
30 minute read
DOSSIER Automatisering in de gezondheidszorg P20E-Crane en Bosch Rexroth: een partnership van bedrijven met innovatiedrang


GEZONDHEIDSZORG ONDER DRUK STEUNT OP AUTOMATISERING
Een ‘perfecte storm’, maar dan eentje die volop in het voordeel van automatisering speelt: zo zouden we de huidige situatie in de wereldwijde gezondheidszorg kunnen omschrijven. Healthtech, Medtech… In ons land hebben de innoverende technologieën voor medische toepassingen de wind in de zeilen. Willen die innoverende projecten echter doorgroeien, dan hebben ze nood aan een essentiële schakel: de juiste dosis engineering en dus automatisering.
Advertisement

Deze systemen komen tegemoet aan de toenemende druk en vergrijzing van het personeel in de gezondheidszorg. Net zoals een perfecte storm in de meteorologie het resultaat is van elkaar versterkende deeloorzaken, is de automatiseringsstorm in de gezondheidszorg terug te brengen tot een kluwen van op elkaar inspelende evoluties. Er is de wereldwijd toegenomen bevolkingsdruk, die een grote impact heeft op de benodigde beddencapaciteit en het aantal gespecialiseerde helpende handen in de zorg. Daar komt nog de stijgende levensstandaard bovenop in vele delen van de niet-Westerse wereld, waardoor ook zij willen genieten van een gezondheidszorg op Westers niveau.
Specifiek voor de Westerse gezondheidszorg zien we een enorme vraag naar personeel in combinatie met sterk stijgende arbeidskosten. Samenhangend met de gestegen druk op het personeel wordt ook de vergrijzing van het personeelsbestand stilaan problematisch. Het resultaat van deze evoluties is dat er veel méér moet gedaan worden met minder handen. Tel daarbij de stijgende verwachtingen rond kwaliteit en dan is het logisch dat men in eerste instantie naar automatisering kijkt om een antwoord te bieden op deze perfecte storm.
Maar wat maakt dan exact dat automatisering - in de breedste zin van het woord - een uitweg biedt op deze uitdagingen? Een eerste antwoord ligt in de diversiteit van automatisering, want het is de passe-partout voor elke mogelijke toepassing in de gezondheidssector. Enkele voorbeelden uit de losse pols: chirurgische robots zijn al lang geen ongewoon zicht meer in operatiekwartieren. Hun ongelooflijke nauwkeurigheid en flexibiliteit lenen zich uitstekend tot precisiechirurgie. We zien verder interessante toepassingen bij mammografiemachines waarbij remmen op basis van permanent magneten toelaten om de positie exact te bewaren om zo het benodigde beeld perfect te kunnen maken. Een volgende vergelijkbare toepassing zien we in Röntgenapparaten. Ook hier moet het beeld uiteraard zeer stabiel blijven en heet het antwoord op deze uitdaging automatisering. Ook pneumatica vinden we overal terug in ziekenhuizen: in bedden, pompen, beademingsmachines en uiteraard in de talrijke toepassingen met perslucht. Ook daar gaan we zo meteen wat dieper op in, maar beginnen doen we met een fijn stukje mechanica.
foto © Vithas Vigo

Een betere samenvatting van een moderne operatiekamer kunnen we niet vinden: perslucht, afstandsbedieningen, visiesystemen en robotarmen.
Het nauwgezette ontwerp van kogelomloopspindels
Naast hygiëne is ook nauwkeurigheid een sleutelterm die in quasi elke oplossing terugkomt. Elektromechanische oplossingen komen perfect tegemoet aan die eis. Een mooi staaltje technologie die hier als voorbeeld kan gelden vormen de groep kogelomloopspindels. In toepassingen waar de beheersing van de lineaire beweging aan de orde is, zijn er wel meer opties binnen de groep lineaire oplossingen. Maar voor het garanderen van nauwkeurige, betrouwbare en herhaalbare bewegingen wordt echter steeds meer voor kogelomloopspindels geopteerd. Dat is niet zo vreemd, want deze oplossing is uitermate geschikt om wisselende dynamische belastingen te verwerken. Bovendien veroorzaken ze weinig trillingen en geluid, ze hebben dus weinig impact op de andere medische instrumenten noch op het patiëntengevoel. Dat is ook de reden waarom we ze
vaak terugvinden in toepassingen zoals bloedpompen en geautomatiseerde transportsystemen voor monsters.
Als we de technologie even fileren, dan zien we dat een kogelomloopspindel in zijn eenvoudigste vorm bestaat uit een schroef, een moer en een mechanisme waarin kogels circuleren en teruggevoerd worden. De schroef heeft een spiraalvormige groef over de gehele lengte van de as, en de moer heeft een overeenkomstige groef. Deze groeven fungeren als de binnenste en buitenste loopbanen waarlangs metalen precisiekogels circueren om de lineaire beweging van de moer en bijhorende loopwagen te creëren. Deze opbouw maakt ze efficiënt, met een lage wrijvingscoëfficiënt en ze kunnen nauwgezet een koppel overbrengen. Prima eigenschappen voor de gezondheidszorg, met andere woorden.
Kogelomloopspindels beschikken dus over een aantal markante voordelen, maar in de engineeringsfase is er toch wat aandacht nodig voor de correcte dimensionering. Zoals bij andere systemen zijn ook kogelomloopspindels in diverse kwaliteiten beschikbaar, met een wisselende nauwkeurigheid en belastingsgedrag. Om u daar wat wegwijs in te maken moeten we eerst een aantal begrippen toelichten.
