PPMA SHOW SET TO SHOWCASE THE THE UK'S PROCESSING & PACKAGING INDUSTRY

PROCESSING FORTRESS
TECHNOLOGY REVIEWS FDA’S NEW ERA GLOBAL REACH
September 2023 fdm-uk.co.uk

Production/Design
Editors Note
Welcome to the latest issue of Food & Drink Manufacturing UK Magazine.

Sales
Sales Executive Alex Costa alex@fdm-uk.co.uk
Publishing
In this edition we bring news of a couple of upcoming exhibitions, London Packaging Week, an exciting event being held at Excel, London on 21 & 22 September 2023.


 Paul Attwood
Paul Attwood


The PPMA Show, the free to attend show at the NEC in Birmingham, runs from 26-28th September. This is a showpiece event in the processing and packaging machinery calendar and will feature keynote speakers and all the innovations and developments in the industry.
We also hear from Stanley Mitchell, Head of Business Development at Cambridge based company Xampla. He talks about the use of drop-in natural alternatives to polluting plastics, an important topic which affects all stages of manufacturing and production in the food and drink industry.
We hope you enjoy this issue and as always, if you have any news that you would like to feature, please email details to editorial@fdm-uk.co.uk
CONTENTS Editor Paul Attwood
Assistant Francesca Amato
editor@fdm-uk.co.uk Editorial
editorial@fdm-uk.co.uk
Features Editor Henry Peters editorial@fdm-uk.co.uk
Laura Whitehead laura@lapthornmedia.co.uk
Manager Holly Jones sales@fdm-uk.co.uk
Lapthorn Media Ltd 5-7
Place, Eurokent Business Park, Ramsgate, Kent, CT12 6PB 10 18 26 36 38
10
Director Maria Lapthorn maria@lapthornmedia.co.uk
Ozengell
Swift changes to raw material sourcing could cause latest food safety crisis London Packaging Week to light up the packaging industry PPMA Show to showcase developments in the UK’s processing & packaging industry Fortress Technology reviews FDA’s new era global reach Food Manufacturers Missing Out On R&D Tax Relief
Every effort is made to ensure the accuracy and reliability of material published in Food & Drink Manufacturing UK however, the publishers accept no responsibility for the claims or opinions made by advertisers, manufactures or contributors. No part of this publication may be reproduced or transmitted in any form or by any means, mechanical, electronic (including photocopying) or stored in any information retrieval system without the prior consent of the publisher. 03 26 38 18 36 01843 808 117 www.fdm-uk.co.uk @fdmanufacturing
Editor
Food inflation slows to its lowest level in 2023
Food inflation continues to slow to its lowest level since December 2022 as acceleration rates fall month on month.
Food inflation decelerated to 13.4% in July, down from 14.6% in June, while fresh food inflation slowed to 14.3% down from 15.7% in June. This is the lowest level seen since November 2022. In July, ambient food inflation decelerated to 12.3%, down from 13% in June.
Annual Shop Price inflation has decelerated to 7.6% in July, down from 8.4% in June. This is below the three month average rate of 8.4%, and it is at its lowest level this year.
Helen Dickinson, OBE, chief executive of the British Retail Consortium, said: “Shop price inflation fell to its lowest level of 2023 and, for the first time in two years, prices fell compared to the previous month.
-
“Food price inflation also slowed to its lowest level this year, with falling prices across key staples such as oils, fats, fish, and breakfast cereals. These figures give cause for optimism, but further supply chain issues may add to input costs for retailers in the months ahead. Russia’s withdrawal from the Black Sea Grain Initiative and subsequent targeting
of Ukrainian grain facilities, as well as rice export restrictions from India are dark clouds on the horizon.
“We expect some global commodity prices to rise again as a result, and food prices will be slower to fall. Retailers continue working hard to keep falling prices on track.
“Government must also play its part and freeze business rates from next April, or else risk adding a £400m additional pressure on prices.”
Mike Watkins, head of retailer and business insight, NielsenIQ, said: “The summer holiday period should help discretionary spend a little and whilst inflation remains high, the outlook is improving. Shoppers continue to change how they shop as part of their coping strategies. This includes shopping at different retailers, buying lower priced items, delaying spend or only buying when there are promotions. This behaviour looks set to continue.”
Import checks on plant and animal produce from EU to be delayed indefinitely
First reported by the Financial Times (FT), UK Ministers are to delay the post-Brexit food import checks on fresh farm produce from the EU indefinitely.
This is the fifth time delays have been announced to the post-Brexit border controls.
The intention is said to be to give the Government more time to prepare for checks ahead of the controls being enforced.
Reports say that there are concerns of increased costs of food imports to
consumers as a result of the delays, risking further food inflation.
The Cold Chain Federation (CCF) has welcomed the delay, stating that some EU producers were not aware of the new requirements.
CCF chief executive Shane Brennan said: “Government has made the right decision to postpone. UK food retailers, hospitality businesses and consumers were in line for major disruption because many EU food producing businesses supplying into the UK are not ready for the new requirements. We recently asked Ministers to push back the export health
certificate requirement to give Government time to ramp up communications to EU businesses. The decision to postpone also means that there should be a fully staffed border inspection team on the ground by the time the new requirements come into force, able to provide support and advice for these EU importers.
“Meeting the new sanitary requirement will still increase costs for the EU food producers supplying into the UK, and we should expect these costs to be passed onto UK retailers and consumers but this change in the implementation timetable could make an important difference towards reducing that impact.”
04 Industry News
These figures give cause for optimism, but further supply chain issues may add to input costs for retailers in the months ahead.
Helen Dickinson
Many EU food
businesses
unaware
of new UK border laws
The Cold Chain Federation (CCF) is warning that many food businesses are unaware of changes to EU-UK exporting legislation, and that UK food retailers, hospitality businesses and consumers should expect “significant disruption” in the Christmas trading window as a result.

A new survey by the CCF has demonstrated what the trade body has called a “disturbing lack of preparedness” of food production businesses in Europe that supply to the UK, with 39% of the surveyed businesses not aware of the new rules and timeframes announced by UK Government.
One of the prominent post-Brexit changes to import rules declares that export health certificates signed by a qualified certifying officer will become mandatory for every consignment of ‘medium risk’ meat, dairy and fish products exported from the EU to the UK as of the 31st October 2023.
When surveyed, 41% of respondents said they do not have plans in place to ensure compliance with this crucial requirement.
Industry-wide communication campaign needed, says CCF Shane Brennan, chief executive of the CCF, said: “It is deeply worrying that well over a third of these food producing businesses supplying into the UK are not aware that these significant changes are looming. Communications from the UK Government to these businesses has not been good enough and it is the food retailers, hospitality businesses and consumers here in the UK who will pay the price with disruption, delays and losses.
“We have written to ministers setting out our survey findings and asking for the 31st October implementation of the export health certificates to be moved back to 31st January 2024. Government must use the extra time to deliver a much wider and better resourced communications campaign, starting now, to increase awareness among EU businesses in enough time for a full implementation on 31st January next year. By then the UK should also have a fully staffed border inspection team, enforcing the new rules but also providing support and advice for these EU importers. With so much stress, cost inflation and other pressures in the food supply chain this year, this marginal change in the implementation plans could make a big difference.”
Increasing costs for businesses, retailers and consumers
The survey also showed that 78% of the EU based food producing businesses surveyed believe costs will increase to their UK customers as a result of the new rules.
Brennan said: “Meeting the new export health certificate requirement will increase costs for the EU food producers supplying into the UK, even more so for businesses scrambling at the last minute. These costs will be passed onto UK retailers, ultimately leading to higher prices for UK consumers and pushing food inflation even higher.”
When asked about their intentions regarding the sale of their products to UK customers after the 31st October 2023, only 60% of respondents said they plan to seek to continue their service to the same customers at the same frequency. Another 10% plan to reduce the frequency and range of UK based customers they serve, 7% plan to stop altogether and 22% said they don’t know at this stage.
Pladis warehouse opens in Carlisle as part of £12m investment
Snack company Pladis has opened a new warehouse in Carlisle as part of a £12 million investment, creating 50 new jobs.

Over 150 people were recruited in the last 18 months and placed into permanent jobs within the company, which produces products for brands such as McVitie’s, Jacob’s and Carr’s.
The £2 million warehouse was opened by Carlisle MP John Stevenson. Commenting on the opening, Stevenson said: “I was delighted to be invited to open the warehouse extension at Pladis’ factory in Carlisle. This is a very welcome multi-million pound investment by Pladis into the site, bringing with it 50 new jobs to the local area. Another real boost to the Carlisle economy with more jobs for local people.”
The expansion has created the need to construct a new narrow aisle warehouse with 1600 pallet spaces. Also installed were four new production lines, including new process capability and packaging formats.
David Murray, UK managing director of Pladis, said: “Today’s announcement and expansion of our Carlisle facility marks a proud moment in the company’s 192-year history in the area.”
05 Industry News
Food label compliance: Double confidence with Belts & Braces verification process
With skeleton food safety crews, a leaner post-Brexit quality control workforce and Food Factory Managers wearing multiple technical hats, JentonDimaco Director Dr Russ Sion explores how a ‘belts & braces’ approach to label verification can save overtasked technical professionals sinking under the compliance and cost controls pressures.
Food factory managers today are carrying the weight of responsibility on their shoulders. Staffing; hygiene; allergens; contaminant detection; inflationary costs; energy price uncertainties; higher salaries; productivity; waste management; process controls; farm to fork traceability; and of course label compliance. The food production frontier is certainly a very daunting, more stressful and pressurised operational environment for senior technical personnel and factory managers today.
BELOW: Russ Sion explores why a ‘belts & braces’ approach to label verification can save overtasked technical professionals sinking under the compliance and cost controls pressures
Wearing multiple hats and juggling countless responsibilities, it’s enough to make the most organised and cautious senior food factory managers feel overloaded.
While adopting a belt and braces approach may appear unfashionably excessive to some, with demands continuing to climb, introducing a robust risk-based automated label verification strategy can collectively tick multiple conformity and compliance boxes in one go.
Eager not to get caught baring their compliance undergarments and the brunt of any ensuing finger-pointing Emergency Product Withdrawals (EPWs), food factory production managers are recognising the swift rewards of automating label verification processes.

Fact over fable
Parading a seemingly robust manual quality control process or smart camera label checking solution can be much like the ‘Emperor’s New Clothes’ folktale. A factory may catch the occasional mis-labelled product. Yet, this reliance on human sensory testing – how ever good it might appear - still leaves food processing sites unwittingly exposed and can promote a false façade and sense of compliance complacency.
For an industry that’s awash with productivity buzzwords and procedural hype, there remain multiple interpretations of good manufacturing practice. While having a manual label inspection process is clearly better than none, it’s open to falsifications
06
Food Safety
Wearing multiple hats and juggling countless responsibilities, it’s enough to make the most organised and cautious senior food factory managers feel overloaded.
- Dr Russ Sion
and human error. Not to mention the challenge of resourcing and allocating several responsible and fully trained technical team members dedicated to this repeatable task for an estimated of 30 percent of every shift.
Additionally, what may suffice when inspecting small batches, certainly doesn’t stand up to retailer scrutiny in mass-production food environments where each line can be inspecting in excess of 150 packs per minute. “The notion that manual label checks is a sustainable process in this day and age is no more than a foolhardy proclamation. The label inspection results are also subjective. Even the most carefully documented inspections, are limited to random checks, and certainly cannot spot any embedded label errors.
“From a strategy perspective, it may appear like the thrifty option. Yet, just one EPW is all it takes to completely eradicate brand value,” exclaims Russ.
Frequently positioned as the alternative to manual inspections are vision systems. As advanced as these cameras are at capturing label information, taking a picture is only half of the quality control narrative. As a minimum a system should have a good OCR to read text and printed characters, as well as 1D, 2D and data embedded codes. Many do not, instead relying on an off the shelf vision toolbox with inherent compromises!
Without connecting industrial vision systems to a reliable and validated data source, these label inspection systems can generally lack material substance.
“Checking the image quality and presence of a printed label is essentially only half the story and could be futile and non-compliant. Particularly if the production and retailer source data that food labels are being checked against isn’t correct or the most up-to-date version,” explains Russ.
The most common label integrity assumption, recounts Russ, is when processors invest in a high-end vision system, but still rely entirely on production operatives to manually input data from a spreadsheet into a lineside terminal. Compared to a fully-compliant offline or online JentonDimaco label verification
system, inputting data manually will not deliver anything close to the same data integrity benefits.
Russ cites the example of an operative diligently setting a printer up to print a use-by date of ‘Feb 30’. With the camera set up to verify ‘Feb 30’, all appears good. This so-called verification system is doing its job. Merrily passing all the packs, sending them out the warehouse door to retailers unaware of any issue!
Transparency sewn up
A true automated label verification system will not compromise on any aspect of performance. That’s why JentonDimaco adopts a ‘belts & braces’ approach, to prevent a food processor being caught out.
Aside from the contractual fines which can easily run into tens of thousands of pounds, the brand damage and reputational risks caused by an EPW can rapidly multiple. In the worst case
reaching into the millions, cautions Russ. He suggests that just one prevention of a label EPW can pay for a decade of robust Dimaco label verification protection.

