
Ontario cheese producer brings proud family legacy to life through exceptional product excellence and state-of-the-art processing and packaging capabilities
Story on Page 17
QUALITY TIME CANADIANPACKAGING.COM APRIL 2024 / $10.00 SERVING CANADA’S PACKAGING COMMUNITY SINCE 1947 SIAL Canada 2024 Show Preview Page 26 Bakery Showcase Toronto 2024 Show Preview Page 28 LEFT: TERRY REES, REGIONAL SALES MANAGER, REISER CANADA RIGHT: BILL BORGO, PRODUCTION SUPERVISOR, QUALITY CHEESE


Helping you bring your best products to market.
Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.




COMPLETE SNACK PACKAGING SOLUTIONS
• Accumulation
• Horizontal motion conveying
• Incline, belt and bucket conveyors
• Filling and multihead weighing
• Bagmaking and casepacking
• Checkweighing and seal checking
• Foreign object and defect inspection
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.





May. 9-10, 2024
Booth 110
Caesars Horseshoe Casino Resort
Las Vegas, NV USA
info@heatandcontrol.com | heatandcontrol.com
CANADIANPACKAGING.COM
97
26
BACK. PRESSING FORWARD.
INNOVATING.
91
98 34 17 20 107 36 41 ~2~
LOOKING
ALWAYS
Videojet 1880 + continuous inkjet printer
Unlock high-speed performance and precision

Featuring an enhanced design and comprehensive connectivity options


Discover more at videojet.com/1880+
Videojet Technologies Inc. All rights reserved. Videojet Technologies Inc.’s policy is one of continued product improvement. We reserve the right to alter design and/or specifications without notice.
©2024
YOUR PACKAGING POWER UP
Lower your carbon footprint


Meet the demands of on-the-go consumers
Connect with shelf-appeal

Optimize operational efficiencies
Let Amcor help you to improve your speed to market and enhance product quality.

Scan here to learn about our full range of dairy packaging options.

amcor.com/afna



Family-owned Ontario cheese producer continues to grow its customer base with authentic recipes, unwavering focus on product quality and excellence, and world-class processing and packaging machinery.
April 2024 · CANADIANPACKAGING 3 CANADIANPACKAGING.COM April 2024 Vol. 77, No. 3 canadianpackaging.com DEPARTMENTS NEWSPACK 6-8 Packaging news round-up. NOTES & QUOTES 10-11 Noteworthy industry briefs. FIRST GLANCE 13 New packaging solutions and technologies. ECO-PACK NOW 14 Sustainable packaging innovations. IMPACT 15 A monthly insight from PAC Global. COVER STORY 17 QUALITY ABOVE ALL
FEATURES 23 The X Factor Renowned metal detection
its product
state-of-the-art X-Ray
technology. 24 Way Down Under Canada’s leading product inspection
vastly
strategic
a
based
26 See you at SIAL Why the upcoming SIAL Canada 2024 food industry showcase in Montreal is an event packaging professionals can’t afford to miss. 28 Bake, Rattle & Roll A brief lowdown on the upcoming Bakery Showcase 2024 trade show and conference in Toronto next month. 30 Metal Mettle The world’s largest manufacturer of metal conveyor systems shares the secrets of its success and longevity. 32 Smell the Coffee! Leading Canadian flexible packaging co-packer gets instant productivity payback with a new automatic valve applicator for highly efficient raw coffee degassing. 34 Switching Gears Innovative German packaging machinery OEM reengieers its flagship product lines to accommodate more sustainable packaging materials in high-speed applications. COLUMNS FROM THE EDITOR 4 George Guidoni Is the craft beer industry’s Golden Age over? CHECKOUT 40 Rhea Gordon Joe Public speaks out on packaging hits and misses. 17 23 30 ISSN 0008-4654. Canadian Packaging is published 10 times per year by Annex Business Media. Canada Post Publications Mail Agreement No. 40065710. Return undeliverable Canadian addresses to: Circulation Department, 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1. No part of the editorial content in this publication may be reprinted without the publisher’s written permission. © 2024 Annex Publishing & Printing Inc. All rights reserved. Opinions expressed in this magazine are not necessarily those of the editor or publisher. No liability is assumed for errors or omissions. All advertising is subject to the publisher’s approval. Such approval does not imply any endorsement of the products or services advertised. Publisher reserves the right to refuse advertising that does not meet the standards of this publication. Printed in Canada. ON THE COVER Reiser Canada’s regional sales manager Terry Rees joins Quality Cheese production supervisor Bill Borgo in front of the high-performance Repak 25 thermoform packaging machine supplied by Reiser to the cheesemaker’s main production facility in Vaughan, Ont. Cover photography by Naomi Hiltz
systems manufacturer expands
portfolio with
inspection
technologies supplier
extends its global manufacturing footprint with a
acquisition of
New Zealand-
manufacturer.
Craft beer industry at a crossroads in face of market saturation
The breathtaking growth of the craft beer industry has been one of the most celebrated business success stories in Canada, and the U.S. for that matter, for much of the first quarter of the 21st Century.
The
With double-digit growth rates in sales, volumes and market shares, North American craft brewers have proved to be a highly creative and enterprising bunch of entrepreneurial upstarts who, among other things, have elevated the importance of packaging excellence as a key marketing competence to unprecedented levels—especially on the labeling side of the business.
By introducing a multitude of exciting, offbeat new taste profiles and eye-catching packaging formats, the industry has enjoyed a charmed existence over the years in a generally flat overall beer market by taking away marker share from established traditional mass brewers at an astounding pace—creating a fairly significant economic growth engine in its own right on both sides of the Canada-U.S. border.
Sadly, it appears that this Golden Age of craft brewing is coming to its inevitable conclusion, as the combination of market saturation, changing consumer preferences and demographics, and fierce competition from many other new beverage products being introduced into the market are starting to the shine off what was once a glorious growth opportunity not so long ago.
Ironically, this change in industry fortunes is in many ways a case of getting a taste of its own medicine, whereby craft brewers are starting to lose their hardgained market share to a new crop of craft spirit producers using many of the same tricks of the trade—namely packaging and labeling—that once drove the craft beer business to its lofty heights.
This new reality is vividly underscored in a new market report recently put out by PMMI, The Association for Packaging and Processing Technologies
“While the craft beer and craft spirits industries may seem very different and are often in direct competition with one another for consumers’ attention, they actually share more similarities than dif-
ferences and in many ways their fates are inexorably intertwined,” the PMMI study, titled Craft Beer and Spirits: Success through Packaging, observes.
“One key differentiator between the two industries at the moment is the overall momentum of sales: while craft beer has been challenged in recent years and is struggling to find avenues for growth, craft spirits are riding a wave of popularity propelling the industry to new heights.”
In the U.S., sales of craft beer product recoded a two-percent decline in 2023, PPMI points out, which was actually a comparatively bright spot in the context of a three-percent decline in total beer sales south of the border.
“This does not come as a surprise to the industry,” the report notes, “with wholesalers telegraphing declining sales numbers in early 2023, when they predicted a 15- to 20-percent of drop in overall orders.”
In stark contrast, overall sales of craft spirits surged by 10.4 per cent in 2022, according to PMMI, while the number of craft distilleries climbed to over 2,500. While that is still some way off the estimated 9,456 craft brewers operating in the U.S. at the time this report was conducted, the near-term outlook definitely seems stacked in favor of the craft spirit producers.
“Buoyed by the ascendant spirit-based pre-mixed cocktail segment and harnessing a shift in consumer preference away from beer and malt-based drinks, craft spirits are expected to continue healthy growth for the next several years, with sustained double-digit CAGR (Compound Annual Growth Rate) predicted,” the report states.
“A key achievement for the craft spirit industry has been successfully taking share within the larger alcohol category away from craft beer—a feat that the craft beer industry has not quite figured out how to reciprocate.”
Like it or not, that’s the new reality, and as many craft beermakers are belatedly coming to accept, reality bites.

4 CANADIANPACKAGING · April 2024
GEORGE GUIDONI, editor GGuidoni@canadianpackaging.com
FROM THE EDITOR APRIL 2024 | VOLUME 77, NO. 3 Reader Service Print and digital subscription inquires or changes, please contact Angelita Potal, Customer Service Tel: 416-510-5113 apotal@annexbusinessmedia.com Mail: 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1 Senior Publisher Stephen Dean | (416) 510-5198 SDean@canadianpackaging.com Editor George Guidoni | (416) 510-5227 GGuidoni@canadianpackaging.com Account Coordinator Barb Comer | (888) 599-2228 ext 210 bcomer@annexbusinessmedia.com Audience Development Manager Barbara Adelt | (416) 510-5184 Fax: (416) 510-6875 badelt@annexbusinessmedia.com Media Designer Brooke Shaw | (519) 428-3471 bshaw@annexbusinessmedia.com CEO Scott Jamieson SJamieson@annexbusinessmedia.com Annex Business Media 111 Gordon Baker Rd., Suite 400, Toronto, ON M2H 3R1; Tel: 416-442-5600. Canadian Packaging, established 1947, is published 10 times per year except for occasional combined, expanded or premium issues, which count as two subscription issues. PRINTED IN CANADA ISSN 008-4654 (PRINT), ISSN 1929-6592 (ONLINE) PUBLICATIONS MAIL AGREEMENT NO. 40065710 SUBSCRIPTION PRICE PER YEAR (INCLUDING ANNUAL BUYERS’ GUIDE: Canada $80.07 per year,USA $183.09 (CDN) per year, Outside Canada $207.57 (CDN) per year, Single Copy Canada $10.00. From time to time Canadian Packaging will mail information on behalf of industry-related groups whose products and services we believe may be of interest to you. If you prefer not to receive this information, please contact our circulation department in any of the four ways listed above. Annex Privacy Officer Privacy@annexbusinessmedia.com Phone: 800-668-2374 DISCLAIMER: No part of the editorial content of this publication may be reprinted without the publisher’s written permission. ©2024 Annex Publishing & Printing Inc. All rights reserved. This publication is for informational purposes only. The content and “expert” advice presented are not intended as a substitute for informed professional engineering advice. You should not act on information contained in this publication without seeking specific advice from qualified engineering professionals. Canadian Packaging accepts no responsibility or liability for claims made for any product or service reported or advertised in this issue. Canadian Packaging receives unsolicited materials, (including letters to the editor, press releases, promotional items and images) from time to time. Canadian Packaging, its affiliates and assignees may use, reproduce, publish, republish, distribute, store and archive such unsolicited submissions in whole or in part in any form or medium whatsoever, without compensation of any sort. We acknowledge the [financial] support of the Government of Canada
number of craft brewers in the U.S.
9,456


April 2024 · CANADIANPACKAGING 5 CANADIANPACKAGING.COM Reiser Form/Fill/Seal Packaging Machines n Wide range of flexible machines produce high-quality vacuum, MAP and VSP packages n High-speed production n Superior seals eliminate leakers and returns n Backed by Reiser’s industry-leading service and support Take your business to the next level with Reiser packaging Extend product shelf life with superior packaging technology from Reiser Watch video 2023 www.reiser.com Reiser Canada • Burlington, ON • (905) 631- 6 611 Reiser • Canton, MA • (781) 821-1290 Reiser UK • Milton Keynes, Bucks • ( 019 08) 585300

New coffee pod brewing dispenses with single-use plastic and metal waste
Leading Canadian hot and cold beverages group Keurig Dr Pepper (KDP) Canada has announced plans to introduce a new game-changing single-serve coffee brewing system that will use revolutionary new coffee pods without any plastic or aluminum primary packaging.
Called K-Rounds, the new disc-shaped pods are created from expertly roasted coffee beans that are ground, pressed and wrapped
in a proprietary, protective plant-based coating preserving the coffee’s flavor and aroma, while eliminating the need for plastic or aluminum packaging.
The new plastic-free pods will work in the new Keurig Alta brewer (picture left) as part of a reimagined Keurig system that allows consumers to make a variety of hot and cold barista-style beverages—from a bold espresso with velvety crema, to an aroma-rich cup of hot coffee or a refreshingly chilled cold coffee— without having to master complex brewing techniques.
As the company pursues its vision, consumers will have the opportunity to provide essential feedback in the ongoing development of the Keurig Alta system in upcoming beta testing phases, with the first starting in the fall of 2024.
Keurig will leverage learnings from these trials, as well as strategic engagement with and insights from its retailer and coffee brand partners, to refine and optimize the system before making it available for broader sale to consumers.
“Thirty years ago, Keurig changed the way consumers brewed coffee, with the introduction of the K-Cup pod single-serve coffee system,” says company chairman and chief executive officer Bob Gamgort.
“Today, we are applying all our expertise to create a revolutionary new system that will redefine how consumers will brew coffee for decades to come,” he says. “Our agenda reflects our commitment to providing variety, quality, value, and sustainability to the 45 million North American coffee consumers who currently use Keurig brewers, and the millions of potential new households who will discover the benefits of a perfect cup of coffee prepared effortlessly at home.”
According to Keurig, the unique plastic- and aluminum-free design of K-Round pods allows for brewing at both high pressure for espresso-based drinks and low pressure for drip coffee, cold or hot, so consumers can enjoy a variety of coffeehouse drinks without coffeehouse prices.
The pods will come in different

sizes for specific types of coffee and will be marked with a code that the Keurig Alta will reads to determine the pressure and extraction profile needed to get the full flavor, aroma and richness of each coffee variety.
After brewing, K-Rounds plastic free pods can be disposed of like coffee grounds and are expected to be certified compostable.
The development of the Keurig Alta brewer and K-Rounds is the result of a multi-year innovation project incorporating significant intellectual property in beverage, pod, appliance and manufacturing design and processes.

6 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM 24_001488_Canadian_Packaging_APR_CN Mod: February 27, 2024 1:39 PM Print: 03/06/24 page 1 v2.5 COMPLETE CATALOG 1-800-295-5510 uline.ca π KEEP IT COOL WITH INSULATED SHIPPERS ORDER BY 6 PM FOR SAME DAY SHIPPING CPK_Uline_April24_CSA.indd 1 2024-03-07 7:12 AM
NEWSPACK




One of the latest big Canadian packaging producers to literally double down on KBA press technology in the leading pharmaceutical packaging manufacturer Jones Healthcare Group. Headquartered in London, Ont., the company is a market leader in advanced packaging and medication dispensing solutions.
Last month, the Jones the acquisition of a state-of-the-art, seven-color Koenig & Bauer high-speed Rapida 106 litho press as part of a plan to substantially increase its current production capacity, flexibility, and efficiency. Scheduled to come online in July, it will be the second KBA Rapida offset press acquired by Jones Healthcare in recent years.
“This marks our second investment in a litho press from Koenig & Bauer within the past four years,” says Ron Harris, president and chief executive officer of Jones Healthcare Group.
“We’ve been highly satisfied with the performance and additional capabilities offered by our previous investment,” Harris states.
“By adding another Koenig & Bauer press to our lineup, we not only expand our capacity but also enhance our ability to adapt to the diverse needs of our customers.”
The new Koenig & Bauer high-speed press, notable for its advanced features like inline register and color control—including complete reporting analysis of all job parameters—will bolster Jones’ commitment to exceeding customer expectations with reduced lead times.
This latest equipment acquisition coincides with the recent investments to enhance its finishing capabilities to better serve the U.S. compliance card sector.
“Jones Healthcare Group and Koenig & Bauer have a long-standing relationship that includes future R & D developments so that Jones always has the latest technology,” says Ralf Sammeck, chief executive officer of Koenig & Bauer Sheetfed
“For many years, we’ve had a special partnership with Jones that includes several strategic initiatives, so that they remain the leading producer of folding cartons in the industry,” Sammeck concludes.
8 CANADIANPACKAGING · April 2024
CPK_PlanAutomation_Apr24_CSA.indd 1 2024-04-04 1:16 PM
Regional sales manager Aleks Lajtman (left) and senior director of service Wolfgang Guenther lead KBA’s Canadian sales team.

