


Canada’s wind power sector is taking maintenance to new heights
FOCUS ON:
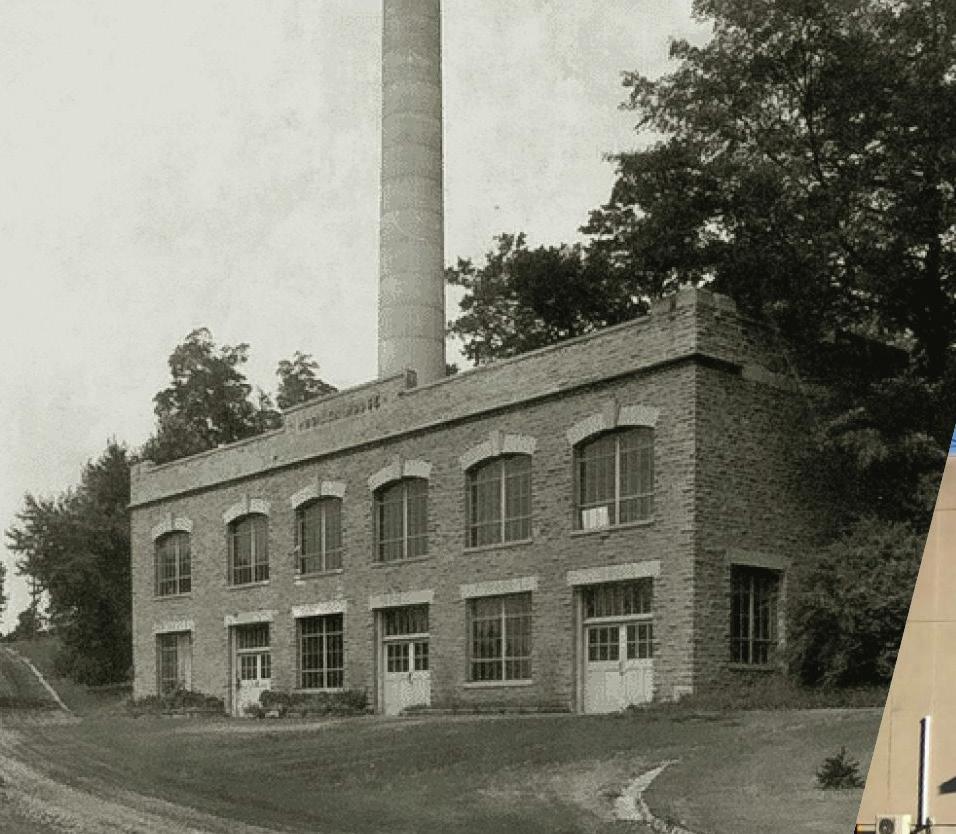
Western U’s 100-yearold power plant gets a green upgrade
ALSO: Indoor air quailty equipment maintenance
Fighting fatigue in the workplace
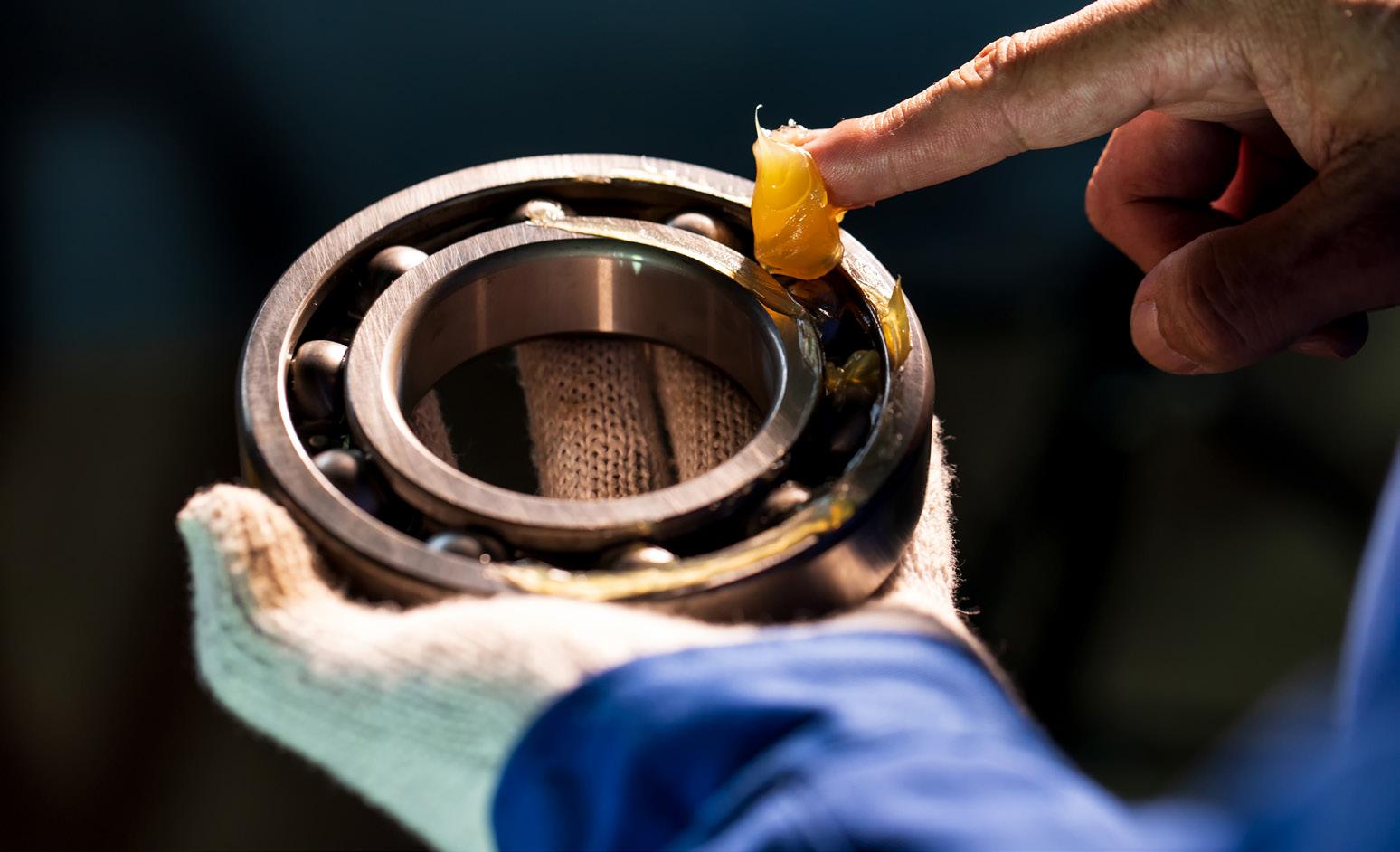

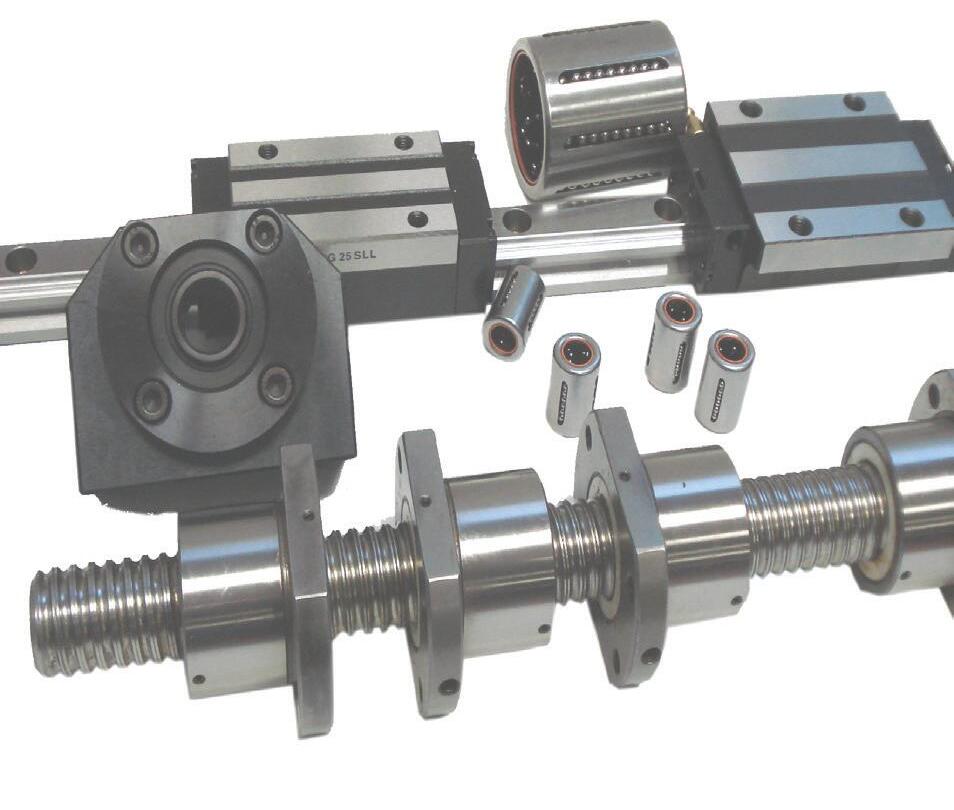
INDUSTRIAL GREASE: SELECTION, APPLICATION AND USE
Our resident technical specialist, Tex Leugner, dives deep into the topic of industrial grease and the proper guidelines to follow.
POWERING WESTERN UNIVERSITY’S PATH TO NET-ZERO
Plans for a $16-million boiler upgrade at the 100-year-old power plant will bring the university closer to its emissions target.
PRECISION GRINDING ASSURES FAST, COMPLIANT REPAIRS
How advanced grinders facilitate rapid turnaround for vital MRO services, like aircraft brake rotor resurfacing.
THE SKY’S THE LIMIT
MRO spoke with Reuben Burge, president of Nova Scotia’s RMSEnergy to learn how the wind power sector is taking maintenance to new heights.
From the health of of employees to the health of machinery, indoor air quality equipment plays a critical role in an industrial environment.
THE STRATEGIC ALLIANCE OF MAINTENANCE AND FINANCE
How turning financial challenges into opportunities for investment can drive growth and innovation in maintenance operations. 12 10 16 15 20 24

