The technology that could help close the skilled labour gap
ALSO:
The future of grease: meeting the needs of the next generation of machinery INDUSTRY 5.0 Rethinking maintenance and asset management in the next industrial revolution
MAXIMIZING GAS TURBINE PERFORMANCE
Technical specialist Tex Leugner explains maintenance considerations for five gas turbine operational systems.
MEETING THE NEEDS OF THE NEXT GEN OF MACHINERY
How grease manufacturers can adapt to supply chain challenges and reduce reliance on lithium-based lubricants.
INDUSTRY 5.0: THE FUTURE OF MAINTENANCE
What will the roles of maintenance and asset managers look like in the next phase of the indsutrial revolution?
28 WHAT’S UP, DOUG?
Columnist Doug Martin discusses current trends and what they mean for the future of heavy industry maintenance.
CLOSING THE SKILLED LABOUR GAP
The connected worker approach might just be the tech that can reskill, attract and retain the workforce of the future.
Q&A: ACHIEVE WORLD-CLASS MAINTENANCE
Tips for integrating production and maintenance to improve efficiency, quality and performance.
BLOCK OUT THE NOISE
Understand the risks of noise-induced hearing loss and how you can protect yourself in an industrial environment.
The future is now
Welcome to this year’s “future of maintenance” themed edition.
As I put this issue together, one thing became clear: It’s impossible to talk about the potential of tomorrow without acknowledging the changes happening today.
The forces driving change—technological innovation, environmental shifts and workforce challenges, just to name a few—are already having a profound impact on how the industry maintains and manages assets. It’s a complex, fast-moving landscape that requires us to adapt quickly, embracing new tools and strategies.
The digital transformation of maintenance is well underway, with predictive analytics, AI and real-time monitoring systems fundamentally altering how many companies are approaching asset management. Our cover story on page 16 explores the next industrial phase, Industry 5.0, and its impact on asset management. As industries embrace more human-centric and sustainable practices, asset managers are crucial in integrating advanced technologies like AI and predictive maintenance to improve efficiency and address global challenges.
But alongside these technological advancements, the industry is also grappling with other significant challenges, such as labour shortages, dwindling resources and supply chain disruptions. These changes are happening now, and their impact is being felt across multiple industries.
For instance, the growing demand
for greases and lubricants, fueled by industrial and automotive needs, is facing disruptions due to resource shortages, particularly lithium, which is vital for producing high-performance greases. The feature on page 14 discusses how manufacturers can use alternative materials, optimize formulations and embrace sustainable sourcing and advanced supply chain strategies to adapt to the changing market landscape.
As for labour challenges, such as the widening skills gap, the need to focus on reskilling and training is apparent. Adopting connected worker approaches, using digital tools and on-the-job training, can help to reskill employees efficiently, improve retention and enhance productivity through continuous, real-time, and personalized training. For a look at how this technology can play a role in closing the gap, turn to page 20.
There’s no denying that change is difficult; but it’s an inevitable part of the human experience. My hope is that by continuing to have meaningful conversations and staying adaptable to new technology, we can face whatever comes our way. But most importantly, by empowering and investing in our greatest resource—people—we can navigate the challenges of the future, whatever it may hold.
Until next time,
KIRSTYN BROWN Editor kbrown@annexbusinessmedia.com
ESTABLISHED 1985
WINTER 2024 Volume 40, Number 4
READER SERVICE
Print and digital subscription inquiries or changes, please contact Customer Service
Angelita Potal, Customer Service Administrator Tel: 416-510-5113 email: apotal@annexbusinessmedia.com
Mail: 111 Gordon Baker Rd., Suite 400 Toronto, ON M2H 3R1
EDITOR Kirstyn Brown 226-931-4194 kbrown@annexbusinessmedia.com
BRAND SALES MANAGER Pat Lorusso 416-518-5509 PLorusso@annexbusinessmedia.com
AUDIENCE DEVELOPMENT MANAGER Beata Olechnowicz bolechnowicz@annexbusinessmedia.com 416-510-5182
MEDIA DESIGNER Graham Jeffrey
ACCOUNT CO-ORDINATOR Debbie Smith 416-510-5107 dsmith@annexbusinessmedia.com
GROUP PUBLISHER Anne Beswick 416-410-5248 abeswick@annexbusinessmedia.com
CEO Scott Jamieson sjamieson@annexbusinessmedia.com
Machinery and Equipment MRO is published by Annex Business Media, 111 Gordon Baker Rd., Suite 400, Toronto ON M2H 3R1; Tel. 416-442-5600, Fax 416-510-5140. Toll-free: 1-800-268-7742 in Canada, 1-800-387-0273 in the USA.
Printed in Canada ISSN 0831-8603 (print); ISSN 1923-3698 (digital)
PUBLICATION MAIL AGREEMENT #40065710
Subscription rates.
Canada: 1 year $66.30, 2 years $105.06. United States: 1 year $145.86. Elsewhere: 1 year $167.28. Single copies $10 (Canada), $16.50 (U.S.), $21.50 (other). Add applicable taxes to all rates.
On occasion, our subscription list is made available to organizations whose products or services may be of interest to our readers. If you would prefer not to receive such information, please contact our circulation department in any of the four ways listed above.
Hangcha Forklift Canada officially marked five years since its establishment on October 18, 2019.
Launched with an initial investment of USD $3 million, Hangcha Canada entered the market aiming to bypass importers and establish a direct distribution model for Canadian businesses.
Today, the company has representation in every Canadian province through a network of 17 dealers, offering nationwide coverage for sales, service, and support.
Starting with just five employees in 2019, Hangcha Canada now has a workforce of 35 across the country. The company’s expansion included two major openings in 2023: new locations in Mississauga, Ont., and Vancouver, BC. These facilities, in tandem with its headquarters in Vaudreuil-Dorion, Que., support Hangcha Canada’s dealer network, enhancing its coast-to-coast service capabilities.
In 2023, Hangcha Canada sold 2,463 units, ranging from Class 1 to Class 7 forklifts.
“As we celebrate five years, it’s clear that our success is driven by the strength of our partnerships,” expresses Tim Wang, President of Hangcha Canada. “From day one, we’ve focused on empowering our dealers with the right products, resources, and support to drive growth on both sides. Now, as we push toward increasing our market share, we’re challenging ourselves to reach new heights with the strong foundation we’ve set through our programs, policies, and team.”
STONEY CREEK HYDRAULICS JOINS MOTION INDUSTRIES IN CROSS-BORDER ACQUISITION
Motion Industries, Inc., a U.S.based distributor of maintenance, repair and operation replacement parts, has signed a definitive purchase agreement to acquire the operating assets of Ontario’s Stoney Creek Hydraulics.
Founded in 1998, Stoney Creek Hydraulics specializes in hydraulic and pneumatic cylinder manufacture
and repair. Cylinders are built according to customer blueprints or designed by the engineering team to meet a customer application’s specific requirements. Repair services include cylinder inspection, machining and testing with precision.
“We are excited to begin a new chapter as part of the Motion team,” said Patrick Gauthier, Owner of Stoney Creek Hydraulics. “It is a great fit—both companies are customer-focused and share the same high values and service standards. The future is very bright for us and our customers as we combine resources and deepen our offerings.”
James Howe, President of Motion, added, “As we continue to execute our acquisition strategy to grow our services, we are pleased to welcome Stoney Creek Hydraulics employees to Motion. Their skills
and capabilities will bolster our hydraulic offering in Canada and complement our mechanical repair services in the region.”
RESEARCH & DEVELOPMENT
IRONSIGHT LANDS $2.64M TO BOOST INNOVATION IN FIELD OPERATIONS
IronSight, an Edmonton, Alberta-based company that specializes in real-time field service management software, has secured up to $2.64 million in funding and advisory support from the National Research Council of Canada (NRC IRAP). This support aims to help the company accelerate its research and development efforts, allowing it to introduce new technologies, grow its workforce and strengthen its position
Hangcha team members at the fourth annual Canadian Dealers’ Conference.
Motion Industries headquarters in Birmingham, Alabama.
in the global market.
The advisory services and funding from NRC IRAP will reportedly enable IronSight to create new job opportunities in R&D and product development, contributing to the growth of the local economy. As IronSight expands, it says it is poised to add skilled professionals to its team, supporting the growing need for enhanced efficiency and sustainability in sectors such as energy production, utilities and logistics.
In addition to job creation, IronSight plans to integrate advanced Internet of Things (IoT), Artificial Intelligence (AI) and machine learning capabilities into its platform. These technologies will provide real-time predictive analytics, resource optimization and compliance automation, enabling clients to achieve unprecedented efficiency and safety in field operations. These innovations will help companies meet sustainability targets, reduce operational downtime, and minimize their environmental footprint.
SKILLED TRADES
GOVERNMENT APPOINTS NEW CEO FOR SKILLED TRADES ONTARIO
The Ontario government has appointed Candice White as the new Chief Executive Officer (CEO) for Skilled Trades Ontario (STO), effective November 25, 2024.
White brings over a decade of executive level experience, including serving as the Chief Administrative Officer for multiple municipalities, most recently the Municipality of Port Hope, and on boards of provincial agencies.
“It’s an honour to be appointed as the CEO for Skilled Trades Ontario,” said White. “I look forward to working with STO’s Board, its talented workforce and tradespeople across Ontario as we continue to modernize service delivery and advance world-class certification standards for the more than 1.3 million registered skilled tradespeople and apprentices—and the countless more Ontarians seeking to start their career in the skilled trades.”
White will be replacing outgoing CEO and registrar Melissa Young, who was appointed as CEO in January 2022 with the launch of STO to improve trades training, modernize services, and develop the latest training and curriculum standards.
HUMAN RESOURCES
PEMAC PRESENTS NIGEL D’SOUZA WITH SERGIO GUY MEMORIAL AWARD
PEMAC Asset Management Association of Canada honoured Nigel D’Souza with the Sergio Guy Memorial Award during its recent PEMAC Awards ceremony held in Saint John, NB. The ceremony celebrated excellence in the maintenance, reliability and asset management profession.
D’Souza, Manager of Facilities Services at the Simcoe Muskoka Catholic District School Board in Barrie, Ontario, and current President of the PEMAC Board of Directors has been a member and volunteered with PEMAC in various roles for over a decade, including as Greater Toronto Area Chapter President, contributor to the Global Forum on Maintenance and Asset Management (GFMAM)’s Asset Management Landscape review and revision teams for the third edition of the resource, mentor, and many other vital roles.
“I am truly honoured and humbled to be recognised with such a prestigious award. My journey and my career have been guided by the incredible people I have had the privilege of working with,” said D’Souza. “Contributing to and participating in various PEMAC initiatives has been instrumental in my growth, rewarding me with opportunities to collaborate, share
knowledge, and gain insights from this community of industry leaders.”
CANADIAN SAFETY ACHIEVEMENT AWARDS ANNOUNCE CRAFTPERSON OF THE YEAR WINNERS
The General Presidents’ Maintenance Committee for Canada and the National Maintenance Council for Canada announced the Craftperson of the Year Awards as part of the 8th annual Canadian Safety Achievement Awards (C2SA) ceremony held at the Renaissance Hotel in Edmonton, Alta.
The Craftperson of the Year Award honours the craftsmanship, professionalism and safety leadership of a skilled building trades union member through their performance on a maintenance job.
Renee Melnyk was awarded the coveted C2SA award for Craftperson of the Year for Western Canada. Melnyk is an experienced Master Electrician (IBEW, Local 424) with over 17 years of experience in commercial, industrial, and maintenance industries across Alberta. Melnyk works for Stuart Olson Industrial Maintenance at the Suncor Baseplant in Fort McMurray, Alberta. She has dedicated her career to the electrical trade since completing the Women Building Futures program in 2006.
Calvin Getchell was the recipient of the CS2A Craftperson of the Year award for Eastern Canada. Getchell embarked on a career in Pipefitter Welding after high school, and after several years of welding, he developed an interest in mechanical maintenance and enrolled in Industrial Mechanic studies.
“The CS2A recognizes our valued partnership with Local Unions, Signatory Employers, and Clients,” said Charmaine Symmers, Director of the CS2A program. “We are here to celebrate the commitment to fostering a culture of safety, which is crucial to reducing incidents across the maintenance sector. Together, we can ensure that the unionized maintenance industry remains a safe and thriving environment for all.”
