iba 2018 Kooperation für die Charge Großbäcker Tagung in Straßburg Pizzaherstellung Interview bei der Grupo Almar 06 18 www.brotundbackwaren.de OFFIZIELLES ORGAN DES VERBANDES DEUTSCHER GROSSBÄCKEREIEN E.V.



Kwik-Loks-Idee Etiketten am Beutelverschluss sorgen für




• Kundenkontakt bei jedem Ö nen und Schließen


• Aufmerksamkeit im Regal
• Transport von Botschaften
• Unterstützung für Aktionen


• bis zu 15 % mehr Umsatz


Wenige Wochen sind vergangen, seit die iba 2018 in München ihre Pforten geschlossen hat. Die Eindrücke, die wir von der iba mitnehmen konnten, sind noch in frischer Erinnerung. Die Messe hat es geschafft, die in sie gesetzten Erwartungen noch zu übertreffen. Sie war der gelungene Mix zwischen den im Betriebsalltag benötigten „must haves“ und der Darstellung der vielen Makro- und Mikrotrends, die den Fachbesuchern nahegebracht wurden. Es gab Zukunft zu sehen.
Unverkennbar stachen dabei zwei Trends besonders hervor, die uns Tag für Tag im Geschäft, sicher aber auch bei der nächsten iba, wieder begegnen werden: zum Einen der Trend zur Automatisation, gleich, ob in Form von perfektionierter Mechanik oder modernster Elektronik. Anders, als gelegentlich in Besucherkommentaren zu lesen war, ist die Automatisation nicht nur für die Industrie interessant, sie ist auch für das Handwerk schon jetzt Teil der Zukunft. Der zweite Trend ist die Ausrichtung hin zu Backwaren und Leistungen in Premium-Qualität.





Das Interesse und das Angebot an Premium ist überwältigend. Die Branche will zeigen, was sie kann, und dabei hilft ihr, dass sich auch die Zulieferer aufgemacht haben, neues Terrain zu erobern. Praktisch mit Händen zu greifen war das von einer bekannten Münchener Großbäckerei bereits vor vielen Jahren geprägte Motto: „Maximale Qualität bei akzeptablen Kosten, statt minimale Kosten bei akzeptabler Qualität“.
Vom soliden Preiseinstiegssortiment bis hin zur Ausstattung für hochpreisige Luxusbackwaren war demnach alles vorhanden. Unsere Branche hat die Kraft, auch in Zukunft maßgeblich zur gesunden und genussvollen Ernährung beizutragen, egal, was so alles reformuliert wird.

Die iba war eine sehr informative Leistungsschau. Nahezu nahtlos anknüpfen wird im Frühjahr 2019 die Tagung der AIBI, des Verbandes der europäischen Großbäckereiverbände. Im traditionsreichen Manchester wird unter dem Kongress-Motto „The Bakery of the Future“ wieder ein Blick in die Zukunft des Backens möglich sein.







Armin Juncker
Analysieren und optimieren Sie Ihren Backprozess.
Prüfen Sie Temperatur und Feuchtigkeit direkt im Ofen.
» Autonome Datenspeicherung bis zu 90 Min. / max. 280° C möglich
» Mit drei Feuchtigkeits- und sieben Temperatursensoren in einem Datenlogger


» Kundenindividuelle Lösungen (Länge und Anzahl der Sensoren)


» Benutzerfreundlich

» Klimaprofilmessungen werden weltweit auch als Service angeboten

» Hergestellt in der Schweiz

10 Zeppelin Systems und WP-Kemper: Kooperation für die Charge
14 FRITSCH: Intelligente Services

16 Kempf: Langlebige Beschichtung
18 Reading Bakery Service: Misch- und Knetsystem überarbeitet
20 Kövy: Optimierung der Brötchenproduktion
22 Schneidetechnik: Messeneuheiten
24 WP: Teigteil- und Wirkkompetenz
26 Rohstoffe: Farben im Spiel
Produktion
46 Boulangerie Pain: Absolute Handwerkskunst
Interview
38 Luis Videla: Pizza rund um die Uhr bei Grupo Almar
Tagung
30 Verband Deutscher Großbäckereien: Chancen und Möglichkeiten
Forschung
34 3D-Food-Druck: Design in der 3. Dimension
50 Getreidebasierte Schäume: Lufteintrag per Ultraschall messen
Kistenwaschanlagen
42 Kistenwaschanlagen: Weniger Energie, weniger Lärm, mehr Hygiene
54 CSR: Nachhaltigkeit – die neue Marke für Bäcker? Rubriken
brot + backwaren ISSN 0172-8180

brot + backwaren ist das offizielle Organ des Verbandes Deutscher Großbäckereien e.V. brot + backwaren erscheint 6 x im Jahr zum Einzelverkaufspreis von Euro 15,00. Im Verbund mit dem wöchentlichen digitalen Newsletter Backspiegel beträgt der Jahresabonnementpreis:

+ Print-Abonnement
zzgl. 7 % MwSt im Inland: 75,00 EUR
+ Abonnement der digitalen Version
zzgl. 19 % MwSt im Inland: 75,00 EUR
+ Kombi-Abonnement Print-Abonnement
zzgl. 7 % MwSt im Inland: 70,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos) + Ergänzungsabonnement digital
zzgl. 19 % MwSt im Inland: 6,00 EUR
(Preis gilt nur im Rahmen eines Kombi-Abos) Im Ausland und für Studenten gelten andere Preise.
Abonnementskündigungen müssen
3 Monate vor Ende des Bezugszeitraums dem Verlag schriftlich vorliegen.
Abonnementsbestellungen richten Sie bitte an die genannte Vertriebsleitung. Bei Nichtlieferung ohne Verschulden des Verlags oder infolge von Störungen des Arbeitsfriedens bestehen keine Ansprüche gegen den Verlag. Die Zeitschrift und alle in ihr enthaltenen Beiträge und Abbildungen sind urheber rechtlich geschützt. Mit Ausnahme der gesetzlich zugelassenen Fälle ist eine Verwertung ohne Einwilligung des Verlags strafbar.
Online-Streitbeilegung gemäß Art. 14 Abs. 1
ODR-VO: Die Europäische Kommission stellt eine Plattform zur Online-Streitbeilegung (OS) bereit, die Sie unter http://ec.europa.eu/ consumers/odr/ finden.
Zurzeit gültig ist die Anzeigenpreisliste 2018.
VERLAG
f2m food multimedia gmbh Ehrenbergstraße 33 22767 Hamburg +49 (0)40 399 012 27 info@foodmultimedia.de
HERAUSGEBERIN
Hildegard M. Keil +49 (0)40 380 94 82 keil@foodmultimedia.de
CHEFREDAKTION
Bastian Borchfeld +49 (0)40 399 012 28 borchfeld@foodmultimedia.de
REDAKTION
Helga Baumfalk +49 (0)40 399 030 61 baumfalk@foodmultimedia.de
SCHLUSSREDAKTION
Sybille Kalinka
TEXT-Tapir
ANZEIGENABTEILUNG
Anzeigenleitung
Dirk Dixon +44 143 587 20 09 dixon@foodmultimedia.de
Anzeigensachbearbeitung
Wilfried Krause +49 (0)40 386 167 94 krause@foodmultimedia.de
VERTRIEBSLEITUNG
Viktoria Usanova +49 (0)40 399 030 62 vertrieb@foodmultimedia.de
GESTALTUNG
LANDMAGD in der Heide
Linda Langhagen design@landmagd.de
LITHO/DRUCK
Leinebergland Druck GmbH & Co. KG Alfeld (Leine) Titelfoto: clockwise © Dreidoppel, © Landmagd, ©Kaak, ©Landmagd, ©FRITSCH, ©BETTEC, ©WP-Kemper
Ein Standardwerk (in englischer Sprache) für jede technische Führungskraft in der Backbranche!






Hard Copy – 208 Seiten –45 EUR inkl. MwSt., plus Versand


Frau Viktoria Usanova unter usanova@foodmultimedia.de .
Auch digital auf einem USB-Stick zu haben.

















Die iba ist einfach die Messe für die internationale Backwarenbranche. Bereits am ersten Messetag informierten sich die Vertreter von nationalen und internationalen Bäckereibetrieben bei den Ausstellern – alles sehr gezielt und konzentriert. Der vom f2m-Team beobachtete Besucherstrom ebbte erst am letzten Messetag ab. Insgesamt kann die Stimmung als gut bis sehr gut bezeichnet werden – sowohl bei den Besuchern als auch bei den Ausstellern. Rohstofflieferanten und Anlagenbauer zeigten, dass die Unternehmen viele Themen angegangen sind. Neben Neuentwicklungen präsentierten die Aussteller aber auch Weiterentwicklungen bestehender Maschinen sowie interessante Ideen für die Produktion – Stichwörter sind hier Automatisierung und Digitalisierung. Das Team von f2m war während der gesamten Messe fast ununterbrochen unterwegs auf der Suche nach Neuheiten. Die Redaktion hat bereits einige Themen sortiert, wie auf den folgenden Seiten sichtbar ist. Und wir sind weiter dabei, um unsere Leser in den kommenden Heften mit Reportagen und Berichten zu informieren. +++




Mehr Automatisierung des Produktionsprozesses erfordert die Implementierung von bäckerischem Know-how. Die weltweit agierende, europaweit produzierende Bäckereimaschinengruppe Kaak geht dabei ganz neue Wege.

Die Maschinenbaugruppe, deren Hauptquartier sich im niederländischen Terborg befindet, präsentierte auf der iba den Prototyp einer neu entwickelten Technologie namens „Dough Sense“, was so viel wie „Teigwahrnehmung“ bedeutet. Ziel der Technologie ist es, mit Sensoren eine Rückmeldung über die Teigqualität in Echtzeit zu ermöglichen, ähnlich der Information, die ein Bäcker erhält, wenn er mit seinen Fingern den Teig drückt und fühlt.

Um dem Eindruck nahezukommen, nutzt der Prototyp einen leichten Luftstoß, eine Kamera und einen Laser, der die Höhe des Teiges vor und nach dem leichten Luftstoß misst. Derzeit wird der Teigwahrnehmer im Bereich „Gären“ getestet. Dabei misst er am Anfang, in der Mitte und am Ende einer Gärphase. So bekommt man Werte für die Deformation und das Entspannungsverhalten des Teiges. Aus den derart erzielten Daten errechnet der „Teigwahrnehmer“ die Elastizität und Viskosität und daraus die viskoelastischen Eigenschaften des Teiges.
Betreibt man diese Messungen kontinuierlich, erhält man auch kontinuierliche Werte über das Teigverhalten in Echtzeit. Veränderungen und Abweichungen werden identifiziert und als Alarm an den Linienbetreiber weitergegeben, der Rezept des Teiges oder das Klima in der Gärkammer entsprechend anpassen kann.
Derzeit wird der „Teigwahrnehmer“ in der Gärphase getestet, grundsätzlich aber, so Kaak, kann das Verfahren in jedem anderen Prozessschritt eingebaut werden, wo der Weitertransport des Teiges für wenige Sekunden gestoppt werden kann. Setzt man ihn an verschiedenen Stellen im Prozess ein, lassen sich damit auch verschiedene Einflussfaktoren auf die Veränderung der Teigqualität identifizieren, egal, ob rezepturbedingt oder in Abhängigkeit von Prozessparametern.
Zurzeit wird die Technologie getestet, weitere Tests mit verschiedenen Rezepturen und Prozessbedingungen sind geplant. Insbesondere soll untersucht werden, ob und wie die Entwicklung glutenfreier Teige damit erfasst werden kann. Auch der Einfluss einer irregulären Ausformung des Teiges bzw. seiner Positionierung in der Brotform steht auf dem Forschungsprogramm.
Noch steht die Entwicklung der Technologie am Anfang. Aber es ist ein erster Schritt, um die Konstanz von Qualität und Effektivität über Chargen und Produktionszeiten hinweg wirklich zu garantieren. Die Forscher und Entwickler haben noch einen langen Weg vor sich, bevor daraus ein praxistaugliches Verfahren für alle Teigarten und Prozesse wächst. Aber jeder Weg beginnt mit dem ersten Schritt. +++
Ich seh die iba durchaus differenziert. Die Messe hat sich weitgehend zu einer internationalen technischen Messe für Großbetriebe entwickelt. Über Aufbau und Organisation kann man immer streiten. In manchen Hallenecken bekamen Anbieter kaum etwas von der Besucherfrequenz ab. Wie erwartet hatte nahezu jeder Stand „Industrie 4.0“ plakatiert, aber bei näherem Hinsehen stellte sich raus, dass nur die Marketingleute sich damit beschäftigt hatten und tiefergehende Fragen nicht beantwortet werden konnten. Wenn es überhaupt Lösungsansätze gab, dann isoliert für einzelne Maschinen und Anlagen, aber nicht für eine durchgängige Vernetzung. Vielleicht könnte da der Blick in andere Industriezweige weiterhelfen.




Ich schätze sehr, dass man auf der Messe gute Gespräche führen und auch verschiedene Gesprächspartner für Projekte an einen Tisch holen konnte. Das hilft sehr. Man hat
Anzeige

auch gemerkt, dass sich die Zulieferanten im Vergleich zur iba 2015 deutlich intensiver mit dem Thema Hygiene und Reinigung beschäftigt haben. Da gab es beispielsweise bei einzelnen Firmen einen deutlichen Sprung nach vorne. Ebenso erfreulich fand ich, dass sich einige – wenn auch nur wenige – Firmen mit der Frage beschäftigen, wie man Bediener im Vorfeld anlernt, wie mit Störungen umgegangen werden sollte, wie Fehler gefunden werden können und wie Support „light“ funktionieren kann, ohne dass ein Monteur kommen muss. Dabei ist Mitarbeiterkompetenz der entscheidende Schlüssel. Und diese Art der Unterstützung werden wir bei Harry stärker in den Fokus stellen.

Mit eher gemischten Gefühlen hab ich gesehen, dass sich immer mehr Anbieter auf Turn-Key-Projekte konzentrieren. Erstens leben wir in Zeiten eines Mangels an guten Projektleuten und zweitens ist nicht jeder Anbieter in allen Disziplinen gleich gut. Für uns sind Turn-Key-Projekte eher nichts, aber vielleicht sind die im Export gefragt. +++












iba Statement
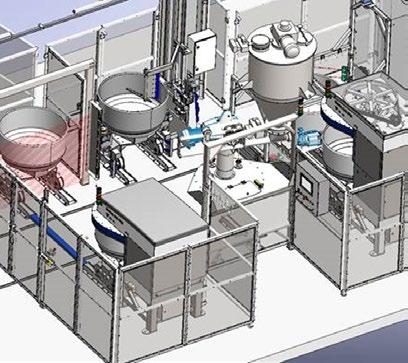
Mit der Kombination aus DymoMix und Kronos-Mixer bringen die Zeppelin Systems GmbH und WP-Kemper zwei Welten zusammen. Profiteure sind alle, die Teige in Chargen kneten.

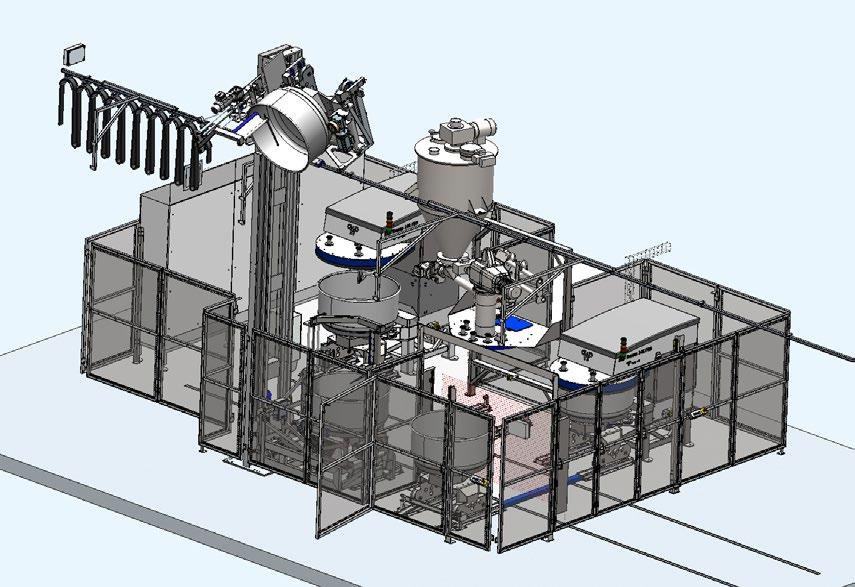
E s ist eine ungewöhnliche Kooperation, die da entstan den ist. Denn es machen nicht nur zwei Bäckereimaschinenbauer global gemeinsame Sache auf einem Markt, auf dem sie durchaus auch als Konkurrenten auftreten, sie führen auch Techniken aus zwei Welten zusammen.
Zeppelin Systems ist bekanntlich, neben dem Schwerpunkt des Rohstoffmanagements in aller Vielfalt, dezidiert einer der bekanntesten Lieferanten von kontinuierlicher Knettechnik, vertrieben unter dem Label Codos. Ergänzt wird der Codos bei Zeppelin häufig durch den DymoMix, einem speziellen
Die KRONOS-Baureihe von WP-Kemper umfasst den Kronos Standard und den Kronos Pro. Beide sind klassische Spiralkneter mit ausfahrbarem Kessel und werden als Einzelkneter oder als Teil eines Knetsystems angeboten. Der KRONOS liefert 120 bis 240 kg Teig, der KRONOS Pro 120 bis 400 kg Teig. Ihr Anwendungsprofil reicht vom reinen Weizenteig über alle Mischteige bis hin zu Roggenteigen. Der KRONOS Pro ist außerdem mit Sonderwerkzeugen und in Edelstahlausführung zu haben. Beide sind dank großer Bodenfreiheit und glatten Flächen schnell und einfach zu reinigen.
In der jüngst auf der iba vorgestellten Variante KRONOS digital passt der Kneter sich eigenständig dem Zustand des Teiges an und stoppt den Knetprozess automatisch zum definierten Zeitpunkt. Die Steuerung des Knetprozesses erfolgt dabei fortlaufend anhand der gemessenen Teigeigenschaften. +++
Das Leben ist farbenfroh. Bringen Sie jetzt mit Aronia - der Power-Beere der Naturunübersehbar und stark, frischen Schwung in Ihr Sortiment.
www.backaldrin.com

Vormischer von Trockenstoffen und Flüssigkeiten, der ebenfalls kontinuierlich arbeitet.
Partner WP-Kemper ist Teil der WP-BAKERYGROUP und innerhalb dieser für Kneten, Brötchen- und Brotanlagen sowie für Donutanlagen und andere Fettbackgeräte zuständig. Die Kneter von Kemper sind ausschließlich Chargenkneter. Es gibt sie als Einzelmaschinen oder in Knetsystemen aus Dosiereinrichtung, Kneter, Ruhestationen und Kesselentleerung integriert. Geknetet wird dabei in Chargen, aber die gesamten


Knetsysteme erreichen Dimensionen, die auch für eine kontinuierliche Zufuhr zu großen Linien ausgelegt sein können.
Die Kooperation, die Zeppelin und Kemper jetzt eingegangen sind, bietet beiden Firmen Vorteile. Zeppelins DymoMix kommt damit auch in Betrieben zum Einsatz, die Chargenknetung bevorzugen. WP-Kemper bietet jetzt eine Hydratisierungstechnik, die im eigenen Produktprogramm fehlt. Vorteil für die Bäckereien mit Chargenknetern ist ein deutlich schnellerer Knetprozess – man spricht von bis zu 50 % – und

Die iba ist für mich die bedeutendste Messe für industrielle Backwarenhersteller, schon allein weil die meisten Anlagenhersteller vor Ort sind und man in zwei Tagen sehr viele Gespräche führen und viele Dinge in Augenschein nehmen kann. Aufgefallen ist mir, dass weiterhin der Trend besteht, Teigbandanlagen zur Aufarbeitung anzubieten, statt wie früher üblich Abwieger oder Kammerteiler. Inzwischen haben alle Anbieter Teigbandanlagen im Programm und die ähneln sich zum Teil stark. Interessant waren die Ansätze zur Visualisierung und Digitalisierung, mit denen manche Aussteller zeigten, wie und wohin sie sich entwickeln wollen. 3-D-Brillen, mit denen man in eine virtuelle Realität eintaucht, werden bei der Anlagenplanung ebenso hilfreich sein wie für den technischen und technologischen Support bis hin zur integrierten Ersatzteilbestellung. Die Sensoren und Kameras ersetzen zwar noch nicht das
Schmecken und Tasten, aber ein Kamerabild kann die Fehlersuche und auch den Support beschleunigen. Entscheidend wird sein, viele Sensorik- und Prozessparameter aufzunehmen, um herauszufinden, welche entscheidend sind oder sein werden und wie man sie nutzt. Daran arbeiten wir alle zurzeit, die Maschinenbauer, die Backbetriebe und die Wissenschaftler. Jeder Schritt zur Optimierung ist hilfreich.

