Renew Magazine - Quarter 4, 2024. Energy Efficiency focus
Five steps to effective lubrication
Delivering HVAC efficiency with permanent magnet motors
Brook Crompton
IP23 Cast Iron Range from 18.5kw 710kw in frame sizes 160 to 355 In Stock
New Motors
TT Electric
Full range of High Quality DC Motors from 1kw to 2000kw IP23 IP55.
In Stock
Large Stocks of Electric Motor Spares Both Current and Obsolete Including:-
Brook Crompton Series 7 Steel Motor spares
Brook Crompton Series 6 Cast Iron Motor Spares
• Fan Covers
• Terminal Box Assemblies
• Endshields
• Bearing Covers
• Slip-Ring Assemblies
• Brushgear
• Carbon Brushes
• Cooling Fans
Re-Conditioned Motors
• Cage up to 1mw Ex Stock
• Slip-Ring up to 500kw Ex Stock
• D C Motors
• High Tension Motors 3.3Kv
• Geared Motors
• Two Speed Motors
• Vibrator Motors
Variable Speed Drive Specialist
Schneider Altivar Range of Variable Speed Drives from 0.18kw to 315kw available Ex Stock
Editor Chris Callander
chris@renew-mag.com +44 (0)1732 671123
Contributing Editor
Suzanne Gill suzanne@renew-mag.com
Publisher Andrew Castle andrew@renew-mag.com +44 (0)7785 290034
Accounts Touchwave Media Ltd accounts@renew-mag.com
Production G and C Media Ltd production@renew-mag.com
Founded in 1945, the Association of Electrical and Mechanical Trades is an International Association representing companies in the electrical and mechanical service and repair industry.
Our theme in this issue of Renew magazine is Energy Efficiency. With the rise in energy prices over recent years, it’s a topic on many, if not all, companies’ agendas. However, while cost savings are a huge driver of energy efficiency practices, the environmental impact of reducing energy usage is arguably even more important. The need to reduce carbon emissions is something we understand at the AEMT; indeed, as you can discover on page 16 of this issue, I’m proud to say that we have been independently assessed as a ‘Carbon Neutral Association’. This is a significant milestone for the Association, not least because the repair movement is very much about supporting a circular economy and minimising resource usage.
There are those who champion the belief that due to the advances in the efficiency of modern motors, replacing a worn-out motor is the only environmentally conscious option. But, as Thomas Marks explains on page 34 of this issue, it really is not that simple. Yes, there is a wide range of modern higher efficiency motors that can be swapped with their older, less efficient counterparts. But there are many examples where a simple exchange is not possible. This can be due to availability, compatibility, system constraints and a range of other issues. However, as Thomas also explains, this doesn’t necessarily mean that efficiency gains cannot be made; there are circumstances where a repair can improve the efficiency of a motor.
So, the next time you are looking at how you can make energy savings, don’t immediately assume you have to change your motors, and if you can’t find newer, more efficient replacements, don’t automatically assume you cannot reduce your energy usage either.
Enjoy the issue.
James Stevens, President, AEMT
Renew is a controlled circulation journal published quarterly on behalf of the AEMT by Touchwave Media and G and C Media. For a copy of the magazine’s terms of control and to request a copy please email circulation@renew-mag.com
MEGGER HAS ANNOUNCED THE acquisition of Diagnostic Solutions Limited (Diagsol). Diagsol is a UK-based company with over 25 years of specialising in the vibration monitoring and analysis of rotating machines within the predictive maintenance sector.
More specifically, Diagsol has developed a range of vibration measurement solutions, including the MEMS and Piezo battery-powered wireless (vCube and vCube Pro) and their flagship 16-channel 24-bit intelligent dynamic data
acquisition system (vBridge).
The Diagsol solutions are designed to have local intelligence via Edge link devices and are cloud data compatible, enabling more advanced downstream analysis and reporting.
Commenting on the acquisition, Megger Director of Business Development, Damon Mount, said: "We're excited to have Diagsol as part of the Megger family, enhancing our motor testing portfolio significantly with its world-class vibration solutions. When it comes to rotating
machinery, online vibration analysis is one of the most common monitoring methods, which is why having Diagsol onboard expands our offerings in this market".
Tom Scott, the previous Managing Director of Diagsol, said: "Watch this space, the addition of vibration diagnostics to the already world class motor analysis capabilities within the future Megger product range represents a step change in capability and market sector for the Megger machine."
ERIKS LAUNCHES VIRTUAL FULFILMENT CENTRE TOUR
A VIRTUAL REALITY TOUR OF ERIKS' £22 million FCE (Fulfilment Centre of Expertise) is now available to view at bit.ly/ERIKSfce. The virtual tour provides an immersive look at the FCE and aims to emphasise the advantages of central stock management over local stock management, providing insight into optimising logistics and improving efficiency.
In recent years, manufacturers across the UK and Ireland have faced unprecedented supply chain challenges, forcing many businesses to reassess their supply chain strategies, with a noticeable shift from 'Just In Time' to 'Just In Case' approaches. ERIKS' new virtual tour of the FCE looks to demonstrate how centralised stocking offers a more effective solution, eliminating inefficiencies and limitations of traditional local stock models.
According to ERIKS, a key advantage of the FCE is its precise delivery options with the choice of next-day delivery, including pre-9 AM, pre-10 AM, and pre12 PM slots. By utilising a courier service, ERIKS guarantees that customers receive their order when they need it. This level of
service is not achievable with traditional service centre van deliveries, which are limited by the number of vehicles available and geographical area.
"The belief that local stock availability is essential is largely a myth," said Sally Hill, of ERIKS UK & Ireland. "Local stocks often represent 1-2% of the inventory we hold at our FCE, which can be clearly
seen via the virtual tour. When local stock runs out, companies are left scrambling to find what they need. This disrupts operations and compromises traceability and quality control. In contrast, our centralised model ensures quick access to over 250,000 products, all managed with the highest standards of quality."
Reliable motion for a better tomorrow. LV HV MV
Low Voltage Motors in asynchronous, reluctance, and permanent magnet technology. Highest quality and efficiency offering.
High Voltage Motors outperforming global standards in industrial applications and supporting megatrends in key vertical applications.
Medium Voltage Drives are first choice for a better, more sustainable future in primary and process industry and in all applications, incl. power-to-power.
Our state-of-the-art electrification, automation, and digitalization solutions for the minerals industry deliver a sustainable advantage for the mine of the future.
Customer Services provides industry-leading services and digitalization to ensure the productivity, availability, and reliability of our customers’ assets.
With a trusted legacy of more than 150 years of engineering expertise, we are and have always been the backbone of reliable motion for industries and infrastructure worldwide. We are now about to take this to the next level. Our mission is to support you, our customers in the mining and minerals sector, on the road to the future - sustainable, digital, reliable. Redefining reliable motion for a better tomorrow.
WEG AGREES COLLABORATIVE PARTNERSHIP
WEG HAS AGREED TO FORM A collaborative partnership with Applied Maintenance Technology (AMT) to promote and use its wireless WEGscan monitoring system in the UK. Conditionbased monitoring and predictive maintenance specialists, AMT, will work closely with WEG to bring this innovative technology to a wider market, enhancing maintenance strategies and operational efficiencies in industrial processes.
WEGscan is a cutting-edge sensor that enables predictive maintenance on a range of industrial equipment, designed to extend lifespans and increase system availability in a cost-effective way. This performance monitoring solution ensures operational excellence through real-time monitoring and predictive maintenance of the industrial drive fleet, significantly reducing the risks of unplanned downtime.
Now in its second generation, WEGscan outperforms competing products in the marketplace with enhanced technical specification, sensor performance, battery life and analytical software tools. This cloudbased solution uses Bluetooth 4 sensors communicating with IP66 rated gateways as internet access points. Each gateway can support approximately 40 sensors with an impressive 100m line of sight wireless range. Gateways connect to
the internet via a SIM card and dongle. Users connect to the WEG Motion Fleet Management (MFM) software platform via a web browser with unique username and password access.