Hello! My name is Kirstyn and welcome to my inaugural issue of MRO. I’m thrilled to be at the helm of Canada’s manufacturing voice, and to bring you relevant content and stories from within the industry each issue.
As you dive into this one, you’ll notice that the environment is a driving theme behind many of our features. Currently, industries worldwide are grappling with the urgency to integrate sustainable practices into every facet of operations, and manufacturing is no exception. Our industry faces the dual challenge of enhancing operational efficiency while minimizing ecological impact.
Maintenance plays a vital role in this endeavor. It’s not just about fixing what’s broken; it’s about proactively preventing issues that could lead to both downtime and greater environmental harm.
With that in mind, features in this issue explore how thoughtful maintenance strategies contribute to sustainability goals, and vice versa.
For instance, the case study on page 12, “Powering Western University’s path to net-zero,” examines how the upgrade of Western’s 102-year-old power plant – replacing natural gas boilers with electric ones – will slash the institution’s emissions by nearly 50 per cent over the next five years. (I had no idea steam boilers could be so fascinating, but I stand corrected.)
Our cover story, “The sky’s the limit,” page 16, looks at Canada’s growing wind power sector and ponders the unique maintenance challenges it presents.What’s a day like in the life of a wind turbine maintenance worker? How does one get up there? (More importantly, how does one get down?)
Of course, our environment consists of more than just the world outside. The atmosphere indoors plays a huge role in our health and wellbeing, particularly at a time when pollutants
and wildfires are increasing concerns. “Something in the air,” page 20, provides an overview of indoor air quality in manufacturing facilities and highlights the importance of maintaining adequate IAQ equipment in keeping both workers and equipment safe.
Along with these timely and important topics, you’ll find the technical information and advice (and familiar names and faces) you’ve come to expect from MRO. Our esteemed industry veterans and subject matter experts deliver practical solutions and know-how for the matters you encounter every day, from industrial grease selection to understanding conditioning monitoring analysis to staying safe on the job.
So with that, I’ll let you get to it –there’s a lot here to unpack.
But as you explore this issue, I encourage you to reflect on your own maintenance practices and experiences. I wonder, how have they evolved over the years? What challenges do you face in an ever-changing technological landscape? Lastly, how do your practices align with broader sustainability goals?
Should your answers be something you’d like to share with me, I would love to hear from you. I also welcome your ideas, concerns and questions as I look ahead to future content.
While my name may be at the top of the masthead, I believe that together, we can drive meaningful change and contribute to a future where industrial efficiency and environmental responsibility go hand in hand.
Thank you for joining me on this journey. I look forward to having these conversations with you.
Until next time,
KIRSTYN BROWN Editor kbrown@annexbusinessmedia.com


ESTABLISHED 1985
SUMMER 2024 Volume 40, Number 2
READER SERVICE
Print and digital subscription inquiries or changes, please contact Customer Service Angelita Potal, Customer Service Administrator Tel: 416-510-5113 email: apotal@annexbusinessmedia.com Mail: 111 Gordon Baker Rd., Suite 400 Toronto, ON M2H 3R1
EDITOR Kirstyn Brown 226-931-4194 kbrown@annexbusinessmedia.com
SENIOR PUBLISHER Paul Burton 416-510-6756 pburton@annexbusinessmedia.com
BRAND SALES MANAGER Chander Verma 437-218-0941 CVerma@annexbusinessmedia.com
NATIONAL ACCOUNT MANAGER Ilana Fawcett 416-829-1221 ifawcett@annexbusinessmedia.com
AUDIENCE DEVELOPMENT MANAGER Beata Olechnowicz bolechnowicz@annexbusinessmedia.com 416-510-5182
MEDIA DESIGNER Curtis Martin
ACCOUNT CO-ORDINATOR Debbie Smith 416-510-5107 dsmith@annexbusinessmedia.com
GROUP PUBLISHER Anne Beswick 416-410-5248 abeswick@annexbusinessmedia.com
CEO Scott Jamieson sjamieson@annexbusinessmedia.com
Machinery and Equipment MRO is published by Annex Business Media, 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1; Tel. 416-442-5600, Fax 416-510-5140. Toll-free: 1-800-268-7742 in Canada, 1-800-387-0273 in the USA. Printed in Canada ISSN 0831-8603 (print); ISSN 1923-3698 (digital)
PUBLICATION MAIL AGREEMENT #40065710
Subscription rates. Canada: 1 year $66.30, 2 years $105.06. United States: 1 year $145.86. Elsewhere: 1 year $167.28. Single copies $10 (Canada), $16.50 (U.S.), $21.50 (other). Add applicable taxes to all rates.
On occasion, our subscription list is made available to organizations whose products or services may be of interest to our readers. If you would prefer not to receive such information, please contact our circulation department in any of the four ways listed above.
Annex Privacy Officer Privacy@annexbusinessmedia.com 1-800-668-2374
No part of the editorial content of this publication may be reprinted without the publisher’s written permission © 2024 Annex Business Media. All rights reserved. Opinions expressed in this magazine are not necessarily those of the editor or the publisher. No liability is assumed for errors or omissions.














NGen has announced funding for 15 new advanced manufacturing projects valued at $59 million. The investments will support 31 companies in various manufacturing sectors across Canada. NGen’s investment of $21.4 million in these projects leveraged a total of $37.4 million in industry contributions from 15 project consortia.
The announcement follows recent NGen programs including the Commercialization of Quantum Technologies (National Quantum Strategy), Electric Vehicle Value Chain Program, and Moonshot for Mining, Minerals and Manufacturing (Canadian Space Agency).
To date, NGen has approved 211 Cluster projects with 483 industry partners and 313 research groups from across Canada. Those investments have resulted in $7.2 billion in new sales – a five-time return on Federal taxes. As a result of NGen projects, 66 new companies and 3,901 direct jobs have been created.
In August, Boeing invested $61 million in British Columbia’s aerospace sector – part of Canada’s broader strategy to acquire up to 16 P-8A Poseidon aircraft from the United States through the Canadian Multi-Mission Aircraft (CMMA) project.
The procurement of the P-8A Poseidon is expected to support over 3,000 jobs and contribute approximately $358 million annually to the Canadian economy over the next decade. This investment is a requirement under the Industrial and Technological Benefits (ITB) policy tied to the acquisition.
Another key component of the investment is Boeing’s $13-million commitment to COTA Aviation, an Indigenous-owned company based in Parksville, B.C., which will help establish a training facility that will train 10 new workers annually in advanced manufacturing techniques.
In addition, Boeing will allocate $48 million to bolster research and development at its Vancouver facility. This investment will focus on advancing

data analytics technologies to improve aircraft performance and sustainability, enhancing the capabilities of Boeing’s Vancouver office in managing and sustaining aircraft fleets.
Ford Motor Co. says it plans to assemble its F-Series Super Duty pickup trucks at its Oakville, Ont., assembly plant beginning in 2026.
In a July 18 news release, the U.S. automaker said the move would add capacity of up to 100,000 additional units and support 1,800 jobs at the plant to be filled by workers represented by Unifor.
In total, Ford plans to invest approximately U$3 billion to expand Super Duty production, including
$2.3 billion to install assembly and integrated stamping operations at Oakville Assembly Complex. When complete, Oakville Assembly Complex will be a fully flexible plant, Ford officials said.
The increased production also adds approximately 150 jobs at Windsor Engine Complex, which will manufacture more V8 engines for Super Duty.
The Ontario government is investing nearly $17 million through the Skills Development Fund (SDF) to support the training of over 36,000 workers in Northern Ontario for careers in mining, construction, energy, and forestry. The funding will also be
Ont. is tackling labour shortages and boosting key industries in the North.