“A ‘belts & braces’ automated approach to label verification can accelerate the verification process, catch mis-labelled products before they leave the high care environment, enabling product to be reworked and re-labelled. This in turn reduces food waste, which as well as protecting profits, also plays a significant role in safeguarding the environment.”
Describing it as better than an insurance policy, Russ likens a Dimaco offline and online automated label verification system to a fire alarm or sprinkler system. Alerting factory managers to a potential issue long before any irreversible damage takes hold in the public domain. Catching mislabelled products at this phase can be the difference between the cost of reworking several dozen products to a retailer fine, recall, brand damage, and potentially tonnes of good fresh produce being thrown away at a considerable cost to the environment.
Russ clarifies: “Label mistakes may still happen. However, what both and offline and online JentonDimaco label verification systems will do is find and take corrective action before a product range leaves the factory. Preventing a humiliating public disgrace and integrity challenge by those that wield the greatest power – the retailers.”
07 Food Safety
Continued >>>
RIGHT: A camera verification system set up to verify ‘Feb 30’, won’t identify any issue with pack dates until it’s too late.
Credit: iStock Madmaxer
A true automated label verification system will not compromise on any aspect of performance.
- Dr Russ Sion
Data detox
Shaping up and cleansing the data is the most critical and time-consuming aspect of the entire label verification process. It comprises all of the primary data, the processing data and, to close the loop, all of the MRP label verification data.
Every one of the ‘rules’ has to be configured on a product by product basis. It’s a massive undertaking. But one that JentonDimaco experts manage entirely for customers. Once this total data overhaul is complete, food factories have a fully automated, cleansed and integrated variable and non-variable data blueprint that can grow and adapt as their business evolves.
Russ expands: “JentonDimaco label verification systems are the most efficient way to authenticate all aspects of data and artwork on food retail labels including price, barcodes, use-by dates, promotional labels and artwork revisions.
Label Verification Technologies –It’s all about the data
JentonDimaco explores the multiple label verification options on the market, walking technical decision makers through the features, limitations and strengths of each.
“All of this data is verified against a master specification held on the JentonDimaco Veri-CENTRAL server, which sources data from each food manufacturer’s MRP server or production spreadsheets.”
When live, every single label passing along the production line is automatically checked against the Veri-CENTRAL blueprint. There are no printed spreadsheets, realms of Production Product Check Sheets, or human intervention required. Products with good labels continue down the line, badly printed products and those with missing labels are rejected for investigation, whilst incorrect data will stop the line.
Every time a supermarket makes a label adjustment during the production run, for example to a price, the JentonDimaco Veri-CENTRAL server will pick this up instantly. This information is then automatically relayed to every Veri-PACK labelling system within seconds and the action taken documented on Veri-VIEW.
Cleansing and rolling out this seamless data flow along with automated label reading tech is less convoluted than most anticipate. Rather than adding another layer of complexity to already overloaded factory managers, the JentonDimaco team creates a ‘belts & braces’ rollout roadmap factoring in all the macro-risks to eliminate disruption and production downtime.
Typically, this involves getting all the IT systems running in parallel, installing the equipment at night or over the weekend, running paper based systems for several weeks simultaneously while the workforce undergoes training, before switching over. “True label verification competence which verifies 100 percent of the data against every single product pack is the secret to food label compliance success. It requires an upfront investment, yet the ROI is undoubtedly swift,” states Russ.
Richard Canvin, CEO of Dovecote Park, agrees with the need for automated label verification, offering the following comment: “With the increasing pressure on all resources, the JentonDimaco label verification system removes one critical area of concern for us, ensuring that 100% of the products we produce are correctly labelled.”
LEFT: This simple matrix presents the strengths, features and limitations of the four main label verification options available

08 Food Safety
Jenton Dimaco is part of the Jenton Group, experts in the Design and Manufacture of UV Curing and UV Air Disinfection, Packaging and Converting www.dimaco.co.uk sales@dimaco.co.uk +44 (0) 1234 851515 Yes Yes (operator dependant) Yes (depending on disk space) Possible but unlikely No LABEL CHECKS MANUAL PAPER BASED SYSTEM SMART CAMERA BASED SYSTEM DIMACO OFFLINE DIMACO ONLINE First Product Last Product Every X Minutes After Line Stop Top / Side / Base 1D Barcode 2D Barcode Data Embedded Barcode Encrypted / Hidden Barcode RFID / NFC Tag 100% of Packs Checked User Definable Degree of Skew / Rotation /Misplacement Tolerance DATA SOURCE MANUAL PAPER BASED SYSTEM SMART CAMERA BASED SYSTEM DIMACO OFFLINE DIMACO ONLINE Manual Operator Check Spreadsheets Manual Data Entry MRP / ERP System Own Database Complete Data Traceability RESULTS / REPORTING MANUAL PAPER BASED SYSTEM SMART CAMERA BASED SYSTEM DIMACO OFFLINE DIMACO ONLINE Saved Images of Every Good Pack Saved Images of Every Bad Pack Auto Save Imaging Label Check Sheets User Configurable Reports Easy Retrieval for Audit Secure Reject Bin with Reject Confirmation Supermarket COP Approved
Preventing a humiliating public disgrace and integrity challenge by those that wield the greatest power – the retailers.
- Dr Russ Sion
The Significance of Labelling: Ensuring Safety, Efficiency, and Compliance

In the dynamic, ever-evolving world of food processing and distribution, the role of labelling cannot be overstated. Bluepoint, a renowned UK manufacturer of premium tags and labels, recognizes the critical importance of labelling within this industry.

Food safety stands at the forefront of their mission, understanding the dire repercussions that can arise from inadequate labelling. By providing a diverse range of top-quality labels and tag solutions, Bluepoint caters to every stage of the production and distribution process. From heat-resistant metal detectable tags to self-adhesive labels, barcode/batch labels to storage and distribution labels for chilled or frozen goods, Bluepoint satisfies the industry’s stringent requirements. Their commitment to customization ensures that their labels seamlessly integrate into clients’ existing printing systems.
Efficiency and hygiene are also paramount concerns within the food processing sector. With their extensive experience and excellent service, Bluepoint has established itself as a reliable partner to their customers. By manufacturing labels using approved materials and in various sizes, Bluepoint ensures products meet the exact specifications of their clients,
to aid streamlining operations and optimizing productivity, ultimately boosting overall efficiency.

Remaining compliant is nonnegotiable, Bluepoint’s comprehensive label range facilitates smoother compliance processes for their customers. By consistently delivering labels that adhere to regulatory guidelines, Bluepoint empowers their clients to maintain high standards and avoid potential penalties or setbacks.
Looking toward the future, Bluepoint envisions further growth and expansion, with exciting product developments in the pipeline. Their focus on innovative solutions includes the introduction of environmentally friendly alternatives, such as recyclable, compostable ECOpack wrap®. With the unwavering support of their loyal customer base, Bluepoint is poised to achieve new goals while continuing to provide exceptional service.
Directors Iain Pringle & Rob Burton expressed confidence in the company’s trajectory, reflecting on two years of unprecedented growth. Collaborating closely with both new and existing customers, Bluepoint prioritizes proactive planning to sustain the highest standards and ensure consistent product availability, always at the most competitive prices.
Bluepoint’s strengthened manufacturing capabilities and customer service foundation position them as a reliable partner for all labelling needs. Whether clients require in-house bespoke designs, standard stock labels for self-printing, or specific tailored projects, Bluepoint guarantees competitive prices, short lead times, and outstanding products. Supported by their friendly and knowledgeable team, Bluepoint is committed to assisting businesses in securing the best product and price for their unique requirements.
Where safety, efficiency, and compliance are paramount, Bluepoint stands as a trusted leader, delivering superior labelling solutions to propel the success of their valued customers.
09 Food Safety
For more information: E: sales@bluepointtags.co.uk T: +44 01392 927 030 W: www.bluepointtags.co.uk
Swift changes to raw material sourcing could cause latest food safety crisis
Leading global assurance partner, LRQA, is urging manufacturers to ensure heightened focus on change management to ensure supplier approval processes remain effective, following reports that one in three vegan products in the UK contain egg or milk.
The story, which led to the Chartered Trading Standards Institute warning of the potentially tragic consequences caused by an allergic reaction, is the latest indicator of heightened risks arising from a long line of challenges facing the food manufacturing sector. Climate change, severe weather events, ongoing geopolitical issues and the cost-of-living crisis are all having an impact on the availability of raw ingredients, forcing many manufacturers to seek new suppliers.
According to LRQA, the likelihood that manufacturers will be experiencing change is not going to decrease anytime soon, meaning more due diligence is required when seeking new suppliers. However, with multiple stakeholders involved in the supplier process, including quality, food safety, procurement and research and development teams, this could further complicate the process of appropriately
vetting new suppliers to meet short production timelines.
Kimberly Coffin, Global Technical Director for Supply Chain Assurance at LRQA, said: “Food manufacturers understand their roles and responsibilities when it comes to food safety, particularly when considering allergens. If they do not, then they simply should not be in the business of making food. However, over the last 18 months, achieving a steady supply chain has become very complicated for manufacturers, meaning we are seeing the potential for more instances of food safety issues.
As well as facing the need to replace ingredients due to the supply shortages, more manufacturers are beginning to adopt near sourcing –moving away from a single global supply to multiple suppliers at a regional level. This move further complicates supply chain assurance, Kimberly Coffin explains: “When changing ingredients, it’s highly unlikely that the material will be a like-for-like substitution, meaning some level of recipe redevelopment, process revalidation and verification of existing labelling compliance will be required. Any change to supply source opens a whole host of food safety threats, and to proceed without effective change management controls can have unintended adverse impact on consumers.”

“Unfortunately, there are so many drivers for change and there is added pressure to ensure margins are optimised. Making sure every box is ticked is therefore hugely challenging, especially if resources are stretched. As such, the role of food safety specialists has never been more important.”
LRQA supports global food manufacturers by providing a variety of supply chain verification services. From supplier approval program management to supplier qualification and maintenance via independent audits using a brand’s own standard or third party certification schemes, its services cover the entire food and beverage supply chain.
Kimberly adds: “As food safety specialists, we cannot stress how important it is to manage change properly. Are the controls and checks you have in place still relevant in today’s operating environment? Times have changed, so manufacturers now more than ever need to ensure their supplier management programmes leave no room for error.
“The consequences of not having a good change management system in place cannot be understated. If suppliers are not appropriately vetted, then we will likely see more product recalls and industry warnings, which ultimately damage reputations.”
For more information, visit www.lrqa.com
10
Food Safety
When changing ingredients, it’s highly unlikely that the material will be a like-for-like substitution, meaning some level of recipe redevelopment, process revalidation and verification of existing labelling compliance will be required. Any change to supply source opens a whole host of food safety threats, and to proceed without effective change management controls can have unintended adverse impact on consumers.
- Kimberly Coffin
LEFT: Kimberly Coffin, Global Technical Director for Supply Chain Assurance at LRQA



www.eit-international.com EIT INTERNATIONAL SPECIALISTS IN
BACTERIA & BIOFILM DETECTION SYSTEMS FOR THE REGULATED INDUSTRIES
UK grocery wholesaler A.F. Blakemore & Son choose RELEX Solutions to automate forecasting and replenishment
A.F Blakemore & Son Ltd, one of the UK’s largest privately owned family businesses operating across retail, foodservice and the largest SPAR wholesaler in the UK, has chosen RELEX Solutions, the provider of unified supply chain and retail planning solutions, to automate and optimise their supply chain processes.

AF Blakemore has 9000 SKUs in their product range and an annual turnover of £1.2 billion in 2022. The RELEX software will be implemented at their distribution centres, using the solution for forecasting and replenishment of fresh, ambient and frozen categories.
The new integrated system uses AI and machine learningbased analytics and replaces AF Blakemore’s previous arrangement of multiple overlapping ERP systems and manual spreadsheets.
Marco Ghirardello New President and CEO of FANUC Europe
FANUC Europe Corporation is pleased to announce the appointment of Marco Ghirardello as the new President and CEO. Ghirardello succeeds Shinichi Tanzawa, who has been leading the company since 2016 and will return to FANUC Headquarter for a new assignment. His contribution to FANUC Europe over the past years is highly appreciated.
“It is a great honour and responsibility for me to take over the lead of FANUC Europe, and I look forward to working closely with our customers and partners to build their competitiveness in the market and shape the future of the automation industry,” Ghirardello said upon his appointment.

Ghirardello, who has been with FANUC since 1994, brings a broad experience to his new role. Most recently, he served as the Senior Vice President of FANUC Europe, leading the Factory Automation business unit, which includes FANUC’s important CNC control business. His previous roles included Managing Director for FANUC Turkey and then FANUC Italy, where he played a crucial role in the company’s expansion in this key European market.
“With our high-quality products, global service network and strong organisational capabilities, we will continue to drive technological excellence in the automation industry across Europe,” Ghirardello said.
Commenting on the deal, Marc Deakin, Supply Chain Director at A.F Blakemore, said, “With our new RELEXpowered automated planning system, we aim to improve availability of in-store stock for customers, while also reducing waste and freeing up staff to focus on other core tasks.”
Deakin continued, “RELEX has a well-earned reputation based on their in-depth understanding of the convenience and grocery sector, including long-term relationships working with other SPAR franchise operators in both the UK and mainland Europe and also the performance of their technology solutions in streamlining and improving multiple supply chain processes through automation. RELEX was the natural choice to meet A F Blakemore’s operational needs.”
“Wholesalers and retailers alike today face a range of competing and interconnected business challenges, including managing costs, reducing waste, and handling disruptions to supply chains so that customers can continue to buy the products they want,” said Jason Berry, VP of Sales for EMEA at RELEX Solutions.
“AI and Machine Learning have a significant role to play in addressing these challenges by processing all relevant data at scale for far greater accuracy in forecasting and replenishment.
“We’re very pleased to work with A F Blakemore to automate this critical part of its operations,” said Berry.
12 Industry News
IDEAL FOR HACCP COMPLIANCE Therma





Manufactured in the UK, we offer a wide range of specialist thermometers for the food & drink industry from daily hand-held monitoring to Bluetooth® wireless technology & remote Wi-Fi logging


13
20 thermometer
VARO introduce the Pallet Unwrapper


The Pallet Unwrapper – one of few missing links in today’s automated factories, the system accepts pallets at its base then measures them, cuts through the wrapping without harming the contents, and finally removes the wrapping for recycling.
VARO’s revolutionary unwrapping solution, the Pallet Unwrapper, can gently remove the stretch film wrapped around pallets. The stretch film is gently but accurately cut and removed fully automatically. This is done without the need for human operation or interaction. It’s therefore the right choice for production companies that deal with unstable products and receive a large number of pallets every day.
The Pallet Unwrapper is available in 3 configurations: The Unwrapper Cut: for simple cutting of the wrapping film.
The Unwrapper Core: for the cutting and removal of wrapping film, and the Unwrapper Control: for the cutting and removal of wrapping film for unstable products.
Fast: High capacity, fully automatic multi-shift operation without breaks
Careful: Unwrapping without damage to the pallet goods
Safe: No more risk of injury for employees
Flexible: Easy integration into existing lines or use as stand-alone unit –quickly contributes to an effective flow

