




www.brotundbackwaren.de OFFIZIELLES ORGAN DES VERBANDES DEUTSCHER GROSSBÄCKEREIEN E.V. Galbusera Effizienz durch Vernetzung Domino’s Pizza Supply-Chain-Zentrum in den USA Sydney Cake House Mak’cik aus Malaysia 03 19

Kwik-Loks-Idee




Etiketten am Beutelverschluss sorgen für


• Kundenkontakt bei jedem Ö nen und Schließen
• Aufmerksamkeit im Regal
• Transport von Botschaften
• Unterstützung für Aktionen


• bis zu 15 % mehr Umsatz
• bis zu 15 % mehr Umsatz



Die momentane Zurückhaltung und teilweise Verunsicherung bei den Backwarenherstellern auf der ganzen Welt ist verständlich. Auf der einen Seite kühlt sich die Weltwirtschaft ab und auf der anderen Seite gibt es Herausforderungen wie z. B. Handelskonflikte, die noch gelöst werden müssen. Auch der Klimawandel wird Auswirkungen auf die Backbranche haben und viele Unternehmenslenkerinnen und Unternehmenslenker befürchten starke Schwankungen sowohl bei der Rohstoffversorgung als auch bei der Qualität der Rohstoffe.
Die Backbranche und jeder Hersteller kann, wenn es z. B. um den Klimaschutz oder um die Überproduktion von Lebensmitteln geht, nur bei sich selber anfangen. Und die Branche ist seit vielen Jahren aktiv dabei, Probleme zu lösen. So achten viele Bäckereien darauf, dass der CO 2-Fußabdruck reduziert wird, bei Öfen sind die Wärmerückgewinnung und eine gute Dämmung seit vielen Jahren selbstverständlich, Kältemittel für Froster sind möglichst umweltfreundlich und kein Unternehmen produziert Backwaren für die Mülltonne, sondern Restteige wurden schon immer weiterverarbeitet bzw. die Retourenquote bei frischen Backwaren wird so gering wie möglich gehalten.
Am Ende wird allerdings auch die Politik gefordert sein, denn Bäckereien haben die Aufgabe, die Bevölkerung mit Lebensmitteln zu versorgen und dazu werden die entsprechenden Rohstoffe und Mittel benötigt.
Allerdings bin ich insgesamt positiv gestimmt. Bäckereien weltweit stehen vor den selben Herausforderungen und es werden sich neue Möglichkeiten ergeben.
Wir sollten nicht vergessen, dass die Backbranche weltweit erfolgreich ist, auch weil sie sich den Herausforderungen immer wieder gestellt hat. Verbraucher auf jedem Kontinent verzehren heute Backwaren. Baguettes, Ciabatta, Croissants und Weißbrot, aber auch Kekse und Waffeln sind international gefragt und der Bedarf steigt weiter. Gerade in Ländern wie Indonesien, Malaysia, China oder den Philippinen, aber auch im Nahen Osten oder Indien steigt der Verbrauch an Weizen und die Verzehrgewohnheiten verändern sich.
Backwarenhersteller, Maschinenbauer, Rohstofflieferanten, Landwirte, Züchter und auch wir als Verlag müssen uns weiter anstrengen, um in Zukunft bestehen zu können. Aber auch, damit wir der nächsten Generation noch etwas weitergeben können.

Wir als Verlag freuen uns z. B., dass unsere E-Paper-Ausgaben immer mehr nachge fragt werden. Dies bestätigt uns, dass unsere Leser an den Inhalten wie Reportagen, Interviews, aber auch an technischen Berichten, Tagungen, Messen und Marktanalysen und auch neuen Forschungsergebnissen interessiert sind.
Die E-Paper unserer Hefte bietet mehrere Vorteile: Sie sparen Ressourcen und unse re Leser erhalten die Ausgaben schneller und können sich die Hefte als pdf-Datei abspeichern und sie bei Bedarf auch nach Schlagwörtern durchsuchen. Falls Sie Interesse an einem E-Paper haben, freut sich Viktoria Usanova (usanova@ foodmultimedia.de) vom Leser-Service über eine E-Mail.
Wie viel versteht

Unsere eine ganze Menge. Branchenspezifische Prozesse, Integration von Maschinen und Anlagen, Monitoring und Reporting, Rückverfolgbarkeit, Qualitätsmanagement und vieles mehr. Das CSB-System ist die Unternehmenssoftware für die Brotund Backwarenbranche. Es deckt als Komplettlösung ERP, FACTORY ERP und MES ab. Und dazu sind BestPractice-Standards schon enthalten.
Sie möchten ganz genau wissen, warum Branchenführer auf CSB setzen?

Porträt
06 Franz Reischl: Ein ewig Suchender auf festem (Werte-)Fundament
Tagung
08 WIG: Erfolgreiche Frühjahrstagung
10 WIG: Weihenstephaner Automatisierungstagung
14 VDB-CH: Am Puls der Zeit
Rohstoffe
12 Lesaffre: Baking Center Nr. 44
Produktion
18 Galbusera: Effizienz durch Vernetzung
24 Domino’s Pizza: Zentralisierte Pizza-Teig-Produktion
28 Pizza: Kundenspezifisch produzieren
34 Gärschrank: Teigschonend, wartungsarm und hygienisch
36 Sydney Cake House: Mak’cik – nur das Beste
46 Baguetteherstellung: Der französische Touch
Interview
22 AIBI: Bäckerei der Zukunft
Markt
32 Newcomer: Alternative Pizzaböden
Weiterbildung
42 Bäckereitechnik: So gute Chancen wie nie
Knettechnologie
48 Diosna: Individualisiertes Kneten – Teil 2
Hygiene
52 Hygieneschleusen: Überlistungssicher
54 Handhygiene: Eine Hand wäscht die andere Management
56 Nachhaltigkeit: Nicht ohne Ergebnismessung
Rubriken
brot + backwaren ISSN 0172-8180


brot + backwaren ist das offizielle Organ des Verbandes Deutscher Großbäckereien e.V. brot + backwaren erscheint 6 x im Jahr zum Einzelverkaufspreis von Euro 15,00. Im Verbund mit dem wöchentlichen digitalen Newsletter Backspiegel beträgt der Jahresabonnementpreis:

+ Print-Abonnement
zzgl. 7 % MwSt im Inland: 75,00 EUR
+ Abonnement der digitalen Version
zzgl. 19 % MwSt im Inland: 75,00 EUR
+ Kombi-Abonnement Print-Abonnement
zzgl. 7 % MwSt im Inland: 70,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos) + Ergänzungsabonnement digital
zzgl. 19 % MwSt im Inland: 6,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos) Im Ausland und für Studenten gelten andere Preise.
Abonnementskündigungen müssen
3 Monate vor Ende des Bezugszeitraums dem Verlag schriftlich vorliegen. Abonnementsbestellungen richten Sie bitte an die genannte Vertriebsleitung. Bei Nichtlieferung ohne Verschulden des Verlags oder infolge von Störungen des Arbeitsfriedens bestehen keine Ansprüche gegen den Verlag. Die Zeitschrift und alle in ihr enthaltenen Beiträge und Abbildungen sind urheber rechtlich geschützt. Mit Ausnahme der gesetzlich zugelassenen Fälle ist eine Verwertung ohne Einwilligung des Verlags strafbar.
Online-Streitbeilegung gemäß Art. 14 Abs. 1 ODR-VO: Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie unter http://ec.europa.eu/ consumers/odr/ finden.
Zurzeit gültig ist die Anzeigenpreisliste 2018.
VERLAG
f2m food multimedia gmbh Ehrenbergstraße 33 22767 Hamburg +49 (0)40 399 012 27 info@foodmultimedia.de
HERAUSGEBERIN
Hildegard M. Keil +49 (0)40 380 94 82 keil@foodmultimedia.de
CHEFREDAKTION
Bastian Borchfeld +49 (0)40 399 012 28 borchfeld@foodmultimedia.de
REDAKTION
Helga Baumfalk +49 (0)40 399 030 61 baumfalk@foodmultimedia.de
Katrina Finley finley@foodmultimedia.de
SCHLUSSREDAKTION
Sybille Kalinka
TEXT-Tapir
ANZEIGENABTEILUNG
Anzeigenleitung
Dirk Dixon +44 143 587 20 09 dixon@foodmultimedia.de
Anzeigensachbearbeitung
Wilfried Krause +49 (0)40 386 167 94 krause@foodmultimedia.de
VERTRIEBSLEITUNG
Viktoria Usanova +49 (0)40 399 030 62 vertrieb@foodmultimedia.de
GESTALTUNG
LANDMAGD in der Heide Linda Langhagen design@landmagd.de
LITHO/DRUCK
Leinebergland Druck GmbH & Co. KG Alfeld (Leine)


Pizza braucht authentische




































































































































































































FRITSCH IMPRESSA pizza – für runde, ovale oder eckige Pizzas, alles aus einem Teigband geschnitten oder gestanzt. Die SoftProcessing-Technologie von FRITSCH sorgt für ein schonendes Ausrollen und Verarbeiten von weichen Teigen und Teigen mit langer Vorgare, damit die individuelle Teigstruktur erhalten bleibt. Von der Pizza Americano bis zur rustikalen Pizza Italiano – immer authentisch, immer köstlich. Mehr unter www.fritsch-group.com











































































+Die BÄKO ÖSTERREICH wird demnächst ohne Franz Reischl auskommen müssen. Für seine Nachfolger zweifellos nicht ganz einfach, denn Reischl hat gestaltet in den vergangenen 48 Jahren, von denen er die Genossenschaft fast 35 Jahre als Direktor führte. Als er 1984 in dem vergleichsweise jugendlichen Alter von 27 Lenzen die Führung der BÄKO Linz übernahm, dürfte keiner der Genossen auch nur geahnt haben, wie viel der Zwei-Meter-Mann im Laufe seiner Amtszeit verändern würde.
Weil die Zahl der Backbetriebe damals in Österreich bereits rückläufig war, dachte er nicht nur über Fusionen nach, sondern gründete 1990 die BÄKO ÖSTERREICH als Bund der fünf gleichberechtigten österreichischen Einkaufsgenossenschaften für Bäcker und Konditoren. Naiv, wie er selber heute sagt, und lang hat’s auch nicht gehalten. Aber einer, der felsenfest davon überzeugt ist, dass die Wirtschaftsform der Genossenschaft Nutzen für alle generiert, gibt nicht auf, schon gar nicht, wenn er Franz Reischl heißt. Also erst mal die BÄKO Linz umkrempeln, Service und Leistung ganz großschreiben, sodass auch Bäcker aus anderen Bundesländern an die Tür klopfen und Einlass begehren.
Der zweite Anlauf war dann schon generalstabsmäßig geplant. Analyse der Lager und Logistik der fünf Genossenschaften, Strategieentwicklung für eine neue BÄKO ÖSTERREICH und eine daraus abgeleitete Struktur. Danach Überzeugungsarbeit leisten und schließlich 1997/98 die formale Zusage von Wien und Graz. Die Lager dort werden aufgegeben und zu Umschlagplätzen umfunktioniert. Geld für die Abfindung von nicht mehr gebrauchten Mitarbeitern hat er sich ausbedungen, denn auch Menschenführung und Sozialverhalten gehören zu seinen Lieblingsdisziplinen.
* Franz Reischl wird am 12. Juni nach insgesamt 48 Jahren im Dienst der BÄKO auf der Unternehmertagung in Linz-Pichling verabschiedet. Seine Nachfolge übernehmen Robert Brandner (IT, Logistik, Technik) und Markus Geres (BWL, Markt). Der 63-Jährige geht nicht etwa in den Ruhestand, sondern in die „Freitätigkeit“.
Was es für ein Kraftakt wird, innerhalb von zwei Monaten alles über Linz abzuwickeln und trotzdem jedem Kunden das zukommen zu lassen, was er will und braucht – das hat er eher nicht geahnt. „Das schaffst du nur, wenn eine gute Truppe felsenfest hinter dir steht.“ Salzburg kam 2001 dazu, Tirol 2006 und 2007 mit Pan&Pas eine eigens gegründete Tochter für Südtiroler Bäcker. Manches auf dem Weg zur heutigen BÄKO ÖSTERREICH hat Kämpfe gekostet, mit Insidern wie Außenstehenden, manchmal auch mit Lieferanten. Ein Stoff für Legendenbildung war der 13-monatige Import von Hefe aus der Türkei durch die Reischl-Truppe –abgewickelt mit der Übersetzungshilfe des Vaters einer Mitarbeiterin. „Rechnen ist unser Job“ – danach handeln auch, könnte man ergänzen. Ansonsten hieß und heißt die Devise „So viel zentral wie nötig, so viel vor Ort wie möglich, vor allem die Kundenbetreuung“. Dazu Pflichterfüllung, die man fast schon preußisch nennen könnte. Aber

wie hatte die Mama seinerzeit gesagt: „Du kannst Bundeskanzler werden, aber wenn um 13 Uhr das Essen auf dem Tisch steht, bist du hier!“
Mitten in der Neufindung der österreichischen Bäckereiund Konditoreigenossenschaften, genau genommen 2000, baute die BÄKO Linz, später BÄKO ÖSTERREICH, sich ein neues Domizil am Rande der oberösterreichischen Landeshauptstadt Linz. Es ist ein Vorzeigebetrieb: elektronische Lagerverwaltung, Pick-by-Voice, IFS-zertifiziert, EDVSchnittstellen nutzen, wo immer möglich, virtuelles Management, Vorausplanung von Warenströmen und immer wieder Vernetzung. Reischl ist sich sicher: „Die Zukunft gehört den Plattformen.“
Wertegemeinschaften und obendrein solche, die tagtäglich Nutzen für ihre Genossen und für die Gesellschaft schaffen müssen. „Der Förderauftrag der Genossenschaften ist ein einzigartiges Differenzierungsmerkmal“, das in der Praxis tagtäglich umzusetzen sein Credo.
Der zweite rote Faden, der sich durch sein Leben zieht, ist Weiterbildung. Kaum etwas, das ihm so viel Spaß macht wie „spannende Leute kennenlernen“, „Denkanstöße kriegen“, „Dinge verstehen lernen“. Weil er inzwischen ehrenamtlich im Aufsichtsrat einer Bank tätig ist, hat er sich vor drei Jahren in die Tiefen des Finanzmanagements eingearbeitet und seit mehr als 20 Jahren besetzt die Zukunftsakademie einen fixen Termin in seinem Kalender.
Und er gibt zurück, an seine Mitarbeiter, denen er ebenso Mentor wie Chef war, an die Genossenschaftsbewegung, deren Verbandspräsident er inzwischen ist, und an Projekte, die seinen Rat als Genossenschafter suchen.
Franz Reischl ist in Oberösterreich geboren, die Großeltern hatten einen Landgasthof, der Vater war Facharbeiter in Linz, die Mutter betreute die drei Kinder. Wenn Reischl von zu Hause erzählt, fällt der Begriff Werte besonders häufig. Werte zählen auch heute noch zu den zentralen Bausteinen seiner Welt. Genossenschaften sind für ihn Anzeige
Kann es neben so viel Engagement noch so etwas wie einen privaten Franz Reischl geben? Durchaus, da gibt es nicht nur die Ehefrau und eine Tochter, sondern inzwischen auch zwei Enkel, viel Sport, eine aktive Rockband aus Jugendtagen und immer wieder die Freude daran, die Welt gestalten zu dürfen und nicht gestaltet zu werden. +++
Anlagenbau neu definiert: Statt Baukasten bieten wir freie Auswahl: Denn wir integrieren Prozesse – und nicht Bauteile. Damit sichern Sie sich mehr Effizienz, Flexibilität und Sicherheit. Innovatives Anlagen-Design vom Anlagen-Architekten. Für perfekten Teig auf ganzer Linie.
„Das schaffst du nur, wenn eine gute Truppe felsenfest hinter dir steht.“
Mit rund 120 Teilnehmern war die 8. Frühjahrstagung des Weihenstephaner Instituts für Getreideforschung (WIG) in Freising wieder ausgebucht und ein voller Erfolg.
++ Ca. 120 Vertreter der Backbranche diskutierten bei der 8. Frühjahrstagung über neueste Forschungsergebnisse aus den Bereichen Rohstoffe und Anlagenbau
Vom 26. bis zum 27. März trafen sich ca. 120 Vertreter der Backbranche, um sich über neueste Forschungsergebnisse aus den Bereichen Rohstoffe und Anlagenbau zu informieren. Geladen zur 8. Frühjahrstagung hatte das WIG.
Einer der Referenten war Prof. Peter Köhler von der biotask AG. Der Experte informierte über das Ölsaaten-Monitoring (OSM). Dies wurde am 1. Januar 2018 durch eine Initiative des Verbandes Deutscher Großbäckereien e.V. ins Leben gerufen. Ölsaaten sind wichtige Zutaten für die Herstellung von Backwaren, die häufig aus Drittländern in die EU importiert werden, erklärte Prof. Köhler. Bislang gab es keine gebündelten Daten über Kontaminanten und Rückstände in Ölsaaten innerhalb der Backwarenbranche. Diese Lücke soll mit dem OSM geschlossen werden. Beteiligen können sich alle Unternehmen, unabhängig von einer Branchenzugehörigkeit, die Ölsaaten importieren, reinigen, verarbeiten oder damit handeln. Am OSM haben im Jahr 2018 insgesamt 15 Unternehmen teilgenommen, davon elf aus Deutschland und vier aus Österreich. Die Unternehmen gliedern sich wie folgt auf: neun Backbetriebe, fünf Hersteller von Backzutaten und eine Warenhandelsgesellschaft. Es wurden 128 Proben untersucht, die zur Herstellung von Lebensmitteln bestimmt waren. Die meisten Proben wurden nach einem abgestimmten Monitoring-Plan untersucht. Dieser besteht aus einem festgelegten Standardpaket, mit dem die relevanten Pestizide (inkl. Glyphosat), Mykotoxine, Schwermetalle sowie mikrobiologische Parameter erfasst wurden. Zusätzlich gab es die Möglichkeit, ausgewählte Parameter, die für Ölsaaten von aktuellem Interesse sind, zu analysieren. Hier ist als Beispiel der Morphin- bzw. Opiatgehalt von Mohnsamen zu nennen. Die erhobenen Daten wurden den Teilnehmern in anonymisierter Form und exklusiv zur Verfügung gestellt. Für das Jahr 2018


kann Folgendes hervorgehoben werden: Die Mykotoxinbelastung und die mikrobiologische Belastung waren bislang unkritisch. Die Morphingehalte von Mohn lagen in einem durchschnittlichen Bereich. Bei dem Herbizid Glyphosat war keine Überschreitung der gesetzlichen Höchstgehalte zu verzeichnen. Allerdings wurde Glyphosat in 20 % der untersuchten Proben nachgewiesen. Dies bestätigte die lange gehegte Vermutung, dass Ölsaaten als niederschwellige Eintragsquelle für Glyphosat in Backwaren angesehen werden müssen. In der Mehrzahl der Proben wurde Cadmium nachgewiesen. Die Cadmiumgehalte lagen in Mohn- und Leinsamen sowie in Sonnenblumenkernen auf einem hohen Grundniveau. Bei Mohnsamen bestand eine Abhängigkeit der Gehalte von der geografischen Herkunft. Die Entwicklung der Cadmiumgehalte, insbesondere bei Mohn, sollte im Auge behalten werden, empfahl der Referent. Die Nachweishäufigkeit von Blei war in Mohnsamen deutlich höher als bei den anderen Ölsaaten. Zusammenfassend kann festgehalten werden, dass alle untersuchten Ölsaaten sichere Erzeugnisse im Sinne des Lebensmittelrechts waren. Gesetzliche Höchstgehalte waren nur in zwei Fällen überschritten.
Exogene Enzyme
Dr. Mario Jekle, Technische Universität München, Lehrstuhl für Brau- und Getränketechnologie, Arbeitsgruppe Getreidetechnologie und -verfahrenstechnik, referierte über das Thema „Auf den Zeitpunkt kommt es an: Technologische Wirkung exogener Enzyme nach dem Backen“. So werden exogene Enzyme bei der Herstellung von Backwaren eingesetzt, um die Frischhaltung der Backwaren zu verbessern. Nach EU-Recht (VO (EU) 1169/2011) ist für die Deklarationspflicht von Anti-Staling-Enzymen der Zeitpunkt der technologischen Wirkung entscheidend: Zeigen exogene Enzyme eine technologische Wirkung während der Teigbereitungsphase