We make Canada safer.
A little bit every day. ™

Safely.
Find out more:
www.pilz.com/we-automate-safely
Pilz Automation Safety Canada L.P. - Mississauga, ON
Website: www.pilz.ca
Email: info@pilz.ca
Phone: +1 905 821-7459

Calgary-headquartered NOVA Chemicals Corporation has announced the opening of the company’s Centre of Excellence for Plastics Circularity, described as “a hub for knowledge exchange and technology development for the circular economy of plastics.”
According to the company, the new Centre of Excellence is mandated to further Canadian innovation, meet customer needs, and help achieve global plastics sustainability goals by focusing on two key objectives:
• R&D Collaboration. Addressing the complex challenges and opportunities of plastics circularity by fostering collaborative relationships and integrating expertise across disciplines, including material science, engineering, chemistry,
environmental science, and public policy.
• Value Chain-Integrated Solutions. Ensuring solutions meet the needs of stakeholders across the value chain by actively working with strategic partners across industry, academia, and government to accelerate and deliver practical and scalable technologies.
“We welcome innovators from across Canada and beyond to join us in developing scalable solutions for the world’s most complex plastics challenges,” says NOVA Chemicals president and chief executive officer Roger Kearns. “NOVA has an established reputation for working with others to spearhead innovation, and we are excited to continue bridging gaps between leading-edge ideas and commercially viable technologies.”
UPM Raflatac, a major global supplier of sustainable self-adhesive paper and film products headquartered in Helsinki, Finland, has announced the opening of a new slitting and distribution terminal in Mumbai, India, to improve the company’s customer

Alan Wright, senior VP for the EMEIA region, leads the formal opening of UPM Raflatac’s new distribution facility in Mumbai, India.

service capabilities in the fastgrowing local markets. “Our talented team has created a great workplace for our employees, a great facility to serve our customers, and a great platform for growth,” says Alan Wright, UPM Raflatac’s senior vice-president for the EMEIA (Europe, Middle East, India and Africa) region. “With the new modern facility, we can stock more material locally, which will optimize lead-times, enhance service,
and help meet the diverse and dynamic needs of our customers,“ says Wright, adding the new terminal’s strategic central location extends the company’s reach across the country.

ACTEGA, leading global supplier of sealants, adhesives, coatings, primers and specialty compounds for glass, plastic and metal packaging products used in the food and pharmaceutical industries, has reached a contract manufacturing agreement with ELANTAS Beck India Limited (EBIL) for production of the WESSCO range of UV-cured coatings for India’s fast-growing flexible packaging market. Acquired as part of ACTEGA’s 2020 acquisition of the Swiss-based company Schmid Rhyner (now ACTEGA Schmid Rhyner), the WESSCO brand coatings are marketed as an economical alternative to metallic foils in hot- and


10 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE DRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOURDRIVE YOUR YOURDRIVEYOURDRIVE YOURDRIVE YOUR YOUR DRIVE BUILT YOUR WAY { } Welcome to the Red Glove Service! We’ll handle it. Local: sewcan.ca | Corporate: sew-eurodrive.ca TORONTO 1.800.567.8039 MONTREAL 1.800.361.2928 VANCOUVER 1.800.972.5481 CPK_SewEurodrive_JanFeb24_CSA.indd 1 2024-01-25 2:29 PM
NOTES & QUOTES
cold-stamping processes in many package converting applications. “From discussions with our customers, we understand that there is a strong demand for this range of coatings to be produced locally in India,” says Thomas Sawitowski, senior vice-president for flexible packaging at ACTEGA headquarters in Wesel, Germany. “With this facility, we have acted on this valuable market feedback and made a significant step towards being able to offer ‘Made-inIndia’ UV coatings.” As an operating subsidiary of globally-operating specialty chemicals group ALTANA, ACTEGA has already been active in the Indian market for many years, with three business units serving the local flexible packaging, paper and board, and metal packaging markets.
Global cosmetic products distributor IBG (Innovative Beauty Group) has received the prestigious Cosmetics & Toiletries (C&T) Allē Award for its blue light-blocking cosmetics line Screensaver, which was developed as a one-time feature collection sold exclusively at Walmart retail stores. Selected as a winner in the global

competition’s Sun/Light Protection Product category for Finished Formulas – Mass, the Screensaver brand comprises a nine-product color cosmetics assortment of make-up essentials including primer, eyeshadow, blush, highlighter, lip gloss and more, with each product in formulated with high-quality functional ingredients—calcium sodium borosilicate, jasmine leaf cell extract and sunflower seed oil—to reduce damage caused by daily environmental stressors and light-reflecting digital devices. According to the awards judging panel, “Living in a digital world with countless hours spent on the screen TV, computer, and cellphone screens, the concept for this line is essential to help defend the skin’s moisture barrier against blue light.”
Innovative

Aptar Food Protection, Atlanta, Ga.-headquartered subsidiary of packaging components manufacturer AptarGroup, Inc., has been granted the North American license to manufacture and distribute the Halopack tray system—invented in The Netherlands by Halopack N.V.—designed to enhance packaging sustainability for a wide variety of fresh, frozen, reheatable, grab-and-go and ovenable food products. Called Aptar Halopack, the patented solution is produced with recycled cardboard and a minimal amount of easily removable film for easy recyclability in existing cardboard streams. Compared to conventional plastic-based trays, cardboard materials allows for up to a 90-percent plastic reductio, according to Aptar, with more than a billion units having already been sold in Europe.
Headquartered in Chicago, Gravis is a major bulk transportation and packaging solutiosn company formed through a series of recent corporate mergers of six leading companies including Bulk Lift International, Bagwell Supply, Norwood Paper, BulkSak, JumboBag and Powertex With a network of 18 North American manufacturing and warehouse locations and a global manufacturing network, the company’s vast portfolio for customers in the food-andbeverage, agriculture, chemicals, pharmaceutical and materials industries includes FIBCs (flexible intermediate bulk containers), bulk liners and bulk container liners, industrial bags, pallet liners, nonwood pallets and stretch films. “The depth of our product and application engineering expertise puts us in a unique position to meet the most challenging bulk transportation packaging needs of Fortune 500 and local companies alike,” says Gravis chief executive officer Vishal Rao. “We selected the name Gravis, meaning ‘heavy’ in Latin, to represent our legacy and focus on the packaging and movement of bulk materials.”




CARLO GAVAZZI has the solution for your application needs, whether it’s our industry leading solid state relays & contactors, energy meters, monitoring relays, soft starters or sensors, available with or without IO-Link. Contact us today, and one of our field sales representatives will show you why we are one of the fastest growing automation companies worldwide. We’ll even provide a free evaluation sample to qualified OEMs.
April 2024 · CANADIANPACKAGING 11 CANADIANPACKAGING.COM GavazziOnline.com • 888.575.2275 • Gavazzi@CarloGavazzi.com
Inductive and Capacitive Proximity Sensors • Photoelectric Sensors • Level Sensors • Ultrasonic Sensors • Magnetic Sensors • Limit Switches • Interlocks SWITCHES: Solid State Relays & Contactors • Soft Starters • IEC Contactors & Overloads • Switching Power Supplies • Miniature Circuit Breakers • Electromechanical Relays CONTROLS: AC and DC Energy Meters and Transducers • Universal Web Platform • CurrentVoltage- and 3-Phase Monitoring Relays • Current Transformers • Timers • Panel Meters
Automation Solutions SENSORS:
CPK_Carlo Gavazzi_JanFeb24_CSA.indd 1 2024-01-23 3:43 PM







12 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM www.vc999.com · 877-435-4555 · Sales.Canada@VC999.com SMALL BUT MIGHTY OUR NEW COMPACT ROLLSTOCK THERMOFORMER Let VC999 help you create the perfect packaging solution! - www.VC999.com WE’VE PACKED THE FUNCTIONALITY OF A MUCH LARGER THERMOFORMING MACHINE INTO A COMPACT MACHINE ONLY 12 FOOT LONG. • Durable • Efficient • Small Footprint
JOINT EFFORTS
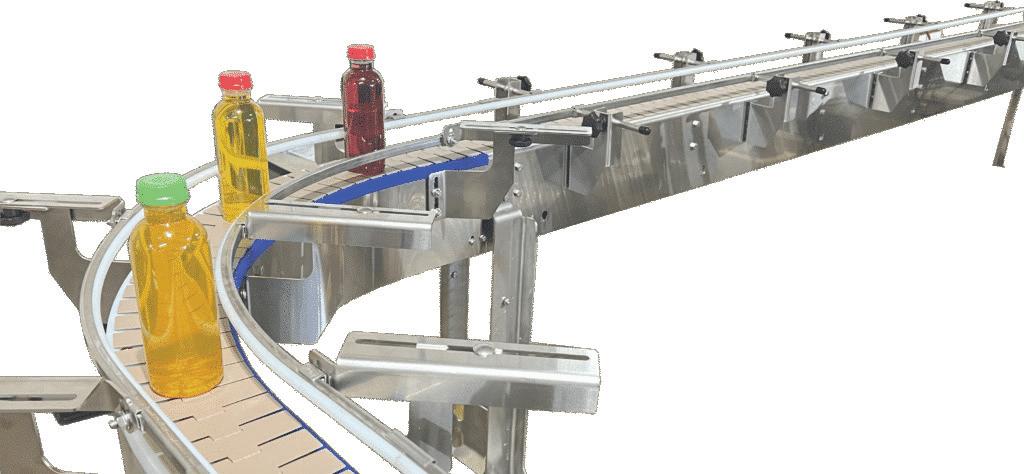
Jointly developed by Dorner Mfg. Corp. and Garvey Corporation, both part of the Columbus McKinnon group of companies, the new AquaGard GT stainless-steel infeed/outfeed conveyor is designed for demanding accumulation-type applications to prevent bottlenecks in industries such as packaging, bottling, dry food processing, and parts handling. Comprised entirely of stainless steel or FDA-approved plastic components (except for the motors), it is especially well-suited for operating in environments that require wipe-down or occasional washdown cleanings of the conveyor. Integrating powered transfer units, flush side tails, and pre-engineered transfer modules in a simple but highly versatile configuration, the AquaGard GT conveyor’s robust construction and advanced engineering ensure seamless movement of goods with high precision and reliability in navigating through different machines for efficient processing, with its seamless integration capabilities extending to end-of-line packaging and palletizers to ensure smooth transitions, optimized throughput, and superior operational efficiency.
Dorner Mfg. Corp.

GET A GRIP
Designed specifically for use with collaborative robots (cobots), the new Cobot Smart Gripper CSG from FIPA GmbH is available in three versions for use in different environments. According to FIPA, the fully-electric version with an internal electric vacuum pump eliminates the need for compressed air, thereby providing up to 90-percent reduction in energy use compared to pneumatic grippers. For its part, the version with ejector operation has a built-in multi-chamber ejector with a blow-off function, while the simplest version without its own vacuum supply is suitable for use in processes with an existing infrastructure to generate the vacuum. Thanks to the use of sealing foam, the area gripper offers perfect adaptation to the respective product, even with rough or textured surfaces, while handling a payload of up to 35 kilograms—depending on porosity of the material—in pick-and-place applications in the packaging industry, along with various assembly tasks and a wide range of mechanical processes.
FIPA GmbH

MAKING SENSE
Suitable for a broad range of sensing applications, the new 420B and 412B series ultrasonic sensors from Leuze are available with adjustable sound cones and as switching (HTU) or measuring (DMU) sensors with a very small dead zone—allowing for exceptionally flexible application. According to Leuze, the sound cone can be set via an IO-Link interface to the three ranges—narrow, medium or wide—to be adapted to the application at hand, thereby enabling reliable detection in situations where optical sensors are pushed to their limits. Able to detect glossy, reflective, very dark or transparent surfaces, as well as liquids, the HTU420B ultrasonic sensors in red housing are suitable for challenging detection tasks—such as detecting two fill levels or monitoring two positions simultaneously—by continuously delivering an analog output signal (either current or voltage) to the machine control, with a choice of operating ranges from 10 to 250 millimeters, 15 to 500 millimeters, and 20 to 1,000 millimeters. Leuze

CLOSING TIME
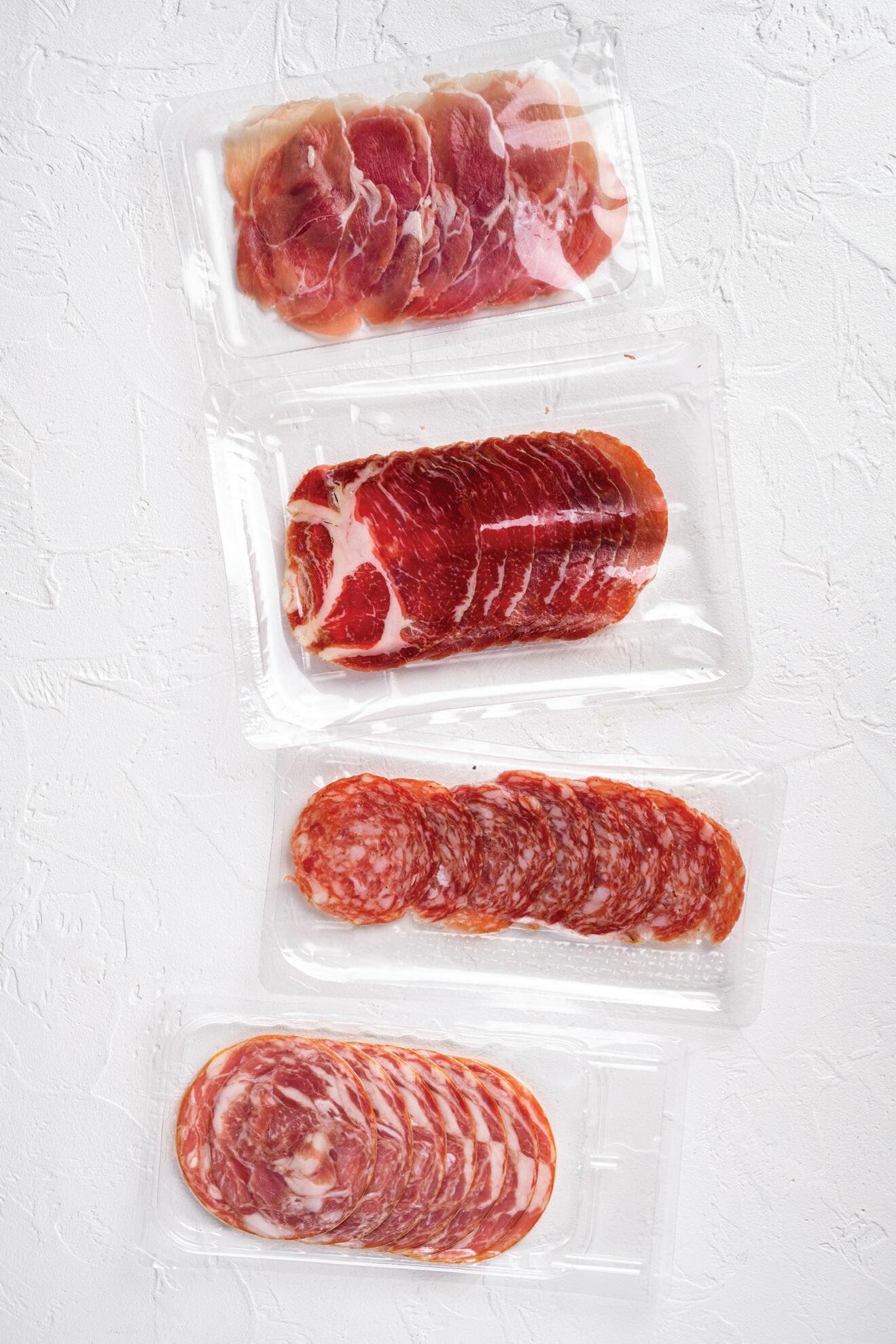
Designed for demanding agri-food industry applications, the new STRAPALL achine from Storcan is an automated box closing and strapping systems capable of adapting to randomly to different box sizes—eliminating the need for an operator to manually adjust the machine and enhancing production efficiency. Featuring an advanced on-board barcode recognition system, STRAPALL analyzes the dimensions of incoming boxes and automatically adjusts its movable parts for precise and efficient packaging, whereby the four upper flaps of the box are sequentially folded by automatic arms to ensure secure closure before strapping. With its user-friendly interface and simple controls, STRAPALL allows for quick size changes, easy cleaning and efficient maintenance—minimizing machine downtime—with its robust construction and a solid frame making it well-suited for demanding food production environments, especially in the meat and fish processing or distribution plants.
Storcan




April 2024 · CANADIANPACKAGING 13
FIRST GLANCE The new Hitachi UX2 InkJet Printer-Developed for Tomorrow’s production line Call us today for more details or to book a demonstration 1-877-427-5863 sales@harlund.com www.harlund.com QUICK CHANGE CONNECTORS ON BOARD VIDEO GUIDANCE CLEARER CODES & FASTER SPEEDS LONGER PRINTING CYCLES FIRST IN INDUSTRY SAFE PRINTHEAD CLEAN STATION CPK_HARLUND_SQ_OCT23_MLD.indd 1 2023-09-26 1:50 PM
New paper packaging solution more than just a pie in the sky
As Finland’s commercial bakery industry market leader and one of northern Europe’s largest baked-goods producers, Fazer Group takes environmental sustainability very seriously.
With a self-styled moniker of ‘The Food Experience Company’ and 130-year-plus heritage, the company’s expansive product portfolio includes high-quality bakery, confectionery, biscuit and grain products, plant-based meals and nondairy products, and various on-the-go food and drinks, as well as food and café services.
Ranking as one of the group’s largest business units, Fazer Bakery operates three large commercial bakeries Vantaa, Lahti and Lappeenranta, along with over 130 shop-in-shop bakeries located inside large grocery stores, where artisanal bakers use Finnish flour to bake fresh bread on the premises.
With local ingredients accounting for an estimated 92 per cent of everything the bakery pro

duces for the domestic market, the company’s Sustainable Packaging Vision lies at the core of its marketing and packaging strategies, whereby all product packaging is designed according to the principles of the Circular Economy model based on the use of recyclable, reusable and renewable packaging materials.
According to Fazer, this firm focus on packaging sustainability has enabled the company to

reduce its annual consumption of plastic materials by an estimated 300,000 kilograms since 2018, with 99.8 per cent of all of the group’s produce packaging now deemed to be “sortable for recycling,” including paper, cartons, metal, glass and some plastics.
As part of this focus on developing practical and sustainable packaging solutions, Fazer Bakery has recently concluded a two-year collaborative project with leading Finnish forest products manufacturer UPM Specialty Papers to develop a new recyclable packaging solution without a plastic lining for its popular Fazer’s Oat Rice Pies brand.
Already found in the chill food aisles of Finnish supermarkets, the brand is a variation on a traditional snack eaten throughout Finland, which is made with a thin rye (in this case oat) crust and rice porridge filling.