Optimised for motors, the system is suitable for any rotating element machine. Relevant bearing numbers can be input or selected from the software library and the machine can be configured accordingly. Simple information is presented on a measurement dashboard for non-professional users, while analysts can access a vibration measurement section with analysis suite, to carry out in
CLARKE CHAPMAN ANNOUNCES
£1.2 MILLION
INVESTMENT
LIFTING EQUIPMENT SPECIALIST, Clarke Chapman has announced a £1.2 million investment in its Gateshead headquarters, enhancing its machining capabilities with cuttingedge technology.
This investment includes the addition of two new horizontal borers and the CNC retrofit and refurbishment of the company's existing XL specialist
floor borer.
Complementing these advancements is the implementation of new CAM software designed to optimise the machining processes.
The 4,000sqm facility at Gateshead will now feature these state-of-the-art machines, aiming to solidify Clarke Chapman Machining's position as a world-class provider of subcontract
depth reviews as required.
Wideband frequency range to 13.5 kHz in all three monitoring planes, allows the sensor to measure vibration in three different directions simultaneously, enabling effective bearing fault identification. This occurs at an early enough stage to prevent catastrophic failures and avoid costly breakdowns. Reliable signal strength, combined with overall readings collected in five-minute intervals are perfect for fault alarm indication. Daily notification reports identify alarm conditions to the user, indicating undesirable equipment conditions.
machining services across all engineering sectors.
UPDATE FROM THE AEMT GENERAL MANAGER
AS WE APPROACH THE halfway mark of this decade, it’s crucial to look ahead and chart the course for 2030. For the AEMT to remain a relevant force, we must continue to drive towards a world that is safer, more productive, reliable, and efficient.
In the coming years, topics such as Net Zero and artificial intelligence will dominate the industrial landscape, as businesses navigate complex issues like shifting demographics, geopolitical tensions, supply chain disruptions, and the impacts of climate change. The AEMT’s primary focus on quality, efficiency and sustainability will be critical in addressing these challenges. By improving in these areas, we can ensure the continued relevance and essential role of the MRO industry in
shaping a resilient future. We are also excited to announce that our new codes of practice are on track to be ratified by the end of the year.
These codes emphasise six key tenets: Quality, expertise, integrity, stability, safety, and sustainability. After extensive deliberation, we are confident
Forthcoming AEMT led Courses & Events
that we are close to finalising these guidelines, which will assure industry stakeholders that working with an AEMT member guarantees the highest standards across every aspect of business.
The MRO industry has long been at the forefront of sustainability, with practices such as recycling copper wire proving not only to be environmentally responsible but also economically viable. By embracing a ‘repair rather than replace’ mindset and keeping resources within local markets, we can significantly reduce costs over time and build a more sustainable industrial future. Increasing efficiency has long been known as a way to both save money and reduce emissions, and sustainability works in much the same way.
While China continues to be a dominant player in manufacturing, it faces increasing constraints due to an ageing population and growing geopolitical tensions. Recent developments, such as the rise in retirement age and instability in key shipping routes, are indicators of a shifting global landscape that will undoubtedly affect the future of low-cost exports. Coupled with fluctuating oil prices, these changes will drive up the cost of imports and provide further impetus for a stronger focus on local and sustainable solutions.
At the AEMT, our mission is to help members recognise their pivotal role within the circular economy and support the wider industry in reducing emissions and enhancing sustainability. In the coming year, we will be launching new tools and services to support this vision, and I look forward
FREE CONDITION MONITORING GUIDE FOR POWER GENERATION SYSTEM DESIGN
CONDITION MONITORING AND machinery protection specialist, Sensonics has published a free downloadable guide titled ‘Specifying Overspeed Protection Systems’. Reliable and proven overspeed protection is a key requirement in the power generation industry, among others, where failure of the machine speed control loop can lead to damaging consequences. The implementation of independent monitoring and shutdown protection is essential to minimise the risks to steam and gas turbines and boiler feeds.
The guide covers advanced speed sensors, robust speed monitoring,
optimal system configurations and the benefits of working with a company with proven expertise in developing effective and reliable condition monitoring systems.
This is the latest addition to an expanding library of guides available from Sensonics, which also covers turbine supervisory applications, vibration monitoring systems and seismic monitoring and protection systems.
www.sensonics.co.uk/free-guides
THE MOST EFFICIENT WEG MOTOR ON THE MARKET CAN OPERATE IN HAZARDOUS AREAS
ENVIRONMENTS WITH THE PRESENCE of an explosive atmosphere, known as hazardous areas, require special care in the construction, installation and selection of electrical equipment, to avoid the risk of explosion.
Electric motors may become a source of ignition when operating in a hazardous environment. In order to prevent such risk, they must be designed with some specific characteristics that enable them to operate safely. The correct selection of the equipment, respecting the classification of the specific area, and the proper installation and maintenance are essential to guarantee the safety of people and facilities.
Constantly investing in the development of products and new technologies, WEG has expanded the W23 Sync+ line to serve applications in hazardous areas, too. The most efficient electric motors on the market are now able and certified to operate in areas classified as Zone 1 (Ex protection type: Ex eb increased safety) and Zone 2 (Ex protection type: Ex ec increased safety), as well as in areas with the presence of combustible dust Zones 21 or 22 (Ex
protection type: protection by enclosure Ex tb or tc).
Furthermore, W23 Sync+ motors, certified for hazardous areas, operate at a maximum temperature of 135 °C (temperature class T4), ensuring greater protection against selfignition of the explosive atmosphere present in the motor installation environment.
The W23 Sync+ line includes the broadest range of synchronous motors on the market for hazardous areas with power of up to 1,250 kW, in frame sizes 80 to 450, which can be used in many different industries, where they guarantee safety and reliability, in addition to promoting lower energy consumption through their high level of efficiency, such as IE5 (W23 Sync+) and the expected level IE6 (W23 Sync+Ultra).
its efficient product lines to serve market segments that require compliance with legal requirements and international standards for operation in hazardous atmospheres. The most efficient WEG motor on the market can operate in hazardous areas.
The ATEX/IECEx certifications for this product line reinforce WEG's commitment to efficiency and sustainability, expanding
www.weg.net
NEW LINE OF SAFETY-FOCUSSED MOTOR TEST PANELS
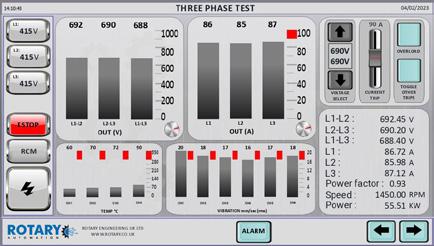
A LARGE MULTI-NATIONAL REWIND company approached Rotary Engineering UK to design and implement a safe and feature-rich motor test facility to roll out across its UK branches as part of a safety initiative. Drawing upon decades of experience Rotary worked closely with the client to tailor a solution, encompassing all of its requirements for testing and verifying AC/DC motors.
Following the successful launch of the new motor test panels, Rotary is offering the MTP400, 650 and 1000 to the wider industry. These test panels allow the operator to safely run three-phase, single phase and DC motors up to 1000hp/750kW while monitoring and collecting all key running data, including voltage, current, power, power factor, vibration, temperature and rotational velocity.
Variable trip levels can be set on the above parameters, which, combined with residual current monitoring, means a high degree of protection is afforded to both the operator and the equipment.
Technical features available in the test
panels include automated locked rotor test on all phase orientations, up to 750A AC in 25, 50, 75, 110, 230, 350, 415, 500, 550, and 690V increments, and high-power DC motor testing through a state-of-the-art 750V/250A DC drive. An intuitive 21in interface allows remote operation, and the panels can be easily linked to a test cell’s safety system, such as e-stops or gate switches. Data can be exported to .CSV files and PDF reports with a password-protected user management system with different levels of access. The panels also offer a range of protected sockets for ease of connection. Optional additions, such as a load bank,
a motor brake supply, a VFD (for 60Hz motors), and others are also available.
Commenting on the launch, Simon Swallow, Managing Director at Rotary Engineering, said: “We are continuing to innovate to keep up with industry requirements and regularly contribute to design groups working on research in this area. This development is an excellent example of bringing together decades of experience with the latest technology.”