The Craftperson of the Year winners each received a prize package donated by event partner, Milwaukee Tool, a commemorative trophy, and cheque from the GPMC and the NMC.
PEMAC executive director Cindy Snedden presents Nigel D’Souza with the Sergio Guy Memorial Award.
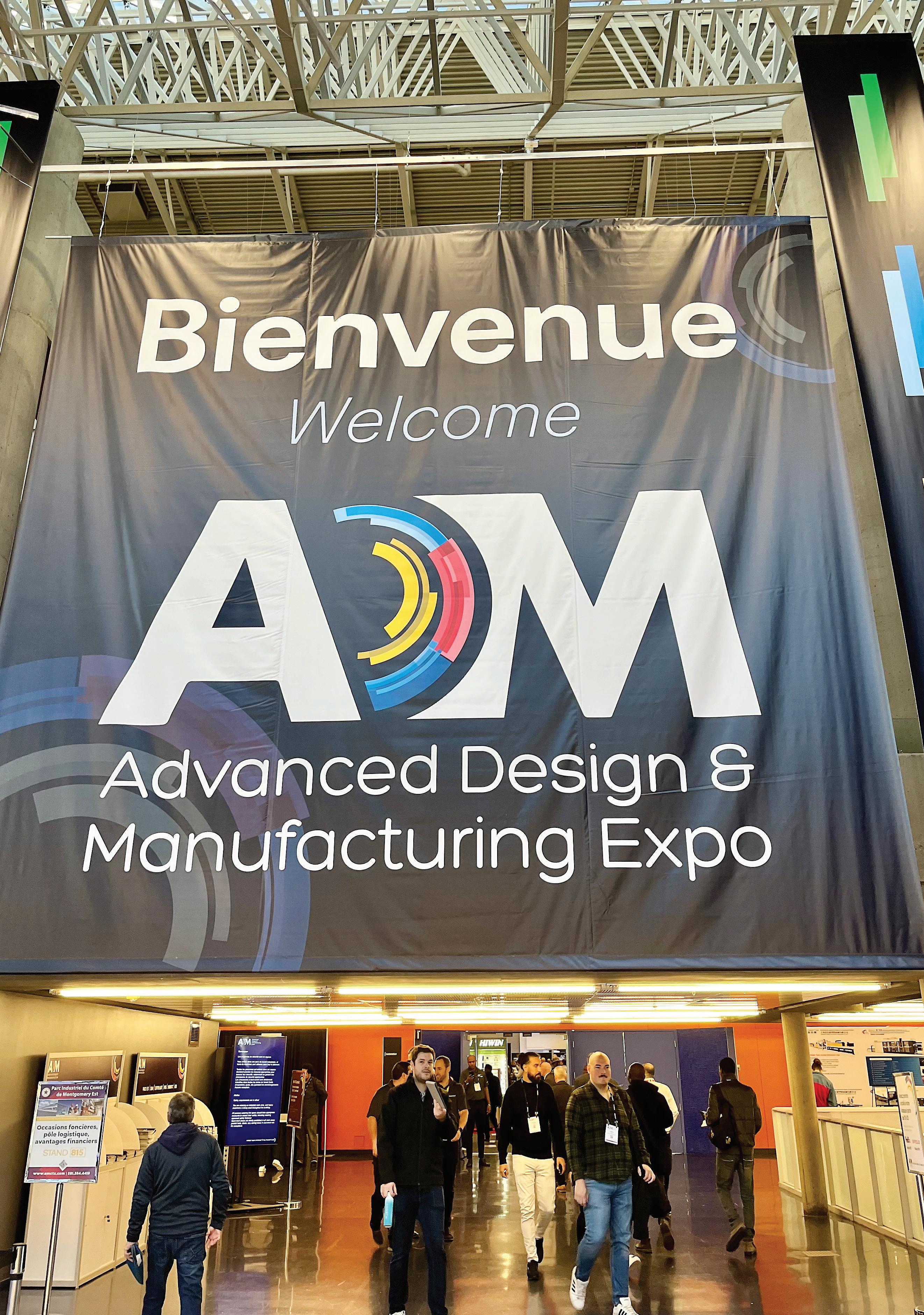
Highlights from ADM Montreal 2024
The expo showcased innovations across a variety of sectors and facilitated insightful conversations about the future of advanced manufacturing.
BY KIRSTYN BROWN WITH FILES FROM ANDRÉ VOSHART
The Advanced Design & Manufacturing Expo (ADM) returned to Montréal on November 13 to 14 at the Palais Des Congrès de Montréal. The event brought together six shows—Design & Manufacturing, Automation Technology, PACK EX, EXPOPLAST, Powder & Bulk Solids, and the newly introduced FabBatt, focusing on battery manufacturing and materials—showcasing innovations across a variety of sectors.
Quebec’s only industry-wide event, ADM Montréal featured over 250 suppliers, offering attendees a unique opportunity to explore cutting-edge technologies and trends that are driving the future of advanced manufacturing and attend insightful panel discussions and presentations.
Keynote address
Alain Berard, director of development and international relations at the Port of Montreal, kicked off the event with a keynote address, highlighting the critical role of the supply chain in empowering Quebec’s and Canada’s manufacturing future.
Emphasizing the importance of efficient logistics, he remarked, that if manufacturers were the brain and muscles of Canada, the St. Lawrence Seaway was the spinal cord. This analogy underscores the seaway’s essential role in connecting and sustaining the flow of goods, which
supports the nation’s manufacturing strength and economic vitality.
Berard highlighted how the Montreal Port Authority is advancing the Contrecœur Terminal expansion project to address the growing container market in Quebec and Eastern Canada. This development
The ADM Expo featured 250+ exhibitors from across six sectors.
will feature a new container terminal capable of handling 1.15 million twenty-foot equivalent units (TEUs) annually, including two berths, a container handling area, an intermodal marshalling yard connected to the main rail network, and a truck gate linked to the road network.
by
photos
Kirstyn Brown André Voshart
Strategically located in an industrial zone near major transportation routes, the project aims to enhance supply chain efficiency and support economic growth in the region.
Panel discussions
Both days offered a full schedule of presentations and panel discussions on a variety of topics.
One standout session focusing on sustainable practices in the manufacturing industry explored the innovative strategies being adopted to reduce the environmental impact of manufacturing processes. The panelists, leading industry experts and innovators, shared insights on integrating renewable energy, reducing waste and optimizing resource use.
A key takeaway from this discussion was the number of incentives and grants available to manufacturers who want to invest in sustainable technology. Panelist Martha Breithaupt from BDO Canada spoke
about the Government of Canada’s new refundable tax credit programs worth $93 billion towards funding sustainable technology businesses.
One of these incentives, the Clean Technology Manufacturing ITC, provides 30 percent of the cost of investments in new machinery and equipment used to manufacture or process key clean technologies.
Another panel discussion of note explored skills development in adva nced manufacturing for creating a future-ready workforce.
The panelists emphasized the importance of upskilling, diversity and experiential learning as just some of the initiatives needed to bridge the skills gap in the changing industrial landscape.
In terms of supply chain, another panel discussed resilience strategies, emphasizing the importance of gathering clean data, levaraging AI in analytics, and having solid processes in place. “Your supply chain has got to
be diverse, intermodal, and resilient,” said Port of Montreal’s Alain Berard.
Trade show
When they weren’t listening in on panel discussions, attendees could walk the show floor, visiting with the hundreds of exhibitors showcasing the latest tech and trends in automation, robotics, energy efficiency, packaging, plastics, processing and more. Beckhoff, ABB, IFM, KUKA Robotics, SEW, BatteryTechnology, Smalley, and FANUC were just a handful of the companies represented.
Exhibitors and attendees were also able to mix and mingle at networking opportunities. Wednesday evening featured a welcome reception, with local appetizers and beverages.
Thursday afternoon, Annex Business Media and Schneider Electric Canada co-hosted a booth crawl, where attendees could sample local beers while networking with like-minded industry professionals.
Bottom right: Sustainability panel featuring Kevin Moore, Vooban founder; Rita Tu, Husky Technologies; Martha Breithaupt, BDO Canada; Moderator Richard Bolton, Centricity360.
Top left: Alain Berard, from the Port of Montreal, gives the keynote address.
Protecting workers from carbon monoxide poisoning
CO is a silent, invisible threat in many workplaces, responsible for hundreds of fatalities annually. Here’s how to take proactive steps to help reduce risks and prevent poisoning.
BY CANADIAN CENTRE FOR OCCUPATIONAL HEALTH AND SAFETY
Carbon monoxide (CO) is often referred to as the “silent killer” because it is virtually undetectable by human senses. You can’t see, smell, or taste this toxic gas, but its effects can be devastating.
In Canada, CO poisoning is considered a leading cause of unintentional poisoning deaths, responsible for an estimated 300 fatalities and 200 hospitalizations each year. For employers, understanding the dangers of carbon monoxide, assessing the workplace for risks and implementing control measures is crucial to protecting workers.
Understanding carbon monoxide and its health effects
Carbon monoxide is a byproduct of the incomplete combustion of fuels such as natural gas, gasoline, propane, kerosene and wood. Anything that burns carbon-based fuels can potentially release carbon monoxide, including the everyday equipment used in many industries. Internal combustion engines, motor vehicle exhaust, cigarette smoke, and even space heaters are common sources of exposure.
When carbon monoxide is inhaled, it quickly enters the bloodstream, preventing red blood cells from delivering oxygen to vital organs such as the brain and heart. Exposure to very high concentrations can overcome a person in minutes with few or no warning signs, hence the extreme danger of this gas. The symptoms of carbon monoxide poisoning mimic those of the flu (but without the fever), which can lead to delayed reactions. These include headaches, tightness across the chest, fatigue, dizziness and shortness of breath. In severe cases, victims may lose consciousness or even die before realizing what’s happening. Another potential outcome is the confusion caused by carbon monoxide exposure,
(CCOHS)
which can prevent someone from recognizing that they’re in a life-threatening situation.
Industries and workplaces most at risk
Workplaces that rely on fuel-burning equipment are especially prone to carbon monoxide exposure. Internal combustion engines are a primary source, making workers in industries like manufacturing, construction and transportation more susceptible. Boiler rooms, warehouses, steel production plants and petroleum refineries are just
Regularly testing air quality is crucial for safety.
a few examples of environments where carbon monoxide can accumulate. Even large, open areas are not immune, as harmful levels of the gas can build up in spaces where ventilation is poor. Without appropriate safeguards, any workplace where fuel is burned could be exposed to dangerous levels of carbon monoxide.
How employers can reduce risk
Employers play a critical role in minimizing the threat of carbon monoxide poisoning. The first line of defense is prevention. Switching up fuel-burning
devices to electric or battery-powered equipment is an effective way to reduce carbon monoxide exposure. In situations where alternatives are not possible, regularly servicing existing water heaters, furnaces and other fuel-powered equipment helps to reduce their level of carbon monoxide emissions. Ensuring proper ventilation is key.
Installing carbon monoxide detectors in areas where carbon monoxide is likely to accumulate is an essential safety measure.These detectors should be equipped with both audible and visual alarms and set to trigger well below the legal exposure limit. Make sure to test air quality regularly, especially in confined spaces.
In areas where CO-producing machinery is in use, workers should be equipped with the proper respiratory protection, such as full-face pressure-demand self-contained breathing apparatus (SCBA) in highrisk environments.
Ensuring that employees are trained in recognizing CO symptoms and sources can make all the difference in preventing a tragedy, both in the workplace and at home. In the cold weather months, many deaths occur as the result of defective or poorly operated home heating devices, or where vehicles are left to idle in garages or for long periods of time. Portable flameless chemical heaters, gas camping stoves or generators should never be used indoors. Employees should be encouraged to check that they have a working carbon monoxide detector at home.
An employee’s role in preventing exposure
Though employers are responsible for providing a safe work environment, employees also play an important role to help safeguard themselves and their co-workers from carbon monoxide exposure. Reporting any equipment malfunctions or ventilation issues promptly is critical in identifying potential hazards before they escalate. Employees should be aware of the signs of carbon monoxide poisoning and understand how to respond quickly if they or a colleague begin to show symptoms.
