of our critical spares inventory. If another potential failure is indicated, we can replace them much more quickly.”
It’s clear from the example at the Scalpel that having a condition-based monitoring solution as part of the building management system brings a wide range of financial and environmental benefits. The ease of use and flexibility of this open solution certainly enables those benefits to grow as the system in place is developed. chevron-circle-right
The Meerkat dashboard can present all of an asset’s key information in one place. This example includes the greasing schedule introduced at the Scalpel.
9 A more sustainable future can be achieved if service centres follow the best practices outlined in this standard.
9 Carbon emissions can be reduced when rotating electrical machinery is put back into service, rather than scrapped and replaced.
9 The cost-savings of a good repair over a poor repair can save disruptions in production down the line.
We supply a large range of high precision
vertical and automated hard bearing dynamic balancing machines suitable for all industries.
All machines are supplied with guarding meeting the requirements of Machinery Directive 2006/42/CE.
For further information contact us: T: 0161 872 3122
How to recover corroded retaining rings
Industry has moved to adopting 18/18 as its standard steel for rotor retaining rings in generators. These high-quality steels are fully stainless to prevent stress corrosion cracking but are not fully corrosion resistant, and Quartzelec has found incidents where corrosion has proven to cause critical damage. Quartzelec’s Wojciech Betlej, Tony Croucher and Stephen Densley discuss how smart engineering studies and considered decisions could salvage retaining rings that would otherwise be scrapped.
When Quartzelec has been contracted to perform major generator overhauls, including the removal of rotor retaining rings, it has been found that under certain conditions, the industry-standard stainless 18/18 material will corrode. This, in turn, can lead to fatigue cracking and increase the risk of stress corrosion cracking (SCC), even in 18/18 steel. SCC (in particular) has in the past been known to cause catastrophic generator failure or, at a minimum, has extended planned shutdown times to enable repair work.
THEORY
Most generator designs will have a separate damper winding with copper ‘fingers’ placed underneath the retaining rings. Very often, damper cage contact points are silver-plated to improve the conductivity. Such a design allows the large circulating currents seen on gas turbine (GT) motor starting (whereby the generator is used to start the machine’s rotation) to flow safely around the damper cage. Similarly it prevents damage during undesirable generator transient conditions. Most retaining rings are secured
to the rotor using an interference fit between the nose and the rotor body. The ring deflection from the asymmetric load from the endwinding copper is homogenised with a centring ring at the outboard end, which is also held with an interference fit and located axially with a spigot. During assembly, the rings are heated in a controlled manner to expand them and then fitted over the rotor body shrink fit area.
On one particular occasion – during the routine outage of a 200MW generator – a simple visual and (subsequent) dye penetrant
inspection located a high level of pitting, mapping the position of mating components in the retaining ring bore, inboard of the centring ring and at the nose in the axial locking groove and around the damper segments. Local polishing appeared to make the defects more prominent, indicating occluded pitting.
More detailed non-destructive testing, including replica and ultraviolet dye penetrant tests, was performed, and the report confirmed that the indications were formed from corrosion, rather than electrical arcing.
CORROSION MECHANISM
Corrosion develops where surface passivity films have been destroyed, and the corrosion products from a pit attack are often found to create a lid on top of the pit, with only a very small opening; very similar to the occluded pits found by Quartzelec.
Moisture, if present, is drawn into crevices, often by being centrifuged outward by the rotation of the shaft and the moisture becomes entrapped or drawn into gaps under capillary action. When deprived of oxygen, stainless steel lacks the ability to re-form a passivating film of chromium oxide, and crevice corrosion occurs.
Does such corrosion automatically render the rings as
end-of-life? In many cases, that may well be the outcome. However, Quartzelec has been able to offer alternative approaches, backed up by rigorous engineering.
RETAINING RINGS
STRESS ANALYSIS
For the 200MW generator project, the existing retaining ring stresses and interference fit were calculated at standstill and overspeed, using thin cylinder theory and finite element analysis. The calculations were repeated to simulate the machining needed to radially remove material from the retaining ring to rotor interference fit diameter, bore diameter and inboard groove to remove the defects found.
