
CLICK HERE IF YOU HAVE NOT ALREADY OPTED IN!

CLICK HERE IF YOU HAVE NOT ALREADY OPTED IN!

Elsewhere in this issue we’ve published an article written by Hannah Campbell of FutureMetrics on the life and times of John Swaan, and more specifically about his pioneering bulk shipment of industrial wood pellets to a power plant in Sweden 25 years ago.
I guess you could say that Wood Bioenergy magazine might not even be here if Swaan hadn’t paved the wave. We’re celebrating an anniversary of our own: This is the 15th year of publication for Wood Bioenergy. Given that back in 2009 we were already publishing four other magazines covering various manufacturing sectors in the wood products industry, why would we start a magazine in the middle of a recession? Maybe we needed cash flow—as if that was a guarantee, maybe we needed a new challenge. It’s a bit of a blur looking back, but here we still are.
Through those years we’ve covered biomass power, biofuels, domestic pellets, in-woods chipping and most recently something called carbon sequestration, but it’s always been industrial wood pellets that really caught our attention. Something about the depth of investment and technology that goes into these plants that in the end drop out a product a little larger than the eraser at the top of a #2 pencil, which is bound for port and shipment to an electricity facility somewhere in the world— remains fairly mind boggling.
When we started this magazine, we came in with a reputation in our other magazines (that cover sawmilling, panel manufacturing and logging) for venturing out into the field and visiting these jobs. That is, actually going there, interviewing the owners and general managers and plant managers with a lot of loud machinery in the background, before walking through the operation from A to Z and taking photos along the way. I doubt that any of us has as good of hearing as we did when we started, but navigating a mill catwalk and sidestepping a log dragging behind a skidder became second fiddle—always with safety in mind I might add.
So not surprisingly once we read the story on Swaan, we began talking about the industrial wood pellet mills we’ve visited and written articles about. We refer to it as being in the arena, as opposed to observing from afar.
Even before we started Wood Bioenergy, we did Fram Renewable Fuels in Baxley, Ga. and Green Circle Bio Energy in Cottondale, Fla. for our Timber Processing magazine. We were dipping our toes in the industrial wood pellet water. And then we started Wood Bioenergy and have since traveled to:

● Dixie Pellets, Selma, Ala. ● Enviva, Ahoskie, NC ● Zilkha, Selma, Ala. ● Hazlehurst Wood Pellets, Hazlehurst, Ga. ● Colombo Energy, Greenwood, SC ● Highland Pellets, Pine Bluff, Ark. ● Enviva, Southampton, Va. ● Drax, Gloster, Miss. ● Enviva, Northampton, NC
● Enviva, Sampson, NC ● Drax, Urania, La. ● Pinnacle, Entwistle, Alberta, Can. ● Pinnacle, Lavington, BC
● Varn Wood Preserving, Hoboken, Ga. ● Pinnacle, Aliceville, Ala. ● Fram Fuels, Hazlehurst, Ga. ● Graanul Invest, Woodville, Texas.
There are lots of stories behind these facilities, but the interesting thing about the industrial wood pellet industry in North America is that it is still young enough for us editors to remember its beginning and development, and it is still small enough to wrap our minds around all of the entries and exits and perseverers, not only with regard to the producer mills but the technologies therein. And we’ve been fortunate to see a lot of it
www.woodbioenergymag.com

22
29 PRODUCTS ON DISPLAY
Oregon Loggers Check Out Chippers


Cover Photography: Throughout the years, the wood-to-energy sector has seen technologies come and go, but one thing has always remained—The Dryer Island.


Hatton-Brown Publishers, Inc.
Street Address ■ 225 Hanrick Street
Montgomery, AL 36104-3317
Mailing Address ■ P.O. Box 2268
Montgomery, AL 36102-2268
Tel: 334.834.1170 ■ Fax: 334.834-4525
Publisher/Adv. Sales Manager ■ David H. Ramsey
Chief Operating Officer ■ Dianne C. Sullivan
Editor-in-Chief ■ Rich Donnell
Managing Editor ■ Jessica Johnson
Senior Editor ■ Dan Shell
Senior Editor ■ David Abbott
Publisher/Editor Emeritus ■ David (DK) Knight
Art Director/Production Manager ■ Cindy Segrest
Ad Production Coordinator ■ Patti Campbell
Circulation Director ■ Rhonda Thomas
Online Content/Marketing ■ Jacqlyn Kirkland
Advertising Sales
North American Sales Representative
Susan Windham ■ P.O. Box 2268
Montgomery AL 36102-2268
334.834.1170 ■ Fax: 334.834.4525
E-mail: windham.susan4@gmail.com
International Sales
Murray Brett ■ 58 Aldea De Las Cuevas, Buzon 60
Benedoleig 03759, (Alicante) Espana
+34 96 640 4165 ■ Fax: +34 96 640 4048
E-mail: murray.brett.aba@abasol.net
Classified Advertising Sales

Bridget DeVane ■ Tel: 334.699.7837 ■ 800.669.5613
E-mail: bdevane7@hotmail.com
Wood Bioenergy (ISSN 1947-5306) is published six times annually (February, April, June, August, October, December) by Hatton-Brown Publishers, Inc., 225 Hanrick St., Montgomery, AL 36104. Wood Bioenergy is free to qualified readers in the United States, including owners, managers, supervisors and other key personnel. All nonqualified U.S. subscriptions are $50 per year, Canadian subscriptions are $60 and foreign subscription are $95 per year (U.S. funds). Subscriber Inquiries and Back Issue Orders—TOLL-FREE: 800.669.5613. Fax 888.611.4525. Subscribe or renew online: www.woodbioenergymagazine.com and click on the “Subscribe” button. When requesting change of address, please specify both old and new. Periodicals postage paid at Montgomery, Ala. and at additional mailing offices.
Postmaster: Please send address changes to: Wood Bioenergy, P.O. Box 2419, Montgomery, AL 36102-2419
All advertisements for Wood Bioenergy are accepted and published by Hatton-Brown Publishers, Inc. with the understanding that the advertiser and/or advertising agency are authorized to publish the entire contents and subject matter thereof. The advertiser and/or advertising agency will defend, indemnify and hold any claims or lawsuits for libel violations or right of privacy or publicity, plagiarisms, copyright or trademark infringement and any other claims or lawsuits that may arise out of publication of such advertisement. Hatton-Brown Publishers, Inc. neither endorses nor makes any representation or guarantee as to the quality of goods and services advertised in Wood Bioenergy. Copyright ® 2023. All rights reserved. Reproduction in whole or part without written permission is prohibited. Printed in USA.
Spectrum Energy Georgia LLC plans to begin construction this summer of an industrial wood pellet facility in Adel, Ga. and expects to commission the plant 12 months later, summer of 2024. The plant will operate at the site of an idled particleboard facility.
“One of the principle reasons we chose Adel was for the considerable infrastructure that was on site,” comments President Michael Ainsworth, referring to the truck dumps, and Clarke’s buildings for green and dry material storage and handling. Many of the conveyors in the wood room will be put back into service. They will also use the existing energy system, dryers, and wet electrostatic precipitators (WESPs).
For Phase I only of the project, they will treat all dryer, hammermill, pellet mill, and pellet cooler emissions through an existing biofilter. In Phase II, they will treat the dryer emissions through a WESP/RTO combination and all other emissions will be handled by the biofilter.
The plant will have the ability to receive and process all forms of biomass, including sawmill residues (chips, sawdust and shavings), pulpwood, top wood, and inwoods chips.
Weyerhaeuser built the particleboard mill in 1968 and operated it
SierraPine’s sale to Flakeboard.
Phase I of the project will build a 600,000 tons annual production capacity plant that will be increased during a Phase II construction to 1.32 million tons annually, which would make the site perhaps the large pellet production facility in the world.
Much of the Spectrum leadership team is no stranger the wood industry, including members of the Ainsworth family and former Georgia and Florida logger and timberman Scot Corbett.
British Columbia-based Ainsworth Lumber became a major producer of oriented strandboard. Ainsworth serves as CEO & President of Spectrum and Douglas Ainsworth is VP Operations, while Corbett is VP Fiber Procurement.
The Spectrum web site states: “The Ainsworths built a reputation on the quality of their products. Quality, waste reduction and cost control were central in all aspects of manufacturing, but innovation was always a cornerstone of the business. This led the company’s improvement of plant processes and the development of specialty forestry products. Within two decades, the enterprise had grown into the world’s third largest producer of OSB. The production of wood pellets is a logical extension of this philosophy and continues our quest to leave behind no waste.”
Recently, Spectrum Energy Geor-

