Mecanismo de rompimiento de una emulsión asfáltica | Análisis de la incorporación de aditivo rejuvenecedor en una mezcla asfáltica con rap mediante ensayos mecánicos | Economía circular en mezclas asfálticas en caliente a través del uso de plástico reciclado como aditivo | Siniestralidad de las zonas de obra y su impacto |







73
ENERO-MARZO 2023 ISNN 007-2473







SUMARIO
Presidente
Víctor Manuel Cincire Romero Aburto
Vicepresidentes
Mauricio Centeno Ortiz
Salvador Fernández Ayala
Antonio Martín del Campo Cerda
Secretario Javier Herrera de León
Tesorero
Juan Adrián Ramírez Aldaco
Consejeros
Luis Manuel Pimentel Miranda
Paul Garnica Anguas
Hugo Bandala Vázquez
Israel Sandoval Navarro
Leonardo Ambrosio Ochoa Ambriz
Francisco Javier Romero Lozano
J. Jesús Martín del Campo Limón
Alejandro Padilla Rodríguez
Comité de vigilancia
Luis Guillermo Limón Garduño
Raúl Güitrón Robles
Yunuen Alhelí López Barbosa
Comisión de honor
José Jorge López Urtusuástegui Verónica Flores Déleon
Raymundo Benitez López
Director General
Raúl Vicente Orozco Escoto dg@amaac.org.mx www.amaac.org.mx
COMITÉ MATERIALES ASFÁLTICOS
Mecanismo de rompimiento de una emulsión asfáltica
COMITÉ
MATERIALES RECICLADOS
Análisis de la incorporación de aditivo rejuvenecedor en una mezcla asfáltica con RAP mediante ensayos mecánicos
COMITÉ
CONSTRUCCIÓN Y MAQUINARIA
Economía circular en mezclas asfálticas en caliente a través del uso de plástico reciclado como aditivo
COMITÉ SEGURIDAD VIAL Y EN LA ZONA DE TRABAJO
Siniestralidad de las zonas de obra y su impacto
EVENTOS
Toma de protesta de la mesa directiva del capítulo estudiantil de la Asociación Mexicana del Asfalto A.C. - Facultad de Ingeniería de la UNAM
ASFÁLTICA, año 18, núm. 73, enero-marzo 2023, es una publicación trimestral editada por la Asociación Mexicana del Asfalto, A.C., Camino a Sta. Teresa 187, Parques del Pedregal, Tlalpan, 14010, Ciudad de México. Tel. +52 55 5606 7962, asfaltica@amaac.org.mx.

Editor responsable: Raúl Vicente Orozco Escoto. Reservas de Derechos al uso exclusivo Núm. 04-2013-012513385100-102, ISSN: 2007-2473. Licitud de Título Núm. 13611, Licitud de Contenido Núm. 11184, ambos otorgados por la Comisión Calificadora de Publicaciones y Revistas Ilustradas de la Secretaría de Gobernación. Permiso sepomex Núm. PP09-1532. Este número se terminó el 31 de diciembre de 2022 en su versión impresa y digital. • Las opiniones expresadas por los autores no necesariamente reflejan la postura del editor de la publicación. Queda estrictamente prohibida la reproducción total o parcial de los contenidos e imágenes de la publicación sin previa autorización.
Producción editorial CODEXMAS, S. de R.L. de CV.

5 15 27 43 57
Inicia un nuevo año y la Asociación Mexicana del Asfalto A.C. multiplica esfuerzos para continuar creciendo y consolidándose como la organización relacionada con el asfalto más reconocida en México y Latinoamérica. En ese sentido, la revista Asfáltica es uno de los principales medios de difusión de la investigación y desarrollo tecnológico en la materia, y publica documentos de gran interés aportados por nuestros comités técnicos.

Cumplimos nuestros primeros 25 años de historia y estamos preparados para seguir contribuyendo a la industria mediante la constante participación y compromiso de nuestros asociados, así como el fortalecimiento de los vínculos con dependencias del sector transporte y asociaciones hermanas.
En noviembre de 2022 refrendamos el convenio de colaboración con la Asociación Nacional de Estudiantes de Ingeniería Civil (ANEIC), lo que nos ayuda a reforzar el impulso profesional y la relación con la academia, y a colaborar con mayor presencia en los congresos y eventos de esta Asociación. Particularmente, queremos destacar el próximo congreso latinoamericano de ANEIC, que se celebrará en la ciudad de Puebla en 2023. Además, se tomó protesta al capítulo estudiantil AMAAC-FI UNAM en las instalaciones de nuestra más grande y reconocida casa de estudios, la Facultad de Ingeniería de la UNAM.
Entre las actividades planeadas para este año se encuentra la participación de la AMAAC en la CONEXPO, que tendrá lugar en el mes de marzo, en Las Vegas, y que es relevante porque se trata de una de las exposiciones de maquinaria y equipo más importantes para el sector de la construcción a nivel mundial.
También, dos de nuestros principales eventos serán el Segundo Congreso Académico y de Impulso Profesional del Asfalto, que celebraremos en abril, en la bella y colonial ciudad de Morelia, Michoacán, con la Universidad Michoacana de San Nicolás de Hidalgo como anfitriona; y en agosto, el XII Congreso Mexicano del Asfalto, en el inigualable Caribe Mexicano. Llegado el momento, proporcionaremos la información detallada de cada uno de estos eventos.
También tendremos un amplio catálogo de cursos y seminarios, por lo que 2023 será un año de gran difusión y trabajo.
Además, continuamos con el exitoso convenio de colaboración AMAACCNIMT (Coordinación de Normas del Instituto Mexicano del Transporte), en el que trabajamos 10 proyectos de normas y manuales en el año 2021, 15 en 2022 y, este año, aproximadamente 12; todos relacionados con los pavimentos asfálticos y de interés para la industria.
No me queda más que desearles un gran año, que gocen de cabal salud en compañía de sus seres queridos y que sigan acompañándonos en la apasionante ruta del asfalto.
EDITORIAL
Víctor M. Cincire R. A. Presidente Decimosegundo Consejo Directivo
Te invitamos a integrarte como miembro activo de la AMAAC y participar en alguno de nuestros comités técnicos. Forma parte del conocimiento y experiencia de los diferentes comités de la AMAAC en temas relacionados con el ciclo del asfalto en la infraestructura del transporte. Las aportaciones de sus asociados son el motor para la difusión del conocimiento.
¿Quieres ser asociado? vinculacion@amaac.org.mx
¿Eres asociado y te gustaría integrarte a algún comité técnico? ctecnica@amaac.org.mx
MECANISMO DE ROMPIMIENTO DE UNA EMULSIÓN ASFÁLTICA
Álvaro Gutiérrez Muñiz Quimikao, S.A. de C.V. agutierrez@kao.com
COMITÉ MATERIALES ASFÁLTICOS
Rosita Martínez Arroyo
Israel Sandoval Navarro
Norberto Cano
César Álvarez
Raymundo Benítez
Ernesto González
Gabriel Hernández Zamora
Andrés Guerrero
Alondra Vanessa López
Juan Daniel Ruvalcaba
Jorge Vázquez
Adrián Ramirez
Karla Cecilia Camarena
INTRODUCCIÓN
Las emulsiones asfálticas son una excelente alternativa ecológica en la construcción de los pavimentos flexibles, ya que el asfalto, cuando está disperso en agua en forma de pequeños glóbulos de tamaños entre 4 y 10 micras, presenta, a temperatura ambiente, una viscosidad muy baja respecto al asfalto sin emulsionar, lo que permite hacer mezclas con agregados a temperatura ambiente. El uso de las emulsiones a temperatura ambiente genera grandes ahorros de energía, pues se dejan de calentar los materiales pétreos y, si la obtención de esta energía proviene de la combustión de compuestos orgánicos, también se dejan de arrojar a la atmósfera grandes cantidades de dióxido de carbono, el principal gas que genera en la atmósfera un aumento en su temperatura promedio global.
La IBEF (Federación Internacional de Emulsiones Bituminosas) agrupa a los productores de emulsiones asfálticas para uso vial mediante asociaciones internacionales, y sus socios intercambian información técnica sobre emulsiones asfálticas, en particular sobre su producción y uso. La IBEF ha reportado que cada año se producen más de 8 millones de toneladas de emulsión de asfalto en todo el mundo, que representa casi el 10% del consumo mundial de asfalto, aunque su objetivo es que este porcentaje sea cada vez mayor. En México, tenemos el orgullo de ocupar el cuarto lugar como productor mundial (Figura 1), y en el continente americano, el primero.
ASFÁLTICA 73 5
Principales productores de emulsiones asfálticas
Producción total en el mundo de 8 millones de toneladas
U.S.A. China Francia México India Rusia Brasil Canada Reino Unido Japón Otros
1.
Teniendo en cuenta lo anterior, es necesario entender ciertos principios teóricos para incrementar el uso de las emulsiones asfálticas en nuestro país y en el mundo, tales como el mecanismo de rompimiento de una emulsión asfáltica.
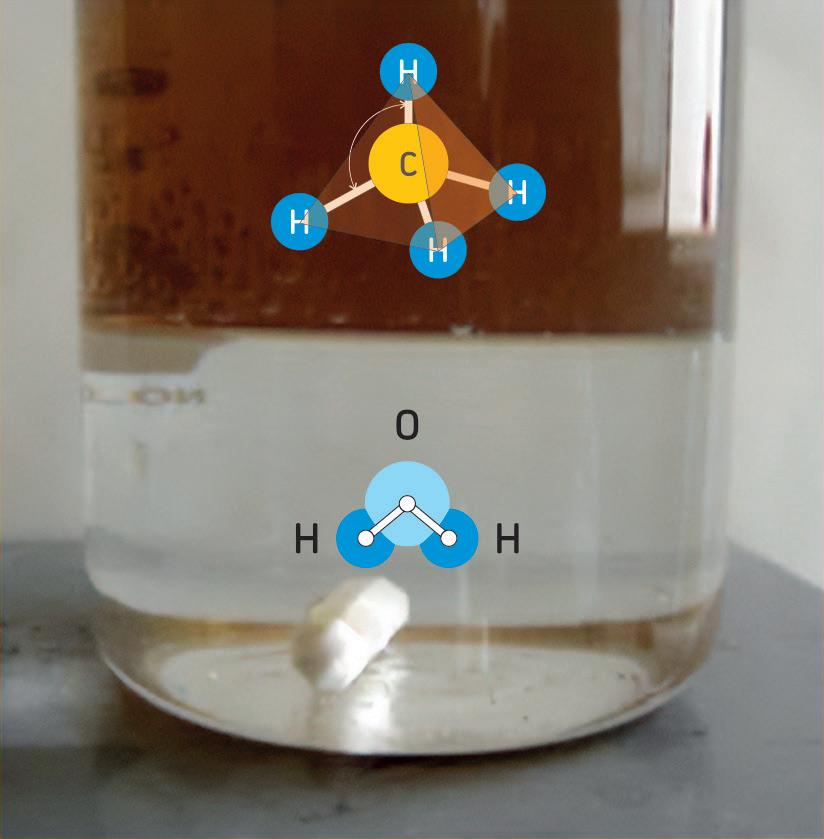
Una emulsión es una dispersión en forma de partículas muy finas de un líquido en otro líquido en el que no es soluble. Como sabemos, el agua y el asfalto (betún) no son solubles entre sí. Por ejemplo, cuando vertimos gasolina y agua en un vaso, observamos claramente la separación de los materiales, y esto se debe a su composición química.
La gasolina y el asfalto son productos compuestos esencialmente por átomos de carbono e hidrógeno que se unen mediante enlaces covalentes, es decir, compartiendo sus electrones, ya que el átomo de carbono cuenta, en su último orbital, con cuatro electrones, y requiere otros cuatro para quedar estable, que obtiene de su mejor compañero, el hidrógeno, pues le presta el electrón que tiene en su único orbital. Posteriormente, el carbono le presta al hidrógeno su electrón para que, por momentos, este cuente con dos electrones en su único orbital y permanezca estable. En cambio, para la molécula del agua, formada por dos átomos de hidrógeno y uno de oxígeno, la forma de intercambiar electrones es muy diferente, dado que el oxígeno, al tener seis electrones en su último orbital, le roba a cada hidrógeno su electrón para quedarse estable con sus ocho electrones, y, por lo tanto, el oxígeno queda cargado negativamente por la falta de esos dos electrones, mientras que el hidrógeno queda cargado positivamente por perder su electrón. Es decir, en la molécula del agua, los átomos se unen por atracción electrostática, de modo que forman enlaces iónicos (Figura 2).
ENERO-MARZO 2023 6
21.6% 13.9% 8.5% 6.2%
4.6% 4.6% 2.5% 1.6% 1.5% 29%
Figura
Datos de producción de emulsiones asfálticas de diferentes países proporcionados por la IBEF.
5.9%
Figura 2. El agua y la gasolina son dos líquidos no miscibles entre sí debido a la forma en que se unen sus átomos.
Para poder mezclar los compuestos unidos por enlaces covalentes (compuestos orgánicos) con los unidos por enlaces iónicos (compuestos inorgánicos) es necesario agregar una energía mecánica para dispersar uno en el otro en forma de pequeñas gotas. Para mantener esta dispersión al dejar de aplicar la energía mecánica, se debe añadir una molécula especial que consta de una parte formada con átomos unidos por enlaces covalentes, es decir, sin carga eléctrica, y otra formada por átomos unidos por enlaces iónicos, es decir, con carga eléctrica. Si esta
es positiva, la molécula recibe el nombre de emulsificante catiónico, pero si es negativa, se le denomina emulsificante aniónico (jabones y detergentes utilizados en nuestros hogares). En la Figura 3 se muestra la forma de estas moléculas.
El emulsificante actúa al depositarse alrededor de la gota de grasa (asfalto, aceite, gasolina) por medio de su parte unida por enlaces covalentes, y la parte que tiene los enlaces iónicos (con carga) queda en contacto con el agua, de modo que le transfiere su carga al glóbulo, quedando todos con la misma carga (positiva o negativa). Esto ocasiona una repulsión, por lo que se mantiene una dispersión estable. A este proceso se le conoce con el nombre de emulsificación. Si la carga del glóbulo es negativa, se forma una emulsión aniónica, y su emulsificante se activa con una base fuerte que generalmente es el hidróxido de sodio (NaOH). Si la carga del glóbulo es positiva, entonces se forma una emulsión catiónica, y su emulsificante se activa con un ácido fuerte que generalmente es el clorhídrico (HCl). La Figura 4 muestra lo anterior. En las Figuras 4 y 5 se muestra una ampliación del tamaño de la molécula del emulsificante, dado que, en la realidad, sería mucho más pequeña. En términos de
Figura 3. Representación de la molécula del emulsificante.
ASFÁLTICA 73 7
molécula de agua 109.5° I H C H H C H H C H H C H H C H H C H H C H H C H H C H H C H H C H H C H H C H H C H H C H H C aminas grasas - + CL Nh3 + emulsificante catiónico H C3 CH2 CH2 CH2 CH2 CH2 CH2 CH2 C +O’Na O jabones y detergentesemulsificante aniónico parte apolar
proporción, el glóbulo de grasa (asfalto, gasolina, etc.) sería del tamaño de nuestro planeta, que tiene un diámetro de 12 700 kilómetros, y el tamaño de la molécula del emulsificante tan solo mediría 12 kilómetros.

Al aplicar lo anterior a las emulsiones asfálticas, decimos que esta es la dispersión homogénea del asfalto en agua, en forma de pequeños glóbulos rodeados de un emulsificante que les confiere estabilidad y carga, con lo que se forma una emulsión catiónica (si la carga es positiva) y una emulsión aniónica (si la carga es negativa). La dispersión de los glóbulos de asfalto la proporciona un molino coloidal, y mientras mayor sea su esfuerzo cortante, más pequeño y uniforme será el tamaño de la partícula, como se muestra en la Figura 5.

