The annual PPMA Show attracts over 8,000 visitors across the three-days and includes over 350 world-class exhibitors, comprising over 2,500 brands.
Turn to page 08
Knowledge is everything when it comes to growing the world’s finest walnuts. Multi-generations of knowledge passed down over the years, blending the perfect weather and soils with the know-how and experience producing beautiful, creamy textured walnuts. A happy accident? Far from it, only in California do all of these distinct components combine, bearing testament to the families and growers whose expertise, commitment and dedication shows in every walnut they grow. CALIFORNIA KNOWLEDGE, CALIFORNIA WALNUTS. CONTACT: trade@californiawalnuts.co.uk www.californiawalnuts.co.uk
Kimberley Read at: kimberley@ foodanddrinknetwork-uk.co.uk or Joanne Murphy at: joanne@foodanddrinknetwork-uk.co.uk
foodanddrinknetwork.co.uk
Leading OEMs prepare for Cold Chain Hub 2024
Almost 40 exhibitors have now signed up for Cold Chain Hub 2024, the UK event dedicated to the cold storage and distribution sector.
Big names return
With a focus on sustainability, Cold Chain Hub 2024 will showcase innovation across the cold supply chain – from cold store constructors, temperaturecontrolled operators and contract hire specialists, to suppliers of refrigerated vehicles, temperature-monitoring solutions and protective clothing. An outside area will feature the latest solutions in portable cold stores and refrigerated trailers, rigids and panel vans, including electric vehicles.
Brand-new exhibitors
Cold Chain Hub will also feature a number of first-time exhibitors. These include Acrobat Vehicle Rental, Building Automation Products Inc, Fischer Panda, FridgeXpress, Lamberet, Mitsubishi Heavy Industries Thermal Transport Europe GmbH, Principal Logistics Technologies, Rack Collapse Prevention and
SugaTrak revamped to make real-time data capture on food manufacture waste even easier and more detailed
SugaRich launches revamped version of SugaTrak, its waste management tool that helps pinpoint avoidable waste on food production lines, enables greener performance and increases revenue
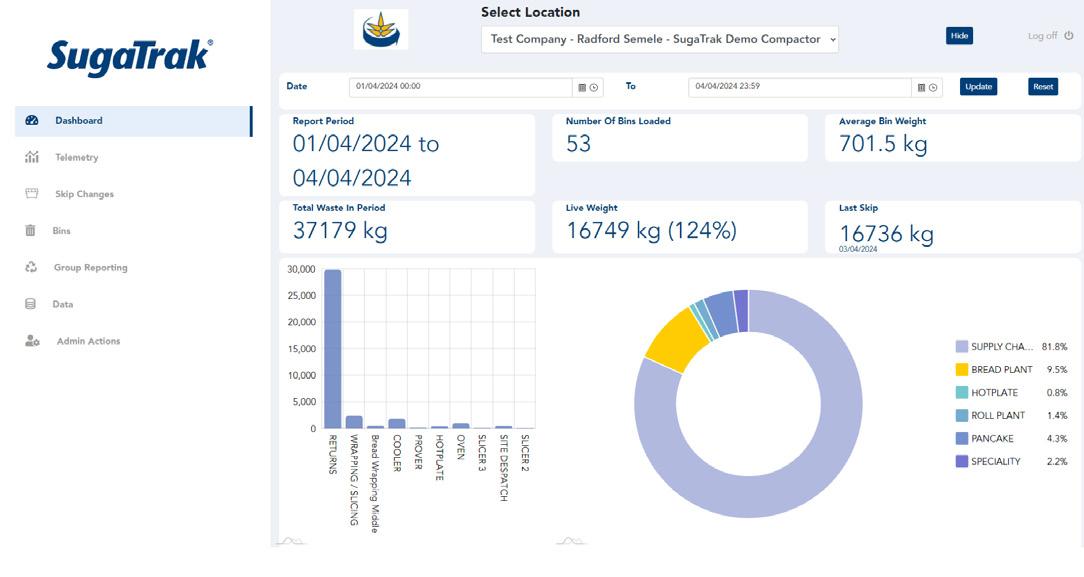
SugaRich is delighted to announce a major update to SugaTrak, its cuttingedge waste management tool. SugaTrak is designed to streamline waste tracking, optimise resource allocation, and enhance sustainability efforts for food manufacturing businesses of all sizes.
This update marks a significant milestone in revolutionising waste management solutions, streamlining production outputs and reducing waste for SugaRich clients.
SugaTrak now delivers its exemplary service in fresh new ways:
• There are enhanced visuals as a sleek and contemporary interface has been designed to elevate the user experience.
• SugaTrak’s new dynamic dashboard has been re-designed to provide deeper insights and smoother navigation.
• Finding key information to support analysis is now easier with more filtering choices, so data can now be streamlined and detailed.
Alex Keogh, Managing Director of SugaRich says, “Honouring the waste hierarchy means the elimination of waste in every part of the manufacturing process. SugaTrak is helping our customers to comply with the waste hierarchy by providing a tool to help eliminate waste throughout production. As with all the technological innovation and growth at SugaRich, we owe a huge debt of gratitude to all our clients who have provided invaluable feedback along the way. Their insights have played a pivotal role in shaping SugaTrak into its latest high-performance iteration.”
If your organisation is ready to eliminate avoidable waste in its production line, and you want to know about SugaTrak email: webcontact@sugarich.co.uk www.sugarich.co.uk
Seymour Manufacturing International. Another newcomer is Tiger Trailers and the company is so keen that it has already signed up for the next show.
TCS&D Conference and Awards
Cold Chain Hub will also host a free-to-attend conference across both days, featuring two streams – Refrigerated Transport (sponsored by Petit Forestier) and Cold Storage.
Register for free - To discover the latest technologies for the temperaturecontrolled supply chain, register for free to visit https://tcsdevents.com/ cold-chain-hub/ the #tcsd24 exhibition and conference.
Unwrap the magic with Jangro’s 2024 Christmas Supplies Catalogue
Get into the festive spirit with Jangro, the UK & Ireland’s largest network of independent janitorial and cleaning distributors, as it launches its 2024 Christmas Supplies Catalogue.
For the professional catering and hospitality establishments providing celebratory food, drinks, and parties throughout December, early planning is key during one of the busiest periods for the industry.
Jangro’s latest festive edition is packed with a wide range of fun and festive essentials, enabling businesses to get ahead and ensure the party season is joyful and as stress-free as possible.
From sustainable crackers and colour coordinating tableware, to party hats with pizazz, the Jangro 2024 Christmas Supplies Catalogue has it all. Matching tableware, including crackers, napkins, and table covers are available in a range of festive colour schemes, including, red and green, silver and white, red and cream, and black and gold.
Once again, Jangro is delighted to be supplying the Tom Smith range of environmentally-conscious catering crackers – a must-have for any Christmas party. This brand combines social and environmental sustainability with on-trend designs to elevate any celebration. Made from recycled board, they are fully recyclable, and are completely free from glitter and plastic – including the contents. What’s more, for every case sold, £2.00 is donated to The Trussell Trust*, which is currently Jangro’s dedicated charity.
Jo Gilliard, CEO of Jangro, comments, ‘We are thrilled to introduce the Jangro 2024 Christmas Supplies Catalogue, enabling our customers to plan ahead. Whilst it might feel a little premature to dust off the Christmas decorations and order festive supplies, it’s never too early for catering and hospitality businesses to start preparing for their busiest, and arguably, most stressful time of the year. Our latest catalogue is bursting with everything you might need, including many sustainable options, for a wonderful, fun-filled season!’
Available to view online, or as a hard copy from local distributors, the catalogue caters for a wide choice of budgets, with standard, superior, finest, premium and luxury collections.
For more information go to www.jangro.net or call 01204 795 955.
Magnavale Unveils Upgrade of Contract Packing Capabilities
Magnavale, one of the UK’s leading providers of temperature-controlled storage solutions, has announced a significant investment in upgrading its contract packing equipment and capabilities across its network of temperature-controlled storage facilities.
This strategic move reinforces Magnavale’s commitment to offering comprehensive cold chain services that aim to simplify logistics for its customers and ensure greater efficiency in their cold chain operations by reducing touchpoints and wasted transport miles.
As part of this investment, Magnavale has introduced or updated various elements of their packing services, including:
New date coding and labelling lines, High-speed flow wrapping machines, Versatile sleeve wrapping and tray sealing equipment, Automated bagging systems.
Armstrong Logistics moves up a gear on its journey to net zero with new Volvo electric vehicle
After successful trials, leading supply chain management company Armstrong Logistics has added a new Volvo FM Electric truck to its 86 strong fleet of vehicles, which is now primarily 100% Volvo.
It is a first for the expanding business and will operate out of its 377,000 sq ft consolidated distribution centre at Magna Park, Lutterworth.
The new Volvo FM features three electric motors producing 666hp with an I-shift automated 12-speed gearbox and suitable for gross train weights up to 42 tonnes. The total energy storage of the vehicle, equipped with the maximum six batteries, is 540 kWH to provide instant power and energy savings. The charge time for the vehicle is between 8-10 hours with an AC charger, or around 2.5 hours with DC power.
The 4x2 wheeled tractor unit has full air suspension to provide for a smooth ride. It also features the GSR2 safety package which includes moving off information, cyclist and pedestrian side sensors, reverse camera, driver alert support, tyre pressure monitoring, intelligent speed assist, alcohol lock preparation interface, emergency brake lights and a FORS 3 camera system with left turn speaker.
The new electric vehicle, together with its Gray and Adams trailer, will feature specially designed livery. Its electric powertrain also means quiet operation and zero tailpipe emissions, making it ideally suited for local deliveries.
The Volvo FM Electric is one of several new vehicles in which Armstrong Logistics has invested. In the last three years alone, the company has taken delivery of a whole fleet of Volvo FH with I-Save, Volvo FM LNG and regular FM diesel models, all acquired with a view to helping the company to accelerate its decarbonisation goals. Armstrong is also ordering a Volvo FL Electric rigid.
All the vehicles have been supplied by Volvo dealer Truck and Bus Wales and West with which Armstrong Logistics has had a relationship for many years. The FM Electric is on a full five-year repair and maintenance contract.
Truck and Bus Wales and West Managing Director Billy Nairn commented: “Armstrong is one of only a handful of UK customers to have embraced every aspect of the Volvo powertrain line-up – including electric, diesel and LNG models. The introduction of our environmentally friendly, fuel saving and zero tailpipe emission trucks are making a significant contribution to Armstrong’s sustainability targets and we look forward to continuing to support them in achieving their goals.”
Magnavale’s upgraded packing facilities are designed to meet the highest standards of food safety and quality, offering customers peace of mind and minimising risks associated with product handling and storage.
For more information about Magnavale’s comprehensive cold chain solutions, including contract packing services, visit www.magnavale.co.uk or contact enquiries@magnavale.co.uk.
Kingsdown Compressed Air Systems has become part of Atlas Copco Group
Kingsdown Compressed Air Systems Limited (“Kingsdown”), a distributor of compressed air and other equipment, has become part of Atlas Copco Group, after being acquired by Atlas Copco UK Holdings Ltd.
Kingsdown was founded in 1996 and is located in Wrotham, Kent. The company has a wide range of customers in all types of manufacturing industries, such as food & drinks, textiles, printing, and advanced manufacturing.
“Kingsdown is well renowned with strong sales and service and has an impressive market presence in its region”, said Ariel Rubinstein, General Manager, Atlas Copco Compressors UK & Ireland. “This acquisition is fully in line with our strategy to further enhance geographical presence and will help us serve present and future customers even better. I would like to welcome our new colleagues from Kingsdown to Atlas Copco Group.”
“Given the strong history under Baker family ownership, as I exit the business to pursue other ventures, it was vital for me to ensure Kingsdown’s loyal customers and staff benefit under a new era of ownership, and that the business continues to grow. As a global market leader, Atlas Copco offers this opportunity for all,” said Sam Baker, Managing Director, Kingsdown Compressed Air Systems Limited.
The company has 13 employees and revenues of 2.4 MGBP in 2023.
