
Published 2019 Swan Housing Association Text © Waugh Thistleton Architects, NU living and Ramboll Photographs and illustrations © Waugh Thistleton Architects Cover design by Fuel All rights reserved No part of this publication may be reproduced without the written permission of the publisher or the copyright owner. Printed in the UK
REPEATABLE PROCESS, NOT REPEATABLE PRODUCTS
CONTENTS 1 INTRODUCTION 7 1.1 How to use this guide 9 1.2 Swan and NU living 10 1.3 Modular benefits 12 1.4 Sustainability 14 2 MODULAR PROCESSES 19 2.1 Factory process 20 2.2 Design and assembly process 22 3 MODULAR PRINCIPLES 35 3.1 Transportation 36 3.2 Site considerations 42 3.3 CLT panels 48 3.4 Structural principles 52 3.5 Ground floor construction 58 3.6 Waterproofing 64 3.7 On site finishes 68
3.8 Roofs 72 3.9 Communal stair cores 76 3.10 Fire design principles 80 3.11 Thermal principles 84 3.12 Acoustic principles 88 4 INTERNAL PRINCIPLES 93 4.1 Internal layout of modules 94 4.2 Servicing principles 100 5 INFORMATION FOR MANUFACTURE 107 5.1 Using BIM and 4D 108 5.2 Drawing for manufacture 112 5.3 Room data sheets 116 5.4 Module types 120 6 APPENDIX 125 6.1 Checklist 126 6.2 Glossary 136
1
INTRODUCTION
1.1 HOW TO USE THIS GUIDE
This guide sets out considerations for designing modular housing, based on NU living’s ‘NU build’ modular system.
It aims to give the design team an understanding of the interrelationship between the consultants, the client and the factory.
Designing for modular means thinking about how each module is made, transported and assembled at every stage of the design development. It does not mean standardising homes, but considering the standard process of manufacture.
This guide is not intended as a pattern book, but instead presents topics for the reader to consider during the design process, offering guidance notes to aid the designer in finding solutions. The guide should be used alongside all relevant regulations and legislation.
9
1.2 SWAN AND NU LIVING
Swan’s mission is to deliver effective services, enterprising solutions and exemplary homes and communities in Essex and East London, delivering neighbourhoods that are healthy, vibrant and sustainable.
The Swan Group includes Swan Housing Association and NU living.
1.2.1 Swan
Swan Housing Association was first formed in 1994 and provides high quality and affordable homes to rent and buy.
Today, Swan operates in Essex and East London and manages over 11,000 homes. With a secured development pipeline of 8,000 homes, it is on track to meet its ambitious plan to deliver 10,000 homes by 2027.
Swan is committed to growth and innovation in delivering excellent services. They are one of the UK’s leading regenerating housing associations and boast a host of award winning schemes. Efficient and enterprising, they deliver new, high quality housing across all tenures.
Swan Housing Association Limited is registered as an exempt charity under the Cooperative and Community Benefit Societies Act 2014 (Registered Number: 28496R) and with the Homes and Communities Agency (Registered Number: L4145).
1.2.2 NU living
Swan Housing Association was one of the first housing associations to have its own in-house developer, NU living. NU living is building homes that are environmentally, socially and economically sustainable. This commercial acumen means that generated income produces gift aid to make a real difference to local communities by funding the provision of affordable homes, care and support. All profits made by NU living through its commercial activities, including the sale of homes, are reinvested in delivering Swan’s social purpose – that is providing homes and services to those who need them.
1.2.3 NU build system
Swan has created an offsite modular manufacturing approach known as the ‘NU build system’.
The NU build system, operated by NU living, will deliver stylish, high quality modular homes to meet housing need. Going forward, NU living will complete many of Swan’s exemplary regeneration projects using modular homes built by NU living in their state of the art, high-tech factory in Basildon, Essex, using the NU build system.
10
At full capacity they will deliver up to 500 homes a year, employing over 60 staff and supporting the growing local economy in Basildon and investing in UK manufacturing.
1.2.4 What makes Swan unique?
Swan are leading the way by deliberately focussing on supporting the growing UK modular construction industry rather than looking to overseas expertise.
There are many types of modular homes being built across the UK. Swan’s are unique for a number of reasons:
– The homes are mortgageable.
– They are built to current building regulations.
– They are insurable and warrantable.
– They are sustainably funded.
– The homes are built for their own marketing and sale.
– The homes are designed to be fully customisable by the buyer.
Unlike other private developers, all profits from the sales of homes are reinvested within the Swan Group to fund their regeneration and housing activities providing thousands of high quality affordable homes in Essex
and East London. Critically, these homes are part of wider regeneration projects which will see Swan build new sustainable communities with much needed health, education and infrastructure services, as well as retail and commercial spaces and high quality public realm. All are maintained by Swan for the long term.
Every home sold means that the buyer is contributing to the regeneration of homes and communities for others.

11 Swan and NU living
somewhere to feel at home
Figure 1 The NU build factory in Basildon, Essex
1.3 MODULAR BENEFITS
The UK is suffering from both a housing and a labour crisis. Fewer homes are being built each year and fewer people want to work in the construction industry yet demand for homes continues to outstrip supply. Drawing on the efficient production methods and product quality developed by ship, aircraft and car production, offsite manufacture addresses some of the failings of traditional methods of construction.
1.3.1 Fast
Time on site is significantly reduced as whole finished homes can be assembled within a day, reducing the lengthy disruption associated with a traditional building site. The manufacturing times of elements in the factory are also reduced compared to a traditional on site build. Information generated by Building Information Modelling (BIM) allows the factory to order products ‘just in time’ with the benefit of a consistent material and labour supply chain.
The controlled factory environment means that short days and bad weather do not interfere with production.
1.3.2 Quality control
Each module can be constructed in a clean and controlled environment with the necessary tools and materials close at hand. The construction process under factory conditions can offer a level of quality and consistency that traditional construction cannot compete with.