Debido a que la emulsión asfáltica cuenta con una viscosidad muy baja, podemos manejarla a una temperatura de entre 10 y 70 °C, para utilizarla en muchas aplicaciones en la
5.
ENERO-MARZO 2023 8
+ - Hidróxido
Ácido
H+ClEmulsiones catiónicas Emulsiones aniónicas +Na Na +Na +Na +Na +Na Na +Na +Na Na +Na +Na +Na +Na Na + + + + + + + + + + + + + + + + -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI - +-------- + + + + + + + + + + + + + + + + + + + + + Emulsión asfáltica catiónica 10 °C - 70 °C asfalto 135-140 °C emulsión - 80 °C solución jabonosa 35-45 °C
Figura 4. Glóbulo de grasa (asfalto, gasolina, etc.) con la adición del emulsificante. Figura
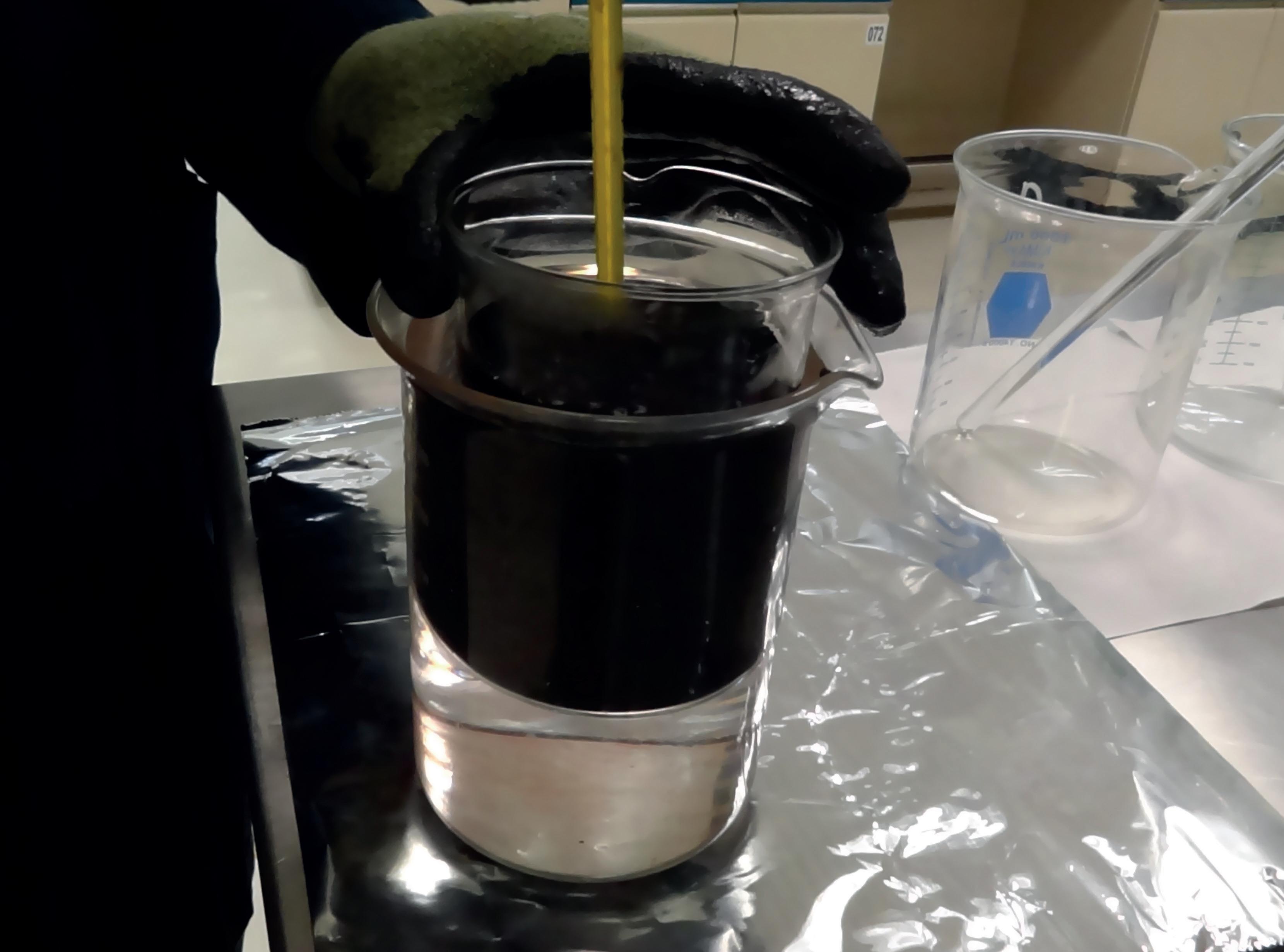
Fabricación de una emulsión asfáltica.
de sodio Na OH
clorhídrico
construcción de pavimientos flexibles, como es el caso de los riegos de sello con gravilla, microaglomerados o mezclas densas. Esto nos da una gran ventaja de ahorro de energía respecto al manejo del asfalto sin emulsionar.
En las aplicaciones en caliente, es necesario calentar el asfalto para lograr viscosidades bajas, así como calentar el material pétreo, pero existe la ventaja de que, una vez realizada la mezcla con el agregado, esta se enfría rápidamente y logra una alta resistencia, mientras que en la emulsión se necesita un proceso de reacción química con el agregado para lograr esta resistencia; en el control del mismo radica en el éxito de las emulsiones asfálticas. A esta reacción química, que ocurre al entrar en contacto con el agregado, se le conoce como mecanismo de rompimiento de emulsión asfáltica.
Antes de comenzar a explicar este mecanismo, es pertinente explicar de forma general el proceso de fabricación de una emulsión. La producción de una emulsión requiere, por lo menos, dos tanques, uno que contiene el asfalto a altas temperaturas para que esté líquido, y otro para preparar la solución jabonosa, que consta de agua más la adición del emulsificante, aniónico aditivado con una base fuerte o catiónico aditivado con un ácido fuerte, que generalmente es clorhídrico. Un emulsificante catiónico consta de una parte con enlaces covalentes que, generalmente, está conformada por una cadena de 18 átomos de carbono, y cuya parte de enlaces polares la integran uno o varios átomos de nitrógeno (a este emulsificante se le conoce como amina grasa), que absorberán el átomo de hidrógeno del ácido clorhídrico, pues el cloro, al ser como el oxígeno, muy electronegativo, le roba el electrón al hidrógeno y este queda muy inestable, sin electrones. Sin embargo, como al nitrógeno le sobra un par electrónico, el hidrógeno se une y le da la carga positiva, por lo que existe una cantidad de ácido estequiométrico para reaccionar con este nitrógeno; el resto del ácido que no reacciona se disocia en el agua como ion hidrógeno con carga positiva sin electrones, y en ion cloro con carga negativa. Este último se adiciona hasta obtener el pH con el que se fabrica la emulsión, y que generalmente es menor a 3.0.
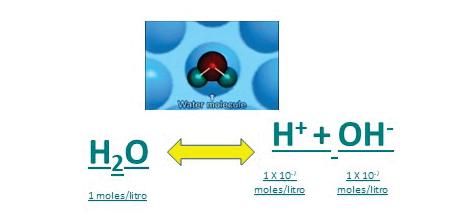
El pH es el potencial de la concentración de iones hidrógeno y juega un papel muy importante en el mecanismo de rompimiento de la emulsión asfáltica, por lo que se tratará de explicar a partir de la molécula del agua. Esta molécula está formada por dos átomos de hidrógeno y uno de oxígeno, que tiene una carga negativa por el robo de los electrones del hidrógeno, que queda, a su vez, cargado
ASFÁLTICA 73 9
positivamente por perder su electrón. Entonces, los átomos de la molécula del agua están unidos por esta diferencia de cargas, pero una muy pequeña cantidad del átomo de hidrógeno se rebela y no quiere estar unida al oxígeno, por lo que se separa de este sin su electrón (carga negativa), y queda cargado positivamente. Esta concentración es de tan solo 1X10-7 moles/litro, y sabemos que un mol de hidrógeno pesa un gramo, por lo que, en un litro de agua, tendremos una concentración de 1X10-7 gramos, como se observa en la Figura 6
+ -
H 0
2 1 moles/litro
H +0H
-71×10 moles/litro -71×10 moles/litro
Figura 6. En un litro de agua tenemos tan solo 1X10-7 moles (gramos) de ión hidrógeno.
Para entender más claramente esta concentración de iones hidrógeno tan pequeña (tan solo 1X10-7 moles/litro), es necesario potencializarla con una fórmula matemática para obtener un número arábigo, y definir el pH como el negativo del logaritmo decimal de la concentración de iones hidrógeno. Entonces, esta concentración de 1X10-7 moles/litro se convierte en 7, porque -Log10 (7) es igual a 1X10-7, y ahora el agua pura tiene un pH de 7.0.
Muchos productos tienen diferentes pH, por ejemplo, la mayoría de los refrescos tienen un pH de 2, y esto significa que la concentración real de iones hidrógeno es de 1X10-2 moles/litro, dado que “-Log10 (2) es igual a 1X10-2 ”. No obstante, para la mayoría de la gente es más fácil entender el número 2, y significa que este refresco tiene una concentración de iones hidrógeno mucho mayor que el agua pura, lo cual se consigue porque a este producto se le adiciona un ácido cuya molécula libera concentración de iones hidrógeno. El ácido clorhídrico es el más utilizado en la fabricación de las emulsiones asfálticas, dado que este se ioniza totalmente en el agua, es decir, si adicionamos 36.5 gramos de ácido clorhídrico puro en agua (cabe aclarar que este ácido es un gas y se encuentra disuelto en el
ENERO-MARZO 2023 10
agua en una concentración usual del 29%), obtendremos un gramo de concentración de ion hidrógeno, y con este dato determinamos que si queremos tener un pH de dos en un litro de agua, entonces tendríamos que agregar 0.365 gramos de este ácido, pero como comercialmente tiene una concentración de 29%, más bien agregaríamos 1.259 gramos.
En la Figura 7 se esquematiza lo anterior.
Efecto de los ácidos en el pH
pH Pontencial de concentración de iones de hidrógeno
de estar registrado en el certificado de control del calidad del emulsificante), comienza a aumentar la concentración de iones hidrógeno en el agua hasta 1X10-2 moles/litro, con lo que se obtiene el pH de 2.
Una vez ajustado el pH, se puede fabricar la emulsión al mezclar el asfalto (se recomienda una temperatura a la cual este asfalto tenga una viscosidad de 200 centipoises) con la solución jabonosa (se recomienda una temperatura entre 35 y 45 °C).
pH
Pontencial de concentración de iones de hidrógeno
7.0
+pH=-Log(H ) +Antilog(-pH)=(H ) -2Antilog(-2)=1×10 mol/lt Los ácidos disminuyen el pH desde 7 hasta 0 asfalto 135-140 °C
Figura 7. La adición del ácido clorhídrico a el agua disminuye el pH debido al aumento de la concentración de iones Hidrógeno.
- - R ------ NH H CI RNH CI 2 + = pH = 2 pH = 2 R ------ NH -CI +H +H -CI -CI -CI +H +
H O
2
+ -
En la fabricación de la emulsión, la solución jabonosa se prepara adicionado el emulsificante en el agua, y después se le adiciona el suficiente ácido clorhídrico para conseguir un pH de 2. En la Figura 8 se representa la molécula del emulsificante tipo amina grasa, que consta de una parte afín al asfalto (cadena de 18 átomos de carbono) y otra parte afín al agua (átomo de nitrógeno). Al adicionar el ácido, se observa que sus iones hidrógeno reaccionan con el nitrógeno del emulsificante y no hay iones hidrógeno para aumentar su concentración en el agua, y por lo tanto, el pH está por encima de 7. Pero cuando el ion hidrógeno termina de reaccionar con todo el nitrógeno (esta cantidad de ácido se conoce como la cantidad estequiométrica y se refleja en el parámetro denominado índice de amina total, que debe
Figura 8. Preparación de la solución jabonosa para hacer una emulsión asfáltica catiónica.
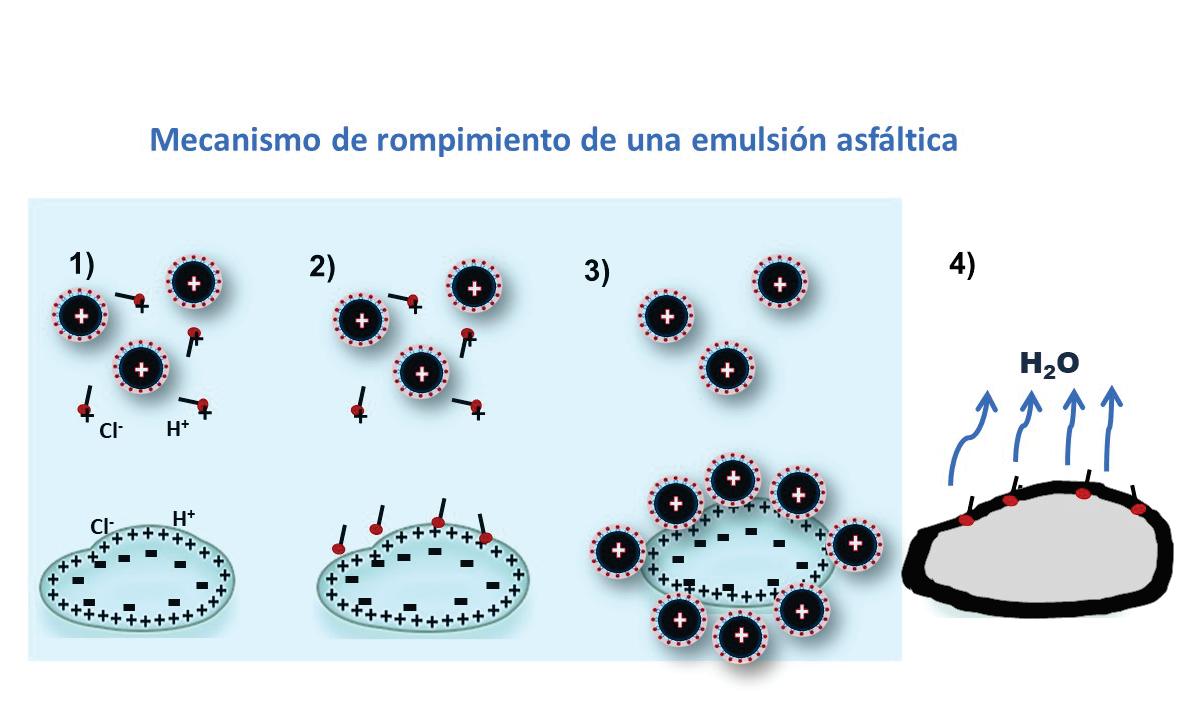
Con base en lo antes mencionado, ahora estamos listos para entender el mecanismo de rompimiento de una emulsión asfáltica catiónica al estar en contacto con el agregado. Este mecanismo consta de cuatro etapas, tal como lo muestra la Figura 9
pH
Los
ASFÁLTICA 73 11
H O2
+ -7 (H )=0.0000001 mol/lt=1×10 mol/lt=pH de
+ - H +OH H CI + - H +CI 36.5 g/mol 1 g/mol 35.5 g/mol ��� ��� ��� ��� ��� ���
+
+pH=-Log(H ) +Antilog(-pH)=(H ) -2Antilog(-2)=1×10 mol/lt Los ácidos disminuyen el pH desde 7 hasta 0 � � � � � � � � � �� � ��� ��� ��� ��� ��� ��� ��� ��� ��� ���
Activación del emulsificante con ácido clorhídrico
Pont de iones pH=-Log(H Antil Antilog(-2)=1×10
ácidos el pH
-7 (H )=0.0000001 mol/lt=1×10 mol/lt=pH de 7.0
H +OH H CI + - H +CI 36.5 g/mol 1 g/mol 35.5 g/mol +pH=-Log(H ) +(H )=concentración de iones hidrógrno moles/l +Antilog(-pH)=(H ) -2Antilog(-2)=1×10 mol/l Curva de neutralización del emulsificante volumen de HCI (l/ton emulsión)
+ + + + + + + + + + + + + + + + -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI -CI +
pH
Figura 9. Mecanismo de rompimiento de una emulsión asfáltica catiónica al estar en contacto con el agregado.
En la etapa uno, la emulsión tiene contacto con el agregado previamente humectado, y lo primero que ocurre es que el átomo de hidrógeno con carga positiva y el átomo de cloro con carga positiva son atraídos por la carga eléctrica del agregado, que puede ser positiva, si es un material netamente calizo, o negativa, si es un material netamente silicoso, aunque la mayoría de los materiales son mezclas de calizos y silicosos. Esta atracción origina una disminución de la carga del agregado para atraer las demás sustancias, y por esta razón, cuando se disminuye el pH de la emulsión, esta se hace más lenta, es decir, nos permite más tiempo de mezclado. Además, esto permite entender que la adición del sulfato de aluminio en el agua de humectación del agregado aumenta el tiempo de mezclado de la emulsión en la aplicación del microaglomerado, ya que el ion sulfato con carga negativa y el ion aluminio con carga positiva son atraídos por el agregado y disminuyen su carga positiva.
En la etapa dos, el emulsificante libre (el que no se encuentra alrededor de glóbulos de asfalto, aproximadamente 0.2% de emulsificante cubre toda la superficie de estos) con carga positiva es atraído por la carga eléctrica negativa del agregado, y así se entiende que, a mayor cantidad de emulsificante, mayor tiempo de mezclado de la emulsión con el agregado. El emulsificante libre reduce la carga eléctrica del agregado.
ENERO-MARZO 2023 12 -CI +H -CI +H
[ 4 ] [ 3 ] [ 2 ] [ 1 ] H2O
Mecanismo de rompimiento de una emulsión asfáltica
En la etapa tres, los glóbulos de asfalto cargados positivamente son atraídos por la carga eléctrica negativa del agregado. Mientras más carga eléctrica positiva tenga el glóbulo de asfalto, más rápido será atraído por el agregado. Esta carga eléctrica del glóbulo se debe a la composición química del emulsificante, mientras más potencial Z tenga el emulsificante, este proporcionará mayor carga eléctrica positiva.
En la etapa cuatro, el emulsificante catiónico tipo amina grasa reacciona con el agregado y forma silicato de amina, en el caso de un agregado silicoso, y carbonato de amina, en caso de un agregado calizo, lo que proporciona la propiedad de adhesividad, que es la capacidad del asfalto de quedar fijo en el agregado, así como adhesión, que se define como la formación de un puente químico existente entre el asfalto y el agregado. En la Figura 10 se ilustra esta reacción química, que es el inicio del rompimiento de la emulsión. La consistencia final de la mezcla se logra después de la evaporación total del agua.
Mecanismo de rompimiento de una emulsión asfáltica asfalto 135-140 °C CaCO3 agregado calizo CaCl2 soluble + → NH3
asfalto agregado
asfalto agregado
tensoactivo
+ + + +
+ SiO4 agregado silicoso HCl soluble + → NH3
R + = NH CO 3 3
+ + + +
R +
R +
+ + ≡ NH SiO 3 4
Figura 10. Formación del puente químico generado por la reacción del emulsificante con el agregado.
R insoluble
Este mecanismo de rompimiento puede utilizarse en cualquier aplicación de las emulsiones asfálticas catiónicas en contacto con cualquier agregado.
BIBLIOGRAFÍA
[1] https://www.ibef.net/es/emulsions-3/figuras-clave/ [2] Emulsiones Asfálticas. SFERB (Federación de Productores de Emulsiones Asfálticas para Caminos). ISBN: 978-607-8134-00-7.
[3] Emulsiones Asfálticas. Manual Básico de Emulsiones Asfálticas. Asphalt Institute. [4] Química General Superior, Masterton Slowinski Stanitski. ISBN: 9788476053690
[5] Moisture Sensitivity. Asphalt Institute. ISBN:1-93-4154-00-8.
ASFÁLTICA 73 13
COMITÉ MATERIALES ASFÁLTICOS
Conscientes de la importancia de la educación y el entrenamiento como factores de éxito para la correcta aplicación de materiales asfálticos, el Comité trabaja en el desarrollo de un curso introductorio a los materiales asfálticos utilizados en caliente, a las emulsiones asfálticas y a las mezclas templadas y tibias. El objetivo de estos cursos introductorios es establecer los conceptos teóricos básicos para posteriormente desarrollar cursos de nivel intermedio que incluyan las aplicaciones de los materiales asfálticos.
Otro de los grandes retos que tenemos es proveer guías en la correcta aplicación y construcciones de capas asfálticas, en este sentido actualmente trabajamos en la guía de buenas prácticas para la aplicación del sistema cape-seal y en la estabilización de bases con emulsión asfáltica en frío en el lugar.
En paralelo se desarrollan otras actividades relacionadas con el plan estratégico del comité que serán mencionadas en publicaciones posteriores.
ENERO-MARZO 2023 14
ANÁLISIS DE LA INCORPORACIÓN DE ADITIVO REJUVENECEDOR EN UNA MEZCLA ASFÁLTICA CON RAP MEDIANTE ENSAYOS MECÁNICOS
COMITÉ MATERIALES RECICLADOS
Pedro Limón
Eymard Ávila Vázquez
Guillermo Alfredo Flores Cuevas
Sergio Nicolás Rodríguez Navarro
Rodolfo Villalobos Dávila
César Martín López Vázquez
Leonardo Ambrosio Ochoa Ambriz
Luis Enrique Ramírez Soto
Sergio Serment Moreno
Jossue Torres Sotelo
Carlos Humberto Fonseca Rodríguez
Alfonso Díaz Pichardo
1 INTRODUCCIÓN
El uso del pavimento asfáltico reciclado, RAP (Reclaimed Asphalt Pavement, por sus siglas en inglés), representa una alternativa para mitigar el impacto ambiental y económico que se ha presentado a lo largo de los años, debido al empleo y fabricación constante de mezclas calientes con ligantes y agregados vírgenes. La razón por la cual se ha buscado su reutilización en la fabricación de mezclas asfálticas es porque contiene ligantes asfálticos y agregados que pueden ser útiles [1]. Sin embargo, la fabricación de una mezcla asfáltica que brinde resultados satisfactorios en las pruebas de desempeño puede ser una tarea complicada, ya que intervienen diversos factores como la condición y el porcentaje a utilizar de RAP, la temperatura y el tiempo en el que se elaboró, sin mencionar si se añadió o no algún aditivo rejuvenecedor [2]. Frente a esta necesidad, se han estudiado variables relacionadas con cantidades del material reciclado, temperaturas de preparación de la mezcla e incorporación de aditivos para un mejor rendimiento en las pruebas de fatiga y deformación permanente. Si bien a finales de los 90 se desarrollaron ciertas directrices provisionales para el uso de asfalto recuperado en el método de mezclas Superpave con porcentajes bajos [1], aún no se ha establecido un parámetro oficial para la creación efectiva de mezclas asfálticas en caliente (HMA, por sus siglas en inglés) por el método Superpave con aditivo rejuvenecedor y un alto contenido de RAP (mayor a 25%).
ASFÁLTICA 73 15
Jossue Torres Sotelo, jtorres@apcl.mx Asphalt Pavement and Construction Laboratories, Ixtlahuacán de los Membrillos, México,
Pedro Limón Covarrubias, pedro.limon@academicos.udg.mx
Diana Guadalupe Núñez Rios, diana.nunez5607@alumnos.udg.mx
Daniela Nolasco García, daniela.nolasco5088@alumnos.udg.mx
José Roberto Galaviz Gozález, jose.galaviz2401@academicos.udg.mx Universidad de Guadalajara, Guadalajara, México.
Rey Omar Adame Hernández
Covarrubias
Por esta razón, en la presente investigación se pretende evaluar el comportamiento de las mezclas asfálticas cuando se les incorpora aditivo rejuvenecedor directamente en el RAP y cuando éste se añade directamente en el asfalto modificado, además de analizar la respuesta en la variación de las temperaturas (a temperatura ambiente, 80 °C, 165 °C) del material reciclado durante la elaboración de los especímenes. Ensayando cada mezcla con la rueda cargada de Hamburgo (HWTT), la prueba semicircular bending (SCB), así como la obtención del índice de flexibilidad (FI), concluyendo con un diseño balanceado para determinar su serviciabilidad.
2 MÉTODO
Para cumplir con el objetivo de esta investigación, se realizaron un total de 36 mezclas asfálticas fabricadas con RAP. De este total, la mitad de las muestras fue elaborada con un aditivo rejuvenecedor en el asfalto, mientras que al resto se le añadió el aditivo directamente en el RAP. Además, se manejaron distintas temperaturas de incorporación del RAP al agregado, que fueron a temperatura ambiente, 80 °C, 165 °C, con lo cual se obtuvo un total de seis pastillas por cada temperatura de cada 18 pastillas.
2.1 Modificación de asfalto
El proceso de modificación de asfalto se llevó de acuerdo con estos trabajos de investigación: “Diseño de una mezcla asfáltica de alto desempeño utilizando materiales de pavimento asfáltico recuperado (RAP)” [3] e “Influencia de la compactación en el desempeño mecánico de mezclas asfálticas en caliente elaboradas con pavimento asfáltico recuperado (RAP)” [4]
Para la modificación se trabajó con un asfalto PG 64-22, al cual se agregó un polímero estireno-butadieno-estireno (SBS, por sus siglas en inglés), azufre, y ácido polifosfórico (PPA). Las proporciones de estos aditivos se calcularon de acuerdo con los porcentajes recomendados. Una vez concluido, al asfalto modificado se le realizó un análisis reológico para asegurar que el grado de desempeño fuera PG 76-22.
2.2
Obtención del porcentaje óptimo de aditivo rejuvenecedor
Para este procedimiento, del asfalto modificado se tomaron varias muestras y se aditivaron con diferentes porcentajes de rejuvenecedor. A cada una se le realizó un análisis reológico para determinar la temperatura de falla, y así calcular el porcentaje óptimo de rejuvenecedor.
ENERO-MARZO 2023 16
2.3 Fabricación de especímenes
El diseño para la elaboración de las mezclas asfálticas se llevó a cabo con base en el manual del Asphalt Institute, Asphalt Mix Design Methods [5], y la calidad de los materiales pétreos fue conforme al protocolo AMAAC [6]. En cuanto a la elaboración de las mezclas, se utilizó el método Superpave.
2.3.1 Mezcla con aditivo en asfalto y compactación
En esta investigación se preparó una mezcla con un 30% de pavimento asfáltico reciclado y un 70% de agregado pétreo. Tanto el agregado como el RAP fueron previamente estudiados y usados en la investigación “Influencia de la compactación en el desempeño mecánico de mezclas asfálticas en caliente elaboradas con pavimento asfáltico recuperado (RAP)”. [4]
Para iniciar la elaboración de las probetas, primero se colocó el agregado pétreo y el RAP en charolas separadas para, posteriormente, calentarlos en el horno. El agregado se calentó a 165 °C, y el RAP, a 80 °C,165 °C o se dejó a temperatura ambiente, según la mezcla correspondiente.
Después de esto, se inició el ciclo de mezclado automático por tres minutos. Finalmente, se introdujo la charola al horno para el curado a una temperatura de 165 °C.
En cuanto a la compactación, el procedimiento se ejecutó conforme a las especificaciones de la norma AASHTO T312 [7]. Para nuestro caso, se utilizó un molde con 150 mm de diámetro y se configuró el compactador giratorio a 100 giros.
2.3.2 Mezcla con aditivo en RAP y compactación
Del mismo modo que con las mezclas de asfalto aditivado, se calentaron los materiales para la elaboración de la mezcla. Cuando transcurrió el tiempo necesario, se sacó la charola que contenía el RAP, se le añadió el porcentaje de rejuvenecedor óptimo y se mezcló manualmente hasta la homogenización. Después, la charola con el material se volvió a meter al horno a manera de ambientación.
Los siguientes pasos del procedimiento de mezcla y compactación fueron los mismos que se describieron en el apartado anterior (mezcla con aditivo en el asfalto y compactación).
2.4 Ensayo de especímenes
2.4.1 Ensayo semicircular bending (SCB)
El objetivo del ensayo semicircular bending es obtener la energía de fractura de la mezcla asfáltica, además de que los datos que arroja la prueba pueden servir para calcular el índice de flexibilidad. La preparación de los especímenes se llevó a cabo según la norma AASHTO TP124-16. [8]
Las probetas que se elaboraron en el compactador giratorio se obtuvieron con un diámetro de 150 ± 1 mm, mientras que el espesor de la pastilla fue de 50 ± 1 mm. Después, se marcaron y cortaron a la mitad para conseguir una forma semicircular. A cada mitad se le hizo una ranura en medio del espécimen con una profundidad de 15 ± 1 mm y un ancho de 1.5 ± 0.1 mm.
ASFÁLTICA 73 17
Antes de iniciar el montaje, se acondicionó la pastilla a la temperatura del ensayo, que, en este caso, fue de 25 °C, nos aseguramos de colocar correctamente la probeta y dimos inicio al ensayo.
El ensayo SCB obtiene la energía de fractura mediante la aplicación de carga a lo largo del radio de la probeta con una velocidad constante de 50 mm/min, haciendo llegar el espécimen a la falla. Al final del ensayo, se obtiene un registro de las cargas que se aplicaron y de cuánto fue el desplazamiento para cada una. Con esos datos de cargas y desplazamientos se realiza una curva como la de la Figura 1, donde el eje de las abscisas refleja el desplazamiento en mm, y el eje de las ordenadas, la carga en KN.
Carga pico
Pendiente en el punto de inflexión (m) Car ga, P ∆R 0
Trabajo de fractura (Wf )
Desplazamiento, U
La energía de fractura se calculó dividiendo el trabajo de fractura, que es el área bajo la curva que se generó, entre el área que se obtuvo de la geometría de la pastilla por donde se propaga la fractura (calculada con la longitud tomada desde la ranura hasta la parte curva de la pastilla, multiplicada por el espesor del espécimen). Las siguientes ecuaciones extraídas de la norma (1) y (2) expresan el cálculo del trabajo de fractura y la energía de fractura, respectivamente. [8]
Donde ufinal es el desplazamiento en la carga de corte de 0,1 kN en mm y,
Figura 1. Curva carga-desplazamiento [4]. (1) (2)
Donde Gf es la energía de fractura en J/m2, Wf es el trabajo de fractura en J, Arealig es el área del ligamento en mm2
ENERO-MARZO 2023 18
��������0
������������������������������������������������ ��������0
���������������� = � ��������1(��������)����������������
0 + � ��������2(��������)����������������
��������������������������������
���������������� = ����������������
������������������������ ��������106
2.4.2
Índice de flexibilidad
El índice de flexibilidad es un parámetro con resultados coherentes que reflejan la fragilidad del material, que puede observarse fácilmente tanto en la curva carga-desplazamiento como en el aumento de la velocidad de propagación de las grietas. [9]
El ensayo de índice de flexibilidad, de igual manera, se ejecutó conforme a la norma AASHTO TP124-16 [8]. Para esta investigación se optó por usar el software creado por la Universidad de Illinois en Urbana-Champaign (I-FIT), en el cual se vaciaron los datos de la geometría de la pastilla analizada en el ensayo SCB, las propiedades de la mezcla y el registro de los datos de carga y desplazamiento que, de igual manera, nos los proporciona el ensayo semicircular bending [10]
2.4.3
Rueda cargada de Hamburgo
El propósito principal del ensayo de la rueda cargada de Hamburgo es medir la deformación permanente que sufre una mezcla asfáltica e identificar qué tan susceptible es la muestra a la humedad.
Tanto la preparación de las muestras, como los pasos de la realización del ensayo se basaron en AASHTO T324. [11]
Para esta investigación se configuró una temperatura de ensayo de 50 °C, en la deformación máxima se propuso 30 mm, y para el número de ciclos se establecieron 20 mil. Enseguida se dio inicio a la prueba. El ensayo finalizó al alcanzar el número de ciclos antes seleccionado.
2.4.4 Diseño balanceado de mezclas asfálticas
Para determinar el diseño balanceado de mezclas asfálticas (BDM, por sus siglas en inglés), se utilizaron mezclas diseñadas en laboratorio para establecer parámetros del índice de flexibilidad (FI) para mezclas asfálticas de alto rendimiento, y definir si eran aceptables o inaceptables. [9]
Por lo tanto, en este último proceso de la metodología, se elaboró una gráfica de desempeño que relaciona los resultados de los ensayos de potencial de agrietamiento con los de susceptibilidad a la deformación permanente.
La gráfica de la Figura 2 se divide en cuatro cuadrantes, en los cuales se identifica qué características tiene la mezcla asfáltica analizada y si puede o no ofrecer una adecuada serviciabilidad.
ASFÁLTICA 73 19
índic e de flexibilida d
12
QII flexible y blando
10
8
6
4
QII rígido y frágil 2
QIV blando e inestable
QI rígido y flexible 2.5 5 7.5 10 12.5 15 17.5 20 2 .5 25 0
profundidad de rodera (mm) @20,000 pasadas
Figura 2. Gráfica para evaluar las características de las mezclas asfálticas [4].
A continuación, se describe cada uno de los cuadrantes de la siguiente manera [9]:
• Rígido y flexible: Mezclas con bajo potencial de agrietamiento (flexibles) y buena resistencia a las roderas (rígidas).
• Blando y flexible: Mezclas con suficiente resistencia al agrietamiento (flexibles) pero con alto potencial de ahuecamiento (blandas).
• Rígido y frágil: Baja resistencia al agrietamiento (frágil) y alta resistencia al ahuellamiento (rígido).
• Blando e inestable: Resistencia al agrietamiento y a la formación de roderas extremadamente baja con insuficiente capacidad de carga a todas las temperaturas.
3 RESULTADOS Y DISCUSIÓN DE LAS PRUEBAS DE DESEMPEÑO
3.1 Modificación de asfalto y porcentaje óptimo de aditivo rejuvenecedor
A continuación, se muestra la Tabla 1, donde se observan los resultados del grado de desempeño dadas por el análisis reológico.
El asfalto base que nos sirvió para elaborar las mezclas con el aditivo añadido directamente en el RAP fue aquel con un grado PG76-22, mientras que el otro se aditivó con el porcentaje óptimo de rejuvenecedor.
Tabla 1. Resultados de los análisis reológicos de los asfaltos.
Asfalto Grado PG
Asfalto sin aditivo 76-22
Asfalto aditivado 58-22
ENERO-MARZO 2023 20
14 16
ompimiento de una emulsión asfáltica asfalto
3.2
Ensayo semicircular bending (SCB)
Mediante el ensayo SCB se obtuvieron datos de la carga aplicada a la probeta y el desplazamiento debido a esta. Con esta información y la geometría de la probeta se calculó la energía de fractura.
Este ensayo es relevante porque una de las mayores preocupaciones que surgen al trabajar con el RAP es cómo actuará el pavimento asfáltico reciclado, pues se trata de material ya envejecido y más susceptible a fracturarse.
Como se puede analizar en la Figura 3, las mezclas que tuvieron el aditivo rejuvenecedor directo en el RAP (RAP.ADI) obtuvieron una energía de fractura más alta, y representan un mejor comportamiento contra el agrietamiento.
Dentro de esta categoría de RAP.ADI, la mezcla que se manejó a temperatura ambiente del RAP fue la que tuvo la energía de fractura promedio más alta, con un resultado de 1249.53 J/m2, como se muestra en la Tabla 2.
Tabla 2. Resultados de energía de fractura del RAP aditivado con el ensayo SCB. Mezcla
Energía de fractura promedio (J/m2)
ASF.ADI -RAP ambiente 591.63
ASF.ADI -RAP 80° 843.30
ASF.ADI -RAP 165° 616.24
RAP.ADI -RAP ambiente 1249.53
RAP.ADI -RAP 80° 991.68
RAP.ADI -RAP 165° 1153.91
Comparativa de energía de fractura mediante ensayo SCB
ASF.ADI RAP.ADI
ener gía de fractura (J/m2)
temperatura del RAP
Figura 3. Gráfica comparativa de la energía de fractura en diferentes especímenes mediante ensayo SCB.
ASFÁLTICA 73 21
80° 165° ambiente
200 400 600 800 1000 1200 1400
0
3.3 Índice de flexibilidad (FI)
En cuanto al índice de flexibilidad, los resultados se obtuvieron con el software creado por la Universidad de Illinois en UrbanaChampaign (I-FIT).
En la Figura 4 se observa una gráfica comparativa donde es visible que los especímenes elaborados con el asfalto modificado y aditivado (ASF.ADI) tuvieron índices más altos, salvo en el caso de la temperatura del RAP a 165 °C, por lo que resultan ser mezclas más flexibles, es decir, menos propensas a fracturarse con facilidad. Sin embargo, entre las mezclas ASF.ADI, se puede observar una diferencia clara entre los resultados del índice, sobre todo a temperatura ambiente y a 165 °C. Por el contrario, las mezclas RAP. ADI, a pesar de resultar con índices bajos, se comportaron de una manera más uniforme (véase Tabla 3).
Tabla 3. Resultados del índice de flexibilidad.
Mezcla
FI Promedio
ASF.ADI -RAP ambiente 9.59
ASF.ADI -RAP 80° 8.98
ASF.ADI -RAP 165° 2.85
RAP.ADI -RAP ambiente 4.66
RAP.ADI -RAP 80° 4.32
RAP.ADI -RAP 165° 3.85
Comparativa de índice de flexibilidad (FI) ASF.ADI RAP.ADI
índic e de flexibilidad (FI) 80° 165° ambiente
temperatura del RAP
Figura 4. Gráfica comparativa de los índices de flexibilidad (FI) en diversos especímenes.
3.4 Rueda cargada de Hamburgo (HWTT)
En el caso de la deformación permanente dada por el ensayo de la rueda cargada de Hamburgo, las mezclas RAP.ADI dieron
ENERO-MARZO 2023 22
10
2 4 6 8
12 0
resultados bastante satisfactorios. La mezcla con temperatura del RAP a 165 °C fue la que tuvo menor deformación, como se observa en la Figura 5. Sin embargo, las mezclas ASF.ADI lograron obtener resultados más similares entre las diferentes temperaturas (véase Tabla 4).
Tabla 4. Resultados de la deformación permanente por medio de la rueda de Hamburgo.
Mezcla
Deformación promedio (mm)
ASF.ADI -RAP ambiente 13.29
ASF.ADI -RAP 80° 11.57
ASF.ADI -RAP 165° 11.56
RAP.ADI -RAP ambiente 10.12
RAP.ADI -RAP 80° 7.09
RAP.ADI -RAP 165° 3.93
12
10
14 0
8
6
Comparativa de deformación mediante la rueda de Hamburgo ASF.ADI RAP.ADI 2
def ormación (mm) 80° 165° ambiente
4
temperatura del RAP
Figura 5. Gráfica comparativa de deformaciones en diversos especímenes mediante la rueda cargada de Hamburgo.
3.5 Diseño balanceado de mezclas asfálticas
Como se observa en la Figura 6, en el primer cuadrante, donde la mezcla es rígida y flexible, cae la mezcla ASF.ADI a una temperatura del RAP a 80 °C, y se obtiene una mezcla con bajo potencial de agrietamiento y buena resistencia a las roderas, por lo que este fue el espécimen con mejor comportamiento.
La mezcla ASF.ADI a temperatura ambiente del RAP se encuentra en el segundo cuadrante, clasificado como blando y flexible, es decir, una mezcla con bajo potencial de agrietamiento, pero con susceptibilidad a la deformación.
Las demás mezclas se hallan en el tercer cuadrante, y manifiestan un comportamiento de baja resistencia al agrietamiento y una alta resistencia al ahuellamiento.
ASFÁLTICA 73 23
ASF.ADI RAP ambiente
ASF.ADI RAP 80°
ASF.ADI RAP 165°
RAP.ADI RAP ambiente
RAP.ADI RAP 80°
RAP.ADI RAP 165°
7.5 20
17.5 15 12.5 10 5 2.5
Profundidad de rodera (mm) @20,000 pasadas
Figura 6. Resultados del diseño balanceado de mezclas asfálticas.
3.6 Análisis de varianza (ANOVA)
De acuerdo con el análisis ANOVA, mostrado en las Tablas 5 y 6, la variable de forma de aditivar es la que tiene mayor impacto en los resultados de índice de flexibilidad y rueda cargada de Hamburgo.
Tabla 5. Análisis de varianza índice de flexibilidad (FI).
Origen de las variaciones Suma de cuadrados Grados de libertad Promedio de los cuadrados F Probabilidad Valor crítico para F
Forma de aditivar 30.7328 1 30.7328 10.8383 0.0064 4.7472 Temperatura de RAP 36.1558 2 18.0779 6.3754 0.0130 3.8853 Interacción 16.1354 2 8.0677 2.8452 0.0974 3.8853
Dentro del grupo 34.0269 12 2.8356 Total 117.0510 17
Tabla 6. Análisis de varianza rueda de Hamburgo.
Origen de las variaciones Suma de cuadrados Grados de libertad Promedio de los cuadrados F Probabilidad Valor crítico para F
Forma de aditivar 80.0833 1 80.08333 9.7796 0.0204 5.9874 Temperatura de RAP 30.1556 2 15.0778 1.8413 0.2380 5.1433 Interacción 11.6922 2 5.8461 0.7139 0.5271 5.1433 Dentro del grupo 49.1327 6 8.1888 Total 117.0638 11
4 CONCLUSIONES
1. Los resultados con mejor índice de flexibilidad se presentan cuando se aditiva el asfalto y el RAP se encuentra a temperatura ambiente o se incorpora a 80 °C.
ENERO-MARZO 2023 24
índic e de flexibilidad
8 10 14
12 16 18
2 4 6
0
0
2. Los resultados con mejor desempeño en rueda cargada de Hamburgo se presentan cuando se aditiva el RAP y este se incorpora a 80 y165 °C.
3. De acuerdo con el análisis de diseño balanceado propuesto por la universidad de Illinois, los resultados con mejor comportamiento, según el cuadrante en que se encuentren, se presentan cuando se aditiva el asfalto y el RAP se incorpora a temperatura ambiente o de 80 °C.
4. Con estos resultados se tiene la hipótesis de que el aditivo dosificado en el RAP no se integra adecuadamente y proporciona rigidez a la mezcla, que se refleja en bajos valores de índice de flexibilidad y de rueda cargada de Hamburgo.
5. Asimismo, se tiene la hipótesis de que el RAP debe incorporarse a temperatura ambiente (libre de humedad) para que presente un mejor desempeño específicamente en el agrietamiento. Por otro lado, incorporar el RAP a 80 °C presentó resultados satisfactorios.
6. De acuerdo con los análisis de ANOVA, la variable de forma de dosificar el aditivo fue la que presentó mayor impacto tanto en los resultados de índice de flexibilidad y rueda cargada de Hamburgo.
7. De acuerdo con la investigación realizada se recomienda dosificar el aditivo rejuvenecedor en el asfalto y que el RAP se incorpore a temperatura ambiente (libre de humedad).
8. Se recomienda realizar más ensayos con estas variables para tener resultados concluyentes y reforzar la certeza de lo obtenido en esta investigación.
5 REFERENCIAS
[1] Copeland, A. (2011, Abril 1). rosap. Repository & Open Science Access Portal. Recuperado el 20 de Abril de 2021, de The National Transportation Library’s Repository and Open Science Access Portal: https://rosap.ntl. bts.gov/view/dot/40918
[2] Gil Tolosa, G. (2020). Efecto de la temperatura del RAP (Reclaimed Asphalt Pavement) en las propiedades de las mezclas bituminosas recicladas.Trabajo de Final de Grado. (Primera ed.). Barcelona, España: Universitat Politècnica de Catalunya.
[3] Ramos Villanueva, O. F. (2017). Diseño De Una Mezcla Asfáltica De Alto Desempeño Utilizando Materiales De Pavimento Asfáltico Recuperado (RAP). Tesis de Maestria. (Primera ed.). Querétaro: Universidad Autónoma de Querétaro.
[4] Ochoa Ambriz, L. A. (2019). Influencia de la compactación en el desempeño mecánico de mezclas asfálticas en caliente elaboradas con pavimento asfáltico recuperado (RAP). Tesis de maestria (Primera ed.). Querétaro: Universidad Autónoma de Querétaro.
[5] Asphalt Institute. (2015). MS-2 Asphalt Mix Design Methods (Septima ed.). USA: Asphalt Institute.
[6] Asociación Mexicana del Asfalto, A. (2016). Protocolo AMAAC PA-MA 02/2016 (Segunda ed.). AMAAC.
[7] AASHTO T312. (2019). Standard Method for Preparing and Determining the Density of Hot Mix Asphalt (HMA) Specimens by Means of the Shrp Gyratory Compactor. Washington: American Association of state Highway and Transportation Officials. Recuperado el 21 de Abril de 2021, de https://www.in.gov/indot/div/mt/aashto/testmethods/aashto_t312.pdf
[8] AASHTO TP124-16. (2016). Standard Method of Test for Determining the Fracture Potential of Asphalt Mixtures Using Semicircular Bend Geometry (SCB) at Intermediate Temperature. Washington: American Association of State Highway and Transportation Officials.
[9] Al-Qadi, I. L., Ozer, H., Lambros, J., El Khatib, A., Singhvi, P., Khan, T., . . . Doll, B. (2015, Diciembre 15). IDEALS. Illinois Digital Environment for Access to Learning and Scholarship. Recuperado el 25 de Mayo de 2021, de https://www.ideals.illinois.edu/handle/2142/88680
[10] Illinois Center for Transportation. (2017). Illinois Center for Transportation. Recuperado el 23 de Febrero de 2021, de Illinois Center for Transportation: https://apps.ict.illinois. edu/software/
[11] AASHTO T324. (2019). Standard Method of Test for Hamburg Wheel-Track Testing of Compacted Asphalt Mixtures. Washington: American Association of state Highway and Transportation Officials.
ASFÁLTICA 73 25

