ROUND TABLE

Stand und Zukunft der Backwarenproduktio n 04 18
OFFIZIELLES ORGAN DES VERBANDES DEUTSCHER GROSSBÄCKEREIEN E.V. DISKUSSIONSRUNDE



Wir freuen uns auf Ihren Besuch Halle B1 Stand 138

Wenn ein Produkt ein Erfolg wird, reklamiert üblicherweise der Verkauf das Verdienst für sich. Geht was daneben, dann war es die Produktion. Zum Glück arbeiten in der deutschen, österreichischen und polnischen Backwarenindustrie Produktionsmanager, zu denen das Wort „gestanden“ ganz gut passt. Sie wissen sich und ihre Betriebe einzuschätzen, sehen die Entwicklungen am Markt und in der Technik. Kaum jemand in der Backwarenindustrie vereint so viel Wissen aus so vielen Gebieten auf sich und trägt eine so hohe Verantwortung für Rohstoffe, Technik und Personal. Sie kennen und achten sich untereinander, aber nach draußen dringt davon wenig, und wenn – wie gesagt, der Erfolg hat bekanntlich immer viele Väter.
Wir haben sieben der bekanntesten Produktionschefs der Backwarenindustrie zu uns nach Hamburg eingeladen und einen Tag lang mit ihnen über Gott und die Welt diskutiert, wobei es natürlich auch immer um Backwaren ging. Der Achte in der Runde war Dr. Jekle vom TUM, derzeit eine der ganz wenigen wissenschaftlichen Einrichtungen, die für die Backwarenbranche echte Zukunftsforschung betreibt. Moderiert wurde die Runde von meinem Kollegen Bastian Borchfeld und mir. Glauben Sie mir, es war eine der anregendsten Diskussionsrunden, die ich je erlebt habe.
Die Herren – zugegeben, Damen finden sich bislang in der Top-Etage der Produktionsführung in der Backwarenindustrie nicht – haben nicht nur den Blick zurück geworfen und resümiert, was sich in den vergangenen Jahrzehnten so alles verändert hat. Sie haben auch klargemacht, wo sie und ihre Betriebe heute in der technischen und technologischen Entwicklung stehen und was sie künftig von sich und ihren Lieferanten erwarten. Es gab lange nicht mehr so eine fundierte Definition des State-of-the-Art beziehungsweise der Wünsche für die Zukunft. Die Lektüre lohnt sich.
Natürlich nicht nur die dieser zugegeben vielen Seiten. Die iba wirft ihre Schatten voraus, und eines kann ich Ihnen inzwischen mit Sicherheit sagen: Es wird eine spannende iba werden. Anders als vor drei Jahren, als man sich am Ende der Messe fragte, was es denn nun an Neuheiten und Weiterentwicklungen gab, garantiere ich Ihnen auf dieser iba Spannung, Aufregung und Staunen.
Wir stellen Ihnen in diesem Heft beispielsweise gleich zwei komplett neue Ofenentwicklungen vor, und das ist erst der Anfang.
Viel Spaß also bei der Lektüre Ihre
Besuchen Sie uns!
Halle 6.1 Stand B90/C99
Wie viel versteht Ihre Software von Brot?

Unsere eine ganze Menge.

Branchenspezifische Prozesse, Integration von Maschinen und Anlagen, Monitoring und Reporting, Rückverfolgbarkeit, Qualitätsmanagement und vieles mehr. Das CSB-System ist die Unternehmenssoftware für die Brotund Backwarenbranche. Es deckt als Komplettlösung ERP, FACTORY ERP und MES ab. Und dazu sind BestPractice-Standards schon enthalten.
Sie möchten ganz genau wissen, warum Branchenführer auf CSB setzen?
Produktion
06 WP IB: Turbulente Zukunft
10 MCS: Vollautomatisch mit handwerklichem Touch
12 MECATHERM : Ein neuer Ofen für eine veränderte Welt

20 Fireking Baking Company: Ideen verwirklicht
28 Almarai: Feintuning für Mehl
50 Bundy Baking Solutions: Global wachsen

54 JOWA: Brotkonsum steigern
Round Table
33 Diskussionsrunde: Stand und Zukunft der Backwarenproduktion
Interview
16 Joseph Zaleski: Besser und effizienter
Packaging
18 GEA: Dicht oder nicht: MAP-Verpackungen berührungslos prüfen
Forschung
32 TUM: Modifikation von Stärke durch Hochdruck
58 TUM: Lipide in glutenfreien Broten
76 TUM: Kontaktlose Messung der Gashaltefähigkeit
Ladenbacköfen
64 Auch der Service zählt
Messe
70 iba: Beflügelt die Branche Recht
74 Bundesverfassungsgericht: Neue Internetpranger jetzt verfassungsgemäß? Rubriken
brot + backwaren ISSN 0172-8180
brot + backwaren ist das offizielle Organ des Verbandes Deutscher Großbäckereien e.V. brot + backwaren erscheint 6 x im Jahr zum Einzelverkaufspreis von Euro 15,00.
Im Verbund mit dem wöchentlichen digitalen Newsletter Backspiegel beträgt der Jahresabonnementpreis:
+ Print-Abonnement
zzgl. 7 % MwSt im Inland: 75,00 EUR
+ Abonnement der digitalen Version
zzgl. 19 % MwSt im Inland: 75,00 EUR
+ Kombi-Abonnement Print-Abonnement
zzgl. 7 % MwSt im Inland: 70,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos)
+ Ergänzungsabonnement digital
zzgl. 19 % MwSt im Inland: 6,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos) Im Ausland und für Studenten gelten andere Preise.
Abonnementskündigungen müssen 3 Monate vor Ende des Bezugszeitraums dem Verlag schriftlich vorliegen.
Abonnementsbestellungen richten Sie bitte an die genannte Vertriebsleitung. Bei Nichtlieferung ohne Verschulden des Verlags oder infolge von Störungen des Arbeitsfriedens bestehen keine Ansprüche gegen den Verlag. Die Zeitschrift und alle in ihr enthaltenen Beiträge und Abbildungen sind urheber rechtlich geschützt. Mit Ausnahme der gesetzlich zugelassenen Fälle ist eine Verwertung ohne Einwilligung des Verlags strafbar. Online-Streitbeilegung gemäß Art. 14 Abs. 1
ODR-VO: Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie unter http://ec.europa.eu/ consumers/odr/ finden.
Zurzeit gültig ist die Anzeigenpreisliste 2018.
VERLAG
f2m food multimedia gmbh Ehrenbergstraße 33 22767 Hamburg +49 (0)40 399 012 27 info@foodmultimedia.de
HERAUSGEBERIN
Hildegard M. Keil +49 (0)40 380 94 82 keil@foodmultimedia.de
CHEFREDAKTION
Bastian Borchfeld +49 (0)40 399 012 28 borchfeld@foodmultimedia.de
REDAKTION
Helga Baumfalk +49 (0)40 399 030 61 baumfalk@foodmultimedia.de
SCHLUSSREDAKTION
Sybille Kalinka
TEXT-Tapir
ANZEIGENABTEILUNG
Anzeigenleitung
Dirk Dixon +44 143 587 20 09 dixon@foodmultimedia.de
Anzeigensachbearbeitung
Wilfried Krause +49 (0)40 386 167 94 krause@foodmultimedia.de
VERTRIEBSLEITUNG
Viktoria Usanova +49 (0)40 399 030 62 vertrieb@foodmultimedia.de
GESTALTUNG
LANDMAGD in der Heide
Linda Langhagen design@landmagd.de
LITHO/DRUCK
Leinebergland Druck GmbH & Co. KG Alfeld (Leine)
Specialists in food processing equipment

Als Spezialist in food processing Equipment achtet Rademaker sehr auf Ihre Anforderungen bei der Planung Ihrer Produktionsanlage. Wir setzen diese mit viel know-how im Anlagenbau für spezielle Technologien und Prozesstechniken in eine effiziente, leistungsstarke und maßgeschneiderte Lösung für Sie um. Lernen Sie die Kompetenzen von Rademaker kennen – es beginnt alles mit Ihrem Produkt und resultiert in einem erfolgreichen Anlagenbetrieb mit breit aufgestelltem Rademaker Unterstützungsprogramm.

• Teigband-Brot-/Brötchenanlagen für Brötchen, Mediterrane Brote und Flachbrote.
• Teigband-Toastbrotanlagen für Premium-Qualitäten Toast- und Sandwichbrote.
• Laminier- und Aufarbeitungsanlagen für Blätterteig-Feingebäck und Croissants.
Besuch uns A5.331
• Teig-Ausrolllinien für Hefeteige, Mürbeteige, Blechkuchen, Berliner und Donuts.
• Press- und Stanzanlagen für Kuchen, Pies, Quiches und Tortelettes.
• Pizzaboden- und Toppinganlagen, Anwendungsspezifische Dosier- und Streugeräte.
WP IB hat einen neuen thermoölbeheizten Durchlaufofen entwickelt, der thermoöltypische konstante Strahlungswärme mit echter Turbulenz kombiniert und auch auf Transportbänder verzichten kann.
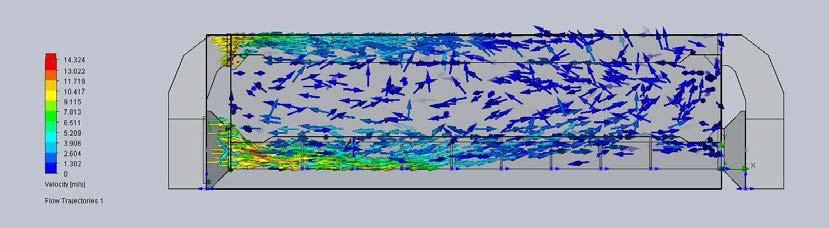
++ Dieses Bild zeigt eine Strömungssimulation im Querschnitt eines Ofenmoduls mit der Einströmung unten links und der Ausströmung oben links und den beiden Zu- und Abströmräumen im unteren und oberen Bereich. Die einzelnen Pfeile zeigen die (sehr gut vergleichmäßigte) Strömungsverteilung in der vertikalen Richtung im Backraum. Die Geschwindigkeitsskala ist in m/s
+Dieter Knost ist, mit Verlaub gesagt, ein alter Hase, wenn es um die Entwicklung von thermoölbeheizten Durchlauföfen geht, aber eine Besonderheit hat ihn immer wieder beschäftigt. Das wärmeführende Thermoöl fließt in aller Regel durch geschlossene Radiatorenplatten, durch die keine Luft zirkulieren kann, bestenfalls kann man an den Übergängen zwischen den Platten Lücken dafür einbauen. Echte Turbulenz sieht anders aus und das Ergebnis seiner Entwicklungsarbeit wird noch in diesem Jahr in Schweden in einem doppeletagigen Ofen den Dienst antreten. Gebacken wird darin eine breite Vielfalt von verschiedenen Toastsorten mit unterschiedlichen Produktgewichten in offenen und geschlossenen Formenverbänden. Die Ofenlänge kommt dank des zweietagigen Aufbaus samt Ein- und Auslauf mit 39 m Länge aus und liefert gleichwohl 9.000 Brote/h.
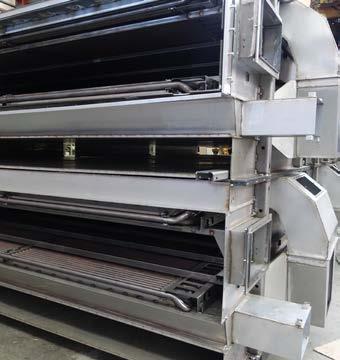
Noch steht ein Teil der 12 Module à 3 m Breite und 3 m Tiefe in Dinkelsbühl kurz vor der Fertigstellung und sie geben ihr Innenleben neugierigen Blicken preis. Dazu kommt eine 1,5 m lange Dampfzone am Einlauf der Formen. Der gesamte Ofen hat über die beiden Etagen insgesamt 225 m 2 Backfläche. Die 3 m messende Modultiefe ist dem Transport in Containern geschuldet, in denen die einzelnen Segmente seitlich aufgestellt gestapelt werden. Die Breite des Ofens ist davon unangetastet und kann derzeit zwischen 2,5 und 4 m gewählt werden. Noch breitere Öfen, so Knost, sind durchaus auch denkbar.

Es gibt zwei Hauptfaktoren, die den neuen Thermoölofen von bisherigen unterscheiden. Die wohl wichtigste Veränderung betrifft die hitzespendenden Radiatoren, die zweite ist
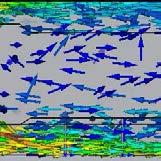
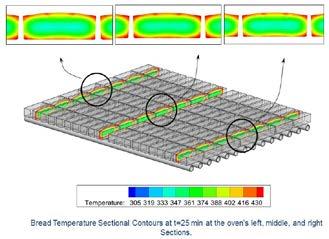
++ Dieses Bild zeigt die simulierten Brottemperaturen nach einer Backzeit von 25 min oben im Querschnitt und in der Mitte noch mal in der Anordnung im Ofen über den Radiatoren Temperaturskala ist in °Kelvin
++ Die ersten Segmente des neuen, zweietagigen Durchlaufofens kurz vor der Fertigstellung. Deutlich sichtbar die großen Öffnungen für die beidseitigen Umwälzventilatoren
das System der Umwälzventilatoren. Statt geschlossener Radiatorplatten haben Knost und seine Männer ein kinderarm-dickes Rohr in zwei Gängen so gefaltet, dass daraus eine luftdurchlässige Fläche entsteht, ohne dass es Lücken in der Wärmeübertragung gibt oder der Rohrradius sich an den Drehpunkten verengt. Die Strahlungswärme bleibt dank des trägen Wärmeträgers durch den gesamten Ofen nahezu gleichmäßig und liegt bei maximal 310 °C. (Bei Zyklothermöfen liegt die Temperatur in der Regel am Anfang höher und am Ende deutlich niedriger.)
Die Radiatorplatten lassen die Luft durch, damit auch die Zwischenräume der Kastenverbände mit genügend warmer Luft versorgt werden. Je ein Umwälzventilator an beiden Seiten jedes Moduls sorgt für ausreichende Luftbewegung, indem er bis zu 6.000 m 3 Luft pro Stunde einbläst respektive

Anzeige
++ Blick in die Backräume des Ofens, durch die ein Drahtösenband ebenso laufen kann wie Stahl oder Steinplatten, und selbst der Transport von Formenverbänden an Ketten ist machbar
abzieht. Wie viel es im Zweifel genau sind, hängt vom Formenverband und den darin abgelegten Teigstücken ab. Entscheidend ist, dass die Formen im ganzen Herd sanft mit der Konvektionshitze umspült werden können. Die vorgewärmte Luft saugen die Ventilatoren aus dem Dom, dem Raum unter dem Band oder Formentransport. In einem Forschungsprojekt mit der Universität Erlangen hat WP IB ermitteln lassen, wo die Backwaren beim Transport durch den Ofen welche Kerntemperatur erreichen, wo und wie lange sie Strahlungshitze brauchen, wann das Zuschalten von Turbulenzen das Backergebnis verbessert. Knost: „Wir können die Fläche gleichmäßig beströmen, wir können aber auch ganz individuelle Wärmeübertragungsprofile erzeugen.“
Der Ofen, der nach Schweden geht, besteht aus zwölf 4 m breiten und 3 m tiefen Modulen mit jeweils zwei Backebenen.
Verpackungslösungen von MULTIVAC kombinieren optimalen Produktschutz mit attraktiver Produktpräsentation. Durch das perfekte Zusammenspiel von Verpackungsmaschine und Packstoff produzieren Sie in einzigartiger Qualität und mit höchster Effizienz.

Mehr Etagen sind denkbar, ebenso breitere Module. Die Neukonstruktion bietet nicht nur eine Kombination aus Strahlung und echter Konvektionswärme, sondern auch eine ungewöhnlich hohe Flexibilität, wenn es darum geht, wie die Teige durch den Ofen transportiert werden. Wer die Kombination nutzen will, kann alle Arten von Netzbändern verwenden oder die Formenverbände quasi freischwebend an Ketten durch den Backraum ziehen lassen.
Diese Ketten kann man auch mit Platten bestücken, seien es Metall- oder Steinplatten. Dann allerdings verzichtet man
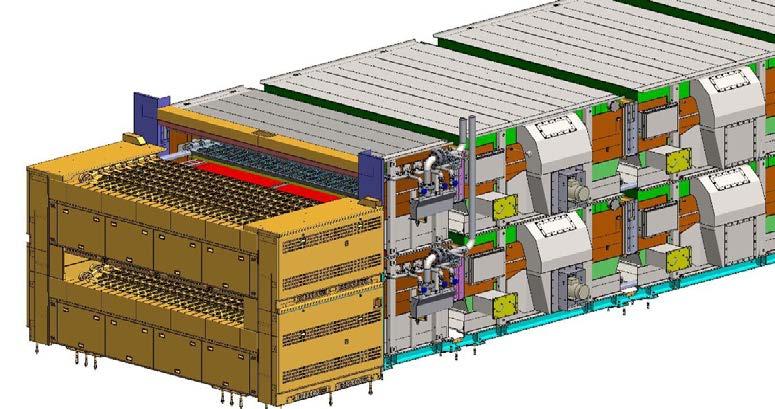
++ Dieses Bild zeigt eine isometrische Ansicht von Einlauf, Bedampfungsmodul und zwei Ofenmodulen von links nach rechts. Im Einlauf ist zusätzlich noch das Transportsystem zu sehen
auf einen Teil der Konvektion, das Backgut wird nur noch von oben mit Luft beströmt. Den Dampf für die Beschwadungszone kann eine zentrale Dampferzeugung liefern. In Schweden wird ein neues System installiert, das in der Funktionsweise einem Durchlauferhitzer ähnelt.
Es gibt noch eine ganze Reihe weiterer Details an diesem Ofen, die berichtenswert sind. Wir haben den Vorgang „auf Wiedervorlage“ gelegt und hoffen, Ihnen im Herbst eine Reportage vom laufenden Betrieb liefern zu können.

Modell 9840 (Rechtsausführung) mit optionalem Wassersprüher, oben liegendem Wassersplitter, Förderband und automatischem MPA-Befüllungssystem




















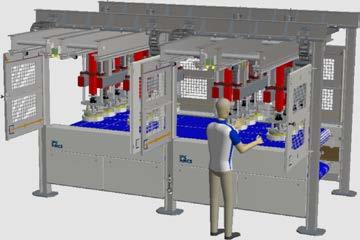

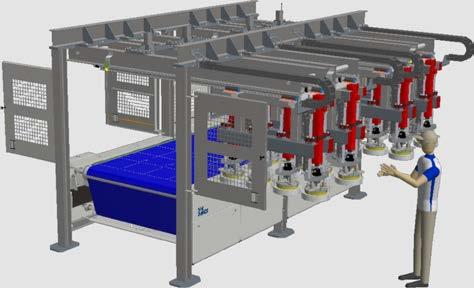
Pizza-Produktion gehört zu den Kompetenzschwerpunkten der italienischen Kaak-Tochter MCS aus dem oberitalienischen Ala. Jüngstes Highlight der Italiener ist eine neue, vollautomatische Pizzapresse.

Pizzaböden lassen sich auf zweierlei Weise herstellen. Entweder sticht man sie aus dem Teigband aus oder man presst eine Teigkugel zu einer runden Scheibe. Letzteres gilt einerseits als das anspruchsvollere Verfahren, weil es zumindest ansatzweise an die händische Produktionsmethode eines Pizzabäckers heranreicht. Aufgrund des Rundwirkens der Teigkugel und der möglicherweise vorangegangenen Ruhezeit erzielt man mit diesem Verfahren außerdem eine klassische Pizzateig-Struktur und die Ränder sind geschlossen, so wie bei einer von Hand geformten Teigbasis.
Gleichwohl gibt es auch für das Auspressen von Pizzaböden unterschiedliche Verfahren. Man kann beispielsweise den Stempel kalt oder heiß auf den Teig wirken lassen. Man kann den Teig in eine Form pressen, oder auf einem Band.
Die neue Pizzapresse der Kaak-Tochter MCS kann alles, heiß und kalt, in eine Form oder auf ein Band.
Das Presswerkzeug kann nach Produktgröße, Profil und Dicke sowie den Pressparametern wie Geschwindigkeit, Kraft,
Zeit und Temperatur allen Wünschen angepasst werden. Jeder einzelne Presskopf wird von Servo-Motoren angetrieben, jeder Pressstempel kann für Pressen mit Öl oder ölfreies Pressen beschichtet werden. Außerdem lassen sich Ober- und Unterhitze des Produktes ebenso exakt steuern wie alle Pressenfunktionen. Wer den Teig besonders schonend in Form bringen will, kann auch sequenziell pressen, also in mehreren
kleinen Drucksequenzen, bis der Teig die endgültige Form und Größe hat. Großes Augenmerk haben die Ingenieure aus Ala auf die Hygienefähigkeit der Anlage gelegt. Die Presse ist seitlich ausziehbar, sodass Formatwechsel, Reinigung und Wartung einfach und in kurzer Zeit erledigt werden können. Die komplette Konstruktion ist aus Edelstahl, robust, hygienisch und in einer Wash-down-Version zu haben. +++
Spart noch mehr Energie.
Und hat auch sonst eindeutig die Nase vorn.
Ihr nächster MIWE roll-in e + 3.0.
Einzigartig: Atmosphärisches Backen. Macht unabhängig von Witterungseinflüssen
Flexible Charakteristik: MIWE delta-baking

Geizt mit Energie
– von Anschlusswert bis Wirkungsgrad
Backen auf den Punkt: Kerntemperaturfühler
Ergonomisch überzeugend: Soft Close-Tür, Fernanzeige, großes Display
++ Die Presse ist seitlich ausziehbar, sodass Formatwechsel, Reinigung und Wartung einfach und in kurzer Zeit erledigt werden können
Mecatherm wird auf der iba einen komplett neu konstruierten modularen Ofen präsentieren. Ausgelobt werden Präzision und Flexibilität, was ihn vor allem für Mittelständler interessant macht.
In Barembach bei Straßburg produziert der französische Bäckereimaschinenbauer Mecatherm. Zur iba werden aus den Vogesen Paukenschläge zu hören sein. Einer kündigt einen komplett neu konstruierten modularen Durchlaufofen an, mit dem Mecatherm sich gezielt an mittelständische Bäckereien wendet. Im Fokus stehen Betriebe, die eine vielfältige Produktpalette flexibel abarbeiten können wollen, ohne auf ein differenziertes, auf das jeweilige Backgut abgestimmtes Wärmeübertragungsprofil aus Strahlungs- und Konvektionshitze zu verzichten. Außerdem versprechen die Ingenieure effiziente Prozesse und eine präzise Steuerung.
Es ist ein Ofen, der sich schwerpunktmäßig an größere Filialisten und Spezialitätenhersteller in den Industrieländern wendet. Gerade hier, so Mecatherm-Präsident Olivier Sergent, ist die Nachfrage nach hochwertiger Vielfalt in den vergangenen Jahren stark gewachsen. Das zwinge die Betriebe zu einer komplexen und facettenreichen Produktionsorganisation und dementsprechend modifizierbarer Technik, insbesondere beim Produktionsschritt Backen. In anderen Ländern sei das derzeit noch eher eine Nische, aber dank der in der Mittelschicht vorhandenen Kaufkraft durchaus ein interessanter Markt. Doch so sehr in beiden Märkten Diversität und eine handwerkliche Anmutung geschätzt werde, so wenig wollten die Konsumenten heute darauf verzichten, dass ihre Qualitätsstandards eingehalten werden.
Den Ingenieuren des Hauses sei deshalb die Aufgabe gestellt worden, einen Ofen zu entwickeln, der eine exzellente Backqualität garantiere, sich präzise steuern lasse und sehr schnell
von einem Produkt auf das andere umzustellen sei. Bedienbarkeit und Kontrolle sollten so einfach und effizient wie möglich gestaltet werden.
Herausgekommen ist ein Ofen, der nicht nur deutlich anders aussieht als die bisherigen Öfen aus Barembach – was u. a. einer besseren Hygiene dient –, sondern eine Art heiztechnischer Alleskönner ist.
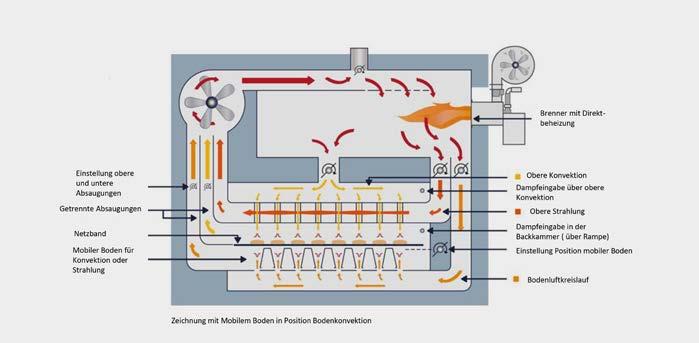
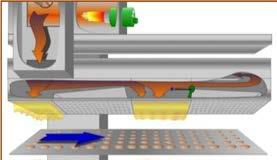
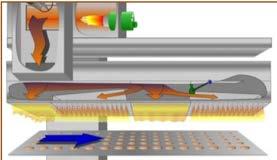
Um das zu verstehen, muss man einen Blick in den modular aufgebauten Ofen werfen, der in jedem Modul verschiedene Hitzeübertragungsmöglichkeiten von oben und unten erlaubt.
Oberhalb der Backwaren hängt im Backraum ein dicke Lochplatte, die, von einem Heißluftstrom aufgeheizt, nach unten Strahlungswärme abgeben kann. Bläst man hingegen
Sechs verschiedene Wärmetransfermöglichkeiten pro Heizzone
+ Konvektion von oben und unten
+ Konvektion von oben, Strahlungshitze von unten
+ Strahlungswärme von oben und von unten bringt heiße Luft an die Ware
+ von oben und unten nur Strahlungshitze
+ von oben Strahlung und Konvektion und von unten nur Strahlung
+ von oben Strahlung und Konvektion und von unten nur Konvektion
warme Luft durch die Löcher dieser Platte, entsteht eine Luftbewegung, die die Wärme zum Backgut transportiert, also per Konvektion. Beide Prinzipien lassen sich auch zusammen nutzen. Bei der Unterhitze hingegen kann man sich dank des neuen Heizsystems zwischen Strahlung und Konvektion entscheiden. Insgesamt ergeben sich so sechs verschiedene Möglichkeiten der Hitzeübertragung und damit für nahezu jedes Produkt zu jedem Zeitpunkt das richtige Backprogramm.
Der Ofen ist in Heizzonen von maximal 25 m 2 Backfläche aufgeteilt. Jede Zone kann aus unterschiedlich vielen Modulen bestehen. Der kompakteste Ofen dieser Art ist inklusive Ein- und Auslaufzone 17 m lang , bietet drei unabhängig voneinander zu steuernde Heizzonen und stellt je nach Ofenbreite bis zu 32 m 2 Backfläche zur Verfügung.
Geheizt wird entweder direkt mit Gasbrennern, die oberhalb der Backkammer angebracht sind, oder indirekt über Wärmetauscher und dann mit Gas oder Öl, je nachdem, was beim Kunden bevorzugt wird, oder elektrisch.
Weil nicht nur die Art der Wärmeübertragung in jeder Heizzone unabhängig geregelt werden kann, sondern auch Ober- und Unterhitze von getrennten Luftströmen geheizt werden, kann schnell reagiert und eine extrem produktindividuelle Backkurve gefahren werden. Die separate Steuerung, wie die Wärme wo, in welchem Ausmaß und ob mit Strahlung oder per Luftbewegung an das Produkt herangeführt wird, macht den Ofen extrem schnell beweglich und reaktiv, zumal die Brenner entsprechend dimensioniert sind und bis zu 80 kW/m 2 liefern. Damit, so heißt es aus Barembach, werden unproduktive Pausen zwischen verschiedenen Produkten vermieden. Eine Erhöhung der Temperatur um 100 °C dauert gerade mal 20 Minuten, eine Reduktion um 100 °C nur 30 Minuten.