On this particular occasion, Quartzelec concluded that the rings would be safe after machining, and the machinist was instructed to remove the corroded material carefully.
CONCLUSION
For the 200MW generator project, Quartzelec was able to successfully rehabilitate the rings, and they were returned to successful operation. Due to a lack of available replacement rings this saved the customer circa nine months of lost generation. Defects in a retaining ring can lead to in-service failure. If this happens,
the consequences are catastrophic, and the potential for loss of life is real. As a result, Quartzelec will always take a safety-first approach when considering any repair strategy. 18/18 stainless steel is not fully resistant to corrosion and, if not corrected, can lead to failure, and early-stage pitting is difficult to detect without removing the retaining rings.
In Quartzelec’s experience, such pitting is more likely to appear on generators coupled with gas turbines if they use frequency converters and the main generator during the run-up process. This does not mean that similar conditions could not be created on generators connected to steam turbines, and controlling the environment within the generator is vital – such as ensuring anticondensation heaters are operational and cooling water is off when the generator is shut down.
RECOMMENDATION
Quartzelec’s recent engineering studies have confirmed that machining away a certain amount of material radially, even from the shrink fit diameter, may not adversely affect the mechanical integrity and function of the retaining ring. Depending on the design and safety factor applied by the generator manufacturer, some reduction in interference fit could still maintain the shrink fit up to 120% overspeed.
To allow a thorough, nondestructive inspection of the inner diameter of the retaining rings, it is prudent to perform a 'rings off' inspection every time a major generator overhaul takes place. During periods of shutdown, generator temperatures should always be kept above the dew point to prevent condensation on cold metal surfaces.
If corrosion or pitting is found on the shrink-fit diameters, it might still be possible to rehabilitate the retaining rings by careful modification guided by an appropriate engineering study. TIMES-CIRCLE
Shrink fit pitting (top) and shrink fit pitting after polishing (bottom).
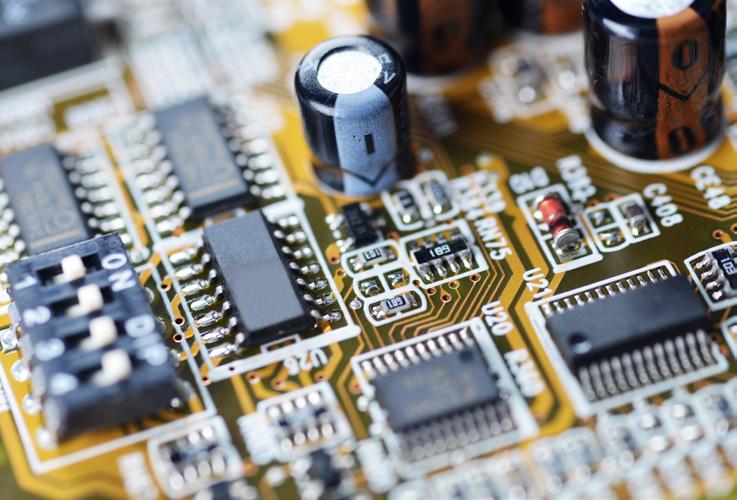
Electronics repair: Busting the myths
Willian Santos from ABI Electronics, who's been championing the importance and value of carrying out electronics repairs for the last 20 years, busts eleven common myths surrounding electronic repairs in industry.
Our dependence on electronics in some of the most critical industries, such as defence, automotive, aviation, rail, energy and semiconductor manufacturing, has increased over the past 20 years. These sectors have transitioned from mechanical systems to highly automated and complex electronic setups. And while the technology boom has unlocked new possibilities, it has also created a throwaway society of e-waste, where companies are convinced it's cheaper and easier to replace equipment than repair it.
But there's a catch: more electronics means more reliance on original equipment manufacturers (OEMs). And with obsolescence now an unavoidable reality, businesses can be left stranded when parts are no longer in production, forcing them to undertake costly, unnecessary upgrades of entire systems or buy new machines just to stay afloat.