If an employee starts to feel headaches, nausea, or dizziness, it’s essential to leave the area immediately and seek fresh air. In cases where exposure is suspected, a medical professional should be informed right away to
ensure the affected person receives proper treatment.
Prevention is key
300+
CO poisoning is responsible for this many fatalities per year.
Though detecting carbon monoxide can be challenging without the proper training and equipment, poisoning is preventable with the right precautions in place. Employers must take the necessary steps to maintain safe environments and educate their workers on the dangers. Regular equipment maintenance, proper ventilation, air quality monitoring, and employee training are all vital components of a successful safety strategy.
By staying vigilant and proactive, you can help prevent carbon monoxide from becoming a silent killer in your workplace.
The Canadian Centre for Occupational Health and Safety (CCOHS) promotes the total well-being—physical, psychosocial, and mental health—of workers in Canada by providing information, advice, education and management systems and solutions that support the prevention of injury and illness. Visit www.ccohs.ca for more safety tips.
CO
SIGNS OF CO POISONING: KNOW WHAT TO LOOK FOR
Carbon monoxide poisoning can often be mistaken for flu-like symptoms, making it difficult to recognize in the early stages. Familiarize yourself with these common signs:
• Headache
• Dizziness or light-headedness
• Shortness of breath
• Fatigue or weakness
• Chest tightness
Nausea or vomiting
• Confusion or difficulty concentrating
If you or someone else starts to experience these symptoms while working in an area with potential CO exposure, leave the area immediately and seek fresh air. Always seek medical attention if you suspect carbon monoxide poisoning, as early treatment can prevent serious health effects.
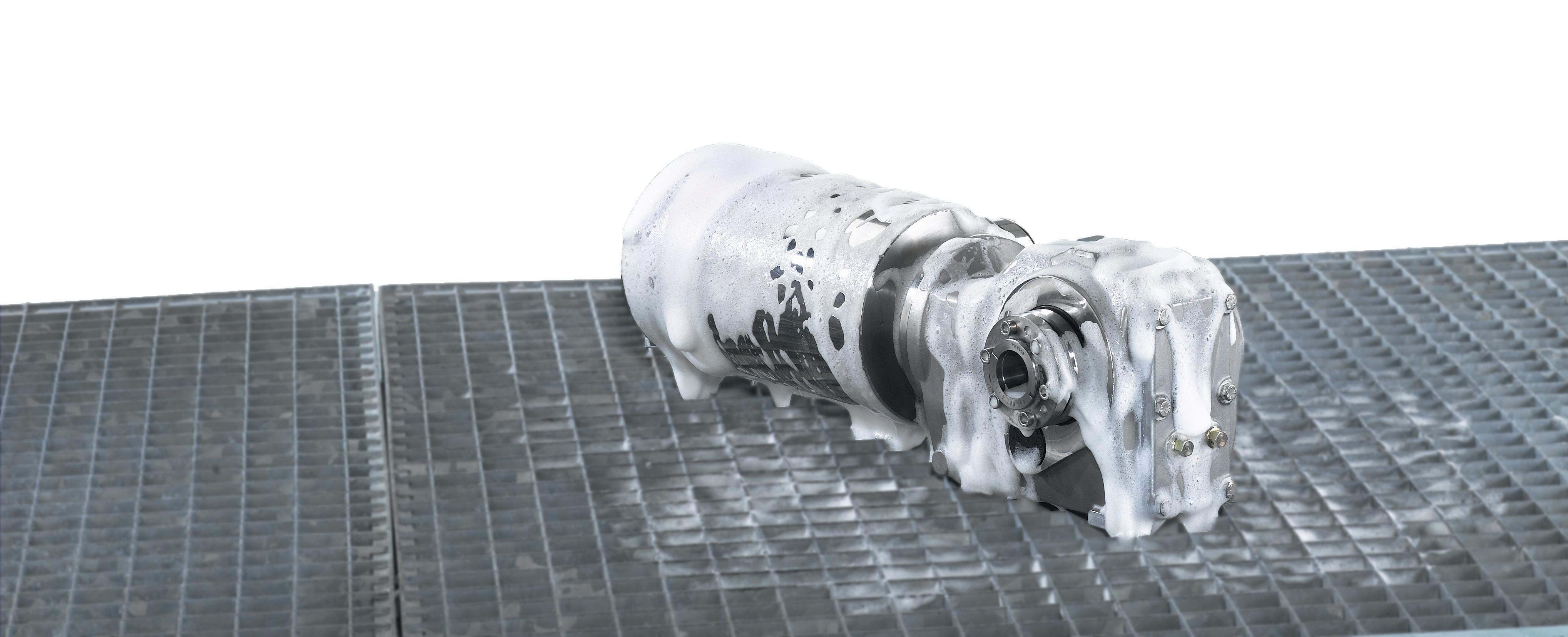
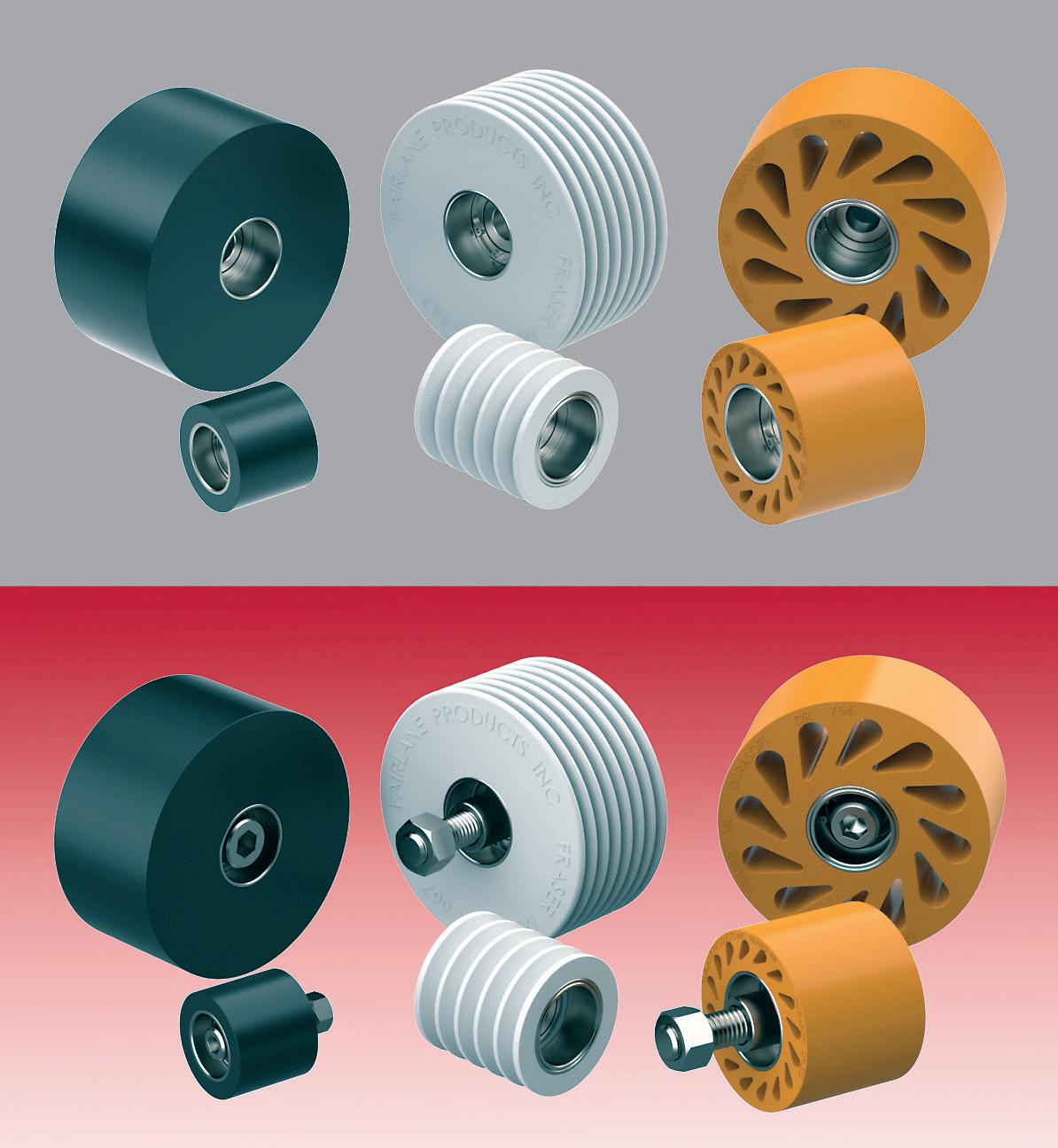
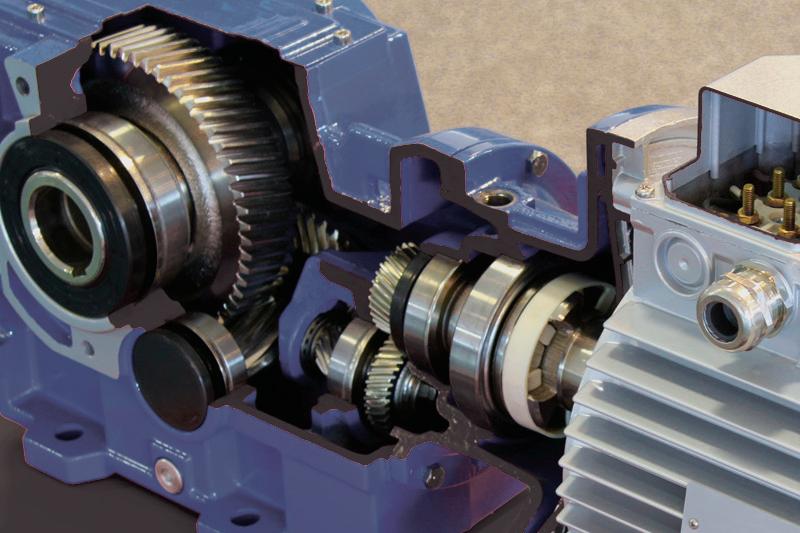
STAINLESS STEEL GEARMOTORS
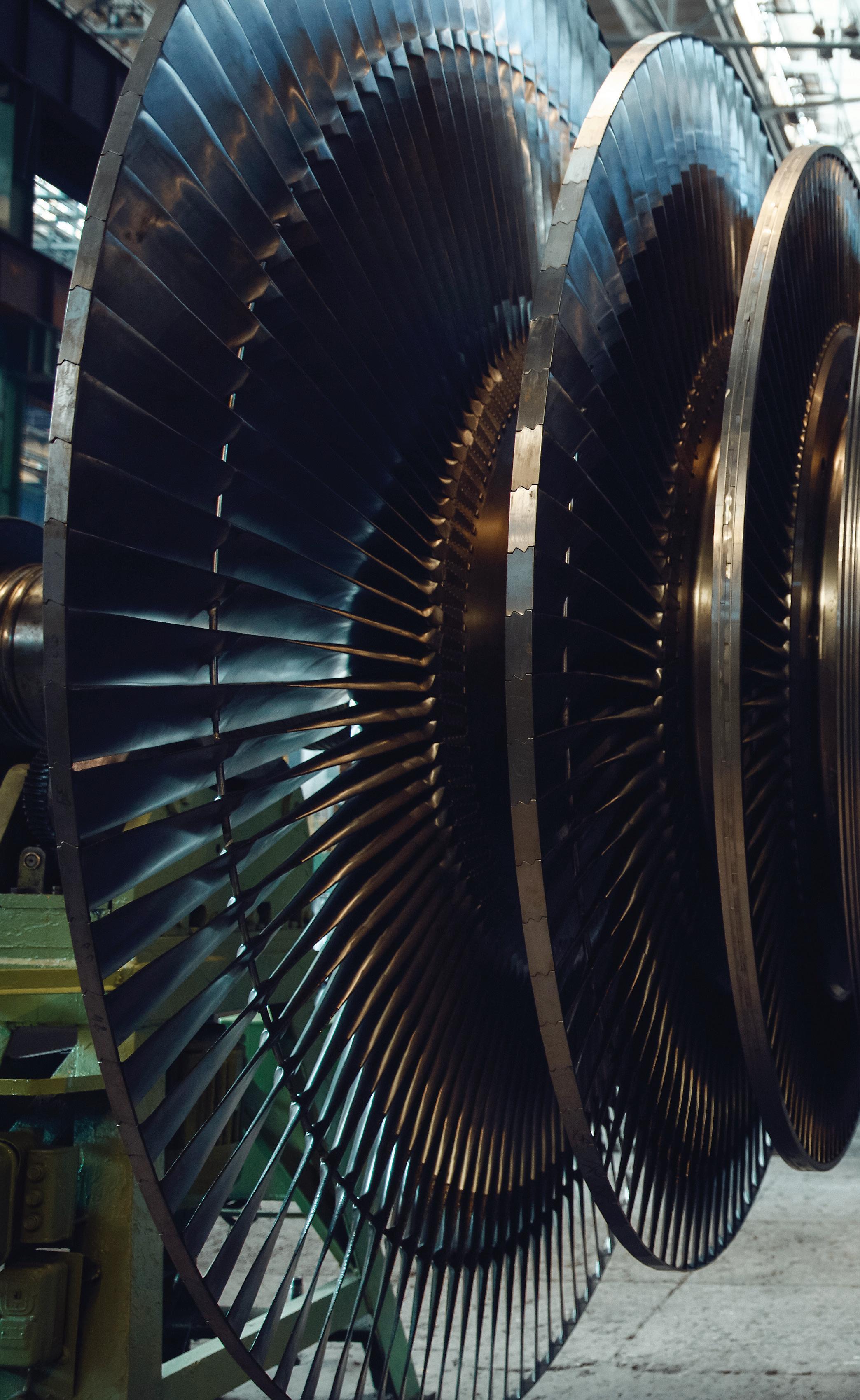
Maximizing gas turbine performance
Maintenance considerations for five gas turbine operational systems.
