26 For the sake of saké breweries: combating beverage fraud in Japan 29 E-tongue detects white wine spoilage sooner
31 The development of food GMPs
55 bulk handling, storage & logistics
55 Meat processor enhances fire safety
58 Cutting the salt
62 product development & testing
63 Just a spoonful of honey
64 Developing new flavours for alt-protein products
65 Bitter sweet: predicting bitterness in foods using mass spectrometry
66 What's new on the shelf
Fo d FOR thought
FSANZ to advance nutrition labelling
Food Standards Australia New Zealand (FSANZ) is now set to begin scoping work for a review of front- and backof-pack nutrition labelling standards to determine how they can provide better information to help consumers make informed and healthy dietary choices.
FSANZ will begin preparatory work to support mandating the front-of-pack Health Star Rating (HSR) system should industry not meet voluntary uptake targets. The work will inform future decisions by food ministers on the HSR and support efficient implementation if the system is mandated.
HSR work will be undertaken in parallel with the review of nutrition information panels (NIP) on the back of packaged foods.
Any review would be the first for the NIP in over 20 years.
While undertaking the HSR and NIP review scoping activities, FSANZ will also advance work on two alcohol labelling proposals:
• Proposal P1059 – Energy labelling on alcoholic beverages is examining options for the declaration of energy content information in a prescribed format on the label of packaged alcoholic beverages. If approved, the labelling will allow consumers to compare the kilojoule content of alcoholic beverages, just like they can for food products.
• Proposal P1049 – Carbohydrate and sugar claims on alcoholic beverages seeks to clarify existing Food Standards Code permissions for nutrition content claims about carbohydrate and sugar on alcohol.
One wine sector, one plan
New Managing Director at KAESER Compressors
KAESER Compressors Australia has a new Managing Director, Jarno Manzke, who was officially appointed on 2 April 2024. With over 17 years of experience with KAESER across Germany and North America, Manzke brings with him a wealth of knowledge and expertise.
Speaking about his tenure in Australia, Manzke said, “It is an honour to work for KAESER over three continents and I am thankful for the opportunity to spearhead the next chapter in the story of KAESER Australia. This is an exciting time for us, I am looking forward to growing the business and leading KAESER Australia towards a bright future.”
Australian Grape & Wine and Wine Australia launched the One Grape and Wine Sector Plan at the Wine Industry Update 2024 in Adelaide on 2 August 2024.
Developed to support the sector’s recovery from a period of ongoing challenges, the plan charts a path of action and reflects the sector’s resilience and commitment to a prosperous future.
It provides the framework for collaborative and coordinated action for the sector, as well as a roadmap for achieving the sector’s goals and vision articulated in Vision 2050.
Australian Grape & Wine Chief Executive Officer Lee McLean said the plan’s development is the result of extensive consultation across the entire sector.
The One Grape & Wine Sector Plan can be downloaded from agw.org.au or wineaustralia.com.
Established in 1990, the Australian subsidiary of KAESER KOMPRESSOREN has flourished and expanded. The headquarters were based in Melbourne’s south-eastern industrial area of Dandenong South, and state branches were founded. Partnerships were forged with distributors across the nation, and for a long time KAESER Australia encompassed New Zealand as well. It became apparent that the existing headquarters were no longer sufficient for the growing business. On the existing Zenith Road site, a new 4500 m2 facility including offices, warehouse and workshop was opened in 2023.
Pfizer upgrades its plant in Melbourne
Pfizer Australia announced a major upgrade to its manufacturing facility in Melbourne, Victoria.
The investment in the Melbourne site has included the construction of a separate facility that hosts two newly installed freeze-drying machines known as lyophilisers, which are used in the antimicrobial manufacturing process. The site has also been selected for a trial of artificial intelligence (AI) technology designed to support key site processes and robotics for productivity enhancements to help further the site’s highly specialised manufacturing capabilities.
The site upgrades are on track to complete installation work and be operational by mid-2025, with commercial manufacture scheduled to commence in 2026.
Anne Harris, Pfizer Australia & New Zealand Managing Director, said: “We are thrilled to reach this important milestone in our investment to support the development and delivery of new antimicrobials at our Melbourne site, and to be investing in Australia’s advanced manufacturing capabilities.”
Medicines currently manufactured at the Melbourne site are exported to more than 60 countries worldwide and treat up to 15 million patients each year.
Enmin becomes Australian representative for Antares Vision Group
Enmin has been appointed the exclusive Australian representative for Antares Vision Group’s solutions to the food industry.
Antares is a European-based inspection equipment manufacturer specifically designed for the food and allied industries. Its product range covers metal detection, checkweighing, X-ray inspection, inline leak and seal detection and label and code inspection.
Expected to be in demand is the compact ‘2-in-1’ metal detector and checkweigher that is designed to ensure any metal contaminants are removed and weight correctness is confirmed. Designed specifically for the food industry, its hygienic construction features quick-removal conveyors and a completely washable structure. A double rejection system keeps contaminated products separated from those with outof-tolerance weight and a wide range of models is available.
Foodmach appoints new CEO
After a lengthy executive search process, packaging automation solution supplier Foodmach has appointed Robert Niggl as its new Chief Executive Officer.
Niggl was most recently employed at NZSE Listed Scott Automation as its General Manager in Australia. He has also held senior executive roles at Noumi Shepparton (formally Freedom Foods), Bega, Lion Dairy and Drinks, Kraft Foods, George Weston Foods and Capitol Chilled Foods (Canberra), where he was Managing Director.
Foodmach Chair Geoff Murdoch said, “After a thorough search and interview process, we are delighted to appoint a business leader of Rob’s calibre. He brings experience from both the customer and supplier perspectives, something which we feel will underpin his and our future success.”
Niggl said, “To join and lead a respected, successful company such as Foodmach is exciting for me. In my career to date I’ve often looked at Foodmach as a leader in our industry, so to be selected as their CEO is a genuine privilege.”
Foodmach also thanked Suren Moodley for his role as their Interim CEO during the recruitment process, which was led by Alan Wilson Consulting.
In other recent leadership developments at Foodmach, long-time board member Phil Biggs has been appointed as Strategy and Sales Director.
Image credit: Pfizer Australia.
Fo d FOR thought
Flexicon marks 50 years
Flexicon Corporation is commemorating its 50th anniversary in 2024.
Founded by William S Gill in 1974, the company began manufacturing ‘flexible screw conveyors’, a term coined by the company. Their simplicity made them suitable not only for basic conveying jobs, but also for demanding applications previously satisfied by more complicated and costly conveyors.
As the capabilities of its conveyors grew, so did the company’s expansion into pneumatic conveying systems and tubular cable conveyors, as well as upstream and downstream equipment including: bulk bag dischargers, bulk bag fillers, bulk bag conditioners, bag dump stations, drum/box/container dumpers and weigh batching systems.
With over 25,000 installations, the company now has ‘Quick-Ship’ delivery on some models of flexible screw conveyors, bulk bag dischargers and bulk bag conditioners.
Flexicon now holds 36 patents in 13 countries, operates manufacturing plants in the United States, UK, Australia and South Africa, and maintains sales offices in France, Germany, Spain, Singapore, Indonesia and Malaysia.
“We are extraordinarily proud of our history and our people whose inventiveness, skill and dedication have propelled our non-stop growth over the last 50 years,” said David R Gill, CEO of Flexicon Corporation.
CCEP to install high-speed drinks line in Vic
Coca-Cola Europacific Partners (CCEP) has announced plans to invest an additional $105.5 million for a new Warmfill Line for producing sports drinks at its Moorabbin plant in Victoria. Expected to be operational in early 2026, the new line will have the capacity to deliver up to 17.8 million unit cases annually.
Mars to acquire Kellanova
Pet care, snacking and food producer
Mars has announced that it will acquire cereal, snacking and noodle producer Kellanova for US$83.50 per share, for a total consideration of US$35.9bn, including assumed net leverage.
Upon completion of the transaction, Kellanova will become part of Mars Snacking, led by Global President Andrew Clarke and headquartered in Chicago.
Kellanova’s brands include Pringles, Cheez-It, Pop-Tarts, Rice Krispies Treats, NutriGrain and RXBAR, as well as food brands including Kellogg’s (international), Eggo and MorningStar Farms. The company had 2023 Net Sales of more than US$13bn, with a presence in 180 markets and approximately 23,000 employees.
The company’s portfolio complements the existing Mars portfolio, which includes snacking and confectionery brands.
The Warmfill Line upgrade will form part of the existing manufacturing facility at Moorabbin and will boost the capacity of the Warmfill network in Australia, increasing the capacity to deliver more of these beverages across Victoria, Tasmania and South Australia.
The construction of the line includes the development of a 4200 m2 manufacturing hall, installation of a high-speed 640 bpm (bottle per minute) Nitro-Warmfill line and upgrades to the existing infrastructure, encompassing water treatment, electrical systems, compressed air, nitrogen dosing, heating and cooling systems, as well as a syrup room for Warmfill product manufacturing.
CCEP said it is committed to a ‘make it where you sell it’ approach to manufacturing in order to reduce the environmental impact of transporting goods. Vaughan Constructions has been appointed for the work, which commenced in August 2024.
Flexicon Corporation, Lodi, New Jersey, circa 1974
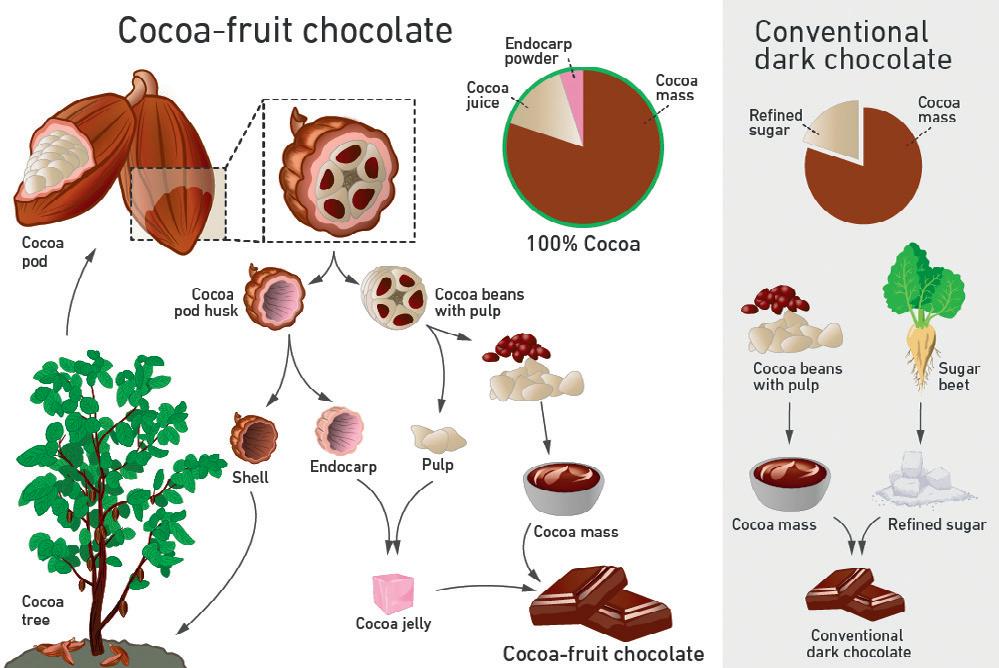
Cocoa fruit
Just the recipe for low-sugar chocolate
We probably all know chocolate’s main components are cocoa mass and cocoa butter, which are extracted from the cocoa fruit. However, it is less well known that the cocoa fruit contains additional valuable ingredients that have been underutilised until now.
Researchers at ETH Zurich have joined forces with the chocolate industry to investigate the potential for making maximum use of the cocoa fruit, which could increase the profitability of cocoa cultivation while potentially making chocolate a healthier indulgence.
As part of an Innosuisse project, a research team led by emeritus ETH professor Erich Windhab worked together with startup Koa, which is dedicated to sustainable cocoa fruit cultivation, and Swiss chocolate manufacturer Felchlin to develop a recipe for cocoa-fruit chocolate.
Finding the perfect recipe
Kim Mishra, main author of the Nature Food study, says that the cocoa fruit is similar to the honeydew melon: “These fruits have similar structures. Both have a hard outer shell that reveals the flesh of the fruit when cut open, as well as the cocoa beans or melon seeds and pulp in the interior”.
Conventional chocolate only makes use of the beans, but the researchers were able to use the flesh and parts of the fruit shell — or the endocarp, to use the field-specific term — for their cocoa-fruit chocolate recipe. Researchers process it into powder and mix it with part of the pulp to form cocoa gel. This gel substance is extremely sweet and can therefore be used to replace the added powdered sugar that is normally part of the chocolate experience.
It was not simple for the scientists to find the perfect recipe for cocoa-fruit chocolate. They systematically tested the tex-
Healthy, sustainable and good for farmers
By using cocoa gel as a sweetener, cocoa-fruit chocolate boasts a higher fibre content than your average dark chocolate (15 g versus 12 g per 100 g). It also contains only 23 g of saturated fat as opposed to the usual 33 g. This means that ETH researchers were able to increase the fibre content by around 20% while reducing the saturated fat percentage by around 30%.
Small-scale farmers can diversify their product offerings and increase their income if other components of the cocoa fruit can be marketed for chocolate production instead of just the beans. And if most of the fruit can be used to produce cocoa-fruit chocolate, only the shell remains, which is traditionally used as fuel or composting material.
“This means that farmers can not only sell the beans, but also dry out the juice from the pulp and the endocarp, grind it into powder and sell that as well,” Mishra said.
“This would allow them to generate income from three value-creation streams. And more value creation for the cocoa fruit makes it more sustainable.”
ture of various compositions in the lab. Too much fruit juice extracted from the pulp made for a clumpy chocolate, but too little resulted in an insufficiently sweet product.
The research team endeavoured to find the perfect balance between sweetness and texture. The issue with clumping does not arise when using powdered sugar.
The experiments showed that chocolate may contain up to 20% gel, which is equal to the sweetness of chocolate with 5–10% powdered sugar. In comparison, conventional dark chocolate can easily contain between 30 and 40% sugar.
To test the sensory experience of the new recipes, trained panellists from the Bern University of Applied Sciences taste-tested pieces of chocolate weighing 5 g each, with some containing various amounts of powdered sugar and others containing the new variety sweetened with cocoa gel.
This doesn’t mean that cocoa-fruit chocolate will be hitting grocery store shelves anytime soon, however.
“Although we’ve shown that our chocolate is attractive and has a comparable sensory experience to normal chocolate, the entire value creation chain will need to be adapted, starting with the cocoa farmers, who will require drying facilities,” Mishra said.
“Cocoa-fruit chocolate can only be produced and sold on a large scale by chocolate producers once enough powder is produced by food processing companies.”
The first step has been taken: ETH has filed a patent for its cocoa-fruit chocolate recipe. The development of cocoafruit chocolate is a promising example of how technology, nutrition, eco-compatibility and income diversification for small farmers can all work in tandem to improve the entire value-creation chain of the cocoa plant.
Illustration showing the utilisation of the entire cocoa fruit.
Image credit: Kim Mishra
Pectin that gels well with low sugar products
With increasing demand for low-sugar food products, scientist have been exploring modified pectins for optimising the gelling process.
U.S. Department of Agriculture’s (USDA) Agricultural Research Service (ARS) scientists developed what is claimed to be a high-quality and inexpensive pectin that can gel in low-sugar products and still be scalable for commercial production.
Pectin, a soluble fibre used mainly for gelling food products like jams and jellies, is naturally found in fruits and vegetables. Most commercial pectins are from citrus fruit peels and are extracted into a powder to act as a gelling agent in foods.
Wei Zhao, a research chemist from the U.S. Horticultural Research Laboratory, said: “Most commercially available pectins successfully gel only when combined with high-sugar products and acid.”
“For people seeking low-sugar foods, most commercial pectins will not gel properly since a lot of sugar is needed for the gelling process. There are some commercial pectins that can gel in low-sugar foods, but these alternatives tend to be low quality, are quite expensive to produce, and may contain undesirable residues.”
In a recent study, Zhao and other ARS researchers found that they can pre-treat a fresh orange peel in a simple high-pressure processing (HPP) treatment and then extract pectin from that orange peel using a standard commercial method. The extracted pectin has desirable structural properties needed for gelling lowsugar products without leaving undesirable residues.
“Our research findings reveal the great potential of producing low-cost, high-quality pectins with increased gelling capacity by adding a simple HPP pre-treatment of fresh source material for pectin extraction,” Zhao said.