The global pandemic helped companies realise this, as they took a hard look at their maintenance budgets and realised just how much money was being wasted on unnecessary replacements.
Yet despite this shift, another challenge has become apparent. Skilled repair technicians who know how to troubleshoot and repair electronics are retiring or leaving the industry, while a lack of formal education options means that fewer younger engineers are being trained as replacements.
What's more, misinformation is widespread. Myths about the risks and viability of repair, particularly
in electronic systems, have been growing, creating a stigma around the idea that repair is unreliable or impractical. But these myths couldn't be further from the truth, as we will show.
Repair isn't just possible. It's essential. And it's time to challenge outdated thinking and equip industries with the tools and knowledge to embrace a repair culture once again.
So here are 11 myths that have been spread widely, sometimes by OEMs keen to protect their sales revenue, that are simply not true and can lead to unnecessary waste and cost.
IT'S CHEAPER TO REPLACE THAN REPAIR
Simply put, in the longer term, it isn't. If you are replacing rather than repairing, the only thing
you're doing is throwing money at spare parts, you're not learning anything. There could be some short-term gains, but you are likely to suffer long-term pains from this decision if you don't know why the parts are failing in the first place.
You need to think about how replacing is not necessarily helping your technical team to understand what's causing the faults. If you understand the cause, you can improve the machine or product's overall durability. Suppose you have in-house repair capabilities or a reliable partner who does. In that case, you may well be able to carry out a repair much faster than waiting for a spare, and you will inevitably also reduce costs. A PCB is typically 90% cheaper to repair than replace. So, for long-term gains, choose repair, not replace.
Circular Economy Focus
REPAIRING IS TOO SLOW AND DELAYS OPERATIONS
When something stops working, you need to have spare parts ready to go, but what happens to the faulty equipment or faulty circuit board that has been replaced? If you send it back to the manufacturer for repair, it might take six or even twelve months to have that system repaired and sent back to you. However, we have seen from working with many companies in the last 20 years that you can often repair circuit boards to the correct standard in just under ten minutes. So, it's not really a matter of time. You definitely need to have spare parts ready to go so that the machine can continue to operate. However, with the support of a local repair business, that repair can be turned around quickly. Plus, you're going to be reducing emissions and costs while improving your operational effectiveness.
REPAIRING OLD ELECTRONICS ISN'T WORTH IT
Many people ask, "It's outdated, why are we bothered about it?" Looks can be deceiving. Just because something looks old doesn't mean that it is outdated. For instance, programmes can last up to 50 years when you're talking about the defence sector. Yes, it might eventually look old, but that old piece of electronics is incredibly dependable. And it needs to be kept in operation for as long as possible. So, yes, it is definitely worth it. In our experience, programmes will inevitably be extended. And if you haven't repaired the spare parts that you once had, they will have gone for good.
ONLY THE ORIGINAL MANUFACTURER CAN MAKE QUALITY REPAIRS
You might think that that was the case, but it's not. Many OEMs have lost the capability and capacity to repair, and we have seen OEMs bringing former employees from retirement to help them repair. Anyone with the proper training, the right troubleshooting equipment and the right rework systems can
produce a very solid, high-quality repair. So, it's not just the OEMs that can do that.
I understand this point. There's a lot of greenwashing happening in our industry currently. People ignore sustainability by throwing away circuit boards and then assume that sustainability is all about having solar panels on their rooftops. But in reality, when you're repairing a circuit board, especially if you have a repair provider close to the point of use, you are reducing emissions significantly. You are removing a piece of hardware that required a lot of resources to be manufactured in the first place. If it is sent to landfill, it is waste. If you look to the OEM for a repair, you may be having that shipped halfway across the world in some cases. If the OEM doesn't have a very good troubleshooting process, they may be unable to trace the fault, and in many industries, if you have no fault found, eventually, that piece of equipment gets scrapped, which is madness. So, it's all about having the capability to do as much troubleshooting as possible close to the point of use.
