Bodor lasers are in stock now and are backed up by our service team, ensuring that you get the most out of your investment. SCAN HERE to find out more about the range
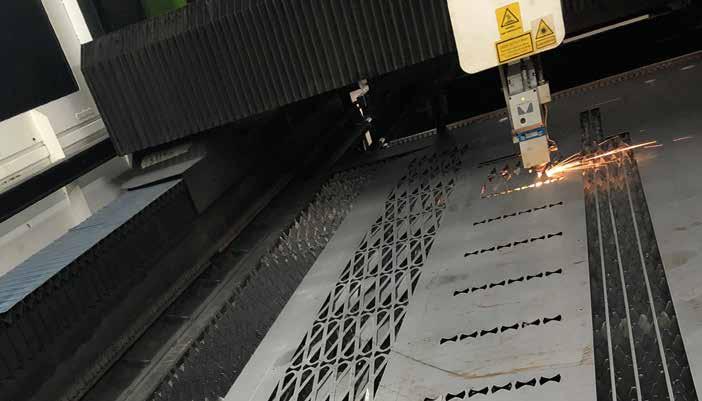
TUBE FIBER LASER CUTTING
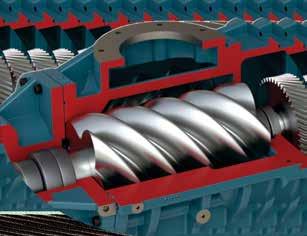
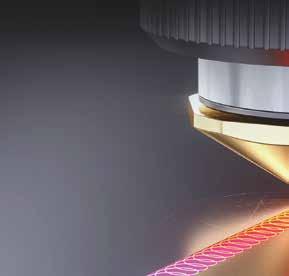
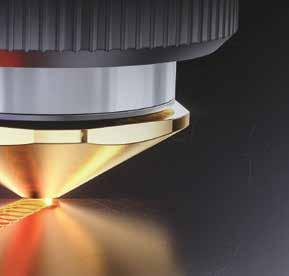
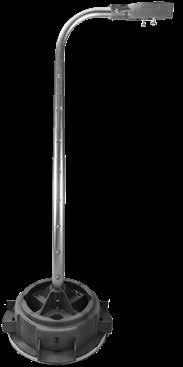
Bodor’s extensive range of fiber laser cutting machines are available in a variety of configurations to suit your needs. Bodor's C & P Series sheet metal cutting machines offer working areas from 1m x 1.5m up to 12.5m x 2.6m, while K Series metal tube cutting lasers range from 6.5m to 12m in length, capable of handling tubes up to Ø500mm. Lasers range from 3kw to 60kw, allowing you to cut up to 80mm of mild steel.
$129,950 Ex GST
View and purchase these items online: www.machineryhouse.com.au/AMT2408
AUSTRALIA’S PREMIER MANUFACTURING SOLUTIONS EVENT
6-9 MAY, 2025 • MELBOURNE CONVENTION & EXHIBITION CENTRE
16 BAYS • 24,000 SQM • OVER 400 EXHIBITORS
First
OKUMA’S GENOS AFFORDABLE EXCELLENCE RANGE
• Japanese designed excellence
• Firm $AUD price
• Built to Okuma’s high standards
• Fully equipped and competitively priced
Genos L-e series
The Genos L-e Series CNC horizontal lathe offers the broadest range of configurations in the GENOS lathe line - affordable, entrylevel, multi-function lathes that are anything but basic.
Genos M Series
Based on the proven technology of Okuma’s famous MB-V Series, the GENOS M Series of CNC vertical machining centers offers Okuma value at an economical and affordable price.
PUT ALL THE PIECES TOGETHER, OKUMA JUST MAKES SENSE
AVAILABLE FOR QUICK DELIVERY:
Genos L2000-e M x 380
Genos L3000-e MYW x 400
Genos M560V-e S15
Genos M660V-e S15
* Subject to change without notice.
GENOS M560-V-e S15
GENOS L3000-eMYWx 400
PAUL HELLARD
Australia’s future energy clarity
Over the past month or so, the question of how Australia will power its industrial engines, manufacturing, and even civic base has been challenged like never before.
Conjecture about where industry-scale energy will come from has yet to help the national energy debate. Australia needs renewables and only needs nuclear if it’s worth it in the long run. Australia needs facts.
The Smart Energy Council has released an analysis that puts the cost of the LNP energy plan between $118bn and $600bn, using an average sample of large-scale nuclear power stations constructed in developed Western economies over the past 30 years. Australia has no nuclear industry capability right now, and while renewable power still has yet to attain the majority power base, it is still in the early days.
The hastily gathered nuclear plan hasn’t clarified that it will account for less than 4% of Australia’s electricity requirements by 2045. That’s expensive power.
New research from NAB and Deloitte Access Economics has revealed what Australia could reap as the world moves toward decarbonisation and lower emissions. According to Deloitte, Australia can reap a $435bn economic boost by 2050 if it capitalises on the global race for net-zero emissions.
The report concludes that Australia could take advantage of the transformation and surging global demand created by the need to replace emissions-intensive assets. Green industrial exports drive a net increase in Australia’s total exports—they not only replace lost economic output from emissions-intensive activity but also create new growth.
But NAB Chair Philip Chronican strongly suggests Australia needs to make the most of its natural endowments as we make the energy switch. “Australia has two challenges: getting to net zero and replacing our existing export industries as global demand falls away,” he said.
“This expanded economic capacity in green industries supports an increase to Australia’s exports of about $420bn by 2050,” the report says.
“The harsh reality is that if we only hit our targets without replacing the exports, we will become a materially poorer nation.”
According to NAB Group CEO Ross McEwan, despite the high cost, Australia needs to “build, build, build” to secure the economic benefits of the clean energy boom.
“To do this, we need investment and labour to drive the projects, shorter lead times, improved consultation and a consistent national framework that delivers major green infrastructure projects with widespread community support,” McEwan said.
Geoff Crittenden (CEO of Weld Australia) states, “Of the 67,000 welders identified in the last census, fewer than 5,000 possess the expertise to weld to the highest standards required for nuclear power plants, submarines, and other critical infrastructure. Of those 5,000 welders, approximately one-third are nearing retirement, further compounding the issue.”
“Australia’s energy transition is already struggling, and adding the monumental task of building nuclear power plants without a sufficient skilled workforce is impractical. We can barely meet our current commitments, let alone embark on new nuclear projects.”
The yawning gap is approaching in the next decade when coal stations are closed down, too much of our gas is exported for no profit, solar, wind, and hydro can’t quite make up the shortfall, and operational nuclear is still more than a decade in the future.
Hopefully, mature heads will make the right decisions for Australia’s energy requirements over the next few decades. There is a lot to lose if we don’t get it right.
Editor Paul Hellard phellard@amtil.com.au
Contributors
Carole Goldsmith
Paul Hellard
Drew Turney
Sales Manager
Nicholas Raftopoulos nraftopoulos@amtil.com.au
Publications Co-ordinator
Caroline Robinson publications@amtil.com.au
Publisher AMTIL info@amtil.com.au
Visual Communications Manager
Franco Schena fschena@amtil.com.au
Prepress & Print
Printgraphics Australia
AMT Magazine is printed in Australia under ISO140001 Environmental Certification using FSC® Mix certified paper sourced using sustainable tree farming practices.
Contact Details AMT Magazine AMTIL Suite 10, 5 Corporate Boulevard Bayswater VIC 3153 AUSTRALIA
The opinions expressed within AMT Magazine from editorial staff, contributors or advertisers are not necessarily those of AMTIL. The publisher reserves the right to amend the listed editorial features published in the AMT Magazine Media Kit for content or production purposes.
AMT Magazine is dedicated to Australia’s machining, tooling and sheet-metal working industries and is published bi-monthly.
Subscription to AMT Magazine (and other benefits) is available through AMTIL Associate Membership at $210.00 (ex GST) per annum. Contact AMTIL on 03 9800 3666 for further information.
TIM
LIGHTFOOT, MITS ALLOY, NEWCASTLE, NSW
Dollar for dollar, the Yawei HLF series fiber lasers are in a league of their own, providing possibilities for all size companies across the laser cutting sector. Adding automation increases the value proposition further. Featuring high quality componentry they offer multiple benefits including high speed, extreme accuracy and consistency of cut, combined with low operating and maintenance costs.
Plus you get the expert advice and support that only a local supplier like Applied Machinery can provide. We’re a true machinery partner - just ask Tim Lightfoot. Real Service. Real Support. Real People. That’s Applied Thinking.
Since the Industrial Revolution, advances in manufacturing have been driven by advances in technologies, as well as advances in science driven by research and development.
It’s no secret in the sector that robotics and automation offer one of the most compelling opportunities for advancing manufacturing in the 21st Century. It was, therefore, welcome to see the Federal Government launch its National Robotics Strategy, in May, the first of its kind in Australia.
In launching the strategy, Minister for Industry and Science, Ed Husic, conveyed the importance of robotics in building ‘a Future Made in Australia’, noting the limited uptake of robotics and automation in our country to date is holding back our manufacturing industry.
In launching the Strategy, he said: “Only a 1% increase in robotics can lead to a whole of economy 0.8% increase in productivity by automating high-value manufacturing and enabling production at scale.” In an environment where productivity is key, robotics and automation are obvious imperatives, then, for investing in revitalising our manufacturing base.
The Strategy notes that Australia ranks 32nd globally in the adoption of industrial robots, and lifting the adoption of these technologies will allow our manufacturers to boost productivity and strengthen competitiveness.
The Strategy is at pains to point out that adopting robotics and automation is “about supporting workers, not replacing them” and is safe to use alongside our workforce. It notes that countries investing in robotics and automation have higher manufacturing outputs alongside increased employment, growth, and job satisfaction.
Commentators suggest that robotics will transform industries around the globe, especially manufacturing, and reshape work processes. Indeed, there is much evidence that uptake is already doing so. The modern ‘face’ of manufacturing is being transformed by the application of robotics, changing the way people engage with technology at work, improving workplace safety, for example
with sensor technologies and cobots - and creating new jobs. This uptake is expected to continue as robotics and automated technologies become more affordable, effective and common in workplaces throughout Australia.
So it is with enthusiasm that AMTIL welcomes the release of the Strategy, and looks forward to more Australian manufacturing embracing robotics and harnessing the benefits of robotics and automation across our economy.
The Strategy notes that “developing, manufacturing and using these technologies in Australia will: improve productivity; grow our economy; help revive Australian manufacturing; combat major challenges like climate change, our ageing population, geopolitical risks, labour market pressures and the cost of living.” At a glance, the Strategy aims to:
• Build national capability - Australia has a strong, collaborative robotics and automation ecosystem that is recognised for its strengths, has a thriving domestic market and exports globally.
• Increase adoption - Australian industries are supported to integrate robotics and automation technologies into their operations in ways that benefit Australian workers and communities.
• Trust, inclusion and responsible development and useRobotics and automation technologies designed and adopted in Australia are safe to use alongside Australian workers and are secure and inclusive by design.
• Skills and diversity - Australians from all backgrounds contribute to and benefit from the development and adoption of robotics and automation.
The full Strategy can be found at: industry.gov.au/publications/ national-robotics-strategy
For half a century, ANCA has been exporting precision manufacturing solutions to nearly 50 countries from our Victorian headquarters — the largest machine shop in the Southern hemisphere.
Over its history ANCA has changed the shape of the cutting tool industry with our creative spirit, engineering excellence, a global network of expertise and brilliant technology. Join us on our 50-year journey of innovation
THE HON Ed Husic MP – Minister for Industry and Science
Home grown ships
The Hunter Class Frigate program, now underway in Adelaide, is the largest surface shipbuilding program in Australian defence history, and high-quality, Australian-made steel is making it all possible.
Australia is one of just a handful of countries worldwide with vertically integrated value chains for steel and aluminium. We do it all—from mining the ores and metallurgical coal for steel production to smelting and fabrication.
The steel, alumina, and aluminium industries employed 39,100 people across six states in 2023 and produced exports valued at $14.7bn. These sectors are also essential to positioning Australia as a world leader in renewable energy and green technologies.
This is one of the goals of our Future Made in Australia plan to transform and modernise our manufacturing sector by focussing on, among other things, renewables, where we have strong comparative advantages.
Decarbonising mining and modernising downstream processing and smelting is a critical first step in turning Australia into a renewable energy superpower. Australian mining companies are already implementing emissions-reduction technologies, including switching to renewable energy sources. Plenty of innovative thinking and investment is occurring in our steel and aluminiummaking sectors too.
BlueScope Steel, supplying much of the steel for the Hunter Class Frigates, has joined Rio Tinto and BHP to consider establishing Australia’s first ironmaking electric smelting furnace (ESF) pilot plant.
Project Neosmelt, as the BlueScope, Rio and BHP partnership has been dubbed, is not just about accelerating BlueScope’s decarbonisation journey. It’s also about establishing a largescale green iron industry in Australia that supports low emissions steelmaking here and overseas.
Our alumina producers are also busy decarbonising their operations. Alcoa, for example, is trialling electric calcination at its Pinjarra refinery south of Perth in a project dubbed Refinery of the Future.
Using renewable energy rather than gas to drive the calciner will eliminate carbon emissions and allow residual energy currently lost to the atmosphere as steam to be captured and reused.
Estimates are green metals could be worth as much as $122bn to our economy by 2040 – an opportunity the Australian Government is determined to seize. In February, we announced $200m in grant funding through the Powering the Regions Fund (PRF) to upgrade steelmaking at Port Kembla and Whyalla. The $136.8m grant awarded to BlueScope will help it reline and upgrade its No 6 Blast Furnace at Port Kembla.
The $63.2m grant to Liberty will help the company fund the switch from its existing coal-based blast furnace at Whyalla to a lowcarbon electric arc furnace (EAF).
In April, we announced further PRF grant funding had been approved, including up to $94m for Queensland Alumina Limited to trail double digestion to reduce coal and gas consumption at its Gladstone facility. To build further on these investments in keeping our industry globally competitive, the Australian Government released a green metals consultation paper in May.
This canvasses options to develop new green metals production capabilities, promote market development and capital investment, and ensure enabling policies are effective now and into the future.
Responses to the consultation paper closed on 14 July, and the Australian Government is now convening an advisory group to discuss the findings and consider the next steps.
Alongside that, the recent Federal Budget included funding of $18.1m for the Department of Industry, Science and Resources to lead work on green metals industrial development.
Australia’s steel, alumina and aluminium industries have underpinned our economy for decades.
With green metals capabilities, they will anchor our economy into the future – bringing us closer to net zero and delivering competitive businesses and worthwhile jobs.
We’re determined not to let this opportunity for future prosperity pass us by. industry.gov.au
DAVID MARTIN – Director Emerging Industries & Innovation Australian Industry Group
Navigating the transition with futuremap
In 2023, Ai Group became the custodian of the Futuremap diagnostic – part of an intellectual property portfolio developed by the Innovative Manufacturing Cooperative Research Centre (IMCRC). David Martin, Ai Group’s Director of Emerging Industries and Innovation, explains.
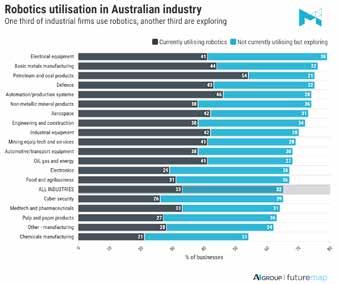
futuremap assists Australian Small to Medium Enterprises to navigate the broader transformational challenges encapsulated in the “Three Ds”: decarbonisation, digitalisation and diversification away from old business models. Since taking ownership, future map workshops have been held across the east coast of Australia by existing licence holders and the Australian Industry Group. The future map is a rich source of data (Fig.1), with over 1200 diagnostics now completed by manufacturing companies
Firstly, we have found that instead of executing their growth and innovation plans and preparing for climate reporting, many business leaders are preoccupied with navigating unprecedented levels of red, green, and grey tape, increased input costs, and assessing the suitability of their business models as they attempt to navigate the broader transformational challenges encapsulated in the “Three Ds."
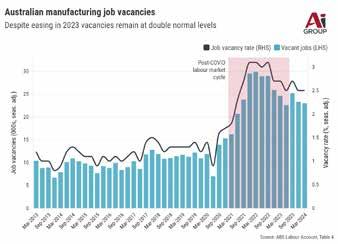
Secondly, finding proficient staff is already challenging (Fig.2), and there is a need to provide the board/executive, middle management, and shop floor with the skills and understanding to navigate the transition better. Better informed, the board/executive can formulate a far-ranging strategy with the customer at the centre of their business model, middle management feels confident executing the organisation's future plans, and those on the shop floor understand that novel technology and greater transparency save jobs, not remove them.
Finally, while not well marketed, significant resources and support are available to businesses to assist them on their transformational journey. In this case, the State Governments are doing much of the heavy lifting, providing access to sustainability experts, funds for implementing energy-efficient equipment and skills and training. So, how can business leaders navigate the transition ahead? Ai Group provides the following resources to its members and the industry at large.
futuremap
futuremap is a business diagnostic tool developed specifically for Australian businesses that helps you assess and map the maturity levels and capabilities of your business in the areas of:
• Digitisation
• Sustainability
• Decarbonisation
• Market opportunities
• Leadership, strategy and change management
• Innovation
The Australian Industry Group is happy to speak with your business/ association on commercial terms about how you can commence your transformation journey using futuremap:
Energy sustainability for manufacturers
While focused on QLD, Ai Group’s Energy Sustainability for Manufacturers website has calculators for estimating the amount of solar energy your factory needs, instructions for reading your power bill, and a diverse set of case studies on companies that have undergone transformation. It also provides an overview of government granting programs at the State and Federal level.
Emerging Industries Council
Ai Group recently launched the Emerging Industries Council (EIC) to assist its members and the industry at large with business model transformation.
The EIC aims to address the challenges faced by Australian businesses in terms of digitisation, decarbonisation, and diversification and provide pragmatic solutions that will restart Australia's productivity agenda. Emerging Industries include those that are new to market, but also those that have successfully transformed their business models.
Ai Group is holding a series of free in-person/online workshops ranging from business model transformation raising capital to how to start your automation robotics journey. Contact Ai Group for details: info@aigroup.com.au futuremap.com.au energysustainability.com.au aigroup.com
Fig.1 - Robotics utilisation in Australian industry.
Fig 2 - Australian manufacturing job vacancies.
Medical coverage
Looking after the medical manufacturing workforce that has been looking after our health for decades.
During the COVID pandemic, we saw first-hand what happens when we’re not self-sufficient. We relied heavily on overseas supply chains to look after ourselves and suffered shortages. More than 97% of medical diagnostic products used in Australia are imported.
The Australian government has recognised this. The National Reconstruction Fund has set aside $1.5bn to support local medical manufacturing capability and create secure, well-paid jobs in the sector. It’s an opportunity to establish our capability to manufacture things for our health system, make things in Australia, and ultimately look after ourselves when the unexpected happens.
Australia has medical manufacturers nationwide, including Cochlear, ResMed and Baxter Healthcare. These large manufacturing workforces collectively supply our health and our medical professionals. Cochlear is an Australian company whose products are iconic and unrivalled. Its implants dominate the world market. Cochlear's success demonstrates the power of Australian ideas, manufacturing, and innovation. It also shows the importance of investing in research and commercialising innovation here in Australia.
Hundreds of production staff in a manufacturing space is an incredible success story. It highlights our resilience and ingenuity as other industries have declined. However, manufacturing facilities are not always healthy workplaces, and many do not have productive and respectful enterprise agreements in place. These are also highly feminised industries, with a high number of migrant workers with English as their second language.
Cochlear’s workforce is essential to its production, and its job involves much more than ‘electronic assembly’. These workers assemble tiny implants that are medically inserted into people’s
cochlea. It’s highly complex and technical work and requires workers to sit at microscopes for long periods, maintaining the highest level of skill and attention to detail in every unit.
Making hearing aids does take a toll on people’s bodies because of its repetitive nature. But this should not be the way people work in 2024 - particularly not for migrant workers who have uprooted their families to build a better life in Australia.
Workers have voted repeatedly for a collective agreement at Cochlear. Undoubtedly, there is demand for it, but we haven’t had one in decades. The workforce has doubled in the last few years; understandably, workers want a greater say in their pay and working conditions.
The AMWU is the union that represents workers in medical manufacturing.
Poor workplace health and safety measures, particularly for those from vulnerable classes, demonstrate the importance of a unionised workforce.
We need to look beyond a conflict-based industrial relations system. Manufacturing companies should be bold, engage with their workers, listen to them, and encourage them to unionise. It’s good for business and our economy.
The medical manufacturing industry can be attractive, productive, profitable, and safe—and that includes well-paid jobs.
We can have fit and happy workforces, just as our medical professionals have been advising for decades.
To create an industry sector that attracts and retains highly skilled, productive, and happy workers, we need to ensure that they have a voice and that their voices are heard. amwu.org.au
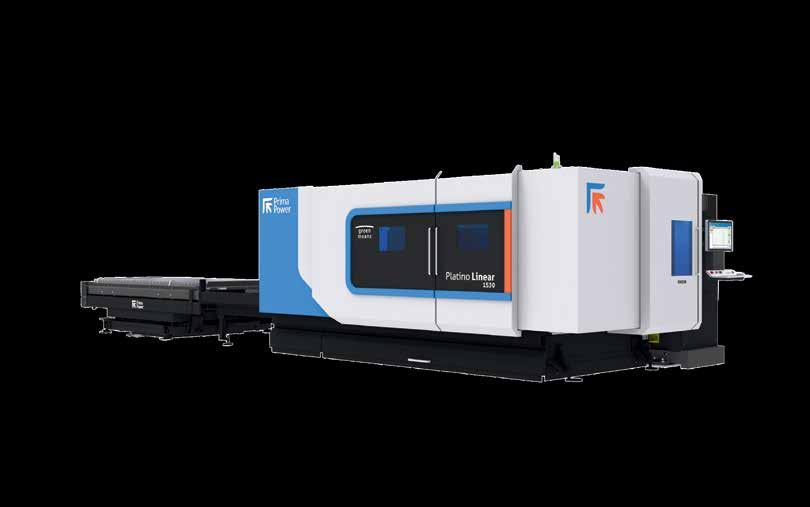
Platino Linear utilises maintenance-free linear drive technology to enhance machine uptime, resulting in reduced operating costs and increased production. From the leaders in modular sheetmetal technology
ATSE strategic future
National Robotics Strategy a strong foundation for thriving industry.
The Australian Academy of Technological Sciences and Engineering (ATSE) welcomes the National Robotics Strategy, which recognises Australia’s strengths in research and development (R&D) and outlines a plan for a strong and coordinated robotics industry that could deliver significant economic gains.
The Strategy incorporates improvements to the draft framework, including recommendations suggested by ATSE in the consultation process.
The Strategy gets the foundations right by modernising definitions which enable a shared understanding of technical terminology and emphasises that growing a skilled and diverse workforce is critical to a thriving Australian robotics capability.
Minister for Industry and Science Ed Husic released Australia’s first National Robotics strategy at the Australian Financial Review AI Summit in Sydney.
Husic noted that robotics and automation technologies have enormous potential to transform advanced manufacturing, support our transition to net zero, combat workforce shortages and create safer and more productive work environments for Australians.
“They could add up to $600bn per annum to our GDP and increase productivity growth by up to 150%,” he said. “These technologies already play an important role in many sectors, from harvesting crops, monitoring the environment, and assisting in emergency responses, to enhancing manufacturing and improving safety measures in factories, construction sites and mines.”
Husic’s call to cut taxes on corporate profits to encourage AI and automation-based investment in advanced manufacturing was welcomed by business but this exposed a split in the cabinet after Treasurer Jim Chalmers declined to endorse it.
The strategy charts a course for governments, industry, researchers and the wider community to position Australia as a world leader in developing, manufacturing and using responsible robotics and automation technologies.
“The success of the Strategy depends on the availability of a highly trained workforce of STEM professionals and particularly engineers,” ATSE CEO Kylie Walker said. “As put forward in ATSE’s submission, building a robotics workforce is critical and recruitment should include diverse and underrepresented groups identified through the Government’s Diversity in STEM review.”
Robotics R&D is highlighted as a strength of the Australian industry. The Strategy provides the case study of Finisar optical switching technology, which is core to global internet traffic and was developed in part by ATSE Fellows Dr Simon Poole and Dr Steven Frisken. They and their collaborators were recognised with a Prime Minister’s Prize for Innovation in 2018.
Importantly, the Strategy emphasises the importance of cybersecurity. As articulated in ATSE’s submission, cybersecurity must be at the core of emerging technologies to ensure missioncritical systems and collected data are protected. The Robotics Strategy’s connection to the 2023-2030 Cyber Security Strategy is a welcome step.
ATSE is pleased to see that the Strategy acknowledges and builds upon the work of the Robotics Australia Group, chaired by ATSE Fellow and Strategy advisory group member Sue Keay FTSE, in developing industry roadmaps.
With a consolidated Strategy to guide the development of the robotics industry, ATSE hopes to see new funding, including for R&D, to enable Australia to realise the industry’s productivity benefits.
“The Strategy’s success indicators outline a clear and achievable vision for bolstering the Australian robotics industry,” Kylie Walker said. “Increased robotics R&D expenditure and increased government procurement of Australian-made robotics systems will be central to building on our current robotics opportunities.” atse.org.au
Express service to drive rail manufacturing
The National Rolling Stock Procurement Pipeline is a digital platform that will drive local manufacturing and help deliver a Future Made in Australia.
The National Rolling Stock Procurement Pipeline provides a snapshot of present and future rail projects across states and territories to help manufacturers plan for work, capture more opportunities and create good jobs.
The Pipeline uses a simple graphic format, with:
• procurement location, estimated value, status, timeframe and type, for new fleets and fleet upgrades;
• different rolling stock types, from heavy rail to light rail and metro;
• interactive graphs, a searchable data table and a customisable experience.
The Pipeline is an important step to achieving greater national coordination across rail projects and supporting the stability and growth of local businesses across the rail manufacturing supply chain.
The Office of National Rail Industry Coordination (ONRIC) worked closely with states and territories and the Australian rail manufacturing industry to create the first edition of the pipeline.
“We’ve had a fragmented approach to rail in this country that has hurt Australia,” said Assistant Minister for Manufacturing and Assistant Minister for Trade Tim Ayres. “We could have saved $1.85bn over the past ten years if state contracts had been better coordinated. The Albanese Labor Government is committed to working with states and territories to match rail manufacturing businesses with growth opportunities. “This Pipeline is an important step toward that goal - making sure our states and territories can work together will ensure more projects are made here in our backyard and good jobs are created in the process.”
“The Pipeline is a critical part of the National Rail Procurement and Manufacturing Strategy,” said National Rail Manufacturing Advocate Jacqui Walters. “Suppliers now have visibility of rolling stock manufacturing and major refurbishment opportunities across Australia. This information assists businesses to position for this work, make investment decisions and grow. Manufacturers asked for this, and we collaborated with them to design this first edition.” industry.gov.au/RailPipeline
Local green steel
As part of the 2024-25 May Budget, the Australian Government announced it will invest in measures to help decarbonise iron, steel, alumina and aluminium.
The government will support Australian green metals production as a priority under the Future Made in Australia National Interest Framework. It’s part of a suite of measures to make Australia a renewable energy superpower. These will capitalise on our comparative advantages, boost investment, build sovereign capability and create jobs.
Australian iron, steel, alumina and aluminium are mainstays of the economy, employing 42,000 Australians. They demonstrate the tangible benefit of making things in Australia, backing local construction, defence, transport and infrastructure projects, as well as export markets.
A 2023 Accenture report showed that ‘greening’ these metals can provide up to a $122bn boost to the economy by 2040. This would also be a sizeable win in the global fight against climate change. Production of these metals currently represents about 13% of emissions from global energy systems (direct and indirect). We can accelerate the net zero transition by reducing barriers to renewable energy investment. For example, by reducing the ‘green premium’ of going green early.
Australia has significant potential to become one of the lowest-cost producers of green metals. We can do this by leveraging our:
• existing metals expertise
• abundant renewable energy resources
• access to bulk raw materials
• skilled workforce
• strengths in research and development
• proximity to fast-growing Indo-Pacific markets.
This Budget’s measures aim to foster and encourage private sector investment in this priority industry to harness these opportunities.
Accelerating innovation in green metals
The government will provide $1.7bn over 10 years from 2024-25 to support priority sectors through the Future Made in Australia Innovation Fund. It will support innovation, commercialisation,
pilot programs and early-stage development. This includes grants to accelerate novel, innovative and first-of-kind technologies and facilities linked to green metals production, such as off-grid energy solutions.
The Australian Renewable Energy Agency (ARENA) will administer the fund with support from our department.
Building industry foundations
Our department will receive $18.1m over six years from 2024-25 for Green Metals Foundational Initiatives to expedite the emerging Australian green metals industry.
This will cover:
• establishing a green metals industry and research collaboration network
• enhanced monitoring of Australia’s competitiveness in global green metals markets by developing circular economy options for metals, for example, enhanced use of scrap metals.
Supporting green metals production
Our department, with the Treasury, will consult on further options to accelerate decarbonisation and position Australia as a world leader in green metals production.
Guaranteeing green metal origins
The Department of Climate Change, Energy, the Environment and Water will expand the Guarantee of Origin scheme to include green metals. The scheme measures and certifies the emissions intensity of a green product in the manufacturing process and the energy used.
Scaling up hydrogen for green metals
The government is also investing in a $2bn expansion of Hydrogen Headstart and introducing a Hydrogen Production Tax Credit. This will scale this renewable energy sector quickly and reduce the early costs of a critical input to green metal production. industry.gov.au
ON Accelerate
CSIRO, Australia’s national science agency, recently celebrated the progress and achievements of its latest ON Accelerate 8 cohort at a showcase in Melbourne.
ON Accelerate breaks down the challenges that often prevent deep tech ideas and research from evolving into real-world applications and market-ready ventures. The showcase highlighted the impressive strides made by the ten deep tech teams from the latest ON Accelerate cohort since commencing the three-month program. They were selected for their work in addressing critical areas of innovation; including global health challenges, championing sustainability through circularity and pushing the boundaries of advanced manufacturing and AI. “The ideas, innovations and advancements delivered by this year’s ON Accelerate program were truly inspiring,” CSIRO Chief Executive Dr Doug Hilton said. “These researchers are working at the cutting edge of technology to tackle some of society’s greatest challenges. The CSIRO is proud to play a pivotal role in unlocking success pathways that ensure the translation of ideas into real solutions, products and companies.”
Dr Grant Lynch of EMU Systems from the University of Sydney, and one of the Accelerate 8 teams, was announced as the recipient of the prestigious 2024 Stanford Australia Foundation (SAF) award scholarship. The scholarship provides ON Accelerate alumni with the opportunity to benefit from the Stanford Graduate School of Business Executive Education Program.
Highlights from the Accelerate 8 cohort’s achievements include:
Aquatone Solutions: Connected with a customer for product trials and engaged with the Australian Prawn Farmer’s Association (APFA) to advance their initiatives. They are also collaborating with CSIRO Kick-Start to further their research and have received a $100K investment from an industry partner. Additionally, they have garnered interest and initiated discussions with overseas operators and farms about their innovative solutions.
Continuous3D: Successfully redeployed their interface in several CSIRO laboratories, receiving positive feedback for their software, which enables robots to perform complex tasks in unstructured environments. This software allows robots to scan and understand their surroundings, enabling them to perform jobs such as repairing machinery.
Cytophenix: Formed in 2023 following successful funding by the Brandon BioCatalyst CUREator program, the award-winning team is developing FloCAST – a rapid antimicrobial susceptibility test that provides answers days faster than existing tests. Building on more than $9m of non-dilutive development funding to date, the team are fresh from a recent successful trip to Europe and the UK; presenting their latest developments at prestigious international conferences and engaging with partners for its cutting-edge technology to fight against life-threatening infections.
EMU Systems: Selected as a recipient of The University of Sydney’s Sydney Knowledge Hub PERIscope Commercialisation Award, the team already delivers their cutting-edge heat stress management systems to multiple global sporting organisations. EMU Systems is now seeking to expand into the broader occupational marketincluding mining, manufacturing, construction, and agriculture - to help companies keep their workforce safe and productive under extreme heat conditions.
Dragonfly Thinking: Selected for Australia’s AI Sprint program and the Defence Trailblazer’s Entrepreneurial Foundations for Defence program. Awarded a $30,000 Innovation Connect (ICON) Grant by the Canberra Innovation Network in partnership with the ACT Government to help develop its AI tools. Dragonfly Thinking also hosted a Senior Leadership Workshop on its tools and techniques at Harvard University and is due to begin piloting its AI tools in government and businesses in Q3 of 2024.
ErythroSight: Secured a patent position for their technology and made significant progress in developing a clinic-ready product to treat vision loss diseases like age-related macular degeneration using patients' blood. The team was awarded a $50,000 ANU impact grant for regulatory support, independent validation, and lab supplies for continued R&D. Additionally, ON contributed $20,000 through its runway services. These combined funds have enabled the team to develop an FDA regulatory strategy and conduct a gap analysis.
Infinite Bioworks: To date, the team have secured over $150,000 in commercialisation funding, and developed international partnerships and opportunities in other high-value markets.
Jessie Technology: The team has received seed philanthropic funding, built a Proof of Concept in collaboration with Microsoft that demonstrates the technology’s capability, and is partnering with a trusted provider in a foundation customer agreement for an MVP trial in an aged care home.
Plasmid Therapy: Received regulatory approvals and initiated human trials for their innovative technology, which addresses the global threat of antimicrobial-resistant infections by safely removing and preventing the spread of AMR genes in bacteria.
Wild Yeast Zoo: The team have begun to generate customer revenue and is in discussions with companies interested in purchasing three of their products. Their medium-term plan includes expanding into biofuels and biobased chemicals, all while maintaining engagement with the fermented beverage industry. csiro.au
Manufacturers pay rise
84% of manufacturing workers to get a pay rise: Hays Salary Guide FY 24/25 released.
Australia’s most comprehensive salary guide has found an overwhelming 84% of manufacturing employers plan to increase salaries in their next review.
The Hays Salary Guide is based on a survey of more than 15,000 employers and professionals, covering more than 1,270 roles across 26 different industries.
The report found that 50% of manufacturing employers planned to increase salaries above 3%, while 83% of employees expected a pay rise of above 3%. About 80% of manufacturing professionals are also either looking or planning to look for a new job in the next 12 months with the rising cost of living (67%) coming in as the top reason they were looking to leave their current role in pursuit of a higher salary.
Poor workplace culture (70%), poor training and development (62%) and a lack of promotional opportunities (70%) also top the list of why employees would leave their current roles.
The rising cost of living has also driven a 750% increase in employers’ considerations in determining the value of a pay rise.
“The mismatch between what employees want and what employers are willing to offer will play out over the next year, with 41% of manufacturing employees being dissatisfied with their salaries and 74% saying it doesn’t reflect their performance,” Hays CEO APAC, Matthew Dickason said. “There’s a trend of employees expecting higher salary increases over the past three reports with 55% indicating they believed they would benefit financially from changing jobs in the next 12 months. In 2019, 67% of employees expected a pay rise of less than 3%. In just five years the pendulum has swung to 82% of employees expecting a pay increase of more than 3%.”
The salary increase landscape: Employer intentions vs employee expectations
“Despite this, manufacturing employers are positive about the year ahead with 64% of employers expecting business activity to increase, while 53% of organisations reported an increase in productivity over the past 12 months. “Meanwhile, employees are ready and waiting for learning and development opportunities, looking for career progression, and wanting to contribute to their employer’s success. Businesses should take advantage of this eagerness to upskill to embed learning behaviours and avoid losing key talent.”
Advice for employers
“Individual performance remains the number one employer consideration for a pay increase (82%). Other factors employers will consider include responsibilities (76%), expertise (47%) and the organisation’s performance (46%).”
Skills Shortage – Employers forced to offer higher salaries
The report found that 54% of employers expected to increase permanent headcount over the next 12 months, up 6% from last year, while 34% will look to increase temporary or contract staff, up 14% from last year. Further, 86% of organisations indicated they were experiencing skills shortages with 22% experiencing extreme skills shortages and 64% experiencing either moderate or minor shortages. “We also saw a rise in manufacturing employers being forced to offer higher salaries in the past year due to the skills shortage with 32%% offering substantially higher salaries and 45% offering nominally higher salaries,” Dickason said. “The survey also found 77% of organisations expected skills shortages to impact the effective operation of their business in the next 12 months.
“Salary is undoubtedly the most critical factor in attracting, rewarding and retaining marketing professionals today with 49% of employers being prepared to offer above the standard package to secure a candidate,” Dickason said. “But HR employers must also recognise that additional benefits are not just a bonus – they are a must. Benefits employers are offering this year to retain valuable employees include additional flexibility (44%), performance bonuses (30%) and additional benefits (39%). “Your employer’s brand and reputation is one of the strongest motivators for staff to stay. Positive changes to a company’s ESG approach, DE&I strategies, flexible hybrid setups and strong team culture are some of the ways that employers can hold on to valued staff.”
Advice for professionals
“With skills in demand you still have bargaining power, but it’s important to avoid pricing yourself out of consideration. Yes, employers are investing in salary increases, but the commercial reality dictates that salary increases can only stretch so far,” Dickason said. “Consider the whole package when you negotiate a new job or your next pay rise. Think about what you’d value and what could make a difference to your life and career long-term.” hays.com.au
A new chapter begins
KAESER Compressors Australia has a new Managing Director, Mr Jarno Manzke, officially appointed in early April 2024.
With over 17 years of experience with KAESER across Germany and North America, Jamo Manzke brings with him a wealth of knowledge and expertise. Holding three Master’s degrees and a PhD in Organisational Leadership, his passion is to create impactful teams and build inspiring relationships - both inside and outside KAESER.
The Manzke family recently swapped the snowy landscapes of Canada for the sunny shores of Melbourne’s outer east. While Canada and Australia share many similarities, Mr Manzke couldn't help but chuckle at his encounters with some uniquely Aussie quirks. From deciphering the true meaning of “having a barbie” to mastering the art of ordering a “flat white,” Mr Manzke is diving headfirst into the colourful world of Australian-isms.
Speaking about his tenure in Australia, Mr Manzke said, “it is an honour to work for KAESER over three continents and I am thankful for the opportunity to spearhead the next chapter in the story of KAESER Australia. This is an exciting time for us, I am looking forward to growing the business and leading KAESER Australia towards a bright future.”
Established in 1990, the Australian subsidiary of KAESER KOMPRESSOREN has flourished and expanded. The headquarters were based in Melbourne’s south-eastern industrial area of Dandenong South, and state branches were founded. Partnerships were forged with distributors across the nation, and for a long time, KAESER Australia encompassed New Zealand as well. It became apparent that the existing headquarters were no longer sufficient for the growing business. On the existing Zenith Road site, a new 4,500 sqm facility including offices, warehouse and workshop was opened in 2023. The drawn-out project navigated the restrictions of COVID as well as keeping the warehouse, workshop and offices functioning during the entire process. au.kaeser.com
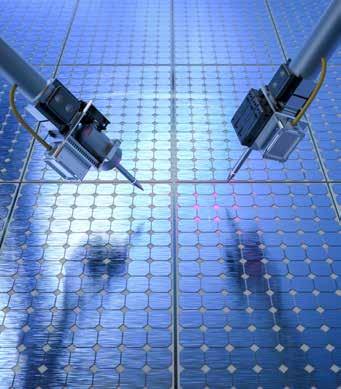
NaniteAFM
Quantitative surface analysis with Nanosurf.
Surface morphology is an important property for many high-tech surfaces with features as small as a few nanometers and surface roughness below one nanometer. The Nanite Atomic Force Microscope (AFM) from Nanosurf is the tool of choice for surface analysis of workpieces of all shapes and sizes. It delivers nanoscale precision measurements and at less than 48x87x61mm is itself small enough to allow integration into virtually any imaginable environment.
Accurate surface analysis at the nanoscale is essential across various industries, spanning from nanotechnology to data storage and precision optics. The NaniteAFM serves as an invaluable instrument for unveiling intricate nanoscale surface details, including sub-nanometer roughness crucial for diverse applications such as ceramics and glass analysis.
Compact, robust and easy to integrate - the NaniteAFM has a tipscanner, two inspection video cameras and an on-board approach motor in an exceptionally small footprint. It contains everything needed to operate independently, paving the way for easy integration: All you need is 300cm3 in space and a stable docking site to mount the AFM.
The NaniteAFM uses a dovetail mounting plate at the back to allow quick and reproducible mounting. The use of cantilevers with alignment grooves makes laser alignment unnecessary. For integration, this guarantees a well-defined offset between the cantilever tip and other components of a setup, for example, an indenter. This exceptional accuracy allows switching between the components without searching for the right area, thus reducing offtime and handling during experiments.
scitech.com.au
Weld Australia needs answers
Will the Australian Government manufacture wind and transmission towers locally or outsource to China—again?
Weld Australia has called upon the Australian Government to provide a clear and immediate public response regarding the manufacture of wind and transmission towers. Will wind and transmission towers be manufactured locally in Australia, or offshored to China—again?
“The transition to renewable energy is paramount for Australia’s future, yet the foundational infrastructure for this transition—wind and transmission towers—remains neglected,” explained Geoff Crittenden, Weld Australia CEO. “Despite extensive lobbying and clear communication from industry leaders, the Australian Government has no concrete action or investment plan.”
“For well over two years, industry leaders have been asking the Australian Government for a decisive plan to build these essential structures domestically. Instead, what we have received are vague promises and unspecified funding allocations. It’s time for the Australian Government to commit: will these towers be built in Australia, or are we outsourcing this vital work to China?” said Crittenden.
Weld Australia commends the programs outlined in the 2024 Federal Budget, including an expansion of the Capacity Investment Scheme that will unlock over $65bn worth of investment in renewables by 2030; and the much-anticipated Future Made in Australia Innovation Fund that will deliver $1.7bn to power new ‘green’ industries.
“The problem is: that the federal government’s planned investments are earmarked for solar power, batteries and hydrogen projects. All these renewable energy technologies are long-term solutions that will come to fruition in 10 to 20 years. We need a much more immediate solution. We need wind towers erected now. The Australian Government must stop prevaricating,” said Crittenden.
“The Australian Government’s recent $1bn investment in the Solar Sunshot program must be replicated in wind tower manufacturing. The domestic demand for wind towers over the coming decades is huge—we need at least 6,000 wind towers nationwide. Based on Australian Energy Market Operator (AEMO) scenarios, the market could range from $20bn anywhere up to $80bn.”
“The sheer scale of wind and transmission tower manufacturing in Australia will require significant investment in plant and equipment. This investment is not only about building infrastructure but also about creating jobs and ensuring the long-term sustainability of our manufacturing sector,” said Crittenden.
Timing and urgency
At least half of the remaining 14 coal generators on the eastern seaboard are set to close within the next decade. State governments are increasingly nervous that not enough new renewable energy generators, storage projects, and transmission lines are being built to keep power supplies and prices stable. Just last week, the New South Wales Government announced that it will pay Origin Energy up to $450m over the next two years to extend the life of Australia’s largest coal-fired power station, Eraring, into 2027. This decision follows a 10-year forecast by AEMO that highlighted an increased risk of blackouts in NSW due to the slow rollout of renewable projects. The Victorian Government has already intervened to ensure two of its biggest coal generators do not shut prematurely. Australia’s great energy transition, from fossil fuels to renewables, is not going well
For example, Project EnergyConnect, a new 900km transmission line to allow for future connections from renewable energy sources is currently 12 months behind schedule. Similarly, the commissioning of the Central West Orana Renewable Energy Zone Link in New South Wales has also been pushed out by 12 months—to August 2028.
“Having met with the Australian coal-fired power industry, all their engineers have contingency plans in place to extend the life of their plants. It is almost a foregone conclusion that the coal-fired power plants will have to be maintained to ensure the delivery of consistent, reliable power to the Australian public—Australia’s renewables transition is nowhere near ready,” said Crittenden.
“This is not a state issue—states should not bear the responsibility for funding these large-scale industrial projects. It’s a national priority that should have been addressed well over two years ago. The Australian Government must take immediate action to start these projects and provide the necessary funding or—at the very least—the confidence for local manufacturers to invest in their facilities,” said Crittenden.