The research findings were published in two journal papers and can be read in Food Hydrocolloids
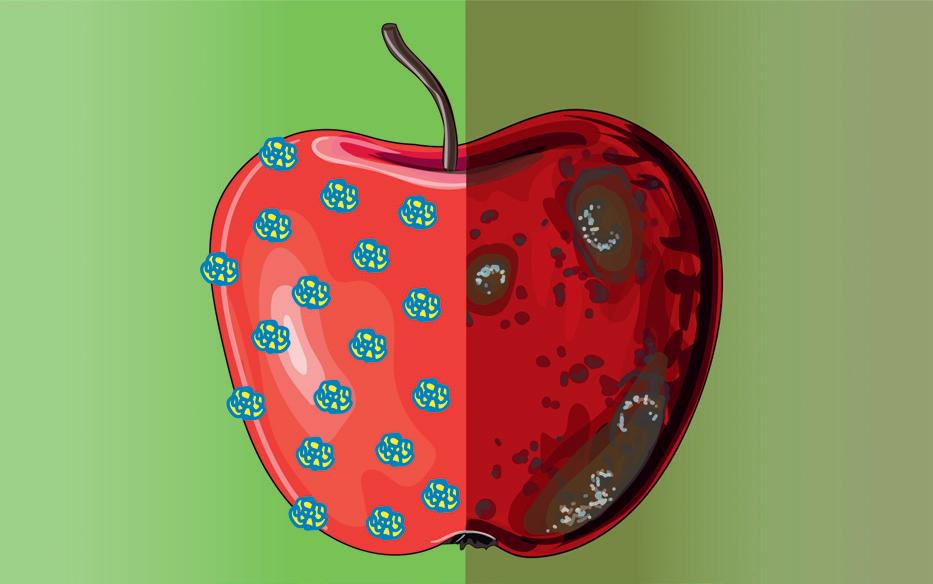
Wax coating with added benefits for fresh produce
Post-harvest losses of fruits due to decay and concerns regarding microbial food safety are significant within the produce processing industry.
Many fruits and vegetables already have a layer of food-grade wax that is applied for cosmetic reasons and to prevent water loss. However, a new method has been developed that combines such wax with nano-encapsulated cinnamon-bark essential oil in protein carriers to enhance them with antibacterial properties.
Dr Mustafa Akbulut, Professor of chemical engineering, teamed up with horticultural science Professor Luis Cisneros-Zevallos to engineer this solution to improve fresh produce safety.
Foodborne pathogens are especially problematic for fruits and vegetables that are consumed raw or minimally processed due to the lack of high temperatures that can inactivate them.
Akbulut’s wax coating technology is designed to bolster the safety of fresh produce and provide enhanced protection against bacteria and fungi. The composite coating provides both immediate and delayed antibacterial effects, according to the article that has been published in Current Research in Food Science.
Nano-encapsulated essential oil makes it harder for bacteria to attach and survive on fruits or vegetables. The delayed release of the essential oil increases the half-life of active ingredients and produce compared to its unencapsulated counterparts.
Akbulut said, “When bacteria are exposed to essential oil it can break down the bacterial wall. This technology is going to basically help us inactivate the bacteria and fungi to extend the shelf life.”
Doctoral student Yashwanth Arcot ran experiments to support the research.
“We have tested this system against Aspergillus, a fungus responsible for the spoilage of food commodities and the onset of lung infections in humans. We were successful in preventing its growth on the hybrid coatings,” Arcot said.
The chemicals used to produce this hybrid wax coating are antibacterial agents that are FDA-approved.
The wax coatings have been designed to be easily scalable and can be implemented in the food processing industry.
iStock.com/Stefan Tomic
Image credit: Texas A&M University Engineering.
What’s the most sustainable packaging for your OJ?
Arecent survey by University of Massachusetts Amherst is designed to help the food industry understand consumers’ perceptions of sustainability in packaging and educate them about the most sustainable choices.
Which packaging type for a single-serve container of orange juice would you choose as the most sustainable option?
1. Aluminium/canned, made with recycled material.
2. Carton, described as biodegradable/compostable.
3. Glass, 100% recyclable.
4. Plastic, described as biodegradable/compostable.
And the answer is (2) Carton, but most US consumers surveyed by food scientists in the UMass Amherstin study preferred glass and mistakenly believed it was the most sustainable choice.
“Glass was the most sought-after and most highly esteemed packaging type,” said Nomzamo Dlamini, lead author of the paper recently published in the journal Sustainability . Dlamini, a food science PhD candidate, was a recent visiting Fulbright scholar from the University of Pretoria in South Africa studying in the UMass Amherst lab of senior author Alissa Nolden, assistant professor of food science. “But it turns out, glass is actually among the least sustainable if you look at the whole packaging lifecycle,” Dlamini added.
When asked to rank the packaging choices from their perception of the most to least sustainable, overall the consumers responded: glass, carton, aluminium and plastic.
Though food packaging sustainability varies depending on the type of product and packaging, the size and weight of the container and other variables, in the case of the single-serve orange juice, a carton would be the most sustainable, followed by plastic, then canned and, finally, glass.
This came as a surprise even to Dlamini. “I was shocked to read the lifecycle assessment from the experts that it takes so much energy to produce glass and recycle it — much more than what it takes to make or recycle plastic,” she said.
The study states, “The production and end-of-life impacts of plastic are less than that of glass, plastic is lighter and thus requires less energy to transport; furthermore, the aseptic sealing process of plastic containers using steam is less energy demanding than the retort system used for glass.”
The study aimed to understand the motivation behind consumers’ packaging choices, while also weighing price, lifestyle and other attitudes. In turn, the data can help industry experts understand what consumers think, believe and prefer, and educate them on how to make more sustainable choices.
“We designed a questionnaire using a method called conjoint analysis, which mimics a real-life situation where you’re presented with various options and you have to make a tradeoff,” Dlamini said. “And we try to understand at the end of the day what matters to people. The whole idea behind the study was to get an understanding of what people think and what drives their choices.”
Nolden points out that while many consumers expressed an intention to purchase sustainable packaging, in the end the top motivating factor was price — particularly the lowest price — followed by packaging type, product claim and packaging claim.
So, the ideal orange juice option — culled from the 847 adult consumers who answered the online survey — was priced at US$1.10 (350 mL), packaged in glass, locally produced and labelled as 100% recyclable.
The message to the food industry is that consumers are motivated to choose sustainable packaging, as long as the price is right. “These sustainable packaging options should be clearly labelled as such, effective (eg, not defective or just as durable as conventional packaging), and affordable to increase consumers’ motivation and adoption of sustainable packaging for food and beverages,” the paper states.
Ultimately, there is something even more important than choosing the best packaging when it comes to consuming food with a focus on sustainability.
“Overall, while packaging choices contribute to environmental outcomes, the most impactful and practical way consumers can contribute to sustainability efforts is to reduce or avoid food waste,” the paper concludes.
iStock.com/ircy
CASE STUDY
Food-safe paper packaging for lollies
With the circular economy and sustainability top of mind for many food & beverage manufacturers, many are seeking to develop innovative ways to package confectionery in an environmentally friendly way while maintaining quality.
Building on its long partnership with paper manufacturer Sappi, label printer maker Xeikon has developed food-safe, paper-based lolly packaging that is fully recyclable in the paper waste stream. With good image quality, bright colours and a silky surface, packets of ‘Maoam Chew Fruit Mix’ are printed on heat-sealable Sappi Seal Silk 67 g/m2 functional paper. Notably, this flexible packaging solution is food-safe without the need for any additional barriers in the structure, such as a varnish or other layers.
Xeikon’s TX500 digital press will be running live during drupa 2024 (28 May–7 June) in Düsseldorf, to demonstrate how these candy packs are printed in four colours, at a resolution of 1200 dpi and speed of 30 m/min. This 508 mm wide printing machine is resistant to heat, chemicals and mechanical abrasions.
Secondary packaging for food and drinks
Mondi has created a secondary paper packaging solution for wrapping bundles of food and drinks, replacing plastic shrink film that has been the industry standard.
The new paper solution, TrayWrap, is made with Mondi’s Advantage StretchWrap and is being used by a coffee brand to secure 12 coffee packages for transportation. The paper wrap holds the coffee packs tightly in place with 4–6 adhesive dots on the bottom side of the existing corrugated tray. Pre-punched folding points are designed to ensure stability on each open side, meaning that the products can be seen, stacked, transported and easily unpacked for sale. Advantage StretchWrap is 100% kraft paper made from renewable resources. It has no coating, is fully recyclable and easy to dispose of in paper recycling streams. The solution has a unique combination of mechanical properties. While having a high strength and good puncture resistance, it exhibits good stretchability, making this solution also suitable for grouped packaging applications.
By working closely with Meurer, Mondi has been able to ensure that existing machinery can be adapted to accommodate this new solution: the technology used is similar to the one used for film technology, so it is easy for food and drink producers to modify existing processes, as opposed to investing in new machines.
Meurer’s latest Paper Hood Machine (PHM) uses an inline paper technology that has higher resistance against mechanical stress, being able to efficiently handle a wide range of paper qualities including Mondi’s Advantage StretchWrap, as well as various tray formats.
Mondi Group www.mondigroup.com/en/home
Bottle bases
Sidel’s StarLITE-R Nitro is a bottle base that can be used by manufacturers of nitrogen-dosed still beverages and edible oils.
Following industrial testing, the design is both compatible with any existing bottle shape and is simple to blow and shape, even at high production speeds with 100% rPET.
Sidel Oceania Pty Ltd www.sidel.com
Images credit: Xeikon
Aseptic packaging product range
Jet Technologies introduces its innovative Aseptic Packaging range, offering capacities from 3 to 1500 litres with diverse film structures and spout options.
Jet Technologies’ Aseptic Packaging is suitable for seasonal products with consistent year-round demand. It is also suitable for batch storage of any liquid beverage, sauce or paste such as jams, tropical fruit puree, dairy, and wine and spirits. The versatile packaging range allows food and beverage companies to expand into previously unreachable markets due to shelf-life limitations, offering greater flexibility and cost savings within their production processes.
The significance of Jet Technologies’ packaging lies in its aseptic environment and high barrier treatment, which prevent oxygen and moisture penetration, thereby extending the product’s shelf life. These bags utilise metallisation or EVOH coatings to achieve an oxygen barrier permeability of less than 1 cc/m²/24h. The advanced ‘SuperFlex’ bags go even further, achieving permeability of less than 0.5 cc/m²/24h. This is designed to ensure optimal preservation of the contents while providing the highest levels of hygiene and product safety.
As members of APCO, Jet Technologies designs packaging formats with a focus on recyclability and a clear commitment to the 2025 objectives.
Jet Technologies’ portfolio of bags is available in both aseptic and non-aseptic varieties.
Jet Technologies www.jet-ap.com
Vacuum skin packaging film
The MULTIVAC MultiFresh vacuum skin packaging film has been developed as a solution for the sealing of fish and other seafood products.
The packaging film aims to ensure the seafood inside is protected and secure, even if the product has sharp or hard features such as bones or shells, or if the product protrudes above the tray level.
MULTIVAC Australia Pty Ltd www.multivac.com.au
CASE STUDY
Squeezing out the mayo with tailor-made packaging
Squeezing out Hellmann’s plant-based mayonnaise is now simpler using ‘easy out’ technology: an edible, vegan coating on the inside of the squeeze bottles that helps the product glide out without sticking.
The new squeeze bottle technology was developed by Unilever’s R&D team, led by Krassimir Velikov, Senior Science & Program Leader, Science & Technology, and Vasudevan Lakshminarayanan, R&D Manager, Dressings.
According to Velikov, some of the ingredients used in the plant-based mayo presented them with specific challenges, as
that would prevent this sticking problem by making the inside of the bottle more slippery.
'Bootstrapping' food safety
Food processors often use heat for pasteurisation or sterilisation to make food products safe by killing pathogens like salmonella and listeria, but high temperatures can sometimes affect food quality.
Focusing on low-moisture food products like powdered milk, assistant professor of food microbiology and safety Jennifer Acuff and her research team at the University of Arkansas performed a study seeking a method that could ensure food safety while retaining the most vitamins, minerals and flavour depending on the food.
“This collaborative approach encompassed microbiology, engineering and statistics to provide the food industry with what we believe will be a tool to improve safety without compromising quality of their dried food products,” Acuff said.
The process is not limited to lowmoisture foods and may extend to other foods and processes, Acuff added.
Using data from a study on a harmless ‘surrogate’ microorganism and a statistical technique called ‘bootstrapping’, the researchers developed a framework to provide food processors options within U.S. Food and Drug Administration (FDA) guidelines.
“We have proposed a methodology to pick a value between the most liberal and most conservative food processing approaches based on risk tolerances,” said Jeyam Subbiah, head of the food science department. “The industry can use this methodology to pick a value and petition the FDA for approval.”
While there is no specific FDA rule, the government currently asks the food processing industry to make a petition for a case-by-case review.
The study, ‘Bootstrapping for Estimating the Conservative Kill Ratio of the Surrogate to the Pathogen for Use in Thermal Process Validation at the Industrial Scale’, was published online by the Journal of Food Production in March. The U.S. Department of Agriculture’s National Institute of Food and Agriculture and Mars Wrigley Inc. supported the study.
“Surrogates are like dummies used in crash testing to validate car safety,” Subbiah said. “They are non-pathogenic microorganisms, which should have similar or higher heat resistance than the actual pathogen. Often, they are a lot more resistant.”
Scientists use a “log cycle reduction,” or LCR for short, to calculate how effectively a process kills harmful microorganisms. “Log” refers to the logarithm scale and 1-log represents a 10-fold reduction equivalent to a 90% reduction in bacteria. A 2-log reduction would be a 99% reduction, 3-log 99.9% and so on. A 6-log reduction is a 99.9999% reduction.
When surrogate microorganisms are used for food safety challenge studies for sterilisation of canned foods, the Institute of Food Thermal Processing Specialists recommends a ‘simple mean’, or average, kill ratio to validate food safety at an industrial scale. For example, Subbiah said if sterilisation called for a 12-log reduction of the pathogen and the surrogate was twice as resistant, a processor could show a 6-log kill of the surrogate, and the FDA would accept it as equivalent.
However, the drawback of that method is that it does not consider the variability of microorganisms, both the pathogen and the surrogate, Subbiah noted.
Although less prone to foodborne pathogens than fresh meats and dairy, low-moisture foods are not immune. According to the study, various types of salmonella have been implicated in 15 deaths, thousands of illnesses and hundreds of hospitalisations over the past 20 years due to infected low-moisture foods like dried fruits and vegetables, nuts, herbs, flour and spices.
After those food safety outbreaks, the food industry “swung to the conservative mode” in food safety challenge studies, Subbiah said, by requiring the same level of log reduction of the surrogate. For example, if sterilisation of spices calls for a 12-log reduction of salmonella, the industry would show a 12-log reduction of the surrogate even though it can be twice as resistant as the pathogen. While this assures a high level of food safety, nutrients may be degraded due to severe thermal processing, Subbiah explained.
With bootstrapping, scientists can deal with uncertainty in experimental data by generating many samples instead of assuming a specific distribution.
Calculating the risk
As a food science graduate student in the Dale Bumpers College of Agricultural, Food and Life Sciences, Arshpreet Khattra used previously published data from Subbiah’s lab involving the surrogate Enterococcus faecium to develop a solution for preserving quality in thermal processing. She applied the bootstrapping technique to estimate the distribution of kill ratio in milk powders rather than calculate the simple mean, or average, kill ratio. With bootstrapping, scientists can deal with uncertainty in experimental data by generating many samples instead of assuming a specific distribution. The technique calls for randomly picked data points from the original data to give researchers a good idea of how much the results may vary due to chance. It has been used in various studies to improve food processing methods and assess the food safety risks of different microbes in various foods.
From the estimate of kill ratio distribution, the final kill ratio can be calculated on a sliding scale of risk, Subbiah noted. In a hypothetical example, to have a 1% risk level, a processor may want a 9-log reduction of the surrogate, which is a 99.9999999% reduction. A 5% risk level would call for an 8-log reduction and a 10% risk would call for a 6.5-log decrease of the surrogate to be equivalent to a 12-log reduction of the pathogen. A 12-log reduction is typically called sterilization and a 4- to 5-log reduction qualifies as pasteurisation.
Arshpreet Khattra was the lead author of a study that developed a framework for food processors to preserve quality and maintain food safety.
Image credit: University of Arkansas System Division of Agriculture
This method strikes a balance between killing harmful bacteria and preserving quality, Subbiah said.
Khattra examined data collected in a 2021 study evaluating Enterococcus faecium as a surrogate for salmonella in milk powders at different storage times and temperatures. A wide range of foods incorporate powdered milk, including candy bars and baby formula.
Khattra is now a PhD student at Michigan State University. Co-authors of the study included Subbiah, Acuff, Kevin Thompson and Andy Mauromoustakos with the Division of Agriculture’s Center for Agricultural Data Analytics, and Surabhi Wason, PhD, now with Kerry Ingredients & Flavours in Wisconsin.
Dust collection system
The Gold Series X-Flo (GSX) dust collector is claimed to be the industry’s best-in-class dust collection system. It effectively handles a wide range of toxic and combustible dusts and fumes, including fine, fibrous and heavy dust loads.
The dust collectors process dust efficiently while maintaining a low pressure drop. This is designed to ensure maximum airflow and dust processing power within a compact footprint.
Using crossflow technology and a unique baffle configuration, the collectors create a uniform airflow that is designed to extend the lifespan of the filters. This results in longer-lasting filter cartridges that require fewer changeouts, ultimately reducing the total cost of ownership.
Key features include: modular construction for easy assembly in various sizes and configurations; tested to meet NFPA and ATEX standards; offers multiple explosion protection options; exceeds OSHA requirements for factory air quality; requires less pulsing of filter cartridges, leading to extended filter life and fewer changeouts; allows for smaller footprints due to increased airflow handling capacity; ships in minimal pieces for quick delivery; easy installation, operation and maintenance; and backed by 20 years of performance in field dust collection.