CONTINUED ON PAGE 37
CANADIANPACKAGING.COM
ECO-PACK NOW
SUMMIT2024

Step into the spotlight and showcase your disruptiv e
Step into the spotlight and showcase your disruptiv e innovation in the style of a Dragon’s Den pitch! innovation in the style of a Dragon’s Den pitch! We’re calling on innovators who are blazing trails in We’re calling on innovators who are blazing trails in their industries. their industries.
Here’s your chance to captivate an audience of over Here’s your chance to captivate an audience of over 120 attendees with your game-changing ideas. Take 120 attendees with your game-changing ideas. Take the stage for a limited time to present your innova tion, the stage for a limited time to present your innova tion, and let the audience decide the Best of Show throug h and let the audience decide the Best of Show throug h their votes. their votes.



Vlad Rebellon Sr. Director, Loblaw Brands
about Loblaw’s journey in Learn about Loblaw’s journey in implementing the Golden Design Rules implementing the Golden Design Rules across all of their private label products across all of their private label products TORONTO | BARRETT CENTRE FOR TECHNOLOGY INNOVATION CONTACT JIM DOWNHAM @ JDD@LEADERLINX.COM TO BECOME A 2024 DISRUPTOR. CALLING ALL PACKAGING INNOVATORS CALLING ALL PACKAGING INNOVATORS
Learn


16 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM

Quality Cheese production supervisor
Bill Borgo displays some of the diverse array of innovative high-end cheese products manufactured and packaged for leading retail and private-label customers at the company’s SQF-certified production facility in Vaughan, Ont., a short drive north of Toronto.
QUALITY JOB ONE
Ontario cheesemaker blends extensive knowledge and experience base with cuttingedge machinery to preserve proud family legacy through high-end product excellence
By Myles Shane
Photos by Naomi Hiltz
Over the decades, Quality Cheese has become a household name for legions of Canadian consumers who had savored the company’s exceptional products.
Headquartered just north of Toronto in Vaughan, Ont., the family-owned cheesemaker is renowned for its Albert’s Leap and Bella Casara brands, catering to both retail and foodservice sectors, in addition to producing highend private-label products for leading mass merchandisers like Costco and several large supermarket chains.
Like many quintessential Canadian food industry success stories, Quality Cheese owes its good fortune to the
dedication and vision of the Borgo family.
Founded by family patriarch Almerigo Borgo, the company is nowadays operated by his three male siblings—Bill, Albert, and Joe Borgo—with each contributing their unique skillsets and a shared passion to propel Quality Cheese to new heights in the Canadian dairy business.
Today employing over 100 people, the second-generation Italian-Canadian enterprise has successfully leveraged the family’s dedication and love for their culinary artistry to transform a once-modest enterprise into a globally recognized producer, distributor and retailer of Italian-style specialty cheese and cheese snack products.
The Borgo family’s roots trace back to the city of Vicenza in northeast Italy,
April 2024 · CANADIANPACKAGING 17 CANADIANPACKAGING.COM
COVER STORY




where Almerigo Borgo grew up and laid foundation for their family’s legacy in cheese-making.
Along with other family members, Almerigo was deeply involved in operating a cooperative dairy farm and cheese factory, nurturing a strong personal connection to the land and the local community.
This close-knit relationship with farming and cheese production became crucial during the tumultuous times of World War II.
As Almerigo’s eldest son Bill recalls with stories passed on from his childhood, the family faced some enormous challenges during the war years, which it ultimately overcame with remarkable resourcefulness and resilience ingrained in its hardworking ethos, leveraging its farming expertise and community sup-
port networks.
As a young man, Almerigo recognized the need to move to towns with larger milk supplies, seeing it as an avenue for greater opportunities in cheese production.
Dedicating himself to mastering the art of cheesemaking, he picked up many valuable insights and production techniques—until mandatory military service interrupted his pursuits.
Upon completing his military duties, and determined to explore new horizons, Almerigo made a life-changing decision to immigrate to Canada in the late 1950s.
As Bill recalls, “While many Italian immigrants made their journey to Canada by boat, my family arrived via a plane, albeit with some harrowing experiences as the aircraft almost broke down four times.
“Despite the rough arrival, my father went on to work for CN Rail, contributing significantly to construction projects in Kingston and Montreal related to the natural gas infrastructure.”
In 1957, Almerigo, his uncle and his grandfather established their cheese-making operations in Orangeville, Ont., about an hour’s drive northwest of Toronto.
At the time, sourcing milk posed many logistical challenges, as dairies had to travel to farms to obtain their raw product.
But the industry landscape changed significantly in 1965 when leading Ontario farmers united to form the Dairy Farmers of Ontario—ensuring standardized milk prices across the province.
This pivotal development enabled Almerigo to set up a factory in Toronto’s
18 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM COVER STORY
Supplied by Reiser Canada, the Repak RE 25 thermoform packaging machine installed at the Quality Cheese production facility in Vaughan features an inline rollstock labeling system, patented rapid air forming technology for optimal distribution of film into critical areas such as corners, and a four-point lifting system on the forming and sealing dies to ensure optimal seal integrity for the finished packs.

northwest, significantly streamlining milk procurement and production processes.
With a focus on crafting fresh handmade mozzarella and ricotta, he swiftly filled the existing market void for such products, laying foundations for a remarkable journey marked by relentless pursuit of innovation.
As part of that journey, Bill’s sojourn to Europe in his youth to master cheese-making techniques enabled him to add pioneering cheeses like Borgonzola, Smoked Mozzarella, Smoked Provolone, Brie, and Camembert to Quality Cheese’s product line—thereby injecting much-needed diversity into Ontario’s cheese scene in the 1960s.
Almerigo’s dedicated efforts to grow the business were largely based around merging traditional cheesemaking methods with modern techniques, before selling the original business and acquiring Quality Cheese in 1988.
By 2000, the Borgos inaugurated a
Shredded cheese loading into the dispensing buckets of the plant’s automatic weighscales, made by PFM Packaging Machinery, prior to being packaged on a PFM bagging machine below.

An elevated bucket conveyor carrying pre-measured quantities of freshly-shredded cheese being dispensed from the Holac Cheesmaxx 200 cheese-cutting machine, also supplied by Reiser Canada, towards the Vaughan plant’s packaging lines.
Back in 1999, the company launched a major rebranding initiative that introduced two new sub-brands, including:
• The Bella Casara range of specialty Italian cheese comprising premium-quality mozzarella, ricotta, provolone, mascarpone, and buffalo cheeses.
cutting-edge production plant in Vaughan, commencing the production of soft-ripened cheeses. In 2016, the company commenced operations of another plant in Orangeville, with a specialized focus on Brie cheese production.
The strategic shift ushered in a period of expansive growth, marked by enhanced product diversity and quality.
With numerous opportunities presenting themselves, the company capitalized on these openings, resulting in the development of a diverse array of refined product offerings.
As one of the larger processors in Ontario, Quality Cheese uses about 160,000 litres of milk a day, producing approximately 16 tonnes of cheese.
Boasting two expansive processing facilities, one dedicated to Italian cheeses and the other to French varieties and some select Italian soft cheeses, the company’s operations reflect a deep-rooted commitment to excellence and specialization.
• The Albert’s Leap family of soft-ripened and specialty cheeses, such as brie, camembert, washed-rind, blue cheese, goat cheese and firm cheeses, drawing inspiration from the family’s extensive global travels and experiences.
In addition, the company implemented plans to expand its repertoire and capabilities by investing in new shredding operations for production of sliced cheese products, while also installing a new production line dedicated exclusively to smoked cheeses, including various cheddar, mozzarella, and provolone varieties.
The entire process was seamlessly integrated into a highly efficient cutand-wrap operation for high-volume production of high-quality smoked cheese products.
As vice-president of sales and marketing at Quality Cheese, Sean Nolan plays a pivotal role in shaping the company’s strategic direction and market positioning.
With keen focus on innovation and customer satisfaction, Nolan oversees a diverse range of responsibilities that contribute to the company’s success and growth trajectory, with his collaborative

April 2024 · CANADIANPACKAGING 19 CANADIANPACKAGING.COM
Below from left: A sampling of the different packaging styles and formats produced on the Repak 25 thermoformer.
relationship with the Borgo brothers underscoring the company’s cohesive approach to achieving excellence in every aspect of the business.
This includes the company’s quick adaptation to the new realities of the dynamic and dynamic fast-changing retail landscape, particularly the meteoric rise of the e-commerce and online shopping segments.
Nolan says the company was quick to react to this shift by launching its own e-commerce platforms and expanding its product offering for online sales.
“E-commerce may mean you have different sizes of product you sell to that market,” Nolan notes, “whether it’s snack cheese or bulk cheese.
As Nolan points out, the company’s unwavering commitment to food safety and quality assurance is strongly validated though its SQF (Safe Quality Foods) certification, as well as formation of a dedicated internal food safety team tasked with ensuring excellence across all areas of the business: from milk receiving to finished goods and packaging.
Moreover, the company’s minimal use of artificial ingredients or additives positions Quality Cheese products as a real health-conscious choice for Canadian consumers, Nolan contends.
As regional sales representative for Burlington, Ont.-based food packaging and processing machinery distributor Reiser Canada, Terry Rees has played a pivotal role in upgrading Quality Cheese’s packaging and processing capabilities since 2007.
A leading Canadian-based supplier of innovative equipment solutions for food manufacturers—with primary focus on processing, portioning, packaging and quality control—Reiser Canada has proven to be an invaluable partner in Quality Cheese’s quest for to redefine the landscape of cheese packaging and processing through product excellence and innovation.
As Rees reveals, “The interesting thing about Reiser Canada is that we have eight salespeople across the country, but we have 24 people in the service department.
“That’s a three-to-one ratio of service to sales,” says Rees, stressing the company’s strong focus on customer service excellence.
Adds Bill: “Our enduring reliance on the rollstock machine, procured from Reiser Canada in 2007, speaks volumes about the exceptional service and reliability we’ve experienced.
“We now operate four rollstock machines across four separate plants, highlighting their lasting value and our unwavering trust in Reiser’s products.”
As Bill relates, the collaboration be-
Made almost entirely from stainless steel, the Seydelmann K 120 Bowl Cutter is designed to ensure fast and smooth product reduction and emulsification with a six-knife knife-head, 120-liter bowl capacity, and a dynamically shaped flow hood, and a see-though noise absorbing cover made from specialty engineered plastic.



20 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM COVER STORY




tween Reiser and Quality Cheese has redefined the landscape of cheese packaging and processing in Canada through a dynamic partnership focused on innovation and excellence.
At the forefront of this transformational journey is Reiser’s Repak RE 25 thermoform packaging machine that transformed Quality Cheese’s packaging processes.
“It’s very versatile,” say Bill, adding it is one of his favorite machines at the plant.
Top
A side view of the high-speed Weber cheese slicer used to make a broad range of sliced cheese products in various sizes and thicknesses.
Middle Production supervisor Bill Borgo strikes a confident pose outside the Vaughan production facility’s storefront.
“Our extended version provides more room to load, especially for the rigid packaging and sliced products, and the added labeling system above and below the machine is invaluable.”
Lauding the machine’s versatility, Bill elaborates: “In addition to packing provolone’s and fresh mozzarella, with this machine we’re able to pack sliced cheeses, fluid products and creamier mozzarella cheeses.”
Designed to deliver optimal process efficiency and maximum product freshness, Repak RE 25 system’s exceptional versatility in handling various foils, along with a multitude of customizable features, facilitated seamless integration into Quality Cheese’s production process, becoming the cornerstone of the Vaughan plant’s operations.
Its precision in packaging Vegetal Mozzarella Creme in consumer-friendly packages, for example, makes it an invaluable asset for meeting market demands and seamless adapting to shifts in consumer preferences.
“When packaging creamy mozzarella, the product is being precisely dosed into 250-grams packages, with the flexibility to pack 500-gram packages as well,” says Bill
“The machine’s versatility really shines with its labeling capabilities and different die-cuts for precise cutting.”
The dynamic collaboration between Quality and Reiser extends beyond packaging to encompass cutting-edge processing solutions.
These include the compact and high-