“The rhetoric of green energy and renewable investments is meaningless without the real work and real jobs that come with building the necessary infrastructure. The industry needs tangible answers, a definitive delivery plan and real investment for wind towers—and we need them now.” weldaustralia.com.au
Hidden capacity
TXM Lean Solutions Managing Director Tim McLean, points out three places to find hidden capacity in your factory. Non-value-added time
Increasing production capacity in a manufacturing business is often a costly exercise. It can involve the purchase of new machinery, employment of additional staff and renting or buying additional buildings. However before you go and invest in these costly options, first make sure that you are using all the hidden capacity in your factory. Here are three places to find it.
Downtime
I frequently visit factories and see many machines stopped without any clear explanation as to why. While breakdowns can often be a factor, usually the biggest reductions in downtime come from simple process and organisational changes that are quick to implement and cost nothing.
There will be dozens of improvements you can make to reduce downtime and liberate hidden machine capacity. The start point is measuring your downtime and analysing the potential causes. You then chart these on a Pareto chart and start by focusing on reducing the top two or three causes to have the biggest impact.
Wasted space
We often get approached by clients who have run out of factory space. Often, they are considering the difficult and expensive option of relocating to a larger factory.
However, before deciding to move, you need to challenge how your current space is being used. In most factories, less than 50% of factory space is used effectively. Typically, most of the factory will be filled up with materials – raw materials and especially workin-progress. Having more inventory does not add value to your customers, but it certainly consumes your business’ working capital and uses a lot of space. Inventory is a function of how your business runs. Applying lean processes like creating ‘one piece flow’ production cells, using ‘kanban’ control of materials and balancing the flow between processes can eliminate massive amounts of inventory, freeing up space and working capital.
Another key space waster in factories is forklifts. Typically a forklift needs an aisle-way at least 3m wide to enable it to travel safely through the factory and maneuver. Mixing forklifts and people in a workplace is also a major safety challenge. Try to eliminate the need for forklifts by bringing processes closer together and using other methods of transport such as trolleys or roller conveyors to move products through the factory.
In many processes capacity can be limited by the amount of available staff. Hiring more and more people is a costly way to go, even if you can find them. In Lean, we talk about the eight wastes. To find hidden capacity in your workforce focus on eliminating these wastes. When you do so, you will not only increase your productivity, but you will also probably make the job of your front-line team easier and less frustrating.
Unnecessary motion and transportation of materials are often the easiest wastes to spot.
To measure unnecessary motion I use a simple rule of thumb. Most people have a step counter on their phone. Multiply the number of steps by one second per step and prepare to be shocked!
If you find your operators in the office searching for information or in the warehouse searching for parts, it is telling you that something has gone wrong. Operators should not have to leave their workstations to find parts, tools, or information. After that, look at the design of tasks. Is the walking that your operators do t really necessary? Are things they need every day located in inconvenient places?
The next target is transportation. By bringing processes closer together, reducing big batch sizes and creating a piece flow you can eliminate much of the need to transport materials around your factory.
Summary
For your business to grow, it must increase capacity. Most businesses have hidden production capacity that can be obtained without the need for additional machines, people or buildings. At TXM the past year we have seen customers increase productivity by more than 200% and reduce factory footprint by more than 50% by applying these simple improvements. Finding hidden capacity can transform your business! txm.com
Wild Tech
AI in manufacturing: A clear opportunity for Australia, but not without challenges, says James Schwarz, General Manager (Mid Market), Wild Tech.
AI has the potential to underpin so much of the manufacturing process and drive the Industry 4.0 transformational change across the sector.
As McKinsey noted by looking at just one form of AI (generative AI): “Gen AI can unlock untapped productivity during production, leveraging root cause analysis to predict failures and reduce defects, and draft easy-to-follow dynamic work instructions. It can also augment operator stations by offering live, AI-supported troubleshooting and operating guidelines.”
Generative AI should be of particular interest to the manufacturing sector. For just one example of how transformative it could be, as IBM noted AI will significantly help to make the digital twin promise real, which will have a major role in supporting manufacturing into the future.
And yet, research shows that manufacturing executives are struggling to fully embrace the AI opportunity. As a global study by Forrester Consulting found, manufacturing executives are bullish on AI, with 88% acknowledging that it can enhance product quality and 86% saying it will improve time-to-market, but almost three quarters (71%) of business leaders are concerned with a lack of synergy between design and manufacturing teams, which is inhibiting AI adoption. Furthermore, nearly half (42%) are concerned about ineffective sharing of data and insights.
As anyone who has ever been involved in AI knows, poor data practices are the quickest way to undermine any efforts to adopt an AI strategy.
For Australian manufacturers, this is a particular concern. An AFR report from earlier in the year highlights that Australian leaders were “falling behind” in finding new ways to generate revenue.
Transformation, digitalisation, and AI are considered key to developing those revenue streams, and yet, according to the AFR article, 56% of executives cite a lack of tech capabilities in the workforce as a major inhibitor to change.
Without tech capabilities and alignment across the organisation, any efforts to drive an AI strategy are doomed to failure. So, what can Australian manufacturers do to embrace AI?
To harness the full potential of AI, Australian manufacturers need to make forward momentum in several key areas.
Modernising legacy systems
One of the most critical steps is to overcome legacy hardware and IT environments. Legacy systems are often inflexible and cannot easily integrate with new technologies, but they can effectively render the integration and scaling of AI technologies impossible.
To move forward and overcome the legacy environment, manufacturers should consider the following:
• Assessment and Planning: Conduct a thorough assessment of current hardware and IT systems to identify bottlenecks and areas for improvement.
• Investment in Scalable Solutions: Invest in scalable cloudbased platforms that can grow with the business and accommodate AI applications.
• Partnerships with Organisations Like Wild Tech: Form strategic partnerships with technology providers who can offer expertise and solutions tailored to manufacturing needs.
Cultivating a tech-savvy workforce
As business leaders regularly acknowledge, in Australia, there is a significant challenge due to the current lack of tech capabilities within the workforce. This is something that can be overcome without a manufacturer needing to hire a large IT team, however. To address this challenge, organisations should focus on:
Upskilling Existing Employees: Implement training programs to upskill existing employees in AI and related technologies.
Attracting AI Talent In Non-IT Roles: Attract new talent with the necessary broad base of skills by offering competitive packages and a clear career progression path.
Fostering a Culture of Innovation: Encourage a culture of continuous learning and innovation within the organisation – employees are motivated more by opportunity and career development than ever, and a “good employer” will attract the best employees from a limited pool.
Streamlining data practices
One of the key reasons for overcoming legacy IT issues is to enable the manufacturer to do more with data. Effective data sharing and management are crucial for AI adoption. Manufacturers must:
• Improve Data Collection: Ensure that data collection methods are efficient and provide high-quality data.
• Enhance Data Accessibility: Make data easily accessible to all relevant teams to facilitate collaboration and insight sharing.
• Implement Data Governance: Establish clear data governance policies to maintain data integrity and security.
The pathway to AI is not straightforward, especially for manufacturers that have legacy IT systems and lower levels of investment in technology innovation. However, by addressing these key areas, Australian manufacturers can position themselves to be right at the forefront of the Industry 4.0 revolution. The journey towards AI adoption is a strategic one that requires commitment, investment, and a willingness to evolve. With the right approach, manufacturers can unlock new levels of efficiency, innovation, and growth.
Republished with permission from ITBRIEF Australia techday.com
Unlock
Three signs of employee disengagement and what to do about it.
The ‘Manufacturing in Australia Apr 2024’ benchmark report, published by the Australian Industry Group, highlights an acute pressure point in this otherwise growing sector – labour supply and costs. Job vacancies and turnover are record high, and wage growth is at a 16-year high. Finding good skilled people has always been a challenge, but now, finding people to fill in vacancies is a challenge. Yet, based on 2022 Gallup data, only 23% of our workforce is engaged. The disgruntled and actively disengaged category represents 18%; and the fence-sitting, unengaged group accounts for a whopping 59%.
Now, if you cannot find people to fill your vacancies, could you explore utilising this latent capacity from the fence-sitters to drive productivity? Perhaps get the best of the team you’ve already got? So, how do you find these quietly quitting fences sitters? Here are some common signs:
1. Lack of Enthusiasm
Disengaged employees often display a lack of enthusiasm for their work. They may appear uninterested and unmotivated about their work. This behaviour can be evident through their work, where they may only perform the bare minimum required. They rarely participate in discussions and often may seem distracted or disinterested. This can affect team morale, as enthusiasm and energy are critical for maintaining a positive culture.
2. Decreased Productivity
A noticeable drop in productivity is a clear indicator of employee disengagement. Disengaged employees tend to produce lowerquality work, miss deadlines, and complete tasks less efficiently. This decline in performance not only affects the individual but can also impact the overall organisational productivity.
3. Increased Absenteeism
Disengaged employees are more likely to take frequent sick days or arrive late to work. Disengaged employees find it challenging to motivate themselves to come to work regularly. This behaviour disrupts team dynamics and can place additional strain on other employees.
What to do about it?
Having worked across multiple countries over the last 25 years, I know for a fact that the fence-sitting employees are only seemingly disengaged. While you might think that they only turn up in body, leaving their brains behind, I’ve found that they are waiting to be discovered and motivated. Turning around workplace disengagement is easier than you think.
Unlock the disengaged
Here is a framework that will help you unlock the true potential of your team, leveraging the few engaged team members, involving the majority of fence-sitters and ignoring the disgruntled.
1. Build Momentum – Leverage the belief and the trust of your few diligent team members. They are willing to work hard but they are getting tired, overwhelmed and frustrated. The main reason is that they are the only ones who have to deploy initiatives, solve problems, generate new ideas and deliver the day-to-day results.
The key in this step here is to involve a few fence-sitters in some key improvement initiatives that are led by an engaged team member. Ensure the disengaged are involved in resolving matters.
2. Gain Traction – Expedite results and help the team to make rapid progress. I find progress to be the antidote for disengagement. When everyone gets involved and the team starts to make progress, even the quiet ones will start to feel proud of the team’s contribution.
If they follow any structured problem-solving methodologies, chances are over a two-to-three-month period they would deliver exceptional results that would even surprise the engaged few. You’re starting to make a difference.
3. Expand Followers – Don’t keep this success a secret. Leverage every possible opportunity – town hall meetings, newsletters, bulletin boards, canteen posters, team meetings – to share the team’s success. The best approach is to get the team to present, not you the leader. What you will find is that progress and positivity are infectious. Soon, your quietly quitting fence sitters cannot not become engaged. Then you can leverage them to lead more initiatives on their own, involving the next layer of fence-sitters.
The secret
The key to turning around disengaged employees is involvement. If you repeat the above cycle each quarter, within a year you’ll notice that the ship is turning faster than you expected. With the fence sitters starting to become believers, teams will start feeling happier, more productive, better engaged and running on all six cylinders.
Ishan Galapathy is an operational excellence strategist, author, speaker and mentor renowned for his simple techniques that deliver big change. With more than 25 years of experience across seven countries, Ishan helps businesses unlock their hidden capacity and true capability. His latest book UNLOCK delivers techniques to convert seemingly disengaged employees into change drivers. unlockbook.com.au
Solar Sunshot
Could spending a billion dollars bring solar manufacturing back to Australia? It’s worth a shot. The experts weigh the project up. By Brett Hallam, Associate Professor at UNSW Sydney; (left) and Fiacre Rougieux, senior lecturer in Photovoltaics and Renewable Energy Engineering at UNSW Sydney (right).
Solar SunShot is well-named. The Australian government announced today it would plough A$1bn into bringing back solar manufacturing to Australia, boosting energy security, swapping coal and gas jobs for those in the solar industry, and guarding against supply chain shocks and geopolitical tension.
The announcement is big. At a stroke, the federal government is proposing to directly invest in manufacturing the main technology Australia will rely on to make its power. By 2050, solar should provide most of our electricity – but only if we have enough panels. What would that look like? Australia was once a world leader in solar energy technology. But while our solar researchers are still highly regarded, we only have one company commercially manufacturing solar panels. That means the SunShot program will likely start by boosting efforts to make modules here using imported cells and module components, before building out the supply chain to make glass for the panels, aluminium frames and, eventually, the solar photovoltaic cells themselves and the pure polysilicon needed to make them. If we had a solar manufacturing industry able to make a gigawatt’s worth of panels annually, we would create around 750 jobs and meet about 20% of our current demand for solar. More jobs would come as the ecosystem grows, including manufacturing glass and aluminium frames.
Critics will say it’s pointless to compete with China’s dominant renewable energy industry. But as climate change worsens and global efforts to go green intensify, we can’t rely on a single country. The backdrop, of course, is the increasing popularity of reshoring, where Western countries use public funding to try to bring back manufacturing from nations such as China, as the United States is aiming to do with its mammoth Inflation Reduction Act.
Can we compete with cheap panels?
In 1983, UNSW professor Martin Green invented the first PERC solar cell (which stands for Passivated Emitter and Rear Contact). This cell was better at converting sunlight to electricity than previous cells. His invention is now in use in about 90% of the world’s installed solar panels.
Australian researchers have long been at the forefront of solar development. But where we’ve struggled is in commercialisation and manufacturing. The world’s first solar billionaire, Shi Zhengrong, did his PhD at UNSW before returning to his native China to found the multinational solar giant SunTech. Even now, many of China’s top solar firms have connections with Australian researchers.
What would Australian solar manufacturing look like?
We can’t run before we can walk. Bringing manufacturing back won’t happen overnight. The first step, then, is to grow the market for Australian-made modules using imported products. This is the quickest step in the supply chain to establish. Then we can begin helping suppliers of other components, such as the special glass to cover the panels and the aluminium frames.
The next step would be to establish solar cell production lines in Australia and scale them to meet the demand from our module production lines. We could then move to the next challenge, turning silicon ingots into the wafers used for cells. Establishing these capabilities in Australia might allow Australia to export these materials to other markets such as the US and Europe.
The final step – and one that will take years and more investment, even if we start planning now – would be to have our polysilicon factories. A multibillion-dollar factory near Townsville is being planned, with support from the Queensland government.
Turning lower-grade metallurgical silicon into 99.9999% pure polysilicon is hard and expensive. You can’t build a small polysilicon factory – scale is important. But it can be done. The size of the factory needed means most of the polysilicon it produces will need to be exported to regions like the US and Europe. We could begin to substitute polysilicon for exports of coal and gas.
What are the benefits?
The government will spruik jobs in the regions, especially where retiring coal plants such as Liddell in New South Wales will take jobs with them.
But there are other benefits. We could take better advantage of the talent and research know-how in Australia to begin building nextgeneration cells.
If we can kickstart a viable solar industry, it would help us unlock other parts of the green economy. Cheap and plentiful solar power could make it viable to crack water to make green hydrogen or make green steel and aluminium.
Many of these initiatives have to be set in train now to gain the benefits in five or ten years. This announcement is just the start. But in a sun-drenched country, it makes sense to aim for the skies.
This article was originally published in The Conversation. theconversation.com/au
Australia:
A
chance discovery about protein assemblies has opened up transformative potential for biomanufacturing and vaccine development
Australian researchers have shed light on the shape-shifting capabilities of protein assemblies, with results that could revolutionise fields from biomanufacturing to vaccine development.
Led by the University of Sydney’s Dr. Taylor Szyszka and Dr. Yu Heng Lau, of the ARC Centre of Excellence in Synthetic Biology, research recently published delves into the intricate world of encapsulins. These icosahedral protein cages play a crucial role in making nanoreactors, with their pores acting like doors to tiny nanofactories.
“By manipulating the pores and changing their size and charge, we can have better control over substrates entering the cages and being turned into products by the enzymes packaged inside,” says Dr. Szyzska. However, the team's exploration took an unexpected turn when they began making slight mutations to observe the effects. This roll of the molecular dice led to the creation of structures resembling tetrahedra, a pyramid shape vastly different from the usual spherical encapsulins. In terms of assembly shape, it’s akin to changing a 20-sided dice to a four-sided dice. These tetrahedral assemblies, comprising a mere 36 protein subunits compared to the usual 180, open up a realm of possibilities previously unexplored in protein engineering. “What we found is that minimal mutations are required to drastically change the shape of the final assembly,” says Dr. Szyszka. “We expected it to be a much more complicated process.”
author Peter S. Park, an AI existential safety postdoctoral fellow at MIT. “But generally speaking, we think AI deception arises because a deception-based strategy turned out to be the best way to perform well at the given AI’s training task. Deception helps them achieve their goals.”
The most striking example of AI deception the researchers uncovered in their analysis was Meta’s CICERO, an AI system designed to play the game Diplomacy, which is a world-conquest game that involves building alliances. Even though Meta claims it trained CICERO to be “largely honest and helpful” and to “never intentionally backstab” its human allies while playing the game, the data the company published along with its Science paper revealed that CICERO didn’t play fair. “We found that Meta’s AI had learned to be a master of deception,” says Park. “While Meta succeeded in training its AI to win in the game of Diplomacy—CICERO placed in the top 10% of human players who had played more than one game—Meta failed to train its AI to win honestly.”
The study's findings not only challenge existing understandings of protein assembly but also offer insights into evolutionary biology. Encapsulins, while not viruses themselves, share evolutionary ties with viral structures. The researchers speculate that the flexibility observed in encapsulins could be attributed to their smaller cargo size compared to viruses, potentially influencing their ability to adopt diverse shapes. “This discovery suggests that there are other shapes that we can make, with broad implications for bioengineering and biomanufacturing,” Dr. Szyszka says. With further research, the team hope to unlock the full potential of these shape-shifting proteins, paving the way for innovations that could reshape industries and improve human health.
PNAS
USA: AI has mastered the art of deception
If an android tells you it dreams of electric sheep, it may be trying to pull the steel wool over your eyes, as international and Aussie researchers say artificial intelligence (AI) systems are already adept at deception. The team says AIs trained to be helpful and honest, such as Meta's, have learned to be masters of deception. Meta's AI was tasked with winning a game of Diplomacy and did so dishonestly. The authors note that other AI systems have demonstrated the ability to bluff, or fake attacks in strategy games, or misrepresent their preferences to gain an advantage in economic negotiations. The researchers say this could lead to "breakthroughs in deceptive AI capabilities", so it's probably best if we don't hand the nuclear codes over to AIs, even if they swear they'll keep them secret. “AI developers do not have a confident understanding of what causes undesirable AI behaviours like deception,” says first
Other AI systems demonstrated the ability to bluff in a game of Texas hold ‘em poker against professional human players, to fake attacks during the strategy game Starcraft II in order to defeat opponents, and to misrepresent their preferences in order to gain the upper hand in economic negotiations. The major near-term risks of deceptive AI include making it easier for hostile actors to commit fraud and tamper with elections, warns Park. Eventually, if these systems can refine this unsettling skill set, humans could lose control of them, he says. “We as a society need as much time as we can get to prepare for the more advanced deception of future AI products and open-source models,” says Park. “As the deceptive capabilities of AI systems become more advanced, the dangers they pose to society will become increasingly serious.”
While Park and his colleagues do not think society has the right measure in place yet to address AI deception, they are encouraged that policymakers have begun taking the issue seriously through measures such as the EU AI Act and President Biden’s AI Executive Order. However, it remains to be seen whether policies designed to mitigate AI deception can be strictly enforced given that AI developers do not yet have the techniques to keep these systems in check. “If banning AI deception is politically infeasible at the current moment, we recommend that deceptive AI systems be classified as high risk,” says Park.
Patterns
Australia: Brave new virtual world fast becoming a reality in the mining sector
A virtual and robotic revolution in Australia’s mining industry could spell the end of fly-in-fly-out (FIFO) workers within years, according to one of the country’s leading geologists and immersive technology experts. Virtual and augmented reality, along with automation, are transforming the mining sector, says UniSA Professor Tom Raimondo, allowing more work to be done remotely, saving time, money and removing many of the risks and travel for workers.
Professor Raimondo, Dean of Programs for Information Technology and Mathematics at the University of South Australia, is leading
the development of VR and AR platforms to enhance core logging with machine learning, create fully digital reconstructions of mining operations, and even simulate the drilling process. This innovative work has been facilitated through the MinEx CRC, the world’s largest mineral exploration collaboration. It includes projects such as the RoXplorer digital twin, an ultra-realistic simulation of the drill site of the future, and the Exploration Metaverse, a collection of immersive AR and VR platforms to collaboratively view and analyse complex mining data with colleagues and experts from across the world in real-time. “Globally, it is becoming more difficult and more expensive to discover new mineral deposits because they are deeper than they have ever been,” says Prof Raimondo.
“It is also more difficult to extract and process minerals. VR and AR platforms give us a better way to visualise and interpret highly complex data and spatial information and make good decisions about where we should be targeting our exploration efforts.” The RoXplorer digital twin, which replicates a drill site and its operations, enables industry workers to virtually run repeated drilling simulations safely and efficiently, with zero environmental impact. “In terms of training workers, it also removes the hazards. Mining is inherently a dangerous activity, so the more we can transition to autonomous systems, the better off the mining industry will be.”
His Project LIVE team in collaboration with UniSA’s Australian Research Centre for Interactive and Virtual Environments (IVE) is also exploring the potential of digital twins for other industries that involve hazardous processes, including forestry, construction and fire management services.
UniSA
Australia: New method to degrade PFAS ‘forever chemicals’ found effective in the lab
Scientists at UNSW Sydney are developing catalysts able to break down PFAS chemicals that contaminate water. The team have designed a catalyst system that can activate a reaction to break down common types of branched PFAS. PFAS chemicals are known as ‘forever chemicals’ because they are notoriously resistant to degradation. Due to their stable chemical structure, PFAS – which are found in thousands of variants – are used in oil and grease-resistant food packaging, non-stick cookware, cosmetics, clothing, and fire-fighting foams. The chemicals are so widespread that they have infiltrated water sources and soil. Recent reports have found that much of our global water resources exceed the drinking limits of PFAS and concerns over their environmental and health impacts have steadily escalated. Now, a team of scientists from UNSW’s School of Chemistry have designed a catalyst system
that can activate a reaction to break down common types of branched PFAS. The new method, developed by Dr Jun Sun and Professor Naresh Kumar and recently published in the journal Water Research, holds promise for more efficient and sustainable PFAS remediation in the future. Working alongside Prof Denis O’Carroll, Prof Michael Manefield and Dr Matthew Lee from the UNSW School of Civil and Environmental Engineering, and funded by a $3m grant from the Australian Research Council in 2019, the team have designed a catalyst system that could play a key role in solving the problem of PFAS. “Owing to its robust nature, simple application, and cost effectiveness, the new system we have developed shows successful PFAS remediation in the lab, which we hope to eventually test at a larger scale,” says Dr Sun, first author of the paper. Water Research
Australia:
Shaped by the highest volume of feedback since its inception in 2018, the 2023-24 annual CSIRO GenCost report has been released
GenCost is a leading economic report by CSIRO, Australia’s national science agency, in collaboration with the Australian Energy Market Operator (AEMO) on the cost of building future electricity generation, storage and hydrogen production in Australia. The latest report introduces a range of changes in response to stakeholder feedback, most significantly, the inclusion of large-scale nuclear for the first time. This decision was prompted by increased stakeholder interest in nuclear following updated costings for small modular reactors (SMRs) in the 2023-24 consultation draft. GenCost assessed submissions regarding the suitability of largescale nuclear power generation in Australia’s electricity system and found that, while generation units of that scale are unprecedented in Australia, there are no known technical barriers.
It also determined that nuclear power was more expensive than renewables and would take at least 15 years to develop, including construction. This reflects the absence of a development pipeline, the additional legal, safety and security steps required, and weighing the evidence provided by stakeholders. Wind power is recovering the slowest from global inflationary pressures and cost projections for both onshore and offshore wind have been revised upwards in the next decade. Despite this, updated modelling found that renewables - including costs associated with additional storage and transmission - remain the lowest cost, new build technology. This competitive position reflects the decade of cost reductions experienced by wind, solar photovoltaics (PV) and batteries before the pandemic, while the costs of their more mature competitors have remained flat.
CSIRO’s Director of Energy, Dr Dietmar Tourbier, said GenCost was committed to robust stakeholder engagement, with the latest consultation attracting more than 40 written submissions and more than 200 industry webinar participants. The updated analyses also found that:
• Inflationary pressures have considerably eased, but the impact is inconsistent across technologies;
• Onshore wind costs increased by 8%, while large-scale solar photovoltaic (PV) fell by the same proportion;
• Gas turbine costs increased by up to 14%;
• Capital costs of other technologies were relatively steady.
CSIRO
FloodStream
EXAIR’s new FloodStream liquid nozzle for spray applications in tight quarters.
For spraying processes where space is at a premium, EXAIR now offers the new 1/8 NPT FloodStream Liquid Atomising Spray Nozzle. Producing a deflected flat fan pattern, the FloodStream provides a consistent and proficient spray for precise coverage in close quarters. Manufactured from 303 stainless steel, common applications include washing/wetting, dust suppression, lubrication, part cooling and more.
Like all EXAIR spray nozzles, the FloodStream is versatile and efficient. With a maximum operating pressure of up to 17.2 BAR (250psi), the nozzle channels liquids through the body and against a precision-tuned, angled surface. This creates a wide-angle, flat
fan spray pattern at 75° from nozzle orientation. Its compact build allows it to be effective in tight spaces while still providing exceptional coverage with precision. The stainless-steel construction also provides durability and corrosion resistance and works well with water, light oils, rust inhibitors, chemicals, paints, dyes and other common liquids.
Available from Compressed Air Australia, EXAIR carries a large selection of air and liquid atomizing nozzles in a variety of sizes, spray patterns, droplet sizes, and flow rates to meet your processspecific needs. All models come with our five-year Built to Last Warranty and are CE compliant. caasafety.com.au
ROBOVOID
Recycled plastic void former system being rolled out around Melbourne’s new railway system.
ROBOVOID is installing a 100% recycled plastic void former system at the new Keon Park Railway Station in Melbourne – part of the Victorian Government’s Level Crossing Removal Project which will see 110 dangerous level crossings across Melbourne removed by 2030. By using ROBOVOID in a section of the ground slab at Keon Park, 38% less concrete was used compared with a traditional concrete slab of the same thickness, significantly lowering CO2 emissions for this build. More than 7kg of recycled plastic per sqm of construction was also diverted from landfill. Thanks to John Holland (lead contractor at Keon Park) and Landscape Plus for adopting ROBOVOID technology on this project, and to ecologiQ for supporting new, greener infrastructure solutions in Victoria.
ROBOVOID is manufactured in Australia and made from 100% Australian-sourced recycled plastic. The environmentally friendly technology has been used in a broad range of construction applications, including retaining walls, suspended slabs, walls, blade columns and footings.
ROBOVOID is aimed at significantly reducing the carbon footprint of the construction industry, which accounts for 39% of global CO2 emissions. robovoid.com
Assembly line clarity
pco.dimax 3.6 ST high-speed image streaming camera for industrial applications by Excelitas Technologies.
With real-time image streaming, the pco.dimax 3.6 ST high-speed imaging camera captures crystalclear images with a recording speed of 2166fps at the 3.6-megapixel resolution, making it ideal for use in high-speed sorting, analysis and inspection applications including production control and analysis, quality assurance, research, process and material development, laser welding and inert gas welding, as well as automotive airbag and component testing.
The pco.dimax features a Camera Link HS data interface (CLHS FOL) that guarantees real-time, uncompressed, robust 10-bit data transmission over 8x10G fibre to maintain lossless image details. Other features include excellent sensitivity with 11um pixel size, high full well capacity of 60,000 electrons, spectral range of 340nm - 1100nm, and sensor size of 21.8mm x 19.8mm, to 29.5mm and 2166fps @ 3.6-megapixel. Each pco.dimax camera is accompanied by intuitive PCO software. scitech.com.au
Flexicon filter receiver
Pharma grade filter receiver allows higher capacity while maintaining cleanability.
Flexicon's PNEUMATI-CON® Pharmaceutical Grade Filter Receiver for medium- to high-throughput vacuum and positive-pressure conveying of extra-fine, difficult-to-handle and/or contaminationsensitive bulk solid materials, features designs to readily change/ inspect filter cartridges and sanitise the interior.
A gas-spring-operated lid provides access to a removable filter plate, allowing cartridge filters to be removed and inspected or cleaned from the top, eliminating product hold-up points and cleaning difficulty associated with side access doors and bolted-in filter plates. Tri-clamp fittings additionally allow rapid disconnection and cleaning of all accessory parts and lines. Constructed of #316L stainless steel to pharmaceutical standards, the receiver housing is devoid of interior ledges, cavities or recesses that could harbour contamination, and features three tapered filter cartridges that separate conveyed material from the air stream. Automatic reverse pulse-jet cleaning of the pleated filter media maintains separation efficiency, while the tapered filter design improves material release. Available in 450 and 610mm diameters, the design can accommodate level sensors, pressure monitors, and other accessories. Typical applications include the separation of bulk pharmaceuticals, nutraceuticals, foods, and other contaminationsensitive materials being conveyed to tabletting machines, packaging lines and other downstream processes.
Flexicon also manufacture complete pneumatic conveying systems, flexible screw conveyors, tubular cable conveyors, bulk bag dischargers, bulk bag conditioners, bulk bag fillers, bag dump stations, drum/box/container tippers, weigh batching/blending stations and plant-wide bulk handling systems. flexicon.com.au
TwinCAT TE3850
Seamless automation - from data to AI model.
Artificial Intelligence is here to stay and today’s automation specialists are making AI-powered tools more accessible and userfriendly by developing manufacturing solutions that can be easily integrated into key processes. The TwinCAT 3 Machine Learning Creator, the TE3850 series, is one such example, as Ben Harrison, Project Manager for Beckhoff Automation explored. “The TwinCAT 3 Machine Learning Creator is a tool which has been developed to give controls and process engineers the ability to create, maintain and harness AI in their applications,” Harrison explained.
Machine learning involves three key steps. Data collection, Model training, and integrating the model into the control systems. “As OEMs, machine builders, or process engineers, you have access to a wealth of data—from temperature, pressure, vibration and torque readings to production counts, downtime, and user interaction,” Harrison said. “All this data is readily available through Beckhoff’s control system and sets the stage for effective machine learning applications.” Now, instead of involving experts in the fields of data science and AI for model training, customers can perform these steps in-house, using the TwinCAT 3 Machine Learning Creator. “You can own your data and process knowledge,” Harrison continued.
When asked about the key features of this product, Harrison adds, "The no-code development platform enables non-AI experts to efficiently develop high-quality AI applications. The Creator automates time-consuming AI development using cutting-edge methods from the field of automated machine learning. This helps standardise and conform to best practices.” “Additionally, as part of the training process, the trained models are optimised for
PNEUMATI-CON®
low latency to meet the real-time requirements of TwinCAT." This simplicity and standardisation also makes AI more accessible and offers a competitive edge to smaller enterprises that often lack in-house AI expertise. “Such features allow these companies to implement advanced technologies without the need for extensive resources or specialised knowledge.”
When discussing the practical applications of this technology, Harrison highlights, "an ideal application area for real-time models is AI-supported image processing for quality assurance and classification.” Other applications include replacing traditional sensors with AI model outputs – a cost-effective solution in scenarios where sensors are prohibitively expensive or unsuitable.
Harrison emphasizes the importance of accessible tools in the realm of machine learning. "The true potential of these advancements in machine learning can only be realized when they are in the hands of domain experts. Therefore, we must reduce the complexity and the level of AI expertise required to leverage this technology effectively.”
“This is precisely why the TwinCAT 3 Machine Learning Creator has been developed—to provide a user-friendly platform that empowers professionals across all industries to harness the power of machine learning in their applications,” he adds. For seasoned AI experts, this solution serves to streamline their workload considerably while minimising the potential for errors. “The tool accelerates project development through a transparent process that covers development, testing, and validation of the AI models. It supports the use of models in third-party environments via the ONNX open standard and facilitates automated report generation for auditing AI model creation,” Harrison concludes. beckhoff.com/en-au/
Pharmaceutical Grade Filter Receiver for vacuum and positivepressure systems offers total dust containment and toolfree interior access.
iC2 Micro Drive
Pacific Automation launches the Danfoss iC2 Micro Drive.
Pacific Automation, a leading provider of industrial automation solutions in Australia, is excited to announce the launch of the new Danfoss iC2 Micro Drive. This innovative and compact drive solution is set to revolutionise the efficiency and performance of various industrial applications.
The Danfoss iC2 Micro Drive is designed to deliver performance and energy efficiency in a compact form. Ideal for a range of applications, the iC2 Micro Drive offers robust functionality and versatility, making it a valuable addition to new or upgraded solutions.
Key Features of the Danfoss iC2 Micro Drive:
• Compact Design: The iC2 Micro Drive is engineered to save space while providing high performance, making it perfect for installations where space is at a premium.
• Energy Efficiency: With advanced energy-saving features, the iC2 Micro Drive helps reduce operational costs and supports sustainable practices.
• Easy Integration: The drive is designed for seamless integration into existing systems, offering compatibility with various communication protocols and ensuring smooth operation.
• User-Friendly Interface: The intuitive interface of the iC2 Micro Drive simplifies setup and operation, reducing downtime and enhancing productivity.
• Robust Performance: Built to withstand harsh industrial environments, the iC2 Micro Drive ensures reliable performance and long-lasting durability.
• Retrofitting Capability: The iC2 Micro Drive is an excellent replacement for the FC51 Micro Drive, offering a straightforward retrofit process that minimises downtime and maximises efficiency upgrades.
Andrew Fenn, our own, commented on the launch: "We are happy to introduce the Danfoss iC2 Micro Drive to our customers,” said Andrew Fenn, Danfoss Product Manager at Pacific Automation.
IO-Link/J1939
“Its combination of compact size, energy efficiency, and ease of integration makes it a game-changer for industries looking to optimise their operations and reduce costs. Additionally, the iC2's retrofitting capability ensures a seamless transition from the FC51 Micro Drive, making it an even more valuable solution."
The launch of the Danfoss iC2 Micro Drive aligns with Pacific Automation's commitment to providing cutting-edge solutions that meet the evolving needs of Australian industries. As the Sales Channel Partner for Danfoss products in Australia, Pacific Automation continues to support its customers with top-tier products and exceptional service.
Pacific Automation has been a trusted provider of industrial automation solutions in Australia for over 50 years. Specialising in delivering high-quality products and services to OEMs, integrators, and machine builders, Pacific Automation supports a wide range of industries, including manufacturing, material handling, and mineral processing. pacificautomation.com.au
radar scanner
Turck's MR15-Q80 3D radar sensor with IO-Link and a J1939 interface measures the distance, position, and movement of objects for collision-control applications.
Turck's MR15-Q80 is a robust IO-Link radar scanner that records and outputs data in three dimensions. It is the only device with these features that is available with a J1939 interface for mobile equipment. The 60GHz radar scanner detects objects up to 15 metres away within the freely definable detection angles of 120° horizontally and 100° vertically. The data can be used for 3D object detection, collision avoidance, height control or blind spot monitoring. Radar technology is more robust than alternative solutions such as laser or ultrasonic sensors, and is therefore very well-suited for use in mobile equipment, port facilities or intralogistics applications. Besides the position of objects, the MR15-Q80 also detects their movement and the intensity of the reflected waves. This data can be evaluated to differentiate between objects or to hide static interference from objects that are not relevant to the application. Users can parameterise up to six warning radii, which trigger two freely assignable switching outputs. Three signal spaces can also be defined, which can also be assigned to the two switching outputs and switch when an object is found within these spaces.
The TAS Turck Automation Suite simplifies the commissioning and best setting of signal and intensity filters, detection angles, warning radii and much more. The software visualises the raw data from the sensor in real-time in the web browser. turck.com.au
SMC JSB angle valve
SMC’s high-performance JSB angle valve series boosts flow rates.
To maintain a competitive edge in today’s fast-paced market, local industries are investing in new-generation solutions designed to improve performance, enhance productivity, and bolster performance. With this in mind, global automation leader, SMC Corporation Australia New Zealand (ANZ) recently announced the introduction of its JSB Series angle seat valve, with Rod Ryan, Head of Field Sales SA & Strategic Projects for SMC ANZ noting that “angling a valve can offer big benefits.”
“One of the key benefits to customers is the fact that the angle seat structure reduces pressure loss. This is particularly important in a time where every saving counts in boosting company’s bottom line and reducing energy loss,” adds Rod.
Offering a long service life and a large flow rate, the JSB Series is a great choice for steam, air and water applications in a wide range of industries such as water management, diary, food & beverage and other process controls.
Intelligent design for optimised performance
The JSB series is an air operated valve, featuring an angle seat structure to minimise pressure loss. It delivers up to three million cycles for steam applications, and up to ten million cycles in air and water applications. “Thanks to the JSB’s optimised flow channel shape, a larger flow rate is possible, with a valve flow coefficient of approximately 2.5,” says Rod.
“The addition of a new scraper function to the squeeze seal inside the valve enables more effective shut off of fluid leakage. A guide bushing prevents misalignment of the valve components during operation, and lengthens the life of the squeeze valve,” says Rod.
Electric actuator series
The JSB Series is an all-in-one valve with all stainless-steel construction, available with port sizes in 3/8" to 2". It’s robust and can handle fluids with high temperatures (up to 183°C for steam, and 99°C for air and water, respectively).
With its compact design (measuring just 166 mm in height), a builtin visual indicator and low maintenance requirements, this valve is easy to install and to use. “The modular design ensures each part of the valve – from the head assembly and body nut, down to the valve element assembly – can be replaced as needed, further simplifying maintenance of the valve,” adds Rod.
The JSB Series is available in seven size variations, to suit different application requirements, with optional fittings available for pilot ports and breathing ports. smcanz.com
SMC introduces all-in-one electric actuator with integral controller solution.
SMC Corporation’s latest electric actuator series, the EQ series of slide-type and rod-type actuators, feature a fully integrated controller, providing a simpler to set-up, easier-to-use, space-saving solution that simultaneously helps customers save energy, all while reducing CO2 emissions. Delivering the benefits that customers have come to expect from SMC’s electric actuators, the EQFS (slide type) and EQY (rod type) electric actuators are designed to overcome automation project challenges such as labour-intensive wiring, downsizing control cabinet space, reduce power demand and eliminate time consuming programming and commissioning.
“The EQ series is ideal for a whole host of applications, including transfer, assembly, lifting, dispensing, pressing and clamping. It is ideal for use in any automatic process where a higher degree of precision or control is required or where compressed air is not available,” says Jozef Ceh, Group Manager ANZ - Integrated Solutions for SMC. Another key benefit comes in the form of the exclusive free configuration software on offer, as Jozef explains: “Customers can set up the actuator via a single screen in just three easy steps.” Customers will opt for ‘set up operation mode’ before specifying the stopping positions and finally defining the speed, acceleration and deceleration by entering numerical values into the specific fields or by cycle time. “It is no more complex than controlling a two- or three-position solenoid valve, making it an easy to integrate solution.”
Save space and reduce cabling
Notably, the electric actuator and controller are part of the same product - saving on wiring time and space. “This simplified configuration, alongside, the use of only two connectors, also
eases set-up and facilitates immediate use,” adds Jozef. The series includes an optimised motor specification, updated control method and improved rotational efficiency, resulting in reduced heat generation from the motor and lower power consumption. “Depending on the operating conditions, it is also possible to reduce emissions by up to 60% compared with existing solutions.”
Easy to retrofit
To simplify retrofit applications, the EQ series has the same mounting dimensions as the SMC LEFS or LEY standard electric actuator series, making for easy replacement.
“All EQ series e-cylinders already come standard fitted with an Absolute Encoder system, but if further external sensing is required, they are compatible with standard SMC D-M9 series auto switches, for additional sensing over the entire stroke,” notes Jozef.
Jozef concludes saying that customers from a variety of industries requiring speed, accuracy, control or simply quieter and more energy efficient machines stand to gain from the latest addition to the company’s portfolio. smcanz.com
International collaboration and partnerships are moving our life sciences sector forward, as BIO 2024 showcases Australian life sciences innovation globally.
Carole Goldsmith reports.
This June, the life sciences industry association AusBiotech partnered with MTPConnect, Australia’s innovation accelerator for the life sciences sector, and led an Australian delegation of over 500 life sciences professionals and government representatives to the BIO 2024 International Convention in San Diego, USA. This is the world’s largest and most comprehensive annual biotechnology and business partnering event. Held from June 3 to 6, BIO 2024 represents the whole biotech ecosystem, with more than 18,500 industry leaders attending from across the globe. This year, the Australian delegation was the largest group to attend this convention.
“The Federal Government has designated medical science as a national priority area for Australia,” MTPConnect CEO Stuart Dignam says. “We have had fantastic support from the Federal Department of Industry Science and Resources, CSIRO and the NSW, VIC, WA, SA, and QLD State Governments.”
“Our role at BIO 2024 was to bring everyone in the Australian delegation together. We created the BIO 2024 Australian Pavilion to showcase Australian life sciences companies at this global business event,” says Dignam.
A Memorandum of Understanding (MoU) was signed on 4 June at BIO 2024 by Dignam and Biocom California Chief Executive Officer Joe Panetta to support the growth of life sciences companies.
The Hon. Ed Husic MP, Minister for Industry and Science, who led Australia’s presence at BIO 2024, was also at the Pavilion for the occasion. The agreement sees the two organisations working together on collaborative programs and events, providing key connections and in-market support, exchanging information on key issues and trends, and support for investment and trade missions between Australia and USA.
“The US is the world’s biggest pharmaceutical and medtech market and Australia’s largest two-way investment partner,” advises Dignam. “This agreement with Biocom California will help open up new markets, plus commercial and collaboration opportunities for Australia’s life science start-ups, SMEs and researchers.”
MTPConnect also organised a US company tour for interested Australian delegates to attend ahead of the BIO 2024 week.
“International markets are a priority for us and the biotech sector,” says Dignam. Delegates visited life sciences companies in San
Diego including global science and technology leaders: J&J Innovation, Illumina, Novartis, and Truvian Sciences.
$180m invested in 200 life sciences projects
MTPConnect operates accelerator programs to support cuttingedge medical technology, biotechnology, and pharmaceutical innovation. Since its inception, around $180m has been invested in 200 projects. Founded in 2015 by the Australian Government, MTPConnect is a not-for-profit organisation established to assist in Australia’s vibrant medical product sector growth.
“Medical science manufacturing is a focus for the Federal Government’s National Reconstruction Fund,” advises Dignam. “We take a holistic view of manufacturing as you have R&D at the beginning, through to product development and small runs manufacturing. You then have the safety, regulatory and efficacy approvals through the Therapeutic Goods Administration (TGA) and then you need to get the product launched and it goes to market. You cannot manufacture a medical product that has not been developed properly.”
“We also need skilled people to deliver R&D and manufacturing programs. Our Researcher Exchange and Development within Industry (REDI) initiative is successfully developing Australia’s life sciences sector workforce.” Over the past four years, REDI has delivered training, mentoring and industry placements to more than 8,400 participants across Australia. The program has provided researchers with a diverse range of industry experiences and delivered 48 targeted training programs in skills like Good Manufacturing Practice (GMP) and Quality Management Systems (QMS). It has also provided innovation training for clinician entrepreneurs including nurses, allied health professionals and doctors. In May, MTPConnect was selected as an Industry Partner Organisation to support start-ups and small to medium enterprises under the Australian Government’s Industry Growth Program. Most recently, it launched a joint AI accelerator with the Advanced Robotics for Manufacturing (ARM) Hub to help biomedical companies harness the power of data and artificial intelligence. Successful participants will receive up to $50,000 in matched funding, upskilling in the use of AI and data analytics, access to affordable data management infrastructure, and help in developing a tech-ready workforce.
“Last year, we wrapped up the projects funded through our WA Life Sciences Innovation Hub voucher scheme, providing a major boost to medical products manufacturing in WA,” says Dignam.
“Five WA-based companies were awarded a total of $450,000 to accelerate their advanced manufacturing capabilities. Matched by the businesses’ total $600,000 contribution, this initiative saw more than $1m invested to accelerate WA innovation projects requiring advanced manufacturing capabilities, driving job creation and economic growth.” When Dignam first joined MTPConnect in 2019 to lead corporate communications, the organisation had six staff, working out of an office at Monash University in Melbourne. Five years on, the organisation has grown to handle the increased demand for its funding programs and services, with staff located at its head office in Melbourne and state hubs in Perth, Adelaide, Brisbane, and Sydney. “We have a terrific MTPConnect team across Australia and we invite life sciences companies to contact us to discover more about what we have on offer,” says Dignam.
Additive Surgical
Adelaide spinal implant manufacturer Additive Surgical CEO and Co-founder, Gibran Maher says that MTPConnect does a fantastic job in championing the growth of the Australian med-tech sector.
“The MTPConnect, Adelaide intermediary program is based locally, close to us at Kent Town, an inner Adelaide suburb,” said Maher. “It works with companies, universities, medical research institutes, health professionals and funders, to strategically build capacity, connection, and opportunity.”