De ‘lead’ van de kogelomloopspindel is de axiale afstand die een kogelomloopspindel aflegt. In theorie moet deze lead gelijk zijn aan het product van de pitch of spoed en het aantal omwentelingen van de schroef, waarbij de pitch staat voor de axiale afstand tussen de schroefdraden. We kunnen de nauwkeurigheid van een kogelomloopspindel dus noteren als het verschil tussen de theoretische lead en de werkelijk afgelegde axiale afstand. Zowel de internationale (ISO) als Duitse normalisatiebureaus (DIN) hebben aan de hand hiervan classificaties vastgelegd voor de nauwkeurigheid van precisiekogellagers voor zowel positionerings- (P) als transport (T) toepassingen. Bijvoorbeeld, de nauwkeurigheid van P5 of T5 ligt binnen ± 23 micron over een slag van 300 millimeter, P7 of T7 is binnen de ±52 micron over 300 millimeter; P10 of T10 is ± 210 micron over 300 millimeter.
Een volgende belangrijke factor bij de inzet van precisie kogelomloopspindels voor medische toepassingen is het gedrag van het systeem ten opzichte van belastingen. Dit noemt men de stijfheid en wordt uitgedrukt in N/µm. Een hoge stijfheid zorgt ervoor dat de gekozen positie van de moer op haar plaats blijft en zich niet als een veer gaat gedragen. Om een maximale stijfheid te behalen kan men de moer ook voorspannen, zodat ook de speling volledig wordt opgevangen. De voorspanning kan men verkrijgen door de kogeldiameter aan te passen , vergroten of door twee moeren op één spindel naar elkaar toe op te spannen. De maximale voorspanning die in de industrie toegepast wordt bedraagt 8% van het dynamisch draaggetal. Dat getal is de belasting waaronder 90% van de moeren 1 miljoen omwentelingen maken, dit naar analogie met kogellagers. Door een gedetailleerd belastingsprofiel voor de kogelomloopspindel per toepassing in een apparaat of systeem op te stellen, kunnen kostbare misstappen vermeden en de juiste kogelomloopspindel ingezet worden. Dit maakt meteen duidelijk dat wie apparatuur voor de medische wereld wil ontwerpen, toch over een zekere expertise dient te beschikken.
Perslucht is in medische context incontournable
Perslucht neemt een bijzondere plaats in elke medische faciliteit in. Samengeperste medische lucht is op zich eenvoudig samengesteld: het bestaat voornamelijk uit stikstof en zuurstof, is geurloos, niet ontvlambaar en in theorie vrij van deeltjes, olie, vocht en andere sporen van verontreiniging.
In ziekenhuizen, tandartspraktijken en andere zorginstellingen wordt perslucht op een vergelijkbare manier als in de industrie geleverd: via een pijpleidingsysteem voor medische gassen, waarbij de compressor wordt gebruikt om de gefilterde lucht te produceren en te distribueren. Waar luchttoevoersystemen via pijpleidingen niet haalbaar of beschikbaar zijn, leveren medische luchtcilinders de perslucht die nodig is voor kritische toepassingen zoals chirurgie, anesthesie en ademhalingsondersteuning.
Het hoeft niet gezegd dat de eisen die aan de lucht gesteld worden voor pakweg ademhalingsassistentie op een ander niveau liggen dan wat voor een boorhamer in de industrie gebruikt mag worden. Laten we eens kijken naar enkele voorbeeldtoepassingen van medische perslucht.

Kogelomloopspindels zijn dankzij hun efficiëntie, nauwkeurigheid en lage wrijvingsweerstand graag geziene gasten in medische toepassingen.
DE VEILIGE PRODUCTIE VAN NEUSWISSERS
Aan de toeleveringskant zien we hoe de automatiseringsgolf volop de fabrieken overspoelt. De plotse nood aan meer capaciteit is daar niet vreemd aan, met uiteraard de coronapandemie die alles in een stroomversnelling heeft gebracht. Daar komt de moeilijkheid bovenop dat de vereisten rond toleranties de afgelopen decennia alleen maar strenger geworden zijn. Wat vroeger bijvoorbeeld toelaatbare speling was, is nu niet meer toelaatbaar. Er moest dus plots niet alleen veel sneller, maar tegelijk zeer kwalitatief geproduceerd worden.
Automatisering is perfect voor het maximaliseren van de kwaliteit, het elimineren van variabelen die de betrouwbaarheid negatief beïnvloeden, het verlagen van kosten en het versnellen van de time-to-market. Ook herhaalbaarheid en traceerbaarheid zijn belangrijke voordelen van automatisering in de gezondheidszorg.
Een goed voorbeeld van deze snelle opschaling van de productie vinden we bij de productie van de ondertussen alom bekende (en verwenste) neuswissers. Deze zogeheten nasofarynxswabs zijn een gespecialiseerde vorm van de eerder conventionele swabs, zoals die doorgaans voor wondverzorging worden gebruikt. Ze zijn niet alleen gemaakt van hoogtechnologisch medisch materiaal ze moeten ook tegelijkertijd lang, dun en gedeeltelijk flexibel zijn om helemaal achteraan de neus te geraken.
Net als andere medische middelen moeten ook deze swabs en hun productieprocessen uiteraard in kostbare cleanroom omgevingen plaatsvinden en moeten ze voldoen aan zeer strenge wettelijke eisen. Een extra probleem is dat deze swabs pre-Corona slechts door een beperkt aantal bedrijven vervaardigd werden, en dat de afname bovendien zeer stabiel was. De bijhorende productieprocessen waren dus absoluut niet voorzien op deze enorme toename in de vraag.
Eén van de grootste fabrikanten van medische swabs besloot om haar productiefaciliteit in de Verenigde Staten aan te passen en uit te rusten. De afdeling had snel 40 nieuwe machines nodig en slaagde erin om zeer snel te voldoen aan de toegenomen vraag. Eén van de cruciale onderdelen was de Super Clutch/Brake (SCB), een koppeling/remsysteem met een reactietijd van 45 milliseconden. Dat komt prima tegemoet aan de vereiste snelle cyclustijden. Het specifieke geselecteerde SCB-model, Super CB-6, is geschikt voor een maximum bedrijfstoerental van 500 tr/min en een statisch koppel van 56,5 Nm.