4C’s concerns about the air permit issued last July by Georgia Dept. of Natural Resources Environmental Protection Div. to Spectrum for the two-phase construction of the wood pellet facility in Adel. Southern Environmental Law Center represented 4C in the matter.
The agreement basically allows Spectrum to increase transparency to the community in a number of ways, including regular reporting of construction activity, air emission and dust control enhancements and reporting thereof, noise abatement and public listening sessions.
“We listened to 4C’s concerns and we realized that addressing those concerns is fully consistent with our desire to construct and operate a facility that will be the gold standard in the pellet industry,” Ainsworth says.
The costs of industrial wood pellets exported to key European markets increased in 2022. Still, the rises have been less dramatic than those for residential wood pellets, partly due to longer-term supply agreements with U.S. pellet producers, according to Wood Resources International. More than 70% of the European import volume was shipped to four countries in 2022: In descending order they are the United Kingdom, the Netherlands, Denmark and Belgium.
Import prices have gone up the most in Denmark (+64%) and Belgium (+46%) the past year, driven by the boycott of supply from Russia, a supplier that historically has had among the lowest-priced pellets. Instead, Denmark has increased its deliveries of high-cost pellets from the U.S. Belgium imports have followed the same pattern, with the Russian market share falling from 74% of total import supply in the third quarter of 2021 to 0% in the third quarter of 2022, while the U.S. share has gone up from 32% to 50% during the same period.
Russia’s invasion of Ukraine re-
sulted in a sharp decline in shipments of pellets from Belarus, Russia and Ukraine. As a result, the total volume from the three countries is likely to fall an estimated 35% in 2022 year-over-year. Simultaneously, U.S. pellet producers have increased their shipments to Europe, with 2022 volumes estimated to have reached a record 8.6 million tons, up from 7.4 million tons in 2021.
Enviva has entered into agreements with board members and insiders for the issuance and sale of $250 million of equity securities priced using the market close price on March 1. The PIPE (Private Investment in Public Entity) is led by affiliates of Enviva’s two largest shareholders, Riverstone Holdings LLC and Inclusive Capital Partners, and BTG Pactual. If shareholder approval is required based on the pricing of the PIPE, Enviva will issue non-voting preferred stock on the closing date, which will convert into common stock upon shareholder approval of the issuance.
The aggregate net proceeds to Enviva are expected to be approximately $247 million, after deducting expenses. Enviva expects to use the proceeds from this offering to fund its growth capital program, as well as repay borrowings under its revolving credit facility, and for general corporate purposes.
In its 2022 annual report, Enviva reported its operations delivered a record volume of 1.5 million metric tons during the fourth quarter at higher-than-expected average sale prices. The company also announced three new industrial contracts, including two to European customers, and a 10-year take-or-pay off-take contract with an “existing global customer” related to production in the U.S. of biofuels for blending into sustainable aviation fuel (SAF) and other renewable fuels for 60,000 MTPY
expected to commence in 2025.
“2022 was a transitional year for Enviva as we executed a major change in our corporate structure by evolving from a master limited partnership to a corporation,” comments Thomas Meth, President and CEO. “At the same time, Enviva was exposed to the tough macroeconomic backdrop impacting industries globally, requiring us to navigate severe supply chain disruptions, COVID and labor-related challenges, and inflationary pressures in our cost tower. Despite these headwinds, we achieved record setting production and delivery levels, exceeded our sales price per ton sold expectations, and generated significant cash, especially in the fourth quarter, which sets the stage for solid growth in 2023 and beyond.”
Enviva forecasts that capital expenditures will range from $365 million to $415 million for 2023, with investments in the following projects:
l Greenfield site development and construction projects, ranging from $295 million to $325 million
l Accretive capital-light projects, ranging from $50 million to $70 million
l Maintenance capital for existing asset footprint expected to be $20 million
Several capacity improvements across its manufacturing facilities, including debottlenecking and process throughput upgrades, were completed during 2022, and along with upcoming capital-light projects should translate into around 6 million produced tons in 2023.
Enviva notes that the EU is updating the Renewable Energy Directive (RED III), and the trilogies—a negotiation process among the EU Parliament, EU Council of Ministers and EU Commission—has resumed, with the talks targeted to conclude by the end of the first quarter of 2023. Sweden has recently assumed the Council presidency and is tasked with steering the debate among member states. Sweden has deep forestry experience on a national level and is a sophisticated producer and consumer of biomass, with approximately 34% of its energy consumption being bioenergy. Enviva believes that RED III will conclude favorably regarding the use of sustainable woody biomass in meeting the EU’s climate targets.
In partnership with leading EPC firms, Enviva has undertaken a robust review and completed a value engineering exercise, which led to an update to its standard plant design. The new design reflects the increase in nameplate capacity to 1.1

million MTPY. Excluding Epes, Enviva intends to enter into construction agreements with one or more EPC firms to complete the engineering, procurement, and construction of future plants on a fixed cost and guaranteed schedule basis. Under this strategy, Enviva projects that the average cost per plant for the next four greenfield projects, which includes Epes, will be $375 million.
In July 2022, Enviva commenced site preparations for the construction of Epes, its second facility in its Pascagoula cluster. Epes is fully contracted and expected to have a nameplate capacity of 1.1 million MTPY. Because of the process undertaken to improve plant design, Enviva is expecting Epes to be in service in the first half of 2024, and fully ramped entering 2025.
Enviva also formally announced plans to build the third plant in its Pascagoula cluster near Bond, Miss. Construction on Bond is projected to start in the second half of 2023, with a projected in-service date in the first half of 2025. Enviva is evaluating the timing of a fourth wood pellet production plant in our Pascagoula cluster.
It is also in the process of securing sites in Georgia and South Carolina and will continue the evaluation process in the coming quarters
to determine which site is most suitable for a new greenfield project in its Savannah cluster.
Johnson Matthey (JM), a leader in sustainable technologies, and bp, an international energy company, announced that their co-developed Fischer Tropsch (FT) CANS technology has been selected by Strategic Biofuels for their project aiming to produce the world’s lowest carbon footprint liquid fuel at the Louisiana Green Fuels project (LGF) in Caldwell Parish, La.
Located on a 327 acre site at the Port of Columbia, the LGF plant plans to convert 1 million tons of forestry waste feedstock into cleaner-burning renewable diesel and is projected to produce 31.8 million gallons of biofuels per year once in operation. The aim is to in-
crease production to more than 165 million gallons per year of renewable diesel and sustainable aviation fuels over 10 to 12 years.

The LGF plant plans be operational by early 2027 and is expected to produce about 87% renewable diesel and 13% bionaphtha. The renewable diesel could be used as a blend component in conventional diesel or as a 100% paraffinic diesel finished fuel. The bionaphtha can be blended into the gasoline pool.
Strategic Biofuels is planning to utilize carbon capture and sequestration (CCS) technology at its LGF plant to further drive down carbon emissions. This technology captures and stores carbon dioxide formed in the process so that it is not emitted into the atmosphere.
FT CANS technology, which will be leveraged at the LGF plant, was jointly developed by bp and JM to deliver environmental and operational benefits. It converts synthesis
gas (syngas), generated from sources such as industrial emissions, direct air capture, municipal solid waste or other biomass, into longchain hydrocarbons suitable for the production of renewable diesel and sustainable aviation fuels.
Jane Toogood, Chief Executive of Catalyst Technologies at JM, comments, “As a leader in syngas, which produces synthetic fuels, Johnson Matthey is continuing to develop innovative technologies to help our customers significantly reduce their carbon footprint. Projects like these demonstrate just how critical synthetic fuels will be to the net zero transition.”
In early December Strategic Biofuels joined Louisiana Dept. of Transportation and Development (DOTD) Secretary Dr. Shawn Wilson and Port of Columbia representatives for a groundbreaking ceremony to signal construction commencing at the Port on several infra-

structure improvement projects which will be funded by a $15 million grant from the DOTD Port Priority Program (PPP).
Construction of the first project will be led by Progressive Construction Co., which was recently awarded a contract from the Port. LGF project team members from contractors Koch, Hatch, ESI, HGA, Performance, and MMLH were also in attendance at the groundbreaking.
To date, the port has received nearly $17 million in federal and state grants in support of the LGF project. Strategic Biofuels has received the highest tax-exempt bond allocations from the state of Louisiana over the last two years and unanimous support from Caldwell Parish government and the broader community. Governor John Bel Edwards has been a staunch advocate of the LGF project since Strategic Biofuels first announced Caldwell Parish as its home.
Drax is moving forward to develop a 450,000 tonnes per year wood pellet facility in Longview, Wash., including the development of a new port facility there. The development of the plant at Longview will provide Drax with access to a new fiber basket, the company stated.
The U.S. Pacific Northwest will be Drax’s fourth major area of fiber supply along with the U.S. South, British Columbia and Alberta. The new facility is expected to support further diversification of the company’s fiber sourcing production and export capacity, supporting sales into Asian and European markets, as well as its own-use.
Drax is also adding 130 tonnes per year of production capacity at its facility in Aliceville, Ala.
Drax pellet production in 2022
was 3.9 million tonnes, an increase of 27% over 2021, reflecting a full 12 months worth of production from the Pinnacle plants following the acquisition in April 2021. It also reflects increased capacity at Morehouse and LaSalle, both in Louisiana, following their expansion.
In addition, Drax commissioned three new plants during 2022: Demopolis in Alabama, plus Leola and Russellville (both in Arkansas). In September 2022, it acquired a 90,000 tonne pellet plant in Princeton, BC from Princeton Standard Pellet Corp. These four plants combined will add more than 500,000 tonnes of production when at full capacity.
Active Energy appointed Steve Schaar as Chief Operating Officer to focus on the development