Was mir in München auffiel, ist die wachsende Konzentration unter den Ausstellern. Es gibt immer mehr größere Konzerne, teilweise auch branchenfremde, die Bäckereimaschinenbauer übernehmen, auch mittelständische. Ansonsten ist die Messe sehr groß und die Hallen sind sehr durchmischt, was den Besuchern viel Laufarbeit abverlangt. Eine Konzentration nach Themen wäre mir lieber. Natürlich ist die iba auch immer ein Branchentreffpunkt, auf dem man sich mit Kollegen und Lieferanten austauschen kann. +++

„ iba Statement
damit eine indirekte Kapazitätserhöhung bei bestehender Kneterzahl. Ausgelegt sind die Kombinationen je nach Teig für Stundenleistungen von 1,0 t/h bis 4,8 t/h. Der DymoMix braucht wenig Platz und kann bei Bedarf für sämtliche Kneter eingesetzt werden. Nach der Mischung fällt die angeteigte Masse im freien Fall in den Bottich und da die

Trockenstoffe durch die Flüssigkeiten und umgekehrt gebunden sind, entsteht weder Staub noch spritzt es. Die Steuerung sorgt dafür, dass das Gemisch immer mit der gewünschten Konsistenz beim KRONOS ankommt und der nächste Teig bereits entsteht, während der soeben entlassene noch geknetet wird. +++
Beim DymoMix handelt es sich um einen Vertikalmischer, in dem die zugeführten Trockenstoffe zunächst gemischt werden und dann im freien Fall mit Wasser, Hefelösung oder anderen Flüssigkeiten benetzt werden. Die Zufuhr der Flüssigkeiten erfolgt ohne Druck aus zentral rotierenden Düsen. Durch die biochemische Reaktion von Mehl und Wasser sowie den Energieeintrag, mit dem das Wasser auf die Mehlpartikel trifft, entsteht in Sekundenschnelle ein homogener Teig. Aus dem DymoMix wandert der Teig in einen kontinuierlichen Kneter von Zeppelin oder einen Chargenkneter von Kemper und wird dort ausgeknetet. Vorteil des Verfahrens ist einerseits die Zeitersparnis durch die „Vorentwicklung“ des Teiges, die bis zu einem Drittel der Knetzeit betragen kann, andererseits die große Anwendungsbreite. Selbst Teige mit einer TA von 110 lassen sich mit dem DymoMix vormischen.
Im vergangenen Jahr wurde der DymoMix mit einem Doppelmantel ausgerüstet, sodass auch Butterreinfette oder Palmfette temperiert und verarbeitet werden können. Damit können Feststoffe und Flüssigkeiten, etwa Puderzucker und Öle/Fette, sehr schnell gemischt und sauber und staubfrei verarbeitet werden. Diese Variante wird vor allem in der Süßwarenindustrie eingesetzt. +++
Anzeige
Spart noch mehr Energie.
Und hat auch sonst eindeutig die Nase vorn.





Ihr nächster MIWE roll-in e + 3.0.
Einzigartig: Atmosphärisches Backen. Macht unabhängig von Witterungseinflüssen
Flexible Charakteristik: MIWE delta-baking

Geizt mit Energie
– von Anschlusswert bis Wirkungsgrad
Backen auf den Punkt: Kerntemperaturfühler
Ergonomisch überzeugend: Soft Close-Tür, Fernanzeige, großes Display
Wegweisende Innovationen im Industriebereich verspricht FRITSCH. Das Unternehmen hat erste Services entwickelt, die einen aktiven Mehrwert durch die Nutzung der Möglichkeiten der Digitalisierung bieten.




+In einem engen Austausch mit seinen Kunden hat FRITSCH erste Services entwickelt, die einen aktiven Mehrwert durch die Nutzung der Möglichkeiten der Digitalisierung bieten, teilte das Unternehmen mit. Den Intelligenten Services zugrunde liegt eine durchdachte und äußerst flexible technische Architektur, die eine reibungslose Kommunikation zwischen der FRITSCH-Maschine, den Kunden und dem FRITSCH-Kundenservice sicherstellt. Das Unternehmen stellte das Konzept auf der iba vor. Angeboten werden bereits fol gende Intelligente Services:
+ Condition Monitoring
+ Data Cockpit
+ Remote-Maintenance-Unterstützung
Durch das Condition Monitoring werden wichtige Bauteile, wie beispielsweise Motoren, Frequenzumrichter und Sensoren, laufend überwacht. Dadurch können drohende Anlagenstillstände frühzeitig erkannt werden und das Wartungspersonal des Kunden kann Ausfallzeiten durch geeignete und planbare Gegenmaßnahmen vermeiden. Der Anlagenbediener wird über die Anlage alarmiert, dass ein Problem vorliegt und
kann im Condition Monitoring auf seinem Computer, Tablet oder Smartphone genau lokalisieren, welches Bauteil der Anlage das Problem verursacht. Dabei werden erste Handlungsempfehlungen zur Lösung des Problems angezeigt. In dem Cockpit gibt es zudem die Möglichkeit, Wartungszyklen für die einzelnen Bauteile anzulegen, wodurch das Wartungspersonal unterstützt wird.
Während der diesjährigen iba war ich insbesondere auf potenzielle Lieferanten für aktuelle Projekte fokussiert und konnte viele Details besprechen respektive diese an ausgestellten Anlagen konkret in Augenschein nehmen. Die Bündelung der relevanten Lieferanten in München war für mich sehr zweckdienlich und effizient.
Inhaltlich sah ich einige Bemühungen der Aussteller, die aktuellen Topthemen zu besetzen, speziell das Thema der Digitalisierung aufzugreifen. Leider war für mich kein Standard erkennbar. Nahezu jedes Anlagenteil brachte sein eigenes hausgemachtes Auswertungstool mit, lauter Einzellösungen im Dschungel des IOT 4.0. So bliebe es das Problem des Betreibers, diese Informationen und Systeme zu konsolidieren. Spannend fand ich zu sehen, wie bei einigen Herstellern neue Inline-Sensorik – allerdings noch Prototypen – eingesetzt
wurde. Inline erfasste Messwerte zu Form, Volumen, Produktposition und damit der mögliche Rückschluss auf Gärzustand, Prozessqualität und z. B. Rückstellverhalten können die Fachkräfte vor Ort in der Parameterfestlegung sinnvoll unterstützen.
Das Hygienic Design der Anlagen habe ich, wie mittlerweile seit vielen Jahren, bei den Anbietern in ganz unterschiedlichen Umsetzungsqualitäten erlebt. Allerdings muss ich mich fragen, ob den Schlusslichtern der Konstrukteurbüros bewusst ist, welche enormen Schwierigkeiten den Käufern solcher Anlagen bevorstehen. Hier hab ich Anlagen gesehen, die in den Konstruktionsdetails derart grobe Mängel aufwiesen, dass daraus im späteren Betrieb eklatante Produktionsstillstände und Hygienerisiken erwachsen. Ich versuche zu glauben, dass diese Anlagen nur Prototypen sind und noch nicht für den Echtbetrieb entwickelt wurden. +++

„ iba Statement
meets the highest demands in security. Open interfaces allow for future integration of customer-specific MES and ERP systems. Overall, this technical architecture offers maximum flexibility for our customers.
Der zweite Service, das Data Cockpit, ermöglicht die Echtzeitberechnung und Visualisierung von Effizienzkennzahlen. Je nach Kundenwunsch können individualisierbare Reportings bereitgestellt werden, die ein wichtiges Instrument zur Steuerung und Optimierung der Produktion darstellen.

Mit der Remote-Maintenance-Unterstützung bietet FRITSCH seinen Kunden eine assistierte Wartung oder Störungsbehebung
mithilfe einer Datenbrille. Diese dient als einfaches Kommunikationsmedium zwischen dem Kunden und seinem FRITSCH Service-Experten. Die Unterstützung durch Mixed-RealityAnwendungen und gegenseitige Bildübertragungen mit Sprachfunktion ermöglicht es FRITSCH-Kunden, Probleme schnell zu diagnostizieren und demnach komplexe Störungen zeitnah zu beheben, um einen sicheren Regelbetrieb schnell wieder aufzunehmen. +++















Schapfen Tiroler Nussbrot ist eine Mühlenvormischung für saftige Nussgebäcke jeglicher Art. Hasel- und Walnüsse, gerösteter Sojaschrot sowie ein einzigartiges Brotgewürz verleihen den Gebäcken die besondere



Note. Für weitere Informationen und Rezeptvorschläge kontaktieren Sie gerne das SchapfenMühle-Team oder Ihre/n Verkaufsberater/in.

Die Kempf GmbH, Rohrbach, hat sich auf die Bereiche „Bakeware & Coatings“ spezialisiert. Das Unternehmen präsentierte auf der iba die neue FluorpolymerBeschichtung 704 für Bleche und Formverbände.


Die Rohrbacher Kempf GmbH ist ein mittelständischer Familienbetrieb, der sich seit rund 50 Jahren auf die Bereiche „Bakeware & Coatings“ spezialisiert hat. Durch qualifizierte Mitarbeiter und moderne Fertigungslinien verspricht das Unternehmen, höchste Qualität zu marktgerechten Preisen anzubieten. Zu dem Standardsortiment des Unternehmens gehören Back- und Lochbleche, Anlagenbleche, Baguettebleche, Kastenverbände, Stikken- und Frosterwagen, Schnittenbleche sowie Thekenbleche und Snackwellen. Außerdem bietet die Firma speziell auf den Kunden bzw. auf das Produkt abgestimmt Antihaftbeschichtungen an.
Dabei ist die Kempf GmbH Partner von Teflon ™ Industrial Bakery Solutions und kann so auf das Know-how der Firma Chemours zurückgreifen.


Fluorpolymer-Beschichtung
Auf der iba stellte das Unternehmen nun die neue Fluorpolymer-Beschichtung KG-Flon 704 vor. Diese Beschichtung lässt sich z. B. auf Backbleche, Backformen, Anlagenbleche, Baguettebleche oder auch Pizzableche aufbringen. Neben guten Antihafteigenschaften und einer guten Abriebbeständigkeit verspricht das Unternehmen bis zu 10.000 Backvorgänge, ohne dass eine Neubeschichtung nötig ist. KG-Flon 704 wurde dabei speziell für den Einsatz in Industriebäckereien entwickelt. Aufgrund der einzigartigen Eigenschaften dieser Beschichtung wird sie sehr häufig auf Kastenbrotlinien, automatischen Baguette- und Brötchenlinien sowie auf Spezialblechen eingesetzt, heißt es weiter. Die TemperaturBeständigkeit der Fluorpolymer-Beschichtung liegt bei -30 °C
Es gab einige sehr positive Entwicklungen auf der Messe zu sehen. Beispiel Teigbandtechnik – während ein Anbieter in Sachen Hygiene, Bedienung und Effizienz wirklich einen Sprung nach vorne gemacht hat, boten andere, von denen man das eher erwartet hatte, dagegen keine großen Innovationen. Ansonsten freue ich mich schon darauf, mir im nächsten Jahr den neuen Thermoöl-Großofen, der vorgestellt wurde, in der Praxis anschauen zu können. Spannend war auch, was sich in Sachen Qualitäts-


++ Neben Kastenverbänden beschichtet das Unternehmen verschiedenste Bleche und auch individuelle Kundenwünsche werden erfüllt
++ Die Kempf GmbH arbeitet mit dem Unternehmen Chemours zusammen und kann so verschiedene Beschichtungen anbieten

bis zu +270 °C. Außerdem stellte das Unternehmen seine neuen Peelboards vor. Diese sind sehr leicht und für verschiedene automatische Linien geeignet. +++
kontrolle im laufenden Prozess tut. Wenn die Ideen, den Teig oder den geformten Teigling noch vor dem Backprozess auf verschiedene Qualitätsfaktoren hin prüfen zu können, praxisreif werden, bringt uns Anwender das nicht nur wirtschaftlich einen Schritt nach vorne. Gute Anregungen gab es für mich auch bei Verpackungsfirmen. Die zwei Tage, die ich in München war, waren eigentlich zu kurz. Ich habe viele interessante Leute kennengelernt oder wiedergetroffen und eine Menge Ideen und Lösungsansätze gesehen, die ich jetzt nach und nach detailliert abarbeiten werde. +++
Modell 9840 (Rechtsausführung) mit optionalem Wassersprüher, oben liegendem Wassersplitter, Förderband und automatischem MPA-Befüllungssystem



















Reading Bakery Systems, ein Unternehmen der Markel Food Group, hat den MX-Kontimischer überarbeitet. Im Interview erklärt Joe Pocevicius, European Sales Manager, was genau die Konstrukteure verbessert haben.
Borchfeld: Ab wann und wo genau können Kunden in Europa den MX-Kontimischer sehen und testen?
+ Pocevicius: Wir haben den MX-Mischer mit Hydrobond Technology dem Fachpublikum auf der iba vorgestellt. Der Mischer wurde nun im Innnovationscenter der Tromp Group in Gorinchem, Niederlande, installiert.
+ Borchfeld: Soll die Kooperation innerhalb der Markel Food Group weiter vertieft werden, und welche Ziele verfolgen Sie damit?
+ Pocevicius: Wir installieren dieses Präzisionsmischsystem aus verschiedenen Gründen im Innovationscenter der Tromp Group. Wir möchten unsere innovative kontinuierliche Mischtechnik den europäischen Kunden vorstellen und den Aufbau partnerschaftlicher Beziehungen mit ihnen vereinfachen, indem wir ihre Produkte validieren und unsere Möglichkeiten demonstrieren. Wir möchten außerdem unsere Partnerschaft mit der Tromp Group betonen und unsere Möglichkeit unter Beweis stellen, schlüsselfertige Systeme für ihre Kunden aus einer Hand zu liefern – beispielsweise für Gebäck, Pizza, Kuchen, Pasteten, Fladengebäck, Cupcakes und weitere Produkte. Kontimischer ergänzen die von der Tromp Group angebotenen Produkte und Prozesse, und daher passen wir gut zusammen. Außerdem können wir in Zusammenarbeit mit der Tromp Group Seminare anbieten, um
unsere Kunden über innovative Misch- und Backtechnologie auf dem Laufenden zu halten.
+ Borchfeld: Wenden wir uns dem kontinuierlichen MXPräzisionsmischer zu – was genau wurde erneuert bzw. überarbeitet?
+ Pocevicius: Der MX-Mischer ist unser flexibelster Mischer. Die Konfiguration der Wellen lässt sich verändern, sodass die unterschiedlichsten Produkte hergestellt werden können, u. a. Kekse, Dauerbackwaren, Teige, Glasuren und Pasten. Er wurde kürzlich umkonstruiert, um höhere Teigproduktionsraten, bessere Hygiene und einfachere Reinigung zu realisieren. Wir haben außerdem einen Hochgeschwindigkeitsentwickler konzipiert, der in Kombination mit den MX-Mischern die Herstellung gut entwickelter Teige, beispielsweise für Brötchen und Muffins, ermöglicht.
+ Borchfeld: Können Sie Hydrobond Technology genauer erklären? Welche Vorteile bietet das System?
+ Pocevicius: Hydrobond Technology™ ermöglicht die umgehende, gleichmäßige Hydrierung eines trockenen Rohstoffstroms (normalerweise Mehl), bevor er in den Kontimischer eintritt. Diese gleichmäßige Hydrierung erfolgt ohne Erwärmung des Teigs und bewirkt eine kürzere Mischzeit bei geringerem Energieverbrauch.