10 reasons you should automate your pallet unwrapping process:
The FMCG (Fast-Moving Consumer Goods) industry is known for its fastpaced nature, high volume production, and quick turnover of products. In such an industry, not automating processes can pose several risks and challenges as well as loss of profit. Here are some of the key risks of not automating the pallet unwrapping process:
Film Breakage: The film used to wrap the pallet may break during unwrapping, leading to instability and potential damage to the products.
Inefficient or Slow Unwrapping: If the pallet unwrapping process is slow or inefficient, it results in decreased productivity and increased labor costs.
Product Damage: Improper unwrapping techniques or equipment can cause damage to the products on the pallet, such as scratches, dents, or breakage.
Worker Safety: Manual pallet unwrapping can pose safety risks to workers, especially if they are required to use sharp blades, excessive force or repetitive motions.
Film Residue: In some cases, the wrapping film may leave behind residue on the pallet or products, which can be unsightly or cause contamination concerns.
Inconsistent Tension: Uneven or inconsistent tension during unwrapping can lead to pallet instability, making it more susceptible to tipping or shifting.
Difficulty in Film Removal: Some pallet wrapping methods or equipment may make it challenging to remove the film after unwrapping, causing inconvenience and potential delays.
Environmental Impact: If the wrapping film used for pallets is not effectively recycled, it causes waste and environmental concerns
Lack of Automation: Manual unwrapping processes can be timeconsuming and labor-intensive, limiting productivity and efficiency in warehouse operations.
Cost of Consumables: Excessive or inefficient use of wrapping film can lead to increased material costs over time, impacting the overall profitability of the pallet unwrapping process.
For further information visit: www.friedheim.co.uk

14
Packaging G

The Corrugated Packaging Manufacturer By buying our packaging you help take care of the world’s forests FSC® C147497 • www.fsc.org For Food & Drink
Performance Improvement… the Cost of Doing Nothing!
Beneficial Change requires investment, but doing nothing costs far more.
It isn’t the extent or the pace of change, which is surprising, but the extent to which so many companies seem reluctant to embrace beneficial change and instead, do nothing. For many, the rate of change has been stuck in neutral for far too long and it is beginning to show in their annual audited accounts.
Doing the Same Things, but Expecting Different Outcomes?
Whilst we design, manufacture, supply and support leading edge true state-of-theart performance improvement systems, we do not always see the rate of ‘take up’ and performance improvements amongst our clients that they expect to see. As the system is unequalled, let alone surpassed, the lack of engagement on the part of our clients is almost always the cause. Whilst it might be easy for us and our clients to see the weaknesses in the status quo, the fear of moving away from what they have always done, and embracing something new, is ever present.

Machiavelli recognised this more than 500 years ago in his novel, The Prince, which led to one of his most famous quotes: “There is nothing more difficult and dangerous, nor more doubtful of success than an attempt to introduce a new order of things.”
Spending Nothing is not the same as Costing Nothing!
Companies paralysed by inertia, will often justify ‘doing nothing’ with ‘we’ve always done it this way’.
Private companies must remain competitive in order to avoid losing market share, but many are having a tough time. The Government is threatening to legislate in order to force supermarkets to reduce prices. If this happens, it’s likely that the supermarkets will put even more pressure upon their suppliers, squeezing them still further.
In June 2023, compared with the same period last year, bankruptcies were up by nearly a third.
Performance Improvement: You Can’t Improve What You Don’t Measure
With ever increasing raw material prices, legislated annual minimum wage increases, a shortage of factory floor labour and the supermarkets pushing for further reductions in price, the food and drink manufacturers must look inwardly to reduce their transformation costs. To make these improvements, measurement becomes increasingly important. It is virtually impossible to chart improvements
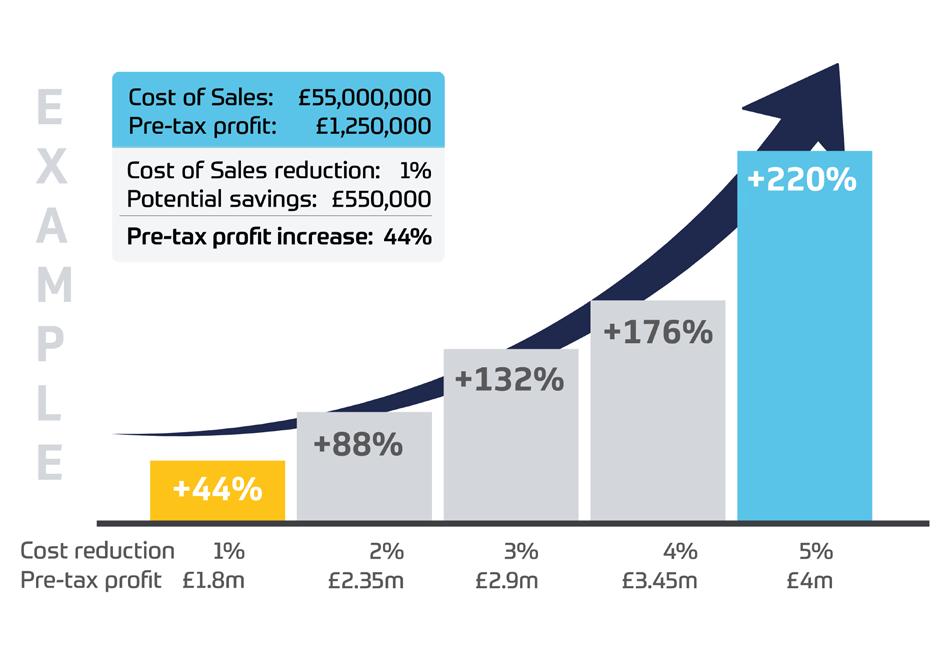
if you have little understanding or metrics regarding the starting points. Measurement cannot be done effectively or continuously with pencil and paper, so an accurate analysis of the starting points is essential.
Choosing the Right CI System and Partner
Choosing the right system and performance improvement partner is essential. The right partner will understand your business, appreciate the risks and challenges that you face, will have an in-depth understanding of the difficulties encountered in the successful implementation of change and be enthusiastic to work with you to ensure the fullest understanding and engagement. Reduction of wastage and improvement of efficiency at every opportunity is now more essential than ever in order to survive, even thrive, in this increasingly competitive marketplace.
We’re here to help. See us at the PPMA Show, Birmingham NEC, on Stand B46 or give us a call +44 (0)1225 764461.
16
Packaging
WineGuard™ is the new and secure way to send your bottled beverages through the post/courier system. Protect your glass bottles in transit with Wineguard Allpack’s range of bottled beverages transit packaging solutions.







Manufactured using fully recycled materials and being fully recyclable, our pulp fitment ranges fit into specially designed cartons that can securely hold multiple bottled beverages, providing functional, affordable transit packaging protection.



Pulp Fitments and corresponding carton sizes available for the following amounts of bottles -


































• x3
• x6
• x12 Scan to visit the full WineGuard™ range




















www.allpack.uk.com sales@allpack.uk.com 01543 396 700 Introducing WineGuard™
100% recyclable WineGuard™ is manufactured from recycled materials and can be fully recycled or composed. Designed for maximum safety Designed for operational effectiveness with interlocking fitments, to save spills in-transit. Drop Tested for Peace of Mind WineGuard™ exceeds ISTA drop test protocols and removes in-transit damages/ breakages or spillages.
London Packaging Week to light up the packaging industry
Packaging
London Packaging Week organisers are warning potential visitors to this September’s must-attend exhibition to move now and secure their tickets, with demand continuing to skyrocket.
Registrations to attend the two-day event, which will take place at the world-famous ExCeL Centre in London on 21 & 22 September, have already doubled. And with over 6 weeks remaining, London Packaging Week is again proving to be the hottest ticket in town.
The showcase is a trusted platform for sourcing packaging solutions and connecting with new suppliers - and is the place to be if you want to stay ahead of the game and establish meaningful connections within the industry.
Last month, the leading multi-format event organiser confirmed its most exciting and diverse speaker line-up to date, with names like Mulberry founder Roger Saul, Fable & Mane co-founder and CEO Akash Mehta, Entrepreneurs Marisa Poster and
Teddie Levenfiche, who created Europe’s first matcha green teapowered energy drink – PerfectTed - and Candy Kittens’ co-founders Jamie Laing and Ed Williams already proving a huge draw.
Visitors to londonpackagingweek.com have soared an astonishing 1,539% in recent weeks, and with the number of expected attendees set to soar beyond 5,000, the message is to secure your place today!
“All things point to this being one of our busiest, but also enlightening packaging exhibitions to date,” said Community & Content manager Parisa Maleki.
“Whether you’re a seasoned packaging professional, an aspiring designer, or simply someone passionate about sustainable solutions, we want to ensure that anyone can come along and contribute towards the drive to meet consumer needs and solve longstanding challenges in the industry.
“As a co-located event featuring exhibitors from four show areas, namely Packaging Première, PCD, PLD, and Food & Consumer
London Packaging Week
- Parisa Maleki
Pack, London Packaging Week remains the ultimate platform for packaging businesses to showcase their products.”
London Packaging Week aims to create value and drive business growth for exhibitors and attendees. In 2022, more than 2,600 key decision-makers and representatives from over 2,000 brands attended the event.
“London Packaging Week offers a unique platform to connect, learn, and thrive, whether you’re a packaging supplier, specifier, buyer, or designer,” added Maleki. “The event facilitates knowledge exchange, keeping you up-to-date with the latest packaging trends and technologies.
“This year, a turnout that looks set to surpass the 5,000-mark demonstrates the trust and importance placed on London Packaging Week within the industry.

“London Packaging Week is where innovation meets collaboration, and the packaging industry comes alive.”
Visitor registration is now open. To register to attend, please visit londonpackagingweek.com
18
London Packaging Week
Thousands are already snapping up tickets for London
Week, which lands in the capital this September.
is where innovation meets collaboration, and the packaging industry comes alive.

80% PCR content and optimised design for recycling - adapa Group’s EcoString bag is the more sustainable alternative to the drawstring bag
adapa Group, one of Europe’s leading flexible packaging solutions companies, is taking the classic drawstring bag for hygiene and cosmetic products to a new level: the enhanced EcoString bag contains 80% post-consumer recycled (PCR) content, making it more sustainable than regular drawstring bags. This innovative single-material solution, in which both the bag and the drawstring are made of easily printable polyethylene, enables full recyclability and the use of recycled material.
True mono-material solution for hygiene and cosmetic products

Closing product loops is the supreme discipline of the circular economy for
packaging. To achieve this, packaging must be both recyclable and made from recycled materials. This is exactly the case with adapa’s innovative EcoString bags: the packaging is made from 80% mechanically recycled post consumer recyclate (PCR) and is recyclable because both the bag and drawstring are made entirely of polyethylene (PE). The familiar drawstring made of viscose is replaced by a plastic strap, while retaining its functionality. The resulting mono-material packaging eliminates the need to separate the components for recycling. EcoString bags are thus fully recyclable and with 80% PCR adapa closes the loop.
The innovative packaging from adapa is available as prefabricated bags with holes for simplified order picking.
They are characterised by their economical use of materials: With film thicknesses from 30 µm, they are among the thinnest products available on the market in this segment.
In addition, adapa also focuses on resource conservation in the production of the drawstring, as it is made from edge trimmings from the production of the bags. EcoString bags can be printed in up to 10 colours. Both the bag and the drawstring can be used for print communication. With their individual matte or glossy finish, they ensure a visually attractive product appearance at the POS. The use of recycled material and the recyclability of EcoString bags are a real selling point for conscious consumers.
Highest standards of quality and safety
As part of its commitment to greater sustainability and resource conservation, the packaging industry is looking for new solutions to expand the use of PCR. With the EcoString bag, adapa has succeeded in doing so in the drawstring bag segment. The use of PCR materials presents numerous challenges: high-quality PCR material is required, which adapa can quickly identify thanks to the expertise of its in-house PS Polymer Sourcing. In addition, specifications in the area of quality and consumer protection must be met:
“We have contributed our many years of experience in the production of EcoString bags as well as our expertise around sustainability and the requirements of the hygiene industry.
“With regular quality controls and checks in external laboratories, we at adapa ensure the highest product safety for our new generation of bags with 80% PCR content,” explains Joanna Herbst, Product Manager Converting at adapa.
20
Packaging
Springpack introduce Armour Wrap

Springpack, a leading provider of high-quality packaging products that optimise business processes, introduces their latest innovationthe Armour Wrap nano machine film. This cutting-edge film is engineered with precision and attention to detail, offering numerous advantages over traditional films. To demonstrate its potential benefits, Springpack presents the Machine Film Savings Calculator, an intuitive online tool designed to help businesses assess the cost-saving potential of Armour Wrap.

The Armour Wrap film stands out for its exceptional load stability, thanks to its multi-layer design that ensures maximum strength and security for your pallets. Compared to other highperformance or conventional films, Armour Wrap’s unique multi-layered composition acts like bulletproof glass, resulting in reduced pallet damages, breakages, and in-transit movement.
One of the most significant advantages of Armour Wrap is its cost-saving potential. Due to its superior strength, it requires less film to secure a pallet, leading to less plastic waste and substantial monetary savings. Additionally, each roll of Armour Wrap can wrap around 100 pallets, compared to the 70 pallets wrapped with conventional films, making it a more economical choice. Moreover, the use of 1kg cardboard cores instead of 1.8kg cores contributes to reducing cardboard waste.