used to build new training facilities.
The investment involves working with First Nations, labor unions, local employers, and community organizations to address regional labor shortages and strengthen Ontario’s position in these sectors.
The funding comes from both the Training and Capital streams of the SDF, which are designed to recruit, train and upskill workers and build or upgrade training centres for the skilled trades. This brings Ontario’s total investment in Northern workers through SDF to nearly $117 million.
MACHINERY AND EQUIPMENT MAINTENANCE
PLASTICS INDUSTRY
The Plastics Industry Association (PLASTICS), a Washington, D.C.-based manufacturing advocacy organization, has released new requirements for flat cast film and cast embossed film extrusion machines. The new American National Standard, known
as ANSI B151.32-2024, is designed to protect equipment operators and maintain the integrity of their machines.
“This new standard is much more complete in identifying known hazards associated with flat cast and cast embossed film machines than the previous standard and provides various solutions for mitigating those hazards,” said Keon Wild, chair of PLASTICS’ Cast Film Technical Committee.
According to PLASTICS, the standard comes after a three-year collaboration among experts from the plastics industry.
“The goal for industry standards is to ultimately provide a safe working environment through the establishment of effective machine-design requirements and workplace practices,” said Scott Kaufman, vice president of product reliability at extrusion equipment maker Davis-Standard LLC and a member of PLASTICS’ Cast Film Technical Committee. “This latest update provides detailed insight into the hazards typically presented by cast film equipment and guidance for manufacturers and end-users on how to mitigate them for a safer workplace.”
Surrey, B.C.-based industrial coatings maker Cloverdale Paint has signed an exclusive distribution agreement with Tnemec Co. Inc., a 100-year-old manufacturer of heavy duty industrial coatings.
Cloverdale will now have exclusive distribution rights for B.C., Alberta, Saskatchewan, Manitoba, Yukon, and Northwest Territories.
In a July 29 news release, Cloverdale officials said the partnership with Tnemec will expand its role in heavy duty industrial coatings “and reinforce one-stop customer solutions.”
Cloverdale is said to be the largest family-owned coatings company in North America. Directly, and through a U.S.based subsidiary in Portland, Ore. (Rodda Paint Co.), Cloverdale operates Canadian manufacturing plants in Surrey, Calgary, Winnipeg, London, Oakville, Mississauga, and Montreal; and in Portland.




By following these tips and addressing potential hazards and risks, employers can help workers stay alert and safe on the job.
Whether its from working long hours, not getting enough sleep, or prolonged periods of stress, fatigue is a workplace hazard that is a concern for employers.
It may come as a surprise, but fatigue can be considered a form of impairment — one that can be dangerous for not only the worker, but also for other employees and even members of the public.
In fact, research has shown that the number of hours awake can be similar to blood alcohol levels. One study found that 17 hours awake is equivalent to a blood alcohol content of 0.05 per cent, and 24 hours awake is equivalent to a blood alcohol content of 0.10 per cent (the legal driving limit is 0.08 per cent in Canada).
Other studies have shown that workers who have slept for less than five hours before work or have been awake for more than 16 hours have a significantly higher chance of making mistakes at work because of fatigue.
While it can be difficult to isolate the effect of fatigue on incident and injury rate, by understanding it as a workplace hazard and having a plan to address it, employers can help create an environment that keeps everyone alert and safe on the job.
Here are a few tips to help fight fatigue in your workplace: Assess the risks. Take a thorough look at your workplace and identify tasks, objects, situations and processes that have an increased risk of causing harm due to fatigue. Once you’ve identified fatigue as a hazard, you can evaluate the likelihood and severity of the risks and then decide how to effectively eliminate or control the harm. Know the signs of fatigue. Train workers to recognize symptoms such

as weariness, sleepiness, irritability, being physically tired, as well as reduced alertness, concentration and memory. Workers should also know how to recognize less obvious symptoms such as: reduced ability to be productive, lack of motivation, depression, headaches and increased susceptibility to illness. What’s more, feelings like giddiness, boredom, loss of appetite and digestive issues may also be signs of fatigue. Control the hazards. Implement control measures to address these hazards, such as changing how or when work is performed. Have policies in place related to service hour maximums to ensure sufficient time is scheduled between shifts for rest and recovery, proper shift rotation patters, extended workdays and adequate break periods. At minimum, the legal requirements in your jurisdiction for
hours of rest, working hours and break period should be followed.
Wake up the workspace. The work environment should be designed with appropriate lighting, temperature and noise levels. Fatigue may be increased by long, repetitive and monotonous tasks, or tasks that must be sustained for long periods of time, so it’s important to offer a variety of tasks throughout the workday.
Plan shift schedules. If possible, optimize the shift schedule by establishing the length of the rotation period and direction of rotation of shifts. For example, it’s best to create a schedule for shift workers that rotate forward, allowing them to go from a day shift to an afternoon shift and then into night shift. This rotation can help make it easier for workers to develop a more consistent sleep routine.
If you can, make adjustments. If the job allows for it, try to adjust the work plan for the day. The most demanding and high-risk tasks should be avoided towards the end of the shift or between certain hours (such as between midnight and 6 a.m.) when workers may be less alert.
Promote a sleep routine. There is no one way to get good sleep — what works for one person may not work for another. But general tips include going to bed and getting up at the same time every day, limiting screen time before bed, exercising regularly and using bed primarily for sleeping (instead of activities like watching television or scrolling on a phone). Not tired? Try a screen-free actcivity, like reading a book.
Provide support. Encourage employees to speak up if they’re experiencing any symptoms of fatigue that may impact their ability to do their jobs safely.
A study found that this many hours awake is eqiuvalent to a blood alcohol conent of 0.05%
Workplaces can also provide mental health services, such as employee assistance programs (EAP), as well as healthy lifestyle campaigns, such as encouraging good sleep routines, healthier eating and drinking habits and physical activity.
The Canadian Centre for Occupational Health and Safety (CCOHS) promotes the total well-being — physical, psychosocial, and mental health — of workers in Canada by providing information, advice, education and management systems and solutions that support the prevention of injury and illness. Visit www.ccohs.ca for more safety tips.

In the fast-paced world of logistics, a clean environment is essential for safety and efficiency. Nilfisk’s advanced cleaning solutions help you maintain a safer and more productive workspace.
Invest in Nilfisk and experience the benefits of a cleaner, more efficient operation. Better for your people, better for your business.















Safety first: Reduce slips, trips, and falls by keeping your workspace clean and compliant, lowering the risk of accidents.
Save costs: A clean warehouse reduces absenteeism and turnover, leading to significant savings. Maintain safety, prevent product damage, and meet regulatory standards to avoid costly fines.
Boost productivity: A tidy environment improves morale and efficiency, reducing stress and preventing injuries related to poor working conditions.
Optimize operations: Cleanliness supports lean management principles, allowing for faster responses to customer demands and logistical challenges.




















