
6 minute read
ADHESIVES: Tapes


Senior Application Engineer 3M Industrial Adhesives and Tapes Division
A design engineer applying tape for an industrial application.
When are adhesives and tapes the ideal choice for an application?
Today’s design engineers have an abundance of attachment options to choose from — which is likely a blessing and a curse. Undoubtedly, identifying the ideal adhesive or bonding solution for an application can be a challenge. This is particularly true given the factors that typically a ect a project, such as costs, reliability, labor, and e ciency.
For certain applications, more than one option can help a designer better achieve his or her bonding objectives.
To this end, tapes and adhesives are rapidly gaining acceptance in several markets. Their ease-of-use, durability, and ability to bond and seal simultaneously o er end-users fl exibility when creating their design.
This could include a combination of mechanical fasteners and adhesives. What’s imperative, however, is to fi rst understand the design attributes of each attachment option before weighing the pros and cons. What works for one application might not work for another.
Liquid adhesives versus tapes Liquid adhesives are applied in liquid form and rely on chemical reactions to occur to gain strength over time. This is typically referred to as the cure time. These types of adhesives are available in several chemistries, with varying advantages and disadvantages.
Tapes are a di erent type of adhesive. They’re already cured or in a solid state yet are still tacky (or sticky) enough to adhere to certain substrates. Tapes can be single-sided (like a giftwrapping tape) or double-sided and are either removable or permanent.
There are two categories of adhesives that are most commonly used for industrial attachment:
1. Liquid-applied structural adhesives 2. Acrylic foam tapes
Both bonding options are incredibly durable and proven to last the life of the bond. However, they di er signifi cantly when it comes to process fl exibility, surface preparation, stress-resistance capability, and a few other features.
It’s important to consider each one within a holistic view of the attachment process to identify the ideal method for an application.
For example, consider the:
• Substrates to be bonded – joining two pieces of aluminum will likely call for a di erent solution than bonding polypropylene to thermoplastic because of how readily adhesives adhere to these substrates. • Stresses acting on the bond –does the attachment have specifi c strength requirements or industry certifi cations it needs to pass? • Design or geometry of the joint – consider how the substrates will join.
For example, is the bond area fl at, curved, or multi-dimensional? • The environment – think about the conditions where the fi nal assembly be placed (how hot, humid, cold, or wet, etc.?).
Liquid-applied structural adhesives Structural adhesives are one of the strongest adhesives available and their strength in bonding comes closest to that of welds. Once cured, structural adhesives have overlap shear strengths between 1,000 and 5,000 psi (6.9 and 34.5 MPa). This means they’re extremely resistant to changes in the environment.
Two of the most common types of structural adhesives are acrylics and epoxies, which have a number of distinct attributes. • Acrylics: o Cures and builds strength at a much faster rate than other structural adhesives o High tolerances for unprepared bonding surfaces o Available in low-odor options
• Epoxies: o Highest bond strength and overall performance o Strongest durability in harsh environments o Typically require more surface preparation than acrylics
The substrate
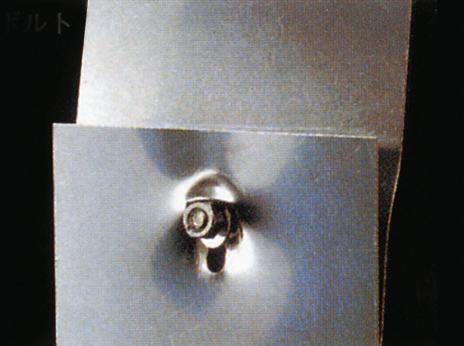
Under equal stress conditions, metal panels bonded with acrylic foam tape (left) show no visible sign of stress compared to those with mechanical fasteners (right).

Common mechanical attachments, such as welding or using screws or rivets, can potentially damage assembled substrates. Screws and rivets puncture through the substrate, while the extreme temperature levels of welding can cause thermal distortion to the surrounding material.
Adhesives inherently interact or react with only the surfaces of the substrates that they adhere to and bond. Keeping the original substrates intact o ers several advantages, including:
• Leak reduction. The puncturing of substrates can lead to water ingress and damage, which should be avoided. • Smooth aesthetic. By ensuring no punctures or thermal distortions, the substrate maintains its original smoothness. In the case of low modulus liquid adhesives or adhesive tapes, shrinkage is also avoided. • Lightweighting. Thinner gauge materials can be used with adhesives, which reduces end-product costs and weight. • Uniform stress distribution. Adhesives distribute stresses across the entire bond line, which reduces stress concentration typical of screw or rivet points. • Attaching dissimilar materials. Adhesives prevent galvanic corrosion between dissimilar metals. Plus, fl exible adhesives can move with di erential thermal expansion and contraction.
ADhesives: tapes
Structural adhesives have far greater strength than acrylic foam tapes, but they have a set work life (the duration between the dispensing and the fixture of the second part).
Once fixtured, adhesives gain strength relatively quickly, typically reaching handling strength (>50 psi (345 kPa)) in under an hour, with a longer time needed to reach a full cure. However, these time constraints and fixture requirements can create logistical challenges because the parts must be staged and sit idle before they achieve handling strength and a full cure.
Acrylic foam tapes Acrylic foam tapes (AFT) were invented in 1980 and are considered one of the newer bonding solutions. General foam tapes are typically made from laminating thin “skins” of adhesive onto the face sides of a commercially available foam.
AFTs offer an adhesive foam core (one that’s 100% adhesive throughout), which allows for bonding and sealing to take place simultaneously. This viscoelastic adhesive core also excels at dissipating stresses and absorbing energy, providing further unique bonding properties including the following:
• Dynamic loading strength. Offers greater dynamic loading strengths than general foam tapes, commonly demonstrating an ultimate tensile and shear strength of between 60 and 100 psi (410 and 690 kPa). • Noise and vibration reduction. The viscoelastic adhesive core absorbs and dissipates energy to reduce noise and vibration. • Part movement. AFT can withstand 300% shear strain, so it can move with large parts that are expanding and contracting at different rates
Acrylic foam tapes are also one of the easiest formulas to apply of all of the bonding solutions. The tape requires moderate levels of surface preparation. This includes cleaning and, depending on the bonding surface, the application of a primer. But a fully cured state allows for immediate handling strength, with no clamping or fixturing necessary.
Once pressure has been applied to both sides of the tape, the bond is instantly at 30 to 40% of its final bond strength. This immediate strength lets end-users move an application anywhere, instantly, without the need for a staging area to allow it to cure.
AFTs provide the greatest process flexibility through ease of use, immediate handling strength, and aesthetically pleasing results. On the other hand, structural adhesives have more complicated and less efficient processes, but provide the greatest shear strength performance needed for an application.
In sum, the entire application process, including labor, cost, aesthetics, and load performance should be taken into consideration to determine the appropriate attachment solution for each application. Knowing there are options allows for design flexibility.

A structural adhesive is applied to a stiffener prior to panel attachment. Stiffeners are attached to thinner-gauge metal panels to add rigidity.