(inkl. Fermentation und Backen), kann jedoch keine technologische Wirkung in der finalen Backware festgestellt werden, so muss der Einsatz von Enzymen nicht deklariert werden, erklärte Dr. Jekle. Da exogene Enzyme den Backvorgang jedoch überstehen können, konnte bislang die Erniedrigung der Krumenverfestigung während der Lagerung (also ein verringertes Altbackenwerden) nicht sicher auf eine technologische Wirkung der Enzyme während der Teigbereitungsphase zurückgeführt werden. In diesem Fall würden die Enzyme während der Herstellung der Backware eine modifizierte Krumenausbildung bewirken, welche eine reduzierte Krumenverfestigungskinetik nach der Herstellung (also während der Lagerung) mit sich führen würde.
Um dies sicher unterscheiden zu können, wurde ein neuartiges Pellet-Verfahren entwickelt, bei dem der Zeitpunkt der Enzymzugabe gezielt gesteuert werden kann. Dazu wurde Krume aus einem chemisch-gelockerten Stärke-Gluten-Teig hergestellt, gefriergetrocknet, vermahlen, mit Wasser bzw. Enzymlösung rehydratisiert und zu porenfreien Pellets gepresst. Eine maltotetragene Amylase wurde dabei entweder bei der Teigherstellung bzw. erst nach dem Backvorgang bei der Rehydratisierung der Krumenmatrix aufgebracht. Daraus resultierende Pellets wurden mit einem Referenz-Pellet (ohne Enzymeinsatz) verglichen. Somit konnte erstmalig eine mögliche technologische Wirksamkeit von definierten Enzymen und deren Konzentrationen nach dem Backen, d. h. während der Lagerung der Backware, untersucht werden.
Nach 8-tägiger Lagerung wies das Referenzpellet ohne Enzymzusatz die höchste Festigkeit (110.0 ± 13.2 N) auf. Die nachträgliche Zugabe der Amylase nach dem Backvorgang führte zu keiner signifikanten Reduktion der Krumenverfestigung im Vergleich zum Referenzpellet (93.4 ± 1.5 N). Hingegen rief der Einsatz der Amylase bei der Teigbereitung eine deutliche Reduktion der Krumenfestigkeit nach 8 Lagertagen hervor (60.6 ± 13.4 N). Vergleichbare Ergebnisse wurden für den Einsatz eines Stärkeabbauproduktes (Maltose) vor dem Backvorgang und nach dem Backvorgang in chemisch-gelockerten Backwaren festgestellt. Hierbei rief Maltose, die nach dem Backvorgang auf die Krumenmatrix aufgebracht wurde, keine Reduktion der Krumenfestigkeit hervor, jedoch führte der Maltosezusatz vor dem Backvorgang zu einer reduzierten Krumenverfestigung über die untersuchte Lagerdauer.
Aus diesen Versuchen kann geschlussfolgert werden, dass die Wirkung der (zumindest hier untersuchten) Amylasen auf die Krumenverfestigung maßgeblich während des Herstellungsprozesses stattfindet. Es ist anzunehmen, dass die Anti-StalingWirkung exogener Amylasen sowie kurzkettiger Dextrine nicht auf eine technologische Wirkung im Endprodukt zurückzuführen ist, sondern dass vielmehr Anti-Staling-Enzyme und kurzkettige Dextrine eine modifizierte Krumenausbildung hervorrufen, wenn sie während der Teigbereitungsphase zugesetzt werden. Eine Deklaration wäre somit in diesem Fall nach jetzigem Recht nicht notwendig.
Teigentspannung
„Forcierte Teigentspannung – Steuerungs- und Verkürzungspotenzial im Herstellungsprozess“ hieß das Thema von Silvia Brandner, Technische Universität München, Lehrstuhl für Brau- und Getränketechnologie, Arbeitsgruppe Getreidetechnologie und -verfahrenstechnik. Die Verarbeitbarkeit von Weizenteigen ist unmittelbar nach einem mechanischen Energieeintrag, wie beispielsweise dem Kneten oder dem Laminieren, eingeschränkt, so die Referentin. Erst nach einer anschließenden Ruhe-/Entspannungsphase kann eine einwandfreie Weiterverarbeitung gewährleistet werden. Die Anwendung kurzer invasiver elektrischer bzw. mechanischer (Ultraschall) Impulse führt in wenigen Sekunden zu Dehn- und Elastizitätseigenschaften entsprechend denen von geruhten Teigen. So konnten anhand von Dehnungsmessungen (Kieffer Rig) übereinstimmende Dehnbarkeiten für spannungs-/ultraschallbehandelten Weizenteig mit denen von 25 Minuten geruhtem Teig aufgezeigt werden.
Weiterhin konnte die Nachgiebigkeit (Softness) des Teiges durch die forcierte Entspannung entsprechend zu einer 50-minütigen Teigruhe gesteigert werden. Diese übereinstimmenden visko-elastischen Teigeigenschaften zwischen forciert entspanntem Teig und herkömmlich geruhtem Teig zeigen, dass die Restrukturierungsvorgänge, die während der Teigruhe ablaufen und zu einem dehnbareren und plastischeren Netzwerk führen, durch elektrische bzw. mechanische Impulse forciert und kontrolliert werden können. Die einfache Anwendbarkeit und kurze Anwendungsdauer (1–60 Sek.) der elektrischen/mechanischen Impulse ermöglicht die Integration des Prozessschrittes der Teigruhe in laufende Prozesse und führt zu einem vereinfachten und effektiveren Prozess durch den Wegfall von Anlagen zur Aufrechterhaltung definierter klimatischer Bedingungen während der Teigruhe und der Einsparung von Zeit. Durch ausführliche mikro- und makrostrukturelle Analysen, die aus rheologischen Analysen, Dehnungsmessung, mikroskopischen Methoden und Backversuchen bestehen, wird die Aufklärung der zugrunde liegenden funktionalen Mechanismen der forcierten Teigentspannung anhand verschiedener Mehlqualitäten untersucht. Diese analytische Basis stellt die Grundlage für die Erfassung des Verkürzungspotenzials der Teigruhe in Abhängigkeit von der Mehlqualität und der Intensität der forcierten Entspannung dar. Auf Basis des Verkürzungspotenzials wurden bestehende Prozessabläufe in Bäckereien hinsichtlich ihrer Eignung (Verweilzeit zur Anwendung der Impulse) zur Integration der Entspannungsmethoden untersucht. Hierbei haben sich besonders Förder- und Transportbänder als geeignet erwiesen. Diese potenziell als geeignet einzustufenden Prozessstellen werden mit der forcierten Entspannung verknüpft und ihre Anwendungsmöglichkeiten vorgestellt.
Zusammenfassend steht mit der forcierten Teigentspannung ein Verfahren zur Verfügung, welches Dehnbarkeit, Nachgiebigkeit und Elastizität entsprechend geruhter Weizenteige in wenigen Sekunden ermöglicht, ohne wesentlich die Gasfreisetzung und -haltefähigkeit der Produkte zu verändern.
Aufgrund der sehr umfassenden Tagung können leider nicht alle Referenten in dieser Ausgabe berücksichtigt werden. Die Redaktion wird aber weitere Berichte in den nächsten Ausgaben veröffentlichen. Zudem wurden während der Frühjahrstagung die Sieger des WIG-Forschungspreises gekürt. Über den ersten Platz und damit 1.000 EUR freute sich Sophia Bonzel. Sie überzeugte die Jury mit ihrer Masterarbeit zum Thema „Optimierung von Weizenteigruhezeiten
durch forcierte Entspannung mittels Wechselspannungsimpulsen“. Den zweiten Platz und damit 500 EUR erhielt Melanie Riemschneider. Sie schrieb in ihrer Masterarbeit über den Einfluss von Amylasen auf die kristallinen und rheologischen Eigenschaften von Teigen und Backwaren. Platz drei belegte Markus Regner. Er forschte zum Thema „Effect of different Arabinoxylans on baking performance of millet and buckwheat bread”. Regner konnte sich über 300 EUR freuen. +++
Zu den zentralen Themen der Exzellenzstrategie der TUM gehörten Automatisierung und Digitalisierung. Die diesjährige Automatisierungstagung gab einen Vorgeschmack.
+Die Automatisierung und Digitalisierung wird in der Backwarenindustrie eine ähnliche Tiefe erreichen, wie sie sie heute in der Getränkeindustrie bereits hat, und Online-Messtechnik wird dabei eine zentrale Rolle spielen.
Prof. Dr. Ing. Thomas Becker, Ordinarius am Lehrstuhl für Brau- und Getränketechnologie, der auch das Institut für Getreideforschung beherbergt, betätigte sich zur Einführung der Tagung nicht nur als Orakel, sondern versprach den Gästen der diesjährigen Tagung auch massive Unterstützung durch den Lehrstuhl.
In welchem wirtschaftlichen und gesellschaftlichen Kontext das Thema steht, darüber sprach Franz Guster von der Bühler AG, Uzwil. Derzeit gehen 70 % des vorhandenen Wassers und 30 % der produzierten Energie dieser Welt in die Nahrungsmittelindustrie, so der Leiter der neu geschaffenen Unternehmenseinheit „Consumer Foods“. Gleichzeitig aber gingen 30 % der produzierten Lebensmittel auf ihrem Weg durch die Wertschöpfungskette verloren oder würden verschwendet. Die Digitalisierung der Produktionsprozesse könne helfen, Qualität und Ertrag durch Leistungssteigerungen mittels Echtzeit-Überwachung von Maschinen und Anlagen zu verbessern. Ausfallzeiten und Energieverbrauch könnten dabei vermindert werden, u. a. weil die gewonnenen Informationen für die Fortentwicklung der Prozesse genutzt werden könnten. Last but not least werde die Echtzeit-Überwachung die Chance bieten, durch die Präzision der Geräte-Kalibrierung und der Registrierung manuelle Eingriffe sehr viel exakter entlang der vorgegebenen Spezifikation zu vorzunehmen. Das verringere den Ausschluss und erhöhe die Lebensmittelsicherheit.
Anhand verschiedener Systeme aus dem Portfolio der Bühler Digitalisierung wie der weltweit größten Datenbank für Lebensmittelsicherheit safefood.ai oder der selbstoptimierenden Schokoladenlinie DoMiReCo 4.0, die eine Walzenbelegung von bis zu 97 % bei gleichzeitiger Plastizitätskontrolle der Schokoladenmasse erreicht, zeigte Franz Guster die Ansätze, die bei Bühler verfolgt werden. Dazu gehört auch
die Darstellung der Kontrolldaten in einem Dashboard, das eine zentrale Datenerhebung und -verwaltung erlaubt, ein intelligentes Alarm-System beinhaltet und durch prozessorientierte optisch klare Benutzeroberflächen den Bedienern Chancen für eine schnellere Reaktion und bessere Kontrolle komplexer Linien gibt.
In zwei anderen Vorträgen ging es um die Entwicklung spektraler und optischer Sensoren und eines innovativen Sensorkonzeptes für die Backwarenindustrie am Lehrstuhl von Prof. Becker. Bereits heute gibt es eine Reihe von Anwendungsfeldern spektraler und optischer Sensoren, wie Abstandsoder Temperaturmessungen. Auch die Messung eines Bräunungsindex durch LAB-Farbmessgeräte oder die Messung von chemischen und physikalischen Eigenschaften durch UV/VIS/NIR-Spektrometer gehören heute zum Standard in den wissenschaftlichen Laboren. Neue Anwendungen im Bereich des sichtbaren Lichts eröffne die Aussicht, Dimensionen und Oberflächenbräunung zu messen und Gebäckoberflächen auf Homogenität zu überprüfen. Solche VIS-Kameras sind auch in der Lage, die Parameter der Gare eines Teiglings zu detektieren oder mit einem „Blick“ in den Knetbottich die Oberflächenbeschaffenheit des Teiges und damit den Stand des Knetprozesses zu analysieren.
Messungen im MIR-Bereich in den beladenen Ofen hinein können durch entsprechende Filterung der Daten Hinweise auf Krustenrisse und Backfehler geben, alternativ auch die möglicherweise ungleichmäßige Wärmeverteilung im Backraum aufdecken. Optische Sensoren, so Ronny Takacs am Ende seines Vortrages, werden in der Mess- und Regeltechnik eine zunehmend wichtigere Rolle spielen. Durch Neu- und Weiterentwicklungen würden die Sensoren aber auch günstiger, kleiner, robuster und in mehr Fällen einsetzbar.
Den zweiten Vortag hielt Michael Metzenmacher, der sich darin mit den Möglichkeiten von Qualitätskontrolle auf den verschiedenen Stufen des Herstellungsprozesses mittels
Sensoren beschäftigte, vorgestellt an der Überwachung von Dichte- und Strukturparametern von getreidebasierten Backwaren entlang ihres Herstellungsprozesses sowohl mittels Offline-Methoden wie Inline-Methoden, wie LaserDoppler-Vibrometer, Particle Image Velocimetry oder Ultraschall.
Der Nachmittag der Vortragsveranstaltung am Weihenstephaner Institut gehörte dann den Praktikern aus der Zulieferindustrie. Jürgen Kammer von der Jungheinrich Logistiksysteme GmbH stellte dabei die neuesten Entwicklungen der fahrerlosen Transportsysteme sowie Lösungen für die innerbetriebliche Logistik vor. Andreas Brülls von der ProLeit AG stellte das eigene Manufacturing Execution System MES vor, über das das von ProLeit entwickelte Plant iT zum Produktionsleitstand wird, der alle produktionsrelevanten Daten entlang der gesamten Wertschöpfungskette sammelt und auswertet. MES ist in der Lage, auch die Insellösungen unterschiedlicher Hersteller einzubinden.
Dr. Tobias Pfaff von der Firma Food Tracks aus Münster plädierte dafür, Bäckereien künftig mittels eines intelligenten Bäckerei-Controllings zu steuern, das alle verfügbaren Datenquellen im Unternehmen verknüpft und statt Zahlenfriedhöfen Handlungsempfehlungen gibt.
Werner Seidl von der Stäubli Tec.Systems GmbH Robotics aus Bayreuth zeigte auf, welche Vorteile der Einsatz von Robotern entlang der Wertschöpfungskette vom Produktund Equipmenthandling bis zur Verpackung mit sich bringen kann. Besonderes Augenmerk legte er dabei auf die Kontrolle und den Stand der Hygiene, die damit erreicht werden könnten.
Den Abschlussvortrag hielt schließlich Dr. Rudolf Sollacher von der Abteilung Research and Development for Digitalization and Automation CR RDA FOA der Siemens AG. Einer der Schwerpunkte seines Vortrages war die wachsende Transparenz vom Rohstoff bis zum fertigen Produkt, die sich mit der Digitalisierung realisieren lasse. Gerade in Zeiten begrenzter Ressourcen und mangelnden Verbrauchervertrauens werde dies ein wichtiger Faktor für die Wettbewerbsfähigkeit der Produkte und Unternehmen werden. Siemens forsche derzeit sowohl an der Integration der Wertschöpfungsketten durch Digitalisierung und der Verbesserung der Nachverfolgbarkeit, aber auch an der Verbesserung der Effizienz und Nachhaltigkeit der Lebensmittelproduktion und den Möglichkeiten einer flexiblen Produktion von personalisierten Lebensmitteln.
Die Digitalisierung ganzer Wertschöpfungsketten, so Sollacher, werde ein komplexes Ökosystem an digitalen Diensten vom Acker bis auf den Teller ermöglichen, Lieferanten und Behörden integriert. An entsprechenden Blockchain-Systemen arbeite man bei Siemens bereits. +++
UNTERSCHIEDLICHE
DARREICHUNGSFORMEN
abgestimmt auf Ihre individuellen Bedürfnisse www.ireks.de

Spiel mit spannenden AROMAFACETTEN


++ Das neue Baking Center in Wien mit König-Linie, Rondo-Teigbandlinie und stressfreier Teigteilung von Rheon. Die Spiralkneter

Im Industriegebiet von Wiener-Neudorf am südlichen Stadtrand der österreichischen Hauptstadt hat der Hefekonzern Lesaffre ein Baking Center eingerichtet. Das mehr als 600 qm umfassende Ensemble aus Bäckerei, Labor und Schulungsräumen wendet sich vor allem an Kunden aus Industrie und Großhandwerk aus West- und Osteuropa. Für Versuche und Produktentwicklung stehen neben Knetern und einem Sauerteigbereiter eine Teigbandlinie von Rondo, eine König-Linie für Brötchen, Buns und Donuts sowie von Rheon eine V4 stressfree zur Auswahl. Gegart, gebacken und auch tiefgekühlt wird in einer Anlagenkombination von Miwe. Von Rheon kommt eine Cornucopia dazu, für Tests

Lesaffre produziert nicht nur Hefe für die Backbranche, sondern auch Sauerteig, Backmittel und Vormischungen. Mixe und Premixe wie beispielsweise ein Eiweißbrotmix laufen unter der Marke Inventis. Unter dem Namen Magimix verkauft die Gruppe ein komplettes Sortiment an Backmitteln für frische wie TK-Produkte, Weizen- wie Roggenteige sowie gezielt ausgerichtet auf spezielle Teigprobleme. Der dritte Markenname in diesem Sortiment ist Levendo. Dahinter verbergen sich nach Aromaprofilen sortierte Sauerteige, u. a. ein flüssiger Sauerteig mit lebenden Mikroorganismen, der einen „französischen Aromatouch“ im fertigen Gebäck verspricht. +++
mit Fettgebäcken steht eine Fettlinie von Riehle bereit. Auch ein kleines Labor für Rohstoff- und Qualitätsuntersuchungen ist vorhanden.
Der Standort Wien hat für die SIL (Société Industrielle Lesaffre) zentrale Bedeutung im Europageschäft. 1996 hatten die Franzosen das Hefegeschäft vom damaligen österreichischen Hefebaron Mautner-Markhof übernommen, der nicht nur den österreichischen Markt dominierte, sondern auch gleich nach der Wende in den ehemaligen KuK-Ländern Hefefabriken aufgekauft hatte. Am Firmensitz in Marcq-enBarœul betreibt Lesaffre seit 1968 die größte Hefefabrik
++ (v.l.)
weltweit. Aus dem MM-Imperium wuchs die Hefefabrik in Budapest zu einem wichtigen Versorger der europäischen Märkte. Darüber hinaus wird in Polen, Kroatien, Rumänien und Tschechien sowie an drei Standorten in Russland Hefe produziert. In Deutschland gehört die Produktionsstätte der Asmussen GmbH in Elmshorn zur Gruppe. Den deutschen Markt betreut die Lesaffre Deutschland mit der Fala GmbH mit Sitz in Kehl am Rhein. Auf der Lohnliste der Lesaffre Austria stehen derzeit 45 Mitarbeiter, die u. a. auch für das Inlandsgeschäft und den Export der Backmittelsparte zuständig sind. Die Hefe wird in Österreich vorwiegend über die Bäko vertrieben.
























Die Lesaffre Gruppe ist der weltweit größte Anbieter von Hefe. Hauptsitz des Unternehmens ist Marcq-en-Barœul, eine Kleinstadt im Nordosten Frankreichs, nahe der belgischen Grenze. Die Gruppe, deren Ursprünge in einer 1853 gegründeten Alkoholbrennerei liegen, setzt heute weltweit mehr als 2 Mrd. € um, 70 % davon mit Backwarenherstellern in Form von Hefe, Sauerteig, Mixen und Backmitteln. Die restlichen 30 % liefern drei Geschäftsfelder, die mehr oder minder alle auf Fermentationstechnologie basieren. HealthCare konzentriert sich auf gesundheitsfördernde Produkte für die Versorgung von Menschen, Tieren und Pflanzen (Firmen: LHC, Phileo, Agrauine). „Wir wollen“, so Antoine Baule, CEO der Lesaffre Gruppe, „diesen Bereich nicht der Pharmaindustrie überlassen.“ Eine zweite Sparte widmet sich der industriellen Biotechnologie u. a. für die Herstellung von Bioethanol und Futtermitteln (Firmen: Leaf und Procelys). Die Firma LIS, die ebenfalls in diese Division gehört, hat sich auf Spraytrocknung als Dienstleistung spezialisiert.

Nach Aussagen von CEO Antoine Baule ist Hefe weltweit ein wachsender Markt. Besonders deutlich zeige sich das derzeit auf Märkten in Asien, Lateinamerika und Afrika. In den dortigen Ländern entstehe eine Mittelklasse, deren Brotnachfrage steige, und damit auch der Bedarf an Hefe. In Europa, so Baule, wächst vor allem der Absatz an Flüssighefe, deren Dosierung sich in automatisierte Prozesse einbinden lässt. Angeboten wird sie von Lesaffre in verschiedenen Verpackungsarten, beginnend bei einem Bag-in-Box-System und mobilen Containern für handwerkliche Bäckereien bis hin zu Großcontainern oder Tanklastzügen für Großverbraucher. +++
Eine Sparte, die unter „Food Taste and Pleasure“ zusammengefasst wird, beschäftigt sich mit Fermentationsprodukten, die Aromen von Wein und Bier (Fermentis) verbessern, Aromen wie z. B. Vanillin für Lebensmittel (Ennolys) oder Hefeextrakte und natürliche Aromen, die eine Reduktion von Salz- und Zuckergehalten erlauben (Biospringer).












Das Unternehmen betreibt weltweit 60 Produktionsstätten in mehr als 50 Ländern. Deren Produkte wiederum finden Abnehmer in 185 Ländern. Die Zahl der Mitarbeiter liegt bei rund 10.500 weltweit. Anwendungsforschung für die verschiedenen Geschäftsfelder wird in 56 Niederlassungen betrieben. Baking Center, in denen Kundenvorführungen, Tests und Produktentwicklungen für Kunden aus der Backbranche stattfinden können, gibt es inklusive Wien an 44 Standorten. +++
Mitte März lud die VDB–Schweiz zur Fachtagung nach Zürich-Regensdorf.
Auf dem Programm: Fakten, Trends und Emotionen.
+Für die Fakten war Markus Brand, Analytic Consultant Retail Services von Nielsen, zuständig, der über die Veränderungen im Detailhandel referierte. Der Schweizer Detailhandel schöpft demnach rund 85 % aller Einzelhandelsumsätze ab, allerdings mit leicht sinkender Tendenz. Coop, Migros, Globus, Manor, Denner, Spar und Volg müssen sich seit 2007 mit ausländischen Discountern wie Aldi und Lidl auseinandersetzen, was zunächst recht gut gelang. Inzwischen aber liegt der Anteil der Discounter am Detailhandel bei knapp 20 % und das Preisbewusstsein der Schweizer und Schweizerinnen wächst.

Während das Einkaufsverhalten bei den Großeinkäufen am Wochenende stabil erscheint, wächst die Zahl der leicht erreichbaren Einkaufsorte für die tägliche Versorgung seit einigen Jahren deutlich. Convenience ist auch in der Schweiz ein Argument.
Das Marktvolumen der Kategorie Bäckerei im Schweizer Detailhandel (ohne Aldi und Lidl) lag 2018 bei 1.711 Mio. CHF und damit um 1 % über dem Vorjahrswert. Allerdings erleben auch die Bäckereiabteilungen der Detailhändler die Folgen der veränderten Ernährungsgewohnheiten und wachsender Außer-Haus-Verpflegung. Die Zahl der Konsumenten, die in der Bäckerei/Konditorei des Detailhandels einkaufen geht, sank von 2016 bis 2018 um rund 5 %, während die Zahl der Einkaufsakte pro Jahr und auch das durchschnittliche Ausgabenvolumen pro Einkaufsakt stabil bleibt.
Das hat unterschiedliche Auswirkungen auf die verschiedenen Backwaren-Kategorien. Während Ab- und Umsatz von
Großbrot seit 2016 faktisch stagnierten, konnten Kleinbrote im Detailhandel den Umsatz um 3,3 %, den Absatz um knapp 1 % steigern. Zweistellige Einbußen mussten im gleichen Zeitraum die langhaltbaren Brote im Schweizer Detailhandel (ohne Aldi und Lidl) hinnehmen.
Deutlich über dem europäischen Durchschnitt liegt das Interesse der Schweizer Konsumenten an Biobackwaren.
Umsatzanteil der Biowaren im Schweizer Detailhandel (ohne Aldi und Lidl) in Prozent
Auf die Situation der Schweizer Backbetriebe ging Reto Fries ein, Direktor der Fachschule Richemont. Nach seinen Aussagen ist der Markt stark umkämpft, der Import von Halbund Fertigprodukten habe sich von 2000 bis 2015 um fast das Dreifache gesteigert. Der Einkaufstourismus der Schweizer Bevölkerung über die Landesgrenzen ins benachbarte EU-Ausland wachse. Gleichzeitig steige der Einfluss von Ernährungstrends, staatlichen Präventionen und Regulierungen.
Deutlich zeige sich, so Fries, ein Trend zur Filialisierung im Handwerk und eine Analyse der Zahlen zeige, dass 30 % der backenden Betriebe schlechte Zukunftsaussichten hätten.
with this master baker mindset, like our modular AMF Den Boer Tunnel Ovens, which allow us to engineer the most optimal baking solutions for today while preparing your bakery for future growth.

