Editorial Assistant Anna Startin editorial@fdm-uk.co.uk
Features Editor Henry Peters editorial@fdm-uk.co.uk
Production/Design
Laura Whitehead laura@lapthornmedia.co.uk
Sales Manager Holly Jones sales@fdm-uk.co.uk
Publishing Director Maria Lapthorn maria@lapthornmedia.co.uk
Lapthorn Media Ltd 5-7 Ozengell Place, Eurokent Business Park, Ramsgate, Kent, CT12 6PB
Greggs Invests in State-of-the-Art Frozen Manufacturing and Logistics Site
Processing supervisor scoops M&S Emerging Talent prize Quarter pounder made using AI named the ‘greenest burger in Britain’ How Solar Energy Can Help the Food and Drink Manufacturing Sector Decarbonise Optical Oversight: Vision Inspection Drives Process Control
Editors Note
Welcome to the latest issue of Food & Drink Manufacturing UK Magazine.
In this issue, we have an interesting piece from Jaime Shaw, Managing Director of Shawton Energy, a renewable energy specialist. Who discusses the benefits that solar energy brings to help reduce the carbon footprint of the food and drink manufacturing sector.
We also hear from Phil Brown, Managing Director at Fortress Technology Europe, a leading producer of high-quality inspection equipment. Phil speaks about the importance of protecting your pre-prepared food production lines from contaminants and ensuring there are no HACCP gaps in the processes involved.
We hope you enjoy this issue and as always, if you have any news that you would like to feature, please email details to editorial@fdm-uk.co.uk
Paul Attwood Editor
Greggs Invests in State-of-theArt Frozen Manufacturing and Logistics Site to Support Ambitious Growth Plans
Greggs, the leading UK food-on-thego retailer, announces it has entered into a lease agreement for a new state-of-the-art frozen production and logistics facility in Derby, Derbyshire.
Greggs’ strategic growth plan, announced in 2021, set out ambitious
expansion targets requiring investment in significant supply chain capacity.
At 12 May 2024, Greggs had 2,500 shops trading and it expects to open between 140-160 net new shops during 2024. The longer-term target is to have significantly more than 3,000 shops trading in the UK.
The new purpose-built facility will provide additional manufacturing capacity for products - including new savoury and sweet production lines – as well as logistics for frozen storage and fully automated robotic shop order picking and distribution solutions from Swisslog, one of the world’s leading logistics automation companies.
The facility will also have additional capacity to enable further investments to meet future category growth, innovation and development, including the capacity for at least five manufacturing platforms and the potential for new production lines to be commissioned to meet volume demand.
The site has been designed with a focus on sustainability including the use of an onsite shared Energy Centre (a centralised heating and cooling system that recycles heat from refrigeration plants across the estate), a rainwater harvesting system, PV panels, EV charging points and a secure bike storage to help reduce local emissions.
PureCircleTM grows United Kingdom stevia portfolio
following approval of
ingredients from bioconversion
PureCircle™ will now be able to offer ingredients from bioconversion in the United Kingdom – including Reb D and Reb M – in addition to its broad portfolio of existing stevia sweeteners and natural flavour modifiers, following the
UK government publishing a new specification authorising PureCircle by Ingredion’s range of steviol glycosides produced via bioconversion in the UK from the 28th of June 2024. As these sweeteners are already approved for use in the EU, this approval
will allow food and beverage manufacturers to use the same stevia technologies in both markets.
Food and beverage companies are encouraged to take advantage of PureCircle’s broader portfolio of Clean
Greggs’ strategic growth plan, announced in 2021, set out ambitious expansion targets requiring investment in significant supply chain capacity.
From store cupboard to spotlight Bart rebrand aims to reignite the category with a pinch of history
Bristol-based herbs, spices and ingredients brand Bart is on a mission to put the joy and romance back into the category with its latest refresh.
Taste Solutions now that they have access to steviol glycosides from bioconversion. These sweetening solutions are 100 per cent stevia tailored to achieve optimised taste performance based on a food and beverage brand’s product category and sugar reduction target.
PureCircle, with support of Ingredion, has and will continue to invest and innovate to provide food and beverage formulators with the best and most comprehensive naturally sourced sweetener toolbox available.
The new brand design, created by award-winning The Space Creative, aims to inspire home cooks by delving into the rich history and origins of each ingredient.
The packaging pays homage to the continent of origin and the specific plants from which these ingredients hail. The addition of tasting notes also provides helpful guidance for customers on their next culinary adventure.
Bart’s best sellers take centre stage as part of the brand revamp. From fiery Paprika, originally used by Native Americans for medicinal purposes; to Cinnamon, first imported by Egyptians 4,000 years ago; and Garlic Granules, where
garlic is referenced in ancient Chinese texts dating back 8,000 years.
Adam Sims, CEO of Bart, said: “Herbs and spices are timeless treasures in our supermarkets – each ingredient has a captivating story of how it has come to be used in the recipes we all cook today. Yet, the history and romance of the category has faded over time.
“As we strive to reignite the excitement and intrigue around herbs and spices, telling stories of the rich heritage and origins of these ingredients is a key driver behind the brand refresh. With nearly 60 years of sourcing high quality ingredients from across the globe, Bart is well positioned to offer this insight with consumers.”
Bart is currently available at Waitrose, Sainsbury’s, Booths, Ocado and independent retailers. The new pack design phased into stores from 1st June. RRP £2.25.
Cornish Bakery expands its footprint with plans to open in multiple new locations in 2024 following funding from Virgin Money
Cornish Bakery, one of the UK’s fastest growing bakery companies, has secured a funding package from Virgin Money to support the independent company’s achievement of its goal of doubling the number of its locations, marking another significant milestone in the business’ growth.
Established in Mevagissey, Cornwall in 1987 by Steve Grocutt, Cornish Bakery now has 60+ locations across the UK, employing over 630 staff.
The company is known for an extensive menu of artisan-quality food, including their signature authentic, handmade Cornish pasties, their ethically sourced coffee via B-Corp company Union Coffee and their delicious and creative pastries. This is all delivered with a passion for nourishing their customers via their commitment to providing the highest quality service.
Boosted by the funding package, Cornish Bakery plans to open new locations in the East Midlands, the South West and Nottinghamshire in the near future, while also refurbishing existing stores in St Ives and across the Lake District.
Virgin Money’s Strategic Finance team worked closely with the business to structure the deal to continue to help them meet their sustained growth ambitions. The funding package will help the business as they continue to expand and move into new areas, creating employment opportunities and supporting the local economy, alongside local charities, in each of its UK-wide locations.
SugaTrak revamped to make real-time data capture on food manufacture waste even easier and more detailed
SugaRich is delighted to announce a major update to SugaTrak, its cutting-edge waste management tool. SugaTrak is designed to streamline waste tracking, optimise resource allocation, and enhance sustainability efforts for food manufacturing businesses of all sizes.
This update marks a significant milestone in revolutionising waste management solutions, streamlining
production outputs and reducing waste for SugaRich clients.
Alex Keogh, Managing Director of SugaRich says, “Honouring the waste hierarchy means the elimination of waste in every part of the manufacturing process. SugaTrak is helping our customers to comply with the waste hierarchy by providing a tool to help eliminate waste throughout production. As with all the technological innovation and growth at SugaRich, we owe a huge debt of gratitude
to all our clients who have provided invaluable feedback along the way. Their insights have played a pivotal role in shaping SugaTrak into its latest highperformance iteration.”
If your organisation is ready to eliminate avoidable waste in its production line, and you want to know about SugaTrak email: webcontact@sugarich.co.uk www.sugarich.co.uk
Food safety icon has PPMA X-Ray factor
Strengthening food safety programs globally, Fortress Technology will unveil its latest star performer at PPMA 2024 – the Icon X-ray.
A fully integrated X-ray inspection system equipped with internal view cameras and an automatic reject device to optimise floor space, the Icon X-ray’s powerful performance and defining attributes reflect its symbolic status. Discover the innovative features of this highspeed X-ray system, designed to significantly enhance processing efficiency, consumer safety and contaminant detection in hygienic, high-care food production facilities.
Inspecting and rejecting packaged chilled, baked and confectionery products, the Icon X-ray deploys Fortress Technology’s proprietary IA+ algorithm. This gives the machine its unmatchable processing and detection power to adapt to variable-density products that present with metal, ceramic, glass and high- density plastic contaminants. IA+ also enables food processors to add future machine learning features.
Prioritising user safety, and with a constant inspection throughput of up to 200ppm , the Icon X-ray features internal cameras to vigilantly monitor product status and immediately address any operational bottlenecks. Processors can select optional transparent high-density windows on the sliding access panels that fully shield operators from X-rays as they observe the inspection process. The X-ray 6mm-thick stainless steel cabinet comes equipped with proper shielding, mitigating the costs associated with post-purchase safety modifications.
Robust, hygienic and easy to clean, the Icon X-ray also comprises a fully-
Robust, hygienic and easy to clean, the Icon X-ray also comprises a fullyenclosed, maintenancefree air-cooled generator.
enclosed, maintenance-free air-cooled generator. As well as maximising detection sensitivity, this generator is proven to significantly extend the lifespan of the X-ray generator.
The Icon X-ray’s ultra-hygienic design supports sanitation processes and increases plant productivity and food safety, with bevelled, easy clean surfaces to promote water run of, speed up drying time and prevent cross contact contamination. Fully-contained panels ensure that no cables are exposed to dust and other particulates. As a result, the Icon’s framework can withstand repeatable, high-pressure, high-temperature jet sprays, washdowns or steam-cleaning procedures.