Die Hydrobond Technology mischt den Teig „partikelweise“. Diese Methode folgt dem Grundsatz, dass das Mischen geringerer Mengen von Flüssigkeit und Trockenrohstoffen einfacher und effizienter ist. Normalerweise findet der Hydrierungsschritt im Mischer statt. Das dauert jedoch länger, und die Hydrierung erfolgt nicht so gleichmäßig. Mit Hydrobond Technology kann ein Kontimischer derselben Größe deutlich mehr Teig produzieren.
In Verbindung mit einem Kontimischer beschleunigt Hydrobond Technology den kontinuierlichen Prozess und ermöglicht den Einsatz eines kürzeren Mischers. Das bedeutet: geringerer Platzbedarf, niedrigere Ausrüstungskosten und weniger Energiekosten.
+ Borchfeld: Wie viel Teig in Kilogramm pro Stunde lässt sich mit dem Mischer herstellen?
+ Pocevicius: Der MX-Mischer ist jetzt in größeren Modellausführungen erhältlich, sodass ein höherer Durchsatz bis 8.000 kg/Std. mit einer einzigen Anlage möglich wird. In Kombination mit dem Hochgeschwindigkeitsentwickler für Brote und Brötchen beträgt der Durchsatz 7.000 kg/Std.
+ Borchfeld: Die Wand- und Wellenkühlung wurde überarbeitet. Können Sie bitte erklären, welche Verbesserungen jetzt gegenüber anderen Modellen umgesetzt wurden?
+ Pocevicius: Wir haben den Kontakt zwischen den gekühlten Flächen und dem Teig maximiert, um den Kühlwirkungsgrad zu verbessern. Dies wird durch das Wellendesign und die Mischwirkung möglich.

+ Borchfeld: Vielen Dank für das Gespräch. +++

„Wir hatten den ersten Kontakt mit der Firma AutomationX bereits vor 15 Jahren. Mittlerweile steuern wir die verschiedensten Produktionsanlagen, wie Verwiegung, Öfen, Kälteanlagen genauso wie Lüftungen, Gebäudeheizung, Klimatisierung usw. Die Firma AutomationX lieferte uns für alle Anforderungen maßgeschneiderte und betriebssichere Steuerungen“




Die Kövy Bäckereimaschinenbau GmbH, Dortmund, stellte auf der iba einen automatischen Dielenstapler vor. Mit der Anlage lässt sich die Kleingebäckherstellung optimieren.
++ Links befindet sich der Dielenstapler. Über eine Rutsche gelangen die Gärgutträger in die Kleingebäckanlage
+Auf der Messe in München stellt die Kövy Bäckereimaschinenbau GmbH, Dortmund, einem breiten Publikum den bereits patentierten, automatischen Dielenstapler vor. Mit der Anlage lassen sich verschiedene Maschinentypen vollautomatisch mit Dielen versorgen. Der Grund, diese Anlage zu entwickeln, ergab sich aus der Problemstellung, dass die Beschickung der Gärgutträger/Dielen zur Brötchenanlage oft per Handbedienung erfolgt. Durch diese Bedienung unterliegt der entsprechende Mitarbeiter einer
ständigen körperlichen Belastung. Ebenso muss die Brötchenmaschine häufig gestoppt werden, was zu einer Reduzierung der Stundenleistung führt. Die vollautomatische Dielenzuführung kann den Bäckereibetrieben nun bei der Optimierung der Brötchenproduktion helfen.
Arbeitsweise
Die leeren Gärgutträger/Dielen werden bis zu einer Durchfahrthöhe der Kühlungstür auf Unterwagen gestapelt. Diese Stapel fährt ein Mitarbeiter in die Zuführeinrichtung, wo diese vollautomatisch in einer Art Dielenaufzug auf die Höhe der anschließenden Rutsche bis zur Brötchenanlage befördert werden. Somit kann der Mitarbeiter die belegten Gärgutträger/Dielen entnehmen und die Brötchenmaschine kann ohne Unterbrechung laufen. Es lassen sich dabei Brötchen-Kippdielen der Größen 59 x 39 cm sowie 77 x 57 cm verwenden. Bei Bedarf lassen sich durch den Dielenstapler parallel zwei Brötchenanlagen beschicken. Dabei ist der Dielenstapler so konstruiert, dass dieser sich einfach bedienen lässt. Kövy liefert ebenfalls die passenden Rollwagen für den Weitertransport der Gärgutträger. Durch den Stapler werden auf der einen Seite die Mitarbeiter in der Produktion entlastet und auf der anderen Seite kann der Platz in der Backstube optimal ausgenutzt werden. Dabei ist der Stapler 300 cm lang, 120 cm breit und 250 cm hoch. Die Anlage fasst 2 x 33 Dielen (60 x 40) oder 33 Eurodielen. +++
Senken Sie Ihre Cost of Ownership (TCO)


• Hygienisches wash-down Design

• Niedrigere Rohstoffkosten dank Gewichtsgenauigkeit und Teigverbesserung
• Werkzeugfreies Design reduziert den Zeitaufwand für Reinigung und Umrüstung
• Bis zu 150 Schnitte pro Minute
• Niedrigere Wartungskosten
• Mi S i b
Bestreuungs- und Überziehanlagen, Siebsysteme und Blechschwenker von Burford sind die ideale Ergänzung zu unserer Bun-Schneidemaschine

Wir stellen seit über einem Jahrzehnt Aufbereitungslinien her. Wir hören Ihnen – den Bäckern – zu und entwickeln innovative Produkte

+„Bitte nicht stören“ – das ist zugegeben lapidar formuliert, aber auf einen Nenner gebracht das, was von Schneidemaschinen speziell im Filialeinsatz verlangt wird: Angepasst an den Ladenbau oder in die Trendfarbe Schwarz gehüllt sollten sie sein, wenig Platz einnehmen und ihren Dienst tun, zuverlässig, wartungsarm, hygienisch, sicher und schnell.
Ausgestattet mit Fronten in Schwarz zeigte Jac seine Kreismessermaschine Typ SLIM. Bei dieser Maschine wird das zu schneidende Brot hochkant stehend in die Maschine gegeben. Dass vertikal, nicht horizontal geschnitten wird, hat einen entscheidenden Vorteil: Die Ausführung ist, wie der Name vermuten lässt, schmal, nimmt also wenig Bodenfläche ein. 60 x 60 cm 2 reichen aus, um Brote mit 42 cm Länge, 25 cm Breite und 16 bzw. 20 cm Höhe handeln zu können. Per Touchscreen wählt der Anwender die Schnittstärke aus zwischen 5 und 25 mm. Krümel fallen in eine von vorne zugängliche Krümelschublade. Vorgestellt wurde außerdem die neue Schneidemaschine Typ Swift, die durch vereinfachte Zuführung das Schneiden
Eine fächerartige Rüsche bei Brotbeuteln erzeugt eine Siegel- und Faltmaschine von GHD Hartmann. Die Maschine, die dem Schneiden und Verpacken nachgeschaltet werden kann, versiegelt den Beutel, formt den Fächer und fixiert die Rüsche mit einem Clip. Nachgefragt wird diese Art der Verpackung vor allem im asiatischen Raum, was kaum verwunderlich ist, wenn man bedenkt, dass sie den japanischen Schönheitsidealen entspricht.
Fürs Verpacken von belegten Snacks im Außer-Haus-Markt hat sich Weber Verpackungen etwas Praktisches einfallen lassen – sowohl was das Ein- als auch das Auspacken anbelangt. Beim Einpacken wird der Snack in den
beschleunigen kann. Die Maschine schneidet Schwarzbrot, Toastbrot, auch warmes Brot mit einer Leistung bis 360 Backwaren pro Stunde.
„Integrierbar“ war das Stichwort bei Treif. Mit dem Primus fusion zeigte das Unternehmen erstmals seinen komplett in die Ladeneinrichtung einbaufähigen Brotschneider. Die Maschine kann unter der Verkaufstheke oder, ergonomisch besser, etwas erhöht in einer Rück- oder Seitenwand platziert werden. Sie schneidet Brotsorten bis 360 mm Länge. Ein Greiferhaken und ein Scheibenhalter führen das Brot, was laut Hersteller für exakt geschnittene Scheiben von Anfang bis Ende sorgt.


Schwarz, Anthrazit, Edelstahl, Weiß oder Holzdekor – MHS Schneidetechnik präsentierte ihre Kreismessermaschine „MHS Premium Touch“ mit frei wählbaren und austauschbaren Fronten. Die Schneidemaschine werde damit zum Design-

++ Für den
Haus-Verzehr: Der Thermo Bag soll warme Snacks genauso lang warm halten wie Alufolie

„Sn a ck Bag“ gelegt, eingerollt, fertig. Fixiert wird per Selbstklebeverschluss. Der Verbraucher öffnet die Verpackung über die Aufreißperforation in der Mitte. Eine Verpackungshälfte verbleibt also um das Produkt und dient nun als Krümel- und Kleckerschutz. Die Verpackung gibt es im Paper Look mit fettdichtem Papier oder kombiniert mit PET-Sichtfenster. Die Variante „Thermo Bag“ besteht aus zwei Lagen fettdichtem Papier (mit oder ohne PET-Sichtfenster) und soll warme Snacks genauso lange warm halten wie Alufolie.

objekt. Die Maschinen schneiden laut Hersteller auch warme Brote und erreichen eine Leistung bis 220 Schnitte pro Minute.
Mit einer epoxidfreien Messerbeschichtung BAL2017 BIOSHIELD arbeiten die Kreismessermaschinen vom Typ Rotec 350-526 von Rego Herlitzius. Diese neue Generation der Antihaftbeschichtung bietet den bestmöglichen Schutz vor Bakterien dank besonderer Wachstum hemmender Eigenschaften, so das Unternehmen. Hohe Abriebfestigkeit, starke Antihaftwirkung, höhere Standzeiten durch optimale Gleiteigenschaften seien weitere Vorzüge. Ausgelegt für Schneidleistungen bis 300 Scheiben pro Minute ist die semi-automatische V2A Kreismessermaschine Rotec 2000, was je nach Schnittstärke rund 21 Broten pro Minute entspricht.
Das Industriegeschäft von Rego Herlitzius liegt seit März 2018 in den Händen der MKW GmbH, die die Bäckereimaschinen unter der Marke Herlitzius führt. Auf der iba informierte das Unternehmen über die Schnittbrotautomatik Rotec 3000 mit vollautomatischer Brotzuführung, brotsortenabhängiger
Beölung des Kreismessers, drehzahlunabhängiger Schnittgeschwindigkeit für optimiertes Schneiden bei unterschiedlichen Brotsorten und Fernwartung via Ethernet.
GHD Hartmann zeigte die Schneidemaschine KM 600 P, die für Leistungen bis 600 Schnitte/min ausgelegt ist. Sie schafft das gewichtsgenaue Schneiden und Portionieren von Stangenbrot. Vor dem Schneiden werden die Brotstangen gewogen und deren Dichte ermittelt. Das Dichteprofil jeder Brotstange wird an die Steuerung übermittelt und die Stangenbrote werden darauf abgestimmt so geschnitten, dass eine beispielsweise 500-g-Einwage eingehalten wird.



Schneiden mit Ultraschall
Ausgerüstet mit neuer Software präsentierte das auf Ultraschall-Schneidemaschinen spezialisierte Unternehmen Döinghaus die Ausführung „Ultracut Filou“. Sie schneidet Kuchen und Konditoreiprodukte laut Unternehmen verlustfrei und mit hoher Genauigkeit. Elf verschiedene Schneidvarianten sind jetzt möglich, darunter Rechtecke, Dreiecke, Torten und der Diamant-Schnitt.
Rechteckige (bis 600 x 800 mm Größe) und runde Kuchen (bis 380 mm Durchmesser) schneidet die Ultraschall-Schneidemaschine InlineSlicer Ultrasonic von Bakon. Bei Bienenstich beispielsweise durchfährt die Ultraschallschneidmaschine die Oberfläche langsamer, um sie nicht zu zerstören, während der softe Part der Backware schneller durchtrennt wird. Das Schnittbild ist variabel und wird, wie auch die Stückzahl, Schnittgeschwindigkeit, Randbreite usw., auf dem LDC-Bildschirm programmiert. Als Ergänzung wird ein Entlader angeboten, der Blechkuchen aus dem Backblech anhebt und sie auf das Zuführband ablegt. +++
WP zeigte auf der iba industrielle Teigteil- und Wirkkompetenz und stellte unter anderem die TEWIMAT SOFT für weiche Teige und die TEWIMAT BIG BALL für große Gewichte vor.
+Den für den industriellen 24-Stunden-Betrieb ausgelegten Teigteiler TEWIMAT gibt es nun in zwei Varianten: als TEWIMAT SOFT und TEWIMAT BIG BALL. Die Maschinen sind dafür konzeptioniert, langgeführte weiche Teige sowie größere Gewichte zu verarbeiten. Die Ausstattungen sind kombinierbar und lassen sich in ihrem Anwendungsbereich durch die Nachwirkstation, die TW PLUS, nochmals erweitern.
Als Herzstück industrieller Aufarbeitungslinien für Brötchen, Brote, Pizza, Tortilla, Fladenbrot und viele andere Produkte überzeugt die TEWIMAT mit ihrer hohen Qualität beim Teilen und Wirken und ihrer Gewichtsgenauigkeit, heißt es dazu in einer Pressemitteilung. Die Leistung liegt bei bis zu 30.000 Teiglingen pro Stunde. Die neue Variante, TEWIMAT SOFT, besitzt eine Mechanik, durch die sie länger vorgegarte Teige mit einer TA über 170 besonders sanft und schonend bearbeitet. In Verbindung mit der Ausstattung BIG BALL lässt sich der Gewichtsbereich auf 100 g bis 600 g ausweiten.

Durch die zusätzliche Nachwirkstation TW PLUS werden optimale Rundwirkergebnisse der Teiglinge in höheren Gewichtsbereichen erzielt, heißt es weiter. Das zusätzliche Nachwirken bietet die Möglichkeit, durch die doppelt so lange Wirkzeit und den doppelt so langen Wirkweg Druck und Geschwindigkeit beim Wirken zu optimieren, sodass die Teigstruktur erhalten bleibt. Dadurch soll es gelingen, in der industriellen Produktion Teige in handwerklicher Qualität zu fertigen.
Die Teigteil- und Wirkmaschine TEWIMAT kann in alle halb- und vollautomatischen Anlagen integriert werden. Die Maschine kann im Gewichtsbereich von 30 g bis 600 g eingesetzt werden, ist mit 2 bis 10 Reihen erhältlich und erreicht abhängig von Teigqualität und Teiggewicht eine Stundenleistung von 2.000 bis 3.000 Stück pro Reihe.

Die Saugteilertechnologie, die keine Einzugswalzen und Teilmesser verwendet, und das Trommelwirkersystem sollen die TEWIMAT besonders teigschonend arbeiten lassen. Für die unterschiedlichen Gewichtsbereiche gibt es wechselbare Kammertrommeln. Außerdem lassen sich Leistung, Wirkintensität und Gewicht individuell gemäß den jeweiligen Teiganforderungen programmieren.
Der für die meisten Teige ölfreie Teilprozess vermeidet die Beeinflussung der Teigstrukturen und minimiert die Betriebskosten. Auch bei niedrigem Fülldruck, der Grundvoraussetzung für eine teigschonende Arbeitsweise, kann die Teilgenauigkeit garantiert werden, da
durch das patentierte Entgasungssystem Lufteinschlüsse während des Teilvorganges entweichen können, heißt es in einer Pressemitteilung.
Die TEWIMAT ist leicht zu reinigen. Um Verschmutzungen von vornherein vorzubeugen, wurde der maschinengeführte Teil baulich vom teigführenden Teil getrennt. Dadurch kann Teig nicht auf Antriebsteile, wie z. B. Zahnräder, fallen. Der teigführende Teil der TEWIMAT ist zudem vollständig zerlegbar und kann weitgehend ohne Werkzeug aus- und wieder eingebaut werden. Durch ihre einfache Zugänglichkeit ist die TEWIMAT sehr wartungsfreundlich. +++
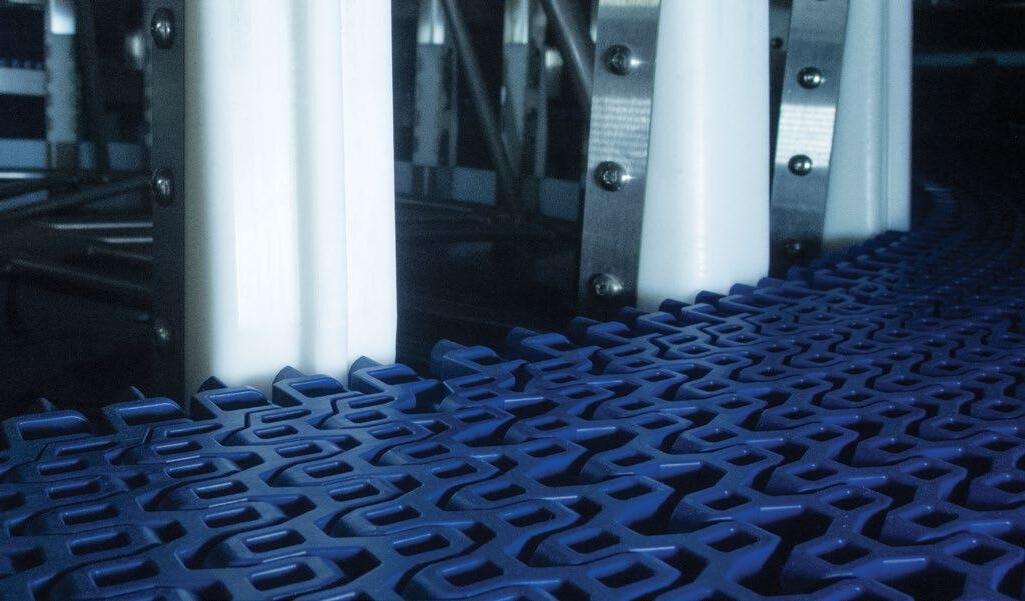
Steigerung der Effizienz
Zuverlässige Leistung
Geringere Gesamtbetriebskosten
Einfacherer Betrieb dank
DirectDrive System Spiralen funktionieren, wie Spiralsysteme funktionieren sollten: mit reduzierter Bandspannung, verbesserter Produktausrichtung und erhöhter Lastkapazität.