Gebacken wird je nach Wahl auf Drahtösen- oder Stabband. Wer direktes Backen auf dem Band bevorzugt, bekommt

Funktionsprinzipzeichnung
auf Wunsch ein System, das das Band vorheizt, sodass sofort von unten genügend Power kommt.
Jedes Modul kommt mit einem Schwadenzugang. Beim Luft- und Schwadenabzug haben die Ingenieure Wert darauf gelegt, dass keine Ungleichmäßigkeit des Backergebnisses über die gesamte Breite des Ofens entsteht.
Natürlich lässt sich auch in diesem Ofen der Hitzeabfall direkt nach der Beladung des Ofens nicht gänzlich vermeiden. Die Kombination aus einem Brenner, der sich exakt an den Hitzebedarf im Ofen anpasst, und dem hohen Luftwechsel in der Kammer ( 20.000 m 3 /h) erlaubt quasi eine sofortige Anpassung des Ofens an die Ofenladung und damit auch ein sehr homogenes Backergebnis bei einer Teilbeladung des Ofens. Um die Steuerung für den Bediener einfacher zu machen, sorgt ein Luftmanagement dafür, dass zwischen der abgezogenen Luft und der einströmenden Luftmenge Gleichgewicht herrscht. Das erfolgt dank insgesamt sieben Reglern, vier für den Abzug von Luft und
Schwaden, drei für das Einfließen von Luft. Ein Einfall kalter Luft durch den Schornstein wird durch die automatische Steuerung der Klappen ebenso vermieden wie das Ausblasen von heißer Luft in die Produktionsräume.


Versteht sich, dass die Steuerung des Ofens die Programmierung von produktindividuellen Backkurven vorsieht. Ein Tastendruck und das Programm läuft ab, ohne dass Schieber oder Schalter verändert werden müssen, was auch bei weniger fachlich geschulten Bedienern der Gleichmäßigkeit zugutekommt. Zur Überwachung des Backvorganges geben nicht nur die üblichen Fenster einen Blick auf das Backgut im Ofen; wer will, kann diesen Vorgang auch per Kamera auf den Steuerungsmonitor übertragen lassen.
Auch die Zugänglichkeit für Reinigung und Reparatur war den Ingenieuren Nachdenken wert. Alle äußeren Paneele sind ohne Werkzeug zu demontieren, sodass man schnell und einfach an die Backkammer herankommt, ebenso wie an die Bandlaufwerke am Anfang und am Ende. +++
Stand B1.201

American Pan ist seit mehr als 30 Jahren ein Vorreiter bei Backformen und -blechen. Unsere innovativen Lösungen reichen vom energiesparenden Design bis hin zu branchenführenden Beschichtungen.


Wir glauben nicht an Einheitslösungen. Durch die Entwicklung von Blechen, die Aufbringung von exklusiver Beschichtungen und das Angebot wirtschaftlicher Aufarbeitungsprogramme, passend zu Ihren genauen Qualitätsanforderungen und Anlage-Erfordernissen, helfen wir Ihnen, Geld zu sparen, die Qualität zu steigern und der Konkurrenz zu enteilen.
Kontaktieren Sie unser Vertriebsteam, um noch heute Ihr maßgeschneidertes Formen- oder Reinigungsprogramm einzuleiten. BARCELONA, SPAIN | +34 93

Joseph Zaleski ist Präsident von Reading Bakery Systems. Bastian Borchfeld sprach mit ihm über Fortschritte im Bereich der Backtechnologie und über die iba.
Borchfeld: Herr Zaleski, Sie sind seit über 30 Jahren in der Backbranche tätig. Was hat sich im Ofenbau für die Keks- und Crackerindustrie am stärksten verändert?
+ Zaleski: Bessere und effizientere Brenner und verbundene Ventile sorgen für einen zuverlässigeren Ofenbetrieb. Die Nutzung neuer CAD-Tools und Mapping-Werkzeuge für die Öfen ermöglicht es Designern, Wärmeanwendung und Luftzufuhr perfekt abzustimmen. Technologen können heute gemäß den Richtwerten der Produktentwicklung Backkurven festlegen, um effizientere Hybridöfen zu bauen, die zu den flexiblen Backprofilen passen.
+ Borchfeld: Was für einen Stellenwert hat der Bereich Öfen bei Reading Bakery Systems und wie viele Öfen verkaufen Sie pro Jahr?
+ Zaleski: Da wir als „Lieferant von Prozess-Systemen“ für gebackene Snackprodukte auftreten, bilden Back- und Trockenöfen den Kern unseres Sortiments. Im Allgemeinen verkauft Reading 15–20 komplette Prozess-Systeme pro Jahr, die sämtlich Öfen und Trockner beinhalten. Darüber hinaus verkaufen wir viele Öfen an Kunden, die ältere, ineffiziente Öfen aufrüsten oder ersetzen. Wir haben die Kapazitäten, zu jedem beliebigen Zeitpunkt 6–8 komplett montierte 12–15 m lange Ofenzonen zu bauen. Künftig werden wir für den asiatischen Markt zusätzliche Öfen in unserem Werk in Tianjin, China, bauen.
+ Borchfeld: Reading ist Teil der Markel-Gruppe und damit eine Schwester der Tromp Group.
+ Zaleski: 2017 hat Reading eine Niederlassung in den Niederlanden eröffnet, wobei wir uns zusammen mit der Tromp Group einen Standort teilen, wo wir die Ressourcen gemeinsam zu nutzen. Wir zeigen dort u. a. das Exact Continuous Mixing-System. Diese Knetanlage wird auch auf der iba 2018 in München vorgestellt.
+ Borchfeld: Was steht bei den Investitionsprojekten Ihrer Kunden derzeit im Vordergrund?
+ Zaleski: Unsere Kunden konzentrieren sich auf die Lebensmittelsicherheit. Die neuen Vorschriften zur Lebensmittelsicherheit in den USA und Europa haben dazu geführt, dass viele Lebensmittelhersteller sich schwertun, die Vorgaben der neuen Bestimmungen in Bezug auf Testprotokolle und Dokumentation einzuhalten. Unser Scorpion Oven Profiling System erweckt beträchtliches Interesse dank des Mappings von Ofenprofilen, die den Kill-Step während des Backprozesses auf einfache Weise belegen und dokumentieren können. Reading Thermal bietet jetzt eine besondere Software an, die diese Profile automatisch berechnet und die vorgeschriebenen Berichte erstellt. Außerdem setzen sie auf die Nachverfolgung der Zutaten und
Produkte und auf sichere Fertigungsverfahren, um das Kontaminationsrisiko zu verringern.
+ Borchfeld: Welches Leistungsniveau der Anlagen fordern Ihre Kunden heute?
+ Zaleski: Wir haben es einerseits mit großen Lieferanten zu tun, die an der Steigerung der Effizienz eines ausgewählten Sortiments von Produkten interessiert sind, und andererseits mit jungen, aufstrebenden Unternehmern, die den Schritt von der Großküchenausrüstung zu industriellen Produktlinien machen.
+ Borchfeld: Service, Produktentwicklung und immer höhere Anforderungen der Kunden – wie reagieren Sie auf diese Herausforderungen?
+ Zaleski: Die Gerätewartung wird für unsere Kunden immer eine wichtige Herausforderung sein. Auch wenn wir einen weltweiten Kundendienst innerhalb von 24 Stunden anbieten, ist das für Kunden, die während der Produktionszeit einen Maschinenausfall erleiden, nicht immer schnell genug. Wir betonen die Wichtigkeit von Wartung und regelmäßigen Schulungen, um unseren Kunden zu helfen, potenzielle Probleme schon im Vorfeld zu erkennen. Darüber hinaus sind wir dabei, auf unserer Website ein neues Kundenportal für Ersatzteile einzurichten, das den Kunden ein animiertes 3D-Modell ihrer Maschinen zur Verfügung stellt, sodass sie die Ersatzteile den ganzen Tag über und von allen

Joseph Zaleski trat nach seiner Dienstzeit in der US-Armee 1990 in den Dienst der Reading Bakery Systems und wurde 1996 Vice President of Engineering. 1999 folgte die Ernennung zum Executive

Vice President, 2009 die zum Präsidenten des Unternehmens. Er hat einen Abschluss in Ingenieurswissenschaften von der Penn State University und hat auf Fachtagungen der Keks-, Cracker- und Snackbranche zahlreiche Fachvorträge präsentiert.
Standorten weltweit anfordern können, damit wir sofort auf ihren Ersatzteilbedarf reagieren können.
+ Borchfeld: Wie war das Jahr 2017 für Reading?
+ Zaleski: 2017 war für Reading ein Jahr der Neuorientierung, bei dem wir unseren Kundenstamm in Richtung auf den Weltmarkt ausgeweitet haben. Während unser Umsatz 2017 gut war, haben wir unsere Wachstumsstrategie durch direkte Vertretungen auf dem mittelöstlichen und afrikanischen Markt, auf dem europäischen Markt und auf dem
Anzeige
asiatischen Markt vorangetrieben. Unsere speziellen Vertriebsund Kundendienstteams in jeder Region haben sich unmittelbar in einer hohen Zahl an Bestellungen von Neukunden in diesen Regionen niedergeschlagen. Obwohl die Verkaufszahlen gut sind, haben wir dank des Ausbaus unserer Produktion in Tianjin noch zusätzliche Kapazitäten. Wir sind stolz darauf, Lieferzeiten von 24–28 Wochen halten zu können, und auch auf die Tatsache, dass wir zu den dem Kunden bei Aufgabe seiner Bestellung zugesagten Daten liefern.
+ Borchfeld: Wie hoch ist die Exportquote?
+ Zaleski: Wir haben in den letzten fünf Jahren 50 % unseres Umsatzes in den USA und 50 % außerhalb der USA erzielt. Für die Zukunft, wenn wir in unseren Zielmärkten an Schwung gewinnen, erwarten wir eine zunehmende Verschiebung dieses Gleichgewichts in Richtung der internationalen Umsätze.
+ Borchfeld: Was werden die Besucher der iba auf Ihrem Stand sehen?
+ Zaleski: Wir werden mit einer Knetmaschine für Brotteige die neueste Entwicklung im Bereich des präzisen, kontinuierlichen Knetens vorstellen sowie außerdem ein innovatives Antriebssystem für unsere neueste Wirecut-Drahtschneidemaschine.
+ Borchfeld: Vielen Dank für das Gespräch. +++
Mit GEA OxyCheck entwickelte der Technologiekonzern GEA ein nicht-invasives Sauerstoffmesssystem für MAP-Verpackungen*. Es prüft jede einzelne Packung berührungslos auf Dichtigkeit und Sauerstoffgehalt.
+Beim Verpacken unter Schutzgas wird vor dem Versiegeln ein Gasgemisch aus Kohlendioxid und Stickstoff in die Packungen eingeleitet. Naturgemäß verbleibt ein geringer Anteil Sauerstoff in der Verpackung, der einen Grenzwert nicht überschreiten darf. GEA OxyCheck überwacht den Restsauerstoffgehalt direkt während der Produktion in der Tiefziehmaschine.

Die Technologie von GEA arbeitet mit einem auf die Folieninnenseite gedruckten Sensorspot, der aus einem fluoreszierenden Farbstoff auf Polystyrol-Basis besteht. Ähnlich einem Indikatorstreifen verändert sich die Wellenlänge des Farbstoffs je nach Sauerstoffgehalt in der Verpackung. Sensoren im Thermoformer regen diesen Sensorspot an und lesen ihn aus. Das Unternehmen entwickelte dafür eine besondere Methode, um die Lichtemission in Abhängigkeit von der Temperatur in Sauerstoffkonzentration umzurechnen. Das Messsystem beeinflusst weder Liniengeschwindigkeit noch den Durchsatz des Thermoformers.
Bisher wird der Sauerstoffgehalt in MAP-Verpackungen stichprobenartig – laut GEA in der Regel bei weniger als 0,5 % der produzierten Verpackungen – gemessen. Dazu werden sie aus der laufenden Produktion entnommen und mittels einer Sonde untersucht. Erfüllt eine Verpackung die Spezifikationen nicht, wird die Linie angehalten, die gesamte Produktion bis zum letzten Kontrolldurchgang vernichtet. Doch selbst fehlerfreie Verpackungen müssen entsorgt werden, weil die Nadeln diese während des Testens zerstören. Hingegen arbeitet der OxyCheck zum einen berührungsfrei, weder das Produkt und noch das Material werden verschwendet, zum anderen werden alle Produkte in der Produktion kontrolliert.


GEA OxyCheck ist von der US-Lebens- und Arzneimittelbehörde FDA freigegeben und entspricht den relevanten EUVerordnungen für Material mit Nahrungsmittelkontakt. Die Flüssigkeit ähnelt dem Material, aus dem die Verpackungsfolien hergestellt werden. Die Sensoren arbeiten mit dem gepulsten Licht einer LED, was sowohl für die Ware als auch für das Bedienpersonal unbedenklich ist. Das Verfahren beeinflusst weder die Zusammensetzung der Schutzatmosphäre noch den Packungsinhalt. Zunächst für die horizontalen Thermoformer der PowerPak-Linie entworfen, wird GEA OxyCheck auch für andere MAP-fähige Maschinen als Sonderausstattung oder Nachrüstung erhältlich sein. In Zukunft bietet GEA das System zudem für andere Anwendungen wie den vertikalen Thermoformer an. +++
++ Einsatz des GEA OxyCheck am Beispiel von Käse; der OxyCheck-Sensorspot signalisiert dem Verbraucher, dass die Packung auf ihre Dichtigkeit überprüft wurde
++



Gregory Acerra gründete 1995 die Fireking Baking Company in Boston, USA, um Restaurants, Clubs und Catering-Firmen frisch gebackenes Brot im europäischen Stil anzubieten. Innerhalb von kurzer Zeit belieferte der Unternehmer viele der besten Restaurants Bostons.
+Der Gastronom Gregory Acerra, Gründer der amerikanischen Fireking Baking Company, Braintree, MA, erhielt für seine unternehmerischen Fähigkeiten bereits verschiedene Auszeichnungen, wie z. B. von „The Small Business Administration” (SBA). Die SBA zeichnete die Fireking Baking Company zum „Manufacturer of the Year 2016 for Massachusetts” aus. Die Würdigung erhielt Gregory Acerra, weil er nicht nur viele neue Jobs in der Region geschaffen hat, sondern auch weil er Backwaren mit einer eigenen, einzigartigen Qualität herstellt, erklärte Robert Nelson, District Director von SBA Massachusetts. Seit der Gründung der Bäckerei 1995 hat sich Acerra einen Namen als Innovator in der Backindustrie gemacht. Dabei begann alles mit seinem Restaurant Tosca in Hingham. Gregory Acerra wollte seinen

Gästen unbedingt frisches, handwerklich hergestelltes Brot in einer hohen Qualität anbieten. Aber keiner der Lieferanten erfüllte die Ansprüche.
Zum Glück für den Gastronom war die leere Tankstelle gegenüber vom Restaurant zu verkaufen – also kaufte Acerra das Gebäude und eröffnete die Fireking Baking Company sowie ein Bistro. Die Hälfte des Gebäudes wurde für das Restaurant genutzt und zwei ehemalige Service-Schuppen wurden zu einer kleinen Bäckerei umgebaut. Dort produzierten zwei Mitarbeiter dann Backwaren für die Restaurants von Gregory Acerra. Nach nur wenigen Monaten erkundigte sich eine größere Restaurantkette in Boston nach den Broten und über die Mundpropaganda verbreitete sich die Nachricht, dass es qualitativ hochwertige Brote, die sich deutlich von den sonst angebotenen Backwaren unterscheiden, bei der Fireking Baking Company gibt. Die Nachfrage stieg und auch die Bäckerei wuchs genauso wie das Vertriebsgebiet. Daher stand ein Umzug in eine rund 40.000 square feet (rund 3.720 m 2) große Halle nach Braintree, MA, an. Rund 114 Mitarbeiter stellten nun Frisch- sowie TK-Backwaren her und Kunden aus den gesamten USA bezogen die Ware. Das Wachstum hielt an und eine Erweiterung der Produktion um 25.000 square feet (rund 2.320 m 2) war nötig. Heute beschäftigt das Unternehmen über 140 Mitarbeiter und das Sortiment an Backwaren im Premium-Segment wuchs. Neben verschiedensten Kleingebäcken produziert die Bäckerei Hamburger-Buns, BriocheVariationen, Ciabatta und Focaccia sowie Spezialbrote nach europäischer Art.

Anzeige
WIR HABEN ANLAGENBAU IM BLUT –UND IHRE ZUKUNFT IM KOPF
September 15 – 20, 2018
Hall B6 Stand 351
Zeppelin Systems GmbH
Messenhäuser Straße 37-45
63322 Rödermark, Germany
Tel. +49 6074 691 - 0
foodtechnology@zeppelin.com

www.zeppelin-systems.de
The architect of your visions
Anlagenbau neu definiert: Statt Baukasten bieten wir freie Auswahl: Denn wir integrieren Prozesse – und nicht Bauteile. Damit sichern Sie sich mehr Effizienz, Flexibilität und Sicherheit. Innovatives Anlagen-Design vom Anlagen-Architekten.
Für perfekten Teig auf ganzer Linie.
Das Backwaren-Sortiment umfasst inzwischen über 300 Gebäck-Sorten, die für die Gastronomie, den Einzelhandel und als Private Label produziert werden. Um sich von Mitbewerbern weiterhin abzusetzen, werden z. B. Gebäcke mit frischen Kräutern produziert oder auch frische Eier verwendet. Zudem kommt extra natives Olivenöl zum Einsatz. Die Produktion erfolgt täglich frisch, aber die Kunden können über ein nationales Vertriebsnetz TK-Ware beziehen. Dabei wird an sechs Tagen pro Woche produziert. Am siebten Tag wird die Produktion intensiv gereinigt und die Anlagen werden gewartet.
„Obwohl das Backen und Herstellen gerade von rustikalen Broten noch von Hand geschieht, wird der Großteil der Backwaren in einem schonenden halbautomatischen handwerklichen Prozess hergestellt“, so Gregory Acerra. Schließlich sollen Backwaren nach europäischer Art produziert werden und so finden sich in der Produktion hauptsächlich Anlagen aus Europa. „Ich habe mich über die Anlagenbauer aus Europa z. B. auf der iba in München informiert und mir die verschiedenen Maschinen während der Messe erklären



lassen“, erläutert Acerra seine Strategie. Gute Erfahrungen mit dem Anbieter König Maschinen GmbH, Graz, Österreich, haben dazu geführt, dass sich verschiedenste Maschinen dort finden. So arbeiten die Mitarbeiter seit 2016 mit einem KönigDoppelwellenkneter DW 240-H, wobei das „H“ für Hygienebauart steht. Somit lässt sich der Kneter vollkommen mit Schwallwasser (Wasser mit niedrigem Druck) reinigen. Weitere Merkmale sind:
+ Maschinengestell und Maschinenkopf in komplett abgedichteter Schweißkonstruktion
+ Verkleidungen und Schaltschrank aus Edelstahl
+ Abflussbohrungen in den Grundplatten von Maschinengestell und Maschinenkopf
+ Reibradaufnahme in Edelstahl-Ausführung
+ Reibradaufnahme mit Schwallwasserablauf
+ staubdichte Knetschalenabdeckung
+ Touchpanel in IP65
Die zwei Werkzeuge des Kneters mit spezieller Windung stehen im Arbeitswinkel zueinander und erhöhen somit den Eintrag mechanischer Energie in den Teig. Dies verkürzt die















Knetzeit. Zusätzlich wird mit dieser Methode mehr Luft und Sauerstoff eingearbeitet. Aus diesem Grund eignet sich die Doppelwellenknetmaschine mit 240 kg Teig Fassungsvermögen besonders für Weizen- und Feingebäckteige.


Bei der Teigaufbereitung setzt Fireking auf eine Teigbandanlage Menes mit einer Arbeitsbreite von 800 mm. Die Anlage besitzt ein Infeed-System. Der Infeed erzeugt bei allen einsetzbaren Teigqualitäten, insbesondere bei weichen Teigen mit langer Kesselgare, aus den schonend geteilten Teigbandblöcken ein gleichmäßiges und strukturell homogenes Teigband. Zusätzlich dazu bietet der Infeed die Möglichkeit des Übereinanderlegens von zwei Teigbandhälften, um eine Volumenausbeute und Formstabilität der Produkte zu unterstützen.
Nach dem Infeed folgt ein Twin-Sat. Dabei ist der TwinSat-Doppelsatellitenkopf ein wesentlicher Bestandteil in jeder Menes-Anlage. Es produziert ein praktisch spannungsfreies Teigband. Der Doppelsatellitenkopf verringert dabei hohe mechanische Belastung mit zwei Satellitenwalzenköpfen, die übereinander angeordnet sind.
Auf den Twin-Sat folgt ein Vibro-Walzwerk. Das VibroWalzwerk sorgt für die Vergrößerung der Teigbandbreite. Das Teigband wird durch eine zylindrische Oberwalze und ein Förderband, unter dem sich eine schraubenförmige Welle befindet, geführt. Die Teigstärke wird durch pulsierende Bewegungen reduziert und der Teig wird schonend von der Mitte nach außen getrieben. Die Anordnung der Exzenter führt auch dazu, dass der Teig während des Bearbeitungsprozesses immer wieder eine kurze Zeit Entspannung erfährt.
Außerdem sorgen ein Querroller und das Schlichtwalzwerk dafür, dass sich die Teigbanddicke weiter reduziert. Nachfolgend wird das Teigband mit einer Längsschneideeinheit in Teigstränge geschnitten und anschließend mit dem Querschneider in Länge und/oder Form. Der Restteig wird mit einem speziell dafür konstruierten Transportband abgehoben und kann über ein Querband z. B. dem Kneter zugeführt werden. Dabei hat die Menes-Anlage von Fireking eine Formstation zum Langrollen und Wickeln der Produkte. So stellt die Bäckerei auf der Anlage Produkte wie Ciabatta, Baguette, Spezialbrote, Hot-Dog-Buns, Hoagies oder Hamburger-Buns her.
Außerdem hat Fireking drei Brötchenlinien in der Bäckerei stehen. Zwei arbeiten mit einer Rex Futura Multi und die neueste Linie mit einer Industrie Rex, um höhere Stundenleistungen zu erzielen. „Wir sind wirklich begeistert von der Maschine. Sie ist sehr schnell, sehr akkurat und macht hervorragende Produkte. Wir produzieren ein breites Brötchenprogramm von den Minis mit 16 bis 18 g Stückgewicht bis rauf zu Brötchen mit einem Stückgewicht von 150 g”, sagt Gregory Acerra.
Alle Anlagen verfügen über Hebekipper und große Teigtrichter. Die Teigteil- und Wirkmaschine Rex Futura Multi produziert in einem breiten Gewichtsbereich von 17 bis 245 g (bei gewirkten Teiglingen) und bis zu 600 g (bei ungewirkten Teiglingen) verschiedenste Teiglinge. Nachfolgend besitzen die Anlagen eine Formstation zum Einschlagen, Wickeln und/oder Langrollen von Produkten, zum Beispiel für Hoagies, Hot-Dog-Buns oder Hamburger-Brötchen. Außerdem sorgt
eine Queraustragung für den automatisierten Transport der Bleche mit manueller Eingabe der Bleche auf der einen Seite der Anlage und manueller Abnahme auf der anderen Seite.
Beim Backen setzt Fireking auf mehrere Etagen-Öfen, aber auch auf Stikken-Öfen. Zur Ausstattung gehören 10 Roto Passat SE Stikkenöfen. Die Bäckerei ist Königs erster RotoPassat-Kunde in den USA. Gregory Acerra ist sehr glücklich mit den Öfen: „Ich bin überzeugt davon, dass es die besten sind, die es derzeit gibt. Wir haben auf den Platz, auf dem früher 7 Öfen standen, 10 davon stellen können. Auch die Backzeit ist kürzer geworden. Eines der Produkte, das wir früher 55 Minuten lang gebacken haben, braucht jetzt nur noch 35 Minuten. Das Produkt ist frischer, saftiger und sieht klasse aus.”

Die Öfen sind in der neuen „SE“-Version ausgeführt. Dabei steht SE für „save energy“. Diese Version des Ofens bietet im Vergleich zum Vorgängermodell ein Einsparungspotenzial bei der Energie von bis zu 20 %. Die Konstrukteure verbesserten u. a. die Außenisolierung, was zu einer geringeren Oberflächentemperatur führt. Die Luftmengenregelung mittels elektrisch verstellbarer Klappe ermöglicht einen produktspezifisch richtigen Energieeinsatz. Unter dem Drehteller des Stikkens ist außerdem ein Labyrinth-System installiert. Dies dient als Schutz gegen Schmutzablagerungen.
Weiterer Ausbau geplant
Eigentümer Gregory Acerra möchte auch 2018 und 2019 weiter investieren und wachsen. So sollen weitere Ausstattungen wie Stikken-Öfen gekauft werden, um mehr „HighEnd-Backwaren“ herstellen zu können. Weitere Wachstumsmöglichkeiten sieht der Quereinsteiger im TK-Bereich. Zudem möchte er mehr frische und hochwertige Rohstoffe einsetzen. Der Unternehmer plant bereits den Umzug in neue Produktionsräume mit mehr als 18.500 m 2, wo alles hineinpasst und seine Visionen einer Qualitätsbäckerei wahr werden. +++

Eine Antwort auf die Frage „Wie schmeckt die Zukunft?“ lieferte das 12. Kolloquium der VDB Landesgruppe Österreich.
+Über ein volles Haus freute sich der Vorstand der VDB Landesgruppe Österreich. Rund 140 Teilnehmer folgten der Einladung zum 12. Kolloquium nach Schladming. Damit haben die Veranstalter erneut bewiesen, dass sie bei den ausgewählten Themen goldrichtig lagen und den Mitgliedern einen echten Mehrwert bieten. Nach der Begrüßung durch Obmann Ing. Christian Ruetz startete gleich der erste Referent mit dem Thema „Wer braucht noch Bäcker 3.0 – Status Quo der Studie aus 2012“. Ulf Schätzel, Country Manager Consumer Panel GfK Austria, Wien, brachte die VDB-Mitglieder und Gäste auf den aktuellen Stand. Generell sieht die Bevölkerung in Österreich die Entwicklung der Wirtschaftslage sehr optimistisch. Allerdings wandelt sich die Branche weiter. So erreichten die Discounter wie z. B. Lidl, Hofer und Penny im Gesamtjahr 2017 beim Marktanteil einen neuen Höchstwert von 29,8 %. Supermärkte dagegen verlieren Umsatzanteile, so der Referent. Anschließend ging der Experte auf die Trends in der Backbranche ein. So war der Gesamtumsatz mit Backwaren über die Jahre so gut wie stabil. Langfristig betrachtet verlieren die Bäckereien in Österreich und die Discounter gewinnen Umsätze hinzu. Die Käuferreichweite ist im Jahr 2017 nach einer langen Zeit des Rückgangs um 3,4 % gestiegen. Das Niveau ist jedoch immer noch niedriger als im Jahr 2011.
„Haben Backwaren Zukunft?“, fragte Bernd Kütscher, Direktor der Akademie Deutsches Bäckerhandwerk Weinheim. Kütscher zeigte Marktveränderungen auf. So sank der Anteil der Bäckereien in Österreich von 1.598 im Jahr 2005 auf 1.151 im Jahr 2016. Discounter und Handel etablieren sich weiter als Anbieter von Backwaren. Aber auch andere Marktteilnehmer wie etwa die Kaffeehaus-Kette Starbucks bieten Backwaren an und testen neue Konzepte. Anschließend referierte Kütscher über die Risiken und Chancen der Digitalisierung. So nutzte die Backbranche gerade für die junge Zielgruppe z. B. Instagram noch nicht konsequent genug. Zudem biete ein eigener Online-Shop Bäckern und Konditoren neue Absatzmöglichkeiten. Außerdem werden die Themen Augmented Reality und die Personalisierung von Lebensmitteln wichtige Rollen spielen.
Anschließend referierte Ass.-Prof. PD Dr. Alexander R. Moschen, Universitätsklinikum Innsbruck, zum Thema „Wer hat Angst vorm bösen Brot? Fakten und Fiktion rund um unsere Nahrungsgrundlage“. So seien viele Patienten, gerade wenn es um das Thema Ernährung gehe, oft verunsichert. Der Experte ging auf verschiedene Krankheitsbilder ein und erklärte, unter welchen Auswirkungen die Patienten zu leiden haben.