BY L. (TEX) LEUGNER
Gas turbines are used to power various applications, including electricity generation in power plants and propulsion in airplanes, but their performance can quickly degrade without the right care. The objective of gas turbine maintenance is to maximize performance, improve maintainability, reduce downtime and improve reliability. This can only be achieved by preventing turbine operational deterioration by monitoring critical turbine systems continually. This condition monitoring program must pay particular attention to these five specific gas turbine operational systems:
1. The thermodynamic gas path.
2. Turbine vibration and instability.
3. The lubricant and lubrication system condition.
4. Parameters for online condition monitoring.
5. Scheduled inspection and proactive maintenance activities.
The five operational considerations affect each other, and the components related to each system must all be in excellent condition to ensure optimum performance of the turbine. Maintenance considerations for each of these systems are described briefly below.
1. Thermodynamic gas path , includes the condition and cleanliness of the compression intake air, fuel quality and the integrity and quality of the combustion process and turbine exhaust.
a) Inlet air must be free of contaminants, such as dust, sand, salt,
agricultural air borne chemicals, snow, ice and air borne pollen, all of which will contribute to turbine erosion, corrosion, fouling and sulphidation which attacks turbine blade and nozzle materials and can render the turbine useless in a year or less, if proper air filtration is not provided and maintained. High efficiency filters capable of capturing more than 95 per cent of the problematic contaminants down to one micron in size must be used. Some filter systems have a “self-clean” feature that uses high-pressure air to reverse flow through the filters and blow excess contaminants from the filter elements. This feature is highly recommended.
A decrease in turbine power output, a decrease in compressor efficiency, or an increase in the frequency of cleaning the compressor are indications that the filter system is not functioning satisfactorily.
b) Fuel quality and the combustion and exhaust process. There are many fuel types used in gas turbines. Fuels range from liquids such as distillate and residual oils to various fuel gases, such as propane, natural gas, methane, or gas produced from biomass processes.
Pollutants such as hydrocarbons, carbon monoxide, sulphur oxides and nitrogen oxides (NOX) are all products of the gas turbine combustion process and these pollutants can be reduced or eliminated by using properly designed combustors, reducing combustion temperature with water or steam injection into the combustion process, or by using a selective catalytic converter in the turbine exhaust. In addition, turbine
Maximize performance and minimize downtime with a good conditioning monitoring program.
exhaust temperature is a critical condition that should be monitored continually.
2. Turbine vibration and instability, of rotors, bearings and gear box components can directly affect the efficiency and reliability of the process. Specifically, resonance, rotor imbalance, misalignment, mechanical looseness, oil whirl in hydrodynamic bearings, gear problems and defects in ball and roller bearings should be regarded as potential problems and continuously monitored with an online vibration analysis program. Handheld vibration monitoring devices should also be used when a specific problem is suspected or indicated.
3. Lubricant and lubrication system condition, includes the condition of the lubricant itself and reliable operation of the lubrication system. The lubrication system must be periodically inspected for oil leaks at connections, piping and fittings. Oil levels should be monitored daily and oil pressure and temperature must be part of
the condition monitoring program.
Oil pressure is indicative of the pressure drop across filters and can indicate internal leaks if external leaks are not present, but the oil level is dropping. Internal leaks are difficult to detect and can result in oil leaking into the hot gas path. This may or may not be indicated by either a gradual or sudden appearance of exhaust smoke. If internal leaks are suspected, an inspection of the combustor, the exhaust duct, the compressor discharge, or air bleed discharge may be possible using a borescope or other method to look for traces of burned oil in these components.
Monitoring oil temperature can be carried out using one (or all) of three methods; measure the temperature of the oil leaving the bearings, measure the actual oil temperature at the return line to the reservoir, or measure the bearing metal temperature using contact thermocouples or resistance temperature detectors (RTDs). An increase in oil temperature can occur quickly if leaking seals allow hot gases to leak into the oil. Oil temperature will also increase if the cooler is inefficient or plugged, or if the cooler doesn’t have the correct capacity for the system.
4. Parameters for online condition monitoring of gas turbines should include, but are not limited to the following list depending on the design:
• Ambient air temperature and barometric pressure.
• Inlet air pressure at the compressor.
• Low-pressure compressor “out” pressure.
• High-pressure compressor “out” pressure.
• RPM, single shaft.
• RPM, dual shaft.
• RPM, free power turbine.
• Fuel flow and pressure.
• Exhaust total pressure and exhaust gas temperature.
• Overall vibration levels.
• Lubricant oxidation and contaminant levels.
5. Scheduled inspections and proactive maintenance activities should include annual fuel nozzle inspection and/or replacement, governor control system inspection and testing, water or chemical washing procedures and borescope inspections. Borescope inspections provide the final step in the identification
of an internal turbine problem and this equipment is limited by the turbine design, borescope accessibility locations and the inspector’s knowledge and capability. Borescope ports are provided by many aero-derivative turbine manufacturers but may not be provided by the makers of heavy industrial turbines. In these cases, the inspector must use every available access point, such as removing fuel nozzles, pressure or temperature probes. If accessible, the borescope can be used to view the combustion liner, turbine nozzles and blades and compressor vanes and blades.
If a borescope inspection reveals a problem such as compressor fouling, water or chemical washing may be required. Washing procedures and access instructions are available from the turbine manufacturers, whose procedures include detailed internal washing.
Inadequate or incomplete washing may actually cause additional problems or increase existing problems, such as moving the debris deposits to a more critical component. This is a particular concern when cleaning compressors of salt contamination. The cleaning process may simply move the salt into the turbine area where sulphidation corrosion may be accelerated. Maintenance personnel must be fully knowledgeable of their turbine designs and the washing procedures recommended.
In conclusion, effective gas turbine maintenance relies on a comprehensive monitoring program that addresses the critical systems affecting turbine performance. By focusing on the thermodynamic gas path, vibration and instability, lubrication systems, online condition monitoring, and scheduled proactive inspections, operators can significantly reduce downtime, enhance reliability, and extend the life of the turbine. Regular maintenance, attention to detail, and advanced monitoring techniques are essential in preventing operational deterioration and ensuring that turbines continue to perform at optimal levels. Proper care and preventive strategies are key to maintaining the efficiency and longevity of these complex machines.
L. (Tex) Leugner, the author of Practical Handbook of Machinery Lubrication, is a 15-year veteran of the Royal Canadian Electrical Mechanical Engineers, where he served as a technical specialist. He was the founder and operations manager of Maintenance Technology International Inc. for 30 years. Tex holds an STLE lubricant specialist certification and is a millwright and heavy-duty mechanic. He can be reached at lloydleugner@gmail.com
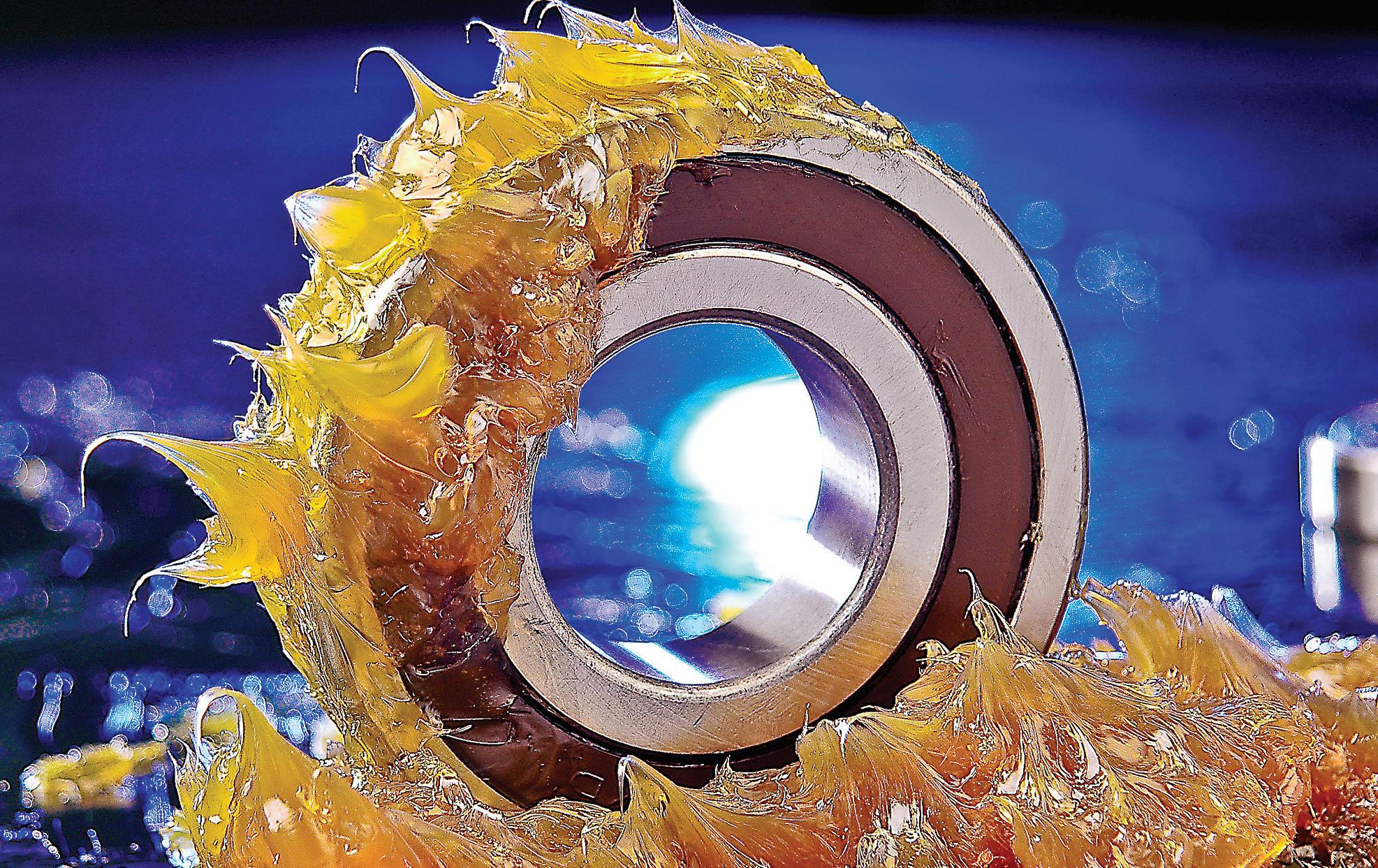
The future of grease: Meeting the needs of the next generation of machinery
As the demand for raw materials grows, grease manufacturers must innovate with alternative thickeners and adapt to supply chain shifts to ensure reliable, high-performance products.