ECONOMÍA CIRCULAR EN MEZCLAS ASFÁLTICAS EN CALIENTE A TRAVÉS DEL USO DE PLÁSTICO RECICLADO COMO ADITIVO
Ing. Luis Guillermo Loría Salazar, MSc, Phd Vicerrector de Investigación y Acción Social, Universidad Isaac Newton, Costa Rica lloria@uin.cr
COMITÉ CONSTRUCCIÓN Y MAQUINARIA
INTRODUCCIÓN
Uno de los mayores desastres ambientales de nuestro tiempo está constituido por el llamado “plástico trágico”, que el activista y emprendedor de tecnologías para el reciclado, Donald Thompsom, define como aquel plástico que, una vez ha sido utilizado, termina en un basurero, en un relleno sanitario o, peor aún, en carreteras, parques, campos, ríos, lagos, mares u océanos. Si bien es cierto hay muchas políticas públicas tendientes a reducir el uso del plástico, es inevitable que se siga utilizando. [1]
Al año se producen más de 300 millones de toneladas de plástico de diversos tipos que contaminan nuestros océanos y que tienen un efecto devastador sobre la vegetación, los animales y el ser humano. Actualmente, el 90% de los contaminantes del mar corresponde a desechos plásticos. Este material tarda cientos de años en descomponerse en el medio ambiente, por lo que se calcula que, para el 2050, el peso de los plásticos caídos en el mar superará el de los peces. Una tonelada de plásticos mezclados que van a un relleno sanitario tienen un factor de emisión de 213 842 kg CO2e. [1]
De acuerdo con Julian Kirchnerr, la economía circular es un sistema económico que se basa en modelos de negocio que reemplazan el concepto de fin de vida útil con los de reducción, reutilización, reciclaje y recuperación de materiales en los procesos de producción, distribución y consumo; opera a nivel micro (productos, empresas, consumidores), meso (parques ecoindustriales) y
27
ASFÁLTICA 73
José Ricardo Galvis Contreras
Alejandro Alfonso Jiménez Cabrera
Jesús Bretado
Alejandro Padilla
Imagen 1. El plástico trágico o aquel que es desechado de manera incorrecta y termina en carreteras, parques, campos, ríos, lagos, mares u océanos.
macro (ciudad, región, nación y más allá), con el objetivo de lograr un desarrollo sostenible. Esto implica crear calidad ambiental, prosperidad económica y equidad social en beneficio de las generaciones actuales y futuras [2] [3]
El mismo Kirchnerr [3] enumera los cuatro principios fundamentales en que se basa la economía circular sin importar el tipo de empresa o sector económico de que se trate:
1. Diseñar sin residuos ni contaminación
2. Mantener los materiales en uso durante el mayor tiempo posible
3. Regenerar los ecosistemas
4. Proponer soluciones con un pensamiento sistémico
Cuando se usa plástico de desecho reciclado en materiales para pavimentos, se generan muchas interrogantes y cuestionamientos respecto al desempeño a largo plazo y si tiene efectos que actúan más bien en su detrimento. Algunas de estas objeciones tienen un buen sustento, pero otras se relacionan más con asuntos de mercado. A continuación, se exploran los elementos del uso de dicho material dentro del concepto de economía circular. También se presentan dos casos de estudio con resultados que parecen prometedores.
Como una idea inicial, se debe indicar que, al incorporar plástico reciclado de desecho como aditivo en mezclas asfálticas en caliente, se pretende fijar este material en un medio cohesivo –básicamente sacarlo del ambiente– sin desmejorar las propiedades de desempeño de la mezcla y sin emitir microplásticos al medio. Ahora, si se

