OFFIZIELLES
VERBANDES DEUTSCHER GROSSBÄCKEREIEN E.V. Zentralverband Es geht ans Eingemachte AIBI Erfolgreicher Kongress in Manchester Bleche und Formen Alles rund um Beschichtungen 04 19 www.brotundbackwaren.de
ORGAN DES




Die Zeiten ändern sich. In der Vergangenheit waren die Kunden dankbar, dass sie ihre Lebensmittel bei ihrem Bäcker, Metzger oder Landwirt direkt nebenan kaufen konnten, und umgekehrt waren Bauern, Metzger und Bäcker zufrieden, wenn sie die Wünsche ihrer Kunden erfüllen konnten. Aber die Entfernung hat sich sowohl im wörtlichen als auch im übertragenen Sinne vergrößert. Einblicke und Wissen sind verloren gegangen. Jeder kleine Fehler wird zum Skandal. Das Misstrauen hat sich ausgebreitet, manchmal gerechtfertigt, aber meist unbegründet.
Brot ist nicht mehr nur Brot allein. Es ist nur dann ein gutes Brot, wenn es ökologisch sauber hergestellt, mit regionalen Zutaten gebacken und –wenn Zutaten aus fernen Ländern verwendet wurden – unter den besten sozialen und ökologischen Bedingungen geerntet und verarbeitet wurde. Der Kunde möchte Zugang zu allen Informationen haben, daher müssen diese zur Verfügung gestellt werden.

Schwerfällig? Vielleicht. Ist das schlimm? Nein. Der Kunde war schon immer König und er wird König bleiben. Social Media und verschiedene TransparenzAnforderungen sind seine modernen Assistenten. Influencer und sogar Greta Thunberg aus Schweden tun ihre Arbeit.
Es wäre unklug, zu versuchen, sich dem zu widersetzen. Die Generation Y, die Digital Natives, verändern die Gesellschaft und damit die Lebensmittelindustrie. Es klingt ein wenig albern, dass wir uns über analoge Datendeklaration wie z. B. den Nutri-Score im digitalen Zeitalter streiten. Es wird nicht möglich sein, es so zu belassen.

Nur die Bereitschaft zur Transparenz bei Rohstoffen, Produktion und Kennzeichnung wird den Lebensmittelherstellern, Bäckern, Metzgern und Bauern helfen und eine weitere Entfremdung zwischen ihnen und den Verbrauchern vermeiden.
Wir backen täglich hochwertiges Brot für 500 Millionen Menschen in der EU. Vegan, vegetarisch, regional, biologisch, mit wenig Salz, auch ohne Mehl, oder einfach traditionell. Wir sind die Experten! Wir können die Karten auf den Tisch legen!
Unsere eine ganze Menge.

Branchenspezifische Prozesse, Integration von Maschinen und Anlagen, Monitoring und Reporting, Rückverfolgbarkeit, Qualitätsmanagement und vieles mehr. Das CSB-System ist die Unternehmenssoftware für die Brotund Backwarenbranche. Es deckt als Komplettlösung ERP, FACTORY ERP und MES ab. Und dazu sind BestPractice-Standards schon enthalten.
Sie möchten ganz genau wissen, warum Branchenführer auf CSB setzen?
Zentralverband
06 Mitgliederbefragung: Es geht ans Eingemachte
Messe
10 südback: Mit neuer Hallenstruktur
AIBI
12 Manchester: Erfolgreicher Kongress

Tagungen
16 Bäckerei-Filialtag 2019: Was den Markt bewegt
VDB Österreich
20 Kolloquium: Treffpunkt Schladming
Steuerung
22 Rademaker: Leistung und Flexibilität
Bleche und Formen
25 acs Coating Systems: Absolut plan und verzugsfrei
26 Bundy Baking Solutions: Beschichtung nach Maß
28 Lhotellier R2A: Alles rund um Beschichtungen
30 Anneliese Backtechnik: Ausgefallenste Formen möglich
30 Kempf: Neue Beschichtung
31 Precisma: Kompakt, effizient, universell einsetzbar
Produktion
32 König: Eine für alle Teige
38 BVT: Kontinuierliche Vakuumkühlung
40 Delhaize: Einkaufen als Erlebnis
Trennmittel
34 Dübör: Step by step zum Global Player
Robotik
44 Schubert: Intelligenz beim Verpacken
Qualitätssicherung
47 FSSC 22000 Version 5: Was ist neu?
Rubriken
brot + backwaren ISSN 0172-8180
brot + backwaren ist das offizielle Organ des Verbandes Deutscher Großbäckereien e.V. brot + backwaren erscheint 6 x im Jahr zum Einzelverkaufspreis von Euro 15,00. Im Verbund mit dem wöchentlichen digitalen Newsletter Backspiegel beträgt der Jahresabonnementpreis:
+ Print-Abonnement
zzgl. 7 % MwSt im Inland: 75,00 EUR
+ Abonnement der digitalen Version
zzgl. 19 % MwSt im Inland: 75,00 EUR
+ Kombi-Abonnement Print-Abonnement
zzgl. 7 % MwSt im Inland: 70,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos) + Ergänzungsabonnement digital
zzgl. 19 % MwSt im Inland: 6,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos) Im Ausland und für Studenten gelten andere Preise.
Abonnementskündigungen müssen
3 Monate vor Ende des Bezugszeitraums dem Verlag schriftlich vorliegen. Abonnementsbestellungen richten Sie bitte an die genannte Vertriebsleitung. Bei Nichtlieferung ohne Verschulden des Verlags oder infolge von Störungen des Arbeitsfriedens bestehen keine Ansprüche gegen den Verlag. Die Zeitschrift und alle in ihr enthaltenen Beiträge und Abbildungen sind urheber rechtlich geschützt. Mit Ausnahme der gesetzlich zugelassenen Fälle ist eine Verwertung ohne Einwilligung des Verlags strafbar. Online-Streitbeilegung gemäß Art. 14 Abs. 1 ODR-VO: Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie unter http://ec.europa.eu/ consumers/odr/ finden.
Zurzeit gültig ist die Anzeigenpreisliste 2018.
VERLAG
f2m food multimedia gmbh Ehrenbergstraße 33 22767 Hamburg +49 (0)40 399 012 27 info@foodmultimedia.de
HERAUSGEBERIN
Hildegard M. Keil +49 (0)40 380 94 82 keil@foodmultimedia.de
CHEFREDAKTION
Bastian Borchfeld +49 (0)40 399 012 28 borchfeld@foodmultimedia.de
REDAKTION

Helga Baumfalk +49 (0)40 399 030 61 baumfalk@foodmultimedia.de Katrina Finley finley@foodmultimedia.de
SCHLUSSREDAKTION
Sybille Kalinka
TEXT-Tapir
ANZEIGENABTEILUNG
Anzeigenleitung
Dirk Dixon +44 143 587 20 09 dixon@foodmultimedia.de
Anzeigensachbearbeitung
Wilfried Krause +49 (0)40 386 167 94 krause@foodmultimedia.de
Anzeigenberatung
Susanne Carstens +49 (0)40 386 167 94 carstens@foodmultimedia.de
VERTRIEBSLEITUNG
Viktoria Usanova +49 (0)40 399 030 62 vertrieb@foodmultimedia.de
GESTALTUNG
LANDMAGD in der Heide
Linda Langhagen design@landmagd.de
LITHO/DRUCK
Leinebergland Druck GmbH & Co. KG Alfeld (Leine)
with this master baker mindset, like our modular AMF Den Boer Tunnel Ovens, which allow us to engineer the most optimal baking solutions for today while preparing your bakery for future growth.
G et in touch with the industry ’s only tr uly g lobal complete system supplier for the best unit equipment and integ rated solutions for your operation.

Die Mitgliederbefragung des Zentralverbandes ist ausgewertet. Der Vorstand hat dazu Beschlüsse und Vorschläge verfasst. Man muss kein Hellseher sein, um einen Kampf zwischen Traditionalisten und Modernisten vorherzusagen.
Der Zentralverband des Deutschen Bäckerhandwerks hat rund 7.000 Innungsmitglieder durch ein Team externer Profis per Fragebogen um ihre Meinung gebeten. Geantwortet haben 13,6 %, was eine vergleichsweise hohe Rücklaufquote bedeutet. Rund 60 % der Antwortenden waren dem Organisationsverbund aus Innungen, Landesinnungsverbänden und Zentralverband als Ehrenamtsträger verbunden. Parallel lief eine deutlich abgespeckte Meinungsumfrage unter 4.700 Nicht-Innungsmitgliedern im Backgewerbe, von denen 5,7 % ihre Meinung kundtaten. Im Folgenden berichten wir über die Mitgliederbefragung.
Die Auswertung durch das Befragungsteam ergab eine Abnahme der gefühlten Bindung an die Standesorganisation von der lokalen Ebene bis zur Bundesebene. Ein durchaus erwartbares Ergebnis, „die da in Berlin“ sind halt ein bisschen weiter weg.
Aufhorchen lässt eher der relativ hohe Anteil von Innungsmitgliedern mit geringer Bindung, ob mit oder ohne Zufriedenheit. Dort, wo der Kontakt eigentlich am engsten sein sollte, bei den Innungen, sind es immerhin 41 % der Mitglieder, die keine Bindung empfinden, bei den Landesinnungsverbänden (LIV) 48 %, beim Zentralverband (ZV) 72 %. Gefragt wurden die Innungsmitglieder, die üblicherweise bislang keine Direktmitglieder der LIVs und im ZV nur indirekt
über die LIVs vertreten sind. Für Präsident Michael Wippler und Hauptgeschäftsführer Daniel Schneider offenbart das in erster Linie eine mangelnde Kommunikation über die Leistungen der Organisation, die oft im Detail liegt. Als Beispiel nannte Wippler den Bäckerbus, den viele Bäcker noch nicht erlebt haben, und deshalb wird er als unwichtig angesehen, wohingegen jene, die die Anziehungskraft des Busses speziell auf Kinder und junge Verbraucher bereits erlebt haben, darauf schwören.
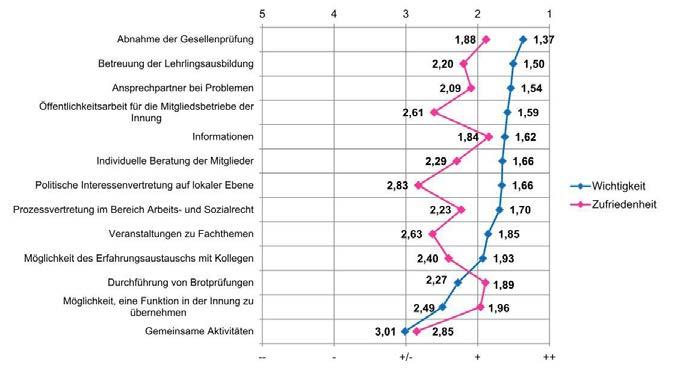
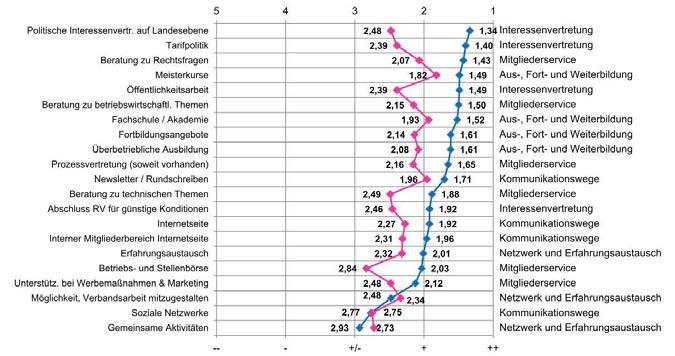
Aus- und Weiterbildung sind o.k. Öffentlichkeitsarbeit, Vertretung gegenüber Politik und Verwaltung eher nicht. Die Charts, in denen die Antworten der Innungsmitglieder über Wichtigkeit und Zufriedenheit mit den Leistungen von Innung, LIV und ZV abgebildet sind, zeigen deutlich, wie sich das Anforderungsprofil der Betriebe gewandelt hat. Der soziale Zusammenhalt mit anderen Innungsmitgliedern – in den Charts Innung und LIV „Gemeinsame Aktivitäten“ genannt – hat deutlich an Attraktivität verloren. Sowohl der Bedeutung wie der Zufriedenheit nach liegt es auf beiden Ebenen im unteren Mittelfeld.
Von den Innungen werden konkrete Dienstleistungen erwartet: Gesellenprüfung, Betreuung der Lehrlingsausbildung, Beratung bei betrieblichen Problemen und Öffentlichkeitsarbeit für einzelne Mitgliedsbetriebe. Bei den ersten drei Punkten
Zufriedenheit und Wichtigkeit der Innung
Abnahme der Gesellenprüfung
Betreuung der Lehrlingsausbildung Information
Ansprechpartner bei Problemen Öffentlichkeitsarbeit für die Mitgliedsbetriebe der Innung
Individuelle Beratung der Mitglieder
Politische Interessenvertretung auf lokaler Ebene
Prozessvertretung im Bereich Arbeits- und Sozialrecht
Veranstaltung zu Fachthemen
Möglichkeit des Erfahrungsaustauschs mit Kollegen
Durchführung von Brotprüfungen
Möglichkeit, eine Funktion in der Innung zu übernehmen
Gemeinsame Aktivitäten
Wichtigkeit Zufriedenheit
kommen die Standesvertreter vor Ort noch einigermaßen glimpflich davon, bei der Öffentlichkeitsarbeit für die Betriebe verfehlen die Innungen hingegen ganz deutlich die Erwartungen ihrer Mitglieder. Übertroffen wird das nur noch von der politischen Interessenvertretung auf lokaler Ebene, also im Fall von Straßenbaumaßnahmen etc.
Ein ähnliches Bild zeigt sich bei der Beurteilung der Landesinnungsverbände durch die Innungsbetriebe. Die kriegen gute Noten für die Meisterkurse und Fachschulen bzw. bei
der überbetrieblichen Ausbildung, enttäuschen aber bei der politischen Interessenvertretung auf Landesebene und in der Tarifpolitik.

In beiden Fällen zeigt sich, dass die konkrete Aus- und Weiterbildungsarbeit geschätzt wird und man sich sogar einen Ausbau der Hilfe in Personalfragen wünscht, etwa in Form einer Betriebs- und Stellenbörse. Die Vertretung des Handwerks gegenüber politischen Gremien, Behörden und der Öffentlichkeit im Allgemeinen ist für die Innungsmitglieder auf beiden Ebenen der Standesvertretung suboptimal. Das mag zum Teil dem Wunsch nach einem weißen Ritter entspringen, der einem die Welt schöner macht, als sie ist, ist aber ganz sicherlich auch Ausdruck professioneller oder zeitlicher Überforderung der Standesvertreter.
Veranstaltungen zu Fachthemen und die technische Beratung kriegen schlechte Noten
Echte Mitgliederbindung
Trotz geringer Zufriedenheit hohe Mitgliederbindung!
Trotz hoher Zufriedenheit nur geringe Bindung!
Mitglieder mit geringer Zufriedenheit und mit geringer Bindung
Einen klaren Qualitätsmangel attestieren die Innungsmitglieder den Veranstaltungen zu Fachthemen auf Innungsebene und der Beratung zu technischen Themen seitens der Landesinnungsverbände. Die Fachveranstaltungen geraten nur zu häufig zu Werbeveranstaltungen von Zulieferanten und bei der technischen Beratung braucht es gerade vor dem Hintergrund einer sich rapide verändernden Struktur der Branche eine Diskussion darüber, was ein Berater wissen und
Anzeige
21. – 24.09.2019 |