We supply a large range of high precision horizontal, vertical and automated hard bearing dynamic balancing machines suitable for all industries.
All machines are supplied with guarding meeting the requirements of Machinery Directive 2006/42/CE.
For further information contact us: T: 0161 872 3122 E: sales@cembhofmann.co.uk
2024 AEMT Awards finalists revealed
The Association of Electrical & Mechanical Trades (AEMT) returns to the West Midlands on the evening of Thursday, 21 November, for the staging of its seventh annual awards ceremony. This year’s suite of eight categories has produced some exceptional entries from across the electro-mechanical arena.
The judges were impressed with this year’s submissions, with the quantifiable results clearly demonstrating the fine work the AEMT community is supporting.
The Doubletree by Hilton Hotel in Coventry will host the presentation dinner, at which professional endeavour, product innovation, project management, skills development, engineering prowess and service delivery will all be acknowledged and celebrated.
Following a comprehensive selection process, the AEMT has announced 35 finalists across the seven award categories:
Product of the Year – sponsored by DFA Media Group
• ABB: IE5 SynRM Liquid-Cooled Motors
• EMiR SOFTWARE: Smart Site
• INNOMOTICS MOTORS AND LARGE DRIVES: IE5 Permanent Magnet Motor
• INNOMOTICS MOTORS AND LARGE DRIVES: Perfect Harmony GH180 Variable Speed Drive
• MEGGER BAKER: ADX Static Motor Analyser
• MENZEL GREAT BRITAIN: Pedestal Bearing Mounted 20 Pole Slip Ring Motor
Project of the Year – sponsored by EMIR Software
• BEDFORD PUMPS: Providing Bangladesh with the largest Submersible Pumps in the country
• HOUGHTON INTERNATIONAL ELECTRICAL SERVICES: Emergency AC Motor Repair
• INNOMOTICS MOTORS AND LARGE DRIVES: CCGT Power Station - Main Cooling Water Pumps VSD Retrofit
• INNOMOTICS MOTORS AND LARGE DRIVES: Drax BOFA Fan Drive System Upgrade
• MENZEL GREAT BRITAIN: Hazardous Area 10 MW Ex ec Certified Motor for the Middle East
Service Centre of the Year – sponsored by Acorn Industrial Services
• BROTHERS-EMR
• FENFLOW
• HIDROSTAL
• HOUGHTON INTERNATIONAL ELECTRICAL SERVICES
• KIRKBY LINDSEY ELECTRICAL
• MKE ENGINEERING GROUP
• WESTIN DRIVES
Supplier of the Year – sponsored by Renew Magazine
• ABB
• MENZEL GREAT BRITAIN
• PREFORMED WINDINGS
• WESTIN DRIVES
Contribution to Skills & Training Award –sponsored by Innomotics
• HIDROSTAL
• HIDROSTAL ENGINEERING UK
• MKE ENGINEERING GROUP
• ROTAMEC
• WESTIN DRIVES
Rising Star Award – sponsored by TEC Electric Motors
• James Schooler, ADC ELECTRICAL
• Alexander Stewart, BEDFORD PUMPS
• Christopher Stott, FENFLOW ENGINEERING
• Faylee Oxenham, HIDROSTAL ENGINEERING UK
• Joseph Tasker, INNOMOTICS MOTORS AND LARGE DRIVES
• Wilson Onazi, PREFORMED WINDINGS
• Thomas Blyth, ROTAMEC
Sustainable Engineering Award –sponsored by ABB
• ACORN INDUSTRIAL SERVICES
• AECOM
• HOUGHTON INTERNATIONAL, AN IPS COMPANY
• SURREY M&E LIMITED
The winner of the Special Recognition Award, which is sponsored by Preformed Windings, will be announced at the end of the presentation ceremony.
Anyone wishing to join the celebration at the presentation ceremony during the evening of Thursday, 21 November, can find the online booking form on the event’s website. Individual places or tables of ten can be secured, with the package including reception drinks, a superb three-course meal with wine, the awards ceremony itself and excellent post-awards entertainment. It is a night not to be missed, and it provides a superb opportunity to engage, unite and celebrate the wonderful achievements of this important industry sector. TIMES-CIRCLE
www.aemtawards.com
AEMT CONFERENCE SEES MAKE UK CEO TAKE TO THE STAGE
DURING THE DAY ON 21 NOVEMBER, leading up to the gala dinner and awards presentation in the evening, the AEMT will host its Annual Conference.
Industry speakers will share their knowledge and expertise in a series of talks specifically designed to offer tangible value to those companies operating within the service, maintenance, and repair sector. The keynote will be given by Steven Phipson, CEO of Make UK, who will share his thoughts on the current political landscape, and any implications the newly elected Government might have for the service, maintenance, and repair sector.
Some key topic areas being addressed at the conference include skills development and the value of engineering apprenticeships, the damage caused by counterfeit bearings,
the importance of repair shop equipment for delivering high-quality repairs, dynamic testing & predictive maintenance and how to quantify and qualify sustainability. The full programme can be found on the AEMT website.
The combination of a professionally produced daytime conference and prestigious evening awards dinner will underpin and promote the skill, effort and sheer dedication of the people and businesses serving this important sector of industry. With support and engagement from some of the sector’s leading brands, AEMT members and their customers can be assured of
an informative, enlightening, and entertaining experience.
Tickets for the conference can be booked on the AEMT website.
Wire Electric Supplies Ltd
We take pride in manufacturing Copper & Aluminium conductors covered with:
• Mica • Paper
Glass • Nomex® • Kapton®
Project Updates
Fan motor for cement plant with express custom configuration
IN MANY CASES, PLANT OPERATORS urgently need an industrial motor which would normally take six months to produce. On top of that, the motor will often need to be customised. Menzel recently experienced this with a fan motor for a privately run Algerian cement plant. Within 13 weeks, the Berlin-based familyrun company was able to build a robust replacement for a failed slip ring motor, which was then flown out to the customer.
A number of individual adjustments were required so that the new motor could smoothly replace the existing model. Menzel was able to reduce manufacturing time to a minimum by using components in stock and adjusting them accordingly. The highly robust MEBSSL-type 6-pole slip ring motor in frame size 630 has a rated output of 1,950kW, an operating voltage of 11,000V and a rated torque of 18,754Nm. It is suitable for operation in both directions of rotation and features protection class IP55 with IC 611 cooling (air-toair heat exchanger). Menzel replicated the dimensions of the original motor
that were crucial for interchangeability – shaft dimensions, foot mounting holes and terminal box positions – and also manufactured special terminal boxes to the customer’s specifications. Despite the urgency, Menzel even implemented other special requests, such as the installation of a filter monitoring system and a particular brand of vibration sensors, which must fit into
the existing monitoring architecture. The motor manufacturer won over the customer with expert and continuous advice, including on-site support during commissioning.
bit.ly/MEcement
CPMR DELIVERS LIFESAVING SOLUTION FOR LOCAL QUARRY
A QUARRYING COMPANY HAS expressed gratitude for the service provided by CPMR (Cornwall Pump & Motor Rewinds) when a critical motor failure threatened to cripple its operations.
Due to its specialised nature, the replacement motor for the failed component had a lead time of 18 weeks from the manufacturer. This delay would have resulted in a staggering loss for the quarry.
In a desperate situation, the quarry reached out to motor repair and rewinding services specialist CPMR. To the company's relief, CPMR's engineers assessed the damaged motor and determined that it could be overhauled and rewound in-house within 24 hours.
CPMR's team disassembled the motor, meticulously cleaned and inspected its components, and rewound the windings to the exact specifications. The entire
process was completed within the promised timeframe.
"Thank you for repairing this so promptly," said the quarry's engineering supervisor.
