
75 minute read
STOCK-IN-TRADE: EQUIPMENT AND TECHNOLOGIES FOR TODAY’S STREAMLINED STOCKYARDS


ENGINEERING & EQUIPMENT Stock-in-trade
equipment, systems and technologies for today’s streamlined stockyards
Bedeschi combined bucketwheel stacker/reclaimer in Italy.
Louise Dodds-Ely
Stacker/reclaimer solutions from Bedeschi gain in international popularity
Over the years, Bedeschi has been reinforcing its position as a global player in the bulk handling industry. It offers a wide variety of tailor-made solutions to transport and store any bulk material like coal, iron ore, limestone, fertilizer, clinker, and many others, covering any capacity from 100tph (tonnes per hour) to 10,000tph.
Bedeschi is already renowned for its traditional stackers and reclaimers designed for sticky and difficult materials — and the most complete range of equipment for power, cement chemical, and mining plants. However, it can also offer special applications like the combined stacker/reclaimer bucketwheel, which has lately been the most supplied item of equipment. By the end of this year, the company will have provided over ten new bucketwheel stackers and reclaimers, operating on coal and iron ore worldwide.
The combine machine, as well as stacking the material coming from the trailer, reclaims the same material from the bucketwheel. By reversing the travel direction of the boom conveyor, it carries the material to the central hopper. From the hopper, the material is then transported to the storage conveyor (the conveyor can be the same one used for the stacking operations, or it can be a dedicated conveyor).
Usually, these machines are designed for a stacking capacity higher than the reclaiming capacity: the reason being that during the stacking operations, there is no digging force of the bucketwheel. There fore, the capacity can be increased to balance the friction force during reclaiming operations.
KEEPING OPERATIONS GREEN Bedeschi has always been involved in safeguarding the environment and is committed to manufacturing the machines to the highest environmental standards, so that it delivers the most efficient equipment possible to its clients.
It is no wonder that Bedeschi’s machines are present in the most ecological steel plant in Europe. In fact, Bedeschi was awarded the contract to supply the stacking and reclaiming system inside the primary park (mineral and fossil) for Arcerol Mittal in Taranto, Italy. Inside the iron ore stockyard are installed three new machines for bulk handling with innovative characteristics. This solution is turning Taranto into a leading facility in stacking materials. The machines are conceived to optimize the quantity of the
Bedeschi longitudinal storage in Guinea. ENGINEERING & EQUIPMENT

materials handled inside the stockyard, maximizing the covered area and the piles’ height.
In the meantime, these will reduce energy consumption and improve the plant efficiency and reliability. Even if the yards are completely covered and insulated from the outside, environmental safeguards have been taken very seriously, and every effort has been made to reduce dust emissions from the beginning to the loading and unloading operations. In addition, the machine is equipped with a water system on-board.
This system, through a tank, a distribution system, and strategically placed nozzles, significantly reduces dust emissions without raising the humidity level of the conveyed material. In terms of sustainability, this intervention is unique, and the plant aims to be one of Europe’s most advanced and environmentally friendly facilities.
The erection was done at site outside the dome and then the single machines were moved to their final work positions without interrupting the activities.
CASE STUDIES Bedeschi can offer a wide variety of tailormade machines and applications in any type of storage, handling different types of materials as the following case studies show:
Bedeschi longitudinal storage in Peru.
LONGITUDINAL STORAGE IN GUINEA At the beginning of 2020, Bedeschi was awarded the contract to supply a bauxite storage facility for Guinea Alumina Corporation.
The plant is located in Kamsar (North of Guinea, Boke Region), and the scope of supply includes a stacker with a capacity of 3,000tph and a 420m-long storage belt conveyor. It is a stacker for handling bauxite both in dry and wet conditions, when the material becomes sticky due to the humidity.
The material is stored in two stockpiles of 160,000 tonnes each with chevron method. The machine has a capacity of 3,000tph and a 42m-long boom.

Fertilizer giant chooses Bedeschi to supply storage facilities in Morocco
OCP, a world leader in phosphates, has chosen Bedeschi once again as material handling partner for a new project: the Office Cherifién des Phosphates has in fact decided to rely on Bedeschi’s know-how for the EPC supply of three new automated storages: two for fertilizer and one for sulphur, for a global storage capacity of 300,000 tonnes of material.
The new equipment will be installed in the chemical complex of Phosboucraa, 30km from the city of Laayoune, in the South of Morocco.
The new project has a strategic importance for the development of the industrial axis known as the ‘southern axe’. The supply consists of material handling equipment for the storage of sulphur in import and the storage of fertilizer in export. In particular, the company will supply, among other things, three trippers, three reclaimers and six conveyor belts with capacities of up to 2,000 tonnes per hour.
The equipment will be similar to the one in the image, already supplied to OCP for the Jorf Lasfar plant in Morocco.

LONGITUDINAL STORAGE IN PERU For a Peruvian mining company active in the extraction, processing and commercial iz ation of iron ore, Bedeschi manufactured one STK33/1000 stacker.
The supply includes a new stacker and yard conveyor which are part of the new expansion project of Shougang. They are installed in the San Nicolas beneficiation area, where the mineral is processed and stocked before dispatching.
The conveyor and the stacker are designed for a capacity of 1,800tph handling iron ore, and are in the commissioning phase ready to be handed over to the mine operators.
VERTICAL WALLS BLENDING STORAGE Bedeschi supplied two BEL Cs and three STKPs for a mixed clay and coal park with a capacity of 470tph in storage and a capacity of 200tph in reclaiming.
This is a typical cement plant for the processing of wet and sticky materials. Bedeschi has long experience in the treatment of this kind of material.
The BEL C system, based on the creation of rectangular section piles, is composed of an interconnected system with a tripper, two bridge stackers and one overhead bucket reclaimer, to provide a complete remote automatic material stacking and reclaiming process. Thanks to

the BEL C system, it is possible to achieve a very high blending effect, comparable to or higher than the best frontal pre-blending bridge reclaimer.
MISCELLANEOUS STACKER CONTRACTS Bedeschi has also recently awarded two different projects supplying dry bulk stockyard equipment.
For one client, Bedeschi will supply five bucketwheel stacker/reclaimers to handle coal with a 4,000/4,500tph capacity. For another client, to which Bedeschi has already supplied four reclaimers to implement the capacity of its existing plant, the company will supply three reclaimers — one for sulphur with a reclaiming capacity of 500tph, and two 1,500tph reclaimers for fertilizer.
These projects are in the commissioning phase. Bedeschi vertical walls blending storage in China.