Rund 700 Aussteller aus 20 Ländern in sechs Hallen. Entdecken Sie alle Facetten der sechs Messeschwerpunkte, informieren Sie sich über die Vielfalt an Themen und genießen Sie die Atmosphäre einer echten Trend- und Fachmesse für das Handwerk. Wir freuen uns auf Sie!
südback – die
können muss, um diesen Job auszufüllen, und was man ihm bieten muss, um dies im Dienst der Standesorganisation zu tun.
Weinheim macht einen guten Job
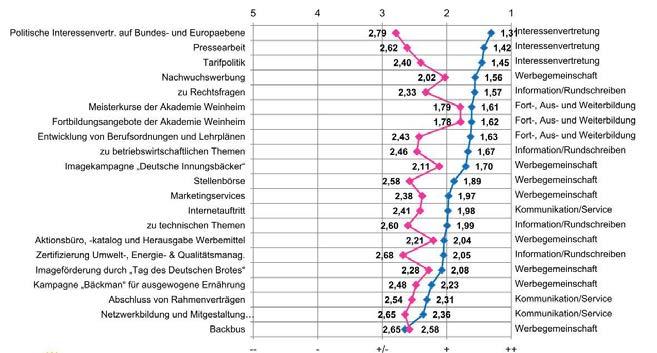
Das Aufgabenportfolio des Zentralverbandes weicht deutlich von dem der beiden unteren Ebenen ab, insofern ist die Beurteilung nur bedingt vergleichbar. Aber auch hier fällt auf, dass bei Aus-, Fort- und Weiterbildung an der Akademie in Weinheim in der Beurteilung von Wichtigkeit und Zufriedenheit beide nahe beieinander liegen. Hingegen wird die Entwicklung von Berufsordnungen und Lehrplänen deutlich skeptischer gesehen.
Die Aktivitäten der Werbegemeinschaft werden auf einer Skala von 1 bis 5 überwiegend mit Noten zwischen 2 und 2,5 bewertet. Der angesprochene Bäckerbus kriegt sogar mehr Lob, als ihm Wichtigkeit zugesprochen wird.
Künftig direkter Infonewsletter vom ZV an die Betriebe Deutlich an den Erwartungen der Innungsmitglieder vorbei gehen die Leistungen des Zentralverbandes in den drei wichtigsten Themen: der politischen Vertretung auf Bundes- und Europaebene, der Presse- und der Tarifpolitik. Auch die interne Kommunikation über betriebswirtschaftliche und technische Themen, Zertifizierung, Umwelt-, Energie- und Qualitätsmanagement seitens des ZV erreicht nicht das Niveau, das die Mitglieder erwarten. Das mag zum Teil daran liegen, dass bislang die Information des ZV an den LIV ging, von dort an die Innung und von dort wiederum an die Betriebe, eine Kaskade, die in der Regel viel Zeit kostet und manchmal auch Qualitätseinbußen verursacht. Künftig wird der Zentralverband einen ausschließlich den Mitgliedsbetrieben vorbehaltenen direkten Informationsweg über einen digitalen Newsletter anbieten.
Eine Projektgruppe hat aufgrund der Ergebnisse der Mitgliederbefragung und einer Diskussionsrunde mit Innungsbetrieben und Nicht-Mitgliedern in Berlin ein Thesenpapier erarbeitet, das dem Präsidium des Zentralverbandes zugeleitet wurde. Auf dessen Vorstandssitzung im Mai wurden für sieben als strategische Handlungsfelder identifizierte Bereiche Lösungsansätze präsentiert und beschlossen.
+ Organisation: Die Dreistufigkeit soll bestehen bleiben, die Organisation effizienter und schlagkräftiger, Doppelarbeit vermieden werden. Innungen sollen nach Möglichkeit mindestens 30 Mitglieder haben. Gegebenenfalls werden auf Innungs- wie LIV-Ebene gemeinsame Geschäftsführungen empfohlen.
+ Mitgliedschaft: Direktmitgliedschaft beim Landesinnungsverband soll ebenso ermöglicht werden wie die Innungsmitgliedschaft ohne Tarifbindung, im Gegenzug erhalten die betroffenen Innungen einen Finanzausgleich. Beide Punkte sind vermutlich weniger Herzenswunsch denn Realitätsnähe, mit der auch jene Betriebe in den Kreis geholt werden sollen, die sonst draußen bleiben.
+ Tarifpolitik: Das Präsidium hat sich für den Erhalt der Flächentarife ausgesprochen und hofft, weiße Flecken auf der Tarifkarte schließen zu können.
+ Aufgabenverteilung zwischen den 3 Ebenen: Jede Ebene hat klare Verantwortungsbereiche, um effizient arbeiten zu können. Die Aufgaben der Innungen sind in der Handwerksordnung geregelt. Der Landesinnungsverband ist zuständig für Lobbyarbeit auf Landesebene sowie Rechtsund Betriebsberatung im Einzelfall. Lobbyarbeit auf Bundes- und Europaebene sowie Themen von bundesweiter Bedeutung fallen in den Verantwortungsbereich des Zentralverbandes, ebenso Musterprozesse sowie behördliche Verfahren von grundsätzlicher Bedeutung.
Politische Interessenvertr. auf Landesebene
Tarifpolitik
Beratung zu Rechtsfragen
Meisterkurse
Öffentlichkeitsarbeit
Beratung zu betriebswirtschaftl. Themen
Fachschule/Akademie
Fortbildungsangebote
Überbetriebliche Ausbildung
Prozessvertretung (soweit vorhanden)
Newsletter/Rundschreiben
Beratung zu technischen Themen
Abschluss RV für günstige Konditionen
Internetseite
Interner Mitgliederbereich Internetseite
Erfahrungsaustausch
Betriebs- und Stellenbörse
Unterstütz. bei Werbemaßnahmen & Marketing
Möglichkeit, Verbandsarbeit mitzugestalten
Soziale Netzwerke
Gemeinsame Aktivitäten
Interessenvertretung
Interessenvertretung
Mitgliederservice
Aus-, Fort- und Weiterbildung
Interessenvertretung
Mitgliederservice
Aus-, Fort- und Weiterbildung
Aus-, Fort- und Weiterbildung
Aus-, Fort- und Weiterbildung
Mitgliederservice
Kommunikationswege
Mitgliederservice
Interessenvertretung
Kommunikationswege
Kommunikationswege
Netzwerk und Erfahrungsaustausch
Mitgliederservice
Mitgliederservice
Netzwerk und Erfahrungsaustausch
Kommunikationswege
Netzwerk und Erfahrungsaustausch
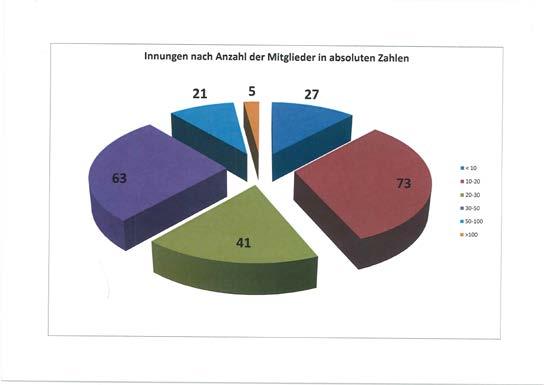
+ Zentralverband des Deutschen Bäckerhandwerks mit Sitz in Berlin
+ 16 Landesinnungsverbände (nicht identisch mit Bundesländern)
+ 230 Bäckerinnungen (darüber hinaus gibt es eine sehr geringe Anzahl nicht an den ZV gekoppelter Innungen)
+ 6.730 Bäckereien
Grafik: Innungen nach Anzahl der Mitglieder in absoluten Zahlen
+ Ehrenamt: Aufgabenverteilung zwischen Haupt- und Ehrenamt sollen überprüft werden, wobei die Entschei dungsgewalt beim Ehrenamt bleibt. Die Notwendigkeit von Gremiensitzungen soll kritisch überprüft werden. Mit diesem Punkt geht es vor allem darum, neue Ehrenamtsträger zu gewinnen, die die Vielfalt der Betriebe widerspiegeln und „ein hohes Identifikationspotential für die Gesamtbranche“ aufweisen.
+ Leistungsangebot: Die angebotenen Dienstleistungen sollen auf den Prüfstand, Rechts- und Betriebsberatung bei den LIV gebündelt werden.
+ Kommunikation: Allen Ebenen wird künftig ein einheitlicher „Baukasten“ für das Corporate Design der Standesvertreter zur Verfügung stehen. Ebenfalls zu diesem Punkt gehört der geplante Newsletter. Darüber hinaus soll möglichst viel Kommunikation elektronisch erfolgen.
+ Finanzierung: Der ZV wird in Abstimmung mit den LIV eine Musterbeitragsordnung für die Mitgliedsbeiträge entwickeln. Beratungsleistungen, die den üblichen Umfang
auszugliedern. In die Diskussion einbezogen sind lediglich die Mitgliedsbeiträge. Über die Verwendung von anderen Geldern wie etwa den Erträgen aus Messen scheint man eher nicht diskutieren zu wollen.
Aus- und Weiterbildung: Ist und bleibt wichtig. Ein Teil der Beschlüsse, wie ein Baukasten für den Internetauftritt, kann umgehend umgesetzt werden. Andere, wie die Öffnung der Mitgliedschaft in den LIV, die Mitgliedschaft ohne Tarifbindung oder auch die Zusammenlegung von Innungen, bedürfen Satzungsänderungen auf den verschiedenen Ebenen und somit Zeit. Die Mitgliederversammlung des Zentralverbandes tagt im Herbst dieses Jahres und wird dort über entsprechende Satzungsänderungen für den Zentralverband entscheiden – vermutlich nach umfangreichen Diskussionen. +++
Zufriedenheit und Wichtigkeit ZV
Politische Interessenvertr. auf Bundes- u. Europaebene
Pressearbeit
Tarifpolitik
Nachwuchswerbung
zu Rechtsfragen
Meisterkurse der Akademie Weinheim
Fortbildungsangebote der Akademie Weinheim
Entwicklung von Berufsordnungen und Lehrplänen
Imagekampagne „Deutsche Innungsbäcker“ zu betriebswirtschaftlichen Themen
Interessenvertretung
Interessenvertretung
Interessenvertretung
Werbegemeinschaft
Information/Rundschreiben
Aus-, Fort- und Weiterbildung
Aus-, Fort- und Weiterbildung
Aus-, Fort- und Weiterbildung
Information/Rundschreiben
Werbegemeinschaft
Werbegemeinschaft
Marketingservices
Stellenbörse Internetauftritt
Aktionsbüro, -katalog und Herausgabe Werbemittel zu technischen Themen
Zertifizierung Umwelt-, Energie- & Qualitätsmanag.
Imageförderung durch „Tag des Deutschen Brotes“
Kampagne „Bäckman“ für ausgewogene Ernährung
Abschluss von Rahmenverträgen
Netzwerkbildung und Mitgestaltung
Backbus
Werbegemeinschaft
Kommunikation/Service
Information/Rundschreiben
Werbegemeinschaft
Information/Rundschreiben
Werbegemeinschaft
Werbegemeinschaft
Kommunikation/Service
Kommunikation/Service
Werbegemeinschaft
Die südback 2019, welche vom 21. bis 24. September in Stuttgart stattfinden wird, geht ihren Erfolgsweg mit einer neuen Hallenstruktur weiter. Die Messe erwartet rund 700 Aussteller.

Vom 21. bis 24. September öffnet die südback in Stuttgart ihre Tore. Die Messe wird ihren Erfolgsweg mit einer neuen Hallenstruktur weitergehen, wie Ulrich Kromer von Baerle, Geschäftsführer der Landesmesse Stuttgart GmbH, während einer Pressekonferenz in Wien erklärte. Rund 700 Aussteller erwarten die Veranstalter. Diese stellen ihre Neuheiten in insgesamt sechs Hallen vor. Damit wächst die Ausstellungsfl äche im Vergleich zur letzten Messe um rund 10.000 Quadratmeter. Ulrich Kromer von Baerle erwartet in diesem Jahr rund 38.000 Besucher aus dem In- und Ausland in Stuttgart. Auch für den Nachwuchs will sich die Messe stärker engagieren, hieß es während der Pressekonferenz. So wird z. B. den Fachschulen ein Zuschuss für Busfahrten nach Stuttgart gezahlt.
Die Bedeutung der Messe als Branchentreffpunkt unterstrichen im Gespräch mit der internationalen Fachpresse auch Stefan Körber, Hauptgeschäftsführer des Landesinnungsverbands für das Württembergische Bäckerhandwerk, und Wolfram Früholz, stellvertretender Landesinnungsmeister des Konditorenhandwerks Baden-Württemberg. „Die südback ist ein Erfolgsmodell“, so Körber, „trotz virtueller Marktplätze und aller Digitalisierung.“
Nach wie vor sei es wichtig, dass sich Produktentwickler und Handwerksunternehmer persönlich treffen und austauschen. Aus Sicht des Konditorenhandwerks zeige die südback als Trendsetter Innovationen auf, die die tägliche Arbeit erleichtern, die Qualität erhöhen und zu einem Alleinstellungsmerkmal der Branche beitragen könnten, stellte Früholz heraus. Beispielhaft nannte er die Entwicklung bei den Verpackungsmaterialien: Sie müssten wiederverwendbar, biologisch abbaubar und umweltneutral sein.
Ideen und Konzepte
Als „Motor für innovative Ideen, Konzepte und Neuentwicklungen“ bezeichnete Gunter Hahn, Geschäftsführender Vorstand der BÄKO-ZENTRALE eG, die Messe. Als weitere Besonderheit stellte er heraus, dass die südback die Chance biete, die Stärken und regionalen Besonderheiten des backenden Handwerks gezielt „durch frische Ideen für die Trendsortimente der Bäcker und Konditoren zu fördern“. Hahn: „Die südback ist konzentriert, auf branchenspezifische Themen fokussiert und liefert innovative Ideen aus dem Markt.“ Mehr Informationen unter www.suedback.de +++
Als Spezialist in food processing Equipment achtet Rademaker sehr auf Ihre Anforderungen bei der Planung Ihrer Produktionsanlage. Wir setzen diese mit viel know-how im Anlagenbau für spezielle Technologien und Prozesstechniken in eine effiziente, leistungsstarke und maßgeschneiderte Lösung für Sie um. Lernen Sie die Kompetenzen von Rademaker kennen – es beginnt alles mit Ihrem Produkt und resultiert in einem erfolgreichen Anlagenbetrieb mit breit aufgestelltem Rademaker Unterstützungsprogramm.


• Teigband-Brot-/Brötchenanlagen für Brötchen, Mediterrane Brote und Flachbrote.
• Teigband-Toastbrotanlagen für Premium-Qualitäten Toast- und Sandwichbrote.
• Laminier- und Aufarbeitungsanlagen für Blätterteig-Feingebäck und Croissants.
• Teig-Ausrolllinien für Hefeteige, Mürbeteige, Blechkuchen, Berliner und Donuts.
• Press- und Stanzanlagen für Kuchen, Pies, Quiches und Tortelettes.
• Pizzaboden- und Toppinganlagen, Anwendungsspezifische Dosier- und Streugeräte.

Ca. 200 Vertreter aus der Backbranche trafen sich zum 36. AIBI-Kongress in Manchester. Hochkarätige Referenten informierten darüber, wie sich die Experten die Bäckerei der Zukunft vorstellen und welche Herausforderungen zu bewältigen sind.

+Rund 200 Vertreter aus der Backbranche aus ganz Europa und den USA trafen sich vom 30.05. bis zum 02.06. zum 36. AIBI-Kongress in Manchester, England. Hochkarätige Referenten wie z. B. Ross Warburton, Executive Director, Warburtons, informierten darüber, wie sich die Experten die Bäckerei der Zukunft vorstellen. Zudem wurde über die Herausforderungen der Backbrache diskutiert und wie diese zu bewältigen sind.



++ Joseph Street, AIBI-Präsident von 2017 bis 2019 (l.), Susanne Döring, Generalsekretärin, sowie der neue AIBI-Präsident Janez Bojc aus Slowenien

Ross Warburton erläuterte, dass die Bäckerei Warburtons ein privates Familienunternehmen ist, welches von der fünften Generation aktiv geführt wird. Mit seinen rund 4.500 Mitarbeitern in 12 Produktionen und 14 Depots in ganz Großbritannien ist Warburtons nach Angaben des Referenten das größte familiengeführte Bäckereiunternehmen des Landes. Der Hauptsitz befindet sich in Bolton und von den Depots und Produktionen aus liefert die Bäckerei mit rund 900 eigenen Fahrzeugen ihre Produkte täglich frisch an die ca. 18.500 Kunden. In den Supermärkten werden die Backwaren dann verkauft. Warburtons gilt dabei, so der Referent, als beliebteste britische Bäckereimarke. Das Unternehmen erwirtschaftet einen Umsatz von rund 550 Mio. Pfund pro Jahr. Ross Warburton ging auf die Veränderungen im Markt ein. So sank z. B. der Umsatz mit verpacktem, geschnittenem SandwichBrot in den letzten vier Jahren um vier Prozent. Gleichzeitig stieg der Umsatz z. B. von Bagels (im Vergleich zu vor vier Jahren) um 73 %. Auch der Umsatz mit Wraps (+67 %) und Brötchen/Buns (+7 %) stiegt. „Wir müssen uns ständig den sich verändernden Konsumgewohnheiten anpassen“, erklärte Warburton. Auch neue Marktteilnehmer wie Discounter
++ Extra aus den USA angereist: Robb MacKie, CEO und Präsident der Amercian Bakers Association. Der Experte informierte über den Bäckereimarkt in Nordamerika

++ Mit einem historischen Doppeldeckerbus ging es zur Abendveranstaltung, um den erfolgreichen AIBI-Kongress in Manchester bei Live-Musik ausklingen zu lassen




und das wachsende Angebot von TK-Backwaren verändern den Markt. Antworten für Bäckereien könnte z. B. das Anbieten von Sandwich-Alternativen statt „nur“ Toastbrot sein. Wachstumspotenzial sieht Ross Warburton zudem in den Bereichen „Snacking“ und „gesunde Backwaren“. Warburton betonte, dass auch die Lebenszyklen von Produkten insgesamt kürzer werden. Daher seien Innovationen und neue Produkte wichtig. Das Unternehmen investiert auch deswegen kontinuierlich in die Produktion und neue Anlagen.