CPMR was delighted to help the quarry save a fortune in lost revenue and keep its production line running smoothly. Impressed by CPMR's professionalism
and responsiveness, the quarry is now a loyal customer. It has repeatedly entrusted CPMR with the maintenance and repair of its essential electrical motors, ensuring continued reliability and productivity.
www.cpmr.co.uk
Brewery production maintained thanks to 24-hour repair
ON A RECENT SATURDAY, ELECTRIC MOTOR, DRIVE AND transformer specialist, BAWCo received an urgent call from a brewery that was facing a critical motor failure that threatened its production. Within an hour of receiving the call, BAWCo had an engineer on the road heading to the customer’s site to collect the motor and bring it in for repair.
Initial tests quickly identified a shorted coil, necessitating a full rewind alongside a general overhaul, which included new SKF bearings and a thorough cleaning and inspection of all components.
Following reassembly, the motor underwent final testing to verify the repair, and it was then delivered back to the customer’s site by Sunday afternoon, less than 24 hours after first receiving the call.
www.bawco.com
Complex crane duty motor
DUTCH MOTOR SUPPLIER ROTOR BV, WHICH HAS been part of WEG Group since May this year, has supplied one of its customers with three critical application motors for crane applications. The inverter-fed motors were 230kW, 6-pole, IM B5, and Frame 315 mounted, and cooled to IC416 with specifically designed external cooling units.
The motors were completely type tested by Rotor. In addition, they also passed special vibration tests at different frequencies of operating points up to 150Hz.
Rotor worked closely with the customer throughout the project cycle – from concept to the execution of the motors for the customised application.
AEMT achieves carbon neutrality
In September this year it was confirmed that the Association of Electrical and Mechanical Trades (AEMT) had achieved independently verified Carbon Neutral Association status.
The AEMT has achieved CAFA (Climate Action for Associations)
Certified Carbon Neutral Association status by measuring, reporting and offsetting its carbon footprint from January 2023 to December 2023, and putting in place credible, science aligned plans to further measure and reduce its emissions.
CAFA is a not-for-profit organisation set up to help membership organisations implement climate action and sustainability programmes internally and deliver climate action and sustainability support to its members.
With the support of CAFA, the AEMT has formed a Net Zero working group to develop and steer the association’s strategic approach to emissions reduction across its membership and the customers they serve. Through work including employee and supplier surveys to understand scope 1, 2 and 3 emissions, the development of online training options to reduce emissions, and condensing face-to-face training programmes to reduce the impact of travel requirements, the association has already made significant reductions to its carbon footprint and has embedded practices which will see these grow in the future.
The emissions which have not yet been removed have been offset using programmes certified to the highest standards, including the Verra – Verified Carbon Standard (VCS) and the Gold Standard –Voluntary Emission Reductions (VER). And, to allow for any possible variance, the association
has offset double its calculated carbon emissions.
Commenting on the achievement, Thomas Marks, the AEMT’s General Manager and Secretary, said: “The whole AEMT team is proud to have been awarded Certified Carbon Neutral Association status. The electromechanical equipment repair and maintenance sector that we represent is very much part of the circular economy and has a pivotal role to play in the global reduction of carbon emissions. As the body representing that sector, I see our role as one of leadership and enablement.
to develop ambassadors within our membership to engage with and guide other members on the topic, and to produce tools all our members can use to demonstrate the potential for emissions savings among their customer base.”
"As the body representing the sector, I see our role as one of leadership and enablement."
“We need to encourage and support our members to navigate their journey towards carbon neutrality and to help them support their customers in identifying opportunities for their own carbon emissions reductions. To support this, we aim
Work has already begun to further the work the AEMT has done to date to reduce its own emissions, and there is much more to come, as Thomas added:
“I see this as very much the beginning of the journey. There is clearly more we can do as an organisation around our own emissions, but the potential among our membership and the businesses they work with is huge, and the impact I know our sector can have is truly exciting.” TIMES-CIRCLE
www.brookcrompton.com
Keeping industry turning every second... every day...every year
With over 110 years of technical and design expertise, Brook Crompton offers leading edge energy efficient electric motors across global markets. As the original innovator in electric motor development, Brook Crompton are trusted to power limitless industrial processes and its robust motor design drives fans, pumps, compressors, conveyors and more.
Driven by technology and innovation, Brook Crompton has one of the widest available ranges of electric motors for operation in safe areas, hazardous atmospheres and hostile environments.
The extensive range of stock can be quickly modified to suit customers’ needs and with a high level of technical support from our knowledgeable team we ensure the correct selection of motors is provided for your application.
Brook Crompton’s focus on product and service development ensures we continue to move forward to improve efficiency, offer lower cost of ownership throughout their lifecycle and to reduce environmental impact.
Control sets – HELMKE Solutions for variable speed drives since 1930
In his classic book on electrical machines, the chief engineer and university lecturer Rudolf Ernst Ferdinand Richter defines a control set as a system of induction machines, whose rotor winding is not short-circuited but connected to other auxiliary machines.
The auxiliary machines are typically equipped with commutators, similar to today’s DC motors, and can be either mechanically coupled or uncoupled from the main induction machine. The commutator and/or the commutator bridge of the auxiliary machine can be set to a specific angle or speed of rotation by another auxiliary motor. Based on such electromechanical principles, it is possible to control the phase angle and frequency of the rotor winding currents of the main induction machine, and eventually to inherit characteristics from the auxiliary machines to the main induction machine.
Cascaded systems of main and auxiliary machines, of various designs, can be found in the technical literature. As the chief engineers of the time engaged in a race to push application limits, classic gems of human ingenuity emerged, engineering works that stood out not only for surpassing
technical limits (e.g. by pushing the maximum power of a variable speed drive of the time) but also for the associated intellectual heights reached.
Classic examples from this era of engineering are the Leblanc and Krämer control sets, both of which enabled stepless (continuous) power factor and speed control. Modified Krämer systems would later achieve such control and also limit the starting current of the main motor by using only standard DC and synchronous machines as the auxiliary machines of the cascaded system, in contrast to the specially designed armature windings and commutators for the auxiliary machines of earlier systems. The use of standard machines as auxiliary machines of the control sets further accelerated the increase of their power output and the improvement of the overall system reliability.
HISTORICAL AND MODERN REFERENCES OF HELMKE
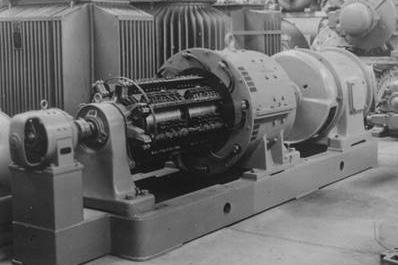
From the 1930s to the 1950s, J. HELMKE and Co. has developed and produced control sets and contributed significantly to the establishment of variable speed industrial applications. Systems were supplied to German industrial customers. Figure 1 illustrates
one of the most complex control sets designed and manufactured to drive extrusion machines for a major German automotive parts manufacturer.
Such references serve today as a rare reminder of the technical heritage, carried on by the HELMKE group. Our senior engineers would probably be interested in even offering you such solutions again, …but they could (and will) stumble against our expert technical sales teams and soon against themselves.
State-of-the-art variable speed drives of HELMKE for the 21st century (figure 2), complete power drive systems consisting of static power electronic converters, converter transformers, motors and all peripherals can be configured to meet specific customer requirements and are available from stock for strategic ranges. Contact us and experience over 100 years of experience and history in pioneering engineering and customer support. TIMES-CIRCLE
Figure 1. Speed control set from the 1930s – 1950s. (Cascaded system design, Auxiliary commutator and DC motor).
Figure 2. Variable speed drive of the 20th century. (Induction motors driven by frequency inverters).
Static Motor Tester
■ Manual and automatic test sequences
■ Cloud based software
■ Test voltages from 4kV to 15kV and up to 40kV coupled with Megger Baker PPX Power pack
■ Winding Resistance
■ Inductance
■ Capacitance
■ Insulation Resistance (IR)
■ Dielectric Absorption (DA)
■ Polarisation Index (PI)
■ DC HiPot (Standard, step-voltage, continuously ramped)
■ Surge analysis with EAR+™
■ Partial Discharge (PD) on surge
■ Available with built-in armature test hardware, model ADX 15A Learn more about the ADX Static Motor Tester: adx.megger.com
Megger.com
the P.A.R. website: www.par.uk
Motor maintenance: a manufacturing industry essential
The critical nature of many industries means that the effective maintenance of motors is essential to keeping operations running smoothly and without interruption. Motor and generator testing solutions specialist, Megger Baker Instruments, outlines some key challenges, explains three key approaches to ongoing maintenance and shares how the risks of unplanned downtime can be minimised with the proper maintenance and testing practices.