Dieses System eliminiert Overdrive und sorgt für einen zuverlässig reibungslosen Betrieb Ihrer geschäftskritischen Systeme ohne Unterbrechung.
Superfoods und Urgetreide, Food Pairing und Clean Label gehörten zu den Messethemen bei den Rohstoffanbietern. Aber noch etwas fiel auf: Viele Hersteller brachten Farben ins Spiel.
+Dass die Facette „Farbe“ (wieder) auf die Bühne tritt, ist vielleicht nicht ganz verwunderlich, wenn man sich vor Augen hält, dass auch das Social Web als Ideenpool für Innovationen dient. User posten, teilen und „liken“, was ihnen gefällt, vor allem aber, was ihnen auffällt. Insofern dürften Hingucker bessere Karten haben, zum Trend zu avancieren. Farben können dabei hilfreich sein.
Natürliche Farbnuancen waren ein Thema bei backaldrin Dezent violette Töne bei Back- und Feinbackwaren bringt das Neuprodukt AroniaMix mit Aroniabeeren mit. Die Farbe unterstreicht ihren „Superfood“-Charakter und dieser wiederum passt zum Trendthema „Gesundheit“ im Sinne von Natürlichkeit und Wohlbefinden. Der Clean-Label-Mix färbt die Krume von Baguettes oder Weizenmischbrot leicht lilafarben. Der AroniaMix passt auch zu Brioches, Muffins, Kuchen oder Massen. Empfohlen wird eine Dosierung zwischen 10 und 25 %. Mit „Durum 100“ auf Basis von Hartweizenmehl kommt sanft pastelliges Gelb ins Spiel. Die Farbe hängt mit dem Carotinoid-Gehalt des Durum-Weizens zusammen. Der Clean Label Mix eignet sich u. a. für Sandwichbrot, Focaccia oder süße Hefeteiggebäcke. Eine außergewöhnliche Geschmacksnuance liefert „My UrkornMix“: Mild-rauchige Sauerteignoten – durch geräucherten Weizensauerteig (Smoked Sourdough) – treffen auf erdig-würzige, nussige Noten – durch Emmer, Einkorn und Khorasan.
Auf ein anderes Superfood – nämlich Buchweizen – setzt Ireks. Das Unternehmen präsentierte ein Buchweizenbrot, auf Basis von Dinkel gebacken, das einen außergewöhnlichen, eben Buchweizen-typischen leicht nussigen Geschmack liefert. Das Gebäck darf als „Buchweizenbrot“ bzw. „-kleingebäck“ ausgelobt werden. Die Anwendungsmenge liegt bei 35 bis 50 %


auf Mehl. Aus Südtirol/Italien kam die Idee zu „Castanoce“ –ein Mix für rustikale Gebäcke mit Esskastanien, Walnüssen, Leinsamen und wiederum Buchweizen. Nach wie vor im Trend: Dinkel, das, genauso wie der Buchweizen, auch in den Feinbackwarenbereich hineinwirkt.
Zu den Anbietern von Farben, genauer von färbenden Lebensmitteln, gehört die niederländische BETTEC B.V., die ihre Produkte unter der Marke Colourfood Professionals vertreibt. Premiere in München hatten färbende Lebensmittel in Form von Pulver als Ergänzung zu den flüssigen „Farben“. Diese eignen sich zum Toppen, Glasieren, Füllen und Dekorieren, während Pulver bei Teigen, bei denen das Feuchtigkeitsverhältnis sensibel ist, oder bei Schokolade bzw. Kuvertüre, die nicht gerinnen darf, besser funktionieren. Fünf Farben werden angeboten: Apfel-Grün, Spirulina-Blau, Trauben-Violett, Zitronen-Gelb und Einhorn-Pink.
++ Außergewöhnlich im Geschmack: Buchweizenbrot und -kleingebäck bei Ireks
Herzhaft und nussig waren auch Stichwörter bei der SchapfenMühle , die den Besucher außer über Gebäcke mit Urgetreide wie Dinkel, Emmer, Einkorn und Waldstaudenroggen auch über ihr Tiroler Nussbrot informierte. Die Mühlenvormischung mit Hasel- und Walnüssen sowie einem Brotgewürz eignet sich für alle Arten von Nussgebäcken. Ein sehr saftiges, beinahe softes Brot entsteht auf Basis der Mühlenvormischung „Pro Eiweißbrot“. Sie eignet sich zur Herstellung eiweißreicher Weizenvollkornbrote und Weizenbrötchen, die den Anspruch von „Low Carb“ erfüllen.
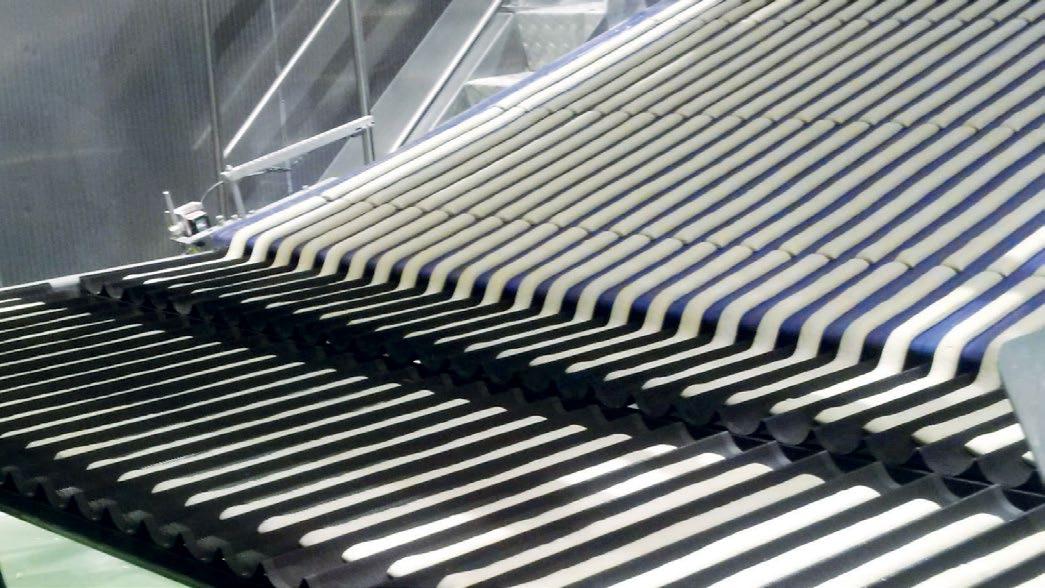
DIE TEIGBANDANLAGE FÜR FEINPORIGE UND GROBPORIGE TEIGE IM EASY CLEAN DESIGN


© SchapfenMühle
++ Sehr saftig, beinahe soft: Low-Carb-Gebäck mit „Pro Eiweißbrot“ von SchapfenMühle


Auch bei Martin Braun spielten Farben eine Rolle. Es darf wieder bunt sein. Auch Glamour, Hochglanz und Luxus sind im Konditoreibereich angesagt. In München zeigte die Braun-Gruppe u. a. Swirl-Cookies, teils bunt geswirlt mit Farben aus Lebensmitteln, teils mit anderer
Die auf der IBA 2018 neu vorgestellte Teigbandanlage von König bietet eine Leistung von 33 Hüben/min und verarbeitet sowohl feinporige wie auch grobporige Teige mit hohem Wassergehalt schonend und genau. Damit wird eine hohe Brötchenvielfalt von Kornecken über Knackfrisch bis hin zu mediterranem Ciabatta erreicht. Für einfache Reinigung, Wartung und Zugänglichkeit zu allen Modulen hat König das „Easy Clean“ Design angewandt.
mit der IBA Trophy 2018. Folgen Sie uns auf unseren digitalen Kanälen.
Bei uns ist Ihr Produkt im Fokus!
außergewöhnlicher Optik wie die einer Wassermelone. Exklusive Éclairs erleben ein Revival, so das Unternehmen. Zu deren Herstellung wurde ein neuer Mix entwickelt, der nur die Zugabe von Wasser und Speiseöl benötigt. Mit Füllungen und Dekoren könne der Bäcker so aus einem Backwerk ein individuelles Kunstwerk zaubern.
Zeelandia holt das Thema „Müsli“ ins Backwarensegment.
MR. KORN „Sonnenmüsli“ heißt die Entwicklung, die das Unternehmen zur iba mitbrachte und mit ihm zwei Trends gleichzeitig aufgreift: Superfoods – mit Quinoa, Hanf- und Chiasamen – und Müsli – durch ganze Haferkörner. Sie geben dem Endprodukt einen Überraschungsmoment, einen Crunch oder, wie es das Unternehmen ausdrückt, den „MüsliMoment“. Das Produkt eignet sich für herzhafte wie süße Kleingebäcke, wie Nussschnecken, Muffins oder Croissants.
Kurze Zutatenlisten sind gefragt. Ein Grund, weshalb die C. Siebrecht Söhne KG ihre Clean-Label-Kompetenz in den Vordergrund rückte. Unter anderem zeigte das Unternehmen Clean-Label-Gebäcke auf Basis von Kürbis Deluxe, einer 50%-Vormischung mit steierischen Kürbiskernen und weiteren Kernbestandteilen, die Struktur und Farbe ins Brot bringen.
Vegane Muffins und Blechkuchen präsentierte Uniferm Basis ist die Produktneuheit des Unternehmens, das Feinbackmittel RoyalRühr® vegan. Die Backwaren werden im All-in-Verfahren mit drei Komponenten hergestellt und zeigen laut Unternehmen eine sehr gute Krumensaftigkeit und Frischhaltung.


Weniger Zucker, weniger Fett, mit Vollkornmehl – für Muffins, Rodon- oder Blechkuchen, die diese Anforderungen erfüllen sollen, entwickelte KOMPLET, Abel+ Schäfer die Vormischung Body & Soul Cake. Das Konzept adaptierte das Unternehmen auch für junge Verbraucher und nutzt in dem Zusammenhang in Lizenz die Marke Käpt’n Blaubär ®

Blüten-Cupcakes waren ein Special bei Dreidoppel . Mit drei neuen Konditoreipasten lieferte das Unternehmen auch den passenden Geschmack dazu. „Rose” hat eine blumige, fruchtige, leicht parfümierte Note und färbt Sahne oder Buttercremes zartrosa. Logischerweise fliederfarben werden Massen mit „Lavendel“, die würzig-blumige Geschmacksnoten beisteuert. Keinen floralen, dafür einen herb-fruchtigen Geschmackseindruck schafft die dritte neue Paste „Pink Grapefruit“. +++


Ihre Kunden erwarten attraktive Backwaren in konstanter Qualität, die pünktlich und zum richtigen Preis und Menge geliefert werden. Rademaker versteht diese Herausforderungen. 40 Jahre erfolgreiche Zusammenarbeit mit Großbetrieben und den daraus resultierenden und stetig wachsenden Anforderungen haben die Philosophie und Innovationskraft bei Rademaker geprägt. Robuste & effiziente Produktionsanlagen mit hoher Verfügbarkeit und Lebensdauer, wirtschaftlichen Betriebskosten und ausgeglichenem Return of Investment stärken auch Ihre Produktivität und Ihr wirtschaftliches Ergebnis. Nutzen Sie Rademaker – einen starken Partner für Ihr Unternehmen.



Im französischen Straßburg fand die Jahreshauptversammlung des Verbandes Deutscher

Großbäckereien statt. Mehr als 110 Teilnehmer folgten der Einladung und informierten sich über die aktuellen Herausforderungen der Backbranche.
+Die sich verändernde Backbranche und der Mangel an Fachkräften waren wichtige Themen der diesjährigen Jahreshauptversammlung des Verbandes Deutscher Großbäckereien in Straßburg. So steigt auf der einen Seite die Bedeutung des Wirtschaftszweiges durch die zunehmende Konzentration der Branche sowohl auf der Produktions- wie auf der Absatzschiene. Auf der anderen Seite leiden die Großbäcker wie viele andere Branchen auch unter Personalmangel.
Dass die Großbäckereien einen sehr hohen Stellenwert haben, verdeutlichte auch die Videobotschaft der Bundeslandwirtschaftsministerin Julia Klöckner. Die Ministerin bedankte sich bei den ca. 110 Teilnehmern der Veranstaltung für die Versorgung der Bevölkerung mit Backwaren. Die Gebäcke seinen in ihrer Vielfalt stets auch ein Ausdruck von Heimat, erklärte Klöckner. Die Bundeslandwirtschaftsministerin wolle alles dafür tun, dass nicht nur die Backwaren von den Verbrauchern wieder mehr geschätzt werden, sondern auch diejenigen, die diese auf den Tisch bringen und dafür z. B. nächtliche
Arbeitszeiten in Kauf nehmen. Zudem ging Julia Klöckner auf das Thema der Aus- und Weiterbildung ein. So sei die betriebliche Ausbildung ebenso wichtig wie die akademische.
Marktlage
Nach der Videobotschaft der Bundeslandwirtschaftsministerin informierte die Verbandspräsidentin Prof. Dr. Ulrike Detmers die Teilnehmer über die wachsende Bedeutung der Branche. Dabei bezog sich Prof. Detmers auf die Zahlen der aktuellen Umsatzsteuerstatistik. So habe die Gruppe der Betriebe mit einem Jahresumsatz von mehr als 10 Mio. EUR bereits 2016 einen Umsatzanteil von 57,33 % erwirtschaftet. Ein großer Teil dieser 298 Betriebe, so Detmers, gehöre zu den Großbäckereien, auch solche aus den Reihen der Filialbetriebe, unter denen die Konzentration nach wie vor stark wachse. Auch halte die Konzentration im Lebensmitteleinzelhandel, der 2017 einen Jahresumsatz von insgesamt 242,5 Mrd. EUR erreicht habe, an. Manche der Unternehmen, wie z. B. die Edeka-Gruppe, die Rewe oder auch der Discounter Lidl, produzierten selber Backwaren. Allein die EdekaGruppe komme mit allen regionalen Backbetrieben gemeinsam inzwischen mit Backwaren auf ein Umsatzvolumen von 770,2 Mio. EUR und liege damit im Ranking der bundesdeutschen Großbäckereien bereits auf Platz 2 hinter HarryBrot. Die Rewe-Gruppe mit Glockenbrot belegt heute auf dieser Liste bereits Platz 5. Dabei habe die Konzentration der Backwarenproduktion auf die Großbetriebe verschiedene Gründe. Für Verbandspräsidentin Prof. Dr. Ulrike Detmers ist einer der Gründe auch die hohe Qualität der hergestellten Backwaren. Viele Verbraucher, so Prof. Detmers, sind der Meinung, dass Backwaren aus Großbäckereien heute genauso gut schmecken wie Backwaren, die handwerklich produziert wurden. Zudem kommen die Unternehmen dem Wunsch der Verbraucher nach mehr Convenience und einer einfacheren
5% 10% 23% 25% 21% 3% 13%
stimme voll zu stimme überwiegend zu stimme eher zu stimme eher nicht zu stimme überwiegend nicht zu stimme überhaupt nicht zu weiß nicht/ist mir egal
Versorgung mit frischen Backwaren entgegen, indem Gebäcke zum Aufbacken angeboten werden.
Anschließend ging Prof. Detmers auf die Auswirkungen des Mitarbeitermangels auf die Backbranche ein. So beschäftigen die Großbäckereien in Deutschland zurzeit rund 25.000 Arbeitnehmer. Die Zahl der Arbeitsplätze entwickle sich stabil. Probleme zeigen sich allerdings inzwischen in fast allen Betrieben, da insbesondere Facharbeiterstellen nicht besetzt werden können. Detmers empfahl den Mitgliedern, auch Immigranten zu integrieren. Das sei kein Selbstläufer. „Unterschiedliche Kulturen stoßen in den Betrieben aufeinander und eine gute Integration zählt zu den größten Herausforderungen für die Führungskräfte“, so Detmers. Lösungen könnten erreicht werden, wenn man das Ziel der guten Integration vorlebe. Die Verbandspräsidentin forderte die Unternehmen zudem auf, dem Thema „employer branding“ mehr Aufmerksamkeit zu schenken.
Zum Abschluss der Rede ging Detmers noch auf aktuelle Verbrauchertrends ein. So bilde sich besonders in den Metropolregionen der „Homo diffusus“ heraus. Dieser bevorzugt nachhaltig produzierte, natürliche Lebensmittel ohne Gentechnik. Dabei möchte der „Homo diffusus“, dass seine
persönlichen Wünsche und ethischen Bedürfnisse erfüllt werden. Dabei möchte er allerdings nicht auf Genuss verzichten.
++ Die neue Brotsenatorin Dr. Elisabeth Sciurba (3. v. l.) mit Großbäckerpräsidentin Prof. Ulrike Detmers, den Vizepräsidenten Hans-Jochen Holthausen (2. v. l.) und Alexander Heberer (r.) sowie den Geschäftsführern Armin Juncker (Mitte) und Alexander Meyer-Kretschmer


Ziele erreichen Hauptgeschäftsführer Armin Juncker ging anschließend auf die Arbeit des Verbandes ein. So ist die Zahl der Mitglieder gestiegen und der Verband unterstützt seine Mitglieder z. B. bei der Tarifpolitik oder auch bei Rechtsstreitigkeiten. Aber auch bei Fragen zur Ausnahmegenehmigung für Sonntags- und Nachtarbeit könne der Verband unterstützen, so Juncker. Anschließend ging der Hauptgeschäftsführer auf das Projekt Ölsaatenmonitoring ein. Betriebe können im Rahmen dieses Projektes die von ihnen eingekauften Ölsaaten z. B. auf Schadstoffe prüfen lassen. Gleichzeitig baut das Institut Biotask von Prof. Bärbel Kniel mit den Ergebnissen eine Datenbank auf, die langfristig
++ Verbandspräsidentin
„Die Auszeichnung ist eine große Ehre, aber auch eine Verpflichtung. Wir Wissenschaftler müssen mit der Branche in Kontakt bleiben und dürfen nicht nur in akademischen Zirkeln bleiben. Ich verspreche Ihnen, den Austausch wieder zu intensivieren.“ Mit diesen Worten kommentierte Dr. Elisabeth Sciurba ihre Ernennung zur neuen Brotsenatorin des Verbandes Deutscher Großbäckereien. Mit diesem Titel zeichnet der Verband Deutscher Großbäckereien Persönlichkeiten aus Wirtschaft, Forschung und Wissenschaft aus, die sich um das Produkt Brot verdient gemacht haben. Diese Voraussetzungen erfülle die neue Senatorin, so die Präsidentin des Verbandes, Prof. Dr. Ulrike Detmers, in besonderem Maße. Sie würdigte vor allem die wissenschaftlichen Verdienste der neuen Brotsenatorin, die wichtige aktuelle Projekte für die Branche bearbeite. Seit Juli 2014 leitet Dr. Sciurba die Arbeitsgruppe Lebensmittel aus Getreide beim Max RubnerInstitut für Sicherheit und Qualität bei Getreide. Sie ist in zahlreichen Fachausschüssen und Beiräten tätig, u. a. ist sie Mitglied im Technical Committee der International Association for Cereal Science and Technology (ICC).
Mittlerweile schmecken industriell produzierte Backwaren genauso gut wie die aus Handwerksbetrieben
einen Überblick über Anbau, Kontamination von Ernten nach Regionen usw. geben wird.
Die Vortragsveranstaltung eröffnete DLG-Präsident Hubertus Paetow. Der Referent erinnerte an die vielfältige Kooperation zwischen der DLG und der Backbranche z. B. bei den Qualitätsprüfungen von Backwaren. Zudem ging er auf die Möglichkeiten der Supply-Chain-Kette und den Nutzen der Blockchain-Technik ein. So könne es beispielsweise möglich werden, virtuelle Lebensläufe einzelner Rohstoffpartien und Ländereien als Differenzierungsmerkmal zu nutzen. Gleichzeitig gebe die Technologie Sicherheit vor dem Austausch einzelner definierter Rohstoffe.