A well-carried-out repair that identifies and addresses the root cause of an issue can improve reliability.
card failing every two months, and they didn't know what was happening. Replacing the cards did not resolve the issue. So, it was only when they invested in the right equipment, which happened to be the BoardMaster from ABI Electronics, that they identified the real issue: a communication IC wasn't robust enough for that operation and was failing within two months. Once they had identified the problem and upgraded the design to a more robust communication IC, there were no more failures.
A well-carried-out repair that identifies and addresses the root cause of an issue can improve reliability.
REPAIRING ELECTRONICS ISN'T SAFE
REPAIRS WON'T LAST AS LONG AS REPLACEMENTS
People tend to ignore the fact that circuit boards have weaknesses. They all do. So, if you are replacing like for like, guess what, the same weaknesses that were present on day one when you bought the system, will be there again in time, causing the fault again. Durability is not related to the age of the PCB, but to how it's being maintained, how it's being operated and the quality of the components it was manufactured with.
I can mention one case involving a Spanish train manufacturer with an ATC ECU
Of course, repairing electronics isn't safe if you don't know what you're doing. It's all about being trained, and this is very important. Anyone carrying out electronics repairs needs to understand how components work, they need to understand what to do when they don't work, and they need to know about all the different tools that they have at their disposal to execute the repair to the correct standard. There is an organisation called IPC where these standards are made available to anyone who wants to run professional repair operations. You can also find a range of training and materials online, such as those at repairdontwaste.com, where there is a 'learn' tab and the standards are available.
IT'S TOO HARD TO FIND REPLACEMENT PARTS
This is true in some cases. But it's all about planning and understanding what the alternative parts are as well. It's incredibly important that companies see repair as a first line of defence against obsolescence. If you're struggling to find parts, your obsolescence management system is not working properly, or you're
thinking about obsolescence management too late. Repair and obsolescence management go hand-in-hand, and they should be implemented from the moment a project starts, when equipment is delivered. That's when you should be thinking about how repairs and managing obsolescence management will be covered.
REPAIRING ELECTRONICS DOESN'T IMPROVE PERFORMANCE
As mentioned earlier, with the Spanish train project, durability can be improved. You can improve the longevity of circuit boards and, as a result, the wider systems they are part of. If those systems can be kept in operation for longer by having their parts repaired and improved, the overall cost of ownership can be reduced.
REPAIRS DON'T MATTER IN A FAST-PACED INDUSTRY
This is something that we are hearing a lot; time is money. But as I mentioned earlier, if you or your repair partner have planned well, if you have a stock of spare parts, and if you have trained technicians and the right equipment, you can maintain that same inventory of spare parts independently and very quickly, rather than waiting months and paying a small fortune for repairs.
One of our customers, the Royal Bahrain Air Force, mentioned a piece of equipment having a fault. They had an idea what the fault was, but they were not sure, so they sent that piece of equipment back to the OEM in America. The OEM said it would take nine months to get the equipment back to them, and it would cost $15,000. Or, if they wanted the system turned around in six months, then there would be a premium on top. The Bahrain Air Force decided not to proceed with the repair and requested the return of the equipment. On the day it returned, they managed to locate a faulty capacitor that failed. A replacement capacitor was acquired in the local market and replaced on the board. And the
overall cost was only $0.15. So, this went from $15,000 to $0.15, and the repair was carried out on the same day.
OLD ELECTRONICS ARE LESS ENERGY EFFICIENT
Recently, I was at the InnoTrans exhibition in Berlin, participating in one of the roundtables on circular economy and sustainability. After the event, I was approached by a procurement officer from a large European rail operator who said it's frustrating when you come to events like this, and the only thing you hear from OEMs is that in order to become sustainable and achieve net zero, you need to invest in the latest, most modern and most advanced piece of equipment. And that railway operator told me that this is madness. We really need the ability to keep the good equipment we already have going for as long as possible. Indeed, the most sustainable equipment is the equipment that already exists.
