
3 minute read
SEEPEX


The Food and Beverage Challenges solved by PC pumps
The many challenges faced by the food and beverage industry can be divided into three major areas - raw materials handling, production, and waste removal. Pumps are integral to the majority of food and beverage operations, and the progressive cavity (PC) pump can deliver efficient solutions to help producers increase productivity and reduce operating costs.
1. HANDLING SHEAR-SENSITIVE MEDIA WITHOUT COMPROMISING QUALITY
The low shear action of the PC pump preserves the integrity of shearsensitive products such as yoghurt, cream, yeast, ice-cream and sauces, removing the need to add costly additives downstream to restore product texture and appearance.
2. BATCH AND CONTINUOUS DOSING WITH HIGH PRECISION AND REPEATABLE ACCURACY
PC pumps are ideal for dosing applications where a specific quantity of product must be dosed with high accuracy. PC pumps are virtually pulsation free so they meter additives such as flavours or colours in a smooth, continuous action optimising product quality. Output is directly proportional only to the rotational speed of the pump elements resulting in excellent linear accuracy.
The ultra-hygienic BCFH pump range has a low shear action, making it ideal for sensitive foodstuffs such as yoghurt SEEPEX pumps are ideal for batch and continuos dosing with high and repeatable accuracy

3. GENTLE HANDLING OF SOLID PARTICLES
PC pumps can handle solid particles without damage. The cavities formed between rotor and stator are neither compressed nor contorted in operation, i.e. ingredients such as fruit or vegetable pieces can easily be transported.
4. VISCOSITY
PC pumps have excellent suction characteristics and can handle highly viscous or sticky products. For nonflowable products, auger mechanisms have been developed to constantly feed viscous media into the pump elements. As a result, media with dry solids content up to 45 per cent and viscosity in excess of 1,000,000 cP can be successfully handled.
5. EHEDG CERTIFIED PUMPS FULFILL THE STRINGENT DEMANDS OF CLEANLINESS
To fulfill the most stringent hygiene requirements, SEEPEX offers EHEDG certified pumps with enhanced internal design to ensure residue free cleaning.
6. HYGIENIC WASTE REMOVAL
Production waste can be removed in enclosed systems using PC pumps. Open hopper pumps with a feed auger and macerating knives chop and pump food waste in a single operation, reducing waste volume by up to 60% with OPEX costs considerably lower than vacuum or compressed air systems. Products such as reject whole fruit and vegetables, poultry (DOA, heads, feet, necks) and even ready meal packaging are hygienically removed through pipework from high care to low risk areas.
www.seepex.com

HYGIENIC PC PUMP FOR HIGHEST PRODUCT QUALITY
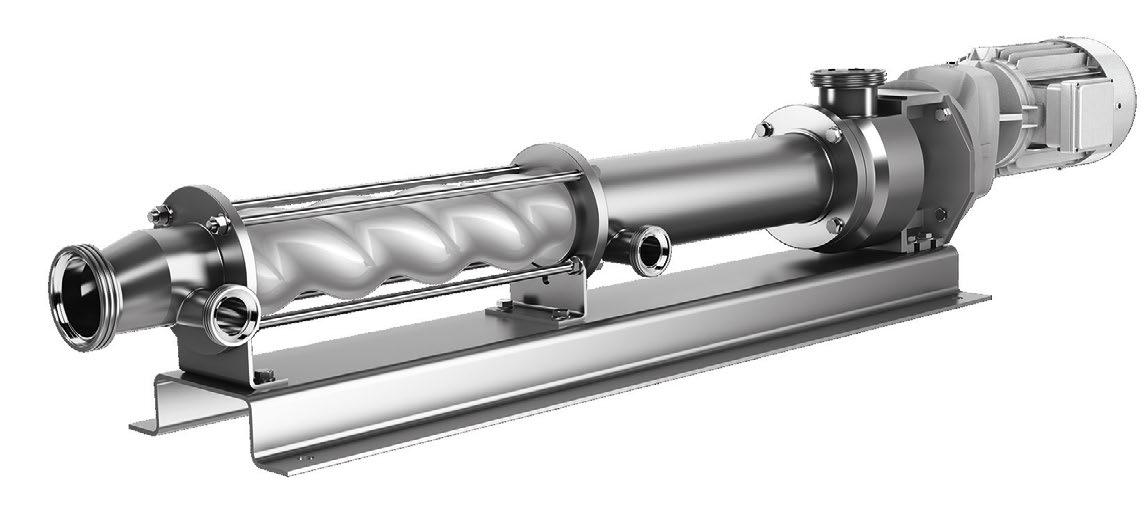
The EHEDG certified BCFH range of progressive cavity pumps handles thin to highly viscous products, including those containing soft solids, with a low shear action and minimal pulsation which enables accurate flow control. BCFH pumps fulfill the stringent demands of cleanliness in the food, beverage, chemical, pharmaceutical and cosmetic industries.
y EHEDG Type EL Class I and 3-A Sanitary
Standards certified y Product quality and texture maintained by low shear pump action y Reduces need for costly additives
SEEPEX UK Ltd. sales.uk@seepex.com www.seepex.com y Enhanced internal design ensures residue free cleaning with CIP/SIP y Minimal pulsation flow, high dosing precision y Easy maintenance due to detachable rotor connection and split suction casing





Creating transformation.
For fl exible production processes in the packaging industry.
Packaging industry processes are becoming more complex due to issues such as sustainable packaging materials and the increasing customization of packaging: As a sensor manufacturer, our goal is to make your automated packaging processes even more fl exible, effi cient, and safer through the use of our innovative products and solutions. This is how we ensure your success in an industry that is ever evolving.