12
JUST IN TIME Improved cash flow Stock forecasting Reduced lead times Stock management Make and hold stock Secure and competitive pricing
Figure 3 Modular design with BIM allows products to be ordered ‘just in time’ which offers a number of benefits
Figure 2 Fiat’s production line
Mitsubishi GS platform
1 PLATFORM
1.3.3 Weather tight to site
Modular construction provides the significant benefit of being able to deliver a fully weather tight unit to site.
1.3.4 Reduced waste
The direct link between the BIM model and ordering materials minimises over supply. Efficiencies in the use of CLT and other products can be incorporated into the design so that off cuts do not go to waste - refer to Chapter 3.3 : CLT panels for more information.
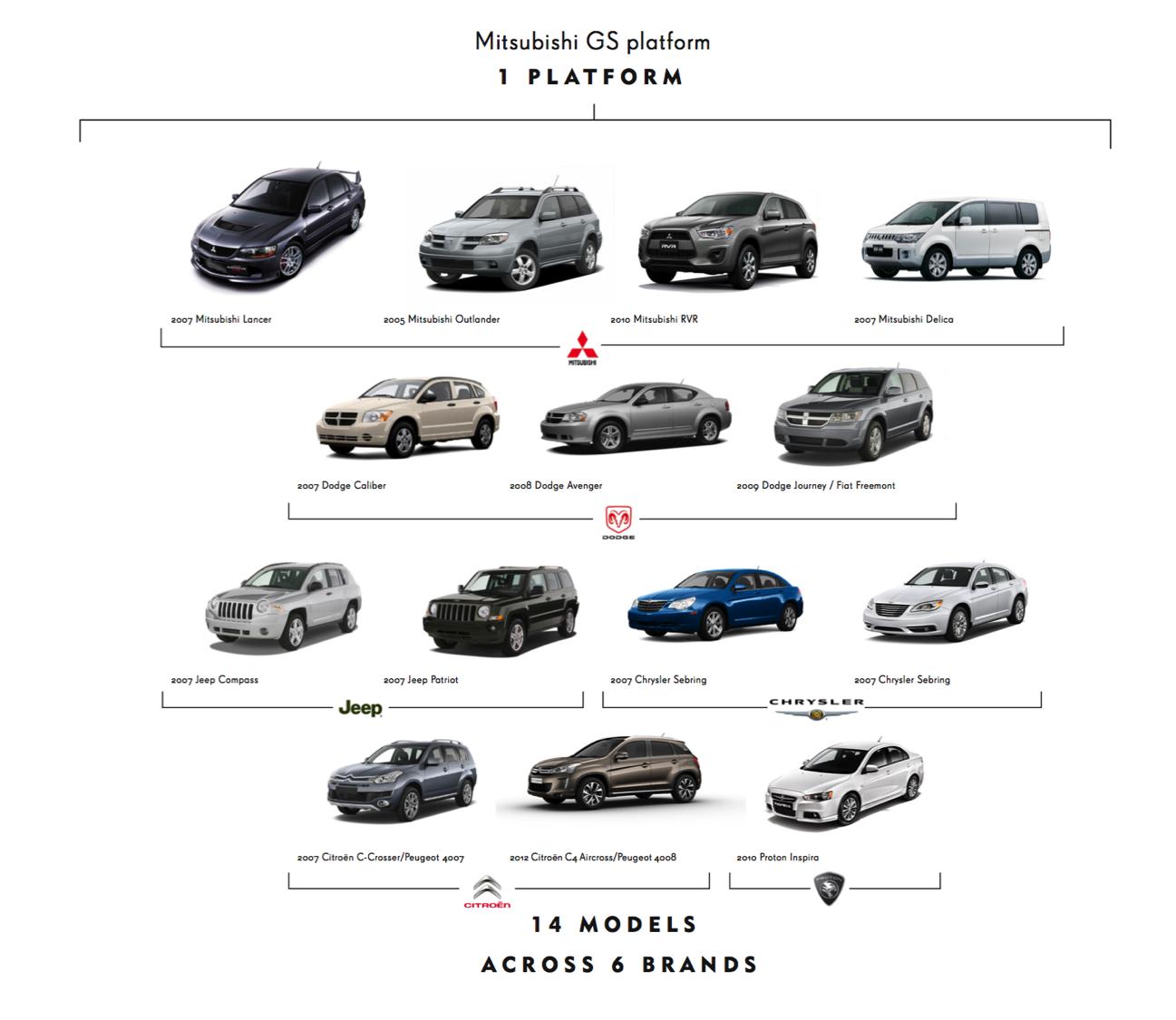
1.3.5 Repeatable process not repeatable product
The Mitsubishi GS Platform uses the same compact car platform for numerous models across many brands. Similarly the NU build modular system can form the base of a wide range of module types and buildings.
The modular process is a way to enable the designer to create a variety of products that can be linked together to create different
MITSUBISHI
DODGE
JEEP CHRYSLER
CITROËN PROTON
14 MODELS
ACROSS 6 BRANDS
building types, rather than a limited number of modules that create repetitive buildings.
1.3.6 More attractive jobs
Factories offer workers regular hours along with a safe and clean working environment. Improved conditions attract more diverse workers to the construction industry.
13 Modular Benefits
Figure 4 CLT modular construction process
Figure 5 The Mitsubishi GS Platform - numerous models across many brands
1.4 SUSTAINABILITY
The world is in the midst of a housing crisis with unprecedented global mass migration to cities. In order to deal with this flow of people, more high density buildings are required. The production and installation of concrete and steel are currently responsible for more than 10% of the world’s carbon dioxide emissions, a figure that will increase if current trends within the construction industry continue. Alternative building materials need to be used to address this. (Source: PBL Netherlands Environmental Assessment Agency; European Commission Joint Research Centre; MIT)
Concrete Steel Shipping Airlines
Everything else
Concrete and steel production is responsible for 10% of all carbon emissions
(IPCC)
Cement/clay
Cement and clay make up
64% of the CO2 emissions for manufacture of construction materials
(gov.uk)
One million new homes are required between 2015-2020
18 million tonnes of carbon emitted, if constructed from concrete
14
Plastics Wood Glass Rubber Paint
=
Figure 6 Carbon emissions to build one million homes
1.4.1 Context
The operational energy consumption in modern buildings is low. Therefore reducing the energy embodied in the construction process is now the major challenge facing the industry.
Embodied carbon accounts for almost 70% of the carbon emissions for a residential project’s 60 year lifespan. It receives less attention than the carbon emitted in the operation of a building, but it is essential that we address embodied carbon if we are to transition towards a net zero carbon economy and meet the targets set out in the Climate Change Act and Paris Climate Agreement.
Forests can be replenished as needed and harvested timber absorbs carbon dioxide as it grows becoming a carbon store. Using timber for structure, cladding, and fittings can significantly lower a building’s embodied carbon profile.
1.4.2 What is CLT?
Cross-laminated timber (CLT) is made from multiple layers of solid wood. By bonding the longitudinal and transverse layers together using environmentally friendly glue, any warping of the wood - swelling or shrinkage - is reduced to a negligible level and considerably increases the load bearing capacity of the material.
15 Sustainability
Figure 7 CO2 emissions caused by the building’s operation and use compared with embodied CO2 from construction (Source: EIA/Richard Stein, 2011)
2035 2018 100% 80% 60% 40% 20% 0% 2078 2050 Operations 54% 46% Products Products 68% 32% Operations
Wood can be burned for clean energy
Wood products can be reused or recycled to create new products
Forests absorb CO2 from the atmosphere through photosynthesis
Timber buildings store carbon in their structures for the period of their maintained life
Engineered timber products require fewer deliveries to site
Trees are a renewable resource and store carbon
Manufacturing processes typically use all parts of the log, producing no waste and little pollution
16
Sustainability
Figure 8 CLT carbon cycle (Illustration: Yugon Kim)
After extensive research, NU living selected CLT as their material because it is:
– Incredibly rigid.
– Capable of being manufactured to a fine tolerance.
– Structurally stable.
– More environmentally sustainable than alternative modular systems, such as steel frame.
– Able to achieve high levels of air tightness with relative ease.
As CLT is a solid timber panel it has advantages in terms of sound, airtightness and thermal insulation as well as being easy to fix to.
1.4.3
CLT acoustic and thermal properties
The solid panel construction and air tightness of CLT construction enhances the acoustic and thermal properties of the building fabric: the typical U-value of CLT in accordance with EN ISO 10456 is lamda r of 0.12W/mK. Refer to Chapter 3.11 : Thermal principles and Chapter 3.12 : Acoustic principles for further information.
1.4.4
CLT can be easily machined
CLT is processed using automatic profiling and CNCcontrolled joinery machines. The panels arrive in the factory and data from the BIM model is fed into the CNC machine to cut out penetrations such as doors, windows and service holes.
Digital technology can be used to ensure that the maximum number of usable panels are cut out of a single CLT panel - refer to Chapter 3.3 : CLT panels for further information.
Bark + wood chips
Biomass power
Biomass fuel + animal bedding
17 Sustainability
Kiln drying Cutting + planing CLT panels for distribution
Figure 9 The waste products from CLT manufacture can be reused as a fuel source
2
MODULAR PROCESSES
2.1 FACTORY PROCESS
In order to successfully design for modular construction, the designer should have an understanding of the way in which the NU living factory operates This will allow elements of the design to be adapted to compliment the manufacturing process, creating an efficient and easily assembled modular design.
2.1.1 Geographic region
NU living’s state of the art factory is located in Prologis Park, Basildon and comprises a 7000 sq m facility which includes the manufacturing plant, staff and office areas and an Innovation Centre that is used to host events and as a creative space for the Swan Group. The building is sustainably designed, with performance measured through environmental certification, reduced operational carbon emissions and mitigated embodied carbon emissions. Waste from CLT panels is used to make wood chips that are used to heat the factory.
Swan’s modular developments are situated within a limited geographic region. The factory’s location in Basildon allows for good connections to the M25, providing easy access to Essex and east London, reducing the distances between the factory and site.
The factory employs over 50 staff, and contributes to local economic growth, providing jobs in Basildon and helping to build upon local expertise in manufacturing.
The NU build system uses a continuous flow production model. This is where modules move through a series of stages around the factory. Jigs and fixtures can be utilised to aid tasks and workers are trained to focus on specific tasks which improves speed and consistency. Processes and methods that compliment this model should be considered throughout the design process.
20
2.1.2
Factory operation style
Figure 10
20 km NU
Modular sites 0
Current geographic region of the NU build factory
build factory
START FINISH
2.1.3 Processes and time
In order to produce the optimal number of modules, the factory aims for each process to take as little time as possible, and each process should be balanced so that they all take a similar amount of time. This allows the modules to progress through the factory at an even pace.
This should be considered when specifying any finishes that have a lengthy drying time as this can reduce the number of modules that are produced each day or require additional space in the factory to store drying modules.
2.1.4 Storage programming and design
The manufacturing process can be improved if common sizes and shapes of CLT panels are used. These can be easily stacked, taking up less room for storage, and will not require a complicated system to coordinate the different panel types.
If the design requires every panel to be a different size and shape, consideration should be given to the time and space needed to store the panels before use. Additional time will be needed to coordinate panel locations in order to select the correct panel for each part of the design.
2.1.5 CNC programming
The CNC machine is a five axis machining centre which allows high speed cutting of CLT. It has two working beds each capable of taking a full sized CLT panel. This allows one panel to be machined on one bed while the next panel is being loaded onto the adjacent bed. The versatility of the five axes means complex angles can be easily machined with high accuracy and consistency.
Using data from the BIM model, the CNC machine is programmed offline using specialist software that can simulate the machining to maximise efficient usage of the CLT panels reducing errors and waste.
Unifying the size of openings, such as those for services, windows and doors, makes tooling and programming requirements less complex.
21 Factory Process
Pr o c e s s 2 Pr o c e s s 3 Pr o c e s s 4 Pr o c e s s 1
Figure 11 For a continuous flow model, each factory process should take an equal amount of time, this is known as line balancing
2.2 DESIGN AND ASSEMBLY PROCESS
There are two main benefits of offsite manufacturing: to speed up delivery and to increase quality. However, to fully realise its potential, it is essential that the design team understands that designing for manufacture and assembly is fundamentally different to designing for traditional construction, requiring a different mindset and a different approach from the outset.
2.2.1 A different way of building
Information for manufacture needs to be fully coordinated at the point at which production begins. This means that the quality of information produced by the consultant team far exceeds that produced for a typical design and build contract - it cannot just be design intent and instead requires a fully coordinated and detailed design.
A design and build contract allows the contractor to complete the design, resulting in changes and cost savings during the construction phase. When designing for manufacture, consultants must understand that changes to the design or specification during the manufacturing process has huge
cost and time implications. If the production line stops this results in significant financial and programme loses. Figure 13 compares the relationship between the design changes and cost for a typical design and build contract with a modular project.
2.2.2 RIBA workstages when designing for manufacture
To understand how to design for the NU build manufacturing process consultants need to fundamentally change their approach to the design process. Figure 12 shows a high level comparison of the work required for a typical design and build contract compared to designing for manufacture. During RIBA workstages 0-5 the consultants’ work is compressed into the pre-manufacture stage and minimal stage 5 work is done once manufacture starts.
22
TRADITIONAL SITE BUILT CONSTRUCTION - SEQUENTIAL PROCESS Design, Permitting, Engineering, Approval Process Site Preparation, Civil Engineering, Infrastructure Site Construction, Mechanical Installation, Finish Work OFF-SITE CONSTRUCTION - CONCURRENT PROCESS Design, Permitting, Engineering, Approval Process Site Preparation Assembly FINISH FINISH Manufacturing
Figure 12 Comparison of the work required for a traditional construction and manufacture and assembly
The RIBA have produced an overlay to the 2013 Plan of Work where they describe the ways in which designing for manufacture and assembly (DfMA) should be considered at each of the RIBA workstages. In addition to this, Swan have a suite of documents that outline the DfMA services to be provided from each consultant.
When starting a project, consultants should refer to the RIBA workstages, the DfMA overlay and Swan’s suite of documents,
to set out their fees and scope of services. To assist designers in understanding their modular design process, NU build have devised their own stages.
2.2.3 NU build modular process
Figure 14 gives a breakdown of the stages of work for a NU build modular project, leading up to and including assembly on site. All the stages are interrelated and need to be continually evaluated as the design evolves. The NU stages are: – Brief –
Figure 13 The relationship between the design changes and cost for design and build and modular
Each NU stage is a gateway to the next and must be reviewed before the design can progress. The first five NU stages should be signed off as a whole by both the client and the factory before final information is produced and the modules are manufactured. The last three NU stages are separated from the earlier stages to illustrate that the information required by consultants should be minimal to avoid the large cost and time implications of changes once manufacture has begun.
23 Design and assembly process
T I M E DESIGN TENDER CONSTRUCTION C O S T I M P A C T O F D E S I G N C H A N G E S A B I L I T Y T O I N F L U E N C E D E S I G N MANUFACTURE + ASSEMBLY C O S T I M P A C T O F D E S I G N C H A N G E S A B I L I T Y T O I N F L U E N C E D E S I G N T I M E DESIGN MANUFACTURE ASSEMBLY
DESIGN + BUILD
Logistics – Strategy – Performance – Detail – Information
– Manufacture and Transportation – Assembly
- Check that site is viable for modular
- Employer’s Requirements
- Educate design team on modular
- Incorporate lessons from previous projects
LOGISTIC
- Access to site
- Ground conditions
- Site assembly
- Transport
- CLT panel sizes
- Assembly and installation sequence agreed
STRATEGY
- Structural principles
- Servicing principles
- Accessible units
- Lifting principles
- Fire principles
- Ground floor detail principles
- Waterproofing principles
PERFORMANCE
- Fire performance
- Acoustic performance
- Materials
- Finishes
- Roof type
0
BRIEF
C L I E N T + F A C T O R Y R E V I E W 1
C L I E N T + F A C T O R Y R E V I E W 2
C L I E N T + F A C T O R Y R E V I E W 3
- Thermal performance
C L I E N T + F A C T O R Y R E V I E W R EADDRES S A S NEEDE D R EADDRES S A S NEEDE D R EADDRES S A S NEEDE D R EADDRES S RIBA WORKSTAGES
Figure 14
The NU build Modular Design Stages
DETAIL
- Kitchens
Bathrooms - Doors - Windows
- Internal finishes
- Details of walls, floors, roof and foundations
INFORMATION
- 1:20 drawings of each module
- 1:10/1:5 details
- Room data sheets
- Specification information such as NBS
- Full plans, sections and elevations
- Schedules
OFF
- Protect modules from water during transit
- Timings
- Just in time delivery
- Storage
ASSEMBLY
- Site preparation
- Accuracy of landing the modules on the foundations
- Underground services alignment and fixing details
- Scaffolding plan
- On site water management and fire strategy
CLIENT + FACTORY SIGN
5
C L I E N T + F A C T O R Y R E V I E W 4
MANUFACTURE & TRANSPORTATION
C L I E N T + F A C T O R Y R E V I E W 4
-
C L I E N T + F A C T O R Y R E V I E W 5
C L I E N T + F A C T O R Y R E V I E W PROGRES S I ON ONLY PROGRES S I ON ONLY A S NEEDE D RIBA WORKSTAGES
Design and assembly process
The Brief
– The client’s employer’s requirements, the NU build Modular Design Guide and the NU build Modular System Guide are be used to help understand the brief.
– The viability of the site location for modular construction should be determined at the earliest opportunity, as not all sites will be accessible for modular transportation.
(Refer to Chapter 2.1 : Factory process;
Chapter 2.2 : Design and assembly process;
Chapter 3.1 : Transportation; Chapter 3.2 : Site considerations)
Logistics
– Understanding site access, ground conditions, method of site assembly and how the modules will be delivered to site are key to setting out the parameters for designing the modules.
– A knowledge of the size of standard CLT panels also sets dimensional parameters.
– These constraints, which are conventionally discussed later in the design development, form the basic building block when designing a modular scheme and set out the three dimensional size constraints of the modules.
– Understand the installation and assembly sequence.
(Refer to Chapter 3.1 : Transportation; Chapter 3.2 : Site considerations; Chapter 3.3 : CLT panels)
26
modular - Incorporate lessons from previous projects - Site assembly - Transport - Accessible units - Lifting principles - Fire principles - GF detail principles - Acoustic performance - Materials - Finishes R E A D D R E S S A S N E E D E D R E A D D R E S S A S N E E D E D R E A D D R E S S A S N E E D E D A S N E E D E D C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W - Educate design team on modular - Incorporate lessons from previous projects - Ground conditions - Site assembly - Transport - Servicing principles - Accessible units - Lifting principles - Fire principles - GF detail principles R E A D D R E S S A S N E E D E D R E A D D R E S S A S N E E D E D S N E E D E D C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W
Strategy
– Establish the layout of the scheme, taking into account the structural, acoustic and services constraints as well as planning and regulatory considerations.
– Consider the sequence of construction, including the assembly, lifting and connection strategy, to understand how the modules will be set out on site. The tolerance gap between modules and the dimension of the structural walls will inform how many modules can fit on the site. Consider if any non modular elements are needed in addition to the modules.
– The location and layout of accessible units is a crucial decision to make at this stage. Modular construction is most efficient when it is stacked. Accessible modules are usually larger than others and may result in non typical structural design.
(Refer to Chapter 3.4 : Structural principles; Chapter 3.5 : Ground floor construction;
Chapter 3.11 : Thermal principles; Chapter 4.1 : Internal layout of modules)
Performance
– The thermal, fire and acoustic performance of the building and the services strategy all need to be agreed.
– Consider services strategy. ‘Plug and play’ systems for services connections should generally be utilised over conventional systems.
– The type of cladding, secondary structure and insulation should be considered, deciding if these will be applied in the factory or on site. The implications of site access for installation of any on site external finishes should be considered.
– When the performance criteria are set, these must be reviewed in terms of the strategic and logistical considerations. For example, if the cladding and insulation is applied in the factory, the impact on the dimension of the module during transport should be reviewed to ascertain if it fits within the transport constraints.
(Refer to Chapter 3.7 : On site finishes; Chapter 3.10 : Fire design principles; Chapter 3.11 : Thermal principles; Chapter 3.12 : Acoustic principles)
27 Design and assembly process
Ground conditions Site assembly Transport - Servicing principles - Accessible units - Lifting principles - Fire principles - GF detail principles - Fire performance - Acoustic performance - Materials - Finishes - Bathrooms - Doors - Windows - Internal finishes - Interfaces - Membranes R E A D D R E S S A S N E E D E D R E A D R E A D D R E S S A S N E E D E D R E A D D R E S S A S N E E D E D NO L Y CLIENT + FACTORY SIGN OFF C L E N T + F A C T O R Y R E V E W C L E N T + F A C T O R Y R E V E W C L E N T + F A C T O R Y R E V E W C L E N T + F A C T O R Y R E V E W C L E N T + F A C T O R Y R E V E Wmodular - Incorporate lessons from previous projects - Site assembly - Transport- Accessible units - Lifting principles - Fire principles - GF detail principles- Acoustic performance - Materials - Finishes - Doors - Windows - Internal finishes R E A D D R E S S A S N E E D E D R E A D D R E S S A S N E E D E D R E A D D R E S S A S N E E D E D R E A D D R E S S A S N E E D E D C L E N T + F A C T O R Y R E V E W C L E N T + F A C T O R Y R E V E W C L E N T + F A C T O R Y R E V E W C L E N T + F A C T O R Y R E V E W C L E N T + F A C T O R Y R E V E W
Detail
– Many of the detail design criteria are set out in the employer’s requirements, NU build Modular System Guide and planning conditions.
– The fit out of accessible units for future tenants will need to be considered.
– Coordination of information between all consultants is required at this stage. The BIM model needs to be fully coordinated.
– The setting out of the modules will need to be considered and agreed by all consultants and the factory.
– Following this stage, the client and factory need to sign the design off. A thorough assessment of costs must be carried out.
(Refer to Chapter 3.5 : Ground floor construction; Chapter 3.6 : Waterproofing; Chapter 3.8 : Roofs; Chapter 3.10 : Fire design principles; Chapter 3.11 : Thermal principles; Chapter 3.12 : Acoustic principles)
Information
–
The information produced for manufacture must include everything the operatives in the factory need to build each module.
– The 1:20 layouts and the room data sheets of each module type are key to informing the factory process. This will require input from all consultants.
(Refer to Chapter 5.2 : Drawing for manufacture
Chapter 5.3 : Room data sheets)
28 Design and assembly process
performance - Doors - Windows - Internal finishes - Membranes R E A D D R E S S A S N E E D E D P R GO R E S S I O N NO L Y P R GO R E S S I O N NO L Y CLIENT + FACTORY SIGN OFF C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W Accessible units Lifting principles principles detail principles - Acoustic performance - Materials - Finishes - Doors - Windows - Internal finishes - Membranes R E R E A D D R E S S A S N E E D E D R E A D D R E S S A S N E E D E D P R GO R E S S I O N NO L Y N NO L Y CLIENT + FACTORY SIGN OFF C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W
Manufacture & transportation
Assembly
– Modules will be fully wrapped before transportation to prevent water damage.
– The factory will coordinate the delivery of the modules to site. They will determine if the modules will be delivered ‘just in time’ or stored on site/elsewhere prior to assembly.
– Delivery strategy to be in line with assembly and installation sequence.
(Refer to Chapter 2.1 : Factory process; Chapter 3.1 : Transportation; Chapter 3.6 : Waterproofing)
– If large openings are required, temporary support may need to be installed during transportation. Consideration of how this will be removed needs to be addressed early in the design phase.
– The sequence of construction is determined by factors including site constraints, crane size and the structural stability of the modules during assembly. If non modular components form part of the build, then how the connection details between these and modules impact stability also needs to be considered. These decisions will have been made during the earlier stages in the design process.
– Access for operatives to make services and structural connections needs to be considered during the earlier stages. Prototyping of typical connections can assist in understanding the access requirements for these connections.
(Refer to Chapter 3.7 : On site finishes)
29 Design and assembly process
- 1:20 drawings - Interfaces - Membranes P R GO R E S S I O N NO L Y P R GO R E S S I O N NO L Y CLIENT FACTORY OFF C L I E N T + F A C T O R Y R E V E W C L I E N T + F A C T O R Y R E V E W C L I E N T + F A C T O R Y R E V E W - Kitchens - Bathrooms - Doors - Windows - Internal finishes - 1:20 drawings - Interfaces - Membranes R E A D D R E S S A S N E E P R GO R E S S I O N NO L Y P R GO R E S S I O N NO L Y CLIENT + FACTORY SIGN OFF C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W C L I E N T + F A C T O R Y R E V I E W
2.2.4 A note on cost plans
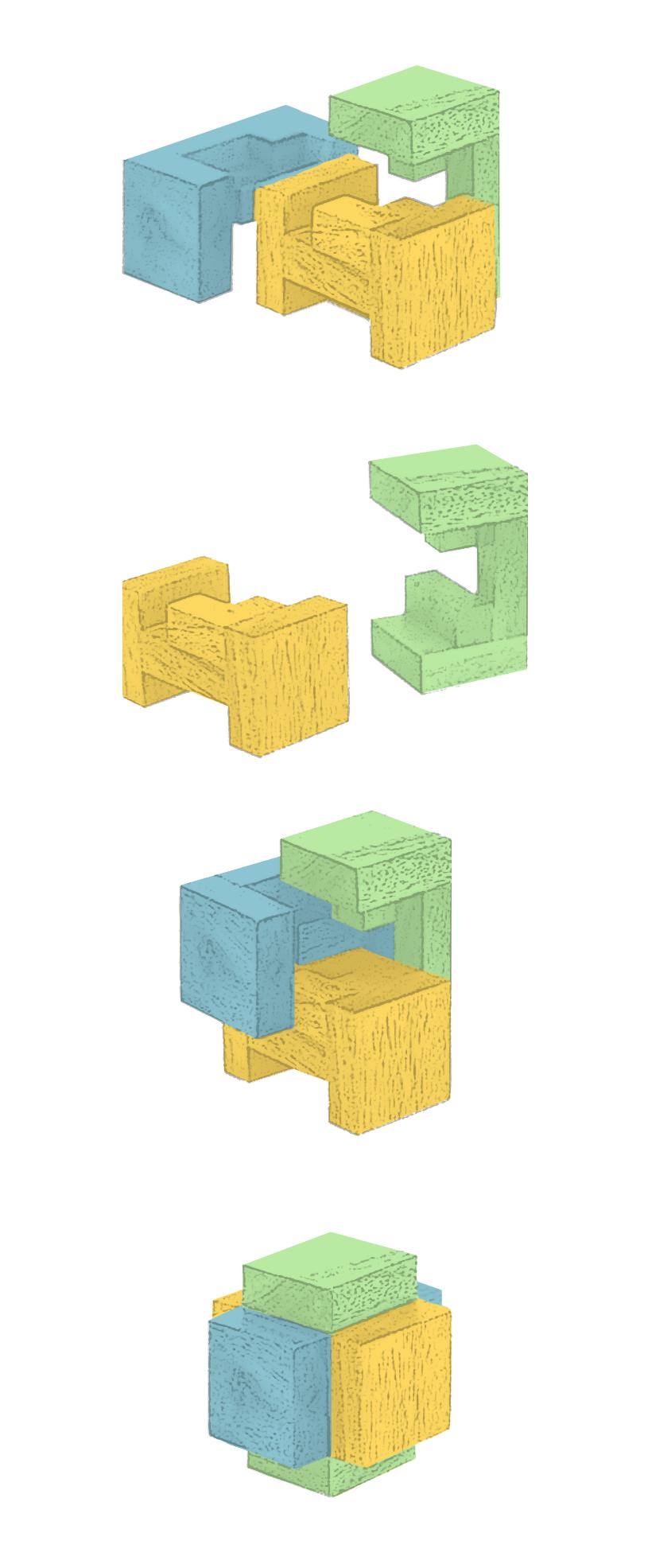
Designing for manufacture and assembly requires decisions to be made throughout the design phase which, once agreed, can have far reaching implications if changed later in the design process, like a puzzle where all the pieces are reliant on each other to make a cohesive whole. If one piece changes it will not fit together, as shown in Figure 15.
A thorough cost analysis of the scheme is required by the client at every workstage to ensure the budget is adhered to. If possible, tendering to suppliers early in the design process is preferable as a fully coordinated supply chain is essential for the smooth operation of the manufacturing process.
2.2.5 Changes to the design
Change control must be carefully monitored throughout the process. Design development is not always linear and a clear record of the decision path is vital. Three types of change management strategies can be implemented, depending on the circumstances:
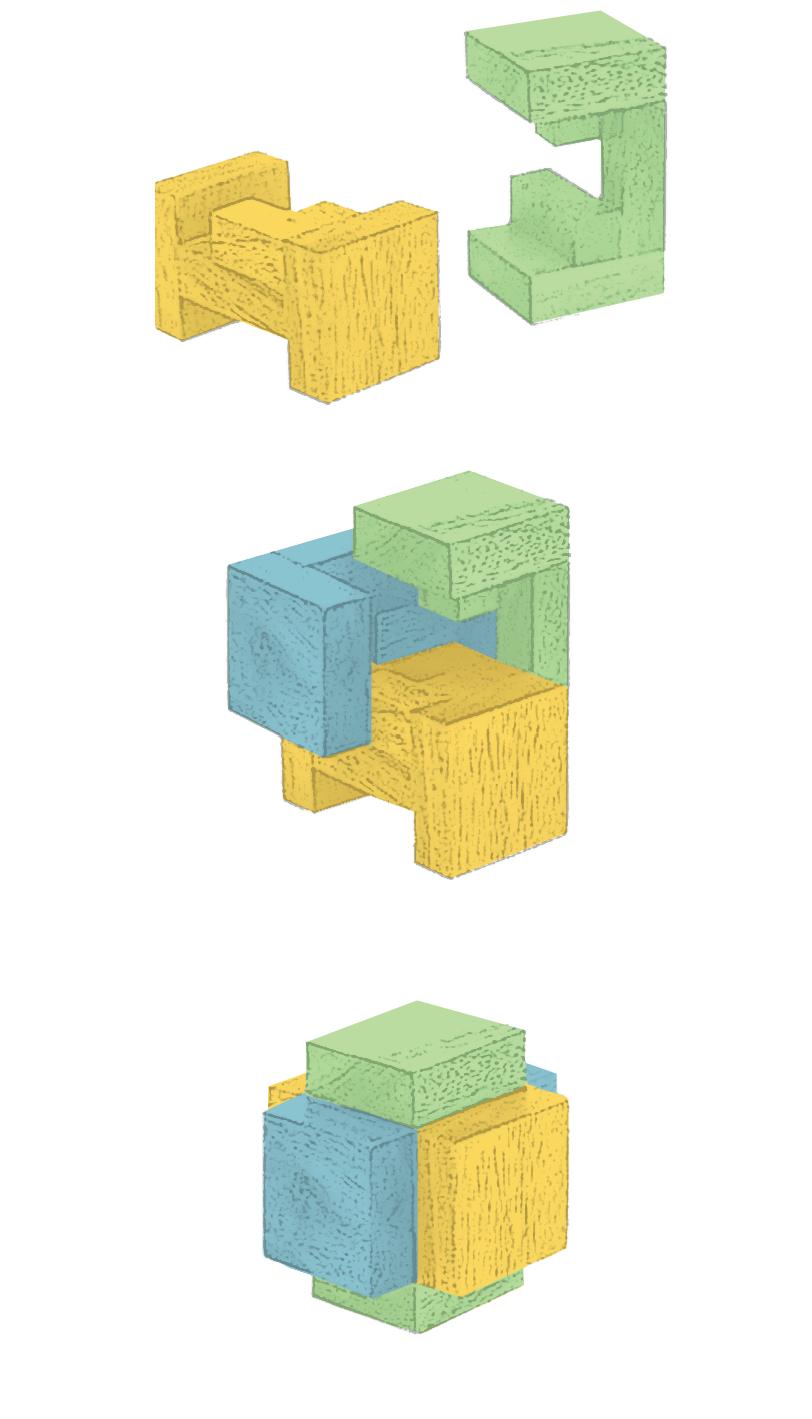
Each design decision is reliant on one another to create a cohesive whole
– Lessons Learned is a method of understanding what could have made the project more efficient by tracking and recording changes that have not been implemented to ensure they are considered for future projects. The knowledge and experience gained from each project will be used to update the NU build Modular Design Guide and the NU build Modular System Guide and improve and refine NU build’s modular product, as shown in Figure 16.
and assembly process
Design
– The Change Order process is used to analyse the advantages and disadvantages of a proposed change, and how it will affect the manufacturing process. The production line continues while this is evaluated. Once the analysis has taken place, the factory is consulted to decide if the change is sufficiently beneficial to warrant resetting the production line in order to implement it.
– A Concession Note is used if there are fundamental errors in the design that mean it simply does not work and the production line may require resetting to rectify it. The process of procuring a Concession Note is intentionally difficult – it can only be signed by Managing Directors – as the cost and time implications of resetting the production line when it is fully staffed and working at capacity are critical.
2.2.6 Early engagement of consultants
The early engagement of all consultants is required when designing for modular so that all disciplines can input during design development. For example, the size and location of servicing holes have fundamental impact on the structural design and vice versa.
In a conventional design development, the services and structural engineers would wait until the plans are fixed before beginning to develop their design. In designing for modular there are servicing and structural parameters that impact on the development of the plans and so must be understood early in the design development. This is particularly important when considering vertical elements such as the stacking of risers and servicing penetrations, therefore the design should always be considered in three dimensions.
31 Design and assembly process
P r oject L e ss o n s L e s s o n s L e s so n s
Proj e c t
Proje ct
Project
Figure 16 Evolution of the modular system, where the lessons from the previous project help refine and improve the current project
2.2.7 Appointments
Each consultant will agree their own appointment. Both client and consultant should be aware of how the design services required by the modular process differ from a conventional contract. Swan have a suite of documents that refer to the design process for DfMA.
In traditional construction the temporary works design is usually undertaken by the contractor, whereas in modular design the site assembly works need to be considered during the design process by the entire design team, particularly the structural engineer. This ensures any site assembly works are integrated into the design to minimise on site intervention prior, during and after module assembly.
Key considerations in making appointments include:
– Early appointment of all consultants.
– Close collaboration between consultants is required.
– Consultants appraise themselves of the services required when designing for modular. Additional considerations such as input into logistics will be part of each consultant’s scope.
– Complete design and costing to be signed off prior to manufacture. The scope for change once the modules are in production is limited.
– BIM level 2 is fundamental to the delivery of the project. A BIM coordinator should be identified.
– Information provided by Swan’s DfMA suite of documents and appointment information.