Traditionen Hand in Hand – Schapfen „Meine Mühle“ St. Jakobs

Mehl verbindet das traditionelle, handwerkliche Geschick der Müller und Bäcker. Dieses Zusammenspiel bildet die optimale Grundlage für
genussreiche Gebäcke, ganz wie es Ihre Kunden zu schätzen wissen. Fragen Sie Ihren SchapfenMühle-Verkaufsberater nach den vielfältigen Rezeptmöglichkeiten.




Ein weiteres Highlight war der Vortrag von Sir John Timpson, Chairman der britischen Schuhreparaturkette Timpson mit über 2.000 Geschäften im ganzen Land. Der britische Geschäftsmann hat eine wöchentliche Management-Kolumne in der Zeitung „The Daily Telegraph“. Zudem hat Sir Timpson mehrere Bücher über seinen Managementstil geschrieben. So soll der Mitarbeiter in den Shops vor Ort die Verantwortung übernehmen und Entscheidungen z. B. bei der Preisgestaltung selber übernehmen. Die Preisliste für die verschiedenen Dienstleistungen sei dabei eher eine Leitlinie. Wichtig ist allerdings, dass das Geld in der Kasse lande. Die Aufgabe der Führungskräfte sei es, die Mitarbeiter in den Shops zu unterstützen, z. B. auch bei privaten Problemen. Die Mitarbeiter sollten Spaß an der Arbeit haben und sich als Teil einer Familie fühlen, so Sir Timpson.


Anne Fremaux, Director Bakery, Gira, präsentierte neue Zahlen über den Backwarenmarkt und informierte die Teilnehmer über neue Trends der Backbranche in Europa. So steige z. B. der Verbrauch von Backwaren in den Bereichen Patisserie und Viennoiserie. Aber auch der Bereich Flachbrote, Hamburger-Buns und Donuts wachse. Der Verbrauch an Brot dagegen nehme von der Tendenz her ab, so die Referentin. Wachstum für den Bereich Brot sieht Anne Fremaux für Premium-Backwaren, z. B. im Steinbackofen gebacken, und für Brote im „Artisan-Style“, also Gebäcke, die aussehen wie „von Hand gemacht“. Aber auch „gesündere“ Gebäcke mit mehr Ballaststoffen oder Proteinen oder mit Gewürzen oder Gemüse angereicherte Brote bieten Wachstumsmöglichkeiten. Ebenso sind die Themen „Clean Label“, „Müllvermeidung“, „Vegan“ und „aus der Region“ beim Verbraucher von hoher Bedeutung.

Neuwahlen
Neben den Fachvorträgen standen Neuwahlen an. Zum neuen AIBI-Präsidenten wählten die Mitglieder Janez Bojc, Präsident des slowenischen Verbandes. Der neue Präsident dankte seinem Vorgänger Joseph Street für dessen Aktivitäten und Initiativen im Interesse der europäischen Großbäcker während seiner Amtszeit. Bojc lud zum nächsten AIBI-Kongress nach Slowenien ein. Der 37. AIBI-Kongress wird vom 27. bis zum 30. Mai 2021 in Bled stattfinden.


Als erster Stellvertreter des Präsidenten wurde Georg Heberer aus Frankfurt in seinem Amt bestätigt. Armin Juncker, der Hauptgeschäftsführer des Verbandes Deutscher Großbäckereien, bleibt weiterhin AIBI-Schatzmeister. Die AIBI (International Association of Plant Bakers) vertritt die Interessen der Großbäckereien und stellt Informationen für ihre Mitglieder bereit. Weitere Infos unter: www.aibi.eu +++


„Filialen – Fit for Future“ war der Filialtag des Verbandes Deutscher Großbäckereien am 21. Mai 2019 überschrieben. Neben Chancen und Herausforderungen gehörten das Out-of-Home-Geschäft, die Insolvenzordnung, Mobile Payment und Personalmotivation zu den Themen in Düsseldorf.

+„ Filialbäckereien haben den direkten Zugang zum Kunden. Hier liegt ihr großer Vorteil“, das betonte der Vorsitzende des Beirates Lieferbäckereien und Vizepräsident des Verbandes Deutscher Großbäckereien, Alexander Heberer, der den rund 35 Teilnehmern mit seinem Eröffnungsvortrag zugleich einen „roten Faden“ durch die Agenda an die Hand gab. „Gerade die Mitarbeiter der Filialbäckereien“, so Heberer, „machen den Unterschied zu anderen Marktteilnehmern aus. Fachwissen ist also ein entscheidender Punkt, und Freundlichkeit.“
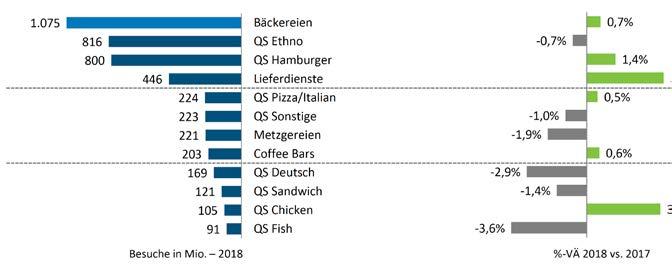
„Bäckereien legen seit Jahren bei Anzahl Besuchen und Ausgaben zu“, berichtete Andreas Lauszat, Director Foodservice bei der npdgroup deutschland, der die Zahlen und Trends im Außer-Haus-Markt im Blick hatte. Das sei auch 2018 der Fall gewesen. „In der Schnellgastronomie sind Bäckereien das besuchsstärkste Segment mit leicht überdurchschnittlichem Wachstum von +0,7 %.“ 1.075 Mio. Besuche wurden 2018 gezählt; 2017 lag die Zahl noch bei 1.068 Mio. „Bäckereien punkten mit Convenience, Qualität und Auswahl der Speisen, aber auch mit ihrem guten Preis-Leistungs-Verhältnis“,
… Brot & Backwaren in Bäckereien wachsen um +2 %. Das klassische Kuchen/Torten/sonst. Backwaren-Geschäft kann hier jedoch nicht mithalten und verliert deutlich.
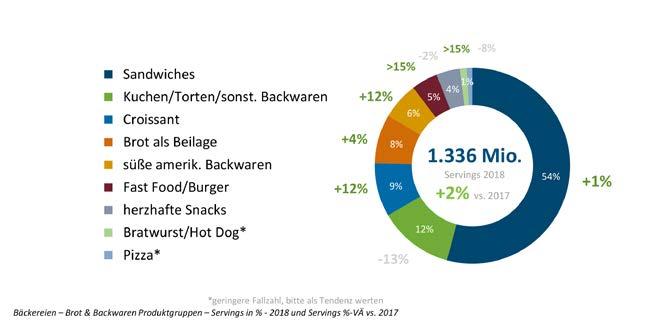
erklärte Lauszat. Die wichtigste Produktgruppe bei Brot und Backwaren im Außer-Haus-Geschäft waren 2018 die Sandwiches mit 54 % aller Servings*. Nicht mithalten konnte das klassische Kuchen- und Torten-Geschäft. Diese Produktgruppe verlor deutlich um –13 % (Anteil Servings* 2018: 12 %). Aus der Marktstudie zog Andreas Lauszat folgendes Fazit: Wachstumsprodukte wie Sandwiches, Snacks, Pizza, Croissants oder amerikanische Backwaren noch stärker in den Fokus rücken, am Produktangebot und an der Qualitätskommunikation arbeiten, Wachstumspotenziale durch Lieferangebote nutzen und ins Ambiente investieren, es zahle sich auf die Kundenzufriedenheit aus.


„Mobile Payment“ thematisierte Jochen Siegert, Payment & Banking. Mobile Payment sei auch in Deutschland angekommen und gehe nicht mehr weg. Nach seinen Worten winken generelle Vorteile: schnellere Bezahlung, kürzere Schlangen, Mehrumsatz. Siegert empfahl: „Wenn Sie über Kartenakzeptanz und Mobile Payment nachdenken, lassen Sie sich bei den Entgelten nicht über den Tisch ziehen.“ Denn die Entgelte seien Verhandlungssache. Und: „Überlegen Sie eine gute Platzierung des Kartenterminals. Ein Terminal hinterm Tresen, das zum Zahlen hervorgeholt werden muss, kippt den Zeitvorteil.“
Wie sichere ich meine Rechte bei einer drohenden Insolvenz im Kunden- und Lieferantenkreis? Dieser Frage ging Robert Buchalik, Geschäftsführer der Buchalik Brömmekamp Rechtsanwaltsgesellschaft, im ersten Teil seines Vortrags nach. Anschaulich berichtete er, wie sich Anfechtungsansprüche vermeiden bzw. abwehren lassen. Anschließend widmete er sich quasi der umgekehrten Ausgangssituation: Welche Möglichkeiten habe ich bei einer eigenen Notlage, die er angelehnt an einen Praxisfall aus der Backbranche erörterte.


Vom Bauchgefühl zum Bäckereicontrolling – wie der Bestellprozess in Filialbäckereien softwaregestützt verbessert werden kann, darüber referierte Dr. Tobias Pfaff, Geschäftsführer der Antegon GmbH. Aus betriebswirtschaftlicher Sicht, so Dr. Pfaff, liegt das Bestelloptimum in der Balance zwischen möglichst hoher Warenverfügbarkeit und

*Servings = verzehrte Portionen

DIE MODULARE BRÖTCHENANLAGE

FÜR EINFACHE REINIGUNG UND WARTUNG MIT ERHÖHTER LEISTUNG
König hat die Combiline plus, bisher schon Maßstab für hohe Produktqualität, völlig überarbeitet und in „Easy Clean“ Design für noch einfachere Reinigung und Wartung entwickelt. Neben der hohen Vielseitigkeit für verschiedene Brötchen bietet die Combiline plus EC somit eine einfachere Reinigung, Wartung und Zugang zu allen Modulen, um
möglichst niedriger Retourenquote. Viele Bäcker steuerten ihre Bestellungen nach den Retouren. „Das allerdings liefert einen einseitigen Blick. Denn es fokussiert nur das, was zu viel angeliefert wurde, nicht das, von dem zu wenig da war. Was fehlt, ist eine Kennzahl zur Messung der Warenverfügbarkeit. Wir entwickelten eine neue Quote und nannten sie Umsatzquote als Kennzahl für die Umsatzchance.“ Mithilfe der Umsatzchance könne ganzheitlich bewertet werden, ob sich die Bestellplanung zu einem Optimum hin oder von einem Optimum wegbewegt. Die Kennzahl kommt in der Software, die Antegon entwickelte, erstmals zum Einsatz.
Den abschließenden Vortrag hielt Prof. Dr. Ulrike Detmers, Präsidentin Verband Deutscher Großbäckereien, Gesellschafterin, Mitglied Geschäftsführung, Sprecherin Mestemacher-Gruppe. Ihr Thema: Zehn Grundregeln der Personalführung. Als 1. Regel nannte sie: fördern und fordern. „Klare Regeln, klare Erwartungen und Fair Play sind wichtig. Ein Arbeitgeber sollte alle Arbeitnehmer gleich behandeln, keine Lieblinge haben.“ Die 2. Regel: Vertrauen ist gut, aber die Kontrolle nicht vergessen. Regel Nummer 3: In der Kürze



liegt die Würze. „Klare Kante zeigen, was man erwartet. Nicht ausschweifen, sondern Arbeitsanweisungen kurz und knapp mitteilen.“ Die 4. Regel: Wissen, woran man ist – Stichwort Stellenbeschreibung. Regel 5: Ohne Moos nichts los. „Oder flapsig gesagt: Vernünftig bezahlen.“ Grundsätzlich sei das Gehalt ein wichtiger Motivator. Dabei gäbe es auch für Mitarbeiter, die auf 450-EUR-Basis beschäftigt sind, Extratipps für Leistungen, die unschädlich für die 450-Euro-Grenze sind. Detmers erwähnte Extratipps, die lohnsteuer- und beitragsfrei sind, wie Massagen, Rückenschulungen, Entspannungsverfahren wie Yoga, Kinderbetreuungszuschüsse, Fahrtkostenzuschüsse für Fahrten zwischen Wohnung und Arbeitsstätte. 6. Regel: Reden ist Silber, Schweigen ist Gold. „Lassen Sie keine Cliquenbildungen zu. Tratsch im Unternehmen führt zu destruktivem Mobbing.“ 7. Regel: In der Mitte gehst du am sichersten. „Empathisch sein. Jeder Mitarbeiter verdient den Respekt seines Arbeitgebers. Fordern, aber nicht im autoritären Stil.“ Die Regeln 8 und 9: Auf dem Teppich bleiben. Besserwissertum: No! Und schließlich die 10. Regel: Ladies first. Detmers: „Bitte entdecken Sie die Leistungspower von Frauen für die erste und zweite Leitungsebene.“ +++

Bäcker sind in der Schnellgastronomie das besuchsstärkste Segment mit leicht überdurchschnittlichem Wachstum. Höhere Wachstumsraten verzeichnen nur Lieferdienste, QS Chicken (getrieben durch KFC Outletexpansion) und QS Hamburger.

140 Teilnehmer trafen sich zum diesjährigen Kolloquium der VDB Österreich in Schladming, darunter nicht nur ganze Führungsteams nahezu sämtlicher großen Industrie- und Handwerksbäckereien Österreichs, sondern auch etliche Branchenvertreter aus Deutschland.
+Das Programm der zweitägigen Veranstaltung vom 20. bis 21. Mai 2019 war ebenso thematisch vielfältig wie die Referenten hochkarätig. Den ersten Themenblock beherrschte die Klimaveränderung mit ihren Auswirkungen auf die Getreideernten. Heinrich Grausgruber, Boku Wien, erläuterte, wie mit steigenden Durchschnittstemperaturen die Proteinwerte der Getreidearten steigen und gleichzeitig die Erträge sinken. Das werde das Backverhalten und die Preise verändern. Hitzebeständige Sorten, die bereits gezüchtet werden, halten zwar heiße Sommer durch, gehen aber zugrunde, wenn die Sommer nass ausfallen, sind also bislang eher auch noch keine Lösung.
Michael Gusko, GoodMills Innovation GmbH, berichtete anschließend von der personalisierten Ernährung, einem neuen, gerade für die Getreidewirtschaft interessanten Ansatz, der u. a. von der Universitätsklinik Lübeck erforscht wird. Dabei geht es um die Anpassung der Ernährung an das Biom im jeweiligen menschlichen Verdauungsapparat. Hierbei lassen sich verschiedene Typen klassifizieren, für die dann förderliche oder weniger förderliche Backwaren identifiziert werden können.



Max Kugel, Kultbäcker aus Bonn, erläuterte dem Publikum sympathisch und authentisch, wie sich mit zehn Brotsorten und fünf Verkaufstagen von jeweils 10 bis 18 Uhr ein auskömmlicher Backbetrieb führen lässt, der sich am Bedürfnis der Kunden nach Authentizität orientiert.

Der zweite Vortrag beschäftigte sich mit der Verpackung, derzeit unter umweltbewusster Beobachtung. Johannes Bergmair, Pack Experts e.U., hielt den Aspekt der Kulturerrungenschaft der Verpackung dagegen. Sie schütze und sei unersetzlich im Kampf gegen Lebensmittelverschwendung. Er forderte die Unternehmer auf, sich ihrer beiden Verantwortungen bewusst zu sein und zu definieren, was an Verpackung gebraucht und gewollt ist.
Den zweiten Veranstaltungstag eröffnete Angela Pretzl, Obmann-Stellvertreterin der VDB, mit einem Überblick über die jüngsten Informationen aus Brüssel, bevor Roland Kuras, PowerSolution Energieberatung Austria, sich der Energiewende widmete. Fazit: Wer baut,



Bei der Generalversammlung der VDB Österreich, die ebenfalls im Rahmen der Tagung stattfand, wurde ein neuer Vorstand gewählt. Zum Obmann wurde Michael Bruckner, Geschäftsführer der Marken-Bäcker GmbH, gewählt, seine Stellvertreter sind DI Angela Pretzl, Ing. Christian Ruetz und DI Stefan Huemer. DI Eva Pfahnl ist mit Dieter Schranz für die Finanzen verantwortlich, die Schriftführung übernehmen Mag. Christina MoserWachtveitl und Ing. Anton Haubenberger. Die scheidenden Vorstandsmitglieder Hartmut Ketter und Albert Mack wurden zu Ehrenmitgliedern ernannt. Und Franz Reischl, der die BÄKO-Österreich fast 35 Jahre als Direktor führte und im Juni in den Ruhestand trat, wurde mit der Vereinsnadel in Gold für seine Verdienste um die VDB Österreich geehrt. +++

sollte die Photovoltaik nicht vergessen und vorweg ein umfassendes Energiekonzept erarbeiten. Magdalena Zak, Ketchum Publico Werbeagentur aus Wien, gab danach Tipps für digitale Werbekonzepte.
Spannung lieferte auch der letzte Redner der Veranstaltung vom Verein „Land schafft Leben“, ein Verein von Bergbauern, der den Kunden die Wertschöpfungskette von Lebensmitteln ungeschminkt und ehrlich nahebringen will. Der Verein beschäftigt inzwischen 14 Mitarbeiter und liefert u. a. Infos aus Schlachthöfen, die klarmachen, worin der Preis für Fleisch besteht, das für zwei, drei Euro im Supermarkt angeboten wird.
++

der Obmann-Stellvertreterin DI Angela Pretzl, den Obmann-Stellvertretern Ing. Christian Ruetz (2. v. l.) sowie DI Stefan Huemer (rechts) mit den scheidenden Vorstandsmitgliedern und jetzt Ehrenmitgliedern Hartmut Ketter (3. v. l.) und Albert Mack (4. v. l.)