The modular design of the collectors enables quick assembly in a variety of sizes and configurations, ensuring a tailored solution that fits a user’s specific application and space requirements.
Contact your Camfil representative for customised solutions or visit camfil.com for more information.
Camfil Australia Pty Ltd www.camfil.com.au
Ice cream packaging
Innovia has launched a white cavitated low-density film VL40 with low sealing threshold that has been specifically designed for ice cream flow wrap applications.
The film grade was developed, trialled and launched by the company at its site in Poland. It can be used on high-speed flow wrap machines of ice cream manufacturers in Europe and can be easily printed and sealed.
Features include a high puncture resistance, which is important to preserve the product and prevent food waste. The printability of the product means users can achieve a good graphic appeal, and the film provides an easy-to-open package.
The films are largely unaffected by climatic conditions but should not be stored at temperatures above 40°C. Under suitable storage conditions, the company said the film can be stored for a period of six months without any risk of deterioration.
The VL40 film is now available from Innovia Films in Poland for testing.
Innovia Films Pty Ltd www.innoviafilms.com
Traysealer
The T 305 traysealer from MULTIVAC is suitable for the automated packaging of small to medium-sized batches. It is designed for quick product changes in the food area and is suitable for use in supermarkets, commercial kitchens and industry.
The compact traysealer is suitable for a wide range of applications: whether ready meals, snacks or meat, sausage products, cheese, fish, or fruit and vegetables.
With a format width of up to 420 x 300 mm, cardboard, plastic and aluminium packaging as well as packaging made of foamed materials with different upper webs can be processed. Sustainable packaging materials, such as mono films or MULTIVAC PaperBoard, can also be used on the traysealer.
The T 305 is designed to ensure continuous packaging output with good packaging quality. During development, particular attention was paid to energy efficiency and durability.
The production of MAP packs for the food sector will be demonstrated at FACHPACK from 24–26 September 2024 in Germany.
MULTIVAC Australia Pty Ltd www.multivac.com.au
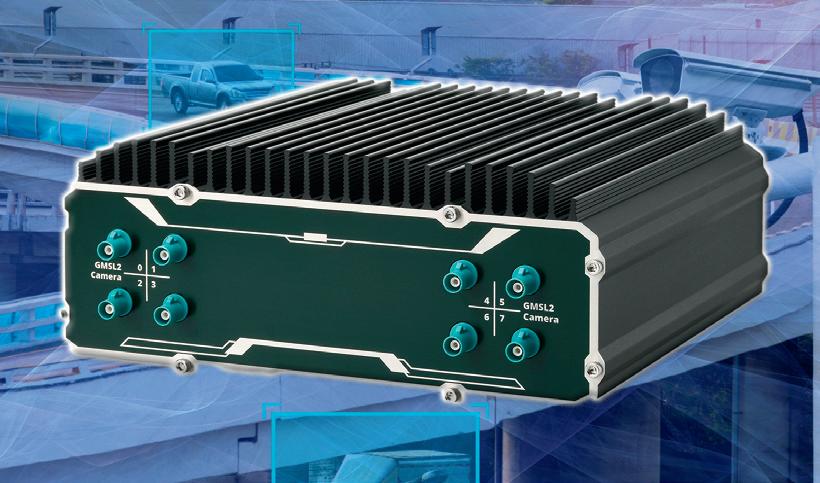
Fanless industrial embedded box PC
Interworld Electronics has announced the AVS-530 series, an industrial box PC that is purpose-built for factory automation and machine vision applications. It features an Intel 13th/12th Gen. Core i3/i5/i7/i9 processor and two DDR5 SO-DIMM Memory (up to 64 GB).
With two 2.5Gbe LAN ports, four USB 3.2 Gen 1 ports and four serial ports, it can be connected to a range of cameras and sensors. Where additional control is required the AVS-530QL provides an additional two GbE LAN ports, two USB 3.2 ports and 4 digital input, 4 digital output. Having a DP port and HDMI for dual display output, this controller can serve as the hub of an effective HMI solution.
The AVS-530 also features an M.2 M-Key, 2280/2242 (default) or two removable 2.5 ″ drive bays (option), one full size Mini-PCIe slot, one M.2 2230 E-key for Wi-Fi/Bluetooth and one M.2 3042/3052 B-key, for 4G/5G, with onboard NANO SIM slot. It supports Windows 10 IoT, Windows 11 IoT and Linux Ubuntu operating systems, and also offers additional options, such as a watchdog timer (256 steps) and six SMA for wifi/4G/5G/GPS antennas, providing even more flexibility.
The AVS-530 is a rugged, fanless system that features a tough casing, an operational temperature range of -20–60°C (i3/i5 processors) or -20–50°C (i7/i9 processors), a DC input range of 9 to 36 V and can be wall mounted or din rail mounted.
For more information go to the Interworld Electronics product page. Interworld Electronics and Computer Industries www.ieci.com.au
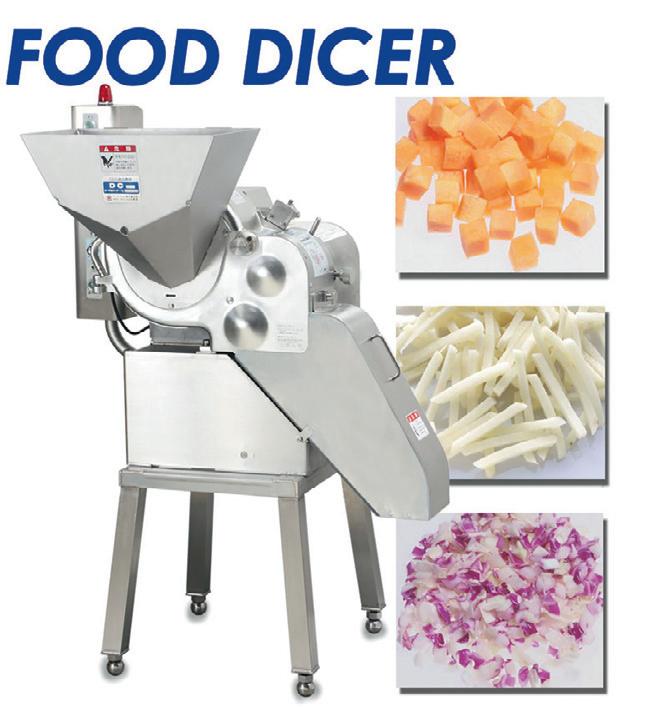
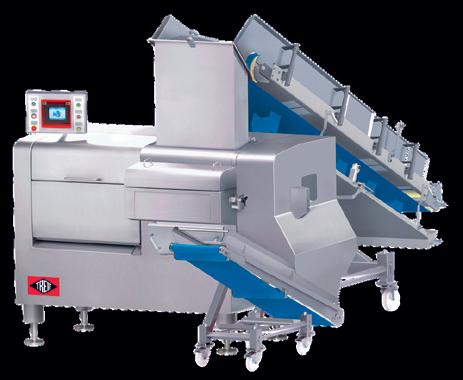
Delivering high capacity cutting for pre-cut fruit and vegetables
Urschel is the industry leader in size-reduction equipment for the food industry.
Pre-cut fruits and vegetables are becoming more popular as busy lifestyles are driving consumers to seek more convenient food options. They offer a quick and easy solution for healthy eating, whether that be as alternatives to processed snacks, or through pre-mixed cut vegetables for specific recipes — and consumers are willing to pay more for these products.
In the Australian market, there is a wide variety of pre-cut vegetables and fruit available, catering to different culinary needs and preferences. Common vegetable examples include salad mixes, vegetable stir-fry mixes,
soup mixes, root vegetables for roasting, and pre-chopped onions and garlic. Fruit salad mixes, pre-cut melons and sliced mango and pineapple are also gaining in popularity.
Industrial cutting equipment plays a crucial role in the food industry, providing the means to precisely slice, dice, cut, granulate and shred various food products. This size reduction equipment is essential for preparing ingredients to specific size requirements, ensuring uniformity, and optimising the efficiency of subsequent processing.
Industry-leading size reduction equipment allows food processors to create popular and innovative cuts that consumers frequently encounter. These cuts can be seen in the fresh produce section of supermarkets, and in meals served at restaurants and fast-food outlets, making them familiar to consumers.
Urschel a global leader in size reduction
Urschel is widely recognised as a pioneer in food cutting technology, with its equipment used by food processors worldwide. In Australia, they are exclusively represented by Heat and Control, a company with over 70 years of experience in helping customers select the right equipment for their needs. For those interested in Urschel equipment, Heat and Control offers a free test cut of the product to determine the best Urschel machine for the production line — a valuable service that can provide a competitive edge before committing to a purchase.
The DiversaCut® series includes three models: the DiversaCut 2110A, the DiversaCut 2110A with Large Product Input, and the DiversaCut 2110A with a built-in
discharge conveyor. The 2110A is the largest machine in the series, capable of handling products up to 254 mm in any dimension. The Large Product Input model can process items as large as a full head of cabbage, or up to 356 mm in diameter. Additionally, the model with a built-in discharge conveyor offers more efficient product handling. The equipment is ideal for high-volume fruit and vegetable processors, providing versatility to produce various cuts, to meet demand from consumers and retailers alike.
TranSlicer: high-capacity slicing
The Urschel TranSlicer® 2510 is known for revolutionising the commercial fresh-cut salad industry with its high-capacity shredding and slicing capabilities. The specialised slicer processes a wide variety of fresh, large produce at high speeds and with exceptional sanitation. It is particularly effective for slicing leafy vegetables, cucumbers, carrots, and similar fresh produce items.
Operators can easily adjust the slicer to create slices in different styles and thicknesses, for example flat, crinkle, julienne, and shreds. It handles produce up to 200 mm in diameter, with the larger model processing compressible products up to 203 mm or firm products up to 171 mm. A subsequent model, the TranSlicer® 2520 Cutter has quickly become an industry favourite among food processors for its highquality slicing of large volumes and an improved washdown efficiency, which is saving users an average of 25 minutes during washdown.
Food hygiene and maintenance
All equipment from Urschel is designed with ease of sanitation and maintenance in mind. It features stainless steel construction that is corrosion-resistant and easy to clean. Sloped surfaces prevent bacterial growth, and hinged access panels allow for straightforward maintenance. An innovative design approach includes a ‘sanitary zone’ design, which keeps mechanical components separate from the food zone, enabling high-pressure washdowns.
Sustainability and efficiency
The TranSlicer and DiversaCut machines are available with high-efficiency motors and variable frequency drives, for maximum energy efficiency and accurate speed control.
The machines are also available with a modern HMI option that allows the system to record maintenance and operational data, and receive recipes to assist operators in setting the machine’s parameters for each batch. Recipes advise the operator on the selection and adjustment of cutting wheels and blades, as well as optimal belt and cutting speed.
Blade changeovers are hassle free and can be achieved in 2–4 minutes, and cut thickness is easily adjusted by a simple knob adjustment.
Machines can be supplied with or without casters for easy mobility in and out of production as needed. Alternatively, they can be permanently mounted with infeed and outfeed chutes for integration into production lines.
Longevity and support
Urschel size reduction machines are well-known for their durability, with many machines in Australia racking up a service life measured in decades. But no matter the age of the machine, new food product options can be supported at any time with the supply of new cutting sets.
Urschel machines are supported Australia-wide by Heat and Control Pty Ltd and have been for over 50 years. With offices in Sydney, Melbourne and Brisbane, cutting sets and spare parts are supplied locally from stock for all models.
info@heatandcontrol.com www.heatandcontrol.com
For the sake of saké breweries Combating beverage fraud in Japan
The traditional alcoholic beverage of Japan called saké is made using rice, rice koji (a type of fungus) and water. As demand for saké increases globally, so does the potential for related beverage fraud. To address this issue, researchers from Japan identified a novel method to authenticate saké.
The research duo — Professor Hiroto Kawashima and Momoka Suto — devised a novel strategy using denitrifying bacteria to identify the origin of saké and distinguish between products from different breweries They examined the proportional presence of isotopes, ie, variations of a chemical element differing in neutron count, while retaining the same proton count of oxygen (O) and nitrogen (N) within nitrate molecules across various saké samples.
“Recently, many parts of the world are home to saké production, and studies such as ours can help prevent the falsification of saké breweries. We believe that our research will be important for saké breweries,” said Kawashima who is from the Shibaura Institute of Technology.
The researchers found an N isotope signature across various types of saké within a single brewery, which could be used as a marker to identify or authenticate saké from specific breweries.
“The denitrification method can analyse the stable isotope ratios of N and O in nitrate with high precision. Since our laboratory was able to perform these analyses, we proceeded with the idea that these analyses could find use in foods and beverages,” Kawashima said.
To perform the study, the researchers measured the concentrations of five water-soluble ions and the stable isotope ratios of nitrate, including δ 15N–NO3– (read as “delta fifteen N,
nitrate”), in 49 commercial saké samples from 11 breweries in Akita Prefecture, Japan, stable isotopes being those that do not undergo radioactive decay over time.
The study showed that the nitrate concentrations in saké were similar to those in groundwater, indicating that these ions originated from the brewing water. Specifically, as revealed by the principal component analysis technique, the δ 15N–NO3– values could distinguish between different breweries, as the values were consistent within saké types from the same brewery.
The denitrifying method combined with the solid-phase extraction method, a technique used to isolate and concentrate specific compounds from the saké, was claimed to be applied for the first time, indicating the novelty of the approach taken in the study to analyse the composition of saké.
“We have analysed the isotope ratios of N and O in nitrate in beverages for the first time in the world. Notably, these ratios differed from brewery to brewery,” Kawashima said.
The study has contributed to our understanding of the factors influencing the composition and quality of saké and its potential applications in quality control in traditional food and beverage products.
The research findings have been published in Food Science and Technology
Colour-coded mobile cleaning station
The Vikan Hygo colour-coded mobile cleaning station is designed for maintaining cleanliness in diverse environments, including food and beverage production facilities, retail foodservice, healthcare settings or any hygiene-sensitive areas.
Available in six colours, the cleaning station has an efficient, versatile and user-friendly design that makes it suitable for supporting 5S cleaning programs and systems.
One of its key features is mobility. The cleaning station is equipped with robust wheels and a compact frame, allowing it to glide through narrow spaces and busy areas. This mobility can help to ensure that no corner is left unattended, maintaining high hygiene standards throughout the facility.
It also has strong storage trays capable of transporting heavy cleaning materials, including chemical containers. Other features include smooth surfaces, rounded edges and minimal harbourage points, for fast and effective decontamination.
The station is intuitively designed, making it easy to operate. The ergonomic handle and strategically placed tool holders can help to make the cleaning process seamless and less strenuous. Its robust, durable construction is designed for longevity.
WR&D Wells Pty Ltd www.wrdwells.com
Optical sorter for IQF products
Key Technology has introduced its COMPASS optical sorter for individually quick frozen (IQF) products such as fruits, vegetables, seafood, poultry and meat. Designed to identify and remove foreign material (FM) and product defects to protect food safety and final product quality, the unit is easy to use with simplified operation, cleaning and maintenance.
The sorter is suitable for whole products, slices, dices and crumbles as well as product mixes. Using in-air inspection, this chute-fed sorter ‘sees’ all sides of the product with no blind spots. It detects and rejects plastic, glass, metal, stones and other FM including extraneous vegetable matter (EVM) like leaves and toxic weeds. Processor-specified product defects are also removed from the line with virtually no false rejects. When inspecting product mixes, the sorter can be programmed to ensure the ingredients are correctly proportioned. Located at the end of the processing line, immediately prior to packaging, the advanced sorter is designed to help ensure final product quality.
Recipe-driven programming is designed to ensure consistent sort performance on every product run, which is especially valuable in high-changeover applications.
Featuring a modular design, the sorter is available in multiple sizes suitable for a range of applications and capacity requirements. Object-based recognition facilitates shape sorting algorithms, while intelligent ejection maximises sort accuracy and minimises false rejects.
Every unit is equipped with Key Discovery, a suite of data analytics and reporting software that enables the sorter to collect, analyse and share data about every object flowing through the system.
Key Technology Australia Pty Ltd www.key.net
Safety knife
The Secunorm Multisafe No. 815219 safety knife is now available with an unpainted handle. Its zinc handle ensures good durability, paired with a robust design.
Made from solid zinc die casting, the versatile safety knife can cut through all standard materials such as 3-ply cardboard, rubber, leather and more.
Featuring an extended blade and automatic blade retraction, the knife’s special feature is its metal-detectable properties and traceability. This is designed to ensure that, in the unlikely event of breakage, fragments are easily identifiable, reducing the risk of contamination in sensitive work environments such as food or pharmaceutical manufacturing.
Martor Australia
www.martoraustralia.com.au
E-tongue detects white wine spoilage sooner
While the electronic tongue bears little physical resemblance to its namesake, the strand-like sensory probes of the ‘e-tongue’ still outperformed human senses when detecting contaminated wine in a recent study.
In an experiment at Washington State University, the e-tongue identified signs of microorganisms in white wine within a week after contamination — four weeks before a human panel noticed the change in aroma. This was also before those microbes could be grown from the wine in a Petri dish. Winemakers traditionally rely on these two methods, sniffing the wine and Petri dish testing, to identify potential wine ‘faults’ or spoilage.