Additive Surgical is the first Australian company to manufacture “off the shelf” 3D printed titanium novel spinal implant technologies. “The core products we manufacture are spinal fusion cage devices,” Maher advises. “These are mainly used for spinal degenerative and deformity correction. One titanium implant replaces the worn disc and restores the spine’s height and balance.”
Established in 2020, the company is located at Colab.Tech in Kent Town. “We have created a med-tech hub here as Additive Surgical is co-located with five other companies on-site: Actis Medical, Evolution Surgical, BFF Surgical, Civitas Medical and Atlas Orthopaedics. Flinders University is our primary academic collaborator.”
“We are also working very closely with Flinders University’s Medical Device Partnering Program and its Medical Device Research Institute, which also have a presence at the Colab.Tech hub,” says Maher. “We provide important internships and employment pathways for Biomedical engineering graduates. Currently, we have a Flinders University Biomedical Engineering Masters student and a PhD student engaging with us on projects.”
Additive Surgical has been manufacturing spinal implants for the past five months and is already exporting to the NZ markets. We have been working closely with a group of Australian and NZ spine surgeons and our engineers to design and develop new implants.
“It is easier to enter export markets than to sell our products in Australia,” says Maher. “Unfortunately to supply into Australia, the pathway through the TGA Conformity Assessment, is lengthy and expensive compared to export markets, which makes launching locally difficult.”
Continued on next page
Continued from previous page
The TGA’s site reports that conformity assessment is the systematic and ongoing examination of evidence and procedures to ensure that a medical device (including IVD medical devices) complies with the Essential Principles which set out safety and performance requirements. “Commercially we will launch in many markets before we can launch in the Australian market. This is where I believe that local medical device manufacturers need some policy support from our regulator to fast-track local med-tech manufacturing innovations.”
Additive Surgical supplies its medical products to global distributors. As well as the spinal implants, the company is also developing foot and ankle implants, CMF (cranio-maxillofacial) implants and other implants. It uses GE Additive Concept Laser M2 Series 5 machines to manufacture its spinal implants. Maher says that these machines have reliable systems and provide fine resolution and detail.
When asked if there are other companies in Australia or globally making spinal implants, Maher responds: “3DMorphic is manufacturing patient specific spinal implants in Sydney. The team there are very talented and has pioneered patient-specific technology which is fantastic for the Australian spine manufacturing ecosystem. Globally there are several manufacturers in the spinal implant space.”
Additive Surgical is a partner with Tsunami Medical in Italy, one of the global leaders in innovative spinal implant technology. “Tsunami Medical has some of the best spinal implant intellectual property (IP) globally and we are working closely with them complimenting each other’s skill sets,” Maher says. “The global market presence that Tsunami Medical has achieved is worthy of applause and Additive Surgical is continually upskilling and learning from its staff with their decades of global experience.”
This July, Additive Surgical announced a partnership with UK company Osteotec. Maher advises that his company is working with Osteotec to manufacture a range of off-the-shelf spinal implants for the UK market: “Different markets have different philosophies around spine operations and Additive Surgical is partnering with leading distributors globally to address these specific market needs and taking a clinician centric approach to manufacturing spine technology.”
Ongoing clinical refinement for innovative new medical implants
Additive Surgical continues in its clinical research stage for new innovative medical implants developed through its quality and regulatory system. “We are further developing some of our core products and proceeding with a range specific to certain regions. Being an SME, we must capitalise on our fast-moving and agile nature.” When asked if the company receives Federal or State Government grants to help develop implant prototypes, Maher responds: “No, we have not received any grants or funding from the government to develop our products. The turn-around of some of the available grants presents some challenges.
“We are moving as quickly as possible to get more products to market and some of the grants can take up to 12 months to receive an outcome on, which makes aligning the grant with the needs of the business very difficult. We are 100% private industry driven and funded and what we are doing is truly unique.”
The US International Trade Administration reports that around 85% of Australian medical devices and diagnostics are imported, while nearly all medical technology products manufactured in Australia are exported. The three major suppliers of medical imports are the United States, China, and Germany. The United States is the largest supplier of medical products, accounting for 31% of Australia’s imports.
“Australia is consistently in the top five countries in the world for IP generation,” says Maher. “This is fantastic and we punch above our weight. However, we fail to translate this strength into commercialisation. Often our IP ends up overseas, only for Australia to then import med tech products back into Australia that were based on Australian IP.”
“However, Australia is invariably in the bottom three countries in the OECD for commercialisation translation of IP, depending on which report and measure you look at. The take-home message is that Australia is great at R&D and IP generation, however, it fails dismally at translating this to local manufacturing and exporting high-value med tech products. If there were regulatory support and streamlined pathways from our regulator for Australian-manufactured medical devices, this would provide significant benefits to local med-tech manufacturers. If the TGA approval could gain reciprocity approvals in other countries, this would assist sovereign capability.”
Many other OECD countries have comprehensive policies and pathways for local IP to be manufactured, launched, and reimbursed in their local market first, providing an ideal platform for export growth. “Our company’s future is to keep moving onwards and upwards. We are working with global clinicians to invent new medical devices and bring these to market.”
Work-life balance is also essential to Maher, and he admits that it is tough managing the balance of family and business. “However, one of the lessons that I have learnt in business, is that although I travel about 50% of the year, when I am with my family, I need to be fully engaged and present. Doing projects with my sons like a recent tree house we built together is such a fulfilling part of the life I prioritise.” additive-surgical.com mtpconnect.org.au
Portable sensor tech
Queensland-designed tech could help turn the tide on ovarian cancer.
It is a challenging disease to spot and claims the lives of 1,000 women every year. Still, researchers at the Australian Institute for Bioengineering and Nanotechnology (AIBN) are hoping to turn the tide against ovarian cancer with a device that can detect it as early as possible. Over the next five years, AIBN nanodiagnostics specialist Dr. Mostafa Kamal Masud will use a $750,000 Next Generation Cancer Research Fellowship from Cancer Council Queensland to develop a low-cost, benchtop device that picks up the earliest indicators of ovarian cancer in a patient’s blood, while also precisely monitoring the disease through treatment.
Detecting ovarian cancer early is crucial for patient survival but extremely difficult given symptoms are often vague and resemble other illnesses, and current screening tests are ineffective.
This means of the 1800 or so Australian women who are diagnosed with ovarian cancer each year, 70% have already reached an advanced stage of the disease. Dr. Masud said he hopes to improve the odds with new portable sensor technology that steers patients towards preventative care options as soon as possible.
“The testing methods for ovarian cancer that do exist are quite expensive and tedious, which makes screening very tricky,” Dr. Masud said. “And, of course, the longer something like this is left undiagnosed, the more serious the problem becomes. “That is why many people diagnosed with ovarian cancer have already reached a point where it has spread to other parts of their body.”
Through his five-year fellowship, awarded through the National Health and Medical Research Council’s Investigator scheme, Dr. Masud will develop novel mesoporous nanostructures capable
of automatically isolating, purifying, and simultaneously detecting cancer biomarkers in a patient’s blood. Dr. Masud said this biosensor technology would be designed as a compact, portable, and simple device to be operated out of a GP’s office.
This will make it suitable for communities that might not have the technicians and equipment that are usually required to amplify cancer biomarkers and interpret the data. The project is also a deeply personal one for Dr. Masud, following the untimely loss of his aunt to ovarian cancer, and the loss of his grandmother to colon cancer due to late-stage detection.
“I have seen how cancer affects people and their families, and their strength and stories of hope inspire me,” he said. “This motivates me to work on finding solutions for this tough disease.”
Cancer Council Queensland chief executive officer Andrew Donne said he was proud that the Next Generation Cancer Research Fellowships program has enabled researchers like Dr. Masud.
“Replacing the ACCR grants scheme, these fellowships fund earlycareer cancer researchers – like Dr. Mostafa Kamal Masud – who are on the frontline of clinical innovations in cancer detection and treatment,” Donne said.
“Thanks to our generous donors, Cancer Council Queensland is proud to fund local researchers like Dr. Masud, who will go on to make global breakthroughs. With their innovative approaches and deep personal commitment to improving patient outcomes, these recipients represent the future of cancer research, and we are proud to provide the necessary funds to support their life-saving work.” uq.edu.au
Cylite’s HP-OCT
When telecommunications R&D crossed the boundaries into ophthalmic research and led to the Australian design and manufacture of a revolutionary new whole eye imaging system. Paul Hellard reports.
Brothers Steve and Grant Frisken used to have regular phone hookups on Sundays. Steve, an optical physicist was working in the telecommunications industry, and Grant was leading the software development for a corneal topographer (using reflectance light to measure the front surface of the eye).
Grant knew if you could find a way to keep the eye perfectly still then optical coherence tomography (OCT) had a whole new life in the ophthalmic field, beyond imaging the back of the eye. If you could remove motion artefacts (caused by the eye's movement) then the micronlevel accuracy of OCT could be used to measure the critical surfaces at the front of the eye. These are the measurements you need for the precision of cataract and refractive surgery, as well as monitoring other important ophthalmic eye diseases such as myopia and keratoconus. Grant threw the challenge to Steve to come up with a new way of using OCT to image the eye knowing that eye movement will always
be present. They just needed the time, the people and the space to prove the concept. They rode the dot com dragon and fought to gather the right brains for their dream company, Cylite.
Fast forward to today, and Cylite is a high-precision engineering and medical manufacturing company in Melbourne, which has designed and produced a revolutionary whole-eye imaging system. The Hyperparallel OCT, or HP-OCT, is a diagnostic ophthalmic and optometric device that uses world-first 3D imaging to provide micron-accurate measurements of the eye and monitor conditions such as keratoconus, closed-angle glaucoma, presbyopia, cataracts, corneal infections and biomechanics. This cutting-edge optomechanical design, high-speed image acquisition and advanced parallel software processing integrate the functions of more than four existing instruments into a single, automated platform.
From its beginnings in 2013, the Frisken brothers gathered two further experts in their fields to found the company and guide the vision of the Hyperparallel OCT. Cylite now has an office and scalable clean room facility close to Monash University, over 100 employees and many orders to fill. The new CEO Kylee Hall spoke about the manufacturing of the mechanical, and metallic parts by local Australian companies like Formero, Computool, Markerry and Guhring (many others) and the electronics were built here in Australia by SRX Global Australia. “Unfortunately, nobody in Australia manufactures the high-end optics we need in the HP-OCT,” Hall says. “These are extremely speciality lenses that need to be imported from countries such as Germany, Switzerland, China and the USA.” With over 2,000 individual parts in the Cylite HP-OCT, everything is assembled in their facility in Mulgrave. "We are just over 10 years into this and only now preparing for commercialisation," Cylite CEO Hall said. Doing it right has been very important for Cylite. “ISO-13485 Certification is one of the many standards we must adhere to for
Medical Equipment of our Class, ten years is how long it takes to tick all the regulatory boxes. It’s a long and costly process.”
Design
Cobalt Design was engaged by Cylite as a key collaboration partner to assist with the design and development of the HP-OCT device. AMT spoke with Kynan Taylor, Associate Principal at the North Melbourne studio. “Cobalt developed the device industrial design for Cylite,” said Taylor, “along with detailed engineering and design for the manufacture of the device enclosure, including integration to the functional internal elements.”
Working closely with the Cylite team, this was a process of transforming a unique, novel technology into a refined, worldclass product that meets both user needs, functional requirements, and global market expectations.
“Cobalt also supported the development and testing of device prototypes, and provided technical support during the transfer to manufacture phase of the project,” Taylor added. While a fair proportion of the metal componentry was die-cast, and fabricated in Australia, some was manufactured in Singapore and China. All assembly stages in the optical blocks and final product tests are done locally.
“User-centred design is a fundamental principle in our approach to product development, especially medical device design,” Kynan Taylor said. “Ensuring that products are safe and effective necessitates a focus on the user and their needs, which is why usability and human
factors engineering (HFE) is integral to ISO-13485, the international standard for medical device design and manufacture.”
Patients undergoing medical procedures, such as ocular diagnosis, often feel a level of apprehension. A product’s appearance and the way the patients interact with the device play an important role in alleviating these concerns. By combining appropriate manufactured materials, forms and colours, and ensuring the product is easy and comfortable to use by both patients and clinicians will often lead to better health outcomes.
“Our approach to the development of the HP-OCT was to create a product that improved patient experience by creating an approachable, integrated form combined with soft-touch patient contact points,” explained Taylor. “This design accommodates a wide range of patient demographics, considering variations in height, face size, and shape. Features such as a forward-angled chin and headrest, along with an auto-height adjustable chinrest, enable patients to intuitively and accurately position their head, allowing the HP-OCT to automatically align with the patient’s eye.”
The tech
The technology shares some of the key components of a spectral-domain OCT (SD-OCT) but adds a micro-lens array to split the light source into 1,008 individual beamlets. Each of these beamlets is imaged onto the eye and simultaneously measured in a single ‘snapshot’ capture (which Cylite terms a frame). The HP-
OCT captures 300 frames per second, each containing 1,008 A-scans, to give an A-scan rate of 302,400 A-scans per second. Although the A-scan rate is very high, the HP-OCT’s patented simultaneous measurement technique does not impact the dwell time for acquiring data at each point. The signal-to-noise ratio at each of the beamlets is typically more than 100dB, allowing very high-quality images to be acquired at high acquisition speeds and removing motion artefacts.
Upgrades
Since its long-awaited public launch in 2023, Cylite has recently released a new software upgrade, which has expanded its optical scanning capabilities from a 9mm zone to 16.6mm. This new scan allows sagittal height and elevation maps beyond the cornea and onto the sclera, extending its application to cover all contact lenses. The OCT market is worth around $US$2.5bn and is expected to grow to US$7.76bn by 20301, largely dominated by multinationals from the United States, Europe and Japan. Three years ago, Cobalt Design, Cylite’s industrial design partner, and Cylite itself received the Victorian Premier’s Design Award of the Year and Best in Category. This was after winning Engineer Australia’s Sir William Hudson Award in 2020. The following year they also won the Good Design Gold Award with the HP-OCT.
cyliteoptics.com
cobaltdesign.co/work/cylite-hp-oct
Manufacturing a better you
A US initiative is intending to kick start an industry in purpose-built organs and tissues for human transplantation. Could we do the same thing in Australia – maybe even lead the field in bio-fabrication? Drew Turney reports.
The World Health Organization says around 422 million people are living with diabetes worldwide, with 1.5 million deaths attributed to the disease every year. The US National Kidney Foundation says over two million people are receiving kidney treatment with either transplants or dialysis. The human suffering is staggering, to say nothing of the public health bill – $3.4bn in Australia on diabetes alone.We're 3D printing concrete, glass and wood – why not organs, built from cells donated by the patient, vastly reducing the risk of the body rejecting transplanted organs?
3D printing organic structures aren't new. We've done it with bones and cartilage, and scientists in Korea recently produced 3D blood vessels with viable pores.
As both healthcare costs and the human population balloon, bio fabrication might be the most important new manufacturing technology of the near future. But proof of concept in a lab is a long way away from bespoke hearts, lungs or livers rolling off a production line. How will we get there?
“We're some way from it, but it's achievable,” says Professor Gordon Wallace of the University of Wollongong's Australian Institute for Innovative Materials. “Advances in several industries need to align and converge.” When that happens, bio fabrication is going to be not just an urgent social need but a potentially gigantic market. It's one of a US initiative called the Advanced Regenerative Manufacturing Institute (ARMI) hopes to kick start. ARMI is a pre-competitive cluster of life sciences companies and research organisations collaborating to perfect the at-scale commercial production of purpose-built human organs and tissues.
Established with a US$80m grant from the US Department of Defence, the lynchpin of ARMI is BioFabUSA, a nonprofit that wants to integrate cell and tissue culture science with advances in biofabrication, automation, robotics and analytics to create scalable manufacturing processes. Since its inception a few years back, BioFabUSA has grown to over 100 members. "To get an industry up from nothing we're going to need standards and systems," says Inventor and tech entrepreneur Dean Kaman (famous for the Segway), who's leading ARMI's development. "We need a massive infrastructure to turn this into a high-volume business."
Advance Australia
But while ARMI might be the only bio-fabrication industry purposebuilt to make the technology widespread and affordable, it's not the only body advancing the science in the field. As famous as we are for world-renowned research and higher learning institutions in Australia, local scientists, companies and programs are wellrepresented in bio fabrication.
Does that mean Australia might be a critical market in the industry's development? A CSIRO report from February 2024 said the field of synthetic biology could be worth $30bn and create 50,000 new jobs by 2023. And some are already following ARMI's example. In August 2023 the Victoria state government announced $5.75m to establish the Victoria Medtech Skills and Device Hub at Melbourne's St Vincent's Hospital, which will bring businesses and universities together and offer over 1,000 training places to get tomorrow's biofabrication industry ready.
Another is the University of South Australia's Future Industries Institute, an initiative that will use 3D printing to combat everything from blindness to epilepsy. According to the Institute, the diseases that have baffled scientists for centuries are all based on misfiring neurons, so the answer is carbon-based biocompatible inks printed into soft flexible devices that can be surgically implanted,
electronically communicating with the neural network on demand. The idea of 3D printed organs and tissues might also make you think of an enormous, pristine factory packed with multibillion-dollar equipment, the sort of place they make semiconductors and which we don't have the capacity for in Australia. But when AMT Magazine toured ARMI late in 2023, the action was taking place in some labs and a clean room not much bigger than a university lecture hall. Our first thought was 'Couldn't someone at home do this quite easily?'
"While we haven't had funds from the Australian government anywhere near ARMI's $80m, smaller players are making great strides in this space," says Professor Laurence Meagher, director of ARC CTET – the ARC Training Centre for Cell and Tissue Engineering Technologies, a partnership between Monash University, the Queensland University of Technology and 22 partner organisations. "Most academics aren't trained to develop a product and understand markets, and universities aren't equipped or funded to do more than the basic research. So we need to improve our understanding of how this all works. One of the things we've focused on is workforce development, just for these types of applications."
One of the technical obstacles to scaling any personalised medicine is that it increases cost – non-personalised (also called allogeneic) cells and samples are easier to scale. To help establish a research/commercialisation pipeline, ARC CTET has been working with a company called Gelomics Pty Ltd to 3D print human skeletal muscle cells, and they're almost at the pre-clinical model stage.
"Working directly with a company gives us a path to market," Meagher says. But while Australian expertise and local industrial infrastructure that can take part in giving people new kidneys, eyes or bones shows promise, do we have the potential to actually lead the way?
Associate Professor Laura Bray, ARC CTET's deputy director, thinks we have the skills, but there's a gap in product development and regulatory expertise, which she says is mostly locked up in commercial enterprise rather than science and research.
But she adds that the graph is showing an upswing. "AusBiotech recently said there are around 100 Australian companies in tissue engineering and regenerative medicine, and SME numbers in the field are expected to increase exponentially over the next 10 years," she says. "Overall the field is poised to go from proof-of-principle to clinical validation and ultimately standardisation, paving the way for commercialisation."
"The challenges ahead are around fragmentation in the industry, a lack of personnel who are well versed in the skillsets, scaling production to a commercially viable level, optimising advanced manufacturing technologies and processes like automation and the cost of goods associated with scaffolds and cell carriers, media and growth factors," she says.
Bray considers Australia a leader in taking new technologies through regulatory pathways but says we just need to reduce fragmentation and streamline the development of cell-based tech into viable products. "Recent reports about Canada, and we have a comparable sector in Australia, said a dedicated centre with strategic infrastructure investment, targeted funding and expertise would do that." At the University of Wollongong, Wallace is more emphatic. "Yes, we have the potential to lead," he says, "But we'll need to lead on all fronts – technical, clinical, commercial and regulatory. The industry/commercial models are still emerging but we're fortunate to have an integrated researcher-clinician ecosystem."
The public interest
But as well as investing in the industry and expertise at the start-up level, the government also has a role to play because it needs to regulate the therapies on offer when we 3D print organs.
Will (or can) it put its money where its mouth is and facilitate a smooth ride when the time comes instead of throwing up barriers to innovation when makers and marketers are as keen to unleash bio-fabrication as patients are to use it?
Cell-free materials (ie not containing any biological source material) are easier to get regulatory approval for, but bioprinted constructs are combination products, which makes them higher risk – more constituent elements mean more things can go wrong.
Costs are also an issue. Reimbursement from insurance companies or government health schemes is uncertain until a production pipeline and patient efficacy measures emerge, so they might be out of the reach of most consumers.
That means regulating it properly is extremely hard until costs come down thanks to scale and automation, which will in turn shorten the development cycle and improve quality and safety.
"Yes, regulation will slow things down," Wallace says, "and so it should." He adds that the key thing is to balance risk versus reward – if other countries beat us to it the ship will have sailed, but so far he's encouraged by the willingness of the Therapeutic Goods Administration (the Australian regulator) to engage with researchers and clinicians in the early stages.
So if we want to see livers, kneecaps or cochleas sent overseas with 'Made in Australia' tags dangling from them, there are certainly hurdles to be cleared, but we have a chance.
rockwellautomation.com
The Surftest SJ-210 is a user-friendly surface roughness measurement instrument designed as a handheld tool that can be carried with you and used on-site
Easy to use
• 2.4-inch colour graphic LCD with backlight
• Simple key layout
The Surftest SJ-210 can be operated easily using the keys on the front of the unit and under the sliding cover.
Highly functional
• Advanced data storage capabilities
• Optional memory card
• Password protection
• Multilingual support
• Stylus alarm
An alarm warns you when the cumulative measurement distance exceeds a preset limit.
Extensive analysis and display features
• Complies with many industry standards
The Surftest SJ-210 complies with the following standards: JIS (JISB0601- 2001, JIS-B0601-1994, JIS B0601-1982), VDA, ISO-1997, and ANSI.
• Displays assessed profiles and graphical data
In addition to calculation results, the Surftest SJ-210 can display sectional calculation results and assessed profiles, load curves, and amplitude distribution curves.
Future micro-moulding
In the dynamic medical field, micro-moulding has increasingly become the foundation for innovation, particularly in creating cutting-edge biomedical devices. Paul Runyan, Vice President of Sales and Marketing at Accumold, discusses the future of biomedical applications.
This article explores the transformative impact of micro-moulding within the biomedical industry. It highlights how the unparalleled precision, scalability, and customisation offered by micro-moulding pave the way for future breakthroughs in patient care. These technologies facilitate the miniaturisation of devices, making procedures less invasive and more efficient, thereby significantly enhancing patient outcomes. The insights presented underscore the critical role that micromoulding plays in current medical device development and in shaping the future landscape of healthcare technologies.
Micro-moulding
Micro-moulding is a specialised manufacturing technique that produces extremely small components crafted from a broad palette of different polymers and characterised by their high precision and meticulous accuracy. The significance of micro-moulding is highlighted by its critical role in developing miniature medical devices featuring intricate shapes and made from advanced, high-performance materials, which are increasingly required for innovative healthcare applications. These applications include, but are not limited to, tiny implants, sophisticated surgical tools, and advanced diagnostic equipment. This capability to fabricate small-scale, complex components is essential as it supports the advancement of medical technology and enhances the functionality and effectiveness of medical treatments. The primary advantage of micro-moulding lies in its exceptional precision. This technique is essential for producing medical devices such as stents, catheters, and wearable sensors that must meet specific dimensional requirements and stringent health and safety standards. Micromoulding achieves this by allowing the production of components with ultra-fine tolerances, often in the range of just a few microns, and it does this repeatably. There is a demand for zero failure rates in safety-critical applications.
Another significant benefit is the extensive customisation possibilities micro moulding allows. The process can be finely adjusted to create unique geometries tailored to specific medical needs. This level of customisation not only applies to the physical shape of the components but also extends to the choice of materials used, enabling the production of devices that meet exact requirements for flexibility, biocompatibility, or biodegradability.
Pioneering techniques and innovations
Companies like Accumold are leading innovators in micromoulding, consistently pushing the limits of what can be achieved in manufacturing tiny, precise components. Accumold excels in creating micro-moulded plastic parts that are used across various critical sectors such as medicine; the company utilising proprietary micro-moulding techniques to manufacture parts that are not only smaller than a grain of sand but also feature intricacies that measure just a few microns across. The sophistication of Accumold’s operations is reflected in the company’s in-house production of specialised micro tooling designed specifically for the vagaries of micro-scale production. The company also uses advanced polymers tailored to the specifics of a particular application, ensuring that each part meets rigorous quality standards. Accumold’s pioneering work in micro-moulding is especially significant in the medical industry, where its advancements are making way for the development of more complex, reliable medical implants and devices. This technological progress is crucial for evolving medical treatments and equipment, setting new
benchmarks in the healthcare sector and beyond. Accumold has recently found a way to micromould thin wall cannulas in very high volumes. Micro injection moulding enables the creation of intricate and consistent cannula designs with precise wall thickness control. It eliminates the need for separate extrusion, tipping, and glueing steps by producing the entire cannula in a single mould, enhancing product reliability and reducing the risk of defects. This approach improves the quality and reliability of the cannulas. It offers a more scalable and cost-effective solution for meeting the demands of high-volume production in the medical industry. Micro moulding cannulas at volume with an outside diameter of 0.889mm, an inside diameter of 0.6858mm, and a wall thickness of 0.1016mm are routine at Accumold.
Future directions and technologies
The future of micro-moulding in biomedical applications looks highly promising, with several innovative directions that could significantly impact medical treatments and patient care. One key area of interest is using biodegradable polymers, which are already used in — but are poised to revolutionise — the field of implantable medical devices. These polymers can create temporary implants or scaffolds that naturally dissolve within the body once they have served their intended purpose. This capability effectively eliminates the need for a subsequent surgical procedure to remove the implants, thereby reducing patients' overall risk and discomfort. Micro-moulding is key to future biomedical advancements, offering unmatched precision, scalability, and customisation for medical device manufacturing. As micro-moulding technologies continue to evolve, they promise to further revolutionise patient care, making treatments less invasive, more effective, and highly personalised. The ongoing developments and innovations in this field are not just enhancing existing applications but also opening up entirely new possibilities in the medical sector. accu-mold.com
AMTAR
UQ hub to enable a new range of precision cancer treatments.
A range of hyper-accurate cancer drugs is in production at a newly opened research and manufacturing hub at The University of Queensland. The newly opened Australian Research Council (ARC) hub for Advanced Manufacture of Targeted Radiopharmaceuticals (AMTAR) is a one-stop shop that connects biotech firms with the expertise and equipment needed to design, test, and deliver groundbreaking precision cancer treatments.
Created through a $5m ARC grant and more than $10m in industry funds, the AMTAR hub will operate out of UQ’s Australian Institute for Bioengineering and Nanotechnology (AIBN) with support from collaborators across the radiopharmaceutical supply chain.
Hub leader and AIBN director of research Professor Kris Thurecht said radiopharmaceuticals were an emerging group of drugs designed to spare the body from the harsh effects of cancer treatment. “The medical technology is still very much in development, but radiopharmaceuticals already represent a multibillion-dollar industry that will be integral to modern healthcare,” Professor Thurecht said. “Through AMTAR we have an opportunity to position Australia as a global leader in this field.”
Therapies like chemotherapy and radiotherapy have traditionally been the backbone of cancer treatments but the indiscriminate application of radiation means healthy cells are also damaged. Professor Thurecht said radiopharmaceuticals instead offered a highly personalised and targeted approach by sending radiationequipped proteins only to the site of cancers, minimising the impact on the body. “Radiopharmaceutical science has been around for decades, but it is only through recent advances in scientific infrastructure and instrumentation that we have been able to conceive and create commercially viable products,” Professor Thurecht said.
“AMTAR is the place where this happens, where biotech firms can connect with the scientific expertise and infrastructure needed to develop new drugs and manufacture them at scale.”AMTAR is a collaboration between UQ, the University of Sydney and multi-national radiopharmaceutical industry partners including Telix, AdvanCell, Starpharma, Clarity Pharmaceuticals, Cyclowest, and GlyTherix. The hub will also feature contributions from The University of Nottingham, and University of Tokyo, as well as the Oak Ridge National Laboratory and Memorial Sloan-Kettering Cancer Centre in the US.
ARC Acting Chief Executive Officer Dr Richard Johnson said the AMTAR hub would help unlock the power of radiopharmaceuticals, positioning Australia at the vanguard of a rapidly growing industry. “The ARC has a proud history of facilitating collaborations that promise wider research benefits and commercial opportunities,” Dr Johnson said. Telix Chief Scientist, Dr Michael Wheatcroft, said it was an exciting partnership. “AMTAR will accelerate the development and commercialisation of novel radiopharmaceuticals in Australia and the team of high-quality industry, academic and research partners will enable the translational science required to bring these innovative new technologies to patients,” Dr Wheatcroft said. amtarhub.com.au
PSICHIC
Artificial Intelligence leads the way in manufacturing new drugs.
Australian researchers, led by Monash University, have invented a new AI tool, poised to reshape virtual screening in early-stage drug discovery and enhance scientists’ ability to identify potential new medicines. Although computational methods within drug discovery are well established, there is an indisputable gap when it comes to novel AI tools capable of rapidly, robustly and cost-effectively predicting the strength of interactions between molecules and proteins – a critical step in the drug discovery process.
The Australian invention ‘PSICHIC’ (PhySIcoCHemICal) brings together expertise at the interface of computing technology and drug discovery to offer an entirely new approach. The study demonstrates how PSICHIC uses only sequence data, alongside AI, to decode protein-molecule interactions with state-ofthe-art accuracy, while eliminating the need for costly and less accurate processes such as 3D structures.
Dr Lauren May, co-lead author from the Monash Institute of Pharmaceutical Sciences (MIPS), said the team has already demonstrated that PSICHIC can effectively screen new drug candidates and perform selectivity profiling. “Comparison of experimental and AI predictions of a large compound library against the A1 receptor - a potential therapeutic target for many diseases - demonstrated PSICHIC could effectively screen and identify a novel drug candidate. Moreover, PSICHIC was able to distinguish the functional effects of the compound or, in other words, the way in which the drug might affect our bodies,” Dr. May said. “There is enormous potential for AI to completely change the drug discovery landscape. We foresee PSICHIC reshaping virtual screening and deepening our understanding of protein-molecule interactions.”
Data scientist, AI expert and lead author, Professor Geoff Webb from Monash’s Department of Data Science and Artificial Intelligence, said while other methods for predicting protein-molecule interactions already exist, they can be expensive and falter in their ability to predict a drug's functional effects.
“The application of AI approaches to enhance the affordability and accuracy of drug discovery is a rapidly expanding area. With PSICHIC, our team has eliminated the need for 3D structures to map proteinmolecule interactions, which is a costly and often restrictive requirement,” Professor Webb said. “Instead, PSICHIC identifies the unique 'fingerprints' of specific protein-
molecule interactions by applying AI to analyse thousands of protein-molecule interactions, resulting in faster and more effective screening of drug compounds without the need for rendering protein or molecule structures in high-resolution 3D.”
Dr. Anh Nguyen, co-lead author from MIPS with strong expertise in AI approaches to drug-receptor interactions, emphasised the importance of these interactions.
“Interactions between molecules and proteins underpin many biological processes, with drugs exerting their intended effects by selectively interacting with specific proteins. There have been significant global efforts to develop new AI-based methods to accurately determine how a molecule might behave when it interacts with its protein targetafter all, this is the core building block to making medicines,” Dr. Nguyen said. First author Huan Yee Koh, a PhD candidate from Monash’s Faculty of Information Technology, highlighted the motivation behind the design of PSICHIC for drug discovery.
“AI has the potential to dramatically improve the robustness, efficiency and cost at multiple stages during the drug discovery process, from early-stage discoveries right through to predicting clinical responses. However, since many
AI systems fundamentally rely on pattern matching, these systems can suffer from unrestrained degrees of freedom. This can lead to memorisation of previously known patterns rather than learning the underlying mechanisms of protein-ligand interactions, ultimately hindering the discovery of novel drugs,” Koh said. “PSICHIC addresses this issue by incorporating physicochemical constraints into its AI model when learning from sequence data. This enables PSICHIC to attain capabilities in decoding the mechanisms underlying protein-ligand interactions directly from sequence data, bypassing the need for costly structures and making drug discovery more efficient and reliable.”
Professor Shirui Pan, co-lead author and an ARC Future Fellow with the School of Information and Communication Technology at Griffith University, said the fact PSICHIC requires only sequence data for operation means it is uniquely accessible. “Compared to previous deep sequence-based methods, this approach provides a more faithful representation of the underlying protein-molecule interactions, thereby closing the performance gap between sequence-based methods and structure-based or complex-based methods.” monash.edu griffith.edu.au
Headsafe Nurochek
Australian MedTech manufacturer Headsafe has commercialised a portable brain injury assessment device to provide faster diagnosis of potential concussions called Nurochek.
Every four minutes, someone in Australia is hospitalised with a head injury, with 24 per cent of all concussive episodes caused by sport.
The time taken for a patient to be diagnosed with concussion has largely been based on rudimentary field assessments, and diagnosis is often delayed as patients are transported to scanning equipment in hospitals. As a result, the potential for misdiagnosis or delay in treatment is high.
With support from AMGC, Headsafe will change this, with the introduction of a ‘brain scanner in a briefcase’ dubbed Nurochek. Nurochek is a world-first device able to be deployed in mobile and clinical settings for rapid assessment and response to head injuries at the point of injury and at treating doctors or clinics.
Verified extensively in the United States and Australia, this USA FDA-cleared portable headset uses patented technology to measure the brain’s electrical activity and sends the results to an online AI algorithm for analysis and later to the ‘cloud’ for secure storage.
In a two-minute assessment, Nurochek will aid doctors and patients in understanding if a concussion has occurred. If so, then the patient can be appropriately managed and ensured a safer return to activities.
Nurochek has multiple applications beyond sport, offering assessments for Traumatic Brain Injury from:
• Falls
• Motor vehicle accidents
• Military incidents
• Potentially early-stage diagnosis of other acute and chronic brain conditions.
The two-year project, involving 11 collaborative partners, saw Headsafe adapt the technology to suit in-the-field deployment including the development of the technology while improving the data, processing, and usability capabilities of the product. Headsafe and its collaborators designed a new user interface, analysis algorithms, device design, power usage and cloud analysis capabilities.
CEO and Founder of Headsafe, Dr. Adrian Cohen said, “Speed and accuracy of concussion diagnosis is key to better patient outcomes. Far too often head injuries are left undiagnosed, or untreated, because of delays in attaining a diagnosis or guesswork in the field – be it a sporting, motor vehicle or other injury. Nurochek aims to take the uncertainty out of head
injury diagnosis, all in the service of better patient outcomes. Support from the Advanced Manufacturing Growth Centre and our collaborative partners have been instrumental in translating a clinical technology into an in-field solution with export potential. This project means that this world-leading product, its home-grown IP and our ability to manufacture it remains onshore in Australia” said Dr. Cohen.
Following FDA clearance, Headsafe will commence export of Nurochek to the United States and is currently working towards Australian, New Zealand, South African and European Union certification in order to make it available in these markets.
Dr. Jens Goennemann, Managing Director of AMGC said, “Headsafe’s product epitomises the potential of Australian Medtech manufacturing.
“Rather than taking Australian ideas offshore, Headsafe has turned the table by creating a local ecosystem that generates jobs and prosperity, while attracting investment and customers from abroad.
Being globally competitive is the sweet spot for Australian manufacturing,” said Goennemann
The Headsafe project will employ 17 new staff and is expected to generate $84 million in revenues over the next five years. The project was supported by GPC Electronics, Blue Quality Studios, Blackwattle IP, Western Sydney University, RQM+, Wearable Sensing, CLC consulting, Access Pointe, and international collaborators at the Icahn School of Medicine at Mount Sinai.
Headsafe was established in Sydney, Australia in 2017 by Dr. Adrian Cohen to develop and commercialise the patented NUROCHEK™ system. Headsafe’s current focus lies in scientific and clinical research into the NUROCHEK system and its application in the assessment of brain function with research partnerships in the United States, Australia and New Zealand. headsafe.com
Lorraine Maxwell is the incoming CEO of AMTIL. After nearly six years as CEO at AusBiotech, the industry body representing 3,000 members in the life sciences sector in Australia, Lorraine speaks with AMT Editor Paul Hellard about now taking the reins of the peak industry body for Australian manufacturers.
AMT: Can you talk about what attracted you to this role at AMTIL?
Lorraine Maxwell: A lot of people have asked me why I applied for the AMTIL CEO role and my response is two-fold. In my role at AusBiotech, I was working in the manufacturing space. That extended to additive manufacturing, bespoke medical devices and how they're regulated, as well as gene and cell therapies, which is quite a different area of manufacturing. Then my role led me to be appointed as the Chair of the CSIRO Manufacturing Business Unit. And that expanded my understanding of manufacturing even more. While at CSIRO, I was fascinated by areas of manufacturing that I hadn't been exposed to in the past. Those elements combined with my CEO role at AusBiotech and my other honorary roles, led me to be appointed to the Trade 2040 Task Force. That has been an incredible experience, which has given me access to a ‘big-picture’ understanding of trade and investment. The Task Force is in its early days, but is exceptionally eye-opening from a macroeconomic perspective. So, when the role at AMTIL came up, I had already decided to look at doing something different.
I had quite a bit of experience around industry organisations and membership organisations in particular. And having worked for the Pharmacy Guild and then AusBiotech for 15 years in various roles, including policy, communications, and then CEO for over five years. Before the pandemic, manufacturing in Australia was still a very active and important part of the economy, but I think the pandemic opened our eyes to why we needed to retain the sovereign capability and why it was important to be able to manufacture certain things in Australia but also to have an effective supply chain. COVID really elucidated our understanding of supply chain because suddenly we couldn't get access to things that we really needed.
As we move into our new reality where defence capability will be more important and our industry moving to net zero will be more important as well. I think manufacturing offers a unique opportunity for our country right now, and that’s what drew me to the role. I was very interested in the idea that AMTIL was keen to be more active in the policy space. And that's certainly an area that I enjoy working in and enjoy making a difference. My early days at AusBiotech were involved in campaigning for the Research and Development Tax Incentive. That was an incredible policy for Australia, and I believe in it very strongly. I think our R&D capabilities in Australia would be in a very different place if it weren't for that incentive. And I'm really interested in the review that's on the horizon about Australia's R&D and how we can do that better.
AMT: Over the next year or so, what Australian Government initiatives are in place for AMTIL to assist manufacturing?
LM: While there are many and varied Government initiatives in place to assist manufacturing, there is also a common lament in the sector that these are not well understood, or manufacturers and technology developers and providers are unsure how to access these. I see this is an important role of an industry organisation
like AMTIL, to act as a conduit for the good of the industry. I would also note that ‘manufacturing’ is a very broad ‘horizontal’ and it is my observation that government support programs appear to be moving toward priority ‘verticals’, such as clean energy and medical manufacturing. I invite members to share with me what are the types of initiatives would make an impact for them.
There is an enormous amount going on in the skills and talent area relevant to manufacturing, both at a state and federal level – although getting a view of this across the country is challenging. AMTIL plans to spend some time and effort on this in the coming months.
AMT: How can AMTIL assist Australian manufacturers with their Environment, Society, Governance (ESG) reporting?
LM: Sustainability reporting has been around for a long time, and it is often been the domain of multinational companies who have the resources to be able to create the measures and then report on those measures. So it's quite common to see large companies who have had a corporate social responsibility program or some form of sustainability reporting. What's occurring now however with the new terminology around environmental, social and governance responsibilities is a new wave of sustainability reporting. This goes to the social license of the company. That's certainly happening in other countries, and that's something we should be aware of.
There is a portion of smaller companies being impacted by the introduction of mandatory reporting on environmental measures. This is being phased in over the next few years. I think the trend is that we will see more and more of a requirement at a governance level for that type of reporting. I think where an industry organisation plays a pivotal role is to assist smaller companies that don't have that in-house capacity to be able to understand how they can get on that journey.
I think it's an important role for industry organisations to take. Certainly, in my previous role at AusBiotech, we recognised it was very difficult for pre-revenue companies and they would appreciate assistance in reporting their ESG. Along with a group of expert volunteers from within the industry, we developed an ESG guide specifically for life sciences. This might be an obvious resource that AMTIL might develop in the future if the membership felt that it was valuable. I certainly think the membership will benefit from some assistance in environmental reporting at an industry-wide level.
AMT: Next year, Australian Manufacturing Week is at the MCEC in Melbourne, in an even bigger show. What is changing, if anything, now that Shane Infanti has retired?
LM: Hopefully, in terms of the show, nothing. And Shane will be consulting to AMTIL around the period of the show, and we are very grateful to have his expertise involved for as long as he is willing and able. Melbourne 2025 will not only be bigger than the Sydney show. It will be the biggest show AMTIL has ever run.
As Shane has been pivotal in developing the show over so many years, means that he will be sorely missed as he steps away from the organisation. Kim Banks, who has also worked with the organisation for 25 years with Shane, will step up to take over those responsibilities as our new Exhibition Director.
AMT: How do you see Australian manufacturing, especially the metal fabrication sectors, over the next five years?
LM: I believe the future of manufacturing in Australia will be dependent on three major considerations. The first is how well or how enthusiastically manufacturers can adopt new technologies, to increase productivity and efficiencies and be globally competitive. Technologies such as robotics and automation provide enormous promise for the sector. The second and perhaps more difficult area is decarbonisation, and how the manufacturing industry can adapt to a lower carbon future. With mandatory climate-related reporting around the proverbial corner – albeit delayed – this will usher in a new era of sustainability and decarbonisation consideration and will no doubt challenge the sector. The third issue for the sector is access to skills in Australia, which is proving to be a stubborn issue, particularly in the attraction of engineering skills, but also in a range of other areas. AMTIL aims to work in this space in the future, but that impact will be contingent on our ability to come together with other like-minded industry organisations and governments to both understand what is happening and to also know what needs to happen to fill the gaps, not only for the immediate future but for the long term. In summary, while there are lots of unknowns for the sector, what I do know is that manufacturing can have a bright future, if we can combine our sector strengths and work together to solve some of the recalcitrant issues.
AMT: May I delve a little into your early life?
LM: Yeah, sure. So I dropped out of high school, went into retail and worked in that field for 20-odd years. I decided to go to university when I had two young children in tow, and trained in public relations and majored in journalism. And I started to eke out a career in the communications space. My first role was with a charity, SANE Australia, which helped people with serious mental illness, usually psychosis. I was working with them for about four years, which was a privilege, working with people that were seriously ill and learning how communications and working with media could make a difference in their lives. I was then offered a role within a multinational pharmaceutical company, Bristol-Myers Squibb, who had been helping to support SANE Australia's work. I worked in their corporate affairs team for a couple of years.
I had a short stint at the University of Melbourne where I worked in the Faculty of Education during a time of significant change for them. Then I moved to the Pharmacy Guild of Australia, where I was the Communications Manager for the Victorian Branch. This was when I moved to AusBiotech as the Communications Manager. Fifteen years later, I’m able to look back on a career that had me do most things in the organisation, including leading it as CEO for five and a half years.
AMT: What do you like to do in your spare moments?
LM: Well, sadly, I don’t play golf. But I am an avid AFL football fan with a strong leaning towards Geelong. I have a dedicated seat in the Joel Selwood Stand at the Cattery in Geelong. And we have a row of reserved seats for friends since childhood who catch up at the games, which is really lovely. amtil.com.au
Hybrid CFO
Why hybrid manufacturing CFOs are increasingly expected to operationalise and lead digital transformation initiatives.
By James Robinson, Head of Services
The role of the Chief Financial Officer (CFO) in the manufacturing sector is undergoing a significant transformation. Traditionally seen as the gatekeepers of financial integrity and corporate compliance, CFOs in manufacturing are now finding themselves leading digital transformation initiatives.
This shift towards a hybrid role combining financial stewardship and operational leadership responds to the growing complexity and competitiveness of the manufacturing industry. Manufacturing CFOs are now expected to be more operationally aligned, with a strong focus on IT and Enterprise Resource Planning (ERP) systems that drive this transition.
Our Global CFO Manufacturing Survey showed that 52% of CFOs in this sector are increasingly expected to operationalise digital transformation, which points towards a greater involvement in operational areas.
Hybrid CFOs bridge the gap between finance and operations
The manufacturing sector is marked by rapid technological advancements, shifting consumer expectations and the relentless pursuit of efficiency and innovation. Digital transformation, once a strategic choice, has become a necessity for survival and growth.