April 2024 · CANADIANPACKAGING 21 CANADIANPACKAGING.COM

ly efficient Holac Cheesmaxx 200 cheese-cutting machine, which handles high-speed shredding and dicing tasks with virtually unrivaled precision on the plant’s pizza topping lines.
As Rees notes, the machine’s dynamic capabilities highlight its versatility and practicality—significantly contributing to the plant’s overall operational efficiency and product quality.
“This precision not only enhances product aesthetics but also facilitates even melting and distribution during cooking, elevating the overall culinary experience,” Rees adds.
“From softer cheeses to harder varieties, it maintains its efficiency and precision, meeting the diverse needs of cheese processing lines in the industry.”
The partnership between Reiser and Quality Cheese also extends to advanced packaging solutions like the Supervac GK501B with an AT8 shrink tank, enhancing packaging capabilities for larger cheese products.
As Bill explains, “The Supervac GK501B and AT8 machines are indispensable for packaging larger cheese wheels and blocks in shrink bags.
“Their robust design and advanced vacuum technology guarantee airtight seals, safeguarding the cheese from moisture and contaminants during storage and transit.”
Adds Reiser’s Rees: “The GK501B’s precision in vacuum levels and sealing parameters allows for customized packaging, perfectly aligning with their diverse cheese types and sizes.”
As for the AT8 automatic shrink tunnel, “It seamlessly complements the vacuum process by applying heat, tightly conforming the shrink film around the cheese,” Bill states.
“The tunnel’s adjustable settings ensure uniform shrinkage for various cheese sizes, enhancing presentation and product integrity.”
For its part, the new Vemag Cheese Shape Former plays a crucial role in Quality Cheese’s operations by producing shaped cheese snacks such as sticks, discs, and other creative shapes.
Additionally, the Shape Former has become instrumental in repurposing cheese offcuts and scraps, according to Bill, transforming them into premium snacks or cheese blocks.
Bill says he is also highly impressed by the mesmerizing capabilities of the Seydelmann K 120 AC8 Bowl Cutter, showcasing its pivotal role in creating finely graded powdered cheese blends efficiently, precisely, and perfectly tailored to meet the stringent requirements of foodservice industries.
“The Seydelmann K 120 AC8 Bowl Cutter is a marvel of engineering,” Bill enthuses. “It features a set of precision knives within a rotating bowl, meticulously chopping ingredients suspended within.
“For instance, we can introduce three distinct cheese varieties into the machine, and in a mesmerizing display of efficiency, the Bowl Cutter sizes them down to a perfectly graded texture, while seamlessly blending them.
“Not only does it handle cheese with finesse, but it also incorporates additives like anti-caking powder seamlessly into the mix,” he stresses.
“The entire process, from chopping to blending, takes merely about a minute and a half, making it ideal for foodservice or industrial-scale applications.
“Beyond its mesmerizing cheese-blending prowess, the Seydelmann K 120 AC8 Bowl Cutter boasts high versatility in handling various in-
gredients,” he adds.
“We have frequently utilized it for creating spice blends and textured mixes, showcasing its adaptability across different product lines.”
The machine’s precise control over blending and texture consistency ensures uniformity in every batch, meeting the exacting standards of Quality Cheese’s diverse clientele.
As Bill proudly proclaims “The Seydelmann K 120 AC8 Bowl Cutter isn’t just a machine: it’s a cornerstone of our production, embodying innovation and precision to deliver top-quality products every time.”
In addition to the cutting-edge machinery, Quality Cheese also derives great benefits from its dynamic relationship with Reiser Canada in terms of impeccable after-sales service and support, according to Nolan, continuously reinforcing the company’s prominent position in the Canadian cheese manufacturing industry and setting new standards for product quality, consistency and customer satisfaction.
All in all, the proud Borgo family legacy embodied by Quality Cheese is a testament to the power of dedication, innovation, and family values in shaping a successful business venture.
From humble beginnings in Italy to pioneering cheese-making techniques in Canada, the Borgo family’s journey epitomizes resilience and a relentless pursuit of excellence through adaptation, growth and strategic partnerships.
Through collaborations with industry leaders like Reiser Canada, Quality Cheese has not only modernized its operations but also prioritized sustainability, quality assurance, and customer satisfaction, while showcasing the company’s commitment to diversification and meeting evolving consumer preferences through an expansive and diverse product portfolio ranging from traditional Italian cheeses to innovative global-inspired creations.
And as Quality Cheese continues to thrive in the Canadian food industry, it continues to stand out as a beacon of cultural diversity, innovation and unwavering quality standards to ensure that the family’s legacy will live on well into the future, while rewarding Canadian consumers with some of the finest cheese products made anywhere in the world for generations to come.
SUPPLIERS
Reiser Canada
22 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM COVER STORY
Please see a video of Reiser’s packaging and processing machinery in action at Quality Cheese’s production facility in Vaughan on Canadian Packaging TV at www.canadianpackging.com
THE X FACTOR
New Fortress X-Ray detection system seeks to set new benchmarks for product inspection excellence in global markets
There’s never a dull moment at Fortress Technology Inc. , Toronto-based manufacturer of metal detection and related product inspection technologies whose technological know-how and knack for innovation have enabled the company to rise into the upper echelons of the global market for product inspection and food safety technologies over the last 28 years.
But even by its own high standards for world-class product development and engineering, the company’s new foray into the X-Ray product inspection market segment is a bold statement of intent about its high long-term ambitions to boost its global market clout and presence to new heights.
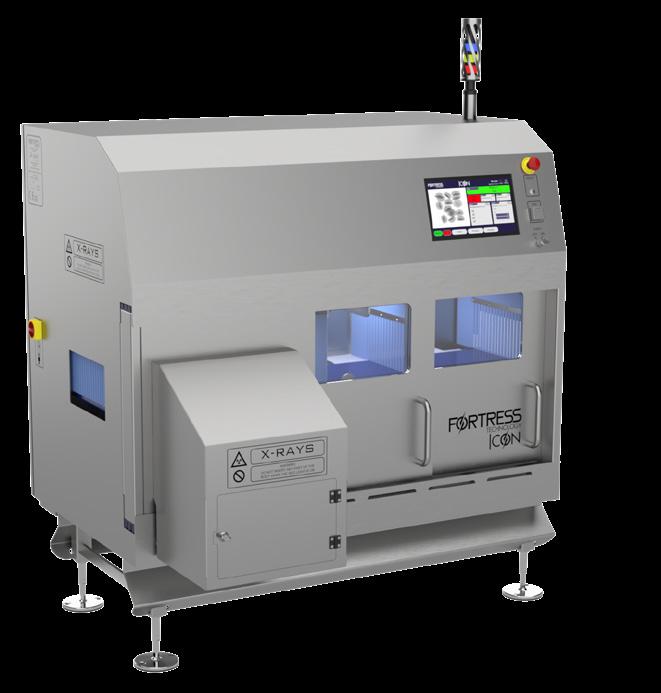
Introduced to the market last year, the new Icon is a highly accurate, fully integrated X-Ray system specifically designed for high care food production environments.
Engineered for precise detection and rejection of for contaminant materials such as metal, ceramic, glass and highdensity plastics, the Icon system features an on-board automatic reject device— enabling instant removal of suspected contaminated packs off the line—integrated into the body of the system to maximize production floor space.
According to Fortress, the new Icon has been designed, engineered and constructed to stringent food grade engineering standards, while offering comprehensive auditing and traceability statistics to complement good manufacturing practices and enable users to maintain good food traceability, quality and safety performance.
As the company’s founder and chief executive officer Steve Gidman explains, “The Icon X-Ray is the result of decades of design and innovation that has been refined to meet the needs of today’s market and customers with Fortress’ core principles designed into the system: simple operation, long-term reliability and high performance.”
As such, the Icon comes equipped with proper shielding, prioritizing safety
and eliminating costs associated with post-purchase modifications to offer customers a comprehensive solution from the outset.
Employing cutting-edge AI+ detec tion technology to significantly en hance X-Ray detection and inspection of challenging products by neutralizing the effect of high product contrast variation on detection efficiency, the Icon ensures exceptional performance across various applications.
Its hygienic design supports sanita tion processes with easy-to-clean, sloped surfaces to promote water runoff and speed up drying time.

It utilizes a maintenance-free generator alongside easily disassembled components, which further enhances cleaning processes and makes servicing the system easy.
The end result if highly accurate contaminant detection, efficient rejection of contaminated products, and enhanced traceability—significantly contributing to overall food safety and quality control.
Says Gidman: “With over a hundred installations of our previous X-Ray system, we felt it was time for a new platform to be the base of the next generation of machines.
“The Icon X-Ray brings an exceptional level of processing power that allows for the use of more complex detection algorithms,” Gidman states, “and will be the basis for even more machine learning features as it continues to be developed.
“The new platform has also been built as a sort of a ‘Swiss army knife’ of product inspection, allowing the combination of any or all of four technologies to exist within the same enclosure, including X-Ray, metal detection, checkweighing and vision inspection,” Gidman adds.
“This is truly a game-changer in terms of space saving and data integration,” Gidman asserts.
The Icon X-Ray detection system’s key features and attributes include:
• Internal view status camera , providing operators with a view of
 Steve Gidman, Founder and CEO, Fortress Technology Inc.
Steve Gidman, Founder and CEO, Fortress Technology Inc.
products as they traverse the conveyor, facilitating precise monitoring and ensuring smooth operation.
• Networking options , with Contact 4.0 software provided standard on the system for turnkey data logging and reporting across multiple networked Fortress inspection machines.
Optional OPC UA or Ethernet-IP adapters are also available to collect statistical data and the status of each machine or control their operation.
• Optional transparent access panels. Transparent doors can be fitted onto the system to provide operators with the ability to view the products being inspected firsthand—identifying potential bottlenecks before they become a problem.
• Ease of use. The simple HMI panel ensures user-friendly operation and enhances process efficiencies, with the industrial capacitive touchscreen display featuring 10-point touch and remote connectivity.
• Never Obsolete guarantee. As with all Fortress systems, the Icon is designed to ensure our customers stay updated with the latest advancements in food safety without the need to for a new system. The system is modular and backward compatible, enabling quick and cost-effective upgrades in inspection systems built over 25 years ago.
April 2024 · CANADIANPACKAGING 23 CANADIANPACKAGING.COM FOOD SAFETY
WAY DOWN UNDER
Stalwart metal detection systems pioneer expands its global footprint with a New Zealand site
Despite its corporate name, there is not a hint of socalled fortress mentality at the Toronto-based Fortress Technology Inc., a leading Canadian manufacturer of high-performance metal detection and other product inspection technologies for applications in the food, beverage and other consumer product industries requiring zero tolerance for product contamination.
In fact, the family-owned company has been a poster child for Canada’s success in the global marketplace, having expanded its manufacturing footprint and other business operations to the U.K. and Brazil over the years to create a true global market presence, backed up with world-class technology and product innovation that have enabled it to succeed mightily in the European and South American markets.
Earlier this year, Fortress Technology continued building on its globe-trotting reputation with another major global acquisition aimed at building its business in the geographically distant markets across Oceania and Asia Pacific regions.
Founded in 1998, New Zealand-based Dynamic Inspection is the country’s only manufacturer of inline food-grade metal detectors— as well as X-Ray inspection and checkweighing equipment— for the dairy industry, primarily for milk powder applications.
Having integrated Fortress metal detector technology from its inception, the Dynamic Inspection team is already equipped with a comprehensive understanding of the equipment, software features and approach to harmonizing global food safety—paving the way for what should be a seamless integration of the two companies’ core competencies and business philosophies.
With this in mind, the Canadian Packaging magazine recently caught up with Fortress Technology’s regional sales manager Eric Carr to explain the mutual benefits and competitive advan-

tage this landmark acquisition is expected to deliver.
How long has Fortress Technology been associated with Dynamic Inspection Limited?
ADynamic Inspection was founded around the same time as Fortress Technology. We have been supplying metal detection technology to the New Zealand based firm and sharing our respective design and application experience since their inception. Fortress Technology’s chief executive officer Steve Gidman and Dynamic founder Bob Philpott fir met over 40 years ago, sharing their mutual interest in metal detection and food safety.
What were the synergies between the companies which underpinned the long relationship?
AThere are three predominant factors, starting with a mutual passion for building the highest-quality and best-performing metal detection systems, which are custom-designed to suit each end user’s specific needs.
This goes hand-in-hand with a shared customer focus to ensure that the systems are simple to operate, maintain and support— resulting in delivering systems with the longest service life and lowest total cost-of-ownership.
Above all, it is the understanding that providing responsive and effective customer support is the backbone of our success.
As with every Fortress Technology location globally, good customer support has been the backbone of Dynamic’s success and growth.
This service continuity will not only remain in place, but be strengthened with
Eric Carr, Regional Sales Manager, Fortress Technology Inc. The Dynamic Inspection team formally celebrates the company’s acquisition by Fortress Technology at its manufacturing site in Cambridge, New Zealand.
additional Fortress global resources. The transition to Fortress now enables the New Zealand manufacturing hub to recruit more experts and expand its business reach.
Their access to the Fortress Technology’s R&D department is already resulting in the emergence of new technologies to support evolving food safety requirements in the New Zealand and Australian markets, with growing demand for equipping specific industries with market-defining QA (quality assurance), testing, X-Ray, combination and checkweighing equipment.
Was there a specific reason behind Fortress targeting Oceania countries?
ANew Zealand may be small, but there’s extensive and untapped market potential underpinned by innovation and high yields.

Having closer proximity to the Oceania market will enable Fortress to provide a more responsive service to local agents, fostering their growth. Supplying and servicing markets locally is always the best approach to ensure timely support, efficient maintenance, and unparalleled support for customers.
The New Zealand food sector is a model of export safety and trust. Producing sought-after dairy, milk powder, meat and fruit products, demand for these export commodities totaled $42.3 billion in 2022, and it is expected to increase and diversify.
This is leading to greater demand among processors across the region for advanced performance inspection equipment, universal codes of practice and enhanced data integration.
These are all areas that Fortress has
24 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM FOOD SAFETY
extensive expertise and a proven track record in helping existing Dynamic customers, as well as prospective new ones, to grow their export markets in alignment with food safety regulations.
How will the legacy of Dynamic Inspection strengthen the Fortress portfolio and its R&D division?
ADynamic is very aligned to the Fortress brand.
By formalizing this long-standing alliance and transferring ownership to Fortress, customers will benefit from both companies’ respective and innovative expertise. In turn, this will help to strengthen and advance food safety culture as a whole.
Dynamic’s knowledge of the dairy sector is unparalleled. Having integrated Fortress metal detector technology from its inception, the Dynamic Inspection team is already equipped with a comprehensive understanding of the equipment, software features, and approach to harmonizing global food safety. Having access to this extensive equipment portfolio, and a much larger design and R&D talent pool, now means that the New Zealand team, led by general manager Tim Whyte, can meet any site-specific inspection requirement.
Significantly, this will help processors expand their domestic and export market reach with an assurance that they are complying with the GFSI production standards.
How much customization is involved in the New Zealand installations, and to what extent have various automation hallmarks—such as automatic testing and data analysis, for example—have been widely adopted there?
AGiven that legacy equipment is deeply rooted in the manufacturing world, and considering the capital expenditure, there always tends to be an element of customization and equipment integration to each project, regardless of where the processors are based.
Even Fortress’s standard Vector conveyors are somewhat customized to specifications to meet existing factory configurations and ensure that the metal detector performance is optimized.
Strict dimensions, application requirements, the choice of reject mechanisms, and high-care sanitation requirements are other common reasons behind our equipment customizations.
If clients require simple additions, such as buzzers and alarms, or want to equip their systems with the latest smart digital technology, almost anything is possible.
Most customers in New Zealand are now starting to enhance the level of data they can collect out of equipment, which is in step with most other markets.
When it comes to our Halo automatic testing system, it is a new concept to most in New Zealand, due to the fact that it wasn’t initially adopted by Dynamic Inspection. But with Fortress now taking over manufacturing, this will now be readily available in New Zealand. So far, our customers have been very receptive, and even excited, about this newly available innovation.

As well as supplying metal detection, X-Ray and checkweighing equipment to all the major food sectors in Oceania and APAC, Dynamic Inspection has considerable experience supporting dairy lines.
As a Canadian-based company, how does Fortress intend to support Dynamic Inspection in New Zealand?
AFortress will share its expansive portfolio of products with the New Zealand team which, in addition to metal detectors includes checkweighers, combination systems and, shortly, X-Ray equipment.
Local engineers based in Cambridge, New Zealand, will also adopt identical manufacturing processes. This means that regardless of where customers purchase Fortress inspection technologies, they will look the same, and deliver the same food safety quality control, inspection performance and processing efficiencies.
Fortress will continue to leverage each manufacturing hub’s localized knowledge to respond to market and food safety needs, as well as changing consumer-supplier relationships.
In light of Dynamic Inspection’s strong reputation within New Zealand’s dairy sector, how will this strengthen Fortress’ position in the global dairy sector?
AProcessors look towards New Zealand as a model of processing efficiency in the dairy sector, especially with regard to sustainable production.
Given the multinational scope of this market, adopting more environmentally friendly methods of dairy production can aid the mission to a greener future. In New Zealand, for example, new technology has been employed to reuse water from the condensation process involved in the production of milk powder. This ‘reclaimed’ water system is expected to save half a million liters of groundwater daily.
Additionally, one of the most sustainable methods of reducing waste is implementing inspection technology into a production line.
Metal detection, X-Ray and checkweighing systems help dairy processors address critical waste, sourcing and sustainability challenges by targeting operational inefficiencies, including upstream product giveaways, non-conforming food packs, and other packaging and contamination issues.
Dynamic has already had a huge impact on strengthening our position in the global dairy market. Not only is New Zealand very strong in
dairy processing, but also has many companies which provide full dairy processing lines.
Dynamic had forged many relationships with these companies which resulted in the Dynamic/ Fortress brands’s growing footprint in the global dairy industry.
We expect continued growth in this sector, as we proceed to enhance the level of products and services for this industry.
How important is localized knowledge in responding to market and food safety needs?
AAlthough the general focus is on strengthening global food safety, domestic regulations cater to local needs, the localized understanding of production nuances, import and export regulations, traceability requirements, along with retailer codes of practice, means that food safety systems can be adapted to market requirements.
Close vicinity to customers allows Fortress the flexibility to scale production up and down to respond to customer demand.
Apart from several electronic parts, the systems can be designed and made locally, which is more sustainable in and of itself.
Moreover, through Fortress Technology the manufacturing hubs also have direct access to global food safety intel and the lateral thinking that’s so critical to maintaining the company’s reputation as a premium food inspection machinery supplier.
How do you successfully acquire a business with a strong reputation within its local market?
AIn the case of Dynamic Inspection, it was always assumed that Fortress would one day be at the helm. So while strong reputation certainly helped with making this acquisition attractive, continuing and enhancing support for the end-users was the driving force behind it.
In terms of success, I strongly believe that it relies on the people. The people are the ones who have been paramount to the success of the business over the years and will continue to be the key to reaching our objectives. Tim Whyte and the whole team at Dynamic Inspection share our values, and passion and are excited for the change that Fortress will bring.
Are there plans for a fifth manufacturing site?
ANot right now, as we have coverage of four continents and surrounding territories, including the U.S., South America, Europe and EMEA (Europe, Middle East and Africa), and now the Oceania and APAC (Asia-Pacific) regions.
We continue to keep up-to-date with food safety requirements to ensure that processors have access to the latest technology, without compromising our personalized service and innovation ethos.
This is why we are simultaneously developing our distribution network, ensuring that our agile, simple to operate, yet high-performance, ‘Never Obsolete’ inspection products are always maintained at the highest level.
April 2024 · CANADIANPACKAGING 25 CANADIANPACKAGING.COM