LEFT: This high-speed X-ray system uses Fortress Technology’s proprietary IA+ algorithm to adapt to variable-density products that present with metal, ceramic, glass and highdensity plastic contaminants.
LEFT: The hygienic Icon X-ray includes an integrated reject device, with the option to add other features, e.g. shielded sliding doors.
The electrical panels are also dust tight and safeguard components from moisture damage.
Additional time-saving sanitation features include easily removable magnetic X-ray curtains, a quick release tight-fitting conveyor and IP69k-rated sensors.
Data integration and reporting is included as standard. For enhanced connectivity, processors have the option to incorporate network communication adapters to integrate with existing systems and support real-time data sharing and analysis. Uniquely, the Icon X-ray software automatically incorporates every UK retailer COP that exists, integrating into a testing software preprogrammed into the machine menu.
Facilitating seamless user interactions, the Icon X-ray’s 10-point touch industrial capacitive touchscreen display is responsive and reactive. The ability to react, swipe, zoom and select an instruction saves time, minimises stoppages and increases productivity. To run tests, production operatives simply select the retailer and product being inspected on the touchscreen, run a calibration and QA test, pass the test packs through the X-ray, confirm rejection and remove from the reject bin.
“The Icon is truly an inspection gamechanger. It adds a new level of food safety and traceability now no longer reserved for the most elite food brands,” asserts Sales Director Phil Brown
The Icon X-ray comes with Fortress Technology’s highly-valued Never Obsolete guarantee, ensuring equipment longevity and cost-savings for customers.
Visit Fortress Technology on their new stand located in aisle B, stand 32.
Process improvement is like cycling. Everything runs more efficiently with the right partner.
Energy optimization is the key to sustainable production. As a strong partner for strategic energy management, we help you cope with rising energy costs and tighter environmental targets. We are at your side –uncovering the ways to save and be resourceful while maintaining safety, quality, reliability, and uptime.
Health & Safety
Preventative measures to protect your food and beverage business from a pest infestation
By John Stewart, technical training manager at Pelsis Group
Pest infestations pose a significant threat to the integrity and reputation of food and beverage businesses. However, with proper preventative measures, businesses can effectively safeguard their operations against pests.
Here, we outline how taking an integrated approach of traditional and digitalised methods can help protect your food and beverage business from pest infestations.
Housekeeping and sanitation
Maintaining cleanliness is fundamental in preventing pest infestations. Implementing a ‘clean as you go’ policy reduces the availability of food and water which may have been caused by a spillage, thus helping deter pests.
Undertaking regular cleaning of waste bins, kitchen drains and bin rooms is
Educating employees about the pest reporting system enables early detection and timely intervention.
also a key step in stopping pests like ants and fruit flies being attracted.
Refuse areas
These areas can be a major cause for pests in a food and drink manufacturing environment, so it’s key to take measures to prevent any issues.
Positioning external bins and compactors away from the building and ensuring regular cleaning are crucial to prevent pest attraction.
Checking drainage bungs at the base of bins prevents rodent entry, while ensuring bins are not overflowing deters pests from gnawing or pecking open bags.
Taking a digital approach
Digital solutions, such as Pelsis Digital, offer the significant benefits of 24/7 monitoring and real-time alerts to effectively control pests when used as part of a holistic prevention strategy.
These systems use sensing technology to track pest activity, allowing businesses to detect and address infestations quickly. By analysing trends, patterns and pest types, you can identify potential vulnerabilities and
A combination of digital pest control solutions and traditional preventative measures is essential for safeguarding your food and drinks business against pest infestations.
take proactive measures to guard your business against an infestation.
Some digital pest control platforms also allow you to set thresholds which once met then trigger an alert to the user’s device.
For example, should just one pest be detected you instantly have that information to hand and crucially you know where the activity was allowing you to take swift action. This
ultimately decreases the likelihood of an infestation as you are not waiting for traps to be manually checked, or signs of a pest to be witnessed first-hand.
Education
Pest awareness training is essential for onsite maintenance staff and contractors to prevent pests from entering the building.
Educating employees about the pest reporting system enables early detection and timely intervention. This should include regular training with pest management specialists, written materials such as guides and visual aids like posters and videos.
Block entry points
Regular pest control inspections and building fabrication audits are necessary to identify and block potential ingress points. Trend analysis of pest activity data stored on your digital platform can further help target areas susceptible to infestation.
By staying proactive and addressing fabrication issues promptly, businesses can prevent pest entry effectively.
Health & Safety
Keep your food and drink facilities pest free
In today’s competitive market, effective pest control is essential for maintaining the integrity of products and ensuring customer satisfaction.
A combination of digital pest control solutions and traditional preventative measures is essential for safeguarding your food and drinks business against pest infestations.
Keeping Loading Bays Safe
Loading bays are busy places. People, vehicles and machinery are constantly moving and the risk of injury, property damage or disruption to the supply chain is high. In fact, it’s estimated that 25% of industrial accidents occur in loading bays – and for every incident, there are around 600 close calls.
Identify the risks
Any loading bay is a high-risk environment, but when workers are busy or fatigued, wearing hearing protection or facing language barriers, the potential for human error and accidents increases.
A vehicle pulling away from the dock prematurely due to miscommunication or lack of understanding can have potentially fatal consequences for forklift operators or others working nearby. And when trailers are not restrained properly, vehicle creep can occur causing gaps to appear between a trailer bed and the loading bay. Vehicles can also roll backwards and tilt sideways leaving those working between them vulnerable to becoming trapped and crushed.
To prevent these issues, vehicle restraint systems, such as the automatic DE6290AR or the manual DE6190MR from ASSA ABLOY, lock the
Implementing the right restraint system in loading bays enhances safety by protecting operatives from unexpected trailer movements, boosting their confidence during loading and unloading.
vehicle’s wheels in place, preventing unplanned movement.
Preventing vehicle creep and drive off
The physical restraint combined with enhanced traffic lights sequencing and visibility on the system minimises the risk of drive offs. The restraint system also acts as a parking guide whilst reversing onto the loading bay, to help correct alignment and positioning. Once the trailer is in the right place, the automatic system is remotely activated from within the building or the manual system is pushed into
position, triggering a precision-timed restraining arm which blocks the rear wheels from any forward motion. The two-way interlocking system means the dock doors cannot be opened before the wheel restraint is engaged. Once loading or unloading is complete the blocking arm can only be disengaged once the dock door is closed and operatives are safe from any trailer movements. The intelligent blocking arm activation makes the system suitable for a wide range of trucks, including those with a wheel at the very rear. The retractable blocking arm tucks neatly into the restraint when not in use, preventing damage to truck wheels or tail lifts, additionally, a sensor can be added for vehicles with mud flaps.
The restraint systems can be used on their own or combined with optional equipment such as, the combined Dock-IN traffic lights solution, or control panel mounted camera system which provides visibility of the yard and improves safety for yard operatives.
The benefits of enhanced safety
The ASSA ABLOY system offers multiple benefits over traditional approaches to restraining vehicles such as wheel chocks, which are less effective in slippery conditions and offer a limited restraining force.
Implementing the right restraint system in loading bays enhances safety by protecting operatives from unexpected trailer movements, boosting their confidence during loading and unloading. Although loading bays inherently carry risks, a proper restraint system can significantly reduce these hazards, creating a more secure and efficient environment that protects employees, assets, and the company’s bottom line.
Take the risk out of manual handling
Our extended range of tote bins and accessories reduce the risk of a potential accident with added safety features.
With manual handling accounting for over a third of workplace injuries, it’s never been more important to invest in equipment that can save companies from a costly mistake.
Storage
Getting you safely from A to B
Introducing the new range:
- Tote bin with built-in forklift channels
- Tote bin with integral chute
- Chuted mobile tote bin frame
- Pneumatic washing frame
- Tote bin tipper
- Weighing scale
- Modular racking
Offering standard, customised and bespoke hygienic furniture and equipment
Pictured: Tote bin tipper with mobile base (right), pneumatic washing frame (top left), chuted mobile tote bin frame (bottom left), tote bin with forklift channels and modular racking (far left).
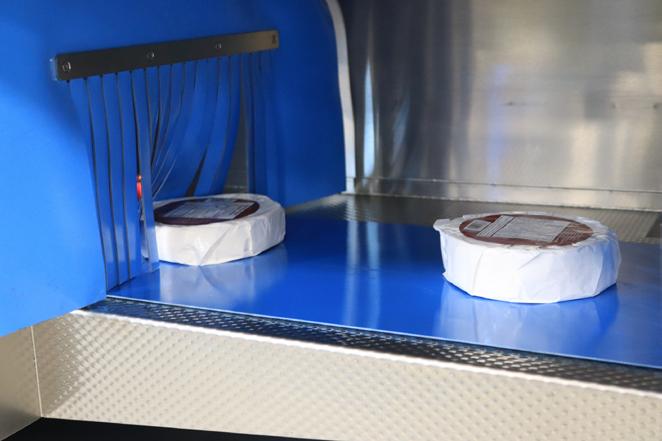
Processing, Measurements & Control
Critical temperature monitoring, made simple by a trusted data loggers’ manufacturer
Good
food safety starts with temperature data.
Accurate and reliable temperature data is essential for the integrity of the food industry and the safety of consumers.
Tinytag Data Loggers are robust, reliable and highly accurate measuring devices for monitoring temperature and humidity during food processing, storage and cold chain distribution.
Tinytag use simple technology that’s easy-to-use, easy-to-manage and conveniently versatile to help businesses gather vital temperature data at every stage of the food supply chain.
