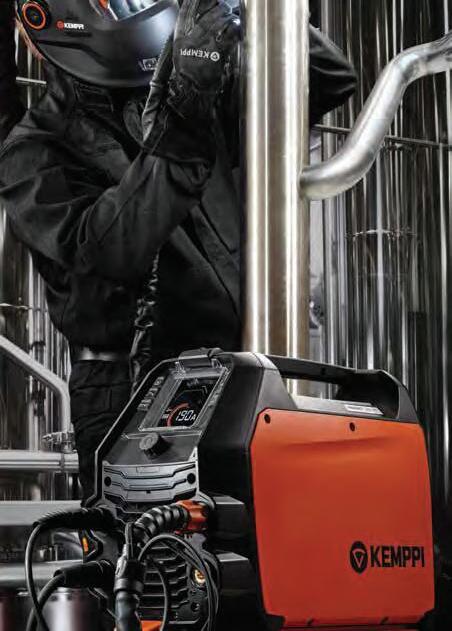
Kemppi - Designed for welders WELD AND CLEAN WITH ONE TIG-MACHINE
TOYOTA HYDROGEN
&
Kemppi is the design leader of the arc welding industry. We are committed to boosting the quality and productivity of welding by continuous development of the welding arc. Kemppi supplies advanced products, digital solutions, and services for professionals from industrial welding companies to single contractors. The usability and reliability of our products is our guiding principle. We operate with a highly skilled partner network covering over 70 countries to make its expertise locally available.
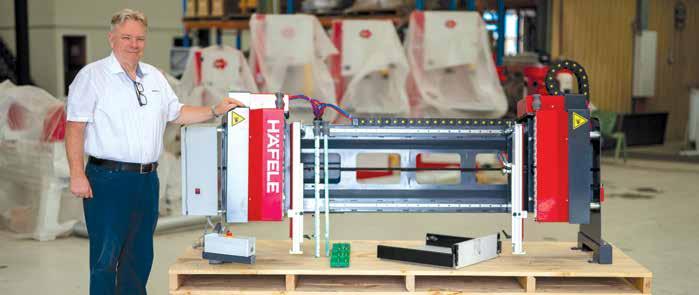
The Revolutionary Minarc T 223 ACDC -Delivers high-quality TIG welding -Makes weld cleaning easy and cost-efficient by performing professional weld cleaning using the one machine -Feature-rich, portable and built to last
Proper weld cleaning not only improves the aesthetic appearance of the weld but also ensures its strength, durability and overall quality.
Call (02) 8785 2000 or visit www.kemppi.com
TOYOTA HYDROGEN
&
CNC Cutting System
CNC PLASMA CUTTING TABLE
Swift-Cut PRO is a feature packed plasma cutting table with the ability and power to cut for as long as required. With a robust steel fully welded frame and free standing operators console, making it ideal for workshops, metal fabricators, educational establishments, designers and artists. With gantry parking to allow a full sheet to be loaded overhead and a dropped rail for ease of loading, not to mention the simple on-going maintenance, the Swift-Cut PRO really is the answer to all your cutting needs.
• Up to 25mm Cutting capacity depending on the Hypertherm unit selected
• DXF & JPEG photo import for creation of cutting files
• Soft sense Digital Torch-Height Control (DTHC) - Quick response for improved cut quality and improved consumable life.
CNC WATER CUTTING TABLE
The Swift-Jet Pro has been designed by a skilled team of engineers to provide an all-encompassing waterjet cutting solution with industry-leading features as standard. Packed with technology while remaining user-friendly, the Swift-Jet boasts built-in material databases, High and Low-pressure control for piercing brittle materials, an auto garnet delivery system, and an adjustable water level for submerged cutting.
• 3048 x 1524mm capacity
• Cuts up to 100mm - (Material Dependant)
• Submerged cutting system reduces noise and mess
• German direct drive pump produces 3400 bar/ 50000psi at 100% duty cycle
• CNC touch screen combines IGEMS CAD/CAM and SwiftCNC software, specifically designed for waterjet applications
OR
View and purchase these items online: www.machineryhouse.com.au/AMT2412
SHOWCASING 6 PRODUCT ZONES
Powering
WHEN YOU DEAL WITH OKUMA YOU ARE HARNESSING DECADES OF EXPERIENCE
Our customers can be confident when they deal with Okuma they are dealing with professionals who have a comprehensive knowledge of the industry and understand the importance of commercial outcomes.
Okuma built CNC machine and OSP control
100% Okuma Japan owned
Locally delivered Okuma genuine parts
Outstanding field service and support
Local factory trained service engineers
Repair facilities in Melbourne and Sydney
Excellent machine delivery record
National full service facilities
Free unlimited training support for all new machine installations (first 12 months)
PUT ALL THE PIECES TOGETHER, OKUMA JUST MAKES SENSE
PAUL HELLARD
Swings and roundabouts
Australia should transition to modern manufacturing with an eye on training and infrastructure improvements while spending wisely.
The confirmation that the Federal Budget was in surplus for a second time last year is an important reminder of the need to remain vigilant about government spending. While the $15.8bn surplus for 2023-24 is a pleasing outcome, budget estimates still suggest significant deficits for the rest of the decade. The Federal Government has been careful to note that this latest surplus was partly due to lower-than-expected government spending rather than higher revenues.
The Australian government must now be clear-minded that a robust manufacturing sector is not just about job creation and economic prosperity; it is an insurance policy to protect the nation. Australia’s vulnerability during the pandemic, when global supply chains faltered and essential goods became scarce, should have served as a wake-up call. In his semiregular column with the Australian Strategic Policy Institute, John Coyne cites a string of external geopolitical tensions and climate disasters that are reviving and exposing supply chain vulnerabilities much like those visited during peak COVID times.
Australia still relies heavily on international suppliers for essential goods and raw materials. Its recent shortage of IV bags and palliative care drugs highlight its reliance on fragile global supply chains. The Albanese government’s made-in-Australia policies and initiatives to boost local solar panel and battery production aim to promote domestic manufacturing in renewable energy. Focusing narrowly on that sector leaves many other manufacturers without the support needed to be competitive, let alone grow. Without addressing skills development, innovation, and supply chain resilience, these initiatives will unlikely foster a diverse and sustainable national manufacturing capacity.
A good starting point would be to bolster domestic production of medical supplies and agricultural inputs using technologies of the fourth industrial revolution. Such investments would reduce reliance on imports, mitigate risks posed by global trade disruptions and strengthen national security. Moreover, they could ensure that geopolitical tensions or economic shocks would not disrupt much of the economy.
Coyne and many others may be critically applauding the Albanese government's efforts. However, innovation and technological advancement in manufacturing must be further incentivised. As global competition intensifies in that ‘polycrisis’ we’re all in, Australia needs to catch up in developing and adopting cutting-edge technologies. The future of manufacturing lies in the advanced production techniques of automation, artificial intelligence, 3D printing, and many further unimagined technologies.
Modern manufacturing addresses the challenge of scale that has bedevilled Australian businesses. It enables companies to optimise production processes, reduce lead times and costs, and efficiently adapt to on-demand supply needs while maintaining high quality and precision. To maintain a competitive edge in these emerging fields, Australia must lead in adopting and developing these technologies.
The Reserve Bank highlighted that the economy’s ability to meet demand is stretched, as evidenced by the persistence of inflation and ongoing strength in the labour market. Therefore, state and federal governments must ensure that their spending doesn’t put upward pressure on inflation.
Spending measures must be well-targeted to those who need them most, especially at this stage of the economic cycle. The RBA also reminds us that “labour productivity is still only at 2016 levels, despite the pickup over the past year,” so more substantial productivity growth is critical to controlling inflation.
They tell us this will allow them more room to reduce supply pressures in the economy and create long-term income growth to help fund government spending sustainably. It’s all swings and roundabouts and one hell of a ride we are all on. rba.gov.au/media-releases/2024/mr-24-24.html
Editor Paul Hellard phellard@amtil.com.au
Contributors
Paul Hellard
Carole Goldsmith
Sales Manager
Pavla Thomas pthomas@amtil.com.au
Publications Co-ordinator
Caroline Robinson publications@amtil.com.au
Publisher AMTIL info@amtil.com.au
Visual Communications Manager
Franco Schena fschena@amtil.com.au
Prepress & Print
Printgraphics Australia
AMT Magazine is printed in Australia under ISO140001
Environmental Certification using FSC® Mix certified paper sourced using sustainable tree farming practices.
Contact Details
AMT Magazine
AMTIL
Suite 10, 5 Corporate Boulevard Bayswater VIC 3153
The opinions expressed within AMT Magazine from editorial staff, contributors or advertisers are not necessarily those of AMTIL.
The publisher reserves the right to amend the listed editorial features published in the AMT Magazine Media Kit for content or production purposes.
AMT Magazine is dedicated to Australia’s machining, tooling and sheet-metal working industries and is published bi-monthly. Subscription to AMT Magazine (and other benefits) is available through AMTIL Associate Membership at $210.00 (ex GST) per annum. Contact AMTIL on 03 9800 3666 for further information.
DANIEL SMITH, D&D SMITH, PADSTOW,
Dollar for dollar, the Yawei HLF series fiber lasers are in a league of their own, providing possibilities for all size companies across the laser cutting sector.
Featuring high quality componentry, they offer multiple benefits including high speed, extreme accuracy and consistency of cut, combined with low operating and maintenance costs.
Plus, you get the expert advice and support that only an experienced local supplier like Applied Machinery can provide. We’re a true machinery partner - just ask Daniel Smith. Real Service. Real Support. Real People. That’s Applied Thinking.
Homegrown
Do we manufacture in Australia?
As I settle into my new role at AMTIL, the most common questions from outside the sector are: “Do we still manufacture In Australia?” and, “Isn't manufacturing dying in Australia?” Anyone working in this sector knows that we are still manufacturing in Australia, and manufacturing is not dying but transforming.
These questions are more than frustrating for those in the industry; they are also damaging, and they confirm that we have a perception issue. The truth is that the face of manufacturing is changing, both structurally and in terms of technology adoption. It's transforming and definitely not the same as it used to be.
The shift is seeing a decline in commoditised manufacturing and growth in high-value, small-volume, high-tech manufacturing. Where the development is occurring, it is happening in SMEs, and much of this is happening in the defence and med-tech space.
Many attribute this misunderstanding to the decline of car manufacturing in Australia, which was highly visible and often in the news.
I've been out on the ‘road’ in the past months, visiting members in states around Australia, holding roundtable discussions and attending some of the world's largest machine tool conferences. There is much frustration about the perception that manufacturing is declining and a strong cohort of suppliers and manufacturers that want to tell the good news stories about the fantastic work that's going on in Australia.
This is particularly frustrating as it appears to have flow-on effects on the sector in its ability to attract staff and much-needed skills and also to attract the attention of policymakers. There is a shortage of programs to support the structural transition of manufacturing.
Case in point is the global rise of additive manufacturing (AM). It's been on a steady growth trajectory over a long period, possibly two decades, and is recently acknowledged as the fastestgrowing sector in global manufacturing. Globally, the additive manufacturing Industrial sector is growing at 14% CAGR, according to the USA’s American Manufacturing Technology (2024,
Additive Database Overview). Australia has excellent capability and a more significant opportunity in this regard. Some might say that additive manufacturing has been around for a long time, primarily supporting prototyping and early-stage development, and is not of note. Still, recent figures suggest that additive manufacturing represents the transformative shift in the manufacturing supply chain, enabling the production of intricate, high-value, customised products with unparalleled efficiency and precision. It has the potential to catalyse the growth of Australian manufacturing, driving productivity and gains and nurturing innovation across diverse sectors. It is, in fact, an emerging technology, and unlike other areas of emerging technology such as AI, quantum computing and biotechnology that are well supported, National programmes to support additive manufacturing and its uptake are absent.
Despite the global opportunity, Australia needs to catch up to international trends, which are thought to result from the prevalence of SMEs and small-scale manufacturing. For example, roughly 90% of Australian manufacturing companies employ fewer than 20 individuals, challenging these businesses to invest in and integrate advanced technologies (Simon Marriott, AM CRC bid lead).
Australia needs a cohesive national strategy to support SMEs in embracing additive manufacturing technologies, and this is a place where we could make a significant difference in manufacturing and the Australian economy.
AMTIL is interested in this opportunity for Australian manufacturing and its technology suppliers. It is currently involved in fostering collaboration between industry, academia, and government to support a bid for a dedicated Cooperative Research Centre (CRC). Should the bid be successful, AMTIL members will have access to over $3m in funding for AM research. The resulting AM ecosystem will allow SMEs to explore and develop the next generation of products and services with Australia’s world-leading research in the Additive space. AMTIL will also be supporting our members who are looking to unlock opportunities in AM with the development of an additive manufacturing network. amtil.com.au
AI tools
THE HON Ed Husic MP – Minister for Industry and Science
Artificial Intelligence (AI) Adopt Centres.
While AI capabilities continue to expand rapidly, the speed at which Australian businesses adopt game-changing AI tools varies widely.
Recent surveys show that cohort of early AI adopters tends to be dominated by large and well-resourced firms. Small and medium enterprises are more likely to be found in the cohorts of early and late majority adopters or laggards, which is unsurprising given that they need more financial resources than their larger cousins.
But their appetite for AI is strong.
An Australian Chamber of Commerce and Industry report published in September found that SMEs are leading the planned adoption of AI compared to other business sizes, with 90% planning to incorporate AI by 2026. SMEs are the mainstays of Australian industry and manufacturing, employing around 70% of the workforce and generating around $500bn in economic activity annually. In addition, SMEs constitute around one-third of the nation’s GDP, so the Australian government is committed to supporting their adoption of AI. Our commitment also involves enabling ambitious SMEs to scale up their operations and become tomorrow's big businesses and employers.
In our last budget, we committed $17m to establish four AI Adopt Centres, providing businesses with free training to help their staff develop specific skills for managing AI effectively.
These AI Adopt Centres are now operating.
Their primary focus will be assisting businesses active in the seven priority areas of the National Reconstruction Fund, the cornerstone of the Australian Government’s Future Made in Australia agenda.
The ARM Hub AI Adopt Centre will support businesses in learning more about AI and robotics and what they need to leverage AI effectively, particularly in manufacturing. They will also offer an AI-as-a-service model entirely cloud-based and supported by the ARM Hub.
Australian Regional AI Network (ARAIN) will provide practical AI advice, awareness, and education for small businesses, focusing on those operating in the forestry, agriculture, fisheries, and renewable technology areas. SAAM (Safe AI Adoption Model) will have an online hub of simple tools and practical resources to help SMEs capitalise on the benefits of AI while minimising their risks.
SMEC AI (Small to Medium Enterprise Centre of Artificial Intelligence) will deliver courses and one-on-one mentoring in AI with a focus on medical science, agriculture, renewables, and emissions tech. The AI Adopt Program will complement other Australian Government initiatives to facilitate AI adoption across the economy, including skills.
The recent interim report from the Senate Select Committee on Adopting Artificial Intelligence emphasised the importance of education initiatives to ensure Australians have the knowledge and skills to navigate the rapidly evolving AI landscape.
The government has already made strides to skillfully train our nation’s workforce to use AI and other emerging technologies. Last year, we established the Future Skills Organisation to analyse how skills requirements change, which occupations are most affected, and where we should direct our training to reflect these changes. Additionally, through the Next Generation Graduates Programs, we attract and train tomorrow’s job-ready AI and emerging technology specialists to drive industry growth. There was a 5% increase in tech-related jobs in the year ending August 2024, totalling 994,087. This puts us on track to achieve our target of 1.2 million tech-related jobs by 2030. With AI set to transform the economy, initiatives like AI Adopt Centres will help businesses of all sizes use AI properly and ensure it reaches critical mass sooner. business.gov.au/aiadopt industry.gov.au/artificial-intelligence
The Hon Ed Husic MP, Minister for Industry and Science, at SXSW Sydney Tech & Innovation Expo.
Skills and regulation
Workforce skills and regulatory certainty key to technology adoption in Australian industry.
Ai Group’s latest research shows that technology adoption is on the rise across industries, with businesses embracing digital tools to boost productivity and competitiveness. However, two factors— regulatory certainty to encourage investment and developing a more technology-capable workforce—are needed for greater technology uptake.
Business leaders increasingly make technology investments central to their operations, from enhancing day-to-day efficiencies to accelerating progress towards net zero targets. Of the 182 businesses we surveyed – representing a collective workforce of 27,271 employees and $14bn in annual revenue – a substantial 84% reported that the primary motivation to adopt technology is to improve operational processes and increase productivity.
This is an encouraging trend as Australia seeks to increase productivity, which is a key to unlocking higher living standards and better wages across the country. Seeing businesses embrace technology as part of this broader mission is a strong sign for our future.
Of equal interest is the adoption of relatively newer industrial technologies. More than half (52%) of businesses actively deploy artificial intelligence (AI) to elevate productivity, while 45% use technology to advance net zero goals. These figures indicate an industrywide commitment to digital transformation and climate responsibility.
Productivity gains are identified as the primary motivation for these technology investments, with 88% of businesses indicating that increasing operational efficiency is their primary motivator. This figure far outpaces other factors, showing a clear connection between technology and expected productivity improvements. Many firms consider digital investment key to streamlining internal processes, addressing workforce constraints, and managing costs. While productivity tops the list, other factors contribute to the growing adoption of technology. Return on investment (ROI) is a major consideration for 42% of companies, and market competitiveness motivates 40%. As businesses aim to meet evolving business demands and respond to industry trends, they increasingly see technology as the way to do so.
Despite the high technology adoption rates in industry, there are key areas where change would accelerate uptake.
One of the largest challenges is workforce capability. More than half of the businesses surveyed (54%) cited workforce skills as a leading barrier to successful outcomes of technology investment. This relates to the workforce’s ability to use new technologies effectively, efficiently and safely.
Financial considerations also heavily influence companies' technology investment strategies. The report shows that 43% of businesses are cautious about unclear ROI. While 36% cite costs and funding availability as barriers to investment, 25% of respondents noted economic uncertainties, signalling a need for increased access to funding options, particularly for longer-term projects.
Encouragingly, only 31% of businesses mentioned a lack of knowledge about available technology products as a limiting factor, while just 8% indicated that they lacked suitable commercial partners.
As AI and net zero technologies become increasingly integral to productivity and sustainability strategies, businesses are calling for clearer regulatory guidelines to support these investments. We are also seeing a larger number of businesses recognise AI as part of their productivity pathway. But they are concerned about having access to the workforce they need and are nervous about what they see as immature AI regulations, which are needed to provide investment confidence.This uncertainty highlights the importance of ongoing regulatory development to support
the safe, confident use of AI in industry. As businesses work to incorporate net zero technologies, they also emphasise the need for stable energy policy settings. Without clarity in energy regulations, it can be challenging for companies to commit to long-term, environmentally focused investments, especially those requiring substantial capital.
Our report, Technology Adoption in Australian Industry: Commercial, Workforce and Regulatory Drivers, illustrates that Australian industry is ready and eager to embrace technology as a means of boosting productivity, enhancing competitiveness, and contributing to climate goals. With technology investments largely driven by the need for internal efficiencies, companies across sectors are positioned to thrive in a digitally driven economy.
However, it also serves as a call to action. To make the most of this investment, Australia must prioritise workforce development, improve access to capital, and establish regulatory frameworks that support investment. By addressing these key areas, the country can create an environment where technology adoption becomes more accessible and the return on investment clearer.
Read Ai Group’s Technology Adoption in Australian Industry: Commercial workforce and regulatory drivers here: https://go.aigroup.com.au/techadoption aigroup.com.au
STEVE MURPHY – National Secretary Australian Manufacturing Workers Union
Green metals
Manufacturing green metals could reignite our domestic automotive industry.
Politicians regularly gravitate to those things that are publicly popular and electorally promising. Our capacity to make things here in Australia has become an important election issue. The COVID pandemic exposed all the fault lines in our international supply chains and demonstrated in real time that we no longer made the things we needed to be able to look after ourselves.
Election commitments and ongoing announcements from the current government about making things in Australia are popular among blue-collar, working-class communities, particularly in regional areas. However, the Senate has not yet been able to pass the legislation for a Future Made in Australia. That means our pathway to net zero with local manufacturing at its core is not realised. If the government does not invest in and support key manufacturing industries, a new generation of local jobs and a reduction in our carbon debt will be impossible.
There are, however, other moving parts despite the legislation reaching an impasse. The Minister for Industry, Ed Husic, has recently convened a green metals advisory panel to think through how Australia can become a world-leading manufacturer of green metals. I am proud to represent the Australian Manufacturing Workers Union on the advisory panel, along with the Steel Institute and the Aluminium Council. As the world decarbonises, and many countries consider carbon border adjustment mechanisms
a new form of tariff, reducing our carbon footprint in producing manufactured goods gives us a competitive advantage in exporting higher-value products into new markets. Transforming our local steel and aluminium industries to be powered by renewable energies, including hydrogen, is not only a positive action on climate change but will create tens of thousands of new jobs as we add value from the mines through our manufacturing industries.
Thinking bigger beyond exporting iron ore—which only benefits mining billionaires—and manufacturing our resources into green iron and green steel will not only shift Australia up the value chain but also significantly increase our GDP, create highly skilled, well-paying unionised jobs, and lift our standard of living in many communities.
If we become a world-leading manufacturer of green steel and green aluminium, it will also encourage our local industries to manufacture and fabricate more metal products. If we think big and plan big, this could be a significant step toward re-establishing our local car manufacturing industry.
Imagining Australian cars made from green aluminium and green steel being exported to the world seems reasonable and achievable. We have the resources, the skills, and the industry capacity. We just need the political will for climate action and job creation. amwu.org.au
Platino Linear
Platino
Laser Genius+
ATSE vision
Queensland’s top engineers and scientists urge investment in tech workforce to support new industries.
The Australian Academy of Technological Sciences and Engineering (ATSE) has released its vision for Queensland under the next government in the lead-up to the state election.
To grow and capitalise on the State’s progress across renewable, digital, and manufacturing innovations, ATSE recommends five actions to unlock more economic and social benefits. They are: invest in digital skills in the regions; implement policies that incentivise efficient energy solutions; develop a state-wide sustainable water management plan; bolster adoption of emerging technologies; and develop an integrated population and land use plan.
Federal and State investments in the Queensland industry, like the $1bn Solar SunShot, $940m PsiQuantum start-up investment and significant support for critical minerals and sustainable fuels, have aimed to catalyse new lucrative industries
AI-ENGAGE
in Queensland. These investments must be underpinned and sustained by a robust and skilled Science, Technology, Engineering and Mathematics (STEM) workforce, built through targeted interventions at all levels of education and careers.
STEM skills needs are ballooning, with around 450,000 new STEM-qualified occupations created nationally in the last ten years. Support is critically needed to improve digital literacy and STEM education, particularly in regional and remote areas where access to digital technologies is more limited. Remote areas score six points lower on average than major cities.
ATSE encourages all candidates to engage with Queensland’s science and technology community to build a more prosperous and resilient Queensland.
Kylie Walker, CEO of ATSE, said the Queensland Government invests only 0.07% of its Gross State Product in
CSIRO and Quad partners to revolutionise agriculture in the Indo-Pacific region.
CSIRO, Australia’s national science agency, is announcing the call for applications to the Quad AI-ENGAGE Initiative on behalf of the Australian Government and science partner agencies in India, Japan and the United States.
The Advancing Innovations for Empowering NextGen Agriculture (AI-ENGAGE) Initiative calls for cutting-edge research proposals in areas such as Artificial Intelligence (AI), sensors and robotics to help transform agricultural approaches and empower farmers in the Indo-Pacific to increase yield and resilience.
By 2050, the world's population is estimated to increase to 9.7 billion, with a corresponding rise in food demand and pressure on land and water resources. Many of the impacts of these trends will be strongly felt in the Indo-Pacific region, but so will the hope for meaningful solutions.
AI-ENGAGE aims to strengthen research collaboration among Quad countries and the broader Indo-Pacific region, improve the impact of critical technology research, and grow our respective agricultural sectors.
CSIRO will work with the US National Science Foundation (NSF), Japan's Science and Technology Agency (JST) and the Indian Council of Agricultural Research (ICAR) to implement AI-ENGAGE. AIENGAGE delivers a commitment by
developing new innovations—this needs to change to meet Queensland’s ambitions.
“Innovation and technology are the foundations for economic growth and prosperity. We call on all candidates in the Queensland election to engage with the innovation sector to build a more prosperous future for all Queenslanders and lock in the gains the state has made in developing pioneering new industries.”
ATSE’s Queensland Division Chair, Dr Sue Keay, representing over 150 of Queensland’s leading engineers and technologists, said, “Queensland can lead the nation as Australia’s innovation state, but we must invest in STEM education and industries.”
“Improving investment in digital literacy and supporting the early adoption of new technologies will place Queensland at the front of the pack and build a stronger, more inclusive economy.”
atse.org.au
Quad leaders to support joint research to advance innovation in agriculture. Australian researchers working in Australian research agencies are invited to participate in AIENGAGE proposals through applications for funds to host international researchers
in Australia or through CSIRO’s Industry PhD Program. Research teams that include researchers from at least three Quad countries are invited to apply for the AIEngage opportunities.
csiro.au
Scientific manufacturing
Millions allocated to boost Australia’s manufacturing capability.
Universities and the CSIRO, Australia’s national science agency, are collaborating to share their unique capabilities in precision manufacturing through a $45m partnership, made possible by the Australian Government’s $370m Trailblazer Universities Program.
Federal Assistant Minister for Education Anthony Chisholm visited CSIRO’s Lab22 in Melbourne to speak with the experts who have created the lab’s specialist equipment and highlight the importance of universityindustry partnerships.
Technology at the Clayton laboratory includes:
• Resources Technology and Critical Minerals Trailblazer’s PX100 Digital Metal Binder Jet System, which will provide cost-competitive alternatives to conventional metal manufacturing and support high-volume metal production.
• The Innovative Launch, Automation, Novel Materials, Communications and Hypersonics (ILAuNCH)'s Nikon SLM280 2MA (Laser Powder Bed Fusion) can create lighter, faster and more robust space components, making
space missions more affordable and efficient.
• The Defence Trailblazer’s Robotic Additive Manufacturing Cell is a flexible and highly adaptive system that supports large-format 3D printing and prototyping for defence and many other industries, including space applications.
Assistant Minister Chisholm met with the Food and Beverage Accelerator (FaBA), which is working with the CSIRO Biofoundry and pilot plants to offer a suite of technologies, including protein extraction and purification, to food and beverage manufacturers.
The Trailblazer Universities Program supports domestic manufacturing in six national priority areas: critical minerals, defence, food, space, renewables, and waste recycling. Industry identifies research and development problems and, under the guidance of business leaders, collaborates with university researchers to commercialise that research.
The Program aims to attract industry coinvestment of around $648m and deliver a net economic benefit of billions. “Developing
ICN Victoria heralds 40
Australia’s sovereign capability will make our manufacturing more sustainable and will create new job opportunities for the industries of tomorrow,” said the Federal Assistant Minister for Education, Anthony Chisholm. “The cutting-edge equipment at this lab enables researchers and businesses to build complex metal parts quickly and at scale and save production costs while also building on Australia’s natural advantages in having top-ranking reserves of metal ores. “The Trailblazer Program forms part of the Albanese Government’s key focus area of investing in manufacturing – because we want to see our local economies strengthened, increased innovation from our universities and an uptick in jobs for those with the skills to make things here in Australia.”
“The new equipment at CSIRO's Centre for Additive Manufacturing Innovation Lab22 provides us an exciting opportunity to collaborate with industry and researchers through the Trailblazer Universities Program,” CSIRO Manufacturing Research Unit Director, Dr Marcus Zipper. “We look forward to working together to advance Australia's industrial research capability.” csiro.au
ICN Victoria celebrates 40 years of supporting local Victorian businesses and workers.
Since its founding in 1984 as the Industrial Supplies Office (ISO), ICN Victoria has supported local businesses through supply chain intelligence and facilitated government and industry networks. It has also connected thousands of local suppliers with major projects, ensuring the sustained growth of Victoria’s manufacturing, construction, renewable energy, and advanced technology sectors.
The Hon. Natalie Hutchins, Minister for Jobs and Industry said the anniversary was an important milestone. “For 40 years, ICN Victoria has supported local businesses to get a fair go at work on government projects.” “Local Jobs First – Australia’s longest-standing industry participation policy – is designed to maximise jobs and economic benefits from our major projects pipeline. ICN Victoria has played a key role in identifying and connecting local businesses to these projects.”
Nick Foa, CEO of ICN Victoria, said the organisation had played a critical role in shaping Victoria and supporting the delivery of signature projects that define the state, including the MCG redevelopment, Southern Cross Station, and the State
Library. “Over the last decade alone, it has contributed more than $3bn in economic value to the state, worked with 30,000 small businesses, and helped generate some 256,000 new jobs.
“As the Victorian economy has evolved from a manufacturing, textiles and automotive focus in the early 1980s to what we see today – including advanced manufacturing, medtech, and renewable energy generation – ICN Victoria has evolved with it.
“Today ICN Victoria has more than 54,000 businesses in its network and a team of specialist advisers working across industry sectors, including renewable energy, housing, construction, advanced manufacturing, and medtech and biotech, as well as Victoria’s key regional hubs –Ballarat, Geelong, Northern Victoria and Gippsland. Tim Piper, Chair of ICN Victoria, said the organisation was well-placed to continue to play a pivotal role in supporting Victoria’s future economic growth.
“By 2050, our state is on track to be home to more than ten million people, with eight million forecast to live in Melbourne and more than two million in regional Victoria, and ICN Victoria will continue to
be a key driver of economic activity and local employment. “In an increasingly technologically driven future that seeks to renew our sovereign industrial capability, Victoria has a real opportunity to build on its heritage as the home of Australian innovation.
“And ICN Victoria has a vital role in enabling local businesses and workers to drive progress, create new products and services that improve lives, address societal challenges and boost prosperity and productivity for all Victorians.
ICN Victoria hosted a 40th-anniversary celebratory event with government and industry leaders at the State Library of Victoria’s Conversation Quarter. icnvic.org.au
Raymax latest
Shipbuilding with Civan raises the steel bar.
Welding thick-section steel can be 40% faster and use 60% less energy when Dynamic Beam Lasers (DBL) from Civan are used instead of hybrid welding. These are just two of many remarkable results of a collaborative study by shipbuilder Fincantieri and welding systems firm Castellini, which shows that DBL technology is set to revolutionise shipbuilding and has the potential to transform thicksection welding for other manufacturing industries.
Hybrid welding, which combines laser and Metal Inert Gas/Metal Active Gas MIG/MAG technologies, is the advanced approach for thick-section welding in shipyards. Improvements in welding are crucial because ships often require 300 to 600 kilometres of weld seams to ensure structural integrity.
John Grace, physicist and Managing Director of Raymax Applications, which distributes Civan equipment in ANZ, believes the control and power now provided by DBLs not only weld thick sections faster but are also more economical and sustainable.
“Unlike traditional lasers, which produce a fixed beam, Dynamic Beam Lasers can adjust the beam's shape, intensity, and size in real-time. This flexibility, increased precision, and control make them highly effective for welding thick metal sections,” says John.
“And Civan’s lasers up to 120kW are now substantially smaller than the initial generation of 100-120kW CIVAN lasers.”
The Fincantieri-Castellini collaboration showed DBLs setting new standards for thick-section welding – compared with hybrid welding – by achieving:
• A 40% faster welding speed because DBL technology drastically accelerated the welding process for Fincantieri. DBL technology reduces the need for the often necessary preheating in hybrid welding to ensure proper hardness when welding thick sections. DBL technology is faster and reduces energy consumption – therefore, it’s also cheaper. Doubled weldable thickness also speeds up the process.
• Doubled weldable thickness – DBLs opened new possibilities for ship and steel design and construction. In hybrid welding, a single-pass weld typically needs to be followed by multiple
HAELOK Technofast
MIG or MAG passes to achieve the right thickness. DBL technology can weld up to 30 mm in a single pass.
• Reduced heat-affected zone and distortion because laser welding transfers far less heat to the workpiece, giving a better weld quality and mechanical properties. This minimises the need for large fixturing and the risk of misalignment, again saving time.
• 60% reduction in energy used: DBL technology offers significant energy savings and supports Fincantieri's sustainability goals.
• A massive 90% reduction in the use of filler material: the need for expensive fillers was nearly eliminated.
• Minimised use of protective gases has been a big cost factor in traditional welding.
This collaboration shows how Civan's DBLs, when integrated into Fincantieri's production processes, set a new benchmark for welding thick steel sections compared to hybrid welding, to make shipbuilding faster, more efficient, and more environmentally sustainable. The same can be done for other industries that rely on thick section steel welding. raymax.com.au
Pipe fitting installation in under a minute with Swiss-engineered HAELOK® from Technofast.
Hydraulic tooling and bolt tensioning specialist, Technofast is adding a new pipe fitting technology to its range as the exclusive distributor for HAELOK® in Australia and New Zealand. Swissengineered HAELOK® pipe fittings can be swiftly installed in under a minute, providing a secure metal-to-metal gastight connection without sealing elements and welding, which add time and cost to the process. Proven in service for more than 20 years in major European markets, the durable and efficient HAELOK® fittings apply to a broad range of applications, including power stations, highpressure hydraulic lines up to 1270 bar for smaller sizes (up to fourinches at 250 bar), oil, gas, and petrochemical refineries (including offshore), navy, marine, and defence, acidic environments, heavy mine sites, steam and biogas lines in sugar mills, and hydrogen piping.
“The HAELOK® range is a natural extension of our Technofast range, which is already focused on saving downtime by efficient bolt tensioning technologies applicable to similar industries,” said Technofast Founder and CEO, John Bucknell.
A better connection
HAELOK® fittings function using an axial crimp. They have a tapered
press ring and an offset inside collar so that when crimping forces are applied, they force the connection together until it pinches the collar to the pipe, forming a permanent sealed fixture.
“The HAELOK® product has been around for over 20 years and is widely used across Europe. It was originally designed for large cruise liners, ocean tankers and navy vessels. There are no internal moving parts, so it works perfectly under movement or vibration – such as the ocean swells these vessels would encounter – as well as under harsh temperature conditions from -190 degrees C to +400 degrees C,” explained Bucknell. The join or crimp created to install a HAELOK® fitting does not interrupt the internal surface area of the pipe, which means there is no reduction in flow rate.
“The products are also fully traceable with lot numbers and Material Safety Data Sheets (MSDS) showing details from the factory back to the raw material so that site safety managers can have peace of mind that the fittings are top quality and will perform in service.”
Technofast Industries is a worldwide leader and specialist in bolt tensioning, hydraulic tooling, and industrial connection, providing innovative and effective technical solutions along with uncompromising customer service. technofast.com
Ronson Gears
Celebrating 70 years of excellence.
This year marks a monumental milestone for Ronson Gears as the company celebrates 70 years of innovation, precision, and a relentless commitment to quality. Founded in Melbourne in 1954 by Ronald New, Ronson Gears has journeyed from humble beginnings to become a titan in gear manufacturing, serving critical sectors like automotive, mining, defence, aerospace, and even outer space. Named "Ronson" to honour Ronald's sons, who continue to carry on his legacy, the company has built an impeccable reputation in the industry for excellence in quality and pioneering technology.
From day one, Ronson Gears has been dedicated to redefining gear manufacturing, prioritising unmatched precision and quality. By the late 20th century, the company made groundbreaking strides by incorporating computer-aided design (CAD) and computer numerical control (CNC) machining. This pivotal shift unlocked a new era of efficiency, enabling Ronson Gears to deliver custom solutions for clients seeking advanced performance and precision, solidifying its status as an Australian industry leader. Today, the company continues to push the envelope, setting new standards that raise the bar for quality in gear manufacturing.
Ronson Gears’ strategic alliance with KHK Stock Gears is one of the most impactful advancements in recent years. This powerful partnership has expanded Ronson’s product offerings and streamlined its supply chain, allowing it to deliver unparalleled service to its clients. Combining KHK’s diverse stock with Ronson’s custom manufacturing expertise, this collaboration has significantly enhanced product quality and service delivery, positioning Ronson Gears as a one-stop solution for many customer needs.
Ronson Gears' unwavering dedication to quality is at the heart of its success. Before reaching the customer, each product is held to the highest standard through rigorous quality assurance protocols. This attention to detail has earned the company the loyalty of its
clients and led to numerous long-term partnerships. Among its proudest achievements is the AS9100D aerospace accreditation, a testament to its ability to meet the strict requirements of aerospace manufacturing.
Ronson Gears recognises that its strength lies in its people. Committed to nurturing talent, the company offers continuous professional development opportunities to keep its workforce at the forefront of industry advancements. Alongside investing in staff, Ronson Gears has adopted state-of-the-art precision manufacturing technology, ensuring it can meet the rigorous standards demanded by industries such as aerospace and outer space. The company is well-positioned to maintain its competitive edge for decades by prioritising people and technology.
Building strong relationships has always been a core value for Ronson Gears, contributing to its longstanding success. The company has nurtured lasting partnerships with clients, suppliers, and employees alike—many of whom have been part of the Ronson family for decades. This loyalty is a testament to the company's dedication to fostering a supportive workplace and delivering top-tier service to its clients. Internally, Ronson Gears maintains a workplace culture grounded in mutual respect and shared goals, reinforcing the values that have driven its success.
As Ronson Gears celebrates this remarkable 70-year journey, it looks toward a future of continued growth and exploration. The company is committed to embracing emerging technologies, entering new markets, and upholding the values that have defined its legacy—quality, innovation, and reliability. With an eye on the future and a heart rooted in tradition, Ronson Gears is poised to lead the industry forward, carrying a proud legacy of excellence into the decades ahead. ronsongears.com.au
MaxiTRANS transformation
MaxiTRANS has announced it is changing its name to Freighter Group.
Since a group of local private investors purchased the MaxiTRANS trailer business in September 2021, the company has focused on setting the business up for long-term sustainability.
“We embarked on a significant transformation journey when we purchased the trailer business, to create a new era for the future of the company and the trailer manufacturing industry in Australia,” said Greg L’Estrange Freighter Group, Executive Chairman.
“The journey started with a $50m investment into our Ballarat site. This investment has seen the introduction of a range of stateof-the-art equipment and an expansion of the facility's overall footprint, transforming it into a modern manufacturing environment. Completing the upgrade puts the business in a position to continue evolving with the changing needs of our customers long into the future.”
This is a new era for our business. Changing our name to Freighter Group better reflects who we are as a business and our vision for the future. As the preeminent trailer brand in Australia, Freighter has a rich history, with origins dating back to 1946, and has continued to build a strong reputation within the industry since its introduction.
“The Freighter Group name not only connects our rich heritage, but importantly it connects with our Vision of ‘Freight it for Life’, which is our total commitment to supporting our customers for the life of our product,” said Greg.
“We are excited to take the business forward under the Freighter name and continue to deliver product solutions through our wide range of industry-leading brands.”
Also announced was the release of a new refrigerated trailer offering under the Freighter brand, called Freez-R.
In collaboration with our partners, Schmitz Cargobull, Freez-R has been expertly designed to deliver industry-leading thermal performance. The body is constructed from Ferroplast® technology, which, when combined with the locally manufactured Freighter chassis design and the national back-up support through Freighter Group, delivers exceptional thermal performance and reliability. The Freez-R is Freighter Group’s first trailer offering with TrailerConnect® telematics as standard, further showcasing our move into a modern, digital service offer to our customers.
“We are thrilled to announce the release of Freez-R to the Australian market. Through our partnership with Schmitz Cargobull,
collaboration with customers and our industry experience, we have been able to design and create a product with the exacting needs of the Australian market,” said Greg. Additionally, access to our unmatched national dealer and service support network gives customers peace of mind that we are committed to supporting their transport needs.
This peace of mind is further supported with the announcement that Freighter Group is now offering spare parts for all its OEM products manufactured under the Freighter Group name.
“Our agreement with MaxiPARTS to supply parts has now ended, and we are thrilled to announce that customers can contact their local Freighter Group dealer to look after their spare part needs. This is a further demonstration of our commitment to supporting the needs of our customers. We are excited to discuss further expansion into spare parts in the coming months.”
We are also thrilled to announce the introduction of a new spare parts brand, Hitcher Parts, into the market. We pride ourselves on delivering a quality product for our customers and have continued to align our product offering with reputable component brands.
Hitcher Parts will consist of an expansive range of quality trailer parts designed to go the distance. The Hitcher Parts range continues to expand and will soon be available on our product and in the aftermarket.
“With almost 80 years of experience designing and manufacturing trailers for the Australian market, we have developed a Ready Range solution across our expansive product offering with specifications suited for various applications. This allows our product to be more competitively priced, further streamline the ordering process and deliver shorter manufacturing lead times.”