SEE YOU AT SIAL
The upcoming SIAL Canada 2024 food industry showcase in Montreal shaping up as a landmark celebration of food excellence and innovation
All industry trade shows like to portray themselves as “one of a kind” events, but as most Canadian food industry professional shave discovered in recent years, the annual SIAL Canada exhibition really is the only national trade show to offer a complete range of food products under one roof to meet the needs of the retail, foodservice and food processing industries in one place.
Scheduled to run from May 15 to May 17, 2024, at the state-of-the-art Palais des Congrès exhibition center in Montreal, this year’s edition of SIAL Canada is already poised to set new records for attendance, audience engagement and show-floor excitement, according to the show’s organizers Expo Canada France Inc.
“At this year’s SIAL Canada in Montreal, we’re expecting over 1,000 exhibitors and more than 20,000 professionals to attend, reaffirming its status as North America’s premier agri-food business accelerator,” says SIAL Canada’s communications director Julianne Pilon.
“Compared to last year’s event in Toronto, we anticipate a larger turnout due to Montreal’s vibrant atmosphere and the renowned host venue,” Pilon adds.
“This event promises to be a must-attend for those striving to stay ahead in the dynamic world of food revolutions.”
With sustainability emerging as the major theme in the global food industry circles, the show’s 21st edition is a must-attend event for senior packaging professionals looking to expand their markets and find new business opportunities, Pilon asserts.
“Given that packaging is one of our

largest sectors, with high demand leading to sold-out spaces and a waiting list, it plays a pivotal role in the overall success of the show,” she sates.
“This sector plays a critically important role in providing essential solutions and innovations that facilitate the packaging, presentation, and preservation of food products,” she says, “thereby meeting the evolving needs of exhibitors and attendees alike.
“As a crucial aspect of the food industry, the packaging sector contributes to enhancing product visibility, ensuring food safety, and driving consumer engagement, making it an integral part of the SIAL 2024 exhibition.”
As Pilon relates, this year’s show agenda offers an updated mix of exciting new features and beloved classics, including:
• Expanded Conference Program, featuring an innovative new format that will present 10 thematic forum sessions, each lasting 1 hour and 45 minutes, focusing on a specific theme.
This approach is designed to offer a more in-depth and engaging experience for our participants, on key industry topics such as packaging, innovation, trends, health regulations, technology, To Go, retail, and supply chain.
• SIAL Dairy Section. The former “Cheese section” has been rebranded as SIAL Dairy Section this year to underscores the commitment to promoting

excellence across all facets of the dairy sector.
As part of the rebranding, the inaugural Best Canadian Cheesemonger Competition will make its debut as an exclusive national event designed to honor the craft and highlight the expertise of Canada’s foremost professional cheesemongers.
As Pilon explains, “This exciting competition will rotate with the International Cheese Competition held in Toronto, offering a premier stage for Canadian cheese connoisseurs to shine.”
• SoSIAL Program. Focusing on community engagement in reducing waste and nurturing future generations, show organizers have teamed up with the Moisson Montreal agency to redis-
26 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM PRE-SHOW REPORT
tribute surplus food from the show to those in need. Additionally, this year, SIAL Canada is collaborating with Drive Away Hunger, who will match the show’s donation to Moisson Montreal.
Part of the fight against hunger, this proactive initiative is an agricultural and agri-food industry endeavor aimed at providing essential food items to community members facing food insecurity.
• SIAL Innovation and Pitch Competition. Designed to celebrate visionary entrepreneurs and breakthrough innovations, these flagship show features are pivotal events that will honor honoring forward-thinking entrepreneurs and pioneering innovations that are transforming the food industry.
The SIAL Innovation Competition highlights cutting-edge trends and breakthroughs in the food and beverage sector, recognizing the top innovations launched within the last year.
Similarly, the Pitch Competition provides a platform for visionary entrepreneurs to showcase their innovative ideas, contributing to the ever-evolving landscape of the food industry.
In addition to sustainability, SIAL Canada is geared to explore all the other major trends shaping the Canadian food industry landscape, including:
• Functional Foods and Wellness. Consumers are increasingly seeking foods that offer functional benefits beyond basic nutrition, such as improved immunity, gut health and mental well-being. Products enriched with
“At this year’s SIAL Canada in Montreal, we’re expecting over 1,000 exhibitors and more than 20,000 professionals to attend, reaffirming its status as North America’s premier agri-food business accelerator.”
vitamins, probiotics and other functional ingredients will be showcased at the SIAL Canada.
• Convenience and On-the-Go. With busy lifestyles, there’s a growing demand for convenient, ready-to-eat or grab-and-go food options—including pre-packaged meals, snacks and beverages—that will also be abundantly displayed at the show.
• Technology and Innovation. Advancements in technology are revolutionizing the food industry, from AI-driven personalized nutrition to blockchain traceability systems. Show visitors can expect to see many cutting-edge technologies and innovative solutions showcased at the exhibition and discussed in the conference programming.
• Ethnic and Global Flavors. With 50 per cent of the show floor dedicated to international pavilions, exhibitors will showcase a wide array of ethnic and globally-inspired food and beverage offerings to cater to this trend.
For packaging industry decision-makers, SIAL Canada “provides a
unique platform for professionals to connect with industry peers, potential clients and suppliers, fostering valuable networking opportunities,” Pilon reiterates.
“SIAL Canada also showcases the latest trends, technologies, and innovations in the packaging industry—offering professional insights into emerging developments and future directions.
“By attending SIAL Canada, packaging professionals can gain valuable market intelligence, including consumer preferences, competitive insights, and market trends, helping them make informed business decisions,” Pilon points out.
In addition to packaging industry representatives, SIAL Canada anticipates a diverse range of professionals from various other sectors of the food industry, including retailers, buyers, producers, suppliers, importers, wholesalers, and other industry stakeholders.
As Pilon sums up, “Our aim for this year’s SIAL Canada is to leave a lasting impact by fostering innovation, sustainability, and market growth within the food industry.
“Through collaboration, education, and community engagement, we aim to inspire positive change and empower industry professionals to drive progress and make a difference.”
To register for next month’s SIAL Canada 2024 exhibition and conference in Montreal, please go to:
www.sialcanada.com

April 2024 · CANADIANPACKAGING 27 CANADIANPACKAGING.COM

BAKE, RATTLE & ROLL
Something sweet for everyone at Canada’s largest baked-goods industry exhibition in Toronto next month
As the world’s 12th largest retail market for baked goods, with US$6.6 billion in sales in 2021, the Canadian commercial and industrial baking sector is currently one of the country’s fastest-growing food manufacturing sectors and economic engines.
Projected to grow at a robust 3.5-percent rate annually though 2026—reaching US$7.8 billion by 2026—it offers a wealth of business opportunities for companies of all sizes to share in that growth.
And there is no better occasion for companies to jump on-board that fastgrowth bandwagon than the upcoming Bakery Showcase 2024 exhibition and conference at the Toronto Congress Centre, May 5-6, 2024.

Jointly produced by the Baking Association of Canada and Annex Business Media (the parent company of the Canadian Packaging magazine), the annual event is a golden opportunity to connect with industry’s suppliers and learn about the latest ingredients, bakery equipment and services, featuring:
• Education sessions exploring diverse topics to help you evolve your business, keep up on baking industry trends and technical information, and learn from the experiences of successful bakeries;
• Engaging live demonstrations by top bakers;
• Exciting Artisan Bakery Challenge and “My Canada” Student Cake Competition;
• Many opportunities for relaxed networking.
As Canada’s only B2B (business-to-business) baking event, Bakery Showcase 2024 is poised to attract thousands of industry professionals from bakeries (retail, wholesale, commercial, in-store), grocery, pizzerias, restaurants and foodservice outlets from across the country and beyond.
With relevant education sessions, a

Additionally, Delkor will debut its new bread case-packers, designed for handling corrugated cases and plastic bread trays at speeds up to 100 loaves of bread per minute.
bustling trade show floor full of bakery-focused exhibitors highlighting their latest innovation, and exciting demonstrations, attendees will have no shortage of ways to connect, learn and be inspired.
By any measure, Bakery Showcase 2024 is the event to see, touch and taste the newest products from baking ingredients (flours, mixes, cake decorations, yeast etc.), baking equipment (ovens, mixers, sheeters, processing machines, packaging machines etc.), services, technology and baked goods (fresh, proof-andbake, par-baked, freezer-to-oven, and thaw-and-serve).
Here is just a small sampling of the exciting technologies to be unveiled at the show:
MAKING A CASE FOR PACKAGING EXCELLENCE
Make sure to visit Booth #103 to see Delkor Systems’ newly-patented case forming technology, which allows one case former to use a single piece of corrugated blank to form all shipper styles (brown box, retail-ready and Club Store stackable trays). Not only does it boast a mere three-minute changeover between shipper styles, but it also offers significant corrugated savings of 10 to 20 per cent over RSC cases, and up to 30-percent savings over Club Store stackable trays.
Also at the show, Delkor will also be running its flagship Trayfecta paperboard carton former and tri-seal carton closer—both designed to run either paperboard carton or corrugated materials for maximum flexibility—throughout the show.
Finally, don’t miss Delkor’s vice-president of engineering Rick Gessler, as he presents The Most Surprising Opportunity for Your Bakery in Robotic Automation session on Sunday, May 5, at 2:00 p.m. in the northwest-corner Session Room.
This year’s Bakery Showcase is the perfect opportunity to see why Delkor leads North American packaging.
Whether you’re looking for one machine or full line integration, Delkor will have it all covered at the show with its experienced sales managers eager to help you create the best packaging solution for your needs.
Book a dedicated meeting �me at the show, or arrange for an individualized tour of the company’s recently expanded 315,000-square-foot manufacturing campus in Minneapolis.
CUTTING-EDGE METAL DETECTION TO SHINE IN THE SPOTLIGHT
At the upcoming Bakery Showcase 2024 exhibition next month in Toronto, the Interceptor metal detector from Fort-
28 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM PRE-SHOW REPORT
Above Samples of the patented Cabrio Case retail-ready packaging produced and filled at high speeds by the high-performance packaging equipment manufactured by Delkor Systems.


Top left
The features-rich Interceptor metal detection system from Fortress Technology.
Bottom left
The Variovac Optimus thermoform packaging machine distributed by Reiser Canada.
Top right
The FRITSCH Rollfix dough sheeter distributed by MULTIVAC Canada.
ress Technology will take bakery inspection to a new level of sensitivity at Booth #104.
Conquering the long-standing challenge of ‘product effect’ caused by moisture and minerals, the Interceptor is specifically designed to inspect conductive applications like baked bread, cookies and snacks for metal contamination and to eliminate false rejects.
Utilizing a simultaneous multi-frequency operation, the Fortress Interceptor effectively processes the transmission and reception of multiple frequencies continuously over a broad spectrum. This facilitates an improvement in detection capabilities of up to 100-percent with stainless steel, especially when inspecting traditionally difficult “wet” products.
Splitting the frequency signals means that the metal detector can clearly differentiate between the signal generated by the product as a result of moisture, example, the remaining moisture content following the baking process, or mineral content from any metal contaminant.
This technology is especially beneficial for producers using metalized film in their process, or with products that create a challenging product effect.
Optimized for compliance with BRC food safety standards, the Interceptor incorporates fail-safe design features that must be incorporated into a BRC-com-

Fortress Technology inspection sys tems are designed with a “Never Obsolete” guarantee, future-proofing your inspection investment with upgrades to the latest technology without having to purchase a new system.
REISER EQUIPMENT TO HELP YOU RISE TO THE OCCASION
Visit Reiser Canada’s expansive display at Bakery Showcase 2024 to watch live demonstrations of the company’s expansive range of bakery processing and packaging equipment and solutions.
Every machine on display at the Reiser booth will be fully operational and running real or simulated product—providing a great opportunity to see Reiser’s machines in action.
The company’s team of knowledgeable demonstrators, packaging specialists, and bakers will be happy to share their expertise and answer any questions.
Reiser will showcase their horizontal form/fill/seal packaging machines. This line of thermoformers produces high-quality modified-atmosphere packages that protect your baked products, keep them fresh, and extend their shelf-life.
These versatile machines can easily package your entire line of baked products efficiently and cost-effectively, producing gluten-free, dairy-free, or nut-free products can rely on Reiser packaging to protect their product against contamination from other products on the supermarket shelf.
Reiser supplies a complete line of form/fill/seal packaging machines, ranging from entry-level models with low cost of ownership up to high-performance machines capable of the fastest production speeds in the industry.
Reiser will also demonstrate their new XY Panning Table, an innovative solution that automates production and eliminates the chore of panning portions by hand.
The XY Panning Table is the perfect solution for smaller bakers looking to increase production and grow their business, which works in tandem with a Vemag dough depositor to allow bakers to automate their panning of exact-weight, pre-formed, ready-to-bake portions.
Reiser will also demonstrate their
fect machine for chopping, mixing, and size reduction for rework, fruit fillings, and more to create product structures from course chopping to very fine textures, all with a uniform, homogeneous mixing of the ingredients.
NEW SHEETER FOR ROLLING IN THE DOUGH
Make sure to visit MULTIVAC Canada’s Booth #503 to witness the unveiling of the FRITSCH Rollfix sheeter.
Built for high-speed, high-precision dough-sheeting applications, the Rollfix sheeter is designed to deliver impeccable dough processing, according to MULTIVAC, ensuring uniformity and perfection in every roll, with unrivaled versatility to use a virtually limitless range of unique recipes.
Thanks to its more powerful drive system, the Rollfix prime dough sheeter from FRITSCH can take portions of dough weighing up to about 20 kilograms.
A double spindle on the delivery roller provides even greater power, and its selectable infeed speed enables a greater degree of flat rolling.
The intuitive control concept makes the operation of the machine exceptionally easy, whereby the sheeting programs can be created quickly and easily and saved in the machine’s memory in a very transparent manner with the corresponding product image.
The machine’s stainless-steel construction not only provides a high level of mechanical sturdiness, and therefore a longer lifespan, but it also contributes to the machine’s outstanding hygiene features.
For decades, the FRITSCH name has been synonymous globally with the production of high-quality bakery goods, seamlessly blending bakery tradition with engineering innovation.
The company’s comprehensive range of equipment caters to businesses of every size, consistently crafting mouth-watering products that entice your customers to return time after time.
To register for the Bakery Showcase 2024 conference and trade show, go to: www.bakeryshowcasecanada.ca
April 2024 · CANADIANPACKAGING 29 CANADIANPACKAGING.COM
METAL METTLE
Venerable manufacturer of metal conveyor systems keen to cement its global market-leading position though continuous process improvement and product innovation
HHeadquartered in Cambridge, Md., Cambridge International is the world’s largest manufacturer of metal conveying and engineered woven mesh solutions used in the food processing and industrial markets, primarily in filtration, packaging and architectural applications.
A wholly-owned subsidiary of electric power distribution products group Regal Rexnord Corporation , the company has been in the industrial conveying business for over 100 years.
Proudly counting Thomas Jefferson as one of its first customers, the former Cambridge Wire Cloth Company first came to significant market prominence during the 1920s by designing and patenting a metal belt for high-temperature commercial and industrial ovens, which is still in use today.
After six decades of continuous growth, the company merged with nearby Maryland Wire Belts in 1998 to become Cambridge International, the world’s largest manufacturer of metal conveyor belts.
Following its 2016 acquisition by Rexnord, Cambridge-Rexnord also acquired the distinction of being the world only major manufacturer of custom metal and plastic conveyor belting for food processing and industrial applications.
The Canadian Packaging magazine recently reached out to the company’s director of sales Crystal Willey to explore the reasons behind the company’s remarkable success and longevity.