Improve temperature management
Tinytags can aid quality and food safety inspections (including compliance with HACCP regulations) by providing evidence of conditions that’s easyto-read and readily available in userfriendly data logging software, Tinytag Explorer.
Monitoring with data loggers can indicate the need to replace old or faulty equipment, stabilise temperature conditions in refrigerated areas or improve insulation in packaging, helping you to streamline product storage.
Save energy, save money
Temperature data loggers can help to identify the efficiency of heating and cooling equipment, helping businesses to pinpoint where to save energy and save money across their operation.
Data you can trust
Tinytag data loggers bring over three decades of manufacturing experience from an ISO 9001 and ISO 14001 accredited UK manufacturer, Gemini Data Loggers UK Ltd.
Certifiable instrument accuracy through our in-house Calibration Service that’s traceable to National Standards means you can put extra trust in the reliability of your data – and prove it to auditors.
Reliable Monitoring from Production to Consumption
Versatile data logging: portable data loggers
Compact, portable and easy-to-use Tinytag data loggers (temperature, relative humidity and energy consumption) provide a flexible solution for monitoring food processing and cold chain compliance. Tinytags are battery-powered, self-contained devices and have configurable LED alarms for notifying temperature breaches.
Reliable Wireless Temperature and Humidity Monitoring
The Tinytag Connect system of Radio and LAN (Ethernet) data loggers brings you convenient wireless temperature and relative humidity monitoring at an affordable price and is ideal for use in warehouses and refrigerated storage and distribution, where central data management presents a significant –time-saving – advantage. Mix-and-match Radio and LAN loggers according to infrastructure requirements, get real-time data access and receive email alerts when temperatures are out of range to take fast corrective actions.
Data logging software for enhanced security and data integrity compliance
Tinytag DI is the secure software for Tinytag data loggers. With Tinytag DI, you can control who has access to your data loggers by managing user access levels. You may also set up groups according to location or department to assign data loggers to the relevant teams. An audit log ensures accurate and consistent data, providing a record of critical events and any changes made to the loggers.
Primerdesign Launches Realtime PCR Workflow for Onsite Detection of Norovirus in Oysters
Primerdesign (part of the Novacyt Group), a company focussed on the design, manufacture, validation and supply of real-time PCR kits and reagents, today launched the genesig® Easy_oys Detection Kit for Norovirus in oysters. The quantitative PCR (qPCR) assay enables rapid and reliable detection of genogroup (G)I and GII Norovirus pathogens in oyster tissue.
Norovirus is a major cause of viral gastroenteritis and foodborne transmission is responsible for an estimated 16% of cases in the UK*. Human sewage discharge around oyster beds results in bio-accumulation of the virus in their digestive glands, with more than 500 genome copies/gram of Norovirus GI / GII presenting a major risk of infection when consumed by humans.
There is a growing need for methods to detect and quantify viruses in bivalve shellfish to control and risk manage potential outbreaks
There is a growing need for methods to detect and quantify viruses in bivalve shellfish to control and risk manage potential outbreaks and spread.
and spread. The Centre for Environment, Fisheries and Aquaculture Science (Cefas) in England and the Marine Institute in the Republic of Ireland, the only ISO 15216-accredited laboratories for PCR quantification of Norovirus in oysters in the British Isles, currently perform a limited number of tests from each grower due to resource constraints. This places food safety in jeopardy and farms at risk of closure if a Norovirus outbreak is linked to their oysters.
Titan is a leading design and manufacturer of innovative end user and OEM high-performance flow meters, used within a wide range of environments and applications.
• Compact, robust, reliable
• Excellent accuracy and repeatability
• Measure low to high flow ranges
• High chemical resistance
• OEM bespoke design capability
REQUEST A QUOTE
+44 (0)1935 812790
sales@flowmeters.co.uk www.flowmeters.co.uk
Quantitative PCR methods offer a fast and accurate means of screening water and food. The genesig Easy_oys Norovirus kit is a qPCR assay optimised for the quantitative detection of Norovirus GI and GII genomes in the digestive tissue of oysters. The highly sensitive kit demonstrated detection of both GI and GII down to 500 copies/gram, making it a suitable risk management tool to ensure that oysters with high infection risk are detected. The kit includes all the reagents needed to conduct viral testing in line with the ISO 15216 guidelines, without any prior lab experience. The complete testing workflow, including the exisgMag extraction kit, genesig Easy_oys Norovirus kit, and the genesig q16 instrument, delivers results within four hours. It was developed in collaboration with oyster farmers and the Shellfish Association of Great Britain, providing them with an easy-to-use and accessible tool to rapidly assess the food safety risk and give them confidence in the quality of their oysters.
For further information about Primerdesign’s genesig Easy_oys Detection Kit for Norovirus in oysters, please visit : www.primerdesign.co.uk/ products/qpcr/norovirus-gi-gii-for-oysters/
*Food Standards Agency: Risk assessment to support guidance for norovirus outbreaks in oysters (October 2023)
Food safety specialist Fortress Technology explores the benefits of staying ahead of an unannounced inspection by an external party, and the value of monitoring everyday risks by performing regular internal and external audit reviews.
Inspection or audit: know the difference
The distinction between a food inspection and a food safety audit can get clouded. In food safety circles especially, the two terms are frequently interchangeable. They both help to improve operational performance. And they both assess conformance to set standards. There are, however, subtle differences.
A food safety audit is a systematic evaluation of food factory documentation to determine if food safety practices, programmes and related activities, including procedures and record keeping, are meeting expectations. Generally, an auditor looks at data over a period of time to see if positive or negative trends are developing.
Food safety inspections, on the other hand, provide a thorough physical review of a food facility to assess what is actually happening in production during a precise moment in time. This snapshot – typically lasting between two and four days – gives a realistic assessment of conditions. These can be both positive and negative.
When inspecting a Critical Control Point (CCP), an inspector may look for any potential contaminant events that if left unaddressed could prompt an
investigation. When conducting an audit, qualified personnel will review the effectiveness of a HACCP plan and ensure it is being implemented correctly.
The Food Standards Agency evaluates the effectiveness of the official audit controls systems managed by enforcement officers and local authorities in England, Wales and Northern Ireland. Although food safety audits are not a legal requirement, by conducting internal or external audits, food processors can be assured their processes are conforming to these defined food safety standards.
Failing is part of the plan
Any failure can feel like the end of the road. However, in audit terms, a nonconformance issue simply notifies a food processor that something needs to be addressed in order to comply with food safety rules, regulations and supplier contractual obligations.
Poor record-keeping and noncompliance with established Food Safety Plans are some of the top reasons that food and beverage manufacturers fail their audits. When equipment and surfaces deteriorate, they can present a possible contamination risk. Auditing highlights these issue and ensures they are resolved before an inspection. Additionally, end-of-line inspection equipment can expedite the process of tracing a contaminant entry-point and correcting the non- conformance.
In order to assess performance and knowledge of good manufacturing practices, a Traceability Performance Assessment can also be conducted. This timed traceability recall exercise can be added to any GMP inspection and helps to promote food safety compliance amongst staff, highlights Phil Brown, Sales Director of Fortress Technology Europe.
Be prepared
An audit checklist should cover all aspects of production that affect food safety practices and HACCP
compliance. Most auditors will expect to examine documentation, records, premises, practices, equipment, and processes. Signs of pest infestation, hygiene protocols, temperature control, and food handler and machine operative training and competence will all be scrutinised.
To assist food manufacturers, Fortress published a typical audit-conformance checklist in its latest Food Equipment Audits Whitepaper. Download a free copy from https://fortresstechnology. co.uk/food-equipment-audits/.
Post-audit, the successes and non-compliances flagged by the investigation should be examined by the relevant staff and auditing personnel. Once a course of action to address and prevent future nonconformances is established, food processors can implement these changes.
For inspection equipment, specific GFSI standards should be followed. Particularly the testing of industrial food metal detectors.
Moving goalposts
Food safety audits play an essential role in supporting safe food consumption, brand integrity, regulatory compliance, supply chain management, risk assessment and prevention, and promoting operational excellence. Given the numerous critical control points in a processing plant, Fortress advises routinely and systematically revisiting potential hygiene and contamination hazards as part of a regular risk assessment and food safety programme.
People On The Move
Ball
Corporation
Names
Dr Mandy Glew as President of EMEA and Asia
Ball Corporation (NYSE:BALL) elected Dr Mandy Glew to serve as senior vice president and president of EMEA and Asia. In March, Dr. Glew was promoted to the role of president, EMEA and Asia succeeding Carey Causey, Ball’s new chief growth officer.
Dr Glew joined Ball Corporation in October 2020, with more than 20 years of experience in commercial operations, sales, marketing and manufacturing in the fast-moving consumer goods and consumer electronics industries. She previously held a number of senior management roles at Procter & Gamble, including commercial operations for Northern Europe, and market operations & managing director for the Nordic region. She has proven expertise in leading multifunctional organizations and an iconic portfolio, including Procter & Gamble’s Gillette, Oral-B, Pantene and Head & Shoulders brands.
“I am honored to step into this new role, and my foremost commitment is to foster a deep connection with our customers.
“I believe in the power of listening closely to their voice and partnering with them as true collaborators in reaching together their business and sustainability goals,” said Dr. Mandy Glew.
Dr Mandy Glew holds a Ph.D. in chemistry from the University of Hull and studied managerial finance at the London School of Economics and Politics. Personally she has a passion for wildlife conservation and travel.