In this context, ERP systems have played a pivotal role in integrating various business processes, providing real-time insights and driving agility. However, the successful implementation and optimisation of these systems require more than just the expertise of the IT team; they demand strategic vision, financial acumen and a deep understanding of operational workflows, qualities that only hybrid CFOs possess.
For this reason, most CFOs (85%) are either part of or lead their digital transformation project teams. These hybrid CFOs are perfectly positioned to lead digital transformation initiatives. Their comprehensive understanding of the company's financial health and insights into operational efficiencies enable them to make informed decisions on technology investments that drive growth and competitiveness.
Driving ERP-led digital transformation
By operationalising digital transformation with ERP as the linchpin, hybrid CFOs ensure that technology adoption is not just an IT project but a strategic business move that aligns with the company’s
for Asia Pacific at SYSPRO.
financial goals and operational realities. ERP systems are at the heart of digital transformation efforts in the Australian manufacturing sector. These systems offer a unified platform to streamline processes, enhance decision-making and improve operational efficiencies. Hybrid CFOs play a crucial role in driving ERP-led transformation programs to ensure that their manufacturing companies can achieve their objectives of being agile and resilient against a barrage of market pressures that are out of their control.
A new era of responsible growth and resilience
The rise of the Hybrid CFO is ushering in a new era of responsible growth and resilience. Companies were traditionally focused on making profits and achieving their business goals. However, it is possible to accomplish these objectives while also improving resilience. This improved resilience will enable manufacturers to take advantage of new opportunities, with 36% citing the need to expand their revenue streams and 36% innovating with a new product line.
The CFOs we spoke to said that reducing costs and increasing revenue were equally popular. 48% said that cutting overheads and increasing margins to end customers were both priorities, but they were cautious because both tactics come with challenges. Hybrid CFOs are well-equipped to navigate these challenges by enabling a culture of innovation, ensuring seamless communication between departments and aligning digital initiatives with financial performance metrics.
Conclusion
As the Australian manufacturing sector changes, the convergence of finance and technology will become increasingly pronounced. Hybrid CFOs will be at the forefront of this transformation, driving innovation, operational excellence and financial sustainability. Their role in operationalising and leading digital transformation initiatives will redefine the scope of financial leadership and shape the future of manufacturing in this country.
The onus is on manufacturing CFOs to continue adapting to a rapidly changing world and leveraging the power of their company’s data to make better strategic, operational, and financial decisions as they lead digital transformation initiatives for their organisation.
As the manufacturing sector continues to navigate the complexities of modern manufacturing, the hybrid CFO will play a pivotal role in ensuring that Australian manufacturers not only survive but thrive in the face of significant change and extraordinary market pressures. syspro.com.au
Unleashing potential
Revenue dips among Australian manufacturers, but the budget spells brighter days ahead.
Australian small-to-medium-sized manufacturers saw sales revenue stall this quarter after enjoying their best quarter in five years, according to new figures released by inventory management software brand Unleashed.
The Unleashed Manufacturing Health Index shows a 12% dip in average sales performance since the end of 2023, against the background of a broader upward swing for the sector, which remains 11% ahead year-on-year.
Unleashed’s report analyses businesses across 12 manufacturing sub-sectors in Australia, NZ, and the UK, to assess the overall health of the sector.
“As supercharged inflation starts to cool, it’s laid bare how these high interest rates are cutting into the amount of spare change Australians have, which hits at the heart of our local manufacturers,” said Unleashed Head of Product Jarrod Adam. “Only two of the 12 subsectors (Beverages and Building & Construction) saw increases in revenue over the quarterly period, however the recent Future Made in Australia budget may see a change on the horizon for some of these sectors,” said Adam.
“For local manufacturers like those in food who are producing more costly, higher quality goods, they’ll be particularly sensitive to tightening consumer spending. But on the flip side, last week’s budget allocation is a massive boost for other parts of our manufacturing sector, giving them long-term confidence for reinvestment,” said Adam.
Laser focus on stock control paying off for Australian manufacturers
A bright spot for the broader industry has been the quickening of lead times as supply chain conditions improve.
Lead times have more than halved (55% reduction) since the tail end of last year, down to just 14 days on average, a new low-water mark for the manufacturing industry over the last five years.
The improvements are both a symptom of normalising supply chains globally and the knock-on effect of Australian businesses’ laser focus on logistics over the past three years. Most evidently, Australian producers of medical supplies, among the most impacted by supply chain issues in the past, have seen the time between ordering and receiving goods whittled down from a mid-pandemic peak of 61 days to an average of 14.
Beverages
continue to shine, food less so
Of the 12 manufacturing subsectors analysed, Beverages (24% increase) and Construction & Building (6% increase) were the only two sectors to see revenue growth since the previous quarter.
This marks an impressive revenue trajectory for the Beverages sector, up 43% year on year, the highest of any subsector.
While Australian beverage makers have thrived, their compatriots in food have sputtered, dropping 13% in sales revenue in the last quarter, and 16% year on year. The beverage sector has also seen a reduction in lead times. The current performance of 10 days to receive goods is down 36% on the previous quarter and marks the fastest lead times of the 12 Australian manufacturing subsectors.
“Despite the high excise tax, pressure from international conglomerates, and the shrinking disposable income of customers, Australian beverage manufacturers have focused on quality products and profitable distribution channels to ensure they continue to maintain and grow their businesses,” said Unleashed Head of Product, Jarrod Adam.
“Hiding behind the bigger numbers though, we know many beverage makers are doing it tough, particularly when you look at some of the worst hit subsectors like craft beer which are battling rising costs and shrinking demand. Average revenue doesn’t capture the difficulty of operating in an environment like this, but Australian manufacturers have proven to be resilient throughout.”
Building and Construction
Despite the negative sentiment directed at the state of the Australian Building & Construction industry, the numbers tell a different story. Sales revenue has jumped 6% since last quarter amongst manufacturers in the sector and 13% year on year, and the industry has seen a dramatic 26-day drop in average lead times since the tail end of last year.
Alex Boury, General Manager of Construction at construction software business COINS, says the manufacturing revenue growth points to an emphasis on productivity in the sector.
“The construction industry traditionally operates on single-digit profit margins, and right now there is demand in the sector to boost productivity. We are seeing the value investing in technology can bring to construction, not only in transforming business and project management, but in areas such as offsite manufacturing which can improve efficiencies on-site drastically,” said Boury. unleashedsoftware.com
Breaking new ground
Speedpanel's CRM success in Australia’s construction scene.
Customer Relationship Management systems (CRMS) are making an impact in Australia’s construction scene and not in the way you might think. Software traditionally used by sales and marketing teams to store data and track interactions, CRMs have now evolved to help with project management, product forecasting and compliance. Speedpanel, a leading Australian manufacturer of lightweight, user-friendly, fire-rated acoustic systems, has relied on SugarCRM for traditional sales and marketing needs for years. Now, the company is expanding its CRM use as part of an internal technology transformation. Their company use case shows how CRMs can be leveraged to improve business processes outside sales and marketing.
Data in one place
Bringing data into one place was Speedpanel’s biggest priority when upgrading to SugarCRM. Before SugarCRM the company used different systems to track building projects, leading to inconsistent and, at times, unreliable data. Now, all building project information is stored in SugarCRM. “Sugar is our project information oracle,” says Peter Lorenc, National Sales and Marketing Manager at Speedpanel. “With SugarCRM, everyone can see what stage a project is in and view related documents, meetings, call notes, stakeholders and other critical pieces of information.” The result is a smoother and faster project management process. “The faster we get, the happier our customers become,” says Lorenc.
Forecasting materials
Speedpanel also uses SugarCRM to forecast raw material needs and make stock orders earlier with better accuracy. This foresight has been a game-changer, especially when, with certain products, raw material lead times can extend to several months. "There are
sometimes two to three-month lead times on materials, so we need to work ahead," Lorenc explains. "Sugar has made us smarter when it comes to procurement. We can see what materials we need and when on one dashboard.”
Compliance checks
The most ambitious project Speedpanel is undertaking is digitising its installation reviews. By law, builders must install fire-rated walls according to strict building standards and codes. Speedpanel offers complimentary installation reviews to installers to ensure their systems are deployed in line with Speedpanel’s certification. This process typically involves a Speedpanel project manager visiting a building site, sometimes huge city skyscrapers, and manually writing installation notes that would later be turned into typed reports. Now, the company is developing a process for realtime installation reviews using SugarCRM. “We're implementing a system enabling us to do near real-time installation reviews. The new SugarCRM Infield Install Review System will enable us to take photos remotely and use AI to help populate commentary around corrective requirements.”
Speedpanel is one example of a manufacturing company using CRM software to improve operations and its end-to-end customer experience. For companies looking to get more out of a CRM, the journey starts with understanding their specific needs. “Choosing the right CRM is about understanding your specific needs and how the software can enhance your processes,” says Peter. “Innovation comes from leveraging the CRM to its fullest potential, integrating it into your workflow and continuously exploring new ways to use the data and tools it provides to drive efficiency and improve customer satisfaction.” speedpanel.com.au sugarcrm.com
Heritage cordial
Bickford’s Australia: Their path to an agile, responsive and connected business.
The Australian-owned and operated Bickford’s Australia (Bickford’s) blends and bottles a renowned range of branded heritage cordials, juices, and syrups, along with more contemporary mixers and beverages. The business is on a continuous improvement journey to become a highly automated and high-speed filling, labelling, and packaging operation.
Group Operations Manager, George Kotses says Bickford’s purpose-built manufacturing plant is one of the world’s most complex multi-product manufacturing lines under one roofpresenting great challenges and benefits. To ensure all facets of production are optimised and working together, digital innovation is a key strategy. While Kotses says Bickford’s is keeping pace with technology, this is a humble assessment. The business has pioneered innovation in automation, is now investing in new digital tools and systems, and embedding a culture of continuous improvement to ensure it can capitalise.
The path to an agile, responsive and connected business
Bickford’s has a history of being at the cutting edge when, around a decade ago, it streamlined its operations and reduced costs by introducing automated manufacturing equipment.
This included five automated guided vehicles (AGVs) to transfer the finished product from the manufacturing floor to the warehouse, pick bulk pallet orders and replenish and track stock levels. These robots significantly mitigated human error, reducing Bickford’s sixmonthly stocktake variances from an average of up to $50,000 to within just $50, while also managing labour costs.
More recently, investing in new processing technologies has helped Bickford diversify its product range and markets. This included an Aseptic PET filling system and glass filling technology, to replace mechanical fillers. While George says this level of sophistication that supports diversity in its product portfolio does come at a significant cost, the return is evident in the business’ stronger market position and consumer appeal.
Improved business efficiencies have also been realised by implementing what George calls a "productivity module". That is, having software that links automated equipment to its Supervisory Control and Data Acquisition (SCADA) system, delivering real-time line performance, efficiency reporting and data analysis.
"We have real-time data on all of our lines, providing information from top down to bottom up, so everyone from executives to the shop floor has good visibility," George says. "It empowers all users to make effective decisions, underpinned by the automation around
us – from manufacturing equipment to the back end and front end, and the processing side." Additionally, using a compliance module analyses control data in real-time, delivering immediate alerts to the quality team should an issue arise. This is an advantage to ensure quality and speed when product recalls or withdrawals occur. While most food and beverage producers experience this issue, what took days to identify stock for recall now takes minutes, affording swift decision-making and enhanced food safety management.
The acceleration of digital innovation
Looking ahead, George anticipates that digitisation across Bickford’s operations will only accelerate, with robotics becoming increasingly important. System logistics opportunities and robotics palletising will be one focus to achieve more efficient and effective inventory management, which will once again link to SCADA.
AI is also expected to take a stronger hold, with more accurate data collection and analysis to help predict demand, presenting an attractive proposition. A key area of interest for Bickford’s is using AI to enable more accurate sales forecasting and just-in-time production cycles. The end goal will be a more efficient, profitable operation with a more responsive supply chain.
Adapting to changing skills demand
Though digital innovation is here to stay, George says that Bickford’s people continue to be its most valuable asset. However, without the right people to manage digital transformation and operate new digital tools, the benefit will lie dormant.
According to George, systems and process automation has demanded a step change in Bickford’s teams, their thinking, and their skillsets. With fewer administration tasks and greater data analysis requirements, its teams need a problem-solving and growth mindset, and the motivation and aptitude to learn. This is a significant challenge due to skilled labour shortages, but one the business is tackling head-on.
Using an intensive training program, Bickford’s is cultivating a collaborative approach across its business and creating crossfunctional teams and a collective-action approach to solving problems.
As George says, "Without having the right people with the right skills, even with automation, our aspirations for digital innovation aren’t going to work. We have a great team around us, and we’re all on a continuous improvement journey; we never stop, the journey keeps going." bickfords.net commbank.com.au
Manufacturers power up financial planning with AI
Fluctuating commodity prices, supply chain shocks and a growing cost-of-living crisis are threatening the survival of modern manufacturers. By Thomas Palmer, Managing Director – APAC, OneStream Software.
To stay competitive, manufacturers are turning to solutions that embed artificial intelligence (AI), machine learning (ML) and advanced planning methodologies to streamline operations, optimise resources and respond swiftly to market changes.
CFOs are embracing AI to capitalise on vast amounts of data rapidly and accelerate planning processes. At the same time, unified Integrated Business Planning (IBP) tools are available, making this a powerful combination for advanced forecasting.
Manufacturers are starting to reap the benefits of embedding AI into IBP, including:
• Enhanced Forecasting Accuracy: AI-powered forecasting models enhance the accuracy of demand, supply and financial forecasts in IBP. By incorporating historical data, external factors, business intuition and real-time information, these models enable manufacturers to anticipate fluctuations in demand, mitigate risks and optimise inventory levels effectively.
• Improved Operational Efficiency: By automating repetitive tasks, AI accelerates the IBP process, reducing time to insight and enhancing operational efficiency. This acceleration allows manufacturers to iterate plans more frequently to drive more accurate forecasting, adapt to changing market conditions, and maintain a competitive edge.
• Data-Driven Insights: IBP thrives on data, such as sales forecasts, inventory levels, market trends, and much more. AI excels at handling vast amounts of data, identifying patterns and generating insights that would be impossible for humans alone. As a result, AI augments IBP by providing deeper, more nuanced insights about resource allocation, product development, and market expansion.
• Optimised Decision-Making: AI-driven decision support systems assist IBP teams in evaluating multiple scenarios, identifying potential outcomes and selecting the most accurate strategies. Through AI-powered scenario modelling, AI thus empowers organisations to make data-driven decisions based on current business performance that align with long-term objectives.
Improving forecasts with Applied AI
Only now do finance teams rely on siloed data and historical trends, limiting their ability to provide forward-looking insights. Today’s competitive landscape requires agility, but Finance teams are struggling with legacy systems and disparate data. Finance teams have traditionally relied on data scientists with limited industry knowledge to determine key demand drivers and insights from data, resulting in reports focused on past performance rather than future decision-making.
AI solutions show promise for transformative growth, with the Office of the CFO at the forefront. However, Finance leaders have been cautious due to a lack of data transparency, security concerns and unclear ROI or user cases. Additionally, a knowledge gap between finance leaders and AI/ML capabilities prevents the Office of the CFO from uncovering what’s possible in AI development.
Applied AI for Finance eliminates the need for specialised data science skills or expensive infrastructure. With purpose-built AI, Finance teams can become their own data scientists and leverage AI's power to democratise data across the organisation, fostering trust and broader adoption. Unlike general-purpose AI solutions that struggle with complex integrations, inaccurate results, and a lack of interpretability, Applied AI solutions can integrate seamlessly within existing financial planning processes. They automate
forecasting, simplify workflows, and provide real-time insights with clear explanations of key business drivers. We see examples of Finance leaders leveraging purpose-built AI for demand forecasting that seamlessly integrates into existing workflows. These use cases automate manual processes, boost productivity and free up time for strategic analysis. For example, a global powersports manufacturer faced supply chain disruptions, leading to an inverted supply/ demand model and constrained supply. The company knew it was operating in a fast-changing business environment and sought to upgrade its technological capabilities to drive agility and resilience. Specifically, those upgrades aimed to support several capabilities of the finance department. The key objectives were to enhance forecasting for parts and materials, fine-tune projections for revenue and costs, foster better collaboration with partners, and facilitate the company’s growth trajectory. The Finance team paved the way for achieving its goals by focusing first on devising a more efficient systems management strategy. The Finance team replaced its manual processes for demand forecasting with a more intelligent, automated system with AI financial forecasting software to better understand what indicators drive the business and demand, correlate better with all of its businesses, and do a better job with financial planning.
The team combined historical patterns and data with information in the company’s database, including economic indicators like steel and aluminium pricing. The results were then incorporated into a driver-based forecast.
The results were impressive. Not only were the forecasts more accurate than prior approaches, but by leveraging Applied AI, the finance team added speed and efficiency to their forecasting processes, reducing forecasting cycles from days to hours. The company also has more transparency into what’s behind the ML models, including insights into the key forecast drivers for more informed decision-making.
Technology can support flexibility in the Australian manufacturing sector
As the Australian manufacturing industry continues to navigate inflation and supply chain disruption and prepare for the next round of economic uncertainty, establishing a system for resiliency will be a key priority. In a survey of finance leaders, 66% of CFOs noted that they anticipate continuing inflation trends. With market uncertainty becoming more the norm than the exception, it is paramount that organisations lean on technology and data to forecast and manage amid economic uncertainty. Modern, agile financial systems and real-time data to drive thoughtful business decision-making will be critical supporting factors as manufacturers continue to plan for the unplannable. Financial leaders within the manufacturing industry must consider long-term solutions that give their teams agility, efficiency, and accountability while empowering them to make informed business decisions based on real-time data.
If finance teams are still using Microsoft Excel and email for forecasting, reporting, and analysis, optimisation opportunities are left on the table. A leading manufacturer of industrial and commercial heating solutions replaced Excel spreadsheets with a unified enterprise Finance management platform for financial consolidation and reporting, budgeting, forecasting, and analysis. This speeds up the process of producing weekly forecasts, providing the team with more accurate and agile forecasts. The company also combines operational and financial planning into a single solution with a single maintenance point for all shared dimensions. This allows the manufacturer to transition sales, operations and performance data into actionable information to pivot quickly.
Data leads to top manufacturing decisions
Operating in a dynamic business landscape means there are rarely easy answers for resolving complex problems—like supply chain breakdowns or raw material shortages. Access to a single platform
that houses critical financial and operational data can ensure teams are alerted quickly to problems as they occur and are well-equipped to make decisions and scenario-plan possible solutions.
For example, a global automotive equipment manufacturer used a legacy financial consolidation and reporting application that provided limited operational results visibility. By implementing a modern, unified CPM platform, the company has streamlined the financial close process while collecting more detailed operational data and performing complex allocations that provide deeper insight into what pieces of the business are producing (or not producing) bottom-line profits. Getting timely and accurate financial and operating results into decision-makers' hands is essential to navigating the complexities of today’s manufacturing industry. Managers cannot wait several weeks after month-end or quarter-end close to understand how the business is performing financially and the underlying operational trends to support agile decision-making.
A leading clothing manufacturer found better visibility into its operating results – by product, location and brand – after adopting a cloud-based CPM system that accelerated information delivery and gave managers insight into 2.9bn data points from their operational systems. Access to that level of detail in one system can ensure financial integrity, and the automated input process gives manufacturers time to analyse rather than input data, making decision-making one step easier and drastically faster.
What’s next for the manufacturing sector?
By nature, it is impossible to know what lingers around the corner. But organisations that leverage modern technology to establish a single truth for their data, and utilise actionable and financially intelligent information for decision-making, will be better prepared. It is time for leaders to embrace technology and turn to real-time data to paint a path ahead. onestream.com
Global cobots
The global cobot market exceeds $1bn in 2023, with strong growth forecast for 2024-28.
Collaborative robots are an important part of intelligent manufacturing and an effective complement to lean production. They’ve enjoyed a spike in popularity over the past few years, benefitting from the push towards automation in the industry and constant downward pressure on costs. But which industries will drive growth for collaborative robots in the next five years? What will be the pricing trends as volumes rise? How will collaborative robots complement or influence the traditional industrial robot market? What is the potential for collaborative robots in non-manufacturing fields?
The global collaborative robot (cobot) market topped $1bn in revenues during 2023, despite overall demand recovering more slowly than expected post-pandemic, according to new data from Interact Analysis. Looking to the future, the market intelligence specialist predicts the global market for cobots will see a 22% increase in shipments during 2024 and anticipates similar levels of growth (>20%) each year through 2028.
Annual revenue growth for cobots was around 11.9% in 2023, despite a challenging year for manufacturing, tough economic conditions, and supply chain issues. Demand for cobots in the automotive and new energy industries remained high last year, but demand for cobots in electronics and semiconductors fell significantly, leading to a small V-shaped trajectory between 202224. Orders from the semiconductor and logistics industries are expected to bounce back in 2024, but high interest rates could weaken overall order intake this year.
Alzheimer’s
“The global cobot market is becoming more refined, as end-users seek out holistic solutions rather than purchasing large pieces of equipment,” Interact Analysis Research Manager Maya Xiao said. “Over the coming year, we expect to see major cobot vendors target large customers, which could impact capacity and resource allocation.”
“Moving forward, China will dominate the global cobots market in the medium term, but it is also the region where average revenue per unit (ARPU) is expected to fall most sharply, as competition in the market increases. The cobot market growth rate in regions other than China will approach that of China after 2025 and the global average market price for cobots is expected to increase slightly between 2023 and 2028 as demand grows for collaborative robots capable of handling larger payloads.”
InteractAnalysis.com
CSIRO tools are used to discover two new genetic variants for Alzheimer’s disease.
Research scientists at CSIRO, Australia’s national science agency, have used artificial intelligence (AI) to further unlock the genetic secrets to Alzheimer’s disease.
Using CSIRO tools VariantSpark and BitEpi, scientists at the Australian e-Health Centre have identified two new genetic variants associated with Alzheimer’s disease, as well as 95 new gene interactions that may modulate the effects of variants in Alzheimer’s. Identification of variants helps to predict the occurrence, severity, and potential treatments of the neurodegenerative disease. However, the identified variants alone do not account for all heritability of Alzheimer’s and other neurodegenerative disease. Interactions between variants, known as epistasis, are thought to contribute to the onset and expression of disease.
Up until now, variants were measured only according to their cumulative effect. That is, how one gene in combination with another increased the likelihood or expression of the disease.
CSIRO Research Scientist and senior author on the paper published in Scientific Reports, Dr Natalie Twine, said some interactions between genes can protect against Alzheimer’s.
“By using BitEpi we can identify these interactions and explain some of the missing links in Alzheimer’s heritability,” Dr Twine said. Alzheimer’s disease is the most predominant form of dementia. In 2022 over 400,000 people were living in Australia with dementia and with the growing and ageing population, rates are predicted to double by 2058.
Lead author of the paper, CSIRO post-doctoral fellow Dr Mischa Lundberg, said by incorporating significant epistatic interactions, we captured 10.41% more phenotypic variance than past methods.
“This means an increase in our ability to capture the drivers of disease, which is important for Alzheimer’s research because by knowing underlying drivers, we can identify at-risk patients sooner, and intervene earlier,” Dr. Lundberg said.
CSIRO plans to continue to test and apply Variant Spark and BitEpi tools as solutions to existing problems. For example, often genomic information is stored in “silos” – disparate geographical locations – and researchers are unable to share due to data privacy constraints, making it difficult to consolidate for higher-powered research studies.
VariantSpark offers a solution, “federated learning”, where a machine learning model can be generated from siloed data sources and the insights can be delivered without the entire dataset needing to be revealed. csiro.au
Automation delivers big savings
Why do we insist on paying valuable staff to do repetitive, mundane tasks that can so easily be automated?
Peter Martin, from Robotic Automation, shows us some figures.
There is still a lot of apprehension towards embracing automation in the warehousing and intralogistics industry. To many, it is simply the trepidation of the unknown, but often it comes down to the fact that robotics are seen to be very expensive. But how expensive are automated forklifts and carriers?
The simulation in Fig. 1 below shows the cost of one AMR carrier (Autonomous Mobile Robot) and compact fork-over AGV (Automated Guided Vehicle) to a double shift of repeatable warehouse trolley and forklift movements. The AMR carrier returns a saving in labour costs of $1,811,800 over ten years which is paid off in the second year. The compact AGV becomes a paid asset within the third year and saves $1,668,000 in direct labour costs over a ten-year forecast.
Fig 1: *The average annual warehouse staff wage used above is $60,000 plus a 20% on cost, plus annual entitlements, and 3.5% annual wage increase. An annual cost of $10k has also been included to simulate the leasing of a forklift with inclusive maintenance costs. (Ongoing maintenance costs of the AMR and AGV units are estimated at $7-9k per year, per unit.
The savings are further compounded when implementing a larger system. As shown in fig2, a fleet of three AMR carriers replacing six shifts saves $5,640,360 in labour costs over a ten-year forecast and the AGVs return a saving of $5,504,000 and are paid off before the end of the second year.
AGVs and AMRs
AGVs and AMRs are the most effective solution for repeatable pallet and cart transport and can easily be managed using the inbuilt, best-in-class MAXAGV windows-based WMS (Warehouse Management System).
There are many different models available, however, this costing simulation uses a compact fork over AGV capable of lifting onetonne loaded pallets up to 2.8m high and an AMR carrier designed to transport loaded pallets up to 1.3 tonnes.
The many benefits of warehouse automation
• Increased workplace safety, efficiency, and productivity;
• Reduced labour, operational costs, and human errors;
• Reduced handling and storage costs;
• Improved client experience and employee satisfaction;
• Eliminate damage to machinery, products, and infrastructure;
• Optimised warehouse space.
Am I ready for automation?
Deciding when to automate your business depends on a host of factors. Begin by evaluating processes and procedures, and source a local and experience-proven integrator to identify the more immediate areas to focus on whilst keeping future-proofing and continuous improvement in mind.
It is important to note that an automated system is only as good as the guidance and continuous support provided by the integrator. Choosing an experienced integrator with reliable service and support is integral to the success of any system.
The team at Robotic Automation™ is here to help you determine the suitability of implementing automation into your warehouse environment. ragroup.com.au
UHT composites
Automated manufacture of ultra-high temperature composites for hypersonic and space vehicle parts.
Advanced Composite Structures Australia (ACS Australia), based in Port Melbourne, specialises in designing and manufacturing composite structures. With over three decades of experience, ACS Australia is best known for taking on composites development in the ‘too hard basket’. In recent years, this has expanded to the automated manufacture of ultra-high temperature composites for hypersonic and space vehicle parts.
ACS Australia has made significant investments supported by a Federal Government Sovereign Industrial Capability Priority (SICP) grant, which has assisted in the funding of a $400k project to further advance the production capabilities of ultra-high temperature composites for hypersonic vehicles and space applications. This contributes to a total investment of over $1m for the past year.
Ultra-high temperature composites utilise materials capable of withstanding hypersonic speeds greater than five times the speed of sound (≥ Mach 5) and temperatures up to 2,500°C. Under these conditions, conventional materials tend to break down through surface-level reactions. Production of UHT composites is complex and costly and involves advanced manufacturing processes. Thus, ACS Australia has been developing ultrahigh temperature materials and automated processes to reduce the cost of production and enable hypersonic vehicle components to be readily available in Australia to OEMs and spacecraft operators alike. Furthermore, with the addition of new equipment, ACS Australia’s internal development program has successfully implemented novel processes that are more precise and consistent in reinforcing parts that would not be possible via conventional manual processes. These new processes aim to ensure the future supply of costeffective Australian-made hypersonic and space vehicle components for a growing defence and space industry.
ACS Australia’s strategic growth includes moving to a larger facility in Port Melbourne (new address: 19 Rocklea Drive, Port Melbourne, Victoria, Australia). This has increased the engineering and design office footprint and ACS Australia’s capacity to concurrently deliver on several series composite production programs for civil and defence customers.
The investment into the new facility has brought with it the acquisition of equipment, including an advanced filament winder and CNC ply cutter to increase the throughput of lay-ups.
Pathfinder automated composite material ply-cutting machine.
ACS Australia produced ultra-high temperature composite demonstrator products.
The filament winder enables hypersonic structures to be manufactured with greater precision in an automated process, reducing lay-up times significantly and eliminating manually intensive manufacturing.
ACS Australia has integrated an Artec Eva 3D Scanner into the quality control process to maintain its commitment to producing high-precision, complex structures. This tool ensures complex parts and tooling are accurate across every structure, maintaining a commitment to precision and quality management.
Two state-of-the-art environmentally controlled furnaces with temperatures up to 1,200°C and 1,700°C highlight ACS Australia’s specialised equipment. The furnaces are specifically for developing and manufacturing ultra-high temperature fibre composite materials, such as carbon/carbon and ceramic matrix-based materials.
Complementing ACS Australia’s enhanced capabilities is the latest electromechanical MTS 100 kN Universal Testing machine acquisition. This helps streamline design and manufacturing decisions and processes by bringing coupon testing in-house. The facility and equipment are fully operational now, and components for defence, renewable energy, civil, and aerospace projects are being produced.
ACS Australia is excited to engage with partners and clients who wish to explore its capabilities further. "This grant has supported ACS Australia’s continued investment into ultra-high temperature composites manufacturing, ensuring we remain at the forefront for the supply of componentry for hypersonic and space vehicle applications. As we scale production and grow our team, we look forward to offering this expanded sovereign capability to meet the demands of our partners.” - Paul Falzon, General Manager – ACS Australia. acs-aus.com
Filament Winding Machine with carbon fibre parts.
Ultra-High Temperature Furnaces 1,200°C and 1,700°C.
Paul Falzon, General Manager holding ultrahigh temperature composites green body in ACS Australia’s manufacturing facility in Port Melbourne, Victoria.
BOGE compressed air systems
Ways to improve compressor efficiency and service life.
Compressors are used in different industries and guarantee a continuous compressed air supply. Many elements can be adjusted to reduce energy consumption or costs or improve the environmental footprint. This is what BOGE has done, and the company now demonstrates with the advanced S-4 series how efficient, sustainable, and reliable compressed air supply can be.
Compressed air is essential to many industrial processes, whether as a direct work medium, a pneumatic drive, or to control valves and switches. This energy source is also used for power transmission, transport, or material cleaning. The applications are numerous, as are the requirements compressor manufacturers face.
With the S-4 series, BOGE’s developers and engineers have achieved a breakthrough. The models have significant advantages when it comes to the following aspects:
• Energy consumption
• Sound insulation
• Maintenance
• Longevity
• Sustainability.
Thanks to its robust technology and numerous design improvements, the S-4 series quickly pays dividends. It is even suitable for use in sensitive and demanding environments like food technology. Furthermore, the compressors can also be used in areas with adverse conditions, such as the mining sector and foundries.
What
characterises the compressors?
The airend specifically developed by BOGE is powered directly. The drive is hermetically sealed, robust, and, therefore, low-maintenance. No dust or dirt can get in, and wear is significantly minimised—a considerable advantage compared with belt-driven compressors. Energy-saving frequency-controlled models S -4LF are perfectly adapted to the compressed air requirements.
How can efficiency be increased?
Compared with the competition, the S-4 series models produce excellent free air delivery at low specific power consumption. These efficiency benefits are based on the revolutionary construction concept – the generously sized components reduce internal pressure losses. Furthermore, BOGE’s airend is capable of achieving high efficiencies. The powerful, energy-saving IE4 motors provide an additional advantage in terms of efficiency.
Which components ensure quiet operation?
Flexible mounting brackets for the drive motor, airend and oil separation tank results in quiet operation. Thanks to the smart fixing on the base frame, oscillations cannot be transmitted. The generously sized cooling/ventilation unit with separate oil and air coolers additionally ensures sound-optimised cooling air.
How does BOGE guarantee quick maintenance and a long service life?
The compressor guarantees reliable operation with little need for maintenance. For example, oil separation occurs via a standing oil separator with a central oil separating element. The innovative separation technology allows service lives of up to 9,000 operating hours. The cartridge can be replaced easily and conveniently.
S-4 series supplemented with additional power range
The S-4 series models have previously been available in the range of 55 to 160 kW. BOGE has now extended this. Thanks to the new series with a range of 45 to 75 kW, companies and businesses with low compressed air requirements can now benefit from the S-4 series advantages. For the new models, BOGE reduced the footprint to 1.2 x 2 m, thus creating a compact design with cost benefits. The
compressors feature the tried-and-tested airend and are characterised by all the S-4 series advantages mentioned. The efficient motors must also be highlighted here: Customers can choose between compressors with a fixed speed and IE4 motor and frequency-controlled models with a permanent magnet motor. Compared with the previous models, this reduces power consumption again and increases free air delivery. Using efficient motors and low energy consumption are also accompanied by a reduction in CO2 emissions. BOGE has also improved user-friendliness again. For example, the operating element that is attached to the housing is now angled for optimised legibility.
Designed to take the lead –even under tough conditions
Thanks to the changes made regarding technology, construction and design, the S-4 series compressors in the range of 45 to 75 kW and the models in the higher power range are suitable even for sensitive applications and demanding environments. They withstand dust and dirt. The models provide maximum reliability and are designed for a long service life. Combined with intelligent control and other options, such as external heat recovery, efficiency values can be increased and maintained at the maximum level – all for a comprehensive optimisation of your compressed air system. boge.net.au
Laser cutting with compressed air
Laser processing technology has been used globally for industrial cutting purposes.
Advanced, third-generation laser technology has led the expansion of cutting processes for a wide range of materials such as sheet metal, wood, plastic, glass, ceramics, textiles, semiconductors and paper. With the recent development of high-power, fibre laser cutting machines, processers can reduce costs through faster cutting times and reduced gas usage. This greatly improved cutting process has replaced traditional methods, particularly in the sheet metal industry.
One of the thermal cutting methods used in the laser cutting industry is a focused, high-power, and high-density laser beam to irradiate the workpiece so that the material at the irradiated place will melt, vaporise, or blow away. The main factors affecting the metal laser cutting thickness and cutting efficiency are the power of the laser cutting machine, the type of auxiliary gas, the pressure, and the flow rate of the auxiliary gas. Laser-cutting machines now require high-energy lasers and auxiliary gases to complete the cutting process. Oxygen (O2), nitrogen (N2), and compressed air are the most common auxiliary gases used for laser cutting. Compressed air is easier to obtain and cheaper than oxygen and nitrogen, making it a common choice for cutting.
Air compressors, as the auxiliary gas provider, can play a critical role in laser cutting. Compressed air quality has a straightforward impact on the quality of laser cutting. As all compressed air contains contaminants like moisture and oil, highpressure cleaning of the protective mirror at the laser cutting head is critical to avoid serious consequences to the transmission of the laser beam, disperse the focus, and cause the product to be cut incompletely and produce waste products.
A highly efficient dryer must remove excess moisture from the compressed air, and high-quality filters must remove oil and other contaminants. The dried and filtered compressed air delivered at normal temperature avoids further condensation and ensures the cutting equipment's long life, precision, and efficiency. Compressed air as a laser-cutting gas can greatly reduce costs and increase profitability.
Cutting gas supply is an essential part of laser cutting but it is also the most expensive utility that you need to supply to your laser cutter. Common cutting gases are nitrogen and oxygen, but the cost of supplying these gases alone can be as high as 90% of the total utility cost for the laser. So is there a cost-effective alternative? The answer is yes; depending on the material's type and thickness, compressed air can be used as an ideal cutting gas. Compressed air production costs are only one-quarter of the cost of supplying nitrogen or oxygen, which can reduce the utility costs of laser cutting every part down to 25% of other gas applications! Compressed air as the cutting gas can also mean increased cutting speed and throughput.
Significant cost savings can be achieved by using compressed air instead of more expensive gases,
With the current need for industrial laser cutting machines operating at 16 bar, the supporting air compressor requirement has also increased to 16 bar. The higher the pressure, the higher the cutting quality and efficiency. Choosing the right type and air
New Scroll OXPII-16 integrated air compressor.
compressor model is critical to achieving the best cutting results. Specifically designed to deliver high purity,16bar air power for the laser cutting industry, Incorporating advanced technology including a permanent magnet drive motor and variable speed control, the Scroll OXP tank-mounted air compressor offers a compact, quiet integrated unit for a variety of laser cutting applications.
This world-class compressor offers:
• Lubricated, fixed orbit technology.
• Maximum energy efficiency.
• 100% continuous duty rated.
• Direct drive for zero transmission loss.
• Ultra quiet operation.
• Integrated aftercooler.
• Digital control panel.
• Low maintenance requirement. kaishan.com.au
Pronal in Australia
Global pipeline maintenance, safe lifting, and environmental protection specialist Pronal boosts Australian presence.
Pronal pipeline stoppers, lifting bags, and storage tanks are employed in tasks as diverse as the safe lifting of static plant and mobile machinery through to pipeline construction, maintenance, and pipeline pollution prevention by local government, public utilities, and private industry.
One of the world’s most experienced producers of flexible products used to lift, push, separate, seal and store, Pronal, is expanding its presence in Australia with a growing range of products through its Australian distributor, Air Springs Supply Pty Ltd.
Pronal products – including inflatable pipeline stoppers, pneumatic jack cushions, heavy lift bags, storage tanks, and industrial process grippers – are based on the French multinational’s record of more than 60 years of producing specialist pneumatic elastomer designs for demanding applications, including environmental, industrial, food and beverage processing, mining, mineral processing, municipal maintenance, water and wastewater, military, and civil emergency services.
Pronal custom product applications include the lifting bags used to hoist artefacts from the ocean liner Titanic four kilometres down in the Atlantic.
Pronal’s standard and custom rescue, maintenance, and recovery lifting bags are used to safely hoist locomotives, trucks, heavy mobile and static machinery, and aircraft, both after accidents and to prevent mishaps and damage happening in the first place by ensuring safe hoisting even on softer sites and where high point pressures need to be avoided.
Pronal’s broader range of industrial lifting and sealing cushions is used in many manufacturing, processing, and production applications that require powerful performance, even pressure across diverse surfaces, and easily controlled precision adjustment.
Pronal flexible liquid storage tanks are employed in applications as diverse as agriculture and irrigation, firefighting, mining sites, chemical reservoirs, and reserves of potable, rainwater, and grey recycled water, often at remote sites where they are easily transported and quickly commissioned. Capacities extend from one to 300m3.
Pronal pipeline stoppers are used to prevent environmental leaks from municipal and industrial sites and to isolate pipeline sections for repairs and maintenance in water and wastewater applications. Standard inflatable pipe plugs are available in standard or by-pass versions, enabling applications such as:
• Pipe repairs
• Pipeline maintenance
• Flow deviations
• Hydraulic testing
Air or water tightness testing, according to the internationally recognised NF-EN1610 standard, is the European standard for installing and testing wastewater pipelines, sewers and manholes in drainage systems outside buildings.
Low maintenance, high portability
“The new website includes performance, size, and compatibility specifications and guidelines for the expanding range of Pronal products,” says Vinh Lam, the Pronal technology specialist for the product range’s exclusive Australasian distributor, Air Springs Supply Pty Ltd. “Advantages of Pronal inflatable technology include simplicity, lightness, easy portability, and multiple re-use with the assured durability of one of the world’s most respected producers of elastomer products,” says Vinh.
“Maintenance staff don’t need huge amounts of gear on-site to prepare and use the stoppers, tanks, and lifters. They are also easy to transport around plants and to remote locations, where they can be used, moved on, and used repeatedly. They are an ideal method by which to achieve compliance with statutory safety and environmental requirements cost-effectively and efficiently.”
Pronal inflatable cushions, grippers, and seals, left, and an application right, in which an elastomer seal ensures sealing between a hopper and the sleeve of a bagging process. When the inflatable seal is deflated, its thinness allows it to be integrated into narrow places. Once inflated, such seals provide insulation, clamping, and sealing according to the performance, dimensional and safety characteristics required. Founded in 1961 and headquartered near Lille in northern France, PRONAL builds standard and customised flexible products from fabrics coated with elastomer and/or plastomer. In addition to extensive industrial expertise, Pronal also works in the defence, aerospace, civil emergency, and maritime/ harbour sectors.
Pronal's Australian distributor, Air Springs Supply, is Australia's leading supplier of air springs and associated pneumatic technology for the industrial and transport sectors. Air Springs Supply has over 50 years of experience in actuation, isolation, and suspension, with a national distribution and technical service network.
airsprings.com.au
Kaishan oil free
New expanded range of oil-free compressors for critical applications.
Compressed air is a crucial utility supporting many industries in Australia. Where compressed air comes in direct contact with specialised products, it must be contaminant-free to ensure the quality of the end product.
To meet the needs of specialised industries and applications, Kaishan Australia now offers an expanded range of ‘Krof’ highefficiency, Class Zero, oil-free rotary screw compressors. Now, with output capacities from 45kW to 160kW, the Kaishan range ensures 100% contamination-free compressed air to match wider industry demands.
Oil-free air is used in industries where air purity is paramount for the end product and production process. These applications include food and beverage processing, pharmaceutical manufacturing and packaging, chemical and petrochemical processing, semiconductor and electronics manufacturing, the medical sector, automotive paint spraying, textile manufacturing and many more. In these critical environments, contamination by even the smallest quantities of oil can result in costly production downtime and product spoilage.
When compressed air must be contaminant-free (eg.food industry)
Moisture is a primary concern as it creates the ideal habitat for microorganisms and fungi. Moisture may reside in the piping system near point-of-use applications where compressed air comes into contact with products. To inhibit the growth of microorganisms and fungi, pressure dewpoints must be below—26C. Drying the compressed air to a specified pressure dewpoint is a simple way to eliminate moisture in the compressed air system.
Solid particulates must be removed with filtration products from the compressed air system. When compressed air is dried below -26C, harmful microorganisms and fungi are converted into spores. These spores are now a “solid particulate”, which must be filtered. Other sources of solid particulates are coatings on the air compressor rotors, pipe-scale from the compressed air piping system, and ambient dust and particulates that the air compressor may ingest. When selecting compressed air filtration products, it is recommended that care is taken to request coalescing filters tested to the new ISO Standard 12500 Parts 1-3.
Oil aerosols and vapours are another significant concern. One myth in compressed air systems is that using an oil-free air compressor frees the system of any compressed air treatment requirements. This is not the case. Ambient air ingested by air compressors will carry water vapour, particulates, and hydrocarbons, and compressed air dryers and filters are always therefore required.
In food applications where compressed air comes in direct contact with products, a -40C pressure dewpoint is recommended to ensure no microorganisms can grow. This can be accomplished with desiccant (adsorption) compressed air dryers in the compressor room (centralised air treatment). Each facility must determine if further de-centralised filtration is required to ensure the dewpoint specification. Point-of-use air dryers may be desiccant (adsorption) or membrane-type technology.
Coalescing filters are required to remove solid particulates and total oil (aerosol & vapour) to the specification levels. Activated carbon filters will also be required to remove oil vapours. As with the air dryers, each facility must determine if decentralised filtration is required in addition to centralised filtration.
Where compressed air is exhausted into the local atmosphere, production, processing, packaging or storage, there is a high to low risk. A non-contact high-risk may be where compressed air is used in a blow-moulding process to create a package – and then the product is introduced into the package later in the process. Many food processors have their in-house production lines to create
their packaging. Without proper air treatment, it is possible that oil, moisture, and particulates (notably bacteria) could be present on the packaging – waiting to contaminate the food product!
‘Class Zero’, Oil free air compressors
Developed and manufactured by Kaishan in the USA, the exciting new range of ‘Krof’, 2-stage, oil free, rotary screw compressors are now available in Australia. These high-quality machines offer outstanding performance for companies with class zero air (ISO 8573-1 Class 0 oil-free). Australian manufacturing and processing companies can now utilise these high-performance, high-efficiency compressors to meet stringent manufacturing and handling demands. Using two sequential compression stages, intercooling and aftercooling, users will receive the highest-quality air suitable for sensitive applications where purity is critical, and contamination by even the smallest quantities of lubricant can result in costly production downtime and product spoilage.
Total integrated control
The advanced control panel contains a programmed microprocessor that can safely and efficiently control all compressor functions. The controller monitors line pressure, temperature, and working conditions (running, idling, and stopping). Abnormal conditions will trigger a flashing LED and a message indicating the cause of the alarm.
Kaishan Compressors Australia can advise industry professionals on designing and installing application-specific compressed air systems to ensure contamination-free results. With the recent expansion in the range of compressor types and models and a nationwide fleet of highly trained mobile technicians, Kaishan provides the products and services to support the needs of the Australian industry, where contamination-free air is critical to the process and end product. kaishan.com.au
KAESER Heat Recovery
Compressors and the compressed air they generate are used in many applications. However, the fact that compressor exhaust heat can be harnessed often needs to be remembered.