Many industries, including mining, steel production, and pulp and paper mills, involve manufacturing processes that create a residual build-up that can seriously damage, or even destroy, the motors that run the facility's equipment, subsequently damaging the equipment itself.
For example, in countries like the US, there are pulp and paper mills that don't maintain their motors from a preventative standpoint, leading them to run with built-up sludge and residue. This traps
heat under the thermal blanket the build-up creates, making the motors unstable and leading to breakdown. Indeed, pulp and paper mills are dirty places and unexpected downtime can occur when equipment is not tested and maintained correctly. This can cost a mill thousands of dollars, in addition to the motor repair costs when equipment fails, and can potentially triple the cost of what it would have been if the equipment was regularly tested and maintained.
So, industrial motors must
be protected through rigorous maintenance practices, and the key to preserving their lifespan is to understand the different types of maintenance tests that need to be performed.
MAINTENANCE TEST TYPES
There are three different types of maintenance strategies:
1. Reactive maintenance: Essentially no preventative maintenance. There is no program; instead, the company runs its equipment until failure occurs.
2. Planned or time-based maintenance: Equipment is serviced on a schedule, regardless of condition.
3. Proactive or condition-based maintenance (CBM): The company monitors the realtime condition of equipment to determine what maintenance needs to be performed and at what exact time.
Which strategy is most suitable for a company will largely depend on the equipment itself, so it's important to examine your equipment to fully understand it.
The motors used in the earlier pulp and paper mill example require the third approach: proactive or CBM. If preventative measures for electric motors are taken (such as changing filters, cleaning fan blades, and washing and lubricating motors), the motor and equipment will have a long lifespan.
However, if these measures are not taken and the motor is exposed to additional strain, such as excessive starts and stops, or if it is in an environment where the equipment is hot, wet, or has caustic particulate that the motor fans can ingest, then the life of the motor and equipment will be reduced significantly.
THE RULE FOR MOTOR LIFE EXPECTANCY
Based on IEEE standard 101, one rule of thumb states that if a motor runs 50°F hotter than 104°F (as the reference start point), the motor's life is cut in half. For example, if a motor is running at 140°F, it is running 36°F hotter than the referenced 104°F, cutting the motor life expectancy from 30 to 15 years. This rule is extremely important to companies that rely on motors for their operations.
Yet, in the case of pulp and paper mills in the US, it can be observed that many do not follow this rule. In these mills, the thermal blanket created by the paper pulp caked onto these motors is undoubtedly causing the motors to run at much hotter temperatures than they should be, significantly
decreasing their lifespan and increasing the likelihood of fire in the facility. These hazards continue to build up until fire or failure occur, putting personnel in danger and losing the mill thousands in lost revenue and repairs.
TESTING MOTORS
Nevertheless, whether it's preventive or predictive, it is never too late to start a maintenance program. To that end, motors should be cleaned before being tested. Indeed, while a motor can be tested with sludge encasing it, it isn't recommended to run equipment this way. When equipment is encased in sludge, the most important thing is to first get the sludge off and out of the motor. This can be done by hosing it down, blowing off the debris, or scraping off the pulp. This not only makes it easier to test, but it also improves the motor's lifespan.
When it's time to test, it is important to use accurate testing equipment.
When it's time to test, it is important to use accurate testing equipment. To that end, Megger Baker Instruments offers a range of analysers that can help perform various tests, including static testing, which can be done with Megger Baker's ADX model. Motor insulation is directly affected by the heat created by the pulp thermal blanket, so faults can be easily discovered with a static tester. The ADX can also identify issues in the motor's connections and check the insulation to ground and turn-toturn insulation.
Power quality (what's coming into the motor), among other tests, can be performed using a dynamic tester, such as Megger Baker's EXP
model. This tester can also identify issues with the motor (for example, the rotor bar) and the load connected to the motor. In the case of motors running hot, this could potentially be identified with a few different tools within the dynamic tester, including trending.
CONCLUSIONS
Overall, it is in the best interests of all manufacturing industries to adhere to a maintenance program for their equipment for the sake of the success of their business and the safety of their personnel. Essential to that is the need to protect the motors at the heart of the equipment by removing the sludge build up and then testing them with reliable instruments so that they may continue to run without error for many years. TIMES-CIRCLE
Five steps to effective lubrication
To help readers reduce the risk of premature bearing failure due to lubrication issues, Andrew Howard, Lubrication Product Manager at Acorn Industrial Services, has put together his top five steps to ensure effective lubrication.
It’s easy to underestimate the importance of appropriate lubrication. However, with 36% of premature bearing failures being a result of inadequate lubrication, even the most sophisticated application manufactured using the highest quality components will be prone to premature failure without optimum lubrication.
INITIAL SELECTION
The first step to effective lubrication is ensuring that the correct type of lubricant for the operating conditions and the environment has been chosen. Types of lubricants include oils to greases, with options such as low or high temperature, water resistance, high pressure, high load and high-speed lubricants to suit every application.
You should seek expert advice if you’re unsure about which lubricant is most suitable for your application.
STORAGE OF LUBRICANT
Lubricant should always be stored in a cool, dry location. It should
be clearly labelled and effectively sealed to avoid contamination, which could degrade the lubricant during storage and later cause the bearing to fail prematurely once applied.
The recommended maximum storage period for greases is two years, and for lubricating oils is ten years. However, this relies on reasonable stock-keeping practices and protection from extreme temperatures.
LUBRICANT APPLICATION
Always follow manufacturer instructions when it comes to the quantity of lubricant required and the intervals for application. Too much lubricant can cause the seal to fail, allowing contamination to enter the bearing, while too little lubricant increases friction, raising the internal temperature of the bearing and causing wear. Automatic lubricators are particularly useful for lubricant application as they ensure that the correct dose is applied at the
correct interval, removing the opportunity for manual error.
CONDITION MONITORING
Condition monitoring offers insight into the condition of machine components. Raised internal temperatures could indicate a lack of lubrication within a bearing, causing excess friction. This early indication allows lubrication levels to be corrected, preventing premature failure of the bearing due to wear.
RE-EVALUATION OF LUBRICANT
Finally, lubrication should be re-evaluated whenever there is a change in the operating conditions of the application. This will ensure that the type and quantity of lubricant is still appropriate for the application, helping to prevent lubricant degradation and prolong the life of machinery. TIMES-CIRCLE
Identify motor electrical faults early and minimise disruption
Machine and process health specialist, Augury, explores a number of electrical-related faults that can occur in electric motors, outlining how to detect these faults and the role condition monitoring plays in preventing them from resulting unplanned downtime.
Condition monitoring is a valuable tool for detecting faults and analysing the health of motors. Motors are widely used in various industrial applications and can experience numerous issues over time. These issues can lead to decreased efficiency, increased maintenance costs, and motor failure if not addressed promptly. Condition monitoring helps identify these faults early on, allowing for timely maintenance and preventing costly breakdowns. Condition monitoring is also valuable to ensure motors are operating in a state that prevents electrical fault development.
Since motors are both electrical and mechanical by design, both fault types are common. A common misunderstanding is that vibration monitoring can only pick up mechanical-related defects in a motor and that electrical monitoring can only pick up electrical-related faults in a motor. In reality, there is an overlap in these techniques to identify motorrelated faults due to the physical working principles of a motor.
MOTOR OPERATING PRINCIPLES
To better understand motor electrical faults, there are some key principles around the function of a motor that need to be understood. This is primarily in the case of an induction motor where the rotational speed of the induced magnetic field (defined by the electrical line frequency and number of motor poles) differs from the mechanical rotating speed of the motor. These definitions are below:
• Line frequency: The line frequency is the frequency of the
alternating current (AC) supplied to the induction motor by the power grid. In most regions, the standard line frequency is 50 Hz or 60 Hz. The line frequency determines the rate at which the magnetic fields in the stator windings alternate polarity, which, in turn, induces currents in the rotor to produce torque and rotation.