Über das Thema „Muss gesund auch fad schmecken? Salz, Zucker, Fett versus Geschmack“ informierte Univ.-Prof. Dr. Karl-Heinz Wagner, Institut für Ernährungswissenschaften,

Universität Wien, die Teilnehmer der Veranstaltung. Zuerst ging der Referent auf die Ernährungsempfehlungen ein. So wird eine vollwertige Ernährung in Form einer Mischkost empfohlen. Allerdings ist die Aufnahme von Salz, Zucker und Fett in der Realität zu hoch. Diese erhöhte Aufnahme ist mit negativen gesundheitlichen Effekten verbunden.
Mag. Hanni Rützler, Ernährungswissenschaftlerin und Foodtrend-Forscherin, sprach über den Wandel der Esskultur. So sei Essen „das neue Pop“ und immer mehr Konsumenten experimentieren mit ihren Ernährungsweisen. Zudem ist Gemüse der neue Star auf den Tellern der Konsumenten. Aber auch mit Insekten und Algen wird experimentiert. All diese Veränderungen bedeuten für den Bäcker ein radikales Umdenken: vom Brotanbieter zum Esslösungsinspirator.

Anschließend stellten Josef Eder, Landwirt, Bio-Hofbäckerei Mauracher, Paul Jungreithmayr, Bäckermeister und Leiter der Stiftsbäckerei St. Georgen/Längsee, und Dietmar Kappl, Bäckermeister, Blogger und Betriebsleiter Bäckerei Reichl, ihre eigene Begriffsdefinition aus der Praxis für „Pure Baking“ vor.
Aloisia Predota, Leiterin Nachhaltigkeit Jowa, Schweiz, erklärte am Ende der Veranstaltung das Thema Rationalität und Nachhaltigkeit aus Sicht eines Handelsunternehmens und Backwarenherstellers. So ist die Vision, dass bis im Jahr 2040 insgesamt 100 % der Rohstoffe nachhaltig sind und die Energie komplett aus erneuerbaren Quellen gewonnen wird. Außerdem soll die Recycling-Quote bei 100 % liegen. +++
PASTRY




PIZZAS,
CAKES

WAFFLES
Der Konzern Almarai in Saudi-Arabien baut seine Bäckereisparte weiter aus. Im neusten Werk Ha’il setzt das Unternehmen auf modernste Technologie z. B. auch bei der Rohstofflogistik.
+Bei der Investitionsentscheidung des Konzerns für seine neueste Backwarenproduktion spielten neben der Qualität des Endproduktes drei Faktoren eine wichtige Rolle, die Effizienz der Anlagen die zuverlässige Funktion bzw. hohe Verfügbarkeit der Linie sowie kurze Stillstandszeiten z. B. für die Reinigung.
Neu ist der in Ha’il umgesetzte sehr hohe Automationsgrad: Im Vergleich zu anderen Almarai-Anlagen kommt man in Ha’il mit ca. 30 % weniger Personal aus. Die Bereiche ZutatenHandling und Verpackung wurden weitestgehend automatisiert. Beim Rohstoff-Handling hat sich Almarai für den Schweizer Anbieter Bühler entschieden. Dessen hochautomatisierte Anlage bietet im Vergleich zu anderen AlmaraiStandorten nicht nur die Einbindung einer hohen Anzahl an Mikrokomponenten, sondern auch das dezidierte Prüfen und Anpassen der Mehlqualitäten und -temperaturen.
Die Rohmaterialcharakteristiken der Mehle, die dem Werk zur Verfügung stehen, insbesondere der Proteingehalt, schwanken extrem. Deshalb wurde bei dieser Anlage ein NIR-Loop eingebaut. Bei der Warenannahme wird das Mehl online und in Echtzeit kontrolliert. Falls die Anforderungen nicht erreicht werden, geht das Produkt zurück. Für das
„Finetuning“ korrigieren zwei Mikrodifferentialdosierwaagen den Proteingehalt durch Beimischen von Gluten. Auch die Mehltemperatur ist ein Thema. Da das angelieferte Mehl z.T. weit über 40 °C hat, kommt eine Kühlpneumatik zum Einsatz, die das Mehl auf etwas mehr als 20 °C herunterkühlt, um die Lagerung wie auch den Prozess zu optimieren.
Zudem gibt es diverse Schnittstellen mit den verschiedenen Knetern. Auf Änderungen im Prozess, wie z. B. das Umstellen der Rezepturen, kann schnell reagiert werden. Neu für den Bäckereistandort war auch das Automationssystem WinCos. Mithilfe von Schulungen unterstützte Bühler die Anwender bei der Einführung des Systems.
Aufgearbeitet werden die Teige in Ha’il u.a. von Anlagen von AMF für Buns, Spooner-Linien für Brot und Fritsch-Anlagen für Feingebäcke. Stündlich verlassen rund 55.000 HamburgerBuns, 12.000 Toast-Brote, 32.000 Croissants und bis zu 80.000 Cupcakes die rund 37.000 m 2 große Produktion und versorgt den Norden von Saudi-Arabien.
Almarai betreibt in Ha’il neben der Bäckerei ebenfalls eine Dattelfarm sowie eins der modernsten Werke zur Herstellung von Geflügelprodukten. Daher konnte das Unternehmen

Der saudi-arabische Nahrungsmittelhersteller Almarai ist einer der Marktmacher in der Region. Rund 40.000 Mitarbeiter erwirtschaften einen Jahresumsatz von rund 3,2 Mrd. EUR. Dabei produziert der Konzern verschiedenste Milchprodukte, Joghurts, Säfte, Geflügelprodukte, Babynahrung und seit 2007 auch Backwaren. Mit der Akquisition von Western Bakeries (Jeddah) hat sich Almarai Zugang zum Bäckereimarkt verschafft und seitdem kräftig in diesen Bereich investiert. So baute Almarai 2009 ein Werk in Al Kharj. Seit 2016 ist die neuste Produktion in Betrieb und der Standort in der Oasenstadt Ha'il in der gleichnamigen Provinz liegt am südlichen Rand der Wüste Nefud. Auch hier setzte das Unternehmen, wie bei den anderen Standorten, auf modernste Technologie. Der Betrieb Ha’il gilt neben dem Standort Al Kharj (12 Linien/rund 750 Mitarbeiter) und Jeddah (5 Linien/ca. 300 Mitarbeiter) innerhalb des Unternehmens als das „Flaggschiff“, was die Anlagetechnik betrifft.

Ob klassisch als Zopf oder raffinierter Blechkuchen – mit MELLA-DINKEL-HT heben Sie sich klar vom Standard ab.

• Flexibler Einsatz für alle Arten von DinkelHefefeingebäcken
• Fein abgerundetes Hefeteigaroma und typisch nussige Dinkelnote
• Extra langer Soft-Genuss
Nutzen Sie das positive Image von Dinkel und verwöhnen Sie Ihre Kunden als Ergänzung zu Dinkelbrot & Co. auch im Bereich „Feinbackwaren“ mit trendgerechten Gebäckideen.

Wir sehen uns auf der iba in Halle B4
beim Neubau der Bäckerei auf die bestehende Infrastruktur zurückgreifen.
Ausbau der Produktpalette
Grund für den Ausbau des Standortes in Ha’il war neben dem erstrebten Abbau von Lieferzeiten der kontinuierliche Ausbau der Produktpalette. Convenience-Produkte wie Sandwich Squares, gefüllte Feingebäcke und Apfeltaschen stoßen im Markt auf großes Interesse. Dazu kommen Faktoren wie ein kontinuierliches Bevölkerungswachstum und die Expansion in umliegende Märkte. Kurz- bis mittelfristig möchte Almarai den Convenience-Bereich ausweiten und neue Produkte auf den Markt bringen (z. B. Jumbo Croissants, Pizza und Schokoladen-„Puffs“). Dabei schreckt man auch vor teilgebackenen Produkten nicht zurück. Allerdings ist dies aktuell nicht prioritär und man will vorerst auf MHP-verpackte Ware setzen.
Einen Standort in Wüstennähe zu bauen war dabei eine besondere Herausforderung, aber dem Unternehmen nicht unbekannt. Der Spatenstich für die Bäckerei erfolgte im November 2014. Der Produktionsstart folgte im September 2016. Starke Winde, große Temperaturschwankungen und auch heftige Regenfälle führten teils zu Verzögerungen. Eine weitere Herausforderung war der geforderte parallele Start aller Linien, was auch für Almarai ein neuartiges Unterfangen war. Diese Herausforderung meisterte das Unternehmen dann innerhalb von drei Monaten. Insgesamt wird heute auf fünf Linien produziert. Ein weiterer Ausbau des Standortes ist möglich. +++



Der Einfluss der Hochdruckbehandlung auf die Stärkestrukturen und deren molekularen Abbau: Obwohl bereits Untersuchungen in Suspensionen durchgeführt wurden, bestehen bislang keine Untersuchungen zu den strukturellen Veränderungen in Medien mit niedrigem Wassergehalt.
Technische Universität München, Lehrstuhl für Brauund Getränketechnologie, Freising, unter Leitung von Prof. Thomas Becker, Bachelorand: Michael Schaufler (Hochschule Weihenstephan-Triesdorf), Betreuerin:
Sabina Jakobi
Ansprechperson: Dr. Mario Jekle, mjekle@tum.de
Die Hochdruckbehandlung stellt einen seit Jahren an Bedeutung gewinnenden verfahrenstechnischen Prozess zur Haltbarmachung von Getränken und festen Lebensmitteln dar. Die Auswirkungen der Hochdruckbehandlung auf stärkehaltige Lebensmittelmatrizes mit hohem Wassergehalt wurden bereits ausführlich untersucht, jedoch liegen bisher kaum Untersuchungen zu hochdruckinduzierten molekularen und strukturellen Veränderungen der Stärke in Matrizes mit geringem Wassergehalt, beispielsweise in Mehlen, vor. Um die Folgen der Hochdruckbehandlung auf Weizenmehl zu analysieren, wurden verschiedene Druckstufen zwischen 0 bar und 6.000 bar mit variablen Zeitintervallen (0–20 min) gewählt (Hochdruckanlage am Lehrstuhl für technische Mikrobiologie).


Die schrittweise Erhöhung des Druckes auf 0 auf 6.000 bar (10 min Druckzeit) führte zu einer linearen Abnahme des
++ Verband Deutscher Großbäckereien
tagt in Straßburg
Auf seiner Jahrestagung in Straßburg stellt der Verband Deutscher Großbäckereien die Vermarktung von Backwaren in den Mittelpunkt. Vom 31. August bis zum 2. September werden
Referenten mit den Teilnehmern vor allem die Chancen und Möglichkeiten für Großbäckereien diskutieren. Für die Präsidentin des Verbandes, Prof. Dr. Ulrike Detmers, bieten die beiden Hauptreferenten eine Garantie für viele neue Chancen. Prof. Dr. Marion Halfmann von der Hochschule RheinWaal in Kleve wird die Markt- und www.brotundbackwaren.de
analytisch feststellbaren Amylopektingehaltes um 12,6 %. Bei Erhöhung der Druckzeit von 0 auf 20 min (bei 4.500 bar) konnte ebenfalls eine Abnahme des Amylopektingehaltes beobachtet werden, wobei hauptsächlich innerhalb der ersten Druckminute der Amylopektin-Abbau stattgefunden hat. Die Degradation des Amylopketins wurde zudem anhand der Verkleisterungseigenschaften sichtbar. Die Verkleisterungsenthalpie nahm bei 10 min bei 6.000 bar um 33,2 % und nach 20 min bei 4.500 bar um 25,6 % ab. Die strukturellen Veränderungen zeigten Auswirkungen auf die technologischen Eigenschaften des Mehles. Die Wasserbindung stieg um 11,0 ± 0,6 % nach 20 min bei 4.500 bar an. Damit wurde deutlich, dass die Hochdruckbehandlung auch in Systemen mit niedrigem Wassergehalt strukturelle Veränderungen der Stärke hervorruft, die eine technologische Relevanz besitzen. Diese gilt es bei der Anwendung des Verfahrens zur Haltbarmachung von Lebensmitteln zu beachten. +++
Branchentrends skizzieren und Wege zur erfolgreichen Vermarktung aufzeigen. Ihr Spezialgebiet sind die innovative Marktkommunikation im Dialog- und Onlinemarketing sowie Markt- und Käuferverhaltensforschung. Prof. Christian Sina von der Universität zu Lübeck wird sich in seinem Referat der derzeit intensiv diskutierten personalisierten Ernährung widmen. „Wir sind überzeugt, dass wir unseren Teilnehmern neben den Gesprächen mit Branchenkollegen und Gästen vor allem ein höchst informatives Programm mit vielen neuen Anregungen bieten können“, sagte Ulrike Detmers. +++








In Hamburg trafen sich Ende Mai die Produktionsverantwortlichen aus den Top-Betrieben der Backwarenindustrie in Österreich, Deutschland und Polen. Auf Einladung von f2m diskutierten sie Stand und Zukunft der Backwarenproduktion.

Keil: Was war in den vergangenen zehn, zwanzig Jahren für Sie die wichtigste Veränderung in der Bäckereibranche, was hat den Alltag in den Produktionsbetrieben am deutlichsten verändert?
+ Lötz: Die Anlagen sind größer und komplexer geworden. Man hätte sich vor 20 Jahren ganz sicher nicht vorstellen können, dass man mit so wenig Personal so hohe Leistungen fahren kann wie heute. Geradezu revolutionär war natürlich das Fertigbacken von halbgebackener Ware in den Backstationen des Handels, möglich gemacht durch die Tiefkühltechnik. Es sind ganze Werke nur für diesen Markt gebaut worden. Den Umgang mit dieser halbgebackenen Ware, den mussten wir als Hersteller allerdings genauso lernen wie der Handel. Gestartet ist man mit fünf Produkten und perspektivisch dachte man an zehn. Heute sind es gefühlte vierhundert. Bei den Frischbackwaren gab es deutliche Entwicklungen beim Thema Haltbarmachen. Früher war Pasteurisierung die gängige Methode. Inzwischen hat sich die Reinraumtechnik ganz wesentlich verbessert. Schließlich hat die Hygiene in der gesamten Branche einen höheren Stellenwert bekommen.
+ Sehnert: Vor zwanzig Jahren waren Linien gefragt, die relativ klein und flexibel waren, dann wurden die Linien immer größer, egal ob im Plunderbereich oder bei Brot und Brötchen, bis hin zu Anlagen mit einer Stundenleistung von vier bis sechs Tonnen. Das ist mittlerweile wieder rückläufig. Nachgefragt werden individuelle Produkte, keine Massenware. Entsprechend wichtig wird gerade die Flexibilität von Anlagen. Das zweite Thema ist die Automatisierungstechnik. Mittlerweile ist es selbstverständlich, dass vom ERP- oder Warenwirtschaftssystem Produktionsaufträge nach Absatzdaten generiert und selbst Lager und Logistik darüber gesteuert werden können. Auch wenn das noch nicht überall eingesetzt wird, dürfte das Thema in nächster Zeit „kriegsentscheidend“ werden.
+ Jekle: Für mich ist das gewachsene Bewusstsein für Hygiene die wichtigste Veränderung der jüngsten Vergangenheit. Als entscheidende Herausforderung für die Zukunft sehe ich die reale Digitalisierung, die wirkliche Vernetzung einzelner Anlagen miteinander, die sich daraus ergebende Generierung von Wissen. Das zieht hohe Anforderungen an die Technik und die IT nach sich. Auch die Wissenschaft muss weiter weg von der tausendfachen Standardanalyse und hin zu technischen Innovationen und diese dann gemeinsam im Maschinenbau implementieren.
+ Steinert: Die Entwicklung in der Steuerungstechnik gehört für mich mit zu den wichtigen Verbesserungen, die Anbindung an die ERP-Systeme, die Möglichkeiten zu analysieren, warum es einen Stillstand gegeben hat oder etwas nicht so produziert wurde, wie geplant etc. Aber nicht nur die Technik der Linien hat sich in den vergangenen zwanzig Jahren sehr deutlich geändert, auch das Qualitäts- und Sicherheits-Management.

+ Conen: Vor zwanzig Jahren wäre es nicht denkbar gewesen, eine Linie ohne einen Bäcker zu betreiben. Inzwischen ist das auch mit fachfremdem Personal möglich. Heute sind die Mitarbeiter entscheidend, die mit dem PC und mit der
Steuerung umgehen können, unabhängig von einer Ausbildung als Bäcker. Das Fachwissen müssen heute die mittleren Führungskräfte in die Steuerung und Programmierung einbringen.
+ Stollmeier: Ich hab das Glück, inzwischen 34 Jahre zurückblicken zu können und die für mich wohl wichtigste Entwicklung hat in der Produktsicherheit stattgefunden. Vor 34 Jahren gab es praktisch in keiner Bäckerei Laborkontrollen oder Metalldetektoren. Inzwischen sind beide Standard und wir reden heute über Röntgengeräte zur Fremdkörperkontrolle. Die zweite große Veränderung war auch in meinen Augen die Einführung der TK-Ware, mit der man anfangs in Konkurrenz zum klassischen Handwerksbäcker stand. Heute sind die Qualitätsansprüche deutlich höher. Dem kommt man vor allem mit veränderten Prozessen nach, mit Vor- und Sauerteigen, langen Teigführungen etc. Das Thema Industrie 4.0 existiert m.E. bereits im Bereich Silo, der Sauerteigbereitung und dem gesamten Rohstoffmanagement. Im Bereich der Aufarbeitung wird davon bislang nur geredet.

+ Schirmer: Das Auftauchen der Backshops hat die Produktion in der Industrie verändert. Wer heute Halbgebackenes anbietet, muss ein hohes Qualitätsniveau erreichen, damit nach dem Backen im Laden eine Qualität rauskommt, die jeden Vergleich zur frischen Backware standhält.
+ Stammen: Verändert hat sich das Tempo der Veränderungen. Dinge, die wir heute machen, sind vielleicht morgen noch gültig, aber übermorgen schon nicht mehr. Dabei geht es um Prozesse, aber auch um Produkte und um die Halbwertzeit von Wissen. Ein weiterer Punkt ist die Anforderung an Transparenz, die ich jeden Tag stärker spüre. Wir müssen auf der Prozessebene wissen, was wann wo läuft. Industrie 4.0 liefert dazu viele Datensätze, aber wie machen wir relevante Informationen daraus? In meiner Welt kann man zwischen Kosten- und Qualitätsführerschaft nicht wirklich trennen, die Kosten machen einen Teil der Qualität aus und umgekehrt. Deshalb ist es gut, die Kostentransparenz zu haben, um gepaart mit dem Wissen um die Qualitätsanforderungen explizit auf die Kundenanforderungen eingehen zu können. Kundenwunsch und offeriertes Produkt müssen in allen Punkten matchen.






+ Keil: Sie alle haben bislang von den veränderten Anforderungen, die der Markt im weitesten Sinne an Sie stellt, gesprochen. Wie sah oder sieht es denn in der Technik und Technologie aus, gab es da keine bahnbrechenden Neuheiten?
+ Lötz: Wie gesagt, den Reinraum.
+ Schirmer: Auch die Laminiertechnik und Teigbandanlagen sind in dieser Zeit entstanden.
+ Stollmeier: Eine Revolution ist derzeit sicherlich die Vakuumkühlung. Als Batch-Kühler steht sie in einigen Bäckereien, industriell kommt sie jetzt verstärkt. Ich habe mir schon vor zwei Jahren eine kontinuierliche Anlage für Frischbrot in Spanien anschauen können. Das war sehr interessant.
+ Keil: Wie sieht es mit der kontinuierlichen Knetung aus?
+ Stollmeier: Kontikneter sind selten gut für die Qualität ...
+ Lötz: Veto – es kommt darauf an, welche Anforderungen ich für welches Produkt habe. Bei einigen Produkten kommt es auf eine kontinuierliche Teigzuführung an. Da sind BatchKneter eher von Nachteil und Kontinuität der Teigzuführung qualitativ sehr viel höher zu bewerten.
+ Schirmer: Die Angst vor der Kontiknetung rührt auch eher aus der Angst, dadurch eingeschränkt zu sein. Schnelle und flexible Produktwechsel sind erschwert und benötigen ein hohes Maß an Fachkenntnissen.

+ Sehnert: Für die kontinuierliche Herstellung von Brezeln mit einem gewissen Gewicht gibt es nichts Besseres.
+ Schirmer: Gab es denn überhaupt einen namhaften Kneterhersteller, der aktiv an der Forschung und Entwicklung der Kontikneter gearbeitet hat? Die meisten Batch-Kneter-Produzenten zeigten kein großes Interesse daran, einer flexiblen Kontiknetung Marktreife zu verleihen.
+ Lötz: Die Treiber der Innovation sind nicht nur die Maschinenbauer, sondern auch wir als Anwender. Es sind unsere Forderungen nach gezielten Lösungen, die sie auf den Weg bringen. Wobei wir natürlich auch Getriebene sind. Wenn unsere Kunden ein ganz bestimmtes Produkt mit besonderen Eigenschaften wollen, dann müssen wir die Anlage so konzipieren und die Prozesse so aufstellen, dass entsprechende Produkte nach Kundenwunsch entstehen.
+ Stollmeier: Wir passen heute keinen Teig mehr an die Anlage an. Qualitätskompromisse werden heute nicht mehr gemacht. Übrigens auch nicht beim Energieverbrauch.

+ Borchfeld: Energieeffizienz als Kriterium bei der Investition ist ein Thema, wie sieht es mit einem umfassenden Energiekonzept für die Anlagen bzw. die Produktionsstätten aus?
+ Sehnert: Energiekonzepte sind ein Thema, schon allein aufgrund der Energiepreisentwicklung in den vergangenen zwanzig Jahren. Im TK-Bereich ist auch die Energierückgewinnung heute Standard.
+ Steinert: Wärmetauscher gibt es heute eigentlich überall und jeder Ofenbauer bietet Ihnen gleich eine Wärmerückgewinnungsanlage mit an. So wie man ein IFS-Audit macht, macht man heute auch ein Energieaudit. Das hat natürlich auch finanzielle Gründe.
+ Conen: Wir entwickeln dann in dem Fall für den Ofenbauer, weil wir feststellen, dass dessen Konzept noch gar nicht ausgereift ist. Angeboten wird es, weil die Notwendigkeit da ist, nicht weil die Konzepte funktionieren.
++ Borchfeld : Gilt das querbeet und wonach suchen Sie sich den Lieferanten aus?


+ Lötz: Wir suchen Lieferanten nach den Anforderungen der Produkte aus, die wir herstellen wollen. Key-Lieferanten, die alles anbieten, halte ich nicht für die beste Wahl, weil kein Lieferant in allen Bereichen stark sein kann.
+ Steinert: Die Anbieter laden inzwischen regelmäßig die Praktiker ein und diskutieren, was man an den einzelnen Anlagen verbessern kann. Die Zulieferer holen sich das Wissen häufig erst von den Praktikern.
+ Stollmeier: Ein Anlagenbauer hat nicht die Möglichkeit, eine Maschine sieben Tage am Stück laufen zu lassen. Für solche Testphasen braucht er die Praxis in den Betrieben. Nur dann sehen Sie die Stellen, an denen noch verfeinert werden muss, um wirklich dahin zu kommen, wo man hin will. Dazu kommt, dass die Leute Maschinenbauer sind, die häufig vergessen, dass man eine Anlage auch mal reinigen muss.
einem großen Radius zu verbreiten. Die Folgen sind immer frühere Anfangszeiten, was im Gegensatz zur Frische steht. Wir haben es geschafft, über Tage die gleiche Qualität zu halten. Da muss aber der Anlagenbauer auch mitmachen und deshalb bringen wir ihnen bei jeder Anlage bei, was sie besser machen können.
+ Stollmeier: Das ist ein gemeinsamer Prozess. Die entwickeln was und wir testen es. Man braucht die Langzeittests, um sagen zu können, welche Idee gut war oder nicht.
++ Keil: Gibt es in Ihren Häusern Forschungs- und Entwicklungsabteilungen, die sich damit beschäftigen?
+ Lötz: Ich würde es nicht F&E nennen, wie es Konzerne gerne bezeichnen. Für mich ist es Produktentwicklung und nicht Forschungsabteilung. Es kommt entweder eine Anforderung eines Kunden, der ein bestimmtes Produkt haben will, oder wir haben eigene Ideen. Dann ist der normale Prozess, dass die Produktentwicklung und idealerweise auch eine eigene Projektabteilung eine entsprechende Anlage konzipiert und die Prozesstechnik definiert. Ich habe oft die Erfahrung gemacht, dass man mit den Lieferanten Dinge abspricht und trotzdem kommt etwas ganz anderes heraus, als man besprochen hat. Meine Idealvorstellung ist es, ein Projekt zu begleiten, sich ständig mit dem Lieferanten auszutauschen, jede Zeichnung abzunehmen und am Ende die Anlage zu bekommen, die man haben wollte.

+ Sehnert: Es geht heute darum, die richtigen Maschinen zu entwickeln, die das Produkt so herstellen können, wie der Kunde es haben will. Natürlich kann ich mit nahezu jedem Kneter einen Teig machen, aber vielleicht nicht den, den ich haben will. Da gibt es manchmal schon sehr massive Fehleinschätzungen. Es ist ein Qualitätsmerkmal, wenn ein Maschinenbauer das überhaupt einschätzen kann.
+ Lötz: Ich glaube nicht, dass die Maschinenhersteller den Umgang mit der Anlage so wahrnehmen, wie wir sie wahrnehmen. Wir, die wir tagtäglich mit den Anlagen umgehen müssen, haben da einen anderen Blick und ganz andere Anforderungen. Das ist auch der Grund, warum wir immer häufiger Anlagenbauer aus anderen Bereichen dazuholen, die nicht unbedingt auf Bäckereien spezialisiert sind, aber auf bestimmte Aufgaben. Wir tun das, weil wir die beste Lösung suchen.
+ Conen: Großanlagen sind heute Sonderanlagenbau. Niemand passt heute sein Produkt an die Linie an. Wir müssen vorgeben. Großfilialisten haben die Herausforderung, Produktvielfalt, Frische und Qualitätsanspruch taggenau in
+ Sehnert: Es gibt Quereinsteiger, die sich für die Branche interessieren und neue Ideen mitbringen. Da kommt beispielsweise jemand aus der Fleischindustrie, der einen ganz anderen Teigteiler konzipiert als die bisherigen Kopfmaschinen. Dann probiert man das aus und stellt vielleicht fest, dass der hygienisch sehr viel besser ist und sehr viel genauer teilt. Der kostet etwas mehr, aber dafür fällt er auch nicht dreimal im Jahr auseinander. Es gibt auch branchenübergreifend neue Entwicklungen, die gut sind. Es gibt Lieferanten, die ihre Konstrukteure und Entwickler für mehrere Wochen in die Betriebe schicken, damit sie einen Blick dafür kriegen, was gebraucht wird. Wer am Reißbrett oder Computer sitzt, weiß nicht, wie gereinigt wird, kennt keinen Stresstest und kann sich auch nicht erklären, warum die Maschinen kaputt
gehen. Natürlich gibt es auch die schmerzhafte Erfahrung, dass man etwas entwickelt haben möchte und es zwanzig, dreißig Anpassungen braucht, bis die Anlage läuft.
+ Schirmer: Die Bäckereibranche hat den Nachteil, dass im Maschinenbau kaum Fachkräfte aus der Bäckereitechnologie stammen. Mehrheitlich handelt es sich um reine Maschinenbauingenieure. Anders ist es beispielsweise bei den Technologieherstellern für Brauerei- und Müllereitechnologie, dort gibt es ausgebildete Ingenieure, die sowohl das Produkt als auch die Technologie verstehen. Dies hat primär auch mit fehlenden oder veralteten Ausbildungsmöglichkeiten zu tun.
Entwicklung auseinanderzusetzen und auch an anderen Forschungsprojekten, die nicht auf Lebensmittel spezialisiert sind, mitzuarbeiten. Es ist wichtig, sich für bestimmte Projekte Meinungen und Unterstützung von außen ins Unternehmen zu holen.
+ Jekle: Es ist in den vergangenen Jahren in der wissenschaftlichen Begleitung der Bäckerei einiges umgebrochen. Wir als Technische Universität München haben unsere Kapazitäten ausbauen können, aber in der Summe ist die fachspezifische Wissenschaft in Deutschland geschrumpft.
+ Stollmeier: Anders als in der Automobilbranche hat es in der Bäckereibranche nie wirklich einen organisierten, branchenweiten Austausch über Forschung und Neuentwicklungen gegeben. Es gibt umgekehrt auch nicht wirklich offene Türen für die Wissenschaftler, die hinterher darüber ja auch publizieren.
+ Stollmeier: Die sehen die Anlagen aus dem Blickwinkel des Technikers. Die Anlagen funktionieren auch, aber es gibt jede Menge Verbesserungspotenzial, bis sie das leisten, was wir wollen.
+ Steinert: Den Maschinenbauern fehlt dazu einfach die Praxis oder die Beobachtung in der Praxis.
+ Stammen: Was hält denn die Anlagenhersteller heute davon ab, den Kunden zu fragen, was er will? Vielleicht ist es das Selbstverständnis der Lieferanten. Wenn sie sich als Sondermaschinenbauer verstehen, gehen sie zum Kunden und entwickeln mit ihm zusammen die Anlagen nach seinen Wünschen. Wenn sie aber die Standardisierungs-Sau durchs Dorf treiben, wollen sie natürlich möglichst viel als standardisiertes Modul ausgestalten mit dem Ziel, die Entwicklungskosten in der Kalkulation niedrig zu halten.
+ Stollmeier: Auch die Maschinenbauer sind Getriebene. Wenn die sich als Sondermaschinenbauer verstehen würden, könnte niemand mehr die Maschinen bezahlen. Je besser wir vorher spezifizieren, was wir produzieren wollen, desto weniger Probleme haben wir nachher bei der Inbetriebnahme.
+ Borchfeld : Wie sieht es denn mit der Zusammenarbeit mit der Wissenschaft aus, sind die Beziehungen nah genug?
+ Lötz: Dort, wo wie an der TUM in Freising an Lebensmittelund Bäckereitechnologie geforscht wird, sicher ja. Aber man lernt am meisten, wenn man mal aus der Branche rausgeht und schaut, wie es die andern machen. Vielfach sind Lösungen da, aber weder der Lieferant noch wir kennen die Lösung.