32 Design and assembly process
Figure 17 The consultants in the design team need to be appointed early in the design process

2.2.8 Training and people
Everyone involved in the project must have a thorough understanding of the modular method of manufacture and how all processes integrate.
Teams require skills in industry standard software, such as Revit, and an understanding of standard operating procedures in the factory. This is essential to achieve a fully coordinated design and collaborative team.
2.2.9 Warranties
The NU build modular system is accredited by the Build Offsite Property Assurance Scheme (BOPAS). BLP provided the technical assessment for BOPAS. Separate accreditations are provided for multistorey buildings and single family houses.
Building warranty insurance is required for each project. This may be offered by BLP, or
a different provider such as Premier or NHBC. The client should confirm the building‘s warranty provider at an early stage of the design process to ensure the building is developed to the necessary technical requirements as these are specific to each warranty provider.
2.2.10
The NU build Modular System Guide
The NU build Modular System Guide will set out a toolbox to use when designing with the NU build Modular System. It will show examples of modular buildings, material specification, typical details and standard layouts.
The NU build Modular System Guide will include a range of products that have been selected by NU build and Swan for their compatibility with the factory’s manufacturing process and on site assembly. This should be used to inform the project specification and schedule of fixtures and fittings.
33 Design and assembly process I n f o r m s .
Figure 18 Everyone involved with the project needs to understand the modular process
Figure 19 The NU build Modular System Guide will feed into the NU build Modular Design Guide, and vice versa
3
MODULAR PRINCIPLES
3.1 TRANSPORTATION
Transporting modules from the factory to site is the first consideration when determining the dimensions of modules for the scheme and will impact on nearly every design decision going forward. Therefore, designers should fully understand the size considerations outlined in this chapter.
3.1.1 Transport size considerations
The optimal dimensions of a module are determined by the size of the lorry and the restrictions associated with the route to the site, such as road widths and obstructions.
The usual width of a single road lane in the UK is 3.65m, and a two lane carriage way is approximately 7.3m. A load width of +/2.89m is optimum for ease of transportation. As a rule of thumb, the wider the load the shorter the length needs to be to allow for the geometry of the turning circle. Although the maximum load width on a flat bed lorry
is 5m, this will require special interventions in most regions, including delivery time restrictions, police escorts, road closures, temporary removal of kerbs, street furniture etc.
The dimensions and weights of vehicles used on British roads are regulated by the Road Vehicles (Construction & Use) Regulations 1986 (C&U) Regs and the Road Vehicles (Authorised Weight) Regulations 1998 (AW) Regs.
Special types vehicles (STGO) do not meet the C&U and AW Regulations but can be used outside these rules under the authority of the Road Vehicles (Authorisation of Special Types) (General) Order 2003 (STGO).
36
Road type A A B B C C D D E Varies Berm Berm Slope Slope Verge Verge Hard strip Hard strip Carriageway (A) (A) (B) (B) (C) (C) (D) Lane 1 (L1) Lane 1 (L2) (D) (E) Varies Varies Varies Varies Varies Varies Varies 2.50 2.50 1.0 3.65 3.65 L2 L1 2.50 1.0 1.0 2.50 1.0 7.30 5.00 5.00 10.00 Single (S2) Wide single (WS2)
Figure 20 Carriageway width restrictions in the UK
Easy site access
No requirement for vehicle escort Slim load
STGO type vehicles
No time restriction (0700-1900 monday to friday)
No time restriction (0700-1000 and 1630-1900)
Vehicles that do not comply with an STGO order can be used on the road if Special Orders have been issued by:
– Highways England regarding abnormal loads not covered by C&U and STGO
– The Vehicle Certification Agency (VCA) regarding special vehicles and divisible loads such as crane ballast outside the scope of C&U and STGO
3.1.2 Route to site
A track analysis by a transport consultant should be undertaken in the Logistic Stage to understand the constraints of transporting modules to site. This should not simply be a desktop study, but requires a test run using the necessary vehicle, taking physical measurements and photographs which will Wide load
form an in depth report that highlights the nuances of the route.
The track analysis should be a ‘live’ document that is updated throughout the design and manufacturing stages to ensure it captures any changes and alterations that might arise.
WOOLWICH ROMFORD
DARTFORD ILFORD THURROCK
37 Transportation
GRAYS BRENTWOOD
Figure 21 Transportation constraints are determined by the width of the module and restrictions on the route from the factory to the site
Figure 22 Constraints are specific to the route to site
The tracking analysis report will investigate:
– Turning circle restrictions.
– Low bridges and obstacles e.g. trees, telegraph wires etc.
– Restricted delivery times.
– Signage, lighting or street furniture limitations.
– Road closures that might be required.
– Bridge and power line height considerations.
This report should enable the designer to understand the following:
– The proposed route from the factory.
– Highway authorities responsible for the route.
– Time and size constraints imposed by the relevant highways authority.
A standard UK motorway bridge allows a clear height of 5m. Other bridges and overhead power lines at level crossings may have lower maximum heights and should be avoided.
Height restrictions are required to be clearly signposted and should therefore be picked up during the test run.
All vehicles with an overall travelling height of over 3m must have the height displayed in the cab. The highways authority must be notified if loads are over 5m high and affect street furniture such as lights and gantries. Telecommunications companies that operate along the route must be notified if transporting loads over 5.25m.
3.1.3 Calculating the module width
When calculating widths of modules all projecting elements, such as windows or cills, must be included, as well as any finishes applied in the factory, such as insulation.
38 Transportation
T O T A L W I D T H T O T A L L E N G T H (includes protrusions) (includes
Figure 23 Understand the constraints specific to the route to site
protrusions)
Figure 24 The total module dimensions should include any protrusions and finishes such as window reveals or insulation




39 Transportation
Figure 25 The overall module size will impact on cost and time
3.1.4 Oversized modules
Modules larger than the optimal dimensions can result in increased transportation costs and should be kept to a minimum or avoided. If the design requires oversized modules, the following additional considerations need to be taken into account:
– Police escort
– Restricted delivery times
– Road closures
3.1.5 Time constraints
Depending on the size of the module, constraints that dictate permitted delivery times can be placed on transportation by local and national highways authorities and the police. Restrictions on time of delivery, such as during the night, can conflict with planning conditions that limit hours of working. For example, large loads may not be permitted between 7am and 7pm Monday to Friday. This can conflict with planning conditions that stipulate hours of working.
3.1.6 Abnormal loads
An abnormal load is a vehicle that has any of the following:
– A weight of more than 44,000kg.
– An axle load of more than 10,000kg for
a single non-driving axle and 11,500kg for a single driving axle.
– A width of more than 2.9 m.
– A rigid length of more than 18.65 m.
Abnormal loads are not permitted anywhere in London during the following times:
– Monday to Friday: 07:00 - 10:00 and 16:30 - 19:00
– Saturday: 10:00 - 19:00
In addition, abnormal loads are not permitted within a three mile radius of Charing Cross station during these times:
– Monday to Friday: 07:00 - 19:00
– Saturday: 10:00 - 19:00
Further guidance and information on abnormal vehicle loads can be obtained from the Metropolitan Police, Transport for London (TfL) and the Electronic Service Delivery for Abnormal Loads (ESDAL).
3.1.7 Protection of modules during transport
Modules must be protected from damage during transportation, particularly if there is a risk of the module getting wet. Protection against rain and splash from the road when in transit is vital. Further information can be found in Chapter 3.6 : Waterproofing.
40 Transportation
KEY CONSIDERATIONS: T RANSPORTATION
– What are the size restrictions associated with the lorry?
– Are there time restrictions for transporting the module to site?
– Has a track analysis report to check the route for obstructions and access considerations been instructed? NB this should be a test run with a vehicle rather than a desktop study.
– How do obstructions and access considerations along the route effect the maximum module dimensions?
– If the module is oversized, how will this impact on transportation and site access? Will there be time and cost implications? What arrangements should be made with the relevant authorities?
– Are protrusions and finishes that are applied in the factory accounted for within the module width dimensions?
– How will the module be protected during transportation?
– Should cladding and insulation be applied in the factory or on site?
41
3.2 SITE CONSIDERATIONS
The designer will need to understand the constraints of each site and the impact this has on the type of crane that can be used. This chapter highlights the key considerations for crane selection and outlines typical strategies for lifting the modules into position.
3.2.1 Access and site considerations
Firstly, the design team should investigate the best location to access the site to deliver the modules.
The location of the access points will have an impact on the assembly sequence of the modules. If one corner of the site is landlocked, the installation is likely to begin there. The construction sequence will always start from the least accessible part of the site.
One of the first considerations is to establish what type of crane the site and size of development will allow. A thorough survey of access and neighbouring properties should be carried out - will over-sailing of adjacent properties be an issue?
42
Figure 26 Will over-sailing of adjacent properties be an issue?
SITE ACCESS 2 3 4 5 6 7 8 9 10 11 1 14 13 12 15
Figure 27 The sequence of assembling the modules on site should start from the least accessible location
If modules are to be assembled adjacent to existing party walls, the designer should consider how the junction between the existing and modular walls are detailed, and if there will be room to install cladding on site. If not, the modules may need to be clad in the factory. Access to install connection details and fire stopping also needs to be considered. Refer to Chapter 3.10 : Fire design principles.
3.2.2 On site storage capacity
Storing modules on site can be advantageous as it frees up space in the factory and makes delivery and installation times more flexible. The possibility of on site storage should be investigated.
3.2.3 Surveys
Ground conditions and site surveys will be required, identifying the location of obstructions, underground and overground services etc.
3.2.4 Crane considerations
The crane position and size needs to be assessed. The maximum loads the crane can carry as well as the maximum reach needs to be calculated.
The size of the crane is dependent on the crane reach required, the angle of boom and the weight of module. The designer should consider the cost implications of the proposed crane size - the cost of a larger crane is considerably higher than a smaller crane so should be avoided where possible.
43 Site Considerations
Figure 28 Crane weight capacity is determined by weight and reach
25 t 50 t 75 t 100 t C o s t
A decision on whether the crane will be static or mobile needs to be made during the Logistic Stage as the choice has implications on phasing and foundation design.
The location of power and communications cables in the vicinity of the site should be established to ensure that the path of the crane does not clash with any overhead services.
3.2.5 Impact on foundation design
If a mobile crane is used to install the modules, the engineer will need to consider a number of additional factors when designing the foundations. The following
questions need to be answered before finalising the foundation design:
– Does the route of the crane or delivery vehicle cross underground services? Can this be avoided?
– Can the foundations for the whole site be constructed in one go prior to the modules being delivered to site? If not phasing may need to be considered.
– Is the crane or delivery vehicle required to drive over the foundations, if so can the foundations bear the load of a crane and a module together?
– Can the route of the crane avoid the foundations? The loads of the crane can impose lateral loads to the piles so the route must allow a sufficient distance to avoid this.
44 Site Considerations
Static crane Cost Loads Foundations Size Availability Mobile crane
Figure 29 Each project should understand the benefits and disadvantages of each crane type
Figure 30 Impact of crane loadings on foundations
– What is the combined weight of the crane plus the load of the heaviest module?
How will this affect the requirements of the hard standing surface needed beneath the crane?
– Can the outriggers of the crane align with the building foundations? If not, will a crane mat be required?
– If a pile mat is needed, can it be designed so that it can act as the crane mat too?
3.2.6 Lifting considerations
The centre of gravity of the modules must be calculated and coordinated with the factory prior to lifting. If possible, it is preferable for modules to be lifted from underneath. Otherwise, the connection detail between modules can be designed to double as a
lifting eye. This allows for the modules to be lifted from the top corners.
Multistorey developments are likely to experience higher stability forces during assembly, therefore temporary bracing may be required. This will require more work on site and can prove costly. To avoid the need for temporary bracing, the central core can be used to give additional stability during assembly. Further information can be found in Chapter 3.4 : Structural principles and Chapter 3.9 : Communal stair cores.
3.2.7 Phasing
If the space around the foundations is tight and access is restricted it may be necessary to phase the project. A construction phasing strategy and programme needs to be provided so that the factory can manufacture the modules in the correct order. The phasing strategy should also describe how the modules are accessed and uncoupled from the crane.
45 Site Considerations
Figure 31 Stacking principles - a ‘ziggurat’ form might be most appropriate for structural stability in the temporary condition