The film’s multi-layer nanotechnology enhances its puncture and tear resistance, providing a higher containment force and making it suitable for unconventional pallets with sharp edges. Furthermore, Armour Wrap’s exceptional stretch capacity of up to 335% outperforms conventional films that typically stretch only 100200%. This feature minimizes wastage and ensures optimal performance.
Consistency and reliability are crucial factors for any packaging material. Armour Wrap excels in this aspect, as it is manufactured using only the highest quality materials and state-of-the-art machinery. This ensures that each roll of film maintains the same level of quality and performance, eliminating the risk of inconsistent results.
Take the first step towards optimizing your packaging process and start saving costs with Armour Wrap. Visit Springpack.co.uk or scan the QR code to access the Machine Film Savings Calculator and unlock the full potential of Armour Wrap for your business. 21 Packaging springpack.co.uk | 01905 457 000 CALCULATE YOUR MACHINE FILM SAVINGS ONLINE Compare and analyse your current machine film with Armour Wrap to discover your potential savings. SCAN TO ACCESS THE CALCULATOR
Rethinking Packaging: Embracing drop-in natural alternatives to tackle plastic pollution, writes Stanley Mitchell

Modern society is characterised by our reliance on convenience. We are all guilty of choosing convenience over the most sustainable option – from single-use disposable coffee cups to the polystyrene packaging and plastic bags used to keep takeaway food warm.
Over the past decade, however, the food and drink industry has been making some steps to implement greener packaging initiatives. This is sorely needed - in the UK alone, packaging makes up nearly 70 percent of our total plastic waste. With supermarkets offering in-store opportunities for consumers to recycle soft plastic and films, and re-use and refill schemes popping up across the country, it is clear that the industry is trying to tackle the sheer volume of plastic we consume and dispose of every day.
Yet no matter how much effort is made to make the product ‘recyclable’ - so long as it is plastic, it can never be truly ‘sustainable’. The world’s plastic production, use and disposal contributes to around 1.8 billion tonnes of carbon emissions annually – that’s equivalent to 150 million double-decker buses.
It is intrinsic to the molecular make up of plastic that it can only be mechanically recycled two or three times before its quality is too poor to be used again. In addition, each time plastic is recycled, virgin material is added to help “upgrade” its quality, so that the recycled product has a fighting chance in the market against new, durable, and fresh plastics goods.
In food and beverage applications, the situation is even more perilous as the contents tend to soil the packaging and further complicate the recycling process. Soft plastics, used for products such as bread bags and toilet roll wrap, account for the majority that is thrown away. This type of plastic is notoriously difficult to recycle, and Greenpeace research revealed that supermarket collections of these plastics often end up incinerated, exported to poorer
22
Packaging
Stanley Mitchell is Head of Business Development of Cambridgebased Xampla, experts of drop-in high-performance natural materials that replace the most polluting plastics.
countries, or in landfill, where they disintegrate, but remain chemically inert, for hundreds of years.
For these thin plastic films, recycling or reuse is simply not a practical option. New, natural materials that can seamlessly replace many of the barrier properties are our best option to cut plastic production at source.
UK innovators are creating drop-in solutions which can be made and formed on the same production lines presently used for plastic, enabling brands to make the simple swap with no disruption. Unlike its principal competitors, the material Xampla is producing is plant-based and requires no chemical modification or ‘crosslinking’. This ensures it decomposes naturally, mirroring the behaviour of the plants from which it is made.
These natural materials can protect food, with the added advantage of being fully biodegradable, the material
does not last forever – since nothing needs to be preserved in perpetuity. At the end of its life cycle, these materials act not as a plastic but more like a food. This means it can be collected and recycled with food waste and won’t

leave behind any harmful microplastics if it does enter the Earth’s soil or seas.
The development of next-generation materials, like Xampla’s, is all part of the system change the food and drink industry will be a part of in the coming years. As EU regulation tightens the thumb screws on plastic, and consumers increasingly grapple with a newfound eco-consciousness, we should expect to see a downward trend in plastic production and a greater uptake in alternative materials to replace plastic - as well as new systems that allow consumers to reuse packaging rather than throw it away.
The early adopters of these technologies have the potential to transform the packaging industry, reshaping it towards sustainability whilst gaining support from consumers. There is no better time to switch than now and become a trailblazer toward a more sustainable, plastic-free future.
23
New, natural materials that can seamlessly replace many of the barrier properties are our best option to cut plastic production at source.
Packaging
Stanley Mitchell
Ozo Innovations demonstrates its commitment to be net zero by
2035 with carbon partner Auditel
Ozo Innovations has further demonstrated its commitment to be net zero by 2035, by joining forces with its new carbon partner, Auditel.
Ozo Innovations is a cleantech start-up which helps customers to achieve their sustainability goals, by delivering environmental and productivity benefits that enable carbon net zero through innovative electrochemical solutions. Meanwhile, Auditel is a carbon footprint consultancy which helps clients on their journey towards net zero by simplifying the process – and reducing carbon emissions and costs at the same time.
Helping customers achieve their sustainability goals

Ozo Innovations’ purpose is to enable its customers to achieve their sustainability goals by reducing water, chemical and energy consumption while increasing their productivity and labour utilisation. The company’s novel electrochemical solutions transform salt and cold water into a powerful cleaning and disinfection solution that drive productivity in food production and processing, without compromising on food hygiene.
Deploying Ozo Innovations’ product, eloclear™, improves customer margins by: increasing productivity and labour utilisation by up to 60%; while reducing water, energy and chemical consumption by up to 50%.
24
Sustainability
LEFT: Ozo Innovations CEO Dr Mark Poole
ABOVE: Deploying Ozo Innovations’ product, eloclear™, improves customer margins by:
• Improving productivity and labour utilisation by up to 60%
• Reducing water, energy and chemical consumption by up to 50%
“The food industry is a major consumer of water and energy as well as a major source of greenhouse gas emissions,” says Ozo Innovations Dr Mark Poole. “We truly believe we have a solution that can help the food industry – and other industries – become more sustainable and achieve net zero.
“We can make a positive impact on scope 1 and 2 emissions reduction and we strongly believe we can impact scope 3 emissions via our disruption of the existing chemical supply chain.
“The team at Ozo is deeply passionate about this cause and as a business our goal is to demonstrate our own commitment by achieving net zero by 2035.
“It is important that we demonstrate our own credibility to our customers and suppliers, and that is why we are embarking on our own carbon journey, supported by Auditel.”
Mark Appleton Carbon Auditor at Auditel added, “It is really exciting to be working with the team at Ozo Innovations,” says Auditel Carbon Auditor Mark Appleton.
“Ozo Innovations has a terrific product range which helps their customers reduce their carbon emissions, and they fully understand
the credibility that measuring and reducing their own carbon adds to their customer offer.
“We look forward to continuing working with the team and their supply chain to help them achieve an industry recognised standard of carbon neutrality, as their first step on the road to achieve net zero by 2035.”
Innovation is the best weapon in the fight against climate change
During the Innovation Showcase session at the recent Innovation Zero event in London, Dr Poole gave a presentation called: “Driving productivity and carbon net zero with safe, smart and sustainable cleaning and hygiene processes”.
Innovation is the best weapon in the fight against climate change and the Innovation Zero event was held to shine a light on new solutions from the energy, transport, industrials, finance and the built environment sectors, with its mission to connect leaders from many sectors, to accelerate the low carbon transformation.
At the event, Dr Poole said: “Swift action is required to cut emissions and reduce the disastrous effects of climate change.
“Ozo Innovations has a solution that can help businesses – especially those in the food sector – to improve sustainability and reduce their emissions, by disrupting the existing cleaning and hygiene processes.
“We are helping to shape a more sustainable future through smarter, safer hygiene solutions for food manufacturing and other sectors.”
For further information: www.ozoinnovations.com
25 Sustainability
The food industry is a major consumer of water and energy as well as a major source of greenhouse gas emissions. We truly believe we have a solution that can help the food industry –and other industries – become more sustainable and achieve net zero.
- Dr Mark Poole (pictured left)
PPMA Show set to showcase the latest developments in the UK’s processing and packaging industry

The PPMA Show is traditionally the largest processing and packaging machinery exhibition in the UK showcasing the very latest in processing and packaging machinery, robotics and industrial vision systems.
The free-to-attend showpiece event on 26-28 September spans the full spectrum of the processing and packaging industry, with exhibitors displaying the latest innovations for sectors including food, beverages, pharmaceuticals, household products and toiletries, building materials and supplies, pet care, micro-brewery and distilleries, FMCG, as well as contract packers and more.
When the show opens its doors at the NEC in Birmingham, visitors will have the opportunity of networking face-toface with over 300 exhibitors, together representing more than 2,600 brands. There will be a host of new product launches and a content-rich seminar programme that will appraise people of the latest technological innovations and products helping to shape the various markets.
Virtually every aspect of the production line will be represented, from labelling, filling and packaging to processing, robotics, automation and industrial vision systems. As such, visitors will have the opportunity to source new ideas and solutions for innovating their processing and packaging solutions, added to the opportunity of meeting

with new suppliers and influencers, and tapping into the knowledge of leading experts in their field, all under one roof.
As guide to the 2023 show, here is a flavour of what visitors can expect:
• Live demonstrations of new machinery in action
• Video presentations by influential industry experts broadcast on screens across the exhibition and later on PPMA TV
• Major networking opportunities
• The ability to monitor the competition and benchmark best practice by gauging yourself against industry-leading performers
• Building new relationships, developing a deeper understanding of the industry, sharing information, and gaining valuable insights
The show’s unique seminar programme will help visitors stay ahead of trend so far as the latest processing and packaging solutions are concerned. Visitors can hear from a range of industry experts about the latest trends and innovations in their sector and how these can be applied to their own business.
Keynote speakers lined up so far include Ross Verrall, of Artificial Intelligence specialist, Nvidia. Ross will be completing on-trend, speaking about the disruptive nature of AI, the Industrial Metaverse, Robotics & the function of Digital Twins. Joining him
will be Dimitrios Spiliopoulos, of Amazon Web Services. Dimitrios will be addressing the importance of smart factories and the innovation offered by Machine Learning and AI.
Topics covered in other presentations will include food packaging innovation, the importance of sustainability, successful selling and how manufacturing is evolving to meet the needs of the processing and packaging sector.
Here are a few companies of the hundreds of exhibitors taking part in this year’s show: Reiser, ULMA, Omori UK, Ishida Europe, PFM, Somic, SMC, and Beckhoff.

With such an impressive array of exhibitors to choose from, visitors can take their time browsing through all the exhibitors on the PPMA Show website: https:// www.ppmashow.co.uk/ exhibitors-2023#/exhibitors/
To register for a free ticket to this year’s show, visit: https://ppma-show-2023visitor.reg.buzz/website
26
PPMA 2023: Show Preview
VISIT PPMA SHOW 2023 – THE UK’S NO.1 EVENT FOR THE VERY LATEST PROCESSING AND PACKAGING MACHINERY, ROBOTICS AND INDUSTRIAL VISION




SCAN THE QR CODE TO J0IN US
TECHNOLOGY
Showcasing the very latest and best technology in the processing and packaging industry – all under one roof.

KNOWLEDGE
Draw on the unique knowledge of hundreds of exhibitors to tailor the solutions right for your business.
EXPERIENCE
Invest with confidence; experience the latest machines on the market before you buy – only at the PPMA Show.
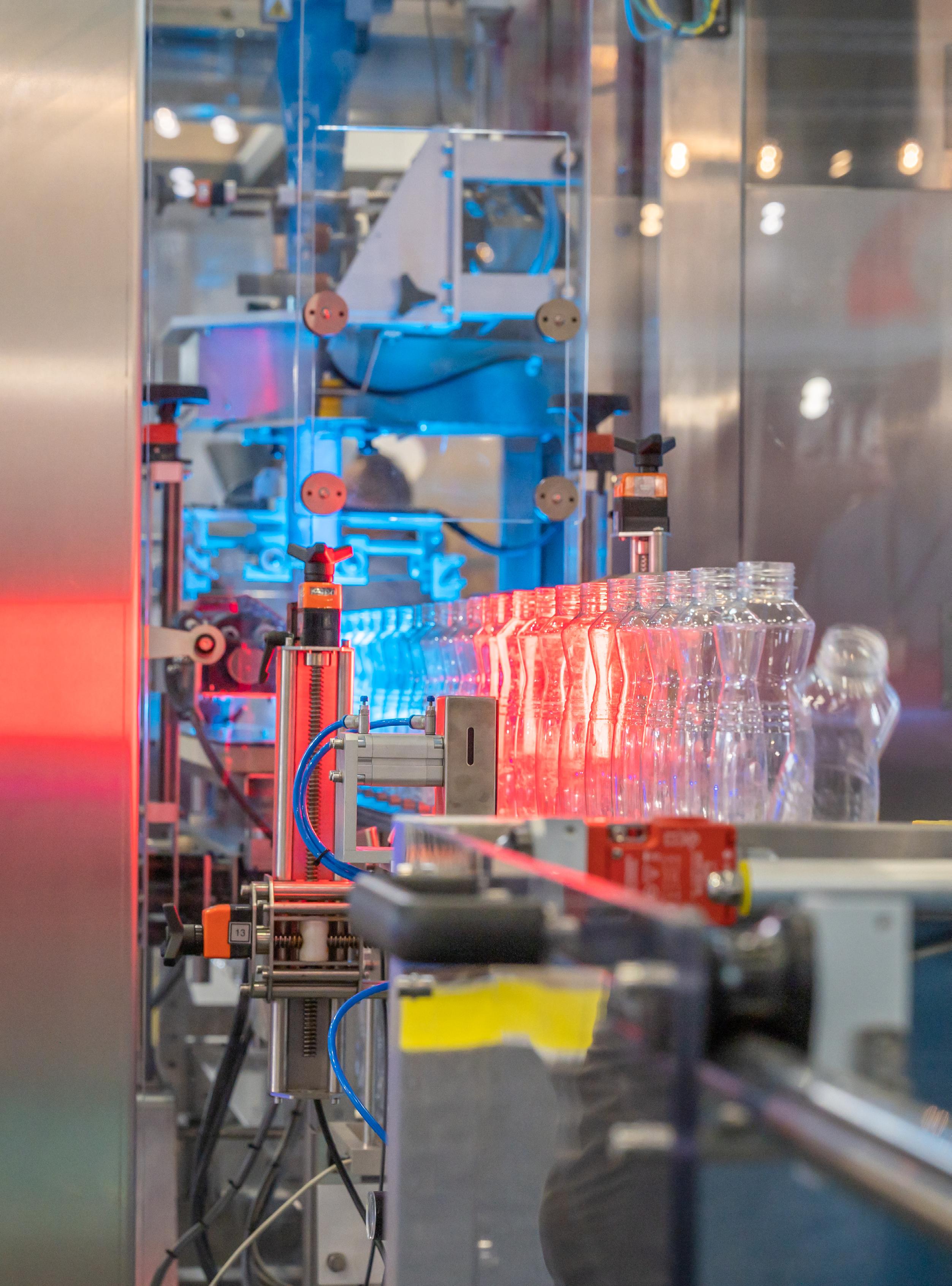
Embracing Eco-Friendly Innovations for a Sustainable Future - Reducing Energy Consumption and Waste in Production Processes
In today’s world, where environmental concerns dominate, businesses across industries are recognising the importance of reducing energy consumption and minimising waste in their production processes. Embracing sustainable practices benefits the planet and offers economic advantages. This article highlights two cutting-edge technologies –Ultrasonic Defoaming Technology and High Velocity, Low Pressure Air Knife Drying Systems – as examples of energy-saving innovation.
Ultrasonic Defoaming Technology: A new level of efficiency.