28 ENERO-MARZO 2023
mejorara alguna de dichas características a nivel mecánico o de durabilidad, la ganancia para el planeta y, por supuesto, para las carreteras, es gigantesca.
En este artículo se presentan los elementos más importantes desde el punto de vista holístico que debe tener el análisis de economía circular en proyectos viales y cómo se debe diseñar la incorporación de plástico de desecho como un aditivo reciclado para mezclas asfálticas en caliente.
TENDENCIAS EN LA SOSTENIBILIDAD DE PROYECTOS VIALES
Muchas fuentes de literatura mencionan que la sostenibilidad consiste en satisfacer las necesidades de las generaciones actuales sin comprometer a las necesidades de las generaciones futuras, al mismo tiempo que se garantiza un equilibrio entre el crecimiento de la economía, el respeto al medioambiente y el bienestar social. La Organización de las Naciones Unidas (ONU) la definió en 1987 a través de la Comisión Brundtland, como lo que permite “satisfacer las necesidades del presente sin comprometer la habilidad de las futuras generaciones de satisfacer sus necesidades propias”. [4]
En este momento, hay diversas tendencias para aplicar la sostenibilidad a los proyectos de carreteras, entre ellas, la reducción de temperaturas en la producción de mezcla asfáltica en caliente, el cálculo de la huella de carbono de procesos, el aprovechamiento total de los acopios de mezcla asfáltica reciclada (RAP) y el uso de materiales reciclados como aditivos. [5]
La principal tecnología para reducir la temperatura de producción y colocación de las mezclas asfálticas es la de las mezclas tibias, que son prácticamente iguales a las tradicionales pero que, mediante aditivos de diverso tipo, pueden reducir hasta casi 30 °C la temperatura de producción típica (entre 150 y 160 °C) de una mezcla asfáltica en caliente tradicional. Este proceso reduce la emisión de gases de tipo efecto invernadero (GEI) a la atmósfera, además de disminuir el calor que se emite al ambiente y, en consecuencia, la magnitud de la huella de carbono baja considerablemente.
El cálculo de la huella de carbono es cada vez más frecuente en muchos procesos constructivos, y los proyectos viales no son una excepción. La huella de carbono se determina mediante la ponderación del equivalente de los gases CO2, NO y Metano que se emiten a la atmósfera en todas las etapas de una construcción, incluyendo los procesos de fabricación de las materias primas como el agregado pétreo, la mezcla asfáltica o el concreto; las labores de acarreo, la construcción misma, el mantenimiento, las labores de rehabilitación/ reconstrucción, y el desecho final o el reciclado/reúso. Lo anterior se denomina técnicamente análisis de ciclo de vida o Life Cycle Assessment (LCA, por sus siglas en inglés). En el artículo “Aplicación de un modelo para evaluar la emisión de gases de efecto invernadero (GEI) en mezclas asfálticas” [6], publicado previamente en esta revista, se presenta a detalle cómo se realiza dicho cálculo y algunos casos de estudio.
La mezcla asfáltica reciclada (RAP) constituye uno de los desechos más valiosos de la industria de la construcción a nivel mundial [7]. Desafortunadamente, por desconocimiento técnico u otros motivos, no se aprovecha completamente y, en muchas ocasiones, queda sin uso, en acopios de material o se utiliza vagamente en rellenos. El RAP tiene un valor
29 ASFÁLTICA 73
gigantesco desde varios puntos de vista, sobre todo considerando que está constituido por agregado pétreo y asfalto que efectivamente ya fueron extraídos de la naturaleza y procesados para cumplir con cierta normativa técnica. Es un material altamente sostenible, pues permite reducir la explotación de nuevos materiales, así como la energía requerida por los procesos industriales para la producción [8].
Para volver a utilizar dicho material, ya sea en mezcla asfáltica en caliente o estabilizarlo con emulsión, cal o cemento, solo se requiere desmenuzarlo con cuidado. Por supuesto, como en el caso de cualquier otro material, es necesario un meticuloso proceso de diseño.
Finalmente, están los materiales de desecho con propiedades valiosas que pueden ser aprovechadas para mejorar el desempeño de otros materiales. Un buen ejemplo es el caucho reciclado obtenido de llantas, que se ha usado desde hace cuarenta años con mucho éxito en todo el planeta como mejorador de asfalto o de mezclas asfálticas. En cuanto al plástico de desecho, hay trabajos de investigación, que datan de unas tres décadas, para diseñar su incorporación en mezclas asfálticas en caliente, pero no es sino hasta hace unos diez que ha tomado relevancia debido a la crisis ambiental mencionada anteriormente. [9] [10]
EL CONCEPTO DE ZERO WASTE PRODUCTION O PRODUCCIÓN CON CERO DESPERDICIO
Uno de los conceptos más críticos dentro de la nueva filosofía de producción de materiales es el de producción con cero desperdicio o Zero Waste Production, por su nombre original en inglés. Esto significa que cualquier proceso productivo debe diseñarse para que no quede ningún desperdicio ni en la producción de materias primas ni en su ciclo de vida. Esto es particularmente importante cuando se recicla mezcla asfáltica. [11]
¿QUÉ SON LOS PAVIMENTOS SOSTENIBLES?
Los pavimentos sostenibles son aquellos concebidos con base en elementos de preservación del medio ambiente, en particular en el análisis de ciclo de vida (LCA), mediante el diseño estructural más riguroso posible (de preferencia mecánico-empírico), diseño de materiales avanzado y una construcción que cumpla con las especificaciones más estrictas, de modo que su desempeño a largo plazo sea excelente y sus capas componentes sean 100% reciclables. [5]
Un pavimento sostenible busca lograr los objetivos de ingeniería (excelente desempeño a largo plazo), preservar e idealmente restaurar los ecosistemas circundantes, usar los recursos financieros, humanos y ambientales con prudencia, y satisfacer las necesidades humanas básicas, tales como salud, seguridad, equidad, empleo, comodidad y felicidad.
Existen oportunidades para mejorar la sostenibilidad durante todo el ciclo de vida del pavimento, como lo muestra la Figura 1.
Los beneficios de tener pavimentos más sostenibles son muchos y se enmarcan dentro de los componentes de la sostenibilidad: el ambiente, la economía y los aspectos sociales. Desde el punto de vista económico, se puede llegar a dominar la técnica de la determinación del ciclo de vida del pavimento, lo que contribuye a disminuir costos dentro del proceso de producción de materiales. Desde el punto de vista de la sostenibilidad, mejora la calidad del aire, se reduce el consumo de energía, así como el calor que se envía a la atmósfera y se
ENERO-MARZO 2023 30
reconstrucción, reciclado, uso
mantenimiento o rehabilitación
producción de materia prima transporte construcción inicial operación
Figura 1. Oportunidades de sostenibilidad en todo el ciclo de vida.
podría disminuir el ruido que genera la carretera mediante el uso de mezclas abiertas o discontinuas de alto desempeño. Respecto del componente social, se le brinda a la población mayor comodidad en los viajes al proveer de vías con mejor desempeño y un ahorro de recursos públicos. [11]
ambiental social económico
Figura 2. Elementos de la sostenibilidad.
¿CÓMO SE CONSIDERA LA SOSTENIBILIDAD EN EL DISEÑO DE PAVIMENTOS?
Como se indicó anteriormente, la sostenibilidad debe ser parte de todo el proceso alrededor de la construcción de una carretera, iniciando desde su concepción, pasando por las etapas de diseño, explotación de materiales, operación, mantenimiento, rehabilitación y hasta su reconstrucción final. Se puede decir que la sostenibilidad busca mejorar continuamente además de priorizar y operacionalizar los valores de una organización a través de un
31 ASFÁLTICA 73