3.2.8 On site CDM, water and fire strategy
Written phasing, crane requirements and lifting strategies will be required and signed off by the principal designer, designers and principal contractors for pre-construction, factory and on site CDM reports.
An on site fire strategy will need to be established, as will a water management strategy to ensure there is no standing water on the modules during assembly worksfurther information can be found in Chapter 3.6 : Waterproofing
3.2.9 Module assembly strategy
A module assembly strategy needs to be agreed by the design team in collaboration with NU build during the Logistic Stage and updated with each stage report.
This should include, as a minimum:
– Site access strategy.
– Module delivery/storage strategy.
– Foundation strategy.
– Foundation sequencing/phasing strategy.
– Size and type of crane.
– Module lifting strategy.
– Module installation phasing strategy.
– On site water management strategy.
46 Site Considerations
Figure 32
Example of craning a module
KEY CONSIDERATIONS: S ITE C ONSIDERATIONS
– Has site access for delivery been planned?
– What type of crane is required and how will it impact on the foundation design?
– Has the foundation design sequencing and phasing been considered?
– Are services coordinated with crane locations and lifting strategy?
– Has an on site fire safety and water management strategy been completed during the Strategy Stage, for review and implementation into DfMA information at the Performance Stage and Detail Stage?
– Has a draft module assembly strategy been agreed at the Logistic Stage? Has this been updated at each subsequent stage?
– Has a risk assessment method statement been produced?
47
3.3 CLT PANELS
In order to make the most efficient use of the material, the designer should find out the proposed panel size at the earliest opportunity, as the size of standard CLT panels can influence the design of modules in a number of different ways. This information will be provided by the factory.
3.3.1 Panel size
There are a number of CLT manufacturers, each producing a slightly different range of panel sizes. The designer should establish if NU living have a preferred supplier for the project and work with the specified dimensions. Otherwise it is preferable to design the modules to accommodate a range of panel sizes.
3.3.2 Economic use of panels
Setting out the way the panel is cut to minimise wastage is essential. To do this the designer must understand the format of the standard panel size to maximise efficient use of the material and minimise offcuts. To aid with this, the CNC machine is programmed using specialist software that can simulate the machining to maximise efficient use of the CLT panels, reducing errors and waste.
48
50 - 350 mm 13,500 mm 2,950 mm
Figure 33 Standard panel dimensions
Designing openings by joining smaller panels together can be a more efficient than cutting openings out of a single panel which can cause large amounts of wastage. Guidance from the factory will help to establish the most efficient process. Large offcuts should be reused where possible. Small offcuts will be recycled and used in the factory’s biomass boiler.
around the factory simpler and will increase the overall floor to ceiling height of the module. However in certain circumstances it may be beneficial to span the floors between the walls (balloon construction) which would reduce the overall floor to ceiling height of the module.
The ceiling panel may need to sit below the top of the walls to allow a zone for services to be installed, covered in Chapter 4.2 : Servicing principles.
3.3.3 Impacts on module heights
The height and length of standard panels should be considered in determining the floor to ceiling height and length of the modules. It can be easier for the factory to build the modules with the walls sitting on top of the floors (platform construction). This makes the transportation of them
49 CLT Panels
Figure 35 Platform construct allows a greater floor to ceiling height than balloon construction
Figure 34 Panel cut efficiency
2.95 2.95 2.95 Less wastage as off cuts reused 2 2 2 2 2 2 1 1 1 1 1 1 1 1 1 1 Floor to ceiling height reduced 2.95 Floor to ceiling height maximised 2.95 Platform construction Balloon construction
Figure 37 If possible, module walls should be made from one span of CLT
3.3.4 Vertical or horizontal panels
Using one CLT panel, rather than multiple panels stitched together, is preferable to avoid transferring shear and moment forces over CLT joints. However if the height of the module exceeds the standard panel width, it may be decided to join vertical panels of CLT. In this case the strength of the wall panels will be dependent on the connections between the panels, which may need to be reinforced. This will result in additional material and labour cost.
3.3.5 € and £ exchange rate
As CLT is procured from Europe, fluctuating exchange rates may impact on the profitability of the project and should be considered in the cost plan.
3.3.6 Visual quality
CLT is manufactured in three different visual qualities:



50 CLT Panels
I ndustrial For visible Th e outer spruce lamellas. side by side surface lamellas surface quality. S elected For visible Th e outer spruce lamellas, All lamellas By using selected surface has
X AM P L E: S URFACE –I N D USTRIAL VISIBLE QUALITY
AM P L E: S URFACE –S ELECTE D N OR D IC
E
E X
I ndustrial For cladding on site All lamellas are exclusively appearance. Knots, discolouration, I ndustrial visible For visible surfaces Th e outer surface layer spruce lamellas. Th e surface side by side without gluing surface lamellas to occur. surface quality. E X AM P L E: S URFACE –I N D USTRIAL QUALITY
X AM P L E: S URFACE –I N D USTRIAL VISIBLE QUALITY 20 METSÄ WOOD — LENO® CROSS LA M INATED T I M BER (CL T ) S elected For Th spruce All By surface E X AM P L E: S URFACE –S ELECTE D N OR D IC 1 2 3
E
KEY CONSIDERATIONS: CLT P ANELS
–– What are the standard panel sizes from NU build’s chosen supplier?
– Can the standard panel sizes achieve the required floor to ceiling heights?
– Has the CLT been used in the most efficient way to avoid wasted material?
– Will platform or balloon construction be used?
– Can the standard panel sizes achieve the required module length?
– Can the panels be used horizontally or do they need to be joined vertically? If so, how will the connection design work?
– What visual quality is required?
– Are £ and € exchange rates considered in the cost plan?
51
3.4 STRUCTURAL PRINCIPLES
Before starting to design the layout, the whole design team should have an understanding of the key structural considerations. Early engagement of all consultants is therefore essential.
3.4.1 Typical weights
Although timber is considered to be a lightweight material, modules can become heavy: larger modules can weigh up to 20 tonnes.
When undertaking the structural design, calculations of the typical weight of a module must reflect the varying assumed densities of timber, as shown in Figure 38:
– For connection design, a low density value should be used.
– For lifting, a high density value should be used.
– The mean density should be used when considering the requirements of the modules in their final built form.
This will have an impact on the requirements of the crane, both in terms of load and reach.
3.4.2 Lifting considerations
Consultants should consider how the modules will be lifted, how the main structural CLT panels perform and how any connecting elements will perform. Depending on the final configuration of the building, the process of lifting the module may be the most onerous structural case to design for. Because of this, to standardise the connection design all connections may be designed for the heaviest case even though module weights may vary.
Mean density (Permanent self weight of structure)
Fifth percentile density (Connection design)
Density for lifting calculations as per CLT manufacturer’s European Technical Approval
DENSITY
38 Graph showing normal density distribution
52
Figure
In some circumstances it may be necessary to introduce bracing for the module lift and transportation. This is not desirable and should be avoided if possible. For example, the opening positions could be adjusted to facilitate lifting without needing further bracing.
If bracing is required during the assembly of the modules, interference with the doors and windows should be avoided where possible.

3.4.3 Dynamic amplification
During the lifting of the modules there is a dynamic amplification factor to consider. This is because as the module is lifted it is accelerated and using the formula:
Force = Mass x Acceleration (F = ma),
This means the weight of the module increases. This additional weight should be factored into the connection design.
3.4.4 Stacking
A construction sequence for the assembly of the modules should be produced. Each module will need a unique identification number, which should be agreed and coordinated with the design team and the factory.
In multistorey buildings the modules should ideally be stacked floor by floor. For example, the ground floor is assembled, followed by the first floor and so on. If site access is restricted and this is not possible, the structural requirements of the modules while they are being assembled will need to be assessed to determine the most appropriate assembly sequence.
It should be noted that proportions of the building during assembly will have an effect on the connection design: if it is tall and thin, the connection forces will be higher than if it is low and wide.
Alternative sequences must consider the stability of the modules during assembly
53 Structural principles
1 2 3 4 3 4 1 2 8 7 3 2 1 15 10 9 5 4 17 16 12 11 6 20 19 18 14 13 Modules
should preferably be stacked floor by floor
5 4 3 2 1 10 9 8 7 6 15 14 13 12 11 20 19 18 17 16 1 2 3 17 10 9 2 1 18 12 11 4 3 19 14 13 6 5 20 16 15 8 7
Figure 39 Dynamic amplification affects the module in lifting
Figure 40 The assembly sequence should consider the structural stability of the modules
3.4.5 Layout considerations
‘Land locked’ modules, as shown in Figure 41 should be avoided. This is because the connections are not easily accessible during assembly as it is only possible to access the modules from inside the building.
3.4.6 Structural differences between houses and multistorey buildings
For the NU build Modular System, housing is considered to be an arrangement of three by three modules, and multistorey greater than this.
Figure 42 shows the relationship between the height of the building and the depth of each floor/number of modules required to ensure structural stability.
When designing multistorey buildings above five storeys, it is advised the CLT core walls provide additional stability. Beyond eight storeys further stability may be needed, which could be provided by a concrete core. Further information is provided in Chapter 3.9 : Communal stair cores.
54
principles
Structural
deep Min no. of modules deep Additional stability walls or
required above 5 storeys No. of modules high 0 0 4 6 8 2 10 12 14 16 1 2 3 4 5 6 7
Figure 42 Typical limit for number of modules high versus number of modules
core
Figure 41 ‘Landlocked’ modules
‘Land locked’ module to module connections that are only accessible from inside the building
3.4.7 Connection strategy
The connection design is critical to the success of the module design. This can be broken down into two main types: connections for joining CLT to CLT, and connections between the modules.
The DfMA process also applies to the connection design. Since the connections will be repeated multiple times they should be optimised to make savings where possible.
The designer should agree the screw and standard bracket supplier with the client and the factory.
3.4.8 Typical connections
Typical connections are used to connect pieces of CLT to one another. These are usually the standard connections that can be found in more traditional CLT superstructure buildings, such as brackets and screws. Housing Multistorey
3.4.9 Module connections
The steel connections that join the modules are a critical component of the modular system, and require comprehension of a number of factors when designing them, such as:
– How will the dynamic amplification of the module impact the weight of the module, and therefore the requirements of the connections as the modules are lifted?
BRACKET
(Copyright Simpson Strong Tie)
Fully threaded
Partially threaded
SCREWS
(Copyright Rothoblaas)
55 Structural principles
Figure 44 Typical connections
Figure 43 Elevation of housing and multistorey assembly
– Can the connections double as lifting eyes?
– What are the timber settlement requirements and how will these affect the design of the connection? This is particularly important for multistorey buildings.
– Can the connections be fabricated at scale? Has the designer investigated the steel fabrication process to ensure this is possible?
– Can the weight of the connections be reduced so that manual handling requirements are met?
– What tolerances are needed for fitting the connection in the factory? The CLT is cut within certain tolerances that can affect the connection design.
– The connection design can be complex and potentially costly. How can this be reduced? Has the cost been considered early in the design process?
In addition to these, the requirements of the module connections on site should be considered, such as:
– What tolerances are needed? Note that these should include any concrete tolerances at ground or podium levels.
– How will the connection be accessed during assembly? Are there any restrictions to access and can they be avoided?
– Will the connection pond or fill with water on site? How can this be prevented?
3.4.10 Jointing
In order to achieve the module lift, the long side panels need to be continuous with the floor and ceiling panels spanning between.
The position of the half-laps need to consider the diaphragm action of the floor and should avoid unsupported edges across door thresholds.
56 Structural principles
Floor and ceiling panels half-lapped together
Long edge to be one continuous panel to allow for module lift
Half-lap joints to avoid door openings
Half-lap joints
Figure 45 The location of joints should be considered in parallel with the lifting strategy
KEY CONSIDERATIONS: S TRUCTURAL PRINCIPLES
– Landlocked modules should be avoided.
– If designing buildings taller than five storeys, it may be necessary to use the core for structural stability.
– Connection design should be considered at the earliest opportunity.
– How will the dynamic amplification of the modules during lifting impact on the lifting strategy and the crane specification?
– Each module should have a unique identification number.
– Has an assembly sequence for the modules been produced?
– Has the position of the half-laps in the CLT been considered, and are they avoiding door thresholds?
57
3.5 GROUND FLOOR CONSTRUCTION
The ground floor construction detail is of paramount importance, particularly if CLT modules are located on the ground floor of the proposed building. Design solutions that protect the CLT from moisture should be proposed at the earliest opportunity.
3.5.1 Site ground conditions
An early ground conditions survey will be required as water table, ground gas and site stability could all effect the choice of ground floor detail.
3.5.2 Ground floor use
This will vary depending on whether the design is for single family dwelling or a multistorey development.
Normally the ground and upper floors of single family dwellings line through. It therefore makes sense to retain the same structural material at ground, first and second floors in low rise developments.
Often, in multistorey, the ground floor plan does not line through with the flat layouts on the floors above. This can be for a number of reasons such as:
– When commercial uses are at ground floor, they are typically set out on a different grid to upper residential floors.
– When fully accessible dwellings are required they can be larger than standard units. Their layout may not stack with units above.
– Communal spaces, stores, service cupboards and substations require different structural and spatial requirements.
The use will determine the construction method of the ground floor. If possible, it is preferable to install modules at ground floor to simplify construction. However, depending on the requirements, it may be appropriate to install a steel or concrete framed podium.
58
Figure 46 Various uses of modules at ground floor level
Commercial Plant Residential
3.5.3 Modular ground floor
It is preferable for the whole building to be made from modules. This ensures the quality of finish is maintained throughout the project, on site labour is minimised and the efficiency of the modular system is maximised. Care needs to be taken to ensure the CLT module is kept dry.
The relationship between the base of the timber and the external drainage level and the provision of adequate drainage to the perimeter are key considerations which may have implications on level thresholds and external landscaping.
The design of the ground floor also depends on the strategy for transferring the loads from the upper floors to the foundations. Two ground floor details should be investigated: a concrete slab or ventilated void foundation under the module. Both have their advantages and disadvantages, which should be analysed and understood when determining the appropriate strategy.
It is important that all four walls of the module are evenly supported to avoid differential movement. The strategy to achieve this is dependent on whether the module to slab connection is via point loads, line loads or a combination of the two.

59 Ground floor construction
Figure 47 Module at ground floor
3.5.4 Modular foundation options
There are two types of ground floor modular foundation details:
– Sit the modules on a concrete slab with no ventilation.
– Sit the modules on concrete perimeter upstands and crossbeams with a ventilated void below.
Sitting the module on a concrete slab reduces the risk of ground water rising up to underside of module, but increases the risk of moisture building up at the perimeter.
Alternatively, the module can sit on a ventilated concrete upstand, with breathable insulation fixed to the underside of the CLT. This requires sufficient space around the building to allow cross ventilation under the modules, which might not be possible on constrained sites. Drainage to prevent rising ground water reaching the underside CLT must also be included and maintained once the building is in use.
In both cases, the underside of the CLT should be a minimum of 75 mm above external drainage level. With drainage provided to the perimeter and the corners of the modules supported on concrete upstands. The tolerance of slab and perimeter upstands needs to be + 0 mm to - 10 mm, meaning that the concrete can be raised, but not reduced.
3.5.5 Underground drainage
Adequate drainage needs to be installed across the site to ensure that ground water is drained away from the modules.
3.5.6 Waterproofing around perimeter
It is good practice in all projects to install perimeter drainage. Ensuring the integrity of DPCs and DPMs in the factory and during assembly is critical.
3.5.7 Disabled units/level threshold
If modules are raised above ground, level access to disabled units is still required. This needs to be incorporated in the landscape design.
60 Ground floor construction
Figure 49 Ventilated slab ground floor
Figure 48 Concrete slab ground floor
3.5.8 Concrete or steel frame ground floor (podium)
The CLT modules are raised above the ground and there is no timber at ground floor level thereby reducing the risk from ground water ingress.
A metal deck or concrete slab supports the module at first floor level. Installing a frame at ground floor level allows flexibility in the design of the ground floor spaces. It is easy to achieve a level threshold for disabled accessible units.
However the ground floor cannot be volumetric and fitted out in the factory so NU living have to coordinate trades on site for the fit out. This is not as efficient as building entirely out of modules.
Another draw back is access - installation of a concrete or steel frame could restrict access to the rest of the site and needs to be considered in the context of the module assembly strategy.

61 Ground floor construction
Figure 50 Overview of concrete or steel frame ground floor
3.5.9 Modules on basement foundation
Installing a basement can be costly, so will not be appropriate for all projects. If feasible, it can protect the CLT from moisture, as well as providing space for plant, storage or parking, freeing up more area on ground floor.
The CLT modules sit on top of a concrete slab above the basement, where they are protected from moisture collecting on the underside of the timber. There is still a risk of moisture build up at the perimeter, so this needs to be considered in the design of the ground detail.
The introduction of basements can impact on accessibility to the site for craning in modules. This would need to be assessed in the module assembly strategy.