FPA appoints a new vice-chair and further strengthens its committees
At an FPA EGM on Friday 14 June, Mark Byrne, executive chair of the association, announced that Anna Turner of Bidfood – who was appointed as interim vicechair in February – has been unanimously voted in by FPA members to take on the vicechair role for an initial threeyear term.
Anna retains her position as an FPA director and her place on the FPA board, but will be relinquishing her current role as head of the FPA membership committee. Committee member Mark Durston from Pactiv Evergreen will be stepping up to take on that role.
New board appointments include Charlie Dean, managing director of Catering24, and Mike Bristow, group sales and marketing director at GoPak UK, who have both been appointed for a 12-month period.
Working alongside the Regulatory and Compliance Committee, the SAGA
Committee reviews and distils activity across the retail and foodservice packaging market to understand what the impact might be on FPA members –informing and advising the membership as appropriate.
The Membership Committee has also been strengthened by the addition of Chris Castle from Conglom, Cem Ucur from Quality Pack, and Rebecca Tear from 4Aces, while the Leisure and Activities Committee welcomes Beth Williams from Vegware – who was also the winner of the 2024 FPA Rising Star Award.
Mark Byrne concludes: “These new appointments underscore the FPA’s commitment to providing advocacy, education, and networking opportunities for our members.
“The association will continue to lobby governments and stakeholders, uphold industry standards, and facilitate collaboration to address the most pressing challenges facing the foodservice packaging sector now and in the future”.
Croxsons make changes to management structure
Leading glass packaging company, Croxsons, has recently made changes to its management structure. Tracey Kendall, formerly business development manager - export, has been appointed as the new warehouse & logistics manager, while Justin Giddings, previously the area sales manager covering the southeast, has taken on the new role of commercial manager.
Tracey, who has been an integral part of Croxsons for the past nine years, will now be responsible for overseeing the logistical operations within the UK.
Her new role includes managing stock, determining optimal stock levels and understanding client requirements to ensure efficient stock management. The position reports directly to commercial director, George O’Brien. Tracey will still be taking and managing Export enquiries and accounts.
With seven years of service at Croxsons, Justin will be focusing on evaluating and improving the current supply chain to enhance cost efficiency and operational effectiveness, ensuring the company’s long-term strategic goals are met. He will also be identifying new initiatives to drive business growth, while continuing his sales responsibilities in the southeast. He will still report to sales director, Paul McGrane.
Croxsons CEO, Tim Croxson, commented on the appointments: “We have an incredible team and are proud of our track record of staff retention. We are pleased that both Tracey and Justin have committed to the Croxsons family and look forward to our continued growth.”
We are pleased that both Tracey and Justin have committed to the Croxsons family and look forward to our continued growth.
People On The Move DOORS READY FOR ACTION
HyDEX Launches Hydrogen Roundtable Series to Further UK Hydrogen Industry
HyDEX, a consortium comprised of seven leading Midlands-based university partners associated with the Energy Research Accelerator (ERA), today announces the launch of its hydrogen roundtable series.
HyDEX will bring together voices from an array of industries including aviation, industry, road transport, farming, quarrying and construction industries, convening representatives across the supply chain, investor
A Scottish Sea Farms Processing Supervisor has won the inaugural Emerging Talent award at the M&S Select Farm Awards 2024, announced today at the Royal Highland Show in Edinburgh.
Nicole McAleer saw off competition from other leading food producers to scoop the prize, one of five awarded in celebration of the M&S supply chain in Scotland.
The Emerging Talent award, open to anyone aged 35 and under, champions those who are positive role models, making an exceptional contribution to their sector.
McAleer joined the salmon producer over four years ago as a Trainee Processing Supervisor at South Shian near Oban before progressing to her current position and is believed to be one of only two women in the Scottish
and regulatory landscape. These will be the first post-election hydrogen roundtables and will offer a recommendation to the incoming government on how it can best support the UK’s hydrogen industry, which has great economic promise, yet remains still relatively in its infancy.
Each roundtable serves to extract actionable, industry informed insights and generate a consensus on the next steps needed to scale up hydrogen infrastructure and technology. The culmination of these discussions will be distilled into a report, setting the stage for a strategic
Originally from Omagh in Northern Ireland, she said she didn’t know what a salmon farm was when she first moved to Oban.
sector to perform such a role – the other also working within Scottish Sea Farms.
Originally from Omagh in Northern Ireland, she said she didn’t know what a salmon farm was when she first moved to Oban.
Spending her first six months with Scottish Sea Farms learning the ropes out on the floor, she can now oversee the entire South Shian processing facility, which has the capacity to process up to 140 tonnes of salmon per single shift.
With Scottish Sea Farms’ relationship with M&S now spanning 20 years, the Emerging Talent award brings the total number of accolades received from the retailer to 13-strong.
These include awards for Innovation (2023, 2019, 2017), Low Carbon Farming Pioneer (2022), Outstanding Producer (2018), Young Producer of the Year (2016, 2014), Rural Communities (2016), M&S Champion of Champions (2015), Livestock (2014), Apprenticeship Diploma (2014) and Plan A ‘Future of Farming’ (2010).
roadmap that envisions a robust hydrogen economy in the UK, with emphasis on the Midlands.
HyDEX is committed to propelling the UK to the forefront of the global hydrogen industry, ensuring economic growth, energy security, and decarbonisation commitments are met.
The roundtable series will tackle the complex challenges associated with the uptake of hydrogen in the UK and cement its role as a cornerstone in the UK’s energy transition.
British Carrot Growers Association Demonstration Day
Thursday 3 October 2024, Bilsthorpe, UK
The British Carrot Growers Association (BCGA) is delighted to announce that our highly anticipated annual Demonstration Day will take place on Thursday 3 October 2024, in Bilsthorpe, Nottinghamshire.
Attendees will get to explore over 80 plots featuring both existing and emerging carrot varieties as well as gaining insights into the latest breeding advancements and discovering the diversity within the carrot industry. There will also be a large exhibition area, providing ample opportunities for networking and engagement with industry professionals.
This year’s event also coincides with National Carrot Day, a day to celebrate the UK carrot growing crop to encourage people to buy, get creative, eat, and cook with carrots. The National Carrot Day aims to
show the health, farming, and domesticated animal benefits of this hugely versatile, and nationwide loved vegetable.
We are encouraging everyone to post their favourite carrot dishes on social media using the hashtag #theloveofcarrots. We hope to raise awareness of the low returns farmers make from growing this high-risk crop, and how boosting consumption of carrots in many homes would help to support farmers.
If you are interested in exhibiting at this year’s demonstration day in Bilsthorpe, please contact holly.jones@britishgrowers.org
Tickets are now available and can be booked through Eventbrite. Entry to the event is free for BCGA members and tickets for nonmembers are available at £25+VAT.
Packaging
Perception vs reality: New research from Industrial Physics reveals that less than a quarter of organisations are currently taking an innovative approach to packaging
New research from Industrial Physics, the leading packaging and material test and measurement provider, has revealed the extent of innovation within the food and beverage packaging industry, and how this is impacted by internal operations.
Last year, Industrial Physics’ report found that there is a desire for innovation, with 96% of packaging professionals in food and beverage expressing that new developments in packaging were important, and with 71% believing it was very important. However, this year’s data highlights that in reality, less than a quarter (24%) of organizations are currently taking an innovative approach.
The international survey of packaging professionals operating in the food and beverage packaging sector found that more than 1 in 5 (22%) packaging professionals said that their company does not usually follow up on the innovative ideas it comes up with, and half of respondents (49%) said that too many teams are involved in the innovation process, which slows them down.
The report also found that 35% of packaging professionals using organic
material said that they didn’t feel they had the appropriate expertise to facilitate growth and innovation in their business.
As Steve Davis, Global Director of Product Management at Industrial Physics explains in the report, there is limited capacity for innovation despite the desire for it being there: “Overall the mechanisms, the capacity and the direction aren’t quite there yet. Packaging companies understand the significant resource and investment required for the majority of innovation opportunities, therefore the decision to go ahead is not a quick or an easy one.”
When respondents were asked how their business had fared over the past five years, almost half (47%) said their company has had to make layoffs. This is more likely to be the case with US based respondents at 58%, compared with an average of 44% in Europe and 45% in Asia. The proportion of those making layoffs varies between material type – the highest being those working with paper (62%).
Davis adds: “Many companies within the packaging sector have been operating for decades and currently do not have the capacity to pursue innovative ideas whilst maintaining their regular manufacturing
Our report highlights that pursuing opportunities in innovation is not as straightforward as it seems.
output which already satisfies a consistent demand. We’re noticing that companies who want to pursue innovation are running into internal barriers. In a period where budgets are extremely tight and layoffs are being made, unless a company can guarantee the ROI, there simply isn’t enough justification to assign resource to innovation.”
Davis concludes: “Our report highlights that pursuing opportunities in innovation is not as straightforward as it seems. With continued turbulence and both internal and external factors contributing to uncertainty, organizations need more support than ever to remain resilient and assess opportunities for innovation in packaging without compromising on the quality or safety of their products.
“With 41% saying their company is planning to take an innovative approach in the next three years, companies should start planning ahead and assessing their internal operations to make careful, considered decisions about how they’re going to pursue innovation, as these changes cannot be made overnight.”
To learn more about food and beverage packaging innovation and the internal environment, download Industrial Physics’ free report here. To understand more about the wider factors impacting innovative approaches in food and beverage packaging, look out the next report in Industrial Physics’ research series, coming this year.