 By Hannah Campbell
By Hannah Campbell
Twenty-five years ago, the first bulk shipment of industrial wood pellets traveled from British Columbia to the Helsingborg Energi power plant in Sweden, marking the birth of today’s multi-billion dollar industrial wood pellet industry. The person behind this accomplishment, John Swaan, tells some of the stories that led him to that first contract worth $1.67 million in 1998.
Being born and raised on a dairy farm in the Fraser Valley of British Columbia provided Swaan with the beginnings of his entrepreneurial spirit and mechanical aptitude. One of his first part-time jobs was at a feed mill, where he quickly went from unloading box cars of grain to learning the operations side of pellet mills by necessity; the afternoon guy tending the pellet mills would go for a nap by the boiler and say, “Hey kid, take care of the pellet mills would you?” which Swaan did.
Swaan adds, “The intrigue of a farm kid always anxious to get in front of something that ran or made noise (or in this case, made pellets) was pretty damn exciting—for $2 an hour!”
Swaan’s brothers, Jim and Rob, moved to Quesnel, BC in the early 1980s to start a dairy farm and John soon joined them with his intent to start a feed mill to support the farm. The livestock feed industry is low margin and very cost intensive, so out of desperation Swaan was always on the lookout for an alternative to reduce costs and improve margin—by the late ’80s, one such idea came up.
In 1988, Swaan made his first attempt at wood pellets after he attended an auction looking for used parts for the feed mill and met another guy competing for parts. The guy was a friend of Jerry Whitfield of Whitfield stoves, who told him that the need for wood pellets in the Seattle area was growing; largely because pellet stoves had just come on the market as a replacement for wood burning stoves.
At the time, most of the Northern BC sawmills were burning their shavings and sawdust in beehive burners to rid themselves of the wood waste they were generating by the hundreds of thousands of tons per year. Hence, Swan saw an opportunity in his backyard to take on these wood waste residues, turn them into wood pellets, and hopefully improve the profit margin of his mill.
On a Sunday afternoon, so as not to interrupt and contaminate his feed mill, he made first attempt at manufacturing wood pellets. The way John tells the story, his kid brother Jim was trying to take a Sunday nap and
The vessel that started it all—loaded with wood pellets produced in North America headed to Europe for industrial use.

came out of the house wondering what the hell was the cause of the racket, to which John replied he was “trying to make wood pellets.” Jim replied, “are you out of your mind?” Note that Jim Swaan and Rob Swaan went on to be quite successful as the founders of Pinnacle Pellet (now Drax).
After about four hours of the trial and generating maybe a couple hundred pounds of wood pellets, Swaan concluded a bit of a learning curve was necessary. His first lesson was when he realized that gear driven machines don’t work well because the fiber is so abrasive and tough on the equipment; a belt driven machine like the Sprout machine would help absorb some of the shock of the abrasive nature of wood fiber.
By 1994, he was able to negotiate a partnership with the Carrier Group, a family-owned lumber company to build one of Canada’s first stand-alone wood pellet plants. Carrier’s motivation to get in business with Swaan was that the pulp mills would take on the chips, shavings, and sawdust, but every one of the sawmills were still running beehive burners which BC was working aggressively to eliminate at the time. The forestry and sawmill industry needed a solution to the ban on open burning of sawmill residuals because they had no other outlet for this waste wood; the pellet mill deal made as much sense to them as it did to Swaan.
The plant was a simple plan, using mostly used equipment except for two brand new pellet mills: Andritz VM26 (now known as the LM26). These VM26 pellet mills were among the first to be installed exclusively for wood pellet production.
Carrier Forest Products (Carrier’s fabrication shop) gave Swaan a free run of the place, and along with one fabricator, Chris Penner, and one apprentice millwright, Terry Foster, it took Swaan six months to build the mill. He worked through Christmas that year, starting to install the working pieces so that they could cold commission the mill in February.
To commission the plant, he took on people he thought would have some capacity as operators but ended up doing most of the commissioning and operating of the plant himself. “For the first six months as I was trying to train and clone these people to run this thing 24/7, I stayed on site sleeping on a cot in our ‘band-aid’ room where my wife Trudy would bring me supper,” Swaan recalls.
Once he had the plant operational, the heating pellet market in the Seattle area started crashing. In 1995, the natural gas grid in Seattle and its surrounding markets expanded rapidly, dampening the pellet market that had been growing at 30,000-40,000 tons per year up to 400,000 tons by the time Swaan was building his plant. Lignetics and several other plants in the Pacific Northwest already had a foothold on
this market, and since he was the furthest away from a now a shrinking market, it became very difficult for Swaan to compete.
Desperation drove Swaan to look for other options. He learned by word-of-mouth that in Sweden they had come out with a type of pellet burner that converted oil boilers to pellets. To sell his pellets, it made sense that this technology would be a welcome addition to his local market, so Swaan managed to make a connection with a Swedish Canadian, Staffan Melin, who assisted with arranging a tour of pellet burner manufacturers in Sweden for Swaan to learn about the technology.
“I took my visa and landed in Stockholm, Sweden on a grey drizzly afternoon like you see in the movies,” Swaan recalls. The tour included an installation in a fairly old hotel that had three boilers. Two were still oilfired, but one was converted to this pellet gun system. It was then that Swaan noticed there was a meter on the wall measuring the hot water—that’s when it clicked for him that “you’re selling energy by the MW, the calorific value that’s in the product.” This realization would fundamentally change the way Swaan looked at the wood pellet and hasten a new global industry into play.
He learned on that trip that Stockholm Energy was consuming 250,000 tons of pellets to displace coal that year and while it seemed the EU would have a hard time getting the quantity of wood pellets it needed, there was a genuine interest in carbon reduction. With the assistance of Melin again, Swaan acquired a list of all the utilities in Sweden that were at a port. He sent bagged samples for six weeks to those utilities and sparked interest, causing him to take another half dozen or so trips back to Sweden in the following three months. He faced questions and comments like the argument that it was fundamentally wrong to bring wood pellets all the way from Canada to Sweden. But he thought, what is the difference between transporting wood pellets and coal or oil?
By learning that there was an ISO standard to determine net calorific value (NCV) and thus basing the price on this, Swaan negotiated the first historic contract with Helsingborg Energi. The basis of determining the CV within this three-year contract is still what is being utilized today in offtake agreements around the globe.
Upon signing this contract, Swaan hadn’t had a legal
“I may not have all the right answers, but I sure have seen or experienced a lot of the wrong ones!”—John Swaan
review of the contract, hadn’t fully negotiated shipping by sea, didn’t have a terminal to ship out of, had no rail cars, and hadn’t talked to the rail company yet, but he had enough of a baseline to know what numbers would make it work.
Asking Swaan now if he thought it was crazy at times, he replies, “I don’t think so, I was just so determined and so into what we needed to do...at 44, when I made the decision and commitment to do this, I was fine with it but if you ask me now at near 70 if I’d do it again, my head says no. My heart says hell yeah. I’m sure a lot of people thought I was crazy, but it was just one challenge after another, and I needed to do what I had to in order to get it done.”
After signing the contract, Swaan’s work was far from over. He needed to figure out the logistics of how to get his wood pellets from Prince George, BC to Sweden—no small feat. Having done a lot of business in the feed industry and with grain dealers, he contacted a guy he used to buy from at Continental Grain about a terminal at Prince Rupert they weren’t using. They said he could use the conveyance system and terminal, and at one point even offered to sell it to him (which he didn’t take them up on). They had storage at the terminal, but only for about 6,000-7,000 tons, so almost 10,000 tons had to be stored in rail cars.
Swaan made his first call to Canadian National Railroad (CN) because they had a rail line to Prince Rupert. But they didn’t have private rail cars, so he would have to lease them.
Swaan negotiated a rate agreement and leased on a monthly basis with terms that were really good by today’s standards—but he basically had to go across town and load in CN’s yard where they allowed him to put his cars on their siding to load. He pulled the cars with his pickup, until it wore out, and then brought in a tractor from his brother’s farm in Quesnel to move them—that was until a rail car ran
over the tractor one night!
In the meantime, Swaan was also in search of a ship. At the time, no one had moved wood pellets this way, so it was an unknown. It was also how Swaan learned he needed a shipping agent as well to handle the vessel
at the port.
The original shipping schedule in the contract was moved up about six months, which led to a turn of events requiring Swaan to ramp up production: de-bag the 9,000 tons in inventory, secure any extra volume of pellets his broth-

ers at Pinnacle Pellet had, and secure any the Johnston brothers Dean and Gary of Princeton (also now Drax) had to meet the deadline of the first shipment.

