





JUN/JUL 2024 AMW 2024 SYDNEY A MAGNIFICENT SHOW ADDITIVE MANUFACTURING Industry 4.0 State Spotlight: Western Australia & Northern Territory Deburring System www.fladder.com Before After Before After Before After Machinery Forum 33 Brodie Street NSW 2016 Phone: +61 2 9638 9600 Mobile: +61 4 1111 5585







Deburring www.fladder.com Stainless, Aluminium, Mild steel, Titanium and Plastic Reduce the deburring costs Flat parts 3D- parts Oxide removal Dry, deburringoscillatingtechnique Manufactured by: Fladder Danmark A/S Machinery Forum of lasercut, punched and machined parts 33 Brodie Street NSW 2016 Phone: +61 2 9638 9600 Mobile: +61 4 1111 5585

JUN/JUL 2024 AMW 2024 SYDNEY A MAGNIFICENT SHOW ADDITIVE MANUFACTURING Industry 4.0 State Spotlight: Western Australia & Northern Territory









TILL 3PM
SATURDAY 22ND & 29TH
EOFY SALE EXTENDED TRADING HOURS! OPEN










CNC SYNCHRO PRESSBRAKE
The METAMASTER Synchro series has been specifically developed to provide reliable & advanced bending features at an affordable price. With a range of machines from 40T to over 200T we have a machine to suit your needs.
ALL MACHINES ARE FITTED WITH THE SWISS DESIGNED CYBELEC TOUCH 12 CNC CONTROLLER WITH INTUITIVE 2D GRAPHICAL TOUCH DRAW PART PROFILE PROGRAMMING AND STANDARD WITH AUTO BEND SEQUENCING
5 CNC CONTROLLED AXIS (Y1, Y2, X, R, V) AS STANDARD ITALIAN MADE LASERS & MONITORED SAFETY SYSTEM COMPLETE THE MACHINE WITH QUALITY COMPONENTS
Order Code: S9714 S9715 S9719
Model: SPB-32125 SPB-40125 SPB-40200
Price Ex GST: $76,450 $81,950 $96,950
Save Ex GST: $1,000 $1,000 $1,000



BAYKAL HYDRAULIC CNC PRESSBRAKE
Baykal APHS model CNC Pressbrakes are fast, accurate and repeatable. Standard features include the 5 Axis DELEM DA66T touch screen controller, Multi Axis back gauges and longer stroke/ daylight for bending complex parts.
• INCLUDES PROGRAMMABLE X, Y1, Y2, V & R AXIS.
• CNC TABLE CROWNING & LASER GUARDING SYSTEM.
• SEVERAL MODELS AVAILABLE, RANGING FROM 120T X 3,100MM TO 200T X 4,100MM.
Order Code: S884D S885D S896D
Model: APHS-31120 APHS-31160 APHS 41200
Price Ex GST: $99,950 $120,500 $157,500

Save Ex GST: $12,000 $6,000 $6,000











View and purchase these items online: www.machineryhouse.com.au/AMT2406 BUY AND INSTALL BEFORE JUNE 30TH TO TAKE ADVANTAGE OF THE $20,000 INSTANT ASSET WRITE-OFF! *UP TO $10 MILLION TURNOVER!
JUNE “Setting
standard for quality and value” Established
100% Australian Owned
the
1930,








• 1000 X 510MM TRAVEL
• HARTROL 15” ADVANCED CNC CONTROLLER
• 24 TOOL ATC, 20 BAR TSC
• 10000RPM BT40 SPINDLE, SCREW CHIP CONVEYOR LG-1000AP



• 1050 X 570MM TRAVEL
• 10” CHUCK, 81MM BAR CAPACITY X 610MM TURNING LENGTH
• FANUC 15” LCD CONTROLLER “C” AXIS MILLING
• 12 TOOL BMT TURRET, CHIP CONVEYOR, AUTO TOOL SETTER
$147,000 Ex GST (L7112) SAVE $5,875











• 30 TOOL ATC, 20 BAR TSC












• FANUC 15” LCD CONTROLLER
• 12000RPM BT40 SPINDLE, CHIP CONVEYOR DNM 5700


• PROGRAMMABLE TAILSTOCK, OIL SKIMMER PUMA DNT2600M C Axis $146,950 Ex GST (L7063) SAVE $9,160




• 8” CHUCK, 65MM BAR CAPACITY X 510MM TURNING LENGTH
• FANUC 15” LCD CONTROLLER “Y” AXIS MILLING
• 24 STATION BMT TURRET, CHIP CONVEYOR, AUTO TOOL SETTER
• PROGRAMMABLE TAILSTOCK, OIL SKIMMER LYNX 2100LYB



AMT_010624 SYDNEY (02) 9890 9111 1/2 Windsor Rd, Northmead BRISBANE (07) 3715 2200 625 Boundary Rd, Coopers Plains MELBOURNE (03) 9212 4422 4 Abbotts Rd, Dandenong PERTH (08) 9373 9999 11 Valentine St, Kewdale CNC VERTICAL
CENTRE
GST
MACHINING
$105,000 Ex
(M8795) SAVE $13,900
CNC TURNING CENTRE
GST
SAVE
$137,840 Ex
(M8414)
$7,255
Specifications & Prices are subject to change without notification. All prices exclude GST and valid until 30-06-23 ADELAIDE OPENING JULY IN STOCK - ORDER NOW AND SAVE!

7,732 ATTENDEES DAY 1: 2524 DAY 2: 3062 DAY 3: 2146
AUSTRALIANMANUFACTURINGWEEK.COM.AU AMW SYDNEY 2024 STATISTICAL HIGHLIGHTS
JOB FUNCTION
1741AMWSYD24AMTJUNJUL24 271
6,500
OF EXHIBITION SPACE
DAYS VISITORS TOTAL 7,355 NSW 5782 VIC 662 QLD 548 SA 144 WA 88 ACT 75 TAS 51 NT 5 AUSTRALIA TOTAL 7,732 AUSTRALIA 7355 INTERNATIONAL 377 INTERNATIONAL SESSIONS FUTURE SOLUTIONS SPEAKER PROGRAM 1400+ ATTENDEES 14
EXHIBITORS 7 ZONES
SQM
3
ICC SYDNEY
1843 CEO/Director/General Manager /Managing Director/Owner 1182 Engineer/Technical Manager 943 Project Manager 674 Factory Floor Manager/Maintenance /Operations/Plant/Production 590 Electrical/Electronics/Metalworking /Tradesperson 2500 Other INDUSTRY 2993 General Engineering/Manufacturing 2121 Electronics 953 Building/Construction 685 Electronics/Electrical 552 Mining, Oil & Gas 428 Other



AMT JUN/JUL 2024 006 CONTENTS FEATURES AUSTRALIAN MANUFACTURING WEEK 2024 REVIEW Manufuturing with Precision – AMW2024 Review 32 Machine Tools Zone 34 Manufacturing Solutions Zone 36 Plastics Technology Zone 38 Australian Manufacturers Pavilion 40 Additive Manufacturing Zone 42 Weld & Air Solutions Zone 43 Robotics & Automation Zone 44 ADDITIVE MANUFACTURING Markforged AMPC 48 AML3D WAM 50 PLASTICS, COMPOSITES & ADVANCED MATERIALS JAZBI SDIP 54 CST Composite 57 INDUSTRY 4.0 Rise of the machines 64 Integra Systems 70 BUSINESS MANAGEMENT NB Strategy 74 Aspen pathways 77 ELECTRONICS Encryption 78 PSI Quantum 82 COMPANY PROFILE Opie Engineering Group 82 WELDING Sedin Technology 85 Kemppi welding 86 INDUSTRY FEATURE Cutting futures 88 CUTTING TOOLS ISCAR Helical Mount 92 STATE SPOTLIGHT: WA & NT Kerr Engineering 94 Motium WA 96 FORMING & FABRICATION MAZAK Antarctica 100 AMADA Oceania 105 MATERIAL REMOVAL Rosler tooling 106 MD Projects 108 REGULARS From the Editor 8 From the CEO 10 From the Ministry 12 From the Industry 14 From the Union 16 Government News 18 Industry News 20 Voicebox 24 Tech News 28 Product News 30 AMTIL Forums 108 AMTIL Inside 110 Industry Calendar 116 Manufacturing History – A look back in time 118 Volume 24 Number 03 June/July 2024 ISSN 1832-6080 OPIE MANUFACTURING GROUP Manufacturing expansion made with a commitment to technology driven craftsmanship. 82 ORIGAMI ON A PRESS BRAKE Folding, forming and fabricating a ‘paper plane’ for a design job is not for the faint-hearted. 102 RISE OF THE MACHINES
speak to several experts about the rise of AI in Industry,… and everywhere else. AUSTRALIAN MANUFACTURING WEEK 2024 A roundup of AMW2024 at Sydney’s ICC in Darling Harbour. 64 32
We
OKUMA DOUBLE COLUMN.
IF WE RELY ON
THEM, YOU CAN TOO!
Okuma’s global benchmark
“Other machine tool builders use our Double Columns to build their machines, so I guess that says it all.”
Dean McCarroll, Managing Director, Okuma Australia + New Zealand.
Providing the stability and power required to deliver super-sized precision for detail-oriented industries like aerospace, mining, rail, electronics, and automotive, our double-column machines deliver time and time again. In fact, these large scale machines are used to manufacture the parts for nearly all of our machines.


A range of models: MCR-A5CII MCR-C MCR-BV MCR-AF MCV-AII MCR-S (Super)
Table Sizes: 1,200x1,800 up to 4,500x12,000mm
 PAUL HELLARD
PAUL HELLARD
Big show then a Budget
We’re all back from Australian Manufacturing Week just completed in Sydney. What a show!
In putting this issue together, I spent a lot of time studying the range of exhibitors at AMW2024. I arranged a small group of writers to run around at the Sydney ICC, helping me gather some impressions of the show in each Zone. Asking questions of the attendees, the exhibitors and extracting the evident sense of buzz. Of course, most of the exhibitors were flat out selling machines and technology but it was fantastic to see so many busily focussed on what they do best.
As I write, Treasurer Jim Chalmers has just delivered a relatively measured Federal Budget. On Tuesday 14th May, he had the unenviable job of nudging growth without triggering further inflation amidst weak and uncertain domestic and global economic outlooks. Labor framed the budget on the changes made to the stage three tax cuts and the Future Made in Australia positionings. The government faced a dilemma with this budget. Spend too much, and they risk overheating an already supercharged economy and exacerbating cost-of-living pressures. Spend too little, and they risk providing insufficient support for business should the long-expected-but-never-quite-here downturn come to pass. It seems that the surplus of $9.3bn represents a carefully calibrated middle-path between these two unpleasant scenarios. It’s been a teetering balancing act, whichever way you look at it. Chalmers said before delivering the speech that Australia, “had a lot going for our economy,” but “we’ve also got a lot coming at us.”
The mention of free TAFE in various construction and manufacturing courses may be helpful to some, and 225,000 scientists and technologists have welcomed the announcement of a review of the R&D system, as a way to chart a course towards investing 3% of GDP in R&D.
This comes on top of measures already announced to the media before budget night, including more affordable housing, the $22.7bn Future Made in Australia package, and the big one: a tax cut for every taxpayer.
There was also a strategic investment in science, technology, engineering and mathematics (STEM), which is a pathway to incentivising business to help the country reach a 3% of GDP target for R&D and secure the nation’s future are welcome initiatives in the 2024-25 Federal Budget.
After AMW2024, we were showered with feedback, which was great. This is always a useful guide to what we can do better, as well as a welcome pat on the back to our team in creating the biggest show in Australia, in the first place.
I was introduced to several great stories to flesh out for the next few issues of AMT as well. One or two are already published here but watch for more in later issues. If you have a great story about your manufacturing here in Australia, or think you might have something that would make a ‘good read’, please get in touch via email. That’s mine, just at the top right. I really want to showcase your manufacturing work.
Editor Paul Hellard phellard@amtil.com.au
Contributors
Nigel Bowen Dr Cameron Chai
Emily Chantiri Carole Goldsmith
Paul Hellard Udo Jahn
Drew Turney
Sales Manager
Nicholas Raftopoulos nraftopoulos@amtil.com.au
Publications Co-ordinator
Caroline Robinson
publications@amtil.com.au
Publisher AMTIL
info@amtil.com.au
Designer Franco Schena fschena@amtil.com.au
Prepress & Print
Printgraphics Australia
AMT Magazine is printed in Australia under ISO140001
Environmental Certification using FSC® Mix certified paper sourced using sustainable tree farming practices.
Contact Details
AMT Magazine AMTIL
Suite 10, 5 Corporate Boulevard Bayswater VIC 3153
AUSTRALIA
T 03 9800 3666 F 03 9800 3436 E info@amtil.com.au W amtil.com.au
Copyright
© Australian Manufacturing Technology (AMT). All rights reserved. AMT Magazine may not be copied or reproduced in whole or part thereof without written permission from the publisher. Contained specifications and claims are those supplied by the manufacturer (contributor).
Disclaimer
The opinions expressed within AMT Magazine from editorial staff, contributors or advertisers are not necessarily those of AMTIL. The publisher reserves the right to amend the listed editorial features published in the AMT Magazine Media Kit for content or production purposes.
AMT Magazine is dedicated to Australia’s machining, tooling and sheet-metal working industries and is published bi-monthly. Subscription to AMT Magazine (and other benefits) is available through AMTIL Associate Membership at $210.00 (ex GST) per annum. Contact AMTIL on 03 9800 3666 for further information.
AMT JUN/JUL 2024 008 FROM THE EDITOR
1843AMTJUN/JUL2024
TIM
LIGHTFOOT, MITS ALLOY, NEWCASTLE, NSW

Dollar for dollar, the Yawei HLF series fiber lasers are in a league of their own, providing possibilities for all size companies across the laser cutting sector. Adding automation increases the value proposition further. Featuring high quality componentry they offer multiple benefits including high speed, extreme accuracy and consistency of cut, combined with low operating and maintenance costs.
Plus you get the expert advice and support that only a local supplier like Applied Machinery can provide. We’re a true machinery partner - just ask Tim Lightfoot. Real Service. Real Support. Real People. That’s Applied Thinking.
Call: Email: Visit: 03 9706 8066 sales@appliedmachinery.com.au appliedmachinery.com.au
“YAWEI OFFERS HIGH PERFORMANCE AT A VERY COMPETITIVE PRICE POINT - WE ANTICIPATE AN ROI IN JUST 12-18 MONTHS.”

New CEO
LORRAINE MAXWELL – Chief Executive Officer AMTIL
Important things are happening at AMTIL. Your Industry organisation is proud to have delivered a very successful Australian Manufacturing Week in Sydney, and is undergoing the largest leadership change in its 25-year history.
Shane announced earlier in the year that after 25 years as inaugural and founding CEO of AMTIL, he is transitioning to retirement (16 July), and moving forward will support AMTIL and the AMW in a different role.
The Board’s search for a new CEO concluded with the appointment of Lorraine Maxwell (Chiroiu), effective 1 May. Lorraine comes with a wealth of experience in an industry membership peak body and the not-for-profit sector, having spent the past 15 years with AusBiotech, the Australian biotechnology industry organisation, including the past five and a half years as their CEO.
Lorraine led AusBiotech’s work to grow and promote Australia’s strength in biotechnology, influence policy change with state and Federal governments, serve and build its 3,000-strong membership, galvanise networks, and succeed through strategic engagement and partnerships.
She has played a key role in developing and advocating for manufacturing policy and support, specifically in medical manufacturing. She is currently chairing CSIRO’s Manufacturing Business Unit Advisory Group, and serves as a Ministerial appointment to the Trade 2040 Taskforce. Australian Manufacturing Week was a huge success with 271 exhibitors and 7,732 visits to
the show. Our visitor and exhibitor feedback were overwhelmingly positive with the vast majority either ‘satisfied’ or ‘very satisfied’ with AMW. AMW featured a very successful ‘Future Solutions Speaker Program’, and we were pleased to report it was standing room only at most sessions. Again, the feedback to continue this concept was very strong.
AMTIL is supporting a bid for the Additive Manufacturing CRC. We have progressed with the bid team and successfully submitted its formal Stage One application and request for funding as part of Round 25 of the Cooperative Research Centres (CRC) Grants Program. Shane has been appointed as a Director and Susan Jeanes was appointed as the Chairman last month. AMTIL is a key partner in this bid, committing $3m over the seven years of the program, should it be successful.
We signed Commonwealth Bank Australia as a Corporate Partner and look forward to working with them and introducing our members to their offering over the coming months.
In this celebratory year, when AMTIL is reflecting on its 25 years of service and contribution to the industry, it is appropriate that we also celebrate and thank Shane for his amazing contribution to AMTIL. amtil.com.au

AMT JUN/JUL 2024 010 FROM THE CEO
Incoming CEO, Lorraine Maxwell, retiring CEO, Shane Infanti and President, Brigitte Stavar
Our people make the difference






THE HON Ed Husic MP – Minister for Industry and Science
Powering Australia
Industry, science and technology powering a Future Made in Australia.
The Albanese Labor Government understands industry and science are the cornerstones of a strong economy that will enable Australia to be a country that makes more things here.
Our $22.7bn Future Made in Australia package recognises immense opportunities for Australia and its people lie at the intersection of industry, energy, resources and skills. We know great ideas can help create great products and great well-paying jobs.
Powering Australian manufacturers toward net zero
The Albanese Government is committed to supporting Australian manufacturers to capture the immense, once-in-a-generation opportunities to capitalise on our competitive advantages and create more secure jobs: Investing more than $500m to establish the Battery Breakthrough Initiative to grow Australia's battery manufacturing capabilities. This investment will see Australian industry secure more value from our natural resources, diversify global battery supply chains and support the global transition to net zero. This will complement the Government’s significant investment in critical minerals through a new production tax credit and additional exploration of highly prospective regions.
Investing $1bn in the Solar Sunshot program to supercharge Australia’s ambition to become a renewable energy superpower. Developing a pathway to support green metals manufacturing, by undertaking consultation to position Australia as a worldleader in green steel, aluminium, alumina and processed iron. This consultation will complement the $1.7bn Future Made in Australia Innovation Fund, which will unlock private capital across new industries including green metals and batteries.
Strategic examination of Australian research and development
Greater investment in research and development (R&D) by businesses in Australia is fundamental to maximising the impact of science, research and innovation on Australia’s long-term prosperity, security and wellbeing. The Government will commission a strategic examination of Australia’s R&D system to determine how we can get more value from every taxpayer dollar invested in research, maximise the contribution of science and R&D to the broader economy, and maintain our competitive edge.
Meet growing demand for STEM workers
To support the development of a thriving, skilled and diverse STEM workforce to build a Future Made in Australia, the Government will invest $38.2m in its response to the Pathway to Diversity in STEM Review. This investment will scale up the Government’s Women in STEM programs and science engagement programs that are driving positive change to attract and retain more people from diverse backgrounds in STEM education and careers. The measures in the 2024-25 Budget build on Government investments that will shape and strengthen Australia’s future, including the $15bn National Reconstruction Fund Corporation and the $392m Industry Growth Program.
These measures support Australian know-how, Australian businesses and new jobs - including for women and people from diverse backgrounds. They will position Australia to build a Future Made in Australia to maximise the economic and industrial benefits of the move to net zero and secure our place in a changing global economic and strategic landscape. industry.gov.au

AMT JUN/JUL 2024 012 FROM THE MINISTRY


WELD AND CLEAN WITH ONE TIG-MACHINE www.kemppi.com Minarc T 223 ACDC is an entirely new, 220 A single-phase AC/DC TIG welding machine, including electrolytic weld cleaning process. This portable multivoltage welding machine allows you to perform high-quality TIG welding and professional weld cleaning from one machine. The new MAX WeldClean process is simple and fast to use. Converting your TIG torch to cleaning mode takes just a few moments, so your perfect welds are clean and ready in less time. Call (02) 8785 2000

Grasping the nettle
The manufacturing sector has a critical role to play in Australia’s future. If we want a vibrant, complex economy, a thriving manufacturing sector is crucial.
This sector is essential to Australia’s transition to a clean economy. It is essential to developing the capacity and capability to manage our geopolitical risks.
And the sector has a key role to play in securing Australia’s longterm prosperity, especially by being able to drive the sustained productivity growth our economy is crying out for.
But to realise its full potential, we must succeed in attracting, training, and retaining an increasingly highly skilled workforce.
This is not optional.
Skills needs in manufacturing are broad and deep, needing a mix of technical/specialist, generalist and leadership skills. Robotics and the future development of artificial intelligence, including generative AI, will increase the importance of advanced manufacturing and digital skills within the industrial skills mix.
We can anticipate that digital skills will be essential not just for specialist roles, but the entire manufacturing workforce.
Reflecting demand from industry for a higher skilled workforce, Ai Group is driving the development of degree apprenticeship models. Already recognised in the federal government’s employment white paper and the National Skills Agreement, Ai Group is leading several pilots and testing different models.
They are attracting high quality candidates, for example in a software engineering program just launched in South Australia.
Our most recent skills survey – the results of which are currently being analysed – continues to show that finding skilled staff is an issue. Between 2022 and 2024, the businesses surveyed reported that skills requirements have increased across all occupations.
This is particularly true for trades and technicians. In 2024, 79% of businesses we spoke to reported an increase in difficulty finding these workers, compared to 60% in 2022.
There is also rising difficulty finding managers and professionals, with 58% struggling to find and train managers and 61% for professionals (compared to 41% and 44% respectively in 2022).
Ai Group supports an industry approach to skills and workforce needs – but also acknowledges that in areas of acute skills shortage across industries, a different approach may be needed.
Focusing on women in manufacturing, it is important to recognise that gender segregation is much broader than the manufacturing sector. Jobs and Skills Australia identified a relationship between occupations facing skills shortages and gender segregation.
Ai Group undertook a project on behalf of the Victorian Government to attract more women into manufacturing apprenticeships. Plenty of employers got on board. But there were limited placements made because it was hard to attract women into these roles. That project showed that there is a big job to do in raising awareness of the sector with young women and girls.
We need to break down the stereotypes of what working in the manufacturing sector looks like. With an opportunity to see firsthand what the sector involves, and informed careers advice, we might see more girls and young women seek a career in the sector. And do we need to think more boldly – for example to look at more flexible models of work-based training to encourage older women workers into the sector?

And do we need to do more to encourage flexibility in work organisation, including more access to part-time work? Around 15% of workers in manufacturing are employed part-time, compared to 31% across the whole economy. We must look at what more we can do to support employers and supervisors, particularly SMEs, to attract and retain a more diverse workforce.
The comparative wages of manufacturing and other sectors is another potential barrier to attraction and retention in the sector. The data does show that wages can be a factor in apprenticeship completions, as is finding a better job.
Businesses are already finding the current economic circumstances challenging, and there is little room in the tank for businesses to simply award higher salaries with no clear overall economic return. But there is an opportunity to move up towards sustainable higher wages, through higher skills and higher productivity.
Ai Group would like to see the manufacturing sector once again step up to implement productivity reforms. This would be to the benefit of businesses and workers – and to help secure Australia’s future prosperity.
This is an edited version of a speech delivered to the National Manufacturing Workforce Forum in Melbourne, 16 April 2024 aigroup.com.au
AMT JUN/JUL 2024 014 FROM THE INDUSTRY INNES WILLOX – Chief Executive Australian Industry Group

Australia, we have an apprenticeship problem
Despite hearing for years now that we have a significant skills shortage, the completion rate for apprentices is below 50%, and the trend shows it’s still in steady decline.
The recent decision by the Federal Government to extend the $10,000 payment for apprentices in renewable industries to a wider cohort is a welcome encouragement to young workers thinking about a trade, and to older workers looking for a career change.
In real terms, getting a TAFE qualification behind apprentices opens a positive and promising future. A $10,000 payment over the course of a four-year apprenticeship can make a world of difference to a young worker, who is typically on a low wage, and still accumulating the tools they need to complete their training.
It will assist those learning to stay focused on growing their skills and knowledge, without having to take on a second job to supplement their low income. As technology changes in our vehicles, cities and homes, it is vital that we invest in the highly skilled workers who we will all come to rely on in the coming decades. It is a similar story for boilermakers and fitters who we need to build our wind towers and renewable energy infrastructure. But we need more than a cash bonus to reform and bolster our apprenticeship system.
No matter the industry, apprentices have been telling us the same story for years – low wages, high travel costs and the cost of the tools they need to do their courses have caused far too many promising apprentices to drop out and pursue higher paid jobs. And with the average age of apprentices increasing every year, the stereotype of the teenage apprentice living at home with no financial commitments is fast disappearing.
Changes to TAFE in recent years have prevented many would-be apprentices from pursuing certain trades, simply because of the distances involved in getting to a campus that teaches what these apprentices want to learn. In regional areas especially, finding both an employer willing to take on a new apprentice, and a TAFE course in reasonable proximity can prove an impossible task.
It’s not the only hurdle either. Despite changes to legislation, education around workplace professionalism and the best efforts of trade unions, some workplaces are still stuck in decades past, with dangerous hazing rituals, low level bullying and contempt for apprentices contributing to the decision of many to leave their career before it’s even begun. For employers, apprentices are the lowest paid workers they can legally hire – and while most bosses do the right thing by their apprentices, there are still those who see them as nothing more than cheap labour, opting to not invest the time in developing their skills.
There is so much opportunity when it comes to supporting tradesbased apprentices in ways they need so that they can support Australia’s industrial future. We need hundreds of thousands of skilled tradespeople over the next decade as we decarbonise our economy, transition to renewable energy powered industries and lift our productivity – and apprentices will play a key role in that.
amwu.org.au

AMT JUN/JUL 2024 016 FROM THE UNION STEVE MURPHY – National Secretary Australian Manufacturing Workers Union









 Fast Bend FBe
BCe Smart
Fast Bend FBe
BCe Smart
Robot Integration
for
Prima Power is the leader in bending technology offering the highest
Only
Discover more about the range of industry leading machinery from IMTS by scanning the QR Code above www.imts.com.au sales@imts.com.au 03 9314 9888 Technical Excellence, Innovative Products Contact us to find out more
Express Bend EBe
Looking
a panel bender?
level of flexibility
from IMTS Machinery!
She Made it
Spotlight on Women in Manufacturing in new Queensland docu-series.
She Made It is a groundbreaking docu-series that illuminates Queensland stories of resilience, innovation and triumph, as embodied by women in the manufacturing industry. Following the successful launch of the series on International Women's Day in March 2024, the web series has been entered into film festivals across Australia, the US and Canada, including Melbourne & Sydney Lift-Off film festivals, LA Femme International Film Festival and Montreal Women Film Festival. The series and standalone episodes will continue to be submitted into a wide variety of festivals over the coming year.
The production is also aimed at providing women with more information about opportunities in manufacturing and highlighting the diverse types of work available in the manufacturing industry. As is known, there is a significant pipeline of manufacturing work in Queensland, and it is crucial more women join the industry to fill skills shortages.
The documentary series is part of the Women in Manufacturing Strategy launched by the Queensland Government on International Women’s Day last year. The strategy is implementing key actions aimed at attracting more women to manufacturing, with a focus on technical and factory floor roles, so that the number of women in these traditionally male dominated roles grows.
Brisbane-based production house Pixelframe has delivered this wonderful production on behalf of the Queensland Government. “This project is testament to Queensland’s inclusive manufacturing industry and to the resilience and strength of Queensland’s women in the industry,” said Pixelframe producer, Caitlin Johnston. From concept to completion the project took about six months and Pixelframe now hopes to enter the series into international film festival competitions.
“We were the first government to deliver a Women in Manufacturing Strategy because we know that women add so much to our manufacturing sector,” the QLD Minister for Manufacturing, Glenn Butcher said. “We know women are underrepresented in this traditionally male dominated sector so we are implementing our plan to attract and retain more women in manufacturing because we know the industry is better off for it. It’s absolutely fantastic to be premiering a documentary series made right here in Queensland by a Queensland production company profiling Queensland women in manufacturing. It doesn’t get any better than this.”
Encouraging more women to pursue a career in manufacturing is critical to the industry’s continued growth, innovation and productivity. Factors which continue to limit women’s participation in the manufacturing industry include:
• stereotypes of ‘women’s work’
• the perception that shop floor occupations in manufacturing are men’s work
• limited flexible work arrangements
• the existence of unconscious and conscious bias
• lack of childcare on site
• appropriate bathrooms and facilities at manufacturing businesses
• the perception that there is not a career path to leadership for women
• the lack of parental leave for men.
Through the strategy, QLD supports manufacturers to identify potential barriers in their businesses and develop solutions to help overcome the issues.


The strategy has four priorities:
• Supporting diversity, equity and inclusion in the manufacturing industry.
• Building on our existing capabilities and skills to further women’s leadership and development.
• Boosting women’s participation in vocational education and training (VET), building the science, technology, engineering and mathematics (STEM) pipeline and promoting advanced manufacturing capabilities throughout secondary and tertiary studies.
• Celebrating and showcasing the women in Queensland’s manufacturing industry
The She Made It docu-series will also be shown in Queensland’s schools through the Gateway to Industry Schools Program in 2024, to encourage young women into manufacturing careers of the future.
rdmw.qld.gov.au womeninmanufacturing.com.au
AMT JUN/JUL 2024 018 GOVERNMENT NEWS
Green shoots mark end of productivity bubble
The Productivity Commission has released the March Productivity Bulletin with uplifting results.
Labour productivity increased for the second quarter in a row in the December 2023 quarter, suggesting a return to ‘productivity normal’ after the effects of the COVID-19 pandemic. The March Productivity Bulletin finds labour productivity increased by 0.5% in the December quarter, as hours worked fell by 0.3% while output increased by 0.2%.
“For two quarters in a row Australians produced more while working fewer hours. And while monthly labour force data is volatile, we can now say with a bit more confidence that the freefall in labour productivity that began in June 2022 has likely bottomed out,” said Deputy Chair Alex Robson. Despite the recent quarterly data, labour productivity still fell by 0.4% over the 12 months to December 2023.
“The sharp decline in productivity since June 2022 was due mostly to the end of the COVID-19 ‘productivity bubble’. Labour productivity rose significantly at the start of the pandemic, as workers temporarily moved from relatively low productivity sectors towards high productivity sectors, before declining as lockdown restrictions eased,” said Deputy Chair Robson. Employed people working fewer hours drove the overall decline in hours worked in the December quarter. The number of people employed increased by 0.5% and hours worked per worker fell by 0.8%, or roughly 15 minutes per week. “Labour demand has been historically high in recent years, which has seen an influx of newer, less experienced workers into the workforce. This has likely put temporary downward pressure on labour productivity growth, as new workers require time to learn and upskill,” said Deputy Chair Robson. “The increase in hours worked also led to a record decline in the capital-labour ratio in 2022-23, as increases in the capital stock, the tools and resources workers need to be productive, did not keep pace.”
Labour productivity increased in half of the market sector industries, predominantly due to decreases in hours worked rather than increases in output. Labour productivity grew the most in information, media and telecommunications (11.9%) and accommodation and food services (6.0%). These industries also had the largest falls in hours worked. “There are positive signs in this data, but productivity still sits just above the average from 2015 to 2019. Governments will need to continue advancing productivity enhancing reforms to see these green shoots flourish into more meaningful productivity growth.”
Key facts:
Labour productivity increased by 0.5% for the whole economy in the December 2023 quarter.
• Australians produced more despite working less. A decrease in hours worked (-0.3%) coupled with an increase in output (0.2%) meant labour productivity increased.
• This was the second consecutive quarter of labour productivity growth, suggesting the freefall in labour productivity since June 2022 has stopped and the productivity bubble experienced during the COVID-19 pandemic has ended.
Hours worked has fallen for the second consecutive quarter, down from a record high in June 2023.
• Hours worked fell as employed people worked, on average, fewer hours. The number of people employed increased by 0.5%, but hours worked per worker fell 0.8% (or 15 minutes per week).
Hours worked has been negatively correlated with movements in labour productivity.
• Rapid increases in hours worked in 2022-23 likely reduced labour productivity as new, less experienced workers entered the labour force and the capital stock failed to keep up with expanded labour supply.
• Since June 2023, declines in hours worked have increased the capital stock per worker, likely contributing to increases in productivity.
Labour productivity increased in half of the market sector industries.
• Labour productivity grew the most in information, media and telecommunications (11.9%) and accommodation and food services (6.0%). These industries also had the largest falls in hours worked.
• Changes in hours worked were strongly negatively correlated with changes in productivity growth at the industry level in the December 2023 quarter.
pc.gov.au

AMT JUN/JUL 2024 019 GOVERNMENT NEWS
ICD Group in Australia
ICD Group launching Australia’s first dedicated superalloy processing facility.
ICD Superalloys Australia will source, recycle and supply minor metals from across Australia and South East Asia, and will be the first dedicated superalloy processing facility to be established in the country. This expansion into Australia marks ICD Group's continued commitment to growing its metals division, strengthening its presence in the Asia-Pacific region, and providing ethical and sustainable business solutions from mine to market.
Strategically located for future growth
ICD Superalloys Australia, which is a subsidiary of ICD Europe Ltd, will be located in Canning Vale, Western Australia. This strategic location allows the company to be closer to its existing client base in Australia and South-East Asia, catering to their growing demand for minor metals and superalloy revert.
This represents a significant step towards localising crucial operations and providing faster turnaround times for customers across the region.
Full revert process capabilities
The new, 3500m2 facility boasts full revert process capabilities for all forms of minor metal, including Molybdenum, Tantalum, Niobium, Hafnium, Tungsten, Titanium, Zirconium and Nickel/ Cobalt Based Superalloy Revert. The building will also feature a brand-new turnings processing facility. Initially, the company will
Innovate to Grow
focus on servicing key sectors like aerospace, oil and gas, medical, petrochemical, automotive, and electronics. However, they plan to expand into new sectors, such as mining, in the future.
ICD Europe have signed a long-term lease on the new building, and officially took possession of the unit on 1st March. All plant and machinery are currently en route to Australia, and the facility is on schedule to be fully commissioned and operational by June 2024. A full programme of recruitment and training will commence shortly.
Commitment to sustainability
As part of the Group’s unwavering commitment to sustainability, ICD Superalloys Australia will aim to achieve the same high standards as its parent company, ICD Europe, which was awarded a Gold sustainability rating by EcoVadis earlier in 2024. To support this goal, the new facility will feature a number of energy-saving measures, including electric car charging points.
“This expansion demonstrates ICD Group's commitment to investing in strategic markets and offering its expertise and solutions to a wider, global audience,” CEO of ICD Group, Alexandre Leviant added. “Australia is an exciting place to do business, and its position as gateway to South East Asia makes it the perfect choice for ICD Group.”
icdeurope.com/australia icdgroup.com icdeurope.com
CSIRO empowers SMEs to turn advanced manufacturing solutions into R&D opportunities.
Australia’s national science agency, CSIRO, is inviting small to medium enterprises (SMEs) working on advanced manufacturing solutions to apply for a self-paced, 10-week, online program that can help them turn an idea into an R&D opportunity. 'Innovate to Grow' was launched in 2020, and in just four years the free program has equipped over 500 SMEs with the knowledge and tools required to progress their research.
CSIRO recently announced a $20m investment to provide SMEs with greater access to vital research and development (R&D) opportunities to accelerate their growth. The funding will support an additional 600 SMEs through its Innovate to Grow program, kicking off with its Advanced Manufacturing cohort. CSIRO’s Director of Manufacturing, Marcus Zipper, explained how CSIRO’s unique position in the research ecosystem drives innovation to advance Australian manufacturing.
“Advanced manufacturing is a vitally important sector, employing over 800,000 people across Australia,” Dr Zipper said. “It’s an exciting area of research and development for CSIRO, and we work collaboratively to connect SMEs with new technologies to improve efficiency, productivity, health, safety and environmental outcomes, while driving prosperity across the manufacturing sector.
“We translate research into products and processes that businesses want to adopt because what we’ve created is economically viable, more efficient and effective, and sustainable.” The ‘Innovate to Grow’ program is designed for companies embarking on earlystage R&D or those venturing into new solutions within advanced manufacturing.
Successful program participants will gain access to expert facilitators and experienced researchers.
With expert guidance, participants will learn how to formulate a research question, assess its impact, and seek out strategic partnerships. Additionally, they will acquire skills in developing a compelling R&D business case and funding proposal.

Connop Metal Founder, Murray Connop, a 2022 Innovate to Grow: Advanced Manufacturing program participant, has made headlines for developing a world-first method of analysing the chemical compositions of PVC to make it recyclable - right here in Australia. Connop said CSIRO’s program provided invaluable connections to industry experts. “Thanks to the Innovate to Grow program, I gained the vital contacts and support needed to determine the feasibility of my project,” Mr Connop said.
“I wholeheartedly recommend this program to fellow start-ups and small businesses in advanced manufacturing. The invaluable connection to industry experts provided by this program has played a significant role in the success of my project.”
Innovate to Grow: Advanced Manufacturing is open to SMEs working in the following sub-sectors:
• Robotics
• Additive manufacturing
• Advanced materials and processes
• Mechatronics design and engineering
• Energy storage and battery technology
• Sensing and detecting technologies
• Natural products manufacturing
• Biomedical manufacturing csiro.au
AMT JUN/JUL 2024 020 INDUSTRY NEWS
Wellcamp
Toowoomba takes flight as world-class aerospace and defence manufacturing hub.
Wagner Corporation’s $550 million Wellcamp Aerospace and Defence Precinct is taking off as a global epicentre for advanced manufacturing with the groundbreaking ceremony for Boeing’s new production facility in Toowoomba, west of Brisbane.
The sod was turned on the 9,000sqm facility that will anchor the aerospace and defence precinct where Boeing will manufacture its uncrewed MQ-28 Ghost Bat aircraft, putting the region on the world stage and unlocking global opportunities in the sector.
It is the first time in more than 50 years a military combat aircraft has been designed, developed and manufactured in Australia.
Wagner Corporation chairman John Wagner, who was joined by Scott Carpendale, Vice President, Boeing Global Services –Government Services Asia Pacific region and Queensland Deputy Premier, Treasurer and Minister for Trade and Investment, Hon Cameron Dick, said the potential ability to co-locate alongside suppliers attracted Boeing to Wellcamp Business Park. “We have world-class supply chain operators already located on-site, with construction of this new facility set to be a catalyst for significant further investment from companies wanting to be part of this growth sector,” said Wagner Corporation Chairman John Wagner. “It has already attracted substantial investment from State and Federal Governments, and will likely bring further investment from higher education, small-to-medium enterprises and start-up companies looking to co-locate and collaborate.
“This will cement Toowoomba and Wellcamp Business Park as a nucleus for aerospace and defence advanced manufacturing, creating global export opportunities for Australia’s supply chain.”
Construction will employ more than 200 people directly, and hundreds more indirectly, and is anticipated to be completed in 2025, with the facility estimated to employ a 100-strong skilled workforce, once operational.
Mr Wagner said the development of advanced manufacturing capabilities in Queensland would create new, highly-skilled jobs, local supply opportunities and defence industry stimulus.
“The Wellcamp Aerospace and Defence Precinct, anchored by Boeing’s facility, will introduce new industries and technologies such as advanced robotics, creating new capabilities and employment opportunities that benefit Toowoomba, Queensland and Australia as a whole,” he said.
“The opportunity to be part of revolutionary development and manufacturing will draw some of the brightest minds and recognised experts to our region.”
The Aerospace and Defence Precinct forms part of Wagner Corporation’s 430-hectare masterplanned Wellcamp Business Park, offering high, medium and low impact serviced industrial land.
The Precinct, collocated with the Toowoomba Wellcamp Airport, is set to be one of the most sustainable and energy efficient globally, boasting capabilities spanning assembly, maintenance, research and development.
“No other business hub can offer what we do, giving Wellcamp Business Park an unbeatable edge and attracting Boeing, Qantas and other international and local companies of all sizes who have chosen to operate here,” said Mr Wagner.
“Locating in the precinct is a strategic decision for businesses wanting to take advantage of its unrivalled connections to transport and logistics with our passenger airport and international air cargo hub, alongside Toowoomba’s continued economic growth.”
While earthworks begin, Wagner Corporation is continuing to work with Boeing Australia to finalise the production facility design and architectural features.
wagnercorporation.com.au

AMT JUN/JUL 2024 021 INDUSTRY NEWS
Fleet Space Technologies
Voice-enabled Centuari-6 satellite deployed into SpaceX’s BandWagon-1 mission.
Australia’s leading space exploration company has announced the successful deployment of its next-generation Centauri-6 satellite on SpaceX’s Bandwagon-1 mission, marking the latest milestone for Fleet Space after a period of exponential growth and delivery of multiple innovative breakthroughs in the global space sector.
Fleet Space’s Centauri-4 recently became the world’s smallest voice-enabled satellite after a demonstration of Push-To-Talk (PTT) capabilities to the Australian Defence Force Joint Capabilities Division as part of their ASCEND2LEO program. Fleet Space’s SPIDER seismic technology will also head to the Moon to search for water ice and deliver new insights about the lunar regolith on Firefly Aerospace’s second lunar mission in 2026 as part of a NASA CLPS initiative.
Rapid global adoption of Fleet Space’s satellite-enabled mineral exploration solution, ExoSphere, has been the catalyst behind the company’s sustained innovation in space technologies and growth over the past year. Over 40 industry leading exploration companies - including Rio Tinto, Core Lithium, and Barrick Gold - have used the technology to complete 300+ surveys for a variety of critical minerals across five continents. In 2023, Fleet Space completed a
heavily oversubscribed A$50m Series C funding round, doubled its valuation to A$350m, and was named Australia’s fastest growing company.
“Humanity’s expanding satellite infrastructure is rapidly unlocking new capabilities that can help to address some of the most pressing challenges facing our planet. At current rates of mineral discoveries and production, our net-zero goals and clean energy future are unattainable in the coming decades,” said Flavia Tata Nardini, Co-Founder and CEO of Fleet Space. “Leveraging the latest advances in space technology, AI, and geophysics - Fleet Space is demonstrating a path to accelerate mineral exploration in a more data-driven, scalable, and sustainable way. Centauri-6 is a portal into a future of efficient, mass-scale satellite manufacturing that can unlock previously unimaginable satellite-enabled solutions to hard problems on Earth.”
Centauri-6’s addition to Fleet Space’s satellite constellation will play a vital role in servicing the global demand for its satelliteenabled mineral exploration solution, ExoSphere, while also building capacity to deliver advanced SATCOM capabilities with microsatellite architectures. fleetspace.com
Nanothin printing of electronics
New technique allows engineers to ‘exfoliate’ alloy crucial for 2D printing memory chips.
Engineering researchers have developed a 2D printing process using liquid metals that they say could create new ways of creating more advanced and energy efficient computing hardware that is manufactured at the nanoscale. The process comes amid increasing worldwide demand for memory devices, which require significant amounts of energy to produce and use.
“Reducing the temperature at which zirconium and hafnium become liquid is crucial to developing lower-cost electrical devices as far less energy is required,” said Dr Mohammad Ghasemian, the study’s lead author from the School of Chemical and Biomolecular Engineering. Developed by University of Sydney engineers and published in Small, the researchers first combined tin, zirconium and hafnium in a precise ratio. This enabled the alloy to be melted below 500 degrees, far lower than the individual melting points for zirconium (1855 degrees) and hafnium (2227 degrees).
The liquid metal alloy has a thin oxide layer or ‘crust’ while maintaining a liquid centre. It is used to harvest the ultra-thin tin oxide nanosheets doped with hafnium zirconium oxide. “Tin is abundant, low cost and can be used at a large scale for the manufacture of critical semiconductors, transistors and memory chips,” said Dr Ghasemian.
“Though hafnium zirconium oxide is a well-known ferroelectric material used in nanoscale applications, like memory devices and sensors, obtaining nanosheets using conventional techniques is both difficult and costly,” he said.
Applying the tin-zirconium-hafnium alloy allowed the team to harvest the nanothin tin oxide layer doped with hafnium zirconium oxide through exfoliation – lifting it from its liquid surface – so it could then be 2D printed on a substrate as ferroelectric nanosheets. These sheets are designed to form the basis of next generation computing hardware, from semiconductors to memory chips.
“Think of it like a marble coated in ink,” Dr Ghasemian said. “The alloy is like a solvent that allows us to remove that ink and then use it for printing. Our process allows us to harvest this precious crust layer and turn it into ultra-thin sheets, which are then used to manufacture electronics.”
“It could be a new source of functional 2D materials which are not accessible by conventional methods. This process allows us to introduce ferroelectricity into much smaller, 2D metal oxides, allowing for the development of next generation nanoelectronics at low temperatures.” sydney.edu.au