“We are excited about the significant transformation the Freighter Group (formerly MaxiTRANS) business has undergone. Our whole team has been dedicated to our vision, and I can’t thank them enough for the hard work and dedication they have shown throughout this transition,” said Greg.
“Freighter Group is ready for the future of the Australian trailer market. We look forward with great excitement as we continue to expand and evolve as a business to support the changing needs of our customers further long into the future, said Greg.” freighter.com.au
FG-400 NEO
Mazak’s FG-400 NEO takes 3D tube laser cutting to the next level.
Mazak continues to innovate with the release of the FG-400 NEO fibre laser processing machine, optimised for the high-speed laser cutting of tubes, pipes, and long structural materials.
Featuring a Variable Beam Mode resonator, this latest machine design can incorporate multiple processes, including 3D cutting, tapping, drilling, chamfering, and flow drilling. The Beam Shaping Technology controls where the power density of the laser beam is concentrated, improving the cutting speed and quality of a wide range of materials.
The Mazak FG-400 NEO has been designed explicitly for cutting large-size tubes and pipes, such as round, square, and rectangular cross-sections, along with H, I, and L beams. The new model can also process highly reflective materials such as copper, brass and machine complex shapes and tight-fitting joints.
All of this is possible thanks to several cutting-edge features developed by Mazak to deliver superior laser cutting quality and accuracy. These include a 3D cutting head that can move in an A-axis and B-axis to enable the processing of a broader range of materials at the desired angle with a high level of accuracy. The 3D cutting head can also allow deflection to avoid damage in a collision with the workpiece.
The laser beam generated through the fibre has a shorter wavelength than CO2 technology and is, therefore, much more effective at metal cutting, even on hard-to-process materials. The fibre resonator also significantly reduces operating costs and environmental impact, with a reduction of up to 40% in electrical power consumption. There is also no requirement for laser gas with fibre laser technology.
The Mazak FG-400 NEO enables faster cutting times with improvement of up to 33% on mild steel square pipes and H beam with oxygen assist gas, and up to 43% and 49% for mild steel and stainless-steel square pipes, respectively, using nitrogen assist gas. Four chucks work simultaneously, travelling along and rotating around the axes to prevent material distortion. This ensures a stable
process on all thicknesses, increasing productivity and a waste reduction. The Mazak FG-400 NEO offers outstanding accessibility, excellent visibility of the cutting area and ease of use. The ergonomic design of the Mazak FG-400 NEO reduces the distance travelled by the operator during machine operation by positioning the operator panel and loading and unloading stations on the same side.
The machine comes equipped with a 15” screen Mazatrol SmoothTUBE CNC. It utilises TUBE DX CAD/CAM software suite for pipe cutting, which offers a variety of features, including a nesting function, a simulation tool, and a scheduling function for continuous production.
The exceptional productivity of the fibre resonator, coupled with the capability to perform multiple processes on a single machine, makes the Mazak FG-400 NEO the ultimate solution for volume manufacturers aiming to take their tube and pipe processing capabilities to the next level. johnhart.com.au
The Mazak’s 3D cutting head with A-axis and B-axis can process a broader range of materials at any desired angle.
The Mazak FG-400 NEO
Mazak’s unique Beam Shaping Technology automatically adjusts the beam diameter and energy concentration to ensure the best possible result on various materials and thicknesses.
Cutting carbon from steel
Decarbonising the steelmaking industry and other high-emission sectors.
Glenn Corrie, CEO, Hazer Group Limited gives his advice.
As the world confronts the growing impacts of climate change, decarbonisation is at the top of the global climate policy agenda. This process, aimed at reducing carbon dioxide and other harmful emissions like methane from human activities in energy-intensive industries, is a crucial strategy in global efforts to address climate change. It underpins the targets set by international agreements like the Paris Agreement, and Governments and policymakers are scrambling to set thresholds and mandates to enforce adoption.
Heavy industries such as steelmaking, cement production, and chemical manufacturing have historically contributed to significant greenhouse gas emissions. These industries are vital to modern economies yet are among the hardest to decarbonise. As a result, there is immense pressure on these sectors to find practical, immediate ways to reduce their carbon footprint.
The steelmaking industry: A high-emission sector
The steelmaking industry is one of the most carbon-intensive sectors, responsible for about 8% of global CO2 emissions, according to the International Energy Agency (IEA). This high emission rate is due to traditional processes, like the blast furnacebasic oxygen furnace (BF-BOF) route, which relies on coal and generates substantial CO2 in the process. While these methods have been the backbone of the steel industry for decades, their environmental impact is undeniable.
The urgency to address this issue stems from steel's critical role in modern infrastructure and construction. Steel is essential for construction and manufacturing, among other industries. Therefore, steel production is a significant contributor to global economic growth. However, this also means that failing to reduce emissions from steel production poses a serious challenge to meeting global climate targets.
Addressing emissions from steel production is crucial. The current methods are not sustainable in the long term, given their heavy reliance on fossil fuels and the high CO2 emissions.
Innovative approaches to decarbonisation
While it may not be possible to develop technologies with zero emissions immediately, various initiatives are underway worldwide, promising to reduce carbon emissions from current steelmaking production methods significantly. One approach to nearly eliminate CO2 emissions is to use hydrogen. Traditional steelmaking methods, such as the blast furnace process, use coke (a coal-derived product) to reduce iron ore, generating CO2. Hydrogen-based steelmaking, specifically Direct Reduction of Iron (DRI) using hydrogen, replaces coke with hydrogen. In this process, hydrogen reacts with the iron ore to produce iron and water vapour instead of CO2. This has the potential to significantly reduce or even eliminate CO2 emissions from the steelmaking process.
This method has been implemented in Hazer Group’s proprietary Hazer Process, which produces low-emission hydrogen and synthetic graphite as co-products through methane pyrolysis from natural gas, using iron ore as a catalyst. Hydrogen can be used as a reducing agent in steel production without carbon-intensive fuels. At the same time, synthetic graphite has valuable applications in other aspects of steel manufacturing and industries, such as battery technology.
The process involves two key steps. First, natural gas or biomass is converted into hydrogen and graphite. Second, the hydrogen
produced is used in steelmaking furnaces, replacing carbonintensive fuels and significantly reducing carbon emissions. These steps represent a significant departure from conventional steelmaking practices.
Hazer's technology reduces emissions and addresses limitations associated with the other methods, such as reliance on renewables or carbon capture, utilisation, and storage (CCUS). Our process produces low-emission hydrogen at about one-fifth the cost of renewable-based hydrogen. It integrates seamlessly into existing infrastructure, reducing the costs of building new plants or transporting hydrogen.
Several leading steel producers are exploring the Hazer Process as a viable, near-term decarbonisation solution. Hazer recently partnered with POSCO, one of the world’s largest steel producers, to integrate our technology into large-scale operations, ultimately setting a significant example for industry-wide change.
Broader implications: Decarbonising other high-emission sectors
While the steel industry remains a critical focus, Hazer's technology has broader implications for decarbonising other high-emission sectors, such as replacing fossil fuels in the calcination process in cement production. Similarly, in the chemical industry, hydrogen can be employed in processes such as ammonia synthesis, reducing emissions associated with these activities.
Challenges and opportunities
Decarbonising industries involves significant challenges, such as the need for major investments, technological progress, and supportive policies. Despite these challenges, there are substantial opportunities for innovation and economic growth. Encouraging collaboration among industry, academia, and governments can speed up the development and adoption of decarbonisation technologies. Continued research and development, targeted investments, and supportive policies will also be key to overcoming barriers and unlocking the full potential of homegrown decarbonisation technologies. hazergroup.com.au
Manufacturing standards for success
Australia’s manufacturing sector employs over 900,000 people, making it a significant part of the economy and a vital driver of innovation and research. By Kareen Riley-Takos, Chief Operating Officer of Standards Australia.
The government recognises the need to bolster the sector’s capability. Recent recipients of grants from the Manufacturing Modernisation Fund and the points raised in the Budget for 20242025, which focus on ‘A future made in Australia’, make the importance of robust standards and transparent governance in manufacturing clearer than ever.
Standards as the Stronghold: Importance of Guidelines
Standards are the backbone of the manufacturing industry, providing essential guidelines for quality, safety, and efficiency. There are approximately 2,000 standards guide practices across various disciplines in Australian manufacturing. These standards cover everything from materials and processes to equipment and safety measures, ensuring that products and services are safe, reliable, and competitive globally. Because of the vast array of products and services, many machines are required to produce them.
The governance surrounding these standards promotes transparency and inclusivity, encouraging participation from manufacturers of all sizes. This collaborative approach involves industry experts, government bodies, and stakeholders, ensuring standards reflect current industry needs and technological advancements. The result is a continuously evolving framework that supports innovation and competitiveness.
Fairness and functionality: Fostering a level playing field
One of the most significant benefits of a robust standards framework is creating a level playing field. Uniform criteria help eliminate unfair competitive advantages, which is especially important in a diverse manufacturing landscape. This transparency in the standardssetting process fosters fairness, ensuring that all manufacturers can compete on equal terms, regardless of size.
Furthermore, manufacturers are encouraged to engage with the standards development community. The governance model is designed to be open; any manufacturer can submit a proposal for new standards or revisions to existing ones. A dedicated team at Standards Australia can assist throughout this process, ensuring that every voice is heard and that the standards developed are comprehensive and reflective of the industry.
Empowering engagement: Support for stakeholders
To facilitate greater participation, resources have been established to guide manufacturers through the standards development process. These resources empower businesses to contribute actively, ensuring the pathway to involvement is clear and accessible. This commitment to support is crucial in enabling manufacturers to influence outcomes that directly impact their operations.
Kareen Riley-Takos, Chief Operating Officer of Standards Australia, says: “Engagement in the standards-setting process not only allows manufacturers to share insights but also helps ensure that standards are practical and relevant, addressing real-world challenges faced on the shop floor. By fostering this collaborative environment, we can enhance the standards that govern the manufacturing industry.”
Global governance: Gaining ground in ISO and IEC
Australia’s active participation in the International Organization for Standardisation (ISO) and the International Electrotechnical Commission (IEC) is vital for strengthening our manufacturing sector
globally. By representing Australian interests in these international forums, we can influence the development of global standards that significantly impact our industry.
Being part of these international bodies allows Australia to adopt best practices and stay ahead of global trends. This alignment with international standards enhances our manufacturers' competitiveness and facilitates easier access to global markets, boosting export potential. The pathway for Australia to be represented at ISO and IEC includes proactive engagement, collaboration with industry stakeholders, and continuous investment in developing the necessary skills and knowledge within the sector.
Challenges and choices: Navigating new opportunities
As the manufacturing sector prepares for growth in 2025, it will navigate a landscape characterised by technological advancements, sustainability imperatives, and global challenges. Integrating advanced technologies such as automation, the Internet of Things (IoT), artificial intelligence (AI), and big data analytics is expected to reshape manufacturing processes, enhancing productivity and competitiveness.
Sustainability is increasingly becoming a central pillar of manufacturing strategies. Companies are expected to adopt ecofriendly technologies, reduce waste, and transition to renewable energy sources. The government’s push towards sustainable manufacturing aligns with consumer expectations and regulatory requirements, presenting manufacturers with challenges and opportunities for innovation.
Moreover, resilience in the face of global challenges such as geopolitical tensions and supply chain disruptions will be crucial. The disruptions caused by the pandemic have prompted manufacturers to rethink their sourcing strategies, leading to increased reliance on local suppliers and nearshoring options. This shift could foster a more robust and agile manufacturing ecosystem.
Supporting SMEs and skills: Strengthening the workforce
Small and medium-sized enterprises (SMEs) form the backbone of the Australian manufacturing sector, facing unique challenges while also having opportunities to innovate and compete effectively. The government provides support through grants, tax incentives, and access to advanced technologies, helping SMEs scale their operations.
Equally important is the focus on workforce development. As the sector evolves, manufacturers will need a highly skilled workforce capable of operating advanced technologies. Addressing the current skills gap through training and collaboration with educational institutions will be essential to ensuring the industry's long-term success.
A collaborative commitment to progress
Standards Australia invites all manufacturers to participate actively in this process. Together, we can shape the standards that will guide our industry today and secure its future as a competitive player in the global marketplace.
For more information on standards covering the manufacturing industry, visit Standards Australia. standards.org.au
Aspen Technology on new manufacturing
A journey towards sustainability via circularity and molecules.
By Dr. Paige Morse, Senior Sustainability Director, Aspen Technology, Inc.
Bill Gates summed up the energy transition in three steps to frame the greater scheme of things: “First, avoiding a climate disaster would be the hardest challenge people had ever faced. Second, the only way to do it was to invest aggressively in clean-energy innovation and deployment. And third, we needed to get going.”
In the next two decades, sustainability will take centre stage as industries like energy, chemicals, and utilities adjust their strategies to succeed in the energy transition. The impacts of climate change are now at the top of people's minds as lives and livelihoods are uprooted, and the world demands that industries respond.
The industrial space is well-positioned to capitalise on co-innovation and help the world navigate energy convergence. In the downstream industry, operators now need to think beyond traditional crude supplies—to also consider bio-based feedstocks and even mining and its critical role in producing metals and minerals that are crucial for battery production. It is also necessary to consider the role of utilities in delivering safe, reliable electricity, which will be a key piece of the puzzle in a fast-evolving energy landscape.
The change will be critical to the success of many companies in the decades ahead.
Circular economy connections
The chemicals industry, in particular, will need to emphasise collaboration significantly, as many manufacturing processes depend on crude feedstocks and consume a significant amount of energy. In some regions, this sector is the largest energy consumer in the industrial space. The circular economy approach demands a complete rethinking of current operations and logistics, connecting disparate value chains to enable efficiencies and material recovery. This is a fundamentally challenging task for the industry, requiring a major mindset shift.
Traditionally, companies operate in specific silos. However, a circular economy will require industry to stop seeing waste as something to dispose of but as raw materials that can be utilised in another value chain. In other words, turning waste into feedstock. In this regard, AspenTech focuses on helping customers make these connections, which can include convening user events where customers can share their stories and engage with the industry through associations and memberships. One important example is the Alliance to End Plastic Waste (AEPW), which connects participants across the plastics value chain to build collaborations to facilitate materials recovery and recycling.
Hence, the underlying driver for how fast the circular economy can take off depends on how quickly connections can be forged across industries. As an example of those connections, waste oil from restaurants and homes can be recycled for use as aviation oil.
A “happy” molecule
Carbon dioxide (CO2) can be thought of as a “happy molecule” meaning it is a very stable and resistant to reactivity, and as a result it poses major challenges as a raw material. Digital technology is mission-critical in helping innovators develop new processes to convert CO2 to useful products, such as methanol, which is a very important starting material for the chemical industry.
Previously, petrochemicals were used to produce methanol, but the abundance of CO2 makes it an excellent raw material for industry and embodies what the circular economy is about. Using CO2 as a feedstock, however, isn’t enough. It is also critical to think about
how to reuse the same molecules multiple times to eliminate waste constantly. Importantly, though, the reuse process must also be mindful of the energy it consumes. Indeed, this is an exciting time to be an engineer or technologist. However, while industry value chain connections can be accelerated, there is another aspect of the game that needs to be mitigated.
Regional dynamics at play
Companies cannot isolate themselves from global legislation and regulatory climate acts. While the US market has long been accustomed to lower priced energy, the government has also been supportive of new technology development. Recent examples include the Inflation Reduction Act and the Infrastructure and Jobs Act which provide incentives for investment in emerging technologies like carbon capture, low-carbon hydrogen and energy storage. On the other side of the Atlantic Ocean, efficiency improvements and innovation have been crucial for the competitiveness of European industries. The region has taken a proactive role in developing environmental restrictions and guidelines on specific technologies. As a result, local companies are pushing for more support for investment and development through the Antwerp Declaration. It is also necessary to consider the voice of the consumer, more so than the US and other parts of the world.
In Asia Pacific, however, things are vastly different, as the region is experiencing substantial growth. Lifestyle changes are required in the name of sustainability, and the rise of mega middle classes in nations like India, China, and Indonesia will drive consumer demand. In those regions, deploying the right technology to level the playing field is even more crucial. However, Asia has a diverse landscape, and developing countries can leapfrog rapidly in innovation. Countries and governments should consider this beneficial aspect in encouraging the use of technology, even as local dynamics differ significantly from country to country.
Unlike Europe, however, Asia has few restrictions and requirements on its industrial sector. The general lack of direction and guardrails in this energy transition could result in sporadic outcomes for regional companies and industries.
In summary, while the energy transition is still in early stages, its speed is accelerating, albeit unevenly across the various regions and countries in the world. In the future, the right deployment of molecules in the circular economy is mission-critical in this race towards net-zero. aspentech.com
The power of understanding
Tech and cyber battlefronts can reshape manufacturing. By Louis Quintal, the National Leader, Manufacturing and a Partner in the Audit and Assurance division in Sydney for RSM Australia.
As Australian manufacturing embraces the digital age, it faces an evolving landscape dominated by opportunities for technological advancement, cyber threats and IP security.
From adopting Industry 4.0 technologies to integrating IoT (Internet of Things) and AI-driven processes, the manufacturers I talk to understand they must harness technology to drive efficiency and innovation. However, these technologies expose them to new cyber risks, with increasingly sophisticated attacks targeting critical infrastructure and intellectual property.
Lean manufacturing and automation
Manufacturing is one of the cornerstones of our economy in terms of GDP, jobs, and exports, and the uptake of lean manufacturing and automation can only strengthen it.
To remain robust, a continuing focus must be on innovation, improvement and excellence. This means moving from outdated hardware and legacy IT systems and upskilling workforces to have the required tech capabilities.
Manufacturers are recognising the need to invest in cloud migration, AI, and automation to improve operational efficiency and meet regulatory sustainability requirements.
Robotics, automation, and digitalisation are driving significant changes within the sector. For example, production line robots are increasing the speed, safety, and quality of IoT devices and allowing real-time monitoring and control of manufacturing processes. Then, there is artificial intelligence machine learning, with algorithms to optimise production schedules and supply chain management. Lean manufacturing focuses on creating more customer value using fewer resources by finding and removing activities that are not adding value. It can potentially provide Australia’s manufacturing sector with significant quality, efficiency and customer satisfaction improvements.
AI threats a cybersecurity focus for business
Manufacturers are grappling with cybersecurity challenges as they modernise their IT infrastructure to enable AI integration. They deal with sensitive data, from production processes to proprietary designs, making cyber espionage and IP theft an ongoing risk.
My colleague Ashwin Pal, an RSM partner specialising in cybersecurity and privacy, says robust cybersecurity preparation must be a top priority for every manufacturer, or they could face serious negative financial and reputational consequences. Without rigorous testing, organisations may overestimate their level of preparedness, leading to disastrous outcomes during actual cyber incidents, he says.
RSM’s new report, Cyber storm rising: navigating the path to resilience for Australian businesses, includes a survey of 150 C-Suite executives that shows only 50% of business leaders are confident in their staff’s capacity to manage cybersecurity risk, compared to 84% of UK and UK leaders.
The survey found just over half (51%) of businesses are making protection against AI-enabled cyber-attacks their top priority for 2025, followed by guarding against ransomware and extortion attacks.
Only one in three large organisations have very high confidence in their staff’s ability to handle breaches. While a majority of Australian leaders (64%) say their business is prepared to respond to an attack, this is considerably less than in the US and UK (94%).
Manufacturers urgently need to invest in risk management, tailored security measures, and regular testing to prepare for the next major glitch, outage, or attack.
This is clear from RSM’s data:
• 29% of large Australian businesses and 16% of medium businesses experienced one or more cyberattacks in the past year;
• 32% of Australian businesses had a third-party data breach in the past 12 months, with 23% reporting financial, reputational or operational impact;
• Phishing is the most common form of attack (20%), then data leaks (13%) and ransomware (10%);
• 46% of large organisations have experienced a phishing attempt, with almost half of their existing security plans unsuccessful in limiting the damage related to direct data extraction;
• 40% of those who experienced phishing took between a week and a month to recover from ransomware and extortion; 27% took more than a month to recover;
• About half of large organisations have done no internal testing; more than half have not tested their wifi or web applications or done external testing, meaning they are extremely vulnerable to attack.
Steps to strengthen tech capabilities
Manufacturers must strengthen their tech capabilities and cyber defences and ensure they have substantial R&D investments in place to ensure their businesses' future security.
In RSM’s report, businesses say their top three cyber risks are the constantly evolving threat landscape, IT infrastructure complexity, staff compliance, and insufficient staffing and training.
Smaller manufacturers, in particular, often lack the resources needed to implement best-practice cybersecurity measures. However, they are very aware that operating outdated IT systems makes them more vulnerable to attack.
And it’s not just their systems that are at risk. Given the interconnected nature of the manufacturing sector, a cyber-attack on your supply chain can have a significant ripple effect.
When implementing the critical tech trends reshaping the industry, Australian manufacturers must not forget to strengthen their defences while harnessing the power of digital transformation.
The cyber security team at RSM has IT and Operational Technology (OT) specialists to help protect clients in the manufacturing sector. Focusing on IT and OT is essential as IP generally sits in IT systems, whereas OT systems control the manufacturing processes.
Investing in system testing, staff training, and awareness is key for ensuring data integrity, privacy and cyber protection. rsm.com.au
USA: Like humans, AI could learn simply by thinking
Learning by thinking (LbT) – a process of learning that occurs without external input, like thought experiments or explaining to yourself –may not be unique to humans, according to a US researcher who says AI could be capable of this as well. The researcher identified four examples of learning by thinking in humans and AI: learners can acquire new information without external input through explanation, simulation, analogy, and reasoning. For example, in humans, rearranging furniture often involves creating a mental image to simulate different layouts before making any physical changes (simulation), and by knowing a friend’s birthday is on a leap day and tomorrow is a leap day, you can reason that your friend’s birthday is tomorrow (reasoning). According to the paper’s author, Tania Lombrozo, a professor of psychology and co-director of the Natural and Artificial Minds initiative at Princeton University. “Sometimes ChatGPT will correct itself without being explicitly told. That’s similar to what happens when people are engaged in learning by thinking.”
LbT is a paradoxical phenomenon. In one sense, learners gain no new information: they have only the elements already in their minds to work with. AI shows similar learning processes, and prompting AI to engage in step-by-step processes could lead it to answers it would fail to reach with a direct query. This research can help us understand important things about human thinking through AI and improve AI by comparing it to natural minds.
“AI has gotten to the point where it’s so sophisticated in some ways, but limited in others, that we have this opportunity to study the similarities and differences between human and artificial intelligence,” said Lombrozo.
“We can learn important things about human cognition through AI and improve AI by comparing it to natural minds. It’s a pivotal moment where we’re in this new position to ask these interesting, comparative questions.”
Trends in Cognitive Sciences
Australia: Use artificial intelligence to reduce risks to critical mineral supply
According to research from Monash University and the University of Tasmania, Australia risks losing its world-leading advantage in critical and rare minerals used for clean energy, electric vehicles, and solar energy batteries unless it embraces artificial intelligence in the mining sector. In a paper published in Nature Communications, the researchers argue artificial Intelligence will revolutionise the mining of copper, lithium, nickel, zinc, cobalt and rare earth minerals used to produce clean energy technologies.
to take advantage of these resources. “With the right policies and technological advancements, AI can transform the mining industry, making it more efficient, cost-effective, less risky, and environmentally friendly,” said Professor Smyth.
Nature Communications
Australia: UNSW researchers have developed a food acid compound to improve lithium battery performance
Researchers at the University of New South Wales (NSW) have developed a battery component using food-based acids that is found in off-the-shelf sherbet or winemaking. UNSW School of Chemistry lead researcher Professor Neeraj Sharma said his team has developed an electrode that can significantly increase the energy storage capability of lithium-ion batteries by replacing graphite with compounds derived from food acids, such as tartaric acid, which occurs naturally in many fruits, and malic acid found in some fruits and wine extracts.
“Using food acids to produce water-soluble metal dicarboxylates –electrode materials – presents a competitive alternative to graphite used in the majority of lithium-ion batteries that can, as we’ve demonstrated, optimise battery performance, renewability and cost to support battery demand better,” Sharma said. A prototype has been found to reduce environmental impacts across its materials and processing inputs while increasing energy storage capability and is a springboard to upscale the technology transitioning from a small coin cell to larger pouch cell capability. “The next step will be running use/re-charge cycles at different temperatures to demonstrate industry viability and allow for further optimisation. The technology also applies to sodium-ion batteries that present another cheaper, greener alternative to lithium-ion batteries,” Sharma said. The research has been driven by examining reported inconsistencies in food acid performance in the lab.
PV Magazine
Ukraine: Triangular LED modules are like ‘Lego’ for spherical screens
Australia is in a prime position to benefit from the world's largest proven reserves of nickel and zinc, the second largest proven reserves of cobalt and copper, and the third-largest proven reserves of bauxite. It is also the world's largest producer of bauxite and lithium and the third-largest cobalt producer. Coresearcher Deputy Dean of Research, Professor Russell Smyth, from the Department of Economics at Monash University, said Australia must embrace AI through all stages of the mining process
The solution created by Front Pictures and LED manufacturer EKTA has been described as “a kind of Lego set for immersive screens”, using a set of standardised triangular LED modules to build spherical screens in various shapes and sizes. The SFERiX technology enables the creation of immersive spherical screens in multiple sizes and shapes – from segments to complete spheres – using a set of unified LED modules. Front Pictures has claimed the solution could produce spherical screens more cheaply and quickly than the 'first generation' trapezoidal modules currently being used. The two companies joined forces in 2015, with the vision of producing a spherical screen based on LED rather than
projection, which has been the dominant technology for decades. Front Pictures has more than 20 years of expertise in creating multimedia shows and has equipped more than 150 planetariums and immersive theatres worldwide with solutions. The SFERiX technology delivers a high level of contrast and brightness while maintaining consistent colour accuracy regardless of viewing angle and across a full range of hues, even at peak or near-peak brightness levels. "This is where SFERiX comes into play,” Front Pictures' chief marketing officer, Maryna Kalashnykova said. “Highcontrast, DCI-P3 and HDR support are essential for cinemas and planetariums. Uncompromising colour accuracy is crucial for virtual production. Stereoscopic [3D] support and the integration of various real-time engines are vital for immersive attractions and scientific simulators. Mobility is indispensable for touring exhibitions and shows.
"We developed this technology to help industries worldwide create amazing immersive experiences at a more accessible scale and budget to provide revolutionary and breathtaking moments to their audiences."
EKTA-Prom
Australia: Static electricity could help run air conditioners
An invention made from waste polystyrene that generates static electricity from motion and wind could lower power usage by recycling waste energy in air conditioners and other applications.
More than 25 million tonnes of single-use, polystyrene packaging materials are made globally each year. Still, only a tiny fraction is recycled – most of it goes to landfill once it has served its purpose.
The innovation by RMIT University in collaboration with Riga Technical University in Latvia helps address this waste challenge by finding a practical use for the material. RMIT has filed a provisional patent application for this invention and is now seeking industry partners to invest in developing it for commercial technologies.
Lead researcher Dr Peter Sherrell, from RMIT, said the innovative thin patch, made from multiple layers of polystyrene each around one-tenth the thickness of a human hair, produced static electricity.
“We can produce this static electricity just from air blowing on the surface of our clever patches, then harvest that energy,” said Sherrell from the School of Science. “There's potential for energy from the turbulent exhaust of air conditioning units to be collected that could reduce the energy demand by up to 5% and, ultimately, lower the system's carbon footprint.”
The maximum voltage that the devices produced in experiments was around 230 volts, which is comparable to mains voltage in homes, though at much lower power. “The biggest numbers come from a compression and separation, where you've got faster speeds and bigger motion, while smaller motion generates less energy,” Sherrell said. “This means that in addition to air conditioners, integrating our patches in high-traffic areas such as underground walkways could supplement the local energy supply without creating additional demand on the grid. It takes 500 years for polystyrene to break down in landfills, which makes these devices really stable – and able to keep making electricity for a long time.”
The research underpinning the static electricity invention is published in Advanced Energy and Sustainability Research. The phenomenon of static electricity has been observed for thousands of years and is well understood at the macroscopic scale, but it has been a mystery at the nanoscale – until now. “We’ve figured out how to make the insides of reformed polystyrene rub across each other in a controlled way, making all the charge pull in the same direction to produce electricity,” Sherrell said. “Plastics are like millions of little strands, and when you combine two plastic films, these strands get knotted together. When these knots break, there's a little charge on each part of that broken bond.” The team has explored using other single-use plastics to create energy-generating patches.
“We've studied which plastic generates more energy and how when you structure it differently – make it rough, make it smooth, make it thin, make it fat – how that changes all this charging phenomenon,” Sherrell said. The culmination of all this learning has been developing these simple little patches that can create quite a large amount of energy. The impact of this research now relies on developing devices for various commercial applications with industry partners.
Advanced Energy and Sustainability Research
USA: Chemists break 100-yearold rule with fresh class of molecule
Chemical engineers and researchers are calling for a 100-year-old rule to be thrown out after they’ve made molecules that defy it. “We shouldn’t have rules like this – or if we have them, they should only exist with the constant reminder that they’re guidelines, not rules,” says corresponding author Professor Neil Garg, a chemist at the University of California – Los Angeles, USA.
The rule, called Bredt’s Rule, relates to a class of molecules called olefins. These are carbon-based (organic) molecules that contain a double bond where two carbon atoms share two pairs of electrons. Ellen Phiddian from Cosmos magazine reports that, ‘carbon-carbon double bonds are common in nature, but the pharmaceutical industry and other synthetic chemistry fields particularly covet them. This is because they’re valuable building blocks: the double bond can be manipulated much more quickly in chemical reactions than single-bonded carbon atoms, allowing for a wider range of products to form.
In 1924, German chemist Julius Bredt published a rule about specific types of olefins called “bridged bicyclic” molecules. These molecules are shaped like rings, with a “bridge” branching over their top. Bredt stated that a double bond couldn’t form at a specific location in the molecule, called the “bridgehead” position. Such a bond would be too strained to exist – atoms tend to sit in specific neat geometries determined by physics, Bredt noted. While these shapes can be bent, they can only bend so far before the molecule won’t form. Bredt’s rule has since become a staple of organic chemistry textbooks and is recognised by the International Union of Pure and Applied Chemistry, the global authority on chemists.
Researchers have previously been able to make “anti-Bredt olefins”. But these were usually highly unstable and didn’t exist for long. Investigations into them have been sparse in the last century. “People aren’t exploring anti-Bredt olefins because they think they can’t,” says Garg. But his team made several of them, with double bonds sitting – well, not comfortably, but at least stably – at the bridgehead position.
Science
Future navigation is Mini
Advanced Navigation launches Certus Mini series, designed for land systems and lightweight air platforms.
Advanced Navigation, a world leader in navigation and autonomous systems, has announced the expansion of its versatile Certus range, with the new Mini series. Available in three variants, the Certus Mini series includes a GNSS-aided Certus Mini D and Certus Mini N inertial navigation system (INS), while Certus Mini A functions as an attitude and heading reference system (AHRS).
Weighing no more than 55 grams, the series packs an impressive punch in performance and cost-efficiency, defying expectations for its weight and size. Advanced Navigation CEO Chris Shaw said, “Manufacturers and system integrators often face trade-offs between performance, size, cost, and weight. The Certus Mini series is a testament that these attributes do not need to conflict.
This value-driven breakthrough lowers the entry barrier to precise and reliable navigation for customers deploying land-based vehicles. It also unlocks new possibilities for lightweight airborne platforms, such as drones, where every gram counts towards flight efficiency and power consumption. Designed with flexibility in mind, the series is easily integrated into existing and new system builds with simple plug-and-play connectivity, minimising development time and costs. This adaptability and its performance and size make the Mini series a powerful addition to the already versatile Certus range.”
The future of navigation is mini
Dual-antenna INS - Leading the series, the Certus Mini D features dual-antenna GNSS heading. This allows it to deliver superior accuracy in heading, position and velocity. With a maximum weight of 55 grams, it fills a critical gap in the market for a dual-antenna INS in a lightweight and compact size. Multiband GNSS receiver - By operating on the L1/L5 multi-constellation GNSS, the Certus Mini series offers leading capabilities in interference immunity, position accuracy and multipath resistance in urban environments, such as near tall buildings, tree canopies and canyons.
Software-enabled hardware - The series houses Advanced Navigation’s breakthrough algorithmic technology. This softwareenabled hardware delivers navigation data superior to outputs based on traditional filter methods, offering new levels of performance for miniature INS in GNSS-challenged environments.
Easily integrated into new and existing platforms
The Certus Mini series can be easily integrated into legacy systems and new builds, ensuring seamless upgrades, reducing installation time and minimising costs. This flexibility accelerates deployment across diverse applications.
Geospatial surveying—Certus Mini can augment drone solutions by providing accurate positioning and attitude without weighing the system down. This enables new applications for surveying environments across open-pit mines, construction sites, urban areas and critical infrastructure.
Agriculture—In a new era defined by farming-as-a-service (FaaS), Certus Mini can be used in purpose-built agriculture robots and equipment to assist with a diverse range of tasks, including aerial spraying, weed detection and localisation, monitoring crop health, inspecting moisture levels, creating field maps, autonomous pruning and grass-cutting, among others.
Open-pit mining—Certus Mini is the ideal solution for surface drilling OEMs and integrators seeking precise rig alignment. Best-in-class accuracy provides precise alignment even in deep pits where multipath errors occur, and a ruggedised design delivers durability and reliability in harsh mining conditions.
Asset tracking—Certus Mini can track and monitor assets for a range of industries, including mining, facility management, manufacturing, construction, commercial fleets, automotive, and oil and gas.
By manufacturing all solutions in-house, Advanced Navigation employs a vertical integration framework that streamlines development, enhances quality control, and ensures agility in responding to customer demand. Further, only components meeting the highest standards are integrated into the navigation system by utilising machine learning and advanced quality control mechanisms.
This in-house capability guarantees exceptional product reliability, quality, and longevity while providing complete control over production timelines, reducing lead times, and ensuring swift, efficient delivery of the entire product series.
advancednavigation.com
Logix SIS
Rockwell Automation pushes the safety button with the launch of Logix SIS.
Rockwell Automation has launched Logix SIS, a cutting-edge safety instrumented system (SIS) designed to address the evolving needs of modern industrial environments.
The introduction of the Logix SIS from Rockwell Automation provides a modern and integrated safety solution, offering both SIL 2 and SIL 3 certifications for enhanced process and hybrid safety. Logix SIS delivers all components of a safety instrumented system, including the process logic solver and I/O. The system is engineered to provide high availability with proven Rockwell Automation hardware, leveraging the latest 1756 controller, FLEX 5000® I/O platform, and Studio 5000 Logix Designer® application for a truly integrated user experience.
"Logix SIS represents a significant step forward, offering exceptional flexibility for process and hybrid safety applications while leveraging our proven hardware to target the highest safety levels," said Dan DeYoung, vice president of product management at Rockwell Automation. "Its intuitive interface, consistent with our other
solutions, minimises complexity and empowers partners to deliver high-level safety solutions."
Key capabilities of Logix SIS
• Modern SIL 2 and SIL 3 solutions deliver comprehensive safety across various industrial applications.
• High availability safety provides continuous operation for critical processes.
• Streamline implementation by leveraging familiar hardware and software.
• Reduce engineering time to maximise efficiency through simplified design and configuration.
• Upgrade the system without requiring planned downtime.
• Available through Rockwell Automation distribution channels that provide convenient access to customers worldwide.
rockwellautomation.com
EXAIR Air Gun
New Intellistat Ion Air Gun for static elimination in sensitive processes.
EXAIR's Intellistat® Ion Air Gun is a handheld and lightweight solution for eliminating static in clean processes, electronic test facilities, laboratories, and clean rooms. Rated Class 5 for ISO 14644-1 and controlled environments, the Intellistat has secured a patent highlighting its unique design and operation, which represents EXAIR’s continued advancement in clean room static elimination.
The Intellistat is designed to consume minimal compressed air while delivering precise blow-off and exceptional static decay rates. Intended for cleanrooms and processes sensitive to particulate or static, the Intellistat produces clean, ionised airflow essential in removing troubling dust or static charges without compromising production. Made from durable static dissipative polycarbonate, the Intellistat assures its usefulness in applications requiring nonconductivity, such as circuit board or electronics manufacturing, as well as blowoff applications like cleaning lenses or removing debris from medical products. It also features LED lights to ensure proper functionality and a lightweight frame for prolonged use.
The Intellistat is a low-maintenance solution that is UL listed and CE compliant. It adds to a long line of EXAIR static eliminator products, including Super Ion Air Knives, Ion Air Cannons, Ion Air Guns, Ionizing Bars, ionising Points, and more. caasafety.com.au
TOYOTA HYDROGEN
Powering ahead with green hydrogen innovation and design excellence. Carole Goldsmith reports.
The Toyota Hydrogen Centre, Victoria’s first commercial-grade permanent hydrogen production, storage, and refuelling facility, is set to use green hydrogen production capabilities for automotive, transport, and even buildings. It is located at the Toyota Centre of Excellence (COE) at Toyota’s former car and engine manufacturing site in Melbourne's west. The COE also incorporates product development, design, testing training and other essential functions.
Toyota’s global vision for a sustainable hydrogen society recognises the importance of hydrogen as a viable and plentiful source of carrying and storing energy. Toyota’s Hydrogen Centre opened five years ago and was Victoria's first commercial-grade permanent hydrogen production, storage and refuelling facility. It is housed at Toyota’s former manufacturing site at Altona in Melbourne's west.
“Hydrogen is produced on-site by a 250kW electrolyser that uses electricity to split water into hydrogen and oxygen components and can produce up to 80kg of hydrogen per day,” advises Toyota Australia’s Carbon Policy Lead, Andrew Willis. “Power for the electrolyser is drawn from the on-site 3.4MW solar array and the grid, depending on what is available.
“An on-site refueller can dispense the hydrogen at medium pressure (35MPa) for machinery like Toyota's fuel-cell forklifts used elsewhere on the Altona site and at high pressure (70MPa) for vehicles like the Toyota Mirai, our hydrogen fuel cell electric vehicle (FCEV). Hydrogen produced on-site can also power a 30kW fuelcell generator that supplies backup power for the hydrogen centre and can feed into the mains grid.”
“Beyond the Toyota Mirai, Toyota is already using hydrogen to power trucks, urban bus fleets and forklifts as well as generators for powering industry, businesses, and homes,” explained Willis.
“Mirai is essentially a “plug-less” electric vehicle. While charging, a battery-electric vehicle can take several hours, refuelling Mirai is quick and simple. There is a pump and a nozzle, just like at a petrol station. As you pump in the hydrogen gas, it is stored in the carbonfibre-reinforced tanks. This takes about five minutes to fill the tanks with the Mirai rated to 650km before it needs refuelling.
“An FCEV like Mirai generates its electricity onboard from hydrogen, with water as the only emission. The process occurs in a polymer electrolyte-membrane (PEM) fuel cell made up of thin plates separated by membranes. The system combines the stored hydrogen with oxygen from the air. A chemical reaction produces electricity directly, powering the electric motor. Like hybrid technology, a lithium-ion battery also allows energy to be reclaimed through regenerative braking,” advised Willis.
“Pressing the accelerator pedal yields an immediate flow of electric power from the fuel cell and/or the lithium-ion battery to the rearmounted AC synchronous electric motor, which drives the rear wheels. The maximum power from the system is 128kW.
“An electric air compressor pressurises the intake air, and a watercooled intercooler reduces the temperature of the compressed air before it enters the fuel-cell stack,” added Willis. “A water-cooled oil cooler integrated with the air compressor helps maximise efficiency.
An electrostatic cleaner purifies the intake air, capturing ultra-fine particles while a charcoal filter removes chemical substances.“
The Mirai fuel cells have a pressure relief device that releases the hydrogen gradually in case the temperature rises abnormally, and this prevents any overpressure.
Mirai is built at Toyota’s Motomachi Plant in Toyota City, Japan. As part of its commitment to a sustainable future, Toyota Australia has already been leasing Mirai FCEVs to progressive businesses and organisations further to demonstrate the viability of hydrogen fuel cell technology. CSIRO was its first Mirai lease customer in Australia three years ago, and the vehicle was used to test CSIRO’s hydrogen refuelling facility at its Clayton site in Melbourne’s east.
Green hydrogen refuelling stations for Canberra
In a combined effort to offer green hydrogen refuelling stations, Ampol, Hyundai Australia, Pacific Energy, and Toyota Australia signed a Memorandum of Understanding (MOU) last October (2023) to explore opportunities for jointly developing hydrogen refuelling infrastructure in Canberra. The agreement brings together the four like-minded companies that are all leading proponents of Australia’s growing hydrogen economy and demonstrates a commitment to work together to build a more sustainable future.
Both Hyundai and Toyota currently have FCEV fleets operating in Australia today, while Ampol and Pacific Energy are heavily investing in energy solutions to support customers through the energy transition.