esfuerzo consciente. Sin embargo, hay algunas características inherentes que deben estar muy claras: La sostenibilidad es un continuo, no es un valor añadido, requiere innovación y es sensible al contexto. [5] [11]
La sostenibilidad no puede concebirse como un elemento adicional dentro de las labores que implican el desarrollo de un pavimento, sino que debe ser parte integral de cada una de las etapas, y los actores envueltos en un proyecto así lo deben considerar. No corresponde a un valor añadido a los muchos que puede tener una obra: es parte de todos ellos. Como se busca que el pavimento tenga un excelente desempeño, deben explorarse las mejores técnicas, las más innovadoras, aquellas que puedan garantizar este objetivo, máxime si se considera la utilización de materiales de desecho, como el plástico, que requieren conocimientos de diseño de materiales muy agudos.
La sensibilidad al contexto es un elemento trascendental de la sostenibilidad. Esto se puede explicar mediante un ejemplo. Si se quisiera usar RAP como componente de la mezcla asfáltica para cierto proyecto de carreteras, pero la fuente más cercana está a 100 km de distancia, y existe una fuente de agregado pétreo a 5 km del sitio de obra, probablemente sea mejor emplear ésta última porque el costo de acarreo del RAP volvería inviable todo el proyecto. [11]
El uso de materiales reciclados, de desecho o coproductos es fundamental dentro de la aplicación práctica de la sostenibilidad; es lo que en inglés se denomina RCWM's: recycled, co-product, or waste material. Estas incorporaciones deben hacerse con sumo cuidado. Hay casos en que añadir exceso de plástico reciclado en la mezcla asfáltica provoca problemas de adherencia y deformación prematuros de forma permanente, lo cual reduciría terriblemente la vida útil del pavimento. Por eso, la cantidad de plástico reciclado debe determinarse de manera meticulosa mediante diseños experimentales muy robustos. Hay muchos casos donde un 3.0% es más que suficiente para obtener un buen desempeño y fijar plástico en un material. [11]

Sin duda hay beneficios extraordinarios cuando se incluye la sostenibilidad en un proyecto, entre los que se pueden mencionar los siguientes: alcanzar objetivos de sostenibilidad y desempeño, tener mandatos contables satisfactorios, brindar apoyo para la toma de decisiones, mejorar integralmente todos los procesos de una agencia vial y mejorar la imagen pública de todos los actores del proyecto. [5] [11]
10% plástico 15% plástico 30% plástico
ENERO-MARZO 2023 34
Imagen 2. Cambios volumétricos en especímenes de ensayo de mezcla asfáltica en caliente.
Imagen 3. Altos porcentajes de plástico sobre el peso de la mezcla podrían generar problemas de adherencia en la mezcla asfáltica.