AMT JUN/JUL 2024 022022 INDUSTRY NEWS
hyperMILL 2024
OPEN MIND releases hyperMILL 2024, an innovative and complete CAD/CAM solution.
OPEN MIND has always offered an innovative CAD/CAM solution whose CAD functionalities are seamlessly linked to CAM programming. This leads to enormous time savings in work-piece preparation. This alone makes it clear that CAM without CAD is no longer an option today.
From version 2024, hyperMILL now combines CAD and CAM under one name (instead of hyperCAD-S), thus consolidating ‘CAD for CAM’ for the future. The familiar CAD functionalities remain the same, only their names change.
New and enhanced capabilities
hyperMILL 2024 includes a range of powerful enhancements to its core toolpath capabilities, as well as new functionality for increased NC programming efficiency in applications ranging from 2.5D machining to 5-axis milling.
An optimised Deep Hole Drilling CAM strategy offers improved machining reliability by providing a user-friendly interface with process-relevant parameters clearly defined on a new process tab. New capabilities enable coolant and dwell time stages to be identified, allow a chip break to be integrated into a drilling process, and more. A new single-tip gun drill tool simulation function provides precise collision checking and a detailed visualisation of the stock removal.
A new algorithm for 3-axis and 5-axis Rest Machining ensures automatic, complete detection of all rest material areas, in addition to optimised toolpath calculations for faster, reliable machining. Toolpaths are now optimally divided to ensure more efficient machining, and the detection of intersection areas where paths meet has been optimised for collision avoidance.
An additional toolpath improvement is an enhanced path layout for the 3D Plane Machining cycle. The new strategy has a smoother path and fewer pick-ups. While the toolpath length (distance) may be longer in some cases, the machining time, as tested on a variety of NC controllers, has been reduced.
A new, novel generation of programming assistance and analysis, ‘CAM Plan’ is introduced in hyperMILL 2024, simplifying various
programming tasks and identifying possible sources of error. Predefined workflow steps safely guide users through the preparation and programming process, while the geometries and features required are automati cally created. Also, potential errors are flagged for removal such as double surfaces or gaps between model patches.
Once the data is organised, the CAM workflow can be processed with more intelligence and higher efficiency. The first benefit from hyperMILL CAM Plan is that component topology is analysed to produce a precise toolpath that has command locations aligned with key geometric features and with optimised point distribution for milling. The result is improved surface finishes, easier processing by NC controllers, and reduced machining times.
For easy generation of 3-axis and 5-axis NC programs with axis change and an optimised use of the workspace, the NC Optimizer feature in the hyperMILL VIRTUAL Machining strategy now offers the option to transform X- and Y-axis movements into a single movement with the rotation axis in the table. By swapping axes, an XY movement is transformed into a simultaneous CX movement which eliminates rewind movements during machining. This is especially impactful on machines that have a limited linear axis range. The reading back of measuring points when using hyperMILL VIRTUAL Machining is a new feature that allows graphical representation of measured points on the part model, rather than comparing a list of measurement results. Users can also quickly identify measuring points that are out of tolerance on a 3D part model and compare trends over sequential measurements. As a result, it is much easier to analyse and compensate for inaccuracies and tool wear after milling.
hyperMILL in Australia
John Hart Pty Ltd is the Authorised Reseller for hyperMILL in Australia for over 25 years, and it is our goal to help our customers achieve sustained success through the application of hyperMILL’s world class technology coupled with support from our highly experienced team of application engineers. johnhart.com.au

In 3-axis and 5-axis machining (image), new algorithms for rest material detection ensure that all rest material areas are automatically accounted for in full.
AMT JUN/JUL 2024 023 INDUSTRY NEWS

Gearing up for growth
Most Australian manufacturers and distributors are striving for higher output in 2024. Maria Christina, National Manager of Manufacturing & Wholesale Trade at Commonwealth Bank.
However, CommBank’s new report shows that achieving it will rely on overcoming ongoing issues relating to costs, customers and capacity and finding new pathways to productivity.
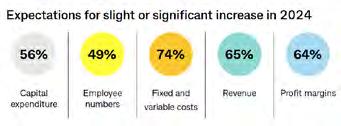
Steady growth outlook buoys cautious optimism
Despite economic uncertainty and rising costs, most manufacturers and distributors grew production volumes and revenue at least modestly in 2023. In addition, 51% of the industry is operating with a capacity utilisation rate of 85% or above. From here, a steady growth trajectory is expected to continue, and 83% have some degree of confidence in business conditions in the year ahead.
Adapting to challenges and change
In pursuit of their growth targets, manufacturers and distributors will be navigating a range of ongoing challenges. The market and economic forces pushing up costs and competition are expected to impact the industry most in the next 12 months.
To effectively adapt to change, manufacturers and distributors are mounting a range of strategies. This includes planning initiatives and investments to optimise operations and improve productivity, competitiveness, and supply chain resilience.
Technology as a productivity accelerant
Just over eight in ten manufacturers and distributors plan to increase technology investment in the next 12 months. The top-rated goals of adoption are enhanced productivity and financial performance, as well as improving the employee and customer experience.
• Highest impact technologies in the next three to five years
• Supply chain integration platforms at 40%;
• Track and trace for supply chain visibility at 30%;
• Artificial intelligence and machine learning at 28%;
• And Intelligent automation at 23%.
Did you know?
Around 82% of businesses say they have some awareness of the Australian Government’s mandatory climate- related disclosure regime. If implemented as planned, 37% say ESG investment will rise, and around one-third will significantly change their business strategy.
Boosting digital adoption and readiness
With a lack of expertise seen as a barrier to digital adoption, most manufacturers and distributors run in-house training to reskill and upskill staff. Training is also being used to strengthen business’s cyber defences, but keeping hardware and software up-to-date is most common. % 56% of companies surveyed ar conducting internal training to uplift digital skills.
Advancing sustainability and business outcomes
Manufacturers and distributors are progressing their sustainability journeys, targeting business outcomes including operational

efficiencies (51%), reduced costs (48%) and a competitive advantage (41%). Among the barriers to delivering sustainability initiatives, financial constraints are the top-rated. 81% of businesses have implemented at least some sustainability initiatives. A third of business’ energy mix is currently supplied by renewable sources. About half are planning to adopt sustainable procurement practices.
Access more supply chain insights
This provides just a snapshot of the findings from the CommBank Manufacturing and Supply Chain Insights Report 2024, with the full report examining these and other trends in depth. This includes finance and operational performance and outlook across manufacturing and distribution sectors. Productivity enablers and detractors, and areas earmarked for capital investment. Challenges and opportunities of emerging technologies such as AI, and cyber security initiatives. Existing and planned sustainability initiatives and the impact of the changing regulatory landscape.
This research is based on a survey of 464 manufacturers and distributors across Australia conducted in February 2024. The research examines current and future financial and operational performance drivers to support decision-makers as they develop their growth strategies.
To read the full report and access additional resources, case studies and other information visit commBank.com.au/manufacturing
Things you should know:
The CommBank Manufacturing Insights (the research) has been published for general informational purposes only. As it has been prepared without considering your objectives, financial situation or needs, you should, before acting on the information, consider its appropriateness to your circumstances and if necessary seek the appropriate professional advice. Any opinions, conclusions or recommendations are reasonably held or made, based on the information available at the time of each publications compilation, but no representation or warranty, either expressed or implied, is made or provided as to the accuracy, reliability or completeness of any statement made. Any opinions, conclusions or recommendations set forth are subject to change without notice. Any projections and forecasts are based on a number of assumptions and estimates and are subject to contingencies and uncertainties. Different assumptions and estimates could result in materially different results. The Commonwealth Bank does not accept any liability for loss or damage arising out of the use of all or any part of the research.
The survey was undertaken by Fifth Quadrant on behalf of the Commonwealth Bank and the analysis was undertaken by Fifth Quadrant and the Commonwealth Bank.
Commonwealth Bank of Australia ABN 48 123 123 124 AFSL and Australian Credit Licence 234945
VOICE BOX OPINIONS FROM ACROSS THE MANUFACTURING INDUSTRY AMT JUN/JUL 2024 024

Spatial computing, AI meet the machine shop
Artificial intelligence and the spatial computer have enormous potential to change the way machine shops will operate in the future. Udo Jahn, General Manager, Modern Engineering.
Ten years ago, Google created a pair of glasses that got me very excited about the future of machining. Most people related it to gaming and artificial reality, but the far-reaching implications and promising advancements this technology could bring to our industries and machine shops was never fully realized. Google stopped its glasses project suddenly, which was a great disappointment for me.
Recently, Apple released the Vision Pro to the market, which coincided with a greater push in the world of artificial intelligence (AI). From this, we are about to see a dramatic change in the way machine shops will operate in the future. The potential for growth is enormous. Here are some examples of areas where this technology could advance machine shops:
Servicing equipment. In the past, when a service technician came to our facilities, they came with a few diagnostic tools, hand tools and a cell phone. Then, the process of diagnosing what is wrong and finding out how to fix it began. The status of machines was assessed and, in many cases, if the problem was not clear, phone calls were made and out came the reference books. This sometimes resulted in lengthy repair processes because of various reasons, including being unfamiliar with the machine and sometimes having a lack of experience.
This is where the spatial computer and AI come in. Through AI, the spatial computer can pull up schematics and interpret error codes faster than any human. The spatial computer can also connect to other spatial computers for virtual conversations and diagnostics with off-site experts in real time. All linked computers can look at the problem and work through to a solution. Did I mention real time? Adding and subtracting experts as needed can assist in working through the service problem quickly. Can you imagine how much faster service could be if personnel were readily accessible through the spatial computer, rather than needing to commute and be on site at your physical location?
This is going to change the way we see service. Spatial computing, with the assistance of AI, may even put service into the hands of machine shops so they can fix the problem faster themselves. Programming CNC machines. Can you imagine programming in a virtual world with spatial computing and AI? I can see how quickly it opens up the possibilities for machine shops. Let’s start by being
able to see a part being machined in real time both virtually and in 3D. This will improve the accuracy of programming and bring programs to a higher level of reliability, because it will be able to calculate tool pressures and cutting issues based on the expansive databases available to it.
Imagine creating optimised, error-free programs which have been proven in a 3D virtual environment. With this virtual reality and the assistance of AI, the programmer will be able to simulate many approaches to programming to create optimised pathways without impacting the shop’s machining time. Think about how often machine shops waste time optimising programs on the shop floor when they could be running parts and making money!
Machinist operating equipment. Here is where the technological advancements will become very interesting. Imagine what spatial computing and AI will do for the machinist setting up and running a CNC machine. It will bring this activity to a new level. The spatial computer will allow the machinist to actively monitor the equipment in real time, including the control and the inside of the machines, while they are working. More than one machine can be monitored at a time from anywhere in the shop or the world. Let that sink in! Machinists can not only monitor the machines, but also do detailed setups from virtual lists or instructions accessed with the assistance of the spatial computer. This is all done at the same time. The AI in the spatial computer can also list detailed visual or aural instructions to accomplish these tasks if necessary.
When it comes to checking parts, the spatial computer can observe and document measurements from the instruments without the machinist writing them down. Manual documentation of measurements for quality control purposes will become unnecessary. Can you imagine a machinist that can monitor, record and have access to the world’s information while operating machines from anywhere in the world?
The world of spatial computing and AI is coming, and machine shops will need to be ready.
Udo Jahn, General Manager, Modern Engineering moderneng.com
This article was originally published by Modern Machine Shop magazine and mmsonline.com in April, 2024.

AMT JUN/JUL 2024 025 VOICE BOX
MANUFACTURING INDUSTRY
OPINIONS FROM ACROSS THE

Manufacturing with AI
OpenAI’s Sora is unlocking new opportunities in manufacturing. By
Matthew Addley, Industry Strategist, Manufacturing at Infor.
OpenAI’s latest technology for creating artificial realities has caused a significant buzz in the market with the announcement that Sora can produce realistic and imaginative scenes from text instructions. This could be a step change for the manufacturing industry, accelerating productivity, reducing expenses and downtime, and improving product quality.
Large manufacturers aren’t the only ones who stand to benefit from this technology - smaller businesses struggling to get access to high-value AI solutions can ride on the success of Sora’s bold and evolutionary capabilities to enhance performance and production schedules.
A manufacturer could take a drawing off a page and show it in motion, in real-life situations and operate it to perfection long before any physical product is built. If this allows the manufacturer to test the market and generate demand, it has the potential to democratise time-to-market and customer acquisition.
In some ways, Sora is an incremental step – given that image generation has existed for a while with Google's Lumiere and Meta's Make-A-Video. But Sora brings a whole new dimension with its photorealistic videos. It represents a significant reset in terms of information immediacy and value and is certainly hastening advancements in AI-generated videos.
As video capability continues to evolve, immersive videos are also within reach, opening more possibilities with augmented reality, and for manufacturers to take advantage of the metaverse. Using generative AI technology, manufacturers can run virtual models of physical facilities, incorporating augmented reality, the Internet of Things and cloud computing.
Plugging gaps in manufacturing
The real positive of Sora is in responding to some of the biggest manufacturing challenges, such as worker and skills gap and the pursuit of quality excellence. In Australia alone, there is a growing skilled labour shortage in the manufacturing industry, driven by technology shifts, an ageing workforce, and global competition.
Addressing the worker challenge is critical to build up the local manufacturing ecosystem – task-specific training content is a fundamental part of the solution. There is a move to develop training modules to address the lack of talent and upskill professionals with the right tools to successfully scale up operations.
Unfortunately, the manufacturing sector lacks worker capacity and skills to produce the content in a timely and cost-effective manner. This is where Sora steps in to use text to create realistic and imaginative training videos to support upskilling and quickly respond to lost experience. It can generate complex scenes with multiple characters, specific types of motion, and accurate details of the subject and background.
According to a report by Microsoft and the Tech Council of Australia, generative AI could contribute as much as $5bn annually to Australian manufacturing by 2030. Furthermore, McKinsey and Company predicts that generative AI has the potential to increase Australian labour productivity by 0.1 to 1.1 percentage points a year through 2030. This demonstrates a real opportunity for manufacturers to harness this tech to bolster overall business competitiveness.
Regulatory and ethical concerns
In an age of misinformation, malware and fake news, there are growing concerns around how Sora could potentially fuel video deepfakes. There are also fears that if the video creation process allows a product to perform beyond expected capabilities, presumably but not always with a disclaimer, then the customer could be easily and deliberately misled.
A second part to the potential hazard is the creation of defamatory content – a competitor, their agent, or even a dissatisfied consumer having a quicker method to create negative content about a product or individuals within an organisation.
Despite the potential drawbacks, there is no denying that Sora offers a faster and less costly way than the current human-led approach using computer-generated imagery, potentially encouraging the worst of behaviours.
The only way to overcome any misuse is the same as for generated images – providers of public services must prohibit the use of copyright and private input and, in all cases, watermark the output so that the ability to trace back to the originator acts as a deterrent.
Significant opportunities for Australian manufacturers
There are obvious challenges with rapidly evolving technologies, and there is a need to balance innovation with responsibility. Legislative bodies will need to keep up, including ensuring that the industry adopts ethical practices. Once the industry accepts and moves on from those concerns, the benefits of Sora to manufacturers in democratising media and mitigating training and quality challenges of today will be fully realised.
Sora represents the opportunity to educate and excite, and ultimately is a worthwhile prize for those organisations that have adopted the transformational foundations to embrace this future. For Australian manufacturing, it marks a new age of productivity and innovation –with the potential to enhance business competitiveness and boost economic growth. infor.com/en-au
AMT JUN/JUL 2024 VOICE BOX
ACROSS THE MANUFACTURING INDUSTRY 026
OPINIONS FROM

OPINIONS
Embodied carbon
Reducing materials embodied carbon in construction will advance Australia's low-carbon future in manufacturing, says Sustainable Construction expert Dr Ali Kashani from UNSW Civil and Environmental Engineering Faculty.
It’s hard to drive through any urban area and not notice the busy construction sites on almost every block. Whether it’s a new apartment complex, your neighbours renovating their home, or the new road that’s being marked out - the building and construction industry in Australia isn’t showing signs of slowing down.
As Australia sets its eyes on lowering emissions to meet its Paris Agreement target, the complete picture of carbon emissions from Australia’s active construction industry might not be fully clear.
Construction’s embodied carbon represents the carbon dioxide emissions released into the atmosphere before and during construction - including any emissions concerning manufacturing and transportation of the materials used for construction.
In October last year, the NSW Government released the State Environmental Planning Policy which encourages the design and construction of more sustainable buildings across NSW to help meet climate change targets. The building sector in Australia is responsible for one-fifth of all emissions. Concrete, steel, and aluminium contribute to nearly 70% of Australia’s building’s embodied carbon – with levels currently in the millions of tonnes.
For every kilogram of concrete, steel and aluminium produced, approximately 0.2, 2.2 and 20kg of carbon dioxide is emitted, respectively. However, the amount of concrete and steel used in construction dwarfs the aluminium usage. “The construction industry is one of the biggest contributors to Australia’s total emissions but at the same time, it has great potential for decarbonisation through innovation and collaboration among different stakeholders.
“However, embodied carbon is sometimes overlooked in design and construction,” says Sustainable Construction expert Dr Ali Kashani from UNSW Civil and Environmental Engineering. “We often focus on renewable energy such as solar panels for emissions reduction from the operations side such as heating or cooling buildings. And that’s fantastic but not enough. We should also take into account the energy spent and CO2 emitted during manufacturing and transporting the materials, too.”
Decarbonising construction materials in Australia
Globally, concrete is the second most used material after water and makes up the bulk of Australia’s embodied carbon in construction. With the sheer volume of concrete used in almost all construction projects, including buildings, roads, bridges, and tunnels, is unlikely to change anytime soon.
Portland cement, a crucial component of concrete, is produced through an energy-intensive process that emits large quantities of CO2. Similarly, the steel industry heavily relies on coal, a major source of carbon emissions, for its production process.
Aluminium production, though not much used for construction compared to concrete and steel, is even more energy-intensive. The high temperature required for these processes is one of the biggest challenges in decarbonising these industries. Despite current efforts to transition to more sustainable and green energy sources, it requires significantly more investment in this area.
“Unfortunately, not all embodied carbon emissions can be eliminated – but thankfully, it can be reduced,” says Dr Kashani. “Plus, we need to favour renewable energy in any stage of the production process when possible.”

Finding better alternatives
Dr Kashani encourages manufacturers to look beyond traditional methods of producing our construction materials. He says using recycled materials as alternative, low-carbon ingredients is an important step the industry can take to reduce its total embodied carbon. “Steel that was manufactured as a building material but comes to its end-of-life can be recycled to make new steel through electric-arc furnaces which can also be powered by renewable energy,” he says.
“So we can’t rely on these as a long-term solution and need to explore the use of other industrial and mining by-products and wastes in concrete.” “There’s a start-up company in the United States which claims to produce the first zero-emission cement through an electrolysis process using 100% renewable energy.”
Carbon capturing
Dr Kashani ’s final recommendation to reduce global embodied emissions is through carbon capture and utilisation. Carbon capturing is a three-step process which involves capturing and cleaning carbon dioxide, transporting it, and then storing it deep underground. Some critics argue whether carbon capturing ultimately reduces emissions or is instead a license to ramp them up. Dr Kashani believes we’re missing out on opportunities to utilise the captured carbon in other applications.
“We can use this process across many industries such as construction and manufacturing to lower their embodied carbon,” he says. “For instance, captured CO2 from steel and cement production can be used to enhance the properties of steel slag and recycled concrete aggregate which also reduces the overall emission of concrete using these recycled materials.
Dr Kashani recognises that switching to renewable energy and alternative materials may not be straightforward for all industries, but says doing nothing about the carbon that is still being emitted should not be an option, either. unsw.edu.au
AMT JUN/JUL 2024 027 VOICE BOX
MANUFACTURING INDUSTRY
FROM ACROSS THE
Australia: Beer byproduct behind Vegemite could help us recycle metal waste
Scientists use spent brewer’s yeast, left over from manufacturing beer, to filter out metal from waste streams. As the world becomes increasingly dependent on electronics, the hunt is on for ways of effectively recycling them. But electronics often contain many different metals, which are difficult to separate for effective recycling.
Scientists have now discovered that spent brewer’s yeast, a byproduct of beer manufacture which is also the basis for Marmite, can be used multiple times to retrieve metals like aluminum, zinc, and copper from a solution. When the method was tested on a polymetallic waste stream, they recovered more than 50% of the copper and 90% of the zinc present.
When we recycle electronic devices we can no longer use, we expect to make the most out of the precious natural resources that went into building them. But electronic waste is notoriously difficult to recycle, because it’s hard to separate the different metals in the waste from each other. Scientists have now found a way of selectively capturing metals from a waste stream using spent brewer’s yeast, the same beer byproduct that goes into Marmite.
Not only that: the yeast can be reused, making the process even more eco-friendly.
“Electronic waste is difficult to recycle because it is very heterogeneous,” said Dr Klemens Kremser of the University of Natural Resources and Life Sciences, Vienna, corresponding author of the article in Frontiers in Bioengineering and Biotechnology. “Getting the metals in solution is a first step, but the selective recovery of the metals remains a challenge. Compared to processes such as chemical precipitation, biosorption using spent brewer’s yeast presents a cheap and environmentally friendly approach.”
Several options already exist for separating out the different component metals of electronic waste, including other biosorbents — biological materials which can be used to soak up pollution. However, they all have significant downsides. For instance, chemical precipitation produces contaminated slag, while biochar — a biosorbent which is similar to charcoal — is difficult to separate from wastewater.
Frontiers
Australia: The next generation of lithium-sulphur (Li||S) batteries may be capable of being charged in less than five minutes
The University of Adelaide’s Professor Shizhang Qiao, Chair of Nanotechnology, and Director, Centre for Materials in Energy and Catalysis, at the School of Chemical Engineering, led a team which examined the sulphur reduction reaction (SRR) which is the pivotal process governing the charge-discharge rate of Li||S batteries.
“We investigated various carbon-based transition metal electrocatalysts, including iron, cobalt, nickel, copper and zinc during the SRR,” said Professor Qiao who is an ARC Australian Laureate Fellow. “Reaction rates increased with higher polysulphide concentrations, as polysulphide serves as the reactive intermediates during SRR.” The team designed a nanocomposite electrocatalyst, comprising a carbon material and cobalt-zinc (CoZn) clusters.
“When the electrocatalyst CoZn is used in lithium-sulphur batteries, the resulting battery achieves an exceptional power-to-weight ratio of 26120 W kgS-1,” said Professor Qiao. “Our research shows a significant advancement, enabling lithium-sulphur batteries to achieve full charge/discharge in less than five minutes.”
High-power lithium-sulphur batteries are used in various devices such as mobile phones, laptops, and electric vehicles.
Current state-of-the-art lithium-sulphur batteries suffer from low charge-discharge rates, typically requiring several hours - typically from one to 10 hours - for a single full charge-discharge cycle.
The team’s study, which is published in the journal Nature Nanotechnology, is the first comprehensive approach to tackling the problem of slow charge/discharge rates in lithium-sulphur batteries and has significant impact for scientists designing electrocatalyst materials and experts examining the reaction mechanisms of lithium-sulphur batteries.
“Our breakthrough has the potential to revolutionise energy storage technologies and advance the development of high-performance battery systems for various applications,” said Professor Qiao.
The high-power capabilities of these batteries make them wellsuited for applications requiring rapid charging and discharging, offering enhanced performance and reliability for both consumer electronics and large-scale energy storage solutions in grid applications.
The University of Adelaide
Sweden: Candela's revolutionary electric flying vessels coming to the APAC region
Asia-Pacific’s rivers and waterways can soon turn into green highways with the first hydrofoiling electric ferry – Candela P-12.
The rapid economic growth has seen a tremendous rise in road transport of goods and people in most of Asia. The downsides are congested roads, pollution, and frustrated commuters, who in many cities are regularly stuck for hours in traffic jams. Ferries are expensive to run and often speed restricted in urban waters due to the large, damaging wakes that they create. Another concern in recent years is that their diesel engines spew out harmful emissions, contributing disproportionately to pollution and bad air quality.
The Swedish tech company Candela aims to change this with the world's fastest electric ship, Candela P-12, whose revolutionary technology will soon be demonstrated at the Singapore Yacht Festival, in conjunction with the opening of Candela’s new APAC office. "Across Asia and the Pacific, from archipelagos to cities, we see a huge market and demand for new sustainable transport solutions that can reduce congestion and emissions. Our technology offers quicker journeys, lower costs for operators, and zero emissions," says Björn Antonsson, Candela’s newly appointed Regional CEO for Asia-Pacific.
Thanks to computer-controlled wings beneath the hull, the Candela P-12 Shuttle flies above the water surface at high speeds, which considerably reduces friction. It differs from all other fast ships –electric or diesel - by using a staggering 80% less energy than traditional ferries. Thanks to this, it’s the first fast electric ferry with long range – up to 100 km on one charge, at a speed of 25 knots. When flying, it generates no waves or noise, and its outstanding energy efficiency drastically reduces operational costs compared to traditional ferries. Designed for multi-modal transport, the P-12 fits

AMT JUN/JUL 2024 028 TECH NEWS
30 seated passengers along with storage for bikes and luggage.
In Asia-Pacific, Candela will also market and sell their revolutionary leisure boat, the Candela C-8, which utilizes the same hydrofoil technology and software as the P-12. The C-8 is the best-selling electric boat in Europe, offering a combination of long range, high speed, and a superior, quiet experience on the water. Catering to a growing crowd of customers for premium recreational boats, utilizing cutting-edge technology.
“We’re seeing very strong recreational boat markets in places like Australia, New Zealand and the rest of the region is developing fast”, says Björn Antonsson.
Candela’s hydrofoil technology, in the form of Candela C-8, will be displayed for the very first time in Asia at the Singapore yachting Festival, 25-28 April, 2024, with media test drives being conducted before the show.
Singapore Times
Australia: CSIRO telescope detects unprecedented behaviour from nearby magnetar
Captured by cutting-edge radio telescope technology, a chance reactivation of the magnetar XTE J1810-197 – one of the Universe’s most powerful magnets – has revealed an unexpectedly complex environment. Magnetars are a type of neutron star and the strongest magnets in the Universe. At roughly 8,000 light years away, this magnetar is also the closest known to Earth.
Most are known to emit polarised light, though the light this magnetar is emitting is circularly polarised, where the light appears to spiral as it moves through space. Dr Marcus Lower, a postdoctoral fellow at Australia’s national science agency – CSIRO, led the latest research and said the results are unexpected and totally unprecedented.
"Unlike the radio signals we've seen from other magnetars, this one is emitting enormous amounts of rapidly changing circular polarisation. We had never seen anything like this before,” Dr Lower said. Dr Manisha Caleb from the University of Sydney and co-author on the study said studying magnetars offers insights into the physics of intense magnetic fields and the environments these create. "The signals emitted from this magnetar imply that interactions at the surface of the star are more complex than previous theoretical explanations.”
Detecting radio pulses from magnetars is already extremely rare: XTE J1810-197 is one of only a handful known to produce them. While it’s not certain why this magnetar is behaving so differently, the team has an idea. “Our results suggest there is a superheated plasma above the magnetar's magnetic pole, which is acting like a
polarising filter,” Dr Lower said. “How exactly the plasma is doing this is still to be determined.” XTE J1810-197 was first observed to emit radio signals in 2003. Then it went silent for well over a decade. The signals were again detected by the University of Manchester's 76-m Lovell telescope at the Jodrell Bank Observatory in 2018 and quickly followed up by Murriyang, which has been crucial to observing the magnetar’s radio emissions ever since.
The 64-m diameter telescope on Wiradjuri Country is equipped with a cutting edge ultra-wide bandwidth receiver. The receiver was designed by CSIRO engineers who are world leaders in developing technologies for radio astronomy applications.
The receiver allows for more precise measurements of celestial objects, especially magnetars, as it is highly sensitive to changes in brightness and polarisation across a broad range of radio frequencies. Studies of magnetars such as these provide insights into a range of extreme and unusual phenomena, such as plasma dynamics, bursts of X-rays and gamma-rays, and potentially fast radio bursts.
Nature Astronomy
USA: AM-built Hadley engine reaches Mach 5
Ursa Major Technologies Inc, has flown its additively manufactured Hadley engine for the first time, reaching supersonic speeds approaching Mach 5. The Hadley engine, designed to meet America’s commercial and national security space needs, was used to power Stratolaunch’s Talon-A1 (TA-1) testbed during a flight over the Pacific Ocean.
The Hadley is a 5,000-pound-thrust (lbf) liquid oxygen and kerosene, oxygen-rich staged combustion cycle rocket engine for small vehicles. Customers can use Hadley to launch small payloads into orbit or hypersonic platforms. Unlike historical rocket engines, Ursa Major uses metal Additive Manufacturing to speed up the production process, allowing the company to build engines in a matter of days.
“For the first time since SpaceX fundamentally transformed space launch with privately developed rockets, Ursa Major and Stratolaunch have come together to advance a critical national mission,” stated Ursa Major founder and CEO Joe Laurienti. “Hypersonic flight has been a massive military and governmental challenge. Today, private companies were able to propel a leap forward.”
Hadley is the first product in a family of propulsion systems, including liquid rocket engines and solid rocket motors, designed, developed, and produced by Ursa Major. This engine, as well as other Ursa Major products, are said to enable the US Department of Defense to field solutions more quickly and push speed, range and payload metrics.
ursamajor.com

HEADING AMT JUN/JUL 2024 029 TECH NEWS
Formlabs resin printer
Emona Instruments presents Formlabs’ new Form 4 printing industrial parts at blazing speed.
Print 3D parts in under two hours with quality that rivals injection molding. Formlabs, represented in Australia by Emona Instruments, is proud to announce the new Form 4, a new resin printer that prints at blazing speeds with incredible precision and unmatched accuracy. Leverage the reliability and ease of use of the Formlabs ecosystem to print most parts in under two hours, or print quick models in just minutes.
Form 4 and its biocompatible version, Form 4B, represent the next evolution in stereolithography (SLA) 3D printing technology, built upon years of groundbreaking hardware, software, and materials science innovations. The Form 4 features up to four times faster print speeds than previous Form Series printers and a 30% larger build volume.
Form 4’s speed is driven by the new Low Force Display™ print engine, a powerful combination of high-power LEDs and masking lenses that cure each layer of resin instantly — regardless of part size or quantity. Print speeds are no longer affected by how much of the build platform is covered, so multiple parts can print at once without extending your print time. Form 4 combines the new print engine with updates to the Formlabs materials library — 23 unique
QLD Gaskets

resins on Form 4 and 37 on Form 4B available at launch — as well as new accessories and post-processing solutions, and an improved user experience. These updates reaffirm that Formlabs’ resin 3D printing ecosystem is the most powerful tool available for any professional to turn their ideas into reality. emona.com.au/formlabs
Queensland Gaskets announces new partnership with OSAAP Australia.
Queensland Gaskets is happy to announce a strategic partnership with OSAAP Australia, leaders in precision toolkit insert solutions. This powerful collaboration leverages Queensland Gaskets' extensive experience in high-quality manufacturing with OSAAP's innovative tool-kit solutions, setting a new standard for operational efficiency in various industries.
OSAAP Australia is known for its innovative tool-kit inserts that help organise tools more efficiently, thereby increasing productivity. Combined with the strong manufacturing capabilities of Queensland Gaskets, the partnership is set to offer tailor-made solutions that meet the specific needs of their clients.
"We are excited to join forces with OSAAP Australia, integrating their specialised design skills with our advanced manufacturing capabilities," said Carl Quarterman, the Managing Director of Queensland Gaskets. “This partnership is not just about expanding our product range, it's about delivering impactful and innovative solutions that boost productivity and efficiency of our customers’ operations across various industries."
OSAAP Australia brings its unique skills in designing and producing custom foam inserts for tool kits. Their strategic partnership with Pelican Products, as both a platinum dealer and value-added manufacturer, enhances this offering.
Pelican’s globally recognised cases, combined with OSAAP’s precision foam inserts, create unlimited application possibilities across critical sectors including aviation, aerospace, medical, and defence. This partnership ensures the highest quality transit kitting solutions with minimal effort, elevating the standard of protective solutions in these fields.
OSAAP Australia significantly contributes to the industry through their LEAN manufacturing expertise, particularly with their LEAN shadow board solutions. These solutions offer numerous benefits in any manufacturing environment, including improved visual organisation, standardisation, productivity gains, error prevention, safety enhancement and cost reduction. By integrating their solutions with a range of simple, on-site scanning equipment, OSAAP has removed significant barriers for businesses, allowing

them to avoid the costly and disruptive process of sending equipment off-site for lengthy periods. This approach ensures minimal disruption and maximum operational efficiency. “This collaboration not only enhances our product range but also significantly increases our overall capabilities, enabling us to provide complete solutions that accurately meet the needs of our clients. Through this partnership, Queensland Gaskets and OSAAP Australia are dedicated to leading the industry through innovation and customised manufacturing solutions. queenslandgaskets.com.au

AMT JUN/JUL 2024 030030030 PRODUCT NEWS













Your Partner in Innovation QLD - 07 3279 3344 NSW - 02 8801 3375 E - sales@completemachinetools.com.au W - www.completemachinetools.com.au
office
gives you the information you need to make informed decisions via any device in real time INDUSTRY 4.0 METAL SAWS FOR STRUCTURAL STEEL AND GENERAL CUTTING
you need it, on demand!
SAWfactory combined gives you a complete LIVE overview of your saws production and programming
your business.
SAWprogram allows programming from the
SAWfactory
Information when
Imet SAWProgram and
See how this software will benefit
Demo Version available.
AMW2024 Sydney
Sydney switched it all on for manufacturing in April at the biggest manufacturing show to hit the city since we were here in 2022.
AMW2024 was incredible. Sydney really turned it on for the manufacturing industry as well, with weather settling down enough for transporting machines in. In the two years since our last Sydney AMW show, a lot has happened and it was great to see the Australian industry ready to show off again. Fully owned and operated by AMTIL, Australian Manufacturing Week is Australia’s largest manufacturing solutions event, bringing far more sectors of Australian manufacturing in under the same roof than any other event in the country. Seven distinct Zones representing differents areas of the manufacturing world including the original Austech Machine Tools Zone, Additive Manufacturing, Robotics & Automation, Australian Manufacturing, Manufacturing Solutions, Plastics Technology and Weld & Air Technology.
In fact, 271 companies joined the show. All up, around 500 individual brands were promoted by the Exhibitors in the Map Your Show digital directory. Around 1,400 people downloaded the AMW Mobile App, and all the feedback we’ve had, proves it was very helpful throughout the show. And a total of 10,899 My Show Planner profiles were created by visitors.
“Thank you to our sponsors and exhibitors for the AMW2024 in Sydney,” said Kim Banks, the Head of AMTIL Events. “The effort staging this massive trade show would be impossible without your input and confidence. We are excited for, and well into organising the next show in Melbourne in 2025.”
Setting up for the Sydney show, over 8,000 individual carpet tiles were laid, at least 600 light fittings were installed, and we had 578 hours of security employed. Well over $80m in manufacturing technology was spread out on the floor and demonstrated over the three days. For the show, in fact almost 6,500 sqm of floorspace was sold in record time.
“We were humbled by the support and feedback we’ve had from attendees and exhibitors and proud of the milestones and achievements of the show,” said Shane Infanti, the outgoing CEO of AMTIL. “I look forward to staying very much in touch with the industry going forward and the great many friends I’ve made along the way.”
We couldn’t fit anyone else into the ICC Sydney halls in Darling Harbour. It was completely booked out, full to the brim. Chockablock!
With much fanfare, the Australian Manufacturing Week event opened at the ICC in the beautiful Darling Harbour precinct. The show was officially opened by the NSW Government Industry Executive Director Maroun El-Khoury, standing in for the Hon. Courtney Houssos MLC, the very first Minister for Domestic Manufacturing, and an inspiring welcome message from NSW Premier Chris Minns.
“I want to extend my best regards to everyone attending Australian Manufacturing Week,” said Minns. “This state is home to more than 28,000 manufacturing businesses and it employs close to 300,000 people.” Minns also noted that State also generates more than $135bn of output each year. “If we work together, we are convinced manufacturing has got a bright future in New South Wales,” he said. It really was a spectacular celebration of what Australian manufacturing and all associated industries can do here, on shore, here in Australia. The feedback from those who took part has been humbling and heartfelt. Thank you all for coming. We already have special plans for the biggest Melbourne show coming up in May 2025 for AMW2025.
7,732
ATTENDEES
DAY 1: 2524 • DAY 2: 3062 • DAY 3: 2146


AMT JUN/JUL 2024 032 AMW 2024 REVIEW


AMT JUN/JUL 2024 033 AMW 2024 REVIEW
NSW
VIC
QLD 548 SA 144 WA 88 ACT 75 TAS 51 NT 5 AUSTRALIA
INTERNATIONAL 377 INTERNATIONAL
VISITORS TOTAL 7,355
5782
662
TOTAL 7,732 AUSTRALIA 7355
Machine Tools Zone
The original Austech Machine Tools Zone packs a huge punch. Some of the most awe-inspiring machines that make machines.
Among the many scanners on display at the huge Hi-Tech Metrology stand there was some of the very latest solutions, in this case a handheld 3D scanner, mounted on a robot arm, which was scan-building a digital twin of an object on a platform for later inspection. There were Hexagon coordinate Measuring Machines, a range of micron-accurate digital instruments from Trimos, Sylvac and Bowers. Another stood like a surveyor’s LiDAR station on a tripod. That’s where the similarity ends. This Leica Absolute Tracker is able to scope a viewed surface from a distance of 80 metres, at an accuracy of single microns. “The intensely detailed 3D model generated through this exercise ensures engineers and manufacturers have the best rendition of a surface or item,” said Firat Oguten, from HiTech Metrology. hitechmetrology.com.au
Drew Hoxey was very busy showing off the industrial safety guard rails and impact barriers from Axelent on their compact show stand. X-Guard, X-Rail, X-Tray and X-Protect are completely modular, infinitely customisable and easy on the eye. The range of machine guarding systems for warehouse environments is also available to plan through their Safety Design Drawing app, which Hoxey showed me through. Any client can design it, check it against their warehouse and get a quote immediately. The Axelent Australia stand was one very compact establishment. They just craned in the container and opened the side. Hoxey says presentation was everything and the show has been a very positive experience for the company.
axelent.com.au

Cameron Jamieson, the director and owner of J Tech Laser has picked up the Australian distribution of the HSG lasers on display down beside the AMTIL stand on the show floor. Brought in from China, these machines are ideal for onshoring jobs and accelerating the Made in Australia program because they’re coming in to help do the work. “HSG's one of the biggest brands out of China and one of the most reputable with a lot of local support in Australia,” said Jamieson. “They produce 6,000 laser machines, and sell 3,000 out to the world. To that end, I’m pleased to be a part of bringing these machines into Australia that will in turn make machines to keep the economy moving.”
jtechlasers.com.au

AMT JUN/JUL 2024 034034 AMW 2024 REVIEW SYDNEY 2024


Established and run in Auckland, NZ, Carbide Tools originated from South Africa. Technical Director Paul Zimmerman and family have been in the business for around 30 years, supplying bolts, and some custom design for the aluminium joinery industry. Vanessa Zimmerman says that after investing in ANCA CNC Universal grinders, Carbide Tools went on to manufacture tungsten carbide and HSS Cutting Tools and router bits for a wide range of NZ and now Australian clients. The tough economic conditions has allowed the couple to think outside many boxes and find many smaller business opportunities in and around New Zealand. Their client base now includes Melbourne and Perth clients, among them some boat builds and custom motorbike builders. carbidetools.nz
Benson Machines had a wide array of machine tools on display, including a brand new metal additive manufacturing machine from Additive Industries in the Netherlands, earmarked to go to the AMRF here is Sydney. They also had grinding machines, turning machines, for milling, boring and drilling. “We had the Shigiya GPH-

20B.50 machine which was a nice combination of CNC and manual machine,” said Benson Machines Director Paul Philips. “We also had a Dianichi lathe and this created a lot of attention, as well as a Sunmaster, and a Schneeberger conventional lathe, which was very popular. All seven of us at the stand have been pretty busy.”
The Benson Machines stand was also showing a display from Gleeson on gear cutting tools, and they’re running a very substantial video presentation on about eight big screen videos of some of their machines they simply couldn’t physically fit on the stand. bensonmachines.com
Pulse Laser Systems has been supplying Harsle, Aeon Laser and CC Laser and welding systems to a wide range of industry clients for many years. “The 40kw CC laser machine is one our more powerful machines,” said Maz Niroomand on the stand presence, “but the key is we can cut, bend, etch, weld and provide all your metal fabrication needs.” pulselasersystems.com.au
AMT JUN/JUL 2024 035 AMW 2024 REVIEW
Manufacturing Solutions Zone
A rising tide famously lifts all boats. With Australian manufacturing looking healthier than it has in a long time, businesses – both local and otherwise – were out selling all manner of ‘solutions’ and ancillary services at this year’s event.
Aya Takahara studied at an Australian university. Years later, she has returned as Global Expansion Manager for Lilz Gauge, a Japanese company that sells long-lasting IoT cameras that can be used to remotely monitor (analogue) gauges. While mainly focused on finding an Australian distributor, Takahara was happy to share her thoughts on how Australian manufacturing might thrive. “Japanese people don’t like making mistakes, so we plan everything and do everything precisely. That is good in some ways, but it means it’s hard to change anything. Australians can have lots of new ideas and be more creative.”
Given the wheel was invented some time ago, it might be assumed there’s not much to report on that front. Chris Serfontein, NSW Sales Manager for Blickle Australia, begs to differ. “Most things that get manufactured get pushed around on a trolley at some point,” Serfontein says. “Those trolleys are much easier to push and manoeuvre if they have quality wheels. All of Blickle’s wheels are made in Germany, and they’ve won many ergonomics awards worldwide.”
Blickle’s wheels and castors can roughly be divided into ones made with rubber, synthetic material or polyurethane. Serfontein says it’s the latter category that’s currently proving most popular. “We got hundreds of leads from the Melbourne show last year and are hoping this year will be similarly successful,” he says. “There’s been a lot of interest in the polyurethane products that are very elastic and have high tensile strength.” blickle.com.au
Mandy Traves is part of the small Australian team that sells highprecision, high-speed laser engraving and cutting machines manufactured by Chinese company Thunder Laser. Contrary to what might be assumed, Traves said Thunder Laser had been doing well in Australia in recent years. “COVID actually worked out well for us because a lot of people bought our products – you can get an entry-level machine for $7,400 – during the lockdowns and started a business or side hustle with them. There’s a surprising amount of demand for signs for events such as weddings and baby showers these days. Personalisation is so big now that people don’t want to buy generic signs off the shelf.”
While aware other businesses were rushing to incorporate emerging (or emerged) technologies such as AI, Traves indicated Thunder Laser was content to stay in its lane for the time being. “As far as I know, there won’t be AI-controlled CO2 laser machines anytime soon. But our customers certainly use AI to create interesting designs. They then use our machines to cut a diverse range of materials into the shape of those designs.”
thunderlaser.com.au
Alfex has long been a prominent presence at AMTIL. Alfex Marketing Manager Juan Agudelo said it was business as usual in 2024, though recent events have made Australian businesses even more interested in additive manufacturing. (Alfex sells CNC Machine tools, laser systems and additive technology.) What used to be widely referred to as ‘3D printing’ has been hyped for

AMT JUN/JUL 2024 036 AMW 2024 REVIEW SYDNEY 2024

many years. Agudelo argues it’s increasingly living up to that hype. “Recent events have made it clear you don’t want to be in a position where you are waiting months for a part to arrive from overseas,” he says. “Additive manufacturing means a business, rather than being dependent on a third-party, can make what they need themselves.”
As usual, Alfex bought plenty of its machines for exhibition visitors to observe. Agudelo argued no video can yet compare to the real-
world experience of seeing one of Alfex’s creations doing its thing in front of your eyes. “You can get an idea of a product's capabilities from a website or a video,” he says. “But you can’t ask any questions. You can’t have an expert explain in detail how it could help your business address its problems or achieve its ambitions. You have to come to an event like this for that.” alfex.com.au
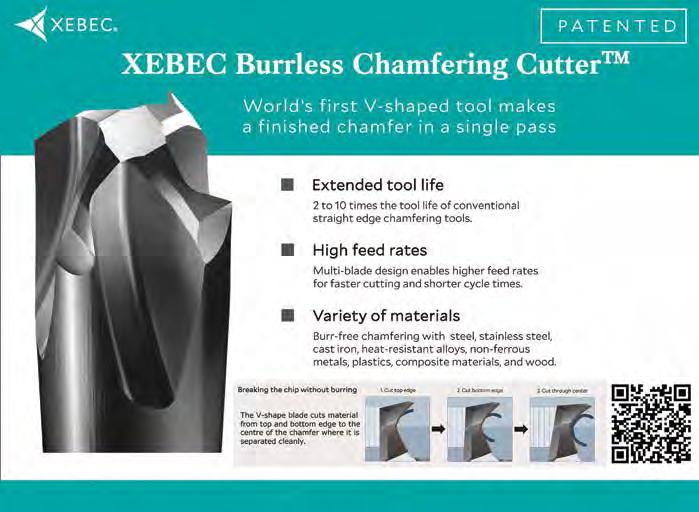