1. Als dragermedium voor anesthesie
Perslucht wordt gebruikt als draaggas voor het transport van de in te haleren genees- en verdovingsmiddelen voor en tijdens ingrepen. Door medische lucht te mengen met een verdovingsmiddel kan de toegediende dosis onder controle worden gehouden, terwijl de patiënt comfortabel blijft en tijdens de procedure normaal kan blijven ademen. De inhalatie van verdovingsgas, gemengd met lachgas of andere medische lucht wordt mede dankzij zuivere perslucht beschouwd als een betrouwbaar onderdeel van de algemene anesthesie. Vanwege het lagere zuurstofgehalte kan medische lucht een veiliger anesthesie draaggas zijn dan lachgas, vooral voor patiënten die gevoelig zijn voor zuurstofvergiftiging. Delicate gevallen van ademhalingsstilstand kunnen behandelingen met specifieke concentraties medische lucht vereisen, om de zuurstofniveaus nauwkeurig en gecontroleerd te houden. Voor dergelijke gevallen is perslucht een cruciale hulpbron.
2. Als ademhalingsassistent tijdens chirurgische ingrepen
Artsen en chirurgen vertrouwen ook op medische lucht om patiënten in de operatiekamer en in andere kritische zorgruimten comfortabel te laten ademen. Medische perslucht biedt veilige ademlucht voor patiënten onder sedatie, patiënten die moeite hebben om zelfstandig te ademen en patiënten die onder behandeling zijn voor diverse ademhalingsaandoeningen. Een constante toevoer van medische lucht tijdens een operatie of ingreep draagt bij aan een gelijkmatige ademhaling tijdens de gehele operatie.
3. Als schone lucht voor beademingsapparatuur en couveuses
Ventilatoren en couveuses moeten een schone, gecontroleerde toevoer van perslucht leveren, om de gezondheid en veiligheid van de patiënt te waarborgen. Pasgeboren baby’s hebben zéker de schoonst mogelijke lucht nodig tijdens de eerste uren dat ze ademen - vooral na eventuele complicaties tijdens de geboorte. Medische ademlucht moet vrij zijn van zelfs maar sporen van virussen of bacteriën. Vandaar dat we perslucht ook in onder meer couveuses terugvinden.
Via drukgecompenseerde debietregeling kan de verdeling van medische lucht in ventilatoren, gelaatsmaskers, vernevelaars, endotracheale buizen, hyperbare kamers en neonatale intensive care-afdelingen (NICU) optimaal geregeld worden. Zo kan voldaan worden aan de individuele behoeften van de patiënt. Ook als het inademen van omgevingslucht een gezondheidsrisico voor de patiënt inhoudt, moet medische lucht voorhanden zijn om de ademhalingsfunctie gezond te houden.
4. Als aansturing van chirurgische instrumenten
Perslucht kan worden gebruikt als contaminatievrije krachtbron voor luchtaangedreven chirurgische instrumenten in operatiekamers, tandartspraktijken en medische instellingen in de eerstelijnszorg. Perslucht voorziet pneumatische instrumenten van stroom voor onder meer puncties, boren, zagen en andere chirurgische ingrepen die een precieze luchtstroom en gelijkmatige druk vereisen. Chirurgische instrumenten voor mondheelkunde, orthopedische instrumenten, chirurgische zagen en boren, (aandrijven van) medische handgereedschappen, inclusief gereedschappen en systemen voor het reinigen en steriliseren van medische instrumenten. In laboratoria kan perslucht worden gebruikt om de instrumenten aan te drijven die ingezet worden voor bloedanalyse, het genereren van zuurstof en stikstof en andere onderzoeksactiviteiten.
Hoe de juiste persluchtkwaliteit bereiken?
Al die toepassingen maken het meteen duidelijk: schone perslucht is onmisbaar in een hedendaagse zorginstelling. Maar wat is nu exact ‘schone’ perslucht? En belangrijker nog: hoe wordt dat exact bereikt? Omdat perslucht populair is in de industrie wordt wel eens verwezen naar de bekende ISOklassen, maar eigenlijk is dat niet 100% correct in deze context.
Vooreerst moet onderscheid gemaakt worden tussen perslucht voor medicinaal en niet-medicinaal gebruik. Het verschil is relatief eenvoudig uit te leggen: alle perslucht die gebruikt wordt om medische redenen (beademing, aandrijven van apparaten in de operatiekwartieren) is medicinaal, alles wat geen rechtstreekse invloed kan hebben op de gezondheid van de patiënt is niet-medicinaal. Een voorbeeld hiervan is de perslucht die louter binnen de technische dienst ingezet wordt. Beide vormen mogen absoluut niet in contact komen met elkaar.
Monografie van de Europese Farmacopee
Om medicinale lucht te bereiden moeten de richtlijnen uit de Europese Farmacopee gevolgd worden. Die regels zijn opgesteld om de productiewijze van allerlei geneesmiddelen te standaardiseren. Medicinale lucht wordt met andere woorden beschouwd als een geneesmiddel en de bijhorende productiewijze dient volgens nauw gedefinieerde procedures uitgevoerd te worden.
In de Monografie van de Europese Farmacopee worden de strenge eisen vastgelegd, dit zijn bijvoorbeeld de vereisten die aan medische lucht worden gesteld.