BY L. “TEX” LEUGNER

Industrial grease is a semifluid product resulting from a dispersion of a thickening agent in a liquid. It’s typically comprised of 70 to 90 per cent base oil (either mineral or synthetic), up to 30 per cent thickener and up to 10 per cent additive.
Industrial greases are classified by their thickeners, the most common type being metallic soap bases using calcium, aluminum, sodium, barium or lithium.
The second is complex grease, which utilizes acids or salts that
provide about 38 C (100 F) working temperature higher than normal soap-thickened products. The popular lithium complex grease uses lithium 12-hydroxystearate fatty acid as it’s thickener.
The third grease type uses inorganic thickeners, such as clays or silica, that thicken fluids with their large surface area.
Finally, polyurea greases are stable, high dropping point products used in applications such as lubricating precision ball bearings. Regardless of the type of grease
used, there are guidelines that must be followed to ensure a sound maintenance program.
Does the maintenance group know the correct grease grade selection for rolling element bearings?
The most common National Lubricating Grease Institute (NLGI) grease grades are Grade 1, 2 or 3. First, calculate the DN factor (the product of diameter and speed). Generally, a higher DN factor calls for a higher NLGI grease grade. DN is calculated by multiplying shaft diameter in millimeters by the RPM of the bearing.
The guideline is:
• DN under 200,000 – use NLGI Grades 1 or 2
• DN equal to 200,000 – NLGI Grade 3
• DN above 200,000 – use recommend conversion to oil lubrication.
If a bearing used in an application with a DN of 200,000 is greased with Grade 1 or 2, centrifugal force may cause the grease to leave the bearing. A Grade 3 grease will stay in place, allowing the oil to separate from the thickener and lubricate the bearing.
Does the maintenance group understand journal bearing grease selection?
The selection of grease for journal bearings is opposite that of rolling element bearings. In this case, it’s necessary for the grease to stay in place and a higher NLGI grade, such as Grade 3 or 4, is recommended for low-speed journal bearings.
Does the maintenance group know the grease application guidelines for electric motor bearings?
These bearings should have no more than 20 to 25 per cent of the bearing cavities filled with grease. Bearing housings should never have more than one-third of the housing filled with grease.
Does the maintenance group know how to determine relubrication intervals for greased bearings?
The relubrication period for a grease lubricated bearing operating at
normal speeds, loads and temperature conditions, is related to the service life of the bearing and can be estimated from the following equation.
tf = K [( 14 X 106)- 4d] n X √d
where:
t = service life or re-lubrication interval, hours
d = bearing bore diameter, mm
n = speed, rpm
K = factor dependent on bearing type
where:
K = 1 - spherical or tapered roller bearings
K = 5 - cylindrical or needle roller bearings
K = 10 - radial ball bearings
Does the maintenance group know how to determine the quantity of grease required for rolling element bearing relubrication?
The amount of grease required for relubrication is determined from the following equation: G = 0.005 DB
Where:
G = weight of grease, grams
D = bearing outside diameter, mm
B = bearing width, mm
Over-packing accounts for more bearing failures than any other single factor. If too much grease is present, internal friction will cause the temperature to rise beyond its dropping point, causing oxidation of the grease and potential bearing failure. The relubrication interval and the amount of grease used during relubrication depends entirely on the application. For example, when lubricating a bearing in housings without a grease vent using a grease gun, do not rupture the seal. (Pressures up to 15,000 PSI can be generated with a common grease gun).
Is the maintenance group aware of the procedure for greasing a vented bearing housing?
To ensure the correct procedure for greasing a vented bearing housing, follow this process:
1. Remove the vent with the bearing stopped, apply grease until new grease comes out the vent.
2. With the vent still removed, rotate the bearing slowly so that excess grease can escape.
3. After one-to-two hours of operation, check the temperature of the bearing housing to ensure that it is normal. The temperature at the housing should not exceed 60 C (140 F).
4. Replace the vent and clean the grease from the exterior of the housing.
When re-lubricating an electric motor, it is not necessary to stop the motor, but re-greasing at a standstill will minimize the possibility of grease leakage along the shaft past the seals. If re-greasing is carried out while the bearing is rotating, the temperature of the bearing will increase 10 to 25 C. The temperature should drop within an hour or two, depending upon the application. If the temperature does not return to normal and the correct amount of grease has been added based on the calculations described, do not add more grease. Determine the cause of the increased temperature. See bearing types, re-lubrication intervals and grease quantities in the chart above.
Does the maintenance group understand the relationship between grease application and temperature?
The dropping point (ASTM D
2265) is the temperature at which the lubricant may begin to separate from the thickener. It is generally accepted that the service life of grease lubricated bearings is reduced by half for every 15 C (27 F) increase in temperature above 70 C (160 F). If, for example, the calculated relubrication interval for a given bearing is 1,000 hours at 70 C, this interval must be cut in half to 500 hours if the operating temperature reaches 85 C.
The major factors to consider when choosing a grease to lubricate at elevated temperatures are oxidation resistance, base oil viscosity and thickener type. If the maximum operating temperature is not provided on the grease supplier’s data sheet, a guideline used to estimate the maximum temperature is: dropping point temperature (in Celsius) minus 40 C. For example, typical lithium soap grease has a dropping point of 175 C. Based on this guideline, the maximum high temperature application limit would be: 175 C – 40 C = 135 C (Note that this high temperature limit is for intermittent operation only at this temperature.) For more details, consult NLGI.org.
L. (Tex) Leugner, author of Practical handbook of Machinery Lubrication, is a 15-year veteran of the Royal Canadian Electrical Mechanical Engineers, where he served as a technical specialist. He was the founder and operations manager of Maintenance Technology International Inc. for 30 years. Tex holds an STLE lubricant specialist certification and is a millwright and heavy-duty mechanic. Ask him your questions at texleug@shaw.ca.
BY MARI-LEN DE GUZMAN
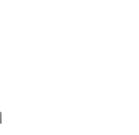
Responsible for the majority of Western University’s greenhouse gas emissions, Western’s 102-year-old power plant is the focus of a $16-million upgrade that is expected to reduce the London, Ont. university’s overall emissions by up to 30 per cent.
This significant equipment installation is at the heart of Western’s near-term sustainability goal of 45 per cent carbon reduction by 2030, and long-term ambition to achieve netzero emissions by 2050.
“This project is going to replace one of our oldest boilers with an electric boiler… which will really get us to our 2030 goal,” says Heather Hyde, Western’s sustainability director. “Our steam system… accounts for about 75 per cent of our overall emissions, so a significant portion. And that’s why we’ve prioritized this project, because it has a very significant impact.”
The $16-million project allocation includes $4.75 million in federal funding from the government’s Decarbonization Incentive Program, which funds clean technology projects from carbon tax proceeds.
Two new 6.9-megawatt electric boilers will replace one of five natural gas boilers at the power plant and will ultimately generate 40 per cent of Western’s steam requirements. It’s a multi-year undertaking expected to be completed by March 2026.
Western’s power plant, built in 1922, produces the steam that supplies the energy for heating and cooling systems in buildings across campus, including London Health Sciences Centre’s University Hospital. Dubbed a “city within a city,” Western’s campus hosts nearly 100 buildings spread across 250 hectares of land in the heart of the city of London in Southwestern Ontario.
Integrating new electric boilers
into an established steam network presents a host of technical challenges that require careful planning and strategic foresight. From determining connection points to managing electrical demands and ensuring system reliability, every aspect of the project requires precise coordination and thorough engineering expertise.
“We’re studying how to do this [installation] with minimal interruption to the steam supply to the customers,” explains Stephen Burton, power plant manager and chief engineer at Western’s Facilities Management department.
A big part of the project’s planning process is ensuring the power supply for customers continues with little to no interruption as the new electric boilers are connected to the steam network. This is especially critical for the hospital building.
“There’s a number of connection points to the existing steam system that have to be analyzed and engineered and determined where to connect,” Burton says. “There is a steam loop
The Western University power plant side by side from 100 years ago to today.
that’s affected by this (for which) we’ll have to manage alternative routing. So, we’ll have to arrange the shutdown of that system and how that’s going to connect, with minimal disruption to customers on that loop.”
Electric boiler technologies and brands vary. One of the first tasks Burton and his team faced was to evaluate and select the right type of electric boiler that fits Western’s requirements and infrastructure.
“When we looked at three different technologies [for the boiler system] we had to ask ourselves – as our first entry into electric boilers – we want to have something that has a lot of moving parts. Does it require extra special water chemistry? Is it maintenancefriendly? Can it be supported by the OEM? What’s the experience in the field with the different equipment?” says Burton.
The university considered three types of boilers, including immersed type electrode boilers and the jet type
electrode boiler. In the end, resistance element electric boilers from Chromalox Inc. came out as the most ideal solution for the power plant.
“The resistance element boiler is a simpler design… it also fits our [plant] layout,” Burton explains. The first two considerations are taller, more complex and require more vertical space, which the plant’s existing space cannot accommodate. The resistance element boilers have a lower profile but longer length, and have less moving components, he adds.
Having a larger footprint does mean expanding the power plant’s floor space to accommodate the new boilers. The main floor will be expanded to 357 square meters through a building extension to the existing plant.
The electric boilers’ turndown ratio was also a huge consideration for the power plant engineering team. With a turndown ratio of 100:1, Western’s new electric boilers will provide much better efficiency in responding to the highs and lows of energy demand.
“If the steam demand goes very low, these [new boilers] can respond to that,” Burton says.
The high turndown ratio will work well with Western’s energy demand management program, which forecasts, plans and manages electrical consumption across campus. During high provincial electrical peaks, Western needs to reduce electrical consumption as part of the overall energy management. Electric boilers that can maintain efficiency at low loads is a key consideration.
“If we’re running these [boilers] in the summer, we’re going to have to bring them down. So, when they come down to a lower load, to reduce our peak electrical demand, a high efficiency on the turndown ratio is very important,” Burton says.
With the new electric boilers on order –delivery takes about 50 weeks – Burton, along with the Western projects team and engineering consultants from WSP are analyzing all aspects of the connection points and interfaces for the new boiler systems. They are also in discussions with London Hydro, the local utility provider.
“We also have a number of auxiliaries,” adds Burton. “For example, you have a boiler like this but you have pumps and different controls that are on this boiler. We have to feed those and maintain a level of redundancy with our own plant
equipment.”
The engineering studies being undertaken also involve an assessment of the substations that will feed the two new 6.9-megawatt boiler units. This is important to ensure system reliability, which Burton says is one of the bigger technical challenges Western and the WSP consultants are sorting out.
Systems connections and considerations are not the only work being done in preparation for the new boilers: building the in-house knowledge base to operate the new boilers is equally important. Burton notes these state-of-the-art boilers present a learning opportunity for the engineers and personnel at the power plant.
This is not the first time a new technology is being introduced at the plant.
Throughout the course of its 100-year history, Western’s power generation hub has undergone a series of upgrades and iterations.
Starting out with two small, coalfed steam boilers in 1922 – then considered ‘innovative’ by 1920s standards – it has come significantly far. In addition to the five large boilers it houses today, the power plant also has four chillers, three air compressors, and kilometers-long pipes and tubes that connect the power generator to the campus’s steam network.
The plant has a total of 15 power engineers and personnel, including Burton. Training will be one of the key aspects of the project.
“This is relatively new technology for our power engineers. We have a staff of highly skilled power engineers here who are going to have to be trained and familiarized with this equipment, with this technology. We’re going to have to gain operating experience with it to see how well it responds and how well it connects to our system,” Burton says.
Western’s power plant upgrade is expected to reduce the university’s emissions by up to 30 per cent.