In many sectors, there is no money to buy the latest, most modern equipment. The rail operator is a huge operation with hundreds of trains transporting
millions of passengers, but it's not a very lucrative business, so they are under pressure, and they are being told that they need to invest in the latest equipment in order to achieve sustainability. But this is not true. I believe that you need to keep what you have going for as long as possible, because many excellent innovations have been implemented in the last 15 to 20 years. And there's a lot of life left in them.
So, there you have it –11 myths about electronics repairs debunked. Repair isn't just a matter of fixing what's broken, it's about sustainability, cost savings, and independence from restrictive OEM practices. I encourage you to think about how to implement repair strategies in your operations, identify a suitable partner you can rely on for electronics repairs or building in-house repair capabilities, train technicians and plan for obsolescence. This isn't just good business; it's essential for a sustainable future. TIMES-CIRCLE
www.abielectronics.co.uk
Pump Repair & Maintenance
Electric motors and the reliability journey
Use of the term 'circular economy' is becoming increasingly widespread and refers to a system based on the reuse and regeneration of materials or products to operate in a sustainable or environmentally friendly way. In many ways, ERIKS' approach to electric motors echoes the basic tenets of the circular economy, but the company views it as a reliability journey.
By adopting a circular journey, or a 'reliability journey', businesses can become more efficient in how they handle their electric motors. The approach helps drive the reduction of emissions and waste, supports the optimisation of energy efficiency and contributes to efforts to meet both CSR goals and performance KPIs.
CONDITION MONITORING
The first step in the reliability journey is condition monitoring. ERIKS' reliability platform leverages sensors that collect data on vibration, temperature, and other critical
parameters in real time. This data is analysed using smart algorithms, which suggest potential causes and solutions with actionable insights. Data collected can then provide a complete view of both current and historical motor conditions, maintenance history, and identified maintainable items. With these insights, businesses can perform early fault detection, implement predictive maintenance strategies, and ensure compliance with operational standards. This approach reduces unplanned downtime and helps optimise the performance of critical assets.
ASSESSMENT
Once the condition monitoring tools indicate action needs to be taken, the next step on the reliability journey is the assessment phase. ERIKS can provide an independent assessment of a motor and advise whether to repair, replace or even upgrade. Working with a company with the know-how and resources for all these options, means organisations are not forced down one avenue; instead, the context of their situation can be used to help make an informed decision. For instance, if the turnaround is critical, then it might be that ERIKS
can get the repair done and also source and supply a spare unit that the customer can store to prevent downtime on the next occasion.
Once a plan of action is agreed on, the ERIKS field services team swings into action. The company has significant flexibility when it comes to capacity and workforce, and if a customer has an emergency, then the whole network can be brought to bear upon it. For example, ERIKS recently came to the assistance of a customer that had experienced a critical failure by pulling in extra capacity from the network and implementing a shift pattern that meant a motor could be worked on 24 hours a day until it was ready to be returned. It takes a specialist with a certain size and scale to be able to do this.
REPAIR
Following the assessment phase and the motor's arrival at an ERIKS workshop, the next phase in the reliability journey is the repair itself. As mentioned above, the logistics of getting a motor off-site and to the repair facility are handled by the field services team, but when it comes to mechanical engineering, ERIKS has engineers ready to carry out both standard repairs and rewinds as well as specialist services. Among these specialist services for DC motors are the in-house machining for commutator skimming and under cutting and commutator and slipring repair and manufacturing.
While reliability is a broad term and can mean different things to different people, ERIKS believes that the quality of their repair work significantly impacts the long-term reliability of the motor. From the quality of the inspection of the motor to the materials used in its repair to the experience of the engineers working on the equipment, all of these factors help ensure that a repaired motor performs as required as opposed to failing again after just six months.
Reliability is a circular journey with all aspects leading to or impacting others. As with circular economy thinking, approaching electric motors with an overall reliability mindset leads to sustainability and
environmental advantages. For example, more than 90% of the replaced parts in a motor are typically recycled, and with energy consumption and efficiency all being hugely important, the electric motor reliability journey enables continual improvement. Another advantage for customers is the consistency of the standard of repair that ERIKS delivers across its network. ERIKS can handle the entire motor in-house repair. This approach means that the quality of repair is easier to manage, and lead times can be reduced.