The goal of the MOU is to combine the expertise and capabilities of each of the partners to help develop hydrogen refuelling stations for FCEVs in Canberra. The existing hydrogen refuelling facility in Fyshwick is undergoing continuous upgrades and the group is continuing to explore opportunities for expanding the hydrogen refuelling network in Canberra.
Publicly accessible refuellers are available in Melbourne, Canberra, Brisbane and Perth. There is also a more comprehensive range of refuellers held by companies for their internal use. Additional publicfacing refuellers are expected to continue to increase, including Viva Energy’s Geelong facility, which is under construction and anticipated to be operational shortly. CSIRO provides a map of Hydrogen Refuelling Stations around Australia.
Hydrogen fuel cell generators powering the future.
In Australia, Toyota is showcasing the broader applications for hydrogen-powered fuel-cell technology beyond the transport sector. “In association with energy provider EODev, we are supporting hydrogen as a clean and efficient source of electrical energy generation,” advised Willis.
“Since early this year (2024), we have assembled and distributed EODev’s GEH2® hydrogen fuel-cell generators at our Centre of Excellence, which followed an investment of $3.27m. The retail partner is Blue Diamond Machinery, Australia’s leading national independent distributor of off-grid power solutions. The first model is a 110kVA GEH2® generator, which uses the same Toyota fuel-cell system that powers the Mirai. As the market develops, additional models with differing power supply levels will be considered for assembly and distribution in Australia.
“Our investment in generator assembly will help build Australian skills and capabilities in hydrogen technologies in a rapidly growing industry that will help Australia meet its emission-reduction targets”. Potential applications for the GEH2® power generator include powering remote off-grid sites such as mining sites, construction sites, and battery electric vehicle (BEV) charging sites and for use in events. It can also be used to provide emergency backup power for hospitals, commercial buildings, and anywhere else where a stable power supply is required.
Continued next page
Continued from previous page
“In 2022, we used an EODev generator before and during an AFL game in Melbourne to light the Marvel Stadium sign and a team coach’s box. The generator used 6kg of hydrogen, saving an estimated 100kg of CO2 emissions compared with running the lights off the electricity grid. We have since continued using the generator at other event activations such as the Melbourne Grand Prix and AFL Gather Round,” Willis explained proudly.
Global developments
Aiming to expand the line-up of fuel-cell passenger cars, Toyota and BMW announced in September this year (2024) that they are jointly developing a third-generation fuel-cell system and working on infrastructure development co-creation. They announced that the new system will be installed in both companies' models to provide customers with a broader range of FCEVs.
Also, in June this year (2024), Toyota announced that it is evaluating and demonstrating hydrogen fuel-cell prototypes of its HiLux pickup. The program involves ten prototype vehicles built in the United Kingdom. They use core components from the Mirai, such as its fuel cell and hydrogen tanks. This project further demonstrates the broad scope of Toyota’s multi-path strategy towards carbon neutrality, applying different powertrain solutions, hybrid-electric, plug-in hybrid electric, battery electric, fuel-cell electric and e-fuels, to suit different user needs and local market needs and infrastructure.
Beyond passenger vehicles, Toyota has expanded its hydrogen focus to commercial applications. The company is testing heavyduty hydrogen trucks and buses, with prototypes currently being trialled in America, Europe and Japan. In 2023, Toyota and PACCAR expanded their collaboration to develop zero-emission, hydrogen fuel-cell trucks. This builds on a pilot program at the Port of Los Angeles that helped enhance performance and range.
These commercial ventures are part of Toyota's broader goal to accelerate the transition to zero-emission transport, particularly in freight and public transit. In Europe, Toyota has established a Fuel Cell Business Group to oversee its regional hydrogen activities. Based in Brussels, it aims to strengthen the business case for hydrogen and support its introduction into mobility and other fields, making it accessible to new commercial partners. It will enable Toyota to work closely with industry partners, national and regional governments and organisations to stimulate the development of hydrogen eco-systems in more locations and progress towards the goal of a hydrogen society for the benefit of all.
Toyota believes its activities will drive demand for hydrogen, bring down costs and strengthen the viability of the supply infrastructure.
Toyota Centre of Excellence.
In December 2021, Toyota’s former car and engine manufacturing site at Altona in Melbourne’s west was reborn as its Centre of Excellence, incorporating product development, design, testing, training and other essential functions. “The $150m invested to develop the centre on the 75-hectare site is a key pillar in Toyota’s vision to continually develop world-class facilities and people,” Willis advised. “The centre has enabled Toyota to retain and build on the innovations and capabilities developed during our long vehicle manufacturing history, particularly in design and engineering.
“In the spirit of kaizen, or continuous improvement, we always upgrade the site and develop our functions and people. This stems from Toyota’s commitment to provide ever-better vehicles and services to our customers. It also means we keep jobs, skills and career paths in Australia,” said Willis.
As well as housing the Hydrogen Centre, the Toyota Centre of Excellence includes:
• Product planning functions including local development and evaluation of vehicles and accessories sold here and globally.
• Toyota Design Australia, which is based in a state-of-the-art studio on the site that was previously the engine plant. Its facilities allow creative designers, studio engineers, clay and digital modellers to create ever-better designs and full-size prototypes of vehicles, components and accessories that ultimately become products that can be sold in Australia and around the world.
The fabrication area offers a vast array of prototyping capabilities. There are two 5-axis CNC milling machines. The facility houses ten 3D printing machines. There’s CAD metal and wood fabrication and a paint spray booth using the latest waterborne technology.
• A 55,000-square-metre Toyota Parts Centre that houses 1.5 million parts and delivers 26,000 parts daily. Its innovations include hydrogen fuel cell and driverless forklifts, autonomous AI-controlled vehicles, smart trolleys, and conveyors.
• Conversion Centre, where Toyota’s world-famous production methods are applied to the final assembly of HiLux Rogue and HiLux GR Sport variants for the Australian market. The hydrogen fuel-cell power generators are assembled in this facility. The units are locally distributed by retail partner Blue Diamond Machinery and exported directly by Toyota.
• A 10-hectare Autodrome with a 1.4km test-drive course, unsealed surfaces, a water crossing, off-road hills, and moguls.
• A simulated Toyota dealership that provides practical and theoretical training for showroom and service areas.
• A service centre for training in the Toyota Production System. This training has helped many businesses and non-profit organisations service their communities better.
Making the switch
Why electric motorcycles are the way forward for Australia.
Individuals can feel so helpless in the face of mounting climate change. You’ve invested in rooftop solar or switched to a greener energy provider. You do your bit with recycling and composting and buy local produce whenever possible. You even ditch the car most days and switch to a crowded train. Fortunately, there are options to ‘green’ your guiltiest pleasures—including your weekend motorbike ride.
While we’ve been slow to catch up, Australia is finally embracing electric motorcycles as the responsible choice for the future. With the explosion of home solar systems, more Aussies are also recognising that there are significant savings to be made from a ride that is effectively fuel and maintenance-free. But there are many other reasons for switching to an electric two-wheeler—especially one built in Australia.
Quieter streets, healthier communities
Internal-combustion motorcycles contribute significantly to urban noise pollution. The constant din disrupts sleep, increases stress levels, and can even lead to hearing problems. World Health Organisation studies link chronic noise exposure with tinnitus, heart disease, and even cognitive decline.
On the other hand, electric motorcycles operate at much lower decibels - creating a more peaceful environment for the whole community. Riders can enjoy the sounds of the city or the open road without the constant roar. The quieter operation also allows for better communication between riders and improved awareness - leading to safer interactions on the road.
Less maintenance, more riding
Unlike combustion engines with their pistons and valves, electric motors have a simpler design with fewer moving parts. This translates to less wear and tear, fewer maintenance headaches, and lower overall costs. No oil changes, filter replacements, or spark-plug adjustments are required, simplifying maintenance and reducing the amount of used oil and filters entering the waste stream. With an e-moto, you can spend less time tinkering and more time out on the road.
C-Series passes EMC testing, but, what is that?
EMC stands for Electromagnetic Compatibility. Our testing primarily relates to the safety and compliance regulation ECE R10, which defines precise requirements for the electromagnetic compatibility of components used in motor vehicles. These tests are crucial to ensure that our motorcycles meet strict regulatory standards and don’t interfere with or get affected by other electronic devices or vehicles. During the EMC tests, the C-Series was placed in an anechoic chamber (a space surrounded by carbon-loaded foam designed to absorb electromagnetic signals) with specialised equipment monitoring the vehicle’s emissions. It was then exposed to electromagnetic energy across a wide frequency range to validate its susceptibility.
There’s also an interactive education centre to inform government, industry and students about hydrogen, fuel-cell technology and sustainability.
“Going forward, the Centre of Excellence and the Hydrogen Centre are helping promote the future of sustainability, mobility and connected technology for Toyota, our customers and our Australian community,” added Willis proudly. toyota.com.au
All devices that emit electrical signals can influence each other when they are connected or in close proximity—including when they’re out on the road. Australia’s EMC regulations aim to keep these side effects within acceptable limits.
Built to last, designed to recycle
With the Savic Motorcycles C-Series, sustainability goes beyond the electric powertrain. At least 80% of the structural components are constructed from recyclable aluminium. The C-Series’ battery packs are also designed not just for performance but for a responsible future, including:
Repurposing for home energy storage: Once our battery reaches the end of its useful life for powering your motorcycle, it still has plenty of life left. The C-Series battery can be repurposed for home energy storage, helping you reduce your reliance on the grid and potentially lowering your power bills.
Battery recycling: C-Series batteries can be recycled down to their core chemical components at the end of their second life. These components, such as lithium, cobalt, and nickel, can be reused to produce new batteries, creating a closed-loop system that minimises waste and further environmental impacts. By incorporating recycled materials and designing for battery recycling, the C-Series goes beyond being electric - representing a genuine commitment to a sustainable future.
Choose electric, choose sustainable
Electric motorcycles offer an exciting and sustainable alternative to traditional petrol-powered models. With the C-Series, you don't have to compromise on performance or style. Join the electric revolution on two wheels and embrace a cleaner, quieter, and more responsible future! savicmotorcycles.com
Jaunt traffic
Creating sustainable solutions, reducing environmental impact and upscaling performance in personal vehicles.
Jaunt is an automotive workshop reinventing four-wheel drives and classic cars through electric conversion. Swapping engines from internal combustion to electric allows people to enjoy their vehicles while reducing their environmental impact.
Despite the political word salad in 2019 Canberra about electric cars ‘ruining the weekend’, Australia has been converting cars to electric since the 1970s. In fact, the Australian Electric Vehicle Association (AEVA) is one of the oldest electric vehicle associations in the world.
Dave Budge and his business partner Marteen Burger had “worked together with some great engineers and designers on making emerging tech beautiful and saleable,” explained Budge. “We both enjoyed camping and four-wheel-driving. I owned a Land Rover, but I wished it was electric, and there was no electric 4x4 on the market.”
Budge had worked as a consultant with Holden and General Motors globally for a long time, which familiarised him with automotive sales stats. “Australia buys more four-wheel drives than anyone else, and the only electric cars were sedans and hatchbacks in 2018-19,” he stated. “Basically, a Nissan Leaf or a Tesla Model X was what you could buy back then.”
What became clear to Budge was that there was plenty of fantastic work being done by individuals in their home garages. At that stage, it was possible to package that end product’s emerging technology but it was for electrical engineers, by electrical engineers. It wasn’t designed for non-enthusiasts. The market was there, and it wanted to purchase an electric version of some classic cars, and Budge just needed to sell cars. He’s been asked to develop electrical conversion systems in his company, Jaunt. Of course, with every business plan, there are always bumps in the road. “We came in with large growth plans, a large workforce, and then COVID hit,” explains Budge.
“It needed to be thought of holistically as a car, for people who just loved the style, the look, the shape,” explained Budge. “What does
it mean to take a classic with all this nostalgia? We are standing on the shoulders of some great car brands.”
Budge sees the mission of Jaunt as selling a car you’d imagine it to be like rather than what it is. Since COVID, they haven’t had much to do with Land Rover, the brand. But the Land Rover community has been very supportive. “We started a singular brand, ‘Make-ItCar’, to prove that we got it,” he added. “We weren’t just jamming electric stuff inside it. We sell many after-market Land Rover parts we’d developed but don’t have a connection with Land Rover.” They now have a line of classic Land Rovers being worked on. Refitted. Set up to plug in.
Even today, Jaunt is only 16 people. Neither Marteen nor Dave are mechanics or engineers. “But we’ve spent a lot of time and money to get to a level where our teams build a new car,” he added. “We have a digital twin in CAD for every car we build.”
Getting the right people on the floor to work in this space has been lucky for Jaunt in some ways. “We’re finding people with experience in robotics and digital electronics areas, as well as a couple from motorsports and some who are ex-GM,” explained Budge. “I guess the environmental and the sustainable side of what we're doing attracts people who would never have been excited about automotive.”
“We’ve also reached out and worked with Mini Australia and did our first electric Mini in partnership with them,” said Budge. Jaunt converted and sold the Classic Mini as an electric vehicle, while Mini Australia promoted their new Electric Mini. It allowed Jaunt to promote that you could have an electric Mini, and it could even be a classic older Mini people might still have, just needing an electric engine. The electric motor and battery combination is ten kilos lighter than the original petrol engine in a Mini.
There’s also been a lot of tinkering in the warehouse in Scoresby around a Volkswagen Kombi wagon, affectionately named a ‘Voltswagen’. It’s landed back here to undergo some fine-tuning and be upgraded. The new platform Jaunt has developed for
this vehicle will fully comply with global EV standards. “A lot of the vehicles we’re dealing with, older classic Volkswagens, were assembled to some extent in Australia for some period of their lives,” said Budge. “And that's why they resonate.”
When you go from internal combustion to electric, there’s no barrier to entry anymore. You don’t have to know how to fix an old car.
The automotive industry, particularly with classic vehicles, is quite conservative. “There will always be great workshops, with their reputation, experience and skills,” qualifies Budge. “They're building beautiful machines with internal combustion engines.”
“If their customers say they want to convert it to electric, that's a big step for those mechanics, but it can be done. More and more US
workshops are open to conversions, even more so in the UK. Jaunt is open to training other workshops as well,” noted Budge. “We have some industry customers in New Zealand who are bringing a car over, and we'll be doing a conversion for them and helping to train their manufacturing and automotive engineering staff. That’s a whole different arm of our business.”
All vehicles refitted at Jaunt now have bi-directional charging installed with the batteries. This gives the vehicle an immediate ability to power your house during a blackout, run a small business out on the road, or charge a neighbour’s vehicle.
Jaunt uses many manufacturing service providers from all over the country to manufacture its vehicles. For instance, they use Hardy Spicer for all their drive shaft development. “They do custom shafts, and they do a lot of work on our Land Rovers,” explained Budge. Precision Engraving and Briter Australasia produce the dashboard labels, and Ultimate Laser does all the laser cutting from their facility in Dandenong.
“Retro Rack in South Australia brings in a very modular rack-andpinion steering system that we can adapt to different angles,” Budge added.
Jaunt is also participating in the Supercharge Australia Innovation Challenge as part of the “Retrofit Nation” initiative. This program aims to convert half of Australia’s vehicle fleet—around ten million vehicles—into electric vehicles by using retrofitting solutions.
This is about much more than the technical aspects of EV conversion. It’s about creating sustainable solutions at scale that benefit everyday Australians. “It’s also a chance to continue pushing boundaries as we grow our team and refine our processes for vehicle retrofitting,” Budge concluded. jauntmotors.com.au hardyspicer.com.au precisionengraving.com.au briteraus.com.au ctechlaser.com.au ultimatelaser.com.au retrorack.com.au
Save money. Save time.
VirtualStaff365 is a Melbourne based outsourcing specialist providing talented offshore staff.
We help manufacturers get their office work done, for a fraction of the cost.
The future of industrial mobility and autonomy in manufacturing
Explore how industrial mobility advancements transform operations, boosting efficiency, safety, and scalability across industries. Cyngn’s Luke Renner spells it out.
The industrial landscape is undergoing a significant transformation with the rise of digital technologies. One of the key drivers of this shift is industrial mobility, a concept that is changing how factories and manufacturing processes operate. Industrial mobility involves using advanced technology to streamline operations, improve efficiency, and enable greater autonomy on the factory floor.
Industrial mobility's impact is already felt in industries like manufacturing, logistics, and transportation. Autonomous vehicles and robots are used to manage inventory, map factory layouts, plan efficient routes, and even autonomously control entire production systems. As these technologies continue to develop, investment in private mobility companies has surged, with $6.8bn invested during the 2012-2017 period. This trend is expected to accelerate as the technology matures.
What is Industrial mobility?
Industrial mobility refers to using autonomous vehicles and robotic systems to automate the movement of materials and goods within industrial settings. Unlike traditional mobility, which focuses on transporting people, industrial mobility is tailored to meet the unique needs of the manufacturing, logistics, and process industries. For example, AGVs, AMRs, and autonomous industrial trucks are increasingly used to streamline material handling and reduce labour costs. There is a lot of freight moving around daily, and the demand for industrial autonomous vehicles is growing. Large industrial players like Amazon, Walmart, and BMW use this technology. As a result, they can better meet changing demands and improve overall operational performance. Industrial mobility testing ensures these systems can operate reliably under real-world conditions like dynamic environments, making autonomous technology a practical solution for intelligent factories and logistics hubs.
Industry 4.0 and IIoT
Industrial mobility is a crucial driver of Industry 4.0. The Fourth Industrial Revolution, also known as Industry 4.0, signifies a significant leap forward in manufacturing through the integration of advanced technologies. At the core of industry 4.0 is the Industrial Internet of Things (IIoT), which connects machines, sensors, and systems to enable real-time data exchange and enhanced decisionmaking. This integration facilitates a more intelligent and efficient manufacturing environment by leveraging technologies such as artificial intelligence (AI), machine learning, robotics, and the Industrial Internet of Things (IoT). For example, in factories and digital supply chains, IIoT supports a range of applications, including inventory management, asset mobility, and real-time location systems (RTLS).
Industry 4.0 and Industrial Autonomy
As Industry 4.0 continues to evolve, it further drives the rise of industrial autonomy, where systems operate with minimal human intervention. As a result, smart factories are becoming a reality and are expected to grow from $223.6bn to an impressive $985.5bn by 2032. This shift towards greater autonomy significantly reduces costs and improves operational efficiency, leading to more reliable and scalable manufacturing solutions. For example, autonomous long-haul trucking could save manufacturers nearly 30% in total transportation costs by 2040, assuming aggressive adoption rates. Similarly, fully autonomous trucks are expected to save up to 25% of total trucking costs once mainstreamed.
Advanced robotics
Equipped with sophisticated sensors, machine learning algorithms, and precision actuators, industrial robots and autonomous robots are being deployed to perform complex tasks that are hazardous, repetitive, or require high precision.
For example, Delta robots, which use advanced machine learning and real-time sensor data, are designed for packaging and handling in industries such as pharmaceuticals and food, where speed and precision are critical. These robots can handle light, repetitive applications with high accuracy, making them ideal for environments that require meticulous quality control. By operating continuously without breaks, they significantly enhance productivity and reduce the risk of human error. Adopting such technologies is also crucial for achieving greater operational efficiency and safety.
Autonomous Industrial Vehicles
Autonomous industrial vehicles, such as Automated Guided Vehicles (AGVs) and Autonomous Mobile Robots (AMRs), are increasingly being adopted. A 2023 Modern Materials Handling study found that more than 66% of all recipients were looking to adopt AGVs or AMRs in the next 24 months.
Automated Guided Vehicles (AGVs):
AGVs are used primarily for material handling within manufacturing facilities and warehouses. They follow fixed routes like those in Ford’s manufacturing plants, where AGVs transport heavy automotive parts along predefined paths to assembly lines, significantly improving productivity. These systems are ideal for repetitive tasks such as transporting materials from one location to another, like moving raw materials from a storage area to the production line. In fact, according to the American Society of Mechanical Engineers (ASME), AGVs can increase efficiency by 50-70%.
Autonomous Mobile Robots (AMRs):
Unlike AGVs, AMRs don’t follow predefined routes and are instead equipped with advanced sensors and AI capabilities that enable them to navigate dynamically through complex environments. AMRs, like Cyngn’s fleet of self-driving vehicles, can adapt to changing conditions on the factory floor, making them more versatile and flexible than AGVs.
Connectivity: Sensors and Networks
Connectivity is the backbone of industrial mobility solutions, enabling seamless communication and coordination between devices. Advanced sensors gather critical, real-time data on machine performance and environmental conditions, providing insights for optimising processes. Reliable network infrastructure then ensures this data is transmitted in real-time between sensors, robots, and automation components, facilitating immediate decision-making.
Horizontal and Vertical Integration
Horizontal and vertical integration are key strategies for optimising industrial mobility. Horizontal integration connects similar processes or departments across multiple locations. Imagine several factories: one assembles products, and another handles packaging. With horizontal integration, these factories share realtime data, so when one finishes assembly, the next is ready to package immediately—like synchronised hands working together. Vertical integration, on the other hand, connects different stages within a single factory. From raw materials to final shipping, each step is linked by sensors and AI. If a machine slows down, the system automatically reroutes tasks or alerts maintenance— like the factory has its own brain, constantly optimising the workflow. Together, these integrations make factories smarter and more autonomous.
Cloud and Edge Computing
While cloud computing offers centralised data storage and processing, edge computing brings computational power closer to the data source. This reduces latency and enables real-time decision-making, which is critical for autonomous operations. Picture an automated warehouse where autonomous mobile robots (AMRs) move materials between production lines. With edge computing, robot sensors process data locally, allowing them to instantly detect obstacles, reroute, or adjust speed without waiting for instructions from a distant cloud server. For example, if a forklift unexpectedly crosses the path of a robot, the edge system enables it to react immediately, stopping or navigating around the obstacle in milliseconds. Meanwhile, cloud computing manages long-term data like performance metrics and fleet optimisation, ensuring smooth operations across the facility. These technologies make real-time autonomy possible in fastmoving environments like material handling.
Cybersecurity
As industrial systems become more interconnected, they are also more vulnerable to cyber threats. A recent report highlighted that over 40,000 industrial control systems (ICS) in the US are exposed to potential cyberattacks, with threats targeting critical infrastructure such as power grids and water systems. Ensuring robust cybersecurity measures is essential to protecting sensitive data and maintaining the integrity of autonomous operations. Effective strategies to combat these issues include regular patch management, advanced network monitoring, and employee training on cybersecurity protocols. Additionally, deploying predictive security tools to identify and close vulnerabilities before they can be exploited has been crucial in reducing downtime and preventing attacks.
Inventory management
Real-time tracking of inventory levels and locations using RFID and RTLS systems helps reduce inventory-related costs and optimise stock levels. These technologies, used by companies like Walmart as early as 2006, can reduce errors by up to 50%.
Asset mobility
Automated movement of materials and finished goods throughout the supply chain improves logistics efficiency and reduces manual handling costs. Technologies such as Automated Guided Vehicles (AGVs), Autonomous Mobile Robots (AMRs), and conveyor systems enable continuous, real-time movement of materials with minimal human intervention. These systems reduce manual handling costs by minimising labour-intensive tasks like loading, unloading, and transporting goods across facilities.
Mapping and planning
AI and machine learning algorithms optimise routes and workflows for autonomous vehicles, improving efficiency and reducing travel times. Tools like digital twin models and systems such as Cyngn’s
navigation platform enhance this process by creating a detailed environmental map. Cyngn’s system then overlays the map with semantic information and “rules of the road,” allowing autonomous industrial vehicles to navigate safely and efficiently. These technologies help autonomous systems adapt to real-time changes, minimising delays and maximising productivity.
Autonomous control systems
These systems can independently control operations, reducing the need for human intervention. Making real-time decisions based on data from sensors and environmental inputs allows for more efficient management of complex processes. In continuous-process industries, where production runs continuously, the integration of autonomous control systems ensures uninterrupted operations and enhances overall process efficiency.
IT/OT convergence
Integrating information technology (IT) systems, which focus on using computers, networks, and data management systems, and operational technology (OT) systems, which involve hardware and software that detects or causes changes in industrial equipment, helps streamline industrial processes. This enables more informed decision-making and improves overall operational efficiency.
Process optimisation
Advanced analytics and AI-driven decision-making tools optimise manufacturing processes, reduce waste, and improve quality. Siemens, for instance, uses its MindSphere platform, an AI-driven IoT system, to collect and analyse data from manufacturing equipment in real-time. This helps manufacturers predict equipment failures and optimise production schedules. Similarly, General Electric (GE) leverages its Predix platform to analyse industrial data, which improves efficiency by reducing downtime and enhancing predictive maintenance, ultimately optimising production and reducing operational costs.
Sustainability
Autonomous systems help reduce energy consumption and minimise waste, contributing to more sustainable industrial practices. For instance, using autonomous electric vehicles in logistics can reduce carbon emissions and lower operational costs, leading to a smaller environmental footprint.
Manufacturing
Only 9% of companies in the manufacturing sector have adopted autonomous technologies, but this is expected to grow as the benefits of improved efficiency and reduced costs become more apparent. Manufacturing 4.0 represents the next phase of digital transformation in manufacturing, where intelligent factories leverage advanced technologies like AI, IIoT, and robotics to achieve higher levels of automation and efficiency. For example, semi-autonomous vehicles such as free-range AGVs and autonomous forklifts are used to automate factory material handling.
Logistics
The logistics industry is set to be one of the biggest beneficiaries of industrial mobility, with autonomous trucks alone expected to reduce total transportation costs by up to 30% when fully mainstream. Add to that, the power of additional technologies such as drones for last-mile delivery and warehouse automation, and you’re looking at significant improvements to speed and accuracy. 70% of the transportation industry believes autonomous trucks will play a significant role within 20 years. Autonomous trucking and autonomous transportation solutions pave the way for safer and more efficient freight transport. As fully autonomous trucks become more mainstream, they can significantly lower transportation costs and enhance logistics efficiency. cyngn.com
Butcherbird mine
Scania’s autonomous trucks to make global debut in Australian mine.
Scania and Australian services provider Regroup will launch the world’s first fleet of autonomous in-pit mining trucks in the Pilbara in 2025 with a rollout planned at Element 25’s Butcherbird Mine. The world-first fleet of 11 autonomous rigid G 560 8x4 tippers, transporting manganese ore for Element 25 at their Butcherbird site, is planned to start work in late 2025 in Western Australia’s Pilbara region. Scania, Regroup, and Element 25 will collaborate to finalise the particulars regarding this solution and align with the expansion of the Butcherbird mine.
“Scania in Australia has been working closely with several partners in the local mining industry over recent years to finesse our autonomous truck programme in advance of this announcement,” says Scania Australia Managing Director, Manfred Streit. “We are delighted that this historic event, the first global order for a fleet of Scania’s new autonomous trucks, has been made by a privatelyowned Australian company, which will provide these trucks for use in an Australian mining environment.”
“With this fleet order, we bring to commercial reality the concept of an autonomous fleet working at scale in demanding real-world conditions. We anticipate the Regroup fleet deployment will be the first of many, as operators around the world see the safety, productivity and ease-of-use benefits of Scania’s technology,” said Peter Hafmar, Head of Autonomous Solutions, Scania. Regroup, a fully integrated civil, mining and bulk commodities haulage partner, sees the autonomous truck fleet as the first critical stage in its path towards a zero-tailpipe emissions mining fleet future.
“Along with Scania, we are excited to be establishing our first fleet of autonomous vehicles in the Australian mining industry. It is not lost on us that we are able to collaborate with one of our key, and long-standing partners in Element 25 as we look to roll this solution out across their site. We have always been aligned in our values in supporting industry innovation and the electrification of the global vehicle fleet. It is great that we can demonstrate this on site,” said Regroup Managing Director, Michael Still.
“Regroup has excelled at initiating and delivering sustainable and renewable practices, and these new autonomous trucks are just the first step in our transport plan. We look forward to adding Scania zero-emission autonomous mining trucks as the next step. In addition to the autonomous trucks coming next year, we have also ordered a driver-operated battery electric Scania rigid 8x4 truck that we will look to incorporate into the Element 25 Butcherbird operation, which will serve as a water cart, underlining our overall aim of decarbonising our mining activities,” Still said.
“We're investing eight figures with Scania to establish a fully autonomous onsite mining haulage fleet. Regroup has a track record in investing in innovative fleets,” he said.
“We see the autonomous Scania fleet also reducing our diesel consumption, as we're moving from a larger capacity fleet of 100-200 tonne vehicles to a smaller class unit, and from a decarbonisation perspective, we’re burning less fuel on site, so we're reducing our impact on the environment to achieve the same commercial result,” he said.
Regarding the new autonomous fleet, Still said there will be no reduction in his driver cohort, because the new fleet will be operating as an expansion of a current programme, so no additional drivers will be sought.
“On the one hand we will reduce our (notional) driver requirement by 21 people, due to the autonomous trucks replacing three shifts of seven drivers, so there is a saving on wages, flights, food and accommodation, but we will be creating control room jobs, which are safer environments, and eventually we anticipate they can be remote sites, such as their hometowns.
“Our existing workforce is unaffected, but it allows us as we grow not to rely on new talent into the business as much as in the past. We'll be able to take people out of the dirtier more hazardous environment and deploy them into safer cleaner more appropriate, more attractive working environments,” he said.
“I think this has a much bigger impact on the family,” Still said. “But I think the other point is that this is our road map to electrify our fleet and provide our customers with a road map too. We will run these diesel vehicles initially with one BEV in there, but as technology develops - and we see Scania as a key partner having demonstrated capability in this area - as the larger trucks become available and become an electric option, we would look to swapping out the fleet to the fully electric fleet on site as well.
“Regroup certainly wants to be an early adopter. That's been a part of our vision as a business, but we've also been watching OEMs and some aftermarket providers attempting to automate their fleet and to electrify their fleets. We always had a clear commitment within our business that the solution that we’ll ultimately pick should be backed by the OEM.
“We have seen that Scania, as a business based out of Sweden, has already been working in the Pilbara in mining on autonomous trucks for a while, getting their hands dirty in the harshest of environments, and they back their product in this application to be the first commercial operation in the world,” Still said.
“We expect these new autonomous trucks to arrive in the latter half of 2025. We are fortunate that within our team, we have some people who have experience integrating autonomous equipment into the fleet in the Pilbara, so they know what to expect. They were involved with the early concept trials of the autonomous Scania solution in the Pilbara so we'd be relying on those guys and the Scania team. This is really where that partnership works,” Michael Still said.
“Regroup is a business on a rapid path to expansion, having been voted the top regional business of the year in WA,” said Robert Taylor, Head of Mining at Scania Australia.
“We can see that Regroup and Element 25 will benefit from reduced operating costs using our autonomous trucks, decarbonising their operations, and transferring labour requirements from the field to remote control room locations, which are also safer working environments. So, this fleet will provide a win-win for all parties,” Taylor concluded. scania.com
Partnering with AMTIL
AMTIL’s corporate partners offer a selection of products and services that will benefit our members in their business. For any enquiries about our Corporate Partnerships, and how they can benefit you, contact Greg Chalker on 03 9800 3666 or email gchalker@amtil.com.au Our Partners. Our Members. Your Benefits.
amtil.com.au
Freighter Group Operations Pty Ltd
Blazing a new trail in Ballarat, MaxiTRANS trades up to a Smart Factory, as Freighter Group.
A few years ago, Freighter Group, then named MaxiTRANS, seriously considered scrapping its heavy-duty truck trailer manufacturing business. It seemed an era was coming to an end at the Australian company, which had spent decades building up its production facilities, relying heavily on manual processes and a skilled workforce. Now, high labour costs and long lead times were eating into its profits, and it faced a crucial decision. But in a Herculean effort, the management team opted to transform the company’s old manufacturing facility into a Smart Factory. It figured it would take three tough years to turn things around – and now the company is seeing the first signs of success.
Greg L’Estrange was working in the company’s facility in Ballarat when his phone rang. On the other end of the line was a forklift driver from the factory. “He asked me about one particular part. He wasn’t entirely sure where it was meant to go, but he had already worked out what he was going to do with it,” recalls L’Estrange, Executive Chairman of Freighter Group Operations. This casual conversation between a worker and a chief executive may seem surprising, especially given Freighter Group’s size and prestige as Australia’s leading manufacturer of semi-trailers.
But L’Estrange and his right-hand man general manager Brad Givvens are big believers in flat hierarchies. Both men favour a straight-talking, down-to-earth approach, and they are happy to chat on the shop floor clad in their work gear. Together, they embody the spirit of the forging shop where the Freighter Group story began – even though L’Estrange only joined the company three years ago.
From its humble beginnings, the company has now grown into a manufacturing powerhouse employing 700 employees, with a turnover last year of $400 million.
Core business in the balance
But a few years ago, things looked a whole lot bleaker. MaxiTRANS was stuck in an outdated style of manufacturing, and its inefficient methods were causing costs to spiral. The company’s initial attempts to digitalise and automate processes had come to nothing, and they soon found themselves losing market share to competitors. When a group of private investors acquired the company three years ago, it felt like everything was on the line. Its manufacturing operations were on the brink of being shut down. The solution proposed by the new owners – among them Greg L’Estrange –seemed the most rational and logical way forward. The idea was to close down the struggling manufacturing business, including the leading production site in Ballarat, 100 kilometres north-west of Melbourne. They would then switch to importing trailers from abroad and focus all their efforts on sales.
“The right technology gives us the key to the door, but we’re the ones who decide whether or not to walk through it.”
Greg L’Estrange, executive chairman of Freighter Group Operations.
The money they would raise by selling the manufacturing facilities was certainly tempting – but things ultimately took an unexpected twist. The owners suddenly made a 180-degree shift: instead of selling the factories, they decided to divide up the company and invest heavily in manufacturing.
“We anticipated seeing no return for three years and pumping all our cash flow back into the business,” says L’Estrange, who lobbied the investors to back the new approach. Over the long term, he figured this option would produce higher returns than selling the manufacturing facilities. “Fortunately, we passed up the opportunity to make a quick buck and agreed to go for the second option,” said L’Estrange. His task then was to turn their traditional factories into an advanced centre of excellence within just a few years. The goal was to reduce operating costs and double production volume to secure long-term profitability. But how was such a radical turnaround to be achieved? Freighter Group had virtually no experience in modern manufacturing technology, and the few attempts it had made to update its facilities had ended in failure.
It quickly became apparent that Freighter Group needed to find some experienced partners – and the combination of TRUMPF and local company Headland Technology proved to be a perfect fit. They put machines and software from the Ditzingen-based family-run company at the heart of its strategy to create a “factory 4.0”. At its main Ballarat site alone, the company invested $50m in new machines. From TRUMPF, Freighter Group acquired a TruLaser 5040, a TruLaser Tube 7000, two TruBend 5000s and a STOPA large-scale storage system. It also incorporated TRUMPF’s Oseon software solution into a new SAP-based IT architecture. The management team is now working flat out to embed the new machines into its production processes, and L’Estrange calculates that their transition to a smart factory will be complete by early 2026.
Transparency is the key
The new level of precision provided by this technology is a major step forward, L’Estrange said. TRUMPF systems can produce parts to much more exact specifications than the company’s old machines, and tighter tolerances are essential for automated processes.
L’Estrange speaks from experience: past attempts to introduce robot-assisted welding failed precisely for this reason, which taught him a valuable lesson. “If you haven’t laid the groundwork to produce a reliably high-precision part, then you shouldn’t even be thinking about automation.”
As well as relying on precision machinery, Freighter Group has also adopted the Oseon software solution for controlling production and material flow. Oseon ensures that everyone involved in a process gets the information they need at the right time and in the right place. L’Estrange argues that this transparency is “fundamental” because it clarifies whether processes are working or not. L’Estrange and Givvens firmly believe that this radical transformation will only succeed if the workforce gets behind it, and that can’t happen unless management leads the way. “Managers want to get stuck in, not just sit in their offices. We like to make decisions quickly, and we have a low tolerance for bureaucracy,” said Givvens, noting that both he and L’Estrange spend more time on the shop floor than in their offices.
Support from the workforce is essential
He regards the transformation as exciting – but not everyone feels the same. Some of his colleagues have spent decades working at the company and would prefer to keep doing things the old way. They are reluctant to switch to a smart factory, so the management team has taken a two-pronged approach. The company is training employees who have embraced the changes, but L’Estrange and Givvens are also hiring new staff. They are specifically looking for young people who are enthusiastic about technology. Ultimately, they want people who understand why change is necessary. “Greg has made it clear to everyone what will happen if we fail to make this transition,” said Givvens. Many employees only understood the scale of this approach when they saw the new laser tube-cutting machine from TRUMPF in action. “They were amazed when we showed them what the machine can do. Their attitude changed completely,” says Givvens. The importance of such defining moments should not be underestimated, stated L’Estrange and Givvens. They count them as milestones in the change process because their employees –rather than the machines or software – ultimately make the difference between success and failure. “The right technology gives us the key to the door,” says L’Estrange, “but we’re the ones who decide whether or not to walk through it.”
Headland is the sole seller and service partner for TRUMPF in Australia and New Zealand freighter.com.au headland.au
Photos: Lynton Crabb
Food Recycle
Sustainability innovator Food Recycle’s tech validated by CSIRO Jade Perch and aquaponics trial.
A Jade Perch and aquaponics trial with the Commonwealth Scientific and Industrial Research Organisation (CSIRO) has validated Australian sustainability innovator Food Recycle’s technologies to turn commercial food waste into animal feed. Food Recycle, which is currently crowdfunding via Swarmer to commercialise its circular economy technology and scale up in Australia and New Zealand, says the CSIRO's evidence-based research is invaluable in delivering optimum results.
Food Recycle is an Australian technology start-up founded to tackle the global food waste problem. The company has a patent-pending technology to convert commercial food waste into high-performance animal feeds. Located in NSW, Australia, the company has worked with some of the best scientists in the country to develop and validate the technology. “Food Recycle’s patented process delivers on sustainability, circular economy, and food security outcomes for the global community, so it’s vital that our processes are scientifically validated to achieve the outcomes they are designed for,” says Food Recycle CEO Norm Boyle.
The trial follows similarly rigorous trials with layer hens, prawns, and barramundi conducted by CSIRO, Western Sydney University (WSU), and the University of New England (UNE). All of these trials saw favourable results using a food waste diet from Food Recycle’s systems. “The Swarmer campaign is a unique opportunity for the public to be a part of this sustainability journey and invest in shares in Food Recycle, starting from $250,” said Boyle.
Aquaponics trial
The Jade Perch aquaponics trial was conducted at the CSIRO’s Bribie Island, Queensland research facility and led by Dr Ha Truong, CSIRO's Agriculture and Food Business Researcher. In the trial, Jade Perch were fed a food waste diet. The fish waste was recycled, and the nutrients were used to grow leafy greens. “We wanted to determine if using more sustainable and local ingredients would benefit the growth of the fish and plants,” said Dr Truong.
“The trial results confirmed the technical viability and showed that upcycling waste produced high-quality foods for the future,” she added. Jade Perch can be farmed around the world, said Norm Boyle.
A truly circular solution
According to multiple sources, including the Australian Government’s Department of Climate Change, Energy, the Environment, and Water, 30kg of food is wasted for every 100kg produced. Food Recycle’s mission is to eliminate this problem with circular solutions that help ensure food security. “If the 30kg of wasted food goes through a Food Recycle facility, it can produce 15kg of aquaculture feed. When given to Jade Perch, this creates 10kg of fish and through aquaponics, it also creates 80kg of leafy greens,” noted Boyle.
“This Aussie fish can be farmed around the world. Instead of 30kg of food waste going to landfill, 10kg of fish and 80kg of leafy greens goes back to supermarket shelves – that’s what Food Recycle is all about,” he added. Food Recycle’s patented process turns commercial food waste into animal feed. The technology has been scientifically validated in several trials by the CSIRO, including the latest Jade Perch and aquaponics trial on Bribie Island in Queensland. foodrecycle.com
CSIRO Agriculture and Food Business Researcher, Dr Ha Truong (right) conducted a series of trials with Food Recycle (CEO Norm Boyle pictured left) to determine the viability of a food waste diet for Jade Perch, with fish waste nutrients then being recycled for aquaponics to grow leafy greens.
From left to right, Mauricio Emerenciano – CSIRO Senior Research Scientist and Project Leader, Norm Boyle – Food Recycle CEO, Dr Ha Truong – CSIRO Agriculture and Food Business Researcher, Cathryn O’Sullivan – CSIRO Senior Research Scientist, and Jarvis Aland – CSIRO Aquaculture Research Technician.
Guill Tool extrusion equipment
Guill Tool, the global leader in extrusion tooling, now offers various extrusion equipment for food processing.