The findings, detailed in the Journal of Food Science , indicate that e-tongue testing could augment those methods and allow winemakers to catch and mitigate problems sooner, said Carolyn Ross, WSU food science professor and the study’s corresponding author.
“If you ran a sample using the electronic tongue, we could learn after one week if there’s contamination or a wine fault problem, versus waiting up to four weeks running just sensory testing,” said Ross, who is also the director of WSU’s Sensory Science Center. “It’s really helpful with understanding wine quality.”
When immersed in a liquid, the e-tongue’s sensors can ‘taste’ it by analysing for the presence of certain compounds. At
WSU, Ross’s team developed and programmed the instrument for various purposes including taking a type of ‘fingerprint’ of wine, collecting a variety of information that may be of interest to winemakers.
“It gives good information about the holistic quality of the wines,” Ross said, though she noted that this type of analysis is best used to complement, not replace, other methods of judging wine quality.
In this study, the researchers purposely added four microbes to different bottles of riesling. These microbes are known to contaminate white wine, causing spoilage and unpleasant odours, including nail polish remover, geranium and ‘mousy’ odours. They trained a group of 13 volunteers to recognise a range of wine attributes by their aromas, both positive and negative, including these odours.
The trained panel then assessed the aroma of uncontaminated wine as a control and samples of the contaminated wine that had been stored for seven days to 42 days. The e-tongue was set the same task and identified the contamination of all types after the first seven days of storage. The human sensory panel only started to detect contamination in some of the samples after 35 days of storage, a full 28 days after the e-tongue.
Ross and her colleagues have also tested out the e-tongue with red wine in an earlier study, and the team is continuing to develop the instrument housed at the WSU Sensory Science Center, building up a library to help inform its ‘tasting’ abilities.
Multiple inspection system for food industry
Antares Vision Group’s ALL-IN-ONE system is designed to eliminate the need for multiple inspection machines. The system allows users to select individual inspection modules and integrate them into the one machine.
Food manufacturers can select what they need to suit their specific production line. Modules include: X-Ray, checkweigher, leak detection, seal, code and label inspection.
All the modules are designed specifically for the food industry and can be controlled through a single control screen. The machine’s hygienic construction features quick-removal conveyors and a completely washable structure.
A popular combination of modules is X-ray, checkweigher and leak detection.
Firstly, the LDS module checks the correct sealing of the package detecting micro-leaks. Then the absence of foreign bodies is checked by the X-ray inspection system.
At the same time, the weighing unit identifies packages’ out-of-weight tolerance. The weighing unit features the latest load cell technology and is designed to operate with accuracy of plus or minus 0.2 g (subject to operating environment). A double rejection system completes the solution.
Enmin is the exclusive Australian representative for Antares Vision Group’s portfolio of inspection equipment designed specifically for the food and allied industries.
Enmin Pty Ltd www.enmin.com.au
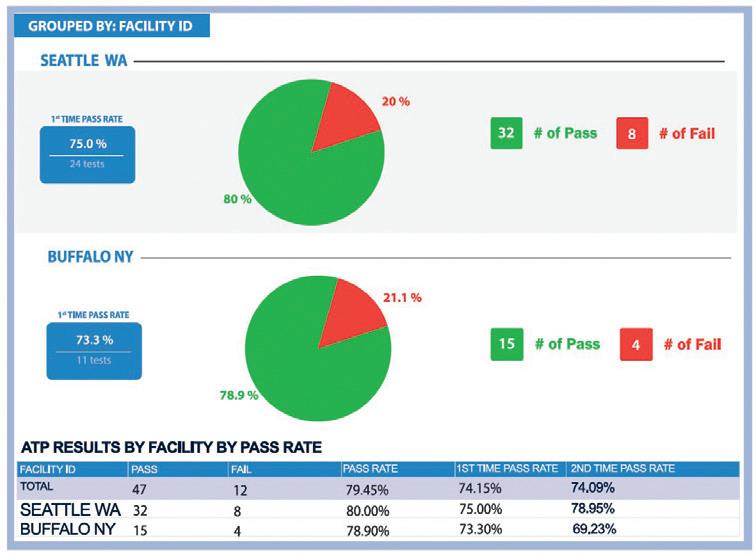
ATP monitoring software
Detection of ATP on surfaces is an effective tool to monitor cleanliness and to document the effectiveness of cleaning programs. However, without effective software to support the ATP system, the amount of data produced can quickly become overwhelming
The Charm ATP System provides a simplified reporting function and allows real-time filtering and selection of data needed to build customisable reports. Pre-programmed interactive graphics enable simplified monitoring of corrective actions. This data can be integrated into a LIMS system and shared across a corporate environ -
The novaLUM II-X System is programmable by swab site, grouped sites, facility layout, product line, process type, shift periods, cleaning programs, surface type, novaLUM II-X System serial number and limits with simple pass/fail interpretation.
Cell Biosciences offers the Charm novaLUM system in Australia.
The development of food GMPs
Jonny Parker
Good manufacturing practices (GMPs) in the food industry are in place to ensure that the products that consumers use daily are safe for consumption. This includes food, cosmetics and medicines.
Product recalls can tarnish a brand’s reputation, making adherence to GMPs in the food industry a crucial aspect of running a food or consumable business.
GMPs are a system that ensures all goods produced by manufacturers are done so in accordance with specific standards for quality. GMPs look at all aspects of the manufacturing process to eliminate certain risks that can prove harmful to the products being made. These risks include mislabelling, cross-contamination and adulteration.
GMPs are vital because they help to ensure that manufacturing facilities adhere to standards regarding proper design, control, monitoring and processing. By adhering to GMPs, companies can convey to consumers that their products are of good quality and strength and are easily identifiable.
GMP adherence helps cut down losses and waste, as well as helps protect companies, their consumers and the environment. Let’s look at the specific aspects of GMPs in the food industry:
Personnel
GMP compliance is reliant on personnel. As such, every worker within a facility needs to be well trained and qualified to carry out their assigned tasks in accordance with GMPs. A clear awareness and mastery of the principles of GMP, as well as continuous education about updated rules, must be exhibited at all times.
Facility location
Manufacturing facilities must be in suitable locations free from any contamination risk. Facilities must also be designed in
such a way that minimises the risk of operational errors and must be easy to maintain and keep clean.
Equipment
Pieces of equipment within the facility must also adhere to guidelines on design, location and maintenance. All equipment must be cleaned regularly, stored in accordance with proper procedures and repaired or removed when malfunctioning.
Raw materials
Raw materials used in any part of the manufacturing process need to be stored properly and accounted for accordingly. The inventory for such raw materials must also be available, regularly updated and documented to ensure utmost quality.
Quality management
Quality management focuses on making sure that manufactured products are made to fit their intended use. In the food industry, this encompasses adherence to the country’s food safety and quality measures. As such, processed products should never be expired, raw, improperly processed or potentially harmful.
Hygiene and sanitation
Proper hygiene and sanitation are vital when dealing with food manufacturing. This includes all aspects of the manufacturing process that may lead to contamination if appropriate hygiene and sanitation measures are not in place.
Qualification and validation
All steps of the manufacturing process need to be validated to ensure that GMP qualification guidelines are met. Additionally, reviews of the same process must be conducted regularly to ensure product quality remains consistently high.
Fishbowl Inventory Asia Pacific www.fishbowlinventory.com.au
Nestlé develops method to reduce fat in dairy ingredients
Nestlé R&D teams have now found a way to reduce the fat present in milk powder by up to 60%, without compromising on quality, taste and creamy texture. Key to this innovation is the controlled aggregation of milk proteins, where the size and texture of milk fat is mimicked by protein.
The fat reduction leads to lower calorie levels compared to full-fat milk.
“Leveraging our expertise in nutrition science and product development, we have successfully introduced this proprietary technology in Ninho Adulto in Brazil and reduced the level of milk fat in the product significantly. Our new milk brings creaminess and mouthfeel and is preferred by consumers,” explained Isabelle Bureau-Franz, Nestlé’s Head of R&D for the Nutrition Business.
Laurent Alsteens, Global Category Head in Nestlé’s Nutrition Strategic Business Unit, added: “This innovation revolutionises the way our consumers can enjoy dairy products while improving their experience. It marks an important milestone in our approach to offer healthier options without compromising on the taste that consumers love.”
Nestlé’s fat reduction method is just one of many science-based solutions developed by the company’s R&D experts. These include an enzymatic process to reduce intrinsic sugars in key ingredients, as well as a proprietary micro-aeration technology that increases the creaminess of chocolate while also meeting consumer taste preferences.
Flow sensors
Bronkhorst has shared an updated generation of ES-FLOW Ultrasonic Flow Meters for low flow rates of water, additives and other liquid substances.
The flow meters measure volume flow from 2–1500 mL/ min with higher precision, high linearity and low pressure drop, using ultrasound in a small-bore tube. The instruments are liquid-independent, due to the measuring principle in which the actual sound velocity is accounted for in the flow calculations. The combination of a straight sensor tube with zero dead volume means the flow meter is self-draining. The flow meter with orbital TIG-welded flanges is CIP or SIP cleanable, and now meets 3-A sanitary standards for hygienic applications. Wetted parts are made of stainless steel, the exterior design is rated to IP66 or IP67.
The local user interface is a capacitive touchscreen with a TFT display to operate and readout the instrument. For remote operation, Bronkhorst added a variety of Ethernetbased fieldbuses to the already available range of analog and digital communication options. The onboard PID controller can be used to drive a control valve or pump, enabling users to establish a complete, compact control loop.
Typical applications for the low-flow liquid flow meters and controllers can be found in food, beverage and pharma (eg, additives, sterilisation of packages), medical and chemical (eg, catalysts, reagents) and many other markets which require precision fluid handling (eg, fuel consumption measurement and dosing of hydrocarbons, demineralised water, colourants or lubricants in many industries).
For further information contact AMS Instrumentation & Calibration Pty Ltd on 03-9017 8225, or Freecall (NZ) 0800 442 743, alternatively on e-mail: sales@ams-ic.com.au or visit our website at www.ams-ic.com.au.
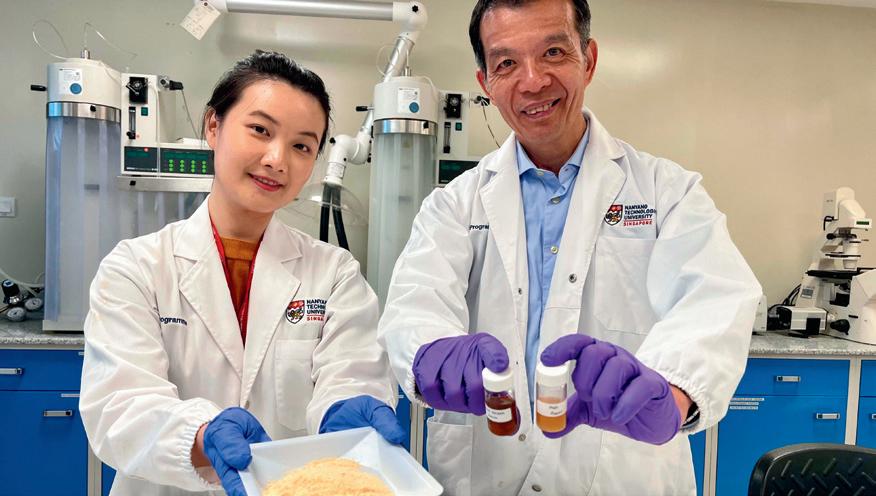
About half a million litres of oat milk produced from South Island oats are rolling off a new production line in East Auckland this month — and Otis, the owner of New Zealand’s oat milk brand, couldn’t be more thrilled.
“It’s taken us nearly five years to establish a first-of-itskind, purpose-built New Zealand factory with the technology required to produce premium oat milks to the gold standard we make our oat milk,” said Tim Ryan, co-founder of Otis.
Ryan said the facility’s build is the culmination of an 18-month project collaborating with the best available New Zealand, German and Swedish food technology to create a world-class production facility for plant-based milk.
Owned by beverage manufacturer Free-flow Manufacturing, the facility uses enzyme technology developed by Sweden’s Angie Triantafyllou, known as the ‘godmother of modern oat milk’. The ex-Oatly founder is now Chairperson of the board at Swedish plant-based technology company Cerealiq.
Claimed to be New Zealand’s first oat milk producer, Otis was launched in Canterbury in 2018.
As the business scaled up production, Ryan and co-founder Chris Wilkie worked with Cerealiq’s patented enzyme technology for its oat milk. The New Zealanders made a tough decision to safeguard the premium recipe by exporting New Zealand oats for manufacturing in Sweden.
Ryan and co-founder Chris Wilkie have been on a mission to return to making their oat milk in New Zealand.
Wilkie said, “It’s exciting that the technology is available in New Zealand for the first time, enabling Otis to produce the freshest, highest-quality, nutritious and delicious oat milk in our homeland.
“This new facility will produce our oat milk recipe to the world-class standard levels of beta-glucan, the nutritional gold ingredient found in Otis oat milk. Beta-glucan helps the body to maintain stable cholesterol levels and a healthy gut.”
Otis works closely with the New Zealand Oat Industry Group. The Group includes Plant Research, Harraways Mill and around 70 arable farmers using oat varieties that were optimised and developed over 20 years for the southern growing region, to help ensure New Zealand-grown oats remain nutritionally superior to other varieties in the world.
The opening is also a leap for the New Zealand plantbased beverage industry. The technology and expertise housed within this plant helps to advance New Zealand’s position as a leader in sustainable food innovation.
The business’s return to New Zealand comes at a time of consistent growth in the plant-based milk sector. More Kiwis are drinking oat milk than last year with the beverage making up 41% of plant-based milk sales in New Zealand, compared to almond milk at 27.3% (-0.3%), soy milk 23% (-1%) and coconut milk at 5% (+0.3%)1
Otis’ new 100% homegrown oat milk will be on supermarket shelves nationwide from 1 July, available in 1 L cartons in new and refreshed packaging.
1. Scan data to w/e 14 April 2024 (Circana & Nielsen)
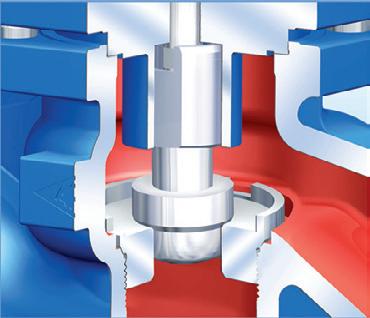
Cracking the nut: food processing automation at Freedom Fresh CASE STUDY
Macadamias are claimed to be the world’s toughest nut to crack. Requiring an extraordinary 300 psi of pressure, it is usual for consumers to buy these tough nuts without their shells. However, Happy Nut by Freedom Fresh Australia has long been supplied with a specially designed metal key. The macadamia nuts are roasted with a slit sawed into the shell, meaning consumers can crack them open easily using the tool provided.
The challenge the business faced was automating the placement of the keys into bags during the filling process. The manual method was cumbersome and inefficient. It involved a worker standing on a ladder for prolonged periods of time and physically placing a key into each bag. The benefits of shifting from manual to automated processing was obvious: the manual task was repetitive and posed obvious safety risks — not to mention the monotonous nature of placing up to 20,000 keys into bags each day.
The goal of the automation project included automatic pick and place of up to 60 keys per minute, seamless integration with the existing production line and a minimal factory floor footprint.
To meet the requirements, the Freedom Fresh team enlisted automation service provider M.A.P Services, the authorised Australian distributor for TM Robotics and Shibaura Machine industrial robots. The M.A.P Services team selected the THE400 robot from Shibaura Machine as the foundation for the system.
“The THE400 met all of the requirements for the Freedom Fresh project,” said Nigel Smith, Managing Director and CEO of TM Robotics. “With a 400 mm arm length, the robot is relatively compact and requires minimal factory floor space. It also offers a cycle time of 0.39 seconds with a 2 kg load and accurate movement trajectory.”
The robot was equipped with the TS5000, a high-speed robotic controller, also from Shibaura Machine. M.A.P Services also integrated an ifm O2D camera for vision processing and an encoder for conveyor tracking, with vacuum gear from SMC handling the pick-and-place mechanism.
The automated process begins with the O2D camera monitoring a continuous stream of keys on a conveyor. Upon triggering, the camera captures an image and uses its inbuilt contour detection to locate each key. The camera then sends the position of each key to the robot controller via an Ethernet network.
“Integrating the vision system and encoder with the newgeneration TS5000 controller presented some initial teething issues,” Smith said. “However, the user-friendly interface of the controller and the Shibaura Machine robot teach pendant made the integration process significantly easier. Our robot experts worked collaboratively with M.A.P Services to ensure seamless integration.”
The robot syncs with the encoder for accurate conveyor tracking, picks up the key with a suction cup and carries it to the drop point. There, it waits for a signal from the nut-filling machine before releasing the key. This cycle repeats every second, ensuring a high-speed operation.
Freedom Fresh Australia expressed satisfaction with the solution. The automated system exceeded the cycle time requirement, achieving higher efficiency and reliability.
“Our experience with the new system has been an 11 out of 10,” said Trevor Steinhardt of Freedom Fresh Australia. “The job of placing keys into bags was a difficult one, and there was no mechanical solution we could find. Now, the system just runs. It is coping very nicely and the strike rate is far better than a human operator.”
The collaboration between TM Robotics and M.A.P Services was also noted as instrumental to the project’s success.