ENTER THE WORLD OF SUSTAINABILITY
MAKING BETTER BOTTLES… AND MAKING A BETTER TOMORROW
Enter the world of sustainability at Croxsons. We are pushing forward with eco-friendly initiatives to make a positive difference. We continuously invest in lowering our environmental impact at every stage of our process, including distribution and delivery. We can all play our part in a better tomorrow, so join us on our journey today.
Watch our sustainability animation here:
For more information visit www.croxsons.com
Packaging
Solving flexible packaging’s great recycling challenge
By Steve Hallford, Product Development Technologist at Parkside
How much recyclable food packaging is actually recycled?
Increasingly, consumers are finding themselves confronted with this question whenever they see the ‘recycle’ logo on an item of packaging. In fact, a large proportion of packaging across the world never makes it through the recycling process. OECD figures claim that just 9% of all plastic worldwide is recycled , while even paper packaging –seen by many consumers as more easily recyclable – offers a recycling rate of below 60% worldwide .
This is not for a lack of trying on the part of the packaging industry. The sector is going through something of a golden age of innovation right now, as new materials, barrier coatings, and design techniques regularly hit the market and bring us closer to a fully recyclable future.
The safest way to guarantee that packaging materials will not end up in landfill, where they can leak into the environment, is to avoid using them in the first place.
Our report highlights that pursuing opportunities in innovation is not as straightforward as it seems.
This means it is important to reduce the amount of materials used in each packaging design altogether, which can be accomplished in many cases by replacing rigid packaging with a flexible format, such as a pouch or a flow wrap.
Flexible packaging is inherently lighter weight and uses fewer materials than a rigid alternative. And, once a new format is settled on during the design process, it can potentially be tweaked and tailored to be lightweighted even
further. This usually involves swapping out materials for thinner alternatives that are as light as possible without compromising the performance of the pack.
When combined with the evolution of monopolymers, the case for packaging’s flexible future grows even stronger. Monopolymers today can offer incredibly high levels of barrier performance that makes them suitable for a wide range of food and beverage applications, and – as they are made of only a single type of plastic - they are often viable for recycling at a national scale. A single type of plastic goes into the recycling, and a single type of recycled plastic is produced as a result of a simple, cost-effective process.
The only thing missing from this equation is the recycling infrastructure to match. The onus must be on the waste management sector to boost investment in infrastructure to handle these new recycle-ready materials. This will come with simpler recycling legislation set to come into force in 2027 – at which time businesses and households will be required to recycle their flexible plastics - meaning all stakeholders have a date and a timeframe that they can plan around.
In addition, many retailers are taking the lead by employing their own closed-loop systems to collect flexible plastics and recycle them back into the value chain. The increasing adoption of monopolymers can only facilitate these efforts.
Monomaterials are cost-effective, highperformance – and, most importantly, they are ready for recycling now. When the recycling industry finally catches up, those who adopted light weight, high performance monopolymer packaging solutions will be best placed for success in the circular economy of the near future.
Quarter pounder made using AI named the ‘greenest burger in
A quarter pounder made with the help of AI on a Yorkshire industrial estate has officially been crowned ‘Britain’s greenest burger’.
Made with vertically farmed oyster mushrooms, the Hooba burger is developed using one of the most unique and ecofriendly production processes in the food industry.
Having recently launched across the UK, the burger has now been awarded a prestigious ‘A Carbon Rating’ by My Emissions.
Now Myco, which manufactures the Hooba burger, has laid down the gauntlet and challenged
Britain’
another manufacturer to take Hooba’s title “for the good of the planet”.
That pioneering process involves using AI to help grow thousands of mushrooms inside Myco’s 20,000sqft production site in Leeming Bar, in the shadow of the A1.
The location was specifically picked to help lower food mileage, a key factor in the A rating, although besides the mushrooms, the firm use just five more ingredients which are locally sourced to avoid needing to increase emissions through importing them.
• Approximately, 75.0% of deals had an estimated value of £10.0m or less as there was a continued absence of middle to higher market deals. Only c. 5.0% of transactions were above £50.0m and there were no deals above the £100.0m mark for the tertial.
• UK corporate buyers drove most of the tertial’s M&A activity, accounting for 79.1% of deal volume (34 deals) compared to 60.3% for T1 2023. This was met with a reduction in the number of deals completed by financial and overseas buyers, with them accounting for 9.3% and 11.6%, respectively.
• The distribution sector saw one of its most active tertials, with a particular focus on distributors supplying to foodservice including the acquisitions of Vegetarian Express and Total Foodservice Solutions. Similar to previous periods, both the Beverages and Grocery/Confectionary sectors also accounted for a large proportion of deal activity.
• The alcoholic beverages sector continued to be active, with almost all beverages deals involving the acquisitions of breweries of craft beer and distillers of branded spirits. Similar to last year, this sector was also responsible for a large proportion of distressed M&A activity, as alcoholic drinks producers accounted for 33.3% of the tertial’s deals out of administration.
Mark Lynch, Partner at Oghma Partners, said: “Looking forward, we expect deal volume to remain robust and deal values to pick up gradually as market conditions improve. The start of 2024 has seen the UK economy exit the recession it entered in the second half of 2023, and both consumer and business confidence have risen substantially since last year. In March, the inflation rate fell to its lowest level since September 20213, food price inflation has matched this pattern, marking its 12th consecutive month of easing rates. The BoE has kept interest rates steady at 5.25% since September 2023, with anticipated rate cuts in the latter half of 2024. The combination of these factors creates a positive outlook for M&A activity in the UK food and beverages sector, however, it might take time for deal values to pick up again to their pre-pandemic levels. In addition to this, we anticipate divestments to be a large source of M&A activity, as companies look to refine their portfolios and carve out under-performing or non-core assets.”
DMN-WESTINGHOUSE modernises production sites to meet rapidly growing demand
With a lot of experience and a recent shift to robotisation, DMNWESTINGHOUSE is primed for the future. DMN-WESTINGHOUSE is an international company that excels in designing and manufacturing high-end rotary valves and diverter valves for industries that process dry bulk materials. This year, the company completed a major modernisation program at its production sites in the Netherlands and Germany, bringing in multifunctional machines and robots to further boost efficiency.
Increasing population
According to United Nations data, the global population could reach 9.7 billion by 2050, further increasing to 11.2 billion by the end of the century. This rapid expansion is driving an increased demand for essentials such as food, infant formula, coffee and, since the coronavirus pandemic, pet food. As a result, producers are under pressure to improve efficiency in their own production methods to supply these growing markets.
At DMN-WESTINGHOUSE, we’ve undertaken a comprehensive modernisation of our production plants, utilising multifunctional machines that can combine different
We take pride in our innovative approach and are committed to supporting our customers in navigating a rapidly changing world.
operations and optimise production. In an era of continuous global population growth, we believe it is crucial to look to the future.
Alongside production facilities in the Netherlands and Germany, the company has sales offices in France, the UK, Germany, the US, and India, as well as an assembly line in the US. DMN-WESTINGHOUSE also boasts a worldwide network of distributors, allowing us to be represented in more than 70 countries across all continents.
Custom solutions
DMN-WESTINGHOUSE serves a diverse array of industries, including food, aquaculture, paint and, more recently, battery production.
We understand the specific challenges each sector faces and collaborate closely with our customers to provide bespoke solutions. Our advanced metering rotary valves and diverter valves are integral to the production process, enabling companies to boost productivity and maintain quality. Thanks to our modernisation strategy we can better meet our customers’ ever-increasing demands for quality, safety, hygiene, reliability and ease of use.
Chilled & Frozen Food
Navigating the Cost of Living Crisis: The Rise of Frozen Chicken
By Alexandre Mattos, General Manager UK & ROI at Seara
As we stand at the crossroads of economic uncertainty, one industry remains steadfast amidst the cost of living crisis: the frozen poultry sector. At Seara, we have witnessed a significant surge in demand for our products, recording a 20% growth in demand for its frozen poultry products over the past 5 years. Today, we delve into the intricacies of this phenomenon, exploring both the challenges and opportunities it presents.
The soaring cost of living is a concern for families worldwide. As household budgets tighten and purchasing power diminishes, consumers are increasingly seeking affordable yet nutritious food options. Enter frozen chicken - the unsung hero of the modern kitchen. Offering convenience, versatility, and unbeatable value, frozen chicken has emerged as a cornerstone of budgetconscious meal planning.
In the UK, its popularity can be attributed to its versatility, with chicken at the heart of British gastronomy while also embracing influences from around the world. As the population of the UK becomes increasingly diverse,
with almost 10% of Asian descent, its ability to adapt to different cultures and culinary traditions cement its position as the UK’s most popular source of protein. From comforting soups and hearty stews to vibrant salads and stir-fries, chicken offers endless opportunities for delicious and satisfying meals as part of everyday meals or special occasions.
Moreover, the growth of the frozen chicken market signifies a broader shift in consumer behavior. As lifestyles become more fast-paced and time becomes an increasingly precious commodity, the appeal of convenient food options continues to rise. Frozen chicken encapsulates this ethos, offering busy individuals a hassle-free solution to their mealtime dilemmas.
However, amidst the burgeoning demand lies a responsibility - a responsibility to uphold the highest standards of sustainability and ethical procedures. Seara works to build long term partners with farmers to improve the traceability of its supply chain. The consumer trend towards sustainable food choices is gaining significant momentum, reflecting a growing awareness of environmental issues, ethical concerns, and a desire for healthier living. Consumers are increasingly making conscious decisions to support products and brands that prioritise accountability and transparency across the entire food supply chain.
Our commitment to innovation leads us to explore new avenues to enhance the sustainability of our operations and adapt to consumer needs. Through investing in renewable energy to implementing waste reduction initiatives, we are dedicated to minimizing our environmental footprint while maximizing value for our customers.