AMT JUN/JUL 2024 037 AMW 2024 REVIEW
Plastics Technology Zone
The Plastic Technology Zone has a range of companies displaying diverse types of chemicals that exhibit plasticity. Included is the latest in plastics machinery, mould-making technologies and recycling materials.
Baron Moulding NSW Account Manager, Fabian Bettiol has had a lot of enquiries over the past couple of days. “It’s the second day and we’ve had a lot of people coming through and yesterday was fantastic.” The Sydney AMW expo is the first time Baron Moulding has exhibited in eight years. “We saw this as an opportunity to showcase our business after some of the team attended the event in Melbourne last year and saw how successful it was and, so far, it’s proven successful for us.” Established in 1976, Baron is a global manufacturer with head office in Broadmeadows, NSW and multiple locations in Australia and South-East Asia. The company has 1,000 employees. Baron manufactures silicone rubber specialising in injection compress moulding, compounding, post processing including sub-assemblies and testing. On display is a video showing how the process works.
Bettoil said engineering firms come to us with a design and they require a specific polymer – which we specialise in elastomer, and plastic components or a customer will come to us and want us to help to build a particular part or widget. “We will work with them on design, specification and then design the tool and manufacture that in our tool making faculties and then into production.” baronrubber.com.au
A colourful array of keg caps is the first thing you notice when you walk into the PPC Moulding Services stand. Business Development Manager, Andrew Turner points out the company produces three million keg caps each year. “It’s just one of the products on display,”

he adds. Turner also adds the company is proudly Australian owned and operated business with manufacturing sites in Sydney and Malaysia. The company has a team of 300 employees across the globe. It’s been a busy few days and Turner is happy with the interest in the company. “PPC Moulding is a one-stop-shop. If a customer has a product that requires injection moulding, they can bring their plans to us and we can not only design the product, but also design the tooling, have it made and match materials,” said Turner. The company has a wide network of suppliers enabling them to match any product requirements. mouldingservices.com.au

AMT JUN/JUL 2024 038 AMW 2024 REVIEW SYDNEY 2024


The team at Comtec are all smiles as they show off the company’s capabilities. Managing Director, John Parrington said they were back again in Sydney after having an excellent showing at the Melbourne AMW in 2023. Comtec has been in business for 35 years with a primary focus on the plastic industry. The company represents big players such as Arburg, a global injection moulding company. Parrington said over the years the company has been looking at how they can support the plastics industry and how this can help them diversify their business.
On display is the BFLEX Sorting System with STAUBLI 6-Axis robot and Flexibowl bowl feeder. “It’s been great to have a moving model here at the show and the interest has been great,” says Parrington. “Our focus is having a system that is very flexible.” The product’s flexibility allows a run of one particular product and then can potentially change the function to another within minutes.
“For example, this product can do one job for six months and then be able to re-purpose this to do another job for six months. It’s a simple solution which is important. We can also sell individual components of this system; these are sold into many different sectors,” he says. Other products include, IFlex system, used for inmould labeling, inmould decorating and plastic parts and a 6-axis robot for engineering. The company’s headquarters are based in Sydney with a new manufacturing facility in NSW Southern Highlands, Melbourne and Adelaide. comtec.com.au
AMT JUN/JUL 2024 039 AMW 2024 REVIEW
Australian Manufacturers Pavilion
There have been plenty of AMW conventions in the past. But it’s been a long time since once has been held in the wake of an Australian Government stating it was unabashedly embracing an industry policy. The mood was upbeat everywhere, it was especially cheerful in the Australian Manufacturers Pavilion. miss, Moss Products exhibited in Melbourne in 2023 and Sydney this year. Karen Wilson is an account manager at the family-owned company – one that’s been designing and manufacturing custom components since 1948. Wilson agrees there’s been a seachange. “Those involved in green energy are getting lots of support, and it would be nice if there were some more broadly targeted support as well,” she says. “But there’s definitely been a cultural shift. Companies now want to source locally, even if that means paying a little more. They want the control and they also want the quality. We’ve experimented with importing things ourselves but usually found the quality poor. Overall, I’m tentatively confident the Australian manufacturing sector is on a path to growth.”
“The fear some local manufacturers have is that companies, specifically purchasing managers focused on keeping costs as low as possible, will go back to sourcing cheap products in a year or two,” notes Greg Chalker, AMTIL’s Corporate Service Manager. “But I don’t think that will happen to any great extent. Yes, COVID was a wake-up call. But COVID was a while ago now and Australian manufacturing is still going from strength to strength. While purchasing managers might be tempted to go back to the old way of doing things, I think their bosses – the people in charge of making those strategic decisions – now realise they need secure supply lines; that they need to keep at least some of their supply chain here in Australia. We’ve got the NSW and Queensland Governments, as well as Commonwealth government departments, here exhibiting. Whether it’s big business, the Federal government, state and territory governments, or the general public, I think there has been a profound mindset shift with everybody realising the importance of manufacturing.” After two decades of giving industry exhibitions a

mossproducts.com.au
It presumably hasn’t been easy operating a steel-processing business in Australia for the last 44 years, but the team at Shearform has managed to pull it off. The company’s Business Development Manager Ian Cooper is hopeful that happier times now lie ahead. “Of course, there will always be those who focus solely on the bottom line, but there seems to have been a permanent shift in attitudes,” he observes. “Companies don’t want to end up with substandard products and, even more importantly, they don’t want to suddenly find they can’t get what they need from overseas.” One thing that hasn’t changed, Cooper argues, is the benefits of people meeting face-to-face, even in increasingly digitised economies. “People can go to websites and watch product demonstration videos, but it’s not the same,” he notes. “It’s not the same as being able to look someone in the eye, size them up, and ask lots of questions about the thickness and grade of their steel, where their facilities are located, what quality control is in place, and so on.” shearform.com.au

AMT JUN/JUL 2024 040 AMW 2024 REVIEW SYDNEY 2024


Like everyone else in the Australian Manufacturing Pavilion, Brian Rhodin, Sevaan Group’s Business Development Manager, felt he had plenty to smile about. After noting Australian manufacturing was belatedly “seeing a little bit of love”, he said that anecdotal evidence suggested the sector was headed for a period of solid growth. Sevaan Group has been fabricating metal components and products since 1997 and services customers ranging from BHP to Boeing.
“I’ve been talking to people who’ve made the effort to travel here to Sydney from all over the East Coast – they’ve been a surprising amount of Queenslanders here,” he says. “We’ll have to analyse the data carefully after the event. But my impression is we’ve been getting more and better quality leads here than we did last year in Melbourne, which is a bigger show. Business and consumer confidence really seems to have turned a corner when it comes to local manufacturing.”
sevaangroup.com.au

AMT JUN/JUL 2024 041
AMW 2024 REVIEW
Proudly Distributed by
Additive Manufacturing Zone
The Additive Manufacturing revolution is getting louder and more inventive. This year is no exception with metal additive media available for 3D printing, and becoming more mainstream.
WYSIWYG 3D owner and Managing Director, Shane Rolton, came up with this unique business name 21 years ago, when he started the company with his Business Manager and wife, Leanne. WYSIWYG of course means, ‘What you see is what you get.’
This innovative engineering company which specialises in 3D measurement and 3D scanning has a bright stand displaying 3D client case studies. Rolton points to a computer screen which has a digital capture of the ACT Yankee Hat Rock art site for people to view it digitally, instead of walking through the cave and damaging the rock’s surface. The site is currently closed while ACT Parks Department work with the local indigenous people to arrange upgrade plans and designs for it. “Our company provides 3D scanning for reverse engineering,” advises Leanne. “Manufacturers ask us to design a CAD for a part they want us to build. If you are making parts for a rail company, we also offer independent inspections.” “I attended the first manufacturing show that AMTIL conducted in 2000, then known as AUSTECH,” adds Rolton. He adds that this year’s AMW has been great. “We have caught up with our customers and have some good leads to follow up on after the show.”
wysiwyg3d.com.au
Different coloured plastic filaments on large rolls feature on the Aurarum stand. A large and small 3D printer also on display, is proudly showing the Australian made logo. Director and Managing Director Aurimas Karosas says, ”We design and build our 3D printers and make our filaments at our factory in Melbourne.”
He adds that the filament is used to make 3D printed objects out of plastic, usually small prototypes. “Our filaments start at $30 a kilogram and we can print an item very quickly. It is a lot cheaper building a prototype in plastic than using an expensive metal block. We are getting a lot more interest in our products this year at AMW Sydney compared with last year’s Melbourne show.” aurarum.com.au
A white life-sized Venus De Milo statue takes centre stage. Previously a dentist and now an artist, Dimosthenis Mantokoudis printed the statue in acrylic in three parts on the very large bigrep 3D printer on display. “As an artist, I can scan an artwork, design, and scale it, then print it using this machine. I bought the bigrep for $140,000 as I plan to use it to do work for architects and other professionals, like designing and printing luxury hotel lobbies.”
PrintStream Sales Manager, Dean Wright says manufacturers can use the larger machines to make large parts and molds. He pointed to the smaller machine, Ultra Maker Method XL, which he says is used by primary, high school, and university students. “The interest on our stand is overwhelming with a steady flow of people through.” printstream.com.au
While at the Emona Instruments stand, the President of Markforged operations in Asia Pacific Ved Marayan was asked how he sees Markforged’s contributing to the growth and innovation in Australian industries. He was visiting the Emona stand ahead of their FX10 launch in Australia in May. “I see two opportunities,” he said. “First, the way our products are designed. As a company, we take great pride in innovation as part of our culture. We are committed to innovation in our products and helping our customers innovate as well. If you look at the industries across Australia, the existing manufacturers have a very effective process already in place.
There's an opportunity to work with the industry to help them be more innovative. And the way they design and manufacture products. I came from the software industry. And I saw what cloud, AI, development tools and other technologies. You can be a startup business just by having a laptop access to the cloud. Manufacturing is going through the same transformation. You don't have to have a big CNC setup to really start a manufacturing company.” emona.com.au
Innovync is a name that you might never have heard before. Yet, if you’d seen the logo popping against sleek banners at this year’s Australian Manufacturing Week, a spark of intrigue would inevitably follow. And for good reason. The Sydney-based CNC machinery supplier, once branded as Unimac Machinery, is known for a powerful blend of high-end machinery, excellent after-sales services, and honest, genuine business practice. Like a breath of fresh air, this fusion magnetises like-minded manufacturers to the firm. It certainly did for over 200 attendees that visited the stand. They poured in to see what the new company was about – and they weren’t disappointed. “Over 80% of the people we had come to the stand, we’d never met before,” says Dominik Holfter; Stone, Glass and Tooling expert for the Sydney-based firm.
Rebranded from Unimac Machinery in 2020, Stone and Glass were Innovync’s main sectors. That expanded in 2020 when a deal was signed for Advanced Materials and Plastics equipment with Italian partners CMS. In 2023, Innovync formalised the agreement to also represent CMS’s metal division, with deburring machines and other metals-specific solutions. This included waterjets, like the 3-axis CMS Smartline on display at the show. The high-precision model is already installed in several factories within the Stone industry across Australia, enabling its’ owners to significantly raise productivity. What’s more - Innovync is the only firm in Australia to stock the exciting new Kreator, a 3D printing + 5 axis milling hybrid machine that creates thermoforming molds at a fraction of the time and price compared to traditional methods.
“We had quite a few leads from the show and we’re currently working on customising the right solutions for them.” says Dominik. Overall, Innovync’s first appearance at AMW was a success. Dominik, along with his Advanced Materials and Plastics colleague Anthony Cruz thrived on the experience, gaining valuable insights from the conversations they had with stand visitors. “The show was great, and really opened up new opportunities for Innovync”, reflects Cruz. The team is working hard to find the ideal solutions for new customers. With a high-end range of European technology to offer, plus the option to customise the machines, they have plenty of room to create a tailored fit. With waterjets, thermoforming machines, CNC machining centres and deburring equipment, a wide spectrum of sectors and needs are covered. innovync.com.au

AMT JUN/JUL 2024 042 AMW 2024 REVIEW SYDNEY 2024
Weld & Air Solutions Zone
The Weld & Air Solutions Zone showcases the most advanced welding processes and technology. Among the many exhibitors, this was packaged along with interactive experiences that demonstrate developments in the welding sector.
The team at Orbimax have been kept on their toes with the constant stream of visitors to their stall. Taking up much of the attention is a working COBOT, or Collaborative Welding robot on display designed for the simple, repetitive jobs found in any welding workshop. Mark Wall, Head of Marketing & Innovation said the Orbimax Collaborative Welding Robot was a huge attraction, stopping people in the aisles. “This was sold at the show along with great interest in the large diameter spool welders by Rotoweld. Matt Bush from Hirebotics and Stamati Georgaris from Rotoweld were onsite sharing their knowledge and experience in both ranges,” adds Wall. COBOT frees up time for welders to focus on the more complex jobs.
“Welders aren't interested in complex programming and robotic jargon, so this welding robot is designed to enable anyone to use it with very little downtime. Users simply enter the welding parameters with a press of a button,” said Wall. Another tool on display is the Orbimax tacking clamp kits which double as a cutting block. Designed and manufactured in the Victoria plant, the kits are built to improve efficiency and designed to aid welders and metal fabricators. “From hobbyists and apprentices, to welding professionals with decades of experience, the kits have a large appeal. They can be used to create a perfectly aligned weld and straight, clean cuts, making tacking and cutting effortless while saving you time and money,” he said.
He adds the response at AMW2024 has been tremendous.
“It has been great to see industry professionals and owners investing in productivity and safety, ensuring they are investing in their business for future growth.” Orbimax was established in 1977 and remains a family-owned company, located in Victoria in Ballarat. orbimax.com.au
Ensitech National Sales Manager Brett Baxter is very impressed with the turnout at the Sydney AMW Expo. On display is Ensitech’s award-winning product, the TIG Brush® Stainless Steel Weld Cleaning System and the Ensitech Surface Finishing System. The products provide an end-to-end process for preparing, cleaning and protecting welded and fabricated metal surfaces. “We’ve seen a great turnout for the AMW 2024 show with customers showing a high level of interest in the safety factor of the TIG Brush over
traditional methods of cleaning stainless steel, along with interest in printing and engraving of stainless steel.” Baxter proudly adds that Ensitech provides customers with quality products that will withstand time. “Long term our goal is to provide customers with a safer and faster solution to traditional welding methods. With safety requirement in the industry changing all the time we are looking at supplying faster safer methods. We are here at AMW to let people know that even though we are a small company we are exporting across the globe, from the USA to Europe and Japan,” he adds. Ensitech is an Australian-owned manufacturing company based at Emu Plains, Sydney. ensitech.com.au
Callington’s Welding and Industrial Product Sales manager, Bob Middleton, is very pleased with the results so far. 4“From day one of the expo foot traffic around the Callington stand has been constant,” he says. Middleton describes the company as a specialty chemical manufacturer, providing global solutions for aviation, biosecurity and industry and marine. He says Callington services 120 airlines around the world.
“Nine times out of ten when a plane lands in Australia it is treated with a Callington treatment product, which is used for preventing diseases such as malaria,” he said. Non-aviation products include welding and metal treatments and cleaning solutions, nondestructing testing, industrial cleaning and hygiene.
Middleton is proud to add that 80% of Callington’s products are made in Australia. Established in 1968, the Australian company employs 60 people with its headquarters in Rydalmere, Sydney. callington.com


AMT JUN/JUL 2024 043 AMW 2024 REVIEW
Robotics & Automation Zone
Robots and cobots were the stars on several stages in this amazing Zone at AMW2024. The AI brains were doing exactly as designed, bringing production speed up and generating products cleanly. Even providing popcorn.
The Mecademic robot housed in a small display case at the front of the Bosch Australia Manufacturing Solutions (BAMS) stand, moves with a dancelike precision and intrigues the many onlookers. This industrial robot is used for precision micro-automation. Cameron Duffy, Bosch’s Service Engineer, says that it is 100 times more accurate than other robots of its kind, providing a 0.06mm repeatability. He says that there has been a lot of interest in this robot and their stand all day. There is also a popcorn making machine in the middle, with freshly made popcorn being handed out in cups, boosting visitor’s energy levels.

On the right side of the stand, there is an ABB6700 industrial robot on display with a Bosch polishing spindle on the end of it. Duffy points to the range of other Bosch tools that can be used with the robot. “The reason that the ABB6700 robot is so large, is for its long reach required in industry, plus it has a high payload able to hold up to 150kg. It is a very versatile machine as it can also hold these smaller tools on display and its compliance plate can move up and down. We are in a great position here and it has been very busy, particularly as it’s the first day of the show.” boschmanufacturing.au
The Chinese company’s RobotMeta welding robot is on display with its long green arm ready for action. Overseas Business Director, Guo Changying explains that its welding capabilities include MIG, (Metal Inert Gas), MAG (Metal Active Gas), TIG (Tungsten Inert Gas), ARC and laser welding. Changying picks up a small black device with a screen and explains that it is a training tool designed for SMEs and is user-friendly for low skilled workers. “There is a world-wide welder shortage, so by using this device, workers can learn how to use the RobotMeta robot in half a day.” He adds that his company also manufactures a bigger machine, RobotMeta Pro for larger businesses and it is available in green, grey and red. This sevenyear-old business is based in Shenzhen and employs 130 people. When asked how the show is going for his company, Changying says: “It is only the first day and we have already scanned 20 visitor badges. They are mainly smaller companies who are showing a lot of interest in our robots and training tools.” robot-meta.com

AMT JUN/JUL 2024 044 AMW 2024 REVIEW SYDNEY 2024

On the Universal Robots stand, an UR20 Cobot (Collaborative robot) is in action using its vacuum gripper to pick up boxes and it can lift a maximum of 20kg. In the middle of the stand, an UR30 Cobot is raising larger boxes with a maximum payload of 30kg.
Universal Robots’ APAC Technical Manager, Ridzwan Mustafah, who is based in Singapore, says he is on the stand to support the team. “As well as picking up boxes, the Cobots are also great for quality inspection and can weld with no breaks.”
Mustafah shows how easy it is to stop the UR20 Cobot, by simply touching the payload gripper. Cobots work alongside employees and can help reduce worker injuries by doing repetitive tasks, which frees employees for more skilled roles. There has been good interest on the stand with on-going visitors through so far.
These UR Cobots are made in Denmark. They enable manufacturers access to the benefits of advanced robotic automation. An innovative robotics company of over 1,000 employees, Universal Robots’ vision is to create a world where people work with robots, not like robots.
universal-robots.com
AMT JUN/JUL 2024 045 AMW 2024 REVIEW
AMW MELBOURNE 2025

BIGGEST SHOW EVER.
16 BAYS • 24,000 SQM • OVER 400 EXHIBITORS
1828AMWMEL25AMTJUNJUL24 IT’S OUR
AUSTRALIANMANUFACTURINGWEEK.COM.AU SHOWCASING 7 PRODUCT ZONES 6-9 MAY, 2025 MELBOURNE CONVENTION & EXHIBITION CENTRE AUSTRALIA’S PREMIER MANUFACTURING SOLUTIONS EVENT
AMPC
Keeping your factory floor running with Additive Manufacturing solutions.
The Australian Meat Processor Corporation (AMPC) is the research and development corporation for the red meat processing industry in Australia. Its mission is to drive world-class innovation, adoption, and strategic policy development through genuine partnerships built on trust. In a high-volume environment like a processing plant, parts such as bolts and rollers can wear or break. As in any industry, time is money and, if a part fails, the result is lost productivity and expensive downtime until the part can be sourced and replaced.
AMPC collaborated with Konica Minolta Australia and Markforged in a world-first trial of a 3D printing service model. The trial aimed to help red meat processors across Australia benefit from printing equipment parts and revolutionizing equipment maintenance to help ensure a continuous supply of meat products.
The collaboration involves a three-year, multi-faceted program so that these benefits can be realised at meat processing plants across Australia. Staff can create functional prototypes for assessment as well as produce industrial composite parts for end use. Konica Minolta Australia provides on-site support to help meat processors understand and leverage the technology.
As part of this program, The Casino Food Co-op was identified as a facility that could benefit from 3D printing. Since 1933, The Casino Food Co-op has been Australia’s largest farmer-owned, world-class meat processing co-operative. Located in Casino, in the Northern Rivers region of New South Wales, the company processes 1,200 head of cattle per day and employs more than 1,000 people from the surrounding area. Three areas needed to be addressed within The Casino Food Co-op facility. The first was the hinges on the hundreds of label printers used to produce thousands of labels a day.
Brian Armstrong, draftsperson and project support officer of The Casino Food Co-op, described the challenge: “The plastic hinge deforms and breaks after many years of use. Because the part was discontinued by the manufacturer, the only option would be to replace all the label machines, which would be extremely costly.”
The next area was the leather tannery drum, which removes hair and fat before the leather is dyed. A gear in the tannery failed, which resulted in leather production stopping until a replacement part could be manufactured.
“The impact of stalled production was significant, costing tens of thousands of dollars of product output on the tannery a day,” Armstrong recalls. “The two gears required to keep the machine operational were printed and fitted within 18 hours so there was no loss in productivity.”
The final area where 3D printing was trialed was the fan blades on the evaporators that optimize the temperature in the cooling rooms. If one blade becomes unstable, the whole evaporator breaks apart and the cool room can’t perform at optimal levels. Because the original equipment manufacturer for the evaporators was no longer in operation, the cost of manufacturing new blades was significant.
“Without all cool rooms at full use, The Casino Food Co-op was potentially at risk of not being able to deliver product at full capacity, which would impact our commitment to our partners,” Armstrong pointed out. Being able to quickly print a fan blade for the cool room evaporators also delivered significant cost savings and risk mitigation to the business.
Previously, the co-op would need to commission a steel manufacturer to make a replacement blade at a cost of up to $10,000 each.
Meanwhile, meat would need to be moved to where the cooling was working as it should. Now, 3D printing a replacement blade takes just days and costs a fraction of the price of a new steel blade, providing significant benefit to the business.


With the 3D printing solution from AMPC, Konica Minolta Australia, and Markforged, The Casino Food Co-op was able to solve these challenges with relative ease and prevent costly downtime across its operation.
Brian Armstrong said, “Finding a solution for these challenges was essential. All of the applications we have used the 3D printer for are pivotal to The Casino Food Co-op for equipment maintenance and operation, helping us prevent unplanned downtime and meet our supply contracts.
“We couldn’t have achieved this without the support from Konica Minolta Australia and the Markforged X7. The knowledge of the Konica Minolta Australia team meant we had a lot of support along the way in creating solutions that met our needs. The possibilities for 3D printing in meat processing are endless and we look forward to seeing how we can continue to transform with 3D printing into the future.”
konicaminolta.com.au markforged.com ampc.com.au
AMT JUN/JUL 2024 048 ADDITIVE MANUFACTURING
Project CAMPFIRE
Delivering automated post processing solutions for regulated industries.
Rivelin Robotics is working to deliver a complete digital post processing solution for the automated finishing of flight parts, orthopaedic implants and gas turbine components produced using metal additive manufacturing (AM) processes. Designated Project CAMPFIRE (Certified Additive Manufactured Parts Finished with Intelligent Robotics Engine), Rivelin is collaborating with five partners. Three are specific to post processing applications for regulated industries using metal AM, namely Attenborough Medical, GKN Aerospace and Materials Solutions (a Siemens Energy Business). Two further partners are supporting with the delivery of key hardware technologies, namely YASKAWA EU and Saint-Gobain Abrasives. Starting with the Project Leaders, Rivelin Robotics was founded to directly address the challenges of post processing metal AM parts. Born of painful experience as an engineer tasked with removing metal supports from AM parts and achieving various levels of surface finish, Rivelin’s CEO — Robert Bush — established the company to develop a real and repeatable solution to the problems he faced, knowing that he was not alone.
The challenges with post processing metal parts are many, not least the labour-intensive, time-consuming, filthy and sometimes dangerous activities involved in removing metal supports with hand tools. Believe it or not, this approach is the prevailing standard for post processing most metal parts when they come off an AM system.
Three such companies, from three different regulated industries have been keen to work with Rivelin to test and implement the NetShape robots for their own applications. Project CAMPFIRE is providing a creative and collaborative way for this to move forward. Attenborough, GKN and Materials Solutions are all companies that have been dealing with the challenges of post processing metal AM parts for many years. Recognised as leaders in their respective fields these companies have adopted metal AM processes to harness the many benefits of the technology for the production of end use metal AM parts in their respective industries.
GKN Aerospace
GKN Aerospace is a world leading Tier 1 supplier to the aerospace industries, with customers including Airbus, Rolls Royce and GE. GKN Aerospace has been maturing metal AM for over a decade working to develop and exploit the technology on both civil and military aerospace programmes, and has achieved a number of milestones in this process. Serial production of eBeam powder bed fusion (PBF) technology on a Military application has been achieved, with flying demonstration of Laser-PBF components, alongside EASA certification of L-PBF topology optimised brackets for a Business Jet Customer also being accomplished.
Project CAMPFIRE extends this expertise further down the AM process chain. The post processing phase remains a barrier on a number of fronts, specifically productivity and reliable quality assurance for higher volumes of parts.
Materials Solutions
At Materials Solutions (a Siemens Energy business), the mission is to empower customers to meet the growing global demand for energy while transitioning to a more sustainable world. “The use of metal AM as a production method for industrial gas turbine components is increasing rapidly,” according to Trevor Illston, Chief Manufacturing Engineer at Materials Solutions. “The major advantage of using AM is the ability to manufacture highly complex, optimised geometries that can increase the performance of the gas turbines. A good example of this is for stage 1 turbine vanes where the ability to design and manufacture highly complex internal cooling schemes has enabled vanes to be introduced with enhanced operational life, along with a significant reduction in cooling air requirements and allowed the use of more cost competitive turbine alloys.”
Attenborough Dental and Medical
Founded in 1913, Attenborough Medical is a leader in the UK medical manufacturing sector. Today, the company offers expert capabilities in 3D medical imaging, scanning and custom implant design & manufacture with ISO13485:2016, ISO9001:2015, DAMAS and IIP Accredition. Part of the same group, Attenborough Dental is a manufacturer of bespoke biomedical implants and has grown to become one of Europe's largest dental laboratories, exporting across the world. As such the company is registered with The Medicines and Healthcare products Regulatory Agency. Rivelin Robotics has developed and supplies the innovative digital capabilities for this solution, but the full package also requires advanced hardware. While Rivelin’s Netshape capabilities are hardware agnostic, the company has partnered with advanced hardware suppliers for Project Campfire that enable the full solution to be delivered.
YASKAWA EU
As a world-leading industrial drives and robot arm manufacturer YASKAWA is a key partner for Rivelin and can also bring system integration capabilities to the collaboration. Through its European robotic manufacturing and system solution capabilities YASKAWA is delivering robot and positioner cell solutions directly to Rivelin. These are the capabilities that are being deployed for Project CAMPFIRE.
As Project CAMPFIRE moves forward with all partners fully engaged in working towards successful outcomes for their respective industrial applications, Robert Bush, CEO of Rivelin Robotics is excited by the progress that is being made: “Leading Project CAMPFIRE is a significant milestone for Rivelin Robotics. Users of metal AM for production are unanimous in their demand for an automated solution for support removal and finishing. Regardless of the parts and how or where they will be used, the shared pain in getting those parts from the AM machine to the point of use is prevalent and engenders collaboration to solve the issues. This is exactly what Project CAMPFIRE aims to do and in the coming weeks and months we look forward to sharing deeper insights and key results.” rivelinrobotics.com

Rivelin Robotics at CAMPFIRE collaborator GKN Aerospace for deployment training in Bristol
AMT JUN/JUL 2024 049 ADDITIVE MANUFACTURING
WAM® in the Metal Additive Manufacturing Ecosystem
Wire Additive Manufacturing: a powerful option for Australia's advanced manufacturing landscape.
Metal additive manufacturing encompasses various techniques for creating complex 3D objects layer-by-layer from digital models. Generally speaking, metal AM touts many benefits, including less manufacturing time, lower material waste and, in some cases, stronger material properties than traditional manufacturing processes.
For advanced manufacturers in Australia, particularly those serving industries like Defence, Oil and Gas, Maritime Aerospace and Energy, the landscape of metal additive manufacturing is constantly evolving. While techniques like Laser Bed Powder Fusion (LPBF) and Cold Spray have garnered significant attention, Wire Additive Manufacturing (WAM®) offers a compelling alternative, especially when considering large-scale applications. The question often posed to industry specialists is, “How does one know which metal additive manufacturing process is best suited to their workshop needs?”
Under ASTM/ISO 52900, there are currently over 18 processes categorised into seven core metal AM techniques; without technology education, the average manufacturer can be forgiven for confusion regarding the process and technique suitable for their specific application.
Generally speaking, a majority of Metal AM processes are best applied to smaller componentry or metal parts with a footprint well under 0.5 cubic metres. It has only been in the last few years that the metal AM industry has seen original equipment manufacturers produce commercially ready Metal AM systems capable of one cubic metre or larger.
Add in the complexity regarding critical parts, which require adherence to specific industry manufacturing standards; the
integration of new and emerging technologies for advanced manufacturers—despite the various benefits these technologies offer—becomes a convoluted process.
The first step in solving this problem is to understand the strengths and limitations of each metal AM technique; manufacturers can then choose the most suitable process for their specific needs, considering factors like part size, complexity, material properties, and desired functionality.
For advanced manufacturers producing parts that are over 1 m or larger, AML3D’s ARCEMY® system is a metal AM Powerhouse. The AM system uses a patented Wire Additive Manufacturing (WAM®) technology and proprietary software WAMSoft® and AMLSoft™. AML3D, an Australian company headquartered in Australia, has emerged as a global leader in WAM® technology with its ARCEMY® system. ARCEMY® combines state-of-the-art robotics, welding expertise, and metallurgical knowledge into a user-friendly platform. While using a patented Wire Additive Manufacturing process, the system's core lies in its proprietary software suite:
• WAMSoft®: This software acts as the path-planning brain of ARCEMY®. WAMSoft® takes the user's 3D model and generates optimised toolpaths for the welding head, ensuring precise material deposition and efficient build times.
• AMLSoft™: Considered the operating system of ARCEMY®, AMLSoft™ empowers users to manage various critical parameters during the WAM® process. This includes material selection, wire feed rate, gas flow, and interpass temperatures, allowing for fine-tuning of the build for optimal results.
Following a robust part-build methodology or build plan, AM system operators employ an electric arc to weld a certified metal

AMT JUN/JUL 2024 050 ADDITIVE MANUFACTURING
Typical ARCEMY® X Edition configuration.
wire feedstock, creating the object layer upon layer. The technology can be used to print simple to complex topologies with multi-stage and multi-step processing; it can, in some cases, also complement traditional methods with a hybrid manufacturing approach. WAM® boasts several key advantages compared to conventional manufacturing methods:
• Large-Scale Manufacturing: WAM® excels at creating significantly larger parts. This makes it ideal for applications in industries like Shipbuilding, Oil and Gas, and even Defence, where large, robust components are crucial, and delivery deadlines can be delayed using casting methods.
• Reduced Lead Times: WAM® users experience reduced manufacturing times for part production, which is digitally driven. The CAD to near-to-demand, near-net metal 3D print process creates shorter production cycles, saves on inventory, and decreases supply chain bottom-line costs.
• Material Efficiency: WAM® utilises a continuous wire feed, minimising material waste compared to traditional manufacturing, translating to cost savings and a reduced environmental impact.
• Material Versatility: WAM® offers compatibility with a broader range of metal alloys compared to other additive manufacturing technologies, allowing for the creation of parts with specific mechanical properties tailored to demanding environments. AML3D has tested over 25 certified wire feedstocks, with datasheets currently available for materials ranging from aluminium, titanium, copper alloys, nickel alloys and a range of steels.
Australian advanced manufacturers, particularly those servicing sectors like Defence and Oil and Gas, stand to gain significant advantages by adopting WAM® technology:
• Domestic Capabilities: Often referred to as Sovereign Manufacturing Capability, WAM® offers an opportunity to develop large-scale metal additive manufacturing capabilities within Australia, reducing reliance on overseas suppliers and fostering technological independence.
• Cost-Effectiveness: WAM®'s material efficiency and suitability for a broader range of materials can lead to cost savings in production compared to traditional methods.
• Design Flexibility: WAM®'s ability to create complex geometries opens doors for innovative and lightweight designs, potentially leading to performance improvements in critical components. The technology allows for an iterative design process leveraging material properties and Design for Additive Manufacturing (DfAM) techniques.
As advanced manufacturing continues to evolve in Australia, WAM® presents a compelling option for companies seeking to push the boundaries of metal fabrication. AML3D's ARCEMY® system, with its user-friendly software suite, offers a powerful solution for tackling large-scale projects with efficiency and precision. As WAM® technology matures and its capabilities are further explored, we can expect it to play a significant role in empowering Australian manufacturers to compete on a global scale.
Considering WAM® for your manufacturing needs?
If you're an advanced manufacturer in Australia working with largescale metal components, WAM® might be the perfect fit for your needs. While other AM processes remain valuable tools, AML3D’s Wire Additive Manufacturing process offers unique advantages in terms of scale, material efficiency, and versatility, making it a strong contender for specific applications. Reach out to AML3D to explore how this innovative technique can revolutionise your metal fabrication processes. aml3d.com

ADDITIVE MANUFACTURING
Typical ARCEMY® Small Edition configuration. 051
Alloys with UltiMaker
Alloys partners with UltiMaker to distribute full range of 3D Printers, Including S Series, across Australia.
Alloys announces its expanded partnership with UltiMaker, a global leader in professional 3D printing technology. Under this enhanced collaboration, Alloys will distribute UltiMaker's full range of 3D printers, including the professional S series, throughout Australia.
UltiMaker has earned a reputation for its innovative and reliable 3D printing solutions, catering to professionals across diverse industries such as engineering, design, manufacturing, education, and healthcare. The addition of the UltiMaker S series to Alloys' product lineup further solidifies the company's commitment to providing cutting-edge technology solutions to its customers.
“We have been involved in the 3D printing market for a number of year and the extension of our partnership with Ultimaker provides us with further opportunities for our partners to grow their sales and capabilities in this space”, said Paul Harman, Alloys CEO. “Our customers have been asking us to distribute this range and we believe we can provide growth for the entire Ultimaker stable at Alloys.”
The UltiMaker S series provides professional 3D printing, combining cutting-edge features, reliability, and seamless integration into existing workflows. Designed to meet the demands of highperformance applications, the S series offers advanced capabilities such as dual extrusion, water-soluble support materials, and enhanced build volume, empowering users to unlock new levels of creativity and efficiency. In addition to the UltiMaker S series, Alloys offer the complete range of UltiMaker 3D printers, including
Soft robotics
Laser-controlled liquid metals mark new era for soft robotics.
Researchers at The University of Queensland (UQ) are developing new 4D printing technology that produces shape-shifting liquid metals for soft robotics. 4D printing is an extension of 3D printing, where solid objects are created using materials that can change shape when exposed to certain stimuli like heat, water or light.
At UQ’s Australian Institute for Bioengineering and Nanotechnology (AIBN), researchers are printing 4D structures using new liquid metal polymers that can be coaxed into performing a range of mechanical tasks with infrared lasers. Lead researchers Dr Liwen Zhang and Dr Ruirui Qiao said the unique preparation methods developed by their lab allow them to produce 4D designs that are solid and durable while also being able to bend, grasp, lift, and release items five times their weight, or revert to a pre-programmed shape.
“4D printing takes traditional 3D printing and adds a new dimension – the dimension of time,” Dr Zhang said. “Our method allows us to produce smart liquid metals that can be customised, shaped and prompted to change over time without needing wires or circuits. This is a new era for robotics applications and a gamechanger for additive manufacturing.” 4D printed objects are usually prepared with a 3D printer using specific ingredients that give the finished product new qualities and abilities. In the journal Nature Communications, Dr Zhang, Dr Qiao, and colleague Professor Tom Davis detail how they used spherical liquid metal nanoparticles to prepare printing resins that are responsive to near-infrared light. This means lasers can be used to guide the materials to bend, grab and release items. While the technology is in its early stages, Dr Qiao there was great potential to use it in the design of soft robotics, or technologies that mimic natural movements and interactions. This could mean a number of applications across the aeronautical engineering and medical device sector, including coronary stents, artificial muscles, and other devices that adapt

the UltiMaker Method series and MakerBot Sketch products. Resellers can also benefit from Alloys' expert technical support, training, and after-sales service. The expanded partnership between Alloys and UltiMaker underscores a shared commitment to advancing the adoption of 3D printing technology across various industries in Australia. By combining Alloys' distribution expertise with UltiMaker's industry-leading solutions, businesses and professionals can harness the power of 3D printing to drive innovation, streamline workflows, and achieve greater success. go.alloys.com.au/ultimaker-s-series-3d-printers alloys.com.au
and change shape inside the body. More broadly, Dr Qiao said the ability to customise and shape materials after they had been printed would lead to wider manufacturing breakthroughs and consumer innovations, from climate-reactive clothes and building materials to self-assembling furniture.
“4D printing is a rapidly evolving field that is really only limited by imagination,” Dr Qiao said. “The specific nanoparticles we use allow our materials react to lasers. Other 4D printed materials contain ingredients that react to water, heat, acid, electric, or magnetic energy. “The early signs for this technology are incredibly promising, and the wide range of potential applications give us encouragement to continue our research.”
The spherical liquid metal nanoparticle printing method used by Dr Zhang, Dr Qiao, and Professor Davis was published in Nature Communications. uq.edu.au
AMT JUN/JUL 2024 052 ADDITIVE MANUFACTURING
Wiring System 3D printing process
Wiring Systems, a leading contract manufacturer in Rydalmere NSW, has successfully integrated Raise3D 3D printers from Bilby3D into its operations. Specialising in diverse industries such as Defence, Rail and Road, Medical, Recreational Vehicles, and Solar PV, the company has embraced 3D printing to streamline its manufacturing processes.
Wiring Systems initially experimented with a $5000 3D printer from a different supplier but encountered issues due to the lack of supplier support. Recognising the potential of 3D printing, Harry Antoguelli sought a reliable solution that would meet their printing needs and provide comprehensive support.
After that experience, Harry came to Bilby3D and was introduced to the Raise3D Pro3 Plus. Harry mentioned how a main consideration for purchasing from Bilby3D was that we offer parts and support for the Raise3D machines, so he could have the peace of mind that if any problems were to arise then he would have a phone number to call, and that there are spare parts for his machine stocked in Australia.
Having a dedicated and foolproof holder for all the hand tools required at a given assembly station means that tools don't find themselves wandering across the workshop. Always having the required tools for a task at an arms reach is a simple and underrated system which decreases assembly time, cleanup and helps make a streamlined process which aids with new staff on-boarding.
Assembly fixtures
Some stages of assembling a complex product can be made much easier with purpose built fixtures, which hold a sub-assembly in a given orientation, making it much easier to attach more components, hardware and wiring. Assembly fixtures also help with making a standardised and streamlined process so that all assembly operator are following the exact same steps, ensuring all products are identical rather than having slight differences depending on who assembled them.
Drilling guides
In the fabrication of some components, precise drilled holes are required, Drill guides are used in order not to have to measure and mark each part as it comes through the station. The drill guide is placed over the part, and shows where the holes are required.


3D Printed parts and products
Wiring Systems also have been using their Raise3D Pro3 Plus to print parts for their wiring harnesses. The 3D printing process enables new design iterations of the parts to be produced immediately and at no additional cost, whereas if the parts were made with another process such as injection moulding, each design iteration is very costly and has a long delivery time.
Wiring Systems was able to utilise the versatility and speed permitted by 3D printing with their Raise3D Pro3 Plus. It allowed them to build their own tooling and fixtures in house, increase their organisation and easy of use of assembly stations, and print sub components for their products instead of ordering slow and expensive injection moulded parts. The speed, reliability, and low contact time of the Raise3D Pro3 Plus has allowed them to set up a print job and walk away, completing other important work, while the machine works for them. Purchasing from Bilby3D adds an extra layer of confidence for Wiring Systems. Knowing that they can rely on prompt support and access spare parts from Australian stores ensures the long-term viability of their Raise3D Pro3 Plus investment. Bilby3d.com

AMT JUN/JUL 2024 053 Learn what 71% of manufacturers* are doing to stay ahead. Check out our latest Manufacturing Insights Report at commbank.com.au/manufacturing *CommBank Manufacturing Insights Report, May 2024. ADDITIVE MANUFACTURING
Some examples of the practical applications that Wiring Systems uses their Raise3D Pro3 Plus for include hand tool holders.
3D Printed Wiring Connector Part
JAZBI from SDIP
Revolutionising bone fracture repair with JAZBI™ implants from SDIP Innovations.
From an early age, Dr. Maryam Parviz was inspired to innovate, even channeling her creativity into drawing and designing a more comfortable hearing aid for her mother. Today, as a biomedical engineer, scientist, and CEO and Co-Founder of SDIP Innovations, she is at the forefront of designing medical devices that will transform bone repair, while also advancing manufacturing excellence and capabilities in New South Wales.
Driven by witnessing the distress faced by pediatric patients and their families due to repetitive orthopedic surgeries, SDIP’s CoFounder and Chief Scientific Officer, Dr. Iman Manavitehrani teamed up with Dr. Parviz motivated to develop a transformative solution. Their goal: to pioneer a product that reduces the need for multiple surgeries and improves treatment outcomes for both patients and healthcare providers.
Challenges with traditional bone repair
Traditionally, repairing bone fractures involved plaster casts and molds. As medical technology advanced, the use of metallic implants became widespread. However, these implants have introduced significant issues, including pain after insertion, inflammation, and the potential need for revision surgeries. They also present a particular challenge for younger patients: as children grow, the non-adapting implants can impede natural bone growth.
"Metal implants often need to be removed once the bone has healed, leading to public health costs that can reach billions of dollars each year," explains Dr. Maryam Parviz. The process of removing these implants can extend hospital stays and increase the risk of surgeryrelated complications, such as infections. "Removing a metal implant can also weaken the bone's structure by 20%-50%," adds Parviz. These challenges were key motivators in SDIP Innovations development of new bone implant technologies.
A new era of bone implants and scaffolding: introdu4cing JAZBI
SDIP Innovation’s JAZBI™ implants represent a significant advancement in bone implant systems, offering a safe and adaptable solution that closely mimics natural bone composition. Designed to stimulate new cell growth and biodegrade completely, leaving no residue, these implants aim to make bone fracture repair less painful, more cost-effective, and less prone to complications.
"Our goal is to provide safe and natural implants that give surgeons enhanced control and the flexibility to tailor bone fillers on the spot during surgery, ensuring a perfect fit for each patient's specific requirements," Dr. Parviz shares. "This approach benefits both patients and their healthcare providers, and potentially decreases time in the surgery by 15-20 minutes."
Drs. Parviz's and Manavitehrani’s approach to bone healing extends beyond mere replacement. The JAZBI™ implants, which include various shapes such as wedges, cubes, and rods, are designed to integrate seamlessly into the site of the fracture, supporting and accelerating the natural bone regeneration process. For particularly challenging cases, such as tumor removal, SDIP provides a custom kit that allows surgeons to tailor the implant on-the-spot during surgery, ensuring a perfect fit and optimal healing conditions.
ISO-7 and ISO-8 Certification and unique manufacturing capabilities SDIPs manufacturing facility is as unique as their innovations, and includes multiple elements of their company under one roof. They have a custom-built and mobile ISO-7 and ISO-8 certified cleanroom that meets stringent international standards for cleanliness and safety. In the same facility, they also have their R&D lab and office space, allowing them to seamlessly integrate both sides of the company.