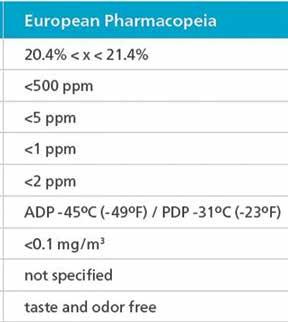
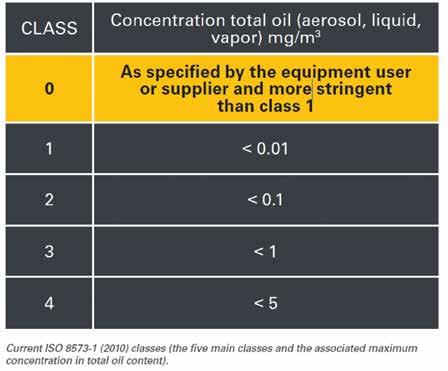

foto © Atlas Copco
Via deze luchtbehandelingssystemen kan gecertificeerde lucht gegarandeerd worden.
Sinds een update van de norm ISO 8573-1:2010 is er een klasse 0 toegevoegd aan de classificatie, die toestellen met specifieke eigenschappen op de markt te brengen.
Een mixer die in een ziekenhuis medicinale lucht produceert uit de twee primaire elementen vloeibare medische zuurstof (22%) en vloeibare medische stikstof (78%), moet bijvoorbeeld exact voldoen aan de eisen rond zuiverheid die gedefinieerd zijn in de Europese Farmacopee.
De drie pijlers van ISO-7396-1
De productie van medische lucht is één zaak, het gebruik ervan in de instelling is eveneens gebonden aan de nodige regels. Die kunnen we samenvatten rond drie belangrijke pijlers: redundantie, CO-monitoring en dauwpuntbewaking.
Redundantie wordt bereikt door de opgenomen verplichting om altijd minstens 3 bronnen van perslucht te voorzien, waarvan minstens één via een compressor. Zo is er altijd de garantie dat er genoeg perslucht ter beschikking is. Even een operatie uitstellen door werken aan de installatie is hier uit den boze. Bovendien moet de derde bron ook in een andere ruimte geïnstalleerd worde, eveneens uit veiligheidsoverwegingen.
CO-monitoring is nodig om te hoge waarden te vermijden. Een continue meeting en alarmering van CO gehalten is verplicht sinds eind 2016 bij nieuwe installaties of vernieuwingen van bestaande installaties.
Dauwpuntbewaking tot slot is nodig om te vermijden dat het dauwpunt te hoog wordt, want dan kan er condensaat gevormd worden in de leidingen waardoor perslucht onbruikbaar wordt. De maximale hoeveelheid waterdamp in medicinale perslucht mag 67 ppm bedragen wat overeenkomt met een atmosferisch dauwpunt van beter dan -45°C. Bacteriegroei stopt bij een drukdauwpunt lager dan -26°C.
www.atlascopco.com www.altramotion.com www.geveke.com
WAAROM DE ISO 8573-1:2010 TOCH BELANGRIJK IS: KLASSE 0
De bekende ISO-norm 8573-1:2010 is onderverdeeld in drie hoofdgroepen van verontreinigingen: Vaste partikels, water (zowel vloeibaar als waterdamp) en olie (zowel aerosolen als oliedamp).
Elk van deze categorieën heeft tot tien verschillende zuiverheidsklassen (acht voor partikels, tien voor water en vijf voor olie). Hoe lager het nummer van de categorie, hoe zuiverder de lucht moet zijn. Dat betekent bijvoorbeeld dat lucht van klasse 4 meer onzuiverheden mag bevatten dan lucht van klasse 3. Voor elke klasse van 1 tot en met 10 legt de norm exacte grenzen op aan het aantal partikels per m³, de grootte van de partikels. Voor water zijn de strengere klassen gerangschikt volgens hun drukdauwpunt en op basis van het vloeistofgehalte in de lucht in gram per m³. Concreet betekent dit dat het dauwpunt van lucht van klasse 1 ten minste -70°C moet zijn, terwijl lucht van klasse 9 tussen 5-10 g/m³ water en/of waterdamp mag bevatten. Tenslotte wordt de ISO-klasse voor olie bepaald door het oliegehalte in mg/m³. Klasse 1 mag niet meer dan 0,01 mg olie bevatten, terwijl klasse 4 lucht 500 keer die hoeveelheid mag bevatten (5 mg/m³).
Is klasse 1 dan de strengst mogelijke klasse? Neen, en dat is net waarom deze ISO-norm ook voor medicinale perslucht van belang is. Sinds een update van de norm in 2010 is er nu ook een klasse 0 toegevoegd aan de classificatie. Deze verschilt van de andere klassen omdat er hier geen cijfermatige grenswaarden worden geformuleerd, maar 2 compleet andere voorwaarden: ‘zoals door de OEM of gebruiker opgegeven’ en ‘strenger dan klasse 1’. Hoe een dergelijk systeem eruit kan zien, ziet u hieronder.
Een getrapt systeem met onder meer een waterafscheider met extra filter (1) en (2) verwijdert oliedeeltjes. Een droger (3) reduceert vervolgens het vochtgehalte waardoor elk risico op condensatie, bacterie- en schimmelgroei wordt weggenomen. Een dubbele filtertrap (4) en (5) met actieve kool filtering verwijdert koolwaterstoffen (oliedampen, geuren, enz.). Een katalysator zet vervolgens CO om in CO2 . Een bacteriefilter (6) aan de uitgang verwijdert tot slot bacteriën.
© Atlas Copco

WEG ONTWIKKELT ANTIVIRALE COATING DIE BESCHERMT TEGEN COVID-19
Motorenspecialist WEG heeft een nieuwe antivirale coating ontwikkeld. De nieuwe coating, die ontwikkeld is voor gebruik op professionele machines en apparatuur in ziekenhuizen, laboratoria en medische omgevingen, maakt 99,9% van coronavirus onschadelijk binnen enkele minuten dat het in contact komt met het oppervlak.
De polyurethaancoating W-THANE APA 501 is gedurende de coronavirus pandemie ontwikkeld voor de vele sectoren waarvoor WEG producten en diensten levert en die ernaar streven om de hygiëne en veiligheid te verbeteren.