ENGINEERING & EQUIPMENT indurad sensors for a streamlined stockyard
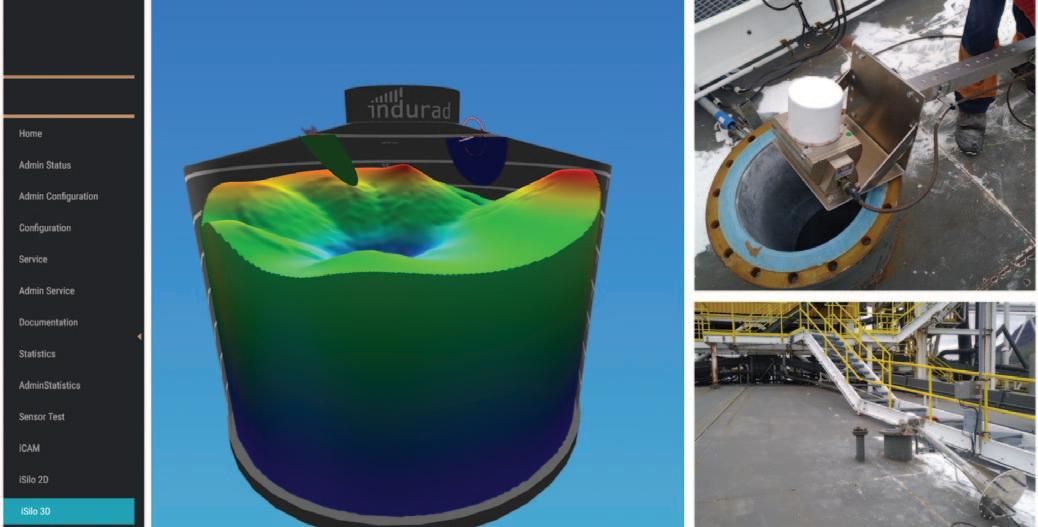
iSilo3D in use at a 85,000t alumina powder silo showing full topology caused by the various feed points.
indurad develops and manufactures unique 2D and 3D radar sensors in Germany and is a market leader in industrial imaging radar solutions. Since its foundation in 2009, the company’s radar sensors have mostly been used to improve mining and bulk material handling.
During Covid-19, indurad has benefited from its global presence and by having its manufacturing facilities near its primary Germany-based supply chain. Through an extensive partner network close to customers and its own sales and service centres — in Chile, Brazil, Canada, US, South Africa and Australia — indurad was able to provide solutions to customers and service them almost without interruption.
Furthermore, during this time, the company invested in a focused development to mature its product portfolio. New radar sensors were developed, adding significant value by enabling user configuration and 3D views of material in the user interface which runs on a web browser via an HTML5 page hosted locally on indurad’s processing unit. Two examples of this are the belt volume scanner (iBelt) and the silo material scanner (iSilo3D) which can now be commissioned by integrators or even customers. This significantly reduces the cost to customers as installation, travelling and commissioning times are reduced.
The iSilo3D system has recently been installed at several sites with fantastic feedback from customers, stating that it provides them “peace of mind,” “finally connects us with our inventory” and “First time we understand what’s happening in the silo and can optimize the process to reduce segregation.” The reduced price now allows these products to address further applications beyond mining, such as cement, biomass and alumina.
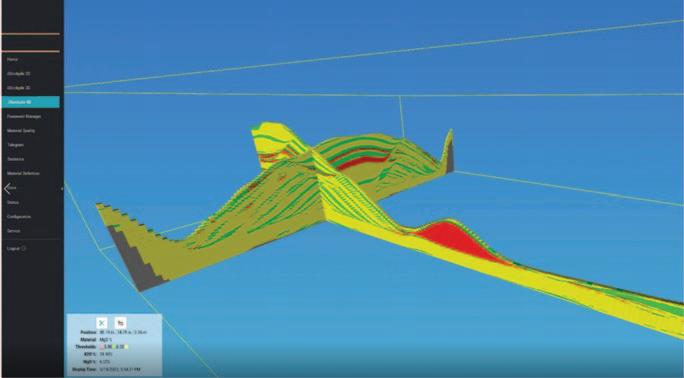
The most significant improvement in the software, however, was an upgrade of the stockpile scanning system — iStockpile4D. It is now also available with a material and quality tracking tool that is considered a game changer for many operations. The system is based on a permanent 3D stockpile scan which is used to create a 4D Voxel-based model of the stockpile where time is the fourth dimension. This allows all data associated to the material (such as material quality, source, age, etc.) to be stored in a versatile database. It also permits the incorporation of data from cross belt analysers, other devices and even lab results into the 4D Model at any time, even weeks after the material was deposited.
Each of the Voxels has a dynamic height, which allows an increase in accuracy compared to other mathematical models. The permanent 3D scan also allows the software to measure pile compression over time. This means that the stockpile model represents the material quality distribution, while taking material changes into account (dewatering, compression etc.).
When the reclaiming begins, the iStockpile solution calculates the volume of the material to be reclaimed, including the assigned material quality. This allows operations to dispatch exactly the material quality the customer ordered without accidentally delivering a higher quality. Customer savings are in the millions of dollars here, as can easily be imagined. “Being able to deliver a robust ground truth across the full process chain from ROM piles, crushing, screening [up to] product stockpiles allows our customers to optimize the process control, logistics, reconciliation and working capital in the mine,” says Dr. Christian Augustin.
A stockpile model from iStockpile 4D showing colours for different material grades stored in the stockpile.
A stockyard is one of the indispensable aspects of a dry bulk terminal, writes Petar Karaivanov, Marketing and Communications Manager, Samson Materials handling Ltd. A properly run stockyard, with modern, efficient equipment, is integral to the success of a dry bulk handling facility. Millions of tonnes of dry bulk cargo are handled in stockyards each year.
A storage space has two basic activities: one is to stockpile the commodities and the other is to reclaim them. As a result, numerous aspects must be considered for a stockyard equipment review, here we will focus on two: v equipment specifications — adapt ability and flexibility; and v environmental concerns.
EQUIPMENT SPECIFICATIONS — ADAPTABILITY AND FLEXIBILITY Naturally, equipment plays a fundamental role when we talk about efficiency of dry bulk cargo handling in stockyard management. The equipment that should be considered for a efficiently running stockyard is not limited to the actual storage choices (e.g. an open storage area or enclosed silos).
Utilization of versatile, mobile and highly adaptive equipment can radically improve stockyard performance. There are a number of solutions within the industry that are armed with increased mobility and versatility to handle different types of bulk material, giving stockyard managers an increased flexibility in choice of operations in return.
One of these solutions is a SAMSON STORMAJOR®. It is a flexible, costeffective mobile solution for radial stockpiling, barge and rail wagon loading. As well as featuring a radial outloading boom on a single chassis, it has the unique benefit of total mobility, providing universal applications and ultra-high performance. It has the flexibility to receive a wide range of materials directly from tipping trucks, shovels or even articulated dump trucks. The STORMAJOR® offers the performance of a fixed installation without the need for permanent infrastructure.
The benefits are significant and can drastically improve performance and profitability — flexibility in stockpiling and shiploading, high stockpile capacity, fast ship or barge loading, buffer storage with the machine allows for even faster truck unloading, as a high average rate can be maintained, even when changing vehicles, easily transportable to site and immediately operational, accepts a large variety of trucks and loading options, flexibility in controlling material flow.
Secondly, the mobile Samson® Material Feeder is a highly flexible mobile truck reception unit/material feeder that can be supplied as a fixed unit or a mobile piece of equipment, mounted on wheels or tracks.
The Samson® Material Feeder is a highperformance truck unloader with proven reliability for continuous process industries. It receives bulk materials directly from tipping trucks and loading shovels, providing a buffer storage capacity and a controlled discharge rate. Installed above ground, with no need for deep pits and expensive civil engineering works, it is a flexible alternative to traditional

Samson STORMAJOR® 2.0
Samson STORMAJOR® 1.0.

underground hoppers.
Benefits of utilizing such equipment are no deep pits or underground hopper requirements, no civil works, giving flexibility of location. It receives directly from a variety of vehicles with a buffer holding capacity ensuring continuous outgoing feed. It handles dry and dusty materials but is just as adept at handling wet and sticky materials. Its reduced energy consumption and easy to maintain and service characteristics have made it a top choice for many industries and bulk cargo operators.
ENVIRONMENTAL CONCERNS The current landscape of bulk material handling continues to place new practical and low environmental impact demands on the industry in relation to ship loading/ unloading systems. Low environmental impact solutions have received increased attention from researchers, designers, and managers based on the fact that infrastructure facilities are required to facilitate various activities.
Many of the existing industry projects have a design life of several decades that must fulfil current and future demands by providing increased chance of returns on investments, but also contributes towards sustainability through efficient use of resources and equipment. A number of environmental effects need to be taken into account for their influence on local communities and surrounding environment. Noise and dust are of key concerns, and as a result bulk terminal in particular are under increasing pressure from legislation.
CONCLUSION Future bulk cargo stockyards must offer flexible and environmentally friendly import and export solutions for all bulk materials if they seek to increase the maximum potential returns of investments and increase the lifespan of equipment.
Ports handling dry bulk need to consider the vast differences between handling containers and the issues faced with bulk goods.
Distinctively tailored designs to match various types of material properties and customer demands will provide an adaptive approach and enhancement in quality of operations at a lower price in the long run.
The examples of equipment provided by SAMSON Material handling are equipped with adaptable and flexible features as well as dust filtration systems which brings the environmental impact close to zero. Thus, ranking them among the top current experts in the fields of adaptability and low ecological impact of operations in stockyard dry bulk handling.
ABOUT THE AUMUND GROUP The AUMUND Group is active worldwide. The conveying and storage specialist has special expertise at its disposal when dealing with bulk materials. With their high degree of individuality, both its technically sophisticated as well as innovative products have contributed to the AUMUND Group today being a market leader in many areas of conveying and storage technology. The manufacturing companies AUMUND Fördertechnik GmbH (Rheinberg, Germany), SCHADE Lagertechnik GmbH (Gelsenkirchen, Germany), SAMSON Materials Handling Ltd (Ely, England), TILEMANN GmbH Chains & Components (Essen, Germany) as well as AUMUND Group Field Service GmbH and AUMUND Logistic GmbH (Rheinberg, Germany) are consolidated under the umbrella of the AUMUND Group. The global conveying and storage technology business is spearheaded through a total of 19 locations in Asia, Europe, North and South America and a total of five warehouses in Germany, USA, Brazil, Hong Kong and Saudi Arabia.
Samson mobile Material Feeder.

The new E-PrimeTracker 4.0 was presented at bauma 2022 from 22–24 October.

Anyone who has dealt intensively with the subject of belt misalignment on bulk material handling systems in the past knows the devastating effects. The multitude of solutions in the form of vari ous belt guide rollers to remedy the misalignment problems is also well known. Most of these are conical in design and sometimes, after short-term effectiveness, have proven to be the opposite in the long run, even having destructive potential in individual cases. In the present, many responsible persons will have already heard of the PrimeTracker — a special caster that detects belt misalignment and automatically compen sates for it. This is why ScrapeTec Trading GmbH also positions its special roller as a ‘conveyor belt tracking assistant’.


PRIMETRACKER PRINCIPLE: CYLINDRICAL ROLLER WITH SKEW CORRECTION In contrast to many previous solutions, the PrimeTracker is not conical but cylindrical. This subtle difference ensures fast and automatic correction if the belt does not run centrally, but crooked. The PrimeTracker’s mode of operation is as simple as it is ingenious: it is mounted centrally on an axis and can therefore ‘swing’ completely freely in any direction in order to react sensitively and directly to the slightest misalignment and, by correcting it, allow the conveyor belt to run optimally again.
If everything is in order and the belt is running straight, the PrimeTracker simply acts as an idler. Conical variants cannot do this. Thanks to these properties, ScrapeTec Trading GmbH can report a growing demand for the ‘Regulator’. This is because perfect belt guidance is essential, especially at transfer points on conveyor systems, to ensure that the seals work optimally and to prevent dust as well as spillage. This applies in particular to the AirScrape, the noncontact side seal from ScrapeTec. Its mode of action is only given at an optimum distance from the belt. The result is almost 0% dust and material loss. Whether cement plants, mining companies or food logistics companies — more and more companies worldwide have discovered ScrapeTec dust protection solutions for themselves. PrimeTracker is just one of them.
THE NEXT GENERATION: E-PRIMETRACKER WITH SENSOR TECHNOLOGY ScrapeTec is now offering a further development for the future, which also means the future of industry in general: the E-PrimeTracker 4.0. Its self-regulating function on conveyor belts corresponds 1:1 to that of the PrimeTracker. The E stands for the electronic added value of this device, which ScrapeTec’s developers have integrated. This is because the roller is additionally equipped with robust sensors that record all relevant characteristic values such as belt position, belt speed or the condition of the belt splice and make them available for monitoring.
The advantage: if misalignment situations occur that could lead to a possible belt standstill, the operator is warned in good time and can take precautionary action. And even the worstcase scenario, such as a misalignment with belt lesions and impending belt breakage, is indicated in good time. On the one hand, this warning is given via a colour display on the device, which shows the belt running situation from green to red. On the other hand, the information from the sensors can also be transmitted wirelessly to a monitoring system in which the control data is displayed. This is entirely in line with the idea of Industry 4.0, in which the aim is increasingly to digitize processes, thus making forward-looking measures such as condition monitoring and predictive maintenance possible. lt also corresponds to the trend in the area of conveyor systems to leave the ‘archaic’ path of tolerating robustness with dust, dirt and material losses and instead implement solutions that sustainably protect people, the environment and technology.
WORLD PREMIERE: THE E-PRIMETRACKER AT BAUMA 2022 ScrapeTec presented the E-PrimeTracker for the first time at bauma in Munich. Wilfried Dünnwald, owner of ScrapeTec and developer, is responsible for the presented further development of the PrimeTracker and presented the functionality first-hand at the trade fair.
UK’s first Hitachi ZW310-7s delivered to Norfolk quarry
During its 70th anniversary year, Longwater Gravel has taken delivery of the first two Hitachi ZW310-7 wheel loaders supplied by Hitachi Construction Machinery (UK). The Norfolk-based aggregates company added the new machines to its existing fleet of Hitachi wheel loaders — including two ZW180s, a ZW220-5, four ZW220-6s and three ZW310-6s — and three ZX210 medium excavators in July 2022.
The ZW310-7s have started working at Longwater Gravel’s 200-acre Coxford Abbey Quarry near Fakenham. They are being used for loading the hopper with the raw materials, general material handling work, creating stockpiles and loading a steady stream of trucks.
The Longwater Gravel team believes that the Hitachi ZW310 is better suited to their needs than the smaller models, as they load faster and are more efficient in the stockyard. They also prefer to have two models of the same size at Coxford Abbey, as they are then able to interchange seamlessly between tasks and operators if required.
AVAILABILITY AND PRODUCTIVITY Quarries Manager Rupert Jarvis has spent 13 of his 38 working years with Longwater Gravel: “As a manager, I like Hitachi wheel loaders as they have high levels of availability and productivity. And as an operator, they are reliable and robust — none of the other brands work as well as Hitachi machines.
RELIABILITY AND SUPPORT “We are constantly evaluating the performance of our machines and the relationship with our suppliers,” says Simon Smith, Longwater Gravel’s Operations Director. “These factors were equally important when deciding for the two new wheel loaders. Our Hitachis have been reliable since we bought our first ZW180 wheel loader in 2014. They work well and there’s minimal downtime, plus the support we receive from HCMUK is also excellent.”