PLÁSTICO
DE DESECHO RECICLADO COMO ADITIVO EN MEZCLAS
ASFÁLTICAS

Una investigación exhaustiva realizada por el Centro para el Desarrollo Regenerativo y la Colaboración (CRDC, por sus siglas en inglés) desarrolló lo que se denomina de manera genérica un agregado precondicionado de resina, utilizando aproximadamente un 80% de plástico reciclado y 20% de cal hidratada. Las siguientes imágenes muestran dicho agregado. [12]
a) Imagen aumentada del agregado precondicionado de resina.
b) Distribución granulométrica.
Imagen 4. Agregado precondicionado de resina de plástico reciclado.
35 ASFÁLTICA 73
Una vez desarrollado el agregado precondicionado de resina, se realizó un extenso experimento factorial para determinar el desempeño de una mezcla asfáltica diseñada con porcentajes de 1.0%; 2.0%; y 3.0% de dicho aditivo. Por supuesto, también se diseñó una mezcla llamada control o de no tratamiento para poder realizar comparaciones. Para tal efecto, se hicieron ensayos de desempeño a escala de laboratorio y tramos in situ, para validar el comportamiento en un proyecto real. A escala industrial, el plástico reciclado se incorporó al proceso de producción a través del alimentador de RAP de la planta asfáltica.
El proyecto de construcción con dichos materiales se localiza en una ruta concesionada de Costa Rica, denominada Ruta 27, y el sector escogido para los tramos experimentales tiene un alto tráfico, carga muy pesada (pues está a unos escasos kilómetros del mayor puerto del Pacífico costarricense), temperaturas muy altas y un régimen de lluvias típico de los países tropicales. La construcción se realizó en diciembre de 2021.
Imagen 5. Tramos de prueba de mezcla asfáltica en caliente control y modificada con 1.0; 2.0; y 3.0% de plástico reciclado.
Resultados de ensayo Acá se presentan algunos de los resultados más relevantes del trabajo de laboratorio.
La Figura 3 y Tabla 1 muestran los resultados de control de calidad tradicionales (Marshall y volumetría) de los tramos de prueba colocados en la Ruta 27. En todos los casos hay cumplimiento del
36 ENERO-MARZO 2023
San José Caldera
diseño original y de las especificaciones costarricenses. Esto implica que el diseño de mezcla de laboratorio se puede reproducir a escala industrial en planta y cumplir con la especificación. Las variaciones parecen obedecer más al proceso de producción que a la incorporación del plástico, y no hay alteraciones en la granulometría, lo cual indica que el plástico se está mezclando con el asfalto.
En cuanto a la resistencia retenida al daño inducido por humedad (AASHTO T 283), también hay cumplimiento del valor mínimo de especificación, que es de 80.0%. Llama la atención que el tratamiento con 3% tuvo un resultado ligeramente mayor al de los otros dos. Dichos resultados se pueden observar en la Tabla 1
Tamiz
Figura 3. Granulometría de la extracción de los tratamientos experimentales y especificación. Tabla 1. Resultados de ensayo tradicionales: granulometría, parámetros Marshall y volumetría. Diseño de mezcla
37 ASFÁLTICA 73
Granulometría
Especificaciones Resultados de ensayo (Dic.
Lím. Inf. Diseño Lím. Sup. Control 1% 2% 3% 25.4 mm - 100 100 100 100 100 100 100 19 mm - 94 98 100 100 99 99 99 12.7 mm - 75 82 85 85 83 82 83 9.5 mm
62 68 72 72 69 65 72
4
37 45 45 43 41 39 42
22 28 30 27 27 26 26
14 19 22 18 18 17 17
9 14 17 13 13 13 12
10 12 10 10 9 10
7 8 8 7 7 7
4.8 7.0 6.1 5.8 5.8 5.6 0 20 40 60 80 100 120 P or c
1 2 3 4 5 6 7 8 9 10 11 Lím. Inf Lím.
Diseño
1%
2%
3%
(AASHTO T 30)*
2021)
-
No.
-
No. 8 -
No. 16 -
No. 30 -
No. 50 - 5
No. 100 - 4
No. 200 - 3.0
etanje pasando, %
Sup.
Control
R8
R8
R8
Granulometría (AASHTO T 30)*
Contenido de asfalto (AASHTO T 164)
Diseño de mezcla
Especificaciones
Resultados de ensayo (Dic. 2021)
Lím. Inf. Diseño Lím. Sup. Control 1% 2% 3%
PTA (%) - 5.60 6.16 6.72 6.06 5.97 6.27 6.62
PTM (%) - 5.30 5.80 6.30 5.71 5.63 5.90 6.21
Parámetros Marshall (HMA)
Estabilidad (ASTM D 6927)*, kg > 800 - 1207 - 1508 1611 1592 1773
Flujo (ASTM D 6927)*, cm/100 20-35 33.0 35 37.0 30.5 32.7 30.6 30.0
Gravedad específica máxima teórica, Gmm (AASHTO T 209) - 2.464 2.444 2.423 2.443 2.435 2.444 2.440
Gravedad específica bruta, Gmb (AASHTO T 166)* - 2.336 2.345 2.357 2.326 2.315 2.334 2.320 Vacíos (AASHTO T 269) 3,0-5,0 - 4.0 - 4.8 4.9 4.5 4.9
Propiedades volumétricas (MAC)
V.M.A. (%) > 14 15.8 15.9 16.0 16.5 16.8 16.4 17.6
V.F.A. (%) < 3E6 ESALS: 65-78 67.3 75 83 68.6 65.6 72.5 69.3
Relación polvo/asfalto efectivo (DP), % 0,6-1,3 1.03 0.92 0.84 1.21 1.17 1.09 1.02
Tabla 2. Resistencia retenida la tracción indirecta (AASHTO T 283).
Daño por humedad (AASHTO T 283)
Esfuerzo de tracción indirecta, seco, kPa - - 1590 - 1340.0 1638.0 1539.0 1471.0 Esfuerzo de tracción indirecta, húmedo, kPa - - 1306 - 1146.0 1328.0 1232.0 1213.0 Resistencia retenida a la tracción indirecta > 80 - 82 - 86 81 80 82
También se determinó la curva maestra de módulo dinámico (E*) (AASHTO T 342) y el valor de dicho módulo a una temperatura de 21.1 °C y 10 Hz. Los resultados muestran la consistencia de las propiedades de rigidez de todos los tratamientos. La diferencia entre el tratamiento control y el 1% es casi nula, como era de esperar. Cuando se incrementa a 2% y 3% también hay un incremento en un rango mayor. El valor obtenido de E* indica que no hubo ningún comportamiento de cruce que implique cambios en los componentes elásticos o viscosos del material. El plástico reciclado básicamente endurece el ligante asfáltico sin producir ningún cambio estructural, morfológico o en las temperaturas de transición vítrea del mismo.
ENERO-MARZO 2023 38
Especificaciones Resultados de ensayo (Dic, 2021) Lím. Inf. Diseño Lím. Sup. Control 1% 2% 3%
1,000
100
10,000 Módul o a t 21,1 °C ,ksi
10
1
1.E-07 1.E-04 1.E-01 1.E+02 1.E+05 1.E+08 Frequencia, Hz
Control 1% 2% 3%
Figura 4. Curva maestra de módulo dinámico para los tratamientos experimentales.
Tabla 3. Módulo dinámico (E*) @ 21,1°C y 10 Hz. Tratamiento E* @ 21,1°C;10Hz, psi Incremento (%)
R27-Control 501000 -
R27-1% 503100 0,4
R27-2% 576200 15,0 R27-3% 617700 23,3
La deformación permanente y el punto de desnudamiento se determinaron por medio de la rueda de Hamburgo (HWT) (AASHTO T 324) y también resultaron muy prometedores. La resistencia al daño por humedad de todos los tratamientos experimentales fue excelente, ya que las pruebas no mostraron ningún punto de desnudamiento antes de las 20 000 pasadas de carga. La deformación permanente se redujo para todos los tratamientos con plástico, pues se mostró una disminución de hasta 9.0% para una incorporación de hasta 3.0%. De nuevo, el plástico reciclado se está comportando como un refuerzo de la mezcla asfáltica.
Tabla 4. Resumen de resultados del ensayo de deformación permanente determinada en la rueda de Hamburgo.
Tratamiento Deformación permanente, mm Variación (%)
R27-Control 5,06 -
R27-1% 5,11 1,0
R27-2% 4,69 7,3 R27-3% 4,60 9,0
39 ASFÁLTICA 73
R27
Las pruebas de fatiga realizadas en la viga de cuatro puntos (AASHTO T321) en todos los tratamientos experimentales cumplieron con las especificaciones de Costa Rica para los niveles de deformación estudiados, de 400 µS y 600 µS (50 000 y 450 000 repeticiones de carga respectivamente). Esto es altamente positivo. Se determinó una reducción en la vida de fatiga para todos los tratamientos en ambos niveles de deformación, algo que se esperaba, ya que el plástico rigidizó la mezcla, tal como se mostró anteriormente.
Tabla 5. Fatiga a @400µS y @600µS, 21.1°C.
Tratamiento 400 µS Variación (%) 600 µS Variación (%)
R27-Control 711885 - 95655 -
R27-1% 573290 19,5 55610 41,9
R27-2% 551530 22,5 54743 42,8
R27-3% 516383 27,5 54090 43,5
Así las cosas, el plástico de desecho reciclado es una alternativa para usar como aditivo de mezclas asfálticas en caliente, ya que se demostraron mejoras en sus propiedades, en particular la resistencia a la deformación permanente. Esto, por supuesto, dentro un marco de diseño de materiales detallado y riguroso. Cada material y sus combinaciones son distintas, por lo que, cada vez que se desee hacer uso de esta tecnología a nivel particular, debe realizarse un cuidadoso diseño de materiales.
REFERENCIAS
[1] Loría Salazar, L.G.; Gómez, G; Zamora, D; y Thompsom, D. (2021). RESIN8©: A Micro-Plastic Assessment and Product Circularity When Used in CMU’s and Concrete Pavers. Engineering Advances, 1(1), 1-8. DOI: 10.26855/ea.2021.06.001
[2] Geissdoerfer, M., Savaget, P., Bocken, N., & Jan Hultink, E. (2016). The Circular Economy-A new sustainability paradigm? Journal of Cleaner Production, 757-768.
[3] Kirchnerr, J. (2022). Circular economy and growth: A critical review of “post-growth” circularity and a plea for a circular economy that grows. Resources, Conservation and Recycling. Volume 179, April 2022, 106033. https://doi.org/10.1016/j.resconrec.2021.106033
[4] Borowy, I. (2004). Defining Sustainable Development: the World Commission on Environment and Development (Brundtland Commission). Milton Park: earthscan/ Routledge, 2014.
[5] Van Dam, T et al. (2015). Towards Sustainable Pavement Systems: A Reference Document. Federal Highway Administration. FHWA-HIF-15-002.
40 ENERO-MARZO 2023
[6] Fonseca, C. (2022). Aplicación de un modelo para evaluar la emisión de gases de efecto invernadero (GEI) en mezclas asfálticas. Asfáltica, Revista Técnica, julio-septiembre 2022, Número 71. ISNN 007-2473.
[7] Loria, L; Hajj, EY; Sebaaly, PE; Barton, M, Kass, S, y Liske, T. (2011). Performance evaluation of asphalt mixtures with high-recycled asphalt pavement content. Transportation Research Record 2208 (1), 72-81.
[8] Hajj, EY; Souliman, MI; Alavi, MZ; y, Loria-Salazar; LG. (2013). Influence of hydrogreen bioasphalt on viscoelastic properties of reclaimed asphalt mixture Transportation research record 2371 (1), 13-22.
[9] Villegas-Villegas, E; Loria-Salazar, LG; Aguiar-Moya, JP, Fernández-Gómez, W; y Reyes-Lizcano, F. (2012). Recycling of banana production waste bags in bitumens: A green alternative. Eurobitumen 2012.
[10] Aguiar-Moya, JP; Villegas-Villegas, E; Salazar-Delgado, J; y; Loria-Salazar, GL. (2013). Use of waste products as bitumen modifiers in Costa Rica. Programa de Infraestructura del Transporte (PITRA)-LanammeUCR. Presentado como poster en el EATA, Alemania, 2013.

[11] Federal Highway Administration (2019). Sustainable Pavement Systems: A Webinar Series.
[12] Loria Salazar, LG; Gómez, G; Zamora, D; y Thompsom, D. (2021). Construcción de pistas de prueba de mezcla asfáltica en caliente con Resin8© en Ruta 27. Diseño de experimento, ensayos de desempeño a escala de laboratorio, y proceso constructivo. Mat-Tech Ingeniería y Ciencia de Materiales. MT-010-22.