De ontwikkeling van de coating volgt de aanbevelingen van de National Agency of Health Surveillance, de toezichthoudende instantie voor volksgezondheid in Brazilië, en is vervaardigd aan de hand van methodologieën opgesteld volgens de International Standard BS ISO 21702:2019.
De coating wordt aanbevolen ter bescherming van industriële apparatuur die in omgevingen met hoog risico wordt gebruikt, zoals ziekenhuizen, medische centra en laboratoria en tevens voor andere machines die binnen deze faciliteiten worden gebruikt. Daarnaast is het echter ook geschikt voor gebruik in diverse marktsectoren, zoals voor bedrijfsinstallaties en apparatuur en in het openbaar vervoer.
De nieuwe coating komt voort uit onderzoek en ontwikkeling bij de afdeling Coatings en lakken — een divisie van de mondiale WEG Group. De coating maakt gebruik van antivirale stoffen die ervoor zorgen dat coronavirus niet op behandelde oppervlakken kan overleven en is grondig getest voor het coronavirustype MHV-3.
‘Wij sparen kosten noch moeite bij het ontwikkelen van technologieën in de strijd tegen COVID-19’, benadrukte Reinaldo Richter, hoofddirecteur van WEG Coatings. ‘Wij hebben een team hoogopgeleide onderzoekers tot onze beschikking voor dit project en hebben het verwachte resultaat in recordtijd bereikt.’
Net als bij alle andere verfproducten en coatings van WEG is de nieuwe antivirale coating beschikbaar in diverse kleurenschema’s voor elke medische of industriële omgeving.
www.weg.net

EEN KOSTENEFFECTIEF DOSERINGSALTERNATIEF
Drukgestuurde vloeistofverwerkingssystemen zijn een eenvoudige, kosteneffectieve manier om vloeistofvolumes op nanoliter-schaal te doseren, zegt Paul Kendall, manager Industry Sector LifeTech bij Festo NWE.
Besmettelijke ziekten vormen een altijd aanwezige bedreiging in onze samenlevering. Dit is wel gebleken tijdens de huidige uitbraak van het coronavirus. De hedendaagse laboratoria zijn in toenemende mate afhankelijk van geautomatiseerde vloeistofverwerkingssystemen en produceren in snel tempo nieuwe vaccins om de bevolking te beschermen. De voordelen van geautomatiseerde vloeistofverwerkingssystemen zijn bekend, maar deze systemen zijn niet goedkoop en betekenen voor een laboratorium een aanzienlijke investering. Bovendien hebben ze een groot aantal functies die voor de vereisten van veel toepassingen overbodig zijn, wat onnodige kosten betekent.
Voor deze situaties is een ander, kosteneffectiever alternatief beschikbaar: drukgestuurde vloeistofdoseringssystemen. Deze bieden een eenvoudige en snelle manier om vloeistofvolumes op nauwkeurige, betrouwbare en schaalbare wijze van nanoliter- tot milliliterschaal te doseren. Drukgestuurde vloeistofdoseringssystemen hebben de ontwerpflexibiliteit om grote variaties in vloeistofeigenschappen en samenstelling te ondervangen en zijn geschikt voor substanties die zo dun zijn als alcohol of zo dik als honing. Ze zijn ook bestand tegen agressieve en zure substanties. Deze doseringssystemen zijn mechanisch eenvoudig van opzet en vergen een minimaal aantal onderdelen, wat reinigen gemakkelijk maakt. Een drukregelaar brengt samen met een veiligheidsventiel het reservoir met de vloeistof onder druk. Vervolgens stuurt deze druk de vloeistof door de buizen en het solenoïde doseerventiel. Tot slot doseert het mondstuk de vloeistof in het vat via een naaldpunt met een gekalibreerde opening (zie afbeelding 1). Het is belangrijk om met de volgende factoren rekening te houden bij het ontwerpen van een op druk gebaseerd systeem, aangezien ze allemaal de kwantiteit en kwaliteit van de doses beïnvloeden:
1. Stroomweerstand
De stroomsnelheid van het systeem wordt bepaald door de druk en ook door de algehele weerstand van het vloeistoftraject. Deze weerstand is afhankelijk van binnendiameter, lengte, geometrie van doseerventiel en fittingen. De grootte van de doseerpunt heeft direct invloed op de snelheid van vloeistoffen. In tegenstelling tot druk en tijd, die met software kunnen worden geregeld en aangepast, moet meteen aan het begin de juiste punt worden gekozen.
2. Druk
Druk heeft een aanmerkelijk effect op doseringsvolumes en, nog belangrijker, helpt bij het regelen van de snelheid waarmee de vloeistof door de doseringspunt gaat. Druk kan ook worden gebruikt als controle voor vloeistofviscositeit, voor schone, spatvrije doseringen. Ze kan op verschillende manieren worden gegenereerd, bijvoorbeeld met een externe gasbron zoals stikstof, of een compressor om lucht in het gesloten vloeistofreservoir te pompen. De drukbereiken in geautomatiseerde doseringssystemen zijn over het algemeen laag, slechts 100–250 millibar. Toch is het belangrijk om veiligheidsmaatregelen te treffen die bij lekkage of een andere technische storing de druk kunnen ontlasten.

Afbeelding 1: Deze vloeistofverwerkingssystemen zijn mechanisch eenvoudig van opzet en vergen een minimaal aantal onderdelen, wat reinigen gemakkelijk maakt.
3. Doseertijd
De doseringshoeveelheden worden geregeld met magneetventielen, waarbij het gedoseerde vloeistofvolume voornamelijk wordt beïnvloed door de cyclustijd van het ventiel (zie afbeelding 2). Ventielen met een korte, zeer herhaalbare responstijd bieden een veel betere doseerprecisie bij hogere snelheden. Het is belangrijk om te weten dat elektromagneten energie genereren wanneer ze open zijn, en hun prestaties veranderen vaak als ze warmer worden. Een hoger stroomventiel kortere tijd bedienen vermindert deze warmte, maar dit vereist een ventiel met uitstekende herhaalbaarheid, zoals de VTOE van Festo (zie afbeelding 3).