“The ZW310-7 is a natural progression and a step up from the ZW310-6, with some notable improvements. It glides better, the suspension has been upgraded and the comfort in the cab has been enhanced. In addition, it is smooth, the controls and seat move together, and some of the components (such as the battery) are more accessible.”
IMPROVED ACCESS AND COMFORT Similarly, operator Trevor Minns has been working with Longwater Gravel for 15 years. He has operated all of the company’s wheel loaders, with a preference for the larger ZW310-6.
“Having driven the old and new models back-to-back, my first impressions of the ZW310-7 are that there are quite a few changes in the cab,” says Minns.
“Hitachi has spent time and effort on changing some of the features that really matter to operators. For example, climbing the steps at an angle and opening the door to the left allow better access in and out of the cab.
“The new model also offers a more comfortable workspace with the synchronized movement of the controls and seat. There is excellent visibility, as I can see all round the machine, with any blind spots eliminated due to the positioning of the (heated) mirrors and multi-angle cameras.
“Everything’s fully adjustable, so I can set everything to my liking, and my favourite features are the ZW310-7’s more comfortable seat and larger armrest. Even though I’m frequently in and out of the cab on a typical working day, I can still spend two or three hours at any one time driving the machine — and never feel tired.
“There’s even better access for routine maintenance tasks, such as cleaning the exterior of the windows, and checking the engine and hydraulic oils at the same time — it’s the small details that make such a difference. The overall performance of the machine is impressive, as it’s faster, more powerful and has greater capacity for my routine tasks around the yard.”


Dry bulk terminals are used all around the world to handle large quantities of the bulk materials. Stockyards at the terminals are an invaluable part of the dry materials handling process. They can be used as materials buffers, and as a storage for dry materials that are incoming and outgoing. Storage of various bulk materials is a significant part of the handling processes within the overall logistic networks of the bulk material processing industry.
The equipment that is commonly used for a stockyard bulk handling is not limited to the actual storage facilities (e.g. an open storage area or enclosed silos and hoppers) but also concerns transshipment equip ment such as stackers, conveyors and reclaimers.
The material properties influence the choice of storage options. Open storage options are common for materials like aggregates, coal or iron ores. Materials such as grain, sugar, cement, and wood pellets are often stored with enclosed storage systems.
Whether it is an export or import terminal, a stockyard is one of the basic elements of a dry bulk terminal where a variety of handling equipment is deployed. Bulk handling equipment has been the cornerstone of Buttimer Engineering since its inception in 1978, originally providing equipment exclusively for the handling of bulk dairy and grain products. There is more than four decades of experience in the design and supply of mechanical handling systems for grain and agri-industry applications. From the fabrication of bespoke pieces of equipment to the design and installation of complete turnkey materials handling systems, Buttimer’s in-house design team and on-site engineers have knowledge and practical experience of providing tailored solutions to various industry sectors including malting, brewing, food processing, animal feed milling and energy crops. The diversity and depth of Buttimer’s bulk handling expertise makes the company an ideal partner in the development and installation of dry materials handling systems.
Buttimer designs equipment and mechanical handling systems for a diverse range of products, including but not limited to: wheat, barley, maize (corn), rice, rapeseed and rapeseed meal, soya beans and soybean meal, coffee, food powders, wood fibres, pellets and other biomass. Each system is designed to complement the characteristics of the dry bulk product handled, and the throughput and processing requirements of the client. Some processing applications installed include: Drying, de-stoning, cleaning, milling, blending, pelleting (cubing) and treating as well as belt or chain conveying, bucket elevators, hoppers and loading and unloading equipment to rail, road, ship or other logistics systems.
Systems can be designed with full dust control, aspiration systems, ATEX and fire safety protocols to the specification of the grain’s characteristics and client’s process. Storage options include steel silos, concrete silos and flat-stores. Each dry bulk product, and client’s processing requirements will require a unique handling system; Buttimer works with clients to deliver processing, storage and out-loading system that meets those unique requirements.
Conveying equipment is considered vital in stockyards of terminals for handling a vast array of dry bulk cargos. These conveyors are designed from the ground up by Buttimer’s skilled engineers who work tirelessly to produce the highest standard products and service for clients. Be it a shuttle conveyor, mobile stacking conveyors or belt conveyor complete with discharge car, Buttimer is adaptable enough to produce a range of conveyors again depending on the needs and desires of clients. These conveyors are often capable of handling a capacity of up 2,500m3 per hour, and all bulk product commodities.
Buttimer Engineering has provided equipment for many terminals in Europe, for a number of high profile clients, such as a bulk terminal in Scandinavia.
The company was employed to carry out a range of design, fabrication, delivery, installation and maintenance work at Masnedo Bulk Terminal, Denmark. This industrial part of port is intended to handle grain cargo. Buttimer has completed and
provided equipment for the handling of bulk products. The project included: silos with a total capacity of 88,000m3, a dryer with wheat capacity of 100tph (tonnes per hour), 500 tonnes of galvanized supporting structure and almost 60 different types of conveyors with capacities vary from 300 to 1,000tph handling wheat.
The concept of terminal’s facility included a 100m-long storage facility and truck loading with weighing system, remote control system and also two intake hoppers with aspiration systems, two precleaning lines in front of dryer and a shiploading facility and also an expanded silo gallery.
The first stage of works was a flatstorage facility equipped with a belt conveyor assembled under the roof with a discharge car, which ensures a high reliability and control over the product. The storage is equipped with a weighing scales, that controls the whole process of collecting materials from the store, while the truck loading station is responsible for collecting material from the storage in buffer silo for loading previously weighed amount of grain. A great advantage of this system is a remote-controlled loading chute. The operator, with help of the remote control mounted on the belt, is able to supervise the filling process of a tank truck. The chute itself also makes it possible to reduce dust in the loading area, because of the aspiration system.
The next stage of works concerned two intake hoppers for grain. The hoppers were designed in such way that no grain was to remain and it enabled a quick truck unloading. The intaking area has been equipped with the aspiration system across the entire width of hoppers along with fully automated cleaning of filter bags.
Erection of a dryer was the next step. Drying facilities reach up to 125tph. Before the drying process, there are two hoppers for grain storage with total capacity of 3,200m3. Bulk material properties determine the behaviour of the material during handling and storage. Parameters such as internal friction and wall friction are essential to design a suitable silo or hopper for storage. There are also two drum scalpers and weighing scales for incoming quantity verification.
And finally, there is a shiploading facility with capacity of 1,000tph along with weighing scales. The pivotal factor of grain handling facility was the installation of storage facilities, eight silos equipped with silo discharge systems and screw augers. Silos are also equipped with a ventilation system to prevent any condensation to guarantee the quality of stored grain.
The new and modern grain handling facility and its functionality gives not only great storage capabilities but also operational capabilities that will result in a competitive advantage.