In conclusion, the surge in demand for frozen chicken amidst the cost of living crisis underscores the resilience and adaptability of the poultry industry. At Seara, we hope to continue to drive this change, empowering consumers to navigate economic challenges without compromising on quality or flavor. As we look to the future, we remain steadfast in our commitment to delivering affordable, nutritious, and delicious chicken products for generations to come.
How Solar Energy Can Help the Food and Drink Manufacturing Sector Decarbonise
By Jamie Shaw, MD of renewable energy specialist, Shawton Energy
The food and drink industry is the largest manufacturing sector in the country, by turnover, and in 2022 contributed £30 billion to the UK economy.
Switching to renewable energy isn’t a new topic for the UK’s food and drink manufacturing (FDM) industry, but with the Government’s 2050 Net Zero target drawing closer, it’s one that’s gaining more urgency.
The food and drink industry is the largest manufacturing sector in the country, by turnover, and in 2022 contributed £30 billion to the UK economy. It also emits circa 9.3 billion tonnes of emissions every year –largely attributed to the consumption of electricity and fossil fuels.
Electricity is often at the heart of operations – powering lighting, heating and cold storage systems – but greener, renewable energy solutions are needed to future-proof the sector.
Harnessing the sun’s energy and saving money
In a bid to decarbonise and boost sustainability, rooftop solar energy is an avenue many food and drink manufacturers – either directly or through their warehousing and logistics partners – are exploring. Custom solar installations are not only helping businesses to reduce their carbon footprint, but they’re also offering significant economic and operational advantages – reducing energy bills by up to 30%, for example.
With manufacturers having been faced with average energy bill increases of 400-500% in recent years, the greater energy independence that comes with rooftop or ground-mounted solar offers more protection against such market volatility.
Sustainability
Creating a more sustainable supply chain
Regarding sustainability, there’s also the important topic of scope 1, 2 and 3 emissions.
As mounting pressure and expectation from retailers and consumers are driving more sustainable supply chain practices forward, reducing scope 3 emissions is now high on the agenda for many FDM sites.
An industry-defining moment for this came in December 2023, when ten major grocery retailers partnered with Manufacture 2030 to help accelerate supply chain decarbonisation.
Consumers are also soliciting change. In a study, only 16% of people stated that sustainability wasn’t a factor in their shopping habits. This rise in eco-conscious customers means brands need to ensure they’re meeting end-users’ needs and expectations – without greenwashing – or they risk suffering both economically and reputationally.
Ultimately, when supported by the right partner, many of the barriers FDM businesses face with energy transition projects are removed.
Maximising space to maximise efficiency
FDM sites usually have a large factory footprint, but the roofs are often unused space, making them perfect for solar panel installations.
This was the case with a large-scale rooftop solar energy installation we delivered at a Wisbech distribution centre site – operated on behalf of international food and drink group, Princes. The installation is forecasted to achieve carbon savings of 135 tonnes per year.
Sometimes there are also sites that have access to large roofs but don’t use a lot of energy. They can still utilise this by installing a solar PV solution with blockchain technology – producing energy on site and consuming it at another, using dashboard analytics to match Half-Hourly demand. And if a site doesn’t have space, there’s the option to work with adjacent landowners, too.
Regarding investment ability, there also are fully funded solutions available – Power Purchase Agreements – that don’t require capital outlay or ongoing operational expenditure, so don’t put pressure on already squeezed budgets.
Ultimately, when supported by the right partner, many of the barriers FDM businesses face with energy transition projects are removed. So, when it comes to cutting energy costs, understanding energy usage and delivering ambitious environmental, social and governance (ESG) goals, FDM businesses just need to look up!
ICS Cool Energy Launch i-TEMP
COMPACT eco.line Temperature Control Units with up to 92% Power and
Carbon Emissions Reductions
New eco.line units offer heating capacity between 9 and 36 kW with water temperatures up to 180°C and flow rates up to 230 l/ min.
The eco.line adds to the expanded portfolio of next generation i-TEMP fully packaged TCUs ranging from -20°C to 430°C and 4 to 350kW.
ICS Cool Energy, an international market leader specialising in complete temperature control solutions for manufacturing process and facilities applications, announced the expansion of its i-TEMP temperature control units (TCU) portfolio with the introduction of the eco.line series. The new i-TEMP COMPACT eco.line units, currently the most efficient integrated TCUs on the market, are designed to meet the demanding requirements of plastic moulding
processes and other industrial applications, offering exceptional energy efficiency and temperature management accuracy.
All eco.line models are equipped with pump efficiency module (PEM) as standard, controlling the speed of pumps and resulting in a particularly high level of energy efficiency.
Compared to conventional technologies with uncontrolled peripheral pumps, the eco.line solutions can achieve power savings of up to 92% directly
translating into reduction in carbon emissions. Additionally, the compact eco.line systems utilise a “long-life” stainless-steel heating cartridge, and offer extensive range of interface and equipment options.
“The new eco.line series sets a new standard for sustainability, energy efficiency and user convenience in temperature control,” said Dave Palmer, general manager for UK at ICS Cool Energy.
“Focus on reducing our customers’ carbon emissions and optimising process conditions drives and shapes our offering. The eco.line series delivers reliable temperature control and superior performance while significantly reducing energy consumption, thereby enhancing the stability and efficiency of our customers’ processes.”
Key Features and Benefits of the i-TEMP COMPACT eco. line:
• Unmatched Efficiency: eco. line TCUs feature high-efficiency centrifugal pumps with speed control, delivering up to 92% reductions in energy use and carbon emissions.
The new eco.line series sets a new standard for sustainability, energy efficiency and user convenience in temperature control.
Focus on reducing our customers’ carbon emissions and optimising process conditions drives and shapes our offering.
• Advanced Control Systems: The units include the compactControl controller with a 7-inch multitouch display, offering user-friendly operation and various pump speed control options for optimal performance.
• Sustainability and Cost-Effectiveness: eco.line’s significant reduction in electricity consumption leads to lower carbon footprints and operational cost savings. For eco.line unit with centrifugal pump in control mode (ΔT control), in a typical three-shift operation, under production conditions with the flow rate at 85l/min and heating capacity at 27kW: annual energy use can be as low as 1,160 kWh, providing notable cost and environmental benefits.
• 10 year guarantee on heating elements providing long-term reliability and peace of mind.
The i-TEMP range is manufactured specifically for ICS Cool Energy, with high quality German engineering, is simple to install and offers unrivalled temperature control on applications such as jacketed vessels, jacketed pipework and moulding machines.
The i-TEMP COMPACT base.line, high.line, eco.line and i-TEMP flex.line series offer a broad performance range, utilising a modular design with various combinations of heating and cooling elements to cater to a wide variety of applications such as plastics and composite processing, food processing, rubber extrusion, chemical, pharmaceutical and OEM manufacturing. With both direct and indirect cooling options available, these water, steam to water and oil temperature control units come equipped with advanced controllers for accurate control and repeatability of process temperatures up to 400°C.
The new eco.line series and other TCUs are a key component in the ICS Cool Energy’s state-of-theart training suite, recently launched at its facility in Totton. This lab is designed to provide hands-on training for technicians and customers, ensuring they gain practical expertise in the setup, installation, and maintenance of the equipment. By incorporating real-life simulations and comprehensive educational resources, the training suite enables participants to fully understand and optimise the performance of their temperature control systems.
New and used refurbished machines with warranty
Used Koppens Forming, coating & Frying Line
Koppens VM400HS Former in exceptionally good condition
Koppens ER 400 Batter Enrober, 400 mm wide belt
Koppens PR400C Breader, 400 mm wide belt
• Koppens 400 mm wide Fryer, 3,000 mm fry length, Thermal oil, sediment removal, gantry lift Bowl Cutters
New Fatosa 35 litre Bowl Cutter all S/S
• Seydelmann 60 litre Bowl Cutter with unloader Mincers & Mixer Grinders Biro 52 Mixer Grinder, tinned head Fatosa PA 130 self feed Mincer with hoist Wolfking UNI 250 Mincer, stainless steel machine, tinned worm
• Weiler 8 inch Grinder all stainless steel, 50 Hp motor Vacuum Packers & Shrink / dip mc’s New ATM Table Top Vacuum Packer, single phase
• New ATM Packman single chamber Vacuum Packer, 3 phase New ATM large single chamber Vacuum Packer, 3 phase New ATM double chamber gas flush Vacuum Packer, 3 phase Cryovac ST98 600 Hot water spray shrink Tunnel, electric Webomatic 60/80 Dip tank electric Mixers & Tumblers
• Used Fatosa TBG 480 Guillotine, with one vertical blade Single stage 20 Kg cheese block cutter, pneumatic operation Northwood two stage Inline cheese cutter Cheese grate line with Arcall cutter and Urschel CC Grater
Miscellaneous New Lazy Suzy 1200 mm diameter, variable speed AEW 400 Bandsaw, sliding table, portion fence
• Koppens VM 600 HS Burger Former Handtmann VF 50 Vacuum Filler for sausages Handtmann 612 vacuum Filler with PLS115 cutter
GKS VFFS Bagging machine, Year 2017
• Riggs Autopack Twin head, Model 1000 Depositor New & used tote bin tippers variety of heights Walk through welly washers with brush’s
For more information on ICS Cool Energy and its complete range of process temperature control solutions, please visit www.icscoolenergy.com.