Danach referierte Prof. Dr. Marion Halfmann, Vizepräsidentin für Studium, Lehre und Weiterbildung, Marketing und marketingorientiertes Management an der Hochschule Rhein-Waal, Kleve, über die Markt- und Branchentrends für Großbäckereien. So gebe es einerseits zahlreiche Mikrotrends, die häufig nur in kleineren Gruppen gelebt werden. Andererseits gebe es fünf große Trends, die das Verbraucherverhalten determinieren. Trends seien die Individualisierung, die Neo-Ökologie oder der Genuss und die Nachhaltigkeit ohne Verzicht, der Wunsch nach Gestaltung, das Internet und die Digitalisierung und damit auch die Automatisierung entlang der gesamten Wertschöpfungskette sowie die Attention Economy. Dabei wird die Aufmerksamkeit der Verbraucher zum raren Gut. Daher wird es wichtig, dass


ein Gesamtkonzept der Ansprache entwickelt wird, mit dem Emotionen ausgelöst werden. Die Expertin ist überzeugt, dass es in Zukunft eine Kombination aus all diesen großen Trends geben wird. Daraus resultieren eine Vermischung von On- und Offlinegeschäft und für die Backbranche eine Vermischung von Bäckerei, LEH und Gastronomie.
Prof. Dr. Christian Sina stellte anschließend das Konzept der personalisierten Ernährung vor, welches u. a. am Institut für Ernährungsmedizin am Universitätsklinikum Lübeck entwickelt wird. Der Mediziner erklärte, dass allgemeine und einseitige Ernährungsempfehlungen keinen Sinn machen, weil jeder Organismus auf die Lebensmittelzufuhr anders und auch gegensätzlich reagiere. Was für einen Menschen eine gesunde Ernährung sei, könne für den zweiten potenziell ungesund sein. Das Konzept der personalisierten Ernährung sieht deshalb vor, dass ein Verbraucher, der daran interessiert ist, sich einem Test unterzieht, der herausfindet, nach welchen Regeln sein Stoffwechsel auf den Verzehr von Kohlenhydrat, Fett, Eiweiß respektive Kombinationen davon reagiert. Vermutlich, so Sina, sei es anschließend möglich, die Leute in Gruppen einzuteilen, für die Ernährungsempfehlungen ausgesprochen werden können. +++



Unsere Mission bei MECATHERM ist es, alles zu tun um unseren Kunden das Leben zu vereinfachen, und ihnen angepasste führende industrielle Lösungen anzubieten, überall auf der Welt. Weil die Zufriedenheit und Loyalität unserer Kunden unsere Geschäftsgrundlage ist.



CSM Bakery Solutions und 3D Systems arbeiten gemeinsam an einem erstmals gewerblich einsetzbaren 3D-Lebensmitteldrucker. Premiere soll das Gerät 2019 auf dem US-amerikanischen Markt haben; in Europa ist die Einführung für das Jahr 2020 ins Auge gefasst.
+Der 3D-Druck erlaubt die Herstellung hochkomplexer Formen und Muster in relativ kurzer Zeit, bei begrenztem Aufwand. In vielen Fällen lassen sich die gedruckten Produkte reproduzieren, sodass viele Artikel gleichzeitig hergestellt werden können.
3D-Drucktechnologien
Am Markt gibt es derzeit eine Reihe an 3D-Drucktechnologien, wie
+ Extrusion
+ Lichtpolymerisation
+ Laminierung
+ Verdrahtung
+ Pulverbett (selektives Heißsintern/Laser- und Tintenstrahlkopf-3D-Druck/Pulverbettdruck)
Drei der Technologien scheinen bei näherer Betrachtung für die Arbeit mit essbaren Materialien als geeignet: Die E xt rusion, oder: Fused-Deposition-Modeling
Hierbei handelt es sich um ein definiertes Verfahren, bei dem Material verbunden oder verfestigt wird, um ein dreidimensionales Modell zu erzeugen. Das Material wird dabei schichtweise aufgetragen, bis das Objekt fertiggestellt ist. Selektives Heißsintern/selektives Laser-Sintern
Bei diesem Arbeitsprinzip bringt ein beweglicher Thermal-
Druckkopf Hitze auf Schichten thermoreaktiver Pulvermaterialien auf. Wenn eine Schicht fertiggestellt ist, bewegt sich das Pulverbett nach unten und eine Walze trägt eine weitere Schicht des Materials auf. Anschließend beginnt der Vorgang von vorn, bis das definierte Design fertiggestellt ist.
Tintenstrahlkopf-3D-Druck/Pulverbettdruck Der Pulverbettdruck beruht auf dem Grundsatz eines beweglichen Druckkopfes (a), der eine vorgegebene Menge Druckflüssigkeit (Tinte) in ein Pulverbett (e) einbringt. Die Flüssigkeit wird vom Pulver absorbiert und bildet sofort einen festen Rahmen. Das Pulverbett (e) bewegt sich nach unten (f) und eine Walze (b) trägt eine neue Schicht des Materials aus dem Pulverbettmagazin (c) auf. Der Vorgang wird so lange wiederholt, bis das definierte Objekt (d) fertiggestellt ist. (Siehe Zeichnung rechts oben.)
Autoren
Kai-Alexander Heuberger, Innovation Director CSM Bakery Solutions, Erin Surrat, R&D Director 3D Systems
Kontakt:
kai-alexander.heuberger@csmbakerysolutions.com
CSM und 3D Systems arbeiten mit dem Pulverbettdruck, um auf der Grundlage eines digitalen Modells dreidimensionale Objekte zu erstellen. Sie wenden dabei das additive Verfahren des Schichtaufbaus an.
Viele der bestehenden Technologien haben Nachteile für den gewerblichen Einsatz: Zum Beispiel erlauben einige der Verfahren zwar einen Vollfarbdruck, aber keinen Mehrfarbdruck. Außerdem ist die Vielseitigkeit beim Design – was Größe, Form und Funktion angeht – eingeschränkt, wenn Designdefinition und Druck mit angemessener Geschwindigkeit erfolgen sollen. Und: Die Geschmacksvielfalt ist begrenzt.
Vorteile des Pulverbettdrucks gegenüber der Extrusion oder dem selektiven Heißsintern liegen in

Anzeige
Wir kriegen’s gebacken!


+ der Produktivität: Der Pulverbettdruck ermöglicht eine automatisierte Produktion von 1.392 cm³/Std. bei achtstündigem Dauerbetrieb. Extrusionsmethoden können lediglich etwa 60 cm³/Std. verarbeiten und müssen zudem stündlich neu eingestellt werden. Von der Größenordnung her wäre das 100–200 Mal produktiver.
+ einer höheren Auflösung: Der Pulverbettdruck erlaubt ein sehr detailliertes Design von bis zu 300 dpi.

+ komplexeren Designs: Das Prinzip des Drucks in einem Pulverbett, das sich Schicht für Schicht nach unten bewegt, ermöglicht die Erstellung ineinandergreifender Designs.


+ der Möglichkeit eines Mehrfarbdrucks: Der Pulverbettdruck funktioniert nach dem Prinzip eines Standarddruckkopfes, der mit mehreren Farben druckt.

KEG-TRENNMITTEL-KONZEPT: OFT KOPIERT, DOCH IM DIREKTEN SICHERHEITSVERGLEICH SIND WIR DER ZERTIFIZIERTE SIEGER
DE-ÖKO-006

EU-/Nicht-EU-Landwirtschaft



Das einzige Edelstahlfass & Keg-Sprühsystem mit TÜV zertifizierter Betriebszulassung geprüft und zugelassen
UnsereKEG-Fässer sind bis 8barzugelassen

Natürlich und sicher trennen: Keiner arbeitet unter Druck so gut wie unser KEG-Trennmittel-Konzept. Mit unserem bewährten und zertifizierten KEG-Konzept versprühen Sie die Trennmittel von Boyens Backservice verlässlich und effizient. Unsere KEG-Fässer sind zertifiziert, robust, 100% langlebig, drucksicher und abriebfest. Seit 40 Jahren Leidenschaft und Kompetenz: Mit boyens backservice, Trennmittelexperten und Entwickler des sichersten KEG-Mehrwegsystems, trennen Sie immer am besten!


+ der Geschmacksvielfalt: Der Pulverbettdruck erlaubt das problemlose Hin- und Herwechseln zwischen verschiedenen Geschmacksrichtungen.
+ einem höheren Ertrag: Unter Berücksichtigung der Geschwindigkeit und Einfachheit der Produktionsleistung sowie der Kosten des Pulverbettdruckers zeigt der Pulverbettdruck für die Weiterentwicklung für unsere Kunden das beste Preis-Leistungs-Verhältnis.
Die Zusammenarbeit von CSM Bakery Solutions und 3D Systems beinhaltet neben der Forschung und Entwicklung, Konstruktion und Gestaltung auch die konkrete Beschaffung, Entwicklung von Lebensmittelprodukten und Pläne zur Markteinführung. Eine sorgfältige Analyse und umfassende Diskussionen, Planungen und Marktforschung seien erforderlich, so die Unternehmen, um die Innovation zur Marktreife zu bringen.
Marianne Kirkegaard, Präsidentin und CEO von CSM Bakery Solutions: „Unsere Vereinbarung mit 3D Systems birgt das Potenzial, die Lebensmittelindustrie grundlegend neu zu gestalten. Der 3D-Druck hat bereits zur Transformation einer ganzen Reihe von Branchen beigetragen, und wir haben allen Grund zu der Annahme, dass das auch für die Lebensmittelindustrie gelten kann.“

Vyomesh Joshi, Präsident und CEO von 3D Systems: „Unsere Partnerschaft mit CSM ist perfekt geeignet, um unsere Technologie und Fähigkeiten auf das Anwendungs- und Materialspektrum in Richtung Lebensmittel auszudehnen.“ +++

CSM Bakery Solutions ist ein weltweit führender Produzent und Lieferant von Backzutaten, Tiefkühlbackwaren und Services für Handwerksbäckereien, den FoodserviceMarkt, industrielle Hersteller von Backwaren sowie den Lebensmitteleinzelhandel. Aus dem Unternehmen heißt es:
„Die Experten von CSM Bakery Solutions betreuen Kunden in mehr als 100 Ländern und profitieren dabei von einem internationalen Netzwerk in den Bereichen Innovation und Produktentwicklung sowie von Produktionsstätten rund um den Globus. Zu den CSM-Traditionsmarken zählen einige der Marken, die im Backwarenmarkt größtes Vertrauen genießen, darunter MeisterMarken, Ulmer Spatz, Goldfrost und Baker & Baker.“ Weitere Informationen unter www.csmbakerysolutions.com.
Zum Portfolio von 3D Systems gehören 3D-Produkte und -Services, darunter 3D-Drucker, Druckmaterialien und digitale Designtools. Das Unternehmen besteht seit mehr als 30 Jahren und versteht sich als Urheber des 3D-Drucks. Geräte von 3D Systems finden derzeit u. a. Anwendung im Produktdesign, der industriellen Fertigung und im medizinischen Bereich, wo es beispielsweise darum geht, medizinische oder zahnmedizinische Geräte sowie patientenspezifische chirurgische Instrumente zu drucken.





Die Grupo Almar gehört zu den größten Backwarenherstellern in Argentinien. Im Interview erkärt Luis Videla, CEO und Inhaber der Grupo Almar, mehr über den Markt und die Herausforderungen.

Borchfeld: Herr Videla, können Sie uns mehr über die Grupo Almar erzählen?
+ Videla: Die Grupo Almar hat ihren Anfang im Jahr 2002, mit einem Laden in Buenos Aires, in der Nähe des heutigen Bäckerei-Standorts. Dieses Gebiet war ein alter Privatflughafen, und wir kauften einen der Hangare und bauten ihn zu einer Bäckerei um. Wir begannen mit der Produktion von Kuchen. Innerhalb von drei Jahren wuchs das Unternehmen von einem Laden auf 16 Verkaufsstellen an. Weil die Arbeitskosten stiegen, aber auch, weil wir unterschiedliche Supermarktketten mit Produkten belieferten, mussten wir die Unternehmensstruktur neu überdenken. 2013 hatte unser Werk 700 Beschäftigte. Weil wir nicht über die notwendigen Fertigungsanlagen verfügten, war unsere Produktionskapazität beschränkt. Das war der Grund, warum wir entsprechende Maschinen kauften: Für Medialunas, argentinische Croissants, und Pizza kauften wir eine Croissant- und Pizzalinie von Rademaker. Wir haben außerdem eine Brotlinie von Mecatherm. Diese Entwicklung erlaubte es uns, unsere Produktionskapazität zu verzehnfachen, während wir gleichzeitig die Beschäftigtenzahl von 700 auf 290 zurückfahren konnten. Unsere jüngsten Investitionen waren eine Kastenbrotlinie, eine Bun-Linie mit einer Kapazität von 9.000 kg pro Stunde, und wir haben unsere Kuchenlinie aufgerüstet. Wir haben heute ein Gesamtsortiment von 200 Produkten. 2014 starteten wir eine Kette von Franchise-Läden, und inzwischen haben wir um die 50 dieser Läden. 2018 werden wir insgesamt 80 Franchise-Läden haben.
Grupo Almar hat von Rademaker eine multifunktionale Pizzalinie gekauft, die neben Pizzaböden auch Fladenbrote und Cracker produzieren kann. Die Gruppe stellt insgesamt 200 verschiedene Produkte her. Pizzaprodukte machen 8 % der Gesamtproduktion des Werks aus. Zuletzt hat das Unternehmen in die Produktion von Eis am Stil expandiert.

+ Borchfeld: Produzieren Sie Pizza rund um die Uhr?

+ Videla: Wir produzieren Pizza täglichen in drei Schichten, und nach jedem Produktionsdurchlauf haben wir vier Stunden, um die Produktionslinie zu säubern.

+ Borchfeld: Wie hat sich das Unternehmen auf dem heutigen Markt aufgestellt, und wo können die Kunden die Pizza kaufen?
+ Videla: Unsere Philosophie ist es, große Mengen zu einem niedrigen Preis zu produzieren. Unsere Kunden können unsere Pizza in unseren eigenen Franchise-Läden und im Supermarkt kaufen. Wir liefern Pizza in Buenos Aires und in andere Gegenden Argentiniens. Unsere Bäckerei befindet sich in der Mitte eines Wohngebiets, und wir haben einen Laden direkt bei der Fabrik. Viele Leute aus der Gegend kommen hierher, um bei uns einzukaufen.
+ Borchfeld: Welche Produkte stellen Sie her, und wie viel produzieren Sie pro Jahr?
Nach dem Knetvorgang werden die Teigchargen einem Chunker und einem Teigbandformer zugeführt. Die Stärke des Teigbandes wird reduziert. Es folgt ein RademakerGärsystem. Nach dem Gären wird das Teigband in seine endgültige Form gebracht. Es können dabei unterschiedliche Größen und Formen produziert werden. Der überschüssige Teig wird automatisch in Sammelbehältern aufgefangen und wieder dem Teigknetsystem zugeführt. Auf diese Weise gibt es keine Teigabfälle. Abschließend wird die Tomatensoße auf die Pizzas aufgebracht.
Auf jede einzelne Pizza werden drei Streifen Soße aufgebracht. Die Tomatensoße wird mit einer rotierenden Verteilungsvorrichtung gleichmäßig überall auf der Pizza verteilt. Dabei wird der Rand ausgespart. Anschließend durchlaufen die Pizzas dann den Ofen, wo sie zu 80 % ausgebacken werden. Nach dem Backvorgang werden die Pizzas abgekühlt und einzeln in Klarsichtplastikbeuteln verpackt. So gelangen die Gebäcke dann in den Handel bzw. in den Verkauf. +++
+ Videla: Wie schon gesagt, wir produzieren insgesamt 200 verschiedene Produkte. Insgesamt produzieren wir 1.200 Tonnen Produkte pro Monat. Unsere Bäckerei stellt sowohl frische als auch gefrorene Produkte her. Bei der Pizza, die wir produzieren, handelt es sich um „vorgebackene Pizzas“, d. h. Pizzaböden mit Tomatensoße oben drauf. Diese werden zu 80 % ausgebacken, einzeln verpackt und dann verkauft. Die Kunden können ihre Pizza dann zu Hause belegen und selbst fertigbacken. Dies ist für unsere Kunden die preiswerteste Art und Weise, Pizza zu konsumieren. Der große Unterschied im Vergleich mit Europa ist, dass in Argentinien eine gefrorene, belegte Pizza im Supermarkt rund 10 EUR kostet. Das ist mehr, als die meisten Argentinier für eine Mahlzeit ausgeben können. Wir bieten unseren Kunden die Möglichkeit, Pizza zu einem fairen Preis zu essen.
+ Borchfeld: Wie würden Sie den Pizzamarkt in Argentinien beschreiben? Ist es ein wachsender Markt?

+ Videla: Belegte Pizza aus der Verpackung ist für die meisten Argentinier zu teuer. Daher ist der Markt für fertig belegte Pizza nicht so groß wie anderswo auf der Welt. Der Vertrieb von Pizza aus der Tiefkühltruhe im Laden direkt in den Gefrierschrank zu Hause funktioniert hier nicht; aber vorgebackene, gefrorene und dann im Laden ausgebackene Pizza verkauft sich. Daher glauben wir, dass unsere Herangehensweise an den Markt die richtige ist. Man sieht es am Umsatz. Und wir sehen bei dieser Art, den Kunden unsere Pizza anzubieten, immer noch Wachstumspotenzial.