Extrusion is increasingly becoming one of the primary methods of producing a variety of traditional and innovative food products, and the company’s extrusion tooling is designed to accommodate all of them. From pasta, hot dogs, and snack foods to chewing gum, licorice, and pet food, Guill’s balanced flow designs control dimensional tolerances to increase product quality while reducing waste. Custom-made extrusion tooling and dies make it easy to efficiently and consistently manufacture a variety of food products. More precise tooling allows for considerably reduced wasted extrudate. Furthermore, Guill’s extrusion tooling enables precise temperature control, allowing food to be manufactured at both high and low temperatures.
Typical end products include pelletising heads, profile dies, large diameter rotary heads, flexible, simple, and standard crossheads, Spiderless, and the Bullet. The 100 Series offers single or multistrand extrusion tooling with or without multi-layer capabilities. Optional custom design is also available. The 200 Series ensures improved tolerance and accuracy at increased production speeds, greater product consistency, and reduced waste. The 2000 Series large diameter inline heads feature a low volume flow and heated core pin and can be expanded to output multi-layer products.
The 300 Series heads are intended to increase tube wall strength. They achieve concentric heads at all speeds. Additional features are low inventory/quick colour change and elimination of secondary stage processing. The company’s 600 Series crosshead offers flexibility in design and extruder orientation with split balanced flow, while the 700 Series is fully adjustable and accepts existing tooling.
Guill’s 800 Series simple crosshead can be configured as a fixed centre or adjustable, featuring built-in cartridge heaters and a low-volume split feed balanced flow. The 900 Series Spiderless in-line head offers simplicity and fewer parts with a low-volume split balanced flow. Lastly, the Bullet™ is suitable for high- and lowvolume applications and can be accommodated with the simple, easy changing of just one component. guill.com
Food intelligence
FoodByUs unveils data intelligence platform to bridge the gap between restaurants distributors, and manufacturers.
FoodByUs has launched FoodByUs Insights—a new product that allows manufacturers and primary producers to see real-time market trends and performance of their products in the casual dining space, for the first time. Historically, manufacturers and primary producers have been left in the dark about what happens in the wholesale channel between restaurants and their distributors. This differs to retail channels where there is a rich and wideranging amount of data to help producers make better decisions. Now, FoodByUs Insights provides visibility into anonymised purchasing data from restaurants, cafes, pubs and more, allowing manufacturers to strategically position their product ranges based on real-time information.
A finalist at the 2024 Best in Innovation Awards of Excellence with the Foodservice Suppliers Association of Australia (FSSA), FoodByUs Insights has been recognised as providing intelligence to analyse a fragmented and very difficult part of the market. The company spent the past 12 months building its FoodByUs Insights with key industry members. Designed to improve visibility of market trends, competitive intelligence and end-user behaviour across the entire hospitality ecosystem from venue to supplier to manufacturer, the product aligns with the company’s vision to be ‘mission critical software so good you can’t run your restaurant without it.’
FoodByUs Insights has attracted the attention of major multinational manufacturers, including McCain, who are leveraging this platform to gain unprecedented insights into the wholesale food sector. For consumers, this means tailored, better-quality food at their favourite restaurants, as manufacturers can target their products to meet specific market demands.
Burkert
“FoodByUs is a game-changer regarding live market insights for our food service strategy,” said Alexander Howard, Assistant Category Manager for food service at McCain. “The platform offers unique insights where there is little to no data from distributors. We now have real-time visibility into market trends and product performance in the casual dining space, which allows us to tailor our product offerings for specific environments.”
As another feature of the platform, manufacturers can now engage directly with venues through various initiatives, such as rebate offers, product samples, and large-scale promotions. These promotions are seamlessly integrated into the FoodByUs platform, allowing venues to access offers easily they may otherwise miss.
"FoodByUs Insights is like having scan-level data for wholesale,” said Ben Lipschitz, Co-Founder and CEO of FoodByUs. “For years, manufacturers have struggled with limited visibility into what’s happening between restaurants and distributors. Our platform improves that by offering detailed, real-time data that can truly drive growth and innovation, something that has been solely missed in the industry. Best of all, distributors remain involved because they still fulfil all restaurant orders - so it’s a win-win-win. This isn’t just about who’s buying what—it’s about understanding industry-wide trends and capitalising on opportunities in a way that benefits the entire supply chain."
In an industry where data is critical for strategic success, FoodByUs Insights is set to transform how food manufacturers operate. foodbyus.com.au
Burkert fluid control systems harness automation to transform the food and beverage industry.
The Australian food industry is poised for continued growth between 2024 and 2028, driven by several key factors, according to the report Australia: Food Manufacturing Market Overview 2024–2028. Among the most significant trends are the rising demand for health-focused, sustainable food products and more premium and convenience foods.
The report states, “These shifts are anticipated to spur product development and packaging innovation, catalysing growth across various market sub-sectors.
“Simultaneously, sustainability and transparency are becoming increasingly important in food manufacturing, with consumers demanding more eco-friendly packaging and clear, honest labelling. Manufacturers who successfully respond to these demands will likely enhance their market shares during this forecast period.”
Regulatory changes, trade agreements and macroeconomic factors will further influence the market. Therefore, understanding the competitive dynamics, market segmentation, and growth opportunities will be essential for food and beverage manufacturers to successfully navigate this evolving market landscape.
The Australian food and beverage industry also increasingly benefits from technological advancements, particularly in automation, digitisation, and artificial intelligence. These technologies, which aim to increase efficiency and reduce costs, are expected to reshape the industry.
Bürkert, a partner in food and beverage innovation
Specialising in automation and control systems, Bürkert can help food and beverage manufacturers enhance production efficiency
and ensure consistency in product quality. These are critical factors in responding to market trends. Bürkert’s solutions are designed to meet stringent safety and regulatory standards in food manufacturing, which is crucial for companies looking to reinforce consumer trust and adhere to legal requirements.
As sustainability becomes a central focus, Bürkert’s technology can support manufacturers in reducing waste through efficient processes, integrating functions that minimise energy consumption, and adopting eco-friendly practices. Bürkert’s advanced fluid control systems can also facilitate innovation in developing healthier and more sustainable food products. This aligns with the trend towards premiumisation and health-conscious consumer preferences.
Enhanced energy efficiency
Bürkert process and solenoid valves precisely control compressed air flow, enabling manufacturers to optimise processes and reduce energy consumption. Helping to manage compressed air accurately and minimise air leaks, the Bürkert process and solenoid valves contribute to substantial energy savings. Efficient air management translates to lower operational costs, which is vital for businesses facing rising production expenses.
As a core manufacturer of fluid handling technology, including valves, controllers, and networking equipment, Bürkert can customise solutions to suit diverse applications within the food and beverage industry. Whatever the application, Bürkert can offer expertise and experience to create tailor-made solutions for everything from small-scale pilot projects to large-scale industrial facilities. burkert.com.au
‘One-size-fits-all’
not good enough
AgriFutures Australia reveals new revenue opportunities for rural industries.
A recent study by AgriFutures Australia has revealed what drives new revenue opportunities for Australian rural industries, offering a roadmap for resilience and growth. This landmark piece of research highlights the importance of tailored support and investments, ensuring that every unique sector can thrive amid a rapidly changing agricultural landscape.
‘New revenue opportunities for AgriFutures Australia’s rural industries’ project was commissioned to align with one of the 16 strategic priorities in AgriFutures Australia’s Research and Innovation Strategic Plan 2022-2027, namely ‘identifying new revenue streams’. This project, the first major piece of work under the priority, was commissioned as a scoping study to help understand where new revenue streams could exist and be developed across 28 of AgriFutures Australia’s levied and emerging industries, and other rural industries.
New revenue streams are important for these industries in many ways - they provide income diversification, promote sustainable practices and innovation, foster economic growth and job creation in rural areas and strengthen Australia’s competitive position in the global market. Mike Pepperell, Associate Director of Consulting and Implementation Services, who delivered the report, set out to determine the key drivers and enablers of revenue opportunities that reflect where industries within agriculture think these opportunities will come from.
In a comprehensive study involving over 130 interviews across all Australian states and territories, opportunities that aligned to six common themes as drivers or enablers emerged: (1) consumer expectations; (2) value-add, export and niche markets; (3) collaborating along and across value chains; (4) carbon, biodiversity and natural capital markets; (5) genetics; and (6) agtech.
“We rapidly realised that each of these sectors was at different stages of maturity, and our interviewees had different levels of propensity to embrace change and new opportunities. After lots of testing, nearly every opportunity we saw fell into one of those six categories, but they weren't mutually exclusive,” Pepperell explained.
The report also indicated that having a clear roadmap for R&D investment is crucial for encouraging innovation and technological advancements that align with the identified revenue drivers.
“It was quite clear from the tremendous variability in the conversations we were having that RDCs, governments and researchers need to have a greater appreciation of the individual circumstances of each industry sector and tailor their investment plans in the knowledge that there's not one size that fits all,” Pepperell said.
The report found that addressing the specific needs and circumstances of each industry at each life-cycle stage can support more effective growth and diversification. Peter Vaughan, Senior Manager of rural Futures at AgriFutures Australia, emphasised that as a key government player in the sector, “AgriFutures must continue to be flexible, adaptive, and approachable to support industries at various life-cycle stages, especially when opportunities for growth, sustainability, and renewal exist at each juncture.” Researchers also investigated producers’ approaches and barriers to adopting new revenue opportunities.
“The key here is to understand where different industry participants fall on the innovation adoption curve so we can communicate the best opportunities for our producers most effectively,” Vaughan explained. “The power of changing consumer behaviours is also significantly influencing product choice, and consumers are seeking different things than five or ten years ago. The ability for growers and farmers to respond quickly enough is a challenge that falls upon RDCs - to stay across those changing trends and communicate them to relevant sectors,” Pepperell said.
After the above findings, it became clear to researchers that nurturing a skilled and capable workforce is one of the critical enabling powers for assessing, adopting, and implementing opportunities. “At the end of the day, to take on a new revenue opportunity that is different to what you've been doing in the past, having skills, experiences, capabilities, and resources is one of the leading factors that can hold the individual business back. We’ve identified these amazing opportunities, but the people who stand to benefit the most from them may not be able to, even if they have the willingness and desire to,” Pepperell said.
“The insights from this extensive study demonstrate that business as usual and ‘one-size-fits-all’ strategies will no longer suffice,” Pepperell highlighted.
“Regardless of their maturity, needs and circumstances, each industry uniquely contributes to the breadth, diversity, resilience and vibrancy of Australia’s rural landscape, and it’s vital that we develop strategies with this in mind,” Pepperell emphasised.
By prioritising relevant opportunities with adequate support, Australia's rural industries can unlock the new revenue streams uncovered in the report, delivering our farmers and producers real returns and preparing them to thrive in the future.
agrifutures.com.au
Gaia EnviroTech
Anaerobic Digester at a fully robotic central Victorian dairy farm.
The Gaia EnviroTech business is the Bioenergy and Waste management division of Gekko Systems, based in Ballarat, Victoria. The business has partnered with Jock Charles from the Berrybank Farm who has successfully operated an Anaerobic Digester (AD) on piggery effluent in the Ballarat region for 30 years. The modular biodigester design was developed by Gaia EnviroTech and is manufactured onsite at their local facility. The expandable configuration is targeted to treat 5-20k tpa organic waste and upwards.
Objectives
The system in this case study was installed as a 12-month research and development project to establish the viability of an anaerobic digestion plant designed to convert dairy effluent to energy and minimise odour. The secondary objectives were to increase the nutrient value of the manure and ease handling constraints (e.g. allow longer-term storage). This was required to provide the dairy with a viable option for future herd expansion.
The family-owned dairy houses cattle in a large shed and periodically to pasture. In addition to milk production, potatoes are also grown on-site and benefit from the nutrient value of the manure. A total of 300 cows are milked at the operation. Before the digester installation, the raw manure was constantly scraped from this shed, loaded into tanker trailers and spread onto farm paddocks, causing odour issues.
Installation design
The installation was fully automated and operated for a year, from November 2018 to 2019. The pilot unit is a 160m3 prototype system and is a novel modular multistage ‘biodigester’ to capture biogas released during anaerobic digestion. The sequential flow system ensures manure is effectively retained for a defined duration. During testing, up to 16m3 of liquid manure was fed to the biodigester unit daily. However, the average feed loading was 12m3/day and held in the system for 13 days, producing approximately 250m3 of biogas per day. The biogas stabilised at approximately 63% methane content. An H2S target level of less than 100ppm in the biogas for use in the system’s boiler and generator was targeted and typically controlled to below 50ppm.
Operation
The design is centred around three 12m long biocells from recycled shipping containers. Manure is pretreated from a collection pit at the end of the dairy shed to feed this unit. Feed is transferred from a small buffer tank and fed into the biodigester at a constant rate. A coarse fibre product is stockpiled as a soil conditioner or compost in a bunker.
During the deployment, the feed pretreatment equipment processed all the manure produced by stabled dairy cows (approximately 21m3/day). The standard feed throughput of the biodigester was a proportion of that processed manure. Generally, this was 12m3/ day, however rates as high as 16m3/day were achieved. The average biogas production rate was approximately 250m3/day, with a methane concentration of 63%. Biogas was conditioned by removing hydrogen sulphide and moisture before being used in a boiler or generator unit. This represents a total potential energy output of 1575kWh/day or approximately 550 and 630kWh/day of electrical and heat energy from a generator unit, respectively. This equates to 185MWh/year of electrical energy, worth approximately $37,000. This renewable electricity source can be on-demand; available when required by the farm’s equipment. Thermal energy is also a valuable resource and can be used to substitute electrical or gas heating.
During the deployment, the overall uptime was 87%, and in the final six months of the project, this had been increased to 96%. This is equal to approximately 23hrs/day average uptime. However, on many days, the plant operated uninterrupted for 24 hrs. Several technical hurdles were overcome relating to feed preparation, additive dosing, biogas handling, and energy production areas, and have now become successfully automated and implemented into the updated design.
The Anaerobic Digestion Process
The anaerobic digestion process enhances the nutrient value of the manure. Within the process, mineralisation occurs, transforming organic nitrogen (N) and phosphorus (P) into inorganic forms that have higher bioavailability (directly available to plants). This is not only of benefit to pastures and crops, it also reduces N and P runoff to waterways (potentially causing eutrophication and algal blooms). Within the biodigester, the feed is broken down by micro-organisms in several stages. Populations of Bacteria and Archaea work in unison to degrade and consume the complex organic matter. Approximately 40% of the original mass is released as carbon dioxide, methane (and other trace gases). This ‘biogas’ is captured and stored as an energy source. The liquid that exits the biodigester is called digestate and is stored in a large tank. This lower odour digestate has a high nutrient value and was spread to pastures when convenient.
Outcomes for Client
As residential areas encroach on traditional dairy farming land, odour becomes a significant issue, especially when the effluent needs to be stored. A biodigester solves this issue very effectively. The odour emitted from the digestate is much lower than that of the raw manure. A lower odour digestate will also allow longer-term storage prior to use and provide greater operational flexibility. The system also operates at deficient noise levels using a lowenergy system and shielded machinery inside containers. Although not quantified, the more excellent nutrient value in digestate will also benefit the site. Evidence suggests pastures and crops respond better to nutrients supplied in the digestate than raw manures. Nitrogen runoff is also less likely to occur due to being absorbed by the soil and plants more rapidly. In addition to N, P, K and other nutrients, digestate is also a tremendously beneficial source of organic carbon, especially in soils in drier regions. More carbon means higher microbial activity and healthier soil. The Gaia EnviroTech system has proven itself to be reliable and low maintenance. Uptime for the system >96%. Daily checks of the
system can be completed in less than 30 minutes. Much of the time, a walk-around with a simple checklist is all that is needed.
Gaia EnviroTech and Anaerobic Digestion
Environmental protection is a key driver for many projects involving anaerobic digestion technologies. This is not only because organic waste materials can pollute the environment directly (e.g., nutrient overloading of terrestrial and aquatic environments causes ecological imbalance) but also because they have the potential to generate greenhouse gas (GHG) emissions when stored or deposited in landfill facilities. An average Victorian household (adults with children, gas heating) requires approximately 15 kWh/ day of electricity (CSIRO – Typical House Energy Use). Therefore, the installation in this case study would generate sufficient electricity to power 36 homes. Anaerobic biodigesters provide on-demand energy, contribute to waste management and circular economy
outcomes and are minimally affected by weather conditions. Renewable energy sources, such as photovoltaic and thermal solar systems, require sunlight. Wind turbines' output is also dependent on atmospheric conditions. However, a biodigester plant will operate 24/7 so long as the feed is maintained, which is a reliable and uninterrupted resource produced for the life of the dairy.
Cattle contribute to GHG emissions by releasing gases as they digest food. Much of this is methane, over 28 times more potent than carbon dioxide as a GHG.
Cow manure is not the only organic feedstock suitable for the Gaia EnviroTech biodigester. Organic residues from several industries can be anaerobically digested to produce biogas, including cheese whey, food manufacturing waste, fats, oils and grease (FOG), flotation sludges from wastewater treatment plants, food waste, etc. gaia-environ.com
Lesley Yates is the Director of Government Relations and Advocacy at the Australian Automotive Aftermarket Association (AAAA). The AAAA encompasses the aftermarket supply chain including auto part manufacturers, automotive modification component manufacturers, parts distributors, retailers, designers and service and repair.
AMT: How would you describe your job?
Lesley Yates: I've been in this role for probably eight or nine years. And I have a great job. I thoroughly enjoy it. It's a varied landscape because we cover state in-service vehicle regulations and Federal Standards and Design Rules (ADRs). The job is about advocating and supporting the industry through advocating for reasonable regulation, responding to the bad, and effectively advocating for rules and regulations that work to support the industry and help it grow. The AAAA puts forward positions on some of the thought bubbles that some governments like to advocate that would introduce new regulations that might not work for the industry. I love that there’s a mix of government relations and advocacy because the government relations component is responding to the government agenda, and trying to get our things on the agenda. But advocacy is about what matters to us. It's anything that promotes the industry, either to consumers, customers, or even a future workforce. So in the advocacy component, that's all of the good news, the stuff that we do well, how we're a great industry, how we are gearing up for the future as all sectors do to ensure that we've got a great future and a growing one, and one that's embracing zero and low emissions, and we're an excellent option for future careers.
I am blessed, I think. I love that adage that if you can find a job you'll love, you'll never work a day in your life, but I do truly love my job.
AMT: Tariffs have been eliminated on over 99% of Australia’s exports to the UAE, including vehicle parts. How much have these CEPA tariff removals affected the Australian four-wheel drive market?
LY: It’s early days on that deal of course, because the details are still being brokered. But it’s exciting news for us because we flourish in markets where there are demanding conditions. We also thrive in markets where people love their four-wheel drives because we have a global brand reputation. Australia produces automotive parts by world-leading brands, which car owners purchase when they truly want to invest in quality products. If you're already buying a highend vehicle and want to ensure that all of the components you put on the vehicle are also high-end. These are the markets that we do well in. We also do well in many Asian markets for the same reason. All our well-known household brand names are seen to be at the top end of the market.
We have a reputation in Australia of having a high-end four-wheeldrive component manufacturing industry that produces quality products.
The UAE is already a significant export market for us. It might be 20% of our exports are going to the UAE. North America is still at the top, but it's worthwhile for us to invest more in that market. When we see favourable tariff arrangements, it's worth it for our
manufacturers to think about how well they penetrate that market. For example, the critical issue of product representation and distribution. That's the absolute key to success in market entry: are you enough of a distributor's volume for you to be a priority for their effort and work? And the more favourable the market conditions, the more likely our manufacturers will start to look at some of their distribution options to ensure that they can gear up, because there will undoubtedly be more products sold in the UAE.
AMT: What effect does the new ADAS have on the automotive market?
LY:Advanced Driver Assistance System as a mandatory requirement will continue to escalate. So that’s everything that assists the driver in operating the vehicle. A significant part of that new system is Autonomous Emergency Braking (AEB) and AEB is an ADR for all new vehicles starting in 2025.
As an industry, we embrace AEB. It saves lives. That system cuts in when you're a bit slow to do so. We need to ensure that any modifications made to the vehicle allow the AEB system to work as intended in its operating parameters. Australia is the worldwide leader in suspension testing and modifications, and the benefit of working with quality aftermarket producers is that we're already testing our suspension kits. Our members are engaging with our Auto Innovation Centre to test their products to ensure the vehicle will still behave as intended. What it means is that the effect of ADAS is that we need to put more effort into R&D to ensure that we maintain the operating parameters. We're already doing it for Electronic Stability Control. ESC has been in vehicles for decades, and we have already tested our components and the ESC system to ensure the vehicle is operating according to its parameters.
AMT: What is the future view for the Australian aftermarket automotive market?
LY: As we no longer make cars in Australia, we buy vehicles from a global platform. Because of that, the market continues to improve year on year. We are constantly adapting vehicles to ensure they're fit for purpose. But it's impossible for a car manufacturer building a vehicle on a global platform to know all the intended end uses. You and I could have the same vehicle and use it differently. I could be a tradie carrying weight in the back all the time. You can be towing a caravan. The manufacturers don't know precisely how you intend to use that vehicle. They build that vehicle to a price point. So, the fact they're producing 30,000 units of a model, and there are 30,000 different uses of that vehicle gives us a solid future.
People love their brand names. Some might have an ARB Canopy, an Iron Man Lift, or a Terrain Tamer suspension kit. These names are well known. So that gives us a good edge. They will continue to produce vehicles as a one-size-fits-all all as they need to for economies of scale. I'm not criticising the car makers, but we need
to then adapt those vehicles for recreation, road conditions, heat conditions, towing, occupations, mining, and defence. There will always be a future in it, and the more technologically advanced the vehicles are, the more critical it is for the vehicle modification industry to move with that technology.
AMT: The arrival of hybrid and electric vehicles is quickly leaning into this market.
LY: Indeed, yes. This continues to present new challenges for us in designing and developing products to fit those vehicles, but we're no stranger to that. Vehicles are changing all the time in terms of their shape, weight, and configuration. Vehicles are always adapting and evolving. The advent of Hybrids and Electric vehicles doesn’t change that scenario. The industry can also produce in smaller volumes, in niche uses, and we can respond really quickly because we know which models are being released in overseas markets. We are generally ready as soon as that vehicle is sold.
AMT: How much of a juggle is it to chase standards compliance from manufacturers, OEMS suppliers and backyard outfits?
LY: We have Australian standards. We have a mandated requirement to ensure we don't take the vehicle out of Australian design rules and specs, so we've got to maintain the ADRs. For compliance to regs, it depends on which component you're looking at. A bull bar, for example, is subject to Australian standards. It's got its own standard to ensure that the design follows the profile of the vehicle and maintains airbag compatibility. For other things like lifting the vehicle, we must ensure it complies with state-by-state regulations. So, there is a variety of compliance requirements. We're also doing vehicle upgrades before their first registration. And in that instance, we're called an SSM, a second-stage manufacturer. That scheme requires us to provide a robust and comprehensive list of evidentiary requirements that we put in the vehicle through testing, research and development so we know what impact the modification has on the vehicle. It is quite a large industry.
AMT: Are OEMs in Australia a concern?
LY: Look, we have varying relationships with the OEMs. We are the partner provider for some OEMs. You might see a particular brand of bull bar made by an Australian aftermarket company. That means that some OEMs, particularly the OEMs that do a lot more of the four-wheel drives, they often engage in partnerships with the Australian industry. Sometimes they go head-to-head. I don't want to give you the sense that it's always an amicable, harmonious relationship. Sometimes, we are in direct competition. We prefer that Australian car owners purchase components that are designed and developed here in Australia. That's our preference. And pretty much everybody wants to be safe on the road, in their car, and they love to take pride in their cars. aaaa.com.au
Pronal CLT lifting cushions
Super-tough reusable cushions safely solve tricky lifting problems posed by portable and mobile plants with capacities of up to 65 tons per unit.
Mining, construction, energy exploration, and infrastructure groups are becoming ever nimbler in moving plant, people, and resources over major distances as opportunities decline at one site and open up in more profitable areas. This has led to a new generation of transportable technologies and plant, including portable buildings and transportable facilities that need to be safely lifted for trucking to new destinations.
“Such vital facilities can include accommodation, maintenance, engineering, testing, and medical facilities, extending through to containerised energy management and electronic technologies associated with electrification and automation of sites,” says Pronal elastomer engineering specialist Vinh Lam, of Pronal exclusive Australian national distributor Air Springs Supply Pty Ltd.
A problem associated with such lifts and shifts is creating access gaps under loads for safe lifts onto transport, particularly where space around the load may be limited or site conditions may involve soft or variable substrates that preclude the initial use of hydraulic or mechanical lifts with high point loads. Even on hard surfaces, using a crane or forklift technique to create the initial lifting gap may damage hard concrete or tarmac surfaces unless a working gap is created for optimally safe access beneath heavy structures or structures that may have been in place for some time.
“Heavy processing equipment and portable structures often need to be raised to a low height to enable safe, clear access so forklift tynes, crane strops, or standard lifting equipment or vehicles can do their work of loading onto transport,” says Vinh Lam. “The lifting gap is important because it enables heavy lifting equipment to get through beneath the base of the load to ensure a balanced and safe lift”. One solution to such issues is provided by Pronal seamless inflatable lifting cushions, which incorporate the strength of aramid fibre coated with rubber—a combination featuring the same supertough fibre used in body armour, racing tyres, and racing sails.
Low profile, high capacity
The Pronal CLT series of such cushions, in individual capacities of 1-65 tons, is engineered to offer lower profiles than conventional lifting bags (down to 20-25mm, depending on application). The Pronal cushions, inflated at up to 8 bar, also offer 20% greater lift capacity because of their robust construction from thread layers coated with chemical-resistant elastomer, hot vulcanised, under pressure, in one operation.
The lifting bags' interlocking surfaces also deliver stronger gripping when stacked, increasing their lifting range beyond individual bags’ strokes of 85-500mm, depending on the model chosen. They are designed for easy handling and use. They can be inflated using compressors found on worksites or simple air cylinders. Removeable inflation connectors can also be fitted.
“They are an optimally safe lifting technique that spreads the load of the initial lift by conforming with irregular surfaces and load shapes during inflation while providing controllable and powerful lifting following standard lifting techniques, including: Progressive controlled lifting (recognising the optimum lifting power of airbags is attained before they reach maximum stroke. (So, the lower the stroke, the higher the load that can be supported, following the typical practice of adopting repeated low-stroke lifts where necessary).
Stabilising load at each planned lift point, typically with wedging, cribbing or chocking, after which the lift is advanced incrementally to enable capture of the load. Capture the entire load at each planned new height level, typically with chocking, to ensure
maximum stability and safety as the lift moves through each cycle.
All Pronal high-pressure lifting bags meet or exceed European and international standards for such bags. They are essentially the same types of Pronal cushions used internationally for lifting and rescue work during local and global emergencies when they have been used to hoist entire aircraft, trucks, locomotives, and heavy rock and debris.
Vinh says the Pronal CLT cushions’ construction of aramid textile coated by rubber further increases their safety, co-efficient and resistance to penetration. Weight for weight, aramid textile is five times stronger than steel and superbly suited for repetitive work in harsh environments, including construction, energy, industrial, resources, and civil engineering sites. With profiles down to 20mm and a maximum operating pressure of 8 bar, Pronal cushions can be used in confined spaces underneath inaccessible loads ranging from engines and containerised plants through to foundations of bridges, buildings, machinery, pipeline structures, and resource development rigs requiring lifting for inspection and repair.
“Instead of considerable investments in custom-engineering a conventional lifting platform, it may be well worth considering the simple principle of pneumatic actuation,” said Vinh. “This can be particularly so when working in confined spaces, such as gullies, trenches, mines and construction sites with little room to manoeuvre. Pronal’s latest cushions – featured on its new Australian website are also readily transportable by road or air and reusable when relocating plant and machinery to new sites.
Pronal's Australian distributor, Air Springs Supply, is Australia's leading supplier of air springs and associated pneumatic technology for the industrial and transport sectors. Air Springs Supply has over 50 years of experience in actuation, isolation, and suspension, with a national distribution and technical service network. airsprings.com.au pronal.com
End plastic waste
CSIRO and Murdoch University launch Bioplastics Innovation Hub to end plastic waste.
CSIRO, Australia’s national science agency, and Murdoch University have launched The Bioplastics Innovation Hub. This $8m collaboration will work with industry partners to develop a new 100% compostable plastic generation. The Bioplastics Innovation Hub aims to revolutionise plastic packaging by developing biologically derived plastic that can break down in compost, land, or water.
Dr. Andy Whiteley, CSIRO Research Program Director, said the Hub aims to bring together experts in microbiology, molecular genetics, synthetic biology, biochemical engineering, advanced manufacturing and circular economy by translating advancements in bioplastics research to real-world applications. “Our primary focus is the development of 100% compostable, bio-derived packaging for use as sprays, films, bottles, caps and wrappers, which are engineered to break down in compost, land and aquatic environments fully,” said Dr. Whiteley.
With global concerns over plastic pollution and fossil fuel depletion driving increased demand for compostable bioplastics, the Hub will equip the plastics industry with the tools and expertise required to manufacture materials and continue to drive a green plastic waste economy. "It is critical to address the growing problem of plastic waste and reduce its environmental footprint,” CSIRO Ending Plastic Waste Lead Dr Deborah Lau, said. “This needs a systems approach, and we are developing a broad range of scientific and technological solutions for the entire plastics supply chain to support government and industry initiatives, eliminate litter and divert plastic waste into a resource to build Australia’s circular economy. We know that no single intervention or approach will be able to effect the needed change, so bioderived and compostable plastics are an important
part of the solution." The first key focus area will be a co-investment with WA-based biotechnology company Ecopha Biotech Pty Ltd to develop a new process for producing water bottles using compostable bioplastics derived from food industry waste.
Murdoch University Deputy Vice-Chancellor Research & Innovation Professor Peter Eastwood said managing the growing plastic waste crisis required innovative technological solutions, including bioplastics. “Together with CSIRO, Murdoch University will fasttrack the production of novel compostable bioplastic and introduce a green plastic to the market, which will significantly minimise the requirement for non-sustainable plastic production,” Professor Eastwood said.
“We also aim to assist industry in establishing an advanced biomanufacturing sector to commercialise compostable bioplastics that meet the manufacturing design needs and certification standards for 100% biodegradation. “The outcomes of this project will boost Australia's capability for commercial production of compostable bioplastics. In particular, the Hub meets the sector priority of increasing technical leadership of Australian manufacturing.”
The Bioplastics Innovation Hub is based at Murdoch University’s main campus in Perth, Western Australia. An important outcome will be training the next-generation workforce in advanced biomanufacturing.The Bioplastics Innovation Hub aligns with CSIRO's aim of reducing plastic waste entering the Australian environment by 80% by 2030. This initiative supports Australia's commitment to the United Nations Global Treaty on Plastic Pollution and the Australian government’s National Plastics Plan. murdoch.edu.au csiro.au
Zeta Fresh Air helmets come with a respirator to prioritize welder health. They offer comprehensive eye, face and breathing protection while remaining comfortable and easy to use. Call: (02) 8785 2000
The optics of Zygo
Technical capabilities to ensure vacuum window fabrication. Kevin Quist, National Sales Manager – Optics, Zygo.
Many factors contribute to the successful manufacture of vacuum windows. Understanding and using cutting-edge technology, quality control via state-of-theart metrology tools, and material properties are critical to their design and manufacture. Combined with a culture of innovation and in-depth and broad experience in precision optics manufacture, these technical capabilities can be honed to ensure optimal vacuum window manufacturing.
What are vacuum windows?
Vacuum windows are components designed to separate different environments while allowing light to pass through. They are commonly used in applications where a controlled atmosphere, such as a vacuum, must be maintained on one side of the window while allowing optical observation or the passage of laser beams. They are made from materials with high transparency to specific wavelengths of light and excellent mechanical strength. Common materials including fused silica (known for its low thermal expansion and high transparency in the ultraviolet to infrared range), sapphire (extremely hard and durable, suitable for harsh environments), borosilicate (excellent thermal resistance, low thermal expansion, and high chemical durability); and Zinc Sulfide (high transparency in the visible and infrared spectrum and good mechanical strength and resistance to thermal shock). To enhance performance, vacuum windows may apply anti-reflective coatings to reduce reflection losses and increase transmission. Coatings are selected based on the specific wavelength range used in the application.
Vacuum windows need to withstand the pressure differential between the vacuum environment and the external atmosphere. This requires high mechanical strength and careful design to prevent deformation or breakage. Also, in many applications, vacuum windows need to operate under varying temperatures without significant thermal expansion or distortion, which can affect the optical performance.
Vacuum windows are typically used in laser systems where they are used to transmit laser beams into or out of vacuum chambers; in spectroscopy, where they allow light to enter or exit a spectrometer while maintaining a vacuum environment for accurate measurements; in microscopy, where they enable observation of samples under vacuum conditions; in space applications where they protect instruments where a vacuum is present;
and in semiconductor manufacturing where they are used in vacuum chambers for processes like chemical vapour deposition or etching.
They are typically mounted in specially designed frames or flanges that provide a seal between the window and the chamber, ensuring no leaks that could compromise the vacuum. Overall, by combining appropriate materials, coatings, and design features, vacuum windows ensure high optical performance while maintaining the integrity of the vacuum environment in precision optical systems.
Required technical capabilities
Various technical capabilities are required to make vacuum windows successfully, and these capabilities ensure the creation of long-life, high-performance optics.
Advanced manufacturing capabilities are essential for producing high-quality vacuum windows, ensuring the final
product meets stringent performance and reliability standards. This includes precision machining, which is critical in shaping materials to extremely tight tolerances. Such precision is vital because even minor deviations can significantly impact the vacuum windows' optical performance and structural integrity. In addition, sophisticated polishing techniques are employed to achieve high optical clarity and surface smoothness. These techniques minimise surface irregularities, defects, and sub-surface damage, thereby reducing scattering and enhancing light transmission through the window.
Advanced polishing processes are needed to achieve a near-flawless surface finish, which is crucial for applications requiring high optical performance. Additionally, using state-of-the-art coating facilities is necessary for applying highly precise antireflective and other specialised coatings. These coatings play a significant role in enhancing the performance of vacuum windows by reducing reflections, improving light transmission, and providing protection against environmental factors such as moisture and chemical exposure. Applying these coatings uniformly and accurately is vital and only possible with advanced technological capabilities and expertise. Integrating cutting-edge technologies and equipment in the manufacturing process allows for greater control and consistency in production, ensuring that each vacuum window meets the highest quality standards. This combination of precision machining, sophisticated polishing, and advanced coating techniques underscores the importance of advanced manufacturing capabilities in producing high-quality vacuum windows that perform reliably in
demanding environments. Expertise in a wide range of materials is another critical technical capability. Manufacturers must be capable of working with various optical materials — as mentioned previously — such as fused silica, sapphire, borosilicate, and Zinc Sulfide, and possess a deep understanding of these materials' properties and behaviours under different environmental conditions, including vacuum and varying temperatures.
For example, fused silica is known for its excellent thermal stability and low thermal expansion, making it ideal for applications where the window will experience significant temperature changes. Fused silica maintains its shape and optical clarity in a high-temperature environment, ensuring consistent performance. Additionally, its low coefficient of thermal expansion minimises the risk of thermal stress and potential cracking, which is crucial in maintaining the integrity of the vacuum window. On the other hand, sapphire is valued for its exceptional hardness and durability. Sapphire's high mechanical strength suits it for harsh environments where the window might be exposed to abrasive particles or high-pressure conditions. Its durability ensures the window remains intact and functional even under mechanical stress, particularly in aerospace and industrial applications where reliability and longevity are paramount.
An excellent relationship with material suppliers is also important. The grade and quality of raw optical materials can significantly impact the final window's optical and mechanical performance. The lead time for raw materials can also significantly contribute to the overall project deadlines. Therefore, both the
polisher and raw material vendor need to be in close collaboration to ensure on-time compliance with the vacuum window's final performance specification.
Quality control and metrology are fundamental technical capabilities that ensure each optical component meets the required specifications and standards. This involves the use of advanced metrology tools that measure surface quality, flatness, and other critical parameters with high accuracy. These sophisticated instruments can detect minute deviations from design specifications, ensuring that even the smallest imperfections are identified and corrected. High-precision measurements are crucial because any aberrations can significantly impact the performance of vacuum windows, especially in high-stakes applications like those found in aerospace and semiconductor manufacturing.
Advanced metrology tools such as laser interferometers and 3D optical profilers facilitate a comprehensive understanding of the optical surfaces' characteristics, enabling precise control over the manufacturing process. This level of precision ensures that components can perform reliably under various operational conditions, such as extreme temperatures or vacuum environments. Alongside these advanced tools, rigorous quality control processes should be implemented at multiple stages of production. This includes thorough inspections of raw materials, in-process evaluations, and final product testing, ensuring consistency and adherence to stringent quality standards. Manufacturing vacuum windows relies on advanced technical capabilities and rigorous quality control measures. These
windows used extensively in applications ranging from laser systems to space instruments, are made using precision machining and sophisticated polishing to achieve high optical clarity. At the same time, advanced coating techniques enhance light transmission and durability. Quality control is also paramount to ensure each window meets stringent performance criteria. A culture of innovation and extensive experience in precision optics also allows manufacturers to continuously improve their techniques and adapt to new challenges, thereby maintaining high standards in vacuum window production.
ZYGO has a highly experienced team with a decades-long history of success in designing and building optical devices in an incredibly broad range of applications. ZYGO has worked with a broad range of optical devices, including those that contain zoom groups, gratings, displays, MEMS, cameras, micro-lens arrays, cylinder lenses, aspheres, free-forms, diamondturned plastic and aluminium, spatial light modulators, fibre optics, polarisers, and birefringent crystals. The company is expert in a broad range of applications, including AR/VR, medical imaging, laser eye surgery, fluorescence microscopy/ gene sequencing, flat panel lithography, high laser power material processing, highperformance Intelligence, Surveillance, Reconnaissance (ISR) imaging systems; NewSpace (including low earth orbit multi-spectral earth imaging telescopes, star tracker navigation optics, lasercom terminal optics); microscope objectives for semi inspection, including solid immersion (SIL) NA3.3 microscope objectives; and fibre coupled micro-optics devices. zygo.com
Wagners CFT transforming community infrastructure.
Australia’s electricity networks extend about 918,000km and include more than seven million power poles, most above ground and extending deep into the bush. Written by
Kerryn Caulfield, Executive Director, Composites Australia
Natural disasters can make these sections difficult to access, expensive to maintain, and easily severed from the main grid. The December 2019/January 2020 fires in Australia left thousands of kilometres of the network damaged, with more than 5,000 power poles destroyed or requiring replacement. For Michael Kemp, General Manager at Toowoomba’s Wagners Composite Fibre Technologies (WCFT), the event was a lived experience. “You can’t live in the area and not be touched by the fires. We worried about our families and friends and possible losses as the smoke haze cloaked the Darling Downs for months. Water and power supply were compromised, and many residents lost their services. The bushfires were a catalyst for us to ramp up our propriety technology to improve the electrical grid’s resilience in the community and for others across the country.”
High on the hill overlooking Wellcamp Airport is Wagner Corporation's ever-increasing cluster of factories. Inside each of these is composite production equipment actively transforming community infrastructure—from road bridges, marine piers, and pedestrian structures to energy transmission assets. Wagner’s technology is a unique modified pultrusion process known as pullwinding, which utilises resin injection. Wagner’s technology provides superior mechanical properties to a standard methodology using glass mats and a resin bath.
Foundational products such as the electrical crossarms for utility poles are now used across Australia and worldwide, with over 1.2 million supplied globally. Backed by a team of experienced engineers, technicians, trade staff and ongoing investment in automation, WCFT is now producing a crossarm - for low and high voltage distribution, transmission and sub-transmission requirements - every 69 seconds across 200 designs. Associated electrical infrastructure products include certified live line lifting beams, hurdle frames, substation infrastructure, arm braces, stay insulators, riser arms and isolation platforms.
For Wagners, owning and operating a range of sites, including its quarry and Business Park, provided unique opportunities to test and monitor its proprietary products and technology. Rows of composite light poles stand as sentinels along the roads that circle the Wellcamp Airport and Business Park that opened on the outskirts of Toowoomba in 2014. Initially installed in the company’s quarry, its utility poles have now been rolled out into rural Australian bushland.
Michael highlights that the economic factors influencing the market acceptance of composites have shifted and that Australian energy networks will move towards complete composite poles in the next few years. “The additional cost of composites has always been a concern for asset owners. However, the stock of suitable timber has become unreliable due to the 2019-20 fires and subsequent floods. This has created a pressing need for a more reliable alternative, especially with the uncertainty surrounding state-run timber supply contracts and imported timbers.”