Das nächste VDB Kolloquium wird am 15. und 16. Juni 2020 wieder in Schladming stattfinden. +++
Inzwischen hat sich der Verein auch den Backwaren zugewandt, beginnend bei der Saatzucht bis hin zum Konsumenten. In diesem Jahr soll der Bericht von der Saatzucht bis zum ++ Die
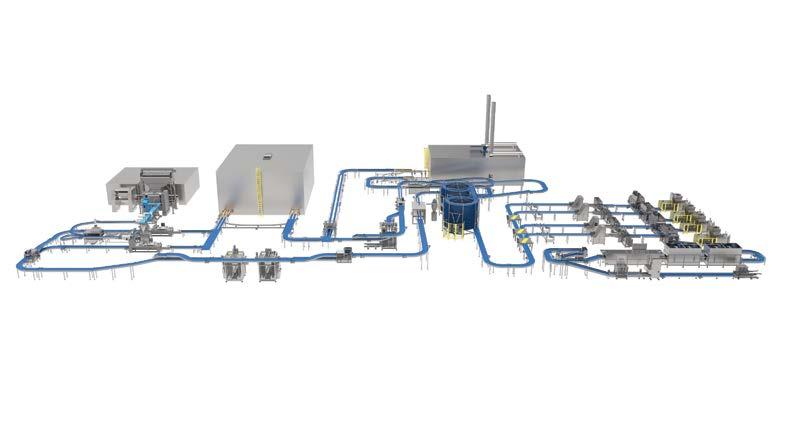
Rademaker hat eine neue, universelle Feingebäckanlage entwickelt. Die Universal Pastry Linie mit neu entwickelter Steuerung kann hochflexibel verschiedenste Teiglinge herstellen, ist modular aufgebaut und ein durchdachtes Werkzeugkonzept sorgt für einen schnellen Produktwechsel.

+Leistungsfähigkeit trifft Qualität, lautet das Motto der neuen Anlagengeneration des niederländischen Anlagenbauers Rademaker. Konkret geht es um eine neu konstruierte Feingebäck-Anlage (Universal Pastry Linie). Potenzial für die neue Linie, konstruiert für Industrie-Betriebe und mittelständische Unternehmen, sehen die Niederländer besonders auf den Märkten in Europa und Nordamerika. Daher präsentiert Rademaker die Maschinen auch auf den Messen IBIE in Las Vegas sowie auf der südback in Stuttgart.
„Bei der Konstruktion haben wir darauf geachtet, dass die Anlagen sehr gut zugänglich sind, um die Reinigung und Wartung so einfach wie möglich zu gestalten, und dass wir die höchsten Hygienestandards einhalten“, erklärt Paul Groenewegen, Geschäftsführer Rademaker Deutschland (von wo aus auch der österreichische und der Schweizer Markt bedient werden) das Konzept der neuen Anlagengeneration. Edelstahl, glatte Oberflächen, ein abgerundeter Rahmen und der Einsatz von durch die FDA (U. S. Food and Drug Administration / US-Behörde für Lebens- und Arzneimittel) zugelassenen Materialen sorgen dafür, dass sich die Maschinen leicht reinigen lassen. „Bei der Universal Pastry Linie gibt es keine Aussparungen, Hohlräume oder tote Ecken und es versteht sich von selbst, dass diese neue Rademaker-Produktionslinie vollständig für die Nassreinigung konzipiert und zugelassen ist“, erläutert Paul Groenwegen weiter. Zudem
sind die Bänder mit Schnellspannern ausgestattet, die Bandspannwellen sind massiv und sämtliche Lager der Maschine außenliegend. Ausgelegt sind die Anlagen für den 24/7-Betrieb. Durch die hohe Eigenfertigungsquote von rund 94 % gewährleistet Rademaker außerdem, dass die hohen Qualitätsansprüche der Kunden sowie die problemlose Ersatzteilversorgung sichergestellt sind.
Bei der Entwicklung der Anlage war es den Konstrukteuren wichtig, dass ein werkzeugloser Austausch der Teile und Werkzeuge möglich ist. Beim Werkzeugkonzept der neuesten Maschinengeneration verfügt jedes Werkzeug und jeder Teil der Maschine über eine individuelle Nummer zum Identifizieren. „Der von Rademaker entwickelte Werkzeug-Assistent, von uns Tool Assistant genannt, vereinfacht die Bedienung und das Umrüsten der Anlagen“, so Paul Groenewegen. Dabei speichert der Tool Assistant die einzelnen Werkzeuge und Linienkonfigurationen. So sind die Linieneinstellungen z. B. bei einem Produktwechsel reproduzierbar und für den Anwender einfach verständlich und abrufbar. Sämtliche Linien- und Werkzeugdaten können an das Bedienfeld, ein Tablet oder als Ausdruck exportiert werden. Zudem erläutern Pop-up-Fenster im Bedienfeld dem Anlagenführer, welche Einstellungen und Arbeitsschritte vorgenommen werden müssen. Dargestellt wird die Steuerung auf einem 22 Zoll großen, höhenverstellbaren Touch Panel. Der Zugang z. B. für
die Rezeptverwaltung ist Passwort-geschützt und optional ist auch ein Zugang per Chip möglich.




Im Vergleich zu anderen Anlagen gibt es bei der neuen Maschine zudem weniger Antriebe. Statt bis zu 20 Motoren/ Antrieben sind heute je nach Anlage nur sieben oder acht nötig. Dies macht sich z. B. durch geringere Wartungskosten bemerkbar. Der Anwender muss entsprechend weniger Ersatzteile bevorraten. „Das Thema vorbeugende Wartung spielt bei Rademaker eine wichtige Rolle und so bereiten wir für jede neue Anlage eine individuelle Ersatzteilkiste vor, welche der Kunde einlagern kann“, erklärt Groenewegen.
Dadurch, dass der Anlagenbauer bei den Ersatzteilen konsequent auf das „Gleiche-Teile-Konzept“ setzt, verringern sich auch die Lagerhaltungskosten beim Anwender. „Wenn es für uns möglich ist, verwenden wir die Standard-Bauteile, aber natürlich ergänzen wir je nach Kundenwunsch unsere Anlagen mit spezifischen Werkzeugen und Ausführungen. Dies ist die Herausforderung für uns, die wir gerne annehmen“,
Anzeige
ergänzt Jan van de Grift, Manager R&D bei Rademaker BV. Van de Grift war maßgeblich bei der Entwicklung des neuen Anlagenkonzeptes, aber auch bei der Implementierung der neuen Steuerung beteiligt. „Wir wissen, wie wichtig in der Praxis eine intuitive Steuerung ist. Sie muss leicht verständlich und sicher sein. Dies gewährleistet die von uns entwickelte neue Kaskadensteuerung z. B. mit Teigausfuhr- (Loop Control) und Teigeinfuhr-Kontrolle (DDIC) sowie einer Teig-Anwesenheits-Kontrolle“, erklärt Jan van de Grift. „Dies führt zu einer verbesserten Produktionsqualität und mehr Betriebssicherheit“, ergänzt Paul Groenewegen, denn die neue Steuerung gibt z. B. vor, welchen Teig der Bediener als Nächstes herstellen bzw. verarbeiten muss, um die Anlage optimal zu nutzen und damit die Produktion bestmöglich auszulasten.

Flexibilität
„Die vereinfachte Bedienung, die verbesserte Prozesssteuerung und der geringere Wartungsaufwand im Vergleich zu anderen Modellen führt zu einer erheblichen Senkung der Betriebskosten und unterstützt einen effizienten Personaleinsatz“, erklärt Groenewegen. Die Kaskaden-Steuerung erlaubt zudem eine sektionsweise Arbeitsweise der Anlage oder sogar eine automatisierte modulsweise Arbeitsweise, um die Flexibilität in der Produktion zu erhöhen. So wird durch die Steuerung der Benutzungsgrad der Anlage weiter erhöht, während die Bedienung vereinfacht wird. Dies ist auch möglich, da die Module der neuen Feingebäck-Anlage austauschbar sind. Zudem wurden Bauteile wie die Fettpumpe überarbeitet. Mit dieser lassen sich, je nach Bedarf, nun verschiedene Fette wie Butter, Margarine oder Butterreinfette verarbeiten. Bei der überarbeiteten neuen Fettpumpe sorgen horizontale und vertikale Schnecken mit Wirkfunktion dafür, dass ein kontinuierlicher Fettfluss auf das Teigband aufgetragen wird. Sensoren überwachen den Prozess und gewährleisten eine konstante Überwachung des Druckes. Zudem ist die Fettpumpe
Wir kriegen’s gebacken!


Das einzigartige Glasurspray verleiht jedem Feingebäck einen sagenhaften, transparenten Glanz, ein elegantes Aussehen und trumpft mit einem fruchtigen Aroma. Im Handumdrehen sorgt das Glasurspray dafür, dass Ihre Backwaren auf den ersten und auch auf den zweiten Blick glänzend überzeugen. Mit Glasurspray fein überzogen werden Ihre Backwaren viele Stunden vor dem Austrocknen geschützt. Unsere neue Glasur aus der Sprühdose ist brillant, sicher und smart für jeden in der Anwendung!


++ Jedes Werkzeug und Maschinenteil erhält einen Namen und eine eindeutige Identifikationsnummer. Auf diese Weise kann der Anwender erkennen, welches Werkzeug er bei einem Produktwechsel einsetzen soll
mobil und kann z. B. für die Reinigung aus der Produktion gefahren werden. Außerdem achteten die Konstrukteure darauf, dass sich die Fettpumpe einfach demontieren und reinigen lässt. „Wir gehen zudem davon aus, dass wir die genauste Fettpumpe am Markt haben und die Abweichungen unter 1 % liegen“, so R&D Manager Jan van de Grift.
Daten Fettpumpe
+ Komprimierung des Fettes wird sensorüberwacht, wodurch ein ungewollter Wärmeeintrag verhindert wird und damit die Laminierung sauberer stattfindet
+ Austragung der Fettschicht über die gesamte Arbeitsbreite ohne tote Ecken (Hygienic Design) auf 270 mm Breite
+ Reproduzierbare Einstellmöglichkeiten des FettbandAustrags in der Fettbandstärke (Teig/Butter-Verhältnis)
+ Gewichtsgenauigkeit durch minimale Toleranzen unter 1 % – je nach Fettart und Temperatur
+ Reinigungsfreundlichkeit durch gute Zugänglichkeit der ganzen Fettpumpe
Rademarker bietet bei der neuen Anlage die Wahl zwischen verschiedenen Laminier-Methoden, um auf die Anforderungen und Wünsche der Kunden einzugehen. „Wir unterstützen Bäckereien dabei die beste Laminier-Methode zu finden. Das hängt von der erforderlichen Kapazität und der Art des verwendeten Teiges ab“, erläutert Paul Groenewegen. So eignet sich die Überlappungsmethode für stabile Teige (Laminierbreite 600 mm). Die horizontale Laminier-Methode ist auch bei weicheren Teigen eine Möglichkeit (Laminierbreite 600 bis 1.600 mm) und die Methode „Schneiden und Stapeln“ ist das flexibelste System bezüglich der Anzahl der Fett-Teig-Schichten und es lassen sich sowohl festere als auch weichere Teige damit laminieren. Die Laminierbreite liegt bei dieser Methode zwischen 600 und 1.600 mm.

Auch die Installation einer Kühl- und Ruhestrecke für den Teig ist bei den SIGMA Laminatoren möglich. Bei der Universal

++ Die intuitive Kaskaden-Steuerung erlaubt eine sektionsweise Arbeitsweise der Anlage, die intelligente Steuerung unterstützt bei der Produktion, der Umrüstung und der Reinigung und sorgt für einen effizienten Personaleinsatz
Pastry Linie sind so Teigruhezeiten von bis zu 2,5 Stunden erreichbar. „Die Technik und Technologie für dieses System wurde von Rademaker entwickelt und selbst gebaut. Während der letzten ca. 30 Jahre wurde in diesem Berreich sehr viel Erfahrung und Know-how aufgebaut. Der Kühlvorgang stellt sicher, dass die Teig- und Fettschichten bei laminierten Teigen intakt bleiben. Dies führt zu einer deutlichen Verbesserung bei der weiteren Verarbeitung des Teigbandes“, so Jan van de Grift. „Aber auch bei Produkten, die nicht laminiert werden, sorgt die Ruhe für eine Entspannung des Teiges und damit für einen bestmöglichen Geschmack und tendenziell für ein höheres Gebäckvolumen“, vervollständigt Paul Groenewegen. Auch bei der Kühl- und Ruhestrecke berechnet die neue Steuerung, dass das Timing aus Zeit und Bandgeschwindigkeit optimal aufeinander abgestimmt ist, um eine hohe Auslastung zu gewährleisten.
Mit der neuen Universal Pastry Linie von Rademaker können (halb-)industrielle Bäckereien sowie Filialbäckern nun alle Arten von Gebäck und laminierten Produkten in jeder Form und Größe, ungefüllt oder gefüllt, herstellen. Die Stundenleistung liegt zwischen 350 bis 1.500 kg Teig. Zudem ist nach Firmenangaben eine deutliche Senkung der Betriebskosten möglich. Dies wird durch Verbesserungen wie einen effizienter und fehlerfreier Werkzeugwechsel, geringe Wartung und eine vereinfachte intuitive Bedienung erreicht. Darüber hinaus wird das hygienische Maschinendesign auf ein neues Niveau gehoben, davon ist Rademaker überzeugt. Die Flexibilität ist auch durch den modularen Aufbau gewährleistet und einzelne Anlagenteile wie z. B. eine MonopumpenDosiermaschine mit einer individuellen Steuerung der Einzelreihen ist je nach Kundenwunsch möglich. Zudem wird die Steuerung der Anlage weiter optimiert und so lassen sich z. B. die Mehlstreuer, welche in einer Spülmaschine gereinigt werden können, der neuen Feingebäck-Anlage synchronisieren, um eine hohe Leistung und eine hohe Flexibilität in der Produktion zu erreichen. +++

Die acs Coating Systems GmbH, Wilhelmshaven, hat neue Bleche und Beschichtungen entwickelt. Diese präsentiert das Unternehmen unter anderem auf der Messe südback.
















Der Name ist Programm: Hifficiency ® steht für High Efficiency, also hohe Effizienz. Das heißt fürs Backen: Verzicht auch Backpapier, kein oder stark reduzierter Trennmitteleinsatz, verkürzte Backzeiten, eine leichte Reinigung z. B. in der Spülmaschine sowie eine längere Lebensdauer der Beschichtung und des kompletten Backzubehörs, erklärt Dr. Christoph Stecher, Geschäftsführer der acs Coating Systems GmbH, Wilhelmshaven, die Neuentwicklungen. Ermöglicht wird dies durch die neuesten Beschichtungen DURAPEK® nonstick und -multislide®, die robust, laugenfest und spülmaschinenfest sind sowie nur einen Bruchteil an Verschleiß aufweisen im Vergleich zu herkömmlichen PTFE-/ PFA-/Teflonbeschichtungen, ganz zu schweigen von Silikon, heißt es weiter. „Vor allem beim Ladenbacken haben sie noch einen Vorteil: Es sind keine Lösungsmittel oder Harze enthalten, die nicht besonders temperaturfest sind. Es gibt also auch bei hohen Temperaturen keine Ausgasungen von Schadstoffen, also kein Fluor, kein PFOA, kein PFO, keine Benzole, keine (Bis-) Phenole, keine Sulfone etc., und die Beschichtungen sind geeignet bis über 300° C“, erläutert Dr. Stecher weiter. Auch das sei einzigartig. Basis für diese mehrfach patentierten Beschichtungen, die auf den Spezialanlagen bei acs ohne Einsatz von Lösungsmitteln und Lackchemie hergestellt werden, ist der Hochleistungskunststoff Polyaryletherketon. Dieser ist von Natur aus viel härter und beständiger als jedes Fluorpolymer/Teflon nebst den üblicherweise zugesetzten Kunststoffharzen, so der Experte. „acs stellt die Pulverlacke selbst her und es gibt diese Beschichtungen sonst nirgendwo“, betont der Geschäftsführer weiter.