The purchase price is not disclosed. The company will become part of the service division within the Compressor Technique Business Area.
For more information: www.atlascopcogroup.com.
AkzoNobel launches first production line in Asia for BPA-free coating for can packaging
AkzoNobel Packaging Coatings has started its first coating line in Asia for interior and exterior coating products for metal cans that are Bisphenol-A NonIntent (BPAni). The news was announced at its 2024 Metal Packaging Summit held on 16 July during Cannex Guangzhou.
This is a significant move from the business, allowing it to help can makers and brands in the region to respond to stringent regulatory requirements both domestically and internationally and an increasing demand for sustainable packaging coatings in China and across Asia.
George Yang, Regional Commercial Director of Packaging Coatings for AkzoNobel Asia, says the new line – which is located at the company’s performance coatings site in Shanghai – demonstrates the company’s commitment to meeting local needs: “With growing consumer health awareness, particularly in Asia which is one of the world’s largest food packaging markets, there is a rising demand for food and beverage can coatings that are both healthier and more environmentally conscious,” he says.
“The establishment of the BPAni production line signifies AkzoNobel’s forward-looking initiative and represents a significant milestone in our commitment to sustainable development within the packaging coatings industry.”
AkzoNobel’s BPAni packaging coatings for the interior and exterior of metal cans, which have been certified by numerous internationally renowned beverage brands, have been widely adopted in Europe and America. The newly commissioned packaging coating production line means local customers and global customers operating in China and throughout Asia will have access to AkzoNobel’s reliable and consistently high-quality BPAni packaging coatings that meet stringent regulatory requirements.
AkzoNobel’s new line adopts highly automated production equipment and integrates advanced technologies and processes already being deployed in Europe. Positioned adjacent to the Shanghai Technology Center, the company’s largest R&D center in Asia, this geographic advantage will provide robust technical support and convenience for the development, production, and application of AkzoNobel’s Bisphenol-free packaging coatings.
The new production line was announced at AkzoNobel’s 2024 Metal Packaging Summit, where the company’s commitment to a BPA-free future was well received by customers and industry representatives that were in attendance. It was praised for facilitating broader market adoption of BPA alternatives, and for accelerating the transformation of the metal can packaging industry in the region.
Wu Hongjun, Deputy Secretary-General of the China Packaging Federation said: “We are delighted to see that AkzoNobel is taking the lead in innovating research and development of Bisphenol-free packaging coatings, achieving localized production. This will promote the high-quality and sustainable development of the food and beverage metal can packaging industry, benefiting local consumers.”
Li Cizhou, Chief Engineer of Wang Lao Ji, a renowned heritage brand and leader in the herbal tea industry, remarked: “AkzoNobel’s pioneering Bisphenol A-free coatings for metal cans are set to align food and beverage packaging with rigorous international standards, driving the sustainable development of the packaging industry.”
Chen Yufei, Senior Vice President of ORG Technology, one of China’s leading providers of food and beverage metal packaging solutions, said: “BPAni coatings further enhance the safety and sustainability of metal packaging materials. We are pleased to see AkzoNobel’s localization of BPA-free coatings production and look forward to working with all parties to drive the transformation of China’s metal packaging industry, shaping a healthier and more sustainable future for the sector.”
Representatives from AkzoNobel and industry partners jointly launch new production line
The new production line is adjacent to AkzoNobel’s packaging coatings R&D lab
AkzoNobel starts operation of first BPAni can packaging coating line starts in Asia
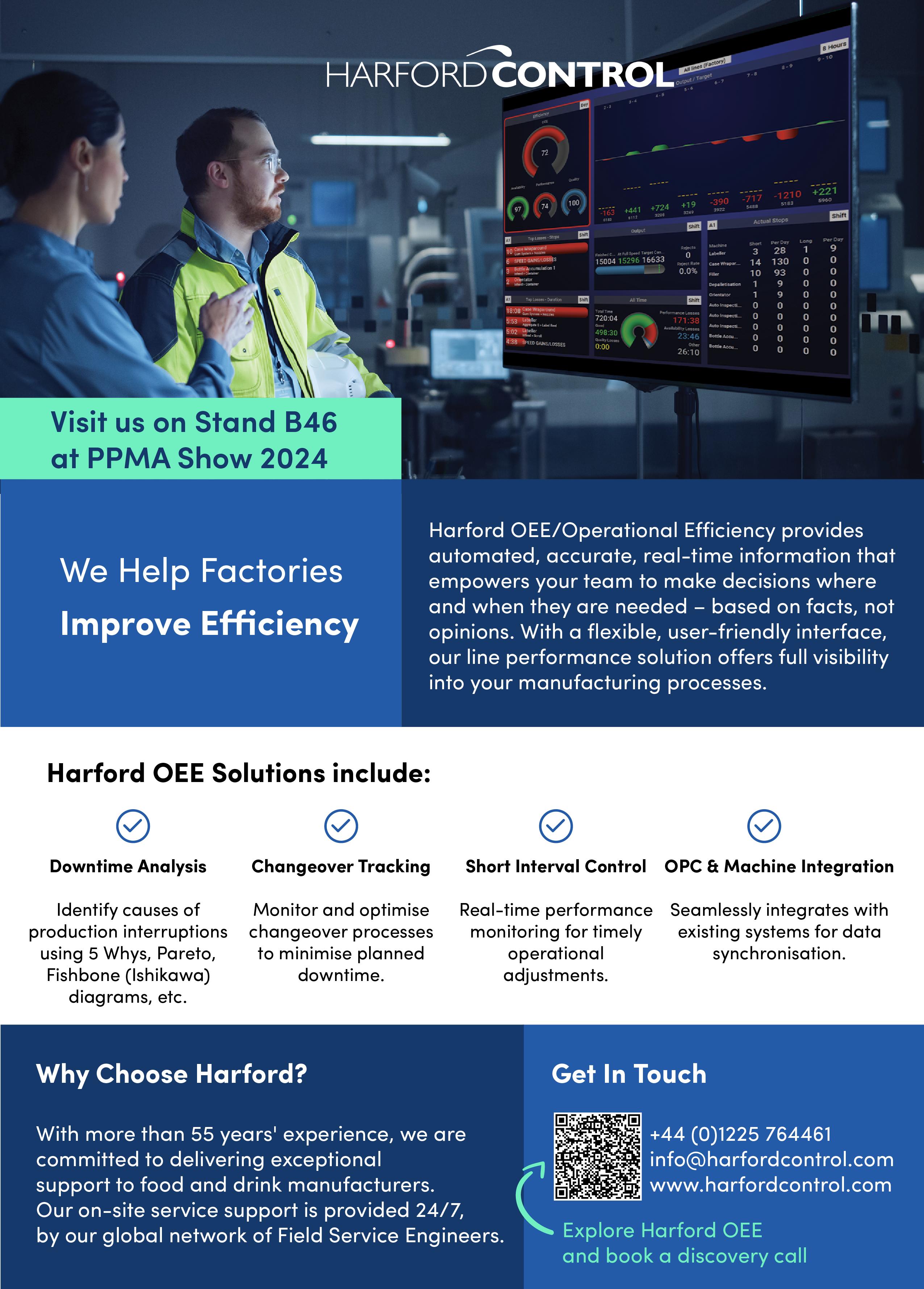
From Import Reliance to Robust Production: Strengthening the UK’s Food and Drink Sector
Reducing Wastage and Overcoming Inefficiency
An article By Roy Green, Harford Control Ltd.
The UK’s food and drink industry is the country’s largest manufacturing sector by turnover, surpassing the automotive and aerospace industries combined. However, around 40% of the food is imported from other countries (gov.uk). The UK relies on specific countries for key products such as Spain for citrus fruits, the Netherlands for tomatoes, and India and Pakistan for rice (HMRC Trade Data).
There are several reasons why the UK needs to import food from other countries, including climate constraints and seasonal variability. The UK lacks the climate conditions necessary for producing certain fruits, vegetables and crops. There is also a short window of opportunity for crops like tomatoes, lettuce and berries. Importing food helps meet national demand and ensures the UK’s food security and resilience.
With challenges fuelled by Brexit, international conflicts, and fluctuating currency values, the trading market won’t always be stable and secure. It’s not always beneficial for the UK to import nearly half of its food from other countries. Strong national production can help mitigate international supply risks.
However, much more needs to be done for the food and drink sector to achieve strong profitable and sustainable production and to thereby reduce UK reliance on imported foods.
Food manufacturers typically tolerate about 5% of waste within their food processes under normal production conditions. However, with over 55 years experience visiting different food and drink factories, we have observed that the actual wastage in most factories is significantly higher than 5%.
The main reasons for wastage include wasted raw materials, inefficient production processes, and product recalls. It’s crucial to understand the root causes of the wastage
August 2024
and find better and more long-term solutions rather than quick fixes which are often depressingly only short-term.
For example, during a visit to a vegetable packing plant, we observed an assembly line where various machines were processing spinach. Spinach frequently flew off the line and dropped onto the floor. Rather than stopping the entire system to fix the problem, the operators chose to clean the floor at the end of the day, discarding all the fallen spinach. This approach was considered more ‘efficient’ than stopping production for a few minutes to improve the process. However, this practice results in significant wastage of raw materials for the sake of speed.
Contaminated Product Recalls
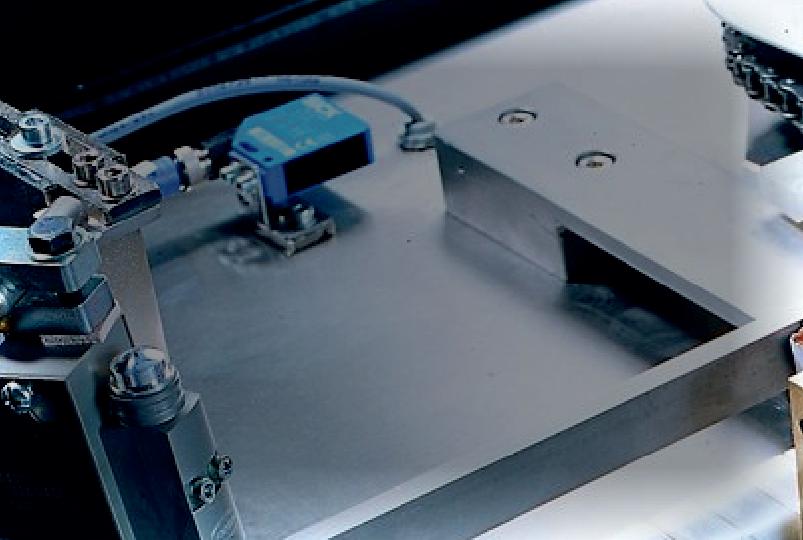
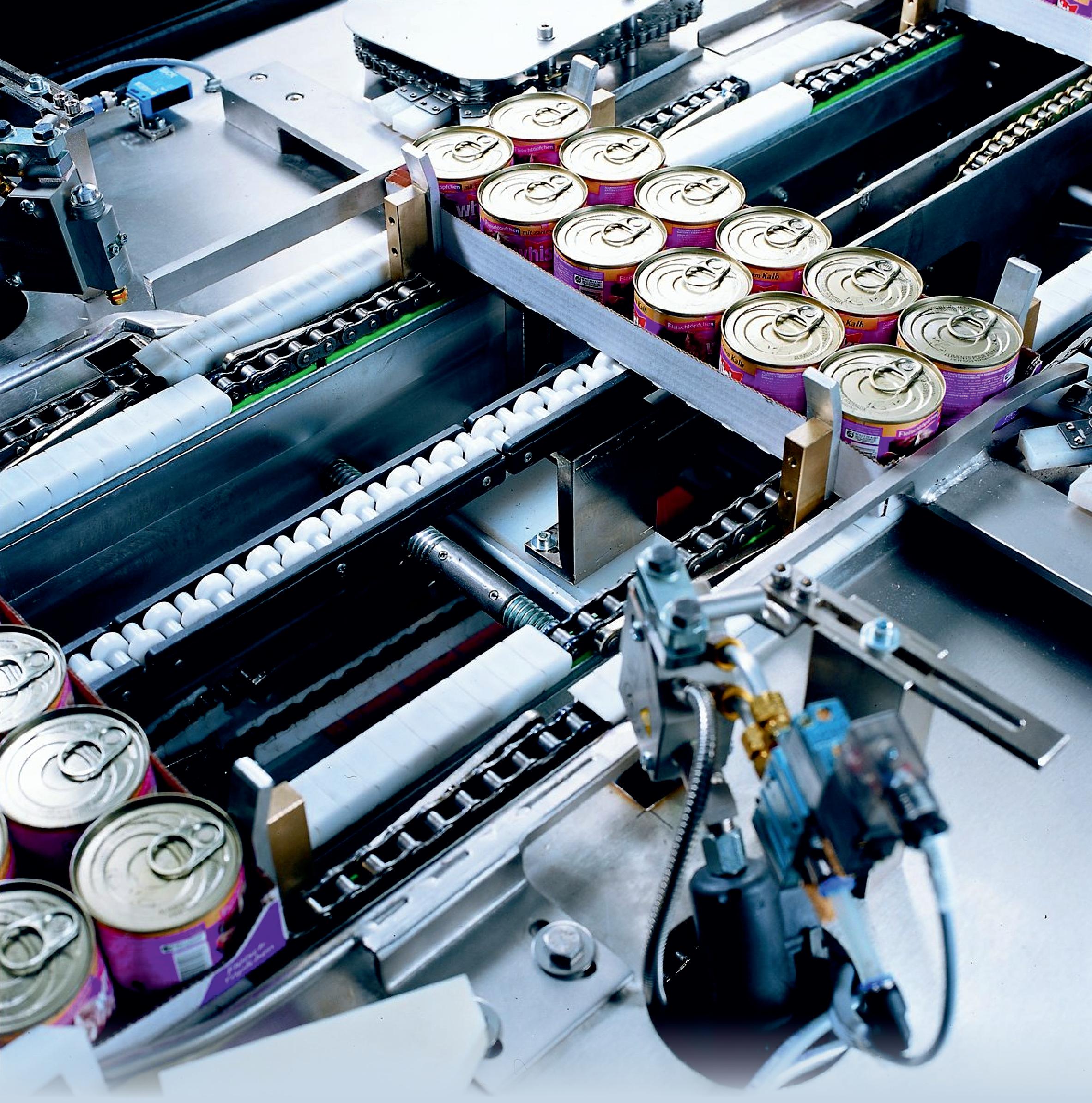
Inefficiency in the production line can create a lot of wastage in the bottling industry. We visited a whisky distillery a few years ago. The production line had a capacity of running 500 bottles per minute. However, it was only producing 250 bottles per minute. Operating below full capacity wasted many resources. One of the root causes was the screw capping machine. Some caps were screwed too tightly, stripping the thread and breaking the seals, while others weren’t screwed down far enough, resulting in leakers. This situation caused a lot of downtime and slowed production efficiency. Considerable time and labour were wasted reworking the bottles.