+ Borchfeld: Würden Sie sich als die Nr. 1 in Argentinien beschreiben, und wer sind Ihre Wettbewerber?
+ Videla: Wir würden uns nicht als die Nr. 1 beschreiben; eher als die Nr. 2. Unser größter Wettbewerber ist Bimbo.
+ Borchfeld: Was für Produkte sind besonders erfolgreich, und warum? Welche Trends erkennen Sie?
+ Videla: Für uns als Bäckerei ist die Baguette-Linie am wichtigsten, dicht gefolgt von der Medialunas-Linie. Der Croissants-Markt hat sicherlich Wachstumspotenzial. Die Trends hier in Argentinien unterscheiden sich von denen in Europa. Es gibt zum Beispiel keinen Trend hin zu CleanLabel-Produkten. Hier in Argentinien haben wir einen sehr stark preisbestimmten Markt; man muss billig verkaufen oder man verkauft nichts. Die Bevölkerung kauft zu 95 % Billigprodukte; Qualitätsprodukte sind nicht sehr gefragt. Um große Mengen zu produzieren, müssen Sie preiswert sein.

+ Borchfeld: Wo sehen Sie Ihr Unternehmen in fünf Jahren?
+ Videla: Der Planungshorizont unserer Bäckerei sind zwei Jahre. Und da sehen wir eine Expansion, die maximal 80 Franchise-Läden bedienen kann. Im Moment besteht der traditionelle Bäckerei- und Pizzamarkt zu 94 % aus kleinen, lokalen Bäckereien im Familienbesitz und nur zu 6 % aus Großbäckereien wie der Grupo Almar. Doch der Markt verändert sich langsam; es ereignet sich ein natürliches Wachstum der Industriebäckereien im Vergleich zu den Handwerksbäckereien. Die Grundfläche der lokalen Bäckereien schrumpft; sie umfasst heute im Allgemeinen 100 m2 pro Geschäft, einschließlich der Backstube. Daher gehen wir davon aus, dass wir in den
kommenden Jahren unseren Marktanteil steigern und expandieren werden.
+ Borchfeld: Wie sind Sie auf die Rademaker-Linien verfallen?
+ Videla: Ich habe Rademaker schon 2006 auf der IBIE-Fachmesse in Las Vegas kennengelernt. Wir sind dann in Kontakt geblieben und haben begonnen, ernsthafte Gespräche über unsere Pläne und Rademakers Beitrag dazu zu führen.
+ Borchfeld: Wie funktioniert die Zusammenarbeit mit Rademaker von Europa aus?
+ Videla: Wir können ehrlich sagen, dass sie sehr gut ist. Wir sind mit unserer Zusammenarbeit mit Rademaker sehr zufrieden. Rademaker hat den besten Kundendienst auf dem Markt. Ich schätze, wir stehen etwa zwei- bis dreimal jährlich in Kontakt und bringen einander auf den neuesten Stand über das, was so passiert, aber auf Kundendienstebene sind die Kontakte häufiger. Unsere technische Abteilung steht in direktem Kontakt mit Rademaker Service, falls es ein technisches Problem gibt oder wir ein Ersatzteil brauchen. Was die Maschinen angeht, so fahren wir täglich drei Schichten, und die Rademaker-Maschinen haben sich als sehr zuverlässig erwiesen, mit einem guten Design. Die Wartung ist aufgrund des guten Reinigungszugangs einfach.
+ Borchfeld: Herr Videla, wir danken Ihnen für das Gespräch.
Ende Oktober trafen sich die Mitglieder der VDB Schweiz zur Herbsttagung im Stade de Suisse Bern.
Am 21. und 22. Oktober 2018 fand die Herbsttagung
„Wir backen SICHER weiter!“ des VDB Schweiz statt. Die Veranstaltung in Bern begann bereits am Abend des 21. Oktobers mit einer Führung durch das Stade de Suisse mit Fokus auf das Gastronomie- sowie das Hygienekonzept und wurde abgerundet durch ein gemeinsames Abendessen in der Skylounge mit dem Blick auf das Spielfeld.

Am nächsten Tag sorgten verschiedene Referenten mit unterschiedlichen Themen dafür, dass es eine spannende und informative Herbsttagung wurde. So referierte Christian Ballke über die „Anforderungen an die Lebensmittelsicherheit“ mit der rechtlichen Brille. Anschließend folgte der Vortrag von Sara Stalder. Die Expertin wies in ihrem Referat aus Perspektive des Konsumentenschutzes auf Transparenz und Ursprungs-
deklarierung mit „Backwaren, aber sicher“ hin. Fortunat Schmid, Leiter Qualitätsmanagement der Fenaco Winterthur, zeigte wichtige Punkte zum Thema „Sicherheit bei der Rohstoffbeschaffung“ auf. Ein nachhaltiges Geschäftskonzept stellte Sandro Funari, Geschäftsführer der Firma Äss-Bar vor – frisches Brot von gestern. Als Abrundung des Themas der Nachhaltigkeit referierte Stefanie Hardtmann von der Bühler AG über „Ernährungsvorteile und Risiken am Beispiel Insektenbrot“, bevor Stephan Tromp als Geschäftsführer der IFS Management Berlin in den IFS Food Standard Einblick gewährte und das Eingangstor für die Belieferung des Handels diskutierte. Am Schluss positionierte Stephan Scheuner, Geschäftsführer von Swiss Granum, das Schweizer Brot in den Köpfen, am Verkaufspunkt und auf den Produkten. +++


Transportkisten waschen ist ein Thema, bei dem es auf Energieverbrauch, Platzbedarf, Reinigungsfähigkeit der Anlagen, den Schutz vor Lärm, aber vor allem auf individuelle Bedingungen im Bäckereiunternehmen selbst ankommt.
Für die Anbieter von Kistenwaschanlagen bedeutet das, dass sie oft in Planungsprozesse einer Bäckerei mit einbezogen werden und der Anlagenlieferung intensive Abstimmungsgespräche vorausgehen.
Auf individuelle Anforderung zugeschnittene Kistenwaschanlagen bietet u. a. die Brüel Systems A/S aus Hjørring/Dänemark (in Deutschland vertreten durch SVP Sales & Service Morten Bielefeldt). Bei den Anlagen des Unternehmens werden die zu reinigenden Kisten etc. vor der eigentlichen Reinigungsphase 30 bis 120 Sekunden in erhitztem Reinigungswasser eingeweicht. Eine solche Anlage fertigte das Unternehmen beispielsweise für eine große deutsche Bäckerei in Berlin. In dem Fall handelte es sich um eine Korbwaschanlage, die mit beengten Platzverhältnissen auskommen sollte und inklusive Trocknungszentrifuge, Klappkistenpuffer, Korbtransportsystem und passenden Klappkörben ausgeliefert wurde.
Die Klappkörbe werden in geschlossenem Zustand – Reste im Korb entfernt ein vorgeschalteter S-Wender – durch die Tauchbad-Waschanlage geführt. In der Anlage läuft das 48 °C warme Wasser inklusive Waschmittel in einem geschlossenen Kreislauf. Das eingesetzte Tauchverfahren hat den Vorteil, dass im Einweichbereich nicht gespritzt wird und die Anlage

am Korbeinlauf durch den Tank abgedichtet ist. Dadurch müssen einlaufseitig keine Schwaden abgesaugt werden. Darüber hinaus verbraucht die Maschine durch das Tauchverfahren dem Unternehmen zufolge ca. 35 % weniger Heizenergie als eine herkömmliche Tunnelanlage. Nach der Reinigung werden die Klappkörbe durch eine Zentrifuge gefahren und getrocknet. Die erreichte Restfeuchte liegt laut Brüel Systems bei weniger als einem Gramm pro Korb. Die Einsparung an Elektroenergie für das Trocknen beziffert das Unternehmen auf etwa 85 bis 90 % im Vergleich zu Trocknern mit Gebläse. Platzvorteile haben sich durch das automatisierte Korblager für die Klappboxen ergeben. Es erfordert weniger als ein Drittel des Raums, den man für herkömmliche starre Behälter benötigt hätte.
Hygiene mit hygienischen Anlagen – diesen Ansatz verfolgt Colussi Ermes mit Stammsitz im italienischen Casarsa della Delizia (das Unternehmen wird in Deutschland durch die Nagel & Schmidt oHG, Dettenheim, vertreten). Die individuell nach Anwenderbedarf geplanten Anlagen haben gerundete Kanten im Maschineninneren und erlauben den Zugang von mehreren Seiten. Großes Einsparpotenzial bei den laufenden Kosten wird laut Unternehmen schon aufgrund der starken Isolierung der Maschinen erreicht.

Die Maschinen können Transportkörbe verschiedener Formen und Typen waschen, einschließlich zusammenklappbarer, starrer und stapelbarer Kisten und Körbe. Ihre Waschkapazität kann bis zu 10.000 Körbe/Stunde reichen.
Ergänzend zur Reinigung entwickelte das Unternehmen zur Korbtrocknung eigens einen Zentrifugaltrockner, der Ergebnisse von 2 Gramm Restfeuchte liefert, keine beheizte Luft mehr notwendig macht und, so Colussi Ermes, mit sehr niedrigen Gesamtenergiekosten auskommt. Die Erfahrung
von vielen gelieferten Maschinen habe bestätigt, dass die massive Bauweise gerade diese Anlagen äußerst langlebig macht.
Auch das deutsche Unternehmen KITZINGER, Flensburg, ist auf maßgeschneiderte Waschanlagen zum Reinigen von Kisten, Körben, Blechen, Dielen oder Wagen spezialisiert. Bedeutsam, so das Unternehmen, ist der Bedarf an Wärmeenergie. Die Waschlauge muss heiß gehalten werden (die Abkühlung erfolgt durch Wärmeabstrahlung nach außen
Zeppelin Systems GmbH
Messenhäuser Straße 37-45
63322 Rödermark, Germany
Tel. +49 6074 691 - 0
foodtechnology@zeppelin.com


www.zeppelin-systems.de
Anlagenbau neu definiert: Statt Baukasten bieten wir freie Auswahl: Denn wir integrieren Prozesse – und nicht Bauteile. Damit sichern Sie sich mehr Effizienz, Flexibilität und Sicherheit. Innovatives Anlagen-Design vom Anlagen-Architekten. Für perfekten Teig auf ganzer Linie.
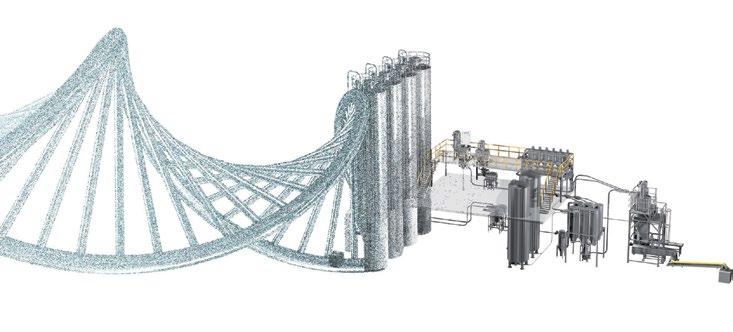
über das Maschinengehäuse, durch das Versprühen der Waschlauge selbst und natürlich durch Wärmeaufnahme des Waschgutes selber). Die Wärmeabstrahlung nach außen wird bei den Anlagen des Maschinenbauers durch einen komplett doppelwandig isolierten Waschtunnel minimiert, nebenbei lässt sich dadurch auch das Arbeitsgeräusch der Maschine vermindern. Zu den jüngsten Entwicklungen von Kitzinger gehört die contino Universalwaschanlage für Dielen, Körbe bis 150 mm Höhe und Bleche aller Art (siehe Foto unten). Das Waschgut kann durcheinander ohne Niederhalter aufgegeben werden, die großen Wartungstüren ermöglichen einen ungehinderten Zugang in den Waschtunnel.
150 bis hin zu 5.000 Körbe pro Stunde reinigen die Kistenwaschanlagen der Reich GmbH aus Großkarolinenfeld. Sie arbeiten 1- oder 3-spurig, mit 1 oder bis zu 4 Hauptwaschzonen. Sind 2 Hauptwaschzonen eingeplant, durchläuft das Waschgut
z. B. folgende Reinigungsphasen:
+ Vorwaschzone (Brauchwasser aus Hauptwaschzone 2)
+ Hauptwaschzone 1 (Frischwasser mit Reinigungsmittel versetzt)
+ Einwirkzone (Einwirkzeit des Reinigungsmittels)
+ Hauptwaschzone 2 (mechanische Reinigung durch Wasserdruck)
+ Klarspülzone (mit Frischwasser aus der Brauchwasserleitung)
+ Trockenzone (Lufttrocknung durch Radialventilatoren)
Je nach Platzverhältnissen können die modularen Anlagenkomponenten in I-Form, L-Form oder U-Form aufgestellt werden. Damit sei auch bei beengten Raumverhältnissen
Anbieter Kistenwaschanlagen
Eine Auswahl in alphabetischer Reihenfolge
Brüel Systems A/S



W. Brüels Vej 11
DK-9800 Hjørring
Telefon: +45 98 92 00 11
E-Mail: info@bruelsystems.com
Website: www.bruelsystems.com
Colussi Ermes s.r.l.
Via Valcunsat, 9
I-33072 Casarsa della Delizia (PN)
E-Mail: info@colussiermes.com
Website: www.colussiermes.com
Hassheider Edelstahltechnik GmbH
Dieselstraße 12
D-32289 Rödinghausen
Telefon: +49 5223 6 85 45 0
E-Mail: info[@]hassheider.com
Website: https://hassheider.com
KITZINGER Maschinenbau GmbH
Altholzkrug 9
D-24976 Handewitt
Telefon: +49 461 9 53 66
E-Mail: info(@)kitzinger-gmbh.de
Website: www.kitzinger-gmbh.de
MEIKO Maschinenbau GmbH & Co. KG
Englerstr. 3
D-77652 Offenburg
Telefon: +49 781 20 30
E-Mail: info@meiko.de
Website: www.meiko.info/en
REICH GmbH
Marienberger Straße 47
D-83109 Großkarolinenfeld
Telefon: +49 8031 80 95 690
E-Mail: info@reich-gmbh.net
Website: www.reich-gmbh.net
eine automatisierte Be- und Entstapelung der Transportkisten möglich. Die Korbförderung in der Waschanlage verläuft schräg, dadurch kommt es laut Hersteller nicht zu einer Wasserverschleppung innerhalb der Zonen.
Mit dem SLT 6 bietet das Unternehmen außerdem einen Schleudertrockner an, der eine Restfeuchte von 1 bis 2 g pro Behälter erzielt und gegenüber konventionellen Trocknern eine Energieeinsparung bis 90 % ermöglichen soll. Mit seiner Geräuschentwicklung von maximal 75 db(A) ist er dabei laut Hersteller nicht lauter als eine Haushaltswaschmaschine beim Schleudern auch. Durch seine Hubmechanik können in dem Trockner verschiedenste Kistentypen ohne Maschinenumbau getrocknet werden.
Maßgeschneiderte Waschanlagen gehören auch zum Portfolio der Haßheider Edelstahltechnik GmbH, Rödinghausen. Die Anlagen können Hub- und Beschickungswagen, großvolumige Behälter, Eurokisten, Backwagen oder Backbleche reinigen. Sie zeichnen sich laut Hersteller durch ihren minimalen Wasserverbrauch dank Wasserrückgewinnung aus, auch durch die einstellbaren Düsen, präzise Führungsstangen und Transportketten aus Edelstahl. Verschiedene Filtermöglichkeiten, Beheizungsarten und je nach Kapazität unterschiedliche Abmessungen und Aufstellvarianten stehen zur Wahl.

Ein unkomplizierter Spülallrounder für Kisten und Körbe ist, laut Meiko, Offenburg, der M-iQ K74. Er wurde speziell für die Bedürfnisse des Bäckerhandwerks entwickelt. Die Maschine spült Kisten und Körbe in unterschiedlichen Formaten ohne Ruckeln oder Verrutschen. Im Gegensatz zu herkömmlichen Transportbändern ist die Kette der Maschine beinahe vollständig durchlässig, was die hygienische Reinigung unterstützt. Die Wasserstrahlen sollen selbst hartnäckigsten Schmutz in schwer zugänglichen Ecken und Winkeln erreichen. +++

Durch Handwerkskunst, absolute Frische und mit Öfen aus Deutschland überzeugt die französische Bäckerei Artisan Boulangerie Jean-Marc et Cécile Pain ihre Kunden mit hochwertigen Backwaren.