Up to 96% of the drive energy supplied to a compressor can be reused, referred to as “heat recovery.” Heat recovery saves energy and costs and reduces the operator’s CO2 footprint.
This heat could be conveyed away. But there are plenty of ways to use this readily available energy source that occurs as a by-product of the compression process. The simplest and most efficient method is to use the compressor exhaust heat directly, e.g., for heating adjoining rooms or spaces.
Here, instead of discharging hot air from the compressed air station outside, an air ducting system directs it to neighbouring warehouses or workshops. When no hot air is required, the heated exhaust air is conveyed outdoors employing a flap or louvre. A thermostatically controlled louvre provides hot air as and when required to maintain a constant temperature.
In addition to providing full or supplementary heating for operating spaces, hot compressor exhaust air can be used to support applications such as drying processes, generating hot air curtains or preheating burner air for heating systems. The corresponding investment costs can often be amortised within one year.
Compressor exhaust heat can also be used to supply existing hot water heating and service water systems; water temperatures of over 70ºC can be generated depending on the available storage capacity.
There are several ways to achieve this. The most cost-effective method is to use a plate-type heat exchanger integrated into the compressor, which is connected to the compressor cooling fluid circuit and transfers energy from the heated cooling fluid to the water that requires heating. Depending on whether the hot water is required for particularly sensitive production or cleaning processes, for showering and washing, or for general heating systems, special safety heat exchangers or conventional plate-type heat exchangers may be used.
These enable 70 – 80% of the installed compressor output to be used for heating purposes without any additional energy expenditure. This variant of heat recovery is also possible with primary watercooled rotary screw compressors. Heat recovery is principally worthwhile when the compressors in question feature a power output of at least 5.5kW.
Establishing actual requirement
Since very few operators know their exact air demand, it is worth conducting a compressed air audit before installing a compressor system. Performed using state-of-the-art analysis tools such as the ADA/KESS (Air Demand Analysis/Kaeser Energy Saving System), this audit can determine the precise demand data for a project. This data can then be used to determine the planning steps for the air station operator, as well as the investment costs and potential for energy savings.
In the case of a completely new installation, optimised solutions are devised and suggested from the outset so that the operator can compare independently between different system variants and select the most cost-efficient choice.
Where building management systems are used, it is recommended to conduct a thermal audit in conjunction with the compressed air audit to determine the heat balance in parallel with the air consumption. This allows thermal data such as temperature flow and return to be investigated in addition to compressed air data such as volume, pressure and required air quality.
Once these details are established, it can be determined what percentage of the
compressor exhaust heat can be absorbed into the project's normal heat requirement. This, in turn, allows the size of the storage vessel and the required temperature to be calculated. In the best-case scenario, 96% of the heat output can be used.
What to consider:
A few points must be considered when planning or optimising a compressed air station. For example, compressors and heating systems should not be placed in the same room, since optimal use of these requires different room climate conditions and the compressor must not be permitted to draw in dangerous admixtures.
The compressor room needs to be wellventilated; the room for the heating system does not. In an ideal world, the two rooms would be separate but situated near to one another, so that the ducting route between compressors and heating system can be as short as possible.
Since the volume of accumulating heat and the heat requirement are rarely identical, it is important to ensure sufficient thermal storage potential in large vessels. This guarantees optimum supply when generation and consumption volumes differ.
EXAIR’s new ATEX cabinet cooler systems for explosive environments.
EXAIR’s new 316 Stainless Steel ATEX Cabinet Cooler® Systems are the latest solution for protecting sensitive electronics in ATEX classified areas. This low-cost and reliable product is UL tested, CE compliant, and meets the stringent requirements for use upon classified purged and pressurised electrical enclosures within Zones 2 and 22. With cooling capacities up to 5,600Btu/Hr. It’s an ideal answer for protecting electrical enclosures from problematic overheating in areas with explosive atmospheres, indoors and outdoors.
EXAIR ATEX Cabinet Coolers produce cold air inside enclosures to prevent overheating, high-temperature faults and costly shutdowns. They easily mount via a standard electrical knockout while maintaining the NEMA 4/4X integrity of enclosures in explosive areas. These systems include an auto-drain filter separator to ensure no water, dirt, or contaminants from the compressed air system pass into the electrical enclosure. Thermostat controls are available to minimise compressed air use, and cold air distribution kits ensure balanced cold
airflow to all enclosure areas. In addition to ATEX, EXAIR carries an extensive line of Cabinet Coolers ranging from NEMA 12, 4, 4X and Hazardous Locations. Available from Compressed Air Australia, all EXAIR Cabinet Cooler Systems are CE-compliant
and UL-listed and are built to last with no moving parts to wear out. Applications include cooling control panels, motor control centres, CCTV cameras, laser housings and much more. caasafety.com.au
With smart planning and a KAESER heat recovery system, up to 96% of the energy input to an air compressor, blower or booster can be recovered and reused.
The resulting heat output can be used for space or water heating, or for processes such as drying or cleaning. This saves energy, which saves you money. Our compressed air specialists can advise you regarding the right design for your particular application. Call 1800 640 611 today to book a visit.
AMTIL at 25 years
Capping off a quarter century, peak industry member association farewells CEO Shane Infanti and looks into the future.
Before AMTIL began in 1999, there were two industry bodies, AMTA in NSW and the IMTA in Victoria. “I remember we had a committee meeting,” recalls Shane, one of the key figures in the formation of AMTIL. “We were going to combine the two bodies and form a new association, and we were going to employ somebody to run it. Then, all of a sudden, I heard someone say,
‘OK, Shane, can you please leave the room so we can decide how much we will pay you?’”
That was the culmination of a couple of years of work already. At that stage, 80 or so members were interested in involvement in the national body. “We merged the two associations. AMTA ran a show called AMTEX, and the IMTA was a strong group of Victorian technology suppliers. The issue was that the Sydney Chamber of Commerce owned AMTEX, and they kept the profit. The members wanted to change that and were keen for the profit from the exhibition to go back into the industry.”
So, in August of 1999, AMTIL was created, and Shane was appointed CEO. “We had a small amount of money in the bank, so the first step was to create our own show. We were not allowed to keep the AMTEX name and brand, so we created a new exhibition called Austech and ran it for the first time in May 2000 in Sydney. It was very successful and generated the funds for us to kickstart the association and look towards growth.”
In 2002, AMTIL launched another flagship product, the Australian Manufacturing Technology magazine. AMT has become one of the country’s major industry publications for the manufacturing sector, which would not have been possible without the strong support of its members.
“I remember first floating the idea of running our own publication at our AGM in 2001,” Shane says. “I asked for a show of hands for support, and just about every hand in the room went up. That support has never wavered, resulting in the great magazine we continue to publish and distribute.”
Shane has always said that his biggest challenge was putting the profit AMTIL generated back into the industry to the best benefit of AMTIL members. “I could write a book on our initiatives over the years. I remember a program called LYNX, which ran over 300 technology demonstrations over three years around the country, encouraging technology uptake. Another is called YouthLink, which got students, parents, and industry together with TAFEs to encourage the next generation of our trade. We recently ran a program to train unemployed people and get them back into work as CNC operators.”
AMTIL was also a strong supporter of the Entrepreneurs Programme and its forerunners, acting as a host partner with the Commonwealth for nearly ten years. Shane says, “We conducted over 2,000 business reviews during that time. I still have companies tell me it made a big difference to them, and they are thankful for the support. There is job satisfaction—right there.”
AMTIL members recollect and reminisce about what the association and the outgoing CEO, Shane Infanti, have meant to them and their company over the last quarter century.
Australian Manufacturing Week, Australia’s premier manufacturing technology exhibition.
Catten Industries is a premier provider of sheet metal solutions from concept to completion. It has been a proud member of AMTIL since 2006 and benefits significantly from the organisation's robust advocacy for manufacturers. Through AMTIL, Catten stays informed via various channels such as AMT Magazine, AMW/AUSTECH exhibitions, regular email updates on critical industry topics, and networking events that foster collaboration and partnership. Without AMTIL, these invaluable opportunities for manufacturers would not be accessible.
Shane Infanti has built and maintained a great team around him over the past two decades, showing exceptional leadership. AMTIL has consistently provided purpose-driven and practical solutions to the manufacturing sector's challenges. These solutions include intimate networking dinners that facilitate meaningful connections, initiatives to address skills shortages through strategic short courses offered by partners, and initiatives to guide individuals into successful manufacturing careers. AMTIL's proactive approach has been instrumental in advancing our industry and supporting our growth at Catten Industries.
We look forward to the next chapter under the leadership of Lorraine Maxwell and wish AMTIL all the very best for the next 25 years. Ian Cubitt, Managing Director - Catten Industries
AMTIL plays a crucial role as an industry association supporting companies like TRJ Engineering. For TRJ Engineering, AMTIL has served as a vital resource and advocate, offering a range of benefits that have significantly impacted its operations. Through events, seminars, and networking opportunities, AMTIL has provided TRJ Engineering with access to a network of industry peers, suppliers, and potential customers. These connections are invaluable for fostering collaborations, sharing best practices, and staying updated on industry trends and technological advancements.
AMTIL supports navigating regulatory challenges and compliance issues affecting manufacturing businesses. This guidance helped TRJ Engineering to streamline its operations and ensure adherence to standards, thereby enhancing efficiency and minimising risks.
AMTIL advocates for the manufacturing sector, lobbying for policies and initiatives that promote growth and innovation, and helps TRJ make decisions that impact the future.
Furthermore, AMTIL offers training programs and resources that enable TRJ Engineering to upskill its workforce and stay competitive in a rapidly evolving market. Greg Chalker's programs cover technical skills, management practices, and emerging technologies, equipping TRJ Engineering with the knowledge and tools needed to navigate the current employment landscape.
In summary, AMTIL delivers for TRJ Engineering, providing support, advocacy, networking, and training that are instrumental in its growth and success within the manufacturing industry.
I wish Shane all the best in his future, I hope he continues to hit the golf ball straight and the Tigers stay where they are for a few more years so Carlton has a go!
David Murphy, Managing Director - TRJ Engineering
Maton Guitars has been an AMTIL member for more than 20 of its 25-year journey.
As an Australian manufacturer approaching our 80th year, we have had many and varied challenges. Quite often we turn to our good friends at AMTIL. The ensuing correspondence typically leads us in fruitful directions, be that contacts, strategies or generally applying their vast network to help us out. Being a manufacturer in an increasingly difficult climate requires agile mindsets and sound ideological thinking. Through the networks stretching out of the AMTIL organisation we have more often than not benefitted from reaching great similarly minded industrial and commercial people that prove a rich source of connectivity.
Whenever we’ve reached out to AMTIL we’ve always been treated respectfully and with great empathy, no matter how left-of-centre the request may have been. Being a guitar manufacturer, we often work in an area where art meets technology, and without the budgets, larger manufacturing organisations have at their disposal.
Greg Chalker and the team at AMTIL have always been able to work with us to find a solution or create a connection that works for all involved.
Continued next page
AMTIL Foundation CEO, Shane Infanti, celebrating AMT’s 10th birthday in 2012.
CEO Shane Infanti with Life Members Trevor Morgan, Bob Corbett and Walter Zillner.
Foundation members Pat Boland, Trevor Morgan, David James, Ram Chandra and Colin Fairbank.
Continued from previous page
Congratulations on 25 years of helping the manufacturing sector navigate these increasingly challenging times! We wish Shane all the very best in his retirement. He had a great career working collegiately across a vast and challenging industry and was always interested in his member’s work and wanted to help.
David Steedman and Patrick Evans, Maton Guitars
On behalf of Hardman Bros and R&I Instrument, we want to express our sincere appreciation for AMTIL's unwavering support over the years. As a leading industry association, AMTIL has fostered growth and innovation within the manufacturing sector. With its insightful articles and updates, the AMT magazine has been an essential resource, keeping us informed on the latest industry trends, technological advancements and strategic insights. We depend on this publication to stay ahead of industry happenings, new suppliers and news within the competitive landscape.
The AMW tradeshow, in particular, has been crucial to our success. AMTIL events provide an excellent platform for us to showcase our products, connect with potential clients, and explore the latest innovations in the industry. The networking opportunities at these shows have allowed us to form valuable partnerships and collaborations, significantly contributing to our business exposure and growth.
Although I have not had the pleasure of meeting outgoing CEO Shane Infanti, his visionary leadership has been evident from afar. Shane's dedication and passion for the industry have greatly strengthened AMTIL, promoting a culture of collaboration and excellence. His efforts in driving innovation and supporting industry players have left a lasting impact, and we are incredibly grateful for his contributions as manufacturing in Australia makes a resurgence.
Hardman Bros and R&I Instrument specialises in precision gear cutting, grinding, CNC Milling, Lathes, Honing, Grinding Honing, Metrology/Inspection and general engineering solutions for the Defence, Mining, Aerospace, Agriculture, Energy, Medical & General Engineering industries. Our partnership with AMTIL has been pivotal to our growth and success. We look forward to continuing this fruitful relationship and advancing the manufacturing industry together.
Simon Bell, CEO Hardman Group of Companies.
New Touch Industries is a full-service laser cutting and metal fabrication service provider based in Bayswater and Clayton in Victoria. Our success is based on our focus on quality, service, and delivery, where we aim to exceed our client’s expectations.
We have been members and closely associated with AMTIL since the business foundation in 2001. During this time, we have attended every Austech Exhibition as an exhibitor or attendee, advertised, and participated in sub-committees and networking functions. We frequently utilise the skills and services provided by AMTIL as a source of advice and guidance when embarking on new projects and business initiatives.
New Touch Industries greatly appreciates the services and advice provided the close relationship we have developed with AMTIL and the many fantastic staff we’ve dealt with. Shane’s leadership and management during this period have been outstanding. AMTIL has been such a valuable partner for New Touch Industries and so many other businesses.
We want to thank Shane and wish him all the best in retirement. I am sure you will enjoy spending many hours on the golf course and time with your family.
Brad Drury, Managing Director – New Touch Industries
“I think the initial challenges were to get credibility for the industry,” says Paul Fowler, a former President of AMTIL and recently retired Managing Director of DIMAC Engineering. “Establishing a trade show from scratch takes a lot of effort. Shane used to run trade shows for another company, so we quickly got that part up and running. But developing credibility and a reputation was probably the biggest challenge, as well as launching a trade publication, the AMT magazine.” Trevor Morgan, a former AMTIL President, says Shane Infanti was the obvious choice for the position. His background in exhibition management and knowledge of the general manufacturing industry were exemplary.
“AMTIL has grown enormously,” said Morgan. “Shane brought it through some pretty tough times, particularly through COVID and so on. I was thinking the association wouldn’t survive during that period. But, I thought the manufacturing industry would also not survive.
AMTIL member Xmas function at The Carousel in 2022
“But, here we are and the manufacturing industry's gone on from strength to strength, through many changes. Change was the big word too. Those in the manufacturing industry that didn't change their direction are not there today.One of the biggest challenges we had, back in those early days, was to work out how to put those profits back into the industry, to the best benefit of the members,” explained Shane. “And we've been fortunate over 25 years to develop that Exhibition into the premier manufacturing show in the country, and that's generated a lot of profit and we put a lot of it back into the industry. So, very proud of that.”
As an aside, the previous edition of AMT magazine (JuneJuly2024) was Shane Infanti’s 174th and last issue. What a journey that has been. As well as CEO of AMTIL, Shane was publisher of the editions, produced for the AMTIL membership for 22 and a bit years. He worked with six editors (not including when he helmed the mag himself), four coordinators, two graphic designers and five sales managers, highlighting a lot of consistency and commitment over the years.
“We're all committed to driving manufacturing in this country, supporting the members, developing relationships with the members. And I'm very proud of the fact that, not only have we got professional relationships with members, but we have a lot of great friendships, and we can socialise outside of work with a lot of our members and that's really important. I'm very grateful for that.”
Shane Infanti
amtil.com.au
AMTIL CEO Lorraine Maxwell, Foundation CEO Shane Infanti and AMTIL President Brigitte Stavar.
The Hon Ben Carroll, Objective 3D Managing Director Matt Minio and Member for Carrum Sonja Kilkenny at an Additive Manufacturing Hub event in 2018. Celebrating ten-year members in 2009.
"For the Love of Golf” in 2005.
CST Wastewater
Timely wastewater screen checks help safeguard against El Nino environmental stresses.
By Michael Bambridge (M.E., Chemical Engineering), Managing Director, CST Wastewater Solutions.
Water and wastewater treatment plants (WWTPs) are going to have to work harder as Australia’s weather patterns turn drier with the arrival of the El Nino forecast by the Weather Bureau to be with us by the end of this year. One of their first lines of defence against process disruption, blockages and environmental spills will be WWTP headworks comprising mechanical screens, screening compactors, grit removal systems and grit washing systems installed in municipal and industrial plants.
The challenges for WWTPs during El Nino may include widely variable flow patterns, including extended lower flow rates bringing with them greater concentrations of solids, debris, and grit carried in the reduced volumes of inlet water. Headworks will be asked to efficiently process throughputs without clogging and environmental spills – and continue to do it with less on-site maintenance because many local authorities today can afford fewer specialist operations and engineering staff on call or on-site.
Prevention is better than downtime
Prevention is better than expensive downtime. Damage or weakness is not always obvious. The first indication owners have that their wastewater plant screens need maintenance or replacement is when they fail. If they fail, sewage, untreated food waste, or organic and inorganic waste can seep through plant and neighbouring surroundings, including sensitive land and waterways, with potential production halts, OH&S cleanup risks, pointed questions directed at those responsible for preventing spills and potential serious environmental consequences for public and private entities. Because screening headworks get the dirtiest job of removing all the lumps, chunks, strands, and unwanted foreign objects that can foul the often expensive, settling, clarification, treatment, filtration, and energy processes that follow downstream.
Why check wastewater screens
The inlet screens can look pretty good to the untrained eye, so the temptation may always be there to check and forget, to save a few dollars if there is no obvious problem. This set-and-forget approach can become a costly lesson for several reasons, including:
1. Screens do deteriorate over time. They may have a design life of many years in normal service – but routine service and maintenance are needed to keep them in peak operating condition. This can be particularly important in sandy areas (noting that municipal councils’ WWTPs serve more the 80% of Australia’s population living within 50km of the coast. Many industrial processing plants fall within the same heavily populated areas).
2. Screen technology does evolve. What was a fine mesh screen 10 or 15 years ago, may no longer be up to the job of protecting newer processes downstream. Older, coarse screens used to remove large solids, rags, and debris from wastewater typically have openings of 6mm or larger.
3. Beware particularly of grit. Wastewater contains large solids and grit that can interfere with treatment processes or cause undue mechanical wear and increased maintenance on wastewater treatment equipment. Preliminary treatment removes these constituents from the influent wastewater. Typical opening sizes for fine screens are 1.5 to 6mm. Very fine screens – such as those proven in Australia by CST Wastewater Solutions – have openings of 1.5 down to 0.2mm.
4. Asset management. Inlet pre-treatment, including screens, is a robust but finite asset we all depend on in the waste management business. The value of this asset should be maintained by regular servicing, just like a car. CST has some screens still operating after more than 25 years because the companies involved have invested in cost-effective regular maintenance to extend product life and effectiveness.
5. Risk Management. Because screens are your front-line defence, they prevent or limit damage occurring in expensive processes downstream. These processes can be hard to get to if they do fail, then cause many more OH&S issues to rectify. Compounding the issue is the fact mentioned prior that many remote and smaller public and private waste treatment plants these days do not have the engineering manpower on hand to quickly rectify unexpected or complex and expensive events.
We know how important risk management is because we engineer and locally manufacture dozens of waste management (and wasteto-energy) processes purpose-built to minimise maintenance. The advantage of local manufacture is that the product is built to local standards (some of the best in the world, recognised internationally) for arduous local conditions. And when they do ultimately need maintenance, having achieved top lifecycle value, local manufacture means local service is available without stretched supply lines.
Most companies these days are pretty risk-aware. They know production stoppages are costly, and environmental spills can affect their statutory licence to operate. But we still do see poorly maintained plants causing issues for the operator, reasonably often. These should be a thing of the past when small investments in yearly maintenance and check-ups can return good value and ROI throughout the long term. cstwastewater.com
Good Citizens
Making plastic eyewear frames out of each single-use water bottle.
It’s no secret that Good Citizens owner, Nik Robinson and his sons, have had problems with manufacturing their 100% recycled plastic eyewear frames. They’ve spoken about it extensively in media interviews. Over 752 days and 2,500 attempts later you’d think they have it all sorted. Research was complete, trials made, tooling complete and production had been running for three years. Then the unthinkable happened. The family pressed GO on production for the profitable summer season ahead of them – but there was a problem, just another problem. One of their main tools broke due to a mistake in setting up the machine.
The Good Citizens Eyewear story started in 2018 when Nik’s two young boys were upset with all the plastic waste in the world. The vision was to turn the plastic of one single-use bottle into a pair of 100% recycled, ethically made sunglasses frames in Sydney. The key was 100% recycled, not 50% or even 90% as that would be cheating. Manufacturing with recycled plastic, particularly 100% rPET, is not straightforward. Many predictable factors need to be accounted for plus a host of unforeseen factors that show up on every production run. Nik and the team needed to make a new tool. It should be a simple task – replace the broken tool like for like. They’d made it once, so they just needed to make it again. Not so simple. Along the way, they had made multiple tweaks to the tool on the fly to make production easier but didn’t have detailed, precise records of those changes, so couldn’t supply an accurate CAD to the toolmaker. They needed to work backwards by scanning the existing physical frame parts. Nik had been on the hunt to find the answers to his problem. The grapevine led him to WYSIWYG3D, not once but three times: a toolmaker, a London colleague and a designer in Sydney. Not one to ignore three recommendations, Nik called the team from WYSIWYG3D, a specialist 3D scanning service provider, who could hopefully help him solve the problem. Shane Rolton, Managing Director of WYSIWYG3D, loves a challenge and this project had his name written all over it. The secret weapon of choice was 3D laser scanning – this technology may seem from the future but has been around since the last century. Shane first came across 3D scanning as an engineer at Hawker de Havilland while making planes for Boeing and has been scanning for 25 years. With an arsenal of eight scanning technologies, Shane selected the Kreon Arm and laser attachment as it has an accuracy of 30 microns and is perfect to capture the detail and size of the glasses. After 3D scanning the arm of the glasses, the point cloud data was processed and ready for analysis. The scanner had picked up details that were naked to the eye but would later inform design and manufacturing decisions.
“The beauty of 3D scanning is that with the right tools, it can be used to digitise small or large items and can be used during each stage of the manufacturing lifecycle,” Rolton explained. “During the design and prototyping phase, it helps to identify design flaws early. Throughout production, it creates precise digital models of tools and moulds, ensuring they meet exact specifications. And finally quality control – for comparing the manufactured parts to the original design specifications. This ensures that the final products meet the required standards and tolerances.”
“By using WYSIWYG3D‘s technology and expertise, I've learned things I didn’t know about my product that will now inform design and manufacturing,” Robinson said. “It has saved me my sanity, money and me. I wish I'd known about these wonderful people earlier in our journey.”
Nik Robinson makes these glasses out of one plastic bottle and there are five modular pieces. “Recycled plastic behaves differently to virgin plastic,” he said. “It shrinks at different rates and this has made production an absolute nightmare. We've failed over 2500 times because we’ve been second-guessing ourselves. Had I known about these guys five years ago, we could have navigated these challenges with foresight, not hindsight and that’s gold for anyone in our position.”
Nik and his team are working with WYSIWYG3D to scan all their frame parts to develop accurate CADs for their current Good Citizens tools to make future toolmaking and production a much smoother process and perhaps slow the growth of grey hair!
wysiwyg3d.com.au goodcitizens.com.au
Bonfiglioli recycling
Bonfiglioli solutions aid recycling and waste management sectors.
The government’s 2019 National Waste Policy set 2030 targets and actions for waste and recycling, including an 80% average resource recovery rate from all waste streams and a significant increase in the use of recycled content by the government and industry. While Australia is making headway towards these goals, there is still work to be done. The 2022 National Waste Report found that Australia’s resource recovery rate for 2020-21 was 63%, while the recycling rate was 60%. In addition, it found that Australia generated an estimated 76 million tonnes of waste that year, the majority being commercial, industrial and government waste (i.e. from factories, shops, office buildings and power stations). “Recycling is key to the management of waste and crucial to the development of a circular economy with sustainability at its core,” says Martin Broglia, MD of Bonfiglioli Australia and New Zealand. “The best way to get this right is to ensure that our waste management plants have access to efficient safe and reliable machinery. Bonfiglioli, active in the recycling sector for several years, is committed to the development of products and solutions that help waste management and recycling plants work to their full potential,” he said.
Meeting application-specific requirements
Waste management and recycling plants require reliable, customised and complete solutions. “From the initial consultation, our engineering specialists and design teams collaborate closely with customers to understand their needs, calculate and simulate their machine or system capabilities and optimise the associated transmission performance. We ensure that the end product meets their application-driven performance specifications, their installation limitations and their maintenance requirements, and will deliver great results,” explained Broglia. Bonfiglioli’s custom solutions for recycling include inverters, motors, gearboxes and geared motors. “Our components and solutions cover an extensive range of applications, from shredding machines to conveyors and compactors. They’re designed to be easily customed and integrated into machine designs, and to deliver high reliability and a long service life,” he added.
Heavy-duty solutions for recycling systems and standalone machines
Recycling systems usually include shredding machines (rendering the waste material smaller, so it’s more easily stored, transported or processed), compactors and conveying systems. Bonfiglioli’s planetary gear motors deliver the high torque required in shredders. “Our R3 Series, for example, is ideal for use in primary shredders, as it can handle the shock loads and impacts that are common in shredding applications. These compact and powerful gear motors also offer flexibility, with various mounting options. If extra torque is required, we can add a hydraulic motor adapter to the R3,” Martin stated. The company’s 300M Series offers the high peak load capacity and mechanical performance needed to handle the 2.0kNm of torque that’s characteristic of secondary shredding.
For conveying systems, the parallel shaft F-Series and the helical bevel A-Series, offering high dynamic response and energy efficiency, are ideal. “These are cost-effective solutions, with extended service intervals,” Martin noted.
The compact C Series from Bonfiglioli’s range of geared motors can accommodate a broad range of compactor requirements. Featuring a wide output torque range and a wide range of gear ratios, the C Series can be coupled with Bonfiglioli’s robust electric motors for additional torque and output speed. Bonfiglioli also designs and produces custom solutions for compact stand-alone machines, such as reverse vending machines that process individual items. “Our solutions deliver the reliable performance and long operating life required to power these machines,” Martin added.
“Whether it’s the recycling of paper and plastic or rubber tyres, or even general waste handling applications, our solutions have proven effective, particularly because we focus on applicationdriven customisation. We are well-positioned to help Australia’s waste management and recycling sector achieve the goals set out by the National Waste Policy Action Plan,” he concluded. bonfiglioli.com/australia/en
Coal ash recycling
Green concrete recycling twice the coal ash is built to last.
New modelling reveals that low-carbon concrete developed at RMIT University can recycle double the amount of coal ash compared to current standards, halve the amount of cement required and perform exceptionally well over time.
More than 1.2 billion tonnes of coal ash were produced by coalfired power plants in 2022. In Australia, it accounts for nearly a fifth of all waste and will remain abundant for decades to come, even as we shift to renewables. Meanwhile, cement production makes up 8% of global carbon emissions and demand for concrete – which uses cement as a key ingredient – is growing rapidly.
Addressing both challenges head-on, engineers at RMIT have partnered with AGL's Loy Yang Power Station and the Ash Development Association of Australia to substitute 80% of the cement in concrete with coal fly ash. RMIT project lead Dr Chamila Gunasekara said this represents a significant advance as existing low-carbon concretes typically have no more than 40% of their cement replaced with fly ash.
"Our addition of nano additives to modify the concrete’s chemistry allows more fly ash to be added without compromising engineering performance,” said Gunasekara, from RMIT’s School of Engineering.
Finding new opportunities in overlooked pond ash
Comprehensive lab studies have shown the team’s approach is also capable of harvesting and repurposing lower grade and underutilised ‘pond ash’– taken from coal slurry storage ponds at power plants – with minimal pre-processing. Large concrete beam prototypes have been created using both fly ash and pond ash and shown to meet Australian Standards for engineering performance and environmental requirements.
“It’s exciting that preliminary results show similar performance with lower-grade pond ash, potentially opening a whole new hugely underutilised resource for cement replacement,” Gunasekara said.
“Compared to fly ash, pond ash is underexploited in construction due to its different characteristics. There are hundreds of megatonnes of ash wastes sitting in dams around Australia, and much more globally.”
“These ash ponds risk becoming an environmental hazard, and the ability to repurpose this ash in construction materials at scale would be a massive win.”
New modelling technology shows low-carbon concrete’s long-term resilience
A pilot computer modelling program developed by RMIT in partnership with Hokkaido University's Dr Yogarajah Elakneswaran has now been used to forecast the time-dependent performance of these new concrete mixtures. According to Dr Yuguo Yu, an expert in virtual computational mechanics at RMIT, a longstanding challenge in the field has been to understand how newly developed materials will stand the test of time.
“We’ve now created a physics-based model to predict how the low-carbon concrete will perform over time, which offers us opportunities to reverse engineer and optimise mixes from numerical insights,” Yu explained. This pioneering approach –recently unveiled in the prestigious journal Cement and Concrete Research – reveals how various ingredients in the new low-carbon concrete interact over time.
“We’re able to see, for example, how the quick-setting nano additives in the mix act as a performance booster during the early stages of setting, compensating for the large amounts of slowersetting fly ash and pond ash in our mixes,” Gunasekara says.
“The inclusion of ultra-fine nano additives significantly enhances the material by increasing density and compactness.” This modelling, with its wide applicability to various materials, marks a crucial stride towards digitally assisted simulation in infrastructure design and construction.
By leveraging this technology, the team aims to instil confidence among local councils and communities in adopting novel lowcarbon concrete for various applications.
This research was enabled by the ARC Industrial Transformation Research Hub for Transformation of Reclaimed Waste Resources to Engineered Materials and Solutions for a Circular Economy (TREMS). Led by RMIT’s Professor Sujeeva Setunge, TREMS brings together top scientists, researchers and industry experts from nine Australian universities and 36 state, industry, and international partners to minimise landfill waste and repurpose reclaimed materials for construction and advanced manufacturing. rmit.edu.au
Dr Chamila Gunasekara holds a sample of the low-carbon concrete. Credit: Michael Quin, RMIT.
The RMIT team: (l-r) Dr Yuguo Yu, Professor Sujeeva Setunge, Dr Dilan Robert, Dr Chamila Gunasekara, Dr David Law. Credit: Michael Quin, RMIT.
Ego Pharmaceuticals
This 70-year-old skincare producer demonstrates the value of sustainability in local manufacturing. Paul Hellard reports.
There’s a lot of work going on at Ego Pharmaceuticals (Ego), equating to a huge investment in their future. As they grow their capacity to provide quality skincare to the world, they also work passionately towards operating within even more sustainable means. This complete refurbishment of Ego’s production at their Braeside site, costing $100m, will increase production capacity by 100% and create 90 new jobs. The company is also extending the Distribution Centre in Dandenong South; increasing capability and capacity to support local and fast-growing export markets.
Ego produces more than 150 dermatological skincare products, with brands including QV, SunSense, Elucent, MOOV and Aqium being stocked both locally and across more than 15 countries. Key export markets include Asia, the Middle East and the United Kingdom; with exports now making up half of the sales.
From humble beginnings 70 years ago in a laundry in suburban Melbourne, Ego has grown into a leading global brand with more than 730 employees in 15 countries, including more than 400 staff in Victoria.
Sustainability Measures
Right up front, Ego has always been ahead in science. When you’re making skin creams designed to be applied directly onto human skin, it has to be safe. They are ‘following science to a better tomorrow’. This focus on science pushes their work on improving sustainability. Ego is a participant in the UN Global Compact, joining 13,000+ businesses and delivering measurable impact to the world’s most pressing challenges. Ego has used the UN Sustainable Development Goals to guide its Corporate Social Responsibility goals across the business.
“These goals have been created to help protect the planet, and ensure that by 2030 Ego is carbon neutral,” said Jane Oppenheim, Ego’s Scientific and Operational Director. “Ego’s own goals will ensure we use resources economically, manufacture more efficiently, reduce our waste and work together to manage our number one resource – our people. By setting goals, we can track and communicate our progress to our team and customers, as we strive to reach and surpass them.”
As just a part of the Sustainability project, Ego’s engineers installed some 65 electricity meters to monitor the specific use of electricity onsite. “We re-planned a lot of the power distribution for the site,” explained Ego’s Chief Engineer Glen Fleming, “which allowed us to connect the right equipment to the right boards and attach meters, so we knew specifically where electricity was being used.”
Ego is now looking for additional consumption savings onsite. A month ago an Ego engineer and electrician visited the site on a weekend and checked the power usage all through the site. “We had already done a lot of work on scheduling to save power on weekends, but we were still using 50% of the electricity on the weekends as we were during the week. So we now know there are some opportunities there to identify what’s consuming power and schedule to turn them off. That's going to save us another 8% or so of electricity consumption on the weekends,” Fleming explained.
“With additional monitoring, we’ve identified the biggest consumers of electricity,” Fleming added. “Turning these off when not in use hasn't really cost us anything but time.”
The Ego facility in Braeside hasn’t reduced the use of gas by as much because the alternative is to use electricity from the grid. The site uses quite a bit of steam in its processes, which can’t currently be produced efficiently with electricity, though the steam does use heat exchangers to supply heat to processes that run at 80 degrees. Using electricity, with heat pumps to assist, will likely come along in future fit-outs.
Jane Oppenheim notes that many of Ego’s engineers are like Glen Fleming and are passionate about sustainability. “Lots of people can come up with ideas, but the engineers know how to implement the ideas for the greatest energy saving. I think that's the advantage of manufacturing in Australia. You actually have more control over things and you can make a difference.”
Engineering Challenges
During the COVID lockdowns in 2020-21, Ego was picking up speed on producing hand sanitiser locally but onsite construction at the time proved difficult.
“Well, everyone wanted hand sanitiser and at the time we had a huge building project going on,” explained Oppenheim. Ego spoke to the Victorian Government and they gave an exemption from some of the construction restrictions. “We had the choice of all the tradespeople to come and work. The builder’s contractors managed it really well and kept everybody separate and the build went as fast as any project did,” Oppenheim added.
“It just took strong determination to get things done during COVID,” explained Fleming. “For all the pressure to make adjustments here and there, the most challenging part wasn't our capacity here, it was sourcing materials and components. I think our purchasing team were the busiest out of everyone, sourcing alternative pumps and everything else our production team needed.”
Where Ego is spending a hundred million on current works is quite obvious. Their huge three-story building is slowly being refitted with assembly lines filled with tanks, pipes and valves, new ceilings, palletisers, and new tube lines being installed, some of which are engineered and manufactured in Australia.
Ego is effectively the system integrator. “We've purchased and procured all of the equipment,” explained Fleming. “The conveyor components come from Sweden, but an Australian company does the assembly and fabrication, and we've designed the overall line. We've taken ownership of all that as well. There's a line control system that talks to all the equipment; and turns machines on a nd off.”
“If any of this equipment here stops at the end of the filling line, we have an inbuilt five minutes of accumulation time to fix the problem before the issue stops our filling machine completely. So while we purchased the equipment from overseas, it was Ego engineers who considered the overall systems integration. That's all us, that's all Ego and it's all Australian engineering.”
A recent IBC project is one Jane is particularly proud of, which was all planned and executed by Ego’s engineers. They implemented a system for handling bulk ingredients and delivering these directly to manufacturing rooms. “Our three biggest liquid ingredients: ethanol, glycerin and liquid paraffin are received into bulk tanks. The next five biggest ingredients are received in Intermediate Bulk Containers (IBCs). The IBCs are placed in pairs in segregated rooms. The tanks or IBCs are monitored for supply levels. “All these liquids are delivered directly to the mixers,” explained Jane. “This has improved Ego efficiency greatly, moving from one batch per shift, we can now do three six-tonne batches per shift.”
The bulk liquid and cream handling system between the mixer and the cream-filling line is 100% designed and built in-house. Precision Stainless and Fineweld, nearby companies in Braeside made the tanks, and another local contractor, Total Piping and Mechanical, did all the pipework, fabrication and installation.
At the end of the line, they have also eliminated using four tonnes of shrink-wrap plastic each year, as well as the 10kWs of electricity heating the plastic in the ‘shrink tunnel’ and cooling the room.
“Within four weeks, we had four projects done, each saving about 5%,” said Jane. “Now, as I said to Glen, all we need is 20 more projects like that!” Fleming adds that Ego is working on step eight of a 12-step Master Plan drafted in 2019.
Fleming says a lot of these sustainability measures aren’t hard at all, but they take a bit of focus. “Several years ago we created a Sustainability Committee to get a range of people across the business to work on our ideas and what our opportunities are. Myself, Jane, other managers and a range of staff from many sides of the business meet up once a month. It’s driven a lot of change.”
“And then I think we'll get to the point where we won't be able to get much more out of this site,” explained Jane Oppenheim. “So this is our plan for the even larger site in Dandenong. We have purchased greenfield land, ready for future production expansion. We have a warehouse and a corporate head office there now. We've planned ahead.” egopharm.com
Hydrogen road trains
Hydrogen hybrids tackle decarbonisation and the tyranny of distance in the Pilbara.
The Pilbara is a vast region of endless red landscapes, twice the size of Great Britain, located in the north of Western Australia. To move road freight more efficiently over such long distances trucks with multiple trailers, known as road trains, are a common sight across remote regions of Australia. Holcim Australia uses road trains to transport quarry materials from the Turner River, Newman and Nickol Bay quarries in the Pilbara region to fixed and mobile concrete batch plants and other customers using Scania R620 V8 Euro 5 145-tonne rated prime movers. Each road train pulls a payload of up to 100 tons in triple (three-trailer) configurations, on haul distances from as little as 10km, up to 600km.
To help advance Holcim’s ambition to reduce Scope 3 emissions by reducing diesel consumption and emissions, two prime movers were retrofitted with a HYDI Hydrogen on Demand HY2500 vertical unit that produces hydrogen on demand for controlled delivery to internal combustion engines. Holcim has seen reductions in fuel consumption of up to 15%. This is only part of the benefit of the hybrid system explains Adam Evans, Logistics Manager for Aggregates Western Australia at Holcim. “On top of the fuel consumption figures, excitingly, we’re seeing the additional emission reductions of 17% less carbon dioxide (CO2), 80% lower diesel particulate matter (DPM), 22% lower nitrogen oxides (NOX), and 25% lower carbon monoxide (CO),” he noted.
“Holcim has seen fuel performance savings estimated at 15% when hauling payloads up to 100 tonnes in three-trailer combinations. The Scania onboard management system confirms these figures. The reductions in fuel burn and reductions in emissions, are entirely in line with our aim at Scania to reduce emissions during the entire working lives of our products,” says Robert Taylor, Scania Australia General Manager, Mining. Holcim is set to install HYDI systems in two additional prime movers as well as some of its contractor fleet throughout Western Australia. “We are also exploring options to have HYDI units installed on other equipment including diesel generators and heavy mining equipment,” said Adam Evans. The HYDI unit produces hydrogen from distilled water using electrolysis via a proton exchange membrane. The unit draws a low
electrical input from the host engine while in operation. Hydrogen supplements the diesel fuel to create a cleaner and more complete combustion process with the amount of hydrogen produced optimised for the capacity and application of the engine. Developed in Australia over more than a decade, the leading-edge technology delivers improved machinery performance by increasing torque, a reduction in fuel consumption, cleaner burn that reduces engine soot and extends oil and filter service intervals, and lower harmful emissions – including DPM, CO2 and CO. The system provides the capability to transition heavy, diesel-powered machinery into cleaner, more cost-efficient equipment at a fraction of the cost of replacement.
“HYDI’s technology harnesses the benefits of hydrogen in an efficient, affordable and sophisticated way scaled to apply to multiple applications,” noted John Wilson, Managing Director of HYDI. Scania has been a committed and enthusiastic partner in the trial and is honouring the original repair and maintenance package provided with the vehicles. “Scania stepped up to the project, made sure we had all the vehicle and system information needed for a smooth installation of the HYDI units, and are eager to help us extend the project even further,” said Adam Evans.
The HYDI Hydrogen on Demand system can be simply, quickly and relatively inexpensively integrated into the existing diesel technology of Scania vehicles. “In Australia, we have to say that realistically the general availability of reliable, affordable hydrogen as a fuel for heavy haulage is still some way off, particularly regarding use in remote mining operations. As a result, the HYDI Hydrogen on Demand solution does appear to be providing a real-world and affordable solution for our customers who want or need to make an immediate reduction in fuel burn and their carbon footprint emissions across their transport functions,” says Scania’s Robert Taylor.
The investment and installation of this leading-edge transitional technology into our fleet further highlights Holcim’s commitment to reduce its Scope 3 emissions on our journey to reducing absolute Scope 3 Greenhouse Gas (GHG) emissions by 90% by 2050 from a 2020 base year. holcim.com/sustainability/climate-action
Microgrids
Renewable energy is the way of the future, but issues such as variability and surplus generation have so far created headaches in the move to fully utilise these energy solutions.
New research led by Murdoch University, School of Engineering and Energy, Associate Professor Ali Arefi has found that using interconnected scattered microgrids may be the answer.
“There are challenges associated with the intermittent nature of both energy demands and renewable energy sources that cannot be handled in traditionally designed power grids,” Associate Professor Arefi said. “Our new research suggests that interconnected scattered multi-microgrids may be the way of the future.
“Microgrids, are small-scale power systems powered by clean energy. By creating a system to efficiently exchange power among the microgrids, we can mitigate variability in load demand and renewable energy source generation.
“This new system could help us maximise the use of renewable energy sources, like solar and wind power, and efficiently integrate electric vehicles (EVs) in microgrids for enhanced sustainability.
“This would reduce our reliance on fossil fuels, maximise the use of renewable energy sources and help us to replace fossil fuels with clean energy resources as we fight against climate change. The research team introduced the concept of a "reconfigurable multimicrogrid system”.
This idea involves connecting different small microgrid systems to support each other when needed. By coordinating the links between microgrids based on system requirements, technical challenges can be addressed, and operational costs reduced.
ICMs from CISSOID
The approach not only facilitates the use of clean energy but also enhances the reliability and cost-effectiveness of the entire system, resulting in affordable energy costs for end-users. “The end goal is to speed up the shift to a future where we produce almost no carbon emissions, making our planet greener for everyone,” Associate Professor Arefi said. “The findings of this research have the potential to revolutionise the way renewable energy and EVs are integrated into microgrids.” murdoch.edu.au/schools/engineering-and-energy
Applied EV selects CISSOID’s SiC Inverter Control Module to drive autonomous vehicle electric motors.
Applied EV, a leading creator of vehicle control system technologies for Software Defined Machines, has selected CISSOID's new CXT-ICM3SA series of Silicon Carbide Inverter Control Modules (ICMs) to drive their latest generation of autonomous vehicle E-motors.
Dedicated to the E-mobility market, CISSOID’s software-powered SiC ICMs are augmented with onboard programmable hardware, accelerating the response time to critical events, off-loading the processor cores and enhancing functional safety.
The ICM is integrated into Applied EV’s Digital Backbone™, a centralised control system combining state-of-the-art software and hardware, setting a new benchmark for safety-rated vehicles.
“Both Applied EV and CISSOID recognise functional safety is critical in the development and deployment of autonomous vehicles,” Applied EV CEO Julian Broadbent said. “The partnership integrates CISSOID’s ICMs into our Digital Backbone, allowing for a faster development cycle, giving our customer the safest vehicle in the shortest time possible.”
“We are excited to embark on this collaborative journey with Applied EV to drive innovation in e-mobility,” CISSOID CEO Dave Hutton said. "By combining our expertise in electric motor design with Applied EV’s proficiency in software and vehicle integration, the aim is to deliver a game-changing electric motor drive platform for the future of mobility together."