“It was the customer-centric approach that delivered outstanding results,” Spiteri added. “We ensured that we understand and addressed the specific needs of Freedom Fresh Australia. This effort led to a tailored solution that has exceeded the customer’s expectations.”
TM Robotics www.tmrobotics.com
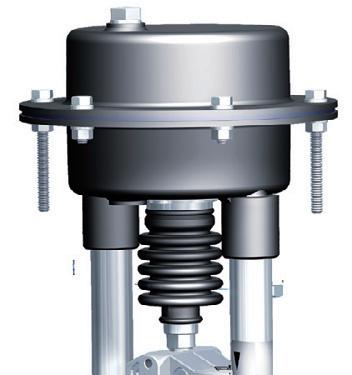
Whiskies, vodkas and gins — from a brewery
How can breweries leverage their existing equipment to distil spirits such as whisky, vodka and gin? Briggs, a sister company of Ziemann Holvrieka, has developed the BrewStillery for this purpose, which has been recently used at a brewery in Texas to produce its own whiskey in addition to beer.
Many beer brewers are broadening their range and are also entering the distilled spirits market with their own products. This is a trend that is becoming increasingly apparent. In the US in particular, distilled beverages such as whisky, vodka and gin are challenging beer’s market share. To support breweries in this process, the UK-based engineering company Briggs of Burton has designed BrewStilleries, an engineered solution that can make it easy for brewers to diversify into distilled spirits. The technology is designed to transform ‘wash’ (fermented wort) or beer into various spirits, making efficient use of existing resources. Production can be flexibly adapted to demand and producers can also develop new flavours. The system can be integrated into existing operations — providing they have the additional space.
The system uses a hybrid distillation process that combines the best of pot and column distillation processes. The traditional pot still technology takes place in copper stills. The copper material, as well as the shape and size of the still,
influence the taste, as a large proportion of the sulfur compounds are removed from the spirit during distillation. This can have a positive effect on the aromas.
Depending on the spirit alcohol strength, either the ‘wash’, beer or new make spirit flows through different rectification columns. This allows drinks with a higher alcohol concentration to be produced continuously. Each tray in a column corresponds to a batch distillation step. More trays are required for higher alcohol strengths. The hot steam removes the alcohol and various aromatic substances from the wash at each bubble cap tray in the column. The result is a refined spirit that, after condensation, can be bottled or matured in wooden barrels.
In action in Texas
The US-based Spoetzl Brewery in Shiner, Texas, has recently installed a Briggs BrewStillery. In addition to beer, the brewery can also use it to produce its own ‘Shine’ (legal Moonshine Whiskey). The distillation process there consists of a copper pot still and series of rectification columns. The brewery and distillery work closely together in the company, with both teams using the same raw materials — malt, yeast and water.
Working together, Briggs of Burton is typically involved in the planning and construction of distillation systems such as this BrewStillery, while Ziemann Holvrieka typically provides the tanks and can support with installation.
Images credit: Briggs of Burton.
Spoetzl Brewery has installed a Briggs BrewStillery
Compact drive solution
Pacific Automation has announced the launch of the Danfoss iC2 Micro Drive compact drive solution, which is designed to deliver performance and energy efficiency in a compact form.
Suitable for new or upgraded solutions in a range of applications, the solution has robust functionality and versatility.
Key features include: compact design, energy efficiency, easy integration, user-friendly interface, robust performance and retrofitting capability.
Built to withstand harsh industrial environments, the drive is engineered to save space while providing high performance. It is designed for seamless integration into existing systems, and the intuitive interface simplifies set-up and operation.
With advanced energy-saving features, the drive can help to reduce operational costs and supports sustainable practices.
The iC2 Micro Drive is a suitable replacement for the FC51 Micro Drive, offering a straightforward retrofit process that minimises downtime and maximises efficiency upgrades.
Pacific Automation www.pacificautomation.com.au
Combination metal detector and checkweigher
The Antares Vision Group compact ‘2-in-1’ metal detector and checkweigher is designed to ensure metal contaminants are removed and weight correctness is confirmed.
The machine has all the advantages of two single units but can offer a reduced cost and smaller footprint compared to two separate machines.
Designed specifically for the food industry, its hygienic construction features quick-removal conveyors and a completely washable structure. A double rejection system keeps contaminated products separated from those with out-oftolerance weight.
A wide range of models is available. For small- and medium-sized products, the compact series offers metal detection and weight control up to 3.2 kg. For medium- and large-sized products, the maxi series offers metal detection and weight control up to 12 kg. Both units allow flexibility for different configurations, sensitivity and line speed.
The two systems work together in total synchronisation, but if required, the metal detection and checkweigher can work independently without affecting the functionality of the line.
The machine features the latest inspection technology and high-quality components. It is designed to be simple to operate and easy to manage. The checkweigher operator interface coupled with a 30 cm touchscreen allows simultaneous format changeover for both units.
The main support structure is constructed of stainless steel, whilst the moving aluminium parts are coated with hard nickel and anodised for maximum durability. The unit is specifically designed to be used in the most demanding environments.
The metal detector is impervious to electrical interference and sensitive enough to detect products with uneven physical characteristics and light metallised wrappers, which is designed to ensure any metal contaminants are removed.
The weighing unit features the latest load cell technology and is designed to operate with accuracy of ±0.2 g (subject to operating environment).
Enmin has been appointed the exclusive Australian representative for Antares Vision Group’s solutions to the food industry.
Enmin Pty Ltd www.enmin.com.au
Beer foam separator
Atlas Copco has introduced a solution for the beer bottling process called the Beer Foam Separator (BFS 900). Built to be used in combination with its Industry 4.0 ready GHS VSD+ screw vacuum pump, the beer foam separator is designed to improve energy efficiency, reduce lifecycle costs and lower the rejection rate of over- and underfilled bottles in the process.
The beer foam separator was designed and developed in partnership with breweries and in direct response to the excess foam production that hampered the beer filling process. The high amount of foam generated at the end of the filling process would enter the vacuum line and disrupt the process leading to poor quality and reduced output.
Designed to tackle the foam issue and provide several benefits for the overall bottling process, the unit is fabricated from 304 stainless steel for durability with an auto-draining tank and associated logic control system. When the excess foam enters the vacuum system, it is effectively collapsed in the foam separator by a calming section with a large diameter for foam settling. The rising liquid level is detected by appropriate sensors and an automatic separation process is initiated by an air lock consisting of electro-pneumatic actuators and a receiver tank to enable drain in continuous operation.
The separator is also clean-in-place (CIP) capable. A shower ball mechanism is designed to ensure reach to all internal parts, granting compliance to required hygienic standards.
Atlas Copco Compressors Australia www.atlascopco.com.au
From apple core waste to future food
Swedish health food producer Greenfood and biotech company Tekinn have teamed up in a foodtech collaboration to give unused food a new life through fermentation.
In 2021, Greenfood made a decision to halve its food waste and decided all raw materials should stay as high in the value chain as possible. Since then, several processes and raw material flows have been developed with the aim of making the most of every little piece.
As part of the Circular Development Hub for Food innovation project, funded by the EU and Region Skåne, bacteria and fermentation is now being studied with the aim to create raw materials for a future food system.
By allowing bacteria to break down the substances humans cannot absorb, such as insoluble fibres, it is possible to refine what we today consider inedible into completely new raw materials that can become valuable parts of our common food system.
Fredrik Jonsson from Tekinn said: “The unique fermentation process transforms residual streams from food production, such as fibrous stems and peels, into entirely new raw materials. Such fibrous material usually becomes waste or animal feed, but after our fermentation process, the new raw material becomes not only edible but also enriched in terms of taste, texture and nutrition. They also contribute other valuable properties in various end products. We are very pleased that our technology contributes to the necessary transformation of our food system, both in Sweden and globally.”
As Greenfood applies the zero-waste principle to every raw material that enters, nothing can leave its fruit and vegetable centre in Helsingborg without having a greater purpose. A tough challenge for a business that prepares and delivers an average of 127 t of fruit and vegetables every day.
Maria Mehlin, sustainability developer at Salico, which is part of the Greenfood Group, said: “There is still a lot to do when it comes to adding value to fruit and vegetable residual flows! Collaboration with other innovative players is key when developing new processes that no one has yet thought of. Scalability is a must for a sustainable food system in the long term, and we are determined to contribute.”
Lockout tagout safety products
Master Lock has added three lockout devices to its range, specifically engineered to withstand industrial requirements. Made from durable, non-conductive plastic and featuring a thinner 3 mm diameter plastic shackle, the Master Lock S442 Non-Conductive Lockout Hasp accommodates up to four personal padlocks and includes labels in English, French and Spanish. The solution is suitable for securing electrical panel enclosures with small isolation points.
The Master Lock S3079 Oversize Ball Valve Lockout is designed for locking out large and oversized ball valves. By encompassing the ball valve lever, these easy-to-use, adjustable lockout devices secure against inadvertent valve activation and enable lockout by up to six workers at each lockout point. The locking holes are compatible with all Master Lock safety padlocks while the adjustable design fits 2″ (51 mm) to 7.8 ″ (200 mm) valves.
Group lockout may be required in various areas throughout a facility. Whether deploying lockout from a centralised control room, directly beside a piece of equipment, or in a remote part of a facility, the compact Master Lock S3570 Compact Group Lock Box provides versatility in where it’s placed and how it can be used. Permanently mounting brackets in areas where group lockout may take place allows the lock box to be fixed in place, or quickly and easily moved from one bracket to another within the facility as needed, extending its use beyond just one location. The lock box stores up to six padlocks inside, and the sliding rail lock can be locked out with up to eight padlocks. Mayo Hardware Australia www.mayohardware.com.au
Industrial rack mount online UPS
Emerson has announced the Series D update to the family of SolaHD industrial rack mount online uninterruptible power supplies (UPSs). The SolaHD S4KD Series replaces the current S4KC Series, offering user interface improvements and other design upgrades to increase reliability and product availability.
The online (double conversion) UPS provides a zero-transfer time from external to internal power upon utility power failure to deliver a seamless flow of power for critical loads. It is available in 1000–3000 VA in 120 V and 3000 VA in 230 V configurations, each housed in a slim 2U form factor.
The UPS has rugged metal housing and hardwired connection, providing power for automation, microprocessor/PC-based hardware, networking, telecommunication, medical and other mission-critical systems. The series builds on the ruggedness, battery life and power quality of the previous series, and it incorporates new hardware design updates to improve usability, efficiency and reliability.
UPS technology is required by specifying engineers, systems designers, original equipment manufacturers and others developing applications for critical industries, such as energy, oil and gas, food and beverage, chemicals, life sciences and more. The UPS Series D meets these requirements by maintaining the rugged design and performance of the preceding series, while adding user interface improvements and diagnostics.
Emerson www.emerson.com/au/automation
Tank cleaner
The TANKO S Series tank cleaner, offered by Tecpro Australia, is designed for efficient industrial tank cleaning.
Designed with a rotating spray head, this spate cleaner features high cleaning power, even at low volume flow and pressure ratios, which can help to optimise the cleaning process.
The tank cleaner is engineered to deliver good cleaning performance while conserving resources. Its ability to function effectively at low volume flows and pressure means savings in water and energy consumption can be achieved. This makes it suitable for industries looking to reduce operational costs without compromising on cleanliness standards. The rotating spray head is designed to ensure comprehensive coverage and thorough cleaning, making it suitable for a wide range of applications, from small tanks to large industrial containers.
One of the key features is its versatility. The cleaner is available in five different sizes, catering to various tank dimensions and cleaning requirements. Additionally, it offers multiple spray angles, materials and connections, allowing users to tailor the system to their specific needs.
Ice cream processing technologies
APV, an SPX FLOW brand, has introduced the combined capabilities of its APV Cavitator and LeanCreme technologies to help optimise ice cream production.
The Cavitator uses cavitation to hydrate proteins and blend ingredients, enhancing the texture and creaminess of ice cream. It is designed to reduce the need for stabilisers and emulsifiers, maximising their use while cutting costs. LeanCreme is designed to modify whey proteins to mimic the texture and mouthfeel of fat, creating fat-like structures from one to 10 micrometres. This allows for rich, creamy ice cream with lower fat and higher protein content.
The combined technologies are designed to help meet the consumer demand for reduced-calorie, sensory-rich ice cream. The pairing also supports sustainable production practices by optimising ingredient usage and minimises waste when paired with pigging systems.
SPX FLOW TECHNOLOGY AUSTRALIA PTY LTD
www.spxflow.com
Safety is a critical consideration in many industrial environments. The TANKO S Series addresses this need with an optional ATEX-certified tank cleaner model which is suitable for use in explosive atmospheres.
Tecpro Australia www.tecpro.com.au
CASE STUDY
Enhancing beverage safety with chlorine measurement
In this case study, a major beverage company wanted to ensure that no excess chlorine went into the reverse osmosis (RO) system and that there was no chlorine in the post-RO water going into production. Source water is from the city tap dechlorinated by GAC before being filtered by RO. Demand-driven production flow and intermittent RO operation presented challenging conditions for the analyser and complicated the data analysis. The target maximum residual chlorine amount in the RO permeate, set by the site, was 40 ppb.
Innovative ULR chlorine measurement techniques
The Hach Ultra-Low Range CL17sc was installed both before and after the RO skid. The post-RO measurement was more critical to product quality and was the focus of the test. Post RO measurements from the ULR CL17sc (colorimetry) were compared to measurements from the Hach DR1300 FL handheld ULR chlorine meter (fluorescence).
Achieving quality control under intermittent flow conditions
Despite the demand-driven intermittent flow conditions, the data demonstrate that the dechlorination and RO processes are under control and excursions above the target chlorine limit (40 ppb) are infrequent and time-limited (1-2 ULR CL17sc measurement cycles). Spikes in chlorine concentration showed after the flow to the RO system was stopped and then restored and are likely caused by water accumulation in the lines and washing residual chlorine out of membranes (Figure 1).
Given the infrequent and short-lived nature of such events (2.5–5 min), the dilution rate of the elevated chlorine concentrations is significant due to combining effluent from all individual membrane cartridges in a pipe and/or holding/ equalisation tank prior to bottling, and as confirmed by the average residual. Therefore, the spikes can be ignored when correlated with restart of the RO skid operation.
The shorter the periods of no-flow, the lower the observed spikes, so while it is still not detrimental for the membranes or the production water, this issue can be fully resolved by maintaining as continuous operation of the RO system as possible.
The ULR CL17sc measures total chlorine while the DR1300 FL can measure either free or total chlorine, or bisulfite. The total chlorine measurements between the two instruments were compared (Figure 2) and a free chlorine measurement was also taken on the DR1300 FL to confirm the species present in the finished water.
The free chlorine test on the DR1300 FL confirmed the absence of this species, indicating a prevalence of chloramines in the water after dechlorination with GAC, which agrees with the general knowledge of such an application. The total chlorine verification test confirmed the accuracy of the ULR CL17sc with a more accurate fluorescent reference method.
The ULR CL17sc has LOD of 8 µg/L (ppb) and accuracy of ±5% or 10 ppb, whichever is greater. The CL17sc has LOD of 30 µg/L (ppb) and accuracy of ±5% or 40 µg/L (ppb), whichever is greater. Depending on a user’s targeted chlorine level, specified LOD or accuracy yields, actionable insights can provide a user with confidence that it is below their residual target. Without such confidence tied to the right specifications, users may be breaching their target, putting a system at risk, or incurring additional cost by overfeeding dechlorinating chemicals.
For more information visit https://au.hach.com/beverage.
Hach Pacific Pty Ltd www.au.hach.com
Spray nozzle
For spraying processes where space is at a premium, EXAIR now has a 1/8 NPT FloodStream Liquid Atomizing Spray Nozzle. Producing a deflected flat fan pattern, the FloodStream provides a consistent and proficient spray for coverage in close quarters.
Manufactured from 303 stainless steel, common applications include washing/wetting, dust suppression, lubrication, part cooling and more.
With a maximum operating pressure up to 17.2 bar (250 PSI), the nozzle channels liquids through the body and against a precision-tuned, angled surface. This creates a wide-angle, flat fan spray pattern at 75° from nozzle orientation.
Compressed Air Australia Pty Ltd www.caasafety.com.au
Powder wetting and dispersing machine
The YSTRAL Coflow is a continuously operating powder wetting and dispersing machine.
Amongst other applications, the machine is suitable for pre-products for dough production, milk and milk substitute products, as well as the production of edible collagen shells, mayonnaise or dressings.
With the machine, powdered solids can be inducted, mixed and dispersed into liquid streams in a controlled way and in proportion to quantity via volumetric or gravimetric solid dosing systems.
The powders and liquids are combined in a premixing zone, following which fine dispersion occurs. The dispersing tools can be designed with different slot widths depending on the application.
Ystral GmbH ystral.com/en
Temperature measurement module
The ICP DAS USB-4018HS is an 8-channel, high-speed, thermocouple measurement USB I/O module.
It supports a wide range of thermocouple types, including J, K, T, E, R, S, B, N, C, L, M and LDIN43710. This makes it suitable for various applications requiring precise temperature measurements, such as SMD assembly manufacturing, pharmaceuticals, food and more.