The standard Wagners CFT utility pole offerings are typically 12.5 metres long and 300 millimetres in diameter with a 13.5-millimetre wall thickness. The company’s pull-winding technology ensures an exact unchanging parallel cross-section. The poles are glass fibre centric and specified to carry 6kN with a tip deflection of 5 per cent under service load; and while they are specified for 60 years, the testing completed on the product shows that the life span would far surpass this. Gold Coast injection moulding specialists AMEC Plastics produces the top and bottom pole caps that Wagners designed to suit their utility pole profile sizes.
Inc.
The inventory of beneficial properties of our utility poles—including low weight, high strength, UV resistance, non-conductivity and non-corrosiveness—provides a compelling whole-of-life procurement case for asset owners, particularly for areas prone to bushfires, termites or aggressive soils. We’re now seeing significant growth the installation of our utility poles, driven by the need to lower the risk to our energy networks,” said Michael Kemp.
Ensuring a long life span, each pole is coated with a specially formulated UV-resistant fluoropolymer coating to resist extreme weathering of direct sunlight and harsh marine environments. The harshness of the UV impact within the Australian environment is something new players in the composites industry often don’t fully appreciate, which is why Wagner coats all manufactured products and ensures maximum durability.
Research development and testing have been done in-house within the company’s Engineering Group. During the development phase, the company geared up to undertake the necessary fire testing inhouse, which helped with the iterative R&D work. Part of the client’s requirements was for the poles to achieve a BAL 40 fire rating following AS1530.8.1. The coefficient of thermal expansion is 5.03 x10-6, which is about 50% of the coefficient of expansion of steelperformance properties that allnex sophisticated resin technologies have engineered. wagner.com.au
Each pole is coated with a specially formulated UV-resistant fluoropolymer coating to resist extreme weathering of direct sunlight and harsh marine environments.
BioPowder
Embracing a circular economy: The path to ecological composite manufacturing.
The composites industry has seen a noticeable shift towards natural materials. While conventional flax, hemp, or other plant fibres were incorporated into polymer composite systems, new solutions have recently become a market success. Those include, besides plantbased polymer chemistries (as opposed to fossil-based ones), functional fillers, reinforcing fibres and texture particles – sometimes with an exciting story to tell.
BioPowder, a young company founded in 2017, came to the market to support material scientists in reducing their environmental footprint while enhancing functional properties. Coming from a biomass background, the team has developed techniques to process by-products from the food industry into powders and particles. One raw material has gained prominence thanks to its unique functional properties: olive stones. Crushed in the oil mill as part of the olive and later removed of shell and pulp residues, this lignocellulosic material combines low density with strength and hardness. Micronisation, i.e. milling and sieving into defined micro-meter ranges, creates powders and particles for multiple applications. In composites, BioPowder’s performance powders can add value as reinforcing agents, porosity enhancers, functional fillers, decorative particles and texturisers.
As a company with upcycling as its main product concept, BioPowder promotes circular principles. Reduce, reuse, recycle: Operating along these lines requires a holistic approach from the raw material up to the final applications of the natural particles.
BioPowder is part of an ecosystem of olive and fruit processing value chains. Besides transforming the by-products (fruit pits, seeds and shells) and giving them a second life, the company creates innovative markets for compostable micro-particles, always intending to support composite makers on their journey towards more sustainability. Sustainability, which appears over-used these days, should be filled with meaning and a clear action plan. Otherwise, it will remain a label with little impact.
The BioPowder reduced footprint strategy
BioPowder’s waste-to-value processes are free from chemicals, resource efficient and local. As a result, carbon emissions values are kept to a minimum. Considering the origin of olive stones, it becomes clear that they are in fact a source of bio-carbon. Research by the International Olive Council suggests that olive trees absorb around 10kg of CO2 per kg of harvested olives. With these facts in mind, the olive-processing ecosystem including oil and by-products is a carbon-negative one.
Incorporating olive stone powders into composites can dramatically improve a material’s environmental footprint. Besides supplying compostable particles, BioPowder is expanding its R&D capabilities to support end-product development, i.e. testing in various binder systems, particle surface functionalisation and colouring.
Unique properties and functional benefits of olive stone particles
• Reinforcing properties: Olive stone particles, with a hardness of approx. 3.5 (Mohs) enhances a polymeric compound’s impact and abrasion resistance, leading to a longer lifespan of performance materials. Examples include
reinforced natural and synthetic rubber, PVC sheets, pipes and cables, engineered wood and ceramic composites.
• Weight reduction: This is particularly beneficial for lightweight components in industries such as automotive, medical, or aerospace. Polymers, both bio-based and conventional, are often filled with mineral powders to achieve hardness and stability. Replacing these heavyweight fillers with olive stone particles can lead to a lower material requirement and an overall weight reduction of the final compound.
• Decorative and anti-skid effects: Customisable particle sizes that are easy to apply in various compounding systems. Masterbatches, based on PE, PP, PVC, polystyrene, PLA/ PHA, can be created with new decorative effects and an elevated bio-content.
• Hydrophobicity and barrier properties: In addition to entirely natural powders, BioPowder offers a range of surface-treated particles that enhance compatibility with different polymer chemistries. This functionalisation improves hydrophobicity, reduces oil absorption, and improves the overall longevity of bio-based performance composites.
Driving circularity
BioPowder's approach represents a noteworthy shift in the materials industry towards sustainability. The company uses olive stone particles derived from food industry by-products, showcasing a commitment to upcycling and circular principles. By addressing the environmental impact at the material design stage, BioPowder advocates for a holistic sustainability perspective, going beyond the current focus on recycling. Collaborating with composite makers, its efforts aim to genuinely reduce carbon footprints while offering functional benefits to end products. In a landscape where the term "sustainability" is often overused, BioPowder's endeavours stand out as a practical contribution towards minimising waste and creating environmentally conscious materials with real-world applications. bio-powder.com
How Machine Learning is advancing IIoT
The Industrial Internet of Things (IIoT) has revolutionised every industry worldwide, enabling real-time data collection and analysis to optimise operations.
At the core of IIoT technologies is machine learning (ML), a subset of artificial intelligence (AI) that enables machines to process and learn from data, identify patterns and make predictions.
“Sophisticated algorithms are transforming machine learning and ultimately IIoT - particularly regarding condition-based monitoring. This helps manufacturers minimise equipment downtime and enhance productivity,” said Supriya Suhale, Category Manager –Connectivity for Beckhoff and spokesperson for Open IIoT – an industry group comprising of leading automation brands SMC Corporation Australia & New Zealand, NORD DRIVESYSTEMS, Beckhoff Australia and Balluff.
ML enables decision-making
Supriya believes that while its benefits are sometimes overlooked, ML addresses one of the biggest challenges in IIoT: managing a vast amount of data.
“In IIoT, data is the name of the game,” she said. “ML can collect and process data from various sources such as sensors, cameras and temperature readings. It helps categorise data in terms of relevancy, providing clear insights that enable decision making."
Furthermore, she adds that ML identifies meaningful trends and patterns, enabling manufacturers to focus on actionable insights rather than getting lost in irrelevant data points.
“Once raw data is transformed, it becomes a valuable asset that can inform decision making and optimise industrial processes.”
ML informs Predictive Maintenance
One of the most impactful applications of ML in IIoT lies in predictive maintenance through condition monitoring systems.
“Downtime is one of the biggest costs manufacturers incur, equating to US$50bn annually (Forbes).” For this reason, predictive maintenance has been widely deployed as a preventative measure to anticipate when equipment is likely to fail or requires a service.
“Condition monitoring systems allow operators to schedule maintenance before a breakdown occurs and to plan more efficiently for regular equipment services,” she says. “By analysing data from machine sensors and other inputs, machine learning predicts when a piece of equipment will need maintenance and can estimate –and extend - its remaining lifespan.”
Applications of ML in Condition Monitoring
Supriya highlights several key applications used to predict potential equipment issues as follows:
• Vibration Analysis: Machine learning algorithms can diagnose faults by analysing vibration patterns in machinery.
• Oil Analysis: AI models detect changes in viscosity, helping predict equipment failures related to lubrication issues.
• Ultrasonic Monitoring: Machine learning improves leak detection by analysing ultrasonic signals, ensuring more accurate identification of small but costly problems.
• Temperature Monitoring: AI can analyse temperature data to prevent overheating, prolonging the life of equipment.
“These examples illustrate the wide range of machine learning applications in condition monitoring. By integrating data from different sensors and inputs, machine learning can provide a more comprehensive view of equipment health.”
Continuous Monitoring for Improved Maintenance and Energy Savings
Supriya shares that as industries continue to adopt IIoT technologies, the benefits of continuous monitoring powered by ML are becoming more apparent. “AI can take the insights gained from past data and improve condition monitoring over time. This helps not only in identifying potential faults but also in optimising maintenance schedules and strategies.”
In addition to enhancing equipment maintenance, machine learning provides insights into the effectiveness of current maintenance plans, offering suggestions for improvement.
"Ultimately, ML in IIoT enables manufacturers to make smarter, data-driven decisions, which leads to better outcomes in terms of efficiency, safety, productivity and most importantly, energy savings,” said Supriya.
Interesting to note is that energy efficiency can also be monitored and adjusted. “ML can identify anomalies and inefficiencies in operations, such as the under or over-utilisation of energy and fluctuating load demands. Based on these outcomes, adjustments can be recommended during low-demand periods (idling time), efficient process sequences can be recommended, and energy management and efficiencies can be boosted.”
Looking ahead, Supriya said that the continuous evolution of ML ensures that IIoT systems will stay ahead of equipment issues, driving operational efficiency while minimising risks. “As these technologies advance, industries will see further improvements in the way they manage equipment and resources.”
openiiot.com.au
Pick-and-place
robots
Light and flexible rotating energy supply ensures gentle cable guidance to the gripper.
Pick-and-place robots are increasingly important in automated processes like assembly lines. With its EXPT, the automation specialist Festo offers an exact and dynamic solution for this. With up to 150 picks per minute, the robot works continuously. For this, a safe and gentle feeding of the cables to the gripper had to be guaranteed. The unique feature: an additional axis, which allows the gripper to rotate, led to increased wear of the cables. With a unique energy chain for tight installation spaces and dynamic applications, including a rotation module, the cables are now safely guided in high rotation angles.
Problem
Festo SE & Co. KG is a leading provider of automation solutions for processes and entire production plants. The manufacturer also includes its universal parallel robot, "EXPT", in its extensive product portfolio. The pick-and-place robot based on a tripod works with high performance and precision and manages up to 150 picks per minute. Its design and control system enables flexible and crossapplication use. This way, a convenient implementation can also be achieved in applications with several robots in the production line. At the lower end of the robot, where the gripper is located, an A5 axis was to be implemented, enabling the gripper to rotate quickly and precisely. A particular challenge here was the safe and gentle guidance of the cables to the rotating axis. Because with a high number of cycles and continuous operation, 360° rotations in less than a second, speeds of up to seven m/s and accelerations of up to 60m/s2, there is a heavy load on all cables, leading to high wear.
Solution
For the cable guidance, we suggested a rotary energy supply to the customer, i.e. an energy chain with a reverse bend radius including a rotation module. To be more precise, the cables run in an energy chain of the E2 micro-series. Running in a special rotation module, the energy chain can also achieve the desired high angle of rotation. The design of the cable guidance enables several advantages for the pick-and-place robot: as the extremely lightweight allows the robot to be highly flexible and move quickly, the failure rate of the cables leading to the A5 axis has been significantly reduced.
So far, there has yet to be a solution on the market for such a cable feed to the rotary axes, which is why a very close exchange characterised the development work between the Festo engineers and our cable specialists. The specific cables to be considered for this application were also selected during this collaboration. Among other things, the manufacturer relies on chainflex® control cables for high loads in moving applications. So that Festo can save itself the harnessing, the automation specialist ordered the energy chain directly with the cables drawn in and ready for connection as a socalled readychain®.
Profile
• What was needed: E2-micro series energy chain, designed as Reverse Bend Radius energy chain and moving in a rotation module, delivered pre-assembled as readychain®.
• Requirements: gentle cable guidance to the rotating axis with many cycles, under continuous operation, with 360° rotations in less than one second, speeds of up to 7m/s and accelerations of up to 60m/s2.
• Industry: robotics; pick and place robots.
• Success for the customer: The energy chain with a reverse bend radius achieves high angles of rotation and, thanks to its extremely lightweight, supports the robot's high flexibility and fast movements. The failure rate of the cables leading to the A5 axis has been significantly reduced.
About Treotham
Treotham Automation is a leading supplier of high-quality electrical components and products to a wide range of industrial markets. Being the distributor for many world leading suppliers in their respective fields, Treotham Automation offers a diverse range of products to a variety of industries. With multiple warehouses and experienced staff, Treotham Automation strives to provide customers with a total solution, with the highest quality products, the best service and ongoing technical support. treotham.com.au
The pick & place robot "EXPT" from Festo can optionally be equipped with a rotary axis on the gripper. Good to see: the energy chain in the rotary module.
Starrag at Porsche
Starrag machines make an impact at Porsche toolmaking facility.
In recent years, Porsche Werkzeugbau GmbH in Schwarzenberg, Germany, has taken its mechanical machining to the highest technical level. Two large Starrag HSC machining centres Droop+Rein FOGS play a major part in this. The machines are used to finish press tools for moulding skin parts of vehicle bodies with the utmost precision and produce surfaces with grinding quality. A premium car manufacturer should have a premium engineering plant. To ensure that the Porsche Werkzeugbau GmbH Schwarzenberg plant fulfils all of the preconditions for this, €40million was invested over the last five years to develop the tool-engineering plant to the highest possible level following the transition from KUKA. Among other things, the Schwarzenberg-based company used this money to set up two new production halls, purchase a new 25,000kN servo press for production-related tool try-outs and invest in retrofitting and new machine tools – including two Starrag HSC centres of the Droop+Rein FOGS 35 68 N40C type. In addition to this, mechanical production was completely overhauled and the production processes were restructured.
All of these measures were based on a solid foundation. Beforehand, the whole tool-engineering team analysed the entire process chain, from development and design to procurement, production and try-out of the tools, right through to the transfer to the operator pressing plant – including a fitness test for the pool of machines. An important detail that came to light was the realisation that when it came to mechanical machining, there was potential for improvement in the finishing of the tools, particularly in terms of accuracy, speed and surface quality.
Lightweight construction results in tougher requirements
Marco Franz, Head of Mechanical Production, points out some important reasons for this: “For some years, we have been experiencing a shift towards lightweight construction and, as the Porsche competence centre for forming technology in the moulding skin area, we were commissioned to develop the tools required for the conversion to an aluminium body. During forming, aluminium sheets respond much more sensitively than steel, which created big challenges for us when it came to tool engineering. Our existing machines were not able to meet some of the requirements”. Two new high-speed machining centres for finishing the pressing moulds should fulfil these new requirements regarding surface quality, accuracy and speed.
According to Franz, they should also help to make the process more efficient and economical, as well as greatly improving quality.
The list of requirements contains fundamental preconditions such as process stability, availability and ease of maintenance, as well as characteristics that cannot be compromised, such as temperature stability. In addition, future-oriented specifications for the performance data of the spindles were defined. Lutz Kramer explains: “When you buy this kind of machine, you expect to use it for the next 10 to 20 years. During this time, several generations of new milling tools were developed that are more efficient and allow higher speeds. We must take all of this into account at the early tendering process.”
With their list of requirements, the Porsche Werkzeugbau decisionmakers set a high bar – and came to realise that not many manufacturers would be able to meet the requested standards. “During the technical discussions that we held with many different providers, we were soon able to tell who was able and willing to overcome the challenges. Some machine providers withdrew at an early stage, others were later unable to offer any acceptable solutions,” says the Head of Tool and Mould Making, Kramer.
Premium machine tools from Starrag
Ultimately, the decision-makers opted for two Starrag Droop+Rein FOGS 35 68 N40C high-speed machining centres. These 5-axis machine tools are designed for finishing, have an overhead gantry and offer traverse paths of 6.8 by 3.5 by 1.5m along the X, Y and Z-axes. The equipment includes a tool magazine with a total of 100 places that can be filled with HSK32, HSK63 and SK50 retainers, as well as an eccentric fork head with a 40kW milling spindle and a high torque of 700Nm, and three different motor milling spindles with speeds of 18,000, 40,000 and 65,000rpm. In addition, for one of the two machines, Marco Franz ordered a special 6,000rpm angular head that can be used for machining areas that are difficult to access. “With this range of spindles, the requirements of the coming years are covered”, Lutz Kramer is certain.
“We play in the champions’ league every day”
There were other reasons for choosing the Starrag machines, besides the technical data, as Head of Tool and Mold Making Kramer explains: “We didn’t just want to buy a machine, we wanted a solution for our tool manufacturing process. That is one of the main reasons why Starrag seemed to be the right partner. With the Droop+Rein specialists, we had the impression right from the start that they were listening to us, wanted to understand us and the thinking behind our processes, and wanted to use their expertise to help us”
Once the machines were installed, the two companies began fine-tuning the workflow together, taking into account the characteristics of CAM, the control system and the machine. This was necessary because achieving the best surface quality requires a high level of accuracy on the path, even at the highest feed speeds. For this, it was important to illuminate the interfaces between CAM and NC and to work with experts from the control system manufacturer to adjust their functionalities in line with the process requirements optimally.
This interdisciplinary approach and the combination of sophisticated drive optimisation in conjunction with the proven machine technology of the FOGS series was extremely successful. The result was not only a class-A surface but also a very high level of accuracy – at the highest path speeds of up to 16m/min on the free-form surface. The processes have been running stable ever since. Lutz Kramer is delighted: “It took a long time to achieve stable processes, especially when it came to the forming tools for aluminium parts because many factors influence this. But Starrag assisted us until we were sure we had reached our goal.”
“I wouldn’t have believed it at the start, but Starrag was able to implement more than 90% of our wish list,” Marco Franz adds. “So investing in the new Droop+Rein FOGS machines was a good decision. We are now faster and more precise and achieve outstanding surface accuracy, depending on the component and the geometry.”
The head of tool and mould-making confirms: “We are proud of what we have achieved with Starrag. With the Droop+Rein FOGS machines, we have attained the desired improvement in quality and were also able to reduce the manual bench work of the toolmakers by roughly 20% in the follow-up process. These strengths make us one of the top teams in the Champions League of large-toolengineering plants.” starrag.com
Robotic Revelation
New Zealand’s only smelter at Autoa looks to a settled future In Southland.
Aluminium remains a key structural material used in multiple industries worldwide, and Tiwai Point is New Zealand’s only smelter. A significant investment in new robot welding equipment shows that Rio Tinto is firmly committed to a future in the Deep South. According to long-serving staff member Paul Cavanagh, Rio Tinto’s Tiwai Point has always been about its people, and that’s the driving factor in a recent upgrade and doubling of its robotic welding equipment.
"It’s about keeping people away from the load. People and safety first,” he said. Tiwai Point has used robotic welding since 1995, and this is the second upgrade since 2008 – but this time, the number of robots has doubled, along with the addition of an extra robot for loading heavy steel pins, a previously manual task. Cavanagh, the crew leader for the rodding process, says recent uncertainty was in the rear-view mirror, with the smelter securing a 20-year deal for electricity supply.
For some time, it was clear that the old system used to weld anode rods in aluminium production—around 550 are processed in a 24hour period—needed to be replaced. In the smelter’s reduction process, an anode is in the reduction cell for 24 days, where stubs can be damaged – either through process-related events or simple age. Rods are rejected into the rod repair area, where the robot can weld all four stubs if necessary. Aluminium remains a key structural material used in multiple industries around the world, and Tiwai Point is New Zealand’s only smelter.
Cavanagh said the new system removed risk to staff. With one robot each side of welding tables it got people away from pinch points, hot zones and minimised risk from falls. Made by Marlboroughbased Autoa Robot Welding (formerly Autoline Automation), the new system is more precise, requires less maintenance and has improved the quality of the work. It’s a longstanding relationship between the two companies—the smelter is a unique business and appreciates Autoa's willingness to listen. According to Cavanagh, the final system is a custom design with input from the smelter, Autoa’s expertise, and “a bit of Kiwi ingenuity.” Challenges included programming, welding quality, and jig design, but Autoa “understood our entire process,” he said.
“If we go on a journey together you get a better result.”
In addition to safety, the robotic process makes for more skilled work, something that the company is focusing on as it looks to the future. They recruit from their community, with a focus on the mechanically minded willing to learn the skills. Today’s young people appreciate a more high-tech approach and upskilling opportunities, with manual labour less appealing and less safe. After five decades in existence, Tiwai Point has many intergenerational staff – entire families have worked there, including Cavanagh and his father before him. He’s clocked up 40 years. He says it’s an exciting time, with modern processes and working environments attracting more women and more diversity in staff.
Fostering the family culture, along with safer work that challenges and excites staff is part of the mission for this company of national significance. “We’re looking to the future, creating a different environment that’s more attractive to apprentices, staff and contractors.”
Tiwai Point – Fast Facts:
• Opened 1971. • 850 full time staff.
• 130 contractors. • 6.5% of Southland’s GDP.
• 2000 plus jobs indirectly related to smelter.
Autoa Robot Welding has been at the forefront of advancing aluminium smelter operations worldwide, collaborating with industry leaders like Rio Tinto. “Since the mid-1990s, our innovative robotic welding solutions have transformed hazardous manual handling tasks into safe, automated processes,” said Matt Fisher, director of Autoa Robot Welding. “We’ve proudly worked with aluminium smelters worldwide, from Dubai to Argentina, helping to remove operators from dangerous manual welding environments and improving efficiency.”
Unique to Autoa Robot Welding, the company has developed three different automation processes with more in development:
Superstructure bus bar repair: This process is for the automated repair of the bus bar face. The company has developed a ‘jig-less’ solution where the robot takes precise measurements and then premills the face back with a 200mm diameter milling cutter, followed by continuous welding at approximately 45 minutes per pass to build the contact face back; this is followed by further milling to provide a clean unpitted contact face for the yoke to be bolted to, ensuring a robust and efficient repair.
Automated stub repair: This process automates the stubs on the anode yokes. Automatic and manual loading solutions have been developed for three-, four-, and six-pin yokes. “Our unique water-cooled welding torch provides full access around the stub, accommodating yokes on an overhead conveyor or in a horizontal position off the chain,” said Fisher.
Yoke transition joint repair: This process features dual robots with an aluminium and mild steel robot welder. It seamlessly welds the trimetallic clad (transition joint), removing the operator from this dangerous and dirty task. “Autoa Robot Welding continues to innovate, developing new solutions to meet the evolving needs of the aluminium smelting industry, ensuring safety, efficiency, and precision in every project.”
autoaweld.com riotinto.com
Autoa’s innovative robotic solutions for aluminium smelting
QuickAlly
Automated Solutions Australia upgrading QuickAlly welding capabilities.
In a recent project highlighting the synergy between technology and industry, Automated Solutions Australia (ASA) collaborated with QuickAlly Access Solutions to upgrade their welding capabilities at their Brisbane facility. This project is a perfect example of how innovative automation solutions can enhance manufacturing processes, particularly for a company as committed to quality and safety as QuickAlly.
QuickAlly Access Solutions is a key player in the Australian market and is known for its high-quality scaffolding and access platforms. As part of the G.James Group of Companies established in 1917, QuickAlly has a long-standing reputation for producing durable and reliable products that meet the highest safety standards. Their product range includes scaffolds, platforms, trestles & planks, stair treads and saw benches, all engineered to comply with Australian Standards. Additionally, QuickAlly specialises in creating customised work platforms for industries such as road, rail, aviation, marine, and industrial applications, further cementing their position as a leader in the field.
The collaboration between ASA and QuickAlly focused on replacing an aging REIS welding robot with a new, state-of-the-art FANUC
ArcMate 120iD/12L robot and 2x servo rotary positioners. This upgrade is a significant step forward in ensuring that QuickAlly remains at the forefront of manufacturing excellence. The new system, which also includes offline weld path programming software, offers enhanced efficiency, precision, and flexibility in QuickAlly’s welding operations.
The FANUC ArcMate 120iD/12L robot was chosen for its proven track record in the welding industry. With its 2272 mm reach and 12kg payload capacity, the robot is designed to handle the rigors of industrial welding with ease. Its hollow wrist design minimises stress on cables, reducing maintenance needs and prolonging the system’s lifespan—a failure the Quick Ally Team has experienced many times. The robot’s integration with an advanced rail axis drive and ASA-supplied FANUC servo positioners allows for precise, multi-axis coordinated motion, ensuring optimal welding performance across all fixtures.
The cell was relocated to a new factory, and at the same time, ASA designed and built a completely new control system, ensuring compliance with the latest industry safety standards and high equipment uptime. The field devices were assessed and repurposed if suitable or replaced with new hardware where required.
One of the standout features of this upgrade is the incorporation of automatic offline programming software. This offline programming tool enables QuickAlly to develop and refine welding programs without interrupting production, significantly boosting operational efficiency. The software’s ability to automatically identify welds from CAD models and generate robot code streamlines the entire welding process, from planning to execution.
Our highly collaborative approach with this unique customer allowed us to achieve impressive results in record time. QuickAlly tore down the existing welding cell and relocated it to its new location. Then, working closely together, ASA and QuickAlly reassembled the system. This teamwork enabled the project to move from disassembly to the first welds in just four days onsite, with production welds completed in less than seven working days. This efficient process ensured QuickAlly could swiftly meet its production demands with a refreshed, competent welding system.
“We have worked closely with ASA on a previous robotic installation, so expectations and the bar was already set high for a successful project, and we were not disappointed with the end results,” G.James spokesperson Warren Reddicliffe said. “Welding
of Aluminium presents many challenges and variables to achieve high-quality results every time, and we have found that the quality and reliability of the FANUC supplied by ASA along with our Fronius TPS400 has already surpassed expectations. The welding software introduced by ASA for programming allows us to make simple changes without downtime on the robot and ability to create programs more efficiently. It ensures the welds can be replicated and repeated over the whole product, harder for us to achieve previously.”
This project underscores ASA’s dedication to providing tailored automation solutions that meet the specific needs of our clients. By partnering with QuickAlly, we’ve upgraded their welding capabilities and contributed to their ongoing commitment to innovation and quality in Australian manufacturing. As automation continues to evolve, projects like this demonstrate the transformative potential of integrating advanced technology into traditional manufacturing processes. quickally.com.au automatedsolutions.com.au
Robot futures
Machine-integrated robots are forecast to grow steadily as partnerships develop. Samantha Mou is a research analyst at Interact Analysis, working between China and Germany.
The market for machine-integrated robots is gaining momentum, with steady growth forecast for the coming years despite sluggish overall growth in the industrial automation market. Partnerships are increasingly being announced between robot vendors and automation providers to develop new products and solutions.
Our latest research defines ‘machine-integrated robots’ as robots controlled by machine controllers. The concept emerged as part of efforts to unify control of machines and robots, primarily by eliminating dedicated robot controllers. However, there is also the option of retaining robot controllers and programming the robots directly using machine controllers through software platforms.
Shipments of machine-integrated robots are expected to grow steadily by 9.2% in 2024 despite sluggish growth overall in the industrial automation market. Over the next five years, we expect the market to experience accelerated growth even as the standard industrial robot market matures, with a forecast compound annual growth rate (CAGR) of 15.7% from 2024 to 2029. North America and Europe are expected to lead this market growth. We see this growth potential primarily driven by the ongoing shortage of robot programmers and engineers, as dedicated robot programming languages are no longer required for machine-integrated robots. In addition, as machine builders, automation solution providers, and robot manufacturers continue to cooperate in this segment, the number of integrated solutions available on the market is increasing, which will also accelerate the market growth of machine-integrated robots.
To address the growing demand, both robot vendors and machine OEMs are manufacturing mechanics for machine-integrated robots. For each type of robot (articulated, cartesian, collaborative, delta and SCARA), machine builders make the mechanics in-house (OEM-made robots) to develop their robotic machines, and many even build customised kinematics. In the meantime, robot vendors offer models supporting machine-integrated robot control. Industrial automation and motion control product manufacturers are the most active participants in this emerging market, cooperating with robot vendors to promote integrated robot control solutions to machine OEMs and system integrators.
According to the 2022 World Robot Report from the International Federation of Robotics (IFR), Australia has a lower robot density than the world average. “There are relatively few robot integrator companies, and providing turnkey solutions to end-users is important for robot suppliers,” said Mou. “This landscape makes the Australian market suitable for adopting machine-integrated robots. Machine-integrated robot control reduces the requirement for robot programming expertise and the complexity of integration so that the construction and operation of robotic machines are more achievable.”
“There are suppliers providing machines with integrated robot control in Australia, especially in the F&B and packaging industry. European machine builders have offices or distributors in Australia, such as Schubert, Multivac and IMA.
“There are also local machine builders in New Zealand / Australia that build integrated robots by themselves.”
Robot manufacturers and automation vendors partner for machine-integrated robots
Over the past five years, collaboration between automation solution providers and robot manufacturers has accelerated. In April 2024, Siemens announced its cooperation with Universal Robots and Jaka. Collaborative robots from both vendors now support
the Standard Robot Command Interface (SRCI), enabling robot programming via Siemens PLCs.
In 2023, Rockwell signed a Memorandum of Understanding with Korean collaborative robot vendor Doosan Robotics. Doosan Robotics is reportedly working on integrating its robot control into Rockwell’s Logix system. If the two companies cooperate in this area, Doosan Robotics may allow integrated control of its collaborative robots without using dedicated robot controllers.
In 2022, Beckhoff launched the modular industrial robot system ATRO, targeting machine builders and integrators to enable them to build modular robots integrated into Beckhoff’s control platform. The company has been building an ecosystem for integrated control of machines, robotics, vision, safety and other functions.
In addition to the above, in recent years, many industrial automation manufacturers have launched solutions for machine-integrated robots. For example, Omron released machine controllers designed for integrating robots, and SEW Eurodrive and Lenze both introduced specialised solution kits for OEM-made delta robots. This year, Schneider Electric launched new collaborative robot models powered by motion controllers that unify PLC, motion and robotic control functions, extending its machine-integrated robot solutions from industrial robots to collaborative robots.
Final thoughts
Participants all have their own motivations for joining the machineintegrated robot market. Automation solution providers are targeting this market to expand sales in the robotics area. As it is not easy to enter the component market for standard industrial robots, the market for machine-integrated robots has brought new opportunities for robot component suppliers. Robot vendors see opportunities to enlarge their customer base and increase supply to industries that robots with dedicated controllers cannot access. Where machine builders are concerned, in addition to the advantage of saving engineering time brought by integrated solutions, some of them would like to build special robot kinematics in-house to address customised demands and create more unique selling points (USP) for their machines, and it is more practical to integrate these OEM-made robots with machines using machine controllers. interactanalysis.com
ABB with Porsche
ABB study reveals robotic machining boosts electronics manufacturing productivity by 33%, offers 1200% ROI. these challenges result in higher engineering costs for electronics manufacturers, greater reliance on expert resources, reduced product yields and increased waste.
A new white paper co-authored by ABB and Porsche Consulting details how robotic automation in surface treatment applications can transform productivity and profitability in the electronics manufacturing industry. Titled “Capitalise surface finishing with technology-empowered robotic solutions,” the paper encourages manufacturers to embrace the latest advances in robotic machining to increase production output and sustainability through reduced waste while cutting costs.
A separate cross-industry survey of 48 top-level electronics industry managers, including CEOs and COOs, by Porsche Consulting, reveals productivity, reliability, flexibility, sustainability and attractiveness to employees as five key objectives underlying companies’ efforts to optimise their production networks. The results indicate that while 96% of companies have embarked on smart factory transformation to achieve these objectives, only 8% of surveyed organisations have fully realised their expectations. This is due to a limited view that focuses on the automation of physical processes.
“Global Electronics Manufacturing Services (EMS) companies are facing various challenges, from supply chain disruption and a shortage of skilled labour to the need for more agile processes and pressure to demonstrate greater circularity in their operations. Digitalisation and automation – including the use of robotic technologies – are not only crucial avenues for enhancing productivity, reliability, flexibility and sustainability, but they are also key drivers in the development of smart factories.”
Juntian Dong, Partner, Head of Industrial Goods, Porsche Consulting China
The paper highlights the use of robotic sanding and polishing in modern electronics manufacturing, which maximises the cosmetic appearance of consumer products such as smartphones. It explains how the efficiency of robotic finishing is often compromised by hard-to-use offline programming tools and problems. Deviations can also occur when virtual robot code is transferred to physical code, causing defects requiring manual fine-tuning, especially for 3D geometries. From an operational and commercial perspective,
“Fierce market competition and low-profit margins are among the most critical challenges facing consumer electronics manufacturers today. With rapid advances in product design and growing consumer demand, manufacturers are under pressure to minimise production cost while increasing output. By leveraging advanced robotics software and digital technologies, electronics manufacturing service (EMS) companies can potentially transform their productivity by 33% or more, while enhancing their sustainability by minimising waste.”
Craig McDonnell, Managing Director Business Line Industries, ABB Robotics
The paper explains how these obstacles are addressed by ABB Machining PowerPac, part of ABB’s market-leading RobotStudio offline programming tool suite. Machining PowerPac allows the automatic generation of CAD path code, achieving accurate representations of actual part surfaces and skipping the timeconsuming traditional point-by-point commissioning process. The white paper uses the findings of a study of historical project programs to demonstrate the improvements that Machining PowerPac can deliver. These include dramatic reductions in the time needed to generate a robot path – from four hours to three minutes – and improvements in robot cycle time of up to 33%, enabling more parts to be produced with the same equipment.
Other highlights include potential savings of 8,000 prototype parts due to reduced cosmetic damage from path design flaws, equivalent to 2.37 tons of aluminium alloy. These improvements in time, quality and productivity, together with additional savings in materials and energy, typically enabled investments in Machining PowerPac to be recouped within three months, with a projected ROI over 18 months of more than 1200%.
This article first appeared at news.abb.com, and has been republished with kind permission. new.abb.com
Larger businesses lead tech adoption
New CreditorWatch research reveals how businesses embrace AI and other technologies to enhance competitiveness.
Larger businesses are driving the adoption of new technologies across Australia, with AI being the primary technology industries are adopting to enhance competitiveness, according to newly released findings from CreditorWatch, a credit reporting bureau, and its Business Sentiment Survey.
35% of businesses have implemented AI to enhance competitiveness in the past year, while other innovations like the Internet of Things (IoT) and big data analytics are also gaining traction. Despite these advancements, limited financial resources and cybersecurity concerns impede fullscale digital transformation efforts across industries.
In the past 12 months, 35% of businesses report implementing AI as their primary technology to boost their competitiveness. Other widely adopted technologies include the Internet of Things (20%) and big data analytics (16%).
At the industry level, Business/Professional Services lead the charge, with 49% of all respondents adopting AI, followed by Financial Services and Insurance (39%) and Health and Education (34%). Business/ Professional Services also spearhead the adoption of the Internet of Things at 25%, followed by Financial Services and Insurance (22%) and Construction (21%) close behind. Over the past 12 months, big data analytics adoption has been most significant in business/professional services and health and education at 19%, with financial services and insurance and production following at 17%.
Unsurprisingly, larger businesses are the most likely to embrace new technologies, with 89% having adopted such innovations over the past year. Medium-sized
businesses close behind at 80%, while only 38% of small businesses report similar adoption. Notably, 47% of respondents state they have not adopted any new technologies in the past 12 months, raising questions over how competitive these businesses will be with digital transformation changing the landscape across all industries.
AI usage patterns
CreditorWatch’s Business Sentiment Survey shows AI is being utilised across a broad range of industries, with leading applications in content creation and editing (41%), idea generation (36%), customer/ client service chatbots (32%), and the automation of routine tasks (29%).
AI usage also varies by business size. Large businesses report using AI primarily for employee recruitment (43%) and content creation and editing (40%). Meanwhile, smaller businesses leaned heavily on AI for content creation (47%) and idea generation (40%). Medium-sized businesses most frequently applied AI to customer/client service chatbots (42%), administration/ documentation (39%), and email inbox management (37%). The range of use cases varies, but businesses generally recognise the value of AI and are interested in exploring ways it can best benefit their workforce and their operations.
AI satisfaction is high, but barriers to digital transformation persist
Overall, 95% of businesses expressed satisfaction with the outcomes of AI adoption. Medium-sized companies showed the highest satisfaction rates at 98%, followed by sole traders (95%) and large businesses (94%). The most
enthusiastic industries were Financial Services and Insurance, where 69% reported being very satisfied, followed by Construction (59%) and Business/ Professional Services (42%).
However, despite widespread technology adoption, challenges persist. Across all businesses, limited financial resources emerged as the leading obstacle to more successful digital transformation (32%), followed by concerns around cybersecurity (27%) and a need for more time or capacity (25%). Large businesses cited a ‘lack of skilled employees with appropriate skills and capabilities’ (31%) as another key obstacle, while medium-sized businesses highlighted a ‘lack of a clear/well-defined strategy’ (28%) and ‘not knowing which platforms are most appropriate’ (26%).
CreditorWatch’s CEO, Patrick Coghlan, says the results demonstrate both the potential and the challenges of digital transformation across industries.
“It's encouraging to see so many businesses adopting AI and other advanced technologies,” he says.
“However, the fact that nearly half of businesses haven’t implemented any of these technologies highlights the ongoing barriers, such as limited financial resources and concerns about cybersecurity, which are holding many back from realising the benefits that can be achieved through digital transformation.
“In today’s economic climate, where businesses are under pressure from a range of external factors, digitally transforming and optimising operations with the support of futuristic technologies can help deliver cost savings and competitive advantage.”
creditorwatch.com.au
Operational mistakes
Five operational mistakes growing manufacturers make. Timothy McLean is the Managing Director of TXM Lean Solutions and the author of Lean books.
At some point in the growth cycle of most businesses, they inevitably face what we call “the squeeze”. This is when increasing complexity starts to overwhelm the business processes and management systems. The business then gets squeezed by rising overheads, falling efficiency, capacity constraints, and cash flow challenges. These often combine with poor delivery and quality performance to constrain the growth of the business.
When faced with “the squeeze,” many manufacturing businesses make the same five mistakes—which make their problem worse!
Seeing the solution in software
Looking over the shoulder of a person working on operational mistakes. Many business leaders, seeing the confusion in their business and needing more visibility into what is happening, seek software solutions. Usually, this involves ERP software, which is often sold as the “allsinging, all-dancing” software solution to everything. Implementing ERP software is most likely to make the confusion worse. All you have done is spend a lot of money automating the chaos!
Looking for the superhero
Another common mistake is to go looking for a brilliant Operations Manager or General Manager who can come in and put everything right. Sometimes, you might get lucky, but only sometimes. In reality, “the squeeze” eats managers for lunch. Soon, you will see your brilliant, highlypaid executive as part of the problem, not part of the solution, and looking for a “new superhero”. We know businesses that have changed operations managers ten times in ten years.
Buying the big machine that goes faster
If you could buy the latest piece of technology that produces twice as fast with half the labour, then you would improve your costs and margins. This looks good on paper, but the problem with the big machine is that it usually produces double the inventory, costs double the amount to run and service and does not fix the underlying process and people problems in your business. Too often, growing manufacturing businesses buy new machines without thoroughly understanding the return on investment. They saddle themselves with a lot of debt and cost, making “the squeeze” much worse! And then your competitor buys the big machine that goes even faster, and those cost savings just get passed on to the customer.
Giving the problem to someone else
It is also known as outsourcing, and it seemed like a pretty good strategy over the past 20 years – until it wasn’t. Getting someone in the developing world to make your product might seem like a good idea
REAP
The Australian Manufacturing Technology Institute Limited represents the interests of Manufacturing Technology Suppliers and Users within the precision engineering and advanced manufacturing sector Contact us to learn more amtil.com.au
until you find a quality issue and have three months’ worth of stock in the warehouse or on the water. You cannot get supply, or your supplier steals your intellectual property. Inevitably, your unit costs might be lower when you source from offshore. Still, you will have to fund more inventory, sacrifice flexibility to meet customer needs and increase risks of shortages and quality issues. That’s not to mention wars, pandemics, and currency fluctuations.
A bigger factory
Most businesses feeling “the squeeze” are also squeezed for space. If only they had a bigger factory they could spread out and get better flow. However, in most factories we visit less than 50% of space is used productively. Instead, we constantly see factories that are filled with work in progress, criss-crossed by a veritable freeway system of forklift aisles and with piles of waste everywhere. The bigger factory just means that this mess gets spread out further giving staff further to walk and forklifts further to drive. Without the right thinking a bigger factory can be LESS efficient than a smaller factory. And then you have the extra rent and building costs that all that space involves. txm.com
Shipping Steel
Sending your finished products to your client can be a minefield of costly packing mistakes unless you check all the boxes. Interparcel CEO Steve Zammit gives seven lessons.
According to the Australian Bureau of Statistics (ABS), postal and courier pick-up and delivery service charges rose 5.7% in the June quarter, driven by rising fuel costs and labour market volatility. That’s why it’s more important than ever for SMEs to ensure they pack and ship their stock cost-effectively.