In addition, there is always wastage associated with product recalls. Recently, food manufacturers recalled at least 60 types of pre-packed sandwiches, wraps, and salads sold in major supermarkets due to potential E. coli contamination. This could have been avoided with proper quality checks and laboratory tests during the manufacturing process, ensuring 100% food quality and safety. The recalls resulted in significant wastage. What’s worse, approximately 211 people across the UK were affected by E. coli, with at least 67 requiring hospitalisation. Consumer protection from health and safety must be the number one priority at this time, with product quality and appearance being in a vitally important second place.
Other forms of wastage in factories are not always visible to the team. Some factories have become used to the wastage and inefficiency, thus becoming blind to it. While breakdowns and root causes are often easy to identify, short stops and slow running can be much more difficult. This is where our specialist knowledge and experience can be particularly helpful.
A Fresh Perspective
Often, all your business needs is a fresh pair of eyes to look into the details of your production processes and uncover performance improvement opportunities. We have enormous experience helping manufacturers
discover the root causes of downtime, ensuring product quality consistency, reducing wastage and improving overall performance.
If the UK food industry wants to move away from over-reliance on importing food, manufacturers need to focus on improving their internal manufacturing performance to build more robust production systems, where long-term fixes are identified and remedial once and for all, and quick fixes become a thing of the past. This sustainable approach ensures more ‘right first time’, lower overheads, less wastage and greater efficiency. Better still, finished goods go out and stay out as factory returns become distant memories.
If you’re ready to ensure product quality, reduce wastage and enhance efficiency, please reach out to us at info@harfordcontrol.com or call us at +44 (0)1225 764461.
Inefficient Whisky Bottling
Join Herma UK, Labelling Systems Division, at PPMA This September
Discover cutting-edge labelling solutions with Herma UK at the PPMA Show this September!
As a leader in innovative product label applicators, Herma will showcase their latest advancements in precision and efficiency. Meet their experts, explore their groundbreaking technologies and see live demonstrations that can transform your packaging processes.
Don’t miss this opportunity to elevate your production line— visit Herma UK at the PPMA Show!
Date: September 24-26, 2024
Location: NEC, Birmingham Stand: A62
more details,
Interroll’s lean,
clean,
conveying machine
Introducing Datamark’s latest machine, the Proflex 250 manufactured by Focus from Nottingham. This cutting-edge machine offers unparalleled capabilities, featuring up to 6-colour UV flexo printing, cold-foil blocking, over-laminating, reverse printing, and sheeting. For Datamark, renowned for its expertise in plain label converting, this investment marks a transformative leap in print quality, surpassing their previous 4-colour capabilities.
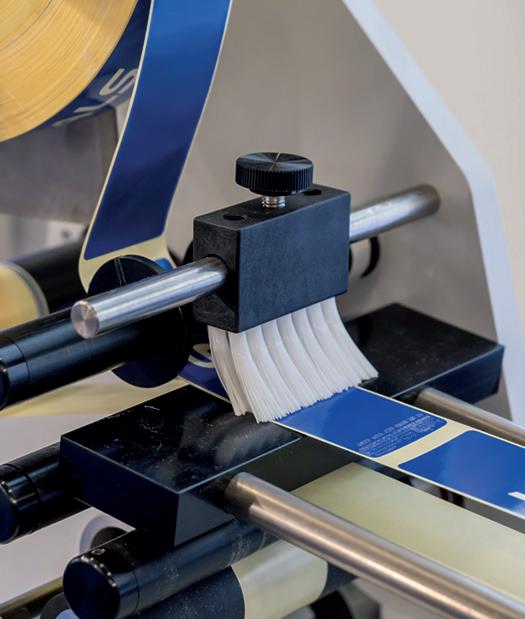
Efficiency and hygiene: the two key challenges for any food production operation. They are the things Interroll has engineered its Special Hygienic Conveyor (SHC) to deliver.
want
The modular platform, which will be the central focus of the business’ stand at this year’s PPMA (E60), is an easy-to-integrate solution for crates, cartons, packaged food and small boxes for use where basic hygiene standards are essential.
Incorporating eight modules - including straight and curved sections of roller and belt conveyors as well as a transfer module and belt diverter - the endlessly configurable platform brings state-of-the-art material handling efficiency into the food-production environment.
The SHC is the first hygienic-environment-specific conveyor system to support zero pressure accumulation in item handling, which it does thanks to an integrated control system. Each item is held in a short conveyor section, or zone, until the next downstream item clears its sensor.
Contact us for further details:
Interroll Limited
Unit 1a Orion Way, Kettering, Northants NN15 6NL
Tel. +44 / 15 36 31 27 70
Email: gb.sales@interroll.com
This maximises efficiency in managing items through processes with no contact between boxes, removing wear and tear and the risk of plastic particles being released into the food preparation environment.
Hygienic and easy to clean
interroll.com
The SHC is made from the highest quality stainless steel for durability and resistance to corrosion. With smooth surfaces, rounded corners and an open-frame design throughout, the system minimises
With over £500,000 invested in the past year, including a new mezzanine floor, modern offices, and expanded factory space, Datamark is poised for even greater advancements in label technology. Embrace excellence with Datamark and redefine your label expectations today.
the possibility of debris accumulating while also allowing fast and thorough cleaning.
This sensible sweet temptation deserves a smooth, safe and ultra-hygienic transportation - to improve their shelf life. Interroll offers a wide portfolio of solutions to drive belt conveyors: from oil-free drum motors to the strongest synchronous drum motors in the market. Our platform covers all conceivable fields of application in the food & beverage industry as well as in airports, warehouses or manufacturing sites.
All components of the conveyor system are waterproof to at least IPX5 certification. This minimises the risk of water ingress, speeding up the cleaning process and reducing the risks associated with water retention, which can lead to microbial build-up.
This sensible sweet temptation deserves a smooth, safe and ultra-hygienic transportation - to improve their shelf life. Interroll offers a wide portfolio of solutions to drive belt conveyors: from oil-free drum motors to the strongest synchronous drum motors in the market. Our platform covers all conceivable fields of application in the food & beverage industry as well as in airports, warehouses or manufacturing sites.
Hilton Campbell, managing director of Interroll UK said: “Like all manufacturing sectors, increasing process efficiency impacts the bottom line for food manufacturers, but this can’t come at the expense of the highest hygiene standards.
Contact us for further details:
Interroll Limited
Unit 1a Orion Way, Kettering, Northants NN15 6NL
“Our SHC gives food factory operators the opportunity to deploy a highly efficient materials handling solution in their plant with high levels of flexibility and no compromise on food safety.”
Tel. +44 / 15 36 31 27 70
Email: gb.sales@interroll.com
To learn more about the SHC, visit Interroll at PPMA stand E60
interroll.com
‘Inside the Exhibition’ with Gregg Wallace
The PPMA Show organisers, Automate UK, have been busy planning the UK’s largest processing and packaging event to ensure it will be yet another spectacular show between 24-26 September at the NEC Birmingham. Automate UK is excited to reveal that the well-known broadcaster, entrepreneur and writer, Gregg Wallace, will be spending a day at PPMA Show exploring the fascinating world of processing and packaging machinery, robotics and industrial vision systems as he goes ‘Inside the Exhibition’.
The show is renowned for being ‘the place to be’ for visitors, with plenty of opportunities for them to seek inspirational packaging solutions, discover fascinating new machinery, broaden their knowledge at expert talks, and engage in face-to-face networking. Visitors will walk away from the show armed with a wealth of information and knowledge that can be applied to their own businesses to streamline processes, improve efficiency, and boost productivity.
The annual PPMA Show attracts over 8,000 visitors across the three-days and includes over 350 world-class exhibitors, comprising over 2,500 brands. These companies will be displaying their state-of-the-art products and services, hosting product launches and live demonstrations to attract the visitors’ attention. Some of this year’s exhibitors include GEA, Bizerba, Videojet, Ulma, Ishida, Beckhoff, Schur Star Systems, Ilpra, Sidel, and JBT Proseal
One of last year’s visitors from Unilever said: “There is a good, wide range of products on show. We came to the show looking for automation partners, which is where our company is headed. We’ve visited the show a number of times and it always delivers good networking opportunities.”
The comprehensive seminar programme is one of the show’s highlights. It provides visitors with ideal opportunities to top up their industry knowledge and stay informed about the latest trends. This year’s keynote speakers are:
• Stefan Casey, Nestlé: The digital transformation of FMCG industry: How digital technology is bringing both challenges and opportunities in packaging across the whole value chain
• Jessica Sansom, Huel: The manifestations of climate changerising to the challenge and adapting to a new normal There will also be a panel discussion by UK Automation Forum on ‘What would make UK food businesses adopt more robots?’. The panel will consist of representatives from the food industry who will be discussing the positive impact that adopting automation can have on the sector, whilst sharing top tips and learnings that help to ensure successful outcomes.
Every year the PPMA Show organisers work tirelessly planning ways to further enhance the visitor experience through introducing new features. One of them will be a dedicated live demonstration theatre where exhibitors will grab everyone’s attention when they take to the stage to launch their new products and services.