SDIP Innovations CEO and Co-Founder, Dr. Maryam Parviz and Chief Scientific Officer and Co-Founder, Dr. Iman Manavitehrani
The facility's unique manufacturing capabilities such as advanced polymer processing techniques, injection and compression molds, and 3D printers. They also seal, package and ship their products directly from their facility.
From pellets and powders to polymers
JAZBI™ bone implants consist of a highly porous matrix crafted from polymers, which are synthetic materials formed by linking repeated small molecules. "The structure of these implants includes tiny pores that replicate the intricate architecture of natural bone," Dr. Parviz describes. "To enhance the effectiveness of this scaffolding, we incorporate ceramics to further induce the native bony cells to regeneration" she continues. SDIP’s current manufacturing capacity, allows processing plastic and ceramics pellets and powders to build solid and porous constructs. Mixing and melting plastics at SDIP’s facility can be run for large batches and small batches as little as 30g. After further processes, the products are packaged using a double sterile barrier system under the same roof. The result is an implant that mimics natural bone structure and supports bone remodeling to effectively heal fractures.
"Not only does the implant mend the broken bone, but it also integrates smoothly to replace the damaged bone, potentially enhancing the patient's long-term health," Parviz notes. The Pellets and powders are processed to build synthetic porous bone implants with various shapes and pore structures.
Made in Australia with a vision to be exported globally
Globally, up to 37 million fragility fractures occur annually in individuals aged over 55, the equivalent of 70 fractures per minute, and there has been a 33.4% global increase in bone fractures since 1990. “We want to continue to innovate and manufacture in Australia. Once we receive FDA approval, our vision is to export JAZBI™ products to the United States and around the world.”
By continuing to develop and grow in New South Wales, SDIP Innovations is hopeful for more support from both the public and private sector. They can also continue to bring jobs and economic growth to the region, all while bringing innovation from Australia to the international community.
Written by: Roya Soleimani Winner
AMT JUN/JUL 2024 054 PLASTICS, COMPOSITES & ADVANCED MATERIALS
Weltrade Packaging
A journey towards sustainable plastic manufacturing in Australia. Steve Welsh, CEO and managing director of Weltrade Packaging walks us through their production run.
In the bustling world of manufacturing, particularly in plastics, it's easy to find ourselves cast in a less-than-favourable light by social media and mainstream narratives. However, as we approached our 20th anniversary at Weltrade Packaging, a moment of reflection reminded us of our core mission: to solve problems that genuinely matter to our clients and their consumers.
Our journey began with a passion for tackling challenges—whether a dispensing glitch, a compatibility issue, or a simple desire to revamp a product's appearance to attract more customers. At the heart of our approach is a commitment to ensuring that packaging not only preserves the quality of the product but also delivers it safely, making us a trusted partner in our client's brands.
Operating across the food, personal care, and health supplement industries, we’ve grown into a thriving small-to-medium enterprise thanks to our loyal customers and dedicated team. Despite flying mostly under the radar, our success speaks volumes about our commitment and effectiveness.
Running a manufacturing business is challenging, from managing personnel expectations to navigating economic pressures. The post-COVID era has made hiring more complex, yet our focus on cultivating a team skewed towards talent over mere attendance has paid dividends. This ongoing dedication to our staff ensures we meet and exceed industry standards in a competitive market. Navigating the complex array of regulations—from APCO’s sustainability standards to the ACCC’s consumer protections and even stringent state-level EPA guidelines—is a daily reality. Unlike some importers who seem to bypass these rigorous rules, we adhere strictly, ensuring our operations meet the highest standards. Additionally, Australia's high energy cost has always been a significant hurdle. To address this, we've installed a large 100kw solar system, helping to mitigate energy expenses and reduce our environmental footprint. Yet, the challenge of energy costs remains an ongoing battle in our operations. Amidst these challenges, we strive to enhance our market presence and advocate for onshoring manufacturing in Australia. Each day is spent promoting our
capabilities and services, aiming to highlight the benefits of local production—a testament to our dedication and resilience in the face of adversity. Our environmental consciousness prompted us to explore sustainable options six years ago before it became a market demand. We've integrated clean, recycled post-consumer plastics into our packaging, ensuring they meet food safety standards even when not explicitly required. Despite the challenges of sourcing high-quality, clean, recycled materials like RPET, we've remained committed to innovation and sustainability.
We've also ventured into bioplastics from renewable sources like sugarcane, which helps reduce carbon footprints. However, the viability of bioplastics is complex, given the logistics of sourcing and recycling. For instance, PLA is compostable but not recyclable and breaks into microplastics, which I as a responsible manufacturer, cannot endorse.
Another intriguing avenue has been utilising ocean waste, particularly old fishing nets, which are transformed into sustainable resins. This not only supports environmental cleanup but also tells a compelling story about the lifecycle of our products.
Our latest breakthrough involves a biodegradable, recyclable product that can safely break down in landfills without leaving microplastics behind. This innovation is compatible with standard plastic formulations, maintaining the visual appeal for brands and contributing positively to the environment by aiding in energy recovery from landfill gases.
Education remains one of our biggest hurdles. There's a vast landscape of definitions and standards as we strive to meet and exceed expectations in producing environmentally friendly packaging. It's a challenge we embrace wholeheartedly, driven by a vision of a cleaner, more sustainable world for future generations.
I'm Steve Welsh, CEO and managing director of Weltrade Packaging, and we're not just manufacturing plastic products; we're crafting solutions for a sustainable future. weltradepackaging.com.au

AMT JUN/JUL 2024 055 PLASTICS, COMPOSITES & ADVANCED MATERIALS
Plastral on NetSuite
Plastral Pty Ltd, an Australian-based is a leading supplier of plastic materials and equipment recently updated their legacy ERP to NetSuite Wholesale Distribution.
An Australian company founded in 1946, Plastral provides a wide range of products including plastic sheet, rod, and tube products, specialty engineering plastics, chemicals, polymers, and plastic welding equipment. They were facing significant hurdles with their existing 15-year-old on-premises ERP system. Maintaining and updating the system had increasingly proven to be difficult and costly, with prohibitive expenses for hardware upgrades and the latest software version. In an age where organisations are seeking to outsource and simplify IT operations, dedicating significant hardware and people resources to managing on-premises systems was no longer tenable.
The Plastral team conducted an exhaustive evaluation, inviting vendors and partners to pitch their solutions. Following a meticulous RFP process and multiple solution demonstrations, OneKloudX emerged as the winning supplier determining that NetSuite Wholesale Distribution was the right fit to improve business efficiency and streamline workflows. NetSuite Wholesale Distribution ticked all the boxes addressing their pressing needs such as reducing manual processes, optimising information flows, automating sales and expenses, and providing a unified source of truth for enhanced analytics, planning, and reporting.
NetSuite has empowered Plastral to enhance business efficiencies and streamline workflows through a robust, cloud-based ERP solution. With NetSuite, Plastral has gained a comprehensive, realtime view of its operations, including multi-currency conversion capabilities and multi-site management across the entire APAC operations. Month-end closes and reporting from all locations is faster as they can manage all sites in one unified view. The OneKloudX team had a thorough understanding of the source data architecture of the existing on-premises ERP so, minimising the risk of missing information and erroneous data. This understanding of data architecture was advantageous to the transformation from onpremises to cloud.
NetSuite provides Plastral with a comprehensive view of their entire business, optimising efficiencies and streamlining workflows. The solution has reduced manual processes, improved information flows, and automated critical functions such as sales, expenses,
and inventory management. Across all locations, there is a single view of sales and customer information for full transparency into operations. By integrating NetSuite with WooCommerce, Plastral has gained seamless collaboration with their 3Pls, enhancing order fulfilment and customer satisfaction. The cloud-based nature of the solution has eliminated the need for costly hardware upgrades and provided scalability for future growth.
The scalability of the cloud solution has allowed Plastral to accommodate business growth and changing demands easily. With the elimination of costly hardware upgrades and the ability to adjust resources on demand, Plastral has experienced cost savings and improved operational efficiency. They now have a platform that is scalable to demand changing demands.
Plastral can effortlessly connect with its partners, suppliers, and customers, establishing seamless communication channels that streamline business processes and enhance overall productivity. This connectivity fosters collaboration, facilitates swift information exchange, and enables efficient coordination among all stakeholders involved in Plastral’s operations.
By introducing a modern cloud ERP solution, the successful implementation of the NetSuite solution has effectively eliminated manual processes and lack of functionality. This implementation has streamlined operational automation and significantly improved end-to-end visibility, providing Plastral with a single source of truth across the entire organisation.
The decision to engage OneKloudX, an award-winning ANZ NetSuite partner, as the implementation partner has proven to be instrumental in overcoming their challenges and meeting their requirements.
“With the entire company running on one unified ERP system, NetSuite has provided timely information clarity across their entire business that enable sall roles and users to be on the same page, at the same time. Whether that is Finance, Operations, Sales or suppliers, they all now share up to date and accurate information,” says Robert Jurcec, CEO of OneKloudX. plastral.com.au onekloudx.com.au

AMT JUN/JUL 2024 056 PLASTICS, COMPOSITES & ADVANCED MATERIALS
CST Composite
Revolutionising composite filament winding: The advantages of towpreg over wet-winding.
Composite filament winding has long been a critical process in the manufacturing of various products, from aerospace components to sporting equipment. Traditionally, wet-winding, involving the messy and cumbersome dragging of composite fibres through an open resin bath, has been the standard method. However, advancements in technology have led to the emergence of an alternative approach known as Towpreg. This article explores the benefits of Towpreg over wet-winding and highlights CST Composite's innovative efforts in developing high-quality Towpreg solutions.
The Advantages of Towpreg: Towpreg, characterised by the pre-impregnation of fibres in an enclosed machine, offers several advantages over wet-winding:
1. Increased Winding Speed: Towpreg enables faster winding speeds, facilitating the use of multi-spindle winding machines. This efficiency improvement translates to enhanced productivity and reduced manufacturing time.
2. Consistent Resin Impregnation: With Towpreg, resin impregnation is more uniform and consistent across the fibres, leading to improved product quality and performance. This consistency ensures predictable mechanical properties and enhances the reliability of the final product.
3. Control Over Resin and Fibre Volume: Manufacturers can exercise greater control over the resin and fibre volume in the composite structure when using Towpreg. This level of control allows for precise customization of material properties to meet specific performance requirements.
4. Fibre Bandwidth Consistency: Towpreg bandwidth can be monitored and controlled during production to ensure a lower co-efficient of variation. This means products can be made from this Towpreg with a tighter design tolerance, leading to potential savings from lower mass, weight and wall thicknesses.
5. Safer Work Environment: Towpreg minimizes exposure to hazardous fumes and chemicals associated with traditional wet-winding processes and removes the risk of fire from exothermic reaction in resin baths. The enclosed nature of Towpreg manufacturing reduces health and safety risks for operators, creating a safer working environment which is critical for staff engagement and retention.
6. Potential for Automation: The use of Towpreg opens up opportunities for automation and robotics in filament winding operations. Robotic systems can be employed for precise handling and placement of Towpreg materials, further enhancing efficiency and repeatability.
CST's Innovative Towpreg Solutions: CST, through extensive research and development efforts, has established itself as a leader in Towpreg manufacturing. Leveraging years of experience and expertise, CST has developed proprietary resin formulations tailored to different fibre types. Additionally, CST has designed and constructed specialised machines for Towpreg manufacture, incorporating advanced resin impregnation techniques and closedloop feedback and control systems.
Clive Watts, founder of CST, believes CST Towpreg is the only Towpreg manufactured in Australia and is now the highest quality and most consistent Towpreg on the world market.
The successful application of CST's Towpreg in tube manufacturing has yielded superior results, demonstrating enhanced performance and aesthetics. Furthermore, CST's self-sufficiency in Towpreg production has resulted in a 20% increase in productivity, material cost savings and reduced reliance on the quality from thirdparty suppliers.

CST's achievements in Towpreg manufacturing have paved the way for exciting opportunities, including the utilisation of Towpreg in pressure vessel applications. The company's ambitious plans to become Australia's first manufacturer of composite overwrapped pressure vessels using Towpreg underscore its commitment to innovation and sustainability.
The adoption of Towpreg represents a significant advancement in composite filament winding technology, offering numerous advantages over traditional wet-winding methods. CST's dedication to developing high-quality Towpreg solutions has positioned it as a frontrunner in the industry, driving efficiency, safety, and performance in composite manufacturing processes.
About the author
Clive Watts is a global leader in carbon filament winding technology for advanced composite materials, who pioneered low-angle winding. Clive founded CST Composites in 1995 and built a carbon filament winding machine and software from scratch. CST’s masts have helped sailors win countless world titles and are still in demand as the most advanced filament-wound masts on the market (CST has made over half the masts for use at the up-coming Paris Olympics). Over the past decade, Clive has diversified CST’s outputs to meet needs in aerospace, automotive, defence, industry, infrastructure and mining sectors. His passion for innovation and composite technology continues as he pushes the technical boundaries of filament winding, pultrusion and software design. cstcomposites.com
AMT JUN/JUL 2024 057 PLASTICS, COMPOSITES & ADVANCED MATERIALS
Deeps Engineering at Salamander Bay
Illuminating excellence: The unparalleled journey of Deeps Engineering.
In the coastal town of Salamander Bay, Deeps Engineering continues to redefine the boundaries of excellence. What began as a modest venture in the garage of Steven Dee's home has blossomed into a testament to resilience, ingenuity, and a steadfast commitment to excellence. For over three decades, Deeps Engineering has not only pioneered advancements in custom plastic injection molding but has also championed environmental stewardship, setting a new standard for responsible manufacturing practices.
Founded by Steven Dee, a visionary with a passion for toolmaking and molding ideas into reality, Deeps Engineering has been the driving force in the plastics industry for over thirty years. Semiretired but still a guiding influence, Steven Dee's journey began with a tool-making trade in Sydney where he used his skills in various tool workshops, followed by a bold move to Nelson Bay in 1991 to establish Deeps Engineering. “We started out renting machinery down in Sydney,” recalls Dee, “and I'd travel down three or four days a week to manufacture and trial the molds.” With determination and support from his family, he transformed his garage in Nelson Bay into a hub of innovation.
From its humble beginnings, Deeps Engineering garnered attention through its commitment to quality craftsmanship and strong relationships with clients. Collaborations with industry giants like Reln and Wisdom Toothbrushes have been the bedrock of the company's success. “You have to grow with your customers,” emphasises Steven. “You back people, and you know they've got your back - that's how it works.” This ethos, instilled by Steven, remains central to the company's ethos.
Over the years, Deeps Engineering has adapted to market trends and challenges, diversifying its offerings, and embracing new opportunities. From tool-making to plastic molding, and now, amid the resurgence of Australian manufacturing, the company remains at the forefront of innovation. The team’s unwavering passion and foresight have not only positioned Deeps Engineering for success but have also inspired his team to embrace change and seize opportunities.
Today, Deeps Engineering stands as a beacon of excellence, occupying space on George Road, Salamander Bay and employing approximately 21 individuals. Their commitment to quality
workmanship, sustainable practices, and long-term partnerships continues to drive their success. With each innovation and collaboration, they illuminate the path forward in Australian Plastics Manufacturing.
As we reflect on the journey of Deeps Engineering, one thing becomes abundantly clear: their story is not just one of triumph over adversity but a testament to the enduring power of vision, integrity, and unwavering commitment to excellence. As they continue to navigate the ever-evolving landscape of modern engineering, one can't help but marvel at the brilliance of their journey—a journey fuelled by passion, guided by purpose, and illuminated by excellence.
Amidst their remarkable achievements and impressive acquisitions, Deeps Engineering remains rooted in its core values—integrity, quality, and sustainability. Recent acquisitions have propelled the company into new frontiers, broadening their horizons and enriching their offerings.
The acquisition of EXIN Light, a renowned manufacturer of industrial portable lighting, marked a significant milestone, demonstrating the company's commitment to innovation and efficiency. Through EXIN Light, Deeps Engineering continues to push the boundaries of what is possible, supplying globally through international distributors and catering to the diverse needs of clients across the globe.
Moreover, the acquisition of Stack a Pots, now rebranded as Stack n Pots, underscores Deeps Engineering's commitment to embracing new opportunities and exploring emerging trends. As pioneers in vertical gardening solutions, Stack n Pots has revolutionized the way we interact with green spaces, leading the charge in sustainable urban gardening.
Additionally, their commitment to environmental stewardship is exemplified by strategic investments and forward-thinking initiatives in recycling. With the recent acquisition of a large-scale grinder, they have reduced waste by almost 60%, while also collaborating with local stakeholders to collect clean waste for recycling. Collaborations with Hunter New England Health to recycle plastics from local hospitals further demonstrate their dedication to minimising their environmental footprint and promoting a culture of sustainability. deepsengineering.com.au

AMT JUN/JUL 2024 058 PLASTICS, COMPOSITES & ADVANCED MATERIALS
Degradable plastics
Salt water-degradable plastics to help oceans.
University of Queensland researchers are developing a plastic that breaks down in seawater to help turn the tide on marine waste.
Dr Ruirui Qiao from UQ’s Australian Institute for Bioengineering and Nanotechnology is refining new polymerisation techniques for an affordable and biodegradable plastic to replace existing products.
“Our oceans are being clogged by long-lasting plastic containers, bags and even microplastics - which pose a significant threat to ecosystems including millions of seabirds and mammals,” Dr Qiao said. “Awareness of the problem has risen in the past few years, but the sheer volume of waste going into the water means we need to find new solutions.
“We think plastic degradation technologies could be part of the answer.”
Dr Qiao is working with AIBN colleague Professor Tom Davis and Professor Xuan Pang and Professor Xuesi Chen from the Changchun Institute of Applied Chemistry on the project.
The team is developing a range of high-value, customised seawaterdegradable plastics using 3D-printing techniques developed by Dr Qiao’s research group at AIBN, and polymeric materials generated by the Chinese Academy of Sciences.
The collaboration has received $125,000 from the QueenslandChinese Academy of Sciences Collaborative Science Fund to accelerate the work over the next two years.
Dr Qiao said one technique they’ll use, called ring-opening polymerisation, allows them to precisely control the mechanical strength and shape of the plastics while giving the plastics a lowtoxic polyester ‘backbone’.
“This means the plastics are able break down to a molecular state in marine environments,” she said.
Dr Qiao said the goal is to commercialise a new line of products in Australia and China within five years to replace traditional plastics and tap into a biodegradable market expected to exceed $9.5 billion by that time.
“Effective seawater-degradable polymer plastics will reduce plastic debris in oceans, boosting the health of ecosystems and the quality of life in communities around the world,” she said.
“We are also fostering collaboration between research groups in Queensland and China to further our strengths in polymer science and additive manufacturing.” uq.edu.au
AMT JUN/JUL 2024 059 PLASTICS, COMPOSITES & ADVANCED MATERIALS
Manufacturing glass
The evolution of glass in architecture. By Dr. Cameron
Chai and James Riley from Glass Toughening Services.
Glass has come a long way since the days of small lead light windows. Nowadays, glass is one of the main constituents in not just homes but increasingly in commercial buildings where it offers clean sleek lines as well as providing the feeling of space and natural light, and all the associated health and well-being benefits. In this article we will explore how glass has become a more versatile material enabling it to be used more widely.
Glass production
Float glass, the flat glass that is used in the vast majority or architectural applications has been produced in almost the same manner since the 1950’s. Pilkington pioneered the float process that can produce glass with thicknesses typically ranging from three to 25mm. Essentially a mixture of primarily silica sand, with additions of soda ash and limestone is melted in a large furnace to form molten glass. The molten glass is then drawn across the surface of a float tank containing molten tin forming a uniform sheet. The glass ribbon then passes through an annealing lehr to facilitate cooling and relieves thermal stresses. Further down the processing line, the cooled glass is inspected and cut into sheets suitable for transport or further processing.
Nominal float glass composition
wt. %
Laminated glass
Another type of glass suitable for rigorous applications is laminated glass. As the name suggests, it is made up of layers, specifically two layers of annealed or toughened glass that sandwich a polymer layer. The polymer is typically polyvinyl butyral (PVB) or ethylene-vinyl acetate (EVA). For the most demanding application Kuraray’s ionoplast structural interlayer Sentryglas Plus (SGP) is the go-to material offering 100 times greater rigidity and five times more tear resistance. The polymer interlayer also improves sound insulation properties.
The glass substrates in laminated glass can be annealed or tempered. Annealed laminated glass allows glaziers supply safety glass cut to size quickly and at low cost compared to toughened monolithic safety glass. Tempered laminated glass offers higher strength combined with redundancy to give a higher safety factor. This is often seen in installations like overhead glazing where failure of a monolithic panel could cause injury to people below.
Laminated glass is produced by applying heat and pressure to the glass sandwich causing the polymer interlayer to bond the glass sheets together like glue. This is an advantage when/if the glass panels fail, as they generally remain intact due to the polymer film. The properties of laminated glass can be tailored based on the thickness of the glass sheets used and the interlayer material, with multiple glass and polymer layers being used if necessary. Cleaning is also as simple as for float or toughened glass. Laminated glass can be decorated with coloured interlayers, printed films, fabrics and meshes. Special interlayers are available to filter IR, UV, and sound.
Others Balance
It is the widespread and commercially competitive post processing that has evolved in more recent times that has enabled glass to find more applications in building and architecture. Grades of glass have now been developed that can withstand extremes of weather such as earthquakes, cyclones and fires as well as impacts from bombs and other projectiles.
Glass toughening
Float glass has limited applications due to its brittleness and relatively low strength. Toughening or tempering increases the strength of glass by four to six times, enabling it to be used for engineering applications. While impossible to identify using a visual inspection, toughened glass should be stamped with the AS2208 monicker to show that it satisfies the standard for Safety Glazing Materials in Building. Panels of glass are cut, machined, polished and drilled before toughening. The toughening process involves heating the glass up to 620°C and rapidly cooling (quenching) with jets of air. In doing so, the outer surface cools more rapidly and freezes before the core shrinks and freezes and this induces a compressive stress on the surface. This in turn makes the glass more resistant to crack formation, resulting in increased strength.
Another advantage of toughened glass is its mode of failure. If toughened glass is subjected to enough force/stress to cause it to fail, it will form small almost cubic grains. This contrasts to conventional annealed glass that will form shards “that have brought about the demise of many a movie villain in days gone by.”
Toughened glass is commonly specified for use in some domestic windows and doors as well as showers screens, kitchen splashbacks, balustrades, pool fencing and furniture. Due to the increased strength, toughened glass can be employed using frameless designs which have become popular in recent times, offering a very minimalistic, unobtrusive appearance.
Typical uses include shop fronts, doors, balustrades, overhead glazing, partitions and other safety-related applications e.g. bulletresistant glass. Multi-laminated glass panels, consisting of three glass layers with interlayers are also finding application high load applications such as in floors and stair step treads, where the transparent nature of glass offers a unique alternative to other materials.
Privacy glass
Although glass is primarily used for its optical transparency, sometimes we want to let light in, but not necessarily allow people to see into our windows, case in point bathrooms, especially with homes being built closer to property boundaries and higher density living options. Enter privacy glass options. Designed to be translucent, they let light in, but keep prying eyes at bay. Several options exist such as laminated glass using a frosted interlayer which offers the added shatter resistance, acid etched glass, or textured glass options.
Another privacy glass option is smart glass or switchable glass. A type of laminated glass using a conductive polymer interlayer that becomes clear when a voltage is applied and translucent when the voltage is removed via a switch or controller or mobile phone app. As such, this type of glass can be used for external windows and internal walls e.g. meeting rooms. With external windows, smart glass can also eliminate the need for curtains providing an even cleaner, more minimalistic appearance.
Machined glass
So far, we have really only been dealing with standard shapes of glass. However, glass has become an architects friend in recent years with the ability to waterjet cut and drill glass panels. This has allowed architects far greater freedom in terms of not only their design, but also fixings. With computer-controlled waterjet cutters, there is almost no limit to the 2D shapes that can be cut with an
AMT FEB/MAR 2024 060 PLASTICS, COMPOSITES & ADVANCED MATERIALS
SiO2 72.5 Na2O
CaO
MgO
1
Composition
15
9
2.5 Al2O3

accuracy of the order of ±1mm. Furthermore, cut glass shapes can also be toughened for increased strength and durability, as is the case with frameless shower screens, balustrading, and pool fencing.
Printed glass
Float glass is typically available in a very limited range of colours, all of which are very transparent. Rest assured, if you are after privacy or visual impact, there are still options. At the budget end, vinyl graphics or painting offer a virtually limitless option in terms of design. While durability can be an issue, these options could be viable if an installation needed to be changed every so often, Sand blasting offers a more permanent alternative, albeit with a more monotone effect. That said, it can be quite effective over large areas made up of several panels that constitute a larger installation or continuous pattern along an awning.
If you are looking for something permanent, with colour options, printed glass is the solution. Large format digital printers allow your creativity to run wild, while ceramic pigments ensure colours don’t fade with time or exposure. Printing can be done on anything from small door inset panels to large multi panel building facades. These options are available in toughened or laminated glass depending on the application.
Low emissivity or low-e glass
For those looking to improve the energy efficiency of their home or building, low emissivity glass offers improved thermal insulation properties. This helps to both repel heat during the summer and keep warmth in during the winter, thus reducing the load on HVAC systems. The thermal insulation properties of glass are achieved by applying a special coating to one side of the glass and does not affect the optical transparency. Available in hard or soft low-e coating variants, hard coatings can be used on both single- and double-glazing applications, while soft coatings can only be used in double glazing due to their reduced durability. Hard coatings are applied as the glass comes out of the furnace and is fused to the surface and must be installed with the coating on the internal side. Soft coatings are applied after the glass has cooled and can only be installed on the inside of double-glazed units.
Low-e glass can reduce the heat transfer of a glass panel by 40 to 70%. They achieve this by filtering out the infrared portion of the light spectrum while the visible part of the spectrum remains unaffected. As an added bonus the low-e coating also filters out the harmful ultraviolet light which protects carpets, furniture and other susceptible materials from fading due to sunlight exposure.
Double glazing
Double glazed windows employ two layers of glass separated by an air gap. Traditionally used in colder climates due to its improved thermal insulation, double glazing is growing in popularity where energy efficiency and improved noise insulation are required e.g. around airports and busy roads. While common place in Europe and other countries with colder climates, double-glazing is growing in popularity in Australia with an increasing push for sustainability. For the ultimate in thermal insulation double glazing can use Low-e glass panels separated by inert argon gas as opposed to air. In comparison to air, argon has a 33% lower thermal conductivity (0.026 W/mK vs. 0.018 W/mK) which helps to maintain a more constant internal temperature resulting in improved comfort.
Photovoltaic glass
The technology now exists, whereby glass panels in roofs, windows, facades or virtually any other external glass surface can incorporate photovoltaics turning them into a building integrated photovoltaic system without the need for a dedicated solar installation. While not widely available yet, this technology has the potential to evolve and take off with increasing energy prices and the move to more energy efficient building designs.
Glass and sustainability
As you are all probably aware, glass is also fully recyclable and can be re-used with no degradation to properties. This applies equally to reusing glass from old buildings to scrap glass from manufacturing or post processing.
Concluding remarks
While the current trend towards open plan living in domestic homes and larger open spaces in commercial buildings continues, the demand for windows and glazing will also continue to increase. Concurrently, improved energy efficiency and sustainability in architecture is also on the rise and glazing options are available to satisfy this challenge. While an increased initial cost may be required, like a solar installation, the investment will no doubt pay off over time. Furthermore, the glass processing industry has evolved to enable architects to exploit the physical and aesthetic properties of glass into their designs with greater design freedom. Furthermore, glass processors like Glass Toughening Services can also often turn jobs around in less than a day increasing the attractiveness of glass as an architectural solution. gtsglass.com.au
AMT FEB/MAR 2024 061 PLASTICS, COMPOSITES & ADVANCED MATERIALS
RESIN8
Australia’s first RESIN8 facility turns plastic waste into low-carbon building materials.
Plastics that would otherwise go to landfill can now be repurposed into building materials at Australia's first RESIN8 production facility that opened in Melbourne today. CRDC Australia, in partnership with the Australia and New Zealand Recycling Platform (ANZRP), are proud to officially open the state-of-the-art facility, located in Tottenham. The opening marks a significant leap in Australia's efforts to tackle the plastic waste crisis, by transforming hard to recycle plastics into a valuable material for the construction industry. The launch event, attended by over 100 stakeholders from government, non-profits, academia, and industry, highlights the collaborative effort towards innovative environmental solutions.
RESIN8, a versatile, high-performance, low-carbon hybrid mineralpolymer, is engineered for both structural and non-structural building applications. It meets and surpasses international ASTM standards, providing a sustainable alternative to conventional building materials. Unique to RESIN8 is CRDC’s proprietary, carbonnegative production process, which accepts all types of plastics (resins 1-7)— a significant advancement over traditional recycling methods that typically only handle resins 1 and 2. Shane Ramsey, Managing Director of CRDC Australia, said officially opening the fullscale RESIN8 facility was a landmark in sustainable innovation.
“Following the US, Costa Rica, and South Africa, we are proud to be the fourth global location hosting this groundbreaking technology. Thanks to the partnership with ANZRP and the ongoing support of the Victorian Government, we now have a local solution to transform plastic waste into innovative, eco-friendly building solutions.”
ANZRP CEO Warren Overton said the facility launch was a pivotal moment for e-waste management in Australia. “By converting difficult to recycle plastic waste into a valuable resource for the construction industry, we are not only addressing the environmental challenges of today but also paving the way for future innovations. We take great pride in partnering with CRDC Global to introduce this innovative circular solution that effectively manages our members' plastic waste.” The RESIN8 facility will operate with an initial capacity of one metric tonne per hour, set to increase in the coming months. Its modular production lines allow for rapid scaling to meet the growing demand for sustainable building materials in Australia and beyond. The facility will also play a critical role in addressing the soft plastics recycling gap left by the collapse of REDcycle. The Soft Plastic Taskforce is already utilising the new RESIN8 facility to recycle household soft plastics collected as part of an initial trial across 12 Melbourne supermarkets.
CRDC Global creates appreciating value from the world’s used plastic, through an end-to-end solution that looks at the recovery

of plastic through its end-use in construction projects. At the core of CRDC’s value proposition is a patented low-carbon process accepts any type of plastic (1-7) and converts it into a range of concrete additives and aggregates marketed and produced under the RESIN8™ name. RESIN8 is a versatile, high-performing, hybrid mineral-polymer that can be used in a variety of structural and nonstructural construction applications, including buildings and asphalt roads. Founded in 2018, the company currently has operations in Costa Rica, USA, South Africa, Mexico, UK, Australia, and Hong Kong. CRDC Global works with leading industrial and construction companies around the world, and partners with international organizations Habitat for Humanity, the UNDP, and The Alliance to End Plastic Waste.
Australia and New Zealand Recycling Platform (ANZRP) is a coregulatory arrangement under the National Television and Computer Recycling Scheme (NTCRS). As the only not-for-profit, member owned co-regulatory arrangement, ANZRP is the market leader for e-stewardship in Australia with a focus on providing the best services to its members with the highest standards in compliance and governance. Through its TechCollect program, ANZRP partners with some of the world’s largest technology manufacturers and retailers to provide safe, free and easy e-waste disposal for Australian Households and small businesses. Additionally, as a not-for-profit with many members who are sustainability leaders in their own right, ANZRP plays a leadership role in e-stewardship and circular economy working alongside Government, industry and community to reduce waste, improve recycling, and better manage environmental impact. anzrp.com.au crdc.global

AMT FEB/MAR 2024 062 PLASTICS, COMPOSITES & ADVANCED MATERIALS

The natural course of a business life cycle involves decisions on whether to pass your business to the next generation or realise value for the legacy you have built.
The secret to getting ahead, is getting started.
— Should I be planning now?
— How much is my business actually worth?
— When is the right time to exit?
— Is it more valuable to keep the business in the family or sell?
— How do I target the right buyers?
— Can I keep the process confidential?
— How long will it take?
— What do I need to do to get prepared?
How can William Buck help? Scan the QR Code for a confidential and complimentary consultation with Vivek Miranda. Is your business exit ready?
William Buck Corporate Finance is Australia’s leading advisor to founderled businesses, helping you to improve value and align personal and business objectives.

williambuck.com
More than just advisors
Vivek Miranda Director, Corporate Finance
vivek.miranda@williambuck.com
(03) 9824 8555
Rise of the machines
The jury's still out on whether automation will throw us all out of work, but we can still look critically at some of the likely causes, as Drew Turney reports.
AI isn't just capturing headlines anymore, it's having a real world impact everywhere from entertainment to warfare – and particularly manufacturing. And part of the seemingly perpetual debate around whether it'll be good for humanity or not is whether it will take our jobs. Most opinions you read seem have a positive outlook, but it's hard to disentangle because when you follow the money, a lot of them come from sources who have automation systems they want you to buy.
But the truth is there, somewhere between a dystopian employment crisis and utopian ultra-efficiency. One respondent to this story quoted sci-fi author William Gibson, who said his line ‘the future is already here, it's just not evenly distributed' is particularly applicable to AI technologies. "In the short term we'll see AI automation introduced gradually and some markets and industries will move faster than others."
Professor Michael Blumenstein, deputy dean of research and innovation at the faculty of engineering and IT, UTS Sydney, agrees. "All professions and jobs evolve. The calculator hasn't eradicated the need for professions requiring maths skills."
At the very least, we'll have time to adjust. For all the alarming news about AI taking over, (Hollywood actors and writers went on strike over it last year, after all) its day in the manufacturing sun isn't quite here yet, with an MIT study finding that 'at today's costs US businesses would choose not to automate most vision tasks that have AI Exposure'.
Resistance also remains in some quarters, with an American management science journal reporting that 'While AI benefits workers with greater task-based experience, senior workers gain less from AI due to lower trust in AI'.
An evening out
Some jobs are unavoidably going to be lost – even before the advent of AI, shifts thanks to technology have always been a feature (not a bug) of the economy. The question is whether there'll be a net loss or gain of jobs overall because of automation, robots and AI?
If you work in some fields like customer service, data entry or many repeated-action manufacturing jobs, your days might be numbered.
A March 2023 Goldman Sachs report estimated 300 million full time jobs could be lost to AI globally.
A spokesperson at the McKinsey Global Institute said one in four US workers are going to see AI technology affecting their jobs, with 50-60% of companies pursuing AI-related projects. However, as almost everybody interviewed for this story points out, new jobs emerge as old ones disappear. A whole industry of blacksmiths specialising in shoeing horses once had to retrain to build cars, after all.
Because of AI and related technologies like big data, jobs creating and managing AI systems are on the upswing. "In manufacturing, AI-driven predictive maintenance algorithms anticipate equipment failures before they occur, so you need skilled technicians who can analyse data and perform preventative repairs," says Sojung Lee, Asia-Pacific President of remote connectivity software provider TeamViewer. "That creates new jobs where information technology and manufacturing skills overlap."
At Rockwell Automation, Asia Pacific president Scott Wooldridge has similarly seen automation replace tasks, not jobs. "The tasks AI replaces are mostly repetitive ones people do only because they have to. Automation lets people do what they do best – be creative and setting strategies."
The key, to many observers, is simply that we have to adapt. And if we do, the primary advantage waiting for us is that we'll be able to do more with the resources and time we have (because AI will do much of unskilled grunt work for us). It will also give us more of a strategic, bird's eye view of our workflow and procedures –the information needed to make improvements by the experts who know what improvements are necessary simply because they've done that grunt work.
Many people also think that goes for the entire workforce, not just your own operation. "Automation and AI can lead to higher efficiency, reduced errors and ultimately, better competitiveness in the global market," says Vladimir Terekhov, CEO of Dutch mobile app and website developer Attract Group. "That can lead to economic growth, which creates more jobs."
No less than the World Economic Forum agrees with him, saying in its 2023 Future of Jobs report that AI/machine learning specialist was the fastest growing job around.
Even as far back as 2020 – before any of us had heard of ChatGPT – it said that 'by 2025, 85 million jobs may be displaced by a shift in the division of labour between humans and machines, while 97 million new roles may emerge that are more adapted to the new division of labour between humans, machines and algorithms'.
Getting AI right
All of which means change is coming and there's not only nothing we can do to stop it, the signs all say we have to get on board to stay competitive. But how? The first and best strategy is to adopt and foster a new culture where you and your staff are continually learning and upskilling. The metaphor of AI feeling like an unstoppable wave isn't perfect – it won't find its way into your organisation until you consciously invite it. And if you manage the transition properly it won't only be beneficial, it might even be painless. Think about how flying passenger jets or performing appendectomies had the same intended end results 50 years ago as they do now, but experienced doctors and pilots have all had to learn telehealth, keyhole surgery, GPS and augmented reality HUDs to continue working at their best.
"Staff need to embrace new skills," says Lee, "and manufacturing businesses that are serious about investing in future technologies and skills can help the transition by creating and nurturing a culture of continuous learning and growth so nobody's left behind."
It also means your staff are going to be doing more complex, creative or supervisory work. "The question of job loss isn't a foregone conclusion but a design problem that needs deliberate intention," says Daniel Gorlovetsky, CEO of Israeli technology services company TLVTech. "You have to create symbiotic systems where humans and machines work in concert."
Because here's the other thing a lot of CTOs and CIOs might forget – seeing the coming of automation as a technology problem is looking at the problem with one eye closed. AI has never been about just computers or software... it's about people.
"Technology should be the enabler," says Lee, "simply investing in technology for the sake of technology will not drive [any] successful digital transformation."
And to Gorlovetsky, that's the secret sauce that will answer the question we've been asking all along. "Are are we all going to lose our jobs? Unlikely, but the transition might be bumpy for some, and the extent of job displacement will largely depend on how quickly we can adapt and re-skill the workforce to meet the demands of a new, automated economy," he says.
AMT JUN/JUL 2024 064 INDUSTRY 4.0
The official line
Another actor with a keen interest in the coming of AI and automation is the government – catastrophic job losses while you're in power isn't good for your political legacy, after all.
Last year the federal Department of Industry, Science and Resources announced the government's National Robotics Strategy, inviting submissions from the public and industry. At the time of going to press there's been no announcement of the results, but a media spokesperson promised AMT the government's Robotics Strategy is expected to be released 'soon'.
But government – as well as the public sector overall, including university R&D – has a wider role to play in ushering in the AI age, according to Blumenstein. "Industry, government and universities are well positioned to work together to make sure staff have access
to retraining and reskilling," he says, pointing to NETM, the NSW government's New Education and Training Model. "The state government has worked with education providers to deliver microcredentials in focus areas like robotics and manufacturing, and manufacturing companies should advocate for more programs like them and make sure they're aware of the support available."
Support is indeed a key principle across the board. It looks increasingly like manufacturing businesses will have no choice but to adopt further automation to stay competitive, but if you communicate your intentions with staff, listen to and involve them in the transition and commit to a continual investment in skills and training, you'll stay ahead of the AI curve.
wpca.sydney/our-work/netm
AMT JUN/JUL 2024 065 INDUSTRY 4.0
Process Genius
Fighting data noise in industrial production - Process Genius launches fully configurable digital twin.
Process Genius’s new digital twin platform, Genius Core, provides industrial manufacturers and process-focused industries with a fully configurable digital twin of their facilities, giving complete, real-time visibility over maintenance needs, safety, and operational efficiency from anywhere in the world.
Finnish producer of 3D digital twins for industrial manufacturing Process Genius has just announced the launch of its new, fully configurable digital twin Genius Core for the European market. Genius Core tackles the critical issue of digital noise in industrial processes, where hundreds of systems and sensors combine, making it extremely difficult to keep track of deviations in processes, maintenance, safety alerts, and malfunctions. The platform centralizes all data from equipment in a 3D visualization on both overview and facility levels, and all critical information can be accessed in real-time. Operators can also set up their digital twin without external help from external consultants.
Data noise is one of the critical obstacles to industrial efficiency. A single facility produces thousands of data points to multiple systems from equipment every minute, which is often only accessible in one of the systems in use or Excel spreadsheets. As such, facility managers and process engineers waste significant amounts of time looking for the data they need or, in the worst case, overlook critical failures or maintenance needs because they are not made aware of critical information. When operating multiple facilities, this problem increases substantially. Genius Core removes these hurdles that cause decision-making delays.
“The modern industry operator doesn’t lack data. Industry 4.0 has seen a vast array of sensors and software that has made available any data imaginable from each piece of equipment in the facility. Their issue now is how to put this data to good use. With hundreds of systems and thousands of data points, the challenge is understanding the data and making the right decisions. With Genius Core, they can finally stop doing unnecessary and timeconsuming detective work and focus on making those decisions,” says Jani Akkila, CEO of Process Genius.
Industrial production largely depends on consistent facility uptime, and unnecessary interruptions carry significant costs. Maintenance and troubleshooting tasks are still dependent on industrial operators, and their ability to tackle issues early depends on them being aware of the right data points at the right time. For processfocused industries like energy production, downtime can also affect the general population’s access to critical utilities.
“We have found ourselves at the center of helping companies do everything from fixing unnecessary energy usage to fighting fires. My best example is a facility receiving a call from their headquarters that there appears to be a starting bearing-related fire in their equipment. They had not noticed it, but a supervisor had seen the error in their digital twin from a different city and alerted operators at the facility before the fire became a large problem. This could have become a serious issue with downtime and extensive maintenance if not for having access to a single point of information for every facility,” Akkila continues.
Configurablity is the center of Genius Core’s latest feature set. Industrial professionals can set up their facility using their own data and 3D models and connect data streams directly to a single interface.
“We’ve seen a clear demand for Process Genius’ digital twin in our markets. Decision-making delays are a key hurdle for industrial efficiency, and a large part of these delays stem from a lack of situational awareness. We started working with Process Genius because they understand this problem to its core, and have addressed it in a way that’s easy for industrial producers to implement and use,” says Edwin Huisman, CEO of Rotary Industry Group.
Process Genius’s customers operate across Europe, including Finland, Sweden, The Netherlands, and Germany. The company’s vision is to take the data and insights provided by today’s cuttingedge industrial technology and put humans back in control. processgenius.fi

AMT JUN/JUL 2024 066 INDUSTRY 4.0
Genius-Core 3D Digital Twin mobile mockup
Think Water Darwin
World-leading Australian tech to boost water quality for remote regions and create jobs.
Think Water Darwin is leading a project applying cutting-edge, Australian-developed real-time monitoring for water quality in remote communities. The collaborative project links Think Water with Melbourne environmental technology business Eco Detection and Darwin-based tank manufacturer Terracorp Industries.
The co-invested project is being backed by $485,223 in coinvestment from the Northern Territory Government’s AMEF, administered by the Advanced Manufacturing Growth Centre (AMGC). Think Water estimates cumulative revenues of $30m and the creation of 45 jobs within five years of project completion.
An award-winning Australian technology for water monitoring will be part of a new product that addresses monitoring and filtering of drinking water in remote Northern Territory (NT) communities, while also creating skilled local jobs.
A project led by Think Water Darwin in collaboration with Eco Detection and Terracorp Industries will deliver an integrated monitoring and filtration system for remote communities. Able to continuously monitor bore water, before and after filtration, in realtime using a sophisticated “capillary zone electrophoresis” method, the system will help ensure safe, high quality drinking water yearround. The project aims to commercialise an innovative product designed to address water quality and monitoring issues present at over 400 locations throughout the nation – 40 per cent of which are located within remote indigenous communities. The project will also provide proactive reporting on water quality, reducing the instances of residents drinking water found to be outside the safe guideline levels for human consumption.
The project will bring together Eco Detection’s award-winning Ion-Q+ monitor, a filtration system from Think Water, and a water storage tank manufactured by Terracorp Industries. Three integrated prototype systems will then undergo six-month trials at three different remote locations to determine effectiveness and suitability for remote regions.
Supported through a $485,223 co-investment from the Northern Territory Advanced Manufacturing Ecosystem Fund (AMEF), administered by the Advanced Manufacturing Growth Centre (AMGC), the $995,446 project, including cash and in-kind contributions, also involves input from Eco Detection’s parent company, Grey Innovation. After successful commercialisation, 15% of Melbourne-based Eco Detection’s Ion-Q+ electronic systems will be assembled in the territory, scaling up to 70 per
cent in four years. It is expected that the product, proven in the demanding conditions of remote NT, will have good applicability to an issues prevalent across local and international markets. Think Water estimates cumulative revenues of $83.5m and 45 jobs will be achieved within five years of project completion. To-date, nine businesses have been awarded co-investment under the AMEF program across Darwin, Katherine and Alice Springs throughout a range of industries, including heavy machinery equipment, construction and carpentry. AMEF investments are expected to create over 160 new jobs and generate over $84m for the Territory’s economy in its first five years.
The Advanced Manufacturing Ecosystem (AME) Fund of $7.5m seeks to build the advanced manufacturing ecosystem in the Northern Territory. The fund aims to grow advanced manufacturing capabilities and increase investment in and output of advanced manufacturing activity in the Northern Territory and grow the number of advanced manufacturing jobs located in the Northern Territory.
“The Territory Labor Government is attracting new innovative projects which get the Territory working and develop our communities,” Northen Territory Chief Minister, Eva Lawler said.
“This is exactly what Think Water accomplishes.”
Managing Director of Think Water Darwin, Adam Stockwell said:
“Clean drinking water is a fundamental requirement of life. What we aim to do with this project is develop a product suite that provides better visibility for residents and governments about the quality of the water they are being provided, “In partnership with Eco Detect and Terracorp, we aim to take the guess work out of water quality to improve the lives of thousands of Australians and potentially more abroad via an always on monitoring solution.” “This exciting project will automate testing, allow service providers to proactively monitor water quality, intervene earlier, and boost the creation of high-skilled manufacturing jobs in the NT,” said AMGC’s Northern Territory Director, Charmaine Phillips. “That’s wins all-around.”
“We are excited to be making a real impact with our technology and help remote communities have access to safe water that is tested continuously for harmful nitrates and other pollutants,” Jefferson Harcourt, Founder and CEO of Eco Detection said. “We will test every last drop and make this data available to the local community and the Department of Health. It’s an enormous issue – there are over 400 remote communities across the nation that don’t have access to safe drinking water right now.” thinkwater.com.au

AMT JUN/JUL 2024 067 INDUSTRY 4.0
Multi-resolution mapping revolution in space
From the suburbs of Brisbane to the International Space Station, an innovative Australian device embarks on a journey to transform how we understand space environments.
In the early hours of 22 March 2024, a rocket blasted off from the Cape Canaveral Space Force Station in Florida, USA. On board was a small device labelled ‘Multi-resolution scanning’, packed with CSIRO smarts. Its goal was to test a new CSIRO-developed 3D sensing and mapping payload for a NASA robot called Astrobee, which operates inside the International Space Station (ISS). Leading the project was Dr Marc Elmouttie. For Elmouttie, this launch was the culmination of years of hard work and extensive international collaboration.
But we’re getting ahead of ourselves. Let’s take a step back. What is the Astrobee anyway? Why does it need multi-resolution scanning? And what are they doing up in space?
Let’s start with Astrobee
This system of three free-flying robots moves around the ISS autonomously, or via remote control, to document experiments or even move cargo. As modular platforms, they can be loaded with other technologies, one of which will be multi-resolution scanning. The multi-resolution scanning device brings together two pieces of CSIRO tech: Stereo-Depth Fusion and Wildcat Simultaneous Localisation and Mapping. The CSIRO-designed payload consists of an array of sensors arranged in a special way – two cameras, three time-of-flight sensors and an inertial measurement unit. You can think of this as the ‘body’. The ‘brains’ consist of the onboard computer running the algorithms. They process the data coming from these sensors to generate 3D maps. They also track the motion of the robot through the ISS by plotting its trajectory. It’s designed to slot into the Astrobee robot platform and roam the station, creating detailed internal maps. Elmouttie said integrating these two technologies makes for significantly more accurate data. These high-resolution maps of the ISS be used to demonstrate how multi-resolution scanning technology would work.
The team’s goal is to showcase that the device will produce reliable data to support various uses. This includes real-time localisation of robots, robot-astronaut interactions, or monitoring and tracking inventory including equipment, science experiments, and hull damage from micrometeoroids. The value of these tasks lies in their potential to significantly enhance operational efficiency and safety aboard spacecraft. For instance, by ensuring precise robot positioning, crew members can better coordinate tasks and interactions. Meanwhile, monitoring for hull damage could enable proactive maintenance and reduces the risk of critical breaches caused by micrometeoroids.
Subterranean beginnings
Stereo-Depth Fuson and Wildcat SLAM were not originally developed for spaceflight. They were actually created for use about as far away from space as you can get – in underground mining and other terrestrial applications. “There are a lot of hazards inside a mine site. It’s important to understand what the rock is doing and where potentially dangerous objects are within that space,” Dr. Elmouttie said. “In a lot of ways, these challenges are similar to the space environment, with potential hazards, small spaces, and a need for high-accuracy data.” Wildcat SLAM won the most accurate object detection prize in the DARPA Subterranean Challenge, a global robotics competition for underground exploration. This smart tech could have simply stayed underground but for a chance conversation. “We’ve been collaborating with Boeing on 3D imaging for a number of years. After one of our project reviews, we received a call asking, ‘could you do this on the ISS?’” Elmouttie said.