Western’s sustainability goals are outlined in the university’s comprehensive strategic plan launched in 2021, committing to become net-zero by 2050.
The electric boilers, once operational, will significantly help Western get to its interim goal of reducing its emissions 45 per cent by 2030. Western Sustainability is the lead office spearheading the university’s “multifaceted” approach toward carbon reduction and, eventually, net-zero emission.
The power plant upgrade is part of a bigger campus-wide Green Building initiative that also includes a deep energy retrofit program, which is an ongoing undertaking to renovate older buildings to improve their energy efficiency and reduce carbon emissions.
Western is also increasing its roster of LEED-certified buildings. Leadership in Energy and Environmental Design (LEED) is a widely used international rating standard that provides a framework for buildings to lower carbon emissions, conserve resources and reduce operating costs through sustainable practices.
As Western expands its physical footprint, it also aims to shrink its carbon footprint.
“We have ambitious growth plans. And so we continue to grow and build buildings. We also have a low-carbon building design that’s now being incorporated into all of our new buildings,” says Hyde.
One such building will be unveiled in the fall of 2024. The new Ronald D. Schmeichel Building for Entrepreneurship and Innovation is Western’s first-ever netzero building on campus.
“[The new building] is really setting a standard for design moving forward,” Hyde says.The building also features: a geo exchange system for heating and cooling the entire building; triple-paned windows for energy efficiency; and solar photovoltaic panels on the roof to generate renewable energy.
As the global push towards decarbonization gains momentum, transitioning from fossilfuels to low-carbon energy generation requires much more than goal setting and funding allocations. On the ground level, the path to net-zero requires careful planning, strategic expertise and a collaborative approach.
24_007763_MRO_Canadas_Maintenance_Voice_FALL_CN


Building new projects from the ground up – such as Western’s new net-zero building – may have a completely different decarbonization journey than retrofitting an old, existing infrastructure. It’s more challenging, but not impossible, Burton says.
“My (views) on decarbonization (is that) It’s all possible, but it has to be done at the right pace with a lot of expert input,” says Burton.
Retrofitting old facilities with new equipment and new technologies is fraught with challenges, both foreseen and unforeseen. Connecting new equipment with older operating systems will likely pose some connectivity issues and load challenges. Particularly as more organizations pursue their own net-zero goals and move toward electrification.
Burton says the key to success is solid planning.
“Solid planning and understanding what you have in your own system, asking the right questions all the time, going over drawings multiple times, and the technology selection,” he says.


How advanced
BY MIKE ANDERSON
Precision grinding using semi-automated grinders has a variety of maintenance applications across several industries, from automotive to military. For the purpose of this article, we’re going to look at one specific and important application of precision grinding, and that’s aircraft maintenance, specifically brake rotor resurfacing.
As critical components of an aircraft’s braking system, these rotors are subjected to significant wear and tear due to extreme conditions of heat and friction during landing and braking. Uneven rotor surfaces can cause wear on brake pads, which adversely affects braking performance and can lead to vibration and even noise during braking. The high temperatures generated can cause the rotor to warp, a condition that must be corrected by restoring it to a true, flat state. Contaminants and debris that accumulate on the rotor surface must also be removed.
When brake rotors show signs of damage or deformation, precision grinding can remove a thin layer from the surface of the rotor to eliminate irregularities such as scoring, uneven wear, corrosion, and brake pad deposits to restore the rotor to required specifications. However, imprecise grinding can lead to serious issues that can compromise the safety and performance of the aircraft, including uneven brake wear, increased heat, vibration, and noise, or lead to premature replacement. Slow grinding can also impede repair turnaround time. As a solution, advanced precision grinders can speed rotor resurfacing by leveling surface irregularities to improve performance, safety, and longevity.
When aircraft rotors are sent in for grinding, they often have deep scores or grooves. Since grinding off enough material to completely smooth out these deep grooves would be impractical, most maintenance professionals will grind the rotor surface until about 60 per cent of the material is removed or until most of the imperfections are gone.
This method helps to improve the rotor’s surface and extends its usable life.
Semi-automated rotary surface grinders (often referred to as “Blanchard-style” grinding but not always exclusive to that brand) are designed to outperform conventional reciprocating surface grinders by efficiently removing larger amounts of material to tight tolerances in much less processing time. What’s more, semi-automated solutions allow less-skilled operators to run parts with less time, attention and labor involved.
Conversely, conventional reciprocating surface grinders (with a reciprocating table and a horizontal spindle that spins the grinding wheel) have a slow material removal rate. That’s because it requires multiple table passes and a skilled operator to continually monitor the grind process.
While conventional rotary surface grinders without technological enhancements are a faster option than reciprocating surface grinders, they can also be problematic in the hands of less experienced operators. With limited control of spindle speeds as well as manual 3-axis traverse controls, the equipment requires sophisticated operators with considerable expertise that can sense optimal machine performance.
Today, semi-automated rotary surface grinders are designed with advanced sensors and control technology that allows for an interface with easy-to-use touchscreen HMIs. These surface grinders outperform conventional surface grinders (both manual rotary and reciprocating) by more efficiently removing large amounts of material, maintaining close tolerances, and reducing process time.
Features such as variable feed rate and spindle speed, single or multi-step grinding, and easily programmable grind processes make these machines an ideal platform for processing a wide range of materials.
A semi-automated surface grinder holds the workpiece firmly in place on a rotating table underneath a vertical spindle. Unlike conventional grinders, the grinding is not performed by the peripheral edge of the wheel, but by the entire diameter of the

abrasive surface. This is similar to a lawn mower blade that can cut a wide swath of grass versus a blade run on its end, which will only cut a narrow strip. The eight-inch abrasive wheel more than covers the cross section of the rotor between its ID and OD for complete grinding of the rotor surface.
To expedite the maintenance or overhaul, the grinder provides an automatic feed system, so the machine can continue running without further operator oversight once it is started. A unique demagnetization function on the electromagnetic chuck ensures that before the brake rotor is released from the machine, any residual magnetism is dissipated. This is valuable because if any magnetism remains in the rotor, it might attract magnetic material that could have a negative effect on the brake pads once installed.
Whether for fast and easy aircraft brake rotor resurfacing or for other industrial components, by opting to utilize more efficient, precise grinding equipment, MRO professionals can expedite necessary repairs and maintenance while facilitating safety and productivity.
Mike Anderson is a technical specialist at DCM Tech, Inc. (www.dcm-tech.com), a company that designs and builds industrial semi-automated rotary surface grinders. For more information, visit www.dcm-tech.com; or email info@dcm-tech.com.

MRO spoke with Reuben Burge, president of Nova Scotia’s RMSEnergy to learn how the growing wind power sector is taking maintenance to new heights.
BY MATT JONES
There’s no denying that Canada’s wind power sector has grown exponentially in the last two decades. Canada is currently the ninth largest producer of onshore wind, with its cumulative capacity of wind power increasing from 1,842 megawatts in 2007 to 15,132 megawatts in 2022, according to Natural Resources Canada. Statistics aside, just go for a long drive on a country road in almost any province, and chances are, you’ll spot wind turbines dotting the landscape.
But what happens when they break down or need maintenance?
Towering hundreds of feet in the air, wind turbines present a unique set of challenges –and opportunities – to maintenance workers
compared to other power sources.
To find out more, we spoke with Reuben Burge, president of Nova Scotia’s RMSEnergy. An aircraft maintenance engineer, Barge formed Rotor Mechanical Services (now RMSEnergy) in 2003, which built and maintains several wind power projects, including the Dalhousie Mountain Wind Farm.
Burge says that today, his primary focus is on the maintenance of their wind projects, rather than establishing new ones. He says his approach has been doing the best work for the turbines themselves – as opposed to what’s best for the business or the contracts.
“It’s just what works for the turbines and that’s how we get our availability results,
low maintenance costs and even happy employees out of the deal.”
The most unique factor regarding wind turbine maintenance, compared to other utilities, is that the turbines are generally running and unattended at all times. Traditional power generation projects will have people working on-site daily. This means that remote monitoring systems are a must, since there are no regular employees to flag when issues arise.
“We have a lot of remote capabilities –alarms, sensors, cameras on the internet that tell us what condition they’re in,” says Burge.
“The other really big difference is that the business end [of every turbine] is up 265 to 400 feet in the air. Your employees aren’t
working in a shop or a comfy environment.”
As one might expect, Burge says most of the actual maintenance tasks are related to the electrical components and moving parts. A slip ring is a good example – a rotating component that takes power from the stationary side of the nacelle out to the rotating side of the hub. That ring has fingers and brushes that can wear down or have negative impacts from moisture or dirt.
“They’re basically off-the-shelf style motors used to rotate a component – you rotate a small drive unit, or pitch a blade, pitch the whole nacelle, the odd brake line failure which you’d get an alarm for if you had low pressure. For the most part, you can predict those. There’s also the odd hydraulic line failure which would either cause the turbine to fault or at least alarm and tell you that it needs attention.”
Newer models may also have a circuit board included, which can get damp and worn out, meaning they would require a replacement. But the primary maintenance needs are centered around parts that rotate and move.
“The first time you climb out over the edge…that’s just a feeling. You have to take it carefully and trust your safety equipment. Eventually that trust translates into not a fear of it.”
Maintenance schedules are flexible, notes Burge, and with good reason.You don’t want to take a turbine offline for maintenance while it’s at a peak generating time unless it’s absolutely necessary. Unless there’s a pressing repair needed, they will perform maintenance during times of low winds whenever possible. Wind power production is the result of availability, he says, and production suffers during downtime.
“We try to foresee how long will, let’s say, a specific bearing grease stay in the bearing,” says Burge. “Will that stay in six months? If it won’t, you have to quickly go up there every three months to put a shot of grease in that bearing or you’re going to start having random bearing failures that cause you to go up the tower outside of regular maintenance intervals. Some items, we end up going up the tower three to four times a year, but it’s just a quick climb, address those specific items and leave so we won’t shut it down for very long. And then that bearing is likely going to make it to the
next interval.”
Burge says he has been very lucky to have reliable crew – most of his employees have been with him for at least a decade with very little turnover. He thinks one of the reasons why is that the company operates in a relatively small area so there isn’t that much travel involved.
Obviously, it’s not a job suited to people with a fear of heights, though Burge says
everyone has a moment of fear when they first climb out on a turbine.
“The first time you climb out on a nacelle and have to climb in the little hatch door over the edge, that’s just a feeling,” says Burge. “You have to take it carefully every time and trust your safety equipment. Eventually that trust translates into not a fear of it.”
Every turbine has a ladder for crews to