Imagine a manufacturing line operating smoothly with no issues caused by foaming. The Ultrasonic Defoaming System makes this a reality. By harnessing the power of ultrasonic technology, this system efficiently removes unwanted foam and bubbles from liquids, resulting in significant energy savings and uninterrupted line processing.

Benefits at a glance:
• Production efficiency with increased line speeds of up to 60%.
• Minimises product losses, by reducing foam overspill.
Imagine a manufacturing line operating smoothly with no issues caused by foaming.
• Low energy consumption technology using less than 80 watts.
• Reduces CO2 consumption on bubble breakers without compromising TPO/Oxygen levels.
• Reduce bottle & can rejects with optimised filling accuracy.
• Reduces product chilling requirements, therefore reduced energy costs.
• Eliminates contamination on caps and seals and improves hygiene of filler.
Benefits at a glance:
• Energy Efficient, on average, the Sonic drying systems are 75% more energy efficient when compared to other drying methods.
• Versatility and adaptable suitable for various product shapes, sizes, and materials.
• Oil Free drying ensures contamination free drying.
• Durability, manufactured with a robust construction and using highquality materials to ensure reliable performance and an extended service life.
The Ultrasonic Defoaming and highvelocity Air knife drying systems represent innovative technologies that cut energy consumption and improve operational efficiency, leading to production uniformity, product integrity, product quality, and waste reduction. By adopting these ecofriendly practices, businesses can shape a sustainable future that is both environmentally conscious and economically rewarding.
Low Pressure High Velocity Drying Systems: The Smart Solution to Energy Efficiency
Engineered Sonic Air Knife drying systems ensure consistent and reliable performance in effectively and efficiently drying products. These advanced systems employ a meticulously calibrated combination of air volume and velocity, resulting in optimal surface blow-off. The velocity effectively disrupts surface tension, while sufficient air volume guarantees precise force delivery to the product removing up to 98% of liquid. With precision engineering, the Sonic Air Knife drying systems offer unparalleled performance, ensuring thorough and rapid drying for enhanced productivity and quality.
Part of the CPA Group, CPA Engineered Solutions, combines engineering excellence and exceptional service. Since our founding in 1992, we’ve established ourselves as a leading provider of expertly engineered solutions across various industries.
We take pride in offering comprehensive aftermarket service packages that ensure long-lasting product sustainability and maximise the benefits of our energyefficient solutions.
For detailed information and to discuss your requirements, our product specialists will be available on stand K30 at the PPMA show.
Alternatively, visit our website www.cpa-group.com/ exhibitions/ppma to learn more.
28
PPMA 2023: Show Preview
The Cost of Doing Nothing for Manufacturers in

With over 45 years of experience and expertise in helping factories reduce costs and improve performance, Harford MES provides actionable insights in real time to help you spot every opportunity to save unnecessary costs in your factory.

Together we can act to weather the storm of this economic downturn and come out stronger at the other end.

2023
Let’s talk. www.harfordcontrol.com +44 (0)1225 764461 Waste of Energy and Labour Higher Transformation Costs Lower Bottom Line Profits See us on Stand B46 26 - 28 SEPTEMBER 2023 NEC, BIRMINGHAM
Rotech unveil entry-level coding system for bags & pouches at PPMA 2023
Coding and marking specialists, Rotech Machines expands their range of RF Lite feeders – costeffective systems for feeding and printing flat-form packaging –with a cleverly designed system specifically for small pouches and bags.


The new pouch edition of the RF Lite will be officially launched at PPMA 2023, where it will be at the forefront of stand A31. Like the original and shuttle variants, the RF Lite pouch is an entrylevel solution for companies looking to automate their coding process for the first time. It is also well-suited to larger manufacturers looking to install multiple systems for multiple products and short/trial production runs.
The system utilises vacuum technology to ‘pluck’ bags from a stack, before running them past a maintenance-free thermal inkjet printer, and returning them to a stack, ready for operator removal. This automatic process eliminates the need for coding and labelling by hand – which is often labour heavy, time consuming and inaccurate. Instead, users of the RF Lite can be reassured that their packaging will be coded quickly and accurately.
The system completes the RF Lite feeder range, proving that when it comes to cost-effective coding systems, three really is the magic number.
Printer for seamless large area printing on non-porous surfaces
Also new to the stand will be the Integra PP Razr 34 – an impressive piezo printer that bridges the gap between the capabilities of a thermal inkjet printer and a large area printer.
The Razr, which runs with the same inks used in a thermal inkjet printer, can guarantee excellent resolution printing (up to 600dpi) on both porous and non-porous substrates. It can seamlessly print on areas up to 34mm, making it ideal for applications where thermal transfer (TTO) would have traditionally been used.

The cartridge-based technology also brings other benefits over other coding methods. It’s fast – it can run at high speeds up to 150m/min at 300dpi and it starts up and shuts down instantaneously. The printer also has two separate nozzle channels that can be controlled individually, guaranteeing optimal printhead life and quality of print.
The Razr is truly revolutionary in the world of coding and marking and is sure to be popular among manufacturers looking to improve their efficiency and reduce their waste. All without compromising on quality.
Speak to the experts on stand A31
Rotech’s biggest asset is not its impressive portfolio of solutions, but it’s team of industry experts, who will be available to talk with you on stand A31 about any coding and marking queries or applications you may have.
Website: rotechmachines.com
30
PPMA 2023: Show Preview
The new pouch edition of the RF Lite will be officially launched at PPMA 2023, where it will be at the forefront of stand A31.
Appetite for plant-based milks prompts HRS to launch Direct Steam Injection

Directly injecting steam as a means of sterilising and diluting liquid drink products is a well-established technique for beverages such as plant-based milk products, which are experiencing a boost in popularity. According to a report by Mintel1, sales of vegan-friendly, plant-based milks have surged 10% over the past two years, and it is now the choice for almost 25% of Britons. In response to this increased customer demand, HRS Heat Exchangers has added a new Direct Steam Injection System to its established range of pasteurisation and sterilisation systems.
The benefit of sterilising using direct steam injection is the speed of the process, with sterilisation temperatures of 100°C to 145°C. being reached in around a second, much quicker than the fastest heat exchanger systems. For products such as plant milks, this rapid heating prevents cooking of the product and formation of carameltype compounds which can darken the product or produce unwanted flavours.
Some products, such as oat milk, also benefit from the additional dilution with water which the steam injection provides. In most cases, however the water which is added during the steam injection process needs to be removed from the end product. This is normally achieved using flash evaporation to remove excess steam and help cool the product, but there is a danger that volatile aromatic compounds can be lost, which could have a negative impact on certain products, such as fruit juices. For this reason, not all products are suitable for steam injection.
For products where direct steam injection is desirable, HRS Heat Exchangers has introduced the HRS DSI Series, which injects food grade steam into liquid products, providing an instant increase in the thermal process.
Global food supplier selects WCSEE treatment system
Global food supplier Griffith Foods has selected WCS Environmental Engineering technology to enhance the wastewater treatment process at its UK site in Wincanton, Somerset.
Griffith Foods provides seasonings, coatings, sauce, dressings and butter portions to the food industry, with the corporate purpose to “blend care and creativity to nourish the world”.

Its previous onsite water treatment system required updating to ensure compliance with tightening trade effluent requirements and maintain protection of the local
water environment. After laboratory testing of site effluent samples, WCSEE recommended a new system comprising a dissolved air flotation (DAF) system, balance and sludge tanks and a chemical mixing and dosing system.
The system was designed with particular focus on removal of fat, oil and grease (FOG), which can cause blockages in public sewer systems if not removed during industrial effluent treatment. DAF is a treatment process that removes a wide range of total suspended solids in wastewater and reduces FOG and chemical oxygen demand.
Each WCSEE DAF treatment system is customised for individual sites. Its modular design means the whole plant - including pumps, tanks, screens, chemical dosing and controls - can be manufactured offsite and easily transported for quick installation.
WCSEE also support industrial clients with sludge disposal though anaerobic digestion, a process which produces biogas and biofertiliser –and can generate a revenue.
31 Industry News
Continuous processing more efficient than dealing with batches
By Matt Hale, International Sales & Marketing Director, HRS Heat Exchangers
Products such as mechanically separated meat (MSM) and meat emulsions are commonly used in a wide range of products including sausages, chicken nuggets, patties and some minced meats. While different meat sources and products will have different processing and cooking requirements, it is important that the methods chosen to minimise the energy use involved, saving money and reducing greenhouse gas emissions.

Meat emulsions, slurries and reformed meat products have been used around the world since the early 1970s. Around the world there are strict rules, both about the raw materials used for the production of MSM, but also how it is processed and labelled. Similar cooking, handling and cooling methods are also used for other food products, such as ground (minced) meat and soups, and these products can also benefit from the same approach to choosing cooking systems.
ABOVE: Continuous cooking of products such as mechanically separated meat, ground (minced) meat and soups can provide big energy savings
BELOW: Matt Hale, International Sales & Marketing Director, HRS Heat Exchangers

The European Food Safety Authority (EFSA) advises that, ‘Microbiological and chemical hazards associated with mechanically separated meat derived from poultry and swine are similar to those related to non-mechanically separated meat (fresh meat, minced meat or meat preparations). However, the risk of microbial growth increases with the use of high-pressure production processes.’
In addition, ‘High pressure mechanically separated meat must be immediately frozen and can only be used in cooked products.’
The European Food Safety Authority (EFSA) advises that, ‘Microbiological and chemical hazards associated with mechanically separated meat derived from poultry and swine are similar to those related to non-mechanically separated meat (fresh meat, minced meat or meat preparations).
- Matt Hale
These products are often cooked in batches prior to final product formation, often using large steampowered kettles or pressure vessels. Some companies processing large volumes of product may have ten or more vessels in various states of operation at one time. This is because, while these vessels are an effective method of cooking and pasteurising a range of products including MSM, they are limited in their capacity because it is important that the product is cooked through thoroughly. Because each vessel must be heated from scratch for every new batch of product, and the heat used is then lost when the vessel is emptied, this is an incredibly inefficient method of cooking such products.
A much more energy efficient method is to cook a continuous stream of product using a scraped surface heat exchanger such as the HRS R Series or Unicus Series. The HRS R Series uses
32
Processing
a rotating action to scrape the tube surface and a helix to ‘push’ material through the heat exchanger, ensuring thorough mixing and heat distribution. It provides an economic solution for situations where product mixing is a benefit in processing, or where physical integrity is less important than heat transfer. For example, it is ideal for MSM, meat emulsions and co-products (such as materials which are destined for the pet food market).
In some situations, the robust mixing action of the R Series can damage the product. For example, some minced and ground meat products, or products containing definite pieces or product. In this case the HRS Unicus Series is preferred. This patented design uses as reciprocal action to prevent fouling of the heat exchanger by the product and to ensure thorough heating of the product to the required temperature.
Importantly, once the unit has reached the required temperature, the heating medium is only required to maintain the temperature as the heat is not lost between processing batches. This continuous processing saves large amounts of energy compared to a batch approach.


The same is also true of the equally important cooling process, which must be conducted in a timely manner. In fact, this cooling allows for the use of heat generation, where the heat removed by the cooling process is not lost but can be returned to the start to pre-heat the product, so that less energy (for example steam) is required for heating. Further economic savings are
also achieved by reducing the need to fill and empty separate cooking vessels, and the fact that cleaning-in-place (CIP) can be performed when required, rather than simply between each (smaller) batch.
HRS have provided clients with continuous processing solutions to replace batch-cooking and cooling systems. One Colorado-based manufacturer of sauces and soups replaced their batch-based system with a continuous process based on a number of HRS products in order to increase their manufacturing capacity to meet increasing demand.
HRS complete systems not only include the HRS R Series and Unicus Series scraped surface heat exchangers for cooking and then cooling the product, but also transfer pumps, balance tanks, other heat exchangers for preheating and pre-cooling, and auxiliary equipment such as CIP systems and steam-powered hot water sets. Such systems are designed to have simple intuitive controls and to occupy the smallest possible footprint in order to fit within existing production facilities.
33
RIGHT: The HRS R Series of rotating scraped surface heat exchangers provides thorough mixing and heat transfer for products such as mechanically separated meat and emulsions
ABOVE: The HRS Unicus Series of reciprocal scraped surface heat exchangers is ideal for cooking and cooling delicate meat products, soups and sauces
Processing
LEFT: Part of the cooling system of a continuous system installed at a soup and sauce manufacturer
HAK Chooses Infor for a Sustainable Future Built on
Efficient Business Processes
Infor’s CloudSuite Food & Beverage will be rolled out enterprise-wide
Infor®, the industry cloud company, today announced that HAK, a Dutch producer of vegetables and legumes, is starting to implement Infor’s CloudSuite Food & Beverage to make its business processes more efficient.
The implementation of Infor CloudSuite Food & Beverage fits HAK’s growth goals. With more efficient business processes, the company will be better able to respond to changing situations in the market. HAK stands for sustainability; the company strives to become 100 percent organic for all its local vegetables and legumes, while keeping it affordable for consumers. This requires greater efficiency throughout the production chain. Also in terms of traceability, or as HAK calls it, “from soil to mouth”, the new enterprise resource planning (ERP) solution offers the ability to manage this even better. All in all Infor CloudSuite Food & Beverage will contribute to HAK’s growth strategy.
Organization-wide implementation
The main goal of deploying Infor’s industry-specific CloudSuite is to increase efficiency in supply chain planning and warehouse management. A lot is still done manually there.
The entire organization is involved in the implementation. The operational flows are the most important, but every discipline will eventually start working with the system.
Prepared for the future, innovation and growth
Developments in the food industry are occurring at an increasingly rapid



pace. In order to be well prepared for the future and to meet its growth objectives, HAK chose Infor CloudSuite Food & Beverage, a solution developed specifically for food producers and available as an always up-to-date cloud service that is constantly updated with new features and innovations. This allows HAK to accelerate the company’s development and innovation.
Perfect match
“Infor’s approach fits in well with the way in which HAK operates,” says Maikel Jongenelis, CFO at HAK. “More than 85 percent of our processes that we want to address are included as standard processes in the Infor solution, especially in the areas of supply chain planning and warehouse management. So, little work needs to be done. In addition, we work with a quality information system that is known to Infor and has also been included in previous implementations at other Infor customers. So, there is also easy integration there.”
“HAK is a wonderful Dutch food producer,” said Marcel Koks, food industry strategy leader at Infor. “They were looking for an industry-specific solution that meets their business objectives, and also fits their company culture. They have found a match for both in Infor CloudSuite Food & Beverage.”
34
Processing






35 +44 (0)1952 290500 To discover how we can improve your production environment visit www.filtermist.co.uk sales@filtermist.com or speak to one of our sales team Let us take air contamination off your plate Cleaner, safer, more productive food processing environments Centralised vacuum & conveying systems Servicing, spares and LEV testing Vegetable oil mist removal Dust extraction systems Release agent removal Industrial ventilation Odour control
Fortress Technology reviews FDA’s new era global reach
Food safety custodian Fortress Technology has showcased how the Food and Drug Administration’s (FDA) New Era of Smarter Food Safety rules is fast becoming the blueprint for tracing contaminated food products to source.