Another new fantastic feature is a tour each day of the show for those visitors who may be new to the industry or a startup business. This is designed to increase their understanding about the usage of various machinery and what would be suitable for their business. >>>
Gregg Wallace Image courtesy of Steve Ullathorne
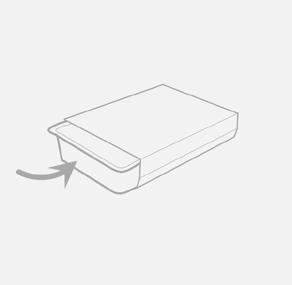
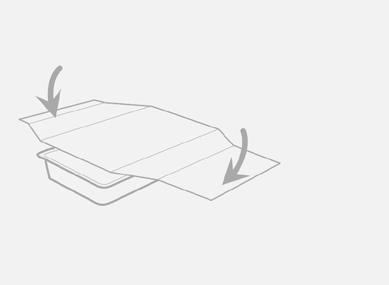
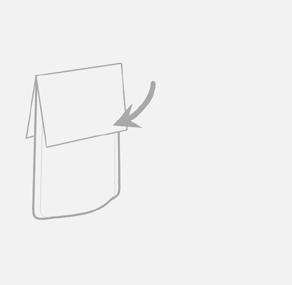
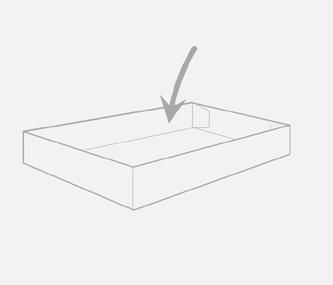
Top load carton and tray formers
Top load carton closers
Fully and semi automatic
end load cartoners
Automatic Pre-glued sleevers
Special product handling systems
Manufactured in UK and USA
This year will also see the introduction of icons that will help to identify easily what sectors the exhibitors specialise in.
Automate UK will soon be launching an app for the show which will further enhance the visitors show experience. The app will offer a wide range of functions, such as the content capture which allows visitors to scan QR codes on the exhibitors’ stands to access information about their products and services.
The organisers are excited to announce that the networking reception will take place at the end of day one. This new event provides an excellent opportunity for exhibitors and visitors to connect in a more informal setting, with an array of food & drink available, along with a live performance from the wonderful Soul Brothers. The perfect way to wind down after a busy day at the show.
For more information, please visit: https://www.ppmashow.co.uk/
Stand: B10
T Freemantle Ltd is a UK based machinery manufacturer with many years’ experience in the end of line machinery industry. Our range of machines is designed to offer simple, effective and reliable solutions to most cartoning and sleeving applications. This range of equipment incorporates some unique design features that have been developed through listening to hundreds of machinery users. These innovations include major space savings due to our compact designs incorporating our slimline autoloader. Rapid and extremely accurate size change procedures utilising our pinlock system are some of the most simple to operate and maintain machines available. All machinery is backed by a team of trained engineers and a range of service contract options tailored to suit each requirement.
Rotech Machines, a pioneer in thermal inkjet technology, is excited to announce that they will be exhibiting at this year’s PPMA Show, taking place from 24-26 September 2024 at the NEC in Birmingham.
Well known for their customer-led solutions, Rotech will be at stand A31, ready to showcase their unparalleled range of printers and demonstrate their expertise and knowledge of the increasingly popular coding technology.
Over 20 Years of Innovation in thermal Inkjet technology
More than two decades ago, Rotech recognised the potential of thermal inkjet (TIJ) in the packaging industry. Since then, they have been advocating its benefits—clean operation, maintenance-free functionality and ability to produce excellent quality prints.
The evolution of TIJ technology took a significant leap forward around 2008 with the development of inks that adhere to standard packaging materials. Rotech was at the forefront, implementing some of the first installations for printing on blister pack foil and flow-wrapper films.
Expertise and industry-leading support
This leap forward in capability has led to many other companies adopting the technology as part of their product ranges, with varying levels of knowledge and aftercare.
“Although we all agree that the technology is an excellent choice for various applications, when not installed correctly, or not supported by a knowledgeable team, it could easily be labelled with the same negativity associated with more expensive, service hungry and unreliable technologies.” Says Steve Ryan, Sales Manager at Rotech. “This is where Rotech excel, we have industry leading knowledge, extensive experience with installing and supporting these systems across an array of different industry sectors and can provide a full range of system options.”
With over 1,000 UK installations under their belts, Rotech are well trusted by manufacturers spanning a wide range of industry sectors. They maintain their position as a first-class supplier of the technology by constantly evolving their install techniques based on extensive industry experience.
Rotech invites manufacturers to engage with their coding experts to discuss unique challenges related to late-stage product customisation.
“Our expertise lies in the correct application of TIJ technology to meet customer needs, from printer and ink selection to installation and interfacing,” explained Richard Pether, General Manager at Rotech. “Acquiring a printer is easy; getting it to work to its maximum advantage takes expertise.”
Solutions for offline coding
Also at the forefront of the Rotech stand, will be a selection of their UK designed and built feeding systems, for applying variable information to packaging off-line.
These feeders are manufactured to handle a variety of flat-form substrates with ease. When paired with a printer and/or labeller, they reliably print and/or label at high speeds, offering a costeffective solution for coding away from the main production line.
Among the showcased products will be the entry-level RF Lite, a low-cost solution for automating date coding processes, and the newly redesigned RF Auto, a heavy-duty feeder capable of handling products of varying thicknesses. Both systems can be seamlessly integrated with TIJ coders to provide a complete standalone solution.
Trusted across the UK
Silverson Flashmix Powder/ Liquid mixer for Champagne and Sparkling wines
A company based in the Champagne region in France has purchased a Flashmix Powder/Liquid mixer for the production of oenology products. The company trade in oenology products such as yeasts, enzymes, stabilisers, etc. for the treatment of champagne and sparkling wines and research the advantages and effects of adding these products into wines.
The company got in touch with Silverson Machines’ office in France with the hope of improving dispersion of their products and in turn improving the quality of their premix aqueous phase liquids.
The company has an extensive range of products including carbons, gums, bentonite and Propylene glycol alginate (PGA). The powders are dispersed in the aqueous phases to create a premix, which is then added to the base wine at the same stage of the process as the yeasts and sugars. These products are added to improve the quality and the characteristics of the wine. For example, they minimise oxidation and stabilise proteins which could turn into ‘wine faults’ if not corrected before bottling. But to be effective the premix must be correctly prepared, and the company had been having problems with this.
When creating the premix, the powders were forming agglomerates when added to the aqueous phase. The company’s existing mixing equipment was unable to break down these agglomerates once they had formed and this resulted in long mixing times.
To test the effectiveness of the Silverson Flashmix, trials were run with the company which produced successful results. A number of the powders and other products were run through the Flashmix resulting in agglomerate free, consistent premixes each time. The process was quicker and cleaner than the previous method used. It was also recognised that the quicker powder addition rate of the Flashmix would improve powder handling and process hygiene and help them to reduce waste.
One of the significant benefits of using the Flashmix was its ability to process higher concentrations of gums and thickeners. The compounds the lab use increase in viscosity each year and prior to trialling the Silverson mixer they had not attempted dispersing these. The Flashmix has offered them new perspectives in terms of formulas and a huge benefit to their research, as it is able to process higher viscosity mixes.
Silverson mixers can also help in the filtration of wines. Centrifugal force filtration is used by winemakers as a process of separating unwanted particles such as dead yeast cells or fining agents from the wine by use of centrifugal force, which is the principle that Silverson rotor/stator mixers operate on.
SEE unveils new top webs with significant plastic reduction for food packaging
SEE, a pioneer in packaging innovation and sustainability, is excited to announce the launch of three groundbreaking skin packaging top webs designed to set new standards in packaging efficiency and performance. The introduction of these high-performance, costeffective solutions marks a significant milestone in SEE’s commitment to revolutionising the packaging industry.
Compatible with the company’s renowned CRYOVAC® Darfresh® on Tray, Darfresh rollstock, and Vacuum Tray Skin technologies, the new top webs are engineered to offer unparalleled benefits to food processors. Key features include a superior oxygen barrier, enhanced optical properties, exceptional formability, and robust implosion resistance and sealability. Importantly, these advancements come without compromising the shape or integrity of the packaged products.
The innovative design of the top webs enables a notable reduction in total packaging cost (TOPACO) with Darfresh® on Tray system by 15-53% versus Modified Atmosphere Packaging (MAP), depending on the tray thickness.
This efficiency gain is a testament to SEE’s dedication to delivering cost-effective solutions without sacrificing quality.
The new top web facilitates a significant downgauging from the traditional 100/120 microns to 80 microns for all the skin systems. For applications utilizing the Darfresh® on Tray technology, this reduction not only decreases material usage but also results in a 21-37% reduction in carbon footprint compared to MAP, thanks to diminished food waste and tray thickness. The upgrade also boosts productivity, increasing from 6 cycles per minute to 8.5 cycles per minute, providing food processors with enhanced operational efficiency.
When paired with Vacuum Tray Skin technology, the new top webs achieve a remarkable 4-51% plastic reduction compared to other tray skin materials available on the market, allowing tray thickness downgauging, further underscoring SEE’s leadership in sustainable packaging solutions.
“SEE is proud to introduce these revolutionary skin packaging solutions to the market,” said Marta Lara, Senior Marketing Manager, Food Retail, EMEA at SEE. “Our commitment to innovation, sustainability, and customer success is reflected in these new offerings. We believe that these enhancements will not only benefit our clients by improving efficiency and reducing costs but also contribute significantly to our shared goal of a more sustainable future.”
SEE continues to lead the way in providing sustainable, high-performance packaging solutions that meet the evolving needs of industries worldwide. With the launch of its new skin packaging top webs, SEE reaffirms its dedication to protecting goods, preserving food, and enhancing business operations through innovative and responsible packaging solutions.
In a new packaging development partnership, SN Maschinenbau and Südpack have developed an overall concept for the in-house production of stand-up pouches with spouts, which is designed for the packaging of paste and liquid products. The concept is aimed at food manufacturers and bottlers who previously use premade spout bags and will be presented at Anuga FoodTec 2024.
makes handling much easier and allows staff to process a larger number of pouches more efficiently, for example because there is no need for timeconsuming separation of the rails. The low-maintenance machine works highly efficiently and, thanks to its compact design, can also be used in production environments with limited available floorspace. This means it can be set up flexibly either directly on the filling machine
London Packaging Week
Final preparations underway: Just 50 days to go until doors open to London Packaging Week
Top brands have already confirmed their attendance, alongside an expected 4,500+ visitors, to see over 190 exclusive exhibitors showcasing the brightest and the best the packaging industry has to offer.
With the final preparations and countdown to one of the UK’s premier exhibitions for sustainable and stylish packaging solutions well and truly underway, organisers Easyfairs believe that September’s London Packaging Week will be its most successful yet.
In 50 days, ExCeL will open its doors to thousands of brand representatives, each looking to discover suppliers, products, and knowledge to create the future of their next packaging innovation. And those looking to find their next packaging solution will certainly be in the right place, with 190 exhibitors already booked in to fill every square foot of the show’s floorplan.
The two-day event, which will take place on 11 & 12 September in halls S5 & S6 of ExCeL, is set to attract 4,500+ visitors, so connecting hundreds of the world’s biggest suppliers and thousands of designers, packaging developers, marketers, founders and buyers that have come to rely on the event to drive innovation and creativity.
The event brings together top industry suppliers, including renowned names like AllPack, Evisosys, Sun Branding, Berry Global, Dekorglass, and DS Smith. Attendees have the unique opportunity to connect with leading companies such as Favini, Holmen Iggesund, International Direct Packaging, and Keenpac, gaining access to high-quality and innovative packaging solutions. The presence of these key players, along with other prominent suppliers, solidifies the event’s reputation as a premier destination for industry professionals.
Notable attendees include representatives from confirmed brands such as Tesco, Sainsbury’s, John Lewis, Itsu, The Walt Disney Company, Bacardi, Holland & Barrett, Amazon, Avon, The National Gallery, Aldi, The Macallan, Bloom & Wild, Boots, Burberry, Carlsberg, Charlotte Tilbury, F&F, Five Guys, GHD, Gousto, H&M, Harvey Nicholls, Superdrug, Soho House, Sky, No7, Next, Molton Brown, M&S, Lush, Lipton, HSBC, Hello Fresh, Elemis, Estee Lauder, Britvic, Diageo, Selfridges & Co, Waitrose, Lindt, KOTY and Alexander McQueen.