What are the key products manufactured at your facilities, and what are their key performance attributes?
AWe can form and bend any metal material into thousands of unique specifications—from metal wire belting and sprockets to filters and architectural mesh.
Our conveyor belts can range in speeds from inches to over 1,000 feet per minute, and we can move products smaller than a grain of rice to massive engine blocks.
We have many conveyor types, such as straight A-B transfers, inclines/declines, gooseneck conveyors, and radius-turn units.
We also work with our customers on a case-by-case basis to provide an optimized custom solution that combines our belting with other Regal Rexnord components such as motors, sprockets, gearboxes, bearings, and more.
What are the main differences in the design and manufacturing of your conveyors and the more commonplace plastic and rubber-belted conveyors?
AUnlike plastic modular and rubber belting, we can customize the width and openings of our conveyor belts to

meet our customer’s requirements.
This is important because it allows us to optimize air flow, provide better product support, ensure proper orientation, and enhance product retention.
We also offer a wider range of alloy options compared to the standard four or material options available for nonmetal conveyor belting.
This means that we can design belts that are tailored to the customers’ unique needs. Be it a requirement for direct food contact, the ability to withstand extreme temperatures, or superior strength and durability, we have a solution for them.
Cambridge also has one of the largest portfolios of metal conveying products on the market, including the PacTitan
30 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM CONVEYING
Pro Metal Belt, Precision MTR, and the Active Drive Spiral Cage System
What industries and applications are your conveyors and related accessories best suited for?
AWe have a wide range of applications for our metal mesh conveyors, serving major markets such as baking, snack, prepared foods, building products, can and glass packaging, and filtration.
In the food industry, we manufacture belts for fryers, ovens, freezers and coolers.
For the industrial segment, we offer belts for annealing, sintering, brazing furnaces, quenching, cure ovens and general transfers.
No matter the industry or application, we take pride in providing customized solutions that meet our customers’ specific needs.
With our expertise and versatile product offerings, we deliver high-quality conveyors designed to excel in many challenging environments.
What are the primary geographic markets for your market conveyor products?
AAbout 80 per cent of our business is focused domestically. However, we also have a strong presence globally, with our products being distributed worldwide. Our top international markets are Canada and Mexico.
Being part of the Regal Rexnord family, which is a global organization with sales offices all around the world, we leverage our global presence to drive sales of our products. This means that we can tap into various markets and utilize our network to ensure that our products reach customers worldwide.
Please describe the level of customization that goes into the design of your metal conveying solutions.
AWe work closely with our customers to create solutions that are tailored to their needs, such as adding flights to a belt to help move products and packages along the conveyor.
Our metal belting is used most in the food industry, where it comes into direct contact with food, so it’s important to maintain high standards of hygiene and safety.
Our belting is also widely used in industrial applications, specifically in building products and can/glass packaging conveying.
In addition to Cambridge, the Regal Rexnord conveying portfolio includes a variety of trusted brands, including Rexnord, System Plast, and ––. These additional brands expand our market reach into applications such as case handling, pasteurizing, spiral cages,

processing, dry running lines, bottle/ can/PET filling, sorting/diverting, automation and more.
What is your company’s value proposition to your end-use customers?
AWe provide durable, long-lasting, highly engineered belts, as well as responsive application engineers, sales representatives, and product management teams willing to help with any issues, questions, or concerns our customers may have.
We also have a dedicated field service team able to help with installations, troubleshooting, etc.

We partner with our customers throughout every step of their journey, from answering questions about their current belt and system and assisting with equipment specifications and measurements, to installing the belts on their equipment.
We want to ensure our customers are well taken care of and are happy with the products and services we provide to keep their operations moving.
What are your company’s key competitive strengths and core competencies?
AAt Cambridge, our strength lies in our experienced team of associates, with an average tenure of 15 years.
Our production team members are skilled craftsmen in forming, welding, machining, and final assembly.
Additionally, our application engineers and field service teams provide support from installation to repair— minimizing downtime during belt replacement or installation.
Please describe your company’s commitment to R&D and technical innovation.
AAs the world’s largest metal conveyor belt manufacturer, Cambridge thrives on continuous innovation. Our dedicated R&D engineers listen to our customers, guiding our product development strategy.
Our PacTitan Pro metal belt, one of our recent products for the protein industry, has saved over US$1 million per line annually for a major poultry processor in North America. We’re committed to pushing boundaries and delivering success for our customers.
Please summarize the general market climate and trends that have had a major impact on your company goes about conducting its business?
A Our customers are always looking for sustainable solutions, and we’re here to support them.
By engineering durable and long-lasting belts, we help reduce waste, increase product throughput, and minimize delivery trips.
Safety is another key focus for our customers. We design our belts to eliminate snag points, ensuring employees working near the conveyors are protected from harm.
We also prioritize materials and designs that minimize maintenance. This is especially helpful for the food industry, where maintenance can occur mid-production when equipment is still hot, or in the case of a fryer, where a repair might need to be completed over a vat of hot oil.
April 2024 · CANADIANPACKAGING 31 CANADIANPACKAGING.COM
Crystal Willey, Director of Sales, Cambridge Engineered Solutions
SMELL THE COFFEE!
Leading Canadian flexible packaging co-packer perks up its packaging line throughput with automatic valve applicator
The smell of a freshly opened pack of coffee is hard to beat, as every coffee-lover knows. Crucial for preserving all the delicious aroma on the sometimes long way from the roaster to the consumer is the degassing valve.
Amidst a boom in small coffee roasters coming to market, Canadian packaging company Rootree recently found that its mostly manual degassing valve application process was creating a bottleneck and compromising lead times for their customers. Happily, automated packaging line equipment manufacturer Syntegon was there to help and automated Rootree’s process with a valve applicator that increased output significantly and upheld the company’s high sustainability standards at the same time.
From laundry beads to dog treats, Rootree packages almost anything that fits in the flexible packaging formats of bags or pouches.
However, the company’s services go far beyond contract packing. Rootree’s in-house creative agency develops custom designs, which are then digitally printed on bags or pouches, produced to the customer’s specifications.
These also include the material of the packaging, because Rootree offers a choice of conventional, recyclable and even compostable bags and pouches.
More and more of Rootree’s customers, mostly small to mid-sized companies, are choosing one of the latter two options—a trend that delights everyone at Rootree.
“For us, sustainability is a core value that guides every new development,” says Pia Simran, vice president of product and business development.
About two years ago, Rootree found itself in the middle of another emerging
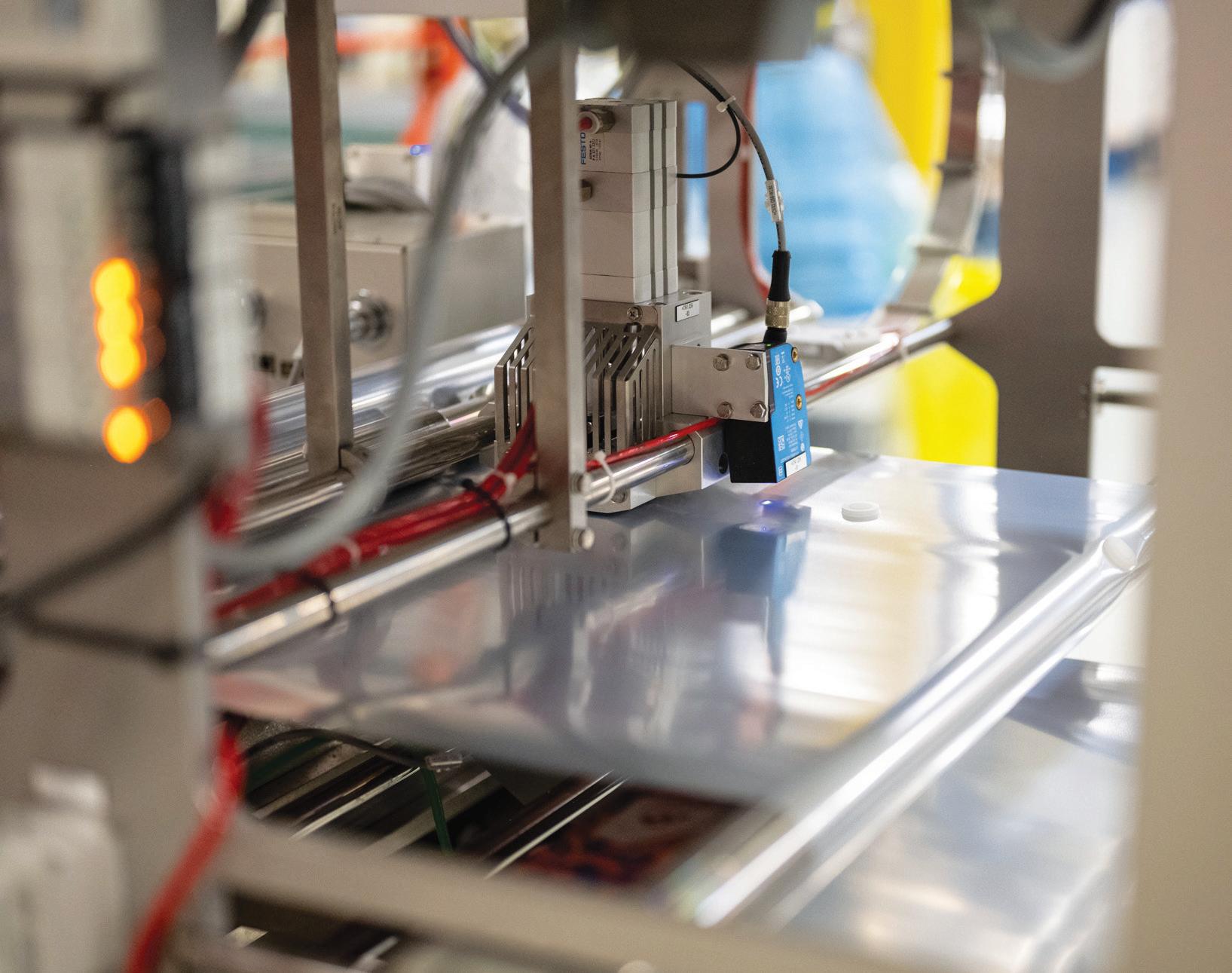
trend that was, in theory, a cause for joy: a slew of small, Canadian coffee roasters coming to market, looking to package their goods in Rootree’s bags.
In practice, this posed a challenge for the company, whose existing, mostly manual process of applying degassing valves to the coffee bags created a bottleneck in the otherwise smoothly running operation and lengthened lead-times.
This lead to an urgent search for a new solution for the degassing valve application.
Degassing valves are as crucial to coffee packaging as they are small and unobtrusive. During roasting, the complex carbohydrates in the coffee beans are broken down—creating, among other things, gases that the beans subsequently release.
This release takes multiple weeks and is therefore still ongoing when roasters need to pack and ship their product.
Hence, coffee packaging needs to vent these gases to prevent pressure build-up and ultimately bursting of the bag. At the same time, generally non gas-proof packaging is not an option, because roasted coffee oxidizes upon
The CVA valve applicator system supplied to Rootree by Syntegon applies the degassing valves with ultrasonic sealing.
contact with oxygen—causing staleness and loss of aroma.
Airtight bags equipped with degassing valves solve this problem. As the coffee releases gas, the pressure inside the bag builds up.
When it surpasses ambient air pressure, the gas inside the bag pushes a membrane within the valve outward and escapes.
As soon as the pressure is equalized, the ambient air presses the membrane of the valve closed again.
This prevents intake of air, protecting the volatile aromas of the coffee. Moreover, the valves ensure a significantly lengthened shelf-life of the packaged coffee—up to 30 months.
This enables roasters to sell their product not only locally and within a short time after roasting, but also to ship it without worrying about loss of quality.
For Rootree, the search for a new valve application system and a supplier that fit the company’s requirements began in early 2022.
Naturally, Rootree was looking for a higher output than the previous solution could deliver, but there were other boxes
32 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM PACKAGING FOR FRESHNESS
“I’m convinced that we’ll be able to meet future demands from the retail trade with our new technology,”


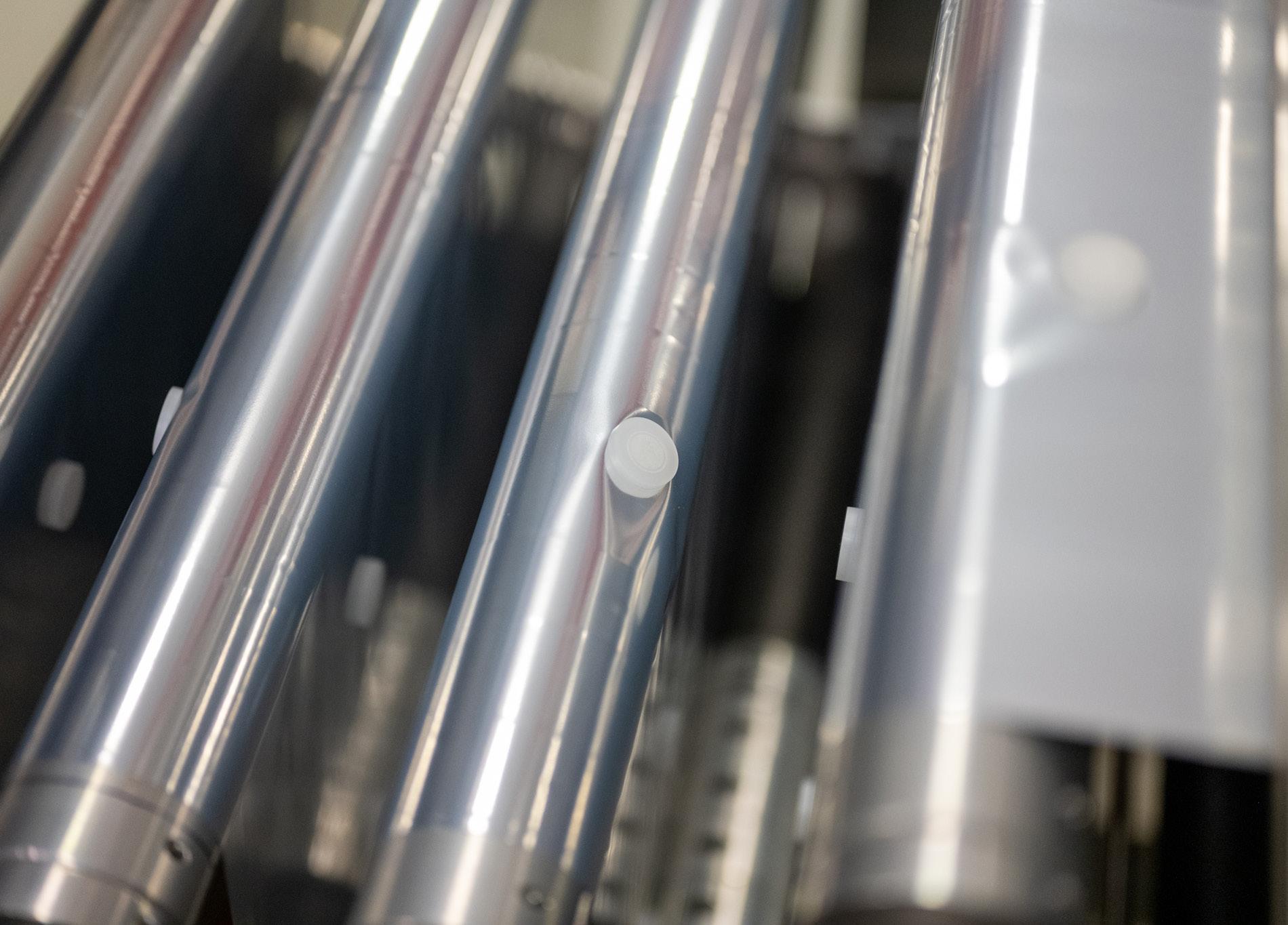
to tick as well.
As Simran, who managed the project on Rootree’s side, recalls, “Our sustainability standards in particular ruled many companies out.
“In fact, Syntegon was the only company we came across that had a clear roadmap towards sustainable valve solutions,” Simran states.
Of course, features enabling a more sustainable production are not only a thing of the future, but already a fact on many Syntegon machines.
The CVA 2000 VIS Internal Valve Applicator that Rootree chose for their production applies valves with ultrasonic sealing. This technology also enables the machine to process the more environmentally friendly mono-materials of Rootree’s recyclable and compostable product lines since traditional sealing methods, such as heat sealing, are not possible with monomaterials.
While Syntegon also offers complete production lines including valve application, the CVA 2000 VIS “retrofit” valve applicator was the best fit in Rootree’s case. It can be seamlessly integrated in Syntegon’s lines as well as existing equipment from other manufacturers—providing a more cost-effective solution.
In Rootree’s production process, the CVA was integrated into
April 2024 · CANADIANPACKAGING 33 CANADIANPACKAGING.COM
Rootree uses conventional, recyclable and even compostable materials for their coffee bags, with Syntegon’s CVA 2000 VIS Internal Valve Applicator is able to process all three.
Since the addition of the CVA 2000 VIS Internal Valve Applicator from Syntegon, Rootree’s bag making line is fully automated and yields a significantly higher output.
Thanks to operator training from Syntegon specialists, operators at Rootree were able to perform a smooth start-up of the new, user-friendly CVA valve applicator.
a line with existing Totani equipment. With the decision for the Syntegon CVA 2000 VIS valve applicator made, and all necessary information about the existing poucmaking machine supplied by Totani, preparations could start in earnest.
Rootree’s project team and the Syntegon team, led by sales engineer Marco Weritz, collaborated closely, and it soon became clear to Pia Simran that they had made the right choice.
“Oftentimes, we didn’t even have to ask for information because our partners from Syntegon had already thought ahead and supplied it,” Simran says.
“They were reliably there for us, which made my life as project manager a whole lot easier.”
In September 2022, the actual installation process at Rootree’s production site went equally smoothly. Thanks to the thorough preparations, it was also a
quick process, with the machine installed in a day.
According to Weritz, Syntegon had custom-engineered a solution to seamlessly integrate and mount the CVA 2000 VIS valve applicator on the existing Totani pouchmaking machine.
This turned the formerly semi-automated line into a much more efficient, fully-automated one.
Now, the stand-up or pillow pouches and the three-side or quad-seal bags Rootree produces are automatically fed directly into the valve applicator, requiring no more manual labor.
The installation was followed by calibration of the machine and, finally, by operator training, all done by highly qualified Syntegon specialists.
Because CVA is easy to operate and all the important functions, including valve refilling, are readily accessible at ground
For Pia Simran, vice-president of product and business development (left) and Phil St-Cyr, president and CEO of Rootree, the choosing Syntegon equipment proved to be a wise investment.
level, the Rootree staff was able to put their training to the test, and the updated production line was back at work after only two days of production downtime.
Since then, the line has been producing valved bags reliably and at a much higher speed than before.
The manual valving process Rootree used before the automation yielded six to 10 ready-to-fill coffee bags per minute, whereas CVA valves now processes 50 to 60 bags per minute (with maximum throughput of 85 bags) that can then go on to be filled, sealed, and delivered within a much shorter lead-time. According to Simran, the removal of the former bottleneck in the production process allows a unique combination of Rootree’s portfolio to shine.
“Choosing Syntegon to automate our coffee in-line valve insertion was an easy choice, as it checked three boxes that are important to us at Rootree.”
“We are currently the only Canadian company offering inline valve application combined with digital printing for flexible packaging,” says Simran, noting that digital printing requires much less time-consuming preparation than other printing methods.
“This makes it both ideally suited to smaller batch sizes and, quite simply, really fast.
“In combination with our new automated valve application solution, we can now offer our customers very competitive lead-times,” Simran sums up.