TESTING
Circular Economy Focus
(Association of Electrical and Mechanical Trades). ATEX motors can also be repaired.
Testing is a crucial part of the reliability journey, and ERIKS tests every single repair at predefined stages. In many instances, customers can witness the testing for bigger units as part of their quality procedures. As well as dynamic balancing, the testing that ERIKS can offer includes partial discharge, Tan delta, insulation resistance, polarisation index, surge testing and IMCA broken rotor bar detection.
As part of its cradle-to-grave approach following the repair and testing, ERIKS is able to transport a motor back to the site and install and commission it, using its laser alignment tools to ensure the unit is correctly fitted and running as needed.
All ERIKS sites are certified to ISO9001 and ISO45001 and the company is a member of both EASA (Electrical Apparatus Service Association) and the AEMT
CONTINUAL IMPROVEMENT
For larger customers all the aspects of the electric motor reliability journey can be handled through an ongoing framework agreement. With the continual improvement advantages such an agreement offers these are becoming increasingly popular. Plus, working with a supplier on an ongoing basis allows customer knowledge to be built up, allowing for a move away from a firefighting approach to more of a planned maintenance regime regarding electric motors.
With a much closer understanding of a customer's system, the opportunity arises to optimise the asset's performance, availability, and reliability. Frequent access to a given site makes improving asset performance easier. A single motor's reliability is not isolated to an assessment of its vibration, temperature, and noise data; it
also involves the performance of the whole process – assessing perhaps if one piece of equipment is heavily damped and causing continual failures, for example. This performance optimisation can benefit customers by reducing energy costs and carbon emissions tax liability. Constant monitoring, coupled with the framework agreement style approach, allows root cause analysis of a customer's system to be carried out, which can identify assets for planned maintenance. This philosophy negates the headaches of catastrophic failure, which brings lost production and potential health and safety concerns.
There are other benefits of a framework agreement relationship. Terms and conditions are all well documented, as are Key Performance Indicators (KPIs). More importantly a Service Level Agreement (SLA) can ensure that the customer has the support they
need (which may be a 24/7 emergency response) to give them peace of mind.
THE COMPLETED JOURNEY
With asset condition monitoring in place, we arrive back where we started our reliability journey. From the benefits of the various points of the journey, at a minimum, a motor is repaired and returned in 'as new' condition and if a partnership-style working arrangement is in place, the performance and availability of systems can be optimised from all angles, including energy use.
The circular reliability journey is one of continuous improvement using condition monitoring data to plan when the best time is to repair or refurbish a motor and then engaging with a partner with the logistics, the repair, the testing and
eriks.co.uk
the re-installation all handled for you. If a framework agreement is the right solution, then this can provide the added benefits of assessing an entire system and then reaping the benefits of improved performance and availability. TIMES-CIRCLE
COLLABORATION AIMS TO DRIVE COPPER CIRCULARITY
SCHNEIDER ELECTRIC HAS partnered with Glencore, one of the world's largest globally diversified natural resource companies, to transform its copper supply chain through digitalisation and automation to accelerate decarbonisation efforts and build circular networks.
S&P Global estimates that demand for copper will double by 2035, driven by electrification and the clean energy transition. Balancing this demand with the transition to more sustainable practices is one of the mining industry's biggest challenges, with the sector responsible for as much as 7% of global CO2 emissions and Scope 3 emissions accounting for 75% to 95% of its overall carbon emissions.
Schneider Electric is currently shifting its supply chain by directly acquiring raw materials from Glencore and distributing them through its network of sub-suppliers to its European factories, prioritising the use of responsibly sourced materials with high recyclable content.
The industrial technology company is assisting Glencore in advancing its global operations by deploying a mix of automation, digitalisation and
electrification technologies, as well as providing consultancy support around sustainable procurement.