“That request initiated a number of meetings between us and Boeing to flesh out the concept of operations for interior space vehicle operations, exterior space vehicle scanning and even offworld roving.”
How do you build a payload?
Once the goal of spaceflight was locked in, Elmouttie brought together a multi-disciplinary team to prepare the payload for the ISS. He pitched a very different proposition to the technology’s previous use case. The team needed to make sure the device could survive the stress of launch and handle the unique environment of the ISS. “There’s been a lot of iteration involved, because we’ve been trying to work to a lot of different constraints,” said Lauren Hanson, Senior Mechanical Engineer for the project. “We’ve got to handle the vibration window of the launch vehicle – that’s the harshest environment we’ll see. We’ve [also] got to choose our materials really carefully,” she said.
After months of hard work, the payload was hand-delivered to the NASA Ames Research Centre in Silicon Valley, California. Here, it would undergo the final phase of testing and certification.
At the end of January, the team finally got the word – multi-resolution scanning had passed all of NASA’s safety checks. Elmouttie and another team member Dave Haddon, travelled to Florida to see the launch up close. "Knowing that our precious payload, the product of several years of effort from an amazing team across CSIRO, Boeing and NASA, was en-route to the ISS made it quite an emotional experience," Elmouttie said."Just so grateful Dave Haddon and I got a chance to witness this live!"
With the payload safely on board the ISS, our team now waits for the device to enter the experiment schedule. It will begin by mapping Japan’s experimental Kibõ module, with the potential to map the rest of the station afterwards.
“At this point, it’s out of our hands. We’ve done everything we can,” Marc said. He and the team are waiting for the first on-orbit mission to be scheduled. It will be designed to test and validate their technology in the unique conditions of space.
“The astronauts will pair our payload to the robot and we’ll wake it up. Then flying and scanning can begin!” Elmouttie said.
csiro.au
AMT JUN/JUL 2024 068 INDUSTRY 4.0
Multi-resolution scanning Project Lead Dr Marc Elmouttie poses with an example Astrobee robot at NASA Ames ahead of the payload's launch to the International Space Station.
Plotting the way forward
From struggle to success: Manufacturing's path forward. Graeme Evans, Regional Vice President Australia, New Zealand & Pacific at Epicor.
In December of last year, the Westpac Australian Chamber of Commerce and Industry (ACCI) survey revealed that sentiment among local manufacturers had fallen to its lowest levels since the global financial crisis. This sentiment was mirrored in the New Zealand market with the latest data from Business NZ revealing that the manufacturing sector contracted for the tenth straight month in a row. The results were no surprise, given the ongoing economic uncertainty caused by inflationary pressures, regulatory change and supply chain disruptions.
Despite the economic headwinds, I have observed a sense of quiet confidence among local manufacturers regarding business conditions. Data can often be a lagging indicator, and with inflationary pressures likely to ease in the second half of this year, the Australian economy is expected to land more softly than originally anticipated.
A recent Grant Thornton study also suggested that local manufacturers have a more positive outlook on the market, with many recording strong sales growth in 2023. This trend is particularly evident for emerging manufacturers that are continuing to challenge their more mature competitors, both domestically and abroad.
The optimism in the market can also be attributed to ongoing government investment in the sector, from the Australian government’s $15 billion National Reconstruction Fund Corporation, which will help reshore and onshore operations, to other smaller programs that will help local companies to embrace Artificial Intelligence and upskilling. These initiatives will not only support sector growth and resilience, they have the potential to position
Australian manufacturers as global leaders in several fields, such as electric vehicles, renewables and pharmaceuticals. With added confidence about the road ahead, manufacturers are now searching for new, smarter technologies – including Enterprise Resource Planning (ERP) – that will drive efficiency, agility and automation. At Epicor, we continue to work hand in hand with manufacturers to explore potential solutions that are tailored to their business-critical needs. Industry 4.0 means that flexibility and agility are environment essential for success. By understanding the potential opportunities of a connected shop floor, we are committed to supporting manufacturers to invest in innovations that allows them to respond to future challenges, drive growth and improve their bottom line.
As part of Australian Manufacturing Week, we are excited to showcase how Epicor Kinetic is designed for and with manufacturers to achieve greater efficiencies. Epicor Kinetic delivers real-time intelligence and collaboration tools to optimise operations and help manufacturers compete in the global marketplace.
Epicor’s technology allows companies to better manage their financials, supply chains, risk, compliance, and products and we are already working hand in hand with Australian and New Zealand manufacturers such as Steel Blue and Sistema to help transform their business and digitise their operations. We are ready to embrace the growing momentum in the sector and support local manufacturers to navigate challenges and seize opportunities in 2024 and beyond.
epicor.com/en-au/solutions/industries/manufacturing/

EMC are the choice for high quality, precise and easy to use edge breaking and corner rounding machines.


www.imts.com.au
sales@imts.com.au
03 9314 9888

Flexy


069 INDUSTRY 4.0 EMC
Variable speed edge breaking or corner rounding up to 2mm rad 650mm working width Compact machine to replace hours of manual angle grinding No manual movement of grinding head required EMC Giant Flexible configuration, from 2 to 4 stations within the machine Corner rounding, edge breaking and/or surface finishing 1350mm or 1650mm working table width Connect multiple machines together in one production line
Edge breaking, corner rounding and oxide removal From 1 to 4 stations within the machine Easy to use touch screen 1350mm wide working table Vacuum table with optional magnetic section
Oxy
EMC
Technical Excellence, Innovative Products
Integra K4.0 Kiosk
Industry 4.0: The digital thread empowering your organisation.
Today’s manufacturing landscape is rapidly changing from traditional production processes guided by paper trails and manual labour to one empowered by a new digital era of connectivity and efficiency through Industry 4.0. At its core, Industry 4.0 combines digital technologies with physical manufacturing systems to empower organisations to leverage data-driven insights and automation to optimise their operations. Think of Industry 4.0 as the digital thread within organisations – a seamless flow of data that connects every aspect of the manufacturing lifecycle, from design through to production, distribution and beyond. So, what does Industry 4.0 entail, and how does tapping into your organisations digital thread deliver groundbreaking results?
Industry 4.0 - the digital thread connecting the dots in your organisation
Industry 4.0, often referred to as the fourth industrial revolution, integrates the Internet of Things (IoT), cloud computing and artificial intelligence (AI) into the manufacturing process. This combination of technologies enables real-time monitoring, gathering insights to drive efficiency, agility, and innovation across the value chain.
At its core, Industry 4.0 is the digital thread that connects the dots within your organisation. From initial design concepts to distribution and beyond, this digital thread ensures critical information is accessible and actionable at every stage of the production process.
Empowering design and innovation
During the design phase, Industry 4.0 enables designers and engineers to conceptualise and collaborate more effectively. From computer assisted drawings to advanced simulation tools and virtual prototyping, the digital thread allows for rapidly iterating and developing concepts that optimise product performance.
The digital thread flows through prototyping, integrating feedback from the production floor and client insights, developing products poised for manufacture based on data-driven insights.
Optimising production processes
Within the manufacturing environment, the digital thread leverages the Internet of Things and data analytics to monitor real-time machine performance, identify inefficiencies, minimise downtime and optimise resource utilisation. This enhances productivity and quality, whilst reducing costs and minimising waste.
Beyond the factory floor
Industry 4.0 extends beyond the factory floor to the broader supply chain. This digital thread integrates data from suppliers, logistics
partners, and customers, to provide unprecedented visibility and control over operations. By capturing insights from data, companies can mitigate supply chain disruptions, anticipate demand fluctuations, and optimise inventory management to ensure timely delivery and customer satisfaction.
Driving sustainable practices
This digital thread also plays a pivotal role in facilitating sustainable manufacturing processes. Industry 4.0 allows organisations to gather data insights to identify opportunities to design waste out of the production process, alongside considering what can be recycled and remanufactured, embracing principles of the circular economy.
A case study: the Integra K4.0
A real-world example of how Industry 4.0 is driving transformative change in the manufacturing environment is Integra Systems; a prime example of how the digital thread through an organisation enhances operations and fosters innovation.
At Integra Systems, the Integra K4.0 Kiosk has been the key enabler to Industry 4.0 in their own practices. Acting as a virtual job bag, the K4.0 combines Integra’s Enterprise Resource Planning (ERP) system, Computer Assisted Drawings (CAD) and live machine monitoring data. In essence, the K4.0 is the digital thread for Integra’s operations, from the design team’s office through to each workcentre on the factory floor over two sites, the K4.0 offers greater collaboration and communication across every stage of the design and manufacture process.
Extending beyond the factory floor, each K4.0 is equipped with videoconferencing capabilities, enabling communication with clients directly from the machine on the manufacturing floor, enhancing live prototyping and empowering collaboration on another level. Not only has the K4.0 allowed Integra to go paperless, but the benefits also extend to waste minimisation through monitoring processes, how they can be made leaner and designing out waste.
Final thoughts
The seamless integration of data and communication exemplifies the digital thread, facilitating a holistic approach to manufacturing that drives efficiency, quality, and sustainability. The transformative power of Industry 4.0 demonstrates how organisations can leverage technology to unlock new levels of innovation, collaboration and agility.
integrasystems.com.au

AMT JUN/JUL 2024 070 INDUSTRY 4.0
Industry 4.0
Resource industry megatrends to reshape the future of work.
Exoskeletons giving miners super-strength and endurance, ‘collaborative’ robots to augment labour supply and sensors gauging workers’ health and wellbeing are some of the innovations set to change the face of the resources and energy sector, according to a new report. Megatrends, from the Australian Resources & Energy Employer Association, forecasts unprecedented technological and other workforce adaptation, much of it driven by the net-zero transition. “Megatrends ranging from generative AI to the energy transition are changing the world and the future of work,” AREEA CEO Steve Knott said.
“They’re driving innovation, investment and government incentives and regulation – and creating opportunities and challenges for the resources and energy industry.
“Traditional strengths such as gas will continue to play a crucial role in the energy mix. But only the right planning, capability and resourcing will ensure the sector remains robust and profitable moving forward.” According to the report, the industry’s biggest megatrends include the materials revolution, the bio-revolution and the so-called Fourth Industrial Revolution – with findings further informed by a survey of 20 senior resource and energy industry leaders. The speed of transformation promises huge gains but also uncertainty – contributing to another megatrend: greater demand for trust and governance.4“The Fourth Industrial Revolution is a high-tech strategy for the complete digitisation of industrial production,” the report says.
“Mining-related innovations of the Fourth Industrial Revolution include biomechanical exoskeletons, augmented reality-enabled maintenance, virtual reality training for high-risk scenarios,
wearable sensors for measuring health and wellbeing, radio frequency identification (RFID) tag systems to automate reporting of malfunctioning equipment (and) collaborative robots for strenuous and repetitive tasks such as loading.
“In the oil and gas industry, new technologies include thermal imaging drone inspections of pipelines, virtual reality walkthroughs of offshore installations, drilling equipment with smart sensors to aid decision-making (and) pipelines with inbuilt smart leak detectors.”
While the bio-revolution, triggered in part by the COVID pandemic, will see a major upgrading of infrastructure and facilities to higher hygiene and biosafety standards.
Across the board, the report says the resources and energy industry must prepare for upskilling and restructuring aligned to four overarching themes: growing demand for specialised technology skills, changing workforce demographics, less demand for low-skilled, routine and on-location jobs and greater workforce expectations.
The Megatrends are:
• Climate change adaptation, net zero
• Fourth Industrial Revolution
• Materials Revolution
• Bio-Revolution
• Uncertainty
• Trust and Governance
• Disruptive IT trends areea.com.au

AMT JUN/JUL 2024 071 INDUSTRY 4.0
Customising your business
How customisation transforms rugged industries and drives success, Frank Baldrighi, Business Development Manager, Australia and New Zealand, at Getac.
In recent years, the integration of new technologies, particularly rugged devices, has marked a transformative era in industries known for their harsh environments. These advancements are about enduring tough conditions while simultaneously enhancing how these sectors operate by driving sustainability and fostering innovation in manufacturing processes.
There is a growing need for computing solutions that can adapt to diverse situations and deliver a customisable experience through artificial intelligence (AI), vertical integration, and sustainability. Industry leaders understand that their electronics must accommodate changing conditions, even over extended usage periods, to minimise downtime and processing inefficiency and ultimately get their desired results faster, while conserving energy. Rugged technology is designed to withstand potentially damaging conditions such as vibrations, drops, and weather extremes, which makes rugged devices ideal for sectors like mining, construction, and agriculture. Device manufacturers have started to focus on customisation options that cater directly to the specific needs of their customers and their industries to ensure continuous operations even in the harshest of conditions. This shift towards customisation gives businesses access to devices that are purpose-built for their operational requirements, enhancing efficiency and effectiveness. Integrating AI accelerates the efficiency of rugged devices by letting them capture and process more relevant and useful data more intelligently. AI-enhanced rugged devices offer a significant advantage for industries that rely on real-time data heavily, such as logistics or remote operations, including by improving signal integrity to better maintain reliable communication and operational systems in challenging environments.
Data gathering has also seen remarkable improvements with the advent of rugged technology. Rugged devices are equipped with sensors and software that collect vast amounts of data from their operating environments which can be used for predictive maintenance, operational planning, and enhancing safety measures. Manufacturers can analyse this data to make informed decisions about product development and operational adjustments. Customisable rugged devices place control back into the hands of manufacturers, letting them configure devices to meet specific operational goals, making the technology a strategic asset. The ability to customise also extends to software solutions that can be integrated into the devices, providing manufacturers with a flexible tool that grows with their business needs. Manufacturers are increasingly recognising the value of rugged devices for more
than just their robustness; they also play a role in promoting sustainable practices. By using materials that are both tough and environmentally friendly, they are setting new standards in the manufacturing of electronic devices. The robust nature of rugged devices also means they have a longer lifespan than standard devices. Such durability reduces the need for frequent replacements, supporting sustainability goals by minimising waste. It also ensures that technology investments have a longer-term impact, which is a vital consideration for industries operating in rugged environments. Energy efficiency in rugged devices also ensures that they operate on less power, reducing carbon footprints and operational costs.
Rugged devices that offer greater customisation provide a distinct competitive edge over standard solutions, especially in industries where environmental conditions and specific operational needs vary significantly. Tailoring devices to meet a task’s precise requirements optimises all functionalities for maximum efficiency and effectiveness. This level of customisation lets businesses streamline their operations, reduce downtime caused by equipment failure, and enhance productivity, which can significantly outweigh the initial investment in customised rugged technology.
Customised rugged devices can also integrate into existing systems seamlessly, providing an advantage over off-the-shelf solutions that may require additional adjustments or compromises. This seamless integration lets businesses maintain a high level of data integrity and operational consistency, which is crucial for industries relying on accurate, real-time information. Rugged devices’ enhanced reliability and tailored features empower businesses to perform at peak levels, responding to industry demands and challenges more dynamically. Australian businesses are particularly well-positioned to benefit from the technological advancements afforded by rugged devices. The need for rugged, reliable, and efficient technology is acute due to a landscape that encompasses vast remote areas and extreme climates.
Rugged technology and customisable solutions are reshaping industries in profound ways, from enhancing device longevity and improving energy efficiency to integrating AI for better data processing and signal integrity. They not only meet the immediate needs of surviving tough environments; they also pave the way for a more sustainable and technologically advanced future in manufacturing and other critical industries. This transformation is crucial for sectors that are essential to the economy and operate under some of the most challenging conditions on the planet. getac.com

AMT JUN/JUL 2024 072 INDUSTRY 4.0
Advanced Robotics for Manufacturing (ARM) Hub
Industry network to build strong Aussie SMEs through Industry Growth Program and funding.
The Advanced Robotics for Manufacturing (ARM) Hub has welcomed news that the Australian Manufacturing Capability Network (AMCN) has been selected as an Industry Partner Organisation for the Industry Growth Program.
Australian Government Minister for Industry and Science Minister Ed Husic recently announced that several not-for-profit organisations will work with the Industry Growth Program to help participating small and medium businesses bring new products and services to market. The Industry Growth Program provides expert advice on commercialisation and early-stage business growth to startups and high-growth small-to-medium enterprises (SMEs) operating within the priority areas of the National Reconstruction Fund priority, and to help build Australian manufacturing for the future. This advice is provided by Industry Growth program advisers.

As an Industry Partner Organisation, the AMCN will complement this advice, and add value to and enhance the support provided to SMEs by offering specialised advisory services, drawing on its sectoral expertise. ARM Hub Founder and CEO Professor Cori Stewart said this was an opportunity to better enable SMEs and startups become global innovation leaders.
“On behalf of the AMCN, we are thrilled to be partnering with the Industry Growth Program. I would like to thank the Australian Government for this opportunity as well as our network partners for their commitment to strengthening sovereign manufacturing capability and growing the national economy,” Professor Stewart said. “Australian industry has a scale-up challenge resulting in a ‘missing middle’ of ambitious export-orientated SMEs and startups.
Small business – which accounts for 93% of all Australian business – have low levels of free cash flow and human resources that limit their capacity to invest in adopting and scaling innovation.
“The AMCN, which will be led by the ARM Hub, will help them by facilitating access to a comprehensive network of technology experts, world-class manufacturing facilities and equipment, and valuable commercialisation services. “We complement the role of the Industry Growth Program by offering deep technical
support across the spectrum of ‘enabling capabilities’ such as robotics, artificial intelligence, and autonomous systems.”
The AMCN is a collaboration between industry, government, and universities. Its members include the ARM Hub, Core Innovation Hub, CSIRO, Flinders University, Swinburne University of Technology, Queensland Government, University of Technology Sydney, and Western Sydney University. It is further supported by technology partners, specialist providers, and venture capital investors Advisory Board Centre, Data and Knowledge Enterprise (DKE), Defence Science Centre Western Australia, Friday Capital Partners, Johnson Winter Slattery, Paradigm Shift Asset Management, Partner Ventures, and Smartsat CRC. It will act as a support and advisory service to the Industry Growth Program, helping companies in the program to overcome challenges associated with commercialising projects.
The Advanced Robotics for Manufacturing Hub (ARM) Hub is a leading innovation commercialisation organisation dedicated to advancing robotics, ai, and automation technologies across industry sectors. ARM Hub collaborates with industry and research partners to translate good ideas into commercial value that increases Australia’s manufacturing capability. Visit armhub.com.au.
The Australian Manufacturing Capability Network is collaboration between the ARM Hub, Australian Automation and Robotics Precinct, Core Innovation Hub, CSIRO, Flinders University, Swinburne University of Technology, Queensland Government, University of Technology Sydney, and Western Sydney University. It is further supported by Advisory Board Centre, Data and Knowledge Enterprise (DKE), Defence Science Centre Western Australia, Friday Capital Partners, Johnson Winter Slattery, Paradigm Shift Asset Management, Partner Ventures, and Smartsat CRC. The AMCN will assist referred SMEs and startups in the manufacturing sector through a range of initiatives, including access to facilities, equipment, technical support, expertise, specialised programs, and events. armhub.com.au


AMT JUN/JUL 2024 073 INDUSTRY 4.0 T: +61 7 3472 9718 E: hello@customerit.com.au customerit.com.au Is marketing costing you money instead of connecting you to growth? Customerit™ are growth specialists with deep experience in manufacturing. We transform underperforming marketing functions into growth centres. Register for a free one hour consultation to review your marketing channels, messages and opportunities. Don’t settle for random acts of marketing that fall short of expectations We have experienced 50% growth in sales this year and I can only put it down to two things – having a great team, and the work with Customerit™.” Leading truck accessories manufacturer “
Manufacturing the market
Mastering the manufacturing and marketing relationship: Five solutions to your biggest marketing challenges. By Brooke Chapman, Director – N.B. Strategy.
Perhaps as a manufacturing business you’ve never considered that marketing could be your superpower? That’s understandable – the two disciplines haven’t always been the match made in heaven they could be. Historically, manufacturers have relied heavily on a sales team to connect with potential customers through a limited number of channels - trade shows, direct selling and industry publication advertising. Strong word of mouth and referrals have also been key to growth, and this organic approach, supported by sales, has been the new business development model that’s been popular for a large portion of manufacturers across the country. This approach has served them well, but times are changing.
In today’s competitive landscape, with challenging economic headwinds to contend with, manufacturers are engaging with strategic marketing more than ever before, not only to pursue growth, but to remain relevant with existing customers.
But how do you get started? The world of marketing can be overwhelming. There are so many different routes out there, so many agencies offering services to generate leads for you. How can you determine what’s right for your business, your customers and your bottom line, ensuring there are no random acts of marketing being unleashed?
There are some common challenges manufacturing businesses experience when they make the leap into marketing. Here are a few areas where you could get stuck – and how to overcome them.
Challenge: We’ve invested significantly but our marketing tactics aren’t working
Solution: Make sure you take a ‘strategy-first’ approach to your marketing
Businesses who have a disappointing experience with marketing are usually engaged in tactics that don’t form part of a broader strategic growth model. Marketing activation without the right strategic foundations to guide decision making can result in a lot of wasted time and investment, not to mention frustration. Engaging a marketing strategist to guide your business through the marketing planning process to develop a sound strategic direction not only helps you to get on the right track, but builds internal capability within your business so that marketing can deliver results month after month, year after year.
A strategist will properly scope and understand the operating market, build a comprehensive profile of key customer groups, analyse recent sales performance, assess current marketing initiatives, plus more to determine the appropriate course of action for the business.
Challenge: Our leaders have different opinions about how to grow our business through marketing
Solution: Understand your customers deeply - let that drive your decision making
When was the last time you spoke to your customers outside of the day to day sales conversations? Have you asked them how happy they are with your product, and if you are satisfying all of their needs? It’s an unfortunate truth that when we get busy, checking in with customers to see how their needs and behaviours are changing and evolving can slip further and further down the to do list. Markets evolve and so do customers. Undertaking a research project provides invaluable insight into customer buying triggers, stages of the purchasing journey and the type of customer experience you are expected to deliver. These insights are critical to building an effective marketing strategy for your business.

Challenge: We sell complex products that take a while for customers to understand
Solution: Build a suite of content that educates and influences at key moments
Manufacturing businesses that sell complex products require marketing strategies that educate their customers. Businesses that are good at this proactively support customer with plenty of educational resources that can help them to make a decision and convince and convert other stakeholders along the buying journey. They position themselves as thought leaders by sharing content that is of value that addresses the problems and hurdles that are front of mind for the customer.
Consider using a range of content types for increased engagement including blogs, videos and infographics. Remember it’s critical to send out materials with the right message, through the right channel, at the right time. If you understand your buyer’s journey and how customers would like to be engaged at every stage, you have a much greater chance of keeping them interested in your product instead of someone else’s.
Challenge: Sales and marketing are working in silos
Solution: Build joint KPIs, share performance insights and ensure marketing and sales are managing the right stages of the purchase journey
It’s unfortunate that in a lot of businesses, marketing does not do its fair share of the heavy lifting in bringing in new leads and supporting the early stages of the sale, which means the sales team needs to get involved too early. This takes them away from what should be their core focus, closing.
To address this issue in your business, the end-to-end customer experience needs to be assessed. Where do customers fall out of your funnel and how can you address this? Be clear on the role of marketing and sales and be sure to have clear KPIs for each team. Have a regular monthly meeting where performance is discussed and make sure there are some joint KPIs, where each team supports one another to reach a shared goal.
Brooke Chapman is the Director of N.B. Strategy, a business working with manufacturing clients across Australia and New Zealand to develop and implement marketing strategies to achieve their growth goals. nbstrategy.com.au
AMT JUN/JUL 2024 074 BUSINESS MANAGEMENT
Experience. Expertise. Capability.
Are you looking to partner with an Australian company with a large workforce to complement your business?
With expansive operations, warehousing, logistics and labour force capability across metro and regional NSW, we provide high quality manufacturing, printing, assembly and other service solutions to Government and private sector.
By partnering with CSI, your organisation empowers people and contributes to safer communities for everyone. We specialise in import replacement work, supporting Australian businesses to keep manufacturing onshore.
Speak to our team today to find out more.


This document contains statements related to our current and future operations and is subject to change without notice. All diagrams, drawings, products, machinery, and any other types of images in this document are for display purposes only. Compliance to AS/NZS ISO 9001:2015 Quality Management Certification, applies to select Business Units. While the information in this document has been presented with all due care, the Department of Communities and Justice does not guarantee or warrant, and accepts no legal liability whatsoever arising from or connected to, the accuracy, reliability, currency or completeness of any material contained in this document. Enquiries relating to this document should be directed to csi@dcj.nsw.gov.au or 02 4582 2420.
For further information
Call 02 4582 2420
Email csi@dcj.nsw.gov.au
Visit csi.nsw.gov.au
Better parts storage with BAC Systems Drawers
It’s amazing how many parts warehouses across Australia still have boxes or tubs on shelves to store their smaller spare parts. Australia, we can do better!
Perhaps it is the erroneous ideas that boxes on the shelves are easier to access, that they keep your parts in the best order, or that they are significantly cheaper than other options, which fuel the persistance of warehouse managers in choosing this storage method for small to medium spare parts.
At BAC Systems, we proudly promote the alternative and, in our opinion, superior solution for small spare parts storage – the BAC High Density Drawer Storage Cabinet.
BAC Drawer Storage Cabinets allow you to select your drawer heights and the dimensions of your adjustable internal partitions –you get to choose the “bin” size you want to use for your parts, and this can be adjusted over time if the size of your parts changes. This is a very important factor, because a BAC Drawer Storage Cabinet lasts so long that it is likely that your inventory will change multiple times during the many decades that a BAC Cabinet serves your business.
It is worth spending a moment to review the claims for using bins on shelves and debunking the myths. Starting with ease of access, there is a difference between pulling out a BAC Drawer on extremely smooth bearings, that is supported so that it cannot tip at any point in its travel, with the action of drawing out a tub sitting on a steel shelf with no bearings and nothing but your own wit to prevent you from pulling too far and spilling the contents on the floor. It is true that the drawer is definitely safer to access, and your parts within are instantly visible, with internal location labelling and full visibility. With boxes, you only have full visibility if you have only one item type in the box and if you waste so much space in setting up your shelves so that there is a ‘vision-gap’ above each box that causes you to use six times more volume than you need. Or, if you pull your box all of the way out, risking tipping the box.
With regards to order: by far, the most disorderd warehouses we come across are those which use boxes on shelves, as these units encourage bad storage practices, such as multiple lines in the same location and pickers lazily throwing parts into the wrong location. Drawer Storage encourages the use of unique locations, and the easy-to-see label flanges at each location help you quickly identify the part number or relevant identifier.
Finally, addressing the cost of each option requires a big-picture look. Firstly: it is true that a bay of shelving with bins costs far less than a cabinet with drawers and partitions, but this must be balanced against the fact that a cabinet with drawers holds far more parts on the same footprint. The ratio starts at about three bays of shelves to one BAC Drawer Cabinet, but we have anecdotal evidence of a 16:1 ratio. Obviously, this depends upon your parts and how you would have intended to arrange your bins on shelves, but, in choosing a BAC Systems Drawer Storage Cabinet, you can find that the value for money is quickly being realised.


There are additional costs savings that you will realise through the life of the storage system. For example, you will find that you won’t be forced to rennovate/expand/relocate your parts store as quickly, due to your inventory being significantly compressed in the drawer cabinets, saving you potential money on real-estate. Additionally, as your stock footprint is compressed, the reduction in the picker’s walking distance means that you can actually pick more parts in a day (yes, those small savings in distance travelled add up pretty quickly!). So, your up-front investment is actually very similar for each solution, but it is the ongoing savings that realise value for money for the savvy parts manager who engages the BAC Systems team to help him set up an efficient parts store with partitioned BAC Drawers. The question, now, is, “will you?” bacsystems.com.au

AMT JUN/JUL 2024 76 BUSINESS MANAGEMENT
Sustainable pathways
Aspen Technology introduces new strategic planning for sustainability pathways solution.
Aspen Technology, Inc., a manufacturer of industrial software, has introduced AspenTech Strategic Planning for Sustainability Pathways™ – a new and unique integrated modelling and optimisation solution that aims to guide companies in carbon capture utilisation and storage decision making and sustainability strategy investments. The AspenTech Strategic Planning solution was developed through a licensing agreement with Aramco, one of the world’s leading integrated energy and chemicals companies.
Based on this successful effort, AspenTech also announced that it is launching an expanded co-innovation program to bring together leading owner operators and EPC companies to collaboratively innovate a wider strategic planning solution portfolio to attempt to optimise across multiple sustainability pathways.
“Asset intensive industries play a critical role in the path to global netzero, and carbon capture is an important pathway for our customers and requires significant capital investment,” Rasha Hasaneen, Chief Product and Sustainability Officer at Aspen Technology said. “This is the focus of our new strategic planning solution – helping to optimise CAPEX and OPEX investments across the entire carbon capture value chain.”
As companies make significant investments in technologies to mitigate greenhouse gas emissions, AspenTech’s Strategic Planning solution aims for these large capital investments to drive value and impact sustainability goals. They are also expected to support long-term operational performance objectives.
“Carbon capture is but one sustainability pathway,” added Dr. Vikas Dhole, General Manager, Sustainability Solutions at Aspen Technology. “Through the expanded co-innovation program, we will


AMT JUN/JUL 2024 77 BUSINESS MANAGEMENT It’s not rocket science. It’s outsourcing smarts! Outsource your CAD design to the experts at Sedin Engineering and benefit from a rich pool of CAD expertise. Talk to our local Melbourne team today. Call 0411 333 390 or email steve@sedintechnologies.com Engineering MechanicalPipingElectrical Digitization 3D modelling All CAD engineering services and much more
broaden our solutions into other pathways to help the asset intensive industries to simultaneously address sustainability and operational performance objectives, given the significant investment that is projected in this area.” AspenTech.com
continue to
Encryption
Manufacturing plants to flying areoplanes, encryption is the key to embedded security on systems. By Robin Mitchell.
Embedded electronics are almost everywhere you look in just about every industry. Whether a microcontroller is being used to monitor a CAN bus in a vehicle, reading sensor data in an IoT device, or controlling a kitchen appliance, the ability to integrate low-cost microcontrollers into everyday applications has revolutionised the electronics industry as well as the industries that electronics find their way into.
The same factors that make embedded designs so advantageous can also put them at risk. The very nature, flexibility and customisation of embedded systems, whether part of a more extensive system or functioning independently, can leave them prone to serious security risks. Designers of embedded systems must keep up with the latest cyber threats and develop robust, long-lasting, layered security solutions and incorporate both software and hardware encryption. Continue reading to learn about the challenges embedded system designers face implementing secure encryption solutions. But, why do embedded designs face challenges? To start, embedded systems are designed to be low cost. While this can make them cheap to mass-produce, it also sees them heavily restricted in processing capabilities and memory storage. As such, embedded design may only have enough system resources to run a particular task and not additional malware detection or hardware monitors.
Other embedded design security challenges include not updating software or patching software bugs regularly, or making incorrect assumptions about the security risks associated with the design. Embedded devices are often mass-produced, making them vulnerable to mass attacks once their vulnerabilities are discovered.
The longevity of some embedded design systems is a risk factor that designers must consider. Another factor that can leave embedded systems vulnerable is exposed I/O and programming ports. In some cases, injecting unusual voltage spikes and pulses onto I/O can confuse a microcontroller, and during this state of confusion, a hacker may be able to gain entry into critical systems such as program memory, private data, and possibly even execute arbitrary code. The exposure of programming ports also allows for hackers to use their own programming devices to read back the contents of memory or reprogram the device and insert malware.
In its most basic form, encryption is the act of making data unrecognizable to those who are not the designated recipient of that data. For example, when a password is sent to a website, the password is encrypted so that only the user and the receiving website can decrypt the data.
While there are many different types of encryption algorithms (AES, TLS, XTEA), almost all forms of encryption require a key that is used to encrypt and decrypt a message. Without the key, an encrypted message cannot be decrypted; making it essential to protect the key by restricting who has the key to only the sender and receiver.
Keys used in encryption algorithms fall under one of two categories: asymmetric and symmetric. Asymmetric keys are those whose value is different for each key. They are used in applications where two parties need to create a pair of symmetric keys without either party sending that key to the other (see public key exchange). Symmetric keys are identical and are used to encrypt messages at higher speeds. The size of a key also determines how secure an encrypted message is. A key that is only four characters long could

AMT JUN/JUL 2024 78 ELECTRONICS
very easily be cracked in less than a second using a brute force method to try every combination of four characters. A 256-bit key, however, is obscenely long. No computer currently developed by humankind could brute force a 256-bit key encrypted message in any practical time frame. It is said that a 256-bit key would require a computer up to 2.29x1032 years to brute force. This demonstrates the need for long keys that are truly random as they cannot be guessed and would take too long to crack.
Data can exist in one of three states, in storage, in transit, and process, and each of these states is vulnerable to attack. Stored data (such as on a flash drive), can be copied by a hacker. Data in transit (such as between RAM and the CPU), can be read by a hacker. Data in process (such as in the CPU), may be accessible to the hacker if the processed data lingers in the memory.
With the rising need for strong security measures in embedded designs, security solutions involving encryption now exist for each of these states. For example, data can very easily be encrypted when stored in memory, data sent between different chips can now be encrypted on the fly, and new encryption algorithms even allow for encrypted data to be processed without the need to decrypt it.
One of the biggest challenges faced by encryption systems is the need to securely store the key. If a hacker gains access to an encryption key, then any data encrypted with that key will be instantly accessible with no effort. Furthermore, the moment a key is discovered, it can no longer be used with any confidence, and thus a new key needs to be generated.
Encryption executed in software is also a resource-intensive task. While there are algorithms such as XTEA, these are nowhere near as secure as industry-standard encryption methods such as AES256 and TLS. But such industry-standard encryption methods can require large amounts of memory and rely on the processor to perform complex mathematical operations.
This high resource demand can then slow down a system to the point that trying to encrypt data on the fly becomes impractical. The performance penalty from strong encryption algorithms also has the effect of increasing energy usage, thereby making it impractical for mobile applications.
One of the most important features of modern microcontrollers is the Secure Boot. This system checks the status of configuration bits, the firmware, and system ROM, and compares the resulting signature to some pre-defined signature. If there is any change in the signature, the system then knows that something has been tampered with.
Hardware encryption peripherals are now becoming commonplace in microcontrollers that can encrypt and decrypt data on the fly without the need for CPU resources. They are also being used between devices to encrypt and decrypt busses so that hackers cannot extract data via physical attacks.
The use of on-chip encryption keys also provides designers with the ability to instantly wipe all data on the device without needing to erase any memory. A design that detects tampering or interference could potentially scramble the on-chip key, and this would instantly make any encrypted data unrecoverable.
Encryption is an incredibly powerful tool for protecting intellectual property, personal data, and system data, but a system is only as strong as its weakest link. An insecure key or poor implementation of an algorithm can leave a system completely exposed. Keys must be protected, hardware security must be used, and above all else, never customise or create an encryption algorithm from scratch.
Republished with permission electronicsonline.net.au
Universal Robots upgrades to SRCI
Company accelerates its commitment to "Automation for Anyone, Anywhere" by supporting the automation requirements of global companies.
Universal Robots (UR), the world's leading collaborative robot (cobot) company, has now integrated the Standard Robot Command Interface (SRCI) into its software. UR is proud to be among the first cobot vendors to offer this functionality.
The SRCI is a new standard for robotics manufacturers that aims to create a single interface between PLCs and robots. The full integration of SRCI into UR's software will enhance the connectivity capabilities of UR's cobots and will ensure customers a frictionless integration with Siemens PLCs (Programmable Logic Controllers), since Siemens is the first - and currently only - PLC Vendor supporting SRCI in the automation market.
"By having our robots connect seamlessly to a global industry leader like Siemens, we can now offer our partners and customers, both existing and prospective, faster integration and higher ease of use," says Global Director, Strategic Partnerships at Universal Robots, Daniel Friedman. "We strive to make cobot automation as simple as possible for our customers and this is yet another step in our commitment to provide automation for anyone, anywhere." The uniform cross-manufacturer

data interface of the SRCI makes robot implementation interoperable, and it standardizes definitions and robot commands between UR cobots and Siemens PLCs. This allows for easier and quicker setup and simplifies the deployment of UR robots into existing and new Siemens ecosystem-based production lines.
"We are encouraged that cobots from Universal Robots can now be controlled via the SRCI and can be programmed by Simatic users," says Rolf Heinsohn, Senior Vice President, Factory Automation Segment Control at Siemens. "We want to accelerate Factory Automation and scale the use of robots in industry by making them simple and available to all our customers` employees. It is a great advantage for our customers to be able to easily integrate and use UR's robots together with the Siemens PLCs in their production." The SRCI is available for UR's e-Series family and the next-generation robots UR20 and UR30. It can be installed and activated with PolyScope version 5.15 or higher via add-on URcap software. universalrobots.com
AMT JUN/JUL 2024 79 ELECTRONICS
PsiQuantum
PsiQuantum to build world’s first utility-scale, fault-tolerant Quantum computer here in Oz. The Australian and Queensland Governments to invest $940m into PsiQuantum.
PsiQuantum will build the world’s first utility-scale quantum computer at a strategically located site near Brisbane Airport in Brisbane, Australia. The Australian Commonwealth and Queensland Governments will invest $940m into PsiQuantum through a financial package, comprised of equity, grants, and loans. PsiQuantum is on an aggressive plan to have the site operational by the end of 2027. A fault-tolerant quantum computer will be able to solve commercially useful problems across industries built upon chemistry, math, and physics; thereby transforming critical industries – including renewable energy, minerals and metals, healthcare and transportation – that will propel the global economy for decades to come.
The quantum computing industry has long faced complicated scaling challenges in building a quantum computer with enough physical qubits to enable error-correction, making it capable of delivering on quantum computing’s promise. PsiQuantum has scaled its fusion-based architecture using a photonics- approach, encoding qubits into particles of light, and leveraging advanced infrastructure in the semiconductor manufacturing industry to fabricate and test millions of photonic devices.
“This platform will help solve today’s impossible problems and will serve as tool to design the solutions we so desperately need to safeguard our future." — Prof. Jeremy O'Brien, PsiQuantum CEO PsiQuantum’s first utility-scale system will be in the regime of one million physical qubits and hyperscale in footprint with a modular architecture that’s able to leverage existing cryogenic cooling technologies.
“A utility-scale quantum computer represents an opportunity to construct a new, practical foundation of computational infrastructure and in so doing ignite the next industrial revolution,” said Prof. Jeremy O’Brien, PsiQuantum CEO. “This platform will help solve today’s impossible problems and will serve as tool to design the solutions we so desperately need to safeguard our future. We’re thrilled to partner with the Australian and Queensland governments as our team at PsiQuantum takes a massive step forward in our mission to help deliver on the promise of quantum computing.”
PsiQuantum works with industry leaders from around the globe whose products and technologies are rooted in fundamental chemistry and science, such as the development of new drugs, more efficient renewable energy technologies including batteries and solar cells, and step-change improvements in processes to produce renewable energy sources such as green ammonia and green hydrogen.
“Today’s endorsement from the Australian government establishes another critical milestone in PsiQuantum’s mission to deliver the world’s first useful quantum computers,” said PsiQuantum Chief Business Officer Stratton Sclavos. “With a utility scale quantum computer in sight, our applications teams have been working with leading companies in pharmaceuticals, semiconductor manufacturing, aerospace, chemicals, and financial services to ensure that fault tolerant quantum applications are ready to deploy when the system is operational.” psiquantum.com
AMT JUN/JUL 2024 080 ELECTRONICS
Organic
tandem cell
Four-terminal tandem organic solar cell achieves 16.94% PCE.
Researchers and team members of the SOREC2 European Project, Francisco Bernal-Texca and Professor Jordi Martorell, have fabricated a four-terminal tandem organic solar cell that achieved a 16.94% power conversion efficiency (PCE). Central to this development was the fabrication of an ultrathin transparent silver electrode, a component that played a pivotal role in optimising the performance of the tandem solar cell.
Two-terminal organic solar cells (OSCs) represent a promising approach to address the transmission and thermalisation losses in single-junction solar cells. These organic solar cells consist of front and rear subcells with varying bandgaps, enabling broader absorption and use of the solar spectrum. However, achieving optimal performance in such configurations requires a sufficient current balance between the two subcells. Moreover, fabricating this type of tandem OSC is challenging because they need a robust interconnection layer capable of facilitating efficient charge recombination while maintaining high transparency.
To fabricate the new device, the researchers first explored the organic materials destined for the photoactive layer of both cells. They examined the effectiveness of three blends for the front cell, which is designed to harvest the high-energy photons. The blend that performed the best, named PM6:L8-BO, was selected. For the back opaque cell, the researchers used the PTB7-Th:O6T-4F blend, with a narrow bandgap, which makes it better suited to absorb the infrared part of the spectrum (low-energy photons).
After selecting the blends, the researchers used a numerical approach to design the four-tandem OSC’s final structure. They used the matrix formalism combined with the conventional inverse
problem-solving methodology to find the final configuration of the solar device.
The fabrication of an ultra-thin transparent silver electrode with a thickness of 7 nm was critical; this element was placed at the back of the front cell, ensuring a good light transmission to power the back cell. Conventional top Ag electrodes utilised for transparent solar cell applications typically range in thickness from nine to 15 nm.
The electrode was then stacked with three dielectric layers alternating tungsten trioxide (WO3) and lithium fluoride (LiF). This photonic multilayer structure was positioned between the two cells to facilitate efficient and uniform light distribution. According to researchers, this structure exhibits a high transmission in the 750–1000 nm range and a high reflectivity in the 500–700 nm range.
The researchers tested the device’s photovoltaic performance under one sun of illumination with a solar simulator and measured its quantum efficiency. This revealed that the device can achieve a 16.94% power conversion efficiency. The research findings could have potential applications in photoelectochemical cells (PEC); according to Martorell, the methodology for the design and implementation of the four-terminal tandem structure could also be applied to design new systems where an adequate distribution of light in the elements is crucial for the performance of a certain device. By optimising the methodology and design strategies, the researchers aim to unlock the full potential of these devices in harnessing solar energy for diverse energy conversion processes, such as CO2 conversion and valorisation. sorec2.eu
Freestanding Goods Hoist
Our Freestanding Goods Hoist gives you the capability to lift goods of up to 3000 kg, to fifth floor heights. Our flexible design capabilities and local manufacturing means we can provide goods-only as well as goods and personnel hoist in a variety of platform finishes and other options, including customer designs for special applications.
Features & Benefits
Goods only or goods and personnel
Cost effective alternative to a traditional lift
No lift shaft required
Installed external or internal to the building
1 day installation (clear access required)
Minimal pit and overrun required
Vertically opening doors offering clear access for any load
Low maintenance costs
Self diagnostic programmable logic control (PLC)
Internal power pack
Fully Compliant with AS 1418 Parts 1 & 8, AS 5246 Part 1, Classification A6, and all WHS regulations

Southwell have been designing, manufacturing, installing & servicing since 1945, so we are a trusted name in Lifts & Hoists. Contact us today on 1300 793 793 or 02 4655 7007, or visit southwell.com.au to learn more.
AMT JUN/JUL 2024 081 ELECTRONICS
Opie Manufacturing Group
Opie Group’s industrial expansion made with family and a commitment to technology driven craftsmanship.
AMT editor Paul Hellard visits for a bit of history.