Antihafteffekt

Da der Antihafteffekt sehr gut bei den allermeisten Anwendungen funktioniert, kann das Hifficiency ® -Zubehör sehr universell eingesetzt werden. Allerdings sind für manche Anwendungen wie z. B. bei Brotverbänden speziell modifizierte Rezepturen nötig, gibt Dr. Stecher zu bedenken.
acs hat zudem eine neue Generation von Backblechen entwickelt, die sich im Ofen nicht verziehen und auch insgesamt viel stabiler sind als alle heute üblichen Bleche, heißt es weiter. Der etwas höhere Anschaffungspreis soll sich schnell durch die längere Lebensdauer und die oben beschriebenen Vorteile amortisieren.
Für das Erstbacken mit Belaugung hat acs das Hifficiency ® Laugenlochblech entwickelt, wobei mit einer patentierten Technik der gesamte Aluminiumkörper durch die Beschichtung ummantelt wird. „Die ältesten solcher Speziallaugenlochbleche sind nunmehr seit drei Jahren bei Kunden im Betrieb und haben dort diverse amtliche Prüfungen ohne Probleme bestanden – ohne Backpapier“, so Geschäftsführer Dr. Stecher.

++ Das neue Hifficiency® Ladenbackblech mit DURAPEK® Beschichtung soll absolut plan und verzugsfrei sowie besonders langlebig sein
Gleichwohl gibt es Kunden, die absolut kein Aluminium einsetzen möchten, um auch theoretisch ganz auf Nummer sicher zu gehen. Dafür hat acs nun ein beschichtetes Edelstahlblech entwickelt. Die Nachteile im Backverhalten von Edelstahl im Vergleich zu Aluminium werden dabei durch eine spezielle dickere DURAPEK ® Variante kompensiert, teilte das Unternehmen mit. Auch wenn der Kunde eine Blechputzmaschine einsetzt, hat das Unternehmen etwas Neues zu bieten. Diese und weitere Neuheiten werden auf der Messe südback präsentiert. +++


Anzeige






















Schlag- und Rührmaschinen

Bundy Baking Solutions ist in den USA Marktführer im Bereich Bleche, Formen und Beschichtungen. Aber auch in Europa ist das Unternehmen sehr aktiv.
Rund 1.000 Mitarbeiter beschäftigt das amerikanische Unternehmen Bundy Baking Solutions. Durch Zukäufe in den letzten zwei Jahren kamen weitere 300 Beschäftigte hinzu. So übernahm die Gruppe 2017 das Unternehmen FBS Prestige aus Großbritannien. Die Vereinbarung umfasste den Kauf von drei Beschichtungsanlagen in Großbritannien sowie einer Produktionsstätte in Rumänien. „Bundy Baking Solutions möchte sowohl im Fertigungs- als auch im Beschichtungsbetrieb erhebliche Investitionen tätigen“, erklärt Gilbert Bundy, CEO of Bundy Baking Solutions, seine Strategie. So soll der Exportanteil weiter gesteigert werden. Das Unternehmen stellt Bleche z. B. für Hamburger-Buns und Kuchenformen sowie die dazu passenden Beschichtungen unter dem Markennamen American Pan® her. Insgesamt 26 Vertretungen gibt es weltweit – von Urbana, USA, über Baura, Brasilien, bis hin zu Nottingham, UK, und Alexandria in Rumänien.
Für den Bereich Bleche und Formen bietet das Unternehmen ein umfangreiches Spektrum an Dienstleistungen an. Kunden können z. B. die Bleche abholen lassen. Es folgt je nach Bedarf das Richten/Reparieren der Bleche, die Reinigung und die Wiederbeschichtung, z. B. mit der Silikontrennbeschichtung AMERICOAT ® Plus.
Auch für Backformen gibt es diesen Reinigungs-, Richt- und Wiederbeschichtungsservice (Formen z. B. mit der Antihaft-
beschichtung American Pan DuraShield ®, OptiShield oder Excoat von Excellent Coatings). Für die meisten Produkte, wie bei der DuraShield ®-Beschichtung, werden mindestens 3.000 Backzyklen garantiert, und bei einigen der weltweit führenden Bun-Bäckereien wurden mehr als 5.000 Backzyklen dokumentiert, heißt es weiter.



Zusätzlich zu seinem Beschichtungs- und Wartungsservice bietet das Unternehmen maßgefertigte Industriebackbleche an und American Pan kann bei Bedarf kundenindividuelle Backformen herstellen. Zudem bietet das Unternehmen das American Pan® SMART Pan Tracking®-System an. Dabei erhält das Blech oder der Kastenverband einen Code und eine Nummer. Code und Nummer sind mit einer bäckerei-spezifischen Datenbank verknüpft, die Informationen wie den Formentyp, die Maße, die erwartete Lebensdauer der Beschichtung und die Anzahl der Backzyklen pro Form enthält. In die Produktionslinie der Bäckerei ist dann eine Sensor-Technologie integriert, um jede Form zu erfassen und die Daten an eine Website zu übermitteln, die vom Kunden aufgerufen werden kann. Das System kann beispielsweise die Anzahl und Dauer von Lücken zwischen den Formen erkennen und analysieren. Die Silikon- und Teflon-Beschichtungen für Bleche und Formen werden ständig verbessert, aber auch die Form der Bleche wird optimiert, um weiter Beschichtungen nach Maß anbieten zu können. +++


Lhotellier R2A, ein Tochterunternehmen der niederländischen Kaak-Gruppe, entwickelt und vertreibt seit 1963 Antihaftbeschichtungen für die Backbranche. Die Experten unterstützen bei der Auswahl der optimalen Antihaft- und Entkapselungs-Beschichtungen.
+B eim Reinigen und (neu) Beschichten von Blechen und Formverbänden gilt Lhotellier R2A als Spezialist, denn das Unternehmen der Kaak-Gruppe entwickelt und vertreibt seit 1963 Antihaftbeschichtungen. Lhotellier R2A bietet dabei eine Auswahl von verschieden Beschichtungen an, um eine optimale Entkapselung bei jedem Produkt und bei jeder Art von Backform zu gewährleisten. Je nach Beschichtung und Produkt wird das Einfetten gänzlich oder teilweise überflüssig, verspricht das Unternehmen. Die Beschichtungen eignen sich dabei für alle Arten von Materialien und erfüllen die europäischen Richtlinien für Produkte, die mit Lebensmitteln in Kontakt kommen.
Die Beschichtung für die Formverbände oder Bleche wird mittels eines Mehrschicht-Systems aufgetragen. Für eine starke Bindung mit der Beschichtung ist die Beschaffenheit der Oberfläche von großer Bedeutung. Daher ist der erste
Schritt im Beschichtungs-Prozess eine gründliche Reinigung der Oberfläche. Nach diesem ersten Schritt wird eine Grundierung aufgetragen, um die Bindung zwischen der Backform und der Antihaftbeschichtung zu maximieren. Je nach Spezifikation werden in der Folge eine oder mehrere Schichten mit spezifischen Entkapselungs-Eigenschaften aufgetragen. Abschließend wird die Beschichtung versiegelt, wodurch eine gleichmäßige und strapazierfähige Beschichtung mit entsprechenden Gär-, Back- und Entkapselungs-Eigenschaften entsteht. Die Außenseite der Backform ist in der Regel schwarz emailliert, damit eine optimale Wärmeübertragung gewährleistet ist.
Folgende Beschichtungen bietet das Unternehmen an: Multi-Flon ®
Die Fluorpolymerbeschichtung Multi-Flon ® bietet laut Unternehmensangeben ein hohes Maß an Resistenz gegen Verschleiß, Chemikalien und Rostbildung.
++ Das iBakeware®-Detektorsystem liest die ID-Kennung auf den Blechen oder Formen und erkennt so, welche Produktträger neu beschichtet oder ersetzt werden müssen

Anzeige



Die Gummi-Silikonbeschichtung Multi-Sil R ® eignet sich, so Lhotellier R2A, gut für Baguette-Backbleche sowie für Anwendungen mit süßem Teig.


Die Beschichtung Multi-Sil G ® sei insbesondere für sehr zähflüssige Teige bzw. Massen wie Kuchenteig geeignet, wird aber auch vielfältig für die Produktion von Brot und Konditorwaren eingesetzt.



Das Unternehmen forscht kontinuierlich an neuen Beschichtungen und Bruno Servant, Leiter F&E Lhotellier R2A, erklärt: „Die Optimierung unserer Beschichtung ist ein kontinuierlicher Prozess. Logisch, denn unsere Kunden streben immer mehr nach Perfektion.”


Neben der Beratung, dem Reinigen und (neu) Beschichten von Blechen und Formverbänden bietet das Unternehmen noch das iBakeware ® -Detektorsystem an. Dabei wird eine ID-Kennung auf den Produktträgern, also den Blechen oder Formen, platziert. Das Kaak-ID-System scannt diese ID-Kennung und erkennt so, welche Produktträger neu beschichtet oder ersetzt werden müssen. +++






Von der Idee über das Design bis hin zur fertigen Form, diesen Service bietet nun die Anneliese Backtechnik GmbH, Eschweiler, ihren Kunden an.
Alleinstellungsmerkmale sind heutzutage ein Muss. Einfach wird dies, so die Anneliese Backtechnik GmbH, wenn der Artikel in der Auslage bereits durch seine außergewöhnliche Form auffällt. Das mittelständische Unternehmen aus Eschweiler bietet seinen Kunden in diesem Bereich einen Komplettservice. Den Wünschen der Kunden sind hier beinahe keine Grenzen gesetzt – von der Idee bis zur fertigungstechnischen Umsetzung werden die Anregungen und Anforderungen des Kunden in allen Bereichen begleitet und perfektioniert, erklärt Geschäftsleiterin Angela Leuver. Dank eigener Werkzeugherstellung können auch die ausgefallensten Formen in Tiefziehtechnik hergestellt werden, sodass das Backgut keine unerwünschten Ecken und Kanten aufweist. Natürlich werden diese Formen mit der passenden Beschichtung für den vom Kunden verwendeten Teig hergestellt, heißt es weiter. Dies führt neben dem Backergebnis auch zu einer hohen Langlebigkeit der Formen. Der Kunde entscheidet,
ob er einzelne Formen, ganze Kastenverbände oder sogar ganze Anlagenverbände bekommt.
So funktioniert’s:
+ Der Kunde stellt seine Form- oder Gestaltungsidee vor.
+ Das Unternehmen erstellt einen 3D-Entwurf.
+ Der 3D-Entwurf wird eventuell noch nach Wünschen des Kunden modifiziert.
+ Im 3D-Drucker wird ein Negativ erstellt. Mit diesem wird eine erste Silikonversion der Backform erstellt.
Damit kann der Kunde probebacken und das Backergebnis testen. Hiernach können gegebenenfalls noch Korrekturen durch den Kunden veranlasst werden.
+ Nach Freigabe der Form durch den Kunden wird das endgültige Tiefziehwerkzeug erstellt.
+ Gemeinsam mit dem Kunden wird, seinen Anforderungen entsprechend, die Beschichtung ausgewählt.
+ Die maßgeschneiderte Form wird produziert. +++
KG-Flon 603 grün heißt die neuste Fluorpolymerbeschichtung der Kempf GmbH aus Rohrbach. Die Beschichtung ist mehrschichtig aufgebaut und soll sehr langlebig sein.

Im Moment plant die Kempf GmbH die Erweiterung des Betriebes in Rohrbach. Insgesamt ist Geschäftsführer Guido Kempf mit der wirtschaftlichen Lage zufrieden und das Unternehmen soll weiter kontinuierlich wachsen. Dabei setzt das Unternehmen neben der weiteren Automatisierung in der Produktion auch auf neue Produkte wie die Fluorpolymerbeschichtung KG-Flon 603. Diese soll sich durch hervorragende Antihafteigenschaft vor allem auch bei süßen Backwaren auszeichnen. Zudem wird von einer sehr guten Korrosionsbeständigkeit mit einer hohen Langlebigkeit aufgrund des mehrschichtigen Aufbaus gerechnet. „Im Bake-off-Bereich kann komplett auf Backpapier verzichtet werden, da auch süße Teilchen und
++ Ei n Kastenverband mit de r neuen Fluorpolymerbe schichtung KG-Flon 603 grün
Blätterteiggebäcke darauf gebacken werden können. Dieser Verzicht von Backpapier führt zu großen Einsparungen und vermeidet eine Menge Müll“, erklärt Geschäftsführer Guido Kempf. +++

Die neue „BELT-OILER-R“-Kombinationsmaschine ermöglicht die Reinigung und Beölung von Backblechen in einem Vorgang.


Die Precisma GmbH aus dem oberösterreichischen Sipbachzell gilt als Spezialistin für die Backblechreinigung. Das Unternehmen hat nun die Kombinationsmaschine BELT-OILER-R entwickelt. Mit der Anlage sind die Reinigung und das Beölen von Backblechen in einem Arbeitsschritt möglich. Nach dem Reinigungs- und Beölungsvorgang gelangt das Backblech dann über einen Retourförderer zum Ausgangspunkt zurück. Die Bedienung der Maschine ist mit einer Person möglich und die Anlage benötigt durch die kompakte Bauweise nur wenig Platz.
Mit der Kombinationsmaschine BELT-OILER-R können annähernd alle Arten von Backblechen trocken gereinigt und beölt werden, heißt es weiter. Die Reinigung der Bleche erfolgt mit den neuartigen Riemenbürsten, die sich den Blechkonturen, Vertiefungen und Wellen anpassen. Der Trennmittelauftrag erfolgt über spezielle sensorgesteuerte Airmix-Düsen für einen sparsamen Verbrauch. Die Einsatzgebiete der BELT-OILER-R sind vielfältig: ob Glattbleche mit bis zu vier Rändern, Baguette-Bleche mit und ohne Rahmen, gelochte und ungelochte Bleche, beschichtete und unbeschichtete Bleche – mit der Breite von 600, 800 mm oder 1.000 mm. Die Stundenleistung liegt bei bis zu 1.200 Blechen. Die Bedienung der Anlage soll einfach sein und der Serviceaufwand minimal.
Die Backblechreinigungsanlagen der Serien BELT sowie die Trennmittelauftragsanlagen der Serie OILER und die Bestreuungsanlagen der Serie POWDER werden individuell angefertigt. So erhält jeder Kunde alles aus einer Hand: von der Budgetierung, über Planung, Pflichthefterstellung und Konstruktion bis zu Herstellung, Inbetriebnahme und Wartung der Precisma-Maschinen, teilte das Unternehmen mit. +++
Mit dem neuen Teigbandformer von König lassen sich verschiedenste Backwaren herstellen. Für die Produktvielfalt aus dem Teigband gibt es nach oben mittlerweile fast keine Grenzen mehr.
O b nun Kornecken oder Ciabatta – mit dem Teigbandfor mer (dough sheet former) der österreichischen König Maschinen GmbH, Graz, lassen sich verschiedenste Teige aus einem Teigband verarbeiten und damit unterschiedliche Backwaren herstellen. Ob nun ein hohes oder kleines Gewicht, ob dünn ausgewalzt oder rundgewirkt, Teigbandanlagen sind für Bäckereibetriebe eine gute Möglichkeit, um viele unterschiedliche Produkte mit einer Linie herzustellen, heißt es


dazu weiter. Damit die Menes-Linien auch unterschiedlichste Teige verarbeiten können, hat König einen universalen Teigbandformer entwickelt, der sowohl weiche als auch feste Teige verarbeiten kann. Dabei sorgt ein 3-Walzen-Teigbandformer für ein kontinuierliches Teigband.
Steckbare Walzen
Das Herzstück des Teigbandformers sind die steckbaren Walzen mit unterschiedlichen Oberflächenbeschaffenheiten, die nach Firmenangaben sowohl feste als auch weiche Teige verarbeiten können. Der Teigbandformer ist für grobporige Ciabatta-Teige mit langer Kesselgare von einer TA von 185 demnach genauso geeignet wie für feinporige Laugenbrötchen-Teige mit einer TA von 150. Damit ermöglicht diese Komponente eine Produktpalette von Broten, Baguette, Brötchen, Toastbrot, Pizza, Donuts, Kuchen bis hin zu
Fladenbroten und Tortillas.
Der Teigbandformer erzeugt zwischen den speziell konstruierten Walzen ein kontinuierliches und gleichmäßiges Teigband mit stufenloser Einstellung der Teigbandstärke. Die Walzen sind so speziell angeordnet, dass das geformte Teigband an den Walzen haftet und durch Rollen gestützt wird, damit es nicht unkontrolliert durch das Eigengewicht
ins Fließen gerät. Der pneumatische Abstreifer trennt das Teigband von der umlaufenden Walze und legt es auf ein Förderband zur weiteren Verarbeitung in der Anlage ab. Dadurch wird das Teigband sehr schonend und ohne Spannungen geformt, heißt es weiter. Je nach Konfiguration kann der Teigbandformer bis zu 5.000 kg Teig in der Stunde verarbeiten.
Durch das Schnellwechselsystem in unterschiedlichen Breiten können mit den verschiedenen Walzen Teigbandbreiten von 250 bis 600 mm eingestellt werden. Durch die genaue Einstellung je nach Produkt und Gewicht lässt sich auch der Restteig auf ein Minimum reduzieren.