New Uniball 225 litre concrete style tumbler, electric tipping New Fatosa 150 litre single paddle Mixer, tipping discharge New Fatosa A300 Mixer, single paddle, end door discharge
Email: sales@machines4food.co.uk Unit 40, Second Avenue, Westfield Trading Estate, Radstoke, BA3 4BH Tel: +44 (0)1761 410345 Fax: +44 (0)1761 410332
HACCP ideals for pre-prepared meals
By Phil Brown, Managing Director
at Fortress Technology Europe
Chilled and frozen convenience foods typically have more processing phases than any other food item. Although catching contaminants at the start of any food processing line is the most cost-effective solution, it is critical to assess and regularly review production risks in full context. Ensuring there are no HACCP gaps and that all of the essential inspection points are covered.
Phil Brown, Managing Director at Fortress Technology Europe examines the benefits of having a longer-term strategic investment plan; the hidden and frequently overlooked risks on pre-prepared food processing lines; ways to prevent, eliminate or reduce microbiological, hygiene and physical contaminants; and how to spread machinery inspection assets out across production lines so there are no HACCP-holes.
Rise of the recalls
“Zero brand recalls in the past does not mean immunity to future threats,” cautions Phil. After food safety, most food manufacturers rank ‘company reputation’ their most pressing concern. A product recall can cost upwards of £1 million, with one study finding that 55% of consumers would temporarily switch brands following a food recall. These issues can be safeguarded by being strategic when selecting highcontaminant-risk checkpoints and inspection equipment.
In the 2023 UK Food & Drink
Federation State of the Industry report, changes in underlying production costs meant that over 60% of processors said they cancelled or put investments on pause. With innovation being cited as key to future competitiveness, 52% of those surveyed said developing new manufacturing processes was a top priority. Adjusting these processes without performing a comprehensive survey on how this might impact current CCPs could potentially expose manufacturers to more recalls.
Whenever there is a change in a process or packaging, risk professionals should revisit inspection protocols and hypothetical contamination scenarios to look at potential holes in the value chain. Even when there’s no significant change, food processing inspection risks should be reviewed every 12 months as part of a defined HACCP assessment.
Potential issues can be safeguarded by being strategic when selecting highcontaminant-risk checkpoints and inspection equipment.
Convenience without contaminants
An inspection system can be integrated almost anywhere along a prepared food processing line. Most commonly, processors will choose end-of-line checkweighing and contaminant inspection technology after all the elements that make up a meal have been combined, cooked and packaged. Functioning as a final safeguard, at this phase there is virtually zero possibility of a new contaminant being introduced. However, if products are rejected, the costs incurred as a result of wasted food, labour and packaging can be exponentially higher.
With an average ready meal, there can be more than eight production steps between sourcing ingredients to packing, and more than five different product components each requiring, cleaning, peeling and inspection, slicing, cooking, quality inspection, flavouring and finally weighing and packing
Contaminants, including metal, may be present in incoming raw ingredients. It’s common for prepared food manufacturers to have an extensive supply chain comprising farmgate and agricultural suppliers. Typically, more raw ingredients involved, the more opportunities for contaminants to be introduced.
Metal remains the most likely contaminant in convenience food lines. This is, in part, due to high levels of automation in production plants, for example, sieving and mixing raw ingredients, rolling, cutting, scoring, trimming, mincing, and grinding flavourings. Bones in meat products may go undetected. If processing equipment is not properly maintained, it also augments the risk of metal parts or flakes simply breaking off onto products.
The final contaminant risk is biological pathogens. Bacteria multiplies every 20-30 minutes depending on the conditions, preferring high protein foods in liquid form. For ready meals that include soft meats or gravies, it’s important to integrate hygienic, easy-to-clean inspection systems that prevent cross-contamination.
Chilled & Frozen Foods
An inspection system can be integrated almost anywhere along a prepared food processing line.
Catch before you cook
When assessing risks, consider the product application. For example, the production process of a readymade meat pie can include preparing vegetables, cooked meats, gravies, and a pie crust. With each being individually cleaned, sliced, or weighed, leaving the inspection until the end could result in significant lost profits. Not just from wasted food and packaging, but also labour and operational costs.
With dry ingredients, for instance uncooked rice or pasta, processors will often install a large gravity style inspection configuration upstream.
Additionally, most food processors inspect incoming ingredients such as flavourings, vegetables, and meats, before the processing stage. At this CCP, a large bag metal detector is typically used.
Performing supplier weight checks at this early phase of processing is also advisable. Bulk checkweighing machines can be utilised to verify the weight of incoming ingredients in
formats up to 50 kgs., and efficiently manage return rates.
With wet raw ingredients, i.e. meat, a conveyor metal detector is often installed at the start of the processing line. This ensures that no metal is fed into the grinder where it could damage equipment and also be fragmented into smaller parts that are more difficult to detect and remove.
In-line inspection
Although Metal Detectors inspect for the most-likely contaminant risk, X-Ray equipment may be utilised to detect non-metallic contaminants, e.g. bones. This is more common for premium meals or prepared foods targeted at young children or the elderly.
Processed liquids, pastes, and soft meats can be passed through a pipeline Metal Detector or X-Ray prior to mixing with other ingredients. To avoid the spread of foodborne pathogens accumulating in industrial processing environments and avoid crosscontamination, a pump pipeline should be designed with minimal places where meat residue, water ingress and bacteria can build up and potentially get embedded in pipes and crevices. These should be able to withstand high-pressurised washdowns after every product changeover.
Additionally, prepared meals featuring specific portions of individual ingredients may benefit from an InLine Checkweighing system.
Chilled & Frozen Foods
Used for product applications like pastry casings, pizza dough, or readymade meatballs, these machines help to ensure portions are the correct amount, weight and size.
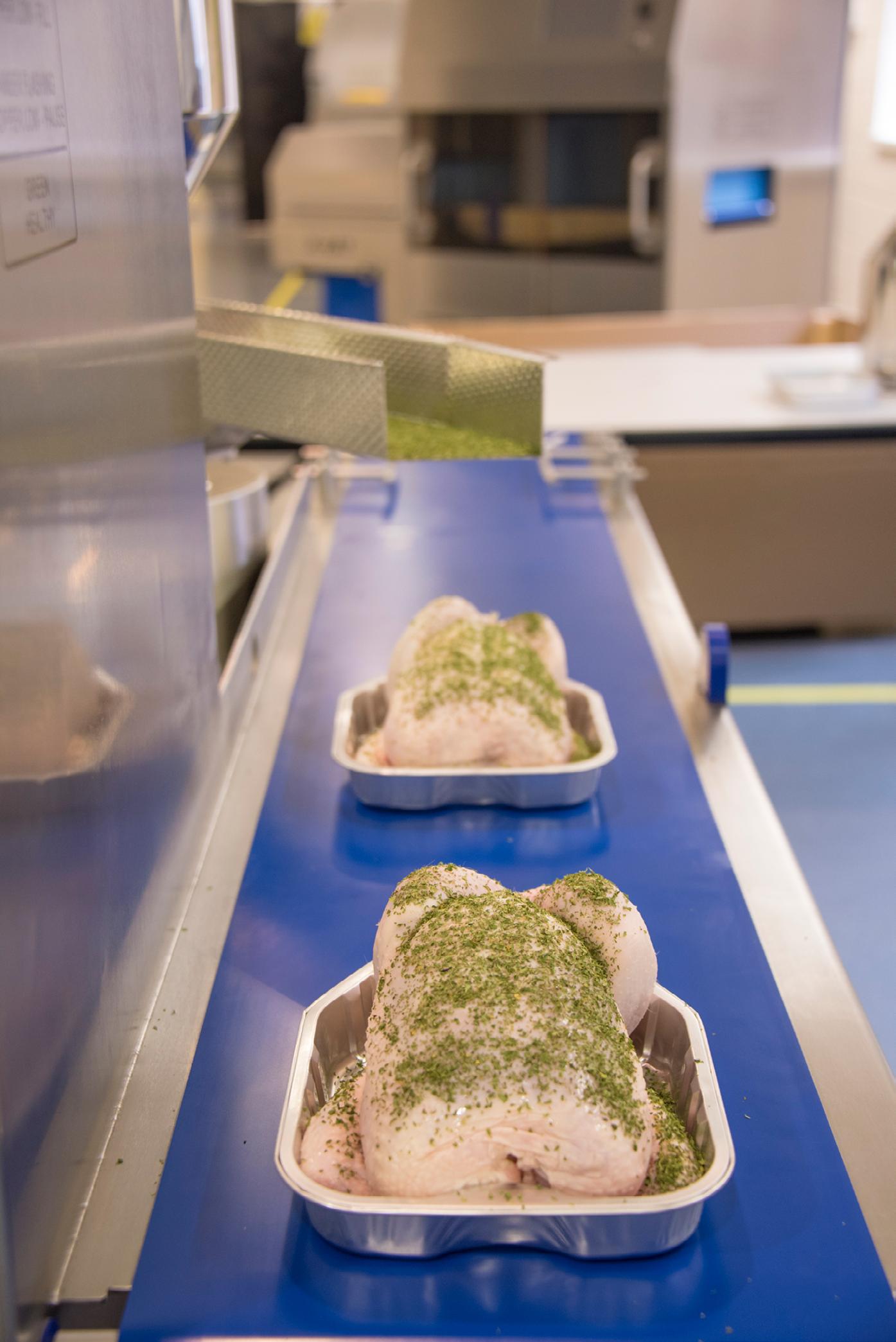
Evenly-spread inclusions
Where presentation is a critical differentiator, a consistent spread of inclusions conveys quality, as well as providing layers of taste and texture. Rather than sieving or scattering dry free-flowing products onto applications manually or using waterfall style dispensers, a Loss-InWeight control system and feeder helps prepared food manufacturers save money by controlling the distribution of inclusions.