The collaboration underscores the shared commitment to driving positive change in the automotive industry and contributing to a more sustainable future for transportation globally. Applied EV creates programmable, autonomous-ready, Software-Defined
Vehicle solutions. Headquartered in Bayswater, Victoria, Applied EV has built a global business across Europe, Asia, and Oceania, with world-class capabilities. Working with categorydefining customers and partners such as Suzuki, NXP and Toshiba, Applied EV integrates Digital Backbone technology into a range of vehicles of many sizes, for applications addressing logistics, agriculture and mining. Applied EV's core product, Digital Backbone™, is a software and electronic centralised control system, setting a new benchmark for safety-rated vehicles that operate faultlessly around people and the environment. Built on Applied EV’s proprietary software and supporting hardware, Digital Backbone allows for rapid software application development, engineering, and configuration by providing a programmable API (Application Programming Interface) within an SDK (Software Development Kit). Applied EV has achieved ISO 9001, ISO/SAE 21434 and IEC62443 standards, alongside a preliminary audit by TÜV SÜD outlining a roadmap to ISO 26262 certification and mass production.
CISSOID delivers power semiconductor solutions, multi-phase, high-current power switching modules, motor control systems and software across various power requirements. Our solutions range from system-on-chip to complete Silicon Carbide (SiC) and Gallium Nitride (GaN) based inverter reference designs, supporting an ever-growing range of e-mobility and high-power applications. Our leadership and expertise in extremely high-temperature semiconductors, high-reliability solutions, and packaging allow us to address ever-increasing power density challenges across diverse markets. cissoid.com appliedev.com
Beyond Zero Emissions
The world’s clean technology future can be made in Australia.
Building Australia's clean industrial future underscores the critical need for decisive action to best harness Australia’s abundant resources and raw minerals, and build on our innovation as the world accelerates efforts to move to net zero.
Bold action to boost Australian manufacturing capabilities and grow five onshore cleantech supply chains could generate up to $215bn in revenue and create up to 53,000 additional jobs by 2035, according to a new report by independent think tank Beyond Zero Emissions (BZE).
“From making batteries to recycling steel, the future is already being made in Australia,” BZE CEO Heidi Lee said. “We have the skills, capabilities and key technologies needed for a zero emissions economy - let’s put them to work.”
Key findings
Australia possesses the necessary natural resources, innovation capabilities, and manufacturing capacity to play an important role in the global energy transition.
Battery technologies emerge as the most promising sector for Australia's economic growth and decarbonisation efforts, potentially creating up to 20,000 jobs and $114bn revenue by 2035.
Smart investment in industries and regional communities will support places like Gladstone, QLD, Kwinana, WA, and the Hunter Valley, NSW, to diversify from a fossil fuel past and grow a clean technology future.
Key recommendations from the report are to (1) provide timelimited financial support to build competitive Australian cleantech manufacturing industries; (2) ensure demand for Australian-made cleantech grows; (3) focus cleantech manufacturing in clean industry hubs; and (4) develop a circular economy.
Solar: could create 5,820 jobs and add $21bn to GDP by 2035.
Wind: could create $35bn in revenue and 1,500 jobs by 2035.
Batteries: could deliver over $57bn in GDP and 44,000 jobs in 2035 alone.
Heat pumps: Australian-assembled residential heat pump air conditioning systems – if grown to 20% of the local demand, could deliver $1.8bn in revenue each year to 2030, totalling $10.9bn by 2030. Australian-assembled hot water heat pump systems, if grown to 50% of local demand, could create 18,000 jobs and $1.96bn in revenue totalling $11.8bn.
Commercial EVs: Growing eBus production threefold and eTruck production fivefold would meet local demand and create 105,000 jobs with businesses benefiting from $110bn in revenue by the end of 2030.
“With the right support, Australia can meet global markets’ demand for refined critical minerals, and support onshore demand for cleantech products. Smart investment in supply chains is critical for Australia’s energy security, long-term jobs market and decarbonisation efforts,” Lee said.
“We need to build capability at the top and tail of cleantech supply chains so we are better equipped to capture the benefits from our consumer products right through to waste that we currently have to bury or ship overseas.
“We don’t need to do everything, everywhere and all at once. We need to double down on doing more of what we know, and support the communities, industries and businesses already set up and ready to make Australia’s future,” Lee added. bze.org.au
Renewable energy market demand
Siemens and Ampcontrol collaborate to address growing demand in the renewable energy market.
Siemens and Ampcontrol, a leading Australian provider of energy solutions, have announced a collaboration agreement to work on technology solutions for battery energy storage and grid applications for the Australian renewable energy market. The announcement comes at a time of growing demand for these solutions due to the rapid expansion of renewable energy in Australia.
The new agreement is an extension of the existing relationship between the organisations that have worked together on several energy and renewable projects. The agreement will focus on solutions for battery energy storage and grid applications designed around Siemens’ renowned SINAMICS S120 inverters that provide virtual synchronous generator functionalities for system strength and grid stability in the network. Overall, this will help increase digitalisation, and grid resilience and support the nation’s transition to net zero.
“It’s great to formalise the relationship with Ampcontrol who we’ve worked with for many years,” said Darryl Kaufmann, head of Siemens’ digital industries division in Australia and New Zealand. “This comes at a critical time for the renewable energy sector and the energy transition. A successful energy transition requires collaboration – especially to scale up and meet our net zero commitments. It also requires innovative and versatile thinking, which is supported by digitalisation and automation. We have some of the best-in-class technology being used in every industry from mining and manufacturing to transportation and even supporting the research on the Great Barrier Reef. The new agreement will pair
our technological prowess with Ampcontrol’s expertise in designing specific solutions for the renewable energy sector. It’s a win-win for the industry.”
“We have great respect for Siemens,” said Rod Henderson, Ampcontrol Managing Director and CEO, welcoming the agreement. “Not only do they bring benchmark technology to the market, but they are also committed to providing the right-fit solutions that match some of the critical needs of our industries. The influx of renewable energy sources in Australia means the greater the challenge for stable and sustainable storage and transmission solutions. Our collaboration with Siemens will ensure we can deliver these solutions to our customers quicker than we have ever been able to, helping the industry to decarbonise and helping make net zero a reality.” siemens.com ampcontrol.com.au
Australian solar panel gigafactory
Tindo Solar supports Solar Sunshot Program, and flags plans for Australia’s first solar panel Gigafactory.
Tindo Solar has supported the Albanese government’s Solar Sunshot policy during a visit by the Minister for Climate Change and Energy, The Hon Chris Bowen MP, as the company plans for the country’s first solar panel manufacturing ‘Gigafactory’.
Solar Sunshot allocates $1bn to support solar PV manufacturing over ten years and Tindo plans to apply for funding for a project which could create up to 300 jobs.
Tindo Chief Executive Officer Richard Petterson said Solar Sunshot was a tightly focused funding allocation that relied on production credits. A manufacturer had to produce the goods before receiving assistance in arrears.
Petterson said the production credits are a short-term mechanism to help narrow the price gap between locally made panels and imports while the industry scales. At that point, locally manufactured products will be increasingly competitive, and a domestic supply chain will emerge.
“Countries are shifting their energy systems to renewable sources, and they must maintain a level of sovereign control of those new systems by supporting local manufacturing,” said Petterson. “This means the Australian renewables industry competes with Beijing, Washington and Brussels. The Sunshot program attempts to neutralise this discrepancy and to have some sovereign capability in our emerging energy system. Moreover, with the ISP estimating 70 gigawatts of utility-scale solar PV and 69GW of distributed solar PV by 2050 to meet domestic electricity demand alone, the market for panels is growing exponentially. This presents a clear opportunity for a domestic industry if is supported to scale quickly,” he added.
Petterson said the Sunshot program was only in the consultation period. However, Tindo was proposing an expansion of its current facility in Adelaide to capacity – bringing 45 new jobs – and at the same time building a ‘Gigafactory’ on the East Coast, capable of producing 1GW of premium quality panels per annum.
The $90-100m Gigafactory will create 250 jobs and be capable of producing 7000 panels per day and will go some way to meeting the estimated 22,000 panels which will need to be installed each day to meet Australia’s 2030 decarbonisation targets.
Based on its experience at its 150MW factory in Adelaide, Tindo estimates that 1GW+ is the scale required to catalyse a domestic downstream supply chain. The company is in talks with local glass, aluminium, solar cells and other components manufacturers.
Petterson said Australia’s high-quality resources industry and advanced manufacturing capability created an opportunity to develop an entire solar PV supply, so long as the scale was sufficient to justify the investment. “There is a clear need for Australia to build sovereign capability in renewables manufacturing and to ensure there is more Australian-made content in clean energy infrastructure as we decarbonise our electricity system. To build a renewables manufacturing industry, we need scale, and we see Sunshot as a practical short-term way to do that.
“This type of short-term support will unlock huge investment in Australia, creating thousands of jobs and ensuring our country shares in more energy transition benefits.”
How automation is shaping the future of sustainability. Supriya Suhale, Category Manager – Connectivity for Beckhoff Automation speaks to the shifts taking place.
Gone are the days of sustainability being viewed as a ‘tick box exercise’ on the factory floor. In today’s modern manufacturing era, companies are quickly realising the true impact of deploying (or not deploying) green measures and are holding themselves accountable for their actions. In reality, large plants outputting hundreds - and sometimes even thousands - of products each day are up against a host of challenges. It wouldn’t be realistic to assume that they could become CO2-neutral at this stage. However, they are looking to close collaboration with suppliers to help reduce their carbon footprint and bolster energy savings.
The Australian federal government recently launched its first Environmentally Sustainable Procurement Policy to cut waste and bolster Australia’s circular economy transition. As a result, businesses acquiring government contracts in excess of $1m, and operating in sectors such as construction, textiles and ICT are required to meet mandatory sustainability outcomes from the new financial year in July 2024. This is a major breakthrough for Australia and amplifies the country’s sustainability trajectory.
Beckhoff Automation has carved out a clear and successful path to sustainability, achieving a CO2-neutral status and, most recently, being awarded the 2024 German Sustainability Award.
At Beckhoff Automation, sustainability is not just an internal goal, it is an integral part of our value proposition.
We believe that through innovation and efficiency, we can contribute significantly to reducing CO2 emissions and conserving resources across various industries. Our advanced automation solutions are designed to help customers achieve their sustainability goals while keeping futureproofing top-of-mind.
Beckhoff has the sustainable edge in manufacturing
First and foremost, we focus on creating energy-efficient products, implementing sustainable manufacturing practices, and promoting eco-friendly operations.
In addition, Beckhoff’s PC-based control technology and EtherCATbased I/O systems are designed to optimise energy usage and reduce waste. Both our headquarters in Germany and in Australia also make use of 100% renewable energy.
Some of Beckhoff’s innovations aimed at promoting sustainability include:
TwinCAT automation software: Our software enables comprehensive energy management by integrating all components of the automation process. This facilitates the monitoring and management of energy usage across entire production lines.
Modular and scalable solutions: Beckhoff’s modular product design allows for scalability, ensuring that systems can grow and adapt without unnecessary waste. Customers can upgrade and expand their systems without the need for complete overhauls, reducing resource consumption and extending the lifespan of equipment.
Low-power consumption components: Beckhoff prioritises the development of components with low power consumption. Our compact IPCs (Industrial PCs) and embedded controllers are designed to operate efficiently, further reducing energy requirements.
Multifunctional products: Our multifunctional devices combine various functionalities into a single unit, reducing the need for multiple components. This not only saves space and reduces material usage but also minimises power consumption and heat generation. Examples include our combined I/O modules and one cable automation.
Tips for bringing sustainability to the factory floor
My advice to companies looking to put green measures in place is to ‘start small and gradually scale up’. Begin with an energy audit to identify key areas where energy is being wasted - implementing energy-efficient technologies like our PC-based control systems and EtherCAT I/O can yield immediate benefits. It's also crucial to integrate energy management and adapt real-time monitoring and improve energy use.
Top tips are as follows:
Energy savings first and foremost: Look to products with energy savings, always!
Reduce downtime: Downtime costs money! With real-time data processing and predictive maintenance capabilities, certain components can help minimise downtime. This boosts overall productivity, and efficiencies and helps save on costs associated with unplanned maintenance.
Focus on your Total Cost of Ownership: “Modular and scalable designs mean that you can expand your systems more easily without the need for costly overhauls.”
Enhanced operational efficiency: Integrated solutions help streamline various operations, reducing waste and optimising resources for reduced costs and increased environmental savings. Futureproofed solutions: Choose solutions with future scalability in mind. This adaptability reduces the need for frequent replacements and upgrades, supporting long-term sustainability and cost-effectiveness.
Looking to the future, the need to continuously increase supply in a limited world of energy and resources will continue to put strain on the environment. However, every action counts. This challenge must be overcome by engineers in all areas of technology worldwide, be it in mechanical engineering, water treatment, medical technology or energy management, to name a few examples. beckhoff.com/en-au/
Combi-LC handling wind turbine blades
Combilift successfully worked with Siemens Gamesa on building a bespoke machine for the handling of large wind turbine blades. Now, the green energy sector in Australia can benefit.
The Combi-LC is Combilift’s latest innovation supporting the global shift to renewable energy. As demand in this sector ramps up, there is a constant need to handle increasingly large loads and this machine answers the call. Blades for onshore wind turbines typically measure up to 80 metres long, but the latest LC model goes one step further. While making light work of onshore blades, the LC can handle lengths of up to 115 metres and weights of up to 70 tonnes – the kind used for larger offshore wind farms.
In 2022, Australia’s Minister for Climate Change and Energy, Chris Bowen, announced the identification of six priority areas for offshore wind – Gippsland, VIC; Hunter, NSW; Southern Ocean, VIC; Illawarra, NSW; Bass Strait, TAS; and Indian Ocean off Bunbury, WA. This announcement solidified the need for the Combi-LC for the wider energy and manufacturing sectors. However, the size and weight of each blade is only half the issue for Siemens and other manufacturers. As countries like Australia continue to invest in wind power, the sheer number of blades required is predicted to jump.
As of 2021, Australia had 9126MW of wind generation capacity, according to the Clean Energy Council. In 2023, it accounted for 33.9% of the country’s clean energy generation, and 13.4% of total energy generation (up from 12.8). Also in 2023, seven new wind farms were commissioned and 942MW of wind capacity was added. These numbers are only expected to continue as the demand for cleaner energy continues, and offshore wind adds to the Australian energy sector. This will push Siemens, Combilift and other manufacturers to supply more infrastructure and equipment. To navigate these challenges Combilift designed the Combi-LC to optimise the space in Siemens’ facilities while making blade handling much easier. Combilift country manager for Australia, Chris Littlewood, says the Combi-LC is designed to facilitate the increased storage and handling of blades. “There’s no easy way to move a 100-metre-long piece of steel. But with bespoke machines from Combilift, we hope it gets just a little bit easier for Siemens,” he says. “The Combi-LC is specifically designed to navigate narrow warehouses while handling extremely large objects – something we haven’t seen much of in the market.”
Siemens’ previous solution had involved multiple pieces of machinery which would struggle to scale as the wind turbines grow. Combilift general manager for straddle carriers, Josh Moffett, says the two companies collaborated to identify opportunities for improvement in the existing processes. This allowed them to
develop a solution that ticked all the boxes. “Siemens was originally using these big loaders to handle their turbine blades, but that was back when their blades were much smaller – around 81 metres long,” he says. “They knew they had an issue as their blades were getting bigger. They don’t know where it’s going to stop as they compete with other manufacturers, and we’ve allowed them to continue.” Compounding Siemens’ difficulty was the five-kilometre journey between the facilities of manufacture and storage. Naturally, transporting enormous wind turbine blades such a distance is no mean feat, and a bespoke solution was required.
The Combilift-Siemens partnership began around 2019 when two 35-tonne machines were delivered to handle the 81-metre blades. These remain in operation today while further models have been developed to cater to the burgeoning sector. “Their blades are getting bigger, and we now have a second style of the machine with a capacity of 45 tonnes, a third with a 60-tonne capacity, and the latest machine has a 75-tonne capacity,” Moffett says.
Another challenge for Combilift has been the careful handling of the blades. Despite their sturdy construction, Siemens requires an extremely gentle operation to avoid any potential faults in the vital infrastructure. “Our interfaces have to be so smooth,” Moffett says. “We’re not allowed to put any torsion or pressure through the blade. We have a lot of devices on the machine to make it smooth and to float that blade along.”
Advanced technology isn’t all that’s required to handle these blades, of course, the machines still require the steady hand of a competent operator. To ensure customers feel confident operating the Combi-LC, Combilift offers thorough commissioning and training, according to Moffett. “We’ve tried to make the machine’s operation as straightforward as possible, so experience is what’s most important to becoming competent as an operator,” he says. “Once we install a set of machines, we generally stay with the team for a week or so to get them up to speed, make sure we’re happy with how they’re using it, and we will return weeks later to offer some more advice.”
The next step in this Siemens partnership and the sector more broadly is the handling of wind turbine towers. This would involve the handling of tower segments up to 15 metres in diameter with a capacity of 150 tonnes. “That will be the biggest machine we’ve ever made, so we’re very much looking forward to that,” Moffett concludes. combilift.com
Data drives our sustainable future
Reducing a facility’s carbon footprint takes a data-driven approach.
When legendary management consultant Peter F. Drucker said in his book, The Effective Executive, “what gets measured, gets improved”, he’d likely have never pictured the ways in which we measure today. Being data-driven is the ambition of many manufacturers — but how many are measuring their sustainability credentials? Here, Patrik Eurenius, Head of Sustainability and EHS at metal cutting tools and manufacturing solutions expert Sandvik Coromant, explains the importance of measuring manufacturing sustainability as the company launches its new analyser tool.
At the UN’s COP28 climate conference in 2023, world leaders debated what an agreement to end the use of fossil fuels could look like. Ultimately, it was agreed the world would work towards “transitioning away from fossil fuels in energy systems in a just, orderly and equitable manner”. While a step away from initial discourse around the complete ‘phasing out’ of fossil fuels, including fossil fuels in net zero plans was seen as a landmark moment. Tackling fossil fuel reliance in the manufacturing and production sector, which accounts for one-fifth of global carbon emissions and 54% of the world's energy usage, will undoubtedly support global environmental goals.
The detail is in the data
Businesses that focus on sustainability tend to see great rewards. Embedding metrics such as waste generation, carbon emissions and energy usage into business strategy is essential to meeting customer demand, regulatory requirements and investor preferences. An emphasis on sustainability has also been proven to attract top talent, reduce costs and boost financial profits.
An upgrade on analytics
To help its customers capture, measure and use their data, Sandvik Coromant offers a Productivity Analyser. Used to illustrate the direct and indirect benefits of smart machine tooling, such as increased productivity, higher rate of return and increased machine utilisation, customers receive a detailed breakdown of their tool use and its impact on their operations. Data is delivered through a reporting system, which outlines the exact savings customers can make by using Sandvik Coromant tools and features suggestions for further improvement. Alone, the Productivity Analyser is successful. In 2023, the Sandvik Coromant sales team created 6,096 productivity reports that, in total, have helped customers save 1.948 million hours of production. Now, Sandvik Coromant is adding new features into the tool to help customers measure their energy consumption and carbon footprint.
The analyser will feature a new page of sustainability data, including the energy consumption per component in kilowatt hours (kWh), the energy consumption per year and the amount of CO2 emissions generated per year. To help determine these metrics, Sandvik Coromant will be adding some additional test parameters to its analysing process. These include efficiency, measured by the amount of energy input on the spindle used for cutting processes, the price of energy in the manufacturer’s local area and the carbon intensity of that energy, the amount of power required to run a machine outside of its normal cutting requirements, geometrical data on tools and the material hardness of the machined component. The Productivity Analyser then sends this test data to CoroPlus® Tool Guide where the calculations are made, and the sustainability results are sent back to the analyser. Sandvik Coromant can then give customers exact figures on energy consumption (kWh), energy cost savings and CO2 emissions. Adding sustainability data is possible for any new tests ran through the Productivity Analyser, or for existing ones that have already been created.
Unlocking more value
With this new level of insight into their operations, customers will be able to better understand the impact of their production. However, having this knowledge isn’t the end of the story. Knowing more about a facility’s carbon footprint is only the starting point — what manufacturers do with that data makes the impact. At Sandvik Coromant, we take our own holistic view on sustainability. Our brand mission, Manufacturing Wellness, encompasses a variety of habits we believe manufacturers must have in order to be successful and resilient. Following these habits, we believe, will steer us, our partners and our customers towards a state of wellness.
One habit is eliminating waste. A key element in efficient manufacturing is to eliminate anything that does not add value or contribute to the output. This can include the reduction of scrap material, as well as the wasted energy produced through inefficient machine use. Sandvik Coromant supports this with the reduction of waste in our own facilities and for our customers through initiatives such as our global buy-back scheme, allowing customers to sell their used metal cutting tools back to Sandvik Coromant for recycling.
It’s no secret that the manufacturing industry must act to reduce its carbon footprint. However, little can be improved if it is not measured correctly. Having a true, data-driven picture of where a manufacturer is right now will help guide them to where they need to be in a net zero future. Offering customers the ability to measure the emissions output of their machining operations means we can deliver the foundations for a more sustainable future.
sandvikcoromant.com
Clarke Energy
Manufacturing the workforce of the future.
While the buzzword of 2024 may be artificial intelligence, business experts agree that despite the rapid technological advancements of the last decade, people remain core to an organisation's success. The high-value work of the future is predicted to be cognitive. Employees must apply creativity, critical thinking and constant digital upskilling to solve complex, creative problems. This means that forward-thinking companies must continue to invest in their most valuable asset: their people.
One such forward-thinking company is Clarke Energy, a leader in the energy sector. Renowned worldwide for its high-efficiency power generation engineering capabilities, the company is also leading the way in their innovative approach to workforce development. Contemporary training facilities, modern mentor initiatives, handson graduate programs and strategic outsourcing partnerships foster a unique environment of learning and collaboration that is integral to the company’s success – and representative of the workforce of the future.
Global reach with strong local focus
Clarke Energy is a multi-award-winning business specialising in the engineering, installation and long-term maintenance of distributed energy solutions. Headquartered in Adelaide, the Australian division punches above its weight regarding local contribution to the organisation’s global output.
Unlike many competitors, Clarke Energy manages every aspect of a project’s lifecycle from start to finish, with dedicated teams supporting any project's design, project management, installation, commissioning and subsequent maintenance cycles. This diversity of expertise is reflected in their dynamic workforce, which operates as an exceptionally cohesive unit. This cultural cohesion is evident when observing many extraordinary operational metrics, such as no lost time due to incidents since 2016.
Investing in the workforce of the future
A strong team is at the heart of Clarke Energy Australia, and a commitment to a sustainable future workforce is the glue that binds it. Much more than mere lip service, the company backs this commitment with significant investment in programs designed to deliver results—now and long into the future. Just step through the doors of their modern Adelaide premises and you will see this investment in action. Housed inside their stunning office building is an equally impressive training facility, purpose-built to give handson training experience for a range of the latest products. What may not be as easily visible is the company’s unwavering commitment to educating and mentoring the next generation. However, ask recent graduates from the Flinders University Engineering Graduate Program, and they will tell you of their experience working on CFD modelling for an actual project, modelling how airflow moves through buildings to engineer the safe dissipation of heat—an invaluable experience for the workforce of tomorrow to get real-life experience with innovative industry leaders.
Smart partnerships deliver smart results
Even the most skilled and cohesive team can be challenged during the peak load times of a project. Thanks to a fast-moving growth trajectory, Clarke Energy Australia knew they needed a sustainable solution to support their experienced in-house team in managing the timely output of civil and structural drawings. With traditional outsourcing models unable to adapt to an evolving workload, Clarke Energy needed a more modern outsourcing approach – a strategic partnership providing specialised expertise and innovation rather than just cost savings.
The company has recently partnered with Sedin, who brings experience across every aspect of CAD drafting for businesses worldwide. Employing innovative outsourcing tactics has allowed Clarke Energy to keep projects moving overnight or over the weekend while allowing their highly specialised resources to focus on actual customer innovation. This move towards a more dynamic and integrated outsourcing model that emphasises collaboration, agility, and the strategic alignment of outsourced services with core business objectives
The future looks bright
With a long history of future-focused innovation strategies within the energy sector, Clarke Energy is reaping the benefits of applying the same smart thinking to its workforce.
Training from within, mentoring the next generation, and leveraging outside support to ensure local talent shines are all key components of this strategy, which one could almost say is a blueprint for the workforce of the future.
Ben Schofer, Principal Mechanical Engineer at Clarke Energy.
MedTech manufacturing in Victoria
Victoria is Australia’s leading manufacturing state, generating one-third of the nation’s manufacturing output.
The Victorian advanced manufacturing industry supports jobs for more than 283,000 people. Victoria is the manufacturing base of choice for local and multinational manufacturers. Victoria’s advanced manufacturing capabilities attract investment in health tech, zero and low emissions technology, food, defence, aerospace and digital technologies.
In addition to its established and rapidly growing pharmaceutical manufacturing base, which is the largest in Australia and includes CSL; the fastest growing brand in the biopharmaceutical industry globally. Victoria also has a range of local and global manufacturing and supply chain capabilities for medtech products. Victorian manufacturers’ top export markets include New Zealand, the United States, China and Japan. Victoria is home to 41 ASXlisted medtech companies with a combined market capitalisation of $14bn. The MedTech manufacturing sector in Victoria includes large-scale state-of-the-art ISO 9001 and ISO 13485 qualified contract manufacturers with rapid scale-up capability that provide responsive manufacturing services through all stages of design, development and market supply. Industry players include Bosch Australia Manufacturing Solutions, Hydrix, Invetech, Planet Innovation, SCHOTT MINIFAB and SRX Global.
The Victorian Medical Device Prototyping and Scale-up Facility at RMIT University is the first ISO-accredited prototyping facility in the Asia Pacific that specialises in wearable and flexible technologies. These new initiatives expand existing capabilities across Victoria’s interconnected innovation precincts providing open-access micro/nanofabrication manufacturing, advanced carbon fibre and composite production and sterile manufacturing infrastructure suitable for small batch and large-scale medtech production.
Tricycle Developments
Tricycle is a specialised product development group. They drive innovation through design thinking, combining industrial design with strong technical and engineering competence. With broad design experience, Tricycle’s team brings a user focus that creates easyto-use and visually compelling products/services. As a dynamic and agile team, Tricycle can tailor development programs to its clients’ specific needs. This translates into tight project collaborations and allows for rapid and practical solutions.
Tricycle has a proven track record of success in the medical and scientific field and currently serves clients in diagnostic instrumentation, wearables, dental, IOT care products and health care equipment. Tricycle’s design excellence and innovation within the industry have been recognised by the prestigious 2023 Best in Class Good Design Australia Award for Medical and Scientific Equipment. trike.com.au
Care Essentials
Care Essentials, headquartered in North Geelong is a prime example of Victoria’s strong manufacturing capabilities. The company is a market leader in supplying specialised warming blankets and machines to maintain a patient’s body temperature during surgery; and bolstered its production of medical-grade masks and respirators at the height of the pandemic in response to critical demand from the healthcare sector across the country. Their success was recognised at the 2021 Governor of Victoria Export Awards, as the recipient of the Regional Exporter Award; and at the 2022 Manufacturing Hall of Fame Awards, as the recipient of the Manufacturer of the Year Medium Business Award. careessentials.com.au
Invetech
Invetech is a full-service provider of product design, instrument development and contract manufacturing, with a focus in health care markets. They assist in therapeutic and diagnostic companies in developing and commercialising diagnostic devices and cell and gene therapy manufacturing by providing design and development, engineering and contract manufacturing services, and cell and gene therapy manufacturing platforms.
Invetech has development and manufacturing centres in Australia and North America; and exports to over 14 countries, including the United States, Canada, Japan, Korea, France, Germany, and Switzerland. Invetech was named Victorian Exporter of the Year in 2021 and won the 2021 Australian Export Award – International Health category for achieving a 53% increase in exports in 202021 and securing major contracts with international diagnostics companies specialising in molecular detection of infectious diseases.
invetechgroup.com
Demand for novel, innovative medtech is growing rapidly. The Australian health services industry market continues to grow. This growth is driven by rising demand for health products and solutions due to an ageing population, a shift towards personalised and athome care, and increased patient expectations.
The Australian health care system has consistently been ranked as a leading global health system across various performance indicators, including the best in the world for health care outcomes. Its rapid growth and commitment to excellence through continuous improvement present opportunities for companies to develop and introduce innovative products and services.
Victoria’s current population is 6.3 million people, projected to rise to between 10.1 and 14.5 million by 2066. Victoria’s population is also ageing. The rate of chronic health conditions and multimorbidity among the population is increasing. The challenge of climate change is expected to exacerbate morbidity rates and increase the risk of future pandemics. These trends, observed throughout the Organisation for Economic Co-Operation and Development (OECD) nations, are increasing demand for healthcare services globally. At the same time, healthcare providers are moving towards patient-centred care models. These encourage increased patient engagement in decisions and opportunities for self-management to ensure health care is tailored to individual needs and preferences.
A shift towards digital technologies, including medical record digitalisation and specialist platforms such as drug prescription systems to connect patients, doctors and pharmacists to enable state and national e-prescription platforms and artificial intelligence (AI), is occurring. These factors are transforming the delivery of health care. Victoria’s total health expenditure was $56.5bn in 2020-21. Spending on public hospitals is projected to nearly double between 2020-21 to 2031-32.
The Victorian Medtech Skills and Devices Hub (VMH) is an industrypartnering collaboration centre working to strengthen Victoria’s medical technology ecosystem.
Launched in June 2023, the VMH is working to improve crosssector collaboration and knowledge exchange across Medtech, bringing together government bodies, education providers, and industry partners to foster innovation within the sector.
A core focus of the VMH is supporting the development of a more skilled, specialised, and job-ready workforce, providing the talent needed to drive innovation and accelerate the growth of the medtech manufacturing sector.
To achieve this, the VMH is working to identify and address key skills-education gaps in MedTech, co-developing new, face-toface, online, and hands-on practical courses with industry to address workforce skills shortages.
Key to this process was the development of the inaugural Medical Technology Skills-Education Gaps Roadmap, a whitepaper identifying six critical skills and education gaps limiting the growth of Victoria’s medtech manufacturing sector.
To enhance the job readiness of emerging professionals, the VMH is also working to improve the number and diversity of internships and work-integrated learning opportunities, providing opportunities for students and career changers to connect with the industry.
Simultaneously, the VMH is working to open up new education pathways aligned with industry needs, creating opportunities for current students, graduates, and career changers to enter the MedTech workforce.
To achieve this, the VMH is developing a Master’s program on MedTech innovation, a series of micro-credentials on AI and machine learning in healthcare, and short-form workshops on various topics, creating multiple new entry points to the sector.
In parallel, the VMH is also working to support medtech companies and entrepreneurs looking to establish or expand manufacturing capabilities in Victoria, assisting them in navigating the challenges of commercial medical device development.
Through its initiatives, the VMH is helping new and existing medtech ventures connect with potential partners and collaborators, providing a platform for them to showcase their technology and expertise through community events.
The VMH is an initiative of the Victorian Government and delivered by a consortium led by The University of Melbourne and including Swinburne University of Technology, RMIT University, and the Aikenhead Centre for Medical Discovery.
The Victorian health tech sector is a national leader, including over 4,600 companies employing over 31,000 staff within the commercial sector alone, as well as academic researchers and clinical staff working across universities, medical research institutes and private and public health services. In 2022 the sector generated $5.5bn in value add and exported over $3.2bn in health products to international markets. Victorian ASX-listed health tech companies have a combined market capitalisation of $149bn.
Victoria is home to a thriving startup community with over 500 health tech startups and scale-ups, with an estimated combined valuation of over $10bn. The Victorian medtech sector (devices, diagnostics, medical equipment) is characterised by longestablished end-to-end value chains. It includes at least 650 medtech-related companies that generate approximately $1.4bn in value, including startups, scale-ups, SMEs, contract manufacturing organisations, design and engineering companies, local and global manufacturers, and MNCs. Victorian-based, ASX-listed medtech and device companies include Alcidion Group, Compumedics, Medical Developments International, PolyNovo and SDI.
We are actively seeking input from the industry on future training programs and initiatives. To learn more, please email contact@ vicmedtechhub.com.au.
Workplace injury and illness costs tens of thousands of work years: Monash study.
Australia loses 41,194 work years annually due to work-related injury, disease and mental health conditions, a new measure of the national burden of workplace injury and illness has found. This equals more than 41,000 lost jobs.
The Monash University team developed the new ‘Working Years Lost’ metric to measure the national burden of workbased injury, illness and disease resulting in compensation claims.
Published in the Medical Journal of Australia, the study aimed to quantify the national burden of working time lost to compensable occupational injury and disease and how working time lost is distributed across age, sex, injury and disease.
Professor Alex Collie from Monash University’s School of Public Health and Preventive Medicine said it was the first time such figures had been collated.
“Normally we track injury and disease at work by counting the number of people making compensation claims or the
amount of time they spend off work,” Prof Collie said.
“This new measure combines those two concepts and presents it as something more meaningful, which can be summarised as the number of people off work for a full year.” Professor Collie said the working years lost (WYL) measure provided a different view of the 'challenge' of workplace injury. “The impact of some types of injury and disease are more accurately represented in this new metric,” he said.
“For instance, mental health conditions have a much higher percentage of working years lost than of workers’ compensation claims. This is because we take a long time off work for each mental health claim into account, whereas simply counting claims does not do this.”
The national study covered people with accepted workers’ compensation claims and received wage replacement benefits for time off work, lodged between July 2012 and June 2017.
Workplace exhaustion and AI
Male workers incurred 25,367 (61.6%) WYL while female workers accounted for 15,827 (38.4%). A total of 21,763 WYL (52.8%) were from workers aged over 45 years, despite these workers accounting for 66,742 (44.1%) accepted claims.
Traumatic injury resulted in 16,494 (40%) WYL per annum, followed by Musculoskeletal disorders (8,547 WYL; 20.7%) and Mental health conditions (5,361 WYL, 13%).
“Annually, compensable occupational injury and disease in Australia results in a substantial burden of lost working time, equivalent to over 41,000 lost jobs,” Professor Collie said.
“The distribution of burden reflects the higher labour force participation of males, slower rehabilitation in older workers, and the relative impact of common occupational injuries and diseases. Effective occupational health surveillance, policy development and resource allocation will benefit from population-based monitoring of working time loss.” monash.edu
Around 47% of workers in Australia feel mentally or physically exhausted at the end of the working day, according to a recent workplace mental health study.
Melbourne Chamber member TELUS Health recently released its Mental Health Index (MHI) which examines the mental health of employed people in Australia and overseas.
The report has two parts, comprising the overall index and a spotlight on a specific issue in the community, which in this instance is artificial intelligence (AI).
The MHI found Australia’s overall wellbeing was relatively modest, scoring higher than New Zealand and Europe but lower than the UK, Canada and the United States.
With nearly half (47%) of respondents reporting exhaustion, key reasons included:
• Too much work (reported by 27% of workers)
• Too many personal demands (20%)
• A lack of recognition for the work that they do (12%),
• A lack of support for the work they do (9% of workers).
Nearly 30% of workers were also unsure or did not know where to go for professional help when faced with a personal mental health issue. "Burnout and a lack of wellbeing are critical issues affecting our
workforce today,” said Jamie MacLennan, Senior vice president and Managing Director of APAC, TELUS Health.
“Many employees, especially younger ones, are struggling with overwhelming workloads that leave them mentally and physically exhausted. This relentless stress not only impacts their mental health but also significantly reduces productivity.
“Moreover, there is a troubling lack of awareness and accessibility to mental health support, with many workers unsure where to seek help.”
Artificial intelligence
AI was the key issue selected to be studied for the report. TELUS found views on AI were split, with around half (48%) of workers not expecting an impact on work stress because of the use of AI.
Even though 27% of workers worry that their jobs will change and 13% have concerns that their jobs will be eliminated, on the other hand, 30% also believe that AI can have a positive impact on the industry they work in.
About 15% of workers were considering upgrading their skills related to AI, with
younger workers more than three times as likely to consider enhancing their AI skills.
“There is no question that AI’s advancement will bring significant benefits, potentially as pivotal as the industrial or internet age,” said Paula Allen, Global Leader, Research & Client Insights, TELUS Health.
“Organisations have the opportunity to engage employees in this evolution by ensuring that AI tools and training are readily accessible to employees, and enabling them to explore the technology firsthand so they can discover the ways it benefits them in their work.”
The mental health and well-being of a population are essential to overall health and work productivity. The MHI is intended to predict cost and productivity risks and inform the need for investment in mental health support by businesses and the government.
The full report includes additional findings on key psycho-social risks in the workplace and sub-scores including, optimism, anxiety and depression.
An easy workplace solution for oil and grease spills.
Occupational Health and Safety plays an important role in the modern workplace and regular cleaning is key to ensuring workplaces are safe to prevent injuries to staff. Slipping, falling or stumbling make up 26% of workplace accidents and can result in common workplace injuries such as sprains, strains or dislocations. For occupations where working with oil and grease is an everyday occurrence, cleaning up spills is a priority.
CLR Grease & Oil Remover has just launched its new advanced formula providing a fast-track solution to cleaning oil and grease spills.
CLR Grease & Oil Remover is a powerful, versatile formula that cuts through oil, grease, tar and built-up grime. Making driveways, factory machinery and equipment, and garage floors look almost like new, CLR Grease & Oil Remover is also perfect for commercial kitchen use, removing baked-on food and fats from ovens, range hoods and stovetops. Non-flammable and non-acidic, CLR Grease & Oil Remover’s new formula contains no abrasives or petroleum solvents. It is perfect for use outdoors too as
it is readily biodegradable and will not harm grass, shrubs, or surrounding vegetation. Getting started with CLR Grease & Oil Remover is easy. Simply apply the solution directly onto the surface with a sponge or
brush. Let the solution rest for five minutes before coming back to scrub away stains. Stubborn stains may require another visit with CLR Grease & Oil Remover. clrclean.com.au
Fairer and safer jobs for Victorians
The Victorian Government is expanding the Fair Jobs Code, making sure more workers have the safe and secure workplaces they deserve.
Minister for Jobs and Industry Natalie Hutchins recently toured the construction site surrounding Footscray Hospital to announce the expansion of the Code, which is set to ensure even more businesses bidding for government tenders and procurements are providing fair and safe workplaces for their employees.
The project’s appointed builder Multiplex is one of more than 4,250 businesses that have received pre-assessment certificates through the Fair Jobs Code since 2022 –helping prioritise suppliers and businesses that have fair labour standards and do the right thing by their staff. “Looking after our people and empowering and supporting them to thrive is part of Multiplex’s core values,” said Multiplex Project Director
Mike King. “Obtaining a Fair Jobs Code pre-assessment certificate is just one way that we’re keeping to these values.”
From the first day of September 2024, the Labor Government’s Code will be applied to all government contracts worth more than $1m, expanding the current threshold of $3m for direct contracts and $10m for subcontracts.
“Strengthening the Fair Jobs Code will ensure contracts are awarded to companies who do the right thing by their workers,” said Victorian Minister for Jobs and Industry Natalie Hutchins. “It will prevent them from being undercut by those that don’t. With well over 4,000 preassessment certificates already issued, it’s
clear that most businesses are doing the right thing by their workers – and by doing so, they are boosting the state’s economy.”
This means more suppliers and businesses benefiting from government contracts or significant grants are providing safe, secure and inclusive workplaces for their employees which includes demonstrating a history of complying with relevant industrial laws and that their workplaces are fair, safe and secure.
The expanded threshold also means even more small-to-medium-sized enterprises and subcontractors will be certified to participate in government tenders and procurements.
vic.gov.au/fairjobscode
Fire ants!
Why isn’t Australia widely adopting a proven, locally developed solution to combat the fire ant invasion?
In January this year, a deadly red imported fire ant (RIFA) was discovered in Tasmania in an Australia Post parcel that originated in Queensland. First discovered in Australia in 2001, the highly invasive species can wreak havoc wherever they spread, destroying animals that nest, feed, or simply go near the ground. Fire ants have now established colonies in Southeast Queensland with the pests jumping the border with their discoveries in northern NSW.
The USA failed to prioritise their eradication program and it now costs the industry and agriculture sector US$7bn a year to manage. Fortunately, Australia has access to a locally developed solution that has been proven. “The challenge is to drive its wide adoption,” said Sundew Solutions CEO, David Priddy.
His company has spent ten years developing, testing, and refining a treatment to deal with fire ant infestations. The company’s ANTagonistPRO rapid response large area treatment is currently Australia’s only approved spray treatment that can be applied rapidly over large surface areas by tractors, utes, quad bikes, and other farm vehicles equipped with boom sprays. ANTagonistPRO’s resilience is complemented by Sundew’s SAS PRO rapid response direct nest treatment to kill individual nests. ANTagonistPRO incorporates a unique polymer formulation technology making it a much more robust fire ant treatment solution. Sundew’s ANTagonistPRO Insecticide is an 80g/L bifenthrin suspension concentrate. ANTagonistPRO is Australia's only bifenthrin that is currently fully APVMA-approved for red imported fire ants.
Limited success so far
Fire ants will cost Australia an estimated two billion dollars every year and that doesn’t include the huge environmental impact. Current attempts at eradicating this invasive pest have resulted in limited success for a variety of reasons.
Baiting is often used but it is inefficient and has limited use as poor weather and extreme conditions can render this method ineffective. Priddy points to a site in Brisbane that receives high rainfall. Despite eight years of baiting, the site remains heavily infested with red ants. The other approach utilised is individually spearing and injecting individual nests, which is a labour-intensive process, requires certified training, and specialised equipment, and is extremely timeconsuming.
“Australia should adopt a more cohesive approach and look at locally developed solutions that are proven specifically for fire ants,” said Priddy who formerly worked with a multinational biopharma company before forming Sundew. “Some of the approaches taken in Australia to deal with fire ants rely on overseas studies and data which may not be applicable here.”
David Priddy spoke at the recent public Senate hearing in Newcastle, focusing on the fire ant problem, where he encouraged a more holistic eradication problem. “From my perspective, every fire ant is bad. They can all spread to new locations and infest new areas if not eradicated properly. In our experience, one crucial element of a successful eradication problem is using a product tested on local conditions,” he said.
A proven solution
The efficacy of Sundew’s product was evident at a five-acre shopping centre site in Queensland. Traditional program treatment methods were deemed impractical by the National Fire Ant Program due to complex terrain and time constraints.
Adopting the spear and inject methodology would have required over 200 work hours to treat the area. Instead, Sundew's rapid response large area treatment was used, and it eliminated the infestation using one technician. “The entire process was completed
in less than four hours, showcasing ANTagonistPRO’s efficiency and effectiveness,” explained Priddy who has built Sundew into one of the largest family-owned Australian businesses supplying pest solutions to the professional sector.
ANTagonistPRO is also the only RIFA-approved concentrate product for applying to vehicles, earthmoving equipment, recreational vehicles, shipping containers, contractor and transport vehicles, as well as agricultural equipment. Applying this polymerenhanced insecticide spray reduces the risk of fire ants being moved from property to property via vehicles and equipment. Large areas can be treated extremely quickly, at a fraction of the cost of other methods, with 100% eradication of fire ants in treated areas.
The current program relies heavily on accredited specialists, limiting access to treatment methods. “This exclusivity hampers the widespread adoption of effective control measures, exacerbating the spread of fire ants,” added Priddy. He is also calling for regulatory flexibility to accommodate effective and safe solutions. “Expanding the list of approved products to include scientifically validated alternatives can boost progress in the country’s fire ant eradication efforts,” he said.
In a recent case study, a pest management professional was asked to treat a site being prepared for a shopping centre construction where a massive number of fire ant nests were discovered. Members from the National Fire Ant Eradication Program visited the site and were unfortunately not able to treat the area in the time constraints imposed. The pest management company that was called upon estimated to take over 200 man hours (5 people x 5 days x 8 hour days) doing the traditional spear and inject method to treat the site costing in excess of $40,031 to complete. It was deemed not practical to do the spear and inject method due to the rugged terrain, obstacles, etc making it impossible to be 100% certain of eliminating the intense fire ant population on site. Baiting
was not an option due to weather (rain) and time constraints (baits work too slowly and need to be reapplied when it rains). The task was completed using the Sundew ANTagonistPRO Rapid Response Large Area Treatment method in four hours with a cost under $3,200 with a single operator.
The time to act is now
Autumn can be a particularly difficult time with the warm soil and milder days making fire ants more active. Priddy is calling on government entities, regulators, and pest industry professionals to come together quickly and implement a suitable solution that works.
The alternative is a dire scenario as fire ants can form colonies in 95% of mainland Australia and most of Tasmania if left unchecked. An assessment of their likely impact on 123 animals in Southeast Queensland predicted population declines in about 45% of birds, 38% of mammals, 69% of reptiles and 95% of frogs. This would push some species to the brink of extinction.
There have been several fire ant incursions since 2001 and all those outbreaks were eradicated. “That tells us eradication is possible,” said Priddy. “We have the people and the know-how to make fire ant eradication a reality.”