Whether looking for smart packaging, a new alternative material, a supplier to partner with on your new launch or the latest sustainable solution, visitors will find it all in the four events that make up London Packaging Week. Packaging Première connects designers and manufacturers of luxury packaging with the major international brands, PCD is the world’s premier event brand for the beauty packaging community, PLD defines the future of packaging for all types of premium and luxury drinks, and Food & Consumer Pack is designed to drive packaging innovation across the £200bn market for everyday food, drinks and FMCG products.
“If you’ve never experienced one of our shows before, there’s no better time to jump in than 2024,” said Senior Marketing Manager James Montero MacColl. “The consistently glowing reports from last year’s shows make it clear that exhibitors engage in valuable networking with existing and new contacts, secure high-quality leads and consider our events a must-visit to gain the latest updates from the industry.
“But if you’ve attended or exhibited in previous years, you’ll know why the show has that reputation. When you combine all the biggest names in the world of packaging and D2C brands under one roof, magic happens. Whether it’s a new material supplier, an innovative pack format, a new contact while networking or just a spark of inspiration ignited in a debate, everyone leaves London Packaging Week with something they can use to grow their business.
“Not only that, but they offer a unique platform to connect, learn, and get inspired, whether you’re a packaging supplier, specifier, buyer, or designer. The event facilitates knowledge exchange, keeping you up-to-date with the latest packaging trends and technologies. So, mark your calendars and make sure you don’t miss out in 2024. Our UK events are where innovation meets collaboration, and the packaging industry comes alive.”
With leading brands L’Oreal, LUSH, Kellanova, and Diageo joined by the likes of Brompton Bicycle, Sun Branding, Positive Luxury and WRAP, set to deliver an essential update for the future, it’s easy to see why London Packaging Week has fast become the UK’s leading luxury, beauty, drinks and FMCG event. Taking in top-level topics, from the growing role of artificial intelligence and sustainability and the environment to connected packaging applications and practical lessons in design and structural engineering, there’s something for everyone.
London Packaging Week will also introduce the inaugural London Packaging Week Innovation Awards, celebrating excellence across the industry by crowning its first-ever winners. Attendees can explore a brand-new gallery featuring all the finalists and look forward to the annual Innovation Gallery, which will feature some of the most innovative packaging solutions from the past 12 months, providing a glimpse into the industry’s future.
Join the top brands in beauty, luxury, drinks and FMCG by registering today to attend the show.
SPECIALITY & FINE FOOD FAIR LAUNCHES 2024 SEMINAR PROGRAMME
Speakers from Waitrose, Hawksmoor, KERB and more will be taking to the stage for Speciality & Fine Food Fair’s 25th anniversary edition on Tuesday 10 September – Wednesday 11 September at Olympia London.
Each year the Fair’s content programme is a must-attend for retailers and hospitality professionals to keep on top of the latest trends and innovations in the world of speciality food & drink.
The Drinks Uncovered stage will be playing host to a wide range of talks and demos centred around the drinks sector. Sarah Stewart, Sake Wine & Cheese Educator at West London Wine School, will be discussing pairings of sake and cheese and the delicious synergy rooted in the power of umami, while Cibare Food & Drinks Magazine Editor in Chief Eve Tudor will be hosting a discussion of the world of low & no.
The Talking Trends stage, in partnership with the European Union, will host a comprehensive programme of content covering everything from the latest speciality retail trends to hot new ingredients to topics such as DEI, empowering retail teams and consumer perceptions of ultra-processed foods.
Lizzie Haywood, Innovation Manager at Waitrose & Partners will be kicking off the Fair’s content programme with a presentation on the key ingredients and cuisine trends that are shaping the speciality food & drink sector.
Leading industry voices including Andrew Goodacre of the British Independent Retailers Association, Emma Mosey of the Farm Retail Association and Fine Food Digest’s Michael Lane will be taking to the stage to discuss what independent retail should be asking of the new Labour government, and key areas of campaigning for the industry.
Award-winning author and presenter Jenny Jeffries will be joined onstage by Hawksmoor General Manager Tom Foxwell, The Happy Pear Founder Stephen Flynn and Claire Mackenzie, Producer of the documentary Six Inches of Soil, to discuss the pros and cons of independent retailers and hospitality businesses working with regenerative farms.
The Talking Trends stage will also play host to Pitch Live Final in Partnership With IND!E and Ocado, where innovative food brands will be pitching their products live on stage during the Fair for the chance to secure a listing with the online retailer.
The winners of the 2024 Speciality & Fine Food Fair Awards will be unveiled on the evening of 10 September, followed by a special celebration of 25 Rising Stars in the industry, curated in partnership with Speciality Food Magazine, to celebrate the Fair’s 25th anniversary.
To learn more about the seminar programme for the 2024 edition of Speciality & Fine Food Fair, and to register for your complimentary trade ticket, visit specialityandfinefoodfairs.co.uk/2024-seminar-programme.
‘Still
baked into manual AP processes? why
automated AP and statement reconciliation are crucial for Food & Beverage producers in 2024.’
As the largest manufacturing sector in the UK, Food & Beverage (F&B) organisations are spinning many plates and their success is fundamental to the future prosperity of our economy. Workforce shortages, supply chain disruptions, rising costs, health and safety compliance, traceability of ingredients, and increasing ESG requirements are just a few of the challenges facing the industry and there’s no room for less than rigorous spend management processes.
Central to effective cost management are the processes of issuing, receiving, and paying invoices, especially in the UK Food & Beverage sector, which is the worst industry for time taken to pay according to the Good Business Pays campaign.
In the current economic climate F&B businesses need to cherish their vendors, protect their supply chain, and work together to ensure improved levels of payment hygiene. With tight profit margins, there is little room for error in invoice payment processes – overpayments and duplications could be the final straw for F&B businesses. Implementing the most effective processes for AP and statement reconciliation is key to achieving more streamlined efficiency and avoiding production disruptions.
Forward-thinking F&B businesses are increasingly putting their trust in digital systems that speed up, simplify, and optimise many of their business processes. However, critical back-office processes such as accounts payable (AP) are often the last thing to be invested in. Implementing a best-inclass AP solution forms a solid base before other customerfacing digital solutions can be added. More efficient financial management means that even as margins grow tighter, efficient payment processes protect the bottom line while supporting productive vendor relationships.
By Nathan Ollier, CEO, Open ECX
Saving costs
Identifying and implementing digital solutions that can help drive down ever rising costs within the business is critical. For example, implementing an electronic invoicing solution allows vendors to share digital invoices that are automatically input into their own financial system, reducing the risks associated with human error and removing traditional in-tray delays for the AP team. Some of the best can also provide optional 3-way matching and workflow authorisation together with seamless integration into the rest of the finance system.
Integration results in the automation of invoices transitioning directly into the ERP, creating a seamless information flow throughout the invoicing process.
This single source of truth ensures accuracy of data for internal finance teams and the supply chain, delivering a transparent end-to-end process.
Deploying effective processes for statement reconciliation provides much tighter control over spending, greatly reducing risk of overpaying, underpaying or duplicating payments.
Solutions for automated statement reconciliation can compare invoices and credit notes with relevant statement lines, saving hours of time and resource.
eTrading Solutions
Protecting vendor relationships
The impact from unexpected supply chain disruptions can cause major financial shockwaves for a business. When vendors can count on their customers to pay them accurately, on time, they are more likely to pull out the stops when unexpected problems arise.
Protecting relationships with strategic suppliers is important. Using an automated, accurate statement reconciliation system demonstrates transparency to vendors – even more so when it is part of an overall digital AP system, making communications around queries much easier.
Integrating systems with suppliers is one of the biggest barriers for manufacturers seeking to implement new technology. However, solutions such as Open ECX’s AP Automation Invoicing do not require the supplier base to change the way they transmit invoices and credit notes. Superior solutions like this one can support many data formats including .pdf, .csv, XML and EDI, and business rules can be defined to enrich inbound data and add information based upon the requirements of the ERP system or to support line level matching.
Better business outcomes
Data is a key component in achieving business targets, providing users with accurate, real time information to inform more effective decisions. Accurate and timely statement reconciliation produces accurate financial data, that can be used with greater confidence for planning, forecasting, and budgeting.
Automated processes remove the risk of human errors. While some software removes the human component using OCR (optical character recognition), supported by AI to reduce mistakes, the best automated AP solutions are 100% accurate from the start.
Implementing effective AP and invoice reconciliation reduces time-consuming correction processes. It is not unheard of for organisations to employ teams of 10 or more solely focused on statement reconciliation, a wholly avoidable deployment of costly resource, with teams able to work on higher-value tasks.
The best automated AP solutions may have in-built validation rules that help spot and highlight potentially fraudulent activity, representing significant financial, reputational, and legislative risk. Some automated AP and statement reconciliation systems include statement health reporting, ensuring that the financial team is alerted to any discrepancies and can work confidently with the statement balance in real time. They can also provide full document history to support external audit requirements.
Time to automate
Now is the time to digitise AP processes. Being cloud-based offers enhanced security, real time access to data, and more powerful data analysis. The best solutions use unique conversion technology to extract the underlying physical text from the source document, providing the ability to enrich the data and define business rules of how to treat the incoming document and data. This technology guarantees 100% accuracy, transmitting invoices and credit notes directly into the organisation’s ERP, delivering an efficient, end-to-end digital process.
Managing supply chain and inventory in today’s F&B industry is complex – automating AP streamlines and simplifies one of the most important processes within this. Without robust functional invoice management everything else falls down. As well as helping businesses build stronger relationships with suppliers, these solutions help optimise efficiencies in payment and finance management, enabling AP teams to achieve more in less time, with automated processes that take a fraction of the time, ensure greater accuracy and fewer errors. 2024 is the year for implementing automated AP or risk being left behind in an increasingly competitive business environment.
GM Marketing Official Brand Partners of MOTH
Bringing Premium RTD Cocktails to Ireland
GM Marketing has been named the official distribution partner for MOTH, the UK’s fastest-growing premium ready-to-drink (RTD) cocktail brand1. This partnership marks a significant milestone as MOTH’s range of bar-quality, bar-strength canned cocktails will broaden its distribution of the top four bestsellers to consumers across the island of Ireland.
MOTH, renowned for its exquisite cocktails made from awardwinning spirits, offers a variety of flavours that cater to every palate. Irish consumers will now get to enjoy MOTH’s fresh, sharp and confident Margarita, soulful, juicy, bittersweet Mojito, silky-sweet and swanky Piña Colada and the soft, bitter Espresso Martini, with every sip guaranteed to be a delightful experience.
The Rise of RTD Cocktails
The RTD market is currently worth over €65 million in ROI grocery channels, with single unit RTDs driving the overall category and sales value up by 20%2. This growth reflects a broader trend with over two-thirds of people agreeing that at-home socialising is a more affordable alternative to going out and two thirds of these hosting social gatherings such as ‘big nights in’ with friends and family3
With the support of GM, MOTH’s range of cocktails is perfectly poised to meet this Irish consumer demand and drive incremental growth to the category and retailers carrying MOTH. Offering bar-strength, bar-quality drinks that can be enjoyed without the need for a fancy setup. In the UK, MOTH holds an impressive 70% share of the super-premium RTD category, overtaking Pimms and White Claw, with a MOTH cocktail being sold every 10 seconds2. The brand’s popularity is a testament to its commitment to quality and taste.
“We are thrilled to bring MOTH’s premium canned cocktails to the Irish market. Our team at GM is dedicated to ensuring that MOTH becomes a household name across Ireland. With our shared commitment to grow MOTH across the island or Ireland, we believe this partnership will be a great success” said Gerard McAdorey, Managing Director at GM Marketing
Ben Blake, Head of Marketing at MOTH, adds: “We are delighted to partner with GM Marketing to introduce MOTH’s delicious canned cocktails to the people of Ireland. Our cocktails are designed to be enjoyed anywhere, anytime, and we are confident that Irish consumers will love the convenience and quality of MOTH.”