SINIESTRALIDAD
Esteban
Emmanuel
Iván
Carlos Pérez García
Emilio Abarca Pérez
Francisco Ramos
Juan Manuel Mares Reyes
José Brun Hartleben
Apolinar Bañuelos Cabrera
Alejandro Alfonso Jiménez Cabrera
DE
LAS ZONAS DE OBRA Y SU IMPACTO
INTRODUCCIÓN
En las carreteras y vialidades mexicanas, las zonas de obra (ZO) se pueden considerar como sitios potencialmente peligrosos. Esto se debe, por un lado, a las condiciones operativas actuales, tales como la alta intensidad del flujo de tránsito, la heterogeneidad de la composición vehicular y las altas velocidades de operación, elementos que requieren mayor precaución en el entorno que una operación normal. Por otro lado, dichas condiciones operativas del tránsito no están del todo consideradas en los diseños, instalación, montaje y operación de las ZO, que actualmente ocasionan mayor confusión por los cambios inesperados en la vía, congestionamiento vial, desorden visual, contaminación, inconformidad y siniestros viales por parte de los usuarios.
La concientización sobre la seguridad de los trabajadores de la construcción de carreteras se ha tornado una preocupación principal, ya que éstas se realizan bajo condiciones de trabajo peligrosas. Sin embargo, pocos estudios proporcionan información comparativa valiosa sobre las características de los accidentes en las actividades de construcción de carreteras.
Para poder dimensionar esta problemática y conocer la situación actual de la siniestralidad en las ZO, en este trabajo se analizan las estadísticas de los accidentes ocurridos en las ZO en la Red Carretera Federal (RCF), elaboradas con base en los registros de los hechos de tránsito reportados por la Guardia Nacional (Cuevas et al., 2015-2020).
43
ASFÁLTICA 73
COMITÉ SEGURIDAD VIAL Y EN LA ZONA DE TRABAJO
Emilio Abarca Pérez, IMT, Jefe de la Unidad de Operación del Transporte
Nadia Gómez González, IMT, Investigadora de la Coordinación de Seguridad y Operación del Transporte
Wendy A. Casanova Zavala, IMT, Investigadora de la Coordinación de Seguridad y Operación del Transporte
Isaac Sarmiento Castellanos, IMT, Investigador de la Coordinación de Seguridad y Operación del Transporte
Dante Díaz
Salinas Canessa
Muñoz García
Lugo
ANÁLISIS DE LA SINIESTRALIDAD DE LAS ZONAS DE OBRA EN CARRETERAS FEDERALES
Para identificar los accidentes ocurridos en las ZO, se analizó la información que registran los elementos de la Guardia Nacional en un hecho de tránsito en el formato denominado Dictamen Técnico (DOF, 2021). En este formato, se revisaron las variables referentes a datos del lugar del hecho de tránsito (tramo en construcción), control de tránsito (señales informativas, preventivas y restrictivas, abanderamiento, bandereros y control de seguridad), y que hacía el peatón o pasajero (sobre el camino y fuera del camino), a partir de las cuales se identificó si en el lugar del accidente se estaban realizando obras y si existía la presencia de trabajadores y dispositivos para protección de obras y control de tránsito (dispositivos).
En la Tabla 1, se presentan los saldos totales de colisiones, colisiones con víctimas, lesionados y muertes, tanto para el total de la red (parte superior) como para aquellos accidentes en los que logró identificarse que sucedieron en ZO (parte inferior).
También se observa que los accidentes en ZO representan en promedio el 4.7% del total de accidentes reportados en la RCF para el periodo analizado. Sin embargo, el total de accidentes presenta una tendencia a la baja al reportar una tasa de crecimiento promedio anual de -8.6% para el periodo entre 2015 y 2019, mientras que para las ZO se observa un incremento anual promedio de 1.6%, para el mismo periodo analizado. Esta situación evidencia que, mientras a nivel nacional se han implementado medidas para mejorar la seguridad vial en la RCF en general, este mismo esfuerzo no ha impactado a las ZO.
Tabla 1. Evolución de la siniestralidad en las ZO (2015-2020).
UBICACIÓN DE LOS HECHOS DE TRÁNSITO
Las ZO, de acuerdo con el lugar donde se registró el hecho de tránsito, se pueden clasificar en dos tipos: • Zona de obra sobre la calzada: área sobre el arroyo vial de una carretera o vía urbana en donde la operación normal del tránsito es afectada por la ejecución de trabajos de construcción, modernización, rehabilitación, conservación o mantenimiento.
ENERO-MARZO 2023 44
Total
en la Red
Federal Colisiones 17 264 12 567 11 883 12 237 12,056 11 449 Colisiones
8882 6557 5569 5517 5,644 5040 Lesionados 15 738 11 175 8910 8761 8,501 6706 Muertes 3547 3376 2921 2994 3,044 2722 En zonas de obra Colisiones 606 634 541 630 646 512 Colisiones con
307 320 261 308 303 215
584 596 408 525 439 271
116
165 147
Fuente
Año 2015 2016 2017 2018 2019 2020
nacional
Carretera
con víctimas
víctimas
Lesionados
Muertes
171 135
124
: Elaboración propia con información de la base de datos de accidentes en carreteras federales.
• Zona de obra fuera de la calzada: área sobre los acotamientos, banquetas o zonas laterales de una carretera o vía urbana en donde la operación normal del tránsito es afectada por la ejecución de trabajos de construcción, modernización, rehabilitación, conservación o mantenimiento.
La ubicación donde se realizan los trabajos en una ZO se puede considerar un factor determinante en las consecuencias de la accidentalidad vial reportada, lo que conlleva a la pregunta: ¿Los accidentes ocurridos sobre la calzada reportan mayor cantidad de víctimas (personas fallecidas y lesionadas) debido a que los trabajadores tienen una mayor exposición a los vehículos que circulan por la zona de obra?
Para responder a este cuestionamiento, en la Tabla 2 se presenta el análisis de la accidentalidad vial por ubicación de la ZO. Como se observa en la tabla, la respuesta es afirmativa, ya que, en promedio, el 58% de las colisiones se reportan en ZO ubicadas sobre la calzada, que concentran también el 57% de las víctimas. Sin embargo, la distribución de este último dato es más equitativo de lo estimado.
En relación con lo anterior, se puede concluir que, independientemente de dónde se ubique la ZO, existe un alto riesgo de sufrir accidentes, por lo que no se deben subestimar los recursos destinados a la protección de las ZO, tanto dentro como fuera de la calzada.
En la Tabla 2 también se muestra la distribución de los accidentes y sus víctimas reportados en los últimos seis años. Se observa que la mitad de los accidentes ocurridos en ZO presentan, en promedio, una víctima por cada accidente.
Tabla 2. Evolución de la siniestralidad en las ZO dentro y fuera de la calzada. Año 2015 2016 2017 2018 2019 2020
sobre la calzada (porcentajes del total en ZO)
Colisiones 438 (72.3) 383 (60.4) 277 (51.2) 344 (54.6) 345 (53.4) 309 (60.4) Colisiones con víctimas 216 (70.4) 184 (57.5) 139 (53.3) 180 (58.4) 148 (48.8) 131 (60.9) Lesionados 382 (65.4) 326 (54.7) 215 (52.7) 296 (56.4) 223 (50.8) 164 (60.5) Muertes 82 (70.7) 99 (57.9) 60 (44.4) 104 (63.0) 65 (44.2) 87 (70.2) Índice de víctimas* 1.06 1.11 0.99 1.16 0.83 0.81
En zonas de obra fuera de la calzada (porcentajes del total en ZO)
Colisiones 168 (27.7) 251 (39.6) 264 (48.8) 286 (45.4) 301 (46.6) 203 (39.6) Colisiones con víctimas 91 (29.6) 136 (42.5) 122 (46.7) 128 (41.6) 155 (51.2) 84 (39.1)
Lesionados 202 (34.6) 270 (45.3) 193 (47.3) 229 (43.6) 216 (49.2) 107 (39.5) Muertes 34 (29.3) 72 (42.1) 75 (55.6) 61 (37.0) 82 (55.8) 37 (29.8) Índice de víctimas* 1.40 1.36 1.02 1.01 0.99 0.71
Nota: *Índice de víctimas = (fallecidos + lesionados) / cantidad de colisiones reportadas.
Fuente: Elaboración propia con información de la base de datos de accidentes en carreteras federales.
45 ASFÁLTICA 73
Totales en zonas de obra en la red carretera federal
Colisiones 606 634 541 630 646 512 Colisiones con víctimas 307 320 261 308 303 215 Lesionados 584 596 408 525 439 271 Muertes 116 171 135 165 147 124 Índice de víctimas* 1.16 1.21 1.00 1.10 0.91 0.77 En zonas de obra
Para cada ubicación de la ZO, sobre o fuera de la calzada, se hizo un análisis adicional con el fin de determinar la influencia de los dispositivos en la ocurrencia de accidentes y sus consecuencias. Dichos análisis se presentan a continuación.
Siniestralidad en ZO sobre la calzada
Del total de accidentes reportados en las ZO durante el periodo 2015-2020, el 58.7% ocurrió en aquellas ubicadas sobre la calzada. De estos datos, también se analizó si existía control del tránsito en las ZO a través de dispositivos y con la presencia de bandereros.
La Tabla 3 muestra las estadísticas de siniestralidad registrada en las ZO instaladas sobre la calzada, y se presenta una comparativa para los casos en donde sí se registraba la presencia de dispositivos y en dónde no. Por su parte, en la Tabla 4 se observa una comparativa de situaciones en las que la ZO sobre la calzada contaba o no con el apoyo de un banderero para el control del tránsito.
Tabla 3. Evolución de la siniestralidad considerando la utilización de dispositivos (dentro de la calzada).
Año 2015 2016 2017 2018 2019 2020
Con dispositivos (porcentajes del total en ZO sobre la calzada)
Colisiones 134 (30.6) 148 (38.6) 132 (47.7) 128 (37.2) 116 (33.6) 100 (32.4)
Colisiones con víctimas 70 (32.4) 65 (35.3) 65 (46.8) 71 (39.4) 53 (35.8) 48 (36.6)
Lesionados 116 (30.4) 126 (38.7) 89 (41.4) 118 (39.9) 74 (33.2) 53 (32.3)
Muertes 28 (34.1) 46 (46.5) 30 (50.0) 50 (48.1) 26 (40.0) 24 (27.6)
Peatón lesionado - - 10 (3.1) 8 (3.7) 11 (3.7) - - 2 (1.2)
Peatón muerto - - 7 (7.1) 9 (15.0) 10 (9.6) - - 6 (6.9)
Sin dispositivos (porcentajes del total en ZO sobre la calzada)
Colisiones 304 (69.4) 235 (61.4) 145 (52.3) 216 (62.8) 229 (66.4) 209 (67.6)
Colisiones con víctimas 146 (67.6) 119 (64.7) 74 (53.2) 109 (60.6) 95 (64.2) 83 (63.4)
Lesionados 266 (69.6) 200 (61.3) 126 (58.6) 178 (60.1) 149 (66.8) 111 (67.7)
Muertes 54 (65.9) 53 (53.5) 30 (50.0) 54 (51.9) 39 (60.0) 63 (72.4)
Peatón lesionado - - 3 (0.9) 3 (1.4) 4 (1.4) - - 5 (3.0)
Peatón muerto - - 4 (4.0) 2 (3.3) 5 (4.8) - - 4 (4.6)
Fuente: Elaboración propia con información de la base de datos de accidentes en carreteras federales.
46 ENERO-MARZO 2023
Tabla 4. Evolución de la siniestralidad considerando la presencia de bandereros en la ZO (dentro de la calzada).
Año 2015 2016 2017 2018 2019 2020
Con bandereros (porcentajes del total en ZO sobre la calzada)
Colisiones 64 (14.6) 53 (13.8) 54 (19.5) 53 (15.4) 51 (14.8) 55 (17.8)
Colisiones con víctimas 42 (19.4) 26 (14.1) 29 (20.9) 27 (15.0) 24 (16.2) 29 (22.1)
Lesionados 59 (15.4) 48 (14.7) 44 (20.5) 52 (17.6) 29 (13.0) 29 (17.7)
Muertes 17 (20.7) 17 (17.2) 13 (21.7) 15 (14.4) 8 (12.3) 18 (20.7)
Peatón lesionado - - 9 (2.8) 8 (3.7) 7 (2.4) - - 2 (1.2)
Peatón muerto - - 4 (4.0) 7 (11.7) 4 (3.8) - - 7 (8.0)
Sin bandereros (porcentajes del total en ZO sobre la calzada)
Colisiones 374 (85.4) 330 (86.2) 223 (80.5) 291 (84.6) 294 (85.2) 254 (82.2)
Colisiones con víctimas 174 (80.6) 158 (85.9) 110 (79.1) 153 (85.0) 124 (83.8) 102 (77.9)
Lesionados 323 (84.6) 278 (85.3) 171 (79.5) 244 (82.4) 194 (87.0) 135 (82.3)
Muertes 65 (79.3) 82 (82.8) 47 (78.3) 89 (85.6) 57 (87.7) 69 (79.3)
Peatón lesionado - - 4 (1.2) 3 (1.4) 8 (2.7) - - 5 (3.0)
Peatón muerto - - 7 (7.1) 4 (6.7) 11 (10.6) - - 3 (3.4)
Fuente: Elaboración propia con información de la base de datos de accidentes en carreteras federales.
Como se ve en la Tabla 3, en más de la mitad de los accidentes registrados en ZO sobre la calzada no se contaba con dispositivos, algunos casos con casi el 70% de los accidentes reportados. De igual forma, se observa que estos sitios (ZO sobre la calzada y sin dispositivos) concentran la mayor cantidad de víctimas reportadas, por ejemplo, en el año 2020 se registraron el 72% de las muertes y el 67% de los lesionados. Esto indica que existe una mayor severidad en los accidentes en las ZO ubicadas sobre la calzada y que no cuentan con dispositivos.
Siniestralidad en ZO fuera de la calzada Del total de accidentes reportados en ZO durante el periodo 20152020, el 41.3% ocurrió en aquellas ubicadas fuera de la calzada. Para estas colisiones se analizó también si contaban con dispositivos y banderero.
En la Tabla 5 se muestran las estadísticas de siniestralidad registrada en las ZO instaladas fuera de la calzada, y se compara la situación en donde se reportó la utilización de dispositivos y en donde no.
ASFÁLTICA 73 47
Tabla 5. Evolución de la siniestralidad considerando la utilización de dispositivos (fuera de la calzada).
Año 2015 2016 2017 2018 2019 2020
Con dispositivos (porcentajes del total en ZO fuera de la calzada)
Colisiones 147 (87.5) 229 (91.2) 249 (94.3) 272 (95.1) 277 (92.0) 188 (92.6)
Colisiones con víctimas 82 (90.1) 122 (89.7) 116 (95.1) 121 (94.5) 142 (91.6) 79 (94.0)
Lesionados 181 (89.6) 238 (88.1) 189 (97.9) 205 (89.5) 206 (95.4) 91 (85.0)
Muertes 34 (100) 66 (91.7) 72 (96.0) 59 (96.7) 75 (91.5) 35 (94.6)
Peatón lesionado - - 11 (4.1) 15 (7.8) 14 (6.1) - - 15 (14.0)
Peatón muerto - - 6 (8.3) 10 (13.3) 4 (6.6) - - 6 (16.2)
Sin dispositivos (porcentajes del total en ZO fuera de la calzada)
Colisiones 21 (12.5) 22 (8.8) 15 (5.7) 14 (4.9) 24 (8.0) 15 (7.4)
Colisiones con víctimas 9 (9.9) 14 (10.3) 6 (4.9) 7 (5.5) 13 (8.4) 5 (6.0)
Lesionados 21 (10.4) 32 (11.9) 4 (2.1) 24 (10.5) 10 (4.6) 16 (15.0)
Muertes 0 (0.0) 6 (8.3) 3 (4.0) 2 (3.3) 7 (8.5) 2 (5.4)
Peatón lesionado - - 0 (0.0) 1 (0.5) 0 (0.0) - - 2 (1.9)
Peatón muerto - - 2 (2.8) 1 (1.3) 0 (0.0) - - 2 (5.4)
Fuente: Elaboración propia con información de la base de datos de accidentes en carreteras federales.
Se puede ver que, al contrario de lo que ocurre en las ZO dentro de la calzada, en las ZO que se ubican fuera hay mayor incidencia de accidentes cuando se presentaron dispositivos, ya que en estas zonas se concentra más del 90 % de colisiones y víctimas; mientras que en las ZO fuera de la calzada sin dispositivos se reporta una menor accidentalidad y víctimas. Esta situación hace pensar que el diseño de estas ZO genera más confusión en los usuarios y, en consecuencia, incrementa el riesgo de sufrir una colisión.
Por su parte, en la Tabla 6 se muestra la comparativa de situaciones en las que, en la ZO fuera de la calzada, se utilizaron bandereros para el control del tránsito y en cuáles no. Analizando la condición del control del tránsito a través de bandereros en las ZO fuera de la calzada, más del 70 % de los accidentes reportados no contaban con la guía para bandereros, y esta condición concentra entre el 60 % y 80 % de los accidentes y lesionados, así como el 80 % de los fallecidos.
48 ENERO-MARZO 2023
Tabla 6. Evolución de la siniestralidad considerando la utilización de bandereros (fuera de la calzada).
Año 2015 2016 2017 2018 2019 2020
Con bandereros (porcentajes del total en ZO fuera de la calzada)
Colisiones 65 (38.7) 57 (22.7) 48 (18.2) 45 (15.7) 60 (19.9) 57 (28.1)
Colisiones con víctimas 35 (38.5) 32 (23.5) 22 (18.0) 23 (18.0) 33 (21.3) 22 (26.2)
Lesionados 83 (41.1) 82 (30.4) 49 (25.4) 46 (20.1) 45 (20.8) 34 (31.8)
Muertes 7 (20.6) 15 (20.8) 14 (18.7) 11 (18.0) 19 (23.2) 8 (21.6)
Peatón lesionado - - 8 (3.0) 6 (3.1) 3 (1.3) - - 7 (6.5)
Peatón muerto - - 2 (2.8) 4 (5.3) 0 (0.0) - - 4 (10.8)
Sin bandereros (porcentajes del total en ZO fuera de la calzada)
Colisiones 103 (61.3) 194 (77.3) 216 (81.8) 241 (84.3) 241 (80.1) 146 (71.9)
Colisiones con víctimas 56 (61.5) 104 (76.5) 100 (82.0) 105 (82.0) 122 (78.7) 62 (73.8)
Lesionados 119 (58.9) 188 (69.6) 144 (74.6) 183 (79.9) 171 (79.2) 73 (68.2)
Muertes 27 (79.4) 57 (79.2) 61 (81.3) 50 (82.0) 63 (76.8) 29 (78.4)
Peatón lesionado - - 3 (1.1) 10 (5.2) 11 (4.8) - - 10 (9.3)
Peatón muerto - - 6 (8.3) 7 (9.3) 4 (6.6) - - 4 (10.8)
Fuente: Elaboración propia con información de la base de datos de accidentes en carreteras federales.
ANÁLISIS INTEGRAL DE LA ACCIDENTALIDAD EN ZO
Para determinar la combinación de condiciones en la que se reporta la mayor cantidad de accidentes, muertes y lesiones, se realizó un análisis integral por separado de las situaciones anteriormente estudiadas.
En relación con la instalación de dispositivos al llegar a la ZO, se observa que, del total de colisiones reportadas, la menor cantidad ocurre en ZO ubicadas fuera de la calzada que no cuenta con dispositivos para avisar sobre su presencia (véase Figura 1). Se destaca que las ZO fuera de la calzada que sí cuentan con dispositivos representan un mayor riesgo que las zonas ubicadas dentro de la calzada y que también cuentan con dispositivos. Esto indica que el diseño de las ZO sobre la calzada es más seguro que para las obras fuera de la calzada. En general, se observa que es necesario mejorar los dispositivos de las ZO, sobre todo en aquellas dentro de la calzada, así como implementarlos en todas las ZO, sin importar si se ubican fuera de la calzada.
ASFÁLTICA 73 49
ZO dentro de la calzada con dispositivos
ZO fuera de la calzada con dispositivos
ZO dentro de la calzada sin dispositivos
fuera de la calzada sin dispositivos
Figura 1. Porcentaje de las colisiones dentro y fuera de la calzada, con y sin dispositivos.
Adicionalmente, se analizaron las víctimas de los accidentes de tránsito, que se distribuyen de manera similar a las colisiones (véanse Figuras 2 y 3). En las figuras se observa que aproximadamente el 20% de los fallecidos y el 20% de los lesionados se reportan en ZO dentro de la calzada que registraron dispositivos, mientras que la mayor cantidad de fallecidos y lesionados se reportan en las ZO fuera de la calzada, que presentaron dispositivos. Para 2020, se observa un cambio, y son las ZO ubicadas dentro de la calzada que no registraron dispositivos las que tienen una incidencia del 50% de los fallecidos y más del 40% de los lesionados.
2015 2016 2017 2018 2019 2020
ZO dentro de la calzada con dispositivos
ZO fuera de la calzada con dispositivos
ZO dentro de la calzada sin dispositivos
ZO fuera de la calzada sin dispositivos
Figura 2. Porcentaje de las muertes dentro y fuera de la calzada, con y sin dispositivos.
50 ENERO-MARZO 2023
60% 50% 40% 30% 20% 10% 0%
60% 50% 40% 30% 20%
10% 0% título en 8pt
ZO
60% 50% 40% 30% 20% 10% 0% 2015 2016 2017 2018 2019 2020
50% 40% 30% 20% 10% 0%
2015 2016 2017 2018 2019 2020
ZO dentro de la calzada con dispositivos ZO fuera de la calzada con dispositivos
ZO dentro de la calzada sin dispositivos ZO fuera de la calzada sin dispositivos
Figura 3. Porcentaje de los lesionados dentro y fuera de la calzada, con y sin dispositivos.
De manera similar, se analizaron las combinaciones de ZO dentro y fuera de la calzada con o sin presencia de bandereros (véanse Figuras 4, 5 y 6).
70% 50% 40% 30% 20% 10% 0%
60%
2015 2016 2017 2018 2019 2020
ZO dentro de la calzada con bandereros ZO fuera de la calzada con bandereros
ZO dentro de la calzada sin bandereros ZO fuera de la calzada sin bandereros
Figura 4. Porcentaje de las colisiones dentro y fuera de la calzada, con y sin bandereros.
En la Figura 4 se observa que en aquellas ZO con presencia de bandereros se concentran menos del 15% de colisiones, tanto para ZO dentro como fuera de la calzada; mientras que son las ZO dentro de la calzada que no registran presencia de bandereros, las que reportan la mayor cantidad de colisiones, acumulando entre el 40% y el 60% de las colisiones reportadas en ZO.
En el análisis de los fallecidos en las ZO (véase Figura 5), se observa que, en conjunto, dentro y fuera de la calzada, con presencia bandereros acumulan menos del 25% de los fallecidos, mientras
ASFÁLTICA 73 51
que las ZO sin la presencia de bandereros reportan el 75% de los fallecidos, variando el porcentaje máximo de cada año dentro o fuera de la calzada.
60% 50% 40% 30% 20% 10% 0% 2015 2016 2017 2018 2019 2020
ZO dentro de la calzada con bandereros
ZO fuera de la calzada con bandereros
ZO dentro de la calzada sin bandereros ZO fuera de la calzada sin bandereros
Figura 5. Porcentaje de los fallecidos dentro y fuera de la calzada, con y sin bandereros. 60% 50% 40% 30% 20% 10% 0% 2015 2016 2017 2018 2019 2020
ZO dentro de la calzada con bandereros
ZO fuera de la calzada con bandereros
ZO dentro de la calzada sin bandereros ZO fuera de la calzada sin bandereros
Figura 6. Porcentaje de los lesionados dentro y fuera de la calzada, con y sin bandereros.
Al analizar los datos de los lesionados (véase Figura 6), se observa que, en promedio, el 20% de los lesionados se reportan en ZO con bandereros, entre el 20% y el 40% en las ZO que sin bandereros y ubicadas fuera de la calzada, y finalmente, en todo el periodo analizado, más del 40% de los lesionados se reportaron en aquellas ZO dentro de la calzada sin banderero.
Al analizar esta información, se hace evidente que la presencia del banderero es un factor importante en la ocurrencia de los accidentes y sus consecuentes víctimas, por lo que, con el fin de reducir la accidentalidad vial, es recomendable incorporar este elemento en la mayoría de las ZO del país.
52 ENERO-MARZO 2023
Adicionalmente, se realizó el análisis en conjunto de la utilización de todos los elementos del control del tránsito en las ZO (véanse Figuras 7, 8 y 9). El mejor y más seguro diseño de una ZO es aquella que cuenta con dispositivos, así como con la guía para bandereros que gestionen el tránsito de los vehículos próximos y que circulan por la ZO. Como se mostró en el análisis anterior, se reportan menos accidentes en las ZO que cuentan con un banderero. A continuación, se analizan las estadísticas de las ZO que registraron en su conjunto el uso de dispositivos y bandereros.
En la Figura 7 se observa que las ZO que utilizaron dispositivos y bandereros, concentran menos del 10% de las colisiones reportadas en el periodo analizado, mientras que las ZO dentro de la calzada que no utilizaron ningún control del tránsito concentran en promedio el 35% de las colisiones. En el restante 51% se reportan en aquellas ZO que utilizaron únicamente uno de los dos controles de seguridad descritos (ya sea con dispositivos o banderero).
Analizando la distribución de víctimas, se observan patrones similares a las colisiones (véanse Figuras 8 y 9), ya que, en promedio, el 52% de los fallecidos y el 48% de los lesionados se reportan en aquellas ZO que reportaron un solo dispositivo de control (dispositivos o bandereros). Después se encuentran aquellas ZO ubicadas fuera de la calzada que no cuentan con ningún dispositivo de control y que concentran en promedio el 33% de los fallecidos y el 35% de los lesionados.
ZO dentro de calzada con dispositivos y bandereros
ZO dentro de calzada sin dispositivos ni bandereros
ZO fuera de calzada con dispositivos y bandereros
ZO con dispositivos o bandereros
Figura 7. Porcentaje de las colisiones dentro y fuera de la calzada, con y sin dispositivos, y con y sin bandereros.
ASFÁLTICA 73 53
2015 2016 2017 2018 2019 2020 70% 50% 40% 30% 20% 10% 0% 60%
ZO dentro de calzada con dispositivos y bandereros
ZO dentro de calzada sin dispositivos ni bandereros
ZO fuera de calzada con dispositivos y bandereros
ZO con dispositivos o bandereros
Figura 8. Porcentaje de los fallecidos dentro y fuera de la calzada, con y sin dispositivos, y con y sin bandereros.
60%
50% 40% 30% 20% 10% 0%
2014 2016 2017 2018 2019 2021 2015 2020
ZO dentro de calzada con dispositivos y bandereros
ZO dentro de calzada sin dispositivos ni bandereros
ZO fuera de calzada con dispositivos y bandereros
ZO con dispositivos o bandereros
Figura 9. Porcentaje de los lesionados dentro y fuera de la calzada, con y sin dispositivos, y con y sin bandereros.
CONCLUSIONES
Las estadísticas de la siniestralidad en la RCF demuestran la influencia que tienen los señalamientos, dispositivos para protección y bandereros. Se concluye que la mejor combinación de condiciones para tener una operación más segura en las ZO es contar y operar con todos estos controles, que los señalamientos y dispositivos para protección se encuentren en buen estado, instalados con base en un buen proyecto, con una estrategia de
54 ENERO-MARZO 2023
2015 2016 2017 2018 2019 2020 70% 50% 40% 30% 20% 10% 0% 60%
operación que considere todas las condiciones que se puedan presentar, y con bandereros bien equipados y capacitados que gestionen el tránsito, tanto dentro como fuera de la calzada, independientemente del tipo de carretera, así como tipo y temporalidad de la obra.
También se detectó que, dentro del análisis de la siniestralidad en ZO, se presenta una tendencia de crecimiento en la mortalidad y los accidentes tienen una mayor severidad en ZO fuera de la calzada.
Asimismo, se identificó que el porcentaje de accidentes es alto cuando no se utilizan dispositivos, y que éstos no son tan efectivos cuando la ZO se encuentra sobre la calzada, pues existe un mayor riesgo para los trabajadores y bandereros.
Los dispositivos para protección de obras registrados en los accidentes tienen muy poco impacto en la seguridad vial, por lo que se requiere una mayor supervisión por parte de las autoridades. Se estima que realizar un control del tránsito manual efectivo a través de bandereros tendría un mayor impacto en la seguridad en las ZO.
BIBLIOGRAFÍA
Cuevas, A., Mayoral, F. and Mendoza, A., (2015 - 2020). Anuario Estadístico de Accidentes en Carreteras Federales del 2015 al 2020. Instituto Mexicano del Transporte.
Dirección General de Servicios Técnicos de la Subsecretaría de Infraestructura de la Secretaría de Comunicaciones y Transportes, [DGST] (2014). Manual de señalización vial y dispositivos de seguridad (6ª ed.).
Secretaría de Comunicaciones y Transportes [SCT]. (2016). NORMA Oficial Mexicana NOM-086-SCT2-2015, Señalamiento y dispositivos para protección en zonas de obras viales. México: Diario Oficial de la Federación.
Secretaría de Comunicaciones y Transportes [SCT]. (2016). Proyecto de NORMA Oficial Mexicana NOM-086SCT2-2022, Señalamiento y dispositivos para protección en zonas de obras viales. México: Diario Oficial de la Federación.
Secretaría de Gobernación [SEGOB] (2022). Ley general de movilidad y seguridad vial. México: Diario oficial de la Federación.
http://www.dof.gob.mx/nota_detalle.php?codigo=5652187&fecha=17/05/2022#gsc.tab=0
55 ASFÁLTICA 73