Sundew Professional Solutions is a family-owned 100% Australian business employing local families and manufacturing facilities in Australia and New Zealand to produce all of our products. We utilise the services of local Australian research companies, registration professionals, and chemical laboratories. With more than 40 Australian Pesticides and Veterinary Medicines Authority (APVMA) approvals during this time, Sundew presently exceeds its peers in developing innovative state-of-the-art formulations and technology for professional pest management and other associated segments. Sundew's red imported fire ant (RIFA) solutions are the result of years of extensive research and development undertaken in southeast Queensland since 2011. Sundew offers innovative solutions to quickly eliminate large fire ant infestations as well as protect vehicles from inadvertently moving fire ants between locations. sundewsolutions.com.au
Fire-resistant engineering polymer compounds
Fire safety in commercial and residential buildings is paramount, and safety standards are becoming more stringent. meet all your physical requirements and the Flame Retardant requirements. Flame retardant compounds are just one of the engineering polymer compounds we make here in Australia.
Dienamics moulds The Rapid Bracket® in Australia using Duromer products, a non-halogenated Flame Retardant ultrahigh heat resistant engineering polymer rated to UL94 V0. It allows the easy installation and future maintenance of smoke detectors in inaccessible or hard-to-reach ceiling spaces from 550mm to 3000mm in height. Using the Rapid Bracket® removes the need for access hatches, leaving a sleek, aesthetically pleasing finish.
Constructed from ultra-high heat-resistant engineering polymers and ultra-lightweight anodised aluminium, the Rapid bracket weighs just 1.2kg in its tallest form. Its 128mm opening can be used with a broader variety of detectors. The clever clamping design allows it to be used in ceiling thicknesses ranging from 8mm to 32mm and will enable it to be back-blocked for some of those lighter-duty ceilings or ceiling tiles. It is designed for RAPID installation straight from the box.
This is just one example of Duromer Products flame retardant engineered polymer compounds being utilised to mass produce a product by injection moulding. There are numerous advantages to using engineered polymer compounds in Australia. Duromer Products flame retardant range of polymers is varied, and we can tailor a grade to suit your application if one of our standard grades doesn’t
Our extensive range of additives includes but is not limited to, flame retardants, glass fibre, carbon fibre, and mineral reinforced, Impact modified (very tough), UV and heat stabilised, FRAS (fire resistant and antistatic) for the mining and explosives industry, permanent lubrication, and a metal replacement range.
Our base polymers include Nylons (6, 66, 666,12, 11), Polypropylenes, Acetal, PBT, PET, Polycarbonate, ABS, ASA, Polyketone, Polyethylene, Thermoplastic Polyurethane, PPS, and
Recycling is a rapidly evolving and growing part of our business, and we are proud to be involved in this critical area. We supply and manufacture recycled materials from selected post-consumer and post-industrial waste, diverting it from landfills and giving it a useful
Our Long Glass fibre-filled compounds are increasingly used as metal replacement materials in new product development. Some advantages include weight reduction, non-corrosiveness, consolidating parts, and overall cost reduction. Duromer Products has the only long glass fibre thermoplastic production line in Australia/New Zealand. polystruct.com duromer.com
New development benchmarks in milling
Today, it is hard to imagine any machine shop without milling machines on the shop floor.
Modern milling, as a metal cutting method, originated in the late 18th century and quickly became one of the primary machining technologies. Milling is an essential process in manufacturing.
Milling is an integral part of machining technology, driven by the increasing demands of manufacturing. However, there are specific aspects that uniquely impact the advancement of milling.
Today, we are witnessing significant changes in manufacturing that will have profound consequences on the development of directions of milling. These changes are driven by various factors, such as the increasing accuracy of metal shaping through precision investment cutting and precision forging, the widespread adoption of 3D printing, the growing usage of new composite and sintered materials, the need to enhance productivity in machining hard-to-cut superalloys and titanium grades, and the strong focus on electric and hybrid cars in the automotive industry, contributing to these changes. In addition, advancements in multi-axis machine tools have opened up new possibilities for the precise machining of complex parts and have enabled the implementation of new cutting strategies to improve productivity. In modern technological processes, there is a tendency to significantly reduce the amount of machining stock intended for milling operations, while simultaneously increasing the requirements for surface finish and accuracy.
Therefore, the advancement in milling is driven by the need for higher productivity, more precision, and sustainability in milling operations. Consequently, the main developments in milling can be characterised as follows:
1. Fast metal removal focuses on boosting the metal removal rate (MRR) to achieve higher productivity by significantly increasing cutting speed or feed per tooth. This is achieved through techniques such as high-speed milling (HSM) and, in rough operations, high-feed milling (HFM).
2. Precision milling provides higher accuracy in milling operations.
3. Multi-axis milling is characterised by the utilisation of multi-axis machining centres to enable complex milling operations.
4. Adaptive milling aims to develop intelligent milling systems that can adapt to changing conditions during the machining process.
5. Sustainable milling strives to reduce the environmental impact of milling operations. It involves the development of ecofriendly cutting fluids, recycling and reusing of materials, and the use of energy-efficient machine tools and milling cutters. The success in these areas relies on the synergy of several key components, namely machine tools, cutting tools, and computeraided engineering (CAE) systems. High-speed milling, for instance, necessitates machine tool technologies capable of handling exceptionally high rotational velocities, as well as advanced cutting materials and coatings for milling tools. Simultaneously, enhancing the precision of milling operations requires not only milling cutters with tighter tolerances but also improved control systems and linear motor drives. In the case of multi-axis milling, the breakthrough lies in the addition of more effectively controlled axes of movement, along with the application of appropriate cutting geometries for milling tools. Adaptive milling, on the other hand, incorporates innovations such as the use of state-of-the-art monitoring systems, highsensitive sensors, and efficient algorithms to optimise cutting data and tool paths in real time. Moreover, sustainability advancements require energy-efficient milling strategies that employ suitable machine tools, cutting tools, and eco-friendly coolant techniques. Indexable milling reflects the ways of advancement that feature exchangeable cutting inserts in machining operations.
a) Advanced insert materials is an ongoing process to improve the cutting materials for indexable milling inserts including the development of advanced carbide grades, ceramics, and ultra hard cutting materials.
b) Coating technologies with continuous R&D focus on new coatings to improve wear and heat resistance while enhancing lubricity.
c) Progressive cutting geometry optimises cutting geometry and chip forming topology of inserts to improve cutting action and diminish cutting forces, and chip flow in milling operations.
d) The effective utilisation of cutting material incorporates intelligent insert design to provide maximum indexable cutting edges without reducing cutting capabilities.
In addition, the distinct course on smart manufacturing requires the integration of digitisation into milling operations and milling tools. Referring to milling tools, digital twins and appropriate software applications have already become the "must" features of a comprehensive tool range.
How can cutting tool producers rise to the challenge? Which milling tool solutions will provide the right answer to the emerging trends? Is the field of cutting tool manufacturing, often considered conservative in metalworking, capable of delivering a timely response to current demands? The recent advancements from ISCAR provide greater insights into these subjects.
High-speed trochoidal milling involves following a curvilinear tool path to maintain a constant load on the cutting edge, thereby eliminating sudden spikes in load during material entry. This strategy is highly efficient for milling deep slots, pockets, and cavities, especially in cases of low machining stability. Additionally, trochoidal milling has shown excellent results when working with challenging materials such as hard steels or high-temperature superalloys (HTSA).
The CHATTERFREE EC-E7/H7-CF is a new family of multi-flute solid carbide endmills, which are intended specially for trochoidal milling techniques. The geometrical design of the family includes different helix angles and variable angular pitches to improve dynamic behaviour. These endmills are available in a range of cutting lengthto-diameter ratios (Fig. 1).
Fig 1: The design of seven-flute solid carbide endmill for trochoidal milling features the CHATTERFREE concept to improve vibration strength.
2: Indexable milling cutters for machining aluminum at extremely high cutting speeds are specifically engineered to eliminate insert radial displacement, which may occur due to the high centrifugal forces.
With the help of modern machine tools, highly productive milling of aluminium alloys can be achieved at extremely high spindle speeds, reaching up to 33000 rpm. To meet this machining challenge, ISCAR has developed 90° indexable milling cutters that accommodate large-size inserts for a depth of cut of up to 22 mm (.870") (Fig. 2). The cutters have been specifically designed to eliminate insert radial displacement, which may occur due to the high centrifugal forces generated during very high rotational speeds.
High-feed milling (HFM) has become a widely adopted method for efficient rough machining of both complex and flat surfaces. ISCAR offers a comprehensive range of HFM products to meet the demands of various industrial applications. Recently, the range has been expanded with new additions. The LOGIQ-4-FEED family of HFM tools, featuring specific bone-shaped inserts (Fig. 3), now includes tools with larger inserts. These new products significantly broaden the application range, particularly in high-feed milling of large-sized cavities in the Die and Mold industry. Another addition is NEOFEED, a family of HFM tools with double-sided square inserts, providing eight cutting edges for improved cost-effectiveness.
Fig 3: The LOGIQ-4-FEED milling cutters with bone-shape inserts expand HFM capabilities when machining die and mould cavities.
Advancements in multi-axis machine tools and CAD/CAM systems have given rise to precise milling of complex shapes with minimal machining stock, using segment or barrel-shaped endmills. ISCAR's program for these endmills encompasses three design concepts: a solid carbide design, an exchangeable MULTI-MASTER head, and a one-insert approach (Fig. 4).
When milling high-temperature superalloys (HTSA), cutting ceramics offer the ability to substantially increase cutting speeds. Cutting speeds can reach up to 1000 m/min (3300 sfm). ISCAR's latest ceramic tools include ceramic solid endmills and indexable milling cutters with double-sided round ceramic inserts. The double-sided design is aimed at maximising the utilisation of ceramic material grades, such as "black" ceramic, whisker-reinforced ceramic, and SiAlON (a type of silicon-nitride-based ceramic).
These selected examples serve as good illustrations of the main directions of advancement in milling tools. As new demands arise, new solutions are required, and these new challenges will fuel the search for innovative tool designs. iscar.com
Fig 4: ISCAR's program for barrelshaped endmills incorporates various three design concepts.
Fig
Speroni tool management
Since 1963, SPERONI has designed innovative solutions to improve the quality and efficiency of production for its customers all over the world.
SPERONI’s hardware and software solutions in the fields of tool presetting, tool measurement and tool management are the top choice for leading companies in the manufacturing sector, thanks to the company’s innovative outlook and its products’ precision, longevity, ease of use and ‘Made in Italy’ guarantee. All SPERONI products are equipped with state-of-the-art technologies and are Industry 4.0 ready.
Digital manufacturing is the goal of all companies: from logistics to measurement, up to data transfer to machine tools, the exchange of data between controls and tool management systems is fundamental to allow for the improvement of the whole production process, from the tool room to the production.
INTELLIGO, the tool management software developed completely by SPERONI, realises these concepts by allowing the management and real-time integration of all services and devices tied to the tool resource in an effective and centralised way. INTELLIGO includes all functions for the optimisation of the shop-floor activities tied to the tool resource: stock management, location management, cost management, tool assembly/disassembly and dialogue with NC machines and CAM.
The use of measurement and control systems takes place during the activity-planning phase. This maximises efficiency along the whole process by following the tool’s life from the start. A well-organised and efficient stock of components/tools guarantees a simple management of resources in terms of traceability, location, wear and residual life, thus resulting in an overall process improvement: human error is eliminated, the process is accelerated and production is more flexible, resulting in greater efficiency and profit. To further expand its product range, SPERONI has recently introduced its Tool Balancing system, named STB AEQUILIBRIA. Tool balancing is fundamental to guarantee quality and precision, protect your NC machine (less vibrations, less load on bearings, longer spindle life) and reduce production costs (less downtime, greater process reliability). With SPERONI’s focus on the optimisation of its customers’ production processes, it was only natural that a highly precise, easy-to-use balancing unit would be added to the product range. The exceptional balancing quality, the focus on safety and ergonomics, as well as the possibility to integrate the balancer into the whole tool management setup, sets SPERONI’s STB AEQUILIBRIA apart from its competition.
SPERONI’s continued innovation, available worldwide for over 60 years, guarantees the ideal solution tailored to every customer. speroni.com.au speroni.info sales@camcointl.com
Switching software
Is expensive, non-dedicated software holding you back from effortless laser-cutting quoting?
Laser cutting is a precise task, requiring machinery tailored to specific requirements. Profitability is significantly boosted by the ability to respond quickly to customer requests for quotes (RFQs) and efficiently deliver the product. “With the time and energy often spent on selecting the right laser cutting machine, it’s amazing how often software is overlooked as a driver of productivity,” says Tempus Tools Head of Global Sales, Mark Washington.
Tempus Tools is the creator of dedicated quoting software, ToolBox, which can provide fast, accurate, and consistent laser-cutting quotes that are professionally presented and ready to send back to the customer. “Using software not specifically designed for laser cutting is like using a cricket bat to play tennis. It might get the job done, but it would be far more efficient and accurate with the tools designed for it!” says Washington.
“In addition to providing quotes in minutes, ToolBox can also produce production documents with the click of a button to add further efficiency to running a job shop floor,” he adds.
A shift in the industry
With customers demanding faster service, the industry is shifting to tailored laser-cutting quoting solutions to enhance their RFQ response times. Mark sees this as part of a more significant global trend. “It’s evident across several industries – smarter players want to utilise technologies specifically targeted to their industry to outpace competitors. And laser cutting job shops are enthusiastically getting on board with this trend,” he says.
“ToolBox has been specifically designed for laser cutting job shops. It’s quick to set up, intuitive, and user-friendly, so the entire team can use it with minimal training instead of relying on one specialist.”
ToolBox cloud-based laser cutting quoting software can be set up with information on material price, cutting time, labour, and other relevant information to generate quotes quickly, accurately, and repeatably. ToolBox, by Tempus Tools, has an intuitive interface that makes laser cutting quoting and production documents faster, more accessible, and more efficient for job shops.
Switching software – overcoming challenges
Even with the knowledge of the benefits of dedicated laser cutting quoting software, job shops can be hesitant about the time involved in switching, says Washington. He notes some of the main concerns:
1. Time—Job shops often try other software implementations, and they take months to implement, and they cannot afford to spend that time again. But ToolBox isn’t like other software. For a job shop with one laser, press brake, and standard secondary processes, set-up takes less than 90 minutes.
2. Staff training—Job shops often believe their staff don’t have the time or capacity to learn a whole new software. ToolBox
is designed to be user-friendly and easy to learn, and staff do their jobs more efficiently and enjoy the features right away.
3. Hidden costs—this is a big factor for any software, and job shops are highly alert to cheap upfront costs, followed by lots of add-ons. No one likes to be “nickel and dimed.” For ToolBox, it’s a monthly or yearly subscription, and that’s all. There are no extra charges for support, upgrades, or training.
4. Too many programs—Some job shops have two, three, or more different software programs. Why add more, especially if they don’t talk to each other? That’s a valid concern. ToolBox outputs a CSV as standard with all the quote data, making integration seamless and easy.
ToolBox features
ToolBox features that have been specifically designed for laser cutting job shops include:
• 3D model extractor. Identify, extract and unfold sheet-metal parts directly from 3D assemblies without a 3D software package.
• PDF to CAD convertor. Convert a vector PDF into a CAD file instantly. There is no tracing and no CAD package; click on a part and extract it into your quote.
• Tube quoting. Easily drag and drop rectangular, square or round hollow sections into the tube module. It quickly calculates highly accurate cutting time and material consumption for pricing.
• Web Store. Let your customers get instant pricing and place orders from your website 24/7 with an online quoting portal.
• Secondary processes. Get accurate and consistent folding prices quickly using the built-in folding algorithm developed by specialists with decades of experience using brake presses.
• Drawing Doctor®. Upon uploading a 2D DXF or DWG file, Drawing Doctor® automatically corrects for double lines, dimensions, and small end points hidden in some drawings.
• Part Library. The Part Library allows you to save parts that you’ve produced for a customer for re-use. This saves time on repeat orders and quotes by dropping an existing part straight into the quote, ready to calculate based on the latest pricing.
“These are just a few of our most popular features, but there are lots more within ToolBox, and our development team is constantly listening for customer feedback to determine what new features can be added,” says Mark.
“So for effortless laser cutting quoting, don’t let software hold you back, let it be the catalyst that drives business growth. We offer an obligation-free trial of ToolBox so that laser cutting job shops can see the difference for themselves.” tempustools.com
The world’s largest boring bar
Sandvik Coromant has developed Silent Tools boring bar for Finnish manufacturer.
The machine tools specialist Sandvik Coromant has etched its name in history as an innovator in precision engineering, by developing the world's largest boring bar. Measuring almost 11,000mm in length and 600mm in diameter, this engineering behemoth has been developed specifically to meet the machining requirements of Häkkinen Group Jyväskylä unit, a Finnish engineering company.
The gargantuan lathe tool will be used to produce precise metal components for a range of sectors including offshore oil and gas, power transmission and renewable energy. When it initially approached Sandvik Coromant, Häkkinen Group Jyväskylä unit had an unusual set of specifications. It needed a tool capable of machining a specific type of component with critical dimensions. Although the type of component was not specified — due to confidentiality agreements — it was especially large, measuring 800mm in diameter by 12,000mm in length, and would be machined from both sides.
The required tool was a boring bar, used in machining operations to enlarge and refine the diameter of an existing hole in a workpiece. The holes made by a boring bar are more precise, accurate and smooth than those made by drilling, which may produce rougher holes. However, the diameter and length of a boring bar are determined by the dimensions of the workpiece itself. It is recommended to select the largest possible bar diameter for an application to achieve the best possible stability. Put simply, the application required a boring bar of unprecedented dimensions. The large size would be essential to enable deep and precise internal turning operations, a task beyond the capability of standard-sized bars.
Reducing vibrations
Häkkinen Group Jyväskylä unit approached its partner ŠMT — formerly Skoda Machine Tool — based in the Czech Republic, one of the world’s leading producers of high-precision horizontal boring and milling machines, horizontal lathes and more. It was clear that ŠMT would need to enlist the services of a machine tooling specialist who could supply a boring bar with the extraordinary dimensions needed to accommodate the demands of such a unique project.
“Sandvik Coromant is renowned as a producer of boring bars, particularly bars with anti-vibrational qualities,” explains Vaclav Faber, Project Engineer at Sandvik Coromant CZ. “Reducing vibrations in a boring bar is crucial because it ensures precision and surface finish quality in machining operations.”
Excessive vibrations can lead to inaccuracies, tool wear and compromised workpiece integrity — which were concerns given the huge scale of Häkkinen Group Jyväskylä unit’s machining operation. Instead, by minimising vibrations, the boring bar maintains stable and controlled cutting conditions, which results in higher productivity, extended tool life and superior surface finishes.
ŠMT had other stringent requirements for the bar: its customer, Häkkinen Group Jyväskylä unit, needed a tool that would integrate seamlessly with its existing machinery while pushing the boundaries of turning operations. It was also essential that the new bar be compatible for use in ŠMT’s huge lathe. The Sandvik Teeness team in Trondheim, Norway was chosen for its reputation as a market leader in the in the development and production of boring bars that goes back to the 1960s.
Challenges
The bar is made of steel and contains a component called a "damper" made of heavy metal. A damper is a device used to reduce or absorb vibrations, rarely found in machinery or structures, and clamped in special rubber rings.
Another crucial feature of the bar is the Coromant Capto® tool holder affixed to in front of the bar, which would hold the cutting inserts needed to machine the workpiece. The Coromant Capto® is designed to reduce set-up and tool change times for significantly increased machine utilisation and to support stable and reliable machining. “The tool holder has proven especially useful in multitask machines,” says Faber. “It enables the assembling of tools with different lengths and design characteristics regardless of the machine interface. The Coromant Capto also meets Häkkinen Group Jyväskylä unit’s requirement for a boring bar that can be useable in a diverse range of industrial setups.”
Extensive tests
Sandvik Teeness’ specialists conducted crucial frequency measurements on-site to assess the effectiveness of the dampening adapter integrated within the bar. The bar was put to work in a large CNC lathe and tested multiple times in three applications — roughing, finishing and profiling — each time with different cutting data. The tool was run with a maximum allowed overhang of 10 times the diameter (10 x D), recommended to minimise vibrations and obtain the best possible stability and accuracy. Sandvik Coromant’s Silent ToolsTM boring bars, so-called because they operate with minimal vibrations, are in general used at long tool overhangs and a rigid clamping is very important. Cylindrical boring bars should always be clamped in a split sleeve holder with a minimum clamping length of 4 x bar diameter.
The cutting data was based on initial recommendations generated by the CoroPlus® Tool Guide software platform, which were amended during the tests. For the roughing application, the bar was run every time with a cutting speed (vc) of 100m/min and feedper-revolution (fn) of 0.4mm/rev. The load on a boring bar is mainly
dependent on the depth of cut (ap), the feed and the workpiece material. It is essential to ensure a sufficient ap and fn to avoid vibration during cutting. An ap and fn which is too high can cause vibration through tool deflection.
For these reasons, the app was adjusted for testing purposes. The boring bar showed signs of vibration at an ap of 5.6mm and limited performance at 4.5mm but, in the end, 3.5mm was found to be the recommended depth of cut.
In the finishing and also profile applications, the bar was run at a vc of 110m/min and ap of 0.5mm every time. The fn was adjusted, and 0.25 was found to be the optimal and recommended setting, giving a roughness average (Ra) of 3.4. “Based on the test results, Sandvik Coromant’s specialists were able to recommend cutting data parameters and inserts to ŠMT,” explains Faber.
Jaroslav Šuga, Global Account Manager at Sandvik Slovakia adds, “There were regular meetings with the Sandvik Teeness production team about the bar’s delivery time and all details concerning manipulation, transport and logistics. Success was possible because we worked together with ŠMT’s designers, technologists, the production team in Norway and all people involved in the sales process.
Further investment
Sandvik Coromant has developed a boring bar that’s not only remarkable for its size, but is also an invaluable asset for Häkkinen Group Jyväskylä unit, in whose workshop it is now being used to precision machine components for diverse sectors. Going forward, and impressed by the world’s largest boring bar, ŠMT plans to invest in further — albeit slightly smaller — boring bars from Sandvik Coromant for the machining of slightly smaller components.
“The world’s largest boring bar remains a testament to Sandvik Coromant's unwavering commitment to innovation and precision and machining applications,” says Faber.
Lyka Smith, an Australian-owned and operated medical device company, has produced thousands of implants for thousands of Australian patients over the last seven years.
Since its inception in 2017, Lyka Smith has grown from humble beginnings in Melbourne’s western suburbs to become one of the country’s leading players in Oral and Maxillofacial surgery. However numerous Lyka Smith’s successes have been, the business’ founder, Ben Baxter sees its greatest achievement in the local jobs it’s created along the way.
In a field where the vast majority of medical device manufacturers stem from Europe and the United States, Lyka Smith’s home-grown talent pool and local job creation is what keeps its founder focused.
“What sets us apart from our overseas competitors is our local staff, particularly our Australian engineering team. In a world of multinational giants, we currently employ more Australian engineers than most of our competitors. It’s great to see that surgeons value Australian-made devices. Because of this, we can keep the necessary medical device design and manufacturing jobs right here in Australia.” – Ben Baxter, Lyka Smith founder.
In the 50 years before Lyka Smith’s inception, few to no Australianbased manufacturers produced medical devices for the Oral and Maxillofacial surgery market. Yet in the seven years since the company began, Lyka Smith has created more than 50 jobs and currently fields one of the country’s largest Biomedical Engineering teams.
At the core of Lyka Smith’s workforce is it’s engineering and manufacturing team, focusing on additive manufacturing technology and medical 3D printing. 60% of the company’s workforce are qualified engineers, specialising in medical device design, manufacturing, quality and regulatory fields. The company also boasts one of the country’s largest medical-specific 3D printing facilities, capable of producing hundreds of medical devices per month.
“International shipping and freight delays put a real burden on our hospital system, during and post-COVID, with patient surgeries being delayed and cancelled because of these logistical issues. Australia’s enormous reliance on international high-tech manufacturing across medical, aerospace and defence has to stop. With the advances of manufacturing technologies, there needs to be more focus on Australian-made, not only from a logistical control perspective but so we can maintain domestic jobs and local IP talent pools.” – Simon Norris, National Sales Manager Lyka Smith.
Lyka Smith has proven itself to be an industry game changer. Prior to the company commencing operations, Australian surgeons had to wait weeks, if not months, for patient-specific medical devices to be made in and imported from the USA, Belgium, or Germany. Now, thanks to Lyka Smith’s local manufacturing, the company has pushed overseas industry giants to react or lose market share— so much so that some of the European competitors have begun endeavouring to manufacture in Australia.
“A monopoly is the enemy of change, competition breeds innovation and change, and from this change, the real winners are Australian patients. Plus, the more companies that are manufacturing in Australia, the more Australian jobs are being created so it’s a double win.” – Ben Baxter
And it’s not just through local job creation that Lyka Smith has proudly contributed to Australia’s economy.
Since 2017, the company has used local manufacturing partners and consultants and almost exclusively supported local hospitals. These ventures have seen Lyka Smith invest more than $22m in Australia’s local manufacturing marketplace and the broader Australian-made economy.
“When you take a closer look at the product you’re buying and consider where it started, who made it and with what materials, it can be immensely gratifying to know that you’re supporting an Australian industry, not just one company. When that locally employed engineer then spends their wages in Australia, at their café, at their local grocer or family-run restaurant, because of their simple decision to buy Australian made, they’ve kept wealth in Australia and that’s the true advantage of supporting Australian made products.” – Anthony Tran, Lyka Smith Head of Engineering.
Lyka Smith continues to grow, innovate, and challenge the industry status quo. Recently, It invested in new 3D printers and technology to better serve Australian hospitals and surgeons. The company's goal is to help reshape Australian medical device manufacturing and continue to prove the full lifecycle value added of choosing Australian-made products.
“We’re immensely proud of our drive to keep innovating and improving the Australian medical device industry. Through our close collaboration with surgeons and hospitals in the last seven years, we’ve already achieved excellent results across thousands of surgeries, further creating Aussie jobs in the process.”
- Anthony Tran. lykasmith.com
OKUMA DCMC
Okuma Double Column Machining Centres set industry benchmark worldwide.
Since the first range of Okuma CNC Double Column Machining Centres were introduced in 1966 they have set the industry benchmark with more than 10,000 units sold to date worldwide, surpassing all competitors with the long-time Okuma cultural ethic and success. Within the Australian and New Zealand market, the first Okuma double-column machining centre was delivered to a customer in Christchurch, New Zealand in 1981 and this machine remains in active service. Since that time forty-two have been installed with a record-breaking seven being installed and commissioned within the current 2024 year.
Ideally suited to a broad range of industry segments the Okuma Double Column Machining Centres are now extensively used in industries such as rail, heavy transport, mining, hydraulics, industrial machinery, tool & die, gas & fuel, power generation and general engineering, among many others. Leading specialist engineering supplier, Steelrod Pty Ltd in Queensland has substantially increased its capacity by adding a second high-speed Okuma Double Column Machining Centre (DCMC) to their workshop. Their first Okuma DCMC was an Okuma MCR-BII with a table capacity of 45 tons with the ability to handle jobs as large as 7 x 3 metres.
The latest high-speed Okuma DCMC model MCR-A5CII installed in 2024 has auto-loading/unloading attachments for true 5-sided machining in a compact footprint. The solid double-column construction ensures greater rigidity and closer tolerances.
“The additional capacity provided by a second Okuma Double Column Machining Centre bolsters our ability to support the wide range of industries we serve, such as rail, mining, wharf infrastructure and construction including bridges,” said Damian Veneris, Director of Steelrod Pty Ltd. The latest Okuma Double Column Machining Centre Model MCR-BV just released is the seventh machine offered in the company’s double column machine line-up.
Recently Eilbeck Heavy Machining installed the latest Okuma Double Column Machining Centre model MCR-BV, making this their second Okuma DCMC and adding to their already impressive Okuma machine line-up.
“We are simply hard-core Australians that love to build things,” said Charlie Eilbeck of Eilbeck Heavy Machining. “We attribute our success to our philosophy of investing back into our people and
our business. The investment in Okuma machines has been a core factor in the recent expansion of our manufacturing facilities. The expansion of our CNC capabilities is one of the key attributes to our ongoing success,” he said. Designed as a machine for fiveface machining applications the MCR-BV is capable of five-axis contouring as well as five-sided heavy milling operations. These heavy-duty applications are made possible through the machine’s powerful integral motor and spindle, an expanded work envelope and a rigid table that is 30% thicker than previous models. The range of attachment heads is compatible with the machine’s performance abilities, enabling a wide range of unique part shapes to be created as well as performing many multitasking machine functions.
The MCR-BV machine features a table size of 2,000mm x 4,000mm to 3,000mm x 12,000mm as well as a spindle speed of 6,000 min -1 (a 10,000mm -1 option is also available). The spindles have a motor power of 43kW and the MCR-BV’s rapid traverse is X:30m/ min, Z:15 .min. In addition, the machines have a magazine capacity of 50, 80, 100, 120 or 180 tools.
Additional features of the machine include a fast automatic tool changer (ATC) and a smaller, faster auto attachment changer (AAC) both of which enable the MCR-BV to increase productivity while performing heavy-duty cutting and highly accurate finishing.
Okuma’s advanced design and manufacturing quality results in a very high degree of accuracy over an extended period plus a long product life. In addition, advanced green smart and energy-saving technology is used to contribute to decarbonising through ThermoFriendly Concept Premium. This feature eliminates the need to use electricity to control room temperature as the machine cooling systems manage excess heat and maintain accuracy. Dimensional change over time due to environmental temperature changes is only 16/um (X-axis direction) i.e. less than half of the standard specification of previous models. This unique Okuma concept of adapting to temperature changes contributes to power savings for the entire factory.
Okuma’s ECO Suite Plus enables stable machining accuracy and energy savings. 3D calibration is featured on the machine autonomously maintaining high accuracy over long periods without relying on skilled personnel. “From installation of our MCR-A5CII through to operation, our experience with Okuma has always been extremely reliable and trouble free,” commented Justin McMillan, McMillan Engineering Group. “McMillan and Okuma are a great union; two great Australian companies investing in their businesses to grow while advancing manufacturing,” he said.
FISCHERSCOPE® XAN®
LIQUID ANALYZER
“There is an air of excitement in the Australian and New Zealand markets around the largest machining centres in the Okuma range being installed and when a range of machine tool builders use our Double Column Machining Centres to build their machines, I guess that says it all,” commented Dean McCarroll, Managing Director Okuma Australia and New Zealand.
For more information and specialist support contact your nearest Okuma sales office on 1300 1685 862 (Australia) or 09 570 7025 (New Zealand). okumaaustralia.com.au
The solution for in-line measuring metal content in electroplating baths or liquids!
• Market-leading precision. Combination of measuring cell and software ensures best measuring performance and safety.
Maximum service life. High availability of ≥ 1 year due to innovative design and material selection. Intelligent self-monitoring. Fully automatic, preventive purging, monitoring and calibration processes ensure maximum uptime.
• One instrument for everything. Measure all metallic solutions such as zinc, nickel zinc/nickel, gold, chromium, palladium or rhodium.
• Safety in real-time. Live measurement results as well as simple and fast documentation of these.
• Up to 4 channels. Separate supply lines to the measuring cell prevent contamination. No time-consuming spot checks and information gaps. Stay continuously in the picture about your electroplating process.
sales@lastek.com.au | lastek.com.au
Mitsubishi from ETG for NTG
ETG gets spark erosion in gear for a specialist manufacturer.
Since its inception in 1945, Northern Tool and Gear Ltd (NTG) have been producing high-quality gear at its facility in Arbroath Scotland. Nowadays, the company utilises a diverse range of highend machine tools to manufacture everything from one-off to highvolume production of gears and transmission components – it is here that the company needed to invest in a Mitsubishi MV4800S wire EDM machine from the Engineering Technology Group (ETG). With a team of upward of 50 staff, NTG manufactures spur, helical, straight and spiral bevel gears, hypoid bevel gears, precision ground gears, specialist bespoke gears, shafts and bevels on the latest CNC machinery to the highest quality standards. Supplying virtually all facets of the industry from the renewables, mining, marine, oil and gas, printing and motorsport sectors to name a few, NTG has full CNC gear-checking technology as well as an onsite heat treatment facility to guarantee complete quality control of all projects. However, when it came to EDM machining particular features, the Scottish manufacturer was subcontracting work to external vendors. This led to the arrival of the company’s first wire EDM machine in March 2024.
“Previously, to produce things like keyways,” says Gordon Strachan from NTG, “we would use a broach which is a high-volume process or we would use an old-fashioned slotting machine, which was slow, laborious and it would have quality issues at times. Internal splines, external splines and external gears have dedicated machines for cutting the internal or external splines - these are fast and efficient but they require a lot of tooling and considerable set-up times. Sometimes the tooling would cost more than the job. Now, if the customer needs something in a hurry, we can cut it on the new Mitsubishi wire EDM.”
NTG get approached by major motorsport companies that require specific gears, diff pinions or diff gears for the start of the season with designs that are a change from the previous season. “If we are lucky, we have the tooling already and if we are not, we have to source it,” says Strachan, looking at the diversity of the gear components. “Sometimes, the time it takes to procure tooling is more than the time that we have to deliver the job. So, going down the wire-cutting road allows us to meet customers' expectations and it forewarns us of larger batch volumes that may be in the pipeline. This gives us time to manufacture the tooling in preparation for the pending work. This makes the wire EDM perfect for prototypes and small batches as it helps to get customers up and running quickly.”
Selecting the Mitsubishi MV4800S wire EDM machine installed at NTG was easy for Strachan. “When we first started looking at wire cutting, we were looking at four or five main manufacturers,” he says. “I cut this list down to two, and we eventually through the graces of Ross from RAM Engineering & Tooling, the Scottish distribution partner for ETG – selected the Mitsubishi. I had been impressed with the Mitsubishi machines from the start and from visiting machines on manufacturers’ sites, I could see the quality of the product and the technology involved. Everything is stateof-the-art and the control system is very user-friendly. I have had exceptional backup and support from Ross at RAM and the team at ETG from the very beginning, it’s been second to none.”
The particularly large MV4800S machine was selected for its 1080 x 780mm table that can accommodate parts up to 1250 x 1020 x 505mm with a weight of up to 3,000kg. This is perfect for the Scottish company that manufactures hobbed gear components from 50mm to 1200mm. Additionally, the new arrival incorporates technology like automatic wire threading, linear shaft motors and an optical drive system for unparalleled precision and circular accuracy within 1µm. From a user-friendly perspective, the 19-inch screen and the ability for functions to be used in just one touch
from the ‘home’ screen helps to reduce operations performed in the navigation menu from setup to machining by almost 40%.
Looking to the future and the potential opportunities for the Mitsubishi MV4800S to make an impact at NTG, Gordon adds: “With the technology and the Mitsubishi control system, it’s very powerful and user-friendly. So, anything we can program on that control system, we can also wire on the part. It gives us immense flexibility, especially if there is a change in specification in any splines and gearing, which is very common. If you don’t have the correct standard of cutter, you can’t use it. You may have the correct pitch and the right size, but it may not have the right profile and this makes it a redundant cutter as far as that job is concerned. However, if we can wire cut it on the Mitsubishi machine, we then have a huge level of flexibility that can also help us to compress lead times.”
engtechgroup.com
The K Factor
History and origins of the K Factor in metal rolling technology with Alessio Maiocco, Area Sales Manager at MG S.r.L.
Let's delve into the world of the 'K-factor'. This term, coined by journalist Alberto Ronchey, former Italian minister of cultural and environmental heritage, has an interesting history. It was initially used to describe the lack of change in political forces in the early 1950s of republican Italy. However, in our context, the K-factor represents something entirely different. It symbolises MG's ability to innovate its offer, specifically the K-model, an innovative plate rolling model for which our company holds the patent. But why a new model?
To understand the reason for the K model, we have to refer to a customer who chose two models, namely the 4-roll plate bending machine model K2020C (14mm rolling capacity and 10mm prebending capacity) and the 4-roll plate bending machine model K3042G (34mm rolling capacity and 42mm pre-bending capacity). So why choose an innovative model? The answer lies in its configuration: already in the current 4-roller models, the minimum straight side is 1.8 times the thickness of the sheet being processed, which saves a lot of material, but in the K models, the feed side is even smaller, so when processing substantial, thick sheets such as those used for boilers, we try to cut as little material as possible (the aim is to provide a high-quality product while minimising costs and waste). In addition to this first and fundamental technical feature, it is also worth mentioning that the upper roller has an additional vertical movement, thus allowing press bending if necessary. The lower central roller moves horizontally to the right and left, allowing more bending space to be managed: the result is a 4-roller model that can function as a 3-roller model with variable geometry.
All this has been perfected by adding our CNC numerical control, developed thanks to a collaboration with the company DELSY, 75% of which was taken over by MG in June 2012. This numerical control allows us to work in self-learning mode, i.e., the operator enters all the necessary technical data, and the program automatically calculates the shape to be obtained. In addition, this type of numerical control allows the operator to roll complex shapes such as rectangles, tanks, snails, ovals, elliptical shapes and variable radius shapes. The CNC chosen by the customer is version 4.0, meaning that it has the same basic features of the CNC Touch Command EVO with the addition of features like CNC connection by Ethernet cable directly on the electrical panel, Integrated Web App (visible only within the local network) that allows to view the Machine status, order management, executed programs, production charts, maintenance added sensors to check the machine status in real-time (e.g. oil filter or oil temperatures) and the “Industry 4.0” certification.
This result once again demonstrates the company's ability to keep up with the times in researching and developing new products that meet the needs of all its customers. It should not be forgotten that one of the company's core businesses is product customisation, so while on the one hand, we continue to offer standard, readymade products, on the other, we try to study each request, all in the belief that the former Prime Minister of the United Kingdon Sir Winston Churchill said, “To improve is to change; to be perfect is to change often”.
mgsrl.com cncmachinery.com.au
Small shop advantages
Small laser-cutting job shops leverage quoting software to compete with bigger players.
Smaller metal fabrication and laser cutting job shops are having to face increasingly sophisticated opposition from big players who have changed the game by using technology to streamline the ordering of custom parts. Small job shops can still win in the customer service department, though, by turning technology to their own advantage, says Tempus Tools Head of Global Sales, Mark Washington.
“Customer service is a key differentiator. By taking on more complex projects, and providing faster turnaround times, the competitive advantage is with the smaller players,” he says. “However, if pricing is inaccurate or inconsistent, or if processes are sloppy, it can turn customers right off – and rightly so!”
Washington works in the Australian head office of global laser cutting quoting software experts, Tempus Tools, the creators of ToolBox.
“With our cloud-based laser cutting quoting software, ToolBox, job shops can be nimble, see the status of their jobs at a glance, dial in their pricing, and project an image of professionalism that can inspire their customers and elevate the rest of their organisation,” he adds.
Turning hours into seconds
For an industry where customer service is key, the time taken to respond to quotes can often mean the difference between winning and losing a particular job. “Small shops typically rely on pen and paper or simple spreadsheet calculations to do their estimating. This process is very time-consuming and inconsistent. They have to fiddle with drawings, extract parts from assemblies or crowded files, run them through their nesting software, or manually calculate material costs and cycle times,” says Mark.
“By using ToolBox to generate accurate laser cutting quotes, this process can be done in seconds, instead of taking hours – with additional benefits along the way.” ToolBox has been designed by professionals with decades of experience in the laser cutting industry and has a user-friendly interface so that it can be set up and run by just about anyone in the company.
“Small shops find that we solve a bunch of problems for them in a simple and inexpensive package, with plans that start as low as $75/month USD,” says Mark. Automatically generated documents like production labels assist with managing the shop floor
Added value
• Additional benefits of using ToolBox include:
• Crisp, professional, branded quotes.
• Thumbnails of all the parts.
• Automatically generated work orders, packing slips, and production labels to assist with managing the shop floor.
• The ability to instantly quote 2D parts and 3D assemblies, tubing, bending, and finishing straight from a file upload.
• Integration with programs like QuickBooks and Xero to link ToolBox with existing invoicing processes.
• Clear visibility into prior orders, allowing for repeat orders to be duplicated in seconds, without having to dig through computer files or emails.
• Marketing opportunities like the Web Store online quoting portal.
“Additionally, conventional quoting approaches often do not take into account all of the costs to run a job and a business (setup, secondary operations, direct and indirect operating costs, material markups, and so forth). Small shops need to streamline, eliminate the busy work, reduce stress, and make room to bring in more projects, and this is where ToolBox can add further value,” says Washington.
“On top of that, our development team is consistently working on new features, based on customer feedback, to add even more value to ToolBox users.”
“So for any smaller job shops, I’d encourage them to try ToolBox on a free no-obligation 14-day trial that can be used for generating and sending actual quotes to customers and taking online web orders on day one. And we are here for support, demonstrations, and any further help job shops might need.” tempustools.com
Machine man
Pat McCluskey’s machine design and build experience has fuelled exports at ANCA exports for Australia for fifty years.
For a half-century, ANCA has made the machines that make the tools that make the world go around. One-half of its founding pair, Pat McCluskey, designed many grinding machine tools at that time. McCluskey says that two things have remained focal when designing a machine: the customer and their expectations, and the manufactured cost. It is never the result of a whim. It always follows information fed back through a two-way communication process on customer challenges, and meticulous market research, which is then presented to Pat's team. Then the design gets underway. If it sounds straightforward, it never is.
“To design a completely new machine that nobody has seen before is a complex task,” explains McCluskey. ANCA tool and cutter grinding machines are underpinned by world-leading engineering and skills so specialised they often have to be fostered in-house. Their approach to innovation includes machines, controls, software and related accessories such as robots, and their vertical alignment has kept them ahead in a challenging field where there are few serious rivals. A selection of world firsts over 50 years includes a probe for digitising tools, first modem for support and diagnostics in a machine, and the first full and true 3D simulation of the grinding process.
Progress from top to bottom
“For some reason we seem to be the only grinding machine manufacturer for tool grinding that uses a polymer concrete base on their machine,” says McCluskey of one thing done differently. First introduced in the TG7 machine, released in 1990, polymer concrete provides a very stable base for machines, damping out any vibrations. The ability to absorb heat minimises any expansion and contraction which might sacrifice grinding accuracy.
McCluskey looked into what’s now called ANCAcrete in the 1980s as an alternative to cast iron, and a way to avoid dependency on foundry providers. “Self-reliance is crucial to the company’s dominance of its market,” according to McCluskey.
Perhaps most important is the development of its CNC and servo systems, as well as software, in-house. Competitors are dependent on pre-packaged CNC controls, and ANCA is the only tool-grinding machine builder that makes its own control. “So the Germans and the Swiss tend to buy the Japanese or the German CNC and try their best to adapt it to their machine,” explains McCluskey.
“And it's a clumsy fit and they don't do the in-depth development in the software that we do because they can't get access to the software… it's all locked off to them.” Notable recent innovations are credited to Dr. Kotler Tee, Technical Leader of servo Control at ANCA. One innovation has enabled servo system resolution of a single nanometre and is being rolled out to new machines in the ULTRA platform.
“He rewrote the servo algorithms in the servo drives in the CNC to increase the resolution,” says McCluskey. “To explain this achievement in layman’s terms, take a 300 millimetre ruler and look at a pair of the smallest lines; the distance is one millimetre. “Now divide that distance by 1,000, now you have a distance of one micron. In your mind, now divide that micron by 1,000, the result is now equal to one nanometre.”
“Designing the ULTRA platform has been a design process from the ground up bringing sophisticated elements to the art of grinding.”
Others include breakthrough features available on the newly released MicroX ULTRA, a six-axis tool grinder that premiered at EMO in 2023.
Through the years
The first four years of ANCA involved retrofitting CNC controls to other people’s equipment, such as special-purpose machinery, lathes and mills. What McCluskey estimates was the most significant non-technical development came in 1978.
Their major OEM at the time, Laser Lab, set up in Detroit, with ANCA sending young engineer John Roberts to work at the facility. Roberts took it upon himself to book a booth at a trade show and display an ANCA CNC. According to Roberts, there was a crowd at the booth and significant interest, and the suggestion that ANCA makes a CNC tool grinder to improve on the less-than-spectacular machines available at the time.
“The die was cast,” McCluskey says.
A further important non-technical development was the Australian recession in 1982. “We didn't want to continue to sell in Australia because of these ups and downs of the markets; we wanted to cover ourselves,” he adds. “And the American market seemed to be the market for us, and we only needed a small percentage of that market and that was enough – more than what we could handle. And we got it. So if we hadn't made that decision, we'd have gone bust.”