Marco Weritz, Sales Engineer, Valve Applicators and Valves, Syntegon
Adds Rootree’s president and chief executive officer Phil St-Cyr: “Choosing Syntegon to automate our coffee inline valve insertion was an easy choice, as it checked three boxes that are important to us at Rootree.
“First, a defined roadmap allows us to achieve our objective to continue developing eco-friendly products,” St-Cyr points out.
“It also helps us get products to our customers faster with consistent high quality.
“Finally, it improves the ease of work for our staff and operators with the seamless in-line integration and less manual labor,” St-Cyr concludes.
“We look forward to new sustainable developments from Syntegon.”
SUPPLIERS Syntegon Totani Corporation
34 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM
PACKAGING FOR FRESHNESS
SWITCHING GEARS
Packaging machinebuilder
reengineering its product lines to accommodate shift to more ecofriendly packaging materials
Despite various geopolitical crises, rising costs and inflation, consumers still attach significant value to environmentally-friendly packaging.
According to the Sustainable Product Packaging study published in June 2023 by global consultancy Simon-Kucher & Partners, as many as 62 per cent of consumers in Germany are prepared to pay more for sustainably packaged products, up an additional seven per cent from the year before.
Yet, despite the willingness on the part of consumers, confectionery brand manufacturers looking to adopt more environmentally-friendly packaging are facing challenges in many other areas.
That’s primarily because more sustainable materials often present serious technical challenges in the existing packaging processes.
Conventional packaging involves laminating different materials such as plastics, metals and papers together to achieve an optimal combination of strength, flexibility and a barrier function to protect the product.
When it comes to sustainability, however, these laminated materials present a problem: they can be difficult or even impossible to separate and thus cannot be recycled.
At present, monomaterials and paper-based packaging materials are among the most commonly used alternatives said to offer better recyclability.
However, such materials pose greater challenges during the packaging process. They can tear more easily, they are more difficult to seal, and often have inferior folding properties.
Based om Dresden, Germany, pack-
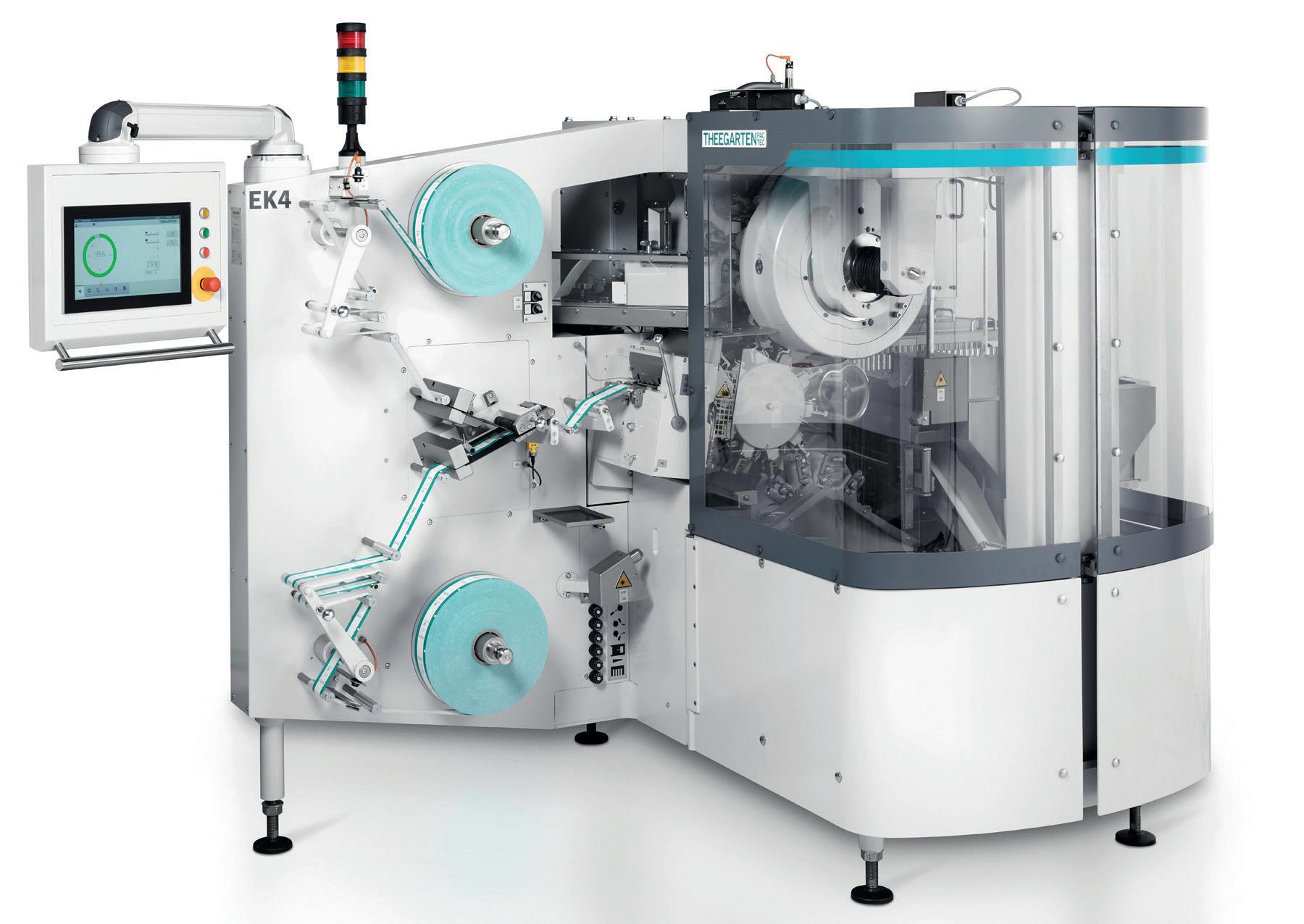
aging equipment manufacturer Theegarten-Pactec is a key driver of innovation in this space—constantly refining its high-speed packaging machinery to enable producers and brand manufacturers to process sustainable packaging materials for confectionery and nonfood items at an industrial scale.
Recently, the company reengineered its signature FPC5 system—a highspeed packaging machine for chocolate bars—to such an extent that it can now process paper-based flow-packs in the conventional cold-sealing process, as well as in the far more complex heat-sealing process.
In fact, the machine is capable of producing flow-pack packaging with integrated heat-seal capability and a pure paper content of at least 95 per cent.
By pre-heating the seal area during the wrapping material’s unwinding process, the paper has a higher starting temperature, which significantly reduces the required duration of heat application by sealing tools used in the

packaging and sealing processes.
This avoids damaging the packaging and the product—allowing them to pass gently through the machine. In addition, the reduced sealing time makes it possible to achieve high processing speeds of up to 100 meters per minute for paper-based packaging.
Moreover, Theegarten-Pactec has modified the forming shoulder for flowpacks processing on the FPC5 to support the production of paper-based flow packs. Due to the materials used and the adaptations to the component’s geometry to accommodate the pack-
April 2024 · CANADIANPACKAGING 35 CANADIANPACKAGING.COM SUSTAINABILITY
The EK4 machine from Theegarten-Pactec efficiently wraps hard candy in recyclable, wax-free paper at packaging speeds of up to 2,300 products per minute.
Theegarten-Pactec has refined its modular FPC5 high-speed packaging machine for wrapping chocolate bars in flow-packs to accommodate processing of paper-based packaging and recyclable monolayer films.
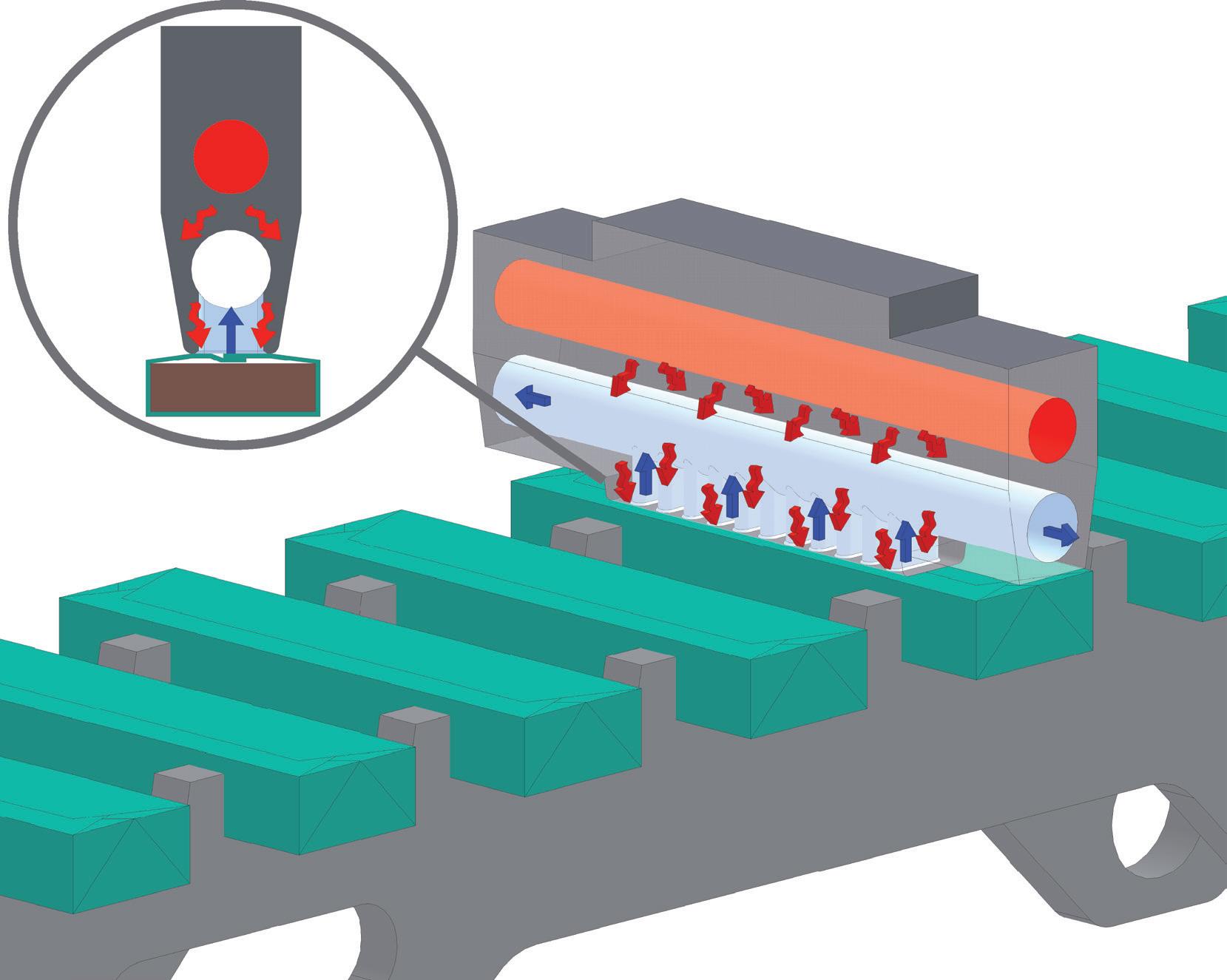
aging, there is no risk of the paper crinkling or tearing during production of the flow-packs.
Theegarten-Pactec has also addressed the issue of sustainability in relation to its high-speed EK4 machine.
Capable of processing up to 2,300 products per minute, it can package hard candy in a double-twist wrap of recyclable, wax-free paper.
Despite these high packaging speeds, the EK4 still processes the paper reliably and keeps pace with the processing speeds for conventional foil wraps.
It also facilitates flexible processing of wax-free paper and other innovative packaging materials through the infinitely variable adjustment of twist gripper oscillation, while the twisting angle can also be easily adjusted. This is facilitated by the different models of twist grippers available for efficient processing of different packaging materials.
Moreover, the EK4 also works with exceptionally high material efficiency, which further enhances its sustainable credentials. For instance, a servo-driven wrapping material feed roller ensures that precisely the right amount of material is pulled out—thereby minimizing material consumption.

36 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM
Suction-supported sealing from Theegarten-Pactec, whereby the packaging is sucked onto the sealing tool through the use of negative pressure. Consequently, there is no direct contact between the packaging and product during the sealing process, which prevents pressure marks and other damage to delicate chocolate products.

Theegarten-Pactec’s high-performance machines can pack confectionery in recyclable paper-based packaging materials or monolayer films.
With the EK4 redesign, the packaging specialist demonstrates that it is possible to use recyclable, wax-free paper without compromising either performance or product protection.
In regard to the more environmentally-friendly monolayer films, Theegarten-Pactec has developed a special process called suction-supported sealing.
According to the company, the idea behind this invention was prompted by the poor dead-fold characteristics of recyclable mono-materials, which means that packaging has to be closed after folding—either through sealing or by using adhesives.
However, such approaches risk damaging delicate chocolate products. With this in mind, Theegarten-Pactec developed a sealing station positioned immediately after the actual wrapping/packaging process.
As soon as a product reaches the sealing station, the sealing tool moves to a distance of 0.5-mm to 1.0-mm from the product to be sealed, just before negative pressure is used to suck the packaging onto the sealing stamp.
This process avoids direct contact between the packaging and the chocolate product during the sealing process—thereby eliminating the risk of pressure marks or other damage to the product. In addition, active cooling of the ambient air provides additional product safety.
As Theegarten-Pactec’s chief executive officer Markus Rustler, says: “These examples clearly demonstrate that there are many different areas in which we can take targeted action to improve sustainability.
“We are constantly striving to refine our machinery in the interests of both the environment and our customers,” Rustler states.
“Ultimately, only by facilitating industrial processing of sustainable packaging will it be possible for such materials to become established extensively and around the world.”
SUPPLIERS
Theegarten-Pactec GmbH & Co. KGG
New paper packaging solution more than just a pie in the sky
CONTINUED FROM PAGE 14
According to Fazer Bakery, the new packaging for this product is the result of more than two years of longterm development work to ensure the recyclability of the new packaging, without compromising food safety and the quality of the rice pies inside.
“We like to work closely with the packaging value chain to achieve Fazer’s responsible packaging goals, whereby each partner brings valuable expertise to the development work,” says Piia Soininen-Tengvall, Fazer’s director of packaging development.