BY ZACH SUTTON, INDUSTRIAL LUBRICANTS AND COOLANTS SECTOR SPECIALIST
As industries evolve and technological advancements usher in newer, more efficient machinery to the industrial world, the demand for greases and lubricants is growing significantly. Lubricants play a vital role in ensuring the smooth operation and longevity of industrial equipment.
However, new market forces are changing lubricant manufacturers’ ability to reliably deliver products to their customers when they need them. Because of a renewed emphasis on electrification in the auto market that has resulted in a surge in demand for raw materials like lithium, grease
The growing demand for lithium exceeds the current supply.
and lubricant manufacturers must adapt to new supply chain challenges and ensure their products remain available now and in the future.
Part of this equation is reducing dependency on lithium-based greases. Oxford University has cited that the demand for lithium far outweighs the current supply of raw materials mined. By 2030, the demand for lithium is projected to range from 250,000 to 450,000 tons, whereas in 2021, the world only produced 105 tons (not 105,000 tons) of lithium. Additionally, according to Statista, 80 per cent of the world’s lithium is currently used for batteries, while only 4 per cent is used for lubricants
and greases. With such volatility surrounding this resource that is in high demand in a growing market, grease manufacturers are turning to new chemical compounds to provide reliability for customers who need greases for their equipment to function properly.
As the lubricants industry navigates these disruptions, it has become crucial to explore new solutions and prioritize the responsible sourcing of raw materials. Here are some strategies to consider.
Optimizing greases for performance
Greases are manufactured specifically to meet the original equipment manufacturers’ (OEM) specifications for heat and speed in each machine. Greases serve the purpose of reducing wear and friction in a kinetic component and, depending on the speed of the moving parts within that component and the resulting heat that it produces, greases can change in thickness and viscosity. As heat and speed increase, viscosity decreases – making a lubricant thinner
than it is when a customer buys it off of the shelf. This is why greases are made with certain thickeners that help maintain the necessary viscosity, consistency, and structural stability that allow it to effectively protect and lubricate the machine’s components.
The value of these thickeners cannot be overstated. They allow greases to withstand extreme conditions, such as high temperatures, heavy loads, and even corrosive environments. One of the most popular thickeners used to produce greases to date is lithium. However, as mentioned, grease manufacturers’ ability to reliably source lithium for their greases in the future is now in question. With that in mind, many grease producers are streamlining their lines of products to produce greases and lubricants that provide the same protection without the use of lithium. The challenge lies in concocting a formula with new ingredients that meets the same OEM specifications for heat and speed.
While challenging, the industry has already demonstrated that new thickener compounds can produce
similar, or even better performance than past greases, and create products that enhance the efficiency, reliability, and lifespan of machinery. After all, necessity is the mother of invention.
Identifying new raw material sources
Some OEMs may highly recommend certain compounds such as a lithium-based grease for a given machine, despite the high demand for it elsewhere in the market. Even if new compounds like calcium sulfonate have demonstrated higher performance capabilities than lithium complex and do not require additives to meet performance requirements, users may wish to stick with lithium-based greases while they are still available.
dependence on resources that are either competitive or limited, and mitigate supply chain disruptions.
• Collaboration with suppliers and customers. Most grease manufacturers engage in partnerships with suppliers so they can facilitate the development of sustainable solutions that align with their customers’ needs. These partnerships are fundamental to the product development process, as working together with buyers enables the suppliers to enhance their product’s availability and reliability; in addition to sharing knowledge and resources that can help customers protect their industrial equipment.
Using alternative thickeners from sustainable or recycled materials can reduce reliance on limited resources.
Because this demand still exists, grease manufacturers are getting creative with how they can obtain the raw materials they need. Recently, new techniques have come to light to recycle materials from oil and gas reservoirs formerly thought of as waste and extract lithium, among other high-demand resources. This technique is known as direct lithium extraction, and it stems from new technologies developed by lithium mining companies to get their hands on lithium however they can – even if it comes from the brine of oil reserves that is harvested when extracting oil. In the past, companies have simply discarded the brine that wasn’t useful to produce oil, but now mining companies and lithium producers alike see this new harvesting technique as a growing way to obtain valuable lithium when it is needed.
Adapting to a changing landscape
Some of the other strategies grease manufacturers should consider when producing greases that will stand the test of time (and the supply chain) include:
• Diversification of compounds . As mentioned in relation to lithium, relying on a single source for raw materials can be risky in a volatile raw materials market. Exploring alternative thickeners derived from sourceable materials, such as bio-based alternatives or recycled materials, can help reduce
• Agile supply chain management. Embracing technology-driven approaches like advanced analytics and automation can help optimize supply chain operations and predict where disruptions may occur before they happen. By improving visibility into the supply chain with strategies like product demand forecasting and analytics-assisted inventory management, manufacturers can increase their exposure to potential problems and more effectively mitigate disruptions to ensure they’re producing a steady flow of their products into the market.
As the demand for greases and lubricants continues at a steady pace, and demand for raw materials like lithium grows drastically, manufacturers must adapt to ensure the availability of their products today and in the future. By optimizing grease formulations with new thickeners and exploring alternative, sustainable materials that also meet OEM heat and speed specifications, manufacturers can address the growing scarcity of resources like lithium and give customers the solutions they need. Embracing collaboration, streamlining product offerings, and implementing agile supply chain management practices, manufacturers will overcome these disruptions and pave the way for a sustainable and reliable future.
Zach Sutton is the Industrial Sector Manager in the Americas Customer Experience organization at Chevron.
Industry 5.0: The future of maintenance
Rethinking asset management in the next industrial revolution.
BY MARI-LEN DE GUZMAN
Global industries are transitioning to the next phase of the industrial revolution, Industry 5.0 with maintenance and asset managers playing crucial roles in helping to create stronger connections between people, technology and the environment.
As with any significant transition, this shift is prompting industries to assess their current state and determine the changes required to fully realize the benefits of Industry 5.0 beginning with their physical assets.
From the perspective of asset management, Industry 5.0 provides a new way of thinking about how
machineries are procured, maintained and managed throughout their lifecycle.
“As Industry 5.0 reshapes the industrial landscape, maintenance processes must evolve to meet the demands of a more complex, interconnected and dynamic world,” writes Jan Stoker, an asset maintenance management expert, in an article published by the Sustainable Asset and Maintenance Management Academy.
Stoker, a professional engineer based in The Netherlands, frequently talks about the implications of Industry 5.0 in asset maintenance and management and was a speaker
“The...industry will always have humans,” says Bailey Brandel, a solutions engineer at Prometheus Group. “So, I think the handshake between AI and advanced technologies and maintenance is going to be really beneficial for the asset management space.”
at the Asset Performance International Conference held in Belgium in November 2024.
“Industry 5.0 will be defined by a re-found and widened purposefulness, going beyond producing goods and services for profit,” he adds.
The question for asset managers, then, is no longer just about maintaining machinery and equipment, but about rethinking the entire lifecycle of assets to align with broader, more sustainable goals. So, how do they shift their strategies to stay ahead?
The current landscape
Still an emerging concept, Industry 5.0 follows the Internet of Things (IoT) regime of Industry 4.0. It envisages humanity-driven innovation, where technology development works toward the goal of achieving sustainable, human-centric and resilient industries.
In its Industry 5.0 framework, the European Union puts it plainly as placing the “wellbeing of the worker
at the centre of the production process and uses new technologies to provide prosperity beyond jobs and growth while respecting the production limits of the planet.”
This new paradigm highlights the shifting role of industries, helping provide solutions to the world’s biggest challenges and ensuring a more resilient and sustainable society. According to the EU, this “industry of the future” approach benefits industry, workers and society, in general.
While talks about Industry 5.0 are starting to creep into the asset maintenance world, it’s prudent to first explore how pervasive its Industry 4.0 predecessor has become. Can industry truly make a leap to 5.0 without fully embracing big data, automation, AI and other innovations that create interconnected systems and processes?
“This technology is growing so fast (and has become) far more accessible for people. But I find in maintenance, I’d focus on fixing the fundamentals first, because so many people love the idea of technology… but I don’t think they’re utilizing it enough,” says Matthew Laskaj, director of Project Engineering Management, a Scotland, UK-based engineering consultancy providing maintenance training, asset and project management.
While advanced technologies, such as vibration analysis systems or predictive maintenance tools, have become more pervasive and, in many cases, more cost-effective, the missing link lies in the way they are being utilized or underutilized in maintenance and asset management.
The integration of artificial intelligence and other advanced technologies into processes and management requires more than just purchasing the equipment, says Laskaj. It needs buy-in from the folks for whom these machines are intended to improve efficiency and performance.
“I think the businesses, as a whole, would love all of this to be there right now, and they’re probably pushing it more with their strategies and five-year plans. But if you look at the ‘shop floor’ people, the ones who are actually doing the work, the technicians, the engineers, the supervisors and that level of management, they just want to (know) how they can do their job easier and better,” Laskaj says.
Bridging that disconnect between the technology that’s being driven from the top-down and the speed and efficiency by which these are adopted from the bottom up are key.
The transition
When it comes to technology adoption, companies are at varying levels, according to Bailey Brandel, a solutions engineer at Prometheus Group, an asset management and maintenance solutions provider based in
Raleigh, North Carolina.
“Some people are still getting into digitizing their process. Some people are still on paper. Some people’s information might be on Excel spreadsheets or in their ERP systems, but they’re not using the kind of machine learning or AI to work with that data yet and take advantage of all the results that they could get from that data,” she explains.
Prometheus’s asset management platform leverages machine learning and AI,
and integrates with an organization’s enterprise resources planning (ERP) systems helping them gain better visibility on the health of their assets.
“A lot of the companies we talk to have initiatives to move more towards Industry 4.0. I wouldn’t say we have any customers who are done with all their industry 4.0 initiatives. They are either thinking about it, just getting started or in the middle of those initiatives,” Brandel says.
The transition to Industry 5.0, or even the adoption of 4.0 technologies, are not without challenges. But Brandel believes this new framework will benefit the maintenance field overall.
“The maintenance and asset management industry will always have humans… We can’t replace them with AI, because they know so much about these different assets, and they’re actually carrying the wrenches on these specific assets, doing the fixes and things like that. So I think the handshake between AI, advanced technologies and maintenance is going to be really beneficial for the asset management space,” Brandel says.
The challenge, she notes, will be in keeping people up to date on the new technologies and in successfully integrating these technologies with maintenance processes.
But as new, younger and more technically proficient workers enter the workplace this integration can become much faster, Brandel adds. This is where digitization comes into play. Decades of machine and maintenance knowledge accumulated by senior staffers remain in analog form, on paper or stored in their brains. These data need to be digitized for continuity so the knowledge can be transferred to the next generation of workers.
“It’s going to be really important to take advantage of all the work we did in the digitization stage in Industry 4.0, like having different task lists or how to do certain things, or what are the potential things that can go wrong with an asset. (These data) right now might be living just in people’s heads,” Brandel says. “There’s going be a lot of challenges, but I think we’re set up really well to embrace Industry 5.0 at least a lot of the main concepts of it in the asset management space.”
Sustainability and resilience
Industry 5.0 notwithstanding, recent global phenomena such as the ongoing effects of climate change and the lessons from the COVID-19 pandemic have caused authorities and industry to rethink existing methods and reshape systems and policies to a future that is responsive to these global challenges.
The most recent update to the ISO Asset Management Standard, ISO 55001, for example, now aims to demonstrate how an organization’s
Leveraging younger, techsavvy talent could be key to integrating Industry 5.0.
asset management system contributes to the United Nations Sustainable Development Goals.
“(The standard) is now tending more towards the people side,” says Laskaj. “But also, one of the clauses (pertains to) sustainability, and it says climate change is an issue. So it’s actually got specific parts within asset management strategies that think about climate change.”
ISO 55001 provides a framework for organizations to systematically and sustainably manage their assets throughout their lifecycle. ISO 55001:2024, which contains the latest updates to the standard, contains several new clauses that demonstrate a clearer focus on people and sustainability.
“I think maintenance is going to play a huge part in the sustainability side of Industry 5.0 because we drive a lot of the decisions for either refurbishment or disposal,” Laskaj says.
Through better maintenance, organizations can make their equipment last longer, reduce waste disposal and save on purchasing cost. Sustainable maintenance also means using materials that are more eco-friendly, such as biodegradable grease.