• Number of motor poles: The number of poles in an induction motor directly affects its operating characteristics and performance. Higher-pole motors have lower synchronous speeds and higher torque capabilities. 2- and 4-pole motors are the most common.
• Motor synchronous speed: The synchronous speed of a motor refers to the theoretical rotational speed of the motor's magnetic field created by the
stator windings. It is determined by the frequency of the alternating current (AC) supplied to the motor and the number of magnetic poles in the motor.
The synchronous speed (Ns) of an AC motor is given by the formula Ns = (120*f)/P, where Ns = synchronous speed in revolutions per minute (RPM), f = line frequency in Hertz (Hz), and P = Number of poles in the motor.
The rotor speed is the mechanical rotating speed of the rotor and shaft. This always lags behind the synchronous speed of induction motors. For permanent magnet motors, this is equal to the synchronous speed.
The slip frequency is the difference between the synchronous speed of the rotating magnetic field in the stator and the actual speed of the rotor. Slip is also
often calculated as a percentage (the ratio of the slip speed and synchronous speed), but for this article, we are focused on slip frequency because it is used to determine pole pass frequency.
Slip frequency (F_s) can be calculated using the formula F_s = (Ns-Nr), where Ns = synchronous speed (in revolutions per minute or RPM), and Nr = rotor speed (in RPM).
The pole pass frequency is the frequency at which the stator winding magnetic fields 'pass' each other as the rotor turns. It is a function of both the line frequency and the number of poles in the motor.
Pole pass frequency (F_p) can be calculated using the formula F_p = F_s*P, where F_s = slip frequency, and P = number of poles.
The rotor bar pass frequency is the frequency generated based on the number of rotor bars in a motor and the rotor speed. This is often hard to obtain based on the difficulty of determining the number of rotor bars in a motor but is generally in the higher frequencies.
Rotor bar pass frequency (F_rb) can be calculated using the formula F_rb = #rb*Nr, where #rb = the number of rotor bars of the motor, and Nr = rotor speed.
The ability to detect motor electrical faults relies on the confident trending of the amplitude levels of these frequencies.
MAGNETIC FLUX SENSORS
From the definitions above, it is fairly clear that calculating and trending these frequency values for every motor sample can be quite time-consuming. This is especially true for induction motors with varying speeds and loads. By sensing the magnetic flux of the motor, the line frequency can be determined. Simultaneously, the rotor speed can be determined from the accelerometer data. With these two variables defined, the remaining frequencies can be easily obtained and analysed for fault development.
TYPES OF MOTOR ELECTRICAL FAULTS
Motor electrical faults are typically classified as rotor-related faults or statorrelated faults. This is primarily due to their fault signatures and root causes. The common faults and their signatures are described below.
directional due to an uneven air gap.
Rotor faults are focused around defects of one or multiple rotor bars, or rotor eccentricity. When diagnosing rotor eccentricity the critical frequencies to examine are multiples of the rotor RPM (1X, 2X, 3X, 4X, 5X) with sidebands spaced at 2X the line frequency.
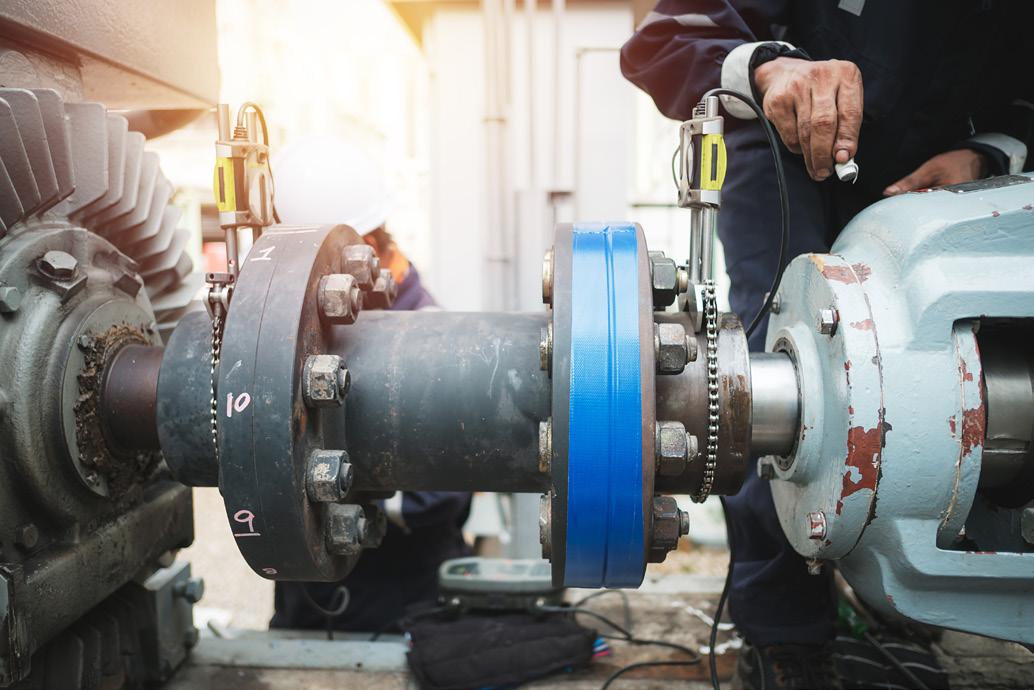
Rotor eccentricity - For rotor bar problems, the critical frequencies are multiples of the rotor bar pass frequency (1X, 2X) with sidebands spaced at 2X the line frequency or 2X the pole pass frequency, as shown in Figure 1.
Rotor bar defects - The most common stator faults are stator eccentricity, shorted laminations, or loose connections. Stator eccentricity and shorted laminations are found with high amplitudes at 2X the line frequency. They are also very
Stator eccentricity, shorted laminations - Loose connections present themselves as a phasing problem and have high vibration at 2X the line frequency with sidebands space at one third of the line frequency.
Loose or broken connections
- An important thing to note is that these faults are identified with vibration and picked up by the accelerometer. The magnetic flux sensor allows for a quick and accurate value of the line frequency to identify these frequencies and pinpoint the fault. It is also important to mention that motor load plays an important role in identifying these faults. A higher motor load generates a stronger magnetic field, which results in uneven forces that cause the vibration.
Figure 1. When diagnosing rotor eccentricity the critical frequencies to examine are multiples of the rotor RPM.
Figure 2. A comparison of methods to uncover electrical faults in motors.
ADDITIONAL DETECTION METHODS
Aside from vibration monitoring, there are additional methods to uncover electrical faults in motors. The most widely known method is a motor circuit analysis (MCA), which is a test done with the motor offline and used to identify various faults like insulation loss. Additional methods, such as Electrical Signature Analysis (ESA) and Motor Current Signature Analysis (MCSA), can be done online and use data from the voltage, current, or both to identify faults.
These methods are extremely valuable when motor faults are developing due to power quality issues. They can also typically detect electrical faults at an earlier stage. A summary of these methods is shown in Figure 2.
THE HIDDEN BENEFIT OF CONTINUOUS MONITORING
Motor electrical faults are often undetected until the failure point is reached. Once this happens, the motor is replaced, and due to its complexity, it is often not disassembled to determine the root cause of failure. This can lead to repetitive failures and chronic problems.
Condition monitoring helps to prevent this by providing continuous data for the variables that affect motor health. Monitoring the motor temperatures ensures that insulation degradation isn't occurring. This is also true for bearing wear, which can lead to air gap inconsistencies and, in some cases, rotor-to-stator contact. Having this additional information can help conclude the root causes of fault development. This allows for a focus shift from postmortem root cause failure analysis to root cause fault analysis, which maximises asset life, greatly increases reliability, and reduces overall maintenance costs.