It operates on USB 2.0 full-speed (12 Mbps), requires no external power supply as it is USB bus-powered, and includes an LED to indicate power status. The module also offers 3000 VDC intramodule isolation. Additionally, it comes with a lockable and ferrite core USB cable for secure connections.
The module is designed to simplify data acquisition through its plug-and-play functionality and the user-friendly USB4000 series Utility, allowing users to configure and test the module directly without any coding. This makes it suitable for industries that require temperature measurement and monitoring.
ICP Electronics Australia Pty Ltd www.icp-australia.com.au
Repurposing proteins from beer-brewing waste CASE STUDY
Researchers from Nanyang Technological University, Singapore (NTU Singapore), have created a method for extracting over 80% of the available protein in the solid residue leftover after brewing beer from malted barley — this leftover component is commonly referred to as brewers’ spent grain (BSG).
BSG is claimed to be the most significant by-product of the beer brewing industry, with around 36.4 million tons of it produced globally every year. And while some efforts are made to repurpose it in applications such as animal feed, biofuel production or composting, a substantial portion still ends up in landfills.
Now the new NTU extraction method is designed to provide a way for the protein component from this waste to be repurposed into new products.
Around 200 g of protein can be extracted from 1 kg of BSG using this method. According to the researchers, the BSG proteins are safe for human consumption and of high quality, which makes them suitable for direct use in supplements or for enhancing the protein content of plant-based foods. The extracted proteins were also found to be rich in antioxidants, which could make them suitable for other applications, such as in cosmetics.
Unlocking the protein
The NTU FST Programme collaborated with Heineken Asia Pacific, the producer of Tiger Beer, using the BSG in the study.
To extract the protein from the BSG, the researchers first sterilised it before using Rhizopus oligosporus, a food-grade fungus commonly used to ferment soybeans to produce tempeh, a soy-based food popular in Southeast Asia. The threeday fermentation process helps break down the BSG’s complex structure, making its protein content more easily extractable.
The fermented BSG is then dried, ground into a powder, sieved and spun in a centrifuge to separate the protein, which would float to the top. Once extracted, the protein could be used for food or cosmetic applications.
Lead author Professor William Chen, Director of NTU’s Food Science and Technology (FST) program, said: “Our method presents an innovative way to repurpose beer waste into a valuable protein source for global nutrition. Beyond mere innovation, our work embodies a narrative of turning what was once considered waste into a vital resource, a symbol of sustainability and a solution to one of humanity’s most pressing challenges: protein scarcity.”
The NTU FST team will be in discussion with Heineken Asia Pacific to scale up their protein extraction method and plans to collaborate with several food and beverage and cosmetic companies to further implement their technology, with an eye towards commercialisation.
The findings were published recently in the peer-reviewed journal Innovative Food Science and Emerging Technologies
Vario’ Control ValVe
Humidity validation instrument
Rotronic, part of Process Sensing Technologies, has launched a new version of the HygroCal humidity validation instrument. Onsite technical and quality control teams can use the lightweight, portable HygroCal100 Advanced (HC100A) to make quick and simple evaluations of up to seven relative humidity (RH) probes simultaneously.
The HC100A is a fully integrated, standalone instrument, for validating humidity sensors from 5% to 95%RH. This makes it suitable for a wide range of laboratory and process applications, including those in the pharmaceutical, food and semiconductor sectors.
A re-engineered sealed internal test chamber is designed to ensure both stability and uniformity across the chamber are consistent to within ±0.5%RH. With separate saturation and desiccation reservoirs, changing measurement conditions simply requires ambient air to be passed through either reservoir.
Its internal reference, Rotronic’s advanced HC2A-S probe, is designed to provide accurate humidity and temperature measurements within 0.8% RH and 0.1°C, with low annual drift. The probe’s onboard memory means they can be easily exchanged. Additional reference devices choices are available, with users able to choose from handheld humidity instruments to precision chilled mirrors.
An advanced colour touchscreen interface enables quick and simple configuration and operation of the HC100A. Simplifying set-up allows users to define the required calibration procedure. Once set, the calibration procedures will then run automatically.
All measurement and reference data can be stored within the internal memory or downloaded to a PC.
Features include: lightweight, just 3.2 kg; compact, selfcontained and fully integrated; fully automatic; simultaneous validation of up to seven RH probes; and quick and simple to use.
SMC Corporation has added a rod-type electric actuator to its range — specifically designed for the food manufacturing industry.
Complete with an IP69K protection from dust and water jets, stainless steel external parts and an NSF-H1 food grade rating, the HF2A-LEY series is also capable of handling high temperatures up to 85°C and high-pressure water jets of up to 10 Mpa.
The series is designed to meet equipment requirements in the food processing and manufacturing industries. With the precision and flexibility of an electric actuator, it also has the hygiene requirements to operate in a stringent food factory.
According to the company spokesperson, the series is designed with food-grade standards in mind. US FDA compliant materials are used as well as the smooth clean design for less residual liquid accumulation.
SMC Australia | New Zealand www.smcanz.com
Embedded computer system
SINTRONES’ SBOX-2321 is an embedded computer system specifically designed for the Industrial Internet of Things sector. With the powerful Intel Atom x6416RE quad-core processor, the system can achieve real-time computing and meet the needs of rigorous industrial applications. This platform features dual display outputs, equipped with one DisplayPort and one DVI-D.
Suitable for a range of industrial needs from manufacturing to logistics, the system is equipped with two 2.5GbE Ethernet networks and its Time Sensitive Networking hardware preparation supports synchronised operations between devices. The SBOX2321 also has three M.2 and one mPCIe slots, with an operating temperature range of -40 to 70°C.
Backplane Systems Technology Pty Ltd www.backplane.com.au
Our breakthrough new range of pallet wrappers deliver real cost reduction per pallet and an extra level of performance.
• Intelligent technology to get the best load containment whilst reducing your wrap usage.
• Unusually shaped loads, unstable or light loads, sharp edges, and loads in cold or hygiene zones – we’ve got it covered.
• Full range of performance wrap and pallet consumables - specified by process technicians not stationary suppliers.
• Fully installed and serviced.
Ask us about paper wrapping options too.
Marbled swirl for plantbased meat
One of the challenges of creating realistic-looking and tasty plant-based meat is mimicking the marbled effect of animal fat. Now a University of Massachusetts Amherst (UMass Amherst) food scientist has a plan to tackle this quandary by developing new technology supported by a $250,000 grant from the Good Food Institute.
The technology proposed by Lutz Grossmann, an assistant professor at UMass Amherst, has the potential to make plantbased meat products more appealing to a wider audience.
In 2020, a team of UMass Amherst food scientists, led by Distinguished Professor David Julian McClements, received a grant from the institute to develop a new approach for creating tasty, plant-based, protein-rich food that’s similar in texture to whole chicken, pork or beef.
Grossmann, whose research focuses on designing holistic approaches to increase the consumption of plant- and microbial protein-rich foods, aims to incorporate lipids into high-moisture extrusion processes, a technique used to replicate the juiciness, appearance and texture of whole-muscle animal meat.
Heat exchanger for the liquid food segment
“While high-moisture extrusion has become a primary method for creating meat-like textures from plant proteins, it currently lacks the ability to generate lipid marbling, a key characteristic for replicating the appearance, flavour and texture of traditional meat products,” Grossmann said. “The challenges of incorporating lipids into high-moisture extrusion processes are mainly related to the lubricating effect of plant lipids that disrupt the protein melt within the extruder barrel.”
In addition, injecting lipids during the cooling part of the process — when the meat-like structure is finalised — results in uneven distribution, leading to suboptimal texture, he added.
To overcome these challenges and bridge the gap between plant proteins and lipids, Grossmann is developing and will implement a novel extrusion segment that will facilitate the creation of the marbled appearance and texture of plantbased whole-cut meat products.
“The set-up basically works like a piping bag that allows for making a two-coloured swirl,” Grossmann said.
The Alfa Laval Hygienic WideGap heat exchanger is designed to provide a sustainable alternative to conventional technology for the processing of liquid foods containing fibres and particles. With a patented design, the solution is suitable for the sustainable and hygienic production of, for example, crushed tomatoes, dressings, plant-based beverages and juices with pulp.
In comparison with conventional technologies, the heat exchanger is claimed to be 50% more energy efficient with corresponding lower emissions. The energy efficiency of the technology is said to be a result of the combination of optimal heat recovery, a 55% lower steam consumption and a 15% lower power consumption thanks to a lower pressure drop.
Alfa Laval Pty Ltd www.alfalaval.com.au
Dry claw vacuum pumps
Part of the nEDC 300 pumps range, the Edwards Vacuum nEDC 65-150 models of dry claw vacuum pumps are designed for the lower pumping speed classes. With features such as robustness, efficiency and easy handling of contaminants, the smaller pumps are suitable for applications in the areas of water and wastewater, thermoforming, vacuum conveying, food processing and medical technology.
Features include: oil-free pump chamber; low-wear, corrosion-free internal components; effective air cooling; and compact housing for installation in tight spaces.
The modular design of the dry claw pump offers further benefits for the nEDC 65-150 models: for example, the inside of the pump is easily accessible to users for maintenance and repairs because the developers have separated the gear and pump chambers. This means that the claw pump can be easily cleaned by users themselves and then quickly put back into operation. Furthermore, no special tools are required for the simple operations. This can result in low downtimes and an almost uninterrupted production process.
The pumps can achieve high process outputs as their motors are VSD compatible. In applications where contamination by particles or process gases occurs, the vacuum pump is also resilient and insensitive.
Another feature is the moderate temperature profile: the temperatures inside the pump are comparatively low. This is designed to extend the service life of the seals and prevent oil leaks.
An additional advantage is the integrated base silencer, which means that the pumps take up less space and operate more quietly.
Edwards Australia www.edwardsvacuum.com
Wireless video borescopes
FLIR, a Teledyne Technologies company, has released the Extech BR450W Series of video borescopes for inspecting difficult-to-reach targets in building, automotive and plant maintenance applications.
The two models available include the BR450W-D Dual HD Wireless and BR450W-A2 Two-Way Articulating Wireless.
The BR450W-D has a dual-view 5.5 mm diameter camera on a 1.5 m, IP67-rated probe to capture and share crisp images and videos.
The BR450W-A2 features a two-way, 1.5 m articulating IP67rated probe, approved for use in brake and transmission fluid, diesel fuel, unleaded gasoline, engine oil and CPC hydraulic fluid. Both video borescopes provide users with remote control and display, documentation, sharing options and a user interface that streamlines troubleshooting of hard-to-reach spaces, connecting via Wi-Fi for remote viewing of the 1280 x 720 resolution visible image.
FLIR Systems Australia Pty Ltd www.flir.com.au
Chiller range
SMC’s chiller range is suitable for a wide range of applications such as food processing, packaging lines, laser machining, arc welding and the cooling of dies, among others.
A thermo-chiller uses temperature-controlled circulating fluid to regulate a heat source in both facilities and equipment, and it comes in an array of sizes to deliver varied temperature ranges.
According to SMC, when properly sized and selected, a thermo-chiller can improve the quality of the final product, protect valuable process equipment and reduce costs.
SMC stocks a large range of chillers (and spare parts) in Australia and New Zealand.
Its thermo-chiller solutions range from standard types to high-level triple inverter type chillers that adapt to the variable heat and flow requirements — capable of power savings of up to 53%.
New innovations to the range include an environmentally resistant thermo-chiller with an IP54 rating and a metal panel for protection against dust and water. The company also has a rack mount type chiller for space savings; an inverter type for energy savings, with a large cooling capacity of 28 kW; and a low temperature type to support temperatures as low as −10°C.
The range includes: environmentally resistant HRS-R series; standard HRS series; rack mount HRR series; inverter HRSH series; and Peltier-type thermo-con/compact
Add-ons such as angle seat valve, flow switches, pressure switches, filters, fittings and tubing are also available. SMC can also provide chiller model selection software and a product selection guide tool.
SMC Australia | New Zealand www.smcanz.com
Pet food treat process, drying method comparison
Chicken breast jerky (CBJ) is a popular pet food treat due to its high crude protein content and long shelf life. In the production of CBJ, the drying process is a crucial step. However, the physicochemical and functional properties of CBJ depend on the drying method used.
The main drying methods currently used for CBJ are hot air drying (HAD) and electric oven drying (EOD). To preserve the CBJ product’s nutritional value and reduce the formation of heterocyclic amines, the processing temperature for HAD and EOD is limited to 55–65°. In HAD, the heated air is circulated around the food via internal fans, facilitating convection circulation. In contrast, EOD uses stainless steel tubes heated to raise the temperature of the air inside the equipment, thereby dehydrating the food materials. Both HAD and EOD have advantages such as low equipment cost and simple operating processes. However, their drawbacks include low energy efficiency and long drying time, which may lead to a decline in the quality of the final jerky product.
In a new study conducted by researchers from Jiangsu University in Zhenjiang, China, four drying methods, HAD, EOD catalytic infrared drying (CIRD) and electric infrared drying (EIRD), were used to prepare dried chicken breast. The
drying efficiencies of the different methods and their effects on physico-chemical properties, pet food applications, energy consumption and costs were systematically compared.
“We observed that CIRD and EOD yielded a better colour in the final product, while the EIRD treatment resulted in the highest degree of denaturation of the chicken breast jerky proteins,” shared the study’s first author, Rui Zhu. “In terms of chemical properties, the higher malondialdehyde content of CIRD and EIRD indicated higher fat oxidation in IR-treated chicken meat, which is also associated with an increase in the content of free fatty acids.”
Furthermore, the researchers found that arachidonic, linolenic and oleic acids were positively correlated with the content of important flavour compounds in the jerky. In terms of pet food preferences, CIRD and EIRD products were more well received by pets. Energy and cost assessments also indicated that CIRD is more energy- and cost-efficient compared to other drying methods.
Nonetheless, despite its advantages, CIRD still faces the challenge of high equipment costs in contrast to other traditional drying methods.
The study’s findings are published in the KeAi journal Food Physics
CASE STUDY
Cider bottler required increased capacities for its glass line
Distell is a beverage and cider producer in South Africa that is claimed to be the second-largest cider producer worldwide. Making wine, spirits, cider and RTDs, the company collaborated with KHS as a result of the growing demand for its Savanna brand.
Of the total of 36 lines the beverage producer now operates in South Africa a third is reserved for Savanna, the majority of which are situated at the plant in Springs.
Savanna Dry, an alcohol-free version of light cider flavoured with lemon or chili, is filled into 330 mL and 500 mL glass bottles with crown corks that are retailed singularly or in packs of up to six containers.
The Savanna brand had an output of up to 60,000 330-millilitre bottles/h, which needed to increase to cope with the demand over summer.
“We needed to be able to expand our capacity by 30% within a very short time indeed,” said Sharief Gallie, head of Manufacturing South Africa at Distell.
Distell has enjoyed a relationship with Dortmund systems supplier KHS for around 20 years now, so contacted the company for this project.
“KHS was the only supplier who could promise to hand over turnkey machines to us on time within a period of sevenand-a-half months. All other manufacturers would’ve needed at least five months more,” Gallie said.
The only real challenge lay outside the KHS sphere of influence: owing to industrial disruptions caused by problems with the supply chain during the pandemic. At the time, there were temporary shortfalls in the replenishment of glass bottles, meaning that alternatives had to be found onsite; 15 million litres were then filled into cans. When the pandemic disruption was over by the end of 2021, everything could then continue according to plan, and 25 million litres of cider were filled in December alone — more than ever before within the space of one month.
The line includes a depalletiser, a rinser, the filler, flash pasteuriser, warmer, two packaging machines — a shrink and a tray packer — and a robot palletiser, among other equipment. Gallie is especially pleased with the performance of the two KHS Innoket Neo Flex labelling machines.
Satisfied with his procurement, Gallie sees no reason to sit back and take it easy. By no means does the new non-returnable glass line indicate that the company’s maximum filling and packaging capacity has been reached. Far from it: the steep rise in demand has prompted the planning of further projects with KHS that include a ninth line for Springs and a canning line for Stellenbosch which together will mark a further chapter in the success story of Savanna and the joint partnership of the two companies.
KHS Pacific Pty Ltd www.khs.com
Images credit: Frank Reinhold
The filled and sealed glass bottles are fed to one of two labelling machines where they are dressed with a transparent film label for a no-label look.
All-in-one weld and clean machine
Kemppi has released a machine that delivers high-quality AC/DC TIG welding and professional weld cleaning capability in the one unit.
The Kemppi Minarc T 223 ACDC GM features built-in electrolytic weld cleaning. Welders can quickly convert a TIG torch to cleaning mode, where the new MAX WeldClean cleaning process uses an efficient combination of electric current and phosphoric acid to remove oxidation and discolouration quickly for clean high-quality welds.
The 220 A single-phase AC/DC TIG welding machine is versatile and portable. Compact and lightweight, welders can easily carry the machine anywhere on site for fast welding and cleaning.
Other features include: AutoPulse with frequency control; memory channels to customise settings; easy-to-read display panel and control options; large, colour LCD display panel with impact protection; and clear user interface and intuitive control knob to make choosing settings easier.
Suitable for various welding tasks, the welder can use the machine to work in various industries including medical and food manufacturing.
Kemppi Australia Pty Ltd www.kemppi.com
Conductivity sensor
Knowing the conductivity of liquid samples is a key parameter to control product quality throughout the production process. The optek ACF60 conductivity sensor is designed to fulfil technical requirements of international regulations for measurements ensuring quality and consistency.