In the constant search for the best alternatives for the final destination of iron ore tailings — aiming at improving the operational safety of the facilities and all stakeholders involved, in addition to better harmonizing with the environment — solutions for the disposal of tailings in mining are now undergoing a broad conceptual readjustment.
The conventional method of tailings disposal is based on the use of dykes or containment dams. Using this method, the tailings are discarded in the form of pulp. This presents other inconveniences as well as the possible geomechanical risks
inherent to the design of this solution. Operating costs associated with dams are representative, as they need for constant monitoring, a highly specialized technical team, the preparation of recurring stability reports and an environmental liability that cannot be disregarded. These factors, together with the growing difficulties in obtaining permits for the raising of existing structures and the construction of new dams, have prompted the mineral sector to innovate.
The main driver of the industry has been the development of safer techniques, together with the use of new technologies in the disposal of tailings. Among the various options, dry stacking has proven to be a viable and safer alternative, mainly in the treatment of iron ore tailings. Despite the mining sector investing more and more in the dry stacking of mining tailings, mainly in the state of Minas Gerais in Brazil, the so-called piles remain a cause of concern in the operational routine of a mineral processing plant, due to the risk of landslides. Projects need to be developed following strict technical criteria, together with operating protocols and efficient inspections by customers.
In this context, TMSA stands out as one of the pioneer companies in Brazil in the application of this type of technology, assisting its customers in the constant evolution of their production processes, through a technical, sustainable and socially responsible approach.
Currently, four mining tailings filtering plants are in operation, which have modern TMSA equipment, intended for handling and stacking tailings. All plants are located in the state of Minas Gerais, with three units owned by VALE and one unit belonging to Mineração Usiminas (MUSA).
The first filtering plant, located at the VALE mining complex in Vargem Grande, started operations in the first half of 2021. The equipment supplied by TMSA allows iron ore tailings to be piled up in a solid state at a rate of 1,200tph (tonnes per hour).
The other two dedicated plants, developed jointly with VALE, are located in the Itabira complex (Minas de Cauê and Conceição). They allow tailings stacking capacities at rates of 3,400tph and 4,800tph, respectively. The Conceição plant started testing with load at the end of last year, while the Cauê plant started at the beginning of 2022. Added to the two projects in the Itabira complex, TMSA supplied a total of 14 belt conveyors and several other auxiliary systems.
Also at the end of last year, the tailings filtering plant at Mineração Usiminas (MUSA), located in the municipality of Itatiaiuçu, started operating. In this project, TMSA was responsible for supplying a belt conveyor, equipped with a mobile tripper, intended for the disposal of filtered tailings at a rate of 1,200tph.
In addition to supplying the equipment in these projects, TMSA also developed the basic and detailed engineering of the belt conveyors and their respective structures, as well as providing supervision of assembly, commissioning and startup services.
The projects will enable TMSA’s customers to increase production capacity, raise ore quality and reduce reliance on dams. On the eve of completing 56 years of market performance, TMSA reaffirms itself as an important strategic partner for its customers, applying the best practices of sustainability, technology and innovation in the proposed solutions.
Stacking of tailings VALE - Itabira Complex (Mina de Cauê).
Stacking of tailings from VALE – Itabira Complex (Mina de Conceição).
Stacking of tailings VALE — Vargem Grande Complex.

Tele Radio’s range of push-button handheld transmitters has been expanded with a widely applicable PANTHER T29-12, which is ideal for use in stockyard applications. This transmitter is PLd certified and can therefore control a total of 24 different functions at a high security level.
At the moment the new Panther transmitter is limited available. Large-scale delivery will not take place until after the summer. Other novelties are the R27 receiver and the D5-21 repeater/active antenna.
With PLd, the push-button hand-held transmitter fully complies with the mandatory Performance Level d certification, which corresponds to Safety Integrity Level 2. The combination of PLd with the Cat3 safety level makes the Panther T29-12 extremely suitable for work with a high safety risk, such as lifting and hoisting and especially the movement of heavy loads. The emergency stop function of the PLd/Cat3 level offers

additional safety.
An attractively priced PLd certified transmitter with eight buttons was already available in the Panther series, the PN-T19-2. The new 12-button transmitter is also being marketed at a very competitive price. Thanks to the four extra buttons of the new Panther T29-12, it is now also possible to safely control machines and devices with more advanced control functions, such as recovery vehicles, excavators, agricultural applications, etc.
MORE THAN 150 HOURS OF WORK The new channel is easily adaptable. Using the settings manager, the transmitter can be programmed as desired for specific
applications. Other functionalities concern the LED shift control and the radio power, for which two parameters have been added: powerMax and powerMin.
Thanks to more efficient energy consumption, the transmitter can run for more than 150 hours on the exchangeable and rechargeable lithium-ion battery. The Panther T29-12 has an IP65 protection value and is equipped with a robust housing with a bumper. Partly because of this, it is more resistant to falls and bumps.


INTERFERENCE-FREE COMMUNICATION Like the other transmitters in the Panther series, the new push-button hand-held transmitter operates on the 2.4GHz frequency that can be used worldwide. For interference-free and therefore supersecure communication, the transmitter contains advanced technology, such as DSSS. Direct Sequence Spread Spectrum technology divides the signal into smaller pieces over a frequency range, making it more difficult to intercept and interfere with.
RANGE The new transmitter can reach a range of up to 700 metres. This maximum is of course dependent on the local circumstances and connected peripherals and accessories. It is also important from a safety point of view that if a transmitter is lost or broken, any other transmitter from the same product line can be used as a backup.
NEW RECEIVER AND REPEATER/ACTIVE ANTENNA ONTVANGER
R27 RECEIVER, MODBUS RTU Handheld transmitters are connected to a receiver such as the new R27. This compact, puck-model receiver features simplex communication with support for duplex and is intended for Modbus/RTU communication. It has protection degree IP67 and belongs to the range of non-PLd certified receivers.
D5-21 REPEATER/ACTIVE ANTENNA In order to be able to transmit the radio signals from the handheld transmitter over great distances and/or obstacles without losing the signal, a signal amplifier such as the new D5-21 can be used. It also works on the 2.4GHz frequency and has a range of 100 metres (adjustable depending on the configuration). It can be programmed as an active antenna or as a repeater and is easy to set up for use in large buildings, sheds, ships and so on. With a Panther system, up to eight repeaters can be active at the same time.
Tele Radio Group is a multinational company that develops, markets and supplies universal, wireless remote controls and tailor-made wireless solutions for industrial use. The products contribute to a more comfortable and safer work environment. The first company, Tele Radio AB, was founded in Lysekil, Sweden in 1955, and has since developed to an international group with headquarters in Gothenburg, and twenty subsidiaries in Europe, Asia and the US.

ENGINEERING & EQUIPMENT Svendborg Brakes’ BSFI 200 & 3000 series braking systems for coal terminal conveyors, iron ore mine and port conveyors
Wiggins Island Coal Export Terminal (WICET) in Queensland, Australia.


Svendborg BSFI 200 Series and BSFI 3000 Series brakes have been chosen for use by WICET and by Roy Hill iron ore mine, both in Australia. BSFI 200 Series and 3000 Series spring-applied, hydraulic ally released brakes. were used at WICET.
WICET CASE STUDY BSFI 200 SERIES AND BSFI 3000
SERIES DUAL-SPRING, HYDRAULICALLYRELEASED BRAKES Svendborg Brakes was selected to provide conveyor braking solutions for use throughout the Wiggins Island Coal Export Terminal (WICET) in Queensland, Australia. The $2.6 billion, state-of-the-art facility will initially provide 27mt (million tonnes) of coal per year for export.
The first stage of the massive complex includes a 920m-long x 240m-wide stockyard that can accommodate twelve 18m-high stockpiles for total on-ground storage of 1.85mt. Four reclaim conveyors, with 2,000mm belts running at 5.9m/s, each move 6,900tph (tonnes per hour). An overhead gantry stacker is also utilized.
The port area features a jetty conveyor that transports coal 2km from shore to the shiploading wharf. Another conveyor moves the coal along the length of the wharf to feed the shiploader that has a maximum loading capacity of 8,500tph. All elevated conveyors and overwater conveyors are covered with a wall on the windward side and a floor for dust control. The large shiploader utilizes a series of cable winches that raise and lower the boom, extend and retract the shuttle along the boom, and raise and lower the operator’s cabin. Svendborg Brakes was chosen as the predominant braking system provider for the facility based on its quality, reliability and proven history of successful coal terminal installations throughout New South Wales and Queensland. BSFI 200 Series and 3000 Series spring-applied, hydraulic ally released brakes provide parking and emergency stopping functionality in case of power failure. The brake spring packs are sized to suit the individual specific braking torque requirements of the specific application. The brakes feature indicators

that detect and monitor brake pad wear, brake on/off status and brake lining temperature.
Manufactured in-house, Svendborg Brakes’ specialized hydraulic power units are engineered to perform in tough mining applications. The units are equipped to monitor oil level and temperature, motor and pump function, and operational pressure.
Svendborg Brakes technologies were incorporated on the following WICET applications (two-stage power units were supplied with all braking systems listed):
SHIPLOADER (OFFSHORE BRAKE SPECIFICATION) Luff & shuttle winches: BSFI 3120 brakes are installed directly on the winch drums to hold the position of the boom and the shuttle on the boom during coal loading onto a ship. The boom can be raised and lowered and the shuttle can be retracted or extended depending on the type of ship being loaded.
Luff winch & shuttle winch drives: BSFI 212 brakes hold the luff winch drive in position when not moving the boom. BSFI 205 brakes hold the shuttle winch drive in position when not extending or retracting the shuttle on the boom.
Operator’s cabin: a BSFI 3120 brake is installed directly on the winch to hold the cabin in position during operation. The cabin can be raised and lowered for optimal viewing.
Roy Hill iron ore mining, rail, and port project in the Pilbara, West Australia.
WHARF & JETTY (OFFSHORE BRAKE SPECIFICATION) Wharf & jetty conveyor: BSFI 3100 brakes are installed directly on the tail pulleys to dynamically stop both conveyors during an emergency or power failure and function as parking brakes when the conveyors are not in use. A 1,200mm x 30mm disc & hub assembly was supplied for each braking system.
STOCKYARD Yard, reclaim 1 and reclaim 2 conveyors: BSFI 3110 brakes are installed directly on the tail pulleys to dynamically stop all three conveyors during an emergency or power failure and function as parking brakes when the conveyors are not in use. A 1,200mm x 30mm disc & hub assembly was supplied for each braking system.
OVERLAND CONVEYOR Overland conveyor: BSFI 3120 brakes are installed directly on the tail pulley to dynamically stop the conveyor during an emergency or power failure and function as a parking brake when the conveyor is not in use. A 1,200mm x 30mm disc & hub assembly was also supplied.
ROY HILL IRON ORE CASE STUDY
BSFI SERIES BRAKING SYSTEMS WITH SOBO® IQ IRON ORE MINE AND PORT CONVEYORS Svendborg Brakes was chosen to supply braking solutions for conveyors at the Roy Hill iron ore mining, rail, and port project in the Pilbara, West Australia. When fully operational, the massive facility will provide 55mt of ore per year for export.
Braking systems, provided by Svendborg