“If we can get involved with purchasing, are we buying parts that can be re-used? Are we maintaining it to the best of our ability to prolong life rather than just buy a new one, because it’s not working? Are we buying refurbished parts, or refurbished kit even, rather than brand new?” Laskaj says.
Machines and software can also play a role in sustainable and resilient asset and maintenance management, says Brandel. Developing software and AI tools that enable
preventative and predictive maintenance can help asset managers prolong the life of an asset.
“Just by taking care of our equipment using a predictive, AI-centric asset management program, we can make sure to make those repairs early enough so that we won’t be having to replace parts or order new things,” she says.
Keys to success
It’s clear that asset and maintenance management will inevitably be riding the Industry 5.0 wave. The question is not when, but how? Transforming maintenance to align with the key pillars of human-centricity, resilience and sustainability will allow organizations to adopt quickly and effectively. Laskaj offers up some best practices for organizations:
“One is knowing what is available… because the technology is evolving and changing so quickly, and the cost price is coming down,” he says.
Understanding how these technologies are used and how they can apply to your organization are also important. It is also vital to work with the right partners that can provide those technologies and guide users through the process of implementation. “But then there’s the other side of this, which I focus more on: It’s when should you be using it and why,” Laskaj says. “If you have a process that requires some kind of monitoring or some kind of future prediction, could you do it manually or could you use technology to do it even better than what you could already do to give you more accurate information faster?”
JOIN US ONLINE
February 27, 2025 • 1-4 PM
This theme highlights the crucial role that CMMS software plays in achieving operational excellence and reducing downtime in various industries. It emphasizes the power of technology in streamlining maintenance processes, enhancing asset performance, and ultimately ensuring continuous operational efficiency.
KEY TOPICS
• The Downtime Challenge
• CMMS as a Downtime Mitigator
• Case studies showcasing successful implementations of CMMS for downtime reduction.
• Features and Capabilities of Advanced CMMS
• Integration and Data Analytics: Integrating CMMS with other enterprise systems and Utilizing data analytics for predictive insights.
• Best practices for implementing and optimizing CMMS solutions.
FOR SPONSORSHIP INFORMATION, PLEASE CONTACT:
Pat Lorusso
Brand Sales Manager
• Future Trends in CMMS: Emerging technologies in CMMS (e.g., IoT, AI, and machine learning).
• Q&A and Expert Panel: - Expert panel discussion on the evolving role of CMMS in downtime reduction.
PRESENTED BY
Closing the skilled labor gap
The tech helping reskill, attract and connect the workforce of the future.
BY ANDREA MASTERTON
The rise of electric vehicles, new digital manufacturing processes and supply chain woes has meant that keeping production lines rolling during today’s fast changing manufacturing landscape is no easy feat. It has also highlighted a major roadblock: a growing skills gap.
The days of trying to simply throw more people at the problem are behind us—they just don’t have the skills. Closing this skills gap requires a serious rethink to how workers are trained, upskilled and retained. Enter the connected worker approach.
The lack of skills in manufacturing is a current and growing issue. In Canda, the sector has lost a bit of ground, currently accounting for just 8.8 per cent of the workforce, compared to 9.2 per cent in 2019.
It’s where a connected worker approach to learning and development can play a role in onboarding and reskilling workers. It’s about putting frontline workers at the heart
of operations and ensuring a continuous flow of improvement. Those manufacturers struggling to increase their skills pool must make sure they have the three essentials of workforce management on their radar:
1. Take advantage of digital tools. By using digital and analytical tools, organizations can understand the skills that new employees need, assess learning retention and evaluate the return on investment of their training efforts.
2. Keep an eye on future developments. A deep understanding of the future of your industry is crucial to ensure you are building the workforce of the future. By proactively addressing future skills needs, organizations can ensure they have the right skills in place to navigate disruptions and drive innovation.
3. Invest in upskilling initiatives. Upskilling investments are showing
real ROI in the automotive industry. Upskill your new workforce to close the skills gap and drive new efficiencies and productivity.
Take time to invest in existing workers
Closing the skills gap is not all about new employees. Employers are now realizing that they need to invest in reskilling existing workers and focus on in-house training initiatives.
But traditional training and reskilling regularly involves shadowing a senior operator, and formal classroom-based learning. The problems posed by each of these methods is that shadowing will take a senior operator away from their existing daily roles, and formal training through PowerPoint, for example, doesn’t promote a strong caliber of information retention on the shop floor.
Training must unlock new employee
competencies and skills in a more organic, efficient and effective way, rather than a traditional ‘training events’ approach to workforce development. While shadowing is hands-on, it’s inconsistent between each senior operator carrying out the training. Using a connected worker app to facilitate training means that each new hire can be consistently trained in role-specific skills when and where necessary at the time of need.
Training in this way will empower workers and team leads to progress on a learning path as the need and opportunity arises, rather than waiting for the next training events.
On the job and ‘always on’
The adoption of the 70:20:10 model for learning and development is a key,
Integrating apps on tablets and VR into frontline training is successfully driving continual improvement.
progressive move for manufacturers worldwide. It shows that:
• 70 per cent of learning happens through on-the-job experience.
• 20 per cent of learning happens socially through colleagues and friends.
• 10 per cent of learning happens via formal training experiences.
That’s 90 per cent that comes from experiential and social learning. So, if experiential and social learning aren’t a part of your training mix, you’re missing an opportunity to reduce the time and costs of training in your factory, and to build skills versatility and coverage.
When using a connected worker app, manufacturers can adopt an “always on” approach to learning so frontline worker trainees or existing skilled workers can self-serve with plenty of training content on their own, as and when they need it.
For example, at a time of need, workers can scan a QR code for a refresher on how to perform a task, or during a pause in production they can access the training curriculum and get ahead on any further training.
This approach can transform learning from being thrust upon workers, to a new generation of workers self-managing and taking initiative with their own training—while ensuring consistency across the organization.
Formal learning only reaches 10 per cent
them on the job in new skills.
This new system makes delivering training easier and less reliant on formal training events. Instead of waiting for scheduled sessions, employees have on-demand access to training content. Real-time notifications keep employees informed of updates to training materials and work instructions, ensuring that everyone’s skills remain up-to-date and aligned with evolving requirements.
Additional benefits
Going digital for training records can also help when it comes to audits and compliance requirements.
Tracking and overseeing skills is time consuming and, in many factories, is still being done today in spreadsheets or paperwork locked in filing cabinets. This manual process is bound to result in outdated records and the risk of auditors finding gaps in training completion.
With an automated digital skills matrix, team leads and workers have visibility into, and accountability for, staying current on training curriculum. Plus, management has reliable real-time data to identify training gaps and take corrective action where needed. Regulatory standards require manufacturers to establish, maintain and demonstrate a culture of continual improvement, which is precisely what a connected worker platform, with real-time data collection and analysis, problem solving workflows and performance dashboards, is designed to do.
Naturally, a shift in technology, processes and the products being manufactured means that traditional training methods will no longer suffice. How frontline workers cosume information has even changed.
Integrating complementary apps on tablets, or even VR headsets into frontline worker training and reskilling is already seeing success in continual improvement use cases. Connected worker apps offer a comprehensive solution to overcome labour challenges and empower employees to thrive in a changing industry landscape by fostering connectivity between the top floor and shop floor, personalizing learning and enabling continuous reskilling. Workers get job satisfaction and the company gets enhanced resilience and long-term growth.
Adopting a connected worker approach will help manufacturers retain skills, diminish attrition rates, ensure regulatory compliance and boost productivity. Giving workers access to a tablet or VR headset, complete with the connected worker software app, will support and enable them to work effectively and safely, while training
The tech solution keeping workers connected
Naturally, a shift in technology, processes and the products being manufactured means that traditional training methods will no longer suffice. How frontline workers consume information has even changed.
Today’s manufacturing companies have some catching up to do, with the real business value being felt through a connected worker approach. Not only will they ease the process of onboarding new employees, but they will see employee productivity, satisfaction, and retention rates improve too.
Andrea Masterton is VP of Marketing at Poka. In this role, she champions the power of “Connected Workers” and the transformative impact a digital factory can have on manufacturing operations.
Achieve world-class maintenance
How integrating production and maintenance can improve overall efficiency, quality and performance.
BY KIRSTYN BROWN
In manufacturing, effective collaboration between production and maintenance is an enormous challenge, but achieving it can significantly impact overall performance and quality.
Recently, I spoke with Kim Wolf, of Kim wolf Leadership Coaching and Manufacturing Consulting, who brings a wealth of experience to this challenge, emphasizing the importance of data-driven decision-making and cross-functional collaboration.
In our conversation,Wolf addresses the common obstacles manufacturers face when integrating these two vital areas and offers actionable strategies for fostering a culture of teamwork.
With insights drawn from her unique background in both maintenance and operations,Wolf emphasizes how leaders can facilitate a unified approach that not only enhances efficiency but also supports quality control and a collaborative work environment. Read on for her expert
QUICK TIPS FOR INTEGRATING PRODUCTION & MAINTENANCE
Use Data: Implement downtime tracking and KPIs (e.g., OEE, PM Completion) to make objective decisions and avoid finger-pointing.
• Set Shared Goals: Align production and maintenance around common KPIs to ensure teamwork and reduce silos.
• Foster Collaboration: Create cross-functional teams for projects and involve both departments early in decision-making.
Leadership Role: Leaders should prevent blame games and encourage problem-solving with documented processes.
advice on creating common goals, utilizing key performance indicators and developing a unified workforce to achieve world class maintenance.
Q: Why is integrating production and maintenance a challenge for manufacturers?
A: One thing that really hinders is if there’s no data available. Once you get data of some kind—that could be everything from an Excel spreadsheet that you’re keeping track of efficiency, all the way through to fully integrated and automated downtime tracking systems, and everything in between— you can use that to make cross functional decisions that make more sense. If you start getting into opinions that people have, that’s when you can start the finger-pointing. So, one person may say, ‘This is an operator training issue,’ and production looks at it says, ‘No that’s an equipment issue or that’s a mechanic training issue’. If you’re not using data to really drive those discussions, it’s very difficult to try to reach some kind of objective strategy that you can use to drive that world class maintenance.
The other challenge is not having processes in place. I’m a big believer in processes. If you have downtime and you say, ‘What process is missing that potentially caused that downtime?’ If you don’t have a standard operating procedure, an SOP, written on a changeover from one product to another, then you get into the finger-pointing.
I also think organizations that are focused so much on firefighting can really struggle with that maintenance-versus-operations mentality. Because when you’re firefighting so much, everything is chaotic and so the first thing you do is just start to blame. And it’s easier to blame
somebody in another function than it is to blame internally. So, when you start implementing world class maintenance programs, it ultimately will help drive that relationship between maintenance and production because you’re reducing the chaos in your organization.
Q: What does it look like when production and maintenance are integrated?
A: Having common goals betewen the two. I’m a huge believer of having company goals, plant goals that then roll up into the company, and then cross functional goals. I think if a company’s goals (below the plant goals), if those are siloed, then typically you will also get that finger pointing. Where, if you’ve got those common KPIs, then you’re all working toward the same goal. So, I think that’s one thing. And again, the objective data. So, for example OEE. Using objective
data to develop those goals, develop those KPIs, not using somebody’s opinion of where the issues are. And I’d say the last thing is to change the lingo. You need to create a culture where it’s acceptable to call somebody out, saying, ‘That sounds like that might be blaming as opposed to working together toward a common solution’. Creating that type of a culture where you’re able to respectfully call one another out when you start having conversations like that. It’s just saying, ‘Nope, that’s not helpful for us to be blaming another department, another function. Remember, we’re all in this together.” When you’re using the data and making that conversation more objective, then people really start to get it.
Q: What are the first steps towards achieving this?
A: I would say having the data in one place. And, there are lots of companies out there that have really
Tracking downtime, maintenance, and sanitation in a single CMMS system improves coordination and insights.
good, simple and easily integrated downtime collection systems. But if you don’t have that, or you’re a smaller company that may not have those types of resources, doing a simple Excel spreadsheet, where you’re just keeping track of anything that’s over 15 minutes or half an hour, wherever you need to start and then just try and keep track of that. How many cases should we have gotten? How many did we actually get? And then, what were the causes of that?