Why MOTH?
MOTH’s cocktails are designed for any occasion for a Mix of Total Happiness (MOTH). Whether hosting at home, enjoying on the go, or giving as a gift, MOTH’s single-serve cans offer the perfect solution. Each can is fully recyclable and packed with the best ingredients, ensuring a premium cocktail experience without the hassle of mixing. Fresh without the faff. Taste without the price. With RTD sales expected to double in value in the next few years, driven by innovation and an over 11% growth in Ireland’s RTD category—well ahead of long alcoholic drinks at 3.1%4—MOTH is well-positioned to lead this exciting market transformation.
Explore the Range
MOTH’s Irish range includes:
Margarita: Fresh, sharp, and confident. Best enjoyed in a Martini glass with a salted rim.
Piña Colada: Silky-sweet and swanky, reminiscent of pink skies in Puerto Rico.
Mojito: Soulful and bittersweet, perfect for hot summer days.
Espresso Martini: Smooth and rich, a perfect blend of vodka, cold brew, and coffee liqueur.
About GM Marketing
Since 2000, GM Marketing has been more than just a distributor. We partner with like-minded brands to turn big ambitions into reality, leveraging our expertise, strategic hubs in Dublin, Belfast, and Rugby, and mastery of customs to build brands seamlessly across the UK, Ireland, and Europe, driving growth and success for brands like MOTH.
For more information about MOTH, visit www.mothdrinks.com. To learn more about GM Marketing, visit www.gmmarketing.co.uk. GM Marketing’s exciting partnership with MOTH brings premium RTD cocktails to consumers across Ireland. Cheers to great drinks and even better company!
1 479 BRAND in GB Groc Mults during Latest 52 weeks 24/02/24
2 Nielsen IQ Scantrack Data, 52 Weeks to 10 March 2024
3 Euromonitor International from official statistics, trade associations, trade press, company research, store checks, trade interviews, trade sources.
4 Mintel, A Year of Innovation in RTD, Wine & Spirits, 2024.
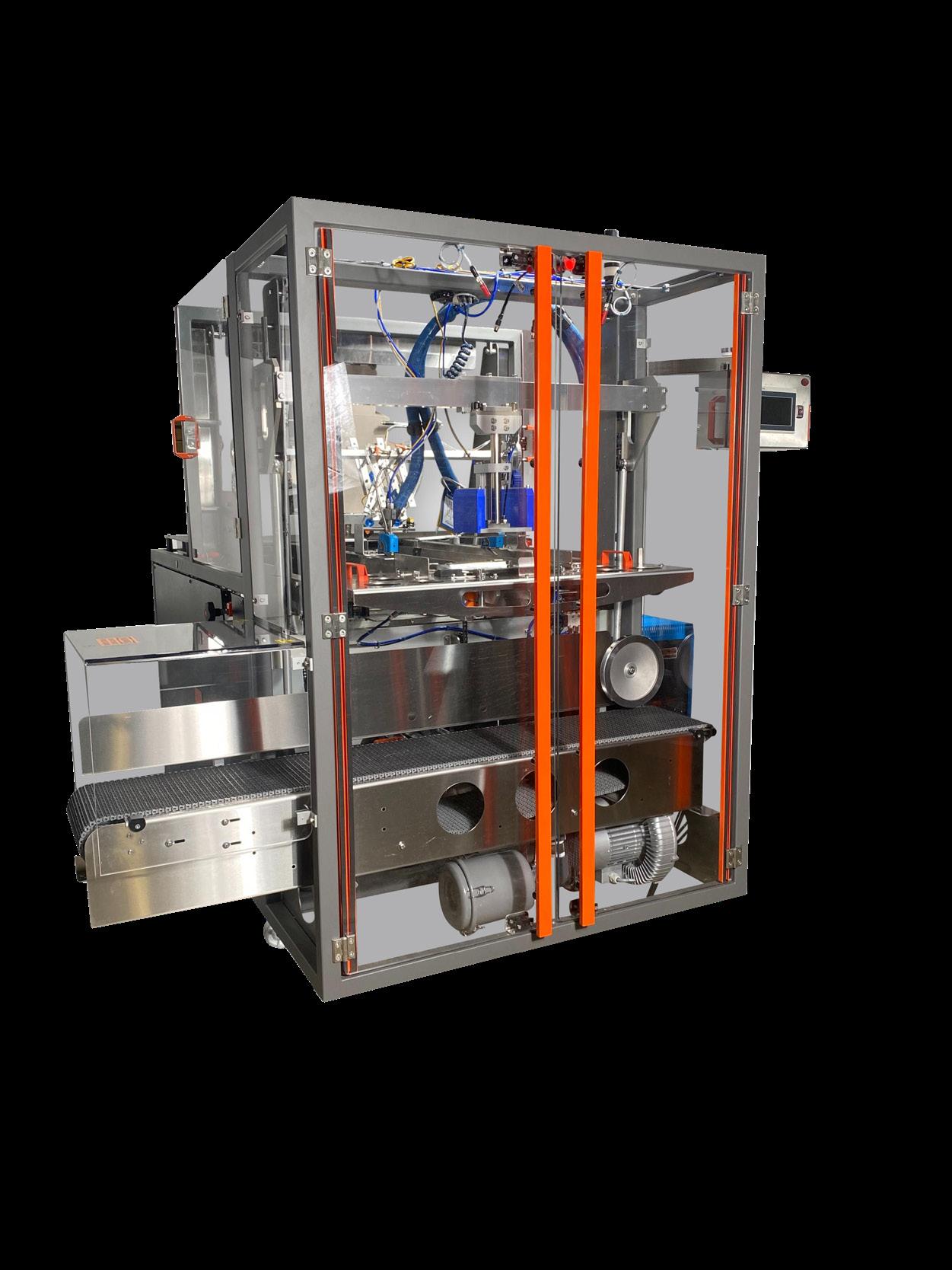
Optimising Food Production
Essential Processing Equipment in Food Production
In food production, efficiency, reliability, and quality are paramount. Every meal, snack, or drink depends on a sophisticated network of processing equipment, meticulously designed to transform raw ingredients into finished products.
In food production, efficiency, reliability, and quality are paramount. Every meal, snack, or drink relies on a sophisticated network of processing equipment to transform raw ingredients into finished products. From steam boilers to water treatment systems, each component ensures smooth operation. We explore the importance of processing equipment, examining key technologies such as fuelfired and electric steam boilers, ancillary plant systems, and water treatment solutions.
Fuel-Fired and Electric Steam Boilers
Steam boilers are vital, providing essential energy for cooking, sterilisation, and heating. Fuel-fired steam boilers use natural gas, propane, or diesel to generate steam, offering robust performance and high efficiency. These boilers are valued for their versatility and precise temperature control necessary for various processes.
Electric steam boilers have gained popularity due to their cleanliness, ease of installation, and minimal environmental impact. Utilising electricity, they eliminate the need for on-site fuel storage and combustion, reducing emissions and ensuring compliance with strict environmental regulations. They are ideal for small-scale operations and niche production lines.
Ancillary Plant Systems: Boosting Efficiency and Productivity
Ancillary plant systems enhance efficiency and productivity. These include heat exchangers, pumps, valves, and piping networks, designed to transport fluids, regulate temperatures, and facilitate material handling.
Heat exchangers are essential for energy recovery and process optimisation by transferring heat between fluid streams. They preheat incoming product streams, reducing energy consumption and improving efficiency. Pumps and valves regulate the flow of liquids and gases, ensuring precise control over process variables and minimising waste.
Engineered Systems for Water Treatment
Water is a ubiquitous ingredient in the food industry, necessitating strict quality standards and regulatory compliance. Engineered systems for water treatment are crucial in safeguarding product quality, mitigating contamination risks, and ensuring compliance.
Reverse osmosis (RO) systems use semi-permeable membranes to remove impurities, contaminants, and dissolved solids, producing high-purity water suitable for various applications. RO systems ensure the quality and consistency of ingredients, particularly in sensitive products such as beverages and dairy items.
Disinfection systems like ultraviolet (UV) sterilisers and ozonation systems help eliminate harmful microorganisms and pathogens, safeguarding product integrity and shelf life. By incorporating advanced water treatment technologies, food manufacturers uphold the highest standards of safety, quality, and regulatory compliance.
HELPING YOUR FACILITY ON THE ROAD TO NET ZERO
Our class-leading range of fuel-fired and electric steam boilers and portfolio of aftercare solutions can help with your decarbonisation strategy and put your company on the Road to Net Zero.
As a complete solutions provider, Fulton can provide your food processing facility with:
· fuel-fired and electric steam boilers
· off-grid and point-of-use solutions
· ancillary plant / engineered systems
· steam surveys
· project management
· water treatment contracts
· accredited / certified training
· installation / commissioning / upgrades
· repair / service / maintenance programmes
For further information scan the QR code, visit www.fulton.co.uk, email sales@fulton.co.uk or call the office on +44 (0)117 972 3322.
At Cross+Morse we aim to fulfil all industry demands, from the simplest to the highest level of precision required. Our objective is to offer a complete solution - not just products - to your power transmission challenges.
Cross+Morse are known in the industry as pioneers in quality standards, which is why we take our quality control processes very seriously. Quality assurance is central to our organisation with controls encompassing all aspects of design, manufacture, logistics and customer service. We are ISO 9001:2015 accredited and have been for over 30 years.
Power Transmission Solutions
freewheels, roller ramp clutches, combined sprag and bearing units and many more.
At Cross+Morse we have continuously invested in top of the range measuring equipment: Co-ordinate Measuring Machine (CMM), digital tri-bore gauges and micrometers which are constantly calibrated to comply with ISO standards. Our stringent inspection process guarantees that when manufacturing each operation is thoroughly inspected by either a highly trained shop-floor staff supervisor or an inspector, ensuring that manufacturing is only allowed to continue when each phase has been approved. Our hardening treatment is checked using either our Rockwell or Vickers hardness testing machines.
We review our quality procedures continuously to provide up-to-date mechanisms for ensuring conformity to the quality system; different audits are carried out on all activities in the company throughout each year.
Cross+Morse is the largest authorised distributor and stockist for American transmission products manufactured by RegalRexnord (formerly EPT) in the United Kingdom. The range includes Sealmaster®, Browning®, Jaure®, Kop-Flex®, McGill® and Morse®.
Inverted tooth chain: including the standard SC type from 3/16” to 2” pitch and HV type from 3/8” to 2” pitch; as well as conveyor chains up to 12” width in centre or outside guide construction. We manufacture standard and special sprockets in-house for a complete drive solution.
We pride ourselves in offering a complete range of overload protection devices ranging from the simplest to the most accurate and precise overload clutch: Sheargard range of overload clutches, wedge pin type, available as a chain coupling and the option of low inertia rubber elastic couplings for higher speed drives. The Crossgard range, ball detent type, comes in 3 versions and also available with roller chain and low inertia rubber coupling option. The Safegard CS series, ball/roller detent type, comes in 2 two basic types (standard or mini) and also available as shaft couplings. Series CZ and CN zero backlash Safegard clutches for responsive overload protection, available in both basic and shaft coupling types.
We offer a wide stock range of flexible shaft couplings to accommodate different types of misalignment: Jaw couplings, elastomeric couplings, roller and Delrin® chain couplings, gear couplings GFA & GFAS, polymer gear couplings, Morflex elastomeric disc couplings and Crossflex disc couplings.
Our Crossbore® rework service includes reboring, keywaying and setscrewing of standard sprockets, pulleys and gears in a dedicated production area with specialised CNC machines for a rapid response. Induction hardening of teeth is also offered in-house.
For further information contact:
Shaft clamping elements for precision transmission of torque with no backlash: a complete range from stock.