G et in touch with the industry ’s only tr uly g lobal complete system supplier for the best unit equipment and integ rated solutions for your operation.
Selbständige Institutionen
Kongress
Panvica Paritätische Kommission Zentralvorstand
SBC Treuhand
Partner
Pistor etc.
Geschäftsleitung SBC
Direktion SBC Arbeitgeberorganisation
Geschäftsstelle Politik, Dienstleistungen, Bildung, Komm, Admin
++ Is t-Analyse – Übersicht der Gesamt-Organisation
Als Reaktion auf die Entwicklung hat der Schweizer Verband der Bäcker und Confiseure zusammen mit dem Stiftungsrat der Fachschule Richemont sowie dem Verwaltungsrat der Richemont Dienstleistungs-AG eine Diskussion über neue Verbandsstrukturen initiiert. Bislang gibt es für Verband, Fachschule und Dienstleistungs-AG getrennte Führungsgremien sowie einen Kongress und einen Zentralvorstand als übergreifendes Gremium. Darüber, wie die Strukturen verschlankt und effizienter gemacht werden können, gab es bereits im vergangenen Jahr Diskussionen in Projektgruppen sowie erste Entwürfe für Statuten, Organisations- und Kompetenzregelungen und natürlich auch über die Budgetverantwortlichkeiten. Inzwischen gibt es Vorlagen für einen Entwurf für eine Neuregelung, der eine Zusammenfassung von Verband, Fachschule und Dienstleistungsgesellschaft dergestalt vorsieht, dass alle drei einer gemeinsamen Geschäftsleitung unterstehen. Die wiederum wird von einem gemeinsamen Verwaltungsrat kontrolliert, dem auch die strategische Ausrichtung obliegt. Der Verwaltungsrat wiederum ist der Gesamtheit der Schweizer Bäcker im Rahmen einer Delegiertenversammlung verantwortlich.
Verabschiedet werden soll die neue Organisationsstruktur auf dem Kongress des Verbandes am 18. Juni dieses Jahres.
Für die Emotionen waren am Nachmittag der VDB-Tagung drei Praktiker zuständig, die als Schlusspunkt der Veranstaltung mit Andreas Seubert, Leiter Operations & Engineering der Migros-Bäckereitochter Jowa, darüber diskutierten, wer das beste Brot im Lande backt.
Reto Schmid von La Conditoria Sedrun schilderte am eigenen Beispiel, wie sich eine Dorfbäckerei, die buchstäblich fast am Abgrund steht, mit der fantasievollen Modifikation einer regionalen Spezialität die eigene Zukunft sichern kann. Schmid
Stiftungsrat Richemont Fachschule
Richemont Fachschule SBC Stiftung
Fachschule Aus-, Weiter-, Fortbildung Hotel / Restaurant
Kant./ Regionale Verbände
Kommissionen
SBC
Verwaltungsrat Richemont DL AG
Richemont SBC Dienstleistungs AG
Dienstleistungen Publikationen, Beratung, Immobilie
Organisation SBC 2019+ / Skizze
Ausschüsse
Kommissionen
Quelle: SBC/Vortrag Reto Fries bei der VDB–CH
Delegiertenversammlung
“Kongress” SBC
Verwaltungsrat SBC/Richemont 9-15 Mitglieder

Revision strategisch Miliz operativ Profi
Selbständige Institutionen
Geschäftsleitung SBC/Richemont 3-5 Mitglieder
Verband SBC Fachschule Richemont Richemont DL AG
++ Geplante Neuorganisation des Backgewerbes in der Schweiz
Quelle: SBC/Vortrag Reto Fries bei der VDB–CH
++ Erfolg mit einem Traditionsgebäck in neuer Form: Mini-BündnerNusstörtli von La Conditoria aus Sedrun
backt Bündner Nusstörtchen im Pralinenformat und verkauft sie heute erfolgreich rund um den Globus. Meta Hiltebrand schließlich demonstrierte eindrucksvoll, wie aus einer Person ein fernsehweit bekanntes Markenprodukt wird, bei dem nicht die Orientierung am Gast, sondern die Markenpflege im
Vordergrund steht. Daniel Amrein von der Bäckerei „Eigenbrötler“ aus Wauwil, pochte auf sein Recht, wann und was zu backen, wie es ihm gefalle und nicht so, was irgendwer von ihm verlange. Er mache Brot aus Überzeugung und die Qualität überzeuge die Menschen. +++



Die neue Produktion des italienischen Backwarenherstellers Galbusera geht erste Schritte in Richtung Industrie 4.0. Mit dabei Oripan, ein IT-Unternehmen, zu dessen Eigner Sancassiano gehört.
Südlich von Mailand sind im vergangenen Herbst 16.000 m 2 Produktionsfläche in Betrieb gegangen. Geplant und realisiert vom italienischen Backwarenhersteller Galbusera, der seine Produktion von Kuchen und Saisonprodukten wie Panettone und Colomba aus dem bisherigen Standort in der Innenstadt von Mailand hierher verlagerte. Die Linie für Panettoni und Colombe ist komplett neu, die für Kuchen bis auf den Ofen ebenfalls. Eine dritte neue Linie f ür eine Produktneuheit geht gerade in die Produktionsphase und eine vierte für Cracker ist im Aufbau.
Grund für den Neubau waren aber nicht nur die Vergrößerung der Produktion durch mehr Kapazität und neue Produktlinien, sondern auch die Entscheidung, einen deutlichen Schritt in
Enterprise Resource Planning (ERP)
Richtung Automatisierung und Digitalisierung zu gehen. Schützenhilfe gab es dabei durch neue staatliche Förderungsprogramme für Industrie 4.0.
Ein Rückverfolgungssystem für die Rohstoffe gab es bereits im alten Werk. Ziel hier, so IT-Chef Dante Gelmini, war und ist es, mehr Informationen über den detaillierten Status der Prozesskette zu bekommen und so die Effizienz zu erhöhen. Als Beispiel nennt er die Linie 1, die von September bis Dezember Panettoni und von Januar bis Mai Colombe produziert. Trennt man das Produktionsprogramm nach Prozessparametern und Rezepturen, sind es 20 verschiedene Sorten und 300 verschiedene SKUs, die in dieser Zeit 24 Stunden am Tag und sieben Tage die Woche effizient und störungsfrei vom Band laufen müssen.
Damit werden aufgrund einheitlicher Datenbasis betriebliche Ressourcen wie Kapital, Personal oder Produktionsmittel bestmöglich gesteuert und verwaltet, üblicherweise umfasst das System Materialwirtschaft, Vertrieb und Marketing, Finanz- und Rechnungswesen, Controlling, Personalwesen, Management von Produktdaten, Stammdaten, Dokumenten und eine Schnittstelle zur Produktion bzw. Produktionsplanung.
Manufacturing Execution System (MES)
Ein mehrschichtiges Managementsystem für die Fertigung, das in Prozessketten denkt und die Produktionsanforderungen aus dem ERP-System in eine möglichst effiziente Produktionsplanung übersetzt, erfasst Produktions-, Maschinen- und Betriebsdaten und ermöglicht Fertigungskontrolle in Echtzeit.
Oripan Factory System (OFS)

Übernimmt die Kommunikation und kreiert die Anweisungen an die Maschinen, was in welchen Mengen wann in welcher Prozesskette produziert werden soll. Die Planung beginnt mit der Anzahl der SKUs (stock keeping units = eindeutig identifizierbarer Artikel, Varianten des Artikels haben andere SKUs), die produziert werden sollen. Es entscheidet daraufhin die Anzahl der Batches, kalkuliert die Zeit bis zur Verpackung.
Maschinen (PLC)
Steuerung der einzelnen Maschinen und Anlagen

Das italienische Familienunternehmen wurde 1930 von Ermete Galbusera als Kekshersteller in Morbegno gegründet und von seinen Söhnen Mario und Enea Galbusera zu nationaler Bedeutung ausgebaut. Am heutigen Firmensitz in Cosio Valtellino produziert es auf acht Linien Waffeln, Kekse und Cracker unter den Marken Galbusera und Tre Marie ebenso wie unter Private Label. In einem im vergangenen Jahr eröffneten Produktionswerk in Vellezzo Bellini entstehen Kuchen, Torten sowie weihnachtliche Panettoni und österliche Colombe in vielen Variationen. www.galbusera.it
Die Marke Tre Marie ge hat eine lange Tradition und ist tief verankert auf dem Markt der Panettoni und Colombe. Der frühere Eigner, die Sammontana S.p.A., Produzent von Eiscreme und Tiefkühlprodukten, erweiterte die Produktgruppe um tiefgekühlte Feingebäcke wie gefüllte Croissants und Cannoli. 2013 wurden die Tre MarieSparten Panettone, Colomba, Kekse und Torten von Galbusera übernommen. Die Tiefkühlteiglinge werden weiterhin von Sammontana produziert und ebenfalls unter der Marke Tre Marie verkauft.







Oripan ist ein italienisches IT-Unternehmen, das sich mit der Vernetzung komplexer Produktionsprozesse in der Lebensmittelwirtschaft beschäftigt. Mit dem OFS (Oripan Factory System), einem Manufacturing Execution System zur Produktionsplanung und zur Automatisierung des Informationsflusses entlang der Prozesskette in Echtzeit, legt Oripan die Grundlage für den Prozess, den man mit Industrie 4.0 umschreibt. Der Microsoft Partner liefert Soft- samt ausgesuchter Hardware und betreut Anwendungen in Europa, Asien und Nordamerika. Das Unternehmen verweist auf eine 30-jährige Erfahrung in der Automatisierung und Digitalisierung von Industriebäckereien und wurde 2015 Teil der Sancassiano-Gruppe. Hauptsitz und Sitz der ICT-Division von Oripan ist Tione di Trento. Ein zweites Team, das sich mit industrieller Automatisation beschäftigt, sitzt am Stammsitz von Sancassiano in Roddi. www.oripan.it




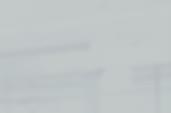
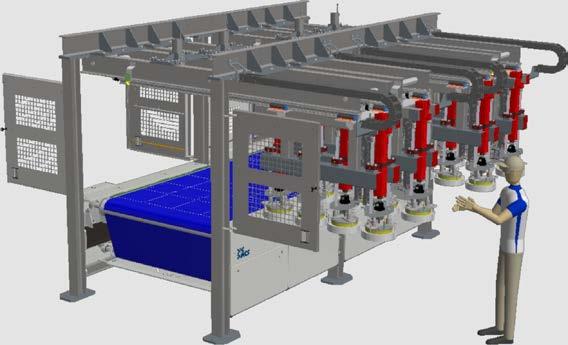
Als Partner für die Digitalisierung hat Gelmini sich Oripan ins Haus geholt, ein IT-Unternehmen aus Tione di Trento, an dem Kneterhersteller Sancassiano aus Roddi beteiligt ist. Die Piemontesen bringen langjährige Prozess- und Maschinenkenntnisse ein und zeichnen auch für die zentrale Teigbereitung verantwortlich, die sämtliche Linien mit Teig versorgt. Sie besteht aus zwei linearen Robomixern, samt Dosierstationen für automatische Beschickung und Zugabe von Hand. Integriert sich Teigruheplätze, in denen z. B. Panettoneteige zweimal bis zu 7,5 h ruhen, bevor sie nach dem finalen Kneten auf die Linie gehen. Bis auf wenige Ausnahmen kommen auch alle anderen Anlagen von italienischen Maschinenbauern und viele Produktionsschritte wie das Einschneiden der Oberflächen, das Stapeln von Flachgebäcken oder die Verpackung werden von Robotern erledigt. Insgesamt arbeiten im Werk heute 130 Mitarbeiter, davon 100 in der dreischichtigen Produktion.
Die Produktionsplanung beginnt mit dem Manufacturing Execution System (MES), das die Produktionsanforderungen aus dem ERP-System in eine möglichst effiziente Produktionsplanung übersetzt. Das MES wiederum gibt seine Anforderungen an das Oripan Factory System OFS, das die detaillierte Planung übernimmt.
Startpunkt für das OFS ist die Anzahl der SKUs (stock keeping units = eindeutig identifizierbarer Artikel, Varianten des Artikels haben andere SKUs), die produziert werden sollen. Es entscheidet daraufhin die Anzahl der Batches, kalkuliert die Zeit bis zur Verpackung. Um Staus auf der Linie zu vermeiden, beginnt die Planung der Abläufe bei der Verpackungsphase und rechnet zurück bis zu Rohstoffdosierung und Knetzeit. Der Algorithmus optimiert die Größe und Reihenfolge der Batches und die dabei möglicherweise auftretenden Überlappungen, damit beispielsweise vor dem Ofeneinlauf keine Kollisionen entstehen, andererseits aber auch kein Leerlauf. Erster Schritt ist die Verifizierung, ob alle Materialien zur Verfügung stehen und die einzelnen Stationen der Linie zum gewünschten Zeitpunkt frei sind. Geprüft wird auch, ob die Zeit einkalkuliert ist, um gegebenenfalls den Ofen aufzuheizen oder abkühlen zu lassen.

Italien fördert Industrie 4.0
Italien hat ein Programm aufgelegt, mit dem Investitionen gefördert werden, die Automatisierung und Digitalisierung von Produktionen möglich machen oder beschleunigen. Der 2016 vorgestellte nationale Plan „Industria 4.0“ sieht massive Steuererleichterungen sowie zahlreiche Maßnahmen wie Investitionen in die Bildung vor. Darüber hinaus realisieren die Regionen ein jeweils breites individuelles Programm an Förderungsmaßnahmen. Als Folge legte nicht nur die Zahl der Start-ups deutlich zu. Im ersten Halbjahr 2017 wuchsen die Investitionen in Maschinen um 11,5 %, in Elektronik um 10,7 % sowie in Forschung und Entwicklung um 15 %. Darüber hinaus senkte Italien 2016 den Körperschaftssteuersatz von 27,4 % auf 24 %.
++ Jeder Rohstoff wird beim Eingang und nach der Qualitätsprüfung präzise codiert, sodass Menge, Lagerung und Zeitpunkt genau nachvollzogen werden können. Bei Entnahme werden die Codes gescannt und mit Zeitangabe, Menge und Zugabeventilidentifikation mit dem Code der gerade laufenden Teigcharge verknüpft
Das OFS synchronisiert jeden Prozessschritt mit dem MES und meldet ihm die Materialverbräuche zwecks Rückverfolgung und Nachbestellung. Auch die Überwachung der Rohwarenlager bzw. der Abflüsse ist enthalten, wobei die Warenabflüsse mit der jeweiligen Produktionscharge korreliert werden. Greifen Menschen in den Prozessfluss ein, etwa durch Handzugabe von Rohstoffen, verlangt das OFS eine Bestätigung durch Abscannen der Barcodes an den Transportbehältern und der Zugabestelle.
Was bislang installiert ist, dient der Kommunikation und Informationsgewinnung zwecks Optimierung der Prozessplanung. Direkte Eingriffe in die einzelne Maschinensteuerung sind späteren Weiterentwicklungen des Systems vorbehalten. Als nächstes Projekt plant Gelmini zunächst einmal Wartung und Instandhaltung inklusive vorbeugender Maßnahmen in die Digitalisierung der Fabrik aufzunehmen. Ziel dabei ist es, dass die eigenen Techniker in eine virtuelle Realität eintauchen können und so gegebenenfalls Störungen anhand der eingebetteten Handlungsanweisungen und/oder mit digitaler Unterstützung der Lieferantentechniker beheben können. Gelmini: „Wir erhoffen uns dadurch deutlich weniger Stillstand auf den Linien.“ +++
Das Steuerrecht sieht zahlreiche weitere Anreize vor. So kann der Return of Investment bei bestimmten Investitionen bis maximal 150.000 € fünf Jahre steuerfrei gestellt werden. Es gibt Steuerkredite für F&E-Maßnahmen, Sonderabschreibungen auf Patente und um hochqualifizierte Leute ins Land zu holen, gibt es für sie Einkommensteuervorteile.
Was das Leben der italienischen Firmen vermutlich besonders erleichtern dürfte, ist der Plan des Finanzministeriums, seine Verwaltung so aufzustellen, dass die Unternehmen, egal ob Steuerschuld oder Subventionen, nur noch einen Ansprechpartner haben.
Wecken Sie den Ehrgeiz Ihrer Mitarbeiter und maximieren Sie die Rentabilität Ihrer Produktionsanlage, durch eine Schulung in der Rademaker Academy.

In der Rademaker Academy wird das Wissen über die Anlagen-Technik und Bäckerei-Technologie durch fundierte und praxisnahe Ausbildung- und Weiterbildungskonzepte vermittelt. Denn unsere Linien sind für einen effizienten und wirtschaftlichen Betrieb, für kurze Rüst- und Reinigungszeiten, für eine hohe Verfügbarkeit und lange Einsatzfähigkeit konzipiert. Nutzen Sie die Rademaker Academy für Ihr Unternehmen und buchen Sie noch heute ein Schulung!
• Teigband-Brot-/Brötchenanlagen für Brötchen, Mediterrane Brote und Flachbrote.
• Teigband-Toastbrotanlagen für Premium-Qualitäten Toast- und Sandwichbrote.
• Laminier- und Aufarbeitungsanlagen für Blätterteig-Feingebäck und Croissants.
• Teig-Ausrolllinien für Hefeteige, Mürbeteige, Blechkuchen, Berliner und Donuts.
• Press- und Stanzanlagen für Kuchen, Pies, Quiches und Tortelettes.
• Pizzaboden- und Toppinganlagen, Anwendungsspezifische Dosier- und Streugeräte.
Vom 30. Mai bis 2. Juni findet in Manchester (UK) der 36. AIBI-Kongress statt. Über die Veranstaltung und die Ziele des Verbandes berichten AIBI-Präsident Joseph Street und die Generalsekretärin Susanne Döring.
Borchfeld: Mr. Street, im Mai 2015 wählten Sie die Mitglieder der Association Internationale de la Boulangerie Industrielle (AIBI) zum Präsidenten. Was waren Ihre Ziele und haben Sie diese erreicht?
+ Street: Mein 1. Ziel: Die Anzahl der Mitglieder zu erhöhen. Die Schweiz ist beigetreten und es gibt ermutigende Gespräche mit Irland, Schweden und Polen. Russland und die Türkei sind weniger wahrscheinlich, bleiben aber als Möglichkeiten bestehen. 2. Die Beziehungen zu anderen Verbänden aufrechtzuerhalten und zu verbessern. So war ich an den Treffen der Brotinitiative beteiligt, bei der es sich um ein gemeinsames Projekt mit Mühlen, Handwerksbäckern, Hefeherstellern und Zutatenlieferanten handelt. 3. Einen zielgerichteten AIBIKongress in Manchester ausrichten.
+ Borchfeld: Der Kongress findet in wenigen Wochen statt und Sie konnten z. B. Jonathan Warburton als Referenten gewinnen. Können Sie uns einen kurzen Überblick über die Backbranche in Großbritannien geben? Wer sind die Marktmacher?
+ Street: Jonathan Warburton musste leider absagen, aber sein Cousin Ross Warburton wird ihn vertreten. Er war der bisherige Vorsitzende des Unternehmens. Cyrille Fillott, Global Food Stratege von der Rabobank, wird eine beeindruckende Reihe von Referenten vorstellen. Sir John Timpson, Vorsitzender eines Unternehmens mit 1.900 Shops und Kolumnist einer Tageszeitung, wird über die Rekrutierung und Bindung von Mitarbeitern sprechen. Er ist bekannt für radikales Denken. Ich denke, sein Vortrag wird sehr spannend sein, besonders für diejenigen Bäcker, die Stores betreiben, da die Personalbesetzung zum Problem wird. Rob Mackie, Präsident und CEO der American Bakers Association – eine Organisation, die eine 102-Milliarden-Dollar-Industrie repräsentiert –, wird über Trends und Initiativen in den USA referieren. Und Sebastian Marcu von Bake in Space informiert über die technischen Herausforderungen bei der Bereitstellung von frischen Lebensmitteln im Weltraum. Diese Forschung könnte durchaus auch für Bäcker auf der Erde von Nutzen sein. Jimmy Griffiths, ein irischer Champion Craft-Bäcker, wird über die Herausforderungen und Chancen für seine Branche sprechen. Darüber hinaus wird GIRA aktuelle Trends vorstellen und von Spanien und Belgien wird es EU-Informationen geben, wie Länder Fördermittel erhalten könnten. Jede der drei Sitzungen schließt mit einer Frage-und-Antwort-Runde.

Zurück zu Ihrer Frage: Der Marktführer in Großbritannien ist die Marke Warburton mit einem Gesamtumsatz von rund 500 Mio. Pfund, wobei zu erwähnen ist, dass zwei weitere Marken, Hovis und Kingsmill, in den Top 10 der Lebensmittelmarken vertreten sind. Derzeit gibt es einen, wenn auch wenig ausgeprägten Trend zu Eigenmarken.
+ Borchfeld: Gibt es Zahlen über die Entwicklung des Brotund Gebäckkonsums?
+ Street: Ich habe keine aktuellen Zahlen, aber in den letzten Jahren schien sich die Entwicklung am Markt abzuflachen. Ich denke, dass es derzeit einen leichten Rückgang gibt.
+ Borchfeld: Wie verändert sich die Struktur der Anbieter von Backwaren in Großbritannien?
+ Street: Die Konsolidierung in einem schwierigen Markt bleibt bestehen, jedoch entstehen neue Geschäfte, die teilweise wachsen, insbesondere bei Spezialprodukten.
+ Borchfeld: Was für eine Rolle spielen Supermärkte und Discounter bei der Versorgung der Kunden mit Backwaren und wie wird sich der Markt Ihrer Meinung nach entwickeln?
+ Street: Sie erobern weiter Marktanteile, wenn auch langsamer als in den letzten Jahren.
+ Borchfeld: Wie wird der Backwarenmarkt in Großbritannien im Jahr 2025 aussehen?
+ Street: Ich wünschte, ich wüsste es. Es könnte durchaus eine weitere Konsolidierung unter den Hauptlieferanten geben. Die Speziallieferanten müssen vorsichtig sein, nicht zu aggressiv zu werden, da ihre Produkte sonst zum Mainstream werden und sie die Aufmerksamkeit der großen Unternehmen auf sich ziehen.
+ Borchfeld: Frau Döring, bereits beim letzten Kongress im französischen Versailles nahmen neben Teilnehmern aus Europa auch Gäste aus Nordamerika teil. Nun hält Rob MacKie einen Vortrag über den Markt in den USA. Gibt es eine Strategie der AIBI, die Zusammenarbeit mit anderen Verbänden zu vertiefen?
+ Döring: Wir sind sehr stolz darauf, mit der American Bakers Association eine fruchtbare Zusammenarbeit und einen Informationsaustausch im Jahr 2017 aufgenommen zu haben, und wir sind zuversichtlich, dass weitere Kontakte mit anderen nationalen Verbänden auf der ganzen Welt geknüpft werden.

Die digitale Kommunikation u. a. per E-Mail hilft uns sehr in dieser Angelegenheit. Die Mitglieder der AIBI kommen hauptsächlich aus Europa, dennoch ist AIBI für internationale Kontakte und Kooperationen offen.
+ Borchfeld: Gibt es weitere Ziele der AIBI, die Sie als Generalsekretärin verfolgen?
+ Döring: Die Aufgaben sind im AIBI-Fahrplan neu definiert, um die Sichtbarkeit und die Stimme von AIBI zu stärken und die Qualitätsarbeit für die Mitglieder fortzusetzen. Interessenvertretung und Beobachtung der wichtigsten Legislativvorschläge bilden den Hauptteil der Arbeit und unterstützen die nationalen großen Bäckereiverbände bei ihren Fragen und Aktivitäten.
+ Borchfeld: Das Thema der Tagung lautet „Bäckerei der Zukunft“. Welche Rolle wird die AIBI in der Zukunft spielen und welchen Herausforderungen müssen sich die Mitglieder stellen?
+ Döring: Ich muss zugeben, dass Brot und Backwaren –obwohl es einige Herausforderungen gibt (Acrylamid, Weizenkontroverse, glutenfrei, Salz) – eine glänzende Zukunft vor sich haben. Brot aus Europa wird in anderen Teilen der Welt als attraktiver Lebensstil wahrgenommen. Daher gehe ich davon aus, dass zukünftige Aktivitäten mehr in der Werbung für Brot liegen und wir die Vielfalt unserer Produkte herausstellen werden.








Anzeige

Aus meiner persönlichen Perspektive denke ich, dass AIBI und Verbände im Allgemeinen mehr Anstrengungen unternehmen müssen, um jüngere Bäcker und CEOs zu gewinnen. Wir müssen ihnen die Vorteile zeigen, Teil eines effektiven Netzwerks in der Backbranche zu sein.
+ Borchfeld: Noch einen Blick zurück. Was für Aktivitäten gab es bei der AIBI in den letzten zwei Jahren und wer nutzte die Angebote?
+ Döring: AIBI spielte eine sehr aktive Rolle, zusammen mit fedima (Europäischer Verband von Lieferanten von Zutaten für die Backbranche) einen Tag der Brotwerbung zu veranstalten (www.breadpromotion.eu), an dem rund 60 Experten aus Verbänden, Unternehmen und Lieferanten von Brotzutaten im April 2018 in Brüssel teilnahmen. Für 2019 wird etwas Ähnliches geplant. AIBI arbeitet eng mit anderen Lebensmittel- und Wirtschaftsverbänden zusammen, um an den Themen Salz, Vollkorn, Brotwerbung, Jod, Lebensmittelvergeudung und Enzyme zu arbeiten.
+ Borchfeld: Das Büro der AIBI in Brüssel ist sehr effektiv, aber auch klein. Werden Sie in Manchester dafür werben, die europäische Vertretung auszubauen?
+ Döring: Der AIBI-Vorstand muss festlegen und bestimmen, wie man sich präsentieren wird und welche Visionen für die Zukunft bestehen.
+ Borchfeld: Ich danke Ihnen für das Interview. +++
Schapfen „Meine Mühle“ Melonenkernbrot ist eine Mühlenvormischung für weizenbetonte Gebäcke mit hohem Melonenkernanteil und mediterranem Gebäckcharakter. Zur Grillsaison lassen sich hieraus individuelle

Gebäcke herstellen. Auch ideal für Ihre Aktionen in den Sommermonaten. Fragen Sie Ihren SchapfenMühle-Verkaufsberater nach den vielfältigen Rezeptmöglichkeiten.

In den amerikanischen Supply-Chain-Zentren von Domino’s Pizza stellen die Mitarbeiter unter anderem den Teig für die Franchise-Filialen her. So wird auch die Qualität der Pizzen gewährleistet.
+Das amerikanische, börsennotierte Unternehmen
Domino’s Pizza hat sich auf die Herstellung und Lieferung von Pizza spezialisiert. Aktiv ist das Unternehmen vor allem in Nordamerika, Europa und Japan. In den USA und Kanada setzt Domino’s auf Supply-Chain-Zentren, um unter anderem den Pizza-Teig für die Filialen herzustellen. So gibt es allein in Nordamerika 18 dieser Distributionszentren. Sie variieren in der Größe, wobei das kleinste rund 125 Filialen und das größte in etwa 650 Filialen bedient. Darüber hinaus gibt es Supply-Chain-Zentren in Alaska, auf Hawaii und fünf weitere in Kanada. Diese Supply-Chain-Zentren haben auf der einen Seite die Aufgabe, die Qualität der Rohstoffe zu prüfen, und auf der anderen Seite wird garantiert, dass jede Pizza in jedem Geschäft den gleichen Geschmack hat.

Bei Hartford, Connecticut, USA, befindet sich eines dieser nordamerikanischen Distributionszentren. Es handelt sich um ein Gebäude mit einer Fläche von ca. 3.715 m2, das die etwa 400 Filialen in New England, Upstate New York, Buffalo, Rochester und New York City bedient.
Die jeweiligen Franchise-Filialen haben dabei einen Lieferplan, der eine oder drei Lieferungen pro Woche vorsieht. Jeden Tag können die Filialen ihre Bestellungen bis Mittag aufgeben. Diese Bestellungen werden gesammelt und gebündelt. Anschließend wird die Produktion in den Distributionszentren
Domino’s wurde im Dezember 1960 von Tom Monaghan und seinem Bruder James gegründet. Sie begannen in Ypsilanti, Michigan, USA, wo sie zunächst einen Pizzaladen namens „DomiNicks“ kauften. Ein Jahr später tauschte James seine Hälfte des Geschäfts gegen einen VW-Käfer. Der Wagen, mit welchem Tom seinen Bruder aus dem Geschäft kaufte, ist immer noch in der Zentrale in Ann Arbor, Michigan, zu sehen.

Domino’s begann das Franchising mit drei Hauptfilialen. Die erste Franchise-Filiale außerhalb von Michigan gab es 1967 in Burlington, Vermont. Diese besteht bis heute.
Auf dem Logo des Unternehmens sind drei Punkte auf einem Dominostein zu sehen, die jeweils eine dieser ursprünglichen Filialen darstellen.
Damit sich die Franchise-Filialen auf die Pizzazubereitung konzentrieren können, begann Domino’s 1972, den Supply-Chain-Prozess zu implementieren. Ziel war es, ein Komplettangebot hinsichtlich aller operativen Belange der Franchise-Nehmer zu schaffen. Diese Strategie erlaubt es jeder Filiale, mit einem einzigen Telefonanruf sämtliche Ware zu bestellen. Diese Strategie trägt auch dazu bei, die Qualität und Konsistenz der Rohstoffe zu gewährleisten. Domino’s-Filialen sind heute in über 85 Ländern auf der ganzen Welt zu finden.
geplant und die Transporter werden so organisiert, dass sie optimal genutzt werden können. Die Lkws beginnen dabei noch am selben Abend mit der Auslieferung. Zum Beispiel erfordert eine Lieferung in die Bronx, New York, eine etwa dreistündige Fahrt, aber wenn eine Filiale bis Mittag bestellt, kann sie noch vor Mitternacht desselben Tages entgegengenommen werden. Die Hälfte dieser Lieferungen erfolgt über Nacht, wenn niemand in der Filiale ist. Die Fahrer schließen die Filiale auf, liefern ihre Waren ab und schließen danach ab. Dies ist der beste und schnellste Weg, um in Großstädten mit viel Verkehr zu liefern.
In Hartford beladen die Mitarbeiter jede Nacht rund 20 Transporter mit Ware. Sie verlassen das Zentrum ab 20 Uhr. Jedes Fahrzeug beliefert 10 bis 12 Filialen, wobei mit den Filialen begonnen wird, die am weitesten entfernt sind. Die am weitesten vom Distributionszentrum in Connecticut entfernt gelegene Filiale befindet sich in Maine, was eine elfstündige Fahrt erfordert.
Zusätzlich zur Lieferung von Pizza-Teig dient das Distributionszentrum als Umverteilerstelle für alle Artikel, die für den Betrieb einer Domino’s-Filiale benötigt werden, einschließlich Käse, Salat, Paprika, Desserts und sogar Servietten etc. Das Distributionszentrum führt dabei bis zu 200 Artikelpositionen. Dieser Prozess stellt sicher, dass sich die Filiale keine Sorgen um das Auslaufen einer bestimmten Zutat oder eines Artikels machen muss; sie muss sich nur um die Bestellung und die Annahme der eingehenden Lieferung kümmern.
Im Supply-Chain-Zentrum in Connecticut werden an sechs Tagen in der Woche pro Tag rund 140.000 frische PizzaTeigkugeln hergestellt. Jede Teigkugel wird aus sechs Grundzutaten hergestellt: Wasser, Mehl, Salz, Öl und Hefe sowie Zucker. Darüber hinaus wird eine spezielle „Domino’s-Zutat“ hinzugefügt, um den Teig zu Domino’s-Teig zu machen – die sogenannte „geheime Zutat“. Mehr wollte das Unternehmen nicht verraten.



Die Teigproduktion in Connecticut beginnt um 3 Uhr morgens und läuft, bis die Bestellungen der Filialen abgearbeitet sind. Das Zentrum verfügt über zwei Mehlsilos mit ca. 31 Tonnen Mehl pro Silo. Jede Woche beliefern zwischen 10 und 14 Lkws das Zentrum mit Weizenmehl. Die Teigherstellung beginnt mit Chargen, die ca. 230 kg wiegen. Insgesamt drei DiosnaWendel-Kneter befinden sich in Connecticut in Betrieb, sodass die Produktion auch bei dem Ausfall eines Kneters weiterlaufen könnte.
Nachdem alle Zutaten in die Knetschüssel gegeben wurden, wird der Bottich manuell in die Diosna-Kneter gerollt. Die Zutaten werden etwa fünf Minuten lang gemischt bzw. geknetet. Anschließend wird von jeder Charge eine Probe entnommen, um die Temperatur und die Teigelastizität zu prüfen. Nach dem Kneten wird der Teig über einen Hebekipper in einen AMF-Teigteiler geben. Der Teig wird per Messer auf die
richtige Größe bzw. auf das gewünschte Gewicht geschnitten. Anschließend folgt das Rundwirken.
Alle Teigkugeln durchlaufen dann einen Metalldetektor, bevor sie von Hand in blaue Kisten gelegt werden. In jede Kunststoffbox kommen durchschnittlich sieben Teigkugeln, was abhängig von ihrer Größe variieren kann. Die Kisten werden dann direkt in einen Kühlraum gebracht. Dort wird der Teig von 26,7 ºC auf 4,4 ºC gekühlt. Dies muss schnell passieren, damit der Teig sich erst in der Filiale entwickelt und nicht schon im Supply-Chain-Zentrum. Die Vorgabe ist, dass der Teig innerhalb von 15 Minuten von der Knetschüssel in den Kühler gebracht werden muss. Im
stapeln
die Mitarbeiter die Kisten über Kreuz, um eine effiziente Wärme- und Feuchtigkeitsabfuhr von den Teigkugeln zu gewährleisten. Nach dem Abkühlen und vor dem Transport in die Filiale werden die Boxen dann übereinandergestapelt. Der Teig ist nun immer bei einer Temperatur zwischen 0,5 ºC und 3,3 ºC zu lagern. Dabei ist die Einhaltung der Kühlkette entscheidend für die Qualität des Teigs.
Nur frischer Teig
Domino’s hat eine Vielzahl an Rezepturen für die eigenen Niederlassungen. Es werden aber auch Teigkugeln für Schulspeiseprogramme in den USA hergestellt. Dabei muss die Rezeptur den staatlichen Vorschriften der Schulspeisung entsprechen. Diese Anforderungen an Pizza können allerdings von Schulbezirk zu Schulbezirk variieren. Die Pizzen, die zur Versorgung der Schüler an die Schulen geliefert werden, werden dann in den Domino’s-Filialen gebacken.
Sämtlicher in den Domino’s-Filialen verwendeter Teig ist frisch und nie gefroren. Der frische Teig ist bei der Lieferung aber noch nicht gebrauchsfertig und muss vor der Verwendung in den Filialen für ein oder zwei Tage gekühlt werden. Dann sollte der Teig in weniger als einer Woche verarbeitet werden.
Blaue Kisten
Es gibt etwa 175.000 blaue Kisten im Zentrum von Hartford, Connecticut, zum Transport der Teigkugeln. Nachdem eine Lieferung erfolgt ist, nimmt der Fahrer die leeren Kisten aus der Filiale mit, um sie zum Reinigen und Neubestücken in das Distributionszentrum zurückzubringen. Im Distributionszentrum gibt es eine Kisten-Waschanlage. Die Boxen werden gewaschen und desinfiziert, bis sie wieder mit frischem Teig bestückt werden. Der gesamte Waschprozess dauert ca. 20 Minuten.
Nach dem Bestücken mit Teig wird der Rand der Kiste mit lebensmittelechter, abwaschbarer Tinte beschriftet, wobei Datum und Uhrzeit der Produktion sowie Größe und Art des Teigs angegeben werden. So ist es den Mitarbeitern möglich, die Gärzeit sowie Haltbarkeit des Teiges zu bestimmen. Je frischer der Teig, desto länger muss er in der Filiale gären, bevor er verwendet wird. Je länger die Transportzeit zur Filiale, desto früher ist der Teig gebrauchsfertig.

Nicht alle Kisten haben die gleiche Farbe. Einige Boxen sind dunkelblau, was bedeutet, dass eine Kiste leer bleiben muss und sich am unteren Ende des Stapels befindet. Es gibt sogar ein paar rote Kisten. Diese kommen allerdings aus den Distributionszentren in North Carolina oder Georgia. Sollten die Kunststoffboxen beschädigt sein, Risse aufweisen oder sich verfärben, erfolgt das Recyceln.
Domino’s ist weltweit tätig und beschäftigt über 14.000 Mitarbeiter, die einen Jahresumsatz von rund 2,4 Mrd. US-Dollar erwirtschaften. Im Supply-Chain-Zentrum von Connecticut sind rund 150 Mitarbeiter tätig. „Es ist ein Unternehmen, im dem man alt werden kann“, sagte Larry Manning, Director Supply Chain Customer Service. Manning begann seine Karriere in diesem Distributionszentrum vor etwa 30 Jahren als Kundendienstmitarbeiter. „Jeder kennt seinen Job; der Job ist es, mehr Pizza zu verkaufen, mehr Spaß zu haben“, so Manning. Und so ist der Manager stolz auf die zentralisierte Produktion von Pizza-Teig. +++

Pizza ist eines der beliebtesten Nahrungsmittel weltweit und verschiedene Anlagenbauer bieten industrielle Pizzalinien an. Eine kleine Übersicht über Hersteller und Methoden.

Pizza kann kundenspezifisch produziert werden, um beinah allen persönlichen Vorlieben und diätetischen und religiösen Einschränkungen gerecht zu werden. Eine Pizza lässt sich zudem an eine Reihe regionaler Vorlieben anpassen. Dazu kommen Variationen von Pizzas und Pizza-ähnlichen Snacks. Hersteller von industriellen Pizzalinien bieten verschiedenste Lösungen und Verfahren an. Eine kleine, nicht vollständige Übersicht von Anlagenbauern und Verfahren.

FRITSCH Pizzalinien beginnen mit einer Teigbandlinie, die nach der FRITSCH-SoftProcessing © Methode arbeiten, um den Teig vorsichtig in ein Teigband zu formen, während die Struktur weicher Teige beibehalten wird, so der Hersteller.
Die SoftProcessing © Methode verwendet dabei einen Satellitenkopf. Der Satellitenkopf hat acht Walzen mit einer Antihaftbeschichtung und bewegt sich in derselben Richtung wie das Teigband. Jede der acht Walzen bewegt sich in der Gegenrichtung des Teigbands. Nachdem der Teig auf die gewünschte Teigbandstärke reduziert ist, kann der Teig, je nach Verfahren, z. B. in den Gärschrank. Um eine leicht unregelmäßige Form zu schaffen, kann nach dem Gären eine Stocherwalze verwendet werden, um in den Teig zu stoßen und damit eine manuelle Aufarbeitung nachzuahmen. Eine FRITSCH IMPRESSA Pizzalinie kann verwendet werden, um italienische Pizza, amerikanische Pizza, Pizzataschen und Fladenbrote herzustellen.

Generell gibt es zwei Arten, Pizzaböden zu machen, entweder aus einer Teigkugel oder von einer Teigbandlinie, wobei die Pizzaböden ausgestochen werden.
Während sich FRITSCH auf die Teigaufarbeitung spezialisiert hat, bietet FRITSCH Bakery Systems auch die Planung kompletter Pizzalinien an, die über die Teigbandlinie hin ausgehen. FRITSCH Bakery Systems plant die Konzeption und koordiniert die Lieferanten für Öfen, Froster und Ver packungsanlagen aus einer Hand, um eine schlüsselfertige Lösung der ganzen Pizzalinie anzubieten.

Die Kaak Gruppe kann ebenfalls schlüsselfertige Lösungen anbieten, um eine industrielle Pizzalinie zu erstellen. Die Verbindung verschiedener Geschäftsbereiche (DrieM, Daub, MCS, Benier und Kaak FPS) ermöglicht es, kombiniertes Fachwissen innerhalb der Gesellschaft bei der Konzeption einer Pizzalinie zu nutzen, die den Variationen in der Pizza herstellung gerecht wird. Diese schlüsselfertigen Linien bieten Leistungen von bis zu 6.000 Stück pro Stunde für Standardpizza (oder 4.000 Stück/Stunde für glutenfreie Produkte).
Die integrierte Pizzaproduktion von Kaak bietet all die verschiedenen Bestandteile, die für die Pizzaherstellung notwendig sind, einschließlich: Dosieren, Mischen, Formen,
Anzeige
Gären, Backen, Abkühlen, Belegen und Frosten. Kneten und die Aufarbeitung wird durch Benier bereitgestellt, Öfen z. B. durch MCS, Spiralkühler von Kaak und Förderbänder durch Multiparts. MCS bietet zudem die MDD Mischsysteme. Weiterhin gibt es eine Pizzapresse aus Italien. Nachdem der
Teig zu Kugeln geformt wurde, werden diese entweder auf Bleche oder auf das Band gelegt, um zur MCS Heißpresse zu gelangen. Die auf die Bleche gelegten Teigkugeln werden zunächst leicht ohne Hitze auf die Bleche gedrückt. Dann werden die Teigstücke unter einen Druckkopf gelegt, der Druck und Hitze anwendet, um den Teig bis an die Blechwände zu drücken und einen Rand beim Boden herzustellen. Ohne das Blech kann der Teig auf das Förderband gedrückt werden. Die vom Gärschrank kommenden Teigstücke werden aufgereiht, um unter die Druckköpfe befördert zu werden. Dies gestattet das traditionelle Verfahren der Teighandhabung, heißt es weiter. Außerdem stellt MCS einige Variationen von Gärschränken für diese heißgepressten Böden her. Neben Anlagen zum Herstellen von Pizzaböden aus Teigkugeln stellt DrieM auch eine Teigbandanlage her, wobei die Pizzaböden dann ausgestochen werden.
Die größte von AMF Tromp hergestellte Pizzalinie wurde in den USA installiert und erzeugte 100.000 Böden pro Stunde. Die Gruppe liefert maßgeschneiderte Linien. Dabei kann der Kunde wählen, ob sein Pizzaboden entweder aus einer Teigkugel oder aus einem Teigband entstehen soll. Die Tromp Teigbandlinie bietet dabei eine schonende Teighandhabung, die die Struktur, Konsistenz und das Volumen des Teigs beibehält, erklärte das Unternehmen.

Für Böden aus einer Teigkugel verwendet AMF Tromp einen Teigteiler. Dies bietet eine hohe Gewichtgenauigkeit und höhere Leistung als eine Teigbandanlage.
Zum Belegen und Dekorieren werden verschiedene Systeme angeboten, um Zutaten wie Käse, Fleisch und Gemüse aufzubringen. Überschüssige Zutaten werden in den Zutatentrichter zurückgeführt. Auch die AMF Tromp Gärsysteme sind maßgeschneidert. Öfen können ebenso kundenspezifisch ausgelegt werden. Somit bietet AMF Tromp eine integrierte Pizzalösung durch die Partnerschaften mit AMF, AMF Den Boer und Reading Bakery Systems.
Rademaker bietet eine Pizzalinie, die in der Lage ist, Pizzas in verschiedenen Formen und Größen herzustellen, sowie auch alternative Erzeugnisse oder Variationen wie Pizzabaguettes und Pizzastangen. Die Rademaker Pizzalinie kann zwischen 500 kg bis 6.500 kg Teig pro Stunde verarbeiten. Dabei ist das Unternehmen spezialisiert auf die Teigbandtechnologie. Mit einer Arbeitsbreite von 600 bis 1.600 mm gewährt die Teigbandlinie die nötige Flexibilität, um eine breite Palette von Produkten und Formen herzustellen. Dabei sind die Kapazitäten von Produkt und Teigdicke abhängig. Gärschränke können bei Bedarf „in-line“ aufgestellt werden, um Teigbänder vor dem Schneiden des Produkts zu gären. Die Rademaker-Pizzabeleglösung ist ein modulares System, das Flexibilität und schnelle Umstellung gewährleistet, um eine belegte Pizza mit Tomatensoße, Gemüse, Käse, Fleisch und anderen Belägen zu produzieren, heißt es weiter. So bieten die Anlagenbauer kundenspezifische Lösungen zum Produzieren von Pizza an. +++



Höheres Volumen, bessere Krumenstruktur, intensiver Geschmack.






Der ContiMix™ eignet sich ideal für die Herstellung von durchgängigen Teigbändern, mit einer sehr großen Anwendungsvielfalt. Der kombinierte Misch- und Knetprozess des Doppelwellenextruders macht den Unterschied!
Ihr Nutzen:


– Verbesserte Plastizität
– Höhere Teigausbeute von bis zu 9 %

– Einsparung von Prozessschritten
Fragen dazu?



Lassen Sie uns darüber sprechen. bakery@buhlergroup.com













Es muss nicht immer eine Pizza mit einem Boden aus Weizenteig sein, denken sich einige Hersteller. So gibt es heute z. B. Alternativen aus Blumenkohl, Gemüse oder auch Hühnerfleisch.
+Traditionelle Pizzen haben in der Regel einen Boden, der aus den Grundzutaten Mehl, Wasser, Salz, Öl und Hefe besteht. In letzter Zeit haben allerdings einige Hersteller begonnen, sich mit einzigartigen Angeboten bzgl. des Bodens zu profilieren, z. B. mit verschiedenen Gemüsealternativen, Samen sowie Mehlen, die unterschiedliche Geschmacksrichtungen und Nährwertprofile bieten.
Ein Newcomer auf dem US-Pizzamarkt ist z. B. Caulipower®, der sein erstes Jahr mit einem Umsatz in Höhe von 2,1 Mio. USD in den USA begann. Caulipower ® ist ein glutenfreier Pizzaboden, bei dem Blumenkohl, braunes Reismehl, Maisstärke und Tapioka anstelle von Weizenmehl als Basis verwendet werden. Die Paläo-Version – Paläo ist auch unter dem Stichwort „Steinzeitdiät“ bekannt – des Pizzabodens ist getreidefrei und die Hauptzutaten sind ebenfalls Blumenkohl sowie Mandelmehl, Maniokmehl und Tapiokamehl.
Neben den backfertigen Tiefkühlpizzen auf Blumenkohlbasis bietet Cali’flour Foods zudem tiefgefrorene BlumenkohlPizzaböden und Fladenbrote an, die z. B. zu Hause mit frischen Zutaten belegt werden können. Diese Böden und Fladenbrote bestehen aus Blumenkohl, Mozzarella und Eiweiß, um auch gluten-, getreide- und nussfreie Pizzaböden anzubieten. Sie lassen sich individuell zu Hause belegen und sollen eine gute Proteinquelle sein. Entwickelt wurden die Produkte im Hinblick auf eine „ketogene“ und Paläo-Ernährung. Cali’flour Foods bietet auch einen pflanzlichen Pizzaboden; er wird aus Blumenkohl, Sesammehl, Sonnenblumenkernmehl, Olivenöl, Flohsamenschalen und Nährhefe hergestellt. Die in


den USA als vegan bezeichneten Böden werden in drei Geschmacksrichtungen angeboten: einfach, scharfe Jalapeño und italienisch.
Proteinquelle
Realgood Pizza Co ® bietet eine Pizza, bei der Hühnchen und Käse als Grundlage für den Boden einer proteinreichen und kohlenhydratarmen Pizza verwendet werden, die glutenund getreidefrei ist. Neben der Hühnchenbodenpizza bietet Realgood auch einen Blumenkohl-Pizzaboden, der aus den Grundzutaten Blumenkohl, Käse und Ei besteht. Diese Böden sollen dem Konsumenten mehr Möglichkeiten bei einer glutenfreien Ernährung bieten.
Außerhalb der USA verkauft Dr. Oetker mit „Yes It’s Pizza“ eine Pizza auf Gemüsebasis, deren Boden und Belag aus mindestens 38 % Gemüse bestehen. Diese dünnen Pizzen gibt es in den Varianten mit Roter Bete, Spinat und Blumenkohl. Die Pizzaböden haben dabei die gleiche Farbe wie das Gemüse; der Rote-Bete-Boden ist rosa und der Spinatboden grün. Obgleich diese Pizzaböden noch immer Weizenmehl enthalten, sollen die Produkte für den Verbraucher, der mehr Gemüse essen und neue Geschmacksrichtungen probieren möchte, eine Option sein.
Die Hersteller bieten den Verbrauchern auch Möglichkeiten, die Kreativität zu Hause zu steigern. So bietet Nestlé Wagner „ERNST WAGNER’s“ mit drei neuen Sorten Frischteig aus dem Kühlregal an, der darauf wartet, zu Hause belegt und gebacken zu werden. Zu den Frischteigsorten gehören „Pizza“, die eine rechteckige Form hat, um auf das Backblech beim Verbraucher zu passen, „Flammkuchen“, die extra dünn und knusprig ist und auch die passende Form für ein Backblech hat, sowie „Pizza & Focaccia“, die für runde und lockerere Pizzen gedacht ist.
Des Weiteren kommen derzeit Teigrezepturen auf, insbesondere Produkte, die Getreidearten wie Quinoa, Sorghum,
Amarant, Teff und Buchweizen beinhalten. Diese neuen Pizzaböden können eine Alternative zu traditionellen Pizzaböden sein. Was diese neuen Sorten gemeinsam haben, ist die Ausrichtung auf den Trend hin zu „gesünderer Pizza“ und „Clean-Label-Produkten“. +++


Zu den wichtigen Playern am Pizzamarkt gehört die Freiberger-Gruppe mit Hauptsitz in Berlin. Die 100%ige Tochter der Südzucker AG ist Produzent von tiefgekühlten und gekühlten Pizzen sowie tiefgekühlten Pastagerichten und Snacks mit klarem Fokus auf das Handelseigenmarkengeschäft. Freiberger stellt nach eigenen Angaben jedes Jahr rund 700 Mio. tiefgekühlte und gekühlte Pizzen her. Weltweit zählt die Gruppe zu den größten Anbietern, berichtet die Berliner Morgenpost, die den Umsatz 2018 auf nahezu 1 Mrd. EUR beziffert. Das Unternehmen selbst macht keine Angaben zu Umsätzen. Die Anzahl der Mitarbeiter liegt laut Freiberger bei rund 3.500 Beschäftigten, gut 600 Beschäftigte arbeiten am Hauptsitz in Berlin.
Insgesamt kommt die Gruppe auf elf Standorte in Europa und den USA. Die Produkte werden in 30 Ländern Europas sowie in den USA, Kanada und Südafrika vertrieben. In den acht Ländern, die zusammen 80 % des weltweiten Pizza-Umsatzes ausmachen, ist Freiberger, heißt es auf der Firmenwebsite, Marktführer im Bereich der tiefgekühlten und gekühlten Handelsmarken-Pizza.
Im Mai 2017 hatte die Gruppe den TK-Pizzaproduzenten HASA mit Sitz in Magdeburg übernommen, Ende 2017 auch den US-Wettbewerber Richelieu Foods, für den das Unternehmen laut Berliner Morgenpost rund 350 Mio. EUR aufwendete. Dafür besitzt Freiberger jetzt fünf Werke im Osten des Landes. Nahezu alle großen Handelsketten in den USA gehören zu den Kunden. Dem Bericht nach hat die Geschäftsführung mit der neuen US-Tochter große Ziele. Zwar hatte man schon zuvor von Europa aus auch den US-Markt bedient. Die Stückzahl der Teiglinge, die den Weg auf den anderen Kontinent fanden, sei aber überschaubar gewesen.
Gemeinsam mit Richelieu werde Freiberger in den USA jetzt wachsen, sagt der Vertriebschef Thomas Schulz der Zeitung. Die US-Amerikaner geben jedes Jahr rund 4,5 Mrd. US-Dollar für Tiefkühlpizzen aus, greifen aber bislang vor allem auf Marken wie Dr. Oetker, Schwan’s und Wagner zurück. Supermarktketten könnten mit Handelseigenmarken von Freiberger günstige Alternativen bieten. Das Unternehmen sieht auch deswegen viel Potenzial auf dem US-Markt. „Wir haben in Europa einen Anteil von 20 Prozent, in den USA sollten wir in der Lage sein, mehr zu erreichen“, so Hans-Detlev Schulz. +++



Der neue industrielle Gärschrank CleanProofer soll dank speziellen C-Proof-perforierten Gehängen aus Edelstahl teigschonend, wartungsarm und hygienisch arbeiten.


Auf der iba 2018 stellte Werner & Pfleiderer Haton BV den CleanProofer vor: Inzwischen ist der industrielle Gärschrank bei einer Bäckerei in den Niederlanden im Einsatz. Seine mit speziellem C-Proof perforierten Gehänge aus Edelstahl machen die Anlage dabei besonders teigfreundlich, wie das Unternehmen mitteilte. Dabei kommt der Clean-Proofer ohne traditionelle Wendestationen aus. Stattdessen besitzt er ein kontinuierliches System, das den Vorteil einer „Pufferfunktion“ bietet. Die speziellen C-Proof-Gehänge legen die Teiglinge mit einer 90°-Drehung auf das Abtransportband. Dieses ist mit der Geschwindigkeit der CleanProof-Kette synchronisiert, sodass der Teig sehr schonend bewegt wird, heißt es weiter.
Der CleanProofer, der in einem isolierten Gehäuse mit separater Klima-Installation platziert ist, eignet sich für die Verarbeitung von weichen und klebrigen Teigen mit höherem Wassergehalt.
Die Anzahl der beweglichen Teile ist beim Clean-Proofer minimal, heißt es weiter. Das bewirkt ein Minimum an Aufwand für Wartung und Reinigung. Die perforierten Gehänge aus Edelstahl lassen sich zudem mit einem HochdruckWasserstrahl reinigen.
Die Gärzeit liegt bei bis zu 90 Minuten bei 1.000 Gramm, die Kapazität bei bis zu 10.000 Stück pro Stunde.

Der erste Clean-Proofer, der bei einer Bäckerei in den Niederlanden installiert wurde, hat eine Kapazität von 3.500 Stück pro Stunde bei einer Zwischengärzeit von 45 Minuten. Das Gerät ist außerdem bereit für die Industrie 4.0: Ein drahtloser Sensor überträgt alle Produktionsdaten wie z. B. Temperatur, Druck, Neigung, Luftfeuchtigkeit live an ein Bedienfeld, Tablet oder Smartphone. Die 3-D-Twin-Steuerung ermöglicht zudem eine maximale Kontrolle von jedem Ort aus, heißt es weiter. +++






















Sydney Cake House aus Malaysia produziert Backwaren wie Brote, Kleingebäcke und Snacks. Dabei setzt das Unternehmen auf authentische Produkte mit malaysischen Zutaten sowie Backwaren nach westlicher Art. Bekannt ist der Hersteller durch Mak Cik ™ – ein gefülltes TK-Blätterteigprodukt.



+Die neue und damit die zweite Produktion der Bäckerei Sydney Cake House befindet sich in der Nähe der malaysischen Hauptstadt Kuala Lumpur in einem speziellen Industriegebiet für die Lebensmittelindustrie. Sämtliche Unternehmen hier produzieren Lebensmittel nach HalālStandard. Nur wenn die Vorgaben eingehalten werden und die Lebensmittel den Speisevorschriften des Islams entsprechen, und dies durch ein Audit überprüft wurde, erhalten die Unternehmen ein entsprechendes Zertifikat. Und nur so ist es möglich, große Kunden wie z. B. Fluggesellschaften oder den Lebensmitteleinzelhandel mit entsprechenden Produkten zu beliefern, denn rund 60 % der rund 32 Mio. Einwohner sind Moslems und der Islam ist Staatsreligion in Malaysia.
Diesen Markt und auch die wachsende Nachfrage nach Backwaren in Asien erkannte Jenny Chuang, Managing Direktor/Geschäftsführerin der Bäckerei Sydney Cake House, sehr früh. Bereits 1982 stieg die Geschäftsfrau in die Backbranche ein, sah die vielen Möglichkeiten und auch das Wachstumspotenzial. Sie unterstützte die Familie bei der Expansion einer Bäckerei und bildete sich entsprechend weiter, besuchte verschiedene Seminare und Weiterbildungsveranstaltungen, um sich über die Produktion von Backwaren zu informieren und immer neue Produkte zu entwickeln.
Anfänge
Zu Beginn belieferte das Unternehmen Kunden wie Kantinen in Schulen oder Fabriken täglich mit frischen Gebäcken. Im Laufe der Zeit wurde die Backstube zu klein, denn es gab immer mehr Kunden und die Nachfrage stieg beständig.
Auch erweiterte die Bäckerei das Sortiment. Ein Neubau sollte her und so baute das Unternehmen 1991 eine neue Produktion. Das Stammhaus wurde aufgegeben. In der neuen Produktion entstanden auf einer Anlage des Schweizer Herstellers Rondo unter anderem die Backwaren nach europäischer Art, aber auch Eigenkreationen.



Der Erfolg des Unternehmens hielt an und um weiter wachsen zu können, setzte Jenny Chuang, unterstützt durch ihre beiden Töchter, auf die Erweiterung des Angebotes und neben frischen Backwaren fertigt das Unternehmen auch Tiefkühlbackwaren. 2015 erfolgte der Bau einer zweiten Produktion, rund 40 km von der ersten Produktion entfernt, auf der grünen Wiese im Industriegebiet Taman Perindustrian Shah Alam in Selangor. Die eigene Marke Mak Cik ™ , ein Blätterteigprodukt mit Curry-Füllung, wurde entwickelt, aber auch Private-Label-Produkte stellen die rund 120 Mitarbeiter am neuen Standort auf Bestellung her. Und die Nachfrage steigt, besonders nach Halāl-Produkten, aber auch aus China erhält das Unternehmen viele Bestellungen.
Einer der Hauptlieferanten für die neue Produktion ist der niederländische Anlagenbauer Rademaker. „Wir sehen Rademaker als Partner”, erklärt Managing Director Jenny Chuang. So bietet das Unternehmen auf der einen Seite eine gute Qualität, was die Anlagen betrifft, und auf der anderen Seite einen guten Service in Asien an. Zudem unterstützen lokale Partner wie David Chong, General Manager Firmtech Engineering, als Vertreter von Rademaker die Bäckerei bei Bedarf vor Ort, sollten Probleme mit der Anlage auftreten. Dies ist für die Geschäftsfrau besonders wichtig. „Mit diesen zuverlässigen Partnern können wir uns auch den sich immer schneller ändernden Anforderungen unserer Kunden stellen und z. B. neue Produkte entwickeln und umsetzen“, erläutert die Geschäftsführerin. So kam es z. B. vor, dass eine
Anzeige


Malaysia mit der Hauptstadt Kuala Lumpur gilt sowohl ökonomisch und als auch politisch als eines der stabilsten Länder Südostasiens. In dem Land mit rund 32 Mio. Einwohnern wird die Konvergenz von Tradition und Moderne, Islam und Kapitalismus gelebt. Das Land hat sich seit den Neunzigern stark für ausländische Investoren geöffnet und gilt als ein kapitalintensiver Industriestandort mit hohem Entwicklungspotenzial. Allerdings ist die Wirtschaft trotz einiger Liberalisierungsmaßnahmen weiter staatsseitig reguliert. Der Staatsfonds Khazanah Nasional gilt als strategischer Arm der Regierung. Investiert wird dabei in zahlreiche Branchen.
Der Islam, zu dem sich 60 % der Bevölkerung bekennen, ist Staatsreligion. Daher ist es für Unternehmen aus der Lebensmittelindustrie besonders wichtig, dass diese nach Halāl-Vorgaben produzieren und entsprechend zertifiziert sind. Dabei bedeutet Halāl „erlaubt“ und „zulässig“. Es gewährleistet, dass die Lebensmittel den Speisevorschriften des Islams entsprechen. +++
Wir kriegen’s gebacken!

BackGlanz Fix & Fertig ergibt eine goldgelbe Bräunung und einen schönen, seidigen Glanz auf allen süßen und herzhaften Gebäcken. 100 % gebrauchsfertige und vegane Glanzstreiche ohne Konservierungsstoffe.



Lassen Sie sich von dieser inspirierenden Innovation begeistern!
++ Das erste Laminieren des Teigbandes
Durch die beiden Faltstationen der Anlage entsteht die U-Form des Teigbandes
Christine Bee, Sourcing & Development, Sydney Cake House, Jenny Chuang, Managing Director Sydney Cake House, und David Chong, General Manager Firmtec Engineering

++ Der Teig ruht nach dem Laminieren in einer integrierten Kühlstrecke

++ Nach dem Ausrollen wird der Teig je nach Produkt geschnitten, gefüllt und gefaltet

++ Ein Roboter transportiert die Stikken-Wagen in der Produktion

++ Verschiedene Gebäcke, teilweise frisch, teilweise TK, mit einem Gewichtsbereich von 20 bis 100 g verlassen die Produktion






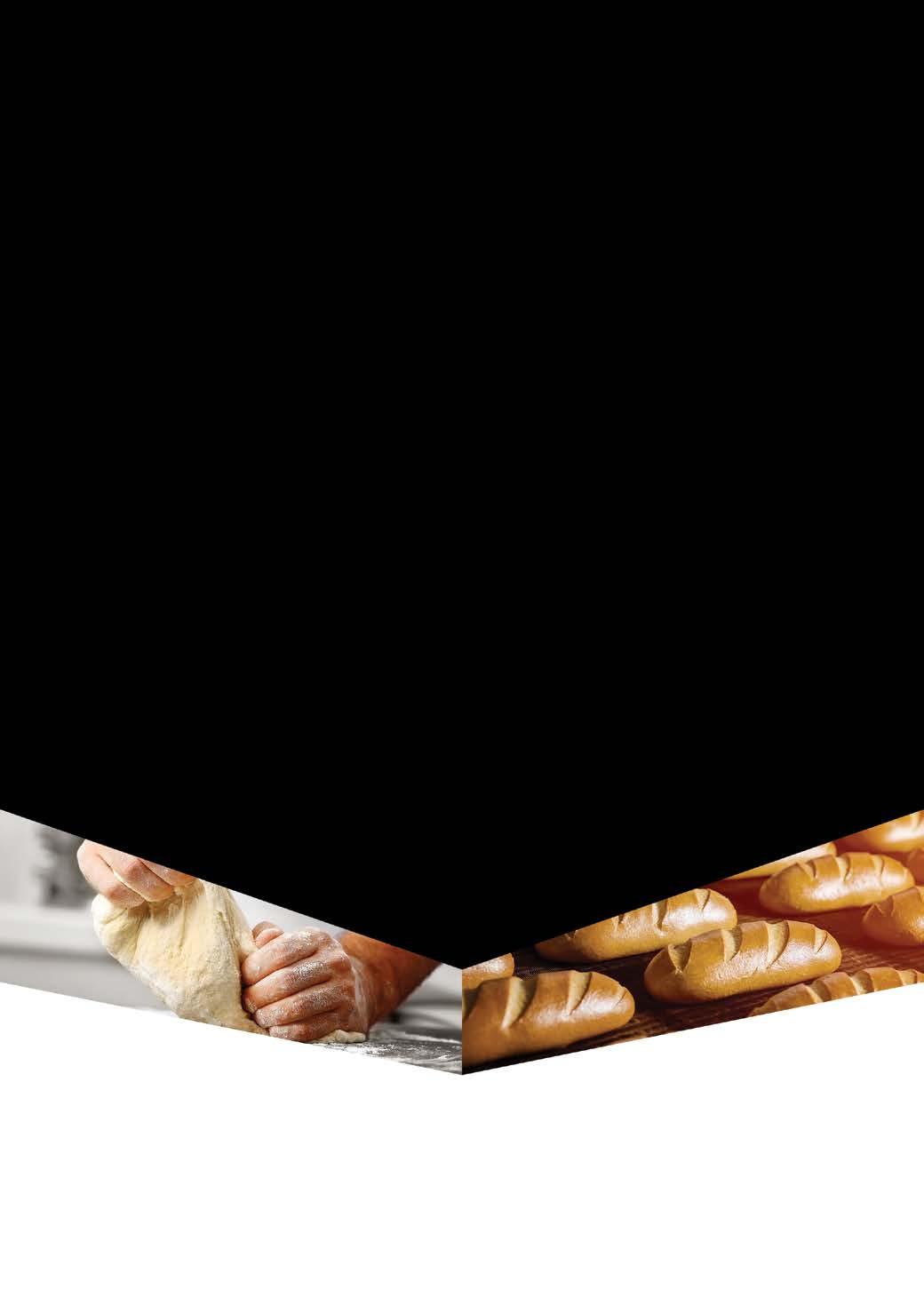
Ein kurzes Interview mit Jenny Chuang, Managing Director Sydney Cake House.

+ Borchfeld: Jenny, woher kommt der Name der Bäckerei?
+ Jenny: Wir haben nichts mit Sydney zu tun, aber es war in den 80er Jahren in Malaysia ein Trend, seinem Unternehmen internationale Namen zu geben. So gab es Bäckereien, die sich nach Orten wie Paris oder New York benannten und da es noch keine Bäckerei mit dem Namen Sydney gab, benannte ich das Unternehmen nach der Stadt in Australien.
+ Borchfeld: Warum kaufen Sie Maschinen aus Europa?
+ Jenny: Backwaren kommen aus dem europäischen Raum und daher sollten auch die Anlagen aus Europa stammen. Die Anlagen stehen für Qualität und Zuverlässigkeit.
+ Borchfeld: Welches sind Ihre erfolgreichsten Produkte?
+ Jenny: Unser Fokus liegt auf Croissants und Produkten
Fluggesellschaft sich ein Gebäck wünschte, welches nach dem Backen im Flugzeug nicht krümeln sollte. Denn je mehr eine Backware krümelt, desto wahrscheinlicher ist es, dass sich die Krümel im Flugzeug verteilen und damit der Reinigungsaufwand steigt. Außerdem wollte der Kunde das Gebäck in einer speziellen Verpackung erhalten. Bei der Entwicklung des passenden Gebäckes für den Kunden konnte Christine Bee, Sourcing & Development und Tochter von Jenny Chuang, auf die Unterstützung von Rademaker zurückgreifen. „Wir senden unsere Mitarbeiter auch zur kontinuierlichen Weiterbildung in die Niederlande. Dies hilft uns als Unternehmen, besser die Kundenwünsche umzusetzen und die Rademaker-Akademie bietet uns eine Menge Inspiration und Know-how“, erklärt Christine Bee.

Die Mitarbeiter betreten die Produktion nach dem SchwarzWeiß-Bereich durch verschiedene Hygieneschleusen und auch ein Desinfektionsbad muss durchlaufen werden. Für die Teigproduktion – es wird nur Weizenmehl verarbeitet – stehen noch keine Außensilos zur Verfügung. Doch die Automatisierung des Mehltransportes ist bereits geplant und das BetonFundament steht bereits. Allerdings ist das Lagern von Mehl aufgrund der hohen Außentemperaturen in Malaysia auch eine Herausforderung, gibt Christine Bee zu bedenken. Ebenfalls eine Herausforderung ist der Untergrund im Neubaugebiet. Dieser hat so seine Tücken. So sackt die Erde an einigen Stellen ab, da der Untergrund eher sumpfig ist, erklärt Managing Director Jenny Chuang.
a us laminierten Teigen. Kleine Blätterteigprodukte mit verschiedenen Curry-Füllungen sind in Malaysia als Fingerfood bei Einheimischen und Touristen sehr beliebt.
+ Borchfeld: Wie viele Mitarbeiter haben Sie und wie hoch ist der Mehlverbrauch?
+ Jenny: Wir beschäftigen zwischen 200 und 250 Mitarbeiter, je nach Bedarf. Pro Monat verbrauchen wir bis zu 150 Tonnen Weizenmehl.
+ Borchfeld: Welchen Herausforderungen müssen Sie sich stellen?
+ Jenny: Der Klimawandel wird sicher eine Auswirkung auf die Rohstoffpreise und die Rohstoffqualität haben und damit unser Geschäft beeinflussen. Die steigenden Lohnkosten in Asien, der Fachkräftemangel und die alternde Bevölkerung stellen uns ebenfalls vor Herausforderungen und werden zu mehr Automatisierung und dem Einsatz von Robotern führen. Dazu kommen sich verändernde Konsumgewohnheiten, auf die wir schnell eingehen müssen. Aber insgesamt sehe ich das Sydney Cake House gut für die Zukunft aufgestellt.
+ Borchfeld: Jenny, vielen Dank für das Interview. +++
So wird das Mehl heute noch manuell transportiert. Die Kühlung des Mehles erfolgt in der klimatisierten Produktion. Zudem kann die Teigtemperatur über die Zugabe von Scherbeneis gesteuert werden.
Der VMI Spiralkneter (Typ SPI AV) im Einsatz bei Sydney Cake House. Das Knetsystem ist für die 24/7-Produktion ausgelegt. Der Teigkessel wird von den Mitarbeitern manuell zum Hebekipper transportiert. VMI bietet eine breite Palette an verschiedenen Mischwerkzeugen einschließlich Spiralen für die Verarbeitung von 80 bis 750 kg Teig an. Das Sortiment an Werkzeugen ist auf alle Teigarten abgestimmt, egal ob mit geringem oder hohem Wasseranteil.
Die Teigknetung übernimmt dabei eine Anlage des französischen Herstellers VMI. Ein Mitarbeiter transportiert den Teigkessel nach der Knetung und der Teigruhe manuell zu einem VMI-Hebekipper. Dieser übergibt den Teig auf die neue, vollautomatische Laminieranlage von Rademaker. In mehreren Schritten wird der Teig nun ausgerollt und laminiert. „Je nach Kundenwunsch laminieren wir Margarine oder auch Butter, da sind wir flexibel“, so Sourcing & Development-Managerin Christine Bee. Eine Besonderheit der Anlage ist die integrierte Kühlstrecke. Hier kann der Teig ruhen und sich entspannen bzw. entwickeln. „Wir sind von der hohen Qualität und der Leistungsfähigkeit der Rademarker-Anlagen überzeugt und haben uns deshalb für eine Anlage aus Europa entschieden“, erklärt Geschäftsführerin Jenny Chuang.
Nachdem der Teig auf die nötige Höhe und Breite ausgerollt wurde, wird das Teigband je nach Produkt gefüllt, gefaltet und geschnitten. Die Abnahme erfolgt per Hand und die Mitarbeiter legen die Teiglinge auf Bleche ab. Es folgt die Übergabe der Bleche mit den Teiglingen in einen Stikken. Anschließend erfolgt der manuelle Transport in den Froster oder Gärraum, je nach Produkt.
„Das Thema Industrie 4.0 spielt in Malaysia und auch bei uns eine große Rolle. Wir wollen die Produktion weiter automatisieren“, so Jenny Chuang. Zudem steigen die Lohnkosten und daher erprobt die Bäckerei den Einsatz eines Transportroboters. Dieser nimmt den Stikkenwagen mit den Teiglingen auf und fährt ihn zur Weiterverarbeitung. Zudem können leere Wagen z. B. aus dem Froster wieder automatisch zum Befüllen mit Teiglingen transportiert werden.
Heute arbeiten die Mitarbeiter in der Produktion in zwei Schichten an fünf Tagen die Woche. „Das Ziel ist die Einführung einer dritten Schicht, was mit den Anlagen von Rademaker einfach umsetzbar ist”, erläutert Jenny Chuang. Zudem werden die frischen Backwaren wie etwa Brot und Brötchen von den Mitarbeitern heute noch per Hand hergestellt. Auch dies soll sich ändern und die nächsten Automatisierungsschritte sowie ein Anbau sind bereits geplant. Das entsprechende Land bzw. das Nachbargrundstück hat das Unternehmen bereits erworben. Geplant ist der Ausbau für das Jahr 2021. „Beim nächsten Bau wird die Automatisierung noch konsequenter umgesetzt werden. Unser Ziel ist es, der Halāl-Champion der Backbrache in Asien zu werden“, so Jenny und Christine. Das Exportgeschäft möchte das Unternehmen ebenfalls weiter ausbauen. Neben China werden heute schon Kunden in Singapur, Japan, Korea und auch Australien beliefert. Ein weiteres Standbein ist der Betrieb einer eigenen Kiosk-Kette. Diese soll der Bäckerei Sydney Cake House helfen, näher am Endkunden zu sein und den Markt genau zu beobachten und damit auch auf Kundenwünsche schnell eingehen zu können. +++
HOHE TEIGSCHONUNG MIT TWIN SAT PRINZIP IN HYGIENEBAUART „H“

Die Teigbandanlage Menes passt sich durch ihr modulares Design an vielfältige Kunden- und Produktanforderungen an und ist auch in Hygienebauart „H“ in Wash-Down Ausführung erhältlich. Die Menes-H kann bis zu 5.000kg Teig in der Stunde verarbeiten und ist mit verschiedenen Modulen erweiterbar. Die Anlage kombiniert hohe Gewichtsgenauigkeit mit perfekter handwerklicher Qualität.

Die Menes-H bietet eine breite Produktvielfalt von Broten, Baguette, Brötchen, Ciabatta, Toastbrot, Pizza, Hot Dog, Donuts, Kuchen, Croissants, Strudel bis zu Pita und anderen Arten von Fladenbrot.

Bei uns ist Ihr Produkt im Fokus.
Mit dem Abschluss staatlich geprüfter Lebensmitteltechniker – Fachrichtung Bäckereitechnik –eröffnen sich für Absolventen vielfältige Karrieremöglichkeiten. Doch immer weniger Schulen bieten diese Weiterbildungsmöglichkeit an.
Zwei Jahre lang müssen die Teilnehmer der Weiterbildung zum staatlich geprüften Lebensmitteltechniker –Fachrichtung Bäckereitechnik – die Schulbank drücken. Zum Ende des letzten Semesters findet dann eine Abschlussprüfung statt. Sie besteht aus mehreren schriftlichen und mündlichen Teilprüfungen. Doch die Weiterbildung mit der Fachrichtung Bäckereitechnik wird heute nur noch an der Emil-Fischer-Schule in Berlin sowie an der Berufsbildenden Schule 2 (BBS2) der Region Hannover angeboten. Zwar gibt es auch weitere staatliche Fachschulen, allerdings mit anderen Fachrichtungen (siehe Kasten Seite 43).
Die Voraussetzung, um an einer Technikerschule angenommen zu werden, sind eine entsprechende Fachausbildung sowie Berufserfahrung. In den zwei Jahren Vollzeitschule lernen die Teilnehmer, umfassende fachliche Aufgaben- und Problemstellungen zu planen, zu bearbeiten und auszuwerten. Die Absolventen sollen in der Lage sein, eigenverantwortlich Prozesse in einem sich häufig verändernden Tätigkeitsfeld zu steuern. Diese Führungskompetenzen und erworbenen Softskills entsprechen dem Deutschen Qualifikationsrahmen Niveau 6 und sind dem Bachelor gleichgestellt. Lebensmitteltechniker können damit die Lücke zwischen Meister und Studium schließen und erlangen zudem die allgemeine Fachhochschulreife.
Da es immer weniger Bewerber gibt, welche die Zugangsvoraussetzungen erfüllen und noch einmal zwei Jahre Zeit in eine Zusatzqualifikation investieren möchten oder auch können, wollen die beiden Fachschulen Berlin und
Hannover enger kooperieren, auch um das Ausbildungsniveau zu halten. Beide Schulen haben sich auf die Backbranche spezialisiert, verfügen allerdings über ein jeweils eigenes Profil.
Die Fachschulen Berlin und Hannover wollen ihre Zusammenarbeit vertiefen. So wird ein Erfa-Kreis gebildet, um den Bekanntheitsgrad der Qualifizierungsmaßnahme zu steigern. Außerdem werden Kooperationen der Fachschulen ausgelotet, um Synergieeffekte zu nutzen wie z.B. bei der Akquise von Bewerbern, Marketing-Maßnahmen und der Profilbildung der Fachschulen.
So setzt Berlin z. B. darauf, dass die Studenten eine Technikerarbeit erstellen. Dafür sind im dritten und vierten Semester 140 Stunden Unterricht für die Erstellung vorgesehen. Mit der Technikerarbeit soll ein fachlicher Qualifikationsnachweis erbracht werden. Die praxisrelevante Themenstellung aus dem Bereich der Bäckereitechnik wird von den angehenden Technikern selbstständig geplant, bearbeitet, dokumentiert und vor einem Ausschuss präsentiert. In der Regel ermöglicht die Kooperation und Mitwirkung eines Betriebs eine praxisnahe Bearbeitung von Problemstellungen.
In Hannover wird seit 1992 die Weiterbildung zum Bäckereitechniker angeboten. Bis heute haben rund 400 Absolventen die Ausbildung an der Fachschule Lebensmitteltechnologie (FS LMT) abgeschlossen. Dabei setzte die Schule im Laufe der Jahre immer wieder neue Schwerpunkte, sowohl

++ Die Schulen verfügen über gut ausgestattete Labore. Hier vermitteln die Fachlehrer z. B. Nachweismethoden für verschiedene Inhaltsstoffe sowie stoffliche Grundlagen der Lebensmittenanalytik
Spezialisiert auf Bäckereitechnik
+ Emil-Fischer-Schule , Fachschule für Lebensmitteltechnik, Cyclopstraße 1-5, 13437 Berlin, Telefon 030 / 4147210, Fax 030 / 4146315
www.emilfischerschule.de
+ Berufsbildende Schule 2, Fachschule Lebensmitteltechnik, Ohestraße 5, 30169 Hannover, Telefon 0511 / 16843402, Fax 0511 / 14820
www.bbs2-hannover.de
Spezialisiert auf Lebensmitteltechnik und andere Fachbereiche
+ Berufliches Schulzentrum Dippoldiswalde , Fachschule für Technik, Weißeritzstraße 11, 01744 Dippoldiswalde, Telefon 03504 / 634360, Fax 03504 / 634444
www.bsz-dw.de (Bis Redaktionsschluss lag keine Antwort der Schule vor, ob noch eine Techniker-Ausbildung stattfinden wird.)
+ Berufsbildende Schule 1 – Technik, Fachschule für Lebensmitteltechnik, Kaiserbergring 29, 67657 Kaiserslautern, Telefon 0631 / 37270, Fax 0631 / 3727190

www.bbs1-kl.de (Bis Redaktionsschluss lag keine Antwort der Schule vor, ob noch eine Techniker-Ausbildung stattfinden wird.)
+ Lemitec – Staatliche Fachschule für Lebensmitteltechnik Kulmbach, E.C.-Baumann-Straße 22, 95326 Kulmbach, Telefon +49 9221 690 320, Fax +49 9221 690 3216
www.lemitec.de

+ Zentralfachschule der Deutschen Süßwarenwirtschaft e.V. , De-Leuw-Straße 3-9, 42653 Solingen
www.zds-solingen.de
+ KIN-Lebensmittelinstitut , Wasbeker Straße 324, 24537 Neumünster, Telefon +49 4321 601-0, Fax +49 4321 601-40
www.kin.de
methodisch als auch inhaltlich. „Heute liegt der Fokus, neben der fachlichen Kompetenz, auf dem Projektmanagement in enger Zusammenarbeit mit der Backbranche und der Digitalisierung“, erklärt Nadine Ziegler, stellvertretende Schulleiterin. So gibt es folgende Besonderheiten an der FS LMT:
+ Staatl. geprüfte Verkaufsleiterin/staatl. geprüfter Verkaufsleiter bereits nach erfolgreichem erstem Schuljahr (einzigartig in Deutschland)
+ Staatl. geprüfte Lebensmitteltechnikerin/ staatl. geprüfter Lebensmitteltechniker nach zwei Jahren
+ Zusatzqualifikationen an der FS Hannover:
· Durchführung der Prüfung nach AEVO zur Anerkennung der Ausbildereignung (Bescheinigung durch die HWK)
· Fachkraft für Hygiene in der Lebensmittelwirtschaft (Zertifikat der IHK)
· Anerkennung der Fachhochschulreife
· Möglichkeit zum Erwerb des Meistertitels durch Anerkennung des theoretischen Teils, des kaufmännischen Teils und der Ausbildereignung (HWK Hannover); Kooperation mit der Akademie des dt. Bäckerhandwerks für den praktischen Teil der Meisterprüfung inkl. Vorbereitungskurs
· Zertifikat in der Extrudertechnik durch optionale Lernangebote
+ Fachexkursion in renommierte Unternehmen der Lebensmittel- und Zulieferindustrie
+ Vermittlung von Nebentätigkeiten bei Wirtschaftspartnern (potenziellen Arbeitgebern)
Auch auf die ständige Fortbildung der Lehrkräfte wird großer Wert gelegt. Zudem entstammen die Lehrkräfte in weiten Teilen der Wirtschaft, wie z. B. Dipl.-Ing. Christine Siefert. Sie leitet den Bildungsgang seit 1997 und hat davor unter anderem bei Bahlsen gearbeitet. Im Verkaufsmanagement sind Lehrer mit einer Lehre zur Fachverkäufer/in tätig und Dipl.-Handelslehrer lehren Betriebswirtschaftslehre. Zudem unterstützen Bäcker- und Konditormeister in der Backtechnologie.
„Wir haben als einzige staatliche Fachschule die beiden Schwerpunkte Bäckereitechnik und Verkaufsmanagement“, erläutert Nadine Ziegler die Besonderheiten. Dazu erfolgte ab dem Schuljahr 1997/98 eine Umstrukturierung. Das Verkaufsmanagement und die Verkaufs- und Filialorganisation wurden neu in die Stundentafel aufgenommen. Zudem verstärkte die Schulleitung den kaufmännischen Bereich. Grundlegende Inhalte für den Umgang mit Lebensmitteln (z. B. Lebensmittelrecht, Hygiene oder Sensorik) wurden vollständig in das erste Jahr gelegt, damit die Inhalte bis zum möglichen Abschluss als staatlich geprüfte/r Verkaufsleiter/in vermittelt werden. „Wir haben so eine Qualifizierungsmaßnahme geschaffen, die auch für Fachverkäuferinnen und Fachverkäufer attraktiv ist. Außerdem ist damit auch für die Techniker der Zugang zum Verkaufsmanagement geschaffen“, so die stellvertretende Schulleiterin. Im Bereich Backtechnologie und Naturwissenschaften wurden in Hannover die Inhalte für das erste Jahr gestrafft und besondere Schwerpunkte in
das zweite Jahr verlegt, damit die angehenden Bäckereitechniker nach zwei Jahren das ausreichende Rüstzeug in diesem Bereich erhalten haben.
Für die Studenten stehen neben einem Technikum ein Verkaufsraum, eine gewerbliche Bäckerei sowie Konditorei und auch ein Lehrrestaurant und eine Küche zur Verfügung. Zudem gibt es ein Labor und EDV-Räume. „Arbeitgeber erwarten heute von unseren Absolventen, dass sie vernetzt denken können, digitale Medien nutzen und einsetzen und über erweiterte kommunikative Fähigkeiten verfügen. Zudem sollen sie Mitarbeiterführungstechniken kennen und nutzen. All dies vermitteln wir unseren Studenten“, so Bildungsgangsleiterin Christine Siefert.
Praxisbezug
Die Leistung der Fachschulen für Bäckereitechnik liegt darin, spezialisierte praktische und theoretische Kompetenzen eng miteinander zu verknüpften. Daher arbeiten die Schulen auch intensiv mit verschiedensten Betrieben und damit auch potenziellen Arbeitgebern zusammen. Auch eine verstärkte Projektarbeit mit realen Aufgabenstellungen aus dem Handwerk und der Industrie soll die Kompetenzen der Techniker stärken.
„Die Klassenstärke an der Fachschule Lebensmitteltechnik umfasst zurzeit in der Regel nicht mehr als 16 Studierende. Dies ermöglicht eine intensive Lernatmosphäre“, erläutert die stellvertretende Schulleiterin Nadine Ziegler. Dies führt zu einer stärkeren sozialen Einbindung in die Gemeinschaft der Studierenden.
Aber nicht nur die Fachschulen mussten sich den Veränderungen stellen. Die Studenten müssen heute mehr Eigeninitiative und mehr Verantwortung für den eigenen Lernfortschritt übernehmen. Das selbstständigere Lernen erfordert einen höheren Grad der Selbstorganisation und auch die EDV-Kompetenzen sind verstärkt gefragt. Dazu kommt vernetztes Denken im Rahmen der Steuerung von Prozessen, die Kommunikations- und Konfliktfähigkeit als Soft Skills sowie die interkulturelle Kompetenz. Dafür kostet der Besuch der Fachschule keinerlei Schulgeld, da es sich um eine öffentliche Schule handelt.
„Die Studierenden haben die Möglichkeit das Beratungsteam der Schule zu nutzen, um z. B. Unterstützung bei Anträgen auf BAföG oder auch Beratung zu persönlichen und beruflichen Fragen zu erhalten“, erklärt Bildungsgangsleiterin Christine Siefert.
Allerdings brechen viele Studenten die Weiterbildung vorzeitig ab. Dies liegt meist an finanziellen Gründen, aber es fehlt bei einigen Studenten auch die Leistungsbereitschaft. Wenn nach den zwei Jahren die Abschlussprüfung bestanden wird, sind die Chancen eines Lebensmitteltechnikers auf dem Arbeitsmarkt so gut wie nie, da sind sich die Fachschulen sicher. +++
Die Fritsch-Gruppe aus Markt Einersheim, Hersteller von Ausroll-, Laminier- und Teigbandanlagen, hat für ihre deutschen Gesellschaften FRITSCH Holding AG, FRITSCH
Vertriebsgesellschaft GmbH, FRITSCH Bakery Systems GmbH, alle aus Markt Einersheim, und FRITSCH Service GmbH aus Heilbad Heiligenstadt wegen drohender Zahlungsunfähigkeit Antrag auf Eröffnung eines Insolvenzverfahrens gestellt. Mit dem gestellten Antrag will die Unternehmensgruppe die bestmögliche Chance wahren, sich über ein Insolvenzverfahren nachhaltig zu sanieren. Alexander Schmitz, seit knapp drei Monaten Vorstand der FRITSCH Holding AG, sieht gute Chancen, dass dies gelingen kann. Fritsch setzte im vergangenen Jahr rund 90 Mio. EUR um. Die Tochterfirmen in den USA, Russland, Polen und UK sind nicht vom Insolvenzverfahren betroffen.
Die MIWE Michael Wenz GmbH aus Arnstein hat eine eigene Niederlassung in Dubai, Vereinigte Arabische Emirate (VAE) gegründet. Die nunmehr neunte Tochter des Bäckereianlagenbauers hat den Geschäftsbetrieb am 31. März 2019 aufgenommen. Sitz der Niederlassung ist die Freihandelszone Dubai Silicon Oasis, von wo aus nicht nur die VAE betreut werden sollen, sondern auch die weiteren Länder des Golfkooperationsrats (GCC), d.h. Saudi-Arabien, Kuwait, Oman, Katar und Bahrain, sowie Subsahara-Afrika und Pakistan. Ziel ist es, mit der eigenen Repräsentanz MIWE Middle East FZE die bestehenden Geschäftsbeziehungen zu intensivieren, die Marke MIWE in der Region weiter voranzutreiben sowie die bereits etablierten Vertriebs- und Servicepartner vor Ort zielgerichtet zu unterstützen. Ein eigener Showroom ermöglicht es dem Team zudem, Schulungen zu Produkten und im Bereich Anwendungstechnik anzubieten. Die Koordination und Organisation vor Ort obliegt als Niederlassungsleiter Wilhelm Tittes, der auf 18 Jahre Erfahrung in der Region zurückgreifen kann. Unterstützt wird er durch erfahrene Service-Techniker und Kenner der Region, den Regional Sales Manager Middle East der MIWE Michael Wenz GmbH Sylvain Degens sowie den Vertriebsinnendienst. +++
„Wir setzen automationX in unseren Werken zur Rezeptverwaltung, Produktionsplanung und Steuerung der Dosieranlagen ein. Mit dem Modul aXQuali sichern wir die Produktqualität – papierlos und einfach.“

www.automationX.com



Mit dem M-NS entwickelte Mecatherm einen neuen Teigteiler, der erstmals zur iba 2018 vorgestellt wurde.
Die neue Ausführung Typ M-NS ist ein volumetrisch arbeitender Teigteiler von Mecatherm. Die Anlage ist kompakt und ermöglicht es, auch Teige mit einer hohen Teigausbeute und langen Teigruhezeiten zu teilen, zu formen oder z. B. in Formen oder Verbänden abzulegen. Die Teiglinge können dabei 100 bis 900 g wiegen, und die Anlage erreicht eine Stundenleistung bis 2,5 t Teig. Die geteilten Teigstücke unterliegen laut Hersteller keiner Spannung. Die Kombination aus spannungsfreien Teiglingen und anschließender Formgebung stellt sicher, so Mecatherm, dass das Endprodukt einen verbesserten Ofentrieb zeigt und eine dünne, aber nicht trockene Kruste sowie eine leichte, luftige Krume entwickelt, genau so, wie es bei einem französischen Baguette der Fall sein sollte.

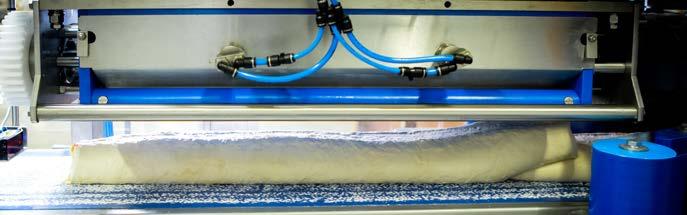
Der Teigteiler M-NS kommt ohne Formmaschine, Laminierwalzen oder Mehrfachwalze aus. Ist der Teig zentriert, beginnt das Trennverfahren. Nach dem Abteilen werden die einzelnen Teigstücke separiert und ihr Gewicht geprüft. Stimmt dieses

nicht mit dem eingestellten Zielgewicht überein, wird das Teigstück ausgeworfen. Auch die Dichte des Teiges wird berechnet. Das Gewicht der Teigstücke bleibt stets identisch, ungeachtet der Teigdichte, verspricht der Hersteller. Auf Veränderungen der Teigdichte, z. B. bei der Unterbrechung der Produktion, reagiert das System automatisch, heißt es weiter.
Bedient wird die Maschine über ein Display, an dem der Bediener lediglich zwei Werte eingibt: das Zielgewicht und die Toleranzabweichung. Alles andere erledigt der Teigteiler automatisch und stellt sich auch bei Abweichungen von selbst neu ein. Von Vorteil sind außerdem die gute Zugänglichkeit und leichte Reinigungsfähigkeit. Der neue Teigteiler ist EHEDG-zertifiziert (EHEDG: European Hygienic Engineering and Design Group), entspricht also den durch die EHEDG festgelegten hygienischen Kriterien. Zudem lässt sich der Teigteiler in eine bestehende Produktionslinie integrieren, heißt es weiter. +++
++
Die südback 2019 – 21. bis 24. September in Stuttgart – geht mit einem neuen Hallenkonzept und einer um rund 10.000 m 2 größeren Ausstellungsfläche an den Start. „Wir haben das vergangene Jahr genutzt, um die südback für ihre 28. Ausgabe neu und erfolgreich zu positionieren“, so Projektleiterin Anne-Kathrin Müller. Mehr Platz gibt es durch die fertiggestellte Paul Horn Halle (Halle 10). „Mit dem neuen kompakten Hallenkarree erschließen wir die südback besser als bisher, weil die gegenüberliegenden Hallen 5, 7 und 9 sowie die Paul Horn Halle (Halle 10), die


2007 eröffnete das Unternehmen das Haus des Brotes –„Dom Chleba“ –, ein Schulungszentrum am Stadtrand von Moskau. Zehn Jahre später folgte die Eröffnung von Arvalus – einer eigenen Produktionsstätte in der Sonderwirtschaftszone „Stupino Quadrat“ südlich von Moskau. Zudem engagiert sich das Unternehmen im Sportsponsoring. So ist backaldrin Brot-Partner des Russischen EishockeyVerbandes sowie Sponsor von Sportgrößen wie dem russischen Eishockeyspieler Artemi Panarin oder BiathlonWeltmeisterin Ekaterina Yurlova-Percht. +++




++ Käthi Penner neu in


DETMERS Getreide-Vollwertkost
Käthi Penner ist am 1. April 2019 in die Geschäftsleitung der DETMERS Getreide-Vollwertkost GmbH eingetreten. Sie leitet und verantwortet die Bereiche Vertrieb, Verwaltung, Controlling, Personal und Produktmanagement. Sie verfügt über langjährige Berufserfahrungen im Vertrieb von Brot- und Backwaren. Seit September 2008 bis zur Bestellung zur Geschäftsführerin bei Detmers war sie in verschiedenen leitenden Vertriebsfunktionen für Vandemoortele Deutschland GmbH tätig. Zuletzt steuerte und verantwortete sie mit Prokura für den Produzenten von Tiefkühlbackwaren alle führenden Key-Kunden national sowie international. +++
Die Autoren schildern, wie Knetung individualisiert wird und damit sowohl eine optimale Teigentwicklung als auch ein zeit-, energie- und schließlich kostenoptimierter Knetprozess ermöglicht wird. Fortsetzung aus brot+backwaren 2/2019.
+Weizenteigbereitung mit Weizensauerteig
Ein besonderer Anwendungsfall für individualisierte Knetung besteht sicher in fermentierenden Vorteigen. Am Beispiel eines Weizensauerteigs, hier dem DIOStart wheat classic, wollen wir die besonderen Chancen des individualisierten Knetens zeigen.
Was macht Sauerteig so spannend?
Sauerteig zeigt als Zutat eine Vielfalt von Veränderungen im Teig, bei denen wir uns ganz gut vor Augen führen können, wie sie die Ausbildung der Teigstruktur beeinflussen: Die Stärke im Mehlanteil des Sauerteigs wird teilweise abgebaut, um den Sauerteigkulturen als Nahrung zu dienen. Auch Eiweiß wird teilweise abgebaut, durch mehleigene Enzyme, zugleich wird die Verquellung gefördert, und in besonderem Maße hilft Weizensauerteig beim Aufbau eines guten Klebernetzwerks. Man spricht bei Weizensauerteig von der Kräftigung des Klebers; und daher kann in vielen Teigrezepturen auf den Zusatz von Ascorbinsäure in Backmitteln oder Spezialmehlen und auch auf die Zugabe von Trockenkleber verzichtet werden.
Typische Zugabemengen für Weizensauerteig reichen – je nach Sauerteigkultur – von 7 % bei Buttercroissants und Kleingebäck, über 8–11 % bei Toast und Sandwich, 10–12 % bei türkischem Ekmek bis zu 15 % bei Vollkorntoast und bis 20 % bei Ciabatta und Baguettes. Moderne milde Kulturen (= nicht sauer schmeckend) können bei klassischen Weißbroten bis zu Anteilen von 20 % eingesetzt werden.
Die Tabelle T7 zeigt eine Rezeptur, in der wir mit einer recht typischen Zugabemenge, nämlich 11 %, gearbeitet haben.
In Tabelle T8 zeigt sich, wie zuvor bei den Standardteigen, dass auch bei den Teigen mit Sauerteig die Aussage gilt, dass durch die Frequenzsteuerung die Knetzeit gegenüber der Zweistufenknetung verkürzt werden kann:
Für die nachfolgend beschriebenen Knetversuche wurden die Knetparameter mit dem Ziel der Vergleichbarkeit zu den Versuchen mit den Basisteigen gleich eingestellt.
Tatsächlich gilt aber für Teige mit Weizensauerteig, dass eine Programmierung der gleichen Knetdauer, wie sie hier zur Vergleichbarkeit vorgenommen wurde, nicht das Optimum der Knetung darstellt. Der Grund ist, dass Weizensauerteig als Zutat den Charakter der Vor-Entwicklung des Teiges zeigt. Dies wird dadurch sichtbar, dass bei den dargestellten Knetversuchen die benötigte Gesamtenergie für das Kneten von Teigen mit Sauerteig um rund 80 Wh geringer war als bei den Teigen ohne Sauerteig. Betrachten wir dazu die vier kleinen Screenshots. Im Zweistufenprozess (510 s) reduzierte der Sauerteig die benötigte Energie um 77 Wh, verglichen zum Teig ohne Sauerteig. Im frequenzoptimierten Prozess (360 s) war der Energiebedarf sogar um 90 Wh verringert.
Im Umkehrschluss wird nun auch eine Beobachtung verständlich, die ein weiteres Merkmal von Rezepturen mit Weizensauerteig darstellt: Sauerteig verkürzt typischerweise die benötigte Gesamtknetzeit, mit anderen Worten, Teig mit Sauerteig ist nach kürzerer Zeitdauer optimal geknetet. Diese Aussage gilt bereits für den einfachen Zweistufenprozess (Abbildung A6) [1].
Zweistufenknetung ohne Sauerteig
Zweistufenknetung mit Sauerteig
++ Demonstration der schnelleren Teigentwicklung von Weizenteig mit einem Anteil von 20 % eines milden Weizensauerteigs, gegenüber dem Standardteig ohne Sauerteig, beide im Zweistufenverfahren geknetet
Betrachten wir nun auch bei Weizenteigen mit Weizensauerteig (11 % vom Mehl), wie sich die Knetkurven darstellen. Da wir eine parametrisierte Vergleichbarkeit herstellen wollten, sind, wie bereits bei T8 erwähnt, für die Knetkurven die gleichen Knetparameter eingestellt worden wie zuvor bei den Standardteigen. Es ist klar erkennbar, dass auch bei Rezepturen mit Weizensauerteig die Optimierung des Knetprozesses durch Frequenzsteuerung möglich ist. Gegenüber der Zweistufenknetung konnte auch hier die Knetdauer im individualisierten Knetverfahren verkürzt werden. Schauen wir uns die Teigentwicklung genauer an: Betrachtet man die Kurve A7, so fällt in der 2. Knetstufe eine sehr langsame Teigentwicklung, fast eine Art Plateauphase der Knetenergie auf. Durch die Frequenzsteuerung mit Erhöhung der Werkzeugfrequenz auf 65 Hz über 150 Sekunden gelingt es dagegen in Kurve A8, den Teig schneller zu entwickeln. Wird dann die Frequenz des Werkzeugs auf 60 Hz reduziert, fällt die Energie nur kurz ab, woraufhin sofort danach der durch den Sauerteig verstärkte Aufbau des Klebergerüsts zum Tragen kommt. Besonders deutlich wird die Einflussnahme auf die Teigentwicklung im Vergleich der Kurven für den Wendelkneter Abb. A9 und A10. Das Kneten der Weizenteige mit 11 % Weizensauerteig zeigt die Tabelle T9.
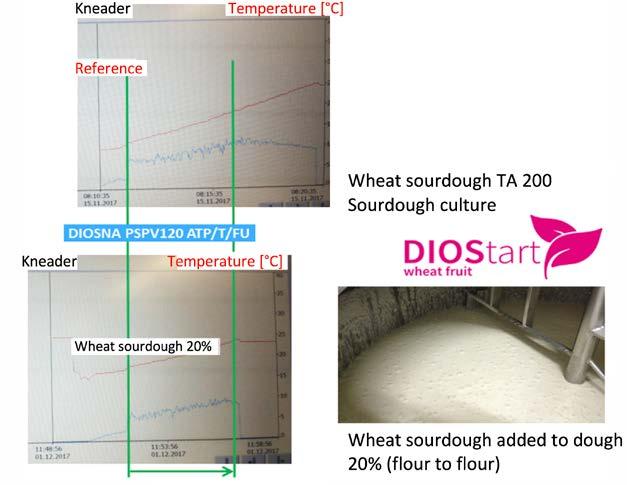
Die Entwicklung des Teiges mit Weizensauerteig ist auch hier im klassischen Zweistufenprozess deutlich verzögert. Die Anhebung der Frequenzen im frequenzoptimierten Knet-
prozess entwickelt den Teig dagegen schnell. Der Gesamtknetprozess konnte auch hier durch die Individualisierung der Einstellungen weiter verkürzt werden.
Betrachten wir nun wieder das Thema verlangsamter Teigentwicklung und folgender Kleberstärkung, erkennt man insbesondere im Vergleich der Abb. A10 zu A9, wie der anfängliche Konsistenzabfall in Kurve A9 in der zweiten Knetstufe des Zweistufenverfahrens dank der Heraufsetzung der Frequenz im Mehrstufenverfahren auf 65 und 60 Hz in der Kurve von Abb. A10 in einen stetigen Anstieg umgewandelt werden konnte.
Tabelle T9: Programme für einen Wendelkneter bei Einsatz von DIOStart wheat classic
++ Teigknetung von Weizenteig im Spiralkneter mit 11 % Weizensauerteig vom Mehl im Zweistufenverfahren Standardprogramm
++ Teigknetung von Weizenteig im Spiralkneter mit 11 % Weizensauerteig vom Mehl im frequenzoptimierten Verfahren
In den dargestellten Beispielen wird klar ersichtlich, dass eine frequenzgesteuerte Knetung Zeit und Energie spart, bei beschleunigter, aber kontrollierter Teigentwicklung. Diese Faktoren sind Voraussetzung für eine verbesserte Auslastung der Kneter und Optimierung der Prozesskosten.
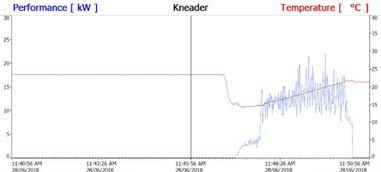
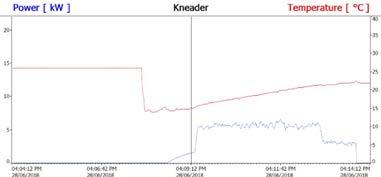
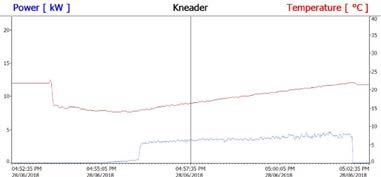
Als kleiner Exkurs sei erwähnt, dass der Vorteil der beschleunigten Teigentwicklung im Übrigen in noch stärkerem Maße bei Einsatz von pumpfähigem Hefevorteig (Mehl:Wasser 1:1) (Liquid sponge) herausgearbeitet werden kann, wie bereits an anderer Stelle aufgezeigt [1].
Bei der Betrachtung der Teigentwicklung am Beispiel einer so vielfältig wirkenden Zutat wie einem Sauerteig zeigt sich, warum wir von Individualisierung sprechen: Die Frequenzsteuerung ermöglicht es sehr feinfühlig, gezielt auf Besonderheiten in der Teigentwicklung einzugehen.
++ Teigknetung von Weizenteig im Wendelkneter mit 11 % Weizensauerteig im Mehl im Zweistufenverfahren
Optimiertes Programm
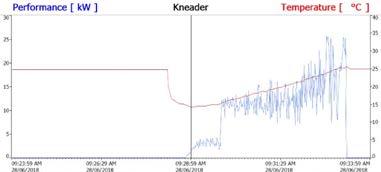
Am Ende zählt einzig und allein das Brot, um zu beurteilen, ob moderne Technologie erfolgreich ist. Auf dem Bakers‘ Day [3] wurde für 111 Teilnehmer Weißbrot aus Knetung im Zweistufenverfahren und nach frequenzgesteuertem Kneten, unter Verwendung von 20 % Weizensauerteig gebacken. Die Teilnehmer überzeugten sich davon, dass bei höherer Prozesseffizienz absolut gleichwertige Weizenbrote erhalten wurden.
Zusammenfassendes Fazit
++ Teigknetung von Weizenteig im Wendelkneter mit 11 % Weizensauerteig im Mehl im frequenzoptimierten Verfahren
Um den modernen Technologien im Backgewerbe Rechnung zu tragen, ist es sinnvoll, Knetung zu individualisieren. Am Beispiel des intelligenten Einsatzes der Frequenzsteuerung wurde aufgezeigt, dass damit eine optimale Teigentwicklung ermöglicht wird und zugleich ein zeit-, energie- und damit auch kostenoptimierter Knetprozess ausgeführt wird.
Spiralkneter und Wendelkneter lassen sich durch die Frequenzsteuerung in ihrer Effizienz deutlich steigern. Sowohl Werkzeug- als auch Bottichdrehzahl sind individuell einstellbar. Schon bei schlanken Teigrezepturen ist der Vorteil deutlich.
Am Beispiel der Knetung von Weizenteigen mit Weizensauerteigen, die sich durch das besondere Gegenspiel von Strukturabbau und Kleberstärkung auszeichnen, wurde darüber hinaus gezeigt, dass eine kurzzeitige Verzögerung in der Teigentwicklungsphase im Zweistufenverfahren nach der Individualisierung der Frequenzen und Zeiten in einen sich stetig entwickelnden, optimiert gekneteten Teig umgewandelt werden kann.
Was bietet die Zukunft? Der Gedanke der Frequenzoptimierung wurde auch in die kontinuierliche Knettechnik übertragen. Die kontinuierlichen Kneter von Diosna weisen zwei unterschiedlich schnell ansteuerbare als Werkzeug fungierende Wellen auf, um auf diese Weise auch im kontinuierlichen Prozess individuell auf den Teig einwirken zu können.


[1] Zense, Torsten, Theo Koch und Hans-Jürgen Danielczik: Optimierung der Knetung beim Einsatz von Vorteigen für Weizengebäck. Vortrag anlässlich des III. Bakers‘ Day, ttz Bremerhaven 2018
[2] Buble, Jiří: Internal report: Mixing curves, Diosna Dierks & Söhne GmbH, Standort Isernhagen, Mai 2018
[3] Keil, Hildegard: Bakers‘ Day in Bremerhaven, brot+ backwaren Heft 2/2018, Seiten 12–14, Hamburg 2018


Dr. Torsten Zense
Diosna Dierks & Söhne GmbH

Osnabrück/DE and Isernhagen/DE
E-Mail: torsten.zense@diosna.de







Website: www.diosna.de, www.diosna.com
Ing. Jiří Buble
Diosna CS S.R.O.
Liberec/CZ
Website: www.diosna.cz
Hygieneschleusen sollten so in den Betriebsablauf integriert sein, dass die Produktion vor einer möglichen Kontaminierung geschützt ist. Kompakte, überlistungssichere Anlagen sollen dies gewährleisten.
Es gehört zu den Pflichten von Backwaren-Herstellern, die für die Lebensmittelsicherheit kritischen Arbeitsstufen zu ermitteln, nachhaltig zu überwachen, zu dokumentieren sowie angemessene Sicherheitsmaßnahmen umzusetzen. Dazu gehört auch, die Produktion bzw. Backstube vor einer möglichen Kontaminierung zu schützen. Viele Unternehmen setzen daher auf ein Hygiene-Konzept und die Integration von Hygieneschleusen. Einer der Anbieter von Hygienetechnik ist die Kohlhoff Hygienetechnik GmbH & Co. KG. Seit fast 30 Jahren entwickelt, produziert und vertreibt das im westfälischen Unna ansässige Unternehmen Geräte, Maschinen und Anlagen für die Personal- und Betriebshygiene. Zudem bietet das Unternehmen Beratungs- und Planungsleistungen rund um das Thema Hygiene an.
Den Angebotsschwerpunkt bilden Produkte zur Reinigung, Desinfektion und Trocknung von Händen sowie Stiefeln bzw. Schuhsohlen. Diese Funktionen können, wie das Unternehmen mitteilt, in überlistungssicheren Kompakt-Hygieneschleusen integriert werden, um damit hygienesensible Unternehmensbereiche vor einer möglichen Kontaminierung durch Mitarbeiter zu schützen. Für Backwarenhersteller hat Kohlhoff die individuell konfigurierbare CHECK-IN-STATION-HD entwickelt. Sie koppelt drei Komponenten zur Händereinigung, -trocknung und -desinfektion mit einer Drehsperre sowie einem Modul zur Reinigung von Schuhsohlen.
Im Waschbereich erfolgt die Seifenabgabe berührungsfrei aus einem, wie es heißt, überlistungssicheren ZweihandSeifenspender, nachdem beide Hände von den im Kopfteil integrierten Sensoren erfasst wurden. Erst danach kann der
Wasserfluss durch einen weiteren Sensor in der Rückwand gestartet werden. Im nächsten Schritt trocknet der (mit einer Restwasserabführung ausgestattete) Hochgeschwindigkeitstrockner die Hände automatisch in ca. zehn Sekunden. Die Aktivierung seines werkseitig eingestellten Luftstroms erfolgt, nachdem der Sensor die Hände im Eingriff erkannt hat. Erst wenn auch die Zweihanddesinfektion durchgeführt wurde, gibt die Drehsperre den Zugang frei. Parallel dazu werden in der Durchlaufreinigungsmaschine die Schuhsohlen von zwei rotierenden Bürsten in der Regel trocken gereinigt. Eine Nassreinigung und Desinfektion ist ebenfalls möglich. Optional kann die Anlage zusätzlich mit einer Krümelschublade, die sich leicht öffnen, entleeren und reinigen lässt, ausgestattet werden. Als zusätzliche Komponenten stehen Haarnetz- oder Bartschutzspender zur Verfügung. Der elektrische Händetrockner kann zudem durch einen Papierhandtuchspender mit Papierkorb ersetzt werden.
Für Betriebe, in denen eine größere Personenzahl die Anlage zeitgleich passieren muss, kann die Anzahl der notwendigen Komponenten sowie deren Anordnung im Raum individuell geplant werden, heißt es weiter.
Sehr viele der Kohlhoff Hygienetechnik-Produkte finden Kunden übrigens auch bei den Anbietern MOHN, SAILER und ZINGEL. Bei diesen drei Firmen handelt es sich um Kohlhoff-Vertriebspartner bzw. -Händler, wie das Unternehmen mitteilte.

Ein weiterer Player für den Bereich Hygienelösungen ist die ITEC, eine Marke der Frontmatec Group. Das Portfolio der

Marke ITEC erstreckt sich von modularen Reinigungs- und Desinfektionssystemen über Kontrollsysteme bis hin zu umfassenden Hygieneschleusen. Im Bereich Lebensmittelhygiene beginnt das Angebot bei Messer- und Schürzenreinigungsanlagen und reicht bis zur chemikalienfreien Oberflächenreinigung durch UV-C-Tunnel. Der exklusive Vertriebs- und Servicepartner der Marke ITEC-Hygienetechnik ist wiederum die Firma PHT.
Eine Neuheit aus dem Bereich Hygieneschleusen sind z. B. die kombinierten Hand- und Sohlenreinigungs-Stationen der
ITEC Star Clean-Serie. Diese schließen nun erstmals auch die Säuberung der Schuhseiten in ihr Reinigungsverfahren ein, und das bis zu einer Höhe von ca. 4,5 cm, heißt es in einer Pressemitteilung. Die Station lässt sich individuell zusam menstellen und bietet einen zügigen Prozessablauf mit einer Durchgangskapazität von bis zu 20 Personen pro Minute, heißt es weiter. Auch ältere Systeme lassen sich nach Unter nehmensangaben nachrüsten. Bei dem System rücken jeweils zwei Bürsten (unten und oben rotieren nach außen) dem Schmutz zu Leibe. Ein weiterer Garant für eine gründliche Reinigung der Sohlenunterseiten soll die gegensätzliche Rotation der beiden unteren Sohlenbürsten sein. Die Sohlen bürsten treiben zudem die gewendelten Seitenbürsten an, welche den Schmutz nach unten in den Wannenbereich bürsten. Zudem gibt es eine zweispurige Schrittführung. Zur Reinigung der Maschine lassen sich die Bürsten ent
Die Hygienestation ist modular aufgebaut und die Bausteine lassen sich miteinander kombinieren. So kann eine Kompo nente aus der Sohlen- und Sohlenseitenreinigung bestehen. Andere Module sorgen dafür, dass jeder Mitarbeiter, welcher die Hygienestation durchläuft, auch saubere und desinfizierte Hände hat. Auch die Sicherheit übernimmt die Station, gibt sie doch die motorisch angetriebene Drehsperre erst frei, wenn die Reinigung abgeschlossen ist. Erst dann erhält der Mitarbeiter Zugang zur Produktion.




++ Eine Neuheit ist die kombinierte Hand- und Sohlenreinigungs-Station der ITEC Star Clean-Serie

























Die modulare Hygienestation ist sowohl als Podest- als auch als Schachteinbauvariante für den ebenerdigen Einbau erhält lich. Die Podestausführung wird bei der Trockenreinigungs variante mit einer Schublade ausgestattet, die den Schmutz auffängt. Diese Variante ist besonders für die Backwarenin dustrie interessant, heißt es weiter.

Hände sind die Hauptüberträger (ca. 80 %) von Keimen und Bakterien. Hält man sich das vor Augen, wird die Bedeutung des Themas Handhygiene deutlich.
+Die Infektionskette, also die Übertragung von Mikroorganismen von den Händen auf das Produkt, auf Maschinen und Anlagen, kann unterbrochen werden, wenn man sich regelmäßig die Hände wäscht. Zu einer sachgerechten Handhygiene, insbesondere nach dem Toilettenbesuch, zählt auch das Desinfizieren der Hände nach der erfolgten Reinigung. Auch bei Umgang mit sensiblen Rohstoffen und/oder leichtverderblichen Lebensmitteln, wie bei der Snackherstellung oder im Konditoreibereich, ist das regelmäßige Waschen und Desinfizieren der Hände unerlässlich.
Die Einhaltung der Händehygiene ist also eine wichtige Maßnahme im Rahmen der Basishygiene. Sie schützt nicht nur Kunden, sondern auch die Mitarbeiter selbst vor Infektionserkrankungen. Krankheitserreger werden meist über die Hände übertragen. Daher ist Händehygiene von größter Bedeutung. Dies zeigen die Abklatschtests in Abbildung 1.
In Lebensmitteln kommen zahlreiche Typen von Mikroorganismen vor, die Infektionen hervorrufen oder krank machende Stoffe bilden können. Beispiele aus dem Backwarenbereich (inkl. Snack/Konditorei/Café):
Salmonellen: Bakterien, die in nicht erhitzten Eiern, Geflügel oder Fleisch vorkommen. Verursachen Durchfall und Erbrechen.
Staphylokokken: Bakterien, die z. B. im Nasen-Rachen-Raum vorkommen und durch Niesen oder Husten auf Lebensmittel übertragen werden können. Verursachen u. a. Durchfall und Erbrechen.
Noro-Viren: Werden u. a. durch ungekochte Lebensmittel wie Salate übertragen. Verursachen Durchfall und Erbrechen.
Schimmelpilze: Können in verdorbenen Lebensmitteln krebserregende Giftstoffe (Mykotoxine) bilden.
Neben dem Gesetzgeber (u. a. mit der VO (EG) Nr. 852/2004 über Lebensmittelhygiene) stellen auch die privatrechtlichen Standards zur Lebensmittelsicherheit (IFS, BRC etc.) entsprechende Anforderungen im Bereich Handhygiene.
Auszug IFS Food Standard V 6.1
Anf. Nr. 3.4.7 Die Anlagen zur Handhygiene erfüllen mindestens die folgenden Anforderungen:

+ fließendes Trinkwasser in geeigneter Temperatur,
+ Flüssigseife,
+ geeignete Ausrüstung zur Handtrocknung.
Anf. Nr. 3.4.8 In Bereichen, in denen mit leicht verderblichen Lebensmitteln umgegangen wird, werden zusätzlich folgende Anforderungen zur Handhygiene erfüllt:
+ berührungslose Armaturen,
+ Handdesinfektion,
+ adäquate Hygieneausrüstung,



+ Hinweise mit den Vorgaben zur Handhygiene/Piktogramme,
+ Abfallbehälter mit berührungsloser Öffnung.
Anf. Nr. 3.4.9 Basierend auf einer Gefahrenanalyse und Bewertung der damit zusammenhängenden Risiken ist ein Programm vorhanden, mit dem die Wirksamkeit der Handhygiene kontrolliert wird.
Demnach sind neben der rein technischen Ausstattung, Ausrüstung der Waschstationen auch Regelungen zur Kontrolle des Reinigungserfolges festzulegen. Dies sollte risikobasiert erfolgen. Sicher sind durchgebackene trockene Produkte weniger „empfindlich“, was das Wachstum von Mikroorganismen anbelangt, als leicht verderbliche Backwaren/Snacks. Den Reinigungserfolg der Handyhygiene kann man nur sehr schlecht bis gar nicht visuell, mit bloßem Auge kontrollieren. Dennoch sind offensichtlich saubere Hände, Fingernägel oder auch Unterarme durchaus ein Indiz. Will man aber
Autorin
Dipl.-Ing. Sabine Botterbrodt
Portecta GmbH,
E-Mail: botterbrodt@portecta.de, Website: www.portecta.de
Durchführung der Handhygiene
Reinigung und Desinfektion
Wann? Regelmäßig vor, nach und zwischen verschiedenen Arbeiten im Betrieb
Wie? Mit vorgesehenen Mitteln, Einsatz einer ausreichenden Menge an Reinigungsmittel, vollständige Benetzung, gründlich verteilen, trockene Handflächen vor der Desinfektion
Pflege der Hände und Fingernägel


Aussehen: sauber, gesund, gepflegt, kurze Fingernägel, kein Nagellack, kein Nagelschmuck

nachweislich den Erfolg der Handhygiene darstellen, müssen mithilfe von Abklatschtests im Labor die Gesamtkeimzahl etc. untersucht und bewertet werden.
Kritische Lebensmittel (leichtverderblich) im Sinne des § 42 IfSG Absatz 1/Auszug:
+ Fleisch, Geflügelfleisch und Erzeugnisse daraus
+ Milch und Erzeugnisse auf Milchbasis
+ Fische, Krebse oder Weichtiere und Erzeugnisse daraus
+ Eiprodukte
+ Speiseeis und Speiseeishalberzeugnisse
+ Backwaren mit nicht durchgebackener oder durcherhitzter Füllung oder Auflage
+ Feinkost-, Rohkost- und Kartoffelsalate, Marinaden, Mayonnaisen, andere emulgierte Soßen, Nahrungshefen
Diverse Desinfektionsmittel zur Behandlung von Flächen, Händen sowie gegen Bakterien (bakterizid), Viren (viruzid), Sporen (sporozid) oder Schimmel (fungizid) stehen am Markt zur Verfügung. Der Verbund für Angewandte Hygiene (VAH) hat eine Liste von Produkten erstellt, die von akkreditierten Laboratorien und unabhängigen Gutachtern überprüft wurden.
Zum Trocknen der Hände sind Einwegpapierhandtücher oder auf Rollen befindliche Baumwollhandtücher in der Branche üblich und werden von Auditoren und der Lebensmittelüberwachung akzeptiert. Welches System (Centerfeed, Tork, CWS Stoffhandtuchspender etc.) zur Anwendung kommt, hängt neben den Anschaffungs-/Betriebskosten auch von den betrieblichen Gegebenheiten ab. Das Nachlegen von Tüchern/ Rollen ist zu organisieren, das Handling des Nachlegens/ Befüllens muss einfach sein etc. Aber natürlich auch die Entnahme der Tücher (Abriss etc.). Weniger bis gar nicht zur Anwendung kommen Händetrockner (Warmlufttrockner).
Thema Handschuhe
Das kurzfristige Tragen von Einweghandschuhe bei der Bearbeitung leichtverderblicher Lebensmittel kann sinnvoll sein. Allerdings hat auch die BGN bereits mehrfach darauf
Verletzungen
Beispiele: Entzündungen, Schnittwunden, Hautrisse, Schrammen sind hygienisch, wasserdicht zu versorgen!
Die Hände sind als Überträger von Verunreinigungen besonders zu pflegen.
hingewiesen, dass bloße Hände nicht unhygienischer sind als Handschuhe. Demnach ist das regelmäßige Waschen und ggf. Desinfizieren der Hände, das Schmucktrageverbot dem Handschuhtragen im Backbereich (inkl. Verkauf) vorzuziehen.
Links zu den weiterführenden Informationen finden Sie unter www.brotundbackwaren.de/zusatzinfos.html
Mandel-, Haselnuß- u. Erdnußkern-Präparate. Nußecken- und Bienenstich-Streusel, Haselnuß-Füllmassen und Multi-Crunch. Sonderanfertigungen nach Ihren individuellen Spezifikationen.
Das BÖCKER Sortiment:
• Starter für Betriebssauerteige
• getrocknet, flüssig, pastös
• Bio-Qualität

• glutenfreier Sauerteig

• glutenfreie Backwaren

Ein Bonmot im betrieblichen Kontext lautet, dass nur das umgesetzt wird, was auch gemessen werden kann. Das gilt auch für Nachhaltigkeit.
+Nachhaltigkeit kann man aber weder wiegen, messen noch zählen. Dahinter steckt ein Dilemma, das nicht sofort ersichtlich i st . In der Fortsetzung der Reihe zu nachhaltiger Entwicklung soll dieser Beitrag aufzeigen, warum messbare Ergebnisse trotzdem möglich, sinnvoll, sogar notwendig sind und welche Wege es dorthin gibt.
Wozu Nachhaltigkeitsinitiativen messbar machen?
Viele Nachhaltigkeitsberichte, in welcher Form auch immer, lesen sich wie Gute-Nacht-Geschichten. Sie sind sanft, beruhigend und – einschläfernd. Was manchmal auch so gewollt zu sein scheint, ist nicht im Sinne ihrer Bestimmung. Die ursprüngliche Idee der Nachhaltigkeit war ja, gerade nicht irgendwelche opportunistischen „Me-too-Initiativen“ zu starten, weil sie vielleicht gerade en vogue sind und man hofft, dass sie bei den Kunden entsprechend ankommen. Vielmehr geht es darum, Nachhaltigkeit als soliden Teil der Geschäftsstrategie konsequent aufzubauen. Darauf wurde in einem früheren Beitrag bereits eingegangen.
Die logische Folge jedweder Strategie ist die Vorgabe von Zielen sowie von Verantwortlichkeiten und Zeiträumen für die Erreichung der gewählten Ziele. Im Falle der Nachhaltigkeit überlegt man sich eine oder mehrere zu den Zielen passende Initiativen. Nach deren Umsetzung braucht es aber die Bestimmung des Grades der Zielerreichung, um eine Feedback-Schleife zur Strategie herzustellen. Nur so kann man die Strategie periodisch an die Realität anpassen. Dagegen ist es wahrscheinlich, dass Initiativen und Maßnahmen, die nicht in einem solchen Controlling-Prozess eingebunden sind, wenn überhaupt nur zufällig gelingen, und so vertut man eine wichtige Chance zum organisationalen Lernen.
Strategieaufbau richtig gemacht
Nachhaltigkeit beginnt also mit einer Strategie, welche die Frage beantwortet: Wie wollen wir uns als nachhaltiges Unternehmen am Markt positionieren und wie soll diese Positionierung mit einem CSR-Nutzen verbunden werden?
Die Treiber des CSR-Nutzens sind je nach Unternehmen unterschiedlich. Ein Praxisbeispiel zeigt die Abbildung 1. Die Pfeile zeigen, wie verschiedene Maßnahmen bzw.
Autor
Prof. Dr. James Bruton lehrt Wirtschafts- und Unternehmensethik mit dem Schwerpunkt Nachhaltigkeit und CSR an der Europa-Universität Flensburg sowie an der Nordakademie Graduate School in Hamburg.
E-Mail: james.bruton@online.de
Initiativen einerseits untereinander und wie alle zum Schluss auf Umsatz, Kosten und Ergebnis wirken. Es mag erstaunlich erscheinen, dass soziale Maßnahmen als primäre Treiber so bedeutsam sind. Umweltmaßnahmen wirken im Beispielfall in zweierlei Richtungen, zunächst über den sekundären Treiber Umweltschutz auf die organisationale Gesundheit und auf die Arbeitgeberattraktivität und zweitens direkt auf die Kosten (vgl. unterster Pfeil von rechts nach links). Das liest sich dann wie folgt: Umweltschutzmaßnahmen verstärken das Mitarbeiterengagement, weil sich die Mitarbeiter stärker mit dem Unternehmen identifizieren, und das Unternehmen wird sowohl für Beschäftigte wie für Bewerber attraktiver. Die Personalnebenkosten sinken, weil die Mitarbeiter länger im Unternehmen bleiben, und neue Mitarbeiter können leichter und schneller gefunden werden. Investitionen in das betriebliche Gesundheitsmanagement verstärken ebenfalls das Engagement der Mitarbeiter. Das merken auch die Kunden, die sich stärker an das Unternehmen binden. Dieses Beispiel lässt sich ohne Weiteres für jedes Unternehmen entsprechend anpassen. Es zeigt auch, dass beispielsweise Bio-Getreide und regionale Produkte und Elektrofahrzeuge – was manche Bäcker für sich als Nachhaltigkeit reklamieren –noch keine Strategie beinhalten. Gleichwohl können sie in eine Gesamtstrategie, die auf jeden Fall den Mitarbeiterbereich umfassen sollte, vorteilhaft eingebettet werden.
Quantitative und qualitative Messkriterien
Nach diesem ersten Schritt geht es um die Operationalisierung der einzelnen Maßnahmen (z. B. Einsatz von Elektrofahrzeugen), also um die Frage: Wie misst man den Wert der einzelnen Initiativen? Wie kann man wissen, wie stark die Kundenbindung, die Mitarbeiterbindung oder die Arbeitgeberattraktivität ist, um nur drei prominente Beispiele zu nennen? Nur Umsatz, Kosten und Ergebnis lassen sich monetär messen. Für alle anderen muss man sich mit nichtmonetären Kennzahlen behelfen. Der englische Ausdruck key performance indicators (kurz KPIs) wird auch im Deutschen häufig als Synonym für Kennzahlen verwendet. KPIs können entweder quantitativ oder qualitativ sein. Quantitative Kennzahlen lassen sich besser steuern als qualitative. Die wichtigsten quantitativen CSR-Kennzahlen sind solche, die a) die Gewinnung und Erhaltung von Kundenbeziehungen, b) die Reputation und c) die Gewinnung, Motivation und Bindung von Mitarbeitern messen. Die Tabelle 1, die Sie unter www.brotundbackwaren.de/zusatzinfos.html finden, zeigt beispielhaft einige wesentliche KPIs für primäre CSR-Treiber sowie ihre Berechnungsbasis.
Beispiele für qualitative CSR-Kennzahlen sind der verbesserte Zugang zu Finanzierungsquellen sowie die sog. licence to
CSR-Nutzen
Umsatz
Kundenbindung
Mitarbeiterbindung
Frauen in Führungspositionen
Organisationale Gesundheit
Soziale Investitionen
Ergebnis
Mitarbeiterengagement
Umweltschutz
Treibhausgase
Energieverbrauch
Verbrauch erneuerbarer Energien
Kosteneffekte
Arbeitgeberattraktivität
++
operate. Die Idee hinter dieser ideellen Betriebslizenz ist, dass die Zivilgesellschaft Unternehmen eine Art „Betriebserlaubnis“ erteilt. Diese merkt man erst, wenn sie fehlt, etwa wenn Kunden beginnen, dem Unternehmen den Rücken zu kehren. Aus diesem Grund wirken gute Stakeholder-Beziehungen allgemein positiv (aber eben nicht quantitativ messbar) auf die gesellschaftliche Akzeptanz und auf den Zugang zu Finanzierungen.
Die richtige Nachhaltigkeitsstrategie bauen Eine Strategie mit Zielen und Umsetzungsindikatoren zu entwickeln, ist für Unternehmen keine simple Aufgabe. Was dieser Beitrag bisher vermittelt hat, sind Erklärungen und noch dazu recht komplexe. Damit alleine kann man die Aufgabe nicht lösen. Aus diesem Grund greifen die meisten Unternehmen auf einen von mehreren Standards zurück, die ISO-Normen vergleichbar sind. Einer der bekanntesten ist der GRI SRS (Global Reporting Initiative Sustainability Reporting Standards). Dieser Standard ist für die meisten Bäckerei-Unternehmen (mit Ausnahme vielleicht der großen Konzerne) wegen der großen Komplexität und damit verbundenen Kosten nicht zu empfehlen. Eine Alternative, die wegen der Möglichkeit der Zertifizierung im Mittelstand recht beliebt zu sein scheint, ist EMAS (steht für: Eco-Management and Audit Scheme). EMAS ist jedoch komplett auf Umweltthemen ausgerichtet. Das ist ein Manko, weil, wie wir bereits gesehen haben, die Einbeziehung der sozialen Dimension für einen ausgewogenen Nachhaltigkeitsansatz unabdingbar ist. Empfehlenswert in diesem Sinne ist der Deutsche Nachhaltigkeitskodex, der mit 20 Kriterien in vier Bereichen arbeitet (siehe Tabelle 2 unter www.brotundbackwaren.de/zusatzinfos.html). Diese 20 Kriterien könnten ohne Weiteres als Zwischenüberschriften für ein Strategiepapier dienen. Eventuell könnte die DIN-ISO-Norm 26000 mit dem Titel „Leitfaden gesellschaftlicher Verantwortung“ für die Ausarbeitung zusätzlich herangezogen werden, weil dort auf Nachhaltigkeitsüberlegungen und -prinzipien detailliert eingegangen wird und Handlungsfelder aufgezeigt werden.
Kompetenzentwicklung
Energieverbrauch in Rechenzentren
Fazit: Konsequenz und nochmals Konsequenz
Mit opportunistischen Insellösungen kann man nicht viel ausrichten und sogar die Unternehmensreputation wegen der Gefahr des Greenwashings beschädigen. Es ist daher stets empfehlenswert, mit einer kleinen, ausbaufähigen, dafür aber strategischen Lösung anzufangen. Jeder der behandelten strategischen Bereiche sollte mit einer Umsetzungsinitiative bedacht werden und alle Initiativen sollten nachvollziehbar und messbar sein.
Sinn der Messbarmachung ist auch ein Kennzahlenvergleich über mehrere Jahre hinweg. Auch wenn man ein Ziel nicht erreicht, sollte man eine entsprechende Darstellung nicht scheuen. Das schafft Authentizität und Glaubwürdigkeit, denn jeder weiß, dass alles nicht immer nach Plan verläuft. Nichtssagende Bewertungen wie „in Arbeit“ anstatt der Angabe des entsprechenden Zielerreichungsgrades sollte man deshalb vermeiden. Nachhaltigkeit verlangt dem Unternehmer letztlich die gleiche Konsequenz ab wie betriebswirtschaftliche und finanzielle Belange. Alles andere ist schade um die Zeit.
König…..............................41
Kwik Lok Europa...........................2
Rademaker...............................21
Rego Herlitzius...........................51
SchapfenMühle.........................23
Sterilsystems….................Beilage
Tecnopool..................................35
Trinox….....................................53
Wiesheu...................................13
Zeppelin…..............................7
Neue Rubrik: Absauganlagen
BZQ ab b+b 1/2019
Anzeigen-Größe: 43 mm x 45 mm
Brotabschnitte, Backwaren, Backlinien, Rework, Restbro t zerkleinerer, Mehlstaub, Verpackungsabfälle, Entsorgungsanlagen
BRÜCK- Lösungen für die Zukunft
D - 65520 Bad Camberg
Te l.: +49 - (0)64 34 - 385 51 26 e-mail: info@brueck- kg.de www.brueck-kg.de


Tägliche Nachrichten: www.backwelt.de
Ihr Spezialist für Abwasserlösungen in der Back- und Lebensmittelindustrie
In den Steinäckern 26 64832 Babenhausen info@almawatech.com www.almawatech.com

Rubriken-Überschrift:
Abwieger für Brot und Brötchen

In der Krause 67 52249 Eschweiler +49 (0) 2403 / 7001-0 info@anneliese.de www.anneliese.de
Anzeige
Rheon GeneralVertretung Deutschland
Schwanenmarkt 9 40213 Düsseldorf
Tel.: 0211/ 522 90 00-0
Fax: 0211/ 522 9000-17
www.abwieger.de
Abteilungsleiter, Anwendungsberater, Anwendungstechniker (m/w), Anwendungstechniker (m/w), Backmittel Handwerk, Werks leitung (m/w), AreaSales Manager, Ausbilder/in Backindustrie, Bäcker (m/w) oder Lebensmitteltechniker (m/w), Bäcker/in für Vietnam, Bäckermeister, Bäckermeister als Anwendungs berater(m/w), Bäckermeister/in als Backstubenleiter, Backstubenleiter/in, Betriebsleiter , Betriebsleiter für führendes Backunternehmen, Bezirksleiter/in Bäckereifilialen, Controller (m/w) Großbäckerei,
Fachwörterbuch


Das Wörterbuch mit bäckereispezifischen Fachausdrücken.
Das „Dictionary of Bakery Engineering and Technology“ enthält auf 336 Seiten Fachbegriffe von „Ausbund“ über „Kesselgare“ bis hin zu „Teigportioniertrichter“.





Dabei dient Englisch als Ausgangssprache für die folgenden sechs Sprachen: deutsch, französisch, spanisch, russisch, dänisch und japanisch.
Das Buch ist bei Viktoria Usanova (usanova@foodmultimedia.de) zu einem Einzelverkaufspreis von 39 EUR (zzgl. Versand) zu bestellen.
f2m food multimedia GmbH