Die Seitenplatten und Walzen sind freitragend und somit einfach und ohne Werkzeug zu entnehmen und zu wechseln und ermöglichen minimale Umrüstzeiten bei Produktwechsel auf der Linie.
Die gesamte Menes-H ist in Hygienebauart „H“ konstruiert. Alle mechanischen Antriebskomponenten sind etwa vom Teigbereich abgekapselt und durch den Einsatz von abgedichteten Lagern ist die Anlage inklusive Teigbandformer

Anzeige
+ für jeden die passende Form + für alle Wagen und Anlagen + Beschichtung für jeden Teig
ZWAGEN
Z-Wagen spahren Platz und sind in jeder Größe erhältlich
+ absolut stabile Ausführung + bis zu 66% des Platzes sparen + passend für jede Blechgröße
Unsere Belche können Sie überall einsetzten, in der Backstube und im Ausstellungsbereich. Auch in Sondermaßen und verschiedenen Beschichtungen.
©
++ De r Teigbandformer ist für Re inigung und Wartung auf eigenem Rahmen ausfahrbar
„wash-down fähig“. Der gesamte Teigbandformer ist für Reinigung und Wartung auf eigenem Rahmen ausfahrbar. Die Walzen und Seitenschilder können überdies einfach entnommen und separat gewaschen werden. +++
FÜR HÖCHSTE ANSPRÜCHE
Unsere Produktpalette:





+ Baguette- und Formbleche

+ Backbleche
+ Wagen
+ Kastenverbände
+ Coating und Recoating
Besuchen Sie uns auf der Südback in Halle 5, Stand D58 oder auf anneliese.de
In der Krause 67, 52249 Eschweiler +49 (2403) 7001 0 sales@anneliese.de @
„Trennmittel sollen aneinanderliegende Materialien trennbar halten.“ So simpel klingt es, fragt man Wikipedia nach einer Begriffserklärung. Bei genauer Betrachtung zeigt sich ein komplexes Geschäftsfeld.
+Auf dieses Terrain hat sich ein, mittlerweile, Global Player mit Stammsitz in Bad Salzuflen spezialisiert – die DÜBÖR Groneweg GmbH & Co. KG. Das Unternehmen liefert, wie es sich selbst beschreibt, „bis in Ihre Form“, fertigt also Trennmittel wie auch die passenden Maschinen. Zwei Standorte übernehmen die Produktion: Bad Salzuflen und Ottmarsheim (Frankreich). Der Vertrieb läuft über 7 eigene Sales Departments und 65 Händler weltweit. „DÜBÖR ist ein wachsendes Unternehmen. Wir sind peu à peu, also gesund größer geworden“, betont Verkaufsleiter Richard Jülicher. Begonnen hat alles 1961 – als 1-Mann-Betrieb.
Horst Groneweg hat das Unternehmen aus der Taufe gehoben und einen Betrieb auf die Beine gestellt, der neben Trennmitteln in den Anfängen auch Backmittel produzierte. „Ich habe mit einer Conche Schokoladen zum Überziehen hergestellt; auch Cremepulver und Backpulver gehörten zum Sortiment. Ab Ende der 1970er Jahre konzentrierte ich mich vollends auf Trennmittel“, so der Firmengründer. Die damals aufkommende Automatisierung der Brotherstellung begleitete Horst Groneweg, indem er auch den Trennprozess automatisierte.


Die Trennmittel
Gestartet ist DÜBÖR mit Emulsionen als Trennmittel, die in optimierter Rezeptur auch heute noch zum Programm gehören. Sie eignen sich z. B. für die Mengenproduktion bei Brot und für die Tortenbodenherstellung. Keinen Wasseranteil haben die Produkte der zweiten Gruppe, die Öl-Wachs-Gemische, geeignet als Universal-Trennmittel für Brot und Backwaren. Produktgruppe Nummer 3 bilden flüssige Trennwachse für Hochleistungseinsätze, etwa in Stahlbandöfen und zur Beölung von flachen Blechen. Schneideöle für alle Arten von Brotschneidemaschinen und Teigteilern und eine Bio-Range komplettieren das Trennmittel-Portfolio. Hinzu gesellt sich die Gruppe 5: die Spraydosen, quasi die „kleinsten Maschinen“ des Unternehmens, gefüllt mit Backtrennmittel oder Schneidund Gleitölen. Sämtliche Trennmittel führt das Unternehmen weltweit unter der Marke Trennaktiv.
++ links: Der Stammsitz in Bad Salzuflen mit der Verwaltung und dem Apparatebau, für die Trennmittelproduktion wurden 2015 eigene Hallen auf einem benachbarten Gelände errichtet. Rechts: Trennmittelproduktion im französischen Ottmarsheim


Per Definition sind Backtrennmittel Stoffe, die das Lösen der Backwaren aus Formen und von Blechen erleichtern sowie angeschobenes Gebäck gegeneinander isolieren. Sie sind Verarbeitungshilfsstoffe, müssen also nicht deklariert werden. Foodtauglich sind sie trotzdem. DÜBÖR erfüllt den IFS Food-Standard. Die Produkte sind koscher, halal und pflanzlich. Das Bioangebot trägt das Bio-Grünstempel-Zertifikat und, sofern Palmöl benutzt wird, dann jenes mit RSPO-Zertifikat.








Groneweg: „Palmöl ist ein Öl mit sehr guter Trennleistung, hält thermische Belastungen mit am besten aus. Aber es
steht in der Kritik. Deshalb entwickelten wir im Hinblick auf Nachhaltigkeit palmölfreie Alternativen für unsere Kunden.“ Soja oder Sojalecithin wurden bereits vor ca. 15 Jahren aus den Produkten verbannt.
Die Rohstoffe

Trennmittel bestehen aus ungehärteten Pflanzenölen, Pflanzenölfraktionen, pflanzlichem Wachs, Lecithin, einem natürlichen Antioxidans, natürlichem Emulgator sowie Wasser (bei Emulsionen). Sie unterscheiden sich durch:








++ Pflanzliches Wachs, Bestandteil vieler Trennmittel, stammt aus Brasilien
+ Aussehen, Farbe, Geruch
+ Viskosität, Dichte
+ Oxidationsstabilität: ein Maß für Beständigkeit gegen Ranzigwerden, je höher die Oxidationsstabilität, desto besser die Eignung für Dauerbackwaren und Süßwaren (MHD von bis zu 36 Monate erzielbar)



+ Rauchpunkt: Maß für Hitzebeständigkeit
+ Verseifungszahl: Maß für gebundene und freie Fettsäuren; sie zeigt die Frische des Öls an und sollte unter 1 liegen
+ Säurezahl: Charakterisierung saurer Bestandteile
+ Jodzahl*: Maß für den Gehalt an ungesättigten Verbindungen; die Jodzahl gibt die Menge in Gramm Jod an, die formal an 100 g Fett addiert werden kann. Je mehr ungesättigte Verbindungen es gibt, desto mehr Jod kann formal addiert werden und desto höher ist die Jodzahl.
Kein Kriterium hingegen ist „harzfrei“. „Mit Verharzen ist nichts anderes als ein Eintrocknen gemeint“, erklärt Richard Jülicher. Jedes Öl sei „harzfrei“, solange es sich im Kanister befindet, also nicht mit Luft und Licht in Verbindung kommt. Harzfrei sei eine reine Werbeaussage. Der Begriff im Zusammenhang mit Öl sei eigentlich sowieso falsch. „Aus einem Öl entsteht durch Eintrocknen kein Harz.“
Die wichtigsten Rohstoffe holt DÜBÖR mit eigenen Tanklastzügen bei den Herstellern ab. Ein knappes Gut sind vor allem
Bio-Öle, die übrigens überwiegend aus Österreich stammen. Deshalb: „Wir decken uns über Monate im Voraus mit unseren Rohstoffen ein“, sagt Horst Groneweg, „aus Sicherheitsgründen beziehen wir von verschiedenen Ölmühlen.“
Auch in anderer Hinsicht ist Sicherheit ein Stichwort und ein Grund, weshalb die Produktion nicht nur auf einer Säule ruht. Groneweg: „Das Werk Ottmarsheim in Frankreich dient zwar vor allem zur Belieferung der südeuropäischen Länder, aber es könnte im Ernstfall die komplette Produktion von Bad Salzuflen übernehmen und umgekehrt. Wir schaffen so hohe Liefersicherheit für unsere Kunden.“
Einfluss auf das Backergebnis
Das Trennmittel hat Einfluss auf das Backergebnis. „Es kann feine oder grobe Porungen bewirken, beeinflusst sogar die Farbe der Backwaren“, weiß Groneweg. „Nutzt man für einen Tortenboden eine Emulsion, zeigt die Oberfläche größere Vakuolen, während ein Öl-Wachs-Gemisch glatte, feine Oberfläche schafft. Dauerbackwarenhersteller benötigen hochwertigere Öle mit langer Haltbarkeit. Schließlich soll z. B. eine Eistüte 30 Monate haltbar sein. Das Trennmittel muss mithalten können. Die höchste Fettqualität aber, die überhaupt möglich ist, ist bei einem Stahlbandofen
*Quelle: Wikipedia

notwendig.“ Hier liege die Herausforderung in der enormen Hitzeentwicklung.
„Unsere Lkw sind die Verpackung“

Innerhalb Zentraleuropas liefert DÜBÖR Trennmittel mit der eigenen Lieferflotte an. 11 Züge gehören dazu. Groneweg: „Unsere Lkw sind die Verpackung. Es gehört zu unserem Service, dass wir selbst zum Kunden fahren. Wir liefern nicht nur, wir nehmen auch entleerte Container wieder mit. Das kann keine Spedition der Welt leisten. Natürlich schaffen wir es nicht bis nach Japan, aber im angrenzenden Raum, also bis nach Holland, Dänemark, Österreich, Schweden usw., sind wir unterwegs.“
Die Maschinen
„Sprühanlagen bauen wir ‚customer made’. In die Überlegungen, was die beste Anlage für den Kunden ist, fließen Daten ein wie natürlich das zu trennende Produkt, die Backform, Bandgeschwindigkeit, räumliche Abmessungen, das Sprühbild, das verwendete Trennmittel und viele weitere individuelle Kundenanforderungen“, erklärt Richard Jülicher.
Gebaut werden Trennmittelsprühanlagen der TSA-Baureihe in allen verschiedenen Größen und für alle denkbaren Stundenleistungen. Ganz individuell, wie der Kunde es braucht. Die TSA 800 wird mit eigenem Transport gefertigt oder als Anbau- oder Aufbaugerät für kundenseitig vorhandene Transportanlagen und Linien.
Apropos Sprühkopf. Zur iba 2018 zeigte DÜBÖR seine jüngste Düsengeneration – im Hygienic Design, totraumfrei, mit glatten Flächen. Die Sprühkopfdüsen lassen sich deshalb leichter reinigen. Und noch etwas anderes stand in München auf dem Präsentierteller: die PSU – die PräzisionsSprüh Unit –, die Minimengen Trennmittel versprüht, präziser arbeitet, schneller, und, da weniger Trennmittel versprüht wird, einen merklichen Hygienevorteil mit sich bringt. (Lesen Sie dazu auch unseren Beitrag in Heft 1/2019, Seite 24.) +++
Gegründet: 1961
Geschäftsführer: Horst Groneweg (Inhaber), Holger Groneweg
Mitarbeiter Deutschland: 86
Mitarbeiter weltweit: 130

Produktionsstandorte: Bad Salzuflen/Deutschland (Trennmittel und Anlagenbau); Ottmarsheim/Frankreich (Trennmittel)
Sales Departments: 7
Händler weltweit: 65
Vertriebsgebiet: Europa, Asien, Süd- und Nordamerika, Australien
Exportanteil: 40 %
Vertrieb nach Branchen: Back- und Süßwarenindustrie, Fleischindustrie; Pharmabranche
„30 Jahre AutomationX GmbHwir danken für Ihre Treue!“
Informieren Sie sich mit einem Blick auf unserer Homepage! Es lohnt sich!
Die Experten der Maschinenbaugruppe BVT bieten ein Verfahren des industriellen Vakuumkühlens an. So lassen sich durchgängig und vollautomatisch Backwaren wie Kuchen, Brot, Toastbrot, Croissants, Hamburgerbrötchen oder Muffins kühlen.

+Die ersten kontinuierlichen Anlagen von BVT sind an große Industrieunternehmen in der ganzen Welt gegangen. Dadurch können Infrastruktur- und Logistikkosten eingespart werden. Dies bedeutet, dass der Kunde, auch ohne eine geplante Erweiterung der Produktionsanlagen, die Kapazität seiner Öfen um rund 30–50 % steigern kann, weil der Vakuumprozess eine Reduktion der Backzeit erfordert. Die Systeme gehen meist an Hersteller von Standardbackwaren, welche Gebäcke wie Toast, Zwieback, Apfelkuchen, „artisanal“ produzierte Brote (freigeschoben) wie auch glutenfreie Produkte herstellen und die die Vakuumanlage hauptsächlich aus Kosten- und Qualitätsgründen gekauft haben.
Qualitätsverbesserungen, auch wenn sie auf den heutigen Märkten als notwendig erachtet werden, sind kein ausreichender Grund mehr, um zu investieren. Erst wenn die Interessenten feststellen, dass sie keinen Platz für die Installation eines konventionellen Kühlsystems mit der erforderlichen Kapazität haben, oder aufgrund der reduzierbaren Rohstoffe eine positive „Scale of Economics“ erreichen, haben sie die Anlagen gekauft. Diese Entwicklung wird nun vermehrt unterstützt durch die Tatsache, dass nicht nur Platzeinsparungen und Produktverbesserungen durch den Einsatz von Vakuumkühlung resultieren, sondern auch der ökologische Footprint reduziert wird – in einer Branche, welche ohnehin schon relativ hohe Energieaufwendungen durch Erhitzen und wieder Abkühlen hinnehmen muss.
Der kontinuierliche Vakuumkühlungs-Prozess ist kein zeitaufwendiger Kühlprozess, wie er in normalen Produktionslinien abläuft. Die Prozessanlage ist kompakt und modular aufgebaut. Der Kühlprozess findet zum einen in gestapelten Zellen statt, wobei die Zellen schnell be- und entladen werden können. Ein ausgeklügeltes Steuersystem ermöglicht es, das

teils pulsierende Vakuum schnell aufzubauen und dann schnell und kontrolliert wieder abzubauen. Der dem konventionellen Ofen nachgeschaltete Vakuumkühlprozess ist schnell, da die Kammergröße an die Produkte und die Produktionsmenge angepasst ist. Das heißt, die Kapazität einer solchen Anlage ist hoch: Sie ist stufenlos skalierbar und bietet beispielsweise Kapazitäten von 45.000 Cakes/h (500 g), 54.000 Croissants/h oder 12.000 Toasts/h, abhängig von der Leistungsfähigkeit der vorgeschalteten Produktionslinien, der Rezepte und Backprozesse. Die durchschnittliche Kühlzeit der Produkte reduziert sich dann dank der Vakuumanlage auf zwei bis drei Minuten anstelle von 60–90 Minuten oder mehr. Bei der Herstellung von Zwieback entfällt gar die gesamte Maturitätszeit von bis zu 24 Stunden.
Angeboten werden heute neben Batchanlagen für die gewerbliche Herstellung von Backwaren, Soßen, Suppen, Füllungen etc. mehrheitlich kontinuierliche Anlagen, die auf die jeweiligen Rezepturen abgestimmt sind und mit unterschiedlichen Gewichten oder unterschiedlichen Herstellprozessen umgehen können. Beliebt sind auch Vakuumkühlungen in Mehrzweckanlagen, in denen eine Vielzahl von Produkten gefahren werden können.
Das Steuerungssystem ist das Herzstück des Prozesses und seines Systems: Dadurch ist es möglich, die Vakuumzellen schnell zu beladen und schnell zu entladen. Und es ist auch möglich, das Vakuum pulsierend und die Rückbelüftung kontrolliert zu gestalten und damit eine maximale Produktqualität zu erzielen. Der vorgeschaltete Backprozess wird dabei erheblich reduziert. Dies ist notwendig, weil ein teils signifikanter Volumenzuwachs in der Vakuumzelle erreicht wird. Wäre das Produkt am Ofenausgang nicht mehr dynamisch, wäre folglich der Volumengewinn durch den VakuumKühlprozess nicht mehr realisierbar. Dieser Fakt resultiert
nicht nur in einem um 25–40 % höherem Durchsatz in den bestehenden Öfen, sondern bedeutet auch gleichzeitig eine Minimierung der Energie- und Produktkosten.
Vakuumzellen
Weil das System mittels geschlossener Vakuumzellen die Kühlung der Produkte durchführt, wird Abwärme, welche durch konventionelle Auskühlung von Produkten entsteht, nicht an die Umgebung abgegeben, sondern kann beispielsweise durch Wärmetauscher zurückgewonnen werden. Darüber hinaus reduziert sich der Aufwand an Klimatisierungsenergie in Produktionsräumen erheblich, weil die Wärme nicht mehr in die Räume abgegeben wird.
Die Backwaren werden nach dem Vakuumverfahren und in Bezug auf einen weiteren Feuchtigkeitsverlust stabilisiert. Die Produkte werden im Gegensatz zu einem herkömmlichen Backprodukt praktisch keine Feuchtigkeit mehr verlieren und die Stärke ist bereits vorkristallisiert. Der Feuchtigkeitsverlust im Prozess beträgt bei den genannten Produkten weniger als 4 %, teilweise sogar unter 2,5 %.