Our range of Freewheel clutches for overrunning, indexing and backstopping applications; including sprag clutches, industrial ratchet
Telephone: +44 (0) 121 360 0155
Email: sales@crossmorse.com or visit www.crossmorse.com
Cross & Morse
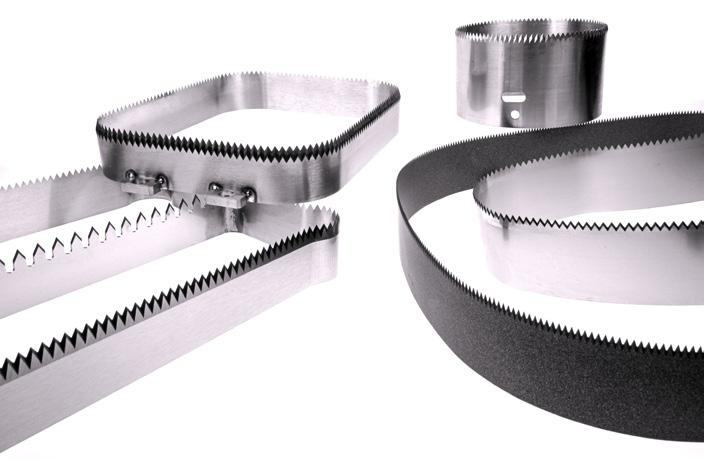
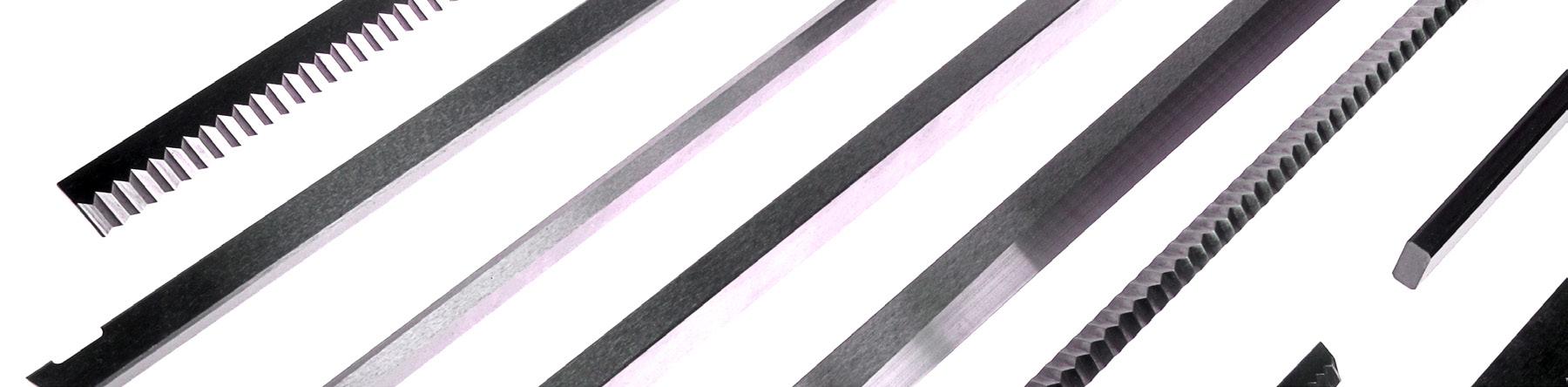
The Crucial Role of High-Quality Machinery Knives in Food and Drink Manufacturing
In the dynamic and ever-evolving food and drink manufacturing sector, the importance of high-quality machinery knives cannot be overstated.
These specialised blades are essential for maintaining efficiency, precision, and safety in food processing operations. Leaders in this sector, with years of experience, are committed to providing a comprehensive range of knives to meet the diverse needs of the industry. Their offerings include circular knives, top dished knives, bottom knives, toothed knives, straight knives, anvils, tray form blades, razor blades, shear blades, guillotine blades, granulator blades, carpet knives, tobacco knives, and confectionery knives.
The demand for advanced food processing machinery is driven by the continuous growth and development within the industry. As new products are innovated, there is a corresponding need for machinery that can handle changes in portion sizes, the introduction of new flavours, and the increasing demand for convenience foods. The versatility and precision of high-quality machinery knives are vital in adapting to these changes, ensuring that food products are processed accurately and efficiently.
Hygiene compliance is another critical aspect of food processing that has gained prominence. All food processing machinery,
Manufacturer & Supplier of Machine Knives To The Food & Packaging Industry for over 30
Range Includes Straight, Toothed, Scalloped, Circular Zig-Zag, Micro Serration, Tray Form and more
including the knives used, must adhere to stringent safety standards to ensure consumer safety. The quality of the blades plays a significant role in meeting these hygiene requirements, as poorly maintained or inferior knives can lead to contamination and other safety hazards.
Experts in the machine knives industry are dedicated to delivering consistently high-quality products and services across various sectors. Their extensive range of knives, tailored for specific applications, underscores their commitment to excellence and innovation. Whether it’s for slicing, dicing, chopping, or any other processing need, these high-quality blades are designed to meet the rigorous demands of modern food manufacturing.
In conclusion, the role of superior machinery knives in the food and drink manufacturing sector is indispensable. As the industry continues to evolve, the expertise and dedication of knife suppliers ensure that manufacturers are equipped with the best tools to maintain high standards of efficiency, precision, and safety.
Maintaining Hygiene in Food Manufacturing
In the food and beverage industry, maintaining impeccable hygiene is crucial. Industrial cleaning equipment plays a vital role in ensuring that production facilities meet the highest standards of cleanliness and safety. Key among these are chemical injectors, fogging equipment, foam and washdown lances, nozzles, couplings, guns, hoses, and adaptors.
Chemical injectors are indispensable for the precise application of cleaning agents. They allow for the accurate dosing of chemicals, ensuring the right concentration is used for effective sanitation without compromising safety. This precision is critical in an environment where even slight contamination can have significant consequences.
Fogging equipment offers comprehensive coverage by generating a fine mist that reaches every corner of a facility. This method is particularly effective for open plant cleaning, ensuring that large, open areas are thoroughly sanitized. The ability to cover extensive spaces makes fogging an essential tool in the arsenal of industrial cleaning.
Open plant cleaning involves a systematic approach to sanitizing entire production areas during planned downtime. This holistic method ensures that every part of the facility is free from contaminants, contributing to the production of safe and high-quality products. Advanced cleaning equipment is integral to this process, providing the necessary thoroughness.
Foam and washdown lances enhance the cleaning process by generating foam, which adheres better to surfaces for a more thorough clean. These lances are versatile, capable of adapting to different cleaning needs and surfaces within the production environment.
Nozzles, couplings, and guns are the building blocks of an efficient cleaning system. They control water pressure and coverage, ensuring effective dirt and contaminant removal. Meanwhile, hoses are crucial for transporting cleaning agents; they must be durable and flexible to withstand the demands of the industry.
Finally, adaptors ensure seamless integration of various components within the cleaning system, maintaining efficiency and reliability. Their design and materials must meet strict hygiene standards, essential for the food and beverage industry.
These tools and technologies are indispensable in ensuring that food and beverage production facilities maintain the highest levels of cleanliness and safety, safeguarding product quality and consumer health.
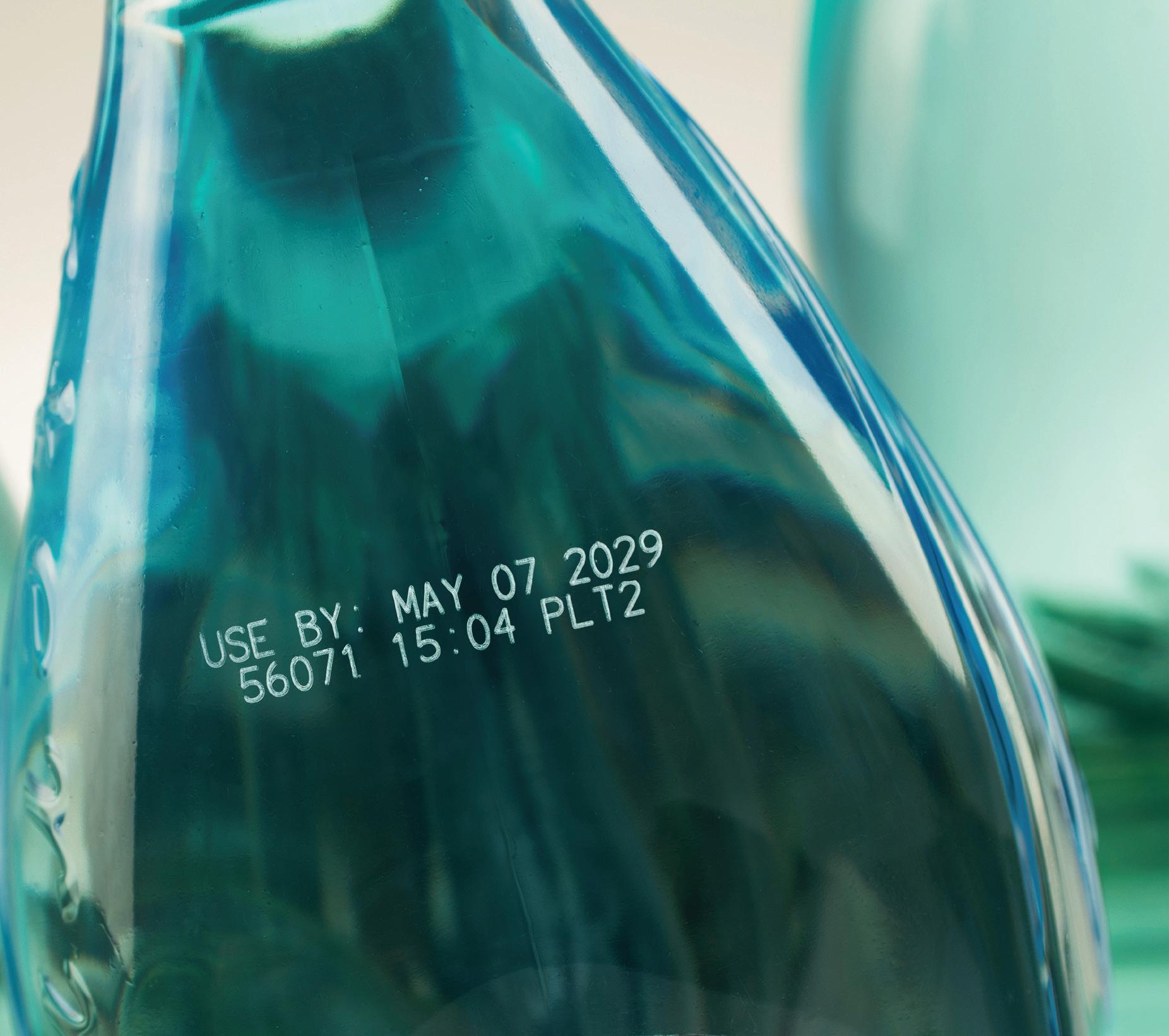
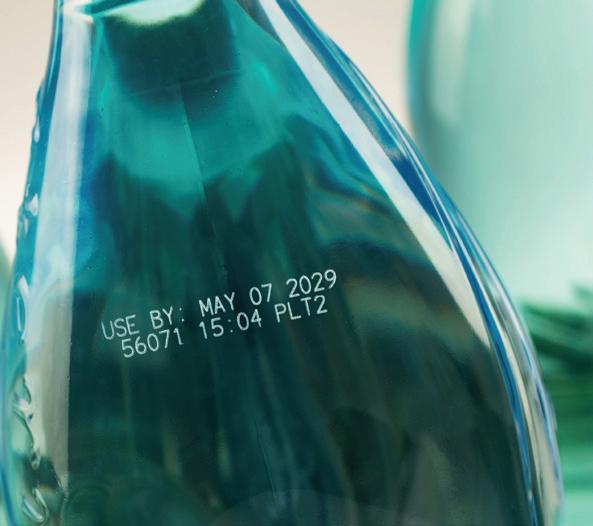
How to ensure your process is free of metal contamination
Employing Eriez powerful magnetic separators for ferrous contaminants and metal detectors for both ferrous and non-ferrous metals ensures your product is free of dangerous tramp metals. Regardless of your process and material, Eriez offers a solution for gravity, conveyed, pneumatic or liquid line flows. Below are several factors to consider when choosing a magnetic separator for your food application.