Admisión Pase acceso total Pase acceso total PLUS Sesiones educativas COSTO 249 USD 679 USD 849 USD 79 USD c/u CONEXPO 79 USD 430 USD 630 USD 225 USD 4 sesiones AMAAC ¿Por qué formar parte de la delegación AMA AC? Al llenar tu registro, tendrás la opor tunidad de elegir y reservar en alguno de los hoteles que CONEXPO y Maritz Global Events, sugieren con paquetes especiales para este gran evento. Puedes consultar enviando un correo electrónico a: showmanagement@fht.global También podrás comprar un pase de Monorail que te permitirá trasladar te de la estación más cercana de tu hotel al recinto sede. Registro a la delegación amaac Más detalles del evento www.conexpoconagg.com ÚNETE A LA delegación AMA AC EN CONEXPO 2023
TOMA DE PROTESTA DE LA MESA DIRECTIVA DEL CAPÍTULO ESTUDIANTIL DE LA ASOCIACIÓN MEXICANA DEL ASFALTO A.C.FACULTAD DE INGENIERÍA DE LA UNAM
EVENTOS
El subcomité de capítulos estudiantiles, que forma parte de comité técnico de Impulso profesional de la Asociación Mexicana del Asfalto A.C., trabajó durante el 2022 en la elaboración de los lineamientos para integrar y organizar los capítulos estudiantiles de la AMAAC; el objetivo principal de crear los comités estudiantiles es la de motivar la participación proactiva de la comunidad universitaria nacional en el área del conocimiento de la ingeniería de pavimentos asfálticos.
El 18 de noviembre del presente año se llevó a cabo la toma de protesta de la mesa directiva, del capítulo estudiantil de la Asociación Mexicana del Asfalto A.C. - Facultad de Ingeniería de la UNAM (AMAAC-FI UNAM), en la sala de exámenes profesionales de la Facultad de Ingeniería de la UNAM.
Mesa directiva del capítulo estudiantil de la Asociación Mexicana del Asfalto A.C.Facultad de Ingeniería de la UNAM.
ASFÁLTICA 73 57
Cristina Nájera Montiel, Coordinación Técnica de la AMAAC
En la toma de protesta estuvieron presentes como parte del presídium:
• Ing. Víctor M. Cincire Romero A., presidente del XII de la Asociación Mexicana del Asfalto A.C (AMAAC);
• M. en I. Marco Tulio Mendoza Rosas, jefe de la División de Ingeniería Civil y Geomática;
• M. en I. Miguel Figueroa Bustos, secretario de Servicios Académicos;
• Evelin Rodríguez Garcés, presidenta de la mesa entrante.
Presídium y mesa directiva del capítulo estudiantil AMAAC-FI UNAM.

La presidenta del capítulo estudiantil, Evelin Rodríguez Garcés, realizó la presentación del programa de trabajo de la nueva mesa directiva, donde mencionó que el objetivo del capítulo estudiantil es fomentar la participación e interés de los estudiantes de la facultad de ingeniería en el área de los pavimentos asfálticos, y lograr que los estudiantes de todas las carreras de la Facultad de Ingeniería de la UNAM se involucren en los temas relacionados con los pavimentos asfálticos. Además, la mesa directiva del capítulo estudiantil busca representar a los estudiantes ante la AMAAC, las instituciones y los gremios del país, así como crear el vínculo directo entre profesionistas y empresas.
De igual forma, se presentó el plan de trabajo 2022-2023 de la mesa directiva, el cual se enfocará en las cinco áreas: cursos y talleres, ponencias, visitas técnicas, imagen y difusión y vinculación. Se buscará dar impulso a los cursos presenciales, prácticas de campo y actividades de colaboración con empresas y otras agrupaciones para generar contactos.
ENERO-MARZO 2023 58
El M. en I. Marco Tulio Mendoza Rosas, jefe de la División de Ingeniería Civil y Geomática (DICyG), agradeció al presidente de la AMAAC, el ingeniero Víctor M. Cincire R., por el apoyo a los estudiantes y felicitó a Evelin Rodríguez por su iniciativa de formar el capítulo estudiantil. El maestro mencionó que el comité permitirá fortalecerse para enfrentar los desafíos de la vida laboral e indicó que es un proyecto bastante ambicioso, y el reto es sacarlo adelante. Añadió que la DICyG tiene toda la disposición para contribuir e impulsar proyectos relacionados con las tecnologías del asfalto.

En su intervención, el Ing. Víctor M. Cincire Romero A., presidente XII de la AMAAC, dijo que estaba muy satisfecho con el interés de los estudiantes en participar en el capítulo estudiantil de la AMAAC, y destacó la importancia del asfalto en las obras de la infraestructura carretera de México, asi como lo importante que es conservar la infraestructura carretera en las mejores condiciones para el desarrollo de un país.

ASFÁLTICA 73 59
Presentación del plan del trabajo 2022-2023, de la mesa directiva del capítulo estudiantil AMAAC-FI UNAM.
El Ing. Víctor M. Cincire Romero A., presidente del XII de la AMAAC destacó la importancia de la infraestructura carretera para el desarrollo de un país.

El M. en I. Miguel Figueroa Bustos, secretario de Servicios Académicos, en nombre del director de la Facultad de Ingeniería, doctor Carlos Agustín Escalante Sandoval, mencionó que celebra alianza de la Facultad de Ingeniería a través del capítulo estudiantil con un sector tan importante para la economía del país y felicitó a la mesa directiva del capítulo estudiantil de la AMAAC- Facultad de Ingeniería de la UNAM por su trabajo en equipo. Además, mencionó que el capítulo estudiantil tendrá el apoyo de la secretaría de Servicios Académicos. Enseguida se llevó a cabo la toma de protesta de la mesa directiva.

ENERO-MARZO 2023 60
Toma de protesta de la mesa directiva del capítulo estudiantil AMAAC-FI UNAM.
XXI CILA EN PUNTA DEL ESTE, URUGUAY
EVENTOS
Gracias a los que asistieron como parte de la delegación de AMAAC al XXI CILA en Punta del Este, Uruguay


ASFÁLTICA 73 61

Membresía AMAAC
Te invitamos a formar parte de la Asociación Mexicana A.C. (AMAAC). Nos respaldan 25 años de experiencia relacionada con el uso del asfalto.
¿Por qué ser asociado AMAAC?
Tendrás una estrecha relación con otras empresas del sector que te brindarán la oportunidad de obtener nuevos clientes.
Podrás aportar y adquirir nuevos conocimientos en temas de infraestructura carretera al unirte a alguno de nuestros comités técnicos.
Tendrás un costo preferencial como asociado en nuestros cursos, seminarios, congresos y otros eventos para mantenerte actualizado en materia de asfaltos.
Ser asociado de AMAAC y capacitarte constantemente, te dará reconocimiento y confianza entre tus clientes.
Otros beneficios de la membresía AMAAC
• Vínculo en la página electrónica de AMAAC a la de su empresa. Correo electrónico para asociados individuales.
• Inscripción sin costo del representante a un curso impartido por AMAAC (aplica por un año y bajo restricciones, no acumulable).
• Suscripción sin costo a la revista Asfáltica.
• Para empresas: cuotas preferenciales de difusión en la revista Asfáltica.
• Cuotas especiales en la compra de publicaciones técnicas.
• Cuotas especiales en los cursos organizados por la AMAAC.
• Para empresas: derecho a patrocinar nuestros cursos, seminarios, congresos, etc., que te darán la oportunidad de darte a conocer entre los asociados y público en general que asiste a ellos.
• Asesoría técnica.
• Bolsa de trabajo.
Costos Membresía Inscripción Anualidad 2023 Empresarial $ 1,000 $ 12,500 Adicional $ 1,000 $ 1,500 Individual $ 1,000 $ 3,000
Buenas prácticas en la aplicación de microaglomerados en frío, con y sin fibra Colocación y compactación de bases y mezclas asfálticas, programa de operadores Sedes: Tamaulipas y Colima
1a. Jornada Técnica AMAAC
Dictámenes técnicos para la rehabilitación de pavimentos flexibles Diseño de mezclas asfálticas
2do.Congreso Académico y de Impulso Profesional Curso introductorio a los materiales asfálticos utilizados en caliente
Buenas prácticas en la aplicación de microaglomerados en frío, con y sin fibra
2a. Jornada Técnica AMAAC
Curso introductorio a las emulsiones asfálticas
Mezclas asfálticas diseñadas por desempeño Técnicas de bacheo Curso del comité de materiales reciclados
XII Congreso Mexicano del Asfalto Curso introductorio a la mezclas templadas y tibias
Jornada Técnica de Seguridad Vial Programa de cursos con reconocimiento IMT-AMAAC 2023

Asfaltos
Mezclas
Convocatoria 1 Convocatoria 2 Convocatoria 3
Emulsiones Convocatoria 1 Convocatoria 2 Convocatoria 3
asfálticas nivel 1 y 2 Convocatoria 1 Convocatoria 2 Convocatoria 3
Agregados Convocatoria 1 Convocatoria 2 Convocatoria 3
Febrero Febrero Marzo Marzo Marzo Abril Mayo Mayo Junio Junio Junio Julio Julio Agosto Octubre Noviembre Febrero 17-20 Agosto 08-11 Noviembre 17-20
AMAAC 2023
Febrero 21-24 Septiembre 26-29Marzo 15-17 Julio 19-21 Noviembre 29-01 Mayo 16-19 Julio 20-23 Diciembre 12-15 Cursos