Schneider Electric has helped Glencore to develop high-efficiency, low-carbon procurement specifications for capital equipment. The company has also worked with Glencore to develop business cases for fuel switching and energy efficiency measures and is designing and deploying power and energy management systems with measurement and analytics features, helping Glencore to monitor and report on energy consumption more accurately.
To support Glencore in improving efficiency and lowering the carbon intensity of its raw material supply, Schneider Electric is providing industrial digital transformation services and process electrification consulting services.
And, Schneider Electric's Industrial Digital Transformation Consulting team is assisting Glencore in developing its IT/OT Corporate Standards.
"The relationship between Schneider Electric and Glencore is built on the joint aim of decarbonising copper production and building resilience in its supply," said Rob Moffitt, President of Mining, Minerals
& Metals at Schneider Electric. "In the past, lowering emissions has been a challenge due to the complexity of supply chains; however, by leveraging digitisation, we are able to close the material loop and boost our circularity. This, together with the integration of power and process all along the asset life cycle, is a critical component in our race towards net zero. This collaboration with Glencore reaffirms our commitment to helping companies reduce their Scope 1, 2 and 3 emissions following the launch of our supply chain decarbonisation program, Materialise, earlier this year."
Schneider Electric is an existing partner in the recycling of lithium-ion batteries, working with Glencore and its portfolio company Li-Cycle, a major North American and European battery recycler. Additionally, Schneider Electric is also working towards a copper and electronic waste take-back program. Under this initiative, once the material is utilised, the remnants will be returned to Glencore for recycling.
www.se.com
The AEMT is once again looking to recognise and reward the people, companies, projects and services that play a crucial role in ensuring our food production, utilities, manufacturing processes, transportation and other essential services are maintained and secured.
Thursday 20th November 2025
DoubleTree by Hilton Hotel, Coventry
The awards are a global celebration of business and professional excellence. They recognise the achievements of both individuals and companies manufacturing, distributing, maintaining and repairing industrial machinery such as electric motors, drives, pumps, fans, gearboxes, generators, transformers, switchgear and ancillary equipment.
There will be 9 categories to choose from including: Product of the Year, Project of the Year, Supplier of the Year, Service Centre of the Year, Diversity in Engineering, Contribution to Skills & Training, Sustainable Engineering, the Rising Star Award, and the AEMT’s Special Recognition Award. Make sure you enter now to be recognised as a leader in your industry.
APPROVED BY NIDEC SIEMENS MAVILOR BOSCH TECMOTORS SCHNEIDER
APPROVED BY
ABB
R.E. Field Services Ltd
SERVICES INCLUDE
• Gearboxes
• Laser Alignment
• Condition Monitoring
• Marine Repairs
• Thermography
APPROVED BY
• Vibration
• Electrical
• Mechanical
• Generators
• Rewinds
“If
there's anyone else who isn't confident on a computer; you can tell them I managed it, and it wasn't as daunting as I expected!” Lee, Beta User and Ex Repair Course Delegate
0114 256 0425 campbell.edgar@refieldservices.com www.refieldservices.com BP E-ON
Professionalise with our online training hub – access training in your own time, in your own space. Find courses on Ex Repairs, Leadership, Management, Health and Safety, and more! Visit www.theaemt.com
The coloured dots in the listings indicate areas covered, please call or email repairers to confirm exact details.
Houghton International
SERVICES INCLUDE
• Electric motors
• Generators
• Pumps
• Gearboxes
• Condition Monitoring
• Electro-mechanical services
• Onsite testing and analysis Ex repairs - IECEx approved
Repair is the key to inspiring tomorrow’s engineers
Megan Hale, Co-founder and CEO of Team Repair, an organisation with a mission to increase STEM uptake and tackle the e-waste crisis using the magic of repair, explains how instilling the value of repair at an early age can help inspire a much needed new generation of engineers.