Brakes, were installed on a variety of conveyors throughout the facility. An overland conveyor transports the ore from primary and secondary sizers to a radial stacker that positions the material in a large stockpile area.
A series of five parallel incline conveyors feed ore from the stockpile into five scrubbers, slowly rotating drums where the ore is mixed with water to remove undesirable impurities. A long infeed incline conveyor and a series of three parallel incline conveyors feed ore up into three tertiary cone crushers.
Svendborg Brakes was initially contacted by the mine’s engineering consultant based on previous successful collaborations spanning many years. The Svendborg Brakes team, working closely with the consultant’s engineers, designed braking systems to meet each of the specific conveyor application requirements. Each conveyor braking system consisted of spring-applied, hydraulically released BSFI Series caliper disc brakes, a SOBO iQ control, a SOBO hydraulic power unit and a disc.
BSFI Series brakes provide parking and emergency stopping functionality in case of power failure.
The brake spring packs are sized to suit the individual specific braking torque requirements of the specific application. The brakes feature indicators that detect and monitor brake pad wear and brake on/off status.
Svendborg Brakes’ industry-leading SOBO iQ (soft-braking) controller combines cutting-edge technologies to provide significant flexibility, safety and durability on mine conveyors. The controller features three-state digital modulation and a revolutionary dual-loop PI control (pressure/speed).
Manufactured in-house, Svendborg Brakes’ specialized hydraulic power units are engineered to perform in tough mining applications. The units are equipped to monitor oil level and temperature, motor and pump function, and operational pressure.
Svendborg Brakes technologies were incorporated on a variety of Roy Hill conveyor applications including those listed below. Two-stage power units were supplied with all braking systems.



OVERLAND CONVEYOR (RADIAL STACKER FEEDER) BSFI 3000 brakes were installed on the head drive shaft to dynamically stop the conveyor during an emergency or power failure and function as a parking brake when the conveyor is not in use. A BSFI series braking systems with SOBO® iQ for the Roy Hill iron ore mine and port conveyors. ENGINEERING & EQUIPMENT
AC E N H BACH -CO V E RS Made in Germany!



FIVE SCRUBBER CONVEYORS (INCLINED) BSFI 200 brakes were installed on the high-speed side of the head drive shaft, between the electric drive motor and the gearbox. They dynamically stop the conveyor during an emergency or power failure and function as a parking brake when the conveyor is not in use. A 1,400mm x 30mm disc & hub assembly was also supplied. These drivetrains were frame-mounted and shipped ready-to-install.
FOUR TERTIARY CRUSHER CONVEYORS (INCLINED) BSFI 300 brakes were installed on the head drive shaft, between the drive motor and the gearbox on these frame-mounted drivetrains. They dynamically stop the conveyor during an emergency or power failure and function as a parking brake when the conveyor is not in use. A 1,200mm x 30mm disc & hub assembly was supplied for each braking system.

Sempertrans — first-rate supplier of conveyor belts to the bulk industry
Innovation, experience and know-how have made Sempertrans one of the world’s foremost suppliers, offering a broad selection of technologically advanced conveyor belts for applications in the mining, cement and steel industries as well as for other applications such as ports, power and heating plants, quarries and the chemical industry. Ranging from heavy duty textile to high strength steel cord belts, Sempertrans’ products stand out for their high reliability and long service life. To reach the highest quality standards, the company engages in all processes of manufacturing a conveyor belt, from creating its own belt design to mixing its own compounds and producing its own steel cords — ensuring total control over the technical construction and properties of the belts.
With headquarters in Vienna, Austria and production facilities in Poland and India, Sempertrans supplies tailored conveyor belts to customers who demand both high-performance and economical transport of raw materials and other goods. Besides the supply of high quality belts, Sempertrans offers critical support at all project stages. Its Global Application Engineering Teams and Field Service Teams provide customers with excellent consulting services such as the design and configuration of conveyor belts in order to optimize the effectiveness of the entire production plant as well as the installation, splicing, splicing supervision and maintenance by its own experts and partners.
ABOUT SEMPERTRANS Sempertrans is part of Semperit group, a reliable partner and an internationally active company since 1824. Semperit group has been combining experience and competence to improve the performance of both customers and partners.
For more than 50 years, Sempertrans has been manufacturing high-quality steel cord and textile conveyor belts which are
The ‘Multitrans’ multi-purpose textile belt is used for general to highly demanding applications and is being used at the port of Dunkirk, France (all photos: ©Semperit AG Holding).
used to transport dry bulk material, like coal, iron ore, cement, sand and gravel, grain but also chemical products, in the mining, steel, cement industry, at ports, but also in other applications like power and heating plants.
Sempertrans supplies tailored conveyor belts which maximize safety, efficiency and lifetime of every operation. Its product range is known for strength, impact and wear resistance and long service life, carrying materials reliably and efficiently. Sempertrans offers a wide range of conveyor belts, as well as tailored solutions for special conveying tasks.
Not only does Sempertrans support customers in terms of manufacturing, installation and maintenance, its Global Application Engineering team includes dedicated conveyor belt experts to provide customized consulting services such as the design and configuration of conveyor belts in order to optimize the effectiveness of its customer’s business operations.
Sempertrans places the utmost importance on the quality of its products and services. It engages in all processes of manufacturing a conveyor belt, from creating its own belt design to mixing its own compounds and producing its own steel cords — ensuring total control over the technical construction and properties of our belts.
BELTS THAT DO TOUGH JOBS Part of the Sempertrans product range are Transdura — Sempertrans’ anti-abrasive cover range — the preferred choice to combat heavy wear and tear, cuts and gouges. Sempertrans has also developed a range of specifically adapted covers that go beyond ISO or DIN standards. D50 is the hard rock cover, designed for mining abrasive materials. It’s the right fit for highly abrasive ores, maximizing the lifetime of belts. The company’s newly developed Supreme+ cut- and gouge-resistant cover has a 20% higher impact resistance compared to standard covers while maintaining an excellent abrasion resistance.
Sempertrans is a renowned provider of heavy-duty steel and textile cord belts: v a major supplier of high quality conveyor belts with textile or steel carcasses; v two production plants in Poland and
India; and v main areas of application: mining, cement, steel, bulk material, harbours.

AT A GLANCE v one of the foremost conveyor belt plants worldwide in terms of knowhow, quality and technology; v production of steel cord belts up to the width of 3.2m and breaking strength of 8,000N/mm; v production of textile belts up to the width of 3.2m and breaking strength of 3,500N/mm; in-house production of steel cords,
The flying belt ‘Metaltrans’ in Barroso, Brazil.
The flying belt ‘Metaltrans’ is a special metal belt with a unique steel carcass construction for enhanced impact and tear resistance — in operation at Barroso, Brazil.

v
v v thus ensuring individualized solutions and short delivery times with high flexibility; own integrated R&D centre; and in-house mixing and compound development for Sempertrans and other Semperit companies.
SCOPE v development, production and supply of heavy duty conveyor belts for mining and industrial applications; v both textile and steel cable reinforced conveyor belts; v additional supply of splicing kits and splicing material for installation of its belts; and v additional technical consulting, supervision, inspection and training (related to its products).
APPLICATIONS v bulk material handling for mining and industrial applications, for example; v lignite and coal; v copper; v iron ore; v phosphate; v nickel; v gold; v fertilizer; v cement; v steel mills; v aggregates; v tunneling; and v ports.
MAJOR CUSTOMERS INCLUDE: v global, national and regional mining groups; v cement companies;


v v v
v steel producers; ports (bulk handling terminals); aggregates producers (sand, gravel); and EPCMs.
STAYING COMPETITIVE IN A TIGHT MARKET Sempertrans strives to remain competitive, and it does so through: v constant improvement of products (compounds, construction, reinforce ment materials) and processes; v in order to improve lifetime of the product, cost-performance ratio and wear resistance; v constant process of adapting its products to customer needs (by tailormaking solutions); v adding value to products by offering solutions (e.g. consulting, suggesting better performing products, rip detection and condition monitoring systems etc); and v focus on innovation and R&D in order to come up with new and improved solutions.
RECENT CONTRACTS Sempertrans recently has won contracts for EPCM projects such as: v Minera Panama project (FQM) v Oyu Tolgoi (Rio Tinto) v Kennecott copper (Rio Tinto) v Quellaveco (Anglo American)
RECENT TECHNOLOGICAL DEVELOPMENTS v setting up of Transevo range — v Sempertrans has the largest range of Transevo cover compounds in the market; and range of specially designed cover compounds that lead to a reduction in energy consumption for overland conveyors by reducing indentation rolling resistance.
SEMPERTRANS APPROACH SERVICE-ORIENTED FOCUS Sempertrans has a strong focus on service, and therefore prioritizes the following aspects of its operations:
APPLICATION ENGINEERING Technical expertise to optimally identify the needs of the customer, and provide custom design recommendations far in advance of production process
‘Sempercord’ in Chile.
WORLDWIDE PARTNERS Sempertrans services as a total solutions provider via international network of local distributors and service partners to support customers in all markets and environments
INSTALLATION, SPLICING & MAINTENANCE Supporting customers worldwide with extensive know-how to help keep their conveyors up-and-running with maximum efficiency.
DIAGNOSTICS & TRAINING Identify performance issues and recommended improvement solutions, and train staff for quicker on-site operation
INNOVATIONS Sempertrans’ solutions are: technologically advanced and highly reliable; developed and improved continuously by R&D; and protected by special cover compounds.
PRODUCT QUALITY Sempertrans’ solutions are all in line with international standards: ISO 9001 certification, and submitted to ongoing inspections, and lab and rig tests.
GLOBAL REACH Sempertrans’ solutions are: produced in two strategic locations; and provided by a global network of specialists who attend to customers wherever they are.
ENGINEERING KNOW-HOW All solutions are customized to customers’ specific needs, and optimized to enhance conveyor systems’ operations.
SERVICE-ORIENTED Sempertrans’ solutions are part of diligent project development and follow-up, and handled by expert training, installation and maintenance personnel.
DemcoTECH’S stockyard design provides advanced environmental protection
Cato Ridge Alloys plant — stockpile with elevated feed tripper, Assmang Limited, South Africa. ENGINEERING & EQUIPMENT