Seemingly insignificant mistakes, such as incorrectly labelling or sending one large package exceeding the shipping dimension compared to separate smaller boxes, could result in business owners being charged 150% more than the original cost.
“Mistakes that lead to surcharges can significantly increase the original shipping price by up to 150%,” Interparcel CEO Steve Zammit said. “A courier charge might initially be $10, but something done during the manufacturing process could add a surcharge for special or manual handling ranging from $12 to $70, depending on the weight and any special handling requirements.”
Zammit lists nine packing mistakes that every business owner should avoid, from the manufacturer stage to business expansion. Shipping seven costly packing mistakes to avoid:
1. Neglecting dimensional and weight limits
Ignoring courier limits on parcel dimensions and weight can lead to high surcharges or rejection of shipments. Many products sourced overseas, from countries like China, Vietnam, Taiwan, or Hong Kong, need to be packaged correctly upon manufacture to avoid repackaging later. Couriers often have weight limits, such as 20-22 kilograms per parcel. For items over 32 kilograms, palletisation and forklift handling are typically included, which adds further complications and costs. One way to avoid these issues is by considering whether products can be broken down into smaller packages at the sourcing stage.
“When placing overseas orders, it’s important to ask questions upfront about the dimensions and weight of the products. Some couriers impose surcharges for items over certain lengths—105 centimetres is often the maximum before surcharges apply, though this varies by courier,” said Zammit. “In some cases, the product can be unscrewed or packed more compactly to avoid these surcharges.”
2. Overlooking the importance of proper packaging during the research phase
The most common mistake SMEs make, especially if they are not manufacturing the product themselves, is conducting thorough research in the sourcing phase.
“There’s a fine balance between ensuring the item is packaged adequately for the best customer experience and keeping shipping costs in check,” Zammit explained. “Businesses need to get this right from the start, and consider the type of product being sold—whether it's a variety of items or a single product—will help guide the right shipping decisions and avoid surcharges.”
3. Excluding packaging and product tagging at the manufacturing stage
Businesses that wait until products reach the shipping stage to package or tag items end up with labour-intensive processes, increasing cost and time.
“Do as much of the packaging and tagging at the manufacturing stage rather than leaving it until the shipping process, which can become labour-intensive once the products arrive,” Zammit added. “The package design is also critical, as well as understanding what people are buying and what quantities.
Different product groups, such as fashion, home décor and 4x4 camping gear, come with different considerations.”
4. Packing items that require special handling
Failing to account for surcharges based on dimensions, weight, and special handling requirements can significantly inflate shipping costs.
“If one of the dimensions—length, width, or height—falls outside the automation limits of some courier companies, the item may need to be handled manually,” Zammit said. “In some cases, an item that’s too thin or too light, like one under 250 grams, might not be suitable for automated handling and will incur a manual handling surcharge.”
5. Uneven weight distribution
Improper weight distribution within parcels can cause tipping, manual handling and additional fees.
“Uneven weight distribution may result in the parcel being manually handled and incurring a surcharge,” Zammit warned. “For unusually shaped items, it’s often best to have a custom box made. Although this might cost more initially, it ensures the item is packaged correctly, reducing the likelihood of surcharges, damage, or returns.”
6. Not addressing volumetric weight charges
SMEs often neglect the impact of volumetric weight, which couriers use to charge based on size rather than actual weight.
“One key factor is the difference between actual and volumetric weights,” Zammit said. “If you’re not using a flat-rate package, couriers will charge you based on the higher of two figures. For example, a one-kilogram item in a large box may have a volumetric weight of five kilograms, and you’ll be charged based on that higher figure.”
7. Failing to reassess packing and shipping processes during key business changes
Shipping costs and handling requirements can change with product variations, necessitating a review of fulfilment strategies. “It’s always wise to reassess what you're doing with packaging and shipping costs at key times of the year,” concludes Zammit. “For example, if you’re adding new product lines to your eCommerce store, consider how that impacts your shipping. If customers buy multiple items, the shipping characteristics can change.”
au.interparcel.com
RJS Tech Group
Championing Australian manufacturing and innovation in machine tools and wood working.
Australia’s construction and manufacturing industries face a turning point driven by a growing need to reduce import reliance and revive local production. Leading this charge is RJS Tech Group, founded by industry veteran Ron Smyth, who brings nearly 40 years of expertise in woodworking and machine tools. Ron’s vision is to restore manufacturing excellence and strengthen Australia’s industries. RJS Tech Group, through strategic acquisitions and a suite of companies, exemplifies entrepreneurial determination and national pride.
RJS Tech Group’s mission supports the Australian construction and manufacturing sectors by providing businesses with worldclass tools, machinery, and locally manufactured products. With a focus on creating Australian jobs, RJS Tech Group is reshaping industry landscapes by championing self-reliance, innovation, and local expertise.
RJS Tech Group includes:
• Wood Tech: As a premier supplier in the woodworking and construction industries, Wood Tech provides exceptional machinery and service across Australia, empowering businesses to enhance productivity.
• Whitelaw Engineering Machinery/Metal Tech: This brand delivers high-quality metalworking machinery to Australia, New Zealand, and the Pacific, supporting vital sectors such as automotive and aerospace.
• Rogers Industries: Since 1953, Rogers Industries has set a standard for precision manufacturing with expertise in aluminium die casting, CNC machining, and plastic injection moulding.
• PPE Tech: Responding to Australia's reliance on imported Personal Protective Equipment (PPE), PPE Tech manufactures Australian-made P2 respirators, reinforcing both industry standards and public health.
• Prestige Precision Tools (PPTools): Specialising in custom tooling, PPTools produces high-precision tools locally in Brisbane, strengthening Australia’s woodworking and metalworking sectors.
• Nano Tech: Specialists in advanced surface coating technology for tooling, enhancing performance.
Growth through strategic acquisitions
In 2021, RJS Tech Group expanded its capabilities by acquiring Rogers Industries Group. This acquisition included their Hemmant,
Queensland site, which is equipped with advanced machinery. This bolstered the group's in-house capabilities and commitment to local manufacturing. The site is being redeveloped into a national headquarters for the Group, featuring a purpose-built office and innovation centre. The centre aims to foster collaboration among inventors, engineers, and designers to develop the next generation of Australian-made products. Wood Tech, Australia's leading independent supplier of industrial machinery, empowers businesses with tools essential for optimised production, including edge banders, CNC machines, and automation solutions. This broad range helps both small and large enterprises enhance operational efficiency.
Ron’s entrepreneurial journey has been fuelled by his passion for local manufacturing and his proven track record in industrial property development. His approach to business goes beyond the mere supply of tools and machinery—it’s about empowering Australia’s industries with innovation and expertise. Each venture within the Group is a testament to his belief that Australia’s future success lies in the hands of local manufacturers and innovators.
RJS Tech Group’s impact extends through PPE Tech, addressing Australia’s dependence on imported PPE by locally manufacturing P2 respirators. This initiative secures jobs, strengthens Australia’s resilience, and ensures quality safety equipment.
A vision for the future
As RJS Tech Group continues to grow, the focus remains on driving innovation, investing in local infrastructure, and ensuring Australian industries have the resources they need to succeed. Ron Smyth’s bold leadership has positioned RJS Tech Group as a key player in Australia’s manufacturing renaissance. Innovation fuels every step we take as we bring to life groundbreaking advancements like the Automatic Drawer Assembly Machine. Created, built, and distributed by our very own Rogers Industries Group, this machine sets a new standard for efficiency and versatility in drawer production.
Designed with our customer’s needs in mind, the Automatic Drawer Assembly Machine is tailored for users of Hafele and Grass components. This game-changing machine fully automates the assembly process, seamlessly handling parts from multiple brands—a unique capability in the industry. The result? Drastically improved speed and efficiency, allowing customers to create highquality drawers faster and more reliably than ever.
rjstechgroup.com.au
Protected Flow Manufacturing (PFM)
Production scheduling reinvented for manufacturing performance.
Traditional production scheduling models start with planning. The plan results from running ‘the scheduling program’, typically based on a finite capacity loading algorithm designed to maximise resource utilisation. Your jobs are prioritised based on the work order want date. The program loads these jobs onto your capacity using either forward scheduling (start as soon as possible), backward scheduling (finish on the due date), or a combination of the two. Production is then expected to go off and execute ‘The Plan.’
Production people often tell you what we said to work on in the morning’s production meeting and what the ERP schedule says to do, are often very different. Production meetings tend to reflect current information, what materials arrived and what didn’t. What operations took longer than expected? However, the output of the scheduling program is only as good as the last time the program was run.
Whose fault is it when you don't complete everything on the schedule? Did we have a good plan which we failed to execute? Aka Production's fault! Or did we have a bad plan that was impossible to carry out? Aka, bad scheduling!!
Many schedulers will tell you from experience that traditional production scheduling models don’t work in the real world. The scheduling program requires highly accurate information and doesn’t acknowledge the variability that is ever present in manufacturing environments. This sets in play a vicious cycle using averages and rules of thumb to make incorrect time estimates, turning out wrong promise dates, causing cascading changes, further delays and endless rescheduling.
Most scheduling modules are reduced to providing a high-level guide at best and, at worst, are no longer used in favour of whiteboards and spreadsheets. In our more complex and volatile world, variability is increasing faster than we can compensate for it. The more variation we see in a manufacturing environment, the worse the flow of material, information and, ultimately, productivity. George Plossl’s 'First Law of Manufacturing' states – “All benefits [in a manufacturing company] will be directly proportional to the speed of flow of information and materials.” In their book Demand Driven Performance – Using Smart Metrics, Smith and Smith elegantly expressed the impact of flow on an organisation with a simple equation. The equation implies that changes to flow directly yield changes to cash velocity which
Vicious Cycle
in turn influences ROI. Thus, the starting point for any effective scheduling system is to improve flow. Two necessary conditions for achieving this are a mechanism for dealing with variability and improved visibility of relevant information.
Instead of trying to ‘fix scheduling' by striving for perfect information and attempting to eliminate variability. We developed a completely different approach. One that anticipates variability and focuses on accelerating flow to improve performance and reduce WIP, lead times, and chaos. This approach will leave you in no doubt about which job to work on
next and give you the confidence to make believable promises to your customers that you can keep.
Protective Flow Manufacturing™ (PFM) is a game-changer when scheduling complex manufacturing environments. It flips the focus away from planning first and instead focuses on execution. We no longer need to run a capacity-loading algorithm to create a rigid schedule for production to be expected to execute. Instead, PFM focuses on using your available capacity to perform jobs with the highest risk of being late. We refer to this as a threatlevel priority. Threat level priority is based
Delta Flow Formula
on the % of work remaining and the % of ‘buffer’ (more on this later) remaining. In short, the higher the % of work remaining and the lower the % of buffer (time protection), remaining, the higher the Threat Level – regardless of the WO due date!
Threat level Priority indicates, “how much in danger is this job of being late relative to all the other jobs?”
Threat Levels are determined in real time; running a scheduling program is unnecessary. The passage of time automatically consumes the buffer. The Work Remaining, on the other hand, is kept up to date as often as work is reported complete via whatever means that you use. The beauty of threat level priorities is that production can always see which job is most important to be worked on now –shop-wide or specific to any department, work centre, machine, or person.
Simple colour coding reinforces the threat level, with ‘red’ jobs most likely to be late, ‘yellow’ jobs at a lower risk of being late, and ‘green’ jobs in the least danger of being late.
No intervention is needed to reflect changes in production, your priority is always known at a point in time. No need to run a schedule to update what to work on.
There are many sources of variability in a typical production environment – estimated production times don’t match actual, queue times when parts move between departments, tooling breaks, purchased parts or outside services don’t arrive when promised, not to mention workers being either absent or sick.
An effective management framework must, therefore, acknowledge and anticipate this variability. PFM manages variability with a time buffer for each work order. The size of the buffer is determined by input from you and your production team, and to begin with, it may just reflect your quoted lead times, but as you gain experience and confidence, the size of these buffers is often adjusted. Either increased or decreased.
Think ‘insurance,’ am I over insured paying for cover that I don’t need or am I under insured with insufficient protection?
Everything we have discussed so far relates to execution – the here and now. Next, we move to our future state with ‘Planning’, but not in the conventional sense. This is one of the trickiest concepts to grasp with PFM, especially if you have experience with the traditional finite capacity scheduling approach to managing production. Remember, in the traditional approach, you run a program to devise a plan, then
print the work-to or dispatch lists from that plan and attempt to execute that plan in production. By contrast, with PFM, you do not need to run a ‘scheduling program’ to know your shop priorities. Based on the Threat Level priorities, they are always visible in real-time out in production. So production always knows what to work on. PFM uses predictive analytics to simulate your production’s future reality.
PFM does have a 'Planning' program. However, rather than a backward/forward capacity loading algorithm, PFM uses predictive analytics to simulate your future. We imaginatively call this program ‘The Predictor'. The purpose of this planning tool is not to work out what everyone should be working on and when – again, you don’t need it, you always have the realtime Threat Level priorities to tell people what to work on. Rather, the purpose of The Predictor is to provide you with visibility of production’s future reality. The Predictor does this by simulating production executing all your jobs out into the future based on what their Threat Level value will be at that future point in time. It does this consider machine capacity, people, and even material availability.
The resulting data can be shown in a Gantt chart view that looks much like – dare I say it? – a schedule! But alas, and emphatically, it is not! The simulation, however, does give us some tremendously insightful information about your production future: where your bottlenecks will be, the severity
of those bottlenecks, and what material(s) will cause delays. The predicted start and finish date of each operation, The predicted completion date of each job, and more. The really nice thing about using a simulator to project the future is that it genuinely reflects how production will be executed. The Predictor is as close an approximation of what will happen in the future as we can have, so its predictions are believable enough to tell your customer when their order will be completed.
To quote Doc Brown in Back to The Future 3, “The future is what we make it!” So, if you don’t like what you see, you can intervene with proactive planning. And here, once again, PFM has a range of tools that can be used to assist in your decision-making – what-if scenarios to see the impact of working overtime, putting on additional shifts or investing in a new machine can all be simulated and expressed in terms of impact to on-time delivery, or revenue and profitability.
What’s the catch? Do I have to buy a new ERP system or throw out the system I already have? And how long is this going to take to implement? The good news is we’re not here to sell you a new ERP system; in fact, we prefer to leverage the value in your current systems. Our implementation process can typically have you executing based on real-time priorities in as little as one to three months.
To learn more about how PFM can help you improve performance visit: pfm.works
Latinka Cubitt wins the 2024 Victorian Female Manufacturer of the Year Award
Latinka is also an accomplished professional who wears multiple hats as General Manager and Co-Owner of Catten Industries with her husband, Ian. Latinka found time to sit down with AMT editor Paul Hellard.
AMT: Firstly, congratulations on the Victorian Female Manufacturer of the Year Award.
Latinka Cubitt: Oh, what a great night! Both Ian and I had arrived from overseas at around midnight on Sunday. We'd been to InnoTrans in Berlin, which was brilliant. It blew my mind how big it was. The Department of Transport and Planning invited us, and they organised this massive trip with several other companies in the rail supply chain. We caught up with many potential customers and had some excellent opportunities there. We were exhausted when we got back, but you hit the ground running by Monday and Tuesday because you've had a few weeks away from the business. Wednesday was the Victorian Manufacturing Hall of Fame Awards night in which I'd been nominated, which is an honour in itself. Then I became a finalist with two other incredible women. What they've contributed to their respective companies and the industry is massive. So, I went in there without any expectations, and then I won. That was a bit overwhelming. I didn't expect it, so it was a lovely surprise.
AMT: So when did this journey begin for you?
LC: I remember it clearly. I was on a school excursion in 1983 at the manufacturing plant for Ramset Fasteners. One of the last areas on the excursion was the IT area. Lee Trainer, who was the IT manager at the time, I still remember him vividly saying that you don't need a uni degree to work in IT. If you are passionate about IT, you can work in IT. And I went, that's for me.
I think I hassled them a fair bit because they eventually said, yes, come in for an interview. They wanted to start me as a junior, but I’d not finished Year 12, so I held off until the new year. And this is one of the things Ian and I are passionate about, which is getting young people into the Industry. When you walk around the factory, if a potential apprentice says, ‘I want to do this’, we are doing our job correctly because that's how I started.
I went through various roles throughout my career. From Mainframe Operator, PC Support, Systems Analyst, and Project Management to IT Manager. Then, about ten years ago, I decided to do my MBA because even though I had a good overview of what operations are like within a business, there were still so many grey areas. This was also an excellent opportunity to grow as a person, as I was ready to learn more. I ended up completing the three-year MBA course at night over 16 months.
AMT: So, how did Catten Industries begin?
LC: I was happy working at this terrific software company. Ian rang me one day and said, ‘Hey, the current owner is looking at selling, and there's an opportunity for us to buy. What do you think?’ I thought it was worth giving it a go; cos, you don't know if you don't try. It’s going to be eight years this coming January.
AMT:You do a wide variety of work here in what you call a ‘jobbing’ shop. What are some of the bigger jobs you’ve done at Catten Industries in that time?
LC: When we first started Catten Industries, we had a job come in that was designed locally and manufactured for the Australian Institute of Sport. They created a spinning device concept for competition divers to fine-tune their diving form, saving them from climbing the stairs every time they practice a dive. It was so exciting
that this was being made here by us. When the Olympics were on, Melissa Wu was doing an interview, and we saw her utilising the device. Sitting there in the lounge chair, you become an expert in all aspects of the events. We were jumping up and down like we’d won a medal, just seeing the device being used in training even though the event had not started.
Jobs vary over the long term. We currently do work in the renewable energy sector. Someone came in with a vision of where they wanted a product to go. In that first year, there was a lot of design changes. We would revise and revise and make another prototype. You collaborate with these people. To their credit, they could have taken the production overseas but they chose to stick with us, and we now continue to manufacture a great product that is Australian made and helps secure and grow the manufacturing industry in Australia.
AMT: The strong drive in this company is that you have Ian and your whole family here. That’s a lot of support there.
LC: Ian is very passionate about manufacturing. He started off as a 1st class apprentice sheetmetal worker at Siemens, just up the road, and he has a really strong passion for Australian-made products and keeping manufacturing alive here. He's always been like that, very passionate about making things well and looking to see how we can automate and make processes better. When I came into the business, I brought my passion into the company as well.
I enjoy coming in the morning and saying hello to everyone. I like having a chat to see how they're all going and how they're feeling. And I enjoy what I do. I like working on the business. I like looking at advancements as well because I think that coming from an IT perspective, and you look at Industry 4.0, there are a lot of opportunities for us. All of those great opportunities require funding as well. So we've got a vision, we're striving to work towards that.
AMT: Where do you find those new opportunities?
LC: Catten Industries are across a lot of different networks. We're always learning; we're always looking for new opportunities. You have to be almost everywhere to know what is happening. There's a lot of research that you have to do. There's a lot of everything that you have to do.
Success depends on what percentage of work we get, the parts we get to make and how we make them. Local content requirements are critical in ensuring a solid manufacturing base. After our recent overseas trip, it is apparent that other countries insist on this, and Australia should too. Manufacturing underpins many economies around the world. We need to be smart in how we process parts to compete. We do make parts where only small quantities are required. However, everyone wants to make a part where 100s/1000s are needed. We must ensure that we get the right work, and that locally made/manufactured (not just assembled) parts are mandated to ensure manufacturing continues to thrive within this country.
Our quality is amongst the world's best. If you take something overseas to a low-cost country, you will know that maybe the first two times, you will get something OK, but things change after the third run. Australia is a tiny fish in the big market regarding how much product we produce, and we should be looking to build our economy and not the middle-class economies of other countries.
AMT: How do you see the future for Catten Industries and manufacturing in Australia?
LC: I would like to see us grow. We want to get another site and another factory if we can. That's one of the goals. Obviously, Ian and I are not getting any younger; we have our children working in the business. So, it's actually about looking to help them grow to be the best people they can be. We never thought they would come into the business. They fell into it because they chose to, which is excellent. In our minds, Ian and I have got all this automation happening. We've got another site happening. We've got two or three shifts happening. That's the way our minds work. We want to be able to invest more and bring more apprentices in. We've got quite a few apprentices each year since we've been here. We have one who has just completed, and two others are in their final year. And we've got two fantastic school-based workers, which is an excellent pathway into the manufacturing sector. I also have the shop, LaTink. This is to fulfil my cravings to create and sell decorative works from metal. The timing was not fantastic. We opened it up and straight away, COVID hit. However, we continued and I'm incredibly passionate about it. We’d just purchased a new laser for Catten Industries, and I said to Ian, ‘We could do some decorative stuff.’ And he said, ‘No, we are not doing decorative stuff.’ So, I thought I would do a Christmas wreath. And one of the engineers and my daughter Bianca helped me assemble a Christmas wreath for one of my girlfriends as a gift. So, the LaTink shop was born four years ago for a Christmas wreath idea that took off, and we’re making and selling all kinds of customisable trinkets, outdoor garden screens, and furniture out of our shop and online.
AMT: You are passionate about people, and that helps in business and life. This year, Ian and you participated in the ‘Bloody Long Walk’. Can you tell me about that?
LC: The Bloody Long Walk is a drive to fund research to find a cure for Mitochondrial disease. Firstly, it raises awareness to help affected families; it raises funds for equipment so that these kids with Mito have less pain in their lives. It could be a better wheelchair, lifting devices and stuff like that. It’s important because I know we are all so lucky. I’m passionate about Autism research as well. Cancer is the other one. I've had too many friends who have passed away from cancer or are cancer survivors. The impact on family and friends is massive. So when you are healthy and good, I think you should always look at helping who you can because you don't know when it will affect your family or yourself. catten.com.au latink.com.au
Passed the test
Accurate software stays on top of the measuring equipment. Lange & Haasis collaborates with Gühring.
Regularly calibrated measuring instruments are essential wherever components are manufactured with high precision. But how do you stay on top of things? Lange & Haasis has switched from handouts to digital measuring equipment management from Gühring, saving a lot of time.
Measuring screws, limit gauges, thread gauges – the machinists at Lange & Haasis always have their measuring equipment at hand to check the quality and dimensional accuracy of the construction parts. Although the products produced by the company for CNC metalworking in Albstadt differ significantly, they all have one thing in common: the highest precision down to the μ range. “No order is processed without measuring instruments,” noted founder and co-owner Jens Lange.
And that’s why so many of them are in Lange & Haasis’ production. The problem: Measuring instruments have an expiry date and must be recalibrated before expiry. Uncalibrated measuring instruments must not be used for measurement. But how do you keep track of all the measuring equipment in everyday production? Jens Lange had to find out in his company that handout management is not the perfect solution: “That was a huge source of error when it came to calibration cycles,” he recalled. In addition, employees could never trace who had taken which measuring instruments and spent a lot of time searching for them.
Plus, the company is certified according to the ISO 9001 international standard, which stands for process-oriented quality management. “To maintain this certification and expand the associated processes, we need measuring equipment management”, said Patrick Maier, the man responsible for measuring equipment management at Lange & Haasis. “We wanted a quick and simple solution that would give us more structure and control in our measurement equipment management.” The simple solution is just a few kilometres away: Lange & Haasis has worked closely with Gühring for around 20 years. So it was clear for Patrick Maier: “The regional aspect and the ability to ask questions and solve problems quickly were very important to us, which is why we did not need to look at other software solutions."
The Gühring Tool Management Software (GTMS) can cover all production and logistics-relevant areas in companies. GTMS offers a way to manage measuring instruments and the corresponding calibrations.
Test dates are permanently monitored digitally and internal calibrations are created, carried out and documented by an audit based on a stored test plan. In addition to ISO 9001, which is so important for Lange & Haasis, IATF 16949 and QSF-A 1998 are also covered by the GTMS. Anyone who combines the software with a Gühring tool cabinet can also specify that only calibrated measuring instruments are removed from drawers and all others are blocked. All of this ensures that sufficient measuring instruments are always available in production and that documentation gaps during customer audits are avoided. “GTMS is perfect for all customers who do not want to lose track of their testing and operating resources,” summarised Christoph Schönhaar, who manages the company as a Gühring software expert.
Self-explanatory & easy to use
This is exactly what Lange and Haasis wanted. “First of all, we wanted to digitalise measuring equipment management so that we could minimise search efforts and establish traceability of the measuring equipment withdrawal,” explained Patrick Maier. It was particularly important to them that the new system be simple to use, self-explanatory, and error-free for all employees. After Christoph Schönhaar showed him the possibilities of GTMS, he quickly realised that with Gühring, “we had found the perfect partner!”
Schönhaar says that the project's planning and implementation then went quite quickly and smoothly: “There was always honest and direct feedback, which helped us find the right solutions,” said Patrick Maier. No matter our problem, a targeted solution was always found immediately!”
Where is the measuring instrument or who has it? How often was it used? When is the next calibration interval? Thanks to GTMS, Lange & Haasis employees can now answer all these questions at a glance. Since Lange & Haasis now manages its measuring equipment centrally, employees can quickly compile everything they need for an order. “The time savings associated with measuring equipment management are enormous,” said Patrick Maier.
But that's not all: “The long-term goal is for us to implement our complete production, tool and warehouse management with the GTMS from Gühring and use the software to the fullest extent possible,” said Jens Lange. Further GTMS modules are to be built up gradually in order to digitalise manufacturing further. “Thanks to GTMS, many functions can be covered with a single software solution,” explained Schönhaar. “The next steps could now be towards warehouse management and machine connection.” The new measuring equipment management is, therefore only a first important step on the road to digital manufacturing. lange-haasis.de guhring.com.au
Patrick Maier (left) and Jens Lange (centre) from Lange & Haasis are delighted with their TM cabinet together with Christoph Schonhaar
Shoulder milling
Introducing CoroMill® MS20 – a dependable and versatile shoulder milling concept.
Cutting tool specialist Sandvik Coromant presents the CoroMill® MS20, a proper 90-degree shoulder milling solution. Thoroughly designed for roughing to finishing in stainless steel and heat-resistant super alloys, it ensures uncompromised security, versatility and productivity.
“CoroMill® MS20 is a single-sided, twoedge solution for true 90 degrees shoulder milling applications in ISO M and ISO S materials, particularly suited for the aerospace and oil and gas industries,” said Sangram Dash, Global Product Application Specialist for indexable milling tools at Sandvik Coromant. “Being versatile, CoroMill® MS20 excels in repeated shoulder milling, face milling, linear and helical ramping, full slotting, and plunging applications.”
One of the standout features of CoroMill® MS20 is its optimised geometries tailored for different ISO materials, ensuring higher edge line security. “Users will first notice the reliability of the CoroMill® MS20 inserts, which exhibit a predictable and gradual wear pattern on the cutting edge, even in demanding applications,” said Dash. “All in all, it is an exceptionally secure concept, allowing for higher productivity.”
Premium assortment, premium results Combining high-quality cutter bodies and inserts ensures excellent surface finishes and optimal wall quality (without any steps) in repeated shoulder milling applications. The robust cutter body boasts high levels of
Holding system
dimensional control, closely matching the nominal diameter with tighter tolerances on axial and radial runout. This results in improved component quality, fewer rejections, and extended insert tool life. Manufactured using a new pressing technology, the inserts offer superior dimensional accuracy, further enhancing component quality and insert tool life.
The high accuracy of the direct-pressed CoroMill® MS20 insert enables it to replace periphery ground geometries with similar performance.
“You shouldn’t have to settle for shouldermilling compromises, " Dash concluded. “Whether you prioritise secure and trouble-free machining, high productivity or increased cost-efficiency, the new CoroMill® MS20 shoulder milling concept has covered you.”
The assortment encompasses cutter bodies in the 15.8–84mm range (with inch equivalent cutters) and inserts featuring optimised geometries for stainless steel and HRSA applications.
sandvik.coromant.com
QS™ Micro from Sandvik Coromant delivers unprecedented precision in sliding head machines.
Sandvik Coromant has introduced the QS™ Micro — a new quick-change holding system explicitly developed for sliding head machines. It promises exceptional precision, security, and repeatability, as well as maximised machine utilisation.
The QS™ Micro holding system is specifically designed for small-part machining and sliding head machines. It covers most industry segments, such as general engineering, automotive, aerospace and medical. With an extensive range of cutting heads and shank adaptors, the system offers a multitude of configurations and quick tool changes.
The assortment includes rectangular shaft adaptors in sizes 10 × 10 mm up to 20 × 20mm and equivalent inch sizes. It also features cutting heads for general turning, parting and grooving, and threading in families CoroTurn® 107, CoroCut® 2,
CoroCut® XS and CoroThread® 266. CoroTurn® 107 and CoroCut® XS provide cutting heads designed for Y-axis machining, offering higher stability and better chip evacuation.
“One of the main benefits of the QS™ Micro holding system is that it is possible to quickly change cutting heads with high precision, which reduces the machine downtime,” said Hampus Jemt, Global Product Manager for small part machining and threading at Sandvik Coromant. “Another benefit is the modularity, which enables the fitting of different types of cutting heads in different adaptors, reducing the need for a large tool inventory.”
Other benefits include a rigid holding mechanism that minimises vibrations, enabling unprecedented precision in sliding head machines without compromising process security. High indexing precision
(+/- 3µm) also ensures supreme component quality, exceptional accuracy and repeatability across various operations. Furthermore, efficient chip control is crucial in small-part machining. All QS™ Micro shank adaptors provide throughcoolant functionality, allowing easy coolant connection to the cutting heads, and the precision coolant is delivered directly to the insert. “Effective chip evacuation is critical. Chip smearing can significantly impact the intricacy of the machined parts. Fortunately, our through-coolant functionality results in exceptional chip control, extended tool life and increased productivity,” added Jemt. Combining quick and easy tool changes with a high degree of modularity, QS™ Micro is the perfect fit for small-part machining operations where precision and security are paramount. sandvik.coromant.com
Powering Australian manufacturing
Kinetic Engineering Services’ partnership with Okuma Australia and Sutton Tools.
A dynamic partnership thrives between Kinetic Engineering Services, Okuma, and Sutton Tools. With a commitment to quality, innovation and local support in Australian manufacturing, their companies are shaping the industry's future.
At Sutton Tools, we try to foster strong relationships with all Machine Tool brands, and in this case, Okuma was the chosen machine tool brand by Kinetic Engineering. We both share similar values and processes, which further strengthens our partnership.
Similarly, consistent engagement and problem-solving have nurtured our collaboration with Kinetic Engineering Services. Week after week, we strive to deliver solutions tailored to Kinetics’ needs, offering tools, exceptional service, support, and competitive pricing.
Sutton Tools sat down with Tom Hawkes, CEO of Kinetic Engineering Services, to discuss what sets them apart in the competitive manufacturing landscape.
“Kinetic Engineering Services is known for being a go-to partner in the steel production and heavy manufacturing sectors,” explained Hawkes. “We handle everything from design to precision machining, fabrication, and assembly. Our services extend to industries like mining, rural, transport, and automotive all across Australia.
Kinetic Engineering Services has been operating since 1979, almost 45 years now. This journey, rooted in Geelong as a familyowned business, formed the foundation for the Kinetic Group, which now includes four separate entities serving various industries. Currently, Kinetic Engineering Services employs 35 direct employees. “We have an extensive lineup of machines, including Okuma’s MULTUS U4000-1SW Multitasking Lathe, MU5000V-L Vertical Machining Centre, and many more, along with various CNC turning centres and manual milling and turning equipment.”
Kinetic Engineering chose Okuma as its machine supplier because the two companies share a commitment to quality and customer service, aligning with their ‘one-stop shop’ business philosophy. Okuma’s comprehensive support from concept to completion ensures lasting and meaningful customer outcomes.
Hawkes mentions his choice of Sutton Tools for their tooling needs: “Sutton Tools was a natural choice for us,” he says. “Being another long-standing Australian, Victorian, family-owned business, their focus on customer service and quality
complements our operations perfectly, especially in the challenging Australian manufacturing environment.”
“Okuma also assists us at every stage, from new machine purchases to routine maintenance and breakdown recovery.
Sutton Tools helps us manage our tooling inventory and provides custom tooling solutions. Together, we optimise machine effectiveness and tooling lifecycles.
“Sutton Tools stands out due to its Australian roots, strong customer service, and competitive pricing. Okuma's quality and sole responsibility approach differentiates it. When you buy Okuma, you’re investing in a complete solution, not just a machine.
Tom Hawkes is unashamedly patriotic.
“Australian manufacturers have a rich history of innovation, and we’re proud to contribute to it,” explains Hawkes. “We believe in supporting local businesses and Australian-made products. It’s not just about words but actions that drive our industry forward.”
Hawkes is excited about the future, with Sutton Tools remaining a top choice for
Kinetic’s tooling needs. “We’re gearing up for an exciting year, supporting various projects and initiatives within our Kinetic Group.”
Supporting Australian-Made
In an era where the importance of Australian-made products is more critical than ever, Kinetic Engineering Services remains steadfast in its commitment to supporting local businesses and industries. For Kinetic, choosing Australian-made isn’t just about patriotism – it’s about investing in the future, and ensuring the continued success of Australian manufacturing on the global stage.
Kinetic Engineering Services is poised for even greater success, with Sutton Tools as a trusted partner. As they embark on exciting new projects and ventures, the partnership between Kinetic Engineering Services, Okuma, and Sutton Tools promises to drive innovation, excellence, and growth in Australian manufacturing for years to come.
Pirtek adds another YLM tube bender to its manufacturing capabilities.
Delahenty Machinery is a leading Australian provider of machinery, automation solutions, machine tools, bespoke tooling and service to manufacturers across a wide range of industries. They bring complete support, including machinery sales, installation and training, servicing and maintenance, Macbend tube bending and machine lubricants, spare parts and tooling to meet customer’s unique project needs.
Since 1964, Delahenty Machinery has collaborated with world-leading, innovative partners to provide customers with the right metal fabrication machine solutions to expand their manufacturing capability and improve efficiencies in an ever-changing landscape.
Pirtek Southern Highlands, based in Moss Vale, NSW, is dedicated to delivering exceptional fluid transfer solutions. The team serves a diverse customer base, specialising in mobile onsite service and replacing hydraulic and industrial hoses and fittings.
Stephen Jones, Managing Director at Pirtek Southern Highlands, recently invested significantly in another YLM mandrel tube bending machine. This time, purchasing a state-of-the-art machine with CNC capabilities, a 37-degree flaring machine, and a deburring machine to enhance their production capabilities. Pirtek Centre Manager Fiona Martin shared they are very appreciative of the Delahenty personalised support, installation and training of their new equipment and that “Stephen and all the boys are very excited, and it all looks great. We look forward to what this can do for our business”.
Pirtek’s investment in the impressive YLM CNC mandrel tube bending machine reflects its commitment to building lasting relationships by consistently delivering high-quality products and services, ensuring reduced production times, and maintaining the superior standards that define strong Pirtek partnerships.
Founded in 1976 by YING HAN Technology Co., YLM is a leading Taiwanese manufacturer known for its CNC, NC, and conventional tube and pipe bending machinery. YLM pioneered the first CNC PC-based controlled tube bender in Asia in 1991.
YLM tube and pipe benders offer a remote control console for operator convenience, foot pedal cycle start for quick and safe loading, and comprehensive safety features including mats, plates, and emergency stops. With integrated gearbox reducers and low-profile bend head designs, these
machines ensure smooth and controlled movement, accommodating complex parts with full-capacity feed-through collects. Low decibel production noise enhances operator comfort and shop conditions, while low working heights and multiple axis operations further optimise productivity and safety.
The YLM tube bending machine purchased also features a multi-stack offering numerous bendefits:
Versatility: Multi-stack machines allow for bending tubes at different radii within the same part. This flexibility is essential for complex designs or when you need multiple bends in a single tube.
Efficiency: With multiple stacks, you can perform various bends without changing physical tooling. This reduces downtime and increases productivity.
Precision: Each stack has its own clamp and pressure die, ensuring accurate and repeatable bends. This precision is crucial for consistent results.
Space-Saving: Instead of having separate machines for different bend radii, a multistack machine saves floor space and streamlines your production area.
Cost-Effective: While the initial investment may be higher, the long-term benefits in terms of efficiency and versatility make it a cost-effective choice.
Standard YLM CNC benders feature a climate-controlled electrical enclosure to maintain optimal temperature and prolong the life of system components. They incorporate electrical power filtering for stable operation, along with isolated control cabinets to minimise vibration impact on electronics. An oil filtering system with condition indicators protects the supply, while models include a standard radiatortype oil cooler (with optional availability) to regulate oil temperature effectively. Vibration control pads reduce machine movement during operation, complementing a spacious and well-labeled electrical system layout for ease of maintenance and efficient operation. delahenty.com.au
Kite ships
Green hydrogen production on Kite Ships – with cynapse® gearboxes from WITTENSTEIN alpha.
When wind energy is harvested for electrolysing seawater directly on board, these power-dense, intelligent, communication-enabled hypoid gearboxes perform essential functions controlling the four up to 1200 metre-long ropes of the Kite Propulsion system’s 60 square metre kite.
OCEANERGY opted for a reliable, future-proof technology comprised of robust TPK+ gearboxes and their cynapse® functionality, i.e. with integrated sensors, logic and an IO-Link data interface in the gearboxes. “These smart gearboxes will supply essential operating and status data, while the energy ships that produce green hydrogen in the six permanent oceanic trade wind zones will be smartly navigated there according to the wind forecast”, explains Ulrich Dobler of the Stuttgart-based startup’s Executive Board.
Kitesurfing inspired the Energy Ships – hardly surprising because OCEANERGY CEO Dr. Wolfram Reiners is an avid enthusiast of this thrilling water sport. “The basic idea was to harness the forces acting on the kite that pull the kite’s ropes and convert them into electricity,” he explained. At the heart of the Kite Hydrogen Ship concept is the patented K1 Kite Propulsion system, which can be imagined as a green power socket for the onboard electrolysis process. The challenge for the intelligent hypoid gearboxes is to control the kite’s four frequency converter-driven ropes as they generate electricity during the harvesting journey by launching and pumping the kites. A large part of the energy generated in this way by the K1 Kite Propulsion system is utilised directly on board to produce green hydrogen. “A hydrogen plant of this kind is designed to produce around 1000 tons of green hydrogen during its eight-week harvesting journey,” Dobler continued. “That adds up to a good 6000 tons per year – enough to supply about 40,000 hydrogen cars or power an Airbus for almost twelve months.” The aim of the energy ship fleet now in the pipeline is to produce green hydrogen costing just A$3.30 per kilo by 2035 – in other words, significantly more economically than with any other green technology known to date.
Dynamic wind loads of up to four tons per rope – no problem for a TPK+ hypoid gearbox
Based on simulation and application data, hypoid gearboxes from the TPK+ series were selected to control the four steering ropes while pumping the kite. Their right-angle design is central to the ultra-space-saving principle of the entire K1 Kite Propulsion system and its integration into a seaworthy container. These 300-size, twostage gearboxes have a ratio of i=100 and are characterised by high torsional rigidity, low torsional backlash, and greater absorption of external forces. The high-quality hypoid teeth simultaneously ensure high torque and exceptionally smooth running.
cynapse® functionality enables gearbox monitoring online on the high seas
When a Kite Hydrogen Ship sets off semi-autonomously on a harvesting journey, the kites – and hence the propulsion system’s central axis – will be subjected to highly diverse movements and forces. This tipped the scales for OCEANERGY in favour of the TPK+ with cynapse® functionality. “Transmission functions and operating data like acceleration values can be monitored and analysed remotely in this way on the high seas,” said Felix Bartels, Senior Mechanical Engineer.
OCEANERGY uses intelligent TPK+ gearboxes to control the ropes and handle other propulsion tasks on board its Kite Hydrogen Ships with assistance from WITTENSTEIN alpha gearboxes. For instance, the manual control unit of the K1 Kite Propulsion system features a low-backlash TP+ planetary gearbox from the alpha Advanced Line, a compact, torque-dense NVH worm gearbox from the V-Drive Value family and two TPM+ rotary servo actuators. The slewing ring utilises a torque-dense and torsionally rigid XP+ planetary gearbox with unique output geometry as the basis for its ultra-compact, space-saving overall design.
oceanergy.com treotham.com.au
Unlock your legacy: Exit your business with confidence for maximum value
Deciding to sell your business is a natural part of the business life cycle. It is nevertheless a significant decision and involves:
— Timing; aligning with personal goals
Market conditions
— Preparation; structuring and valuation
— Targeting the ‘right’ buyers
— Exploring and executing the most appropriate exit strategy
Being ‘exit-ready’ is crucial to seizing the moment, where the preparation generates business value through its rigour and diligence.
How can William Buck help?
William Buck is Australia’s leading corporate finance advisory practice for SME’s and mid-market businesses. We specialise in advising founders and owners through the process of selling their businesses with confidence and maximising business value. Our comprehensive full service sell-side solutions include deal advisory, transaction execution services, accounting and tax structuring.