62 Ground floor construction
Figure 51 Modules above a basement
KEY CONSIDERATIONS: G ROUND FLOOR CONSTRUCTION
– Has a ground conditions survey been undertaken and the results considered?
– What will the use of the ground floor be, and how will this impact on the construction method and ground floor detail?
– Is a basement required? If so, consider site access for module assembly.
– Is a ground floor podium required? If so, consider site access for module assembly.
– If modules are at ground floor, is the underside and end grain of the CLT protected from moisture at external ground level, with drainage around the perimeter and the corners of the modules supported on upstands?
– Agree a foundation strategy at the earliest opportunity, and ensure that it is coordinated with the assembly process.
– Agree a site wide drainage strategy.
– Has level access to ground floor units been provided?
– Are wet rooms required?
63
3.6 WATERPROOFING
Although it is essential that the waterproofing is managed in all buildings, modular construction varies slightly from traditional construction. Waterproofing must be considered inside the modules, during transportation and assembly as well as when the building is in use.
3.6.1 Waterproofing design
CLT needs to breathe, therefore where possible the construction of the walls, floors and roofs need to be fully breathable and moisture must be prevented from entering the fabric of the building. The use of breathable wall build ups is encouraged.
Dew point analysis is required with all U-value calculations to ensure moisture does not condense within the fabric of the building. Further information can be found in Chapter 3.11 : Thermal principles.
3.6.2 Tanking and wet room design
Kitchens and bathrooms should be lined with a wet room tanking membrane. This should be applied to all low level areas to prevent possible damage from dripping taps or leaks and full height to areas of heavy exposure such as showers. Additional protection can be added to high risk areas such as bathrooms by designing them as wet rooms, where the tanking membrane is linked to a gully that connects with the main waterproofing line e.g. tiles and grout. Sanitary ware and bathroom furniture are then fitted above. This mitigates the risk of water damage and resulting costs should a tap or pipe leak or an item of sanitary ware overflows.
64
Area of CLT to be covered with protective waterproof membrane
Figure 52 Location for robust waterproofing layer in a bathroom
Area
3.6.3 Waterproofing membranes
Details should be drawn to understand the thickness and stiffness of waterproofing layers, such as membranes, particularly where they overlap. Each module will be assembled with its own breather membrane which will lap with the breather membrane on adjacent modules. This can result in multiple membrane laps and the thickness of these should not be underestimated, particularly at the corners of modules. Coordination with the design team and the factory operatives on the design and lapping of membranes at an early stage in the modular process is essential.
3.6.4 Protection to the end grain of the CLT
The end grain of CLT is the most vulnerable to water and moisture ingress. Damage can be limited by applying end grain sealer to
all cut openings and penetrations. Coloured end grain sealer can be used to identify where it has been applied. All joints in CLT should be taped with waterproofing/air tightness tape. This improves overall airtightness but also prevents water from tracking to unprotected end grain.
3.6.5 Waterproofing during assembly
CLT buildings can be sensitive and susceptible to long term moisture damage during construction. For these reasons extra measures and caution should be taken to protect the modules during transportation and assembly. Modules should be fitted with an external breather membrane before leaving the factory, however this can easily be compromised. Therefore additional protection from rain, moisture and damage, should be provided for transportation. This includes protection to the underside of the modules to prevent water splash back from the road.
The client, NU living and the design team should agree a method of ensuring that the CLT is kept dry with a
65 Waterproofing
of CLT to be covered with protective waterproof membrane
Figure 53 Location for robust waterproofing layer in a kitchen
material that is breathable. Refer to Chapter 3.7 : On site finishes for the pros and cons of applying external finishes in the factory.
3.6.6 Maintenance of waterproofing protection
The design life of windows is often shorter than cladding and other elements of structure. The window installation should be designed to allow them to be replaced without damage to cladding or waterproofing. A method statement of how membranes will be repaired will be required.
3.6.7 On site strategy
The contractor will be required to produce an on site water and moisture management strategy that will be included as part of the contract information. This document should contain :
– How to manage water after rainfall.
– Drainage provisions during assembly.
– How areas and items will be protected when stored on site.
Should the modules get wet during assembly they must be allowed to dry and the moisture level tested and confirmed. Should it be an acceptable level of around 12% moisture content, the CLT can be sealed with cladding, roofing or another module.
3.6.8 Gaps between modules and movement
For on site tolerances, and to aid assembly of the modules, a gap should be allowed between modules. This will typically be around 30 mm. Breather or waterproof membranes must be installed to prevent water from entering the gaps between modules.
In addition, where modules are stacked there will be some movement. The designer must consider how this movement will be accommodated in the waterproofing membranes to prevent them from being damaged.
3.6.9 Warranties
Warranties for all waterproofing methods, systems and products should be confirmed and understood by both the design and client team. Refer to Chapter 2.2 : Design and assembly process for more information.
66 Waterproofing
KEY CONSIDERATIONS: W ATERPROOFING
– Do the internal fit out of kitchens and bathrooms include a waterproof membrane on floors, behind tiling and to all high risk areas such as showers?
– Should a floor gully be included in bathrooms or kitchens to provide additional protection?
– Is sufficient ventilation provided to allow the CLT to breathe?
– Understand the thickness of membranes and how they will be lapped and fixed, particularly at the corners of modules.
– How is the end grain of the CLT protected?
– Can the initial waterproofing layer be applied in the factory?
– Can the windows be replaced without damaging the waterproofing membranes?
– How will the modules be protected from water during transit?
– How will water and moisture be managed on site?
– Modules should be dried if wet and moisture levels tested before cladding and roofing can be applied.
– Water ingress in the gaps between modules and caused by movement should be prevented.
– Warranties should be confirmed and understood by both the design and client team.
67
3.7 ON SITE FINISHES
In some circumstances, it may be necessary to install certain finishes on site rather than in the factory. These will mainly be external finishes, but might also include internal finishes to areas around servicing interfaces and thresholds between modules. When determining the extent of on site finishes, the designer should bear in mind that t ime spent on site is expensive and should be minimised where possible.
3.7.1 Cladding materials
When considering external facing materials, the designer should first refer to Swan Housing’s employer’s requirements, where details of preferred materials can be found. In addition to this, requirements such as robustness and ease of construction should be considered.
Cladding materials can generally be categorised as either a rainscreen system or a load bearing system.
Rainscreen systems include:
– Tiles, such as clay tiles or terracotta tiles.
– Sheet cladding such as cementious boards or fibre cement.
– Timber cladding.
Load bearing systems are typically limited to masonry, and will only be applicable in buildings that are less than three storeys high.
When building taller than three storeys, a lightweight rainscreen system becomes more appropriate, as it can easily be supported by the modules. The cladding system should consider the building movement and settlement. Movement joints or tiles that move over one another can be employed.
3.7.2 Specification considerations
On site finishes should be efficient to install while also maintaining the quality of the design:
– Repeatable details and standardised processes allow for the same detail to be used over multiple locations. For example, if all windows have the same reveal detail, time spent on site installing the reveals will be reduced.
– Prefabrication of certain elements can increase efficiency. Elements such as cladding panels or balconies can be prefabricated offsite, decreasing the amount of time spent on site and the number of trades required.
– It is preferable to use dry trades where possible, ensuring a clean, quiet site environment.
68
– The need for scaffolding should be reduced where possible as it is expensive and time consuming to erect.
3.7.3 Installing cladding and insulation
Cladding will typically be installed on site, as it is currently difficult to achieve a high quality finish with offsite cladding.
When specifying the cladding, consideration should be paid to the module to module connection. Modules will move over time due to compression, so cladding materials that have a tolerance to absorb this movement will be more successful.
Insulation can be applied in the factory, but it may be beneficial to install it on site, particularly if larger module widths are required: installing the insulation in the factory increases the overall module
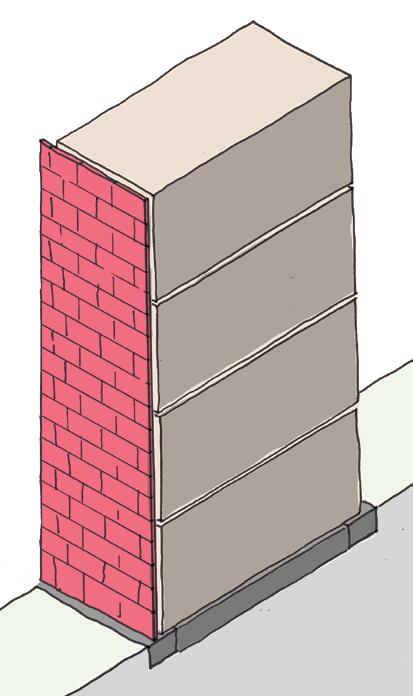

width for transportation. Applying the insulation on site avoids potential transportation issues and also means that there is less opportunity for the insulation to become wet.
When there is a requirement for external finishes to be non-combustible, the designer should ensure that cladding materials are compatible with non-combustible insulations such as mineral wool.


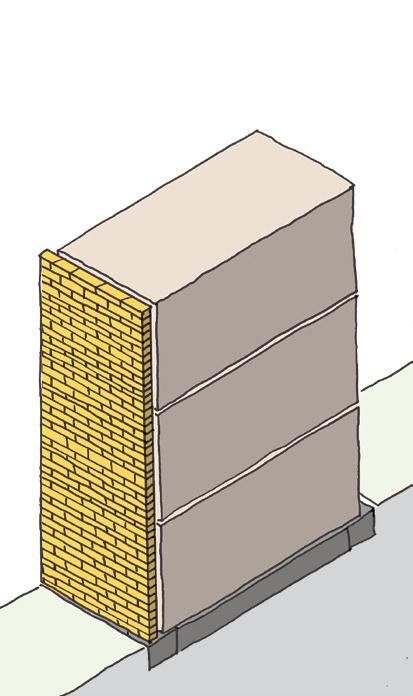

69 On site finishes
Figure 54 Lightweight rainscreen cladding systems can be supported by the modular structure, whereas loadbearing masonry cannot
Figure 55 Examples of lightweight rainscreen cladding. (Photograph: Will Pryce).
3.7.4 Balconies and external walkways
Projecting balconies and external walkways should be lightweight to avoid unnecessary loads on the modular structure.
Prefabricating these elements will save time on site and will allow a greater level of quality control. Considerations include whether the elements can be self supporting and the interface between the module and the balcony/walkway.
3.7.5 Internal finishes
The extent of internal finishes carried out on site will depend on parameters of the design, but might include:
– Servicing access hatches in walls and floors - refer to Chapter 4.2 : Servicing principles.
– Finishes around service access hatches.
– Servicing cowls and grilles.
– Interfaces between modules such as door jambs, threshold strips and floor finishes.
When designing these details, the sequence of construction should be considered to provide a solution that is easy to install on site.
3.7.6 Drawing on site elements
Consultants should ensure that on site elements are clearly represented in all relevant drawings. See Chapter 5.2 : Drawing for manufacture.
70 On site finishes
Figure 56 On site and offsite elements of a module interface with door jamb clearly shown in drawings in green.
– Which elements need to be installed on site? Can these be reduced?
– Investigate which on site elements can be prefabricated, either in the factory or by an external supplier.
– Will insulation be applied in the factory or on site?
– Is the building greater than three storeys? If so, a lightweight cladding system may be more appropriate.
– Explore how on site elements such as door thresholds and window reveals can be repeatable so that they are quick and easy to install.
– Can the use of scaffolding be minimised?
– How will internal finishes between modules be installed?
– How will on site elements be differentiated from offsite elements on drawings?
71
KEY CONSIDERATIONS: O N SITE FINISHES
3.8 ROOFS
When designing roofs for modular construction, the impact of the choice of structural material, cladding material and the geometry of the roof on the manufacturing process needs to be considered, as does the transportation of the modules and how they are assembled on site. In addition to this, designing a suitable waterproofing detail is of paramount importance as preventing water ingress on to CLT is essential.
3.8.1
Roof type and geometry
The first consideration should be the type of roof that the design requires i.e. a flat roof or a pitched roof. Each roof type has different design parameters and can be manufactured and assembled in different ways.
Transport considerations as detailed in Chapter 3.1 : Transportation should inform the design of roof modules. The geometry of the roof module must not exceed the maximum module size. Likewise, protrusions such as flues or rooflights must not protrude outside the limiting dimensions.
3.8.2
Flat roofs
If flat, the roof must be designed to meet manufacturers’ recommendations and as a minimum, should be laid to a 1:40 fall in order to achieve 1:80 fall. Standing water and ponding is not acceptable.
Flat roofs should be laid to falls by pitching the CLT panel, which will help to protect water collecting on the timber. The CLT must still be protected with a waterproof layer during transportation.
3.8.3 Pitched roofs
There are a number of different ways of fabricating a pitched roof, either as a trussed rafter or using CLT panels. The choice of roof structure will be informed by considerations such as:
– Will the roof void be used for habitable rooms?
– Will services be located in the roof?
– What process is most suitable for the factory?
– What are the transportation requirements?
72
Figure 57 Geometry of the roof must take transport requirements into account
3.8.4 Roof membrane requirements
A range of cladding materials can be applied to CLT modules as long as the following factors are considered when detailing the roof membranes:
– There will be a tolerance gap of around 30mm between each module when assembled on site. A strategy of ‘zipping up’ or filling in the gaps between the modules with the roofing material must be devised. A continuous surface between modules must be maintained, or rain water outlets need to be provided to each module at roof level.
– For flat roofs, single ply membranes should generally be avoided as they can be easily damaged allowing water onto the timber. A multi layer, cold formed system may be preferable as it allows the fully bonded underlay to be applied in the factory and a top sheet on site.
The designer must consult with the CLT supplier to ascertain what the maximum moisture content of the timber should be prior to installation of roof membranes.
3.8.5 Protection during transportation
Ideally the underlay of a roofing membrane system or the breather membrane will be applied in the factory in order to protect the module from water ingress during transportation.
3.8.6 Verge support/edge and parapets
To minimise height and damage during transportation it may be beneficial to add parapets and verge details on site.
73 Roofs
Figure 58 Comparative analysis of roof types
3.8.7 Insulation
Both warm and cold flat roof build ups are possible. Insulation for cold roofs will be installed on site whereas insulation for warm roofs could be applied in the factory with the membrane fixed to the top. If cladding is applied to pitched roofs in the factory, insulation will be integral to the build up.
3.8.8 Rainwater outlets and service penetrations
Rainwater outlets should be carefully positioned to allow the roof to drain during installation and after completion. Rainwater outlets need to be set below the waterproofing line to avoid ponding around the outlet. Routing out the CLT to accommodate the rim of the outlet is the preferred method of achieving this. CLT must be laid to a falls to ensure water drains to the correct outlet.
Where there are service penetrations through the roofing membrane extra care must be taken to seal the penetration. Think carefully about taking rainwater pipes internally and ensure that where there are service penetrations through the roof there is adequate access to the underside to check for defects.
It may be preferable to cluster service penetrations in one location to minimise the number of individual penetrations through the roof.
74 Roofs
KEY CONSIDERATIONS: R OOFS
– What type of roof is appropriate? Does it fit within the transport requirements? Will it be manufactured in the factory or installed on site?
– What insulation is required and how might this be applied?
– What roof cladding material will be applied?
– What measures are required in order to protect the module during transport?
– Are parapets and verge supports manufactured in the factory or installed on site?
– CLT on modules with flat roofs must be laid to a fall of at least 1:40 for flat roofs to avoid moisture build up that leads to rot and decay in deflected areas.
75
3.9 COMMUNAL STAIR CORES
In multistorey residential buildings, the designer should consider whether the stair cores and other communal areas can be prefabricated and manufactured in the factory then assembled on site, or installed on site using traditional construction methods. Where possible, prefabricating elements is generally preferable as it allows for a greater level of accuracy and higher quality workmanship.
3.9.1 Prefabricating elements in the factory
Communal areas such as lobbies and corridors can be constructed from prefabricated CLT panels that are cut in the factory. Stair flights can be cut and manufactured in the factory and then assembled quickly on site. Likewise, CLT for lift cores and service risers can be panellised and cut in the factory.
Finishes to stairs can also be applied in the factory, providing they are robustly protected for transportation. Transport requirements for these elements are the same as for modules - see Chapter 3.1 : Transportation for more details.
When considering the design and specification of the wall build up for core and communal areas, the designer should pay careful attention to the fire strategy as these areas may have more onerous requirements. For more information refer to Chapter 3.10 : Fire design principles.