Temperature: Permanent magnetic materials lose strength when exposed to elevated temperatures. Some losses are reversible, so that when the temperature is returned to normal, the magnetic strength returns. Depending on the specific material, permanent magnets heated beyond certain temperatures may also suffer irreversible loss—a reduction in strength that cannot be recovered by cooling. When specifying a magnet application, it is important to note the ambient as well as any clean-in-place (CIP) temperatures to ensure a proper magnet design suitable for long-term separation performance.
Flow characteristics: Many products exhibit different flow characteristics when damp or moist. Are there large chunks that may plug an opening or gap in the separator? Will the product flow freely through the selected magnetic separator? For example, brown sugar with any significant moisture content will not flow between the tubes in a grate magnet assembly, although they may be positioned only 1 inch apart.
Process issues: How will the material be presented to the separator? Is the material metered or do you need to handle surge flow? Can the system be stopped for cleaning or is a selfcleaning magnet required? Is access available for cleaning? Is there ferrous material in the area that may create a hazard for magnet handling? How much contamination is to be removed? And finally, what level of product purity is required?
Flow rate: Magnetic separators perform best when the contamination is presented to the surface of the separator. It is best to select a magnetic separator configuration that provides for a thin “burden depth” or thickness of the material layer over or under the magnet to ensure the magnet will havethe best opportunity to capture the ferrous contamination.
Understanding these considerations will help select the appropriate equipment to ensure your process is free of metal contamination.
Eriez offers a wide range of magnetic separators to get metal out.
Registrar Corp acquires Foodsteps as food industry faces mounting pressures to deliver supply chain sustainability
• Foodsteps, a platform that provides environmental impact assessments, has expanded 14-fold since 2021, as food companies seek to measure and reduce their impact
• The industry faces growing regulatory requirements and is under pressure to deliver on near-term sustainability commitments
• Acquisition will bring data-led sustainability reporting to a global market, with the platform gaining exposure to 28,000 food companies in 190 countries
Registrar Corp (“Registrar”), a Paine Schwartz Partners portfolio company and the U.S.’ leading provider of regulatory and compliance software for food, cosmetic, and life science companies, has acquired Foodsteps, a pioneering UK-based company dedicated to helping food businesses reduce the environmental impact of their products.
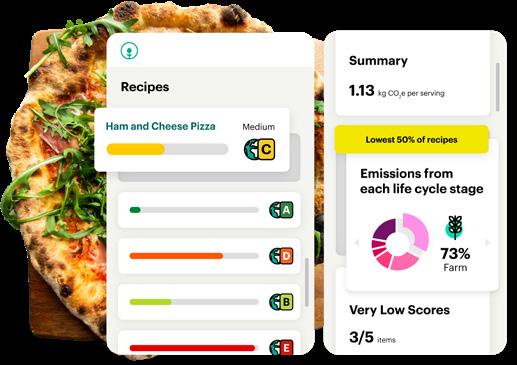
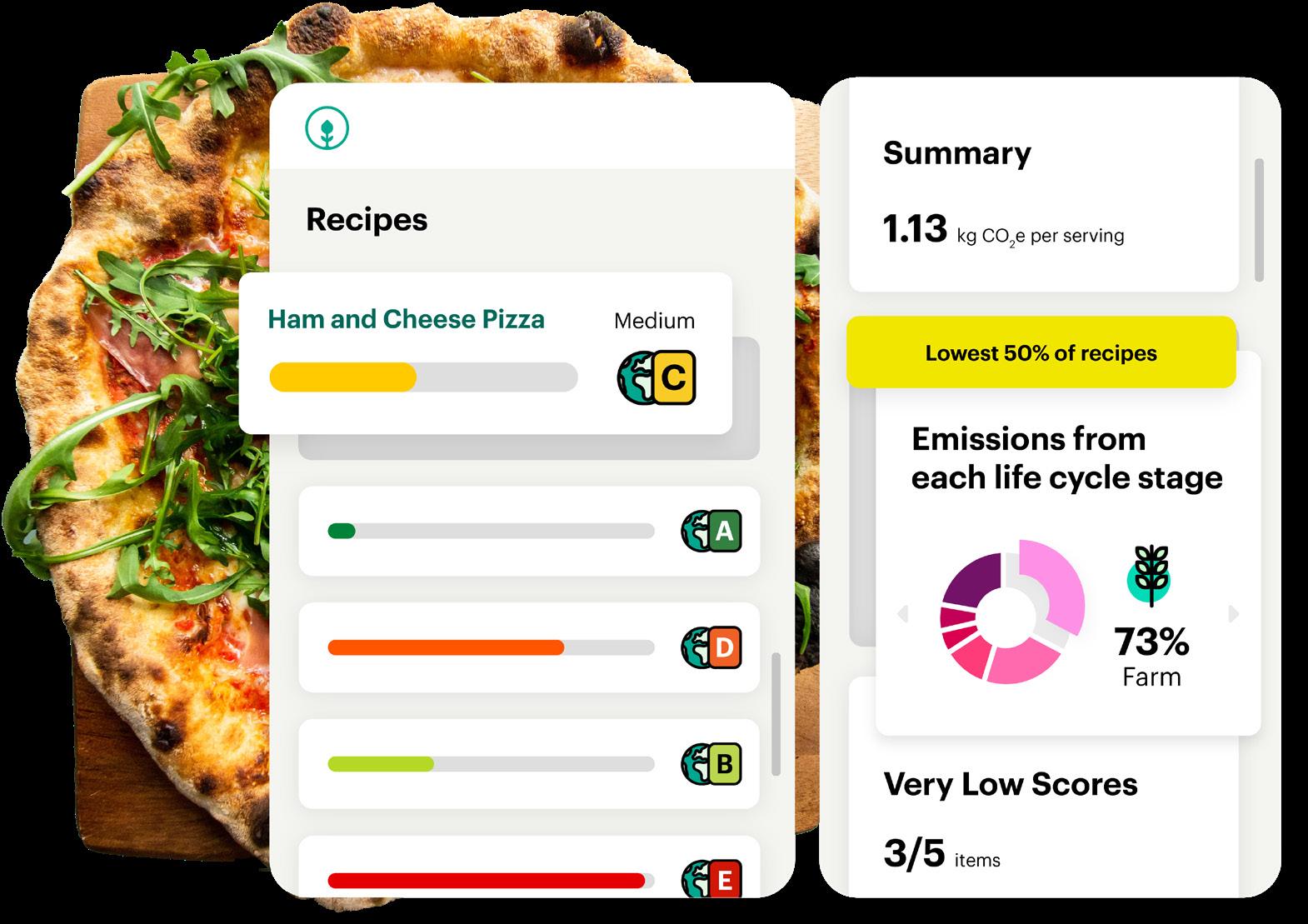
Foodsteps was launched in 2018 by Cambridge University graduate, Anya Doherty. The company is now used by over 150 food businesses worldwide, including Compass Group and Sky, to accurately measure, understand, reduce, and communicate their environmental impacts from farm to fork.
The acquisition comes as the food industry – a major contributor to emissions and biodiversity loss – faces accelerating global requirements and mounting pressure to demonstrate progress against near-term sustainability and decarbonization targets.
The EU introduced the Corporate Sustainability Reporting Directive (CSRD) last year, with other major governments seeking to implement similar reporting requirements. Sustainability targets are also under
scrutiny. In March, the Science-Based Targets Initiatives (SBTi) identified a number of major food businesses that had failed to meet the deadline to set targets and meet their decarbonization commitments.[1]
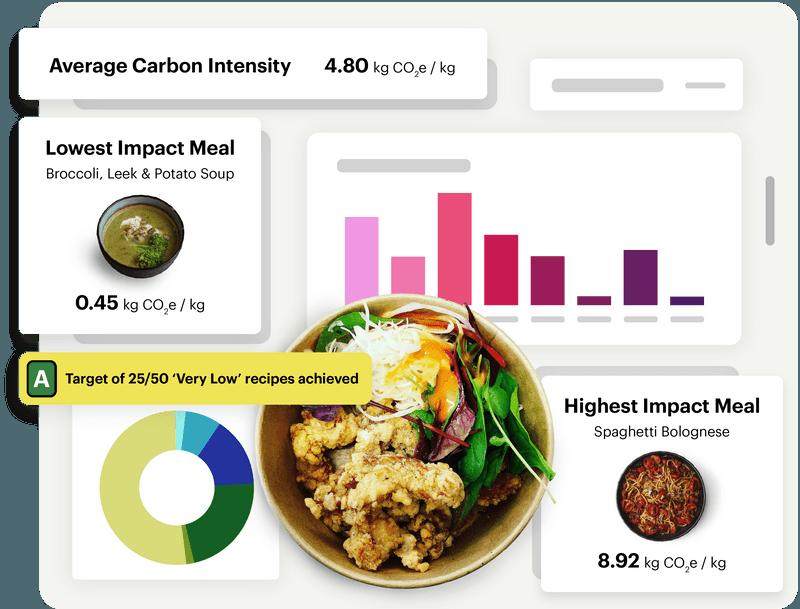
The Foodsteps platform analyses data across company supply chains, incorporating sustainability metrics across farming, packaging, processing, and transport, and providing automated Life Cycle Assessments on products. It gives organizations a level of supply chain transparency that the industry has historically lacked, enabling companies to meet burgeoning reporting requirements, as well as set and monitor sustainability targets.
The acquisition of Foodsteps by Registrar Corp will give the platform access to a global market of over 32,000 companies in 190 countries (of which 28,000 are food businesses), as well as sustainability expertise from Paine Schwartz Partners, the largest private equity firm dedicated to sustainable food chain investing.
Anya Doherty, CEO and Founder, Foodsteps commented: “We are thrilled to be joining forces with Registrar. This acquisition represents a significant milestone not just for our team but also for the future of food sustainability. By combining Foodsteps’ software, data, and expertise in sustainable food with Registrar’s global leadership in regulation and compliance, we are poised to deliver the next generation of sustainability solutions that the food industry needs. We look forward to this exciting new chapter and the incredible opportunities it brings for our customers and the industry as a whole.”
Brian Thies, Senior Vice President of Corporate Development at Registrar commented: Foodsteps’ data platform is like no other. With industry leading data that is recognised through partnerships with the University of Oxford, WWF and WRAP, the company has a track-record of helping procurement, sustainability, and marketing teams meet reporting standards and net zero goals. By joining forces, we hope to help businesses comply with sustainability and compliance regulations and facilitate the transition to net zero, by enabling the growth of transparent and sustainable global supply chains.”
Do you need to acquire machinery for your food and drink processing facility?
Do you want to purchase equipment at competitive prices?
If so, then why not consider purchasing machinery at auction? It is a viable, simple and cost-effective solution, designed to meet the unique requirements of your business.
From food and drink processing equipment to production and packaging lines, and filling, closing and labelling machines, there is a wide selection of machines available to buy at auction.
Experts in this sector can provide expert advice and support and online auctions are available for buyers’ convenience.
Online food machinery auctions are a convenient and costeffective method of selecting and buying the equipment that most suits the requirements of your business. All types of meat and fish processing machinery, as well as bakery and catering equipment, is available to purchase from leading online auctioneers.
Detailed descriptions are available, and viewing can be arranged prior to auction day. Professionals in online auctions for the food and beverage industry can offer expert advice and assistance throughout the entire process giving you complete peace of mind.
Transparency is a key part of the excellent customer service provided. A detailed description of every lot is provided through photos and information so interested parties are informed well. Possible questions before the auction will be answered and viewing days are organised on location so the lots can be viewed before the auction ends.
Professional auctioneers offer an outstanding level of service, and, during viewing days, visitors are given enough time to view the lots. When visiting the viewing days, visitors receive a free brochure with all information about the machinery, inventory and goods. Help and advice is provided by a team of professionals before, during and after the auction.
Machinery and equipment available to purchase is of excellent quality and you are sure to find a wide selection of machines at competitive prices.
Flexible Contract Packing Services
With a variety of specialist contract packing equipment, from date coders to tray sealers, we can provide a flexible and costefficient packing solution tailored to your exact requirements.