During this time, Swaan and his team, led by Paige Anderson, faced the challenge of getting 9,000 bagged tons unbagged, transported across town to CN’s rail siding, loaded on the rail cars, and getting those cars to the port terminal for storage. The ship was scheduled for mid-February, so “Operation De-Bag” had to happen in short order: Running 24/7 with 120 people, it took them 19 days.
Sometime around this period Swaan had the contract he’d signed with Helsingborg Energi reviewed by an attorney when he went for financing, which he hadn’t had up until this point in time. Legal review revealed that Swaan had accepted the clause that if the utility had to use coal because he didn’t deliver on the pellets, he’d pay the coal taxes. The attorney absolutely thought Swaan was crazy, but in Swaan’s words, “I told the lawyer if I didn’t show up in Helsingborg with the cargo, I’d be bankrupt anyway so they wouldn’t have anyone to collect from!”
He did have a hard time getting financing because he was pulling off an entirely new feat that the financing world wasn’t yet familiar with. Managing the
cash flow turned out to be the biggest challenge for Swaan and his team to manage for the first shipment and in his words, “I would never want to live through it again.” It was this challenge that instantly turned Swaan’s dark brown hair white.
Swaan’s contract for payment with Helsingborg was 50% payment when the PacBio presented the original shipping documents in Helsingborg, Sweden (airmail, not fax or email). The contract was also CIF, which meant payment for the vessel was to be paid within 36 hours of when it left port. The balance of payment was paid upon the final discharge of the vessel and the analysis of the CV was performed, so for the better part of six months the cash flow was totally tied up in this situation.
The next country he did business with was Denmark, in the form of several shipments in the 2000s. Swaan visited utilities and power plants in the Netherlands, Belgium and finally Drax in 2001.
Swann, who became the founding Executive Director of the Wood Pellet Assn. of Canada (WPAC), today works with Bill Strauss and FutureMetrics on pellet projects worldwide.
Hannah Campbell is the Logistics Specialist at FutureMetrics



EDITOR’S NOTE: The following companies submitted these editorial profiles and images to complement their advertisements placed elsewhere in this issue. Please refer to those advertisements for web site and contact information. All statements and claims are attributable to the companies.
Büttner Energie- und Trocknungstechnik GmbH—part of the Siempelkamp Group—has a long and storied tradition: August Büttner founded the company in 1874 in Krefeld, Germany.
Büttner operates globally as supplier of burners, drying and energy systems as well as environmental technology, delivering single solutions or complete plants. Reliable, efficient and at the highest technical level, countless Büttner facilities are in use around the world, particularly in the production of pellets, in the field of biomass fuels and in various other industries.
Büttner’s product portfolio includes:
Drying systems for numerous types of bulk solids and fibers

Drum dryers, tube bundle dryers and flash tube dryers
Energy systems including thermal oil heaters and steam generators for the utilization of biomass, Gas line burners and multi-fuel combination burners for dust, gas and oil
l Modernization and performance optimization for plants and burners of every make
l Global engineering, delivery, assembly, commissioning and worldwide after-sales service
To underline Büttner’s status as manufacturer of complete plants, a new branch office was founded in Kaiserslautern, Germany in 2022, sustainably expanding its product range in the field of environmental technology. Along with its experienced team of specialists at the new location, Büttner designs and manufactures both dry electrostatic filters (ESP) to separate ash from hot flue gases in energy plants and wet electrostatic precipitators (WESP) to reduce particles and volatile emissions from the waste air emitted by drying and press systems.
This gives new customers the opportunity to already focus on energy efficiency and the reduction of emissions during the planning and design stages of their plants. The new competence team will also be able to help current customers regarding the modernization, conversion and extension of their existing plants.
Büttner is committed to set pioneering standards in the fields of energy, drying and environmental technology.
Born in 2014 in Belgium, the innovative technology of Dryer One has been shaking up the drying world for the past decade.
Inside this cylindrical dryer, that could almost be mistaken for a short silo, are two disc-shaped material supports. These are rotating in opposite directions around a central chimney, allowing the dry material to end up right above the wet material. With this configuration, having the process air go successively through the top and bottom discs results in an optimal saturation of the air along the whole process.
This unique design results in massive energy savings, but also in a minimized

footprint, as the drying surface is split between two stacked layers.
The low temperature process air (around 85°C/185°F) used by Dryer One, coupled with the non-flammable nature of the discs (galvanized or stainless steel) and the embedded fire detection and extinction system, reduces the risk of fire to virtually nothing. The access for maintenance is made comfortable and easy, with standing access everywhere inside.
Dryer One’s technology also shows low dust emissions, with the wet material acting as a natural filter for the dust generated by the dry product, but also low VOC emissions, being a low temperature process, and low noise emissions, with the fans hidden inside the dryer.
The great adaptability of these dryers allows them to be paired just as easily with a cogeneration plant, a gas burner, a biomass burner, or any other energy source. It also allows the drying of a large range of forest and agricultural products, recovered waste materials and many others.
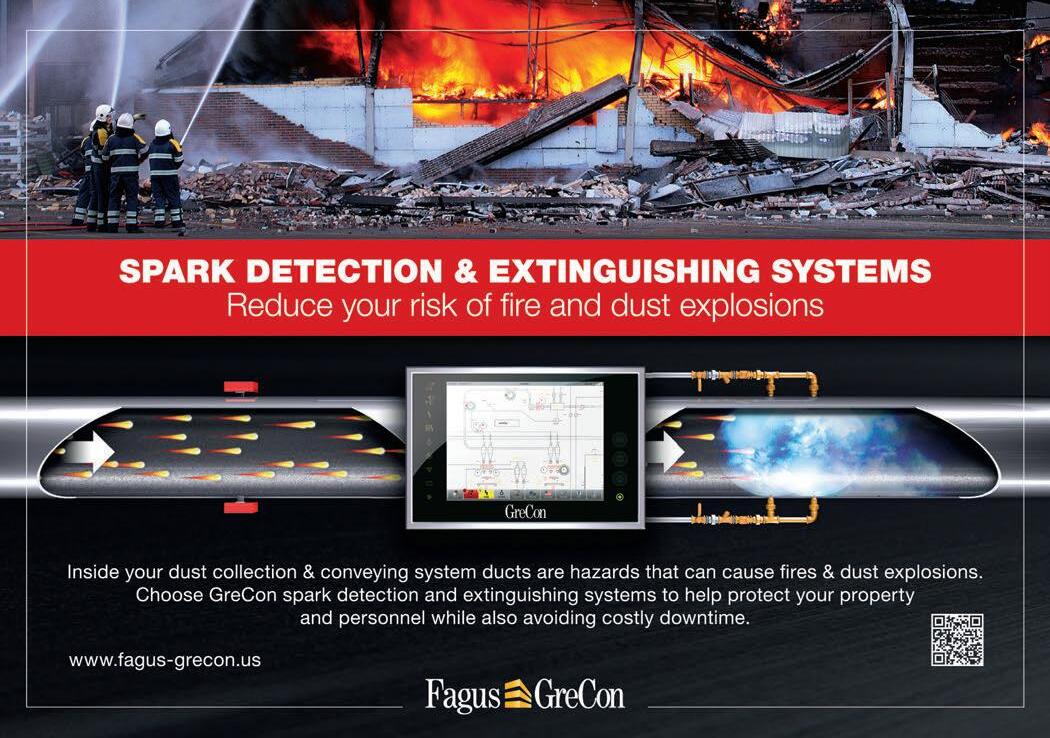
Common causes of fires are heat, sparks, embers, and hot particles. One of the most efficient measures to prevent fire or dust explosion is the early identification of the ignition source.
Sparks and embers are often the source of larger fire and explosion events. Preventive fire and explosion protection is an important measure, not only to protect production, but also the company and the people working within.
Fagus GreCon’s DLD 1/9 Spark Detector offers additional protection to industries with new intelligent detection technology (IDT). IDT not only identifies hazardous moving ignition sources before a fire breaks out, but the DLD 1/9 de-


tector is also able to differentiate between dangerous sparks or harmless incidence of extraneous light due to leaky/damaged pipes or an opening of an inspection flap.
The system provides excellent preventive protection, as it does not wait for an actual fire or explosion to erupt. The system prevents the development of a fire or explosion by the early detection and elimination of the ignition source. With a GreCon system it is possible to detect and eliminate ignition sources before a fire or a dust explosion occurs. IR detectors monitor the conveying paths and activate high-speed water extinguishing within milliseconds. The diversion or shut-off of product flow is also an option if extinguishing with water is not possible for the application.
Our protection concept allows for protection without production interruption, that not only help protect in and around the dryer and grinder, but also protects downstream processes as well.

Industrial grade wood fired burner with Hurst “clean-burn” stoker design: These proven solid fuel burner systems are a leading choice in boiler applications, oil heaters, rotary dryers, and more. Hurst manufactures seven different types of biomass stoker/gasifiers, which have used 2,000+ different types of biomass fuels. With installations across all industries worldwide, Hurst is recognized for the highest code standards, innovative engineering and design, Energy Star rating, and renewable, sustainable solutions for green building design and operational efficiency.
Hurst Stag systems are a culmination of our experience and knowledge of material handling, solid fuel combustion, and controls integration that offers a quality solution for most air heating applications. We are providing our customers the ability to economically and efficiently satisfy their air heating requirements by utilizing readily available waste as a fuel source in lieu of the expensive conventional sources. Hurst delivers the quality and performance that our customers expect in a custom engineered solution to reduce operating expenses and maximize productivity.
The Hurst Stag unit can be utilized from 5 MMBTU/HR to 250 MMBTU/HR with operating temperature ranges from 200°F to 2000°F. These systems are frequently utilized in boiler applications, oil heaters, rotary dryers, and much more.
Biomasster Stag control system is a computer based, data driven smart monitoring and control system designed for the optimal clean combustion and operation of the direct fired burner system. It offers real-time modulation and reduces dirty flue-gas residue and hot ash carry-over issues.
Hurst equipment features totally automated systems; superior refractory material; automatic ash removal system (both wet and dry systems), as well as ash sifting hoppers. A unique wall/grate interlocking discourages internal fuel leakage, while the reciprocating grate design means a complete burn with automatic dust-free wet ash removal system. Hurst offers modular packaged designs for low cost project installation.
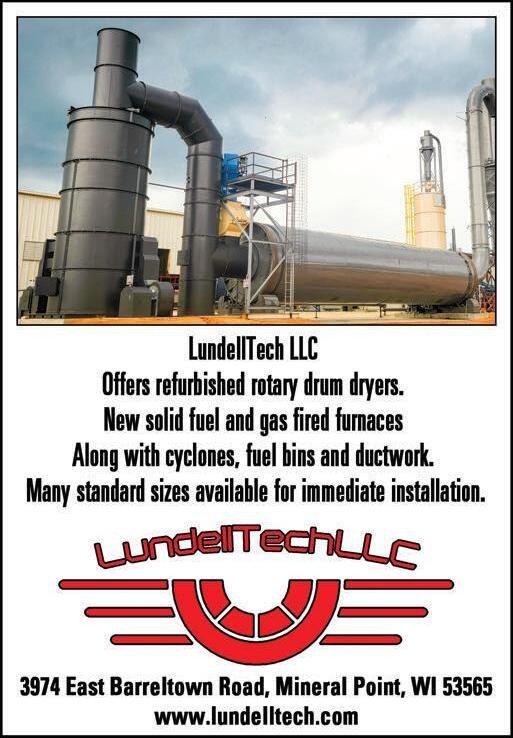
LundellTech offers over 30 years of on-site, hands-on experience in supplying complete industrial drying systems incorporating either new or used rotary drum dryers. These systems can be fired with new gas or new dry solid fuel fired furnaces.