+ Sehnert: Es gibt Branchen, die sind bei manchen Themen deutlich weiter als wir und da kann und sollte man sich was abgucken. Es macht Sinn, sich mit Forschung und
+ Jekle: Das ist schade. Jedes Forschungsprojekt, das läuft, sorgt ja nicht nur dafür, dass Sie die Ergebnisse erfolgreich nutzen können und wir davon leben, sondern auch dafür, dass der Nachwuchs ausgebildet wird, der sich für die bäckereispezifische Problemstellung interessiert und weiß, worum es geht. Wir an der TUM haben uns deshalb mit dem Weihenstephaner Institut für Getreideforschung (WIG) für diesen Austausch eigene Strukturen aufgebaut, mit einem Forschungsbeirat und einer Tagung, sodass wir im Kontakt mit der Branche sind. Wir gehen mit unseren Ideen auch auf die Maschinenbauer zu und haben diverse Kooperationen in diesem Bereich. Oft wird allerdings auch gewünscht, dass wir fünf Kunden mitbringen, die das anschließend kaufen. Wir können die Vorteile von Innovationen zwar in der Branche verbreiten, die Anwendung muss aber natürlich aus der Branche selbst kommen.
+ Schirmer: Die Zusammenarbeit mit Forschungseinrichtungen sowie der offene Umgang mit kritischen Verbraucheransichten helfen auch unserem Standing gegenüber den Kontrollbehörden und dem Gesetzgeber.

++ Keil: Kommen wir zu dem Thema Leistung, Effizienz, Kostenführerschaft – lässt sich dieser Begriff heute noch auf einzelne Prozessschritte herunterbrechen oder muss man dazu die komplette Supply Chain in den Blick nehmen?
+ Stammen: Für mich ist das Produkt heute nicht mehr nur die Summe der Bestandteile. Dazu gehört auch der Service
Franz-Josef Conen, Geschäftsführer, Bonback GmbH
Die Bonback GmbH ist eine Tochter der Schwarz-Gruppe und produziert seit 2012 in Übach-Palenberg nahe Aachen auf derzeit 13 Linien rund um die Uhr tiefgekühlte Standardartikel für die Backstationen der Lidl Handelsgruppe vorwiegend in europäischen Ländern.
Axel Sehnert, Technischer Geschäftsführer, ARTiBack GmbH
Die ARTiBack GmbH wurde 2016 von Dr. Frank Küntzle in Halle (Saale) gegründet und produziert Tiefkühlbackwaren nach handwerklichen Qualitätsprinzipien ohne Backmittel und Enzyme für Handel, Foodservice und Großverbraucher. Auch davor sammelte Dr. Küntzle bereits Erfahrungen in der Branche. Seiner Familie gehörte die Klemme AG, die sie 2013 an die Aryzta AG verkaufte.

Dr. Markus Schirmer, Geschäftsführer, Panem Backstube GmbH
Die Panem Backstube GmbH ist Teil einer Bäckereigruppe im Besitz der Familie Bindewald. Zur Gruppe gehören vier Werke, in denen Tiefkühlbackwaren produziert werden. Inhaber Karlheinz Bindewald betreibt parallel dazu zusammen mit der Familie Gutting die größte Mühlengruppe Deutschlands.
Silvio Steinert, Geschäftsführer, Kronenbrot GmbH
Die Kronenbrot GmbH stellt in den Produktionswerken Würselen, Köln und Witten Frischbackwaren für den Lebensmittelhandel und für Großverbraucher im Westen Deutschlands sowie den Export in die angrenzenden Länder her. Seit 2017 gehört das Unternehmen der britischen Investmentfirma Signal Capital Partners.
Dr. Mario Jekle, Leiter Forschungsgruppe Getreidetechnologie und -verfahrenstechnik, Lehrstuhl für Brau- und Getränketechnolgie, TU München
Die Forschungsgruppe Getreidetechnologie und -verfahrenstechnik an der Technischen Universität München arbeitet an Innovationen im Prozess- und Materialdesign von Backwaren und bringt neue Ansätze in Branche, vom 3D-Druck von Backwaren bis hin zu neuen Produktionskonzepten wie Connected Bakery. In enger Kooperation mit dem Weihenstephaner Institut für Getreideforschung arbeiten sie an der Wissenschaft für die Praxis von morgen.
Norbert Lötz, Geschäftsführer Produktion und Technik, Harry Brot GmbH
Das Familienunternehmen Harry Brot GmbH produziert Frisch- und Tiefkühlbackwaren in 9 Werken in West-, Nordund Ostdeutschland. Als Frischbackwarenhersteller ist Harry unangefochtener Marktführer in Deutschland. Die Tochtergesellschaft BackFactory betreibt rund 100 Outlets in Deutschland, die Tochter Backshop GmbH fungiert als Großhändler und Exporteur.
Markus Stammen, Geschäftsführer Produktion, Supply Chain, IT, Rudolf Ölz Meisterbäcker GmbH & Co KG
Das 1938 gegründete Familienunternehmen Rudolf Ölz Meisterbäcker GmbH & Co. KG aus Dornbirn in Vorarlberg/Österreich produziert mehr als 100 verschiedene Frischbackwaren für den heimischen Markt und ist damit klarer Marktführer in Österreich. Darüber hinaus liefert Ölz etwa 48 % seiner Produkte an Handelsgruppen im angrenzenden Ausland. Seit 2005 ist das Unternehmen außerdem mehrheitlich an der JOMO Zuckerbäckerei GmbH in Leobendorf (Niederösterreich) beteiligt.

Rüdiger Stollmeier, Project Manager, Inter Europol S.A.







Inter Europol – mehr als eine Bäckerei: Das Unternehmen ist der bekannteste Anbieter von TK- und Frisch-Backwaren in Polen, der darüber hinaus auch erfolgreich im Export-Geschäft tätig ist.

vom Auftragsabwicklungsprozess bis hin zur Fakturierung. Zum Produkt in diesem Sinne gehört auch die Gestaltung der Kundenkontakte, der Umgang mit den Menschen. Leistung, Effizienz und Kostenführerschaft lassen sich meines Erachtens immer nur in der Gesamtheit betrachten und verbessern.
+ Sehnert: Die Backbranche ist immer internationaler geworden und dadurch ist zwangsläufig die Logistik ein zunehmend wichtiger Punkt in dieser Betrachtung. Vielleicht kann ich irgendwo kostengünstiger herstellen, aber dort sind vielleicht die Rohstoffkosten oder die Rohstoffbeschaffung anders. Es zählt nur die ganzheitliche Betrachtung.
+ Lötz: Nehmen Sie das Beispiel der Ganzbrote mit einem Gewicht von 1.000 g. Da liegen drei bis vier Stück in der Transportkiste. Da kann es sich schon lohnen, eine Produktionsanlage zusätzlich aufzubauen, die weniger Logistikkosten verursacht, auch wenn man die Kapazität selber nicht unbedingt benötigt. Die Betrachtung der kompletten Supply Chain von den Rohstoffen bis zur Ware beim Kunden ist heute unumgänglich für die Entscheidungen.
+ Stollmeier: Leasing ist ein Finanzierungsinstrument.

+ Lötz: Anlagen von Maschinenbauern leihen oder Leistung kaufen geht aus meiner Sicht nicht, da ist am Ende immer die Frage, wer die Verantwortung übernimmt, wenn was passiert. An einer kompletten Linie sind bis zu zehn Anlagenbauer beteiligt, wer soll das Risiko tragen? Wie will man die Pflichten definieren? Vorstellbar ist das höchstens auf eng begrenzten Feldern, etwa Kälteleistung oder Kubikmeter Luft.
+ Stammen: Ein ähnliches Konzept verfolgt der Handel, wenn er Private-Label-Produkte ordert. Er macht die Lieferanten austauschbar.
+ Sehnert: Sobald man aus dem reinen standardisierten Produkt raus ist, bräuchte man außerdem Betreiberunternehmen, die das entsprechende Know-how mitbringen. Die sehe ich nicht.
+ Stammen: Welcher Vorteil soll dabei entstehen? Ein Kältefachmann kann vielleicht eine Kälteanlage besser und effizienter betreiben als ein Lebensmittelhersteller, aber das unternehmerische Risiko ist jedenfalls zu tragen und auch zu kalkulieren.
+ Sehnert: Es könnte um Risikominimierung gehen. Wir leben in einer Zeit der Finanzunternehmen, bei denen es nur noch um Bilanzen geht. Wenn ich einen festen Preis für ein Kilo Produkt anbieten kann, wäre das ein kalkulierbares Risiko.
+ Stammen: Es wird kalkulierbar, aber es entsteht noch kein Nutzen in der Gesamtbetrachtung. Der Investor schläft vielleicht ruhiger, aber das unternehmerische Risiko muss immer noch jemand tragen und er wird es sich bezahlen lassen. Das ist so ähnlich wie Bestandsverschiebungen zum Lieferanten, um das gebundene Kapital zu reduzieren. Auch beim Lieferanten entstehen natürlich Lagerkosten, aber nicht unbedingt ein zusätzlicher Nutzen im Gesamtprozess.
+ Stollmeier: Die Problematik ist, dass wir keine langfristigen Lieferverträge haben, auf deren Basis wir in eine neue Linie investieren. Eine Linie mit einer großen Leistung muss ausgelastet sein, um sich zu rechnen. Die Abhängigkeit von einem Kunden ist heute ein wichtiger Faktor bei der Frage nach der Leistung einer Investition. Andererseits verursacht eine Tonne Teig mehr keine enormen Kosten.
+ Lötz: Auch die Anlagentechnik ist wichtig. Ab einer gewissen Größe braucht man beispielsweise eine zusätzliche Verpackungsmaschine. Eine höhere Leistung kann am Ende mehr Betreiberkosten verursachen, als einem lieb ist. Der gesamte Prozess von Bäckerei bis Verpackung muss beherrschbar bleiben.
+ Schirmer: Nicht zu vergessen sind die Kosten für einen ungeplanten Stillstand. Bei einer Vier-Tonnen-Linie ist das eine ganze Menge, was im Zweifelsfall entsorgt werden muss.
++ Borchfeld: Wenn die Kunden so untreu sind, wäre es dann nicht empfehlenswerter, die Anlagen zu leasen oder vielleicht sogar nur vom Anlagenbauer zu leihen, also nur die Leisung zu kaufen?
+ Conen: Warum gibt es im Bereich der Anlagen keine solchen Leasingfirmen? Anders als ein Auto, das nach zwei Jahren zurückkommt und perfekt gewartet ist, ist ein Ofen, den ich nach fünf Jahren zurückbekomme, in denen er 24 h am Tag gelaufen ist, sicherlich ein weniger gut kalkulierbares Risiko und ich habe nicht unbedingt den passenden Abnehmer dafür.
+ Keil: Andererseits gibt es derzeit einen sehr großen und florierenden Markt für Gebrauchtanlagen ...
+ Steinert: Ich muss bei einem Investor erst einmal das Vertrauen in den Markt und unsere Erfolgschancen aufbauen. Da ist die Höhe des Investments durchaus mitentscheidend. Voraussetzung ist natürlich, dass die Linien für unseren Bedarf passen und gut gewartet sind. Auch das Argument der zusätzlichen Kapazität, um Logistikkosten zu sparen, kann für eine Gebrauchtanlage sprechen.
+ Schirmer: Leasing kennen wir vor allem aus der Automobilbranche. Dabei dient es primär, neue Modelle auf den Markt zu bringen und den Absatz von Neuwagen zu steigern. Die Maschinenbauer für die Bäckereibranche sind zurzeit alle stark ausgelastet. Sollte sich das wieder ändern, könnte Leasing durchaus eine Möglichkeit bieten, in den Markt zu dringen.
+ Borchfeld : Wenn die Anlagen mitsamt der Steuerung immer komplexer werden, braucht die Branche dann nicht künftig Turn-Key-Anbieter, die die komplette Linie bauen?
+ Stollmeier: Das hängt davon ab, wie viel Know-how man im eigenen Haus hat. Turn Key heißt auch nur Risikoauslagerung und dafür zahlen Sie dann auch den entsprechenden Risikoaufschlag.
+ Jekle: In den nächsten zehn bis fünfzehn Jahren werden durch die Digitalisierung und neue technische Innovationen Maschinen ohnehin modular wechselbar und vernetzt sein. Dann gibt es weniger Gründe für klassische Turn-KeyGeschäfte.
+ Sehnert: Das ist aber noch Theorie. Das muss ja nicht nur elektronisch, sondern auch mechanisch zusammenpassen.
+ Lötz: Die Bäckereitechnik ist schon sehr komplex. Betrachten wir nur den Gärschrank. Natürlich kann ich zu einem Lieferanten sagen, bau mir einen Gärschrank. Aber ich kann natürlich auch sagen, die Einhausung liefert Lieferant 1, das Gestell Lieferant 2 und die Klimatechnik ein Dritter. Aber es muss am Ende zusammenpassen. Man braucht schon sehr viel Know-how, um das überhaupt hinzukriegen.
+ Sehnert: Die Frage ist natürlich auch, ob die Anlagenbauer standardisierte Schnittstellen bereitstellen. Obendrein wird ständig die Konstruktion geändert und mit Verbesserungen erklärt. Jedes Mal muss dann der Standard wieder angepasst werden. Das ist ganz sicher auch ein Stück Marktschutz bzw. Schutz der eigenen Einzigartigkeit.
+ Jekle: Zehn, fünfzehn Jahre sind eine lange Zeit. Wenn die bisherigen Anbieter das nicht leisten, besteht eine hohe Wahrscheinlichkeit, dass andere Firmen in den Markt einsteigen und entsprechende Lösungen anbieten. Bewegungen sehen wir schon heute am Markt. Aber unsere Maschinenbauer sind sich dieser Notwendigkeiten im Wettbewerb auch bewusst.
+ Lötz: Wir haben bereits jetzt viele Lieferanten, die in der Bäckerei und Verpackung tätig sind, die in der Vergangenheit niemand auf dem Schirm hatte. Leute, die sich spezialisiert haben.
+ Schirmer: Die Automatisierung wird vermutlich nicht von den traditionellen Anbietern kommen, sondern eher von außen. Übergeordnete Systemanbieter, die bereits Lösungen aus anderen Bereichen nutzen können, werden dabei das Rennen machen.
+ Sehnert: Ganz sicher kommt sie nur, wenn der Kunde es fordert. Nur wenn der sagt, ich will offene Schnittstellen


nach dem Weihenstephaner Standard haben, kriegt er sie. Selbst dann tut man sich bei vielen Herstellern noch extrem schwer. Ich hab es gerade hinter mir. Das funktioniert natürlich nur, wenn der Backbetrieb auch den Mehrwert für sich sieht und beziffern kann, etwa wenn er Informationen schneller weiterleiten kann. Der Lieferant macht das, wenn der Kunde ihn treibt und er selber auch für sich die Chance sieht, dass andere Kunden das kaufen. Ein fortschrittlicher Anlagenbauer sagt, ich biete das zum Nulltarif, weil ich mich dadurch selber
weiterentwickle. Der zweite sagt, ich habe gar nicht die Manpower und es kostet entsprechend. Der dritte erklärt, dass er weder Interesse noch Zeit hat, sich damit zu befassen. Es kostet immer viel Kraft, neue Technik einzuführen.
+ Stollmeier: In der Verpackungstechnik hat man inzwischen begriffen, dass die Standardisierung und Automatisierung notwendig ist. Hier werden ja auch schon seit Jahren Roboter eingesetzt. Treiber ist aber auch hier der Wunsch nach Kostenund Qualitätsführerschaft. In der Bäckereitechnik verbirgt sich
seitens der Maschinenbauer hinter „Industrie 4.0“ in der Regel ein Mehr an Service, das sie uns anbieten wollen. Ob daraus wirklich eine Win-win-Situation entsteht, muss sich erst noch herausstellen.
Automatisierungstechnikern, die bereit sind, 3-schichtig zu arbeiten, stellt uns in der Rekrutierung vor eine große Aufgabe. Deshalb haben wir eine Mannschaft, die nicht rund um die Uhr arbeitet, sondern sich um den Kern kümmert und mit dem Service des Lieferanten kommuniziert. Ansonsten sind die Schicht-Elektroniker so ausgebildet, dass sie im Notfall uns mindestens akut die Störung beheben können. Wir versuchen erst einmal das Problem in der Schicht zu lösen und danach holen wir den Programmierer, um es ganz abzustellen oder zu optimieren.
+ Sehnert: Und wenn der Programmierer kündigt?
+ Conen: Das ist das Problem, das wir mit allen Technikern haben. Bei uns in der Region gibt es viel Maschinenbau im 1-Schicht-Betrieb und anderen Tarifstrukturen. Wir können nur versuchen, mit anderen Dingen zu punkten, den Job so zu gestalten, dass die Leute sich wohlfühlen, Aufstiegsmöglichkeiten geben etc. Da haben wir natürlich an unserem Standort mehr Möglichkeiten. Wir können beispielsweise sagen, die nächste Karrierestufe machst du nicht in der Bäckerei, sondern im Schwesterunternehmen.
+ Lötz: Das Verhältnis zum Lieferanten ist vor allem davon geprägt, dass beide Seiten verstehen, was gefordert ist. Deshalb gehen wir den Schritt und versuchen, direkt mit dem Konstrukteur zu reden, und selbst dann ist es schwer, eine gemeinsame Sprache zu finden. Das unterschätzen viele auf beiden Seiten. Die Projektierung einer Anlage kostet wahnsinnig viel Zeit, die wir eigentlich nicht haben.


+ Sehnert: Ich hab eine kleine Vision davon, was ich haben möchte. Ich möchte eine Linie, auf der das Produkt selber weiß, wo es hinfahren soll, ob in den Gärschrank oder nicht. Das ist kein Hexenwerk, das gibt es im Automotive-Bereich schon. Im Bäckerbereich ist das auch nicht undenkbar, aber es scheitert bisher an Standardisierungen. Ich kann nur an alle appellieren, das zu fordern, damit zukünftig ein modularer Aufbau von Anlagen möglich sind. Dann kann ich die Fabrik auch flexibel gestalten. Es ist ein Unding, dass es in den vergangenen Jahren eigentlich immer darum ging, noch mehr Menge vom gleichen Produkt über eine Anlage zu fahren. Entscheidend wird künftig sein, wie flexibel ich eine Produktion aufbauen kann, und da ist enorm viel Potenzial vorhanden.
+ Conen: Wir wünschen uns Industrie 4.0. Aber die Firmen, die uns beliefern, sind teilweise gar nicht in der Lage dazu, weil sie ausgelastet sind und deshalb wenig Interesse haben. Außerdem sind sie selber in diesen Bereichen personell auch nicht stark genug aufgestellt, um das zu leisten. Es sagen zwar alle, wir wollen und wir können, aber am Ende hat das doch sehr enge Grenzen. Wir haben deshalb eine eigene Automatisierungsabteilung, die ständig dabei ist, die Programme, die wir zur Verfügung gestellt bekommen haben, zu optimieren. Dabei sind wir noch gar nicht dabei, Daten rauszuholen, sondern erst mal wollen wir die Steuerungsfehler der Anlagen finden und optimieren. Die Findung von
+ Schirmer: Das Problem ist, dass auch unsere Technologielieferanten Schwierigkeiten haben, gutes Servicepersonal im IT Bereich zu finden. Die Entwicklung der Steuerungstechnik ist schneller als die Ausbildung von Fachpersonal, vor allem wenn es sich um firmenspezifische Lösungen handelt.
+ Jekle: Der Bedarf ist ja bekanntlich da und es kann dann auch Anbieter von außen geben, die diesen decken werden.
+ Sehnert: Wenn ich weiß, dass eine Firma den nicht liefert oder nur schlecht, dann scheidet die doch für mich aus. Es gibt doch für fast alles alternative Anbieter. Service, auch online, ist heute ein Unterscheidungsmerkmal.
+ Stollmeier: Für mich spielt der Service eine untergeordnete Rolle, weil wir meistens ein Sprachproblem haben. Ich hab nicht 24/7 Leute, die Englisch sprechen und selbst wenn, benutzen sie Begriffe, die sie unterschiedlich verstehen. Wir müssen die Leute selber im Haus haben, genauso alle Ersatzteile, die nicht innerhalb von 24 h geliefert werden können. Das Einzige, was wir brauchen, ist die Online-Verbindung für Programmfehler. Wir schicken unsere Leute deshalb lieber zu den Lieferanten zur Ausbildung.
+ Lötz: Unsere Verantwortung ist es, so viel Know-how wie möglich ins eigene Haus zu holen, indem wir Mitarbeiter entsprechend ihrer Aufgabe ausbilden.
++ Borchfeld: Was kann Digitalisierung in der Prozesskette einer Bäckerei so verbessern, dass es sich lohnt, die nötigen Investitionsmittel bereitzustellen?


+ Lötz: Auch in diesem Punkt müssen wir die gesamte Supply Chain betrachten. Wie sonst ist Chargenrückverfolgung zu gewährleisten? Wir müssen in einer zu akzeptierenden Geschwindigkeit ermitteln, in welchem Produkt ein Rohstoff steckt und wohin das Produkt geliefert wurde. Unter anderem dafür gibt es die Digitalisierung. Wir müssen das jetzt auf einen Industriemaßstab bringen, der diese Forderung durchgängig umsetzt. Digitalisierung hat für mich aber eine zweite Seite, Industrie 4.0, eine Welt, die überhaupt noch nicht definiert ist. Die Frage wird sein, was ist wichtig für uns? Ist es wichtig, jede Temperatur eines Motors zu messen und jedes Mal zu entscheiden, ob reagiert werden muss oder nicht? Man kann auch mit einem Übermaß an Informationen desinformiert sein.
+ Conen: Das ist momentan der Stand. Sie kriegen die Fülle an Informationen nicht abgegriffen und nicht analysiert.
+ Stollmeier: Teilweise sammeln wir auch auf Wunsch einzelner Abteilungen Daten und wenn ich dann frage, ob man die auch angesehen und analysiert hat, heißt es nein, aber im Fall der Fälle haben wir dann Daten, die wir auswerten
Anzeige

könnten. So kann man seine Datensammlung natürlich gigantisch aufblasen. Der wichtigere Punkt ist heute sicherlich die Chargenrückverfolgung, damit man das Ziel genau eingrenzen kann, wenn was passiert.
+ Stammen: Das ist eher der reaktive Ansatz. Ich würde gerne aus den Daten, die wir aus der Sensortechnik holen können, und davon gibt es unendlich viele, die relevanten Informationen filtern, die uns zu Veränderungen animieren
Schapfen „Meine Mühle“ Melonenkernbrot ist eine Mühlenvormischung für weizenbetonte Gebäcke mit hohem Melonenkernanteil und mediterranem Gebäck-









charakter. Zur Grillsaison lassen sich hieraus individuelle Gebäcke herstellen. Auch ideal für Ihre Aktionen in den Sommermonaten .

oder zwingen, und zwar unmittelbar in dem Moment, in dem wir das noch können. Transparenz in Echtzeit heißt das Ziel für mich, Wissen um die Zustände, die Qualitätsdaten, aber auch die Kostendaten.
+ Sehnert: Ich würde sogar noch einen Schritt weiter gehen. Es gibt im Bäckereibereich das Defizit, dass bestimmte Anlagenzustände gar nicht oder zu wenig aufgenommen werden. Es geht darum, dass die richtigen Werte erfasst werden und die Prozesse sich selbst beeinflussen. Wir haben momentan das Problem, dass die Anlagen von zehn oder mehr Herstellern zusammengewürfelt sind und die Informationen zwischen den einzelnen Teilen bis auf das absolut Notwendigste nicht weitergegeben werden. Was ich mir vorstelle, wäre ein Kneter, der die vom Teig aufgenommene Energiemenge und die Elastizität des Teiges misst und an die Teigaufarbeitung weitergibt, die damit die Schlichtwerke der Laminieranlage einstellt, was wiederum den Teig bzw. die Qualität beeinflusst. Ich wünsche mir, dass die Informationen innerhalb des Prozesses weitergereicht werden, um den Prozess damit zu steuern. Dafür brauche ich keine übergeordnete Steuerung, dafür reicht der Weihenstephaner Standard. Wir gehen das jetzt an.
+ Jekle: Ich bin sicher, dass darauf aufbauende selbstregulierende Systeme kommen werden. Wir können heute schon auf gewisse Daten zugreifen, was in Zukunft sicher durch bestehende und neue Sensoren ausgebaut wird. Dann ist es nur noch eine Frage der Nutzung dieser Daten. Das kann der Anwender aus der Bäckerei selbst niemals leisten, das kann momentan wohl auch der Maschinenbauer noch nicht. Falls es hier keine internen Konzepte gibt, werden irgendwann vermutlich Big Player einsteigen, die sich Fachpersonal aus Unternehmen und Wissenschaft einkaufen und somit ein
neues globales Fachwissen aufbauen, auf das kein Zugriff mehr besteht.
+ Keil: Das klingt so, als könne man die Daten ganz einfach und eindimensional korrelieren. Aber so eine Anlage hat mehr als fünf Rädchen, an denen man drehen kann, und dann kommt am Ende immer noch etwas raus, das man nicht erwartet hat.
+ Jekle: Das ist natürlich richtig, die Backwarenproduktion ist hochkomplex. Aber lassen Sie uns die Daten aus der Produktion und vom Rohstoff, und damit meine ich wirklich umfassende Daten und nicht nur punktuell, über ein Jahr erfassen. Dann haben Sie alle möglichen Reaktionen der Teige, der Anlagen und, ganz wichtig, des Bedienpersonals erfasst. Anschließend haben Sie nicht nur viele historische Daten, sondern auch Erfahrungswerte, aus denen sich ein wirklichkeitsnahes Modell erstellen lässt.
++ Keil: Ist die Bäckerbranche so interessant, dass es sich für ein großes Systemhaus lohnen könnte, solche Modelle zu entwickeln?
+ Jekle: Im Idealfall werden das selbstlernende Systeme sein (künstliche Intelligenz), die Muster selbstständig erkennen, lernen und die Produktion steuern können. Technisch möglich ist dies, der Wille zur Umsetzung fehlt jedoch meist.
+ Lötz: Ich habe manchmal das Gefühl, dass wir von Dingen träumen, für die wir noch nicht mal die Basics haben. Heute ist selbst die Dampfmengenmessung am Ofen eher eine Sonderausstattung als Standard. Wie bescheuert ist das denn?
Und dann reden wir schon von selbstlernender Intelligenz.
+ Sehnert: Das sind aber alles Dinge, die der Backbetrieb auch beim Lieferanten einfordern muss. Wenn ich dem sage,

dass ich die Menge Dampf im Ofen steuern will, bekomme ich das bei den meisten auch.
+ Steinert: Zum Standard wird es aber erst, wenn genügend Betriebe das fordern.
+ Stammen: Aber wir fordern es nur, wenn wir wissen, welchen Nutzen es uns bringt, die Daten zu kennen und sie zur Steuerung zu nutzen. Nicht primär die Technologie treibt uns in die Innovation, sondern der Nutzen daraus.
+ Conen: Nicht alles, was ich messen kann, kann ich auch beeinflussen. Aber es lohnt sich sicher zu wissen, wo die großen Verbraucher sitzen.
+ Lötz: Beim Dampf nehme ich sehr großen Einfluss auf die Qualität des Produktes, wenn ich ihn steuern kann. Den Strom, den beispielsweise ein Bandantrieb verbraucht, kann ich überhaupt nicht beeinflussen, es sei denn, ich stelle fest, dass der Antrieb schwerfällig läuft und ersetzt werden muss.
+ Stammen: Wenn ich etwas nicht beeinflussen kann, muss ich es auch nicht permanent messen.
+ Sehnert: Es geht um technologische Parameter, nicht um technische. Was kann ich wahrnehmen, welche technologischen Prozesse kann ich positiv beeinflussen, damit ich die Qualität der Produkte besser beeinflussen kann? Es gibt bereits Anlagenhersteller, die entsprechende Messdaten aufnehmen können, ich muss das nur auch abfordern.
+ Lötz: Wenn ich gleichzeitig sehe, dass Bäckereien täglich ihren Mehllieferanten wechseln, dann frage ich mich schon, wozu ich solche Feinheiten messen soll, wenn doch die schwankende Mehlqualität einen sehr viel größeren Einfluss auf die Qualität des Produktes hat.