E ine Gemeinde mit rund 9.900 Einwohnern, sechs Bäckereien und zwei Supermärkten – um in DombasleSur-Meurthe bestehen zu können, setzt die Bäckerei Artisan Boulangerie Jean-Marc et Cécile Pain, im Nordosten Frankreichs in der Nähe der Stadt Nancy, auf absolute Handwerkskunst. Dafür muss ein Teil der insgesamt 10 Mitarbeiter das Bett schon früh verlassen. Die Produktion startet um 2:30 Uhr und ab 4 Uhr können die Kunden die ersten Backwaren kaufen. Lange Transportwege gibt es nicht. Die einzige Verkaufsstelle der Bäckerei befindet sich direkt an der Backstube. Geöffnet hat die Bäckerei an sechs Tagen die Woche bis 19:30 Uhr. Nur am Sonntag bleiben die Öfen kalt. Einen Ofen hat das Unternehmen vor rund zwei Jahren vom deutschen Anlagenbauer DEBAG aus Bautzen gekauft. Bäckermeister Jean-Marc hatte mehrere Öfen von verschiedenen Anlagenbauern verglichen und getestet. Schließlich hat sich der Experte für einen Etagenofen Helios entschieden. „Der Ofen musste verschiedene Vorgaben und Wünsche von mir erfüllen“, so Eigentümer Jean-Marc. So sollte in erster Linie natürlich das Backergebnis überzeugen, aber der Ofen musste auch in eine bestehende Nische im hinteren Bereich des Verkaufsraumes passen. Denn dort sollten vor den Augen der Kunden die Gebäcke entstehen. Der Ofen mit Steinplatten und drei Etagen wird elektrisch beheizt. „Überzeugt hat mich auch die Gleichmäßigkeit des Ofens beim Backen und

++ Bis zu 1.000 Baguettes werden täglich hergestellt und vor den Augen der Kunden abgebacken


++ Die Produktion der Croissants und anderer feiner Backwaren erfolgt per Hand






Anzeige

• Mehr erfahren unter • backweltblog.de

++ Hauptprodukte sind Brote und Baguettes in verschiedenen Varianten
Zuverlässige
++ Verschiedene feine Backwaren in der Auslage der Verkaufsstelle
dass die Temperatur lange gehalten wird. Zudem heizt sich der Ofen schnell auf und erreicht die gewünschte Temperatur. Und beim Helios lassen sich die Ober- und Unterhitze separat regeln, die Steuerung ist einfach und verständlich“, erklärt Bäckermeister Jean-Marc die Vorzüge des Ofens.
Durch die hohe Flexibilität des Ofens können sämtliche Backwaren aus der Produktion abgebacken werden. Insgesamt stellen die Mitarbeiter der Bäckerei rund 100 verschiedene Gebäcksorten her, wobei es 25 verschiedene Brotsorten gibt. „Brot und Baguette sind unsere Hauptumsatzbringer und die Qualität muss unsere Kunden täglich überzeugen“, so der Bäckereibesitzer. Daher setzt das Unternehmen nicht nur auf den Ladenbackofen mit Steinplatten, sondern auch auf einen eigenen Weizensauerteig, z. B. für das Baguette „Tradition“. Der Weizenteig wird dabei mit einem Salzgehalt von 1,8 % für 15 Minuten geknetet und ruht dann für 16 Stunden bei 5 °C. Die Aufarbeitung erfolgt per Hand. Das Baguette „Tradition“ wird dann für 20 Minuten bei 250 °C abgebacken –
es entsteht eine rösche Backware mit einer splittrigen Kruste und einer großen Oberfläche.
Pro Tag stellen die Mitarbeiter zwischen 750 und 1.000 Baguettes her, wobei es verschiedene Sorten, Längen und Gewichte gibt. Das Baguette „Tradition“ z. B. mit einem Gewicht von 250 Gramm und einer Länge von rund 60 cm kostet 1,10 EUR.



Da die Baguettes vor den Augen der Kunden abgebacken werden, war es für Bäckermeister Jean-Marc ebenfalls sehr wichtig, dass sich der Ofen einfach reinigen lässt. Dies ist durch die gewählte Edelstahl-Variante gewährleistet und auch die Glasscheiben lassen sich ausbauen und reinigen. Das Konzept und die Investition sind für die Bäckerei ein Erfolg und helfen dem Unternehmen, sich mit absoluter Handwerkskunst am Markt weiter zu behaupten. +++
Weitere Infos über die Bäckerei finden Sie unter: www.facebook. com/pg/boulangeriepain/videos/?ref=page_internal

++

Stephan Moeller (52) hat zum 1. Oktober 2018 die Leitung der Marketingabteilung der VEMAG Maschinenbau GmbH übernommen. Der diplomierte Betriebswirt startete seine berufliche Karriere 1992 im Vertrieb bei Rank Xerox und wechselte 1995 zu Bosch. Mit mehr als 20 Jahren GroßkonzernErfahrung wagte er anschließend den Schritt in die Start-up-Szene zu Freiblickdesign. Im Oktober wechselte Moeller schließlich zu VEMAG in Verden. +++


++ Handtmann:
Harald Suchanka neuer Geschäftsführer Vertrieb
Am 1. Oktober 2018 übernahm Harald Suchanka (43) die Position des Geschäftsführers Vertrieb bei der Handtmann Maschinenfabrik GmbH. Zusammen mit Karl Keller leitet er damit die Geschicke des Unternehmens. Suchanka war zuletzt als Geschäftsführer bei der MultivacTochter TVI Entwicklung und Produktion tätig. Bei Handtmann verantwortet er jetzt die Bereiche Strategischer Vertrieb sowie Vertriebsorganisation und neben der Handtmann Maschinenvertrieb GmbH & Co. KG für den deutschen Markt auch die Tochtergesellschaften in Brasilien, China, England, Frankreich, Italien, Kanada, Mexiko, Russland und den USA. Die Verantwortung für die Bereiche Entwicklung, Produktion, Einkauf und IT verbleibt bei Karl Keller. +++
++ SchapfenMühle:
Carolin Keßler ist neue Produktmanagerin
Die SchapfenMühle, Ulm, hat eine neue Produktmanagerin. Seit 1. September 2018 bekleidet Carolin Keßler (36) die neu geschaffene Position, in der sie Johannes Glaser, Leiter Vertrieb Bäckergeschäft National, direkt unterstellt ist. Die Dipl.-Lebensmittelingenieurin ist seit rund sieben Jahren im Unternehmen tätig und wechselt von der Entwicklungsabteilung in den Vertrieb. Ihre Hauptaufgaben werden die Sortimentspflege, Koordination von Entwicklungsprojekten sowie Unterstützung bei Fachfragen sein. Vor ihrem Eintritt bei der SchapfenMühle war Keßler für Nestlé Deutschland in Biessenhofen tätig. +++

Beim internationalen Backgrundstoffhersteller backaldrin, Asten/Österreich, hat Maximilian Heindl die Verkaufsleitung für Österreich übernommen. Der 40-Jährige ist seit Februar 2016 im Unternehmen tätig und verantwortete bisher den
Sonderverkauf im Heimatmarkt Österreich. Außerdem verstärken ab sofort Markus Schulte und Wolfgang Kröger den Vertrieb in Deutschland. Markus Schulte hat die Position des Verkaufsleiters Nord/Nordrheinwestfalen inne, während Wolfgang Kröger der neue Gebietsverkaufsleiter für die Region Nord/Ost ist. Beide verfügen über langjährige Erfahrung aus bisherigen Positionen bei namhaften Unternehmen der Backmittelbranche. +++
++ Veränderungen bei backaldrin: Maximilian Heindl (l.) ist jetzt Verkaufsleiter Österreich, Markus Schulte (Mitte) für backaldrin Deutschland Verkaufsleiter Nord/Nordrheinwestfalen und Wolfgang Kröger Gebietsverkaufsleiter für die Region Nord/Ost
++ Fritsch: Alexander Schmitz wird neuer Geschäftsführer Während einer Pressekonferenz auf der iba gab Klaus Fritsch, Vorsitzender des Aufsichtsrates der Fritsch-Gruppe, bekannt, dass Alexander Schmitz (50) zum 1. Januar 2019 die Geschäftsführung übernehmen wird. Der Maschinenbauingenieur ist seit vielen Jahren für Bosch, unter anderem im Bereich Verpackungsanlagen, tätig. +++
Der international tätige Bäckereimaschinenbauer Tromp Group mit Sitz in Gorinchem/Niederlande hat Fabiano Malara zum neuen General Manager und Vice President bestellt. Malara bekleidete zuvor Führungspositionen beim Mischkonzern Danaher und bei Philips. Außerdem gab das Unternehmen die Benennung von Hans Herman Doude als Vice President Marketing & Sales bekannt. „Hans Herman Doude wird die Vertriebsteams der Tromp Group und AMF in Europa, dem Nahen Osten und China leiten“, so Ken Newsome, CEO der Markel Food Group, zu der Tromp Group zusammen mit AMF Bakery Systems, Reading Bakery Systems und Solbern gehört. Richard van Heukelum, ehemals Präsident der Tromp Group, hat das Unternehmen verlassen. +++