Offering custom built solutions to meet customers’ needs for a cost-effective, short lead time construction timeline, refurbished used dryers can increase ROI for fast track project development. With the ability to work with multiple new and used manufacturers, LundellTech can navigate the design build minefield with a unique perspective offering both diversity and out of box thinking to meet and exceed current budgets and timelines.
To complement the drying system, LundellTech offers ancillary equipment such as fuel bins, dry material storage bins and product transfer systems. Coupled with in-house design, fabrication and UL 508A controls listings, LundellTech becomes a one stop shop for a complete industrial drying solutions.
A malfunctioning WESP power supply can have considerable implications. Derek Godbold and Paul Leanza of KraftPowercon North America have been helping customers with WESP power supply units for years. What is their take on the issue?
“A lot of bad things can happen when the WESP power supply fails,” the pair says. “An entire plant might have to stop to ensure that emission levels are within limits.”
If a power supply unit goes down, an entire field of the WESP stops working. In the comparatively small WESPs in the dryer islands of pellet plants, that means that a substantial part of the total purification capacity is lost. Sometimes, so much that you need
to shut down the plant to avoid the risk of exceeding emission limits.

Even if the emission levels stay within limits, the wet, sticky emissions that pass through the WESP reach the regenerative thermal oxidizer (RTO). They burn, get stuck to the hot ceramic catalytic material, and cannot be washed off. As a result, you need to exchange the media. That means costly downtime, a costly exchange of material and costly labor. Another issue for many customers is maintenance—both the price tag and the complexity. Advanced power supply units sometimes need expert personnel for repair and maintenance.
So, what do Derek and Paul recommend for the dryer islands of pellet mills? A classic3three-phase transformer rectifier. It is more reliable than an SMPS unit, more efficient than a single-phase TR unit, and built so a shift electrician can fix 90% of issues within 30 minutes.
Thanks to their reliability and efficiency, KraftPowercon transformer rectifiers have become the North American standard for WESP power supply: “We equip all major WESP manufacturers in the US with our units. They can be found in all new pellet mills on the continent.”
The cumulative drying expertise and the diverse experiences with Energy Recovery in the drying process have, in recent years, been integrated in the development of a new sawdust and woodchip dryer by the company Mühlböck, in Austria. A series of projects have been or will be momentarily implemented and installations taken into operation.

In conventional belt dryers, all the incoming air is heated, routed via the stacked timber and discharged again only partially saturated. Thus, a large proportion of the energy introduced via heating is blown out as exhaust air. Steam vapors above the dryers are a familiar sight.
The Mühlböck 1003 Premium uses virtually 100% of this until now unused exhaust air, sacrificing no energy in the process. The basic principle of the Mühlböck drying system 1003 Premium can be simply explained: The exhaust steam of a heated drying zone, which remains unused in conventional systems, heats the feed air for another part of the dryer through a process of heat recovery. This pre-drying zone thus obtains the thermal energy required for drying solely from the heat recovery process and does not need any additional energy from the heating system.
Customers who need to buy their entire thermal energy, or who have only limited heating capacity at their disposal, can bring down their thermal energy requirements by up to 50%. Especially in the winter months, due to energy shortages, there are frequent bottlenecks in the drying of woodchips. It is precisely in this time the effect of a drying system in conjunction with heat recovery is most effective, Mühlböck points out.
For customers that have sufficient thermal energy at their disposal, the belt dryer 1003 Premium offers the advantage of increased throughput of up to 50%, while using the same amount of energy as is the case with conventional belt dryers.

“With the newly developed Mühlböck belt dryer 1003 Premium for saw dust and wood chips, we now offer the logical addition to our existing range of sawn timber drying systems,” explains Managing Director Richard Mühlböck. “The cumulative experiences specific to drying and the knowledge derived from more than 13,000 sawn timber drying kilns have been assimilated in the development of these products. Furthermore, here again, customers can rely upon the customary Mühlböck service and support functions.”
PDI developed its innovative energy system as a practical solution to industry needs; responding to demand for a system that would burn a wide range of fuels, allowing manufacturers to use available and inexpensive materials. PDI energy systems can be operated using either wet or dry fuel, or a combination of both.
Each PDI energy system is a custom design, utilizing precise calculations of retention time to prevent carry-over of ash, sparks, or other materials. Engineered combustion chambers and individualized burner management programming result in minimal emissions, regardless of the quality of incoming fuel sources. A PDI energy system offers a flexible and efficient approach to meet the energy demands of a modern manufacturing facility.
From robust fuel systems and machine bearing mounts, to our process design, every item matters to PDI. PDI’s experience in maintenance and operations is key to how we design our systems and ensure optimum performance for the durability and long life your facility demands.
We offer premium quality refractory installed and ready for production. The rotation of fuel system conveyors targets 15RPM for low speed and long life, while shaft mounted gearboxes with c-face motors help avoid maintenance.