Stunden durchlaufen, sondern Prozesse, die bis zu 20 Stunden dauern. Dann haben Sie nicht nur einen Artikel auf der Linie, sondern drei, vier. Dafür könnte man Industrie 4.0 auch einsetzen, um entsprechend die Lücken zwischen den einzelnen Chargen zu reduzieren. Es gibt da sehr viel Spielraum, wenn man die Informationen, die ja im Prinzip da sind, auch nutzen kann.
+ Sehnert: Es wäre wünschenswert, wenn die Energieaufnahme schwankt, beispielsweise weil die Mehlqualität eine andere ist, darauf an den nachfolgenden Stationen eingehen zu können, um die Teiggewichte einhalten zu können. Es gibt derzeit unzählige Parameter, die während des Produktionsprozesses niemand wahrnimmt und nutzt. Die Leute stellen die Rezeptur ein und sind froh, wenn die Anlage läuft und es nicht hupt, Länge, Breite und Höhe des Produktes eingehalten werden und der optische Eindruck nach dem Backen stimmt. Dann ist es aber zu spät. Ich möchte den Prozess von Anfang an steuern. Wir haben ja nicht nur Backprozesse, die zwei
++ Borchfeld: Sind die Zusammenhänge, von denen Sie reden, so eindeutig bekannt oder müsste man die erst in längeren Zeitreihen erfassen und analysieren?
+ Sehnert: Es gibt Studien dazu und es gibt Erfahrungswerte, von denen ich glaube, dass sie die praxisrelevanteren sind.
+ Jekle: Man kann zudem entsprechend erfassen, wann der Bediener Parameter verändert hat, welche Auswirkungen dies auf die Anlage und das Produkt hatte und das mit den Datenreihen vergleichen, um Zusammenhänge zu erkennen und über die Zeit auch zu verifizieren.
+ Stollmeier: Dann reden wir aber von einer übergeordneten Gesamtsteuerung, die dann reagiert, und eine ziemlich umfangreiche Datenerfassung und vermutlich ziemlich kostspielig. Lohnt sich das?
+ Jekle: Wenn ich eine Monoanlage habe, die gut funktioniert, vielleicht nicht. Aber wenn ich eine hochflexible Anlage habe, die sich häufig auf ein neues Produkt einstellen muss, wird es extrem spannend. Wir arbeiten mit dem Forschungsvorhaben Connected Bakery mit vielen Industrievertretern an einem solchen Konzept, aber es wird noch ein paar Jahre dauern, bis wir konkrete Lösungen erarbeitet haben.
+ Sehnert: Wenn man über eine Erstinvestition nachdenkt und investiert pro leistungsstarker Linie acht bis zehn Millionen Euro, dann werden Digitalisierung der Daten und die Verknüpfung über eine Steuerung in Zukunft entscheidend sein bei der Planung. Es ist viel Geld verbrannt, wenn ich später sage, ich wäre auch mit einer weniger ausgekommen oder ich habe eine Monolinie geplant, die nach einem Jahr stillsteht.
+ Stollmeier: Das Problem ist natürlich auch, dass diese Datenerfassung und Steuerung in vorhandene Anlagen schon nach zwei, drei Jahren nicht mehr nachrüstbar ist. Wenn ich aber alles, was existiert, gar nicht anbinden kann, stellt sich die Frage nach einer solchen Investition.
+ Lötz: Es ist immer die Frage, hab ich das richtige System. Wir werden eine übergeordnete Steuerung brauchen, ja. Was wir daraus machen, wird sich zeigen. Es wird Systeme geben, bei denen es sich lohnt, sie selbstlernend bzw. selbst korrigierend auszulegen. Bei anderen kann man Wartung und Instandhaltung darüber laufen lassen. Aber wir werden niemals Tausende von Sensoren installieren, um Daten zu sammeln. Das ist nicht unser Metier. Wir verdienen kein Geld mit den Daten, sondern mit qualitativ hochwertigen Produkten, die von der Anlage kommen.
+ Borchfeld: Bei allem, was mit Wartung und Instandhaltung zu tun hat, dürfte sich die Datenerfassung, egal ob nun über Zählwerke oder über Sensoren, relativ schnell rechnen, wenn man die Daten verknüpft und einer Analyse unterzieht. Wie weit ist die Backbranche denn damit?
+ Sehnert: Die Anlagenlieferanten sind schon relativ gut in der Lage, diese Dinge selbst auszuwerten. Die Erfassung über Temperaturfühler bis hin zu Kameras ist vorhanden. Was mir fehlt, ist das Übergreifende, dass nicht jeder nur in seiner eigenen Welt denkt, sondern die Frage produktübergreifend betrachtet.
+ Schirmer: Aber das durchzusetzen wird schwierig, es sei denn, wir setzen alle zusammen auf ein „Pferd“. Die Anlagenbauer werden sich niemals von sich aus verknüpfen. Jeder hat seine eigenen Kompetenzen und nutzt dieses selbstverständlich als Marktvorteil.
Standard, der lediglich aussagt, wo welche Daten stehen. Über eine standardisierte Schnittstelle können die Betriebe die Daten im Zweifelsfall auch selber auslesen.
+ Jekle: Der Weihenstephaner Standard ist ein offener Standard, der auch in vielen anderen Industriebranchen genutzt wird und auf die Backbranche angepasst wurde.
+ Lötz: Ich bin davon überzeugt, dass wir die Möglichkeiten, Daten abzugreifen, schaffen sollten, was auch immer man später daraus macht. Ich bin sicher, dass es relativ einfache Systeme geben wird, die die Auswertung übernehmen. Vor 15 bis 18 Jahren waren wir mit der Hygiene auch auf einem ganz anderen Stand als heute. Wir haben gelernt, damit umzugehen. Das geht nicht von heute auf morgen, aber ich denke, das wird auch bei diesem Thema so passieren.
+ Keil: Werden auch die kleineren Maschinenbauer es sich leisten, diesen Weihenstephaner Standard einzusetzen oder ist der Aufwand so groß, dass sich das nur für die Großen lohnt?
+ Sehnert: Die kleineren Anbieter sind eigentlich eher bereit, sich an solche Sachen anzupassen, als große, die glauben eine Monopolstellung zu haben und nichts nach außen geben wollen. Die sagen eher, wir wollen unsere Systeme nicht ändern, weil sie komplex und kompliziert zu programmieren sind. Das sind zumindest meine Erfahrungen.
+ Stollmeier: Mit offenen Standards könnte man den Service selber organisieren. Die Anbieter wollen natürlich sehr viel lieber ihre Serviceverträge verkaufen.
+ Sehnert: Wenn ich heute eine Anlage bestelle, muss ich darauf bestehen, jegliche Sensorinformation rausziehen zu können, weil es nicht nachrüstbar ist. Der einfachste Return of Investment ist die Einsparung bei der Wartung, die Anbindung an die Logistik, an den Verkauf. Es wird die Summe sein, die den Nutzen stiftet, selten ist es eine einzige Anwendung, die das Investment finanziert. Wichtig dabei sind die offenen Standards, die nicht einem Unternehmen gehören, damit ich auch den Anbieter wechseln kann. Die Firmen können gerne unterschiedliche übergreifende Systeme entwickeln, solange man jederzeit auch bei einem Wechsel an die Daten herankommt. Der Weihenstephaner Standard ist solch ein offener

++ Keil: Was wird sich in den nächsten fünf Jahren verändern?
+ Stollmeier: Ich denke, ein Teil von dem, was wir heute besprochen haben, insbesondere Digitalisierung und Factory 4.0, wird Realität sein. Die Schnittstellen werden verbaut und nicht mehr als Sonderausstattung gelten.
+ Lötz: Der Export wird wachsen, die Branche wird internationaler, somit globaler, auch was die Produkte anbelangt. Es wird auch neue Anbieter und neue Produzenten geben.
+ Stollmeier: Wir werden neue Investoren sehen, die in die Backbranche investieren, weil sie dort Geld verdienen wollen.

Steigerung der Effizienz
Zuverlässige Leistung
Geringere Gesamtbetriebskosten
Einfacherer Betrieb dank
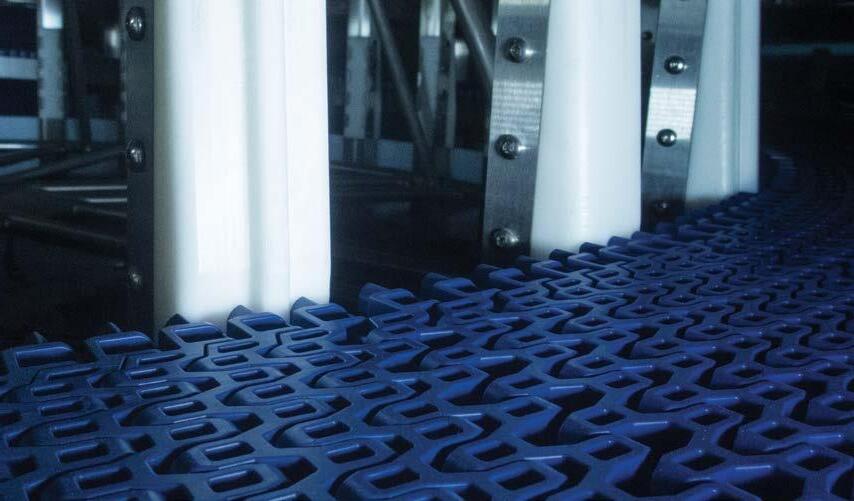
DirectDrive System Spiralen funktionieren, wie Spiralsysteme funktionieren sollten: mit reduzierter Bandspannung, verbesserter Produktausrichtung und erhöhter Lastkapazität.

Dieses System eliminiert Overdrive und sorgt für einen zuverlässig reibungslosen Betrieb Ihrer geschäftskritischen Systeme ohne Unterbrechung.

++ Keil: Wir haben vorhin darüber diskutiert, dass immer mehr Lösungen aus anderen Branchen in die Backbranche Einzug halten. Ist das ein Tor, durch das große Lebensmittelkonzerne Einzug halten könnten?
+ Stammen: Vorstellbar.


+ Stollmeier: In Russland gibt es den Trend, dass große Fleischhersteller sich eine Bäckerei bauen und auch gleich die Produktion der Sandwiches übernehmen.
+ Steinert: Solche Beispiele gibt es in Westeuropa ebenso, nehmen Sie M-Preis in Österreich, Borgesius in Holland, der auch ein Sandwichwerk betreibt, oder McDonald’s mit seinen Bunfabriken.
+ Sehnert: Wir werden sicherlich noch mehr Dinge übernehmen, etwa in der Hygiene. Waschbare Anlagen gibt’s in vielen Industriebereichen, bei uns sind sie noch eher die Ausnahme.
+ Lötz: Ich glaube, dass wir eine durchgängige Automatisierung bekommen, in der Bäckerei wie in der Logistik. In der TK-Industrie gibt es das zum Teil schon, in der Frischbäckerei wird das kommen. Andererseits wird nicht alles, was technisch machbar ist, auch umgesetzt. Einen RFID-Chip in jeder Packung wird es nicht geben, das will am Ende niemand bezahlen.
Zusammenspiel Produktqualität, Verpackung und Logistik muss zukünftig als Einheit betrachtet werden.
+ Conen: Unsere Schwestergesellschaft hat ihre Zukunftsvisionen entworfen, die natürlich auch für uns einige Aufgaben enthalten. Ich denke, neben dem Ziel Qualitäts- und Kostenführerschaft wird es spannend, wie sich der Backwarenmarkt verändert. Die Herausforderung wird sein, wie schnell man in der Lage ist, sich anzupassen. Nehmen Sie nur die Backstationen. Anfangs war das eine Grundversorgung mit Brötchen und Brot. Inzwischen ist das ein komplettes Bäckereisortiment. Neben all den Dingen, die wir intern vorantreiben müssen, um der Beste zu sein, spielt die Anforderung, dem Markt gerecht zu werden, eine große Rolle. Was die Rolle branchenfremder Investoren betrifft, je intensiver der Markt ist, je größer die Produktvielfalt, umso schwieriger wird es für einen Investor, seine Chancen zu berechnen. Wir, seitens der Produktion, haben das Wissen und müssen nur darauf reagieren. Wir sind gefordert, Flexibilität zu liefern.
+ Lötz: Dennoch kann ich mir vorstellen, dass es Newcomer gibt, die mit einem tollen Produkt Erfolg haben. Das werden eher Nischenprodukte sein, aber durchaus erfolgreich.
+ Stammen: Ich glaube, dass die Kooperation zwischen den Unternehmen und den verschiedenen Stufen sehr viel größer werden wird. Wir werden Prozess-, Produkt- oder Absatzmarkt-spezifische Konstrukte gemeinsam bauen, die Nutzen stiften. Die heutigen Unternehmensgrenzen werden nicht mehr die Grenzen unserer Aktivität definieren, weder rückwärts bis hin zum Landwirt noch vorwärts mit dem Handel. CSR und Nachhaltigkeit sind solche Themen, die die Grenzen der heutigen Geschäftsmodelle öffnen werden.
+ Stollmeier: Aufgrund der neuen Plastikverordnung aus Brüssel gehe ich davon aus, dass wir vermehrt biologisch abbaubare Verpackungen bekommen. Es gibt inzwischen Folien auf Basis von Kartoffelstärke, aber bislang sind die noch zu teuer. Und es fehlt an Sortier- und Verwertungskapazitäten.
+ Schirmer: Ich erwarte ebenfalls eine deutliche Veränderung im Verpackungsbereich. Bereits heute sind die Verpackungskosten ein Großteil unserer Produktionskosten und werden dennoch in vielen Betrieben „stiefmütterlich“ betrachtet. Das
+ Sehnert: Wir haben uns auf die Fahne geschrieben, für die Nische zu produzieren, mit hochflexiblen Linien handwerkliche Produkte, möglichst ohne Zusatzstoffe mit hohen Leistungen herzustellen. Das setzt gerade bei der Automatisierung auf viel mehr Aufwand, als bisher notwendig war. Ich glaube aber, dass neue, dynamische Unternehmen die Chance haben, in den Markt zu gehen und der Verbraucher auch mehr Flexibilität haben möchte. Es gibt immer mehr Aktionen, Produkte, die teilweise kurzfristig angeboten werden, egal ob online oder in der Backe-off-Station. Flexibilität wird eine wichtige Sache werden und je leichter ein Produzent die Produktion umstellen kann, umso leichter wird er sich tun.
+ Borchfeld: Demnächst ist in München iba. Fahren Sie hin und wenn, wozu?
+ unisono: Netzwerken und Innovationen sehen.
+ Steinert: Vielleicht auch, um den ein oder anderen Quereinsteiger finden. So habe ich auf der Messe die Steuerungstechniker gefunden, die uns sehr schnell und kostengünstig geholfen haben. Deshalb fahren wir ja auch zu vielen anderen Messen und Veranstaltungen anderer Branchen. +++
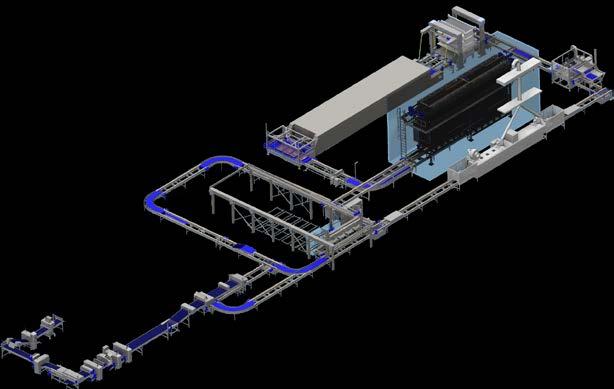










Bundy Baking Solutions ist in den USA Marktführer im Bereich Bleche, Formen und Beschichtungen. Unter der Marke Shaffer stellt die Gruppe außerdem Mixer und Kneter her.
Rund 1.000 Mitarbeiter beschäftigt das amerikanische Unternehmen Bundy Baking Solutions heute. Alleine durch Zukäufe im Jahr 2017 kamen weitere 300 Beschäftigte hinzu. So übernahm die Gruppe 2017 das Unternehmen FBS Prestige aus Großbritannien. Die Vereinbarung umfasste die Akquisition von drei Beschichtungsanlagen in Großbritannien sowie eine Produktionsstätte in Rumänien. Gilbert Bundy, CEO of Bundy Baking Solutions: „Wir freuen uns sehr, die Innovations- und Marktkenntnisse von American Pan und FBS Prestige zu kombinieren. Das Ergebnis ist die Optimierung von zwei branchenführenden Unternehmen und die Möglichkeit, unseren Kunden in Europa und der Region Nahost sowie Nordafrika schnell und umfassende Blechund Beschichtungsdienste zur Verfügung zu stellen. Bundy Baking Solutions möchte sowohl im Fertigungs- als auch im Beschichtungsbetrieb erhebliche Investitionen tätigen“, erklärt der CEO weiter.
„Wir wachsen wie unseren Kunden global“, erklärt CEO Gilbert Bundy. Der Exportanteil lag beim Unternehmen vor sechs Jahren noch bei rund 15 %. „Heute sind es ca. 50 %.“
Bundy Baking Solutions stellt Bleche z. B. für HamburgerBuns und Kuchenformen sowie die dazu passenden Beschichtungen unter dem Markennamen American Pan ® her. Insgesamt 26 Vertretungen gibt es weltweit – von Urbana, USA, über Baura, Brasilien, bis hin zu Nottingham, UK, und Alexandria in Rumänien.
Für den Bereich Bleche und Formen bietet das Unternehmen ein umfassendes Spektrum an Dienstleistungen an. Kunden können z. B. die Bleche abholen lassen. Es folgt je nach
Bedarf das Richten/Reparieren der Bleche, die Reinigung und die Wiederbeschichtung z. B. mit der Silikontrennbeschichtung AMERICOAT ® Plus.
Auch für Backformen gibt es diesen Reinigungs-, Richt- und Wiederbeschichtungsservice (Formen z. B. mit der Antihaftbeschichtung American Pan DuraShield ® , OptiShield oder Excoat von Excellent Coatings). Für die meisten Produkte, wie bei der DuraShield ® -Beschichtung, werden mindestens 3.000 Backzyklen garantiert, und bei einigen der weltweit führenden Bun-Bäckereien wurden sogar mehr als 5.000 Backzyklen dokumentiert.



Tracking-Systeme für Bleche und Formen
Zusätzlich zu seinem Beschichtungs- und Wartungsservice bietet das Unternehmen maßgefertigte Industriebackbleche an. Jason Tingley, Vice President von American Pan, zuständig für Design, Technologie und Innovation erklärt, dass die entsprechenden Fertigungs-, Konstruktions- und die hoch entwickelten Bearbeitungsfähigkeiten von American Pan das Unternehmen in die Lage versetzen, kundenindividuelle Backformen herzustellen.
Die Backbleche und Baguette-Formen von American Pan lassen sich auf jede Größe auslegen und mit jedem industriellen Ofensystem nutzen, heißt es weiter. Sie können stapelbar und im exklusiven TabLock-Design geliefert werden. Letzteres verwendet ein patentiertes System, um die Backfläche am Rahmen zu befestigen, ohne dass Nieten oder Schweißnähte erforderlich sind. Zudem bietet das Unternehmen das American Pan ® SMART Pan Tracking ®System an. Dabei graviert ein Laser das Blech oder die Form mit einem Code und einer Nummer. Code und Nummer
sind mit einer bäckerei-spezifischen Datenbank verknüpft, die Informationen wie den Formentyp, die Maße, Größe, die erwartete Lebensdauer der Beschichtung und die Anzahl der Backzyklen pro Form enthält. In die Produktionslinie der Bäckerei wird eine Sensor-Technologie integriert, um jede Form zu erfassen und die Daten an eine sichere Website zu übermitteln, die vom Kunden aufgerufen werden kann. „Das System erfasst die Daten sehr präzise und erstellt für die Bäckereien Analysen, um z. B. die Lebensdauer der Beschichtung, die Linieneffizienz und eine Vielzahl anderer

wichtiger Prozessparameter zu überwachen“, so American Pan Vice President Jason Tingley. Das System kann beispielsweise die Anzahl und Dauer von Lücken zwischen den Formen erkennen und analysieren. Durch die optimalere Auslastung der Anlage kann der Backwarendurchsatz so erhöht werden.



Die Silikon- und Teflon-Beschichtungen für Bleche und Formen werden ständig verbessert, aber auch die Form der Bleche wird optimiert. „So gibt es z. B. die E-Pan, die je nach Form 30 bis 50 % leichter und gleichzeitig stabiler ist als Anzeige
Die erste Ofenreinigung mit 500-Tage-Nachfüllzyklus
Ihr Personal braucht sich um nichts zu kümmern. Der DEBAG-Servicetechniker übernimmt Logistik, Befüllung und Entsorgung des Reinigers. Einmal aufgefüllt, reicht der Reinigungsmittelvorrat für 500 Tage.* Dosierung und Programmstart erfolgen automatisch – so dass keinerlei Bedienerinteraktion mehr notwendig ist.
*Bei Einhaltung der empfohlenen Reinigungsintervalle
Besuchen Sie uns! München, 15.-20.09.2018
Halle A3 / Stand 371 www.debag.com
vergleichbare Formen“, erläutert Bundy. Generell bestellen die Kunden im Moment eher große Bleche und Formverbände. Das neue Design wird auf der iba vorgestellt, verspricht der CEO.
Shaffer Mixer

Shaffer stellt die klassischen amerikanischen Mixer her, bei denen sich die Werkzeuge quer in einer großen Trommel drehen und pro Charge mehr als 2 t Teig produzieren. So bietet man den Triple Roller Bar Mixer, bei dem mehrere Werkzeuge den Teig kneten, indem sich jeweils drei rechts und links auf einer drehenden Scheibe montierte gerade Stangen sowohl um sich wie auch durch den gesamten Kneterraum drehen, den Single-Sigma, den Double-Sigma mit einem speziell geformten Knetwerkzeug sowie weitere Knetmaschinen in einer Vielzahl von Größen an, die auf die speziellen Anforderungen jedes Produktes und jeder Anlage ausgelegt sind.

Auch Andrew McGhie, Verkaufsdirektor Shaffer Mixers, wird auf der Messe in München Neuheiten aus dem Bereich Mixen und Kneten vorstellen. Dafür investiert die Gruppe viel in die Forschung und Entwicklung. „So wurde z. B. auch
+ American Pan
+ Chicago Metallic
+ DuraShield
+ Pan Glo
+ RTB
der Kühlmantel der Anlagen überarbeitet, um die Teig noch gleichmäßiger und schneller kühlen zu können und die Teigtemperatur noch exakter zu steuern. Shaffer gewährleistet eine Garantie von fünf Jahren auf den neuen Kühlmantel, der mit Glykol arbeite. „Der VerTech™-Kühlmantel benötigt zudem weniger Energie für die Zirkulation des Kühlmittels, ohne dass sich die effektive Wärmeübertragung verringert, und gewährleistet so eine maximale Kühlung. Die Energieersparnis wird bei jeder in der Knetmaschine verarbeiteten Teigcharge erkennbar sein“, erläutert Andrew McGhie. Weitere Themen sind ein verbessertes Hygienedesign der Anlagen sowie mögliche Ausfallzeiten auf ein Minimum zu beschränken. +++
++ Backzutatenverband: Dr. Detlev Krüger und Thomas Tanck in
Auf seiner ordentlichen Mitgliederversammlung am Dienstag, den 5. Juni 2018, bestätigte der Backzutatenverband bei den turnusmäßigen Vorstandswahlen einstimmig die bisherigen Vorstandsmitglieder Dr. Detlev Krüger (Martin Braun), Thomas Tanck (CSM Deutschland), Dr. Georg Böcker (Ernst Böcker), Dr. Mathias Warwel (IREKS) und Wilko Quante (UNIFERM) im Amt. Neu als ordentliche Mitglieder in den Vorstand gewählt wurden Dr. Thorid Klantschitsch (Jung Zeelandia) und Gerrit Rosch (Dawn Foods Germany), die vorher bereits als kooptierte Mitglieder dem Vorstand angehört hatten. Karl Schmitz
(SchapfenMühle) schied aufgrund seines Eintritts in den Ruhestand aus dem Vorstand aus.
In der anschließenden Vorstandssitzung bestätigte der neugewählte Vorstand Dr. Detlev Krüger als Vorsitzenden und Thomas Tanck als dessen Stellvertreter in ihren Ämtern. Zum Vertreter der Belange der österreichischen Mitgliedsunternehmen wählte die Mitgliederversammlung Beisitzer Dr. Mathias Warwel. Weiterhin gab der Vorstand zwei neue Kooptationen bekannt: Mit beratender Stimme gehören künftig Stephan Schwind (backaldrin) und Johannes Glaser (SchapfenMühle) dem Gremium an. +++















































Damit Prozesse sicher ablaufen: Unsere Erfahrung sowie das Können und Wissen des Backhandwerks zeigen sich bei der IMPRESSA croissant in jedem Arbeitsschritt. Vom Stanzen und Drehen bis zum präzisen Wickelergebnis und vollautomatischen Biegen von gefüllten und ungefüllten Croissants. Die ganze Vielfalt gewickelter Gebäcke – nicht nur perfekt umgesetzt, sondern auch leistungsstark produziert. Erfahren Sie mehr unter www.fritsch-group.com


























































































Über 60 Mio. CHF (ca. 51,5 Mio. EUR) investierte die Schweizer Jowa AG in den Standort Gränichen. Produziert wird seit 2017 eine neue Generation an Broten aus weichen Teigen und mit langen Teigruhezeiten.
Die Migros gehört zu den größten Detailhandelsketten der Schweiz und die Jowa AG ist eines der Produktionsunternehmen des Händlers. So betreibt die Jowa insgesamt elf regionale Bäckereien, eine Hartweizenmühle, eine Teigwarenfabrik, einen Standort zur Herstellung von glutenfreien Backwaren sowie rund 100 Hausbäckereien in allen Regionen der Schweiz. Mit über 3.000 Mitarbeitern, rund 3.000 verschiedenen Produkten und einer jährlichen Produktionsmenge von über 166.000 Tonnen gehört die Jowa zu den bedeutendsten Nahrungsmittelproduzenten der Schweiz. 2017 investierte das Unternehmen rund 60 Mio. CHF (ca. 51,5 Mio. EUR) in den Standort Gränichen. Gebaut wurde eine Bäckerei, in der die Mitarbeiter eine neue Generation von Backwaren produzieren. Diese zeichnen sind durch eine rösche Kruste, eine großporige Krume sowie eine lange Frischhaltung aus. Erreicht werden diese Eigenschaften durch die Kombination von natürlichen Zutaten wie Wasser, Mehl, Hefe, Salz und Zeit. Dazu kommt eine moderne, industrielle Fertigung. Das Ergebnis ist das neue Brotsortiment des Unternehmens.
„Bei dem Neubau der Produktion wollten wir eigene und neue Wege gehen“, erklärt Ivo Signer, Leiter des Standortes Gränichen, die Herangehensweise bei der Planung der neuen Produktion. So unterstütze Ingo Raff, Leiter Technologie, Signer bei verschiedenen Fragen, z. B. wie mit moderner Backtechnologie besonders weiche Teige mit einer hohen Teigausbeute industriell verarbeitet werden können. Der Spatenstich für die Bäckerei erfolgte dann 2015. Bereits 2017 lief die Produktion an.