Located in Emu Heights, just under the vast skyline of Sydney's Blue Mountains, Opie Manufacturing Group stands as a prominent example of industrial evolution. Founded in 1962 by James MacDougal Opie, this enterprise has transitioned from its early days of basic metalwork to become a leader in contract metal manufacturing and fabrication services across Australia. Today, the business is managed by his grandson, Tristan Opie, is the thirdgeneration leader to successfully direct this Australian manufacturing company alongside his sister, CFO Alyssa Le Breton.
Opie Manufacturing Group, despite its size and growth, always retains at its core the heart of a family business.
From humble beginnings to advanced operations
Initially focused on leveraging the then-novel potential of stainless steel to produce sanitary fixtures and washroom accessories, the company has expanded significantly. Today, it combines decadesold engineering practices with advanced technologies. This strategy not only sustains but enhances Opie Group's market position through high-precision laser cutting and full-service contract manufacturing to development of complex Data-Enhanced Production Systems and “Smart” Manufacturing Solutions, with its turnkey systems that includes the purchase and technical development of the largest robotic laser welder in the southern hemisphere.
Tristan Opie, now CEO, has been running around the age-old facility since he was a boy when his dad, David Opie, was in charge. He knows the history of metal manufacturing incredibly well because he has lived it. “I remember it as if it was yesterday. The whole place was full of hundreds of people with tin snips,” described Tristan. “We had pattern makers, pattern designers. The drafters on the drafting table with blueprints. Back when there were guys that used to do everything by hand.”
Going back to the very beginning, in 1962, when Tristan Opie’s grandpa should have retired, he decided to start a sheet metal business. Opie Manufacturing specialises in contract manufacturing. Back then, it was all about stainless steel. “He was directing his specialty towards sanitary products. He had the idea of turning the normal urinal into what's known now as the wide trough with the grate on it creating a no spill feature that is still popular
today. Grandad had a history of building all sorts of different things,” Tristan explains.
Generational leadership and technological advancements
The acquisition of their first laser cutter in 2001 was transformative for Opie Manufacturing. “That machine changed everything for us,” Tristan remarks about how automation revolutionised their production capabilities, allowing for round-the-clock operations if necessary.
Today, the 8000sqm facility employs a suite of advanced technologies to streamline its production processes and enhance product quality. Central to their operations are the high-precision Trumpf Laser Cutters, known for their reliability in handling complex metal cuts. Complementing these are Fiber Laser Cutters, significantly boosting production rates. For thicker metal plates, CO2 laser cutters are indispensable due to their robust cutting capabilities.
In addition to cutting technology, Opie has integrated Muratec Bending Machines into their workflow. These machines are pivotal for shaping metal parts with high precision, meeting both aesthetic and functional specifications of diverse projects.
“I believe Trumpf machines transformed how metalwork is done in Australia, and they’re basically bullet-proof,” says Opie. “We run them flat out, 24 hours if we could.” “These days I still take care sourcing equipment personally because that is what I know and understand,” adds Tristan. “I’ve been buying Muratec bending machines lately and I’ve got another one on order. It's like when I bought the tube laser, everyone said, 'Oh, you must be crazy? You know, what are you doing? There's no work for this!' But now it’s running 24 hours and I have been running two of them now for over ten years. I expect the same results with our new TRUMPF Laser Weld 5000; it works as a multi-functional tool for fusion welding, heat conduction welding, and deep penetration welding. It’s a beautiful piece of equipment that keeps us on the leading edge, of technical capability in fabrication. We use technology to stay ahead while investing in the talent and craftmanship of our people to use that technology at its highest level.”
AMT JUN/JUL 2024 82 COMPANY FOCUS

Another key feature in Opie’s technological arsenal is the 240m powder-coating line at the Emu Heights facility, designed as a closed-loop system that emphasises environmental sustainability by treating and reusing water without waste. It operates at capacity with three full lines per day. “This line is always busy and is as clean and green as they come,” Tristan explains. “They don’t discharge because it’s a closed loop. All the water is treated onsite and then reused.” The team at Opie Group completely designed the powder coating building. “We 3D engineered it, so we get what we want. It’s like the equipment we buy; we do our research first and buy the best we can to meet the need of our customers,” said Tristan.
To support sustainable operations amid growing energy needs associated with such advanced technologies, Opie Manufacturing Group has installed solar panels capable of generating up to 300 kilowatts of power across facility roofs; this not only reduces operational costs but also minimises the carbon footprint, contributing towards a more sustainable manufacturing environment while expanding operational capacity.”
“The best defence is a good target”
Tristan Opie says tageting a leading defence contractor was instrumental in setting the OPIE Group on a path to succes many years ago, after Opie Group targeted them as a customer they wanted to work with. “When we started working together, we started developing a lot more of our systems based around their needs,” says Tristan. “As it was in the defence realm, these jobs need a lot of traceability and their labelling requirements on their ready-to-weld kits are so precise. This specialisation really got us where we needed to be. It forced us to be disciplined and develop sytems of compliance and quality and it has paid us in growth.”
This understanding of how to satisfy its broad range of customer including defence contracts has also helped Opie Group focus on its recent A$6m expansion, with its purchase of long-term Australian manufacturer Wilson & Gilkes and associated brands who also have a strong relationship and customer base serving other government institutions and the defence sectors. Tristan has successfully moved the Wilson & Gilkes operation from its ageing facility at Moorebank to Emu Heights while further expanding the Assembly Plant to a new site across the road. With this expansion, Opie Manufacturing Group also expanded its talent pool of skills with the move.
Diversification as a strategy for sustainability and growth
So, a business that started primarily as a sheet metal workshop now includes specialised divisions such as Stainless Metal Craft and Laser press that has now been expanded with focused diversification. This diversification strategy extends beyond product development; it also includes technological updates that align with environmental sustainability goals, evidenced by zero-waste systems within their operations.


Additionally, the recent merger acquisition with Wilson & Gilkes underscores strategic intent to widen reach and influence global markets, notably in the security enclosure fabrication sector.
Tristan stresses the importance of staying current, adopting new technologies, and ensuring the team is well-equipped to handle the complexities modern manufacturing demands. “We're actively recruiting roles in both management but in fostering the trades people and crafts-based roles within the teams,” Opie states, underscoring an ongoing commitment to operational excellence in all facets of business activities. While Opie Manufacturing Group might have national and even global ambitions, they understand the importance of being local and helping the community thrive as an employer and being a supporter of local community sporting teams with sponsorship and community outreach.
Tristan recounts how a, “young local fellow came in with his resume a few weeks ago. His grandad works at a local fabricator, and we do work together. His grandfather walked him in the front door and said, 'You know, here you are. Go and see if there's any work.' I just happened to be at the desk when he was asking the receptionist if he could leave his resume. And I said, 'Mate, do you really want a job? He nervously replied, “That's why I'm here...” 'Well, I said, 'You've got a job, kid. Get your work clothes on, and you be back here tomorrow.'’ While Tristan might be the third generation of leader to run this vibrant, thriving, and busy company, it should be noted that he has a son and daughter who, like him as a boy, have been running around the plant and watching their father lead and no doubt; are learning the business as they grow.
“Whatever happens in the future, I know that Opie Manufacturing Group will strive to build and grow itself as a quality driven Australian manufacturer and a modern dynamic company; with family at its heart.” opiegroup.com.au
AMT JUN/JUL 2024 83
Tristan Opie, CEO of Opie Manufacturing Group.
Taking the angst out of automation in welding
In the race towards manufacturing efficiency and the growing shortage of qualified welders, integrating a robotic welding system isn't just an option; it's an imperative.
Achieving this balance requires a strategic approach, starting with finding the right robotic welding specialist systems integrator. Their expertise will shape the success of your automation journey, ensuring alignment with your goals, your daily tasks, and future visions. Defining a system that's not only precise but also scalable is key. It's about anticipating tomorrow's challenges today and investing
Five Benefits of Robotic Welding
1. Consistent Productivity
2. Reduce Labour Costs
3. Increased Quality and Efficiency
4. Safer Operations
5. Conserve Raw Materials
wisely. With technology advancing at lightning speed, and Australian government incentives awaiting those ready to embrace automation, there’s no time to waste. Use this opportunity to future-proof your business or risk being left further behind.
Step 1. Find a suitable integrator
Selecting a recognised robotic welding integrator for your application is paramount to the success of your project. Begin by identifying integrators with proven local tech support and experience and expertise in your specific sector, before requesting a complimentary audit to assess their suitability for your needs.
An integrator's capabilities can be evaluated by examining similar systems they've implemented. Their ability to provide local servicing and parts is often overlooked but is crucial for maintaining your system, whilst also proactively enhancing future performance.
Communication is key - The integrator must be aware of your expectations, productivity targets, accuracy standards, and future visions. Estimating your available space, resources, budget, and automation skills gap, will ensure clarity throughout the process, and avoid limitations of your new production system.
By carefully selecting the right robotic welding integrator that suits your needs, you will set the foundation for a successful and enduring partnership in automation implementation.
Step 2. Define the system
Finding a targeted welding system that is both precise and scalable for your future production volumes is paramount for long-
term success in manufacturing. Scalability anticipates and accommodates growth without the need for frequent system upgrades or replacements.
By investing in a scalable automation solution, manufacturers can optimise productivity, maintain competitiveness, and future-proof their operations against evolving market demands.
Robotic welding systems are considered a productive solution capable of scaling up your capabilities, which is one of the most targeted grant funding expectations. Your integrator should have access to specialists who can source applicable grants, before composing and submitting your application.
Step 3. Implement a timeline.
The implementation timeframe of a new robotic welding system holds significant importance in minimising disruptions to the production process. Constructing a well-planned timeline is essential to ensure the efficient setup of the new system while considering various factors such as available resources, cash flow constraints, ongoing projects, and production backlogs. It's crucial to anticipate potential challenges and allocate sufficient time and resources accordingly to mitigate any impact on operations. Additionally, budget and timing allowances must be allocated for the fabrication of future jigs and accessories, ensuring seamless integration with the new system. Upon completion of delivery, installation, and testing phases, the training component becomes paramount. Comprehensive training programs must be implemented to equip all staff with the
necessary skills to operate the system proficiently. By carefully orchestrating each stage of the implementation process within a structured timeline, businesses can minimise impacts, and seamlessly transition to the new integration system without any surprises.
Conclusion
Integrating robotic automation into your manufacturing business requires experienced planning and execution across three key steps. Finding a suitable integrator, defining the system parameters, and managing the implementation timeline are vital for success.
RA are integration experts and have provided over 3,500 installations across ANZ over the last 36 years, making them well-equipped to guide businesses through this process. Their high-level tech support and preventative maintenance packages are available to limit production down-time and maximise productivity.
RA’s welding division utilises robotic experts, welding engineers and a solutions team with exclusive access to one of the worlds largest industrial robotic welding libraries from Yaskawa Motoman. They can provide complete packages fully tailored to your requirements, using system components all from a single source for seamless compatibility during the integration process.
By partnering with RA, businesses can confidently navigate the complexities of automation, optimising productivity, and future-proofing operations.
ragroup.com.au
AMT JUN/JUL 2024 084 WELDING
Himac Attachments
Smart thinking paves the road to regional success.
Digital connectivity and a rising social and environmental conscience among consumers mean that where you are located is less relevant today, than who you are and how you do what you do. But operating outside of a capital city comes with its fair share of challenges. Skill shortages, increased transport costs and communications service levels are just some of the concerns companies face on the road to success.
Regional success requires a new breed of smart innovation, and Himac Attachments is a Western Australian success story paving the way for this new breed of smart thinking. What started as a family business operating out of Albany, has grown to become one of Australia’s most trusted brands for earthmoving and agricultural machinery attachments. And with over 85% of their products still manufactured locally in Australia, the road has not always been easy, but their success is driven by their commitment to find a smarter way.
From little things, big things grow
Himac Attachments was started in 2005 by the Tindal family, who saw the opportunity to offer an affordable Australian made alternative to the imported US products on the market at that time. Over the next ten years, the company grew from a determined family business to a modern manufacturer with facilities across Western Australia and integrated distribution points in every capital city.
Together with their focused commitment to after sales customer service excellence, Himac’s growth has been fuelled by a steadfast commitment to Australian made quality. A commitment that is as much about their support for the local community as it is for the quality of their materials and manufacturing processes.
“Aside from consistent quality, Australian made means that we support our local community. Every attachment made by Himac means we are providing regional jobs for our communities and supporting local families to improve their quality of life,” said Toby Hill, Technical Manager Himac Attachments.
Regional challenges and opportunities
Himac have also made a commitment to smart thinking. Thinking outside the box –or in this case, thinking outside the capital city! Being a regionally based business has delivered many unique challenges for Himac – whether facing increased transport costs, increased lead times or a significantly smaller talent pool.

The availability of talent continues to be the company’s biggest hurdle, but also the challenge that has fuelled the greatest innovation. Himac have a unique training program in place to help them promote from within, constantly upskilling and training their existing workforce.
The company also has a strong focus on process improvement within its manufacturing facilities, continually seeking ways to streamline operation and harness technology or smarter work practice to reduce the demand on staff.
Alongside their internal programs, Himac has looked further afield to find the best talent Australia – and the world – can offer. Being the best in your field means finding others who are the best in theirs, and Himac has been smart enough to outsource certain projects to other specialists. Partnering with the right specialists, however, is key to success.
Outsourcing smarts offers a world of talent
Manufacturing is a business of many moving parts, and with hundreds of machinery attachments under production, Himac must also manage a mountain of CAD drawings. A time consuming job that must be done right. Facing remote talent constraints, Himac knew the smartest solution was to find a supply partner to support this
process. They trialled a few options before partnering with Sedin Technologies, who bring experience across every aspect of CAD drafting for business around the world. Smart outsourcing decisions like this give Himac an edge; giving them access to world class talent without the overhead and allowing them to continually scale their R&D output to drive growth. Himac are careful to only consider supply partners who demonstrate the same commitment to quality and customer service, an alignment that is important to success.
Smart success story
Committed to their regional roots, Himac Attachments has worked smart from the outset, investing heavily in technology, people and product innovation to overcome every challenge they have faced.
In a world where success is often equated with size and scale, Himac Attachments proves that true success lies in the ability to adapt, innovate, and stay true to one's roots. Their journey from a small operation to an industry leader is not just a smart success story; it's a reminder of what can be achieved with determination, a commitment to excellence and the ability to think smart.
Steve de Mamiel, Managing Director Steve@sedintechnologies.com sedintechnologies.com himac.com.au
AMT JUN/JUL 2024 085 WELDING
Kemppi welding thoughts
Welding equipment manufacturers counter welder shortage with smarter solutions.
Welding is fundamental to our world. The process of fusing pieces together, usually metals, to form a continuum is used in the construction of buildings, bridges, overpasses, railways, ships, planes, the car that you drive, domestic appliances and much more. Demand for welding skills has climbed worldwide, yet the number of welders has steadily declined, particularly in developed economies (including Australia) challenging welding machine manufacturers to continuously enhance their equipment.
Whether it is America, Canada, Europe, Japan, the United Kingdom or Australia, the demand for more welders in the western world is staggering. According to the European Welding Federation, there is a shortage of around 300,000 qualified welders in Europe. By 2027, the US will need an additional 360,000 welding professionals says the American Welding Society. In Japan, where the overall workforce is shrinking, some 250,000 welders will be needed by 2050; while in Canada, they are experiencing an ongoing shortage of welders says CWB Group’s Welding Industry Report, 2022. In Australia, the picture is equally bleak.
According to the Australian Bureau of Statistics, 83,400 tradesmen identified as welding workers in 2012. In 2014 this figure fell to 75,800 and in 2019 to 69,600. By 2030, Australia will have a shortfall of some 70,000 welders according to Geoff Crittenden, Weld Australia’s Chief Executive.
There are several reasons for the shortage of welders worldwide and in Australia. One of the key issues is the aging workforce. About 30% of Australia’s existing welding workforce is aged over 45. As this large proportion of older workers retire, and with fewer individuals entering the trade, the lack of welders will continue to decline. Another reason for the shortage of welders is that many young people over the years have been encouraged to pursue a university degree rather than vocational training. According to Weld Australia, the number of students completing welding apprenticeships, including a Certificate III in Engineering (Fabrication Trade), continues to fall by as much as 23% annually.
Further, misconceptions about the welding industry exacerbate the problem of recruiting individuals to the sector. Welding is believed to be underpaid with no clear career path, and the work monotonous and repetitive in an environment that is dirty and decrepit. Yet, welding can be creative, versatile, technologically sophisticated and well paid. And today, welders are also often spoilt for choice with a wide range of prospective employers to choose from.
Another factor that has contributed to welder shortages is the resurgence in worldwide construction, industrial, manufacturing and mining activity post COVID-19. According to Fortune Business Insights, increased demand in industries such as automotive, heavy engineering and construction have intensified the problem of welder shortages. And as projected government expenditure in renewables, aerospace and defence grows, demand for welders is likely to be augmented. By 2030, the global welding market is predicted to grow to US$34.18bn from US$24.73bn in 2023.
While governments, educational institutions and industry organisations attempt to grapple with the problem, welding equipment manufacturers are developing equipment and software that allow welders to weld better and do more.
Manufacturers such as Kemppi, Lincoln Electric, Fronius and others are producing welding equipment that improves welding precision, quality and performance. “With fewer welders in the marketplace, we are acutely aware that we need to empower them so that they can produce quality welds faster to meet their workloads,” said Mark Shaw, Managing Director, Kemppi Australia.

The ground-breaking Kemppi Minarc T 223 ACDC GM lets welders weld and clean with the one machine.
To this end, manufacturers are incorporating new and better technologies into their machines that will help increase welder productivity. These include superior arc stabilising technology for reliable and quality welding, features such as Kemppi’s Weld Assist for faster equipment setup, inbuilt welding programs, and tacking and double-pulse capability, to name a few.
Manufacturers have also developed machines for specific needs to help boost productivity, as well as machines that are industry 4.0 ready. Kemppi introduced the X5 FastMig Pulse welding system exclusively for industrial use. Lincoln launched their HyperFill twinwire solution to revolutionise productivity in heavy fabrication and Fronius developed the TransSteel machines especially for use on steel. The industry 4.0 ready machines can be combined with the manufacturers welding software to further improve welding efficiency and maximise productivity.
“The use of data analytics via welding software such as Kemppi’s WeldEye, is also helping to make the industry more productive. And with the emergence of AI, welding will become even more cuttingedge and efficient,” says Mark.
Manufacturers are also combining capabilities that have traditionally been available in two separate machines into one. Kemppi recently launched the innovative Minarc T 223 ACDC GM. This groundbreaking machine delivers high quality ACDC TIG welding with built-in electrolytic weld cleaning. It lets welders weld and clean with the one machine, in the one spot, so that they can power through their welding tasks. “We are trying to ensure that welders have the tools they require to work smarter, faster and with greater precision and this is why we are developing equipment such as the Minarc T 223,” explained Mark.
Apart from smart standalone welding equipment, the lack of welders globally is also helping drive the development of robotic and cobot welding. “Welding equipment manufacturers are embracing welding automation,” said Mark. “At Kemppi, we are highly invested in the development of robotic and cobot automation to help meet the growing demand for welding.”
As technology advances and this is combined with the industry’s determination to arrest the welder shortage, welding equipment manufacturers will no doubt continue to produce solutions that are smarter, and more powerful and precise. kemppi.com
AMT JUN/JUL 2024 086 WELDING
Kemppi Minarc T 223 ACDC GM
Kemppi launches innovative all-in-one weld and clean machine to set a new industry benchmark.
Leading international welding equipment manufacturer, Kemppi, has released a groundbreaking machine that delivers highquality ACDC TIG welding and professional weld cleaning capability in the one unit, to set a new industry benchmark.

Complete high-quality welds without using a separate weld cleaning machine.
The unique Kemppi Minarc T 223 ACDC GM features built-in electrolytic weld cleaning. Welders can quickly convert a TIG torch to cleaning mode, where the new MAX WeldClean cleaning process uses an efficient combination of electric current and phosphoric acid to remove oxidation and discoloration fast for perfectly clean high-quality welds. “By combining weld cleaning with the ability to deliver quality welds in the one machine, the Minarc T 223 provides the welder with considerable convenience as they can perform both tasks in the one spot. This saves them precious time to help boost productivity and revenue,” explained Stuart Orr, Sales Director, Kemppi Australia.
Powerful and versatile, the new Minarc T 223 is a 220 A singlephase AC/DC TIG welding machine. This multi-voltage machine provides precise and accurate welding thanks to its highly stable arc. The machine is also remarkably portable. Compact and lightweight, welders can easily carry the machine anywhere on site for fast, quality welding and cleaning.
Other practical features of the Kemppi Minarc T223 include:
Quality welding performance with AutoPulse: The AutoPulse with frequency control feature helps deliver fast, high-quality, low spatter welds. This capability ensures welders consistently achieve great looking welds, saving them both time and money.
Handy memory channels: The Minarc T 223 is also equipped with memory channels to customise and save personal settings. Welders can quickly retrieve settings for faster set up and greater productivity.
Easy to read display panel and control options for effortless operation: The T 223 features a large, colour LCD display panel with impact protection. The clear user interface is easy to read in different light conditions, and together with the intuitive control knob make choosing settings easier.
For greater convenience, the Minarc T 223 also comes with various remote control options. In addition to the touch screen panel, welders can choose to contol their machine with the FR41 wired foot pedal or via the on-torch remote control.
Quality constructio: Designed and made in Finland, the Minarc T 223 has been built to last. Robust and tough, it can absorb knocks and withstand challenging environments. Suitable for various welding tasks, the welder can use the machine to work in various industries including medical and food manufacturing.
“For the professional, busy welder, the Minarc T 223 is a genuine game-changer,” said Stuart. “Nothing else combines powerful welding performance with easy-to-use electrolytic weld cleaning in the one machine like the T 223 to empower the welder.”
For more information on the new Minarc T 223 ACDC GM welder call Kemppi Australia on (02) 8785 2000 or email sales. au@kemppi.com kemppi.com


AMT JUN/JUL 2024 087 WELDING www.euroblech.com 22 – 25 October 2024 | Hanover, Germany About 1,500 Exhibitors 90,000+ sqm Exhibition Space Speaker Forum Guided Visitor Tours Industry Awards THE POWER OF PRODUCTIVITY Visit the world’s leading sheet metal working exhibition! Sheet metal, tube, sections (ferrous and non-ferrous) Finished products, components, assemblies Handling Separation, cutting Forming Flexible sheet metal working Tube / Section processing Processing of sheet metal / plastic hybrid structures Machine elements Joining, welding, fastening Additive manufacturing Surface treatment of sheet metal And many more EuroBLECH 2024 covers the entire sheet metal working technology chain:
Silica safely
Is a total ban on engineered stone the right course of action? By Dr. Cameron Chai.
The building industry is set for a shakeup come July 1 with Australian state and federal governments banning the use, supply and manufacture of engineered stone products. The government ban announced on December 13, makes Australia the first country in the world to introduce such measures. This also comes on the back of pre-emptive bans issued by both Bunnings and Ikea announced in mid-November.
The ban on engineered stone products centres around silicosis, a life-threatening lung disease with no cure brought on by inhalation of respirable silica. While silicosis has been described as the asbestosis of the 2020’s, we will explore what it is, how it is contracted, work practices that can be put in place to prevent it and the effects of proposed bans on engineered stone products.
According to Safework Australia, the ban defines engineered stone products as artificial stone products that:
• Contains crystalline silica
• Is created by combining natural stone materials with other chemical constituents such as water, resins, or pigments
• Undergoes a process to become hardened
These materials are commonly found in kitchens, laundries and bathrooms and are one of the preferred materials for benchtops due to their durability, aesthetics, range of colours and effects, low maintenance and impervious nature, making them ideal for areas that often encounter water as well as its ability to be machined to suit specific domestic applications. Available from any number of suppliers, these materials are sold under tradenames such as Caesarstone®, Quantum Quartz, Smartstone etc.
The ban does not apply to the following materials:
• Natural stone e.g. granite and marble
• Concrete and cement products
• Bricks, pavers and other similar blocks
• Porcelain products
• Ceramic wall and floor tiles
• Roof tiles
• Grout, mortar and render
• Plasterboard Alternatives to engineered stone
Engineered stone is most commonly used in kitchen benchtops. Manufacturers have tried to increase silica contents as high as possible, which allows their materials to approach the properties of natural stone. This improves durability, in terms of scratch, impact and heat resistance. Recently, engineered stone manufacturers have suggested compositions with lower silica contents, which may potentially reduce the likelihood of silicosis, but probably means the proportion of polymer in the materials is vastly increased, thus compromising durability.
For high-end finishes, natural stone remains an alternative, but it also comes with a higher price tag. However, natural stone such as granite and marble still contain significant amounts of silica. For the more budget conscious, timber may come back into trend.
Laminates are the other option and have continued to be popular due to their price and impressive range of finishes. Laminates are effectively polymer sheets laminated over engineered wood such as particle board or medium density fibreboard (MDF). It is interesting to note that cutting of engineered wood liberates formaldehyde which also has the potential to cause cancer.
What is silicosis?
First identified in 1700, Silicosis is one of the oldest known occupational diseasesIt is an irreversible lung disease brought
about by the inhalation of crystalline silica particles, otherwise known as respirable crystalline silica or RCS. Silica particles become embedded in lung tissue causing scarring and fluid buildup. This leads to breathing difficulty which has other deleterious follow-on symptoms which can severely impact quality of life and ultimately result in death.
There are three types of silicosis: Type Occurrence Symptoms
Acute W ithin a few weeks or years Cough
Silicosis of exposure to silica dust
Weight loss
T iredness
Sharp chest pain
Breathlessness
Accelerated W ithin 10 years of silica Swelling in the Silicosis exposure lungs
Swelling in the chest lymph nodes
Difficulty breathing
Chronic 10 to 30 years after silica
Silicosis exposure

Inflamed lungs
Fluid build-up
Breathlessness
Low blood oxygen
According to the National Silicosis Prevention Strategy (NSPS) 2023-2028 and Accompanying National Action Plan (NAP), the number of silicosis cases in Australia as at May 2022 was:
Jurisdiction Number of cases
Queensland 238
Victoria 175
New South Wales 121
Western Australia 24
South Australia 18
Tasmania 3
Northern Territory No publicly available data
Australian Capital Territory No publicly available data
This report also acknowledges that there has been a lack of monitoring and research into Silicosis, so it is impossible to get an accurate read on the number of people afflicted with it and longterm effects on workers and the Australian economy. The authors also cited “a lack of targeted, coordinated action and commitment to protect workers from silica dust has failed to keep workers safe from harmful exposures, identify those who may be at risk of diseases, and to support workers diagnosed with silicosis or related diseases”. Another report produced by Curtin University researchers and commissioned by the Australian Council of Trade Unions predicted that as many as 10,000 Australian workers could develop lung cancer due to exposure to silica dust.
How is silicosis contracted?
Silicosis is contracted by inhalation of crystalline RCS which could be generated as a result of:
• Fabrication, machining and installation of engineered stone benchtops
• Agriculture and farming
• Excavation, earth moving and drilling operations
• Process clay and stone products
• Paving and surfacing
AMT JUN/JUL 2024 088 INDUSTRY FEATURE

• Mining, quarrying and mineral processing
• Tunneling
• Construction
• Brick, concrete and stone cutting
• Sand and abrasive blasting
• Foundry sand casting
• Machining, grinding and demolishing stone, concrete and masonry
• Pottery
• Glass manufacturing
• Hydraulic fracturing of oil and gas wells
This means that anyone from construction workers, to engineers, through to miners are potentially at risk of exposure to silica dust in their day-to-day work activities.
Where is silica found?
Silica or SiO2 is the chemical name given to a number of minerals including quartz, tridymite, cristobalite, coesite, stishovite, lechatelierite and chalcedony, of which quartz is by far the most commonly encountered polymorph. Quartz is extremely common and can be found in most soils and is synonymous with common sand.
Comparison of silica content of:
Material Crystalline Silica Content (%)
Marble ≤ 2
Limestone ≤ 2
Slate 25 – 40
Shale 22
Granite 20 - 45 (typically 30)
Natural sandstone 70 - 95
Engineered stone Up to 97
Aggregates, mortar & concrete Various (source: Safework Australia)
RCS is generally considered to be the dust regenerated when materials such as engineered stone products are cut and/or machined with particle sizes small enough to be inhaled.
Safe work practices
Safework Australia has in the past issued guidelines on how to work with engineered stone products to best avoid the possibility of workers contracting silicosis. While the onus rested on the organisation’s own management, the guidelines suggest the use of PPE (Personal Protective Equipment) including suitable respiratory equipment as well as wet machining and dust extraction and/or ventilation equipment. The NSPS/NAP stated: “There has been a systemic failure to protect workers from this entirely preventable disease”. Materials Scientist, Certified Occupational Hygienist and Epidemiologist, Carl Strautins has been involved with protecting workers from RCS and guiding industry through the Australian Stone Advisory Association for 15 years where he was a member of the ‘Manufactured Stone Industry Taskforce’ convened by SafeWork NSW, on the Australian Standards committee CH-031 for workplace atmospheres and is the Managing Director of Safe Environments, a NATA accredited inspection body and analytical laboratory with advanced scientific equipment to assess compliance with exposure standards using X-ray diffraction (XRD) and Fouriertransform infrared spectroscopy (FTIR) to international standards. He provided the following comments.
“RCS is not dissimilar to any other hazardous substance, if the workplace exposure standards are regularly exceeded then is it probable that a worker might develop an adverse health effect such as silicosis in this case. It is not surprising to see this disease in the population because the exposures have been excessive. There has been a systemic failure at all levels and in my view having to ban
engineered stone is an absolutely catastrophic failure in society to simply follow safe work practices. It is not unexpected that we have seen such a prolific number of people suffering from the devastating consequence of silicosis because corners are cut when it comes to safety. It’s all too common to see a race to the bottom to earn a dollar and the Australian ‘she’ll be right’ attitude has not served us well when it comes to looking after ourselves and others,” said Strautins.
Impacts on industry
According to a draft report prepared by the Housing Industries Association (HIA) prior to the ban being announced, a ban on engineered stone products will impact the construction of over a million homes annually and impose significant impacts on businesses and consumers. They estimated that over 60% of all kitchen and bathroom benchtops are made from engineered stone, while commercial buildings are also big consumers of engineered stone, using it in areas such as floors and facades, as well as in reception areas, lobbies and bathrooms in hotels. Banning engineered stone in Australia will require alternative materials to be found, to the tune of 6,000 containers per year.
In terms of the manufacturing industry supply chain who use engineered stone:
• Importers will have to find alternate products or go out of business
• Fabricators and installers (estimated to be 1,000 businesses and 10,000 workers) will need to find alternate materials
• Stock of engineered stone will be rendered worthless after July 1
• Retailers/suppliers of prefabricated products e.g. vanities will need to switch alternate materials
• Kitchen and bathroom manufacturers will need to switch to alternate materials and deal with issues such adapting to working with new materials, additional costs, quality and durability concerns e.g. long-term performance
• T ilers and façade installers will need to change materials
• Architects will need to specify different materials
• Builders will need to adjust accordingly
• The choices for consumers will be fewer and probably at higher cost
Putting things into perspective
There is no doubt that ideally no one should be exposed to RCS and the effects of inhaling RCS can be devastating. However, if proper precautions are taken, like wet cutting silica-containing materials and the appropriate PPE, the risks can be controlled.
Concluding remarks
While silicosis may have been compared to asbestosis, for those of us with engineered stone in our homes or workplaces, there is no need to try and remove it. For those of us looking to build or renovate get in quick before your choices for materials diminish. For the manufacturers, maybe the move away from engineered stone opens up new opportunities for metal sheet finishes. The effects of silicosis are undeniable and can be tragic. It should also be noted that current WHS codes have a hierarchy of controls to manage risks and are employed across all manufacturing industries in Australia and could be implemented to reduce the risks of silicosis. Furthermore, despite the best efforts by manufacturers and industry groups to educate workers and improve work practices, a ban on engineered stone will come into effect on July 1. This will have a drastic effect on manufacturers and fabricators in the building industry as well as consumers. That said, one has to wonder whether better monitoring by regulators and more stringent control over operators to eliminate production of RCS could have prevented not only silicosis from engineered stone but also the ban on its use.
safeworkaustralia.gov.au
AMT JUN/JUL 2024 089 INDUSTRY FEATURE
Spherical Deburring Cutter
XEBEC Back Burr Cutter and Path offers total deburring solution for complex 3D shapes.
Manufacturing engineers often face the challenging task of deburring complex 3D shapes such as off-set threaded internal cross holes. As a global leader in deburring soloutions, XEBEC Technologies has developed the spherical Back Burr Cutter as an ideal tool for deburring difficult 3D edge profiles. In addition, customer specific tool cutter paths can be provided, creating the highest quality uniform edge, extending tool life by utilising the entire blade edge and creating machining times five to ten times faster than conventional tools. Simultaneously the customer is spared considerable time on complex programming.
Suitable to be used on any machine with 3-axis simultaneous control the Back Burr Cutter and Path have already particularly proven themselves in the field with manufactures of complex hydraulic manifolds and related components. Holes as small as 1mm can be effectively reached at depths of up to 15 x diameter, plus threads from M3 to M24. Fine micrograin carbide together with AlTiCrN coating allows for processing a wide variety of materials including hard to cut metals such as inconel and titanium. Uncoated versions are available for aluminium and plastic resins.
An innovative CNC crosshole deburring solution, which, in combination with the spherical deburring cutter and the custommade Tool Path (NC tool path), enables high-speed, high-precision deburring of complex 3D-curved edges, while maximising tool life.

Sandvik Coromant CoroMill MS60
A truly versatile shoulder and face milling concept.
Sandvik Coromant presents the latest addition to its family of milling tools: CoroMill® MS60. The tool is tailored for 90 degrees shoulder milling operations in steel and cast iron, but versatile enough to extend its competence across areas such as face milling and various ramping applications.
“CoroMill® MS60 is a universal shoulder and face milling solution, primarily designed for roughing to semi-finishing operations in steel and cast iron, with two geometries capable of handling both these application areas as well as secondary areas ISO M and ISO S,” says Jocelyn Lanaro, Global Product Application Specialist at Sandvik Coromant. “As such, it is possible to handle mixed material batches including stainless steel and nickel-based alloys without changing inserts.”
As a robust multi-edge concept with positive cutting action, cutting forces are low for vibration-free machining, which translates into a high cost-efficiency per edge. Featuring a true 90 degrees entering angle, CoroMill® MS60 is mainly a shoulder milling tool – even though it excels in many other areas as well. “From general milling operations to side milling, slot milling, helical ramping and face milling – CoroMill® MS60 truly is an all-round solution”, says Jocelyn Lanaro. “It is usually the first tool chosen during the early stages of universal milling operations, handling the roughing to semi-finishing stages, leaving the finishing to dedicated solutions.”



Another standout feature to highlight is the direct pressed, sixedged inserts: “They are manufactured using a highly advanced multi-axis pressing technology, meaning it has been possible to gather both a smooth cut and ramping capability in the same insert, enhancing the versatility of the product.”
Providing four different diameters in both metrics (50–100 mm) and inches (2–4 inch), CoroMill® MS60 offers a compact yet comprehensive selection, making both selection and usage easier. sandvik.coromant.com
AMT JUN/JUL 2024 090 CUTTING TOOLS
The Tool Path can be used right away after adding it to the NC program, greatly saving time from having to create the optimal toolpath. hastex.net.au
Salvagnini Australia Pty Ltd
11A 29-31 Clarice Road,
Box Hill South, VIC 3128, Melbourne
T. +61 466 058 537
E. australia@salvagninigroup.com
W. salvagninigroup.com
Over 4,000 installations in 80 countries, over 40 years of experience and competence speak for themselves: Salvagnini is an authority on “panel bending 4.0”, a flexible process as never before.
PANEL BENDING: THE SALVAGNINI TRADEMARK, SINCE 1977.
LOGIQUICK
ISCAR is about to change metal cutting… again!
ISCAR is set to revolutionise metal cutting once again with its latest product launch, ‘LOGIQUICK’. This new brand name signifies ISCAR's new marketing theme and encompasses three key words: ‘Logic’, ‘IQ’, and ‘Quick’. The previous campaigns by ISCAR have already highlighted the importance of intelligent cutting tools for advanced machining, providing logical solutions that meet the primary of modern production. These tools have become a market standard in numerous workshops worldwide. However, the addition of ‘Quick’ in the logo brings forth a sense of anticipation. What new challenges will the campaign products present? Is it simply a catchy brand name or a fundamental concept? Let's explore the meaning of the logo and its implications.
In the field of metal cutting, the productivity is directly linked to the metal removal rates (MRR). To enhance machining rates, the metalworking industry strives for "fast metal removal", which refers to processes that efficiently and swiftly remove material using cutting methods. These processes involve the utilisation of machines, strategies, techniques, and cutting tools that enable faster more effective machining, thereby reducing cutting time. However, in many cases, the primary obstacle to fully harnessing advanced, highly engineered machine tools and promising machining strategies lies in the cutting tool itself. The cutting tool often becomes the weakest link in the entire machining process, limiting potential gains in productivity and impeding the reduction of machining costs, and the growth of profitability.
ISCAR believes that the ultimate objective of a tool manufacturer is to supply cutting tools that ensure efficient metal removal. These tools should not only possess effective working characteristics to enable metal removal rates, but also exhibit qualities such as repeatability, versatility, user-friendliness, and a high utilisation factor. These attributes collectively represent the IQ of tool, which is essential for leveraging the full potential of advanced machine-tool capabilities. This principle guides the development of cutting tools, harnessing the expertise of tool-design engineers, technologists, metallurgists, manufacturers, and all those involved in creating innovative tool solutions for intelligent machining in the metalworking industry.
ISCAR's latest campaign unveils a range of groundbreaking cutting tools, including turning, parting, grooving, hole making, and milling products. Let's take a closer look at
Fig 1

the LOGIQUICK portfolio to fully immerse ourselves in the campaign's essence and delve into the details of these exciting new developments.
Rotating tools
Steel construction beams play a crucial role in building structures and frameworks, requiring the drilling of numerous holes prior to assembly. However, the clamping mechanisms on machines often lack rigidity, posing a challenge for drilling tools. To address these limitations, it is essential for drilling tools to have an adaptive design that compensates for non-rigid conditions, and optimal drilling performance. Currently, finding an efficient drilling tool for beams is a top priority. ISCAR has developed a new solution (Fig.1) based on the-established SUMOCHAM concept of assembled tools with an exchangeable drilling head made from tungsten carbide. This solution incorporates three key elements: cutting material, cutting geometry and body design. The specially developed PVD-coated IC954 carbide grade offers exceptional resistance to deformation. The new IHP-BP exchangeable head features a dedicated-centering cutting edge, ensuring secure material penetration, while the sharp corners of the head effectively prevent the formation of burrs. Additionally, the reinforced drill body enhances dynamic rigidity. As a result, the new SUMOCHAM product provides an effective solution for drilling relatively thin beam sections under unstable conditions.
Introducing another innovative rotating product, the modular SUMOCHAM drill head with MULTI-MASTER adaptation, which combines the strengths of two leading ISCAR product lines. This new drill head is designed to accommodate any of the SUMOCHAM exchangeable heads, providing the versatility of a modular tool assembly. It is specifically designed to be on a wide range of MULTI-MASTER shanks, allowing for easy customization in terms of shape, overall length, and diameter. This not only reduces the tool inventory for but also minimizes the need for special drills. The combination of SUMOCHAM and MULTIMASTER creates a promising synergy effect, offering tremendous potential. Efficiently removing a large volume of material through milling is crucial in the production of critical duty loaded parts, such as aircraft components made from titanium alloys. Extended flute indexable milling cutters, also known as "milling porcupines", are highly effective for this type of machining, particularly when milling cavities, pockets, wide edges. The success of such tools depends on a combination of productivity, reliability, and cost-effectiveness. Introducing the QUICK-X-FLUTE (Fig.2), a new family of 90-degree extended flute shell mills with double-sided square inserts. These mills are designed with an optimised flute shape that strikes a balance between tool rigidity and effective chip flow, enabling high metal removal rates (MRR) with substantial radial engagement. The developed flute profile
AMT JUN/JUL 2024 092 CUTTING TOOLS


coolant supply (HPC) to the cutting zone. This improves cooling and lubrication, contributing to effective chip control. Additionally, the double-sided square insert offers eight indexable cutting edges greatly increasing insert material utilisation.
enhances vibration resistance, especially during workpiece entry and exit allowing for increased cutting data and improved productivity. The inner channels of the mill have replaceable nozzles and frontal outlets, facilitating direct high-pressure

Non-rotating tools
To achieve success in machining high temperature superalloys (HTSA), the selection of the right cutting tool material is crucial. Introducing IC1017, a new tungsten carbide grade specifically designed for ISO-standardised inserts used in turning HTSA. This grade boasts a high-hardness submicron structure and is coated with PVD enabling higher cutting speeds for enhanced productivity. Introducing LOGIQ6-TURN (Fig.3), a newly designed triangular insert that offers a cost-effective solution for semi-finish and finish turning with a focus on achieving high surface quality. This double-sided insert features a 55° corner angle and positive rake cutting geometry, providing six indexable cutting edges. It presents a significant alternative to the standard ISO-type rhombic insert of DCMT type, which only offers two cutting edges. One key advantage is the ease with which LOGIQ-6-TURN inserts can be mounted on turning tools designed for triangular TNMG inserts.
Maximising profitability through efficient use of raw materials during the parting process is crucial. ISCAR's highly regarded DO-GRIP parting and grooving family has recently grown with the addition of three new sizes of double-sided inserts, specifically designed for narrow parting operations (Fig.4). These inserts are primarily targeted for SwissType lathes, enabling optimal material savings when parting small-diameter bars, tubes, and thin-walled workpieces. The new tools are just a few examples of the various products introduced by ISCAR as part of the LOGIQUICK campaign. The numerous other product releases have significant interest and will soon be tested by manufacturers. With the increasing demand for quick metal removal, the need for advanced cutting tools continues to grow. This drives the development of tool designs and shapes the logic behind intelligent tool development. iscar.com
AMT JUN/JUL 2024 093 CUTTING TOOLS
Fig 2
Fig 3
Fig 4
When quality matters
With engineering quality the cornerstone of the business at Kerr Engineering, there is extensive experience developing engineered solutions for a diverse range of clients.
Western Australian Kerr Engineering was a small firm with two to three people, formed in the late 1960’s by founder Kevin Kerr. In 2000, the engineering company was purchased by David & Mark Kinsman who have transformed it into a dynamic operation employing more than 90 personnel, introducing and operating the latest technology.
Kerr Engineering is based within the Australian Marine Complex at 27 Alacrity Place Henderson, with land size of 12,500 square metres and a 9,000 square metre building to which it relocated in 2019 to meet continuing growth. Today it can be regarded by all accounts and purposes as a high technology precision Okuma shop, from an initial purchase of a new Okuma GENOS M560 Vertical Machining Centre, Kerr Engineering now has seven Okuma machines in operation with two additional machines on the way to further increase the company’s capability under the banner of their new slogan ‘When Quality Matters’.
A new Okuma LB4000BMYC Turning Centre is being commissioned in April and the latest Okuma MCR-A5C 5-axis Double Column Machining Centre designed to meet the demand for heavy industries is due to be commissioned in August 2024.
The introduction of these two new Okuma machines will further expand Kerr Engineering’s offerings to its customers. The new Okuma high speed multi-tasking lathe machine will allow Kerr Engineering to enhance their ability to machine parts in a single process, significantly boosting efficiency to better serve their customers. Additionally the Okuma Double Column machine is one of the largest machines of its kind in Western Australia. The capacity of this Okuma double column machine will enable Kerr Engineering to work on the largest parts required for many of the industries they serve including mining and oil and gas industries.
There has been significant investment in the latest technology and machinery in the last five years with thirty-five operational machines now in service.
“We have concentrated our development with Okuma machining centres over the last 15 years and this is based on the support we receive from the local West Australian Okuma team, the quality, stability and life of the machines plus the fact they have excellent resale value should we ever wish to sell one,” said Managing Director, Mark Kinsman.
This proud, privately owned and operated Western Australian business specialises in all forms of customised metal work, precision machining and fabrication operating twenty-four hours, six days a week.
“We have built the business around ensuring that we exceed the customers’ expectations through four pillars of excellence,” David Kinsman noted, “those being in-house technical expertise, multiple quality inspections, the latest technology and machinery and processes that drive efficiency.”
The in-house technical expertise is centred on 90-plus personnel with high levels of mechanical and engineering discipline plus extensive field experience and the capability of developing concepts to completion.
Government assistance goes some way towards apprentice training ensuring that a resource of highly skilled personnel will be available going forward. The company has a strong policy in apprenticeship training programmes bringing in two to three young people each year with a high retention rate following their apprenticeship completion. The on-site training offered by Okuma not only assists qualified trades personnel but also these apprentices.