50 years later, 98% of revenues are from exports, with customers in over 45 countries. ANCA employs over 1,200 people worldwide, with offices in the UK, Germany, China, Thailand, India, Japan, Korea, Brazil, Mexico, Italy, Türkiye, and the USA. While some production occurs in Thailand and Taiwan, the heart of the company, its headquarters and innovation and manufacturing base – remains in the Melbourne suburb of Bayswater North. Nearly a tenth of revenues are spent on R&D.
“ANCA is my life and I’m proud to be celebrating its 50th anniversary and that we have been able to build the company to the size that it is and with world recognition,” adds McCluskey. The opportunity for engineers to work hard on complicated, world-leading, meaningful problems goes back to the company’s roots.
“I think it's because Pat (Boland – ANCA co-founder) and I had to work so bloody hard in the beginning when we almost went broke and we've continued to do nothing but work hard like that ever since,” he says. “And the people who work with us get a hell of a buzz out of working hard too.”
Staying sharp and skilled up
There is something of an “open university” nature to ANCA, believes McCluskey. It attracts a lot of bright young people who are motivated by technical challenges more than money, and by seeing their work embodied in a physical product (which they can't always do at a university.) “At university, they can study theory as long as they want, but at the end of that theory, they move on to something else,” suggests McCluskey. “Whereas here at the end of their theory, they've got a new machine sitting on the floor and they've written the software for it, or they've written the code for the display unit.”
Attracting clever engineering graduates has not been a problem, he adds, “It doesn't take long for a group of students at a technical university to learn about ANCA. We don't have to tell them, they learn by talking amongst themselves and it's a great place for them to work,” McCluskey says.
“They get great pay, they get well looked after, and above all, they get respected by their peers, they get respected by the company owners. They don't get that working for a big corporate.”
As the only organisation in Australia that manufactures machine tools, and with a demand for very high-level assembly workers, the only real option for finding suitably skilled tradespeople is to train them in-house. Another feature of ANCA is upward mobility for those who have apprenticed, with many going on to senior roles. When they move up or out, they must be replaced.
“So you train these guys to work in the high-precision assembly shop, but a few years later you find that they're overseas somewhere, then they've got to be replaced. So there’s a continuous need for them,” McCluskey explains.
“We can't send them to the technical colleges because they don't have a program to train machine tool fitting. And you can go and look at other companies, but there isn't any other company like ANCA.” ANCA has been taking on apprentices and formalised its program in 2011. McCluskey wrote the original course material.
“I was reasonably happy when I found out that we'd have to create our own apprentice training school,” he recalls. “Because it was something in the back of my mind that I had always wanted to do anyway.” McCluskey began his career with an apprenticeship at the Commonwealth Department of Supply, where he met ANCA co-founder Pat Boland (then a cadet engineer at the University of Melbourne) in 1968.
He is happy with the results of the company’s program and its ability to both create niche skill sets at ANCA as well as interesting futures for young employees.
“People say that the young kids of today are pretty useless. Well, I'd say they're not. I'd say if you're given the right kind of training, the right kind of opportunity, you'll get the best out of them,” McCluskey says. “One guy this year finished his time, got his indentures released at the last presentation night, and two nights later he was on a plane to America. He’s going to work in the American office in Detroit. What an opportunity for a kid!” anca.com
Borcat trailers
A big step towards decarbonising Australia's industrial transport sector.
In Australia's vast and varied landscape, where long distances separate cities and regions, the transport sector plays a pivotal role in connecting communities and driving economic activity. However, with growing concerns about climate change and environmental sustainability, a pressing need to decarbonise this crucial sector is needed. Recognising this urgency, Australian trailer manufacturer Borcat Trailers has taken a significant step towards sustainability by embracing Capral Aluminium's LocAl® Green lower-carbon aluminium.
Borcat Trailers, a renowned name in the Australian trailer manufacturing industry, has built its reputation on quality, durability, and innovation. Committed to reducing its environmental footprint, the company has partnered with Capral Aluminium, a leading supplier of aluminium products, embracing LocAl® Green lower carbon aluminium as the new standard for extruded aluminium supplied into its business. Capral's LocAl® offer includes two lower carbon aluminium options: LocAl® Green with carbon emissions of 8kg CO2e/kg Al* and LocAl® Super Green at 4kg CO2e/kg Al*amongst the lowest carbon aluminium available globally. The carbon emissions in primary aluminium production range from under 4kg CO2e/kg Al to over 20kg CO2e/kg Al, largely dependent upon the energy sources used. The current global average carbon emission for primary aluminium is approximately 13.9 kg CO2e/kg Al.*
"At eight kilograms of carbon emissions per kilogram of aluminium, the LocAl Green offer has significantly lower carbon emissions than the current global average for primary aluminium,” Luke Hawkins General Manager of Industrial and Supply Chain noted. “At four kilograms, LocAl Super Green is 75% lower; this is a significant reduction. It gives Australian manufacturers an important opportunity to make more responsible procurement decisions when they source extruded aluminium.”
In addition to offering a product with lower carbon emissions, Capral has also become the first and only ASI-certified aluminium extruder in Australia. This provides its customers with the added assurance that the aluminium it supplies is responsibly sourced and managed at every stage of the aluminium value chain, from mining and refining right through to extrusion and supply by Capral.
Borcat Trailers' decision to switch to LocAl® Green, lowercarbon aluminium for all aluminium extrusions used in its trailer manufacturing process, reflects a broader trend within the Australian transport sector.
As the world grapples with the challenges posed by climate change, industries worldwide are under increasing pressure to adopt sustainable practices. In transportation, this means reevaluating traditional manufacturing processes and materials to reduce emissions and minimise environmental impact. "Over the years, Borcat Trailers have prioritised pioneering new technology as trailer designs and industry demands changed,” explained Paul Gallagher, owner of Borcat Trailers. “The result is that Borcat is recognised for delivering high-quality trailers that are "Built to Last", which led to our reputation in the industry for producing the best truck bodies, dogs and tip-over-axle trailers on the road."
"Aluminium has many advantages in trailer manufacturing; durability and lightweight are major ones, particularly now that, as an industry, we are looking for ways to decarbonise. A lighter weight trailer is more efficient to tow and allows operators to maximise their payload." Now, with access to LocAl Green from Capral, Borcat can deliver all the benefits of an aluminium trailer while drastically reducing the embodied carbon associated with the build. This is super important for our clients, particularly those who are managing large fleets or servicing the infrastructure space, where decarbonisation has become a top priority."
The transport sector significantly contributes to greenhouse gas emissions, accounting for a substantial portion of Australia's carbon footprint. From heavy-duty trucks to commercial trailers, the vehicles and equipment used in transportation rely heavily on fossil fuels, emitting CO2 and other pollutants into the atmosphere. Decarbonising this sector is essential for mitigating climate change, improving air quality, and fostering healthier communities.
In addition to adopting sustainable materials, Borcat Trailers is also exploring other avenues for reducing its environmental footprint. This includes investing in energy-efficient manufacturing processes, optimising supply chain logistics, and actively recycling waste. By taking a holistic approach to sustainability, the company aims to set a new standard for environmentally responsible manufacturing in the transport industry.
Furthermore, Paul Gallagher and his team recognise that embracing sustainability is not just a moral imperative; it's also a business opportunity.
"Clients are increasingly demanding eco-friendly products and services, and companies that fail to adapt risk being left behind," added Gallagher. By aligning their operations with principles of environmental stewardship, businesses like Borcat Trailers demonstrate their long-term viability in a rapidly changing market.
By prioritising sustainability and innovation, the company sets an example for others to follow. As the world faces the challenges of climate change, collaboration and collective action are more important than ever.
capral.com.au borcat.com.au
EMC are the best choice for high quality, precise and easy to use edge breaking and corner rounding machines.
Flexy
www.imts.com.au
The decision by Borcat Trailers to embrace Capral Aluminium's LocAl® Green product represents a significant milestone for the business.
When the silence says it all
Learn the story of Silent Tools, the mass-tuned damping solution from Sandvik Coromant.
What could a machine tool have in common with Taiwan’s tallest building? Located in Taipei, the 1,667-foot-tall building could become victim to vibration if it wasn’t for its clever mass damper system. In turning, milling, boring and drilling applications, manufacturers could face the same dilemma. That is if it wasn’t for Sandvik Coromant Silent Tools™. Here, Anders Digernes, R&D Manager at metal cutting tools and manufacturing solutions expert Sandvik Coromant, tells the story of the innovation in vibration damping.
As one of the tallest structures in the world, located only 660 feet from a major fault line, earthquakes and high winds are a serious threat to the Taipei 101 building. Fortunately, at 18 feet across, it is also home to the world’s largest damper. The tuned mass damper can reduce up to 40% of the tower's movements and has saved the building from disaster on multiple occasions.
While reducing vibrations in machine tools doesn’t exactly work in the same way, the two applications share a common goal — to deliver greater stability and combat the risk of error. Silent Tools™ has been a unique part of the Sandvik Coromant product offering for several decades, but what makes the solution stand out above the rest?
A brief history lesson
Silent Tools™ started life as the ambition of a university student. In 1964, when writing his thesis on tool vibrations, Hans Kristian Holmen created a concept for an anti-vibration boring bar. His work almost remained no more than a university project,
until its potential was spotted by a visitor, who saw the prototype in a lathe in the university workshop and knew Holmen was onto something.
Plans to manufacture the prototype later began, then supported by a spike and nail factory located in Trondheim, Norway, which began to produce the damped tools. Later, in the 1970s, that manufacturer partnered with Sandvik Coromant to support the sales and distribution to the global market. Silent Tools has sat with Sandvik Coromant ever since, with the product area continuing to grow today.
Good vibrations
To understand why damped tool holders play an important role in machining operations, it’s first worth looking at vibrations. While vibrations can at times be useful — you wouldn’t get a very enjoyable sound from a speaker if it didn’t vibrate — in machining, they are not desirable. Vibrations can lead to inaccuracies in the machined part’s dimensions. As the cutting tool vibrates or chatters against the workpiece, it may deviate from its intended path, resulting in dimensional inaccuracies and poor surface finish. They can also cause irregularities on the surface of the machined part, which is particularly problematic in applications where a smooth surface finish is critical, such as in precision machining or industries like aerospace and medical.
In addition, when the cutting tool vibrates excessively, it experiences higher levels of stress and fatigue, which can shorten its lifespan and compromise the quality of machining. Vibrations may necessitate slower cutting speeds and shallower
depths of cut to maintain acceptable quality standards, thereby increasing machining time and reducing overall throughput. In short, vibration-prone operations pose a constant threat to productive and secure machining, especially when dealing with long overhangs or deep cavities. Reducing process parameters such as depth of cut, speed or feed is one aspect to consider, but it will most likely hurt productivity.
A silent hero
Dampers work by absorbing, dissipating or redirecting the energy created by vibrations, thereby minimising their effects on the machining operation.
Silent Tools uses a specialist technique known as tuned mass damping — just like Taipei 101 — where a counterweight within the tool absorbs kinetic energy of vibrations and uses a compensating frequency to eliminate them mechanically, rather than converting them into noise and heat. With the smallest configuration of the tool just ten millimetres (mm) in diameter and the largest at a recordbreaking 600mm, Silent Tools can support a variety of machining operations for turning, boring and milling. For instance, machining deep holes is a particularly vibration-prone operation, especially when machining with long overhangs. Damped boring bars with overhangs from six to 14 times the diameter enable higher metal removal rates compared to non-damped boring bars. Helps ensure a high-quality surface finish, as well as meeting the demanded tolerance, the higher cutting parameters that this machining strategy allows for creating shorter chips, thereby
improving chip evacuation at the same time. This is critical when machining with long overhangs. Because Silent Tools allows for more aggressive cutting parameters while maintaining quality and productivity, users can reduce machining cycle times and therefore enhance overall efficiency in metal cutting operations. We find that when using Silent Tools alongside Sandvik Coromant tools and adaptors for their chosen application, customers make productivity gains of at least 50% when shorter adaptor lengths are used, and up to 300% for longer adaptors.
Maintaining our edge
For many years, Sandvik Coromant held a patent for Silent Tools that made the solution truly one-of-a-kind. Today, while concepts for mass-tuned dampers are better understood by the wider market, there are many reasons why Silent Tools™ remains unique.
First, Silent Tools continues to evolve. That includes upgrades launched in 2024 designed to deliver a more consistent performance and even better surface finish. The damper body, previously requiring manual fine-tuning, is now automatically assembled and each damper is calibrated by a machine. This automation results in a highly precise and predictable frequency area, perfectly matched to each adaptor’s
intended overhang and application. This means that Silent Tools™ turning adaptors are more efficient at countering vibration forces at long overhangs than ever before. To further ensure accuracy in set-ups and optimal tool health, the upgraded turning adaptors are accompanied by the introduction of the digital device Tool Status Checker.
Tool Status Checker is designed to help operators check tool health and support tool set-up before machining begins. It is compatible with all versions of Sandvik Coromant turning adaptors. Users simply need to snap it onto the adaptor’s serration lock interface using the built-in magnet, download the software, and it’s ready to go. With Tool Status Checker’s centre height setting feature, a precise set-up is guaranteed every time, while the temperature monitoring feature ensures that the adaptor is always working within its specified temperature range. While an innovation in its own right, Silent Tools doesn’t need to act alone — customers can learn more about their machining operations with Silent Tools Plus. Using a connected turning adaptor and sensors to monitor load, vibration, deflection, surface finish, temperature and in-cut detection in turning applications, the product was brought to market to
overcome the challenge of operator blindness in internal turning. Because an operator has no visuals of the process in question, it was previously extremely difficult to identify potential problems until turning was complete.
By streaming data directly to a dashboard, Silent Tools Plus provides operators with a view of the cutting zone, allowing them to identify problems such as excessive deflection, vibration or set-up issues before they escalate and manufacturers are forced to scrap expensive components. Also available as a machine-integrated version, with CoroPlus® Connected, data generated at the cutting zone can be automatically transformed into cutting actions, eliminating the need for operators to monitor the machine dashboard for the entire process.
Taipei 101 and machining at long overhangs share a common challenge — overcome by tuned mass damping. Silent Tools’ story may have started many decades ago, but continuous developments mean the solution offers manufacturers more than just a vibration eliminator. With Silent Tools, customers have greater visibility of the machining process and therefore yield better results.
sandvik.coromant.com
Industrial Door Solutions
Southwell Lifts & Hoists at 80 years
Celebrating eight decades of innovation: Southwell Lifts & Hoists' journey to 80 years.
As Southwell Lifts & Hoists prepares to celebrate its 80th anniversary in 2025, it stands as a testament to enduring innovation, resilience and excellence in engineering. Let’s take a comprehensive look at the historic milestones, significant achievements and enduring legacy of a company that has been a cornerstone of the vertical transport industry in Australia.
The early years: founding and initial growth
Founded in 1945, Southwell Lifts & Hoists began its journey in the post World-War-Two era, a time when industrial growth was paramount to rebuilding economies. The company's inception was rooted in addressing the burgeoning need for reliable lifting solutions in various industries, including manufacturing, construction and logistics. With a vision to deliver high-quality, dependable products, the founders laid a strong foundation that would support decades of innovation and growth. In its early years, Southwell focused on manufacturing simple hoists and lifts designed to meet the immediate needs of local businesses. The company's commitment to quality and customer satisfaction quickly garnered a loyal customer base, setting the stage for future expansions.
Technological advancements and product diversification
The 1960s and 1970s marked significant technological advancements for Southwell Lifts & Hoists. During this period, the company expanded its product line to include more sophisticated lifting solutions. The introduction of hydraulic and electric-powered hoists revolutionised the industry, offering improved efficiency and safety. One of the hallmark achievements of this era was the development of the free-standing goods hoist. This product, capable of lifting substantial weights to considerable heights, became a staple in warehouses and factories. Its design flexibility and robustness made it a preferred choice for many industries, showcasing Southwell's ability to innovate and adapt to market demands.
Expansion and modernisation: The 1980s and 1990s
By the 1980s, Southwell had firmly established itself as a leader in the Australian vertical transport industry. This period saw the company expand its operations beyond Australia, entering international markets with its range of high-quality products. The demand for reliable and efficient lifting solutions was growing globally, and Southwell was well-positioned to meet this need. The 1990s were characterised by modernisation and the adoption of cutting-edge technologies. Southwell invested heavily in research and development, leading to the creation of advanced hoisting systems that incorporated state-of-the-art electronics and automation. This era also saw the introduction of the in-shaft goods hoist, a cost-effective alternative to traditional lifts that required minimal pit and overrun space, further cementing Southwell's reputation for innovation.
The turn of the century: Embracing sustainability and custom solutions
As the world entered the 21st century, sustainability became a key focus for industries worldwide. Southwell Lifts & Hoists responded to this shift by developing eco-friendly lifting solutions that minimised energy consumption and reduced environmental impact. The company's commitment to sustainability was reflected in its products, which were designed to be durable and energy-efficient. In addition to standard products, Southwell began to emphasise custom solutions tailored to the specific needs of clients. Whether it was a unique lifting requirement for a specialised industry or a complex project demanding bespoke engineering, Southwell's ability to deliver customised solutions became one of its defining strengths. This customer-centric approach not only enhanced client satisfaction but also opened new avenues for growth and innovation.
Recent innovations and achievements
In the past two decades, Southwell Lifts & Hoists has continued to lead the industry with groundbreaking innovations. The development of car hoists with integrated turntables, for instance, addressed the growing urban challenge of space constraints in parking facilities. These hoists allow for efficient use of limited space, enabling vehicles to be lifted and rotated seamlessly, thereby maximising parking efficiency. The company's dedication to excellence is also evident in its airport ground support equipment. These specialised lifting solutions are designed to meet the rigorous demands of the aviation industry, ensuring safety, reliability and efficiency in airport operations. Southwell's expertise in this niche market underscores its versatility and capability to excel in diverse sectors.
The people behind the success
At the heart of Southwell Lifts & Hoists' success are its people. The company has always prioritised fostering a culture of innovation, teamwork, and professional development. The expertise and dedication of its engineers, technicians and support staff have been instrumental in driving the company forward. Southwell's commitment to employee well-being and continuous learning has created a work environment where creativity and excellence thrive.
Leadership has also played a crucial role in shaping Southwell's journey. Visionary leaders with a keen understanding of market trends and a relentless drive for innovation have steered the company through various challenges and opportunities. Their strategic foresight and ability to adapt to changing market dynamics have been pivotal in maintaining Southwell's competitive edge.
Looking ahead: The future of Southwell Lifts & Hoists
As Southwell Lifts & Hoists celebrates its 80th anniversary in 2025, it does so with a proud legacy of innovation, excellence, and community engagement. From its humble beginnings in 1945 to its current status as a leader in the vertical transport industry, Southwell's journey is a testament to the power of vision, perseverance, and adaptability. Looking ahead, the company is set to continue its tradition of pioneering solutions that meet the changing needs of its customers. With a strong foundation built on quality, innovation, and customer satisfaction, Southwell Lifts & Hoists is well-positioned to embrace the future and achieve new heights of success. Here’s to celebrating 80 years of excellence and looking forward to many more decades of groundbreaking achievements. southwell.com.au
ECONOMICS
Remedy with CBA
Remedy Drinks is rapidly expanding. Here’s how it unlocks the cash it needs to grow.
Remedy Drinks might have started in the founders’ kitchen in 2012 with its first Kombucha blend, but has since expanded rapidly to become the global producer of ‘better for you’ drinks supplying a range of cafes, supermarkets, and independent grocers. That growth has accelerated in the past five years, with strong customer demand helping Remedy Drinks double its revenue base. To scale up capacity, the team consolidated production into one central hub and ramped up international distribution. To meet growing financial obligations, it needed access to working capital—the cash available to meet expenses and short-term operational needs.
Now, 90% of all products are made, packed, and shipped from one large fermentary in Dandenong South in Victoria. Nick Marshall, Remedy Drinks’ Chief Financial Officer, says as the world wants healthier, fermented drinks with less sugar, orders are increasing. As a result, Remedy Drinks’ supply chain and footprint are expanding.
Lifting cash conversion in surging export markets
Marshall explains that Remedy Drinks procures raw materials from over 50 across Africa, Asia, Europe, the UK and Australia.
Downstream, Remedy Drinks has over 8,000 customers in Australia and New Zealand alone. In the local market, Marshall says the business services all channels and caters for most occasions through their portfolio of kombucha, no-sugar soft drinks, energy drinks and shots.
“We’re targeting consistent growth locally where we have higher penetration, but our export volumes are growing exponentially,” Marshall says. “We’ve only been exporting for four years and are capitalising on that momentum.” Marshall says having flexible access to working capital is crucial to keeping pace with demand and increasing capacity. He notes that payment terms in Australia and New Zealand are typically 30 days, but they can be far more in export markets.
“We tend to hold raw materials for 50 days, produce finished goods in a day and ship to customers. In the international market, terms of trade can be 45 to 60 days higher, so you have a shortfall between ordering and receiving payment,” Marshall says. “That can cause delays in our cash conversion, but our CommBank Working Capital Facility lets us draw down on stock already sold, so we have the liquidity to fund our broader expansion.”
The Working Capital Facility is a loan that helps navigate cash flow fluctuations for businesses that are growing quickly, managing global supply chains or cyclical trading periods. Cash can be tied up in unpaid invoices or unsold inventory, which constrains liquidity. However, businesses can borrow against these assets to unlock the working capital they need.
Striving for flexible and efficient working capital solutions and partnerships
Marshall says that when Remedy Drinks sought a working capital solution, pricing was an undeniable factor. However, he adds that the decision on who to partner with ultimately relied on the flexibility of the solution and the potential for a long-term partnership.
“We shortlisted three parties when we put our working capital needs to tender. CommBank was sharp on pricing, transparent and understood the business. But we were attracted to the flexibility of when we can draw down on the facility,” Marshall says.
“For example, managing the seasonality of the demand cycle is important. Over summer, when order volumes are higher, we need access to working capital to build stock,” he says.
“Our Relationship Manager intimately understands how the industry and our operations work and is responsive to any issue 24/7. Close collaboration is a big reason why the partnership is so strong.” Back-end efficiency gains are another drawcard, according to Marshall. He says that CommBank’s system requires one monthly update on all invoices to trigger a drawdown, which can take as little as half an hour. “We used to spend three or four days a month uploading invoices to satisfy a previous debtor working capital provider, so a lot of administration was involved. Now it’s a hugely efficient process, and the team loves it,” Marshall says.
Supporting broader growth aspirations
Marshall says that CommBank is more broadly supportive of Remedy Drinks’ growth aspirations outside of working capital requirements. He points to the recent co-packaging deal and partnership with Fever Tree to produce its products in the AsiaPacific region.
“As we enter this new segment with huge growth potential, we’ll need to outlay more capital expenditure to build a new manufacturing line. CommBank understands our vision and that it might take 12-18 months to generate a return,” Marshall says.
“That’s just one example of their appreciation for the dynamics of our business and industry as we enter our next growth chapter, Marshall concludes.
To learn more about how CommBank can help your business's cash flow, contact your Relationship Manager or talk to our trade and working capital specialists on 1300 654 112, Monday – Friday, 8.30am – 5.00pm AEST. commbank.com.au
Retiring well
We all need to know how to fine-tune our retirement engine. Nigel Credlin, a member of the William Buck Wealth Advisory Team gives some sage advice.
Retiring comfortably involves more than saving up the largest nest egg possible. Don’t get me wrong, saving is a critical component of a well-earned retirement, but it’s the lubricant, not the engine.
Start with a plan
A robust retirement plan is essential yet frequently overlooked by busy business owners preoccupied with their company's immediate needs. A strong plan will include:
• Appropriate wealth-creation strategies
• Structures to complement your strategy
• Investment assets individually tailored to your needs and
• A work-to-retirement transition strategy or succession plan. A well-crafted plan will focus on when and how you would like to retire, how you plan to spend your time and what dollar amount constitutes a comfortable retirement.
Retiring on your own terms
Discuss your plan with your family, including when you want to retire and what you want the next phase of your life and career to involve. Consider what you are willing to do regarding the next generation— do 24/7 grandparent childcare services sound familiar to anyone? While the odd school pick-up or afternoon of care is a joy, 3 to 5 days a week can quickly become a chore. Set your boundaries and communicate them.
Choose how you retire
For business owners, if your wealth is tied up in your business, plan for the sale of your enterprise. We recommend you have discussions with your accountant and corporate finance advisors three to five years before you plan to sell. This will give you sufficient time to ensure you have the right ownership and shareholder agreements in place, prepare your business’s financials for sale or transfer to the next generation and have a tangible goal to work towards. Being open and transparent will allow for fresh ideas, leading to superior outcomes when you need them the most. The other detail to consider is whether you want to fully retire or move into part-time retirement, especially if the business stays within the family.
Choose what amount you’re comfortable retiring with and want to do with your time
Take some time to determine what the next phase of your career looks like and what hobbies or interests you wish to pursue. You may have a course you have always wanted to attend, or you want to rehash the 50 classic movies you never had the time to truly savour or take up a physical challenge that was always on the ‘todo list’. It is important to discuss what you want to do and how you want to do it. Just because you have dreamed of sailing the Mediterranean for the last 30 years doesn’t mean your partner is willing to don the life jacket.
Choose to prioritise your health in retirement
Your retirement plan's final component should focus on your body and mind. Start prioritising exercise and your health—when you hit your 80s, it will have been worthwhile. For those of you who have worked full time since your teens, look after your mental health and be kind to yourself. Studies have shown that the lack of a day-to-day routine can be filled with unhelpful thoughts around purpose and contribution. Starting the next phase of your career in retirement will help this.
How much should I save for retirement?
A general rule of thumb is to have two-thirds of your pre-retirement income available for your post-retirement cash flow needs. For some, two-thirds will be sufficient, but for others who wish to travel and sail the Mediterranean, this may not.
Ultimately, you need to plan, discuss and build towards the next phase of your career, especially if that is predicated on a business sale or equity sell-down. The more conversations you have with those who matter, the better off you will be, because your engine will run more efficiently, and the lubricant will take you further and protect you longer.
How can William Buck help?
Ideally, a coordinated plan includes engaging your accountant to assist with your business strategy, having a corporate finance expert plan your business sale, and having a wealth advisory expert plan your family strategy. William Buck can do all of this.
Cash flow, investments, business sale, equity realisations, estate planning and capital preservation are critical when considering how you will sustainably enjoy your retirement.
The government offers a wide range of incentives and tax breaks to encourage you to increase your super and pay for your retirement. Your family plan should always dovetail into your business plan, which is a significant advantage of using a fully integrated advisory firm such as William Buck. We have extensive experience acting as our clients' project managers for the most important builds of their lives.
If you have any questions about your retirement strategy or superannuation, please get in touch with a member of the William Buck Wealth Advisory Team.
There is no question that one of the most important undertakings at AMTIL is the delivery of Australian Manufacturing Week (AMW). That is because the organisation exists to strengthen the manufacturing industry through the adoption of technologies. And there is no better example of where manufacturers and technologies come together than at AMW each year. It has become the most important week in the Australian manufacturing calendar, and as the AMTIL team prepares for Melbourne 2025, predicted to be the biggest show ever, attention has also turned to the years following. I’m delighted to announce that we are planning to hold AMW for the first time in Brisbane in 2026 at the Brisbane Convention and Exhibition Centre with the support of the Queensland Government. This is in recognition of the fast-growing manufacturing sector in Queensland.
As you are no doubt aware, this year is AMTIL’s 25-year commemoration and in the coming months, further celebrations will be held. In particular, a gala event will be held in August, to which all members should now have received their invitation.
We look forward to celebrating with you, and in particular, to recognising the contribution of the many people who have made AMTIL the organisation that it is today, this includes life members: Patrick Boland, Paul Fowler, Di Kloe, Trevor Morgan, Paul Philips and Walter Zillner, and 34 founding members (see a list to the right) and also to Shane Infanti, the founding CEO of AMTIL, who as I write is retiring imminently. Over the past months, Shane has been assisting me to settle in at AMTIL and I’ve observed the enormous respect and affection for Shane, inside and outside of the membership, and the genuine gratitude for his sustained contribution to the organisation. I’d like to voice my support of this view and say to Shane, you have created a significant and wonderful legacy at AMTIL and the team and I take very seriously our commitment to carrying on your work into building on the firm foundations you have provided. We thank you and wish you every success in the future and we are delighted that we see you at the next AMW. As I settle into the role here at AMTIL I’ve started to meet with members, go on on-site tours, and understand the issues that impact manufacturers and technology providers from day to day. I intend to do more of this in the coming months and to have a range of curated conversations about the areas that you would like to see AMTIL focus in the future.
Lorraine Maxwell Chief Executive Officer
AMTIL Founding Members
ACRA MACHINERY
ALFEX CNC AUSTRALIA
ANCA
APPLIED MACHINERY AUSTRALIA
BENSON MACHINES
DIMAC TOOLING
DMG MORI AUSTRALIA
GWB MACHINE TOOLS
HARE & FORBES
HEADLAND TECHNOLOGY
HG FARLEY LASERLAB AUSTRALIA
HI-TECH METROLOGY
IMTS MACHINERY
ISCAR AUSTRALIA
JOHN HART
KENNAMETAL AUSTRALIA
LASER 3D
LOVITT TECHNOLOGIES AUSTRALIA MACHINERY FORUM (NSW)
MODERN TOOLS (VIC)
MTI QUALOS PTY LTD
MULTICAM SYSTEMS
NICHOL INDUSTRIES PTY LTD
OKUMA AUSTRALIA
POWER MACHINERY AUSTRALIA
PRECISION SPECIALTY TOOLING
RENISHAW OCEANIA
ROMHELD AUTOMATION
RON MACK MACHINERY
SANDVIK COROMANT
SECO TOOLS AUSTRALIA
SHEETMETAL MACHINERY AUSTRALIA
SUTTON TOOLS
TECHNI WATERJET
Monash Innovation Labs
AMTIL stages Monash Innovation Labs site visit at the Clayton Campus.
About 40 industry leaders came together in late May to the Monash Innovation Labs precinct at the Clayton Campus in an AMTIL Member site visit. Most of the Uni students were in the first week of 'swat vac', so it was the perfect time to get in up close and personal with researchers and ask a few questions about the popular Hub.
Monash Innovation Labs founder and director Adrian Neild was also very happy to announce that almost 80% of the facility’s lab space had been occupied and not only generating exciting results for many industries but also even delivering some employees at the end of their course. His slogan for the day was “Monash is open for business”.
International medical technology startup and early tenant at Monash, Proton Intelligence is developing the world’s first wearable continuous potassium monitoring platform to guide the management of high potassium levels (hyperkalaemia) in people with chronic kidney disease and heart failure. “Our motivations for setting up at Monash Innovation Labs include access to academic experts, the unique research and business ecosystem, and proximity to state-of-the-art infrastructure like Monash Health Nephrology, the Victorian Heart Hospital on the Monash campus, and the Melbourne Centre for Nanofabrication,” said Proton’s Head of Sensor Engineering, Dr Saab Devendran.
“Our company is growing rapidly and we need larger facilities with better equipment like the clean room processors and instrumentation, which we use extensively. We looked at other collaboration spaces, but the mix of offices with labs at Monash is really convenient and the cost is more competitive,” said Dr Devendran.
Colin Lear is the founder and owner of the Tasty Truck business, which has been serving up breakfast and lunch fare to businesses since 1979. "The core of our business is our van. It's the centrepiece of our system," he says. At 14 years old, the fleet of Tasty Truck vans were needing an upgrade, and they took in three Monash students to help simulate an open-face delivery system into the
side of the delivery vehicles. One of the three students has now accepted a part-time position with Tasty Trucks while he finishes his degree. The company is also fitting out their own vehicles. They are the last registered vehicle builder in Australia. "But while it's a very basic business, we've always been looking for innovation and that's why we've come to Monash, to find fresh minds to help us with our fresh food."
Jupiter Ionics, named for the ammonia-rich atmosphere of the solar system’s largest planet, is developing green technology to produce ammonia using air, water, and renewable energy in a patented process. Established in 2021, the company is developing an electrochemical cell device that will produce ammonia without releasing carbon dioxide into the environment.
“The technology we are developing aims to replace grey ammonia and revolutionise the production of fertiliser for global agriculture as well as creating a sustainable fuel source for marine vessels,” said Jupiter Ionics CEO Dr Charlie Day.
“With a staff of 18 expanding to 30 by the end of this year, we needed a large wet lab with office space close by, and the idea of working within the ecosystem of the Monash Innovation Labs along with other startups facing similar challenges appealed to us; it feels like we are part of something bigger than ourselves,” said Dr Day. What followed from the introduction was a walk through the halls and labs in the Innovation Labs network, with explanations of the Digital Twin systems, labs that simulate healthcare environments, public thoroughfare and manufacturing plants, analysing heatmaps, crowding and individual environmental levels. Then a tour of the Makerspace Workshop which was filled with more mechanical examples of the student’s award-winning vehicles. We all checked out up close, the fastest two-wheel cycle on the planet, some of the electric autonomous vehicles and other amazing rockets. monash.edu/industry-innovation-program amtil.com.au
New Members
AMTIL would like to welcome the following companies who have signed up as new members of our association.
The 2024 season continues to throw up upsets, form swings and the re-emergence of the mighty Bulldogs. Two major scalps in recent weeks see the dogs up against ladder leaders Sydney –should be a cracker. After a slow start from Brisbane now has them as a genuine top four team and threatening for the prize, where their Grand Final counterparts are looking more likely to miss the finals altogether – poor form and injuries will do that. The Blues, the Bombers and the Suns continue to tease their respective fan bases –are they really up to it? The mighty Cats had a hiccup at home but the sleeping giant will awaken when it counts. Freo and the Hawks are playing exciting footy – one will play finals this year and the other preparing to return to September action with a young and exciting group. The rest are making up the numbers. Till next time… Sanchez ROUND 19
Partnering with AMTIL
During the COVID-19 pandemic, many industry events world-wide were postponed, rescheduled or cancelled. Readers are advised to check with all event organisers for the latest information. For the latest international travel advice, please visit smartraveller.gov.au For more events, please visit amtil.com.au/events
INTERNATIONAL
CIMIF MACHINERY INDUSTRY FAIR
CAMBODIA, Phnom Penh 14-17 August 2024 chanchao.com.tw/cimif/
MMMM
INDIA, New Delhi 29-31 August 2024 mmmm-expo.com
CAMX
USA, San Diego
9-12 September 2024 thecamx.org
IMTS
USA, Chicago 9-14 September 2024 imts.com
AMB
GERMANY, Stuttgart 10-14 September 2024 messe-stuttgart.de
STAINLESS STEEL WORLD ASIA SINGAPORE
11-12 September 2024 singaporeexpo.com.sg
INNOTRANS 2024
GERMANY, Berlin
24-27 September 2024 innotrans.de/en/
MICRONORA
FRANCE, Besancon 24-27 September 2024 micronora.com
METAVAK
NETHERLANDS, Gorinchem 1-3 October 2024 metavak.nl
M-TECH OSAKA
JAPAN, Tokyo 2-4 October 2024 manufacturing-world.jp
WORLD AVIATION FESTIVAL
NETHERLANDS, Amsterdam 8-10 October 2024 terrapinn.com/conference/aviation-festival/
MOTEK
GERMANY, Stuttgart 8-11 October 2024 motek-messe.de
ALUMINIUM
GERMANY, Dusseldorf 8-10 October 2024 aluminium-exhibition.com
BI-MU
ITALY, Milan 9-12 October 2024 bimu.it
MACH SAUDI ARABIA
SAUDI ARABIA, Riyadh
13-16 October 2024 machsaudi.com
EUROBLECH 2024
GERMANY, Hanover 22-25 October 2024 euroblech.com
JIMTOF 2024
JAPAN, Tokyo 5-10 November 2024 jimtof.org
ADVANCED DESIGN & MANUFACTURING EXPO
CANADA, Montreal 13-14 November 2024 admmontreal.com
FORMNEXT 2024
GERMANY, Frankfurt 19-22 November 2024 formnext.mesago.com/Frankfurt/
METAL MADRID
SPAIN, Madrid
20-21 November 2024 advancedmanufacturingmadrid.com
AI EXPO TOKYO – AUTUMN
JAPAN, Makuhari Messe 20-22 November 2024 nextech-week.jp/hub/en-gb/lp
METALEX
THAILAND, Bangkok 20-25 November 2024 metalex.co.th
METEC INDIA
INDIA, Maharashtra 27-29 November 2024 metec-india.com
MANFACTURING INDONESIA
INDONESIA, Kemayoran 4-7 December 2024 manufacturingindonesia.com
STEELFAB
UAE, Sharjah 13-16 January 2025 steelfabme.com
SMART FACTORY EXPO
JAPAN, Tokyo
22-24 January 2025 fiweek.jp/hub/en-gb/about/sfe.html
ATX WEST
USA, Anaheim 4-6 February 2025 imengineeringwest.com/en/show/showbrands/atx-west.html
METEF
ITALY, Bolgna 5-7 March 2025 metef.com
MACHINEERING
BELGIUM, Brussels 26-28 March 2025 machineering.eu
ADVANCED ENGINEERING
SWEDEN, Goteborg 2-3 April 2025 advancedengineeringgbg.se
STAINLESS
CZECH REPUBLIC, Prague 2-3 April 2025 stainless2025.com
INTERMOLD ASIA
JAPAN, Osaka 16-18 April 2025 intermold.jp/english/top/
MADE IN STEEL
ITALY, Milan 9-11 May 2025 radonexhibition.eu/trade-shows/made-insteel/
EASTEC
USA, West Springfield 13-15 May 2025 easteconline.com
SCHWEISSEN & SCHNEIDEN ESSEN
GERMANY, Rhine-Westphalia 15-19 September 2025 schweissen-schneiden.com/joining-cuttingsurfacing/
EMO HANNOVER
GERMANY, Hannover 22-27 September 2025 emo-hannover.de/en
CMTS CA CANADA, Toronto
29 Sept – 2 Oct 2025 cmts.ca
ADVANCED DESIGN & MANUFACTURING EXPO
CANADA, Toronto 21-23 October 2025 admtoronto.com 2026
EUROGUSS
GERMANY, Nuremberg 13-15 January 2026 euroguss.de/en
MEGATRANS
MELBOURNE CONVENTION & EXHIBITION CENTRE
18-19 SEPTEMBER 2024
MEGATRANS is Australia's largest integrated exhibition and conference for the logistics industry. MEGATRANS will return to Melbourne in September 2024, connecting people to people and business to business, while showcasing solutions that will help the supply chain adapt to challenges such as global conflict, international market pressures and the rise of automation and digitisation. megatrans.com.au
WA MINING PERTH EXHIBITION CENTRE
9-10 OCTOBER 2024
Integrating innovation and research ecosystem while addressing the social and environmental standards driving a more sustainably conscious industry. Showcasing the technical and digital innovation across the entire mining value chain, while the highly targeted conference illustratiung the economic importance and its contribution the resource technology sector, its innovation capability, its job creation, and the attraction of capital to the state. waminingexpo.com.au
WASTE EXPO AUSTRALIA
MELBOURNE CONVENTION & EXHIBITION CENTRE
23-24 OCTOBER 2024
Waste Expo Australia provides a platform dedicated to advancing best practices in waste management and making a positive difference to the environment and community. This free-to-attend event brings together the largest gathering of waste management and resource recovery professionals in the country, offering invaluable opportunities to explore innovative material usage, enhance recovery processes, and minimise landfill waste.
wasteexpoaustralia.com.au
INTERNATIONAL MINING & RESOURCES CONFERENCE & EXPO (IMARC)
ICC, SYDNEY
29-31 OCTOBER 2024
Where the most influential people in the mining industry come together, delivering ideas and inspiration. 600+ mining leaders and resource experts throughout seven concurrent conferences with a program covering the entire mining value chain. Networking events with industry colleagues on the 20,000m2 expo show floor featuring 500+ leading companies. imarcglobal.com
AUSRAIL
GOLD COAST CONVENTION & EXHIBITION CENTRE
25-27 NOVEMBER 2024
Connect with industry leaders and strengthen your brand position in the Australian and New Zealand Rail industry. Become a partner to demonstrate your leadership and innovation in rail and show your support for the growth and success of our industry.
ausrail.com/about-ausrail-2024/
2025
WA MAJOR PROJECTS CONFERENCE PERTH CONVENTION & EXHIBITION CENTRE
19-20 MARCH 2025
The 14th Annual WA Major Projects Conference will take place on March 19 and 20, 2025 at the Perth Convention and Exhibition Centre. Attracting 250 delegates, the State’s premier major projects and infrastructure conference will provide a highlevel platform to discuss key projects and topics centred on WA’s infrastructure pipeline. expotradeglobal.com/events/ wamajorprojects
TAX FREE STATUS
We'd no sooner solved the red tape problem than another problem came up. Most of the essential Americans we needed in Australia for the initial production stages of the car were bucking about having to come here.
The high Australian income tax was their biggest objection. They figured they'd be losing money by having to live here for a year or two. On one of my visits to Chifley, during which I reported progress, I told him.
“You really mustn't worry about that," he said. "That's easily fixed. All I'll need is a top executive, like yourself, to certify that you can't find a bloke in Australia to do the job and we'll let the Americans come in taxfree for a year, or even two years, if you like.'' I could hardly believe it. Free of all tax! Within a week or two, he had put the authority through, and J. K. Jensen, chairman of the Secondary Industries Commission, confirmed it. So I cabled America and told them the good news: ''Anyone we want can come in tax-free, so long as I certify them.''
Well, that started a rush to get to Australia. All kinds of people turned up: fellows from the experimental engine test house, even. I was in a spot. I had plenty of my people who'd been doing similar work to that in Australia. I couldn't, and wouldn't certify them as being essential. I told New York this, and I got a very terse reply back. They virtually told me, "We've selected them; you certify them.''
I refused to certify some of them. I felt I would be letting Chifley down if I did. There was another sharp interchange of cables and letters, but I wouldn't give ground. I could sense how unpopular I was becoming in New York. The project had been approved, the design of the car-after many long arguments and objections between America and Australia had reached a final stage after nearly two years of development work, and here I was, in their eyes, trying to run everything my way, even refusing to O.K. the people they had sent over to help me. But I still refused to give in. It was a matter of principle. I felt GM was trying to take advantage of Chifley's generosity and I wanted no part of it.
I began to get letters from the top men "regretting" that things were not jibing well, and accusing me, almost directly, of being out of touch with the feelings and the endeavours of General Motors.
And then, quite out of the blue, Harold Bettle, from the New York office, turned up in Melbourne in December 1946 with a letter from Ed Riley, the general manager of General Motors Overseas Operations, saying I was to hand over the managing directorship of GM-H to Bettle and that I
was being transferred to the New York office for "indoctrination". "Indoctrination" indeed! How I loathe that typically American word! Riley's letter said it had been decided that I should go to New York for eighteen months or two years, and then "depending on how itchy your feet might be for further foreign service", we could agree on some "suitable and challenging" foreign assignment. "I have always felt," Riley wrote, "that operating around the world as we do presents a major problem of indoctrination which cannot be solved without frequent visits to the field and New York and Detroit. Our experience has shown conclusively that such indoctrination can be greatly facilitated by periods of assignment here in the home office from time to time. I believe that without such periods of assignment, our management group in the field cannot understand either our policies or our methods for making them effective." So, that was that. They thought I'd gone too much onto the Australian wavelength and had become much more of an Australian than a General Motors manager in outlook. Well, perhaps they were right. But I liked it that way.
To say I was disappointed would be an understatement. I was hurt, deeply hurt.
After everything I’d done for General Motors in Australia, after years of dreaming, scheming and working to get the Australian car into production, I was being taken off the job when the project was within sight of completion. I could not accept the notion that, by this curt and rather cruel letter, I was being railroaded. I had been brought up in GM to believe implicitly in their fairness. "Get the facts first," had been Mr. Sloan's keynote in all matters. Did GM know the facts? I had no way of telling except by going to New York myself to find out. So I stalled Bettle. I refused to hand over until I had gone to New York.
But I knew one thing for certain as soon as I read Riley's letter: nothing would ever make me leave Australia. This was my country now, and my children's country. I was too much of an Australian in affection and outlook ever to consider making America, England or any other part of the world my home. And in Melbourne, I was an Englishman with his castle: Rubra, the home I loved at beautiful Mount Eliza, set among trees in seven acres of ground overlooking Canadian Bay. No prize General Motors could offer would tempt me to give up Rubra.