“This project combined Fazer’s expertise in food production and the production process, while also ensuring food safety, with UPM Specialty Papers’ expertise in developing demanding specialty papers,” Soininen-Tengvall adds. (picture above)
“We are impressed with how well the new, easier-to-recycle packaging protects and preserves the high quality of the Oat Rice Pies until the best-before date.
“The packaging solution works on our existing packaging process and achieves all this by reducing fossil-based materials.”
As Soininen-Tengvall notes, traditional food packaging has protective properties that have primarily been provided by plastic packaging or by laminating plastic to the surface of paper, with the plastic lining also enabling the package to be sealed with heat.
Based on the heat-sealable UPM Confidio barrier paper, the new packaging incorporates both the barrier and heat seal properties into the packaging paper without a separate layer of plastic lamination. In terms of recyclability, the non-recyclable content of the UPM Confidio paper amounts to about one per cent, allowing 99 per cent of the packaging to be used to create new recycled products.
According to UPM, the robust barrier properties are designed to provide optimal product protection and freshness until the best-before date, while also ensuring that, for example, the grease in the product cannot penetrate the package.
“Packaging papers have the advantage of being recyclable within a widely established fiber recycling infrastructure,” points out Susanna Hyrkäs, senior manager for sustainability at Helsinki-headquartered UPM Specialty Papers. “Today, more than 80 percent of the fiber-based packaging material used in Europe is recycled.
“Our product development is always based on the premise of ensuring recyclability, in addition to ensuring product safety and the required functional properties,” Hyrkäs adds.
As Fazer’s Soininen-Tengvall reveals, “We have several packaging projects ongoing, and the results will be visible in coming years.
“Some of the new solutions that we have already developed—such as bread bags made of oat hulls, the entirely new seamable paper-based material, and dispersion coated paperboard—will be usable in many different packaging solutions.
“They can be utilized to replace many non-recyclable multilayer plastics and to reduce the amount of hidden plastic in product packaging materials.”
Keeping packaging materials in circulation requires positive action from both companies and consumers, Soininen-Tengvall asserts, which means going beyond just putting clear recycling symbols onto the packaging.
“Recycling can only happen when the correctly sorted materials are handled in a proper way and there is a market for the recycled material,” she states. “This is the reason why we changed from polypropylene to polyethylene for Fazer’s plastic bread bags.
“There is currently no demand for polypropylene and recycling companies usually end up burning it,” Soininen-Tengvall explains, “whereas polyethylene can be reused in new products to support the Circular Economy.”
As she sums up, “Companies must play a significant role not only in developing more environmentally-friendly packaging, but also in increasing the consumers’ awareness and guiding them in recycling.”
April 2024 · CANADIANPACKAGING 37 CANADIANPACKAGING.COM

Admix, Londonderry, N.H.-based manufacturer of mixing and blending equipment for food-and-beverage, pharmaceutical, cosmetic and other industrial processing applications, has appointed Santino Zingales as the company’s new director of sales.
Tompkins Solutions, a supply chain consulting and material handling integration services provider based in Raleigh, N.C., has appointed Bryan Perkins as senior vice-president of engineering, and Quintin Teeling as account executive.



Orion , Alexandria, Minn.-based ProMach subsidiary specializing in the manufacture of automatic and semi-automatic stretchwrapping equipment, has appointed Darrin Snarr as reginal sales manager for territory comprising the four western Canadian provinces and 11 western U.S. states.
Safety Council in the U.S., after leading the company to achieving the lowest number of recordable safety incidents (29) in its history last year, across a total workforce of over 5,000 employees.

U.K.-based conveyor systems manufacturer Avanti Conveyors Ltd has appointed Michael Griffin as a senior systems expert.
Baldwin Technology Company Inc ., St. Lous, Mo.-headquartered manufacturer and supplier of process automation equipment, parts, service and consumables for the printing, packaging, textile, plastic film extrusion and corrugated industries, has announced several personnel appointments to its Americas region sales team, including:



• Dave Gero, aftermarket sales manager for the East Coast region.

Eriez, Erie, Pa.-based manufacturer of magnetic separation, flotation, metal detection and material handling equipment, has appointed John Klinge as director of operations and strategy for the EMEA (Europe, Middle East and Africa) region.
industries, has appointed Brian Kucenski as product and sales engineer for the AlphaMAC brand of extrusion blowmolding machinery.

Inland Packaging, La Crosse, Wis.-based manufacturer of primary label solutions for CPG (consumer packaged goods) products, has appointed Scott Roob as chief operating officer.

SUN Automation Group , Glen Arm, Md.-based manufacturer of automatic feeding, printing and converting equipment for the corrugated industry, has appointed Amit Nayak as new product manager for the company’s Helios brand of digital IIoT (Industrial Internet of Things) software solutions.


Robert Pyle, president and chief executive officer of Lancaster, Pa.-headquartered rigid plastic containers manufacturer Graham Packaging, has been recognized with the 2024 CEOs Who Get It Award of the National
• Jason Atturo, regional sales representative for territory comprising eastern Canada and northeastern U.S.;
• Barry White, reginal sales representative for the East Central region comprising Indiana, Kentucky, Michigan and Ohio;
• Nick Harkness, aftermarket sales leader for the Central region;

Hybrid Software Group PLC , U.K.based developer of enterprise software for print manufacturing applications, has appointed Steven Steenhaut as director of marketing, to be based at the HYBRID Software subsidiary’s office in Gent, Belgium.
IMA Dairy & Food USA, Leominster, Ma.based distributor of packaging equipment for the food and dairy



RM Machinery Inc., Carney Point, N.J.-based distributor of offset printing press technologies, has appointed Mike Stock (top) as vice-president of sales; Kelly Adams (right) as regional sales manager for the southern and eastern U.S.; Stephanie Helsel as marketing manager; and Dan Stratz as senior projects manager.

Industrial connectors and terminal blocks distributor WAGO Corporation of Germantown, Wis., has appointed Sy Stevens as vice-president of marketing and digitalization for the Americas region.
Synerlink, French manufacturer of filling equipment for rigid packaging application in dairy industries, has appointed Thierry Deau as technical director, and Julien De Ridder as supply chain operations director.
38 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM
PEOPLE CPK_PILZ_April24_CSA.indd 1 2024-03-28 10:26 AM
APRIL 23-25
Vancouver, B.C.: 2024 CPMA Annual Convention and Trade Show (CPMA 2024) , by the Canadian Produce Marketing Association (CPMA). At Vancouver Convention Centre. To register, go to: www.convention.cpma.ca
APRIL 26
Vancouver, B.C.: International Sustainability Summit , conference by the Canadian Produce Marketing Association, International Federation for Produce Standards and the Global Coalition of Fresh Produce. At Fairmont Waterfront Hotel. To register, go to: www.convention.cpma.ca
MAY 1-2
Boston, Ma. : 2024 Robotics
Summit & Expo, by Cvent Inc. At Boston Convention & Exhibition Center. To register, go to: www.cvent.com
0MAY 1-2
Phoenix, Az.: Retail Conference, by
the International Fresh Produce Association (IFPA). At Sheraton Grand at Wild Horse Pass. To register, go to: www.freshproduce.com
MAY 6-8
Toronto : 2024 Skills Ontario Competition, skilled trades and technology contests and Career Exploration Showcase by Skills Ontario. At the Toronto Congress Centre. To register, go to: www.skillsontario.com
MAY 6-9
Chicago: Automate, robotics and automation trade show and conference by the Association for Advancing Automation (A3). At McCormick Place. To register, go to: www.AutomationShow.com
MAY 6-10
Orlando, Fla. : NPE 2024 : The Plastics Show, global plastics innovations showcase by the Plastics Industry Association (PLASTICS). At the Orange County Convention Center. To
register, go to: www.plasticsindustry.org
MAY 15-16
Red Deer, Ab.: 2024 SmartMTX (Smart Manufacturing and Technology Exposition) , advanced manufacturing technologies exhibition and conference for Western Canada. At Westerner Park. To register, go to: www.smartmtx.ca
MAY 15-16
Porto, Portugal: European Food & Beverage Plastic Packaging , conference by ACI Europe. At Hilton Porto Gaia. To register, go to: www.wplgroup.com
MAY 28 – JUNE 7
Düsseldorf, Germany: drupa 2024, global trade fair for printing technologies by Messe Düsseldorf GmbH. At Messe Düsseldorf fairgrounds. To register, go to: www.drupa.com
JUNE 4-6
Atlanta, Ga.: 2024 SFI Annual




Conference , by Sustainable Forestry Initiative (SFI). At Loews Atlanta Hotel. To register, go to: www.sfi.swoogo.com
JUNE 20-21
Chicago: AmericaPack Summit 2024, conference by Marcusevans Group. At Radisson Blu. To register, go to: www.marcusevanscy.com
JUNE 24-25
New York City: Vinexpo America, global alcohol beverages exhibition by Vinexposium. At Jacob K. Javits Center. To register, go to: www.vinexposium.com
SEPT. 8-12
Orlando, Fla.: SuperCorrExpo 2024 , annual international corrugated manufacturing exhibition and conference by TAPPI (Technical Association of the Pulp and Paper Industry) and AICC, The Independent Packaging Association. At the Orange County Convention Center (OCCC). To register, go to: www.supercorrexpo.com
April 2024 · CANADIANPACKAGING 39 CANADIANPACKAGING.COM Contact us to start your project 1- 844 - 426 -1266 / stockcanada.ca P Complete M.A. . product sand services VACUUM CHAMBER TRAY SEALER THERMOFORMING FLOW WRAP DEEP EXPERIENCE AND KNOW-HOW FOR AN ADDED VALUE IN TRAY SEALING MACHINES AND EQUIPMENT HEAVY DUTY CONSTRUCTION, ELECTRICAL CHAMBER MOTION, AND HYGIENIC DESIGN TO SATISFY HIGHLY DEMANDING INDUSTRIAL PRODUCTIONS AN INNOVATIVE TECHNICAL SOLUTION PATENTED BY REEPACK FOR FLEXIBILITY WITH HIGH VOLUME PRODUCTION CAPACITIES IN M.A.P. RELIABILITY, PERFORMANCE AND LONG LASTING QUALITY IN A COMPLETE LINE UP OF VACUUM CHAMBER MACHINES Trays standard or custom Flexible packaging films Project management
consulting
spare parts Service technicians
than 50 models CPK_Stock Packaging_JanFeb24_MLDindd.indd 1 2024-01-25 3:14 PM
Technical
Original
More
EVENTS
Jack and Jill nursery rhyme told through packaging prism / Rhea Gordon
Originally introduced in 1896, the Cracker Jack brand of one-of-a-kind, all-American snack food consisting of caramel-coated popcorn and peanuts has enjoyed remarkable longevity as a concession stand favorite for many generations of baseball fans at stadiums and ballparks across the continent, with its mascot Sailor Jack and his dog Dingo officially registered as a trademark in 1916. As the packaging proudly proclaims on the back, “Cracker Jack has been synonymous with sports for over 100 years.” In fact, the product had already achieved mass appeal years earlier when Jack Norworth and Albert Von Tilzer recorded Take Me Out to the Ballgame, which became and remained the unofficial anthem of North American baseball to this day. Although neither author had actually attended a baseball game prior to the song’s release, baseball fans all over were enamored by the catchy lyrics urging them to “buy me some peanuts and Cracker Jack,” becoming what may well be one of the most successful unintended product placements of all time. With that in mind, I hope that the 2003 release of Cracker Jill by Frito Lay Canada, a subsidiary of multinational snack and beverage giant PepsiCo, Inc., will also leave a similar long-lasting legacy and impact on female sports. Launched in Ontario, Quebec, Nova Scotia and Alberta, the Cracker Jill mascot featured in five different versions on a series of special-edition bags to reflect Canada’s rich respect for inclusion, multiculturalism and racial diversity, further reinforced by a group photo of all five Jills on the back. Each bag also features a blue ribbon in the top right corner of the front panel, enhanced with a red Maple Leaf graphic and icon at the bottom end of the ribbon, and an inspiring “Celebrating Canadian Women in Sports!” tagline (in English and French) just above it. The blue color of the ribbon perfectly complements the bluish tones of the updated interpretations of the more formal sailing boat garb worn by the Sailor Jack, along with a nearby little pooch as a nod to the original Dingo. Set against the red-and-white background pattern evoking the Canadian flag, Cracker Jill

(Clockwise from top)
The hybrid takeout beverage containers used by The Tiny Cloud Café; stand-up pouches of the Cracker Jill brand of caramel-coated popcorn and peanuts; the bacon-inspired flexible package for the Main & Local brand of dress socks; a package of crew socks wrapped in the iconic Reese’s brand-inspired packaging used under license by Mad Engine.


may be a new kid on the block in many ways, but it’s a refreshing and wholesome change from the omnipresent Barbie-mania dominating today’s pop culture narratives.
Paper cups filled to the brim and sealed with a thin plastic lid with a straw opening are always an accident waiting to happen. Especially when being carried on a serving tray alongside your food order from the cashier to the sitting areas at food courts or other QSR (quick service restaurant) establishments. Prone to collapsing or crushing when handled with even minimal pressure—resulting in messy and embarrassing spills—these flimsy throwaways are an especially risky proposition for takeout orders, as they simply cannot be properly fitted, stacked or balanced inside backpacks, carrier bins, shopping bags, or standard takeout bags with 100-percent spill-proof certainty. So to give credit where it’s due, The Tiny Cloud Café in downtown Toronto is really on to something good with its molded PET (polyethylene terephthalate) plastic containers that are secured with a metal lid with a flip-top ring for opening, much like the closures used for standard aluminum beverage cans. Unlike the cans, this hybrid cup’s see-through transparency lets the consumer enjoy how the beverage looks as much as it tastes, while seeing the lid being applied right at the point-of-sale is something of a treat in itself.

Crossover packaging is everywhere these days, with clothing accessories like socks no exception to this interesting and imaginative trend. Based in Montreal, Main & Local specializes in creating its own brands of food-themed clothing items, with its Bacon Socks range of baconthemed unisex socks retailing in clever pouch packaging that borrows heavily form the standard lay-flat shrinkwrapped bacon packs populating the grocery store refrigerated meat aisles. The tongue-incheek packaging cleverly mimics the main cues from bacon packaging by declaring the best-before data as “Best before a big day” date, with explicit instructions not to microwave the contents and a reassuring ‘ready to wear’ product claim. Using vibrant yellow, red and blue graphics playing off the bacon photography and the drawing of the socks’ bacon-and-eggs pattern, the package also has a lot of fun with the ingredients listed on that back of the pack—85-percent polyester and 15-percent cotton—and product attributes such as comfort and softness each delivering “100-percent daily value.” For its part, Los Angeles-based Mad Engine actually obtained official license from confectionery giant Hershey Company to produce socks using the Reese’s peanutbutter cup brand’s trademarked orange and brown package colors, emblazoned with a large product logo across the middle of the faux candy wrapper containing two pairs of crew socks, also patterned in colors of the iconic candy. From fork to foot, putting on a pair of “fresh socks” has never rung truer.

40 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM CHECKOUT
RHEA GORDON is a freelance writer living in Toronto.
Amcor Flexibles North America 2 Beneco Packaging OBC Carlo Gavazzi (Canada) Inc. 11 Delkor Systems Inc. 16 Duropac 14 Engage Technologies Corporation (Squid Ink) IBC Harlund Industries Ltd 13 Heat and Control IFC Multivac Canada Inc. 7 Pilz Automation Safety Canada, L.P. 9, 36, 38 Plan Automation 8 Reiser / Robert Reiser & Co. 5 SEW Eurodrive Ltd. 10 Stock Packaging Canada 39 Uline Canada Corporation 6 VC999 Packaging 12 Videojet Canada 1 AD INDEX
THE COPILOT MAX LT PRINTING SYSTEM HI-RESOLUTION CASE CODING

BACK IT UP

Squid Ink’s CoPilot® Max LT long throw printing system has redefined the hi-resolution industrial ink jet coding and marking industry with an unprecedented 10-12mm throw distance.
MAKE YOUR MARK
CoPilot Max LT utilizes Squid Ink’s revolutionary active ink system, allowing users the ability to tilt or rotate the printhead in any direction without making height adjustments to the ink supply

BIGGER, BETTER, FASTER
Squid Ink’s CoPilot Max LT printing system can easily handle high speed applications with the ability to run up to 440 fpm at 150 horizontal dpi, or up to 220 fpm at 300 horizontal dpi.
A coding and marking leader for over 25 years, Squid Ink printers and inks are made in the USA and are designed to keep your production line up and running day after day.
For more information, visit www.squidink.com or call 1-800-877-5658 for an Authorized Squid Ink Distributor in your area.

April 2024 · CANADIANPACKAGING 41 CANADIANPACKAGING.COM
HI-RESOLUTION PRINTERS / THERMAL INKJET PRINTERS / CIJ SMALL CHARACTER CODERS LASER CODERS / DOD LARGE CHARACTER PRINTERS / UV LED CURING SYSTEMS INK JET FLUIDS / PRINT VALIDATION SYSTEMS / CODING & MARKING SOFTWARE WWW.SQUIDINK.COM / INFO@SQUIDINK.COM / 1 -800-877-5658 WORLD CLASS PRINTING SYSTEMS FOR REAL WORLD APPLICATIONS

We cater to Canada’s most demanding CPG’s. Whether your needs are large or small, Beneco will surpass your expectations.
Our box plants feature the most advanced and most efficiently run Heidelberg box printing/converting technology and we haven’t stopped investing.
Put our folding carton investments and efficiencies to work for you.

42 CANADIANPACKAGING · April 2024 CANADIANPACKAGING.COM benecopackaging.com SoOPAK.com benecopackaging.com SoOPAK.com
You bet! Beneco Custom Print Packaging 1-905-677-2888
Call Beneco today for your folding cartons. Folding cartons quicker and cheaper?
sales@benecopackaging.com