Een van de grootste voordelen van op druk gebaseerde systemen is de schaalbaarheid. Afzonderlijke doseerkoppen kunnen eenvoudig worden gecombineerd tot meerkanaals doseerkoppen die verschillende volumes, vloeistoffen en drukken kunnen verwerken. Vloeistoffen van verschillende klasse kunnen zelfs worden gedoseerd door meerkanaals doseerkoppen op een elektrische as te monteren en zo een brugsysteem te creëren. Echter, wanneer het gaat om systemen met meerdere kanalen, kunnen kleine verschillen tussen de inlaten, ventielen en mondstukken ervoor zorgen dat sommige kanalen grotere volumes afgeven dan andere, met een intrinsieke variabiliteit van punt tot punt van ongeveer 4%.
Bij resoluties van 1 ms of hoger wordt het moeilijk deze kleine variaties te compenseren met de processor die de doseertijd van de solenoïde regelt. Een betere aanpak is de individuele kanalen te kalibreren door de magneetstroom voor intrekkeninhouden te variëren, zodat alle kanalen dezelfde hoeveelheid doseren met dezelfde doseertijden. Festo maakt dit gemakkelijk met de VAEM-ventielbesturingsmodule, met gebruikersvriendelijke software om de puntnaar-punt variabiliteit in de meeste gevallen te verkleinen tot minder dan 1%. Verbeteringen in schaal, snelheid en kwaliteit van farmaceutische en biotechnologische processen door geautomatiseerde vloeistofverwerking hebben geholpen om de tijdschema’s te verkorten en snellere resultaten te leveren, en hebben het ontdekken van geneesmiddelen efficiënter gemaakt. Vloeistofdoseringssystemen onder druk kunnen helpen bij het optimaliseren van de doorvoer in automatiseringstaken in laboratoria tegen een fractie van de kosten van complexe robotica.
www.festo.be
Afbeelding 3: De VTOE maakt contactloze dosering van de kleinste hoeveelheden mogelijk.

Afbeelding 2: Het gedoseerde vloeistofvolume wordt vooral beïnvloed door de cyclustijd van het ventiel.

E-CRANE EN BOSCH REXROTH: EEN PARTNERSHIP VAN BEDRIJVEN MET INNOVATIEDRANG
50 jaar Bosch Rexroth Belgium, dat betekent ook: 50 jaar hechte samenwerkingen met partners en klanten, samen zoeken naar de beste oplossing voor hun uitdagingen. Eén voorbeeld van zulke hechte relatie is E-Crane, bouwer en leverancier van kranen voor intensief gebruik ter verwerking van bulk en schroot. ‘Als twee bedrijven met een sterke innovatiedrang samenwerken, levert dit vaak mooie resultaten op.’
E-Crane is een internationaal actieve bouwer van hoogtechnologische kranen, met ruim 550 medewerkers verspreid over vestigingen wereldwijd. De ‘e’ in hun bedrijfsnaam staat voor ‘equilibrium’, en dat is geen toeval. Het is precies in deze onophoudelijke zoektocht naar het best mogelijke evenwicht voor hun kranen dat E-Crane zich onderscheidt van de concurrentie. Met name in hun gebruik van het tegengewicht maakt E-Crane vaak het verschil, merkt Sven De Vriendt op: ‘Wij plaatsen dit niet vast op de kraan, maar beweeglijk op de achterzijde. Zo kan het zich dynamisch aanpassen aan de reikwijdte van de last die moet worden verplaatst. Dat zorgt voor een stevige energiebesparing en kostenefficiëntie.’ Betrouwbare hydraulische systemen zijn een essentieel onderdeel van de kranen. Hiervoor doet E-Crane al ruim 25 jaar een beroep op Bosch Rexroth, al vanaf de oprichting van E-Crane. Eén van de redenen voor de geslaagde samenwerking is de nabijheid van Bosch Rexroth. Dat heeft ervoor gezorgd dat Bosch Rexroth en E-Crane een band hebben die de traditionele klant/leverancier-relatie ver overstijgt. ‘Noem het gerust co-innovatie’, zegt Erik Staes, sales mobile applications bij Bosch Rexroth: ‘We denken samen na over manieren om de kranen nog performanter, efficiënter en zuiniger te maken, en buigen ons samen over ontwerpen om deze oplossingen te realiseren. Dat heeft al mooie resultaten opgeleverd.’
Ventielblok met sommatiesectie
Een van die fraaie resultaten is het nieuwe ventielblok dat voor E-Crane werd uitgewerkt, toen het tot dan gebruikte ventielblok in 2014 uit productie werd genomen. ‘Tijdens een gezamenlijk bezoek van E-Crane en Rexroth België aan onze engineeringafdeling in Lohr, Duitsland werd uiteindelijk beslist om een M7-25 ventielblok met een bijkomende ‘sommatiesectie’ te gebruiken’, vertelt Erik Staes, ‘Deze sommatiesectie heeft als voordeel dat ze kan
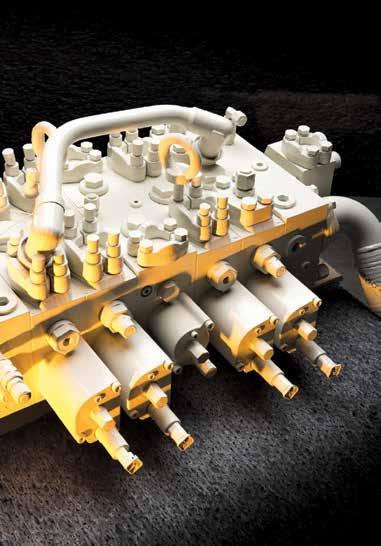

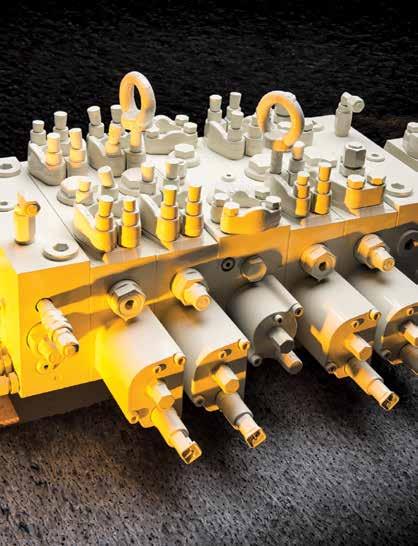
afgesloten worden, waardoor de debieten van beide pompen niet meer continu worden samengevoegd aan de hoogst nodige druk. De pompen werken nu meestal afzonderlijk op verschillende drukken. Hierdoor wordt de beschikbare energie beter verdeeld en de kraan wordt tot een kwart performanter. Enkel wanneer toch het grote debiet nodig is, wordt de sommatiesectie geopend en worden beide pompen samengevoegd zoals bij het originele blok.’