Engineering and project management house, DemcoTECH Engineering, is seeing growing market demand for its stockyard technologies and systems that are both state-of-the-art to maximize productivity and efficiency of the operation, as well as environmentally friendly. This is in line with the fact that climate change, and its potentially disastrous effects, is one of the defining issues of our age, with industry facing considerable pressure from the public and legislators alike to minimize its impact on the environment.
In two stockyard projects, DemcoTECH Engineering provided leading engineering solutions, both for dust control and to prevent any discharge of polluted, dirty water from the stockpiling operation into the environment.
The expansion to the manganese export facility at Assmang Limited’s Cato Ridge Alloys plant in KwaZulu-Natal, South Africa involved upgrading two existing rail tipplers, installing a series of troughed conveyors with transfer houses, from the tipplers to a new 80,000-tonne stockpile, an elevated travelling tripper, tunnel reclaim equipment and an automated road load-out facility. This EPCM project was a joint venture comprising DemcoTECH Engineering, which was responsible for the Cato Ridge Alloys plant — truck loading system, Assmang Limited, South Africa.


materials handling system, and Kantey & Templer, who provided the civil works and all structural steelwork.
“In line with our commitment to assisting our clients minimize their impact on the environment, the elevated travelling tripper, which travels over the stockpile, supported in a gallery, was equipped with fine mist sprays for dust control,” says Paul van de Vyver, DemcoTECH Engineering General Manager. “In addition, the stockpile is located on a concrete apron to prevent any dirty water pollution into the existing environmental system, but is rather
RAPID sulphur handling system — portal scraper reclaimer travels the full length of the stockpile,
Petronas, Malaysia.


RAPID sulphur handling system — pipe conveyors, Petronas, Malaysia.
RAPID sulphur handling system, Petronas, Malaysia.
sent to a dirty water system from where it is treated.”
The material from the stockpile is reclaimed with vibratory feeders from an underground reclaim tunnel below the stockpile, from where it is fed to an automated truck loading system.
“A sampling system on the reclaim belt allows for sampling of the final product being conveyed to the end client, ” says van de Vyver.
Another project DemcoTECH was awarded is for a stockpile and shiploading system from the SYS & McConnel Dowell joint venture (SMJV) for the sulphur handling for the refinery and petrochemical integrated development (RAPID) project and other associated facilities in Pengerang, Southern Johor, Malaysia. This system incorporates a similar concrete apron with a water pollution control system for the
stockyard, and includes an environmentallyfriendly pipe conveyor in order to eliminate any sulphur pollution. The RAPID project has been developed by Malaysian oil and gas company Petroliam Nasional Berhad (Petronas), through the Pengerang Integrated Complex (PIC) project.
The turnkey contract awarded to DemcoTECH Engineering included design and engineering, procuring, fabrication, shipment, construction and commissioning of a granular sulphur handling system, which had stringent environmental regulations that had to be adhered to.
Sulphur prills are delivered by tip trucks into a hopper equipped with water sprays to contain the dust. The material is then stacked onto the stockyard, designed for reclaiming using a portal scraper reclaimer, which travels the full length of the stockyard. The scraper reclaim chain reclaims the material up an inclined concrete reclaim base in order to be able to deposit the reclaimed material onto the reclaim conveyor. This then feeds the 2.2km-long jetty pipe conveyor eliminating any spillage.
Both the stacking and reclaim system are fully automated, to be able to stack onto the stockpile as required, and automated to enable the material to be reclaimed as predetermined for the shiploading operation.
To further manage the operational accuracy and efficiency, weigh scales are located on the conveyors both upstream and downstream of the stockpile, thereby allowing the operational staff to manage both the stockpiling and the reclaim/ship loading operations in order to control material inventory.
“The operation to reclaim the material from the stockpile and convey it to the shiploader was also designed to meet stringent environmental regulations,” adds van de Vyver. “The pipe conveyor, for example, reduces the number of transfer points where spillage can potentially occur. It also prevents the sulphur and the environment from mutual contamination as the product is fully enclosed in the pipe conveyor.”
DemcoTECH was appointed as the client engineers for the multi- billion dollar 200 million tonne per annum iron ore import/blending/export terminal in Lumut, Perak, Malaysia. The scope of work covered the import and export systems, which included the stacking and reclaiming systems as well as the shiploaders and shipunloaders. “Contracted by the Brazilian mining group, Vale, we provided FEL 1, 2, 3 & 4 engineering and support services for the Teluk Rubiah maritime terminal, which included purchasing the stockyard machines, conveyors and port shiploading and unloading machines rated up to 10,500tph [tonnes per hour],” noted van de Vyver.
South Africa-based DemcoTECH Engineering has a well-established and global track record in materials handling and stockpile projects, including tailings disposal systems at both the Letšeng and Liqhubong Diamond Mines in Lesotho as well the import export expansion facilities for Grindrod’s multi-product terminal at the port of Richards Bay in South Africa.

RAPID sulphur handling system — shiploader with telescopic chute minimizes dust generation, Petronas, Malaysia.
ABOUT DEMCOTECH
DemcoTECH has the in-house project management capa bil ities, tech nology and systems to succes sfully manage the comprehensive range of demands associated with the engineering design and execution of large local and inter national projects.
Its wide range of fit-for-purpose engin e ering services from conceptual design to const ruction and com mis sioning are offered from studies or single, fit-forpurpose conveyors to multi-disciplinary mining or port projects.
These services are available in various contracting mechanisms, ranging from engineering, procurement, construction and management contracts through to lumpsum turnkey contracts.
As a specialist bulk materials handling and niche process plant company, DemcoTECH Engineering services the power generation, cement, mining, metallurgical, manufacturing and port handling industries.
After-sales services include spares, maintenance, refurbishments and operational readiness packages covering procedures, systems and workplace tools required to successfully operate and maintain a new or upgraded plant.
Engineering Excellence


Leading Specialists in Bulk Materials Handling, Niche Process Plants, and Conveyor and Stockyard Design Servicing the Power Generation, Mining, Metallurgical, Cement, Manufacturing and Port Handling Industries Strong reference list in Africa, SE Asia and South America, and in India, having partnered with M/s METHODS India From Concept Design to Project Completion


Liebherr has unveiled the LH 26 M Timber Litronic, a new special machine for efficient timber handling. Thanks to its extremely compact design and exceptional manoeuvrability, the LH 26 M Timber is predestined for work in sawmills and timber operations with limited space. The handling machine impresses with extremely low fuel consumption and maximum performance at the same time.
Whether as fuel, construction element or piece of furniture: wood is a climatefriendly and popular all-rounder. For efficient timber handling, Liebherr offers a wide portfolio of powerful and efficient special machines that are ideally suited for typical work processes such as loading and unloading trucks and trailers, sorting logs or transport.
For these activities, good driving performance, high payloads as well as fast working cycles are particularly in demand. With the LH 26 M Timber Litronic, Liebherr is presenting a new timber truck that extends the existing portfolio downwards with an operating weight of between 23,500 and 26,000kg.
MACHINE COMBINES HIGH DRIVING PERFORMANCE, COMPACT DIMENSIONS AND MANOEUVRABILITY The engine power of 125kW provides the system with a high torque. This means that the machine can be accelerated quickly. In combination with the high pump flow rate, fast and dynamic working movements and thus the highest handling performance are guaranteed.
Thanks to its compact design, the machine is ideally suited for use especially in confined spaces. Due to the extremely small front and rear swing radius, the machine can be completely swivelled even in tight locations. The minimal contour of the right front in particular means that work can be carried out very close to the sorting string or pile, as this is always within the width of the undercarriage. This provides an excellent view of the working area, ensures additional safety and prevents collisions.
For high manoeuvrability, the LH 26 M Timber is equipped with all-wheel steering as standard. The all-wheel steering increases driving stability and thus improves directional stability. The automatic steering reversal, which is also standard, guarantees the correct steering direction at all times when driving forwards or backwards.
OPTIMIZED UNDERCARRIAGE CONCEPT AND EFFICIENT DRIVING OPERATION FOR TRAILER OPERATION The electric swing angle adjustment in the traction motor provides more torque, maximum acceleration and higher tractive effort. This ensures a constantly high driving performance even on slopes. The optimal adjustment of speed and flow rate ensures convincing fuel efficiency even at maximum speed.
For longer distances, the combination of timber tractor and trailer is the optimal choice. Thanks to the powerful drive and the robust axles, trailers weighing up to 60 tonnes can be towed. The new undercarriage concept with two-point blade support significantly increases the handling performance in trailer operation. The two-point blade support guarantees maximum stability as well as high payloads when loading and unloading the trailer over the entire swivel range. This allows more timber to be handled per loading cycle and thus increases productivity. The blade can additionally be used for clearing work and thus increases safety in the timber yard.
ABOUT THE LIEBHERR GROUP The Liebherr Group is a family-run technology company with a highly diversified product portfolio. The company is one of the largest construction equipment manufacturers in the world. It also provides high-quality and user-oriented products and services in a wide range of other areas. The Liebherr Group includes over 140 companies across all continents. In 2021, it employed more than 49,000 staff and achieved combined revenues of over €11.6 billion. Liebherr was founded in Kirchdorf an der Iller in Southern Germany in 1949. Since then, the employees have been pursuing the goal of achieving continuous technological innovation, and bringing industry-leading solutions to its customers.
Liebherr is expanding its portfolio in the field of timber tractors and presents the new LH 26 M Timber Litronic.
On any belt conveyor system that moves bulk materials, the belt must run straight and true to maximize its life, minimize fugitive material and safety hazards, and achieve high system efficiency, writes R. Todd Swinderman, P.E./CEO Emeritus/Martin Engineering. There can be many consequences of a mistracking belt, but all result in higher costs and increased maintenance. Even a slight belt misalignment can lead to a variety of issues, from small annoyances to full-blown catastrophes.
The most obvious effects include spillage and dust that require personnel to do cleanup, which is unproductive work that introduces risks from activities in close proximity to the moving conveyor. Spillage from non-centred cargo often gets into idlers and pulleys, reducing bearing life and causing them to seize, leading to friction damage on the belt and potentially starting a fire.
A misaligned belt can also come in contact with the stringer, causing fraying, shredding or splice damage. Great lengths of valuable belting can be destroyed with surprising speed, and even the support structure itself can be damaged. A compromised bracket or support can cause a catastrophic idler failure, which could damage other components of the system and require extensive downtime to repair. Further, there is potential for injury from a damaged belt or loose idler not to mention the increased exposure to injury from too frequent a need to clean.
“I’ve been working around conveyors for 20 years, and I’ve seen thousands of belts,” observed Martin Engineering Process Engineer Dan Marshall. “I’ve seen just about every problem that can be caused by a mistracking belt, but one thing I’ve never seen is a belt that runs true right out of the box. All conveyors, no matter how well designed and built, have some belt wander.”
A wide variety of circumstances can lead to mistracking, and operators have tried many things to correct the alignment. Some have elected to place an obstacle such as a block of wood in the belt path, so it won’t travel too far out of line. This occasionally improves the situation, but more often it’s just temporary and the belt will eventually slice through the obstacle.
Many operators have realized that pivoting an idler is a quicker and more effective way to steer a belt. This common approach is called “knocking an idler,” striking it with a hammer to move it slightly and realign the belt.
Equipment manufacturers have also designed components to help align a belt, and these solutions can be successful in specific applications. They include specially-shaped rollers, angled idlers and devices that apply pressure to the belt edge to push it back in line.
“While these mechanisms can improve a belt that’s consistently off-centre in one direction, they do