Durch ein innovatives ultraschallbasiertes Messsystem und entsprechende Auswertealgorithmen kann der Lufteintrag von getreidebasierten Schäumen während des Aufschlagens überwacht werden.
Der Lufteintrag hat großen Einfluss auf die Textur aufgeschlagener Lebensmittel und ist entscheidend für ihre Qualität. Schaum wird als gasförmige Bläschen (Poren) bezeichnet, welche innerhalb einer Matrix durch feste oder flüssige Wände eingeschlossen werden. Getreidebasierte Schäume können als eine heterogene Suspension von festen, nahezu runden Stärkepartikeln, welche durch eine viskoelastische Matrix (Gluten) mit Gaseinschlüssen umgeben werden, beschrieben werden. Die hier untersuchten Massen sind getreidebasierte Schäume mit einem geringeren Mehlanteil als Teige und werden in der Lebensmittelindustrie hauptsächlich für feine Backwaren verwendet. Bestandteile der Massen sind in erster Linie Vollei, Zucker und Stärke. Dabei sind abhängig von den Prozessierungsparametern und der Zusammensetzung Dichten von ca. 500–1000 g/l möglich. Sowohl durch unterschiedliche Herstellungsprozesse mit variablen Prozessparametern wie Aufschlagzeit oder Schergeschwindigkeit als auch aufgrund von schwankenden Rohstoffeigenschaften wird der Lufteintrag in die Massen beeinflusst. Eine echtzeitfähige Überwachung der Schaumherstellung spielt daher eine entscheidende Rolle zur Überwachung des Herstellungsprozesses. In getreidebasierten Schäumen wird durch den Aufschäumprozess Gas in die Masse eingetragen, was zu einer Veränderung der Textur führt. Die Menge der eingetragenen Luft beeinflusst dabei sowohl die Verarbeitbarkeit der Masse als auch die Qualität des Produkts nach der thermischen Fixierung. Auf ungewollte Abweichungen kann nur dann reagiert werden, wenn eine echtzeitfähige Analyse des Lufteintrags gewährleistet ist. Der
Lufteintrag steht dabei in einem direkten Zusammenhang zu der Dichte.
Ansätze zur Überwachung der Dichte in Biskuitmassen Bisherige Methoden, die den Eintrag von Lufteinschlüssen in getreidebasierten Schäumen erfassen können, sind derzeit nicht echtzeitfähig, was eine auf den aktuellen Prozesszustand angepasste technologische Steuerbarkeit des Prozesses nicht ermöglicht. Aktuell erfolgt die Überwachung der Schaumstruktur größtenteils über visuelle und haptische Eindrücke des Fachpersonals. Vielversprechende bildgebende Methoden wie konfokale Laser-Scanning-Mikroskopie (CLSM) und Röntgenuntersuchungen des Schaums (Computertomographie, CT) sind reine Labormethoden und können daher nicht die Prozessdynamik abbilden. Im Rahmen des Projektes AiF 18238 N („Optimierung der Porengrößenverteilung von getreidebasierten Schäumen zur Herstellung feiner Backwaren“) wurde eine ultraschallbasierte Messmethode entwickelt, mit der die Dichte von getreidebasierten Schäumen im Batch-Betrieb überwacht werden kann. Durch die Echtzeitfähigkeit der Methode können ungewollte Prozessabweichungen frühzeitig erkannt und korrigierend eingegriffen werden. Durch die Nicht-Invasivität von Ultraschall wird zudem eine Beeinflussung der Schäume durch die Messung selbst verhindert.
Ultraschallwellen sind mechanische Wellen mit Frequenzen oberhalb von etwa 20 kHz. Ultraschall-Transducer wandeln dabei durch den piezoelektrischen Effekt elektrische Energie
++ a) Schematische Darstellung des Puls-Echo-Transducers, b) Schematische Darstellung der Ultraschallausbreitung in PMMA und der Biskuitmasse
in mechanische Energie um. Da die Ultraschallsensoren keinen direkten Produktkontakt benötigen, kann diese Messmethode im Gegensatz zu anderen Methoden sowohl nicht-destruktiv als auch nicht-invasiv eingesetzt werden. Am Lehrstuhl für Brau- und Getränketechnologie wurde ein neues ultraschallbasiertes Messsystem entwickelt, welches die Dichte in getreidebasierten Schäumen während des Aufschlagens erfasst und auch für die Dichtemessung im industriellen Umfeld geeignet ist.
Das entwickelte Messsystem besteht aus einem Mikrocontroller, welcher sowohl zur Signalerzeugung als auch zur Signalaufzeichnung genutzt wird. Zusätzlich werden die gewonnenen Daten der Ultraschallwandler mit der Software Virtual Expert 4.0 der Firma GIMBIO gespeichert und ausgewertet. Die am Lehrstuhl selbst entwickelten UltraschallTransducer nutzen eine Frequenz von 2 MHz, um eine ausreichende Signalauflösung zu gewährleisten. Als Referenzmessung diente die gravimetrische Dichtebestimmung. Dafür wurde die Dichte in Dreifachbestimmung zu unterschiedlichen Aufschlagzeiten gemessen und mit den Ultraschallmessungen korreliert.
Da eine adäquate Durchschallung von stark aufgeschlagenen Massen kaum möglich ist, beruht das hier verwendete Messprinzip auf der Puls-Echo-Methode. Schallenergie wird
durch einen Ultraschallwandler über eine Verzögerungsstrecke in das Medium eingebracht (Abbildung 1). An der Grenzfläche zwischen der Verzögerungsstrecke und der Masse wird bedingt durch die akustische Impedanz Z ein Teil der Schallenergie reflektiert.
Die akustische Impedanz ist dabei abhängig vom Schalldruck p, der Schallschnelle u, der Dichte ρ und der Schallgeschwindigkeit c. Trifft die von der Schallquelle emittierte Ultraschallwelle nun auf eine Grenzschicht zweier Medien mit unterschiedlichen akustischen Eigenschaften (Verzögerungsstecke – Biskuitmasse), so wird die Schallwelle im Verhältnis des Reflexionskoeffizienten R reflektiert.
Das Verhältnis von emittierter Schallenergie pi zu detektierter Schallenergie p r ist dabei von den akustischen Eigenschaften der Grenzschicht und somit direkt von den akustischen Impedanzen Z 1 des Mediums M 1 und Z 2 des Mediums M 2 abhängig. Durch das Aufschlagen der Massen und damit einhergehend das Eintragen von Luft ändern sich die akustischen Eigenschaften der Masse (M 2) und somit der Reflexionskoeffizient.
Tabelle 1: Zusammensetzung der unterschiedlichen Biskuitmassen-Variationen
Die alleinige Betrachtung des Reflexionskoeffizienten zur Bestimmung der Dichte ist jedoch nicht ausreichend. Daher wurden die Ultraschallsignale zusätzlich sowohl in der Zeit- als auch in der Frequenzdomäne, nach Fourier-Transformation (Fast Fourier Transform), analysiert. Eventuell auftretende Störgeräusche, hervorgerufen durch z. B. Pumpen oder Motoren, konnten mit geeigneten digitalen Filtermethoden (Butterworth-Bandpass-IIR-Filter) eliminiert werden. Aus den so bereinigten Daten konnten nun geeignete Signalparameter gewonnen werden, welche den Prozess beschreiben. Dafür wurden sowohl physikalisch bedingte Abhängigkeiten, wie akustische Impedanz oder Signalenergie, als auch unspezifische Parameter aus der Zeit- und Frequenzdomäne berücksichtigt. Aufgrund der starken Abhängigkeit der Ultraschallausbreitung von der Temperatur wurde die Prozesstemperatur überwacht und in die Analyse miteinbezogen. Die somit gewonnenen Informationen aus den Ultraschallsignalen konnten durch Korrelation mit den gravimetrisch bestimmten Referenzmessungen während des Aufschlagprozesses verifiziert und validiert werden. Dafür wurden die UltraschallSignal-Features mittels Partial Least Square Regression (PLSR) mit den Ergebnissen der gravimetrisch bestimmten Dichtemessungen korreliert. Dabei konnte ein signifikanter Zusammenhang zwischen den gravimetrisch bestimmten Referenzmessungen und den gewonnenen Ultraschallmessungen ermittelt werden. Der Ablauf der ultraschallbasierten Dichtemessung ist in Abbildung 2 schematisch dargestellt.
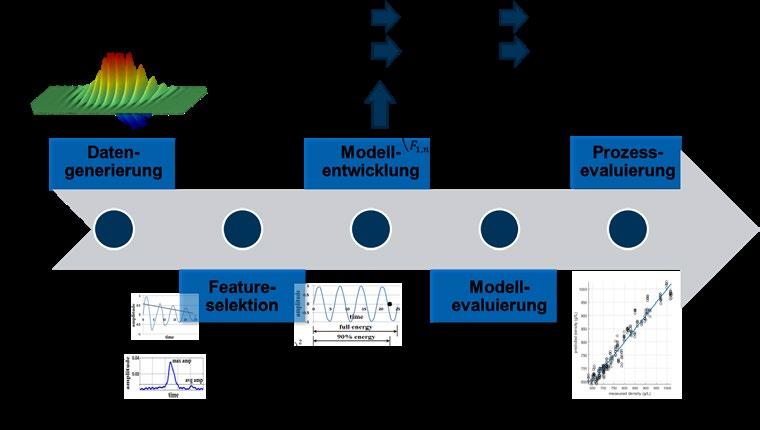
Um die Robustheit des Messsystems zu ermitteln, wurden unterschiedliche Variationen der Biskuitmasse hergestellt und
analysiert. Abweichende Massenzusammensetzungen ergänzten und erweiterten die Hauptmessungen (Variation I). In Variation II wurde das Weizenmehl komplett durch Weizenstärke und in Variation III zusätzlich noch der Emulgator durch Weizenstärke ersetzt. Variation IV unterschied sich von Variation I durch Substitution des Emulgators durch Weizenstärke. Die exakten Mengenangaben sind in Tabelle 1 angegeben. Die erzielten Dichten der unterschiedlichen Variationen unterscheiden sich dabei untereinander (siehe Abbildung 3). Alle vier Variationen wurden daher als Input für das PLSR-Modell verwendet.
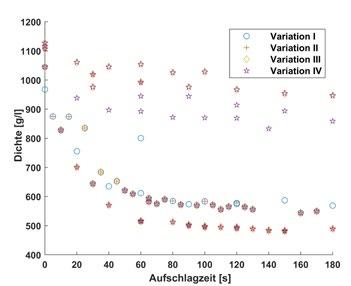
++ a) Zusammenhang zwischen vorhergesagter Dichte per Ultraschall und Referenz (gravimetrische Bestimmung), R2 = 0,9, b) Zeitlicher Verlauf der Dichte über die Aufschlagzeit
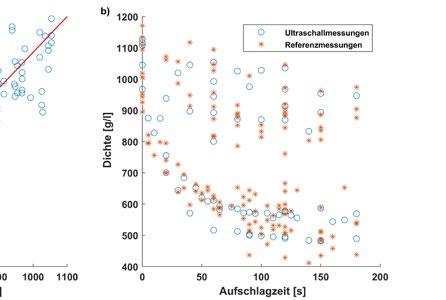
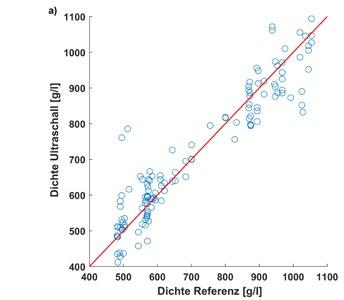
Ergebnis der Ultraschallmessungen
Es wurden 40 % des Datensatzes für die Modellierung und jeweils 30 % des Datensatzes für die Validierung und das Testen verwendet. Abbildung 4a zeigt die Güte des entwickelten PLSR-Modells (R 2 = 0,9) für die Dichte als Parity Plot und stellt den Zusammenhang zwischen der Referenz- und der mittels Ultraschallmessung ermittelten Dichte dar. Der typische zeitliche Verlauf der Dichte beim Aufschlagen einer Biskuitmasse wird in Abbildung 4b dargestellt. Die Referenzmessungen wurden gravimetrisch in Dreifachbestimmung ermittelt. Zu definierten Zeitpunkten wurden dafür Proben manuell aus dem Prozess entnommen, welche eine hohe Übereinstimmung mit den Ultraschallmessungen aufwiesen. Es war somit möglich, mittels Ultraschall den Verlauf des Lufteintrags während des Aufschlagens kontinuierlich über die Dichte zu ermitteln und zu überwachen.
In der hier vorgestellten Forschungsstudie wurde gezeigt, dass der Lufteintrag in getreidebasierten Schäumen durch die Ermittlung der Dichteänderung mit Ultraschallmessungen während des gesamten Aufschlagprozesses kontinuierlich überwacht werden kann. Darüber hinaus kann die Dichte der Massen durch die neu entwickelte ultraschallbasierte Messung exakt bestimmt werden. Somit können Abweichungen erfasst und durch eine gezielte Anpassung, bspw. der Aufschlagzeit, ausgeglichen werden. Weiterhin war die entwickelte Methode robust gegenüber variierender Zusammensetzung der Biskuitmasse.
Derzeit werden die bei dieser Studie gewonnenen Erkenntnisse zur ultraschallbasierten Dichtebestimmung auf ein kontinuierliches Schaumherstellungsverfahren übertragen. Auch soll die Dichte-Messung zu einer Messung der Schaumstruktur erweitert werden, welche Aussagen zu Porosität und Anzahl an Gasblasen ermöglicht. Damit soll es in Zukunft möglich sein, die Produktqualität von feinen Backwaren während des
Aufschlagprozesses noch gezielter mittels Ultraschall zu überwachen und gegebenenfalls regelnd einzugreifen.
Danksagung
Das IGF-Vorhaben AiF 18238 N der Forschungsvereinigung Forschungskreis der Ernährungsindustrie e.V. (FEI), Godesberger Allee 125, 53175 Bonn, wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Besonderer Dank gilt Herrn Rüdiger Jank, Kuchenmeister GmbH, für die Leitung des projektbegleitenden Ausschusses. +++
Michael Metzenmacher , Dominik Geier *, Prof. Dr. Thomas Becker : Lehrstuhl für Brau- und Getränketechnologie, TU München, Freising E-Mail: dominik.geier@tum.de
* korrespondierender Autor
Mandel-, Haselnuß- u. Erdnußkern-Präparate. Nußecken- und Bienenstich-Streusel, Haselnuß-Füllmassen und Multi-Crunch. Sonderanfertigungen nach Ihren individuellen Spezifikationen.
Nachhaltigkeit und soziale Verantwortung – oder anders: Corporate Social Responsibility (CSR) –sind für viele Unternehmen ein Thema. Handelt es sich um einen vorübergehenden Trend oder steckt mehr dahinter? Fragen an Prof. Dr. James Bruton .
+b+b: Vor einiger Zeit war in einem F achmagazin zu le sen, dass sich Nachhaltigkeit als Marke für Bäcker etabliert. Was halten Sie davon?
+ Bruton: Zunächst möchte ich vorwegschicken, dass wir es hier meiner Meinung nach nicht mit einer Modeerscheinung zu tun haben. Nachhaltigkeit als solche aber als Marke zu deklarieren, halte ich für falsch. Nachhaltigkeitsaspekte können jedoch sehr wohl eine Marke prägen und daher kaufentscheidende Eigenschaften darstellen. Gute Marken erzählen eine Geschichte, transportieren Werte und geben ein Produktversprechen ab. Nehmen wir als Beispiel an, eine Bäckerei will sich im Bio-Bereich positionieren. Dann kann es sein, dass die Bäckerei Abnahmeverträge über Biogetreide mit Landwirten in der Region abschließt, um sich gutes Getreide zu günstigen Konditionen zu sichern. Auf diese Art entsteht eine Win-win-Situation, die die landwirtschaftliche und bäckereiwirtschaftliche Produktion auf ein höheres Qualitätsniveau hebt.
+ b+b: In einem Atemzug nennen Sie Nachhaltigkeit, soziale Verantwortung und Corporate Social Responsibility oder CSR. Ist das alles dasselbe?
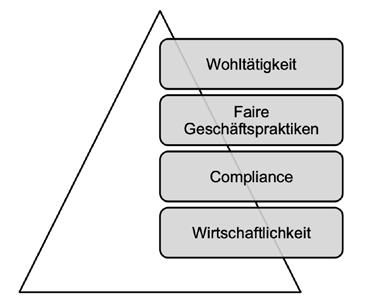
+ Bruton: Die Begriffe werden im allgemeinen Sprachgebrauch meistens gleichbedeutend verwendet, wobei das Wort „Nachhaltigkeit“ am häufigsten vorkommt. Der Ausdruck „Corporate Social Responsibility“ und die Abkürzung „CSR“ werden vergleichsweise selten verwendet. Sie können das leicht nachvollziehen, indem Sie den jeweiligen Begriff in Kombination mit dem Wort „Bäckerei“ googeln. In der Fachsprache unterscheidet man die Begriffe schon.
+ b+b: Worin unterscheiden sie sich?
+ Bruton: Der Begriff der Nachhaltigkeit ist schon 300 Jahre alt und stammt aus der Forstwirtschaft. Damals benötigte man im Kohlebergbau sehr viele Baumstämme, um die Stollen abzustützen. Rasch erkannte man, dass ohne Baumnachpflanzungen entsprechend der abgeholzten Menge das Problem einer großen Holzknappheit entstehen würde. Im heutigen Diskurs umfasst die Nachhaltigkeit drei Dimensionen, nämlich wirtschaftliche Leistungsfähigkeit, ökologische Tragfähigkeit und soziale Gerechtigkeit, was auch im Englischen als PPP abgekürzt wird, für Profit, Planet sowie People. CSR ist eine etwas andere Perspektive mit vier aufeinander aufbauenden Ebenen, die oft in Form einer Pyramide dargestellt werden (siehe Abbildung). Mit Corporate Social Responsibility meint man die unternehmerische Verantwortung in all ihren Aspekten. Die Basis von CSR ist die wirtschaftliche Verantwortung.
Wenn das Geschäftsmodell eines Unternehmens nicht tragfähig ist, wird es über kurz oder lang vom Markt verschwinden, wäre dann also in jeder Bedeutung des Wortes nicht nachhaltig. Als nächste Ebene folgt die rechtliche Verantwortung und Compliance. Als Zivilgesellschaft erwarten wir, dass sich Unternehmen an die Rechtsordnung und an Gesetze halten. Sie erhalten von uns damit so eine Art ideelle Betriebslizenz. Compliance-Verstöße werden sanktioniert und reichen im äußersten Fall bis hin zu einem Verbot der wirtschaftlichen Betätigung. Die dritte Ebene ist die ethische Verantwortung im Hinblick auf faire Geschäftspraktiken. Wir erwarten von Unternehmen, dass ihr Geschäftsmodell und Geschäftspraktiken nicht nur wirtschaftlich tragfähig und rechtskonform sind, sondern dass darüber hinaus das unternehmerische Verhalten sich nach allgemeinen moralischen Standards richtet – sowohl im Hinblick auf ihre Produkte und Dienstleistungen als auch in puncto sozialer Gerechtigkeit, wie im Umgang mit Menschenrechten in der Behandlung ihrer Mitarbeiter. Die oberste Ebene betrifft freiwillige Wohltätigkeit, z. B. Beiträge zur Verbesserung der Gesellschaft, Hilfestellung bei der Integration von Flüchtlingen, Sponsoring, karitative Spenden etc. Während die ethische Verantwortung ein Muss ist, ist der freiwillige Gesellschaftsbeitrag eine Zugabe on top – zwar höchst willkommen, aber kein Muss. Viele Unternehmen spenden jedoch und sehen damit ihre
Prof. Dr. James Bruton lehrt Wirtschafts- und Unternehmensethik mit dem Schwerpunkt Nachhaltigkeit und CSR an der Europa-Universität Flensburg sowie an der Nordakademie Graduate School in Hamburg. Er ist Autor des Buches „Corporate Social Responsibility und wirtschaftliches Handeln. Konzepte, Maßnahmen, Kommunikation“. Er ist außerdem zertifizierter INQA-Berater.
gesellschaftliche Verantwortung als erfüllt an, so als würden sie sich damit von ihrer ethischen Verantwortung freikaufen.
+ b+b: Wie sollten Unternehmen, genauer Bäckereien, das Thema Nachhaltigkeit oder CSR angehen?
+ Bruton: Ich sehe das Ganze als Kreislaufsystem. Es beginnt damit, dass sich der Bäcker eine Strategie überlegt und durchdenkt, diese klar vertritt und Ziele daraus ableitet. Diese Ziele müssen messbar gemacht werden, sonst wird aus der besten Strategie nichts und er kann außerdem nicht wissen, ob seine Strategie oder der Business Case richtig oder fehlgeschlagen ist. Je nach dem Ergebnis seiner Kontrolle muss er die Ziele justieren oder die Strategie korrigieren. Das letzte Glied in der Kette bildet die Kommunikation und je nachdem, wie die Botschaft ankommt, müssen Anpassungen in den vorangehenden Bereichen gemacht werden. In allen Phasen kann man ins Fettnäpfchen
treten und teilweise schwerwiegende Fehler machen. Jeder der Bereiche Strategie, Zielformulierung und -kontrolle sowie Kommunikation ist so besonders und komplex, dass diese in Einzelbeiträgen behandelt werden müssten.
+ b+b: Was meinen Sie mit dem Ausdruck „Business Case“?
+ Bruton: Den Business Case kann man sich vorstellen als eine Bündelung der Argumente, dass sich die Investition in ein Projekt lohnt, um die damit verbundenen Aufwendungen gerechtfertigt erscheinen zu lassen. Das nennen die Engländer doing well by doing good, etwa: seine Sache wirtschaftlich gut machen, indem man Gutes tut. Es geht also um die Schaffung von Situationen, in denen alle Beteiligten einen Nutzen daraus ziehen. Wohlgemerkt: Nutzen, nicht unbedingt Gewinn. Die Vorstellung, die man hin und wieder antrifft, dass sich alle CSR-Aktivitäten in einer Gewinnsteigerung niederzuschlagen haben, ist falsch. CSR kostet zunächst und

XXV International Trade Fair for Bakery and Confectionary

Moscow, IEC “Expocentre”, pav. 7, pav. “Forum”
was sie dem Unternehmen genau bringt, ist nicht in Heller und Pfennig darzustellen.
+ b+b: Sondern in was?
+ Bruton: Es geht vielmehr um gerechtfertigt erscheinende Bemühungen in die Steigerung der Reputation, die in weiterer Folge das Geschäft auch langfristig finanziell unterstützen sollen. Insoweit ist CSR dem Marketing ähnlich. Zusammenfassend kann man sagen, dass es vier wesentliche Argumente für CSR gibt: a) die Minimierung von Kosten und Risiken, b) die Erzielung von Wettbewerbsvorteilen, c) die Steigerung der Reputation und die Schaffung von Win-win-Ergebnissen durch synergetische Wertschöpfung.
+ b+b: Wie gehen Sie als Berater konkret vor, um einen Unternehmer bei der Strategiefindung zu unterstützen? Wie helfen Sie ihm dabei, seinen Business Case zu finden?

+ Bruton: In der Vorbereitungsphase sammele ich alle relevanten Informationen über die Bäckerei. Mich interessieren neben der wirtschaftlichen Situation und Planung weitere Aspekte wie die Tradition und wirtschaftliche Ausrichtung, die Führungs- und Mitarbeiterstruktur, die Verkaufsstellenund Kundenstruktur und die Unternehmenskultur. Dann vereinbare ich einen Tagesworkshop mit allen Entscheidungsträgern der obersten Ebene. Die einzige Bedingung, die ich stelle, ist, dass die genannten Mitglieder des Top-Managements ohne Ablenkung dabei sind, was manchmal durchaus eine Herausforderung sein kann. In dem Workshop versuche ich, die Ideen, die in den Köpfen entstehen, herauszulocken und sie zu einem gemeinsamen Strategiekonsens zu gestalten. Der gemeinsame Konsens ist ganz entscheidend, weil die Strategie den Masterplan für alle Initiativen und Ziele beinhaltet. Im Workshop selbst vermeide ich die Erteilung von Ratschlägen, weil ich überzeugt bin, dass die Unternehmerpersönlichkeiten alles selbst am besten wissen. Vielmehr besteht mein Part darin, dieses Wissen so zu sammeln, zu filtern und zu koordinieren, dass am Ende eine für alle akzeptable Strategie steht. Im Nachgang reflektiere ich das gewonnene Material und liefere eine komplette Strategie-Dokumentation.
+ b+b: Sie sprachen auch von Fettnäpfchen und Fehlern. Heißt das, dass eine Nachhaltigkeitsstrategie auch mit unternehmerischen Risiken verbunden sein kann?
+ Bruton: Eine funktionierende Nachhaltigkeitsstrategie bedeutet, dass es ein transparentes System gibt, das die rechtzeitige Erkennung von Problemen erlaubt. Kehren wir kurz zu unserem Beispiel mit dem Bio-Bäcker zurück. Er wird Maßnahmen installiert haben, die ihm die Kontrolle des Materialeinsatzes, also des Bio-Getreides, erlauben. Er verlässt sich nicht auf irgendeine Mühle und kauft dort sein Biomehl ein, sondern er kennt seine Produzenten und die Art, wie sie arbeiten, ganz genau, und er kann seine Lieferanten ohne Weiteres aufsuchen und sich ein zutreffendes Bild über sie machen. Die Wahrscheinlichkeit, dass er von reputationsschädigenden Problemen in der Lieferkette überrascht wird, ist also damit sehr gering. Dafür hat er andere Risiken, z. B. in der Kommunikation. Er steht nämlich vor dem Dilemma, dass er werbliche Aussagen zu seinem Nachhaltigkeitsengagement machen muss, um daraus die genannten Wettbewerbsvorteile zu ziehen. Gleichzeitig gibt es das wissenschaftlich nachgewiesene Problem, dass werbliche Aussagen dazu tendieren, Skepsis bei Kunden zu erzeugen. Ich sagte ja schon: CSR ist dem Marketing und PR ähnlich, aber sie darf damit nicht verwechselt werden. Das kann leicht passieren, man spricht dann von Greenwashing.
+ b+b: Was genau bedeutet Greenwashing?
+ Bruton: Es bedeutet, dass eine Nachhaltigkeitsinitiative keinen echten ethischen Kern hat, sondern dass die wirtschaftlichen Aktivitäten nur einen grünen Anstrich bekommen. Sie sind quasi „Als-ob“-Handlungen. Greenwashing ist ein echtes Reputationsrisiko, weil es die Wirkung der Aktivitäten ins Negative umkehrt. Probleme mit Image und Reputation können auch entstehen, wenn Nachhaltigkeitsaussagen des Unternehmens im Nachhinein durch unvorhergesehene nachteilige Ereignisse in ein schlechtes Licht gerückt werden. Als Antwort auf solche Probleme gibt es aber bewährte Lösungen, immer unter der Voraussetzung, dass der Unternehmer guten Willens ist.
+ b+b: Herr Bruton, vielen Dank für unser Gespräch. +++
Anmerkung: Mehr über die genannten CSR-Prozessschritte erfahren Sie in den folgenden Ausgaben brot+backwaren.
Bezugsquellenverzeichnis von brot + backwaren

Ihr Spezialist für Abwasserlösungen in der Back- und Lebensmittelindustrie
In den Steinäckern 26 64832 Babenhausen info@almawatech.com www.almawatech.com
Rubriken-Überschrift:
In der Krause 67 52249 Eschweiler +49 (0) 2403 / 7001-0 info@anneliese.de www.anneliese.de
www.brot und backwaren.de

Telefon: (040) 38 61 67-92/-94
Telefax: (040) 39 90 12 29 sales@foodmultimedia.de www.brotundbackwaren.de
Abwieger für Brot und Brötchen
ABWIEGER FÜR BROT UND BRÖTCHEN

Rheon GeneralVertretung Deutschland
Schwanenmarkt 9 40213 Düsseldorf
Tel.: 0211/ 522 90 00-0
Fax: 0211/ 522 9000-17
www.abwieger.de
Abteilungsleiter, Anwendungsberater, Anwendungstechniker (m/w), Anwendungstechniker (m/w), Backmittel Handwerk, Werks leitung (m/w), AreaSales Manager, Ausbilder/in Backindustrie, Bäcker (m/w) oder Lebensmitteltechniker (m/w), Bäcker/in für Vietnam, Bäckermeister, Bäckermeister als Anwendungs berater(m/w), Bäckermeister/in als Backstubenleiter, Backstubenleiter/in, Betriebsleiter , Betriebsleiter für führendes Backunternehmen, Bezirksleiter/in Bäckereifilialen, Controller (m/w) Großbäckerei,
Das Wörterbuch mit bäckereispezifischen Fachausdrücken.
Das „Dictionary of Bakery Engineering and Technology“ enthält auf 336 Seiten Fachbegriffe von „Ausbund“ über „Kesselgare“ bis hin zu „Teigportioniertrichter“.







Dabei dient Englisch als Ausgangssprache für die folgenden sechs Sprachen: deutsch, französisch, spanisch, russisch, dänisch und japanisch.
Das Buch ist bei Viktoria Usanova (usanova@foodmultimedia.de) zu einem Einzelverkaufspreis von 39 EUR (zzgl. Versand) zu bestellen.
f2m