The manufacturing industry in the UK is at a crossroads. With a growing skills gap threatening to derail productivity and innovation, it's more important than ever to think about the future workforce. According to recent statistics from Make UK, 36% of manufacturing vacancies are proving hard to fill due to a lack of appropriate practical skills, qualifications, or experience. This gap cost the UK economy between £7.7 billion and £8.3 billion in lost productivity in 2022 alone, equating to £21 million per day in lost output.
To remain competitive and ensure longterm growth, businesses must address this issue head-on. One solution is to inspire the next generation of engineers and technicians to pursue careers in manufacturing and repair.
WHY REPAIR COULD HOLD THE KEY
As someone who had the privilege of attending an AEMT Conference last year, I was struck by a common theme among attendees: their passion for repair began in childhood.
One member shared fond memories of visiting his grandmother's house and rummaging through the cupboards so he could repair anything that was broken. Another recalled removing the doors from his mother's car just to figure out how they worked. And yet another described lying under a neighbour's car as a child, trying to fix it.
Seeing this correlation, later, when I was given the chance to speak at the conference, I asked the room who had similar repair-focused experiences growing up. Nearly every hand went up. It was a powerful moment that underscored a clear connection: early exposure to repair
sparks a lifelong interest in engineering and manufacturing.
This realisation can act as a call to action and a potential solution to our skills shortage problem in industry. By creating hands-on, repair-focused experiences for young people, we can plant the seeds of curiosity and inspire them to pursue careers that address the critical skill shortage in our industry. And every engineering business can support this by engaging with the young people in their community. But where should you begin?
A starting point would be to think back to what inspired your own interest in manufacturing or repair. Was it tinkering with old machines or taking things apart to see how they worked? Use those memories to design experiences that will captivate today's young talent.
Then, introducing young people in your local area to these careers early benefits the industry and strengthens your community ties. Studies show that it is best to do this younger, with evidence suggesting that most young people's science aspirations and views of science are formed during the primary years and have solidified by the age of 14.
You can engage local young people by giving talks at local schools, which is a
great first step, but to truly inspire, make it hands-on. For example, design an activity that reflects your day-to-day work, allowing students to see how engaging and rewarding a career in manufacturing can be. It can also remove a lot of confusion about what a manufacturing career can look like day to day.
This can be quite daunting to design, but if you need it, Team Repair can help. We aim to spark curiosity and inspire potential engineers through hands-on, repair-focused STEM education. Our programme, designed for students aged ten to 14 (years five to nine), makes it simple for organisations to connect with schools and create impactful outreach experiences.
We produce repair kits with a gadget in need of fixing, along with all the spare parts and tools needed to complete the repair and materials to support lesson planning and delivery. So far, these kits have reached over 7,500 children in both home and educational environments across the UK. Of those who have used the kits, 54% say they'd be more likely to repair in the future, and 26% say they'd be more likely to go into a STEM career. One education professional who used our resources said: "Using the Team Repair kit has had a profound impact on the pupils I have worked with. The kit is insightful and clear and challenges the children on their knowledge and understanding of technology."
We share the same goal – to see more young people choose a career in engineering. Whether it's using our kits to run workshops or sponsoring a local school to access our resources, we can make it easier for you to inspire future engineers. TIMES-CIRCLE
Excellence through expertise
Alpha Electrics is an industry-leading provider of specialist industrial electric motor and drive services, committed to ensuring your business keeps moving.
As a family-owned business run on family-based values, we are proud of the reputation and client base that we have developed over the last 30 years.
Our clients appreciate our high levels of customer service, transparency and sincere desire to always find the right solution to their needs. We are committed to excellence in everything we do and relish working in partnership with our customers.
Our Services include:
Supply New Motors & Drives
Commerical Building
Services Servo & Spindle Motor Repair
Industrial Electric Motor Rewinds
Mechanical Engineering Services
Motion Control Solutions
MEMBER
Authorised distributors for...
24,000 m 2
MORE THAN 20.000 MOTORS AVAILABLE FROM STOCK!
Motors up to 25 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW
• Direct current motors up to 2,000 kW
• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions
• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors