03 18 www.brotundbackwaren.de OFFIZIELLES ORGAN DES VERBANDES DEUTSCHER GROSSBÄCKEREIEN E.V. Brezelbäckerei Ditsch Knetprozess weiter optimiert Laminator Eine neue Generation Kältetechnik Mehr Flexibilität und Frische




Die Zukunft fasziniert die Menschheit schon seit Jahrtausenden.
Der Wunsch, die Ungewissheit über das kommende Schicksal beseitigen zu können, ist wohl so alt wie die Menschheit selbst. Magier, Hellseher und Orakel – unendlich viele Geschichten ranken sich seit alters her um die Vorhersage der Zukunft und auch heute noch erfreuen sich Wahrsager(-innen) auf Jahrmärkten eines regen Zulaufs.
Freilich ist das mit den Prognosen nicht immer gut gegangen. Das Orakel von Delphi hat die Fragenden gelegentlich eher ins Verderben gestürzt, und die Kassandra mit ihrer Gabe, die Zukunft vorhersehen zu können, war gestraft damit, dass ihr niemand Glauben schenken mochte.





SASCHA EGENER Geschäftsführer

Hauptgeschäftsführer



Verband Deutscher Großbäckereien e.V., Düsseldorf
Müssen wir Menschen daher akzeptieren, dass die Zukunft unvorhersehbar, sogar unberechenbar, ist? Der beste Weg, dies herauszufinden, ist es, aktiv zu werden und die Zukunft selbst mitzugestalten: im Austausch mit anderen, auf Grundlage der aktuellsten Informationen und unter ständiger Bereitschaft, sich soweit nötig anzupassen.
Nach dem Motto „Mittendrin statt nur dabei!“ gilt es, die Zukunftsgestaltung der Backbranche als Unternehmer (m/w) selbst in die Hand zu nehmen. Dass dabei der Gesetzgeber und der Kunde ein Wörtchen mitzureden haben, ist selbstverständlich. Der ständige Dialog ist wichtig, um im Einklang mit den sich ändernden Vorschriften oder den sich ändernden Kundenwünschen an einem Strang ziehen zu können, aber auch, um die eigenen Interessen bestmöglich vertreten zu können. Besonders wichtig ist es hierfür, neuste Trends und Innovationen zu (er-)kennen, um vorausschauend handeln zu können.
Über die Zukunft nicht lamentieren oder bloß orakeln, sondern sich handfest praxisnah informieren, das macht zukunftsfit! Nicht nur die wichtigsten Marktneuheiten von A wie Automatisierung bis Z wie Zutaten werden dem Fachpublikum präsentiert. Die iba ist auch ein ideales Umfeld, Kontakte zu knüpfen und zu vertiefen. Ein enger Austausch und ein stabiles Netzwerk nützen schließlich der gesamten Branche auf ihrem Weg in die Zukunft.
Dank vieler Aussteller und Besucher aus dem Ausland ist die iba in Sachen Internationalität ebenfalls ein interessanter „melting pot“!
Die Zukunft der Branche hautnah mitzuerleben, diese Chance bietet die iba in München, die in diesem Jahr vom 15. bis 20. September stattfindet.
ROLF GÜLPEN Sales Manager Deutschland Süd, Österreich, Schweiz rolf.guelpen@ toolbox-software.com



























DORIS SACK
Vertriebsinnendienst Deutschland Süd, Österreich, Schweiz doris.sack@ toolbox-software.com






GENNADIJ ZAKUTINSKIJ Sales Manager Deutschland Nord
gennadij.zakutinskij@ toolbox-software.com




SVENJA RIEMANN Vertriebsinnendienst Deutschland Nord svenja.riemann@ toolbox-software.com
TORSTEN MÖLLMANN Key Account Manager torsten.moellmann@ toolbox-software.com

Produktion
06 Brezelbäckerei Ditsch: Knetprozess optimiert
14 Rademaker: Eine neue Generation
20 Sancassiano: Smarter Hebekipper
24 Döinghausen: Hoher Durchsatz durch Zweigleisigkeit
26 Trenker: Flexibilität und Frische
36 Reading Bakery Systems: Spektrum erweitert


42 FRITSCH: Teigbandkühlung zur Qualitätsverbesserung
44 Bühler: Flüssigdosierung in gleichbleibender Qualität
Peelboards
10 Diane: Prinzip dauerhaft
Tagung
12 Verband Deutscher Großbäckereien: Bäckerei-Filialtag 2018
40 WIG-Frühjahrstagung: Branchentreff in Freising
Interview
18 Henk Hoppenbrouwers: Trend zu größeren Kapazitäten
Porträt
22 Middleby Bakery Group: Komplettlösungen bieten
Hygiene
32 Kitzinger: Neue Blechwaschanlage für Schäfer’s Management
50 Bruton: Das Damoklesschwert der Demografie Forschung
53 TUM: Gesteuerte Mehlfunktionalität
brot + backwaren ISSN 0172-8180
brot + backwaren ist das offizielle Organ des Verbandes Deutscher Großbäckereien e.V. brot + backwaren erscheint 6 x im Jahr zum Einzelverkaufspreis von Euro 15,00. Im Verbund mit dem wöchentlichen digitalen Newsletter Backspiegel beträgt der Jahresabonnementpreis:

+ Print-Abonnement
zzgl. 7 % MwSt im Inland: 75,00 EUR
+ Abonnement der digitalen Version
zzgl. 19 % MwSt im Inland: 75,00 EUR
+ Kombi-Abonnement Print-Abonnement
zzgl. 7 % MwSt im Inland: 70,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos) + Ergänzungsabonnement digital zzgl. 19 % MwSt im Inland: 6,00 EUR (Preis gilt nur im Rahmen eines Kombi-Abos) Im Ausland und für Studenten gelten andere Preise.
Abonnementskündigungen müssen 3 Monate vor Ende des Bezugszeitraums dem Verlag schriftlich vorliegen.
Abonnementsbestellungen richten Sie bitte an die genannte Vertriebsleitung. Bei Nichtlieferung ohne Verschulden des Verlags oder infolge von Störungen des Arbeitsfriedens bestehen keine Ansprüche gegen den Verlag. Die Zeitschrift und alle in ihr enthaltenen Beiträge und Abbildungen sind urheber rechtlich geschützt. Mit Ausnahme der gesetzlich zugelassenen Fälle ist eine Verwertung ohne Einwilligung des Verlags strafbar.
Online-Streitbeilegung gemäß Art. 14 Abs. 1
ODR-VO: Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie unter http://ec.europa.eu/ consumers/odr/ finden.
Zurzeit gültig ist die Anzeigenpreisliste 2018.
VERLAG
f2m food multimedia gmbh Ehrenbergstraße 33 22767 Hamburg
+49 (0)40 399 012 27 info@foodmultimedia.de
HERAUSGEBERIN
Hildegard M. Keil +49 (0)40 380 94 82 keil@foodmultimedia.de
CHEFREDAKTION
Bastian Borchfeld +49 (0)40 399 012 28 borchfeld@foodmultimedia.de
REDAKTION
Helga Baumfalk +49 (0)40 399 030 61 baumfalk@foodmultimedia.de
Silke Liebig-Braunholz +49 (0)40 386 167 92 liebig-braunholz@foodmultimedia.de
SCHLUSSREDAKTION
Sybille Kalinka
TEXT-Tapir
ANZEIGENABTEILUNG
Anzeigenleitung
Dirk Dixon +44 143 587 20 09 dixon@foodmultimedia.de
Anzeigensachbearbeitung
Wilfried Krause +49 (0)40 386 167 94 krause@foodmultimedia.de
VERTRIEBSLEITUNG
Viktoria Usanova +49 (0)40 399 030 62 vertrieb@foodmultimedia.de
GESTALTUNG
LANDMAGD in der Heide
Linda Langhagen design@landmagd.de
LITHO/DRUCK
Leinebergland Druck GmbH & Co. KG Alfeld (Leine)
Modell 9840 (Rechtsausführung) mit optionalem Wassersprüher, oben liegendem Wassersplitter, Förderband und automatischem MPA-Befüllungssystem





















Die Brezelbäckerei Ditsch GmbH investierte am Standort Oranienbaum in ein neues DymoMix-System. Die Verarbeitungstoleranz der Weizenteige hat sich bereits verbessert. Als Nächstes soll die Teigausbeute erhöht werden.
+Für Matthias Hartung, Werksleiter Oranienbaum, und Matthias Grollmisch, Leiter Engineering, Brezelbäckerei Ditsch GmbH, ist es die erste Anlage des Anlagenbauers Zeppelin Systems GmbH. Seit rund sieben Monaten ist das DymoMix-System zusammen mit einem Codos-Kneter in Betrieb und stellt im 3-Schicht-Betrieb kontinuierlich Weizenteige her. Die beiden Experten hat auf der einen Seite der geringe Platzbedarf der Anlage überzeugt, um auf wenigen Quadratmetern kontinuierlich Teige herzustellen. Auf der anderen Seite gab es auch Verbesserungen bei der Teigqualität. „Die Brötchen- und Stangenteige sind durch das Benetzungssystem Dymomix maschinengängiger und gleichmäßiger“, erläutert Matthias Grollmisch seine Beobachtungen. „Zudem spart das System rund 40 % Misch- und Knetzeit und der Teig entwickelt sich schneller“, ergänzt Matthias Hartung. Im Moment wird an der Erhöhung der Teigausbeute gearbeitet. Dies könnte durch das von Zeppelin entwickelte Benetzungssystem DymoMix, welches in Oranienbaum als Vormischer arbeitet, gelingen. Das System benetzt pulverförmige Rohstoffe wie Mehl, Zucker und Backmittel mit Wasser und es entsteht unmittelbar ein homogener Teig. Die Benetzung mit Wasser gelingt durch eine speziell entwickelte Düse, die in der rotierenden Welle des DymoMix eingebaut ist.

Durch den Aufprall des Wassers auf die Trockenstoffe und ein erstes Mixen durch darunter auf der Welle angebrachte Metallstäbe wird so viel Energie eingetragen, dass das Mehl nicht nur befeuchtet wird, sondern bereits ein Glutennetz initiiert wird. Matthias Grollmisch, Leiter Engineering, vermutet, dass der Teig aus dem DymoMix schon fast ausgeknetet ist und dass es durch das Verfahren generell zu einer schnelleren Teigentwicklung kommt.
Steuerung
Der DymoMix ist dabei direkt über einem Codos-Kneter positioniert. Die hydratisierten Rohstoffe gelangen so permanent in den Knetraum darunter, wo der Teig bis zur gewünschten Konsistenz ausgeknetet wird. Die Temperatur der Rohstoffe und des Teiges wird während der gesamten Prozessschritte permanent gemessen. Über die Temperatur des Schüttwassers und dem am Kneter installierten Kühlmantel lässt sich die Teigtemperatur steuern. „Zepplin hat bei uns den Wärmeplattentauscher individuell neu angepasst“, so Werksleiter Matthias Hartung zu den Besonderheiten der Anlage. Die Zirkulation des Kühlmediums erfolgt über eine am Codos montierte Kontolleinheit, mittels welcher der
Fragen an Matthias Grollmisch, Leiter Engineering Brezelbäckerei Ditsch GmbH, Werk Oranienbaum
+ Borchfeld: Warum haben Sie sich für eine kontinuierliche Anlage entschieden?
+ Grollmisch: Der solide Maschinenbau und die in Testläufen dargestellten Teigqualitäten für unsere speziellen Anwendungen haben uns vom Konzept des kontinuierlichen Kneters der Fa. Zeppelin überzeugt.
+ Borchfeld: Was waren die Voraussetzungen bzw. was sollte die Anlage können?
+ Grollmisch: Die kontinuierliche Herstellung von Teig mit unseren speziellen Anforderungen an Konsistenz, Verarbeitbarkeit und Teigtemperatur waren Grundvoraussetzung für die Kaufentscheidung.
+ Borchfeld: Was ist in Ihren Augen das Besondere an der Anlage?
+ Grollmisch: Die kompakte Bauweise und der geringe Grundflächenbedarf, die Kombination aus DymoMix mit Codos und die damit verbundenen Wasseraufnahmemöglichkeiten im Teig.
+ Borchfeld: Was unterscheidet die Anlage von anderen Maschinen?
+ Grollmisch: Der Hauptunterschied ist die mögliche Wasseraufnahme bei gleicher Konsistenz/Verarbeitbarkeit.
+ Borchfeld: Wo und wie erfolgt das Nachkneten?
+ Grollmisch: Aus dem Gesamtsystem kommt ein fertig gekneteter Teig heraus, sodass Nachkneten nicht erforderlich ist.
+ Borchfeld: Wie steht es um die Teigerwärmung?
+ Grollmisch: Die Teigtemperatur haben wir im Vorfeld mit Zeppelin definiert. Der Teigerwärmung wird mit der Zugabe von Eiswasser und aktiver Knetermantelkühlung entgegengewirkt.
+ Borchfeld: Was für Teige laufen heute über die Anlage?
+ Grollmisch: Ausschließlich Teige für Laugenprodukte.
+ Borchfeld: Wie lange dauerte die Installation und Inbetriebnahme?
+ Grollmisch: Ca. 3 Monate
+ Borchfeld: Wie hoch ist die Stundenleistung der Anlage?
+ Grollmisch: Rund 3.200 kg Teig

+ Borchfeld: Wie viele Mitarbeiter arbeiten in Oranienbaum?
+ Grollmisch: 395 (Stand 27.2.2018)
+ Borchfeld: Wird in drei Schichten gearbeitet?
+ Grollmisch: Ja, teilweise auch bis in das Wochenende hinein.
+ Borchfeld: Was für Produkte stellen die Mitarbeiter her?
+ Grollmisch: Wir produzieren Laugengebäcke in verschiedenen Formen wie Brezeln, Brötchen, Stangen, Knoten, Zöpfe sowie Pizzen und Croissants. Die Laugenbrezeln beispielsweise gibt es von 50 g bis 1.800 g. Von den Convenience-Graden bieten wir vorgegärte Teiglinge und fertig gebackene Produkte an, jeweils tiefgefroren.
+ Borchfeld: Wie viele Linien sind heute in Betrieb?
+ Grollmisch: In Oranienbaum haben wir derzeit 8 Linien in Betrieb.
+ Borchfeld: Vielen Dank für das Interview. +++
Doppelmantel auf die benötigte Solltemperatur geregelt wird. Eine weitere Besonderheit ist, dass aufgrund der baulichen Gegebenheiten der Mehlvorratsbehälter neben der Anlage steht, genauso wie die Kleinkomponentenanlage.




Generell ist die Steuerung der Dosierung sowie der Teigherstellung von Zeppelin in ein übergeordnetes Prozessleitsystem eingebunden. Die erforderlichen Maschinenparameter (z. B. Drehzahlen, Temperaturen, Drücke usw.) werden zusammen mit den Rezeptparametern für die jeweiligen Betriebsarten über die Schnittstelle vom Prozessleitsystem an den Kneter übergeben. Das Starten und Stoppen der Anlage kann sowohl von Hand am Bedienpanel oder durch den Signalaustausch von den nachgeschalteten Anlagen oder zentral vom Prozessleitsystem erfolgen. Der fertig geknetete
Teig wird bei Ditsch über ein Transportband der Weiterverarbeitung zugeführt.
Zum Reinigen wird der DymoMix vom Codos gelöst, ausgeschwenkt und vom Schutzrohr befreit. Das wandert in einen Waschraum, während die Werkzeuge des DymoMix vor Ort manuell gereinigt werden. Der Codos wird des Einlaufstutzens entledigt, der ebenfalls in den Waschraum kommt, und anschließend von vier am Deckel montierten Zielstrahlreinigern von innen gereinigt. Den Zielstrahlreinigern vorgeschaltet sind drei Scheibenventile, die das Wasser durch wechselseitiges Schalten auf die Reiniger verteilen und so den Reinigungseffekt erhöhen. Generell konnte der Knetprozess bei Ditsch durch die Installation des neuen Systems optimiert werden. +++













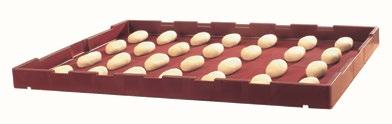
Diane hat ein formstabiles Peelboard entwickelt, dessen Oberfläche aus strapazierfähigem Polymer besteht. Bei Bedarf gibt es das Peelboard passend für jede industrielle Linie.
+Die Gärdielen gibt es schon lange in den USA, aber auch in Europa. Nur waren die Prozesse sehr handwerklich ausgerichtet (Holzdielen, Plastikdielen, Tücher). Mit der wachsenden Industrialisierung im Bereich der Gärung werden die Ansprüche bezüglich der Stabilität und Hygiene jedoch immer höher. Die Nachfrage nach neuen Boards steigt also in Europa, die alten und „einfachen“ Dielen gibt es aber weiterhin. Der Begriff „Peelboard“ allerdings kommt aus dem englischsprachigen Raum.
Der Bedarf an Peelboards holt im Vergleich zum Bedarf an Backblechen stark auf. Ein Grund ist der Trend, auch in großen Mengen auf Herd- oder Steinplatten zu backen. Aus hygienischen Gründen sind zudem Tücher oder Tuchbespannung auf dem Rückzug. Der wichtigste Grund aber ist die Möglichkeit, den Gärprozess durch Be- und Entladesysteme für Gärgutträger zu automatisieren. Entscheidende Voraussetzung dafür ist die Formstabilität der Gärgutträger, eine Anforderung, die für Diane eine Selbstverständlichkeit ist.
Deshalb also das vermehrte Auftauchen von Peelboards und deshalb geht auch Diane, bisher als einer der modernsten Blech- und Formenhersteller Europas bekannt, jetzt mit
zwei neu entwickelten Peelboards an den Start. Sie werden unter dem Namen Blue Board® angeboten. Es gibt eine flache Version mit doppelseitiger Arbeitsfläche und Aluminiumrahmen und eine „hohe“ Version mit Rahmen aus Edelstahl für komplett automatisierte Anlagen.

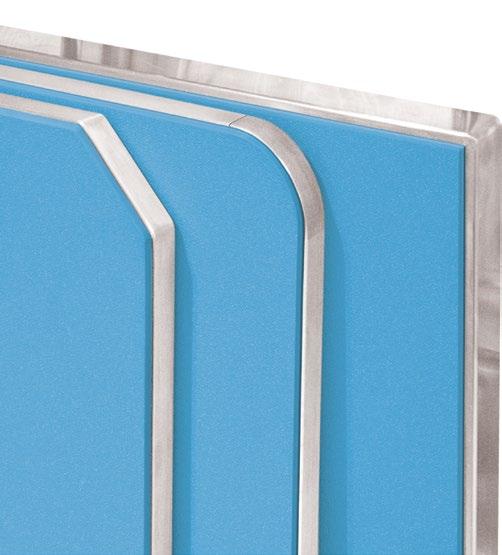
Amerikanische Peelboards waren zunächst schlichte Holzbretter, billig, verformfreudig und wenig hygienisch. Danach kamen Plastikbretter zum Einsatz, die allerdings den mechanischen und temperaturbedingten Anforderungen in den Backbetrieben nicht lange standhielten. Heute bestehen Peelboards von Diane aus Rahmen, formstabilisierendem Innenleben und ein- oder beidseitig nutzbaren Oberflächen. Werden die Boards auf Rollenbändern transportiert, sind sie in der Regel flach und beidseitig nutzbar. In Betrieben, die den Transport von der Belegung bis zur Übergabe an den Ofen automatisiert haben, sind häufig Mulden für Stopper oder Mitnehmer der Transporteinrichtungen notwendig, weshalb sie mit nur einer nutzbaren Oberfläche daherkommen. Qualitätsunterschiede liegen ohnehin in der Ausführung der verschiedenen Komponenten.
Das neue Board von Diane ist laut Firmengründer Roger Messio das einzige, dessen Oberflächen aus einem speziellen Material geschnitten sind. Einem Material, das komplett ohne Silikon- oder Teflonbeschichtung durch verschiedene Körnung das Kleben der Teiglinge verhindert. „Obendrein“, so Messio, „sind unsere Fertigungsprozesse darauf eingerichtet, die Boards in ihren Grundmaßen, ihrer Höhe und ihrer Ausfertigung auf jede Linie und deren Anforderungen genau zu adaptieren.“
Das besondere Oberflächenmaterial besteht aus AcrylnitrilButadien-Styrol-Copolymeren (ABS), ein Kunststoff, der mechanische Beständigkeit und chemische Beständigkeit in sich vereint und häufig für Gehäuse und andere Formteile, aber auch für Lego-Bausteine eingesetzt wird. Deren Stabilität lässt sich in jedem Kinderzimmer bewundern.
Die Rahmen werden bei flachen und eher händisch bewegten Boards in der Regel aus einem umlaufenden Aluminiumband geformt. Für das automatisierte Handling werden je nach
Auslegung der Linie bzw. Lader Edelstahlrahmen gewählt, die von unten genug Platz für Stopper oder Mitnehmer lassen.
In den fertigen Rahmen wird bei den höheren Rahmen zunächst eine Aluminiumwanne eingelassen, die entsprechend den Anforderungen geformt ist. Dort hinein kommt eine Wabenstruktur aus Aluminium, die dafür sorgt, dass ein 600 x 800er Blech bei aller Stabilität nicht mehr als 5,9 Kilogramm wiegt. Danach wird das Oberflächenmaterial mit einem Spezialkleber aufgeklebt, der üblicherweise im Flugzeugbau verwendet wird und ohne zu verspröden einem sehr weiten Temperaturbereich ausgesetzt werden kann. ABS hält somit Temperaturen von -35 °C bis hin zu +50 °C aus.
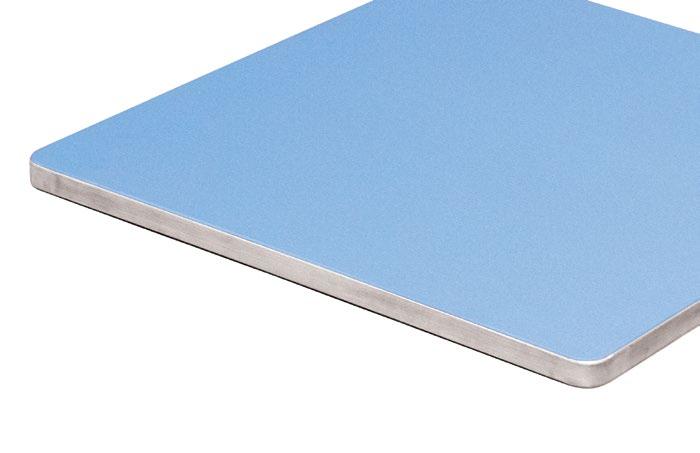
Bei besonders großen Blechen sorgen Verstrebungen im Inneren für zusätzliche Festigkeit, sodass sie sich nicht verziehen oder verdrehen. Bei flachen Blechen wird beidseitig ABS auf die Wabenstruktur verklebt.
Üblicherweise werden solche Peelboards abgebürstet und sind dann sauber. Wer sie mit Wasser reinigen oder sie gar in eine Reinigungsflüssigkeit tauchen will, kann auch wasserdichte Peelboards bekommen. In solchen Fällen werden Rahmen und untere Wanne miteinander verklebt. Jegliches
Anzeige
++ Peelboard in den Abmessungen 800 x 800 mm

Eindringen von Wasser wird auf diese Weise verhindert. Zur automatischen Erkennung können die Rahmen entweder mit Codes versehen werden oder auf der Linie zieht man die Peelboards über eine Induktionsschleife, die einen im Inneren verborgenen Code ausliest.

Die Anforderung, besonders stabile und garantiert plane Peelboards zu entwickeln, kam laut Messio von Kunden und Maschinenbauern. Industrieanlagen in der Schweiz, Deutschland, Polen und der Türkei laufen bereits mit den Peelboards von Diane. +++
H– h V l
Hs B a-G n
Hafer ist ein Allrounder unter den Getreidearten und dank seines hohen Gehalts an Nährstoffen, wie ausgewählten Mineralstoffen und Vitaminen, äußerst beliebt. Schapfen Beta HaferGold liefert ein naturnahes








und praxisgerechtes Backerlebnis. Feinste Vollkornbrote sowie weitere Hafergebäcke mit bester Frischhaltung und aromatischem Geschmack sind garantiert.

Der Verband Deutscher Großbäckereien veranstaltete den Bäckerei-Filialtag 2018 in Düsseldorf. Die Themen reichten vom Umgang mit neuen Datenschutzregeln über Zukunftsperspektiven der Backbranche bis hin zur EU-Kontrollverordnung.
+Alexander Heberer, Vorsitzender des Beirates FilialGroßbäckereien, moderierte den Bäckerei-Filialtag 2018 und eröffnete die Tagung gleich mit dem Vortrag „Unruhige Zeiten: Klagen oder neue Ziele stecken?“. Der Mitinhaber der Wiener Feinbäckerei ging auf die aktuelle Situation der Backbranche ein. Herausforderungen seien unter anderem der Personalmangel, neue bürokratische Aufgaben und neue Wettbewerbsformen, die als Mitbewerber auftreten. Neben Tankstellen und dem Handel nannte Heberer auch Start-ups wie den niederländischen Lebensmittel-Lieferservice Picnic als Herausforderung für die Backbranche. „Dies führt zu einem erhöhten Wettbewerbs- und Differenzierungsdruck“, so Alexander Heberer. Zudem steigen die gastronomischen Anforderungen und auch neue Konzepte besitzen eine immer kürzere Verweildauer, was z. B. das Sortiment und den Ladenbau betrifft. Außerdem sinkt die Frequenz in den Innenstädten sowie in Centern. Dies habe Konsequenzen hinsichtlich der Standortsuche und der Mieten, erläuterte der Vorsitzende des Beirates. Zudem gab Heberer zu bedenken, dass GastronomieAngebote und Sitzcafés bedeuten, dass es zu höheren Wareneinsätzen und höheren Personalkosten kommt. Zudem stiegen die Mieten und die Nebenkosten. Damit sei es eine Herausforderung, Geld zu verdienen. So gebe es für die aktuellen Herausforderungen kein Patentrezept, aber wichtig sei es, sein Profil zu schärfen. „Wichtig ist es, hinter unruhigen Tagen die Potenziale zu erkennen“, erklärte Alexander Heberer.
Haftungsfragen und Rechtsschutzmöglichkeiten nach den neuen Datenschutzregeln lautete das nächste Thema. Rechtsanwalt Heiko Klages erklärte, dass die neue Verordnung mit Wirkung zum 25. Mai 2018 in Kraft tritt. Das grundsätzliche Ziel der Datenschutzregel bleibt gleich; die Rechte von Betroffenen stärken. Allerdings gebe es nun eine Umkehr der Beweislast und Unternehmen seien von Bußgeldern bedroht, so der Experte. So könnte es, wenn es zu einer schweren Verletzung z. B. des Persönlichkeitsrechts komme, zu Schmerzensgeld- oder Schadenersatz-Ansprüchen kommen. Zudem ist sich Klages sicher, dass die Datenschutzbeauftragten der Länder handeln werden. Daher sollten Unternehmen sicherstellen, dass der Zugriff auf Kunden- oder Personaldaten von Dritten verhindert wird. Zudem sollten Firmen ihre Datenschutzklauseln überprüfen und anpassen.
Marktdaten
Dr. Susanne Eichenholz-Klein, Bereichsleiterin des Institutes für Handelsforschung (IFH) Köln GmbH, zeigte den Teilnehmern relevante Marktdaten auf. Die Referentin erklärte, dass das Frischesortiment Brot und Backwaren im LEH im
Vergleich zu anderen Frischesortimenten wie Fisch, Fleisch, Obst und Gemüse oder Molkereiprodukten, unterdurchschnittlich wächst. Dabei ist das Sortiment in erheblichem Maße vom Preisdruck geprägt. Auch die Verbrauchsmengen bzw. die durchschnittliche Einkaufsmenge sinkt. Weiter erklärte Dr. Eichenholz-Klein, dass der Umsatz der Bäckereiverkaufsstellen nahezu kontinuierlich verliert. Dabei ist die beliebteste Einkaufsstätte für Brot immer noch die BäckereiVerkaufsstelle. Allerdings verliert die Bäckerei an Bedeutung. Für den Handel gehören Brot und Kleingebäcke neben Obst und Gemüse zu den wichtigsten Frequenzbringern. Dabei nutzt ein Großteil der Verbraucher für den Kauf von Backwaren verschiedene Vertriebsmöglichkeiten nebeneinander, wie z. B. das Brotregal zur Selbstbedienung von abgepackten Backwaren, Back-Stationen und Automaten sowie separate Bäckereien innerhalb des Geschäfts. Generell gelten Snacks als Wachstumstreiber im Backwarenmarkt. Zudem ist der Backshop mit Sitzgelegenheit in der Vorkassenzone beim Verbraucher am beliebtesten. Die Expertin ging noch auf Gastronomietrends ein: So prägen gesellschaftsrelevante Themen wie „authentisch“, „nachhaltig“, „sozial“ und „wirtschaftlich“ die Gastronomiegründer. Wichtig ist auch das Thema „Zero Waste“.
Wolfgang Beck von der Semco Consulting GmbH informierte die Teilnehmer, wie sich in der Praxis Betriebsprozesse verbessern lassen, um neue Freiräume zu gewinnen. Gerade Filialbäckereien besitzen komplexe Strukturen. Oft sind die Verkaufsstellen nicht untereinander vernetzt und die Dokumentation ist unübersichtlich. Daher leide oft die Konzentration auf das Kerngeschäft und Entscheidungen würden oft subjektiv getroffen. Diese Bauchentscheidungen können Mehrkosten verursachen, so der Referent. Der Experte empfiehlt, Wissen zu sammeln und effektiv zu nutzen. Gerade das Thema Controlling und Potenzialanalyse sowie die

entsprechende Software helfen, ein System zu schaffen und die Kosten um bis zu 30 % reduzieren, versprach der Referent.

Big Data und ERP-Systeme waren die Themen von Holger Beyer, Samuelson Unternehmensberatung, und Alexander Grossmann, OPAL Operation Analytics. Durch den Einsatz von künstlicher Intelligenz sei es möglich, die Verkaufsmengen zu optimieren und die Retouren zu minimieren. So sei das Sammeln von Daten das eine, aber das andere sei, daraus auch die richtigen Schlüsse abzuleiten und danach zu handeln. Dies sei die Königsdisziplin. Die Datenbasis bilden dabei die gewonnenen Kennzahlen sowie Prognosen. Daraus lasse sich durch die gezielte Anwendung von künstlicher Intelligenz die Bestell- und Absatzplanung optimieren.

Praxisrelevante Tipps zum Thema Hygiene gab Dip.-Ing. Sabine Botterbrodt, selbstständige Unternehmensberaterin und Beraterin der PORTECTA GmbH. So ist Hygiene im Filialbetrieb unabdingbar mit der Wettbewerbsfähigkeit eines Unternehmens verbunden. Kunden in einer Bäckereiverkaufsstelle haben hohe Ansprüche und erwarten einen sachgemäßen Umgang mit Lebensmitteln. Zudem erklärte die Expertin, was für einen Einfluss die EU-KontrollVerordnung 2017/625 hat. Diese soll für einen einheitlichen Vollzug bei der Lebensmittelüberwachung sorgen und für mehr Transparenz sorgen. Dies bedeutet auch, dass die Ergebnisse der Überwachung in bestimmten Fällen veröffentlicht werden können. Ein weiteres Element der EU-Kontrollverordnung ist, dass die Strafen bei Lebensmittelbetrug angepasst bzw. erhöht werden, abhängig vom Betrugswert oder dem Umsatz des Unternehmens. Zudem, erklärte die Referentin, können Mitgliedsstaaten Bewertungssysteme für den Handel, Hersteller oder z. B. Restaurants einführen. Diese sollen den Verbraucher einfach und übersichtlich darüber informieren, inwiefern Unternehmen die lebensmittelrechtlichen Anforderungen erfüllen. Als Beispiele nannte Botterbrodt das Ampel- oder Smiley-System. Auf welche Punkte eine Bäckerei achten muss, erläuterte die Expertin anschließend. So gehören zum Hygienemanagement die bauliche Beschaffenheit (z. B. Ausstattung der Filiale), eine effektive, regelmäßige und dokumentierte Reinigung und Desinfektion, eine gute Personal- und Produkthygiene sowie eine angemessene und effektive Schädlingsbekämpfung. Zudem sollen die lebensmittelrechtlichen Bestimmungen eingehalten werden und die Rückverfolgbarkeit gewährleistet sein. Wichtig ist auch eine regelmäßige Mitarbeiterschulung und dass der Schulungserfolg überprüft wird. Zum Stichwort HACCP erklärte die Referentin, dass eine nachvollziehbare Gefahrenanalyse vorhanden sein muss. Diese sollte entsprechend dokumentiert sein. Auch sollten regelmäßige Kontrollen (z. B. Wareneingänge, Lager- und Temperaturkontrollen) durchgeführt werden. Auch das Hygienebewusstsein der Mitarbeiter sollte zu erkennen sein. Als weiteres Beispiel für gute Hygiene nannte Botterbrodt eine gute Lagerhaltung sowie eine ordentliche Abfallbeseitigung. +++
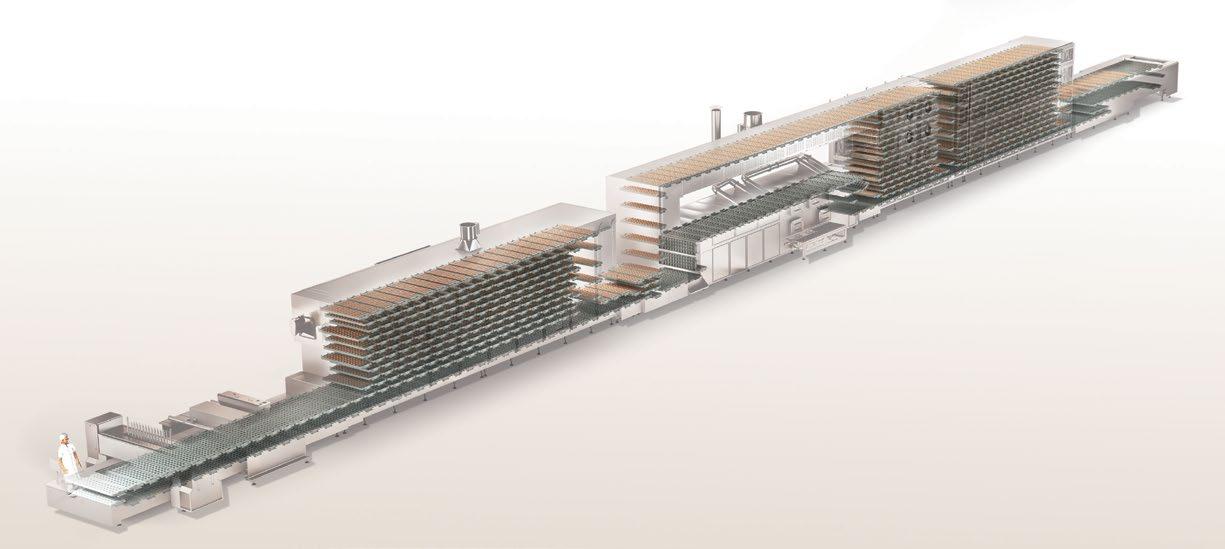
Eine Bäckerei aus der D-A-CH-Region hat in eine neue Laminator-Generation investiert. Der Laminator wurde gemäß Rademakers Sigma ® -Richtlinien für hygienisches Design entworfen.

++ Die Apfelfüllung wird aufgetragen. Ein Faltmechanismus faltet die Füllung dann in die Teigbahnen ein. Dabei entsteht eine gefüllte Teigtasche. Der letzte Schritt ist das Zuschneiden des Produkts
Der neue Sigma®-Laminator wurde gemäß Rademakers Sigma®-Designrichtlinien entworfen. Diese Richtlinien wurden direkt aus verschiedenen Anforderungen an die Hygiene und Reinigungsfähigkeit abgeleitet, darunter dem GMA-Standard und den EHEDG-Empfehlungen (European Hygienic Engineering and Design Group). Dank der endbearbeiteten Oberflächen, der Oberflächenneigung, den abgerundeten Rahmen, FDA-zugelassenen Materialien, minimierten Scharnieren und Schrauben sowie zahlreichen anderen Elementen wird die Linie hohen Erwartungen gerecht. So wurde beispielsweise nach Firmenangaben eine völlige Vermeidung von Mulden, Hohlräumen und toten Winkeln erreicht. Ein offenes Design ermöglicht die einfache Reinigung ohne Abstriche bei der Bedienersicherheit.
Der Zugang zu Reinigungs- und Prüfzwecken wird durch sich öffnende Abdeckungen auf beiden Seiten der Maschine, Förderbandheber und einziehbare Bandspanner erreicht. Die Bandheber ermöglichen einen einfachen Zugang, was dazu führt, dass das Gerät nach der Nassreinigung schnell und gründlich trocknet. Die Ansammlung von z. B. Mehlstaub wird durch die Anwendung von Abstandhaltern reduziert, und die Verunreinigung durch Teigbestandteile wird durch den Einsatz breiterer Förderbänder vermieden. Ein neues Standardmerkmal ist außerdem die Anwendung lebensdauergeschmierter Kugellager in der Produktzone. Es versteht sich, dass diese neue Rademaker-Linie vollständig auf die Nassreinigung ausgelegt und dafür zugelassen ist.
Funktionalität
Ein offenes Design mit einem Höchstmaß an Prozess-Übersichtlichkeit war der Fokus des Systemdesigns. Abgerundete Kanten und vollständig öffnende Abdeckungen auf beiden Seiten kommen im gesamten System zur Anwendung. Der bestmögliche Zugang wird durch Optimierung des Abstandes zwischen den Arbeitsstationen und die Anbringung horizontalen Förderbänder gewährleistet. Auch die kleineren Geräte/ Module verfügen über ein offenes Gehäuse. Leichte Sicherheitsabdeckungen mit zusätzlichen Handgriffen ermöglichen einen ergonomischen Betrieb. Die Gesamtsicherheit wird durch Einsatz von Sicherheitsschlössern garantiert.
Der neue Sigma®-Laminator verfügt über breitere Walzen (+50 mm) und Bänder (+100 mm). Neben einer höheren Produktionsleistung führt dies zu einer verbesserten Teigunterstützung und verringert das Risiko von Mikrobeschädigungen und Stress an den äußeren Teigrändern, heißt es. Das Endresultat sind noch geringere Abweichungen in der Teigbandstärke und eine bessere Konsistenz der Schichten als zuvor.
Die Gesamtkonfiguration des Sigma®-Laminators ist auf eine hohe Produktionseffizienz ausgelegt. Der Betrieb gestaltet sich so einfach wie möglich. Dies wird ermöglicht durch leicht entfernbare Werkzeuge, eine Verringerung auszutauschender Teile, auswechselbare Schaber und Behälter sowie
verschiedene Optionen zur Minimierung der erforderlichen Reinigungsanstrengungen und zur Erhöhung der Verfügbarkeit. Darüber hinaus verfügt das System über automatische Einstellungen, die die gesamte Maschine mit einem einzigen Knopfdruck in den Reinigungs- oder Trockenmodus bringen. Sind nach der Reinigung die Förderbänder nicht richtig gespannt, erhält der Bediener einen entsprechenden Hinweis.
Die Wartungs- und Instandhaltungsanforderungen werden durch eine optimale Materialauswahl verringert. Diese führt zu einer minimalen Abnutzung und einer verlängerten Lebensdauer aller sensiblen Elemente. Lebensdauergeschmierte Kugellager in der Produktzone und klar erkennbare, umfassende Schmierstellen außerhalb der Produktzone verringern die Ausfallzeiten auf ein Minimum, heißt es weiter. Teile, die regelmäßig gewartet werden müssen, befinden sich an leicht zugänglichen Stellen außerhalb der Produktionszone. Alle Förderbänder sind mit einem Mechanismus zur raschen Bandentlastung ausgestattet, um Ausfallzeiten während der Reinigung zu verringern und die Wartungsanforderungen auf ein Minimum zu beschränken. Von der SPS-Steuerung gesammelte Daten (z. B. Motorbelastung, Betriebsunterbrechungen, Unterbrechungsursachen) können verwendet werden, um die Wartung zu verbessern.
Die Prozesssteuerung mittels intensiver Datenerfassung und Kommunikation gewinnt innerhalb industrieller Produktionsprozesse zunehmend an Bedeutung. Die Steuerungsplattform ermöglicht einen OMAC-gestützten Datenaustausch mit benachbarten Anlagen (anderer Anbieter) sowie mit LMS-, MES- oder ERP-Systemen.
Darüber hinaus ermöglicht die Datenverarbeitung die OnlineÜberwachung und Optimierung der Anlageneffizienz. Der
intelligente Einsatz kombinierter Prozess- und Rezeptinformationen ermöglicht ein einfaches und schnelles Hochfahren der Anlage. Das gesamte System sowie die automatische Anpassung der Bandgeschwindigkeit (DDIC/Teigschleife) sind auf das gesteigerte Hygieneniveau ausgelegt. Das fortschrittliche Steuerungssystem verfügt über eine vollautomatische Geschwindigkeitsanpassung und ermöglicht es, die unterschiedlichen Abschnitte unabhängig voneinander zu betreiben. Wenn das letzte Teigteil des Produktionslaufs am Ende der Linie verarbeitet wird, ist der Anfang der Linie bereits für die Reinigung oder die Produktion eines anderen Produkts bereit. Der Bediener erhält einen Hinweis, wenn das nächste Rezept auf der Maschine gestartet werden kann. Und schließlich wurde die Anzahl der Sensoren verringert, um eine optimale Steuerung mit minimalen fehlfunktionsbedingten Ausfallzeiten zu garantieren.
Bei der Mischung der Zutaten wird eine geknetete Teigcharge erzeugt. Die Teigchargen werden im Chunker positioniert, bevor sie vom Rademaker Low Stress Sheeting System (LSS) verarbeitet werden. Der Chunker teilt die Teigcharge in verarbeitungsfähige Stücke. Nachdem das Teigband durch das LSS-System erzeugt wurde, wird seine Teigbandstärke/ Dicke durch den Quick-Reductor verringert. Rademakers Fettpumpe verarbeitet dann Butterblöcke zu einer einheitlichen Butterschicht. Die Fettschicht wird oben auf das Teigband aufgetragen und danach wird das Fett in das Teigband eingefaltet.

Nach einer weiteren Reduzierung der Teigbanddicke wird das Teigband in zwei Abschnitte zur Laminierung geführt. Das System erreicht eine Leistung von 2.000 kg Teig pro Stunde. Nach der Reduzierung dieses fertigen laminierten Teigbandes durchläuft das Band eine Kühl- und Ruhephase

im Rademaker Cooling & Resting System. Die Kühlung des Teigbandes erfolgt, weil durch sie sichergestellt wird, dass die Integrität der Schichten intakt bleibt, und sie erzeugt eine noch bessere Fett- und Teigkonsistenz. Dies führt letztlich zu einer deutlichen Verbesserung für die weiteren Verarbeitungsschritte. Aufgrund der Ruhephase werden der bestmögliche Geschmack sowie eine optimale Form und ein optimales Volumen erzielt, die aus einer Kombination aus Teigentspannung und kontrollierter Hefeaktivität resultiert. Weil das Cooling & Resting System nach Angaben der Bäckerei diesen Prozess beherrscht, hat sich die Bäckerei entschieden, das Rademaker-System in ihren Produktionsprozess zu integrieren. Da das System einen optimalen Luftdurchsatz realisiert, wird der Energieverbrauch auf ein Minimum beschränkt. Rademaker nutzt dabei ein Konzept, das auf einer indirekten, aktiven Luftkühlung beruht.
Hinter dem Laminator befinden sich zwei Abschnitte zur Teigverarbeitung: eine Croissantlinie und eine Feingebäcklinie. Beide sind von Rademaker. Je nach Produkt wird der erforderliche Verarbeitungsabschnitt ausgewählt. Während des Besuchs wurden Apfeltaschen hergestellt. Die Croissantlinie wurde durch ein oberes Förderband, das das gekühlte und entspannte Teigband in Richtung des Verarbeitungsabschnittes führt, übersprungen. Zunächst erstellt eine Dekorationswalze den Dekorationsschnitt. Anschließend werden die erforderlichen Teigbahnen geschaffen, und zwar insgesamt sieben Reihen. Ist eine andere Dekoration bzw. ein anderer Schnitt erforderlich, kann die Bäckerei die Dekorationswalze gegen eine andere austauschen. Anschließend wird die Apfelfüllung auf den Teig aufgetragen. Anschließend wird die Füllung dann in die Teigbahnen eingefaltet. Der letzte und abschließende Schritt bei diesem Verarbeitungsprozess ist das Schneiden des
Produkts. Anschließend werden die Teigprodukte in Richtung Gärsystem transportiert. Bevor die Produkte in Richtung Gefrierer transportiert werden, werden die gegärten Produkte mit Eigelb besprüht.
Umfassendes Sortiment
Die neue Feingebäcklinie kann ein breites Spektrum an unterschiedlichen gefüllten und gefalteten Produkten herstellen. Die Bäckerei, deren Namen die Redaktion leider nicht erwähnen darf, hat sich speziell wegen der kurzen Rüstzeiten für die Systeme von Rademaker entschieden. Rademakers System ermöglicht die Umstellung der Produktionslinie auf ein anderes Produkt während des laufenden Betriebs. Dies verringert die Umstellungszeiten deutlich und macht das System zu einer effizienten Lösung.
Wie schon erwähnt, ist es mit diesem flexiblen Produktionssystem außerdem möglich, gefüllte und ungefüllte Croissants mit offenen oder geschlossenen Enden zu produzieren. Wenn das Teigband aus dem Cooling & Resting System austritt, wird es in die erforderlichen Teigbahnen geschnitten. Aus diesen Teigbahnen werden dann die Teigdreiecke ausgeschnitten und für den nächsten Prozessschritt angeordnet. Wenn gefüllte Croissants hergestellt werden sollen, kommt die RademakerAbsetzmaschine zum Einsatz. Sie trägt die gewünschte Art von Füllung auf und deponiert sie auf den Teigdreiecken. Bei der Herstellung ungefüllter Croissants wird die Ablegemaschine ausgelassen. Anschließend werden die Teigdreiecke in Richtung der Vakuumwalze transportiert, wo sie zu Croissants gerollt werden. Nach dem Formungsvorgang werden die Croissants an das Gärsystem weitergeleitet. Der letzte Produktionsschritt vor der Verpackung umfasst die Weiterleitung der Croissants an den Froster. +++

Steigerung der Effizienz
Zuverlässige Leistung
Geringere Gesamtbetriebskosten
Einfacherer Betrieb dank
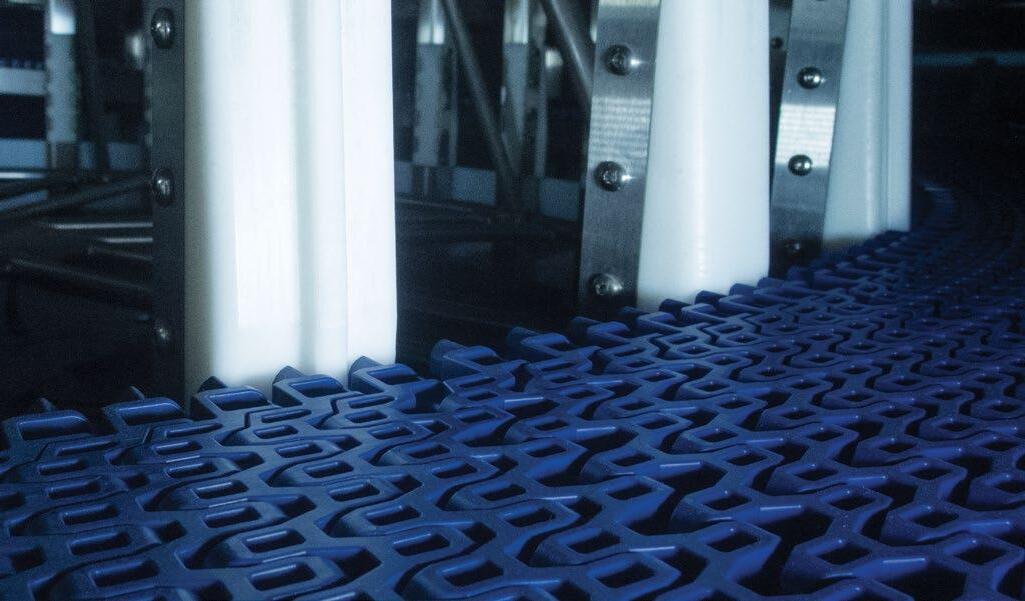
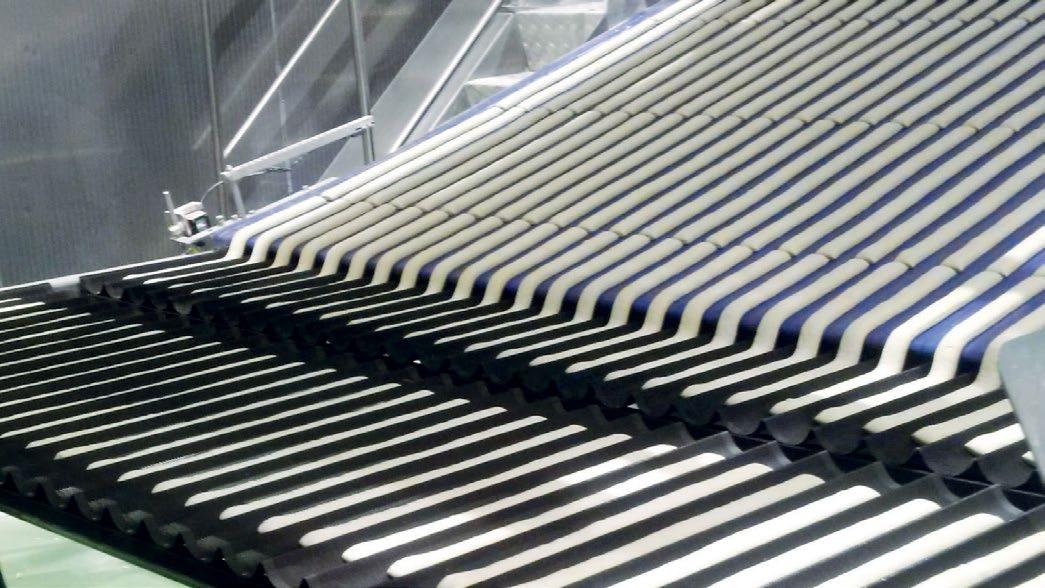
DirectDrive System Spiralen funktionieren, wie Spiralsysteme funktionieren sollten: mit reduzierter Bandspannung, verbesserter Produktausrichtung und erhöhter Lastkapazität.


Dieses System eliminiert Overdrive und sorgt für einen zuverlässig reibungslosen Betrieb Ihrer geschäftskritischen Systeme ohne Unterbrechung.
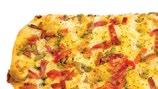
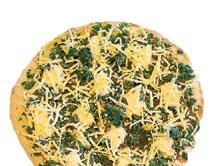
Als Teil der Markel Food Group fertigt die niederländische Tromp Group unter anderem PizzaAnlagen für die ganze Welt. Sales Director Henk Hoppenbrouwers gilt als Branchenkenner. Im Interview erklärt der Experte, wie sich der Pizza-Markt entwickelt.

+Borchfeld: Herr Hoppenbrouwers, w elche Trends be obachten Sie auf dem Pizza-Markt?
+ Hoppenbrouwers: Jedes Land und jede Region hat ihre eigenen Vorlieben. Bei den Geschmacksrichtungen gibt es große Unterschiede. Wir Niederländer lieben eher süße Pizza mit Ananas oder Gemüse. Die Chinesen dagegen mögen Pizza mit sehr viel Käse, ein bisschen Soße und viel Geflügelfleisch. Wie gesagt, jedes Land hat seine eigenen Geschmäcker.
+ Borchfeld: Sie sprachen gerade von China. Ist dies ein Pizza-Markt?
+ Hoppenbrouwers: Der Pizza-Markt in Asien ist noch klein, aber er wächst und wir haben bereits Anlagen in die Region verkauft. Dabei unterscheidet sich das Angebot allerdings, denn in vielen asiatischen Haushalten gibt es überhaupt keinen Ofen und damit für den Verbraucher auch nicht die Möglichkeit, seine Pizza zu Hause zu backen. Daher werden die Pizzen zu 100 % fertiggebacken und dann entweder gefroren oder gekühlt angeboten. Der Kunde kann die Pizza dann z. B. in einem Mikrowellengerät erhitzen.
+ Borchfeld: Scheint schon ein spezieller Markt zu sein.
+ Hoppenbrouwers: Dies stimmt schon und der Markt ändert sich schnell. Aber wir als Tromp Group unterstützen unsere Kunden, um auf Marktveränderungen reagieren zu können. Wir vermitteln nicht nur Fachwissen vor Ort, sondern auch hier in den Niederlanden in unserem TechnologieZentrum. Gemeinsam mit dem Kunden entwickeln wir die für den Heimatmarkt passenden Backwaren. Auch bei der Produktentwicklung und der Anpassung helfen wir unseren Kunden.
+ Borchfeld: Gibt es denn generelle Trends im Pizza-Markt?
+ Hoppenbrouwers: Zuerst einmal wächst der Tiefkühlpizza-Markt in Europa jährlich um 8 bis 10 %. Dabei beobachte ich den Trend zu kleineren Pizzen und zu Pizza-Snacks. In Nordamerika wächst der Markt für frische und gekühlte Pizza, die z. B. im Supermarkt verkauft wird. Zudem haben wir eine Anlage zur Herstellung von glutenfreier Pizza installiert. Auch hier beobachten wir einen Trend. Was beim Verbraucher nicht so gut anzukommen scheint, ist dagegen eine andere Form. So kommen z. B. rechteckige Pizzen beim Kunden eher nicht so gut an. Verbraucher denken bei einer Pizza zu 90 % an eine runde Form. Ein genereller Trend ist die „Luxus-Pizza“, reich belegt mit verschiedenen Käse- und Fleischsorten.
+ Borchfeld: Und was für Wünsche haben die Pizzahersteller an den Maschinenbau?
+ Hoppenbrouwers: Die Anlagen zur Herstellung von Pizza werden größer, breiter und damit auch effizienter. Stundenleistungen von bis zu 12.000 Pizzen werden z. B. von uns installiert. Meine Beobachtung ist, dass sich die Stundenleistung jedes Jahr weiter erhöht. Zudem wünschen sich die meisten Kunden schlüsselfertige, komplette Anlagen, die sich gut steuern und kontrollieren lassen. Diese Anlagen sollen einen schnellen Produktwechsel erlauben und auch einfach zu reinigen sein. Daher bieten wir entsprechende austauschbare Module wie z. B. die Streuer an, die sich nassreinigen lassen. Auch der Einsatz von Robotern ist möglich, um z. B. die Tomatensoße auf den Pizzaböden punktgenau zu verteilen. Dazu kommt noch der Wunsch der Kunden, auf einer Linie verschiedene Backwaren herstellen zu können, um einen Stillstand der Anlagen zu verhindern und flexibler zu sein. Generell steigen die Anforderungen der Kunden an den Maschinenbau.
+ Borchfeld: Die Tromp Group stellt unterschiedlichste Anlagen wie z. B. Laminier-Anlagen, Pie- und Cake-Linien, aber auch Waffel-Anlagen her. Welchen Stellenwert haben Anlagen zur Pizzaherstellung bei Ihnen?
+ Hoppenbrouwers: Pizza-Anlagen gehören klar zur Wachstumsstrategie der Tromp Group. Rund 30 % des Umsatzes werden bei der Tromp Group mit Anlagen zur Produktion von Pizza erwirtschaftet und die Nachfrage ist hoch. Wir profitieren zudem durch Synergien innerhalb der Gruppe. So können wir z. B. Konti-Kneter von unserer Schwesterfirma Reading Bakery Systems aus den USA anbieten. Es gibt auch einen Know-how-Transfer. Das Press-Verfahren, um Pizza-
böden herzustellen, kennen wir aus unseren Anlagen zur Herstellung von Pies. Dabei können wir unseren Kunden aber auch das Ausstechverfahren von Pizzaböden aus einem Teigband anbieten.
+ Borchfeld: Gibt es denn beim Endprodukt unterschiedliche Pizzen durch die verschiedenen Verfahren?
+ Hoppenbrouwers: Ich denke, es ist eine Frage der Herstellungs-Philosophie. Unserer Beobachtung nach setzen Premium-Anbieter eher auf das Press-Verfahren, denn das Pressen des Teiglings zum Pizzaboden braucht Zeit, der Teigballen muss mindestens zweimal gepresst werden, um die gewünschte Form und Stabilität zu erreichen. Das Ausstechen des Pizzabodens aus einem Teigband geht dagegen schneller. Es ist nur ein Arbeitsschritt notwendig. Allerdings fällt eine entsprechende Menge Restteig an, die dem Prozess wieder zugeführt werden muss. Der Endkunde wird keinen großen Unterschied im fertigen Produkt feststellen können, denke ich. Vielleicht beim Biss. Wie gesagt, wir bieten unseren Kunden beide Verfahren an.

+ Borchfeld: Noch ein kurzer Blick auf die iba. Was erwartet die Messebesucher?
+ Hoppenbrouwers: Wir werden unter anderem Neuheiten aus den Segmenten Pizza und gesunde Snacks in München vorstellen.
+ Borchfeld: Herr Hoppenbrouwers, vielen Dank für das Interview. +++
Seit über 80 Jahren Qualitätsmanagement für lückenlose Sicherheit entlang der gesamten Lieferkette. Weltweit. Kundennah. Keyaniyan.
Tilting speed
PARAMETERS CAN BE COMBINED TO PROGRAM THE MOST SUITABLE SEQUENCES FOR YOUR PRODUCT
Sancassiano gilt als Spezialist für Knetsysteme. Der neue EG Smart Hebekipper besticht durch eine kleine Stellfläche sowie unabhängige Hub- und Kippbewegungen, bis hin zu speziell programmierbaren Zyklen.
In a small footprint, independent up to dedicated programmable cycles
You can order the elevator in different configurations
LIFTING POST INCLINATION FROM 90° TO 60°
MULTIPLE TILTING HEIGHTS
AVAILABLE AS OPTION
Als Option sind mehrere Kipphöhen erhältlich
- Eliminate intermediate dough transfer (conveyors,...)
- Respect dough quality features
- Optimize the floor space
Kunden können den neuen Sancassiano EG Smart Hebekipper in unterschiedlichen Konfigurationen bestellen. Die Neigung des Hubarms reicht von 90° bis 60°.
Merkmale
+ Unabhängige Hub- und Kippbewegungen, bis hin zu speziell programmierbaren Zyklen, bei kleiner Stellfläche
+ Optional mehrere Kipphöhen erhältlich
+ Mehrere Kippwinkel
+ Wendbare Kippseite zum Waschen oder zum Entleeren als Option erhältlich
MULTIPLE TILTING ANGLES
MULTIPLE TILTING HEIGHTS
AVAILABLE AS OPTION
SCRAPER MOVING WITH THE BOWL FOR:
- Easier sanitation
- Reduced cross contamination
REVERSE TILTING SIDE FOR WASHING OR BAD DOUGH REJECT AVAILABLE AS OPTION
+ Schaber bewegt sich zusammen mit dem Bottich zur leichteren Reinigung und Verringerung von Kreuzkontaminationen; vollständig programmierbare Schabe- und Nichtschabe-Sequenzen
Programmierbare Parameter in mehreren Schritten:
+ Kipphöhe (optional)
+ Kippwinkel
+ Kipprichtung (optional)
+ Schabesystem ein/aus
+ Bottichrotation ein/aus
- Fully programmable scraping and not-scraping sequences
OPTIONAL CONSTRUCTION ON WHEELS AND OPTIONAL MULTIPLE TILTING HEIGHTS
Wendbare Kippseite zum Waschen oder zum Entleeren des Teigs ist als Option erhältlich
REVERSE TILTING SIDE FOR WASHING OR BAD DOUGH REJECT AVAILABLE AS OPTION
+ Hub- und Absenkgeschwindigkeit
+ Kippgeschwindigkeit
STANDARD FRONT TILTING OR OPTIONAL SIDE TILTING TO OPTIMIZE FOOTPRINT
Die Parameter sind kombinierbar, um die Sequenzen so zu programmieren, wie sie für das Produkt optimal sind, teilt das Unternehmen mit. Optional wird eine mobile Konstruktion des Hebekippers auf Rädern (mit mehreren Kipphöhen) zur Versorgung mehrerer Linien angeboten.
Der Kunde hat außerdem die Wahl zwischen der Kippung des Bottichs nach vorne oder zur Seite, um den vorhandenen Platz optimal zu nutzen. +++
Zuführung zum Bottich
BOWL TILTING
Kippen des Bottichs
and photos are supplied for information only and they do not bind San Cassiano on the eventual modifications which could be made. Each dough has different characteristics which affect and determine the maximum batch size that each mixer can handle. Sancassiano declines machines can mix. Sancassiano technical staff is fully available to assist with mixing tests in order to collect the necessary mixing data and properly
Technical
In a small footprint, independent lifting and tilting movements, up to dedicated programmable cycles
data



Die Middleby Bakery Group mit ihrem US-Hauptstandort in Plano, Texas, verfolgt eine Wachstumsstrategie u. a. durch Akquisitionen. Ziel ist es, Kunden innerhalb des gesamten Bäckereisektors schlüsselfertige Komplettlösungen für all ihre Produktionsanforderungen zu bieten und die Lieferzeiten für Anlagen deutlich zu senken.


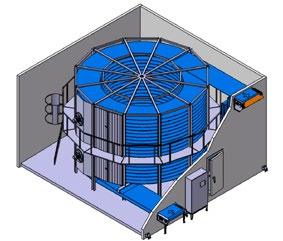
+Das Sortiment der Middleby Bakery Group ist groß und wächst stetig. Es umfasst Teigverarbeitungsanlagen, Gäranlagen, Handlingsysteme und ein breites Spektrum an Öfen, darunter Tunnel-, Band- und Serpentinenöfen. Mark Salman, Präsident der Processing Group, zu der die Middleby Bakery Group gehört, verantwortete in 2017 die Übernahme mehrerer Unternehmen, um die Bäckereisparte zu stärken, nämlich der Burford Corporation mit Sitz in Maysville, Oklahoma, und der Sveba Dahlen Group in Fristad, zu der Glimek und Varimixer gehören. Weitere Übernahmen folgten, darunter der Erwerb von Scanico, einem Fachunternehmen für Kühl- und Gefrieranlagen sowie Spiralgäranlagen für die Backindustrie. Ziel der Gruppe ist es, sicherzustellen, dass alle ihre Kunden von möglichst niedrigen Gesamtkosten
profitieren. Innovationen in das Anlagedesign sind darauf ausgelegt, nicht nur die Betriebskosten, sondern auch den Investitionsaufwand der Kunden zu senken. Dabei soll gleichzeitig auch die Produktionsleistung erhöht werden.
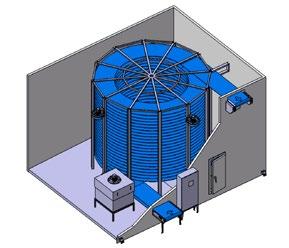
++ Im Dezember 2017 übernahm die Middleby Corporation die Scanico A/S. Das dänische Unternehmen ist ein führender Hersteller von industriellen Kühl- und Gefrieranlagen. Es hat seinen Sitz in Aalborg und erzielt einen Jahresumsatz von rund 30 Mio. US-Dollar (etwa 25,12 Mio. EUR).


Die Gruppe bietet eine Vielzahl unterschiedlicher Lösungen für Industrie- und Handwerksbäckereien an, legt ihren Schwerpunkt jedoch primär auf Industriebäckereien. Aus diesem Grund haben die Ingenieure von Baker Thermal Solutions den Tunnelofen „960 Hurricane“ entwickelt, der die Gesamtkosten durch Minderung des Energieverbrauchs und Steigerung der Produktionsleistung senkt. Eine weitere Ergänzung des Sortiments ist der Auto-Bake Serpentine, der aufgrund seiner kompakten Maße und seines niedrigeren Energieverbrauchs Platz und Kosten spart.


Das Unternehmen sieht Wachstumschancen insbesondere auf den asiatischen Märkten, dicht gefolgt von Europa und Südamerika. Präsident Salma: „Wir konzentrieren unsere Bemühungen außerdem auf die Schwellenmärkte und auf äußerst wettbewerbsintensive Märkte, wo niedrige Gesamtkosten wichtig sind.“ Jedoch auch der Nahe Osten und Russland sind strategische Märkte für die Middleby Bakery Group. Die Gruppe hat zudem Ende 2017 ein neues Innovationszentrum in Indien eröffnet.


Der US-amerikanische Anlagenbauer Middleby hat die Hinds-Bock Corporation übernommen. Das Unternehmen stellt Anlagen zum Befüllen, Ablegen und Dressieren von Backwaren und anderen Lebensmittelprodukten her. Die Hinds-Bock Corporation mit Sitz in Bothell im US-Staat Washington erwirtschaftet einen Jahresumsatz von rund 15 Mio. US-Dollar. „Diese Übernahme erlaubt es Middleby, seinen Kunden eine maßgeschneiderte, integrierte Komplettlösung für volumenstarke Back- und Verarbeitungsanforderungen anzubieten“, so Selim Bassoul, Chairman und CEO der Middleby Corporation. „Hinds-Bock ist seit Jahrzehnten ein führender Anbieter von Befüllungs- und Ablegetechnologien, der Industriebäckereien, Lebensmittelunternehmen und andere Spezialgebiete betreut.



Anzeige

Das Unternehmen stellt auf einer Vielzahl von Fachmessen weltweit aus. Für 2018 ist die IBA in München die wichtigste Messe für das Unternehmen. Die Gruppe wird dort mehrere aktualisierte Designs und Innovationen aus dem gesamten Sortiment zeigen, darunter einen neuen Ofen der Marke Auto-Bake.



Die Gruppe arbeitet außerdem intensiv an einer Lösung, um die Lieferzeiten ihrer Anlagen deutlich zu reduzieren. Mark Salman: „Natürlich hätte jeder Kunde seine Linien gern sofort installiert. Und infolge unserer erhöhten Produktionskapazitäten sollten wir in der nächster Zukunft in der Lage sein, unsere Lieferzeiten deutlich zu reduzieren.“ +++
D ie Übernahme versetzt Middleby in die Lage, eine maßgeschneiderte, vollintegrierte Lösung für ihre volumenstarken Back- und Verarbeitungsanforderungen anzubieten. Die Hinds-Bock-Technologie wird die bestehenden Back- und Verarbeitungssysteme unserer anderen Marken ergänzen. Wir können unseren Kunden jetzt aus einer Hand mehr anbieten.“ Hinds-Bock ist ein führender Hersteller standardisierter und maßgefertigter Able ge- und Dressiermaschinen sowie vollautomatischer Linien zum Ablegen von Teig etwa für Muffins, Cupcakes und Kuchen, zum Befüllen von Pasteten mit Fruchtfüllungen, von Minikuchen-Linien sowie von Anlagen zum Aufbringen vo n Zuckerguss und trockenen Belägen wie Streuseln und Nüssen.
++ Der Ultracut Kondus besitzt zwei Schneidstationen, jede mit eigenem Transportband. Das Schneidportal wechselt automatisch zwischen den Stationen hin und her. Während auf der einen geschnitten wird, kann auf der zweiten ein neues Produkt zugeführt werden
+Auf der Fachmessse Pro Sweets in Köln präsentierte der Schneid-Spezialist Döinghaus mit dem Ultracut Kondus einen neuen Schneider für Backbetriebe, die einen hohen Produktdurchsatz brauchen. Der Ultracut Kondus besitzt zwei Schneidstationen, jede mit eigenem Transportband. Das Schneidportal wechselt automatisch zwischen beiden Stationen hin und her. Während auf einer Schneidstation geschnitten wird, kann auf der zweiten Schneidstation ein neues Produkt zugeführt werden. Dabei können auf den Stationen verschiedene Blechtypen oder Rezepte gefahren werden. Wird ein Mehrfach-Schneidkopf verwendet, stellen sich die Schneidmesser beim Wechsel der Stationen automatisch auf den Produkttyp um. Außerdem sind die Maschinen mit dem von Döinghaus cutting and more entwickelten KnifeGuard Messerschutz ausgestattet. Ein Mikrocontroller prüft dabei in 35-ms-Zyklen einen elektro-pneumatischen Regelkreis und stoppt umgehend die Maschine beim Überschreiten bestimmter Grenzwerte. Signifikante Beschädigungen der Messer werden so vermieden. Der Ultracut Kondus schneidet je Messerkonstellation Kuchenblech im Format 100 x 600 mm (4 Stück auf Trägerplatte), 200 x 600 m, 400 x 600 mm und 800 x 600 mm sowie Rundprodukte bis 380 mm Durchmesser (2 Stück auf einer Träger-
platte). Kleinere Kuchenbleche werden auf Trägerplatten durch die Maschine geschleust. Dies erleichtert deren Handhabung und ermöglicht einen höheren Produktdurchsatz.


++ Wie beim Maschinentyp „Ultracut Kondus“ das Messer auseinander- und wieder zusammenfährt, zeigt ein Video unter dem Link: https://youtu.be/HaZ3pJhmNck. Bei der Ausführung „Ultracut Terbia Duo“ kann das Messer ebenfalls auseinander- oder bei Bedarf auch teilweise nach oben gefahren werden, zu sehen im Video unter https://youtu.be/ AZ87URY0CqY.

Wir haben die Firma MECATHERM mehrmals auf Messen getroffen. Ich mochte die Art wie sie über die verschiedenen Aspekte ihres Handwerks sprechen. Wir haben eine Wahl getroffen, die wir später nicht bereut haben, und wir sind sehr zufrieden. Ich bin stolz auf unsere Zusammenarbeit mit Mecatherm.
Wir haben das Glück, einen solchen Partner gefunden zu haben.
Vladilen FUFAROV
Generaldirektor
SMAK – Russland
www.mecatherm.fr
Macht Ihr Grossbäckerei-Handwerk einfacher

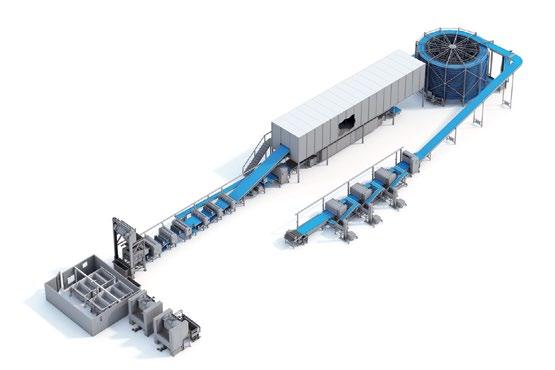
Vorgebackenes Brot sechs Tage und mehr bei 3 Grad Celsius unverpackt lagern, ohne dass Feuchtigkeit verloren geht – Johann Trenker aus Toblach im Pustertal sichert sich damit ein Maximum an Flexibilität und Frische.



Das Pustertal ist nicht übermäßig bevölkert, dafür kommen im Sommer und zur winterlichen Skisaison Tausende Touristen in die Hochgebirgsregion rund um die berühmte Bergformation „Drei Zinnen“. Für einen Bäcker wie Johann Trenker sind die extremen Nachfrageschwankungen kein leichtes Spiel, heißt es doch, ein komplexes Produktionsund Vertriebssystem täglich neu auszutarieren.
Zwei Drittel seines Umsatzes macht Trenker mit seinen neun Filialen im italienischen und zwei im österreichischen Teil des Pustertales sowie sechs Standorten im 100 km entfernten Bozen. Dazu kommen die Belieferung der heimischen Gastro-
nomie sowie privater Großhändler, die vor allem seine roggenbetonten Südtiroler Spezialitäten den italienischen Stiefel hinunter bis nach Rom vertreiben.
Einen wichtigen Faktor, um das schwankende Tagesgeschäft auszugleichen, stellt das Spezial-Sortiment aus diversen Trockenprodukten wie Schüttelbrot, Laugen-Grissini, Laugenstangen, Stuzzini, Brezen etc. dar, die in alle heimischen Vertriebskanälen ebenso zum Verkauf angeboten werden wie im internationalen Lebensmitteleinzelhandel. Erst in der Summe ergibt sich daraus ein zwar wechselvolles, aber doch zu einem Ganzen zusammenwachsendes Produktionsportfolio, das die
++ Stuzzini heißen die kleinen gelaugten Gebäcke, die gerne als Knabberartikel vernascht werden und für Trenker genauso wie große Laugenstängel, Brezen und Schüttelbrot zum Dauerbackwarensortiment gehören, mit dem sich die Nachfrageschwankungen im Frischegeschäft ausgleichen lassen
13 Bäcker in der Produktion zweischichtig auslastet. Inklusive Verpackung, Versand, Verwaltung und Filialen beschäftigt Trenker insgesamt gut 70 Mitarbeiter.



Der Schwerpunkt seines Frischesortimentes liegt auf Brot und Brötchen, vieles davon Südtiroler Spezialitäten mit einem gehörigen Roggen- oder Dinkelanteil. Selbst das Zwirbelbrot zeigt dank des Roggenanteils eine deutlich dunklere Teigfarbe als anderorts üblich. Während die Brötchen direkt oder in Langzeitführung über Gärunterbrecher gefahren werden, geht Trenker seit November vergangenen Jahres beim Brot neue Wege. Wege, die die meist 500 Gramm schweren Brote zu 70 % teilgebacken durch einen Flexbaker von Hein führen. Kurz vor der Auslieferung werden sie in der Produktion fertig gebacken.

Der Flexbaker ist eine modifizierte Kühlzelle, in der durchgängig eine Temperatur von 3 °C und eine relative Luftfeuchtigkeit von 95 % herrschen. Die Luft in der Zelle wird permanent mit verhältnismäßig niedriger Geschwindigkeit umgewälzt. Dabei passiert die Luft im Deckenbereich UVLichtquellen, was das Wachstum von Keimen und Schimmelsporen hemmt. Eine neu entwickelte Steuerungssoftware reguliert Temperatur, Luftfeuchtigkeit und Luftgeschwindigkeit. Hygrometer messen die Luftfeuchtigkeit, bei Bedarf leitet die Steuerung zusätzliche Feuchtigkeit über Druckplatte an der Seitenwand ein, per Schiebeelement reguliert je nach Belegung der Zelle. Für die Luftgeschwindigkeit sieht das Programm eine Differenzierung in 200 Stufen vor.
Die Bachelorarbeit von Viktoria Binder an der FH Oberösterreich in Wels hat sich im vergangenen Sommer mit der „Physikalischen Charakterisierung von HB-Backwaren während der Lagerung in einer modifizierten Kühlzelle“

– also dem Flexbaker – eingehend auseinandergesetzt. Die Arbeit entstand in Zusammenarbeit mit den Backmeistern von backaldrin, Asten. Um die Wirkung zu beurteilen, analysierte Frau Binder den Wassergehalt, das Gewicht und die Textur von Halbbacksemmeln und vier verschiedenen Brotsorten sowohl während der jeweiligen Lagerung als auch nach dem zweiten Backprozess. Getestet wurden Halbbacksemmel, ein Weizenbrot Countrystyle, ein Weizenmischbrot 70/30, ein Roggenmischbrot 70/30 sowie ein PurPur-Vollkornbrot.


Während bei anderen Lagerverfahren wie der Raum- oder Kühllagerung unter Stikkenhauben deutliche Wasserverluste
auftraten und die Krumenfestigkeit sich erhöhte, stellte Frau Binder fest: „Bei den HB-Backwaren wurde während der Lagerung kein Wasserverlust bestimmt. Im Gegenteil, es wurde eine Gewichtszunahme während der Lagerung beobachtet. Nach dem zweiten Backprozess wurden nur sehr geringe Wasserverluste festgestellt, sodass ein nur sehr niedriger Backverlust wahrgenommen wurde. Folglich resultierte daraus auch eine weichere und feuchtere Krume, was sich auch in der sensorischen Beschreibung widerspiegelte.“ Laut ihrer Beobachtung lassen sich HB-Backwaren unter diesen Bedingungen für rund sieben bis 14 Tage lagern, ohne dass ein Verderb auftritt oder Gewicht nennenswert verloren geht. Die Krume bleibt elastisch und weich und das Aroma verbessert sich sogar noch. Testpersonen bescheinigten FlexbakerSemmeln im Vergleich zu frischen Kaisersemmeln sogar ein besseres Aroma. Im Gegensatz zu einem Teiglagerfroster sinke der Energiebedarf außerdem um bis zu 40 %. Auch Teiglinge, so Binder, lassen sich im Flexbaker für zwei bis drei Tage ohne Konservierung lagern.

Für Johann Trenker allerdings steht weniger die exzessive Lagerdauer im Vordergrund. Das Aroma erreicht er durch Langzeitführung, Sauerteig und Kochstück. Für ihn geht es vor allem um die hohe Flexibilität, die ihm das neue System bietet und die Chance, auf diese Weise von der Tiefkühlung der Brote wegzukommen. Bei ihm lagert das Brot durchschnittlich vier bis sechs Tage im Flexbaker. Die ausschließlich für den internen Warentransport bestimmten gelben Körbe verfügen über einen geschlossenen Boden und offene Seiten. Das mindert die unkontrollierte Verteilung herunterfallender Bestreuungen. Jeder Korb fasst sechs Brote à 500 g. Der Flexbaker fasst 450 Körbe. Genug, um auf Absatzschwankungen und selbst auf sehr kurzfristig auftauchende Nachfragepeaks sehr schnell reagieren zu können. +++



Pizza braucht authentische














































































































































































FRITSCH IMPRESSA pizza – für runde, ovale oder eckige Pizzas, alles aus einem Teigband geschnitten oder gestanzt. Die SoftProcessing-Technologie von FRITSCH sorgt für ein schonendes Ausrollen und Verarbeiten von weichen Teigen und Teigen mit langer Vorgare, damit die individuelle Teigstruktur erhalten bleibt. Von der Pizza Americano bis zur rustikalen Pizza Italiano – immer authentisch, immer köstlich. Mehr unter www.fritsch-group.com































































































++ Messe iba fördert Azubis
Für einige Auszubildende wird die diesjährige iba in München zu einem Erlebnis. Unter dem Titel „BackStage Young Talent Days“ erwartet sie vom 14. bis 16. September 2018 ein Programm mit vielen Aktionen rund um die Messe. Gemeinsam unternehmen sie eine Tour über die iba, kreieren in einem Kreativworkshop mit Persönlichkeiten aus dem Bäckerhandwerk neue Produktzusammenstellungen und stellen bei der „BackStage Challenge“ im Team ihre neu erworbenen Kenntnisse unter Beweis. Den Besten winkt dabei der „BackStage Award“. „Die ‚BackStage Young Talent Days‘ sollen unserem Nachwuchs die Vielfalt des Bäckerhandwerks näherbringen“, erklärte Michael Wippler, Präsident des Zentralverbandes des Deutschen Bäckerhandwerks. „Die iba ist dabei eine gute Gelegenheit, um den Auszubildenden zu zeigen, was national und international in unserer Branche passiert, sich Tipps von Experten abzuschauen und um ihnen Perspektiven für ihre berufliche Zukunft aufzuzeigen.“ Außerdem erwartet die Auszubildenden an diesen drei Tagen eine Reihe weiterer Highlights wie eine Sightseeingtour durch München und eine „BackStage Party“. Die Teilnahme für die Auszubildenden ist kostenfrei, denn Kosten für Reise, Unterkunft, Verpflegung, Workshop, Sightseeing und Abendprogramm werden übernommen. Bewerben können sich die Auszubildenden ab sofort und noch bis 1. Juli 2018 unter www.back-dir-deine-zukunft.de. Auch für die Nachwuchskräfte, die nicht für die „BackStage Young Talent Days“ ausgewählt werden, macht sich die iba stark: Denn gegen Vorlage ihres Berufsschulausweises erhalten sie kostenfreien Eintritt auf die Messe. Über 1.100 Aussteller, Global Player ebenso wie Start-ups, zeigen dort die weltweiten Trends und Innovationen der Branche. Weitere Infos unter: www.iba.de +++
++ Diosna: Oevermann folgt auf Dr. Eißer
Um den Ausbau und die Internationalisierung der neuen digitalen Geschäftsfelder voranzutreiben, heißt es aus der Vectron Systems AG, verstärkt das Unternehmen den Vorstand um ein drittes Mandat. Der Aufsichtsrat hat Silvia Ostermann (52) mit Wirkung zum 1. August 2018 zum Chief Operating Officer (COO) ernannt. Mit dieser Ernennung wird der derzeitige Vorstand um Oliver Kaltner (CEO) und Jens Reckendorf (CTO) um ein Mandat erweitert. Silvia Ostermann verfügt nach Unternehmensangaben über langjährige Management- und Operationserfahrung in der Consumer-Electronics- und Maschinenbaubranche, sowohl in nationalen wie auch internationalen Funktionen. +++
++ SchapfenMühle: Johannes Glaser

leitet das nationale Bäckergeschäft
Johannes Glaser ist der neue Leiter für das nationale Bäckergeschäft der SchapfenMühle aus Ulm. Er folgt auf Karl Schmitz, der am 31. März in den Ruhestand trat, und übernimmt in seiner Funktion auch weitere Aufgabenbereiche seines Vorgängers. Der 49-jährige Lebensmitteltechniker für Back- und Süßwarentechnik und gelernte Bäckermeister stammt aus einer Bäckerfamilie im pfälzischen Frankenthal. Bei einem renommierten Schweizer Tiefkühlproduzenten sammelte er erste Verkaufserfahrung, bevor er als Gebietsleiter für die Region Pfalz bei der SchapfenMühle tätig wurde. Nach kurzer Einarbeitung wurde ihm die Gebietsverkaufsleitung und Personalverantwortung für weitere Regionen übertragen. 2013 wechselte er in die Zentrale nach Ulm. Er übernahm die Funktion des Großkundenbetreuers sowie die Leitung des Verkaufs für das nationale Bäckergeschäft. +++
++ Neuer Europa-Chef für Aryzta
Gregory Sklikas wird neuer Europachef des Tiefkühlbackwarenherstellers Aryzta AG. Seine Ausbildung genoss er an der Nationalen und Kapodistrias Universität in Athen, der Cardiff University und der IMD Business School in Lausanne. Seine berufliche Karriere begann er im April 2004 bei Unilever Griechenland, er wechselte 2006 zu Friesland Campina Hellas und wurde schließlich in der Amersfoorter Zentrale des Unternehmens Mitglied des Executive Boards und verantwortlich für das Konsumgütergeschäft in Europa, Afrika und dem Mittleren Osten. Im April dieses Jahres wechselte Sklikas in die Aryzta-Zentrale in Irland. +++
Beim Osnabrücker Maschinenbauer Diosna wird es zum 1. Mai einen Wechsel in der Geschäftsführung geben. Henrik Oevermann (40), der seit 2011 im Unternehmen tätig ist und derzeit die kaufmännische Leitung und Bereichsleitung Bäckereitechnik innehat, folgt auf Dr. Wolfgang Eißer (65). Nach 20-jähriger Leitung des Unternehmens verabschiedet sich Dr. Eißer in den Ruhestand, wird jedoch noch zwei Jahre beratend im Aufsichtsrat der französischen Muttergesellschaft Linxis tätig sein. +++
Mit Wirkung zum 1. April 2018 hat Diplom-Ökonom Kai-Uwe Heuer (54) die Aufgaben des geschäftsführenden Vorstandes der BÄKO Saar-Pfalz eG von Diplom-Kaufmann Rainer Vollmar (65) übernommen. Vollmar wechselte nach fast 14-jähriger Tätigkeit für die Genossenschaft in den Ruhestand. Heuer ist nach Auskunft der BÄKO Saar-Pfalz langjährig erfahren als Vorstand genossenschaftlicher GroßhandelsUnternehmen des Handels und des Handwerks. +++

- Anlagen zur Teigaufarbeitung
- Gäranlagen
- Anlagen zur Dosierung, Füllen, Pumpen and Portionierung


- Bestreuungs- und Überziehanlagen sowie Anlagen zum Befeuchten
- Pan-Shakers


- Öfen (Tunnel-, Conveyorized, Serpentinen-, Stikken-, Etagen-, Ladenbacköfen)
- Kühlanlagen
- Backform- u. Produkt-Handling-Systeme


- Verpackung und Vertrieb
Unser Versprechen: Wir werden Ihr Produktionsergebnis verbessern und garantieren Ihnen die niedrigsten Gesamtkosten.
Besuchen Sie uns vom 15.-20. September Stand B1-110, B1-111 und B1-120
Bleche und Dielen wäscht im Schäfer’s-Werk Berlin seit Februar 2018 eine neue Anlage von Kitzinger. Leistung, Haltbarkeit und Flexibilität waren für die Bäckerei entscheidend, vor allem aber sollte sie mit wenig Platz auskommen.
++ Von links oben nach rechts unten: Die Blechwaschanlage misst 13,80 m in der Länge. Das Trommelsieb läuft wie eine Waschmaschinentrommel während des Reinigungsprozesses mit und siebt feste Bestandteile aus der Abwasserfracht heraus. Die contino für Schäfer’s im Rohbau ohne Oberteil. Bei den Dielen liegt die Restfeuchte nach dem Waschen bei 2,1 g. Dielen werden bei Schäfer’s in definierten Bereichen in der Produktion positioniert
+Der Anforderungskatalog, mit dem Schäfer’s den Markt nach dem geeigneten Kandidaten durchforstete, war durchaus anspruchsvoll. 1.100 bis 1.300 Bleche pro Stunde sollte die Maschine reinigen können. Und zwar jede Menge unterschiedliche, denn im Unternehmen rotieren alles in allem knapp 20.000 von ihnen in 12 verschiedenen Formaten*. Genauso gut sollte sie anderes Waschgut meistern können: Kuchenringe, Kisten, Körbe, Formen, Rollis und insbesondere Plan-B-Dielen. „Nicht ganz unkompliziert“, sagt der Betriebsleiter Thomas Drews. „Denn diese Dielen lassen sich, weil sie aus Kunststoff bestehen und damit im Gegensatz zu den Blechen die Wärme nicht absorbieren, deutlich schlechter trocknen.“ Die größte Hürde, die zu nehmen war, war jedoch der begrenzte Platz. „Mehr als 16 m in der Länge standen für die Anlage in unserem bestehenden Gebäude nicht zur Verfügung.“
zur Blechwaschanlage bei Schäfer’s Berlin
Laufleistung pro Tag: 16 h
Abmessungen: 13,80 m x 2,50 m
Anschlusswert: 47 kW
Temperatur Frischwasser: 60 °C
Anpressdruck an den Düsen: 2–6 bar

Frischwasserverbrauch für Klarspülung: 400–500 l





Bedienpersonen pro Schicht: 3
Waschgut: Bleche, Dielen, Kuchenringe, Kisten, Körbe, Formen und Rollis
Restfeuchte: Bleche: 0,87 g, Dielen: 2,1 g
Schallemission: 84–85 db (A)
Es gab nicht viele Maschinenanbieter, die eine solche Reinigungsleistung auf der recht knapp bemessenen Strecke hinbekommen konnten. Letztlich entschied sich das Unternehmen für die Kitzinger Maschinenbau GmbH aus Flensburg.
Die Besonderheiten
Schäfer’s Neuinvestition ist eine Blechwaschanlage Typ contino. Sie misst 13,80 m und unterschreitet damit die Längenvorgaben um ganze 2 m. Eine Maschine „von der Stange“ ist sie nicht. Ein paar Besonderheiten:
+ Die Anpassung der Maschinen an die unterschiedlich großen Bleche bzw. Dielen geschieht über zwei Hebel. Mit dem einen Hebel kann die Bandbreite der Maschine variiert werden, um das Waschgut aufzunehmen. Mit dem zweiten Hebel lässt sich die Höhe der Sprühköpfe einstellen, damit der Wasserstrahl optimal auf das jeweilige Waschgut einwirken kann. Einen Motor braucht es dafür nicht.
+ Die Düsenarme lassen sich ohne Werkzeug demontieren.
+ Das Maschinenoberteil ist komplett hochfahrbar. Das erleichtert die Innenraumreinigung und ermöglicht eine schnelle Beseitigung eventueller Störungen. Der gesamte Innenraum ist weitgehend mit Radien ausgeführt, waagerechte Flächen in der Maschine wurden vermieden.
+ Auf speziellen Wunsch der Bäckerei wurde ein Trommelfilter installiert. Er läuft wie eine Waschmaschinentrommel während des Reinigungsprozesses mit und siebt feste Bestandteile aus der Abwasserfracht heraus.
+ Besonders leise Abblasung beim Trockenvorgang
+ Doppelwandige Ausführung, der Hohlraum isoliert gegen Schall- und Wärmeemission.
Der Waschvorgang
Die neue Waschmaschine läuft 16 Stunden am Tag. Die Beschickung passiert manuell. Ein Mitarbeiter legt ein, ein zweiter nimmt ab und ein dritter erledigt die interne
Anzeige
Logistik, fährt also die sauberen Bleche bzw. Dielen auf Rollis zurück in die Produktion auf definierte Stellplätze oder versorgt den einlegenden Bediener mit Nachschub an Waschgut. Weil vor und hinter der Maschine nicht viel Platz ist, hat der „Logistiker“ gut zu tun. Alle drei Bedienpersonen sind Mitarbeiter einer Fremdfirma. Wie die Betriebsreinigung auch ist die Blechreinigung am Schäfer’s-Standort Berlin outgesourct.
Für Dielen und Bleche gibt es unterschiedliche Waschprogramme. „Wir fahren die Bleche langsamer als die Dielen. Bei Dielen geht es vorwiegend um leicht zu lösende Rückstände, Teigreste oder Körner, bei Blechen teils um Eingebranntes oder Cremerückstände.“ Das sei schon hartnäckiger, erklärt Drews. Die Dielen schieben sich in 3 Minuten und 1 Sekunde durch die Anlage, Bleche dauern 4 Minuten.
Schäfer’s nutzt Plan-B-Dielen zur Belieferung der Filialen mit frischen Teiglingen. Die Dielen sind nicht beschichtet. Ihre Oberfläche hat ein Mikrosäulen-Raster. Sie sehen aus wie viele Tausend kleine Pyramiden. Der Teigling liegt praktisch wie „ein Fakir auf dem Nadelbett“ und haftet nicht.
Wir kriegen’s gebacken!
Boyens High-Quality-Geleeguss lässt jedes Frühlingsgebäck in einem herrlichem Glanz erstrahlen!

Der aus Boyens Jelly-Pulvern hergestellte Geleeguss ist besonders zart und fruchtig. Mit frischen Früchten belegte Obsttorten oder Obstkuchen erstrahlen diese in einem herrlichen Glanz, der ganz besonders lange anhält. Boyens Geleeguss für fruchtige und frische Obstideen überzeugt mit hervorragender Schnittfestigkeit, perfekter Froster - Stabilität und außergewöhnlichem Geschmackserlebnis.



Leidenschaftliche Ideen für Ihren Erfolg

Indem man die Geschwindigkeit verringert, erhöht man die Einwirkzeit des Wasserdrucks und die Trocknungszeit. Ansonsten läuft der Waschvorgang gleich ab. Waschgüter, die nicht ausreichend sauber sind, werden ein zweites Mal durchgeschoben. „Von der Leistung her fahren wir momentan mit 80 %. Wir könnten die Geschwindigkeit erhöhen“, so Drews. Es sei noch Luft nach oben.
Das Waschen von Blechen und Dielen ist zeitlich gesplittet. Nach dem Kommissionieren der Ware, die bei Schäfer’s gegen 3:30 Uhr endet, beginnt man mit dem Reinigen der Bleche. Sieben Stunden lang werden ausschließlich Bleche gewaschen, die dabei liegend durch den Haupttunnel fahren. Bevor zu den Dielen gewechselt wird, tauscht man das Wasser, um nicht womöglich Fette usw. auf die Kunststoffoberfläche der Dielen zu verfrachten. Die Anlagenreinigung dauert eine Stunde. Dann wird zu den Dielen gewechselt. Wiederum sieben Stunden lang werden ausschließlich Dielen gewaschen. Sie schieben sich stehend im Seitentunnel durch die Maschine. Die aufrechte Position erleichtert das Trocknen. Das Wasser wird von der Seite aus abgeblasen und läuft nach unten ab. Erneut folgt ein Reinigungsprogramm (1 Stunde) für die Maschine, um nicht umgekehrt die Bleche mit Mehl und Körnern zu „belasten“. Pro Tag durchlaufen die Anlage geschätzt rund 7.000 Bleche und 10.000 Dielen.
Bei den Blechen wird eine Restfeuchte von 0,87 g erreicht, bei den Dielen von 2,1 g. Wiederum werden die Vorgaben
Die Schäfer’s Produktionsgesellschaft mbH im Berliner Stadtteil Mariendorf, auch bekannt unter dem ehemaligen Firmennamen Thürmann, ist eine Tochter der EDEKA Minden-Hannover. Das Unternehmen beliefert 411 Backoff-Stationen und 227 Filialen, davon 156 Standorte in der Vorkassenzone und 71 eigene Fachgeschäfte. Zum Teil laufen die Verkaufsstellen noch unter Thürmann, werden aber behutsam umgeflaggt auf Schäfer’s.

Die Standorte sind hauptsächlich in Berlin angesiedelt, aber auch in Brandenburg, wo das Liefergebiet von
deutlich unterschritten, denn Schäfer’s hatte bei Dielen eine Restfeuchte von 5 g festgelegt.
Vom Handling der Dielen und damit auch vom Waschen wird sich der Schäfer’s-Standort in Berlin womöglich in
Frankfurt/Oder bis in den Spreewald und nach Cottbus reicht. Sie werden in der Regel einmal am Tag angefahren. Geschäfte in Randlagen erhalten ein eingeschränktes Backwarensortiment, das insgesamt aus 52 Brotsorten, 18 Brötchensorten und 66 Sorten Kuchen und Konditoreiwaren besteht.

Der Betrieb in Berlin kommt auf 5.600 qm Produktions- und 7.000 qm Gesamtfläche. Hier arbeiten rund 270 Mitarbeiter. Der durchschnittliche Produktionswert pro Monat liegt bei 3,4 Mio. EUR.

überschaubarer Zeit verabschieden. Thomas Drews: „Der Plan ist, dass ein Teil-Sortiment der Brötchen künftig als TK vorgegart aus Osterweddingen kommen soll.“

Wärmeerzeugung und Wasserverbrauch
Zur Wärmerzeugung: Die Beheizung der Blechwaschanlage erfolgt über Dampf. Es gibt keine Wärmeerzeugung in der Maschine selbst. In einem separaten Raum wird ein Wärmetauscher über einen Dampfkessel versorgt. Dieser fährt praktisch den Dampf in den Wassertank der Maschine und erwärmt somit das Wasser.
Zum Wasser: Der Wasserverbrauch der Maschine ist durch kaskadenförmige Nutzung – das Wasser läuft von der Abblasung bis zur Vorwaschzone und wird hier als Überlaufflüssigkeit ausgetragen – sehr niedrig, dies ist aus folgenden Gründen wichtig: Das zulaufende Frischwasser stellt zunächst einmal als Wasser und Abwasser einen Kostenfaktor dar, die wesentlichen Kosten entstehen jedoch durch Erwärmung auf die gewünschte Temperatur und durch den zusätzlichen Bedarf an Spülmittel.
Thomas Drews: „Die Maschine reinigt in zwei Zonen. Es gibt eine Vorwaschzone und eine Waschzone, zum Schluss wird klargespült und getrocknet. Wasser recycelt die Maschine intern. Wir führen das Wasser wieder zurück. Die Wärmeenergie ist nicht verloren, sondern wird zum Vorwaschen genutzt.“ Alles in allem komme die „Kitzinger“ im Vergleich zu einem Konkurrenzmodell in einem anderen Schäfer’s-Betrieb mit rund einem Drittel weniger Energie aus. „Das Reinigungsergebnis ist für mich top“, sagt er. „Wir nehmen APEX-Abklatschproben, die zeigen, dass wir deutlich unter eine erkennbare Keimzahl kommen.“
Reinigungsmittel
Zwei Reinigungsmittel kommen zum Einsatz: Ein Waschund ein Klarspülmittel. Wichtig war es dem Unternehmen, nach Bedarf außerdem ein Desinfektionsmittel einspeisen zu können. Weil die Wahl des Spülmittels Einfluss darauf hat, welche Pumpen usw. verwendet werden, standen der Reinigungsmittelhersteller Calgonit und Kitzinger im Austausch.
Aufbau und Inbetriebnahme
Damit die rund 13,80 m x 2,50 m große Anlage in dem vorhandenen Gebäude installiert werden konnte, musste eine Wand herausgetrennt werden. Abrissarbeiten, die Demontage der alten Maschine, das Einbringen der neuen, der Zusammenbau mit Schweiß- und Flexarbeiten zur Montage des Trommelsiebs und schließlich das Hochziehen einer neuen Wand, dazwischen lagen knapp sechs Wochen. Gewaschen wurde währenddessen anderen Orts. „Die Schwesterbetriebe übernahmen die Blechwäsche“, so Drews.
„Eine logistische Meisterleistung, zum Glück in einem überschaubaren Zeitraum. Wenn man bedenkt, dass die Anlage 10 Jahre steht, rückt der Aufwand zum Aufbau in den Hintergrund.“ +++
Ob klassisch als Zopf oder raffinierter Blechkuchen – mit MELLA-DINKEL-HT heben Sie sich klar vom Standard ab.
• Flexibler Einsatz für alle Arten von DinkelHefefeingebäcken
• Fein abgerundetes Hefeteigaroma und typisch nussige Dinkelnote
• Extra langer Soft-Genuss
Nutzen Sie das positive Image von Dinkel und verwöhnen Sie Ihre Kunden als Ergänzung zu Dinkelbrot & Co. auch im Bereich „Feinbackwaren“ mit trendgerechten Gebäckideen.

Reading Bakery Systems, ein Mitglied der Markel Food Group, hat den MX Continuous Mixer überarbeitet. Das Modell gilt nun als die vielseitigste Anlage und ist für ein breites Produktspektrum geeignet.


+Der Exact Mixing MX Continuous Mixer ist die vielseitigste Knetanlage des amerikanischen Anlagenbauers
Reading Bakery Systems. Er ist geeignet für eine breite Palette von Produkten. So lassen sich Keks- und Cracker-Teige, aber auch Weizenteige für Feingebäcke und Croissants oder Pizzaund Fladenbrot-Teige herstellen. Wird der Kneter zusammen mit der exklusiven Hydrobond-Technologie von Reading genutzt, wird der kontinuierliche Prozess beschleunigt. Hydrobond ermöglicht laut Firmenangaben ein kürzeres Mischen und Kneten des Teiges, was sich in einem geringeren Platzbedarf, geringeren Ausrüstungskosten und niedrigeren Energiekosten niederschlägt. Der MX Mixer kann außerdem mit einem optionalen Phase-2-Entwickler kombiniert werden, um Teige für Buns sowie Sandwichbrot herzustellen.
Merkmale des MX Mixers
+ Kneter kann mit auswechselbaren Knetelementen bestückt werden, um eine breite Palette von Teigen zu kneten
+ Design zur einfachen Reinigung und Wartung
+ Optimierte Lebensmittelsicherheit, indem gewährleistet wird, dass der Teig sich in einem geschlossenen System befindet
+ Präzise und ununterbrochene Zutatenzuführung zum Kneter
+ Niedrigere Energie- und Arbeitskosten und weniger Platzbedarf in der Produktion
+ Verschiedene Knetergrößen
+ Hocheffiziente Wand- und Schaftkühlung erhältlich + Teig wird automatisch portioniert


Für den Ehrgeiz das Beste aus den Produktionsanlagen zu generieren, für einen effizienten und rationellen Anlagenbetrieb, für kontrollierte Prozesse, für kurze Rüst- und Reinigungszeiten, für eine hohe Verfügbarkeit und lange Einsatzfähigkeit der Anlagen, für einen wirtschaftlichen Unterhalt – dafür sind Rademaker Produktionsanlagen konzipiert. Bilden Sie Ihre Mitarbeiter aus, optimieren Sie Abläufe und steigern Sie die Effizienz. In der Rademaker Academy wird das Wissen über Technik und Technologie durch Ausbildung und Schulung erhalten und weitergegeben, so dass Sie die Rentabilität Ihrer Bäckerei maximieren können. Nutzen Sie die Rademaker Academy für Ihr Unternehmen.
• Teigband-Brot-/Brötchenanlagen für Brötchen, Mediterrane Brote und Flachbrote.
• Teigband-Toastbrotanlagen für Premium-Qualitäten Toast- und Sandwichbrote.
• Laminier- und Aufarbeitungsanlagen für Blätterteig-Feingebäck und Croissants.
• Teig-Ausrolllinien für Hefeteige, Mürbeteige, Blechkuchen, Berliner und Donuts.
• Press- und Stanzanlagen für Kuchen, Pies, Quiches und Tortelettes.
• Pizzaboden- und Toppinganlagen, Anwendungsspezifische Dosier- und Streugeräte.
++ Der Exact Mixing MX Continuous Mixer ist die vielseitigste Knetanlage des Anlagenbauers Reading Bakery Systems. Er eignet sich für eine breite Palette an Produkten. So lassen sich Keks- und Cracker-Teige, aber auch Weizenteige für Feingebäcke und Croissants oder Pizza und Fladenbrot-Teige herstellen.

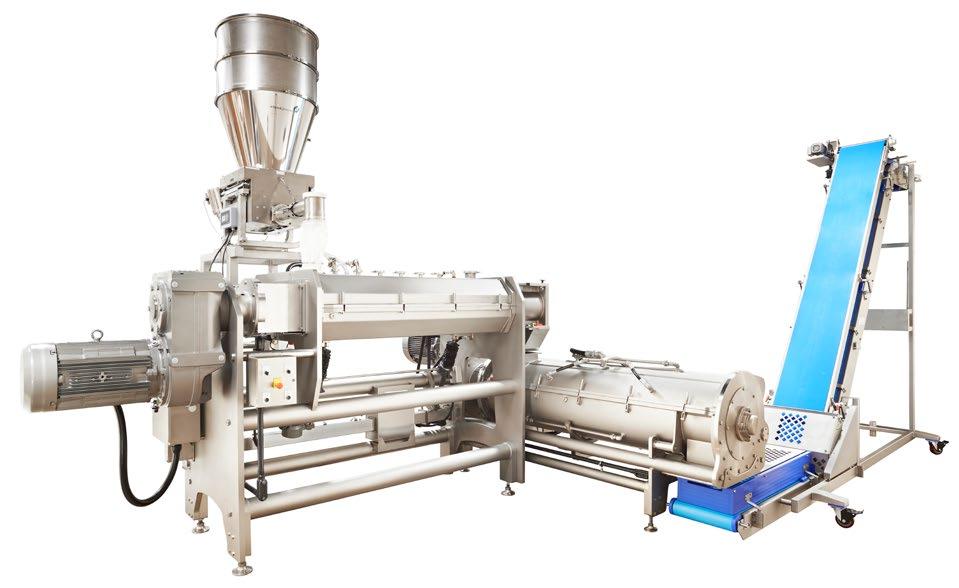
Sicherheits- und Hygienemerkmale
+ Vollautomatischer Betrieb gewährleistet, dass Bedienpersonal keinen beweglichen Teilen ausgesetzt wird
+ Alle Zugangspunkte sind mit dem Steuerungssystem verbunden
+ In der Produktzone finden nur FDA-zugelassene Materialien Verwendung
+ Reinigungsanschlüsse zur Reinigung von Linien für Flüssigzutaten
+ Alle Knetelemente sind CIP (Clean in Place)-fähig
Merkmale der Steuerungssysteme
+ Touchscreen-Benutzeroberfläche
+ Automatische, rezeptgestützte Steuerung des Handlings aller Zutaten und Knetfunktionen
+ Not-Abschalttasten für das Knetsystem zur Steigerung der Bedienersicherheit
+ Überwachung von Parametern während des gesamten Prozesses verschafft dem Bediener ein Echtzeitverständnis des Konti-Knet-Prozesses
+ Prozessparameter und Betriebshistorie werden gespeichert
+ Automatik-, Hand- und Wartungsbetrieb
+ Rezeptspeicherung und -steuerung
Die Fähigkeit, einem Konti-Kneter Rohstoffe kontinuierlich und präzise zuzuführen, ist entscheidend für die Qualität und Konsistenz des Teiges.
+ Gravimetrische Loss-in-Weight-Technologie gewährleistet eine präzise, ununterbrochene Zuführung von Trockenzutaten
+ Nachfüllung der Zutaten ist vorprogrammiert und wird über eine Touchscreen-Benutzeroberfläche gesteuert
+ An das geschlossene Steuerungssystem angeschlossene Durchflussmesser gewährleisten, dass Flüssigzutaten präzise und auf die Trockenzutaten abgestimmt zugeführt werden
+ Automatische Steuerung der Teigtemperatur
+ Durchsatz kann in Verbindung mit nachgeordneter Nachfrage bzw. Betriebsunterbrechungen angepasst werden
Das überarbeitete Knetsystem ist für das neue Technologiezentrum der TrompGroup in den Niederlanden bestimmt.
Tromp ist ebenfalls ein Mitglied der Markel Food Group. +++
Das deutsche Brotinstitut kürte das Dinkel-Vollkornbrot zum Brot des Jahres 2018. Ein vielfältiges Sortiment an Dinkel-Mühlenmischungen führt die SchapfenMühle. Mit Schapfen SchwabenKorn präsentierte die Ulmer Mühle die erste Dinkel-Mühlenmischung am Markt. Sie ist nach Unternehmensangaben die Nummer 1 unter den DinkelVollkornbroten und seit über 15 Jahren erhältlich. Zur Dinkel-Jahresaktion wird ein umfangreiches Werbemittelpaket angeboten. +++





















































































Schlag- und Rührmaschinen
Für die Praxis von morgen ist ein gut ausgebildeter und exzellenter Nachwuchs von höchster Bedeutung für die Backbranche. Daher zeichnet das Weihenstephaner Institut für Getreideforschung (WIG) durch den WIG Studienpreis für Bachelor- und Masterarbeiten mit getreide- oder backtechnologischem Bezug jährlich den besten akademischen Nachwuchs zu bedeutenden Themen aus der Branche aus. Die eingesandten Arbeiten wurden hierzu von einem Komitee des WIG Studienpreises vorevaluiert. Die drei Finalisten durften sich mit einem fünfminütigen Vortrag auf der jährlichen Sitzung des Forschungsbeirates des Weihenstephaner Instituts für Getreideforschung in Freising vorstellen (16. April 2018). Die Preisvergabe fand am darauffolgenden Tag auf der Frühjahrstagung des WIG statt, auf der die drei Gewinner ihre Arbeiten auch mit einem Kurzvortrag vorstellen durften. Die Gewinner sind: 1. Preis: Jaqueline Auer (Auswertung von Weizenteigstrukturen mittels Mikro-CT und CLSM, Bachelorarbeit, Lebensmitteltechnologie und Ernährung, FH Oberösterreich, FH-Prof. Katrin Mathmann). 2. Preis: Sabine Böck (Quantification of microstructural alterations of the gluten network in wheat dough subjected to the application of different enzyme classes. Masterarbeit, Technologie und Biotechnologie der Lebensmittel, TU München, Prof. Thomas Becker in Zusammenarbeit mit AB Enzymes GmbH). 3. Preis: Marlene Edlmayr (Amylase/Trypsin-Inhibitors in wheat. Bachelorarbeit, Lebensmittel- und Biotechnologie, BOKU Wien, Dr. Stefano D’Amico). Gestiftet wurden die Preise (1. Preis 1.000 EUR, 2. Preis 500 EUR und 3. Preis 300 EUR) durch die HarryBrot GmbH, die backaldrin Österreich The Kornspitz Company GmbH und die Ernst Böcker GmbH & Co. KG. Mehr Informationen zur Tagung finden Sie unter www. forschende-getreideunternehmen.de. +++






REGO HERLITZIUS Schlag- und Rührmaschinen mit Computersteuerung. Für hohe Qualität und rationelles Arbeiten.

REGO HERLITZIUS GMBH






Bäckerei- und Konditorenmaschinen Hatzfelder Str. 115, D-42281 Wuppertal Tel.: 02 02 · 269 200 - 10, Fax: 269 200 - 11 mail@rego-herlitzius.com www.rego-herlitzius.com














Schnelle, einfache Desinfektion durch Fumigation
Optimale Verteilung des Wirkstoffes im Raum


Wirkt gegen Bakterien, Schimmelpilze und Viren
Im April 2018 fand nun zum siebten Mal die Frühjahrstagung des Weihenstephaner Instituts für Getreideforschung (WIG) statt. Auf der hochkarätigen Veranstaltung präsentierten Wissenschaftler neuste Forschungsergebnisse.
Verschiedenste Backwarenhersteller, Vertreter der Zulieferindustrie und des Anlagenbaus sowie Forscher aus der D-A-CH-Region trafen sich auf der 7. WIG-Frühjahrstagung in Freising. Mit rund 130 Teilnehmern war die Veranstaltung, wie auch in den Vorjahren, ausgebucht. Traditionell begrüßten Prof. Dr. Thomas Becker (TUM) und Dr. Margit Jekle (WIG) die Gäste. Besonders im Jubiläumsjahr 2018 ist die Technische Universität München (TUM), im Jahr 1868 als Polytechnische Schule gegründet, stolz darauf, zu den besten Universitäten Europas zu gehören. Die Exzellenzuniversität bietet mit den verschiedensten Fakultäten gerade für die Backbranche ein großes Potenzial. Neben der Ausbildung von Fachkräften sind natürlich auch die Forschungsergebnisse für die Praktiker von großer Bedeutung.
gängiges Texturierungsverfahren, bei welchem Getreidemehle durch einen thermischen Behandlungsschritt in ein verzehrsfähiges Produkt überführt werden, ist die Herstellung von Brot- und Kleingebäck. Dagegen bieten moderne Texturierungsverfahren, wie z. B. der 3D-Druck oder die Überführung von Getreide in pflanzenbasierte Milchalternativen, die Möglichkeit, nutritiv angepasste Produkte mit einer neuartigen Konsistenz zu kreieren, erklärte der Referent. Die Herstellung solcher Pflanzendrinks kann entweder durch Extraktion nutritiv und geschmacklich hochwertiger Inhaltsstoffe, wie im Fall von Sojamilch, erfolgen oder durch enzymatischen Abbau des gesamten Korns bzw. daraus hergestellter Auszüge durchgeführt werden. Im Rahmen eines Forschungsprojektes wurde durch eine enzymatisch katalysierte Hydrolyse von Stärke ein Getreidedrink auf Basis von Reis entwickelt. Das Verfahren zur Herstellung eines Getreidedrinks steht exemplarisch für die Entwicklung neuartiger Prozesse zur Überführung des Ausgangsrohstoffes Getreide in ein verzehrsfähiges Produkt.
Das Programm der Tagung war sehr umfangreich und einige Referenten veröffentlichen in den kommenden Ausgaben der brot+backwaren entsprechende Artikel. Daher hier nur eine kurze Zusammenfassung von einigen Vorträgen.
So referierte z. B. Dr. Christoph Verheyen, TUM, über das Thema „Muss Mehl immer Brot ergeben – Von Getreidedrinks bis zu neuen Texturierungsmethoden“. Der Wissenschaftler erklärte, dass bedingt durch die komplexe Struktur pflanzlicher Kohlenhydrate insbesondere Getreide im nativen Zustand schwer verdaulich und nur eingeschränkt für die menschliche Ernährung geeignet ist. Dies setzt weitere Prozessierungsschritte wie z. B. eine thermische Behandlung voraus. Ein

Doktorandin Sabina Jakobi, TUM, referierte über das Thema „Für die Praxis: Superfood zur Verbesserung nutritiver und funktioneller Eigenschaften von Teigen und Backwaren“. So stellt Reis in weiten Teilen der Welt die dominierende Getreideart dar und gewinnt auch in Deutschland immer mehr an Beliebtheit. Derzeit am Markt erhältliche reisbasierte Backwaren weisen jedoch oftmals erhebliche nutritive Defizite auf, da Reismehlen (funktionelles) Protein fehlt, so die Referentin. Einerseits werden daher in Deutschland Pseudocerealien mit hohem Proteingehalt zugesetzt, beispielsweise Quinoa, welches jedoch aufgrund seiner sozialen und ökonomischen Folgen in den Andenländern immer mehr in Verruf gerät. Andererseits wird eine seit Jahrtausenden in und außerhalb Europas genutzte Eiweißquelle – die Insekten –immer noch nicht zur Verbesserung der nutritiven Eigenschaften von Backwaren ausreichend in Betracht gezogen. Dabei stellen Insekten, z. B. Buffalowürmer, mit über 55 % Protein und einer guten Aminosäurezusammensetzung eine geeignete Möglichkeit zur Verbesserung der nutritiven und funktionellen Eigenschaften von Backwaren dar. Daher wurde ein teilweiser Austausch von Reismehl (0–20 %) durch Insektenpulver (Alphitobius Diaperinus) bei der Herstellung von Standard-Reisbroten (ohne Hydrokolloidzugabe) durchgeführt mit dem Ziel, die sensorischen und nutritiven Eigenschaften zu verbessern. Die Zugabe von Insektenpulver von bis zu 20 % rief eine Erniedrigung des spezifischen Volumens der Backwaren hervor, konnte jedoch durch Anpassung des Wassergehaltes ausgeglichen werden. Zudem wiesen die Backwaren

einen nussigen Geschmack bei Austausch des Reismehles bis 20 % auf. Negative, mit Reis assoziierte Aromen nahmen hingegen ab, erläuterte Sabina Jakobi. Der Reismehlaustausch führte bei einer Verkostung zu einer positiven Beurteilung der Backwaren, hingegen zeigten einige Testpersonen Ekel aufgrund der neuartigen Proteinquelle. Besonders in Europa müssen daher zur erfolgreichen Etablierung von Insektenprotein die negativen Assoziationen und der Ekel über Insekten überwunden werden.

Auswirkungen der Teigtemperatur auf Backwaren lautete das Thema von Dr. Mario Jekle, TUM. So hängen die Verarbeitungseigenschaften von Weizenteigen während der Backwarenherstellung von der Rezepturzusammensetzung wie auch vom Herstellungsprozess ab. Ein relativ einfacher Parameter stellt hierbei die Temperatur der Teige nach dem Kneten dar, erklärte der Referent. Diese wird z. B. durch die Ausgangstemperatur der gelagerten Rezepturbestandteile (Mehl, Backzutaten etc.), die Temperatur des Schüttwassers, die Umgebungstemperatur sowie die Knetintensität sowie -dauer verändert. Besonders jahreszeitliche Unterschiede haben häufig einen großen Einfluss auf die Schüttwassertemperatur und hierdurch auf die Teig(end)temperatur. In der Praxis sind heute Möglichkeiten vorhanden, um die Schüttwassertemperatur zu steuern (entsprechende Temperierungsanlagen oder Verwendung von Eis) und somit zumindest eine sehr bedeutende Variable konstant zu halten. Trotzdem können die Variablen zu abweichender Teigendtemperatur führen. Daher wurde in einer einfachen Versuchsreihe der Einfluss der Weizenteigtemperatur nach dem Kneten im Bereich zwischen 20 und 32 °C variiert, um den Einfluss auf die Gebäckqualität aufzeigen zu können. In den ersten Versuchsreihen wurden bewusst alle weiteren Prozessparameter konstant gehalten und Kastenweißbrote sowie praxisnahe Wurzelbrote hergestellt und vermessen. Hierbei konnten mit erhöhter Teigtemperatur nach dem Kneten Volumenerhöhungen von fast 25 % erfasst werden, aber auch eine unterschiedliche Ausbildung der Volumina in Abhängigkeit der hergestellten Backwarenart. Eine erhöhte Teigendtemperatur nach dem Kneten führte zudem zu einer lockereren und „wilderen“ Porung. Die Temperatur der Teige nach dem Kneten wirkt sich neben der Ausbildung des Gluten-/Klebernetzwerkes und des elastischen Verhaltens der Teige sehr stark auf die Aktivität der Hefe während der verschiedenen Stufen des Gärprozesses aus. Daher wurde in einer weiteren Reihe mit einer einfachen Methode das Volumen der Teige am Ende des Gärprozesses standardisiert und somit mit gleichem Ausgangs-Teigvolumen abgebacken. Auch in diesem Fall zeigte sich weiterhin eine Erhöhung des Teigvolumens mit steigender Teigtemperatur nach dem Kneten, welche mit einem Anstieg von etwa 7 % jedoch deutlich niedriger ausfiel. Die Porung war hierdurch jedoch bei allen Produkten relativ konstant (locker). Die Versuche unterstreichen das Wissen um die Bedeutung der Teigtemperaturen nach dem Kneten auf die Gebäckqualität, fasste Dr. Jekle die Ergebnisse zusammen. +++

Die Lösung von automationX hat uns in der Vergangenheit in unseren bereits bestehenden Werken überzeugt. Deshalb haben wir uns auch im neuen Werk für unseren langjährigen Partner entschieden.

Der Einsatz von Kühlzellen während der Produktion von laminierten Teigen und lange Teigruhezeiten helfen bei der weiteren Verarbeitung und steigern die Gebäckqualität.
+Anbieter von Laminieranlagen bieten verschiedene Kühlzellen und Methoden an, um den Teig während der Produktion zu kühlen. Die Teigkühlung und die Teigruhe verbessern die Verarbeitungseigenschaften. So schrumpfen bzw. schnurren gekühlte, laminierte Teige nicht so stark zusammen. Die einzelnen Schichten stabilisieren sich, wenn z. B. der Blätterteig nicht direkt weiterverarbeitetet wird, sondern eine entsprechende Teigruhe eingehalten wird. Dies sorgt im Gebäck für ein höheres und gleichmäßigeres Volumen. Je nach Produkt und Kundenwunsch lassen sich die Teigkühl- und/ oder Ruhestrecken in die Produktion integrieren. Dabei lassen sich verschiedene Zeiten (von ca. 30 Minuten bis zu rund vier Stunden) realisieren. Der Durchschnitt liegt nach Angaben von Experten allerdings bei ein bis zwei Stunden.
Die Kühlzellen der FRITSCH GmbH, Markt Einersheim, bestehen aus fest verrohrten Zellen-Kühlplatten. Die Platten sind modular im Transportbandsystem des Kühltunnels
+ b+b: Wie vermeidet man beim Hochfahren des Systems eine Kondenswasserbildung innerhalb der Konstruktion?
+ F RITSCH : Das Startprogramm regelt die schrittweise Abkühlung des gesamten Kühltunnels.
Als Erstes wird das Luftkühlungssystem gestartet. Danach werden nach einer festgelegten Zeit und/oder Erreichen des vorgegebenen Temperaturniveaus (einstellbare Software-Parameter) die Kontakt-Kühlplatten gestartet.
Allgemein sind alle Kühlsysteme mit einer Luftfeuchtigkeitsregelung ausgestattet. Für die Zuführung und Ausgabe des Teigs kommen zwei separate Transportbänder zum Einsatz, um den Transport von Wärmeenergie in den gekühlten Bereich zu vermeiden.
+ b+b: Hat das System ein Reinigungsprogramm?
+ F RITSCH : Das System hat ein Reinigungsprogramm mit besonderen Parametern zur Abschaltung des Kühlsystems bei maximaler Reduzierung der Luftfeuchtigkeit. Die Wärmetauscher werden nacheinander in einem automatischen Modus abgetaut. Eine Außerbetriebnahme des Systems zum Abtauen ist nicht erforderlich.
+ b+b: Was passiert, wenn die Linie für einen längeren Zeitraum stillsteht?
+ FRITSCH: Nach einer bestimmten Zeit (regulierbare Software-Parameter) wechselt das Kühlsystem automatisch in den Standby-Modus. In diesem Modus wird die Luft-
integriert. Dabei gelten die Edelstahlplatten, auf welchen das Transportband mit dem zu kühlenden Teig liegt, als verschleißfrei. Die Kühlzelle besitzt mehrere Ebenen. Zwischen jeder Ebene befinden sich Kondenswasser-Auffangwannen mit zentralem Drainagesystem. Ein Ablaufsystem sorgt dafür, dass das Wasser bei der Nassreinigung wie gewünscht ablaufen kann. Die Wannen lassen sich dabei zur Reinigung herausnehmen. Bei dem Fritsch-Kühlsystem mit Kontaktkühlung kann der kundeneigene Kühlflüssigkeits-Kreislauf zur Temperaturregelung des geschlossenen Kühlsystems genutzt werden. Jede Transportbandebene ist individuell temperaturregelbar. „Um eine Teigaustrocknung und eine Hautbildung zu verhindern, setzen wir in unseren Kühlzellen auf eine niedrige Luftgeschwindigkeit. Zudem sorgt die Steuerung der Anlage dafür, dass das Teigband äußert schonend und effizient abgekühlt wird, um schnell die gewünschte Kerntemperatur zu erreichen“, erläutert Anna-Maria Fritsch, Leitung Marketing und Prozessmanagement, die Arbeitsweise der Kühlzelle.
und Plattentemperatur auf ein Niveau eingestellt, bei dem ein Gefrieren von Transportband und Teig vermieden wird.
+ b+b: Wie wird die Luftfeuchtigkeitsregulierung während der Produktion gesteuert?
+ FRITSCH: Das Luftregulierungssystem überwacht ständig die Luftfeuchtigkeit innerhalb der Kühlkammer. Wenn das voreingestellte Niveau erreicht wird, beginnt das System automatisch, der Luft innerhalb der Kammer Feuchtigkeit zu entziehen.
+ b+b: Lässt sich ΔT zwischen Kühlplatten und Kammertemperatur steuern?
+ F RITSCH : Die Temperaturdifferenz lässt sich im HMI voreinstellen und wird dann ständig vom PLC kontrolliert.
+ b+b: Wie wird der Luftzufluss in die Kammer gesteuert?
+ F RITSCH : Die Klimaeinheiten innerhalb der Kühl- und Verzögerungskammer sind mit Druckwänden aus Edelstahl ausgestattet. Die Luftkühler befinden sich in der Raummitte, und die Luft fließt zu beiden Enden der Kammer. Dies schafft einen geringfügigen Überdruck, um den Zufluss von warmer Luft von außen durch Öffnungen in der Kammer zu vermeiden. Die Fließgeschwindigkeit der Luft liegt bei unter 0,5 m/s, um Luftbewegungen auf der Oberfläche des Teigbands zu verhindern. Dies vermeidet die Bildung einer Haut auf der Teigoberfläche sowie das Austrocknen des Teigs. +++
++ Von links nach rechts: Die Kühlzelle für die laminierten Teige besteht aus mehreren Ebenen. Die Zelle kann nassgereinigt werden. Die Edelstahlplatten sind modular im Transportbandsystem des Kühltunnels integriert

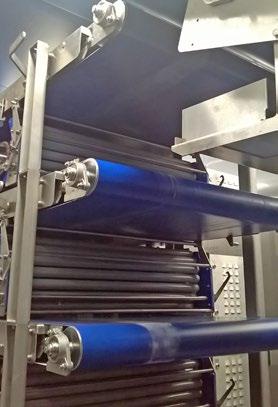

Vorteile Kontaktkühlung
+ schnelles und schonendes Abkühlen des kompletten Teigbandes auf die gewünschte Kerntemperatur, dadurch Erhöhung der Ruhezeiten mit Soll-Temperatur

+ Kontrolle der Teigentwicklung (Hefe) durch die schnelle, geregelte Kühlung
+ schrittweise Abkühlung durch individuelle Temperatureinstellung je Transportbandebene
+ indirekte Luftbewegung reduziert Hautbildung und Austrocknung des Teigbandes auf ein Minimum
+ kein Reinigungs- und Wartungsaufwand an im Teigbereich verbauten Komponenten und kein Befall mit Bakterien oder Sporen (geschlossenes Flüssigkeitskühlsystem)
Anzeige
Technische Prozessbeschreibung
+ Die Kühlleistung wird direkt auf den Teig übertragen.
+ Die an den Rahmen des Transportbandes angeschlossenen Kühlplatten kühlen den auf dem Transportband liegenden Teig ab.
+ Die Kühlplatten haben zweiseitig Kühloberflächen.
+ Die kalte Luft sinkt von der unteren Kühloberfläche sanft auf das auf dem darunter befindlichen Transportband liegende Teigband ab (Konvektion und Strahlung) = „stumme Kühlung“.
+ Zusätzliche Luftkühlung des Raums mit minimiertem Luftfluss unterstützt die Kontaktkühlung. +++
Gewichtsgenau, höchste Teigschonung und Hochleistung
Highlights: n TA bis 185 n verarbeitet Weizen- bis Roggenteige
n Kesselgare bis 1 Std., gewichtsgenau n Leistung bis 9.600 St./Std.
n minimale Reinigungszeit Mehr: info@gbtgmbh.de

wissen, wie man Teigteiler baut. Mein Großvater, Fridolin Winkler, hätte seine Freude gehabt.“Wolfgang Fuhst | CEO
Die Lagerung und Bereitstellung von viskosen und flüssigen Teigzutaten für Bäckereien ist ein komplexes Thema. Die Bühler AG zeigt Lösungen für die rezeptgesteuerte und flexible Bereitstellung.
Ein „normales“ Brot enthält eine Vielzahl von Inhaltsstoffen, die zum Teil als Rohstoff (Mehl, Wasser, Hefe etc.) oder auch als Zwischenprodukt (Sole, Restbrotlösung, Quell- oder Brühstück) zugegeben werden. Das richtige Handling und die rezeptgetreue Dosierung aller Flüssigkeiten sind für die konstante Qualität des Teiges entscheidend.
In mittelständischen Industriebetrieben und Großbäckereien wird Brot in teil- bis vollautomatisierten Prozessen hergestellt. Diese Prozesse können kontinuierlich oder batchweise stattfinden. Für die Umsetzung der verschiedenen Backrezepte in ein sauberes und hygienisch einwandfreies Produkt und für einen reproduzierbaren Prozess kommen je nach Automatisierungsgrad unterschiedliche Produktions-, Verarbeitungsund Lageranlagen zum Einsatz. Im Fokus steht immer ein einwandfreies und verbraucherorientiertes Endprodukt.

Flüssige Rohstoffe werden in der Bäckerei oft verbrauchsfertig angeliefert. Je nach Mengenbedarf findet der Transport in Tanklastzügen, IBC-Containern, Fässern oder Kanistern statt. Für jede dieser Liefereinheiten stehen geeignete Annahme-, Förder-, Lager- und Dosiersysteme bereit. Die Konfiguration der Flüssigsysteme im Bereich Temperierung, Produktaktivierung, Reinigung usw. wird kundenspezifisch umgesetzt. Im Fokus steht immer das hygienisch einwandfreie und rezeptgetreue Handling der Rohstoffe.
Einige der Rohstoffe werden als Zwischenprodukte eingesetzt. So wird z. B. Flüssighefe direkt beim Kunden aus Blockhefe gelöst in Prozesswasser hergestellt, anschließend gelagert
und dann dem nachfolgenden Prozess zugeführt. Mittels Zuckerlöseanlagen werden unterschiedliche Zuckersirupe oder Invertzucker vor Ort produziert. Eine selbst hergestellte Salzsole vermeidet den Transport von Wasser, da nur der kristalline Teil angeliefert wird. Diese Zwischenprodukte, zu denen man auch die Sauerteigherstellung zählen kann, werden anschließend bestimmungsgemäß gelagert und dem Herstellprozess in der benötigten Menge pro Zeit zugeführt.
Prozesswasser
Der zweite Hauptbestandteil eines Brotteiges ist neben dem Mehl das Wasser. Wasser kommt in unterschiedlichen Darreichungsformen zum Einsatz. Neben der direkten Zugabe als Kaltwasser, Warmwasser oder temperiertes Wasser ist unter anderem auch in Flüssighefe oder Sole ein zu berücksichtigender Anteil Wasser enthalten. Bei der Verarbeitung von Quellstücken oder beim Restbrotrecycling treten zusätzliche Wassermengen auf, die mit dem Rezept abgeglichen werden müssen. Die einfachste Umsetzung der Wasserdosierung ist direkt aus einer Ringleitung heraus. Hierbei müssen der Durchfluss und die Temperatur überwacht und entsprechend dem Rezept eingestellt werden. Für eine genaue und reproduzierbare Dosierung sollte das Wasser unter gleichbleibendem Druck und mit konstanter Temperatur in der benötigten Menge pro Zeit zur Verfügung gestellt werden. Mit der optimalen Wassertemperatur lässt sich der Teig in den nachfolgenden Prozessschritten wie gewünscht verarbeiten. Die WinCos Rezeptsteuerung errechnet die richtige Wassertemperatur durch die Auswertung der unterschiedlichen Rohstofftemperaturen bezogen auf die rezeptbezogenen Soll-Teigtemperaturvorgaben. Ebenfalls als Einflussfaktoren berücksichtigt

















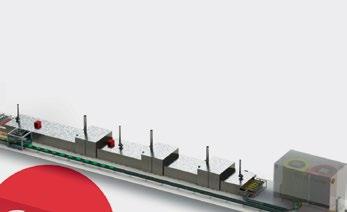



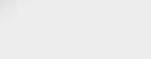

werden die Energieabgabe im Kneter und die anschließende Ruhezeit des Teiges. Das Resultat: ein rezeptgetreuer Teig von konstanter Qualität, der für die weitere Verarbeitung optimale Charakteristiken besitzt.
Bei der Brotteigherstellung wird je nach Rezept auf 100 kg Mehl ein Hefeanteil von ca. 2–4 kg Blockhefe oder 10–20 l Flüssighefe (je nach Lösungskonzentration) gegeben. Die Flüssighefe kann mittels Tanklastzug oder in kleineren Gebinden zu 1.000 l (IBC) angeliefert oder vor Ort in einer Löseanlage aus Blockhefe und Wasser hergestellt werden. In letzterer wird meistens ein Mischverhältnis von 1:4 (Hefe zu Wasser) angestrebt, um in möglichst kurzer Zeit die Hefe komplett zu lösen.
Da die Flüssighefe extrem temperaturempfindlich ist, muss das gesamte Handling unter temperaturüberwachten Zuständen stattfinden. Schon bei der Anlieferung/Herstellung der Flüssighefe wird stets die Temperatur im Rahmen der Qualitätskontrolle überprüft. Bis zum Kneter wird die Hefe bei 3–8 °C gehalten, um ein „Arbeiten“ der Hefe zu unterdrücken. Dies setzt auf der Anlagenseite eine funktionierende Kühlung und geeignete Lager-, Leitungs- und Dosiersysteme voraus. Doppelwandige und/oder isolierte Tanks und Rohrleitungen stellen die optimalen Prozessbedingungen sicher.
Nach der Einmischung in den Teig soll die Hefe aktiv werden. Im Teig erzielt man hier bei 30–38 °C die besten Ergebnisse. Durch die entstehenden Gärungsgase bilden sich im Teig Gasblasen, die später auch für die Porung des Brotes verantwortlich sind. Außerdem bildet die Hefe Gärungsnebenprodukte, die eine aromagebende Wirkung haben. Der entstehende Gärungsalkohol geht mit den Säuren aromabildende
Verbindungen (Ester) ein oder verdampft rückstandlos beim Backprozess und ist im fertigen Brot nicht mehr nachweisbar.
Da die Hefe einen kritischen Hygienefaktor in der Bäckerei darstellt, muss besonders auf eine geeignete und erfolgreiche Reinigung geachtet werden. Das gesamte System wird durch eine CIP-Reinigung regelmäßig gereinigt und das Reinigungsergebnis im Zuge einer Validierung und im Rahmen der Qualitätskontrolle stetig überprüft.

Wie bei der Hefe ist auch bei Flüssigei oder Vollei auf die strikte Einhaltung der Kühlkette zu achten. Hier besteht ein erhöhtes Hygienerisiko, da Ei ein nahezu perfekter Nährboden für unterschiedlichste Mikroorganismen ist und das gesamte Handling dementsprechend überwacht werden muss. Bei der Produktannahme wird eine Qualitätskontrolle auf Temperatur und Keimzahl durchgeführt. Alle Anlagenteile müssen in kurzen Abständen regelmäßig gereinigt werden. Zusätzlich wird das Flüssigei über ein Sieb und einen Magneten geführt, um Schalenreste und andere Verunreinigungen aus dem Produkt zurückzuhalten. Tanks und Rohrleitungen sind doppelwandig und/oder isoliert ausgelegt und erhalten die vorgeschriebene Arbeitstemperatur von 3–8 °C.
Bei der Brotteigherstellung kommen Fette und Öle in flüssiger oder fester Form zum Einsatz. Deren Anteil liegt im Normalfall unter 1 % relativ zum Mehl. Lipide stellen eine Sonderform der Fettzugabe dar, da sie ausschließlich in geschmolzener Form Anwendung finden, bei Raumtemperatur fest sind und ab einer Temperatur von 45–50 °C denaturieren. Dementsprechend ist das Handling anspruchsvoller, da man in einem kleinen Temperaturbereich arbeiten muss, um das perfekte Ergebnis zu erzielen. Hier ist es besonders wichtig, dass geeignete Anlagen zum Einsatz kommen, die auch an der Temperaturgrenzschicht keine zu hohen Temperaturen erzeugen, um den Rohstoff nicht zu schädigen.
Zucker und Zuckerprodukte werden in der Bäckerei oft in gelöster Form eingesetzt. Bei den „flüssigen“ Zuckern wie Glukosesirup, Invertzucker, Honig oder auch anderen aromatisierten Zuckerlösungen werden oft aufgrund der hohen Produkt-Viskositäten erwärmte Lager- und Transportverhältnisse geschaffen. Eine Temperatur von ca. 40 °C reduziert die Viskosität enorm und bringt eine merkliche Verbesserung im Handling und in der Dosierung der Flüssigkeiten mit sich. Bei extrem temperaturempfindlichen Rohstoffen können diese auch bei 20 °C mit speziellen Förder- und Dosiertechnologien verarbeitet werden.
Soll ein Brot durch die Zugabe von Körnern oder Flocken veredelt werden, kommt ein Prozess zum Einsatz, der für die Quellung dieser Produkte sorgt. Hintergrund ist die verbrauchsgeeignete Zugabe der Cerealien in den Teig. Wenn man diese Bestandteile nicht vorab einem Quellprozess und somit einer Wasseraufnahme zuführt, würden die Körner dem Teig und nach dem Backen auch dem Brot Wasser










entziehen, was zu trockenen und brüchigen Endprodukten führt. Ein weiterer wichtiger Grund ist das Weichen der Körner. Hierzu wird auch oft ein temperiertes sogenanntes Brühverfahren genutzt, in dem durch eine Erhöhung der Temperatur sowohl die Wasseraufnahme begünstigt wird, wie auch eine leichte Denaturierung der Inhaltsstoffe im Korn zu einem weicheren Ergebnis führt.
Optimale Ressourcennutzung
Bei der industriellen Produktion von Brot fallen Abschnitte und von der Qualitätskontrolle (Größe, Aussehen, Färbung usw.) aussortierte Endprodukte an, die dem laufenden oder geplanten Herstellprozess wieder zugeführt werden können. Dieses sogenannte Restbrot wird meist getrocknet und gelagert oder manchmal auch direkt einem nachgeschalteten Löseprozess zugeführt. Hier wird das Restbrot mit Prozesswasser vermischt und unter Einbringung mechanischer Energie gelöst. Das Ergebnis ist ein Brotbrei, der dem Kneter bei der Teigbereitung zugegeben wird. Dieser Prozess ist sehr anfällig für mikrobiologische Infektionen, da der Brotbrei durch seine vielen Nährstoffe und das vorhandene Wasser das Wachstum von Keimen begünstigt. Also wird durch ein geeignetes Temperaturmanagement, eventuell ein Molchsystem und eine angepasste CIP-Reinigung das hygienisch einwandfreie Handling und die Umsetzung des Brotrecyclings bewerkstelligt.
Bei der Brotteigherstellung wird je nach Rezept auf 100 kg Mehl ein Restbrotanteil von unter 6–20 kg gegeben. Hier gibt es länderspezifische Vorgaben über Maximalmengen, die zugesetzt werden dürfen. In Deutschland sind dies z. B. max. 20 % bei Weizen- und max. 6 % bei Roggenbroten.
Bühler bietet Gesamtlösungen für die Restbrotverwertung: Der frisch produzierte Ausschuss wird zerkleinert, getrocknet und in feine Partikel vermahlen. Das so hergestellte TrockenRework kann sortenrein gelagert und zusammen mit den weiteren Trockenkomponenten der Rezeptur beigefügt werden. Tests im Bakery Innovation Center von Bühler haben gezeigt, dass die Verwendung von Trocken-Rework ohne Qualitätseinbußen möglich ist, bei gleichzeitiger Erhöhung der Teigausbeute um mindestens 2 Prozenteinheiten. Zusätzlich wird der Backverlust um circa 5 % reduziert. Dabei besteht Potenzial für eine weitere Erhöhung der Teigausbeute, sodass bei gleichbleibender Produktqualität der Wassergehalt durch den Einsatz von Trocken-Rework um bis zu 10 % erhöht werden kann.
Weizenvorteige, Weizensauerteige oder Roggensauerteige beeinflussen die Teigstruktur und die Beschaffenheit, verbessern das Aroma des Brotes und verleihen ihm einen charakteristischen Geschmack. Zudem verlängern Vorteige die Haltbarkeit und die mikrobiologische Stabilität der Backwaren. Der neu entwickelte Bühler Vorteig-Prozess mit JetMix stellt die Herstellung und den Einsatz ein- bis mehrstufiger Vorteige bei einer gleichbleibenden Qualität und Teigausbeute sicher. Diese Vorteige werden mithilfe der
zentralen Anlagensteuerung WinCos ® prozess- und termingerecht „angesetzt“, bereitgestellt und direkt zum Kneter geführt.
Dabei stellt JetMix durch die 360°-Benetzung des Mehlvorhangs maximale Konsistenz und Homogenität der Teige sicher. Die Dosierung der trockenen und flüssigen Komponenten erfolgt vollautomatisch und optimal aufeinander abgestimmt. Der Teig wird direkt in den Kneter dosiert oder gelangt mittels Pumpe in die Fermentiertanks. Nach der Produktion lässt sich das gesamte System per Knopfdruck reinigen.
Anlagen, die zur Herstellung von Lebensmitteln eingesetzt werden, müssen regelmäßig gereinigt werden. Diese Reinigung kann manuell, also händisch stattfinden oder es kommt eine automatische Reinigungsanlage zum Einsatz. Das von Bühler für die Bäckereiindustrie adaptierte Reinigungsverfahren „Cleaning in Place“ CIP ist ein integraler Bestandteil von Bühler-Anlagen, die flüssige Rezeptkomponenten verarbeiten. Der Einsatz von CIP stellt in risikobehafteten Prozesszonen wie zum Beispiel in den Flüssighefe- und Weizenvorteiganlagen die Hygiene und Lebensmittelsicherheit auf höchstem Niveau sicher. Die CIP-Anwendung garantiert einen sicheren und effizienten Reinigungsprozess mit validierbaren und reproduzierbaren Ergebnissen.
Die CIP-Reinigung kann in zwei unterschiedlichen Prozessen stattfinden. Die verlorene Reinigung (meist ein Ein-TankSystem) verwirft nach dem Reinigungszyklus die gesamte Reinigungslösung und das Spülwasser. Bei der Stapel-Reinigung (Mehr-Tank-System) werden die Reinigungsflüssigkeiten aufgefangen und mehrfach genutzt. Durch ein sogenanntes „Nachschärfen“ der Reinigungslösungen können diese mehrmals zum Einsatz kommen. So lange, bis die Verschmutzung zu hoch ist und eine neue Lösung angesetzt wird. Außerdem kann das letzte Spülwasser eines Reinigungszyklus als erstes Spülwasser für die nächste Reinigung verwendet werden. Mittelfristig werden der Wasserverbrauch und der Chemiebedarf und somit der Abwasserwert bei gleichem Reini-

gungsergebnis merklich verringert. Zusätzlich ist der Personalaufwand aufgrund des höheren Automatisierungsgrades nachweisbar niedriger.
Eine erfolgreiche Reinigung hängt von vielen unterschiedlichen Faktoren ab. Der ursprünglich für diesen Prozess erstellte Sinner’sche Kreis berücksichtigt vier Faktoren:
+ Konzentration (der Reinigungslösung / 0,5–5 %)
+ Zeit (die Einwirkzeit der Reinigungslösung)
Anzeige
+ Mechanik (die Fließgeschwindigkeit / 1,5–2,5 m/s)
+ Temperatur (der Reinigungslösung / 20–95 °C)

Da diese Faktoren in einer direkten Abhängigkeit zueinander stehen, müssen bei der Änderung eines Faktors ein oder mehrere andere Faktoren diese Änderung ausgleichen, um zum selben Reinigungsergebnis zu gelangen. Diese vier Faktoren werden seit einiger Zeit durch zwei weitere Faktoren ergänzt, die ebenfalls Einfluss auf das Reinigungsergebnis haben:
+ Die Verschmutzung (Art und Intensität)
+ Der Aufbau/die Reinigbarkeit der zu reinigenden Anlage (Materialien, Oberflächenbeschaffenheiten, Design).

Der Reinigungsprozess kann mithilfe von Molchsystemen oder konfektionierten Reinigungsmitteln unterstützt werden.
Bühler verfügt über langjährige Erfahrung im Bereitstellungsprozess von Flüssigkeiten in industriellen Bäckereien. Erprobte Gesamtlösungen, die zentrale auf Bäckereibedürfnisse angepasste Produktionssteuerung sowie die nach gewohnten Bühler-Standards gefertigten Anlagenteile unterstützen die industrielle Herstellung von Backwaren aller Sorten entscheidend. Bühler-Anlagen bieten eine hohe Produkt- und Produktionssicherheit, präzise auf die Flüssigkeit abgestimmte Prozesslösungen und damit auch konsistente und qualitativ hochwertige Endprodukte. +++

Die offizielle Prognose der demografischen Entwicklung in Deutschland zeichnet das Bild einer älter werdenden und zugleich schrumpfenden Bevölkerung. Dadurch wird die Suche nach qualifizierten Arbeitskräften in Zukunft eher schwieriger.
+Ältere Arbeitnehmer werden aufgrund der steigenden Lebenserwartung bis zum Renteneintritt möglicherweise länger arbeiten müssen als bisher. Ältere Arbeitnehmer weisen jedoch ein höheres Gesundheitsrisiko auf. In einer alternden, schrumpfenden Gesellschaft ist das betriebliche Gesundheitsmanagement (BGM) in einem erweiterten Kontext zu betrachten. Die Maßnahmen betreffen die Lehrlingsausbildung, Arbeitsplatzgestaltung und -ergonomie, die Arbeitszeitgestaltung, Weiterbildung zur Kompetenzerhaltung und Gesundheitsförderung, soziale Anerkennung, Frauenförderung und Work-Life-Balance. Somit handelt es sich um einen bunten Strauß von Themen, die häufig noch als Themeninseln in den Betrieben behandelt und abgearbeitet werden und die nunmehr im Hinblick auf die demografische Strukturverschiebung neu ausgerichtet, aufeinander abgestimmt und fokussiert werden müssen.
Die Bevölkerungsvorausberechnung des Statistischen Bundesamts bis 2060 auf der Basis der Daten zum 31.12.2013 weist auf eine beunruhigende Entwicklung hin. Die wesentlichen Daten sind im Schaubild „Bevölkerungsentwicklung bis 2016“ dargestellt.
Diese Prognose basiert auf der Annahme einer Kontinuität bei stärkerer Zuwanderung (langfristiger Wanderungssaldo +200.000 Personen ab 2021) und einer Geburtenrate von 1,4 Kindern/Frau. Die Gesamtbevölkerung steigt noch bis 2020 auf 82,0 Mio. Personen und fällt dann kontinuierlich
Bevölkerungsentwicklung bis 2060
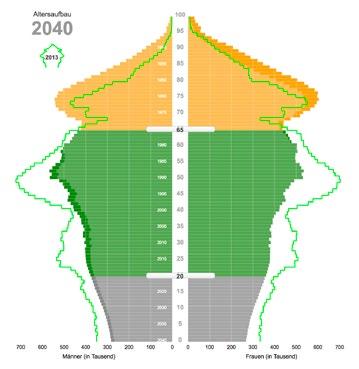
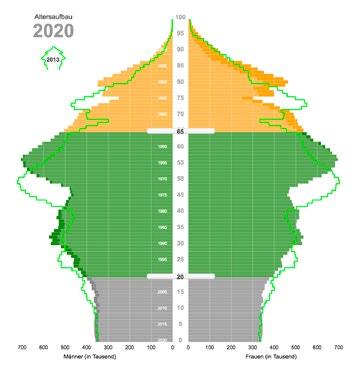
auf 73,1 Mio. Personen bis 2060 ab. Die Zahl der in der Ausbildung und in Arbeit befindlichen Personen fällt noch stärker ab. Betrug also der Ausbildungs- und Erwerbsgruppe 2013 noch 60,9 % der Gesamtbevölkerung, sinkt nun dieses Verhältnis auf 51,8 % bis 2060. Gleichzeitig steigt im gleichen Zeitraum die Zahl der über 65-Jährigen (aus Platzgründen in der Tabelle nicht dargestellt) von 16,9 Mio. (20,9 % der Gesamtbevölkerung) auf 23,2 Mio. (31,7 % der Gesamtbevölkerung) und es kommen weniger junge Menschen nach (2013 noch 14,7 Mio. und 2060 nur noch 12,0 Mio. Personen). Diese Entwicklung wird im 20-Jahres-Vergleich gegenüber dem Basisjahr 2013 in den Abbildungen unten dargestellt.
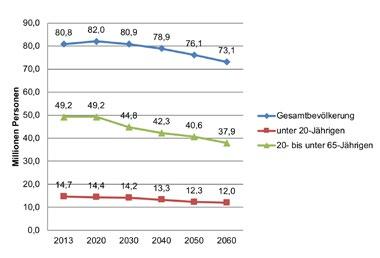
Wenn wir nun das Jahr 2020 betrachten, erkennen wir deutlich den Überhang von Erwerbstätigen über 55 Jahren und gleichzeitig die Nachwuchslücke von 15- bis 30-Jährigen. Dieses Problem anzugehen ist die unmittelbare Herausforderung der kommenden Jahre. Nach der Bevölkerungsvorausberechnung wird die jetzt schon prekäre Lage in den folgenden Dekaden aber noch viel dramatischer. Diese ungünstige Situation wird durch die Landflucht weiter verschärft: Immer mehr Arbeitssuchende zieht es in die Städte, sodass sich eine Überalterung der Landbevölkerung mehr und mehr bemerkbar wird. Die ohnehin schwierige Lage von Bäckereibetrieben im ländlichen Raum wird dadurch noch drückender.
Bevor wir zu Ideen und Vorschlägen kommen, was getan werden könnte, ist es hilfreich, zunächst das „Gelände“ zu vermessen, will heißen festzustellen, welche Schwächen grundsätzlicher Natur in Unternehmen bestehen, die Lösungen entgegenstehen und deshalb angegangen und nach Möglichkeit behoben werden müssten. Als erste zu nennen ist ein falsches Menschenbild mit entsprechenden Werte- und Führungsdefiziten seitens der Vorgesetzten. Häufig werden Mitarbeiter nämlich als autonom handelnde Wesen betrachtet, aber deren Verhalten wird als eigennützlich motiviert gedeutet. Mitarbeiter behandelt man demnach auch als eigennützliche Wesen: durch Schulungen, reduzierte Ermessensspielräume sowie durch Prüfung, Kontrolle und sogar durch Strafen. Eine hilfreiche Alternative wäre, sie als soziale Wesen zu betrachten, deren Verhalten durch Eigennutz, aber auch durch Wertvorstellungen, Ideale und Gruppendruck geprägt ist. Diese zweite Sichtweise schafft erst die Basis für die Vermeidung eines Wissensverlusts, der vermehrt auftreten kann, wenn die Babyboomer-Generation in den Ruhestand geht. Sie als stets zu kontrollierende Personen zu behandeln, die nur innerhalb eng festgelegter Parameter selbst zu denken haben, vergibt die Chance, implizites Wissen – Wissen und Know-how, das in ihren Köpfen steckt und nicht in Worten festgehalten werden kann – an die Nachfolger weiterzugeben. Unternehmen, die erkennen, dass 55- bis 60-Jährige anders denken als 35-Jährige und bei entsprechender Behandlung Ideale hinsichtlich der Förderung ihrer jüngeren Kollegen entwickeln können, haben zweifelsohne entscheidende Wettbewerbsvorteile. Als geschätzte Mentoren wären die erfahrenen älteren Mitarbeiter bereit, ihr Wissen an die jungen Kollegen weiterzugeben. Als „teure Alte“ abgekanzelt verabschieden sie sich geistig in den Ruhestand und mit ihrem Ausscheiden ist das Wissen weg, das maßgeblich zur Wettbewerbsfähigkeit des Unternehmens beigetragen hat.
Die Entwicklung wird im 20-Jahres-Vergleich gegenüber dem Basisjahr 2013 dargestellt.
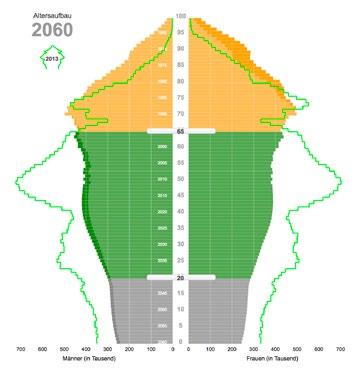
Weltweit werden auf unseren Förderbändern mehr Nahrungsmittel gegärt, gebacken, gekocht, gekühlt und gefrostet.
Fragen Sie nach Ashworth.
Wenn man heute an Maßnahmen für die älteren Mitarbeiter denkt, so hat man meistens Kostenszenarien vor Augen und die Lösung geht meistens in Richtung Altersteilzeit, womit das implizite Wissen noch eher verloren geht. Wenn Maßnahmen zur Gesundheitsförderung doch ergriffen werden, so dominieren „Krankenstandsanalysen“ und „Mitarbeiterbefragungen zum Gesundheitsschutz am Arbeitsplatz“ und zumeist nicht hinreichend durchdachte Insellösungen, die man halt bei anderen Firmen irgendwo gesehen hat. Was fehlt, sind wohlkoordinierte aktive Maßnahmen, die auf die individuellen Bedürfnisse der Mitarbeiter und die spezifischen Notwendigkeiten des eigenen Unternehmens zugeschnitten sind.
Und wenn es um die jungen Mitarbeiter geht, tut man zu wenig für sie und vertut damit die Chance, eine Reputation als attraktiver Arbeitgeber aufzubauen. Auch der Anteil ausbildender Betriebe ist immer noch viel zu gering. Doch die besten späteren Fachkräfte sind diejenigen, die man selbst geformt und herangezogen hat.
Was jeder Unternehmer tun könnte
Im Folgenden wollen wir ein paar generelle Lösungsansätze skizzieren, wohl wissend, dass man nur die generelle Richtung aufzeigen kann, denn jedes Unternehmen muss diese Vorschläge unter Berücksichtigung der eigenen Situation mit Leben erfüllen.
+ Werte und Führungsdefizite ernsthaft angehen. In dem schärfer werdenden Wettbewerb um die besten Fachkräfte geht es darum, als attraktiver Arbeitgeber wahrgenommen zu werden. Dazu müssen mehrere Faktoren stimmen, denn mit Geld allein ist es nicht getan: Der Arbeitgeber und der Arbeitsplatz müssen familienfreundlich und gesundheitsförderlich sein und als Mitarbeiter will man mit seinen Ideen ernst genommen werden und man will sich damit einbringen. Das sind elementare Voraussetzungen für Mitarbeiterbindung und -engagement. Dagegen suchen gute Mitarbeiter, die das Gefühl haben, als Lohn- bzw. Gehaltsempfänger behandelt zu werden, auf kurz oder lang das Weite.
+ Die Einstellung zu Frauenbeschäftigung muss sich radikal ändern. Gerade in Bäckereibetrieben mit vielen Frauen im Verkauf ist eine Neubewertung notwendig. Es geht nicht um ein bisschen Work-Life-Balance hier und bequemere Arbeitszeitmodelle dort. Frauen wollen und können genauso leisten wie ihre männlichen Kollegen. Viele Großfirmen haben sogar erkannt, dass die Initiative „Frauen in die Führung“ zu besserer Kundenbindung und mehr Umsatz führt.
+ Altersgerechte Arbeitsplätze durch die Optimierung von Schichtmodellen schaffen und insgesamt für eine altersgerechte Arbeitsorganisation sorgen. Wie bereits erwähnt, könnte man durch Mentoringmodelle versuchen, die „Alten“ mit ihren Idealen zu mobilisieren und dadurch das implizite Wissen im Unternehmen zu konservieren.
+ Gesundheit und Arbeitsfähigkeit auf der Ebene des individuellen Mitarbeiters analysieren und überwachen. Dazu gehört ein Case-Management-System für Fälle der Arbeitsunfähigkeit (AU). Ein Merkmal solcher Systeme ist, dass Mitarbeiter nach einer AU-Abwesenheit mit Rückkehrgesprächen wieder empfangen werden. Das hat nichts mit „small talk“ zu tun und noch viel weniger mit Schnüffelei. Es geht darum, dem Mitarbeiter deutlich zu erkennen zu geben, dass man sich freut, dass er wieder dabei ist, denn es gibt kaum etwas Schlimmeres für das Selbstwertgefühl eines Rückkehrers als das Gefühl, man hätte ihn gar nicht vermisst – so als ob es keine Rolle spielte, ob er wieder im Betrieb oder noch zu Hause wäre. Zum Case-Management gehört auch die Erfassung und Analyse des Krankenstands nach Altersgruppen und die Prüfung des Zusammenhangs zwischen Alter und AU-Tagen.
+ Durch Mitarbeiterbefragung die Arbeitsbewältigung und Arbeitsfähigkeit feststellen. Dazu gibt es den sog. Work Ability Index (WAI) als Fragebogen mit zehn Fragen. Der WAI wird im Deutschen auch Arbeitsbewältigungsindex (ABI) genannt. Ziel der Anwendung in Betrieben ist die Förderung bzw. Erhaltung der Arbeitsfähigkeit der Beschäftigten. Dadurch kann man auch den Zusammenhang zwischen Alter und Belastungen bzw. Ressourcen ermitteln.
Fazit
Diese Vorschläge und Ideen zeigen, dass BGM im weiteren Sinn sehr viel mehr erfasst als die reine Gesundheit und Arbeitsfähigkeit. Letztere hängt von sehr vielen Faktoren ab und, wie wir gesehen haben, von der Unternehmenskultur und von den Werten, die dort von den Führungskräften gelebt werden. Sie zeigen auch, dass eine sehr strukturierte Vorgehensweise, ein fein abgestimmter Maßnahmenmix und die Verwendung belastbarer Messdaten und Kennzahlen für die Steuerung und Kontrolle notwendige Voraussetzungen sind. Anders als etwa in der Finanzbuchhaltung geht es in erster Linie um nicht finanzielle Indikatoren (NFI) statt um monetäre Kennzahlen. Auch das bedeutet für viele Betriebe ein Umdenken, aber was nicht gemessen wird, bleibt oft auf der Strecke. +++
Prof. Dr. James Bruton lehrt Wirtschafts- und Unternehmensethik an der Universität Flensburg sowie an der NORDAKADEMIE Graduate School in Hamburg. Er ist Autor des Buches „Corporate Social Responsibility und wirtschaftliches Handeln. Konzepte, Maßnahmen, Kommunikation“ und forscht über psychologische Aspekte der Unternehmensführung in diesem Bereich. Er ist außerdem zertifizierter INQA-Berater.

Der Einfluss verschiedener Vermahlungsarten auf die strukturellen Veränderungen der Stärke und infolgedessen auf die technologischen Eigenschaften von Teigen.
+Die Herstellung von Backwaren erfordert die gezielte Auswahl von Mehlen mit den gewünschten funktionellen Eigenschaften. Dabei sind insbesondere Proteingehalt, Enzymaktivität, Wasseraufnahmefähigkeit, Verkleisterungseigenschaften und Stärkebeschädigung (nachfolgend als Stärkemodifikation bezeichnet) von großer Bedeutung. Die Anforderungen an die funktionellen Eigenschaften des Mehles unterscheiden sich stark in Abhängigkeit vom Anwendungsgebiet: Zur Herstellung von Backwaren sollen Mehle einen niedrigen Stärkemodifikationsgrad mit hohem Proteingehalt aufweisen; Mehle, die als Bindemittel eingesetzt werden, sollen hingegen hohe kaltwasserquellende Eigenschaften zeigen. Die technologische Funktionalität von Mehlen ist daher immer eine anwendungsbezogene Größe, die nach Einsatzgebiet der Mehle variiert und die Teigbereitung und Endprodukteigenschaften, beispielsweise das spezifische Volumen von Backwaren, bestimmt. Beim Backvorgang sorgen die Biopolymere der Stärke – die Amylose und das Amylopektin – für die Bindung von Wasser aus der Teigmatrix. Dadurch kann das System von einem flüssigen Schaum bzw. Emulsion (Teigmatrix) in einen offenen, festen Schaum (Krumenstruktur) überführt werden. Entscheidend für die Ausbildung einer lockeren Krumenmatrix sind dabei die Hydratationseigenschaften der Stärke: Wie viel Wasser kann Stärke binden und wie schnell erfolgt diese Wasserbindung?
Zielgerichtete Mehlmodifikation
Durch die Modifikationen von Stärkestrukturen lassen sich neue Eigenschaften wie eine erhöhte Wasserbindung und Löslichkeit zur Kalttexturierung erzielen. Eine Stärkemodifikation kann die Textur von Backwaren verbessern und die Rekristallisation von stärkebasierten Systemen verringern. Die reduzierte Rekristallisationsneigung der Stärke verzögert die Krumenverfestigung von Backwaren bei der Lagerung und sorgt damit für eine längere Frischhaltung. Chemisch und mechanisch sind viele Möglichkeiten gegeben, die funktionellen Eigenschaften eines Mehles zu modifizieren und damit die Teigund Endprodukteigenschaften zu beeinflussen. Die chemische Modifikation von Stärke- und/oder Proteinfraktionen unterliegt jedoch der Deklarationspflicht, weshalb der Wunsch nach deklarationsfreien Modifikationsmethoden steigt. Immer beliebter wird daher die mechanische Modifikation der Stärke mittels Mühlen unmittelbar während der Vermahlung des Getreidekorns bzw. anschließend durch eine Nachvermahlung des Mehles. Die Art und das Ausmaß der strukturellen Veränderungen sind dabei abhängig von der Wahl der Mühle und den Mahlparametern. So kann dasselbe Getreide, welches auf verschiedene Arten vermahlen wurde, unterschiedliche Wasserbindekapazitäten und andere funktionelle Eigenschaften aufweisen. Eine produktspezifische
Steuerung könnte somit ermöglicht werden. Jedoch äußert sich bisweilen der Einsatz mechanisch modifizierter Mehle hauptsächlich in negativen Effekten auf die Endproduktqualität, wie Abbildung 1 verdeutlicht.
Um solche negativen Auswirkungen auf das Endprodukt zu vermeiden, müssen Wirkzusammenhänge aufgeklärt und die Modifikation somit zielgerichtet gesteuert werden.
Herausforderungen bei der Steuerung
Trotz einer Vielzahl an Untersuchungen auf diesem Gebiet ist bis heute unklar, welche mechanischen Kräfte welche Strukturen der Stärke und des Proteins beeinflussen und wie sich dies auf die veränderte Mehl-Funktionalität auswirkt. Dies hängt damit zusammen, dass die mechanische Beanspruchung der Stärke nicht nur die Modifikation einer Stärkestruktur (z. B. Oberfläche der Stärkegranula, kristalline Bereiche, Molekularstruktur), sondern meistens eine Vielzahl unterschiedlicher struktureller Veränderungen hervorruft. Dadurch hat sich eine große Anzahl an Analysenmethoden zur Bestimmung der Stärkemodifikation entwickelt. Diese setzen jedoch meist an nicht genau definierten Strukturgrößen an, wodurch eine Vergleichbarkeit der Methoden erschwert wird. Da die Analysemethoden sich nicht eignen, um die Auswirkungen der Stärkemodifikation auf technologische Eigenschaften vorherzusagen, kann ein „idealer Wert“ der mechanischen Stärkemodifikation für optimale Backeigenschaften nicht angegeben werden.
Die Aufklärung der Protein- und Stärkemodifikation würde eine gezielte Funktionalisierung von Weizenmehlen zulassen, wodurch die wirtschaftliche Bedeutung mechanisch modifizierter Mehle deutlich erhöht werden kann.
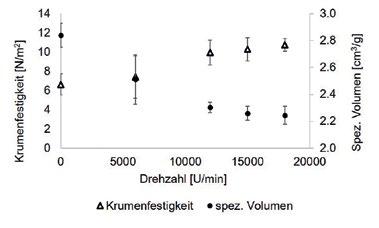
Mühlen – Werkzeuge zur mechanischen Modifikation von Mehlen
Durch den Vergleich von Mühlen sollen die Auswirkungen verschiedener mechanischer Kräfte auf die Mehlstrukturen sowie -funktionalitäten aufgeklärt werden. Es wurden dazu drei Mühlen gewählt, die sich in ihrem Vermahlungsprinzip unterscheiden: (a) eine Ultrazentrifugalmühle, die ein bekannter Vertreter der Prallmühlen ist, (b) eine Kryomühle, welche ein Vertreter der Kugelmühlen ist, bei der die Modifikation unter kryogenen Bedingungen (-196 °C) stattfindet, (c) eine konventionelle Kugelmühle, die zu den Trommelmühlen gehört. Mit Letzterer ließen sich hohe Stärkemodifikationsgrade erzielen, jedoch kam es bei der Vermahlung auch zu einer hohen Hitzeentwicklung, die die Proteinfunktionalität beeinflussen könnte.
Stärkemodifikation von
zur granularen Ebene
Die mechanische Beanspruchung der Stärke kann zu Veränderungen auf allen Strukturebenen führen (vergleiche Abbildung 2). Unterschiedlichste Nachweismethoden werden verwendet, um diese qualitativ und quantitativ zu beschreiben. Auf singularer Ebene führt die Modifikation von Weizenmehl mittels Ultrazentrifugalmühle zu einem Anstieg des Disaccharids Maltose im modifizierten Mehl. Die Bildung von Sacchariden kann dabei auf die mechanische Spaltung der Stärkeketten bzw. auf die erhöhte Zugänglichkeit der Stärke für einen enzymatischen Abbau durch endogene β-Amylase zurückgeführt werden. Begünstigt durch die Temperaturerhöhung beim Vermahlungsvorgang können Enzymreaktionen auch im trockenen Medium Mehl merkbar ablaufen. Die gebildete Maltose steht der Hefe als Substrat während der Fermentation des Teiges zur Verfügung. Die Vermahlung mittels Kryomühle führte hingegen zu keinem signifikanten Anstieg der Maltose im Mehl. Die Messung des Maltosegehaltes ist damit notwendig, um den Gehalt an fermentierbaren
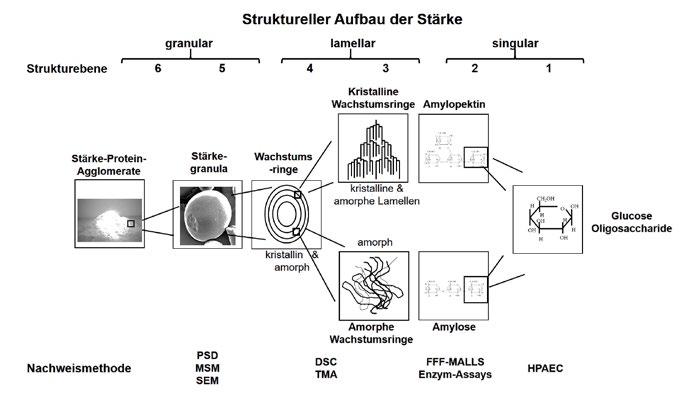
Zuckern zu bestimmen und die strukturellen Veränderungen auf molekularer Ebenen der Stärke zu erfassen. Zur qualitativen Beschreibung entscheidender struktureller Veränderungen der Stärke durch die Vermahlung und zur Vorhersage der funktionellen Eigenschaften der Mehle ist jedoch vielmehr die Bestimmung des Stärkemodifikationsgrades (entspricht Stärkebeschädigungsgrad) notwendig. Zur Bestimmung des Modifikationsgrades findet neben der amperometrischen Nachweismethode mittels SDmatic häufig die enzymatische Nachweismethode mittels Enzymkit „starch damage“ von Megazyme Anwendung. Die Methode basiert auf der höheren Zugänglichkeit modifizierter Mehle bzw. Stärken für einen Abbau durch Amylasen. Je höher dabei der Stärkeabbau in einer definierten Zeit ist, desto höher ist der Stärkemodifikationsgrad. Da während des Gärprozesses native und exogene Enzyme der Hefe die Stärke zu Sacchariden abbauen und die Spaltprodukte wiederum der Hefe als Substrat für die CO2-Bildung zur Verfügung stehen, ist die Bestimmung des Stärkemodifikationsgrades ein wichtiges Qualitätsmerkmal von Mehlen. Weiterhin zeigt sich sowohl für die Modifikationen in der Ultrazentrifugalmühle und der Kryomühle (Abbildung 3) als auch in der Kugelmühle (nicht dargestellt) eine gute Korrelation zwischen Stärkemodifikationsgrad und Wasserbindungskapazität.
Dieser Zusammenhang wurde erwartet, da beide Methoden, Wasserbindungskapazität und enzymatischer Stärkemodifikationsgrad, auf der Zugänglichkeit der Proben für Wasser bzw. wässrige Enzymsuspensionen basieren.
Mittels mikroskopischer Methoden, beispielsweise der Rasterelektronenmikroskopie (REM), können die Unterschiede in den Vermahlungsverfahren sichtbar werden (Abbildung 4). Deutlich zu erkennen sind Stärkegranula, die in eine Proteinmatrix eingebettet sind. Durch die umliegende Proteinschicht können Wasser bzw. Enzyme nur schlecht zu den dicht gepackten Stärkegranula gelangen, um diese zu hydratisieren bzw. zu hydrolysieren. Eine geringe Wasserbindungskapazität ist die Folge.
++ Ab hängigkeit der Wasserbindungskapazität vom enzymatisch bestimmten Stärkemodifikationsgrad nach Modifikation in der Ultrazentrifugalmühle und Kryomühle
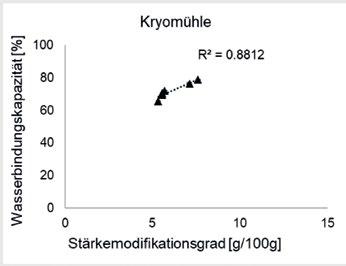
Die Nachvermahlung mittels Ultrazentrifugalmühle führte zum Herausbrechen einzelner Stärkegranula aus den Agglomeraten, wobei bei höherer Umdrehungszahl mehr Stärkegranula entfernt wurden und die Wasserbindungskapazität stieg. Im Gegensatz zur Ultrazentrifugalmühle führte die nachgeschaltete Modifikation mittels Kryomühle zu einer stärkeren Fragmentierung der Agglomerate, wodurch deutlich kleinere Mehlpartikel resultierten. Zusätzlich rief die kryogene Modifikation eine Entfernung der Proteinschicht
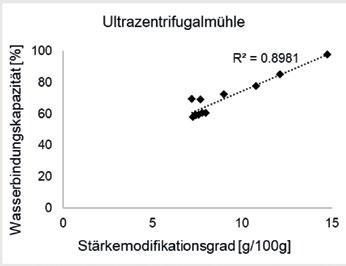
Anzeige
um die Granula hervor. Bei der Modifikation mittels Kugelmühle fand eine deutliche Wärmeentwicklung beim Mahlvorgang statt. Einerseits führten die hohen mechanischen Kräfte zu einer Fragmentierung der Agglomerate, andererseits verklumpten die Bruchstücke. Letzteres führte sogar zu einem Anstieg der Partikelgröße. Die neu gebildeten Agglomerate waren hingegen weniger dicht gepackt als die nativen Mehl-Agglomerate. Wasser und Enzyme konnten dadurch leichter eindringen als beim nativen Mehl, wodurch die
Revolutionäre
PRODUKTION:





- Bessere Qualität (Geschmack & Haltbarkeit)




- Jederzeit frisch gebackenes Brot im Regal

- Optimierte Produktionszeiten
- Weniger Überproduktion
- Mehr Gewinn
Wasserbindungskapazität der Kugelmühlen-modifizierten Mehle ebenfalls anstieg. Diesen Effekt verdeutlicht auch die Bestimmung der Partikelgrößenverteilung (Abbildung 5). Die Zerkleinerung von Mehlpartikeln durch die nachgeschaltete Modifikation in den Mühlen führt zu einer Erhöhung der spezifischen Oberfläche der Schüttung. Dabei wird deutlich, dass bei gleicher spezifischer Oberfläche der Schüttung, beispielsweise ca. 175 cm 3/g, Kugelmühlen-modifizierte Mehle eine höhere Stärkemodifikation aufweisen als Prallmühlenmodifizierte Mehle.
Durch freiliegende Stärkegranula und die Fragmentierung der Agglomerate wird bei der Teigbereitung die Oberfläche der Stärkegranula, die in Kontakt zum Wasser aus der Teigmatrix stehen, erhöht. Dies führt bei modifizierten Mehlen zu einer höheren Wasserabsorption bei der Teigbereitung. Die Wasserzugabe muss daher bei modifizierten Mehlen erhöht werden, da sonst nur geringe Mengen an Wasser für die Ausbildung des Glutennetzwerkes zur Verfügung stehen und sehr feste, wenig elastische Teige aus dem Knetprozess resultieren.

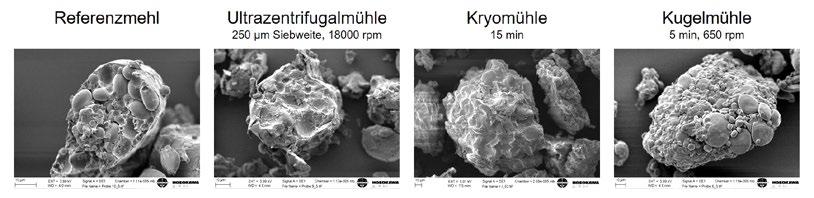
Neben rheologischen Untersuchungen kann eine Veränderung der Kleberausbildung auch mittels CLSM (konfokales Laserscanning Mikroskop) nachgewiesen werden. Dabei werden selektiv die einzelnen Mehlfraktionen mit fluoreszierenden Farbstoffen angefärbt, beispielsweise die Proteinfraktionen (Abbildung 6). Native Weizenmehle bilden
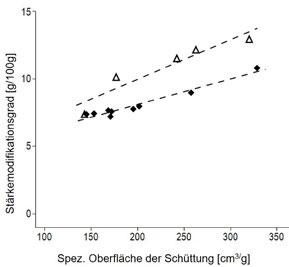
bei der Teigbereitung ein dreidimensionales Netzwerk aus, welches die erforderlichen technologischen Eigenschaften (Gashaltefähigkeit, Elastizität etc.) aufweist. Mit zunehmender Erhöhung der Drehzahl in der Ultrazentrifugalmühle nehmen die Proteinfläche sowie die Länge der Proteinstränge ab. Die Netzwerkstruktur geht verloren. Bei mit 18.000 U/min modifizierten Mehlen (rechts, unten) bilden Proteine bei der Teigbereitung nur noch eine granulare Struktur mit schlechtem Gasrückhalt aus. Die Ursache für dieses Verhalten liegt in der hohen Wasserbindung der modifizierten Stärke: Bei konstanter Teigausbeute bindet modifiziertes Mehl mehr Wasser, wodurch weniger freies Wasser zur Ausbildung des Glutennetzwerkes vorhanden ist. Zudem kann die Schwächung des Klebernetzwerkes auch in der Modifikation des Glutens selber begründet sein, was noch in weiteren Untersuchungen aufgeklärt werden soll. In weiterführenden Versuchen soll geklärt werden, ob durch eine angepasste Wassermenge die gleichen Netzwerksstrukturen erzeugt werden können wie in nichtmodifiziertem Mehl.
Die Weizenteigausbildung und letztendlich die sensorischen Eigenschaften von Backwaren werden nachhaltig durch das Ausmaß und die Art der Stärkemodifikation bestimmt. Dabei stieg mit Erhöhung der Krafteinwirkung in der Prallmühle der Stärkemodifikationsgrad um bis zu 104 % sowie
die Wasserbindung um bis zu 69 % an. Die starke Hydrophilie („Wasserliebe“) der modifizierten Stärken reduziert die Menge an verfügbarem Wasser, die zur Ausbildung der Proteinnetzwerkstrukturen benötigt werden. Zur Vermeidung sehr fester, unelastischer Teige sollte daher die Wassermenge bei der Teigbereitung zwingend angepasst werden. Es sollte jedoch eine Wasserzugabe unterhalb des empfohlenen Wasserzusatzes der Standard-Analysegeräte verwendet werden, da die ermittelte Wasserabsorption (beispielsweise im „Doughlab“) eine Wasserüberdosierung zur Folge hätte. Zudem sollten bei der Modifikation der Mehle Verfahren gewählt werden, die nicht ausschließlich die Oberflächeneigenschaften der Mehlpartikel und damit die Wasseraufnahmefähigkeit bzw. -verteilung beeinflussen. Vielmehr sollten im Fokus mechanisch-thermische Verfahren stehen, die die Verkleisterungseigenschaften verbessern, ohne ausschließlich die granulare Struktur der Stärke oder der Mehlpartikel zu verändern. Weiterhin konnte gezeigt werden, dass sich herkömmliche Messmethoden bei der Analyse von mechanisch modifizierten Mehlen nur bedingt eignen. Kugelmühlen-modifizierte Mehle wiesen eine hohe Partikelgröße auf, was dazu verleitet, eine geringe Mehlmodifikation anzunehmen. Allerdings wurde deutlich, dass die neu gebildeten Agglomerate aufgrund der Hitzeentwicklung beim Vermahlen poröse Strukturen aufweisen. Die Wasserbindung kann daher auch ohne Veränderung der Partikelgröße bei den „mechanisch“ modifizierten Mehlen ansteigen. Die Modifikation in der Kryomühle führte beim Vergleich der drei Mühlen zu der feinsten Körnung. Durch die Versprödung bei tiefen Temperaturen wurde ein erleichtertes Bruchverhalten der Mehlpartikel bereits bei geringer Krafteinwirkung erzielt.
Grundsätzlich zeigt sich dadurch, dass neben der Steuerung der mechanischen Krafteinwirkung eine Temperaturerfassung bzw. -kontrolle beim Vermahlen unerlässlich ist, sowohl für die Steuerung des Stärkemodifikationsgrades über die Partikelgröße als auch für die Vorhersage der funktionellen Eigenschaften. +++
Der Beitrag basiert auf Erkenntnissen aus dem IGF-Vorhaben (AiF 18679 N). Das o.g. IGF Vorhaben der Forschungsvereinigung Forschungskreis der Ernährungsindustrie e.V. (FEI) Godesberger Allee 142-148, 53175 Bonn wird/wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
Sabina Jakobi, Dr.-Ing. Mario Jekle*, Prof. Dr.-Ing. Thomas Becker
Technische Universität München (TUM)
Lehrstuhl für Brau- und Getränketechnologie Arbeitsgruppe Getreidetechnologie und -verfahrenstechnik
85354 Freising, Germany
E-Mail: mjekle@tum.de *Kontaktperson
Vermietung 31134 Hildesheim (100.000 EW) , ca. 140 m² Ladenlokal zzgl. Damen- und Herren-WC in 1A-Lage der Fußgängerzone, ideal für Backshop, Außenbestuhlung möglich. Von privat zu vermieten (E-Ausweis in Bearbeitung). Info@kensas.info
Packhaus Rockmann....................39
Rademaker....................................37 Rego Herlitzius.............................39
Schapfenmühle............................11
Sterilsystems.......................Beilage
Tecnopool.....................................45
Toolbox............................................3
Tromp..............................................9
Markenqualität und Frische aus Tradition.
Mandel-, Haselnuß- u. Erdnußkern-Präparate. Nußecken- und Bienenstich-Streusel, Haselnuß-Füllmassen und Multi-Crunch. Sonderanfertigungen nach Ihren individuellen Spezifikationen.
Rubriken-Überschrift:
Abwieger für Brot und Brötchen
ABWIEGER FÜR BROT UND BRÖTCHEN

Rheon GeneralVertretung Deutschland
Schwanenmarkt 9 40213 Düsseldorf
Tel.: 0211/ 522 90 00-0
Fax: 0211/ 522 9000-17
www.abwieger.de
In der Krause 67 52249 Eschweiler +49 (0) 2403 / 7001-0 info@anneliese.de www.anneliese.de
www.brot und backwaren.de

Bezugsquellenverzeichnis von brot + backwaren

Telefon: (040) 38 61 67-92/-94
Telefax: (040) 39 90 12 29 sales@foodmultimedia.de www.brotundbackwaren.de
Tägliche Nachrichten: www.backwelt.de
Abteilungsleiter, Anwendungsberater, Anwendungstechniker (m/w), Anwendungstechniker (m/w), Backmittel Handwerk, Werks leitung (m/w), AreaSales Manager, Ausbilder/in Backindustrie, Bäcker (m/w) oder Lebensmitteltechniker (m/w), Bäcker/in für Vietnam, Bäckermeister, Bäckermeister als Anwendungs berater(m/w), Bäckermeister/in als Backstubenleiter, Backstubenleiter/in, Betriebsleiter , Betriebsleiter für führendes Backunternehmen, Bezirksleiter/in Bäckereifilialen, Controller (m/w) Großbäckerei,
Das Wörterbuch mit bäckereispezifischen Fachausdrücken.
Das „Dictionary of Bakery Engineering and Technology“ enthält auf 336 Seiten Fachbegriffe von „Ausbund“ über „Kesselgare“ bis hin zu „Teigportioniertrichter“.







Dabei dient Englisch als Ausgangssprache für die folgenden sechs Sprachen: deutsch, französisch, spanisch, russisch, dänisch und japanisch.
Das Buch ist bei Viktoria Usanova (usanova@foodmultimedia.de) zu einem Einzelverkaufspreis von 39 EUR (zzgl. Versand) zu bestellen.
f2m