Die Jowa setzt dabei am neuen Standort für die Teigauf- und Teigbearbeitung einige Prototypen ein. Daher sollen die meisten Anbieter der Anlagen nicht beim Namen genannt werden. „Wir wollten keine Kopien von bestehenden Konzepten und daher brauchten wir für die neuen Pläne Anlagenbauer mit einer hohen Innovationskraft“, erklärt Ingo Raff das Konzept. Die neue Produktion läuft inzwischen sehr gut und Monat für Monat entwickeln die rund 640 Mitarbeiter des Standortes Gränichen weitere Produkte und erweitern

so kontinuierlich das Sortiment der Jowa. „Wir arbeiten heute mit zwei Schichten an sieben Tagen die Woche“, erläutert Standortleiter Ivo Signer. Die Auslastung der neuen Linie liegt dabei bei etwa 60 % und wird stetig erhöht.

Das Konzept für die neue Brotgeneration beginnt bereits mit der Verwendung von Vorteigen und Quellstücken. Diese lagern nach der Zubereitung in großen Edelstahlbehältern in gesonderten Klimaräumen. Sechs Stunden haben die Teige aus Weizenmehl, Wasser, Hefe und Salz Zeit, um sich zu entwickeln und zu ruhen. Auch Körner und weitere Saaten, wenn in der jeweiligen Rezeptur verarbeitet, werden intensiv vorverquollen. Ingo Raff: „Weiche Teige und lange Teigruhezeiten geben den Broten ein sehr ausgeprägtes Aroma.“ Zudem bleiben die Backwaren durch die hohe TA länger frisch.

Anzeige
Um die Teigausbeute zu erhöhen, setzt die Bäckerei auch bei der Knetung auf ein System, um den Wasseranteil in den Teigen zu erhöhen und zudem möglichst viel Sauerstoff in den Teig einzubringen. Neben speziellen Knetern testet die Jowa zudem den Jetmix von Bühler, um die Teigqualität zu beeinflussen. Der JetMix bietet dabei eine Methode zur gleichmäßigen Hydratation von Mehl. Jedes Mehlpartikel wird gleichmäßig benetzt. In Sekunden entsteht ein Vorteig. Noch ist der JetMix nicht komplett in den Produktionsprozess integriert. Ingo Raff: „Wir sind dabei, diese Anlage zur weiteren Steigerung der Qualität unserer Gebäcke in den Prozess zu integrieren. Indem wir im JetMix Mehl und Wasser gleichmäßig mischen, erhalten wir einen Vorteig, der den gesamten Mischprozess abkürzen kann und die rheologischen Eigenschaften des Teiges positiv verändert.“ (siehe auch Bericht „Eine neue Bäckerei für neues Brot“, brot+backwaren Ausgabe 06/2017).
SICHER GENIESSEN
Vom Mischen bis zum Verpacken – bei der Lebensmittelverarbeitung haben Effizienz und einwandfreie Hygiene höchste Priorität. Siegling Belting hilft Ihnen dabei, immer auf der sicheren Seite zu bleiben.
■ Durch innovative Bandtypen für jeden Verarbeitungsschritt und jede Funktion
■ Durch HACCP-Typen, die Ihr Hygienekonzept nachhaltig unterstützen
■ Durch kompromisslose Qualität und zuverlässigen Service
Forbo Siegling GmbH · D-30179 Hannover · www.forbo-siegling.de · siegling@forbo.com

>> Besuchen Sie uns in Halle B6, Stand 400

Die Aufarbeitung des Teiges erfolgt über eine Teigbandanlage, wobei ein Hebekipper den Teig (TA Minimum 180) an die Anlage übergibt. Ein Sternportionierer teilt die entsprechenden Teigstücke ab und es folgen Längs- und Querwalzwerke, die das Teigband schonend reduzieren. Zudem sind Handarbeitsplätze vorhanden. Die Bäckerei nutzt diese Möglichkeit, damit die Mitarbeiter den Gebäcken einen individuellen Touch geben können. Einige Backwaren, wie etwa die „Twister“, eine Art gedrehtes Baguette in Bio-Qualität, erhalten so das typische Aussehen.
Trotzdem ist der Automatisierungsgrad der Anlage hoch, denn die Jowa wollte eine sehr flexible Anlage. So lassen sich verschiedene Module der Anlage austauschen, um z. B. auch rundgewirkte Produkte rationell herzustellen. Die Mehler werden z. B. automatisch nachgefüllt. Das Schneiden der Teiglinge erfolgt ebenfalls automatisch. Roboter übernehmen diese Aufgabe. Insgesamt sind nur wenige Mitarbeiter nötig, um die Linie zu betreuen. Die Stundenleistung der Anlage liegt dabei bei bis zu drei Tonnen Teig, wobei den Teigen keine Enzyme und auch keine Ascorbinsäure zugesetzt werden. „Es ist schon eine hochkomplexe Anlage mit vielen Möglichkeit des Eingreifens während der Produktion“, so Standortleiter Signer. Weitere Details sowie Namen möchte das Unternehmen nicht nennen, nur dass auch bei der Gare auf neuste Vernebelung gesetzt wird.
Um ein ausgeprägtes Gebäckaroma zu erhalten, wird beim Backen auf einen Thermoöl-Steinbackofen gesetzt. In jeder Etage des Durchlaufofens sind rund 10 Tonnen italienischer Granit (insgesamt 40 Tonnen) verbaut. Die Backfläche liegt bei insgesamt 280 Quadratmetern. Eine Holzschnitzelanlage, untergebracht in einem Gebäude direkt neben der Backstube, ist für die Erwärmung des Thermoöls für den Ofen zuständig. „Rund 60 % der Energie wird so aus der Verbrennung von Holzschnitzeln gewonnen, wobei diese aus der Region bezogen werden“, erklärt Heike Zimmermann, Leiterin Unternehmenskommunikation. Dank dem neuen Holzheizwerk spart das Unternehmen rund 3.000 Tonnen CO2 pro Jahr ein. „Das Ziel ist es, im Jahr 2040 CO 2-neutral zu produzieren“, erläutert Zimmermann die Strategie des Unternehmens weiter.


Rund 4.500 Brote pro Stunde stellen die Mitarbeiter in dem insgesamt rund 250 Meter langen Gebäude her. Der gesamte Herstellungsprozess, inklusive Kühlen, Frosten und Verpacken, dauert über neun Stunden. Im Zweischichtbetrieb verfügt die neue Jowa-Bäckerei so über eine Jahreskapazität von insgesamt über 12.000 Tonnen Steinofenbrot der neuen Generation. Via Zentrallager in Neuenhof werden die bislang 12 verschiedenen neuen Brotsorten an die über 600 Filialen der Migros Schweiz ausgeliefert, wo sie fertig gebacken werden.

Die Gebäcke kosten pro Kilo zwischen sieben und neun Franken (von rund 5,17 bis 7,75 EUR pro Kilo). Heute gibt es 12 neue Produkte. Weitere Produkte sind in der Vorbereitung. Die Brote weisen einen Bio-Mehl-Anteil von rund 90 % auf, wobei das Mehl aus der Schweiz kommt. „Um die 90 % auch in Zukunft halten zu können, haben wir die Zusammenarbeit mit Schweizer Landwirten ausgeweitet und

Anzeige
außerdem setzen wir auch auf Getreide und Mehl aus integrierter Produktion“, erklärt Heike Zimmermann. Mit der neuen Produktion am Standort Gränichen möchte das Unternehmen den Brotkonsum in der Schweiz weiter steigern. Der Markt gibt es offenbar her und auch die Räumlichkeiten: Der Platz für die zweite Linie ist bereits vorhanden.




Individuelles Ladenbacken nach Ihren Anforderungen. WIESHEU hat dafür das lückenlose Ofenangebot mit zahlreichen Kombinationsmöglichkeiten.
Wirkung von Backmargarine, Rapsöl und verschiedenen Emulgatoren auf Volumen und Textur.
++ Übersicht und Einteilung der verwendeten Lipide; Verwendete Handelsnamen und Konzentrationen für die Backversuche (prozentual zur Mehl-Stärke-Mischung) sind unter den Bildern angegeben; SB = Sonnenblume, DATEM = Diacetylweinsäureglyceride; SSL = Natriumstearoyl-2-lactylat
Eine glutenfreie Ernährung gewinnt zunehmend an Beliebtheit, wobei der tatsächliche ernährungsphysiologische Vorteil bei gesunden Personen kritisch zu betrachten ist. Unbestritten ist jedoch die Notwendigkeit eines lebenslangen Verzichts auf Gluten im Falle der chronischen Dünndarmerkrankung Zöliakie. Da das allergene Protein in nahezu allen handelsüblichen Backwaren zu finden ist, sind Zöliakiepatienten auf die Entwicklung von glutenfreien Alternativen angewiesen. Die Abwesenheit des stabilisierenden Glutennetzwerks reduziert jedoch das Gashaltevermögen der Teige und damit die Qualität der Endprodukte.
Lipide sind wasserunlösliche Substanzen, die bereits in traditionellen Backwaren zur Verbesserung des Gashaltevermögens eingesetzt werden. Durch die Applikation dieser funktionellen Zusatzstoffe wurde in dieser Arbeit versucht, dem fehlenden Gluten entgegenzuwirken. Es wurde untersucht, inwieweit
Autoren
Dana Elgeti, Simone Bernauer, Dr. Mario Jekle*, Prof. Dr.-Ing.

Thomas Becker
Technische Universität München (TUM)
Weihenstephaner Institut für Getreideforschung
85354 Freising
E-Mail: mjekle@tum.de * korrespondierender Autor
sich Fett, Öl und Emulgatoren durch eine Stabilisierung der Gasblasen oder eine Wechselwirkung mit Stärke und Proteinen auf Volumen und Porung bei glutenfreien Broten auswirken.
Übersicht über den Lipideinsatz in traditionellen Backwaren
Wie in Abbildung 1 ersichtlich wird, gehören Fette und Öle zu den unpolaren Triglyceriden, zusammengesetzt aus Glycerin und Fettsäuren. Länge und Sättigungsgrad der Fettsäuren bestimmen den jeweiligen Schmelzpunkt und ob bei Raumtemperatur eine feste (= Fett) oder flüssige (= Öl) Konsistenz vorliegt. Während das in dieser Arbeit verwendete Rapsöl den Vorteil eines vergleichsweise hohen Anteils an ungesättigten Fettsäuren (mit gesundheitsfördernder Wirkung) aufweist, wird Margarine meist wegen ihrer Vielseitigkeit und der Möglichkeit, Aromen, Vitamine oder Emulgatoren in das Produkt einzubringen, verwendet.
Emulgatoren sind Lipide, mit polarem (hydrophilem) Kopfteil und unpolaren Fettsäureketten. Der HLB-Wert (hydrophiliclipophilic-balance) beschreibt als wichtige Kenngröße den Anteil an hydrophilen zu lipophilen Gruppen und wird verwendet, um vorherzusagen, ob ein Emulgator Öl-in-Wasser(O/W) oder Wasser-in-Öl- (W/O) Emulsionen bildet. Je höher der HLB-Wert, desto hydrophiler und desto wahrscheinlicher entsteht eine O/W-Emulsion. Ein Schaum ähnelt einer O/WEmulsion; daher sollten sich Substanzen mit höherem HLBWert besser zur Stabilisierung von Gasblasen im Teig eignen.
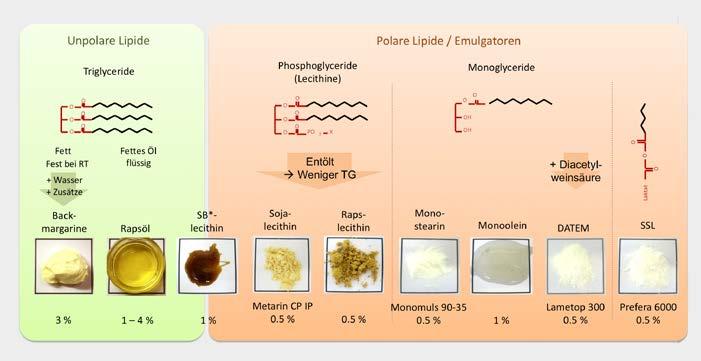
Bei pflanzlicher oder tierischer Quelle spricht man von natürlichen Emulgatoren. Schon die naturgemäß im Getreide vorhandenen polaren Lipide verbessern die Gasblasenstabilisierung im Teig und wirken sich somit positiv auf die Brotqualität aus [1]. Lecithine sind übliche Zusatzstoffe in Backwaren, welche aus Rapssamen, Sojabohnen oder Sonnenblumenkernen gewonnen werden können. Der HLB-Wert variiert dabei je nach Zusammensetzung zwischen 2 und 7, wodurch eine W/O-Emulsion entsteht. Durch den Weiterverarbeitungsschritt Entölen kann der Triglyceridanteil reduziert werden, wodurch die Emulgatorwirkung zunimmt. Bei dem Sojalecithin Metarin CP IP wird auf diese Weise der HLB-Wert erhöht.



Mono- und Diglyceride bilden typischerweise Wasser-in-ÖlEmulsionen aus. Sie entstehen in der Regel durch gezielte Veränderung der Fettsäurekombination (Umesterung) und machen weltweit etwa 70 % der in Lebensmittel eingesetzten Emulgatoren aus. In dieser Arbeit wurden die Monoglyceride Monostearin mit gesättigter und Monoolein mit einfach ungesättigter Fettsäure verwendet. Durch die vorhandene negative Ladung zählt der in Backwaren sehr beliebte Diacetylweinsäureester DATEM zu den anionischen Emulgatoren. Schließlich wurde auch die Wirkung von dem ebenfalls anionischen Natriumstearoyl-2-lactylat (SSL), bei dem Stearinsäure mit Milchsäure verknüpfte, getestet.
Anzeige
Wirkungsmechanismen von Lipiden in traditionellen Backwaren
Allgemein soll die Zugabe von Lipiden die Qualität der Backwaren steigern. Aus der Literatur sind drei Hauptmechanismen bekannt, durch die ein Einfluss auf das Backergebnis möglich ist: (1) Anreicherung in der Wasser-Gas-Grenzfläche, (2) Wechselwirkungen mit Stärke und (3) Wechselwirkungen mit Proteinen.
Polare Lipide können die Oberflächenspannung der Gasblasen im Teig senken und dadurch zu deren Stabilisierung beitragen. Beim Kneten gebildete Gasblasen können sich durch die Ansammlung von amphiphilen Substanzen in der Grenzfläche während Fermentation und Backen besser ausdehnen, sodass ein hohes Volumen mit gleichmäßiger und feiner Porung entsteht. Zusätzlich können Lipide über hydrophobe oder polare Wechselwirkungen mit Proteinen interagieren und als Konsequenz deren Aggregation und Denaturierung forcieren, was im Fall von Weizenteig laut Orthoefer (1997) zu einer erhöhten Stabilität führen kann [2]. Durch eine Wechselwirkung von Stärke und Emulgatoren kann es zu einem verzögerten Altbackenwerden kommen. Während der Lagerzeit härtet das Brot durch eine Rekristallisation der verkleisterten Stärke aus. Langkettige, unverzweigte Fettsäuren können mit der gelösten Stärkehelix einen Komplex ausbilden,
++ Einfluss von Lipiden auf das glutenfreie Brotvolumen; Spezifisches Volumen wurde relativ zum jeweils am selben Tag gebackenen Standard ohne Lipidzugabe dargestellt; Prozentangaben beziehen sich auf die Mehl-Stärke-Mischung; Links: Sterne stellen signifikante Unterschiede zum Standard dar, Rechts: Alle Werte unterscheiden sich signifikant vom Standard
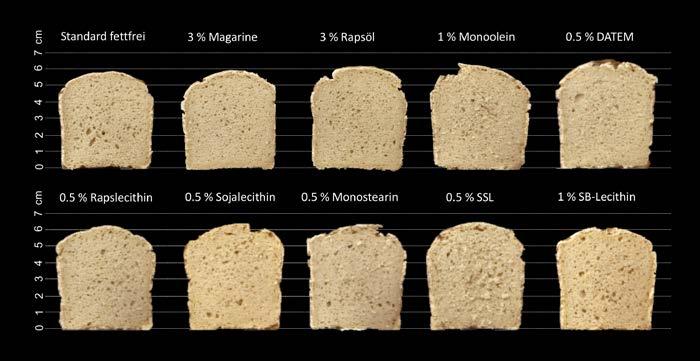
wodurch die Rekristallisation behindert wird. Lipide können auch das Auslösung der Amylose aus dem Stärkekorn unterbinden und somit die Verkleisterung verzögern, was zu einer Verlängerung des Ofentriebs führen kann [3].
Als Konsequenz der verschiedenen Wirkungsmechanismen lässt sich das Volumen von Weizenbrot durch die Zugabe von 5 % Fett um 15–25 % und mit 0,6 % von dem Emulgator DATEM um bis zu 40 % steigern, während die Krumenhärte abnimmt [4,5]. Zudem kommt es durch die Lipide zu einer Verzögerung des Altbackenwerdens und die Haltbarkeit
wird verlängert. Schließlich ist Fett ein Geschmacksträger und dient einer positiven gustatorischen Wahrnehmung.
Einfluss der Lipide auf Volumen und Porung glutenfreier Brote
Die verschiedenen Lipide aus Abbildung 1 wurden zu einer glutenfreien Rezeptur auf Basis von Reismehl, Maismehl und Maisstärke im Verhältnis 2:1:1 gegeben. Weitere Inhaltsstoffe waren 1,5 % Trockenhefe, 2 % HPMC, 2 % NaCl und 80 % Wasser bezogen auf die Mehl-Stärke-Mischung. Nach 4-minütigem Kneten und 15 min Teiggare wurden je 250 g Teig
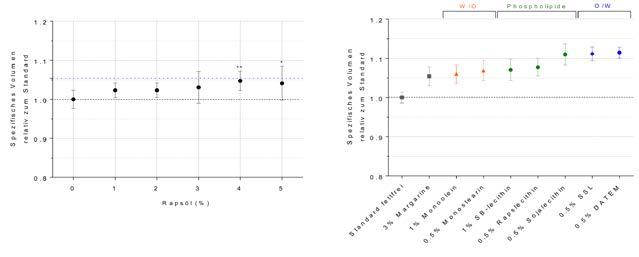
abgewogen und weitere 30 min im Gärschrank gelagert. Anschließend wurde bei 220 °C für 35 min mit anfänglicher Schwadengabe (0,5 L) gebacken.
Zunächst wurde die Wirkung von handelsüblicher Backmargarine, als festes Fett mit komplexer Zusammensetzung, mit dem Einfluss von flüssigem Rapsöl verglichen. Im Vergleich zur Standardrezeptur ohne Lipidzugabe konnten 3 % Backmargarine das spezifische Brotvolumen um 5,4 % erhöhen. Wie in Abbildung 2 und 3 ersichtlich wird, wirkte sich auch Rapsöl positiv auf das Volumen aus, wobei eine Dosierung von 3 % das beste Ergebnis (+ 4,7 % spez. Volumen) erzielte. Die Zugabe von Margarine zeigte somit einen stärkeren Effekt auf das Volumen als Rapsöl, was zum einen an der Zusammensetzung (Emulgatoren in Margarine) und zum anderen an der Konsistenz liegen könnte. Auch die Porengröße, gemessen mittels Bildauswertung, wurde durch Öl und insbesondere durch Margarine verringert, was für eine bessere Stabilisierung der Gasblasen spricht. Diese Ergebnisse konnten auch durch die sensorische Überprüfung unterstützt werden. Das Krumenbild der Brote, die Fett enthielten, wirkte zudem gleichmäßiger als die Porenverteilung des fettfreien Produktes.
Zusätzlich kamen drei natürliche und vier synthetische in Backwaren zugelassene Emulgatoren zum Einsatz (siehe Abbildung 1). Die Emulgatoren variierten bezüglich Konsistenz und in ihrem Verhältnis von lipophilen und hydrophilen Gruppen. Alle pulverförmigen Emulgatoren wurden mit einer Zugabemenge von 0,5 % bezogen auf die MehlStärke-Mischung zugesetzt. Von Emulgatoren mit pastöser und öliger Konsistenz wurde 1 % beigemengt. Der Zusatz von Emulgatoren erhöhte das spezifische Volumen der Brote höchst signifikant gegenüber dem Standard, wie in Abbildung 2 verdeutlicht wird. Der stärkste Anstieg des spezifischen Volumens um 11,4 % war durch den Einsatz des Emulgators DATEM zu verzeichnen. Diese Volumenzunahme ist auch deutlich auf den nach der Abkühlphase der Brote erstellten Fotografien in Abbildung 3 zu sehen. Nunes et al. berichteten 2009 vergleichsweise eine Steigerung des spezifischen Brotvolumens bei glutenfreien Teigen durch 0,6 % DATEM um 6,9 % [6].


Bei Sortierung der Emulgatoren entsprechend ihrer Wirkung ist auffällig, dass sich auch eine Einteilung entsprechend dem zuvor beschriebenen HLB-Wert, beziehungsweise der Emulsionsart, machen lässt. Öl-in-Wasser-Emulsionsbildner mit höherem HLB-Wert führten zu einer stärkeren Volumenzunahme. Das kann darauf zurückgeführt werden, dass das Vorliegen der Gasblasen in der wässrigen Stärkesuspension im Teig einer Öl-in-Wasser-Emulsion ähnelt.
Um die Wirkung der Emulgatoren weiter aufzuklären, wurden einzelne Inhaltsstoffe der Brotkrume mit spezifischen Farbstoffen angefärbt und mittels konfokaler Laser

++ Mikrostruktur der glutenfreien Brotkrume; Links: ohne Lipidzugabe; Mitte: mit 4 % Rapsöl; Rechts: mit 0,5 % DATEM; Prozentangaben beziehen sich auf die Mehl-Stärke-Mischung; Bilder aufgenommen mittels Confocal Laser Scanning Microscopy
Scanning Mikroskopie (CLSM) analysiert. Abbildung 4 zeigt die Fettverteilung in Krumen ohne Lipidzugabe, mit 4 % Rapsöl und mit 0,5 % DATEM (Protein und Stärke: rot, Lipide: grün). Bei Verwendung von Rapsöl ist eine Ansammlung großer inhomogen verteilter Fetttropfen zu erkennen. Auch bei Versuchen zur Gasblasenstabilisierung in Weizenteigen wurde festgestellt, dass flüssige Öle sich zwar in der Nähe der Gasblasen anreichern können, Wechselwirkungen mit der Oberfläche oder eine Verschmelzung mit den Blasen allerdings nicht stattfinden. In Margarine gibt es eine Vielzahl sehr kleiner Kristalle, die aufgrund ihrer Größe eine hohe Mobilität aufweisen, wodurch die Verteilbarkeit besser ist. Zusätzlich wird bei Backfett die Grenzflächenaktivität durch Emulgatoren erhöht.
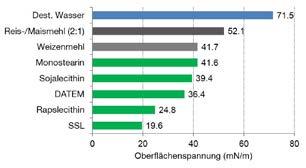
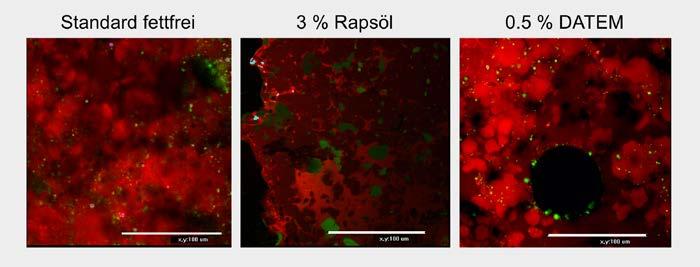
Ergänzend zu den Backversuchen fand eine Untersuchung der Oberflächenaktivität der Emulgatoren im Tensiometer statt. Lösungen der Emulgatoren in Konzentrationen von 0,6 % in Wasser konnten in allen Fällen die Oberflächenspannung des Wassers senken, wobei SSL, Rapslecithin und DATEM die deutlichste Minderung bewirkten (siehe Abbildung 5). Da diese Emulgatoren auch zu vergleichsweise hoher Brotvolumensteigerung führten, ist es wahrscheinlich, dass die
Oberflächenaktivität auch bei glutenfreien Broten eine große Rolle spielt. Bestätigend zeigt Abbildung 4 eine mikroskopische Aufnahme der Umlagerung des Emulgators DATEM um eine Luftblase in der Brotkrume.
Wechselwirkung von Lipiden mit Protein und Stärke in glutenfreien Broten
Trotz der positiven Wirkung der Emulgatoren ist der Effekt bei glutenfreien Broten deutlich geringer als bei Weizenbroten. Das könnte daran liegen, dass bei einigen Emulgatoren ein starker Einfluss auf die Elastizität und Stabilität des Glutennetzwerks festgestellt wurde. Da dieses Netzwerk bei glutenfreien Rezepturen fehlt und die alternativen Mehle und Stärke meistens deutlich weniger Protein (40–70 % weniger) enthalten, ist dieser Wirkmechanismus unwahrscheinlich.
Emulgatoren mit einer einzelnen gesättigten Fettsäure sollten in der Lage sein, Amylose-Lipid-Komplexe auszubilden. Dadurch kann die Retrogradation der Stärke verzögert und eine weichere Brotkrume erzeugt werden. Tatsächlich war die Krumenhärte bei Verwendung von DATEM und SSL laut Sensorikpanel und Texturanalysegerät am geringsten, was zum Teil, aber nicht ausschließlich auf das höhere Brotvolumen zurückzuführen ist. SSL gilt durch den kleinen polaren Kopfteil als geeigneter Komplexbildner, wodurch eine besonders weiche Krume entstand (ca. 40 % geringere Krumenhärte als beim Standard ohne Lipidzugabe). Allerdings war die sensorische Bewertung mit SSL negativ, da die Krumentextur fragil wurde, wie auf Abbildung 3 zu erkennen ist. Durch den beeinträchtigten Zusammenhalt lösten sich kleine Stücke (Krümel) von den Brotscheiben und das Schneiden war erschwert.
++ Oberflächenspannung von Lösungen mit 3 % Mehl oder 0,6 % Emulgator in Wasser gemessen im Tensiometer (Wilhelmy-Plattenmethode)
Zusammenfassend spielt eine Wechselwirkung von Lipiden mit Stärke bei glutenfreien Broten wahrscheinlich eine wichtige Rolle. Aufgrund des vergleichsweise hohen Stärkegehalts und des damit einhergehenden schnellen Austrocknens der Brote könnte sich der Einsatz von Emulgatoren wie DATEM lohnen. Zusätzlich zu der positiven Wirkung auf das Brotvolumen könnte die Bildung von Stärke-Lipid-Komplexen auch
das Altbackenwerden verzögern. Dies sollte in zukünftigen Lagerversuchen untersucht werden.
Schlussfolgerung und Zusammenfassung
Der Einsatz von 3 % Rapsöl oder Margarine führte zu einem höheren Brotvolumen. Allerdings war die Steigerung mit ca. 5 % für glutenfreie Rezepturen geringer als für Weizen
Wechselwirkungen zwischen Lipiden und Proteinen in der glutenfreien Rezeptur weniger bedeutend für das Backergebnis, während sie in Weizenbroten durch Beeinflussung des Glutennetzwerks eine entscheidende Rolle spielen.
Zusammenfassend konnte gezeigt werden, dass vor allem Emulgatoren wie DATEM eine positive Wirkung auf die Qualität (Volumen, Porung und Härte) glutenfreier Brote haben. Um das Potenzial des Emulgatoreinsatzes voll auszuschöpfen, sollten die synergistischen Effekte durch Kombination verschiedener Emulgatoren getestet werden.

[1] MacRitchie, F., Gras, P.W., 1973. The role of flour lipids in baking, American Association of Cereal Chemists, St. Paul, Minnesota, USA.
[2] Orthoefer, F., 1997. Applications of emulsifiers in baked foods. In: Hasenhuettl, G.L., Hartel, R.W. (eds), Food emulsifiers and their applications. ITP, New York, 263-284.
[3] Krog, N., 1971. Amylose Complexing Effect of Food Grade Emulsifiers, Starch, 23 (6), 206-210.

[4] Watzlawek, L., 2007. Vergleichende Untersuchungen über die Wirkung von Emulgatoren bei der Weizenteigherstellung, Technikerarbeit, Staatliche Fachschule für Lebensmitteltechnik Berlin, Fachbereich Bäckereitechnologie.