76
Figure 59 Stairs can be cut and fabricated in the factory before assembling on site
3.9.2 Core requirements during assembly
The core can be used to provide support to the modules during assembly, as shown in Figure 60. This also allows the core to be used by site workers to access modules. Ideally, the modules should be assembled before the panellised core is installed. This sequence is then repeated for the subsequent storeys,
Careful consideration is required for the interface of the modules to the panellised elements. Module connections can be used for this purpose in some instances.
77 Communal stair cores
1 2 3 4 5 6
Figure 60 Corridors can be used to access modules during assembly
CLT modules
Core constructed from panellised elements
Figure 61 Panellised core elements can offer structural stability
3.9.3 Structural requirements
Above five storeys the core should be used to provide additional structural stability. Beyond eight storeys a concrete core may be necessary to provide the required stability, as shown in Figure 62. For further information, refer to Chapter 3.4 : Structural principles
3.9.4 Ancillary areas
Some communal facilities can be constructed from modules, depending on their requirements and size, such as refuse stores, cycle stores and plant rooms.
If it is decided that these areas are to be modular, careful thought should be given to the requirements of these spaces, and the impact that this will have on the design, such as:
– Is there a requirement for services such as water provision or heating in these areas, e.g. a tap in a cycle store?
– Is a level threshold between the module and the external pavement required?
– What level of finishes are required? How robust do these need to be?
– Are there additional fire requirements?
78 Communal stair cores
Figure 62 Corridors and stair cores offer structural support during assembly, the requirements vary depending on the building’s height CLT core is used to support the modules from heights of five storeys A concrete core may be required to support the modules above heights of eight storeys
KEY CONSIDERATIONS: C OMMUNAL STAIR CORES
– What elements of the stairs, cores, lift shafts etc. can be made from prefabricated panels cut in the factory?
– Can the core be used to give structural stability to the modules during assembly?
– Can the core be used to access the modules during assembly?
– How can work on site be reduced?
– Can ancillary areas such as cycle stores or refuse stores be assembled from modules?
79
3.10 FIRE DESIGN PRINCIPLES
Fire safety in dwellings is of paramount importance and must be considered in detail by all members of the design team. The fire strategy should be established in the early stages of the design process, then continually re-examined and readdressed for the duration of the manufacture and assembly process, as well as during the installation of any on site elements.
3.10.1 CLT and Fire
As a timber product, CLT is considered to be a combustible material. How timber performs in fire is extensively documented and well understood, and its inherent material properties can be utilised to help protect from fire.
3.10.2 Methods of fire protection to CLT
There are three main categories of fire protection to CLT structures:
– Non-encapsulated is where the CLT is left untreated. The CLT will begin to char once it is exposed to temperatures of 300°C and above. As the sacrificial layer on the face of the timber chars, the layer of wood immediately below is heated, and begins to thermally decompose. This is known as the pyrolysis zone. Beyond this, the wood is unaffected and will structurally function as normal. The structure needs to be designed to allow the required charring rate under the correct loading requirements.
– Partial encapsulation is when layers of encapsulation and the charring capability of the CLT are combined to provide fire resistance. This should be calculated using the method outlined in the Eurocodes.
Pyrolisis zone (heated wood)
Residual section - structural capacity retained
– Fully encapsulated is when the required fire resistance is provided solely by a secondary material in the form of an applied surface treatment, such as a wall lining, entirely encapsulating the timber.
80
Outline of CLT panel
Sacrifical (char) layer
Figure 63 Section showing pyrolysis zone of a CLT panel
When specifying a fully encapsulated strategy it is important to undertake a calculation of how the material will behave under a partial and non-encapsulated situation in order to understand the risk should a layer of encapsulation be removed during the life time of the building.
3.10.3 Natural performance of CLT.
CLT has a material class B2 in accordance with DIN 4102-1, and a reaction to fire class D-s2, in accordance with EN 13501-1.
3.10.4 Connections
Connections to, from and between timber panels are of critical importance. If the connections fail then the performance of the walls and the stability of the building will be undermined.
Most connectors are fabricated from steel, which reduce in capacity with increasing temperatures. Typically, the solution is to treat the connectors with an appropriate method of fire protection, such as an intumescent coating or encapsulating them in a fire resistant material. In many cases both coatings and encapsulation are employed due to the severe consequence of failure.
3.10.5 Cavities
Modular construction can produce more cavities than traditional construction,
as often there are small gaps between modules for tolerance. It is vital these cavities are protected. Many items that provide fire breaks to services, such as fire collars, require annual inspection. It is important to reduce the number of these required where possible. Information regarding this, and all other relevant fire strategies, should be included in the homeowner’s manual.
3.10.6 Sprinklers and other suppressive systems.
The relevant building regulations should be referred to in order to determine if a sprinkler or other suppressive system is required. The client should be consulted, as they may want to include sprinklers as part of their employer’s requirements. Further to this, it may be that the design team decide to include them as part of the building’s fire strategy.
81 Fire design principles
Figure 64 Locations that might require cavity protection
Indicates location of fire stopping material
If it is decided that such a system is appropriate, the designer should consider how the system will be installed, how connections will be made between modules and how it will be maintained.
3.10.7 Fire during modular assembly
A fire strategy is required during construction on all building sites, not just for CLT, as the storage of materials and use of many different forms of equipment make assembly a high-risk period.
With a low surface area to volume ratio, CLT panels themselves will not easily catch alight and start a fire, however there are many other sources for the potential ignition of a fire on a building site, such as stored flammable materials, construction equipment and poorly managed site waste.
Under the Construction (Design and Management) Regulations 2015 all designers should pay particular attention to the risk of fire during the manufacturing and assembly process and during the installation of elements on site when preparing risk registers and design information.
Two useful documents when considering on site fire safety are:
timber frame construction sites. This was updated in 2014 to include all structural timber construction.
– ‘Design Guide
to Separating Distances During Construction’
- Published by the Structural Timber Association in 2014, this document provides advice on minimum safe distances between exposed CLT surfaces on a construction site and adjacent buildings. Where it is not possible to achieve these minimum distances, it is necessary to include fire protection to the external surfaces to reduce the potential for heat transfer. In these cases a specialist consultant will be required to advise on necessary measures.
– ‘16 Steps to Fire Safety’ - first published by the Structural Timber Association in 2008 which specifically addresses the prevention and suppression of fire on Figure 65 Key documents
82 Fire design principles
to be referenced
– Where are the areas of risk?
– Should a fire engineer be appointed?
– Have the relevant guidance, documentation and legislation been consulted?
– What method of encapsulation will be used to protect the structure?
– Can the number of items that require maintenance and inspection, such as fire collars, be reduced?
– Connections to, from and between modules are often a weak point - suitable protection should be designed.
– How will cavities between modules be protected from fire? Have all openings been considered?
– Is there a strategy for prevention and risk mitigation for fire during the assembly and installation process?
– Is all information regarding fire safety that will be relevant to the occupier included in the homeowner’s manual?
83
KEY CONSIDERATIONS: F IRE DESIGN PRINCIPLES
3.11 THERMAL PRINCIPLES
Offsite construction using modern, high performing building materials and accurate manufacturing methods can optimise the thermal performance of building elements. To do this, the designer needs to understand the inherent material properties of the CLT and how these are affected when designing for manufacture and assembly.
3.11.1 Thermal performance
The key way to improve the thermal performance in most buildings is through insulation to the external envelope.
The performance requirements for insulation may vary depending on whether it is applied offsite or on site - for example, if installed offsite, it will need to be sufficiently robust to withstand minor impacts during transportation.
3.11.2 Location of thermal line
Timber can deteriorate if it becomes wet for a sustained period of time - if the moisture content exceeds 20% for long periods it will be susceptible to rot and mould damage.
To prevent moisture reaching the CLT, it is important to calculate where the dew point within the wall build up will be and ensure that interstitial condensation does not form within the timber structure. To achieve this, the thermal line should sit on the outside face of the CLT.
3.11.3 Benefits of thermal modelling
The accurate manufacturing methods used in the factory can increase the thermal efficiency of the modules, often surpassing those found in traditional construction. By thermally modelling the building’s typical connection details, such as doors, windows and wall junctions, highly accurate thermal transmittance values can be calculated. These can be used as a design tool to maximise the thermal efficiency of the building, potentially exceeding the thermal standards prescribed in the building regulations.
84
CLT
CLT Thermal
inside CLT
Thermal
Thermal line outside
line
Thermal line is broken
line is broken Thermal line
Figure 66 The thermal line should always be on the outside of the CLT
Understanding how to optimise the thermal performance of the wall can reduce the thickness of the build up, thereby increasing the internal floor area. Examples of ways to achieve a reduced wall thickness include:
– Optimised airtightness values that exceed those required to meet Part L of the building regulations.
– Improved PSI values can reduce the required U-value of a wall, and therefore its thickness.
– Improving the thermal performance of elements other than the walls, such as roofs and windows.
3.11.4 Air tightness
The airtightness achieved in NU build’s modules is typically far higher than traditional values. This is due to the accurate CNC cutting of the CLT and the greater level of accuracy with which elements are fitted together. Airtightness can be further enhanced with tape applied at the joints between panels, ensuring penetrations are all appropriately sealed.
Most panels can be used to create a high performance hygroscopic airtightness layer without the need for additional membranes, therefore reducing the required U-value of the wall construction.
3.11.5 Ventilating the timber
When designing the wall build up it is essential to ensure the timber structure is able to breathe. This will allow it to dry out should any moisture penetrate to the timber from rain during construction, humidity variations or leakage.
85 Thermal principles
20oC 0oC
Tape to horizontal + vertical joints
Airtight breather membrane
Figure 67 Modelling building elements produces highly accurate thermal performance analysis
Figure 68 Airtightness enhancements such as taped joints can be included in the detailing of the CLT junctions
If the timber is in contact with free air then it will always be able to dry, reverting to an acceptable moisture content of around 12%.
If the timber itself forms the airtightness line then, providing there is a ventilated cavity to absorb the moisture, the panels will dry naturally should they become wet.
If a membrane is used it is vital that it is breathable to avoid trapping moisture in the CLT. For more information on protecting the timber structure from moisture damage, please refer to Chapter 3.6 : Waterproofing
3.11.6 Breathable wall construction.
When building with CLT, a breathable wall insulation is recommended and should be incorporated into the proposed wall build up in the early stages of the design.
Breathable insulation allows moisture to migrate to the external surface minimising fluctuations in internal humidity and reducing the amount of internal condensation, avoiding the possibility of mould growth. The overall effect is a healthier and more robust construction. Examples of breathable wall insulation include mineral wool, sheep’s wool and wood fibre.
In order to achieve a ventilated wall construction, products such as polyurethane rigid foam (PUR) and polyisocyanurate foam (PIR) should be avoided, as they are not sufficiently breathable.
3.11.7 Cold bridging
When the thermal line of the external envelope is broken or reduced, such as where steel connections penetrate the timber, a cold bridge can be formed. It is crucial that these locations are modelled to ensure the performance is understood and that the dew point does not lie within the CLT panels, as this can increase the risk of condensation forming on the timber.
When these locations are identified and modelled, the necessary protection can be applied to mitigate the risk of damage to the timber.
86 Thermal principles
Figure 69 Take extra care to investigate cold bridges to steel connections
KEY CONSIDERATIONS: T HERMAL PRINCIPLES
– Optimise the benefits of modular technology to reduce the wall thickness and increase the internal volume as much as possible.
– Does the thermal line sit outside the CLT?
– Has the dew point of the wall build up been calculated?
– Is the wall build up breathable and the timber ventilated?
– Can thermal performance be increased through thermal modelling, optimised air tightness and improved PSI values?
– Take extra care to investigate cold bridging, particularly via steel connections. Condensation risk analysis should be undertaken to avoid moisture forming on steel screws within the timber.
87
3.12 ACOUSTIC PRINCIPLES
All residential developments require a carefully considered acoustic design strategy. There are, however, some key differences in the way modules behave acoustically when compared to other types of construction, and the designer should ensure they have a full understanding of this when developing the design.
3.12.1 External design considerations
An understanding of the employer’s requirements, building regulations and planning guidance is the starting point for acoustic design. Swan always aim to achieve high levels of sound insulation in their buildings. A site assessment of the background noise around the site should be carried out to establish potential issues.
3.12.2 Modular design considerations
In many ways the acoustic design for modular follows the principles of conventional acoustic design. It could be assumed that each module is self contained box, independent of one another. However, the connections between the modules form an acoustic weak point, therefore it is useful to think in terms of designing a box within a box: the CLT modules will be lined with an independent lining.
The level of noise transmittance through a party wall or floor is a combination of the noise transmitted through the separating
partition, plus the noise that travels via the flanking routes i.e. over, under and around the partition, via the ceiling/floor/walls. Noise may also travel through service penetrations and ductwork connecting the spaces.
Acoustic separation is provided by a wall build up that consists of materials with a variety of densities such as CLT, airspace and a wall lining material.
88
Figure 70 Flanking and airbourne sound
There are some key considerations that make designing for modular different:
– The mass of CLT is not as great as concrete, brick or block. It is more lightweight and has embedded sound insulation properties.
– Each module is rigidly fixed to another to provide stability. The connections between models need to be designed to prevent flanking and reverberant sound transmission if required.
– There are more service connections in modular construction due to the connections between the modules. These need to be acoustically sealed.
– CLT modular offsite manufacture is new and there is currently limited acoustic test data for similar constructions.
3.12.3 Early considerations
Modular buildings should be designed on a case by case basis. Some detailing decisions need to be taken early in the design development, particularly during the Strategy Stage, to establish the build up of walls and floors, set out room sizes and understand floor to ceiling heights.
Things to consider at this stage include, but are not limited to:
– What decibel (dB) reduction should be achieved for external walls, internal separating walls and internal party walls?
– Smaller wall build ups that utilise high performing materials take up less floor area. However, this is likely to increase costs so needs to be addressed alongside budget constraints.
– If the modules need separating/decoupling
89 Acoustic Principles
Figure 72 Indicative detail of decoupling modules
Low density Module 1 Module 2 Low density material Medium density material High density material 1 1 1 1 1 2 2 2 3 3 3
Figure 71 A typical module to module wall build up showing the gap between the modules
to achieve the required acoustic performance, what impact will this have on the structural design?
– What will the floor build up be and how will it affect the manufacturing process? For example, a screed floor improves the acoustic performance but is a wet trade and will slow down the manufacturing if applied in the factory. It may also crack during transportation.
– Should all floors be ‘acoustically floated’ such as acoustic cradle and batten systems?
– Will the wall linings need independent support systems or will resilient bars be adequate? Is insulation required? What is the impact of this on the internal floor area?
– How will the wall build up impact on tenants’ ability to hang items on walls, such as pictures and screens?
– What will the ceiling lining be? What is the minimum depth of a suspended resilient acoustic ceiling grid? How will this affect floor to ceiling heights? When ceiling and floor build ups are accounted for can a standard CLT wall panel be used and still achieve the minimum floor to ceiling heights?
– Where are the service routes and what size access panels are required? How will these be acoustically sealed?
– Is a mineral wool insulation required between modules? Can this be installed on site?
It is not always possible to accommodate the highest performance build ups for walls, floors and ceilings. It may require the client to confirm their risk profile and the quantity surveyor to provide costs for different options in order to arrive at a balance between risk, quality and cost.
3.12.4 Testing
Prototype testing of new acoustic build ups in the factory is recommended where there is no pre-existing test data.
90 Acoustic Principles
KEY CONSIDERATIONS: A COUSTIC P RINCIPLES
–– What are the client’s acoustic requirements?
– How do the acoustic requirements impact on wall build ups and the floor to ceiling height of modules?
– How do the connections impact on the acoustic performance?
– Can the wall build up consist of a mix of materials with a variety of densities?
– How do the materials specified impact on cost?
– Can the acoustic engineer undertake a desk top study of the sound reduction of different build ups?
– Can the proposed wall and floor build ups be acoustically tested prior to mass production?
91
4 INTERNAL PRINCIPLES
4.1 INTERNAL LAYOUT OF MODULES
The external dimensions of the module, which are primarily defined by the transportation requirements, form the ‘building blocks’ of the project, and internal layouts must be rationalised to be compatible with these parameters. The external dimensions will be defined early in the project and therefore analysis of the internal layouts and their minimum dimensions should be undertaken then too.
4.1.1 Building guidance and regulation
In all residential projects, internal layouts have to conform to local and national guidance and regulation, as well as any additional standards or requirements prescribed by the client. Some of the legislation that layouts must comply with includes:
– Building regulations.
– The London Plan.
– The Mayor of London’s Housing Supplementary Planning Guidance.
– Technical Housing Standards.
– Employer’s requirements.
– Local council requirements.
4.1.2 Module widths
Chapter 3.1 : Transportation and Chapter 3.3 : CLT panels outline the principle module size limitations
- these chapters should be read before beginning to design internal layouts
94
Figure 73 Example documents to be considered
The rest of this chapter goes on to outline other factors that could influence the size and configuration of the individual modules.
Based on transport and CLT panel constraints, it makes sense to limit the external width of modules to less than 3.85m where possible. Occasionally oversized modules are necessary, but these should be limited and agreed with the factory. The
external dimension is the defining parameter - once this is understood, along with the anticipated wall, floor and ceiling build ups, the internal dimension can be determined.
4.1.3 Internal module heights
The height of the modules is decided by the size of the CLT panels. The designer should ensure that this dimension allows the minimum floor to ceiling heights

External dimension of module restricted by transportation requirements
Dimension determined by regulations/guidance
Allow for all necessary structure, linings and finishes when calculating dimensions
95 Modular Size and Layout
BEDROOM
BATHROOM HALL STORE
LIVING, DINING + KITCHEN
that are set out in the relevant housing design guidance and building regulations.
When working out floor to floor heights consider the following:
– Acoustic ceiling build up.
– Number of layers of plasterboard required for fire protection.
– Services cross overs in ceiling voids.
– Floor build up.
4.1.4 Wheelchair accessible units
Wheelchair accessible dwellings are required in every development. These units are bigger than standard dwellings and can impact on the standardisation of the development. Factors to consider when designing wheelchair user dwellings include:
– Where should they be located?
– If wheelchair accessible units can be located on upper floors, can they all be stacked?
– Is there a requirement for them to be situated on the ground floor? If so, they might be a different size to the units above and will not easily stack - will a transfer structure be required? Further information can be found in Chapter 3.4 : Structural principles, Chapter 4.2 : Servicing principles and Chapter 5.4 : Module types.
4.1.5 Balconies and deck access
If balconies are required, consideration should be given to whether they should be inset or protruding and how this will impact on the structural strategy.
It is preferable that balconies are positioned along the short side of modules so that the structural connection can be made directly into the structural connection brackets. Further information can be found in Chapter 3.4 : Structural principles and Chapter 3.7 : On site finishes.
Where deck access is required, ensure no boiler flues cross this area – vertical boiler flues are preferable in these situations. Sufficient floor build up should be
96 Modular Size and Layout
Figure 75 Balcony location should be consideredrecessed or protruding
allowed for where there is deck access or inset balconies. The levels may need to be adjusted to allow for insulation on deck and inset balconies.
4.1.6 Allowing for structure and services
When planning internal layouts, structural and servicing constraints should be considered .
Structural connections will be located at the corners of the modules: these require a sufficient area of CLT to hold the connection and distribute the forces. This means that it is not possible to locate vertical or horizontal penetrations at module corners, and the conventional solution of installing service risers in the corners of flats must be reconsidered.
To simplify load paths, the location of openings between modules should align and be of a similar size. If this is not possible, larger openings should only be used on upper storeys, as shown in Figure 76. The detail of the linings of openings between modules need to be considered as these will be wider than conventional openings.
For further considerations, refer to Chapter 3.4 : Structural principles and Chapter 4.2 : Servicing principles.


guidance documentation and the client’s employer’s requirements to determine if dwellings need a sprinkler system. If required, there may be more flexibility with the design of internal layouts as the units may not require protected lobbies.
4.1.7 Internal layouts
The designer should consult the necessary
The CLT can reduce in thickness on upper storeys of the building. Kitchens and bathrooms should be set out in such a way so that the internal dimensions of the module can increase as the CLT thickness reduces.
Further information can be found in Chapter 5.4 : Module types
97 Modular Size and Layout
Figure 76 Openings should align between storeys, with the largest openings on the upper storeys
Openings align between storeys
Openings do not align between storeys
4.1.8 Coordinating with external finishes
Modules should be set out to brick dimensions and or cladding dimensions early in the design process. This will help to keep window locations consistent in flat types that are repeated elsewhere in the building. See Chapter 3.7 : On site finishes.
4.1.9 Stairs within a module
When stairs are required between modules, such as in two storey houses or duplex flats, the designer should consider the fabrication of the stairs at an early stage of the design process:
– Can the stair be prefabricated in the factory?
– Will an ‘off the shelf’ stair be procured from an external supplier? If so, who will this be?
– Can offcuts of CLT be reused to fabricate the stair elements?
– Will any elements of the stair need to be installed on site?
When the method of fabricating the stair has been determined, component dimensions such as the width, tread depth and riser height and baluster size should be considered to ensure that the space allowed for the stair is sufficient for both installation and end use.
Consideration should be given to the top newel post - it is likely to be installed on site as it will protrude above the module. This detail should be agreed at the earliest possibility.
The designer should also carefully consider the interface between the upper and lower modules, how the horizontal opening for the stairwell will be aligned during assembly on site and what tolerances should be allowed.
Different stair manufactures have different dimensional requirements, so it is important to agree the supplier at an early stage.
4.1.10 Fixtures and fittings
When designing rooms with a large number of fixtures or fittings, such as kitchens or bathrooms, consideration must be given to how versatile the items are in terms of how they will fit into a variety of room shapes and sizes. This is particularly important if the person who will occupy the home is able to customise the specification of the fixtures and finishes prior to manufacture. For example, if there is a choice of a basic sink or a luxury sink, the designated space should accommodate either sink type and the design should reflect this.
Extensive information on suitable fixtures and fittings will be found in the NU build Modular System Guide.
98 Modular Size and Layout
– What are the structural constraints to planning the module?
– What are the services constraints to planning the module?
– Have module widths and internal ceiling heights been agreed?
– Disabled units are a different size to standard units. Where will these be located in the development? How will they be structurally accommodated?
– Can the balcony and deck access fixing details be made directly into the structural connection brackets?
– Are lobbies required?
– Have windows, doors and openings been set out to cladding dimensions?
– Do openings stack?
– Are vertical and horizontal penetrations in the modules located away from the corners?
– Is the internal setting out affected by CLT thickness?
99
S I z E
L
KEY CONSIDERATIONS: M ODULAR
AND
AYOUT
4.2 SERVICING PRINCIPLES
A well coordinated service strategy can help deliver comfortable, sustainable homes which are easy to assemble and simple to maintain. Many early design decisions concern the MEP strategy, so the early appointment of a services engineer is essential. It is beneficial if they have an understanding of ‘plug and play’ systems and can provide detailed construction information rather than performance specifications.
4.2.1 Service strategy
As numerous modules make up one flat, there are more service connections in a modular project than in a conventional project. Each service and connection requires complex details that, if considered from the early stage of design, can be managed and simplified. The following principles can help reduce complexity:
– Simplify the service strategy by reducing the number of services required in each module.
– Can a communal services strategy be employed? While this may require extra equipment for redundancy to alleviate any potential maintenance issues, it can significantly reduce the amount of connections and penetrations required. A basement or the ground floor construction can be used for the required plant.
– Can gas provision to each module be avoided or can individual gas boilers
be omitted from the design? As gas connections currently need to be certified from the meter to source, access panels or areas of ceiling need to be left unfinished in the factory to allow for connection.
– HVAC systems require connections between modules and penetrations through the facade. Natural ventilation systems can significantly reduce the amount of service penetrations and coordination. Each penetration between modules will require fire protection so the fewer there are, the less work there is to do on site.
– Early engagement with statutory authorities is essential. Many will not have standard systems in place for applications using modular and CLT connections. Early engagement allows queries to be dealt with in a timely manner.
– It is beneficial to keep services within the module that they first enter and reduce the travel distance and connections within each module. For example, if a boiler requires a gas connection, it is always simpler if it is located in the same module that the gas enters, rather than an adjacent module.
100

