5 minute read
Stratasys SAF: lage stukskosten, consistente kwaliteit


Onderzoeksbureau Research and Markets voorspelt een aanhoudende groei van de vraag naar kunststof onderdelen. In 2023 zou deze markt $1,2 miljard groot zijn. Omdat in alle takken van sport seriegroottes afnemen en personalisatie oprukt, liggen hier groeikansen voor 3D printen. Voorwaarden zijn wel een consistente kwaliteit en lagere operationele kosten om de kosten per onderdeel te drukken. Waarom denkt Stratasys dat de nieuwe SAFtechnologie hier de oplossing voor is?
Stratasys denkt met H350 SAFprinter aan de belangrijkste voorwaarden voor een doorbraak van 3D printen te voldoen.
Advertisement

Samen met DyeMansion ontwikkelt Stratasys post-processing, waaronder het kleuren van de onderdelen.
Industriële printkoppen
Stratasys is de uitlevering van de eerste SAF H350 printers begonnen. Dit is het nieuwe poederbedprintsysteem, ontwikkeld in een joint venture met Xaar 3D. De afkortingstaat voor Selective Absorption Fusion,een binder jetting technologie waarbij Stratasys slechts één vloeistof gebruikt. Dat is, zo zegt professor Neil Hopkinson, CTO bij Xaar 3D, één voorbeeld hoe lage operationele kosten bij de ontwikkeling van het H350 platform voorop hebben gestaan. Wat vooral hieraan bijdraagt, zijn de industriële inkjetkoppen die van Xaar afkomstig zijn en waarvan de basis onder andere gebruikt wordt in de keramische industrie. Neil Hopkinson: “We gebruiken printkoppen die in de warme en vochtige omgeving van de keramische industrie 24/7 worden ingezet.” De belangrijkste innovatie die bijdraagt aan de lagere kosten per onderdeel, is de betere temperatuurbeheersing in het printproces. De machine is zo opgebouwd dat de temperatuur op elke positie van het poederbed gelijk is. Consistente kwaliteit zorgt voor minder afkeur én dat is de grootste kostenfactor. “Als je echt de economische voordelen van 3D printen combineert met consistente kwaliteit en maatvoering, dan ontstaat vertrouwen bij kunststofverwerkende bedrijven en zien wij kansen om met 3D printen in volumeproductie door te dringen. Het personaliseren van massaproductie komt dan binnen handbereik”, voegt Tim Heller toe, verantwoordelijk voor de nieuwe H-lijn 3D printers van Stratasys.
Distributie van poeder
Het team van Neil Hopkinson heeft voor een andere aanpak gekozen dan bestaande poederbed AM-systemen voor kunststoffen, zoals SLS en MJF. De SAF H350 heeft twee sledes. Eén hiervan print het absorptiemiddel en bevat eveneens een infraroodlamp. Hierdoor gebeuren het 3D printen van de absorptieagent én het verbinden door de energie van de infraroodunit in één beweging. De tweede slede volgt direct hierna en verdeelt de volgende poederlaag. Op deze tweede slede zit eveneens een infraroodunit, die het verse poeder opwarmt. De distributie van vers poeder verschilt van bestaande technieken. Omdat de onderste lagen een hogere temperatuur hebben dan het verse poeder, wordt dit opgewarmd.