Ausblick
Vakuumkühlungstechnologie setzt auf Physik, die für die Prozessindustrie noch relativ neu und ungewohnt ist, weil sie sich traditionell auf Themen wie Mechanik, Chemie und Biologie konzentrierte, aber die Physik der Gase vernachlässigt hatte.
Die Entwicklung von Prozessen wie der Vakuumkühlung eröffnet der Lebensmittelindustrie neue Perspektiven. Der technisch inkorrekte Begriff „Vakuumbacken“ hat sich im Bäckereisektor bereits durchgesetzt und deutet darauf hin, dass aufgrund des Vakuumprozesses der Backprozess neu zu definieren ist. Durch die Möglichkeit, den Backprozess zu
Anzeige
verkürzen, entsteht auch ein anderes Backprofil. Tendenziell wird progressiv, mit steigenden Temperaturen gebacken. So pflegt man zu unterstreichen, dass im Erfolg der Vakuumkühlung die richtige Anwendung der Backkurven, also des Backprozesses, zugrunde liegt.
Die Tatsache, dass in Backwaren die Feuchtigkeitsverteilung durch das Vakuumverfahren beeinflusst wird, kann viel Energie sparen. Beispielsweise reduzieren sich Tiefkühlzeiten nach dem Vakuumverfahren um über 30 %. Gleichzeitig werden die physikalischen Eigenschaften des Endprodukts kontrolliert und verbessert. Darüber hinaus hat der Bäcker heute die Möglichkeit, die physikalischen und chemischen Parameter des Herstellprozesses detaillierter zu steuern. Zudem kann jetzt durch die Reduktion der Backzeit von bis zu 50 % die Back- und dadurch die Krustentemperatur besser beeinflusst werden. Resultat ist, dass Backwaren weniger Acrylamid und andere unerwünschte Verbindungen enthalten. Der Vakuumprozess öffnet ein ganzes Feld von Neuentwicklungen. Auch im Sortiment von Kuchen und anderen Süßgebäcken wie Panettone, aber auch Gemüse, Käse oder fleischgefüllten Produkten. +++
Autor







Patrick Duss gilt als Experte der Vakuumkühlung. Der gelernte Bäcker und Konditor ist auch studierter Betriebsökonom. Er stammt aus einer Vier-Generationen-BäckerUnternehmerfamilie und beschäftigt sich seit über 15 Jahren mit der Vakuumkühltechnologie. Duss unterstützt die niederländische BVT Gruppe in der Entwicklung, dem Bau und der Umsetzung von Vakuumkühlung in der Backbranche.

Die Supermarktkette Delhaize gehört zu den großen Playern des Lebensmittelhandels. Im belgischen Melsbroek renovierte das Unternehmen einen Markt und investierte u. a. in eine neue Backstation, in der die Mitarbeiter Snacks und Backwaren zubereiten.

+D as Unternehmen Delhaize bezeichnet sich selbst als e inen führenden Lebensmitteleinzelhändler mit c a. 6.637 Geschäften weltweit und rund 369.000 Mitarbeitern. Wöchentlich werden in den Verkaufsstellen rund 50 Mio. Kunden bedient. Aktiv ist der Händler unter anderem in den U SA, Europa (Belgien, Griechenland, Tschechien, Rumänien,
Serbien und Luxemburg) und Indonesien. Dabei betreibt das Unternehmen verschiedene Formate wie Supermärkte, Convenience Stores, Hypermärkte, Fachgeschäfte oder Tankstellen. Aber auch der Online-Handel ist ein wichtiger und wachsender Bereich für Delhaize. In die klassischen Verkaufsstellen investiert das Unternehmen allerdings ebenfalls kontinuierlich, um sich z. B. von Discountern und anderen Mitbewerbern abzusetzen.
So renovierte der Konzern z. B. den Delhaize-Supermarkt in Melsbroek, ganz in der Nähe des Flughafens von Brüssel. Die Geschäftsführung des Ladens entschied sich auch dafür, den Bereich der Backstation zu überarbeiten und neu zu gestalten. So wurden z. B. neue Öfen gekauft, um die Auswahl an Gebäcken für die Kunden zu vergrößern, aber auch um frisch belegte Brötchen und Snacks anzubieten. Dabei ist der Supermarkt mit der Backstation an sechs Tagen in der Woche geöffnet. Von 8 Uhr bis 20 Uhr haben die Kunden die Möglichkeit zum Einkaufen.

Show-Backen
Insgesamt stehen dem Personal sechs Ladenbacköfen zur Verfügung. So nutzen die Mitarbeiter z. B. zum Abbacken der Teiglinge zwei DILA Dual 10/5 und einen DILA 10/5.
Dabei bieten die Dual-Öfen eine Besonderheit: Die Ladenbacköfen besitzen eine Glasscheibe auf der Rückseite und ermöglichen so den Kunden, durch den Backraum des Ofens in den Bäckereibereich zu schauen. Auch bei der Ausstattung bieten diese Ladenbacköfen verschiedene Möglichkeiten wie das e.CLEAN.SYSTEM ® , Radiallüfter- oder Hochleistungsbeschwadung, bei Bedarf die Ofenvernetzung via FilialNet sowie Beschickungssystem und TOUCH-Steuerung sind ebenfalls optional erhältlich. Diese neue Art des Show-Backens bei Delhaize wird zurzeit in rund 20 Supermärkten in Belgien betrieben. Dazu ließ das Unternehmen die Mitarbeiter entsprechend vom deutschen Ofenbauer DEBAG schulen. Neben der einfachen Bedienung der Öfen war den Verantwortlichen natürlich auch wichtig, dass die Backergebnisse stimmen.
Das Konzept wird von den Kunden gut angenommen und unterstützt den Händler dabei, seine Ziele von guter Backwarenqualität und einem guten Preis in Verbindung mit einem guten Service zu erreichen.
Mit den Umsätzen, welche durch den Backshop generiert werden, ist die Marktleitung in Melsbroek zufrieden. So verkauft das Unternehmen täglich bis zu 400 frisch belegte Brötchen und Baguettes (z. B. American Basilikum für 2,79 EUR). Zudem nimmt der Markt aus den nahegelegenen

Anzeige

Büros individuelle Bestellungen entgegen, und auch dieser Service wird gut angenommen. Insgesamt bietet der Markt bis zu 50 verschiedene Brotsorten und rund 60 verschiedene Kleingebäcke (z. B. 55 g Kaiserbrötchen für 0,39 EUR) an. Dazu finden sich noch Snacks und süße Gebäcke im Sortiment. Das beliebteste Produkt ist das Kasten-Tigerbrot, welches in den Gewichtsbereichen zwischen 400 g (1,99 EUR) und 800 g angeboten wird. Der Anteil der Bio-Backwaren liegt bei rund 20 % (z. B. 400-g-Bio-Brot mit Oliven für 2,45 EUR). Zudem gibt es ein Regal extra für glutenfreie Gebäcke sowie Kühlregale für Kuchen, Torten und süße Teilchen bzw. Gebäcke mit Creme. Einen Großteil der Gebäcke (halbgebackene oder auch grüne Teiglinge) liefert der Anbieter La Lorraine.



Der Fokus auf das Show-Backen in Kombination mit hochwertigen Backwaren und der frischen Zubereitung führt zu vielen Backvorgängen. Bis heute gab es keine Probleme mit den DEBAG-Öfen. „Nur die Türdichtungen der Öfen mussten bis jetzt gewechselt werden. Diese werden durch die hohe Anzahl der Backvorgänge sehr beansprucht, sodass der Wechsel Bestandteil der jährlich durchgeführten Wartung ist“, erklärt Georg Schulze, Leiter Vertrieb international. Somit kann das Einkaufen bei Delhaize für den Kunden weiter ein Erlebnis sein. +++
++ Tigerbrot ist nicht nur in den Niederlanden sehr beliebt, auch in Belgien gehört es zu den Hauptumsatzprodukten
Der Zentralverband des Deutschen Bäckerhandwerks trauert um seinen ehemaligen Hauptgeschäftsführer Dr. Eberhard Groebel, der am 8. Juni 2019 verstarb. Dr. Groebel wurde 1945 in Bad Neuenahr geboren und war sieben Jahre Büroleiter des stellvertretenden Vorsitzenden der CDU/CSU-Bundestagsfraktion, Bäckermeister Hansheinz Hauser. 1989 wechselte der Jurist in die Geschäftsführung des Zentralverbandes und leitete ab 1990 den Verband als Hauptgeschäftsführer bis Januar 2010. Dr. Groebel war zunächst in Bonn, später in Berlin die hauptamtliche Stimme der Deutschen Innungsbäcker und hat in seinem Wirken tiefe Spuren hinterlassen, so der Zentralverband. Präsident Michael Wippler: „Seiner häufigen Aussage ‚Nicht verzagen, Groebel fragen‘ getreu war Dr. Eberhard Groebel eine der prägendsten Persönlichkeiten in der Geschichte des Zentralverbandes, der mit großer gestalterischer Kraft und Geschick seine Arbeit verrichtete. Wir werden ihm stets ein ehrenvolles Andenken bewahren.“

Helmut Martell, ehemaliger Geschäftsführer des Verbandes Deutscher Großbäckereien und des europäischen Fachverbandes AIBI, schreibt in seinem Nachruf: Eberhard Groebel war kein main streamer, weder politisch, noch persönlich. Er war aber aufrecht und zuverlässig und ging ohne Not keinem Zwist aus dem Weg. „Hier stehe ich und kann (und will) nicht anders!“ Mir war er – trotz unterschiedlicher Aufgaben und Auffassungen – stets ein Besonderer, was er auch wusste. Mit Hans Bolten hat er unvergessene Branchenpolitik geschrieben. Mit welchem Mut und Gleichmut er später die medizinischen Urteile wegsteckte, als wir uns – beide schon inaktiv - gelegentlich auf dem Venusberg in Kliniknähe mit seiner lieben Frau beim Kaffee trafen. Parbleu! Eberhard, obwohl ich gewiss nicht zu seinen engeren Freunden zählte, wird mir fehlen. Denn Widerspruch weckt die Lebensgeister und schärft das Urteil. Nun ist er von uns gegangen. Gedenken wir seiner! +++
Über Pick-and-Place-Robotik und was sich die Backbranche von der Süßwarenindustrie abschauen könnte, darüber sprachen wir mit Martin Sauter, Verkaufsleiter der Gerhard Schubert GmbH.
b+b: Welche Marktbedeutung hat das Verpacken mit Pick-and-Place-Robotern in der Backwarenbranche?

+ Sauter: In der Backwarenindustrie sehen wir noch Nachholbedarf, hier ist die Süßwarenindustrie Vorreiter. Wir bemerken jedoch ein stark zunehmendes Interesse. Oft können wir in der Süßwarenindustrie erprobte Lösungen für die Backwarenindustrie adaptieren.
+ b+b: Worin liegt der Vorteil gegenüber klassischen Verpackungslinien?
+ Sauter: Bei Verpackungslösungen mit Robotertechnik liegen die Flexibilität und die Intelligenz in der Programmierung und in den Roboter-Werkzeugen. Durch den größtmöglichen Verzicht auf mechanische Komponenten im Produkt- und Verpackungshandling eröffnen sich ganz neue Möglichkeiten, bei schonender Produkthandhabung und flexiblen Verpackungsformaten. Insbesondere in Verbindung mit Bildverarbeitungssystemen, die ebenfalls von Schubert entwickelt, gebaut und auf der Steuerungsplattform VMS


Im Video: Robotik bei San Giorgio Ein Video vom Befüllen und Verpacken von Croissants beim italienischen Backwarenhersteller San Giorgio sehen Sie bei YouTube.
programmiert werden, lassen sich neue Standards in puncto Produktionssicherheit und Qualität erreichen. Kurze Umstellzeiten, Flexibilität auf zukünftige Anforderungen und Leistungsredundanzen können ebenso berücksichtigt werden wie Kosteneffizienz und Wirtschaftlichkeit.
+ b+b: Für welche Backwaren und für welche Packungen werden Pick-and-Place-Roboter eingesetzt?
+ Sauter: Im Grunde gibt es in der Backwarenbranche kein Produkt, das wir nicht schon einmal gehandhabt und verpackt hätten. Unsere Maschinen nehmen die Produkte von einem Produktband nach dem Industriebackofen auf und legen sie in Karton- oder Plastiktrays und/oder direkt in die Zuführkette einer horizontalen Schlauchbeutelverpackungsanlage. In den letzten Jahren haben wir sehr viele Anlagen für klassische Backwaren wie Croissants, Berliner, Donuts, Waffeln, Brot und Brötchen geliefert, die neben der Einzel- oder Kleinverpackung oftmals (auf derselben Anlage) auch in Großgebinde wie Versandkartons oder Plastikkisten gelegt werden.
+ b+b: Welche weiteren Aufgaben sehen Sie für die Zukunft?
+ Sauter: Wir können uns sehr gut vorstellen, dass weitere (Verarbeitungs-)Prozesse in unsere Anlagen integriert werden. Zum Beispiel haben wir für den italienischen Backwarenhersteller San Giorgio eine Anlage entwickelt, bei der Croissants vor dem Verpacken mit einer Creme oder Konfitüre befüllt werden. Mit einem Transportroboter, dem Transmodul, können wir daneben noch eine Verkettung zu vor- und/oder nachgelagerten Prozessen schnittstellenfrei realisieren.
+ b+b: Wo liegen die Grenzen des Pick-and-Place?
+ Sauter: Genau genommen konkurriert jede Verpackungsautomation mit manueller Arbeit. In Ländern und Regionen, in denen die Lohnkosten sehr niedrig sind und auch Hygieneoder Qualitätsaspekte eine eher untergeordnete Rolle spielen, ist eine Automatisierung für Hersteller oft weniger relevant. Im Umkehrschluss heißt dies: Wenn auch oft nur einer der oben genannten Faktoren zutrifft, ist sie sinnvoll und rechnet sich.
+ b+b: Ist die Betriebsgröße für die Rentabilität entscheidend?
+ Sauter: Einige unserer Gesprächspartner sind dieser Meinung. Unsere Erfahrung und unsere Referenzliste zeigen das Gegenteil, sie reicht vom Kleinbetrieb mit 30 Beschäftigten bis zu multinationalen Konzernen.
+ b+b: Sie sprachen eingangs von der Süßwarenindustrie als Vorreiter. Gibt es weitere Aspekte, die sich die Backbranche Ihrer Meinung nach abschauen könnte?
+ Sauter: Ja, Ideen, was die Warenpräsentation am POS, Packformate, innovative Packmittel und Darreichungsformen angeht. Erste Vorreiter, die sich von der reinen Verpackung als
Produktschutz hin in Richtung Lifestyle, Unterscheidung und Convenience entwickeln, sind aber auch hier erkennbar. Innovative Technologien wie das Verpacken in Schlauchbeutel und Umweltaspekte, z. B. weg vom Plastiktray hin zu Karton, finden derzeit in der Backbranche noch wenig Beachtung.
+ b+b: Aus welchen Regionen der Welt stellen Sie derzeit die größten Nachfrageimpulse nach Pick-and-Place-Robotertechnik fest?
+ Sauter: Aufgrund der bereits genannten Faktoren haben entwickelte Märkte in Europa, Nordamerika und Japan den größten Handlungsdruck. Wie sich ein Markt aber innerhalb kurzer Zeit vom manuellen Produktionsstandort – wegen günstigen Personalkosten und gutem Ausbildungsstand –entwickeln kann, sehen wir am Beispiel Polen. Noch vor wenigen Jahren wurden im großen Stil personalintensive Produktionslinien dorthin verlagert. Diese werden inzwischen entweder vollautomatisiert zurückverlegt oder die Fabriken in Polen selbst automatisiert. Das Beispiel Polen steht nur exemplarisch für die Länderregionen Ost- und Südosteuropa, Mittel- und Südamerika und einige Regionen im Mittleren Osten sowie Asien.
+ b+b: Welche Backwaren sind schwierig zu handeln?
+ Sauter: Am einfachsten lassen sich gleichmäßige und stabile
Produkte verarbeiten. Unsere Expertise liegt aber gerade auch im Handling empfindlicher und unregelmäßiger Produkte. Durch die Kombination von Bildverarbeitung und Werkzeugentwicklung (Greifer/Sauger) sind wir in der Lage, für schwierige Produkteigenschaften und Packanforderungen die passende Lösung auszuarbeiten.