climb, though some of the larger models will even have an elevator.
“Every tower is also equipped with a rescue bag, so you can rope access yourself down out of the tower,” adds Burge. “In fact, you could rope access multiple people down with this device. So, if you have to get down quickly, you just drop the rope out the hatch and go to the bottom.”
Burge also sends his techs for additional training with OEMs like General Electric to ensure they have the most up to date skills. The business also regularly rents mobile cranes when larger scale maintenance – such as replacing gearboxes or generators – is necessary.
Wind power has grown in Canada, from 1,842 megawatts cumulative capacity in 2007 to 15,132 in 2022 according to Natural Resources Canada figures.
• The number of new wind power installations in the country grew steadily throughout the 2000s, peaking in 2014.
While the number of new installations dropped off significantly in the following years – reaching a nadir in 2020 – in 2021 and 2022 the number of new installations rose significantly, with around 8,000 megawatts in capacity being added in 2022 alone, making Canada the ninth largest producer of onshore wind.
In 2022, wind energy generated 36 terawatt-hours of electricity in Canada, accounting for 5.7 per cent of total electricity generation – enough electricity to power about 3 million typical Canadian homes.
Having worked with turbines since the early 2000s, Burge says that the business hasn’t changed all that much other than the scale. There’s bigger turbines now, with much larger blades requiring larger and larger cranes for installation.
All of that means the logistics can be a bit more complicated, but the work itself is still very similar.
“All in all, nothing has really changed. I was just in a brand new one the other day and, to me, it feels like being in my 20-year-old GE turbine. There’s really not that much difference. They’re larger, in some ways simpler, and in a lot of ways better. They’ve improved a lot of components.”
Contrary to popular narratives, Burge says he’s never had any challenges with interactions between the wind turbines and wild animals.
“It’s not an issue if your project is sited properly,” says Burge. “Obviously, you’re going to avoid migratory bird flight paths, that’s the only real concern.”
There may be a day in the future when the majority, or even all, of our power generation is produced through renewables. In the meantime, using renewable energy sources like wind and solar to supplement existing sources would have significant benefits as we move away from more environmentally destructive generation methods.




From the health of employees to the health of machinery, indoor air quality equipment plays a critical role in an industrial environment.
BY ANDREW
SNOOK
When it comes to maintaining a manufacturing or processing environment, few things are as top a priority as occupational health and safety. However, one area that is sometimes overlooked is indoor air quality (IAQ) equipment.
But for health and safety professionals, indoor air quality has become a bigger focus in recent years. Poor air quality due to wildfires has become an increasing issue for indoor and outdoor workers as wildfires have been raging across Canada in record numbers. According to Natural Resources Canada, in 2023, more than 6,000 fires had burned approximately 15 million hectares
of land, about six times more hectares than the average of 2.5 million hectares that are normally burned by wildfires annually.
Wildfire smoke is made up of a variety of gases, particles and water vapour, including ozone, methane, sulphur dioxide, nitrogen dioxide, carbon monoxide, volatile organic compounds and polycyclic aromatic hydrocarbons (PAHs). It also contains fine particulate matter (PM2.5), which represents the main health risk from wildfire smoke as it’s linked to a number of health effects.
But regardless of whether a facility is located near wildfires, maintaining a properly functioning IAQ system is a key component
to ensuring the health and safety of workers, as well as maximizing productivity, and needs to be kept in top working order.
Health risks aside, there’s another major reason to keep IAQ equipment running optimally, and that’s productivity. Poor indoor air quality in a manufacturing setting can lead to unscheduled downtime of machines, which in turn can halt production, delay orders, and even damage a company’s bottom line.
But how?
When air quality is inadequate, contaminants in the air can enter the company’s

HVAC system, causing it to work harder and less efficiently while recycling dirty air back into the facility.
Dust accumulation is a particularly serious issue. Industrial dust can cause electrical equipment to overheat, reduce contact in relays and switches, and cause circuit boards to short circuit. What’s more, when dust mixes with even a small amount of moisture, it can corrode crucial components, such as electrical motors, by causing abrasion and wear.
When it comes to managing dust in various manufacturing and processing environments, maintenance staff are looking for equipment that requires little time, while providing as much data as possible. One way to do this is by using particle matter sensors to measure the quality and concentration of dust particles in the air.
“The sensors are able to capture and read how much dust you’re emitting from your filtering station,” says Samuele Oliva, a product marketing manager for dust collectors and alternative energies at Emerson Discrete Automation, a company that offers particle matter sensors (such as the ASCO dust pulse technology P152 Particle Sensor).
Not only do the sensors capture the particles that are in touch with the sensor itself, but also the particles that go around it.
“It’s something that allows you to reduce the maintenance of the sensor and keep an eye on what is going on,” Oliva says. “You can use this sensor data for multiple things when it comes to maintenance. For example, the particle sensor data can be used to understand if you have a broken filter bag.”
This can be done by installing a controller that can read the data from the sensors and match it with what is happening within the dust collection system.
“That’s either a PLC [programmable logic controller] or something dedicated to the dust collectors,” Oliva says. “This can give you a lot of insights on what is really happening within your filtering station, because sometimes it’s kind of a black box where you don’t know
Examples of common indoor air contaminants and their main sources include:
• Carbon dioxide (CO2) – from building occupants and combustion of fuels such as gas and oil furnaces and heaters.
Carbon monoxide (CO) – from vehicle exhaust brought into the building by air intakes.
Dust, fibreglass, asbestos, gases, including formaldehyde – from building materials.
Vapours, volatile organic compounds (VOCs) – from copying and printing machines, computers, carpets, furnishings, cleansers and disinfectants, solvents, pesticides, disinfectants, glues, caulking, paints etc.
• Dust mites – from carpets, fabric, foam chair cushions.
• Microbial contaminants, fungi, moulds, bacteria – from damp areas, wet or damp materials, stagnant water, condensate drain pans, etc.
• Ozone – from photocopiers, electric motors, electrostatic air cleaners. Other sources: tobacco smoke, perfume, body odour, food, etc.
(Source: Canadian Centre for Occupational Health and Safety)
what’s happening until you go there and find you have a broken bag. At the same time, you have been emitting dust within the atmosphere or within an area where your workers are working.”
These types of systems can play an instrumental role in a preventative maintenance program. By reviewing the data collected by the sensors, maintenance staff can identify IAQ equipment failures before the units completely fail.
“With this kind of system, you can identify when that is happening, but you are also able to predict when it’s going to happen. Maybe it’s not completely broken, but by looking at your data, you are able to predict which lines are about to be broken, or which lines are in a very good shape,” Oliva says.
Controllers can also be used to read data about other aspects of a dust collection system, such as the valves.
If staff can get insights about pressure fluctuations and air consumption of tanks with the PLC or a sensor, they can detect when a diaphragm or a pulse valve is broken, Oliva explains.
“What does it mean to have a broken pulse valve? Let’s say the best-case scenario is the valve is just broken. It’s not operating, but it’s not leaking.You have lost efficiency in filtering… the worst-case scenario is that not only something like that is happening, but you also are leaking compressed air through the filtering system, so you are constantly losing compressed air, which is a waste of air and a waste of electrical energy to run the compressor, that translates into a waste of money,” he says.
According to Samuel Lavoie, maintenance supervisor for ABB Electrification Canada SRI in Pointe-Claire, Que., the key concerns related to maintaining IAQ equipment include regular filter replacements, sensor calibration, and system leaks and corrosion.
“In some cases, those issues, if they’re not addressed, can lead to equipment failure or reduce the efficiency by a lot. So, it’s pretty important to make sure you get these under control,” Lavoie says.
The best way to ensure a plant’s IAQ equipment keeps its optimal efficiency is to follow an effective preventative maintenance schedule, Lavoie suggests.
“Replace parts when needed and train the staff to operate and maintain the system, as well as recognize some issues that could happen over time,” he says. “Make sure you’re using high quality filters that fit the environment you’re in. There’s different type of filters, so make sure you’re using the right one for the right application, and frequently optimize your system with the new available data.”
When looking to purchase IAQ equipment for a facility, purchasers and specifiers should reach out to industry experts for advice.
“Talk to people who are specialized in that kind of equipment. There are so many different kinds, it’s normal to not know them all. So, make sure to refer to your local experts. They will guide you in all of this. Make sure the equipment is the right for your kind of environment,” Lavoie says.
A common method for assessing IAQ in an industrial facility is through air dispersion modelling. This form of modelling is a mathematical tool used to assess points of impingement concentrations in a facility.
In Ontario, for example, facilities can use any of the following governmentapproved dispersion models:
• US EPA dispersion models: AERMET and AERMOD (version 22112) and SCREEN3 (for US EPA guidance on AERMOD visit SCRAM website)
• Chapter 46 (Building Air Intake and Exhaust Design) of the 2019 ASHRAE Handbook – HVAC Applications: this method of calculation for Building Air Intake and Exhaust Design is copyrighted - a license must be purchased from the American Society of Heating, Refrigerating and Air-Conditioning Engineers.
Site-specific standards for industries that have challenges meeting air standards are also available in different provinces. For more information, contact the regulatory body for your industry.
Artificial intelligence (AI) is adopting roles in almost every industry, and the management of indoor air equipment is no exception.
“I’m pretty sure AI will have a positive impact on air equipment,” Lavoie says. “It will likely enhance the