Effective January 20, 2023, the final New Era rule from the FDA rolled out. This last addition, applicable to any food processor operating or supplying customers in North America, now requires additional recordkeeping requirements. This can include deployment of smarter tools and approaches for prevention and outbreak responses, new business models, retail modernisation and building a food safe culture that stretches across any food processing business. As with many developments in food safety, other countries, including the UK and Ireland, are expected to converge towards this New Era framework, particularly hygiene cultures and the application of technology-enabled traceability.
Fortress Technology recently published its response to these new rules with an informative Whitepaper titled Building a Positive and Smarter Food Safety Culture. The downloadable whitepaper outlines the steps and tools food processors can utilise to create a sturdier, more flexible and safer food supply chain.

Targeting growth opportunities, production inefficiencies, QC reporting and audit transparency, the data-driven tools outlined in the whitepaper expedite the response to production bottlenecks, supply chain adjustments and product recalls.
Launching the paper at the recent Interpack 2023 show, Fortress also presented over seven reliable contaminant inspection machines, including systems for bulk, snack, bakery, meat processing, dairy, prepared meals and confectionery applications, guests are invited to view new machine features and select from the extensive digital toolkit to address the risk of manually documenting and collating paper records. This includes:
• Automatic Testing designed to eliminate human errors, eradicate health and safety risks, and save labour costs, and winner of the PPMA 2022 most Innovative Processing System Award
• Data Solutions to securely oversee the performance of an unlimited number of Fortress metal detectors, checkweighers, x-rays and combination machines connected on the same network, including paperless data capture packages
• Best practice GMP, foreign material control COP standards and internal inspection templates developed in collaboration with global food companies
• Tools to red-flag immediate hygiene and maintenance issues
• The most overlooked machine features that may exacerbate food contamination issues, e.g. setting and calibration of inspection equipment.

Describing the benefits of investing in technology, tools and real-time paperless data capture features that can be integrated with all machines located in a food factory, Fortress Commercial Manager Jodie Curry comments:
“Having this level of data oversight provides complete transparency. If producers cannot prove when and where inspection of their products took place, or the performance of their equipment, they may be unable to demonstrate HACCP, GMP and GFSI compliance. This could trigger a reinspection of an entire batch, or at worst a full and costly product recall. The FDA’s New Era blueprint supports tech-enabled traceability by ensuring digital tools provide evidence, accountability and confidence in local and international food safety programs.”
36
A copy of the new Food Safety Culture Whitepaper is available to download at https://fortresstechnology. co.uk/white-papers/ Processing
Having this level of data oversight provides complete transparency.
• Accurate IP67 data logger (Type K or T) • 10 Measurement Points for full oven mapping
• Thermal barrier options to suit cook regime
• Comprehensive thermocouple range

• Standard miniature thermocouple plugs
• Calibrated thermocouple options
• Food trays and thermocouple jig options

• Full lethality (Fo/Pu) and reporting
• Real Time RF Telemetry options
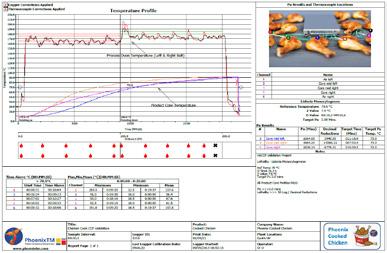
• Local efficient calibration and service support
Improved Product Yields
Rapid Fault Finding
Where experience counts ! PhoenixTM Technology
Phoenix Temperature Measurement Efficient HACCP Cook
Validation Thru-process temperature monitoring solutions for all your cook applications 25 Earith Business Park, Meadow Drove, Earith, Cambridgeshire PE28 3QF, UK T: 01353 223100 E: sales@phoenixtm.com www.phoenixtm.com
& Chill CCP
Product Safety Process Efficiency
ü
Full HACCP Certification
Food Manufacturers Missing Out On R&D Tax Relief

• Food & Drink firms could claim tens of thousands back in R&D tax relief
• Just 1% of R&D claims in 2022 came from the food manufacturing sector
With the UK’s love of food and drink, it’s no surprise that exciting innovations are always happening in the industry, with food and beverage businesses constantly researching, developing and revolutionising various parts of the sector.
The number of food companies claiming R&D tax credits in 2022 increased versus the year before in the published statistics, however the average claim value sits in the lower quartile in terms of claim amounts at around €21,573, likely as a result of the COVID pandemic. In 2022 there were 810 accommodation & food R&D SME claims, amounting to 1.03% of the total 78,825 claims. The claims value in this sector totalled approximately €17.4 million - just 0.4% of the whopping €4.89bn total.
The HMRC Research and Development Tax Scheme was created to encourage business innovation and stimulate the economy through supporting firms to bring new products and services to market. Yet, due to time constraints, lack of awareness and doubts around eligibility or the legitimacy of the incentive, there are thousands of companies that are not currently taking part in the scheme, particularly within the food and drink manufacturing industry.
Research and Development Specialists Ltd (RDS), an expert in helping companies to navigate the Government scheme, is reaching out to firms in the food and drink sector, after numerous successful claims for similar businesses; most of which had researched and developed new products or production processes.
RDS successfully claimed £55,000 last year for a well-established company with 15 years history of supplying process and packaging equipment to the growing craft brewing industry, after the fast growth of canning within the brewing industry led to the business developing their own bespoke beer canning system for new and existing customers.
Mark Joyner, MD at RDS, based in the North of England, wants to demystify R&D in a bid to reach more food manufacturing firms that could benefit from a cash influx of hundreds of thousands of pounds.
“We’ve previously had success within the food and beverage sector, finding that companies working in this area have invested in qualifying activities like conducting research into health and ingredients or developing new equipment or processes to improve the scale, speed or efficiency of manufacturing, bottling, packaging or canning.
“The research and development related to this then makes them eligible for tax credits, but that’s not widely known. Lots of companies are missing out.”
What is R&D?
Research and development (R&D) tax credits are a valuable government incentive that rewards UK businesses for investing in innovation.
38
R&D Tax Relief
R&D Tax Credits are not PPI for businesses. It is a legitimate Governmentbacked incentive to encourage innovation and has been operating in the UK since 2000.
- Mark Joyner
It is a powerful source of funding for businesses looking to grow and develop new products, services, procedures, and internal systems.
There is a misconception that to qualify for R&D tax relief then a business must employ people in lab coats and be undertaking scientific research, but that is not the case. Any type of research and development could qualify.
Some examples of R&D for the food and drink industry that would qualify include:
• Developing a new food or beverage product
• Creating new chilling and preservation methods to speed up production without affecting the texture of the product
• Experimenting with reformulation to improve nutritional requirements
• Developing new meat-free or freefrom product lines
• Creating sustainable, eco-friendly living environments
• Improving functionality of product packaging to increase shelf life, improve sustainability and recyclability or reduce costs
Which businesses can claim?
Any UK limited business can claim. There are no restrictions on the type or size of business although there are different types of R&D scheme depending on whether you fit HMRC’s guide as being an SME or large company. For the SME scheme, a company must employ less than 500 people and have a turnover of less than £85m or a balance sheet total of less than £73m. An SME’s eligible R&D costs receive an additional 130% deduction when calculating the taxable profit.
Eligibility is focussed on the research project rather than the type of business. Typically, an R&D claim can be
submitted for a business’s current and previous financial year.
Some R&D project criteria to be aware of…
The project must relate to your company’s trade, and you must be able to explain how the project:
• Looked for an advance in science and technology
• Had to overcome uncertainty
• Tried to overcome this uncertainty
• Could not be easily worked out by a professional in the field
Does the project have to be successful?
There is no rule that says you need to have a finished product or service brought the market. The key point here is that the research and development phase is enough for you to qualify.
Continued >>> 39 R&D Tax Relief
How do I claim the money?
For profitable businesses, the benefit is applied as a reduction in corporation tax. If a claim is historical, the monies will be claimed back as a repayment of overpaid corporation tax.
For companies operating at a loss, the R&D claim will increase the loss arising. This loss can then be set against prior and future profits of the company, or it can be turned in to a cash repayment by using a process HMRC calls ‘surrender’, whereby the business takes a slightly lower benefit percentage for the ‘cash now’.
It sounds too good to be true…
R&D Tax Credits are not PPI for businesses. It is a legitimate Government-backed incentive to encourage innovation and has been operating in the UK since 2000.

That said, there are intricacies, including when claiming for other tax relief incentives, as well as criteria to be met, that can make the process seem
overwhelming. That is why employing a R&D specialist such as RDS can help take the headache out of making a claim.
More information on R&D tax relief can be found on the Government’s website here: https://www.gov.uk/ guidance/corporation-tax-researchand-development-rd-relief
Mark Joyner added: “If I were to say to you, I’ll give you £46,347 for your business, I’m sure there would be lots of things that, as a business owner, you could do with that money. That figure represents the average amount of a successful claim through the HMRC R&D Tax Incentive in 2022. It is not a scam or a way to play the system, yet for many reasons, companies that are eligible are not claiming the money to which they are entitled.
“A lot of people think it sounds too good to be true, some are time poor and don’t have the time to investigate the scheme properly and some are just unaware that it even exists. At RDS we simplify the process and take a lot of the leg work away from busy accountants, senior teams or business owners.
“Something that sets us apart is that we’re completely transparent and we give our clients full sign off for a claim at various stages of the process. We hand over the final submission to the in-house team so that they know the full figure they’re claiming for, and our costs are recovered only when a successful claim is submitted, approved, and credited. For us, building trust and working in partnership is the most important part of the process.”
For more information visit www.randdspecialists.co.uk
40
R&D Tax Relief
For us, building trust and working in partnership is the most important part of the process.
Super T Series
Eradicates wastewater clogging

Specialist pump company, Hydromarque Ltd, have been supplying wastewater pumps into Water Companies for over 35 years.


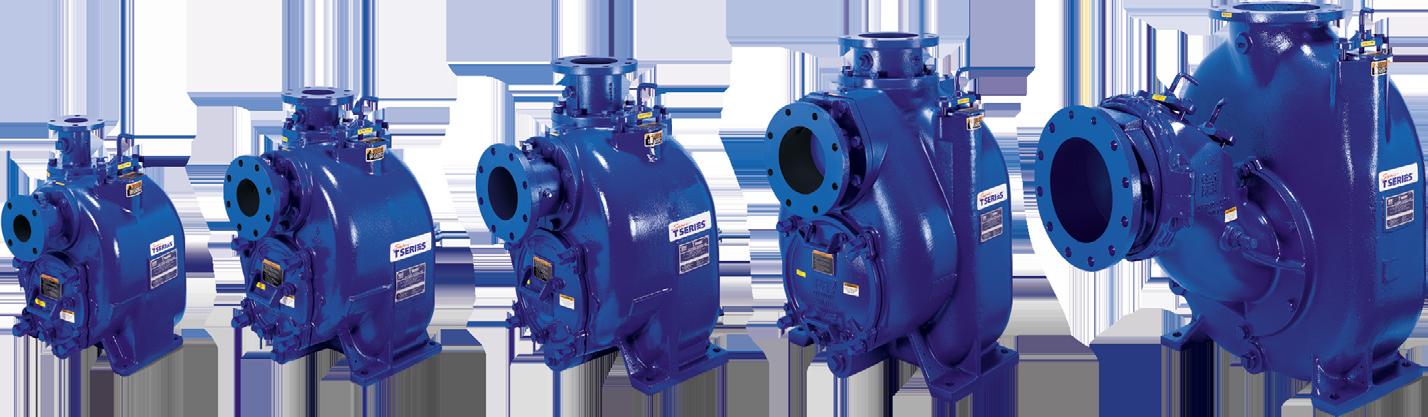


From their Peterborough HQ, Hydromarque are ideally placed to support customers all over the UK with their specialist range of self-priming, suction lift, solids handling pumps and associated parts and accessories. They hold a large stock inventory of pumps and spare parts to enable them to deliver most items next day and minimising their customers’ production downtime.
Hydromarque also provide in-house and onsite training ensuring in-house Engineers are equipped with the knowledge to maintain pumps on a day-to-day basis.
Hydromarque are the sole UK & Ireland agent/stockist and service provider for Gorman-Rupp Pumps. For installations where stringy solids are affecting downtime and maintenance costs, there is now the Eradicator Solids Management System. The Eradicator is designed specifically for today’s ‘new sewage’ challenges such as sanitary wipes, plastic bags, hair, sludge and other types of debris.
Hydromarque have recently worked closely with Anglian Water on a project at one of their sewage treatment works.
An emergency diesel driven pump has been supplied in the event that there be a power outage on site. It is process critical that the RAS [Return Activated Sludge] continues to be pumped. Working closely with the design team, Hydromarque selected a 10” pump from the Gorman-Rupp Super T Series™ S-Line range fitted with a Stage V diesel engine. These can run on HVO [Hydrotreated Vegetable Oil] fuels, saving up to 89% on CO 2 emissions.
The Eradicator is designed specifically for today’s ‘new sewage’ challenges such as sanitary wipes, plastic bags, hair, sludge and other types of debris.
Hydromarque are also working closely with Anglian Water on their Storm Tank programme and their phosphorus removal ‘P’ schemes, where the surface mounted, self-priming, solids handling pump is an excellent solution.
For further information contact Hydromarque on 01733 370545 or sales@hydromarque.com

Eradicate waste water clogging Hydromarque Ltd
Pumps
Insights from a strong supplier-customer relationship: A pump system upgrade helps UK soft drinks manufacturer Britvic increase production and achieve energy savings of GBP 374,420
The time sensitive, overnight installation and commissioning of an advanced custom turnkey solution with four booster sets resulted in an increase in production for Britvic, supporting the company’s growth plans. The system upgrade also achieved a reduction in wastewater and energy usage, with the reduced carbon footprint supporting the company’s sustainability agenda.
Britvic is an international soft drinks business rich in history and heritage. Founded in England in the 1930s, it has grown into a global organisation with 37 much-loved brands sold in over 100 countries. The company combines its own leading brand portfolio including Fruit Shoot, Robinsons, Tango, J2O, London Essence, Teisseire and MiWadi with PepsiCo brands such as Pepsi, 7UP and Lipton Ice Tea which Britvic produces and sells in Great Britain and Ireland under exclusive Pepsi¬Co agreements.
Faced with an increase in demand for soft drinks and high energy consumption for moving the water required for their soft drink production,

Britvic turned to Grundfos to look at options to increase production and reduce energy consumption across their plant in Rugby, United Kingdom.