As most of the structural stress transfers through the module connections, typically located at the module corners, penetrations should avoid these areas. Refer to Chapter 3.4 : Structural principles for further information together to reduce the amount of connections and penetrations. While it can be useful to group penetrations to reduce the number of locations for connections, larger penetrations can significantly reduce
101
Typical exclusion zone beneath lintel bearing
Typical lintel exclusion zone
Typical penetration exclusion zone
Typical penetration exclusion zone
Typical exclusion zone at corners of modules
Typical permissible opening within lintels for servicing
Typical spacing of servicing openings

openings provide strength to the panel and should remain free of further penetrations.
Speed of services installation should also be considered and ‘plug and play’ services strategies should be prioritised.
Where using service frames for bathrooms, these may add extra material cost but can significantly reduce assembly time.
It is easier and quicker to install and seal the correct shaped service in the correct shaped hole. Therefore, where possible, use
for rectangular services.
Ceiling voids
If increased ceiling voids are required for service cross overs, lowered ceiling areas should be confined to the following areas, in the following order:
1. Storage areas
2, Bathrooms
3. Hallways
4. Kitchens
Also note any reduced ceiling height restrictions imposed by local legislation, as described in Chapter
4.1 : Internal layout of modules.
102
penetration exclusion zone
Typical exclusion zone beneath lintel bearing Typical lintel exclusion zone Typical
Typical penetration exclusion zone
Typical exclusion zone at corners of modules
Typical permissible opening within lintels for servicing
Typical spacing of servicing openings
Figure 78 Typical module service penetration guidance in elevation

Below ground connections need to be set out with a greater level of accuracy than a site team might usually allow for. Either the connection will need to be made below the module, and therefore access will be required, or the connection will be made
inside the module. If this is the case, the module will need to be placed down over a protruding pipe connection. Extra care will need to be made to ensure
Using telescopic connectors can reduce the number of access panels needed, as they only require a panel on one side of the connection. This requires robust fixing of the connection to one side, but can be an efficient method of providing connections.
103 Servicing Principles
BATHROOM STORE + SERVICES LIVING, DINING BEDROOM HALLWAY
Lowered ceiling for crossover of services Servicing intake
KITCHEN
Services transferred to adjacent modules
Figure 79 If needed, lowered ceilings should be limited to storage areas, bathrooms, hallways and kitchens
4.2.5 Access for servicing
Service risers generally require a high level and a low level access panel for connecting and inspecting pipes and ductwork on site, as well as a horizontal opening in the floor slab. Access panels should be located in areas that will be easily accessible on site as well as in the factory and should not clash with fittings and fixtures, as this will mean these elements cannot be manufactured in the factory.
Locations of access panels that generally should be avoided include behind kitchen units and behind sanitary fittings. For example, locating an SVP riser behind a shower will mean that the fixtures and finishes to this area will have to be installed on site. It also creates a weak point in the waterproofing strategy, and could become an area where moisture collects. Where possible, it is preferable for panels to be located in areas such as storage cupboards.
104 Servicing Principles
Figure 80 Service hatch location guidance
High level and/or low level access hatch
Storage cupboard - items such as boilers, washing machines etc. can also be located here.
SVP
KEY CONSIDERATIONS: S ERVICING P RINCIPLES
– More detailed services design is needed earlier in the design process compared to traditional construction - have MEP engineers been appointed at an early stage?
– Can the number of services required in each home be reduced?
– The servicing strategy should be agreed during the Strategy Stage - penetrations should be set out and shown in the BIM model using spaces and zones.
– Can the number of servicing connections between modules be reduced?
– Do penetrations conform to the penetration guidance document produced by the structural engineer? For example, are they located away from module corners and openings?
– How will the services be connected on site and how is access for maintenance provided?
– How will fire protection to service penetrations be provided? Will it need maintaining?
105
5
INFORMATION FOR MANUFACTURE
5.1 USING BIM AND 4D
For Building Information Modelling (BIM) to succeed it is important that it is used to assist the delivery of the project at all design stages. This chapter explains what must be covered in a BIM Execution Plan (BEP), and highlights some points that can help in successfully implementing a BIM strategy. The BEP must be drafted and shared with all design team members early on.
5.1.1 Common data environment
A common data environment must be used to ensure all members of the project team - design consultants, client and the factory - have access to the correct and latest information and have the ability to comment. Due to the multidisciplinary nature of the modular design process it is imperative to have a clear information transfer strategy that tracks changes. For this reason a product like ASITE should be used.
5.1.2 BIM manager
A BIM manager must be appointed at the earliest opportunity. They will be responsible
for establishing the protocols for information exchange and managing the BIM process and coordination, via the project’s BEP.
5.1.3 Common data exchange formats
Using standard and common data exchange formats allows members of the design and client team to access and comment on information effectively. Current recommended formats are:
3D information - .IFC
2D Information - .DWG .PDF
Spreadsheet information - .XLSX
Design consultants may sometimes wish to vary the agreed processes to exchange information more quickly. This should be avoided as it can exclude members

108
OPERATE BUILD DESIGN
system
as built layout, tag and serial no. warranties and spares
Space,
and equipment layout Product data,
all workstages
Figure 81 BIM should be used to assist in the delivery of a project through
of the team who may not have the same software and can lead to confusion during the design process by creating contradicting information.
5.1.4 Early test run
All projects need to conduct an early test procedure, swapping a few file types and test objects back and forth between team members to ensure:
– All members have the ability to share the information.
– All members can view the shared information.
– All members can comment on the shared information.
– Information stays in the same location in the model.
– No information is being lost in the exchange.
– The .ifc is a manageable file size for all consultants to use.
5.1.5 Hands on consultants
Changes are made more quickly and team discussions over models are more efficient if each consultant has an in-depth knowledge of their information. Difficulties are created when additional consultants are sub
contracted to provide BIM information, therefore this should be avoided where possible.
5.1.6 Purpose at every stage
It is important for all consultants to understand the benefits of BIM at all phases of the design.
Brief and Logistics:
– Model to show mass of modules.
– Model to count the number of modules.
– Start understanding assembly sequence.
– The thickness of the wall build up can start to be included.
Strategy and Performance:
– Use zones and spaces to define areas for coordination.
– External and internal module size information should be provided by the architects.
– Exclusion zones for connections, and their sizes and locations, should be provided by structural engineer.
– Openings such as windows and doors, their sizes and locations should be provided by the architects.
– Builders work hole requirements, for both horizontal and vertical penetrations, should be provided and led by services engineer.
109 Using BIM and 4D
– Assembly phase sequence and on site installation sequence should be started.
Detail:
– Builders work holes.
– Assembly phase sequence developed.
Information:
– Produce coordinated module information for manufacture and assembly.
– Offsite and on site construction phase sequence finalised.
– Issue project data sheets generated by the model.
Manufacture and transportation
– The model can be used by assembly teams to understand sequence of production and to workshop the process step by step.
– The model should show panellisation and the CNC programme.
Assembly:
– On site phase sequence model can be used to understand the sequence of product and query the assembly process on site.
Following completion, the model should be transferred from the project delivery team to the building maintenance team
110 Using BIM and 4D
Figure 82 Services can be integrated into the building model
KEY CONSIDERATIONS: U SING BIM AND 4D
– Has a common data environment been established?
– Is a BIM manager appointed?
– Have common data exchange formats been agreed?
– Has the team developed the BEP together?
– Has an early test run been carried out?
– Is the BIM information being produced by the person designing it?
– Are the team clear about the benefits and requirements of BIM at every stage of the project?
111
5.2 DRAWING FOR MANUFACTURE
When drawing for manufacture, a high level of detail and coordination is required at an early stage - details that are usually associated with construction information for design and build contracts will be required prior to manufacture.
5.2.1 Module information packages
In addition to standard construction information, for the manufacture of each module a set of drawings at a scale of 1:20 will typically be required from both the architectural design team and the MEP design team. These should include, but not be limited to:
– Setting out of walls and partitions.
– MEP locations, both on plans and on reflected ceiling plans (RCPs).
– Sections showing suspended ceilings and window and door openings.
– Room plans and elevations, particularly for serviced areas such as bathrooms and kitchens, showing services and finishes.
Clash detection and sharing information from each team’s BIM models will be required to ensure information is sufficiently coordinated. Design teams should also
agree responsibility for certain aspects of the design to avoid confusion between information. For example, should the RCPs be produced by the MEP engineers or the architectural design team? This should be determined prior to each team’s appointment.
In addition to the 1:20 drawing set, a set of all the relevant details and schedules needed to manufacture the modules should be provided. This might include:
– Window and door details
– Tile setting out
– Wall and floor build ups
– Window and door schedules
– Kitchen and bathroom schedules
A draft set of documents should be issued towards the beginning of the work stage so that the client and the factory can comment and agree the extent and number of drawings needed.
112
- 1:20 drawings
- Details
- Schedules
- Room data sheets
STRUCTURES
MANUFACTURE MEP
- 1:20 drawings
- Details
- Schedules
- Room data sheets
ARCHITECTURE
- 1:20 drawings
- Details
- Schedules
- Room data sheets
113
Drawing for manufacture
Figure 83 All consultant information needs to be of the same scale and level of detail and fully coordinated in order to manufacture the modules
5.2.2 On site/offsite elements
Consideration should be given to how on site and offsite elements are illustrated in the drawing package. If this is not clearly denoted, it could cause confusion during the manufacturing process.
Graphic representations such as colour coding, hatches and labels could all be employed to determine the difference between on site and offsite elements. In the BIM file, layers, components and classes can be used to separate on site and offsite elements. The design team must agree a suitable system with the factory prior to producing drawings for the Information Stage which will be used by all consultants.
5.2.3 Setting out point
The setting out point (SOP) must be agreed between the design team and the factory. The SOP needs to be in a location on the inside of the module - it is not suitable for it to be located on an outside corner. If possible, locate the SOP in relation to MEP penetrations. If the thickness of the CLT varies between storeys, it is important that a strategy for locating the SOP is agreed at the earliest opportunity. It will be simplest if the SOP is in a consistent location across all modules. The SOP must always be clearly marked on the 1:20 drawings.
5.2.4 Dimensions variants
If the thickness of the CLT varies between module types, a suitable system for communicating this on the drawings must be established. For example, the variant could be calculated in a schedule and referred to on the drawings using a generic system, such as +X or +Y. Alternatively, a key could be provided on each drawing outlining all variants. It is important that the system is trialled and tested throughout the Information Stage to ensure that it is easily understood by the factory and all members of the design team. Further information can be found in Chapter 5.4 : Module types.
114
for manufacture
Drawing
KEY CONSIDERATIONS: D RAWING FOR MANUFACTURE
– What drawings are required for the module information packages during the Strategy Stage?
– Have on site and offsite elements been graphically represented?
– Have the setting out points been agreed between all members of the design team?
– Are the design team sharing information regularly using BIM files?
– Has the design team and the factory agreed a way to show dimension variants, if required?
– Are the presentation standards and styles consistent between consultants?
– Are the drawings and information sufficient to manufacture?
115
5.3 ROOM DATA SHEETS
5.3.1 Uses of room data sheets
The information from the BIM model can be used to generate room data sheets which will be used by the building management team to coordinate maintenance and repairs when the building is in use. A strategy for inputting and managing this information in the BIM environment should be considered from an early stage in the design. will communal areas. These could be further broken down into rooms if needed.
Room data sheets give a detailed description of finishes, fixtures and fittings and mechanical and electrical requirements that will be required for each room or space in the project. Typically each flat or house will have an individual room data sheet, as
Room data sheets will primarily be used by the building management team to keep track of building elements that might need to be maintained, serviced or replaced during the building’s use. For example, if a light fitting was found to be faulty, the room data sheet will be
116
ELEMENT ID TAG REFERENCE ELEMENT ID TAG REFERENCE ELEMENT ID TAG REFERENCE ELEMENT ID TAG REFERENCE ELEMENT ID TAG REFERENCE ELEMENT ID TAG REFERENCE
Figure 84 Information should be embedded within the BIM components
used to find out the manufacturer, product reference, installation date and warranty period.
Some information will be provided by the design team before issuing the room data sheet to the factory, who will input the remaining information during the manufacturing process.
5.3.2 Elements and information
As part of their employer’s requirements and appointment documents, Swan Housing and NU living will provide the designer with details of what will be included on the room data sheets.
Typically this might consist of:
– Doors and windows
– Boilers or heating systems
– Sanitary ware
– Kitchen units
– MEP components such as light fittings, ductwork interfaces and sockets
– Fitted appliances such as refrigerators and cookers
Information about the room including its name, number, location and use might also be included.
117 Room data sheets
Flat type Flat number ID_06_L FT-21 18 FT-21 18 FT-21 18 FT-21 18 FT-21 18 FT-21 18 FT-21 18 FT-21 18 FT-21 18 FT-21 18 FT-21 18 Vicaima Vicaima Vicaima Vicaima Vicaima Portico Zanussi Zanussi Zanussi Electrolux Velfac 25-50-20/122 C 25-50-20/122 B 25-50-20/122 A 25-50-20/122 D 25-50-20/122 A 45-30-80/429 45-35-15/493 45-35-47/374 45-35-15/478 45-35-15/490 25-50-20/120 A Painted white RAL 9001 Painted white Painted white Painted white Painted white Stainless steel N/A N/A N/A White 9 125869 486628 6 125869 486628 4 125869 486628 3 125869 486628 2 125869 486628 9 125869 486628 8 125869 486628 7 125869 486628 9 125869 486628 6 125869 486628 7 125869 486628 PORTARO ® FD Easi-Fit® Easi-Fit® Easi-Fit® v150r ZBB24430SA ZWD71460NW ZDT26030FA EFP6500X VELFAC 200 D3_2_D-ZC ID_07_R ID_09_R ID_03_D ID_01_L WR_01 F/F_02 WM_01 C_01 DW_03 FT-21 18 FT-21 18 Vicaima Vicaima 25-50-20/122 D 25-50-20/122 A Painted white Painted white 3 125869 486628 2 125869 486628 Easi-Fit® Easi-Fit® Easi-Fit® ID_03_D ID_01_L FT-21 18 Portico 45-30-80/429 Painted white 9 125869 486628 v150r WR_01 283B18AF-CD-3A2A 7CA725-C817-2E4C BCD45-6B-7846-8 7CA725-C817-2E4C 042E63-15D7-9A40 19D85E-34-444CB 276053-67ED-A548 BCD45-53B-7846-8 286E0A-D9C-EB4E 286E0A-DEC-EB4E A287873E9-D340 F3A53-73-FF43-A FF6186-1-C045-9 329AF6-AD-304E-5 Element ID Tag Manufacturer NBS Product Colour Barcode
Figure 85 Sample room data sheet
5.3.3 Data categories
The factory and the client will specify what data categories should be provided for each element. This might include:
– Element ID
– Manufacturer reference
– NBS reference
– Colour
– Bar code
5.3.4 Format
The information for each element should be embedded within the components and objects in the BIM environment, and extracted in the form of an editable spreadsheet, such as an .XLSX file, for use in the factory and by the building management team.
5.3.5 Coordination between the design team
All members of the design team should contribute information to the room data sheets. Early in the design process it is particularly important for those responsible for the architectural and MEP design to agree a unified strategy for specifying model component information.
In order to allow for a data transfer to be smooth and coordinated, it would be beneficial to allow for the production of test room data sheets at the earliest opportunity.
5.3.6 Use in the factory
While manufacturing the modules and installing the fittings and fixtures, the factory staff will input specific data such as product bar codes into the room data sheets.
118 Room data sheets
MEP STRUCTURE ROOM DATA SHEET FACTORY DURING MANUFACTURE ARCHITECT
Figure 86 Information for the room data sheets must be produced by all members of the design team
KEY CONSIDERATIONS: R OOM DATA SHEETS
– Has the client provided a list of what will be included in the room data sheets?
– Has a format for the room data sheets been agreed by the design team and the factory?
– Does the design team understand what information will be needed to be associated with each element and ensure that this is included in the BIM components?
– Work with the whole design team to create a way of sharing and exporting room data information from a single model.
– Does the design team have the capacity to include product and project specific information in their BIM model?
– Has the data been added by the design team into a test room data sheet at an early stage in the project?
119
5.4 MODULE TYPES
The modular design process can be streamlined by reducing the number of module sizes and module typesfewer types allow for a quicker and simpler manufacturing process. This does not need to restrict the design as a small number of types can be arranged in multiple ways to create a variety of flat layouts and house plans.
5.4.1 Reusable types
Where possible, the designer should investigate the possibility of repeating module types - for example, a module consisting of a bathroom, bedroom and hallway could be used in all flat types, and additional module types could simply be added as necessary. This strategy is applicable for both single family housing and multistorey residential.