The conductivity sensor features a six-electrode, four-pole design. The arrangement of the four current electrodes around the two potential electrodes results in good measurement. The design also provides reduced sensitivity to sensor fouling and polarisation. The combination of optek C800 or C8000 universal converter and ACF60 conductivity sensor allows a wide dynamic range from 0–10 µS/cm up to 0–850 mS/cm with the same sensor.
The conductivity sensor is used for a conductivity range of 0-850 mS/cm (DIN EN 27888/ISO 7888 and ASTM D1125) and user-defined concentration measurement.
Applications include conductivity control for chromatography processes for pre/post column monitoring of pure, drinking and treatment water; in TFF/ultrafiltration; heat exchanger control; and for interface detection in food and beverage and CIP processes.
The Neousys NRU-230V-AWP is an IP66-rated waterproof computer, powered by the NVIDIA Jetson AGX Orin SoM, designed for rugged edge AI applications in harsh environments. The robust device is suitable for use in roadside monitoring, food and chemical factories, mining, construction, agriculture and harbours.
The device has up to 275 sparse TOPS (INT8) AI inference capability and can transcode up to 22 1080P video streams simultaneously. It supports 8x GMSL2 automotive cameras through FAKRA Z connectors, 4x PoE+ GbE and 1x 10GbE ports via M12 X-coded connectors.
Suitable for vision-based AI applications, the system is designed for fanless operation in temperatures ranging from -25 to 70°C and features a wide-range DC input (8 to 48 V) with ignition power control. It includes 2x isolated CAN 2.0 ports, 1x RS232 port and 1x isolated RS485 port, enhancing its suitability for invehicle deployment. Storage options include 64GB eMMC, an M.2 NVMe socket and two internal 2.5 ″ SSD slots.
Backplane Systems Technology Pty Ltd www.backplane.com.au
Anti-listeria product
Even with the best cleaning and sanitation programs in place, listeria cells can still enter a processing line, leading to listeria detection and even product recalls.
The anti-listeria solution Phageguard Listex, offered by FMCG Industry Solutions, is designed to provide a targeted solution in applications experiencing persistent listeria detections.
It is a natural biological solution that is designed to specifically target and eliminate listeria from the environment, including areas protected by biofilms.
The solution can be simply added directly into a product to minimise the risk of listeria. Listex is designed to destroy any cells present during storage. This includes ready-to-eat (RTE) food products and will not affect taste, odour or texture.
The solution is approved by Food Standards Australia New Zealand (FSANZ) as a processing aid.
FMCG Industry Solutions Pty Ltd www.fmcgis.com.au
Meat processor enhances fire safety
The causes of fire incidents at meat processing plants can be quite varied, from electrical malfunction, equipment failure and overheating machinery to the combustion of animal fats, oils and other flammable materials. In the event of a fire, the meat processing plant can suffer costly, lengthy production downtime and often cannot reopen for an extended period due to extensive property damage and remediation measures.
Unfortunately, processors that butcher and package meat face unique fire protection challenges due to the nature of the working environment. These factors — namely the presence of smoke, steam, dust, particulates, oil and water vapour — result not only from the butchering, rendering and packaging of high-fat content animal proteins, but also from lubricants and hydraulic oil droplets, exhaust and regular sanitary washdowns. This environmental ‘haze’ can wreak havoc on standard smoke detectors, often causing them to fail, alarm excessively or require excessive maintenance.
“The challenge is finding a means to quickly and accurately distinguish between smoke from an actual fire and the typical airborne particulates in the background during meat processing,” said Jim Deakin, a fire alarm engineering technologist at US business API Systems Integrators.
Resolving a smoke detection challenge
When a meat processing plant in the US sought to add smoke detectors to three refrigerated vacuum pump rooms at the request of its fire insurance company, it faced a difficult task. In the three rooms, pumps used to vacuum seal meat products for distribution were creating an environmental hazard.
The risk insurer and meat processor sought a fire detection system that was
fully compliant with NFPA 61: Standard for the Prevention of Fires and Dust Explosions in Agricultural and Food Processing Facilities.
“The exhaust was intermingling with water vapour from washdowns in a manner that could hinder the operation of traditional fire detection devices. In addition, there was a visible accumulation of lubricant residue on nearby surfaces near the vacuum exhaust,” Deakin said. “It was clear that traditional smoke detectors would not function properly in this environment.”
To minimise potential losses due to unwanted alarms and provide the best possible long-term detection system, Deakin proposed a solution that involved installing two complementary VESDA smoke detection systems from Honeywell in each room, in what would be a performance-based application.
“One VESDA system [the VLI] will provide an atmospheric reference in each vacuum pump room, minimising unwanted alarms. A second VESDA system [the VLI] will determine when smoke contamination from a fire exceeds the atmospheric reference and then activate the building’s fire alarm,” said Khaleel Rehman, director of development for the advanced detection team at Honeywell.
According to Rehman, a VESDA VLI system uses a piping network to draw in air from the protected area to a central location, which facilitates smoke detector reliability and reduces potential contamination.
With more detailed information to analyse, installers can program the unit to differentiate smoke from other factors that could cause disruptive false alarms. In meat processing plants, airborne dust and particles may be present, which can confuse some systems that incorrectly register them as smoke. In response, the unit’s dust rejection and data analytics
is claimed to minimise nuisance alarms by at least three times, compared to similar technologies.
The detector’s high-sensitivity chambers and cumulative sampling can deliver early fire warnings. The detector combines an intelligent filter with an advanced clean-air barrier for optics protection, providing a long detection chamber life without the need for recalibration.
In the second layer of VESDA smoke detection, a VLI unit integrates in an interdependent, cross-zone fashion with the VLI. With this configuration, the VLI determines when smoke contamination from a fire exceeds the initial atmospheric reference. When it does, the unit activates the fire alarm system. The VLI is designed to provide consistent performance throughout its service life, with a technology that uses a clean-air barrier to keep its optical detection chamber components clean.
In addition, a user-initiated feature helps to prevent nuisance alarms by introducing clean air into the detection chamber and taking a reference reading of the chamber background. This reading is then offset against the actual environmental background to maintain consistent, absolute smoke detection.
Used together, the two VESDA smoke detection systems enable meat processors to set alarm thresholds above specific site background contamination levels as a further safeguard against nuisance alarms.
To further enhance the smoke detector, Honeywell is providing a pipe cleaning system designed to blow air and debris out of the VESDA piping network and sample ports. The system is designed to minimise any potential contamination inside the sampling network.
According to Rehman, after successful testing and installation, the fire insurance company that originally initiated the project was happy with the results.
Improving food manufacturing efficiency with AMRs CASE STUDY
Konica Minolta Australia has announced that Australian food manufacturer Kinrise Snackfoods has deployed four autonomous mobile robots (AMRs) from Mobile Industrial Robots (MiR) to automate operations across one of its manufacturing facilities. The manufacturer will also use Konica Minolta Australia’s AMR analytics software, sConnect, to provide it with greater insights to help drive operational efficiency across its operations.
Kinrise Snackfoods makes a variety of food products ranging from popcorn brands to baking mixes. The four AMRs will be used to automate the pallet handling process while simultaneously minimising manual intervention and increasing operational efficiency and safety. Using AMRs creates a seamless, end-to-end process as they are designed to autonomously transport full pallets from the palletising robot cells to the hood wrapper, and then manage the distribution of empty pallets from an auto de-stacker back into the palletising cells.
Apart from AMRs, the Konica Minolta solution includes MiRcharge, an autonomous charging station, and MiR Fleet, a fleet management software that manages job distribution, traffic management and auto charging among the AMRs.
Using sConnect, Kinrise Snackfoods’ team can access the AMRs’ data and performance metrics, including utilisation rates, charging performances, location heatmaps and a performance report for operational oversight.
Kathy Gavrilidis, Head of Operations, Kinrise Snackfoods, said “The implementation of MiR robots at Kinrise Snackfoods’ facility has given us greater productivity, greater operational efficiency and improved our safety overall on our site. It has really been a valuable investment for Kinrise Snackfoods.”
Manglesh Jain, Robotics Business Manager, Konica Minolta Australia, said, “Konica Minolta Australia’s partnership with Kinrise Snackfoods demonstrates the value of automation in achieving manufacturing efficiency. The integration of AMRs with the existing systems, such as palletising robot cells and hood wrapper, gives Kinrise Snackfoods a comprehensive solution that streamlines its intralogistics operations while prioritising safety and operational efficiency.”
Gavrilidis added, “The solution’s intuitive interface and ease of use lets Kinrise Snackfoods manage these AMRs with existing staff. Working with Konica Minolta Australia for this project has transformed our manufacturing processes, streamlining operations while improving our working environment.”
The AMRs operate 24 hours a day, six days a week, handling hundreds of pallets daily and have covered tens of thousands of kilometres within the facility.
Konica Minolta Australia is the Australia and New Zealand (ANZ) distributor for Mobile Industrial Robots.
Konica Minolta Business Solutions Australia Pty Ltd www.konicaminolta.com.au
Robotic and cobotic palletising solution
RoboAccess_Pal S is Sidel’s latest robotic and cobotic palletising solution.
Combining robotics and cobotics, the allin-one solution is designed to deliver improved agility, operability and compactness to the food, home and personal Care (FHPC) markets.
Designed to replace manual operations, it delivers faster speeds of up to 12 cycles per minute and enables high case payloads of up to 25 kg.
It has a compact footprint of less than 12 m2 for two stations with a pallet height of 1700 mm.
A light-weighted carbon fibre and 3D-printed clamping head helps deliver higher payload capacity and overall machine footprint reduction while handling a wide range of secondary packaging. This solution will be in action on stand 7-439, Hall 7 at FachPack, Germany, from 24–26 September. Sidel Oceania Pty Ltd www.sidel.com
Electric actuator
SMC Corporation has recently added the biggest electric actuator to its range to date — the LET-X11 large slider type actuator.
The LET-X11 series has been designed to meet customer demand for a larger electric actuator to move heavy loads and fill the final gap in SMC’s electric actuator range.
With a stroke up to 3000 mm (standard), the series is designed to handle a workload of 240 kg in the horizontal position and 70 kg in the vertical position. Despite its size, it is designed to remain agile, achieving a maximum speed of 4000 mm/s (size 100) and 2160 mm/s (size 80), with a maximum acceleration/deceleration of up to 20,000 mm/s2
The series is available for ordering in two ways: with SMC’s AC Servo Motor and Drivers and as a motorless component. The motorless option is compatible with 18 motor brands — suitable for users who want to use their own preferred AC servo motors and drivers.
In addition, it has a low profile and low centre of gravity. The low profile is designed to enhance its compact design while the low centre of gravity increases the Dynamic Allowable Moment.
Ease of maintenance as a key benefit. The unit has a large opening in the housing that makes it easier to replace the timing belt.
SMC Australia | New Zealand www.smcanz.com
Cutting the
The US Food and Drug Administration (FDA) has issued draft guidance for Phase II of its voluntary sodium reduction across the food supply. If finalised, the new set of voluntary targets would support reducing average individual sodium intake to about 2750 mg/day — which is about 20% lower than consumer intake levels prior to 2021.
The Phase II targets follow an initial set of targets issued in October 2021, which encouraged the food industry to reduce sodium levels in a wide variety of processed, packaged and prepared foods. According to the FDA’s Preliminary data
from 2022 released on 15 August 2024, approximately 40% of the initial Phase I targets are very close to or have already been reached.
The new 3-year, voluntary sodium reduction targets go further by focusing on lowering the levels for 163 categories of commercially processed, packaged and prepared foods. This guidance is particularly relevant as more than 70% of sodium intake in the US population comes from sodium added during food manufacturing and commercial food preparation, according to the FDA.
Reducing sodium intake has the potential to prevent hundreds of thousands
Egg replacer ingredient for plant-based burgers
Netherlands-based foodtech company Revyve has introduced its egg-replacement ingredient, which is designed to be a suitable texturiser or binder replacement in processed foods such as plant-based burgers.
The all-natural and non-GMO ingredient made from upcycled brewer’s yeast is designed to provide good heat-set gelling, binding and emulsification. Using the ingredient, burgers can retain water and oil at hot and cold temperatures; they brown and sizzle on the grill and hold their shape when flipped and sandwiched in a bun, according to the company spokesperson.
The egg replacer is manufacturing-friendly, making it easy to use with standard processing equipment and compliant with international regulatory requirements. Revyve www.revyve.bio
of premature deaths and illnesses in the coming years by helping to reduce risk for heart disease and stroke.
FDA Deputy Commissioner for Human Foods Jim Jones said: “In addition to our sodium reduction efforts, the FDA is also actively working on a forthcoming final rule updating the definition of the claim ‘healthy’, a proposed rule for front-of-package nutrition labelling and exploring ways to reduce added sugars consumption. The FDA’s sodium reduction and other nutrition initiatives are central to a broader, whole-of-government approach to help reduce the burden of diet-related chronic diseases and advance health equity.”
Additional sodium-related actions the FDA has taken include: the issuance of a proposed rule to amend the standards of identity to permit the use of salt substitutes in foods for which salt is a required or optional ingredient, and guidance on use of the term “potassium salt” instead of “potassium chloride” to signal consumers that the ingredient is a salt substitute.
Future phases of sodium reduction targets will be considered as part of the US agency’s evaluation and monitoring of sodium reduction progress in the marketplace, as well as monitoring of sodium intake in the US population.
The Australian Government is working with industry to achieve a 30% reduction in average population salt intake by 2025. According to FSANZ, the Australian and New Zealand governments recommend adults eat around 2000 mg of sodium per day (equivalent to about 5000 mg or 5 g of salt or 1 teaspoon).
Automated weigh batching of MSG increases output, ends fatigue at GOYA Florida
Sazón, Inc. produces bouillon powders and varieties of Sazón GOYA® seasonings for GOYA Foods, the largest Hispanic-owned food company in the US. The original product line was launched in Puerto Rico in 1973 and moved to GOYA’s Miami-area facility in 1983.
Workers previously loaded herbs, spices, salt and monosodium glutamate (MSG) manually into three ribbon blenders, each with a working capacity of nearly 1,360 kg (3,000 lb).
The job required lifting, cutting, and dumping several dozen bags per batch, for 21 batches over an eight-hour shift. “Dumping 22.5 kg (50 lb) bags of MSG for every batch is not easy work,” says Hiram Carlo, plant manager.
Automated weigh batch discharging from bulk bags ends fatigue
Due to robust sales growth, Sazon, Inc. added two more packaging lines and two blenders to the operation in 2019. It also installed five identical bulk weighing and batching systems, one for each blender, to add MSG, a large-volume ingredient in many of the 19 seasoning and bouillon recipes.
Engineered and supplied by Flexicon Corporation, each of the batching systems combines a BULK-OUT® bulk bag discharger and a flexible screw conveyor that feeds MSG into a PNEUMATI-CON® pneumatic conveying line 17 m (55 ft) long.
In operation, 0.9-tonne (1 ton) bulk bags of MSG are delivered by forklift to the bulk bag discharger, which is mounted on load cells. The operator connects the bag loops to a lifting frame at floor level and, using a pendant controller, loads the bag into the discharger frame by means of a hoist and trolley travelling on a cantilevered I-beam.
The operator then makes a dust-tight connection to a SPOUT-LOCK™ clamp ring atop a TELE-TUBE™ telescoping tube, and unties the spout drawstring. The telescoping tube applies continuous downward tension on the bag as it empties and elongates, promoting flow and evacuation.
The MSG powder, comprised of fine white crystals, flows into a 142 L (5 cu ft) floor hopper charging an integral 1.5 m (5 ft) long, 90 mm
(3.5 in.) diameter flexible screw conveyor. The conveyor propels the product at an incline, discharging through flexible downspouting into a pickup adapter feeding a 64 mm (2.5 in.) diameter pneumatic conveying line.
Load cells supporting the bulk bag discharger transmit loss-of-weight signals to a PLC that controls the batch weight of MSG. “We just input the information into the panel, say 2,000 pounds, and that’s it,” Carlo says.
Upon receiving the signal, the inclined flexible screw conveyor feeds the MSG into the pickup adapter. From there, the material travels 17 m (55 ft) horizontally and 4.6 m (15 ft) vertically to a 60 cm (24 in.) diameter filter-receiver that discharges into a 71 L (2.5 cu ft) hopper.
Delivery of the MSG slows and stops automatically when the weight lost from the bulk bag reaches the target batch weight. A rotary airlock valve simultaneously discharges the batch into the blender through down-spouting, as minor ingredients are added manually.
After 30 minute blending cycles, the batch gravity discharges through a slide gate, and passes through a check-sifter before flowing into a hopper from which a flexible screw conveyor feeds a packaging line. Foil-lined packets are formed and filled with 5 to 10 g
(0.18 to 0.35 oz) of material, and heat-sealed at rates of 1,000 to 1,500 per minute.
The packets are inserted into a carton that passes through a check-weigher, gets coded, and moves to an accumulator for placement into a “master case.” In the final step, two palletisers consolidate the master cases for shipment.
Higher output with fewer personnel
The plant operates two shifts and can process 35 batches per shift, versus 21 batches previously, with just five operators responsible for batching, blending, packaging and shipping.