The in-house technical expertise within Kerr Manufacturing encompasses all mechanical and engineering disciplines which combined with extensive field experience, provides the company with the ability to develop sound practical solutions for its clients.
The company’s integrated business management systems include certification to international and Australian Standards such as ISO 9001-2015; ISO 14001-2015; OHSAS 18---2007 and AS/NZS 4801-2001. In addition all welding is completed to AS/NZS 1554.16 & ASME 1X welding code specifications and the company is also being accredited to ISO 3834.2:2008 Welding Quality Assurance System.
The drive for efficiency is paramount at Kerr Engineering with processes that reduce costs and achieve an on-time delivery rate of more than 95%.This is particularly important to clients operating Just-in-Time supply chain sourcing.
In-house technical expertise not only covers the most capable CNC equipment and the highly trained operators but the ability to efficiently produce a range of machined components from a single unit through to complete assemblies. The range covers CNC Machining; Fitting & Turning; Milling and Threading; Tooling and Mould Manufacturing plus Component and Assembly or Fabrication Manufacturing.
With a state-of-the-art high definition Kinetic XC5000 Plasma cutting machine and a modern programming approach utilising the most advanced nesting algorithms and CNC programming, the company can provide a fast and reliable service with the highest accuracy profiles in its CNC cutting services. The machine is capable of cutting plates up to 60mm in thickness on plasma and plates of 200mm in thickness on oxy-flame with high quality holes and cut-outs. According to Kerr Engineering the integrated cutting edge nesting software and advanced ERP software results in exceptional quality and value.
With engineering quality the cornerstone of the business, there is extensive experience developing engineered solutions for a diverse range of clients.
“We work closely with our clients during the design stage covering all the options to optimise the best outcome in costs and efficiency of manufacture,” said Mark Kinsman.
“Our in-house team is supported by advanced CAD design systems and CFD/3D analysis software and designs and calculations undergo thorough checks and independent verification where required as part of our Q&A procedures,” he said. “As design specialists, the engineering team works closely with the production workshop personnel whether it is a one-off solution, batch production, individual component or a complete assembly.”
AMT JUN/JUL 2024 094 STATE SPOTLIGHT WA & NT

Kerr Engineering excels in bending and rolling metalwork having completed projects for mining, general industry and off-shore applications, transforming raw materials into precise components of various shapes and sizes. These can include intricate profiles to cylindrical structures to meet diverse clients’ needs.
There is a meticulous approach to paint and blast processes which are integral to its engineering services. The blasting process removes all surface contaminants and prepares the surface materials for optimal surface adhesion resulting in a superior finish quality and longevity. The paint application method involves precision and expertise to ensure complete and even application coverage.
“We prioritise efficiency and quality in every project adhering to strict safety and environmental standards throughout the process,” said Mark Kinsman. “Our commitment to excellence in paint and blast operations is evident in the lasting quality and performance of our clients’ finished products,” he said.
Today Kerr Engineering is servicing a diverse range of clients in areas such as Defence, Mining, Transportation, Oil & Gas, Marine, Materials Handling plus General Engineering with markets principally in Western Australia with some interstate. The company sees the market for engineering services remaining buoyant into the future with high levels of demand based on quality, efficiency, service and competitive costs that have become more apparent to customers who experienced supply chain problems and increasing costs from overseas suppliers during COVID and beyond.
There are significant advantages being achieved by the company in keeping up with the latest technology including overall efficiency in the operations, finite and consistent accuracy in components. Engineering operators relish opportunities such as being able to constantly to up-skill on the most modern machine advances in capability and programming and there is an air of excitement whenever a new machining centre is commissioned.
Watching the growth of Kerr Engineering, Okuma’s Western Australian Branch Manager John Dale said, “Innovative technology and complete service and support are part of the Okuma experience for our clients. It is our people however who truly define Okuma with their passion, integrity and experience plus our access to local and global machine tool experts. Our partnership with Kerr Engineering continues to be an exciting and rewarding one with our support in commissioning, programming, training and after sales care and we see continuing growth and development with this well managed company,” he said.
kerrengineering.com.au okumaaustralia.com.au

REMOVES THE TOUGHEST SLAG!

095 STATE SPOTLIGHT WA & NT CLEANS IN LESS THAN 10 MINUTES REDUCES DOWN TIME • CLEANER TABLE • INCREASED SLAT LIFE • IMPROVES QUALITY OF LASER CUTS • REDUCES STRAINS ON THE OPERATOR • SAFER, EASIER AND FASTER •
industriallaser.com.au 9639ILSAMTJUNJUL CONTACT ILS TO LEARN MORE ON T: +61 (03) 9796 3055
Motium
Award winning manufacturer of TUFF rugged technology in WA.
Established in 2002, Motium is a WA-based expert in the groundup design and manufacture of rugged computers and associated technologies for use in harsh environments. Motium provide sophisticated solutions to businesses requiring robust products that can endure and continually operate in extreme conditions and tough industries. Motium's products are designed specifically for key industries including mining, transportation, waste management, emergency services, marine, defence, construction, machine control, and industrial automation.
Motium was originally a distributor of small PCs. However, early in the company’s life, customers requested more durable and rugged products for use in harsh environments. Motium identified the opportunities, shifting from distributor to designer and advanced manufacturer. Located in Perth, Motium is privately owned and operated and is one of the few businesses designing and manufacturing highly customisable rugged technology products in Australia.
Founder and Co-CEO Andrew Warenczak has achieved over 20 years of business stability by listening to the rugged technology requirements of customers, creating robust and reliable products, and developing ongoing service and support that continues for the life of the product. “Our guiding philosophy has always been to listen to the needs of our customers and end users so that we can design, build and support the highest quality rugged technology to fit their requirements,” said Warenczak.
Motium’s TUFF product range is designed to ensure high reliability and sustained performance when deployed in applications across a range of vehicles from diggers and dozers through to trucks, ambulances and other heavy equipment and light vehicles.
The TUFF range of products include TUFF Panel PCs, TUFF View LCD Monitors, TUFF Industrial Box PCs, TUFF IIoTs and TUFF Cables. Motium has in-house teams at its Perth site, including engineering, supply chain, production, quality, support, and service and repairs. This business model results in superior quality control from start to finish, creating a major advantage for Motium and their customers, which include Wenco, Micromine, Carlson and iVolve.
“From engineering and design through to component sourcing and manufacturing, our in-house operations give us complete control over the quality of our products. This allows us to offer costeffective customised solution to our customers,” said Co-CEO Mrs Jackie Shervington.
“A lot of what we do in innovation is designed to improve the uptime and efficiency of the unit. Not only is long life important for total cost of ownership, it’s essential for fleet uptime. For example, at six to seven million dollars a truck, our customers cannot afford for a truck to be sitting idle waiting for a replacement unit.”
Cleverly designed, all TUFF products are made to seamlessly integrate and operate as one platform leading to reduced downtime for customers with drop-in replacements and upgrades. Every aspect of the TUFF products is designed from the ground up to last in harsh environments for a minimum three year life, with some customers still using the products after 10+ years.
Over the past three years, Motium has undergone a great deal of growth in all areas of the business including tripling the number of employees, currently at 84. Scott Channing, Motium’s Operation Manager, has been with the company for the past seven years and has experienced first-hand the company’s rapid growth and expansion.
“We had to acquire the surrounding premises to keep up with demand. This included tripling the size of the manufacturing area and reorganising the warehouse for improved efficiencies.

Undertaking this expansion was a huge task, however this led to positive outcomes with the ability to review and refine the manufacturing processes as the company grew,” Channing said. Due to the nature of the business, Motium operates within a justin-time manufacturing model, allowing the company to seamlessly tailor products to the customers’ requirements.
“This means that we tailor our products to our customers specific demands, bringing the components together late in the value chain. With this in mind, we are however a just-in-case warehouse, where having stock of base components has allowed us to smooth out periods of supply chain disruption,” added Channing.
This model has allowed the business to continue as close to normality with minimal disruption to scheduled delivery times, especially during the recent pandemic. Lean manufacturing practices are also utilised on the production floor, which include a class 1000 cleanroom, ESD safe workspaces and numerous quality control stations.
“Quality is important at Motium, we conduct incoming quality control, in-process functional testing and outgoing quality control.
This ensures that each item used in the product is tested at least twice and the final visual inspection guaranties the product arrives to customers as expected,” he said.
Agnes Gabriel is the Motium Production Planner, overseeing the manufacturing of the Motium products, with a dedicated and diverse team of experienced assemblers.
“Our Production team are highly skilled with a mix of technical engineering and electronic backgrounds. It’s important to us that we continue to invest in our Production team to compete on a global scale. New employees are provided with first-class training to become skilled in the assembly of our products,” she said.
Those employed in the assembly of the products value the quality of the Australian-made build and take on board the philosophy of producing high quality products. Before sending the products to the customers, they undergo a series of rigorous quality tests using an automated testing machine. Due to the internal team ethos to build quality items, this results in a decrease of failure rates.
Motium’s decades of industry experience, abilities in ground up development of rugged technology, and extensive design and manufacturing capabilities have culminated to produce the latest rugged Panel PC: TUFF+.
AMT JUN/JUL 2024 096 STATE SPOTLIGHT WA & NT

“We’ve endeavoured to make TUFF+ a very flexible platform that allows our customers to customise the product and make it unique to fit their needs. What TUFF+ offers is essentially customisation as standard,” said Alwyn Lloyd, Senior Manager Engineer & Product Development. “Each aspect of the design guarantees the product operates reliably in conditions of extreme heat or cold, in glaring sunlight or in the dark of night, while submerged in shallow water or with exposure to dirt and dust (IP67), during constant vibration and shocks, and when subject to electrical transients.”
Striving to always be the best rugged technology partner, Motium consistently delivers on their robust, Australian-made product offering, commitment to advancing Australia’s manufacturing capabilities, and ability to deliver quality solutions for their customers.
In addition to Australia, Motium’s global reach spans four continents, directly exporting products to USA, Canada, Europe, India, Africa, South Africa and New Zealand, with further expansion in the future.
“We do highly skilled, complex design and manufacturing and there are a few of us in WA that are advanced manufacturers producing world-class products,” added Shervington. “There is a perception in Australia that we can’t manufacture efficient, quality and cost-effective goods here: that we have to get them made offshore. Well, Motium is an inspirational story of WA’s capability of designing and manufacturing high quality, profitable products right here in Australia.”
This is evident when Motium partnered with iVolve to create a bespoke solution for an issue with their existing hardware, which was failing within a week. iVolve persevered with the hardware supplier for over a year. However, after having 100% of the products returned at least once, and only 40% of the hardware able to be used, iVolve approached Motium to design and develop a replacement 15.6" Panel PC product, which delivered 100% uptime and solved their year-long issue. Motium is also an award-winning company having won the Western Australian Export Awards twice and was the 2024 Western Australian Winner of the Telstra Best of Business Awards in two categories.

Looking ahead, Motium has additional TUFF products in the pipeline, is exhibiting at MINExpo in the USA in September and is looking to expand into other industries world-wide. A purpose-built manufacturing headquarters is also planned to house this growing rugged technology business.
“We have a strong, proven management team leading the TUFF Team. We continue to adapt and evolve with market opportunities by investing in people, systems, and processes, including embracing the use of robotics, all which will lead us in great steps for the future,” added Shervington.
“Western Australia can compete with some of the top manufacturing countries in the world and local companies don’t always have to look overseas. Our products are designed and built to last as they are Made TUFFer Down Under. We are excited for the future ahead and are committed to continuing to manufacture rugged technology in Australia.” motium.com
AMT JUN/JUL 2024 097 STATE SPOTLIGHT WA & NT
Setting your laser cutting prices
How to set laser cutting prices that are both competitive and profitable.
Metal fabrication and laser cutting job shop owners have all asked themselves at one point, “how should I set my prices?”.
It’s a delicate balance. Set your prices too high and customers may walk away to the competition, but set your prices too low, and you may be working too hard for little or no profitable return.
Setting a baseline
“The first thing to do is understand all of the costs that are associated with running your laser machine. Once you have a complete overview, best practice is to apply a full absorption costing method to your business,” advises Bruce Thomas, Product Executive at Tempus Tools. Bruce has decades of experience in the laser cutting industry. His experience is complemented by the Tempus Tools team, which are highly knowledgeable in the laser cutting industry, with practical, hands-on experience on the shop floor, through to management. “Full absorption costing means that you’re absorbing overhead costs into the hourly rate. In laser cutting job shops, this could be direct costs, like labour, as well as indirect costs like rent, insurance, power, and maintenance. But each case is different, so we can provide guidance on how to perform this type of calculation,” he says.
Bruce explains that once you have calculated all the costs within a job shop and created an annual figure, you can set an accurate yearly revenue target, which can be broken down into monthly and daily objectives. This breakdown is an effective way to focus on revenue goals for the job shop. “This data should give you an idea of what prices need to be set in order to be profitable, but you won’t know if they are exactly right until you get market feedback, so be prepared to adjust these initial prices,” says Bruce.
A word on assumptions
Full absorption costing is a great starting point, but Bruce points out that this calculation does require some assumptions, such as the number of hours the shop will be operational for, and the percentage of those hours the machine will be cutting (known as the utilisation rate). “In other situations, you might increase the number of shifts per day, or add shifts on weekends, which can increase efficiency without changing fixed overheads, resulting in a more competitive hourly rate.
Getting ahead and staying competitive
“Of course, once you’ve come up with a price, it’s crucial to see if it’s competitive with the market, and one of the best ways to do this is to use software to monitor your win/loss ratio,” he says.
“A typical win/loss ratio is about 30-40%. This means, for every 100 jobs you quote for, you win 30-40 of them. Lower than 30 means the pricing is too expensive and you’re losing work to competitors, and above 40 means the pricing is too cheap, meaning you are doing a lot of work for a lower profit margin.”
Hourly rates only go so far
Much of the metal fabrication and laser cutting industry uses hourly rates to calculate a price, which is then quoted to customers, but this only works up to a point, says Bruce.
“To remain competitive, you need to keep monitoring prices. Each quote – regardless of who prepares it – needs to be consistent and accurate. One of the best ways to do this is to use laser cutting quoting software, so that any changes are implemented within the software, rather than on a per-quote basis,” he explains.
There are a range of factors that can affect a quote, and it can often mean one job shop will quote at a different rate to another. Bruce explains that this can be for reasons such as:

• The speed and size of the machine. A 6kW laser cutting machine can vary from approximately $180,000 to $1,200,000, which is a huge difference. Each machine will perform at different speeds, and allow different levels of sophistication.
• Whether the machine is paid off or not. If it’s still not paid off, this might have to be factored into the hourly rates.
• Cutting thickness, with thicker cuts demanding higher costs.
• Cut quality – all machines will be able to produce an acceptable quality, but some customers may demand an additional level of precision and finish, and if this takes additional time, it will need to be considered in the costs.
Added value wins more jobs
Once you’ve figured out a price, to really stand out from the competition, it’s all about the added value you can deliver, says Bruce. “Consider your delivery times, customer service, expectations management, and understanding a customer’s unique needs. Do they need all their parts individually packed and labelled, for example? If you can meet their needs, you’re more likely to win the job,” he says.
“Adding value is always better than discounting price. In a race to the bottom on price, nobody wins.”
ToolBox helps win more jobs
To help deliver added value, monitor win/loss ratios, and provide faster, more accurate, and more consistent quotes, Tempus Tools created ToolBox. ToolBox is multi-functional laser cutting quoting software that is calculation-based and runs on a Software as a Service (SaaS) model. It can be set up with information on material price, cutting time, labour, and other relevant information, to generate quotes quickly and accurately.
“ToolBox can give job shop owners more accurate estimates of time, which leads to greater consistency,” concludes Bruce. tempustools.com
098 FORMING & FABRICATION AMT JUN/JUL 2024
SRA Solutions
SRA Solutions is an Australian owned and operated manufacturer of data centre infrastructure solutions for defence, government, information and communications technology and telecommunications.
SRA Solutions designs, manufactures and installs a comprehensive range of data centre equipment including Security Construction and Equipment Committee (SCEC) racks. These are used in high security environments that store and process classified information. SCEC racks must meet strict specifications and tight tolerances, as well as being tamper proof, tamper evident and have anti drill mechanisms and special locking devices. SRA Solutions Managing Director, Gordon Campbell said “Our purpose is to create worldleading data centre solutions, enabling a more connected, secure and sustainable future. The SRA racking systems are designed for efficient manufacture which enables fast assembly, while building quality into the product.
“Fuelled by demands from both long term and emerging customers, the business has grown from producing racks to an advanced capability to deliver associated and added value services. “We have the ability to produce highly customised turnkey projects with power, cooling, racks and containment bundled together with project management and monitoring software. This is all enabled by our advanced manufacturing capability and our world leading partners. The next phase of our development will include the building of modular data centres.”
Clear vision for growth
“The business has always had a clear vision for growth which has included the ability to produce equipment of ever-advancing complexity. We have the capability to provide a complete project solution, whether in a remote area or a high security location, from concept design to manufacture, testing, delivery and installation, “Campbell said. Continuous Improvement Program Manager, James Martin added, “Our ability to manage complexity in the factory has come from a huge investment from its proprietary product configurator software, together with the shop floor system which manages that information, communicating it to the production floor.
“Every rack we produce may be different within our matrix of rules around dimensions, functions and features, accessories and options. It’s basically a ‘tick-a-box’ design where the product configurator automatically accesses the drawings of every component and feeds that information to the shop floor. The configurator minimises waste, optimises time, and eliminates the potential for errors, as do the single-piece flow and the manufacturing cells, resulting in a fully integrated QA system,” he said.
Advanced and reliable machinery
James Martin also highlights the importance of SRA Solutions’ need
for having advanced, reliable and well-supported production tools. He said, “All aspects of the company are driven by quality, requiring us to have the best performing and most reliable equipment, a foundation philosophy that is a cornerstone of our business that has consistently shown to be correct.
“We started purchasing the Japanese made Amada machines around forty years ago and have continued with Amada equipment, all of which have proven to be extremely reliable, highly productive and efficient. When needed, local support from Amada has been prompt and impressive.
“We value our relationship and continue to invest in Amada equipment, the latest acquisition being a laser ENSIS-AJ SERIES high-speed piercing and fast cutting machine which is ideal when needing to fabricate components that use a wide range of different materials and thicknesses. It uses the Amada Auto Collimation system which delivers unrivalled laser beam spot control.
“Combined with Amada’s original variable beam control technology to adjust the laser mode, this system can process different materials and thicknesses with a single cutting lens. The quality and processing speeds for medium to thick materials, as well as very high-speed piercing, make the ENSIS-AJ the perfect machine for our needs,” said Martin.
Local industry capability
The ambitious quality and performance goals of SRA Solutions have been achieved through its people who have been attracted to join the company because of the disciplines and challenges presented. Martin said its the highly skilled workforce has been nurtured through a high-tech environment that challenges its people. From a workforce of sixty people in 2020, SRA Solutions now employs one hundred and twenty.
Strategy for solid growth
The rapid growth of SRA Solutions has prompted a review of its vision, mission, values and strategic pillars to take the company from good to excellent.
“This plan is being facilitated by an holistic, lean sigma based business excellence framework, implementation program in all areas of the business and striving to meet Shingo model requirements.
“Our vision is to be Australia’s most trusted supplier in the data rack systems market and Amada shares this vision. There is no doubt that Amada equipment is a key part of our success,“ Martin added. srasolutions.com.au amada.com.au

AMT JUN/JUL 2024 099 FORMING & FABRICATION
James Martin (left ) and Gordon Campbell.
John Hart wins Australian Antarctic Division tender
The Australian Antarctic Division has invested in a Mazak QTE-300MY SG for its Instrument Workshop – Assets and Technology Branch.
The Australian Antarctic Division, which is in Hobart, Tasmania and is part of the Australian Government Department of Climate Change, Energy, the Environment and Water (DCCEEW), co-ordinates the Australian Antarctic Program.
The Australian Antarctic Program (AAP) is a collaborative partnership across government and more than 150 national and international research institutions. The AAP’s Antarctic, sub-Antarctic and Southern Ocean scientific research contributes to understanding the world’s climate and the effects of climate change.
The AAP’s scientific research is supported by Australia’s leading international policy role in preserving Antarctica as a natural place devoted to peace and science.
The Mazak QTE-300MY SG
The simple and compact Mazak QTE-300MY SG, which is manufactured in Mazak’s Singapore factory, is designed to fit into even the smallest machine shop, but with no compromise on power.
The Mazak QTE-300MY SG is equipped with a powerful 5,000 rpm built-in spindle motor that is capable of ultra-high-speed acceleration and deceleration delivering high-efficiency, highaccuracy machining.
Since there is no loss of power through mechanical transmission, the built-in-motor delivers more power during cutting, while vibration is minimised during high-speed operation to ensure exceptional surface finishes and maximum tool life.
The Mazak QTE-300MY SG comes with a 12-position drum turret and utilises a 25mm turning tool shank size.
The Mazak QTE-300MY SG is also equipped with an NC tailstock –providing support for the workpiece during the machining process –to improve accuracy and workpiece finish. The tailstock is controlled by servo motor and ball screw, a method that is much superior to manual carriage movement or hydraulic / pneumatic positioning.
In addition, the machine has a tool eye as an option for automatic tool measurement and in-cycle tool breakage. This helps the machine to further enhance productivity and profitability by reducing tool setup time.
The Mazak QTE-300MY SG features a number of environmentallyfriendly and cost-saving measures, including automatically turning off the machine worklight and backlight if no operator is present and also the option of automatic chip conveyor stop when the machine is not operating.
The MAZATROL SmoothEz CNC
Mazak’s QTE series are the first machines to be equipped with SmoothEz, the latest generation of MAZATROL CNC, which allows for easy setup, programming and operation.
MAZATROL SmoothEz CNC combines three easy features – Ez Machining, Ez Operation and Ez Setup – to deliver outstanding productivity, accuracy and, in turn, profitability.
Ez Machining offers machine users high-speed, high-accuracy machining with thermal compensation control, delivered by Mazak’s Thermal Shield, to maximise accuracy by automatically compensating for temperature changes in the machining area.
Ez Operation includes QUICK MAZATROL for fast conversational programming with a 15″ touch screen and intuitive operating system that can be customised according to the operator’s preference.
By integrating Mazak’s Smooth CAM Ai and Mazatrol Twins a virtual copy of the machine can be replicated in the office for enhanced setup. Collective management of machine data is synchronised between the factory and office with Smooth Project Manager to conveniently manage data required to execute machining programs – including tool data, work holding, system coordination, parameters and workpiece 3D models.
Additionally, Smooth CAM Ai can dramatically reduce programming time with Solid MAZATROL to automatically generate a program from a 3D model using Ai deep- learning to determine the optimal process from past programs.
With Ez Setup, data on a machine in the factory can be accessed from a PC in the office, offering higher operational efficiency. antarctica.gov.au johnhart.com.au

AMT JUN/JUL 2024 100
OKUMA WA
Shared vision empowering the next generation.
Okuma Australia's Western Australian branch recently had the honour of participating in South Metropolitan TAFE's latest Sundowner event as a testament to its commitment to supporting the next generation of skilled professionals. The event, held in Rockingham, showcased the innovative spirit and dedication to excellence that define both Okuma Australia and South Metropolitan TAFE, creating a platform for industry engagement and knowledge exchange.

Okuma Australia, a leading provider of Okuma CNC machine tools and automation solutions, has a strong tradition of collaborating with educational institutions to contribute to the growth of the manufacturing and engineering sectors. The partnership with South Metropolitan TAFE underscores Okuma's dedication to nurturing talent and fostering a seamless transition from education to industry.
The Sundowner event provided a unique opportunity for Okuma Australia's Western Australian branch to engage with students, educators, and industry professionals showcasing its state-of-theart Okuma CNC machines, giving participants firsthand experience of the advancements driving modern manufacturing.
"Okuma Australia's recent participation in South Metropolitan TAFE's Sundowner event, showcased Okuma’s cutting-edge technology. This event epitomises our collaboration and commitment to bridging the gap between industry and education," commented John Dale, Branch Manager – WA, Okuma Australia Pty Ltd.
South Metropolitan TAFE is renowned for its commitment to providing practical, industry-relevant training programs that equip students with the skills needed to excel in the workforce.
Okuma Australia's participation in the Sundowner event reflects a shared vision of empowering the next generation of engineers and machinists with the knowledge and expertise required in today's competitive workforce.
Brenda Micale, General Manager Training Services, South Metropolitan TAFE commented, "In partnership with Okuma, South Metropolitan TAFE takes pride in bridging the industry-education gap. Okuma's participation in our Sundowner event showcased cutting-edge technology, reflecting our shared commitment. We are proud to support employers by building a skilled Defence workforce, contributing significantly, and empowering the next generation of industry professionals. Together, we're shaping a future of excellence in the Defence sector."
Okuma Australia's team shared their insights and experiences with attendees, providing valuable perspectives on industry trends and the skills demanded by the evolving job market. This collaborative approach ensures that education remains aligned with industry needs, creating a talent pool equipped to drive innovation and excellence.
The recent participation of Okuma Australia's Western Australian branch in South Metropolitan TAFE's Sundowner event exemplifies the company's dedication to supporting education, fostering collaboration, and empowering the future workforce. By engaging with students and industry professionals, Okuma Australia not only displayed its cutting-edge technologies but also plays a pivotal role in shaping the next generation of skilled professionals in the manufacturing and engineering sectors. This collaboration between industry and education is a step towards a brighter and more innovative future for Western Australia's manufacturing landscape. okumaaustralia.com.au

AMT JUN/JUL 2024 101 FORMING & FABRICATION MTIQualos_MeasureHalfVert_04_17.indd 1 6/07/2017 1:53 PM
Origami on a press brake
Infusing a sense of playfulness and whimsical fun into a front garden with a metal sculpture. Laser 3D and Entanglements Metal Art Studio, on the Elsternwick Build.
Damon Nehls from Laser 3D spoke about a unique one-off fabrication project, a metal sculpture infused with a sense of playfulness and whimsy for a small front garden space.
In what was called ‘The Elsternwick Build,’ commissioned by the ABC’s Grand Design program, the paper plane is a folding process remembered clearly by anyone who has had a childhood. But this presented a unique challenge and aluminium opportunity for teams from both Laser 3D and design studio Entanglements Metal Art Studio.
Laser 3D is a laser cutting service with a network of outlets in QLD, SA and Victoria. Starting in 1992, Laser 3D’s modern machinery now includes six CNC press brakes, twelve flat bed CO2 and fibre lasers, 2-axis and 5-axis cutting, machining, edge rounding, finishing and welding services. Entanglements Metal Art is a renowned Australian-based studio specialising in creating unique metal art pieces and sculptures. Founded in 1998 by Helen Neyland, Entanglements has gained recognition for its distinctive and innovative designs that blend artistry with functionality.
The studio offers a wide range of metal art pieces, including Corten sculptures, laser cut screens, wall art, and fire pits curved benches, garden ornaments, and architectural features. Each piece is meticulously crafted using high-quality materials and advanced fabrication techniques, resulting in durable and visually stunning creations. With the help of Laser 3D, Helen Neyland and designer Laurie Brandstone, the design took shape with the proviso that it would be folded to resemble a paper plane but be made in a metal.
Laser 3D is more than a supplier, they work in partnership with their customers to streamline their production processes and assist in their product development. The foundations of these

partnerships results in successful long term business relationships. With Laser 3D’s national reach, they assist their customers nationally with laser tube cutting, 5-axis laser cutting, 2-axis laser cutting, CNC machining, folding, tapping, countersinking, surface finishing and welding.
“At first there were going to be words from her travels all over the face of it but the design started to look like a newspaper,” said Neyland. “We couldn’t simply rely on an off-the-shelf perforated sheet for this project because cutting the angle would create knifelike edges. Instead, we had to employ a more intricate approach: firstly laser cutting all the holes. To ensure precision, we drew the holes along with the borders.
“We were going to do it in Corten steel but ended up with aluminium and a powder coat,” added Neyland. But of course the heat generated during the cutting process posed a challenge, as it caused the sheet to buckle. “To overcome this obstacle, we

AMT JUN/JUL 2024 102 FORMING & FABRICATION
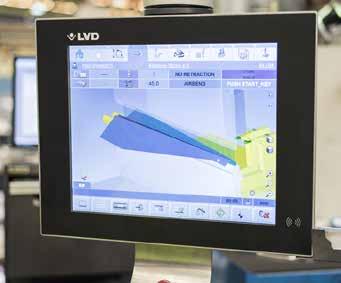
implemented several ingenious techniques to maintain the integrity of the sheet and ensure the desired outcome.” For it’s place in the garden in Elsternwick, the aluminium took on the effect of a shadow of a plane rather than a solid. Helen Neyland has always relied on manufacturing in her work as a designer. “When I first started out about 30 years old, and I went around to lots of machine shops and had to beg to get my first design made. One effect was that the staff working in the factory enjoyed the work very much. They liked to do
Karl Corry

something a little bit more challenging than the usual,” she added. “I managed to build a business by using local metal fabricators and now I rely heavily on them.”
There was a lot of excitement as we gathered for the folding process at Laser 3D, accompanied by the Laser 3D team and the Grand Designs film crew,” said Neyland. “This was a pivotal moment; the fold had to be just right, ensuring the paper plane would securely hold its position at the precise angle of the landing. And to add to the pressure, all of this was unfolding in front of the TV crew, capturing every moment. We were sort of all-hands-on-deck trying to work it out as we were doing it in front of the camera.”
laser3d.com.au
Okuma pushes advanced technology to a strong competitive advantage.
With the appointment of highly experienced Sales, Application and Technology Manager Karl Corry, Okuma is pushing its advanced leading technology to an even stronger competitive advantage.
Karl originated from Co.Donegal, Ireland where he served an apprenticeship as a fitter and turner. Such were the skills he developed during his apprenticeship he was recognised by his TAFE teachers and asked to compete in the National Skills competition in CNC machining. He subsequently won the event and went on to represent his home country at the world skills competition in Helsinki in 2005 where he recorded a top ten place.
Seeking further career opportunities Karl immigrated to Australia arriving in Sydney in 2010 joining the NSW branch of Okuma Australia in March 2012 as an Application Engineer. This role continued until September 2019 when he was appointed National Technology Manager which later evolved into a move to Okuma’s national headquarters in Melbourne.
As National Technology Manager, Karl was responsible for automation projects promoting the latest advances in technology for Okuma while looking after the company’s application engineers and assisting the sales engineers.
In a strategic move to further advance its strong technology advantage, Okuma has now appointed Karl to his most recent role as Sales, Application and Technology Manager which encompasses all his previous responsibilities plus nationally working on the ground with sales engineers in all states, staff training, motivation and leadership in technology within sales.
“With high speed CNC machines of today we see smarter use of AI, better use of computers, constantly evolving tooling improvements, further use of automation and advanced robotics so we need to become more robust with younger people with high engineering skills and training,” said Karl. “This is all part of Okuma’s Monozukuri philosophy in ‘The Art of Making Things Better’ particularly with our customers front and centre of all our efforts,” he said.

The worldwide company of Okuma has a strong presence in the US with a close working relationship to universities and the Rowan Technical Centre which provides advancing technology and training in CNC machine support. Such is Okuma Australia and New Zealand’s commitment to training, this year there will be several mechanical Service Engineers sent to the USA for training at this facility.
“As a market leader, the strategic moves we are putting in place will create great opportunities for young people in our industry and assist our customers in so many ways to ensure that they are well placed with the knowledge, skills and technology to be world competitive,” said Okuma Managing Director Dean McCarroll. “Keeping abreast of the advances in technology will help us all and ensure that Australian manufacturing is strong and robust going into the future,” he said. okumaaustralia.com.au
AMT JUN/JUL 2024 103 FORMING & FABRICATION
NH Micro – Australian precision parts manufacturer
Nicholas Hacko Watchmaker (NHW) has been manufacturing precision timepieces in Australia since 2016. Romy Pearse writes about what NH Micro has been doing lately.
Born from a desire to reinvigorate watchmaking capability in Australia, NHW developed the capacity to make up to 85% of their watches in-house by 2020. Things then took a surprising turn for the Sydney-based watchmaker, when an unexpected partnership with astronomy instrumentation builders created the potential to move into new, untapped markets.
This was the beginning of NH Micro, a new business arm of NHW. Precision parts manufacturing is at the heart of NH Micro, and since its inception the company has grown significantly over a short period of time. Its client base now includes customers within major government bodies, the medical industry, and the space/aerospace sector. They are also starting to slowly move into the defence sector and have started to reinvest in the business to the tune of $1m per year. All of which Technical Director Josh Hacko attributes to the first, relatively small job they did with a team of astronomers led by Dr Julia Bryant from the University of Sydney – building precision parts for the HECTOR instrument.
HECTOR, an instrument designed to survey up to 15,000 galaxies, has since been completed and mounted to the Anglo-Australian Telescope (AAT). When great results started coming in, Dr Bryant and her team were able to celebrate its success thanks (in part) to the precision parts made by NHW. While excited to see the instrument working well, Josh Hacko could also see a new opportunity on the horizon for NHW. Creating precision parts for everyone and anyone who needed them. On the ground, in Australia. With the benefit of hindsight, Hacko can see it was the perfect introduction for a brand-new business model.
“Our beginning with astronomy seemed to be written in the stars,” said Josh Hacko. “We make precise parts and astronomy instrumentation builders needs precise parts. For us, it was the perfect crossover. It was also the perfect springboard – the right type of work and the right amount of it – so we didn’t get overwhelmed and crushed before we could build ourselves up. Overall, it was the best possible introduction for us to see the potential that was out there. Since then, we have been able to scale up our volume of work and handle much larger orders. But we couldn’t have done that any earlier, not without first getting our feet wet with HECTOR.”
Hacko believes that the key to NH Micro’s success is education. For HECTOR, they showed Dr Bryant and her team what was possible – that bespoke precision parts could be made locally, with a small lead time, and then replicated quickly. Conversely, Hacko and his team also learned enormous amounts about their own capability, which Hacko believes to be unique in the world of precision engineering and manufacturing in Australia.
NH Micro has followed this model with each new client – learning about what their customer needs and how they can pivot to make it happen, while also educating each client as to what is possible. Hacko knows that many customers who need high precision parts are trying to build something very specific, but not necessarily something with known parameters. A prototype, for example, either to create something new or scale up something that already exists. Educating these customers as to what is possible has become a recurring theme for NH Micro, though Hacko sees this as a good thing – even when it presents a challenge.
“Our customers are not normally mechanical engineers and may not be able to communicate their requirements in a straightforward way,” explained Hacko. “This is actually a good thing because it gives us a greater ability to pivot, to create something bespoke and unique for our clients. Industry in general is too accustomed to dealing with only mechanical engineers who know exactly what

they want. Hence, they find it more challenging to work with other types of clients who don’t have a clear set of parameters for their job. Because NH Micro started by working with astronomers, we had to become far more flexible and learn about their requirements as we went along. That experience gave us the skills we needed to service a much larger group of customers, many working in truly unique and fascinating fields.”
An example of this can be seen with NH Micro’s recent work building an essential component for a new beamline at Australia’s Synchrotron. The Synchrotron is an advanced scientific facility based in Melbourne’s outer suburbs, owned and operated by Australia’s Nuclear Science and Technology Organisation (ANSTO). The synchrotron uses magnets to accelerate beams of light around its enormous ring-like structure. As they approach the speed of light, the beams are directed into structures, known as beamlines, similar in size to shipping containers that sit just outside the rings. Various beamlines collect different types of energy, from x-rays to infrared beams, focusing them toward samples that are being studied for scientific research. In close collaboration with synchrotron scientists, Hacko and his team built a robot to position samples within a beamline currently under construction – a job he describes as his most complex to date.
While ANSTO presented a unique challenge, they also proved how well NH Micro can adapt to suit their customer’s requirements. Including ANSTO, the NHW group currently lists 150 clients, with 90% of those added since the creation of NH Micro. This year, approximately 50% of total revenue for the group came from the NH Micro arm alone. Between both companies, 11 people
104 FORMING & FABRICATION AMT JUN/JUL 2024
NH Micro’s recent work building an essential component for a new beamline at Australia’s Synchrotron. Credit: Josh Hacko.


are employed – four of which are working full time for NH Micro. Not bad for a company that only started operations in 2020. The group has also been able to reinvest all profit from the NH Micro side of the business into their workshops, capability, staff, and development processes – what Hacko calls the “journey of precision manufacturing”. This equates to about $1M a year going back into the business. Without NH Micro, Hacko is certain that this scale of reinvestment wouldn’t be possible.
Coming full circle, NH Micro recently teamed up with another group of astronomy instrumentation builders – Australian Astronomical Optics (AAO) at Macquarie University. The project is part of a collaboration between AAO and lead partner, Advanced Navigation,
who are set to deliver a sensor called LUNA (Laser measurement Unit for Navigational Aid) to US-based space systems company, Intuitive Machines. Part of NASA’s ongoing Commercial Lunar Payload Services program, Intuitive Machines will mount LUNA onboard its Nova-C lander, slated for a mission to the moon in the next couple of years. LUNA’s sensor, using AAO’s focused multibeam optical laser device (known as a collimator), will allow the lander to safely touch down on the moon without any real-time assistance from mission control.
Hacko was introduced to AAO’s project leader, Lee Spitler, at an Astronomy Australia Limited (AAL) Industry Engagement workshop in November 2023. Spitler recognised the skill and adaptability of NH Micro when he saw Hacko present during the event. As a result, NH Micro is now handling the precision machining and optical head assembly that will be used by AAO to build the collimator for LUNA. If this wasn’t enough, there is also more work on the horizon for NH Micro. Larger government bodies are becoming very interested in their capability, which Hacko puts down to the fact that this capability has not existed in Australia for a very long time. He notes that the history of precision engineering and manufacturing in Australia can be traced alongside large industry trends. The automotive industry, for example, generated a lot of precision manufacturing. As did the gambling industry, with the manufacture of pokies machines. When these industries left Australia, or the requirement for manufacturing was replaced by computer software (in the case of pokies machines), that precision engineering disappeared as well. Hacko explains that these capabilities don’t exist out of thin air – there has to be a need.
“The watchmaking side of NHW existed beforehand as there was still a desire for mechanical watches, but the NH Micro side of the business would never have existed without astronomy and its need for precision parts. For this arm of the business to be sustainable, there will have to be an ongoing requirement for precision parts. I’m happy to say, I can see this need does indeed exist and it seems to be getting stronger by the day.”
Written by Romy Pearse, Communications Manager, Astronomy Australia Limited. Republished with permission from the AAL. Astronomy Australia Limited would love to hear from other companies interested in pursuing these markets. nhmicro.com astronomyaustralia.org.au
105 AMT JUN/JUL 2024 FORMING & FABRICATION
NH Micro is handling the precision machining and optical head assembly that will be used by AAO to build the collimator for LUNA – a navigation aid to be mounted on an Intuitive Machines lander, headed for the moon. Credit: Josh Hacko.
Medical shot blasting
The surface treatment of medical components with mass finishing and shot blasting. Colin Spellacy, Head of Sales at Rösler gives a guiding hand.
In the demanding field of medical device manufacturing, the use of mass finishing and shot blasting technologies are critical in ensuring the production of components that adhere to the strictest standards of safety, reliability, and operational efficiency. These processes are not merely steps in the manufacturing sequence but are critical technologies that ensure each component achieves a level of surface integrity that is extremely important in medical applications. The necessity for such precision stems from the direct impact these components have on patient outcomes and device performance. The strategic application of these finishing technologies ensures that medical devices and medical components are not only manufactured to meet but often exceed the stringent regulatory requirements and quality standards set forth by governing bodies in the healthcare sector. The use of an array of versatile mass finishing and shot blasting processes indicates the medical industry's commitment to excellence, underpinning the reliability and safety of medical devices that significantly impact patient care and treatment outcomes. This article will analyse what mass finishing and shot blasting can be used for when processing medical devices and components.
Mass finishing technologies
The mass finishing process is a mechanical-chemical technology for the surface finishing of a wide range of parts and components made from metal, ceramic, or plastics. Whether tumbling, vibratory finishing, or centrifugal finishing, mass finishing machines are filled with various abrasive media that work through mechanical forces and chemical reactions to achieve the desired surface quality on components. This approach is particularly effective for refining small to medium-sized parts characterised by complex shapes and geometries. By ensuring uniform treatment across all surfaces, mass finishing techniques adeptly eliminate microscopic irregularities and potential bacterial harbourage sites, significantly reducing the risk of infection or discomfort upon patient contact. The process is a crucial manufacturing step ensuring that the high standard sof safety and efficacy required for medical devices is maintained, particularly for those that are implantable or come into direct contact with patients.
A range of different mass finishing processing methods can address the often quite complex finishing requirements for medical devices and components. These different processing methods are tailored to the respective stage of manufacturing and the material being processed, which when looking for example at orthopaedic implants may include stainless steel alloys, cobalt and chromium alloys, titanium, or plastic. However, when looking at prosthetic and orthotic devices, non-ferrous light metals and special plastic materials such as carbon fibre are typically used. It is because of this significant range of materials used in medical applications that the versatility of mass finishing is so important.
In most instances, medical devices will require several finishing operations. First, parts need to be deburred, which involves the removal or significant reduction of burrs on the outer contours of workpieces, within drilled holes, and across various types of openings. This is accomplished using specialist mass finishing machinery and grinding media, which work in unison to efficiently eliminate rough edges and protrusions.
Next, it is necessary to grind and smooth the surfaces. The process of eliminating surface imperfections from medical workpieces, which often result from various shaping or machining operations, is a critical step in ensuring the highest quality of the finished product. These imperfections, if left unaddressed, can significantly

affect the performance and aesthetic appeal of the component or device. To counteract these detrimental effects, mass finishing is employed to not only remove these flaws but also to drastically reduce the surface roughness, refining the texture of the workpiece, and preparing it for any further enhancement processes. Grinding and smoothing are not only about rectifying errors, they lay the groundwork for more advanced finishing techniques such as dry polishing and anodizing, (which adds a durable, corrosion-resistant layer, and requires a uniformly smooth surface to ensure the coating adheres properly and performs as expected).
Dry polishing using mass finishing can achieve exceptionally high gloss finishes on workpieces without leaving behind any “micro scratches”. This is made possible with polishing media that is specifically tailored to match the material of the workpiece being polished, which ensures that the abrasive action is both effective and gentle, preserving the integrity of the workpiece while elevating its aesthetic appeal. Dry polishing can produce Ra (Roughness Average) values of less than 0.02 micrometres or Rz (Average Roughness Depth) values of less than 0.15 micrometres, indicative of a surface that is virtually flawless. Options for high gloss finishes also exist when parts need to have a cosmetically appealing appearance.
Finally, vibro peening is used to improve the fatigue resistance of metal components and subjects the workpiece to repetitive impacts from small media agitated by vibration. The impacts induce plastic deformation on the surface and near-surface layers of the material, introducing compressive residual stresses and work-hardening the surface. This treatment reduces the risk of crack initiation and propagation, significantly improving the workpiece's fatigue life.
Shot blasting technologies
Shot blasting stands out as a robust finishing method where abrasive particles are propelled at high velocities towards the surface of a component. It is a versatile process which is well suited to tasks ranging from surface cleaning and peening — which increases the material's strength — to texturing surfaces to enhance the bonding of subsequent layers, such as paint or coatings. It is used where the need for pristine surface conditions to ensure optimal adherence and performance of coatings is paramount such as in the medical sector.
Shot blasting is critical not only for aesthetic improvements but also for functional enhancements of parts. In the medical device industry, it is employed to prepare surfaces of surgical tools and
AMT JUN/JUL 2024 106 MATERIAL REMOVAL
implants, ensuring they are free from contaminants and possess the necessary surface characteristics for safe and effective use.
The widespread adoption of shot blasting across diverse medical applications underscores its significant role in enhancing the quality, safety, and performance of products by providing a meticulously prepared surface for further processing and finishing steps.
For medical device and medical component manufacturers, shot blasting can be used to achieve a variety of objectives.
Shot blasting also effectively eradicates forging scale and oxide layers that accumulate on workpieces during forging and subsequent heat treatment operations, ensuring a clean and uniform surface, and with the right blast media all kinds of surface imperfections can be eliminated. Even burrs and flashes from diecasting operations can be removed fully automatically at low costs.
Shot blasting tends to leave a matt finish on shiny metallic surfaces, which is especially crucial for instruments and medical equipment used in operating rooms. This finish helps in preventing glare, thereby enhancing the usability and safety of these tools under the bright lights of an operating environment. Subtler and more precision controlled shot blasting techniques are usually employed for such medical instruments.
Finally, the shot blasting process is perfect for surface texturing or roughening which significantly enhances the surface area of a workpiece, an essential preparatory step for both painting and gluing operations. This increase in surface area ensures that coatings and adhesives have more material to adhere to, resulting in a stronger, more durable bond. The specific roughness values imparted to the workpiece surface can vary widely, depending on the type of blast media employed during the texturing process. From fine sands to coarser grits, each type of media has the potential to create a unique surface profile, tailored to the requirements of

the subsequent finishing operation. This customisable aspect of the texturing process allows for a high degree of control over the final appearance and functionality of the medical components in question, making it a critical step in the manufacturing process for ensuring overall quality and longevity of the final product.
Selecting a finishing supplier
In the specialised domain of medical device production, the selection of a supplier for mass finishing and shot blasting technologies is a critical decision that impacts the quality, safety, and effectiveness of the finished products. For manufacturers, it's imperative to partner with suppliers who not only possess advanced technological capabilities but also have a deep understanding of the industry's requirements, a commitment to continuous innovation, and a proven track record of delivering superior results.
Your chosen supplier should ideally have a long pedigree in the provision of finishing technologies, and a comprehensive technical ability to process a diverse array of materials and component geometries, facilitated by an extensive assortment of machines and abrasive media designed to meet the specific finishing needs of a range of medical devices.
A commitment to research and development plays a pivotal role in maintaining a market-leading position when it comes to producing mass finishing and shot blasting technologies, ensuring that solutions are not just current but also predictive of future industry needs. A supplier with such a demonstrable forwardthinking approach means the provision of efficient, cost-effective, repeatable finishing solutions vital when considering the stringent regulatory environment of the medical industry, where compliance with quality standards is non-negotiable and directly correlates with patient safety and product efficacy. rosler.com
Rigby Cooke Lawyers has been advising manufacturers on their commercial needs for decades. And, that’s why we are the ‘go-to’ legal advisors for AMTIL members and the manufacturing industry.
At Rigby Cooke Lawyers, we can assist with all your business legal needs and have the expertise to advise on the following:
> Commercial transactions
> Business structuring (companies, joint ventures and partnerships)
> Commercial contracts
> International trade (import and export)
> Employment and workplace relations
> Occupational health and safety
> Succession planning and family business
> Personal property securities law