‘Knocking’ an idler with a mallet to change its position (all pictures ©Martin Engineering).

MADE FOR HARSH CONDITIONS
Whether hot or cold, snowy or dusty, explosive or corrosive. indurad 3D radar sensors scans your bulk in real time and connect you back to inventory information.
See yourself: www.indurad.com/isilo3d See more, decide better.


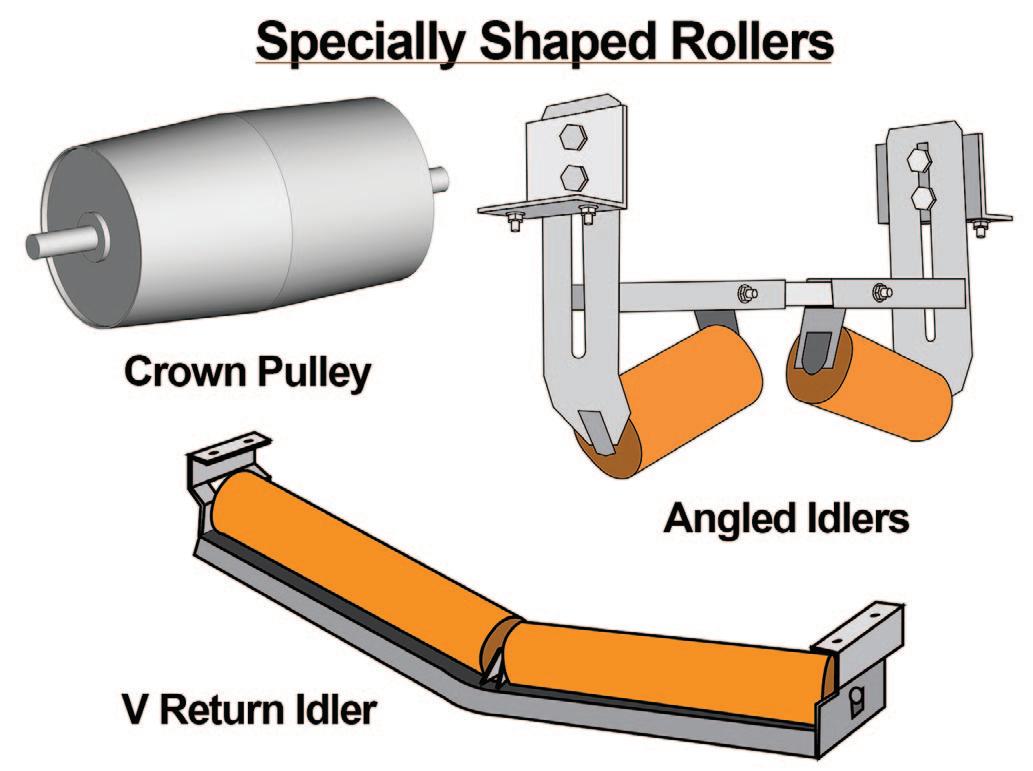
Different component designs for improving belt alignment.

not react to dynamic belt movement, meaning that they don’t correct intermittent belt wander,” Marshall continued. “To combat such changing conditions, engineers designed the tracking idler. Unlike the edge correction approach, the device senses belt movement in either direction, and pivots the idler slightly to steer the belt back into position. It doesn’t apply a great deal of force to the edges, which can damage a belt and splices. When the belt is running true, it remains centred, and when it senses a misaligned condition, it gently corrects the belt.”
Unfortunately, to accommodate limited space availability, tracking idlers typically have short sensing arms. This requires a fairly large belt displacement to create a small movement of the idler. While these designs do tend to improve tracking, there are limits to how much correction they can deliver, and short sensing arms can actually pinch a belt if the idler pivots too far. To combat this, some operators choose to “tie off” a tracking idler to limit its movement. While the practice can help preserve the belt, it doesn’t address significant mistracking.
To overcome the limitations of existing belt alignment devices, Martin Engineering has invented and patented a Multi-Pivot Belt Tracker, which employs sensors, pivoting idlers and geometry to align a wandering belt. The sensors avoid pinching the belt, and the engineered geometry amplifies any detected misalignment to create a greater pivot.
Multi-Pivot Belt Trainers use longer arms than other designs, positioning the guide rolls further from the pivot roller, as well as closer to the belt edge. The closer proximity allows guide rolls to sense very slight misalignments and make immediate corrections. Rather than waiting for a powerful mistracking force, the longer arms require considerably less pressure to move the pivot roller. The result is better correction with no pinch points and less wear on conveyor and tracking equipment, for longer and more efficient service life. Specific designs are available for both the load-carrying belt path and the return run. “Installing trackers is the economical solution, but operators should do a full analysis and consider also addressing other
Multi-Pivot Trainer for the load-carrying run. ENGINEERING & EQUIPMENT

causal issues,” Marshall added. “By focusing solely on belt alignment, plant personnel may miss other opportunities to increase production and relieve some of the burdens on their system.”
Keeping the belt centred and moving quickly is the key to high production, controlled operating cost and a safer workplace. “Misalignment causes downtime and costs money,” Marshall concluded. “But nothing causes more downtime and expense than a destructive belt fire or other catastrophe as a result of inattention to mistracking problems.”
ABOUT THE AUTHOR R. Todd Swinderman earned his B.S. from the University of Illinois, joining Martin Engineering’s Conveyor Products division in 1979 and subsequently serving as V.P. and General Manager, President, CEO and Chief Technology Officer. Swinderman has authored dozens of articles and papers, presenting at conferences and customer facilities around the world and holding more than 140 active patents.
He has served as President of the Conveyor Equipment Manufacturers’ Association and is a member of the ASME B20 committee on conveyor safety. Swinderman retired from Martin Engineering to establish his own engineering firm, currently serving the company as an independent consultant.

ABOUT MARTIN ENGINEERING Martin Engineering has been a global innovator in the bulk material handling industry for more than 75 years, developing new solutions to common problems and participating in industry organizations to improve safety and productivity. The company’s series of Foundations books is an internationally recognized resource for safety, maintenance and operations training — with more than 22,000 print copies in circulation around the world.
The 500+ page reference books are available in several languages and have been downloaded thousands of times as free PDFs from the Martin website.
Martin Engineering products, sales, service and training are available from 17 factory-owned facilities worldwide, with wholly owned business units in Australia,
Brazil, China, Colombia, France,
Germany, India, Indonesia, Italy, Mexico,
Peru, Spain, South Africa, Turkey, the USA and UK. The firm employs more than 1,000 people, approximately 400 of whom hold advanced degrees.
Multi-Pivot Trainer for the return run. www.drycargomag.com
ENGINEERING & EQUIPMENT Hitting below the belt
Explaining the underhand methods used by conveyor belt manufacturers in South East Asia to increase their market dominance.
Conveyors are a major part of any bulk handling stockyard, writes Leslie David. As any big brand owner in the world will tell you, impersonation, counterfeiting and plagiarism are a constant problem. The higher the level of brand recognition and the more of an association the brand has with premier quality then the higher the chances that an unscrupulous manufacturer somewhere will try to take advantage. Growing over 10,000% in the last two decades, counterfeit products exist in virtually every industry sector. Even now, it seems, in the world of industrial conveyor belting.
Coinciding with that time, the biggest single source of rubber belting imported into Europe is from South East Asia, the vast bulk of which is from China. As with the approach they use for virtually every other market, the strategy is based on mass volume manufacturing at a barely acceptable (and often unacceptable) standard of quality at hugely subsidized prices. Much of the European-based conveyor belt manufacturing capacity has disappeared as a result, creating an unhealthy reliance on low-grade imports. Indeed, with only one exception, European manufacturers now supplement their production with imported belting.
That one exception is Netherlandsbased Dunlop Conveyor Belting which, despite the best efforts of its competitors in Asia, has continued to prosper thanks to an unwavering market strategy of selling premier quality belts that are exclusively manufactured in its own facilities. The ‘unique selling proposition’ that it uses in the face of the extremely low prices being offered by Asian manufacturers and their importers is one of ‘lowest lifetime cost’. To support its arguments, Dunlop provides a wealth of technical evidence based on laboratory testing and real-life examples in the form of numerous case studies that demonstrate how its belts can quite easily last for up to four or five times longer than low grade import belt. To understand the technical reasons why there is such a vast difference in longevity and performance, it is first necessary to understand the methods used by Asian manufacturers that enable them to offer prices that, for apparently similar specification products, are so much less than their European-based competitors.