Britvic was looking to support its sustainability agenda focusing on its ‘Healthier People, Healthier Planet’ strategy, where the company is committed to creating a better tomorrow and delivering timely responses to the health and environmental challenges currently faced on a global level. Britvic has fully integrated the UN Sustainable Development Goals into this strategy and aligned objectives and targets with these goals. It was important to Britvic to select a supplier that not only supports this ambition but also lives and breathes these goals. Grundfos with its own ambition of contributing to UN’s Sustainable Development Goals SDG #6 Clean Water and Sanitation,
and SDG #13 Climate Action, was the perfect match.
“Improving our cooling system means that the chilled beverage water supplied to production stays cooler, resulting in faster production and higher output.“
“Specifically, we were looking at acquiring a pumping solution that helps us meet our sustainability goals by reducing wastewater and energy usage, resulting in a reduced carbon footprint and improved water efficiency” says Calvin Winch, Engineer, Operations Development GB&I, Britvic.
Britvic is an international soft drinks business rich in history and heritage, which has grown into a global organisation with 37 much-loved brands sold in over 100 countries.
The Situation
Water is essential to Britvic’s production processes and used widely throughout its value chain. An element of this includes the heating and cooling of water at its factory in Rugby – a process that provides the opportunity to explore alternative ways to manage Britvic’s water use and protect this vital resource.
“Because we have an excellent working relationship with Britvic, simply spending time on site working with their staff meant we were able to identify possible production improvements. This made it possible for us to advise Britvic and work with them towards an optimised, tailored solution.” says Mark Bennett, National Business Development Manager, End User Industry, Grundfos.
“For a system upgrade I highly recommend our advanced digital offering Grundfos iSOLUTIONS, which utilises intelligent pumps, cloud connectivity and digital services. Together they enable real-time monitoring, remote control, fault prediction and system optimisation to help meet the level of performance needed in a demanding manufacturing site.”
42
Grundfos performed an Energy Check Advanced to measure the actual energy use in the system. This is not simply a ‘nameplate’ check of efficiency; sensors are placed in the system to get the live data from the existing setup, helping operators find potential energy savings in their pumps.
The proven and validated measurements help Britvic support its ‘Healthier People, Healthier Planet’ strategy and the focus on energy and carbon emissions reduction using science-based Scope 1-3 targets to attain a sustainable supply chain.
The Grundfos solution: custombuilt booster sets with Grundfos iSOLUTIONS
To help achieve these twin goals, the recommended Grundfos solution was a full turnkey project consisting of four Grundfos Hydro MPC-E booster sets. The booster sets were custom built for Duty/Assist/Standby operation, delivering the optimal amount of chilled water to the facility’s production lines, to allow for the high-speed filling of cans. Each of the installed booster sets incorporated three Grundfos CR pumps with integrated speed control.
Grundfos booster sets are designed to use multiple pumps to maintain a constant delivery flow or pressure, at maximum energy efficiency. When demand increases or decreases you will still experience a constant water supply. This is achieved using the Grundfos CU352 controller that ensures the pump set operates at its best performance.
This intelligent booster set adapts automatically to a site’s varying demand 24/7. The new generation of inline vertical multistage centrifugal (CR) pumps can be used in a wide range of applications and are designed of world-class efficiency and reliability - with millions of customisable solutions.
Eight weeks were set aside for design and build, including a limited 18-hour window for overnight installation and commissioning. The booster sets installed were connected to the Britvic plc via the Grundfos Communication cards.

The Grundfos manufacturing site in Sunderland, UK, means that Grundfos can offer quick response time, offering customers the greatest flexibility when
Grundfos supplied:
• Energy Check Advanced
• Hydro MPC-E pressure booster with CR pumps: advanced and energy efficient pressure boosting system for boosting of clean
Key benefits:
• Expected energy savings
£374,420 per year
• Increase in production
it comes to achieving bespoke, custom, offsite build solutions. These come as plug and play, helping to achieve minimal disruption when installed at the manufacturing site.
“At Britvic, we take our responsibility for water management seriously and we’re always looking to improve our water stewardship. Teaming up with Grundfos has allowed Britvic to champion new initiatives that drive water saving and energy reduction in our production processes and highlights the value in partnering with expert organisations to support us on our Healthier People, Healthier Planet journey.” Sarah Webster, Director of Sustainable Business, Britvic
The Outcome
With the new booster sets and improved cooling system, Britvic has
achieved the increase in production it wished for, helping meet increased demand and future-proofing the production line. As the beverage water is staying cooler and temperature control has improved, faster production with an increased output is now possible, as more cans can be filled.
This project also helps Britvic work towards its sustainability goals with total energy savings of £374,420 per year expected with the four new booster sets (as at September 2022). The existing system consumed over 60kW per set, and this is now reduced to less than 20kW per system, with the future-proof flow included. The return on investment (ROI) is less than twelve months. With full control over the system, Britvic now also experiences a reduction in wastewater because the optimal amount of water for cooling is being used.
“We have set ambitious sustainability goals for energy reduction, a lowered carbon footprint and water reduction in our beverage production,” adds Calvin Winch, Britvic.
“Grundfos installed an energy, water and cost saving solution with no production disruption through time sensitive overnight installation and commissioning.
“This solution future-proofs our business, meeting the increased production demand, and shows when you work closely with your supply partners, we are much more effective, efficient and stronger together”.
“We are very happy to have helped Britvic with validated savings from a solution that contributes to their sustainability agenda, and in a way that is very much in line with our own approach,” concludes Mark Bennett, Grundfos.
“And this is only possible because of a strong customer relationship, where our ongoing collaboration shows that we understand Britvic’s challenges. The savings we have shown here I’m sure will lead to further projects together.”
43
Improving our cooling system means that the chilled beverage water supplied to production stays cooler, resulting in faster production and higher output.
Pumps
Calvin Winch
• Non-return valves for Tri-clamp® fittings.
• Low -cost, space-saving, one-piece, simple design.
• Made from food grade, magnetic elastomers.

• For more information, email info@trivalve.com or watch our product video by scanning the QR code

® Tri-clamp - registered trademark of Alfa Laval Corporate AB



44
Food for thought...
Fluid thinking from the Hydromarque team
Peterborough based, Hydromarque Ltd have 30 years’ experience providing specialist pump solutions to food processing companies.

Hydromarque’s expert engineering team understand the important role food handling pumps play in today’s marketplace and the need for pumps capable of transporting even the most delicate food products.
Pumping food products has an overriding issue – any food product damage can result in degradation to the final product and profit losses for food processing plants. Continuous and trouble-free pumping operation is critical.
Hydromarque ltd are the sole UK and Eire agent, stockist and service provider for Cornell hydro-transport and hot oil pumps. Unlike solids handling pumps that are sometimes used in the food industry, the Cornell P and PP series pumps are designed and manufactured with the sole

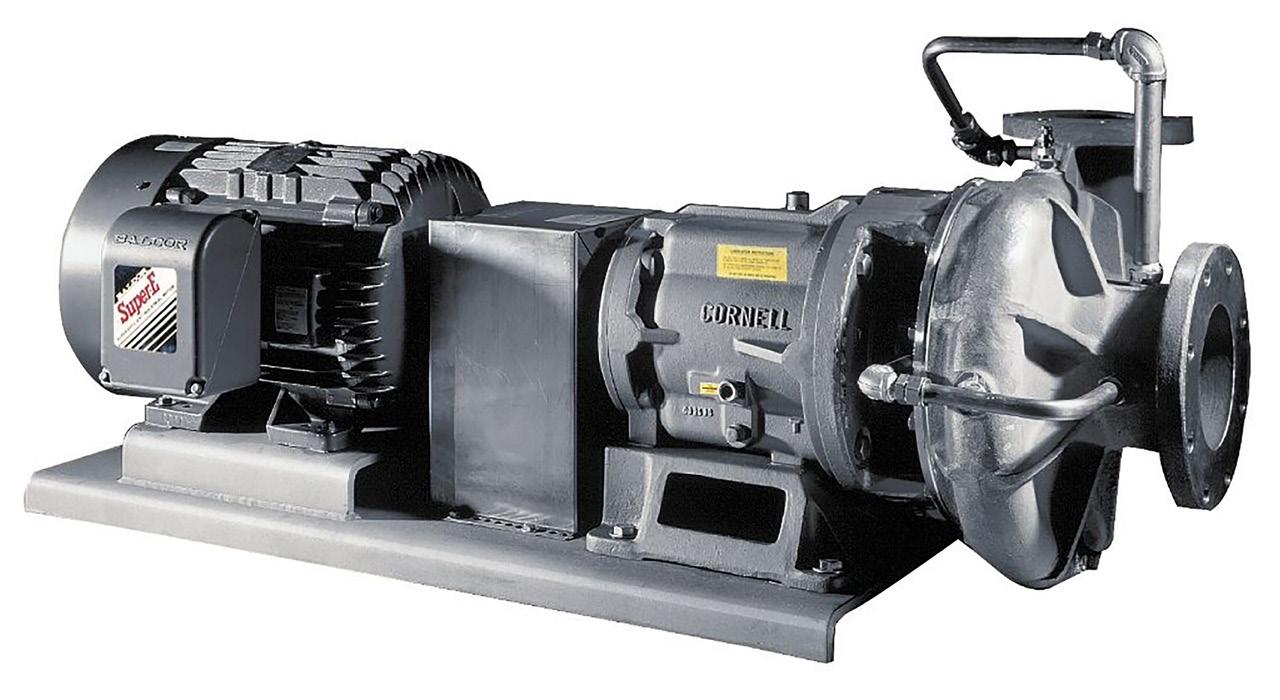
purpose of pumping food products. Cornell food process pumps have the lowest product damage rates in the industry and are the pump of choice for food processors around the world. Their innovative single port impeller configuration with unique offset volute* provides the end user with a food handling pump capable of transporting even the most delicate food products.

Hydromarque are proud to supply Cornell’s hot oil pumps offering enhanced vapour handling and improved sealing technology. This prevents entrained steam from impacting pump head and flow which is central to Cornell’s innovative cooking oil pump developments.
Working alongside many larger potato chip, potato crisp, fried snack and vegetable processing companies, Hydromarque have extensive experience providing tailored solutions to improve food processing pumping.
Whether you make potato products, process vegetables, produce ready meals, snacks or process poultry or other livestock, the Hydromarque team will recommend the best solution to enhance your efficiency and reduce your production downtime.
To find out more about how our specialist pumps can help you, get in touch 01733 370545 or sales@hydromarque.com
Food for thought Hydromarque Ltd
Off-the-shelf: Delivering supermarketspec food safety due diligence
Metal detection systems continue to be the mainstay of preventing contaminants entering the food production chain. As more and more advanced equipment enters the market, food safety specialist Fortress Technology has engineered a retailer-spec conveyor system that reassuringly ticks all the due diligence requirements for all product and application requirements.
Fully compliant with British Retail Consortium, HACCP and GFSI food safety standards, the Fortress all-inone Retail-Spec Conveyor comprises numerous future-proof features. Among them ARM microprocessing power and state-of-the-art infeed, outfeed and reject sensors.
As many Fortress customers testify, purchasing a conveyor system with fully integrated technology, including retailer Codes of Practice (COP), is a failsafe way of ensuring that the metal detector will function at peak performance levels and meet retailers current and future stringent inspection performance requirements.

Sticking to its Simple to Use; Smart under the hood engineering principles,
the Fortress Retail Spec Conveyor is equivocally less about conveyor belt size or configuration, but more linked to the placement of smart sensors confirms sales manager Jaison Anand.