The second step is having a solid CMMS system, where you’re keeping track of not just maintenance activities, but I like to use the CMMS system also for sanitation activities as well as production. So, if production is doing CILs (cleaning, inspection, lubrication procedures), put all of that into one CMMS system. It’s easier to make sure that those activities are coordinated, especially if you’ve got a maintenance planner. Again, if you’ve got them all collected in one place, it’s much easier to say, ‘this
is our cleaning plan’, or ‘this is our equipment maintenance plan,’ or whatever it might be, because it’s all part of one system.
Q: What role does leadership play in integrating production and maintenance towards common goals?
A: Don’t allow the finger pointing to happen. You are responsible as a leader for creating that culture. If you’re allowing any function, not just maintenance and production, but even if it’s supply chain planning, or warehouse and logistics, anytime you start to allow that finger pointing to happen, you’re creating that culture. As a leader, you need to say, ‘OK I hear you, but let’s take that back to the process. Do we have a process that’s documented? Do we have documented checklists of exactly what’s supposed to be done?’ If not, that’s where your attention should be. Second, creating an opportunity for cross functional projects. So, whether those projects are very short term and might come from your daily direction setting meeting, which is very quick to implement, or whether it’s something more long term, like a capital project. Often times you see a capital project that just engineering and maintenance is involved in and then by the time it gets installed out on the floor, the operators are like, ‘Whoa, we’ve never even been asked to be involved with this,’ and now they’re stuck with this piece of equipment that doesn’t meet their needs, or makes changeovers more difficult. Instead, have cross functional projects early on and involve all the departments and determine their needs.
The last thing is a root cause failure analysis process. I’m a huge believer of that process. It’s a fundamental foundation tool that I think every company should be using. Insisting that process be used to solve problems takes away again the subjectivity.
Q: What KPIs should manufacturers use to measure the success of integrated production and maintenance efforts?
A: I like OEE better than efficiency because you’re taking into account first pass quality, the availability of
the equipment and then the performance of that line. That can be a shared KPI between maintenance and production.
PM Completion is another KPI. You might think that’s just maintenance only, but if you’re using your CMMS system for operator tasks like I talked about earlier, then it’s a good one.
It also ensures that when you’re setting up a production schedule, that you’re looking at it from all the needs across the whole plant. So you should incorporate in a production schedule all your preventative maintenance included as part of that schedule. You should have all your sanitation needs included as part of that schedule. If there’s any team meetings, any planned downtime like that, should be included in the production schedule. That shows you that production is no more or less than maintenance sanitation in all of those other things, they have equal weight. Because if you don’t do that, eventually you’re going to end up having equipment that’s not sound and you’re not going to get that production. So PM completion is a big one. Case- per-hour and then cases-per-manhour for production, cases per manhour for maintenance. So if you’ve got 10 maintenance people on your staff, how many cases are you producing for those 10 people and then the same calculation for your production employees.
And then the last one I would encourage companies to use is planned work versus unplanned work within the maintenance department because that will reduce the chaos, which then ultimately reduces the finger-pointing.
Q: What kinds of training programs or skill development initiatives would you recommend for creating a more versatile workforce capable of understanding both needs of production and maintenance?
A: I like an autonomous maintenance program, which is sometimes referred to as TPM or Total Productive Maintenance, because you’re sharing those maintenance tasks. You’ve got operators who know the equipment better than anyone because they’re standing
next to it all day long, so they can hear if there’s a problem with the equipment probably better than a maintenance person can. They can see something that just doesn’t look correct because they’re watching that equipment operate everyday, so using autonomous maintenance to leverage that information that the operators have, which then frees up your technical resources to do things that are more technical.
That’s one way that you can really do predictive maintenance without adding any additional sources to your maintenance team. You start TPM and you have operators work on cleaning, inspecting and lubrication, and then you have maintenance working on oil analysis, vibration analysis. With some of those predictive maintenance technologies you’re going to get a much more comprehensive program, but you’re also going to have that sharing between cross functional groups in how that equipment performs,
so autonomous maintenance is an amazing tool.
But I think that you have to introduce it to your organization at the right time, because if you introduce it too early it can be a problem in that your operators are not ready to be able to perform those tasks Maintenance gets frustrated, they have to come in and do it again behind the operators, and now you’re creating division as opposed to collaboration.
Q: What are the signs that a company is having issues with production and maintenance not being on the same page in terms of goals?
A: If you’re seeing inconsistent results that are not achieving company or plant goals. And you see a lot of the finger pointing going back and forth, in particular between operations and maintenance. That is the time to start asking yourself, how do we change that culture?
Block out the noise
Learn the top four hazards for hearing loss in maintenance work and how to reduce the risks. BY KATIE KOEBEL, M.CL.SC
As a maintenance professional, you likely already have extensive health and safety training that outlines best practices for the chemicals and equipment used in daily tasks. However, the risk of noise-induced hearing loss (NIHL), commonly referred to as occupational hearing loss, is often overlooked in these training sessions and materials.
This oversight can lead to longterm issues in the profession on the individual and collective levels. The severity of hearing loss can increase over time if not addressed, and without proper training and awareness, NIHL is bound to affect
more maintenance professionals over time.
Whether working inside or outside, there are both proactive protective measures you should take to protect your ears, as well as reactive steps you can take should you suspect NIHL.
Top four risks of NIHL
Risk 1: Power tools and heavy equipment
The first major cause of sound pollution is power tools, including compressors, jackhammers, drills, and other loud machinery. The noise from these tools can often exceed 85
decibels (dB), which is the threshold for potential hearing damage when exposed over extended periods. Some heavy equipment can even reach noise levels of 100 dB or more, which can cause hearing damage in a matter of minutes. When used for extended periods of time, the level of risk increases drastically.
Risk 2: Indoor noise amplification
Indoor maintenance environments, such as large facilities, factories, or warehouses, can exacerbate noise exposure. Hard surfaces like concrete floors and metal walls reflect sound waves, amplifying noise levels due to reverberation and increasing the risk
of NIHL. Even equipment that seemingly poses low risk can become of concern in enclosed spaces. For example, a vacuum cleaner has noise levels that range from 60-70dB, which is thought to be in the safe zone yet may be amplified in small spaces. Further, the risk is increased when the vacuum is used for long periods of time, which we will discuss more below.
Risk 3: Sustained low-level noise exposure
While loud noises are easily recognized as a risk factor for hearing loss, sustained exposure to lower levels of noise—between 70 to 85 dB—can also cause cumulative hearing damage. Air compressors, fans, and HVAC systems, for example, may seem benign but can contribute to long-term NIHL if exposure occurs over a prolonged period without protection. Or, if you use any type of music or headphones to listen to audio that drowns out this noise, ensure it remains at 70 dB or lower. If listening to music above 85dB and in conjunction with sustained low-level noise, you are at increased risk of hearing damage.
Risk 4: Outdoor environments and environmental noise
Outdoor maintenance workers also face unique challenges when it comes to noise pollution because they are often exposed to a combination of
occupational and environmental noises. Environmental noise, which includes sources like heavy traffic, nearby construction, wind, and even aircraft, can compound the risks posed by the machinery and tools maintenance professionals use.
For example, while a single piece of equipment like a leaf blower or power saw might generate noise within the range of 85 to 90 dB, the added presence of loud traffic or construction noises can push overall exposure beyond 100 dB.
Steps to reduce risks
Wear suitable hearing protection: Consistent use of hearing protection is crucial to protecting yourself from noise-induced hearing loss. Earplugs or earmuffs with a high Noise Reduction Rating (NRR) should be worn whenever you’re operating or working near loud machinery. When used properly, earplugs and earmuffs can lower noises by between 20 and 35 dB.
Take noise breaks: It’s equally important to take regular breaks from high-noise environments, allowing your ears time to recover. Whenever possible, aim to use low-noise equipment that operates within safer decibel ranges so that fewer breaks are necessary.
Use noise risk assessments to plan properly: For outdoor work, where environmental noise from traffic or construction may exacerbate noise exposure, it’s essential to assess and plan ahead. A thorough noise risk assessment can identify specific sources of environmental noise that contribute to hearing loss. In these settings, proper use of HPDs is vital, and you may want to use dual protection, such as earplugs and earmuffs, for particularly loud tasks. Another helpful strategy is rotating workers between high-noise and low-noise tasks to reduce individual exposure times and give your ears a break from continuous noise.
Education and
training:
Employers should provide comprehensive hearing protection training as part of regular health and safety programs, teaching workers to identify high-risk noise environments, use hearing protection correctly, and understand the long-term effects of noise-induced hearing loss. This program should involve educating and training workers on job site noise hazards, introducing noise control strategies such as rotating tasks to lower the average noise exposure over an 8-hour shift, and mandating regular audiometric testing and consultations to detect early signs of hearing loss.
Hazards of power tools, indoor noise amplification, outdoor environmental factors, and prolonged exposure to moderate noise all contribute to the risk of noise-induced hearing loss for maintenance professionals. However, by adopting proactive strategies such as using proper hearing protection, implementing sound-dampening solutions and ensuring regular training and testing, you can significantly reduce the likelihood of permanent hearing damage.
Katie Koebel, M.Cl.Sc., is the Senior Manager of Audiology at HearingLife, Canada’s largest group of hearing centres with over 350 locations across the country. HearingLife clinics use the most advanced hearing aid technology, clinical support, and diagnostic equipment. Katie is a hearing care professional registered with CASLPO and has been providing her clients with the best possible hearing health care with HearingLife for over
WHAT’S NEW IN PRODUCTS
ENDRESS+HAUSER ASSET HEALTH MONITORING SOLUTION - ROCKWELL EDITION
Endress+Hauser’s Asset Health Monitoring Solution–Rockwell Edition, provides operators with a centralized, digital overview of plant-wide device health to avoid unscheduled shutdowns and accelerate troubleshooting. It not only presents early visibility of problematic devices but distinguishes itself by adding likely causes and remedies to such a report so problems can be fixed faster and often remotely, optimizing workflows and maintenance scheduling. Trips to the field are minimized. The software adds remote device configuration, advanced diagnostics and preventive maintenance capabilities to any existing or planned Rockwell Automation control system.
These NAMUR status signals are either all’s well, or report one of four levels of concern: Failure, Maintenance Required, Function Check, and Out of Specification. The devices can be anywhere on a remote IO network, indoors or out, at a single or multiple locations, and can be any vendor’s HART instrument, not just Endress+Hauser’s.
Asset Health Monitoring Solutions-Rockwell Edition is available as a perpetual licence, with support agreements on offer to assure users their software is kept up-to-date and compatible with the latest installed operating system. www.endress.com
HAMMOND POWER SOLUTIONS SMART TRANSFORMERS
Hammond Power Solutions (HPS), a company specializing in dry-type transformers and power quality solutions, has launched Smart Transformers for medium- and low-voltage transformers. This solution integrates IIoT-enabled power monitors to provide critical data insights, allowing users to proactively analyze and address potential issues before they lead to costly downtime.
HPS Smart Transformers are designed to give users control over their electrical systems. By continuously monitoring key parameters and delivering real-time analytics, users can interpret the data to detect early warning signs of equipment stress or failure.
The transformers’ key features include predictive maintenance to identify issues before failures occur, a turn-key solution with easy setup, and remote monitoring for real-time data access from anywhere. They provide Power Quality Insights to optimize operations and ensure reliability and offer Secure Network Integration for enhanced cybersecurity.
www.hammondpowersolutions.com
BINMASTER TOUGHSONIC
ULTRASONIC SENSORS
Level sensor and inventory software developer BinMaster will now manufacture and market its own line of
ultrasonic and distance sensors. BinMaster has purchased Senix Ultrasonics as part of an acquisition of Senix Corporation.
BinMaster customers will now have access to compact, high-performance liquid level and distance measurement devices.
The new ToughSonic TS-100 and TS-200 non-contact ultrasonic sensors will be offered in general-purpose and chemical-resistant models suitable for measuring distances up to 50 feet. Customers will find these sensors useful for tank level measurement, remote monitoring, distance ranging, object detection, and agricultural applications.