For an initial confidential and complimentary consultation with Vivek Miranda, Partner, Corporate Finance, scan the QR code below.
Vivek Miranda
Partner, Corporate Finance (03) 9824 8555
vivek.miranda@williambuck.com
than just advisors
Leader in wind
Bonfiglioli is set to support Australia’s wind energy market.
Over the next decade, the Australian government is investing $22.7bn in its Future Made in Australia plan, which aims to maximise the benefits of the shift to net zero emissions, putting the country into the global renewable energy superpower category. “The goal is to achieve a target of 82% renewable energy in the Australian grid by 2030, which will require significant investment in wind projects, among other renewable energy initiatives,” said Martin Broglia, Managing Director of Bonfiglioli Australia and New Zealand. “A market share of over 35% in wind turbine drives and supplies to leading worldwide wind turbine OEMs makes Bonfiglioli the undisputed leader in the wind industry.”
Solutions that meet the needs of the wind energy sector
Through more than 30 years of collaboration with leading wind turbine OEMs, Bonfiglioli has developed dedicated wind turbine solutions. The robust 700TW Series planetary gearbox is the company’s new generation Yaw Drive planetary gearbox, offering reliable high radial/thrust load capacity and efficiency. “The 700TW offers high performance in low-duty cycles, featuring an integrated motor-inverter. This formidable heavy-duty gearbox has high transmissible torque radial/thrust load capacity and great shock resistance. But it’s also 8% lighter than its predecessor, thanks to its simplified design,” added Broglia.
700TW, Bonfiglioli offers permanent magnet synchronous AC motors, ideally suited for use in Pitch and Yaw systems.
“These compact motors deliver reliability and efficiency as well as precise speed and position control. Their low rotor inertia means they deliver shorter, more dynamic cycles and they offer high torque density,” explained Broglia.
“These permanent magnet motors improve total system efficiency, optimising the backup system for emergency motor operations”. These motors are available in totally enclosed or fan-ventilated executions and with a fail-safe electromechanical brake. Thanks to the precise speed and position control enabled by these motors, brake wear is minimised, and maintenance intervals are optimised.
“Bonfiglioli’s focus on developing innovative solutions, such as double control systems that combine mechanical and electrical components, improves outcomes for our customers. These solutions not only give the customer greater control and more precise monitoring but also reduce their maintenance costs,” added Broglia.
Dedicated to sustainability
Bonfiglioli has been a member of APQP4Win, a non-profit collective of the world’s leading wind turbine manufacturers and suppliers for five years. This organisation helps companies achieve better quality solutions for wind power generation.
Designed to reduce the lifetime cost of a wind turbine plant, the 700TW offers improved energy consumption. It delivers great control both as a motor and as a generator and can also be used as a battery backup solution. The 700FT is easily integrated with Bonfiglioli sensors to provide technicians with real-time data on the turbine system (speed, load, and current) and maintenance indicators (e.g., temperature, vibration, etc.). In addition to the
SAF supply with Boeing
“Bonfiglioli is committed to sustainability. This is evidenced in the development of the company’s Sustainability Policy, which outlines defined ESG objectives and our 2030 Sustainability Roadmap. It’s also evidenced in developing solutions that promote sustainable operations and renewable energy initiatives,” concluded Broglia. bonfiglioli.com/australia/en
Boeing invests in Australian sustainable aviation fuel production.
Boeing has become an early investor in Wagner Sustainable Fuels to support the development of its sustainable aviation fuels (SAF) production facility in Brisbane, increasing Australian SAF supply and reducing aviation’s carbon emissions. Boeing’s investment in the Wagner refinery is part of its strategy to support development of local SAF supply and expand global access to SAF, which remains the most effective lever to decarbonise aviation by 2050. SAF, which reduces CO2 emissions by up to 84% compared to petroleum jet fuel, currently represents 0.1% of global jet fuel use.
“We’re proud to invest in this project because it will make a real difference in developing a SAF industry in Australia,” said Kimberly Camrass, Boeing’s sustainability lead for Australia and New Zealand. “Accelerating local SAF supply enables Australia’s own climate goals and supports the global commercial aviation industry’s commitment of net zero CO₂ emissions by 2050.”
“SAF facilities such as Wagner’s new Brisbane site also strengthen Australia’s fuel security, since the country currently imports 90% of its liquid fuel, including jet fuel, and the demand is expected to increase by 75% towards 2050,” Camrass added.
“Our partnership with Boeing to advance the Wagner SAF refinery in Brisbane is a commitment to grow the SAF industry in Australia proactively,” said Matt Doyle, Wagner Sustainable Fuels Chief Executive Officer. “The Queensland Government and Boeing investment will underpin Australia’s first, fully integrated SAF production facility.”
“It will create local jobs, contribute to fuel security and reduce greenhouse gas emissions from aviation,” he said. Building on an initial Boeing-Wagner partnership announced in April, Boeing’s new investment will support an engineering study for the eventual construction of a SAF refinery. The Brisbane facility will use wasteto-SAF technology that converts ethanol produced from wastebased feedstocks such as industrial waste into SAF.
“This project allows Australia to continue to stand out as a leader in SAF, now leveraging the solution we co-created with LanzaTech to convert waste carbon into sustainable fuels,” said Jimmy Samartzis, CEO of LanzaJet. “The combination of our platform with the frontend of LanzaTech’s carbon recycling technology makes it possible to create SAF supply in Australia using local waste streams, further supporting the country’s energy security and protecting its natural environment.”
“Domestic SAF production will be critical to decarbonising the aviation industry and Australia meeting its emissions reduction targets,” said Andrew Parker, Chief Sustainability Officer at Qantas. “We have a target of using 10% SAF by 2030 and have invested in Queensland biofuel production through our $400 million Climate Fund.”
CSIRO and Boeing’s Sustainable Fuels Roadmap in 2023 identified that Australian SAF production not only enables local fuel production capacity to meet commercial demand, but also contributes to sovereign fuel security and regional jobs. boeing.com
OKUMA MULTI-TASKING
The MULTUS U Series is part of Okuma’s Premium Multitasking machine range with Sub Spindle for even higher productivity.
• NEW Okuma OSP-P500 Control
• Compact head with up to 25kW of Milling power
• Machining Navi L-g, T-g and M-gii – Okuma’s own chatter suppression technology
• Cycle time reduction feature for Workpiece transfer between 2 Spindles
Adopting circular economy practices to reduce manufacturing waste.
Monash University researchers have found that manufacturing businesses that adopt circular economy (CE) strategies and practices can reduce manufacturing waste by 65%.
Australia’s manufacturing sector contributes significantly to waste generation, producing nearly 13 million tonnes nationwide.
The industry is responsible for 39% of the state’s total waste in Victoria. In particular, the manufacturing sector generates an average of 4,350 kilograms of waste per full-time-equivalent (FTE) employee annually, resulting in almost 500,000 tonnes of waste per year in the southeast Melbourne region alone.
To tackle this issue, Victoria's manufacturing industry has been working with Monash Business School’s Department of Management to develop strategies to enhance resource efficiency, minimise waste, and mitigate the negative effects of production and consumption by adopting CE principles and practices.
As part of a three-year project, a team of researchers, led by Primary Chief Investigator Professor Amrik Sohal from the Department of Management, worked with Victorian manufacturers in plastics, textiles, general engineering and food, as well as industry associations and local government representatives, to raise awareness, build capability and support their transition to a CE.
The researchers interviewed 25 leading CE businesses to learn more about the most successful practices. They then developed workshops and seminars for the manufacturing industry.
A post-workshop survey revealed participant attitudes and behaviours shifted significantly once they learned about the economic and cost-saving benefits of CE practices. Jardan, an Australian family-owned high-end furniture business, was one of the
Silica-free recycling
25 Victorian organisations interviewed for the study. The furniture retailer told researchers they reduced their manufacturing waste by 65 per cent by adopting CE strategies. The business strives to make products sustainable throughout the entire lifecycle. It has adopted numerous circular economy practices including sourcing over 75% of their materials from Australian suppliers, designing products for longevity and reducing their energy consumption by 17%.
Professor Sohal gave examples such as Jardan, showing what could be achieved when CE practices were championed. “CE focuses on optimising resource utilisation, grounded in the belief that the economic system already possesses sufficient resources,” he said. “By enhancing resource efficiency, the goal is to decouple the economic system from resource extraction and waste generation, while extending the lifespan of resources to their maximum potential.”
Based on the experiences of the leading businesses involved in the study, researchers suggest the following strategies can help manufacturers adopt CE practices:
• Build circularity into the design of the product, including using alternative/recycled materials
• Take a ‘systems’ approach and build circularity into the whole supply chain
• Ensure the financial viability of the business model
• Be transparent and genuine in what you do in the CE space
• Help people understand the value of what they are contributing to
• Create networks of like-minded communities by collaborating with others and sharing best-practice knowledge. monash.edu
National Australia Bank invests $7.75m in Noveco Surfaces to scale silica-free recycled building materials.
Australian benchtop and tile manufacturer Noveco Surfaces has secured a $7.75m partnership with the National Australia Bank (NAB) to expand its crystalline silica-free construction materials production.
This investment will facilitate the development of an innovative new facility, significantly scaling Noveco’s local production capabilities.
Noveco Surfaces, in collaboration with the SMaRT Centre at UNSW, utilises waste-to-product technologies to create sustainable, designer green products.
The company’s products are made from 80% recycled materials, primarily waste glass and typically not recycled textiles.
The product range includes:
• T iles and benchtops;
• Furniture;
• Architectural and decorative applications.
These versatile materials can be used for both interior and exterior projects, including wall and floor tiles, slabs for benchtops, and tabletops.
The new manufacturing facility will have a significant environmental impact:
• Capacity to divert five million tonnes of construction waste from landfills annually;
• Increase production output from 20,000sqm to over 250,000sqm of product per year;
• Reduce emissions and increase the efficient use of natural resources.
This partnership addresses two critical challenges facing the construction industry:
1. The need for crystalline silica-free products
2. The urgency to reduce Australia’s emissions through recycling materials
Noveco Surfaces plans to augment this funding round with additional strategic investment partners to support its growth.
The company views NAB’s investment as a testament to the scalability of its solution to the crystalline silica ban and the industrywide challenge of waste management.
“NAB’s investment will enable us to scale our operations significantly,” said Ryan Fritsch, Noveco Surfaces CEO. “This new site will enhance our capacity to transform waste into high-quality, safe and environmentally-friendly building materials.”
This partnership between Noveco Surfaces and NAB represents a significant step forward in sustainable construction practices, addressing both safety concerns and environmental challenges in the Australian building industry. novecosurfaces.com
Gates solutions for HVAC efficiency
V-Belt performance in HVAC systems will make or break a manufacturing facility.
HVAC systems run almost constantly, leading to an increased risk of belt failure - and a potentially costly ripple effect on sensitive, temperature-controlled facilities. HVAC systems are often exposed to extreme ambient temperatures and environmental conditions, which can strain equipment. Maintaining your facility is already complex without adding in additional maintenance or unexpected part failure.
Gates has engineered high-performance belt solutions that can withstand high temperatures, chemicals, and humidity without retensioning and at a lower upfront cost than comparable belts.
V-Belts - Tri-Power™ & Quad-Power™
4 Moulded Notch V-Belts
V-belts are essential power transmission components in industrial applications worldwide. Excessive belt slippage, stretching, and wear can result in big problems for facilities, with disproportionate resources spent retensioning, maintaining, and replacing underperforming belts. Gates offers highperformance v-belts engineered to save energy, minimise maintenance, and have a longer lifespan than competitive belts.
Raw edge, moulded notch construction saves up to 3% on energy costs over wrapped belts. Specially designed moulded notches dissipate heat better than standard v-belts and are engineered to increase flexibility for improved energy efficiency.
Features:
• Innovative construction ensures efficient operation at high ambient temperatures;
• Raw machined belt edge provides even sheave groove contact, resulting in smoother running and less slip and wear;
• Flex-bonded cords are forged to the belt body, providing a 15% capacity increase over wrapped belts and resulting in equal load distribution and absorption of bending stress without cord deterioration;
• Both belts meet IP-3-3 static conductivity requirements.
Switching from a competitive V-belt to Gates PowerGrip™ GT4™ or Poly Chain® GT™ Carbon™ results in a minimum 5% increase in efficiency. Engineered with the latest materials science advancements, Gates® PowerGrip™ GT4™ delivers the highest power-carrying capacity of any belt in its class, without sacrificing positional accuracy. Utilising a next-generation ethylene elastomer body and fibreglass tensile cord, Gates® designed a low-maintenance belt with a larger temperature range and longer service life, ideal for HVAC systems and other compact equipment exposed to tough environmental conditions.
PowerGrip™ GT4™ operates at 99% efficiency for the drive's life, offering measurable energy savings compared to competitive v-belts. Poly Chain® GT™ Carbon™ is a power-dense synchronous belt that can fit into tight spaces, making it ideal for compact drives. It doesn’t require re-tensioning and lasts longer than competitive v-belts, for a significant decrease in maintenance and costly facility downtime. The durable polyurethane construction of Poly Chain® GT™ Carbon™ resists chemicals, pollutants, and high ambient temperatures for a longer lifespan.
Features:
• Sturdy carbon tensile cord provides high power density in a compact package while reducing stretch
• Operates at 99% efficiency, giving reliability over the life of the drive
• No re-tensioning needs to eliminate most maintenance costs and safety risks
• Available as a system with Poly Chain® sprockets, available in corrosion-resistant finishes
Your facilities team faces daily challenges - don’t let equipment drives be one of them. Trust Gates solutions for durability you can rely on, allowing your organisation to minimise operational expenses and decrease maintenance.
gatesaustralia.com.au
Capral Aluminium and Tindo Solar forge a strategic partnership to boost Australian manufacturing.
In a move set to strengthen Australia's domestic manufacturing sector, Capral Aluminium has entered into a strategic supply partnership with Tindo Solar, Australia's only solar panel manufacturer. This collaboration will see Capral supply extruded aluminium for Tindo's locally produced solar panels, with the potential for further expansion to support Tindo's future Gigafactory. This partnership marks a significant step for both companies as Tindo scales its operations to meet increasing demand. The initial supply arrangement signals a shift by Tindo towards prioritising local suppliers in the renewable energy sector.
Capral operates several aluminium extrusion plants across the country and is recognised within the Australian market as a leader in the supply of 'LocAL' lower carbon aluminium. This partnership aligns with Capral's commitment to sustainability and supporting Australian industries. "Capral's collaboration with Tindo is a testament to the strength of Australian manufacturing,” said Luke Hawkins, Capral's Divisional General Manager of Industrial and
Supply Chain. “This venture is more than just a significant step for Tindo; it represents a milestone for the Australian manufacturing sector, showcasing our potential to lead in sustainable energy solutions and build a more resilient local supply chain."
Tindo's proposed Gigafactory, a response to governmental calls for enhanced domestic renewable energy production, is expected to be a game-changer for the industry. The $90-100m facility, which will create 250 jobs and produce up to 7,000 panels daily, is poised to meet a critical portion of Australia's 2030 decarbonisation targets.
As Tindo and Capral look to the future, their partnership sets a powerful precedent for the role of local manufacturing in Australia's renewable energy sector. Capral's involvement ensures that the benefits of the renewable energy transition will be increasingly retained within the Australian economy, reinforcing the country's position as a leader in sustainable industrial practices.
tindo.com.au capral.com.au
Kanyana cutting
Lantek helps Kanyana Engineering provide exceptional service.
Kanyana Engineering has followed a policy of providing unique sheet metal services at its Greenfields, WA manufacturing facility since its formation in 1997. They started this process with a 100ton press capable of bending 6mm material when their competitors could only bend 3mm material. This policy is continuing and now the company has progressed from high tolerance plasma cutting to fibre laser cutting with a 15kW 1.5m x 3m Bystronic Bystar and the first Bystronic 20kW Penta laser with 2.5m x 6m bed in Western Australia. This machine can cut 50mm mild steel, stainless steel and aluminium, giving the company the largest job shop capacity in the region. The company's capabilities make it sought after for supplying civil, mining, industrial, construction and creative arts projects. The huge variety includes balustrades for the Kalbarri Skywalk, which soars 100m above the Murchison River Gorge, and mining refuge chambers designed to protect miners in an emergency.
The Managing Director of Kanyana Engineering, Graham Dawe, understood that software and integrating the company’s systems was crucial to his plan. “I had experience from a previous computer business and wanted a fully integrated CAD/CAM and ERP system. With Lantek, this was all possible and we went for the full suite of Lantek Expert, Flex 3D and Integra immediately. We can take DXF files and 3D models directly from the customer and use the system for nesting parts, programming the lasers and calculating a consistent and accurate price for the job, irrespective of who creates the quotation, always offering our best price in a few minutes.”
Stock material is stored within the system, as are remnants from previous jobs, so the company knows what is available, what has been earmarked for a job, and what needs to be ordered. It can trace the material to the individual sheet used by its tracking number to produce material certificates for the customer. “We can even switch materials, should the sheet we have allocated be under five tons of material, picking another of the same specification from the top of the pile and substituting its tracking number to maintain traceability.”
Once a quotation becomes an order, all the details and history of the job are released to the workshop, ready for manufacture. Lantek’s MES software controls where parts are in the shop, the time taken for each operation and any lost or damaged parts that
need to be remanufactured. The live information is collected via workshop PCs and iPads on the laser machines, the press brakes and in the six fabrication bays, where the operators log in to record and validate what is happening, and the state of each part running through the factory, even subcontracted operations and bought in items are tracked. “We have put in two extra processes, quality control and pack and dispatch,” Dawe added. “These are a final check, allowing us to find and remedy any faults, control the status of the customer, for example, any credit limits, prepare delivery documentation and material certificates, create the invoice, and finally share the information with our Xero accounting software.”
Lantek’s Integra Sales Module helps Kanyana see where its orders are coming from, showing sales by a staff member or the customer and enabling it to analyse which quotations work best. It also uses information about capacity in the workshop to provide realistic delivery times and looks through material stores to find how much extra material may need to be ordered. “We aim for a three-day lead time if possible. We run a 1½ shift system, which is 12-14 hours per day, so we can increase this to double shift if we need to create more capacity. With our exact knowledge of production capacity in the factory and automation of the lasers, we get much higher beam-on times than most manufacturers can achieve. Similarly, with Lantek MES Manager, we can always answer the customer’s questions about where their part is by looking at the system, keeping them in the loop for realistic and accurate delivery dates even though thousands of parts are going through the workshop at any one time.”
Kanyana installed the Lantek software in 2019 during COVID, so all the training and installation was online. “Having an IT background certainly helped as we knew what to expect,” explained Dawe. “Now that we have had the system for a few years, we get the full benefit, and if Lantek tells us that a job will take five days, we know that this is accurate, as are the costs involved. This means we can alter our quoting style where necessary to get valuable or prestigious projects. Overall, the integration and accuracy of the system, which has been designed for sheet metal applications, is the key to our success, enabling us to be highly responsive and competitive, achieving much more with considerably fewer people than our competitors.” lantek.com
Hayes International
Rotorua-based Hayes International - now exporting to more than 90 countries.
The Rotorua, New Zealand-based company Hayes International, was founded by Tom Hayes in 1960. In 1999, this private company became part of the Bradbury Group of Kansas, USA.
Today, the New Zealand Company is internationally known as a market leader for quality and performance, with more than 1,820 Hayes machines exported to more than 90 countries worldwide.
Hayes originally started producing corrugated sheet machines for roofing and cladding. However, products made by this fantastic 64-year-old New Zealand manufacturer today include Panel Mills, Purlin Mills, Stud Mills, Roll-Forming Accessories, Purlin Mill Accessories, Auto-Curvers, Folding Machines, Coil Handlers and more recently Finished Product Handling Equipment, including automated Purlin Stacking Equipment.
“In purchasing a Hayes machine, our clients get the best in the industry in terms of reliability and performance, which also provides them with a competitive advantage with the whole-of-life cost, reduced machine downtime and waste minimisation,” noted Managing Director Nick Looijen. “90% of our business is repeat customers or direct referrals from existing customers, with our principal markets being Australia, UK, USA and New Zealand,” he said.
Okuma has been an integral part of this advanced manufacturing business, with the first Okuma CNC Machining Centre purchased in the early 1970’s. Since that time, a further ten precision CNC Machining Centres and Lathes have been added to the Hayes machine shop, including the latest Okuma Double Column CNC Machining Centre Model MCR-A5C 25 x 65, resulting in the highest precision component output and significant production benefits.
The Okuma Double Column machine producing 5.6-metre purlin chassis sections has reduced production time from five days to one shift with complete accuracy.
“The Okuma machines provide us with complete accuracy of the highest quality standard with significant time savings, making us internationally competitive,” said Nick Looijen. “We have experienced staff, and the Okuma machines are easily programmed, yet we take full advantage of Okuma’s specialised training, especially with new machines, to ensure that we take full advantage of each machine’s capabilities,” he said.
Engineers and apprentices in training are excited about the new machines, which will enable them to achieve new skills and expand their personal development.
With the advantage of an in-house design team using the most advanced software in industrial design, electrical, hydraulics and engineering disciplines, the company can change designs, expand product development, etc., with time savings and accuracy to provide precisely what the customer requires and expects.
With more automation, the lead times are drastically reduced in manufacturing major plants and equipment, with rapid replacement parts for worn components on roll-forming lines shipped directly to customers anywhere in the world.
Hayes International also assists customers in upgrading their roll-forming machinery to improve efficiency, add features, or update specifications. According to the company, this has many advantages over purchasing a new machine, including lower upfront costs, shorter manufacturing lead time, reduced downtime, etc., providing customers greater flexibility and options.
Upgrade options can be many and varied, such as additional guards for a machine to meet local regulations when changing locations, additional punch heads for Hayes purlin mills forming stations for sloping eaves or sigma purlins, coil handling or upgrading the control system for efficiency, improved control or vision. Coil handling can be added or adapted to existing equipment and machine lines. Today, the company employs more than 90 personnel and is firmly committed to apprenticeships, with six under training at any time. It has a commendable record of staff retention, with over 20% having 20 or more years of service and one long-serving member of 43 years. It offers many incentives, particularly on safety and workplace training.
Export sales for Hayes International now represent approximately 95% with the remaining 5% to New Zealand customers.
“It is exciting for Okuma to partner with Hayes International as the company continues to expand and develop new precision products for world markets. We look forward to the future in tandem,” said Okuma New Zealand Manager Karl Medley. hayesint.co.nz okumaaustralia.com.au okuma.nz
D&D Smith Metal Pressers
Additional Yawei fibre laser further expands D&D Smith’s capabilities and efficiency.
Any company successfully operating for over 55 years has to recognise emerging market trends and adapt and evolve to meet those needs. Padstow-based D&D Smith Metal Pressers is one such company. The company was established by Dennis Smith and his business partner Bruce McEwan as McEwan & Smith. Their business began with just a couple of machines in Dennis’s father’s back shed, but after the first year of operation, they had grown enough to rent a property.
Later that decade, they bought the premises, and Dennis built a new factory with his own hands on the site. The company took advantage of the boom in metal-stamping in Sydney during the 1980s and soon became an acknowledged expert and leader in the metal stamping industry. Dennis was passionate about improving quality and efficiency and, during this period, implemented a fully accredited quality system to ISO9002 standards.
The current owner, Daniel Smith, son of Dennis, began working for the company in 1998 when he was 22, and the company was subsequently renamed D&D Smith Metal Pressers and Production Engineers P/L.
In 2001, the company outgrew its original premises and relocated to a larger factory in Padstow. It was at this stage that Daniel recognised the need to broaden the company’s capabilities, resulting in the company moving into manufacturing metal door framings, roller doors and specialist equipment for the mining industry.
Due to the competitive nature of the industry, Daniel has always strived to ensure D&D has a clear point of difference by offering outstanding quality combined with quick turnaround.
“When you’ve been involved in metal stamping/toolmaking, you get used to tight tolerances. We always go the extra mile to ensure the highest quality of the finished product,” Daniel said.
“We pride ourselves on our personal service and excellent lead times – something only a true Australian business can deliver. This has been the key to retaining current customers and acquiring new ones. Once we start a relationship with a new company they tend to stay with us,” Daniel said. Another emerging trend that Daniel spotted more recently was in contract laser cutting. “Many local manufacturers and fabricators couldn’t justify a laser cutter for themselves but still wanted the quality of cut and quick turnaround that only a fibre laser cutter can provide,” said Daniel.
To capitalise on the potential of contract laser cutting and to offset a downturn in business that occurred at this time, Daniel purchased a Yawei HLF-1530 (4kW) model in 2018.
“I chose the Yawei as it offered high performance and cut quality at a competitive price. Plus, the benefit of using a local supplier like Applied Machinery, with its technical expertise and support, was the icing on the cake,” he said.
The simplicity of the programming and the cutting speed of the Yawei allowed D&D to handle short production runs, produce custom moulds and build prototype designs of the highest quality.
“We no longer needed to invest in expensive and time-consuming tooling; we could just build the form part and laser cut the blank die. Suddenly, we halved the tooling expense and sped up turnaround, making small runs much more viable whilst opening up niche opportunities for us.
“The new fibre laser enabled us to talk to customers we'd never spoken to before - it essentially transformed my business,” Daniel said. The company’s focus on quality saw Daniel purchasing a specialist machine with the new fibre laser. This machine’s ability to remove any sharp edges ensures the end product's highest possible quality and finish.
Fast forward to the present day, and whilst D&D still manufactures mining and metal-stamped products, significant growth has occurred within the contract laser cutting side. Today, this segment represents an impressive 50% of turnover, vindicating Daniel’s decision to move into this market.
This remarkable growth led to his decision to purchase another Yawei fibre laser - this time a high-powered HLF 15kW model with a 2m x 4m bed. There were a number of key reasons why Daniel wanted to add a new machine, particularly the 15kW model.
“I wanted to add a new fibre laser that wasn’t just faster but also cut thicker and longer – I wanted an addition, not just a duplication.
“Given that contract cutting represents such a large part of my turnover, I also wanted to protect myself against downtime due to planned or unplanned maintenance on my lasers. A second machine gives me that protection. I pride myself on our speed and efficiency and can’t afford to disappoint customers,” he said.
Much of the company’s contract work necessitates cutting numerous 8, 10 & 12mm thick plates. The work has also increased in this area and lead times were starting to stretch - another reason for purchasing the new machine. “Because the new 15kW machine is so powerful, it just smashes through these plates quickly and easily,” Daniel enthused.
In addition to the quality and value the Yawei brand offers, Daniel’s relationship with Applied has proven equally satisfying. “We’ve developed a good working relationship with Applied over the years. We get on very well with all the staff and work together to fix any teething problems. The support and backup are excellent,” he added.
“The new fibre laser will further broaden our capabilities and ensure we continue to look after our current customers with the quick turnaround we’re renowned for. It also provides us with a competitive advantage in the marketplace - we can cut much quicker but at the same hourly rate,”
In just a few short months the impact of the new fibre laser is obvious. “My numbers over the last few months have been the biggest ever, so this new machine has come just at the right time,”
Daniel summed up.
ddsmith.com.au appliedmachinery.com.au
Chain Systems Australia
Energy chains and cables from Chain Systems Australia are now on the east coast.
Chain Systems Australia stocks a wide range of energy chains and cables to meet the diverse needs of various industries. Often overlooked until urgently needed, energy chains play a critical role in all moving equipment applications, making them indispensable across multiple sectors.
With their head office in Perth, Chain Systems Australia is the exclusive distributor of Italian-made Brevetti Stendalto energy chain and cables in Australia and New Zealand. The company recently expanded its reach by opening a new branch in New South Wales to serve the East Coast market better.
Regional Manager Amy Saunders highlights the company’s commitment to substantial stockholdings: “We invest heavily in maintaining a large inventory. If you don’t have the stock, you can’t meet demand,” she explains. “For our ongoing customers who use products consistently, we always have enough stock to prevent any shortages.”
The new Sydney branch in Cranebrook opened its doors in April this year. Strategically positioned to serve the East Coast market, this facility boasts ample warehouse space to maintain extensive stock levels. Sydney's central location between Queensland and Victoria ensures fast, efficient delivery across the East Coast, enhancing our service capabilities for customers in these regions.
“I’m excited about what the future brings for Chain Systems Australia and for our customers across the East Coast!”
Chain Systems Australia recognises the critical nature of energy chain-related breakdowns and repairs. “Breakdown orders require immediate attention,” Saunders explained. “When an energy chain failure occurs, it must be repaired immediately. The chain often goes unnoticed until they break, but when they do, they’re difficult to source and can lead to significant downtime costs.”
Manufactured in Italy, Brevetti Stendalto are known for their exceptional quality. “Our Nylon energy chain is developed with a special polyamide reinforced with glass fibre, BRYLON 6. It offers high resistance to tension, UV and chemical resistance, high working temperatures, and also available in explosion-proof versions,” Saunders noted.
Chain Systems Australia stands out with its extensive range of steel chains. “We maintain a large inventory of steel chains, assembled right here in Perth,” says Amy. Our steel series is ideal for handling heavy loads and enduring the toughest conditions. Available in zinc-plated and stainless steel, these chains are engineered for superior performance.
Chain Systems Australia remains dedicated to providing highquality products and exceptional service to meet its customers' dynamic needs. chainsystems.com.au
Future Vision
Hare & Forbes Machineryhouse gives us a peek into the future with their Future Vision event in QLD.
Hare & Forbes Machineryhouse hosted its second Future Vision event of 2024 at its Brisbane store in Coopers Plains. The three-day event featured over a dozen operational machines, including tube and sheet metal laser cutters, plasma cutters, multi-axis CNC turning centres, machinetending robots, and synchro press brakes. This diverse setup allowed attendees to experience various cutting-edge machinery firsthand and showcased the latest in automated and precision-engineered solutions.
General Manager Rick Foster explained that the Future Vision concept is straightforward: “It's our way of inviting current and potential customers to see and use the latest automated machinery in person.” Foster adds that insights gained from their Sydney show in April have been instrumental in enhancing the Brisbane show, ensuring an even more valuable experience for attendees. This approach highlights the company’s commitment to continuous improvement and customer engagement through hands-on access to the latest automation technology. There has always been strong customer demand and enthusiasm for a CNC-related event in Brisbane. Craig Murray, National Manager, acknowledges that Brisbane has been a strong market for their business, and
hosting this event there fulfils a longstanding interest. Holding the event is a response to customer requests and a strategic move, recognising Brisbane’s significance in their market. The latest 9.2m Bodor tube laser cutter drew significant interest, showcasing advanced laser cutting capabilities. The CubeBOX CNC machine tending robot was equally popular. Over the three-day event, it tirelessly loaded and unloaded a DN Solutions CNC machine. These attractions highlighted the company’s cutting-edge automation solutions and their potential to streamline manufacturing processes, capturing the attention of attendees and demonstrating the practical impact of these technologies.
Over ten staff members travelled from interstate to ensure the event ran smoothly and to provide comprehensive support to all attendees. Additionally, CubeBOX sent a representative from Türkiye, adding an extra layer of expertise to address any questions immediately and showcase the full range of their offerings. This level of commitment underscored the company's dedication to delivering a seamless and informative experience, reflecting the importance placed on customer satisfaction and international collaboration.
“Watching the Bodor tube laser in action is great; it’s such an impressive product,”
says Craig Murray. He notes that these advanced products were once limited to high-end engineering businesses, with price tags in the millions. Now, however, they are becoming more accessible, opening up endless possibilities for their application. This shift towards affordability marks a significant change in the market, making high-tech machinery like the Bodor tube cutter attainable for a broader range of businesses.
Live machinery shows like this offer substantial value, allowing attendees to engage directly with industry professionals. Discussing specific questions and needs with experts is incredibly beneficial, allowing for a deeper understanding and firsthand insights that are hard to achieve elsewhere.
Hare & Forbes plans to bring their Future Vision event to Perth in mid-to-late 2025. “The next large show for us is the AMW2025 event in Melbourne in May. We’ve already booked our spot and will take a stack of new products along,” shared Rick Foster. This upcoming schedule reflects the company’s commitment to reaching diverse markets and consistently showcasing the latest advancements in its lineup across Australia. machineryhouse.com.au
Agile Flex at IMTS
Australian leader in machine tool automation systems launches new range in US market at IMTS 2024.
John Hart has provided the Australian industry with the world’s most innovative and advanced manufacturing technologies for over seven decades. Drawing upon this wealth of experience in machine tools and robotic automation, John Hart has developed a range of revolutionary CNC machine tool-loading products under the Agile Robotic Systems brand name.
As well as marketing the products here in Australia, John Hart has its own Agile Robotic Systems branded operation in USA headquartered in Cincinnati Ohio, with a reseller network throughout key US regional centres.
The flagship product, the Agile Flex, is a range of out-of-the-box robotic loading systems for CNC machine tools. Rapid to deploy, compact and easy to use, Agile Flex has been developed to add lights out machining at a very affordable price to any brand of CNC machine.
In 2024 Agile Robotic Systems introduced four new automation systems to complement the existing models in the Agile Flex range and launched the new range at IMTS 2024 in Chicago.
Two of the new additions are Automated Vise systems, designed to handle the unmanned tending of parts, utilising zeropoint vices, into CNC machining centres.
The Agile Flex 12V handles parts weighing up to 7kg, while its larger sibling, the Agile Flex 35V, increases that capacity to 15kg.
Fast, the user-adjustable pitch between vices allows the system to run up to 32part variants unmanned.
The two other new 2024 additions to the Agile Flex range of robotic loading systems for CNC machine tools are Automated Shaft systems.
The Agile Flex MEGA S handles shaft diameters up to 76mm and lengths between 152mm and 1,600mm while its smaller sibling, the Agile Flex 35S handles shaft diameters up to 76mm and lengths between 152mm and 787mm.
The Automated Shaft systems can be configured for different shaft sizes in each drawer for ultimate unattended flexibility, with full on-the-fly adjustability for shaft diameter and length, utilising quick-adjust mechanical shaft nests.
With up to eight drawers, up to 11 rows of 25mm diameter shafts and up to seven columns of 203mm length shafts, the Agile Flex MEGA S can process up to 616 shafts.
The full Agile Flex line-up now includes nine models across three series.
The most compact in the range, the Agile Flex 12 Series consists of three models tailored to smaller parts and includes a pallet system, a multi-layer drawer system and an automated vise system.
The Agile Flex 35 Series consists of four models tailored to processing more significant parts and features a larger overall capacity and extended unmanned run-time. The series includes a pallet
system, a multi-layer drawer system, an automated vice system and an automated shaft system.
The Agile Flex MEGA Series consists of two models tailored to processing mega parts with the greatest overall capacity and unmanned run-time. The MEGA Series includes a multi-layer drawer system and an automated shaft system. agilerobotics.com
The Agile MEGA with multiple part type configurations including one drawer for Automated Shaft processing.
The Agile Flex 12V Automated Vise System.
Advanced Robotic Technology
AMT spoke with David White, Director at ART CNC, on the 20-year anniversary of his AMTIL membership.
AMTIL celebrates with Advanced Robotic Technology for 20 years of association and membership. David White noted ART CNC was formed in 1998, so the company was approximately six years old at the time.
“ART CNC had been exhibiting at National Manufacturing Week for some time,” White said, “and we also benefited from AMT magazine advertising. We found the logical next step was to become a member of AMTIL. We were impressed with the organisation's professionalism and the members we dealt with. We have fond memories of our interactions with Shane Infanti, Barbara Schultz [former editor] and Anne Samuelsson [sales] over the years.”
Being part of the professional community has a lot of benefits.
“Keeping up with the latest developments in the industry is invaluable to us at ART,” said White. “For example, a recent article highlighted severe safety issues with substandard Fibre Laser cutting machines sold without safety enclosures. Having an unbiased industry body such as AMTIL promoting safe work practices and highlighting the risks to Australian manufacturers is an extremely valuable community service.”
“I usually read the electronic version [of AMT magazine], but I also like to sit quietly in our foyer and browse through the physical magazine during quiet moments,” he added. “We always keep a copy for customers to read through while waiting.”
“We benefit from news and updates about the industry we are working in and the various initiatives AMTIL has put forward over the years. We find it highly beneficial to have a professional platform to discuss issues impacting the machine tool industry, such as safety, skill shortages, etc.”
ART is much more than a machine integrator. They have focused on R&D for their entire history, with most profits reinvested into developing new technology that has helped them ahead of the competition. ART has in-house software, firmware developers, and mechanical and electrical engineers, all working constantly to make the latest technology more precise, efficient and user-friendly.
Apart from ongoing machine and software development, David White spoke about several recent projects. They fully commercialised their 16-axis Metaltek XB1200 structural steel processing machine just before the start of the pandemic in 2019 in conjunction with the Accelerating Commercialisation program from the Federal Government. This machine had been in development since 2012. However, the team has just this year completed a re-engineering of the entire robotic cell to make it more robust and precise. The first of the new model is being installed in Darwin this week. It can automatically cut all 3D steel profiles, including beams, columns, angles, rectangular tubes and plate up to 1200mm wide, and pipes up to 1000mm diameter. This is a world-beating product.
ART has just announced its new partnership with Advanced Laser Services, based in Atlanta, Georgia in the USA. We launched the new partnership at the FABTECH tradeshow in Orlando, Florida, beginning October 2024.
ART struggled to find a comprehensive MRP-type software flexible enough for their complex, customisable machine tool products. “We needed a product that worked right from the first contact with the customer, through the sales process, product configuration, into the purchasing and manufacturing processes, and right out to the after-sales service stage,” White explained. “This year, the project known as TaskMan is coming into its own. Every process in our vertically integrated business is managed through TaskMan. It handles complex parts assemblies with all documentation and drawings presented at each step. It schedules tasks, manages QA, and logs employee times on each task. It even gives us statistics on
maintenance response times from our service department. This is a game changer for our company.” ART has long been focused on Industry 4.0, and this year, they have successfully integrated ART CNC machines into the TRUMPF Oseon production control system. This enables ART CNC routers and plasma cutters to interface directly with the TRUMPF workflow server to accept scheduled CNC jobs, publish machine run time status and job completion back to the server. This means that ART CNC machines can now work alongside TRUMPF CNC laser machines and perform jobs outside the scope of the laser cutters such as pocketing, grooving, engraving, drilling and tapping in aluminium and heavy plate steel. ART CNC machines now incorporate self-programming directly into the machine controller. ART CNC machines can accept CAD drawings of individual parts, automatically nest them into the available material, create tool paths, intelligently place start points and set the cut order to optimally produce full sheets of nested components without needing CAM software. This intelligent process happens almost instantly and is ideal for companies that produce lots of parts from sheet or plate material. It supports routing, pocketing, drilling, tapping, engraving, and even 5-axis bevel plasma cutting. It can even accept a spreadsheet of filenames and import them across the server automatically. These advanced capabilities set ART CNC machines well apart from anything on the market.
A major update to ART CNC plasma machines has dramatically improved the ability to efficiently extract smoke from the cutting process. The servomotor-driven extraction point travels under the machine bed to draw the smoke away precisely where it is being produced. This is critical for workplace health and safety, and this latest design update makes them extremely efficient and operator-friendly.
ART has also recently redesigned the unique dross and parts removal conveyor system on its HD CNC Plasma machines. The conveyors eliminate the need to extract fallen parts from under
the cutting bed and remove the need to clean them out under the cutting bed, which is a dirty and time-consuming process. All dross and parts are nearly deposited into a bin at the end of the machine via multiple metal belt conveyors.
ART has recently implemented a dual redundant loop-back EtherCAT topology on all its latest CNC machines. EtherCAT is the industrial bus technology that connects every component in the machine to the controller. This new loop-back connection makes the machines reliable and highly immune to electrical interference.
All new ART-made CNC machines now feature battery-free absolute encoder technology on the servomotors. This means that they never have to auto-home. The machine can even lose power and recover
Impact Machinery
precisely where it left off with zero loss of position. These incredibly high-resolution 23-bit encoders give over eight million positions per revolution of the servo, or over 600,000 positions per mm.
The latest update on the RT Router/Mill for aluminium and composite cutting industries adds a new servomotor/ball screwdriven pressure foot surrounding the cutting tool. This Multi-function foot has long been a feature of ART plate-cutting machines, but this latest upgrade allows precise positioning and pressure control. The extraction foot can hover just above the material to avoid scratching delicate material, or it can apply up to 100kg of downforce during cutting to dampen vibration and provide the smoothest cuts in heavy aluminium sheets. Dampening vibration is the key to fast, smooth cutting and long cutter life. The foot also incorporates a 4-jet MQL cutter lubrication system and a high-volume swarf extraction duct.
Another breakthrough at ART this year was the development of rigid thread tapping on their CNC routers fitted with a C axis. This enables aluminium and plastic fabricators to perform even more tasks on a single machine with less post-finishing work.