PDI offers complete energy system plants. Our team of engineers and construction partners can design, build, and start up everything from a basic dryer furnace up to a fully-functional cogeneration plant. Our facilities can utilize solid fuel, natural gas, propane, or other fuels you may have available. Our engineering team custom designs fuel handling systems, thermal recovery plants, and fully integrates the facility for optimum energy recovery from your fuel.
Considering the challenges of future generations, Polytechnik takes responsibility by contributing to the sustainable and renewable energy future. Lukas Schirnhofer, who took over the management of the company from his father, states the company’s vision as: “From early on, our company concentrated on the thermal utilization of renewable biogenic resources as an ecological and economical alternative to the limited energy reserves and as a long-term solution for the achievement of the climate protection targets.”
The Polytechnik group with headquarters in Weissenbach, Austria, builds on the experience of more than 3,300 implemented systems. Founded in 1965 as a two-man enterprise, the company became one of the leading global suppliers for biomass combustion plants. Always geared towards sustainable industrial research and technology development, the company has continued to expand its competitiveness on the international market with innovative products and services.
Next to biomass combustion and new gasification technologies, Polytechnik has invested in research and development of innovative carbonization solutions. In collaboration with Andritz, the company built a pilot torrefaction plant which has been in operation since 2013, in Austria, with a capacity of 8,000 t/a of briquettes. Since 2016, a carbonization demonstration plant with a capacity of 3,000 to 12,000 t/a of biochar has been operating in Northern Germany, which enables higherquality applications from the up to and including pharmaceutical charcoal by the use of a batch process.
The focus of current research is on the development of solutions for the substitution of fossil carbon in the metal industry with CO2-neutral, high-quality biochar made from various inexpensive biomass raw materials. According to Polytechnik, the key lies in the quality of the biochar, which is specially tailored to the specific industrial requirements. However, the company goes one step further in its research by setting itself the goal of coupling decentralized biochar production with a highly efficient generation of green electricity and heat from the pyrolysis gases.
Schirnhofer emphasizes the need for new collaborative business models to achieve the much-needed speed in the
defossilization of the global industry: “Biomass torrefaction is going to play a key role in global coal substitution. Biomass sourcing and increasing the production capacity up to a reasonable scale will be key to achieve this. Furthermore, we will require a collaborative approach of off-takers, producers and financiers to share the development risk rather than leaving it to the producers.”
Polytechnik is currently planning an industrial torrefaction plant in Finland that will produce up to 60,000 tons of green coal briquettes per year, which will replace lignite at a nearby power plant. This form of large-scale defossilization has enormous potential for CO2 savings.
Sigma Thermal is an engineering design and equipment supply company located in Marietta, Georgia. We have been engineering and designing heat energy systems for pellet plants since our founding in 2007. We have worked on 18 pellet plant projects as part of the dryer island supplying hot gas generation for TSI rotary drum dryers. After the dryer, the resulting gases are sent to air pollution control equipment to be scrubbed before going to atmosphere.
We take waste fuel that is unwanted bark or fines and turn that waste into energy. We start with a fuel feed reclaim and storage system, fuel feed conveyors that bring fuel to our metering bin. From the metering bin, we use hydraulic ram pushers to push fuel into the furnace that generates the hot gases. The furnace uses Sigma Thermal designed reciprocating grate technology to control the speed of the fuel going through four different grate speed zones. The under-fire air is also controlled through those four air zones as well. By controlling the dwell time and the amount of air into each zone, we are able to control the fuel/air ratio in each zone and ensure that all of the fuel goes through required drying, controlled combustion and final burn-out and that we are efficiently burning all of the carbon in the waste fuel. When the combustion is completed, only ash is left that drops off into an ash conveyor.
In the upper furnace, we add in secondary (over-fire) air to provide mixing to the hot gases to burn out any carbon monoxide generated in flue gases from the lower furnace in initial combustion. The hot gas transitions from the upper furnace to a secondary combustion chamber and this residence time allows for the gases to have completed the cleanest possible combustion before the gas enters into the TSI single pass rotary drum dryer.
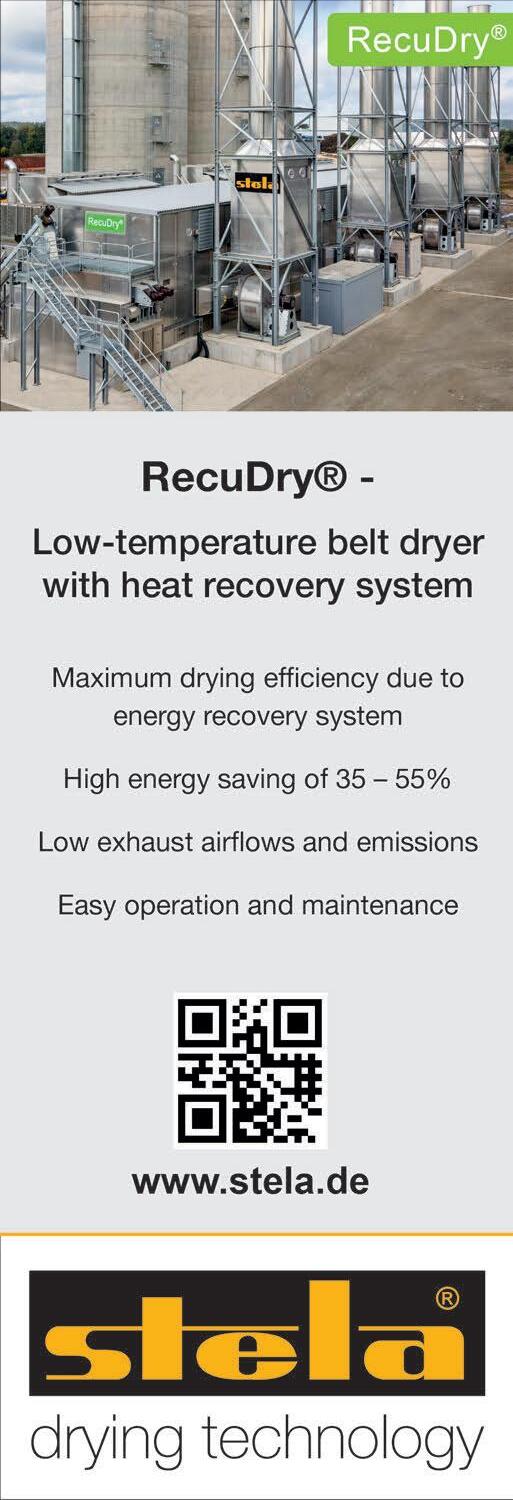
During the company’s history of over 100 years, more than 4,000 drying plants have been delivered and commissioned in beyond 60 countries. Whether in timber, pellet, the pulp and paper industry, or in the feed or pet food industry or at a waste disposal site—stela’s low-temperature belt dryers are set in a wide range of industrial processes.

One of the greatest benefits of using high efficiency belt dryers reflects in using waste heat or other low-temperature sources. Low temperatures starting at 90°F can be reasonably used in the belt dryers, like the usual heat transfer media: Hot water of cogeneration plant (CHP, ORC) or flue gas condensation, low-pressure steam or thermic oil.
Based on branch experiences, stela has been working intensively for decades on wood drying as sawdust, fiber, and wood chips, customers can now benefit from stela know-how throughout their drying systems.

Belt dryers score points in having an indirect heating and a low temperature process, with low electrical consumption, reduced fire and explosion risk, long maintenance cycles, efficient consumption figures, a highest level of drying quality, and the fully automatic controllability of the drying process.
Belt dryers are characterized by the lowest dust and VOC emissions, as well as by low thermal and electrical consumption through optimally synchronized components. The high safety and emissions standards are ensured by indirect drying system and low specific electrical consumption. Using lowest process temperatures subsequent minimized product warming meet stringent emission limits. This technology has been established over decades in Europe. Increasing demands of sustainable alternative energy fuels reveals the potential of these efficient drying methods.
As the manager of a manufacturing or processing facility, you should be seen as an expert on how to run a clean, safe, and productive facility. To make this a reality, you need a cost-effective way to manage overhead dust.
Instead, you’re spending a lot of time and money periodically cleaning accumulated dust, leaving you frustrated over lost profits and productivity. Keeping your facility clean and safe from combustible dust shouldn’t hurt your bottom line.
Having worked in some of the world’s most intense manufacturing and production facilities, we’ve seen how frustrating it can be to pay someone else to come in and clean. Or shut down production just to make sure overhead dust accumulation doesn’t become a problem.
That’s exactly why we designed the SonicAire fans. These durable, energy-efficient fans are specifically designed to keep fugitive dust from collecting and becoming a problem. Our BarrierAire technology keeps dust from ever reaching your overhead spaces, eliminating costly, time-consuming cleanings.
Here’s how easy it is to manage fugitive dust in your facility:
1. Install SonicAire fans in your facility.


2. Fans continuously force dust to stick together, get heavy, and settle on the floor.
3. Your staff regularly sweeps up the dust.
4. Everyone stays safe and productive.
No more facility shutdowns, putting your employees in danger on lifts and ladders to clean or paying expensive cleaning companies to do it for you. No more searching the ever-evaporating labor pool for qualified, skilled labor to handle this cyclical issue. Have we mentioned the improvement in air quality? Yes, that, too.
Sound too good to be true? We get it. No one wants to suggest, much less purchase, something that doesn’t work and causes your company to lose faith. Take a few minutes to head over to our YouTube channel. There you can watch a library of content to see if we are a good fit for your processes and type(s) of dust.
If you’re still on the fence, try our free ROI calculator to discover how much money you could save with a SonicAire fan. Stop wasting time and money cleaning overhead dust. Protect your facility, eliminate expensive cleanings, and meet regulatory requirements with a SonicAire fan system.
TSI supplies complete dryer islands for industrial wood pellet plants and is the market leader for such systems in North America. The dryer island is a discreet production island that dries wet biomass prior to pelletizing. As such it includes all the equipment from the outfeed conveyors from the wood yard to the infeed conveyor to the pelleting system. The core machine(s) is a single pass rotary drum recycle dryer. The dryer tends to be the driver for the whole plant. TSI’s system includes a unique classifying flight system and is based on convection drying principles. This guarantees high up-time, maximum efficiency, and tight moisture tolerances.
On the front end of the dryer there is some form of heat energy system that directly connects to the dryer. TSI offers step grate furnaces (in conjunction with Sigma Thermal) for wet bark hog fuel. If a dry fuel source is available, TSI will supply dust burners.

On the back end of the dryer there will be pollution control equipment commensurate with the requirements of any environmental permits. Typically, on larger plants this will include wet electrostatic precipitators (WESP) and regenerative thermal oxidizers (RTO). Smaller plants might not need anything more than a high efficiency cyclone system.
Individual TSI dryers can be configured to produce anything from a few tons/hour to over 70 tons/hour. The entire system is customized to meet site specific and other customer requirements and has an integrated control system that balances the performance of each part of the system. TSI designs and builds the majority of the equipment in-house and offers mechanical and electrical installation and commissioning services to ensure a trouble-free experience for the owner.