equipment by enabling predictive maintenance and optimizing the system with real-time data depending on what’s happening outside. All of this will improve the energy efficiency a lot for that equipment.”
Lavoie adds that there are environmental implications as well.
“If you’re on a mission to zero [emissions], that’s really great for being able to adapt the usage to the air quality outside on a day-to-day basis. It will also offer data driven insights on what’s to come and how we could improve our reaction speed for events like wildfires, as we had last year.”
Lavoie says the increasing number of wildfires is pushing original equipment manufacturers (OEMs) to consider this issue when designing new equipment, an area in which AI is poised to make a significant impact.
“The increase in wildfires has prompt a focus on designing equipment that can handle extreme conditions, including incorporating more robust air filtration systems while improving the ability to filter out fine particles,” he says.
“There’s also greater focus on durability and reliability to maintain the equipment working during long wildfire events like we had last year, and it’s critical that the equipment can quickly adapt to fluctuation and outdoor quality. So that’s where AI will come in and really help on this.”

BY THE EDITORIAL
In today’s cost-conscious business environment, the intersection of maintenance and finance has never been more critical. According to Terry Wireman in Developing Performance Indicators for Managing Maintenance (1998), as maintenance planners and managers grapple with stringent budget constraints, the age-old mantra of “doing more with less” becomes a daily reality.
Traditionally, executive teams perceive maintenance as a cost center, often resulting in slashed budgets and limited resources. What’s more, finance departments often allocate funds without a nuanced understanding of maintenance requirements, leading to inefficiencies and missed opportunities. The key challenge for maintenance professionals is not merely managing budgets, but redefining these financial interactions to highlight the true value of proactive maintenance strategies.
To shift perceptions within finance, maintenance needs must be articulated in the language of financial metrics and outcomes. It’s essential to pivot from technical explanations of equipment failures to discussions about financial implications, such as production losses, quality costs, operational efficiency, compliance and reputation, and asset depreciation.
For instance, quantifying the costs associated with halted production and the financial burden of ramping up operations can be more persuasive
than technical jargon. Similarly, detailing the expenses related to rework, scrap and other quality issues arising from inadequate maintenance highlights the financial stakes involved.
Operational efficiency can be emphasized by highlighting the increased energy costs and operational inefficiencies linked to poorly maintained equipment. Compliance and reputation are also crucial areas, where discussing the financial impact of customer dissatisfaction, environmental fines, and safety violations due to maintenance failures can make a significant difference. Additionally, addressing how inadequate maintenance accelerates the depreciation of capital assets can impact the company’s long-term financial health.
By framing maintenance as an investment rather than a cost, professionals can illustrate the broader financial benefits and foster a deeper understanding within finance departments.
Recognizing maintenance as a strategic investment aligns both maintenance and finance towards enhancing organizational profitability. This perspective fosters a collaborative environment where strategic planning and financial consciousness converge to optimize both assets and financial returns.
According to Wireman, effective maintenance management involves leveraging every company asset to maximize return on investment (ROI).
Like a skilled financial planner diversifies investments, a maintenance manager must diversify maintenance strategies to mitigate risks and enhance returns. This includes preventative and predictive maintenance, comprehensive stores management and procurement, robust work order systems and CMMS implementation, continuous training and development, and operational involvement and continuous improvement.
Scheduled maintenance
activities designed to prevent equipment failures before they occur, ensuring that critical spares are available without maintaining excessive inventory, streamlining maintenance operations and improving tracking and reporting capabilities, equipping maintenance staff with the necessary technical and interpersonal skills, and engaging operational teams in maintenance planning and execution to ensure alignment with organizational goals are essential strategies for effective maintenance management.
For finance to back maintenance initiatives robustly, presenting clear and relevant data is imperative. This includes demonstrating the ROI of reducing maintenance, repair and operations (MRO) inventory appropriately and showing how planned downtime is significantly less costly than unplanned interruptions. By presenting maintenance needs in financial terms, professionals can secure the necessary financial support and foster a deeper understanding within finance departments.
A healthy dynamic between maintenance and finance should be constantly promoted. With maintenance adopting a financially savvy language and focusing on “maintenance as a quality investment,” finance can transform into a powerful ally. Cooperation is pivotal for thriving in a cost-focused business landscape, ultimately resulting in operational efficiency and alignment.


EXAIR EasySwitch Wet-Dry Vac is an all-encompassing vacuum that simplifies the filter change process when switching from vacuuming a dry material to a liquid. Utilizing minimal compressed air, the EasySwitch is ideal for any application – wet, dry, light or heavy.
The tool-less conversion to vacuuming liquids is done by releasing one latch, removing the filter element and securing the latch. Simply reinstall the filter into the lid assembly for dry materials. It rests upon any 55 gallon drum and uses a standard or HEPA -certified filter when vacuuming dry material.
The vacuum generator has no moving parts and uses no electricity, so there is little concern for failed parts, motor failure or working with liquids associated with electric industrial vacuums. Exair.com

Automated Precision Inc. recently launched the iScanMagic Composite 3D Scanner, which combines infrared and blue laser technologies to create highly detailed 3D models. This scanner features a built-in photogrammetry system, intelligent edge detection, and contact probing capabilities.
It also provides a resolution of 0.010 mm for highly accurate measurements, scans at speeds
between 1,350,000 to 1,650,000 measurements per second and uses infrared and blue lasers for versatile surface scanning.
The iScan Magic has a large scanning area capable of scanning areas up to 1440 mm × 860 mm, but the lightweight design (1.19 kg), makes it highly portable. apimetrology.com

DuPont has launched the new app version of DuPont™ SafeSPEC™, its online PPE (Personal Protective Equipment) selector tool that uses custom hazard parameters to identify PPE.
The DuPont™ SafeSPEC™ app allows ready access to content, such as the latest product information, technical datasheets, and a regularly updated permeation database. This means all relevant product data is available in the hand, with already downloaded information available offline, can enable users to discover enhanced protection and make informed decisions on selecting chemical protective apparel anytime, anywhere.
The app is now available in 9 languages, as well as multiple localized formats, for download on Apple Store and Google Play Store. dupont.com/safespec

Fairlane Products has expanded its lineup of workholding and fixturing components with a wide range of carbide-tipped, serrated grippers. The gripper styles include carbidetipped hex head, carbide-tipped round head along with tool steel and
carbide-tipped threaded body type. Each of the variety of threaded adjustable grippers allows the user to adjust the height of the gripper and are ideal for workholding applications where limited access space, or limited fixture travel makes loading, unloading and secure holding difficult. Fairlane Products grippers provide quick changeover and replacement when application requires flexibility. The round head allows for additional clearance and has wrench flats for easy adjustments. The internal hex on the round head and threaded body style allows for adjustment from the backside. The serrated carbide tip in each provides positive holding and wear resistance. These carbide pads are brazed into a pocket on the gripper head.
Tooth patterns include fine and extra fine for the hex head and round head style. The threaded body styles include fine, extra fine, super fine and 4-point. fairlaneproducts.com

LK Metrology’s Freedom Portable Measuring Arms offer quality control, on-machine verification, reverse engineering and 3D modeling capabilities.
Designed with versatility in mind, the Freedom Arm series is available in 6-axis and 7-axis configurations, featuring touch probe and laser scanner options, tailored to meet the diverse needs of today’s dynamic manufacturing environments.
All 34 portable measuring arms by LK Metrology, Castle Donington, are now supplied as standard with a 4.5 inch diameter mounting ring to allow the unit to sit on a larger base, rather than that provided by the previous 3.5 inch ring. The result of having this extra stability is that the new Version 3 Freedom Arms are capable of measuring to higher precision. lkmetrology.com/products