Sven De Vriendt beaamt: ‘Wat in eerste instantie een probleem leek te worden, heeft uiteindelijk geleid tot een belangrijke technische verbetering van de kraan, met aanzienlijk meer opbrengst per uur voor de kraanbediener.’ Maar daar stopte het niet, merkt Sven nog op: ‘Door onze implementatie van hun oplossing (via externe verbindingen) konden nog meer functies over de twee secties verdeeld worden dan aanvankelijk het geval was. Toen Bosch Rexroth bij ons op bezoek kwam, zagen zij deze aanvulling en merkten zij op dat ze deze koppeling ook intern konden verwerken. Zo leidde de innovatiedrang van beide bedrijven tot een nog beter resultaat.’
Innovaties tot stand gekomen door samenwerking en samen denken, typeren de relatie tussen E-Crane en Bosch Rexroth: niet gewoon leverancier-klant, maar hechte partners in het zoeken naar de beste oplossing op elk moment voor de technische en bedrijfsuitdagingen. Zo wordt E-Crane nog efficiënter en productiever. ‘Vroeger waren al onze kranen maatwerk maar nu vertrekken we vaak van een standaardmodel dat we dan aanpassen aan de behoeften van onze klant’, legt Sven de Vriendt uit, ‘en dat loopt parallel met hoe we met Bosch Rexroth werken: wij leggen uit waar we als bedrijf naartoe willen, zij geven aan welke oplossingen in aanmerking kunnen komen, en dan beginnen we samen aan deze oplossingen te sleutelen tot ze onze behoeften helemaal invullen. Helemaal anders dan vroeger toen we de producten van een leverancier standaard in huis moesten nemen, en die het sleutelen helemaal aan ons overliet.’
Op naar het volgende project
Het samen bouwen aan betere kranen en een betere organisatie is niet alleen goed voor de bedrijfsvoering, het is ook erg aangenaam werken. ‘Toegegeven, het praat allemaal wat vlotter omdat Bosch Rexroth vanaf het begin technische experts meestuurt. Onder ingenieurs praat het altijd iets makkelijker’, lacht Sven De Vriendt.
Beide bedrijven zijn nog lang niet op elkaar uitgekeken. Het volgende grote project staat al in de steigers, al kunnen ze daar vandaag nog niet te veel over kwijt. Wordt dus vervolgd!
www. boschrexroth.com www.e-crane.com
60 JAAR CETOP: INTERVIEW MET VOORZITTER STEFAN KÖNIG
De Europese federatie CETOP – European Fluid Power Committee blaast dit jaar 60 kaarsjes uit. In die 6 decennia heeft fluid power een enorme evolutie doorgemaakt, en de toekomst brengt ongetwijfeld nog meer boeiende ontwikkelingen in deze altijd innoverende en bewegende markt. Redenen genoeg voor een babbel met Stefan König, sinds 2016 de voorzitter van de federatie.
De oprichting van CETOP kwam er onder impuls van Franse, Duitse en Britse brancheverenigingen die in 1959 de eerste zaadjes van een overkoepelende organisatie plantten. Dat zou drie jaar later te Stockholm uitmonden in de oprichting van het ‘Comité Européen des Transmissions Oléohydrauliques et Pneumatiques’, kortweg CETOP.
Eén van de allereerste taken die de organisatie in de beginjaren op zich nam was de standaardisering van componenten, dat deed ze onder meer voor kleppen en ventielen, waarvan sommigen tot op vandaag nog steeds aangeduid worden als CETOP kleppen of -ventielen. De organisatie was opgericht om de belangen van haar leden te verdedigen, en deed dat met verve. Geleidelijk werden ook andere belangrijke pijlers toegevoegd aan de dienstverlening, met opleiding, marktonderzoek en impact op de wetgeving en normeringen als voornaamste activiteiten. Stefan König staat sinds 2016 aan het roer van de organisatie, waar ook het Belgische InduMotion lid van is.

Automation Magazine: Hoe ziet de organisatie van CETOP er anno 2022 uit?
Stefan König: ’We mogen gerust stellen dat we een breed gedragen Europese organisatie zijn. Vandaag zijn we de overkoepelende entiteit van 18 nationale federaties, waarvan Indumotion er dus één is. Als we alle bedrijven optellen die lid zijn van de nationale organisaties, dan vertegenwoordigen we meer dan 1.000 bedrijven die actief zijn in fluid power. Die zijn goed voor 70.000 werknemers en een omzet van ongeveer 13 miljard euro. We worden niet enkel zeer breed gedragen in deze sector, we beschikken bovendien over een goede mix van kleine en grotere bedrijven.’
AM: Welke activiteiten voeren jullie uit om het doel te bereiken?