COMMON ROOT CAUSES OF MOTOR ELECTRICAL FAULTS
Detection of motor electrical faults and corrective work around these faults can provide a quick increase in reliability by moving work from
MOTOR ELECTRICAL FAULTS COMMON ROOT CAUSES
• Uneven load distribution on the rotor.
ROTOR ECCENTRICITY
ROTOR BAR DEFECTS
STATOR ECCENTRICITY
SHORTED LAMINATIONS
BROKEN OR LOOSE TERMINATIONS
• Misalignment between rotor and shaft.
• Bearing defects or wear.
• Overloading or frequent starts/stops.
• Excessive temperature leading to bar insulation failure.
• Vibration or mechanical stresses causing bar breakage.
• Misalignment between the stator and the housing.
• Motor frame warpage due to a soft foot.
• Uneven air gap due to manufacturing or assembly issues.
• Overheating caused by high motor temperature.
• Excessive starting and stopping leading to thermal stresses.
• Bearing defects causing mechanical stress on laminations.
• Insulation contamination.
• Vibrations or mechanical stresses due to misalignment or bearing defects.
• Thermal cycling causing expansion/contraction of connections.
• High electrical currents leading to heat generation and weakening of connections.
an unplanned breakdown to a scheduled repair. This increase in reliability often isn't realised in the maintenance budget. In order to reduce maintenance spending, it is important to understand the root causes of fault development and set a plan in place to minimise it. Figure 3 shows the typical root causes associated with the faults previously discussed.
SUMMARY
Condition monitoring for detecting motor electrical faults can be helpful in determining motor health. Identifying these faults requires an understanding of the multiple frequencies generated by the physics around the design of each motor being monitored. Knowing the line frequency going to the motor and the rotating speed of the motor greatly simplifies the process of collecting these critical frequencies.
The vibration signatures for the specific electrical faults discussed are well-known and documented. In practice, often the signatures
are not clearly obvious what specific fault exists. Additional testing methods are suggested to validate and further specify the exact fault type. Combining these methods results in a highly accurate definition of the type of fault and its maturity level.
Some of the best value of condition monitoring for motors is obtained by ensuring the motor is operating at a state that prevents fault development. This is done by ensuring motors are operating at the correct temperature, the bearings are in a healthy state, and that no additional external forces are being subjected to the motor. Additional value is added by providing key data to determine the likely cause of fault development or failure. This aids in the prevention of recurring faults and reduces direct maintenance costs. TIMES-CIRCLE
Figure 3. The root causes of a series of motor faults.
HELMKE technology
HE is up to your special requests, for custom-made design and performance of electrical machines.
An experienced multinational team of engineers can support you with:
Customized execution of explosion proof motors
• Ex d, Ex e, Ex p, Ex n
• Cooling and mounting arrangement acc. to customer specification
Direct drop-in replacement acc. to special requirements in conjunction with functional upgrade for large rotating machines
• Optimised and modular
• For special drive requirements
HELMKE headquarters
J. HELMKE & Co.
Ludwig-Erhard-Ring 7–9
31157 Sarstedt · Germany
Phone +49 5066 90333-0
Fax +49 5066 90333-291
sales@helmke.de · www.helmke.de
Your testing projects
• 6 MW full load testing facility at the heart of Europe, according to the state of the art
• Complete project management experience, from concept to turn-key delivery
Delivering HVAC efficiency with permanent magnet motors
Nidec Drives explores the benefits of pairing permanent magnet motors with variable frequency drives in the push for greater efficiency in HVAC systems.
Faced with fluctuating energy prices and increasingly stringent environmental regulations, most industry sectors are searching for more sustainable and energy-efficient technologies. HVAC is no exception to this trend, but it has one key advantage over many other sectors – it already has access to powerful, energy-efficient technology in the form of permanent magnet (PM) motors paired with variable frequency drives (VFDs).
One of the key drivers behind the rising demand for energy-efficient technologies lies in the everexpanding regulatory standards aimed at enhancing building energy efficiency, such as California's Title 24 Building Code. Among many other things, the code has stringent requirements for HVAC systems, mandating the use of fans that can operate at multiple speeds. This allows systems to adjust
their output based on actual need rather than running at full capacity continuously.
This regulation is stricter than most but reflects a broader shift towards energy conservation. It is indicative of similar trends observed globally, such as Europe's eco-design regulations, which impose minimum efficiency standards for motor and drive systems. As more and more of these international mandates come into force, they are fundamentally shifting the way HVAC systems are designed, operated, and maintained worldwide, putting greater emphasis on powerful energy-saving technologies.
VFDS AND PM MOTORS
One of the key elements in meeting these regulations is the use of VFDs, which play a crucial role in enhancing the operational efficiency of HVAC systems by
optimising the performance of components such as supply fans, compressors, and pumps.
When it comes to fans, for example, VFDs can control the airflow to match specific heating or cooling needs. For compressors, they can adjust cooling capacity to accommodate varying thermal loads, ensuring efficient energy use and maintaining ideal indoor climates even in fluctuating conditions. Similarly, in hydronic systems, VFDs fine-tune pump flow rates based on real-time demands, enhancing system efficiency and contributing to significant energy savings.
By integrating VFDs, HVAC systems operate more efficiently, cost-effectively, and reliably, aligning with modern environmental and energy standards, and this only improves when they also make use of PM motors.
Wire Electric Supplies Ltd
• Elantas Varnish & Resins
• High Voltage Insulations
• Adhesive Tapes
• Woven Tapes
• Nomex® & Nomex® Laminates
• Low & High Voltage Cables
• Electrical Sleevings
• Copper Wire
work by a proportion of the power supplied to the motor creating a magnetic field that provides torque to make the motor turn. PM motors use permanent magnets on the rotor to create a permanent magnetic field, therefore saving the energy that goes into this task in an induction machine. This means they are able to offer high efficiency and exceptional performance across a variety of speeds and loads, which, when paired with the enhanced control offered by VFDs, results in a synergy that enhances overall system efficiency thanks to the 'affinity laws'.
AN AFFINITY FOR EFFICIENCY
The affinity laws are fluid dynamics principles that describe how changes in the speed of a pump or fan impact flow rate, pressure and power usage. Specifically, the flow rate of fluid is directly proportional to the speed of the device, while the pressure, or head, created increases with the square of the speed. Most significantly, the power consumption is proportional to the cube of the speed ratio – rising
ENERGY
exponentially. This exponential relationship means that even modest reductions in speed can result in substantial decreases in power usage. For instance, reducing the speed of a fan by just 20% can lead to a reduction in power consumption of nearly 50%.
In HVAC systems, the ability to precisely control speed by combining VFDs and PM motors allows operators to fully exploit the potential of the affinity laws. This tailored approach not only optimises energy use but also enhances the overall efficiency and longevity of the system, leading to cost savings and a reduced environmental footprint.
A RISING TECHNOLOGY
The potential offered by PM motors has been known for decades, but traditionally they have been an expensive choice due to comparatively higher costs and the need for speed feedback devices (also known as encoders) for effective control. Now, with advances in motor control algorithms, the VFD can control
the PM motor without the encoder, reducing costs.
As the costs associated with manufacturing and implementing PM motor technology continue to decline, these motors are becoming a more feasible option for widespread use across the HVAC industry.
Importantly, this reduction in cost does not compromise on quality or efficiency but rather makes it accessible for a broader range of applications, promoting the adoption of greener technologies. The affordability, paired with superior performance characteristics, makes PM motors an increasingly attractive choice for modern HVAC systems.
This shift not only supports global energy conservation goals but also aligns with the economic interests of businesses and consumers seeking to reduce energy costs and enhance system reliability. TIMES-CIRCLE
acim.nidec.com/en/drives
BILL REDUCTION FOR PLASTICS PROCESSOR
EXTRUDERS ARE COMMONLY USED IN rubber and plastic product manufacturing as well as in food processing industries. Historically, plastics manufacturers have used DC motors to power extruders, while some turned to larger traditional AC induction motors. With today’s focus on bottom-line results, manufacturers are increasingly looking to reduce high energy costs, increase output capacity and improve reliability.