> Intellectual property
> Privacy and data protection
> Property sales, purchases and leasing
> Planning and environment
> Building and construction
> Litigation and dispute resolution
> Insolvency, asset protection and reconstruction
> Tax
For more information on how we can assist you and our exclusive benefits for AMTIL members, please contact
Julia Cameron, Lead Partner of our Manufacturing group, on (03) 9321 7807 or JCameron@rigbycooke.com.au.
AMT JUN/JUL 2024 107 MATERIAL REMOVAL
Our people: Your success T: +61 3 9321 7888 | E: info@rigbycooke.com.au
| www.rigbycooke.com.au
Heule Precision Tools
Automated deburring of cross bores with the COFA-X System.
Automation of the manufacturing processes also requires analysis of the deburring methods. Knoepfel AG implements the deburring solutions of Heule Precision Tools in the production of highly complex mechanical components –also for cross bores. Whether mechanical engineering, process engineering, aircraft construction or fluid power technology: in all these industrial sectors, highly complex machines and systems are built from various components. Manufacturers depend upon external specialist partners with a high level of expertise. One of these manufacturers is the company Knoepfel AG from Walzenhausen in Switzerland. The approximately 50 employees are focused on the production of complex, highprecision mechanical components. Thanks to its process-oriented approach and ‘zero error’ mindset, Knoepfel AG is not only a pioneer for series production, but also well suited to produce small batches and even one-off parts.
In recent years, Knoepfel AG has transformed from a small workshop into one of the leading manufacturers in its field in Europe, however, the transformation is not yet complete: The company is continuously developing itself, streamlining processes and thereby also improving the range of services for its customers. For this reason, Knoepfel AG invests in automation and the most up-to-date production technologies in the high-precision sector, enabling reliable and cost-effective production strategies, even for demanding applications.
Application-specific deburring tool as a solution
Such a strategy was required some time ago in the production of a wheel bearing made of high-tensile steel. A convincing machining concept was quickly presented to the customer, whereupon production of the hundreds of components per year was started. After a few months, Knoepfel AG recognised further automation potential. The workpiece has intersecting cross bores with a diameter of 7.0mm. Until now, the resulting burrs on the internal bore intersections were being removed manually with deburring scrapers and brushes, which was extremely time consuming. In the future, this process step must be fully automated so that the high-precision components will come off the machine completely finished and burr-free. Knoepfel already uses mechanical deburring tools from Heule Precision Tools for various other applications. The official representative of Heule for the Swiss market, Eisenbart GmbH, was consulted
about the feasibility of automatically deburring the cross bores. Thomas Eisenbart accompanied Knoepfel AG closely during the application analysis and coordinated a visit to Heule’s production site in Balgach, during which not only the various deburring options were presented, but also the first tests were carried out with the COFA-X tool from the X-BORES series. This tool concept is always customised by Heule to suit the specific application requirements of the customer. It is suitable for intersecting bores with a main bore to cross bore ratio of 1:1, as well as for applications with axial offset.
Time saving of 12 minutes per part
During the initial tests at Heule, it became apparent that the workpiece material itself presented the greatest challenge, as the surface of the material hardens due to the heat produced during cutting. These tests resulted in modifications to the tool, after which Knoepfel carried out further testing in its own factory. The deburring results achieved were met with great enthusiasm, a high quality and process-stable solution had finally been found. The X-BORES tool has now been fully integrated into the series production.
By eliminating the time-consuming manual deburring, up to 12 minutes are saved per workpiece, which amounts to around 280 hours per year based on a production quantity of 1,400 workpieces. The elimination of manual deburring also enables reallocation of the employee’s skills to carry out more valuable tasks. Daniel Boehrer, CNC turning specialist at Knoepfel, is also impressed by the new

Knoepfel AG was looking for a method to remove burrs on internal bore intersections automatically and reliably.
solution and especially by the long blade life. “I always check the tool after about 300 parts,” he says. “Most of the time, it shows that the blade is still working perfectly.”
“We no longer have to worry about annoying burrs remaining and can focus our attention on other challenges,” said Thomas Dietsche, Head of Production and Technology at Knoepfel. The entire Knoepfel AG team also appreciates the personal and professional support provided by Thomas Eisenbart, CEO of Eisenbart GmbH, who not only coordinated the entire enquiry process between Heule and Knoepfel, but also supported with his technical knowledge of the Heule tools in case of questions. For example, during the photo shoot for this article, Thomas advised Knoepfel's employees in a very uncomplicated and spontaneous manner on the use and optimisation possibilities of the Heule tools already in use. Just as a partnership should be: close to the customer and always solution-orientated. heule.com mdprotec.com
AMT JUN/JUL 2024 108 MATERIAL REMOVAL
Thomas Eisenbart (centre), Eisenbart GmbH, hands over to Knoepfel AG – Thomas Dietsche (right), Head of Production and Technology, Daniel Boehrer (left), Machining Specialist – the customised HEULE deburring tool.
Material removal
The evolution of robotic material removal: A deep dive with Automated Solutions Australia.
In the realm of manufacturing, the quest for efficiency, safety and quality never ceases. Automated Solutions Australia (ASA) stands at the forefront of this pursuit, offering cutting-edge solutions for material removal through robotics. As industries evolve, so does the necessity for advanced systems that not only meet current demands but also set the pace for future innovations.
ASA specialises in designing robotic systems tailored for a diverse range of finishing and material removal applications. Their unmatched expertise in the field is evidenced by their commitment to designing products specifically for automated finishing. The choice of FANUC robots for material removal tasks underscores this commitment, ensuring that whether it's cutting, grinding, deburring, polishing, sanding, or buffing, ASA has the perfect robotic solution to fit the application.
Comprehensive material removal capabilities
Material removal robots are integral in applications such as surface finishing, cutting, deburring and polishing. These tasks, while essential, can pose significant health and safety risks to workers. By integrating robots into these processes, ASA not only enhances safety by mitigating these risks but also addresses labour shortages—a common challenge in the industry. Robots like FANUC’s LR Mate 200iD series or the M710iC/50 are popular for their compact size, enhanced dust and debris protection and versatility, capable of handling both medium and extremely large parts with precision.
With the introduction of external axis and multi-axis coordinated motion, the effective reach and capabilities of the robot is enhanced to achieve the desired outcomes.
Cutting and polishing: The extremes of material removal
Robotic cutting systems are pivotal in reducing errors and waste in material cutting processes, enhancing both speed and accuracy. These systems can be customised with a variety of cutting tools tailored to specific products and materials. With automatic tool changing capabilities, multiple tools can be used as necessary to complete the finished part.
On the other end of the spectrum, polishing robots are used to achieve bespoke finishes with remarkable consistency, crucial for maintaining quality without compromising production speed.

Enhancing safety and efficiency with sanding robots
Sanding robots represent another vital component of ASA’s robotic material removal family. These robot systems not only improve the precision, speed and consistency of sanding operations but also boost worker safety by eliminating the need for direct exposure to potentially hazardous airborne dust. With the ability to automatically exchange consumables, you can expect long period of unattended production with reduced consumables cost. Fanuc robots also incorporate advanced features like pressure sensing and control technology are included to achieve the ideal finish for products, ensuring quality and consistency.
Advanced technologies in robotic material removal
ASA’s expertise extends to a broad spectrum of finishing techniques including buffing, deflashing, trimming degating, gouging, grinding, routing, milling and drilling. The integration of force sensors allows robots to detect and adjust to the force exerted during material removal, enabling precise control over the process and accommodating variations in component dimensions.
Real-time error detection and quality assurance
FANUC’s iRVision technology plays a crucial role in maintaining process and product quality by providing real-time error detection. This system allows robots to precisely locate parts in relation to their position and adjust their operation accordingly, ensuring consistent results across different parts and locations.

Invitation to Innovate
ASA encourages both large and small companies interested in enhancing their manufacturing processes with robotic material removal systems to explore the options available within the FANUC range. By partnering with ASA, manufacturers can step into the future of automation, equipped with the best tools to elevate their production capabilities.
Conclusion
Automated Solutions Australia continues to redefine the boundaries of robotic material removal. With a focus on innovation, safety, and efficiency, ASA provides solutions that not only meet the current needs of manufacturers but also anticipate future challenges, ensuring that industries continue to evolve at the pace of technology. For those ready to transform their manufacturing processes, ASA and FANUC offer the tools and expertise necessary to make the leap into a more automated and efficient future. automatedsolutions.com.au
AMT JUN/JUL 2024 109 MATERIAL REMOVAL

SYSPRO survey results
Third annual global CFO Survey: Manufacturing CFOs Shift Focus to Operational Resilience.
SYSPRO, a global provider of ERP software, has released its third annual Global CFO Survey, revealing the role of the manufacturing Chief Financial Officer (CFO) has seen a strategic inward focus aimed at bolstering operational resilience and efficiency in the wake of some unprecedented macro-economic shocks.
The study, which was conducted from July to September 2023 and commissioned by SYSPRO, assessed the sentiment among CFOs within manufacturing sectors across the Americas, Asia Pacific (APAC), including Australia and New Zealand, as well as Europe, Middle East and Africa (EMEA). The participants included financial leaders across both SMEs and larger enterprises, with the results reflecting the insights of a wide selection of decision makers in the manufacturing sector.
Key Insights
The study revealed that manufacturing CFOs believe that we are not post-crisis but rather between crises and that this is a situation that is likely to persist. As a result, the vast majority have recognised that their role is evolving into one of a 'Hybrid CFO'.
Shift to Operational Focus: In response to a series of external shocks, including post-pandemic supply chain disruptions, rising material costs, inflation and environmental challenges, manufacturing CFOs are increasingly adopting a hybrid role. This approach emphasises operational efficiencies to mitigate future economic shocks.
The research demonstrated that CFOs are increasingly expected to operationalise digital transformation (52%), which again points towards a greater involvement in operational areas.
The Rise of the Hybrid CFO: The survey highlights the evolving role of CFOs, who now integrate strategic business knowledge with traditional financial expertise. This hybrid capability is essential for ensuring competitive advantage and requires a deep understanding of all business functions.
Survey responses from all regions including APAC showed a high degree of consistency in terms of identifying the core skills and competencies required for a modern manufacturing CFO.
The research showed that 80% believed that strategic business knowledge is vital for CFOs to ensure their businesses remain competitive.
Fiscal Conservatism and Digital Transformation: Amid ongoing economic uncertainties, the survey reveals a trend towards fiscal conservatism, paired with a commitment to digital transformation. This strategy aims to manage risks while fostering sustainable business growth. 63% said they have opted for a more conservative business strategy considering the current world economy and over half of respondents (57%) anticipate a return to profitability by the end of 2023, while an additional 24% expect to reach this point by mid-2024.
The majority of CFOs (85%) are either part of or lead the digital transformation project team demonstrating their commitment to their ongoing digital transformation journey. However, 18% of survey respondents in the APAC region have a purely budgetary role in terms of achieving digital transformation.
Internal Resilience as a Strategic Priority: Building internal resilience through cost efficiencies and improved margins is identified as a key strategy for countering external threats. Almost 100% of respondents reported that pandemic-induced business modifications have enhanced their resilience against future disruptions.

Continued Investment in Innovation: Despite challenges, CFOs are prioritising investments in new equipment, inventory, expansion and digital transformation. Investing in Business Intelligence to support better clarity and information transparency across the business for better decision-making is a focus for 51% of those surveyed. Respondents also show a clear leaning towards investing in ERP as a means of delivering operational efficiencies.
Collaborating closely with the IT department and leadership has emerged as a key priority with most of the CFOs surveyed (77%) either working closely with the CIO/IT team, overseeing and leading all IT projects or having the CIO/IT team reporting directly to them.
In APAC specifically, the top five business priorities for manufacturing CFOs in 2024 are:
1. Visibility into performance and operations
2. ESG
3. Quality Management
4. Margins/profitable growth
5. Governance and risk.
"Our global CFO Survey highlights the adaptive strategies and priorities of manufacturing CFOs in navigating complex and volatile economic landscapes. The emergence of the Hybrid CFO marks a pivotal shift towards a more integrated, strategic role, with a clear focus on leveraging digital transformation to secure operational resilience and drive sustainable growth," said Johan Conradie, Global Chief Financial Officer at SYSPRO.
"The question I would ask the Hybrid CFO in manufacturing is whether they have the skills, data and tools required to provide the same degree of insight into their organisation's operations as they have into their finances," continued Johan Conradie. syspro.com
AMT JUN/JUL 2024 110 FORUM SOFTWARE

Selling your business
Is your business exit-ready? Navigating the sale of your manufacturing business. Vivek Miranda Director at William Buck Corporate Finance, outlines some guiding points.
Small-to-medium (SME) manufacturing businesses vary widely in nature, size and growth; often operating in competitive niches, relying on independent thinking, strong relationships, innovation, street-smarts and resilience, to compete against larger, betterresourced, and highly automated competitors.
Recently, the tight labour market, supply chain disruptions, input cost inflation and rising funding costs, have required resilience, and the acceleration and implementation of lean, flexible and digitisation into manufacturing processes.
Despite their uniqueness, SME manufacturing shares key similarities with other small businesses in respect of their business lifecycles; where owners, amongst other decisions, are faced with determining when, for how much, and how best, to pass on their business to the next generation or realise value from its sale.
When to sell – timing is important, but never perfect
Sale decisions and outcomes are influenced by individual circumstances, business performance, market conditions and exitreadiness.
Individual circumstances: age, health, family, the need for liquidity and/or embracing alternate passions, are some of the typical prompters for business owners to reflect on succession planning. Is selling the only option and does it have to be careerending? The answer, of course, is no; unless you want it to be. Early preparation and exit-readiness forces you to reflect on what you want your life to look like moving forward, and to structure the transition most appropriately to enable it.
Business performance: selling when the business is performing well and with a glidepath to a positive future will maximise the price outcome you are able to achieve. Ironically, this is when the propensity to consider selling is also seemingly least attractive, and only rationally makes sense where the opportunity cost – ie. where the benefits associated with the alternate use of time, effort or money generated from the sale – outweighs continued ownership of the business.
Market conditions: buy/sale activity has historically been correlated with economic cycles; with more deals during periods of expansion, and fewer during periods of contraction. That doesn’t mean businesses don’t sell and for great value during the latter. Arguably, the best time to transact is in the “shoulder seasons” – ie. where the line of sight to better times is firming, and where both buyer and seller feel like they are getting a “deal” (so to speak). Take present economic conditions for instance: the view is that interest rates have or are close to peaking, and buyers can price their funding costs – the economy appears to have bottomed and stabilised, with the look-forward more positive; in sum, ideal conditions for buyers looking to put money to work for future gains, and for sellers to get the benefit of that and to reallocate the proceeds for also their future gains.
Being “exit-ready” is critical to ceasing the moment; where the preparation, in and of itself, generates business value through its rigour and process.
How much is my business worth?
When considering business succession, a headline question is the valuation or price which can be expected.
Standalone business valuation is impacted by several factors: financials (revenue growth, margins, PP&E and stock probably have the greatest impact), sector multiples, timing, people, goodwill, IP, and more. Ultimately, however, it comes down to what the winning buyer in a competitive auction is willing to pay for the business; influenced by buyer-centric and process imponderables such as buyer synergies, competitiveness of process, desire, access and cost of financing, and more. As such, any valuation assessment is theoretical and indicative only. Nevertheless, it is important and provides owners with a frame of reference.
Due to the high value of assets, complexity of business operations and qualified niche expertise of employees, manufacturing companies can be challenging to value. As such, it is best to seek a valuation from a professional with a manufacturing sector focus and experience.
To sell better, engage an experienced financial advisor
Running a seamless business sale transaction is complex and involves several steps.
Step 1: Preparation. Recognise that divestiture is a natural part of the business life cycle, and that a few vital steps will best position the business for a smoother sale process; starting with engaging an advisor to run through the following: develop a sale plan | organise financial results and projections | understand valuation | curate buyer-relevant equity story and key selling messages | identify buyer pools | develop sale collateral – marketing media, information memorandum, data room, sale documents | consider the most efficient sale structure (including tax efficiencies) | set a timeline.
Step 2: Targeting the “right” buyers. When targeting potential buyers, consider their strategic relevance and the value your business offers them. Understand their capacity and willingness to pay full value. Achieving optimal outcomes often requires expert advisory skills, confidential personalised marketing, and skilful negotiation.
Step 3: Executing the transaction. Think like a buyer to sell better. Being flexible in deal structuring (asset vs. business sale, earnouts, earn-ins, differed consideration, etc.) can lead to better value outcomes. Consider tax, which has material value implications for both seller and buyer, and potentially for wealth-transfer beyond the deal.
After successfully closing the deal, seek advice on managing funds for intergenerational family wealth allocation and transfer. Wealth Advisory covers critical factors such as tax, asset protection, fostering healthy family dynamics, and achieving philanthropic goals. Transitioning from a business-focused family to an investorfocused one involves careful planning. A centralised advisory hub efficiently handles various private family affairs, including wealth management, philanthropy, estate planning, and family governance.
How William Buck can help
William Buck Corporate Finance is Australia’s leading advisor to founder-led businesses, helping you improve value and align personal and business objectives. For a confidential discussion about how we can assist with making your business exit-ready and enhance value, contact Vivek Miranda, Director at William Buck Corporate Finance P: 03 9824 8555 | E: vivek.miranda@williambuck.com. williambuck.com
AMT JUN/JUL 2024 111 FORUM FINANCE

Mechanics of the economy
At the heart of the budget is the sad truth the economy is weak. That’s one reason inflation will fall. Aruna Sathanapally, Chief Executive at the Grattan Institute says a central focus of the Federal Budget is the treasury’s forecast for inflation.
By this time next year, inflation is projected to be back within the Reserve Bank’s 2-3% target range.
Inflation has dropped dramatically from its peak of 7.8% just 18 months ago, but the last mile – getting from the present 3.6% to less than 3% – was always going to be the hardest. Treasury believes its measures to bring down the prices of rents, medicines and energy will cut the consumer price index by 0.5% points.
But here, the plan hits an obvious snag. Providing relief on these expenses gives people access to the funds they would have spent on them. This, in turn, allows people to spend the money elsewhere, potentially adding to inflation.
So why does the treasury expect inflation to fall?
Some might save the budget handouts
Some people may not spend all of the money they save on rent, energy and medicines. Reserve Bank researchers have found the government payments most likely to be spent are those that permanently boost incomes, especially those of lower-income households. The boost to rent assistance is one of those payments. Temporary bonuses, such as the energy bill price relief, are less likely to be all spent and more likely to be saved. Again, lower-income households and households with less cash in the bank are likely to spend more of what they are given than better-off households. In addition, as the budget measures mechanically push down the consumer price index, they will also limit increases in government benefits that are linked to the index. This restrains future spending – and its effect on inflation.
Forecasts show the economy weak
But the main reason the treasury is confident its measures will restrain inflation lies deeper in the budget forecasts. Two years of rising prices and interest rates have taken their toll on large numbers of Australians. As have two years of the government properly banking extra revenue in budget surpluses rather than providing more support to households.
Treasury has revised down its forecast of real household consumption growth this financial year from 1.5% in the last budget to just 0.25%, despite strong migration. This means that, on average, each Australian is expected to buy less than they did a year ago, and substantially less than was previously expected.
Commonwealth Bank customer data shows working-age Australians have cut back dramatically on spending in the first three months of this year, with only Australians aged 65 or more spending more in real terms. Many of these older Australians have been cushioned by owning their homes and having wealth that earns more when interest rates climb. This is a pretty grim picture. One redeeming feature (until now) has been that unemployment has stayed low and employment has continued to grow, as it did in April, according to the figures released on Thursday. But the labour market is showing signs of cooling. Average hours worked have fallen 3.5% over the past year. Fewer employers are planning to hire, fewer are saying they find it hard to get new workers, and fewer are advertising. Treasury expects unemployment to climb, moving from 4.1% to 4.5% by the middle of next year. Although the unemployment rate would still be low by historical standards, the move up to 4.5% is a critical part of the inflation puzzle.



















The budget also paints a pretty weak picture for the global economy, forecasting the longest stretch of below-average economic growth since the early 1990s. This will bear down on the Australian economy, alongside any disruptions to trade as a result of geopolitical tensions around the world.
The lagged impact of the budget tightening over the past two years, growing unemployment and the subdued global outlook are all part of why the treasury is expecting inflation to come down and stay down.
More than mechanical
So, it isn’t just the mechanical effect of the budget measures on recorded prices. According to the treasury, the economy is set to cool as these measures are put in place, making knock-on spending pressures less likely than they would be in better times.
Forecasting is far from a precise science. Forecasting inflation is especially weird, given the role expectations about inflation play in bringing about actual inflation.
And forecasting turning points in the economy – such as when an economy that is overheating turns into one that is heading toward a recession – is especially difficult.
In this latest budget, Treasurer Jim Chalmers has made a call that things are set to turn and he needs to change gears.
It’s a brave call, perhaps a fateful one with an election in the coming year. Only time will tell if its the economically wise one.
This article was originally published on The Conversation.
AMT JUN/JUL 2024 112 FORUM
BUDGET
theconversation.com/au

Cyberthreats for manufacturers
Practical cybersecurity tips to help protect manufacturing businesses from cyber threats, from Liam Merrick, sales engineer at ECI Solutions.
Australian manufacturing businesses face unprecedented challenges in safeguarding their data against cyberthreats as both the rate of digital transformation and the sophistication of cyberattacks increases. Data shows that nearly all (97%) industrial manufacturing CEOs are prioritising digital and technology transformation to deliver growth and operational advantages. At the same time, the Australian manufacturing sector reported the third-highest level of ransomware-related cybersecurity incidents in 2022-2023. And it is getting worse. The intricate nature of modern manufacturing processes, coupled with the increasing reliance on digital technologies, has expanded the attack surface for potential cyberthreats. Consequently, manufacturers must take a more proactive approach to cybersecurity, blending innovative solutions with fundamental security practices to protect sensitive information and ensure operational resilience.
The cornerstone of a robust cybersecurity strategy for manufacturers is cloud technology. The cloud offers a scalable and flexible solution for securing data, reinforced by advanced security features that can adapt to the evolving threat environment. Manufacturers can benefit from built-in security measures in cloud services, including data encryption and automated backup systems, which enhance the protection of sensitive information both at rest and in transit. Manufacturers also gain access to cutting-edge protective measures against cyberthreats because cloud providers invest heavily in security research and development.
However, transitioning to the cloud requires a comprehensive understanding of the associated security implications. Manufacturers must choose cloud service providers that comply with industry-standard security certifications and regulations. This ensures that the chosen cloud solutions align with the specific security needs and compliance requirements of the manufacturing sector. Collaborating with trusted cloud providers lets manufacturers deploy a security-first approach, safeguarding their data without compromising on the efficiency and flexibility offered by cloud technologies. Ideally, manufacturers should look for a cloud provider that prioritises a blend of robust security features, compliance with industry standards and global and local data protection regulations, a proven track record for reliability and service excellence, and a strong commitment to security through end-to-end encryption and regular security audits. Providers that offer bespoke solutions catering to the unique needs of the manufacturing sector, including the ability to handle large volumes of data and support for industry-
specific applications and the ability to scale services in response to the business's evolving needs, can help to position manufacturers for security and success.
Beyond cloud adoption, manufacturers can take multiple practical steps to fortify their cyber defences. One of the most critical measures is implementing strong access controls and deploying multifactor authentication (MFA) to add an additional layer of security. However, virtual protections are only one piece of the security puzzle; ensuring the security of physical access points is equally important. Limiting access to premises and sensitive areas can prevent potential breaches that exploit physical vulnerabilities. For example, laptops and other portable devices can be easy targets for theft, so they should be secured and encrypted to protect the data they contain. Regular audits also play a crucial role in maintaining cybersecurity hygiene. Manufacturers can identify and address weaknesses in their systems by conducting vulnerability assessments before attackers exploit them. Businesses can monitor their networks for suspicious activities and respond to threats in real time by deploying endpoint detection and response tools.
Taking proactive security measures is non-negotiable; however, investing in education and staying informed about the latest cybersecurity threats, trends, and best practices is also invaluable. The cyberthreat landscape is evolving constantly, and staying ahead of potential risks requires a commitment to continuous learning and adaptation. Manufacturers can empower their workforce to recognise and mitigate the risks associated with phishing and other common cyberattack methods by training employees on cybersecurity best practices. Manufacturers can also take this one step further by developing clear rules for protecting customer information and other vital data to foster a culture of cybersecurity awareness across the organisation.
There’s no question that Australian manufacturing businesses must take a strategic and proactive approach to the complex cybersecurity landscape, especially as digital transformation continues to expand potential attack surfaces. However, manufacturers can protect their data from cyberthreats and secure their operations by leveraging cloud technology, implementing strong access controls, educating employees, securing physical access points, conducting regular audits, and staying informed. Manufacturers that take a multifaceted approach to cybersecurity and digital transformation will be more resilient against cyberattacks while continuing to grow and innovate. ecisolutions.com.au

AMT JUN/JUL 2024 113 FORUM CYBERSECURITY
Looking overseas
Being seen as the peak body for Australian manufacturers at International shows is a very important activity for AMTIL.
Being out there to fly the flag, to network and meet up with other country’s industry leaders and representatives is crucial.
IMTS in Chicago is where a large contingent of US and European manufacturers gather to discover the latest in innovations and technologies changing the future. The displays of advanced and traditional manufacturing, robotics, automation, and digital transformation are truly impressive. The IMTS show has enormous exhibition space, featuring almost 2,000 exhibitors in over 1.2 million square metres.
AMTIL has confirmed we will be attending IMTS from 9-14th September in Chicago. We have a stand in the International Association area, along with over 20 other countries that will be represented by their National Bodies. A meeting room is provided for any Australian delegates to use and the AMTIL stand is usually a meeting point for Aussies that are attending.
There is also an annual General Managers’ Meeting which will be attended by myself. This is an opportunity for all members of the Global Machine Tool Network to meet, share knowledge and discuss issues being faced around the world.
Another highlight at IMTS is the Skills Summit they run. Having students fly into Chicago from around the country to visit and actually partake in activities is a great initiative and one we could aspire to copy here during Australian Manufacturing Week. I will be looking at this with great interest.
Jimtof 2024 in Tokyo is organised by the Japan Machine Tool Builders’ Association and is focused on machine tools, cutting tools, gears, precision measuring machines and related software. An impressive show with a history of giving visitors their first looks at the very latest products and cutting edge technology out of Asia.
Located at Tokyo’s International Exhibition Centre, the Tokyo Big Sight, the exhibition space is almost 120,000 square metres.
AMTIL also have a stand at Jimtof, being held from 5-10th Nov in Tokyo. We will be located in the concourse between the main two halls and again welcome any Australian visitors to use our stand as a meeting point, cloakroom, refreshment stop or a place to rest weary legs.

We will be putting some tour options to members for both international events, so look out for them if you are considering attending. If you are planning to visit and need help finding accommodation please let me know at lmaxwell@amtil.com.au
Regards, Lorraine Maxwell CEO AMTIL
114 AMTIL INSIDE AMT JUN/JUL 2024
IMTS, Chicago
JIMTOF, Tokyo
New Members
AMTIL would like to welcome the following companies who have signed up as new members of our association.

AMTEC SHEETMETAL
Unit 2, 65 Jardine Drive
REDLAND BAY, QLD 4165 amtecsheetmetal.com

AUSEE MACHINES & TOOLS
2/6 Palomo Drive
CRANBOURNE WEST, VIC 3977 ausee.com.au

BECA PTY LTD
Level 4, 5 Queens Road MELBOURNE, VIC 3004 beca.com

CST COMPOSITES
21 York Road
INGLEBURN, NSW 2565 cstcomposites.com

DUPLEX CLEANING MACHINES PTY LTD 177-181 Beavers Road NORTHCOTE, VIC 3070
duplexcleaning.com.au

EDENCRAFT CREATIVE
22-30 Buckley Grove MOOLAP, VIC 3224 edencraftcreative.com.au

CITY OF WHITTLESEA
25 Ferres Blvd SOUTH MORANG, VIC 3752 whittlesea.vic.gov.au

COBOT
2/19 Stephen Road DANDENONG SOUTH, VIC 3175 cobot.net.au

COEFASE TECHNOLOGY
337 Waterdale Road BELLFIELD, VIC 3081 coefase.com

COMPLETE WELDING HIRE & SALES
20 Tarnard Drive
BRAESIDE, VIC 3195
completewelding.com.au
EXTEL TECHNOLOGIES
399 Ferntree Gully Road MOUNT WAVERLEY, VIC 3146 exteltechnologies.com

FORM 2000
312 Lower Dandenong Road MORDIALLOC, VIC 3195 form2000.com.au

GMA GARNET GROUP
Level 4, 108 St Georges Terrace PERTH, WA 6000 gmagarnet.com

HARRIS PRODUCTS GROUP
86 WESTGATE STREET WACOL, QLD 4076 harrisproductsgroup.com.au
SYDNEY…
HOW FAR?
Beware, the Sydney Swans powerhouse midfield are giving their forwards plenty of supply to kick a winning score every week! At the other end of the scale, how the mighty have fallen… Richmond are looking less likely of cracking at least 50 points for an entire game – even the winless Kangaroos seem to have a better chance of getting a win. Interstate teams make up four of the Top 8 positions with Gold Coast slipping in after their home ground thumping of Geelong. The Magpies continue to rack up the wins and again performed their Houdini act against the Crows – 5 out of their last 6 encounters has seen Collingwood win by under a goal. Reid and Waterman are dragging the Eagles along with them. The top 9 tipping positions are separated by only two points – at this point, margins will play a strong part in separating the winners. Till next time… Sanchez
HEADING AMT JUN/JUL 2024 115 AMTIL INSIDE
ROUND 10 1 Noel-san 64 (338) 2 Tungaloy Australia 64 (380) 3 Papa_Cool 63 (337) 4 2019Champion!! 63 (378) 5 Mab eng 62 (306) 6 Butcher Bird 62 (317) 7 Fabs_33 62 (332) 8 winafinalbombers 62 (360) 9 Aust Mobile Tools 62 (372) 10 Nichol Inc 61 (265)
During the COVID-19 pandemic, many industry events world-wide were postponed, rescheduled or cancelled. Readers are advised to check with all event organisers for the latest information. For the latest international travel advice, please visit smartraveller.gov.au For more events, please visit amtil.com.au/events
INTERNATIONAL
ASSEMBLY & AUTOMATION TECHNOLOGY
THAILAND, Bangkok
19-22 June 2024 assemblytechexpo.com
M-TECH
JAPAN, Tokyo
19-21 June 2024 manufacturing-world.jp
ALUMINIUM CHINA
CHINA, Shanghai 3-5 July 2024 aluminiumchina.com
VME
VIETNAM, Hanoi
7-9 August 2024 vme-expo.com
CIMIF MACHINERY INDUSTRY FAIR
CAMBODIA, Phnom Penh 14-17 August 2024 chanchao.com.tw/cimif/
MMMM
INDIA, New Delhi
29-31 August 2024 mmmm-expo.com
CAMX
USA, San Diego
9-12 September 2024 thecamx.org
IMTS
USA, Chicago 9-14 September 2024 imts.com
AMB
GERMANY, Stuttgart 10-14 September 2024 messe-stuttgart.de
STAINLESS STEEL WORLD ASIA
SINGAPORE
11-12 September 2024 singaporeexpo.com.sg
INNOTRANS 2024
GERMANY – Berlin 24-27 September 2024 innotrans.de/en/
MICRONORA
FRANCE, Besancon 24-27 September 2024 micronora.com
M-TECH OSAKA
JAPAN, Tokyo
2-4 October 2024 manufacturing-world.jp
WORLD AVIATION FESTIVAL
NETHERLANDS, Amsterdam
8-10 October 2024 terrapinn.com/conference/aviation-festival/ index.stm
MOTEK
GERMANY, Stuttgart 8-11 October 2024 motek-messe.de
ALUMINIUM
GERMANY, Dusseldorf 8-10 October 2024 aluminium-exhibition.com
BI-MU
ITALY, Milan 9-12 October 2024 bimu.it
MACH SAUDI ARABIA
SAUDI ARABIA, Riyadh 13-16 October 2024 machsaudi.com
EUROBLECH 2024
GERMANY, Hanover 22-25 October 2024 euroblech.com
JIMTOF 2024
JAPAN, Tokyo 5-10 November 2024 jimtof.org
ADVANCED DESIGN & MANUFACTURING EXPO
CANADA, Montreal 13-14 November 2024 admmontreal.com
FORMNEXT 2024
GERMANY, Frankfurt 19-22 November 2024 formnext.mesago.com/frankfurt/en.html
METALEX
THAILAND, Bangkok 20-25 November 2024 metalex.co.th
METEC INDIA
INDIA, Maharashtra 27-29 November 2024 metec-india.com
MANFACTURING INDONESIA INDONESIA, Kemayoran 4-7 December 2024 manufacturingindonesia.com
2025
STEELFAB
UNITED ARAB EMIRATES, Sharjah 13-16 January 2025 steelfabme.com
SMART FACTORY EXPO
JAPAN, Tokyo 22-24 January 2025 cantonfair.net/event/13734-smart-factoryexpo
METEF
ITALY, Bolgna 5-7 March 2025 metef.com
MACHINEERING
BELGIUM, Brussels 26-28 March 2025 machineering.eu
ADVANCED ENGINEERING
SWEDEN, Goteborg 2-3 April 2025 advancedengineeringgbg.se
STAINLESS
CZECH REPUBLIC, Prague 2-3 April 2025 stainless2025.com
INTERMOLD ASIA
JAPAN, Osaka 16-18 April 2025 intermold.jp/english/top/
MADE IN STEEL ITALY, Milan 9-11 May 2025 radonexhibition.eu/trade-shows/made-insteel/
SCHWEISSEN & SCHNEIDEN ESSEN GERMANY, Rhine-Westphalia 15-19 September 2025 schweissen-schneiden.com/joining-cuttingsurfacing/
EMO HANNOVER
GERMANY, Hannover 22-27 September 2025 emo-hannover.de/en
CMTS CA
CANADA, Toronto 29 Sept – 2 Oct 2025 cmts.ca
ADVANCED DESIGN & MANUFACTURING EXPO
CANADA, Toronto 21-23 October 2025 admtoronto.com/en/home.html
AMT JUN/JUL 2024 116 INDUSTRY CALENDAR
CEMAT AUSTRALIA MELBOURNE CONVENTION & EXHIBITION CENTRE
23-25 JULY 2024
Leading technology and service providers in intralogistics, robotics and automation, warehousing, supply chain management and materials handling. Showcasing innovation and best practices in a variety of settings and sectors - from e-commerce to manufacturing, to food industry to resources. cemat.com.au
AUSTRALIAN WASTE & RECYCLING EXPO
ICC SYDNEY
24-25 JULY 2024
Full circle innovative products and sustainable solutions to collect, process and recycle waste more smartly. Future critical areas include Machinery & Equipment, Software & Services, Bins, Vehicles, Food & Organics. awre.com.au
WORKPLACE HEALTH & SAFETY SHOW
SYDNEY SHOW GROUND
4–5 SEPTEMBER 2024
FREE two day in-person event taking place in Melbourne and Sydney in 2024, aiming to empower professionals with the knowledge, tools, and resources needed to enhance workplace health and safety practices. Discover interactive, innovative and collaborative solutions, hear from experts and meet key organisations. Hundreds of health and safety products and resources, sessions featured in the Knowledge Centre andSpotlight Sessions. whsshow.com.au
LANDFORCES 2024
MELBOURNE CONVENTION & EXHIBITION CENTRE
11-13 SEPTEMBER 2024
A centrepiece regional exhibition, the opportunities for business engagement at Land Forces will be considerable. In addition
to hosting senior international military, defence, government, scientific and industry delegations from around the world, Defence professionals and trade visitors at all levels. landforces.com.au
MEGATRANS
MELBOURNE CONVENTION & EXHIBITION CENTRE
18-19 SEPTEMBER 2024
Australia's largest integrated exhibition and conference for the logistics industry. Connecting people to people and business to business, while showcasing solutions that will help the supply chain adapt to challenges such as global conflict, international market pressures and the rise of automation and digitisation. megatrans.com.au
WA MINING
PERTH EXHIBITION CENTRE
9-10 OCTOBER 2024
Integrating innovation and research ecosystem while addressing the social and environmental standards driving a more sustainably conscious industry.Sshowcase the technical and digital innovation across the entire mining value chain, with the conference illustrating the economic importance of Western Australia and its contribution the resource technology sector, its innovation capability, its job creation, and the attraction of capital to the state. waminingexpo.com.au
AUSBIOTECH
MELBOURNE CONVENTION & EXHIBITION CENTRE
30 OCTOBER – 1 NOVEMBER 2024
AusBiotech conference has served as the leading international meeting place for the Australian life science community. Biotechnology continues to unlock vast potential for improving human life. ausbiotechnc.org




SAVE THE DATE AMW 2025
MELBOURNE CONVENTION & EXHIBITION CENTRE 6 – 9 MAY 2025

HEADING AMT JUN/JUL 2024 117 INDUSTRY CALENDAR LOCAL MEDICAL INDUSTRY 4.0 STATE SPOTLIGHT: VICTORIA COMPRESSORS & AIR TECHNOLOGY MATERIALS HANDLING WASTE & RECYCLING SAFETY CUTTING TOOLS FORMING & FABRICATION ENERGY & SUSTAINABILITY AUG/SEP 2024 JUN/JUL 2024 AMW 2024 SYDNEY A MAGNIFICENT SHOW ADDITIVE MANUFACTURING Industry 4.0 State Spotlight: Western Australia & Northern Territory 1843 JunJul24 Cover.indd 21/5/2024 3:55 pm Deburring System www.fladder.com Before After Before After Before After Machinery Forum 33 Brodie Street NSW 2016 Phone: +61 2 9638 9600 Mobile: +61 4 1111 5585 AMW 2024 REVIEW • ADDITIVE MANUFACTURING STATE SPOTLIGHT: WESTERN AUSTRALIA & NORTHERN TERRITORY STILL MADE IN JAPAN Sydney Head Office and Technical Centre Unit 7/16 Lexington Dr, Bella Vista NSW 2153 Melbourne Office and Technical Centre Unit 1/3-4 Anzed Ct, Mulgrave VIC 3170 Auckland Office and Technical Centre Unit 2/67 Business Parade South, East Tamaki, Auckland 2013 Perth Service Centre Butler, WA 6036 Brisbane Service Centre Stafford Heights, QLD 4053 Adelaide Service Centre Lockleys, SA 5032 JUN/JUL 2024 MAINTAIN MOMENTUM AND EMERGE STRONGER IN 2024. There has never been a more important time to ensure you are well marketed to industry and ready when opportunities open up. Reach out to 31,500 targeted readers and 63% decision-makers. Call me now for a no-obligation chat about how AMTIL can help. Nicholas Raftopoulos: 0431 753 381 AUSTRALIA’S NO. 1 ADVANCED MANUFACTURING MAGAZINE YOUR INDUSTRY. YOUR MAGAZINE. Advertiser Index AMADA 120 Applied Machinery 9 CBA 53 Complete Machine Tools 31 Corrective Services NSW 75 ECI Software Solutions 71 Finlease 15 Hare & Forbes 2,3 Hastex 37 IMTS 17, 69 Industrial Laser 95 Innovync 119 John Hart Pty Ltd 11 Kemppi Australia 13 Lastek 41 Mack-Brooks Exhibitions 87 MTI Qualos 101 NBStrategy 73 Okuma 7 Rigby Cooke 107 Salvagnini Aust 91 Sedin Technologies 77 Southwell Lifts & Hoists 81 William Buck 63 CBA insert Complete Machine Tools insert
TENSION BUILDS UP
We picked a team of our best technical men from our body design, styling and tooling divisions at GMH to go to Detroit to help in checking and redesigning the experimental car, and to bring it to the specifications required for Australia.
The Australians joined a group of American technicians, under Russ Begg, one of General Motor’s senior engineers. Their first job was to examine the basic specifications of the car to ensure that it complied with all legal requirements for operating in Australia. Total structural strength and weight were to be checked closely through all stages, and every part of the experimental job had to be redesigned, if necessary.
In Australia, according to the original plan of operation, we were to develop the styling, pressings, sheet metal: in other words, to do what we’ve been doing in Australia for the last thirty years. Australia was to send details and progress reports of our side of the project and Detroit’s engineers were to keep us posted on their progress.
Only by having our own team of Australians working with the Americans could we be sure that the finished job would be truly Australian in character, and not just another American car superimposed on an overall plan brought in from Australia. But the Australians would, of course, be gaining experience of American methods which would be passed on to their colleagues when they returned home.
When the two groups had reached agreement on the general lines, seating, weight and other features, two or more experimental cars would be built and shipped to Australia. Some members of the American team and the Australians would come to Australia with the cars, with all the tentative drawings and specifications. Two more cars would be made in Australia using Australian materials, with modifications in production made wherever necessary. That, in brief, was the plan. It was simple, practical and to my mind the only common-sense way to get the American prototype reshaped to our requirements and into production in our country. But almost from the start of the arrangement tensions began to develop. There were disagreements between the Americans and the Australians on what should and should not go into the car.
I became involved in arguments by letter and cable. I pressed for straight sides, fenders, a front seat roomy enough for three. I resisted the Americans' insistence on a flashy look. It was going to be an Australian car, not another gaudy American job. Yet it had to be well advanced in styling so that it could stay good-looking, modern and to the liking of the Australians, with their more conservative taste, for years to come.

While this situation was developing, the war contracts began to peter out. And, with no war contracts, jobs began to dry up. No chassis were available from overseas to give our GM-H people their normal peace-time body-making jobs. The overseas factories were frantically trying to get started again, but right-hand-drive vehicles always came late from the U.S. and Canada, and it looked as though we'd have at least fifteen months without any cars to build or sell. The normal thing to do would have been to close the plants, as others did.
But I dare not have that happen because I'll need every hand on the payroll and more directly we started car manufacturing.
Blast it! Here were the signs of the feared post-war depression. If GM-H, employing about 15,000 people, laid off 10,000, others dependent upon us as an outlet for their products, would be forced to do likewise. Almost overnight we'd have the start of a depression.
We knew that in a year or so we would need all of these trained people. How would we close the gap? How could we keep them employed profitably until they were needed for the car project? I instructed the sales department, which during the war had been the war demands department, always seeking more and more war work, to continue in operation. But now they must find items the retail stores and the public were crying out for. Once they found a market, we could supply it. The plan worked. For eight or nine months we turned out an amazing variety of household goods: stainless-steel sinks, filing-cabinets, rocking-horses, carpetsweepers, hundreds of thousands of pounds worth of goods. This stop-gap work enabled

us to keep our labour-force together, and our plants in every State kept going. Meanwhile in America, work on the project was dragging out long beyond the original time-table, and I was becoming pretty disappointed. The hold-ups were not all at the American end. Out here, too, we ran into all kinds of red tape with Government departments who had a finger in the pie. We couldn't get import permits for certain manufacturing items; there was difficulty with the Customs Department and the Department of Labour. Small things in themselves, but time-consuming and irritating.
I saw Ben Chifley and asked him to do what he could to make the machinery of Government work faster. ''These bureaucrats are bogging everything down at this end," I told him. Chifley, in his wonderfully direct way, said, "I'll fax that for you. I'll get a committee of top departmental men together and tell them to cut out the delays."
So he formed the Motor-Vehicle Advisory Committee, with the administrative heads of the Treasury, the Customs Department, the Labour Department and every other department which had anything to do with the car project. I attended their first meeting, and laid before them a list of requirements which had been held up. The committee members didn't hesitate. Orders went out, “Clear this,” ... “Approve that,” ... “Hurry the other.” That Motor Vehicle Advisory Committee cut months off the red-tape time. It was another example of Ben Chifley's common-sense approach to problems of Government and administration.
To be continued…
HISTORY AMT JUN/JUL 2024 118
PART 60
wheels & little wheels – the story of UK-born Australian
Australia’s
Big
Sir Laurence John Hartnett (1898 – 1986)
“Father of the Holden” and much more
This is an extract from ‘Big Wheels & Little Wheels’, by Sir Laurence Hartnett as told to John Veitch, 1964. © Deirdre Barnett.



Watch it in action: Versatility. Speed. Efficiency. The CMS Smartline has it all.
STILL MADE IN JAPAN
Sydney Head Office and Technical Centre Unit 7/16 Lexington Dr, Bella Vista NSW 2153
Perth Service Centre Butler, WA 6036
Melbourne Office and Technical Centre Unit 1/3-4 Anzed Ct, Mulgrave VIC 3170
Brisbane Service Centre Stafford Heights, QLD 4053
Auckland Office and Technical Centre Unit 2/67 Business Parade South, East Tamaki, Auckland 2013
Adelaide Service Centre Lockleys, SA 5032