[5] O´Brien, C.M., Mueller, A., Scannell, A.G.M., Arendt, E.K., 2003. Evaluation of the effects of fat replacers on the quality of wheat bread, Journal of Food Engineering, 56, 265-267.
[6] Nunes, M.H.B., Moore, M.M., Ryan, L.A.M., Arendt, E.K., 2009. Impact of emulsifiers on the quality and rheological properties of gluten-free breads and batters, Eur. Food Res. Technol., 228, 633-642. +++



Wir haben uns bei führenden Ladenbackofenherstellern erkundigt, welchen Service sie ihren Kunden in Deutschland bieten. Hier die Antworten von acht Unternehmen auf unsere Fragen.
Ladenbacköfen

Wie und in welchem Zeitraum steht die Erreichbarkeit Ihres Supports kostenlos zur Verfügung?
Garantieren Sie einen Zeitraum, innerhalb dessen ein Servicetechniker vor Ort sein kann, wenn ja, welchen?
Wie hoch ist der Anteil (in %) der gemeldeten Störungen, die Sie heute schon durch Telesupport oder Teleservice lösen, ohne dass ein Techniker vor Ort sein muss?
DEBAG Deutsche Backofenbau GmbH, www.debag.com
Grundsätzlich sind wir rund um die Uhr zu erreichen. Wir bieten eine 24/7 Hotline. Unsere regulären Geschäftszeiten im Servicecenter: Mo.–Fr. von 7–18 Uhr; Sa. von 8–14 Uhr
Ja, wir garantieren Reaktionszeiten. In der Regel sind wir in einem Zeitraum nach eingehender Anforderung von 8–24 h vor Ort. Wir priorisieren die eingehenden Aufträge entsprechend der gemeldeten Störung, woraus sich im besten Fall eine kürzere Reaktionszeit ergibt.
Aktuell ca. 20 % aller eingehenden Anrufe
Sveba Dahlen AB, www.sveba-dahlen.com (in Deutschland vertreten durch die Rudolf Richter GmbH)
Per E-Mail und Telefon, 24 h kostenlos Innerhalb 24 Std. oder auch schneller 30%
Wie hoch ist innerhalb Deutschlands der Anteil eigener Servicetechniker und der Anteil von externen Servicepartnern?

Aktuell liegen wir bei einem Verhältnis von 50/50.
Wie hoch ist der Stundensatz für einen Techniker in der Normalzeit und wie hoch bei Notdienst-Einsätzen?
Dieser ist abhängig von den gewählten Servicepaketen, woraus sich diverse Vorteile für unsere Kunden ergeben.
Keine eigenen, 50 Externe 40 EUR -72 EUR, samstags + 50 %, sonntags 100 %


Wie ist Ihr Zeitfenster für die Service-Normalzeit definiert und wann beginnt Notdienst?
Die reguläre Arbeitszeit ist von 6–20 Uhr. Außerhalb dieser Zeiten handelt es sich um Notdiensteinsätze.
07:00h-19:00 Uhr, ab 20:00 Uhr Notdienst
Ladenbacköfen
Wie und in welchem Zeitraum steht die Erreichbarkeit Ihres Supports kostenlos zur Verfügung?
Garantieren Sie einen Zeitraum, innerhalb dessen ein Servicetechniker vor Ort sein kann, wenn ja, welchen?
Wie hoch ist der Anteil (in %) der gemeldeten Störungen, die Sie heute schon durch Telesupport oder Teleservice lösen, ohne dass ein Techniker vor Ort sein muss?
MIWE Michael Wenz GmbH, www.miwe.de
Der MIWE 1st Line Service ist rund um die Uhr (24/7) mit eigenen Service-Experten erreichbar, und zwar weltweit.
Das richtet sich nach Prioritäten und hängt vom Servicevertrag ab (siehe letzte Frage). Unsere Servicetechniker sind für Notdienste fest eingeplant und stehen rund um die Uhr bereit (für Einsätze der Priorität 1). Die Priorität reicht von 1 (sehr hoch) mit einem zugesicherten Einsatz innerhalb von weniger als 10 Stunden, über 2 (hoch) mit einem Einsatz binnen maximal 36 Stunden bis hin zu Fixterminen bei der niedrigsten Priorität (Stufe 5).
Dieser Anteil macht bei uns ca. die Hälfte aller Störungen aus, d. h., häufig sind Probleme schon durch einen Anruf zu beheben. Die angebotene Dienstleistung umfasst auch Hilfestellung und Unterstützungsleistung bei Fragen der Anwendung
Wachtel GmbH, www.wachtel.de
Reguläre Geschäftszeit und Erreichbarkeit des Kunden-Innendienstes: werktags zwischen 7 und 16 Uhr. Zu allen anderen Zeiten steht ein 24-h-Notdienst an 365 Tagen im Jahr für den gesamten DACH-Bereich zur Verfügung. Direkte Ansprechpartner am Telefon, 24 h Erreichbarkeit von WACHTEL-eigenen Monteuren, telefonische Soforthilfe mit ersten Fehleranalysen, im Bedarfsfall sofortiges Ausrücken des Service-Technikers
Bei außerordentlichen Einsätzen i. d. R. innerhalb von 2 Stunden. Telefonischer Support 24/7/365. Versorgung mit allen gängigen, aktuellen Ersatzteilen (in Dienstfahrzeugen bevorratet).
Außerdem: schnelle Ersatzteilversorgung weltweit, direkte Bevorratung von Ersatzteilen in 3 Servicestandorten in Deutschland, dadurch direkte Verschickung innerhalb kürzester Zeit nach Bestellung (Flugsicherheitsprogramm). Im Frühjahr 2017 wurde deutschlandweit die WACHTEL SERVICE APP eingeführt, u. a. mit der Möglichkeit der Routenverfolgung des Servicefahrzeugs.
Ca. 25 Prozent aller gemeldeten Störungen können zurzeit telefonisch gelöst werden.
Werner & Pfleiderer Bakery Technologies, wwww.wp-l.de
Mitarbeiter Support-Innendienst: montags bis freitags 6–17 Uhr; Service-Hotline: 24/7 über Service-Techniker
Es gibt keine expliziten Garantien, aber bei Stillstand ist in: 75 % aller Fälle ein Service-Technik am selben Tag vor Ort; in 15 % aller Fälle am Folgetag; in 10 % aller Fälle später als 2 Tage, in Abstimmung mit dem Kunden
ca. 20 % durch Mitarbeiter aus dem Support-Innendienst; ca. 10 % durch Service-Techniker
WIESHEU GmbH, www.wiesheu.de
Wiesheu Callcenter (SIC): Erreichbarkeit 365 Tage, Mo.–Sa. 6–21 Uhr; an Sonn- u. Feiertagen 8–17 Uhr
Snacköfen (Hybridöfen: Impingement/Mikrowelle)
Atollspeed GmbH, www.atollspeed.eu –
Welbilt Foodservice, www.welbilt.com
Unser Support ist montags bis freitags von 8.00 Uhr bis 17.00 Uhr erreichbar und hilft sowohl bei technischen Störungen als auch bei Anwender-Fragen.
Mo.–Sa. bei Eingang Störmeldung bis 13 Uhr noch am selben Tag; bei Eingang Störmeldung nach 13 Uhr am Folgetag bis 12 Uhr
Erstklärungsquote 20 %
Normalerweise binnen 24 Stunden (garantiert innerhalb 48 Stunden – gegen Mehrpreis auch garantiert innerhalb von 24 Stunden möglich)
Durchschnittlich beträgt die Reaktionszeit 24 Stunden.
ca. 75 %
Unseren Erfahrungswerten nach können inzwischen circa 10 Prozent der gemeldeten Störungen durch Telesupport bzw. Teleservice gelöst werden.


Wie hoch ist innerhalb Deutschlands der Anteil eigener Servicetechniker und der Anteil von externen Servicepartnern?
Unser engmaschiges Netz aus Servicetechnikern deckt ganz Deutschland ab und umfasst ca. 80 hochspezialisierte MIWE-Servicetechniker.

Darüber hinaus arbeiten wir mit diversen Logistik- und Serviceunternehmen zusammen.
Wie hoch ist der Stundensatz für einen Techniker in der Normalzeit und wie hoch bei Notdienst-Einsätzen?
Keine Angaben
Wie ist Ihr Zeitfenster für die Service-Normalzeit definiert und wann beginnt Notdienst?
Der Notdienst ist im Allgemeinen zuständig von 18 Uhr bis 6 Uhr sowie an Sonn- und Feiertagen.
Flächendeckender WACHTEL-eigener Kundenservice in Deutschland: 3 eigene Servicecenter in Deutschland (Hilden, Pulsnitz, Donaueschingen), rund 30 eigene Service- und Montagetechniker, knapp 20 externe Servicepartner
Innerhalb der regulären Geschäftszeit (7:00 –18:59 Uhr):
68 EUR; Notdienst (19 Uhr–06:59 Uhr):
86,50 EUR
Siehe erste Spalte auf dieser Seite.
GEA wird zum führenden Unternehmen in der Backwarenindustrie
Wir beschäftigen: (für Deutschland) 22 Mitarbeiter; unsere Service-Partner: 9
Mitarbeiter/(für Österreich) 4
Mitarbeiter/außerdem 10
Mitarbeiter für die Neumontage sowie 6 Backmeister
Wiesheu setzt in Deutschland ausschließlich Servicepartner ein. Bei allen Servicevertretungen handelt es sich um werksgeschulte, eingetragene und zertifizierte Fachunternehmen.
100 % autorisierte und geschulte Servicepartner
Der telefonische Support und das Weiterleiten der Störung erfolgt komplett über Convotherm selbst. Hierfür stehen 5 Mitarbeiter zur Verfügung. Die Reparaturarbeiten selbst erfolgen durch unsere 21 zertifizierten Servicepartner in ganz Deutschland.
89,50 EUR (6–22 h, Mo.–Fr.); 134,50 EUR (22–6 h, Mo.–Sa.)


6–22 Uhr
Keine pauschale Angabe möglich
Regelarbeitszeit: Mo.–Sa. 7–20 Uhr; Notdienst: 20–7 Uhr sowie an Sonn- und Feiertagen
Als einer der größten Lieferanten in der Lebensmittelindustrie ist GEA durch die Übernahme zweier führender Unternehmen – Comas und Imaforni – in die Backwarenindustrie eingestiegen.
Da diese Kosten durch unsere zertifizierten Servicepartner erhoben werden, können wir hier leider keine Daten liefern.
Unser Service ist montags bis freitags von 8 bis 17 Uhr zu erreichen. Am Wochenende und an Feiertagen stehen unsere Servicepartner mit ihrem Notdienstservice zur Verfügung.
GEA bietet komplette Produktionslinien für Kuchen, Tarts, Kekse, Torten, Salzgebäck, Kräcker und Pizza.

Ladenbacköfen
Bieten Sie einen Remote-Service für schnelle Online-Diagnose an?
Wenn ja, was kostet die Inanspruchnahme dieses Services?
Wie viel Prozent Ihrer Ersatzteilbedarfe für Ladenbacköfen bzw. -Systeme gehen innerhalb von 24 h nach Bestelleingang auf den Weg zum Kunden?
DEBAG Deutsche Backofenbau GmbH, www.debag.com
Wir bieten mit unserem FilialNet analog eine Möglichkeit, Fehlermeldungen und Zustandsanzeigen von dem vernetzen Gerät einzusehen und aus den definierten Fehlermeldungen das entsprechend defekte Bauteil abzuleiten.
Dies ist abhängig vom Leistungsumfang und wird dem Kunden mittels individuellem Angebot offeriert.
95 % aller benötigten Artikel gehen am selben Tag in den Versand.
Sveba Dahlen AB, www.sveba-dahlen.com (in Deutschland vertreten durch die Rudolf Richter GmbH)
MIWE Michael Wenz GmbH, www.miwe.de
Nein
Selbstverständlich. Über Fernzugriff auf die angebundenen Anlagen lässt sich im Webportal ein Meldungsprotokoll auslesen. Fehler können so diagnostiziert werden. Auch diese Leistung ist in die MIWE sbs integriert.
Dieser Service kann entweder in das MIWE fullservice Paket integriert werden (siehe letzte Frage) oder über das Software-Paket MIWE sbs abgedeckt werden. Die Preise hängen dabei von dem gewählten Paket ab.
95 %
Es ist zwischen Ersatz- und Verschleißteilen zu unterscheiden. Vor allem Letztere gehen direkt an den Kunden und eine Dringlichkeit ist hier meist nicht gegeben. Ersatz- bzw. Originalteile werden meist in Kombination mit einem Service-Einsatz benötigt, wobei unsere Einsatzfahrzeuge als sehr gut ausgestattete „rollende Werkstätten“ bekannt sind und so eine hohe Verfügbarkeit garantieren.
Wachtel GmbH, www.wachtel.de
Werner & Pfleiderer Bakery Technologies, wwww.wp-l.de
WIESHEU GmbH, www.wiesheu.de
Ja, jeder Ofen mit neuer IQ TOUCH Software besitzt eine Anbindung an WACHTEL REMOTE (Voraussetzung: LAN-Anschluss).
Ja, Blue Control sowie Online-Zugriff auf Maschinensteuerung
Kunden, die ihre Ladenbacköfen mit Wnet vernetzt haben, bieten wir die Möglichkeit, täglich zwischen 7:30 Uhr und 17:00 Uhr einen unserer WnetAdministratoren für eine RemoteDiagnose zu kontaktieren. Nur wenn die Störung nicht softwareseitig –z. B. durch ein Update der Firmware – beseitigt werden kann, wird ein Servicetechniker für einen Vor-Ort Besuch beauftragt.
Snacköfen (Hybridöfen: Impingement/Mikrowelle)
Welbilt Foodservice, www.welbilt.com
Eine solche Funktion gibt es für den Merrychef eikon e2s derzeit nicht.
Die Nutzung von WACHTEL REMOTE ist kostenlos. Jeder Backofen mit IQ TOUCH Steuerung besitzt eine Anbindung an WACHTEL REMOTE.
Kostenlos
Jährlicher pauschaler Lizenzbetrag für die Nutzung der Software. Serviceleistungen wie der Remote-Support, Pflege der Stammdaten (z. B. bei Geräteumstellungen, Filialeröffnungen) sowie monatliche Erreichbarkeitsprüfungen der Geräte werden abhängig von der Anzahl der vernetzten Geräte berechnet. Auf Wunsch können unsere Experten die gesamte Betreuung von Wnet übernehmen.
Komplette Lieferung: 85 %; Teillieferungen: 100 %
40,6 % am selben Tag; 32,8 % am 2. Tag bis 1 Woche
Bei Bestelleingang bis 14 Uhr (Mo.–Fr.) 95 % Auslieferung am selben Tag
Siehe erste Spalte auf dieser Seite. In der Regel verlassen die Ersatzteile unser Lager innerhalb eines Werktages. Zudem ist ein Großteil der Ersatzteile bereits bei unseren Servicepartnern auf Lager, sodass wir im Servicefall eine Fristfix-Rate von bis zu 85 Prozent vorweisen können.
Wie, mit welchem Dienstleister und an wen versenden Sie Ersatzteile?
Welche Garantien geben Sie auf Ersatz- und Verschleißteile sowie auf die durch Ihre Techniker ausgeführten Dienstleistungen?
Bieten Sie neben dem Kauf eines Ofens auch andere Betriebsmodelle an, wie z. B. Full-Service-Leasing, Mietkauf, Miete etc.? Wenn ja welche?
Wenn der Ofen gekauft wird, bieten Sie dazu auch Full-Service-Verträge an? Wenn ja, welche und wie ist die maximale Laufzeit?
Ersatzteile werden an unsere Kunden direkt geliefert, wenn sie diese direkt haben möchten. Der Großteil jedoch geht an unsere Techniker und Partner. Diese benötigen die Ersatzteile für die entsprechenden Serviceeinsätze. Aktuell arbeiten wir im Paketdienst mit den CAP Diensten DPD und TNT zusammen. Sind die Bestellungen größer, erfolgt der Versand mit entsprechenden Speditionen.


Mit Paketzustellern, Kuriere/ Express. An Kunden direkt oder Servicetechniker.
Die Dienstleister variieren bedarfsweise. Bei Expressverstand ist die Zustellung am nächsten Tag (Inland) bis 12 Uhr garantiert. Im Ausland dauert dies je nach Region 3–4 Arbeitstage. Eine Normalzustellung nimmt ca. 3–4 Arbeitstage in Anspruch. Adressat ist selten der Endkunde, sondern eher Tochterfirmen, Vertretungen, Servicetechniker oder -partner.
Diese werden individuell mit den Kunden vereinbart.
Grundsätzlich kann der Kunde sich zwischen verschiedenen Service-Paketen entscheiden. Dies geht von einem klassischen Wartungsvertrag für sein Gerät bis hin zum Rundum-sorglosPaket. Die zeitliche Begrenzung ist abhängig vom Gerätemodell (in der Regel 3–10 Jahre).
12 Monate Leasing und Ratenkauf Nein
MIWE gibt im Regelfall 12 Monate Garantie auf Ersatzteile sowie auf (Service-)Dienstleistungen. Zudem ist die Versorgung mit Ersatzteilen bei MIWE auf Jahre hin gesichert.
deutschlandweit: UPS; international: Transglobal Ersatz- und Verschleißteile:
1 Jahr
In Sachen Mietkauf und Miete scheint kein großes Marktinteresse zu bestehen. Service-Leasing hingegen ist möglich.
Ja, mit dem MIWE fullservice gibt es ein Rundum-sorglosPaket zu fest kalkulierbaren Kosten. Die Service-Pakete werden individuell auf die eingesetzte Technik und die Bedürfnisse der Kunden abgestimmt. Preise und Laufzeit sind folglich parameterabhängig.
per UPS an Endkunden, Vertriebspartner und Service-Techniker
Renommierter Paketdienstleister, derzeit UPS
1 Jahr auf Ersatzteile; keine Gewährleistung auf Dienstleistungen
12 Monate
Ja: Full-Service-Verträge, Wartungs-Verträge, Leasing, Mietkauf
Ja: WACHTEL FULL SERVICE („all-in“): Maximale Laufzeit 5 Jahre
Derzeit nicht, geplant für Herbst 2018 Derzeit nicht
Ja, Full-Service-Leasing über Leasing-Partner
Standardwartung: vollumfängliche Gerätewartung inkl. Austausch Verschleißteile;
Full-Service-Vertrag: Standardwartung inkl. Instandsetzung; Laufzeit: Standard: 5 Jahre; Verlängerung nach Absprache möglich
Wir versenden Ersatzteile mit UPS. Geliefert werden diese überwiegend an unsere geschulten und zertifizierten Servicepartner.
12 Monate Ja, alle Varianten
Die Verschleißteile unterliegen keiner Garantie. Wir bieten jedoch eine Teilgarantie für Ersatzteile von 6 Monaten.
Auf Kundenwunsch bieten wir Leasing-Modelle an.
Derzeit bieten wir einen All-in-Mietvertrag mit einer Laufzeit von 48 Monaten an.
Full-Service-Verträge bieten wir zurzeit nur Gastronomie-Ketten nach vorheriger vertraglicher Regelung an.
2018 steht die internationale Backbranche im Zeichen der iba. Die führende Weltmesse für Bäckerei, Konditorei und Snacks findet auf dem Messegelände in München vom 15. bis 20. September statt.






iba Fakten

Messelaufzeit:
Sa. 15. – Do. 20.09.2018
Öffnungszeiten:
Sa. – Mi.: 09:30 – 18:00 Uhr
Do.: 09:30 – 17:00 Uhr
Veranstaltungsort:
Messegelände München
Turnus: alle 3 Jahre
In zwölf Messehallen bietet die iba einen umfassenden Marktüberblick mit allen Neuheiten der Branche. Vir tuelle Bäckerei-Besichtigungen, eine zentrale Themenfläche für den To-Go-Markt und eine Speakers Corner gehö ren zu den Neuerungen. „Das Interesse der Firmen aus dem In- und Ausland ist riesig“, sagt Dieter Dohr, Vorsitzender der Geschäftsführung der GHM Gesellschaft für Handwerksmessen mbH. Mehr als 1.300 Aussteller aus über 50 Ländern (Stand: Juli 2018) werden mit ihrem Angebot das komplette Spektrum der backenden Gewerke abdecken.
„Als Leitmesse hat die iba weltweit alle Strömungen der Branche im Blick, ebenso wie die maßgeblichen Anforderungen für Bäcker und Konditoren, Gastronomen und Entscheider aus dem Lebensmitteleinzelhandel“, erklärt Dohr. „So werden Innovationen und Konzepte für alle Betriebsgrößen in den Bereichen Herstellungsverfahren, Außer-HausMarkt, Energieeffizienz, Automatisierung, Hygiene, Digitalisierung am Point of Sale und in der Produktion, Ladenbau, Verpackung und Logistik eine zentrale Rolle auf der iba 2018 spielen.“
Neue Speakers Corner in Halle A1

Neue gesetzliche Regelungen wie die Belegausgabepflicht in Deutschland ab 2020 oder die Novel-Food-Verordnung, die den Einsatz von Mehlwurmmehl seit Januar 2018 nun auch in Deutschland erlaubt, die veränderten Essgewohnheiten der Verbraucher und der Einsatz digitaler Lösungen oder die Nachfrage nach nachhaltigen Verpackungen: Die Backbranche steht vor großen Herausforderungen. Eine umfassende Orientierung bietet – neben dem iba.FORUM in Halle B3 –






Anzeige

die neue Speakers Corner in Halle A1. Dort können sich Besucher zu spannenden Themen zwischen Wissenschaft und Praxis mit führenden Experten austauschen und einen Ausblick auf kommende Trends erhalten.
Neuer Besucherservice: der digitale iba Marktplatz Auch digital bietet die iba ihren Besuchern einen neuen Service. Über den Online-Marktplatz können sie sich vor der Messe nach ihren einzelnen Bedürfnissen gezielter vorbereiten und

vor Ort besser orientieren. Dank der neuen Suchmöglichkeit nach „Lösungsansätzen“ gelangt man schnell zum Beispiel zu innovativen Snack-Lösungen, Digitalisierung, Energieeffizienz oder Rohstoffen, die auf der iba gezeigt werden. Außerdem haben die Besucher die Möglichkeit, die Aussteller direkt zu kontaktieren und Termine mit ihnen zu vereinbaren. Weitere Informationen finden Sie unter www.marktplatz.iba.de.
iba.TO GO! - FOOD & BEVERAGES CONCEPTS
Zum ersten Mal bündelt die iba 2018 mit der Themenfläche
iba.TO GO! - FOOD & BEVERAGES CONCEPTS in Halle


B3 Innovationen und Lösungen rund um Snack- und Getränkekonzepte für backende Gewerke auf einer zentralen Anlaufstelle. Dort wird die komplette Prozesskette von Snacks dargestellt:
+ von Zutaten und Zubereitung
+ über nachhaltige Verpackungslösungen
Mit dem Flugzeug
Vom Flughafen München erreichen Sie das Messegelände München mit S-Bahn und U-Bahn sowie mit dem Taxi. Informationen zum Flugplan und zur Verkehrsanbindung des Flughafens finden Sie unter www.munich-airport.de. Falls Sie mit einem Mietwagen vom Flughafen anreisen, folgen Sie der Beschilderung Richtung „Messe“.
Mit den öffentlichen Verkehrsmitteln
Direkt unter dem Zentralbereich des Flughafens München befindet sich der S-Bahnhof der Linien S1 und S8. Die S-Bahn-Züge in Richtung Innenstadt verkehren im 10-Minuten-Takt. Informationen zu Fahrpreisen und Netzplänen finden Sie unter www.mvv-muenchen.de.
Mit dem Taxi
Für die einfache Strecke vom Flughafen zum Messegelände benötigen Sie, je nach Verkehrsaufkommen, eine Fahrzeit von ca. 35 Minuten. Die Messe München und die Münchner Taxi-Unternehmen haben den Fahrpreis ganzjährig auf 63,00 EUR festgelegt (Stand 2017). Dieses Angebot gilt nur für die kürzeste Strecke nach Kilometern zwischen Flughafen und Messe.
Mit dem Flughafen-Shuttle-Bus
Der Flughafen-Shuttle bringt Sie schnell und bequem direkt vom Flughafen München zur iba und zurück. Die Busse fahren während der iba 2018 im 20-Minuten-Takt.
Ankunft am Messegelände am Eingang Ost.
Fahrpreis & Ticketkauf: Einfache Fahrt: 9,00 EUR, Hinund Rückfahrt: 15,00 EUR. Sie können Ihr Shuttle-Ticket online kaufen unter: www.airport-messe-shuttle.com/de
Abfahrts- und Ankunftspunkte iba:
Ankunft: Messe Eingang Ost, Abfahrt: Messe Eingang Ost + West
Anreise mit dem Auto
Das Messegelände München liegt direkt an der A94 und ist über die Ausfahrten München-Riem (zum Eingang West) und Feldkirchen-West (zum Eingang Ost) zu erreichen. Direkt am Messegelände stehen Ihnen ausreichend Parkplätze zur Verfügung. Parktarife pro Pkw: Freigelände: 8 EUR/Tag, Parkhaus West: 10 EUR/Tag
+ bis hin zu Logistik und Ladengestaltung, + abgerundet mit vielen Workshops und Vorführungen.
Das Trendthema Kaffee wird hier ebenfalls von Experten bis ins kleinste Detail behandelt, angefangen von der Kaffeebohne, der Röstung und dem Mahlen bis hin zu Maschinen und Ausschank in Porzellan- oder To-go-Becher mit Pfandsystem. +++
Mit dem Navigationssystem zum Messegelände München Geben Sie im Navigationssystem bitte „An der Point“ als Zieladresse ein. Je nachdem, welches Navigationssystem Sie verwenden, finden Sie das Messegelände in der Kategorie „Ausstellungsgelände“, „Messezentrum“ oder unter dem Schlagwort „Messe“. Einige Navigationssysteme erlauben auch eine Auswahl nach den Messe-Eingängen Ost, West und Nord.
Mit der Bahn und öffentlichen Verkehrsmitteln Zwei U-Bahn-Stationen („Messestadt West“ und „Messestadt Ost“) befinden sich unmittelbar am Messegelände München und sorgen für eine bequeme Anreise. Vom Stadtzentrum aus erreichen Sie das Messegelände mit der U-Bahn-Linie U2 in ca. 20 Minuten.
Fahrkarten für die öffentlichen Verkehrsmittel erhalten Sie an den Fahrkartenautomaten der S- und U-BahnStationen, an den privaten Verkaufsstellen (Kioske u. a.) oder in den MVV-Regionalbussen.
An den Fahrkartenautomaten in den Trambahnen und Bussen in München erhalten Sie Einzelfahrkarten und Tageskarten. Für die Fahrt zur Messe empfiehlt sich der Kauf von Einzel-/Tageskarten oder Streifenkarten.
Die Tickets müssen an den dafür vorgesehenen Automaten entwertet werden.
Überblick
• Hygienisches wash-down Design


• Niedrigere Rohstoffkosten dank (Gewichtsgenauigkeit und Teigverbesserung
• Werkzeugfreies Design reduziert den Zeitaufwand für Reinigung und Umrüstung
• Bis zu 150 Schnitte pro Minute
• Niedrigere Wartungskosten

• Mi S i b
Bestreuungs- und Überziehanlagen, Siebsysteme und Blechschwenker von Burford sind die ideale Ergänzung zu unserer Bun-Schneidemaschine
Wir stellen seit über einem Jahrzehnt Aufbereitungslinien her. Wir hören Ihnen –den Bäckern – zu und entwickeln innovative Produkte Besuchen Sie uns auf der IBA 2018 und erleben Sie die neue Produktgeneration.