120
1 1 2 3 2 3 3 4
Figure 87 A limited number of types can create a wider variety of flat layouts
Figure 88 Modules should accommodate a variety of layouts
5.4.2 Tenure types
Information on tenure will be provided by Swan Housing. Swan’s employer’s requirements should be consulted to establish specification requirements for each tenure type.
When determining module types, the tenure of the flats must be known - if two modules have the same layout, but have different tenures, these must be considered to be different module types, as the finishes, fixtures and fittings will not be the same.
5.4.3 MEP coordination
Ideally, MEP riser locations should be consistent between all unique module types.
If module types are vertically stacked, it
should be relatively straightforward to ensure that riser locations are consistent. However, if a different module type is required between one storey and another, for example where wheelchair accessible flats are required on the ground floor, it can be difficult to ensure riser locations and penetrations are in the same location in each module.
This can be made simpler if one module type, e.g. module type A, is consistently located above the same module type, e.g. module type C.
5.4.4 Handing
Handed module layouts (and bathroom and kitchen layouts) are unique module types when it comes to factory manufacture, therefore handing layouts results in a greater number of modules types.
121 Module types
A A A A B B B B B B A A D D C C B B D D C C A A
Figure 89 Module types should be consistent between floors
5.4.5 Variation in CLT dimensions
Sometimes it will be more structurally efficient for the thickness of the CLT walls to reduce on upper storeys of the building where loads on the walls are less. Depending on the size of the project, this might offer savings to the client when procuring the CLT. The time to produce and coordinate additional information that identifies the variations will need to be considered. The client and the factory will inform the designer of their preference.
If the thickness of the CLT varies, the designer should be aware that this could impact on repeating module types. A strategy for coordinating the variation in the internal dimensions of the module types should be discussed and agreed with the factory at an early stage of the design process. Thought should also be given to how the dimension variants impact on MEP penetration locations. Refer to Chapter 5.2 Drawing for Manufacture.
122 Module types
DIMENSION 2 DIMENSION 1 CLT thickness 1 CLT thickness 2 CLT thickness 3 DIMENSION 3
Figure 90 A system for identifying module variants should be agreed with the factory
KEY CONSIDERATIONS: M ODULE TYPES
– Can modules be repeated?
– What is the tenure of each dwelling?
– Do risers line up vertically?
– Are all modules with handed layouts or differing thickness of CLT drawn as unique modules?
– Has a strategy for explaining different external wall dimension variants been agreed?
123
6
APPENDIX
6.1 CHECKLIST
This section lists some common questions that should be interrogated and resolved during the design process. The checklist here can be used by design team, in conjunction with the NU stages, to ensure that the key considerations of modular design are understood, leading to successful modular buildings. Note that this is not an exhaustive list and should be added to by the designer as needed.
Transportation - Chapter 3.1
– What are the size restrictions associated with the lorry?
– Are there time restrictions for transporting the module to site?
– Has a track analysis report to check the route for obstructions and access considerations been instructed? NB this should be a test run with a vehicle rather than a desktop study.
– How do obstructions and access considerations along the route effect the maximum module dimensions?
– If the module is oversized, how will this impact on transportation and site access? Will there be time and cost implications? What arrangements should be made with the relevant authorities?
– Are protrusions and finishes that are applied in the factory accounted for within the module width dimensions?
– How will the module be protected during transportation?
– Should cladding and insulation be applied in the factory or on site?
126
BRIEF - ERs - Educate design team on modular - Incorporate lessons from previous projects - Access to site - Ground conditions - Site assembly - Transport - CLT panel sizes - Structural principles - Servicing principles - Accessible units - Lifting principles - Fire principles - GF detail principles - Thermal performance - Fire performance - Acoustic performance - Materials - Finishes - Roof type - Kitchens - Bathrooms - Doors - Windows - Internal finishes - Roof details - 1:20 drawings - Interfaces - Membranes - Wrapping the underside as well as the top and sides - Timings - Just in time - Storage - Site preparation - Accuracy of landing the modules on the foundations - Underground services alignment and fixing details - Scaffolding plan ‘Zipping up' LOGISTIC STRATEGY PERFORMANCE DETAIL MANUFACTURE TRANSPORTATION ASSEMBLY R E A DD R E S S A S N EE D E D R E A DD R E S S A S N EE D E D R E A DD R E S S A S N EE D E D R E A DD R E S S A S N EE D E D P R RGO E S S I O N NO L Y P R RGO E S S O N NO L Y CLIENT + FACTORY SIGN OFF C L N T + F C O R Y R E W C L N T + F C O R Y R E W C L N T + F C O R Y R E W C L N T + F C O R Y R E W C L N T + F C O R Y R E W C L N T + F C O R Y R E W C L N T F C O R Y R E W C L N T + F C O R Y R E W
Site considerations - Chapter 3.2
– Has site access for delivery been planned?
– What type of crane is required and how will it impact on the foundation design?
– Has the foundation design sequencing and phasing been considered?
– Are services coordinated with crane locations and lifting strategy?
– Has an on site fire safety and water management strategy been completed during the Strategy Stage, for review and implementation into DfMA information at the Performance Stage and Detail Stage?
– Has a draft module assembly strategy been agreed at the Logistic Stage? Has this been updated at each subsequent stage?
– Has a risk assessment method statement been produced?
CLT panels - Chapter 3.3
– What are the standard panel sizes from NU build’s chosen supplier?
– Can the standard panel sizes achieve the required floor to ceiling heights?
– Has the CLT been used in the most efficient way to avoid wasted material?
– Will platform or balloon construction be used?
– Can the standard panel sizes achieve the required module length?
– Can the panels be used horizontally or do they need to be joined vertically? If so, how will the connection design work?
– What visual quality is required?
– Are £ and € exchange rates considered in the cost plan?
127
Structural principles - Chapter 3.4
– Landlocked modules should be avoided.
– If designing buildings taller than five storeys, it may be necessary to use the core for structural stability.
– Connection design should be considered at the earliest opportunity.
– How will the dynamic amplification of the modules during lifting impact on the lifting strategy and the crane specification?
– Each module should have a unique identification number.
– Has an assembly sequence for the modules been produced?
– Has the position of the half-laps in the CLT been considered, and are they avoiding door thresholds?
Ground floor construction - Chapter 3.5
– Has a ground conditions survey been undertaken and the results considered?
– What will the use of the ground floor be, and how will this impact on the construction method and ground floor detail?
– Is a basement required? If so, consider site access for module assembly.
– Is a ground floor podium required? If so, consider site access for module assembly.
– If modules are at ground floor, is the underside and end grain of the CLT protected from moisture at external ground level, with drainage around the perimeter and the corners of the modules supported on upstands?
– Agree a foundation strategy at the earliest opportunity, and ensure that it is coordinated with the assembly process.
128
– Agree a site wide drainage strategy.
– Has level access to ground floor units been provided?
– Are wet rooms required?
Waterproofing - Chapter 3.6
– Do the internal fit out of kitchens and bathrooms include a waterproof membrane on floors, behind tiling and to all high risk areas such as showers?
– Should a floor gully be included in bathrooms or kitchens to provide additional protection?
– Is sufficient ventilation provided to allow the CLT to breathe?
– Understand the thickness of membranes and how they will be lapped and fixed, particularly at the corners of modules.
– How is the end grain of the CLT protected?
– Can the initial waterproofing layer be applied in the factory?
– Can the windows be replaced without damaging the waterproofing membranes?
– How will the modules be protected from water during transit?
– How will water and moisture be managed on site?
– Modules should be dried if wet and moisture levels tested before cladding and roofing can be applied.
– Water ingress in the gaps between modules and caused by movement should be prevented.
– Warranties should be confirmed and understood by both the design and client team.
129
On site finishes - Chapter 3.7
– Which elements need to be installed on site? Can these be reduced?
– Investigate which on site elements can be prefabricated, either in the factory or by an external supplier.
– Will insulation be applied in the factory or on site?
– Is the building greater than three storeys? If so, a lightweight cladding system may be more appropriate.
– Explore how on site elements such as door thresholds and window reveals can be repeatable so that they are quick and easy to install.
– Can the use of scaffolding be minimised?
– How will internal finishes between modules be installed?
– How will on site elements be differentiated from offsite elements on drawings?
Roofs - Chapter 3.8
– What type of roof is appropriate? Does it fit within the transport requirements? Will it be manufactured in the factory or installed on site?
– What insulation is required and how might this be applied?
– What roof cladding material will be applied?
– What measures are required in order to protect the module during transport?
– Are parapets and verge supports manufactured in the factory or installed on site?
– CLT on modules with flat roofs must be laid to a fall of at least 1:40 for flat roofs to avoid moisture build up that leads to rot and decay in deflected areas.
130
Communal stair cores - Chapter 3.9
– What elements of the stairs, cores, lift shafts etc. can be made from prefabricated panels cut in the factory?
– Can the core be used to give structural stability to the modules during assembly?
– Can the core be used to access the modules during assembly?
– How can work on site be reduced?
– Can ancillary areas such as cycle stores or refuse stores be assembled from modules?
Fire design principles - Chapter 3.10
– Where are the areas of risk?
– Should a fire engineer be appointed?
– Have the relevant guidance, documentation and legislation been consulted?
– What method of encapsulation will be used to protect the structure?
– Can the number of items that require maintenance and inspection, such as fire collars, be reduced?
– Connections to, from and between modules are often a weak point - suitable protection should be designed.
– How will cavities between modules be protected from fire? Have all openings been considered?
– Is there a strategy for prevention and risk mitigation for fire during the assembly and installation process?
– Is all information regarding fire safety that will be relevant to the occupier included in the homeowner’s manual?
131
Thermal principles - Chapter 3.11
– Optimise the benefits of modular technology to reduce the wall thickness and increase the internal volume as much as possible.
– Does the thermal line sit outside the CLT?
– Has the dew point of the wall build up been calculated?
– Is the wall build up breathable and the timber ventilated?
– Can thermal performance be increased through thermal modelling, optimised air tightness and improved PSI values?
– Take extra care to investigate cold bridging, particularly via steel connections. Condensation risk analysis should be undertaken to avoid moisture forming on steel screws within the timber.
Acoustic principles - Chapter 3.12
– What are the client’s acoustic requirements?
– How do the acoustic requirements impact on wall build ups and the floor to ceiling height of modules?
– How do the connections impact on the acoustic performance?
– Can the wall build up consist of a mix of materials with a variety of densities?
– How do the materials specified impact on cost?
– Can the acoustic engineer undertake a desk top study of the sound reduction of different build ups?
– Can the proposed wall and floor build ups be acoustically tested prior to mass production?
132
Internal layout of modules - Chapter 4.1
– What are the structural constraints to planning the module?
– What are the services constraints to planning the module?
– Have module widths and internal ceiling heights been agreed?
– Disabled units are a different size to standard units. Where will these be located in the development? How will they be structurally accommodated?
– Can the balcony and deck access fixing details be made directly into the structural connection brackets?
– Are lobbies required?
– Have windows, doors and openings been set out to cladding dimensions?
– Do openings stack?
– Are vertical and horizontal penetrations in the modules located away from the corners?
– Is the internal setting out affected by CLT thickness?
Servicing principles - Chapter 4.2
– More detailed services design is needed earlier in the design process compared to traditional construction - have MEP engineers been appointed at an early stage?
– Can the number of services required in each home be reduced?
– The servicing strategy should be agreed during the Strategy Stage - penetrations should be set out and shown in the BIM model using spaces and zones.
– Can the number of servicing connections between modules be reduced?
133
– Do penetrations conform to the penetration guidance document produced by the structural engineer? For example, are they located away from module corners and openings?
– How will the services be connected on site and how is access for maintenance provided?
– How will fire protection to service penetrations be provided? Will it need maintaining?
Using BIM & 4D - Chapter 5.1
– Has a common data environment been established?
– Is a BIM manager appointed?
– Have common data exchange formats been agreed?
– Has the team developed the BEP together?
– Has an early test run been carried out?
– Is the BIM information being produced by the person designing it?
– Are the team clear about the benefits and requirements of BIM at every stage of the project?
Drawing for manufacture - Chapter 5.2
– What drawings are required for the module information packages during the Strategy Stage?
– Have on site and offsite elements been graphically represented?
– Have the setting out points been agreed between all members of the design team?
– Are the design team sharing information regularly using BIM files?
134
– Has the design team and the factory agreed a way to show dimension variants, if required?
– Are the presentation standards and styles consistent between consultants?
– Are the drawings and information sufficient to manufacture?
Room data sheets - Chapter 5.3
– Has the client provided a list of what will be included in the room data sheets?
– Has a format for the room data sheets been agreed by the design team and the factory?
– Does the design team understand what information will be needed to be associated with each element and ensure that this is included in the BIM components?
– Work with the whole design team to create a way of sharing and exporting room data information from a single model.
– Does the design team have the capacity to include product and project specific information in their BIM model?
– Has the data been added by the design team into a test room data sheet at an early stage in the project?
Module types - Chapter 5.4
– Can modules be repeated?
– What is the tenure of each dwelling?
– Do risers line up vertically?
– Are all modules with handed layouts or differing thickness of CLT drawn as unique modules?
– Has a strategy for explaining different external wall dimension variants been agreed?
135
6.2 GLOSSARY
Air tightness
The performance of the building fabric in relation to restricting the movement of air from inside to outside. Measured as air leakage rate per house per square metre.
Assembly Connecting modules on site.
Assembly works
Temporary works required on site during the module assembly process.
BIM Building Information Modelling. The collected data of the building. Often containing a 3D representation.
BEP
BOPAS
BIM Execution Plan. Sets out the requirements and management processes for the delivery of BIM information for a project.
Build Off-site Property Assurance Scheme.
Breathable Fabric that allows water vapour to pass through it, also referred to as vapour permeable and hygroscopic.
Carbon
CDE
CLT
CNC machine
Collaborative design
Used as a collective term for green house gases. Often measured in Carbon dioxide equivalents (CO²e).
Common data environment where project information is stored and shared with the project team.
Cross-laminated timber.
Computerised Numerical Control. A drilling and machining tool controlled via digital input.
The close working and partnership of everyone involved in the design and construction of a building, often facilitated by BIM.
136
Common data environment
Decibel (db)
Dew point
DfMA
DPC
DPM
Dynamic amplification
Employer’s requirements
Encapsulation
Eurocodes
Factory operatives
Homeowner’s Manual
The common data environment (CDE) is a digital location where information from consultants is combined.
Measurement for the intensity of sound.
The atmospheric temperature below which water droplets begin to condense and dew can form. When air cools to its dew point through contact with a surface that is colder than the air, water will condense on the surface.
Design for Manufacture and Assembly. Design for the ease of manufacture of parts and for the ease of assembly.
Damp proof course. A layer of waterproof material that prevents the ingress of moisture.
Damp proof membrane. A membrane material that is used to prevent the transmission of moisture into a building.
Multiplication of stress caused on a static load when a dynamic load is applied.
Document produced by the client setting out their brief in terms of requirements and specification.
The approach of protecting building elements by the application of fire lining.
The ten European standards specifying how structural design should be conducted within the EU.
NU build’s team of factory workers who have the skills, and expertise to manufacture high quality modular homes.
A document provided by the client for occupants where they can find information regarding the maintenance and performance of the home (modules).
137
HVAC
Installation
Manufacturing
Module connections
NU build
NU build system
NU living
NU stages
Offsite
On site fire strategy
On site waterproofing strategy
On site
Plug and play
PSI value ( ψ )
Heating, ventilation and air conditioning. The technology to control the internal environmental comfort.
On site works.
Building the modules within the factory environment.
Method of connecting modules on site. Often made of steel.
Swan Housing Association’s modular construction brand, operating from Basildon, Essex.
System developed by NU build following their standard operating procedures.
Swan Housing Association’s in house developer.
Work stages for the NU build modular design process.
Term for assembly and fabrication of items for construction away from the building site.
A required strategy outlining measures to prevent and manage fire during the construction phase both on site and offsite.
A required strategy outlining how water will be managed on site during the construction phase both on site and offsite.
Work carried out on the construction site, as opposed to work carried out in the factory.
MEP services that are intended to work immediately when first used or connected, without reconfiguration or adjustment by the user.
The linear thermal transmittance of an element, which is used to calculate the heat loss or gain through a thermal bridge.
138
STGO
SVP
Swan Housing Association
Thermal (cold) bridging
Volumetric modular
U-Value
Special types vehicles - Oversized vehicles described under the authority of the Road Vehicles Order 2003.
Soil and vent pipe. A vertical pipe that removes sewage and greywater from a building.
One of the UK’s leading regeneration housing associations, operating in Essex and east London. Parent company for NU living and NU build.
A path of least resistance for heat transfer, created by a component or area which has a higher thermal conductivity than its surrounding materials.
The stacking and joining of factory manufactured modules to form a building.
Measurement of the transmission of heat through a building element.
139
The information provided in this book is intended for guidance only and should not be used without reference to relevant legislation, best practice and professional judgement. The authors will not be liable for any losses or damages resulting for the use of this book.
Swan Housing Association
Pilgrim House High Street
Billericay
Essex CM12 9XY
www.swan.org.uk
information@swan.org.uk
+44 (0) 300 303 2500
NU build Factory
Unit 1, Prologis Park
Honywood Road
Basildon
Essex SS14 3TS
www.nubuild.co.uk
info@nubuild.co.uk
+44 (0) 800 819 9390
Waugh Thistleton Architects
77 Leonard Street
London
EC2A 4QS
www.waughthistleton.com
info@waughthistleton.com
+44 (0) 20 7613 5727

This guide sets out considerations for designing modular housing based on the NU build modular system.
It aims to give the design team an understanding of the interrelationship between the consultants, the client and the factory.
Designing for modular means thinking about how each module is made, transported and assembled at every stage of the design development.
This guide is not a pattern book, rather it provides the tools for the designer to develop their own unique project.