ToughSonic sensors are used by industry to detect the presence of objects or distance ranging for conveyor load profiling.
www.BinMaster.com
EXAIR TURBOBLAST SAFETY AIR GUN
EXAIR’s TurboBlast® Safety Air Gun is designed to for cleaning and blowoff applications in industrial settings. With the help of an easy-adjust gate valve, the TurboBlast can be fine-tuned to meet the user’s specific needs on the fly. It is ideal for blowoff applications requiring maximum force such as removing stubborn or heavy debris
like slag and flash, part drying or cooling from a distance, as well as heavy duty cleanup in busy facilities.
It features a cast aluminum handle with a rugged elastomer grip that’s not only UV and chemical resistant, but insulated from heat or cold. The light touch activation trigger creates a powerful blast of air and also includes a “Dead Man’s” grip that turns air off if the air gun is dropped.
The TurboBlast is available in multiple different flow rates and extensions up to 6 feet long to provide ease of reaching into difficult to reach areas. It is CE compliant and meet OSHA standards.
www.exair.com
STREAMLIGHT STINGER
2020 S
Streamlight’s new Stinger® 2020 S is designed for industrial technicians who need reliable, extended illumination during long shifts. With the innovative PiggyBack® charging feature, this powerful 2,000-lumen light allows users to charge both the light and a spare battery simultaneously, ensuring the uninterrupted performance that your readers need from their work lights.
The Stinger 2020 S combines extreme brightness, multiple intensity modes, and a comfortable, textured grip for secure handling, even in tough conditions. This rugged light is IPX7-rated and crafted for durability with an impact-resistant aluminum body and BOROFLOAT® glass lens, ready for any environment.
www.streamlight.com
WHAT’S NEW IN PRODUCTS
LR-19 AUTOMATION DUTY-LVIT INDUCTIVE LINEAR POSITION SENSOR
Alliance Sensors has expanded its sensor product offering by adding LR-19 Automation Duty-LVIT
Inductive Linear Position Sensor LR-19 Series Inductive Linear Position Sensors using LVIT Technology; contactless devices designed for factory automation and a variety of industrial or commercial applications, such as: motorsport vehicles, automotive testing, solar cell positioners, wind turbine prop pitch and brake position, and packaging equipment. With their compact design, superior performance, and excellent stroke-to-length ratio, LR-19 sensors are ideal for both industrial testing laboratories and OEM applications.
LR-19 Features:
• Contactless operation prevents wear out from dither or cycling
• 6 Ranges from 1 to 8 inches (25 to 200 mm)
• Excellent stroke-to-length ratio
• 0.75 inch (19 mm) diameter anodized aluminum housing sealed to IP-67
Radial cable exit version comes with swivel rod eye ends
Axial termination versions with either M12 connector or cable
Operating from a variety of DC voltages, the LR-19 series offer a choice of four analog outputs and
available with a diameter from 16 to 40 mm. The tool has three or four teeth (z = 3-4), and is suitable for ramping, helical drilling, and full slotting.
The MP260 routing cutter is also available with cylindrical shank or ScrewFit adaption and is available with a diameter from 4 to 20 mm. It has two or three teeth (z = 2-3), and is suitable for plunging, full slotting and milling small flat surfaces.
www.walter-tools.com
FESTO OVPN MULTISTAGE VACUUM GENERATOR AND OASP CARTRIDGE
all include ASG’s proprietary SenSet™ field recalibration feature. www.alliancesensors.com
WALTER PCD MILLING CUTTERS
The MP060, MP160 and MP260 milling cutters from Walter have brazed PCD cutting edges and are for machining aluminum, aluminum-silicon alloys, magnesium alloys, plastics and fiber composite materials (ISO N and ISO O, or other material groups). The new tools are for automotive, aerospace, electronics and general mechanical engineering applications with the finest surface quality specifications.
The MP060 face milling cutter has from 10 to 22 teeth (z = 10-22) and is available with a diameter from 40 to 125 mm. It is suitable for roughing and finishing large surfaces and flat shoulders. It features threaded holes that accept balancing screws.
The MP160 shoulder and slot milling cutter is available with either a cylindrical shank or ScrewFit adaptation and is
The Festo OVPN multistage vacuum generator and the OASP vacuum generator cartridge are ideal for such applications as overhead palletizing, case erecting, and bag feeding.
The OVPN and OASP meet the increasing demand for high suction flow rate in vacuum generation. The multistage generator’s suction flow rate ranges from 245 l/min to 960 l/ min, depending on the model. The multistage OASP cartridge, which can be mounted directly on a suction cup for minimum evacuation times or used with the OVPN, has a suction flow rate range of 160 l/min to 245 l/min, depending on the model.
The OVPN nozzle technology creates high initial suction flow while optimizing air consumption leading to maximum energy efficiency and sustainable operations. Thanks to an integrated open silencer, the OVPN operates at lower noise levels. OVPN is an ultra-lightweight component that can be used for centralized or decentralized vacuum generation.
The OSAP generator cartridge is offered in both a two- or three-stage design, with the three-stage option giving the highest suction flow rate
at 245 l/min. The OSAP is available as a simple generator cartridge or with a retaining cap and integrated silencer. Like the OVPN, the OASP is both lightweight and compact. www.festo.com/ca
FAIRLANE BEARING AND STUD MOUNT ROLLERS
Fairlane Products bearing mount and stud mount rollers are designed to protect delicate and unusual materials from conveyors and support to machines and assembly operations. Both the bearing and stud mount versions come in a variety of configurations: solid, finned and DuraSoft®, and in 20 to 95 durometers.
The solid bearing mount, with diameters from 1.5 to 6 inch and widths from 1 to 2 inch comes in a smooth neoprene, nitrile or urethane surface that is permanently bonded to a steel insert with the bearings held into place with snap rings. Neoprene rollers are chemical resistant and non-marring. They are heavy-duty and ideal for harsh manufacturing environments. Nitrile rollers are also chemical resistant and non-marring. They are suitable for applications where part protection and appearance are critical. Urethane rollers are more rugged and wear resistant than conventional rollers.
The finned version, with diameters of 2 to 4-inch and widths from 1 to 2-inch also come in neoprene, nitrile or urethane. There are grooves on the surface and are permanently bonded to a steel insert with the bearings held into place with snap rings. All solid bearing mount rollers also come in precision bearing and precision sealed bearing varieties with similar diameters and widths. www.fairlaneproducts.com
Looking ahead at heavy industry maintenance
BY DOUG MARTIN
I would like to frame this discussion in terms of the industry that I work with and am most familiar. That industry is heavy industry, focusing on resources such as pulp and paper, mining, forest products and cement. This also includes the handling facilities for these resources such as ship loading facilities. In many cases, the customers are using older equipment—50 years old or more. As such, there are not many high tech, automated features on these machines.
Few of these users are in growth industries. Rather, they tend to be struggling to stay alive in declining
markets and as such, there isn’t a lot of extra cash for investments in the latest technologies. These industries are also facing the departure of knowledgeable and experienced employees, their general staff levels are decreasing, and there is no one to replace them.
Although they appear to be prime candidates for advanced technology, these industries lack investment in future technology.
Training and knowledge
Going forward, it’s unlikely there will be long-term employees that have worked on the same machines their
whole careers. Rather, the workforce will be individuals who have worked on many kinds of machines. In the future, there will be specific virtual reality (VR) training and multimedia systems that simulate the jobs that need to be done. As a result, the generalist millwright will prepare for a job by watching a video or a VR routine. This will be like a video game that prepares the user for the job. Further to this, the mechanic or electrician may wear VR goggles or glasses that will provide “heads up” instructions, guidance or parts identification as the individual is hands-on on the equipment (and
For smaller jobs, such as a pump rebuild, the assemblers work bench may have video screens that provide the step-by-step operations which interact with the mechanic and prompt specific inputs such as measurements or other documentable data as the process proceeds. Such instructions will also keep track of time to provide input to planners for scheduling, the parts used for inventory replenishment and the documentation of critical data such as bearing clearance reduction, backlash of gears and shaft alignment data (and some of this data will come digitally from the tools used).
Condition monitoring
With declining staff levels, management must decide which positions are the most critical now and which are not. Often the value is more in getting the machines running again as opposed to the future failure prevention.
One of the mechanical positions that is being scrutinized is in the reliability department and those jobs where the role of the millwright is taking route-based condition monitoring data. Since these employees have evolved from mechanics, they are often reassigned to “wrench time” tasks instead of data collection—or at least told to do a rebuild and postpone of their Condition Monitoring (CoMo) routes.
As the personnel crunch has gotten worse, the maintenance needed to keep the wired online CoMo system functional is of secondary priority and often not done. Additionally, the removal and installation of an electronic device may require another trade, depending on the local work rules.
If there is one recent update to online systems, it is the advent of wireless hardware, both in the way that the sensors can communicate wirelessly and how the data can be processed remotely. What has hampered the expansion, however, is the fear of internet piracy and a lack of understanding of the safety of the data systems. Part of the issue is that the current development of software and data storage has been cloud based and those companies offering the latest software only offer it on the cloud (which is the standard of most software today).
Maintenance practices
One trend that is certainly happening
and will continue to develop is the use of more complete assemblies delivered by vendors. For example, in a mine site, they will buy complete pulley assemblies instead of changing one bearing on the pulley when it fails. This also applies to pumps, motors and gearboxes. This was always happening to some degree, however the rebuild was once an internal function. Many facilities had motor shops, pump shops and pulley shops, and it is these functions that are disappearing from the heavy industry users.
In many cases, the repairs are being done by either the original equipment manufacturer or the local distribution companies that used to sell the bearings and other PT components. This was probably driven by the loss of the component parts business to independent repair shops, but it can also be influenced by local suppliers having a close relationship with the user.
The benefit that could be achieved by using outside vendors is the ability to write defined quality specifications, so that lapses in quality of received product is a commercial issue as opposed to a training, equipment or human resources issue within the facility. Of course, the leverage over a vendor is a function of supply and demand.
Decision support
Work has been done on software programs that collects an array of machine condition data and assists the analyst in making the decisions as to which maintenance actions
need to be taken based on the accumulation of the data and the criticality of the machine.
To this date, such a program requires a significant amount of human brainpower and time. Although there are such programs that exist, they are expensive and customized such that creation of a product available for the mass market has not materialized. However, with the advent of AI there is potential for such decision support programs to be offered at reasonable pricing and ease of integration. Recently there have been news reports of such programs in the medical field in which these programs are better at diagnosis than MDs.
The takeaway
For some technologies, the future is only held back by lack of investment and understanding of the technology’s limitations and risks. For other technologies that have struggled to gain traction, they may get a boost based on the development and evolution of AI and how it can contribute to streamlining of the process. In either case, the potential (and need for change exists), it’s just a matter of what the industry does about it.
Douglas Martin is a heavy-duty machinery engineer based in Vancouver. He specializes in the design of rotating equipment, failure analysis and lubrication. Reach him at mro. whats.up.doug@gmail.com.
Lubriplate’s ultra-high-performance, 100% synthetic lubricants have been engineered to provide unsurpassed performance in the most demanding plant environments. They provide a wide range of benefits designed to make your plant run better. Benefits include: extended lubrication intervals, lubrication consolidation through multiple application capability, reduced friction, extended machinery life and reduced downtime. Products include...
HIGH-PERFORMANCE SYNTHETIC GEAR OILS
SYNTHETIC AIR COMPRESSOR FLUIDS
SYNTHETIC HYDRAULIC FLUIDS
HIGH-PERFORMANCE SYNTHETIC GREASES
NSF H1 REGISTERED FOOD GRADE LUBRICANTS
ECO-FRIENDLY SYNTHETIC LUBRICANTS
SPECIALTY LUBRICANTS
We pioneer motion
INA
Radial Insert Ball Bearings from Schaeffler: Now Available with Stainless-Steel or Thermoplastic Housings
Engineered for the unique requirements of the food & beverage industry
For over 75 years, Schaeffler’s products have been rigorously tested and certified to provide reliable service under a variety of challenging and critical application conditions. Case in point: Our comprehensive lineup of radial insert ball bearings –available with either stainless-steel or thermoplastic housings – are IP69K-certified to satisfy the exacting requirements of the food & beverage industry. This means Schaeffler radial insert ball bearings offer outstanding protection against the ingress of liquid and solid contaminants, while meeting the food & beverage industry’s stringent demands for corrosion resistance, reliability and specialized lubricants. www.schaeffler.com