Suppliers and vendors of biomass processing equipment were well represented at this year’s Oregon Logging Conference in Eugene, Ore. in late February. The logging industry’s biggest equipment show featured a wide variety of logging systems and harvesting and processing equipment.
Among several Tigercat machines at the Triad Machinery dealership booth, the 6900 is the first production grinder designed and built by Tigercat. With Tigercat’s legendary build quality, the 6900 is designed for extreme duty and long life, utilizing only the highest quality components. The upswing rotor and large infeed opening with outward wing walls maximize processing capacity in a machine made for high throughput material reduction and mulch production.
The grinder’s upper frame pivots on the undercarriage, allowing the operator to adjust the infeed angle or discharge height for different material lengths. The adjustable angle eliminates the need for outriggers. The pivoting upper frame allows transport on a lowboy trailer


The machine has remote control functions for simple operation and mobility on site, along with an easy-to-use 10 in. display screen for machine monitoring and function adjustment.
Maintenance is made easy: Anvil and screens are hydraulically retractable. The single discharge conveyor is open on the bottom for clean operation and easy servicing. A tool storage area is mounted on the side of the machine that hydraulically raises and lowers for added convenience. An optional large diameter magnetic head pulley is available to effectively remove metal from the end product. The machine is also prepared to accept over-band magnet systems.
The Modern Machinery dealership booth featured the Astec Ranger J20, a compact, track-mounted unit and part of a mobile product line that includes jaw crushers, cone crushers, impact crushers, incline screens and trommels to serve a variety of markets. Machines in the Ranger line feature ease-of-use, ease-of-transport, versatility and flexibility that make them ideal for smaller operations requiring powerful equipment with a limited footprint.
The Ranger J20 can be folded to a transport length of less than 32 ft. and features a larger feed hopper and low feeding height, and is compact enough to be easily transported via shipping container.
The B-66 L-Series horizontal grinder is designed to process larger, more abrasive feedstock materials and engineered to increase overall production rates with unmatched efficiency. The B-66L has been engineered to increase input capabilities while maintaining grinding simplicity, increasing overall production rates with unmatched efficiency. The B-66L has additional wear liners, a bolt-in anvil, 24 tooth 2rotor drum, and reinforced case to tolerate substantial wear and tear, all as standard features.
The high-capacity, low-maintenance DZH6000 Series is ideal for virtually for any grinding application. The DZH6000TKT Series track-mounted horizontal grinder has all the features and capabilities of the DZH6000 with the added accessibility that comes with a track-mounted machine, allowing operation just about anywhere. The DZH6000TKT comes with complete transport pin or axle system that easily and safely secures to the grinder so it is ready to be transported,


Released in fall 2022, the Vermeer HG 4000 is built for aggressive performance and high capacity in a compact footprint, mid-sized grinder. The HG4000 is equipped with innovative technology and aggressive performance in a next-generation package.
A full-function, wireless remote control lets operators adjust machine settings as conditions change, including infeed settings, engine droop, conveyor height and more. A 7 in. onboard color touch screen display makes the system easy to view and use.
The Vermeer HG 4000 features a 42x60 in. feed opening and robust infeed sidewalls. The feed roller is equipped with aggressive teeth, coupled with down pressure, that provide pull-in power and maintain control of the material being fed. The intelligent feed system self-monitors the machine’s engine speed, makes predictive adjustments and holds the engine at an optimal level. A maintenance-friendly design features large access shields, ladders, dropdown platform engine access, mill access at the front or the top, remote grease zerks and drive belt tensioning. The machine is powered by a 536 HP Caterpillar C13B engine.
of the company’s CoalSwitch production in the U.S. Schaar has more than 25 years of experience in operations, project development, program management and new product launches from a broad range of industries. He recently worked at Enviva Biomass, running large operating production assets and acting as plant manager.
Schaar’s industry experience in growing and operating commercial scale biomass energy manufacturing businesses will be crucial as AEG’s engineering partner, Player Design Inc., prepares to commission the first manufacturing facility of CoalSwitch in Maine.
Schaar comments, “I am hugely excited with the opportunity AEG is creating in the future production of CoalSwitch as a next generation biomass fuel. I have spent more than 20 years developing complex manufacturing plants and projects and I believe that CoalSwitch can do what no other pellet can do, helping utilities and hard-to-decarbonize industries accelerate their transition toward the consumption of sustainable fuels.”
AEG has developed a proprietary technology which transforms waste biomass material into high-value renewable fuels. Its patented product, CoalSwitch, is a leading drop-in biomass renewable fuel that can be blended and co-fired with coal at any ratio without requiring significant plant modification or wholly replacing existing biomass fuels, according to AEG.
Enviva Inc. and U.S. Industrial Pellet Assn. (USIPA) praised a recent study, “Impacts of the U.S. Southeast Wood Pellet Industry on Local Forest Carbon Stocks,” published in the scientific journal, Nature, and confirming that the wood pellet industry has met the overall condition of forest carbon neutrality in the U.S. Southeast between 2000 and 2019.
According to the International Energy Agency (IEA), if harvest volumes (for wood products and energy) and losses related to mortality and disturbances do not exceed the growth across the whole forest, there is no net reduction in forest carbon stock. The 2022 study in Nature additionally confirms, by data, that carbon neutrality guidelines have been met by biomass producers in the U.S. Southeast, which is the world’s leading region for wood pellet production and export.
Between 2000 and 2019, data and observations were collected from more than 19,000 forest inventory tracts maintained by the U.S. Forest Service.
In addition, The United Nations Intergovernmental Panel on Climate Change’s “Special Report on Climate Change and Land” stated, “In the long term, a sustainable forest management strategy aimed at maintaining or increasing forest carbon stocks, while producing an annual sustained yield of timber, fiber, or energy from the forest, will generate the largest sustained mitigation benefit.”
Timber investment manager, Campbell Global, has acquired more than 250,000 acres of high-quality, commercial timberland across three properties in the Southeastern U.S. valued at more than a half billion dollars. Campbell Global, which was acquired by J.P. Morgan Asset Management in August 2021, has managed more than 5 million acres worldwide for pension funds, foundations and other institutional investors.

The recently acquired properties will be continuously managed for carbon capture and timber production to meet growing demand for sustainable building products and other uses. The properties encompass: Approximately 120 million trees; more than 700 miles of streams protected by 30,000 acres of riparian forests; and more than 250,000 acres of diverse wildlife habitat for recreational pursuits.
Oregon Dept. of Forestry (ODF) used inaccurate modeling data to develop a plan to manage more than
600,000 acres of Oregon’s state forests for the next 70 years, according to a report from the Oregon Forest Industries Council (OFIC), a trade association representing forestland owners and forest products manufacturers.
As a result, ODF has miscalculated the true financial impact the plan would have on both the agency’s budget and the budgets of 15 Oregon counties who depend on revenue from state forests, according to OFIC. The plan would reduce revenue used to fund the agency’s state lands division in the coming biennium close to $30 million.
In addition, as recently as three months ago, ODF represented to the Board of Forestry that their plan would initially produce 250MMBF of timber harvest annually, but now new data indicates harvest levels will be as low as 165MMBF a year, a 34% reduc-
tion from what was previously represented, and will not increase over the life of the 70-year plan.
Two years ago, ODF secured permission from the Board of Forestry to pursue a Habitat Conservation Plan, designed to be a long-term plan that supports the conservation of threatened and endangered species, while allowing management of the forest, including ongoing timber harvest activities. The 70-year-term was supposedly selected to balance the risks associated with shorter and longer terms.
While enjoying their annual meeting, celebrating contributions and raising money for local children’s hospitals, Oregon loggers learned about the challenges con-
tractors face going forward at the Associated Oregon Logger’s (AOL) 53rd annual convention in January.
According to AOL Executive Vice President Rex Storm, the 2023 AOL Convention, held at Spirit Mountain Lodge and Event Center in Grand Ronde, was a solid success, as more than 300 AOL members and industry friends attended.
The theme, “Sustainable Contracting in a New Economy,” was common throughout a day and a half of programming, and was highlighted by the keynote presentation of professional negotiator Ed Brodow. He gave attending contractors straightforward, real world and useful advice on negotiating for business success in this new economy. Brodow’s negotiation bootcamp talk helped build confidence to “make win-win
deals,” using tools that every logger needs in their toolbox.

The grand finale, a Roaring 20s themed evening, focused on raising funds for the three Children’s Miracle Network hospitals in Oregon.
Leadership and dedication awards were given to Greg Schmitz, Schmitz Timber Management, for 2011-22 Executive Committee Service, and to Rick Kriege, Kriege Logging, for his 2021-22 AOL President Service.
AOL staff members Roger Lulay and Shanna Kinzer received 30 years of service and 10 years of service awards, respectively.
Top 2022 Awards included Safety Professional 2022, Larry Kirkpatrick, Kirkpatrick Logging; Women of the Year 2022, Cari & Ciara Freeman, Alpha Omega Trucking; and Logger of the Year 2022, Bruce Zuber, Zuber & Sons Logging.
Egger Group has acquired the business and assets of Novem Industries, Inc., a wood recycling facility located in Charlotte, NC. The acquisition, via Egger’s whollyowned subsidiary, Timberpak LLC, is expected to enhance the mission of Egger Wood Products LLC to create more from wood and to be sustainable for future generations.
Timberpak will process postconsumer recycled materials to be used in the production of particleboard and thermally fused laminate products at Egger’s Lexington, NC manufacturing plant. This diverts resources that would have otherwise gone to landfills.
“This acquisition will not only serve an important role in bolstering our sustainability initiatives here in North America, but will
also better position us in key markets as we continue to expand and grow,” says Markus Frevert, plant manager for production at Egger Wood Products.
The Charlotte location, which is now Timberpak’s 14th facility worldwide, will continue to serve Novem’s existing customer base and retain the company’s six employees. The newly established North American Timberpak plant will be an addition to Egger’s existing waste wood collection operations in the United Kingdom, Romania, France, Germany and Poland.
Timberpak will accept construction and demolition waste wood, in addition to packaging waste—primarily used and broken pallets— from distribution centers for industrial manufacturing. The wood will be ground into pieces about 1 ft. in length before delivery to Egger’s Lexington plant.
As a globally operating supplier of burners as well as drying and energy plants, Büttner—a member of the Siempelkamp Group—is taking the next logical step by establishing a new environmental technology competence center in Kaiserslautern, Germany, and expanding its product range in the field of environmental technology.
Büttner will now be designing and manufacturing dry electrostatic filters to separate ash from hot flue gases in energy plants and wet electrostatic precipitators (WESP) to reduce particles and volatile emissions from the waste air emitted by drying and press systems.
This gives new customers the opportunity to already focus on energy efficiency and the reduction of emissions during the planning and design stages of their plants. But the new competence team will also be able to help current customers in regard to the modernization, conversion and extension of their existing plants.
Peak North America is acquiring Endurance Equipment of Irvington, Ala., known for it log cranes, drum debarkers and log merchandising systems, and plans to invest $24 million at Irvington, near Mobile, to provide equipment and services to various production segments in the wood products industry.
The project will create 175 jobs over the next four years, according to an announcement by the Mobile Chamber.
“By being strategically located in the Southern United States, we will offer state-of-the-art manufacturing and fabrication services related to the forest products sector, while gaining a geographical competitive advantage for our clients,” Peak North America CEO Brian Fehr says.
Fehr, a co-founder and former owner of BID Group, oversees Peak Renewables, which announced last year it is building a wood pellet mill in Dothan, Ala.
Morbark, LLC, and its affiliated brands Rayco and Denis Cimaf, have selected Brandt Tractor Ltd., a wholly-owned subsidiary of the Brandt Group of Companies, as the authorized dealer for their tree care (brush chippers, stump cutters, articulated wheel loaders), forestry/biomass (whole tree drum chippers, Chiparvestors, flails), recycling (horizontal and tub grinders), and Rayco Forestry/Denis
Cimaf (forestry mulchers and mulching attachments) equipment lines in Canada.
Brandt was founded in 1932 as a small electrical contractor in Regina, Saskatchewan, Canada. After nine decades of impressive growth, the company has become the world’s largest John Deere dealer, owning and operating 120 full-service equipment dealerships in Canada, Australia and New Zealand.
A new take on an old method to deal with forestry slash is set to help New Zealand logging crews more effectively manage skid sites and landings with the potential to increase productivity. The locally developed Falcon Slash Grapple Rake brings fresh thinking to slash control in a typical Kiwi approach.