A premium plastics processor approached RJW Electronics Service Department to provide a high ROI solution that significantly reduced extruder running costs, improved process control and reduced maintenance costs, with minimum disruption to production during the conversion. A great number of extruders with old inefficient motors, regulated in old-fashioned ways, are in operation in the plastics industry and they have the potential to be replaced by new energy-saving solutions. By changing to a new and modern motor technology, the
extruders will also achieve a very wide speed range with full torque available. This additionally guarantees good starting conditions.
RJW offered the customer a variable speed solution to address these concerns using Leroy-Somer DYNEO LSRPM high efficiency permanent magnet motors and Control Techniques Unidrive M variable frequency drives (VFDs).
For current AC drive users, the RJW solution provides added energy efficiency and output optimisation. For DC drive users, the solution can provide the same results by replacing existing DC motors
without having to change the extruder system configuration. This upgrade and improved energy efficiency is a very good example of the large energy bill savings that the plastics industry can realise when modernising its motor installations for plastics extruders.
This particular project delivered a 22% annual energy saving per 45kW motor, a two-year ROI and a 20 year ROI in excess of £160,000.
www.rjweng.com
Make sure you join the celebration...
The AEMT is once again looking to recognise and reward the people, companies, projects and services that play a crucial role in ensuring our food production, utilities, manufacturing processes, transportation and other essential services are maintained and secured.
Endorsements:
“MKE are delighted to be a part of this key annual event. The AEMTs commitment to celebrating success is a welcome entry in our calendar. This year was even more special as we were nominated for three categories and won one.”
Matt Savage MKE
“What a great evening. We were delighted to sponsor the ‘Rising Star’ category and meet the guys in person and we look forward to the 2024 awards and our continued support of the AEMT members.”
Scott Edwards TEC Motors
Thursday, November 21st 2024
DoubleTree by Hilton Hotel, Coventry
The awards are a global celebration of business and professional excellence. They recognise the achievements of both individuals and companies manufacturing, distributing, maintaining and repairing industrial machinery such as electric motors, drives, pumps, fans, gearboxes, generators, transformers, switchgear and ancillary equipment.
Eight awards will be presented during the charged atmosphere of the gala ceremony, including: Product of the Year, Project of the Year, Supplier of the Year, Service Centre of the Year, Contribution to Skills & Training, Sustainable Engineering, the Rising Star Award, and the AEMT’s Special Recognition Award. Make sure you book your place now and be part of this industry wide celebration of engineering excellence.
APPROVED BY NIDEC SIEMENS MAVILOR BOSCH TECMOTORS SCHNEIDER
APPROVED BY
ABB
R.E. Field Services Ltd
SERVICES INCLUDE
• Gearboxes
• Laser Alignment
• Condition Monitoring
• Marine Repairs
• Thermography
APPROVED BY
• Vibration
• Electrical
• Mechanical
• Generators
• Rewinds
“If
there's anyone else who isn't confident on a computer; you can tell them I managed it, and it wasn't as daunting as I expected!” Lee, Beta User and Ex Repair Course Delegate
0114 256 0425 campbell.edgar@refieldservices.com www.refieldservices.com BP E-ON
Professionalise with our online training hub – access training in your own time, in your own space. Find courses on Ex Repairs, Leadership, Management, Health and Safety, and more! Visit www.theaemt.com
The coloured dots in the listings indicate areas covered, please call or email repairers to confirm exact details.
Houghton International
SERVICES INCLUDE
• Electric motors
• Generators
• Pumps
• Gearboxes
• Condition Monitoring
• Electro-mechanical services
• Onsite testing and analysis Ex repairs - IECEx approved
You can improve motor efficiency without replacement
Upgrading older motors to modern, more efficient alternatives can offer significant savings in both energy costs and emissions. However, replacing a motor with a new equivalent isn't always practical. Thankfully, as Thomas Marks, General Manager and Secretary of the Association for Electrical and Mechanical Trades (AEMT), explains, there are other options.
With the attention on global carbon emissions and the increasing pressures on energy prices in recent years, it's clear why the focus on industrial energy use is at an all-time high. When you also consider that electric motors are widely reported as using half of the electricity generated globally, it is also clear why motor efficiency is well and truly under the spotlight.
Legally binding legislation and directives from governments and standards setting bodies are mandating the minimum efficiency requirements of newly-supplied industrial motors in a growing number of categories. And motor manufacturers are rising to the challenge admirably, with many, if not all, able to supply new and replacement motors offering greater efficiency than the minimum requirements set. So, replacing a motor with a modern alternative can improve the energy consumed in many scenarios.
But it's not always that simple.
In some situations, replacing an industrial motor with a modern alternative is not practical.
Some older motors are customdesigned for specific applications, making it challenging to find a modern replacement that matches the exact requirements. These motors may have unique dimensions, mounting configurations, or operating conditions that modern standardised motors can't replicate without modifications. In addition, integrating a modern motor into an existing system may require significant
re-engineering of adjacent components, such as drives, control systems, or mechanical couplings, which could be cost-prohibitive or time-consuming. For example, different electrical characteristics can cause compatibility issues with existing electrical protection systems, circuit breakers, or variable frequency drives (VFDs), necessitating upgrades to the entire electrical system.
Also, in industries with tight capital budgets, the upfront cost may not be justifiable, especially if the existing motor is still performing adequately or operating at a low-duty cycle.
Plus, in some cases, the procurement and delivery of custom or large high-efficiency motors can take considerable time.
There are, however, some circumstances under which the efficiency of a motor can be improved by refurbishment and rewinding, particularly with older, less efficient motors.
materials mean that less insulation is required, freeing up further space in the coils for copper. However, it is worth noting that this will affect the motor's electrical characteristics.
In some situations, replacing an industrial motor with a modern alternative is not practical.
Efficiency can also be improved by repairing a motor to tighter tolerances than it was originally designed to meet. Higher efficiency bearings and more accurate stator and rotor alignment and balancing can reduce energy losses. Resurfacing elements such as the rotor core can reduce what is referred to as 'windage losses'. While improving the motor's cooling system via the fan design or improved heat dissipation techniques can also lead to energy savings as lower operating temperatures improve a motor's efficiency. And better magnetic design and winding techniques can reduce losses from harmonics, stray flux, and leakage.
Generally, the most effective way to improve a motor's efficiency is to add more copper to its coils, or, more specifically, increase the copper crosssectional area. This is achieved through the very tight tolerances modern coils can be manufactured to, as well as the ability of state-of-the-art computer-aided design (CAD) systems to optimise coil design. In addition, advancements in insulation
This list is not exhaustive, but it shows there are ways a motor's efficiency, and in turn the operating cost and environmental impact, can be reduced by a refurbishment. If you have motors that need attention, a good starting point is to talk to a reputable electromechanical service centre that can advise you of the options open to you. We have a comprehensive list in our member directory at bit.ly/AEMTfmd TIMES-CIRCLE
Excellence through expertise
Alpha Electrics is an industry-leading provider of specialist industrial electric motor and drive services, committed to ensuring your business keeps moving.
As a family-owned business run on family-based values, we are proud of the reputation and client base that we have developed over the last 30 years.
Our clients appreciate our high levels of customer service, transparency and sincere desire to always find the right solution to their needs. We are committed to excellence in everything we do and relish working in partnership with our customers.
Our Services include:
Supply New Motors & Drives
Commerical Building
Services Servo & Spindle Motor Repair
Industrial Electric Motor Rewinds
Mechanical Engineering Services
Motion Control Solutions
MEMBER
Authorised distributors for...
24,000 m 2
MORE THAN 20.000 MOTORS AVAILABLE FROM STOCK!
Motors up to 25 MW and 13.8 kV
• Low voltage slip-ring and squirrel cage motors up to 3,000 kW
• Medium voltage slip-ring and squirrel cage motors up to 15,000 kW
• Direct current motors up to 2,000 kW
• Frequency converter-proof drives
• In-house load test facility up to 13.800 V, 2.300 kVA, 120 Hz
Customized special designs
• Custom designs for special applications and operating conditions
• Optimized motor design for higher efficiency
• Mechanically and electrically interchangeable motors