Brains over brawn
Describing the sensors as the brains of the retailer-ready metal detector, Jaison expands: “In our experience, food processors can feel overwhelmed by the breadth of inspection technology choices. Built to M&S Food standards, the rationale for creating our Retailer Spec Conveyor was to address this minefield and provide customers with futureproof functionality.”
Fortress intentionally uses M&S food safety standards as the benchmark, as they are the most stringent, affirms Jaison.
Machine sensors feature at every step of the inspection process. As packs travel into a Fortress metal detector, the infeed sensor registers its presence. If there’s no contamination trigger, the outfeed sensor identifies the pack leaving the metal detector, while the reject sensor will track the placement of potentially contaminated product into the BRC-approved bins. “It’s a seamless and failsafe process that uses our Contact software to register every sensor activity, fault fix and signal in parallel,” confirms Jaison.
All these simultaneous activities are only possible with ARM Processing. “The true benefit of ARM Processing comes from being able to run multiple inspection processes within milli-seconds of each other, without missing a beat. This is done with the highest precision, while also capturing and storing valuable processing data for traceability.”
For nut specialist Trigon Snacks, opting for a Fortress Stealth supermarket-
spec conveyor metal detector fulfilled the company’s every inspection requirement. Retailer COPs specified that as ‘naked nuts’ the company’s honey-coated range must be inspected for metal contaminants prior to ownlabel packaging.
Additionally, Trigon required a customised retailer specification metal detector that was sensitive enough to adapt to the fine oil and sugar tolerances.
Keeping to the code
• Retail Spec Conveyor
• Product release 2023
Retailer COP revisions, although infrequent, can be a major headache for food processors and machinery manufacturers alike.
46
Technology & Software
The true benefit of ARM Processing comes from being able to run multiple inspection processes within milliseconds of each other, without missing a beat.
- Jaison
Anand
LEFT: Fortress Technology’s Sales Manager Jaison Anand.
RIGHT: Contact software helps manufacturers to maintain HACCP compliance and traceable quality assurance recordkeeping.
To navigate these future unknowns, Fortress offers a simple and cost effective route to adhere to evolving compliance and fault warning risks.
In order to minimise business interruption, software upgrades can usually be performed as part of a validation or routine maintenance visit. From a continuity perspective, the menu and functional set up will typically look and feel exactly the same. For smarter machine monitoring and to support supply-chain traceability, the company’s suite of Contact software offers simple yet effective data capture. Now including Contact 4.0 for remote monitoring of multiple metal detectors within the network, this software helps manufacturers to maintain HACCP compliance and traceable quality assurance recordkeeping. Features
RIGHT:
BELOW: Infeed, outfeed and reject sensors are the brains behind Fortress Technology’s Retail Spec Conveyor metal detector.
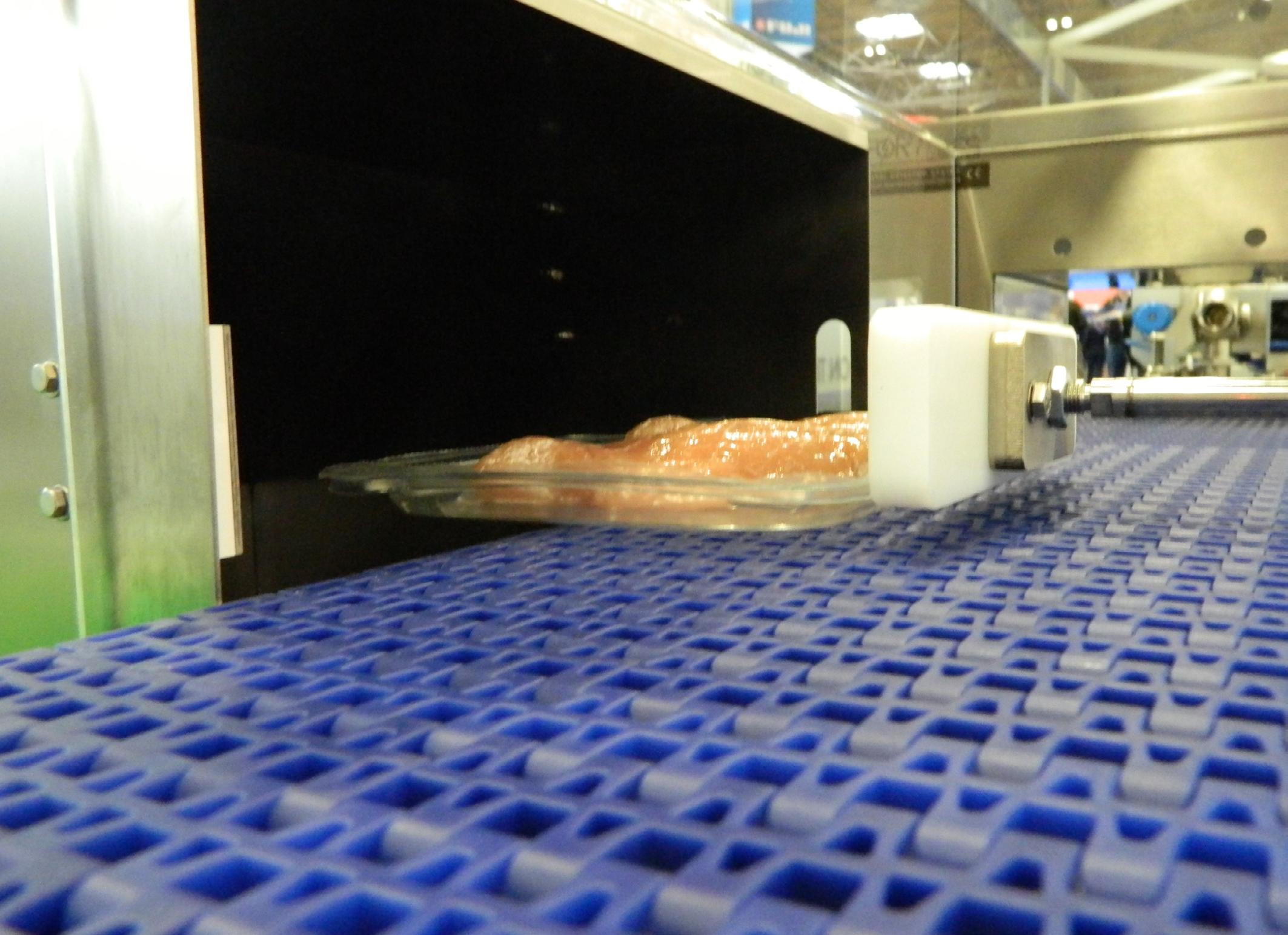
Technology & Software
include event logging, data collection and on-demand reports. All this data is collated from information captured by the three machine sensors. Reports can be downloaded and exported via the USB located next to the HMI.
Comparing the costs of purchasing a new machine versus a Fortress upgrade, Jaison remarks that it’s a no brainer. “You are typically looking at several hundred rather than tens of thousands of pounds buying new inspection kit. Most
importantly for fast-paced food processing environments, compliance can be instant.”
Jaison highlights that realistically changes to COPs focus on fail safes and addressing any machine misuse loopholes. There haven’t been any significant revisions assures Jaison for nearly seven years. “Nevertheless, we never take our eye off the ball. As soon as a new quality control or COP feature is added, Fortress R&D can be trusted to be on the upgrade case.”
47
Machine sensors feature at every step of the inspection process, and conveyors and rejects can be customised to food applications.
Scandi Standard Standardizes with Infor Cloud
Leading producer of chilled, frozen and ready-made chicken products to adopt Infor CloudSuite Food & Beverage as a platform for growth.

Infor®, the industry cloud company, announced that Scandi Standard has chosen Infor CloudSuite Food & Beverage to consolidate and standardize its core processes such as purchasing, processing, logistics and finance. The suite will be delivered as a multi-tenant cloud solution powered by Amazon Web Services (AWS).
Scandi Standard is a leading producer of chilled, frozen, and ready-made chicken products in the Nordics and Ireland, as well as selling eggs in Norway. In its production, Scandi Standard cares about the highest standards for quality, innovation, and sustainability. Scandi Standard has operations in five countries and sales in over 40 through subsidiaries such as Danpo, Den Stolte Hane, Kronfågel, Manor Farm and Naapurin Maalaiskana. Scandi Standard’s existing business systems lacked the industry adaptation needed to ensure that the ERP (enterprise resource
planning) solution could support all core processes in a harmonized way within the group and contribute to further increasing the ability and pace of change in the business. With a standardized platform, Scandi Standard also sees an opportunity to more quickly introduce new technologies into the group and futureproof its development.
“Our value chain is quite similar in all markets where we operate, which means that we see an opportunity to standardize our processes as far as possible in the industryadapted solution that Infor has,” says Göran Matz, Scandi Standard’s group CIO. “The move to a new business system is, to a large extent, a process of change. With an industry-specific business system in the cloud, the introduction is facilitated while at the same time we get support with updates and best practices for the food industry.”
After a procurement process, the group chose Infor CloudSuite Food & Beverage.
A multi-tenant cloud deployment was a deciding factor in Scandi Standard’s decision, ensuring the business can benefit from continuous updates with minimal administrative burden on the internal IT team.
“For our core processes such as purchasing, logistics and finance, there is really no reason for us to do anything differently than other companies in our industry do, but rather it is something we see can be harmonized advantageously within the group where possible,” Matz says. “With Infor, we now get the uniformity we were looking for with a supplier of an ecosystem and a future-proof product.”
Learn more about Infor CloudSuite Food & Beverage: https://www.infor.com/ products/cloudsuite-foodand-beverage
48
Technology & Software
Managing maintenance in the current climate
In the current climate, maintenance management teams are facing numerous challenges, and delivering solutions and new processes to deal with things is not easy. Teams are being pushed to work to tighter budgets, discover ways to reduce energy consumption, effectively monitor condition measurements, keep tabs on which critical parts are on back order and impacted by supply issues, and much more. All this whilst continuing to ensure production uptime, equipment and asset availability, and compliance.
SSG Insight have lived and breathed maintenance management side-by-side with our customers through all sorts of global challenges, over the last forty years. We have seen maintenance evolve alongside equipment and process developments. We understand what maintenance teams are up against now and we are here to help. We firmly believe technology is the answer, and it is why our vision is a future where humanity and technology can work in harmony together.
In the meantime, living in the here and now, let’s take all the uncertainty from your maintenance headaches mentioned above, and create predictability.
What does creating predictability from uncertainty look like? Here’s a snapshot:
• Prevent downtime
• Drive visibility
• Improve performance
• Ensure compliance
• Optimise asset life cycles
• Enhance resource utilisation
• Empower workforces
• Measure & track conditions
• Integrate business systems
• Facilitate sustainability measures
In climates like the one now, businesses and teams need agility, that cleverness, sharpness, and quickness, to help solve maintenance challenges. It is the perfect time to discover Agility CMMS, the maintenance and asset management software that helps alleviate your challenges whilst connecting your assets and parts, people, and processes.
• Effective job deployment
• Self-allocation of work
• Access job details & documentation
• Complete risk assessment electronically
• Issue & return parts
• Less admin & paper
• Easy image & signature capture
• Full audit trail & compliance
SSG Insight have been providing predictability from uncertainty with asset and maintenance management software for over 40 years.
Mobilise your Workforce
Agility CMMS Mobile drives efficiencies and streamlines processes including: Visit our website to find out more. Visit www.ssginsight.com to find out more or contact 01924 200344 today
www.ssginsight.com
The future of rugged logistics IT is here
Food & beverage warehouse operators who need a reliable vehicle-mount computer that’s as user-friendly, informative, and smart as it is rugged, should take a look at the JLT6012™ Series of vehicle-mount terminals (VMTs) and the JLT Insights™ software dashboard. In combination, they deliver the ultimate operator as well as fleet-manager experience.
The JLT6012 Series is now available in a brand-new Windows (JLT6012™) as well as a unique, fully rugged Android (JLT6012A™) version. With its innovative architecture, the series is easy to integrate into existing infrastructures while simultaneously incorporating the agility and flexibility to meet the needs of tomorrow’s food industry.

These rugged computers can be installed in virtually any logistics vehicle, electrical or combustionpowered, while the smooth, compact design (without external domes or cavities) means the VMTs are easy to fit and easy to keep clean.

It doesn’t matter how harsh your working environment is, the JLT6012 Series has you covered. Everything has been taken into account: From outstanding user acceptance to highest reliability. Featuring the revolutionary JLT PowerTouch™ display technology, the JLT6012 Series provides a familiar, user-friendly experience, both with a gloved or ungloved hand, while ensuring ruggedness and reliability.
Easily accessed programmable function buttons and configurable keyboard allow for more effective operations, and the virtually unbreakable screen overcomes the most common failure point for rugged computers.
JLT’s state-of-the-art wireless technology ensures optimum connectivity with your WMS and enterprise systems – even in less-thanoptimal food warehouse conditions. In addition to WLAN, the new JLT6012 computer comes with WWAN/4G and has been prepared for WWAN/5G to enable customers that do not have access to Wi Fi wireless networks to stay connected. Other enhancements include a more powerful Intel Elkhart Lake CPU and more RAM, while network performance is improved thanks to a new chipset that offers WiFi 6E capabilities and Bluetooth 5.2. Audio capabilities have been modified too.
All this not only boosts operational performance, the key to making
the devices suitable for a wide array of demanding food & beverage applications, but also increases users’ ability to integrate them into Industry 4.0 information architectures, and track & trace systems, as many of JLT’s customers undergo digital transformation.
To complete the optimal-operations package, a wide range of integrated sensors opens up myriad possibilities for multiple forms of operational data capture – including vehicle dynamics – which can then be collated, contextualized and shared/displayed by the data-driven software dashboard JLT Insights, to help you manage a fleet of rugged devices.
Access to this digital data opens up huge possibilities for operators to streamline and enhance their picking and logistic operations. By identifying bottlenecks, high-traffic areas, highimpact areas, driving dynamics and various IT health signals, uptime can be optimized, flow can be improved, and general operations enhanced with regards to both efficiency and safety.
With the JLT6012 Series onboard, you’re ready for the future of food & beverage warehousing logistics –whatever it brings.
50
Technology & Software
These rugged computers can be installed in virtually any logistics vehicle, electrical or combustion-powered, while the smooth, compact design (without external domes or cavities) means the VMTs are easy to fit and easy to keep clean.
Feeling
Oakley are the UK’s leading design, build and fit out partner for growing SME food manufacturers.
Oakley’s turnkey approach to factory design, build and fit out means that, as the business owner, you can focus on growing your business, without the stress, distraction and risk that often accompanies an expansion project.
expansion plans… delivered

Visit and find out more at www.oakleyfoodprojects.com Your factory
overwhelmed with your factory expansion plans?