THE ART OF DECEPTION It is a common misconception that
The exception to the rule –all Dunlop belts are manufactured in The Netherlands.


Cost-cutting opportunity — rubber represents 70% of the volume and 50% of the cost.
products imported from China are of a similar quality but simply cost less because labour costs are much lower. The reality is that in the case of conveyor belts, the very high level of automation nowadays means that labour costs do not make a significant difference to the ultimate selling price. As a rule, the labour element represents around 10% of the total cost whereas the materials used to make a conveyor belt can constitute up to 70% of the ultimate cost and are available on the global market. As with just about any product, price ultimately determines the quality. Logically, this means that if there is a big difference in price then there must be a comparable difference in the quality of the materials used.
It is the quality of the rubber covers, in particular the ability to resist wear and tear, which has the biggest influence on the durability and operational lifetime of a conveyor belt. Rubber usually forms at least 70% of the volume mass of a conveyor belt and more than 50% of the cost. It is therefore the single biggest cost-cutting opportunity.
Because of its adaptability, most of the rubber used to make conveyor belts is synthetic. Dozens of different chemical components and substances are used to create the numerous different synthetic rubber compounds needed to cope with the different demands that may be placed upon them. These chemical components and additives are very costly so a combination of using low-grade chemicals at the absolute minimum levels or in some cases not using them at all, all contributes towards the manufacturer’s ‘lowest possible price’ objective.
CONVENIENT OMISSIONS Perhaps the best example of these Shorter lifespan – belting imported from Asia is very rarely ozone and UV resistant.

‘convenient omissions’ concerns ozone and ultra violet light. From a product longevity point of view, there is no question that all rubber conveyor belts need to be fully resistant to the damaging effects of ozone and ultra violet light. This is because at low altitude ozone becomes a pollutant. Exposure increases the acidity of carbon black surfaces and causes reactions to take place within the molecular structure of the rubber. This has several consequences such as surface cracking and a marked decrease in the tensile strength of the rubber. Likewise, ultraviolet light from sunlight and fluorescent lighting also accelerates deterioration because it produces photochemical reactions that promote the oxidation of the surface of the rubber, which results in a loss of mechanical strength. Once again, laboratory testing consistently reveals that belting imported from China and Asia in general is very rarely, if ever, ozone and UV resistant. This is almost certainly because the antiozonants that should be used during the mixing process of the rubber compounds is seen to be an avoidable cost.
UNREGULATED Manufacturers based in Asia are not subject to REACH regulation or EU regulations concerning the use of potentially hazardous chemicals that pose hazards to human health and the environment. This includes those that may have category 2 carcinogenic classifications as well as Persistent Organic Pollutants. This means that they are free to use unregulated raw materials that cost much less on the global market compared to their regulated counterparts, even though those materials may be prohibited or have strict usage limitations within Europe.
One of the biggest concerns involves short-chain chlorinated paraffins (SCCPs). These are commonly used by Asian manufacturers to reduce production costs by accelerating the vulcanizing process. REACH regulations clearly stipulate that SCCPs should either not be used at all or at least only used on a very restricted basis because of their category 2 carcinogenic classifications. Their presence can usually be identified by the unpleasant smell of the rubber whereas good quality rubber usually has very little smell at all.
A key component contained in every black rubber conveyor belt is carbon black. It makes up around 20% of a typical rubber compound. The important role that it plays should not be under-estimated. For example, it prolongs belt life by helping to conduct heat away from the surface area of

Asian manufacturers are not subject to EU regulations concerning the use of dangerous chemicals and pollutants.
the belt, thereby reducing thermal damage. It also acts as a reinforcing compound. Belts offered with significantly lower prices are virtually certain to contain carbon black that is of a much lower quality that has been produced much more cheaply. For example, by burning scrap car tyres without, of course, the hindrance of compliance with environmental regulation.
Other methods used to minimize rubber costs include the use of recycled rubber of highly questionable origin and cheap ‘bulking’ fillers such as chalk, which is used to replace part of more expensive rubber polymers.
HIDDEN SAVINGS Although they may be the same basic specification, there are often huge differences in the quality of the fabric plies between one belt and another. This is because cheaper, lower quality fabrics are used where the more costly nylon transversal weft material is kept to a minimum. Although the required tensile strength may be achieved, rip and tear resistance is noticeably reduced and the elongation (elasticity) is too low. A fact confirmed by countless laboratory tests of belts imported from Asia is an even more blatant deception involving the use of totally polyester (EE) fabric plies in a carcass that has been sold as having the much more common EP carcass (polyester/nylon mix) construction. The whole basis of using fabrics that contain a mix of polyester and nylon fabric (EP) is that it has the best balance of mechanical properties including allowing a conveyor belt to run straight and true, to trough, to flex round pulleys and drums, stretch, provide sufficient transversal rigidity, longitudinal strength and much more besides.
The use of totally polyester (EE) fabric compromises a whole range of essential mechanical properties*. The biggest danger is that a polyester weft can cause low transverse elasticity, which reduces both the troughability and impact resistance of the belt as well as causing tracking issues. In addition, less weft in the belt can also reduce rip resistance, fastener strength and the ability to handle smaller pulley sizes. The seriousness of the detrimental physical effects should never be under-estimated.
The fabric plies are a major cost component in any multiple ply conveyor belt. However, polyester (EE) fabrics cost around 30% less than EP so using cheaper polyester fabric is a big help when trying to achieve the perception of a lower ‘like for like’ price*. As far as the manufacturer using these underhand tactics is concerned, they know that it is highly unlikely that the end-user will ever have laboratory tests carried out that would reveal their trickery and dishonesty.

EVERYTHING IS FAKE BUT YOUR MOTHER Dunlop places considerable emphasis on being contactable and accountable for the quality of its products and backs it up with the reassurance of a 24-month warranty. The company sees this as an important advantage over its rivals, especially those based in Asia. It has been a hard and longrunning battle but in recent years there have been strong indications that the market is turning away from low grade import belts and realizing the far greater value of using premium, long-life belting. As if in answer to this trend, one Chinese manufacturer, Zhejiang Fuda Rubber, has
Lower-grade carbon black can be produced cheaply by burning scrap car tyres.
*Author’s note: The use of fabrics made entirely of polyester (EE) has its place in certain belt types and constructions. However, in those cases the declared specification of the belt should clearly be EE and not EP.
Not what they seem — the use of totally polyester (EE) fabric instead of polyester/nylon mix (EP) in order to cut costs can cause significant problems.



Not the real thing - ruined and worn out multi-ply belting imported from China.
stepped up the level of dishonesty by audaciously claiming to be a manufacturer of Dunlop conveyor belts. To support this deception, it has actually adapted a Dunlop Conveyor Belting quality guarantee certificate by adding its name and logo at the top and their ‘signature’ and stamp and company details at the bottom.
It seems hard to believe that something like this could happen but should we really be surprised? After all, 70% of all counterfeit goods seized globally come from China. The Chinese often joke that in China, “everything is fake but your mother” and “we can copy everything except your mother.” It may be a joke to them but it is certainly no joke to honest manufacturers such as Dunlop and indeed end-users that have effectively been tricked into buying what they believe to be genuine Dunlop quality belts, only to discover to their cost that they bear no comparison in terms of performance, safety and longevity.
Andries Smilda, Dunlop Conveyor Belting’s sales & marketing director, is understandably outraged. “We will not stand by and allow this kind of cheating and deception to take place. Apart from anything else, we will use this example to highlight the lengths that belt manufac turers in Asia will go to in order to sell their belts to unsuspecting customers. If anyone in the market was unaware of their dishonest practices we will now do all we can to make sure that they know otherwise”
SPOT THE DIFFERENCE Compliance with CE quality standards is increasingly being stipulated by purchasers of industrial conveyor belts even though conveyor belts are not a product category that is subject to specific directives that are required to be CE marked. The letters ‘CE’ used in the CE Marking are the abbreviation of French phrase ‘Conformité Européenne’ which literally means ‘European Conformity’. By placing the CE marking on a product, a manufacturer is declaring conformity with all of the legal requirements to achieve CE marking. The manufacturer is therefore ensuring validity for that product to be sold throughout the EEA, although the mark does not mean that the product was made in the EEA. The danger is that some conveyor belt manufacturers use CE marking to create an illusion of quality and safety based on the understandable assumption that goods with CE marking is proof that the product meets EU quality standards even though no such standards exist.
Unfortunately, Chinese manufacturers have ingeniously created a very similar mark that the majority of consumers may mistakenly believe is a genuine CE mark of European conformity but in reality actually means ‘China Export’, meaning that the product was manufactured in China.
CONSEQUENCES The consequences of these dishonest activities are much more far reaching than many might realize. As the market share of Asian belt manufacturers grows, Europeanbased conveyor belt manufacturing capacity is diminishing. As I touched on earlier, this is creating an unhealthy reliance on lowgrade imports and with it the loss of options for those end-users who genuinely need to use high-grade belting for their most demanding applications as well as those where fire safety is paramount.
Genuine European-made quality belting can easily last for up to four or five times longer than belting imported from Asia. The first big benefit to end-users is a vastly reduced ‘lifetime cost’ together with increased productivity as a result of far fewer stoppages for repairs and replacements. There are also direct consequences in terms of the impact on the environment. Firstly, belts with increased longevity mean that the amount of belting that first has to be produced and which is ultimately sent to the scrapheap could easily be halved. Yet another important environmental benefit of sourcing European-made belts is the vastly reduced carbon footprint created by the transportation of a few hundred kilometres within Europe compared to the several thousand kilometres that belts have to travel from Asia.
I would like to think, especially in light of the underhand practices and fakery that I have described, that end-users in Europe and Africa and the Middle East will question the sense of relying so heavily on Asian manufacturers for their supply of conveyor belts in the future.
ABOUT THE AUTHOR After spending 23 years in logistics management, Leslie David has specialized in conveyor belting for over 15 years. During that time, he has written numerous technical guidance features and papers and has become one of the most published authors on conveyor belt technology in Europe.
CE mark, China export.
Buying better quality, longer lasting belt saves money and the environment.
DCi