Naarmate je richting de zijkant van het bed beweegt, wordt de hoeveelheid poeder die je vooruit duwt kleiner. Professor Hopkinson: “En dan kan het poeder echt beginnen op te warmen wat voor een temperatuurverschil links en rechts in de bouwkamer leidt. Daarom hebben wij een systeem ontwikkeld dat ons in staat stelt altijd een grote hoeveelheid poeder te distribueren die constant blijft. Daarmee bereiken we homogeniteit.” Stratasys noemt dit het Big Waven poedermanagement systeem.
Overal dezelfde eigenschappen
Het resultaat hiervan is dat de SAF H350 onderdelen print die ongeacht hun positie in de bouwkamer dezelfde eigenschappen hebben. De gelijkmatige energie-inbreng in het poeder zorgt er tevens voor dat méér poeder hergebruikt kan worden. Het zogenaamde orange peel effect dat bij bijvoorbeeld SLS-printers optreedt, blijft bij de SAF technologie achterwege. 30% nieuw poeder zou voor een gewone printjob volstaan. “Maar we kunnen hiermee schuiven afhankelijk van de toepassing.” Neil Hopkinson denkt dat de goede temperatuurbeheersing van het poederbed ertoe zal leiden dat er méér materialen voor de SAF technologie beschikbaar zullen komen.
Post-processing automatiseren
Stratasys realiseert zich dat de industrialisatie van 3D printen niet kan slagen zonder post-processing van de onderdelen. Voor de SAF-technologie slaat het daarom de handen ineen met DyeMansion. Gezamenlijk ontwikkelen ze een nieuw platform voor het geautomatiseerd nabewerken van de onderdelen die van de H-serie 3D printers komen. Men kan straks kiezen tussen een semi-glans afwerking, met een homogeen krasbestendig oppervlak, of een functioneel oppervlak. Dit laatste is wel volledig gesloten. De producten zijn afwasbaar, maar krijgen dan niet de esthetisch hoge afwerkingsgraad van een semi-glas oppervlak. Met het systeem wordt ook het poeder automatisch verwijderd en kan men de onderdelen eventueel kleuren. Stratasys en DyeMansion willen met de combinatie van de nieuwe poederbed printer H350 én de Printto-Product workflow een industrieel productieconcept in de markt zetten waarmee kunststofverwerkende bedrijven de stap naar serieproductie met de SAF H350 printer kunnen maken.
Eén van de eerste SAF H350 printers in Europa zal eind september operationeel zijn bij SEIDO Systems in Kortrijk, zowel voor demodoeleinden als voor onderdelenproductie.
ALTERNATIEF VOOR SPUITGIETDELEN
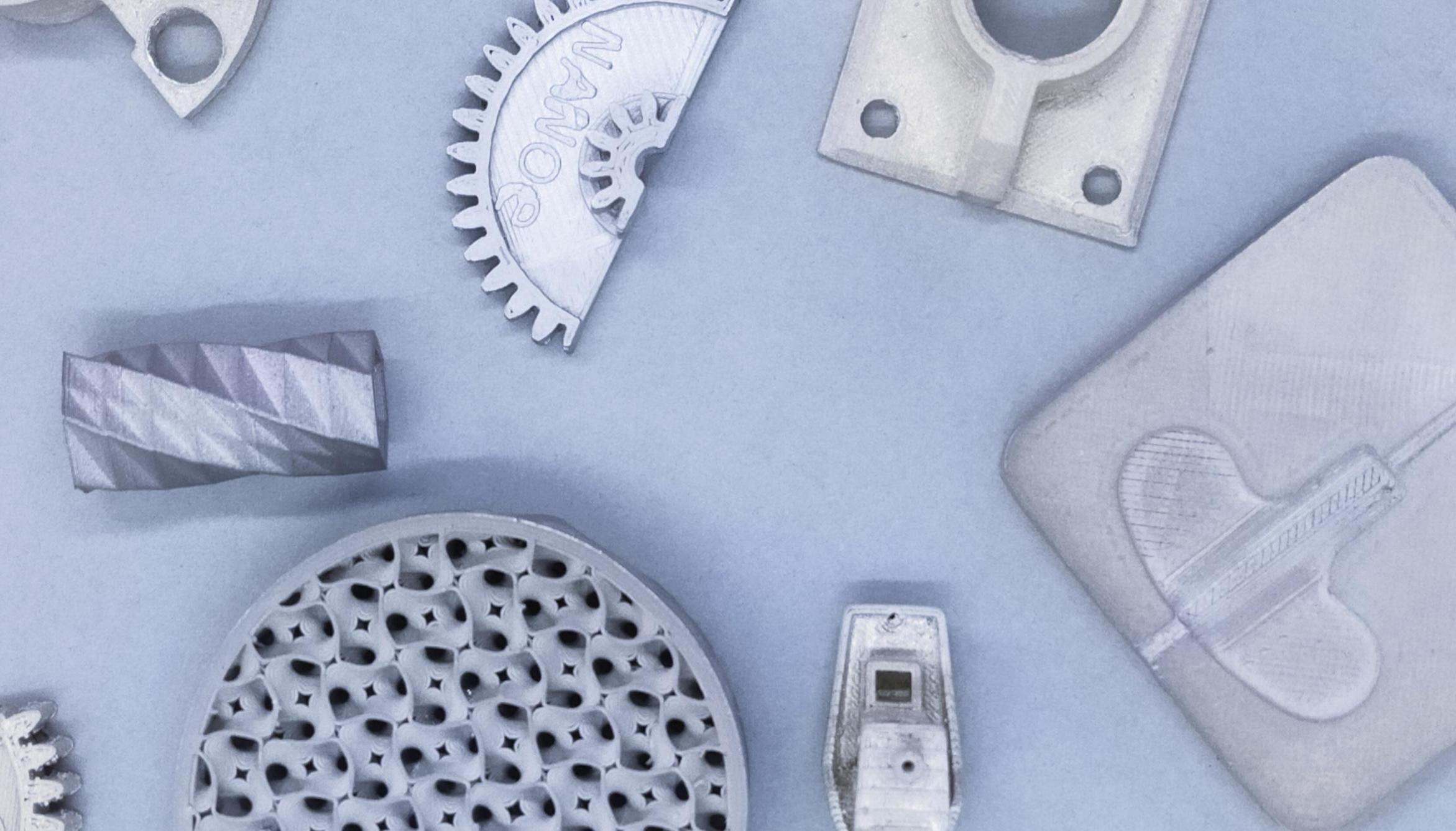
De H350 printer leent zich voor de productie van kunststof producten voor uiteenlopende toepassingen. Een sector waarin de bèta machine van Stratasys uitgebreid is getest, is de metaaltoelevering. Het Duitse Götz Maschinenbau in Ötigheim heeft een aantal maanden de machine gebruikt en is enthousiast.
Götz levert CNC-frees- en draaidelen en bouwt, naast prototypes, modules voor andere machinebouwers. Voor de machines die het Duitse bedrijf bouwt, zijn op jaarbasis vaak enkele duizenden kunststof spuitgietproducten nodig. Naast de hoge kosten voor de matrijzen ziet directeur-eigenaar Philipp Götz vooral de lange doorlooptijd als een probleem. 4 tot 12 weken voor een matrijs zijn eerder regel dan uitzondering. “Om de investering in een matrijs bedrijfseconomisch te rechtvaardigen, moeten we batches van 50.000 stuks produceren.” Meer dan nodig. Precies daar biedt 3D printen een oplossing. De afgelopen jaren heeft Götz Maschinenbau meerder 3D sinterprinters getest, maar het liep vaak spaak op de wisselende kwaliteit. “De H350 is voor ons de oplossing om kosteneffectief en met korte doorlooptijden de onderdelen te produceren”, zegt Philipp Götz. Kleine onderdelen zo groot als een vingertop print de machinebouwer met 1.000 stuks per buildjob. Daarmee, zo zegt de Duitse ondernemer, kan hij zelfs sneller opschalen dan met spuitgieten én tegen lagere kosten. Kleinere aantallen en grotere stukken 3D print het bedrijf met een constante kwaliteit, ook onderdelen met een complexe geometrie.