+ b+b: Wo liegen die Herausforderungen z. B. beim Verpacken von Siedegebäck?
+ Sauter: Bei gefrosteten Siedegebäcken können Probleme auftreten, wenn die Gebäcke die Standardgröße überschreiten. Die Greifer könnten „gecrashed“ werden. In diesem Zusammenhang ist die Qualität und Einbindung der Bildverarbeitung in Verbindung mit dem Pick-and-Place-Roboter entscheidend. Unsere Bildverarbeitungssysteme erkennen zu große Produkte –besser gesagt: Sie erkennen Produkte nicht zweidimensional (Länge und Breite), sondern auch dreidimensional (Höhe bzw. Höhenprofil). Dadurch können wir eine Beschädigung der Sauger oder Greifer durch das Produkt nahezu ausschließen.
+ b+b: …. und beim Verpacken von Keksen?


+ Sauter: Bei nicht vollständig ausgekühlten Keksen ist die Verwendung eines Vakuumsaugers zum Produkthandling nicht empfehlenswert, da das noch nicht ausgehärtete Fett aus dem Produkt gesaugt werden kann und dadurch die
Am ARYZTA-Standort in Eisleben nimmt die Pickerlinie Krapfen (Berliner) vom Transportband und legt sie in Kartontrays ab. Pro Stunde bewegt die Anlage laut ARYZTA rund 40.000 Krapfen.

Produktqualität beeinflusst wird und sich in der Anlage weitere Störungen ergeben können.
+ b+b: In welchem Gewichtsbereich dürfen die zu verpackenden Backwaren liegen?
+ Sauter: Gewichtsmäßig gibt es keine Beschränkung.
+ b+b: Welche Stundenleistung erreichen die Pick-and-PlaceAnlagen?
+ Sauter: Wir sprechen in der Regel über Leistungen pro Minute, da für eine optimale Ausnutzung der Anlagenkapazität eine gleichbleibende Produktzuführleistung eine entscheidende Rolle spielt. Wir haben wahrscheinlich das komplette Leistungsspektrum bereits bearbeitet. Von ganz geringen Leistungen von 30 Stück pro Minute (= 1.800 Stück/h) bis hin zu 5.000 Stück pro Minute (= 300.000 Stück/h).
+ b+b: Was limitiert eine Maximalleistung?
+ Sauter: Da wir die Robotersysteme modular aufbauen und skalieren können, ist die Maximalleistung der Gesamtanlage eine Addition der Leistungen der dafür benötigten Roboteraggregate. Zu berücksichtigen sind beeinflussende Faktoren wie Zuführbandbreite, Zuführbandgeschwindigkeit, maximal mögliche Beschleunigungen in Bezug auf Produkt und Werkzeug (auch in Verbindung mit dem Gewicht), minimal und maximale Verfahrwege, maximale Geschwindigkeit des Ablagetransporteurs, Anzahl der Aufnahme- und Ablagepositionen im Verarbeitungsbereich sowie Zusatzhandlingaufgaben, z. B. eine spezielle Produktausrichtung. Am Ende resultiert eine Beschränkung oft aus limitierten Platzverhältnissen beim Kunden. Da wir aber die wohl höchste „Roboterdichte je Fläche“ in unseren Anlagen realisiert haben, können wir auch hohe Leistungen auf geringstem Platzbedarf umsetzen.
+ b+b: In welchem Temperaturbereich arbeiten Pick-andPlace-Roboter?
+ Sauter: Wir haben von knapp über dem Gefrierpunkt bis hin zu Temperaturen nahe 50 °C schon viele Anlagen realisiert. Bei hohen Temperaturen ist die Kühlung der elektrischen Bauteile, insbesondere der Steuerungselemente, ein essenzieller Baustein, den wir mit der Integration von Kühlgeräten berücksichtigen.
+ b+b: Werden die optischen Sensoren der Anlagen durch Mehlstaub, hohe Luftfeuchtigkeit o. Ä. in ihrer Funktion beeinträchtigt?
+ Sauter: In diesem Zusammenhang sind regelmäßige Reinigungs- und Wartungsprozeduren nicht vermeidbar. Durch gezielte Platzierung von Absaugeinrichtungen können Reinigungsintervalle aber teilweise verlängert werden.
+ b+b: Hygiene ist ein wichtiges Thema. Wie gewährleisten Sie diese?
+ Sauter: Die Berücksichtigung hygienischer Aspekte bei der Konstruktion von Roboter-Werkzeugen, Aggregaten und Baugruppen ist selbstverständlich. Insbesondere die leichte Zugänglichkeit gewährleistet eine einfache und schnelle Reinigung.
+ b+b: Woran arbeiten Sie zurzeit in der Entwicklung?
+ Sauter: Wir entwickeln derzeit neue Vierachs- und Fünfachsroboter. Darüber hinaus arbeiten wir im Hinblick auf die interpack 2020 bereits an einigen Entwicklungen, die wir als selbstverstandener Impulsgeber der Branche zu diesem Zeitpunkt noch nicht verraten wollen.

+ b+b: Herr Sauter, vielen Dank für das Gespräch. +++















Ende Mai 2019 ist die neue Version 5 des FSSC 22000 erschienen, die ab Januar 2020 Gegenstand der Zertifizierungsaudits sein wird.
Wie bei den anderen Lebensmittelstandards (z. B. BRC und IFS) gibt es auch beim FSSC 22000 regelmäßig Aktualisierungen des Standards. Die derzeit gültige Version 4.1 aus Juli 2017 wurde überarbeitet und ist nun in der Version 5 erschienen, die ab 01.01.2020 verbindlich anwendbar ist.

Neben dem optischen Layout und der Zusammenfassung der bisher einzelnen Teile des FSSC 22000 in ein Dokument sind die inhaltlichen Neuerungen: die Anpassung auf die neue Version der ISO 22000: 2018 Diese ist nicht unerheblich und erfordert zwingend Anpas sungsbedarf der QM-Systeme gemäß FSSC 22000. Hier ein kurzer Überblick der wesentlichen Neuerungen:


+ Einführung der High Level Structure , wie bereits bei der ISO 9001:2015. Damit lässt sich die ISO 22000 vergleichsweise einfach in Integrierte Managementsysteme eingliedern. Daraus ergibt sich eine komplette Neustrukturierung in 10 Kapitel, wie in der ISO 9001:2015.
+ Aufnahme des risikobasierten Ansatzes – die Norm unter scheidet dabei einerseits zwischen Risiken auf der opera tionellen Ebene (HACCP-Ansatz) und andererseits Risiken
Autorin
auf der Ebene des Managementsystems – also den Risiken, die die Fähigkeit des Managementsystems, seine Ziele zu erreichen, beeinflussen.
PDCA-Zyklus – die Norm verdeutlicht den , indem er zwei getrennte Zyklen im Standard ineinandergreifen lässt. Einer für das Managementsystem und ein zweiter, der in den ersten eingebettet ist, der die Prinzipien des HACCP abdeckt. Es gibt eindeutige Beschreibungen/Definitionen der Un terschiede zwischen Schlüsselbegriffen wie z. B.: Kritische Kontrollpunkte (CCPs), Operational Prerequisite Programs (OPRPs) und Prerequisite Programs (PRPs). Bessere Verständlichkeit der Anforderungen.

Stärkere Einbindung der Leitung, wie auch bereits bei der
Die ergänzenden Anforderungen des FSSC haben in der Version 5 neue Kapitel nummern, sie sind von den Themen her aber unverändert, d. h. 2.5.1. Management of Services/ Management von Dienstleistungen
Autorin des Artikels ist die Lebensmitteltechnologin aus Hamburg. Sie ist als QM-Beraterin und Auditorin in der Lebensmittelwirtschaft tätig.
Bei Interesse oder Fragen können Sie Frau Siebke folgendermaßen erreichen:
T: 040 – 636 790 51, kontakt@ql-siebke.de, www.ql-siebke.de
Handeln: Ergreifen von Maßnahmen zur Verbesserung der Leistung, soweit notwendig.
In diesem Dokument wird, wie in Bild 1 veranschaulicht, im Rahmen des prozessorientierten Ansatzes das Konzept des PDCA-Zyklus‘ auf zwei Ebenen verwendet. Die erste betrifft den übergreifenden Rahmen des FSMS (Abschnitt 4 bis Abschnitt 7 und Abschnitt 9 bis Abschnitt 10). Die andere Ebene (betriebliche Planung und Steuerung) betrifft, wie in Abschnitt 8 beschrieben, die betrieblichen Prozesse innerhalb des Systems für Lebensmittelsicherheit. Die Kommunikation zwischen den beiden Ebenen ist daher entscheidend.
Mandel-, Haselnuß- u. Erdnußkern-Präparate. Nußecken- und Bienenstich-Streusel, Haselnuß-Füllmassen und Multi-Crunch.
Sonderanfertigungen nach Ihren individuellen Spezifikationen.
+ 2.5.2. Product Labelling/Produktkennzeichnung
+ 2.5.3. Food Defense/Produktschutz
+ 2.5.4. Food Fraud Mitigation/ Lebensmittelbetrugsbekämpfung
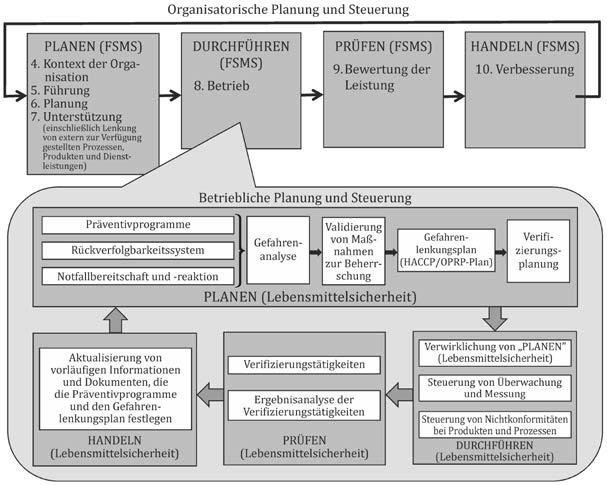
+ 2.5.5. Logo Use/Logo-Nutzung
+ 2.5.6. Management of Allergens/ Management von Allergenen
+ 2.5.7. Environmental Monitoring/ Umgebungsmonitoring
+ 2.5.8. Formulation of Products (nur anwendbar für Kategorie D = Feed/Futtermittel)
+ 2.5.9. Management of Natural Resources (nur anwendbar für Kategorie FI = Retail/Wholesale)
Die inhaltlichen Details der einzelnen Anforderungen haben sich gegenüber der Version 4.1 verändert, größtenteils sind die Anforderungen kürzer gefasst worden. Die eigentliche Ausrichtung zu den jeweiligen Themen ist aber vergleichbar.
Die neue Version ist ab 01.01.2020 verbindlich anwendbar Audits nach der Version 4.1 werden noch bis 31.12.2019 durchgeführt. Upgrade-Audits auf die Version 5 sollen als angekündigtes Audit stattfinden (nur in Ausnahmefällen unangekündigt). Die Umstellung auf die neue Version kann im Rahmen eines Überwachungsaudits oder bei der Rezertifizierung stattfinden. +++
Russischen Medien zufolge plant die russische Großbäckerei SMAK den Bau einer neuen Produktion. Das neue Werk wird nahe Koltsovo bei Jekaterinburg errichtet. Baustart soll im Sommer 2019 sein. Die Inbetriebnahme der 40.000 m² großen Bäckerei ist für Herbst 2021 geplant. Die Projektkosten werden auf 3,6 Milliarden Rubel (rund 50 Mio. EUR) geschätzt. Die Medien zitieren CEO Wladilen Fufarow: „In den letzten 18 Jahren haben wir die Produktion mengenmäßig um das Fünffache gesteigert. Wir liefern täglich 100 Tonnen der Produkte. Durch den Bau der neuen Anlage wird sich die Produktionsmenge mindestens verdoppeln.“ +++
Kamps-Geschäftsführer Jochen Pollotzek hat das Unternehmen Anfang Juni verlassen. Gegenüber der Presse teilt das Unternehmen mit: „Die Groupe LE DUFF, Gesellschafter der Kamps GmbH und Jochen Pollotzek haben im gegenseitigen Einvernehmen beschlossen, dass Jochen Pollotzek sein Amt als Geschäftsführer der Kamps GmbH mit Wirkung zum 3. Juni 2019 niederlegt. Dies geschah aufgrund von unterschiedlichen Ansichten über die Strategie des Unternehmens. Thomas Prangemeier, seit 2013 Geschäftsführer, bleibt unverändert im Amt und führt die Geschäfte in enger Abstimmung mit dem französischen Gesellschafter.“ +++
STELLENANZEIGE
++ Matthias Geißler verlässt Wback
Matthias Geißler, zusammen mit Dr. Uwe Bretschneider Geschäftsführer der Wback GmbH, hat das Unternehmen
Ende Juni verlassen. Geißler ist seit der Firmengründung durch Peter Wendeln im Jahr 2004 für das Unternehmen tätig. Über die Gründe und die Nachfolgeregelung wollte sich das Unternehmen nicht äußern. Wback gilt als Hauptlieferant für Burger King in Deutschland und produziert in den Werken Bönen und Leipheim Hamburger- sowie Hotdog-Buns. Seit Februar 2019 gehört Wback zu C.H. Guenther & Son. +++
Firma Seite
AMF……………............................19
AMF-Den Boer..............................5
Anneliese...................................33
Ashworth....................................31
AutomationX.............................37
Boyens.......................................23
BVT...................................35/43
CSB………....................................3
Diane........................................15
Dübör.........................................29
Handtmann...............................41
Kaak............................................52
Firma Seite
Koenig, Werl..............................48
König….......................................17
Landesmesse Stuttgart..............7
Kwik Lok Europa...........................2
Opelka.......................................45
Rademaker...............................11
Rego Herlitzius...........................25
SchapfenMühle.........................13
Trinox….....................................47
Uniferm......................................39
Wiesheu...................................21
WP….....................................27
Für die Leitung unseres Produktionsstandortes in Gelsenkirchen-Erle suchen wir SIE in Vollzeit als:

Ihre Aufgaben:
•
•
• •
Leitung einer Großbäckerei inkl. Expedition, Technik und Logistik Führung und Weiterentwicklung von 350 Mitarbeitern Betreuung der Produktentwicklung & Weiterentwicklung der Betriebstechnik Erreichung der kaufmännischen Kennzahlen
Sie bringen mit:
•
•
Idealerweise Ausbildung zum Bäckermeister (m/w/d) und/oder Studium zum Lebensmitteltechniker (m/w/d) oder vergleichbar Einsatzbereitschaft, Flexibilität, Führungserfahrung von großen Teams, Durchsetzungsvermögen sowie unternehmerisches Denkvermögen
Möchten Sie diese Chance annehmen?
Dann bewerben Sie sich unter malzers.de/jobs, per E-Mail an: bewerbung@malzers.de, per Post an: MALZERS Backstube GmbH & Co. KG, -Personalabteilung- Ulrichstraße 13, 45891 Gelsenkirchen
Neue Rubrik: Absauganlagen
BZQ ab b+b 1/2019
Anzeigen-Größe: 43 mm x 45 mm
Brotabschnitte, Backwaren, Backlinien, Rework, Restbro t zerkleinerer, Mehlstaub, Verpackungsabfälle, Entsorgungsanlagen
BRÜCK- Lösungen für die Zukunft
D - 65520 Bad Camberg
Te l.: +49 - (0)64 34 - 385 51 26 e-mail: info@brueck- kg.de www.brueck-kg.de


Tägliche Nachrichten: www.backwelt.de
Ihr Spezialist für Abwasserlösungen in der Back- und Lebensmittelindustrie
In den Steinäckern 26 64832 Babenhausen info@almawatech.com www.almawatech.com

Rubriken-Überschrift:
Abwieger für Brot und Brötchen

In der Krause 67 52249 Eschweiler +49 (0) 2403 / 7001-0 info@anneliese.de www.anneliese.de
Anzeige
Rheon GeneralVertretung Deutschland
Schwanenmarkt 9 40213 Düsseldorf
Tel.: 0211/ 522 90 00-0
Fax: 0211/ 522 9000-17 www.abwieger.de
Abteilungsleiter, Anwendungsberater, Anwendungstechniker (m/w), Anwendungstechniker (m/w), Backmittel Handwerk, Werks leitung (m/w), AreaSales Manager, Ausbilder/in Backindustrie, Bäcker (m/w) oder Lebensmitteltechniker (m/w), Bäcker/in für Vietnam, Bäckermeister, Bäckermeister als Anwendungs berater(m/w), Bäckermeister/in als Backstubenleiter, Backstubenleiter/in, Betriebsleiter , Betriebsleiter für führendes Backunternehmen, Bezirksleiter/in Bäckereifilialen, Controller (m/w) Großbäckerei,
Fachwörterbuch


Das Wörterbuch mit bäckereispezifischen Fachausdrücken.
Das „Dictionary of Bakery Engineering and Technology“ enthält auf 336 Seiten Fachbegriffe von „Ausbund“ über „Kesselgare“ bis hin zu „Teigportioniertrichter“.






Dabei dient Englisch als Ausgangssprache für die folgenden sechs Sprachen: deutsch, französisch, spanisch, russisch, dänisch und japanisch.
Das Buch ist bei Viktoria Usanova (usanova@foodmultimedia.de) zu einem Einzelverkaufspreis von 39 EUR (zzgl. Versand) zu bestellen.
f2m food multimedia GmbH