The rake fits around two of the most common sizes of Ensign grapple and can reduce the laborious task by as much as one hour a day.
The idea for the new attachment was suggested by Moutere Logging M3 crew manager Steve Johnson, who was frustrated with existing methods of managing slash and debris on their sites. “I was up on the skid for three hours one evening moving slash for management purposes and thought there’s got to be a better way as I continued to pick up small loads,” Johnson says.
The Falcon rake consists of a onepiece spring lock system to attach to either side of a standard Ensign grapple commonly used for loading. It can effectively grab huge amounts of slash in one go, which can then be precisely placed in a designated area.
DC Equipment has designed two versions in conjunction with a local engineering company—one to fit the Ensign 1530 and a larger model to fit the Ensign 1730. Fitting or removing from the host grapple takes around three minutes. E-mail: sales@dce.co.nz.


Doosan will now be called DEVELON throughout the world and will continue providing products and solutions in heavy equipment equipment industries.
Work began to identify a new brand name to replace Doosan following the August 2021 sale of Doosan Infracore to HD Hyundai (formerly Hyundai Heavy Industries Holdings Co.). The name DEVELON was chosen to convey the company’s drive to develop onward to bring innovative solutions through technological transformation and the development of exceptional equipment and services.
In North America, DEVELON will continue supporting its more than 180 dealer locations while DEVELON North American operations will remain headquartered near Atlanta, in Suwanee, Ga., where the company continues to offer a training center for dealership service technicians. The company will maintain parts availability through its two regional parts distribution centers: one in Atlanta and a second in the Pacific Northwest. A customization plant in Savannah, Ga. will still play a key role in supplying machines to DEVELON dealers and customers.
The Brunette SmartVIBE is a simple vibrating conveyor designed for low-cost maintenance and maximum uptime efficiencies. The patented design allows operators to change the conveyor speed by utilizing a variable speed drive (VFD) to control the drive motor RPM which affects the conveyor stroke.
The SmartVIBE drive is designed to be inboard complete with a single electric motor. An eccentric shaft, driven by a belt and a sheave including belt guard, is mounted in roller bearing assemblies and connected to the conveyor with custom elastomer elements that provide trouble free operation in summer and winter. The SmartVIBE has no coil springs. It features a springless vibratory mechanism that is fully balanced at each stroke.
The counterbalance beam is a unique design feature of the SmartVIBE. Located under the trough for safe operation, it ensures optimal balance, even at dif-
ferent speeds. The counterbalance beam runs the entire length of the conveyor and can be used as a secondary trough to increase material flow, or to carry fines when a screen is being used.

The newest model, the SmartVIBE 5826, is 58 in. wide and comes with fines screen and metal trap. The configuration of this model provides the cleanest usable material flowing into your grinders or chippers maximizing your product yield, while protecting equipment downstream. Visit brunettemc.com.
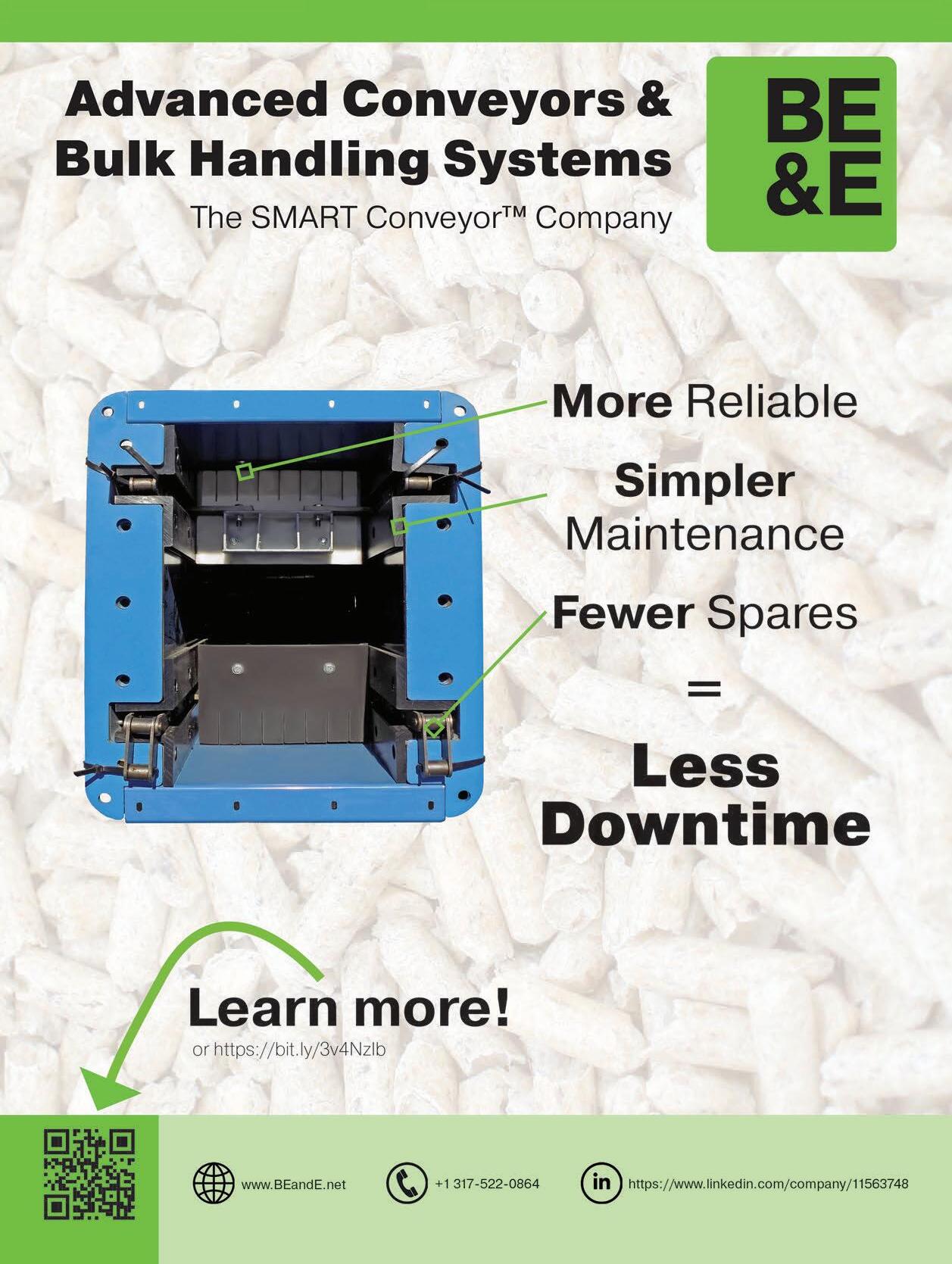
BE&E provides customized solutions for processing, conveying, storing, and receiving biomass and pellets. Its solutions range from individual machines to turnkey systems for bulk material handling and pellet plants, with outputs between 34,000 and 103,000 tons per year.

BE&E’s SMART equipment designs maximize efficiencies, lowers operational costs and increases overall output. The main feature of the SMART Conveyor, for example, is its lower internal friction than standard drag conveyors. The chains are run in channels outside the material path, which keeps the paddles from touching the floor or side walls. Energy is spent moving products instead of overcoming friction. This approach not only reduces waste and emissions but also helps customers to achieve their sustainability goals.
Visit BEandE.com.