Bundesverfassungsgericht ebnet den Weg für die Veröffentlichung von lebensmittelrechtlichen Verstößen
+Im Jahre 2012 wurde § 40 Abs. 1a LFGB erlassen. Die Vorschrift sollte die Behörden verpflichten, auch ohne konkrete Gesundheitsgefahr die Öffentlichkeit von Amts wegen über Verstöße von Lebensmittel- und Futtermittelunternehmen gegen Grenzwertregelungen und sonstige Verstöße gegen Gesetze zu unterrichten, die dem Schutz der Verbraucher vor Gesundheitsgefährdungen oder vor Täuschung oder Einhaltung hygienischer Anforderungen dienen.
Nachdem mehrere Oberverwaltungsgerichte bereits kurz nach Inbetriebnahme der ersten Online-Datenbanken verfassungsrechtliche Bedenken gegen die Vorschrift geäußert hatten, wurde der Vollzug bereits kurz nach dem damaligen Inkrafttreten der Norm faktisch wieder ausgesetzt und das Land Niedersachsen leitete im Jahr 2013 ein sog. Normenkontrollverfahren vor dem Bundesverfassungsgericht zur Überprüfung der Verfassungsmäßigkeit der Vorschrift ein.
Mit Beschluss vom 21.03.2018 (Az.: 1 BvF 1/13) hat das Bundesverfassungsgericht nun über die Vereinbarkeit von § 40 Abs. 1a LFGB mit dem Grundgesetz entschieden und die Norm grundsätzlich als verfassungsgemäß bewertet. Ein Verstoß gegen die Berufsfreiheit in Art. 12 GG sei lediglich darin zu sehen, dass eine gesetzliche Regelung zur zeitlichen Begrenzung der Informationsveröffentlichung im Internet fehle. Der Gesetzgeber wurde aufgefordert, durch Bundesgesetz bis Ende April 2019 eine Neuregelung zu schaffen, die eine angemessene zeitliche Grenze der Informationsveröffentlichungen enthält.
Die Reaktionen erfolgten schnell: Das Bundesministerium für Ernährung und Landwirtschaft (BMEL) hat am 23.05.2018 einen entsprechenden Gesetzesentwurf vorgelegt, der den Vorgaben der Gerichtsentscheidung Rechnung tragen soll. § 40 LFGB wurde um einen zusätzlichen Abs. 4a ergänzt, in dem es heißt, dass die Informationen sechs Monate nach Veröffentlichung zu entfernen sind. Aus dem Niedersächsischen Ministerium für Ernährung, Landwirtschaft und Verbraucherschutz heißt es bereits, dass die niedersächsischen Behörden „in Kürze“ die Veröffentlichung von Verstößen nach den Vorgaben des § 40 Abs. 1a LFGB wieder aufnehmen werden (www.verstoesse.lebensmittel-futtermittel-sicherheit.niedersachsen.de).
Neue Informationsveröffentlichungen mit namentlicher Benennung der betroffenen Unternehmen durch die Überwachungsbehörden stehen damit unmittelbar bevor.
Allerdings stellt die Entscheidung des Bundesverfassungsgerichts keinen „Freifahrtschein“ für die Behörden zur Veröffentlichung jedweder Informationen im Zusammenhang mit
Beanstandungen dar, wenn sie nur wieder nach sechs Monaten gelöscht werden. Das Bundesverfassungsgericht hat in seiner Entscheidung neben der Vorgabe zur zeitlichen Befristung weitere klare Vorgaben für den Vollzug der Norm mitgegeben. Die grundsätzlich bestätigte Verfassungsmäßigkeit der Norm ist stets nur unter der Bedingung einer verfassungskonformen Anwendung gewährleistet. Dies stellt eine wichtige Botschaft auch und gerade an die Vollzugsbehörden dar, die oft in der Presseberichterstattung im Zusammenhang mit der Entscheidung des Bundesverfassungsgerichtes nur unzureichend wiedergeben wurde.
Insbesondere sind die Behörden angehalten, Vorkehrungen zu treffen, um die Richtigkeit der veröffentlichten Informationen zu sichern und dadurch Fehlvorstellungen der Verbraucher zu vermeiden. Es muss für den Verbraucher klar sein, dass es sich um keine amtliche Produktwarnung handelt und ggf., dass es sich nur um das Ergebnis einer stichprobenweise erfolgten Kontrolle handelt. Zwingend muss die Information auch beinhalten, ob und wann ein Verstoß behoben wurde. Soll über reine Verdachtsfälle informiert werden, muss zumindest ein hinreichend begründeter Verdacht eines Verstoßes bestehen; die Behörde ist daher vor Veröffentlichung zu einer abschließenden Ermittlung aller relevanten Tatsachen verpflichtet. Zudem kann nicht unterschiedslos jeder Verstoß veröffentlicht werden. Vielmehr gilt hier eine sog. Erheblichkeitsschwelle. Die Gesetzesnorm spricht von einem Verstoß „von nicht unerheblichem Ausmaß“. Das heißt, es können von vorneherein nur solche Verstöße als erheblich im Rechtssinne gelten, die so schwerwiegend sind, dass sie die für das Unternehmen entstehenden gravierenden Folgen einer öffentlichen Namensnennung rechtfertigen können.
Auch das Bundesverfassungsgericht hat ausdrücklich anerkannt, dass die mit einer Veröffentlichung von Informationen einhergehende Beeinträchtigung des betroffenen Unternehmens von erheblichem Gewicht sein kann, im Einzelfall sogar
Autor
Rechtsanwalt Manuel Immel
cibus Rechtsanwälte
Auf der Brück 46
51645 Gummersbach
E-Mail: info@cibus-recht.de

Telefon: 02261 54650-0
Fax: 02261 54650-10

zur Existenzvernichtung führt. Auch unter haftungsrechtlichen Gesichtspunkten angesichts der massiven wirtschaftlichen Folgen einer Namensveröffentlichung für die betroffenen Unternehmen dürfte es im Interesse der Überwachungsbehörden liegen, dafür Sorge zu tragen, dass eine neue Informationspraxis von der „Gebrauchsanweisung“ des Bundesverfassungsgerichts zu § 40 Abs. 1a gedeckt ist.
Lebensmittelunternehmer sind vor einer beabsichtigten Veröffentlichung zwingend anzuhören. Bei Erhalt eines solchen Anhörungsschreibens ist jedem Betroffenen zu raten, zeitnah qualifizierten Rechtsrat einzuholen. Nach wie vor muss in jedem Einzelfall genau geprüft werden, ob die Voraussetzungen des Gesetzes für eine Veröffentlichung erfüllt sind. Dies kann der Lebensmittelunternehmer als juristischer Laie allein nicht leisten, zumal aufgrund der regelmäßig sehr kurzen Anhörungsfristen Eile geboten ist.
Zu erwarten ist deshalb, dass sich die Verwaltungsgerichte demnächst wieder wie schon in den Jahren 2012/2013 mit einer Vielzahl entsprechender Fälle beschäftigen werden. Bis zu einer bundesweit einheitlichen Veröffentlichungspraxis und damit einem gewissen Maße an Rechtssicherheit für die betroffenen Unternehmen könnte es daher noch ein weiter Weg sein. +++
Anzeige


































Planeten-, Rühr- und Knetmaschinen
















REGO
Bäckerei- und

Hatzfelder Str. 115, D-42281 Wuppertal Tel.: 02 02 · 269 200 - 10, Fax: 269 200 - 11 mail@rego-herlitzius.com www.rego-herlitzius.com










Funktionalität eines an der TUM entwickelten Analysengerätes zur kontaktlosen Höhenmessung und Bestimmung der Gasbildungsraten hefebasierter Teige
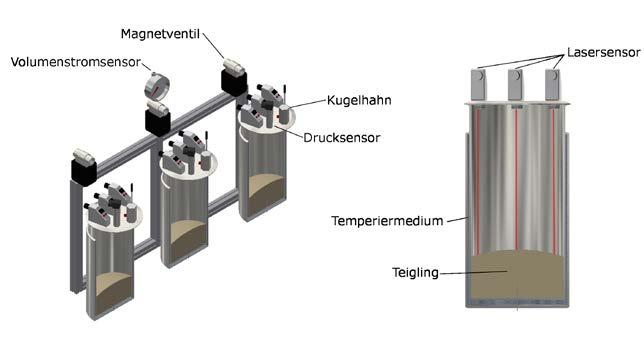
Während der Herstellung von Broten ist die Hefefermentation ein fundamentaler Schritt, welcher Brotcharakteristika wie z. B. Volumen, Porenstruktur, Aroma, Farbe und Textur beeinflusst. Basierend auf den biologischen Umwandlungsprodukten der Bäckerhefe ( Saccharomyces cerevisiae ) erfolgt ein Gaseintrag in die Getreideteigmatrix, welcher hauptsächlich von drei Faktoren beeinflusst wird: Hefeart, Alter der Hefezellen und das Vorkommen von Substrat (Zucker, Mineralstoffen etc.). Die Fähigkeit, das eingetragene Gas in der Getreideteigmatrix zu halten, wird allerdings maßgeblich von den eingesetzten Rohstoffen bzw. den Prozessbedingungen wie z. B. Knetzeit oder Energieeintrag während des Knetens bestimmt. In diesem komplexen System können also sowohl die eingesetzten Rohstoffe als auch die Prozessbedingungen die Produktqualität nachhaltig beeinflussen. Eine Analyse der Faktoren lässt sich im Labormaßstab üblicherweise mithilfe des Rheofermentometers durchführen. Dabei wird in einem Behälter mittels eines Stempels das Höhenwachstum der Proben über einen bestimmten Zeitraum aufgezeichnet. Dadurch wird das Oberflächenprofil der Probenmatrix möglichst gleichmäßig im Höhenwachstum beschränkt und eine genauere Bestimmung der Höhe ermöglicht, andererseits ist der Einfluss des Eigengewichtes des
Stempels bzw. möglicher zusätzlicher Gewichte auf das Höhenwachstum unklar. Anhand des Gesamtdruckes der Gasphase und des Partialdruckes des Anteils der Gasphase ohne Kohlendioxid werden die Gashaltefähigkeit und der Zeitpunkt des ersten Ausgasens aus dem Getreideteig bestimmt. Damit lässt sich beispielsweise die Gashaltefähigkeit von Getreideteigen nach Variation der Rohstoffe erfassen. Jedoch ist eine Variation der Temperatur in diesem System nicht möglich und die Untersuchungen können nur bei 30 °C durchgeführt werden. Da Hefefermentationen in der Praxis meist bei anderen Temperaturen gefahren werden und die Auswirkung verschiedener Prozessparameter wie z. B. Frieren oder Backen auf die Gashaltekinetik untersucht werden sollte,
Florian Lücking, Mario Jekle, Thomas Becker , Technische Universität München, Lehrstuhl für Brau- und Getränketechnologie, Arbeitsgruppe Getreidetechnologie und -verfahrenstechnik, Kontakt: mjekle@tum.de
wurde am Lehrstuhl Brau- und Getränketechnologie ein hochflexibles temperaturgesteuertes System zur Erfassung der Gasbildungs- und -haltekinetiken von mikrobiologisch (Hefe, Sauerteig) oder chemisch (Backmittel) gelockerten Teigen entwickelt.


Das Analysengerät (Abbildung 1) besteht aus drei Fermentern, welche sich durch ein Heiz- bzw. Kühlmedium im Doppelmantel in einem Bereich von –15 bis 150 °C temperieren lassen. Das Temperiermedium lässt sich in einem extern angeschlossenen Wasserbad einerseits konstant auf einer einstellbaren Temperatur im Bereich zwischen –15 und 150 °C halten und ermöglicht somit die Erforschung der Gasbildungsraten in hohen und niedrigen Temperaturbereichen. Andererseits lässt es sich dynamisch heizen und kühlen, sodass die Gasbildungsrate in Rampen analysiert werden kann. Maximal ist eine Aufheizung der Probe mit 4,25 °C/min möglich, sodass im genannten Temperaturbereich der Backprozess nachgestellt werden kann. Zur Kontrolle des Heiz-/Kühlprozesses sind Temperatursensoren zur Erfassung der Temperatur der Gasphase und zur Erfassung der Teigtemperatur verbaut. Das Höhenwachstum der Proben wird über die Versuchsdauer kontinuierlich von bis zu drei Lasersensoren, welche an drei Punkten in der Diagonale des Deckels des Fermenters verbaut sind, überwacht. Aufgrund des bewussten Verzichts an einem Stempel und der damit einhergehenden gleichmäßigen Beschränkung des Oberflächenprofils konnte in der Mitte der Diagonale eine höhere Teighöhe gemessen werden verglichen zu den äußeren Punkten, wie in Abbildung 1 schematisch dargestellt. Des Weiteren sind in den Fermentern Sensoren zur Erfassung des Gasphasendruckes verbaut. Das Erreichen eines frei wählbaren Gasphasendruckes ist das entscheidende Kriterium zum kontrollierten Ablassen der gebildeten Fermentationsprodukte. Zunächst wurde der Gasvolumenstrom mittels der Druckdifferenzen und der idealen Gasgleichung berechnet.

In ersten Analysen sollte die Funktionsfähigkeit der Fermenter mit gängigen Analysensystemen verglichen werden. Zunächst wurde die optimale Knetzeit und Wasserabsorption des Weizenmehles (Type 550, Rosenmühle Landshut DE) ermittelt. Basierend auf diesen Ergebnissen wurde ein Teig geknetet. Die Proben enthielten einen Trockenhefegehalt ( Saccharomyces cerevisae , Casteggio Lieviti IT) von 1, 2 oder 3 % zusätzlich zum Mehlanteil und jeweils 315 g der Teigproben wurden über einen Fermentationszeitraum von 3 h in den Fermentern hinsichtlich der Gasbildung und Profilhöhe untersucht und mit den Ergebnissen des stempelbasierten Systems verglichen. Im stempelbasierten Analysensystem wurden die Proben mit einer Gewichtskraft von 1 kg auf dem Stempel belastet.



In Abbildung 2 ist ein schematischer idealer Verlauf der Profilhöhe über den gesamten Versuchszeitraum dargestellt. Zu Versuchsbeginn nimmt das Volumen der Proben aufgrund der Gasbildung zu. Dabei kann das Gas zu großen Anteilen in der Matrix gehalten werden. Nach einer bestimmten Zeit, abhängig von der Rohstoffauswahl und den

Prozessbedingungen, sinkt das Gashaltevermögen der Matrix bei einer konstanten Gasbildungsrate. Der Teigling ist demnach nicht mehr imstande, das gebildete Gas vollständig zu halten. Sofern die Gasbildungsrate noch höher als die Gasaustrittsrate ist, kann das Volumen der Probe dennoch zunehmen. Sobald die Gasaustrittsrate die Gasbildungsrate übersteigt, verliert die Probe an Volumen. Im schematischen Verlauf in Abbildung 2 wird dies durch das Erreichen der maximalen Höhe H max im Versuchszeitraum gekennzeichnet, wobei die Höhe nach Erreichen des Versuchsendes als h bezeichnet wird. Der Anteil, um den die Profilhöhe nach Erreichen von H max anschließend gesunken ist, wird als Weakening Coefficient bezeichnet und aus dem Quotienten von Hmax-h und H max berechnet.
Die konstruierten Fermenter sind im Vergleich zum Behälter des stempelbasierten Systems mit einem um 2 cm geringeren Durchmesser ausgestattet. Aus diesem Grund verzeichnen die Proben im Fermenter größere Profilhöhenzunahme und können somit z. B. bei verschiedenen Rohstoffen besser unterschieden werden. Die charakteristischen Kennzahlen H max und der Weakening Coefficient wurden durch eine Multiplikation mit der jeweiligen Querschnittsfläche ergänzt und über die Volumenänderung berechnet. Dadurch werden die maximalen Volumina bzw. das prozentuale Abschwächen des Volumens nach Erreichen des maximalen Volumens errechnet, um somit eine bessere Vergleichbarkeit zwischen den Systemen zu gewährleisten.
Bei Betrachtung der maximalen Teigvolumina in Abbildung 4 A wird ein Unterschied zwischen dem stempelbasierten System und den Fermentern trotz gleicher Temperaturbedingungen und Versuchslaufzeit deutlich. Die Proben in den Fermentern zeigten bei allen Trockenhefegehältern ein höheres maximales Volumen und wiesen zudem mit steigendem Trockenhefegehalt eine geringe steigende Tendenz auf. Im stempelbasierten System konnte mit steigendem Trockenhefegehalt keine Steigerung des Probenvolumens festgestellt werden. Im Fermenter, in welchem lediglich der Druck der Gasphase von maximal 0,05 bar auf das Oberflächenprofil einwirkt, konnte eine steigende Tendenz der Probenvolumina mit steigendem Hefegehalt festgestellt werden. Auch anhand des in Abbildung 4 B dargestellten
Markenqualität KOENIG Motiv3 91x53.qxd 07.02.2007 11:23 Uhr Seite 1
Fermenter stempelbasiertes System
Weakening Coefficients kann ein Einfluss zusätzlicher Gewichte bzw. des Stempels auf die Entwicklung des Höhenprofils verzeichnet werden. Die Weakening Coefficients wurden zur besseren Vergleichbarkeit mit umgerechneten Volumina aufgrund des geringeren Durchmessers der Fermentationsbehälter berechnet. Für das stempelbasierte System konnte ein deutlich stärkeres Einsinken der Proben nach Erreichen des maximalen Probenvolumens gemessen werden. In der Praxis können demnach die Messgrößen maximale Teigvolumenzunahme und Weakening Coefficient im Fermenter realitätsnäher dargestellt werden.
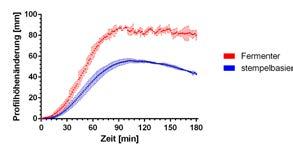
Über den Versuchszeitraum von drei Stunden kann im Teigling nicht das komplette gebildete Gas gehalten werden. Aus diesem Grund findet eine kontinuierliche Überwachung des Gasphasendrucks über den gesamten Versuchszeitraum statt. Das Erreichen eines frei einstellbaren Gasphasendrucks, in diesem Fall Δp = 0,05 bar, dient als Kriterium zur Öffnung der Magnetventile und zum Ablassen der Atmosphäre bis zum Erreichen des Umgebungsdrucks. Dabei kann das Gasphasenvolumen über die jeweiligen Druckdifferenzen, Temperaturen und Zusammensetzungen berechnet werden. Über die optische Höhenkontrolle lässt sich das im Teigling enthaltene Gasvolumen während der Wachstumsphase oder das aus dem Teigling ausgetretene Gasvolumen errechnen.
Auf der anderen Seite wurde in zahlreichen am Institut durchgeführten Versuchen mit stempelbasierten Systemen eine maximale Gasproduktion im Bereich zwischen 1.500 und 1.600 ml, unabhängig von Substratverfügbarkeit und Hefegehalt, festgestellt, was auf eine methodenbedingte Limitierung hinweist. Dieser Umstand sollte im neuen Fermentationssystem mit geringerer Druckeinwirkung überprüft werden. In Abbildung 5 sind die gesamten gemessenen Gasvolumina der beiden Messsysteme für die genannten Proben dargestellt. Für die Proben mit w Hefe = 1 % wurden im stempelbasierten System und im Fermentationsbehälter nahezu identische Gasvolumina erfasst. Mit steigendem Trockenhefegehalt konnte jedoch eine steigende Tendenz der Gasproduktion im Fermentationsbehälter festgestellt werden, während im stempelbasierten System das Gasvolumen zwischen 2 % und 3 % Trockenhefegehalt keine Unterschiede aufwies. Dies lässt einen methodischen Einfluss der bisherigen
Gerätschaft auf die Ergebnisse vermuten. Hierdurch könnten Ergebnisse in Abhängigkeit von Veränderungen der Rezepturen oder Prozessparameter beeinflusst werden.
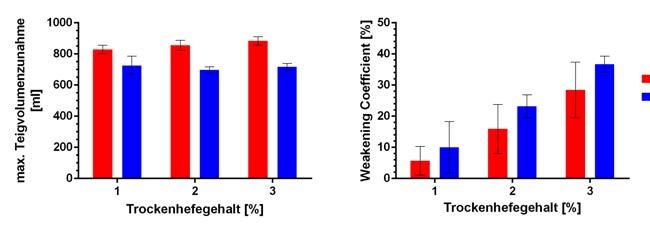
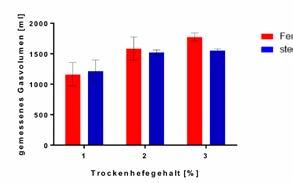
Letztlich konnte nicht durch den Stempel bewiesen werden, dass die genannte Limitierung durch die Druckeinwirkung auf die Probe induziert wird, jedoch zeigt die steigende Tendenz der Gasvolumina im Fermentationsbehälter, dass das Fehlen der Druckeinwirkung auf den Teigling in einer höheren Gasproduktion resultiert. Zur genaueren Untersuchung der Gasvolumina werden die Fermentationsbehälter um einen CO2-Detektor und einen Volumenstromdurchflusszähler ergänzt.
Insgesamt konnte einerseits eine Vergleichbarkeit der Ergebnisse zu stempelbasierten Systemen für die Versuchsreihe
Wir kriegen’s gebacken!
Boyens High-Quality-Geleeguss lässt jedes Frühlingsgebäck in einem herrlichem Glanz erstrahlen!


Der aus Boyens Jelly-Pulvern hergestellte Geleeguss ist besonders zart und fruchtig. Mit frischen Früchten belegte Obsttorten oder Obstkuchen erstrahlen diese in einem herrlichen Glanz, der ganz besonders lange anhält.


Boyens Geleeguss für fruchtige und frische Obstideen überzeugt mit hervorragender Schnittfestigkeit, perfekter Froster - Stabilität und außergewöhnlichem Geschmackserlebnis.
Leidenschaftliche Ideen für Ihren Erfolg
festgestellt werden. Das Fehlen zusätzlicher Gewichte, welche auf die Probe einwirken, ermöglicht eine realitätsnähere Analysemethode der Teigentwicklung und Fermentation, was durch die kontaktlose Distanzmessung der Oberflächenprofile der Proben ermöglicht wurde und mit den Fermentationsbehältern in den Kennzahlen V max und Weakening Coefficient verglichen zum stempelbasierten System gezeigt wurde. Eine gleichmäßige Verteilung des Temperiermediums über alle Behälter konnte durch eine Aufnahme der Temperatur im Ablauf der Behälter sowie der Proben und der Gasphase überprüft werden. Dadurch ist die Möglichkeit einer simultanen Dreifachbestimmung unter stetiger Kontrolle der Fermentationsbedingungen in allen Fermentationsbehältern gegeben. Dies resultiert in einer Zeitersparnis, durch welche entweder eine höhere Anzahl an Versuchen durchgeführt werden kann oder eine schnellere Verfügbarkeit der Ergebnisse ermöglicht wird.
In weiteren Versuchen werden die Gasbildungsraten in extremen Temperaturbereichen sowie mithilfe dynamischer Temperaturvariationen untersucht, um ein genaueres Gesamtbild der Einflüsse der Prozessparameter und der Rohstoffauswahl auf die Produktqualität während des Backens bzw. des Frostens oder der Gare zu erhalten. Durch den Aufbau der Fermenter können auch Fluide wie z. B. reine Hefesuspensionen isoliert und somit ohne störende Einflüsse von Teigmatrices betrachtet werden. Durch die Bandbreite an Parametervariation werden mit diesem entwickelten Analysengerät demnach branchenübergreifende Untersuchungen zur Optimierung unterschiedlicher Prozessparameter ermöglicht. +++
Firma Seite
Anneliese...................................59
Ashworth....................................65
AutomationX.............................13
AZO.............................................25
Böcker....................................37
Boyens.......................................79
Bundy....................................15
Burford.........................................9
BVT..............................................49
CSB...........................................3
DEBAG....................................51
Diane..........................................35
Dübör.........................................75
Forbo Siegling...........................55
Fritsch........................................53
GEA.............................................67
GHM............................................81
Handtmann...............................17
Intralox......................................47
Erfahrener Betriebsleiter sucht neue Herausforderung in der Backbranche.
Erfahrungen:
Produktion (Vollsortiment), Lager, Logistik, Technik, Projektierung, Gebäudemanagement,
Verwaltung, Zertifizierung, OS, Arbeitssicherheit, Brandschutz, Personalmanagement (Einstellung, Ausbildung, Führung, Entwicklung usw.), Steuern mit Kennzahlen, Motivator, Teambuilder, Hand-onArbeitsstil, durchsetzungsstark, flexibel.
Zuschriften an den Verlag f2m: krause@foodmultimedia.de unter Nennung der Chiffre-Nr. 615. Die direkte Weiterleitung erfolgt an den Auftraggeber unter garantierter Beachtung von evtl. Sperrvermerken.
Die neue Geschäftsführung beim Ladenbackofenbauer Wiesheu setzt sich aus Marcus Gansloser (CEO) und Alexander Herz (COO) zusammen. Harald Schrode wird als CFO die Bereiche Finanz/Controlling verantworten. Volker Groos und Dieter Tacke scheiden als Geschäftsführer zum 30.06.2018 aus dem Unternehmen aus. „Es ist mir sehr wichtig, dass wir unser Unternehmen erfolgreich weiterentwickeln und dafür die interne Kommunikation und Zusammenarbeit aller Mitarbeiter kontinuierlich verbessern. Alle Mitarbeiter sind gefordert, ihren Teil beizutragen, um unser Leistungsversprechen erfüllen zu können. Um dies mit allem Nachdruck angehen zu können, haben wir auch in der Geschäftsführung die Weichen neu gestellt“, erklärte Marcus Gansloser die Veränderung im Interview. +++
++ Führungswechsel bei FRITSCH
Zum Start der 2. Jahreshälfte verkündet die FRITSCH Holding AG einen Wechsel des Vorstandsvorsitzes: Kirsten Lange übernimmt die Führung des Unternehmens. Sie kennt
Hydro Holding GmbH & Co. KG, wo sie die Bereiche Service, Automatisierung und Digitalisierung verantwortete. Davor war sie 22 Jahre bei der Boston Consulting Group in Deutschland, USA und China tätig und hat mehr als 20 Unternehmen im Maschinenbau beraten. Aktuell ist sie Mitglied in den Aufsichtsräten der Heidelberger Druckmaschinen AG und ATS Automation. Sie hat Diplom-Journalistik, Politik und Philosophie in München studiert und einen MBA am INSEAD/ Frankreich erworben. +++

++ Neue Geschäftsführung bei der FRITSCH USA Inc.
Anna-Maria Fritsch heißt die neue Geschäftsführerin der FRITSCH USA Inc. Anna-Maria Fritsch studierte „International Business“ und arbeitete mehrere Jahre bei Management-Beratungsfirmen, bevor sie in das Familienunternehmen FRITSCH eintrat. Seit dieser Zeit hat sie ihr technisches und technologisches Wissen und ihre Erfahrung umfassend erweitert. In den letzten zwei Jahren verantwortete Frau Fritsch den Bereich Marketing und Prozess-Management. In dieser Funktion setzte sie den Schwerpunkt auf die

Alle Innovationen von Rohstoffen über Technologien bis zum fertigen Produkt
Alle Weltklasse-Erlebnisse wie die Weltmeisterschaft der Bäcker und Konditoren und das iba.OKTOBERFEST
Alle Neuheiten live erleben mit kompletten Produktionslinien und Maschinen für Handwerksbetriebe
Rubriken-Überschrift:
Abwieger für Brot und Brötchen
ABWIEGER FÜR BROT UND BRÖTCHEN


Rheon GeneralVertretung Deutschland
Schwanenmarkt 9 40213 Düsseldorf
Tel.: 0211/ 522 90 00-0
Fax: 0211/ 522 9000-17
www.abwieger.de
In der Krause 67 52249 Eschweiler +49 (0) 2403 / 7001-0 info@anneliese.de www.anneliese.de
www.brot und backwaren.de

Bezugsquellenverzeichnis von brot + backwaren
Telefon: (040) 38 61 67-92/-94
Telefax: (040) 39 90 12 29 sales@foodmultimedia.de www.brotundbackwaren.de
Tägliche Nachrichten: www.backwelt.de
Abteilungsleiter, Anwendungsberater, Anwendungstechniker (m/w), Anwendungstechniker (m/w), Backmittel Handwerk, Werks leitung (m/w), AreaSales Manager, Ausbilder/in Backindustrie, Bäcker (m/w) oder Lebensmitteltechniker (m/w), Bäcker/in für Vietnam, Bäckermeister, Bäckermeister als Anwendungs berater(m/w), Bäckermeister/in als Backstubenleiter, Backstubenleiter/in, Betriebsleiter , Betriebsleiter für führendes Backunternehmen, Bezirksleiter/in Bäckereifilialen, Controller (m/w) Großbäckerei,
04/2018
Das Wörterbuch mit bäckereispezifischen Fachausdrücken.
Das „Dictionary of Bakery Engineering and Technology“ enthält auf 336 Seiten Fachbegriffe von „Ausbund“ über „Kesselgare“ bis hin zu „Teigportioniertrichter“.







Dabei dient Englisch als Ausgangssprache für die folgenden sechs Sprachen: deutsch, französisch, spanisch, russisch, dänisch und japanisch.
Das Buch ist bei Viktoria Usanova (usanova@foodmultimedia.de) zu einem Einzelverkaufspreis von 39 EUR (zzgl. Versand) zu bestellen.
f2m