‘Naast de overkoepelende functie voor de nationale organisaties, zijn we ook actief op het internationale toneel. Zo zijn we lid van het International Statistic Committee (ISC), waardoor we onze leden gerichte informatie uit de fluid power sector wereldwijd kunnen meegeven. Een andere belangrijke taak ligt in het opvolgen en evalueren van normen, wetten en directieven voor onze sector. Via onze ‘position papers’ die beschikbaar zijn op onze website, laten we onze mening horen aan de hoogste echelons. Dankzij de technische bagage en ervaring waarover onze comités en leden beschikken, zijn er in directieven en dergelijke soms zaken die ontbreken, onduidelijk zijn of enige nuance vragen. Via die position papers maken we ons standpunt duidelijk en geven we aanbevelingen. Twee voorbeelden zijn onder meer de Machinerichtlijn en de Richtlijn Drukapparatuur. Naast deze standpuntinname, oefenen we ook rechtstreeks invloed uit op politieke beslissingen die van belang kunnen zijn voor onze leden. Daarnaast spelen we ook een rol om de neuzen binnen onze nationale organisaties in dezelfde richting te laten wijzen, zodat we sterker staan op internationaal vlak.’
Stefan König
AM: Qua innovatie zien we dat de focus in de industrie vaak op IT-gerichte evoluties ligt, zoals digitalisering en artificiële intelligentie. Maar wat zijn voor u de voornaamste technologische evoluties op het gebied van fluid power?
‘Laat u niks wijsmaken: te midden van al deze innovaties is en blijft fluid power ‘incontournable’. Het volstaat om enkele sectoren te noemen waar onze systemen letterlijk en figuurlijk de zaken doen draaien: de auto-industrie, bouw- en landbouwmachines, transport, voedings- en verpakkingsmachines, houtbewerking, persen, elektrotechniek, de scheepsbouw, metaalproductie en -verwerking, de lucht- en ruimtevaart, de medische sector, de milieutechnologie,... ik kan gerust nog een halfuurtje
doorgaan met opsommen, maar u snapt waar ik naar toe wil. Het is dan ook onbegonnen werk om er één of twee innovaties in fluid power uit te pikken, want onze markt is zo divers en boeiend dat ik er wellicht honderden kan opnoemen.’
‘We bevinden ons in onzekere tijden, dat zal uw lezers wellicht niet ontgaan zijn. Er is een wereldwijd tekort aan energie en grondstoffen, er is de nasleep van de pandemie, er zijn logistieke uitdagingen en nu kwam er recent nog een oorlog aan onze grenzen bij. Die redenen leiden samen tot sterke prijsstijgingen. In de industrie zal de energie-efficiëntie van machines en installaties daarom nog belangrijker worden. Fluid power en andere hoogwaardige technologievormen spelen een zeer belangrijke rol in de voortdurende verbetering van aandrijfoplossingen. Gelukkig is de kentering al ingezet: we krijgen steeds meer oog voor de totale eigendomskosten van een product. De beperking van die kost kunnen we onder meer bereiken door de energieconsumptie te verminderen, en dat kan door te streven naar een hogere energie-efficiëntie. Dat is voor mij toch een zeer belangrijke overkoepelende evolutie in onze sector.’
AM: Welk pad kunnen we daarvoor het best bewandelen?
Stefan König: ‘Ik denk dat we moeten werken op meerdere sporen tegelijk. Ik denk bijvoorbeeld aan het verder beperken van wrijvingsverliezen in systemen, het werken met variabele snelheidsregelingen en de creatie van dynamisch geoptimaliseerde systemen. Er zijn ongebreideld veel mogelijkheden voor besparingen. Voor alle verschillende soorten machineaandrijvingen geldt bovendien dat er naast de energie-efficiëntie van de aandrijving, nog andere manieren zijn om verliezen te beperken: bijvoorbeeld het optimaliseren van de vermogens die worden verbruikt voor het eigenlijke doel van een machine (bijvoorbeeld voor het bewerken van de stukken) en het vermogen dat door de machine zelf wordt verbruikt (bijvoorbeeld voor het opheffen van de traagheid van de motor, voor het bewegen van grijpers,...). Een welkom neveneffect van dit optimalisatieproces is dat het resulterende afgeslankte systeem aanzienlijk dynamischer wordt.’
AM: We vangen her en der wel eens op dat kennis van pneumatica en hydraulica terugloopt. Is dat ook uw aanvoelen?
‘Ik zou op zich niet stellen dat de kennis terugloopt, wel raakt ze minder goed verspreid. Op onze scholen en universiteiten verrichten ze prachtig werk, maar het is voor hen niet evident -zelfs onmogelijk- om hun leerlingen alle aspecten uit elke sector te leren kennen. Er ligt daar een belangrijke taak weggelegd voor onze federaties, die het voortouw moeten nemen om mensen naast de schoolse context op te leiden tot ze over de noodzakelijke competenties beschikken. Levenslang leren is geen hype, het is een noodzaak.’
www.cetop.org
WIE IS STEFAN KÖNIG?
Na zijn studies tot ingenieur aan de Hochschule te Bremen, startte König na een eerste jobervaring bij aandrijfspecialist Danfoss. 32 Jaar later is hij nog altijd aan boord van hetzelfde bedrijf, al oefende hij intussen zeer diverse jobs uit.
De rode draad in zijn carrière is evenwel het internationaal karakter van zijn jobs. Zo was hij eerder actief in diverse salesfuncties in de Chinese markt en voor de gebieden EMEA en APAC (Azie en Pacific).
Vandaag zoekt hij het wat dichter bij huis en is hij verantwoordelijk voor de regio Centraal Europa van Danfoss. Bij CETOP is König lang geen onbekende, want sinds 2013 was hij al vice-voorzitter. In 2016 werd hij aangesteld als voorzitter van de organisatie.