“We package more than a billion packets a year now, and we’re much more comfortable,” Carlo says. “No worker fatigue, and far less time dumping bags manually. It’s a more efficient way to make our products and it’s making our lives easier.”
The operator uses a pendant to hoist the bag and roll it into position.
Automation solution for the meat processing industry CASE STUDY
Dematic has developed a new end-to-end automation solution with its first rollout at an Australian meat processing facility.
The solution combines a Dematic Multishuttle Meat Buffer system with a pallet automated storage and retrieval system that features the first installation of Dematic’s newly freezer-rated, highreach automated guided vehicles (AGVs). It is managed and controlled by Dematic software.
“Meat processing facilities in Australia are currently faced with a range of challenges stemming from the fact that cold storage facilities are harsh environments for workers, leading to the risk of worker injuries, difficulties in sourcing labour and time lost in managing complex occupational health and safety issues,” said Soeren Schauki, Business Development Manager at Dematic. “Our new end-toend automation solution offers the meat processing industry an answer to overcoming these challenges, with equipment that is rated for around-the-clock operation in cold storage environments and presents minimal risk to workers.”
Dematic recently released its third-generation high-reach AGVs, and they are now all rated for deployment in freezer environments. Designed and built in Australia (and currently available only in the Asia–Pacific region), these Dematic AGV systems are designed to limit occupational health and safety risks and increase productivity by operating full-time in temperatures down to -25°C — picking and transporting product.
The Multishuttle Meat Buffer system operates in both frozen and chilled environments and allows for the transfer of product cartons between aisles without the use of a traditional conveyor system, which increases flexibility and throughput.
It’s a cost-effective automated order fulfilment and dispatch processing system that limits labour-intensive manual handling and offers order assembly flexibility. The solution can pick multiple SKUs concurrently within a single aisle, while providing high throughput, order flexibility and accessibility to stock.
The system eliminates many potential occupational health and safety hazards associated with the manual handling of heavy cartons and errors associated with incorrect picking. Dematic software provides full track-and-trace capabilities for every carton of every SKU.
Fruit and vegetable washing machine
The self-charging AGVs feature laser guidance and the latest safety technology, including a 360° safety scanning system with automatic slowing and stopping, easily accessible emergencystop buttons, and visual and audible warning and alarm lights. They are designed to improve operational efficiency and they can operate 24/7 year round.
Dematic’s fleet of AGVs were recently updated in line with Australian Standard - AS 5144-4 (equivalent to international standard - ISO 3691-4).
“Meat processing facilities are ideal candidates for full automation, not only to address labour challenges in cold storage and freezer environments, but also to enhance accuracy, traceability and control of perishable food products,” said Tony Raggio, General Manager Sales –Dematic ANZ Mobile Automation.
Dematic Pty Ltd www.dematic.com.au
The Kronen HEWA 3800 HELICAL washing machine for fruit, vegetables, salad leaves and other foods has been optimised in terms of hygiene and easy cleaning.
Designed with no horizontal surfaces, water can be optimally discharged, and all edges are designed to avoid the formation of biofilm. This helps to minimise the risk of contamination and cross-contamination. There is also effective access to all critical areas of the machine and it can be fully dismantled so it can be thoroughly cleaned in a time-saving process.
Like its predecessor model, the GEWA 3800 PLUS, the washing machine can be used for continuous, gentle and effective pre-washing, washing, disinfection, mixing, treatment and rinsing. If it is filled automatically, for example in a processing line, no operating personnel are required.
The machine is capable of processing up to 2500 kg of product per hour. KRONEN www.kronen.eu
Packserv and Finlease team up to launch new machinery packages helping to support Australian manufacturers
P ackserv has always been a staunch supporter of the FMCG industry and Australian-made products.
Given the current economic climate, Packserv’s priority is to assist Australian manufacturers in keeping locally made products on the supermarket shelves.
“It is devastating to witness local FMCG manufacturers, who were once global leaders in innovation, being forced to close their doors. I believe Australia is experiencing more than double the administrations, liquidations, and sell-offs compared to last year,” says Nathan Wardell, Managing Director of Packserv.
Packserv’s focus has been on helping FMCG businesses stay operational. Their machine rental services have become extremely popular with clients, along with their rent-to-buy option that allows clients to use the equipment immediately while paying
it off over time. Packserv is one of the only packaging machinery manufacturers in Australia providing these flexible options.
In response to customer feedback, Packserv, in partnership with Finlease, Australia’s nationwide specialist in Equipment Finance broking, is now offering full-line machinery bundles starting from $244 per week* for a benchtop range to $990 per week* for a fully automated line.
“Finance should be seen as just another raw material & used well, it assists clients to replace, upgrade or expand vital equipment & subsequent processes where often the increased productivity & economies of scale actually improve profitability and cashflow. We take the time to understand each client’s requirements, both now and into the future to customise longer term equipment finance facilities and by doing so freeing up cash
which typically should not be tied up on long term fixed assets,” says Christos Kritikos, Equipment Finance Specialist from Finlease.
The packages are designed to meet the diverse needs of manufacturers from entrylevel businesses to those looking to upgrade their operations. Nathan adds, “Our priority is to help manufacturers improve productivity and efficiency, reduce costs, and free up cash that would otherwise be tied up in capital purchases.”
For more information about any of the packaged options, contact Packserv at 1300 377 512, email info@packserv.com.au.
* Subject to Finance Approval. Terms and Conditions apply.
Packserv Pty Ltd www.packserv.com.au
Wheat-based binders
Ingredients specialist Loryma has responded to increasing demand for foods with easily understandable ingredient lists with the addition of a new binder to the Lory Bind portfolio. The wheat-based solution is an alternative to conventional binders such as methylcellulose and is suitable for meatfree products. It can be combined with a wheat texturate from the Lory Tex range for use in the replication of plant-based fish and meat alternatives. By using texturates and the Lory Bind variant, manufacturers can not only imitate the typical structure and authentic mouthfeel of nuggets, schnitzels and salami, but also create foods with short ingredient lists free from declarable E-numbers. Additionally, the protein contained in the binder gives vegan meat alternatives a nutrient profile that is claimed to closely resemble the original.
Enabling a wide range of vegan applications, the binder is suitable for both hot and cold consumption. The wheat-based ingredient is designed to be easy to handle, allowing manufacturers to use their usual meat processing technology for the production of plant-based substitutes.
Loryma www.loryma.de/en/
Automated feeder for food
The Neogen Petrifilm Automated Feeder is designed to provide a solution for high-volume food safety testing laboratories to implement a more efficient way to process quality indicator tests. The automated feeder works with existing Petrifilm Plate Reader Advanced equipment to help labs efficiently process microbial tests and meet food safety standards. It is designed to deliver consistent colony counting and improve lab productivity by automatically feeding and enumerating up to 300 Petrifilm Plates in 33 min, while integrating with existing lab workflows
The system is specifically designed for high-volume food safety testing labs processing more than 100,000 quality indicator tests per year. With Neogen’s automated system, technicians no longer need to manually load plates into the reader or count and record initial results. Eliminating these tasks can add capacity for these labs, allowing more time for data analysis. Neogen combines hardware, software and trained AI systems to deliver an end-to-end testing solution. Combined, the feeder and Petrifilm Plate Reader Advanced is designed to help labs overcome challenges associated with technician turnover, human error and time-intensive training for new staff. It allows teams to focus on high-value tasks, automating other processes.
Just a spoonful of honey
Adding just a spoonful of honey to plain yoghurt supports the probiotic cultures in the fermented dairy product, according to two studies from the University of Illinois Urbana-Champaign.
Greek yoghurt and other yoghurts contain probiotic strains such as Bifidobacterium animalis ( B. animalis) in addition to conventional yoghurt starter cultures.
Hannah Holscher, associate professor in the Department of Food Science and co-author of the two studies, which are both published in The Journal of Nutrition, said: “The enzymes in our mouth, stomach and intestines help with digestion and facilitate nutrient absorption, but they also reduce the viability of microbes. That’s great when it’s pathogens but not necessarily when it comes to beneficial bacteria.
“We wanted to see if honey could help probiotic bacteria survive in the gut.”
In the first study, Honey Varietals Differentially Impact Bifidobacterium animalis ssp. lactis Survivability in Yogurt through Simulated In Vitro Digestion, the researchers conducted a laboratory experiment where they tested the effect of four different kinds of honey (alfalfa, buckwheat, clover and orange blossom) on the viability of B. animalis in yoghurt through simulated digestion processes. They grew microbes in petri dishes with solutions that mimicked the composition of saliva, stomach acid, intestinal bile and enzymes.
For the saliva and stomach fluids, there were no differences in B. animalis survival between any of the honey varietals and control treatments of yoghurt mixed with sugar or water. However, yoghurt with honey, particularly the clover type of honey, helped support the survival of probiotics in the intestinal phase of digestion.
Next, the researchers wanted to test their findings in a second clinical study entitled Honey Added to Yogurt with Bifidobacterium animalis subsp. lactis DN-173 010/CNCM I-2494 Supports Probiotic Enrichment but Does Not Reduce Intestinal Transit Time in Healthy Adults: A Randomized, Controlled, Crossover Trial. The researchers recruited 66 healthy adults and asked them to consume two different items for two weeks each — yoghurt with clover honey and pasteurised, heat-treated yoghurt. The participants provided stool samples and information about their bowel movements. They also filled out questionnaires and completed tasks evaluating their mood, cognition and overall wellbeing.
“Our findings showed that pairing honey with yoghurt supported the survival of the yoghurt’s probiotic bacteria in the gut, so the lab study results did translate to real-world application in humans,” Holscher said.
However, there were no changes in intestinal transit time, bowel movement frequency or any of the mood and cognition measures. Holscher said this is likely because the participants already were healthy adults with regular bowel movements, so there wasn’t a lot of room for improvement.
The researchers also conducted a smaller follow-up study with 36 participants who consumed a third food item, yoghurt with sugar. When the researchers compared the results of all three conditions, the combination of yoghurt with honey preserved the most probiotics, but there were no effects on the health measures.
“We found that one tablespoon of honey in a serving of yoghurt helps support probiotic survival. However, we have to keep in mind that honey is an added sugar, and most Americans need to be cognisant of the amount of sugar in their diet to maintain a healthy body weight,” Holscher said.
Developing new flavours for alt-protein products
There has been a rise in adopting plant-based foods in diets worldwide; however, producers face a challenge in finding the right flavour for their products, as nearly half (46%) of plant-based meat consumers say they are looking for a ‘real meaty taste’.
NTU Singapore and food ingredients company Bunge are now collaborating to produce new food flavours through fermentation, including umami, or savouriness, one of the five basic tastes.
Umami, which means ‘pleasant savoury taste’ in Japanese, is recognised scientifically as one of the five basic tastes along with sweet, sour, bitter and salty. Its characteristic savoury and meaty flavour profile enhances the taste of food by adding depth and richness.
In a research collaboration agreement, Bunge will develop the new flavours by leveraging the research capabilities and technologies at NTU’s Food Science and Technology Programme (FST). This agreement is also the first successful partnership under the Singapore Agri-food Innovation Lab (SAIL).
Funded by Enterprise Singapore (ESG), SAIL aims to enhance the agri-food innovation ecosystem by connecting solution providers with multinational corporations, which are looking for market-driven solutions.
Bunge will supply fats and oils derived from oilseeds — soybean, canola and sunflower — as well as oilseed meal and oilseed cake, which are formed after oil is extracted from the oilseeds.
The technology not only produces enzymes, acids or flavours for food production, but also offers a new use for oilseed meal and cake, which are normally used in livestock feed.
Sweetener from apples and pears
To develop the new flavours, which will be used in alternative protein and plant-based protein products, NTU’s FST, led by its Director, Professor William Chen, will be employing a technology called solid-state fermentation (SSF), which is claimed to be more cost-effective than conventional fermentation techniques, as it uses fewer resources such as water and electricity.
“In this collaboration with Bunge, NTU Singapore will be replicating meat flavours that allow for culinary versatility, enabling the creation of diverse plant-based dishes that align with traditional tastes and cultural preferences. This strategic approach aims to make alternative proteins competitive, nutrient-dense and appealing to a broad audience, including those transitioning from traditional meat-based diets. Our solidstate fermentation technique would also present a solution to by-products, such as oilseed cake, and find a way to value-add to them and unlock the essential proteins within,” Chen said.
Fooditive Group, a Dutch plant-based ingredient manufacturer, has launched its plant-based sweetener KetoFructose (5-keto-D-fructose) in the US. The sugar alternative is currently undergoing FDA GRAS assessment. The product is designed to provide sweetness while preserving all the vital functionalities of sugar. This enables food and beverage manufacturers to craft sugar-free products without compromising on taste, texture or shelf life.
Derived from apples and pears through a fermentation process, the ingredient is designed to replace sugar in applications including chocolate, baked goods, fruit fillings, glazes and beverages. Waste side-streams from apple and pear processing are used to produce the sweetener, which is designed to mimic the flavour profile of sugar.
Fooditive Group
www.fooditivegroup.com
Bitter sweet Predicting bitterness in foods using mass spectrometry
One of the five basic taste modalities, bitterness has long intrigued scientists and food experts alike. While bitterness is assumed to have a fundamental role in helping us avoid consuming toxic food, it is not always the case as many bitter compounds are associated with health benefits and in some food, such as coffee and wine, bitterness is a desired quality.
Now a promising novel tool could transform how bitterness is understood and managed in foods and beverages.
The BitterMasS tool was developed by a team led by PhD student Evgenii Ziaikin and Professor Masha Niv from Hebrew University and Dr Edisson Tello
and Professor Devin Peterson from Ohio State University.
With wide-ranging applications in food science, pharmaceuticals and beyond, the tool uses the power of mass spectrometry to predict bitterness in compounds without requiring prior knowledge o f their chemical structures. In contrast, traditional methods rely on structural data, which only cover a small fraction of the metabolome.
The novel tool is predicted to not only accelerate taste perception research but also holds potential for transforming food processing, health discoveries and safety monitoring.
Using a dataset of over 5400 experimental mass spectra of bitter and non-
bitter compounds, BitterMasS achieved good precision and recall rates in internal tests. The findings have been published in ACS publication Journal of Agricultural and Food Chemistry
“BitterMasS represents a critical shift in taste prediction,” said Niv, lead researcher. “By leveraging mass spectrometry data, we can now predict bitterness directly and efficiently, opening doors to new discoveries in health-promoting compounds and enhanced food processing techniques.”
Researchers envision BitterMasS as a versatile tool capable of monitoring bitterness changes over time, providing insights into food quality and safety. The approach could also be suitable for applications in drug development and metabolomics.
Award winning source of ingredients
TransChem has been an award winning source of ingredients for over 25 years for nutraceuticals and pharmaceuticals. Now the food & beverage sector can benefit from the premium value, quality natural ingredients that we independently source from around the globe. We know the value of key natural ingredients, which will enhance the health and wellness offering in your product. Contact us now to find out more about the difference we can make sourcing and distributing for you: +61 2 9887 1688 or visit transchem.com.au/food-beverages
What’s new
Like a chocolate milkshake... Global cereal and snacking company Kellanova has launched Kellogg’s Coco Pops Pillows Choc Brownie Flavour. This new addition to its breakfast cereal range features crunchy grain-based pillows with a chocolate brownie-flavoured filling. www.kelloggs.com.au
Protein that fits in your pocket
The maker of Musashi, Vitaco Health, has launched the Athena Sports Nutrition range for athletic women. The range includes Athena Luxe Protein + Iron Bars, which come in Choc Almond, White Choc Raspberry and White Choc Caramel flavours. athenanutrition.com.au
Plant-based hot dog, a not dog?
Shoppers at IKEA now have a plant-based hot dog option. Made from rice protein with carrot, onion and apple, the IKEA hot dog is designed to have a smoky taste. The launch is part of IKEA's commitment to make 50% of its restaurant meals plantbased by 2025. www.ikea.com
Decadence minus the dairy
Lindt LINDOR has launched a plant-based version of its truffles for all non-dairy chocolate lovers. The range includes Lindt LINDOR Non-Dairy OatMilk Truffles and Lindt LINDOR Dark Chocolate OatMilk Truffles. www.lindt.com.au
Korean cuisine down under Kimchi, a spicy and sour fermented vegetable dish, is rising in popularity among Australians. CJ Foods’ bibigo has responded by crafting a line of Australianmade kimchi products, meeting the demand for a locally sourced product. www.cjfoods.com.au
Maple pecan pick-me-up
Following its success in the UK, Nespresso has launched its limited edition coffee capsule flavour Maple Pecan in Australia. Designed for Nespresso’s Vertuo system, the capsule comes in a 230 mL cup size and is best served with hot and frothed milk or chilled over ice. www.nespresso.com/au
Westwick-Farrow Media A.B.N. 22 152 305 336 www.wfmedia.com.au
Head Office Unit 5, 6-8 Byfield Street, North Ryde Locked Bag 2226, North Ryde BC NSW 1670 Ph: +61 2 9168 2500
Editor: Carolyn Jackson wnift@wfmedia.com.au
Editorial Assistant: Matilda Elliott
Publishing Director/MD: Janice Williams
Art Director/Production Manager: Linda Klobusiak
Art/Production: Marija Tutkovska
Circulation: Alex Dalland circulation@wfmedia.com.au