David White says that ART now has so many features on their CNC machines that it’s difficult to track everything they’ve developed. “A big part of what keeps ART successfully moving forward is keeping in touch with the needs of the engineering community, and AMTIL has played a big part in that over the last 20 years that we’ve been members.” advancedrobotic.com
Impact Machinery supports structural and miscellaneous steel fabrication businesses across Australia and New Zealand. Darren Harmsworth, Director at Impact, speaks to AMT about their ten years of AMTIL membership.
Unlike sheet metal and precision industries, fabricators traditionally only required a welder, a grinder and a lot of labour to be competitive in the market. Now, with cheaper imported fabricated steel, the global market is forcing first-world steel fabricators to move into automation and work smarter rather than harder to turn a profit. We at Impact specialise in the supply of various levels of automation, technology and consultancy for design, layout and processes in the fabrication space.
Typically, our customers manufacture hand rails, stairs, residential housing, commercial buildings, warehouses, hospitals, multistory projects and bridges in the oil and gas sector, mining, defence and transport sectors.
The most common solution we find implemented by our clientele has been in layout marking. Traditionally forward, forward-thinking fabricators would outsource some of the cut-to-length and drilling from the steel merchants but still manually pull a tape measure over every length of steel to mark welded connection points. So, the most crucial aspect is done by the most experienced and expensive labour on the workshop floor, yet adds ZERO value to the structure and project. Automating this area has generally been one of our top priorities for speeding up production and increasing profitability. We now offer robotic assembly and welding with NO PROGRAMING to remove reliance on manual processes altogether. The software analyses the design, determines position and welds the connection. Perfect every time. Stand-out projects for us are those where the customer exceeds the investment expectation. Where the ROI was faster and more profitable. Generally, we like to be lean on our expectations. Still, when the customer exceeds the returns and subsequently
becomes more profitable, it helps us and the industry as a whole when we are more competitive and keep our currency in Australia, paying taxes and recirculating our dollars in the economy rather than offshore.
A look forward for Impact is expanding the Automation options for all levels of customers. Australia especially needs to invest in local manufacturing. For good or worse, the car industry is gone; we cannot lose our ability to build our country here with our people and resources. Intelligent manufacturing is our key, and Impact is working hard to stay ahead of these developments for the larger producers and the smaller shops that can benefit from the increased level of automation. Cobots, robots, software AI, and increased efficiency in fibre laser, assembly and coating systems will be the future of our industry.
Impact Machinery has been a member of AMTIL for over ten years. The most significant benefit of our membership is that it helps AMTIL members network with other technology providers. Shared experiences and education for members to approach Australian manufacturers to engage in a cultural change towards innovation and adoption of best practices. The expectation is that Governments provide general direction. But the truth is, the political culture in Australia changes too quickly from a labour market to an industry-competitive market for most businesses to react or keep up. We have felt that AMTIL provides a continuous direction through the changing political landscape. The Australian Manufacturing Week, other regular networking events, this magazine, AMTIL site online content and constant discussion about improvement. We need to be a part of all of that. Impactmachinery.com.au
First in, best dressed
Why trade dress protection is vital for food and beverage manufacturers, by Macpherson Kelley Special Counsel Nils Versemann.
When we think of trademarks, we usually think of names and logos. However, trademarks can be far broader than that. In the food and beverage sector, we often see aspects of trade dress function as valuable trademarks. So, what is a trade mark? A trade mark is defined in the Australian Trade Marks Act 1995 as “a sign used, or intended to be used, to distinguish goods or services dealt with or provided in the course of trade by a person from goods or services so dealt with or provided by any other person”.
A ‘sign’ is not narrowly defined. It can include one or more letters, words, names, signatures, numerals, devices, brands, headings, labels, tickets, packaging aspects, shapes, colours, sounds, or scents. Effectively, anything that can distinguish one product or service’s trade origin from another product or service’s trade origin can function as a trade mark.
The yellow lid
Between 2018 and 2020, Kraft Foods Group Brands LLC and Bega Cheese Limited famously fought in the Australian courts for a long time over the trade dress of their respective peanut butter products. Mondelez (which was a Kraft spin-off) had sold its Australian peanut butter business to Bega. At the heart of the fight was the rights to the iconic yellow lid and stylised peanut shape, in blue or red, on a yellow label.
In a battle that would have cost both sides millions of dollars, Kraft argued that it had not sold the trade dress and fought Bega, who said it had bought it. The ordeal ended with Bega ultimately winning after Kraft appealed to the High Court of Australia, only to have its application refused. This starkly illustrated the considerable value of what might be dismissed flippantly as mere trade dress.
Famous trade dress trademarks
An analysis of the trademark register shows that trademarks are registered for some well-known trade dress, such as the yellow packaging and red label of a Vegemite jar or the red wax that envelops small wheels of Babybel cheese. The fact that most of us will immediately recognise the products behind these registrations shows how powerful trade dress can be in identifying trade origin and, therefore, why such trade dress warrants protection through registration.
What if I don’t register a trade dress?
As an IP lawyer, I am often asked: “How does Aldi get away with it?” Let’s illustrate this with the following example of Arnott’s’ iconic Tim Tams and Aldi’s version of the biscuit, Just Divine.
Without trade dress trade mark registration, Arnott’s sole remedy is to argue that Aldi is engaging in misleading or deceptive conduct contrary to the Australian Consumer Law, or a common law passing off. However, that argument is determined by considering the products as a whole.
Aldi uses a product name that is entirely different to Arnott’s famous “Tim Tam” trade mark and has the “Belmont” brand as distinct from the “Arnott’s” parent brand. As a result, nobody would mistake Aldi’s product for the Arnott’s biscuit.
If Arnott’s had a trademark registration for the trade dress consisting of the brown background, the stylised elliptical ripples and the illustrations of the biscuits themselves, then Aldi’s conduct would likely be infringing. Protection from trademark registration is Australia-wide
and does not rely on proving a reputation in the trade dress or causing confusion. As such, it can even protect the trade dress of new products that have not yet become embedded in the consumer psyche.
Aldi “gets away with” this type of packaging by being very aware and respectful of thirdparty IP rights and knowing what is and what is not protected. Aldi is not the only company that produces what are often referred to as “dupes” - imitation products that often resemble the originals in a way that signals to consumers that they are imitations.
What manufacturers should do
Manufacturers must be open-minded about how their products are recognised and distinguished. Particularly with consumer products, which abound in the food and beverage sector, this is often done through packaging or trade dress.
Judicious registration of trade marks for aspects of trade dress can ensure that products’ packaging, with their colour schemes and shapes, can continue to stand out on store shelves and to the exclusion of “dupes”. mk.com.au
Succession planning
Why now is an opportune time to sell your manufacturing business. Vivek Miranda is a Partner at William Buck, specialising in Corporate Finance.
Australia's manufacturing sector is at a crossroads. A confluence of economic factors – namely a soft foreign exchange rate, moderating inflation and a promising outlook for lower interest rates – presents a unique landscape for manufacturing business owners. For those considering succession planning, now is an advantageous time to consider divesting their manufacturing business. Here’s why.
The current economic landscape
Over the past three years, Australia's interest rates have risen sharply, climbing from a record low of 0.10% in November 2020 to 4.10% by October 2023, reflecting the Reserve Bank of Australia's (RBA’s) response to rising inflation. This aggressive tightening aimed to curb inflation, which peaked above 7% in late 2022. Rates are expected to stabilise as inflation moderates, with projections suggesting rates will begin to trend downwards from Q1 CY25.
The Australian Bureau of Statistics published the September 2024 quarter Consumer Price Index on Wednesday, 30 October. The index shows Australia’s annual inflation rate falling back to 2.8%, significantly within the RBA target band for the first time since COVID-19.
Lower inflation can increase consumer confidence, stimulate domestic demand for manufactured goods, and support higher valuations for manufacturing businesses. For business owners looking for a succession plan, the greater predictability of the operating environment resulting from stabilising inflation enhances the attractiveness of their businesses, mainly where falling interest rates are forecast to boost aggregate demand and revenue streams. The RBA's forecast move to lower interest rates also supports a weaker Australian dollar and provides a stronger environment for capital investment.
In recent years, the Australian dollar has softened from its decade-long trading between $0.80-$1.10 (AUD:USD) between 2011 and 2021 to between $0.63-0.69 over the last twelve months. This depreciation can be seen as a double-edged sword. On one hand, a weaker dollar makes imports more expensive, which could squeeze margins for manufacturers reliant on overseas materials. However, by and large, a weaker dollar is positive for Australia’s manufacturing sector – it enhances the competitiveness of Australian-made
products in export markets and makes finished products imported into Australia more expensive, thereby enhancing the domestic appeal of Australian manufactured products over foreign goods.
Strategic timing for owners looking to realise value for their manufacturing businesses
Given these economic factors, now is a strategic time – the ‘shoulder season’ (so to speak) before these factors gestate – for owners of manufacturing businesses to consider selling. The favourable economic indicators can lead to heightened interest from acquirers, as potential buyers recognise the value proposition offered by a manufacturing sector poised for growth.
1. Buyer interest: With lower interest rates and a favourable exchange rate, strategic buyers and private equity firms may be more eager to pursue acquisitions, particularly in sectors with strong export potential but also where manufacturers with a domestic focus beat the value proposition of more expensive foreign goods. The current climate makes it an opportune time for owners to engage with buyers who recognise the potential for profitable returns.
2. Stronger valuations: The soft foreign exchange rate presents an exciting opportunity for overseas-based strategic buyers and private equity firms, funded in their foreign domestic currencies, to pursue acquisitions of Australian manufacturing businesses with sale prices denominated in weaker Australian dollars. It’s a win-win for Australian manufacturing businesses with cost structures denominated in Australian dollars and revenue in export currencies, thereby attracting higher valuations. Sellers should be ready to demonstrate this dynamic effectively when positioning their businesses for sale.
3. Competitive funding: With lower interest rates (aka borrowing costs), manufacturers should find securing financing for expansion or operational improvements easier. And, for those looking to exit the industry, these same low rates can create an attractive environment for potential buyers, who might be more willing to invest in acquisitions that were previously out of reach due to higher financing costs.
The risks of waiting
While the present conditions seem ripe for selling, there are inherent risks in delaying such a decision. Economic conditions are fluid, and what appears favourable today can shift quickly. Factors such as a sudden rebound in the Australian dollar (driven, for instance, by more aggressive interest rate cuts by our trading partner countries) or shifts in global market dynamics could significantly alter the landscape.
If inflation rates were to rise unexpectedly, consumers might retrench, decreasing demand for manufactured goods. This could ultimately impact revenue, making businesses less attractive to potential buyers. Owners must also consider their personal circumstances. Prolonging a decision to sell could mean missing out on the optimal valuation and growth opportunities currently available.
Conclusion: a call to action for manufacturing owners
The convergence of a soft foreign exchange rate, falling inflation and a lower interest rate outlook creates a compelling argument for owners of Australian manufacturing businesses to consider realising value for their businesses. The current economic climate supports valuations and enhances the appetite for acquisitions in the manufacturing sector at increasingly more funding terms for buyers.
As business owners navigate these conditions, they should assess their operations, identify potential buyers, and consult financial advisors to explore exit strategies. Australia’s manufacturing sector's unique position amid these economic currents should not be overlooked. The window of opportunity may be narrow, but for many, the best time to act is now. williambuck.com
Cash flow
Navigating cash flow uncertainty.
For 35 years, National Resources has sourced and supplied local Australian manufacturers with an extensive range of specialist products from around the world. Trading in rolled aluminium, flexible packaging, PVC films, and medical products, the business has long served the industrial, building, and health industries.
Across its global supply chain, National Resources annually sources 233 products from 139 partners in 22 countries. Each supplier is carefully selected for its superior quality standards and responsiveness. Inventory distribution begins in its large warehouse in Victoria and is then routed through storage and logistics networks across Australia.
Maintaining a complex supply chain while driving the business’s financial performance relies heavily on cash flow management.
National Resources Managing Director Leon Cox says that having access to working capital to bridge any delays in cash conversion is vital.
“Working capital is critical to our business. We buy materials from overseas suppliers and pay when the goods are shipped. It’s on the water for 30 days, and then we offer customers terms of trade locally. That’s a transition period between 90 and 150 days between paying for goods and being paid ourselves when we need money upfront.”
Navigating a multi-faceted liquidity crunch
Leon says that during 2022, demand for National Resources products surged as customers stockpiled materials amid ongoing disruption. The business increased its on-hand inventory to keep pace with customer requests, and cash flow pressure also arose from increased shipping lead times and rising commodity prices.
At the same time, changing terms of trade from overseas suppliers exacerbated the business’s liquidity issues. Leon says that following a broad-based tightening of credit facilities among suppliers, National Resources went from paying for goods when shipped to being forced to send a 30% deposit when ordering.
“We’d be sending money to our suppliers 45 to 60 days before anything was shipped and tying up a significant amount of cash in deposits,” Leon said. “To address these issues, you must make amendments to how you do business, how you pay overseas suppliers and give terms of trade to local customers.”
“Finding new and efficient ways to access working capital and free up cash is vital to that equation. We knew we had to approach a bank and get some help.”
Solving cash flow issues with innovative structuring
Leon says that National Resources looked at how it could urgently improve its cash flow, realising the only viable way was to adopt a different borrowing model. “CommBank’s Working Capital specialists presented a lending model to us which was completely different to what we had seen before, and really, it solved our cash flow problems in one stroke,” he added.
For National Resources, the solution was CommBank’s Working Capital Facility, which unlocked the value of current assets on its balance sheet with the financing secured against the business’s receivables and inventory.
Supporting the business vision
Leon points out that while the structure of the lending facility is fundamental, so is the relationship with a banking partner.
“The strength of that relationship depends on how well someone understands your business,” Leon says.
“As our business grew by 40% in 2022, we needed a partner to support us as we scaled up. The CommBank team turned up and spent weeks going through our numbers and cash flow. We didn’t tell them what sort of credit facility we wanted; they worked with us to determine what would best suit our needs.”
“When they left our office that day, we turned to each other and said, ‘That’s amazing’ They understand what we need. It was obvious that the team regularly deal with businesses like ours.”
The advantages of Working Capital innovation
CommBank’s team of working capital specialists developed a solution for National Resources that provides the flexibility and cash flow assurance to continue its growth momentum. That includes:
• Better management of cash conversion cycles in an evolving market, providing confidence to navigate cash flow uncertainty across its complex supply chain.
• Financing secured against receivables and inventory, creating liquidity from current balance sheet assets.
• The flexibility for the facility to encompass import-export trade facilities, structured letters of credit and bank guarantees.
To learn more about how CommBank can help your business's cash flow, contact your Relationship Manager or talk to our specialists on 1300 654 112.
commbank.com.au
Things you should know:
This information is prepared without considering your individual and/or business needs and objectives.
Credit provided by the Commonwealth Bank of Australia. These products are only available to approved business customers and for business purposes only. Applications for finance are subject to the Bank’s eligibility and suitability criteria and normal credit approval processes. T&Cs fees and charges apply.
2024 Commonwealth Bank of Australia ABN 48 123 123 124 AFSL and Australian credit licence 234945
Drug and alcohol policies in manufacturing
A review of unfair dismissal principles in a recent Fair Work Commission decision.
By Jaylene Trovato, Employment Lawyer.
Enforcing drug and alcohol policies in the manufacturing industry is a crucial task that requires a careful balance between safety and fairness. In environments where machinery operates and safety is paramount, stringent drug testing policies are common. Recent rulings have shown that enforcing these policies must consider the nuances of employee conduct outside work hours.
Key Case: Sydney Trains v Goodsell [2024] FWCFB 401 (‘Goodsell’)
A landmark case this year, the Goodsell case, provides valuable insights. In this case, an employee with a spotless 26-year record tested positive for cocaine during a random drug test. He was dismissed for breaching the company's "drug-free" policy, which mandated that employees must not use drugs at any time.
While the Fair Work Commission (FWC) acknowledged that the company had a valid reason for dismissal, it also deemed the action unfair due to the employee's long service and otherwise clean history.
Important Takeaway: Positive drug test vs. fair dismissal
1. A positive drug test can justify dismissal, but it does not automatically ensure it is fair.
2. The decision highlights the need for employers to consider an employee's track record and whether they were impaired at work when making disciplinary decisions.
The risk factor: Out-of-hours conduct and workplace safety
In safety-sensitive roles within manufacturing, drug and alcohol testing policies are essential for managing workplace risks. Employers should enforce drug-free policies and conduct random testing to ensure that employees remain fit for duty, regardless of when they consume substances.
However, for a dismissal to be considered fair, the FWC's ruling suggests that employers should evaluate:
1. The employee's work history
2. The potential risk posed to colleagues and operations
3. Whether the employee was actually impaired on the day of the test
Defining "Impairment" vs "Presence"
A critical point from the Goodsell case is that the FWC upheld the employer's right to test for the presence of drugs, not just impairment. This distinction is vital, especially in manufacturing, where measuring impairment on-site can be difficult.
The FWC concluded that policies focusing on drug use, rather than impairment, are lawful and reasonable in high-risk environments. Employers must ensure their policies effectively mitigate safety risks, even if they do not directly assess impairment levels.
Practical takeaways for employers in manufacturing
To ensure a safe and fair workplace, manufacturing employers should keep these points in mind when developing drug and alcohol policies:
1. Develop clear policies with employee involvement. Create explicit policies that outline the consequences of drug use and policy breaches. Ensure these policies are included in employment contracts and that employees acknowledge their understanding.
2. Prioritise safety with transparent testing procedures. Implement consistent testing, particularly in high-risk roles, in line with company policies. Communicate the reasons for maintaining a drug-free environment to all employees.
3. Consider the employee's record and risk of impairment. While a positive drug test may result in dismissal, an employee's long and commendable record should influence the decision. Evaluate whether the drug use would realistically impair the employee's ability to perform their job safely.
The complex issue of medicinal cannabis
The legal use of medicinal THC introduces additional challenges for employers. Employees prescribed medicinal THC should inform their employer to allow for reasonable adjustments, ensuring that safety is not compromised. Employers should establish clear policies outlining how cases involving lawful medicinal THC use will be managed, ensuring compliance with the applicable work, health, and safety legislation in the relevant jurisdiction and anti-discrimination laws. These policies help balance employee health needs with workplace safety requirements.
Closing thoughts: A cautionary tale for fair and balanced policies
The Goodsell case reminds manufacturing employers about the complexities of enforcing drug and alcohol policies. A positive drug test does not guarantee that a dismissal will be deemed fair, especially for long-serving employees with strong records.
Employers should carefully evaluate the context of each situation, the potential safety risks, and whether dismissal is the most justifiable course of action. Striking a balance between maintaining safety and ensuring fairness is essential in fostering a responsible and compliant workplace.
Disclaimer: The information provided in this article is for general informational purposes only and does not constitute legal advice. For advice tailored to your specific organisational needs, please contact Ignite HR and Employment Law.
igniteHR.com.au
New AMTIL President
The incoming AMTIL President Paul Philips speaks to AMT Editor Paul Hellard.
At the AMTIL AGM in mid-October, Brigitte Stavar announced she would be stepping down from her position as President, which she had held for the last five years. Then at the Board Meeting immediately following the AGM, Paul Philips was appointed as the new President of AMTIL for the next 12 months.
Soon after, Peter Sutton was unanimously voted in as AMTIL's Vice President. This is the first time AMTIL has appointed a Vice President. Peter has over 25 years experience in the manufacturing industry and is also currently Managing Director of Sutton Tools.
“Brigitte has done a fantastic job over a very long period as President, and she has a much-deserved Life Membership,” said Paul Philips, the new AMTIL President and Managing Director of Benson Machines.
“In that time, Brigitte spearheaded many significant projects on the running sheet of AMTIL.”
In accepting the President’s position with AMTIL, Philips said there is a huge opportunity to develop our position further and represent our membership.
“I think precision manufacturing and this immensely talented group of Australian manufacturers have a very bright future in Australia,” he said.
“I was fortunate to begin my career working for my father in a diesel fuel injection business and assisted him in establishing a re-manufacturing facility. I developed my passion for sub-micron precision there, travelling to overseas machine tool manufacturers to develop processes and test machines. After four years, I had the privilege to serve my machine tool sales ‘apprenticeship’ at the highly respected company named Wickman (now owned by Headland). I was then approached to join Norman N. Benson & Co. (Benson Machines) as its National Sales Manager. Benson was part of the publicly listed diverse industrial group Clyde Industries, which is now part of Downer. Two years into the role, I was informed that Benson was a ‘non-core activity’ and was to be closed. After liquidating the inventory, I purchased the name, and as they say, ‘the rest is history.’ That was February 1988. Benson Machines has a long list of first-oftype machines introduced in Australia, such as the 1964 Monarch NC Machining Centre and, soon after, an NC Lathe. In 1983 we saw the first CNC Cylindrical Grinder and a 6-axis double-column Machining Centre with DNC link to CAD/CAM; in 1987, a 5-axis Surface Grinder and in 1989, a CNC
Centerless Grinder. In 2009, we introduced affordable 3D Printer kits, which were a runaway success. We will install a metal 3D Printer from Additive Industries at Western Sydney’s AMRF shortly. In the mid-1980s, in response to a call from machine tool distributors for a lower-cost exhibition (than the then privately organised ones), NSWbased AMTA (The Australian Machine Tool Association) was reactivated. In the early 1990s, I was invited to join the Board. In 1999, as Chairman, I initiated discussions with the Victorian ‘Institute of Machine Tools Australia -IMTA’ to merge and form AMTIL.
We have been strong proponents of collaborative exhibitions as they enable users of manufacturing technology to see a wide variety of equipment in action efficiently. I have always been an active member of AMTIL as I recognise the critical importance of our industry to the standard of living of all Australians.
I’m proud to see how AMTIL has progressed beyond being an ‘exhibition organisation’ to the AMT Magazine and become the voice of our industry. We are on the cusp of exciting new developments that will take our national organisation to the next level of influence. amtil.com.au
New AMTIL President Paul Philips, with the later announced Vice President of AMTIL, Peter Sutton, together at the AMTIL AGM in October.
Change at the top
Brigitte Stavar steps down from the AMTIL Presidency.
During the 2024 AMTIL AGM in October, Brigitte Stavar announced she would be stepping down from her position as President, which she had held for the last five years.
Brigitte has been instrumental in guiding AMTIL through the past few years of her tenure as President. When she was first appointed to the role in December 2019, Australia was in the middle of firestorms all around the country, putting pressure on us as a nation to survive. Then we had the COVID-19 pandemic and the impact across all states, with lockdown after lockdown, the uncertainty of the next Government regulation and the impact those decisions would have. Trying to run a ‘services’ business with almost non-existent member benefits has been complicated. We relaunched a new show, Australian Manufacturing Week, replacing National Manufacturing Week and Austech as our premier industry show in the country, and subsequently have postponed it twice due to COVID.
“Brigitte has done a fantastic job over a very long period as President, and she has a much deserved Life Membership,” said Paul Philips, new AMTIL President and Managing Director of Benson Machines. “In that time, Brigitte spearheaded many significant projects on the running sheet of AMTIL.”
As President, Brigitte has worked with our team to manoeuvre through these minefields and get us back in a position focussed on providing great member benefits. She was also a driving force in getting us to invest in our own building and rebrand the organisation over recent months. I welcome Brigitte to her appointment for another term as President and look forward to working with her over the coming years.
“I’m still on the Board for another year, and I’m excited about the potential growth of the industry, bringing younger members to the Board and the revitalising of the AMTIL membership,” Stavar said.
Brigitte Stavar admitted it was a hard decision to step down. Still, she is very proud of the last five years, during which she worked with the retired CEO, Shane Infanti, to refresh and rejuvenate AMTIL, Australia’s peak body for manufacturers. Stavar said she is particularly proud of the work done by the Board and the AMTIL staff. “We’ve bought the company some property, complete with open plan office space, and we’ve expanded the Australian Manufacturing Week to be the largest it’s
ever been, and it is under our own control now. We’re also in the best financial position we’ve ever been in.”
“Brigitte is a highly respected figure within the industry, with a wealth of experience and insight that has been of enormous benefit to AMTIL and our members,” said the outgoing AMTIL CEO, Shane Infanti.
“The Australian manufacturing industry is undergoing change, and to remain competitive, we need to become innovative, adaptive and flexible; embrace the latest technologies; and improve efficiencies, training and education to be the best we can be in the global economy. The AMTIL Board will focus on developing
and supporting strong networks to help businesses grow within the manufacturing sector.”
Together with the AMTIL Board, Stavar was responsible for providing strategic leadership over AMTIL’s full range of operational initiatives supporting Australia’s advanced manufacturing industry.
Stavar also served on the AMTIL Board for 11 years. After stepping down, Brigitte was awarded a Life Membership at AMTIL. She is also CEO of Sheetmetal Machinery Australia Pty Ltd and Powerco Crimping Australasia. amtil.com.au
JIMTOF 2024
A look inside Japanese tool builder’s exhibition by Greg Chalker, Corporate Services Manager at AMTIL.
I am here at JIMTOF 2024 with the AMTIL CEO Lorraine Maxwell. This bi-annual show was held at the Tokyo Big Sight, 5–10 November 2024. There is undoubtedly a good reason for this to be seen as one of the premier manufacturing technology exhibitions on the international calendar, with an estimated 160,000 visitors and many of the leading technology providers on display.
We've seen some excellent manufacturing technology. I saw a lot of automation focused on collaborative robotics for loading and unloading machine tools. Advances in vision systems and placement accuracy have significantly ‘moved the dial’ for collaborative robotics. Barriers to uptake are rapidly being brought down, making this technology a serious consideration as we struggle with access to basic labour.
On the PFERD stand, they had an exciting piece of technology for our fabrication workshops for hand-held grinders: A
carbon fibre disk that has an abrasive coating on the carbon fibre and windows cut into the disk allows for the operator to actually see through the disc while working. This obviously gives the operator a greater sense of accuracy as to where they're grinding and exactly where their grinding wheel is touching on the steel. As an abrasive-coated carbon fibre disc, the disc doesn't wear down, so it will always remain at five or six inches (whatever the diameter of the disk).
I believe the discs are only currently in the four and five-inch diameter or 100-mm and 125-mm diameter discs, but they are hoping to release a 180-mm diameter disc for our heavier fabrication shops. They are a little bit more expensive than a standard disc that you can buy from your local engineering supplier, but they do advertise that they have a 30 to 40% longer life and they do come with a couple of different grit sizes, which allows for a course and a medium grind.
Something to watch out for from Mitsubishi cutting tools is an additively manufactured slab milling cutter. These were on display but yet not released. Several cutters ranged from around 90mm to 100mm diameter through what looked like about 200mm in diameter. These are replaceable tip cutters that have been additively manufactured and realise a drastic weight reduction of around half an equivalent-sized conventionally made cutter. Additively made tools like this opens up all kinds of efficiencies, weight reduction and coolant delivery being only two.
Machine tools and their ancillary technologies are getting faster, more accurate and greener. The world we live in today is far more competitive and demanding than it was half a century ago, and we, in Australia, have challenges technology can help with. amtil.com.au
New Members
Electricity Brokers is a leading energy consultancy, dedicated to helping businesses across Australia navigate the complexities of the energy market. We specialise in sourcing the most competitive electricity and gas rates for commercial clients, ensuring significant cost savings while securing reliable energy solutions.
Operating nationwide, we cater to diverse industries—from manufacturing and retail to hospitality and professional services— delivering tailored energy solutions that align with each client's unique requirements.
Electricity Brokers is also committed to helping businesses stay ahead of evolving market trends, offering insights and guidance on renewable energy options such as solar power and energy efficiency initiatives.
POWERMAINTENANCE PTY LTD
Suite 105, 964 Mount Alexander Road
ESSENDON, VIC 3040
electricitybrokers.com.au
Lime Intelligence simplifies data insights. We are like an extension of your team, helping you easily navigate your data and transform it into actionable insights.
How? Lime taps into data from multiple systems and joins them into one central location, creating a single source of truth and centralising data and making it easy to read with interactive dashboards tailored to you, giving you critical visibility over what is happening in your business.
With over 150+ years of combined business and digital experience, leverage our teams experience to create a tailored business intelligence solution. Our customers see results within the first month of their solution being implemented and it doesn’t cost the earth or take months to set up.
Precision Tools & Technology is the parent company of Australian Jewellers Supplies, Dental Brands Australia, Australian Instrument Supplies, Dogmaster Trainers, Harris Group and G&A Warburtons. The Harris Products Group is a world leader in metalworking products used in the brazing, soldering, welding, cutting and gas distribution industries.
Harris Australia & New Zealand is a proud member of the global Precision Tools and Technology family and is staffed by an excellent team with facilities in Australia and New Zealand. Their vast knowledge is readily available to support the Harris range in your area.
Swinburne University of Technology is defined and inspired by technology and innovation and is renowned for its strong industry and community engagement. With a vision to bring people and technology together to build a better world, Swinburne’s people are driven by a shared purpose: to create tomorrow’s technology and the human capital and talent required for a tech-rich future.
Our state-of-the-art engineering facilities, including the Factory of the Future, offer advanced manufacturing solutions and prototype development capabilities. Our facilities are equipped with cutting-edge technologies, including 3D printing, automation and robotics, and Industry 4.0 capabilities, enabling researchers and industry partners to collaborate on projects with real-world impact.
PRECISION TOOLS & TECHNOLOGY
57 Caswell Street BRISBANE, QLD 4075 precisiontt.com.au
Proudly Australian-owned and operated, Colterlec has a strong reputation in the electrical engineering industry for delivering high-quality electrical-engineered product solutions and innovations for over 25 years.
Our strength has always been our experienced and dedicated team, who continually offer outstanding technical support, exceptional customer service, and our partnerships with leading global suppliers. We are a reliable and trusted supply partner to Australian industries, including mining, power and energy, manufacturing, transport, water and wastewater management, infrastructure, oil and gas and food and beverage.
Our mission is to provide our stakeholders with quality services and product solutions that exceed their expectations - every single time.
SWINBURNE UNIVERSITY
PO Box 218 HAWTHORN, VIC 3122 swinburne.edu.au
Instrumark is a leading provider of cuttingedge marking solutions, specialising in the sales, service, and support of dot peen and fibre laser marking machines. With a focus on precision and durability, our solutions are designed to meet the diverse needs of the manufacturing industry, ensuring product identification and traceability that stand the test of time.
We proudly serve a range of sectors, including automotive, aerospace, defence, metal fabrication, medical devices, and electronics. At Instrumark, we provide hands-on demonstrations, expert consultation, and ongoing technical support to ensure our clients find the best solution for their marking needs. Instrumark delivers top-tier marking solutions to streamline operations and boost productivity across the manufacturing landscape.
During the COVID-19 pandemic, many industry events world-wide were postponed, rescheduled or cancelled. Readers are advised to check with all event organisers for the latest information. For the latest international travel advice, please visit smartraveller.gov.au For more events, please visit amtil.com.au/events
INTERNATIONAL
STEELFAB
UAE, Sharjah 13-16 January 2025 steelfabme.com
SMART FACTORY EXPO
JAPAN, Tokyo 22-24 January 2025 cantonfair.net/event/13734-smart-factoryexpo
IMTEX 2025
INDIA, Bengaluru 23-29 January 2025 imtex.in/imtex_2025
ATX WEST
USA, Anaheim
4-6 February 2025 imengineeringwest.com/en/show/showbrands/atx-west.html
TOLEXPO
FRANCE, Lyon
11-14 March 2025 global-industrie.com/en/home-visitors
ASIAMOULD
CHINA, Guangzhou
25-27 February 2025 asiamold-china.cn.messefrankfurt.com/ guangzhou/en.html
METEF
ITALY, Bolgna 5-7 March 2025 metef.com
PLAST IMAGEN
MEXICO, Mexico City 11-14 March 2025 plastimagen.com.mx
MACHINEERING
BELGIUM, Brussels 26-28 March 2025 machineering.eu
INTRALOGISTICS ROBOTICS & AUTOMATION
FRANCE, Paris 1-3 April 2025 tradefairdates.com/Intralogistics-RoboticsAutomation-M10307/Paris
ADVANCED ENGINEERING
SWEDEN, Goteborg 2-3 April 2025 advancedengineeringgbg.se
STAINLESS
CZECH REPUBLIC, Prague 2-3 April 2025 stainless2025.com
INTERMOLD ASIA
JAPAN, Osaka 16-18 April 2025 intermold.jp
AISTECH 2025
USA, Nashville 5-8 May 2025 aist.org/conferences-expositions/aistech
CONTROL 2025
GERMANY, Stuttgart 6-9 May 2025 control-messe.de/en
MADE IN STEEL
ITALY, Milan 9-11 May 2025
radonexhibition.eu/trade-shows/made-insteel
WIN EURASIA 2025
TURKEY, Istanbul 28-31 May 2025 win-eurasia.com
EASTEC
USA, West Springfield 13-15 May 2025 easteconline.com
METALFORUM POZNAN
POLAND, Greater Poland 3-6 June 2025 tradefairdates.com/Metalforum-M4773/Pozna
MANUFACTURING EXPO 2025
THAILAND, Bangkok 18-21 June 2025 manufacturing-expo.com
AUTOMATICON 2025
POLAND, Warsaw 24-27 June 2025 neventum.com/tradeshows/automaticon
GERMANY, Rhine-Westphalia 15-19 September 2025 schweissen-schneiden.com/joining-cuttingsurfacing
METEC
THAILAND, Bangkok 17-19 September 2025 metec-southeastasia.com
EMO HANNOVER
GERMANY, Hannover 22-26 September 2025 emo-hannover.de
CMTS CA
CANADA, Toronto 29 Sept – 2 Oct 2025 cmts.ca
WESTEC 2025
USA, Anaheim, CA 7-9 October 2025 westeconline.com
ADVANCED DESIGN & MANUFACTURING EXPO
CANADA, Toronto 21-23 October 2025 admtoronto.com
2026
EUROGUSS
GERMANY, Nuremberg 13-15 January 2026 euroguss.de
KONEPAJA
FINLAND, Tampere 17-19 March 2026 konepajamessut.fi
INTERTOOL
AUSTRIA, Vienna April 2026 intertool.at
INTERPLAS
UK, Birmingham 2-4 June 2026 interplasuk.com
2027
METEC GERMANY
GERMANY, Dusseldorf 21-25 June 2027 metec-tradefair.com
NEWCAST
GERMANY, Dusseldorf 21-25 June 2027 newcast.de
DIGITAL BUILT WORLD SUMMIT 2025
SYDNEY, DOLTONE HOUSE
DARLING ISLAND
18-19 FEBRUARY 2025
In 2025, we’ll be exploring how the integration of design models, reality capture imagery, IoT sensor data, and other sources into dynamic 3D immersive infrastructure is transforming project delivery outcomes and asset operations. The program features 40 experts from across the built environment, utilities, energy, mining and transport who’ll share their experiences and highlight how digital thinking can drive more value from data, optimise infrastructure performance and deliver better outcomes for business and society.
digitalbuiltworldsummit.com
ENERGY EXCHANGE AUSTRALIA PERTH CONVENTION & EXHIBITION CENTRE
11-13 MARCH 2025
Energy Exchange Australia (EXA) builds on the strong legacy AOG Energy has established but with a modern outlook and new opportunities. Held annually in Perth, it’s a meeting place for thousands of professionals to connect, learn, network, and harness opportunities in the Australian energy market, driving us to a decarbonised future. exaexpo.com.au
WA MAJOR PROJECTS CONFERENCE PERTH CONVENTION & EXHIBITION CENTRE
19-20 MARCH 2025
The 14th Annual WA Major Projects Conference will take place on March 19 and 20, 2025 at the Perth Convention and Exhibition Centre. Attracting 250 delegates, the State’s premier major projects and infrastructure conference will provide a highlevel platform to discuss key projects and topics centred on WA’s infrastructure pipeline. expotradeglobal.com/events/ wamajorprojects
AVALON AIR SHOW
GEELONG, AVALON AIRPORT
INDUSTRY: 25-28 MARCH 2025
GENERAL PUBLIC: 28-30 MARCH 2025
The major international event comprises of two sides: AVALON – The Australian International Aerospace & Defence Exposition – trade exposition for Australia’s aviation, aerospace and defence industries.
AIRSHOW – The International Airshow – a three-day, action-packed public spectacular with public flying displays and an amazing array of static aircraft to view up close. airshow.com.au
AUSTRALIA TOOL GRINDING
EXPO 2025
BRISBANE SHOW GROUNDS
29 APR-1 MAY 2025
Australia, renowned for its high-quality development and welcoming immigration policies, is embracing technological advancements and supporting local manufacturing. Don’t miss this unparalleled opportunity to network with industry professionals and explore cutting-edge tools and grinding technology. atge.com.au
FOODSERVICE AUSTRALIA 2025 MELBOURNE CONVENTION & EXHIBITION CENTRE
18-20 MAY 2025
Foodservice Australia has just run in Sydney and was a huge success, connecting thousands of industry buyers with the latest food, drink and equipment. Next year the show will be running in Melbourne from 18-20 May 2025. There will be over 450 exhibitors and special events, including the Chef of the Year, National Restaurant Conference and Aged Care Catering Summit. foodserviceaustralia.com.au
IS THIS THE END?
It was a long way to go to let them know I was leaving. After 22 years, it was a tremendous personal and emotional readjustment for me.
TThree days later I was again in Riley's office when he called in his legal officer, a pleasant fellow named Carroll, with whom I had become quite friendly over the years. He instructed Carroll to draw up the resignation agreement for me to sign. Carroll appeared to be staggered by the order. “Dear, oh, dear, Ed,” he said, in a distressed voice. “Must this happen?” Riley replied, “Well, it’s Larry’s choice. That’s how he wants it.”
As the two men spoke, I could see, in my mind's eye, an inscription written in Greek on the fly-leaf of a prayer book given to me on my Confirmation day by C. A. Weekes, my housemaster at Epsom College. Just one word which meant “Unto yourself always a man.” At least, I felt, I was being true·to that injunction. And I smiled at the thought.
Leaving General Motors, after twenty-two years of wonderful, satisfying, exhilarating work in six countries, for most of that time as my own boss, was going to mean a great personal and emotional readjustment for me. But there was no other course. I realised that the new post-war organisation was not the General Motors that I had known. With Jim Mooney and Graeme Howard in control, I had always regarded GM as something fine, clean, forthright, and purposeful. There was no company in the world to equal it. The magnificent spirit of purpose reached down from Mooney and Howard to every part of the organisation. I had taken that same GM attitude of mind into my work for Australia’s war effort, and the success we achieved was in no small measure attributable to that spirit. But the spirit was missing from post-war GM. It had become like many other big business. Having made my decision, I was glad I was leaving. I did not belong in this new atmosphere.
Then followed two horrible weeks of haggling over money due to me and many other petty matters not befitting a big organisation like GM.I played along with it, and held out for my rights. This, after all, was typical of big business, even if it was not typical of the old General Motors. I tried to see Alfred P. Sloan, to say goodbye. But the old Tory was always engaged and could never quite make it. That figured, too.
After one not-very-pleasant session during the resignation negotiations, I left Riley’s office and found myself walking along the corridor with one of the top executives. He inclined his head towards me and said quietly, “Larry, I’m sorry you’re leaving. I really hate the
bastard’s guts, but I’ve got to be loyal to him.” I despised that man from then on. To me he was a symbol of the new order in at GM. The moment arrived for my departure. The quibbling over cash had finished, the resignation agreement was signed. Riley and his wife rode with me in the elevator down the street. She had come in to the office to meet him. At the front door of the big GM building, she said, “Well lots of good luck to you. I do hope that you have a lot of fun and happiness.” Ed slapped me on the back and said, “Yeah, good luck to you. We’ll be missing you.”
I nodded, shook hands and walked out.
Of course, people have asked me many thousands of times why I had left General Motors. It is significant; I think, that it has been asked often by men who were my lieutenants at GM-H. The men who had worked with me intimately for years could not believe that General Motors could withdraw me from Australia because of a difference in technical opinion over the design of the Holden car. They suspected that story was only the official reason put out as a cover for some deep, dark secret known only to Larry Hartnett and the top GM executives in New York. In their view, none of the points in my in my technical disagreement with New York was so irreconcilable as to make GM sacrifice their most experienced senior executive in Australia when the huge job of manufacturing, launching and marketing the Holden car was about to start. So, they concluded, there must have been something else.
I have always assured my questioners that if GM did have another reason for replacing me, they did not tell me what it was: if, indeed, there was some deep, dark secret, it was also kept secret from me. And, like the others, I have often wondered if, in holding out for the design of the car I believed best suited Australian conditions, I unwittingly gave GM an excuse to replace me on the ground that I had “grown away from General Motors”. If their stated reason was a cover for something else, what was the real reason? I don’t know. But I can make some guesses that might be pretty near the truth.
Here's my first stab: the Du Ponts, who own 40% of GM, were scared that there would be a public inquiry in Australia into my wartime activities, during which I held at the same time the post of managing director of GM-H and Director of Ordnance Production.