Installed prior to packaging but before the final inspection point, these innovative checkweighers can apply cheese, toppings, breadcrumbs and other garnishes, as well as coat products in spices and herbs. Phil highlights: “Automating this process leads to considerable savings on what is a highly-repetitive, labour-intensive task. For example, by hand, it is impossible to maintain a consistent 1 gram dispensing rate.”
End-of-line safeguards
The number-one requirement for all food manufacturers is to ensure products are safe for consumption. Inspecting products after packaging using an end-of-line Metal Detection and/or X-Ray system is the most important CCP. It is also a retailer COP requirement.
The most common high-risk contamination culprit in food
processing remains metal. However, X-Ray machines, including X-Ray pipelines may be advisable if there are specific risks. Foil packaging, such as metal trays, may influence the type of machine selected too. Phil clarifies: “Both X-Ray and Metal Detection systems offer distinct advantages. A manufacturer always needs to factor in their biggest contaminant risks. It’s equally critical to understand that product effect for each type of meat – minced, large joints, cooked, frozen, etc. – can vary and behave differently in a Metal Detector.”
Before shipment, processors of prepared foods also need to verify their products are the correct weight in order to comply with global Weights and Measures Regulations. A Checkweigher can be integrated with both Metal Detectors and X-Ray to ensure each product meets the nominal weight. Using a retail-spec combination systems can also ensure compliance with individually-defined COPs. Mounting a Checkweigher on the same conveyor as a Metal Detector or X-Ray results in a far smaller footprint than stand-alone units would occupy.
Where there might appear to be a need for multiple machines to cope with the increase in upstream output, Fortress recommends closely examining the options. For example, could a multilane system offer a better return on investment in a smaller footprint? Is it possible to channel multiple product lanes through a larger aperture? What sort of reject system do you require?
Robust recordkeeping
Collating live OEE data and reporting results directly to QA and technical
The number-one requirement for all food manufacturers is to ensure products are safe for consumption.
personnel is increasingly imperative on fast-moving food processing lines. For traceability and audit purposes, records must be retained in order to verify that each system is performing to UK retailer COP standards and to prove that inspection procedures are being followed consistently and correctly. Additionally, unannounced or virtual audits mean that documentation needs to be readily available at all times.
Advanced software enables fast, reliable and easy product set up and reporting. To assist, Fortress automatically pre-programmes every UK retailer COP that exists into the machine menu. These standards stipulate what type of inspection system should be used, how it should ensure rejected products are removed from the line, how the system should ‘fail safely’ and target sensitivities for different Metal Detector and X-Ray aperture sizes.
Automatic testing is also advisable. Used on pipeline, gravity and conveyor Metal Detectors, one of the key benefits of automatic testing is food safety and QC standards are maintained, in many cases improved upon, without compromising production. The results from tests are automatically logged and digitally stored for GFSI audits.
Stay strategic
HACCP guidance states that critical control points (CCPs) should be located at any step where hazards can be prevented, eliminated, or reduced to acceptable levels. Every food processors’ needs are different. The same applies to products.
Rather than looking for patterns, examine potential CCP-holes. This is even more critical if a production process or packaging is changing. An annual HACCP assessment – a requirement for most convenience food facilities - will help to ensure all essential inspection points are covered and, most importantly, retailcompliant.
Sustainability
Ozo Innovations demonstrates its commitment to be net zero by 2035 with carbon partner Auditel
Ozo Innovations has further demonstrated its commitment to be net zero by 2035, by joining forces with its new carbon partner, Auditel.
Ozo Innovations is a cleantech start-up which helps customers to achieve their sustainability goals, by delivering environmental and productivity benefits that enable carbon net zero through innovative electrochemical solutions. Meanwhile, Auditel is a carbon footprint consultancy which helps clients on their journey towards net zero by simplifying the process – and reducing carbon emissions and costs at the same time.
Helping customers achieve their sustainability goals
Ozo Innovations’ purpose is to enable its customers to achieve their sustainability goals by reducing water, chemical and energy consumption while increasing their productivity and labour utilisation. The company’s novel electrochemical solutions transform salt and cold water into a powerful cleaning and disinfection solution that drive productivity in food production and processing, without compromising on food hygiene.
Deploying Ozo Innovations’ product, eloclear™, improves customer margins by: increasing productivity and labour utilisation by up to 60%; while reducing water, energy and chemical consumption by up to 50%.
• Improving productivity and labour utilisation by up to 60%
• Reducing water, energy and chemical consumption by up to 50%
“The food industry is a major consumer of water and energy as well as a major source of greenhouse gas emissions,” says Ozo Innovations Dr Mark Poole. “We truly believe we have a solution that can help the food industry – and other industries – become more sustainable and achieve net zero.
“We can make a positive impact on scope 1 and 2 emissions reduction and we strongly believe we can impact scope 3 emissions via our disruption of the existing chemical supply chain.
“The team at Ozo is deeply passionate about this cause and as a business our goal is to demonstrate our own commitment by achieving net zero by 2035.
“It is important that we demonstrate our own credibility to our customers and suppliers, and that is why we are embarking on our own carbon journey, supported by Auditel.”
Mark Appleton Carbon Auditor at Auditel added, “It is really exciting to be working with the team at Ozo Innovations,” says Auditel Carbon Auditor Mark Appleton.
“Ozo Innovations has a terrific product range which helps their customers reduce their carbon emissions, and they fully understand
the credibility that measuring and reducing their own carbon adds to their customer offer.
“We look forward to continuing working with the team and their supply chain to help them achieve an industry recognised standard of carbon neutrality, as their first step on the road to achieve net zero by 2035.”
Innovation is the best weapon in the fight against climate change
During the Innovation Showcase session at the recent Innovation Zero event in London, Dr Poole gave a presentation called: “Driving productivity and carbon net zero with safe, smart and sustainable cleaning and hygiene processes”.
Innovation is the best weapon in the fight against climate change and the Innovation Zero event was held to shine a light on new solutions from the energy, transport, industrials, finance and the built environment sectors, with its mission to connect leaders from many sectors, to accelerate the low carbon transformation.
At the event, Dr Poole said: “Swift action is required to cut emissions and reduce the disastrous effects of climate change.
“Ozo Innovations has a solution that can help businesses – especially those in the food sector – to improve sustainability and reduce their emissions, by disrupting the existing cleaning and hygiene processes.
The food industry is a major consumer of water and energy as well as a major source of greenhouse gas emissions. We truly believe we have a solution that can help the food industry –and other industries – become more sustainable and achieve net zero.
- Dr Mark Poole (pictured left)
“We are helping to shape a more sustainable future through smarter, safer hygiene solutions for food manufacturing and other sectors.”
For further information: www.ozoinnovations.com
Optical Oversight: Vision Inspection Drives Process Control
By Yuegang Zhao, Chief Commercial Officer, KPM Analytics
Food production is a very complex process, and there are a lot of factors that influence the final product. Temperature, raw materials, operating environment, and the operators themselves, are all variables in this process. Traditional processes require human operators to make these production adjustments, but without objective data, it becomes a slow process and relies on the knowledge and experience of the operator. Overall, it is a subjective way to inspect products, and it’s becoming more difficult to manage in today’s production facilities.
More food producers are turning to vision inspection systems to provide real-time feedback to process equipment based on measured color, size, shape, thickness, and other product characteristics. This significantly improves product quality and reduces waste.
Example 1: Monitoring Changes in Dough Shape of Baked Goods
Some doughs may retract in shape between forming and entering the oven. For instance, flour tortillas are typically pressed in large batches before proceeding through the baking process. Tortillas shaped earlier than others may be of a different size heading into the baking process than tortillas shaped later.
Example 3: Defects in Ingredients or Cooking Processes
In a breaded chicken patty factory, vision inspection offers a useful application to assess the color, texture, and consistency of products leaving the fryer. If the chicken patty appears to be too dark or too light of color or has a section of the breading missing from its surface, vision inspection can make this determination much quicker and more consistent than a human operator inspecting the cooling line.
Installing vision inspection checkpoints gradually after the shaper and before the oven helps operators detect these size variations and recirculate the dough before it enters the baking process.
Example 2: Ingredient / Topping Application
Many food products have ingredients or toppings applied at different stages of processing. For instance, frozen pizzas undergo several stages of topping application depending on the pizza type. Automated machines apply these toppings or embellishments in tight constraints and require high repeatability but do run out of alignment periodically.
One frozen pizza producer uses a vision inspection system directly after ingredient applicators to help operators keep tabs on these machines. If the vision inspection system detects certain ingredients clumped in a particular area – or missing from the product altogether – it could be time for the operator to act.
With this vision inspection data, processors can make determinations as to whether there is an issue with the breading quality or perhaps the cooking oil in the fryer may need to be replaced. This helps processors curb costs, reduce waste, and hold their suppliers accountable on their quality standards.
The vision inspection for process control concept is growing in popularity, especially within baking and protein processing. It offers an objective method to help producers make better-informed decisions to produce quality and consistent food products. As production processes become more mechanized, vision inspection provides a solution to detect the critical nuances in production performance that often go unnoticed by human inspectors.
The vision inspection for process control concept is growing in popularity, especially within baking and protein processing.
LEFT: Chicken nuggets inspected for color, texture, breading coverage, and other visual features after leaving the fryer.
ABOVE: Topping distribution analysis of a frozen pizza.