The CableMaster FO is a fiber optic power meter capable of measuring seven different wavelengths. Power can be measured in decibelmilliwatts (dBm), decibels (dB) or milliwatts (mW). This optical power meter includes a visual fault locator for port and polarity detection and an attenuation meter for seven signal wavelengths indB. To determine signal strength, the device’s power meter provides measurements in dBm and mW. It also features a flashlight to assist in dark wiring cabinets and includes a copper RJ45 patch cord tester for checking wiremaps.
Designed as a pocket-sized tool, CableMaster FO is portable across the jobsite and features a USBrechargeable battery capable of up to 80 hours of operation. All measurements are easily readable on the device’s clear digital display. Applications include measuring fiber light loss or signal strength at the opposite end of a fiber. itnetworks.softing.com

The Walter TC630 Supreme universal orbital thread milling cutter, is a flexible thread milling specialist primarily for the aerospace industry, as well as difficult-to-machine materials.
Screw threads with J profiles feature a root radius, which improves the tensile stress area of the fastener
and helps reduce the stress concentration factor in the thread to make the thread stronger. The minor diameter of J-profile threads is curved to minimize stress points created by sharp edges or corners, which can break due to vibration.
The primary applications for the tool are threading stainless steel and heat-resistant super alloys with a hardness up to 48 HRC (ISO M and S material groups). Secondary applications are for threading steel, cast iron and non-ferrous metals up to 48 HRC (ISO P, K and N material groups).
The tool is available up to 3 × DN in the standard range. walter-tools.com

The Emerson Rosemount™ 802 Wireless MultiDiscrete Input or Output Transmitter has eight discrete input/output (I/O) channels, each one configurable as an input or an output.
WirelessHART® capability allows the transmitter to connect to a wireless gateway, which can in turn link to a host, such as a control system or asset management system, via a wired connection. This allows the host to monitor and control assets remotely over the network.
The wireless capabilities reduce the costs associated with monitoring and controlling field-installed assets, such as motors, valves, and pumps, which traditionally require timeconsuming field visits from technicians or a hardwired connection. The new Rosemount 802 minimizes these costs and improves safety by removing the field technician from hazardous areas while maintaining the discrete input and output control levels enabled by the host system. Emerson.com
The LS Electric DC Servo Systems (EtherCAT®, Pulse, and Indexing Control) from AutomationDirect operate with 24-80 VDC input power and accept a wide variety of control inputs. These systems are suitable for both single-axis use and for advanced multi-axis motion control systems.
With output power from 100W to 300W, these four matched sets of servo motors, drives, cables, and accessories are perfect for mobile applications or situations where DC power sharing
between servo axes is advantageous. An integral holding brake is optional on each motor.
Possible control options include pulse train, velocity or torque control (with analog inputs or predefined setpoints), a built-in indexer, and the use of external encoder feedback (full closed-loop control). The systems can also be

controlled by any CANopen over EtherCAT (CoE) compatible PLC/host controller. The drives are fully digital with a 1kHz velocity loop response and offer Safe Torque Off (STO), eliminating the need for large external e-stop contactors. automationdirect.com


BY DOUG MARTIN
A customer asked me recently about the acceptable limits of a vibration reading that they were seeing on the output of their condition monitoring system. The expectation from the customer was that the bearing manufacturers would have specifications as to what is acceptable for their bearings.
Condition monitoring is a proactive, predictive maintenance approach that involves the real-time data collection to monitor the health of assets and systems and detect faults and anomalies before they
lead to critical failures. It’s a strategy used to identify potential problems early on, which helps in minimizing unplanned downtime and maximizing the lifespan of the assets.
Sensors are used that can measure a range of diagnostics, such as vibration levels, temperature, pressure, and sound. The collected data is then analyzed and interpreted using different techniques and software tools to assess trends in asset performance or to check the current condition of the asset.
The most widely used condition
monitoring technique is vibration analysis – especially for rotating machinery. Other techniques include oil analysis, thermography, ultrasonic monitoring, motor current analysis, and temperature monitoring. These techniques can be used individually or in combination, depending on the specific requirements of the equipment and the goals of the maintenance program. The choice of technique often depends on factors like the type of machinery, the failure modes, and the operational environment.


Vibration analysis is a technique that involves the measurement and analysis of vibration levels within machinery or structures to detect abnormal vibration events and evaluate the overall condition of the asset.
The typical values reported are velocity and acceleration.
The velocity signal is typically a “raw” signal meaning it is unprocessed, whereas the acceleration signal is a “processed” signal, meaning that there is some form of software algorithm that processes the data into an output that has meaning.
Each vendor of a vibration analysis system has their own proprietary way of processing and then displaying acceleration data. As a result, there are standard guidelines for acceptable velocity levels in machinery, but there is not the same for “acceleration” levels and the guidelines for acceptable acceleration levels. These limits are typically supplied by the system providers for their system and only apply to the outputs from their system.
The published standards for velocity

levels in rotating equipment is ISO 10816 Vibration Severity Standards. There are tables indicating acceptable, warning and alarm levels for velocity to the machine type.






How are these implemented?
First off, you need to understand the information. Are you reading a condition monitoring report or a condition analysis report?

If you’re reading a monitoring report, it will tell you the current condition of your machinery and compare it to its history, or, specifically, the current condition of the machine to a point in time that you believed that the machine was running correctly.
If you’re reading an analysis report, it will likely go into details of what may be causing the elevated readings (i.e. a diagnosis of the problem). For example, in a vibration analysis report, it should investigate why there is an elevated reading in a specific “envelope” of the overall spectrum of “noise” (typically a value in acceleration). One “envelope” may be the frequencies that a damaged bearing may be emitting, and the analysis report may suggest that there is damage to one of the races. For example, a BPFO (Ball Pass Frequency Outer) suggests that the damage is on the outer race (rolling element path of the outer race).
In an oil analysis report, it may identify that there is an increase of a specific element such as chromium. Since chromium is a component of bearing steel and not typical of the other steels that may be in the system or the area that the oil sample was taken from, then chromium likely indicates that there is some form of wear in the bearing.
Note that a vibration condition report would state a higher level of velocity energy and/or acceleration energy than “normal,” whereas a vibration analysis report would suggest which specific mechanical component that the elevated energy level at the targeted frequency could be the source.
An oil condition report would state that there is an increase in particulate, whereas an oil analysis report would suggest the source of the particulate is the bearing (or some other known component that has a unique element).
You would apply the type of report to the type of asset and its criticality. What is also in play is the ability to collect data and the cost of the system to collect data. Generally, using today’s technology, it is relatively
inexpensive to install a condition monitoring system that will monitor simple overall readings that will give you a warning that something has changed. Depending on the asset criticality, cost, and ease of replacement, that may all that is needed.
For instance, for an inexpensive electric motor that is critical to the operation, easy to change and inexpensive, then an indication that there is an issue could invoke a planned change at a convenient time. In this case, it does not matter whether the problem with the motor is a damage to the bearing or a failed winding, it just matters that this motor is on some path of failure.
If this was a larger asset that would require some significant down time or the cost of the system is expensive, then an analysis (diagnostic) report would be more appropriate. This allows the user to zero in on what is causing the issue and then plan the repair activity based on the replacement of that component.
An early diagnostic report is also beneficial when the component may be a made to order or custom component that has a long lead time and it would allow that part to be ordered in advance of the failure of that component.
Ultimately, when doing conditioning monitoring, you’re looking for changes or exceptions to the norm – not “absolute” values. While some absolute values do exist, they’re limited based on the type of data collected (raw versus processed).
Absolute values may also be misleading. For instance, a bearing running twice its normal temperature may be under an “absolute” temperature value, such as the bearing’s “heat stabilization temperature.” Despite being under this temperature, the change in temperature from normal has more meaning than the absolute temperature.
Douglas Martin is a heavy-duty machinery engineer based in Vancouver. He specializes in the design of rotating equipment, failure analysis and lubrication. Reach him at mro.whats.up.doug@gmail.com.


Get material handling equipment at the rates, time, and terms that work for you. Whatever you need to succeed, we deliver.
Find the right machine for the job from brands you trust like Clark, Sellick, JLG, & Doosan-Bobcat.
Only need equipment for a short time? Get the equipment you need with customized rental solutions. LARGER INVENTORY FLEXIBLE RENTALS DEDICATED SUPPORT
With 24/7/365 support and proactive maintenance, we’re committed to maximizing your uptime.

Scan to Learn More or contact your Brandt Representive today.

We pioneer motion
Schaeffler iDuctor®
The Handheld Precision Induction Heater
The ultimate handheld tool for loosening stuck parts such as nuts, bolts and bearings, Schaeffler iDuctor lets you quickly and safely heat all types of metal components right on the spot! Using state-of-the-art medium frequency technology, Schaeffler iDuctor eliminates the hazards of open flames to make sure you get the job done right – safely and efficiently.